
UNIVERSIDADE FEDERAL DE SÃO CARLOS - UFSCar · Tese apresentada ao Programa de Pós-Graduação em...
131
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS ESTUDO DA DEFORMAÇÃO DE UM AÇO MICROLIGADO AO VANÁDIO NA REGIÃO DE TRANSIÇÃO DE FASE Nicélio José Lourenço SÃO CARLOS - SP 2001
Transcript of UNIVERSIDADE FEDERAL DE SÃO CARLOS - UFSCar · Tese apresentada ao Programa de Pós-Graduação em...

UNIVERSIDADE FEDERAL DE SÃO CARLOS
CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E
ENGENHARIA DE MATERIAIS
ESTUDO DA DEFORMAÇÃO DE UM AÇO MICROLIGADO AO
VANÁDIO NA REGIÃO DE TRANSIÇÃO DE FASE
Nicélio José Lourenço
SÃO CARLOS - SP
2001

2
CENTRO DE CIÊNCIAS E TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E
ENGENHARIA DE MATERIAIS
ESTUDO DA DEFORMAÇÃO DE UM AÇO MICROLIGADO AO
VANÁDIO NA REGIÃO DE TRANSIÇÃO DE FASE
Nicélio José Lourenço
Tese apresentada ao Programa de Pós-Graduação em Ciência e Engenharia de Materiais como requisito parcial à obtenção do título de DOUTOR EM CIÊNCIA E ENGENHARIA DE MATERIAIS
Orientador: Prof. Dr. Oscar Balancin
Agência Financiadora: CNPq
SÃO CARLOS – SP
2001
3
DEDICATÓRIA
À minha esposa Luciene Aos meus pais Justiniano e Senhorinha
À meu primo José Carlos, “Zé Boteco” ( in memorian )
VITAE DO CANDIDATO
Mestre em Engenharia de Materiais pela UFSCar (1995), Engenheiro de
Materiais pela UFSCar (1992).

4
MEMBROS DA BANCA EXAMINADORA DA TESE DE DOUTORADO DE
NICÉLIO JOSÉ LOURENÇO ____________________________________________________________
APRESENTADA AO PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E
ENGENHARIA DE MATERIAIS, UNIVERSIDADE FEDERAL DE SÃO
CARLOS, EM 20 DE JULHO DE 2000.
BANCA EXAMINADORA:
Prof. Dr. Oscar Balancin
Orientador - PPG-CEM
Profa. Dra. Lauralice C. F. Canale
EESC-USP
Prof. Dr. João Manuel de Almeida Rollo
EESC-USP
Prof. Dr. Levi de Oliveira Bueno
DEMa-UFSCar
Prof. Dr. José Ângelo R. Gregolin
DEMa-UFSCar
5
AGRADECIMENTOS
Ao Prof. Dr. Oscar Balancin pela orientação e ajuda na realização deste
trabalho.
Ao Prof. Dr. Alberto Moreira Jorge Jr. e ao Prof. Dr. João Manoel de Almeida
Rollo (EESC-USP) pelas discussões e apoio técnico.
Aos técnicos Rover Belo e Edson D’Almeida pela amizade e apoio técnico.
Aos amigos Gedeon Reis, José Maria dos Santos, Wanda Hoffmann e Regina
de Souza, do grupo de torção a quente, pela amizade.
Aos amigos Edson Pigoretti, Francisco Rosário e Ricardo Irita pela amizade
fraterna.
Aos amigos do CEFET/MA, em especial ao Ernandes Paiva, Egberto da Silva,
Valdemar Leal, José Lima, Antonio Martins e Silvio Rogério.
Aos professores, funcionários e colegas do Departamento de Engenharia de
Materiais que direta ou indiretamente contribuíram para a elaboração deste
trabalho.
À empresa Sifco e ao Eng0. Mauro Oliveira pela doação do material utilizado
neste trabalho.
Ao CNPq pela concessão da bolsa de estudo.
6
RESUMO
Este trabalho tem como objetivo estudar o comportamento mecânico sob
deformação a morno de um aço médio carbono microligado ao vanádio na faixa
de temperatura que compreende a decomposição da austenita. Para isto foram
realizados tre tipos de ensaios de torção:Ensaios isotérmicos e contínuos até a
fratura, ensaios interrompidos em resfriamento e ensaios isotérmicos com duas
deformações. Os ensaios isotérmicos contínuos foram realizados com
temperaturas variando de 11500C até 6000C e, com taxas de deformação de
0,3; 0,5 e 1,0s-1. Estes ensaios mostram que em temperaturas elevadas, na
região da austenita, o aço sofre recristalização dinâmica e as curvas
resultantes são típicas deste comportamento. Nas temperaturas características
de decomposição da austenita a curvas resultantes apresentam uma marcada
mudança de comportamento: há um rápido encruamento para pequenas
deformações iniciais até um pico, seguido de um amaciamento continuo até a
fratura.
A baixas temperaturas, 6500 a 6000C, a curva de escoamento plástico
caracteriza-se por apresentar um aumento rápido da tensão até atingir um pico,
seguido de um decréscimo acentuado até o rompimento dos corpos de prova.
Os ensaios interrompidos em resfriamento mostram que, inicialmente, a
resistência mecânica aumenta com a diminuição da temperatura, sendo que, a
partir de uma determinada temperatura, cerca de 8600C, há um incremento
adicional na resistência mecânica, que é provocado pelo início da precipitação
de carbonetos de vanádio. E, finalmente, para temperaturas inferiores a 6500C,
o aumento significativo na resistência mecânica está associado à mudança de
fase, com o aparecimento de perlita. Os ensaios isotérmicos com duas
deformações foram realizados na faixa de temperatura de transformação de
fase. Estes ensaios mostraram um amaciamento parcial nas temperaturas de
750oC e 700oC, seguido de precipitação. Nas temperaturas inferiores,
marcadamente, 650oC, o amaciamento não mais ocorre, ocorrendo apenas
mudança de fase.
7
MECHANICAL BEHAVIOR OF A VANADIUM MICROALLOYED MEDIUM
CARBON STEEL AT THE PHASE TRANSFORMATION RANGE
ABSTRACT
This work has the aim to study the mechanical behavior under warm
work of a vanadium microalloyed medium carbon steel in the range focused in
the decomposition of the ferrite-austenite. For this purpose, three kinds of
torsion tests were carried out: isothermal torsion tests, continuous cooling
torsion tests, and isothermal interrupted double deformation torsion tests. The
isothermal torsion tests were carried out at temperatures ranging from 1150oC
to 600oC, and strain rates of 0.3, 0.5, and 1.0s-1. Those tests have shown that at
austenitic temperature range the steel has stress strain flow curves similar to
that shown for materials which have dynamic recrystallization. At the
temperatures of austenite decomposition the stress strain flow curves shows a
marked change in their shape, i.e., there is a rapid work hardening to a hump
followed by extensive flow softening. The continuous cooling torsion tests have
shown that the flow stress increase with the decrease of the temperature up to
nearly 860oC. At this critical temperature, called as Tnr, the increase in the flow
stress is also due to the VC precipitation. At temperatures bellow 650oC the
expressive increase in flow stress is due to the formation of a new phase, called
pearlite. The isothermal interrupted double deformation torsion tests were
carried out at the temperature range of austenite decomposition. The tests
carried out at 750 and 700oC show partial softening followed by precipitation. At
the temperature of 650oC there is no longer softening, instead there is a rapid
increase in flow stress. This increase is also due to the formation of a pearlite
phase.
8
PUBLICAÇÕES
LOURENÇO, N. J., JORGE Jr., A. M., BALANCIN, O. Estudo da deformação
de um aço microligado ao vanádio com médio carbono em condições de
forjamento a morno. III Conferência Internacional de Forjamento. (XIX
SENAFOR), 1999, Porto Alegre. p. 289-303.
LOURENÇO, N. J., JORGE Jr., A. M., BALANCIN, O. Comportamento
mecânico de um aço microligado ao vanádio na região de transformação
austenita-ferrita através de ensaios de torção. Jornadas SAM’98-
IBEROMET V, 1998, Rosário. p.303-306.
LOURENÇO, N. J., BALANCIN, O. Modelamiento de la deformatión en caliente
de un acero de médio contenido de carbono microaleado al vanádio,
Información Tecnológica, 9 (4), 1998,. p. 23-27.
LOURENÇO, N. J., BELO, R., JORGE Jr., A. M, BALANCIN, O.
Comportamento mecânico de um aço microligado ao vanádio na região
intercrítica através de ensaios de torção. CBECIMAT, 1998, Curitiba. p.
1114-1120.
LOURENÇO, N. J., JORGE Jr., A. M., ROLLO, J. M. A., BALANCIN, O. Plastic
Behavior of medium carbon vanadium micro alloyed steel at temperatures
near transformation. Materials Research, Vol. 4, 2001, pp. 149-156.

9
SUMÁRIO
Pág.
BANCA EXAMINADORA ............................................................................. 4
AGRADECIMENTOS ................................................................................... 5
RESUMO .................................................................................................... 6
ABSTRACT................................................................................................... 7
PUBLICAÇÕES ........................................................................................... 8
SUMÁRIO .................................................................................................... 9
ÍNDICE DE TABELAS .................................................................................. 11
ÍNDICE DE FIGURAS .................................................................................. 12
SIMBOLOS E ABREVIATURAS.................................................................. 19
1 INTRODUÇÃO ......................................................................................... 20
2 REVISÃO BIBLIOGRÁFICA .................................................................... 22
2.1 Processamento Termomecânico .......................................................... 22
2.2 Solubilização ........................................................................................ 25
2.3 Precipitação .......................................................................................... 33
2.4 Transformação ............................................................................ 39
3 MATERIAIS E MÉTODOS ...................................................................... 46
3.1 Materiais ............................................................................................... 46
3.2 Ensaios de Dilatometria ..................................................................... 46
3.3 Ensaios Mecânicos ............................................................................. 48
3.3.1 Geometria dos Corpos de Prova Utilizados nos Ensaios de
Torção a Quente ............................................................................... 49
3.3.2 Máquina Horizontal de Ensaios de Torção ...................................... 50
3.3.2.1 Aferição da Temperatura no Corpo de Prova .............................. 52
3.3.3 Ensaios Realizados ......................................................................... 54
3.3.3.1 Ensaios Isotérmicos e Contínuos até a Fratura ........................... 54
3.3.3.2 Taxa de Encruamento .................................................................... 56
3.3.3.3 Ensaios Isotérmicos e Interrompidos com duas Deformações ...... 57
3.3.3.4 Ensaios com Múltiplas Deformações em Resfriamento Contínuo . 59
3.4 Metalografia ....................................................................................... 62
4 RESULTADOS ......................................................................................... 63
10
4.1 Introdução ............................................................................................. 63
4.2 Ensaios de Dilatometria ........................................................................ 65
4.3 Ensaios de Torção Isotérmicos e Contínuos ........................................ 77
4.3.1 Curvas de Escoamento Plástico ........................................................ 77
4.3.2 Variações da Tensão e Deformação de Pico com a Temperatura .... 78
4.3.3 Variação da Taxa de Encruamento com a Temperatura ................... 78
4.3.4 Cálculo da Energia de Ativação Aparente ......................................... 79
4.4 Ensaios com Múltiplos Passes em Resfriamento ................................. 89
4.5 Ensaios Isotérmicos Interrompidos com duas Deformações ................ 102
5 DISCUSSÃO ............................................................................................ 110
5.1 Introdução ............................................................................................. 110
5.2 Ensaios Isotérmicos até a Fratura ......................................................... 112
5.3 Ensaios com Múltiplos Passes em Resfriamento ................................. 114
5.4 Ensaios Isotérmicos Interrompidos com duas Deformações ................ 118
6 CONCLUSÕES ........................................................................................ 121
7 REFERÊNCIAS BIBLIOGRÁFICAS ......................................................... 124

11
ÍNDICE DE TABELAS
Pág.
Tabela 2.1 – Conexão entre mecanismos, microestruturas e propriedades em
aços microligados.........................................................................23
Tabela 3.1 - Composição química do aço utilizado (% em peso).................... 46
Tabela 4.1 - Valores das temperaturas de início e fim da decomposição
da austenita (Ar3), final da transformação (Ar1), início de
transformação martensítica (Ms) e final de transformação
martensítica (Mf) ......................................................................... 76
Tabela 4.2 - Dados obtidos nos ensaios contínuos e isotérmicos ................... 85
Tabela 4.3 - Valores obtidos na equação do seno hiperbólico para
ensaios realizados abaixo da temperatura de transformação .... 87
Tabela 4.4 - Valores obtidos na equação do seno hiperbólico para
ensaios realizados acima da temperatura de transformação ..... 82
Tabela 4.5 - Valores da Tnr e Ar3 medidos nas curvas de escoamento
mostradas nas Figuras 4.31 a 4.35 ............................................ 90
Tabela 4.6 - Valores do parâmetro de amaciamento, P.A. (%),
calculados para as curvas de escoamento plástico mostradas
nas Figuras 4.42 a 4.45 ............................................................ 102
Tabela 4.7 - Valores do parâmetro de endurecimento, P.E.(%),
calculados para as curvas de escoamento plástico mostradas
nas Figuras 4.42 a 4.45 ..............................................................103

12
INDÍCE DE FIGURAS
Pág.
Figura 2.1 - Conexão entre mecanismos, microestruturas e
propriedades em aços microligados ..............................................23
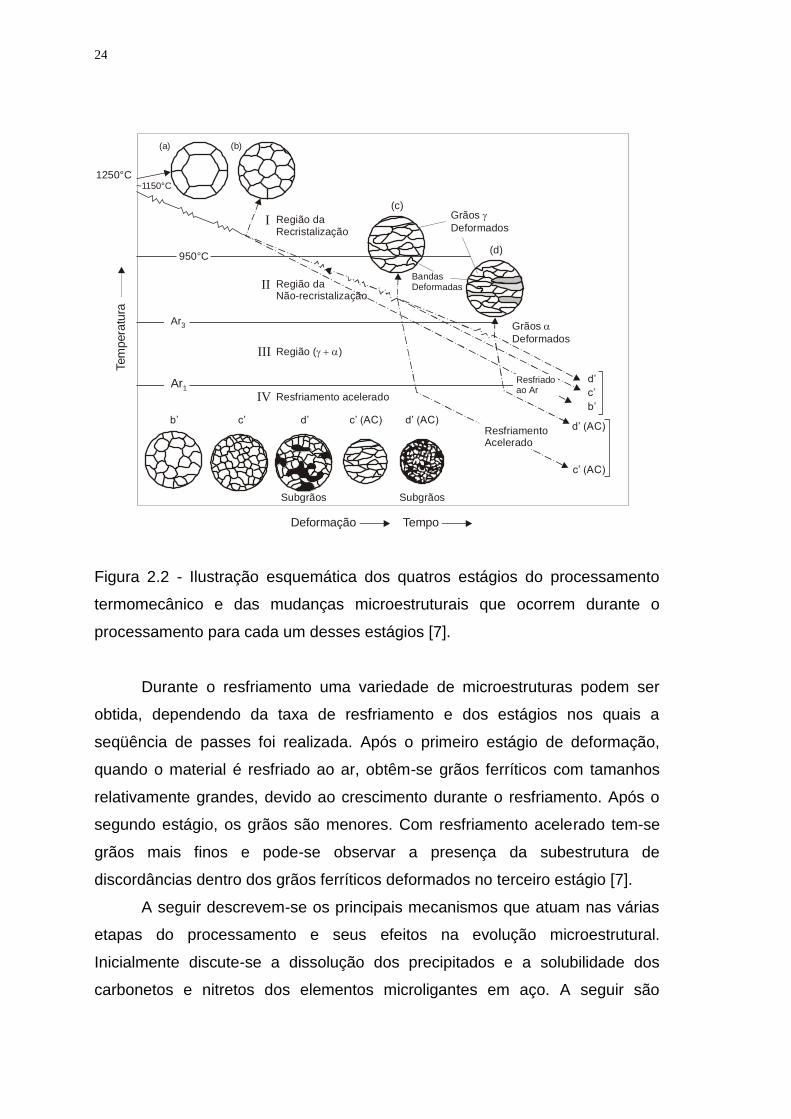
Figura 2.2 - Ilustração esquemática dos quatro estágios do processamento
termomecânico e das mudanças microestruturais que ocorrem
durante o processamento para cada um desses estágios ............24
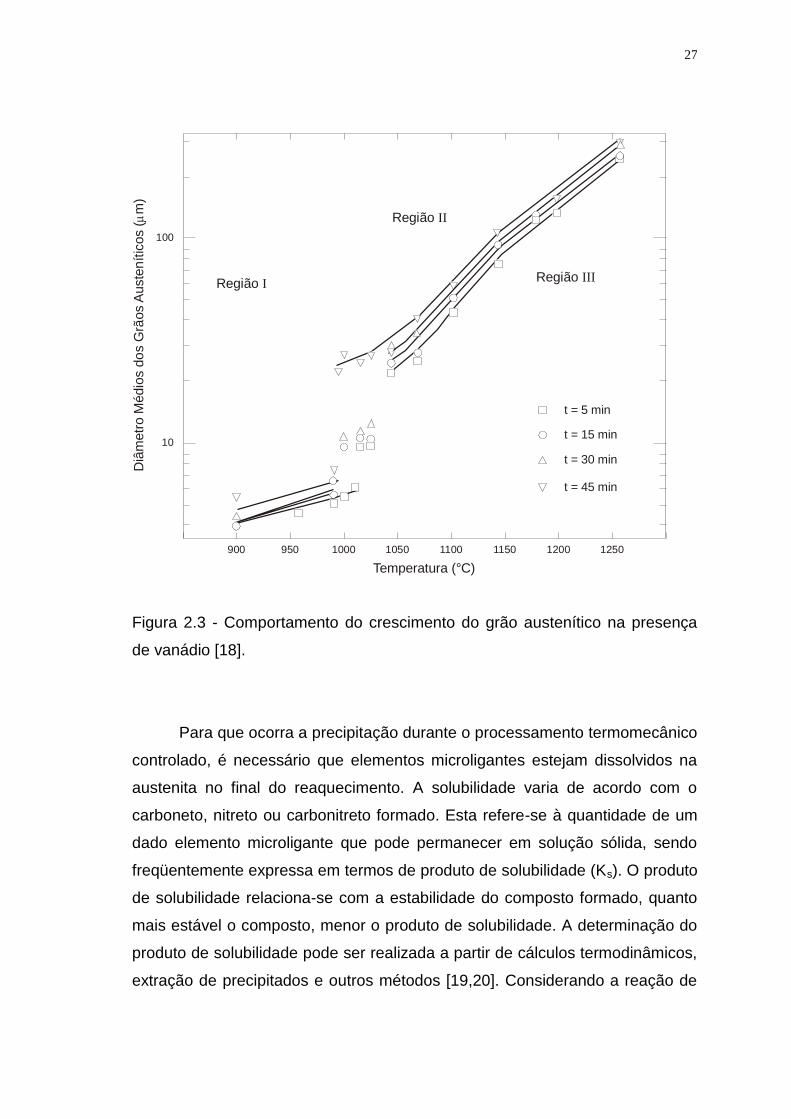
Figura 2.3 - Comportamento do crescimento do grão austenítico na
presença de vanádio .....................................................................27
Figura 2.4 - Solubilidade de carbonetos e nitretos na austenita ...................... 31
Figura 2.5 - Solubilidade de carbonetos na ferrita ........................................... 31
Figura 2.6 - Potencial de precipitação para elementos microligantes ............. 34
Figura 2.7 - Diagrama PTT para alguns carbonetos e nitretos
deformados e não deformados ..................................................... 35
Figura 2.8 - Diagrama recristalização-precipitação-tempo-temperatura .......... 37
Figura 2.9 - Aumento na temperatura de não recristalização com o
aumento no nível de microligante em um aço
com 0,07C; 1,40Mn; 0,25Si .......................................................... 39
Figura 2.10 - Esquema mostrando o mecanismo de crescimento
de carbonetos na interface ............................................... 41
Figura 2.11 - Diagrama CCT para um aço microligado ao vanádio
(0,32%C; 0,129V; 0,039Ti) ......................................................... 42
Figura 2.12 - Diagrama CCT para um aço microligado ao vanádio
(0,38%C; 0,08V) ......................................................................... 43
Figura 2.13 - Tamanho de grãos de ferrita produzidos a partir de austenita
recristalizada e não recristalizada em vários valores de Sv ........ 44
Figura 2.14 - Efeito da redução na laminação na Sv para grãos austeníticos
em forma cúbica ......................................................................... 45
Figura 2.15 - Aumento na temperatura Ar3 resultante da laminação
13
controlada ................................................................................... 45
Figura 3.1 - Ilustração esquemática do ciclo térmico empregado nos
ensaios de dilatometria ................................................................ 47
Figura 3.2 - Exemplo de resultado gráfico fornecido pelo equipamento
de dilatometria. Na abscissa está representada a temperatura em
graus Celsius e na ordenada a variação dimensional (dL/L0)
do corpo de prova ........................................................................ 47
Figura 3.3 - Curva da taxa de variação dimensional em relação
à temperatura, [d(dL/L0)/dt] x temperatura, obtida derivando-se
a curva experimental da Figura 3.2. Nessa curva, podem-se
observar com maior clareza as temperaturas de início
e fim da transformação ................................................................. 48
Figura 3.4 - Geometria dos corpos de prova utilizados nos ensaios de
torção a quente (as dimensões não indicadas estão em mm) .... 49
Figura 3.5 - Equipamento horizontal de torção: (i) eixo torçor;
(ii) embreagem eletromagnética; (iii) forno de radiação
infravermelha; (iv) termopar Cromel-Alumel; (v) tubo de gás,
(vi) célula de carga; (vii) controlador de temperatura ................... 51
Figura 3.6 - Forno de radiação infravermelha e tubo de quartzo ..................... 51
Figura 3.7 – Esquema mostrando um corpo de prova com termopares.
O termopar de aferição “A “ está no meio da seção útil, o
termopar “B“ do controlador está posicionado no
canto direito ................................................................................ 53
Figura 3.8 - Curva de calibração com desvio padrão de 4,10C ....................... 53
Figura 3.9 - Ilustração esquemática do ciclo térmico empregado nos
ensaios isotérmicos até a fratura .................................................. 54
Figura 3.10 - Resultado típico de ensaio isotérmico e contínuo até a fratura .. 55
Figura 3.11 - Gráfico da taxa de encruamento em função da
tensão aplicada .......................................................................... 56
Figura 3.12 - Ilustração esquemática do ciclo térmico empregado nos
ensaios isotérmicos com duas etapas de deformação ............... 57

14
Figura 3.13 - Curvas de escoamento plástico típicas do ensaio com duas
etapas de deformação................................................................. 58
Figura 3.14 - Representação esquemática dos ensaios com
múltiplas deformações em resfriamento contínuo ..................... 59
Figura 3.15 - Curva típica de um ensaio com múltiplas deformações
em resfriamento contínuo ........................................................... 60
Figura 3.16 - Curva de tensão em função da deformação equivalente ........... 61
Figura 3.17 - Curva típica de tensão média equivalente em função
do inverso da temperatura .......................................................... 61
Figura 4.1 - Variação dimensional (dL/L0) em função da temperatura
obtida no ensaio de dilatometria com taxa de
resfriamento de 0,20C/s ............................................................... 65
Figura 4.2 - Variação dimensional (dL/L0) em função da temperatura obtida no
ensaio de dilatometria com taxa de resfriamento de 0,50C/s
....................................................................................................... 65
Figura 4.3 - Variação dimensional (dL/L0) em função da temperatura
obtida no ensaio de dilatometria com taxa de
resfriamento de 1,00C/s ............................................................... 66
Figura 4.4 - Variação dimensional (dL/L0) em função da temperatura
obtida no ensaio de dilatometria com taxa de
resfriamento de 2,00C/s ............................................................... 66
Figura 4.5 - Variação dimensional (dL/L0) em função da temperatura
obtida no ensaio de dilatometria com taxa de
resfriamento de 3,00C/s ............................................................... 67
Figura 4.6 - Variação dimensional (dL/L0) em função da temperatura
obtida no ensaio de dilatometria com taxa de
resfriamento de 5,00C/s ............................................................... 67
Figura 4.7 - Variação dimensional (dL/L0) em função da temperatura
obtida no ensaio de dilatometria com taxa de
resfriamento de 10,00C/s ............................................................. 68
Figura 4.8 - Variação dimensional (dL/L0) em função da temperatura

15
obtida no ensaio de dilatometria com taxa de
resfriamento de 30,00C/s ............................................................. 67
Figura 4.9 - Temperatura de transformação Ar3, Ar1, Ms e Mf em função
da taxa de resfriamento ............................................................... 69
Figura 4.10 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 0,50C/s ........................ 70
Figura 4.11 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 0,50C/s ........................ 70
Figura 4.12 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 1,00C/s ......................... 71
Figura 4.13 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 1,00C/s ......................... 71
Figura 4.14 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 2,00C/s ......................... 72
Figura 4.15 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 2,00C/s ......................... 72
Figura 4.16 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 3,0 0C/s ........................ 73
Figura 4.17 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 3,0 0C/s ........................ 73
Figura 4.18 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 10,0 0C/s ...................... 74
Figura 4.19 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 10,0 0C/s ...................... 74
Figura 4.20 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 30,0 0C/s ...................... 75
Figura 4.21 - Microestrutura do aço microligado obtido na amostra
ensaiada com taxa de resfriamento de 30,0 0C/s ...................... 75
Figura 4.22 - Curvas de tensão equivalente versus deformação equivalente
para ensaios realizados com taxa de deformação de 0,3s-1
e temperaturas de 11000C a 6000C ............................................ 80
Figura 4.23 - Curvas de tensão equivalente versus deformação equivalente

16
para ensaios realizados com taxa de deformação de 0,5s-1
e temperaturas de 11000C a 6000C ............................................ 81
Figura 4.24 - Curvas de tensão equivalente versus deformação equivalente
para ensaios realizados com taxa de deformação de 1,0s-1
e temperaturas de 11000C a 6000C ............................................ 82
Figura 4.25 - Curvas de tensão equivalente versus deformação equivalente
obtidas em ensaios realizados com taxa de deformação de
0,3s-1 (a), 0,5s-1 (b) e 1s-1(c) e temperaturas de 11000C,
10000C, 9000C, 8000C, 7500C e 7000C ...................................... 83
Figura 4.26 - Curvas de tensão equivalente em função da deformação
equivalente obtidas em ensaios realizados com taxas de
deformação de 0,3s-1(a), 0,5s-1(b) e 1s-1(c) e temperaturas
de 6500C, 6250C e 6000C ........................................................... 84
Figura 4.27 - Variação da tensão de pico em função do inverso da
temperatura absoluta ................................................................. 86
Figura 4.28 - Variação da deformação de pico em função da temperatura
de ensaio .................................................................................... 86
Figura 4.29 - Variação da taxa de encruamento () em função da tensão
aplicada para ensaios realizados com taxa de deformação
de 1s-1 ......................................................................................... 87
Figura 4.30 - Ajuste dos dados à equação do seno hiperbólico ...................... 89
Figura 4.31- Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados
em resfriamento com seqüência contínua de passes, com taxa
de deformação igual a 2s-1 e taxa de resfriamento de 10C/s ...... 91
Figura 4.32 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados
em resfriamento com seqüência contínua de passes, com taxa
de deformação igual a 1s-1 e taxa de resfriamento de 10C/s ..... 92
Figura 4.33 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados
em resfriamento com seqüência contínua de passes, com taxa

17
de deformação igual a 0,5s-1 e taxa de resfriamento de 10C/s ... 93
Figura 4.34 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados
em resfriamento com seqüência contínua de passes, com taxa
de deformação igual a 0,3s-1 e taxa de resfriamento de 10C/s ....94
Figura 4.35 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados
em resfriamento com seqüência contínua de passes, com taxa
de deformação igual a 2s-1 e taxa de resfriamento de 10C/s ...... 95
Figura 4.36 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados
em resfriamento com curtas seqüências de passes intercalados
com tempo de espera de 170 segundos após a 2a deformação
e de 100 segundos após a 4a deformação ................................. 96
Figura 4.37 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados
em resfriamento com curtas seqüências de passes intercalados
com tempo de espera de 150 segundos após a 4a deformação
e de 100 segundos após a 7a deformação ................................. 97
Figura 4.38 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados
em resfriamento com curtas seqüências de passes intercalados
com tempo de espera de 180 segundos após a 3a deformação
e de 100 segundos após a 6a deformação ................................. 98
Figura 4.39 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em
resfriamento com curtas seqüências de passes intercalados com
tempo de espera de 300 segundos após a 4a deformação ........ 99
Figura 4.40 -Curvas de escoamento plástico (a) e da tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em
resfriamento com encharque a 11500C e início de seqüência

18
de deformações a 8500C .......................................................... 100
Figura 4.41 - Curvas de escoamento plástico (a) e da tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em
resfriamento com encharque a 11500C e início de seqüência
de deformações a 8000C ...........................................................101
Figura 4.42 - Ensaios isotérmicos com duas deformações realizadas a
7500C (a), 7000C (b) e 6500C (c) com tempo de espera entre
deformações de 60 segundos e taxa de deformação de 1s-1 ....104
Figura 4.43 - Ensaios isotérmicos com duas deformações realizadas a
7500C (a),7000C (b) e 6500C (c) com tempo de espera entre
deformações de 300 segundos e taxa de deformação de 1s-1...105
Figura 4.44 - Ensaios isotérmicos com duas deformações realizadas a
7500C (a),7000C (b) e 6500C (c) com tempo de espera entre
deformações de 500 segundos e taxa de deformação de 1s-1...106
Figura 4.45 - Ensaios isotérmicos com duas deformações realizadas a
7500C (a),7000C (b) e 6500C (c) com tempo de espera entre
deformações de 700 segundos e taxa de deformação de 1s-1...107
Figura 4.46 - Ensaios isotérmicos com duas deformações realizadas a
6400C (a), 6600C (b), 6800C (c) e 7000C (d) com tempo de
espera entre deformações de 300 segundos e taxa de
deformação de 0,3s-1 .................................................................108
Figura 4.47 - Ensaios isotérmicos de duas deformações realizados com
temperaturas de 6400C (a) e 6500C (b) com tempo entre
passes de 300 segundos e taxas de deformação de 1s-1 ..........109
Figura 5.1- Ilustração esquemática do aumento da tensão média equivalente
abaixo da temperatura de não recristalização. representa o
aumento da tensão causado pela precipitação e pelo acúmulo
de deformação .............................................................................116

19
SIMBOLOS E ABREVIATURAS
Ar1= Temperatura de início de transformação de fase () em resfriamento.
Ar3 = Temperatura de final de transformação de fase () em resfriamento.
B = Bainita
F = Ferrita
Ks = Produto de solubilidade
M = Martensita
Ms = Início da transformação martensítica
Mf = Término da transformação martensítica
Tnr = Temperatura de não recristalização
P = Perlita
Sv = Tamanho efetivo de grão
20
INTRODUÇÃO
Dentro do grupo de materiais de engenharia, o aço é certamente um dos
materiais que apresentou uma evolução contínua neste século. O progresso no
conhecimento do processamento e das características físico – químicas, a
partir do estudo da metalurgia física, intensificou a aplicação deste material.
Dentre os diversos tipos de aços existentes, destacam-se os aços
microligados, os quais são o foco deste trabalho.
Os aços microligados são aços C-Mn, com quantidades de carbono
variável, desde teores muito baixos, tais como 0,03 a 0,04%, até eutetóides,
que apresentam alto teor de carbono. Esses aços contêm uma pequena adição
de elementos com grande afinidade por carbono e nitrogênio. Os elementos
freqüentemente utilizados são: nióbio, vanádio e titânio, entre outros. A
utilização destes elementos é dada de maneira individual ou combinada, sendo
que a quantidade de material microligante é freqüentemente inferior a 0,15%
[1,2].
O estudo de adições de elementos microligantes tomaram impulso a
partir de descobertas de grandes jazidas de nióbio, em paises como o Canadá
e o Brasil, fazendo com que o preço do mesmo tornasse viável sua utilização
em escala industrial. Neste contexto, o estudo pioneiro de adições de
elementos microligantes ocorreu na década de 50, simultaneamente à
descoberta de grandes jazidas [3,4]. A fabricação de aços microligados no
Brasil iniciou-se a partir da segunda metade da década de 60 [5].
A aplicação de aços microligados oferece uma redução de custos com a
eliminação de tratamentos térmicos adicionais e com a obtenção de melhorias
na qualidade das propriedades mecânicas, quando utilizado o processo
termomecânico apropriado. O desenvolvimento e aplicação dos aços
microligados, e de aços em geral, estão limitados a condições de viabilidade do
processamento metalúrgico.
Neste trabalho, investigou-se o comportamento mecânico e a evolução
microestrutural de um aço médio carbono microligado ao vanádio em

21
condições próximas às utilizadas no forjamento a morno, ou seja próximo à
região de transição de fase .
Combinando-se ensaios de torção isotérmicos e contínuos, ensaios
isotérmicos e interrompidos com duas deformações e ensaios com múltiplas
deformações em resfriamento com ensaios de dilatometria pode-se obter um
perfil completo do comportamento mecânico do aço microligado durante a
transição de fase.

22
2 REVISÃO BIBLIOGRÁFICA
2.1 Processamento Termomecânico
Durante o processamento mecânico a quente, os aços são reaquecidos
até temperaturas no campo austenítico, deformados em seqüência de passes e
resfriados até a temperatura ambiente. No reaquecimento, a austenita se forma
na interface Fe3C/ e cresce consumindo toda a microestrutura ferrítica-
perlítica existente à temperatura ambiente [6]. No campo austenítico, conforme
a temperatura é aumentada, compostos presentes como precipitados são
dissolvidos até que o material se torne completamente austenítico.
Havendo a dissolução completa dos precipitados durante o
reaquecimento, tem-se o crescimento dos grãos durante o encharque. Assim, o
processo de deformação inicia-se com o material completamente austenítico e
com grãos grosseiros. A seqüência de deformações imposta muda a forma dos
lingotes, tarugos ou placas e altera continuamente a microestrutura do material.
Existem duas abordagens possíveis para a deformação da austenita:
processamento termomecânico convencional e processamento termomecânico
controlado [7]. O primeiro consiste em impor seqüências de passes de
deformação visando apenas o controle das mudanças de forma, enquanto o
segundo visa, também, o controle da evolução microestrutural.
O processamento termomecânico controlado é largamente utilizado em
escala industrial, e pode ser definido como seqüências disciplinadas de
deformações a quente, seguidas por resfriamento controlado, visando obter-se
microestruturas com características específicas que garantam propriedades
apropriadas ao produto semi-acabado [8,9,10,11,12]. Isto ocorre se os
mecanismos que atuam no material durante o processamento são utilizados e
controlados corretamente.
A Figura 2.1 mostra a conexão entre mecanismos, microestruturas e
propriedades de um aço microligado.

23
MECANISMOS MICROESTRUTURA PROPRIEDADES
Endurecimento Tamanho de grão Resistência
Recristalização Forma da fase (F, B, M) Tenacidade
Precipitação Densidade de discordâncias Formabilidade
Transformação / Partículas Anisotropia
Textura
Figura 2.1 - Conexão entre mecanismos, microestruturas e propriedades em
aços microligados [13].
As características do processamento termomecânico controlado
dependem das propriedades específicas e da composição química do aço
microligado. A Figura 2.2 mostra de forma esquemática possíveis variações
microestruturais que ocorrem durante a deformação a quente de aços
microligados com baixo carbono. Vê-se nesta figura, que o processamento
termomecânico pode ser separado em quatro estágios distintos, conforme a
temperatura é decrescida.
No primeiro estágio, os grãos grosseiros provenientes do reaquecimento
são refinados a partir das repetidas deformações. Essas deformações são
impostas na região onde a recristalização ocorre completamente, sem a
influência dos precipitados. O segundo estágio ocorre na região onde a
austenita já não se recristaliza completamente devido a influência de
precipitados induzidos por deformação. Os grãos observados nesse estágio
apresentam-se achatados e são criadas bandas de deformação dentro dos
grãos. A fase ferrítica nucleia-se nos contornos de grãos e em bandas de
deformação. No terceiro estágio, a deformação ocorre na região de transição
de fase, também conhecida como deformação na região intercrítica. Neste
estágio, a austenita continua sendo deformada e tem-se o início da deformação
da fase ferrítica.
24
Região daRecristalização
I
(a) (b)
950°C
Região daNão-recristalização
II
~1150°C1250°C
Tem
pera
tura
Região ( )III
Resfriamento aceleradoIV
Ar3
Ar1
BandasDeformadas
b’ c’ d’ c’ (AC) d’ (AC)
Subgrãos Subgrãos
Deformação Tempo
(c)Grãos
Deformados
(d)
Grãos
Deformados
d’ (AC)
c’ (AC)
d’
c’
b’
Resfriadoao Ar
ResfriamentoAcelerado
Figura 2.2 - Ilustração esquemática dos quatros estágios do processamento
termomecânico e das mudanças microestruturais que ocorrem durante o
processamento para cada um desses estágios [7].
Durante o resfriamento uma variedade de microestruturas podem ser
obtida, dependendo da taxa de resfriamento e dos estágios nos quais a
seqüência de passes foi realizada. Após o primeiro estágio de deformação,
quando o material é resfriado ao ar, obtêm-se grãos ferríticos com tamanhos
relativamente grandes, devido ao crescimento durante o resfriamento. Após o
segundo estágio, os grãos são menores. Com resfriamento acelerado tem-se
grãos mais finos e pode-se observar a presença da subestrutura de
discordâncias dentro dos grãos ferríticos deformados no terceiro estágio [7].
A seguir descrevem-se os principais mecanismos que atuam nas várias
etapas do processamento e seus efeitos na evolução microestrutural.
Inicialmente discute-se a dissolução dos precipitados e a solubilidade dos
carbonetos e nitretos dos elementos microligantes em aço. A seguir são

25
revistos a formação de precipitados e o retardamento da recristalização por
precipitados induzidos por deformação. Finalmente, são apresentadas a
transformação de fase e as microestruturas resultantes após o resfriamento em
um aço médio carbono microligado ao vanádio.
2.2 Solubilização
Durante o processo de reaquecimento de um aço microligado, os
elementos microligantes estão presentes inicialmente na forma de carbonetos,
nitretos ou carbonitretos dissolvidos na matriz austenítica. À medida que a
temperatura é aumentada, esses precipitados dissolvem-se gradualmente,
podendo esta dissolução ser parcial ou completa. Enquanto presentes, esses
compostos inibem o crescimento dos grãos austeníticos [14].
Uma microestrutura com granulação fina contém uma grande quantidade
de área de contorno de grãos por unidade de volume e, conseqüentemente,
energia livre em excesso que pode ser minimizada com o crescimento de
grãos. Embora os grãos tendam a crescer durante o reaquecimento, a taxa de
crescimento pode ser minimizada ou mesmo eliminada através do
ancoramento de contornos por partículas ou com o arrasto de soluto [15].
Quando um contorno de grão é interceptado por uma partícula, parte do
contorno é eliminado. Para mover o contorno é necessário a recriação da área
e, portanto, a realização de um trabalho [16]. Gladman equacionou a força
motriz para o crescimento de grão, com a força de ancoramento exercida pelas
partículas sobre os contornos através da expressão [17]:
onde rc e fv são o tamanho e a fração volumétrica das partículas,
respectivamente, e R0 é o tamanho médio dos grãos. A constante Z representa
a razão entre os raios dos grãos em crescimento e o raio médio dos grãos.
,2
2
36
1
0
ZfRr vc 1.2
26
Esta equação indica que para uma dispersão de partículas, quando o tamanho
destas excede ao valor de rc, os contornos de grãos austeníticos não mais
serão ancorados e inicia-se o crescimento anormal.
De acordo com a equação 2.1, partículas com tamanhos pequenos e em
grandes frações volumétricas são as mais indicadas para inibir o crescimento
dos grãos. Isto requer que as partículas tenham baixa solubilidade na austenita
e baixa taxa de coalescimento. Conforme a temperatura é aumentada durante
o reaquecimento, as partículas coalescem ou dissolvem-se, liberando os
contornos de grãos. A Figura 2.3 mostra o efeito do vanádio no crescimento
dos grãos austeníticos durante o reaquecimento de um aço microligado com
médio carbono. Através desta figura, vê-se que a curva de crescimento de grão
em função da temperatura pode ser separada em três regiões distintas. Em
baixas temperaturas, menores que 9900C (região I), os grãos são pequenos e
seus tamanhos poucos sensíveis às variações da temperatura. Para
temperaturas entre 10150C e 11450C (região II), o tamanho dos grãos aumenta
rapidamente com o aumento da temperatura. Na região entre 9900C e 10450C
existe uma transição no diâmetro dos grãos, indicando a existência da
temperatura crítica para o crescimento do grão, Tcg. Abaixo da Tcg ocorre o
ancoramento dos contornos de grãos por partículas finas de precipitados,
mantendo uma microestrutura formada por grãos pequenos e uniformes. Em
temperaturas maiores que a Tcg tem-se o crescimento anormal dos grãos,
formando uma distribuição de tamanho de grão dúplex [18]. Em altas
temperaturas, T11450C, a curva do tamanho de grão em função da
temperatura é típica de um material sem a presença de precipitados, devido ao
coalescimento ou mesmo a dissolução completa desses compostos.
27
Região II
Região IIIRegião I
t = 5 min
t = 15 min
t = 30 min
t = 45 min
900 950 1000 1050 1100 1150 1200 1250
10
100
Temperatura (°C)
Diâ
metr
o M
édio
s d
os G
rãos A
uste
nític
os (
m)
Figura 2.3 - Comportamento do crescimento do grão austenítico na presença
de vanádio [18].
Para que ocorra a precipitação durante o processamento termomecânico
controlado, é necessário que elementos microligantes estejam dissolvidos na
austenita no final do reaquecimento. A solubilidade varia de acordo com o
carboneto, nitreto ou carbonitreto formado. Esta refere-se à quantidade de um
dado elemento microligante que pode permanecer em solução sólida, sendo
freqüentemente expressa em termos de produto de solubilidade (Ks). O produto
de solubilidade relaciona-se com a estabilidade do composto formado, quanto
mais estável o composto, menor o produto de solubilidade. A determinação do
produto de solubilidade pode ser realizada a partir de cálculos termodinâmicos,
extração de precipitados e outros métodos [19,20]. Considerando a reação de
28
formação de nitreto de vanádio (VN) a partir do vanádio e nitrogênio dissolvidos
na matriz:
onde [V] e [N] representam a concentração desses elementos, pode-se
escrever a constante de equilíbrio através da expressão:
onde a[V] e a[N] são as atividades dos elementos e a[VN] a atividade do nitreto de
vanádio. As atividades podem ser expressas em termos da concentração de
cada elemento e dos coeficientes de atividade:
dando:
De uma forma simplificada, assumindo-se que os coeficientes de
atividade do vanádio e do nitrogênio são iguais a unidade e que a atividade de
um composto puro é unitário, tem-se:
'.
)(
][][
VN
NVs
a
aaK
].[][][ Va VV
)(
].[][ ][]..[
VN
NVs
a
NVK
2.2)(][][ VNNV
3.2
4.2
5.2
29
A dependência do produto de solubilidade com a temperatura é
expressa por uma relação de Arrhenius:
onde Q é o calor de dissolução e R a constante dos gases. Assim o produto de
solubilidade pode ser expresso na forma:
onde A e B são constantes características de cada sistema.
Dados para a solubilidade do nitreto de vanádio na austenita existentes
na literatura são apresentados na Tabela 2.1. Irvine et al. [21], utilizando a
técnica de extração de precipitados, observaram que o produto da solubilidade
para o VN na austenita aumenta levemente com o aumento do teor de
manganês no aço, de acordo com a equação:
]].[[ NVKs 6.2
CRT
QLnKs )( 7.2
T
BALogKS
8.2
][%12,040,38300
MnT
LogKs
9.2

30
Tabela 2.1 - Produtos de solubilidade do nitreto de vanádio na austenita
Um segundo fato interessante dos dados de Irvine et al. [21] foi a
ausência do efeito do teor de carbono no produto de solubilidade. O mesmo
valor para o produto de solubilidade foi obtido em dois aços com 0,05 e
0,15%C, indicando que os precipitados são nitretos e não carbonitretos.
A descrição do produto de solubilidade dos carbonetos de vanádio deve
considerar as diferentes estequeometrias que o composto possa assumir. A
Tabela 2.2 mostra dados existentes na literatura para VC e V4C3.
Tabela 2.2 - Produto de solubilidade para carbonetos de vanádio na austenita e
na ferrita.
Log Ks Referência
Austenita
-9500/T + 6,72 (VC)
-10800/T +7,06 (V4C3)
-9400/T + 5,12 (V4C3)
[24]
[25]
[26]
Ferrita -12265/T + 8,05 (VC) [27]
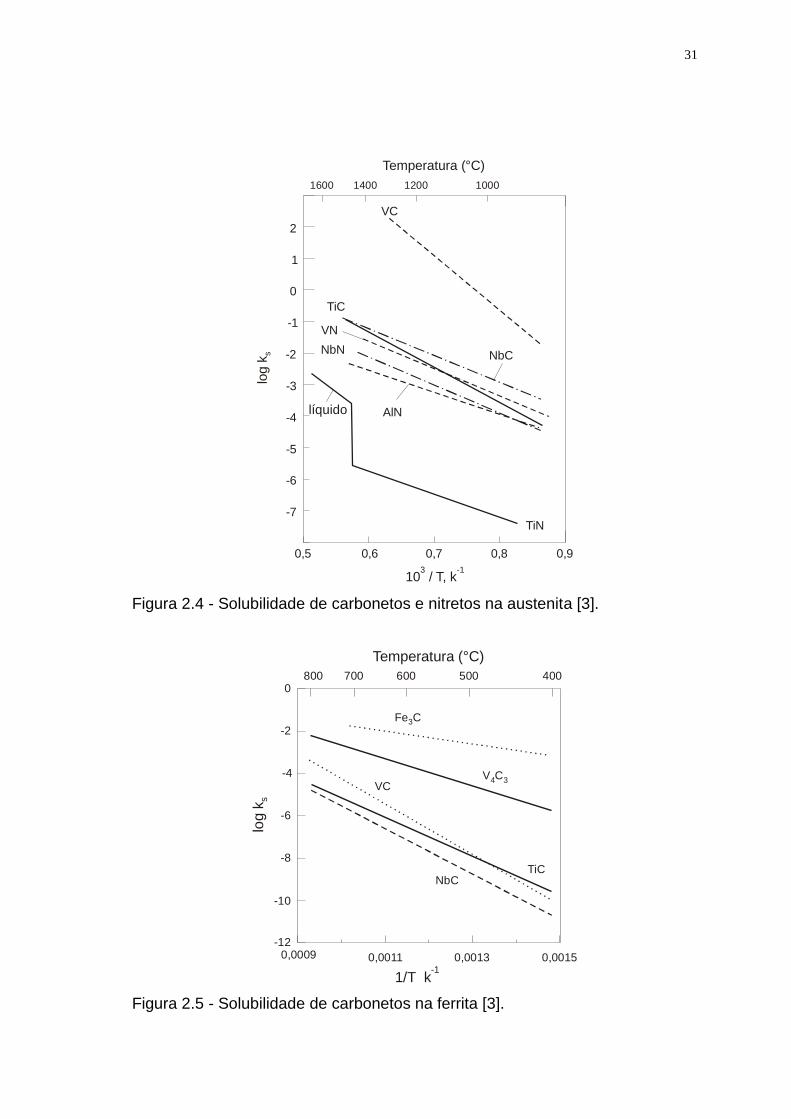
Os produtos de solubilidade descritos para os carbonetos e nitretos de
vanádio estão representados graficamente nas Figuras 2.4 e 2.5, juntamente
com os produtos de solubilidade de carbonetos e nitretos de nióbio e de titânio .
Log Ks Referência
-8300/T + 3,46 [21]
-7070/T + 2,71 [22]
7840/T + 3,02 [23]
-8700/T + 3,63 [24]
31
Temperatura (°C)
-1
0
1
2
1600 1400 1200 1000
-2
-3
-4
-5
-6
-7
0,5 0,6 0,7 0,8 0,9
10 / T, k3 -1
log k
s
VC
TiC
NbC
VN
líquido AlN
NbN
TiN
Figura 2.4 - Solubilidade de carbonetos e nitretos na austenita [3].
Temperatura (°C)
-8
-6
-4
-2
800 700 600 500 400
-10
-120,0009 0,0011 0,0013 0,0015
Fe C3
1/T k-1
log k
s
0
VC
TiCNbC
V C4 3
Figura 2.5 - Solubilidade de carbonetos na ferrita [3].

32
Nas Figuras 2.4 e 2.5 pode-se observar que o produto de solubilidade
aumenta com o aumento da temperatura, isto significa que quanto maior a
temperatura maior a quantidade de elemento microligante dissolvido. A partir
destas figuras pode-se observar os seguintes comportamentos desses
compostos químicos:
(i) os nitretos são mais estáveis que os carbonetos, pois para uma dada
temperatura o seu produto de solubilidade é sempre inferior;
(ii) os carbonetos de vanádio são de duas a três vezes mais solúveis que os
carbonetos e nitretos de outros compostos;
(iii) o nitreto de titânio é da ordem de três vezes mais estável que os
carbonetos e nitretos de outros elementos;
(iv) os carbonetos e nitretos de nióbio e os carbonetos de vanádio são mais
solúveis na fase austenítica do que na fase ferrítica, diferindo as solubilidades
de uma ordem de grandeza.
A partir do conhecimento das solubilidades dos carbonetos e nitretos,
pode-se selecionar o comportamento mais adequado para um determinado
propósito. Por exemplo, a alta solubilidade do carboneto de vanádio é o motivo
de seu uso em aços médio e alto carbono, enquanto a baixa solubilidade do
nitreto de titânio é o motivo do seu uso como inibidor de crescimento de grão
em temperaturas elevadas na austenita.
33
2.3 Precipitação
A escolha da temperatura de reaquecimento para um dado aço
microligado é de extrema importância, como descrito no item anterior, uma vez
que determina o tamanho inicial do grão e os teores de elementos
microligantes em solução no início da deformação a quente. O tipo e o volume
de microligante em solução durante o processamento são fatores
predominantes no condicionamento da austenita, determinando as condições
nas quais ocorre a supressão da recristalização com a precipitação induzida
por deformação [28].
A precipitação de carbonetos, nitretos ou carbonitretos de elementos
microligantes ocorre com a nucleação e crescimento de partículas dentro da
matriz metálica. Quando uma nova fase forma-se dentro de uma fase-mãe,
interfaces são formadas entre as duas fases. A criação de interfaces aumenta a
energia livre do sistema. Além disso, a nova fase pode ter um volume molar
diferente da fase-mãe, gerando distorções elásticas e aumentando a energia
interna por unidade de volume. Tanto o aumento da energia interfacial quanto o
aumento da energia de deformação competem com o decréscimo de energia
livre de volume devido à transformação de uma fase menos estável em uma
mais estável, na medida em que a temperatura é decrescida abaixo da
temperatura de solubilização [29].
Com o uso das equações do produto de solubilidade, pode-se
determinar o potencial de precipitação através do cálculo de supersaturação
dos elementos microligantes em uma determinada temperatura de
processamento. A supersaturação é determinada comparando-se a quantidade
de elemento microligante dissolvido durante o reaquecimento com a
quantidade em solução em uma dada temperatura de interesse [30]. Assim, a
precipitação ocorre quando a supersaturação alcançar um valor crítico,
necessário para compensar a formação de interfaces e as distorções elásticas
causadas pelos precipitados. A Figura 2.6 representa o potencial de
precipitação de vários sistemas microligantes impostos pela supersaturação
desses elementos. Esta figura mostra que o TiN tem a menor solubilidade,
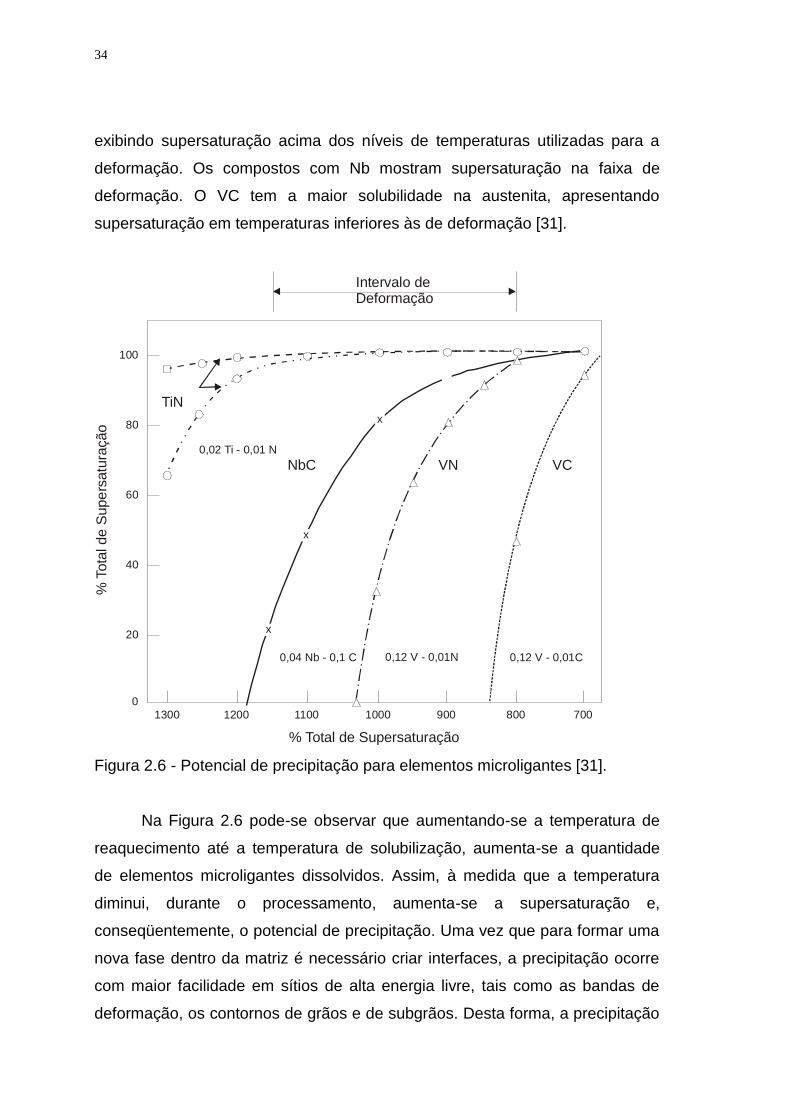
34
exibindo supersaturação acima dos níveis de temperaturas utilizadas para a
deformação. Os compostos com Nb mostram supersaturação na faixa de
deformação. O VC tem a maior solubilidade na austenita, apresentando
supersaturação em temperaturas inferiores às de deformação [31].
Intervalo deDeformação
% T
ota
l de
Supe
rsatu
ração
x
x
x
x
VCVNNbC
TiN
0,02 Ti - 0,01 N
0,12 V - 0,01N 0,12 V - 0,01C0,04 Nb - 0,1 C
0,02 Ti - 0,01 N
100
80
60
40
20
0
1300 1200 1100 1000 900 800 700
% Total de Supersaturação
TiN
Figura 2.6 - Potencial de precipitação para elementos microligantes [31].
Na Figura 2.6 pode-se observar que aumentando-se a temperatura de
reaquecimento até a temperatura de solubilização, aumenta-se a quantidade
de elementos microligantes dissolvidos. Assim, à medida que a temperatura
diminui, durante o processamento, aumenta-se a supersaturação e,
conseqüentemente, o potencial de precipitação. Uma vez que para formar uma
nova fase dentro da matriz é necessário criar interfaces, a precipitação ocorre
com maior facilidade em sítios de alta energia livre, tais como as bandas de
deformação, os contornos de grãos e de subgrãos. Desta forma, a precipitação

35
é induzida pela deformação, diminuindo-se o tempo necessário para iniciá-la. A
Figura 2.7 apresenta esta característica com relação a alguns carbonetos e
nitretos [32,33]. Neste diagrama de tempo-temperatura-precipitação (PTT), Ps é
o início da precipitação na austenita sem deformação e Pds é o início da
precipitação com deformação. A posição da curva em forma de “C” é
fundamental no controle do processo. Por exemplo, para o carbonitreto de
nióbio Nb(C,N) com deformação, na faixa dos 10 segundos já existe condições
para a precipitação, enquanto que sem deformação a condição para
precipitação ocorre na faixa dos 100 segundos.
900
1100
1300
1500
1700
700
5001 10 100 1000 10000
PsPs
DPsPs
D
Ps
PsVC
[32]
Nb (C, N)[32]
TiNb (C, N[32]
TiN[32]
Tempo (s)
Tem
pera
tura
(°C
)
Ps
D
VC[33]
Figura 2.7 - Diagrama PTT para alguns carbonetos e nitretos deformados e não
deformados [32,33].
É bem conhecido que quando uma liga metálica com uma segunda fase,
que forma partículas finamente dispersas, é deformada e recozida, a
recristalização é retardada por partículas de diâmetros pequenos (≤ 300 nm) e
com pequeno espaçamento entre elas ( 1000 nm) [34]. Este comportamento
torna-se mais marcante quando o material é deformado a quente e a matriz
está supersaturada. A precipitação de partículas induzidas por deformação, nos
intervalos entre passes durante o processamento termomecânico, inibem ou
mesmo suprimem a recristalização estática da austenita. Este retardamento da

36
recristalização ocorre quando a força de ancoramento desenvolvida nos
contornos de grãos pelos precipitados é maior que a força motriz para a
recristalização estática.
(i) Força motriz para a recristalização
A força motriz para a recristalização estática é gerada pela diferença na
densidade das discordâncias entre a matriz austenítica deformada ou
recuperada e a austenita recristalizada, e é dada por:
onde é o modulo de cisalhamento, b é o vetor de Burgers e é a variação
na densidade de discordâncias. A força motriz resultante de deformações
individuais aplicadas na laminação a quente em aços tem sido encontrada ser
da ordem de 20MPa [35, 36]
(ii) Força de ancoramento de contornos de grãos por partículas precipitadas
Zener [16] postulou que quando partículas estão presentes nas
proximidades de um contorno de grão, a energia efetiva do contorno é
diminuída. Esta diminuição acontece porque a área superficial da segunda fase
substitui uma parte do contorno de grão. Para retardar a recristalização, a força
de ancoramento desenvolvida pelas partículas induzidas por deformação deve
ser maior que 20MPa, que é a força motriz necessária para causar a
recristalização. A força de ancoramento pode ser escrita por:
2
.. 2
bFRX
sanc NrF 4
10.2
11.2
37
onde r é raio da partícula, é a energia interfacial dos contornos de grãos
austeníticos e, Ns é numero de partículas por unidade de área. Vários modelos
têm sido propostos para calcular o valor de Ns [37]. Todos os modelos são
baseados na distribuição uniforme dos precipitados. É claro que um valor
médio para Ns não é apropriado, uma vez que as partículas tendem a precipitar
em sítios preferenciais, tais como contornos de grãos e de subgrãos [38].
A interação entre os processos de precipitação e recristalização é
importante na determinação do comportamento do aço durante o seu
processamento. Essa interação sofre mudanças de acordo com o tempo e a
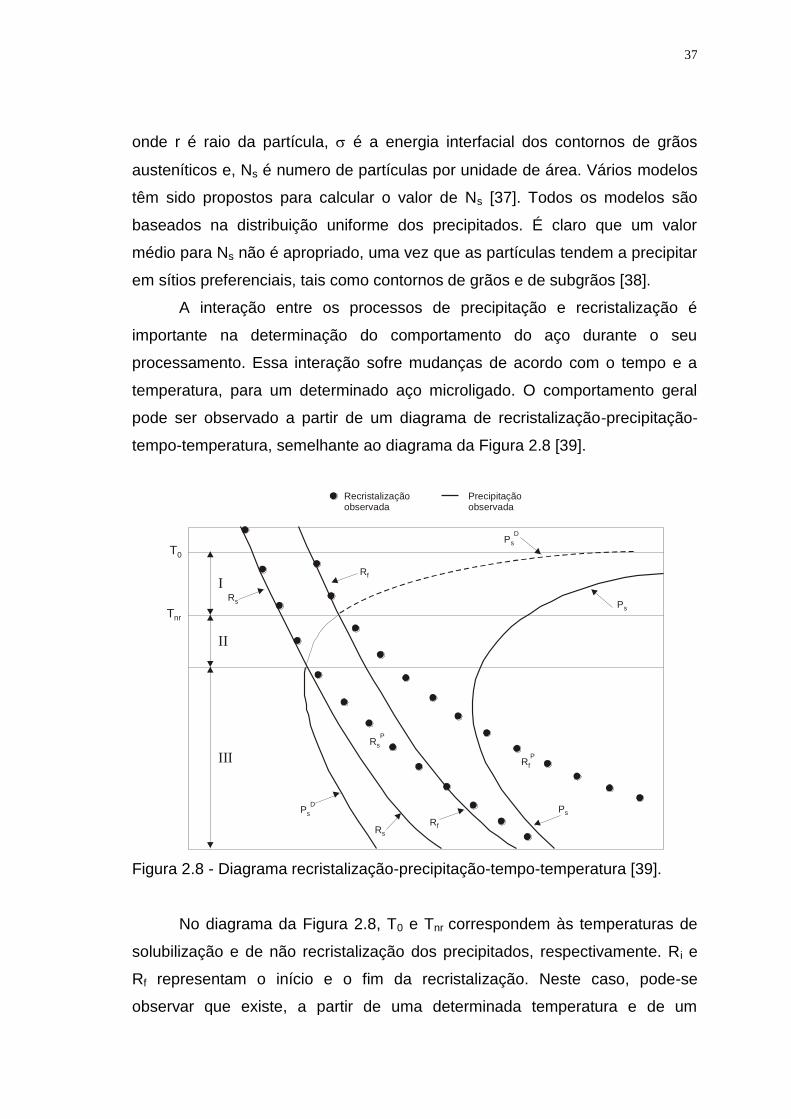
temperatura, para um determinado aço microligado. O comportamento geral
pode ser observado a partir de um diagrama de recristalização-precipitação-
tempo-temperatura, semelhante ao diagrama da Figura 2.8 [39].
T0
Tnr
I
II
III
Ps
D
Rs
Rf
Ps
D
Rs
Rf
Rf
P
Ps
Ps
Rs
P
Recristalizaçãoobservada
Precipitaçãoobservada
Figura 2.8 - Diagrama recristalização-precipitação-tempo-temperatura [39].
No diagrama da Figura 2.8, T0 e Tnr correspondem às temperaturas de
solubilização e de não recristalização dos precipitados, respectivamente. Ri e
Rf representam o início e o fim da recristalização. Neste caso, pode-se
observar que existe, a partir de uma determinada temperatura e de um
38
determinado tempo, uma interação entre precipitação e recristalização. No
estágio I, a recristalização tem início e fim sem que ocorra interação alguma.
Isto se deve ao fato de que os elementos microligantes estão dissolvidos, não
impedindo, assim, a recristalização. Nesse estágio o comportamento é
semelhante ao de um aço-carbono.
No segundo estágio, a recristalização sofre a influência da precipitação.
Assim, o início da recristalização é atrasado. Deformações aplicadas nesse
estágio levarão a uma estrutura mista, com a presença de grãos deformados
devido à inibição da recristalização pela precipitação e, de grãos finos
recristalizados sem a ação dos precipitados.
No terceiro estágio, a precipitação ocorre anteriormente à
recristalização. Os precipitados têm força suficiente para a impedir
completamente a recristalização [39].
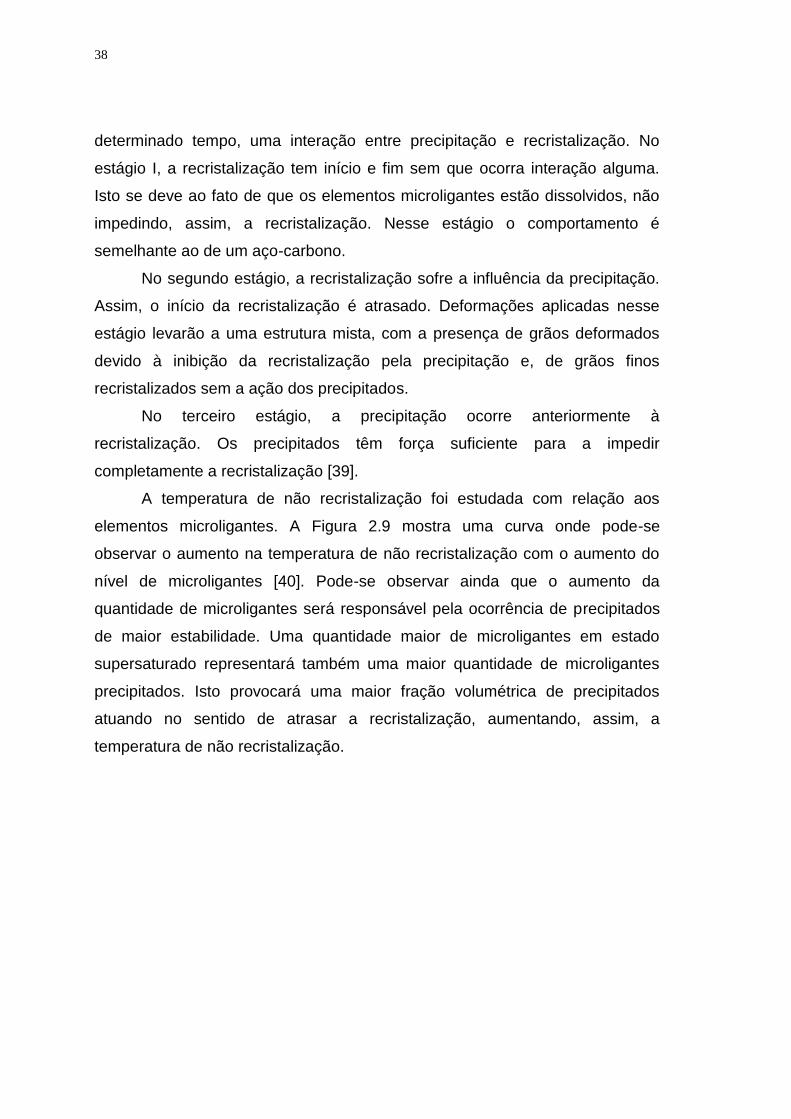
A temperatura de não recristalização foi estudada com relação aos
elementos microligantes. A Figura 2.9 mostra uma curva onde pode-se
observar o aumento na temperatura de não recristalização com o aumento do
nível de microligantes [40]. Pode-se observar ainda que o aumento da
quantidade de microligantes será responsável pela ocorrência de precipitados
de maior estabilidade. Uma quantidade maior de microligantes em estado
supersaturado representará também uma maior quantidade de microligantes
precipitados. Isto provocará uma maior fração volumétrica de precipitados
atuando no sentido de atrasar a recristalização, aumentando, assim, a
temperatura de não recristalização.
39
Soluto inicial (%)
Te
mp
era
tura
de
fim
de r
ecrista
lização °
C
0 0,050 0,100 0,150 0,200 0,250750
800
850
900
950
1000
1050
Nb
Ti
Al
V
Figura 2.9 - Aumento na temperatura de não recristalização com o aumento no
nível de microligante em um aço com 0,07C; 1,40Mn; 0,25Si [40].
Na Figura 2.9, pode-se observar também que diferentes microligantes
têm diferentes efeitos na temperatura de não recristalização. O nióbio
apresenta um maior aumento na temperatura de não recristalização para
menores quantidades de soluto inicial. O vanádio, por sua vez, apresenta
menor efeito na temperatura de não recristalização. Este comportamento está
relacionado à capacidade de precipitação e às condições de processamento.
O comportamento apresentado pelos sistemas mostra que a sua
utilização deve obedecer aos seguintes critérios: 1. Os sistemas microligados
ao titânio podem ser usados para controle do tamanho de grão em altas
temperaturas; 2. Os sistemas microligados ao vanádio podem manter uma
grande quantidade de vanádio em solução na austenita e na decomposição da
austenita, podendo assim ser usado para o endurecimento por precipitação,
quando o processo ocorrer a temperaturas menores [41].
2.4 Transformação
As propriedades finais exibidas por um produto processado
termomecanicamente são determinadas pela microestrutura ao final do
40
processamento. Entendendo que a microestrutura compreende a natureza, a
quantidade e a proporção das fases presentes, é de importância capital a forma
na qual a transformação de fase se dá durante o resfriamento no
processamento termomecânico. A Figura 2.2 indica que para um mesmo aço
com baixo teor de carbono é possível obter diferentes tamanhos de grãos
dependendo da taxa de resfriamento imposta. Para um aço com maiores
quantidades de elementos de liga, como por exemplo, os aços utilizados no
forjamento de peças para a indústria automobilística, é necessário controlar a
formação dos produtos da transformação da austenita, além do tamanho dos
grãos da fase ferrítica, quando presente. A transformação da austenita pode
ser separada em dois grupos: (i) transformação difusional com a nucleação e o
crescimento de novas fases, como ocorre com a ferrita ou a cementita; (ii)
transformação martensítica, que ocorre por meio de um mecanismo de
cisalhamento. Quando a transformação de fase é difusional tem-se: (i) a
variação do empacotamento cristalino; (ii) alterações composicionais e; (iii) a
recristalização, simultaneamente. Em um aço baixo carbono, por exemplo, a
ferrita nucleia-se preferencialmente nos contornos de grãos austeníticos. Com
superesfriamento baixo, formam-se grãos ferríticos poligonais que tornam-se
mais finos com o aumento da taxa de resfriamento. Todavia, quando o
superesfriamento é suficientemente grande, tem-se a ferrita acicular com
estrutura Widmansttäten.
Quando um grão de nucleia-se no contorno da fase , esse grão
mantém uma relação de orientação do tipo K-S com a fase [42]:
Na etapa de crescimento, interfaces incoerentes crescem mais
rapidamente que as outras que mantêm a relação K-S, de forma que, após o
fim da transformação e do resfriamento, a relação de orientação entre
dificilmente é detectada.
011//111
111//01112.2

41
Em aços ligados, durante a formação da ferrita poligonal, tem-se a
participação de elementos de liga, aumentando-se a concentração de
estabilizadores de na ferrita e de na austenita. Conforme a transformação
prossegue, a austenita é enriquecida em carbono e inicia-se a precipitação de
carbonetos de ferro, formando a perlita, por exemplo, e de outros elementos de
liga como o vanádio e o nióbio, formando a precipitação interfásica. Neste
caso, os carbonetos formam uma fila de partículas muito finas na interface
, como mostrado na Figura 2.10. Isto pode ocorrer tanto durante a
transformação isotérmica, quanto durante o resfriamento contínuo com taxas
de resfriamento apropriadas. Durante o crescimento de , tem-se a
precipitação de carbonetos no lado da interface coerente ({111} //
{110}) devido ao enriquecimento de em carbono. Com a precipitação, a
concentração de carbono dissolvido decresce em e a interface incoerente
lateral ({112}) cresce rapidamente. Pelo movimento de um grande número de
arestas laterais, a interface macroscópica parece crescer na direção 111 //
110 [43].
a
b
direção de crescimento
111 110
direção de crescimento
lateral 111
interface coerente
{111} {110}
Figura 2.10 - Esquema mostrando o mecanismo de crescimento de carbonetos
na interface [43].
42
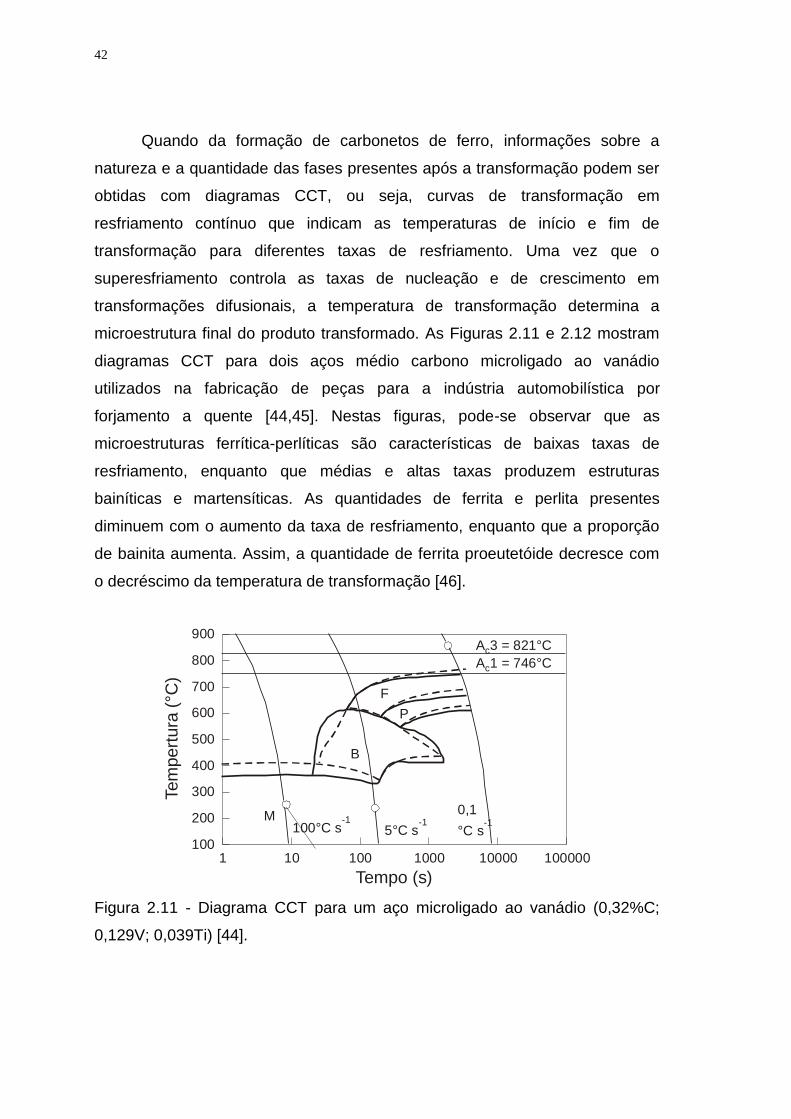
Quando da formação de carbonetos de ferro, informações sobre a
natureza e a quantidade das fases presentes após a transformação podem ser
obtidas com diagramas CCT, ou seja, curvas de transformação em
resfriamento contínuo que indicam as temperaturas de início e fim de
transformação para diferentes taxas de resfriamento. Uma vez que o
superesfriamento controla as taxas de nucleação e de crescimento em
transformações difusionais, a temperatura de transformação determina a
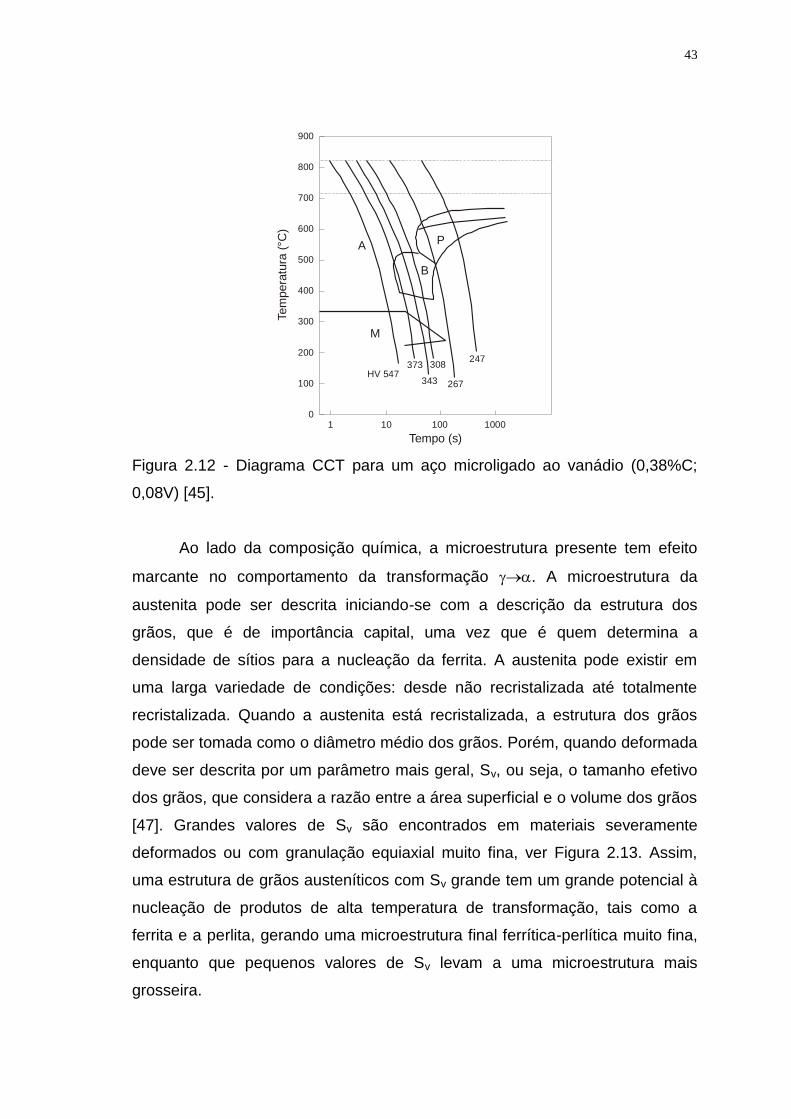
microestrutura final do produto transformado. As Figuras 2.11 e 2.12 mostram
diagramas CCT para dois aços médio carbono microligado ao vanádio
utilizados na fabricação de peças para a indústria automobilística por
forjamento a quente [44,45]. Nestas figuras, pode-se observar que as
microestruturas ferrítica-perlíticas são características de baixas taxas de
resfriamento, enquanto que médias e altas taxas produzem estruturas
bainíticas e martensíticas. As quantidades de ferrita e perlita presentes
diminuem com o aumento da taxa de resfriamento, enquanto que a proporção
de bainita aumenta. Assim, a quantidade de ferrita proeutetóide decresce com
o decréscimo da temperatura de transformação [46].
B
F
P
M100°C s
-1
5°C s-1
0,1
°C s-1
A 3 = 821°Cc
A 1 = 746°Cc
900
800
700
600
500
400
300
200
1001 10 100 1000 10000 100000
Tempo (s)
Tem
pert
ura
(°C
)
Figura 2.11 - Diagrama CCT para um aço microligado ao vanádio (0,32%C;
0,129V; 0,039Ti) [44].
43
Tem
pera
tura
(°C
)
900
800
700
600
500
400
300
200
100
01 10 100 1000
A P
B
M
HV 547373
247
343 267
308
Tempo (s)
Figura 2.12 - Diagrama CCT para um aço microligado ao vanádio (0,38%C;
0,08V) [45].
Ao lado da composição química, a microestrutura presente tem efeito
marcante no comportamento da transformação . A microestrutura da
austenita pode ser descrita iniciando-se com a descrição da estrutura dos
grãos, que é de importância capital, uma vez que é quem determina a
densidade de sítios para a nucleação da ferrita. A austenita pode existir em
uma larga variedade de condições: desde não recristalizada até totalmente
recristalizada. Quando a austenita está recristalizada, a estrutura dos grãos
pode ser tomada como o diâmetro médio dos grãos. Porém, quando deformada
deve ser descrita por um parâmetro mais geral, Sv, ou seja, o tamanho efetivo
dos grãos, que considera a razão entre a área superficial e o volume dos grãos
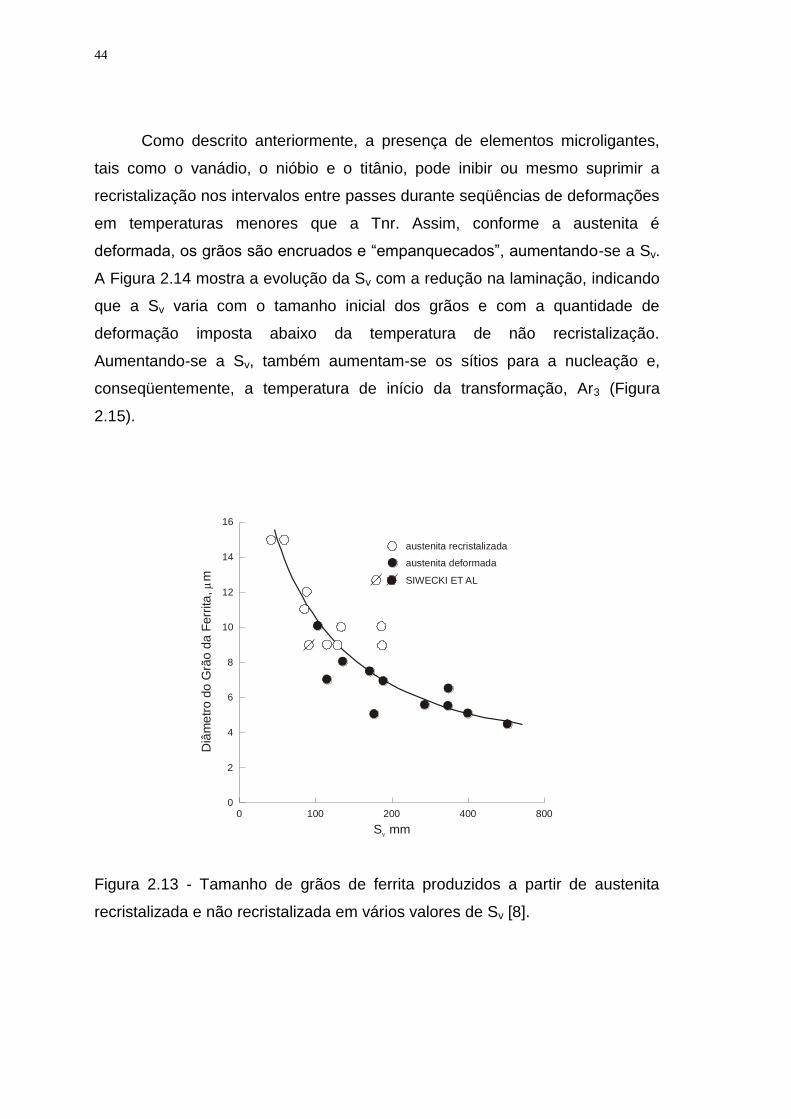
[47]. Grandes valores de Sv são encontrados em materiais severamente
deformados ou com granulação equiaxial muito fina, ver Figura 2.13. Assim,
uma estrutura de grãos austeníticos com Sv grande tem um grande potencial à
nucleação de produtos de alta temperatura de transformação, tais como a
ferrita e a perlita, gerando uma microestrutura final ferrítica-perlítica muito fina,
enquanto que pequenos valores de Sv levam a uma microestrutura mais
grosseira.
44
Como descrito anteriormente, a presença de elementos microligantes,
tais como o vanádio, o nióbio e o titânio, pode inibir ou mesmo suprimir a
recristalização nos intervalos entre passes durante seqüências de deformações
em temperaturas menores que a Tnr. Assim, conforme a austenita é
deformada, os grãos são encruados e “empanquecados”, aumentando-se a Sv.
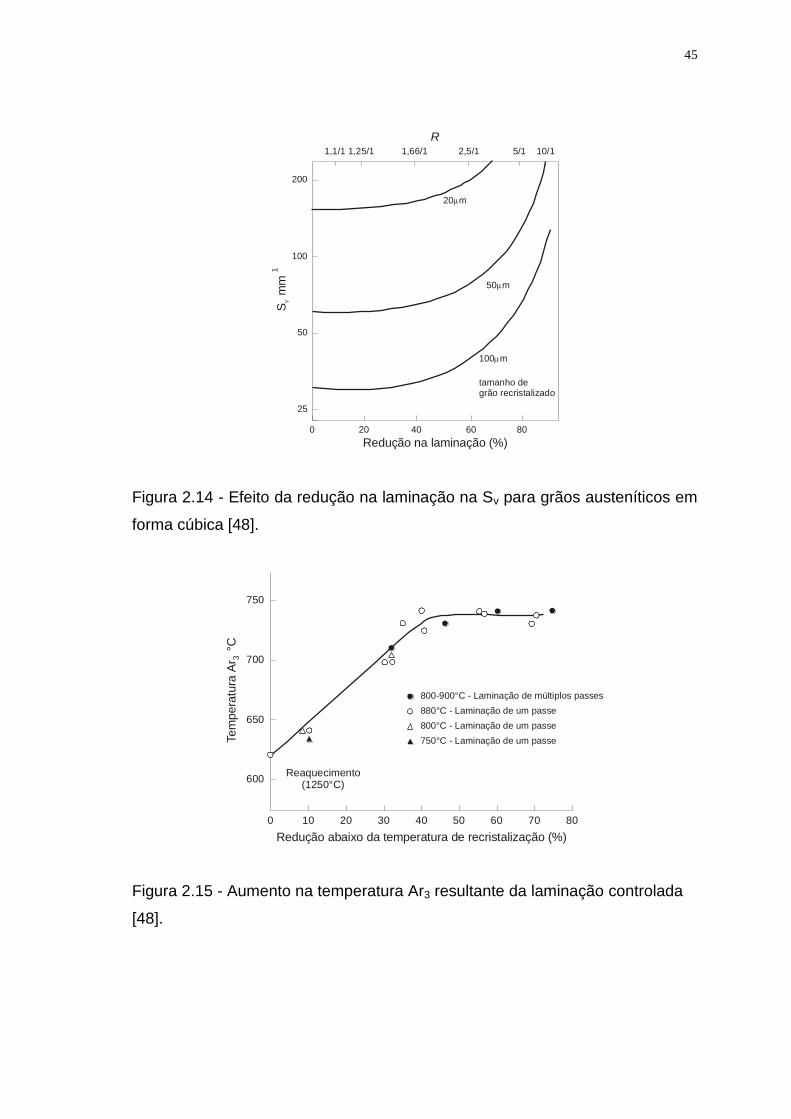
A Figura 2.14 mostra a evolução da Sv com a redução na laminação, indicando
que a Sv varia com o tamanho inicial dos grãos e com a quantidade de
deformação imposta abaixo da temperatura de não recristalização.
Aumentando-se a Sv, também aumentam-se os sítios para a nucleação e,
conseqüentemente, a temperatura de início da transformação, Ar3 (Figura
2.15).
16
14
12
10
8
6
4
2
0
Diâ
me
tro d
o G
rão d
a F
err
ita
, m
S mm
0 100 200 400 800
austenita recristalizada
austenita deformada
SIWECKI ET AL
Figura 2.13 - Tamanho de grãos de ferrita produzidos a partir de austenita
recristalizada e não recristalizada em vários valores de Sv [8].
45
200
100
50
25
S m
m
1
Redução na laminação (%)0 20 40 60 80
20 m
50 m
100 m
tamanho degrão recristalizado
1,1/1 1,25/1 1,66/1 2,5/1 5/1 10/1
R
Figura 2.14 - Efeito da redução na laminação na Sv para grãos austeníticos em
forma cúbica [48].
800-900°C - Laminação de múltiplos passes
880°C - Laminação de um passe
800°C - Laminação de um passe
750°C - Laminação de um passe
Reaquecimento(1250°C)
Redução abaixo da temperatura de recristalização (%)
Tem
pera
tura
Ar
°C3
0 10 20 30 40 50 60 70 80
600
650
700
750
Figura 2.15 - Aumento na temperatura Ar3 resultante da laminação controlada
[48].
46
3 MATERIAIS E MÉTODOS
3.1 Materiais
O material utilizado para a realização deste trabalho foi um aço médio
carbono microligado ao vanádio fabricado pela VIBASA e fornecido pela Sifco
S.A., denominado VB-38H, cuja composição química encontra-se na Tabela
3.1.
Tabela 3.1 - Composição química do aço utilizado (%em peso).
C Si Mn V P N Al
0,39 0,62 1,30 0,11 0,016 0,013 0,025
O aço foi fornecido na forma de barras cilíndricas com diâmetro de 2,54
cm e comprimento de 15 cm. Para um melhor aproveitamento, o material foi
laminado a quente até o diâmetro de 1,25 cm, utilizando-se um laminador de
laboratório, marca Fenn modelo 55DC2-02AS, com cilindros de perfis. A
deformação foi realizada com a temperatura variando na faixa de 12000C a
10000C, após encharque a 12500C. As barras laminadas foram resfriadas ao ar
até a temperatura ambiente.
3.2 Ensaios de Dilatometria
Foram realizados ensaios de dilatometria utilizando-se um equipamento
de marca ADAMEL LHOMARGY modelo DT 1000 do Departamento de
Engenharia de Materiais da EESC-USP, com a finalidade de determinar as
temperaturas de início e fim da transformação em resfriamento, bem como
de observar as microestruturas resultantes. Nesses ensaios, os corpos de prova
tinham 2 mm de diâmetro e 12 mm de comprimento e foram aquecidos a uma
taxa de 2,00C/s até 11500C e, mantidos nesta temperatura por 10 minutos, tendo
sido em seguida resfriados com taxas de 0,2; 0,5; 1; 2; 3; 5; 10 e 300C/s. A
representação esquemática do ciclo térmico empregado encontra-se na Figura
47
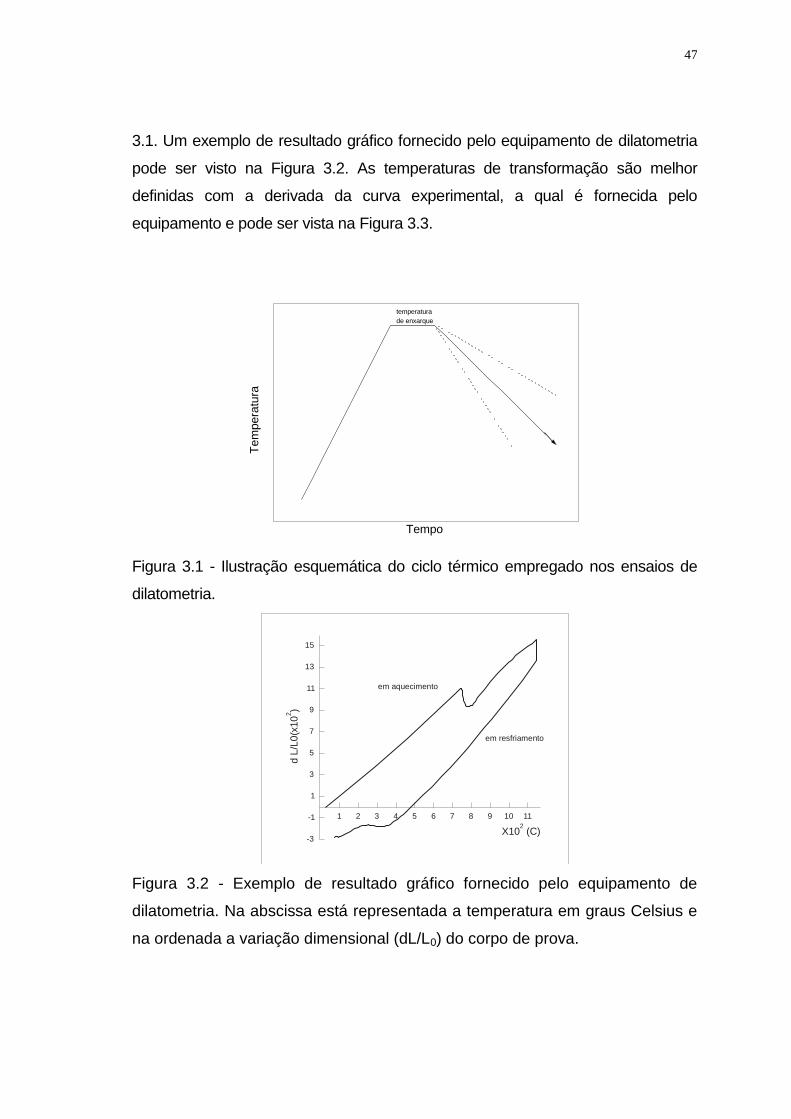
3.1. Um exemplo de resultado gráfico fornecido pelo equipamento de dilatometria
pode ser visto na Figura 3.2. As temperaturas de transformação são melhor
definidas com a derivada da curva experimental, a qual é fornecida pelo
equipamento e pode ser vista na Figura 3.3.
Figura 3.1 - Ilustração esquemática do ciclo térmico empregado nos ensaios de
dilatometria.
X10 (C)2
d L
/L0
(x10
)2
7
9
11
13
15
5
3
1
-1
-3
1 2 3 4 5 6 7 8 9 10 11
em aquecimento
em resfriamento
Figura 3.2 - Exemplo de resultado gráfico fornecido pelo equipamento de
dilatometria. Na abscissa está representada a temperatura em graus Celsius e
na ordenada a variação dimensional (dL/L0) do corpo de prova.
temperatura
de enxarque
Tem
pera
tura
Tempo
48
X10 (C)2
7
9
11
5
3
1
-1
-3
1 2 3 4 5 6 7 8 9 10
Derivada da Curvaem Resfriamento
Ensaio emResfriamento
173,6
398,3
293,6
d/d
t{dL/L
(x10
)}0
3
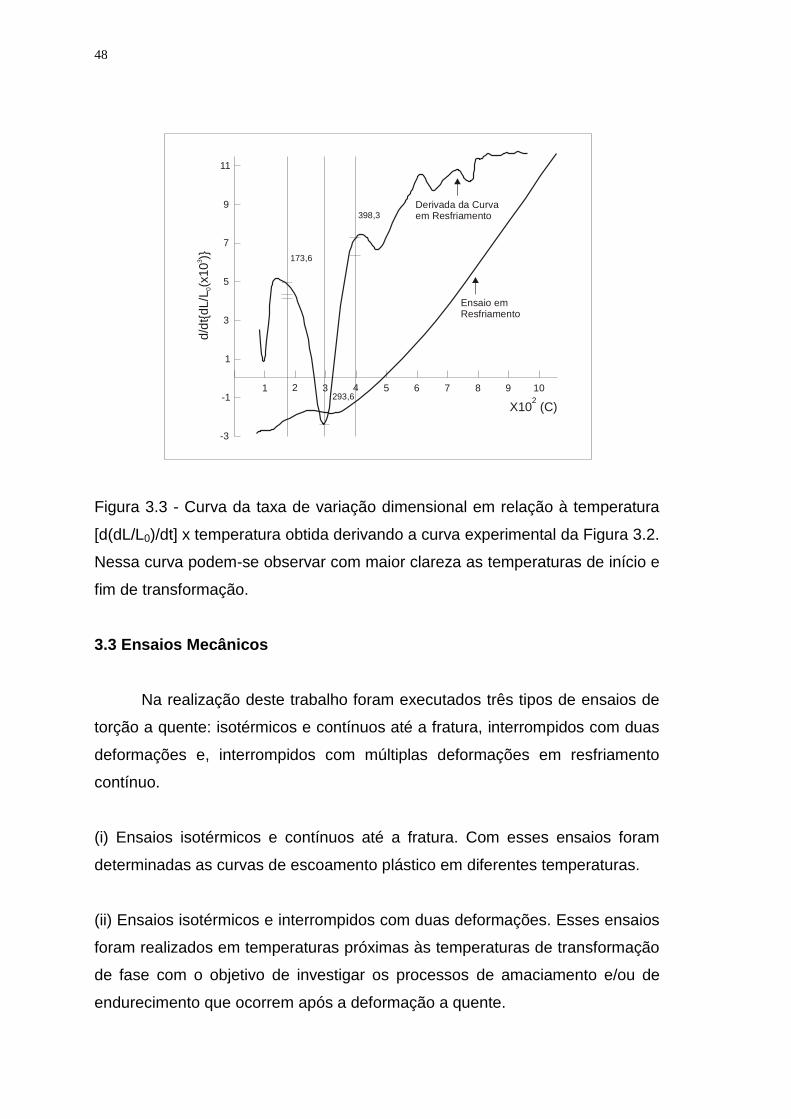
Figura 3.3 - Curva da taxa de variação dimensional em relação à temperatura
[d(dL/L0)/dt] x temperatura obtida derivando a curva experimental da Figura 3.2.
Nessa curva podem-se observar com maior clareza as temperaturas de início e
fim de transformação.
3.3 Ensaios Mecânicos
Na realização deste trabalho foram executados três tipos de ensaios de
torção a quente: isotérmicos e contínuos até a fratura, interrompidos com duas
deformações e, interrompidos com múltiplas deformações em resfriamento
contínuo.
(i) Ensaios isotérmicos e contínuos até a fratura. Com esses ensaios foram
determinadas as curvas de escoamento plástico em diferentes temperaturas.
(ii) Ensaios isotérmicos e interrompidos com duas deformações. Esses ensaios
foram realizados em temperaturas próximas às temperaturas de transformação
de fase com o objetivo de investigar os processos de amaciamento e/ou de
endurecimento que ocorrem após a deformação a quente.

49
(iii) Ensaios interrompidos com múltiplas deformações em resfriamento
contínuo. Com esse tipo de ensaio pôde-se investigar os fenômenos induzidos
por deformação que ocorrem durante o resfriamento, bem como determinar as
temperaturas características do processamento termomecânico de aços
microligados, ou seja, a Tnr, temperatura de não recristalização e as
temperaturas de início e fim da transformação.
3.3.1 Geometria dos Corpos de Prova Utilizados nos Ensaios de Torção a
Quente
Os corpos de prova para ensaio de torção a quente foram
confeccionados por usinagem das barras laminadas, apresentando a geometria
final mostrada na Figura 3.4.
Figura 3.4 - Geometria dos corpos de prova utilizados nos ensaios de torção a
quente (dimensões em mm).
Os corpos de prova são constituídos de uma seção central, de diâmetro
menor, a qual consiste da região útil, onde ocorreram as deformações. No raio
de curvatura há um orifício para a introdução de um termopar. A extremidade
esquerda dos corpos de prova é dotada de rosca, enquanto a extremidade
direita apresenta um encaixe.
50
3.3.2 Máquina Horizontal de Ensaios de Torção
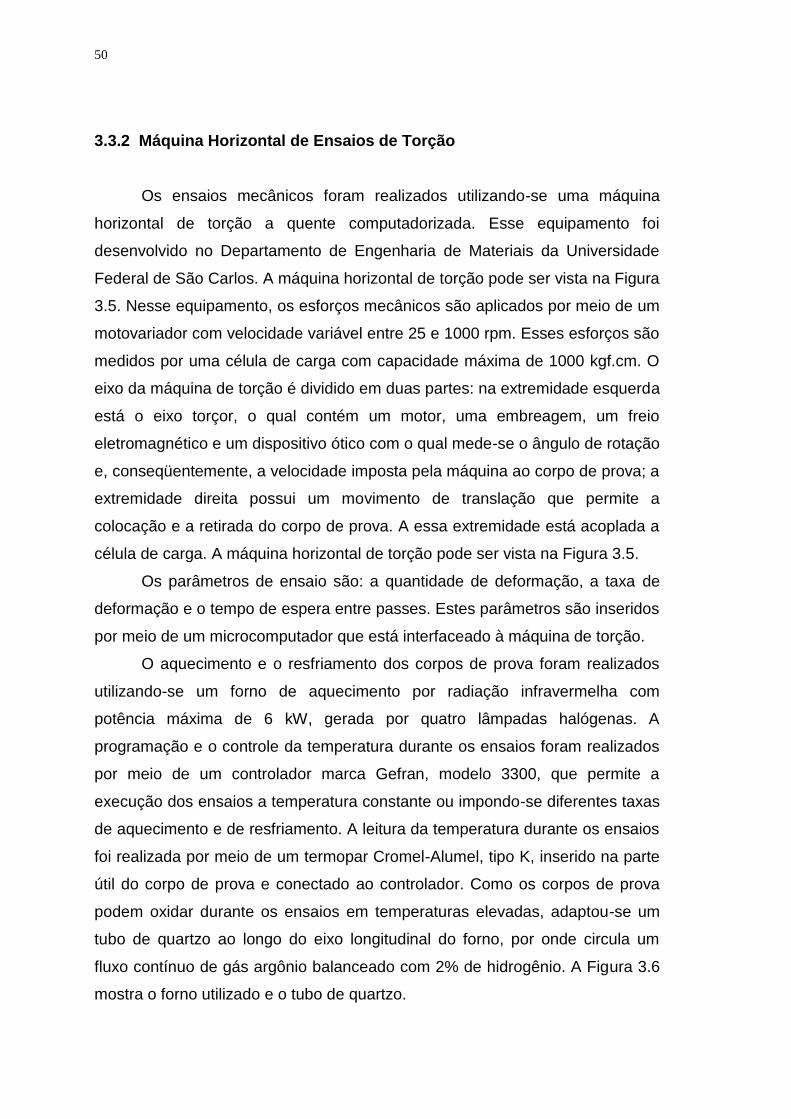
Os ensaios mecânicos foram realizados utilizando-se uma máquina
horizontal de torção a quente computadorizada. Esse equipamento foi
desenvolvido no Departamento de Engenharia de Materiais da Universidade
Federal de São Carlos. A máquina horizontal de torção pode ser vista na Figura
3.5. Nesse equipamento, os esforços mecânicos são aplicados por meio de um
motovariador com velocidade variável entre 25 e 1000 rpm. Esses esforços são
medidos por uma célula de carga com capacidade máxima de 1000 kgf.cm. O
eixo da máquina de torção é dividido em duas partes: na extremidade esquerda
está o eixo torçor, o qual contém um motor, uma embreagem, um freio
eletromagnético e um dispositivo ótico com o qual mede-se o ângulo de rotação
e, conseqüentemente, a velocidade imposta pela máquina ao corpo de prova; a
extremidade direita possui um movimento de translação que permite a
colocação e a retirada do corpo de prova. A essa extremidade está acoplada a
célula de carga. A máquina horizontal de torção pode ser vista na Figura 3.5.
Os parâmetros de ensaio são: a quantidade de deformação, a taxa de
deformação e o tempo de espera entre passes. Estes parâmetros são inseridos
por meio de um microcomputador que está interfaceado à máquina de torção.
O aquecimento e o resfriamento dos corpos de prova foram realizados
utilizando-se um forno de aquecimento por radiação infravermelha com
potência máxima de 6 kW, gerada por quatro lâmpadas halógenas. A
programação e o controle da temperatura durante os ensaios foram realizados
por meio de um controlador marca Gefran, modelo 3300, que permite a
execução dos ensaios a temperatura constante ou impondo-se diferentes taxas
de aquecimento e de resfriamento. A leitura da temperatura durante os ensaios
foi realizada por meio de um termopar Cromel-Alumel, tipo K, inserido na parte
útil do corpo de prova e conectado ao controlador. Como os corpos de prova
podem oxidar durante os ensaios em temperaturas elevadas, adaptou-se um
tubo de quartzo ao longo do eixo longitudinal do forno, por onde circula um
fluxo contínuo de gás argônio balanceado com 2% de hidrogênio. A Figura 3.6
mostra o forno utilizado e o tubo de quartzo.
51
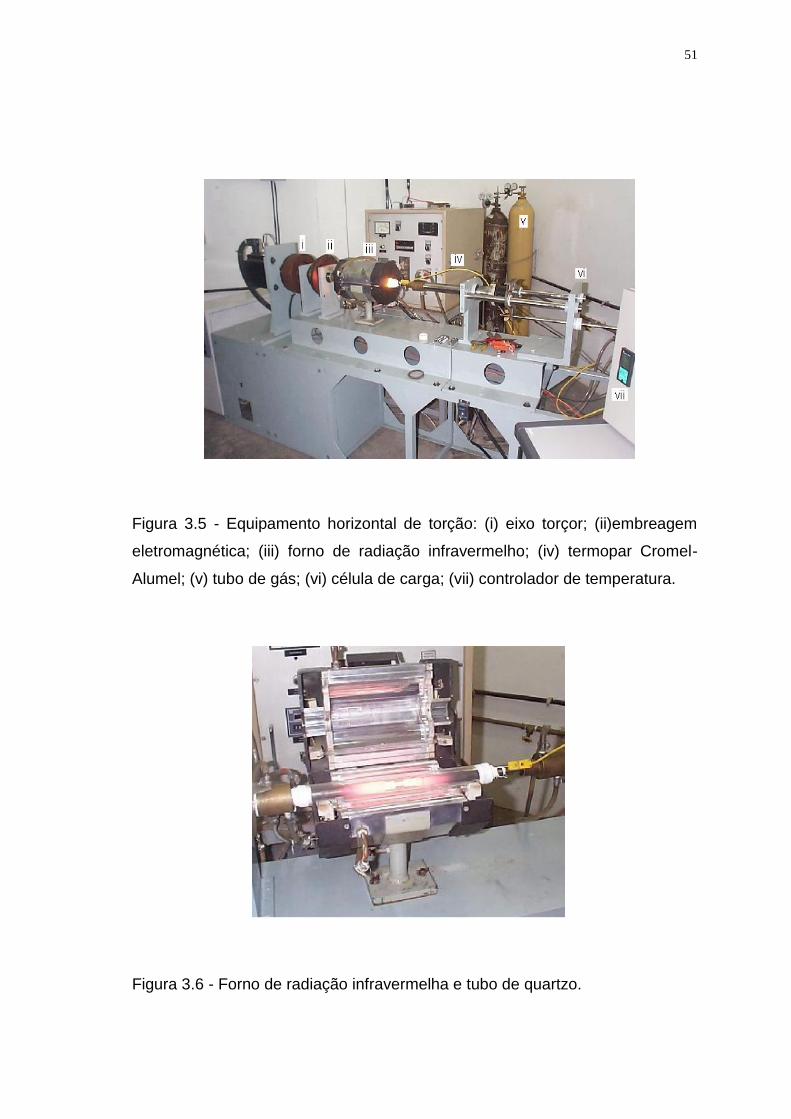
Figura 3.5 - Equipamento horizontal de torção: (i) eixo torçor; (ii)embreagem
eletromagnética; (iii) forno de radiação infravermelho; (iv) termopar Cromel-
Alumel; (v) tubo de gás; (vi) célula de carga; (vii) controlador de temperatura.
Figura 3.6 - Forno de radiação infravermelha e tubo de quartzo.
52
Os resultados dos ensaios mecânicos são fornecidos na forma de curvas de
tensão em função da deformação. Essas curvas são obtidas a partir dos
valores do torque e do ângulo de rotação medidos. A tensão equivalente e a
deformação equivalente são calculadas, respectivamente, utilizando-se as
seguintes expressões [49]:
onde é o torque aplicado, R é o raio útil do corpo de prova, L é o
comprimento útil do corpo de prova, é o ângulo de rotação e, m e n
representam a sensibilidade do material à taxa de deformação e ao
encruamento, respectivamente.
3.3.2.1 Aferição da Temperatura no Corpo de Prova
Foi realizada uma calibração com o objetivo de se obter a diferença
entre a temperatura mostrada pelo controlador e a temperatura real de ensaio.
O termopar do controlador é posicionado no canto direito da seção útil do corpo
de prova. O termopar para aferição foi colocado no centro do corpo de prova de
modo a se poder obter a diferença entre a posição do termopar do controlado e
do termopar de aferição. O corpo de prova foi colocado à temperatura de
12000C, por 10 minutos e em seguida resfriado continuamente com taxa de
10C/s até a temperatura de 8500C. Foram tomadas 12 leituras de temperatura
durante o resfriamento. A regressão linear dos pontos indica um desvio padrão
de 4,10C. A Figura 3.7 mostra esquematicamente o posicionamento dos
termopares no corpo de prova. A Figura 3.8 mostra a curva de calibração
obtida a partir desse ensaio.
)3(2
33eq nm
R
)1.3(
,3L
Req
)2.3(

53
Figura 3.7 - Esquema mostrando um corpo de prova com termopares. O
termopar de aferição “A” está no meio da seção útil, o termopar “B” do
controlador está posicionado no canto direito.
Figura 3.8 - Curva de calibração com desvio padrão de 4,10C.
800 900 1000 1100 1200
800
900
1000
1100
1200
Tem
pera
tura
do term
opar
de a
ferição A
(0C
)
Temperatura indicada no termopar B (0C)
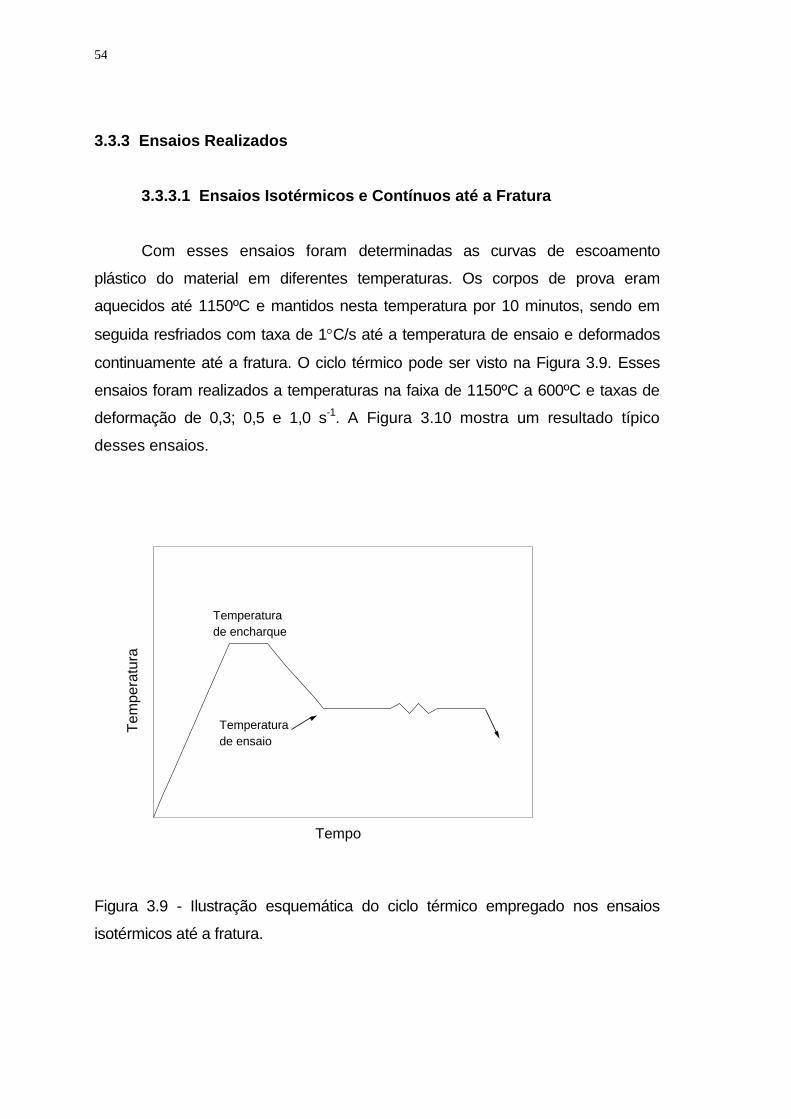
54
3.3.3 Ensaios Realizados
3.3.3.1 Ensaios Isotérmicos e Contínuos até a Fratura
Com esses ensaios foram determinadas as curvas de escoamento
plástico do material em diferentes temperaturas. Os corpos de prova eram
aquecidos até 1150ºC e mantidos nesta temperatura por 10 minutos, sendo em
seguida resfriados com taxa de 1C/s até a temperatura de ensaio e deformados
continuamente até a fratura. O ciclo térmico pode ser visto na Figura 3.9. Esses
ensaios foram realizados a temperaturas na faixa de 1150ºC a 600ºC e taxas de
deformação de 0,3; 0,5 e 1,0 s-1. A Figura 3.10 mostra um resultado típico
desses ensaios.
Figura 3.9 - Ilustração esquemática do ciclo térmico empregado nos ensaios
isotérmicos até a fratura.
Temperatura
de ensaio
Temperatura
de encharque
Te
mp
era
tura
Tempo

55
Figura 3.10 - Resultado típico de ensaio isotérmico e contínuo até a fratura [50].
A partir desses experimentos as relações quantitativas entre
temperatura, taxa de deformação e tensão de pico foram determinadas
utilizando-se a equação 3.3 [51].
onde R é a constante universal dos gases; A, n e são constantes
dependentes do material e independentes da temperatura e, Q é a energia de
ativação aparente para a deformação a quente.
Para o cálculo da energia de ativação aparente para a deformação a
quente foi utilizado um método computacional, que é uma variante do método
de Uvira e Jonas [52]. Nesse método o valor de é obtido a partir da
,).senh()(
RT
Qn
eA
3.3
T = 850°C
T = 900°C
T = 950°C
T = 1000°C
Ti = 0,2 s-1
240
200
160
120
80
40
00 1 2 3 4
Deformação verdadeira
Te
nsão v
erd
adeira
(M
pa)

56
substituição na equação 3.3 de valores de e p obtidos experimentalmente
para cada temperatura. Esse método determina valores de n em função de
para todas as temperaturas e taxas de deformação impostas. Observa-se um
pequeno intervalo de valores de , para os quais a constante n independe da
temperatura. O valor adequado de é o que tem menor desvio padrão de n em
toda a faixa de temperatura. A energia de ativação aparente é determinada a
partir do ajuste dos dados experimentais à equação do seno hiperbólico,
plotando-se lnsenh() em função de lnZ [53].
3.3.3.2 Taxa de Encruamento
A partir das curvas de escoamento plástico foi determinada a taxa de
encruamento, , em função da tensão,. A taxa de encruamento é a derivada
da tensão em relação à deformação. A Figura 3.11 mostra uma curva típica.
1
c - Início da recristalização dinâmica
Fim
1000
800
600
400
200
0100 150 200 250 300 350
= (MPa)
Figura 3.11- Gráfico da taxa de encruamento em função da tensão aplicada
[54].

57
3.3.3.3 Ensaios Isotérmicos e Interrompidos com Duas Deformações
Esses ensaios foram realizados a temperaturas próximas às de
transformação de fase com o objetivo de investigar os processos de
amaciamento e/ou de endurecimento que ocorrem após a deformação. Nesse tipo
de experimento, os testes são interrompidos após uma deformação pré-
determinada, mantendo-se a amostra na mesma temperatura por diferentes
intervalos de tempo, e, em seguida, reiniciando-se a deformação. De maneira
similar aos ensaios anteriores, as amostras eram aquecidas até 1150C, mantidas
a esta temperatura por 10 minutos e, resfriadas com taxa de 1C/s até as
temperaturas de ensaio, as quais variaram no intervalo de 750 a 6500C. As duas
deformações eram realizadas em temperaturas iguais, com tempos de espera
entre elas que variaram de 60 a 700 segundos. O ciclo térmico pode ser visto na
Figura 3.12.
Figura 3.12 - Ilustração esquemática do ciclo térmico empregado nos ensaios
isotérmicos com duas etapas de deformação.
20passe1
0passe
Temperatura
de ensaio
Temperatura
de encharque
Te
mp
era
tura
Tempo
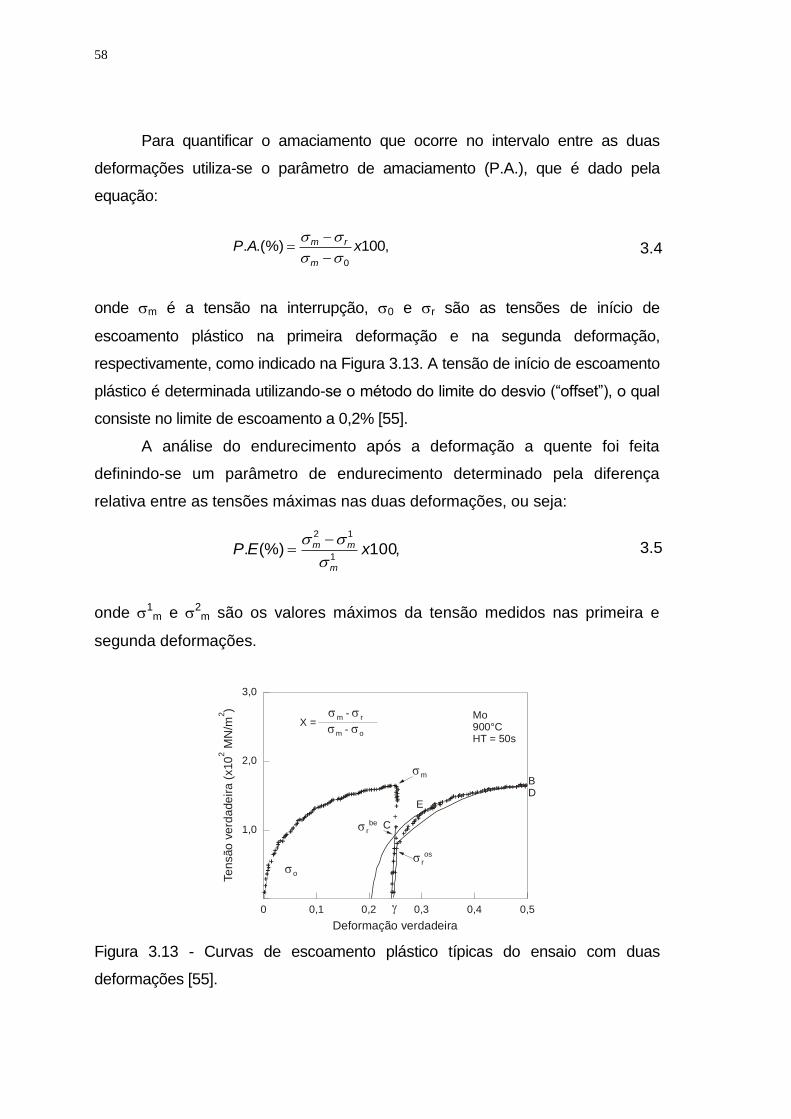
58
Para quantificar o amaciamento que ocorre no intervalo entre as duas
deformações utiliza-se o parâmetro de amaciamento (P.A.), que é dado pela
equação:
onde m é a tensão na interrupção, 0 e r são as tensões de início de
escoamento plástico na primeira deformação e na segunda deformação,
respectivamente, como indicado na Figura 3.13. A tensão de início de escoamento
plástico é determinada utilizando-se o método do limite do desvio (“offset”), o qual
consiste no limite de escoamento a 0,2% [55].
A análise do endurecimento após a deformação a quente foi feita
definindo-se um parâmetro de endurecimento determinado pela diferença
relativa entre as tensões máximas nas duas deformações, ou seja:
onde 1m e 2
m são os valores máximos da tensão medidos nas primeira e
segunda deformações.
0 0,1 0,2 0,3 0,4 0,5
1,0
2,0
3,0
Deformação verdadeira
Te
nsão
ve
rda
de
ira
(x10
MN
/m)
22 Mo
900°CHT = 50s
m
m r -
m o - X =
r
E
os
C rbe
o
BD
Figura 3.13 - Curvas de escoamento plástico típicas do ensaio com duas
deformações [55].
,100.(%).0
xAPm
rm
,100(%).1
12
xEPm
mm
4.3
5.3
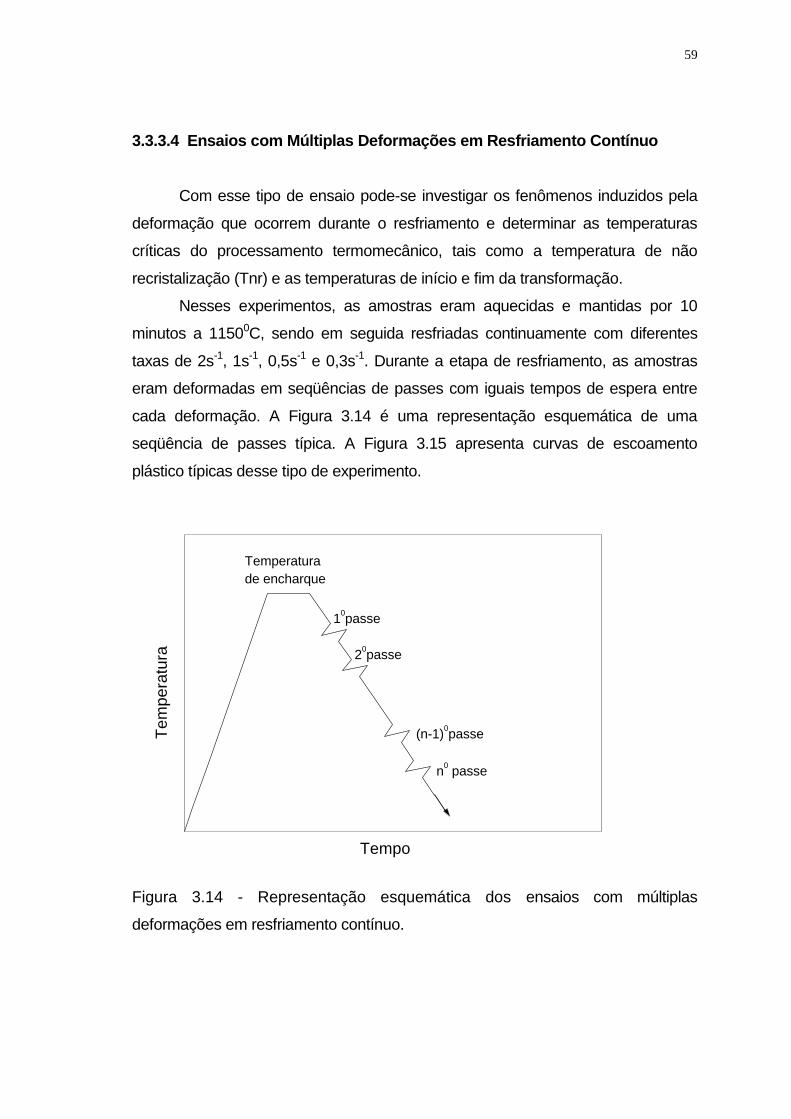
59
3.3.3.4 Ensaios com Múltiplas Deformações em Resfriamento Contínuo
Com esse tipo de ensaio pode-se investigar os fenômenos induzidos pela
deformação que ocorrem durante o resfriamento e determinar as temperaturas
críticas do processamento termomecânico, tais como a temperatura de não
recristalização (Tnr) e as temperaturas de início e fim da transformação.
Nesses experimentos, as amostras eram aquecidas e mantidas por 10
minutos a 11500C, sendo em seguida resfriadas continuamente com diferentes
taxas de 2s-1, 1s-1, 0,5s-1 e 0,3s-1. Durante a etapa de resfriamento, as amostras
eram deformadas em seqüências de passes com iguais tempos de espera entre
cada deformação. A Figura 3.14 é uma representação esquemática de uma
seqüência de passes típica. A Figura 3.15 apresenta curvas de escoamento
plástico típicas desse tipo de experimento.
Figura 3.14 - Representação esquemática dos ensaios com múltiplas
deformações em resfriamento contínuo.
n0 passe
(n-1)0passe
20passe
10passe
Temperatura
de encharque
Te
mp
era
tura
Tempo

60
0 1 2 3 4 5
Deformação
Tensão
(M
Pa)
0
50
100
150
200
250
300
12
34
5
6
7
8
9
10
11
12 13
14
15
16
Figura 3.15 - Curva típica de um ensaio com múltiplas deformações em
resfriamento contínuo [56].
A partir dos resultados desses experimentos, constrói-se a curva de
tensão média equivalente em função da temperatura. A tensão média
equivalente é determinada a partir do cálculo da área sob a curva de tensão
equivalente em função da deformação equivalente, como pode ser visto na
Figura 3.16. Esta área é determinada pelas equações 3.6 e 3.7. A Figura 3.17
representa uma curva típica de tensão média equivalente versus o inverso da
temperatura em um ensaio com múltiplas deformações em resfriamento
contínuo.
ou
b
ai
iiii
ab
eq )(2
11
1_
6.3
b
a
eqeq
ab
eq d
1_
7.3
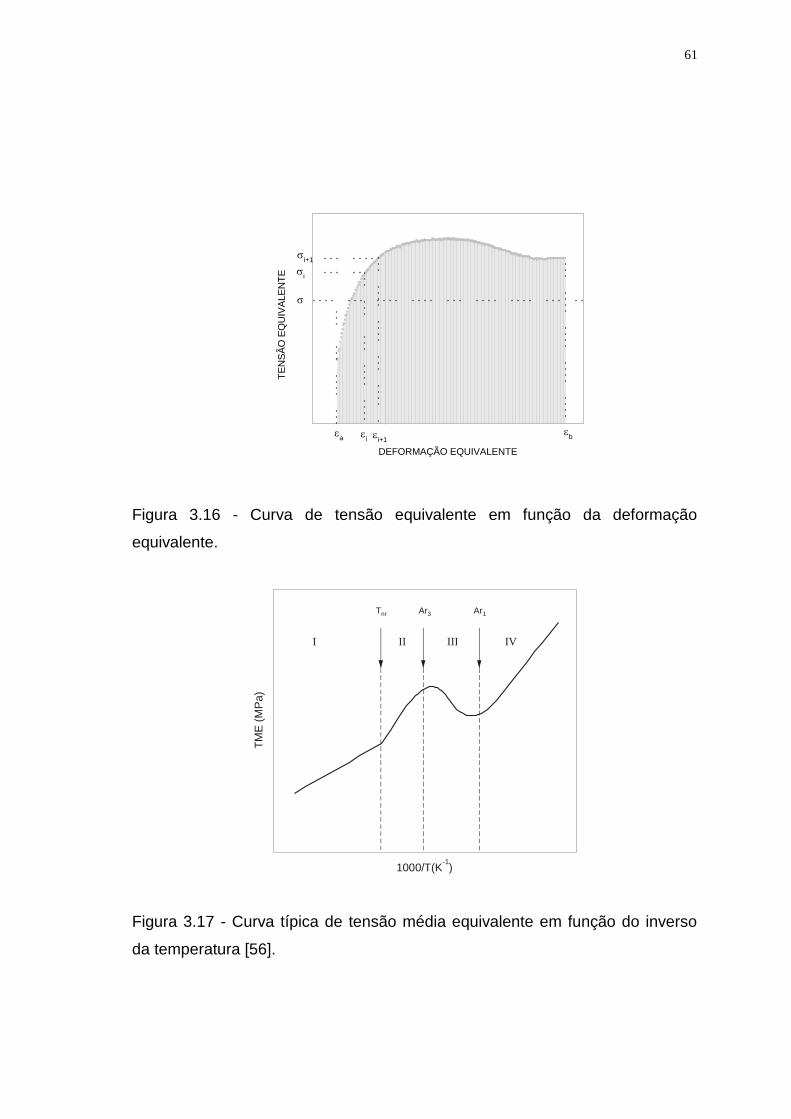
61
Figura 3.16 - Curva de tensão equivalente em função da deformação
equivalente.
TM
E (
MP
a)
1000/T(K )-1
Tnr Ar3 Ar1
I II III IV
Figura 3.17 - Curva típica de tensão média equivalente em função do inverso
da temperatura [56].
i+1
i+1
i
i
b
a
TE
NS
ÃO
EQ
UIV
ALE
NT
E
DEFORMAÇÃO EQUIVALENTE

62
3.4 Metalografia
A análise metalográfica dos corpos de prova ensaiados no dilatômetro
foi realizada com o objetivo de se conhecer as microestruturas a diferentes
taxas de resfriamento. Os corpos de prova foram preparados de forma usual:
foram embutidos, lixados e finalmente polidos com alumina de granulometria de
0,3 e 1m.
O ataque químico foi efetuado por meio de uma solução aquosa
contendo 5% de ácido pícrico, e o tempo de ataque variou de 15 segundos a 5
minutos, dependendo da amostra. Para melhor visualização dos contornos de
grão, as amostras sofreram um repolimento brando, com alumina 0,3m,
seguido de ataque químico com a mesma solução química.

63
4 RESULTADOS
4.1 Introdução
Os resultados obtidos neste trabalho podem ser divididos em 4
conjuntos associados aos: ensaios de dilatometria; ensaios de torção
isotérmicos e contínuos; ensaios com múltiplas deformações em resfriamento e
ensaios isotérmicos e contínuos interrompidos com duas deformações.
4.2 Ensaios de Dilatometria
Foram realizados ensaios de dilatometria com as seguintes
características: taxa de aquecimento de 20C/s e temperatura de encharque de
11500C. As taxas de resfriamento impostas foram de 0,2; 0,5; 1; 2; 3; 5; 10 e
300C/s. As Figuras 4.1 a 4.8 apresentam as curvas obtidas nesses ensaios. Os
valores das temperaturas de início e fim da transformação obtidos a partir
desses ensaios podem ser observados na Tabela 4.1. Com esses dados
construíram-se as curvas de início e fim da transformação de fase em função
das taxas de resfriamento, diagrama CCT (“Continuous Cooling
Transformation”), como mostra a Figura 4.9. Vê-se nesta figura que as
temperaturas variam com a taxa de resfriamento; estas variações ocorrem com
a diminuição das temperaturas de início e fim da transformação, conforme a
taxa de resfriamento é aumentada. Também pode-se observar que os
intervalos de temperatura nos quais ocorrem as transformações dependem da
taxa de resfriamento. Para baixas taxas de resfriamento, abaixo de 1,00C/s, a
transformação se completa em intervalos de temperaturas próximos a 1000C.
Para taxas de resfriamento intermediárias (de 30C/s a 100C/s), a transformação
de fase somente se completa com quedas de temperaturas variando de 200 a
3000C. Aumentando-se a taxa de resfriamento (300C/s), a transformação se
completa em intervalos da ordem de 1000C.
64
Para identificar as diferentes transformações indicadas pelo diagrama
CCT, foram realizadas observações microestruturais nas amostras ensaiadas
por dilatometria. Nas taxas de resfriamento de 0,2; 0,5 e 1,00C/s, a análise
metalográfica mostrou uma estrutura final ferrítica-perlítica, como pode ser visto
nas Figuras 4.10 a 4.13. Para as taxas de resfriamento entre 2; 3 e 50C/s
observam-se quedas nas temperaturas de início e de fim da transformação.
Essas quedas são mais pronunciadas para as temperaturas finais de
transformação. A análise metalográfica mostrou o aparecimento gradual de
bainita na microestrutura, como pode ser visto nas Figuras 4.14 a 4.17. O
ensaio realizado com taxa de resfriamento de 100C/s mostra uma
microestrutura mista com a presença de bainita, martensita e ferrita nos
contornos de grãos, como pode ser visto nas Figuras 4.18 e 4.19. O ensaio
realizado com taxa de resfriamento de 300C/s mostra uma estrutura
martensítica com ferrita residual nos contornos de grãos como pode ser visto
nas Figuras 4.20 e 4.21.
Assim pode-se observar que para baixas taxas de resfriamento, a
microestrutura formada é ferrítica-perlítica. A maioria das aplicações industriais
de aços médio carbono são associadas a estruturas ferríticas-perlíticas [57,58].
Nesse trabalho, utilizou-se baixas taxas de resfriamento, de 10C/s e inferiores,
as quais proporcionam essa microestrutura para o aço em estudo.

65
Figura 4.1 - Variação dimensional (dL/L0) em função da temperatura obtida no
ensaio de dilatometria com taxa de resfriamento de 0,20C/s.
Figura 4.2 - Variação dimensional (dL/L0) em função da temperatura obtida no
ensaio de dilatometria com taxa de resfriamento de 0,50C/s.
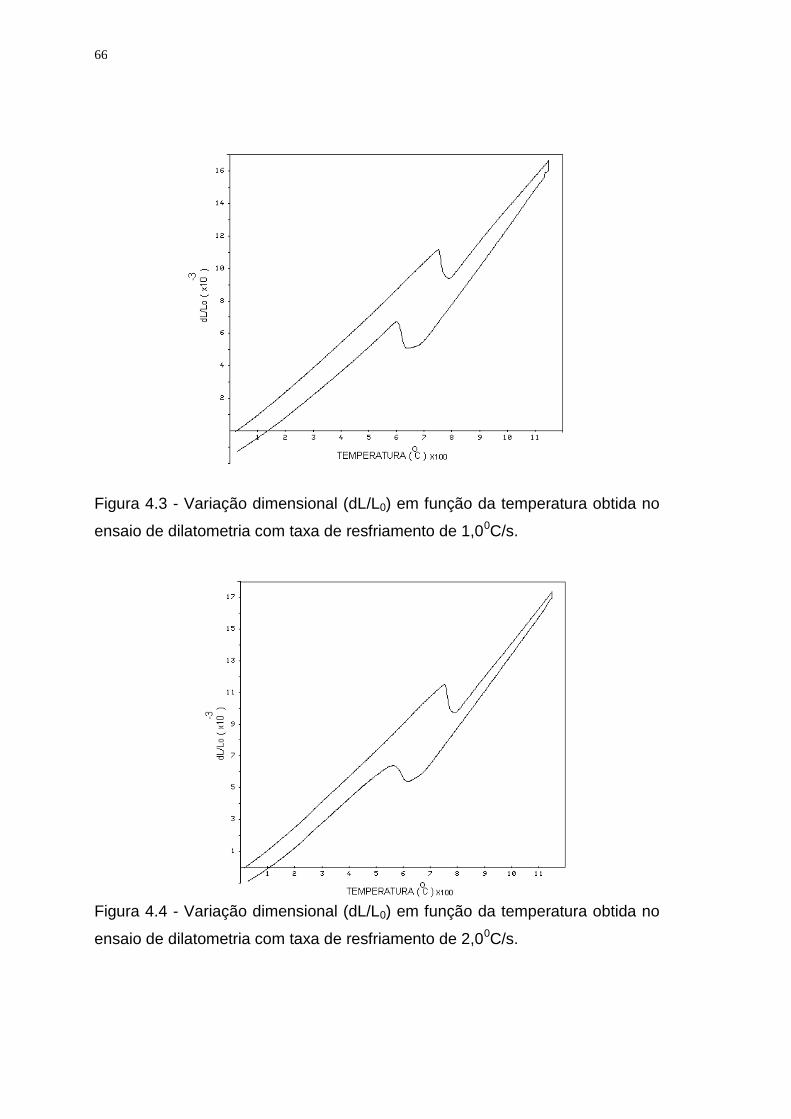
66
Figura 4.3 - Variação dimensional (dL/L0) em função da temperatura obtida no
ensaio de dilatometria com taxa de resfriamento de 1,00C/s.
Figura 4.4 - Variação dimensional (dL/L0) em função da temperatura obtida no
ensaio de dilatometria com taxa de resfriamento de 2,00C/s.
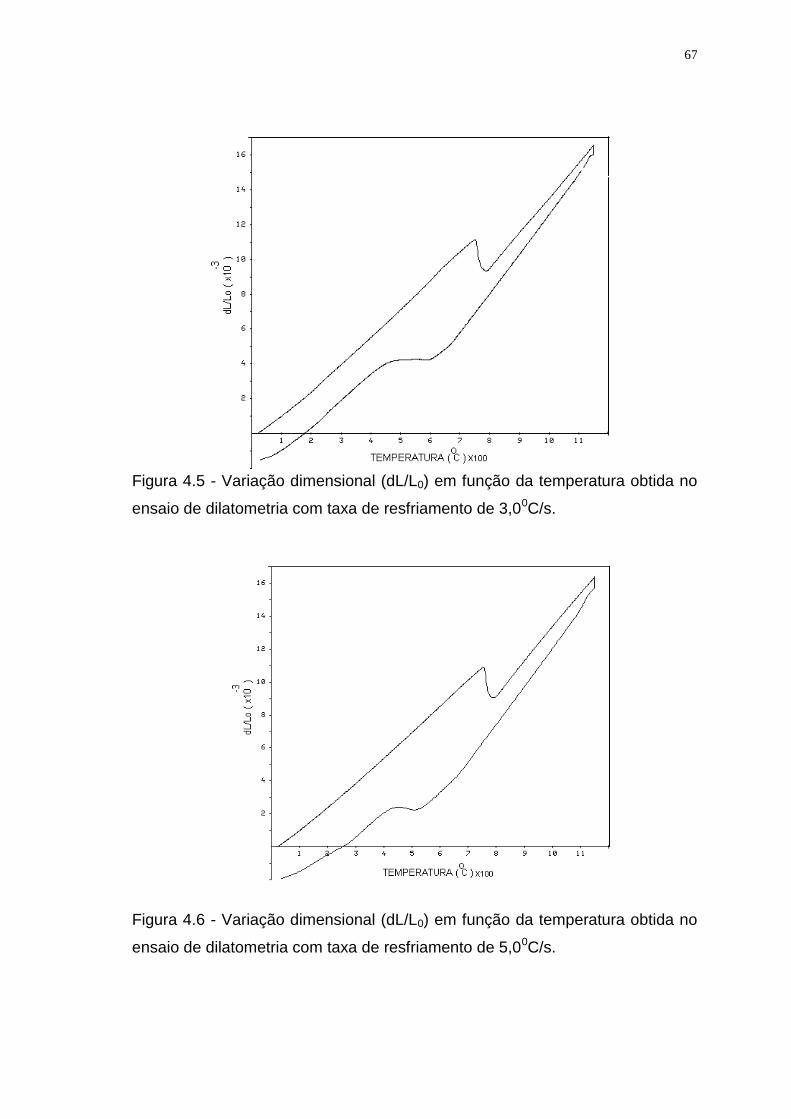
67
Figura 4.5 - Variação dimensional (dL/L0) em função da temperatura obtida no
ensaio de dilatometria com taxa de resfriamento de 3,00C/s.
Figura 4.6 - Variação dimensional (dL/L0) em função da temperatura obtida no
ensaio de dilatometria com taxa de resfriamento de 5,00C/s.

68
Figura 4.7 - Variação dimensional (dL/L0) em função da temperatura obtida no
ensaio de dilatometria com taxa de resfriamento de 100C/s.
Figura 4.8 - Variação dimensional (dL/L0) em função da temperatura obtida no
ensaio de dilatometria com taxa de resfriamento de 300C/s.

69
Figura 4.9 - Temperatura de transformação Ar3, Ar1, Ms e Mf em função da taxa
de resfriamento.
200
300
400
500
600
700
800
900
1000
1100
1200
10 100 1000
Mf
Ms
Ar1
Ar3
Tempo (s)
Te
mp
era
tura
(0C
)
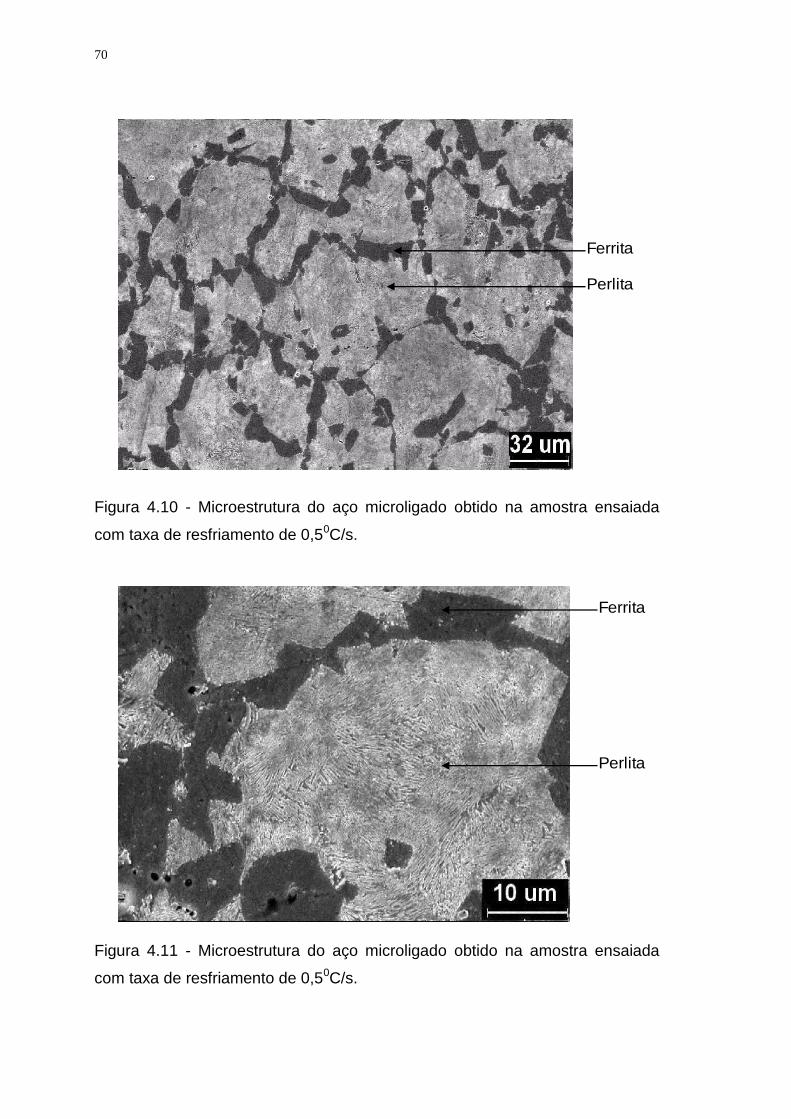
70
Figura 4.10 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 0,50C/s.
Figura 4.11 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 0,50C/s.
Perlita
Perlita
Ferrita
Ferrita

71
Figura 4.12 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 1,00C/s.
Figura 4.13 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 1,00C/s.
Ferrita
Perlita
Perlita
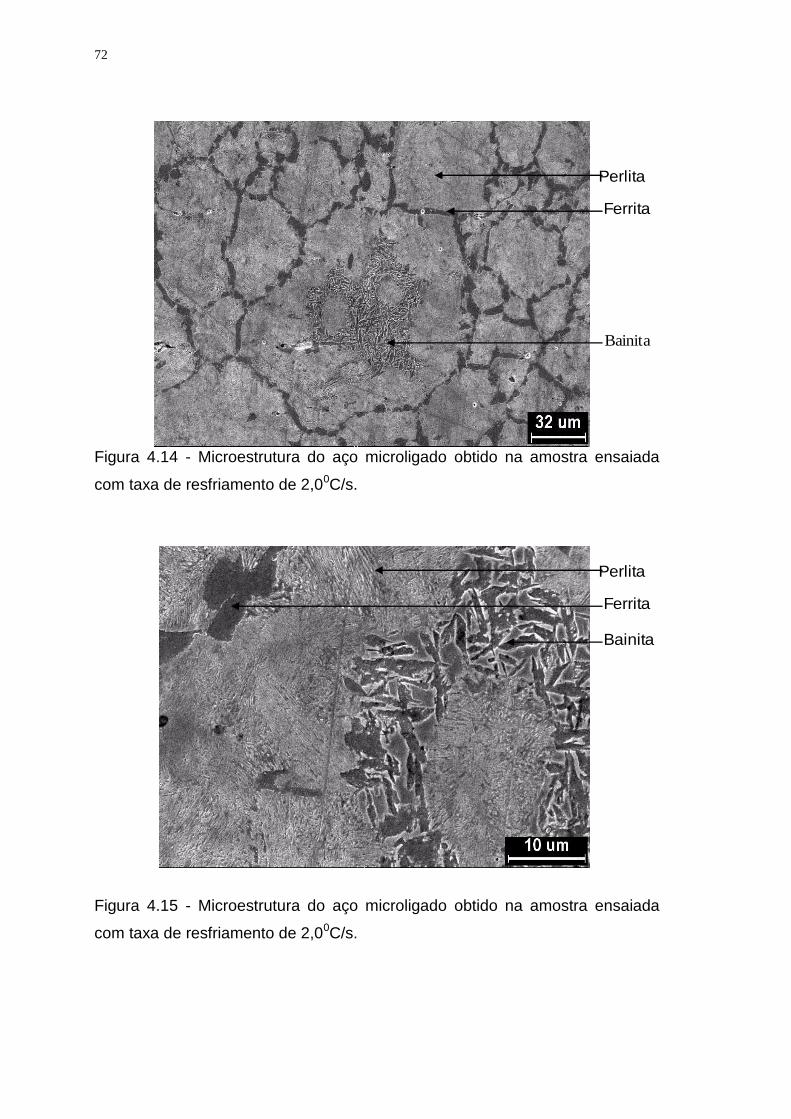
72
Figura 4.14 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 2,00C/s.
Figura 4.15 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 2,00C/s.
Bainita
Ferrita
Ferrita
Bainita
Perlita
Perlita

73
Figura 4.16 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 3,00C/s.
Figura 4.17 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 3,00C/s.
Bainita
Ferrita
Perlita
Bainita
Ferrita
Perlita

74
Figura 4.18 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 10,00C/s.
Figura 4.19 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 10,00C/s.
Ferrita
Martensita
Ferrita
Martensita
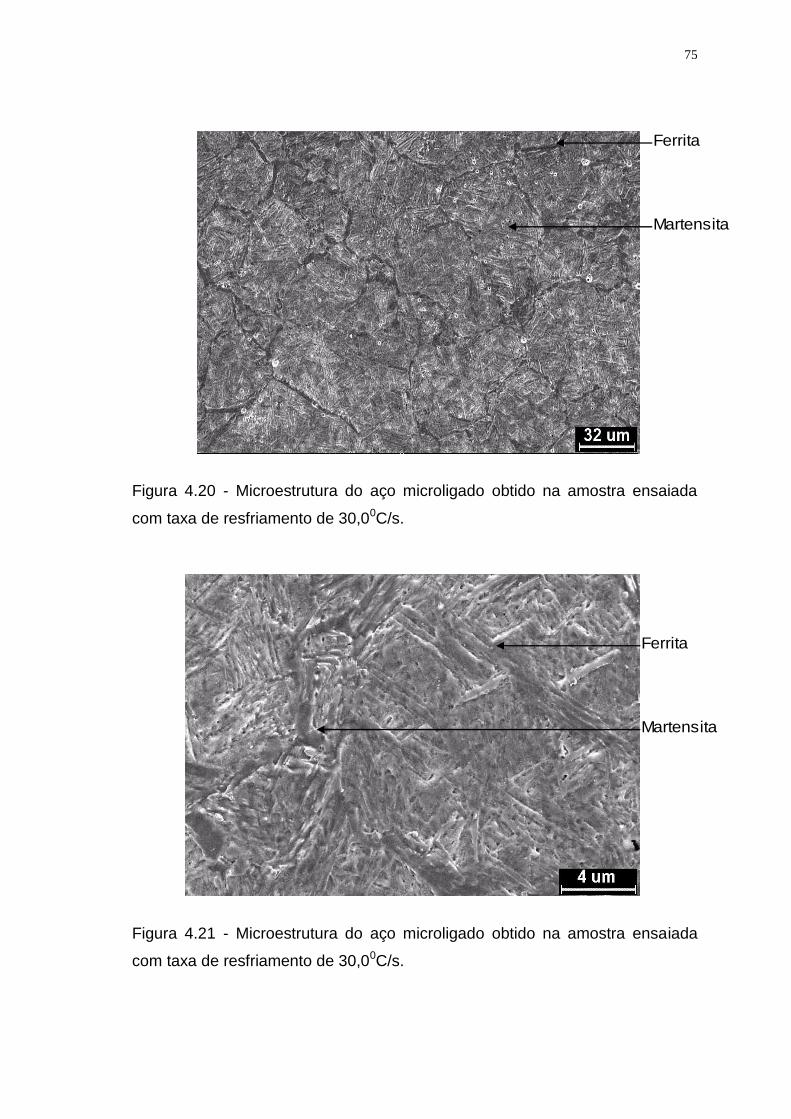
75
Figura 4.20 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 30,00C/s.
Figura 4.21 - Microestrutura do aço microligado obtido na amostra ensaiada
com taxa de resfriamento de 30,00C/s.
Ferrita
Martensita
Ferrita
Martensita
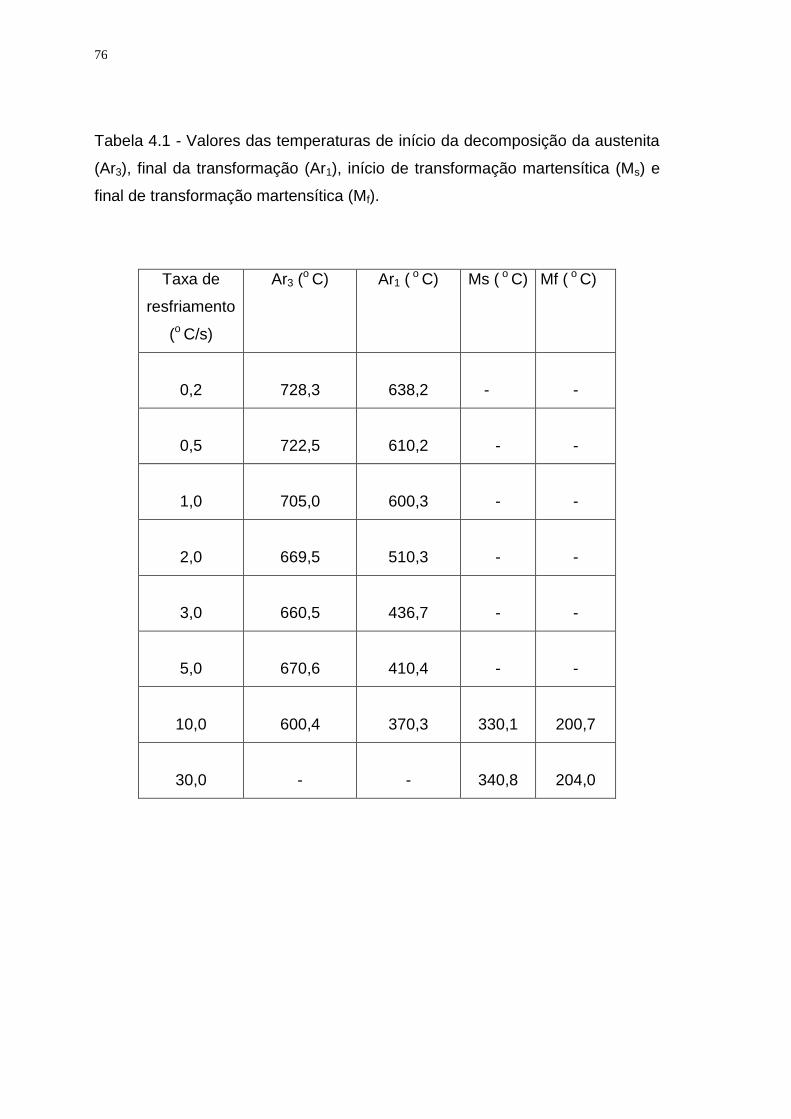
76
Tabela 4.1 - Valores das temperaturas de início da decomposição da austenita
(Ar3), final da transformação (Ar1), início de transformação martensítica (Ms) e
final de transformação martensítica (Mf).
Taxa de
resfriamento
(o C/s)
Ar3 (o C) Ar1 (
o C) Ms ( o C) Mf ( o C)
0,2
728,3
638,2
-
-
0,5
722,5
610,2
-
-
1,0
705,0
600,3
-
-
2,0
669,5
510,3
-
-
3,0
660,5
436,7
-
-
5,0
670,6
410,4
-
-
10,0
600,4
370,3
330,1
200,7
30,0
-
-
340,8
204,0
77
4.3 Ensaios de Torção Isotérmicos e Contínuos
Para determinar o comportamento mecânico a quente do aço foram
realizados ensaios isotérmicos de torção. A temperatura de encharque utilizada
foi de 11500C por um tempo de 10 minutos. Após o reaquecimento, os corpos
de prova eram resfriados até a temperatura de ensaio com uma taxa de
resfriamento de 10C/s. Os ensaios foram realizados em uma faixa de
temperatura de 11000C a 6000C com taxa de deformação de 0,3; 0,5 e 1s-1.
4.3.1 Curvas de Escoamento Plástico
As curvas de escoamento plástico obtidas nos ensaios foram agrupadas
em três conjuntos, de acordo com a taxa de deformação utilizada. Esses
conjuntos podem ser vistos nas Figuras 4.22 a 4.24. Vê-se, nestas figuras, que
a forma das curvas de escoamento plástico são alteradas conforme a
temperatura de ensaio decresce, podendo ser separadas em dois conjuntos
distintos: (i) curvas típicas de materiais que recristalizam dinamicamente, em
altas temperaturas e, (ii) curvas com uma forma peculiar, em baixas
temperaturas. O primeiro grupo de curvas pode ser visto nas Figuras 4.25 (a-c),
as quais apresentam curvas de tensão equivalente em função da deformação
equivalente, para temperaturas variando de 11000C a 7000C. Estes ensaios
foram conduzidos na região da austenita. Nestas curvas, inicialmente, a tensão
de escoamento plástico aumenta com a deformação até um valor máximo,
sendo que em seguida há uma diminuição da tensão até um estado
estacionário.
O segundo grupo de ensaios contínuos mostrado na Figura 4.26 (a-c)
apresenta curvas para ensaios realizados com temperaturas variando entre
6500C a 6000C. Neste grupo de ensaios, pode-se observar que as curvas têm
características heterogêneas. As curvas obtidas a 6250C e 6000C apresentam
uma forma particular, podendo ser divididas em duas regiões: a primeira é
caracterizada por um endurecimento brusco em um curto período de
deformação, apresentando, assim, uma alta taxa de endurecimento até atingir

78
um pico de tensão. A segunda região é caracterizada por uma diminuição
contínua na tensão, sendo esta uma região de amaciamento dinâmico sem a
presença do estado estacionário.
4.3.2 Variações da Tensão e da Deformação de Pico com a Temperatura
A partir das curvas de escoamento plástico, obtidas experimentalmente,
foi organizada a Tabela 4.2, que mostra parâmetros, tais como, a tensão de
pico (p), a deformação de pico (p) e a tensão de estado estacionário (ss).
Com esses dados foram construídos gráficos da tensão de pico em função do
inverso da temperatura e da deformação de pico em função da temperatura,
com o objetivo de identificar os fenômenos que ocorrem durante a deformação
a quente. A Figura 4.27 mostra a variação da tensão de pico em função do
inverso da temperatura absoluta (K). Pode-se observar que há uma acentuada
diferença no comportamento entre os ensaios realizados em altas e baixas
temperaturas. O aumento da tensão é significativamente maior nas
temperaturas inferiores a 7000C. A Figura 4.28 apresenta a variação da
deformação de pico em função da temperatura de ensaio. Nesse caso, a
diferença de comportamento é marcante, podendo-se observar que até 7000C
a deformação de pico aumenta com a diminuição da temperatura, em seguida,
há uma diminuição rápida da deformação de pico com a temperatura e,
finalmente, volta a aumentar a 6000C.
4.3.3 Variação da Taxa de Encruamento com a Temperatura
Foram determinadas as variações da taxa de encruamento em função
da tensão aplicada para os ensaios realizados com taxa de deformação de 1s-1
com o objetivo de observar o comportamento do aço nas várias temperaturas
de ensaio. Estas curvas estão representadas na Figura 4.29. Pode-se observar
dois comportamentos distintos: (i) em temperaturas elevadas, o aço apresenta
79
a curva característica de materiais que recristalizam dinamicamente, com o
aparecimento de duas regiões separadas por um ponto de inflexão. Essa
inflexão representa a deformação crítica para o início da recristalização
dinâmica e, (ii) a 6500C, a inflexão é tênue, sendo inexistente nas curvas
obtidas nos ensaios realizados a 6250C e 6000C.
4.3.4 Cálculo da Energia de Ativação Aparente
Os dados referentes aos ensaios isotérmicos contínuos foram
analisados de acordo com a equação constitutiva do seno hiperbólico, equação
3.3. A energia de ativação aparente foi calculada para duas faixas de
temperatura: uma acima da transformação austenita-ferrita, compreendendo a
fase austenítica, e outra que compreende a região de transformação. O valor
calculado da energia de ativação para a região da austenita foi de 332 kJ /mol,
com =0,012 e n=4,88, enquanto que para a região de transformação
austenita-ferrita foi de 593 kJ /mol, com =0,012 e n=7,9. A relação entre a
tensão de pico, a taxa de deformação e a temperatura foi ajustada conforme a
equação do seno hiperbólico, cujos dados estão na Tabela 4.3, para a região
austenítica e, na Tabela 4.4, para a região de transformação austenita-ferrita. O
ajuste dos dados à equação pode ser visto na Figura 4.30.

80
Figura 4.22 - Curvas de tensão equivalente versus deformação equivalente
para ensaios realizados com taxa de deformação de 0,3s-1 e temperaturas de
11000C a 6000C.
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
11000C
10000C
9000C
6500C
8000c
7500C
7000C
6000C
6250C
Tensão E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
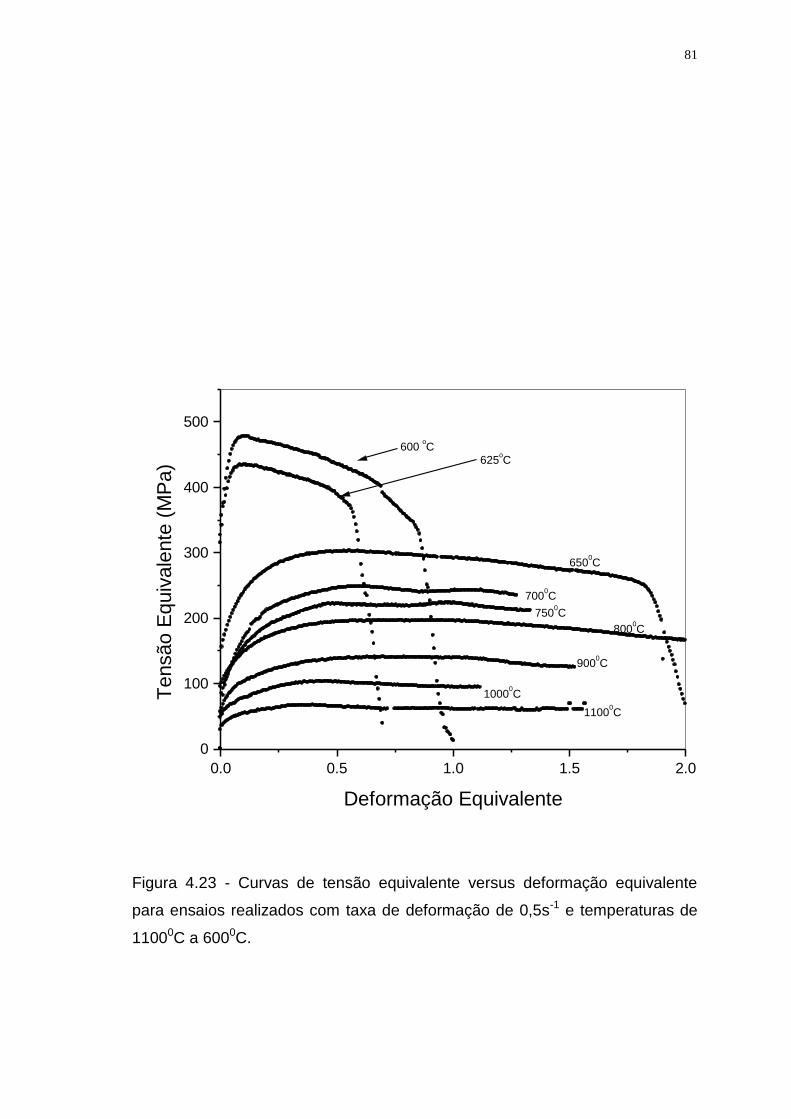
81
Figura 4.23 - Curvas de tensão equivalente versus deformação equivalente
para ensaios realizados com taxa de deformação de 0,5s-1 e temperaturas de
11000C a 6000C.
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
8000C
9000C
10000C
11000C
7500C
6500C
7000C
625oC
600 oC
Tensão E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
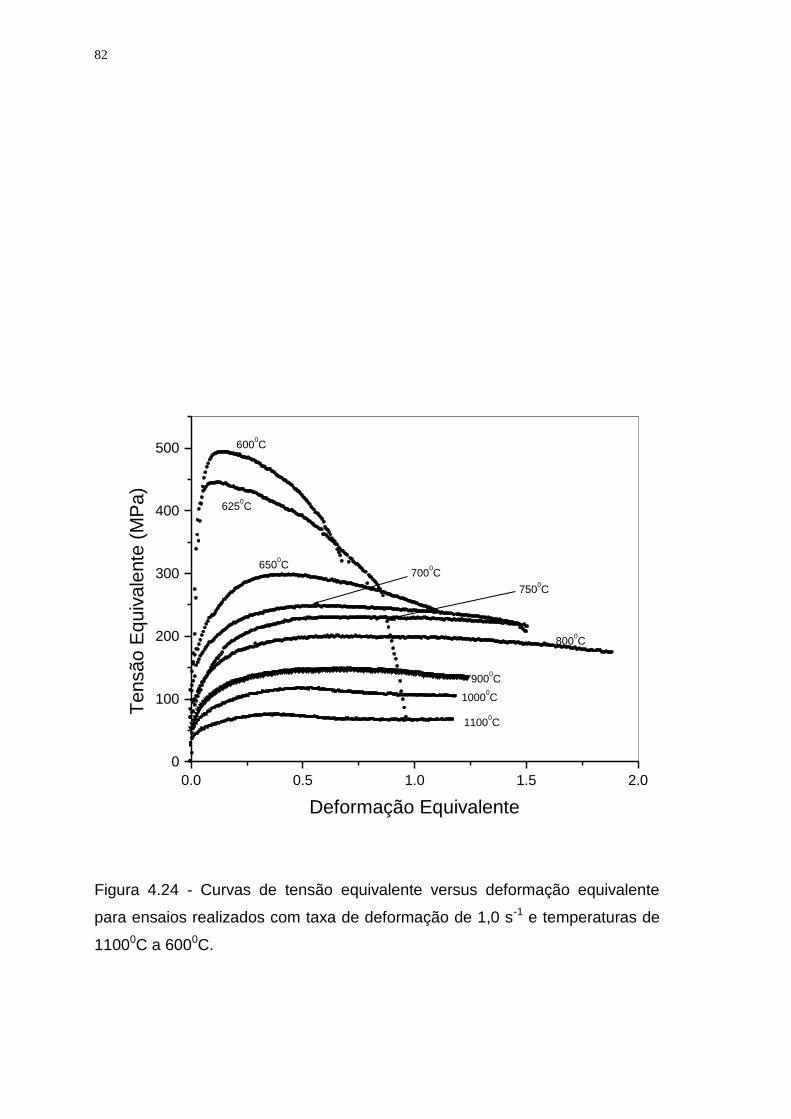
82
Figura 4.24 - Curvas de tensão equivalente versus deformação equivalente
para ensaios realizados com taxa de deformação de 1,0 s-1 e temperaturas de
11000C a 6000C.
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
11000C
10000C
9000C
8000C
7500C
7000C
6500C
6000C
6250C
Tensão E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
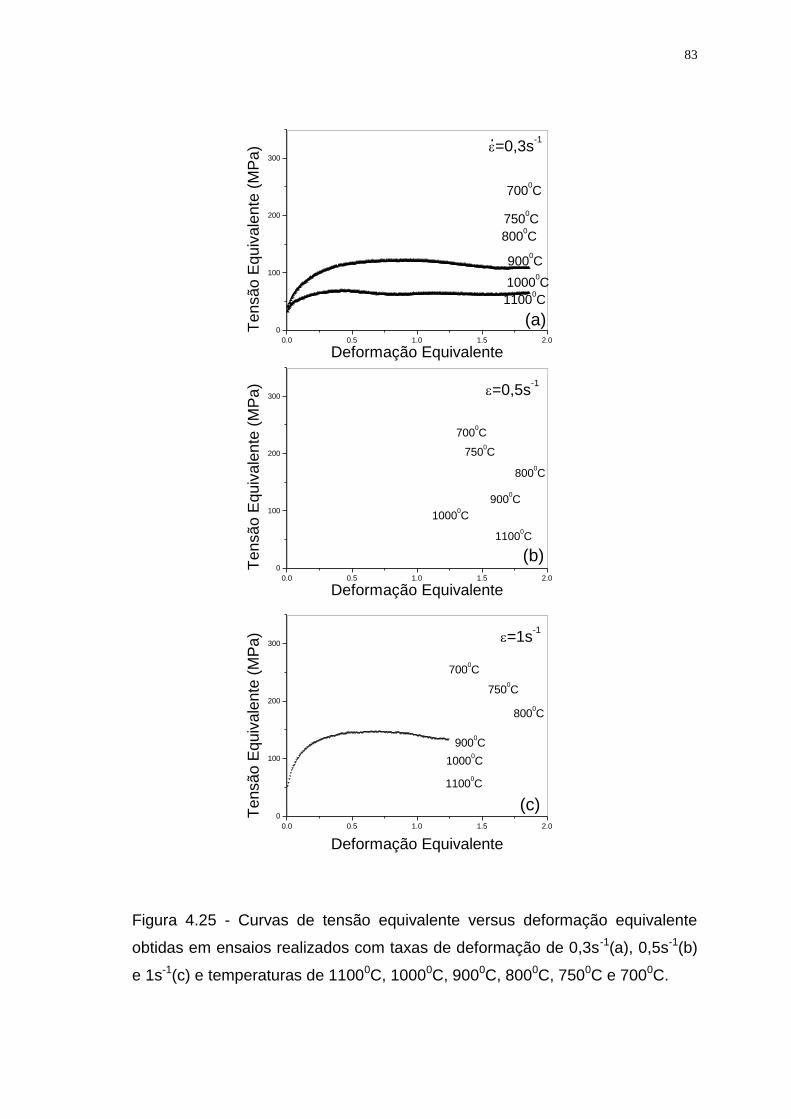
83
Figura 4.25 - Curvas de tensão equivalente versus deformação equivalente
obtidas em ensaios realizados com taxas de deformação de 0,3s-1(a), 0,5s-1(b)
e 1s-1(c) e temperaturas de 11000C, 10000C, 9000C, 8000C, 7500C e 7000C.
0.0 0.5 1.0 1.5 2.0
0
100
200
300
.
(a)
7000C
7500C
8000C
9000C
10000C
11000C
=0,3s-1
Tensão E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
0.0 0.5 1.0 1.5 2.0
0
100
200
300.
(b)
8000C
9000C
10000C
11000C
7500C
7000C
=0,5s-1
Ten
são
Equ
ivale
nte
(M
Pa
)
Deformação Equivalente
0.0 0.5 1.0 1.5 2.0
0
100
200
300
(c)
=1s-1
11000C
10000C
9000C
8000C
7500C
7000C
Tensão E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
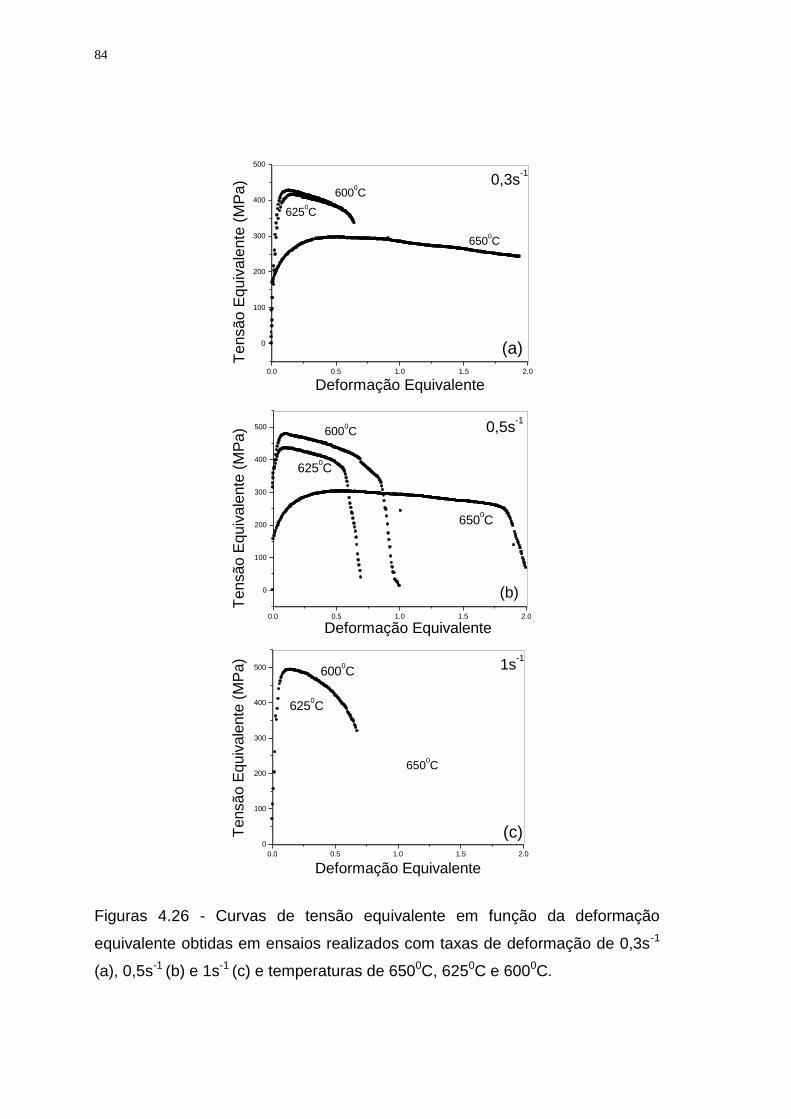
84
Figuras 4.26 - Curvas de tensão equivalente em função da deformação
equivalente obtidas em ensaios realizados com taxas de deformação de 0,3s-1
(a), 0,5s-1 (b) e 1s-1 (c) e temperaturas de 6500C, 6250C e 6000C.
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
(a)
6500C
6250C
6000C
0,3s-1
Tensão E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
(b)
6250C
6500C
6000C 0,5s
-1
Tensão E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
(c)
6500C
6250C
6000C 1s
-1
Tensã
o E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
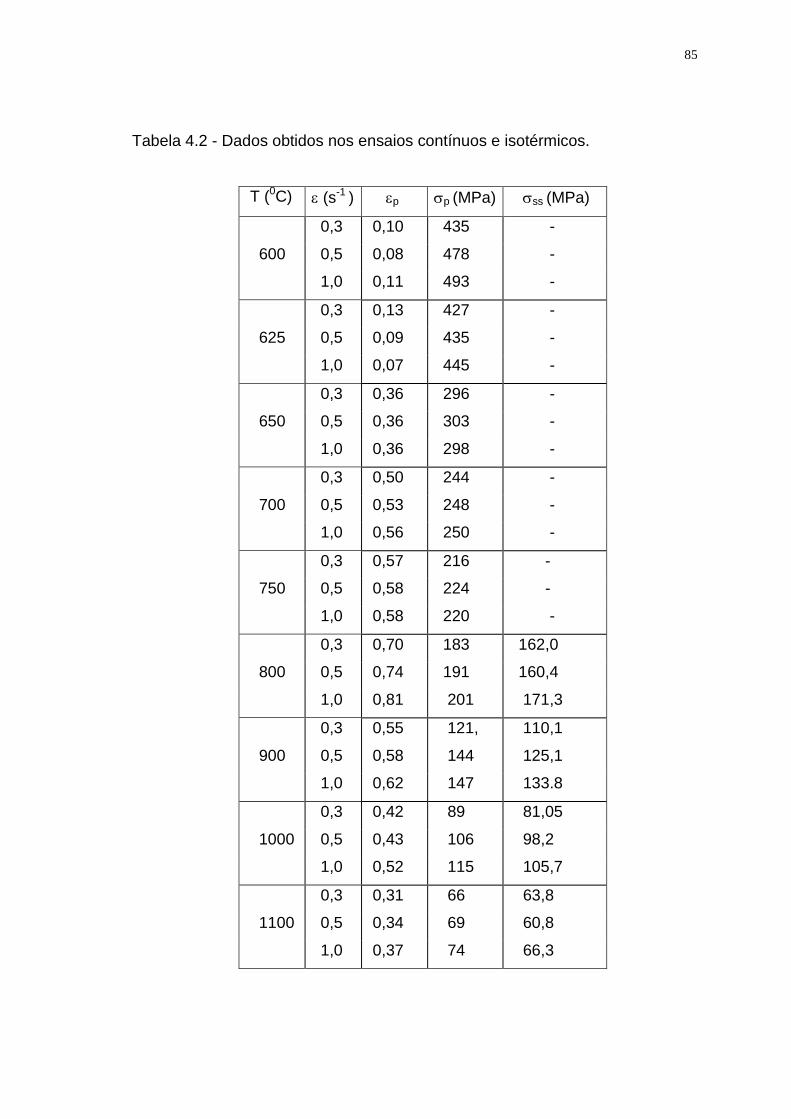
85
Tabela 4.2 - Dados obtidos nos ensaios contínuos e isotérmicos.
T (0C) (s-1 ) p p (MPa) ss (MPa)
0,3 0,10 435 -
600 0,5 0,08 478 -
1,0 0,11 493 -
0,3 0,13 427 -
625 0,5 0,09 435 -
1,0 0,07 445 -
0,3 0,36 296 -
650 0,5 0,36 303 -
1,0 0,36 298 -
0,3 0,50 244 -
700 0,5 0,53 248 -
1,0 0,56 250 -
0,3 0,57 216 -
750 0,5 0,58 224 -
1,0 0,58 220 -
0,3 0,70 183 162,0
800 0,5 0,74 191 160,4
1,0 0,81 201 171,3
0,3 0,55 121, 110,1
900 0,5 0,58 144 125,1
1,0 0,62 147 133.8
0,3 0,42 89 81,05
1000 0,5 0,43 106 98,2
1,0 0,52 115 105,7
0,3 0,31 66 63,8
1100 0,5 0,34 69 60,8
1,0 0,37 74 66,3
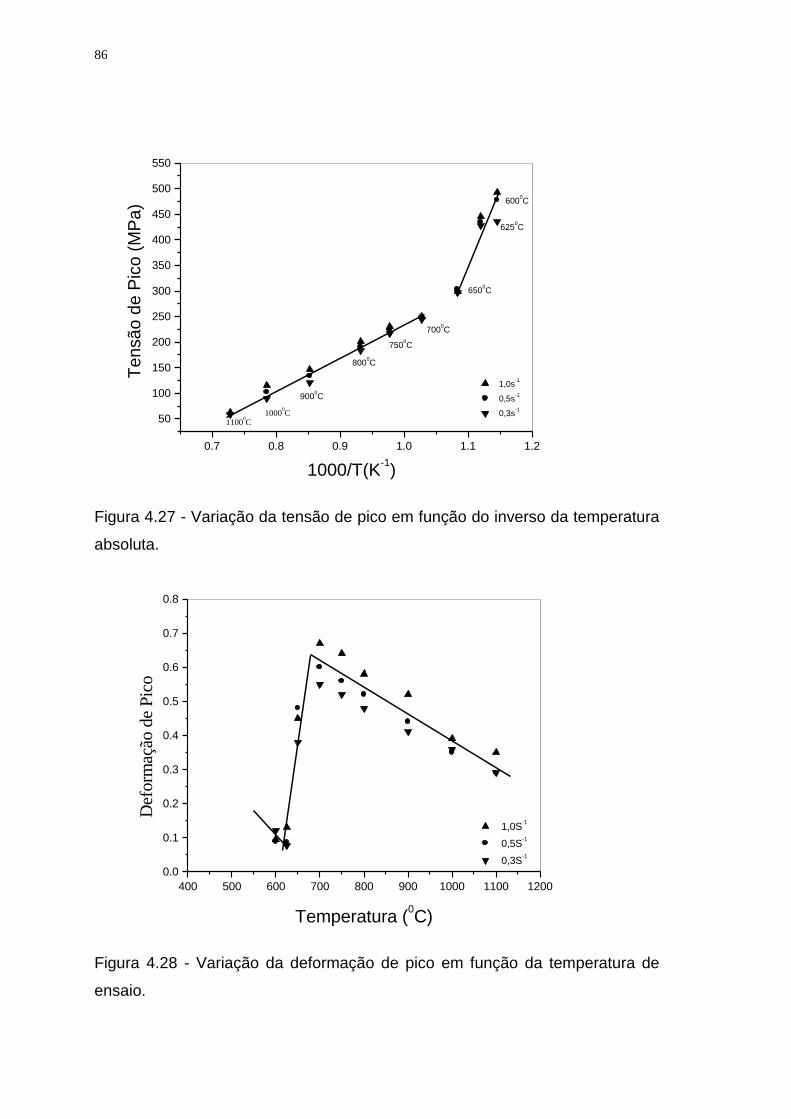
86
Figura 4.27 - Variação da tensão de pico em função do inverso da temperatura
absoluta.
Figura 4.28 - Variação da deformação de pico em função da temperatura de
ensaio.
0.7 0.8 0.9 1.0 1.1 1.2
50
100
150
200
250
300
350
400
450
500
550
1,0s-1
0,5s-1
0,3s-1
11000C
10000C
9000C
8000C
7500C
7000C
6500C
6250C
6000C
Te
nsã
o d
e P
ico
(M
Pa
)
1000/T(K-1)
400 500 600 700 800 900 1000 1100 1200
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
1,0S-1
0,5S-1
0,3S-1
Def
orm
ação
de
Pic
o
Temperatura (0C)
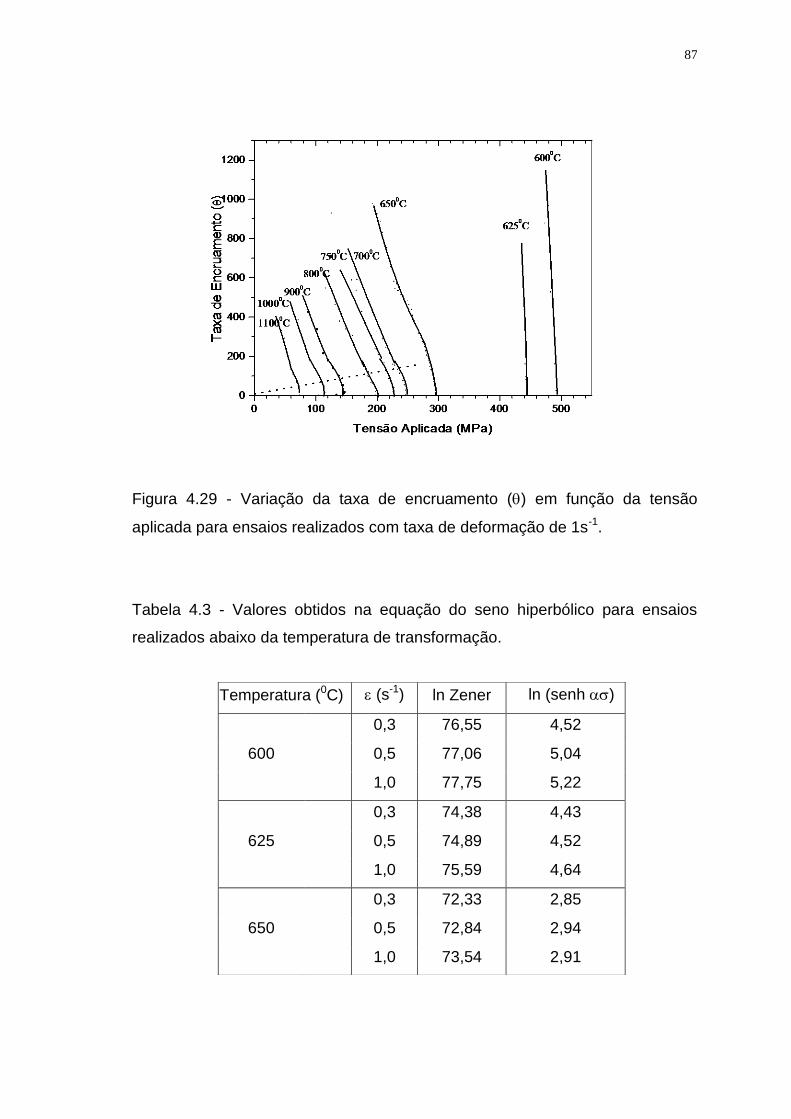
87
Figura 4.29 - Variação da taxa de encruamento () em função da tensão
aplicada para ensaios realizados com taxa de deformação de 1s-1.
Tabela 4.3 - Valores obtidos na equação do seno hiperbólico para ensaios
realizados abaixo da temperatura de transformação.
Temperatura (0C) (s-1) ln Zener ln (senh )
0,3 76,55 4,52
600 0,5 77,06 5,04
1,0 77,75 5,22
0,3 74,38 4,43
625 0,5 74,89 4,52
1,0 75,59 4,64
0,3 72,33 2,85
650 0,5 72,84 2,94
1,0 73,54 2,91
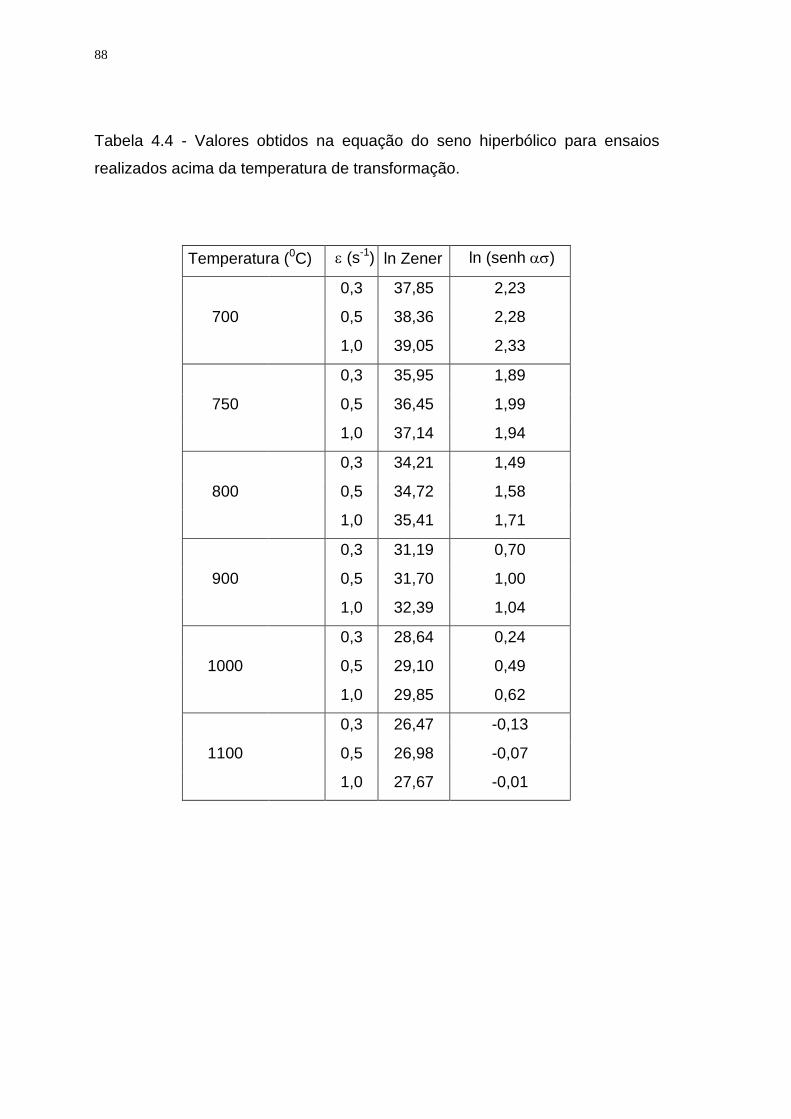
88
Tabela 4.4 - Valores obtidos na equação do seno hiperbólico para ensaios
realizados acima da temperatura de transformação.
Temperatura (0C) (s-1) ln Zener ln (senh )
0,3 37,85 2,23
700 0,5 38,36 2,28
1,0 39,05 2,33
0,3 35,95 1,89
750 0,5 36,45 1,99
1,0 37,14 1,94
0,3 34,21 1,49
800 0,5 34,72 1,58
1,0 35,41 1,71
0,3 31,19 0,70
900 0,5 31,70 1,00
1,0 32,39 1,04
0,3 28,64 0,24
1000 0,5 29,10 0,49
1,0 29,85 0,62
0,3 26,47 -0,13
1100 0,5 26,98 -0,07
1,0 27,67 -0,01

89
Figura 4.30 - Ajuste dos dados à equação do seno hiperbólico.
4.4. Ensaios com Múltiplos Passes em Resfriamento
Nesses experimentos, as amostras eram aquecidas e mantidas por 10
minutos a 11500C, sendo em seguida resfriadas continuamente com taxa de
10C/s ou 0,20C/s. Durante a etapa de resfriamento as amostras foram
deformadas com seqüências de passes, com deformação de 15% e, taxas de
deformação de 2,0; 1,0; 0,5 e 0,3s-1. Foram realizados dois conjuntos de
experimentos: (i) com seqüências contínuas de passes com tempos de espera
iguais a 30 segundos entre todas as deformações e, (ii) intercalando longos
tempos de espera entre seqüências curtas de deformações, com tempo entre
passes de 30 segundos.
As Figuras 4.31 a 4.35 mostram os resultados obtidos nos experimentos
realizados com seqüências contínuas de deformações em resfriamento. A
Tabela 4.5 mostra os valores medidos para as temperaturas críticas de
processamento, Tnr e Ar3. Vê-se nesta tabela que a Tnr aumenta conforme a
20 30 40 50 60 70 80
0
1
2
3
4
5
6
593kJ/mol
332kJ/mol =0,3s-1
=0,5s-1
=1,0s-1
ln (
se
nh
)
ln Zener
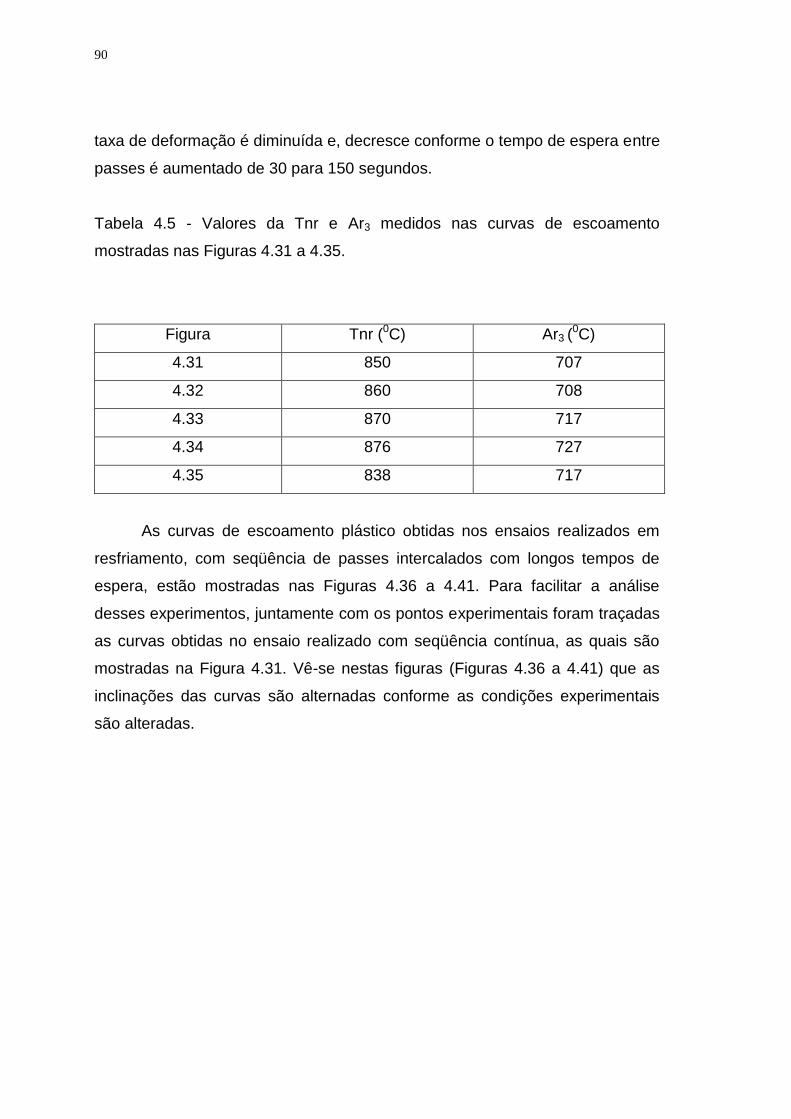
90
taxa de deformação é diminuída e, decresce conforme o tempo de espera entre
passes é aumentado de 30 para 150 segundos.
Tabela 4.5 - Valores da Tnr e Ar3 medidos nas curvas de escoamento
mostradas nas Figuras 4.31 a 4.35.
Figura Tnr (0C) Ar3 (0C)
4.31 850 707
4.32 860 708
4.33 870 717
4.34 876 727
4.35 838 717
As curvas de escoamento plástico obtidas nos ensaios realizados em
resfriamento, com seqüência de passes intercalados com longos tempos de
espera, estão mostradas nas Figuras 4.36 a 4.41. Para facilitar a análise
desses experimentos, juntamente com os pontos experimentais foram traçadas
as curvas obtidas no ensaio realizado com seqüência contínua, as quais são
mostradas na Figura 4.31. Vê-se nestas figuras (Figuras 4.36 a 4.41) que as
inclinações das curvas são alternadas conforme as condições experimentais
são alteradas.

91
Figura 4.31 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em resfriamento
com seqüência contínua de passes, com taxa de deformação igual a 2s-1 e taxa
de resfriamento igual a 10C/s.
0.0 0.5 1.0 1.5 2.0 2.5 3.0
0
50
100
150
200
250
300
350
400
450
500
550
(a)
Tensão E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
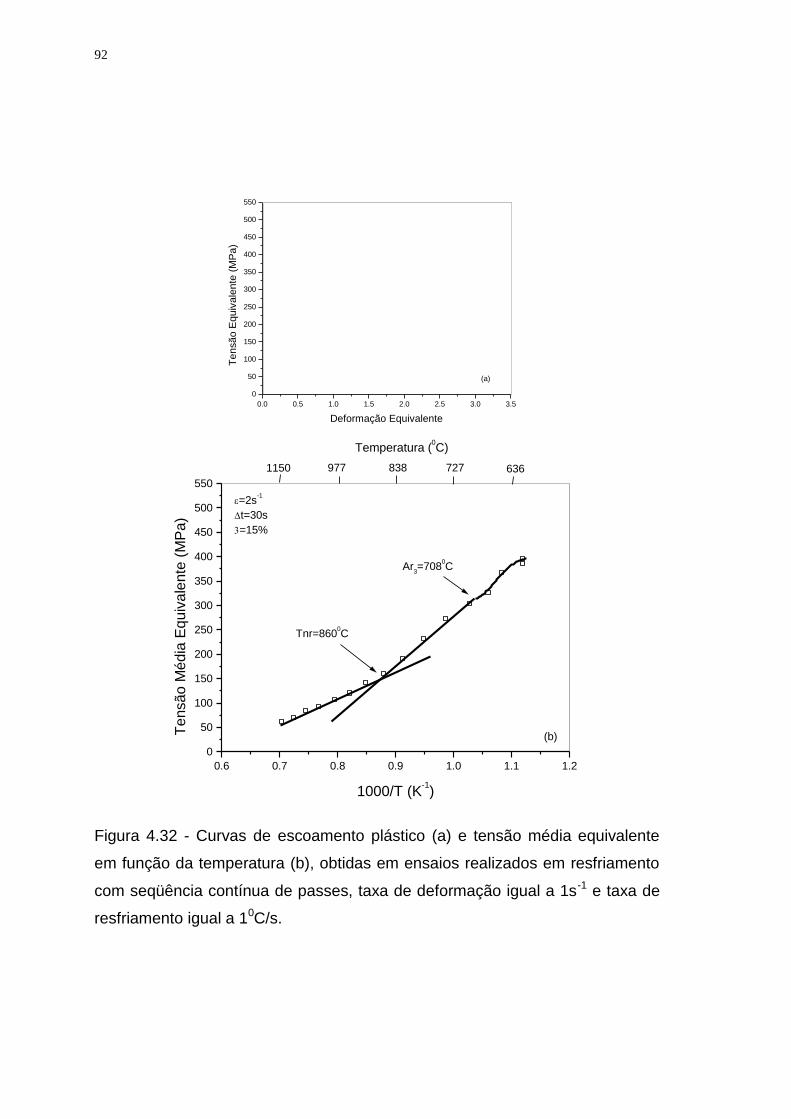
92
Figura 4.32 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b), obtidas em ensaios realizados em resfriamento
com seqüência contínua de passes, taxa de deformação igual a 1s-1 e taxa de
resfriamento igual a 10C/s.
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5
0
50
100
150
200
250
300
350
400
450
500
550
(a)
Ten
são
Equ
ivale
nte
(M
Pa
)
Deformação Equivalente
0.6 0.7 0.8 0.9 1.0 1.1 1.2
0
50
100
150
200
250
300
350
400
450
500
550
(b)
=2s-1
t=30s
=15%
Temperatura (0C)
6367278389771150
Ar3=708
0C
Tnr=8600C
Te
nsã
o M
édia
Eq
uiv
ale
nte
(M
Pa
)
1000/T (K-1)
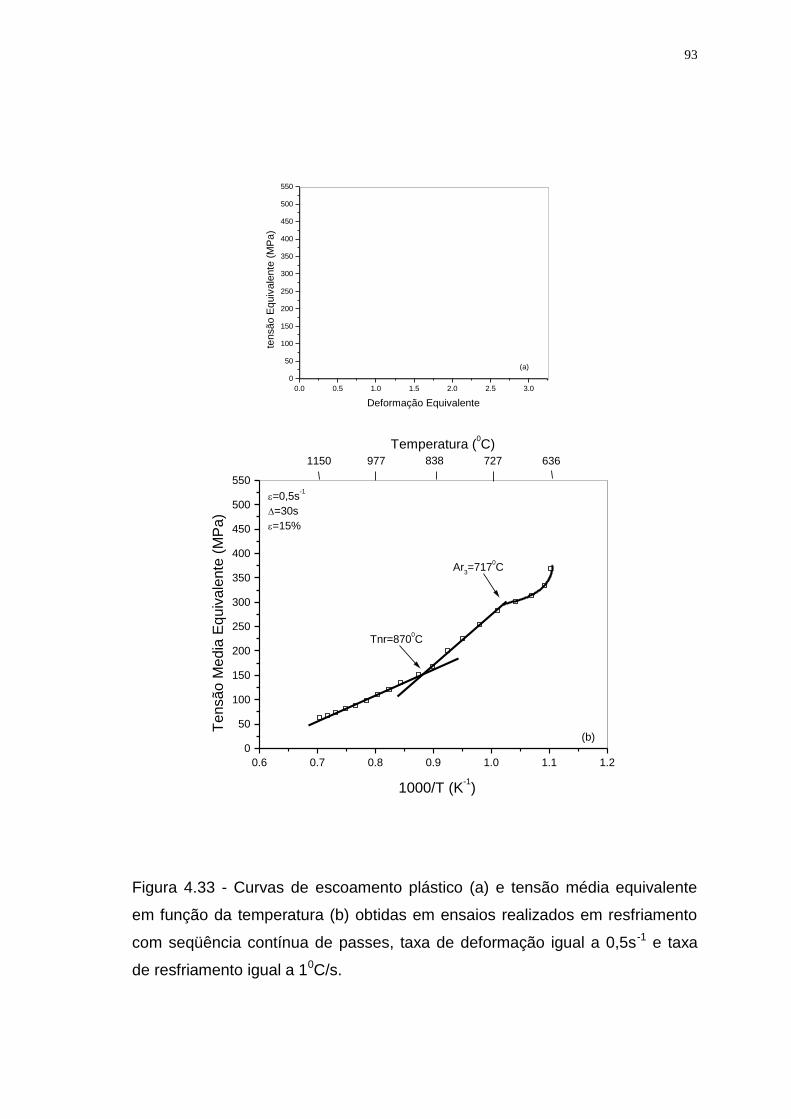
93
Figura 4.33 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em resfriamento
com seqüência contínua de passes, taxa de deformação igual a 0,5s-1 e taxa
de resfriamento igual a 10C/s.
0.0 0.5 1.0 1.5 2.0 2.5 3.0
0
50
100
150
200
250
300
350
400
450
500
550
(a)
tensã
o E
quiv
ale
nte
(M
Pa
)
Deformação Equivalente
0.6 0.7 0.8 0.9 1.0 1.1 1.2
0
50
100
150
200
250
300
350
400
450
500
550
(b)
=0,5s-1
=30s
=15%
Ar3=717
0C
Tnr=8700C
Temperatura (0C)
6367278389771150
Te
nsã
o M
ed
ia E
qu
iva
len
te (
MP
a)
1000/T (K-1)
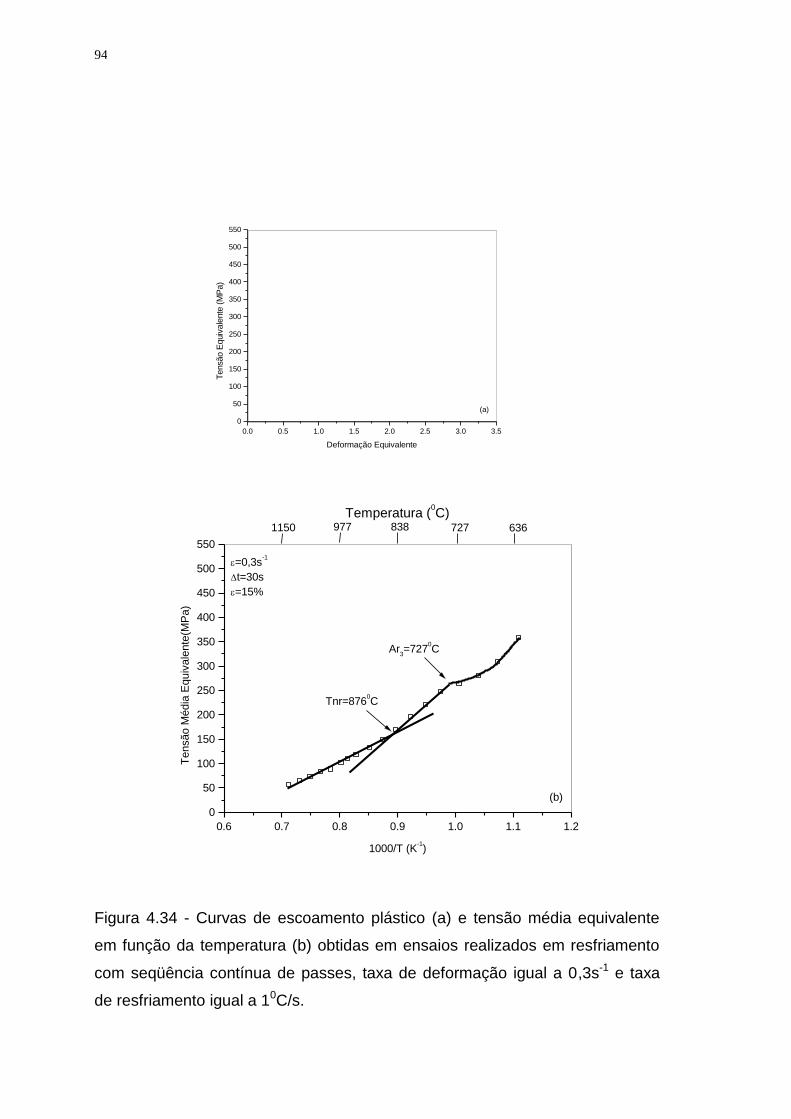
94
Figura 4.34 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em resfriamento
com seqüência contínua de passes, taxa de deformação igual a 0,3s-1 e taxa
de resfriamento igual a 10C/s.
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5
0
50
100
150
200
250
300
350
400
450
500
550
(a)
Tensão E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
0.6 0.7 0.8 0.9 1.0 1.1 1.2
0
50
100
150
200
250
300
350
400
450
500
550
(b)
=0,3s-1
t=30s
=15%
Temperatura (0C)
6367278389771150
Ar3=727
0C
Tnr=8760C
Tensão M
édia
Equiv
ale
nte
(MP
a)
1000/T (K-1)
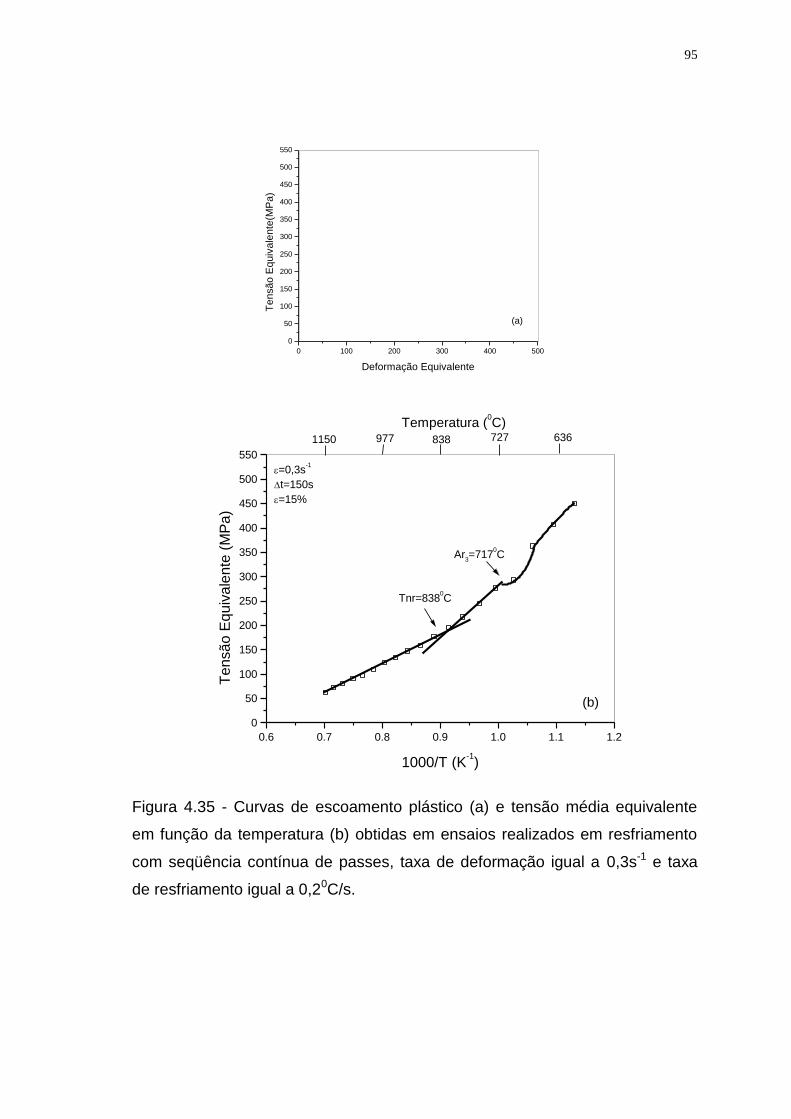
95
Figura 4.35 - Curvas de escoamento plástico (a) e tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em resfriamento
com seqüência contínua de passes, taxa de deformação igual a 0,3s-1 e taxa
de resfriamento igual a 0,20C/s.
0 100 200 300 400 500
0
50
100
150
200
250
300
350
400
450
500
550
(a)
Te
nsã
o E
qu
iva
len
te(M
Pa
)
Deformação Equivalente
0.6 0.7 0.8 0.9 1.0 1.1 1.2
0
50
100
150
200
250
300
350
400
450
500
550
=0,3s-1
t=150s
=15%
(b)
Temperatura (0C)
6367278389771150
Ar3=717
0C
Tnr=8380C
Te
nsã
o E
qu
iva
len
te (
MP
a)
1000/T (K-1)
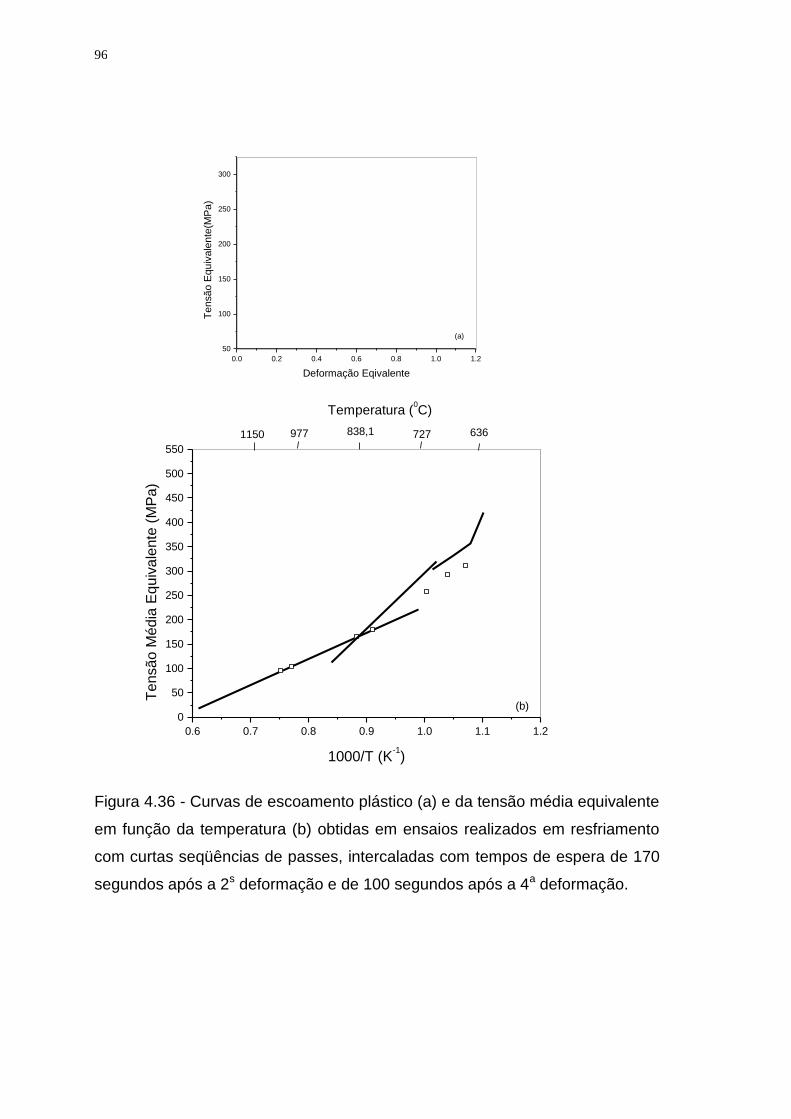
96
Figura 4.36 - Curvas de escoamento plástico (a) e da tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em resfriamento
com curtas seqüências de passes, intercaladas com tempos de espera de 170
segundos após a 2s deformação e de 100 segundos após a 4a deformação.
0.0 0.2 0.4 0.6 0.8 1.0 1.2
50
100
150
200
250
300
(a)
Tensão E
quiv
ale
nte
(MP
a)
Deformação Eqivalente
0.6 0.7 0.8 0.9 1.0 1.1 1.2
0
50
100
150
200
250
300
350
400
450
500
550
(b)
636727838,19771150
Temperatura (0C)
Tensão M
édia
Eq
uiv
ale
nte
(M
Pa)
1000/T (K-1)
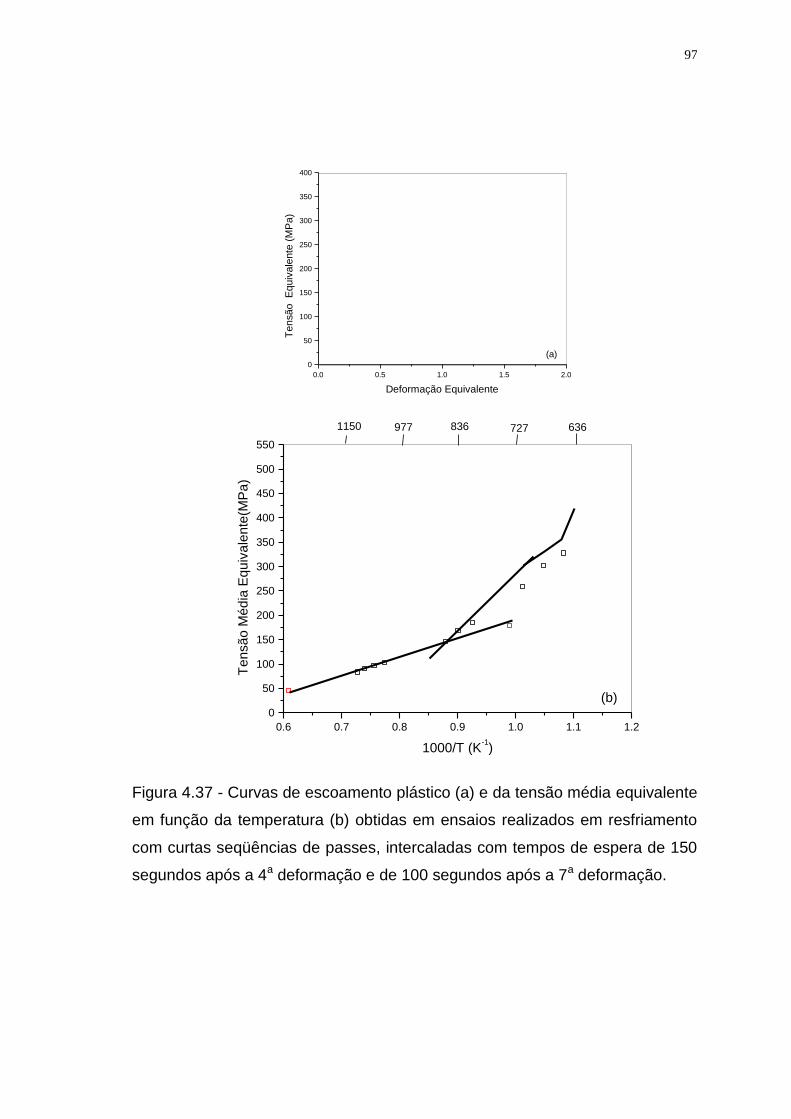
97
Figura 4.37 - Curvas de escoamento plástico (a) e da tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em resfriamento
com curtas seqüências de passes, intercaladas com tempos de espera de 150
segundos após a 4a deformação e de 100 segundos após a 7a deformação.
0.0 0.5 1.0 1.5 2.0
0
50
100
150
200
250
300
350
400
(a)
Ten
são
E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
0.6 0.7 0.8 0.9 1.0 1.1 1.2
0
50
100
150
200
250
300
350
400
450
500
550
(b)
6367278369771150
Te
nsã
o M
éd
ia E
qu
iva
len
te(M
Pa
)
1000/T (K-1)
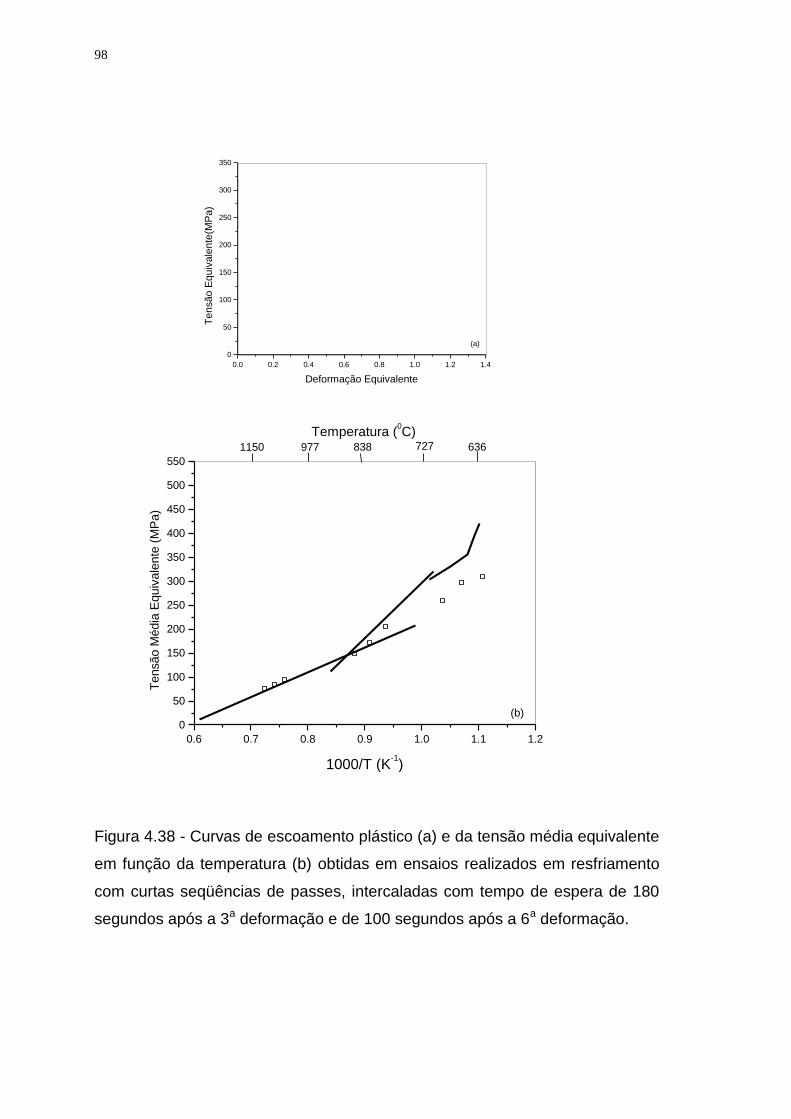
98
Figura 4.38 - Curvas de escoamento plástico (a) e da tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em resfriamento
com curtas seqüências de passes, intercaladas com tempo de espera de 180
segundos após a 3a deformação e de 100 segundos após a 6a deformação.
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
0
50
100
150
200
250
300
350
(a)
Ten
são
Equiv
ale
nte
(MP
a)
Deformação Equivalente
0.6 0.7 0.8 0.9 1.0 1.1 1.2
0
50
100
150
200
250
300
350
400
450
500
550
(b)
Temperatura (0C)
6367278389771150
Tensão M
édia
Equiv
ale
nte
(M
Pa)
1000/T (K-1)
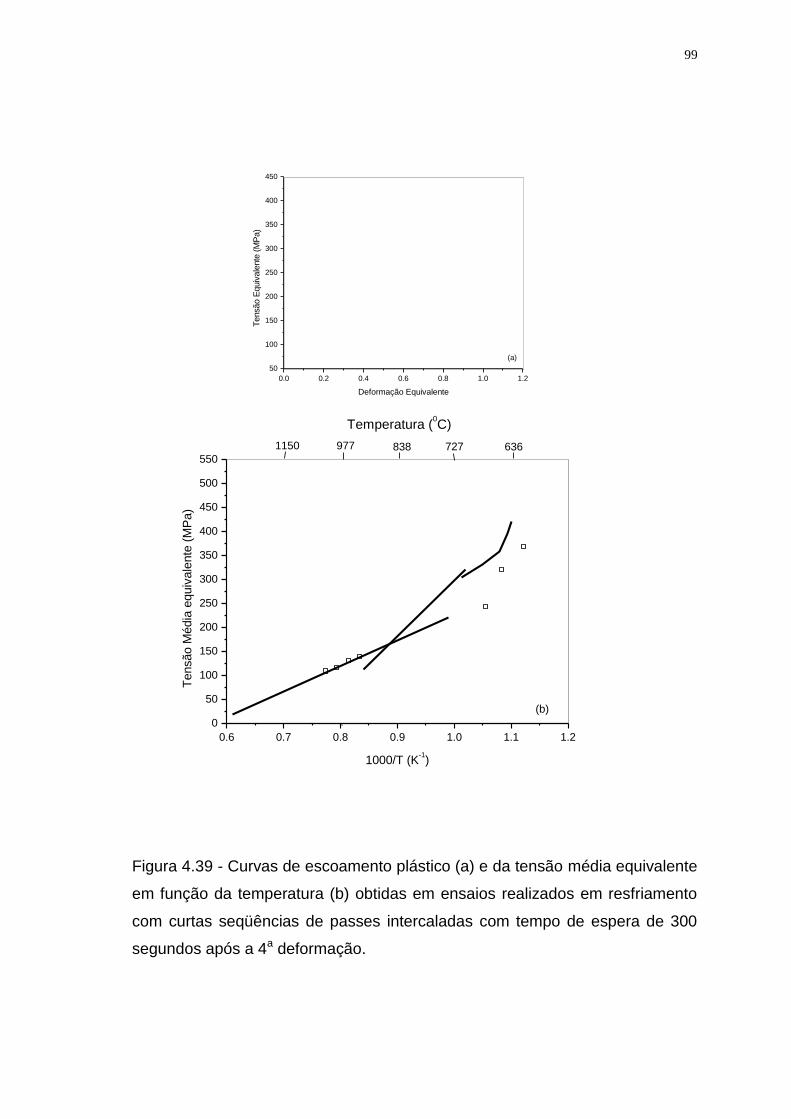
99
Figura 4.39 - Curvas de escoamento plástico (a) e da tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em resfriamento
com curtas seqüências de passes intercaladas com tempo de espera de 300
segundos após a 4a deformação.
0.0 0.2 0.4 0.6 0.8 1.0 1.2
50
100
150
200
250
300
350
400
450
(a)
Tensão E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
0.6 0.7 0.8 0.9 1.0 1.1 1.2
0
50
100
150
200
250
300
350
400
450
500
550
(b)
Temperatura (0C)
6367278389771150
Tensão M
édia
equiv
ale
nte
(M
Pa)
1000/T (K-1)
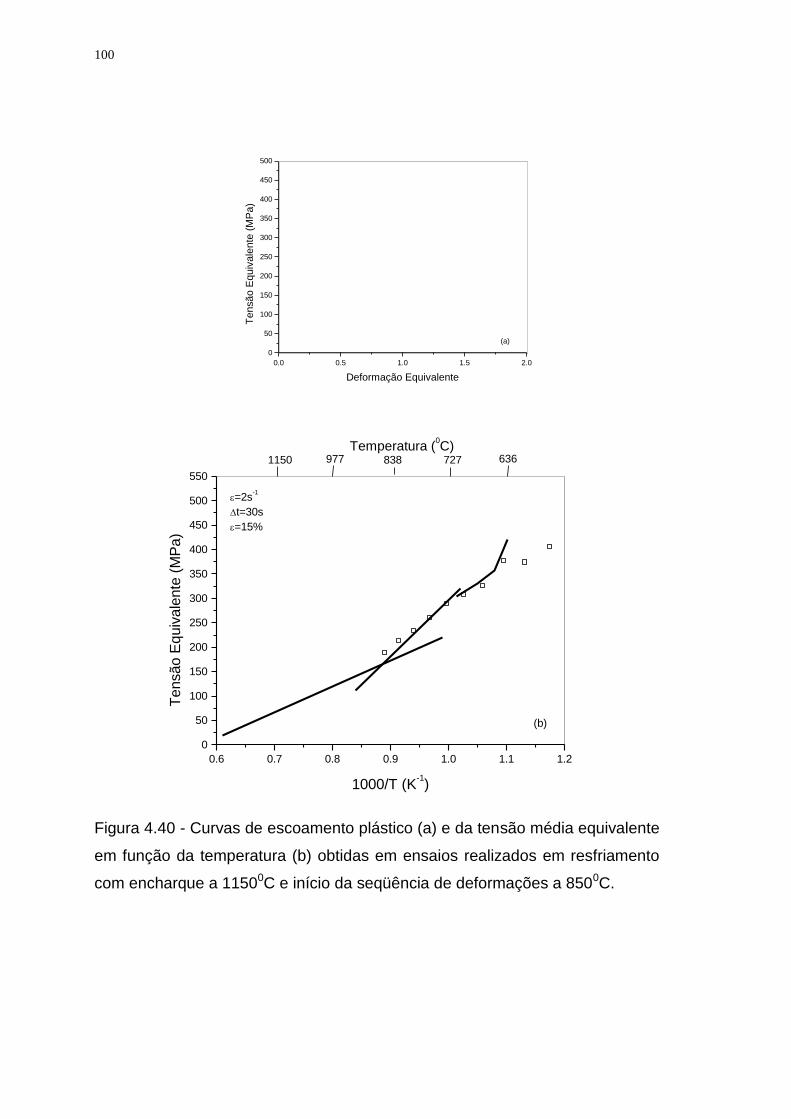
100
Figura 4.40 - Curvas de escoamento plástico (a) e da tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em resfriamento
com encharque a 11500C e início da seqüência de deformações a 8500C.
0.0 0.5 1.0 1.5 2.0
0
50
100
150
200
250
300
350
400
450
500
(a)
Ten
são
Equiv
ale
nte
(M
Pa)
Deformação Equivalente
0.6 0.7 0.8 0.9 1.0 1.1 1.2
0
50
100
150
200
250
300
350
400
450
500
550
(b)
=2s-1
t=30s
=15%
Temperatura (0C)
6367278389771150
Tensão E
quiv
ale
nte
(M
Pa)
1000/T (K-1)
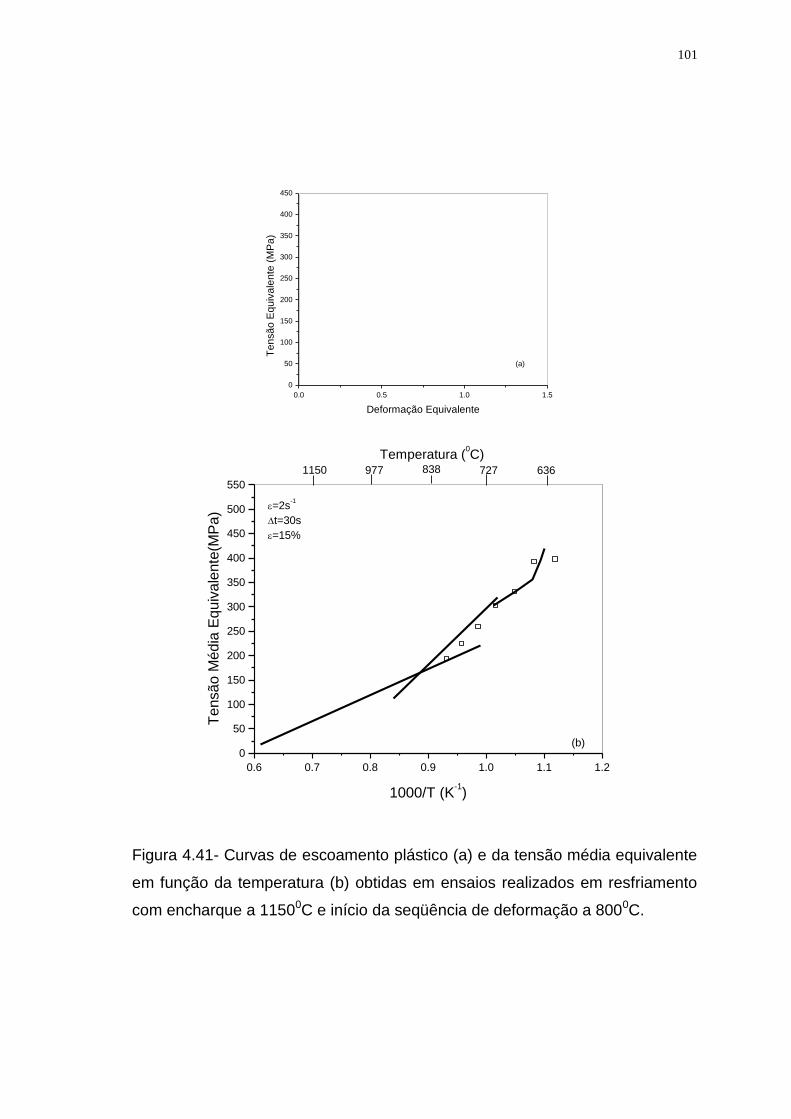
101
Figura 4.41- Curvas de escoamento plástico (a) e da tensão média equivalente
em função da temperatura (b) obtidas em ensaios realizados em resfriamento
com encharque a 11500C e início da seqüência de deformação a 8000C.
0.0 0.5 1.0 1.5
0
50
100
150
200
250
300
350
400
450
(a)
Te
nsã
o E
qu
iva
len
te (
MP
a)
Deformação Equivalente
0.6 0.7 0.8 0.9 1.0 1.1 1.2
0
50
100
150
200
250
300
350
400
450
500
550
=2s-1
t=30s
=15%
(b)
Temperatura (0C)
6367278389771150
Tensão M
édia
Eq
uiv
ale
nte
(MP
a)
1000/T (K-1)

102
4.5 Ensaios Isotérmicos Interrompidos com duas Deformações
Para investigar os mecanismos de endurecimento e de amaciamento
que atuam após a deformação a quente na região de transformação de fase,
foram realizados ensaios isotérmicos interrompidos com duas deformações.
Nesses ensaios, as amostras eram aquecidas por 10 minutos a 11500C e
resfriadas continuamente a 10C/s até temperaturas na faixa de 7500C a 6400C,
onde eram deformadas.
As Figuras 4.42 a 4.45 mostram curvas de escoamento plástico obtidas
com ensaios realizados a 7500C, 7000C e 6500C, com tempos de espera entre
deformações de 60, 300, 500 e 700 segundos. Observa-se nestas figuras que,
a 7500C, para grandes tempos de espera entre passes, têm-se amaciamentos
significativos após a deformação a quente, enquanto que a temperaturas
menores predomina o endurecimento. Para quantificar a fração de
amaciamento entre deformações calculou-se o parâmetro de amaciamento
como descrito na equação 3.4 do capítulo 3. A Tabela 4.6 mostra os valores
obtidos.
Tabela 4.6 - Valores do parâmetro de amaciamento P.A.(%), calculados para
as curvas de escoamento plástico mostradas nas Figuras 4.42 a 4.45.
Tempo (s)
Temperatura 60 300 500 700
7500C 14 27 30 26
7000C 4 15,4 16 14,5
6500C 0 0 0 0

103
Para quantificar a fração de amaciamento entre deformações calculou-se o
parâmetro de endurecimento como descrito na equação 3.5 do capítulo 3. A
Tabela 4.7 mostra os valores calculados para os ensaios descritos nas Figuras
4.42 a 4.45. Pode-se observar a partir desta tabela, que os valores do parâmetro
de endurecimento aumentam significativamente conforme a temperatura de
deformação é diminuída.
Tabela 4.7 - Valores do parâmetro de endurecimento, P.E.(%), calculados para as
curvas de escoamento plástico mostradas nas Figuras 4.42 a 4.45.
Tempo (s)
Temperatura 60 300 500 700
7500C 8 6,5 8,5 12,5
7000C 9,5 3,0 4,2 5,3
6500C 8 18,6 18,3 19,2
Para investigar o aumento do parâmetro de endurecimento com o
decréscimo da temperatura de ensaio, foram realizados ensaios com
temperaturas no intervalo de 700 a 6400C e tempo de espera de 300 segundos,
como mostrado na Figura 4.46. Vê-se nesta figura, que, a 6400C e tempo de
espera de 300 segundos, a curva tem uma forma similar a dos ensaios realizados
em baixas temperaturas (ver item 4.2), a 6800C e 7000C, a curva tem uma forma
similar a dos ensaios realizados em temperaturas maiores (ver item 4.2), enquanto
que a 6600C, a curva assume os dois tipos de forma encontrados. Esta alteração
na forma das curvas de escoamento plástico torna-se mais clara nos resultados
dos ensaios mostrados na Figura 4.47.
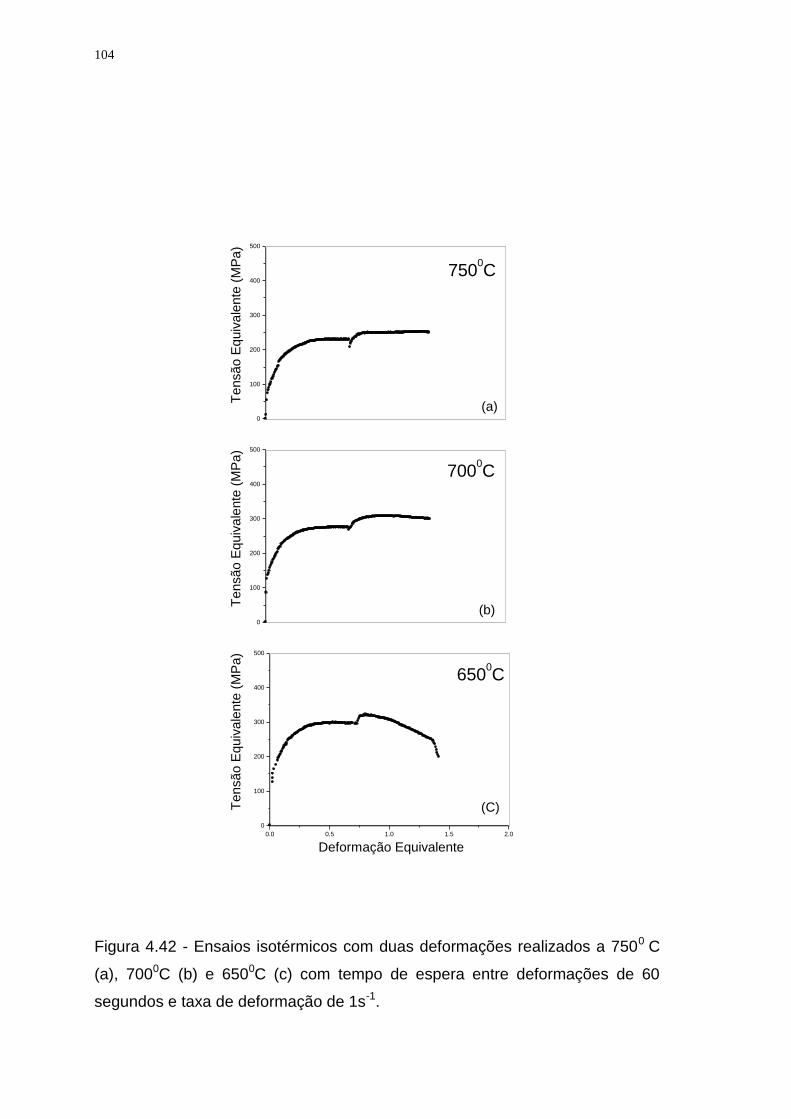
104
Figura 4.42 - Ensaios isotérmicos com duas deformações realizados a 7500 C
(a), 7000C (b) e 6500C (c) com tempo de espera entre deformações de 60
segundos e taxa de deformação de 1s-1.
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
(C)
6500C
Deformação Equivalente
Te
nsã
o E
qu
iva
len
te (
MP
a)
0
100
200
300
400
500
(b)
7000C
Tensão E
quiv
ale
nte
(M
Pa)
0
100
200
300
400
500
(a)
7500C
Tensão E
quiv
ale
nte
(M
Pa)
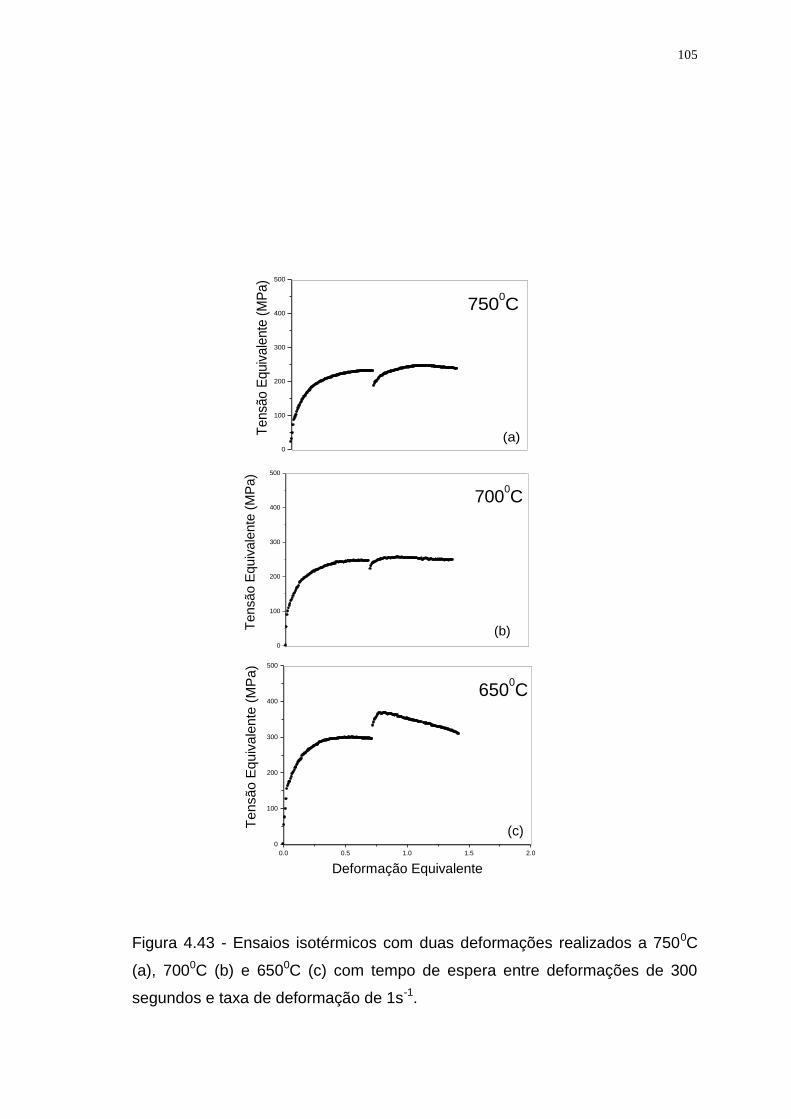
105
Figura 4.43 - Ensaios isotérmicos com duas deformações realizados a 7500C
(a), 7000C (b) e 6500C (c) com tempo de espera entre deformações de 300
segundos e taxa de deformação de 1s-1.
0
100
200
300
400
500
(a)
7500C
Tensã
o E
quiv
ale
nte
(M
Pa)
0
100
200
300
400
500
7000C
(b)Tensã
o E
quiv
ale
nte
(M
Pa)
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
(c)
6500C
Te
nsão
Eq
uiv
ale
nte
(M
Pa)
Deformação Equivalente
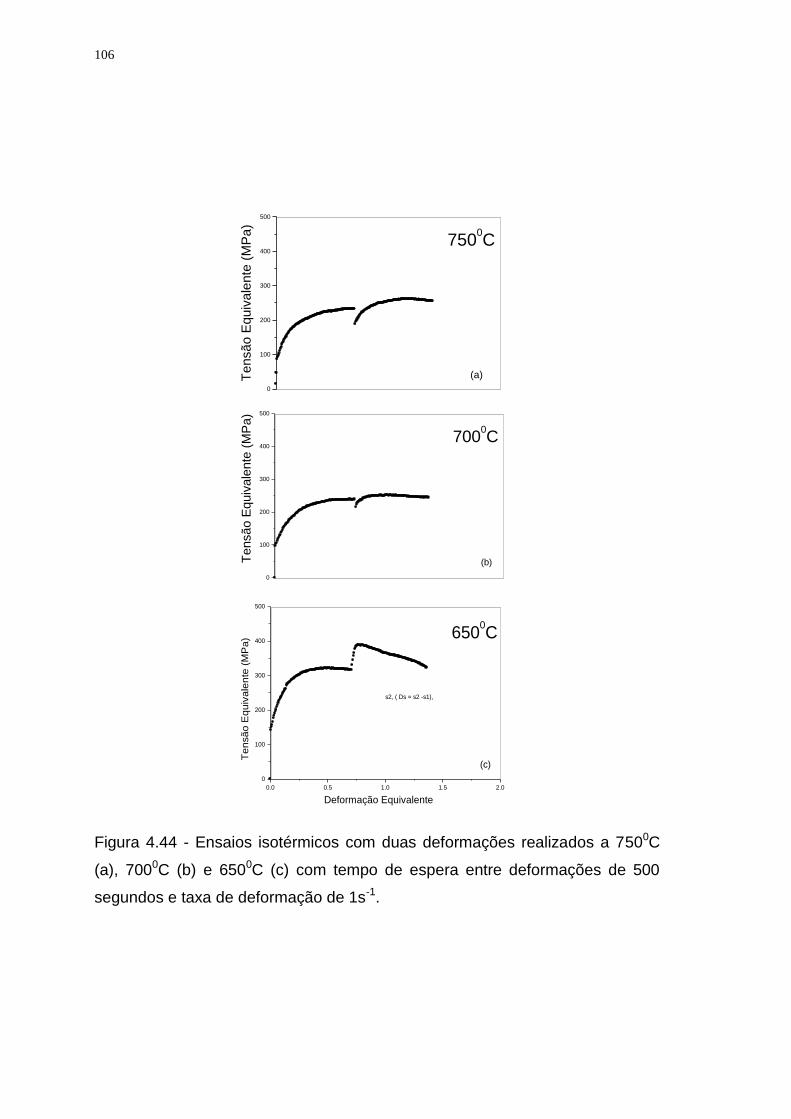
106
Figura 4.44 - Ensaios isotérmicos com duas deformações realizados a 7500C
(a), 7000C (b) e 6500C (c) com tempo de espera entre deformações de 500
segundos e taxa de deformação de 1s-1.
0
100
200
300
400
500
7500C
(a)Tensão E
quiv
ale
nte
(M
Pa)
0
100
200
300
400
500
7000C
(b)Te
nsã
o E
quiv
ale
nte
(M
Pa
)
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
(c)
6500C
Deformação Equivalente
s2, ( Ds = s2 -s1),
Te
nsã
o E
qu
iva
len
te (
MP
a)
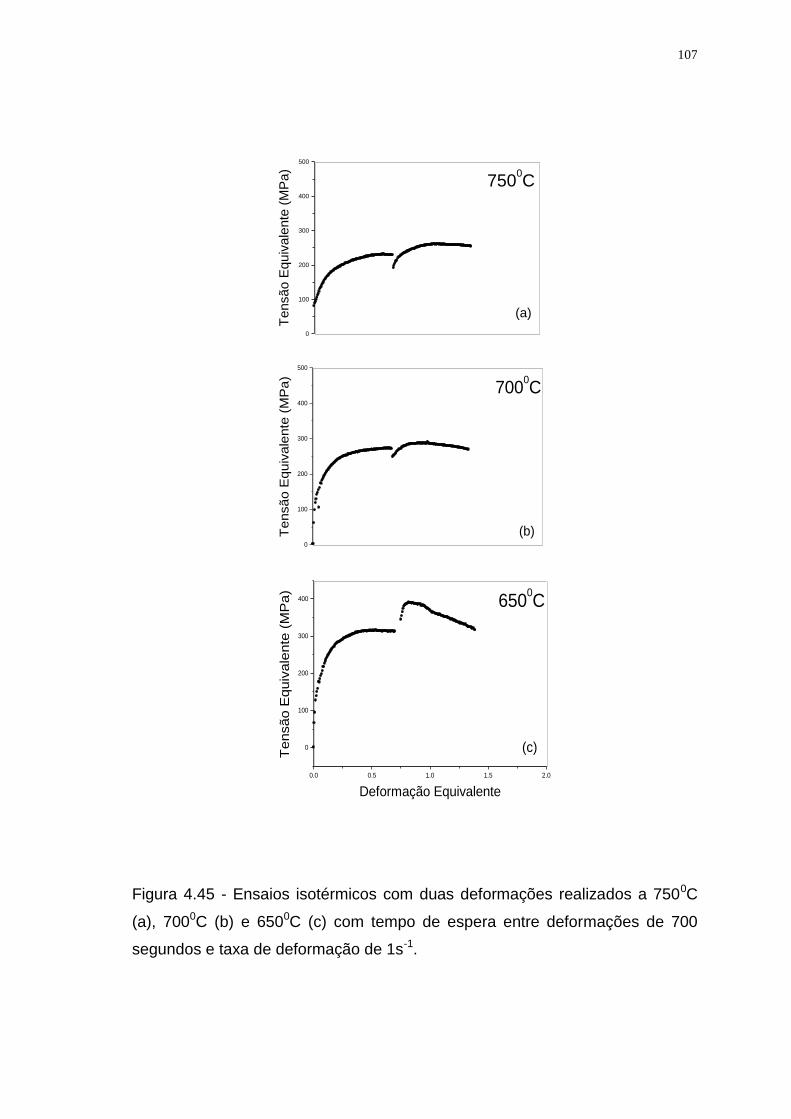
107
Figura 4.45 - Ensaios isotérmicos com duas deformações realizados a 7500C
(a), 7000C (b) e 6500C (c) com tempo de espera entre deformações de 700
segundos e taxa de deformação de 1s-1.
0
100
200
300
400
500
(a)
7500C
Tensão E
quiv
ale
nte
(M
Pa)
0
100
200
300
400
500
(b)
7000C
Tensão E
quiv
ale
nte
(M
Pa)
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
(c)
6500C
Tensão E
quiv
ale
nte
(M
Pa)
Deformação Equivalente
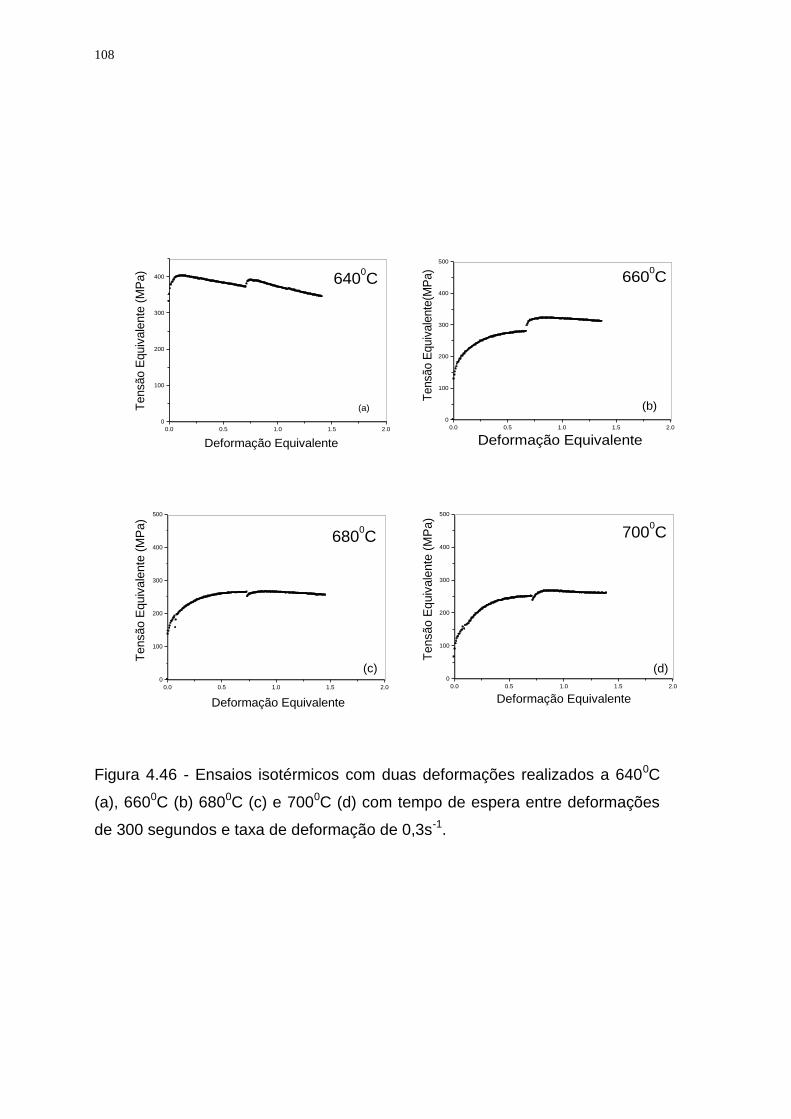
108
Figura 4.46 - Ensaios isotérmicos com duas deformações realizados a 6400C
(a), 6600C (b) 6800C (c) e 7000C (d) com tempo de espera entre deformações
de 300 segundos e taxa de deformação de 0,3s-1.
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
7000C
Deformação Equivalente
(d)
Tensão E
quiv
ale
nte
(M
Pa
)0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
Deformação Equivalente
(a)
6400C
Tensão E
quiv
ale
nte
(M
Pa)
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
Deformação Equivalente
(b)
6600C
Tensã
o E
quiv
ale
nte
(MP
a)
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
6800C
(c)
Deformação Equivalente
Tensão E
quiv
ale
nte
(M
Pa)

109
Figura 4.47 - Ensaios isotérmicos com duas deformações realizados a 6400C
(a) e 6500C (b) com tempo de espera entre deformações de 300 segundos e
taxas de deformação de 1s-1.
0
100
200
300
400
500
(a)
6400C
Tensã
o e
quiv
ale
nte
(M
Pa)
0.0 0.5 1.0 1.5 2.0
0
100
200
300
400
500
(b)
6500C
Tensão e
quiv
ale
nte
(M
Pa)
Deformação Equivalente

110
5 - DISCUSSÃO
5.1 – Introdução
As mudanças microestruturais que ocorrem durante o processamento
termomecânico são determinadas a partir do conhecimento de parâmetros,
tais como, a temperatura de solubilização, a quantidade de deformação, a
taxa de deformação e o intervalo de tempo entre passes. Estas mudanças
são ainda determinadas pelas temperaturas críticas, a saber, a temperatura
de não recristalização, Tnr, e as temperaturas de transformação de fase,
Ar3 e Ar1. Os fenômenos que atuam durante o processamento
termomecânico são o encruamento, o amaciamento, a precipitação e a
mudança de fase. O amaciamento tem um caráter competitivo em relação à
precipitação, sendo assim, dependendo das condições de deformação, um
terá supremacia sobre o outro. A mudança de fase também é influenciada
pelo processamento termomecânico. Desta forma, o estudo do
comportamento mecânico, em condições similares às do processamento
industrial, deve levar em consideração estes parâmetros e fenômenos para
maximizar o potencial de utilização destes aços. Particularmente, em
relação ao aço utilizado neste estudo, o qual é largamente empregado na
fabricação de produtos forjados para a indústria automobilística, a
microestrutura final almejada é uma combinação de ferrita e perlita
endurecidas por precipitados finos de vanádio [59,60].
O conhecimento prévio do comportamento microestrutural do aço em
estudo foi realizado em ensaios de dilatometria. A análise do diagrama
CCT, em conjunto com as microestruturas resultantes, mostrou que, para
taxas de resfriamento igual ou inferiores a 1oC/s, ocorre a formação de
estruturas ferríticas-perlíticas, como pode ser observado nas Figuras 4.10 a
4.13. Com taxas de resfriamento igual ou superiores a 2oC/s e inferiores a
5oC/s tem-se a presença de bainita, ver Figuras 4.14 a 4.17. Taxas de
resfriamento superiores a estas mostram a formação de microestruturas
martensíticas (Figuras 4.18 a 4.21). Os ensaios de microdureza realizados
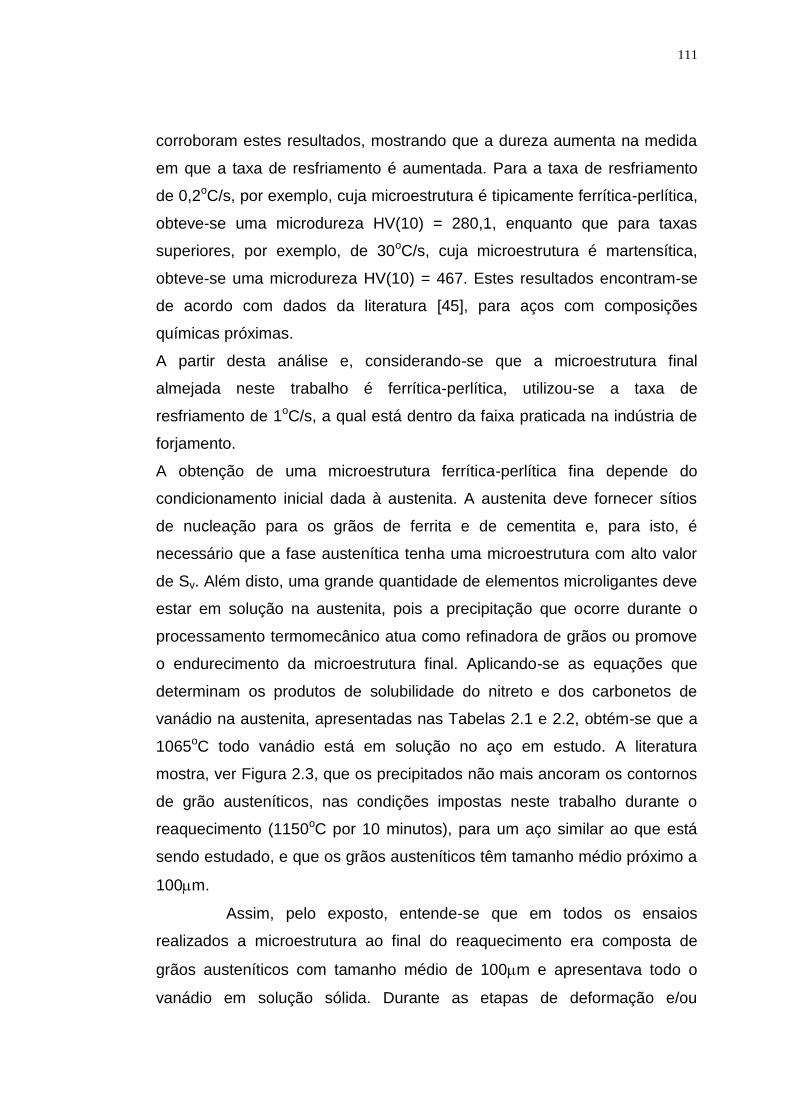
111
corroboram estes resultados, mostrando que a dureza aumenta na medida
em que a taxa de resfriamento é aumentada. Para a taxa de resfriamento
de 0,2oC/s, por exemplo, cuja microestrutura é tipicamente ferrítica-perlítica,
obteve-se uma microdureza HV(10) = 280,1, enquanto que para taxas
superiores, por exemplo, de 30oC/s, cuja microestrutura é martensítica,
obteve-se uma microdureza HV(10) = 467. Estes resultados encontram-se
de acordo com dados da literatura [45], para aços com composições
químicas próximas.
A partir desta análise e, considerando-se que a microestrutura final
almejada neste trabalho é ferrítica-perlítica, utilizou-se a taxa de
resfriamento de 1oC/s, a qual está dentro da faixa praticada na indústria de
forjamento.
A obtenção de uma microestrutura ferrítica-perlítica fina depende do
condicionamento inicial dada à austenita. A austenita deve fornecer sítios
de nucleação para os grãos de ferrita e de cementita e, para isto, é
necessário que a fase austenítica tenha uma microestrutura com alto valor
de Sv. Além disto, uma grande quantidade de elementos microligantes deve
estar em solução na austenita, pois a precipitação que ocorre durante o
processamento termomecânico atua como refinadora de grãos ou promove
o endurecimento da microestrutura final. Aplicando-se as equações que
determinam os produtos de solubilidade do nitreto e dos carbonetos de
vanádio na austenita, apresentadas nas Tabelas 2.1 e 2.2, obtém-se que a
1065oC todo vanádio está em solução no aço em estudo. A literatura
mostra, ver Figura 2.3, que os precipitados não mais ancoram os contornos
de grão austeníticos, nas condições impostas neste trabalho durante o
reaquecimento (1150oC por 10 minutos), para um aço similar ao que está
sendo estudado, e que os grãos austeníticos têm tamanho médio próximo a
100m.
Assim, pelo exposto, entende-se que em todos os ensaios
realizados a microestrutura ao final do reaquecimento era composta de
grãos austeníticos com tamanho médio de 100m e apresentava todo o
vanádio em solução sólida. Durante as etapas de deformação e/ou
112
resfriamento, tem-se a formação de precipitados, dependendo das
condições experimentais impostas. E, ao final dos experimentos,
independente das seqüências de deformações impostas, têm-se
microestruturas ferríticas-perlíticas.
5.2 Ensaios Isotérmicos até a Fratura
Inicialmente, tendo-se em mente que nos ensaios contínuos as amostras
eram aquecidas a 11500C e resfriadas continuamente até a temperatura de
deformação, com taxa de resfriamento de 10C/s, pode-se esperar que não
ocorre a formação de precipitados durante o resfriamento, pelo menos até a
temperatura de transformação (ver Figura 2.7). Assim, microestruturas
resultantes do resfriamento contínuo de grãos austeníticos, com tamanho
médio de 100m, são deformadas em diferentes temperaturas.
Os conjuntos de curvas de escoamento plástico mostrados nas Figuras
4.22 a 4.24 indicam que o comportamento mecânico desse aço é sensível a
variações na taxa de deformação e varia significativamente em função da
temperatura de deformação. Em temperaturas elevadas, na região da
austenita, o material recristaliza-se dinamicamente, apresentando curvas com
forma típica deste fenômeno. Em baixas temperaturas, 6500 – 6000C, a curva
de escoamento plástico caracteriza-se por apresentar um aumento rápido da
tensão até atingir um pico, seguido de um amaciamento acentuado até o
rompimento dos corpos de prova.
Um melhor entendimento dos fenômenos que levam às variações na
forma das curvas de escoamento plástico pode ser alcançado analisando-se os
parâmetros característicos destas curvas. Na Figura 4.27, observa-se que a
tensão de pico aumenta conforme a temperatura de deformação é diminuída.
Entretanto, este aumento é mais significativo em temperaturas inferiores a
7000C, indicando uma alteração no comportamento mecânico desse aço. Esta
alteração de comportamento torna-se mais clara quando se observa a variação
da deformação de pico com a temperatura, ver Figura 4.28. A deformação de

113
pico aumenta continuamente com a queda da temperatura até 7000C, mas
decresce bruscamente a partir desta temperatura. A análise da evolução da
taxa de encruamento em função da tensão aplicada em cada ensaio, ver Figura
4.19, mostra que em altas temperaturas a curva versus apresenta pontos
de inflexão, indicando o início da recristalização dinâmica. A baixas
temperaturas, as curvas apresentam uma queda contínua com o aumento da
tensão aplicada, sugerindo que o processo de amaciamento atuante até o pico
de tensões é a recuperação dinâmica.
O cálculo da energia de ativação aparente para a deformação a quente,
ver Figura 4.30, confirma que há diferenças significativas no comportamento
mecânico desse aço. Em altas temperaturas, entre 11000C e 7000C, o valor da
energia de ativação calculada foi de 332kJ/mol e para temperaturas menores
que 7000C foi de 593kJ/mol. A literatura mostra que a energia de ativação
aparente para a deformação a quente de aços carbono e aços microligados na
região austenítica assume valores entre 300 e 400 kJ/mol, dependendo da
composição química [61]. O valor igual a 332kJ/mol, determinado para altas
temperaturas, indica que o processo de deformação foi realizado dentro do
campo austenítico. O aumento brusco da energia de ativação, na medida em
que a temperatura é decrescida abaixo de 7000C, pode ser correlacionado com
a deformação na região bifásica [62,63]. De forma similar, o aumento na
resistência do material é atribuído à formação de perlita. A perlita é formada de
ferrita e carboneto de ferro, tendo assim, uma elevada resistência mecânica e
uma baixa ductilidade. A sua formação é responsável pelo aumento rápido da
resistência mecânica e pela diminuição da deformação de pico observada em
temperatura menores.
Na Tabela 4.2, pode-se observar que a tensão de pico aumenta de
74MPa para 250MPa na medida em que a temperatura de deformação é
decrescida de 11000C para 7000C, em amostras ensaiadas com taxa de
deformação de 10C/s. Este aumento corresponde a uma razão de -0,44MPa/0C,
enquanto que na faixa de temperatura entre 6500C e 6000C, a tensão aumenta
de 298MPa para 493MPa, na medida em que a temperatura é decrescida,
correspondendo a uma razão de -3,9MPa/0C. Além deste aumento abrupto na

114
tensão de escoamento conforme o aço é deformado na região bifásica, pode-
se ver nas Figuras 4.22 a 4.24 que a transição de fase leva a uma queda
significativa na quantidade de deformação que o material suporta antes de
fraturar, dificultando enormemente o processo de conformação plástica desse
aço nesta região.
Assim, por exemplo, tomemos o recalcamento de um cilindro desse aço
realizado por uma máquina de forjamento. A força que a máquina deve fazer
para deformar o material é dada por [64]:
onde y é a tensão média de escoamento plástico, é o aumento de atrito, D é
o diâmetro do cilindro e, h é a altura do cilindro. Considerando-se geometrias e
condições de lubrificação iguais, a razão entre os esforços que a máquina deve
fazer para deformar o material em 11000C e em 6000C é dada por 493/74, ou
seja, a máquina deve realizar um trabalho 6,6 vezes maior quando deforma a
6000C.
Um outro aspecto relevante com relação ao aumento da tensão com a
queda da temperatura é que, na região austenítica, a tensão aumenta
continuamente com o inverso da temperatura, ver Figura 4.27, indicando que
não ocorre a precipitação durante o resfriamento, como sugerido no início
desta seção.
5.3 Ensaios com Múltiplos Passes em Resfriamento
Apesar dos ensaios anteriores darem boas indicações do
comportamento mecânico do aço em estudo, não nos permitem conhecer as
temperaturas de não recristalização e de transição de fases. Com este objetivo,
foram realizados ensaios com múltiplos passes em resfriamento. Pode-se
observar nas Figuras 4.31 a 4.33 que a inclinação da curva de tensão média
]3
.1[
h
DyP
1.5

115
equivalente em função do inverso da temperatura varia conforme a temperatura
de deformação é decrescida. No campo austenítico, as curvas assumem duas
inclinações distintas. Na primeira região, que corresponde à deformação em
altas temperaturas, ocorre a recristalização total nos intervalos entre passes,
não havendo acúmulo de deformação de um passe para o seguinte. Na
segunda região, que corresponde à deformação abaixo da temperatura de não
recristalização, tem-se apenas a recristalização parcial nos intervalos entre
passes, havendo acúmulo de deformação com o prosseguimento do ensaio, e
assim, a tensão média equivalente aumenta mais acentuadamente com o
decréscimo da temperatura.
Comparando-se os dados experimentais com o diagrama de
recristalização-precipitação-tempo-temperatura, apresentado na Figura 2.8,
vários aspectos da interação precipitação-recristalização podem ser
identificados. A temperatura de solubilização, calculada para o aço em estudo,
é de 10650C, correspondendo ao valor T0 do diagrama. A temperatura de não
recristalização, Tnr, representa o início da precipitação. Assim, não ocorre a
precipitação induzida por deformação, de forma que a cinética de precipitação
se torna lenta, como indica a curva Pi do diagrama. Abaixo desta temperatura,
há uma aceleração no processo de precipitação e a cinética assume a curva
P.D., uma vez que nem todos os sítios para a precipitação gerados pela
deformação são consumidos pelo processo de recristalização.
Os dados experimentais indicam que a temperatura de não
recristalização, para as condições impostas neste trabalho, tem valores
próximos a 8600C. Comparando-se este valor com o da temperatura de
solubilização, tem-se que o material é deformado em seqüências de passes em
intervalos de temperaturas de até 2000C abaixo da temperatura de
solubilização antes de iniciar a precipitação. Observando-se as Figuras 4.36 a
4.41 pode-se ver que a Tnr praticamente não se altera conforme são impostas
pequenas seqüências de passes, ou mesmo não são impostas nenhuma
deformação em altas temperaturas. Estes resultados estão perfeitamente de
acordo com o diagrama da Figura 2.8. Sendo a cinética de recristalização mais
rápida que a de precipitação, não ocorre a precipitação induzida por

116
deformação, e assim, no início de cada uma das deformações da seqüência de
passes, o material está completamente recristalizado, independente da história
anterior.
A Figura 5.1 mostra uma ilustração esquemática do aumento da
resistência mecânica que ocorre em temperaturas inferiores às de não
recristalização Para os ensaios descritos nas Figuras 4.31 a 4.35 foi calculado
o valor médio do aumento máximo da tensão média equivalente e foi obtido
= 66MPa. Tomando-se dados da literatura [65,66], calculou-se o para um
aço baixo carbono microligado ao nióbio e para um aço baixo carbono
microligado ao nióbio, vanádio e titânio, obtendo-se, para o aço ao nióbio, =
20MPa e, para o segundo aço, = 100MPa. Pode-se observar que o aumento
da resistência mecânica no aço médio carbono microligado ao vanádio é da
ordem de três vezes superior a do aço microligado ao nióbio e um pouco menor
que a do aço microligado ao nióbio, vanádio e titânio.
Figura 5.1 - Ilustração esquemática do aumento da tensão média equivalente
abaixo da temperatura de não recristalização. representa o aumento da
tensão causado pela precipitação e pelo acúmulo de deformação.
Tendo-se em mente que abaixo da Tnr tem-se o retardamento da
recristalização estática pela precipitação induzida pela deformação, pode-se
associar o aumento da resistência mecânica a duas causas: (i) ao encruamento
0 10
0
10
Ar3
Tnr
Tensão M
édia
Eq
uiv
ale
nte
(MP
a)
1000/T

117
com o acúmulo de deformação e, (ii) ao endurecimento por precipitação. Nos
experimentos realizados, as deformações impostas em cada passe eram
relativamente pequenas, de forma que se pôde associar o maior aumento da
tensão média equivalente ao efeito endurecedor dos precipitados de vanádio
em temperatura menores que a Tnr.
O papel dos precipitados de vanádio no comportamento mecânico
abaixo da Tnr pode ser melhor avaliado analisando-se a evolução das
temperaturas críticas de processamento em função de alguns parâmetros de
ensaio. Na Tabela 4.5, vê-se que a Tnr aumenta conforme a taxa de
deformação é decrescida: aumenta de 8500C para 8760C, conforme a taxa de
deformação varia de 2s-1 para 0,3s-1. Este não é o comportamento descrito na
literatura; Bay e colaboradores [67] mostraram que a Tnr aumenta conforme a
taxa de deformação é decrescida em um aço baixo carbono microligado ao
nióbio. Estes autores associam o aumento da Tnr ao aumento da recuperação
dinâmica, conforme a taxa de deformação é decrescida. Embora a taxa de
recuperação aumente com o decréscimo da taxa de deformação, facilitando a
recristalização no intervalo entre passes, tem-se que ter em mente que os
processos de recristalização e de precipitação induzida por deformação são
competitivos, ver Figura 2.8. Recuperando menos dinamicamente, maior o
acúmulo de deformação e, conseqüentemente, maior o número de sítios para a
precipitação nos intervalos entre passes. Como sugerido no parágrafo anterior,
nos aços microligados ao vanádio, o efeito da precipitação é mais marcante
que nos aços microligados ao nióbio, levando-nos a associar a variação da Tnr
com a taxa de deformação ao aumento da cinética de precipitação e não ao da
recristalização estática.
Um outro aspecto relevante dos precipitados formados durante o
processamento é o tempo durante o qual eles são efetivos no retardamento da
recristalização. Comparando-se a taxa de resfriamento de 10C/s e 0,20C/s, tem-
se um decréscimo na Tnr em 380C. Esta variação na taxa de resfriamento
corresponde a um aumento no tempo de espera entre passes de 30 para 150
segundos e, conseqüentemente, passa-se a ter o coalescimento dos

118
precipitados induzidos por deformação, diminuindo-se a sua eficiência em
ancorar os contornos dos grão durante a recristalização.
Havendo o acúmulo de deformação abaixo da Tnr, tem-se o aumento da
Sv dos grãos austeníticos antes do início da transformação de fase. A Tabela
4.1 indica que a Ar3 diminui com o aumento da taxa de deformação e do tempo
de espera entre passes. Aumentando-se o tempo de espera tem-se o
coalescimento dos precipitados e, conseqüentemente, diminui-se o
encruamento do material. Quanto ao efeito da taxa de deformação, este não é
o comportamento esperado. Embora a diferença entre os valores medidos seja
relativamente pequena, ou seja, o valor máximo encontrado experimentalmente
foi de 7270C e o mínimo, de 7070C, podendo esta diferença estar dentro do
erro experimental, estes resultados não são os esperados. Como sugerido
anteriormente, parece-nos que os precipitados, além de retardarem a
recristalização, também inibem a transformação ancorando os contornos de
grão, diminuindo o efeito do acúmulo de deformação, Sv.
5.4 Ensaios Isotérmicos Interrompidos com duas Deformações
A região de transformação de fase foi estudada utilizando-se de ensaios
isotérmicos interrompidos com duas deformações. Observam-se nas Figuras
4.42 a 4.45, que as curvas de escoamento plástico tomam duas formas
distintas. A 7500C e 7000C, tanto na primeira quanto na segunda deformação,
as curvas de escoamento plástico têm a forma característica dos ensaios
isotérmicos realizados em altas temperaturas. Na segunda deformação, a
6500C, para todos os tempos de espera utilizados neste trabalho, a curva de
escoamento toma a forma típica da deformação na região bifásica, ferrítica-
perlítica, sugerindo que há formação de perlita a 6500C, para tempos menores
que 60 segundos.
Ao lado da forma das curvas de escoamento plástico, a análise dos
parâmetros de amaciamento e de endurecimento contribui para a interpretação
dos fenômenos que atuam nesta região de deformação. As tabelas 4.6 e 4.7
119
indicam que só ocorre amaciamento no intervalos entre deformações maiores,
a 700 e 7500C, e que o endurecimento é mais significativo a 6500C, embora
haja menores endurecimentos a 7000C e 7500C.
Tendo-se em mente que os valores dos parâmetros de amaciamento e
de endurecimento refletem os mecanismos que atuam nos intervalos entre
deformações, pode-se avaliar os fenômenos que ocorrem especulando sobre
os mecanismos que podem atuar nos intervalos entre passes. O amaciamento
pode ter duas causas: (i) os processos de restauração; e (ii) a formação de
uma fase mais mole dentro da matriz austenítica. Observando-se as Figuras
4.42 a 4.45, pode-se esperar que o material se recupere nos intervalos entre
deformações a 7000C e 7500C, especialmente para tempos de espera entre
deformações maiores. Quanto à formação de uma fase mais mole, é possível
que haja a formação de ferrita a 7000C, mas apenas com os experimentos
realizados não é possível assegurar a sua formação.
Por outro lado, o endurecimento nos intervalos entre deformações pode
ser causado: (i) pelo encruamento do material; (ii) pela precipitação induzida
por deformação; e (iii) pela formação de uma fase mais dura a partir da
austenita. O encruamento está sempre presente e, não havendo a
recristalização completa nos intervalos entre passes, há o acúmulo de
deformação do primeiro para o segundo passe.
Tanto a precipitação de nitreto e de carbonetos de vanádio, quanto a
formação de perlita, são esperadas nessa faixa de temperatura. A 7500C tem-
se o amaciamento seguido de aumento de resistência do material na segunda
deformação, sugerindo que nos intervalos entre deformações ocorre a
recuperação estática seguida de precipitação induzida por deformação. A
6500C não ocorre o amaciamento no intervalo entre deformações, a resistência
do material aumenta significativamente, e a curva de escoamento plástico toma
a forma típica da deformação da perlita. Assim, pode-se esperar que, além da
transformação de fases, tem-se também a precipitação interfásica.
Uma determinação mais precisa da temperatura de início de formação
da perlita, para as condições experimentais impostas, pode ser feita
observando-se as Figuras 4.46 e 4.47. A 6400C (Figura 5.56a) as curvas têm a
120
forma característica da deformação da estrutura ferrítica-perlítica, tanto na
primeira quanto na segunda deformação. A 6500C apenas a segunda curva
tem a forma característica da microestrutura bifásica e, a 6600C as duas curvas
têm a forma característica da deformação em altas temperaturas. Estes
resultados mostram dois aspectos relevantes da formação da perlita: (1) essa
formação ocorre somente abaixo de 6500C para as condições impostas e, (ii) a
temperatura de formação da perlita neste material é pouco sensível à
quantidade de deformação imposta.
121
6 CONCLUSÕES
1 - A análise das microestruturas dos ensaios de dilatometria mostram
que a microestrutura é ferrítica-perlítica para taxas de resfriamento menores
que 10C/s; para taxas superiores ocorre a formação de bainita no interior dos
grãos, cuja fração volumétrica aumenta conforme a taxa de resfriamento
aumenta. Para taxas superiores a 100C/s há formação de martensita com
ferrita nos contornos de grãos. Na taxa de 300C/s há martensita com ferrita
residual nos contornos de grãos.
2 - Os ensaios isotérmicos contínuos apresentam aumento de valores
de tensão de pico com a diminuição da temperatura. Para deformações em
temperaturas elevadas, a curva apresenta um pico máximo e depois sofre
amaciamento.
3 - Os ensaios isotérmicos contínuos realizados na temperatura de
7000C apresentam curvas de escoamento com forma intermediária entre a
região da austenita e a região de transformação. Pode-se observar que há uma
diminuição significativa na deformação de pico nesta temperatura, como pode
ser visto na Figura 4.28.
4 - Na região de transformação (ensaios realizados nas temperaturas de
650, 625 e 6000C), as curvas tomam formas distintas: na temperatura de
6500C, apresentam características que as igualam com a dos ensaios
realizados a 7000C. Os ensaios realizados nas temperaturas de 6250C e 6000C
apresentam um rápido aumento na resistência mecânica, para pequenas
deformações, seguido de um longo amaciamento até a fratura.
5 - A energia de ativação aparente para a deformação a quente tem
valores distintos para temperaturas na região da austenita (332kJ/mol) e na

122
região de transformação de fase (593kJ/mol). Esta diferença é devida a
diferentes mecanismos que atuam no aumento da resistência mecânica do aço.
6 - Nos ensaios com múltiplos passes em resfriamento, observa-se que
quando a austenita é deformada em temperaturas elevadas há amaciamento
entre passes. Quando a seqüência de passes atinge a temperatura de não
recristalização o amaciamento é parcial e, há acúmulo de deformação entre
passes, provocando um aumento na tensão média equivalente. Isto ocorre
devido à precipitação dos carbonetos. O aumento da resistência mecânica
provocado pela precipitação é da ordem de 66MPa para esse aço e, é superior
ao aumento causado pelo nióbio, por exemplo.
7 - Os ensaios com múltiplos passes em resfriamento e com curta
seqüência de passes intercalados por longos tempos entre passes apresentam
precipitação menor, o que pode ser constatado pela menor tensão média
equivalente, quando comparados com os ensaios com múltiplos passes em
resfriamento.
8 – A temperatura de não recristalização aumentou conforme o
decréscimo da taxa de deformação. Para pequenas deformações entre passes,
o efeito da taxa de deformação é pouco visível.
9 - Para os tempos entre passes utilizados nos ensaios com múltiplos
passes em resfriamento (30 e 150 segundos entre passes), a Tnr diminui. Isto
se deve ao fato de que há tempo suficiente para ocorrer a precipitação,
retardando a recristalização.
10 - Os ensaios interrompidos com duas deformações e a 7500C
apresentaram um amaciamento parcial entre passes (máximo de 26% em 700
segundos) e também um endurecimento (máximo de 12,5%). Há concorrência
entre os mecanismos de amaciamento e endurecimento. Na temperatura de

123
7000C, o amaciamento é menor (14,5%) e o endurecimento também é menor
(5,3%).
11 - Na temperatura de 6500C, ocorre transformação de fase no intervalo
de tempo entre as deformações. A forma da curva na segunda deformação
assemelha-se às curvas de 6250C e 6000C dos ensaios isotérmicos contínuos.
12 - Os ensaios realizados indicam que a transformação de fase (fase
perlítica) ocorre na temperatura de 6400C.
13 - No caso dos ensaios isotérmicos e contínuos, a mudança de fase
ocorre com a diminuição da temperatura (ver Figura 4.26), enquanto que, para
os ensaios isotérmicos com duas deformações, a mudança de fase ocorre
isotermicamente.

124
7 REFERÊNCIA BIBLIOGRAFICAS
1- HONEYCOMBE, R.W.K., The Precipitation of Alloy Carbides in Austenite
and Ferrite. Scandinavian Journal of Metallurgy, v.8, p. 21-26. 1979.
2- PICKERING F.B. and GARBAZ, B. Strengthening in Perlite formed from
Termomechanically Pocessed Austenite in Vanadium Steels and
Implications for Toughness. Materials Science and Technology. v.5.pp.
227-237.1989.
3- MUSSCHENBORN, K-P., INLAU, L., MYER, U. and SCHRIEVER. U.,
Recent Development in Physical Metallurgy and Processing
Technology of Microalloyed Flat Rolled Steels. Microalloying’95
Conference Proceedings.p. 35 –48. 1995.
4- GLADMAN, T., Microalloyed Forging Steels, Solubility revisited –
Microalloyed And Forging Steels. edited by C.J. Van Tyne, G. Krauss
and D.K. Matlock. p.3-16. 1996.
5- BORDIGNON, P.J.P., Development and Production of Microalloyed Steel in
South America. - Microalloying’95 Conference Proceedings. p.165-
181.Pittsburg, June. 1995.
6- GARCIA, C.I and DeARDO, A.J., Formation of Austenite in Low Alloy steels.
Metallurgical Transactions. V.12A, p.1871 - 1875. 1981.
7- TANAKA, T. Science and Technology of Hot Rolling Process of Steel.
Microalloying’95 Conference Proceedings. p.165-181. 1995.
8- KOZASU, I., OUCHI, C., SAMPEI, T. and OKITA.,T. Hot Holling as a High-
Temperature Thermo-Mechanical Process. Proceedings
Microalloying 1975, Union Carbide, New York p. 120-134. 1977.
125
9- FUKUDA, M., HASHIMOTO, T. and KUNISHIGUE, K. Effects of Controlled
Rolling and Microalloying on Properties of Strips and Plates.
Proceedings Microalloying 1975. Union Carbide, New York p. 136-
150. 1977.
10- LE BON, A.B and SAINT – MARTIN, L.N. Using Laboratory Simulations to
Improve Rollings Schedules and Equipment Proceedings
Microalloying 1975. Union Carbide, New York pp. 90-98. 1977.
11- KOZASU,I. State of the Art in Microalloyed Plate Production.
Microalloying’95 Conference Proceedings. p. 95-104. 1995.
12- KOZASU, I. Hot Holling as a High-Temperature Thermo-Mechanical
Process.Proceedings Microalloying 1975. Union Carbide, New York
pp. 120-134. 1977.
13- MEYER, L., MUSCHENBORN. W. and SCHRIEVER. V. Principles,
practice and Results of Thermomechanical Processing of Flat-Rolled
Steel Products. Thermomechanical Processing in Theory,
Modelling& Practice.Swedwn.1996.
14- MARTIN, J.W., and DOHERTY, R.D. Stability of Microstructure in Metalic
Systens. Cambridge University Press, London. P234.1976.
15- DIETER, G.E. Mechanical Metallurgy, 20ed. Mc Graw –Hill ed. p.241-
357.1976.
16- ZENER, C., Private Comunications to C.S. Smith. Transaction of the
AIME.v.175. p.15.1945.
17- GLADMAN, T. On the theory of Precipitate Particles on grain Growth in

126
Metals. Proc. Soc. v294A. 1966.
18- De SOUZA, R.C., - Estudo do Efeito dos parâmetros de Processamento na
Temperatura de Não – Recristalização, Tnr, de um Aço Médio carbono
Microligado ao Vanádio. Tese de Doutorado. UFSCar. 1996.
19- ADRIAN, H., Thermodynamic Calculations of Carbonitride Precipitation as
a guide for alloy design of Microalloyed Steels. Microalloying’95
Conference Proceedings. p.285-305. 1995.
20- GLADMAN, T., The Physical Metallurgy of Microalloyed Steels , The
Institute of Materials, UK, p.81-135. 1997.
21- IRVINE, K.J., PICKERING, F.B. and GLADMAN, T. Grain Refined C-Mn
Steels. Journal of Iron and Steel Institute, p.161-182. 1967.
22- FROHGBERG, M.G. and GRAF., H. Sthal und Eisen, v.60. p539. 1960.
23- ROBERTS, W. and SANDBERG, A. Report I.M. 1489. Swedish Inst. For
Metals Research.1985.
24- NARITA, T. – Physical Chemistry of the Groups IVa (Ti, Zr), Va(V,Nb,Ta)
and the Rare Earth Elements in Steel – Trans. Iron & Steel Inst. Of
Japan. Vol.15, pp.145-152. 1975.
25- BUNGARTD .K., KIND. K. and OELSEN. W. Archiv. f. d.
Eisenbuttenwes.v.27.p.6.1956.
26- SEKINE H., INOUE.T. and OGASAWARA. M. Trans. Iron. And Steel.
Inst. V.8. p.101.1968.
27- TAYLOR. K.A. Scripta Met. et. Mat. V.32.p.7.1995.

127
28- KNEISSL. A.C., DeARDO. A.J., GARCIA.C.I., AND POSCH. G. Precipitation
and Recrystallization During TMP of Complex Microalloyed HSLA
Steels. International Symposium on Low-Carbon Steel for the 90’s.
The Mineral, Metals and Material Society.1993.
29 – PALMIERE. E.J, GARCIA.C.I and DeARDO. A.J. The Influence of Niobium
Supersaturation in Austenite on the Static Recrystallization Behavior of
Low Carbon Microalloyed Steels. Metall. And Mater. Trans. A.
v.27A.pp.951-990.1996.
30 – RALPH. K.B., SHIM.K.B., FUERLEY.J. and EDIRISINGHE.M. The Effects
of Particles and Solutes on Grain Boundary Migration and Grain
Growth. Material Science Forum. Vols. 94-96.pp.129-140. 1992
31- WALSH. R.A, and DeARDO. A.J. Austenite Conditioning Alternative for
Microalloyed Steels. Fourth International Steel Rolling Conference.
Deauville University Press. France. P23. 1987.
32- ASFAHANI. R. and TITHER.G. Precipitation and Recrystallization During
TMP of Complex Microalloyed HSLA Steel. Low Carbon Steel For
The 90’s. Pittsburgh. PA . p113. 1993.
33- Dos SANTOS., J.M.R.- Interação Entre a Recristalização e a Precipitação
Induzida por Deformação de um Aço Microligado ao Nióbio e um aço
Microligado ao Vanádio. Tese Doutorado. UFSCar. 1998.
34- MARTIN, R.W. and DOHERTY,R.D.- Stability of Microstructure in
Metallic Systems, Cambridge University Press.p.40.1976.
35 - DeARDO, A.J., Modern Thermomechanical Processing of Microalloyed
Steel: A Physical Metallurgy Perspective. Microalloying’95
Conference Proceedings. pp.15-33. 1995
128
36- BECK,P.A. and SPERRY., P.R. Effect of Recrystallization Texture on Grain
Growth. Trans. AIME,185.p240.1949.
37- GLADMAN T. On The Theory of the Effect of Precipitated Particles on Grain
Grow in Metals. Processing of the Royal Society of London.
V.294.p.298.1966.
38- SAMUEL, F.H. YUE,S.JONAS,J.J and barnesk.r. effect of Dynamic
Recrystallization on Microstructural Evolution During Strip Rolling,
ISIJ.v.30. pp.216.1990
39- HANSEN, S.S., VANDER SANDE, J.B. and COHEN,M. - Niobiun
Carbonitride Precipitation and austenite Recrystallization in Hot-Rolled
Microalloyed steels- Metall Trans., v. 11A, p. 387-402.1980.
40- CUDDY. L.J. Thermomechanical Processing of Microalloyed Austenite.
Eds. A. J. DeARDO , G.A Ratz and P.J. Wray. AIME. Warrendale. Pa.
P.129.1982.
41- PALMIERE, E.J. – Precipitation Phenomena in Microalloyed Steels -
Microalloying’95 Conference Proceedings.pp.307-320. 1995.
42- HONEYCOMBE. R.W.K. Transformation from Austenite in Alloy Steels.
Mettal. Trans. V.7a.p.915-923. 1976.
43- IAN .i.- Thermomechanical Processing of High strength low Alloy
Steels. Butterworths Co. 1988.
44- PENALBA. F., GARCIA DE ANDRÉS . C., CARSI. M. and ZAPIRAN. F.
Austenitic Grain Size Evolution and Continuous Cooling
Transformation Diagrams in vanadium and Titanium Microalloyed
Steels. Journal of Materials Science. V.31.p3847-3852.1996.
129
45- DONG. H., LI. GUIFEN. and LU. ZHAOJUN. Effect of Titanium on
Microstructure and Property of Medium Carbon Steel Microalloyed with
Vanadium. Microalloyed Bar And Forging Steels. Edited by C.J. Van
Tine, G. Krauss and D.K. Matlock. The Minerals, Metals & Materials
Society. p.549-561.1996.
46- HANSEN, S.S.Microalloyed Plate and bar Products: Production
Technology Fundamentals of Microalloying Forging Steels. Edited
by KRAUSS & BANERJI, pp. 155-173. 1986.
47- DeARDO. A.J. Accelerated Cooling: A Physical Metallurgy Perspective.
Canadian Metallurgical Quarterly. v.27.n02. p.141-154.1988.
48- SPEICH. G.R., CUDDY. L.J., GORDON. C.R. and DeARDO. A.J. Phase
Transformations in Ferrous Steels Alloys. Edited by A.R. Marder
and J.J. Goldstein. TMS-AIME. p.341. 1984.
49- FIELDS. D.S and BACKOFEN. W.A. Determination of Strain hardening
characteristics by Torsion Testing, Proc. Amer. Soc. Test. Mater.
V.57.p1263.1957.
50- YUE. S, ROUCOULES, C., MACCAGNO and JONAS. JJ. Dynamic
Recrystallization in Rod Rolling. Microalloying’95 Conference
Proceedings. Pittsburg. p.285-305. 1995.
51- GAROFALO,F. Trans. Metall. Soc. AIME. v.227.p.351-335.1963.
52- Uvira. J.J. e Jonas. J.J. Trans. Metall. Soc. AIME.v242. p1619.1968.
53- HOFFMANN. W.A.M., JORGE Jr. A. M. e BALANCIN. O.- Determinação da
Energia de ativação Aparente para a deformação a Quente de um aço
130
Inoxidável Dúplex. Congresso Brasileiro de Ciencia e Engenharia de
Materiais. 12. p.235-238.1996.
54- JORGE JR. A, M. Analise DO Comportamento de Aços Inoxidáveis em
Altas temperaturas e Altas Taxas de deformação. Tese de
Doutorado.UFSCar.1997.
55- ANDRADE. H. AKBEN. M.G. and JONAS.J.J. Effect of Molybdenun,
Niobium, and Vanadium on Static Recovery and recrystalization and on
Solute Strengthening in Microalloyed Steels. Metallurgical
Transaction. A. v14. p.1967-1977.1983.
56- BORATTO., F. Projeto de Esquemas de Laminação Controlada Através de
ensaios de Torção Computadorizados. COLAM. ABM.p.71.1987.
57- NAYLOR., D.J. Review of International Activity on Microalloyed
Engineering Steels. Iron and Steelmaking. V.16.pp.246.251.1989.
58- BURNETT, M. E. - Correlation of Forging Parameters to microstructure and
Mechanical Properties in vanadium Modified 0.40 Percent Carbon
steels- Fundamentals of Microalloying Forging Steels, Edited by
KRAUSS & BANERJI, pp. 601-625. 1986.
59- PARSONS., S.A. and EDMONDS. D.V. Microstructure and mechanical
properties of medium-carbon ferrite-perlite steel Microalloyed with
vanadium. Materials Science and Technology. v.3.p.894.904.1987.
60- ENGINEER, S. and HUTCHMANN, B. Review Development of Microalloyed
Steels for Forging, bars and Wires. Microalloyed and Forging Steels,
edited by C.J. Van Tyne, G. Krauss and D.K. Matlock, pp.61-78. 1996.
61-SELLARS,C.M. modeling an Interdisciplinary Activity. Metals
Forum.v4.pp75.1981.
131
62- BRIOTTET. L., JONAS. J.J. and MONTHEILLET. F. A Mechanical
Interpretation of the Activation Energy of High Temperatura deformation
in two Phase Materials. Acta Mater.v.44. n04.p.1665-1672.1996.
63- BALANCIN. O., HOFFMANN.W.A.M. and JONAS. J.J. Influence of
microstructure on the flow behavior of duplex stainless steels at high
temperature. Metall. And Mat.Trans. A. v.31.2000.
64- HELMAN. H. e CETLIN. P.R. Fundamentos da Conformação Mecânica
Dos Materiais. Guanabara Dois. P.117.1983.
65- LIU, X. SOLBERG,J.K. and GJENGEDAL,R. - Influence of multipass
deformation on Ar3 for Nb Bearing Steel using Torsion Simulations -
Mater. Science and Tech., Vol16, pp. 345-350.1996
66- MEDINA, S. Determination of No-Recrystallization Temperature in Nb-V-Ti
Microalloyed Steel and Discussion of its Definition. Mater. Science and
Tech., vol.14, pp 217-221. 1998.
67- BAY D.Q. et alii. Effect of Deformation Parameters on the no
Recrystallization temperature in Nb-bearing Steel. Metall. Trans. A.
v.24. p.2151.1993.


















