UNIVERSIDADE SÃO FRANCISCO CURSO DE ENGENHARIA...
43
UNIVERSIDADE SÃO FRANCISCO CURSO DE ENGENHARIA ELÉTRICA AUTOMAÇÃO DE UMA MÁQUINA DE TINGIMENTO Engenharia Elétrica por Marco Antonio Lamari Ely Carneiro de Paiva, Doutor. Orientador Campinas (SP), dezembro de 2008
Transcript of UNIVERSIDADE SÃO FRANCISCO CURSO DE ENGENHARIA...

UNIVERSIDADE SÃO FRANCISCO
CURSO DE ENGENHARIA ELÉTRICA
AUTOMAÇÃO DE UMA MÁQUINA DE TINGIMENTO
Engenharia Elétrica
por
Marco Antonio Lamari
Ely Carneiro de Paiva, Doutor. Orientador
Campinas (SP), dezembro de 2008

i
UNIVERSIDADE SÃO FRANCISCO
CURSO DE ENGENHARIA ELÉTRICA
AUTOMAÇÃO DE UMA MÁQUINA DE TINGIMENTO
Engenharia Elétrica
por
Marco Antonio Lamari Relatório apresentado à Banca Examinadora do Trabalho de Conclusão do Curso de Engenharia Elétrica para análise e aprovação. Orientador: Ely Carneiro de Paiva, Doutor.
Campinas (SP), dezembro de 2008.
ii
SUMÁRIO
LISTA DE ABREVEATURAS iii LISTAS DE FIGURAS iv LISTA DE TABELAS v LISTAS DE EQUAÇÕES vi RESUMO vii ABSTRACT viii 1.0 INTRODUÇÃO 1 1.1 OBJETIVOS 1 1.1.1 Objetivo Geral 1 1.1.2 Objetivos específicos 1 1.2 METODOLOGIA 1 1.3 ESTRUTURA DE TRABALHO 2 2.0 FUNDAMENTAÇÃO TEÓRICA 3 2.1 MATÉRIA PRIMA 3 2.2 FIBRAS SINTÉTICAS 3 2.3 FIBRAS NATURAIS 4 2.4 PROCESSO DE FIAÇÃO 5 2.5 PROCESSO DE TINGIMENTO 7 2.6 ÁGUA E CORANTES 9 3.0 PROJETO 11 3.1 EQUIPAMENTOS DE TINGIMENTO 11 3.2 FUNCIONAMENTO DO EQUIP. DE TINGIMENTO 12 3.3 CONTROLADOR PID DE TEMPERATURA 13 3.4 SENSOR DE TEMPERATURA 14 3.5 CONVERSOR DE TEMPERATURA 16 3.6 SENSOR DE NÍVEL 17 3.7 RELE DE NÍVEL 17 3.8 VÁLVULA SOLENÓIDE 18 3.9 BOMBA DE CIRCULAÇÃO 18 4.0 AUTOMAÇÃO 20 4.1 CONTROLADOR LÓGICO PROGRAMÁVEL 22 4.2 LINGUAGEM DE PROGRAMAÇÃO LADDER 25 4.3 PROGRAMA 27 5.0 CONSIDERAÇÕES FINAIS 33 REFERÊNCIAS BIBLIOGRÁFICAS 34

iii
LISTA DE ABREVIATURAS
AC Corrente Alternada CC Corrente Contínua CLP Controlador Lógico Programável CPU Unidade Central de processamento DL Diagrama Ladder HI Fabricante de CLP IM Corrente de Magnetização IR Corrente de Rotor Kgf/cm² Kilos por centímetro quadrado L/kg. MIN Litros por Kilos multiplicado por Minuto PID Proporcional, Integral e Derivativo PT 100 Sensor de Platina PV Variável do Processo RAM Memória de Acesso Randômico SP Set-Point SPDSW Sistema de Programação, Documentação, Supervisão para Windows V/F Tensão por Freqüência

iv
LISTA DE FIGURAS
Figura 1. Poliéster fornecido em cones 4
Figura 2. Poliéster fornecido em fardos 4
Figura 3. Algodão fornecido em fardos 5
Figura 4. Algodão em pluma 5
Figura 5. Filatório em anel 7
Figura 6. Retorcedeira para fios duplos 7
Figura 7. Suporte para tingimento 8
Figura 8. Tinturaria em posição vertical 11
Figura 9. Seqüência do processo de tingimento 12
Figura 10. Detalhes do controlador PID 14
Figura 11. Curva do PT 100 15
Figura 12. Tipo de Sensor Pt 100 16
Figura 13. Conversor de temperatura 17
Figura 14. Sensor de nível 17
Figura 15. Rele de nível 18
Figura 16. Eletroválvula 18
Figura 17. Moto bomba 20
Figura 18. Inversor de freqüência 20
Figura 19. Diagrama básico de um CLP 23
Figura 20. Fluxograma típico do sistema de funcionamento de um PLC 24
Figura 21. Clp de pequeno porte da HI 25
Figura 22. Clp de médio porte da HI 25
Figura 23. Clp de grande porte da HI 25
Figura 24. Tipos de portas lógicas 27
Figura 25. Tipos de contatos de programação Ladder 27
Figura 26. Organograma de funcionamento 28
Figura 27. Sinóptico do Funcionamento 31
Figura 28. Tela principal de configuração 31
Figura 29. Tela de programação do bloco PID 32
Figura 30. Tela de configuração das saídas 32
v
LISTA DE TABELAS
Tabela 1. Seqüência da fiação 6
Tabela 2. Relação do banho 9
Tabela 3. Aplicação dos corantes as diferentes fibras têxteis 10
Tabela 4. Seqüência de funcionamento 28

vi
LISTA DE EQUAÇÕES
Equação 1. Lei de controle do controlador PID 14 Equação 2. Função de transferência do controlador PID 14 Equação 3. Função de transferência do controlador PID 14 Equação 4. Relação linear da resistência em função da variação da temperatura 15
vii
RESUMO
LAMARI, Marco Antonio. Automação de uma Máquina de Tingimento. Campinas, 2008. f.
Trabalho de Conclusão de Curso, Universidade São Francisco, Campinas, 2008.
Neste trabalho apresenta-se a automação de um processo de fabricação em uma indústria têxtil,
abordando-se o tipo de matéria prima utilizada, as etapas do processo de fabricação e o
beneficiamento dos produtos têxteis. Uma das etapas do processo é o tingimento dos produtos
têxteis em bobinas através de equipamentos específicos. Esses dispositivos são constituídos
basicamente de um cilindro metálico geralmente de inox, no qual são colocados em contato a
solução ou banho de tingimento e os fios têxteis a serem tingidos empacotados em constante
circulação através de bomba centrífuga. Para o funcionamento dos equipamentos de tingimento são
utilizados acessórios que convertem e controlam as grandezas físicas em grandezas elétricas tais
como sensor de nível, sensor de temperatura, etc., estes enviam os sinais ao controlador lógico
programável, o qual é programado através do editor ladder Spdsw para a automação dos comandos
de recepção, tomada de decisão e controle dos atuadores do processo de tingimento.
Palavras-chave: Indústrias têxteis, Automação, Tingimento e Controlador Lógico Programável.

viii
ABSTRACT
In this work is the automation of a manufacturing process in a textile industry, is addressing the
type of material used, the steps of the manufacturing process and the improvement of textile
products. One of the steps of the process is the dyeing of textile products through coils of special
equipment. These devices are basically made from a metal cylinder of stainless generally, in which
are placed in contact solution or a bath of dyeing and textile yarn to be dyed packaged in constant
movement through centrifugal pump. For the operation of equipment used for dyeing are
accessories that convert and control the physical quantities in quantities such as electrical-level
sensor, sensor temperature, etc.., They send signals to the programmable logic controller, which is
programmed via the ladder editor Spdsw for the automation of controls for the receipt, decision-
making and control of actuators in the process of dyeing.
Keywords: Textile Industries, Automation, dyeing and Programmable Logic Controller.
1
1.0 INTRODUÇÃO
Hoje o mercado têxtil encontra-se cada vez mais concorrido, principalmente devido à
abertura do mercado da importação, o que exige das empresas uma melhoria contínua da qualidade
e diversificação dos produtos. Considerando-se o plástico como a matéria prima da atualidade desde
o sintético, produtos derivados do petróleo, como o Poliéster, poliamida, acrílico, etc., estes tem
substituído as fibras naturais principalmente o algodão, que são cada vez menos utilizados devido
aos custos de plantação e do processo de fiação.
Portanto, as empresas necessitam automatizar os seus sistemas de produção para garantir
uma qualidade e quantidade maior do beneficiamento dos seus produtos desde os processos de
preparação até a finalização dos seus produtos.
1.1. 1.1 OBJETIVOS
1.1.1 Objetivo Geral
O objetivo deste projeto é automatizar uma máquina de tingimento de fios têxteis para
autonomia e melhoria do processo de fabricação, bem como conhecimentos do processo produtivo
dos produtos têxteis que estão sendo manufaturados, desde o início do ciclo até o seu término, dos
acessórios utilizados para a automação e principalmente o controlador lógico programável.
1.1.2 Objetivos Específicos
Conhecimento dos acessórios utilizados como o transdutor de temperatura, sensor de nível e
o uso do editor ladder Spdsw para programação do controlador lógico programável desenvolvendo
habilidades da utilização de programação.
1.2 METODOLOGIA
Levantamento dos acessórios a serem utilizados no projeto, estudo e pesquisas em livros e
internet, pesquisas do funcionamento em campo desde a preparação até o final do produto,
elaboração e simulação da programação necessária para o CLP.
2
1.3 ESTRUTURA DO TRABALHO
1. Introdução: realizado um levantamento do projeto a ser implementado.
2. Fundamentação teórica: nesta etapa são analisados os conceitos sobre os tipos de matérias
primas, o processo e equipamentos de produção têxtil.
3. Projeto: são apresentadas informações dos equipamentos de tingimento e dos acessórios
para automação.
4. Automação: características do CLP utilizado e conceito sobre a linguagem Ladder de
programação do CLP.
5. Considerações finais: conclusões e resultados obtidos no desenvolvimento do trabalho.
3
2. FUNDAMENTAÇÃO TEÓRICA
2.1 MATÉRIA PRIMA
Os principais itens do processo do beneficiamento, ou seja, do processo de tingimento são as
grandes variedades e qualidades dos produtos utilizados na fabricação de fios e derivados das fibras
têxteis.
A matéria prima utilizada pode ser do tipo sintético, natural ou animal e pode ser processada
isoladamente ou com misturas em determinadas porcentagens entre elas, criando infinidades de
produtos acabados.
As misturas de fibras permitem melhorar as propriedades do material têxtil, bem como
diminuir os custos, e por isso é uma técnica cada vez mais aplicada na indústria têxtil.
Para tingir estes produtos acabados pode-se proceder tingindo só uma das fibras, em geral, a
fibra sintética ou a natural, deixando a outra branca. Este procedimento é válido nos casos onde se
tem fibras em pequenas porcentagens, ou quando se deseja obter efeitos mesclados; a segunda
forma é tingir ambas as fibras na mesma cor e tonalidade, que é chamado de tingimento tom sobre
tom. Se as fibras da misturas tiverem comportamento de tingimento distintos, utilizam-se corantes
diferentes, cuja concentração e fixação são reguladas independentemente; e por último, tingir as
fibras com corantes diferentes, específico para cada fibra, quando se trata de artigos com fibras
onde o comportamento do tingimento é oposto. Obtêm-se neste caso um efeito multicolorido.
2.2 FIBRAS SINTÉTICAS
As fibras de poliéster, juntamente com as acrílicas e as de poliamida, constituem as fibras
sintéticas bastante importantes para a indústria têxtil.
A base química do poliéster é o Polietilenotereftalato, que é um policondensado termoplástico
linear, obtido na maioria dos casos a partir da policondensação do dimetiltereftalato e o dietileno
glicol, sob vácuo e a alta temperatura [1].
As fibras sintéticas são elásticas e muito resistentes à tração e a fricção. São muito estáveis à
luz, aos ácidos, aos oxidantes e aos solventes. Além disso, são fáceis de lavar e secam rapidamente.
As modernas tecnologias nos segmentos de fiação, malharia, tecelagem e beneficiamento podem
4
permitir que a fibra atenda perfeitamente à exigência de sua aplicação. Essas características fazem
das fibras sintéticas, uma das mais versáteis fibras têxteis, podendo ser usada na fabricação de
artigos para vestuário, decoração e lar, na indústria automobilística, em tecidos técnicos, entre
outras aplicações.
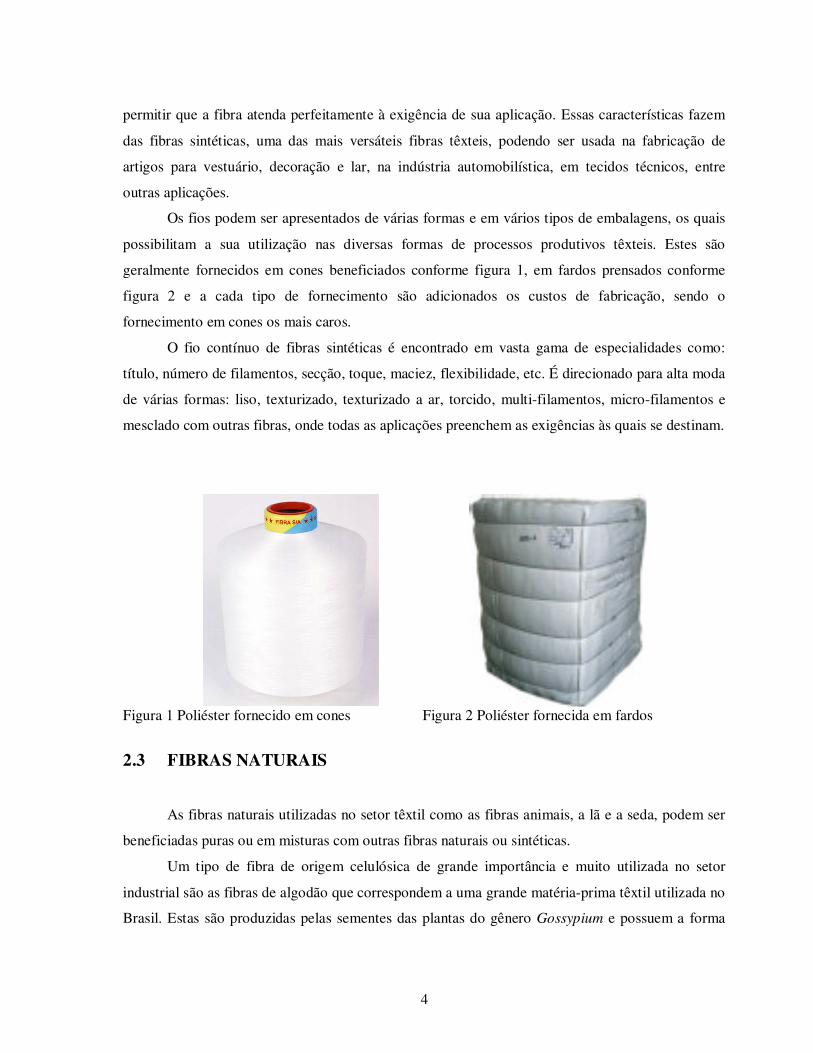
Os fios podem ser apresentados de várias formas e em vários tipos de embalagens, os quais
possibilitam a sua utilização nas diversas formas de processos produtivos têxteis. Estes são
geralmente fornecidos em cones beneficiados conforme figura 1, em fardos prensados conforme
figura 2 e a cada tipo de fornecimento são adicionados os custos de fabricação, sendo o
fornecimento em cones os mais caros.
O fio contínuo de fibras sintéticas é encontrado em vasta gama de especialidades como:
título, número de filamentos, secção, toque, maciez, flexibilidade, etc. É direcionado para alta moda
de várias formas: liso, texturizado, texturizado a ar, torcido, multi-filamentos, micro-filamentos e
mesclado com outras fibras, onde todas as aplicações preenchem as exigências às quais se destinam.
Figura 1 Poliéster fornecido em cones Figura 2 Poliéster fornecida em fardos
2.3 FIBRAS NATURAIS
As fibras naturais utilizadas no setor têxtil como as fibras animais, a lã e a seda, podem ser
beneficiadas puras ou em misturas com outras fibras naturais ou sintéticas.
Um tipo de fibra de origem celulósica de grande importância e muito utilizada no setor
industrial são as fibras de algodão que correspondem a uma grande matéria-prima têxtil utilizada no
Brasil. Estas são produzidas pelas sementes das plantas do gênero Gossypium e possuem a forma
5
achatada, variando entre 12 e 20 micrômetros de largura e 9 a 60 milímetros de comprimento,
dependendo do local de produção do algodão.
As fibras vegetais não possuem a uniformidade das fibras sintéticas, existindo variações de
tamanho e comprimento das fibras. Entre o semeio e a colheita transcorrem entre 175 a 220 dias no
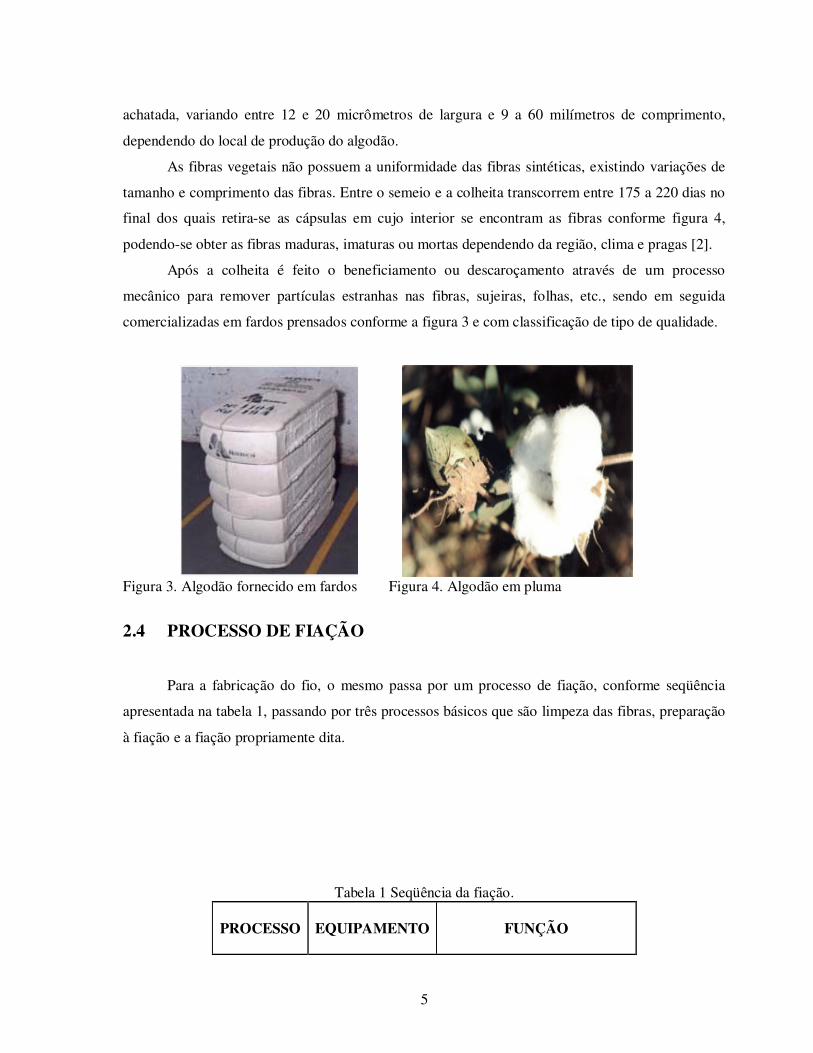
final dos quais retira-se as cápsulas em cujo interior se encontram as fibras conforme figura 4,
podendo-se obter as fibras maduras, imaturas ou mortas dependendo da região, clima e pragas [2].
Após a colheita é feito o beneficiamento ou descaroçamento através de um processo
mecânico para remover partículas estranhas nas fibras, sujeiras, folhas, etc., sendo em seguida
comercializadas em fardos prensados conforme a figura 3 e com classificação de tipo de qualidade.
Figura 3. Algodão fornecido em fardos Figura 4. Algodão em pluma
2.4 PROCESSO DE FIAÇÃO
Para a fabricação do fio, o mesmo passa por um processo de fiação, conforme seqüência
apresentada na tabela 1, passando por três processos básicos que são limpeza das fibras, preparação
à fiação e a fiação propriamente dita.
Tabela 1 Seqüência da fiação.
PROCESSO
EQUIPAMENTO
FUNÇÃO

6
Abertura
Abridor
Onde ocorre a limpeza, abertura e mistura das fibras, finalizando em flocos.
Cardagem
Carda
Onde ocorre a limpeza e homogeneidade das fibras, finalizando em véu.
Mesclagem
Passadeira
Onde ocorre paralelismo e homogeneidade das fibras, finalizando em mecha.
Torção
Maçaroqueira
Onde ocorre o início da torção para formação do fio, finalizando em pavio.
Fiação
Filatório
Onde ocorre a torção final, finalizando em fio.
Fantasia
Retorcedeira
Onde ocorre a torção de fios duplos ou formas especiais de fios.
A abertura e limpeza das fibras é feita através de um equipamento denominado abridor,
sendo a limpeza principalmente no caso do algodão, para remover partículas estranhas nas fibras,
sujeiras, folhas e também se houver a necessidade de mistura entre tipo de fibra natural e a sintética.
Na preparação à fiação, as fibras passam por equipamentos que passam a paralelizar as
mesmas e inicia-se o processo de preparação para a fiação, processo que ajuda ainda na limpeza,
homogeneização das fibras e inicializando a forma física do fio com a espessura e torção desejadas.
Os equipamentos utilizados são denominados como cardas, penteadeiras, passadores e
maçaroqueiras.
No processo de fiação é onde ocorre a fiação propriamente dita, sendo que a parte do
processo onde o fio recebe espessura e torção final é feita geralmente em filatórios de anel
conforme a figura 5.
Após esta etapa da fiação, o material é destinado para o uso em malharia, tecelagem,
retorção, fantasia e tingimento.

7
Figura 5. Filatório em anel Figura 6. Retorcedeira para fios duplos
2.5 PROCESSO DE TINGIMENTO
O tingimento é o processo no qual são aplicados corantes ao material têxtil. O processo de
tingimento é uma das etapas determinantes do sucesso comercial dos produtos têxteis. Além da
padronização da cor, o consumidor exige algumas características básicas do produto, como elevado
grau de solidez em relação à luz, lavagem e transpiração, tanto para o produto novo como também
após uso prolongado. Para garantir essas propriedades, as substâncias que conferem coloração à
fibra devem apresentar alta afinidade, uniformidade na coloração, resistência aos agentes
desencadeadores do desbotamento, e ainda serem economicamente viáveis.
O tingimento de fio em bobinas dá-se pela passagem de um banho de tingimento através de
bobina onde os fios estão empacotados em suportes perfurados, de forma imóvel. As moléculas de
corante são inicialmente dissolvidas na água na presença de outros produtos auxiliares. Na
transferência de massa do corante do banho para o fio, o tempo de controle entre o fio e o banho de
tingimento é uma variável determinante do processo.
O tingimento têxtil pode ser efetuado em processos contínuos e descontínuos, sendo que os
equipamentos para tingir em processos descontínuos devem satisfazer as seguintes condições:
� Provocar uma agitação suficiente do banho ou do material, proporcionando uma penetração
uniforme do banho;
� Dispor de mecanismo para o aquecimento progressivo e uniforme do banho (normalmente
este aquecimento é por rampa ou injeção direta de vapor);
� Possuir um dispositivo para adicionar a solução de corante, de forma que a diluição ocorra
antes de haver o contato com o material a ser tingido;

8
� Possuir válvulas de entrada e saída que permitam a entrada e a drenagem rápida dos banhos.
Uma das principais dificuldades no tingimento de fio em bobinas é a obtenção de um
produto final com característica uniforme de cor, que depende da velocidade de fixação do corante
sobre a fibra e da circulação do banho de tingimento através do material a ser tingido.
A velocidade de fixação do corante sobre a fibra depende: Das características do corante a
ser utilizado, das temperaturas das etapas do processo e da relação de banho de cada material a ser
tingido tabela 2. Enquanto que a circulação de solução através da bobina é influenciada pelo tipo de
bomba empregada, pela densidade do substrato a ser tingido, pela espessura da bobina e pelo
suporte a ser utilizado no processo.
A transferência de massa de corante no processo de tingimento de fios em bobinas é
efetuada em equipamentos onde o material têxtil a ser tingido é mantido fixo e o banho de
tingimento é movimentado através do mesmo.
Para tingir o fio em bobinas é necessário utilizar suportes perfurados, que permitam a
passagem do banho de tingimento pelo interior da bobina. Estes suportes podem ser classificados
quanto à forma como cônica ou cilíndrica e quanto à estrutura como rígidos ou flexíveis conforme
figura 8. Os suportes flexíveis têm a vantagem de absorverem as tensões provocadas pela contração
do fio no tingimento.
Figura 7. Suporte para tingimento
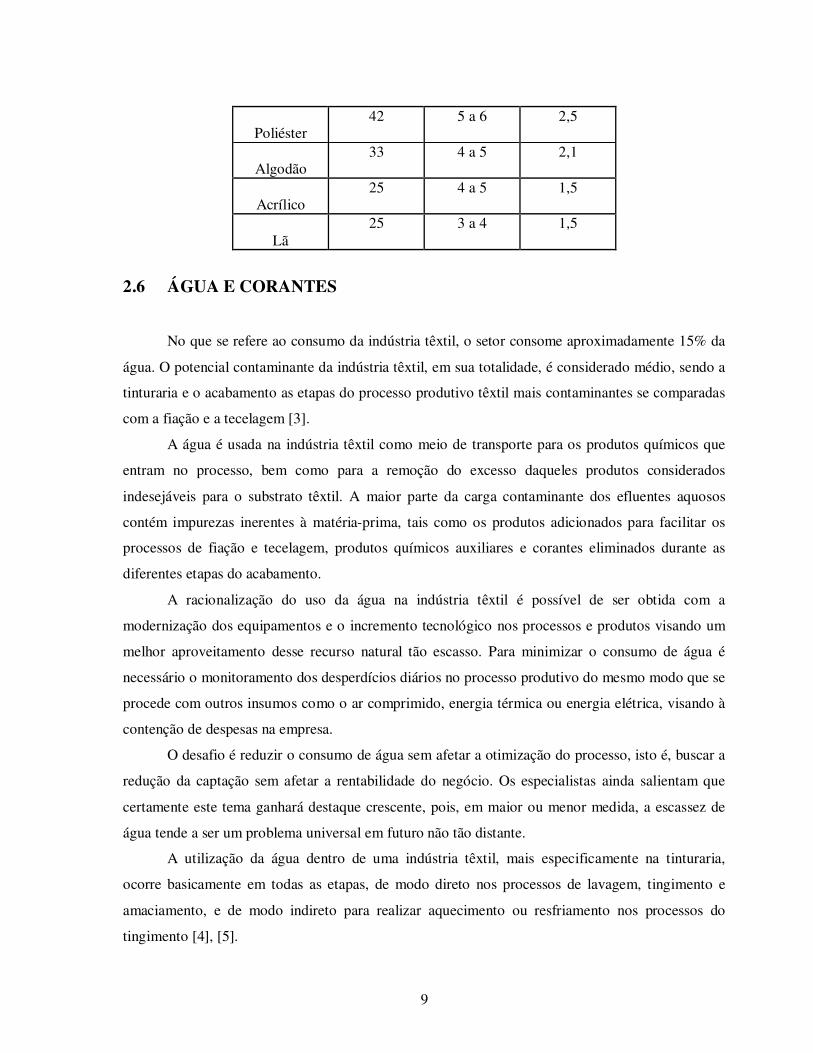
Tabela 2 Relação de parâmetros do banho.
Tipo de Fibra Velocidade
de Fluxo
(L/(Kg.min))
Renovação de banho (ciclos/min)
Pressão de Descarga
(Kgf/ cm2)
9
Poliéster
42 5 a 6 2,5
Algodão
33 4 a 5 2,1
Acrílico
25 4 a 5 1,5
Lã
25 3 a 4 1,5
2.6 ÁGUA E CORANTES
No que se refere ao consumo da indústria têxtil, o setor consome aproximadamente 15% da
água. O potencial contaminante da indústria têxtil, em sua totalidade, é considerado médio, sendo a
tinturaria e o acabamento as etapas do processo produtivo têxtil mais contaminantes se comparadas
com a fiação e a tecelagem [3].
A água é usada na indústria têxtil como meio de transporte para os produtos químicos que
entram no processo, bem como para a remoção do excesso daqueles produtos considerados
indesejáveis para o substrato têxtil. A maior parte da carga contaminante dos efluentes aquosos
contém impurezas inerentes à matéria-prima, tais como os produtos adicionados para facilitar os
processos de fiação e tecelagem, produtos químicos auxiliares e corantes eliminados durante as
diferentes etapas do acabamento.
A racionalização do uso da água na indústria têxtil é possível de ser obtida com a
modernização dos equipamentos e o incremento tecnológico nos processos e produtos visando um
melhor aproveitamento desse recurso natural tão escasso. Para minimizar o consumo de água é
necessário o monitoramento dos desperdícios diários no processo produtivo do mesmo modo que se
procede com outros insumos como o ar comprimido, energia térmica ou energia elétrica, visando à
contenção de despesas na empresa.
O desafio é reduzir o consumo de água sem afetar a otimização do processo, isto é, buscar a
redução da captação sem afetar a rentabilidade do negócio. Os especialistas ainda salientam que
certamente este tema ganhará destaque crescente, pois, em maior ou menor medida, a escassez de
água tende a ser um problema universal em futuro não tão distante.
A utilização da água dentro de uma indústria têxtil, mais especificamente na tinturaria,
ocorre basicamente em todas as etapas, de modo direto nos processos de lavagem, tingimento e
amaciamento, e de modo indireto para realizar aquecimento ou resfriamento nos processos do
tingimento [4], [5].

10
Devido à grande exigência do mercado, uma grande quantidade de compostos químicos
coloridos têm sido sintetizados nos últimos anos, dos quais uma grande parcela é produzida em
escala industrial. Este grande número de corantes é justificado pela diversidade de fibras existentes,
uma vez que cada tipo de fibra a ser colorida requer corantes com características próprias e bem
definidas, conforme a tabela 3 e principalmente devido à grande demanda de novas cores e de
corantes com maior capacidade de fixação e especificidade às fibras.
O processo de tingimento causa uma modificação físico-químico do substrato de forma que
a luz refletida provoca uma percepção de cor adequada. Os produtos que provocam estas
modificações são denominados de matérias corantes. Estas substâncias são compostos orgânicos
capazes de colorir substratos têxteis ou não têxteis, de forma que a cor seja relativamente resistente
à luz e a tratamentos úmidos.
Os corantes são solúveis ou dispersos no meio de aplicação da água. No tingimento, os
corantes são absorvidos e se difundem para o interior da fibra [6].
Tabela 3 - Aplicação dos corantes as diferentes fibras têxteis Tipo de Fibra
Protéica (lã, seda)
Celulósica (Algodão)
Poliéster Acrílica Tipo de Corante
Ácido Excelente Ruim Ruim Ruim Básico Ruim Ruim Ruim Excelente Direto Ruim Excelente Ruim Ruim
Disperso Ruim Ruim Excelente Excelente Reativo Excelente Excelente Ruim Ruim
3.0 PROJETO
3.1 EQUIPAMENTOS DE TINGIMENTO
Os equipamentos utilizados no tingimento são definidos de acordo com o tipo de material
têxtil que se deseja tingir.

11
Sua construção de maneira geral consta de um cilindro metálico geralmente de inox, dentro
do qual estão em contato uma solução ou banho de tingimento e um material empacotado, e o banho
de tingimento é circulado por meio de uma bomba, de forma alternada nos sentidos dentro - fora,
fora - dentro.
Existentes diversos tipos de equipamentos disponíveis no mercado com disposições verticais
conforme figura 7 e horizontais que estão equipados com sistemas que permitem o monitoramento e
controle de velocidade de fluxo de banho de tingimento do material têxtil a ser tingido. O controle
de velocidade do fluxo é realizado através de controladores de velocidade que mantêm
necessariamente a relação de banho constante em todo processo.
Figura 8. Tinturaria em posição vertical
O tingimento em fio é necessário para obtenção de efeitos multicoloridos na tecelagem,
malharia ou tricotagem, obtendo produtos com alto valor agregado. O tingimento em tecidos ou
malhas é o mais econômico, e é utilizado sempre que possível.
O tingimento de produtos confeccionados é realizado apenas em casos especiais, pois além
de ser pouco prático é pouco econômico.
Uma característica fundamental dos equipamentos de tingir em descontínuo é a chamada
relação de banho, que é definida pela quantidade de banho de tingimento usada por unidade de
material têxtil seco a ser tingido. Quanto menor for a relação de banho, menor será o consumo de
água e conseqüentemente de energia. Esta relação varia de 1/1 até 30/1 [7].
3.2 FUNCIONAMENTO DO EQUIPAMENTO DE TINGIMENTO
12
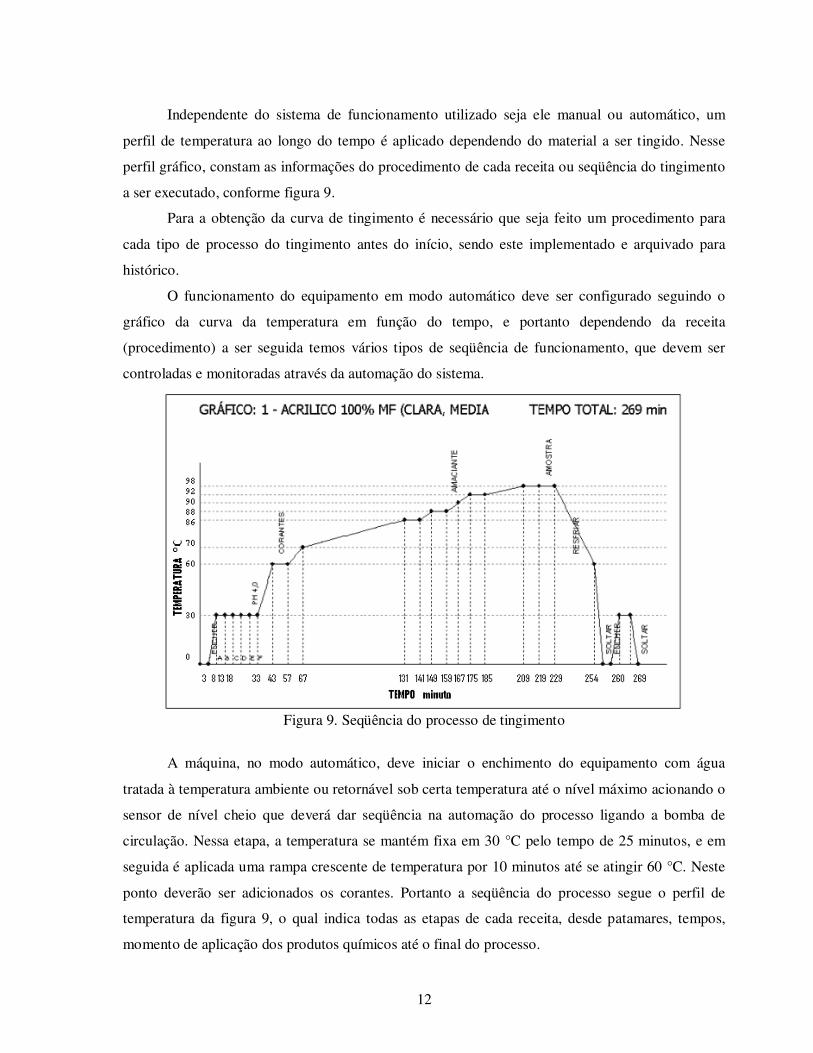
Independente do sistema de funcionamento utilizado seja ele manual ou automático, um
perfil de temperatura ao longo do tempo é aplicado dependendo do material a ser tingido. Nesse
perfil gráfico, constam as informações do procedimento de cada receita ou seqüência do tingimento
a ser executado, conforme figura 9.
Para a obtenção da curva de tingimento é necessário que seja feito um procedimento para
cada tipo de processo do tingimento antes do início, sendo este implementado e arquivado para
histórico.
O funcionamento do equipamento em modo automático deve ser configurado seguindo o
gráfico da curva da temperatura em função do tempo, e portanto dependendo da receita
(procedimento) a ser seguida temos vários tipos de seqüência de funcionamento, que devem ser
controladas e monitoradas através da automação do sistema.
Figura 9. Seqüência do processo de tingimento
A máquina, no modo automático, deve iniciar o enchimento do equipamento com água
tratada à temperatura ambiente ou retornável sob certa temperatura até o nível máximo acionando o
sensor de nível cheio que deverá dar seqüência na automação do processo ligando a bomba de
circulação. Nessa etapa, a temperatura se mantém fixa em 30 °C pelo tempo de 25 minutos, e em
seguida é aplicada uma rampa crescente de temperatura por 10 minutos até se atingir 60 °C. Neste
ponto deverão ser adicionados os corantes. Portanto a seqüência do processo segue o perfil de
temperatura da figura 9, o qual indica todas as etapas de cada receita, desde patamares, tempos,
momento de aplicação dos produtos químicos até o final do processo.
13
3.3 CONTROLADOR PID DE TEMPERATURA
O Controlador Proporcional (P) Integral (I) Derivativo (D), mais conhecido como
controlador PID, constitui a estratégia de controle de maior utilização na indústria ao longo de
muitos anos, sendo na maioria das aplicações de controle de processos suficiente para se garantir
um bom desempenho do processo controlado. Entretanto, o mesmo só apresenta este desempenho
se for bem sintonizado, sendo esta a maior dificuldade na sua utilização. Sua aplicação na indústria
têxtil está vinculada à qualidade do processo, pois é através deste controlador que podemos garantir
a aplicação dos diferentes perfis de temperatura para os diferentes tipos de material a passarem pelo
processo de tingimento.
A implementação do controlador PID é realizada através de modelo em blocos de um PLC
(Controlador Lógico Programável) que controla os patamares que são definidos pelo perfil de
temperatura ao longo to tempo, ou seja, a seqüência do gráfico da receita, figura 9 que define a
temperatura de aquecimento ou do resfriamento em função do tempo determinado no processo de
tingimento.
O ajuste do controlador PID é baseado no ajuste dos três ganhos dos termos Proporcional
(P), Integral (I), e Derivativo (D). Estes termos descrevem as funções matemáticas que são
aplicadas ao sinal de erro = SP – PV, sendo SP o valor do set-point desejado de temperatura e PV a
saída do processo (temperatura real). Se ajustado corretamente, o sinal da PV vai chegar bem
próximo do desejado SP, e com um comportamento bem "suave" nas transições de set-point.
Quando o processo sofre alguma variação, ou perturbação indesejada, e a saída (temperatura
real) não está trabalhando no set-point desejado, o controlador PID recalcula e ajusta o sinal de
comando para corrigir a saída.
A lei de controle do controlador PID é representada pela seguinte equação:
dt
tdeTddtteTitKpetm
t )()()()(
0∫ ++= (1)
Sendo e(t) o sinal de erro, ou seja, a entrada do controlador e m(t) a saída deste.
Ao aplicarmos a transformada de Laplace nesta equação obtemos a seguinte função de
transferência:

14
)()( sETdss
TiKpsM
++= (2)
ou
s
TiKpsTdsTds
s
TiKp
sE
sMsGc
++=++==
²
)(
)()( (3)
PLANTA
PID
PV
erroSETPOINT
MV
-
+ +
+
+
1Ti
STd
Kc
1S
PV
SENSOR
Ação Integral
Ação Proporcional
Ação Derivativa
Integrador
Figura 10. Detalhes do controlador PID
3.4 SENSOR DE TEMPERATURA
O controle de temperatura é um dos procedimentos mais usados na automação atualmente,
pois vários processos industriais sofrem variações térmicas, onde podemos citar: processos
químicos, tratamentos térmicos, caldeiras e no setor têxtil em tinturaria, etc.
Um equipamento muito utilizado como sensor de temperatura é o PT 100. O PT 100 é um
termômetro de resistência elétrica feito de platina, chamado de termoresistor, sendo um sensor que
permite trabalhar em qualquer faixa de temperatura compreendida entre -200 °C e +850 °C.
A platina é um metal especialmente indicado para a construção de sensores de temperatura,
pois, pode ser refinada até atingir grande pureza. Deste modo, o valor da resistividade consta em
tabelas universais (que não dependem, portanto, do fabricante do sensor). Portanto é considerado
um sensor de alta precisão e de ótima repetibilidade de leitura.
O princípio físico de funcionamento deste dispositivo é baseado numa relação da variação
da resistência em função da temperatura, segundo a expressão:
Rt = R0(1 + a∆t +b∆t
2
) (4)
Onde:
15
“R” é a resistência em função da temperatura
“R0” a resistência inicial
“∆T” é a variação da temperatura
“a” é o coeficiente de temperatura do metal.
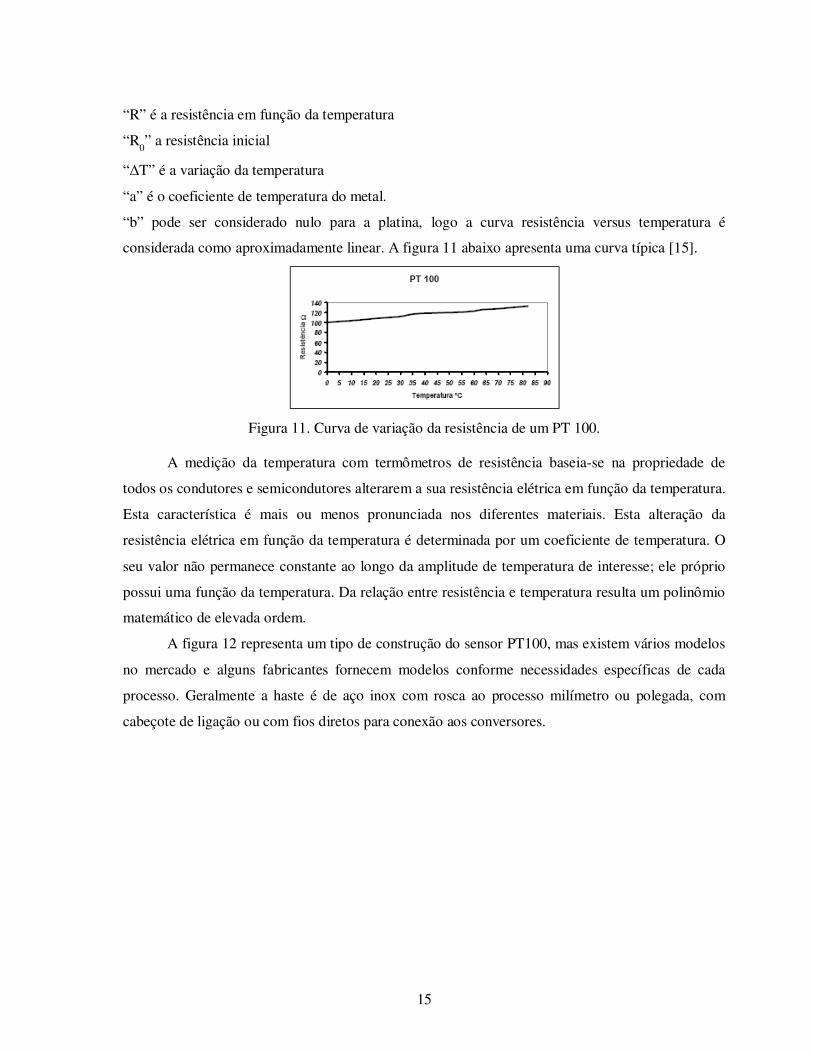
“b” pode ser considerado nulo para a platina, logo a curva resistência versus temperatura é
considerada como aproximadamente linear. A figura 11 abaixo apresenta uma curva típica [15].
Figura 11. Curva de variação da resistência de um PT 100.
A medição da temperatura com termômetros de resistência baseia-se na propriedade de
todos os condutores e semicondutores alterarem a sua resistência elétrica em função da temperatura.
Esta característica é mais ou menos pronunciada nos diferentes materiais. Esta alteração da
resistência elétrica em função da temperatura é determinada por um coeficiente de temperatura. O
seu valor não permanece constante ao longo da amplitude de temperatura de interesse; ele próprio
possui uma função da temperatura. Da relação entre resistência e temperatura resulta um polinômio
matemático de elevada ordem.
A figura 12 representa um tipo de construção do sensor PT100, mas existem vários modelos
no mercado e alguns fabricantes fornecem modelos conforme necessidades específicas de cada
processo. Geralmente a haste é de aço inox com rosca ao processo milímetro ou polegada, com
cabeçote de ligação ou com fios diretos para conexão aos conversores.

16
Figura 12. Sensor Pt 100 típico.
3.5 CONVERSOR DE TEMPERATURA
No controle de um processo produtivo exige-se a monitoração de determinadas variáveis,
tais como: pressão, vazão, nível, temperatura, tensão, corrente, etc. Para isso utilizam-se sensores
que enviam, para um sistema de controle, os valores dessas grandezas representados por sinais
elétricos padronizados de corrente ou tensão.
Porém, em determinadas aplicações alguns sinais espúrios chegam ao sistema de controle,
através da fiação dos sensores e atuadores, afetando seu funcionamento.
Portanto, nestes casos, torna-se imprescindível a existência de um dispositivo que possa
isolar estes sinais conforme figura 13, evitando que afetem o sistema de controle, porém, mantendo
as mesmas características do sinal original, ou seja, condicionam o sinal proveniente de um sensor
do tipo PT100, a três fios. As saídas apresentam sinais padronizados de corrente CC, e o sistema de
controle, por sua vez, retorna os sinais para os atuadores utilizando-se dos mesmos padrões de
tensão e corrente.
Figura 13. Conversor de temperatura.
3.6 SENSOR DE NÍVEL

17
Um acessório importante usado para interface da máquina com o PLC principalmente na
tinturaria é o sensor de nível conforme figura 14. Existem vários tipos e formas de construção
sempre levando em conta as exigências de funcionamento de cada processo. Seu funcionamento é
simples, com sua haste colocada em lugar estratégico, a qual capta o líquido dentro da máquina com
diferentes temperaturas e viscosidades e através de um fio envia esta informação a um rele ou
transdutor.
Sua característica de fabricação é um sensor de nível com corpo em teflon que suporta até
260 °C, com eletrodo de 300 milímetros em aço inox.
Figura 14. Sensor de nível
3.7 RELE DE NÍVEL
O rele de nível conforme figura 15 é o equipamento que recebe o sinal do sensor de nível e
transmite para a entrada do controlador um sinal digital ou analógico dependendo da configuração
escolhida. Existem modelos que funcionam somente com um eletrodo enquanto outros controlam o
nível mínimo e máximo de um reservatório ou equipamento.
Figura 15. Rele de nível
3.8 VÁLVULA SOLENÓIDE
18
Um dos equipamentos que recebem as informações do controlador são as eletroválvulas
pneumáticas conforme figura 16 que controlam todo o processo de tingimento como entrada e saída
de água, controle de entrada direta ou patamares do vapor para aquecimento.
Essas válvulas têm como características grande capacidade de vazão e rápida resposta no
acionamento podendo ser acionadas por tensão contínua ou alternada dependendo da alimentação
adotada.
Figura 16. Eletroválvula
3.9 BOMBA DE CIRCULAÇÃO
As bombas hidráulicas conforme figura 17 são caracterizadas por receberem trabalho
mecânico de uma máquina motriz (motor) e transformá-lo em energia hidráulica, comunicando ao
líquido um acréscimo de pressão e energia cinética. São aquelas em que a energia fornecida ao
líquido é primeiro do tipo cinética, sendo depois convertida em grande parte em energia de pressão.
A energia cinética pode ter origem puramente centrífuga ou de arrasto, ou mesmo uma combinação
das duas, dependendo da forma das palhetas ou pás. A conversão de grande parte da energia
cinética em energia de pressão é realizada fazendo com que o fluido que sai das palhetas passe em
um condutor de área crescente [8], [9].
O campo de aplicação das bombas hidráulicas é vasto e podemos citar: sistemas de
abastecimento de água potável e quando necessário o afastamento de águas pluviais, em sistemas de
irrigação em suas diferentes modalidades. No setor têxtil são utilizadas tanto na captação de água no
início do processo com água limpa como também para tratamento dos efluentes derivados do
processo da tinturaria, usando-se um equipamento importante denominado bomba de circulação,
pois é através deste sistema que é mantida a relação de banho constante no material a ser tingido.

19
Para a utilização adequada das bombas hidráulicas, é necessário, como em qualquer outro tipo de
máquina, hidráulica ou não, conhecer as suas características de desempenho operacional,
representadas por relações funcionais entre a altura manométrica, a potência necessária para realizar
o trabalho desejado, e a eficiência ou rendimento com que o trabalho pode ser realizado. Essas
relações funcionais são conhecidas como curvas características da bomba hidráulica.
As curvas características de uma bomba hidráulica são obtidas experimentalmente em um
banco de ensaio, no qual, para cada quantidade de água recalcada, são medidas as vazões, a altura
manométrica (de elevação), a medida da potência absorvida pela bomba e o rendimento total ou
global do sistema, para um determinado número de rotações do rotor da bomba hidráulica. O ensaio
é repetido para outras condições de trabalho, ou mesmo para outros diâmetros de rotor e os
resultados são lançados em tabelas ou gráficos [9].
Para o controle de velocidade são utilizados os inversores de freqüência conforme figura 18
que são equipamentos eletrônicos acoplados ao conjunto motor-bomba, cuja função é o controle da
velocidade de rotação dos motores elétricos de corrente alternada (AC).
Existem dois tipos de inversores de freqüência disponíveis no mercado: o do tipo escalar e o
vetorial. A diferença entre inversor escalar e vetorial está basicamente na curva torque x rotação.
No inversor escalar, por ser uma função de V/F (tensão/freqüência), este não oferece altos torques
em baixas rotações, pois o torque é função direta da corrente de alimentação. A curva V/F pode ser
parametrizada no inversor escalar. O inversor vetorial não possui uma curva parametrizada, na
verdade essa curva varia de acordo com a solicitação de torque, portanto este possui circuitos que
variam a tensão e a freqüência do motor, através do controle das correntes de magnetização (IM) e
do rotor (IR). O inversor vetorial é indicado para torque elevado com baixa rotação, controle
preciso de velocidade e torque regulável. Já o escalar é indicado para partidas suaves, operação
acima da velocidade nominal do motor e operação com constantes reversões.

20
Figura 17. Moto bomba Figura 18. Inversor de freqüência
4.0 AUTOMAÇÃO
Em princípio, qualquer grandeza física pode ser controlada, isto é, pode ter seu valor
intencionalmente alterado. Obviamente, há limitações práticas; uma das inevitáveis é a restrição da
energia de que dispomos para afetar os fenômenos: por exemplo, a maioria das variáveis
climatológicas poder ser medida, mas não controlada, por causa da ordem de grandeza da energia
envolvida.
O controle manual implica em se ter um operador presente ao processo criador de uma
variável física e que, de acordo com alguma regra de seu conhecimento, opera um aparelho
qualquer sendo uma válvula, alavanca, chave, etc., que por sua vez produz alterações naquela
variável.
No início da industrialização, os processos industriais utilizavam o máximo da força da
mão-de-obra. A produção era composta por etapas ou estágios, nos quais as pessoas desenvolviam
sempre as mesmas funções, especializando-se em certa tarefa ou etapa da produção. Assim temos o
princípio da produção seriada.
O mesmo ocorria com as máquinas de produção, que eram específicas para uma aplicação, o
que impedia seu uso em outras etapas da produção, mesmo que tivesse características muito
parecidas.
Com o passar do tempo e a valorização do trabalhador, foi preciso fazer algumas alterações
nas máquinas e equipamentos, de forma a resguardar a mão-de-obra de algumas funções
inadequadas à estrutura física do homem. A máquina passou a fazer o trabalho mais pesado e o
homem, a supervisioná-la.
Com a finalidade de garantir o controle do sistema de produção, foram colocados sensores,
outros tipos de transdutores para captar grandezas físicas, elétrica e mecânica nas máquinas para
21
monitorar e indicar as condições do processo. O controle só é garantido com o acionamento de
atuadores a partir do processamento das informações coletadas pelos sensores.
O controle diz-se automático quando uma parte, ou a totalidade, das funções do operador é
realizada por um equipamento freqüente, mas não necessariamente eletrônico considerando um
programa temporal.
Controle automático por realimentação é o equipamento automático que age sobre o
elemento de controle, baseando-se em informações de medida da variável controlada.
O controle automático por programa envolve a existência de um programa ou algoritmo de
ações, considerado um programa lógico, que se executa com base no decurso do tempo ou a partir
de modificações eventuais em variáveis externas ao sistema.
Automatizar um sistema tornou-se muito mais viável à medida que a Eletrônica avançou e
passou a dispor de circuitos capazes de realizar funções lógicas e aritméticas com os sinais de
entrada e gerar respectivos sinais de saída. Com este avanço, o controlador, os sensores e os
atuadores passaram a funcionar em conjunto, transformando o processo em um sistema
automatizado, onde o próprio controlador toma decisões em função da situação dos sensores e
aciona os atuadores [10].
Os primeiros sistemas de automação operavam por meio de sistemas eletromecânicos, com
relés e contatores. Neste caso, os sinais acoplados à máquina ou equipamento a ser automatizado
acionavam circuitos lógicos a relés que disparavam as cargas e atuadores.
Os circuitos lógicos tornaram-se mais rápidos, compactos e capazes de receber mais
informações de entrada, atuando sobre um número maior de dispositivos de saída. Chegando assim
aos microcontroladores responsáveis por receber informações das entradas, associá-las às
informações contidas na memória e a partir destas executar um a lógica para acionar as saídas.
Toda esta evolução levou aos sistemas compactos, com alta capacidade de controle, que
permitem acionar diversas saídas em função de vários sinais de entradas combinados logicamente.
Uma outra etapa importante desta evolução é que toda a lógica de acionamento pode ser
desenvolvida através de software, que determina ao controlador a seqüência de acionamento a ser
desenvolvida. Este tipo de alteração da lógica de controle caracteriza um sistema flexível. Os
controladores lógicos programáveis (CLPs) são equipamentos eletrônicos de controle digital que
trabalham com esta filosofia.
4.1 CONTROLADOR LÓGICO PROGRAMÁVEL
22
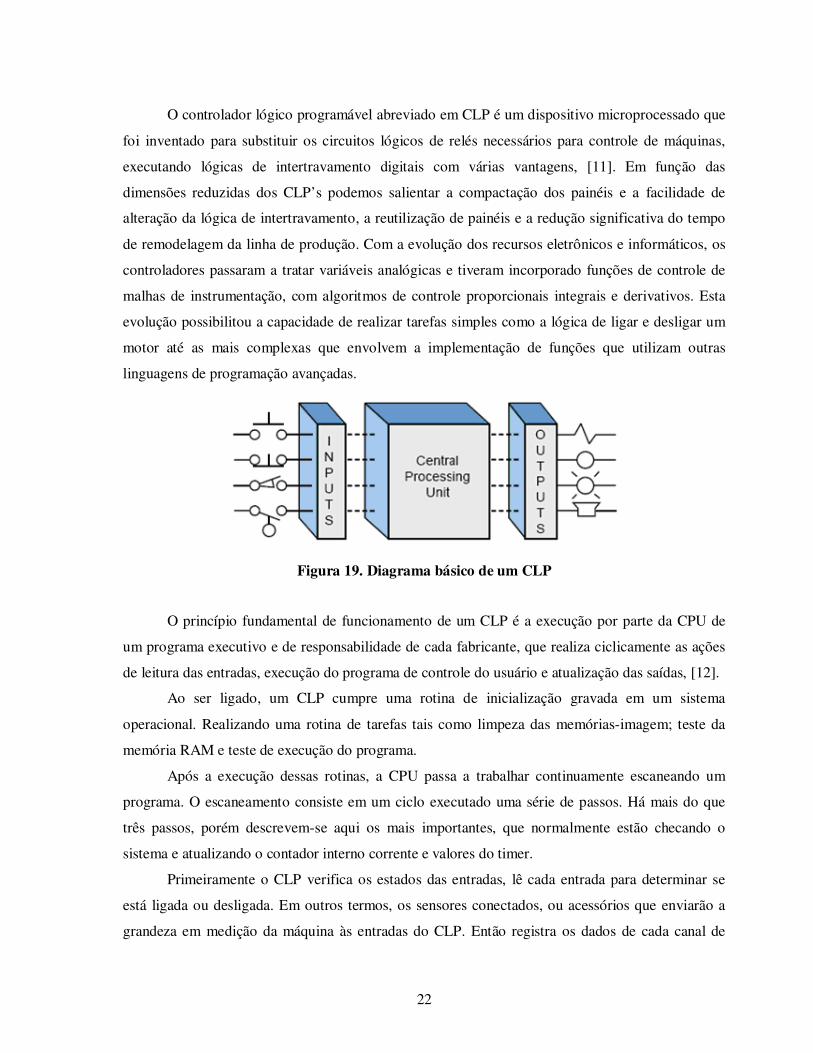
O controlador lógico programável abreviado em CLP é um dispositivo microprocessado que
foi inventado para substituir os circuitos lógicos de relés necessários para controle de máquinas,
executando lógicas de intertravamento digitais com várias vantagens, [11]. Em função das
dimensões reduzidas dos CLP’s podemos salientar a compactação dos painéis e a facilidade de
alteração da lógica de intertravamento, a reutilização de painéis e a redução significativa do tempo
de remodelagem da linha de produção. Com a evolução dos recursos eletrônicos e informáticos, os
controladores passaram a tratar variáveis analógicas e tiveram incorporado funções de controle de
malhas de instrumentação, com algoritmos de controle proporcionais integrais e derivativos. Esta
evolução possibilitou a capacidade de realizar tarefas simples como a lógica de ligar e desligar um
motor até as mais complexas que envolvem a implementação de funções que utilizam outras
linguagens de programação avançadas.
Figura 19. Diagrama básico de um CLP
O princípio fundamental de funcionamento de um CLP é a execução por parte da CPU de
um programa executivo e de responsabilidade de cada fabricante, que realiza ciclicamente as ações
de leitura das entradas, execução do programa de controle do usuário e atualização das saídas, [12].
Ao ser ligado, um CLP cumpre uma rotina de inicialização gravada em um sistema
operacional. Realizando uma rotina de tarefas tais como limpeza das memórias-imagem; teste da
memória RAM e teste de execução do programa.
Após a execução dessas rotinas, a CPU passa a trabalhar continuamente escaneando um
programa. O escaneamento consiste em um ciclo executado uma série de passos. Há mais do que
três passos, porém descrevem-se aqui os mais importantes, que normalmente estão checando o
sistema e atualizando o contador interno corrente e valores do timer.
Primeiramente o CLP verifica os estados das entradas, lê cada entrada para determinar se
está ligada ou desligada. Em outros termos, os sensores conectados, ou acessórios que enviarão a
grandeza em medição da máquina às entradas do CLP. Então registra os dados de cada canal de
23
entrada, tanto digitais como analógicos, em suas correspondentes posições de memória (memória-
imagem) para serem usados durante o próximo passo, [13].
A seguir o CLP executa seu programa, uma instrução de cada vez, que é programada pelo
usuário. Uma vez já conhecidos os valores das entradas digital-analógicas e com o programa de
acordo com as necessidades do usuário serão aplicadas operações em bits e registradores
produzindo o resultado esperado, ajustando-se ao mesmo tempo novos valores de bits e
registradores internos. Armazenam-se então os resultados de execução para uso mais tarde durante
o próximo passo, [13].
Por fim o CLP atualiza a condição das saídas, baseado em estados encontrados nas entradas
e os resultados de execução do programa. Baseado no passo de execução do programa, o processo
recebe as instruções necessárias conforme as informações recebidas nas entradas e do programa
elaborado [13].
Depois de atualizado as condições das saídas o CLP volta novamente a verificar os estados
de entrada e repete os passos continuamente; assim seu programa é um loop infinito.
24
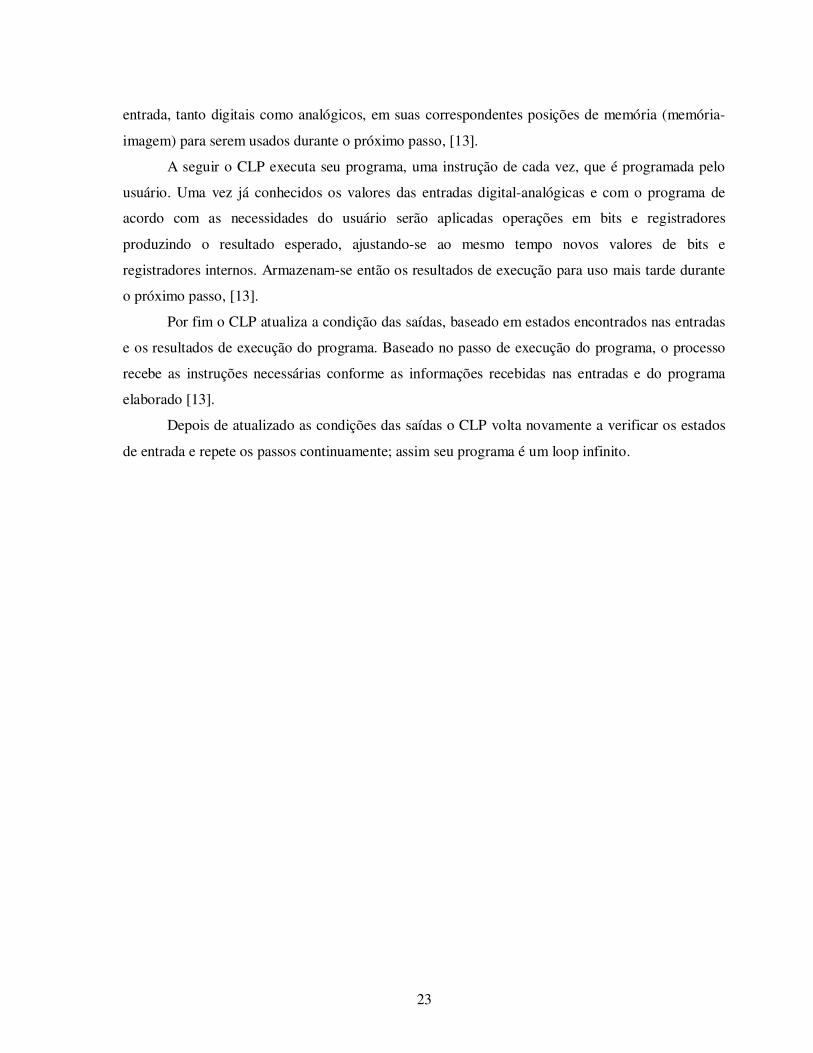
Figura 20. Fluxograma típico do sistema de funcionamento de um CLP
Um tempo de escaneamento é definido como o tempo que o CLP leva para executar os três
passos listados. Esse tempo é influenciado pela quantidade de entradas e saídas e principalmente
pela lógica programada pelo usuário. A maioria dos CLP’s tem um tempo típico de escaneamento
na ordem de poucos milisegundos podendo estes chegarem a um máximo de 250 milisegundos, ou
seja, a cada ciclo todos os sinais aplicados às entradas são lidos e transferidos para a unidade de
memória interna, associam a correspondente lógica de funcionamento sobre esses dados
armazenados sobre esses dados armazenados e fazem a transferência destes dados da memória para
cada saída correspondente e então aplicados aos terminais de saída serão executados com um tempo
inferior a 250 milisegundos, [13].
A classificação de Clps levando em consideração a quantidade de entradas e saídas
necessárias para a utilização em uma aplicação real, do tempo de processamento, em fim vários
25
itens que podem ser classificados em pequeno, médio e grande porte. Esta classificação varia de
fabricante para fabricante, sendo:
• Pequeno porte: utilizados em aplicações que controlam de 32 até 128 dispositivos.
• Médio porte: utilizados em aplicações que controlam de 64 até 1024 dispositivos.
• Grande porte: utilizados em aplicações que controlam de 512 até 4096 dispositivos, [14].
Figura 21. Clp de pequeno porte da HI Figura 22. Clp de médio porte da HI
Figura 23. Clp de grande porte da HI
4.2 LINGUAGEM DE PROGRAMAÇÃO LADDER
Como em qualquer computador, o processador do CLP opera com uma série de instruções e
dados codificados em forma de números binários, que ele pode entender; esse código é conhecido
como código-objeto. Porém, a realização de programas diretamente em código-objeto é inadequada,
devida à dificuldade de lembrar a instrução que cada número representa, além de haver uma grande
possibilidade de errar ao digitar um programa constituído por números e muita dificuldade para
encontrar erros, caso o programa não execute as ações desejadas. Por essa razão nasceram as
linguagens de programação, que permitem ao programador editar o programa utilizando sentenças e
estruturas escritas em forma bem mais próxima da sua linguagem cotidiana e que representam
melhor a ação a ser executada. Nos computadores tradicionais, algumas linguagens já são muito
conhecidas e de domínio de muitos programadores, tais como C, Pascal, BASIC, etc.. O texto do
programa escrito nessas linguagens é conhecido como programa fonte, e deve passar por um
processo chamado compilação, que consiste em traduzir as sentenças escritas nessas linguagens ao
26
código-objeto que o processador possa entender para o programa poder ser executado. Temos
algumas linguagens como, por exemplo, lista de Instruções, Texto Estruturado, diagramas de Bloco
de Função e diagrama Ladder. Linguagem Ladder (DL – Diagrama Ladder) – É uma linguagem
gráfica que surgiu nos Estados Unidos e é muito utilizada em Automação. O nome se deu por
parecer com uma escada, na qual duas barras verticais paralelas são interligadas pela lógica de
controle, formando assim os degraus de uma escada, permitindo que se desenvolvam lógicas
combinacionais, seqüenciais e circuitos para controle e tomadas de decisões do controle de processo
[13].
A lógica matemática ou simbólica visa superar as dificuldades de qualquer língua, devido a
sua natureza vaga e equívoca das palavras usadas e do estilo metafórico e, portanto, confuso que
poderia atrapalhar o rigor lógico do raciocínio. Para evitar essas dificuldades, criou-se uma
linguagem lógica artificial.
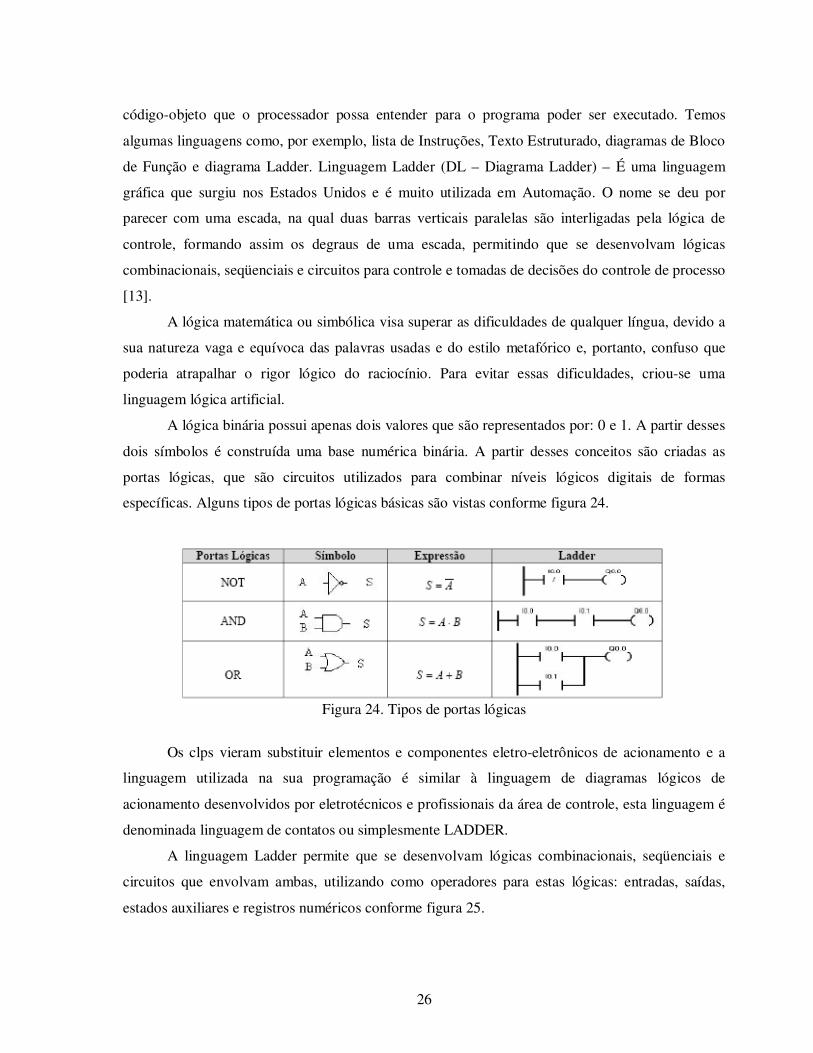
A lógica binária possui apenas dois valores que são representados por: 0 e 1. A partir desses
dois símbolos é construída uma base numérica binária. A partir desses conceitos são criadas as
portas lógicas, que são circuitos utilizados para combinar níveis lógicos digitais de formas
específicas. Alguns tipos de portas lógicas básicas são vistas conforme figura 24.
Figura 24. Tipos de portas lógicas
Os clps vieram substituir elementos e componentes eletro-eletrônicos de acionamento e a
linguagem utilizada na sua programação é similar à linguagem de diagramas lógicos de
acionamento desenvolvidos por eletrotécnicos e profissionais da área de controle, esta linguagem é
denominada linguagem de contatos ou simplesmente LADDER.
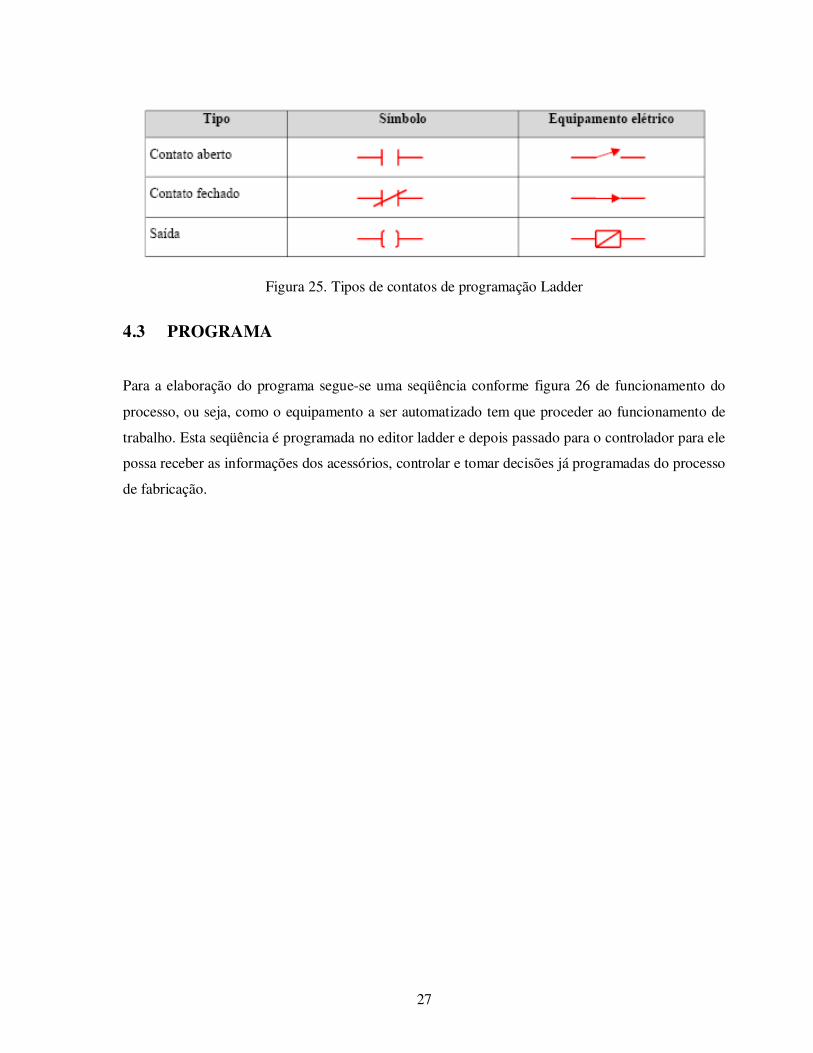
A linguagem Ladder permite que se desenvolvam lógicas combinacionais, seqüenciais e
circuitos que envolvam ambas, utilizando como operadores para estas lógicas: entradas, saídas,
estados auxiliares e registros numéricos conforme figura 25.
27
Figura 25. Tipos de contatos de programação Ladder
4.3 PROGRAMA
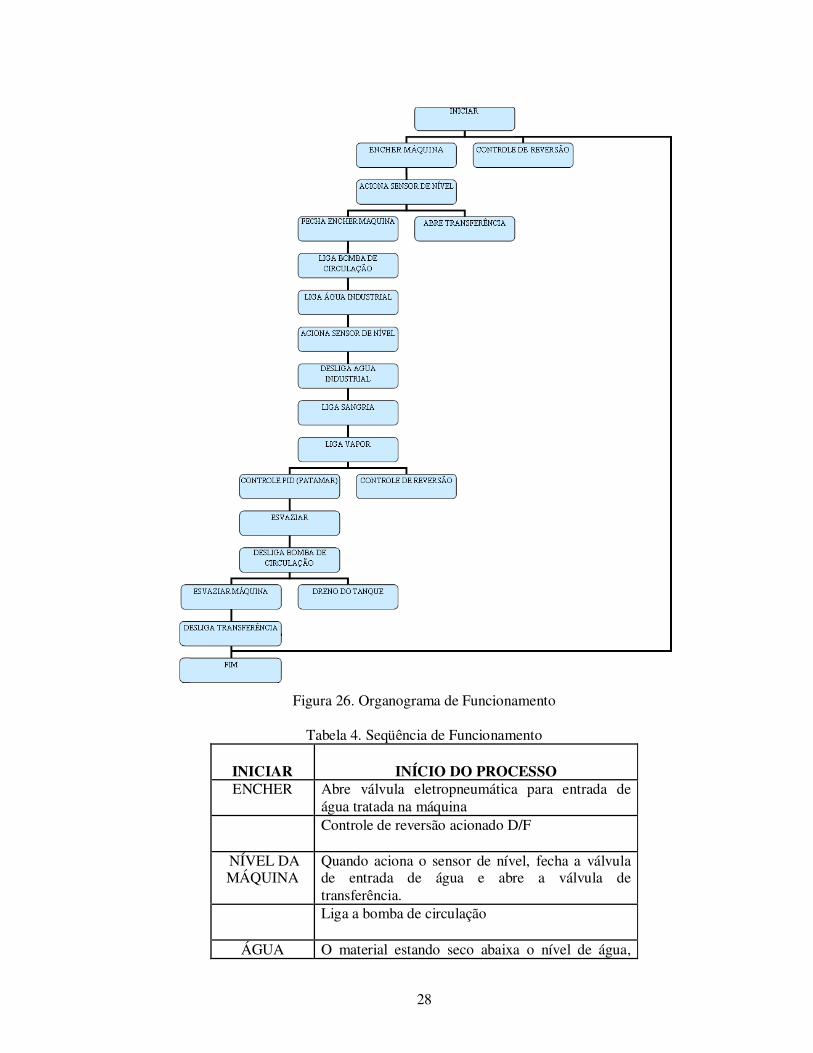
Para a elaboração do programa segue-se uma seqüência conforme figura 26 de funcionamento do
processo, ou seja, como o equipamento a ser automatizado tem que proceder ao funcionamento de
trabalho. Esta seqüência é programada no editor ladder e depois passado para o controlador para ele
possa receber as informações dos acessórios, controlar e tomar decisões já programadas do processo
de fabricação.
28
Figura 26. Organograma de Funcionamento
Tabela 4. Seqüência de Funcionamento
INICIAR
INÍCIO DO PROCESSO ENCHER Abre válvula eletropneumática para entrada de
água tratada na máquina Controle de reversão acionado D/F
NÍVEL DA MÁQUINA
Quando aciona o sensor de nível, fecha a válvula de entrada de água e abre a válvula de transferência.
Liga a bomba de circulação
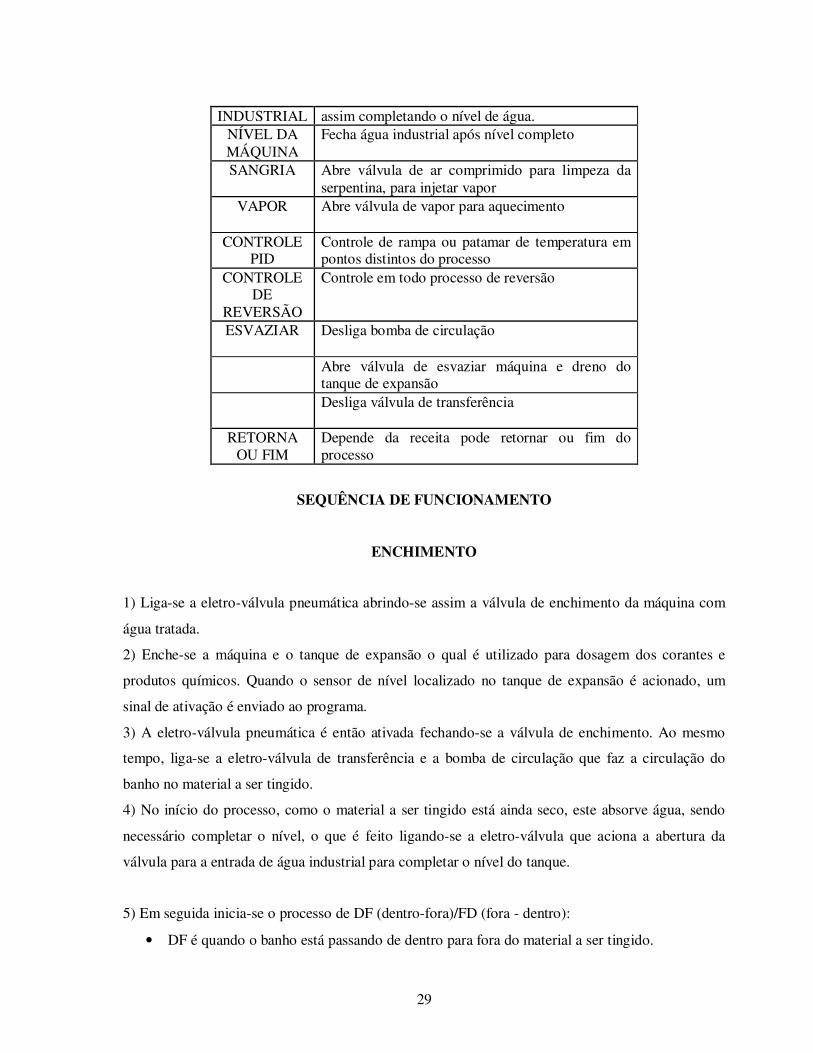
ÁGUA O material estando seco abaixa o nível de água,
29
INDUSTRIAL assim completando o nível de água. NÍVEL DA MÁQUINA
Fecha água industrial após nível completo
SANGRIA Abre válvula de ar comprimido para limpeza da serpentina, para injetar vapor
VAPOR Abre válvula de vapor para aquecimento
CONTROLE PID
Controle de rampa ou patamar de temperatura em pontos distintos do processo
CONTROLE DE
REVERSÃO
Controle em todo processo de reversão
ESVAZIAR Desliga bomba de circulação
Abre válvula de esvaziar máquina e dreno do tanque de expansão
Desliga válvula de transferência
RETORNA OU FIM
Depende da receita pode retornar ou fim do processo
SEQUÊNCIA DE FUNCIONAMENTO
ENCHIMENTO
1) Liga-se a eletro-válvula pneumática abrindo-se assim a válvula de enchimento da máquina com
água tratada.
2) Enche-se a máquina e o tanque de expansão o qual é utilizado para dosagem dos corantes e
produtos químicos. Quando o sensor de nível localizado no tanque de expansão é acionado, um
sinal de ativação é enviado ao programa.
3) A eletro-válvula pneumática é então ativada fechando-se a válvula de enchimento. Ao mesmo
tempo, liga-se a eletro-válvula de transferência e a bomba de circulação que faz a circulação do
banho no material a ser tingido.
4) No início do processo, como o material a ser tingido está ainda seco, este absorve água, sendo
necessário completar o nível, o que é feito ligando-se a eletro-válvula que aciona a abertura da
válvula para a entrada de água industrial para completar o nível do tanque.
5) Em seguida inicia-se o processo de DF (dentro-fora)/FD (fora - dentro):
• DF é quando o banho está passando de dentro para fora do material a ser tingido.
30
• FD é quando o banho está passando de fora para dentro do material a ser tingido, com o
tempo programado no controlador.
AQUECIMENTO
1) Abre-se a válvula da sangria para retirar com ar comprimido toda água existente na serpentina.
Isto é feito pois não se pode introduzir vapor com água fria na tubulação, já que o choque térmico
faria vibrar toda a tubulação.
2) Aciona-se a eletro-válvula do vapor aquecendo a máquina, cujo comando vem do controlador de
temperatura que executa a curva do perfil de temperatura necessário para o respectivo material a ser
tingido.
ESVAZIAMENTO
1) Desliga-se a bomba de circulação.
2) Desliga-se a reversão na posição D/F, o pistão permanece recolhido quando desligado para não
ocorrer oxidação em sua haste.
3) Abre-se a válvula para esvaziar a máquina com destino para efluentes.
4) Abre-se a válvula do dreno do tanque de expansão também com destino para efluentes.
5) Liga-se a eletro-válvula da abertura da válvula de entrada de água industrial para limpeza do
tanque de expansão.
RETORNO OU FINALIZAÇÃO
1) Dependendo da receita (perfil de temperatura) a ser tingido retorna-se mais uma vez ao ciclo do
processo ou ocorre a finalização do mesmo.
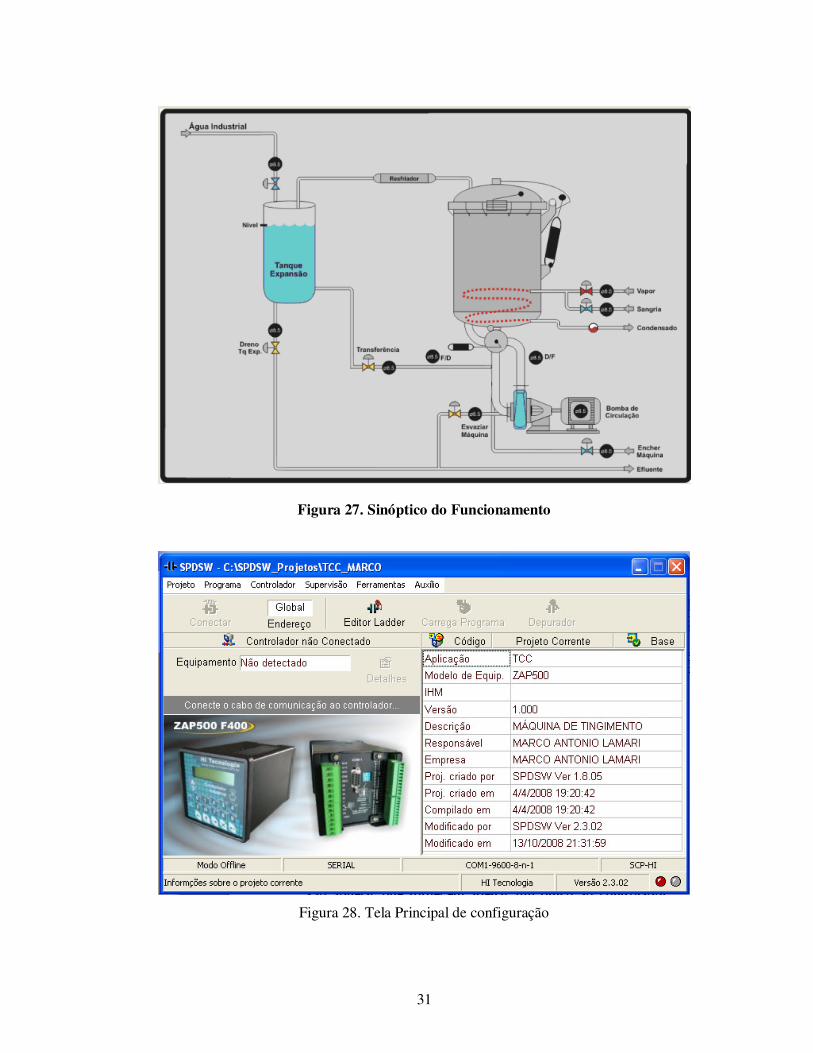
31
Figura 27. Sinóptico do Funcionamento
Figura 28. Tela Principal de configuração

32
Figura 29. Tela de Programação do Bloco PID
Figura 30. Tela de configuração das Saídas
33
5.0 CONSIDERAÇÕES FINAIS
Neste projeto foi apresentado o processo de fabricação de uma indústria têxtil com ênfase na
etapa da tinturaria onde ocorre o tingimento dos fios têxteis. A finalidade principal foi a elaboração
da automação de uma máquina de tingimento. Apresentou-se uma visão geral do setor têxtil, de
todo o levantamento dos acessórios utilizados e o contato com a programação através do editor
ladder do programador lógico programável da empresa HI tecnologia.
Este trabalho é de extrema importância, pois vai permitir uma autonomia da empresa com
relação à gerência de seus processos automatizados. Existem ali instalados outros equipamentos
com o mesmo tipo de controlador, mas com a programação fechada, ou seja, uma outra empresa
terceirizada gerencia e faz as manutenções nos controladores. Ocorre que muitas vezes os
equipamentos de tingimento necessitam de melhorias de funcionamento ou mesmo sofrem uma
simples falha do sistema interno do CLP, e o equipamento precisa ser retirado para manutenção
externa, comprometendo a seqüência de produção da empresa gerando perdas e atrasos.
A automação do processo de tingimento realizada neste trabalho apresentou resultados
satisfatórios, e irá trazer uma qualidade melhor ao produto final. Dentre outros benefícios podemos
citar uma maior produtividade gerando maior lucro, redução dos produtos com defeitos, ganhando-
se tempo evitando máquinas paradas e até do trabalho operacional, pois com as pesquisas e o
envolvimento com o projeto foram sanadas muitas dúvidas e sugeridas melhorias para o
funcionamento do processo de tingimento.
Para um projeto futuro já está sendo analisada a possibilidade da criação de um sistema
supervisório que interligará todos os controladores em rede para melhoria do fluxo de informações e
agilidade do sistema de produção.
REFERÊNCIAS BIBLIOGRÁFICAS
34
[1] Manual do Poliéster Vicunha. Disponível em: <http://www.abqct.com.br/artigost/Manual.Poliester.pdf >. Acessado em 10 Outubro 2008. [2] EIDSATH, A. B. “Flow and Dispersion in Spatially Periodic Porous Media: A Finite Element Study”, MS Thesis, Department of Chemical Engineering, University of California at Davis, 1981. [3] TOLEDO, R. A. S., Tecnologia da Reciclagem. Química Têxtil, p.8-14, Março de 2004. [4] MORAN, C.; HALL, M. E.; HOWELL, R., Effects of Sewage Treatment on Textile Effluent. Journal of the Society of Dyers and Colourists, 113, p. 272-274, 1997. [5] TALARPOSHTI, A. M.; DONNELLY, T.; ANDERSON, G. K., Colour Removal From a Simulated Dye Wastewater Using a Twophase Anaerobic Packed Bed Reactor. Water Research, 35, p. 425-432, 2001. [6] GUARATINI, C. C. I.; ZANONI, M. V. B., Corantes Têxteis. Química Nova, v. 23, n. 1, p.71-78, 2000. [7] SALAS, C. D. A. “Criterios de Seleccion de Colorantes Reactivos en Tintura a la Continua”, Colombia Textil, v. 8, n. 83, p. 24-29, 1986. [8] MATTOS, E. E.; FALCO, R. Bombas industriais. 2. ed. Rio de Janeiro, RJ: INTERCIÊNCIA,
1998. 106 p.
[9] JARDIM, S. B. Sistemas de bombeamento. Porto Alegre: Sagra-DC Luzzato, 1992. 164 p.
[10] Natale, Ferdinando, 1946 – Automação Industrial – São Paulo: Érica, 1995.
[11] WEBB, John W.; Reis, Ronald A. – Programmable Logic Controllers: Principles and Applications – New Jersey: Prentice-Hall, 1995.
[12] Curso PLC Básico – Apostila do curso de Automação Industrial pelo SENAI – SP - Belo Horizonte, junho 1999.
[13] Curso Básico de PLC – Apostila do curso de básico de PLC pelo SENAI – Araxá – Elaborada por Ribeiro, Walter L., Leite, Creodimar A., Abril, 2003.
[14] Controlador Industrial Zap 500 Série II. Disponível em: <http://www.hitecnologia.com.br>. Acessado em 10 Maio 2008. [15] Sensores de Temperatura. Disponível em: <http://www.ucs.br/ccet/demc/vjbrusam/inst/temp2.pdf>. Acessado em 16 Novembro 2008.