UNIVERSIDADE FEDERAL FLUMINENSE ESCOLA DE … · 2018-03-14 · da minha vida acadêmica inclusive...
94
UNIVERSIDADE FEDERAL FLUMINENSE ESCOLA DE ENGENHARIA PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA TALLES RIBEIRO MONTENEGRO ESTUDO DAS PROPRIEDADES MECÂNICAS E DA RESISTÊNCIA À CORROSÃO DO AÇO INOXIDÁVEL SUPERMARTENSÍTICO 17CR SUBMETIDO A DIFERENTES CONDIÇÕES DE TRATAMENTOS TÉRMICOS Niterói 2014
Transcript of UNIVERSIDADE FEDERAL FLUMINENSE ESCOLA DE … · 2018-03-14 · da minha vida acadêmica inclusive...

UNIVERSIDADE FEDERAL FLUMINENSE ESCOLA DE ENGENHARIA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
TALLES RIBEIRO MONTENEGRO
ESTUDO DAS PROPRIEDADES MECÂNICAS E DA RESISTÊNCIA À CORROSÃO DO AÇO INOXIDÁVEL
SUPERMARTENSÍTICO 17CR SUBMETIDO A DIFERENTES CONDIÇÕES DE TRATAMENTOS
TÉRMICOS
Niterói 2014

TALLES RIBEIRO MONTENEGRO
ESTUDO DAS PROPRIEDADES MECÂNICAS E DA RESISTÊNCIA À CORROSÃO DO AÇO INOXIDÁVEL
SUPERMARTENSÍTICO 17CR SUBMETIDO A DIFERENTES CONDIÇÕES DE TRATAMENTOS
TÉRMICOS
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Mecânica da Universidade Federal Fluminense como requisito parcial para a obtenção do Grau de Mestre em Engenharia Mecânica. Área de Concentração: Metalurgia Física.
Orientadores: Prof. Dr. SÉRGIO SOUTO MAIOR TAVARES Prof. Dr. JUAN MANUEL PARDAL
Niterói 2014

Ficha Catalográfica elaborada pela Biblioteca da Escola de Engenharia e Instituto de Computação da UFF

TALLES RIBEIRO MONTENEGRO
ESTUDO DAS PROPRIEDADES MECÂNICAS E DA RESISTÊNCIA À CORROSÃO DO AÇO INOXIDÁVEL
SUPERMARTENSÍTICO 17CR SUBMETIDO A DIFERENTES CONDIÇÕES DE TRATAMENTOS
TÉRMICOS Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Mecânica da Universidade Federal Fluminense como requisito parcial para a obtenção do Grau de Mestre em Engenharia Mecânica. Área de Concentração: Metalurgia Física.
Aprovada em 9 de Maio de 2014.
BANCA EXAMINADORA
Prof. Dr. Sérgio Souto Maior Tavares - UFF - Orientador
Prof. Dr.. Juan Manuel Pardal - UFF - Orientador
Prof. Dra. Maria da Penha Cindra Fonseca - UFF
Prof. Dr. José Antônio da Cunha Ponciano Gomes – COPPE/UFRJ
Niterói 2014

A meus pais, irmão e familiares, que sempre me apoiaram e incentivaram na realização deste trabalho.
A meus orientadores que sempre acreditaram, incentivaram e ajudaram, até diante das maiores dificuldades, para a conclusão deste trabalho.
AGRADECIMENTOS Aos Professores e Orientadores Juan Manuel Pardal e Sérgio Souto Maior Tavares, por todo apoio, confiança e amizade em todos os momentos da minha vida acadêmica inclusive nos momentos de maior dificuldade. Aos meus pais Jayme Luiz Figueiredo Montenegro e Rita de Cássia da Consolação Ribeiro Montenegro pelo amor, apoio, incentivo e dedicação em me guiar pelos caminhos da vida. A todas as pessoas do Laboratório de Metalografia e Tratamentos Térmicos (LABMETT) da UFF, pelos ensinamentos e pela oportunidade de fazer parte deste grupo maravilhoso. A todos os amigos da gerência do TMEC (Tecnologia de Materiais, Equipamentos e Corrosão) do CENPES/PETROBRAS por sua colaboração, conhecimento, ensinamento e auxílio na realização deste trabalho. A todos os Professores e Funcionários da Escola de Engenharia da UFF e do programa de Pós-Graduação em Engenharia Mecânica (PGMEC) pela sua recepção e profissionalismo.
RESUMO
O presente trabalho pretende caracterizar e analisar as propriedades de uma liga recentemente desenvolvida denominada de aço inoxidável supermartensítico (AISM) 17Cr. As designações de AISM se distinguem em relação aos aços inoxidáveis martensíticos (AIM) pelo seu baixo teor de carbono e conteúdos controlados de níquel (Ni) e molibdênio (Mo). A microestrutura bifásica predominantemente, nesta classe de aço inoxidável é composta por ferrita e martensita, embora possa haver traços de austenita retida na microestrutura na condição como temperada. Nestes aços inoxidáveis, tratamentos térmicos de revenido afetam consideravelmente a microestrutura, propriedades mecânicas e resistência à corrosão em virtude de que a austenita precipitada pode atingir valores de até 30%. Portanto, este trabalho pretende apresentar condições de revenimento, na faixa de 300-670°C de 1 hora e duplo revenidos na faixa de 600°C de 2 e 8 horas de tratamento, procurando determinar aquelas condições que forneçam o melhor compromisso entre as propriedades mecânicas e a resistência à corrosão em amostras e corpos de prova previamente temperados a 1000°C. Neste sentido, as propriedades mecânicas avaliadas foram: tração, tenacidade ao impacto e microdureza. A resistência à corrosão foi avaliada mediante ensaios eletroquímicos de polarização eletroquímica de reativação cíclica (PERC) e polarização cíclica. Adicionalmente, foi realizada a caracterização microestrutural em diversas condições de tratamento por microscopias, ótica (MO) e eletrônica de varredura (MEV), além de difração de raios-X e propriedades magnéticas. Os resultados indicam que a condição tratada a 600°C por 1h apresenta uma tenacidade razoável sem prejuízos na resistência à corrosão. Palavras chave: Aço inoxidável supermartensítico 17Cr, Tratamentos térmicos, Microestrutura, Propriedades mecânicas, Resistência à corrosão.

ABSTRACT
The present work aims to characterize and analyze the properties of an alloy developed recently named supermartensitic stainless steel 17Cr. This steel are distinguished by low carbon martensitic structure and controlled nickel and molybdenum content. The microstructure predominantly in this class of stainless steel is composed by ferrite and martensite, although may precipitate some retained austenite in the microstructure in as quenched condition. However, tempering treatments can affect the microstructure, mechanical properties and the corrosion resistance due that the precipitated austenite can reach values of 30%. Thus, this work intends to analyze tempering conditions between 300-670°C during 1 and 2 hours, as well as double tempering at 600°C during 2 and 8 hours, attempt to determine those conditions that provide the best compromise between the mechanical properties and corrosion resistance in samples and specimens previously tempered at 1000°C. The mechanical properties analyzed were: yield and ultimate strength, toughness and micro-hardness. The corrosion resistance were evaluated by dual loop electrochemical potentiokynectic reactivation (DL-EPR) and electrochemical polarization tests. Additionally, microstructural characterization was carried out in several heat treatment conditions by optical microscopy, scanning electron microscopy, X-ray diffraction and magnetic properties. The results indicate that the condition treated at 600ºC for 1h has a reasonable toughness without loss in corrosion resistance. Key-words: 17Cr Supermartensitic Stainless steel, Heat treatment, Microstructure, Mechanical properties, Corrosion resistance.

SUMÁRIO 1. INTRODUÇÃO, p. 12
2. REVISÃO BIBLIOGRÁFICA, p. 14
2.1 AÇOS INOXIDÁVEIS, p. 14
2.2 O HISTÓRICO DOS AÇOS INOXIDÁVEIS SUPERMARTENSITICOS (AISM), p. 17
2.3 PROCESSAMENTO DOS AISM, p. 25
2.4 EFEITOS DOS PRINCIPAIS ELEMENTOS DE LIGA EM AISM, p.28
2.4.1 Cromo, p. 28 2.4.2 Carbono, p. 28 2.4.3 Niquel, p. 29 2.4.4 Nitrogênio, p. 30 2.4.5 Molibdênio, p. 31 2.4.6 Titânio, p. 32 2.4.7 Silício, p. 32 2.4.8 Manganês, p. 32 2.4.9 Cobre, p. 32 2.5 AUSTENITA PRECIPITADA EM AISM, p. 33
2.6 ESTUDO PRELIMINAR EM UM AISM 13CR, p. 34
3. MATERIAIS E MÉTODOS, p. 42
3.1 MATERIAL, p. 42
3.2 PREPARAÇÃO DAS AMOSTRAS PARA ANÁLISE, p. 43
3.3 TRATAMENTOS TÉRMICOS, p. 43
3.3.1 Tratamento Térmico de Têmpera, p. 43 3.3.2 Tratamentos Térmicos de Revenido, p. 43
3.4 PROPRIEDADES MECÂNICAS, p. 44
3.4.1 Medições de Dureza, p. 44 3.4.2 Ensaio de Impacto, p. 45 3.4.3 Ensaios de Tração, p. 45 3.4.4 Ensaios de Microdureza, p. 45 3.5 MICROSCOPIA ÓTICA (MO) , p. 46
3.6 MICROSCOPIA ELETRÔNICA DE VARREDURA (MEV) E ESPECTROSCOPIA POR
DISPERSÃO DE ENERGIA (EDS) , p. 46
3.6.1 Caracterização das Amostras Temperadas e Revenidas, p. 46 3.6.2 Caracterização de Falhas e Superfícies de Fratura, p. 47 3.7 CARACTERIZAÇÃO POR RAIO-X E PROPRIEDADES MAGNÉTICAS, p. 47
3.7.1 Difração de Raio-X, p. 47 3.7.2 Propriedades Magnéticas, p. 47 3.8 ENSAIOS DE CORROSÃO, p. 49
4. RESULTADOS E DISCUSSÃO, p. 54
4.1 CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO 17CR NAS DIVERSAS
CONDIÇÕES DE TRATAMENTO, p. 54
4.2 PROPRIEDADES MECÂNICAS, p. 66
4.2.1 Ensaio de tração, p. 66 4.3 TENACIDADE AO IMPACTO - ENSAIOS CHARPY, p. 68
4.3.1 Fratografia dos corpos de prova Charpy ensaiados a – 46oC, p. 72

4.4 RESISTÊNCIA À CORROSÃO, p. 75
4.4.1 Resistência ao Pite, p. 75 4.4.2 Caracterização por DL-EPR, p. 80
5. 5 CONCLUSÕES, p. 85
6. 6 SUGESTÕES PARA TRABALHOS FUTUROS, p. 87
7. 7 REFERÊNCIAS BIBLIOGRÁFICAS, p. 89

1
CAPÍTULO 1 1 INTRODUÇÃO Os aços inoxidáveis supermartensíticos (AISM) são ligas de desenvolvimento recente
para serem utilizadas em larga escala nas atividades de exploração e produção de petróleo
offshore em componentes tais como, colunas de produção, linhas de injeção de água salgada e
em diversos equipamentos que requeiram uma elevada resistência à corrosão com altos
valores de resistência mecânica. Estas ligas se incluem no grupo de ligas classificadas como
Corrosion Resistant Alloy (CRA). Estes materiais obtêm suas características principais pela
adição de elementos como cromo (Cr), molibdênio (Mo), tungstênio (W), cobre (Cu) e
vanádio (V). Os teores extra-baixo de carbono (C) e impurezas, tais como enxofre (S) e
fosforo (P), também favorecem à melhora da resistência à corrosão e das propriedades
mecânicas. A adição de níquel (Ni) como elemento austenitizante em substituição ao C,
resulta em uma microestrutura composta principalmente por martensita (M) à temperatura
ambiente. A ferrita (α) também surge como componente microestrutural nas designações onde
se adicionam maiores teores de elementos ferritizantes, tais como Cr, Mo, V e W. Por outro
lado, os elevados teores de Ni nos aços mais ligados podem ocasionar o surgimento de
austenita durante o tratamento têmpera e revenido.
Em comparação com os aços inoxidáveis duplex (AID) e superduplex (AISD), os aços
inoxidáveis supermartensíticos (AISM) são mais econômicos tendo maiores valores de
resistência mecânica, mas apresentam uma menor resistência aos diversos tipos de corrosão,
atribuido à presença de menores teores de liga tal como Cr, Mo, W e N.
13
Os primeiros AISM desenvolvidos possuíam teores de Cr na faixa de 11 a 13%,
entretanto, pequenas adições de titânio (Ti) e/ou nióbio (Nb) também foram introduzidas. No
entanto, recentemente, novas ligas foram desenvolvidas com teores de 15 a 17% Cr,
procurando obter uma maior resistência à corrosão visando a competitividade com os AID e
AISD com menor custo. A Sumitomo, JFE, Vallourec & Mannesman (V&M) são exemplos
de empresas siderúrgicas que começaram com o estudo, desenvolvimento e fabricação de tais
ligas.
Atualmente a potencial aplicação dos AISM contendo 17% Cr seria em tubulações de
transporte de petróleo em condições de alta pressão e temperatura. A designação
SM17CRS125 de grau 125ksi deste aço já é fornecido no mercado sob ecomenda pela
Sumitomo. Entretanto, a JFE está desenvolvendo, além da liga de grau 125ksi, a liga de grau
110ksi, onde estes graus correspondem ao valor do limite de escoamento minimo da liga.
Neste sentido, é de extremo interesse determinar as melhores condições de tratamento de
revenido que aliem altos valores de resistência mecânica sem afetar na resistência à corrosão
da liga. Neste trabalho, foram investigadas a influência dos tratamentos térmicos de revenido
nas propriedades mecânicas e resistência à corrosão de um aço inoxidável supermartensítico
grau 110ksi com 17% de Cr. Os resultados indicam que a condição temperada a 1000°C por 1
hora e posteriormente revenida a 650°C por 1 hora exibe elevada tenacidade, porém com
valores de sensitização (Ir/Ia) elevados. Entretanto, o revenido a 600°C por 1 hora oferece o
melhor compromisso entre as propriedades mecânicas e a resistência à corrosão em relação às
condições analizadas no intervalo de temperatura de 300 a 670°C.

14
CAPÍTULO 2
2 REVISÃO BIBLIOGRÁFICA
2.1 AÇOS INOXIDÁVEIS
Por definição os aços inoxidáveis são ligas ferrosas contendo pelo menos 11% Cr e
teor limitado de carbono (SEDRIKS, 1996). O cromo (Cr) é o principal elemento de liga,
responsável por conferir resistência à corrosão aos aços inoxidáveis. Este efeito do cromo se
dá pela formação de uma película fina aderente de óxido de cromo na superfície do aço
conhecida com camada passivadora ou simplesmente camada passiva. Este óxido se forma
naturalmente em ambientes oxidantes, mas pode sofrer ataque em soluções de ácidos
redutores tal como HCl, HF e H2SO4, em determinadas concentrações.
Em uma visão geral, quanto maior o teor de Cr em uma liga, maior a sua resistência à
corrosão. No entanto, ele não é o único elemento que influencia positivamente a resistência à
corrosão de um material. O molibdênio (Mo) também é um elemento muito utilizado na
composição dos aços inoxidáveis com o objetivo de melhorar a resistência à corrosão por
pites, porém, devido ao seu custo elevado e à possíbilidade de precipitação de fases
intermetálicas, as ligas comercialmente encontradas possuem teores controlados deste
elemento. Cabe ressaltar que o efeito de proteção contra corrosão pela formação do óxido de
cromo só será realmente efetiva se estes átomos estiverem contidos em solução sólida. Caso
contrário, sérios problemas de corrosão intergranular e por pites, podem ocorrer no material
quando o cromo estiver formando precipitados localizados na microestrutura. Além disso,
algumas ligas contêm níquel (Ni), nitrogênio (N) e cobre (Cu) com intuito de conferir
resistência a diversos tipos de corrosão.
15
Nos aços inoxidáveis (AI), precipitados como os carbonetos de cromo e os
intermetálicos do tipo fase sigma σ e fase chi χ são ricos em cromo, sendo, portanto, estas
fases denominadas de fases deletérias ou intermetálicas, pois criam uma região pobre em Cr
no seu entorno, além de serem fases extremamente duras e frágeis. As regiões pobres em
cromo tornam-se anódicas em relação às regiões ricas, criando-se assim uma pilha de
corrosão.
Existe uma grande variedade de tipos de aços inoxidáveis, na qual a American Society
for Testing Materials (ASTM) os classificam em função do tipo de microestruturas e formas
de processamento, entre outras variáveis. Os aços inoxidáveis mais comuns são classificados
em quatro grupos principais, que são: os Martensíticos (AIM), os Ferríticos (AIF), os
Austeníticos (AIA), e os bifásicos Duplex (AID) com sua microestrutura composta por ferrita
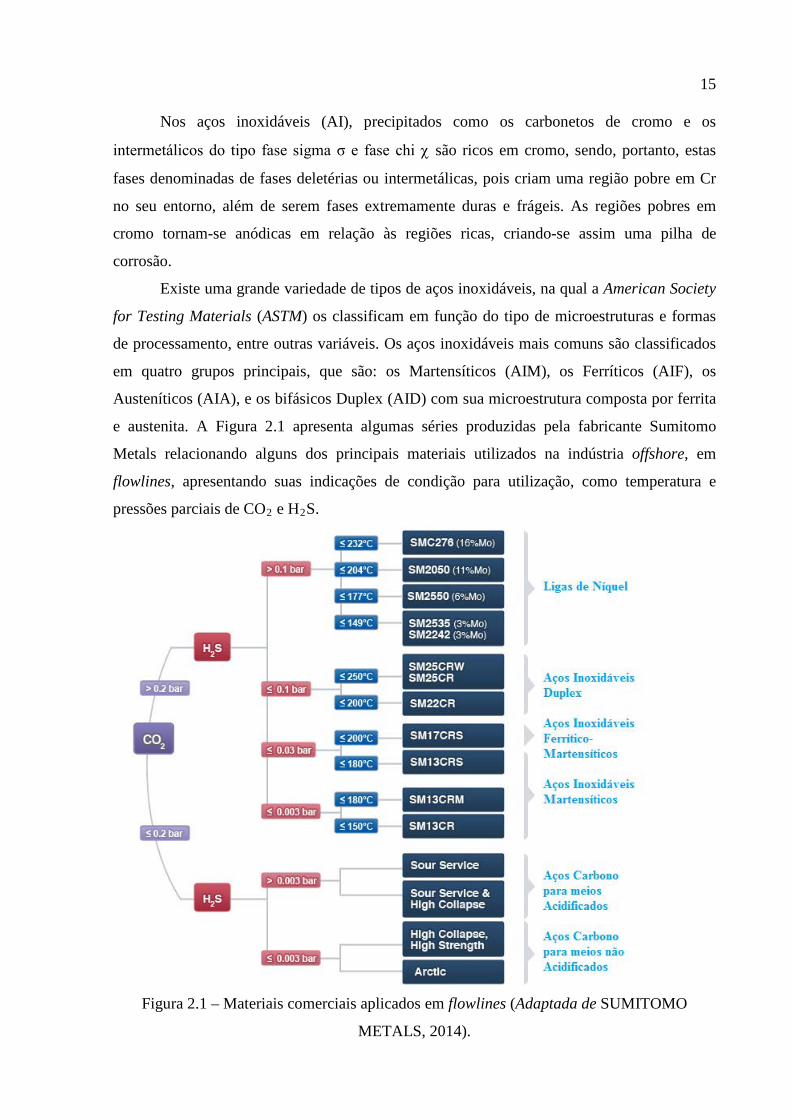
e austenita. A Figura 2.1 apresenta algumas séries produzidas pela fabricante Sumitomo
Metals relacionando alguns dos principais materiais utilizados na indústria offshore, em
flowlines, apresentando suas indicações de condição para utilização, como temperatura e
pressões parciais de CO2 e H2S.
Figura 2.1 – Materiais comerciais aplicados em flowlines (Adaptada de SUMITOMO
METALS, 2014).
16
Os AIM se destacam por serem empregados em componentes resistentes ao desgaste e
à corrosão, tal como componentes internos de válvulas, além de discos de freios na industria
automotiva e instrumentais de corte, tais como facas e bisturis.
Os elementos de liga frequentemente utilizados nos aços inoxidáveis podem ser
divididos em austenizantes (gama-gêneos) e ferritizantes (alfa-gêneos). Os principais
elementos ferritizantes são o cromo (Cr), molibidênio (Mo), titânio (Ti), nióbio (Nb) e
alumínio (Al). Os elementos austenitizantes mais usuais são o níquel (Ni), carbono (C),
nitrogênio (N), manganês (Mn) e cobalto (Co).
Nos materiais metálicos, e nos aços inoxidáveis em particular, a microestrutura é
determinada pela composição química e pelo histórico termomecânico do material, entretanto,
a influência da composição química é muito forte na determinação da microestrutura e,
consequentemente, no tipo de aço inoxidável a ser produzido. Assim sendo, os aços
inoxidáveis austeníticos mais utilizados possuem elevados teores de níquel onde, por ser um
elemento austenitizante, pode ser utilizado sem prejuízo de outras propriedades. Ao se
produzir um aço inoxidável austenítico com mais alto teor de cromo e/ou molibdênio, que são
elementos que aumentam a resistência à corrosão, faz-se necessário adicionar níquel, e/ou
alguns outros elementos tal como nitrogênio de modo contrabalançar e estabilizar a fase
austenítica à temperatura ambiente através da redução das temperaturas Mi e Mf do material.
No caso dos aços inoxidáveis austeno-ferríticos ou duplex, a microestrutura ideal é
composta de 50% austenita e 50% ferrita (WEBER, et al.,1986). Tal balanço se tornou
possível com o avanço da tecnologia de fabricação e controle preciso dos teores de elementos
de liga adicionados. Entretanto, nestes aços, os tratamentos térmicos e termomecânicos
também devem ser cuidadosamente realizados para se evitar um desequilíbrio nas frações de
ferrita e austenita, bem com a precipitação de fases indesejáveis (PARDAL, 2012).
Nos aços inoxidáveis martensíticos, é de conhecimento comum que a martensita é uma
fase metaestável que se origina única e exclusivamente a partir da austenita nos aços. Assim
sendo, os AIM devem ter um balanço determinado de elementos de liga para que em altas
temperaturas o material passe pelo campo austenítico, ou seja, a microestrutura deve ser
austenítica em temperaturas elevadas (a partir de 900°C). Portanto, quando um aço com essas
características é submetido a tratamento térmico de têmpera ocorrerá a transformação
martensítica γ → M. Tal transformação só ocorrerá através deste processo caso o balanço de
elementos de liga resultem em uma temperatura de inicio da transformação martensitica (Mi)
e temperatura de fim da transformação martensitica (Mf), do aço, acima da temperatura
ambiente. Estas temperaturas geralmente decrescem com o aumento dos teores de elementos
17 de liga austenitizantes, sendo o níquel o elemento que causa redução mais acentuada desta
temperatura. Contudo, os aços inoxidáveis martensíticos (AIM) devem possuir maiores
adições de elementos austentizantes (C e/ou Ni) quanto maiores forem os teores de elementos
ferritizantes (Cr e outros), mas o teor total destes elementos de liga é de certo modo limitado
pelo efeito do decréscimo de Mi e Mf. Os AIM que apresentam baixos teores de carbono,
porém com adiçoes de Ni e Mo são popularmente conhecidos como aços inoxidáveis
supermartensíticos (AISM). Na seção 2.2 é feita uma análise mais detalhada sobre a evolução
destes aços comentando as caracteristicas e propriedades dos mesmos.
2.2 O HISTÓRICO DOS AÇOS INOXIDÁVEIS SUPERMARTENSITICOS (AISM)
Com o passar dos anos, a produção de petróleo no Brasil e no mundo evoluiu em um
ritmo acelerado, requerendo desenvolvimento constante de materiais e processos de
fabricação. No começo da corrida para a produção de petróleo, as indústrias utilizavam o aço
carbono como material principal, que durante muitos anos se manteve com o incremento do
uso de inibidores de corrosão, até mesmo em campos offshore como é o caso da maior parte
da produção brasileira. Porém, com o passar dos anos, e o surgimento de novos obstáculos, os
aços carbono deixaram de ser aplicáveis, dando espaço a materiais mais resistentes
mecanicamente e à corrosão.
Com o avanço da produção em campos marinhos, iniciou-se em 1970, o uso de ligas
denominadas Corrosion Resistent Alloy (CRA), ou seja, ligas resistentes à corrosão. Diante da
presença de H2S, CO2, com altas concentrações de cloretos em meios cada vez mais severos,
como alta pressão e temperatura, os AI começaram a ser aplicados, surgindo assim as
primeiras séries de aços inoxidáveis supermartensíticos (AISM) que aliaram alta resistência
mecânica, uma boa resistência à corrosão e tenacidade razoável devido aos baixos teores de
carbono, que se encontravam na ordem de 0,08%. Os primeiros AISM desenvolvidos
possuíam teores de Cr na faixa de 11 a 13%, entretanto, pequenas adições de titânio (Ti) e/ou
nióbio (Nb) também foram introduzidas (RODRIGUES, et al. 2004). A primeira série desta
família a ser mundialmente conhecida foram as ligas contendo 13% de Cr, comumente
chamadas de “Super 13”. Esta nova familia de aços inoxidáveis se tornou uma alternativa
prática e econômica para substituição dos aços carbono com inibidores de corrosão e parte
dos inoxidáveis dúplex na construção de tubulações onshore e offshore (SMITH, et al. 2002).
Na realidade, os AISM são considerados uma subclasse dos aços inoxidáveis martensíticos
convencionais, que combinam baixos custos de produção com uma melhor soldabilidade,

18 propriedades mecânicas e resistência à corrosão. A melhoria continua no desempenho desses
materiais foi como resultado de se manter baixo o teor de carbono (teor em torno de 0,01%),
aumentando o teor de níquel na faixa de 4 a 6% adicionando-se ainda os elementos de liga
molibdênio e titânio (KONDO et al., 1999; DUFRANE, 1999). Apesar disso, estas ligas já
apresentam tensão de escoamento de 80ksi, sendo comparada a algumas series de aço
carbono.
A Tabela 2.1 exibe a composição química nominal de alguns dos mais comuns aços
inoxidáveis supermartensíticos atualmente utilizado no mercado.
Tabela 2.1 – Composições químicas nominais e graus típicos de AISM com 11-13%Cr
(MÜRI et al., 2009).
Ligas
Percentual em peso do elemento
C
máx.
N
máx.
S
máx.
Si
máx.
Mn
máx.
P
máx.
Cu
máx. Cr Ni Mo
11Cr-2,5Ni 0,015 0,012 0,002 0,4 2,00 0,03 0,2–0,6 10,5-1,5 1,5–1,5 0,1
12Cr 4,5Ni 1,5Mo 0,015 0,012 0,002 0,4 2,00 0,03 0,2–0,6 11 – 13 4 – 5 1 – 2
12Cr 6,5Ni 2,5Mo 0,015 0,012 0,002 0,4 2,00 0,03 0,2–0,6 11 – 13 6 – 7 2 – 3
Estudos nesta classe de materiais continuaram sendo realizados a cada dia, focando em
serviços com maiores concentrações de H2S, CO2, íons de cloreto, altas pressões e
temperatura. Estes levaram ao surgimento das designações de AISM com 15% e 17% de Cr,
sendo estas, as séries mais modernas na família dos aços inoxidáveis supermartensíticos.
Em comparação aos AID e AISD os AISM possuem maiores limites de resistência à
tração e de tensão de escoamento, sendo estes na ordem de 110 a 125ksi, contra
aproximadamente 80ksi dos AID e AISD quando se encontram solubilizados. Em
contrapartida, é possível encontrar atualmente formulações de AISD com 125ksi de tensão
limite de escoamento em virtude destes aços serem deformados plasticamente a frio após à
solubilização em seu processo de fabricação. Porém, os AISD ainda são muito caros se
comparados com as séries dos AISM, sendo necessário uma análise econômica levando em
consideração as condições de meio existente em relação aos custos dos materiais
(SUMITOMO, 2014).
A primeira vez que foram utilizados aços inoxidáveis martensíticos (AIM) em linhas
de produção na indústria petrolífera foi no campo de Arun na Indonésia pela então
proprietária Mobil TM, onde mais de 28 km de dutos de aço inoxidável martensítico 13Cr
19 foram instalados em um período de 13 anos a partir de 1980. No entanto, estes materiais por
não possuírem boa soldabilidade, motivaram à realização de diversas pesquisas que levaram,
em 1996, ao surgimento do primeiro AISM (WINDEN, et al., 2009).
A primeira utilização de um aço inoxidável supermartensítico, na época denominado
martensítico genuinamente soldável, ocorreu em 1995 nos campos de Ǻsgard e Gulfaks.
Nestes campos, a Statoil realizou a união, de flowlines sem costura, por soldagem, fazendo
uso de ligas de AID e AISD como metal de adição. Desta forma, o AISM passou a ser bastante
requisitado como material para tubulações, considerando o sucesso destes na Noruega no final dos
anos noventa. Deste modo os AISM foram contemplados em diferentes projetos, obtendo-se
resultados positivos tanto, em aspectos técnicos como econômicos.
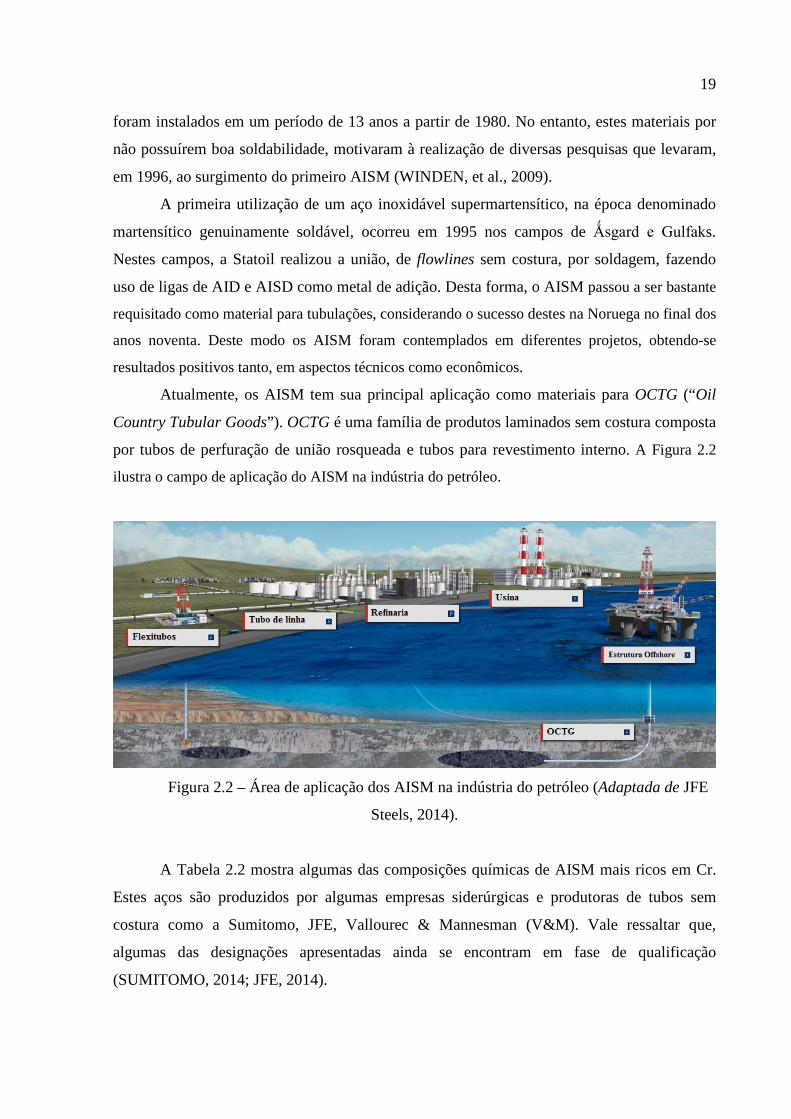
Atualmente, os AISM tem sua principal aplicação como materiais para OCTG (“Oil
Country Tubular Goods”). OCTG é uma família de produtos laminados sem costura composta
por tubos de perfuração de união rosqueada e tubos para revestimento interno. A Figura 2.2
ilustra o campo de aplicação do AISM na indústria do petróleo.
Figura 2.2 – Área de aplicação dos AISM na indústria do petróleo (Adaptada de JFE
Steels, 2014).
A Tabela 2.2 mostra algumas das composições químicas de AISM mais ricos em Cr.
Estes aços são produzidos por algumas empresas siderúrgicas e produtoras de tubos sem
costura como a Sumitomo, JFE, Vallourec & Mannesman (V&M). Vale ressaltar que,
algumas das designações apresentadas ainda se encontram em fase de qualificação
(SUMITOMO, 2014; JFE, 2014).
20
Tabela 2.2: Composições químicas nominais e graus típicos de AISM com teores de 13%,
15% e 17% de Cr (SUMITOMO, 2014; JFE, 2014).
Grau Porcentagem do elemento em peso
C Si Mn P S Cr Ni Mo Cu V máx. máx. máx. máx. máx. máx. máx.
13CR-80ksi 0,15~0,22 1 0,25~1,00 0,02 0,01 12,0~14,0 máx. 0,50 — 0,25 —
13CR-95ksi 0,04 0,5 0,6 0,02 0,01 12,0~14,0 3,50~4,50 0,8~1,5 — —
13CR-110ksi 0,04 0,5 0,6 0,02 0,005 12,0~14,0 4,50~5,50 1,8~2,5 — —
15CR-125ksi 0,04 0,5 0,6 0,02 0,005 14,0~16,0 6,00~7,00 1,8~2,5 1,5 —
17CR-110ksi 0,04 0,5 0,6 0,02 0,005 16,0~18,0 3,50~4,50 2,3~2,8 1,5 —
17CR-125ksi 0,03 0,5 0,5 — — 16,0~18,0 4,50~5,50 2,0~3,0 2,0~3,0 0,1
Para distingir os diversos aços inoxidáveis existentes, em termos de resistencia à
corrosão localizada, foi proposta a formulação de um índice equivalente de resistência ao pite
conhecido como Pitting Corrosion Equivalent (PRE). O cálculo do PRE intrínseco da liga é
determinado pela Equação 1 (GUNN, 2003).
PRE = %Cr +3,3.(%Mo + 0,5.%W) + 16.(%N) 1
A Tabela 2.3 apresenta o PRE estimado, através da equação 1, de algumas designações
de AISM fazendo uso da média dos valores da faixa de composição de Cr e Mo apresentados
na Tabela 2.2.
Tabela 2.3 – PRE aproximado de algumas designações de AISM.
Material 13CR 80ksi
13CR 95ksi
13CR 110ksi
15CR 125ksi
17CR 110ksi
17CR 125ksi
PRE 13 17 20 22 25 25
Estudos realizados por Kimura & Shimamoto, (2009), no desenvolvimento do novo
AISM 17Cr, apresentaram bons resultados do comportamento deste material em relação aos
demais aços desta família. Contudo, neste trabalho não são conhecidos os parâmetros de
fabricação e tratamentos térmicos efetuados nos materiais nas condições ensaiadas a
continuação.
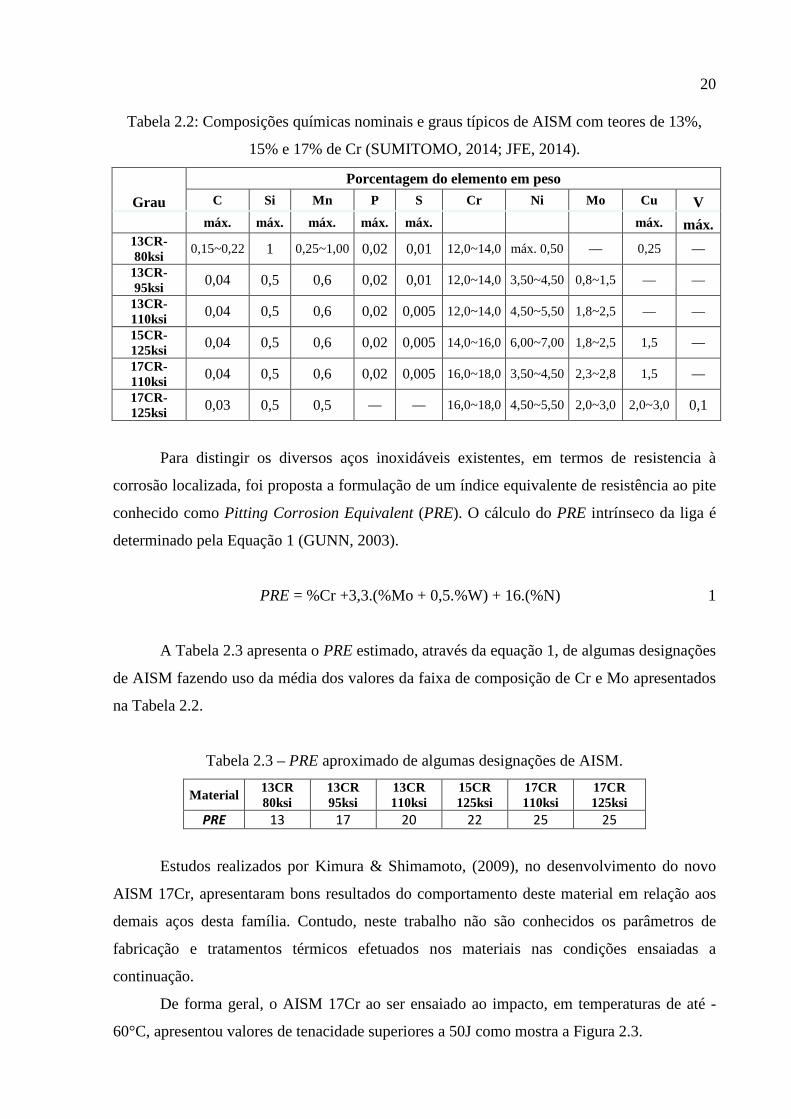
De forma geral, o AISM 17Cr ao ser ensaiado ao impacto, em temperaturas de até -
60°C, apresentou valores de tenacidade superiores a 50J como mostra a Figura 2.3.
21
Ener
gia
Abs
orvi
da (J
)
Temperatura (°C)
Tens
ão (M
Pa)
Figura 2.3 – Valores de tenacidade ao impacto Charpy do AISM 17Cr em função da
temperatura de teste (Adaptada de KIMURA, et al, 2009).
Neste mesmo estudo, Kimura & Shimamoto, (2009) levantaram o comportamento do
AISM 17Cr referente às propriedades mecânicas com a variação da temperatura. Os autores
também avaliaram o desempenho em condições severas de corrosão sob tensão por CO2 e a
influência dos íons cloreto no potencial de pite. Por fim, foram também estudados os limites
de utilização diante dos parâmetros estabelecidos para serviço com pressão parcial de H2S,
conforme a norma NACE TM0177- Método A (1996).
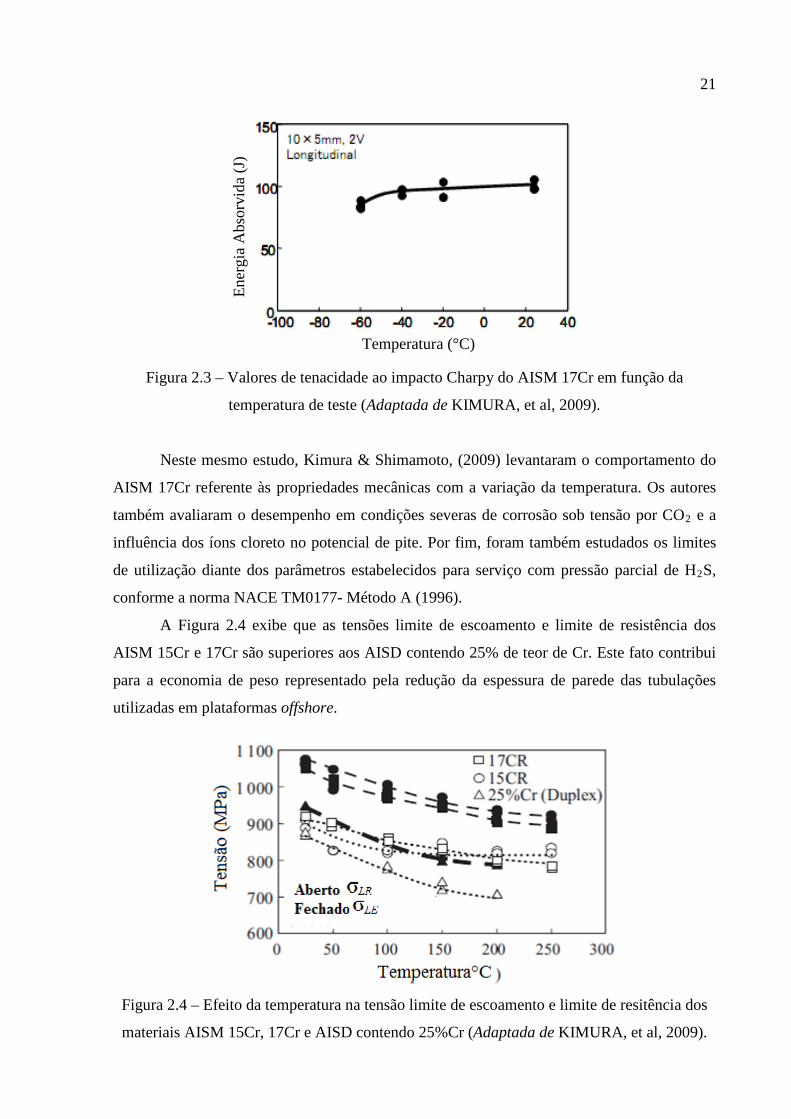
A Figura 2.4 exibe que as tensões limite de escoamento e limite de resistência dos
AISM 15Cr e 17Cr são superiores aos AISD contendo 25% de teor de Cr. Este fato contribui
para a economia de peso representado pela redução da espessura de parede das tubulações
utilizadas em plataformas offshore.
Figura 2.4 – Efeito da temperatura na tensão limite de escoamento e limite de resitência dos
materiais AISM 15Cr, 17Cr e AISD contendo 25%Cr (Adaptada de KIMURA, et al, 2009).
22
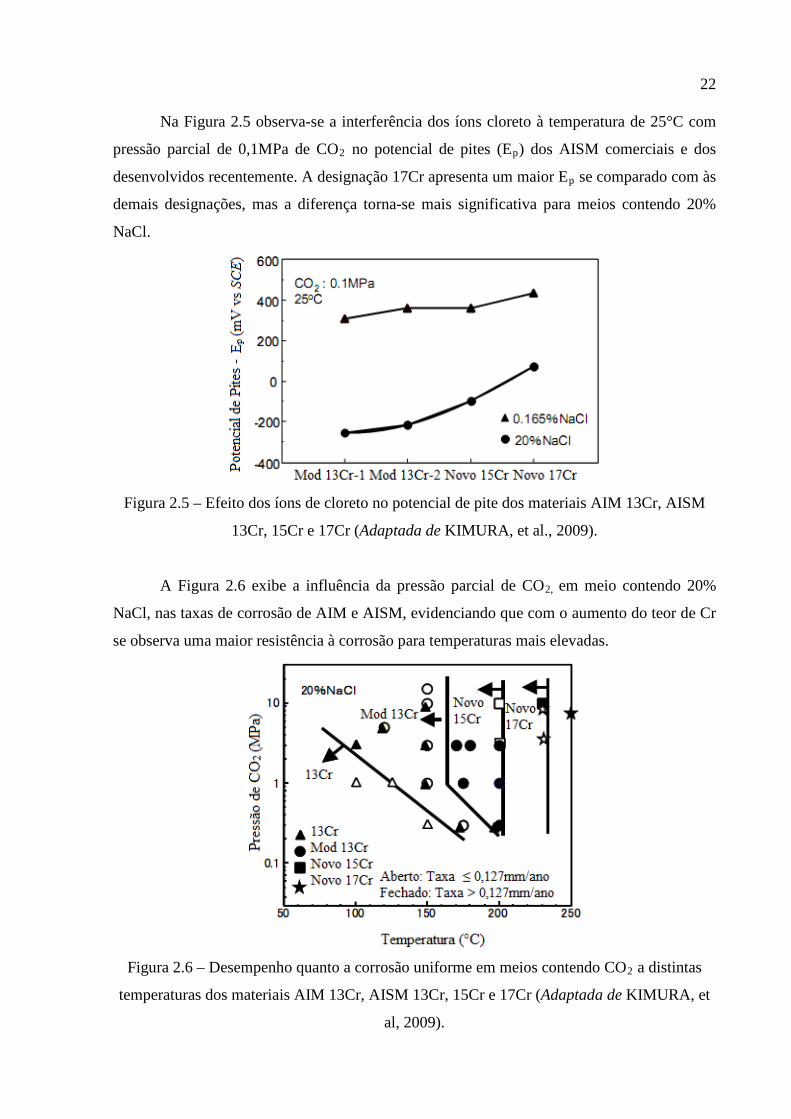
Na Figura 2.5 observa-se a interferência dos íons cloreto à temperatura de 25°C com
pressão parcial de 0,1MPa de CO2 no potencial de pites (Ep) dos AISM comerciais e dos
desenvolvidos recentemente. A designação 17Cr apresenta um maior Ep se comparado com às
demais designações, mas a diferença torna-se mais significativa para meios contendo 20%
NaCl.
Figura 2.5 – Efeito dos íons de cloreto no potencial de pite dos materiais AIM 13Cr, AISM
13Cr, 15Cr e 17Cr (Adaptada de KIMURA, et al., 2009).
A Figura 2.6 exibe a influência da pressão parcial de CO2, em meio contendo 20%
NaCl, nas taxas de corrosão de AIM e AISM, evidenciando que com o aumento do teor de Cr
se observa uma maior resistência à corrosão para temperaturas mais elevadas.
Figura 2.6 – Desempenho quanto a corrosão uniforme em meios contendo CO2 a distintas
temperaturas dos materiais AIM 13Cr, AISM 13Cr, 15Cr e 17Cr (Adaptada de KIMURA, et
al, 2009).

23
A Figura 2.7 apresenta os resultados do teste de 4 pontos realizados em um AISM
17Cr grau 125ksi em diversas condições de temperatura e pH. Neste estudo, empregou-se um
carregamento de 100% da tensão limite de escoamento para soluções contendo 0,17%NaCl e
25%NaCl com pressões parciais de 0,01barH2S+30barCO2. Os resultados exibem boa
resposta do AISM 17Cr à corrosão sob tensão (CST) em baixos pH e temperaturas elevadas
se comparados ao AISM 13Cr (SUMITOMO, 2013).
Figura 2.7 – Avaliação da corrosão sob tensão pelo ensaio de 4 pontos de um AISM 17Cr
125ksi (Adaptada de SUMITOMO,2013).
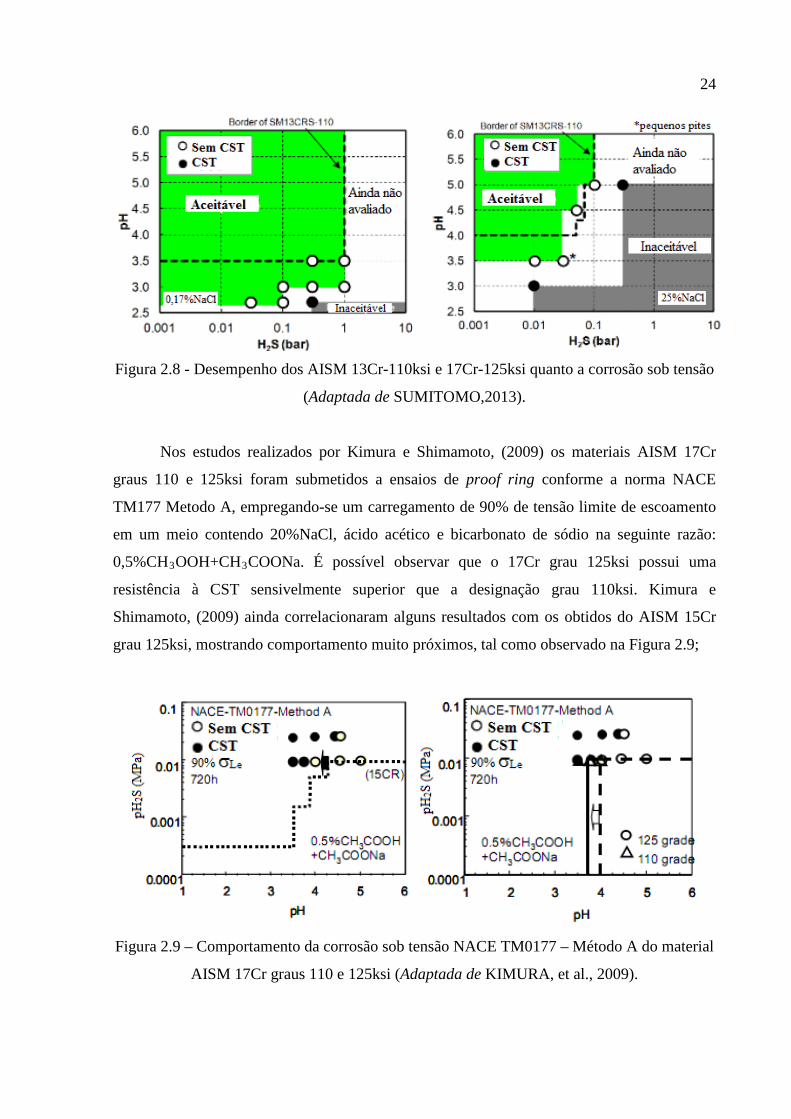
Uma breve comparação entre um AISM 13Cr grau 110ksi e um AISM 17Cr grau
125ksi quanto a resistência à corrosão sob tensão (CST), conforme diretrizes da norma NACE
TM-0177, foi realizada pela fabricante japonesa Sumitomo Metals (SUMITOMO, 2013).
Neste estudo constatou-se um aumento significativo da resistência à CST do AISM 17Cr em
meios apresentando menor pH, assim como também para pressões parciais maiores de H2S à
temperatura ambiente, como mostrado na Figura 2.8.
24
Figura 2.8 - Desempenho dos AISM 13Cr-110ksi e 17Cr-125ksi quanto a corrosão sob tensão
(Adaptada de SUMITOMO,2013).
Nos estudos realizados por Kimura e Shimamoto, (2009) os materiais AISM 17Cr
graus 110 e 125ksi foram submetidos a ensaios de proof ring conforme a norma NACE
TM177 Metodo A, empregando-se um carregamento de 90% de tensão limite de escoamento
em um meio contendo 20%NaCl, ácido acético e bicarbonato de sódio na seguinte razão:
0,5%CH3OOH+CH3COONa. É possível observar que o 17Cr grau 125ksi possui uma
resistência à CST sensivelmente superior que a designação grau 110ksi. Kimura e
Shimamoto, (2009) ainda correlacionaram alguns resultados com os obtidos do AISM 15Cr
grau 125ksi, mostrando comportamento muito próximos, tal como observado na Figura 2.9;
Figura 2.9 – Comportamento da corrosão sob tensão NACE TM0177 – Método A do material
AISM 17Cr graus 110 e 125ksi (Adaptada de KIMURA, et al., 2009).
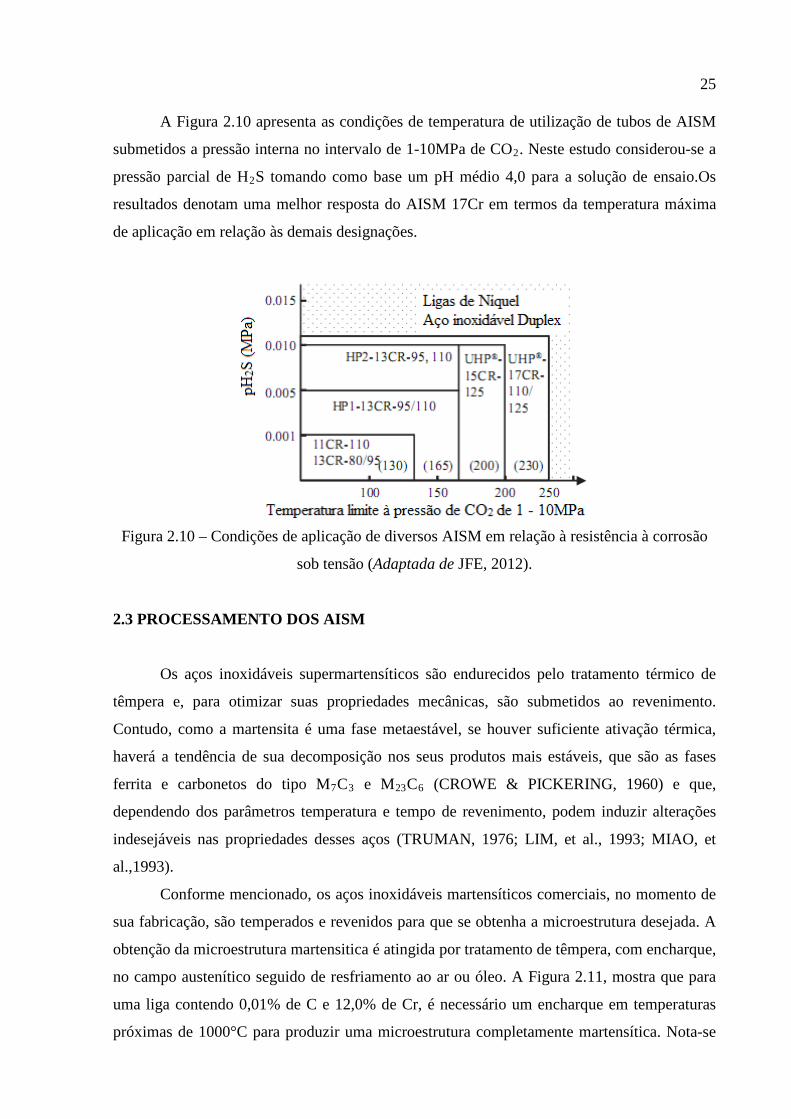
25 A Figura 2.10 apresenta as condições de temperatura de utilização de tubos de AISM
submetidos a pressão interna no intervalo de 1-10MPa de CO2. Neste estudo considerou-se a
pressão parcial de H2S tomando como base um pH médio 4,0 para a solução de ensaio.Os
resultados denotam uma melhor resposta do AISM 17Cr em termos da temperatura máxima
de aplicação em relação às demais designações.
Figura 2.10 – Condições de aplicação de diversos AISM em relação à resistência à corrosão
sob tensão (Adaptada de JFE, 2012).
2.3 PROCESSAMENTO DOS AISM
Os aços inoxidáveis supermartensíticos são endurecidos pelo tratamento térmico de
têmpera e, para otimizar suas propriedades mecânicas, são submetidos ao revenimento.
Contudo, como a martensita é uma fase metaestável, se houver suficiente ativação térmica,
haverá a tendência de sua decomposição nos seus produtos mais estáveis, que são as fases
ferrita e carbonetos do tipo M7C3 e M23C6 (CROWE & PICKERING, 1960) e que,
dependendo dos parâmetros temperatura e tempo de revenimento, podem induzir alterações
indesejáveis nas propriedades desses aços (TRUMAN, 1976; LIM, et al., 1993; MIAO, et
al.,1993).
Conforme mencionado, os aços inoxidáveis martensíticos comerciais, no momento de
sua fabricação, são temperados e revenidos para que se obtenha a microestrutura desejada. A
obtenção da microestrutura martensitica é atingida por tratamento de têmpera, com encharque,
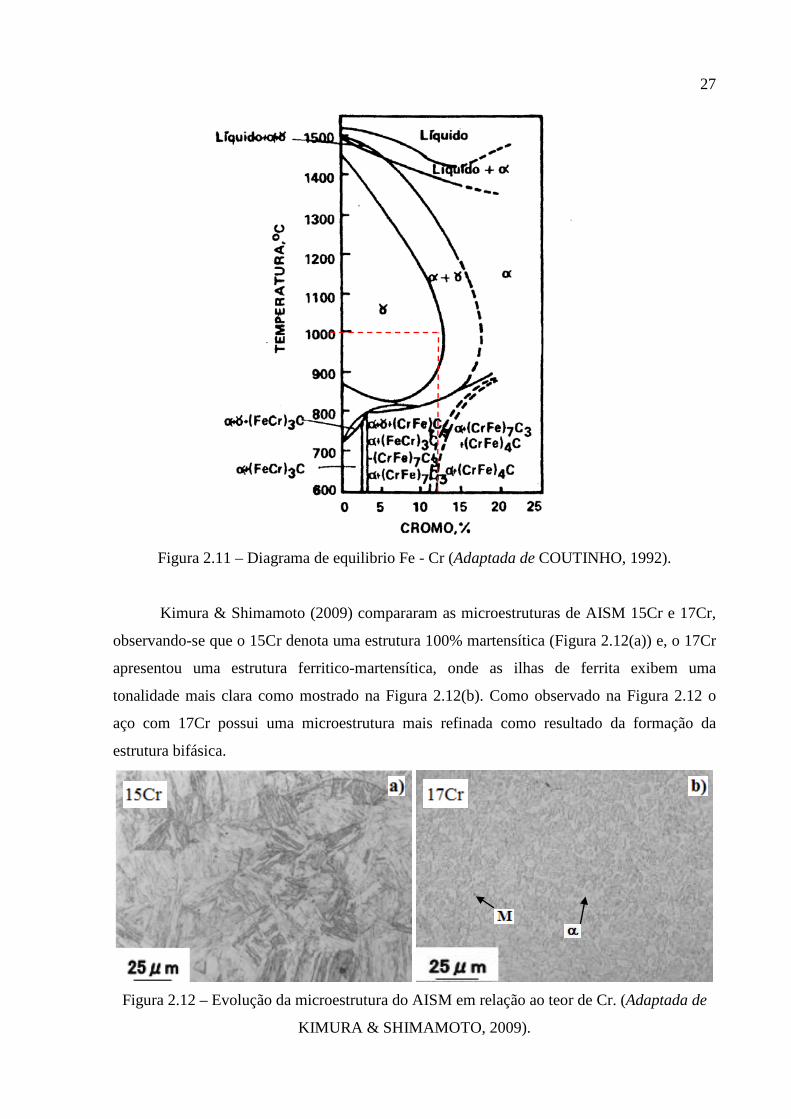
no campo austenítico seguido de resfriamento ao ar ou óleo. A Figura 2.11, mostra que para
uma liga contendo 0,01% de C e 12,0% de Cr, é necessário um encharque em temperaturas
próximas de 1000°C para produzir uma microestrutura completamente martensítica. Nota-se

26 que em aços inoxidáveis martensíticos convencionais, como os graus AISI 410, 420, 431 e
440, o carbono tem a função de elemento austenitizante que amplia a lupa austenítica, além do
seu efeito endurecedor. Nos aços inoxidáveis supermartensíticos, a redução drástica do teor de
carbono necessária para o aumento da resistência à corrosão, tenacidade e soldabilidade,
provocaria a dimunuição da lupa austenítica, impossibilitando teoricamente a obtenção da
estrutura 100% austenítica em alta temperatura e 100% martensítica após o resfriamento
rápido dos aços com 11-13%Cr. Assim sendo, para compensar a redução do teor carbono e
garantir a estrutura austenítica a cerca de 1000oC, os supermartensíticos contém adições de Ni
cujos teores dependerão do %Cr e de outros elementos ferritizantes, como Mo, W e Ti. Cabe
ressaltar que também é atribuído ao Ni um efeito benéfico na tenacidade ao impacto desses
aços.
Com maiores adições de Mo e Cr nesses aços, o Ni não pôde mais ser usado para
manter a razão de elementos ferritizantes/austenitizantes, uma vez que este elemento reduz
drasticamente a temperatura Mi e Mf do material abaixo da temperatura ambiente. Sendo
assim, algumas composições de aços desta família podem apresentar uma microestrutura
trifásica remanescente da austenita não transformada no tratamento de têmpera ou até em
outros tratamentos térmicos. Esta austenita pode ser chamada de austenita retida
(CARROUGE, 2009).
27
Figura 2.11 – Diagrama de equilibrio Fe - Cr (Adaptada de COUTINHO, 1992).
Kimura & Shimamoto (2009) compararam as microestruturas de AISM 15Cr e 17Cr,
observando-se que o 15Cr denota uma estrutura 100% martensítica (Figura 2.12(a)) e, o 17Cr
apresentou uma estrutura ferritico-martensítica, onde as ilhas de ferrita exibem uma
tonalidade mais clara como mostrado na Figura 2.12(b). Como observado na Figura 2.12 o
aço com 17Cr possui uma microestrutura mais refinada como resultado da formação da
estrutura bifásica.
Figura 2.12 – Evolução da microestrutura do AISM em relação ao teor de Cr. (Adaptada de
KIMURA & SHIMAMOTO, 2009).

28 2.4 EFEITOS DOS PRINCIPAIS ELEMENTOS DE LIGA EM AISM
2.4.1 Cromo
O cromo (Cr) é o elemento ferritizante que aumenta a resistência à corrosão dos aços
inoxidáveis por ser o principal responsável na formação da camada passiva quando exposto a
um meio contendo oxigênio. No material estudado, é acrescentado em contrabalanço ao Ni,
para garantir uma composição microestrutural ferrítica-martensítica. No entanto, maiores
teores de cromo influencian nos valores de tensão de limite de escoamento como mostrado na
Figura 2.13. Além disso, na medida que é adicionado maiores teores de elementos de liga no
material, as temperaturas de transformação martensítica Mi e Mf abaixam, resultando em uma
microestrutura com maiores teores de austenita retida, atuando pronunciadamente em
detrimento à tensão limite de escoamento do material, como mostrado na Figura 2.13.
Figura 2.13 – Efeito do teor de cromo no limite de escoamento de aços contendo 0,03%C,
6%Ni, 2%Mo e 1%Cu (Adaptada de KIMURA & SHIMAMOTO, 2009).
2.4.2 Carbono
Este elemento de liga está diretamente associado ao aumento da resistência mecânica
do material, porém é de certa forma um dos responsáveis pela redução da resistência à
corrosão dos AIM pois, o mesmo favorece à precipitação de carbonetos de cromo quando o
material passa por algum processo de aquecimento, reduzindo assim à soldabilidade do
material.

29 Em contrapartida, os AISM destacam-se por ter o teor de carbono em torno de 0,03%,
dai a melhoria significativa na tenacidade ao impacto do material já que, conforme
comentado, a microestrutura martensítica é conhecida por sua baixa tenacidade ao impacto.
Da mesma forma, estes baixos teores de C conferem a estes materiais uma boa soldabilidade,
embora para a designação 17Cr estas propriedades ainda não foram estudadas.
Em ligas martensíticas contendo 13% Cr, o teor de carbono pode chegar a 0,04%,
deste modo a zona termicamente afetada (ZTA) do material não ultrapassa os 350HV de
dureza. Desta forma quanto menor for o teor de carbono nestas ligas, menor será a
susceptibilidade à falha causada por trinca a frio devido à permeação do hidrogênio na matriz
martensítica, lembrando que na ZTA, está presente o tripé de altas tensões, microestrutura
martensítica de elevada dureza suscetível à fragilização e presença do hidrogênio.
2.4.3 Niquel
Como mencionado, os teores de carbono nos AISM são bastante reduzidos. Assim, o
Ni é adicionado primeiramente para garantir o balanço microestrutural, favorecendo à
formação da austenita em alta temperatura, e martensita no resfriamento rápido do material. O
Ni também é responsável indireto pelo aumento da resistência à corrosão com a redução do
teor de carbono. É imprescindível que o teor de níquel não supere a faixa de 4 a 6% pois isso
poderia comprometer a microestrutura final do material, uma vez que este elemento abaixa as
temperaturas de início da transformação martensítica (Mi), e final de transformação
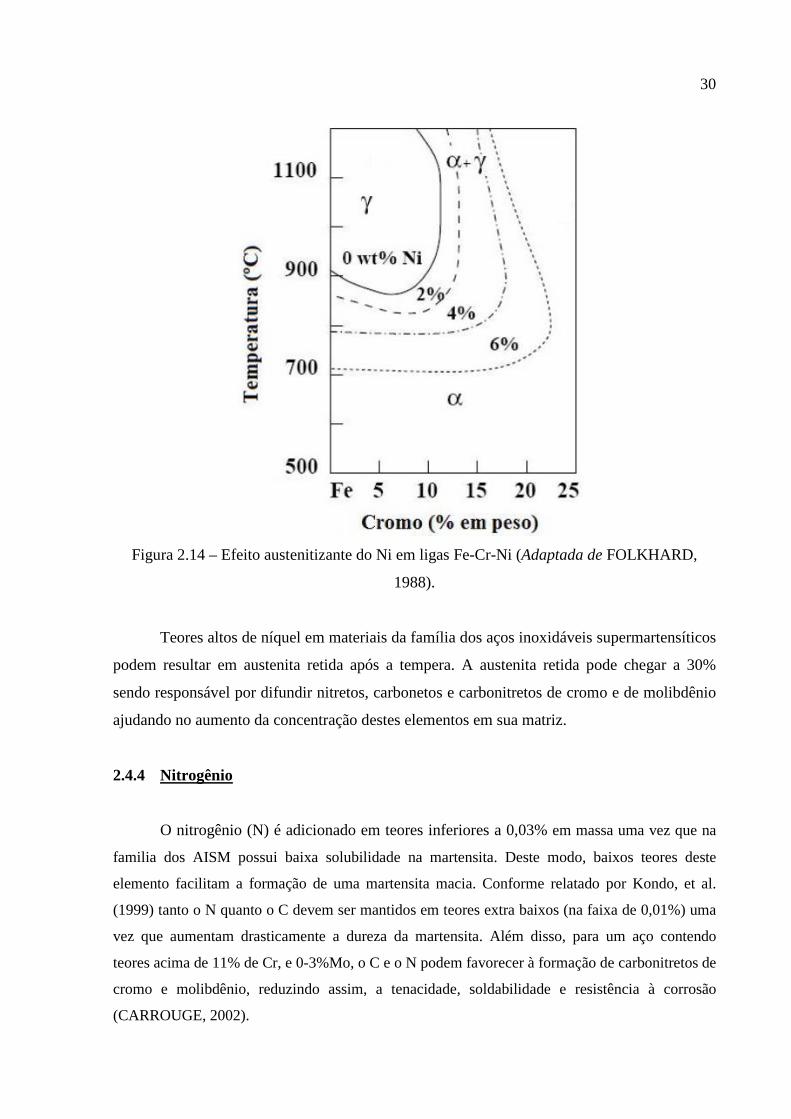
martensítica (Mf). A Figura 2.14 ilustra o efeito austenitizante do Ni em ligas Fe-Cr-Ni.
Como alternativa para estabilizar a austenita, outros elementos de liga austenitizantes podem
ser adicionados, como cobalto (Co), manganês (Mn), nitrogênio (N) e cobre (Cu).
30
Figura 2.14 – Efeito austenitizante do Ni em ligas Fe-Cr-Ni (Adaptada de FOLKHARD,
1988).
Teores altos de níquel em materiais da família dos aços inoxidáveis supermartensíticos
podem resultar em austenita retida após a tempera. A austenita retida pode chegar a 30%
sendo responsável por difundir nitretos, carbonetos e carbonitretos de cromo e de molibdênio
ajudando no aumento da concentração destes elementos em sua matriz.
2.4.4 Nitrogênio
O nitrogênio (N) é adicionado em teores inferiores a 0,03% em massa uma vez que na
familia dos AISM possui baixa solubilidade na martensita. Deste modo, baixos teores deste
elemento facilitam a formação de uma martensita macia. Conforme relatado por Kondo, et al.
(1999) tanto o N quanto o C devem ser mantidos em teores extra baixos (na faixa de 0,01%) uma
vez que aumentam drasticamente a dureza da martensita. Além disso, para um aço contendo
teores acima de 11% de Cr, e 0-3%Mo, o C e o N podem favorecer à formação de carbonitretos de
cromo e molibdênio, reduzindo assim, a tenacidade, soldabilidade e resistência à corrosão
(CARROUGE, 2002).
31 2.4.5 Molibdênio
Na maioria das classes de AISM são adicionados teores de molibdênio, em sua
composição química, aumentando não só a resistência mecânica como também a resistência à
corrosão exercendo um papel fundamental para linhas de transporte de petróleo e gás. O
molibdênio como elemento de liga, melhora a resistência à corrosão generalizada, diminuindo
a taxa de corrosão sendo possível a fabricação de materiais com menores espessuras de
paredes nominais reduzindo assim o seu peso e consequentemente o custo, embora seja um
elemento de liga de custo elevado. Da mesma forma, este elemento melhora a resistência à
corrosão localizada quando exposto a serviços em temperaturas elevadas. De uma forma
geral, é bem difundida a idéia de que o molibdênio reduz a suceptibilidade do aço a sofrer
corrosão sob tensão por se tratar de um elemento altamente ferritizante. Em composições
comerciais o teor deste elemento chega até 3% em massa, dependendo do grau de
corrosividade e da severidade a qual o material será exposto.
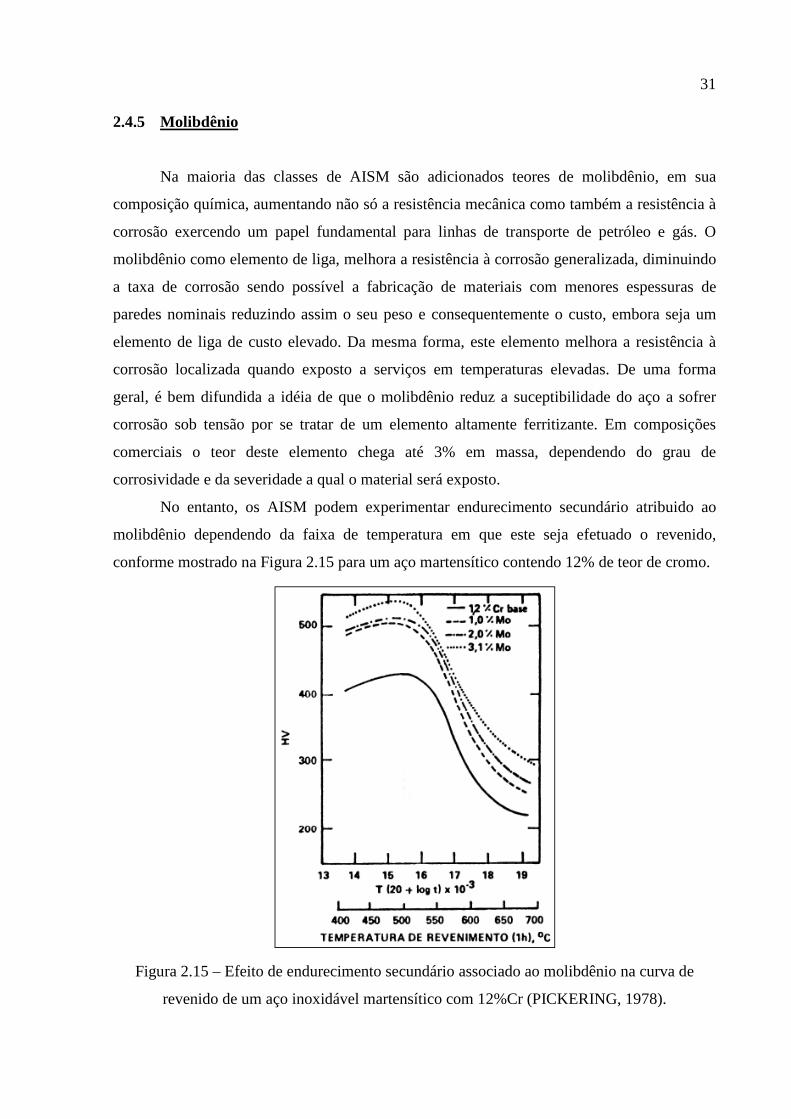
No entanto, os AISM podem experimentar endurecimento secundário atribuido ao
molibdênio dependendo da faixa de temperatura em que este seja efetuado o revenido,
conforme mostrado na Figura 2.15 para um aço martensítico contendo 12% de teor de cromo.
Figura 2.15 – Efeito de endurecimento secundário associado ao molibdênio na curva de
revenido de um aço inoxidável martensítico com 12%Cr (PICKERING, 1978).
32 2.4.6 Titânio
Este elemento de liga é largamente utilizado como elemento estabilizante já que, assim
como o nióbio, possui velocidade reacional alta, precipitando-se na forma de carbonetos e
nitretos de titânio estáveis garantindo assim uma melhoria na resistência à corrosão dos
materiais. No caso dos AISM, o teor de titânio deve ser proporcional aos elementos
molibdênio, cromo e vanádio, pois os mesmos na presença de carbono e da ação da
temperatura podem promover à precipitação de carbonetos complexos reduzindo a resistência
à corrosão e causando ainda um endurecimento secundário podendo trazer fragilidade não
desejada ao material. Em materiais como o AISM 13Cr, a adição de titânio pode elevar ainda
mais a resistência à corrosão de soldas do material na região da ZTA devido à formação de
microestruturas refinadas (CARROUGE, 2002).
2.4.7 Silício
O silício é um elemento ferritizante que é utilizado para acalmar ou desoxidar o aço no
momento da fabricação do AISM, porém o teor deste elemento é limitado a 0,7% para evitar a
formação de ferríta em altas temperaturas.
2.4.8 Manganês
O manganês é adicionado nestes materiais em substituição ao níquel por ser um
elemento austenitizante e de menor custo, porém não deve ultrapassar os 2% de concentração
pois o mesmo tende a formar precipitados de sulfeto de manganês reduzindo
consideravelmente a resistência à corrosão localizada do material. O manganês ainda atua
como elemento desoxidante no material (SUMITOMO, 1997).
2.4.9 Cobre
O cobre é utilizado em aços inoxidáveis por se tratar de um elemento que causa
endurecimento por solução sólida, além de aumentar a resistência à corrosão, em especial sob
tensão, na presença de CO2 e H2S, embora alguns autores acreditem que o mesmo atua em
detrimento da resistência a corrosão do material (FERREIRA, 2009; CARROUGE, 2009).
Portanto, em ligas de AISM, os teores de cobre não excedem a 1%.

33 2.5 AUSTENITA PRECIPITADA EM AISM
A austenita pode aparecer na microestrutura dos aço inoxidáveis supermartensíticos a
partir de dois processos, onde ambos estão associados aos tratamentos sofridos na fabricação.
Como mencionado anteriormente, a adição de elementos gama-gêneos (austenitizantes) reduz
as temperaturas Mi e Mf do material. Desta forma, no resfriamento do material apartir de um
tratamento térmico, o campo austenítico não tem sua transformação martensítica totalmente
concluída, resultando na presença de uma austenita não transformada. Esta austenita é
chamada austenita retida (BILMES, et al., 2004; CARROUGE, 2009). Por outro lado, a
austenita ainda pode ser resultado de um aquecimento próximo da temperatura de
austenitização. Esta austenita revertida advinda de um processo difusional encontra-se rica em
Ni e outros elementos que a mantém estável após o resfriamento. Esta austenita é chamada,
portanto, de austenita reversa. Além disso, quando se obtém uma reversão da martensita em
austenita em faixas temperaturas muito acima da austenitização (Ac1), a concentração final de
Ni pela razão volumétrica de fase austenítica é menor, resultando em uma transformação
martensítica completa após o resfriamento, ou seja, 100% da austenita revertida em
temperaturas elevadas é transformada em uma martensita não revenida (CARROUGE, 2002).
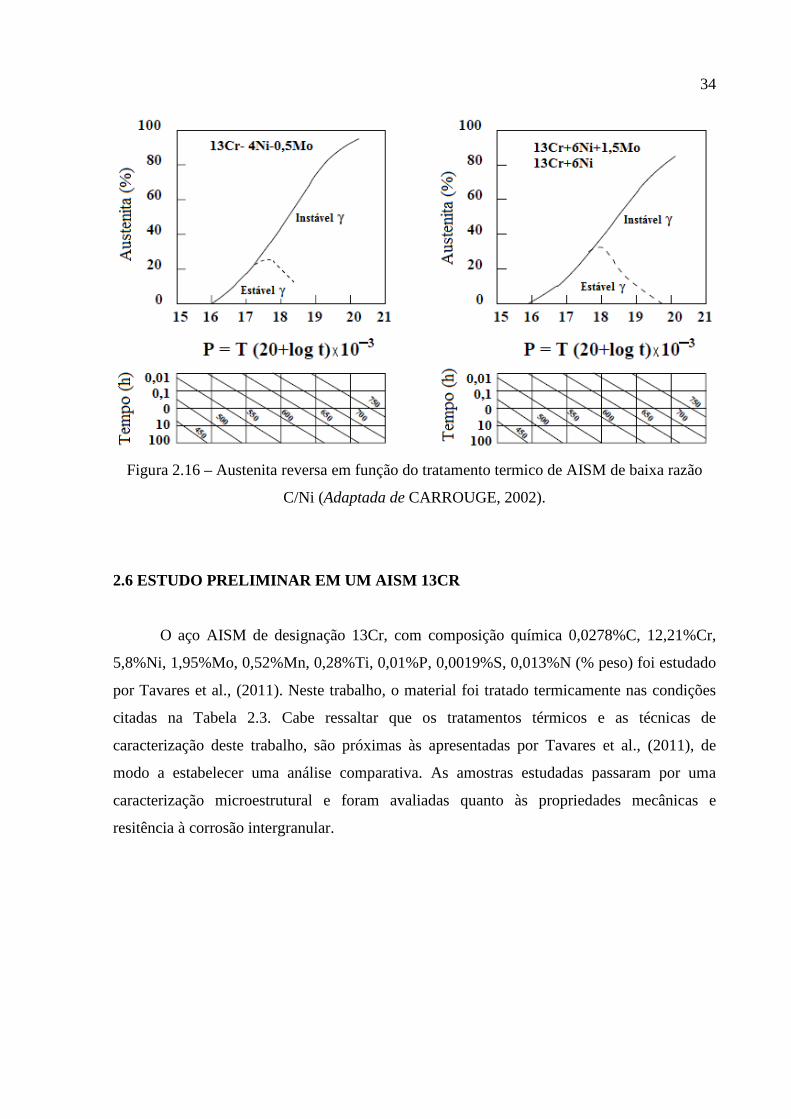
Diagramas como mostrados na Figura 2.16, associam à precipitação de austenita
reversa a faixas de tratamentos térmicos de revenido e duplo revenido para aços inoxidáveis
martensiticos de baixa razão C/Ni. O surgimento da austenita reversa geralmente inicia-se
quando o parâmetro de Larson Miller, P ≥ 16, o que equivale a uma têmpera por 16 minutos à
550ºC ou 75 segundos em 600ºC. A maioria da austenita reversa é formada no intervalo de 16
< P ≤ 17,5 para permanecer estável após o resfriamento. Acima de P = 18 a austenita reversa
torna-se cada vez mais instável e se transforma em martensita destemperada após o
resfriamento. O percentual máximo de volume de austenita revertida que permanece estável
depois de tratamentos isotérmicos e arrefecimento até à temperatura ambiente geralmente não
excede 30-35% (VARGAS, et al., 1998; HAYNES, 1999; KIMURA, et al., 2000; DONG-
SEOK, et al., 2001).
34
Figura 2.16 – Austenita reversa em função do tratamento termico de AISM de baixa razão
C/Ni (Adaptada de CARROUGE, 2002).
2.6 ESTUDO PRELIMINAR EM UM AISM 13CR
O aço AISM de designação 13Cr, com composição química 0,0278%C, 12,21%Cr,
5,8%Ni, 1,95%Mo, 0,52%Mn, 0,28%Ti, 0,01%P, 0,0019%S, 0,013%N (% peso) foi estudado
por Tavares et al., (2011). Neste trabalho, o material foi tratado termicamente nas condições
citadas na Tabela 2.3. Cabe ressaltar que os tratamentos térmicos e as técnicas de
caracterização deste trabalho, são próximas às apresentadas por Tavares et al., (2011), de
modo a estabelecer uma análise comparativa. As amostras estudadas passaram por uma
caracterização microestrutural e foram avaliadas quanto às propriedades mecânicas e
resitência à corrosão intergranular.

35 Tabela 2.3 – Condição de tratamentos térmicos realizados no 13Cr (Adaptada de TAVARES,
et al., 2011).
Identificação Tratamento térmico
Q Têmpera em óleo a 1000 °C
QT-300 Temperado e revenido a 300 °C por 1 h
QT-400 Temperado e revenido a 400 °C por 1 h
QT-500 Temperado e revenido a 500 °C por 1 h
QT-550 Temperado e revenido a 550 °C por 1 h
QT-575 Temperado e revenido a 575 °C por 1 h
QT-600 Temperado e revenido a 600 °C por 1 h
QT-625 Temperado e revenido a 625 °C por 1 h
QT-650 Temperado e revenido a 650 °C por 1 h
Q-DT1 Temperado e duplo revenido a (670 + 600 °C/2 h)
Q-DT2 Temperado e duplo revenido a (670 + 600 °C/8 h)
A condição temperada (Q) apresentou nitretos de titânio, esperado pelo efeito
estabilizante deste elemento ao ser aquecido a temperaturas em torno de 950 a 1150°C. Estes
precipitados foram investigados por MEV e são mostrados na Figura 2.17 (TAVARES, et al.
2011).
Figura 2.17 – Nitretos de titânio no AISM 13Cr temperado a 1000°C em óleo (TAVARES, et
al., 2011).
Para a avaliação das condições de sensitização deste material, foi utilizada a técnica de
polarização eletroquímica de reativação cíclica (PERC) ou Double Loop Electrochemical

36 Potentiokinetic Reactivation (DL-EPR) com uso de duas soluções: Solução 1 (0,5mol L-1
H2SO4 + 0,01mol L-1KSCN) e Solução 2 (0,25mol L-1 H2SO4 + 0,01mol L-1KSCN). A
solução 2 é um pouco menos agressiva, uma vez que a solução 1 é indicada para aços
inoxidáveis austeníticos. Os estudos realizados na solução 2, concluiram que o material
começa a sensitizar a partir de revenidos a temperaturas acima de 400°C. A Figura 2.18
apresenta as curvas de grau de sensitização (Ir/Ia) levantadas nas condições avaliadas para
cada uma das soluções.
0 100 200 300 400 500 600 700
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
Grau
de s
ensit
izaç
ão (I
r/I a)
Temperatura de revenido (°C)
0,5mol L-1 H2SO4+0,01mol L-1KSCN 0,25mol L-1 H2SO4+0,01mol L-1KSCN
Figura 2.18 – Curvas de grau de sensitização do AISM 13Cr em função da temperatura de
revenido (Adaptado de TAVARES, et al., 2011).
A Figura 2.19 apresenta os resultados de dureza e de tenacidade ao impacto Charpy,
cujos corpos de prova foram ensaiados na temperatura ambiente. Observando esta figura
revelou-se uma queda da tenacidade para revenidos na faixa de 400 a 500°C havendo um
efeito de fragilização do revenido. Além disto, o material apresentou um aumento da dureza
no intervalo de 300 a 500°C atribuido ao Mo. Conforme relatado por Pickering (1978) o
molibdênio pode precipitar como uma fina partícula de composição Mo2(C, N) durante
revenidos na faixa de 500 a 550°C. Tais precipitados não foram observados no MEV porém,
um endurecimento secundário foi claramente evidenciado (TAVARES et al., 2011).

37
-100 0 100 200 300 400 500 600 700120
130
140
150
160
170
180
190
200 Tenacidade Dureza
Temperatura de Revenido (oC)
Ener
gia d
e Im
parc
to (J
)
240
250
260
270
280
290
300
310
320
330
Dureza Vickers (HV30)
Figura 2.19 – Valores de dureza e tenacidade do AISM 13Cr em diferentes condições de
revenimento (Adaptada de TAVARES, et al., 2011).
No estudo conduzido por Tavares et al. (2011) todas as condições ensaiadas por
impacto à temperatura ambiente apresentaram características de fratura dúctil com presença
de microvazios sem sinais de trincas intergranulares ou planos de clivagem. Neste sentido, a
Figura 2.20 apresenta a análise fratográfica da condição QT-500 exibindo dimples
caracteristicos de fratura dúctil. Vale ressaltar que, de acordo com a Figura 2.19, nesta
condição se obteve a maior dureza.
Figura 2.20 – Fratografia da condição QT500 (TAVARES, et al., 2011).

38 No trabalho de Tavares et al., (2011), foi também avaliada a tenacidade do material à
temperatura de -46°C observando-se a mesma tendência nos resultados encontrados a 22°C,
porém detectando-se claramente uma fragilidade de revenido no intervalo aproximado de 400
a 600°C como mostrado na Figura 2.21. Em contrapartida, houve um aumento considerável
da tenacidade nos revenidos a 625 e 650°C produto do aumento da austenita retida e reversa
de acordo com trabalhos anteriores realizados por Nakagawa & Miyazaki, (1999) e Bilmes,
(2001).
Figura 2.21 – Valores de tenacidade do AISM 13Cr à temperatura ambiente e -46°C para
diversas condições de revenido (TAVARES, et al., 2011).
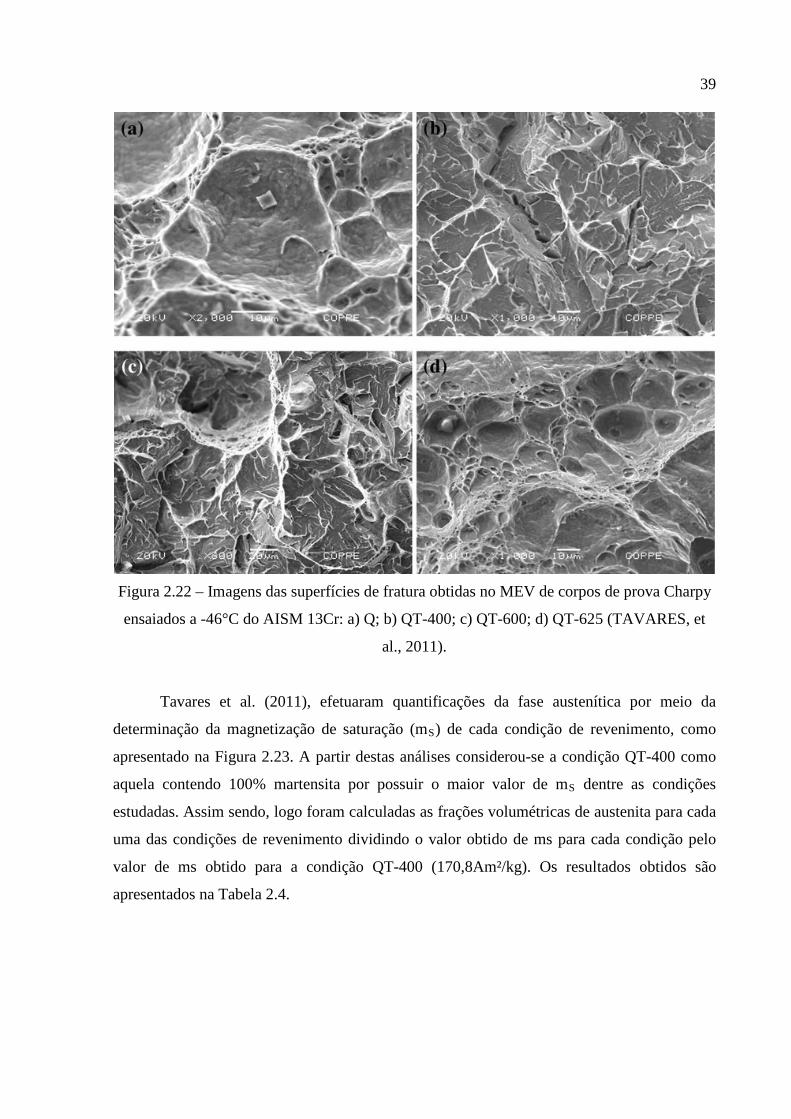
Na condição Q ensaiada a -46°C foram observados dimples na superfície de fratura
como exibe a Figura 2.22(a). No entanto, nesta condição também nota-se a presença de
nitretos de cromo e inclusões de óxidos. As condições QT-400 e QT-600, mostradas nas
Figuras 2.22(b) e 2.22(c) respectivamente, apresentaram fraturas fragil com mecanismos de
quase-clivagem e microtrincas. A condição QT-625 revenida acima da faixa de fragilização
apresentou um mecanismo de fratura dúctil com a presença de pequenos dimples, não sendo
observados mecanismos de quase-clivagem nesta condição, como mostrado na Figura 2.22(d).
39
Figura 2.22 – Imagens das superfícies de fratura obtidas no MEV de corpos de prova Charpy
ensaiados a -46°C do AISM 13Cr: a) Q; b) QT-400; c) QT-600; d) QT-625 (TAVARES, et
al., 2011).
Tavares et al. (2011), efetuaram quantificações da fase austenítica por meio da
determinação da magnetização de saturação (mS) de cada condição de revenimento, como
apresentado na Figura 2.23. A partir destas análises considerou-se a condição QT-400 como
aquela contendo 100% martensita por possuir o maior valor de mS dentre as condições
estudadas. Assim sendo, logo foram calculadas as frações volumétricas de austenita para cada
uma das condições de revenimento dividindo o valor obtido de ms para cada condição pelo
valor de ms obtido para a condição QT-400 (170,8Am²/kg). Os resultados obtidos são
apresentados na Tabela 2.4.

40
Figura 2.23 – Medidas de magnetização de saturação do AISM 13Cr em cada condição
(TAVARES, et al., 2011).
Tabela 2.4 – Fração de austenita precipitada em diversas condições de revenido (Adaptada de
TAVARES, et al., 2011).
Foi concluido por Tavares et al. (2011) que os duplos revenidos aumentaram a fração
de austenita retida e reversa do material, porém, obtendo-se um maior grau de sensitização
dentre as condições estudadas. Todas as condições apresentaram fratura dúctil à temperatura
ambiente, no entanto, para as condições revenidas na faixa de temperatura de 400 a 550°C, o
material experimentou um decrescimo na tenacidade e um endurecimento secundário. A
Amostra Cγ
Q 0,02
QT-300 <0,01
QT-400 0
QT-500 <0,01
QT-550 <0,01
QT-575 <0,01
QT-600 0,01
QT-625 0,12
QT-650 0,09
Q-DT1 0,25
Q-DT2 0,28
41 fragilização do revenido se mostrou mais evidente nos testes de tenacidade ao impacto a -
46°C. A amostras revenidas no intervalo de temperatura de 400 a 600°C apresentaram
superfície de fratura frágil com presença de mecanismos de quase-clivagem e microtrincas.
Devido à elevada fração volumétrica de austenita, as condições de duplo revenido
apresentaram tenacidade similar as condições QT-625 e QT-650 para temperatura ambiente e
de -46°C.
42
CAPÍTULO 3 3 MATERIAIS E MÉTODOS 3.1 MATERIAL
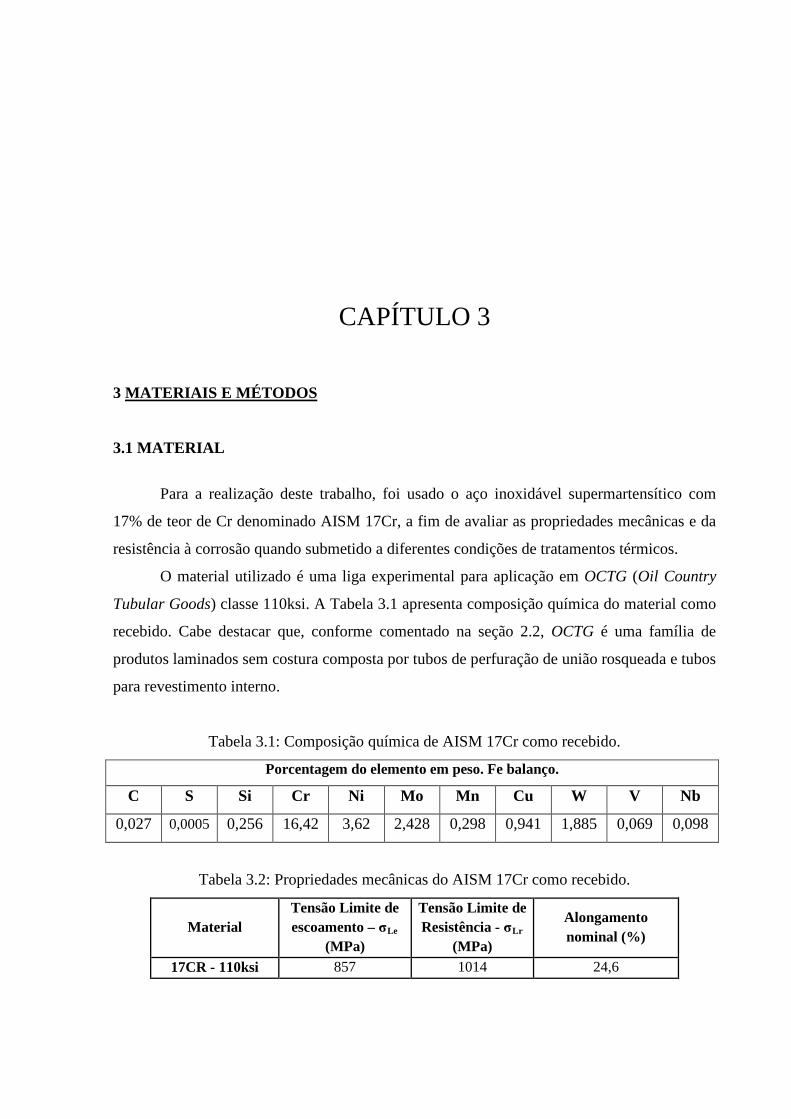
Para a realização deste trabalho, foi usado o aço inoxidável supermartensítico com
17% de teor de Cr denominado AISM 17Cr, a fim de avaliar as propriedades mecânicas e da
resistência à corrosão quando submetido a diferentes condições de tratamentos térmicos.
O material utilizado é uma liga experimental para aplicação em OCTG (Oil Country
Tubular Goods) classe 110ksi. A Tabela 3.1 apresenta composição química do material como
recebido. Cabe destacar que, conforme comentado na seção 2.2, OCTG é uma família de
produtos laminados sem costura composta por tubos de perfuração de união rosqueada e tubos
para revestimento interno.
Tabela 3.1: Composição química de AISM 17Cr como recebido.
Porcentagem do elemento em peso. Fe balanço.
C S Si Cr Ni Mo Mn Cu W V Nb
0,027 0,0005 0,256 16,42 3,62 2,428 0,298 0,941 1,885 0,069 0,098
Tabela 3.2: Propriedades mecânicas do AISM 17Cr como recebido.
Material Tensão Limite de escoamento – σLe
(MPa)
Tensão Limite de Resistência - σLr
(MPa)
Alongamento nominal (%)
17CR - 110ksi 857 1014 24,6
43
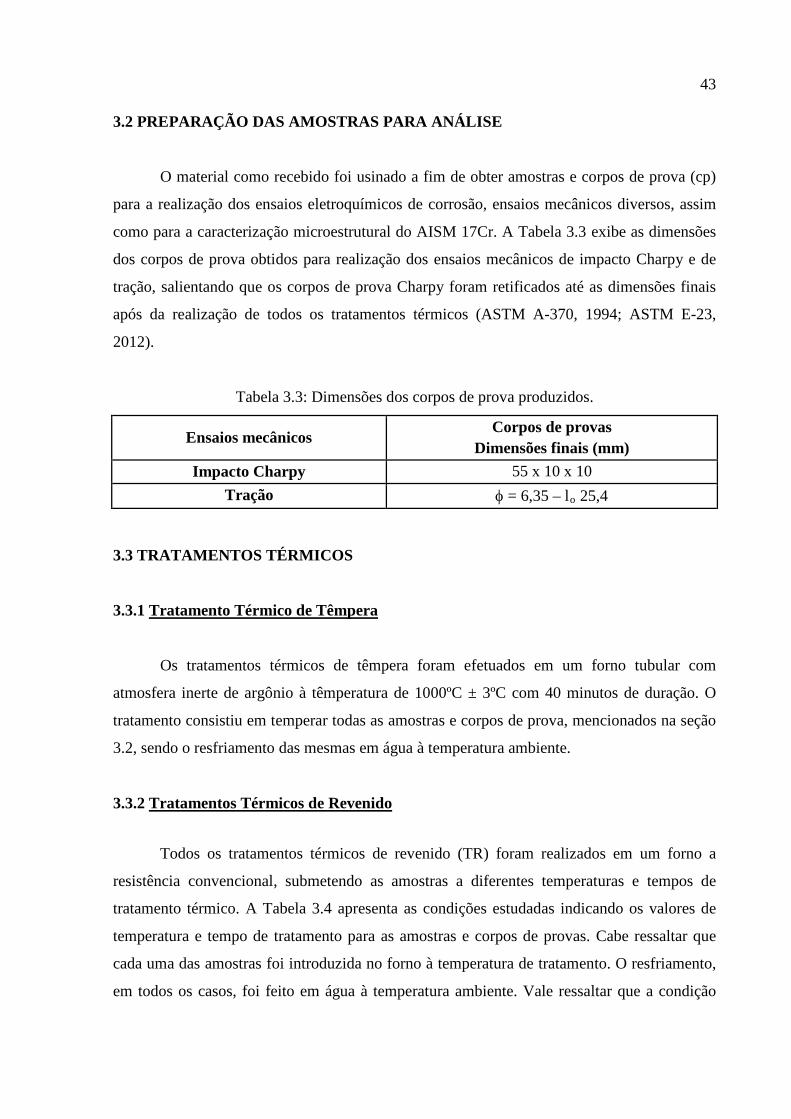
3.2 PREPARAÇÃO DAS AMOSTRAS PARA ANÁLISE O material como recebido foi usinado a fim de obter amostras e corpos de prova (cp)
para a realização dos ensaios eletroquímicos de corrosão, ensaios mecânicos diversos, assim
como para a caracterização microestrutural do AISM 17Cr. A Tabela 3.3 exibe as dimensões
dos corpos de prova obtidos para realização dos ensaios mecânicos de impacto Charpy e de
tração, salientando que os corpos de prova Charpy foram retificados até as dimensões finais
após da realização de todos os tratamentos térmicos (ASTM A-370, 1994; ASTM E-23,
2012).
Tabela 3.3: Dimensões dos corpos de prova produzidos.
Ensaios mecânicos Corpos de provas
Dimensões finais (mm) Impacto Charpy 55 x 10 x 10
Tração φ = 6,35 – lo 25,4 3.3 TRATAMENTOS TÉRMICOS 3.3.1 Tratamento Térmico de Têmpera Os tratamentos térmicos de têmpera foram efetuados em um forno tubular com
atmosfera inerte de argônio à têmperatura de 1000ºC ± 3ºC com 40 minutos de duração. O
tratamento consistiu em temperar todas as amostras e corpos de prova, mencionados na seção
3.2, sendo o resfriamento das mesmas em água à temperatura ambiente.
3.3.2 Tratamentos Térmicos de Revenido
Todos os tratamentos térmicos de revenido (TR) foram realizados em um forno a
resistência convencional, submetendo as amostras a diferentes temperaturas e tempos de
tratamento térmico. A Tabela 3.4 apresenta as condições estudadas indicando os valores de
temperatura e tempo de tratamento para as amostras e corpos de provas. Cabe ressaltar que
cada uma das amostras foi introduzida no forno à temperatura de tratamento. O resfriamento,
em todos os casos, foi feito em água à temperatura ambiente. Vale ressaltar que a condição

44
TN2 sofreu um resfriamento suplementar, após o tratamento de têmpera, em nitrogênio
liquido a -196°C.
Tabela 3.4: Tratamentos térmicos realizados.
Identificação Tratamentos Térmicos
Têmpera Revenido T
1000°C por 40 minutos
Sem Revenido TN2 (Têmpera subzero) Refriamento a -196°C
TR300 300°C por 1 hora
TR400 400°C por 1 hora
TR500 500°C por 1 hora
TR550 550°C por 1 hora
TR600 600°C por 1 hora
TR625 625°C por 1 hora
TR650 650°C por 1 hora
DT1 670°C por 2 horas + 600°C por 2 horas
DT2 670°C por 2 horas + 600°C por 8 horas 3.4 PROPRIEDADES MECÂNICAS 3.4.1 Medições de Dureza Os valores de dureza foram obtidos para as amostras temperadas e revenidas em
determinadas condições das especificadas na Tabela 3.4. Além disso, foram efetuadas
medições na amostra como recebida. As medidas de dureza foram realizadas em um
durômetro marca WPM modelo HPO 250 pertencente ao Departamento de Engenharia
Mecânica da Universidade Federal Fluminense (UFF) pelo método Vickers, com carga de
30kgf e tempo de duração do ensaio de 25 segundos (ASTM E384, 2011).
Para realização das medições, as superfícies de cada amostra foram lixadas até
granulometria 400, verificando-se posteriormente o paralelismo de ambas as faces, de modo a
obter uma correta leitura das diagonais impressas em cada amostra ensaiada. Foram realizadas
em média 10 medidas de dureza para cada condição de tratamento.

45
3.4.2 Ensaio de Impacto Os ensaios Charpy foram realizados à temperatura ambiente em um pêndulo universal
do Departamento de Engenharia Mecânica da Universidade Federal Fluminense (UFF) e a -
46°C em um pêndulo universal do Laboratório de ensaios da empresa Tecmetal. Ambos os
pêndulos possuíam capacidade máxima de 300J e precisão de ±0,5J. Cabe ressaltar que foram
ensaiados, em duplicata, corpos de prova temperados e revenidos em determinadas condições
de tratamento daquelas especificadas na Tabela 3.4. Finalmente, após a fratura, foi medida,
com uso de paquímetro, a expansão lateral de cada cp ensaiado.
3.4.3 Ensaios de Tração
Ensaios de tração foram realizados, em determinadas condições temperadas e
revenidas especificadas na Tabela 3.4, à temperatura ambiente em uma máquina universal de
ensaios empregando-se uma taxa de deformação de 5,8mm/min.
Vale ressaltar que, após o ensaio, alguns dos corpos de prova tiveram suas superfícies
de fratura avaliadas no microscópio eletrônico de varredura (MEV) do Programa de Pós-
Graduação em Engenharia Metalúrgica e de Materiais da COPPE-UFRJ, do Instituto Nacional
de Tecnologia (INT). Na seção 3.6 serão detalhados os parâmetros e características deste
estudo.
3.4.4 Ensaios de Microdureza Adicionalmente foram realizados ensaios de microdureza pelo método Vickers em
cada uma das fases observadas no material por microscopia ótica (MO), cujo procedimento é
descrito na Tabela 3.5. Para estes ensaios, amostras de 3,0mm de espessura com faces planas
e paralelas foram ensaiadas no equipamento Digital Micro Hardness Tester modelo HVS-
1000, do Laboratório de Metalografia e Tratamentos Térmicos (LABMETT) da Universidade
Federal Fluminense (RJ). Neste ensaio a carga aplicada foi de 50gf (0,49N) por 15 segundos.
46
3.5 MICROSCOPIA ÓTICA (MO) As amostras de trabalho foram preparadas para a caracterização microestrutural por
MO conforme a norma ASTM E3, (2011). As mesmas foram observadas em um microscópio
ótico Zeiss modelo NEOPHOT 32 do LABMETT - UFF. A caracterização das diferentes
amostras foi efetuada pelo procedimento metalográfico convencional conforme a norma
ASTM E407, (2007), mediante o emprego do reagente de Vilella, descrito na Tabela 3.5.
Tabela – 3.5 – Reagente utilizado para revelar características microestruturais do AISM.
Ataque Composição Objetivo
Vilella 95ml de etanol, 5ml de HCl e 1g de
ácido pícrico. Por imersão
Caracterizar as microestruturas em
amostras temperadas e revenidas.
3.6 MICROSCOPIA ELETRÔNICA DE VARREDURA (MEV) E ESPECTROSCOPIA
POR DISPERSÃO DE ENERGIA (EDS) 3.6.1 Caracterização das Amostras Temperadas e Revenidas Diversas amostras foram caracterizadas por MEV (Scanning electron microscopy -
SEM) , utilizando-se um MEV marca JEOL modelo 6460LV da Universidade Federal do Rio
de Janeiro (UFRJ) e um MEV marca FEI modelo Inspect do Instituto Nacional de Tecnologia
(INT). O tratamento das amostras, em relação à preparação e ataque metalográfico, foram
realizados conforme a indicado na seção 3.5. A caracterização foi efetuada neste caso por
elétrons secundários (Secondary electrons - SE). Adicionalmente, foram realizadas
caracterizações no modo de elétrons retroespalhados (EBSD) de pequenos precipitados em
amostras apenas polidas em um MEV de alta resolução conhecido como FEG (Field Emission
Gun). O FEG empregado foi da marca FEI modelo Quanta FEG 450 também pertencente ao
INT.
Finalmente foi realizada uma avaliação das amostras para determinar a composição
química de cada fase, assim como seus possíveis precipitados utilizando espectroscopia por
dispersão de energia (Energy Dispersive Spectroscopy - EDS).
47
3.6.2 Caracterização de Falhas e Superfícies de Fratura Após realizados os ensaios de impacto Charpy e de tração, as superfícies de fratura de
alguns corpos de prova (cps) foram caracterizadas por MEV, utilizando os equipamentos do
Programa de Pós-Graduação em Engenharia Metalúrgica e de Materiais da COPPE-UFRJ, do
Instituto Nacional de Tecnologia (INT) no modo elétrons secundários.
3.7 CARACTERIZAÇÃO POR RAIO-X E PROPRIEDADES MAGNÉTICAS 3.7.1 Difração de Raio-X Para caracterizar o material, foram realizadas difrações de raio-X nas condições como
recebida, temperada (T), têmpera subzero (TN2) e TR650 para se obter uma análise
qualitativa dos tratamentos em relação à presença de austenita. Os difratogramas de raios-X
foram obtidos em um difratômetro Bruker modelo D8 Discover do Laboratório de Ensaios não
Destrutivos, Corrosão e Soldagem (LNDC) da Universidade Federal do Rio de Janeiro (COPPE /
UFRJ) utilizando uma fonte de radiação CoKα com comprimento de onda λ =1,7842Å sem
monocromador. O intervalo angular em 2Ɵ utilizado para ensaio de todas as amostras foi 30º-
110º. As medições foram realizadas à temperatura ambiente em modo contínuo de varredura, com
passo angular de 0,01º e tempo de contagem de 1 segundo. A tensão e corrente utilizadas nos
ensaios foram 40kV e 30mA respectivamente.
3.7.2 Propriedades Magnéticas
Neste trabalho foram realizadas quantificações de austenita resultante dos tratamentos
térmicos realizados através de medidas baseadas na obtenção do valor da magnetização de
saturação (mS). Para a determinação da mS, foi utilizado um magnetômetro de amostra
vibrante (Vibrating Sample Magnetometer-VSM) EGG-PARC modelo 4500 pertencente à
Universidade Federal de Itajubá (UNIFEI). Para a realização dos ensaios foram obtidas
amostras em forma de disco de 3mm de diâmetro e espessura da ordem de 1±0,1mm de cada
uma das condições de tratamento térmico apresentadas na Tabela 3.4. O ensaio foi então
realizado, em cada condição, aplicando-se um campo indutor externo de aproximadamente
0,9T. Neste ensaio, os valores de magnetização de saturação (mS), em cada amostra, foram

48
determinados pelo ajuste de uma reta para valores de campo externo entre 90 e 100%,
aproximadamente. Em seguida, foi determinado o valor da ordenada à origem da função como
o valor de mS em (emu/g). A obtenção da mS para a condição TR-300 é exemplificada na
Figura 3.1.
0 2000 4000 6000 8000 100000
20
40
60
80
100
120
140
160
Mag
netiz
ação
de S
atur
ação
(em
u/g)
Campo Magnético (G)
mS=149,3
TR300
Figura 3.1 – Obtenção de mS da condição TR300.
Para fins simplificativos, considerou-se que as fases martensita e ferrita têm a mesma
magnetização de saturação intrínseca (mS(i)). Este valor foi deduzido analisando-se o
comportamento da variação da magnetização em função da temperatura de revenido. A mS(i)
corresponde ao valor da mS máxima encontrada nas condições de tratamento estudadas, assim
como realizado por Tavares et al (2011). Nas análises, a condição TR300 teve o máximo
valor da mS (149,3emu/g) determinando-se, portanto, este valor como da mS(i). Nesta
condição, o revenido a 300oC provavelmente provocou a eliminação da austenita retida
quando comparada com a amostra apenas temperada (T). Com o valor de mS(i) assim obtido, a
fração volumétrica de austenita foi determinada para cada amostra utilizando-se as seguintes
equações:
1=+ γα ff 3.1
3,149)(
S
iS
S mmm
f ==α 3.2
49
)(
1iS
S
mm
f −=γ 3.3
Sendo:
fα: Fração volumétrica de ferrita e martensita (ferromagnéticas).
fγ: Fração volumétrica de austenita (paramagnética).
mS : Magnetização de saturação da amostra analisada.
mS(i): Magnetização intrínseca das fases ferromagnéticas (149,3emu/g).
3.8 ENSAIOS DE CORROSÃO As análises eletroquímicas por polarização cíclica e reativação potenciocinética (DL-
EPR), foram efetuadas no Laboratório de Metalografia e Tratamentos Térmicos (LABMETT)
do Departamento de Engenharia Mecânica da Universidade Federal Fluminense.
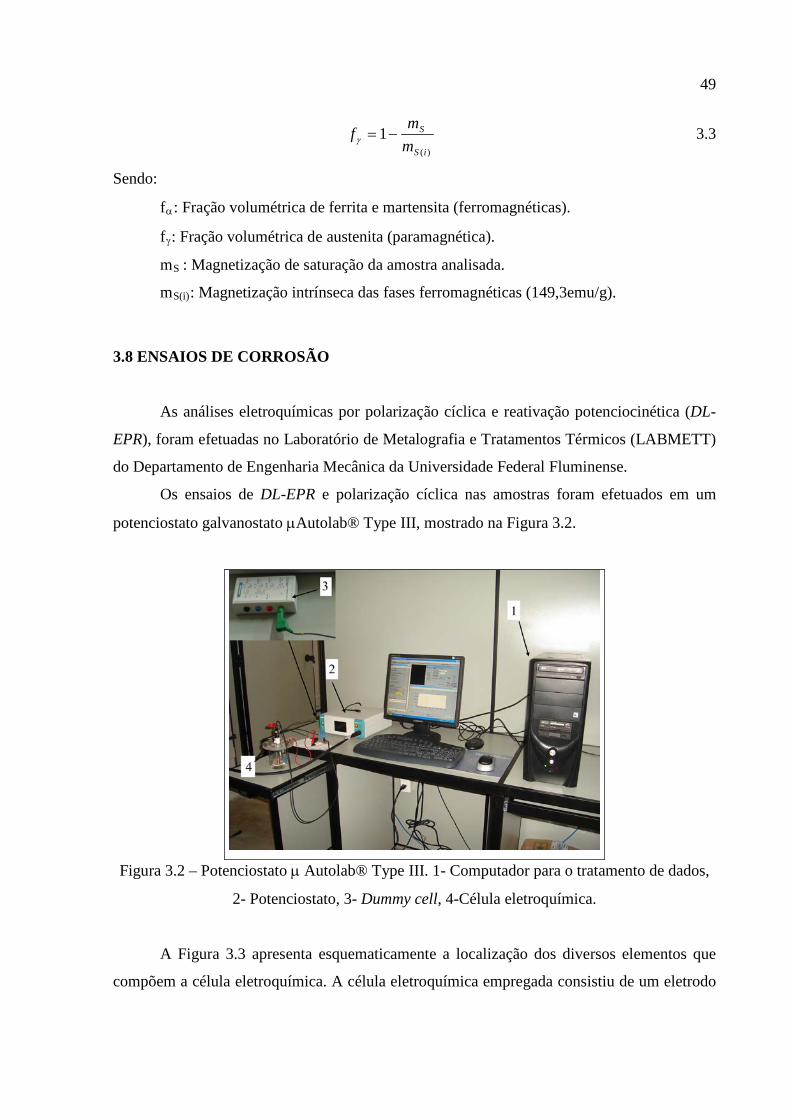
Os ensaios de DL-EPR e polarização cíclica nas amostras foram efetuados em um
potenciostato galvanostato µAutolab® Type III, mostrado na Figura 3.2.
Figura 3.2 – Potenciostato µ Autolab® Type III. 1- Computador para o tratamento de dados,
2- Potenciostato, 3- Dummy cell, 4-Célula eletroquímica.
A Figura 3.3 apresenta esquematicamente a localização dos diversos elementos que
compõem a célula eletroquímica. A célula eletroquímica empregada consistiu de um eletrodo

50
de trabalho, item (5), um contra eletrodo de platina (3) e um eletrodo de referência de
calomelano saturado (4).
Figura 3.3 – Esquema de célula eletrolítica.
Os eletrodos de trabalho foram fabricados através da abertura de um rasgo na
superfície de cada amostra, possibilitando deste modo, a inserção do fio rígido de cobre sob
pressão. Em seguida, estes eletrodos foram embutidos em resina de cura a frio. A superfície
da cada amostra em contato com o eletrólito foi preparada até a lixa com granulometria 400
para os ensaios DL-EPR e polimento com alumina em suspensão de 0,1µm para os ensaios
feitos por polarização cíclica. De modo a evitar a corrosão por frestas, as laterais e vértices do
eletrodo em contato com a resina foram recobertas com esmalte incolor. Os ensaios pela técnica de polarização eletroquímica de reativação cíclica ou double
loop electrochemical potentiokinetic reactivation (DL-EPR) foram realizados em triplicata
em uma solução aquosa contendo 0,5M H2SO4+0,01M KSCN. Esta solução, denominada de
solução 1 foi a mesma daquela utilizada por Tavares et al., (2011) para ensaios semelhantes
no AISM 13Cr. Neste caso, a varredura foi iniciada após a estabilização do potencial com o
circuito aberto. Em seguida, o potencial, medido em relação ao eletrodo de referência, foi
aumentado no sentido anódico com uma taxa de 1mVSCE/s até 0,3VSCE. Finalmente, atingido
este valor, a varredura foi invertida no sentido catódico até o valor original do potencial de
circuito aberto. A perda de resistência à corrosão intergranular, devido às regiões pobres em
cromo, foi avaliada a partir da relação entre o pico da corrente de reativação (Ir) e da corrente
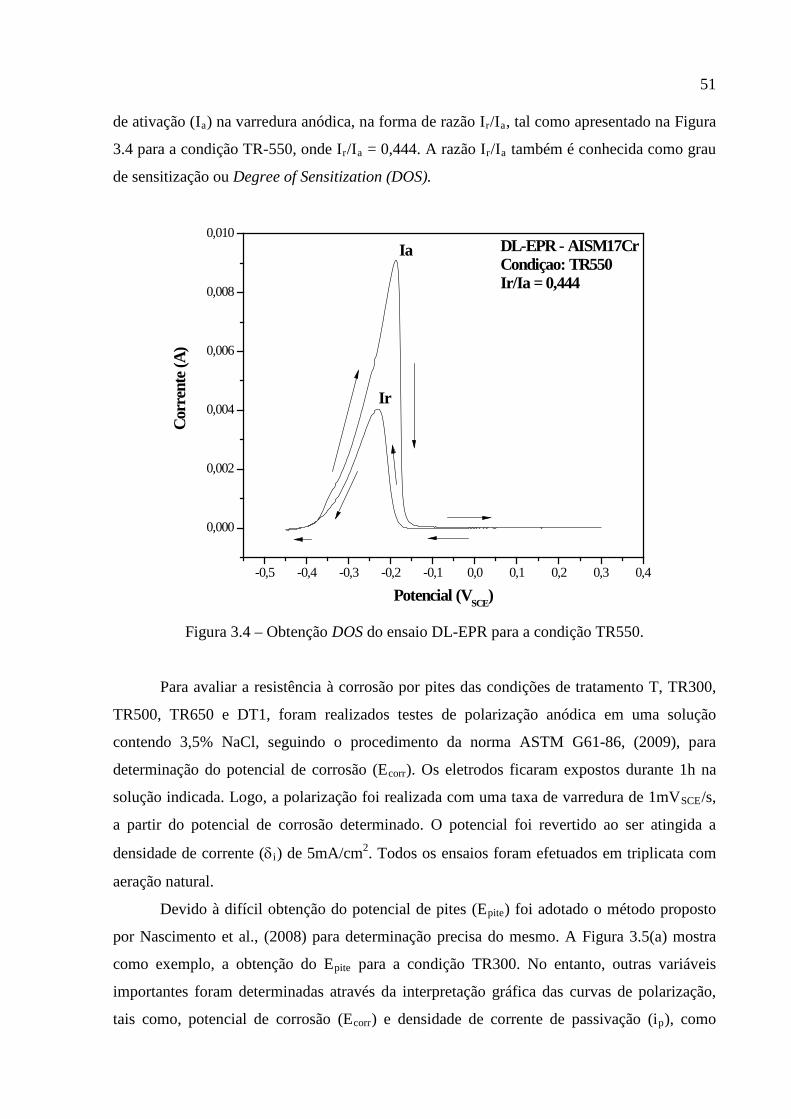
51
de ativação (Ia) na varredura anódica, na forma de razão Ir/Ia, tal como apresentado na Figura
3.4 para a condição TR-550, onde Ir/Ia = 0,444. A razão Ir/Ia também é conhecida como grau
de sensitização ou Degree of Sensitization (DOS).
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4
0,000
0,002
0,004
0,006
0,008
0,010Ia
Ir
Corr
ente
(A)
Potencial (VSCE)
DL-EPR - AISM17CrCondiçao: TR550Ir/Ia = 0,444
Figura 3.4 – Obtenção DOS do ensaio DL-EPR para a condição TR550.
Para avaliar a resistência à corrosão por pites das condições de tratamento T, TR300,
TR500, TR650 e DT1, foram realizados testes de polarização anódica em uma solução
contendo 3,5% NaCl, seguindo o procedimento da norma ASTM G61-86, (2009), para
determinação do potencial de corrosão (Ecorr). Os eletrodos ficaram expostos durante 1h na
solução indicada. Logo, a polarização foi realizada com uma taxa de varredura de 1mVSCE/s,
a partir do potencial de corrosão determinado. O potencial foi revertido ao ser atingida a
densidade de corrente (δi) de 5mA/cm2. Todos os ensaios foram efetuados em triplicata com
aeração natural.
Devido à difícil obtenção do potencial de pites (Epite) foi adotado o método proposto
por Nascimento et al., (2008) para determinação precisa do mesmo. A Figura 3.5(a) mostra
como exemplo, a obtenção do Epite para a condição TR300. No entanto, outras variáveis
importantes foram determinadas através da interpretação gráfica das curvas de polarização,
tais como, potencial de corrosão (Ecorr) e densidade de corrente de passivação (ip), como

52
exibe a Figura 3.5(b). Finalmente, o potencial de repassivação (Erep) foi obtido a partir do
ponto em que a curva de retorno da corrente catódica intercepta a curva da varredura anódica,
tal como indicado nas Figuras 3.5(a) e (b).
1E-9 1E-8 1E-7 1E-6 1E-5 1E-4 1E-3 0,01 0,1-0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5
Pote
ncia
l (V SC
E)
Densidade de Corrente (A/cm2)
AISM17CrPolarização - Condição TR300Epite = 0,297 VSCE
Erep = -0,118 VSCEEpite
Erep
(a)
1E-9 1E-8 1E-7 1E-6 1E-5 1E-4 1E-3 0,01 0,1-0,5
-0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5
iP
Erep
Ecorr
Epite
AISM17CrPolarização Cíclica: DT1Epite= -0,213 VSCE
Erep= -0,246 VSCE
Ecorr= -0,238 VSCE
iP= 3,86 µA/cm2
Pote
ncia
l (V SC
E)
Densidade de Corrente (A/cm2)
Epite - Ecorr
2
(b)
Figura 3.5 – Determinação do Epite, Erep, Ecorr e ip do AISM 17Cr: a) Condição TR300; b)
Condição DT1.

53
Após os ensaios de DL-EPR e polarização cíclica as superfícies das amostras foram
avaliadas por microscopia ótica (MO). Para conseguir uma melhor visualização do material
no microscópio, um leve polimento com alumina em suspensão de 0,1µm foi realizado previo
ao ataque metalografico com reagente de Vilella, indicado na Tabela 3.5, para evidenciar na
microestrutura, a presença de pites e locais preferências de corrosão.

54
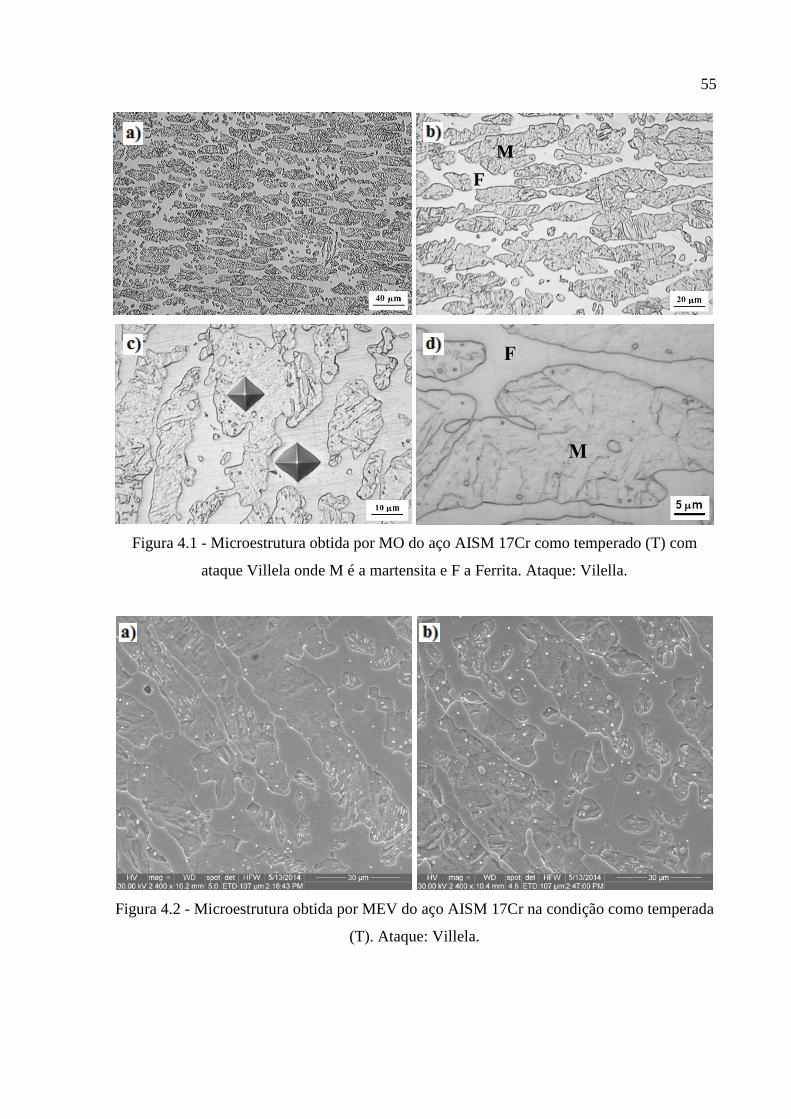
CAPÍTULO 4 4 RESULTADOS E DISCUSSÃO 4.1 CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO 17CR NAS DIVERSAS CONDIÇÕES DE TRATAMENTO O aço temperado (amostra T), apresentou uma estrutura de ilhas de ferrita e
martensita, conforme mostrado nas Figuras 4.1(a-d) e Figura 4.2(a-b). Medidas de
microdureza (Figuras 4.1(c)) revelam que a martensita é ligeiramente mais dura do que a
ferrita. As imagens de microscopia ótica foram utilizadas para quantificar as fases ferrita e
martensita, resultando em 35,7±3,1% de ferrita (δ). Na realidade, o material como temperado,
contém também uma pequena quantidade de austenita retida, conforme mostrado no espectro
de difração de raios-X da Figura 4.3. Esta austenita retida se encontra dentro das ilhas de
martensita, mas não conseguiu ser visualizada nem quantificada por microscopia ótica ou
eletrônica de varredura. Nos difratogramas do material avaliado os picos de ferrita e da
martensita de baixo carbono são coincidentes, ou seja, não há distinção entre essas duas fases
por esta análise.
55
Figura 4.1 - Microestrutura obtida por MO do aço AISM 17Cr como temperado (T) com
ataque Villela onde M é a martensita e F a Ferrita. Ataque: Vilella.
Figura 4.2 - Microestrutura obtida por MEV do aço AISM 17Cr na condição como temperada
(T). Ataque: Villela.
M F
56
40 50 60 70 80 90 100 1100
5000
10000
15000
20000
25000
1,43
50 -
α 200
Inte
nsid
ade (
cont
agem
)
2θ
Amostra Td=2,0243 - α110
2,06
04 -
γ 111 o
u M
-tetra
gona
l
1,79
06 -
γ 200
1,17
35 -
α 211
1,26
55
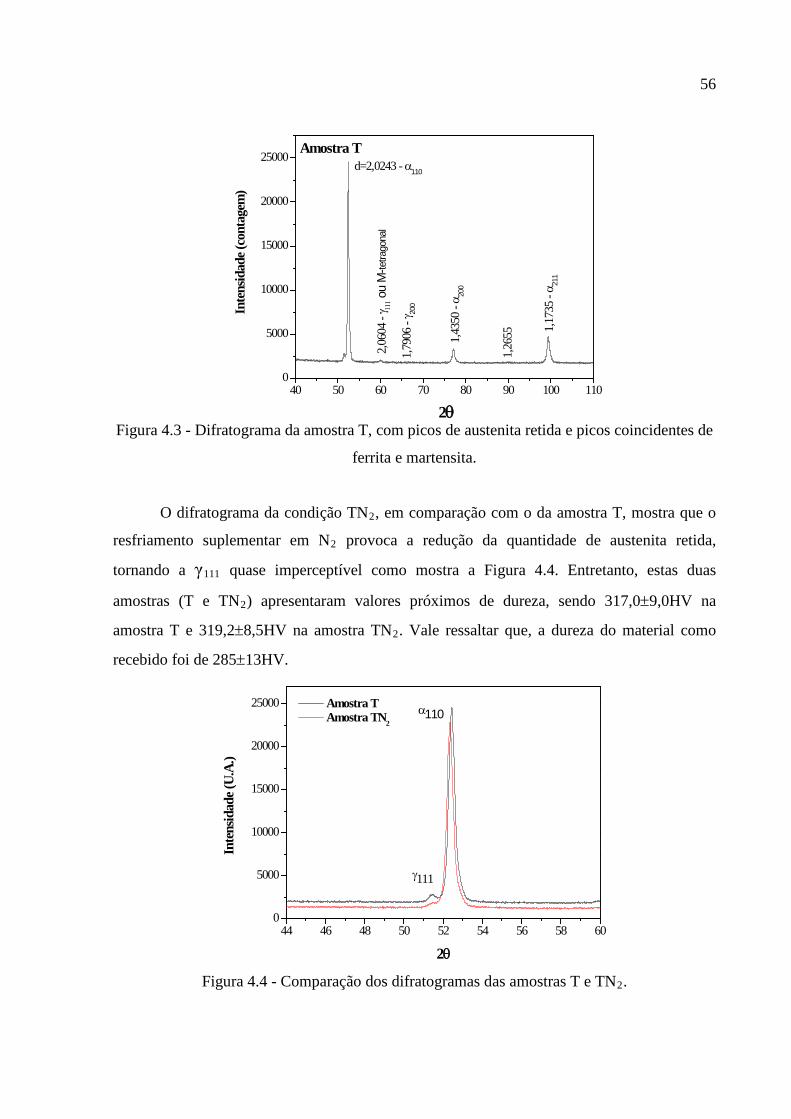
Figura 4.3 - Difratograma da amostra T, com picos de austenita retida e picos coincidentes de
ferrita e martensita.
O difratograma da condição TN2, em comparação com o da amostra T, mostra que o
resfriamento suplementar em N2 provoca a redução da quantidade de austenita retida,
tornando a γ111 quase imperceptível como mostra a Figura 4.4. Entretanto, estas duas
amostras (T e TN2) apresentaram valores próximos de dureza, sendo 317,0±9,0HV na
amostra T e 319,2±8,5HV na amostra TN2. Vale ressaltar que, a dureza do material como
recebido foi de 285±13HV.
44 46 48 50 52 54 56 58 600
5000
10000
15000
20000
25000
γ111
α110
Inte
nsid
ade (
U.A.
)
2θ
Amostra T Amostra TN2
Figura 4.4 - Comparação dos difratogramas das amostras T e TN2.
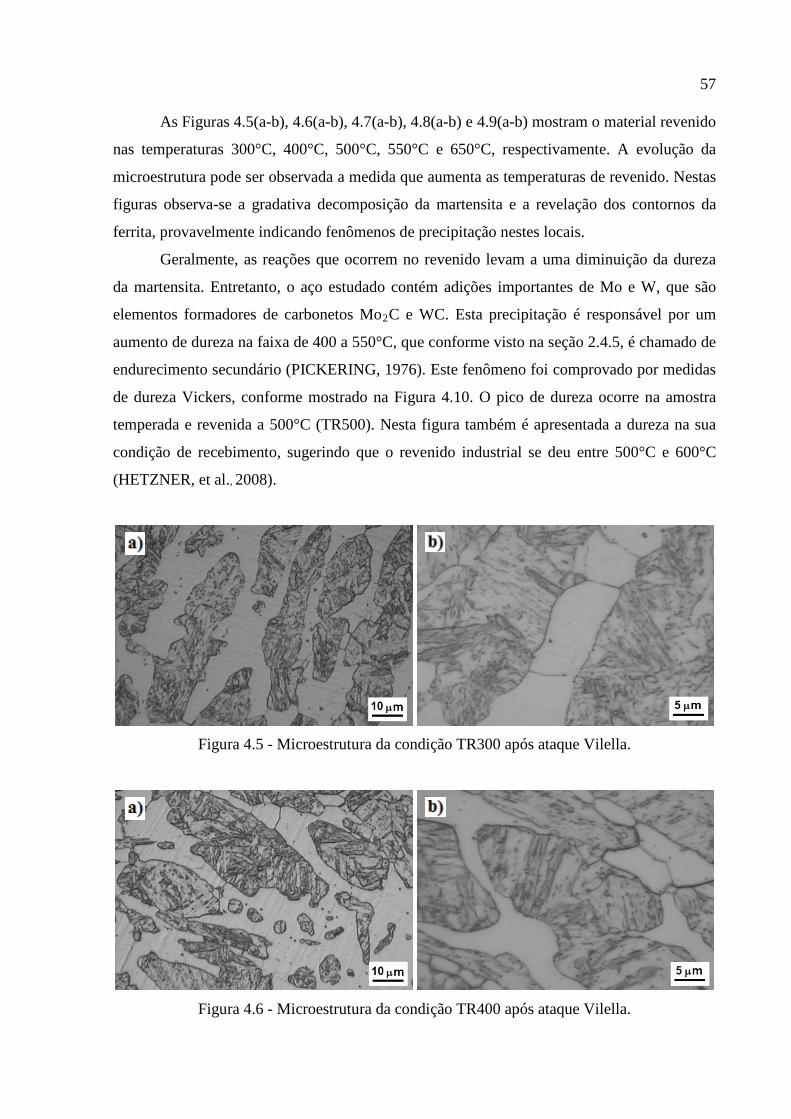
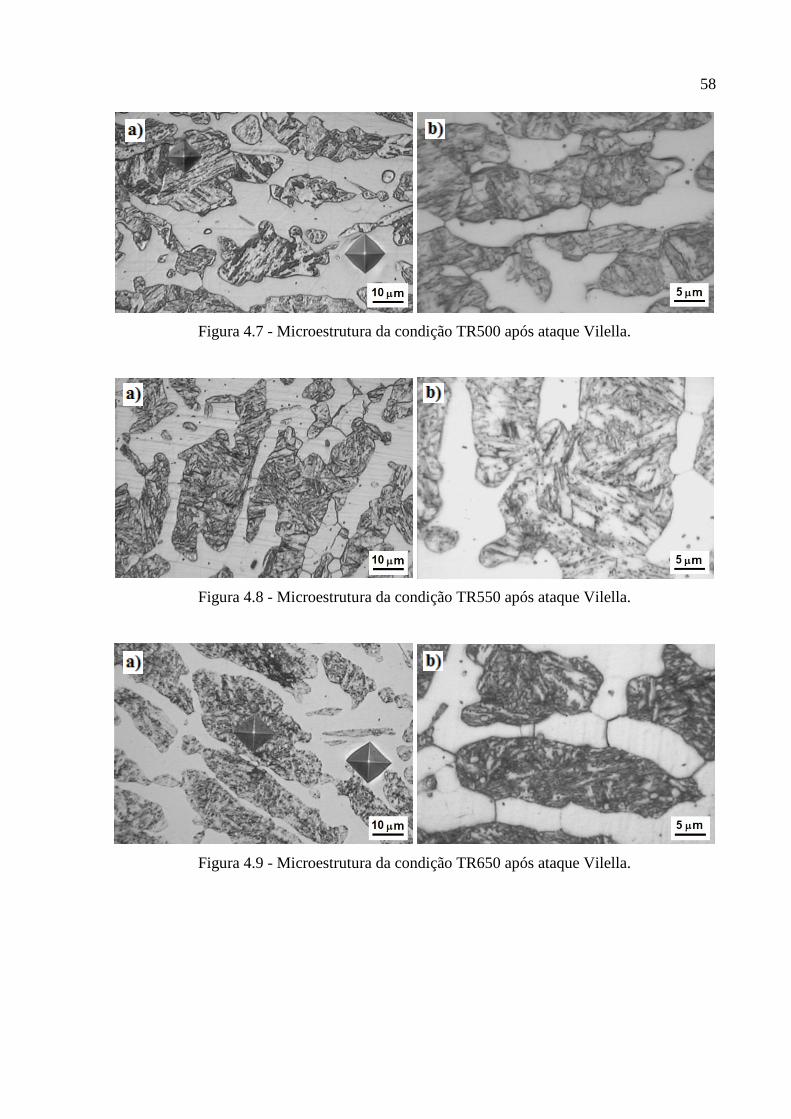
57 As Figuras 4.5(a-b), 4.6(a-b), 4.7(a-b), 4.8(a-b) e 4.9(a-b) mostram o material revenido
nas temperaturas 300°C, 400°C, 500°C, 550°C e 650°C, respectivamente. A evolução da
microestrutura pode ser observada a medida que aumenta as temperaturas de revenido. Nestas
figuras observa-se a gradativa decomposição da martensita e a revelação dos contornos da
ferrita, provavelmente indicando fenômenos de precipitação nestes locais.
Geralmente, as reações que ocorrem no revenido levam a uma diminuição da dureza
da martensita. Entretanto, o aço estudado contém adições importantes de Mo e W, que são
elementos formadores de carbonetos Mo2C e WC. Esta precipitação é responsável por um
aumento de dureza na faixa de 400 a 550°C, que conforme visto na seção 2.4.5, é chamado de
endurecimento secundário (PICKERING, 1976). Este fenômeno foi comprovado por medidas
de dureza Vickers, conforme mostrado na Figura 4.10. O pico de dureza ocorre na amostra
temperada e revenida a 500°C (TR500). Nesta figura também é apresentada a dureza na sua
condição de recebimento, sugerindo que o revenido industrial se deu entre 500°C e 600°C
(HETZNER, et al., 2008).
Figura 4.5 - Microestrutura da condição TR300 após ataque Vilella.
Figura 4.6 - Microestrutura da condição TR400 após ataque Vilella.
58
Figura 4.7 - Microestrutura da condição TR500 após ataque Vilella.
Figura 4.8 - Microestrutura da condição TR550 após ataque Vilella.
Figura 4.9 - Microestrutura da condição TR650 após ataque Vilella.

59
TTR300
TR400TR500
TR550TR600
TR650260
280
300
320
340
360
380
Dure
za (H
V)
Tratamento Térmico
Material como recebido
AISM 17Cr
Figura 4.10 - Dureza Vickers em função do tratamento térmico.
Medidas de microdureza das fases ferrita e martensita nas amostras T, TR500 e TR650
corroboram os resultados de dureza, conforme mostrado na Figura 4.11. Curiosamente, a fase
ferrita também experimenta algum endurecimento secundário, com um acréscimo de dureza
de 6,0% relação ao material temperado. No pico da dureza da fase martensita, ocorrido na
amostra TR500, se teve um acréscimo de 6,3% desta propriedade em relação à amostra T. O
incremento de dureza da fase ferrita pode ser explicado pela ocorrência do fenômeno de
endurecimento a 475oC que aços ferríticos e duplex experimentam. Nestes aços, a fase ferrita
se decompõe em uma ferrita rica e outra pobre em cromo, em uma escala muito fina, só
observável por microscopia eletrônica de transmissão (PARDAL, 2012).
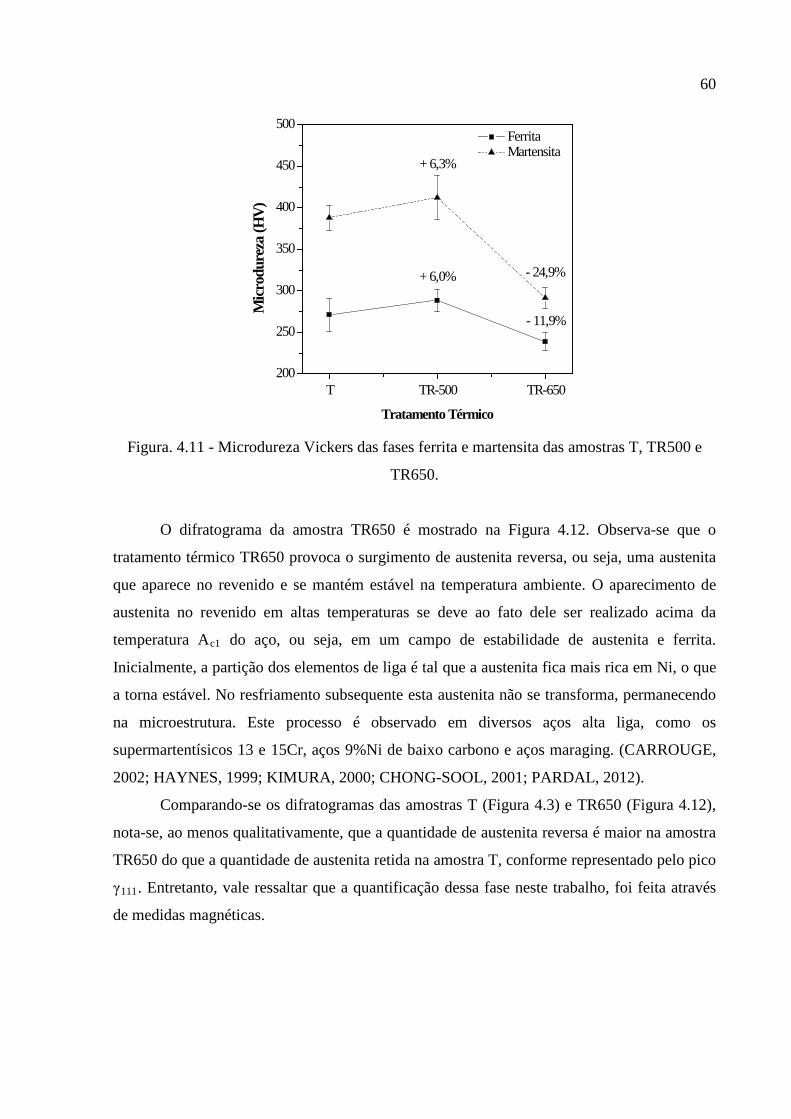
60
T TR-500 TR-650200
250
300
350
400
450
500
- 11,9%
- 24,9%
+ 6,3%
Ferrita Martensita
Micr
odur
eza
(HV)
Tratamento Térmico
+ 6,0%
Figura. 4.11 - Microdureza Vickers das fases ferrita e martensita das amostras T, TR500 e
TR650.
O difratograma da amostra TR650 é mostrado na Figura 4.12. Observa-se que o
tratamento térmico TR650 provoca o surgimento de austenita reversa, ou seja, uma austenita
que aparece no revenido e se mantém estável na temperatura ambiente. O aparecimento de
austenita no revenido em altas temperaturas se deve ao fato dele ser realizado acima da
temperatura Ac1 do aço, ou seja, em um campo de estabilidade de austenita e ferrita.
Inicialmente, a partição dos elementos de liga é tal que a austenita fica mais rica em Ni, o que
a torna estável. No resfriamento subsequente esta austenita não se transforma, permanecendo
na microestrutura. Este processo é observado em diversos aços alta liga, como os
supermartentísicos 13 e 15Cr, aços 9%Ni de baixo carbono e aços maraging. (CARROUGE,
2002; HAYNES, 1999; KIMURA, 2000; CHONG-SOOL, 2001; PARDAL, 2012).
Comparando-se os difratogramas das amostras T (Figura 4.3) e TR650 (Figura 4.12),
nota-se, ao menos qualitativamente, que a quantidade de austenita reversa é maior na amostra
TR650 do que a quantidade de austenita retida na amostra T, conforme representado pelo pico
γ111. Entretanto, vale ressaltar que a quantificação dessa fase neste trabalho, foi feita através
de medidas magnéticas.

61
30 40 50 60 70 80 90 100 1100
3000
6000
9000
12000
15000
18000
21000
24000
27000
30000
1,26
8 - γ 1,
474
- α21
1
1,43
7 - α
200
1,79
2 - γ
200
Inte
nsid
ade (
cont
agem
)
2θ
17Cr - TR650d=2,027 - α110
2,06
6 - γ
111
Figura 4.12 - Difratograma da amostra TR650, com picos de austenita reversa e picos
coincidentes de ferrita e martensita.
A Figura 4.13 apresenta os difratogramas das condições: como recebida, T, TN2 e
TR650, onde é possível evidenciar o aumento da quantidade de austenita retida e reversa com
o aumento da temperatura de revenido como mostrado na Figura 4.14.
40 45 50 55 60 65 70 75 80 85 90 95 100
α 211
α 200
γ 200
γ 200
α 110
γ 111
Inte
nsid
ade (
U.A.
)
2θ
Como Recebido Condição T Condição TR650 Condição TN2
Figura 4.13 – Espectros de difração das condições como recebido, T, TR650 e TN2.

62
45 50 55 60
γ 200
α 110
γ 111
Inte
nsid
ade (
U.A.
)
2θ
Como Recebido Condição T Condição TR650 Condição TN2
Figura 4.14 – Intensidade do pico de difração da austenita retida nas condições como
recebido, T, TR650 e TN2.
Tal como comentado na seção 3.8.2, a magnetização de saturação da condição
revenida a 300°C teve como resultado 149,3 emu/g, sendo este valor considerado como mS(i)..
Desta mesma forma, na Tabela 4.1, são apresentados os valores de magnetização de saturação
assim como a quantificação da razão volumétrica de austenita para cada uma das condições
estudadas. A curva de magnetização de saturação em função da condição de tratamento
imposta é apresentada na Figura 4.15
Tabela 4.1 - Resultados da magnetização de saturação e da razão volumétrica de austenita
para cada uma das condições estudadas.
Identificação mS (emu/g)
γ (%)
T 143,6 3,82 TR300 149,3 0,00 TR400 148,5 0,54 TR500 147,5 1,21 TR550 147,1 1,47 TR600 145,4 2,61 TR625 144,1 3,48 TR650 138,2 7,44 DT1 128,9 13,66 DT2 128,5 13,93
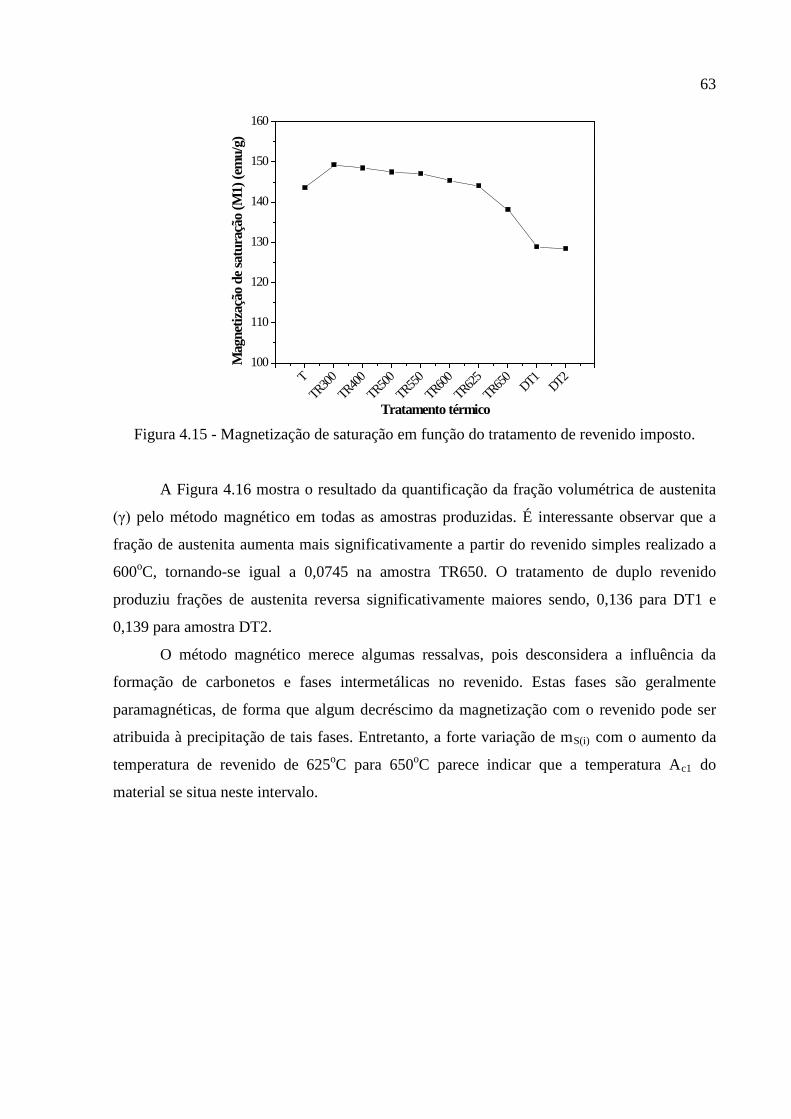
63
TTR300
TR400TR500
TR550TR600
TR625TR650 DT1
DT2100
110
120
130
140
150
160
Mag
netiz
ação
de s
atur
ação
(M1)
(em
u/g)
Tratamento térmico Figura 4.15 - Magnetização de saturação em função do tratamento de revenido imposto.
A Figura 4.16 mostra o resultado da quantificação da fração volumétrica de austenita
(γ) pelo método magnético em todas as amostras produzidas. É interessante observar que a
fração de austenita aumenta mais significativamente a partir do revenido simples realizado a
600oC, tornando-se igual a 0,0745 na amostra TR650. O tratamento de duplo revenido
produziu frações de austenita reversa significativamente maiores sendo, 0,136 para DT1 e
0,139 para amostra DT2.
O método magnético merece algumas ressalvas, pois desconsidera a influência da
formação de carbonetos e fases intermetálicas no revenido. Estas fases são geralmente
paramagnéticas, de forma que algum decréscimo da magnetização com o revenido pode ser
atribuida à precipitação de tais fases. Entretanto, a forte variação de mS(i) com o aumento da
temperatura de revenido de 625oC para 650oC parece indicar que a temperatura Ac1 do
material se situa neste intervalo.
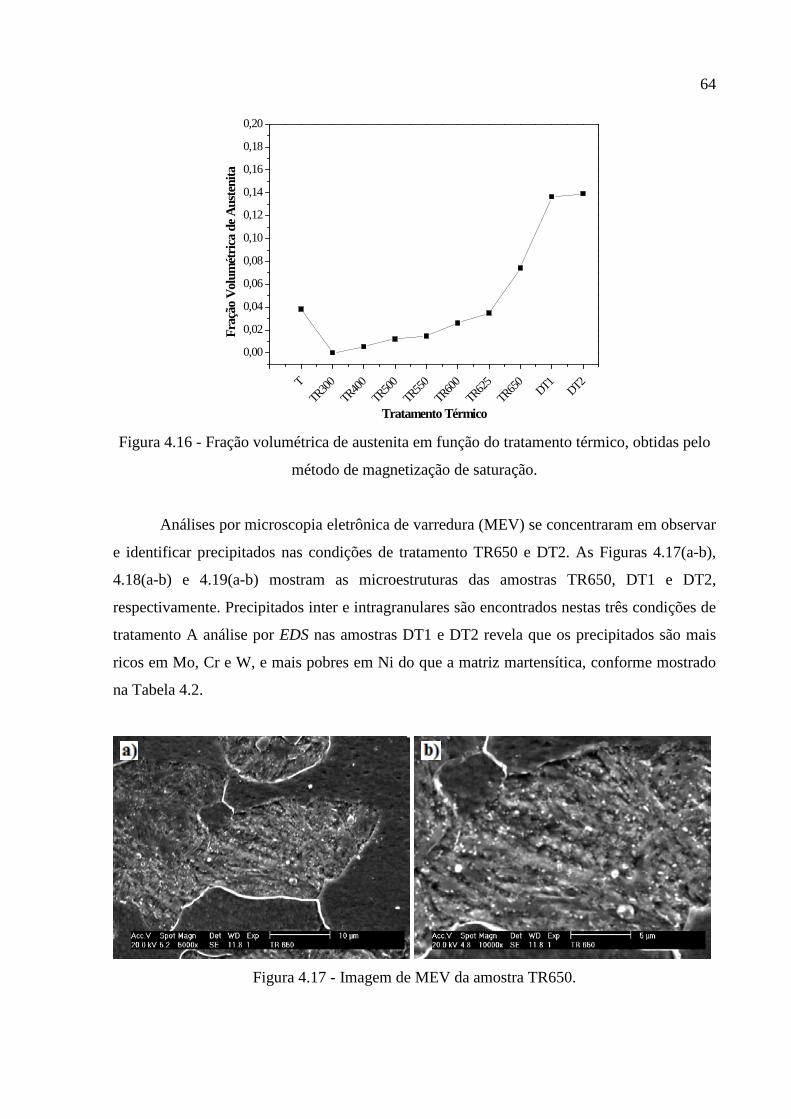
64
TTR
300TR
400TR
500TR
550TR
600TR
625TR
650 DT1 DT2
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
0,20
Fraç
ão V
olum
étric
a de
Aus
teni
ta
Tratamento Térmico Figura 4.16 - Fração volumétrica de austenita em função do tratamento térmico, obtidas pelo
método de magnetização de saturação.
Análises por microscopia eletrônica de varredura (MEV) se concentraram em observar
e identificar precipitados nas condições de tratamento TR650 e DT2. As Figuras 4.17(a-b),
4.18(a-b) e 4.19(a-b) mostram as microestruturas das amostras TR650, DT1 e DT2,
respectivamente. Precipitados inter e intragranulares são encontrados nestas três condições de
tratamento A análise por EDS nas amostras DT1 e DT2 revela que os precipitados são mais
ricos em Mo, Cr e W, e mais pobres em Ni do que a matriz martensítica, conforme mostrado
na Tabela 4.2.
Figura 4.17 - Imagem de MEV da amostra TR650.
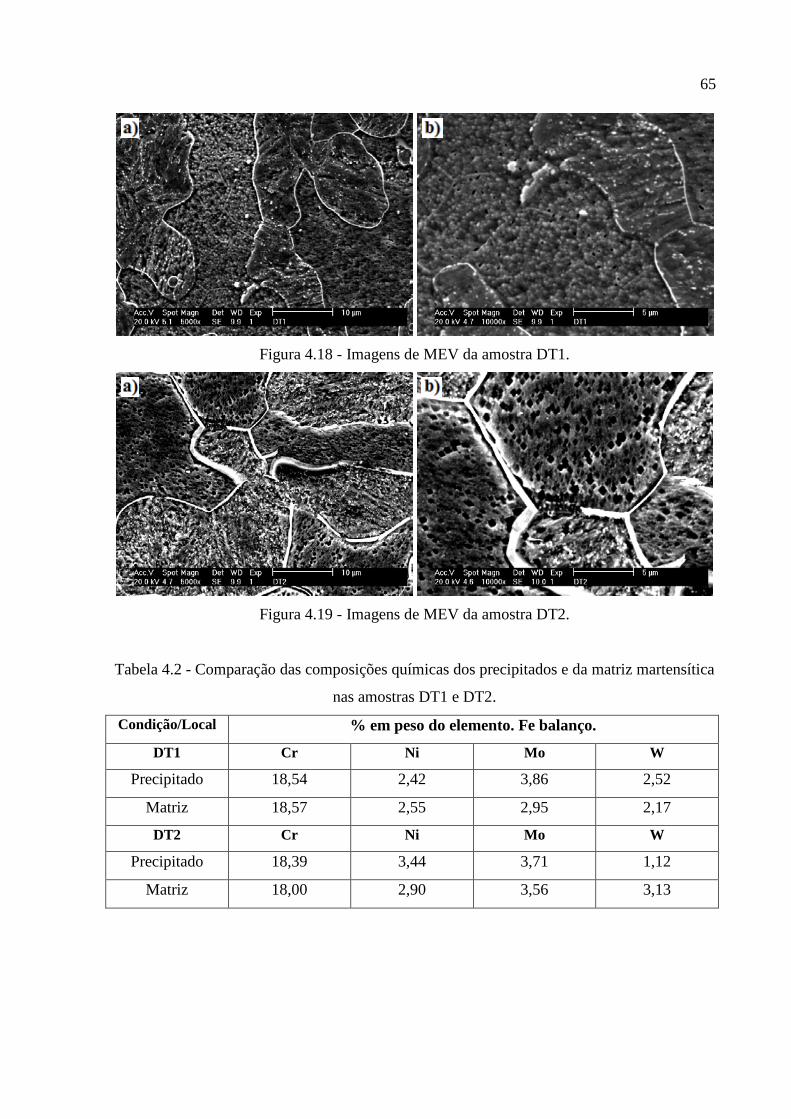
65
Figura 4.18 - Imagens de MEV da amostra DT1.
Figura 4.19 - Imagens de MEV da amostra DT2.
Tabela 4.2 - Comparação das composições químicas dos precipitados e da matriz martensítica
nas amostras DT1 e DT2.
Condição/Local % em peso do elemento. Fe balanço.
DT1 Cr Ni Mo W
Precipitado 18,54 2,42 3,86 2,52
Matriz 18,57 2,55 2,95 2,17
DT2 Cr Ni Mo W
Precipitado 18,39 3,44 3,71 1,12
Matriz 18,00 2,90 3,56 3,13
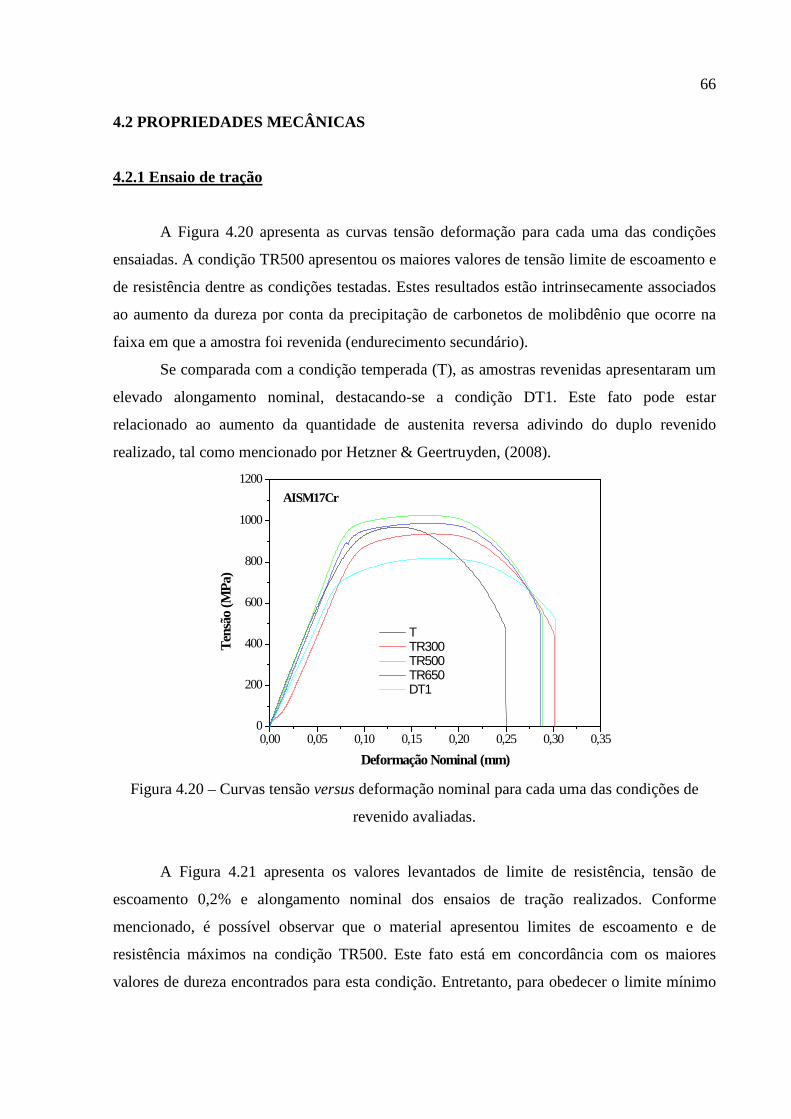
66 4.2 PROPRIEDADES MECÂNICAS
4.2.1 Ensaio de tração
A Figura 4.20 apresenta as curvas tensão deformação para cada uma das condições
ensaiadas. A condição TR500 apresentou os maiores valores de tensão limite de escoamento e
de resistência dentre as condições testadas. Estes resultados estão intrinsecamente associados
ao aumento da dureza por conta da precipitação de carbonetos de molibdênio que ocorre na
faixa em que a amostra foi revenida (endurecimento secundário).
Se comparada com a condição temperada (T), as amostras revenidas apresentaram um
elevado alongamento nominal, destacando-se a condição DT1. Este fato pode estar
relacionado ao aumento da quantidade de austenita reversa adivindo do duplo revenido
realizado, tal como mencionado por Hetzner & Geertruyden, (2008).
0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,350
200
400
600
800
1000
1200
Tens
ão (M
Pa)
Deformação Nominal (mm)
T TR300 TR500 TR650 DT1
AISM17Cr
Figura 4.20 – Curvas tensão versus deformação nominal para cada uma das condições de
revenido avaliadas.
A Figura 4.21 apresenta os valores levantados de limite de resistência, tensão de
escoamento 0,2% e alongamento nominal dos ensaios de tração realizados. Conforme
mencionado, é possível observar que o material apresentou limites de escoamento e de
resistência máximos na condição TR500. Este fato está em concordância com os maiores
valores de dureza encontrados para esta condição. Entretanto, para obedecer o limite mínimo
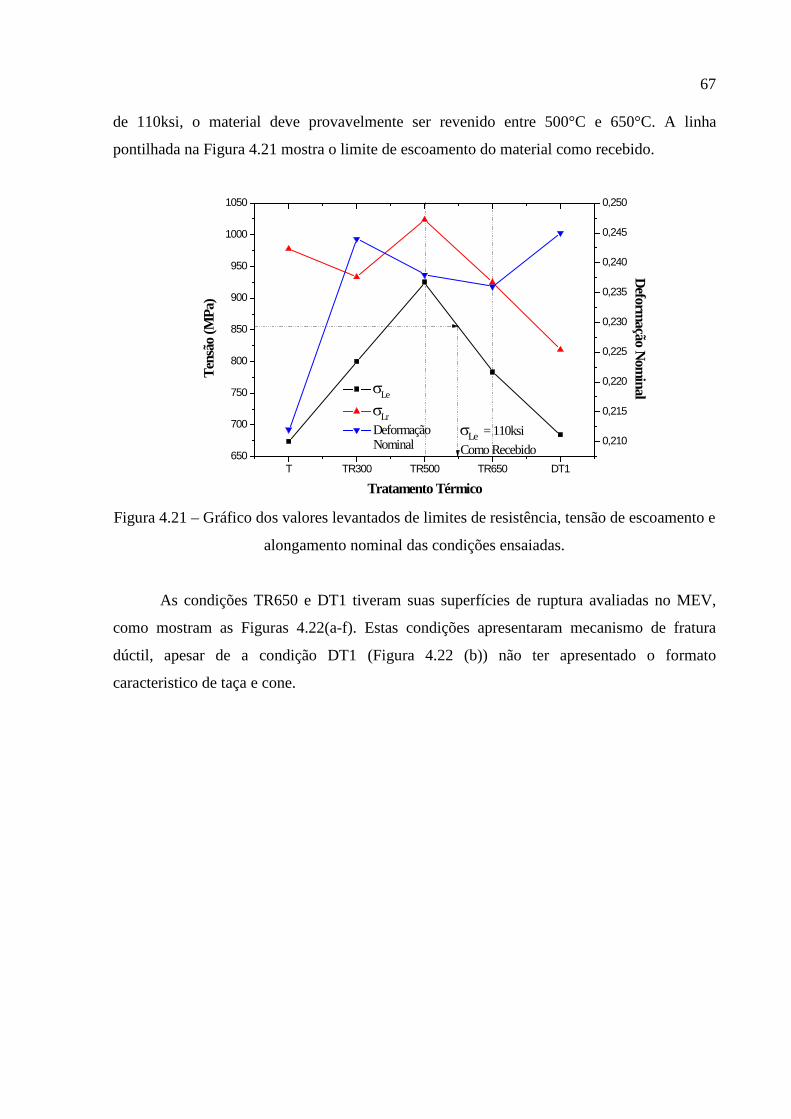
67 de 110ksi, o material deve provavelmente ser revenido entre 500°C e 650°C. A linha
pontilhada na Figura 4.21 mostra o limite de escoamento do material como recebido.
T TR300 TR500 TR650 DT1650
700
750
800
850
900
950
1000
1050
σLe
σLr Deformação
Nominal
Tratamento Térmico
Tens
ão (M
Pa)
σLe = 110ksiComo Recebido
0,210
0,215
0,220
0,225
0,230
0,235
0,240
0,245
0,250
Deformação Nom
inal
Figura 4.21 – Gráfico dos valores levantados de limites de resistência, tensão de escoamento e
alongamento nominal das condições ensaiadas.
As condições TR650 e DT1 tiveram suas superfícies de ruptura avaliadas no MEV,
como mostram as Figuras 4.22(a-f). Estas condições apresentaram mecanismo de fratura
dúctil, apesar de a condição DT1 (Figura 4.22 (b)) não ter apresentado o formato
caracteristico de taça e cone.
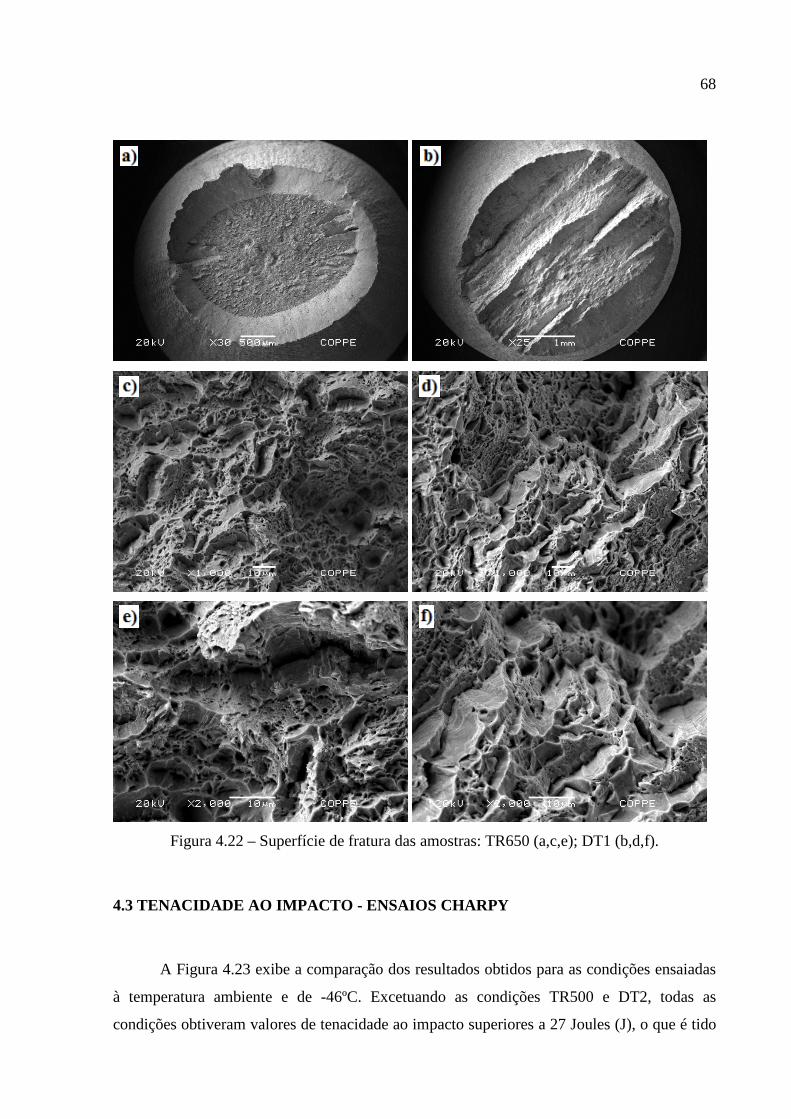
68
Figura 4.22 – Superfície de fratura das amostras: TR650 (a,c,e); DT1 (b,d,f).
4.3 TENACIDADE AO IMPACTO - ENSAIOS CHARPY
A Figura 4.23 exibe a comparação dos resultados obtidos para as condições ensaiadas
à temperatura ambiente e de -46ºC. Excetuando as condições TR500 e DT2, todas as
condições obtiveram valores de tenacidade ao impacto superiores a 27 Joules (J), o que é tido
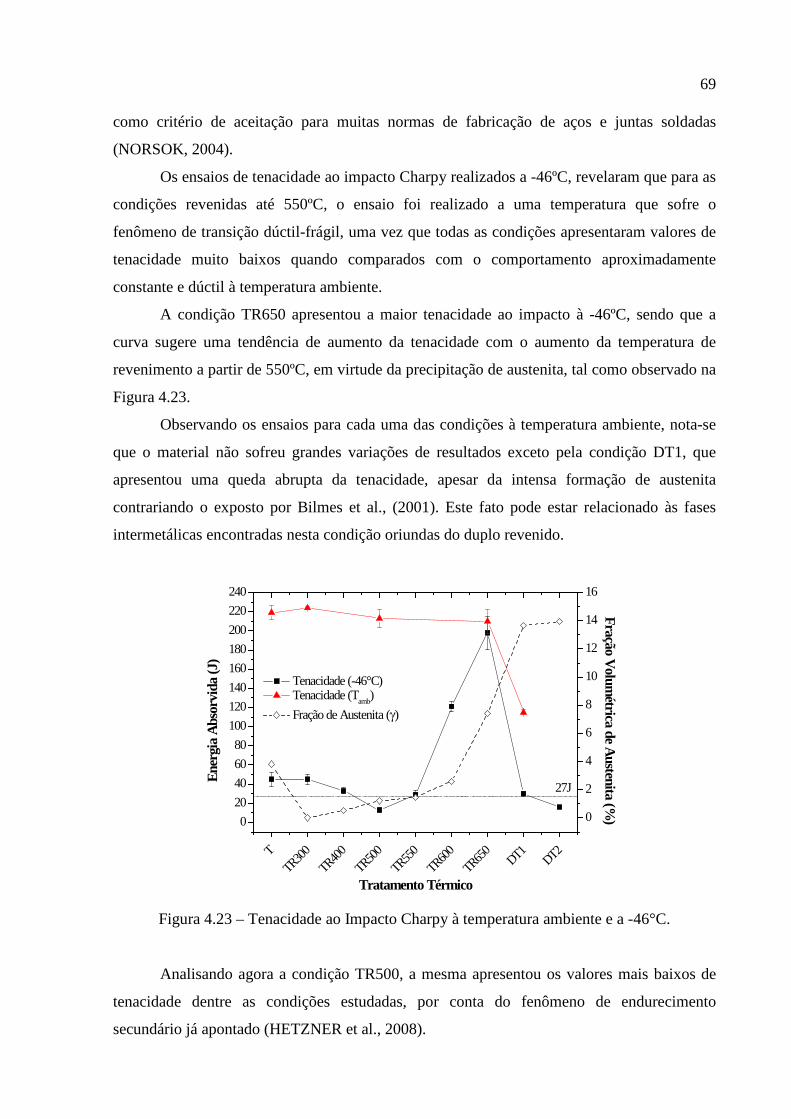
69 como critério de aceitação para muitas normas de fabricação de aços e juntas soldadas
(NORSOK, 2004).
Os ensaios de tenacidade ao impacto Charpy realizados a -46ºC, revelaram que para as
condições revenidas até 550ºC, o ensaio foi realizado a uma temperatura que sofre o
fenômeno de transição dúctil-frágil, uma vez que todas as condições apresentaram valores de
tenacidade muito baixos quando comparados com o comportamento aproximadamente
constante e dúctil à temperatura ambiente.
A condição TR650 apresentou a maior tenacidade ao impacto à -46ºC, sendo que a
curva sugere uma tendência de aumento da tenacidade com o aumento da temperatura de
revenimento a partir de 550ºC, em virtude da precipitação de austenita, tal como observado na
Figura 4.23.
Observando os ensaios para cada uma das condições à temperatura ambiente, nota-se
que o material não sofreu grandes variações de resultados exceto pela condição DT1, que
apresentou uma queda abrupta da tenacidade, apesar da intensa formação de austenita
contrariando o exposto por Bilmes et al., (2001). Este fato pode estar relacionado às fases
intermetálicas encontradas nesta condição oriundas do duplo revenido.
TTR300
TR400TR500
TR550TR600
TR650 DT1DT2
020406080
100120140160180200220240
Tenacidade (-46°C) Tenacidade (Tamb) Fração de Austenita (γ)
Tratamento Térmico
Ener
gia
Abso
rvid
a (J
)
27J
0
2
4
6
8
10
12
14
16
Fração Volumétrica de Austenita (%
)
Figura 4.23 – Tenacidade ao Impacto Charpy à temperatura ambiente e a -46°C.
Analisando agora a condição TR500, a mesma apresentou os valores mais baixos de
tenacidade dentre as condições estudadas, por conta do fenômeno de endurecimento
secundário já apontado (HETZNER et al., 2008).

70 As condições DT1 e DT2 apresentaram um comportamento adverso do esperado, não
seguindo a tendência de aumento da tenacidade ao impacto por conta do aumento da
temperatura de revenimento. Como comentado, este resultado pode estar relacionado
precipitados e fases intermetálicas que surgem no material. As Figuras 4.24 (a-c), mostram a
avaliação por EDS destas condições onde foi possível constatar tais fases intermetálicas.
Apesar da condição TR650 também ter apresentado fases intermetálicas, a mesma teve os
maiores valores de tenacidade ao impacto. Deste modo, deverá ser realizado um estudo mais
aprofundado dos precipitados formados nestas condições, fazendo uso de um microscópio
eletrônico de transmissão (MET).
Figura 4.24 – Fases intermetálicas observadas no FEG e avaliadas por EDS: a) Condição
DT1; b) Condição DT2; c) Condição TR650.
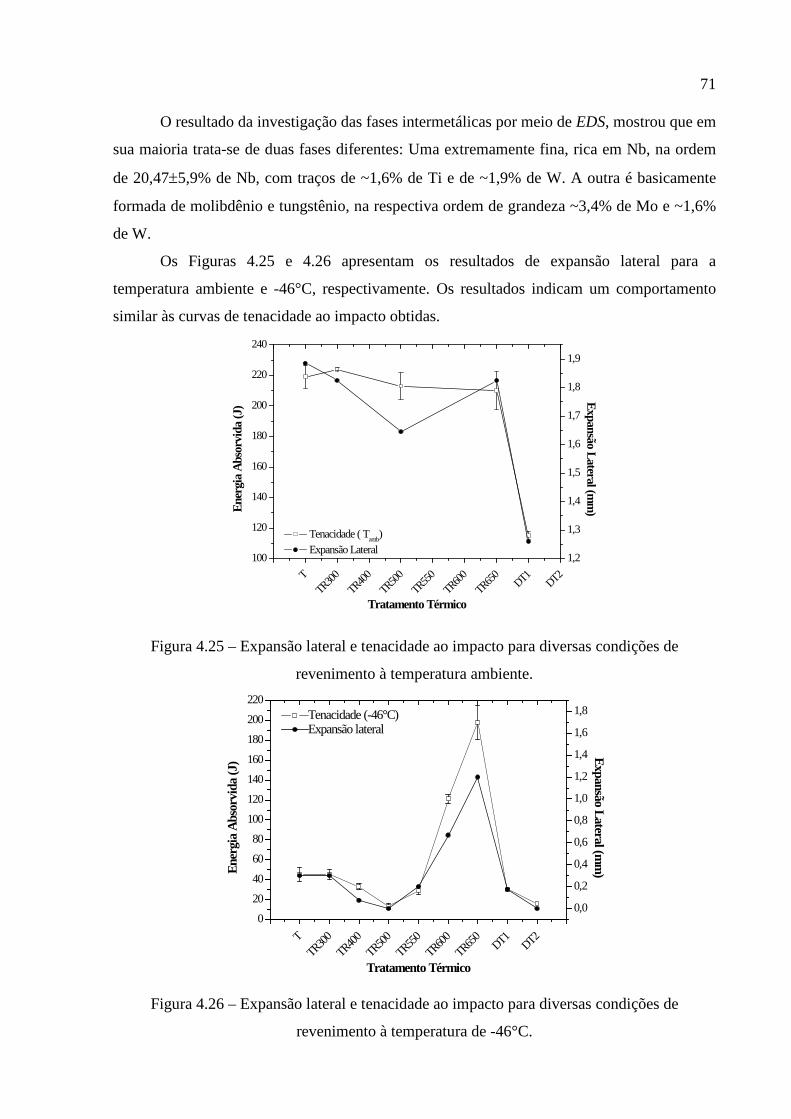
71 O resultado da investigação das fases intermetálicas por meio de EDS, mostrou que em
sua maioria trata-se de duas fases diferentes: Uma extremamente fina, rica em Nb, na ordem
de 20,47±5,9% de Nb, com traços de ~1,6% de Ti e de ~1,9% de W. A outra é basicamente
formada de molibdênio e tungstênio, na respectiva ordem de grandeza ~3,4% de Mo e ~1,6%
de W.
Os Figuras 4.25 e 4.26 apresentam os resultados de expansão lateral para a
temperatura ambiente e -46°C, respectivamente. Os resultados indicam um comportamento
similar às curvas de tenacidade ao impacto obtidas.
TTR300
TR400TR500
TR550TR600
TR650 DT1DT2
100
120
140
160
180
200
220
240
Tenacidade ( Tamb) Expansão Lateral
Tratamento Térmico
Ener
gia
Abso
rvid
a (J
)
1,2
1,3
1,4
1,5
1,6
1,7
1,8
1,9
Expansão Lateral (mm
)
Figura 4.25 – Expansão lateral e tenacidade ao impacto para diversas condições de
revenimento à temperatura ambiente.
TTR300
TR400TR500
TR550TR600
TR650 DT1DT2
0
20
40
60
80
100
120
140
160
180
200
220Tenacidade (-46°C)Expansão lateral
Tratamento Térmico
Ener
gia
Abso
rvid
a (J
)
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1,8
Expansão Lateral (mm
)
Figura 4.26 – Expansão lateral e tenacidade ao impacto para diversas condições de
revenimento à temperatura de -46°C.

72 4.3.1 Fratografia dos corpos de prova Charpy ensaiados a – 46oC
As condições: Temperada (T), TR500, TR650 e DT2 tiveram suas superfícies de
fratura analisadas no MEV. Destas condições apenas a condição TR650 apresentou dimples
como mostrado na Figura 4.27, ou seja, microvazios associados ao mecanismo de fratura
dúctil. Segundo Hilders & Santana, (1988) o diâmetro dos dimples está relacionado com o
valor da tenacidade.
Figura 4.27 – Superfície de fratura do cp Charpy da condição TR650.
Na superfície de fratura da condição DT2, mostrada nas Figuras 4.28(a-f), observou-se
uma típica caracteristica de fratura frágil por clivagem. Nela, a superfície facetada ou planos
de clivagem exibem os característicos rios de clivagem (river patterns) indicando o local de
propagação das trincas. Além disso, nas superfícies destas facetas, identificou-se a presença
de precipitados da ordem de grandeza dos 5 µm, como mostrado mais claramente nas Figuras
4.28(d-f) que podem ter contribuido neste tipo de mecanismo de fratura.

73
Figura 4.28 - Superfície de fratura do cp Charpy DT2.
A condição T apresentou uma superfície de fratura de quase clivagem detectando-se
apenas pequenas colonias de dimples, tal como indicadas por setas nas Figuras 4.29(a-b).
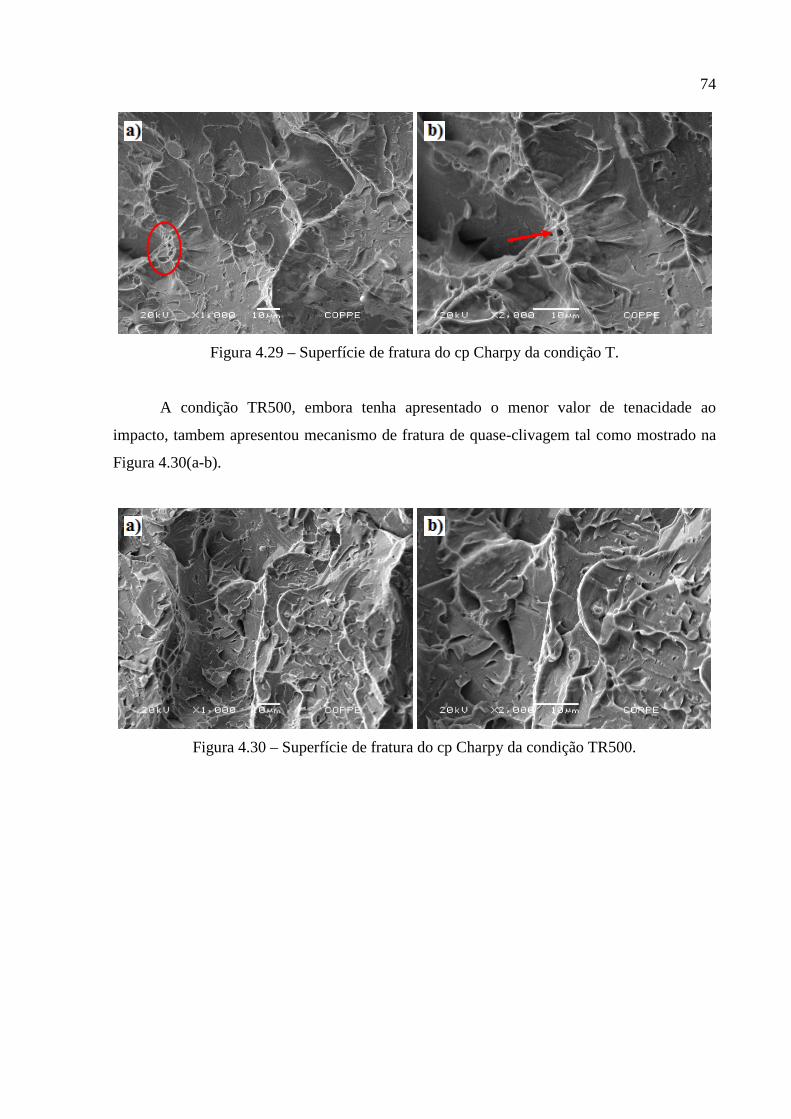
74
Figura 4.29 – Superfície de fratura do cp Charpy da condição T.
A condição TR500, embora tenha apresentado o menor valor de tenacidade ao
impacto, tambem apresentou mecanismo de fratura de quase-clivagem tal como mostrado na
Figura 4.30(a-b).
Figura 4.30 – Superfície de fratura do cp Charpy da condição TR500.

75 4.4. RESISTÊNCIA À CORROSÃO
4.4.1 Resistência ao Pite
A resistência à corrosão por pites foi avaliada em algumas condições de tratamento
térmico pelos ensaios de polarização cíclica baseando-se na norma ASTM G61-09 (2009)
fazendo uso de uma solução de 3,5%NaCl. Algumas das curvas obtidas para as condições T,
TR300, TR500, TR650 e DT1, são mostradas nas Figuras 4.31, 4.32, 4.33, 4.34 e 4.35,
respectivamente. A Figura 4.36 mostra a variação dos potenciais de pites (Epite), de corrosão
(Ecorr) e a faixa de passivação (Epite-Ecorr), em função dos tratamentos térmicos realizados.
Conforme comentado na seção 3.8, os ensaios foram realizados em triplicata. Portanto, nas
curvas pontilhadas, são representados os valores médios obtidos. Como se observa, há uma
leve tendência de diminuição do potencial de pites com o aumento da temperatura de revenido
de 300 para 650oC, manifestando-se uma pequena recuperação para a condição de duplo
revenido (DT1). Entretanto, a tendência de decréscimo do potencial de pites e da faixa de
passivação com o aumento da temperatura de revenido pode ser atribuido à precipitação de
carbonetos e fases intermetálicas.
1E-9 1E-8 1E-7 1E-6 1E-5 1E-4 1E-3 0,01 0,1-0,5
-0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5
Pote
ncia
l (V SC
E)
Densidade de Corrente (A/cm2)
AISM17CrCondição TEpite= 0,258 VSCE
Erep= -0,122 VSCE
Ecorr= -0,216 VSCE
iP= 4,22 µA/cm2
Figura 4.31 - Curva de polarização cíclica em solução 3,5%NaCl na temperatura ambiente
para a condição T.

76
1E-9 1E-8 1E-7 1E-6 1E-5 1E-4 1E-3 0,01 0,1-0,5
-0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5AISM17CrPolarização Cíclica: TR300Epite= 0,298 VSCE
Erep= -0,119 VSCE
Ecorr= -0,196 VSCE
iP= 1,45 µA/cm2
Pote
ncia
l (V SC
E)
Densidade de Corrente (A/cm2)
Figura 4.32 - Curva de polarização cíclica em solução 3,5%NaCl na temperatura ambiente
para a condição TR300.
1E-9 1E-8 1E-7 1E-6 1E-5 1E-4 1E-3 0,01 0,1
-0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5
0,6
AISM17Cr - TR500Polarização CíclicaEpite: 0,22VSCE
Erep: -0,12VSCE
Ecorr: -0,149VSCE
ip: 0,98µA/cm2
Pote
ncia
l (V SC
E)
Densidade de Corrente (A/cm2)
Figura 4.33 - Curva de polarização cíclica em solução 3,5%NaCl na temperatura ambiente
para a condição TR500.
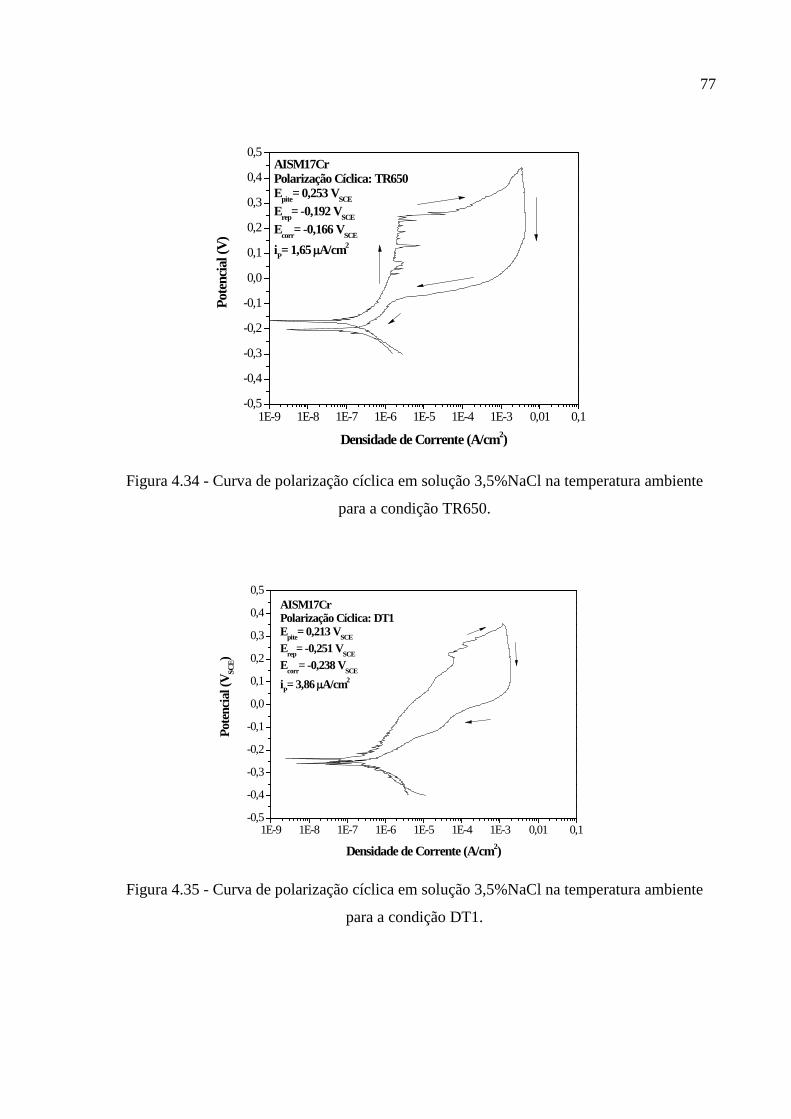
77
1E-9 1E-8 1E-7 1E-6 1E-5 1E-4 1E-3 0,01 0,1-0,5
-0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5AISM17CrPolarização Cíclica: TR650Epite= 0,253 VSCE
Erep= -0,192 VSCE
Ecorr= -0,166 VSCE
iP= 1,65 µA/cm2
Pote
ncia
l (V)
Densidade de Corrente (A/cm2)
Figura 4.34 - Curva de polarização cíclica em solução 3,5%NaCl na temperatura ambiente
para a condição TR650.
1E-9 1E-8 1E-7 1E-6 1E-5 1E-4 1E-3 0,01 0,1-0,5
-0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5AISM17CrPolarização Cíclica: DT1Epite= 0,213 VSCE
Erep= -0,251 VSCE
Ecorr= -0,238 VSCE
iP= 3,86 µA/cm2
Pote
ncia
l (V SC
E)
Densidade de Corrente (A/cm2)
Figura 4.35 - Curva de polarização cíclica em solução 3,5%NaCl na temperatura ambiente
para a condição DT1.
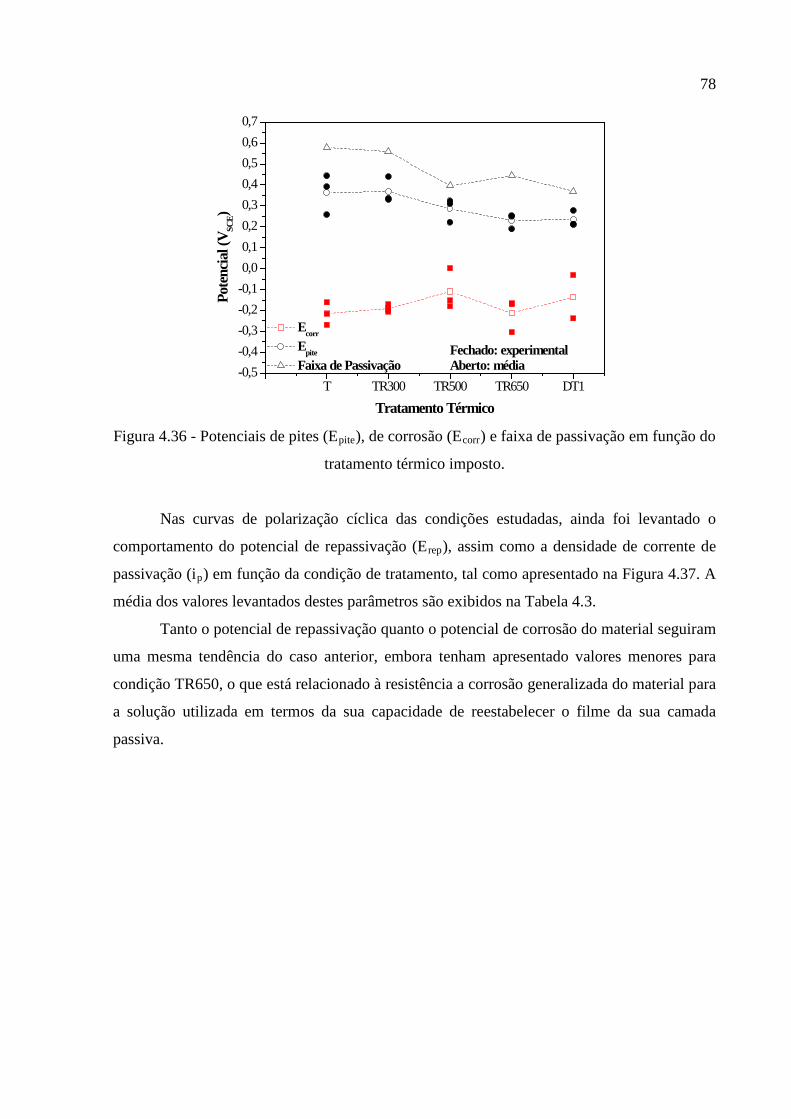
78
T TR300 TR500 TR650 DT1-0,5-0,4-0,3-0,2-0,10,00,10,20,30,40,50,60,7
Fechado: experimentalAberto: média
Pote
ncia
l (V SC
E)
Tratamento Térmico
Ecorr
Epite
Faixa de Passivação
Figura 4.36 - Potenciais de pites (Epite), de corrosão (Ecorr) e faixa de passivação em função do
tratamento térmico imposto.
Nas curvas de polarização cíclica das condições estudadas, ainda foi levantado o
comportamento do potencial de repassivação (Erep), assim como a densidade de corrente de
passivação (ip) em função da condição de tratamento, tal como apresentado na Figura 4.37. A
média dos valores levantados destes parâmetros são exibidos na Tabela 4.3.
Tanto o potencial de repassivação quanto o potencial de corrosão do material seguiram
uma mesma tendência do caso anterior, embora tenham apresentado valores menores para
condição TR650, o que está relacionado à resistência a corrosão generalizada do material para
a solução utilizada em termos da sua capacidade de reestabelecer o filme da sua camada
passiva.
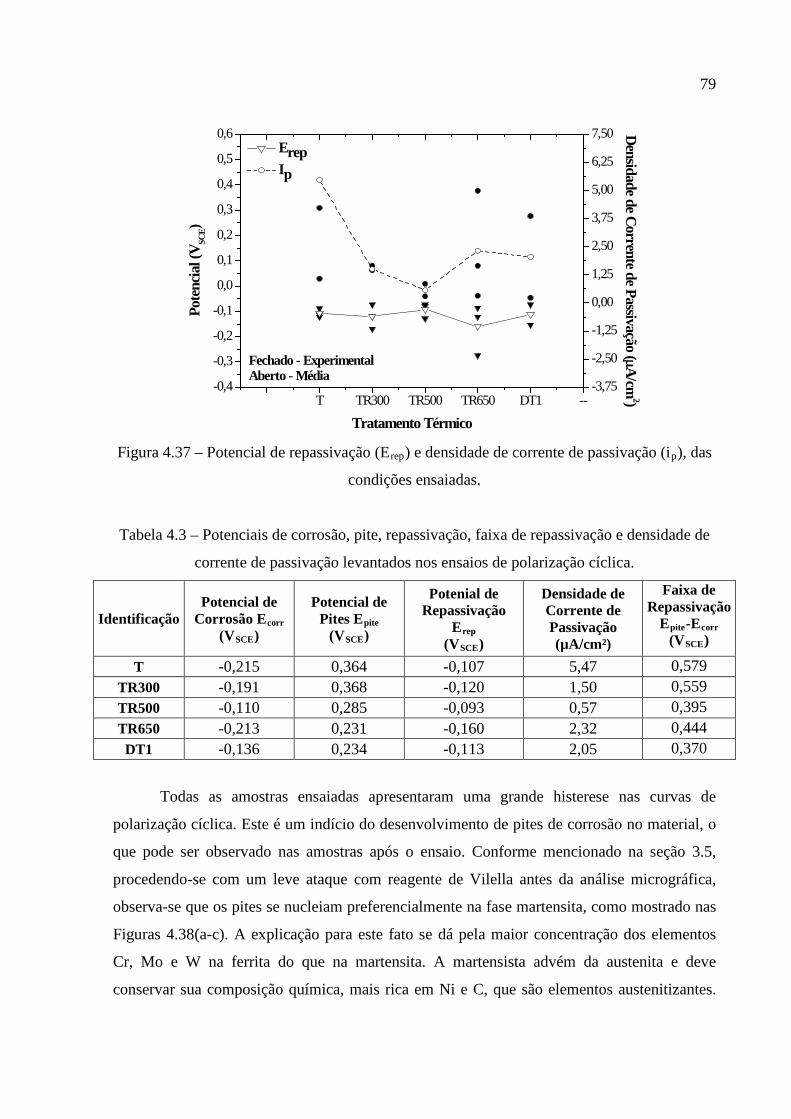
79
T TR300 TR500 TR650 DT1 ---0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5
0,6 Erep Ip
Tratamento Térmico
Pote
ncia
l (V SC
E)
Fechado - ExperimentalAberto - Média
-3,75
-2,50
-1,25
0,00
1,25
2,50
3,75
5,00
6,25
7,50 Densidade de Corrente de Passivação (µA/cm2)
Figura 4.37 – Potencial de repassivação (Erep) e densidade de corrente de passivação (ip), das
condições ensaiadas.
Tabela 4.3 – Potenciais de corrosão, pite, repassivação, faixa de repassivação e densidade de
corrente de passivação levantados nos ensaios de polarização cíclica.
Identificação Potencial de
Corrosão Ecorr (VSCE)
Potencial de Pites Epite
(VSCE)
Potenial de Repassivação
Erep (VSCE)
Densidade de Corrente de Passivação (µA/cm²)
Faixa de Repassivação
Epite-Ecorr (VSCE)
T -0,215 0,364 -0,107 5,47 0,579 TR300 -0,191 0,368 -0,120 1,50 0,559 TR500 -0,110 0,285 -0,093 0,57 0,395 TR650 -0,213 0,231 -0,160 2,32 0,444 DT1 -0,136 0,234 -0,113 2,05 0,370
Todas as amostras ensaiadas apresentaram uma grande histerese nas curvas de
polarização cíclica. Este é um indício do desenvolvimento de pites de corrosão no material, o
que pode ser observado nas amostras após o ensaio. Conforme mencionado na seção 3.5,
procedendo-se com um leve ataque com reagente de Vilella antes da análise micrográfica,
observa-se que os pites se nucleiam preferencialmente na fase martensita, como mostrado nas
Figuras 4.38(a-c). A explicação para este fato se dá pela maior concentração dos elementos
Cr, Mo e W na ferrita do que na martensita. A martensista advém da austenita e deve
conservar sua composição química, mais rica em Ni e C, que são elementos austenitizantes.
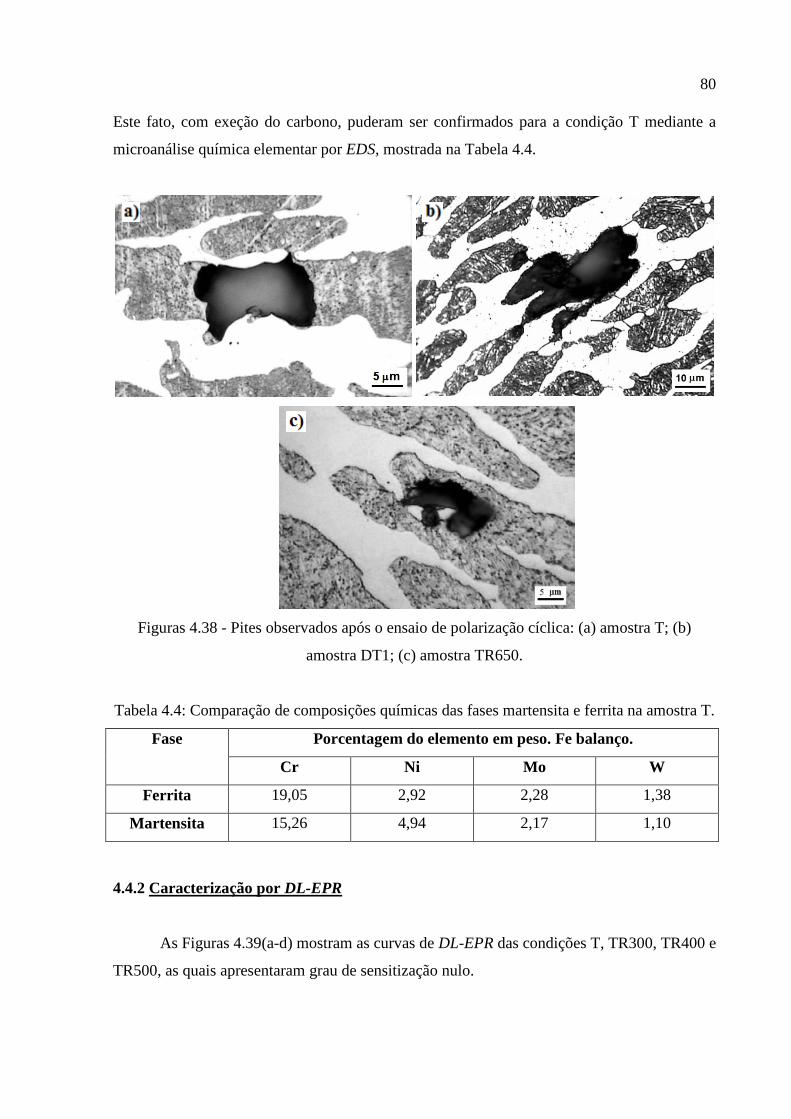
80 Este fato, com exeção do carbono, puderam ser confirmados para a condição T mediante a
microanálise química elementar por EDS, mostrada na Tabela 4.4.
Figuras 4.38 - Pites observados após o ensaio de polarização cíclica: (a) amostra T; (b)
amostra DT1; (c) amostra TR650.
Tabela 4.4: Comparação de composições químicas das fases martensita e ferrita na amostra T.
Fase Porcentagem do elemento em peso. Fe balanço.
Cr Ni Mo W
Ferrita 19,05 2,92 2,28 1,38
Martensita 15,26 4,94 2,17 1,10
4.4.2 Caracterização por DL-EPR As Figuras 4.39(a-d) mostram as curvas de DL-EPR das condições T, TR300, TR400 e
TR500, as quais apresentaram grau de sensitização nulo.
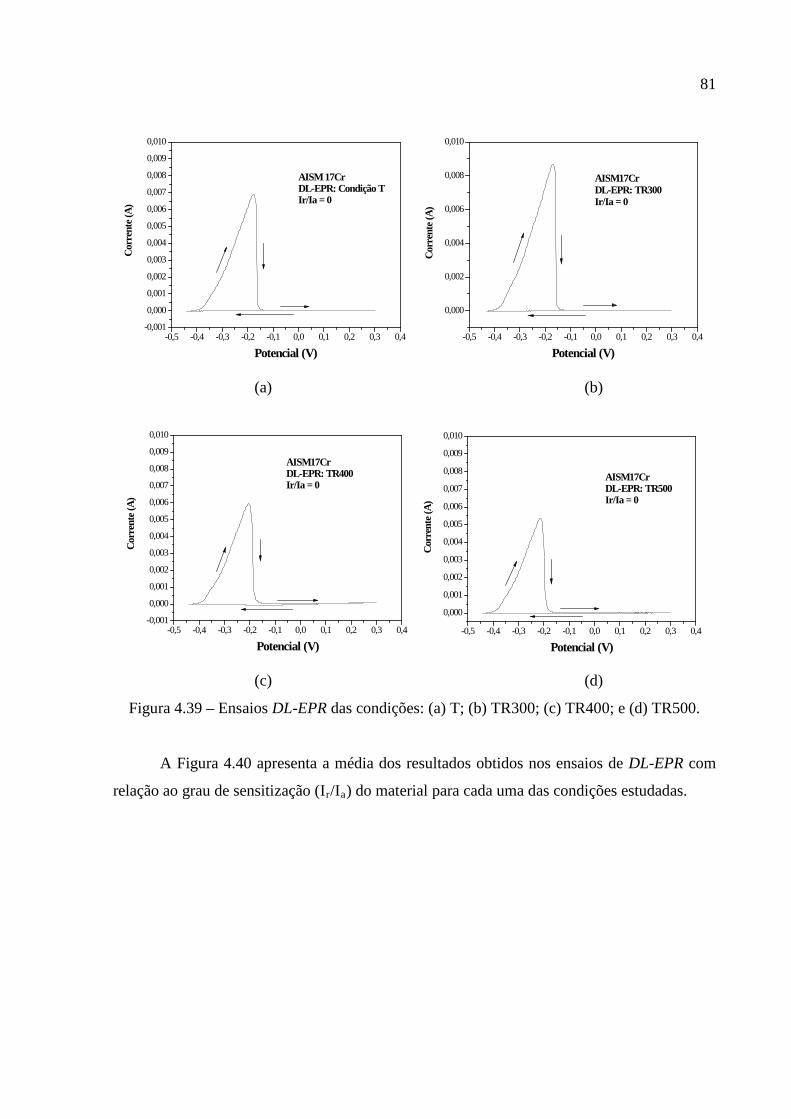
81
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4-0,001
0,000
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
0,009
0,010Co
rren
te (A
)
Potencial (V)
AISM 17CrDL-EPR: Condição TIr/Ia = 0
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4
0,000
0,002
0,004
0,006
0,008
0,010
Corr
ente
(A)
Potencial (V)
AISM17CrDL-EPR: TR300Ir/Ia = 0
(a) (b)
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4-0,001
0,000
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
0,009
0,010
Corr
ente
(A)
Potencial (V)
AISM17CrDL-EPR: TR400Ir/Ia = 0
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4
0,000
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
0,009
0,010Co
rren
te (A
)
Potencial (V)
AISM17CrDL-EPR: TR500Ir/Ia = 0
(c) (d)
Figura 4.39 – Ensaios DL-EPR das condições: (a) T; (b) TR300; (c) TR400; e (d) TR500.
A Figura 4.40 apresenta a média dos resultados obtidos nos ensaios de DL-EPR com
relação ao grau de sensitização (Ir/Ia) do material para cada uma das condições estudadas.

82
TTR300
TR400TR500
TR525TR550
TR575TR600
TR625TR650 DT1
DT2-0,05
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
Grau de Sensitização Fração de Austenita
Tratamento Térmico
Gra
u de
Sen
sitiza
ção
(I r/I a
)
Fenô
men
o He
aling
Auste
nita
retid
aFa
ses i
nter
metá
licas
0
2
4
6
8
10
12
14
16
Fração Volumétrica de Austenita (%
)
Figura 4.40 – Grau de sensitização de cada uma das condições ensaiadas.
Como observado, apartir da condição TR550 o material começa a apresentar um
comportamento bastante interessante em termos da variação do grau de sensitização,
conforme mostram as Figuras 4.41(a-f). Nas Figuras 4.41(d-f), correspondentes às condições
TR650, DT1 e DT2 dois picos de ativação foram observados. Estes picos podem estar
associados a picos de ativação intrinsecos das fases martensita e austenita em virtude desta
última atingir valores consideraveis para estas condições. No entanto, sugere-se como
trabalho futuro uma análise fazendo uma deconvolução matemática das curvas levantadas de
modo avaliar a influência de cada fase na resistência à corrosão.
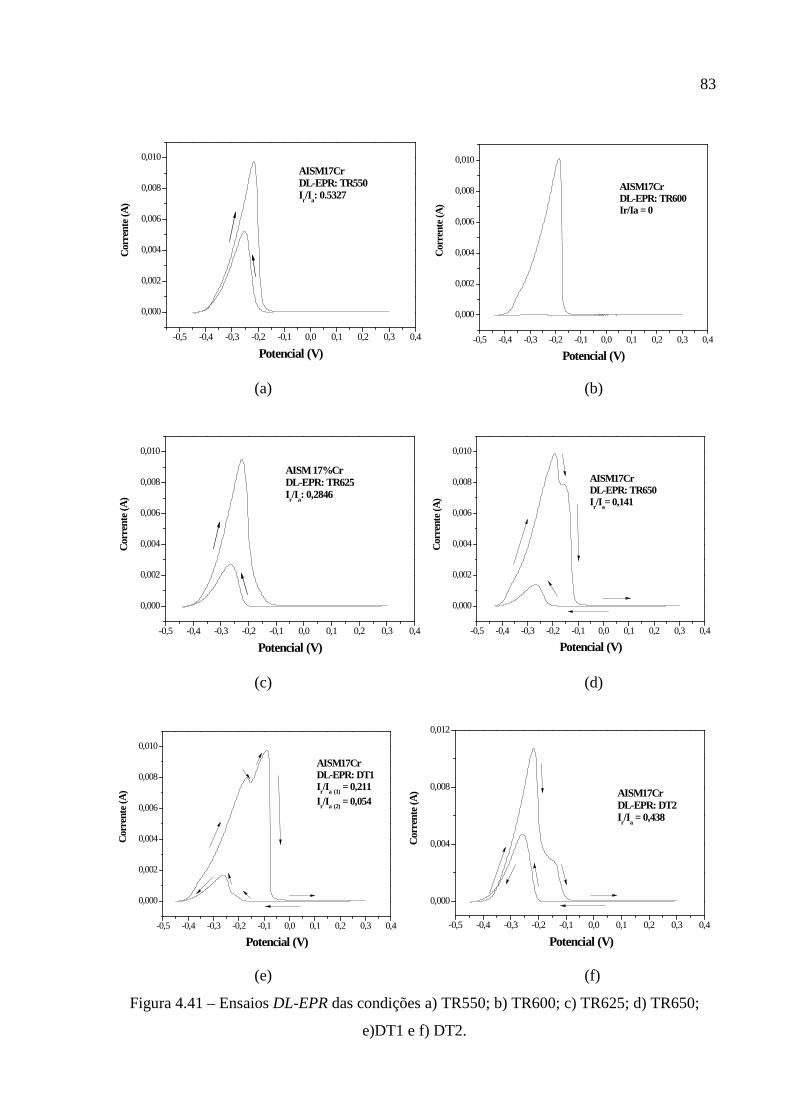
83
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4
0,000
0,002
0,004
0,006
0,008
0,010
Co
rren
te (A
)
Potencial (V)
AISM17CrDL-EPR: TR550Ir/Ia: 0.5327
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4
0,000
0,002
0,004
0,006
0,008
0,010
Corr
ente
(A)
Potencial (V)
AISM17CrDL-EPR: TR600Ir/Ia = 0
(a) (b)
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4
0,000
0,002
0,004
0,006
0,008
0,010
Corr
ente
(A)
Potencial (V)
AISM 17%CrDL-EPR: TR625Ir/Ia: 0,2846
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4
0,000
0,002
0,004
0,006
0,008
0,010
Corr
ente
(A)
Potencial (V)
AISM17CrDL-EPR: TR650Ir/Ia= 0,141
(c) (d)
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4
0,000
0,002
0,004
0,006
0,008
0,010
Corr
ente
(A)
Potencial (V)
AISM17CrDL-EPR: DT1Ir/Ia (1) = 0,211 Ir/Ia (2) = 0,054
-0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4
0,000
0,004
0,008
0,012
Corr
ente
(A)
Potencial (V)
AISM17CrDL-EPR: DT2Ir/Ia = 0,438
(e) (f)
Figura 4.41 – Ensaios DL-EPR das condições a) TR550; b) TR600; c) TR625; d) TR650;
e)DT1 e f) DT2.

84 Dentre as condições avaliadas, a revenida a 550ºC apresentou o mais alto grau de
sensitização médio (Ir/Ia= 0,454). Este fato pode ser atribuído à maior cinética de precipitação
de carbonetos de cromo nesta condição.
A partir de 575°C de temperatura de revenido, o material experimenta um fenômeno
de healing que resulta na redução do grau de sensitização. Este fenômeno se apresenta de
maneira mais pronunciada para o revenido a temperatura de 600ºC, com resultados da ordem
de 0,3% (Ir/Ia= 0,003). Portanto, sugere-se que para esta faixa de temperatura, o material não
sofre uma precipitação carbonetos de cromo a ponto de interferir sensivelmente na resistência
à corrosão intergranular do material. Da mesma forma, apesar de que tenha sido constatado
um aumento da fração volumétrica de austenita, a precipitação desta fase não atingiu ordens
de grandeza a ponto de interagir no material em detrimento do grau de sensitização.
A realização do revenido em torno de 625°C de temperatura, faz com que o material
apresente um novo pico de sensitização. Este novo pico pode estar associado a fases
intermetálicas que surgem no material a temperaturas mais elevadas. Entretanto, a condição
TR650 apresentou grau de sensitização inferior a TR625.
As condições de duplo revenido DT1 e DT2, embora tenham apresentado fases
intermetálicas. Neste caso o grau de sensitização do material pode ser atribuído à considerável
fração volumétrica de austenita precipitada nessas condições.
85
CAPÍTULO 5 5 CONCLUSÕES O presente trabalho que teve como principal objetivo avaliar as propriedades
mecânicas e a resistência à corrosão do aço inoxidável supermartensítico AISM 17Cr, permite
as seguintes conclusões:
1 - A avaliação microestrutural mostrou que este aço é um material bifásico ferrítico-
martensítico podendo vir a apresentar austenita no interior da martensita dependendo
do tratamento térmico ao qual o material for exposto.
2 - A quantidade de elementos de liga no Aço 17Cr, faz com que o material apresente
austenita retida já na condição como temperada (T).
3 - A austenita precipitada não representou em um aumento da tenacidade do material
a medida que aumentou a sua fração volumétrica em decorrência do tipo de revenido.
4 - As condições de duplo revenido, apresentaram uma queda das propriedades
mecânicas e da resistência a corrosão do material. Estes resultados podem estar
associados a fases intermetálicas e precipitados no material.
5 - Os valores de tenacidade ao impacto obtidos nas condições T, TR300, TR600 e
TR650, à temperatura de -46°C se encontram acima de 27J de energia, critério
normalmente exigidos para aços inoxidáveis.

86
6 – O aço 17Cr apresentou predisposição à formação de precipitados e fases
intermetálicas, para revenidos de altas temperaturas e duplos revenidos.
7 - As condições TR650 e DT2 apresentaram precipitados ricos em molibdênio, cromo
e tungstênio e pobres em níquel em relação à matriz martensítica. A condição DT1
também apresentou precipitados que sugerem ser de mesma composição.
8 - O aço ferrítico-martensítico 17Cr experimentou um endurecimento secundário
mais pronunciado para temperaturas na faixa de 500°C. Este fenômeno resultou nos
melhores resultados de limite de resistência (1024MPa) e tensão de escoamento
(925,39MPa) do material. A dureza e microdureza também apresentaram variação
nesta condição.
9 - Os ensaios eletroquímicos de DL-EPR revelaram que as condições tratadas abaixo
de 525°C não sofreram sensitização, no entanto a condição TR550 apresentou um pico
de sensitização. Revenidos a 575°C e 600°C apresentaram um fenômeno de cura ou
healing. No entanto, o grau de sensitização aumentou novamente com o revenido a
625°C.
10 – Os ensaios de polarização cíclica revelaram que a martensita é a fase preferencial
para a formação dos pites no material.
11 - Os resultados dos tratamentos térmicos revelaram que a condição temperada a
1000°C por 40 minutos e revenida à 650°C por uma hora (TR650) , apresentou os
mais altos valores de tenacidade ao impacto (166J) em relação às outras condições
avaliadas, associado a resultados de limite de resistência (924,95MPa) e tensão de
escoamento (783,34MPa), além de valores de dureza (~280HV) menores que os
obtidos para as outras condições. Adicionalmente, foi a única condição que apresentou
dimples em sua superfície de fratura a -46°C, dentre as condições que tiveram suas
superfícies de fratura avaliadas.
12 – A condição tratada a 600°C por 1h apresenta uma tenacidade razoável (121J) sem
prejuízos na resistência à corrosão.

87
CAPÍTULO 6 6 SUGESTÕES PARA TRABALHOS FUTUROS Com base ao estudo realizado são propostos os seguintes trabalhos futuros:
1. Investigar a resistência à corrosão sob tensão e fragilização pelo hidrogênio do
material nas condições de tratamentos térmicos avaliadas para diversos meios
contendo CO2 e H2S, assim como a influência da seção resistênte do corpo de prova
na obtenção do mecanismo de falha.
2. Investigar os tipos de fases intermetálicas e avaliar sua influência no AISM 17Cr.
3. Investigar a possibilidade de soldabilidade do material fazendo uso de diversos
consumíveis, tais como inconel 625 e AISD.
4. Investigar a influência dos tratamentos térmicos nas propriedades mecânicas e a
resistência à corrosão do AISM 17Cr soldado.
5. Investigar a resistência à corrosão sob tensão do AISM 17Cr soldado para diversos
meios contendo CO2 e H2S.
6. Investigar a resistência à corrosão entre fases fazendo uso de microscópio
eletroquímico.
7. Avaliar a tenacidade e o mecanismo de fratura, para ensaio de impacto Charpy da
condição DT2 à temperatura ambiente.

88
8. Avaliar a composição química dos precipitados e fases intermetálicas presentes nas
condições de tratamento térmico TR650, DT1 e DT2.
9. Efetuar uma análise fazendo uma deconvolução matemática das curvas levantadas por
DL-EPR de modo avaliar a influência de cada fase na resistência à corrosão.
89
CAPÍTULO 7 7 REFERÊNCIAS BIBLIOGRÁFICAS ASTM A-262-13 - Standard Practices for Detecting Susceptibility to Intergranular Attack in
Austenitic Stainless Steels. 2013.
ASTM A-370-94 - Historical Standard: ASTM A370-94 Standard Test Methods and
Definitions for Mechanical Testing of Steel Products. 1994
ASTM A-763-93(2009)- Standard Practices for Detecting Susceptibility to Intergranular
Attack in Ferritic Stainless Steels. 2009.
ASTM E 23 – 12c: Standard Test Methods for Notched Bar Impact Testing of Metallic
Materials.2012.
ASTM E3-11 - Standard Guide for Preparation of Metallographic Specimens. 2011.
ASTM E384-11e1 Standard Test Method for Knoop and Vickers Hardness of Materials.
2011.
90
ASTM E407-07 - Standard Practice for Microetching Metals and Alloys. 2007.
ASTM G 61 – 86 (Reapproved 2009): Standard Test Method for Conducting Cyclic
Potentiodynamic Polarization Measurements for Localized Corrosion Susceptibility of Iron-,
Nickel-, or Cobalt-Based Alloys.
BILMES P.; GESNOUIN, C; HAZARABEDIAN, A.; BRUZZONI, P.; OVEJERO-GARCIA,
J.; LLORENTE, C. Effect of post-weld heat treatment on the microstructure and hydrogen
permeation of 13CrNiMo steels. Corrosion Science 46 (2004) 1633–1647.
BOTTREL, C. C. Materiais Metálicos para Engenharia. Ed.: Fundação Christiano Ottoni-
UFM. Ano 1992.
CARROUGE, D.; BHADESHIA, H. K. D. H.; WOOLLIN, P. Microstructural change in high
temperature HAZ of low carbon weldable 13Cr martensitic stainless steels. Anais: Stainless
Steel World Conference, p. 16–23, 2003.
CARROUGE, D. Transformations in Supermartensitic Stainless Steels. Tese (pós-doutorado),
Department of Materials Science and Metallurgy, University of Cambridge, 2002.
CROWE, K.V., PICKERING, D.J. The physical metallurgy of 12% chromium steels. Journal
of the Iron and Steel Institute, p.386-405, agosto, 1960.
DO NASCIMENTO, A.M.; IERARDI, M.C.F.; KINA, A.Y.; TAVARES, S.S.M. Pitting
Corrosion Resistance of Cast Duplex Stainless Steels in 3.5%NaCl Solution. Materials
Characterization. Vol. 59 (2008). 1736-1740, 2008.
DONG-SEOK, L.; YONG-DEUK, L.; JOONG-HWAN, J.; CHONG-SOOL C.. Amount of
Retained Austenite at Room Temperature After Reverse Transformation of Martensite to
Austenite in an Fe-13%Cr-7%Ni-3%Si Martensitic Stainless Steel. Scripta materialia,
45:767–772, 2001.

91
DUFRANE, J.J. Metallurgical basis for the development of weldable martensitic stainless
steels. In: Supermartensitic Stainless Steels 99, 1999, Bruxelas. In: Anais... Bruxelas, 1999. p.
19-24.
FOLKHARD, E. Welding Metallurgy of Stainless Steels. Nova York, Wiem> Springler
Verlag. 1988.
GUNN, R.N. Duplex stainless steels. Microstructure, properties and applications. Cambridge
- England: Abington Publishing, 2003. 204 p.
HAYNES, A. G. Some Factors Governing the Metallurgy and Weldability of 13 % Cr and
Newer Cr-Ni Martensitic Stainless Steels. In Supermartensitic Stainless Steels ’99’, pages 25–
32, Belgium, 1999.
HETZNER, D.W.; GEERTRUYDEN, W.V. Crystallography and metallography of carbides
in high alloy steels. Materials Characterization 59 (2008) 825–841.
HILDERS, O.A.; SANTANA, M.G. Toughness and Fractography of Austenitic Type 304
Stainless Steel with Sensitization Treatments at 973K. Metallography, v.21 pp.151-164, 1988.
JFE STEEL COORPORATION – Catálogo de Produtos. Disponível em:< http://www.jfe-
steel.co.jp/en/products/energy/ > Acesso em 13 Jun 2014.
JFE STEEL COORPORATION – OCTG- Produtos Tubulares Petrolíferos. Disponível em:<
http://www.jfe-steel.co.jp/en/products/pipes/catalog/e1p-001.pdf > Acesso em: 13 Jun 2014.
KIMURA, M. et al. Effect of retained austenite on corrosion performance for modified 13%
Cr steel pipe. Corrosion, v.57, n.5. p.433-439, 2001.
KIMURA, M.; MIYATA, Y.; TOYOOKA. T. Effect of Retained austenite on Corrosion
Performance for Modified 13% Cr Steel Pipe. In CORROSION 2000, paper 137, NACE
International, 2000.

92
KIMURA, MITSUO; SHIMAMOTO, KEN. Development of new 17Cr stainless steel OCTG
with superior corrosion resistance. JFE Steels Corporation, Steel Research Laboratories 1-1
Kawasaki-cho, Handa, Aichi, 475-8611, Japan. 2009.
KONDO, K.; UEDA, M.; OGAWA, K.; AMAYA, H.; HIRATA, H.; TAKABE, H. Alloy
design of super 13Cr martensitic stainless steel (development of super 13Cr martensitic
stainless steel for line pipe-1). In: Supermartensitic Stainless Steels 99, 1999, Bruxelas. In:
Anais. Bruxelas, 1999. p. 11-18.
LIM, L.C. et al. Tempering of AISI 403 stainless steel. Materials Science and Engineering A,
v.171, p.13-19, 1993.
MIAO, B. et al. Microstructure of tempered AISI 403 stainless steel. Materials Science and
Engineering A, v.171, p.21-33, 1993.
MÜRI, P. Uma breve revisão dos aços martensíticos e austeníticos utilizados na indústria do
petróleo. UFRJ - Rio de Janeiro - Brasil (2009).
NACE Standard TM0177-96. Laboratory testing of metals for resistance to specific forms of
environmental cracking in H2S environments. Houston: NACE International, 1996.
NAKAGAWA N, MIYAZAKI T, (1999). Journal Materials Science 34:3901.
doi:10.1023/A:1004626907367.
NORSOK STANDARD M-601: Welding and Inspection of Piping. Rev. 4, July 2004.
PARDAL, J.M. Aços inoxidáveis superduplex. Efeitos dos tratamentos térmicos nas
propiedades mecânicas, magnéticas e resistência à corrosão, Brasil: Editora Blucher. 2012.
PARDAL, J.M. Aço Maraging classe 300. Propriedades mecânicas e magnéticas em diversas
condições de tratamento térmico, Brasil: Editora Blucher. 2012.

93
PICKERING, F.B. Physical Metallurgy of Stainless Steels developments, International
Metals Reviews, December 1976.
RODRIGUES, C.A.; DI LORENZO, P.L.; SOKOLOWSKI, A.; BARBOSA, C.A.;
ALMEIDA ROLLO, J.M. Decomposição da austenita em três aços inoxidáveis
supermartensíticos microligados ao Be, Nb e Ti. VII Seminário Brasileiro de Aço
Inoxidável INOX 2004, 23 a 25/novembro/2004, São Paulo, SP.
SEDRIKS, A.J., Corrosion of Stainless Steels, 2a edição, Nova York: John Wiley & Sons
Inc., 1996.
SILVA, G. F. Influência do Tratamento Térmico nas Propriedades de um Aço
Supermartensítico Ligado ao Titânio. (Dissertação de Mestrado) – Universidade Federal
Fluminense, Niterói, 2009.
SMITH, L., CELANT, M. Martensitic stainless steels in context. In: Supermartensitic 2002,
Bruxelas. In: Anais... Bruxelas, 2002. p. 14-20.
SUMITOMO METALS. Material Selection Chart. Disponível em: <
http://www.tubular.nssmc.com/product-services/octg/materials/materials/ >. Acesso em: 13
Jun. 2014.
SUMITOMO METALS – Martensitic-Ferritic Stainless Steel - SM17CRS-125. Disponível
em: < http://www.tubular.nssmc.com/product-services/octg/materials/data-sheet/sm17crs-125
>. Acesso em 13 Jun 2014.
SUMITOMO METAL INDUSTRIES LTD. European Patent Specification: Martensitic
Stainless Steels for use in Oil Wells. Bulletin 1997/30, n° de patente: EP 0 565 117 B1(1997).
TAVARES, S.S.M.; PARDAL, J.M.; DA SILVA, G.F.; SILVA, M.R.; DE ABREU, H. F. G.
Influence of heat treatments on toughness and sensitization of a Ti-alloyed supermartensitic

94
stainless steel. Journal Materials Science. v46 pag:7737–7744. (2011) DOI 10.1007/s10853-
011-5753-8
TRUMAN, J. E. Corrosion resistance of 13% chromium steels as influenced by tempering
treatments. British Corrosion Journal, v. 11, n. 2, p. 92, 1976.
VARGA, I., KUZMANN E., VERTES A. Kinetics of α-γ Phase Transition of Fe-12Cr-4Ni
Alloy Aged Between 500-650°C. Hyperfine Interactions, 112:169–173, 1998.
WEBER, J.; SCHLAPFER, H.W. Austenitic-Ferritic Duplex Steels, SULZER Brothers
Limited, Wintertur – Switzerland, p.1-10, 1986.
WINDEN, H VAN DER; TOUSSAINT, PATRICK; COUDRESE, LIONEL. Past, Present
and Future of Weldable Supermartensitic Alloys. < www.stainless-steel-
world.net/pdf/ssw2002p001.pdf >. Acesso em: 13 Jun 2014.