UNIVERSIDADE FEDERAL DE ALFENAS/MG · na purificação do biodiesel, assim como a reutilização...
51
UNIVERSIDADE FEDERAL DE ALFENAS/MG CAMPUS POÇOS DE CALDAS/MG MARCELLI PURCINO RÚPOLO MATHEUS CELLIM LEVENDOSK PROJETO DE PLANTA PILOTO PARA PRODUÇÃO E PURIFICAÇÃO DO BIODIESEL Poços de Caldas /MG 2015
-
Upload
nguyenlien -
Category
Documents
-
view
216 -
download
0
Transcript of UNIVERSIDADE FEDERAL DE ALFENAS/MG · na purificação do biodiesel, assim como a reutilização...

UNIVERSIDADE FEDERAL DE ALFENAS/MG
CAMPUS POÇOS DE CALDAS/MG
MARCELLI PURCINO RÚPOLO
MATHEUS CELLIM LEVENDOSK
PROJETO DE PLANTA PILOTO PARA PRODUÇÃO E PURIFICAÇÃO DO
BIODIESEL
Poços de Caldas /MG
2015

2
MARCELLI PURCINO RÚPOLO
MATHEUS CELLIM LEVENDOSK
PROJETO DE PLANTA PILOTO PARA PRODUÇÃO E PURIFICAÇÃO DO
BIODIESEL
Poços de Caldas/MG
2015
Trabalho de Trabalho de Conclusão de
Curso, do curso de Engenharia Química da
Universidade Federal de Alfenas, Campus de
Poços de Caldas – MG.
Orientador: Prof. Dr. Leandro Lodi.
Orientador: Prof. Dr. Leandro Lodi.

3
FICHA CATALOGRÁFICA
R945p Levendosk, Matheus Cellim .
Projeto de planta piloto para produção e purificação do biodiesel. / Marcelli
Purcino Rúpolo; Matheus Cellim Levendosk ;
Orientação de Leandro Lodi. Poços de Caldas: 2015. 51 fls.: il.; 30 cm.
Inclui bibliografias: fls. 41-44
Trabalho de Conclusão de Curso (Graduação em Engenharia Química) –
Universidade Federal de Alfenas– Campus de Poços de Caldas, MG.
1. Biodiesel . 2. Energia renovável. 3. Reação de esterificação. I. Levendosk,
Matheus Cellim . II. Lodi, Leandro. (orient.). III. Universidade Federal de Alfenas –
Unifal. IV. Título.
CDD 662.88
4

5
RESUMO
A necessidade de uma fonte de energia renovável e menos poluente que os combustíveis
de origem fóssil está cada vez mais intensa. O biodiesel vem ganhando destaque no
setor por ser um possível substituto dos derivados de petróleo. O biodiesel é oriundo de
óleos vegetais ou de gordura animal, pode ser sintetizado através de reações de
esterificação e de transesterificação, sendo esta última a mais empregada no setor
industrial. Sua produção é bem diversificada com relação aos reagentes, podendo ser de
origem metílica e etílica, diferenciando-se também em relação ao tipo de catalisador,
obtendo-se então, diversas rotas de produção. Para que seu uso possa ser efetivo no
setor de energia, é necessário que o biodiesel esteja dentro das normas estabelecidas
pela ANP e, portanto, há necessidade de um processo de purificação dos ésteres. Dentre
os processos de purificação estão a rota úmida e a rota à seco. Com o objetivo de reduzir
os efluentes gerados pela purificação via úmida, faz-se necessário um estudo sobre as
possibilidades de utilizar o método de filtração por micromembranas compostas por
Al2O3 e TiO2 na purificação do biodiesel, assim como a reutilização do mesmo
adsorvente e a recuperação do álcool empregado na síntese. Para isso, realizam-se
balanços de massa e energia, estudos de cenário industrial e um projeto de uma planta
piloto de produção e purificação do biodiesel com adsorventes de origem argilosa.
Palavras-chave: Produção de biodiesel. Energia renovável. Reação de esterificação.
Processos industriais.

6
ABSTRACT
The need for a source of renewable energy and less polluting than fossil fuels is
becoming increasingly intense. Biodiesel has been gaining momentum in the industry to
be a possible replacement of petroleum products. Biodiesel is derived from vegetable
oils or animal fats can be synthesized through esterification and transesterification,
which is the most used in the industrial sector. Its production is diverse with respect to
the reactants, may be methyl ethyl origin, also differentiating itself in relation to the
type of catalyst, obtaining then a number of production routes. So that their use can be
effective in the energy sector, it is necessary that biodiesel is within the standards
established by ANP and therefore no need for a process of purification of the esters.
Among the purification processes are wet route and the route to dry. In order to reduce
effluent generated by wet cleaning, it is necessary a study on the possibilities of using
the filtration method microwebs composed of Al2O3 and TiO2 in the biodiesel
purification, as well as reuse of the same adsorbent and recovery of alcohol used in the
synthesis. To do this, hold up mass and energy balances, industrial scenario studies and
design of a pilot plant production and purification of biodiesel with adsorbents clay
origin.
Keywords: biodiesel production. Renewable energy. Esterification reaction. Industrial
processes.

7
LISTA DE FIGURAS
Figura 1 - Produção mundial de biodiesel .................................................................... 13
Figura 2 - Síntese de biodiesel por transesterificação .................................................. 16
Figura 3 - Reação de transesterificação ........................................................................ 16
Figura 4 - Reação de saponificação .............................................................................. 17
Figura 5 - Síntese de biodiesel via catálise alcalina ..................................................... 18
Figura 6 - Síntese de biodiesel via catálise ácida ......................................................... 19
Figura 7 - Purificação do biodiesel à seco .................................................................... 22
Figura 8 - Diagrama de Blocos do processo de produção de biodiesel ........................ 46
Figura 9 – Fluxograma do Processo de produção de biodiesel .................................... 47
Figura 10 – Fluxograma de Engenharia ....................................................................... 50

8
LISTA DE TABELAS
Tabela 1 - Especificações do Biodiesel. ........................................................................ 14
Tabela 2 - Massa de saída e fração mássica de cada componente. ................................ 26
Tabela 3 - Dados do Processo de produção de biodiesel. .............................................. 27
Tabela 4 - Calor Específico dos Componentes da mistura a 25ºC ................................ 28
Tabela 5- Dados para calculo de calor específico médio. ............................................. 29
Tabela 6 – Dados para balanço de energia na coluna de evaporação da fase leve. ....... 29
Tabela 7 - Dados para balanço de energia na coluna de evaporação da fase pesada. ... 30
Tabela 8 - Dados para o processo de resfriamento de vapor de etanol.......................... 31
Tabela 9 – Dados para balanço de energia na torre de resfriamento. ............................ 31
Tabela 10 - Rendimento do Metanol versus Etanol ..................................................... 33
Tabela 11 - Propriedades do Etanol .............................................................................. 34
Tabela 12 - Características físico-químicas do óleo de soja a 20°C ............................. 34
Tabela 13 - Principais ácidos graxos presentes no óleo de soja ................................... 34
Tabela 14 – Massa molar dos triglicerídios presentes no óleo de soja ......................... 35
Tabela 15 - Propriedades do Óleo de Soja brasileiro ................................................... 35
Tabela 16 - Propriedades do KOH ............................................................................... 35
Tabela 17 - Massa Molar e Massa específica do Biodiesel .......................................... 36
Tabela 18 - Especificações da glicerina ....................................................................... 36
Tabela 19 - Tabela de Utilidades para um projeto de produção de biodiesel. ............... 37
Tabela 20 - Dados do processo do condensador. ........................................................... 37
Tabela 21 - Lista de Instrumentação. ............................................................................. 39
Tabela 22 - Análise de Custos. ...................................................................................... 39
Tabela 23 - Análise de Riscos pelo método What If. .................................................... 41
Tabela 24 – Detalhes do Fluxograma. ........................................................................... 47
Tabela 25 – Balanço de Massa do processo de produção do biodiesel. ........................ 48
Tabela 26 - Tabela Estequiométrica. ............................................................................. 51

9
SUMÁRIO
1. INTRODUÇÃO ................................................................................................ 12
2. OBJETIVOS ..................................................................................................... 13
2.1. Objetivo Geral ................................................................................................. 13
2.2. Objetivos Específicos ....................................................................................... 13
3. REVISÃO BIBLIOGRÁFICA ........................................................................... 14
3.1. Biodiesel ........................................................................................................... 14
3.2. Síntese do biodiesel .......................................................................................... 15
3.3. Efeito do catalisador ........................................................................................ 17
3.3.1. Catálise Alcalina .............................................................................................. 17
3.3.2. Catálise ácida .................................................................................................. 18
3.4. Efeito do álcool ................................................................................................ 19
3.4.1. Metanol ............................................................................................................ 20
3.4.2. Etanol ............................................................................................................... 20
3.5. Purificação ....................................................................................................... 21
3.5.1. Purificação via úmida ...................................................................................... 22
3.5.2. Purificação à seco .......................................................................................... 22
3.5.2.1. Purificação pelo processo de membranas cerâmicas ...................................... 23
4. RESULTADO E DISCUSSÕES ....................................................................... 23
4.1.1. Entrada da Matéria Prima .............................................................................. 23
4.1.2. Purificação ....................................................................................................... 25
4.1.3. Saída de Produto ............................................................................................. 25
4.2. Diagrama de Blocos ........................................................................................ 25
4.3. Fluxograma de Processos (PFD) .................................................................... 26
4.4. Balanço de Massa ............................................................................................ 26
4.4.1. Dados do Processo .......................................................................................... 27
4.5. Balanço de energia .......................................................................................... 27
10
4.5.1. Balanço de energia na coluna de evaporação ................................................. 29
4.5.2. Balanço de energia na torre de Resfriamento ................................................. 30
4.6. Descritivo do funcionamento das malhas de controle e instrumentação ........ 31
4.6.1. Malha de controle no reator de transesterificação ......................................... 31
4.6.2. Malha de Controle na Caldeira ....................................................................... 32
4.6.3. Malha de controle no condensador ................................................................. 32
4.6.4. Malha de controle no filtro .............................................................................. 32
4.7. Especificações das matérias primas, produtos e efluentes .............................. 33
4.7.1. Matéria Prima .................................................................................................. 33
4.7.1.1. Etanol ............................................................................................................... 33
4.7.1.2. Óleo vegetal ..................................................................................................... 34
4.7.1.3. Hidróxido de Potássio (KOH) ......................................................................... 35
4.7.2. Produtos ........................................................................................................... 35
4.7.2.1. Biodiesel ........................................................................................................... 35
4.7.3. Efluentes ........................................................................................................... 36
4.7.3.1. Glicerina .......................................................................................................... 36
4.8. Avaliação das utilidades .................................................................................. 36
4.9. Lista de equipamentos e instrumentos ............................................................. 37
4.9.1. Equipamentos ................................................................................................... 37
4.9.2. Instrumentos ..................................................................................................... 39
4.10. Fluxograma de engenharia (P&ID) ................................................................ 39
4.11. Estimativa de custos ......................................................................................... 39
4.12. Avaliação de Segurança .................................................................................. 40
5. CONCLUSÃO .................................................................................................. 41
6. REFERÊNCIAS ................................................................................................ 42
7. ANEXOS ........................................................................................................... 46
7.1. Anexo A ............................................................................................................ 46
11
7.2. Anexo B ............................................................................................................ 47
7.3. Anexo C ............................................................................................................ 48
7.4. Anexo D ............................................................................................................ 50
8. MEMORIAL DE CÁLCULOS .......................................................................... 50

12
1. INTRODUÇÃO
A grande maioria dos combustíveis que são empregados nas indústrias e para
geração de energia tem origem fóssil e, por isso, não renovável. Dentre esses
combustíveis pode-se destacar a gasolina, diesel e o gás natural [1].
Um dos desafios da indústria energética é a redução do consumo destes
combustíveis não renováveis e a sua substituição gradativa por combustíveis renováveis
e de menor impacto ambiental visto que, os combustíveis de origem fóssil são altamente
poluidores, pela emissão de gases efeito estufa, CO2, além de SOx e NOx [1].
Diante desses aspectos citados anteriormente, chegou-se a conclusão de que o uso
de combustíveis renováveis pode ser uma das melhores saídas para reduzir todo esse
impacto. Neste cenário, o biodiesel ganha importância, por ser um combustível
alternativo ao diesel convencional, que pode ser oriundo de fontes renováveis e possui
ampla variedade de matérias-primas [1].
O biodiesel vem sendo despontado como uma alternativa promissora em um
mercado crescente em países de importância econômica como os EUA e países
desenvolvidos da União Européia. Fato consequente da queda no custo de produção,
alta no preço do petróleo, de políticas de incentivo ao consumo de biodiesel e adição do
biodiesel em porcentagens ao biodiesel convencional. Porém, a produção do biodiesel,
ainda necessita de subsídio para competir efetivamente com os derivados do petróleo
[2].
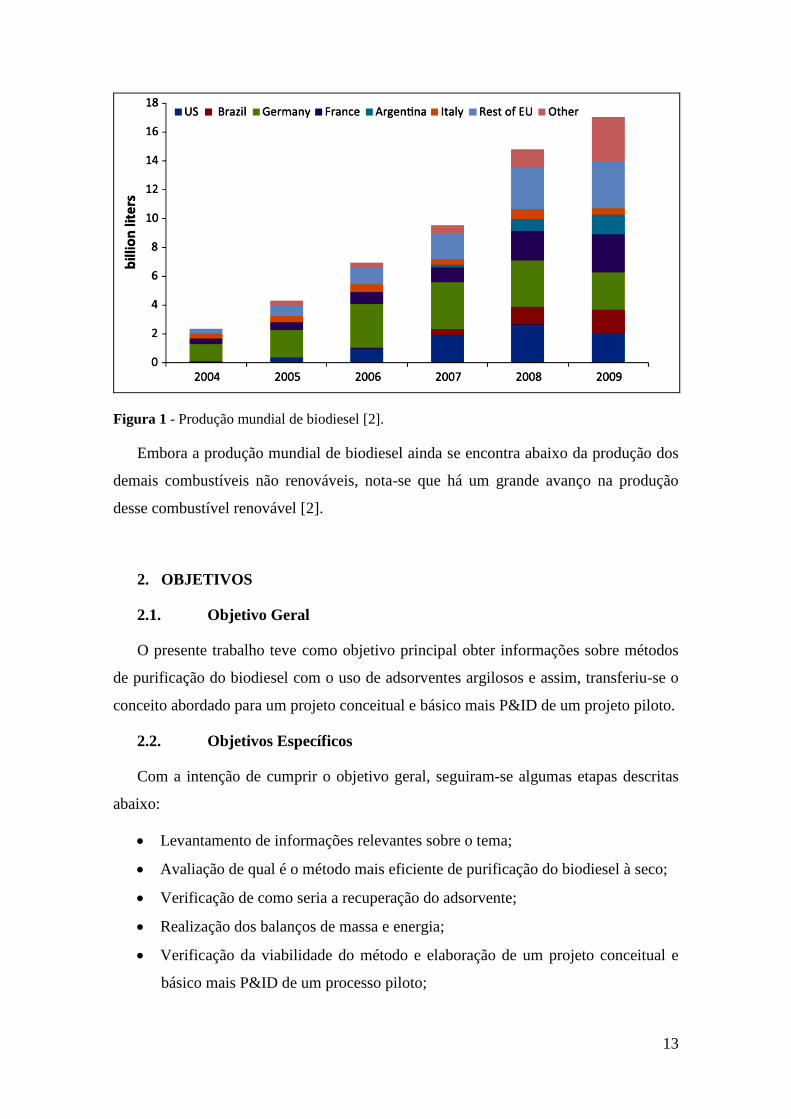
A Figura 1 representa a produção de biodiesel em alguns dos principais países no
período entre 2004 e 2009.
13
Figura 1 - Produção mundial de biodiesel [2].
Embora a produção mundial de biodiesel ainda se encontra abaixo da produção dos
demais combustíveis não renováveis, nota-se que há um grande avanço na produção
desse combustível renovável [2].
2. OBJETIVOS
2.1. Objetivo Geral
O presente trabalho teve como objetivo principal obter informações sobre métodos
de purificação do biodiesel com o uso de adsorventes argilosos e assim, transferiu-se o
conceito abordado para um projeto conceitual e básico mais P&ID de um projeto piloto.
2.2. Objetivos Específicos
Com a intenção de cumprir o objetivo geral, seguiram-se algumas etapas descritas
abaixo:
Levantamento de informações relevantes sobre o tema;
Avaliação de qual é o método mais eficiente de purificação do biodiesel à seco;
Verificação de como seria a recuperação do adsorvente;
Realização dos balanços de massa e energia;
Verificação da viabilidade do método e elaboração de um projeto conceitual e
básico mais P&ID de um processo piloto;

14
3. REVISÃO BIBLIOGRÁFICA
3.1. Biodiesel
O biodiesel é um combustível similar e alternativo ao óleo diesel de petróleo,
produzido a partir de óleos vegetais e gorduras animais. Além de ser um combustível
renovável, reduz a poluição atmosférica e o aumento do efeito estufa, pois reduz a
emissão de CO2, um dos principais gases geradores de efeito estufa, e de gases de
enxofre causadores da chuva ácida. Quimicamente, o biodiesel é conhecido como éster
metílico, ou etílico, de ácidos graxos, dependendo do álcool utilizado, que pode ser
obtido por diferentes processos como a esterificação ou transesterificação [3].
Segue na Tabela 1 as especificações do biodiesel norte-americano (ASTM), europeu
(EN) e brasileiro (ANP).
Tabela 1 - Especificações do Biodiesel.
ASTM D 6751 EN 14214
ABNT NBR (ANP
07/2008)
Propriedades Método Especificações Método Especificação Método Especificação
Aspecto Visual Límpido e
isento de
impurezas
Visual Límpido e
isento de
impurezas
Visual Límpido e
isento de
impurezas
Densidade
(20°C)
- - EN ISO
3675
860-900 kg/m3 NBR
14065
850-900 kg/m3
Ponto de fulgor ASTM
D 93
Mín: 130°C EN ISO
3675
Mín: 120°C NBR
14598
Mín: 100°C
Enxofre total ASTM
D 5453
Máx: 50mg/kg EN ISO
20884
EN ISO
20846
Máx: 50mg/kg - -
Viscosidade
cinemática
(40°C)
ASTM
D 445
1,9-6,0 mm2/s EN ISO
3104
3,5-5,0 mm2/s NBR
10441
3,0-6,0 mm2/s
Ponto de
entupimento de
filtro a frio
ASTM
D 6371
Anotar EN ISO
116
Anotar NBR
14747
Máx: 19°C
Ponto de névoa
ASTM
D 2500
Anotar - - NBR
11346
Anotar
Ponto de
fluidez
ASTM
D 5949
Anotar ISO
3016
Anotar NBR
11349
Anotar
Sódio UOP
391
(Na + K) EN
14108
(Na + K) NBR
15556
(Na + K)
Potássio - Máx: 5,0mg/kg EN
14109
Máx: 5,0
mg/kg
NBR
15556
Máx: 5,0
mg/kg
Cálcio - - EN
14538
(Ca + Mg) NBR
15556
(Ca + Mg)
Magnésio - - EN
14538
Máx: 5,0
mg/kg
NBR
15556
Máx: 5,0
mg/kg
Teor de água ASTM
D 6304
Máx: 500
mg/kg
EN ISO
12937
Máx: 500
mg/kg
NBR
11348
Máx: 500
mg/kg
Resíduo de ASTM Máx: 0,050 EN ISO Máx: 0,030 - -

15
Carbono D 4530 (w/w) 10370 (mol/mol)
Estabilidade à
oxidação
(110°C)
ASTM
D 7462
Mín: 3h EN
14112
Mín: 6h - -
Corrosividade ASTM
D 130
Máx: nº3 EN ISO
2160
Máx: Class I
(grau de
conversão)
NBR
14359
Máx: 1
Fonte: Agência Nacional do Petróleo, Gás Natural e Biocombustíveis. ANP, 2015.
3.2. Síntese do biodiesel
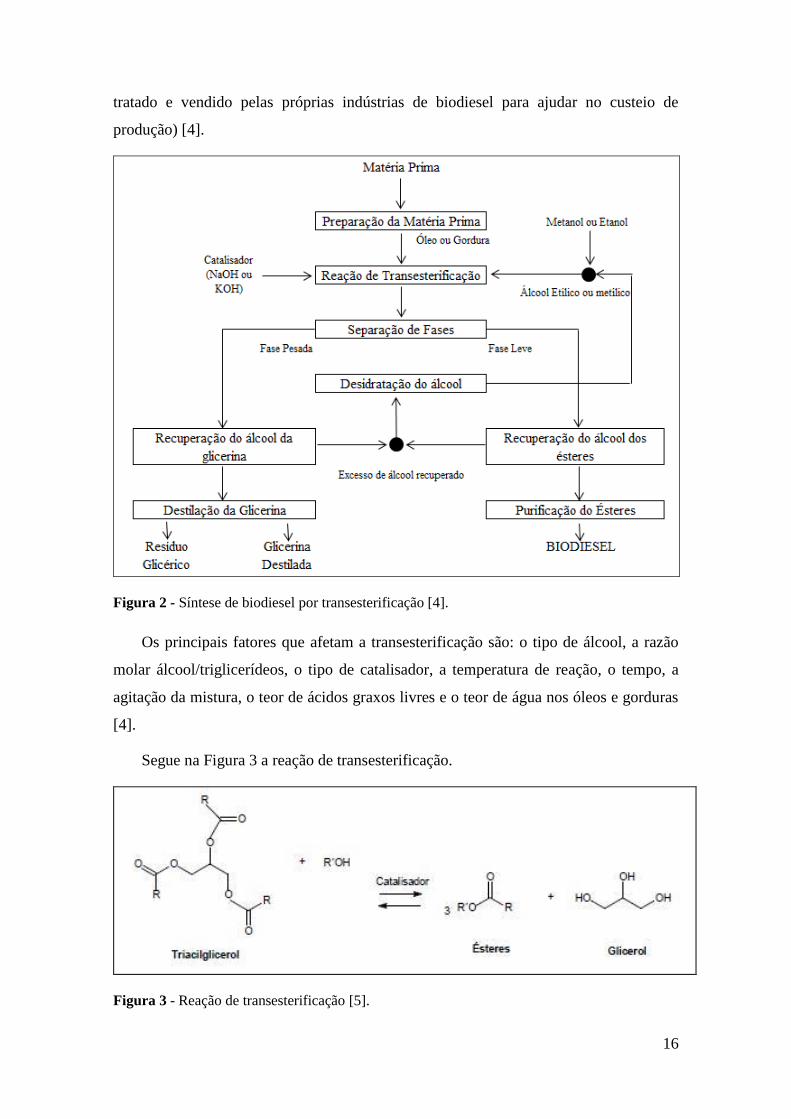
A transesterificação ou alcoólise é a reação química na qual um triglicerídeo (óleo
ou gordura) reage com um álcool na presença de um catalisador para formar,
majoritariamente, ésteres monoalquílicos (biodiesel) e glicerol, como mostra a Figura 2.
O álcool usualmente é o metanol ou o etanol, resultando em ésteres metílicos ou
etílicos, respectivamente. A transesterificação consiste em uma sequência de reações
reversíveis consecutivas [4].
O primeiro passo é a mistura do álcool com catalisador formando o alcóxido
(nucleófilo responsável pelo ataque ao triglicerídeo) e, consequentemente, a conversão
dos triglicerídeos em diglicerídeos, seguido pela conversão de diglicerídeos em
monoglicerídeos e, finalmente, de monoglicerídeos em glicerol, produzindo uma
molécula de éster em cada etapa [4].
Para a reação, são necessários 3 mols de álcool e 1 mol de triglicerídeo reagem para
formar 3 mols de ésteres de ácidos graxos e 1 mol de glicerina. Como as reações são
reversíveis, um excesso de álcool é necessário para favorecer a geração dos produtos
desejados [4].
Após o tempo de residência e a reação ser concluída, observa-se a formação de uma
mistura bifásica onde a fase de menor densidade é o produto de interesse (biodiesel) e a
fase mais densa é a glicerina. Normalmente a separação é feita por decantação. É
importante ressaltar que em ambas as fases têm-se a presença de resíduos e, em alguns
casos, formação de produtos indesejáveis, como, por exemplo, o sabão [4].
Após a decantação, as fases são destinadas ao tratamento, onde os reagentes
empregados como o álcool e o catalisador são recuperados. Sendo ainda que, o biodiesel
segue para o tratamento de purificação para que se atinja o grau de pureza especificado
pelas normas regulamentadoras e o glicerol segue para outro destino (atualmente é
16
tratado e vendido pelas próprias indústrias de biodiesel para ajudar no custeio de
produção) [4].
Figura 2 - Síntese de biodiesel por transesterificação [4].
Os principais fatores que afetam a transesterificação são: o tipo de álcool, a razão
molar álcool/triglicerídeos, o tipo de catalisador, a temperatura de reação, o tempo, a
agitação da mistura, o teor de ácidos graxos livres e o teor de água nos óleos e gorduras
[4].
Segue na Figura 3 a reação de transesterificação.
Figura 3 - Reação de transesterificação [5].

17
3.3. Efeito do catalisador
O biodiesel pode ser obtido utilizando catalisadores homogêneos e heterogêneos,
esta ultima por ser mais complexa, requer maior tempo reacional e processos de
purificação diferentes [6].
Os catalisadores homogêneos são divididos em dois grupos: alcainos e ácidos. Os
alcalinos apresentam vantagens como o tempo de reação e condições moderadas de
reação enquanto que, a rota com catalisador ácido leva maior tempo de residência e
condições mais extremas de temperatura [6].
O tipo de do catalisador não influencia somente no tempo de reação e nas condições,
mas também, nos resíduos que, consequentemente, formam-se ao final do processo. A
reação de saponificação, que é uma reação indesejável, causada pela hidrólise do éster
em meio básico formando sabão (derivado do ácido graxo), dificulta a separação de
fases (biodiesel e glicerol) e a purificação do produto [6].
Segue na Figura 4 um exemplo de reação de saponificação. Essa reação é de
hidrólise do éster.
Figura 4 - Reação de saponificação [5].
3.3.1. Catálise Alcalina
A catálise básica é a mais aplicada industrialmente para a síntese de biodiesel, sendo
que os catalisadores mais utilizados são os hidróxidos de sódio, potássio devido a sua
disponibilidade, baixo custo e eficiência. Utilizando este tipo de catalisador, a reação
ocorre de maneira mais rápida em comparação a catálise ácida, ocorre em condições

18
mais brandas de temperatura, pode ser feita em pressão atmosférica além de apresentar
menores riscos de corrosão e deterioração dos equipamentos utilizados na sua síntese
[6].
Segue na Figura 5 uma esquematização de uma reação de transesterificação via
catálise alcalina.
Figura 5 - Síntese de biodiesel via catálise alcalina [1].
No entanto, a síntese de biodiesel via catálise alcalina gera uma preocupação para
os fabricantes, a formação de sabão como subproduto da reação, devido a presença de
ácidos graxos livres, gerando alto custo para a posterior purificação do biodiesel e,
consequentemente, elevando o custo final do produto [6].
3.3.2. Catálise ácida
A catálise ácida vem sendo pesquisada para uma possível substituição dos
catalisadores alcalinos com o intuito de reduzir gastos empregados na síntese do
biodiesel devido a exigência de pureza do produto final quando comparado ao produto
final via catálise alcalina [6].
Esse tipo de reação via catálise ácida proporciona elevadas conversões dos reagentes
em ésteres, o que garante maior grau de pureza mencionado anteriormente. Em
contrapartida, são reações lentas e que necessitam de condições consideravelmente
altas, como elevadas temperaturas [6].
19
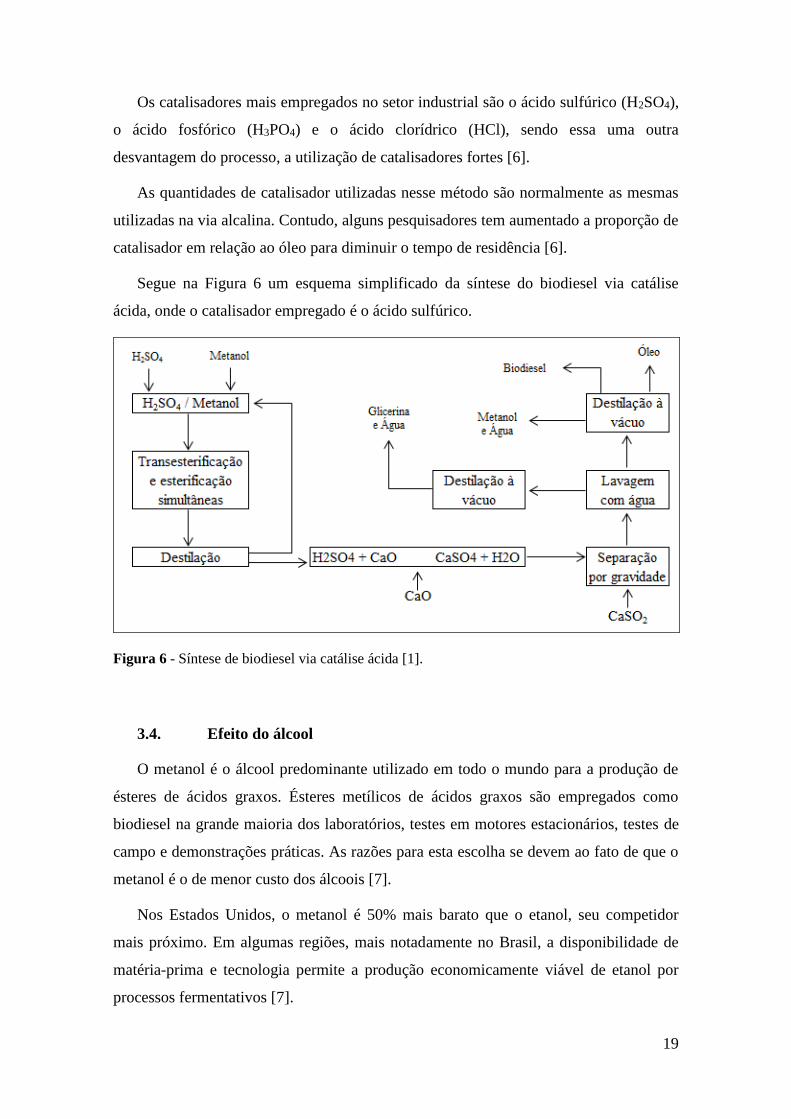
Os catalisadores mais empregados no setor industrial são o ácido sulfúrico (H2SO4),
o ácido fosfórico (H3PO4) e o ácido clorídrico (HCl), sendo essa uma outra
desvantagem do processo, a utilização de catalisadores fortes [6].
As quantidades de catalisador utilizadas nesse método são normalmente as mesmas
utilizadas na via alcalina. Contudo, alguns pesquisadores tem aumentado a proporção de
catalisador em relação ao óleo para diminuir o tempo de residência [6].
Segue na Figura 6 um esquema simplificado da síntese do biodiesel via catálise
ácida, onde o catalisador empregado é o ácido sulfúrico.
Figura 6 - Síntese de biodiesel via catálise ácida [1].
3.4. Efeito do álcool
O metanol é o álcool predominante utilizado em todo o mundo para a produção de
ésteres de ácidos graxos. Ésteres metílicos de ácidos graxos são empregados como
biodiesel na grande maioria dos laboratórios, testes em motores estacionários, testes de
campo e demonstrações práticas. As razões para esta escolha se devem ao fato de que o
metanol é o de menor custo dos álcoois [7].
Nos Estados Unidos, o metanol é 50% mais barato que o etanol, seu competidor
mais próximo. Em algumas regiões, mais notadamente no Brasil, a disponibilidade de
matéria-prima e tecnologia permite a produção economicamente viável de etanol por
processos fermentativos [7].
20
No Brasil, o biodiesel de natureza etílica é um produto em potencial. O etanol
também foi utilizado para a produção de biodiesel nos Estados Unidos em situações
onde havia disponibilidade de etanol derivado da fermentação de substratos ricos em
amido [7].
A quase totalidade do biodiesel produzido no mundo é do tipo metílico, porém,
devido à grande vocação agrícola brasileira e a já existente e consolidada indústria do
etanol no Brasil, é mais do que natural o fortalecimento da ideia de substituição do
metanol pelo etanol para a produção do biodiesel [7].
3.4.1. Metanol
Metanol (CH3OH), ou álcool metílico, é o primeiro álcool da série alifática de mono
álcoois. Entretanto, outras rotas tecnológicas de produção do metanol foram
desenvolvidas e, pouco a pouco, a via renovável de produção deste álcool foi
abandonada por razões técnico-econômicas [7].
Atualmente, o metanol é produzido industrialmente através da redução catalítica do
monóxido e dióxido de carbono, segundo as reações a seguir:
A matéria-prima dos reagentes CO e H2 é o gás natural (CH4), através de reações
de reforma, é abundante e barato para a maioria dos países. O metanol é um líquido
incolor, de baixa viscosidade e com cheiro característico [7].
Quimicamente, é uma substância inflamável à temperatura ambiente e tóxica, não
somente pela inalação, mas também através da ingestão e contato prolongado com a
pele. Um aspecto curioso e preocupante é que o metanol, quando em combustão, produz
uma chama transparente, dificultando o alerta em caso de acidente. Possui aplicações
como solvente, anticoagulante, agente de limpeza e combustível, sendo utilizado
industrialmente em diversas sínteses químicas, mas principalmente na fabricação do
formaldeído [7].
3.4.2. Etanol
Vulgarmente chamado de “álcool”, o etanol ou álcool etílico é uma substância
límpida, transparente, sem cor, de cheiro agradável, fortemente penetrante. Diluído em
21
água, apresenta um sabor adocicado. Na forma concentrada, é um poderoso
combustível, perfeitamente miscível em água, assim como em glicerina, gasolina, etc. O
etanol combustível é composto, aqui no Brasil, de 96% de etanol e 4% de água, e
aparece na gasolina como substituto do chumbo, para aumentar a octanagem da
gasolina, formando o chamado gasool [7].
Em princípio, o álcool etílico pode ser obtido, por via fermentativa, a partir de
qualquer vegetal rico em açúcar, como a cana-de-açúcar e a beterraba, a partir do
amido, extraído do arroz e do milho, e a partir da celulose, extraída da madeira.
Entretanto, por questões técnico-econômicas, a quase totalidade do etanol produzido no
Brasil provém da cana-de-açúcar. Além disso, o etanol também pode ser obtido através
da hidratação, direta ou indireta, do eteno (produto do petróleo). Essa rota tecnológica
só é importante em países com baixa disponibilidade de terras adaptáveis à cana-de-
açúcar [7].
São inúmeras as aplicações do álcool etílico. É utilizado como matéria-prima ou
como insumo do processo de fabricação de outras substâncias ou produtos, pode ser
empregado como combustível, além de ter larga aplicação na fabricação de bebidas e no
processo de produção de biodiesel [7].
3.5. Purificação
Os ésteres alquílicos não podem ser classificados como biodiesel até que preencham
as especificações de qualidade estabelecidas pela ANP, visto que, após a reação de
transesterificação, a fase rica em ésteres contém impurezas, tais como glicerina livre,
álcool, catalisador residual, mono-, di- e triacilglicerois não reagidos e sabões. Sendo
assim, a etapa de purificação é essencial, pois a presença de quantidades
suficientemente elevadas de impurezas pode causar problemas no motor, como por
exemplo, o entupimento de filtros, o aumento de depósitos de carbono, o espessamento
e a gelificação do lubrificante [8].
A glicerina presente no biodiesel pode ocasionar a produção e emissão da acroleína,
sendo também associada a depósitos de gomas ao redor do bico injetor e na cabeça de
válvulas. O sabão formado promove um aumento na viscosidade tornando difícil a
separação da fase éster da glicerina, levando à perda no rendimento da fase éster. Os
monoacilgliceróis (MG) podem causar turvação na mistura de ésteres e a presença de

22
ácidos graxos livres torna o biodiesel mais corrosivo, levando à degradação do motor,
comprometendo a qualidade do produto [9].
Existem dois métodos utilizados para purificar o biodiesel: a lavagem úmida e a
lavagem a seco. A mais tradicional é a lavagem úmida com água amplamente usada
para remover o excesso de contaminantes [10].
3.5.1. Purificação via úmida
A lavagem com água é um método de purificação eficiente na remoção dos
contaminantes presentes nos ésteres alquílicos e tem sido um dos métodos mais
utilizados. Entretanto, apresenta algumas desvantagens devido à formação de uma
grande quantidade de efluentes líquidos, que devem ser tratados antes de serem
descartados ou reutilizados. Neste caso, é necessária a instalação de uma estação de
tratamento, o que leva a um aumento do tempo e no custo de produção [11].
3.5.2. Purificação à seco
Outro processo que vem sendo utilizado na purificação dos ésteres alquilícos é a
purificação a seco. Neste processo podem ser utilizados materiais como: silicatos
(Magnesol), sílicas, resinas trocadoras de íons (Amberlite ou Purolite), argilas
(Bentoníta), carvão ativado, filtração através de membranas cerâmicas dentre outros. O
processo apresenta a vantagem de ser livre de água, o que elimina os problemas com o
tratamento de efluentes e diminui o tempo da etapa de purificação. A Figura 7
demonstra uma representação esquemática da purificação a seco do biodiesel.
Figura 7 - Purificação do biodiesel à seco [8].
23
3.5.2.1. Purificação pelo processo de membranas cerâmicas
Estudos do chinês Wang realizaram a purificação de biodiesel com membranas
cerâmicas. O biodiesel foi obtido por transesterificação alcalina de óleo refinado de
palma, com razão molar entre óleo e metanol de 1:6. Após a reação, o produto foi
deixado em repouso para ocorrer a decantação do glicerol, e a fase rica em ésteres foi
aquecida a vácuo para remover o metanol residual. O processo tradicional de lavagem
com água foi realizado para comparação com o método de purificação com membranas.
Os autores analisaram os tamanhos médios das moléculas de ésteres, de glicerol e
das micelas reversas formadas por glicerol e sabão, revelando que as micelas formadas
tinham tamanhos maiores que as moléculas de biodiesel, o que explica o princípio de
funcionamento da separação de biodiesel e glicerol com membranas cerâmicas. O
tamanho médio de moléculas de biodiesel foi usado como base na seleção dos tamanhos
médios de poro das membranas empregadas.
Para selecionar a membrana mais adequada ao processo de purificação, foram feitas
microfiltrações em fluxo tangencial com membranas de tamanhos de poro de 0,6, 0,2 e
0,1μm, a 60ºC e com pressão através da membrana de 0,15 MPa. Os resultados obtidos
mostraram que o teor de glicerina livre nos permeados e os fluxos iniciais de permeado
diminuíram conforme foram sendo usadas membranas com tamanhos médios de poro
menores. Os teores de potássio, sódio, cálcio, magnésio e glicerol livre no permeado da
membrana com tamanho de poro de 0,1μm foram melhores que os resultados obtidos
pelo processo de lavagem com água, sendo esta membrana selecionada como a mais
adequada ao processo de purificação de biodiesel.
4. RESULTADO E DISCUSSÕES
4.1. Descritivo do Processo
4.1.1. Entrada da Matéria Prima
O projeto proposto aconteceu inicialmente em dois reatores. No primeiro reator
ocorre a mistura de etanol (CH3CH2OH) com hidróxido de potássio (KOH) para a
formação do alcóxido (CH3CH2O-K+).
Esta reação é descrita a seguir:
H3C-CH2-OH + KOH → H3C-CH2-O-K+ + H2O + K+ (PAIVA, 2010)
24
Para efeitos de cálculo, o rendimento desta reação foi considerado próxima à 100%,
visto que o álcool está em excesso; Portanto, o alcóxido não será o agente limitante da
reação. Esta reação primária foi feita á temperatura ambiente e, com o cuidado para não
perder álcool por evaporação, ou seja, o reator deve permanecer fechado durante este
processo. O tempo de residência para esta etapa é irrelevante, pois a solubilização do
KOH em etanol é rápida o suficiente para não contribuir de maneira significativa para o
processo.
Posteriormente, o alcóxido é enviado para o segundo reator, por meio de gravidade
(visto que o reator de formação de alcóxido acima do reator de transesterificação), onde
reage com o óleo e, ocorre a reação de transesterificação. Segundo informações contidas
na literatura de Paiva (2010), os melhores resultados na reação de transesterificação são:
Razão molar óleo/etanol (1:6);
Agitação de 40 rpm;
Temperatura de 30ºC;
Tempo de 60 minutos;
Catalisador KOH (85% de pureza) na proporção catalisador/óleo de 1% em
massa.
Com essas condições o autor obteve um rendimento próximo de 98% de conversão
em ésteres etílicos.
Após o tempo de batelada, o meio reacional é bombeado para o decantador. Após
um tempo em repouso ocorre a separação de fases, a válvula é aberta e os produtos são
drenados por uma linha.
Na linha de separação contém um visor de nível. Com auxílio deste instrumento
pode-se fazer o controle de abertura/fechamento de válvulas que escoam a fase leve e
fase pesada. Portanto, quando a fase pesada finaliza seu escoamento, fecha-se a válvula
da linha da fase pesada, consequentemente, abrindo a válvula de escoamento da linha da
fase leve. Cada uma das fases é encaminhada para o seu trocador de calor, CO – 1 (Fase
Pesada) e CO – 2 (Fase Leve).
25
A troca térmica ocorre utilizando vapor superaquecido (proveniente de uma mini
caldeira). O excesso de etanol do meio reacional é evaporado (admite-se que 100% do
etanol é evaporado) e, este vapor é encaminhado para o condensador, onde ocorre a
troca térmica com água fria. Posteriormente, o etanol recuperado é encaminhado para
tanques de estocagem.
4.1.2. Purificação
Na etapa de purificação, a fase leve é bombeada para o evaporador, onde o excesso
de álcool é retirado do biodiesel, condensado e armazenado em tanques para ser
reutilizado em futuras bateladas. A fase pesada também é bombeada para um
evaporador onde o mesmo processo se repete. Contudo, a glicerina livre do álcool é
encaminhada para tanques de armazenagem onde serão estocadas para sua disposição
final [12].
Em seguida, ocorre o bombeamento dos ésteres etílicos através de uma membrana
cerâmica compostas por α-Al2O3/TiO2, com diâmetro médio de poros de 0,2 µm a
60ºC e pressão de 0,15 Mpa. A presença de controladores de temperatura e pressão na
coluna auxiliam na otimização do processo [12].
Após a saída do éster etílico, a coluna sofre um processo de lavagem com água ácida
(0,5% V/V). A adição de água ácida no processo tem ótimo efeito na remoção de
glicerol da fase de biodiesel [12].
4.1.3. Saída de Produto
Nesta etapa, posterior a purificação, o éster etílico já pode ser chamado de biodiesel.
Os processos de purificação descritos acima são capazes de gerar um produto com um
bom percentual de qualidade.
Os ésteres etílicos são bombeados para barris ou caminhões cisterna, onde são
estocados para comercialização e distribuição.
O álcool residual é estocado para futuras sínteses.
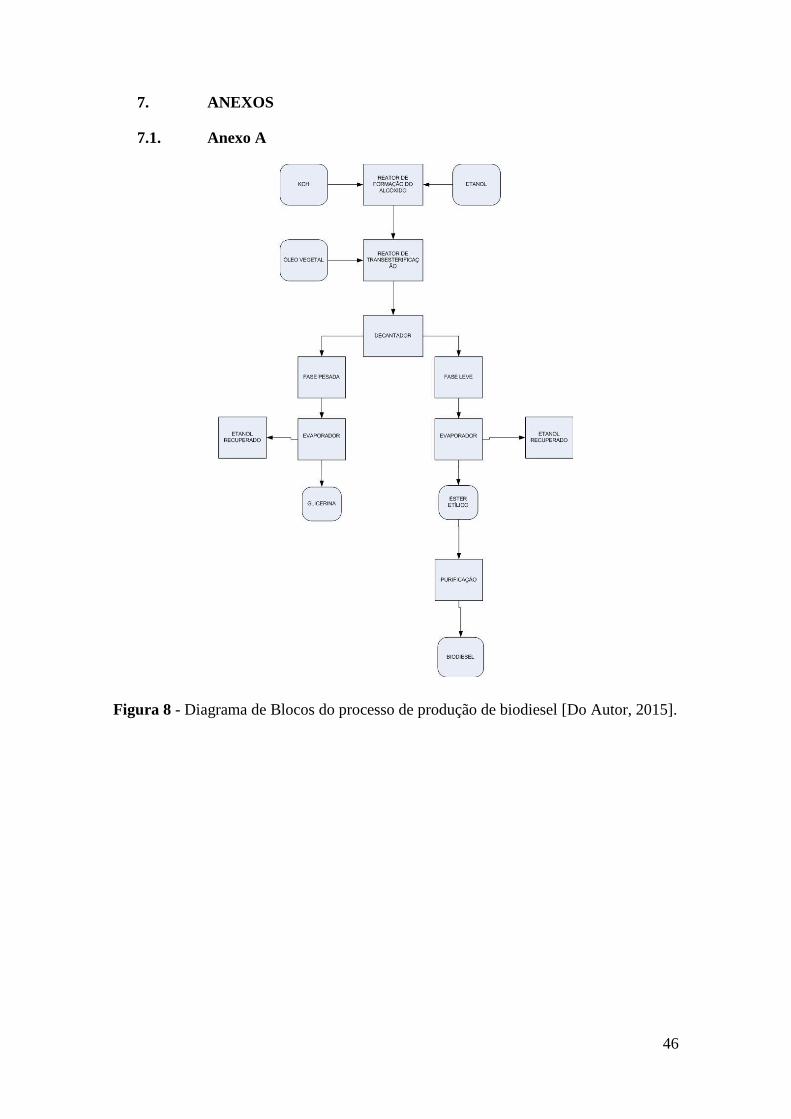
4.2. Diagrama de Blocos
Vide anexo A.
26
4.3. Fluxograma de Processos (PFD)
Vide anexo B.
4.4. Balanço de Massa
O desenvolvimento de estudos de balanço de massa é um aspecto importante para os
processos químicos industriais, pois a partir destes cálculos, podemos saber se as
reações químicas, ou operações unitárias desenvolvidas nos equipamentos estão
ocorrendo de forma correta: formando a quantidade de produto estimada, se não está
ocorrendo acúmulo ou perdas, entre outras, além de estimativas de consumo de
reagentes e eficiência de processo [12].
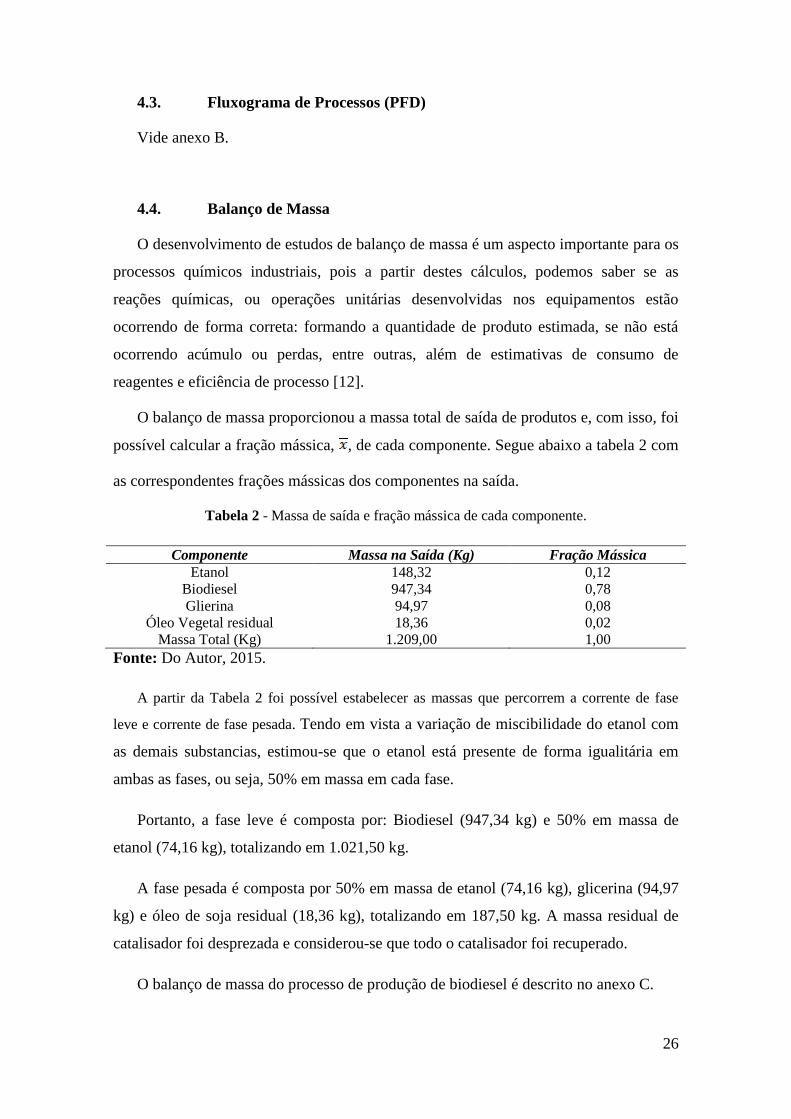
O balanço de massa proporcionou a massa total de saída de produtos e, com isso, foi
possível calcular a fração mássica, , de cada componente. Segue abaixo a tabela 2 com
as correspondentes frações mássicas dos componentes na saída.
Tabela 2 - Massa de saída e fração mássica de cada componente.
Componente Massa na Saída (Kg) Fração Mássica
Etanol 148,32 0,12
Biodiesel 947,34 0,78
Glierina 94,97 0,08
Óleo Vegetal residual 18,36 0,02
Massa Total (Kg) 1.209,00 1,00
Fonte: Do Autor, 2015.
A partir da Tabela 2 foi possível estabelecer as massas que percorrem a corrente de fase
leve e corrente de fase pesada. Tendo em vista a variação de miscibilidade do etanol com
as demais substancias, estimou-se que o etanol está presente de forma igualitária em
ambas as fases, ou seja, 50% em massa em cada fase.
Portanto, a fase leve é composta por: Biodiesel (947,34 kg) e 50% em massa de
etanol (74,16 kg), totalizando em 1.021,50 kg.
A fase pesada é composta por 50% em massa de etanol (74,16 kg), glicerina (94,97
kg) e óleo de soja residual (18,36 kg), totalizando em 187,50 kg. A massa residual de
catalisador foi desprezada e considerou-se que todo o catalisador foi recuperado.
O balanço de massa do processo de produção de biodiesel é descrito no anexo C.
27
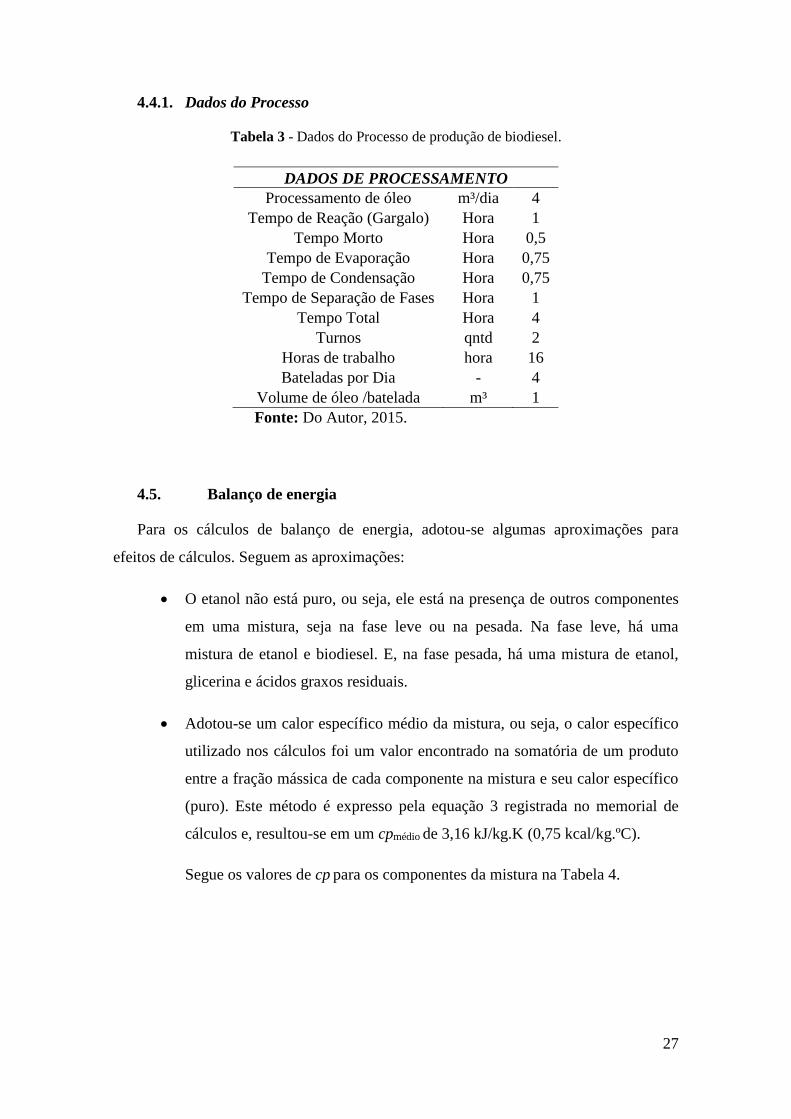
4.4.1. Dados do Processo
Tabela 3 - Dados do Processo de produção de biodiesel.
DADOS DE PROCESSAMENTO
Processamento de óleo m³/dia 4
Tempo de Reação (Gargalo) Hora 1
Tempo Morto Hora 0,5
Tempo de Evaporação Hora 0,75
Tempo de Condensação Hora 0,75
Tempo de Separação de Fases Hora 1
Tempo Total Hora 4
Turnos qntd 2
Horas de trabalho hora 16
Bateladas por Dia - 4
Volume de óleo /batelada m³ 1
Fonte: Do Autor, 2015.
4.5. Balanço de energia
Para os cálculos de balanço de energia, adotou-se algumas aproximações para
efeitos de cálculos. Seguem as aproximações:
O etanol não está puro, ou seja, ele está na presença de outros componentes
em uma mistura, seja na fase leve ou na pesada. Na fase leve, há uma
mistura de etanol e biodiesel. E, na fase pesada, há uma mistura de etanol,
glicerina e ácidos graxos residuais.
Adotou-se um calor específico médio da mistura, ou seja, o calor específico
utilizado nos cálculos foi um valor encontrado na somatória de um produto
entre a fração mássica de cada componente na mistura e seu calor específico
(puro). Este método é expresso pela equação 3 registrada no memorial de
cálculos e, resultou-se em um cpmédio de 3,16 kJ/kg.K (0,75 kcal/kg.ºC).
Segue os valores de cp para os componentes da mistura na Tabela 4.
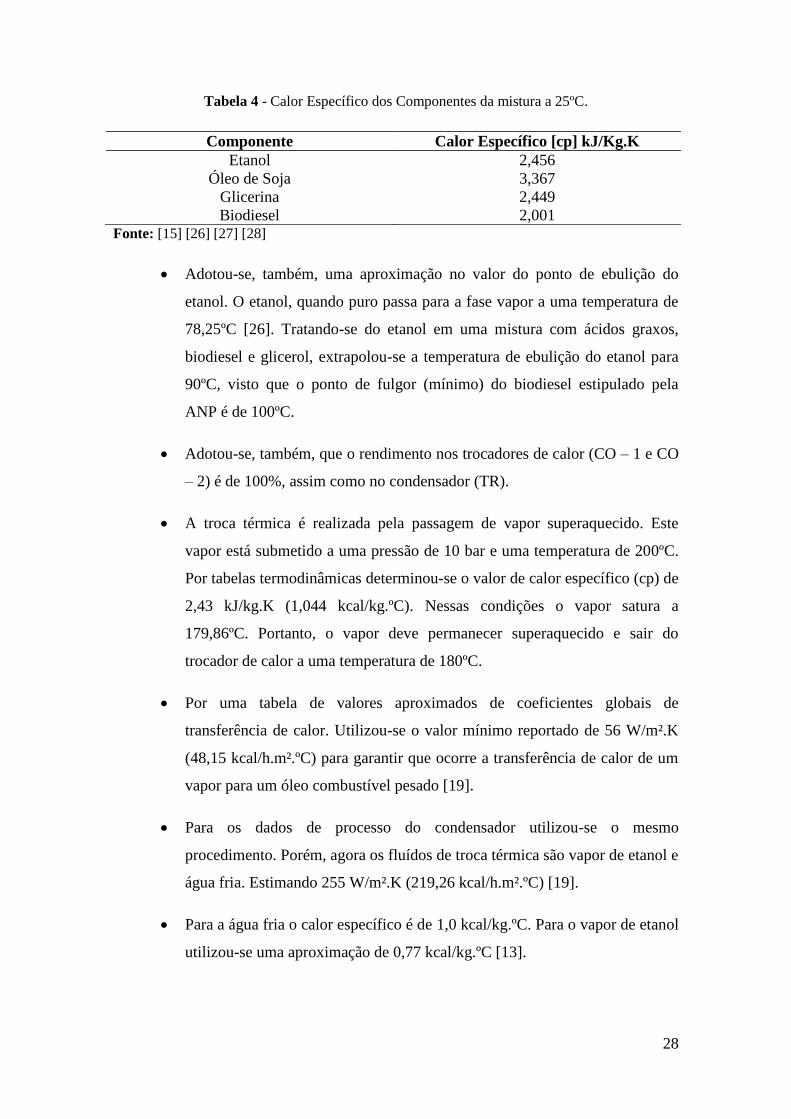
28
Tabela 4 - Calor Específico dos Componentes da mistura a 25ºC.
Componente Calor Específico [cp] kJ/Kg.K
Etanol 2,456
Óleo de Soja 3,367
Glicerina 2,449
Biodiesel 2,001
Fonte: [15] [26] [27] [28]
Adotou-se, também, uma aproximação no valor do ponto de ebulição do
etanol. O etanol, quando puro passa para a fase vapor a uma temperatura de
78,25ºC [26]. Tratando-se do etanol em uma mistura com ácidos graxos,
biodiesel e glicerol, extrapolou-se a temperatura de ebulição do etanol para
90ºC, visto que o ponto de fulgor (mínimo) do biodiesel estipulado pela
ANP é de 100ºC.
Adotou-se, também, que o rendimento nos trocadores de calor (CO – 1 e CO
– 2) é de 100%, assim como no condensador (TR).
A troca térmica é realizada pela passagem de vapor superaquecido. Este
vapor está submetido a uma pressão de 10 bar e uma temperatura de 200ºC.
Por tabelas termodinâmicas determinou-se o valor de calor específico (cp) de
2,43 kJ/kg.K (1,044 kcal/kg.ºC). Nessas condições o vapor satura a
179,86ºC. Portanto, o vapor deve permanecer superaquecido e sair do
trocador de calor a uma temperatura de 180ºC.
Por uma tabela de valores aproximados de coeficientes globais de
transferência de calor. Utilizou-se o valor mínimo reportado de 56 W/m².K
(48,15 kcal/h.m².ºC) para garantir que ocorre a transferência de calor de um
vapor para um óleo combustível pesado [19].
Para os dados de processo do condensador utilizou-se o mesmo
procedimento. Porém, agora os fluídos de troca térmica são vapor de etanol e
água fria. Estimando 255 W/m².K (219,26 kcal/h.m².ºC) [19].
Para a água fria o calor específico é de 1,0 kcal/kg.ºC. Para o vapor de etanol
utilizou-se uma aproximação de 0,77 kcal/kg.ºC [13].
29
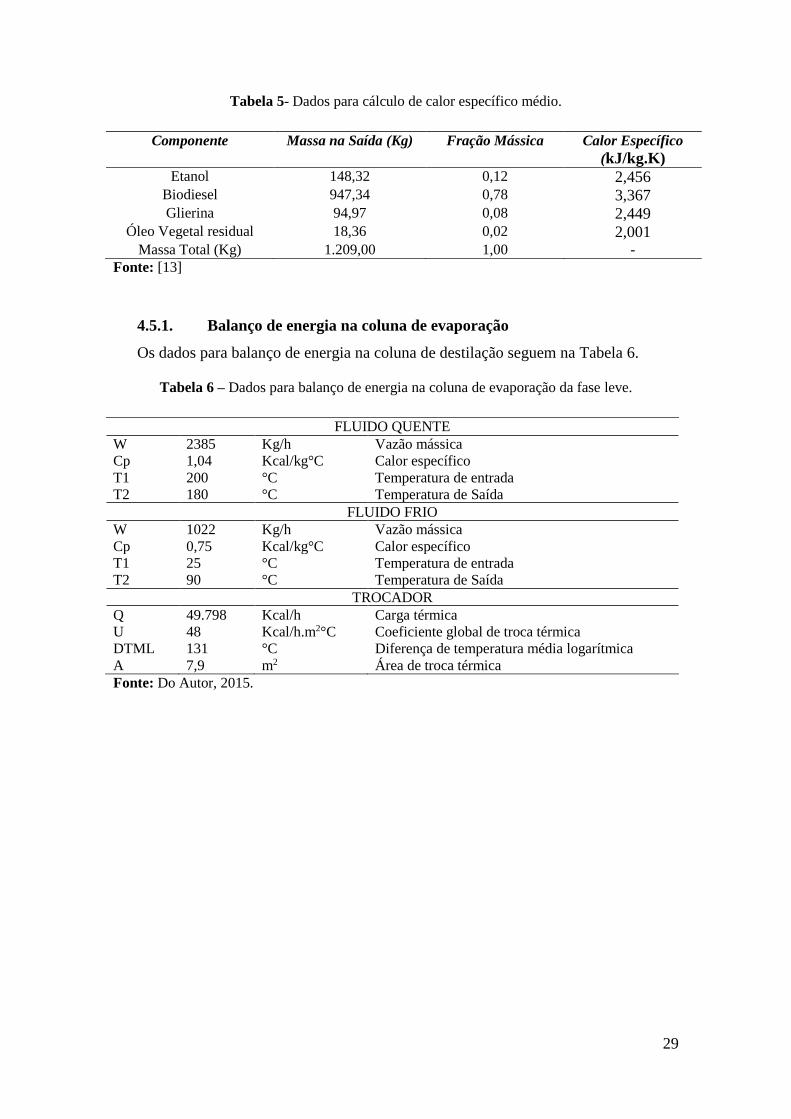
Tabela 5- Dados para cálculo de calor específico médio.
Componente Massa na Saída (Kg) Fração Mássica Calor Específico
(kJ/kg.K) Etanol 148,32 0,12 2,456
Biodiesel 947,34 0,78 3,367
Glierina 94,97 0,08 2,449
Óleo Vegetal residual 18,36 0,02 2,001
Massa Total (Kg) 1.209,00 1,00 -
Fonte: [13]
4.5.1. Balanço de energia na coluna de evaporação
Os dados para balanço de energia na coluna de destilação seguem na Tabela 6.
Tabela 6 – Dados para balanço de energia na coluna de evaporação da fase leve.
FLUIDO QUENTE
W 2385 Kg/h Vazão mássica
Cp 1,04 Kcal/kg°C Calor específico
T1 200 °C Temperatura de entrada
T2 180 °C Temperatura de Saída
FLUIDO FRIO
W 1022 Kg/h Vazão mássica
Cp 0,75 Kcal/kg°C Calor específico
T1 25 °C Temperatura de entrada
T2 90 °C Temperatura de Saída
TROCADOR
Q 49.798 Kcal/h Carga térmica
U 48 Kcal/h.m2°C Coeficiente global de troca térmica
DTML 131 °C Diferença de temperatura média logarítmica
A 7,9 m2 Área de troca térmica
Fonte: Do Autor, 2015.

30
Tabela 7 - Dados para balanço de energia na coluna de evaporação da fase pesada.
FLUIDO QUENTE
W 438 Kg/h Vazão mássica
Cp 1,04 Kcal/kg°C Calor específico
T1 200 °C Temperatura de entrada
T2 180 °C Temperatura de Saída
FLUIDO FRIO
W 188 Kg/h Vazão mássica
Cp 0,75 Kcal/kg°C Calor específico
T1 25 °C Temperatura de entrada
T2
90 °C Temperatura de Saída
TROCADOR
Q 9.141 Kcal/h Carga térmica
U 48 Kcal/h.m2°C Coeficiente global de troca térmica
DTML 131 °C Diferença de temperatura média logarítmica
A 1,4 m2 Área de troca térmica
Fonte: Do Autor, 2015.
Segundo as informações reportadas de Allborg Industries, a capacidade de
condução de vapor, fixando uma velocidade de escoamento de fluido de 30 m/s, é de
5167 Kg/H, para uma tubulação de 4”, diâmetro que conduz o vapor superaquecido para
os dois trocadores de calor. Após a bifurcação, cada trocador de calor recebe uma certa
quantidade calculada de vapor superaquecido, sendo que o trocador de calor para a fase
leve recebe 2385 kg/h (recomenda-se uma linha de 3”) e a fase pesada recebe 438 kg/h
(recomenda-se uma linha de ¼”).
Para a linha que leva o etanol na sua fase vapor com uma vazão mássica de 148
kg/h, recomenda-se uma linha de ¾”.
4.5.2. Balanço de energia na torre de Resfriamento
Para o resfriamento do vapor de etanol, estimou-se que todo o etanol foi
recuperado, ou seja, 100% de eficiência na recuperação. O fluido frio para a troca
térmica é água fria, proveniente de um chiller. Vide Tabela 8 com os dados de processo
para resfriamento.

31
Tabela 8 - Dados para o processo de resfriamento de vapor de etanol.
Componente Massa na Saída
(Kg/h)
Calor Específico
(kcal/kg.ºC) Vapor de Etanol 148,32 0,77
Água Fria 200 1,0 Fonte: [13]
Tabela 9 – Dados para balanço de energia na torre de resfriamento.
FLUIDO QUENTE
W 148 Kg/h Vazão mássica
Cp 0,77 Kcal/kg°C Calor específico
T1 80 °C Temperatura de entrada
T2 20 °C Temperatura de Saída
FLUIDO FRIO
W 200 Kg/h Vazão mássica
Cp 1,0 Kcal/kg°C Calor específico
T1 10 °C Temperatura de entrada
T2 44,2 °C Temperatura de Saída
TROCADOR
Q 6.843 Kg/h Carga térmica
U 219 Kcal/h.m2°C Coeficiente global de troca térmica
DTML 20 °C Diferença de temperatura média logarítmica
A 1,5 m2 Área de troca térmica
Fonte: Do Autor, 2015.
4.6. Descritivo do funcionamento das malhas de controle e
instrumentação
4.6.1. Malha de controle no reator de transesterificação
Para o projeto proposto, o sistema de controle de malhas é instalado no reator de
formação do alcóxido (AG1), no reator de transesterificação (AG2), nos evaporadores,
no condensador e no filtro.
Em AG1, a malha de controle de nível é composta por um controlador, um sensor e
um transmissor. Sendo assim, a informação de nível é coletada pelo sensor, a
informação é enviada para o controlador através do transmissor e, por fim, o controlador
compara a informação recebida e comparada ao setpoint e, através do sistema de
válvulas reguladoras, determina o nível do tanque.
Em AG2 o sistema de controle de nível é semelhante ao sistema AG1. O diferencial
é o sistema de controle de temperatura.

32
O sistema de controle de temperatura, em malha de controle fechada, instalada em
AG2 será composto por:
Sensor de temperatura;
Transmissor de temperatura;
Controlador de temperatura;
Resistência elétrica (com potenciômetro) instalados no corpo do extrator e
funcionará da seguinte maneira:
A informação da temperatura é coletada pelo sensor, a informação é envida para o
controlador através do transmissor, o controlador compara a informação recebida e
comparado ao setpoint, enviando um sinal para o potenciômetro baseado na diferença
entre as duas informações, denominado erro. O erro é estimado com uma variação entre
0 a 100%. O potenciômetro aumenta ou diminui a potência da resistência elétrica de
acordo com a informação do sinal captado do controlador.
4.6.2. Malha de Controle na Caldeira
A malha de controle da caldeira funciona da seguinte maneira:
A informação é lida diretamente pelo sensor que está alocado na linha de vapor. O
controle é feito de forma semelhante ao controle de temperatura do reator de
transesterificação. A informação é coletada pelo sensor alocado na linha de vapor,
enviada para o transmissor que, por sua vez, transmite a informação para o controlador.
O controlador compara as informações de pressão do sistema e, qualquer não
conformidade com o funcionamento desejado, o equipamento é desligado e, a válvula
emergência é acionada para aliviar a pressão do sistema.
4.6.3. Malha de controle no condensador
A malha de controle no condensador é composta por um sensor de temperatura da
água fria que chega ao sistema.
4.6.4. Malha de controle no filtro
No filtro, a malha de controle é composta por um sensor de temperatura, um
transmissor e um controlador. De modo análogo à malha de controle de temperatura do
reator de transesterificação, o sensor de temperatura recolhe a informação que chega ao
filtro (temperatura do biodiesel), envia para um transmissor que, por sua vez, envia a

33
informação para o controlador, onde a mesma é comparada e, enviada para o sistema
elétrico acoplado ao filtro. O sistema garante a temperatura em torno de 60ºC.
Ainda no filtro, um indicador de pressão auxilia no controle, para que possa manter
uma pressão de 0,15 MPa.
4.7. Especificações das matérias primas, produtos e efluentes
4.7.1. Matéria Prima
Para a escolha de matéria prima, assim como seus reagentes, utiliza-se de critérios
embasados em literatura para comparações entre rendimento, relação custo-benefício,
disponibilidade, fatores físico-químicos e conversão em ésteres.
4.7.1.1. Etanol
Embora o consumo de metanol na reação de transesterificação seja menor do que o
etanol, o rendimento do álcool etílico é maior.
Segundo Khalil (2006), para uma reação envolvendo 1 Kg de óleo vegetal, utiliza-se
cerca de 105 g de metanol, produzindo 1, 09 L de biodiesel. Quando a reação segue pela
rota etílica, para o mesmo 1 Kg de óleo vegetal, são necessário 150 g de etanol,
resultando em 1,17 L de biodiesel.
No Brasil a rota etílica é a mais empregada industrialmente graças a sua grande
oferta, reduzindo os custos relacionados à logística. Segue na Tabela 10 um
comparativo entre rendimento do metanol e etanol [15].
Tabela 10 - Rendimento do Metanol versus Etanol.
Metanol Etanol
Massa de álcool para
produzir 1000 L de
biodiesel (Kg/1000L)
90 130
Excesso de álcool (%) 100 650
Proporção molar
(óleo:álcool) 1:6 1:20
Temperatura recomendada
(ºC) 60 80
Tempo de reação (min) 45 90 Fonte: [15]

34
Tabela 11 - Propriedades do Etanol.
Etanol
Formula Química CH3CH2OH
Massa molar (g/mol) 46,06
Massa específica (g/mL) 0,789
Temperatura de ebulição à pressão
atmosférica (ºC) 78,4
Fonte: [15]
4.7.1.2. Óleo vegetal
Para otimizar a produção de biodiesel diversos tipos de óleos são avaliados como
matéria prima, sendo tais óleos comparados quanto a sua disponibilidade e teor de
ácidos graxos. Em todo o mundo, as matérias-primas graxas mais utilizadas para a
produção de biodiesel são os óleos vegetais, sendo que a escolha de matéria-prima varia
de uma localidade a outra [17].
Óleos vegetais e gorduras são basicamente compostos de triglicerídeos, ésteres de
glicerol e ácidos graxos [19].
Segue na Tabela 12 as propriedades do óleo de soja utilizado no projeto, assim
como seus parâmetros associados como ácidos graxos e as concentrações que compõe o
óleo de soja.
Tabela 12 - Características físico-químicas do óleo de soja a 20°C.
Características Físico-Químicas Parâmetros
Ácidez do Óleo Refinado (g de ácido
oléico/100g) < 0,3
Índice de Cetano (adimensional) 36 – 39
Índice de Iodo (g I2/100g) 120 – 141
Índice de Saponificação (mg KOH/g) 180 – 200
Viscosidade (à 37,8ºC) 36,8 Fonte: [19]
Tabela 13 - Principais ácidos graxos presentes no óleo de soja Adaptado de.
Ácidos Graxos Concentrações (%)
Ácido Palmítico 8,0 – 12,0
Ácido Esteárico 3,0 – 5,0
Ácido Oléico 18,0 – 25,0
Ácido Linoléico 49,0 – 57,0
Ácido Linolênico 6,0 – 11,0 Fonte: [20]

35
Tabela 14 – Massa molar dos triglicerídios presentes no óleo de soja.
Triglicerídios Massa Molar (Kg/Kmol)
Tripalmitina 807,32
Triestearina 891,48
Trioleína 885,43
Trilinoleína 879,38
Trilinolenina 873,34 Fonte: [21]
Tabela 15 - Propriedades do Óleo de Soja brasileiro.
Massa Específica (Kg/m³)
à 20ºC Massa Molar (Kg/Kmol)
Óleo de Soja 9180 872,32 Fonte: [22]
4.7.1.3. Hidróxido de Potássio (KOH)
O hidróxido de sódio e o hidróxido de potássio, responsáveis pela catálise alcalina,
são utilizados normalmente pelas indústrias pelo fato de apresentarem baixo custo.
Entretanto, o excesso destes causam a formação de sabão, conhecida como reação de
formação de sabão, sub produto indesejável na reação [23].
A utilização do hidróxido de potássio diminui consideravelmente a reação de
saponificação com relação ao hidróxido de sódio, apresentando maiores rendimentos
[23].
Tabela 16 - Propriedades do KOH.
Hidróxido de Potássio
Formula Química KOH
Massa molar (g/mol) 56,1056
Massa específica (g/mL) 2,04
Aparência Sólido branco
Pureza comercial (%) 85 Fonte: [24]
4.7.2. Produtos
4.7.2.1. Biodiesel
O biodiesel etílico tem as especificações citadas na Tabela 17. Demais
especificações do biodiesel são descritas na Tabela 1.
36
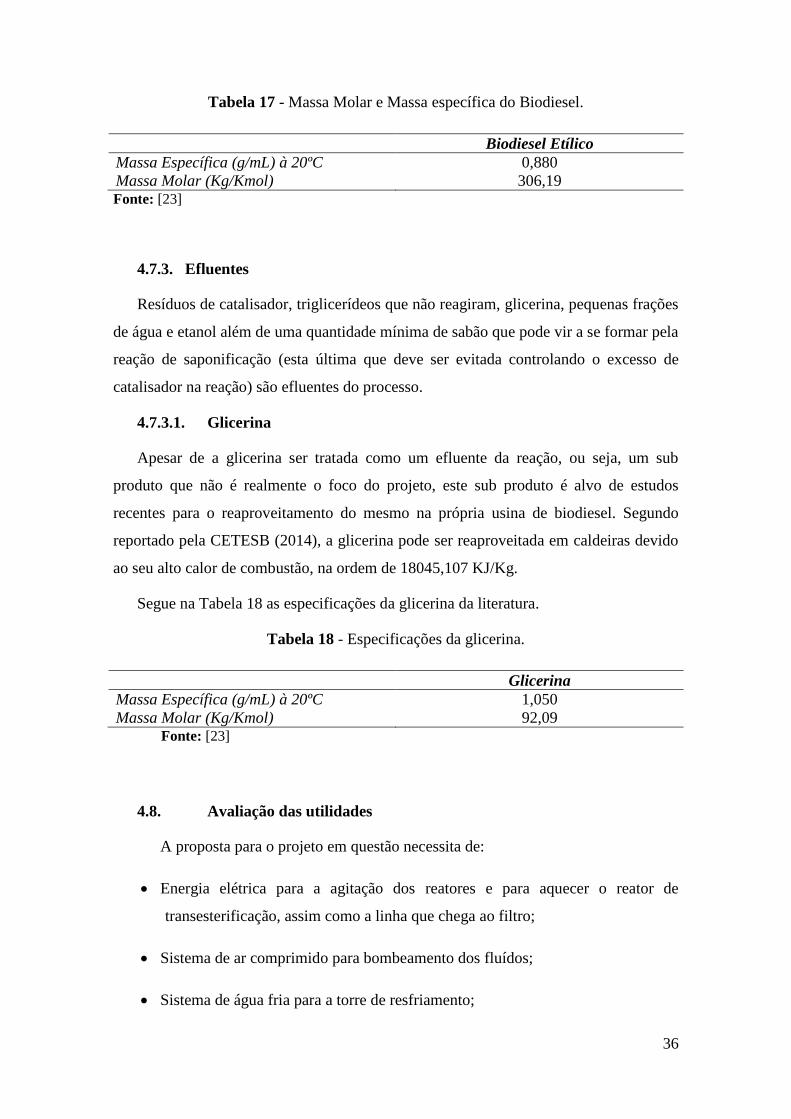
Tabela 17 - Massa Molar e Massa específica do Biodiesel.
Biodiesel Etílico
Massa Específica (g/mL) à 20ºC 0,880
Massa Molar (Kg/Kmol) 306,19 Fonte: [23]
4.7.3. Efluentes
Resíduos de catalisador, triglicerídeos que não reagiram, glicerina, pequenas frações
de água e etanol além de uma quantidade mínima de sabão que pode vir a se formar pela
reação de saponificação (esta última que deve ser evitada controlando o excesso de
catalisador na reação) são efluentes do processo.
4.7.3.1. Glicerina
Apesar de a glicerina ser tratada como um efluente da reação, ou seja, um sub
produto que não é realmente o foco do projeto, este sub produto é alvo de estudos
recentes para o reaproveitamento do mesmo na própria usina de biodiesel. Segundo
reportado pela CETESB (2014), a glicerina pode ser reaproveitada em caldeiras devido
ao seu alto calor de combustão, na ordem de 18045,107 KJ/Kg.
Segue na Tabela 18 as especificações da glicerina da literatura.
Tabela 18 - Especificações da glicerina.
Glicerina
Massa Específica (g/mL) à 20ºC 1,050
Massa Molar (Kg/Kmol) 92,09 Fonte: [23]
4.8. Avaliação das utilidades
A proposta para o projeto em questão necessita de:
Energia elétrica para a agitação dos reatores e para aquecer o reator de
transesterificação, assim como a linha que chega ao filtro;
Sistema de ar comprimido para bombeamento dos fluídos;
Sistema de água fria para a torre de resfriamento;

37
Sistema de vapor superaquecido para o evaporador (na ordem de 10 bar).
Tabela 19 - Tabela de Utilidades para um projeto de produção de biodiesel.
DADOS DE UTILIDADES
Velocidade de Escoamento do vapor m/s 30
Diâmetro da linha de vapor In 1
Capacidade da Linha de Vapor Kg/H 350
Energia Elétrica (Reator de Transesterificação e Agitação)
kW 10
Energia Elétrica (Filtro) kW 10
Ar comprimido (Bombas)
Chiller (Resfriador para água de condensador)
Kg/H 200
Vapor Superaquecido (10 bar) Kg/H 3273
Água Fria Kg/H 100
Fonte: Do Autor, 2015.
4.9. Lista de equipamentos e instrumentos
4.9.1. Equipamentos
Tabela 20 - Dados do processo do condensador.
Reator (AG1)
Capacidade: 1,0 m³.
Material: Aço inoxidável.
Descrição: Reação de KOH com Etanol para a formação do
alcóxido. Agitação de 40 rpm.
Reator (AG2)
Capacidade: 2,0 m³.
Material: Aço inoxidável.
Descrição: Reator de transesterificação, encamisado para
garantir uma temperatura de 60ºC. Agitação de 40 rpm.
Coluna de
evaporação
(CO – 1)
Capacidade: 1,4 m² de troca térmica
Material: Aço inoxidável.
Descrição: Vapor superaquecido entra pela coluna em
fluxo ascendente e leva o excesso de etanol da fase líquida
presente na fase pesada para a fase vapor. O vapor de
etanol é retirado pela saída superior, onde é bombeado para
uma torre de resfriamento. Os dados estão na tabela 7.
Coluna de
evaporação
(CO – 1)
Capacidade: 7,9 m² de troca térmica.
Material: Aço inoxidável
Descrição: Vapor superaquecido entra pela coluna em
fluxo ascendente e leva o excesso de etanol da fase líquida
presente na fase leve para a fase vapor. O vapor de etanol
é retirado pela saída superior, onde é bombeado para uma
torre de resfriamento. Os dados estão na tabela 6.

38
Torre de
resfriamento
(TR)
Capacidade: 1,5 m² de área de troca térmica.
Material: Alumínio.
Descrição: O etanol em fase vapor é bombeado para a torre
de resfriamento para voltar à fase líquida, onde é estocado
em TQ 4. Demais informações contidas na tabela 9.
Separador de
fases (D)
Capacidade: 2,0 m³.
Material: Aço inoxidável.
Descrição: Separador de fases (modelo cônico), com
amostrador de vidro para visualização e controle do fluxo.
A separação é efetuada por meio de gravidade e, a linha
possui válvula para destinar as fases separadas.
Caldeira (C)
Capacidade: 450 Kg/h de vapor
Material: Aço inoxidável.
Descrição: A caldeira deve ser capaz de produzir 450 Kg/h
de vapor, operando com uma pressão de 10 bar e,
produzindo vapor a uma temperatura de 184ºC.
Chiller (CH)
Capacidade: 100 Kg/h de água fria.
Material: Aço inoxidável.
Descrição: O chiller deve operar resfriando água até uma
temperatura de 15ºC.
Filtro (F1)
Capacidade: 1,0 m³
Material: Micromembranas de Al2O3/TiO2
Descrição: Filtração do éster etílico por meio de
micromembranas de 0,2 µm, visando a purificação do
mesmo, para isso deve-se garantir as condições
operacionais de 0,15 MPa e 60ºC.
Bombas (BO)
Potência: 1CV.
Material: Aço inoxidável.
Descrição: Bombas de 1 CV conseguem efetuar a sucção
para 15 m³/h e atingem uma altura manométrica de 8 mca.
*
Fonte: Do Autor, 2015.
39
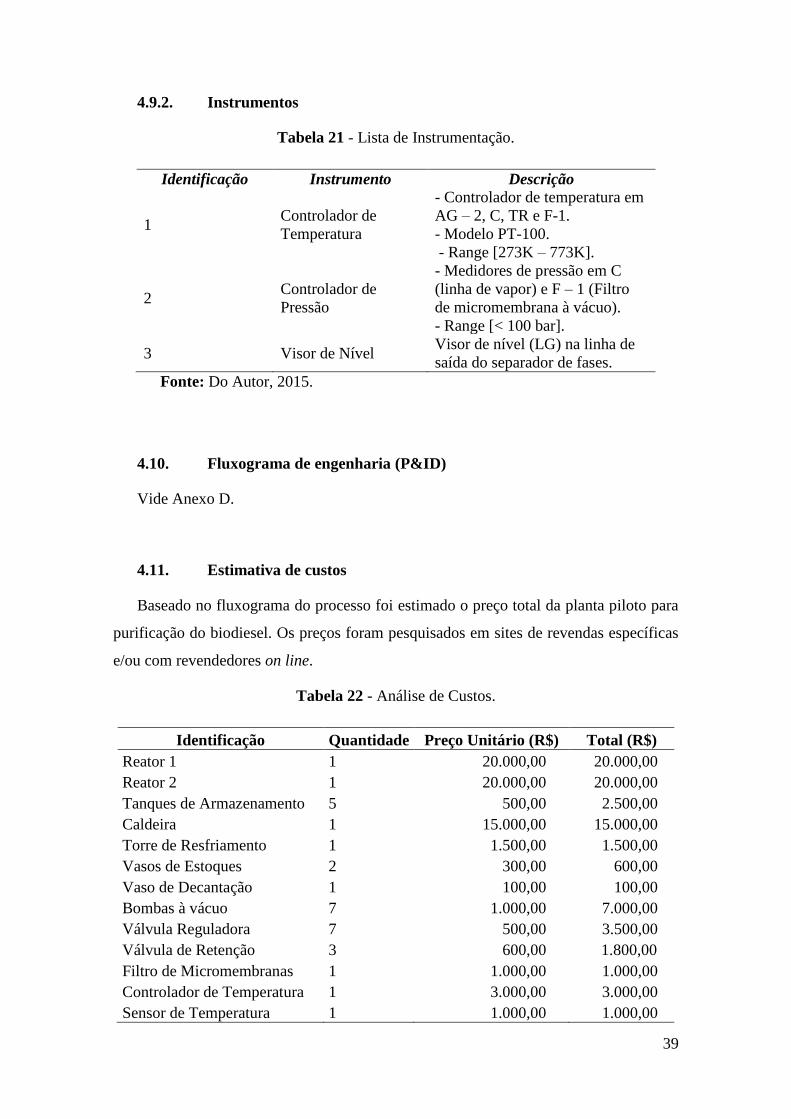
4.9.2. Instrumentos
Tabela 21 - Lista de Instrumentação.
Identificação Instrumento Descrição
1 Controlador de
Temperatura
- Controlador de temperatura em
AG – 2, C, TR e F-1.
- Modelo PT-100.
- Range [273K – 773K].
2 Controlador de
Pressão
- Medidores de pressão em C
(linha de vapor) e F – 1 (Filtro
de micromembrana à vácuo).
- Range [< 100 bar].
3 Visor de Nível Visor de nível (LG) na linha de
saída do separador de fases.
Fonte: Do Autor, 2015.
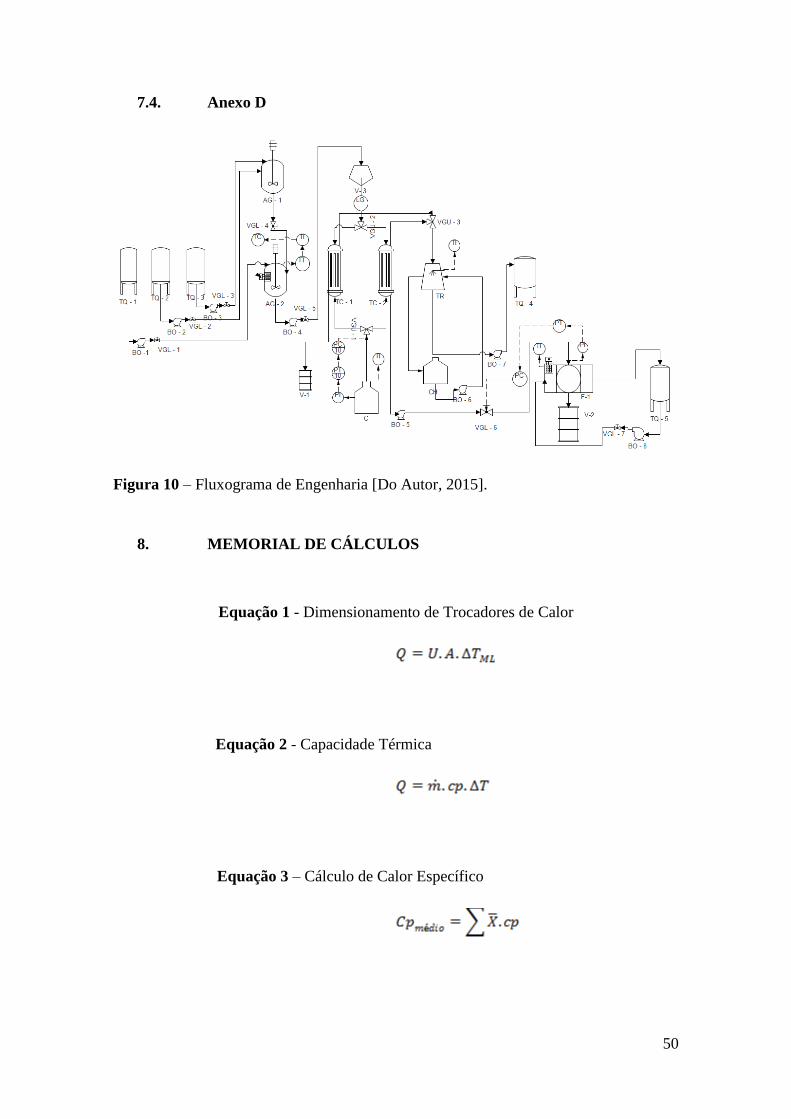
4.10. Fluxograma de engenharia (P&ID)
Vide Anexo D.
4.11. Estimativa de custos
Baseado no fluxograma do processo foi estimado o preço total da planta piloto para
purificação do biodiesel. Os preços foram pesquisados em sites de revendas específicas
e/ou com revendedores on line.
Tabela 22 - Análise de Custos.
Identificação Quantidade Preço Unitário (R$) Total (R$)
Reator 1 1 20.000,00 20.000,00
Reator 2 1 20.000,00 20.000,00
Tanques de Armazenamento 5 500,00 2.500,00
Caldeira 1 15.000,00 15.000,00
Torre de Resfriamento 1 1.500,00 1.500,00
Vasos de Estoques 2 300,00 600,00
Vaso de Decantação 1 100,00 100,00
Bombas à vácuo 7 1.000,00 7.000,00
Válvula Reguladora 7 500,00 3.500,00
Válvula de Retenção 3 600,00 1.800,00
Filtro de Micromembranas 1 1.000,00 1.000,00
Controlador de Temperatura 1 3.000,00 3.000,00
Sensor de Temperatura 1 1.000,00 1.000,00

40
Transmissor de Temperatura 1 2.000,00 2.000,00
Controlador de Pressão 1 1.000,00 1.000,00
Evaporador 2 5.000,00 10.000,00
Condensador 1 3.000,00 3.000,00
Sistema de ar comprimido 1 10.000,00 10.000,00
Separador de Fase 1 200,00 200,00
Visor de Nível 1 500,00 500,00
Tubulações 110 60,00 6.600,00
Montagem da Planta 1 100.000,00 100.000,00
Chiller 1 5.000,00 5.000,00
TOTAL 215.300,00
Fonte: Do Autor, 2015.
4.12. Avaliação de Segurança
Atualmente a grande maioria das empresas responsáveis por algum processo
produtivo se preocupam com a segurança dos funcionários, do ambiente de trabalho e
principalmente do processo em si, evitando assim acidentes graves.
Riscos existem em qualquer lugar, em qualquer atividade e devem ser conhecidos e
controlados com os devidos cuidados. Para isso, é necessária a identificação, a análise, a
avaliação e por fim o tratamento destes. Existem diversos métodos para a execução
destas análises, dentre eles podemos citar APP (Avaliação Preliminar de Perigos),
Análise What if, Matriz de riscos, HAZOP (Avaliação dos Riscos Operacionais), entre
outros. A escolha foi pelo método What if por ser especulativo, simples de fazer e
responde a perguntas de possíveis falhas. Para cada pergunta existe uma resposta e é
traçado um plano de ação. Este “relatório” é feito pelos membros da empresa, em
reuniões periódicas e departamentais.
Na Tabela 23 está a análise What if para um processo de produção de biodiesel.

41
Tabela 23 - Análise de Riscos pelo método What If.
E se... ? Resposta / Ação
Faltar Energia Elétrica durante
a produção
Um alarme de emergência será acionado e o
processo será interrompido.
Alguma bomba der problema O processo será interrompido e a bomba será
substituída. O fluxo será interrompido pela válvula.
Falha na válvula de retenção Válvulas de bloqueio do processo serão acionadas.
O agitador dos reatores travar O processo será interrompido até concerto.
Houver incrustação no filtro O alarme deve ser acionado e o filtro trocado
imediatamente.
O visor de nível sujar ou
quebrar Deve utilizar a regulagem manual.
A temperatura descontrolar Fazer o ajuste manual.
Fonte: Do Autor, 2015.
5. CONCLUSÃO
O presente trabalho proporcionou o entendimento geral do curso de Engenharia
Química, ou seja, podemos aplicar todos os conhecimentos adquiridos ao decorrer de
todos esses anos, como balanço de massa e energia, análise de custos, análise de riscos,
instrumentação e controle, confecção de fluxogramas e diagrama de blocos, além de
realmente saber como funciona as variáveis temperatura e pressão dentro de um
processo.
O processo de purificação de biodiesel a partir de filtros de membrana é algo muito
eficiente e de baixo custo, viabilizando o projeto e uma futura instalação. A
preocupação com o meio ambiente externo também esteve muito presente, colocando
em prática conceitos de controle da poluição.

42
6. REFERÊNCIAS
[1] KNOTHE, G.; GERPEN, J.V.; KRAHL, J.; RAMOS, L.P. Manual do Biodiesel.
São Paulo. Ed. Blucher, 2006 p. 141.
[2] TIMILSINA, G. R., SHRESTHA, A. How much hope should we have for bio
fuels. Energy, V. 36, p. 2055 – 2069, 2011.
[3] ANP – AGÊNCIA NACIONAL DO PRETÓLEO. Resolução ANP nº4, de 2 de
Fevereiro de 2010. Disponível em
http://nxt.anp.gov.br/nxt/gateway.dll/leg/resolucoes_anp/2010/fevereiro/ranp%204%20
%202010.xml?f=templates$fn=document-frame.htm$3.0$q=$x=>. Acesso em 03 de
Abril de 2015.
[4] FREEDMAN, B.; PRYDE, E.H.; MOUNTS, TL. Variables affecting the yields of
fatty esters from transesterified vegetable oils. Journal of the American Oil
Chemists’ Society, V. 61, p. 1638-1643, 1984.
[5] KUCEK, K. T. Otimização da transesterificação etílica do óleo de soja em meio
alcalino. Dissertação de Mestrado em Química – Universidade Federal do Paraná, p.
123, 2004.
[6] DEMIBRAS, A. Biodiesel from vegetable oils via transesterification in
supercritical methanol, Energy Conversion & Management, 43, p. 2349-2356, 2002.
[7] RAMOS, L.P.; KUCEK, K. T.; DOMINGOS, A. K.; WIHELEM, H. M. Biodisel.
Revista Biotecnologia Ciência & Desenvolvimento. Edição 31, p. 28-37, 2003.
[8] ATADASHI, I.M.; AROUA, M. K.; AZIZ, A. A. Biodiesel separation and
purification: A review. Renewable Energy, V. 36, p. 437-443, 2011.
43
[9] LEUNG, D. Y. C.; WU, X.; LEUNG, M. K. H. A review on biodiesel production
using catalyzed transesterification. Applied Energ., p. 1083-1095, 2010.
[10] BERRIOS, M.; SKELTON, R. L. Comparation of purification methods for
biodiesel. Chemical Engineering Journal, V. 144, p. 459-465, 2008.
[11] MANIQUE, M. C.; FACCINI, C. S.; ONOREVOLI, B.; BENVENUTTI, E. V.;
CARAMÃO, E.B. Rice rusk ash as an adsorbent for purifying biodiesel from waste
frying oil. Fuel, V. 92, p. 56-61, 2011.
[12] GOMES, M.C.S.; ARROYO, P.A.; PEREIRA, N.C. Biodiesel production from
degummed soybean oil and glycerol removal using ceramic membrane. Journal of
Membrane Science, v.378, p.453-461, 2011.
[13] RASOVSKY, E. M. Álcool, destilarias. IAA: Coleção Canavieira, v. 12. Rio de
Janeiro, 1973.
[14] MSPC – Termodinâmica III-30. Tabelas de vapor saturado. Disponível em
http://www.mspc.eng.br/termo/termod0330.shtml. Acessado dia 29 de Setembro de
2015.
[15] CHERESOURCES. Chemical and Process Engineering Resources. Disponível
em: http://www.cheresources.com/content/articles/heat-transfer/u-in-heat-exchangers.
Acessado em 29 de Setembro de 2015.
[16] SMITH, J.M., Introdução à Termodinâmica da Engenharia Química. LTC. Rio
de Janeiro, 2013, 7ª ed.

44
[17] HAAS, M. J.; FOGLIA, T. A. Matérias-Primas alternativas e Tecnologias para
a produção de Biodiesel. In: KNOTHE, G.; GERPEN, J. V.; KRAHL, J.; RAMOS, L.
P. Manual de Biodiesel, 1 ed, capítulo 4.2, São Paulo: Editora Blucher, 2006.
[18] Disponível em : <http://termo.furg.br/JAA/EqTer/CAP3.pdf>. Acesso em: 26 ago.
2015.
[19] URIOSTE, D. Produção de Biodiesel por Catálise Enzimática do Óleo de
Babaçu com Alcoóis de Cadeia Curta. Lorena. 2004. 123 p. Dissertação (Mestrado
em Engenharia Química) – Programa de Pós-Graduação em Engenharia Química –
Faculdade de Engenharia Química de Lorena.
[20] FACCINI, C. S. Uso de Adsorventes na Purificação de Biodiesel de Óleo de
Soja. Porto Alegre. 2008. 81 p. Dissertação (Mestrado em Química) – Programa de Pós-
Graduação em Química – Universidade Federal do Rio Grande do Sul.
[21] SIGMA-ALDRICH - Product Catalog (Triglycerides). Disponível em:
<http://www.sigmaaldrich.com> Acesso em 07 de ago. 2015.
[22] FROEHNER, et al. Transesterificação de Óleos Vegetais: caracterização por
cromatografia em camada delgada e densidade. Química Nova. Curitiba. Vol. 30.
No. 08. p. 2016 – 2017. 2007.
[23] PAIVA, Eduardo Jose Mendes. Estudo da Produção de Biodiesel a partir de
Óleo de Babaçu e Etanol utilizando a Transesterificação Alcalina Tradicional com
Agitação Mecânica e Assistida por Ultrassons. 2010. 172 f. Dissertação (Mestrado) –
Curso de Engenharia Química, Escola de Engenharia de Lorena- EEL/USP, Lorena,
2010.
45
[24] QUÍMICA, Gota. Hidróxido de Potássio (Potassa Caustica Escamas).
Disponível em: <http://www.gotaquimica.com.br/produtos/hidroxido-depotassio>.
Acesso em: 26 ago. 2015.
[25] SMITH, J. M., Van Ness, H. C. e Abbott, M. M., Introdução à Termodinâmica
da Engenharia Química, 7ª Ed., LTC – Livros Técnicos e Científicos Editora, Rio de
Janeiro, 2007.
[26] BAEHR, H. D.; STEPHAN, K. Wärme und Stoffübertragung. 2ª Ed., Berlin:
Springer Verlag, 1996.
[27] MORAD, N. A.; KAMAL, A. A. M.; PANAU, F.; YEW, T. W. Liquid specific
heat capacity estimation for fatty acids, triacylglycerols, and veg. oils based on
their fatty acid composition. J. Am. Oil Chem. Soc., v. 77, n. 9, 2000.
[28] DZIDA, M., PRUSAKIEWICZ, P. The effect of temperature and pressure on
the physicochemical properties of petroleum diesel oil and biodiesel fuel. Fuel, v.
87, p. 1941–1948, 2008
46
7. ANEXOS
7.1. Anexo A
Figura 8 - Diagrama de Blocos do processo de produção de biodiesel [Do Autor, 2015].
47
7.2. Anexo B
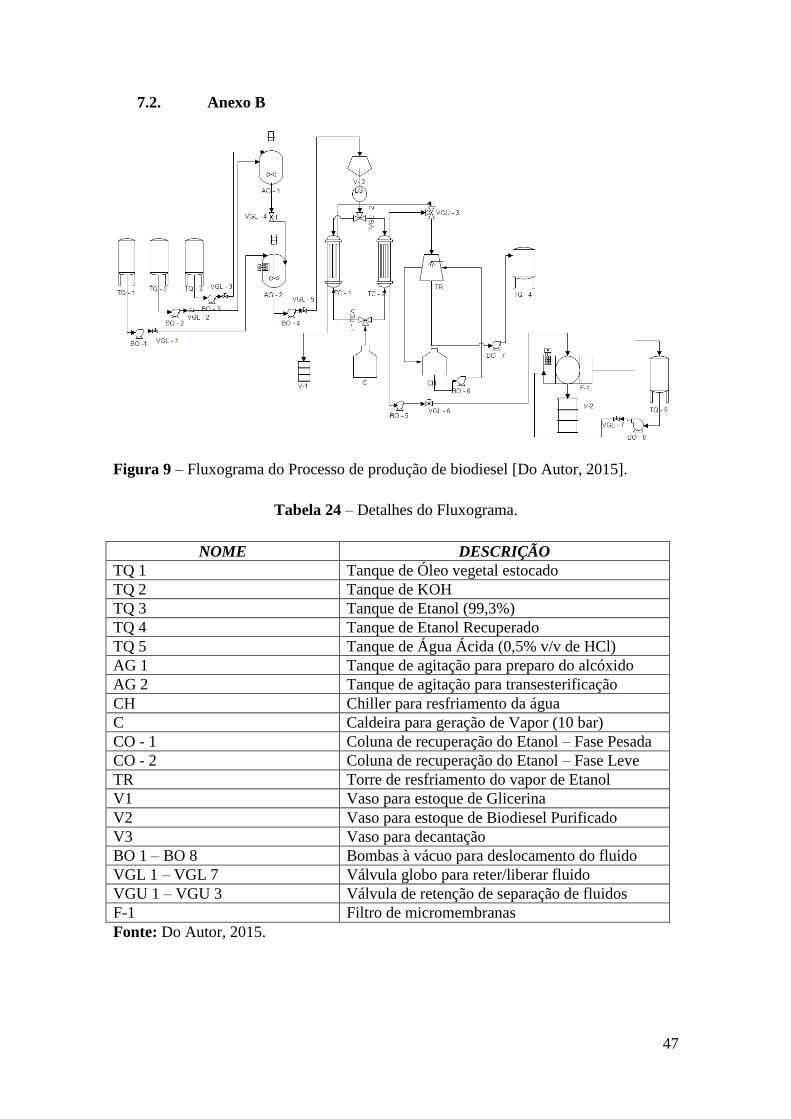
Figura 9 – Fluxograma do Processo de produção de biodiesel [Do Autor, 2015].
Tabela 24 – Detalhes do Fluxograma.
NOME DESCRIÇÃO
TQ 1 Tanque de Óleo vegetal estocado
TQ 2 Tanque de KOH
TQ 3 Tanque de Etanol (99,3%)
TQ 4 Tanque de Etanol Recuperado
TQ 5 Tanque de Água Ácida (0,5% v/v de HCl)
AG 1 Tanque de agitação para preparo do alcóxido
AG 2 Tanque de agitação para transesterificação
CH Chiller para resfriamento da água
C Caldeira para geração de Vapor (10 bar)
CO - 1 Coluna de recuperação do Etanol – Fase Pesada
CO - 2 Coluna de recuperação do Etanol – Fase Leve
TR Torre de resfriamento do vapor de Etanol
V1 Vaso para estoque de Glicerina
V2 Vaso para estoque de Biodiesel Purificado
V3 Vaso para decantação
BO 1 – BO 8 Bombas à vácuo para deslocamento do fluido
VGL 1 – VGL 7 Válvula globo para reter/liberar fluido
VGU 1 – VGU 3 Válvula de retenção de separação de fluidos
F-1 Filtro de micromembranas
Fonte: Do Autor, 2015.

48
7.3. Anexo C
Tabela 25 – Balanço de Massa do processo de produção do biodiesel.
ENTRADA
TRIGLICERÍDEO
MASSA MOLAR Kg/Kmol 872,32
MASSA ESPECÍFICA Kg/m³ 918,00
NUMERO DE MOLS - 1,05
MASSA Kg 918,00
VOLUME m³ 1,0
PUREZA % 100
ETANOL
MASSA MOLAR Kg/Kmol 46,06
MASSA ESPECÍFICA Kg/m³ 789,00
NUMERO DE MOLS - 6,31
MASSA Kg 292,88
VOLUME m³ 0,37
PUREZA % 99,3
CATALISADOR-KOH
MASSA MOLAR Kg/Kmol 56,11
MASSA ESPECÍFICA Kg/m³ 2.040,00
NUMERO DE MOLS - 0,19
MASSA Kg 10,80
VOLUME m³ 0,01
PUREZA % 85
SAÍDA
ÁCIDO GRAXO
MASSA MOLAR Kg/Kmol 872,32
MASSA ESPECÍFICA Kg/m³ 918,00
NUMERO DE MOLS - 0,021
MASSA Kg 18,36
VOLUME m³ 0,02
CONVERSÃO % 98

49
ETANOL
MASSA MOLAR Kg/Kmol 46,06
MASSA ESPECÍFICA Kg/m³ 789,00
NUMERO DE MOLS - 1,61
MASSA Kg 74,16
VOLUME m³ 0,09
PUREZA % 99,3
CATALISADOR
MASSA MOLAR Kg/Kmol 56,11
MASSA ESPECÍFICA Kg/m³ 2.040,00
NUMERO DE MOLS - 0,19
MASSA Kg 10,80
VOLUME m³ 0,01
PUREZA % 85
BIODIESEL
MASSA MOLAR Kg/Kmol 306,19
MASSA ESPECÍFICA Kg/m³ 880,00
NUMERO DE MOLS - 3,094
MASSA Kg 947,34
VOLUME m³ 1,08
CONVERSÃO % 98
GLICERINA
MASSA MOLAR Kg/Kmol 92,09
MASSA ESPECÍFICA Kg/m³ 1.050,00
NUMERO DE MOLS - 1,03
MASSA Kg 94,97
VOLUME m³ 0,09
PUREZA % 2
Fonte: Do Autor, 2015.
50
7.4. Anexo D
Figura 10 – Fluxograma de Engenharia [Do Autor, 2015].
8. MEMORIAL DE CÁLCULOS
Equação 1 - Dimensionamento de Trocadores de Calor
Equação 2 - Capacidade Térmica
Equação 3 – Cálculo de Calor Específico
51
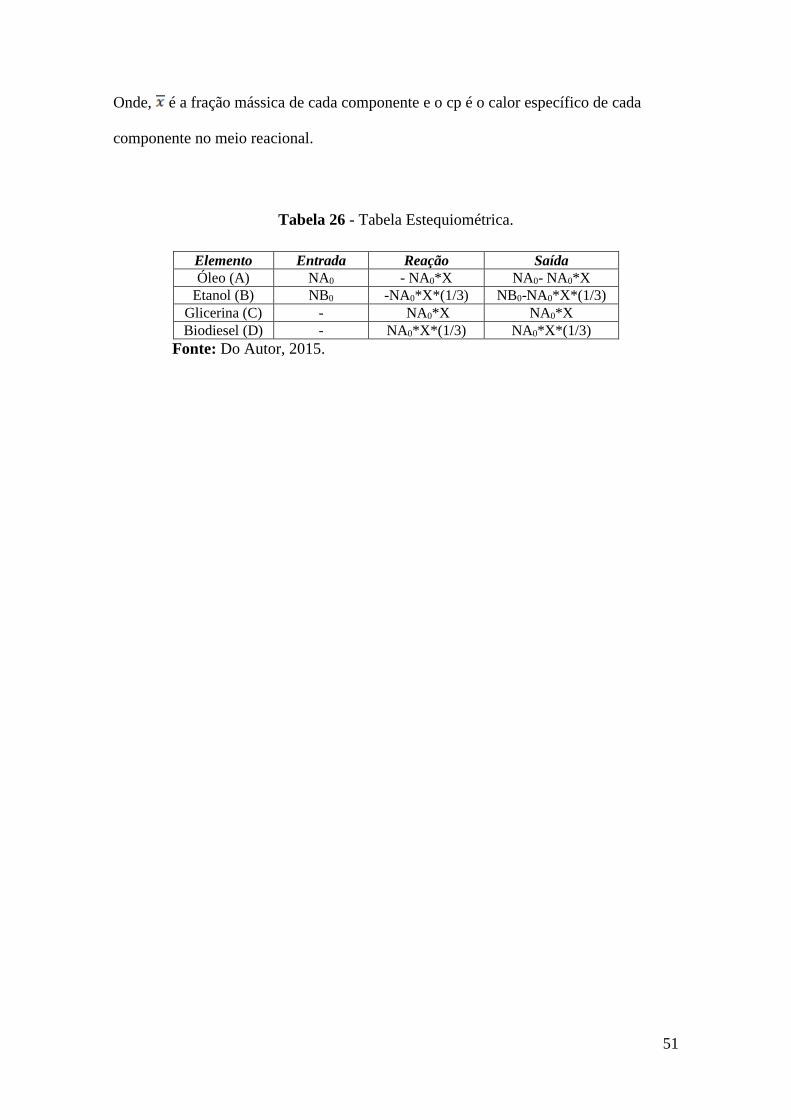
Onde, é a fração mássica de cada componente e o cp é o calor específico de cada
componente no meio reacional.
Tabela 26 - Tabela Estequiométrica.
Elemento Entrada Reação Saída
Óleo (A) NA0 - NA0*X NA0- NA0*X
Etanol (B) NB0 -NA0*X*(1/3) NB0-NA0*X*(1/3)
Glicerina (C) - NA0*X NA0*X
Biodiesel (D) - NA0*X*(1/3) NA0*X*(1/3)
Fonte: Do Autor, 2015.