
UNIVERSIDADE FEDERAL DE SANTA MARIA CENTRO DE …coral.ufsm.br/engcivil/images/PDF/2_2014/TCC_PABLO...
39
UNIVERSIDADE FEDERAL DE SANTA MARIA CENTRO DE TECNOLOGIA CURSO DE ENGENHARIA CIVIL ESPESSAMENTO DE LODO DE UMA ESTAÇÃO DE TRATAMENTO DE ÁGUA ATRAVÉS DE FLOTAÇÃO POR AR DISSOLVIDO TRABALHO DE CONCLUSÃO DE CURSO Pablo Weber Valcorte Santa Maria, RS, Brasil 2014
Transcript of UNIVERSIDADE FEDERAL DE SANTA MARIA CENTRO DE …coral.ufsm.br/engcivil/images/PDF/2_2014/TCC_PABLO...
UNIVERSIDADE FEDERAL DE SANTA MARIA CENTRO DE TECNOLOGIA
CURSO DE ENGENHARIA CIVIL
ESPESSAMENTO DE LODO DE UMA ESTAÇÃO DE TRATAMENTO DE ÁGUA ATRAVÉS DE FLOTAÇÃO POR
AR DISSOLVIDO
TRABALHO DE CONCLUSÃO DE CURSO
Pablo Weber Valcorte
Santa Maria, RS, Brasil 2014
ESPESSAMENTO DE LODO DE UMA ESTAÇÃO DE
TRATAMENTO DE ÁGUA ATRAVÉS DE FLOTAÇÃO POR
AR DISSOLVIDO
Pablo Weber Valcorte
Trabalho de Conclusão apresentado ao Curso de Engenharia Civil, da Universidade Federal de Santa Maria (UFSM, RS), como requisito
parcial para obtenção do grau de Engenheiro Civil
Orientador: Prof. Elvis Carissimi
Santa Maria, RS, Brasil 2014
AGRADECIMENTOS
Primeiramente gostaria de agradecer aos meus pais, por todo apoio e suporte
em toda minha vida acadêmica até aqui, sempre me proporcionaram totais condições
de estudo, me apoiaram em todas as conquistas alcançadas até hoje.
Agradeço em especial minha namorada, Vanessa Lovatto Palma, por todo
carinho, amor e ajuda nessa empreitada, muitas vezes deixando de realizar suas
atividades para me apoiar.
Agradeço também ao professor Elvis Carissimi, meu orientador, por todo
suporte concedido e paciência para o desenvolvimento deste trabalho.
A todos meus familiares e amigos, que sempre me apoiaram durante toda a
faculdade, por mínima que tenha sido a ajuda sempre irei lembrar.
Agradeço também a UFSM e aos professores do curso, por todo conhecimento
passado e contribuição para a minha formação.
RESUMO
Trabalho de conclusão de curso Universidade Federal de Santa Maria
Centro de Tecnologia
ESPESSAMENTO DE LODO DE UMA ESTAÇÃO DE
TRATAMENTO DE ÁGUA ATRAVÉS DE FLOTAÇÃO POR AR DISSOLVIDO
AUTOR: Pablo Weber Valcorte ORIENTADOR: Elvis Carissimi
DATA E LOCAL DA DEFESA: Santa Maria, 15 de janeiro de 2015.
A água para poder ser utilizada para o consumo humano necessita de
condições adequadas quanto aos parâmetros físico-químicos e microbiológicos para
poder ser distribuída para a população.
Um método que vem sendo estudado é o da Flotação por Ar Dissolvido (FAD),
no qual consiste a inserção de micro bolhas de ar que ao ser introduzida no processo
se adere as partículas e elevam elas até a superfície fazendo com que seja mais fácil
sua retirada e assim aumentando a eficiência do processo, juntamente a quantidade
de lodo que é gerada devido a este processo é em menor escala mas com uma
concentração maior.
O objetivo desse trabalho foi verificar que a eficiência na utilização da FAD
apresenta um espessamento maior do lodo. Foi também avaliado algumas condições
operacionais da FAD (pressão de saturação e taxa de reciclo), e realizado um
comparativo entre o adensamento do lodo por FAD e sedimentação.
De acordo com os resultados obtidos, foi possível verificar que a utilização do
processo de FAD gera uma alta quantidade de sólidos totais (concentração) no lodo
flotado em relação a amostra bruta. Foi feito uma comparação entre a FAD e a
sedimentação, na qual a FAD apresentou teor de sólidos totais em maior quantidade
do que o lodo sedimentado, e na parte líquida a turbidez medida com a FAD
apresentou valores menores em relação a parte líquida sedimentada.
Palavras-chave: Flotação por Ar dissolvido; espessamento; lodo.
SUMÁRIO
1 INTRODUÇÃO ................................................................................................. 11
2 OBJETIVOS ..................................................................................................... 12
2.1 Objetivo Geral ........................................................................................... 12
2.2 Objetivos Específicos ................................................................................ 13
3 FUNDAMENTAÇÃO TEÓRICA ....................................................................... 13
3.1 Tratamento da água para consumo humano ............................................ 13
3.1.1 Coagulação ..................................................................................... 13
3.1.2 Floculação ....................................................................................... 13
3.1.3 Decantação ..................................................................................... 14
3.1.4 Filtração .......................................................................................... 14
3.1.5 Desinfecção .................................................................................... 15
3.1.6 Fluoretação ..................................................................................... 15
3.2 Resíduos Sólidos Gerados na Estação de Tratamento de Água .... 16
3.2.1 Caracterização Quali-quantitativa ................................................... 16
3.2.2 Processos de Adensamento de Lodos ............................................ 17
3.3 Destinação dos resíduos........................................................................... 18
3.3.1 Fabricação de materias de construção civil .................................... 18
3.3.2 Recuperação como coagulante....................................................... 20
3.3.3 Disposição em Estações de Tratamento de Efluentes .................. 20
3.4 Flotação por ar dissolvido ......................................................................... 20
3.4.1 Detalhamento da tecnologia ........................................................... 20
3.4.2 Aplicações na indústria mineral....................................................... 27
3.4.3 Potencial de aplicação no tratamento de águas e no adensamento de lodo de ETA ................................................................................................ 27
4 MATERIAIS E MÉTODOS ............................................................................... 28
4.1 Alimentação .............................................................................................. 28
4.2 Método ...................................................................................................... 28
4.2.1 Unidade Experimental – Flotação por Ar Dissolvido .................. 28
4.2.2 Sedimentação ................................................................................. 30
4.3 Análises .................................................................................................... 32
5 RESULTADOS E DISCUSSÃO ....................................................................... 34
5.1 Eficiência de adensamento do lodo da ETA através do monitoramento da redução de sólidos suspensos totais ...................................... 34
5.2 Condições operacionais de flotação por ar dissolvido (Pressão de Saturação, Taxa de Reciclo) ................................................................................ 35
5.3 Comparação entre o adensamento por FAD e sedimentação ............ 35
6 CONCLUSÕES ................................................................................................ 37
7 REFERÊNCIAS ............................................................................................... 38
LISTA DE FIGURAS
Figura 1 - Distribuição do tamanho de bolhas produzidas por válvula agulha e tipo WRC. (ZABEL, 1984). ............................................................................................... 24
Figura 2 – Variações dos bocais difusores testados. (RYKAART e HAARHOFF (1995 apud MAIA 2010)) ..................................................................................................... 25
Figura 3 – Fluxograma funcionamento Saturador de Bancada ................................. 29 Figura 4 – Saturador de bancada Aquaflot S.A ......................................................... 29
Figura 5– Experimento montado com o saturador de bancada, a célula de acrílico e o agitador magnético; ................................................................................................... 30 Figura 6 – Amostra bruta – início da sedimentação .................................................. 31
Figura 7– Amostra bruta – Durante a sedimentação ................................................. 31 Figura 8 – Mufla J. PROLAB Com. De Produtos Para Laboratório Ltda. Esterilização MOD. SE 6 ................................................................................................................ 32 Figura 9 – Turbidímetro AP 2000 Policontrol ............................................................. 34
Figura 10 – Ensaio de Sedimentação ....................................................................... 36

LISTA DE QUADROS
Quadro 1- Tecnologia de tratamento e características do sistema de lavagem, método de filtração e coagulantes usados nas ETAs 1, 2, 3 e 4 (Di Bernardo et al. 2002 (apud Di Bernardo et al. 2010)) ........................................................................................... 17

LISTA DE TABELAS
Tabela 1 – Sólidos totais com pressão de 90 Psi no saturador de bancada ............. 34 Tabela 2 – Sólidos totais com taxa de recirculação em 30 % ................................... 35
Tabela 3 – Sólidos totais após sedimentação e comparações .................................. 36 Tabela 4 – Ensaio de Turbidez .................................................................................. 37
LISTA DE ABREVIATURAS E SÍMBOLOS
CORSAN – Companhia Riograndense de Saneamento
ETA – Estação de Tratamento de Água
ETE – Estação de Tratamento de Esgoto
ETR – Estação de Tratamento de Resíduos
FAD – Flotação por Ar Dissolvido
LEMA – Laboratório para estudos para o Meio Ambiente
P0 – Peso inicial
P1 – Peso final após evaporação
P(%) – Porcentagem de eficiência em relação a amostra bruta
pH – Potencial Hidrogeniônico
RETAs – Resíduos de Estações de Tratamento de Água
SST – Sólidos Suspensos Totais
ST – Sólidos Totais
ST0 – Concentração de sólidos totais da amostra bruta
ST1 – Concentração de sólidos totais (com diferentes taxas de recirculação)
UFSM – Universidade Federal de Santa Maria
USMB – Unidade Separadora de Microbolhas
Va – Voluma da amostra
11
1 INTRODUÇÃO
A água a ser utilizada para consumo humano é captada de mananciais que são
devidamente analisados, para que a mesma atenda as condições adequadas quanto
aos parâmetros físico-químicos e microbiológicos presentes na Portaria 2914 (2011),
não atendendo essas condições deve passar por um tratamento, podendo assim ser
distribuída para a população. O sistema convencional de tratamento de água consiste
nas seguintes unidades: captação, adução, estação de tratamento, reservação e
redes de distribuição.
A captação da água pode ser realizada por meio de águas naturais de
nascentes, represas ou depósitos subterrâneos (mananciais), a água pode variar
conforme as condições locais, hidrológicas, topográficas, e no caso de depósitos
subterrâneos pode variar em função de condições hidrogeológicas.
A adução consiste em canalizações dos sistemas de abastecimento de água
que conduzem a água para as unidades que precedem a rede de distribuição. Essa
unidade pode ser classificada em três tipos: adutora por gravidade, adutora por
recalque e adutoras mistas.
Após essas duas unidades, captação e adução, a água chega na unidade de
Estação de Tratamento onde ela passa por um controle altamente minucioso para que
atenda os padrões de potabilidade.
Na Estação de Tratamento de Água (ETA) inicia o processo de tratamento da
mesma para que se torne apta para consumo humano. Os principais métodos
utilizados são: coagulação e/ou floculação, sedimentação ou flotação, filtração e
desinfecção.
Dependendo da qualidade da água de captação, combina-se as operações
unitárias de tratamento da ETA, de forma que o resultado final de qualidade de água
fique dentro dos padrões de potabilidade da água estabelecidos pelo Ministério da
Saúde. O tratamento consiste na remoção de partículas finas em suspensão e em
solução, algas e micro-organismos presentes na água bruta através do emprego de
reagentes químicos de agregação de partículas e ajuste do pH e/ou alcalinidade da
água.
Normalmente, são utilizados sais de ferro ou de alumínio, que acabam
formando coágulos pelos hidróxidos insolúveis, e, que podem ou não estar associado
12
ao uso de um polímero floculante. Esses agregados são separados nos decantadores
(ou flotadores, se for o caso), e, nos filtros em menor proporção. A fase sólida que é
separada da fase líquida, é denominada de lodo.
O lodo acumulado nos decantadores varia de 60 a 95% da quantia total de
resíduos gerados em uma estação de tratamento de água. O resíduo pode variar muito
em relação ao teor de sólidos, devido ao tipo de separação sólido-líquido, modo de
descarga e a frequência de limpeza.
Este lodo gerado no tratamento da água é um grande problema, principalmente
quando sua destinação é efetuada de maneira incorreta nos mananciais hídricos. As
Estações de Tratamento de Água (ETAs) necessitam se adaptar para a correta
destinação do lodo produzido durante o tratamento.
Dessa forma, o objetivo desse trabalho consiste em avaliar a aplicação da
Flotação por Ar Dissolvido (FAD) no espessamento do lodo removido na etapa de
sedimentação. A FAD possui uma grande aplicação no adensamento de minérios e
rejeitos de mineração, e com série de vantagens em relação a cinética, operação e
redução de custos quando comparados a processos convencionais de centrifugação,
filtração, oxidação, decantação, fluoretação e verificando fatores, concentração de
sólidos totais, adensamento do lodo, visando estabelecer uma melhora no tratamento
de água e no destino final dos resíduos referentes a mesma. Mesmo sendo uma
tecnologia conhecida, a FAD não é comumente utilizada como operação unitária para
o tratamento da água e o destino final dos resíduos referentes ao processo de
potabilização.
2 OBJETIVOS
2.1 Objetivo Geral
O objetivo geral deste trabalho foi avaliar a eficiência de espessamento de lodo
de ETA através da flotação por ar dissolvido.
13
2.2 Objetivos Específicos
Os objetivos específicos foram:
Avaliar em laboratório a eficiência de adensamento do lodo de ETA em
escala de bancada, através do monitoramento da concentração de
sólidos suspensos totais (SST);
Avaliar as condições operacionais de flotação por ar dissolvido (Pressão
de Saturação, Taxa de Reciclo);
Avaliar comparativamente o adensamento por FAD e sedimentação.
3 FUNDAMENTAÇÃO TEÓRICA
3.1 Tratamento da água para consumo humano
A água antes de ser destinada para o consumo humano necessita passar por
um tratamento para que possua os padrões de potabilidade. Atualmente o processo
de tratamento da água consiste nas seguintes etapas:
3.1.1 Coagulação
Após a água ser captada de um manancial e passar por um sistema de grades
que impede a entrada de elementos macroscópicos grosseiros (animais mortos,
folhas, etc.) no sistema. Parte das partículas está em suspensão fina, em estado
coloidal ou em solução, e por ter dimensões muito reduzidas (como a argila, por
exemplo), não se depositam, dificultando a remoção.
O processo de coagulação visa aglomerar essas partículas, aumentando o seu
volume e peso, fazendo com que a gravidade passe a agir sobre elas. Usualmente
para que ocorra o processo é adicionado cal hidratada (hidróxido de cálcio) e sulfato
de alumínio, sendo agitada rapidamente a água, as partículas de sujeira se agregam
pois ficam eletricamente desestabilizadas
3.1.2 Floculação
A floculação é uma operação unitária, que envolve apenas fenômenos físicos
de aglutinação das partículas, que constitui um conjunto de fenômenos físicos, nos
quais se tenciona, em última instância, reduzir o número de partículas suspensas e
14
coloidais presentes na massa líquida. Para que seja possível realizar a floculação,
segundo Libânio (2010), fornecem-se condições em termos de tempo e agitação para
que seja possível ocorrer os choques entre as partículas anteriormente
desestabilizadas pela ação do coagulante objetivando a formação dos flocos a serem
posteriormente removidos por sedimentação/flotação ou, nas estações de filtração
direta, nas próprias unidades de filtração.
3.1.3 Decantação
Nesse momento a água não é mais agitada, para que os flocos que foram
formados na etapa anterior sejam sedimentados, separando-se da água pela força da
gravidade. A sedimentação das partículas suspensas propicia a clarificação da água
pela separação da fase sólida, que necessita ser removida periodicamente do fundo
do decantador. O lodo do fundo é conduzido para tanques de depuração. O ideal é
que ele seja transformado em adubo, em um biodigestor. A água decantada, mais
limpa, vai para o filtro de areia.
Segundo Libânio (2010), a decantação consiste na última etapa da clarificação
dentro do contexto de múltiplas barreiras no qual o tratamento de água se insere.
Dessa forma, a nomenclatura correta preconiza referir às partículas sedimentadas e
ao efluente como água decantada.
3.1.4 Filtração
Segundo Libânio (2010), a filtração constitui-se no processo que tem como
função primordial a remoção das partículas suspensas e coloidais responsáveis pela
cor, turbidez e de microrganismos presentes na água, que escoa através de um meio
filtrante, o qual pode ser composto por uma ou de várias camadas de areia de
diferentes granulometrias, carvão (antracito) ou camadas alternadas de areia e
carvão. É nessa etapa que as partículas mais finas e leves, que não foram retidas nos
decantadores são removidas da água. Esse processo é considerado como final de
remoção de impurezas na ETA, portanto é um dos responsáveis pelo cumprimento
dos padrões de potabilidade da água. Na filtração, as impurezas são retidas em um
meio filtrante, o qual necessita de manutenção, geralmente, realizada com a
introdução de água com alta velocidade ascensional. A água utilizada nesse processo
de lavagem, normalmente, retorna ao início do processo de tratamento.
15
3.1.5 Desinfecção
Todas as etapas citadas anteriormente são partes integrantes de um processo
denominado de clarificação da água. Entretanto, mesmo a água estando clarificada
pode conter microrganismos nocivos ao ser humano, podendo tornar-se um
mecanismo de transmissão de doenças. Para a destruição desses microrganismos
tem-se a etapa denominada desinfecção.
Libânio (2010) relata que é um processo onde seu objetivo é a remoção ou
destruição (inativação) de micro-organismos patogênicos presentes na água que
possam vir a causar doenças. A destruição desses micro-organismos é realizada
mediante a destruição da estrutura celular, pela interferência no metabolismo como
inativação de enzimas, pela interferência na biossíntese e no crescimento celular,
através da adição de produtos químicos denominados agentes desinfetantes.
Com relação aos vários agentes desinfetantes disponíveis atualmente no
mercado, os mais conhecidos e utilizados são os produtos à base de cloro, tais como
o cloro gasoso (Cl2(g)), o hipoclorito de sódio (NaClO(l)) solução aquosa e o hipoclorito
de cálcio (Ca(ClO)2(g)) sólido. A grande vantagem na utilização dos produtos químicos
à base de cloro é que os mesmos, quando adicionados a água, apresentam
concentrações residuais que permanecem na água até esta chegar à casa do
consumidor final, garantindo dessa forma, o padrão microbiológico da mesma.
3.1.6 Fluoretação
Sabe-se que o flúor em pequenas quantidades é benéfico a saúde. Com isso o
Ministério da Saúde Brasileiro, tornou obrigatório a sua adição nos sistemas de
abastecimentos públicos de água.
Segundo Libânio (2010) a fluoretação consiste na etapa do tratamento, na qual
se objetiva conferir, determinada concentração de fluoreto à água tratada por meio de
aplicação de compostos de flúor. A fluoretação tem por objetivo básico a redução de
incidência de cárie dentária, através da adição de produtos químicos à base de flúor
16
na água. Alguns dos produtos químicos utilizados para este fim são o fluossilicato de
sódio (sal sólido) e o ácido fluossilicato (solução líquida).
3.2 Resíduos Sólidos Gerados na Estação de Tratamento de Água
Durante o processo de tratamento da água na ETA alguns resíduos são
gerados, e quando são lançados nos cursos de água sem o devido tratamento
contribuem para a degradação do meio ambiente.
3.2.1 Caracterização Quali-quantitativa
A quantidade e qualidade dos resíduos produzidos em uma ETA dependem de:
I. Qualidade da água bruta;
II. Tecnologia de tratamento;
III. Características da coagulação: tipo e dosagem de coagulante e de
alcalinizante ou de acidificante;
IV. Uso, característica e dosagem do auxiliar de coagulação (floculação ou
filtração)
V. Uso de oxidante;
VI. Uso de carvão ativado pulverizado;
VII. Método de limpeza dos decantadores (ou flotadores)
VIII. Método de lavagem dos filtros;
IX. Habilidade dos operadores;
X. Automação de processos e operações na ETA;
XI. Reuso da água recuperada no sistema de tratamento.
Os resíduos sólidos de ETAs – RETAs, que apresentam um ciclo completo com
clarificação por decantação ou flotação são originados essencialmente nas limpezas
dos decantadores ou flotadores e nas lavagens dos filtros. No entanto, existem outras
unidades da ETA que também geram resíduos (câmaras de floculação, câmara de
pré-oxidação, de adsorção e pós-desinfecção, etc.). Em ETAs de filtração direta, os
RETAs consistem basicamente da água de lavagem dos filtros. Também, as limpezas
17
de tanques de solução e de suspensão de produtos químicos consistem de resíduos
com menor frequência de ocorrência e com pequenas quantidades de material seco
mas que, devido às suas características, podem necessitar de tratamentos
específicos.
Segundo Di Bernardo et al. (2011) é fundamental o conhecimento das
variações da qualidade e a realização de ensaios de tratabilidade. Em ETAs
existentes, é possível efetuar um estudo detalhado da qualidade da água bruta, das
dosagens de produtos químicos, da qualidade da água decantada (ou flotada) e
filtrada, assim como avaliar as condições de operação das unidades de clarificação e
de filtração, e realizar ensaios visando à obtenção de parâmetros de projeto da
Estação de Tratamento de Resíduos – ETR.
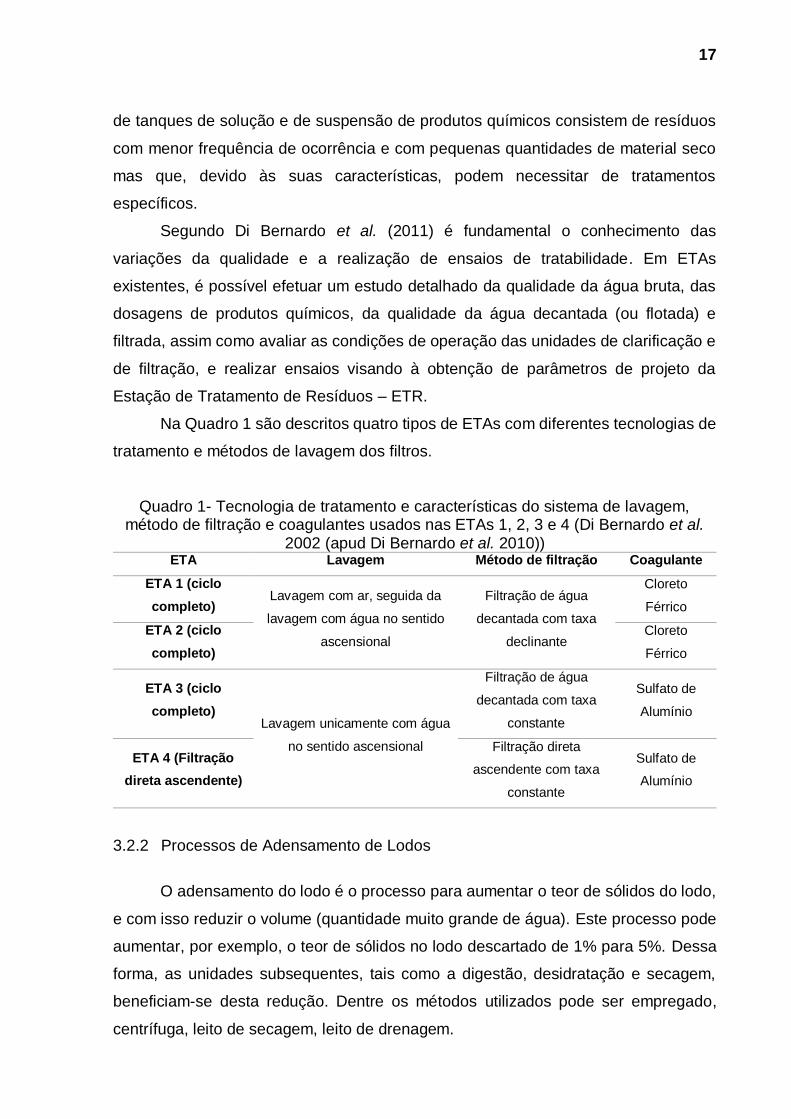
Na Quadro 1 são descritos quatro tipos de ETAs com diferentes tecnologias de
tratamento e métodos de lavagem dos filtros.
Quadro 1- Tecnologia de tratamento e características do sistema de lavagem, método de filtração e coagulantes usados nas ETAs 1, 2, 3 e 4 (Di Bernardo et al.
2002 (apud Di Bernardo et al. 2010)) ETA Lavagem Método de filtração Coagulante
ETA 1 (ciclo
completo) Lavagem com ar, seguida da
lavagem com água no sentido
ascensional
Filtração de água
decantada com taxa
declinante
Cloreto
Férrico
ETA 2 (ciclo
completo)
Cloreto
Férrico
ETA 3 (ciclo
completo) Lavagem unicamente com água
no sentido ascensional
Filtração de água
decantada com taxa
constante
Sulfato de
Alumínio
ETA 4 (Filtração
direta ascendente)
Filtração direta
ascendente com taxa
constante
Sulfato de
Alumínio
3.2.2 Processos de Adensamento de Lodos
O adensamento do lodo é o processo para aumentar o teor de sólidos do lodo,
e com isso reduzir o volume (quantidade muito grande de água). Este processo pode
aumentar, por exemplo, o teor de sólidos no lodo descartado de 1% para 5%. Dessa
forma, as unidades subsequentes, tais como a digestão, desidratação e secagem,
beneficiam-se desta redução. Dentre os métodos utilizados pode ser empregado,
centrífuga, leito de secagem, leito de drenagem.
18
3.2.2.1 Centrífuga
O emprego de centrífugas para a remoção de água de lodo da Estação de
Tratamento de Água é mais recente que em Estação de Tratamento de Esgoto. Nas
décadas de 1970 e 1980 foram verificados avanços nessa técnica principalmente no
que diz respeito à aplicação de polímeros para melhorar a eficiência da desidratação.
O lodo adensado usualmente é conduzido para um tanque de armazenamento,
que contém um misturador submersível ou agitador tipo turbina, a partir do qual é
bombeado por meio de bombas do tipo deslocamento positivo para uma câmara da
centrífuga, na qual recebe solução de polímero (ou em injetor na tubulação de
recalque).
3.2.2.2 Leito de Secagem
Para regiões onde a condição climática mostra-se favorável e há
disponibilidade de área física, a utilização desse método pode reduzir impactos
ambientais, diminuindo o volume de despejos, possibilitando o reuso da água livre e
minimizando perdas.
Os leitos de secagem são constituídos de tanques rasos com duas ou três
camadas de areia com diferentes granulometrias com cerca de 30 centímetros de
espessura. O sistema completo é composto de camada suporte que vai manter a
espessura do lodo uniforme e facilitar sua remoção manual, além de evitar formação
de buracos devida a movimentação sobre o leito, meio filtrante e sistema drenante.
O leito de secagem é um dos métodos de desaguamento mais antigos e ainda
muito usado no tratamento de lodos. O desaguamento ocorre devido a diversos
fatores, incluindo a evaporação e a drenagem em meio poroso.
3.3 Destinação dos resíduos
3.3.1 Fabricação de materias de construção civil
O lodo vem sendo utilizado em experimentos sobre fabricação de artefatos de
cimento (blocos, guias de sarjeta, etc.), de tijolos e blocos cerâmicos, com teores de
SST no lodo variando entre 20 e 50 %. Vem sendo estudada a hipótese alternativa de
utilizar resíduos da construção civil, após a seleção e moagem para obtenção de
19
material com granulometria adequada. Em qualquer situação, é conveniente que seja
estudada a quantidade de ambos os materiais, em massa (lodo + resíduo de
construção ou + argila). Em algumas pesquisas realizadas, tem sido observado que a
porcentagem (em massa) do lodo da ETA a ser misturado com argila na fabricação
de blocos cerâmicos, dificilmente excede 10 %, devido ao fato de prejudicar as
características do produto.
No entanto, é de suma importância constatar que essa porcentagem varia
consideravelmente em função das características do lodo, as quais dependem das
características da água bruta, do tipo de coagulante e do mecanismo predominante
de coagulação.
De acordo com estudos realizados, Hoppen et al. (2003), a grande maioria dos
resultados de caracterização dos agregados e aglomerantes atendeu os limites
estabelecidos pelas normas correspondentes, exceto os referentes aos teores de
impurezas orgânicas na areia, mas que não comprometeram a qualidade do concreto
fabricado.
A elevação da temperatura observada no concreto, após a adição do lodo, foi
de apenas 1 °C, considerada baixa na influência do aumento de fissuras do concreto.
Ocorreu diminuição de 2 % no consumo de cimento quando a dosagem de lodo variou
de 0 a 3 %. A consistência do concreto, caracterizada pela medida do abatimento por
tronco de cone, apresentou uma variação expressiva comparada ao concreto em
referência, de 17 mm para a mistura com o lodo. Na resistência mecânica, o traço de
3 % apresentou valores de rupturas superiores a 26 MPa, tanto aos 7 como aos 28
dias a partir da moldagem. Comparando-se as tensões de ruptura do traço contendo
lodo com a do concreto em referência, observou-se que aos 7 dias ambos estavam
próximos, atingindo valores superiores a 26 MPa. Foi observado que aos 28 dias
ocorreu redução de aproximadamente 12 % na resistência; no entanto, ela ficou acima
de 30 MPa.
Os resultados demonstraram que ocorreu aumento no teor de absorção de
água no concreto com 3 % de lodo, o que não é bom no caso de durabilidade frente a
ambientes agressivos, pois poderá propiciar o ingresso de elementos prejudiciais ao
concreto.
20
3.3.2 Recuperação como coagulante
Esta técnica consiste na solubilização de formas de alumínio ou ferro, que
possuam potencial de coagulação, considerando o fato de que mais de 35 % dos
sólidos presentes nos lodos de ETAs são hidróxidos. A solubilização envolve
equações de equilíbrio entre o precipitado e as formas solúveis, para diferentes
condições de pH. Na maioria dos casos, o pH do lodo é reduzido a valor inferior a 2
ou superior a 10. Teoricamente, 100 % de alumínio pode ser solubilizado em pH igual
a 2; porém, a porcentagem do alumínio recuperado irá depender da eficiência do
processo de desaguamento do lodo.
Pelo processo ácido, dados existentes de instalações revelam uma eficiência
da ordem de 75 % no processo de recuperação de sulfato de alumínio.
3.3.3 Disposição em Estações de Tratamento de Efluentes
No caso de ser construído um emissário individual, que veicule os resíduos da
ETA à ETE, a concentração de SST pode ser maior que aquela geralmente estimada
quando os resíduos da ETA são lançados na rede de esgoto.
Outro aspecto importante para a programação dos ensaios está relacionado ao
volume diário de RETA em relação ao de esgoto, pois algumas cidades são
abastecidas tanto por água subterrânea quanto por água superficial, enquanto outras
possuem mais de uma ETE. Por isso, é imprescindível que seja feito um levantamento
das vazões mínimas, médias e máximas diárias de RETA e de esgoto tratado na ETE.
3.4 Flotação por ar dissolvido
3.4.1 Detalhamento da tecnologia
Segundo REALLI (2004 apud ARAÚJO 2010) as principais vantagens da
flotação em relação a sedimentação são:
O lodo produzido apresenta elevado teor de sólidos em suspensão,
precedido de unidades adicionais de espessamento de lodo;
Na maior parte dos casos requer menores dosagens de coagulantes;
21
Requer tempos de floculação da água significativamente menores em
relação a sedimentação, resultando em unidades de floculação
menores;
Pode promover arraste de substâncias voláteis porventura presentes na
água a ser tratada.
O sistema de Flotação por Ar Dissolvido (FAD) funciona a partir de um processo
onde microbolhas são geradas na câmara de saturação, da forma que essas bolhas
incorporem no interior dos flocos ou por arraste hidráulico. Esses flocos e microbolhas
apresentam uma densidade aparente menor que o meio aquoso onde se encontram,
o que garante, por empuxo, sua flotação até a superfície do flotador onde são
removidas.
No entanto, alguns parâmetros alteram a eficiência do sistema, no caso das
microbolhas, uma variável importante de controle e operação de uma unidade FAD, a
quantidade de microbolhas é alterada de maneira drástica pela vazão de recirculação
e pela pressão no interior da câmara de saturação, MAIA (2010). Esse parâmetro é
de suma importância já que ele está relacionado a eficiência do sistema e no custo de
operação nas estações.
Segundo HAARHOFF (2010 apud ARAUJO 2007) primeiro uso relatado do
processo de Flotação por Ar Dissolvido (FAD) foi na década de 1920 por (ADKA e
Sveen-Pedersen), na Finlândia.
O emprego do sistema de flotação por ar dissolvido vem sendo utilizado em
grande escala nos últimos 50 anos. No entanto, ainda há muitas lacunas para serem
preenchidas havendo necessidade de pesquisas para otimização do processo
ESCHER (2011), bem como aumento do nível de segurança e qualidade, aumentando
a eficiência na clarificação, diminuição do tempo de floculação, e também na questão
de custos de investimento e operação.
Segundo REALLI (1991) o processo de flotação pode separar sólidos ou
líquidos de uma fase líquida através da introdução no sistema de pequenas bolhas de
ar que ao se aderirem à superfície dos flocos tende a aumentar seu empuxo. Com
isso provoca há ascensão dos flocos em direção à superfície, acumulando-se na parte
superior da zona de separação do tanque de flotação, podendo assim serem retirados
na forma de lodo.
No entanto, para a FAD ter um desempenho satisfatório é necessário um pré-
tratamento da água, e para isso REALLI e PATRIZZI (2007) afirmaram que para um
22
bom desempenho no tratamento é necessária uma coagulação apropriada,
respeitando os valores apropriados de pH e dosagens de coagulante, além de uma
adequada floculação.
EDZWALD et al. (1992) pesquisaram os resultados de diferentes tempos de
floculação, sendo os estudos realizados em escala de bancada e escala piloto. Nos
ensaios em escala de bancada, utilizando-se água sintética e natural, foram testados
três diferentes tempos de floculação: 5, 10 e 20 minutos. Nestes ensaios os valores
de turbidez (< 1,0 NTU) que são considerados os melhores foram encontrados para
tempo de mistura igual a 20 minutos.
Nos ensaios que foram realizados em escala piloto não foi utilizado a
floculação, na presença de uma câmara de floculação (tempo igual a 8 minutos) e na
presença de duas câmaras de floculação (tempo igual a 16 minutos). Nos dois casos
foram obtidos valores mais do que satisfatórios de remoção de turbidez (0,4 a 0,5 NTU
na utilização da FAD e menor que 1 NTU na utilização da FAD combinada com a
filtração) tanto para tempos de floculação de 8 e 16 minutos.
Segundo EDZWALD et al. (1999 apud MAIA 2010), resultados obtidos em
função do tempo de floculação mostraram uma boa relação no desempenho FAD
(escala piloto) com alta carga hidráulica e baixos tempos de floculação (5 a 10
minutos).
A geração de microbolhas também é um fator a ser estudado no processo de
FAD, uma vez que influenciará na eficiência de remoção das partículas em
suspensão. Visto que, a geração de microbolhas é um fator importante deve-se
observar alguns elementos a serem considerados, como o tipo de câmara de
saturação do lodo, a pressão de operação, a vazão de recirculação, temperatura da
água, e as características do bocal adotado para despressurização da água saturada.
Conforme todos os fatores citados anteriormente de maneira satisfatória, torna
a operação da FAD um método eficaz, que consiste em um sistema de alta taxa e que
confere grande potencial ao processo de clarificação.
Para a formação das microbolhas utilizadas no processo, inicialmente satura-
se a água com ar à alta pressão na câmara de saturação e então transfere-se através
de um bocal redutor de pressão para a câmara de flotação onde o ar inicialmente
saturado no meio líquido aparece na forma de microbolhas, onde essas colidem com
as partículas que estão previamente coaguladas e floculadas.
23
REALLI (1991) destaca que a distribuição do tamanho das bolhas geradas em
uma unidade de FAD está relacionada basicamente a taxa de aglutinação, referente
a isso relata que o fenômeno da aglutinação depende da taxa de colisão entre as
bolhas, além das características de suas superfícies e do líquido em torno das
mesmas (tensão superficial do líquido, rigidez das paredes das bolhas e dupla
camada). O mesmo autor ainda comenta que, para resultados alcançarem a melhor
eficiência a faixa para o tamanho das microbolhas usualmente utilizada é entre 10 a
120 μm, estabelecendo um diâmetro médio das bolhas de 40 a 60 μm.
Segundo LEPPINEN e DALZIEL (2004 apud MAIA 2010) elaboraram um
estudo a respeito da distribuição dos tamanhos das bolhas geradas pela FAD dentro
dos tanques de flotação de duas estações de tratamento de água. As medições foram
realizadas introduzindo-se verticalmente um tubo de acrílico em diferentes
profundidades dentro dos tanques. Uma bomba foi utilizada para retirar as amostras,
as quais foram fotografadas com auxílio de uma câmera digital e armazenadas em um
computador para posterior tratamento das imagens obtidas.
Por meio desse estudo foi possível analisar a ação dos “clusters” (aglomerado
de bolhas), os quais agem como filtros, constituindo o meio primário de remoção de
flocos durante a FAD. Os ensaios indicaram tamanhos de bolhas na faixa de 16 a 350
μm.
Conforme relato dos autores, os “clusters” são promovidos pelas menores
bolhas geradas, essas possuem uma velocidade de ascensão menor que as maiores.
Com a formação dos “clusters”, esses adquirem altas velocidades de ascensão, sendo
capazes de dominar o escoamento e as flutuações turbulentas e assim, ascender à
camada de lodo.
No caso, das bolhas maiores (>200 μm) são excluídas dos “clusters”, devido à
presença de uma velocidade ascensional de cisalhamento que promove uma força
hidrodinâmica, a qual age em todas as bolhas e que é proporcional à área superficial
dessas. Com isso, as maiores forças geradas acabam agindo nas maiores bolhas
fazendo com que ocorra a separação dos aglomerados.
MORUZZI (2005) investigou a distribuição do tamanho das microbolhas de ar
em sistemas FAD, submetido a diferentes condições e misturas (taxa de aplicação
superficial na zona de contato de 25, 40 e 60 m/h e tempo de detenção de 1,10x10 -2;
1,70x10-2 e 2,5x10-2 h), pH (6,0; 6,25; 6,50; 6,75), taxa de recirculação (5, 10 e 20 %)
e dosagem de coagulante (0 e 2,25 mg Al+3/L). Os ensaios foram realizados em
24
instalação especialmente concebida (USMB – Unidade Separadora de Microbolhas)
visando à captura de imagens em movimento e não interferindo nas características
originais das microbolhas. Os materiais empregados no ensaio também constituíam
de uma câmera digital, conjunto de lentes de ampliação e plano de laser.
Em todos os resultados obtidos, a distribuição do tamanho de microbolhas de
ar mostrou valores de diâmetros coerentes com os encontrados na literatura, ou seja,
10 a 120 μm.
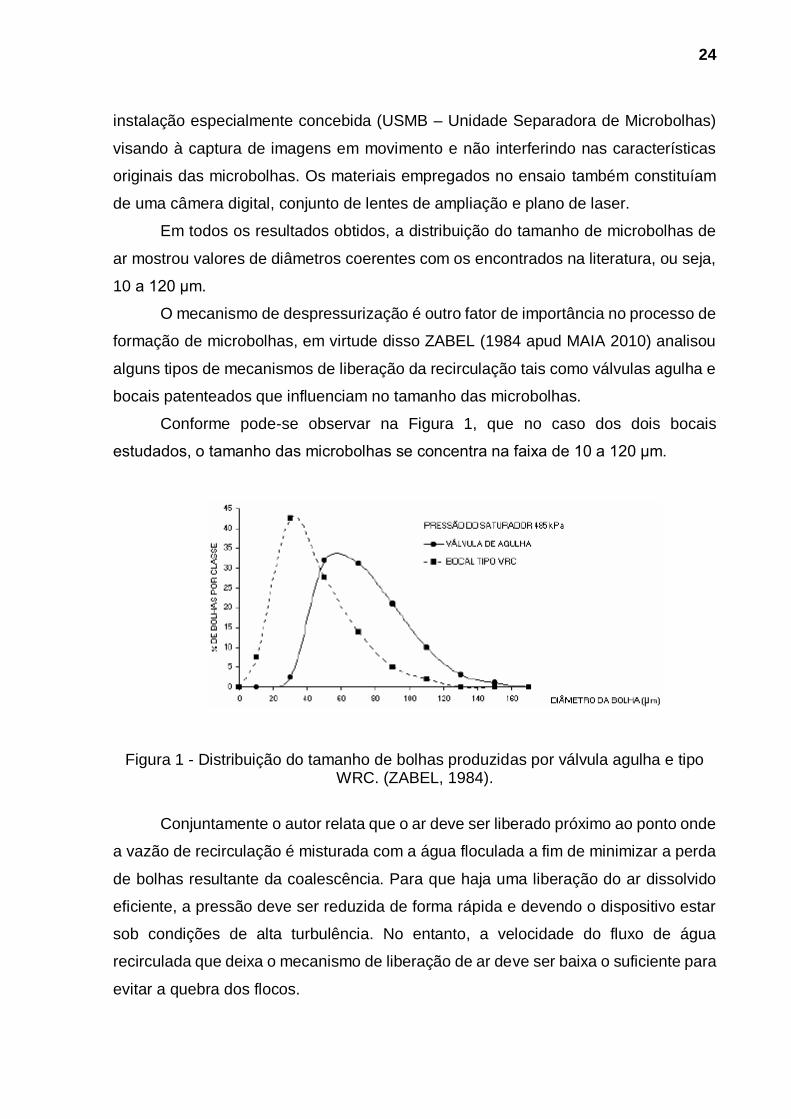
O mecanismo de despressurização é outro fator de importância no processo de
formação de microbolhas, em virtude disso ZABEL (1984 apud MAIA 2010) analisou
alguns tipos de mecanismos de liberação da recirculação tais como válvulas agulha e
bocais patenteados que influenciam no tamanho das microbolhas.
Conforme pode-se observar na Figura 1, que no caso dos dois bocais
estudados, o tamanho das microbolhas se concentra na faixa de 10 a 120 μm.
Figura 1 - Distribuição do tamanho de bolhas produzidas por válvula agulha e tipo WRC. (ZABEL, 1984).
Conjuntamente o autor relata que o ar deve ser liberado próximo ao ponto onde
a vazão de recirculação é misturada com a água floculada a fim de minimizar a perda
de bolhas resultante da coalescência. Para que haja uma liberação do ar dissolvido
eficiente, a pressão deve ser reduzida de forma rápida e devendo o dispositivo estar
sob condições de alta turbulência. No entanto, a velocidade do fluxo de água
recirculada que deixa o mecanismo de liberação de ar deve ser baixa o suficiente para
evitar a quebra dos flocos.
25
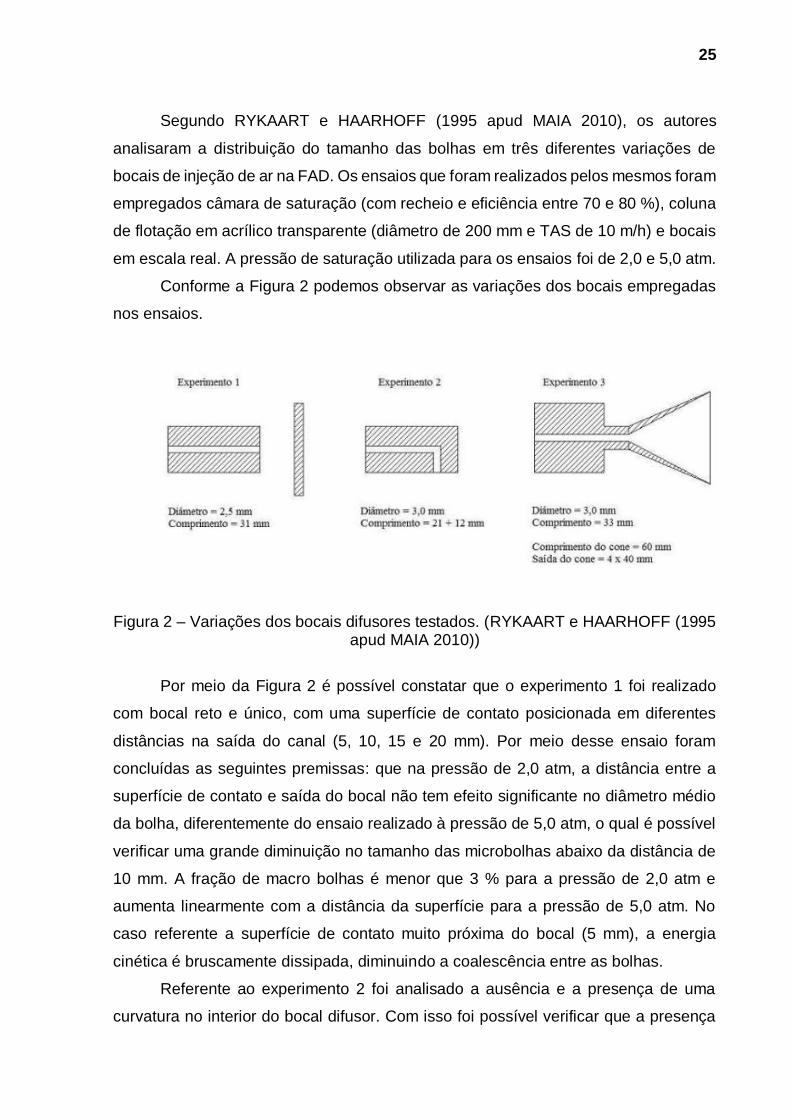
Segundo RYKAART e HAARHOFF (1995 apud MAIA 2010), os autores
analisaram a distribuição do tamanho das bolhas em três diferentes variações de
bocais de injeção de ar na FAD. Os ensaios que foram realizados pelos mesmos foram
empregados câmara de saturação (com recheio e eficiência entre 70 e 80 %), coluna
de flotação em acrílico transparente (diâmetro de 200 mm e TAS de 10 m/h) e bocais
em escala real. A pressão de saturação utilizada para os ensaios foi de 2,0 e 5,0 atm.
Conforme a Figura 2 podemos observar as variações dos bocais empregadas
nos ensaios.
Figura 2 – Variações dos bocais difusores testados. (RYKAART e HAARHOFF (1995 apud MAIA 2010))
Por meio da Figura 2 é possível constatar que o experimento 1 foi realizado
com bocal reto e único, com uma superfície de contato posicionada em diferentes
distâncias na saída do canal (5, 10, 15 e 20 mm). Por meio desse ensaio foram
concluídas as seguintes premissas: que na pressão de 2,0 atm, a distância entre a
superfície de contato e saída do bocal não tem efeito significante no diâmetro médio
da bolha, diferentemente do ensaio realizado à pressão de 5,0 atm, o qual é possível
verificar uma grande diminuição no tamanho das microbolhas abaixo da distância de
10 mm. A fração de macro bolhas é menor que 3 % para a pressão de 2,0 atm e
aumenta linearmente com a distância da superfície para a pressão de 5,0 atm. No
caso referente a superfície de contato muito próxima do bocal (5 mm), a energia
cinética é bruscamente dissipada, diminuindo a coalescência entre as bolhas.
Referente ao experimento 2 foi analisado a ausência e a presença de uma
curvatura no interior do bocal difusor. Com isso foi possível verificar que a presença
26
de uma curvatura diminui a fração das macro bolhas, devido à quebra destas em seu
interior.
No último experimento, o número três, foi examinado um bocal difusor com e
sem uma saída em forma de cone. Foi averiguado que a presença desta saída reduz
o tamanho médio das bolhas (principalmente na pressão de 5,0 atm) e a fração de
macro bolhas (para as duas pressões). Nota-se que a pressão de saturação age
concomitantemente com outros parâmetros, sendo que a pressão influencia na
concentração de gases capazes de dissolver no meio líquido.
Para que o equipamento tenha um resultado satisfatório, a unidade de geração
de microbolhas possui uma grande importância pois o processo de flotação está
diretamente ligado à geração de bolhas em número suficiente e com distribuição de
tamanhos adequados.
Para REALLI (1991), uma unidade convencional de geração de microbolhas
possui fundamentalmente de um conjunto moto-bomba para a pressurização da água
de recirculação, uma câmara de saturação que recebe o ar comprimido de um
compressor e um dispositivo de despressurização.
Um pré-requisito para uma boa eficiência do processo é a produção de ar em
quantidade suficiente, alguns estudos realizados recentemente focaram na
quantidade necessária de ar para arrastar efetivamente os flocos em suspensão
aceitam a faixa de 8 a 10 mg/L para a maioria das aplicações destinadas a clarificação
da água.
No entanto, o sistema de saturação de ar demanda um alto custo de energia
do processo de flotação, portanto, devido a esse fato é de suma importância reavaliar
o projeto de sistemas de recirculação para minimizar os custos operacionais e
proporcionar o máximo de desempenho do equipamento.
Atualmente, várias tecnologias vêm sendo trabalhadas com o intuito de
substituir a câmara de saturação por outro mecanismo que produza as microbolhas a
fim de melhorar sua eficiência e otimizar os custos operacionais.
HAN et. al. (2007 apud MAIA 2010) estudaram a utilização de um gerador de
bolhas com baixa taxa de consumo de energia, que possuía as funções de uma bomba
de recirculação, compressor e tanque de pressão simultaneamente. Segundo os
autores, o mecanismo apresenta a possibilidade de produzir bolhas de tamanhos
desejados, sendo necessárias mudanças nas condições de operação e na estrutura
interna da câmara de mistura.
27
3.4.2 Aplicações na indústria mineral
O processo de flotação tem sido utilizado por mais de um século em operações
de mineração para separar materiais valiosos a partir dos minérios escavados.
O processo utilizado na mineração começa com a mistura de minérios
finamente moídos com água em um tanque ou célula. Um reagente é utilizado para
melhorar as propriedades dos compostos hidrofóbicos e para separá-los a partir de
substâncias residuais que são mais hidrofílicas. A mistura é agitada com a finalidade
de assegurar uma dispersão uniforme.
A mineração utiliza o método de flotação até mesmo com o intuito de separação
dos diversos tipos de compostos, incluindo sulfetos, silicatos, fosfatos, carvão e
minério de ferro. Reagentes ou surfactantes são cuidadosamente escolhidos para
produzir exatamente o efeito desejado na separação de um minério ou de uma
combinação de minérios. Muitos fatores afetam a qualidade da separação, e isto
abrange a taxa de flutuação, o tamanho das partículas de minério, a densidade da
mistura de água e a quantidade de ar usada.
3.4.3 Potencial de aplicação no tratamento de águas e no adensamento de lodo de ETA
A utilização do processo de flotação no adensamento de lodo de ETA vem
sendo amplamente estudada, pois conforme foi visto no decorrer do trabalho há um
ganho de eficiência.
A vida útil depende da manutenção, da fiscalização do processo construtivo e
da variação das condições ambientais, há também que se analisar o consumo de
energia pois, quanto mais energia consumir o processo maior será o custo de
operação, portanto, busca-se um consumo baixo.
28
4 MATERIAIS E MÉTODOS
4.1 Alimentação
Foram utilizados 10 Litros da amostra do lodo da Estação de Tratamento de
Água (ETA) da CORSAN (Companhia Riograndense de Saneamento) de Santa Maria
– RS proveniente do tanque de contenção, ou seja, o lodo já havia saído do
decantador e posteriormente iria para a centrífuga.
4.2 Método
Para o desenvolvimento deste trabalho foram utilizadas as instalações da
Universidade Federal de Santa Maria (UFSM), conjuntamente com o Laboratório para
Estudos para o Meio Ambiente (LEMA-DESA).
4.2.1 Unidade Experimental – Flotação por Ar Dissolvido
Foi utilizado um equipamento de flotação por ar dissolvido em escala de
bancada com capacidade de 2 L, produzido pela empresa Aquaflot S.A.
O saturador de bancada ligado a um compressor, o qual injeta ar comprimido
no interior do saturador para que a água de abastecimento público na qual ele foi
preenchido fosse saturada. A pressão era controlada por meio de um manômetro de
fábrica contido no saturador e pela válvula de controle, a qual podia ser controlada a
quantidade de ar que saia do saturador para regular a pressão.
Após a água ser saturada na pressão desejada, a válvula de saída é aberta e
a água entra em contato com a amostra. Ainda o saturador apresenta uma válvula de
segurança, no caso, de a pressão aumentar de forma rápida e não conseguir ser
controlada, a válvula de segurança abre liberando a pressão.
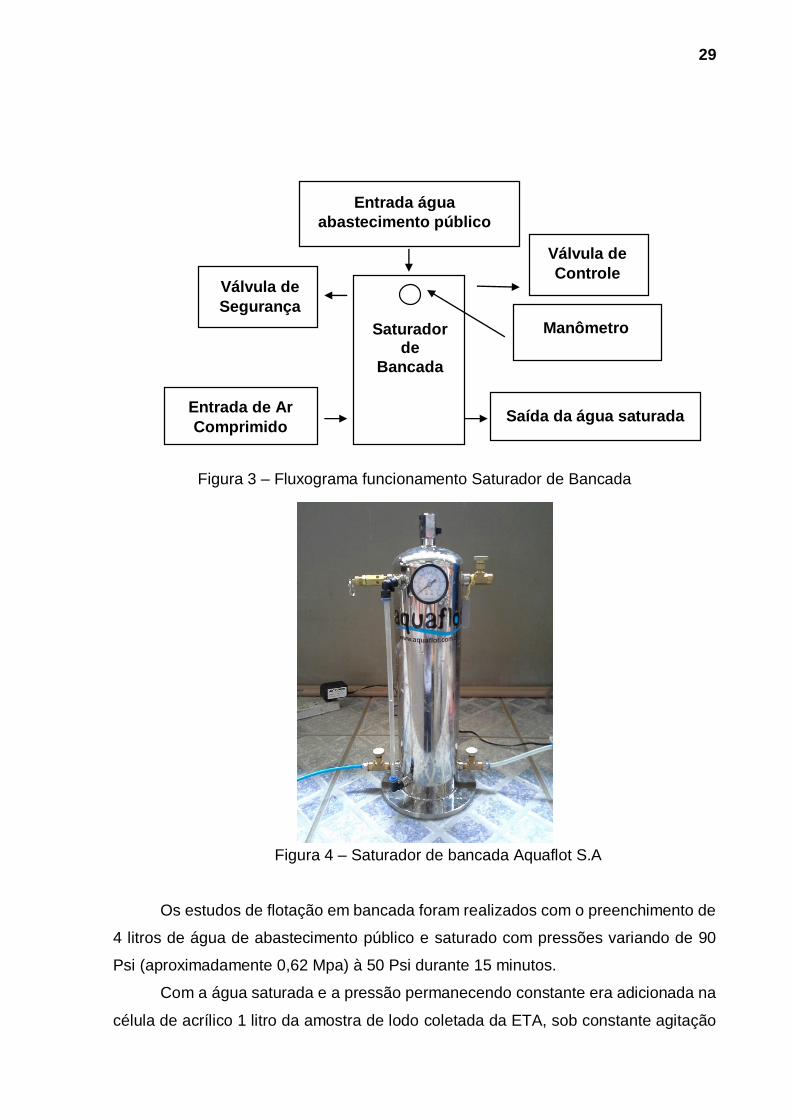
Conforme a Figura 3 demonstrada na forma de um fluxograma pode-se verificar
o funcionamento do saturador de banca.
29
Figura 3 – Fluxograma funcionamento Saturador de Bancada
Figura 4 – Saturador de bancada Aquaflot S.A
Os estudos de flotação em bancada foram realizados com o preenchimento de
4 litros de água de abastecimento público e saturado com pressões variando de 90
Psi (aproximadamente 0,62 Mpa) à 50 Psi durante 15 minutos.
Com a água saturada e a pressão permanecendo constante era adicionada na
célula de acrílico 1 litro da amostra de lodo coletada da ETA, sob constante agitação
Saturador de
Bancada
Entrada de Ar
Comprimido
Entrada água
abastecimento público
Saída da água saturada
Válvula de
Segurança
Manômetro
Válvula de
Controle
30
por meio de um agitador magnético LOGEN Mini Stirrer Modelo: LSA63-BIV-C, série
8600, desligava-se a agitação magnética e abria-se a válvula agulha de saída da água
saturada que ao entrar em contato com a amostra o nível da célula de acrílico
aumentava e era fechada a válvula de saída no momento em que atingisse a taxa de
recirculação requerida (10, 20 e 30%).
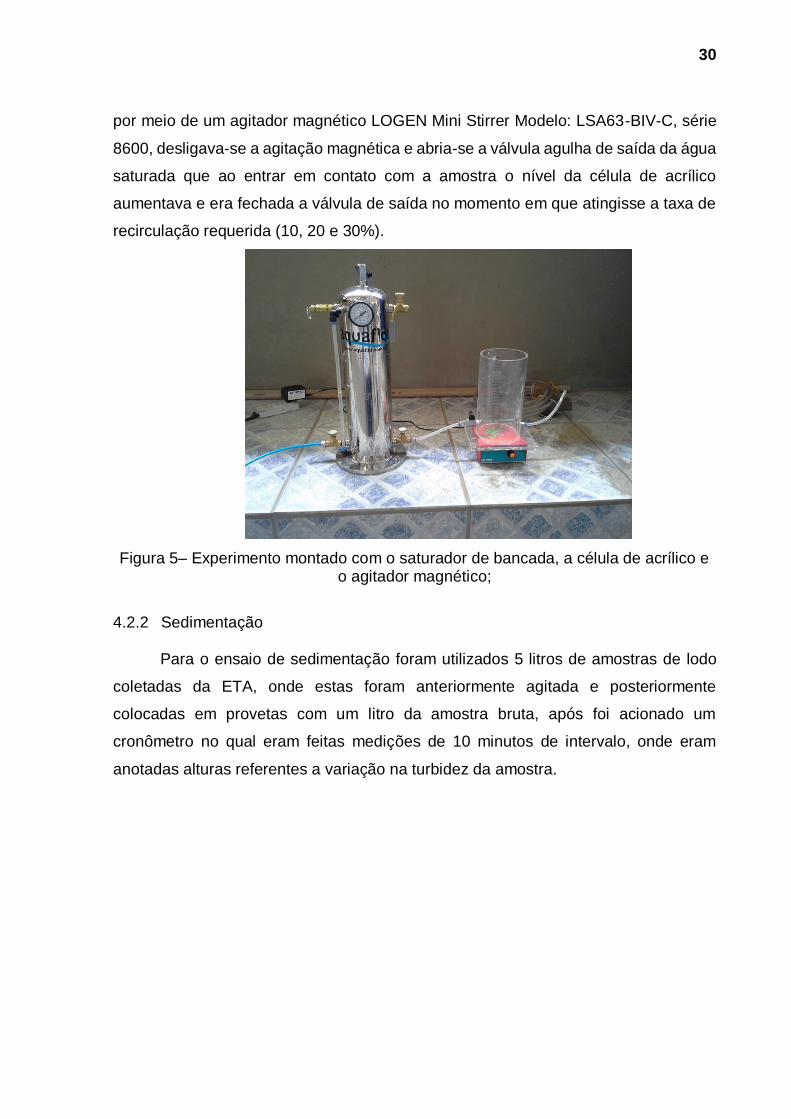
Figura 5– Experimento montado com o saturador de bancada, a célula de acrílico e o agitador magnético;
4.2.2 Sedimentação Para o ensaio de sedimentação foram utilizados 5 litros de amostras de lodo
coletadas da ETA, onde estas foram anteriormente agitada e posteriormente
colocadas em provetas com um litro da amostra bruta, após foi acionado um
cronômetro no qual eram feitas medições de 10 minutos de intervalo, onde eram
anotadas alturas referentes a variação na turbidez da amostra.
31
Figura 6 – Amostra bruta – início da sedimentação
Pode-se observar pela Figura 5 que ao decorrer do ensaio é visível a diferença
na turbidez da água conforme o tempo vai transcorrendo.
Figura 7– Amostra bruta – Durante a sedimentação
32
O ensaio foi encerrado no transcorrer de 2 horas devido não haver mais
diferenças nas medições dos intervalos citados anteriormente.
4.3 Análises
A eficiência do processo de espessamento do lodo foi monitorada através do
teor de sólidos totais tanto no lodo bruto como no flotado. A metodologia de análise
dos sólidos totais seguiu o Standard Methods for the Water and Wastewater Treatment
(APHA, 2012). Os cadinhos com as amostras do lodo (antes e após flotação) foram
colocados em uma mufla onde ficaram durante 1 hora à 500°C, após isso os mesmos
eram retirados e colocados na estufa (J. PROLAB Com. De Produtos Para Laboratório
Ltda. Esterilização MOD. SE 6) a 100°C durante 1 hora até temperatura constante.
Figura 8 – Mufla J. PROLAB Com. De Produtos Para Laboratório Ltda. Esterilização MOD. SE 6
Após isso as amostras eram colocadas em dessecadores para que qualquer
umidade que ainda estivesse nos cadinhos fosse eliminada.
Para a análise de sólidos totais a metodologia empregada foi a citada
anteriormente, foi utilizada conforme a equação (1):
𝑆𝑇 =
(𝑃1 − 𝑃0). 106
𝑉𝑎
(1)
Onde:
ST = Concentração de Sólidos Totais (mg/L);
33
P1 = Peso final após evaporação (g);
P0 = Peso inicial (g);
Va = Volume da amostra (mL).
Para o cálculo da eficiência no processo de flotação foi realizada da seguinte
maneira, pegou-se a concentração de sólidos totais da amostra bruta e adotou-se
como 100 %, e para cada taxa de recirculação com a concentração de sólidos totais
dividia-se da concentração da amostra bruta e calculava-se a porcentagem conforma
a equação (2):
𝑇𝑥(%) =
(𝑆𝑇1 − 𝑆𝑇0)
(𝑆𝑇0)𝑥100
(2)
Onde:
Tx(%) = Taxa de Adensamento;
ST1 = Concentração de sólidos totais (com diferentes taxas de recirculação);
ST0 = Concentração de sólidos totais da amostra bruta.
Além da análise de sólidos totais após a flotação, foi realizado também o ensaio
de turbidez da amostra bruta e após o processo de flotação, com o intuito de comparar
com a amostra bruta sedimentada que será citada posteriormente.
Outros fatores foram analisados também, para demonstrar a eficiência do
processo de flotação por ar dissolvido, foi efetuado o ensaio de sedimentação, na qual
5 amostras brutas com 1 litro cada foram colocadas em provetas para que os sólidos
sedimentassem, ao mesmo tempo por meio de um cronômetro era anotado em um
intervalo de 10 minutos a altura que se encontrava a diferença na turbidez da amostra
bruta.
Após esse processo, foi coletado a amostra na parte superior onde a mesma
se encontrava menos turva para ser realizado o ensaio de turbidez, por meio do
Turbidímetro AP 2000 da Policontrol, que foi anteriormente calibrado conforme
especificações do manual.
34
Figura 9 – Turbidímetro AP 2000 Policontrol
Conjuntamente com a coleta da amostra coletada citada anteriormente, foi
coletada a parte sedimentada localizada no fundo das provetas para realização de
análise de sólidos totais para comparação com o método de flotação por ar dissolvido.
5 RESULTADOS E DISCUSSÃO
5.1 Eficiência de adensamento do lodo da ETA através do monitoramento da
redução de sólidos suspensos totais
Após realizado o ensaio de flotação por ar dissolvido e feita as análises de
sólidos totais, cujos resultados podem ser observados conforme a Tabela 1:
Tabela 1 – Sólidos totais com pressão de 90 Psi no saturador de bancada
AMOSTRA RECIRCULAÇÃO ST
(mg/L)
TAXA DE ADENSAMENTO
(%)
1 0% 2560 PADRÃO
2 10% 6440 152 %
3 20% 8520 233 %
4 30% 8760 242 %
Conforme Tabela 1, observa-se que a quantidade de sólidos totais aumenta
consideravelmente em relação a amostra 1 (amostra bruta), nessa tabela consta a
pressão de 90 Psi e somente foi variada a taxa de recirculação, observa-se que a
eficiência representada pela coluna porcentagem (%) foi na média de 209 % melhor,
35
ou seja, há um aumento na concentração de sólidos em relação a amostra bruta nessa
faixa.
Com isso, o lodo flotado que fica na superfície da amostra possui uma alta
concentração de sólidos totais, acarretando uma menor concentração do mesmo na
parte líquida que seguirá para o próximo processo de tratamento da água.
5.2 Condições operacionais de flotação por ar dissolvido (Pressão de Saturação, Taxa de Reciclo)
Conforme Tabela 1, pode-se observar que conforme o aumenta a taxa de
recirculação aumenta a concentração de sólidos totais após o processo de FAD.
Tabela 2 – Sólidos totais com taxa de recirculação em 30 %
AMOSTRA PRESSÃO (Psi) ST
(mg/L)
TAXA DE ADENSAMENTO
(%)
1 80 17930 600 %
2 70 14770 477 %
3 60 12160 375 %
4 50 10500 310 %
Na Tabela 2, a taxa de recirculação foi mantida constante, em 30 %, devido ao
ensaio anterior apresentar uma maior concentração de sólidos totais nessa faixa, foi
variado somente a pressão de saturação, de 50 à 80 Psi, e pode-se observar que
conforme a pressão aumentava a quantidade de sólidos totais também aumentava.
Com isso, a pressão que apresentou o melhor resultado foi a de 80 Psi, a qual
demonstrou ser 600 % melhor que a amostra bruta.
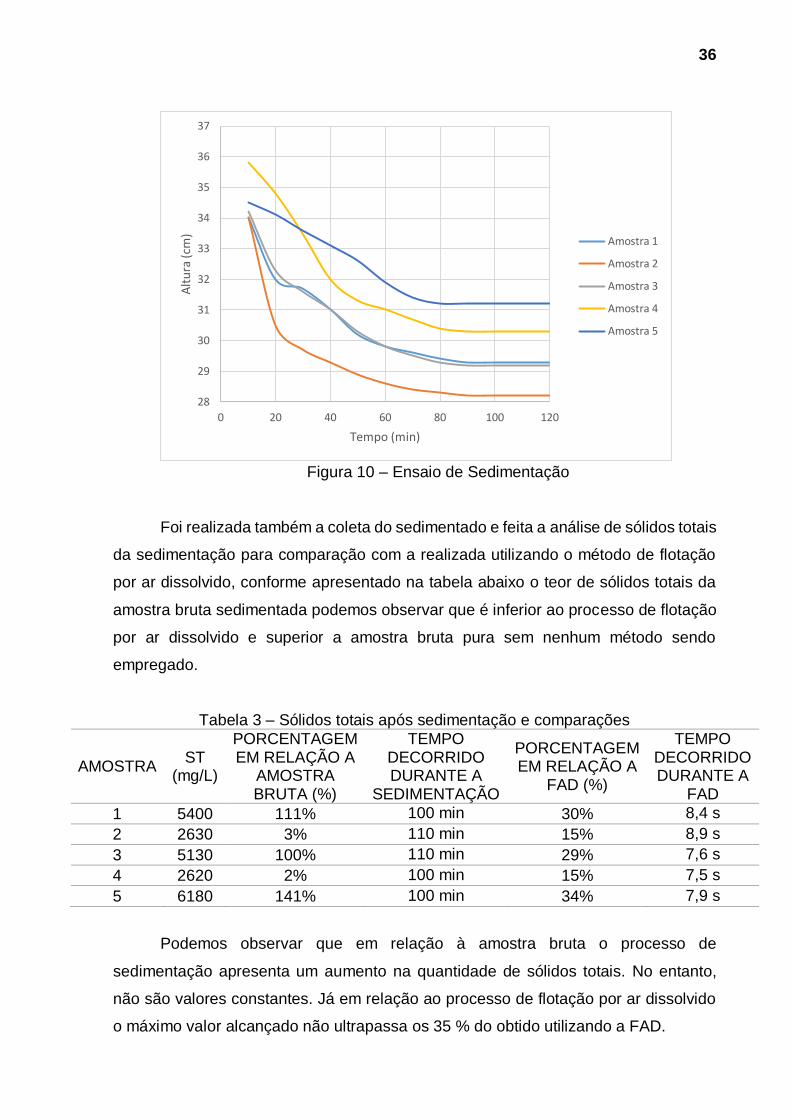
5.3 Comparação entre o adensamento por FAD e sedimentação
Conforme citado anteriormente, durante o processo de sedimentação da
amostra bruta foram anotados valores referentes a altura onde era possível perceber
a diferença na turbidez da amostra, com esses valores foi elaborado um gráfico onde
pode-se observar que conforme o tempo a altura referente a “clarificação” do
sedimentado diminui da amostra bruta.
36
Figura 10 – Ensaio de Sedimentação
Foi realizada também a coleta do sedimentado e feita a análise de sólidos totais
da sedimentação para comparação com a realizada utilizando o método de flotação
por ar dissolvido, conforme apresentado na tabela abaixo o teor de sólidos totais da
amostra bruta sedimentada podemos observar que é inferior ao processo de flotação
por ar dissolvido e superior a amostra bruta pura sem nenhum método sendo
empregado.
Tabela 3 – Sólidos totais após sedimentação e comparações
AMOSTRA ST
(mg/L)
PORCENTAGEM EM RELAÇÃO A
AMOSTRA BRUTA (%)
TEMPO DECORRIDO DURANTE A
SEDIMENTAÇÃO
PORCENTAGEM EM RELAÇÃO A
FAD (%)
TEMPO DECORRIDO DURANTE A
FAD
1 5400 111% 100 min 30% 8,4 s
2 2630 3% 110 min 15% 8,9 s
3 5130 100% 110 min 29% 7,6 s
4 2620 2% 100 min 15% 7,5 s
5 6180 141% 100 min 34% 7,9 s
Podemos observar que em relação à amostra bruta o processo de
sedimentação apresenta um aumento na quantidade de sólidos totais. No entanto,
não são valores constantes. Já em relação ao processo de flotação por ar dissolvido
o máximo valor alcançado não ultrapassa os 35 % do obtido utilizando a FAD.
28
29
30
31
32
33
34
35
36
37
0 20 40 60 80 100 120
Alt
ura
(cm
)
Tempo (min)
Amostra 1
Amostra 2
Amostra 3
Amostra 4
Amostra 5
37
Para demonstrar outra eficiência do processo de flotação por ar dissolvido, foi
efetuado o ensaio de turbidez da amostra após passar pelo processo de sedimentação
em comparativo com a FAD, a taxa de recirculação empregada para todas as
pressões analisadas foi de 30 %, devido ter apresentado um melhor resultado nos
ensaios de sólidos totais.
Tabela 4 – Ensaio de Turbidez
TURBIDEZ APÓS SEDIMENTAÇÃO (NTU)
PRESSÃO UTILIZADA
NA FAD(Psi)
TURBIDEZ APÓS A FAD (NTU)
127 50 105
124 60 103
120 70 98,6
121 80 98,1
116 90 96,6
6 CONCLUSÕES
Conforme os resultados apresentados no decorrer deste trabalho, foi possível
demonstrar que ao ser empregado o processo de flotação por ar dissolvido apresentou
resultados satisfatórios em relação a amostra bruta ou amostra sedimentada,
mostrando assim ter um potencial para ser utilizado no processo de adensamento de
lodo de ETA.
Por meio dos ensaios realizados e dos resultados obtidos, pode-se observar
que há uma eficiência no adensamento do lodo da ETA por meio do processo de FAD,
por meio do monitoramento da redução de sólidos suspensos totais, ou seja, há uma
menor quantidade de lodo gerado mas com maior concentração de sólidos totais no
lodo e consequentemente uma menor concentração na amostra líquida.
As condições operacionais avaliadas, a pressão de saturação, pode-se
observar que há uma pressão na qual o resultado é consideravelmente maior em
relação as outras pressões, no caso, 80 Psi. Na taxa de reciclo, pode-se observar que
conforme aumentava-se a taxa de reciclo, aumentava-se a concentração de sólidos
totais no lodo flotado, ou seja, com o aumento da quantidade de bolhas de ar injetada
na amostra bruta aumentava-se a concentração de sólidos totais no lodo.
A comparação realizada entre o adensamento por FAD e por sedimentação,
demonstrou que a eficiência do processo de FAD é alta, visto que, seu tempo para
38
realização é muito menor comparada ao da sedimentação e também por apresentar
resultados mais satisfatórios, seu teor de sólidos suspensos totais foi maior.
7 REFERÊNCIAS
APHA; AWWA; WPCF. Standard Methods for the Examination of Water and
Wastewater. 22th ed. Washington D.C.: American Public Health Association, 2012,
1153 p.
ARAÚJO, C.J. Influência da velocidade cross-flow na câmara de flotação
na eficiência de unidades de flotação por ar dissolvido tratando água para
abastecimento. São Carlos: Escola de Engenharia de São Carlos. Dissertação
Mestrado – Universidade de São Paulo,2010.
DI BERNARDO, L. Tratabilidade de água e dos resíduos gerados em
estações de tratamento de água. São Carlos, 2011.
EDZWALD, J. K. Dissolved air flotation: Laboratory and pilot plant
investigations. USA: AWWA Research Foundation and American Water Works
Association, p. 107, 1992.
ESCHER, A. E. Influência da taxa de aplicação superficial e da
concentração de ar na eficiência de clarificação de água para abastecimento em
unidades de flotação por ar dissolvido. São Calos: Escola de Engenharia de São
Carlos. Dissertação Mestrado – Universidade de São Paulo, 2011.
HOPPEN, C. Estudo da incorporação do lodo centrifugado da estação de
tratamento de água passaúna em matriz de concreto com dosagem de 3 %.
Congresso Brasileiro de Engenharia Sanitária e Ambiental. Joinville, SC, 2003
39
LIBÂNIO, M. Fundamentos de qualidade e tratamento de água. Campinas,
SP: Editora Átomo, 2010.
MAIA, K. A. Influência da velocidade de entrada na zona de contato na
eficiência de clarificação de unidades retangulares de flotação por ar dissolvido
aplicado no tratamento de águas para abastecimento. São Carlos: Escola de
Engenharia de São Carlos. Dissertação Mestrado – Universidade de São Paulo, 2010.
MORUZZI, R. B. Flotação por Ar Dissolvido (FAD): Influência da
Distribuição do Tamanho de Partículas e do Binômio velocidade/tempo de
detenção na zona de reação do desempenho do processo. São Carlos: Escola de
Engenharia de São Carlos. Tese de Doutorado em Hidráulica e Saneamento –
Universidade de São Paulo, 2005
REALLI, M. A. P. Concepção e avaliação de um sistema compacto para
tratamento de águas de abastecimento utilizando o processo de flotação por ar
dissolvido e filtração com taxa declinante. São Carlos: Escola de Engenharia de
São Carlos, 1991. Tese de Doutorado em Hidráulica e Saneamento – Universidade
de São Paulo, 1991.
REALLI, M. A. P. and PATRIZZI, L. J. The influence of the contact zone
configuration on the efficiency of a DAF pilot plant. The 5th International
Conference on Flotation in Water and Wastewater Systems, Seoul – Coréia do Sul,
2007.


















