NBR 14643 - 2001 - Corrosao Atmosferica - Classificacao_da_corrosividade_de_atmosferas

UNIVERSIDADE TUIUTI DO PARANÁ
Antonio Alves de Souza
João Alberto Erbano Parabere
CORROSÃO NA BAÍA SECA DA ASA EM AERONAVES LEARJET 25D
CURITIBA 2009

Antonio Alves de Souza
João Alberto Erbano Parabere
CORROSÃO NA BAÍA SECA DA ASA EM AERONAVES LEARJET 25D Trabalho de Conclusão de Curso apresentado ao Curso Superior de Tecnologia em Manutenção de Aeronaves da Faculdade de Ciências Aeronáuticas da Universidade Tuiuti do Paraná, como requisito parcial para obtenção do título de Tecnólogo em Manutenção de Aeronaves. Orientador: José Marcos Pinto
CURITIBA 2009
TERMO DE APROVAÇÃO
Antonio Alves de Souza
João Alberto Erbano Parabere
CORROSÃO NA BAÍA SECA DA ASA EM AERONAVES LEARJET 25D
Este artigo científico foi julgado e aprovado para a obtenção do título de Tecnólogo em Manutenção de Aeronaves do Curso Superior de Tecnologia em Manutenção de Aeronaves da Faculdade de Ciências Aeronáuticas da Universidade Tuiuti do Paraná.
Curitiba, 25 de maio de 2009.
____________________________________________
Curso Superior de Tecnologia em Manutenção de Aeronaves da Faculdade de Ciências Aeronáuticas
da Universidade Tuiuti do Paraná
Orientador: Prof. José Marcos Pinto
UTP – Faculdade de Ciências Aeronáuticas
Prof.
UTP – Departamento
Prof.
UTP - Departamento

RESUMO
O objetivo deste material é mostrar que durante as revisões de 12 anos do avião Learjet, modelo 25d, na área denominada baía seca, região entre as asas, no ventre da aeronave, foram encontradas corrosões devido ao acúmulo de água de condensação, corrosão microbiológica, corrosão atmosférica, por frestas e stress. Como métodos de verificação, foram utilizados testes e ensaios não destrutivos, tais como: visual, por boroscopio, raios x e liquido penetrante para verificar os tipos de agressões no local. Os resultados das verificações demonstraram que a corrosão por condensação acumulou na área frontal externa da baia seca e contribuiu para o surgimento de oxidação. Os ensaios não destrutivos analisaram a rigidez da estrutura como um todo e não detectaram corrosão, trincas ou fadigas na referenciada área. Como conclusão, sugerimos a redução do intervalo de 12 anos entre as inspecoes para 12 meses. Nas aeronaves costeiras, deve-se ter um especial cuidado na inspeção da área frontal externa da baia seca pois há o acumulo de água de condensação e sua eliminação somente ocorre com a evaporação, permanecendo os sais que funcionariam como eletrólitos. Palavras chaves: corrosão; Learjet 25d; baía seca; inspeção; ensaios.

ABSTRACT
The objective of this material is to show that during of the 12 years inspection of Learjet aircraft, model 25d in the area called dry bay, a region between the wings, on the belly of the aircraft, corrosion was found due to the accumulation of water from condensation, microbiological corrosion, atmospheric corrosion, for cracks and stress. As methods of verification, testing and were used non-destructive tests, such as: visual, for boroscopic, penetrating liquid and x rays to check the types of attacks on the spot.The results of investigations showed that the corrosion by condensation accumulated in the frontal area external of dry bay and contributed to the onset of oxidation. The non-destructive tests examined the rigidity of the structure as a whole and did not detect corrosion, cracks or fatigue in the referenced area. In conclusion, we suggest reducing the interval of 12 years between inspections for 12 months. In coastal aircraft, you should have a special care in checking the outside area the front of dry bay, since the accumulation of water condensation and removal only occurs with the evaporation, leaving the salts that act as electrolytes. Key words: corrosion; learjet 25d; dry bay; inspection; tests.
LISTAS DE FIGURAS
FIGURA 1 – AERONAVE LEARJET 25d - 2007.......................................................10 FIGURA 2 – LOCALIZAÇÃO DA BAÍA SECA - 2005.............................................10 FIGURA 3 – CORROSÃO PARTE CENTRAL ESQUERDA – 2003........................19 FIGURA 4 – CORROSÃO ENCONTRADA PARTE CENTRAL DIREITA - 2003 .19 FIGURA 5 – REMOÇÃO DA ASA - 2003 ..................................................................20 FIGURA 6 – OXIDAÇÃO NA CABEÇA DO REBITE - 2003...................................20 FIGURA 7 – OXIDAÇÃO POR MICROORGANISMOS - 2003 ...............................21 FIGURA 8 – OXIDAÇÃO POR MICROORGANISMOS – 2003 ..............................21 FIGURA 9 – CORROSÃO POR FENDA E TENSÃO - 2009.....................................22 FIGURA 10 – CORROSÃO PARTE DIREITA APÓS RETIRADA DA TINTA - 2003....................................................................................23 FIGURA 11 – CORROSÃO PARTE ESQUERDA APÓS RETIRADA DA TINTA - 2003.........................................................................23 FIGURA 12 – PARTE INSPECIONADA POR RAIOS X - 2009...............................24 FIGURA 13 – SEÇÕES INSPECIONADAS POR RAIOS X - 2009 ..........................25 FIGURA 14 – SOBREMEDIDA DOS REBITES ESQUERDO – 2003......................26 FIGURA 15 – SOBREMEDIDA DOS REBITES DIREITO – 2003...........................27 FIGURA 16 – APLICAÇÃO DE PRIMER - 2003.......................................................27 FIGURA 17 – TRABALHO FINAL DE PINTURA - 2009.........................................28 FIGURA 18 – AERONAVE EM PROCESSO DE INSPEÇÃO - 2009.......................29 FIGURA 19 – SELAGEM DA ASA COM FUSELAGEM – 2009 .............................29 FIGURA 20 – INSPEÇÃO DE DRENOS- 2009..........................................................30 FIGURA 21 – ÁREA DE POUCO ACESSO - 2009....................................................31
7
LISTA DE SIGLAS IRN – Inspection Reference Number WSLL 1 – Wing Station Lower Left 1 WSLR1 – Wing Station Lower Right 1
SUMÁRIO
1 INTRODUÇÃO ........................................................................................................09 2 DESENVOLVIMENTO...........................................................................................10 2.1 FUNDAMENTAÇÃO TEÓRICA ..........................................................................11 2.1.1 O QUE É O PROCESSO DE CORROSÃO ........................................................11 2.1.2 FORMAS DE CORROSÃO.................................................................................12 2.1.3 LIMPEZA DA AERONAVE...............................................................................14 2.1.4 INSPEÇÕES E ENSAIOS NAS AERONAVES .................................................14 2.1.5 INDICADORES DE CORROSÃO E ÁREAS MAIS AFETADAS ...................16 2.2 PROCEDIMENTOS METODOLÓGICOS ............................................................17 2.2.1 INSPEÇÃO DA AERONAVE PT-OHD ............................................................17 2.2.1.1 INSPEÇÃO VISUAL E BOROSCÓPICA .......................................................17 2.2.1.2 LIMPEZA E REMOÇÃO DA TINTA .............................................................22 2.2.1.3 ENSAIO DE RAIOS X E LÍQUIDOS PENETRANTES.................................24 2.2.1.4 REMOÇÃO DA CORROSÃO, RETIRADA DOS REBITES E REPARO.....25 2.2.2 INSPEÇÃO DA AERONAVE PT-L** ...............................................................28 2.2.2 INSPEÇÃO DA AERONAVE PT-L** ...............................................................32 2.4 CONCLUSÕES.......................................................................................................33 REFERENCIAS ............................................................................................................34 ANEXOS.......................................................................................................................35
9
1 INTRODUÇÃO
O trabalho está focado na verificação do local denominado baía seca da asa da
aeronave Learjet, modelo 25d, localizada na parte central das asas e região ventral da
fuselagem. Seu objetivo é, através da verificação com inspeções e ensaios não
destrutivos, procurar focos de corrosão durante a manutenção preventiva de 12 anos.
Este local foi escolhido porque tem um tempo muito grande entre suas manutenções
preventivas, risco de acúmulo de água de condensação e é uma área de difícil acesso.
Procuramos saber quais os tipos de corrosão são mais freqüentes no local e como
podemos evitá-las.
10
2 DESENVOLVIMENTO
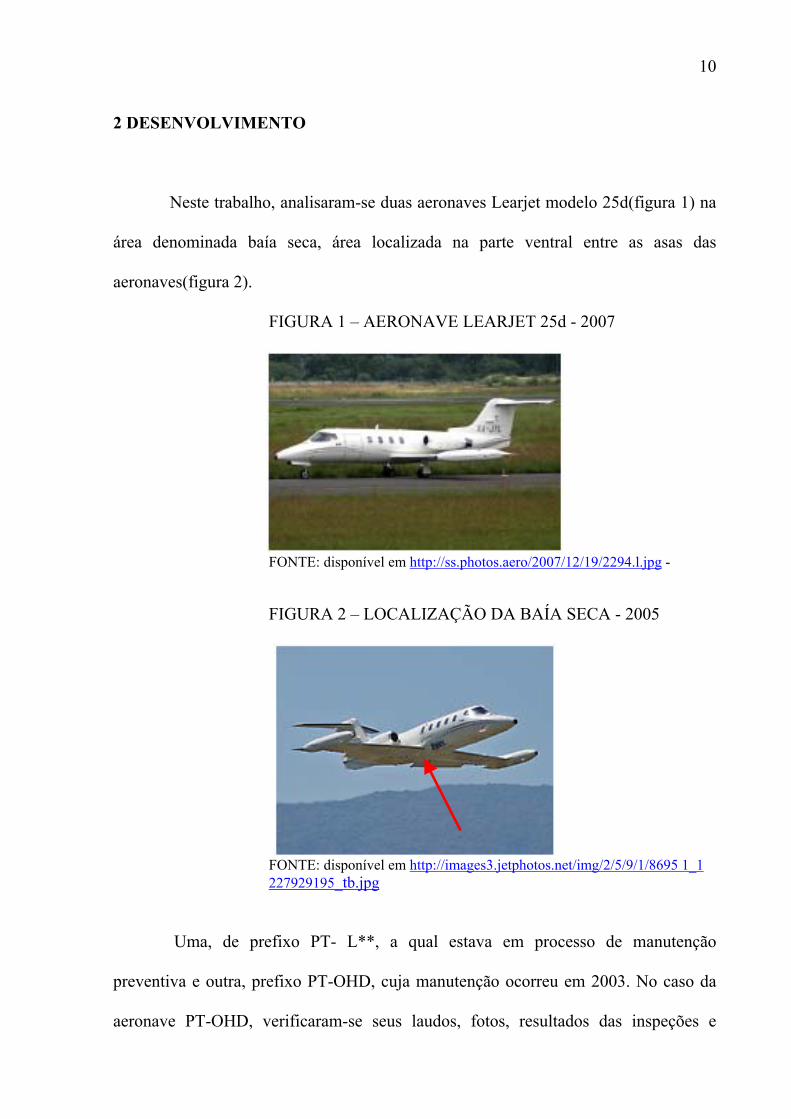
Neste trabalho, analisaram-se duas aeronaves Learjet modelo 25d(figura 1) na
área denominada baía seca, área localizada na parte ventral entre as asas das
aeronaves(figura 2).
FIGURA 1 – AERONAVE LEARJET 25d - 2007
FONTE: disponível em http://ss.photos.aero/2007/12/19/2294.l.jpg -
FIGURA 2 – LOCALIZAÇÃO DA BAÍA SECA - 2005
FONTE: disponível em http://images3.jetphotos.net/img/2/5/9/1/8695 1_1 227929195_tb.jpg
Uma, de prefixo PT- L**, a qual estava em processo de manutenção
preventiva e outra, prefixo PT-OHD, cuja manutenção ocorreu em 2003. No caso da
aeronave PT-OHD, verificaram-se seus laudos, fotos, resultados das inspeções e
11
relatórios. Das duas aeronaves, somente a de prefixo PT-OHD apresentou focos de
corrosão na área da baía seca. A inspeção da aeronave PT-L** não apresentou
problemas de oxidação na referida área. Trataremos cada uma individualmente no
decorrer do trabalho.
2.1 FUNDAMENTAÇÃO TEÓRICA
2.1.1 O QUE É O PROCESSO DE CORROSÃO
Corrosão ou oxidação é um processo resultante da combinação de certos
fatores como a seleção de ligas e têmperas susceptíveis à oxidação, utilização de um
sistema de proteção inadequado ou deteriorado, e exposição a vários ambientes
corrosivos. No caso das aeronaves estudadas, estas estão sujeitas a maresia, pois suas
rotas podem coincidir com regiões costeiras o que aumenta a incidencia de corrosão.
Pode ser definida como o desgaste ou modificação química estrutural de um material
provocado pela ação química ou eletroquímica espontanea de agentes do meio
ambiente. Ocorre na superfície do metal e/ou no seu interior. A ação química acontece
quando o metal entra em contato com um ácido, base ou agentes gasosos. Como
exemplo, temos o derramamento de ácidos ou gases de baterias, resíduos de material
de limpeza, soldagem e soluções cáusticas de limpeza retidas. A corrosão
eletroquímica ocorre quando dois metais são colocados em contato e há um eletrólito
entre eles.
12
A corrosão contribui significantemente para o aumento do Custo Direto de
Manutenção devido ao aumento do tempo de indisponibilidade do equipamento,
reparos estruturais ou troca de peças, e no caso de aeronaves, pode reduzir a resistência
estrutural, podendo ocasionar consequencias catastróficas.
2.1.2 FORMAS DE CORROSÃO
Nas aeronaves inspecionadas, encontraram-se algumas formas de corrosão.
Em um mesmo local, pode-se encontrar mais de um tipo de corrosão. Na análise
individual de cada aeronave, descreve-se o tipo de corrosão encontrado.
Na sequencia, temos as formas mais comuns:
• ACÚMULO DE ÁGUA DE CONDENSAÇÃO - As duas aeronaves, durante sua
utilização, estão sujeitas a diferentes altitudes, temperaturas e umidade do ar.
Quando está em solo, a temperatura do ar é maior e pode apresentar umidade. Em
regiões litoraneas, ocorre também a presença da maresia. Esta umidade pode ficar
retida em locais como naceles, interior das asas e qualquer local que apresente uma
entrada que permita a passagem de ar ou vapor. Com o aumento da altitude durante
o voo, ocorre a diminuição da temperatura e em decorrencia, a condensação dos
líquidos que estavam na forma de vapores. Estes líquidos (água, ácidos, bases, sais)
podem acumular e transformar-se em eletrólitos provocando a corrosão das áreas
em contato.
• MICROBIOLÓGICA - Corrosão causada pela atividade metabólica de vários
microorganismos. Os microrganismos vivem, em sua maioria, na interface da água
13
com o meio, encontrando ali um ambiente propício para o seu desenvolvimento.
Caso a água esteja com presença de combustíveis esse processo é acelerado. Os
microrganismos podem desenvolver-se na presença de oxigênio (aeróbios) ou na
sua ausencia (anaeróbios). Alimentam-se basicamente de hidrocarbonetos do
combustível, sais minerais e outras impurezas contidas na água. O metabolismo
desses microorganismos elimina substancias que formam uma camada lodosa que
provoca a corrosão do local.
• CORROSÃO ATMOSFÉRICA GERAL - Causada pela ação dos ventos, por falta
de proteção no material em ambientes agressivos ou próximos. Aparece na forma
de pequenas crateras ao acaso na superfície do alumínio. É formada por partículas
de pó acidíferas que se depositam sobre a superfície do metal, resultando numa
rápida corrosão nessa área. O problema só é revelado no tanque de fosqueamento
da linha de anodização, podendo ser resolvido através da decapagem, polimento ou
reanodização.
• CORROSÃO POR FRESTAS Ocorre em locais que duas superfícies estão em
contato ou muito próximas (0,025 a 0,1 mm). Devido a tensão superficial da água,
esta se aloja nas fendas disponíveis e tende a causar pilhas de aeração diferencial,
onde a concentração de oxigenio nas bordas é superior à concentração da área mais
interna da fenda, fazendo dessa uma região anódica. Como consequencia, o
processo de corrosão se concentra na parte mais profunda da fresta, dificultando o
acesso e o diagnóstico desse problema.
• CORROSÃO SOB TENSÃO OU STRESS - É o resultado do efeito combinado de
cargas de tensão residual e meio ambiente corrosivo. Ocorre no alumínio, cobre e
14
certos tipos de aço inoxidável e de ligas de aço de alta resistencia, trincando e
rachando os materiais submetidos a esforços contínuos. Geralmente, acontece ao
longo de trechos trabalhados à frio e pode ser de natureza intergranular (dentro do
grão) ou transgranular (na vizinhança entre os grãos). Esse problema é resultante
da soma de tensão de tração e um meio corrosivo. Essa tensão pode ser proveniente
de encruamento, solda, tratamento térmico, cargas, etc. Com o tempo surgem
microfissuras que podem acarretar um rompimento brusco da peça antes da
percepção do problema.
2.1.3 LIMPEZA DA AERONAVE
Para facilitar a realização dos testes não destrutivos, realizou-se a limpeza da
aeronave. A limpeza ajuda no processo de inspeção eliminando poeira, sujeiras, óleos,
graxas, ácidos, bases e pequenas partículas que, durante os testes, podem dar um
resultado incorreto. Varia desde uma simples limpeza por solventes ou escovamento,
até jateamento por granalha. Contribui para a inspeção mais detalhada da aeronave
pelo mecanico. Evita desgastes prematuros de peças e aumenta a segurança de voo.
Favorece o controle da corrosão e de outros danos causados durante o uso do
equipamento. Produtos indicados pelo manual do fabricante são os mais corretos, pois
a utilização de reagentes não recomendados podem agredir outras peças e partes da
aeronave.
15
2.1.4 INSPEÇÕES E ENSAIOS NAS AERONAVES
Na determinação dos pontos afetados pela corrosão nas aeronaves Learjet
25D, alguns tipos de inspeções e ensaios não destrutivos foram realizados. A utilização
de inspeções e ensaios não destrutivos visa a verificação das áreas afetadas e a
preservação dos locais, não aumentando o dano na estrutura caso exista.
A seguir, temos a descrição das inspeções visual e boroscópica e dos ensaios
não destrutivos utilizados nas aeronaves, tais como: raios x e líquidos penetrantes:
INSPEÇÃO VISUAL - O tipo de inspeção mais comum e a mais importante é
a inspeção visual, sendo ela a primeira a ser realizada. Pode-se usar uma lente de
aumento, pois pontos que podem passar desapercebidos a olho nu, com seu uso, ficam
mais evidentes. É um importante recurso na verificação de alterações dimensionais,
padrão de acabamento superficial e na observação de descontinuidades superficiais
visuais em materiais e produtos em geral, tais como trincas, corrosão, deformação,
alinhamento, cavidades, porosidade, montagem de sistemas mecanicos e muitos
outros. Uma lanterna pode ajudar na melhora de iluminação de locais específicos para
localização de pontos de corrosão.
BOROSCÓPIO - No auxílio a inspeção visual, temos a inspeção por
boroscópio. O boroscópio é um aparelho que tem a finalidade de permitir inspeções
visuais em locais de difícil acesso por observação direta. É usado quando a
visualização de interiores de cavidades somente é possível através de uma fenda ou
orifícios pequenos. Ajuda na visualização de corrosão, rachaduras, bloqueios e
acumulação de materiais, antes que causem danos sérios.
16
RAIOS X - A radiografia foi o primeiro método de ensaio não destrutivo
introduzido na indústria para descobrir e quantificar defeitos internos em materiais.
Seu enorme campo de aplicação inclui o ensaio em soldas, detecção de trincas e
fissuras, descontinuidades de materiais, entre outros. O método está baseado na
mudança de atenuação da radiação eletromagnética (Raios-X ou Gama), causada pela
presença de descontinuidades internas. A radiação atravessa pelo material e deixar sua
imagem gravada em um filme.
• LÍQUIDOS PENETRANTES - Teste não destrutivo no qual um material limpo e
desengraxado é imerso ou encoberto por um líquido penetrante por um período de
tempo especificado. Depois de removido o penetrante supérfluo e aplicado um
revelador, o líquido aflora de qualquer irregularidade ou trinca, tornando-as
facilmente visíveis.
2.1.5 INDICADORES DE CORROSÃO E ÁREAS MAIS AFETADAS
Como verificou-se anteriormente, durante a inspeção das aeronaves,
existem aspectos que podem indicar corrosão em determinadas partes. Manchas,
pequenos furos na superfície, escamas, ondulações e bolhas, óxidos em forma de pó
branco, descoloração, trincas, entre outros. Na verificação dos jatos Learjet, foram
inspecionados pontos que podem permitir a entrada de água na área da baía seca, bem
como evitar a sua saída. Deve-se estar atento ao aparecimento desses indícios de
corrosão nos locais descritos a seguir:
• Junção da fuselagem com a asa do Learjet;
17
• Obstrução dos drenos da baía seca;
• Cabeças dos rebites na parte frontal externa do enflexamento da asa da aeronave;
• Deve-se verficar a parte interna da baía seca a procura de indícios de água;
• Desgaste dos rebites por esforços cisalhantes;
• Parede externa frontal da baía seca.
2.2 PROCEDIMENTOS METODOLÓGICOS
Durante a realização do trabalho, tomou-se como referencia duas aeronaves
Learjet modelo 25d. Uma de prefixo PT-OHD, a qual sofreu manutenção preventiva
em setembro de 2003. Verificaram-se, portanto, os materiais disponíveis para pesquisa
tais como fotos, laudos e radiografias. A outra aeronave encontra-se em processo de
inspeção de 12 anos e foi realizada uma visita técnica para acompanhamento na
empresa Hangar 1, sob a supervisão do gerente de manutenção.
Seguem os dados coletados e verificações das duas aeronaves:
2.2.1 INSPEÇÃO DA AERONAVE PT-OHD
2.2.1.1 INSPEÇÃO VISUAL E BOROSCÓPICA
18
Na determinação dos pontos afetados pela corrosão na aeronave Learjet 25d
prefixo PT-OHD em sua inspeção de 12 anos, algumas etapas foram realizadas, tais
como inspeções e ensaios, como veremos adiante. O Manual de Manutenção da
aeronave foi consultado, como podemos ver nos anexos que seguem referenciados.
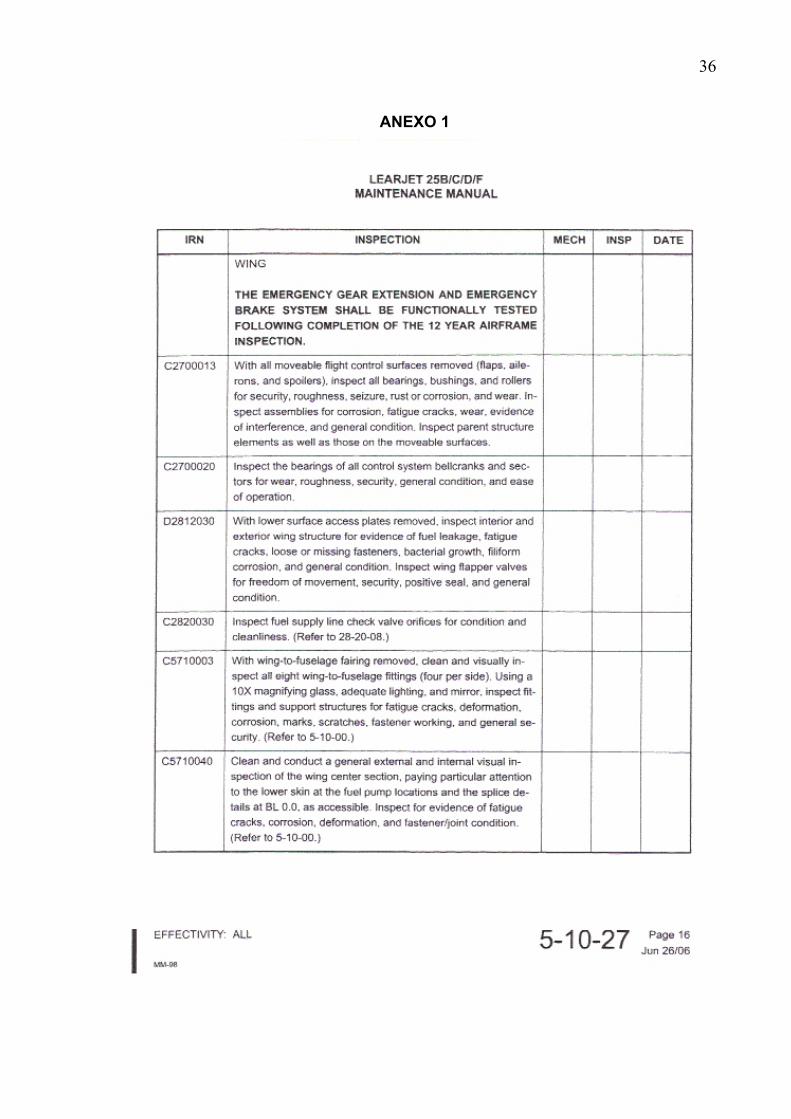
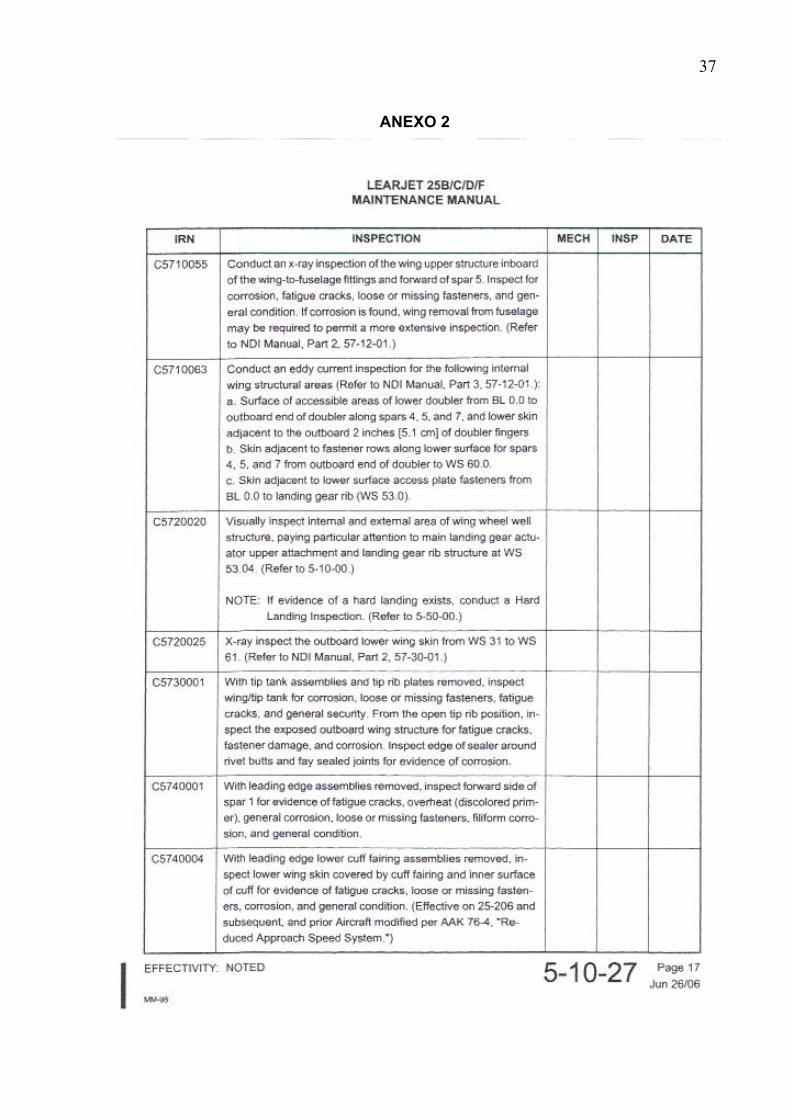
Nos anexos 1 e 2, encontram-se as páginas 16 e 17 do Manual de Manutenção da
aeronave. Nestas páginas estão descritas algumas IRN(Inspection Reference Number -
Número de Referencia de Inspeção) as quais informam algumas inspeções que devem
ser realizadas na asa. Porém, nenhuma delas trata especificamente da baía seca da
aeronave. Inspeções próximas á baia seca são requeridas. Como exemplo, tem-se a
IRN número C5710040 da página 16 que instrui a fazer uma limpeza e realizar uma
inspeção visual interna e externa na seção central da asa, tendo especial atenção na
camada inferior, próxima á bomba de combustível. Ainda instrui a verificar a
existencia de fadigas, trincas, corrosão, deformação e condição de união das peças.
Porém, no decorrer do trabalho, constatou-se a existencia de uma inspeção,
com intervalo de 24 meses, a qual não faz parte das inspeções regulares contidas no
Programa de Manutenção e Inspeção do Learjet. Este documento encontra-se nos
anexos 3 e 4. No anexo 3 está a primeira página evidenciando que essas revisões
pertencem a um programa de inspeção á parte do Programa de Manutenção e Inspeção
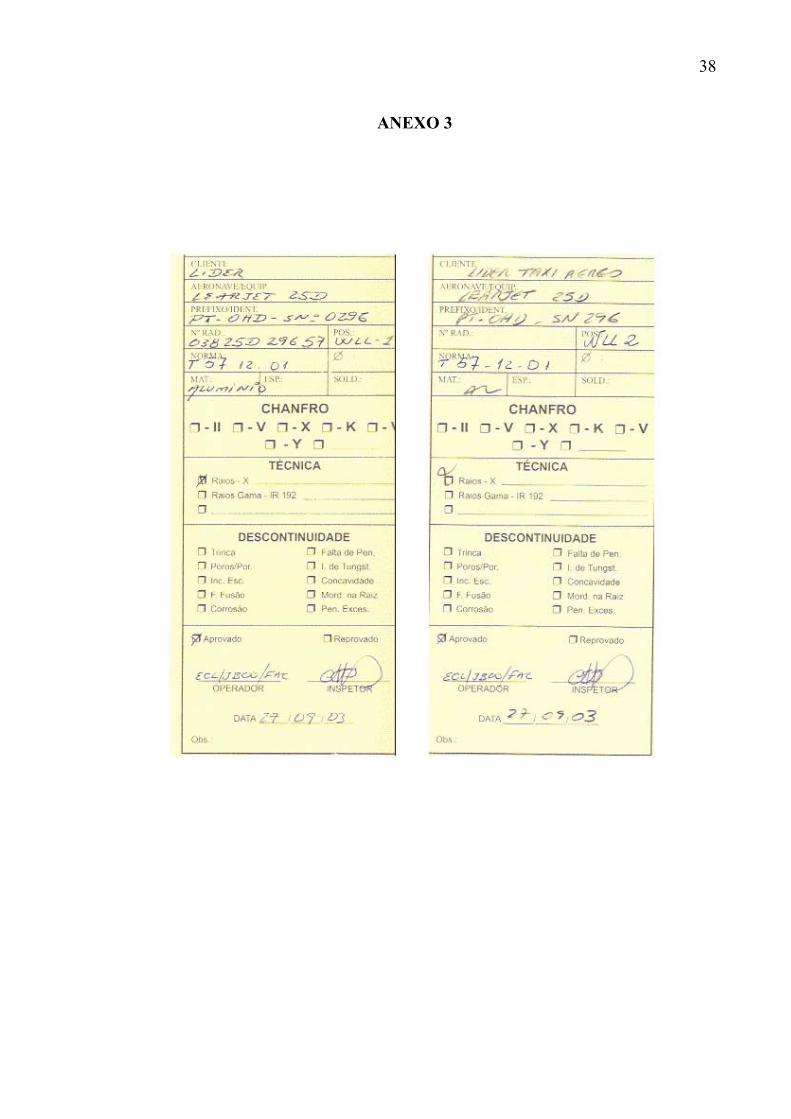
do Learjet. O anexo 4 traz a IRN número L5710035 a qual descreve uma verificação
da área da baía seca a cada 24 meses. Esta IRN instrui a inspecionar o interior da baía
seca na junção próxima a asa e fuselagem e parte dianteira da travessa 2, verificando
fissuras, condição do primer e corrosão. Também solicita a inspeção dos furos dos
drenos quanto a existencia de obstruções.
19
Iniciou-se a verificação do local com uma inspeção visual detalhada e depois,
com o auxílio do boroscópio, com a asa no lugar.
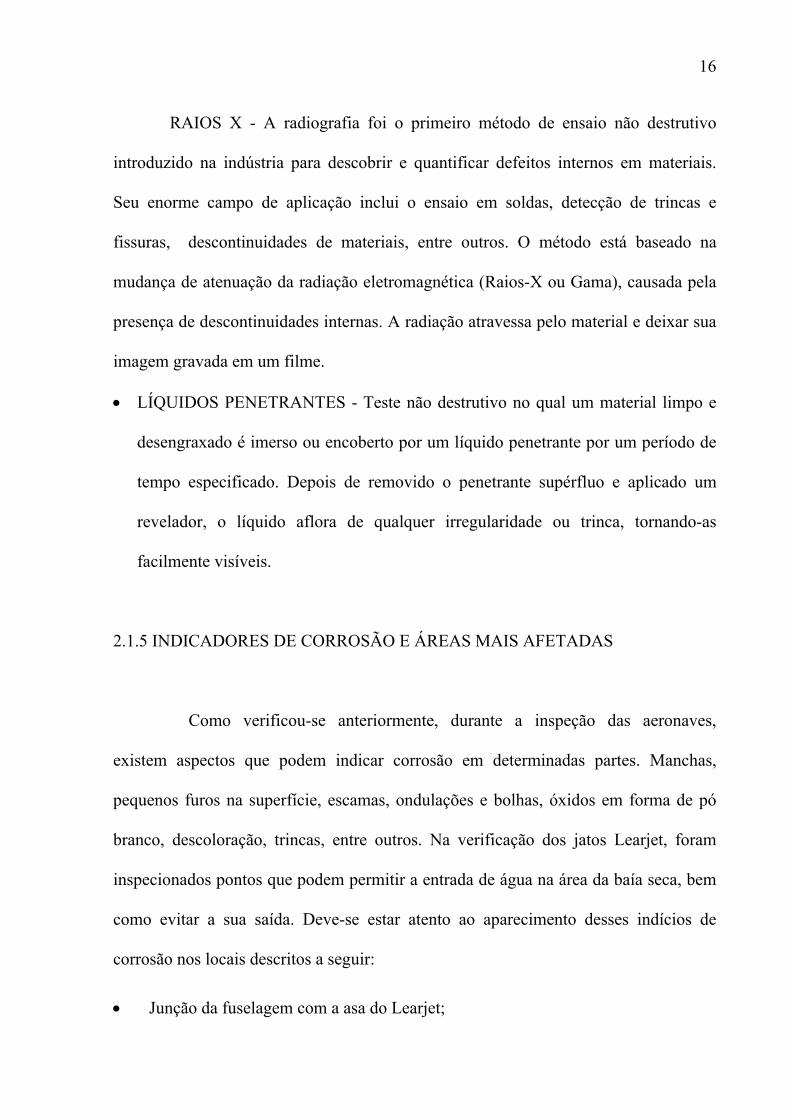
As figuras a seguir evidenciam as corrosões encontradas durante a inspeção
por boroscópio. Na figura 3, observamos um foco de corrosão na parte externa central
esquerda da baía seca.
FIGURA 3 – CORROSÃO PARTE CENTRAL ESQUERDA - 2003
FONTE: LÍDER TÁXI AÉREO (Adaptado)
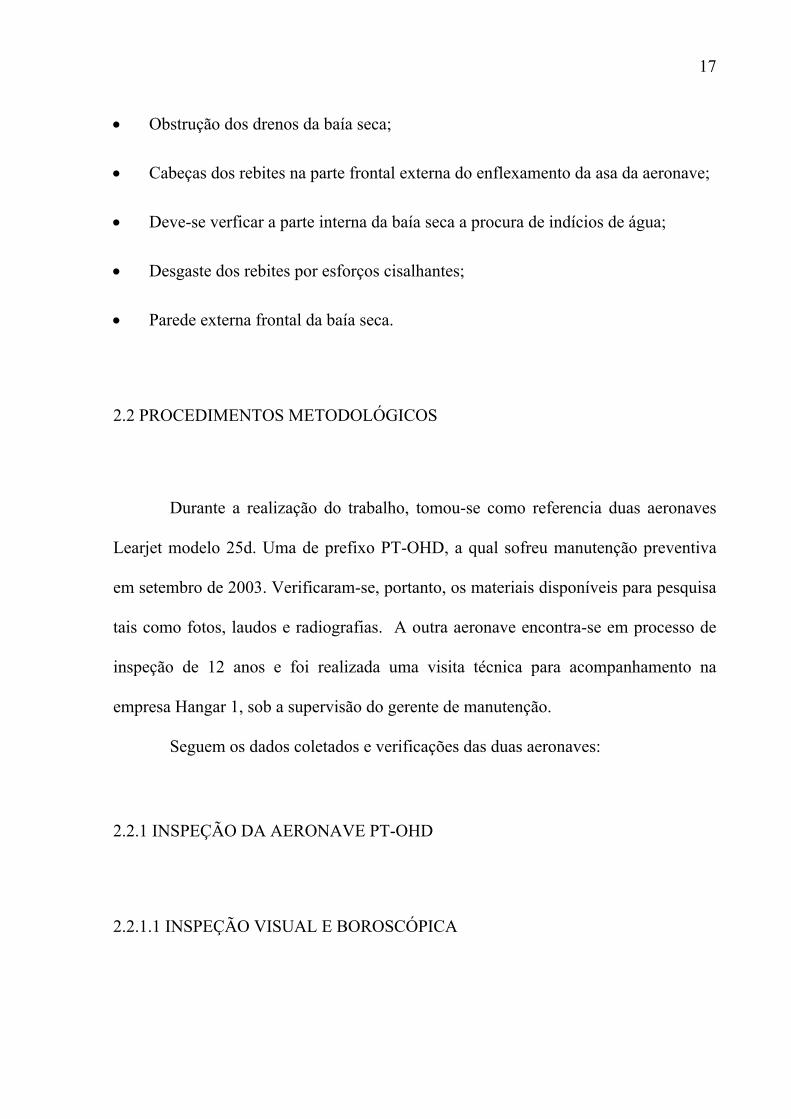
Através da inspeção por boroscópio na parte externa frontal direita da baía
seca, foram constatados alguns pontos de corrosão como indicam as setas na figura 4.
FIGURA 4 – CORROSÃO ENCONTRADA PARTE CENTRAL DIREITA - 2003
20
FONTE: LÍDER TÁXI AÉREO (Adaptado)
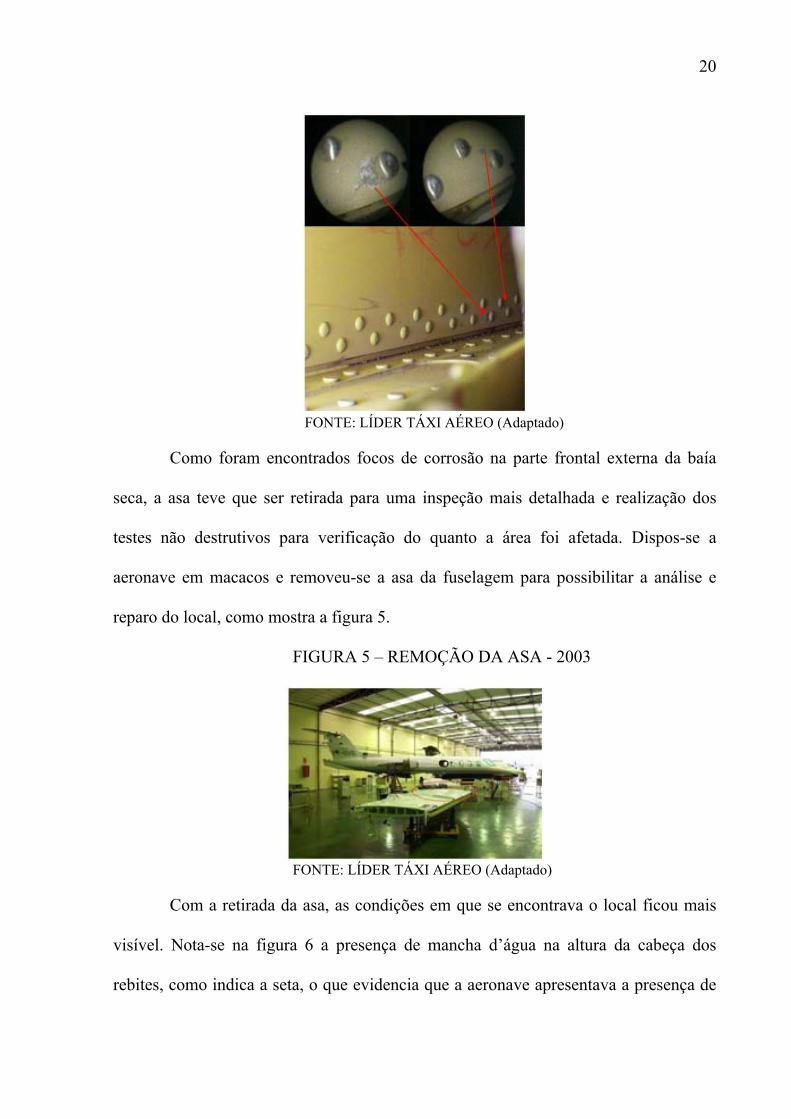
Como foram encontrados focos de corrosão na parte frontal externa da baía
seca, a asa teve que ser retirada para uma inspeção mais detalhada e realização dos
testes não destrutivos para verificação do quanto a área foi afetada. Dispos-se a
aeronave em macacos e removeu-se a asa da fuselagem para possibilitar a análise e
reparo do local, como mostra a figura 5.
FIGURA 5 – REMOÇÃO DA ASA - 2003
FONTE: LÍDER TÁXI AÉREO (Adaptado)
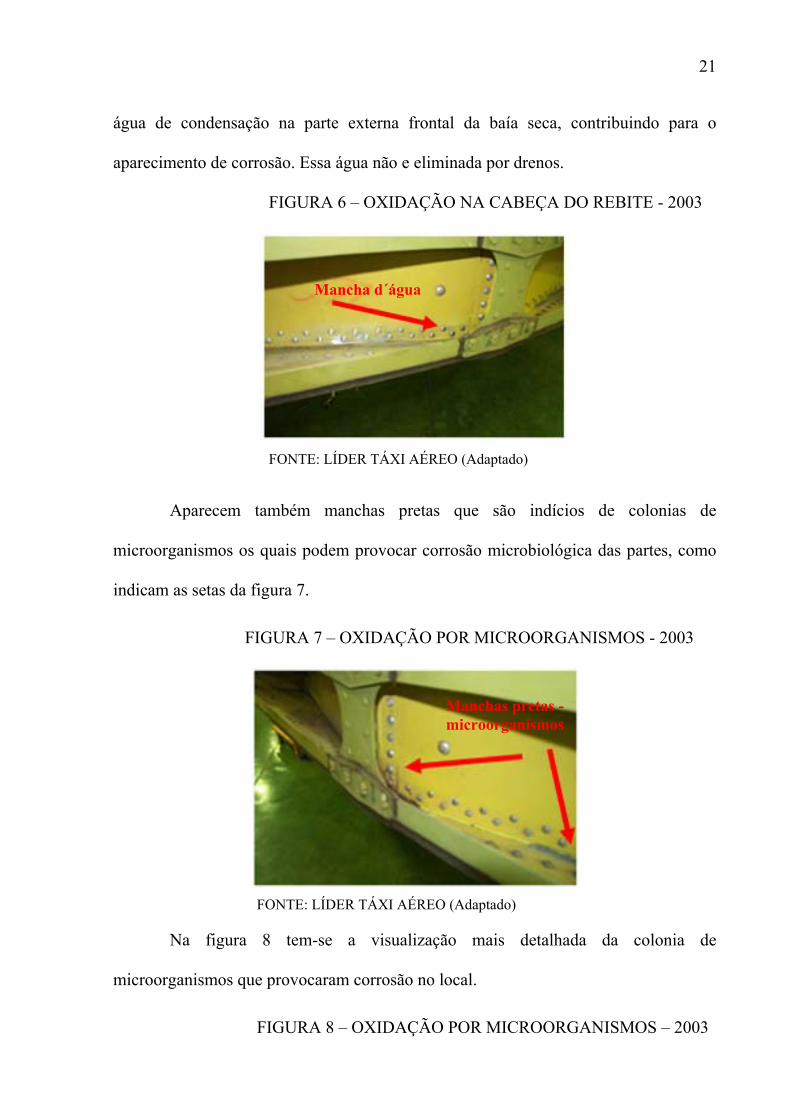
Com a retirada da asa, as condições em que se encontrava o local ficou mais
visível. Nota-se na figura 6 a presença de mancha d’água na altura da cabeça dos
rebites, como indica a seta, o que evidencia que a aeronave apresentava a presença de
21
água de condensação na parte externa frontal da baía seca, contribuindo para o
aparecimento de corrosão. Essa água não e eliminada por drenos.
FIGURA 6 – OXIDAÇÃO NA CABEÇA DO REBITE - 2003
Mancha d´água
FONTE: LÍDER TÁXI AÉREO (Adaptado)
Aparecem também manchas pretas que são indícios de colonias de
microorganismos os quais podem provocar corrosão microbiológica das partes, como
indicam as setas da figura 7.
FIGURA 7 – OXIDAÇÃO POR MICROORGANISMOS - 2003
Manchas pretas - microorganismos
FONTE: LÍDER TÁXI AÉREO (Adaptado)
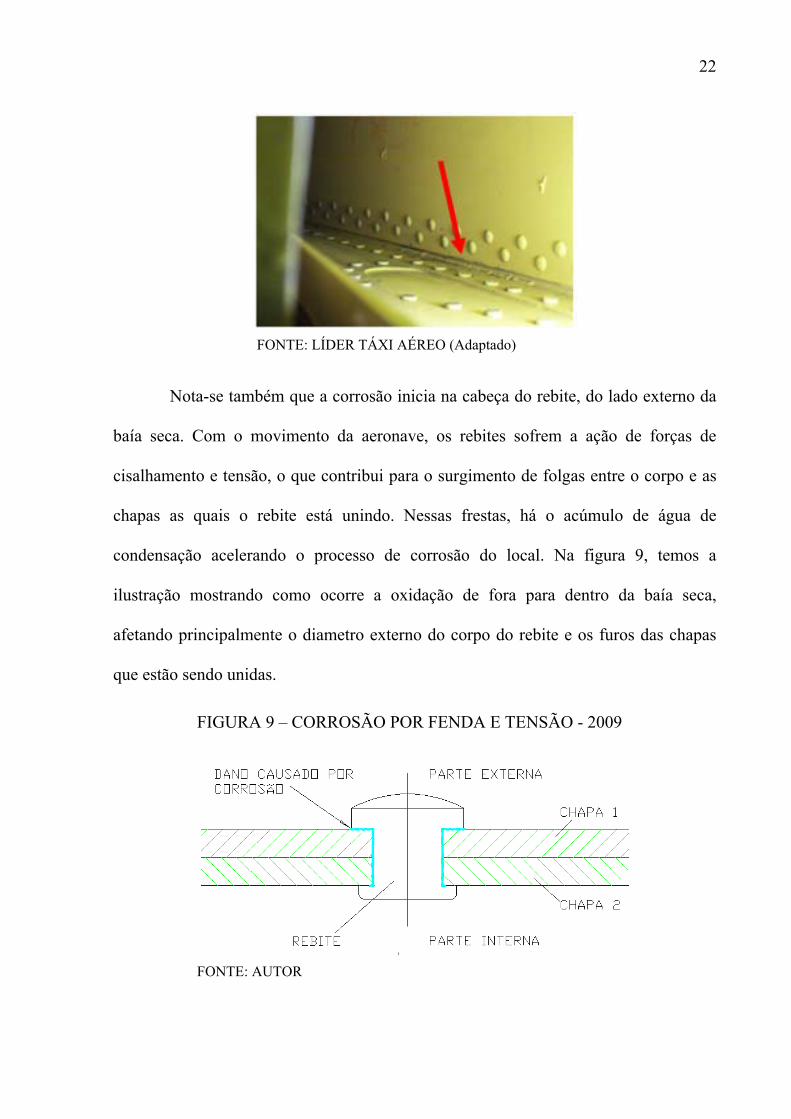
Na figura 8 tem-se a visualização mais detalhada da colonia de
microorganismos que provocaram corrosão no local.
FIGURA 8 – OXIDAÇÃO POR MICROORGANISMOS – 2003
22
FONTE: LÍDER TÁXI AÉREO (Adaptado)
Nota-se também que a corrosão inicia na cabeça do rebite, do lado externo da
baía seca. Com o movimento da aeronave, os rebites sofrem a ação de forças de
cisalhamento e tensão, o que contribui para o surgimento de folgas entre o corpo e as
chapas as quais o rebite está unindo. Nessas frestas, há o acúmulo de água de
condensação acelerando o processo de corrosão do local. Na figura 9, temos a
ilustração mostrando como ocorre a oxidação de fora para dentro da baía seca,
afetando principalmente o diametro externo do corpo do rebite e os furos das chapas
que estão sendo unidas.
FIGURA 9 – CORROSÃO POR FENDA E TENSÃO - 2009
FONTE: AUTOR
23
Esse é um exemplo claro onde vemos a ocorrencia de mais de uma forma de
oxidação no mesmo local. A água de condensação ocupa os vazios provocados pelos
esforços cisalhantes nos rebites, provocando a corrosão por frestas e esforços de tensão
e cisalhamento, danificando o corpo do rebite e os furos das chapas que estão sendo
fixadas.
2.2.1.2 LIMPEZA E REMOÇÃO DA TINTA
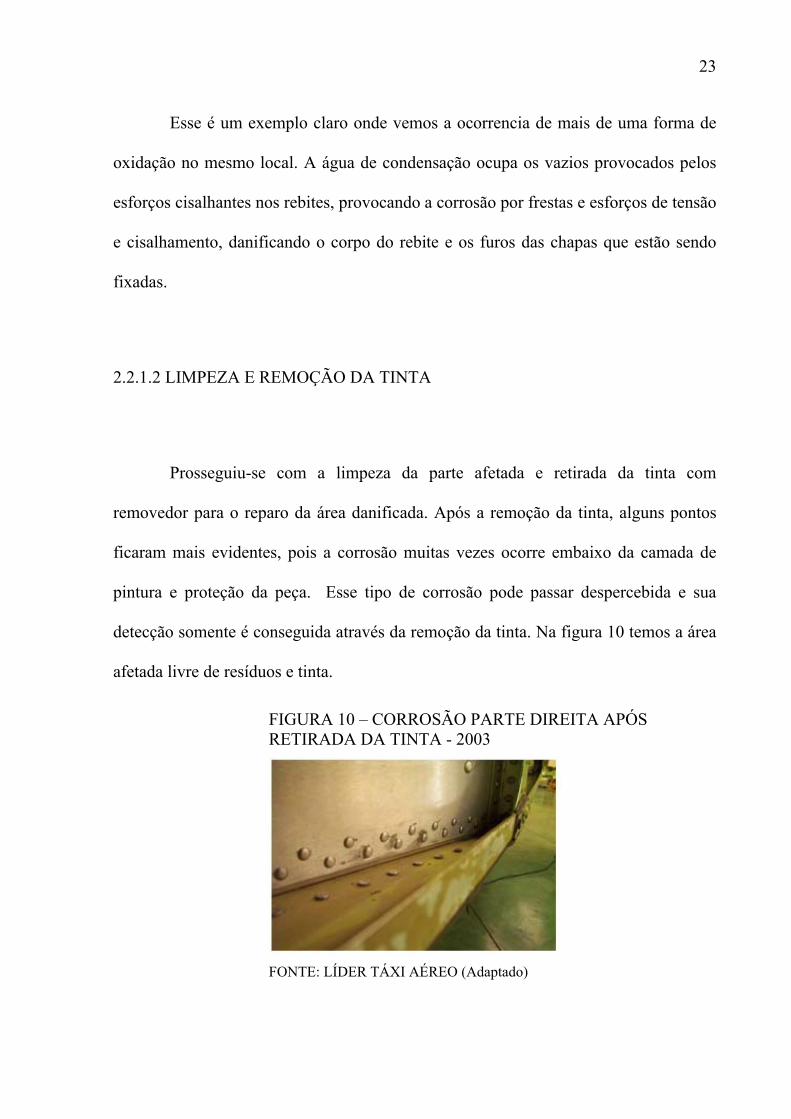
Prosseguiu-se com a limpeza da parte afetada e retirada da tinta com
removedor para o reparo da área danificada. Após a remoção da tinta, alguns pontos
ficaram mais evidentes, pois a corrosão muitas vezes ocorre embaixo da camada de
pintura e proteção da peça. Esse tipo de corrosão pode passar despercebida e sua
detecção somente é conseguida através da remoção da tinta. Na figura 10 temos a área
afetada livre de resíduos e tinta.
FIGURA 10 – CORROSÃO PARTE DIREITA APÓS RETIRADA DA TINTA - 2003
FONTE: LÍDER TÁXI AÉREO (Adaptado)
24
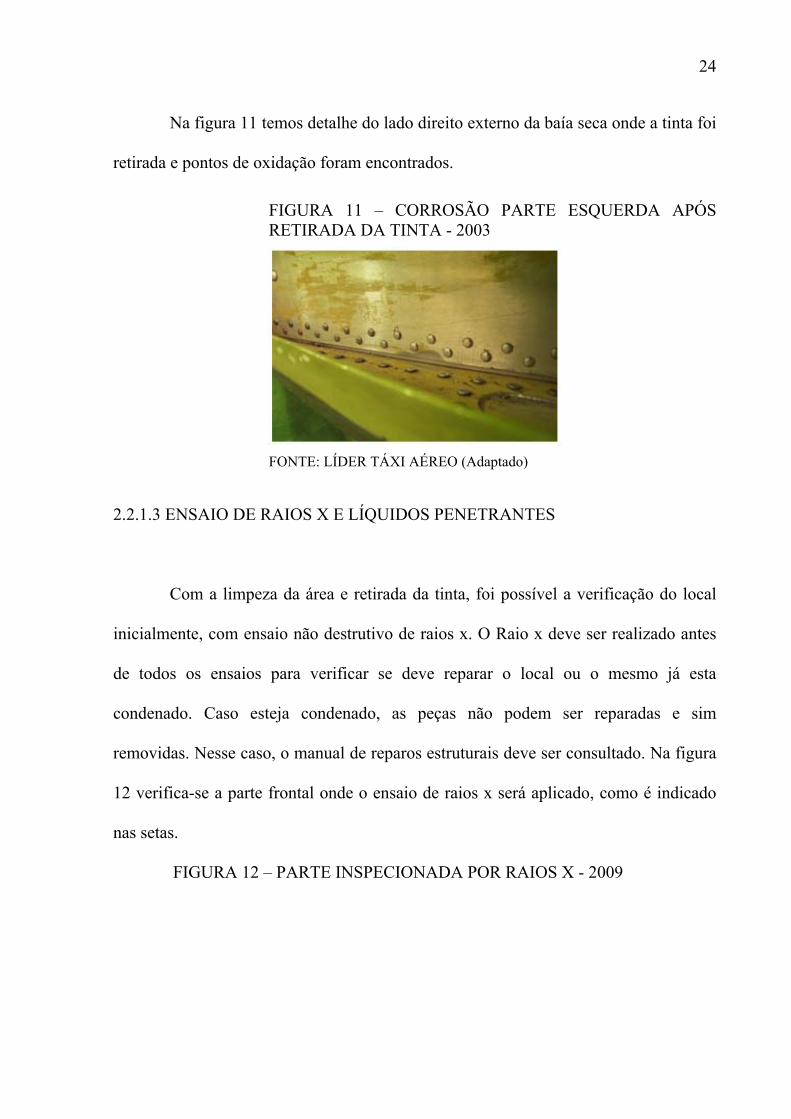
Na figura 11 temos detalhe do lado direito externo da baía seca onde a tinta foi
retirada e pontos de oxidação foram encontrados.
FIGURA 11 – CORROSÃO PARTE ESQUERDA APÓS RETIRADA DA TINTA - 2003
FONTE: LÍDER TÁXI AÉREO (Adaptado)
2.2.1.3 ENSAIO DE RAIOS X E LÍQUIDOS PENETRANTES
Com a limpeza da área e retirada da tinta, foi possível a verificação do local
inicialmente, com ensaio não destrutivo de raios x. O Raio x deve ser realizado antes
de todos os ensaios para verificar se deve reparar o local ou o mesmo já esta
condenado. Caso esteja condenado, as peças não podem ser reparadas e sim
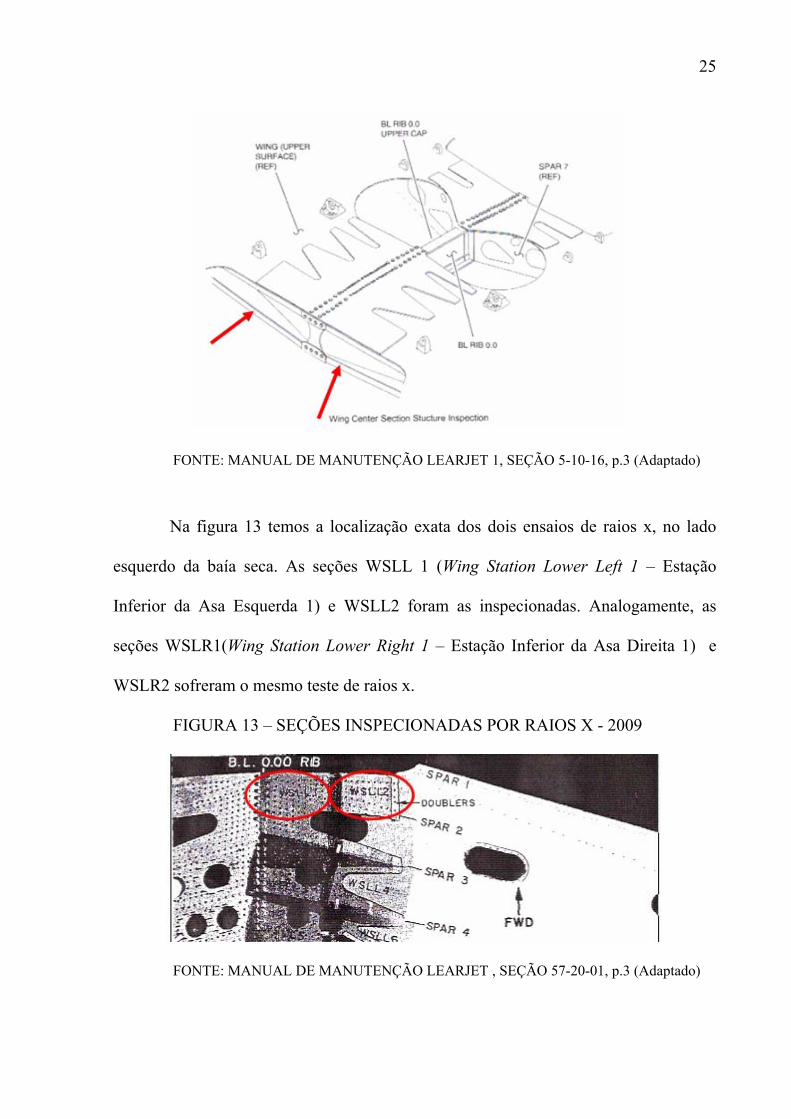
removidas. Nesse caso, o manual de reparos estruturais deve ser consultado. Na figura
12 verifica-se a parte frontal onde o ensaio de raios x será aplicado, como é indicado
nas setas.
FIGURA 12 – PARTE INSPECIONADA POR RAIOS X - 2009
25
FONTE: MANUAL DE MANUTENÇÃO LEARJET 1, SEÇÃO 5-10-16, p.3 (Adaptado)
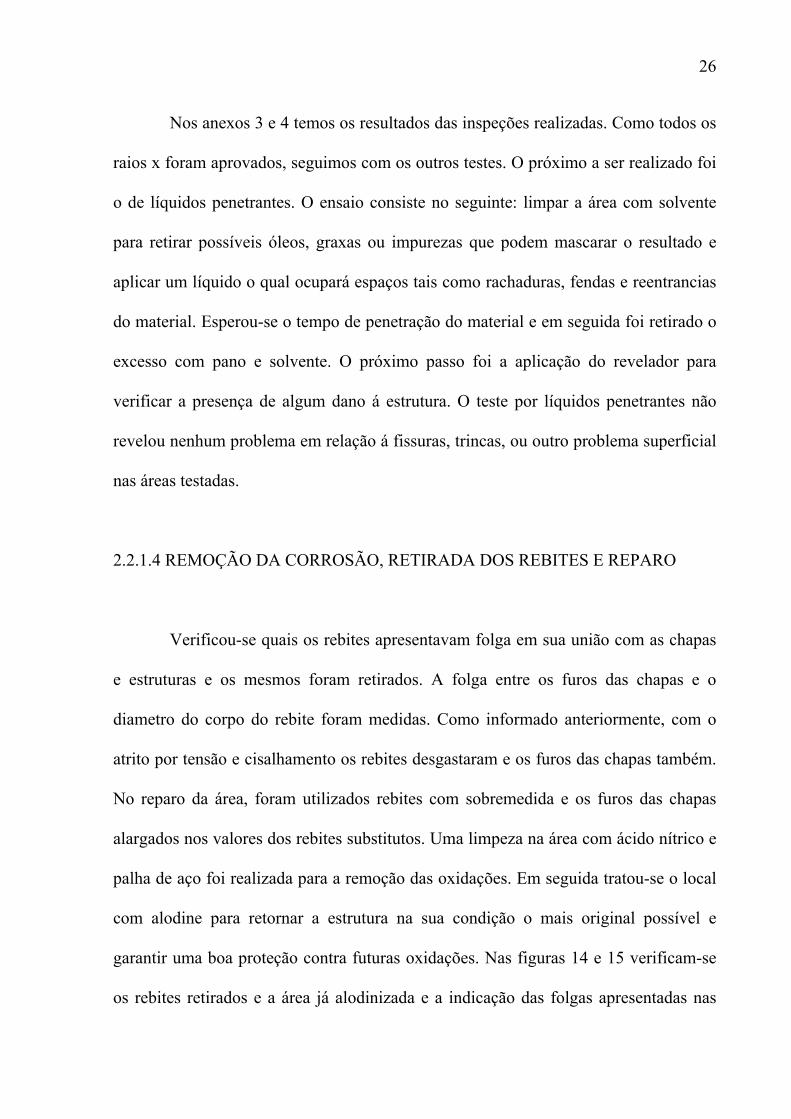
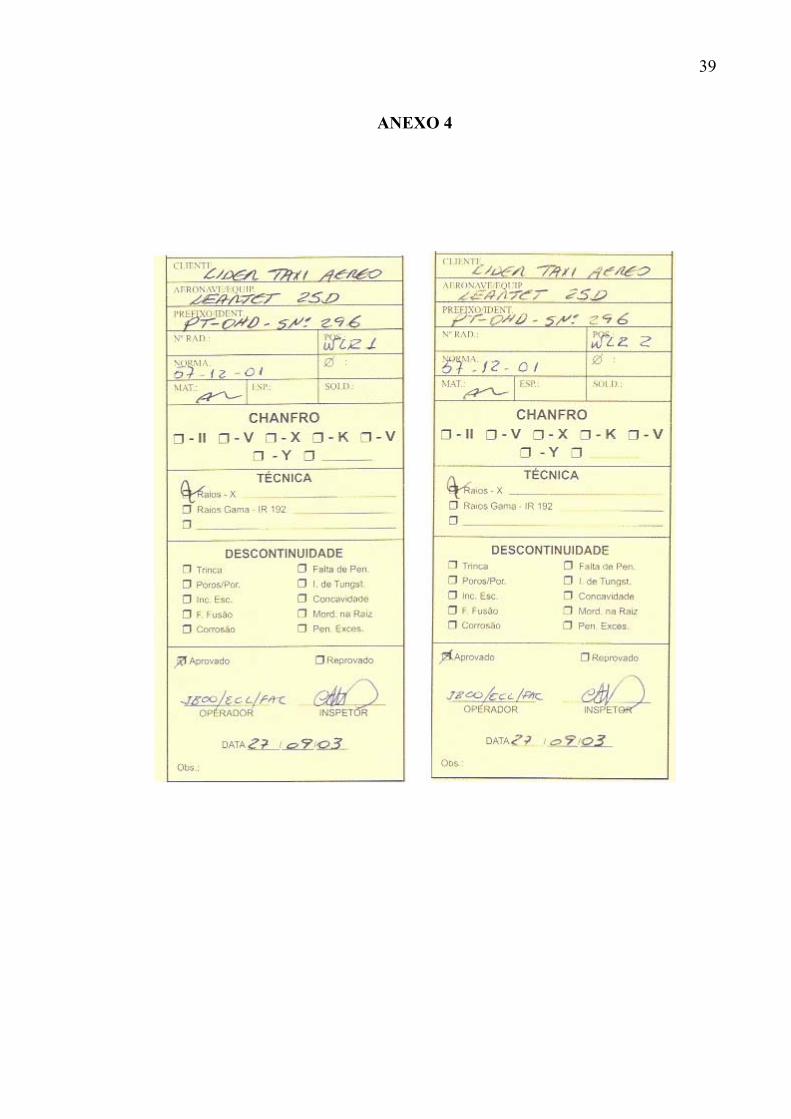
Na figura 13 temos a localização exata dos dois ensaios de raios x, no lado
esquerdo da baía seca. As seções WSLL 1 (Wing Station Lower Left 1 – Estação
Inferior da Asa Esquerda 1) e WSLL2 foram as inspecionadas. Analogamente, as
seções WSLR1(Wing Station Lower Right 1 – Estação Inferior da Asa Direita 1) e
WSLR2 sofreram o mesmo teste de raios x.
FIGURA 13 – SEÇÕES INSPECIONADAS POR RAIOS X - 2009
FONTE: MANUAL DE MANUTENÇÃO LEARJET , SEÇÃO 57-20-01, p.3 (Adaptado)
26
Nos anexos 3 e 4 temos os resultados das inspeções realizadas. Como todos os
raios x foram aprovados, seguimos com os outros testes. O próximo a ser realizado foi
o de líquidos penetrantes. O ensaio consiste no seguinte: limpar a área com solvente
para retirar possíveis óleos, graxas ou impurezas que podem mascarar o resultado e
aplicar um líquido o qual ocupará espaços tais como rachaduras, fendas e reentrancias
do material. Esperou-se o tempo de penetração do material e em seguida foi retirado o
excesso com pano e solvente. O próximo passo foi a aplicação do revelador para
verificar a presença de algum dano á estrutura. O teste por líquidos penetrantes não
revelou nenhum problema em relação á fissuras, trincas, ou outro problema superficial
nas áreas testadas.
2.2.1.4 REMOÇÃO DA CORROSÃO, RETIRADA DOS REBITES E REPARO
Verificou-se quais os rebites apresentavam folga em sua união com as chapas
e estruturas e os mesmos foram retirados. A folga entre os furos das chapas e o
diametro do corpo do rebite foram medidas. Como informado anteriormente, com o
atrito por tensão e cisalhamento os rebites desgastaram e os furos das chapas também.
No reparo da área, foram utilizados rebites com sobremedida e os furos das chapas
alargados nos valores dos rebites substitutos. Uma limpeza na área com ácido nítrico e
palha de aço foi realizada para a remoção das oxidações. Em seguida tratou-se o local
com alodine para retornar a estrutura na sua condição o mais original possível e
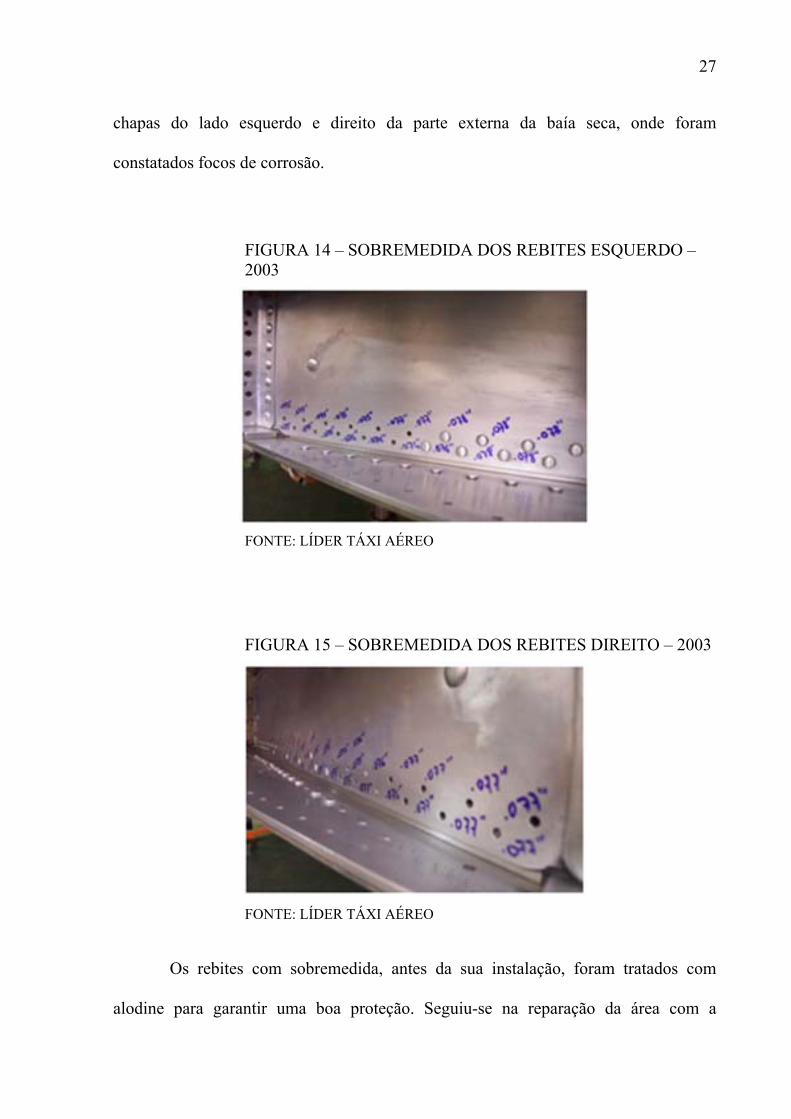
garantir uma boa proteção contra futuras oxidações. Nas figuras 14 e 15 verificam-se
os rebites retirados e a área já alodinizada e a indicação das folgas apresentadas nas
27
chapas do lado esquerdo e direito da parte externa da baía seca, onde foram
constatados focos de corrosão.
FIGURA 14 – SOBREMEDIDA DOS REBITES ESQUERDO – 2003
FONTE: LÍDER TÁXI AÉREO
FIGURA 15 – SOBREMEDIDA DOS REBITES DIREITO – 2003
FONTE: LÍDER TÁXI AÉREO
Os rebites com sobremedida, antes da sua instalação, foram tratados com
alodine para garantir uma boa proteção. Seguiu-se na reparação da área com a
28
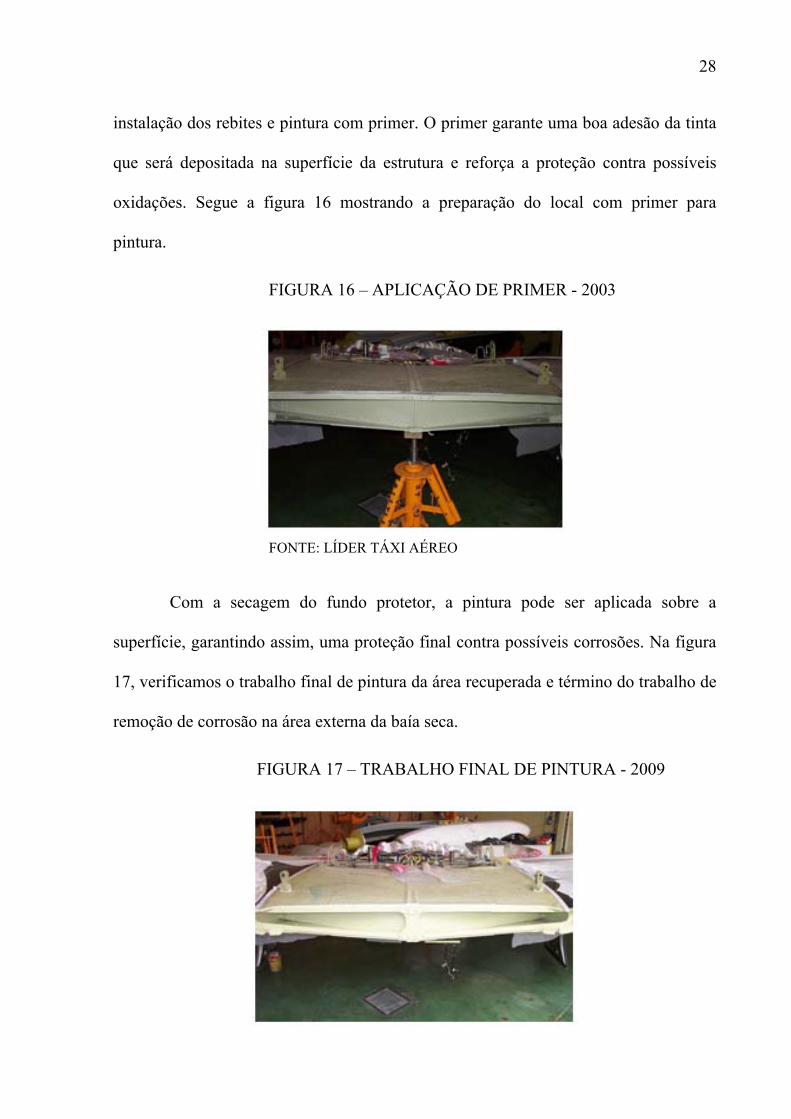
instalação dos rebites e pintura com primer. O primer garante uma boa adesão da tinta
que será depositada na superfície da estrutura e reforça a proteção contra possíveis
oxidações. Segue a figura 16 mostrando a preparação do local com primer para
pintura.
FIGURA 16 – APLICAÇÃO DE PRIMER - 2003
FONTE: LÍDER TÁXI AÉREO
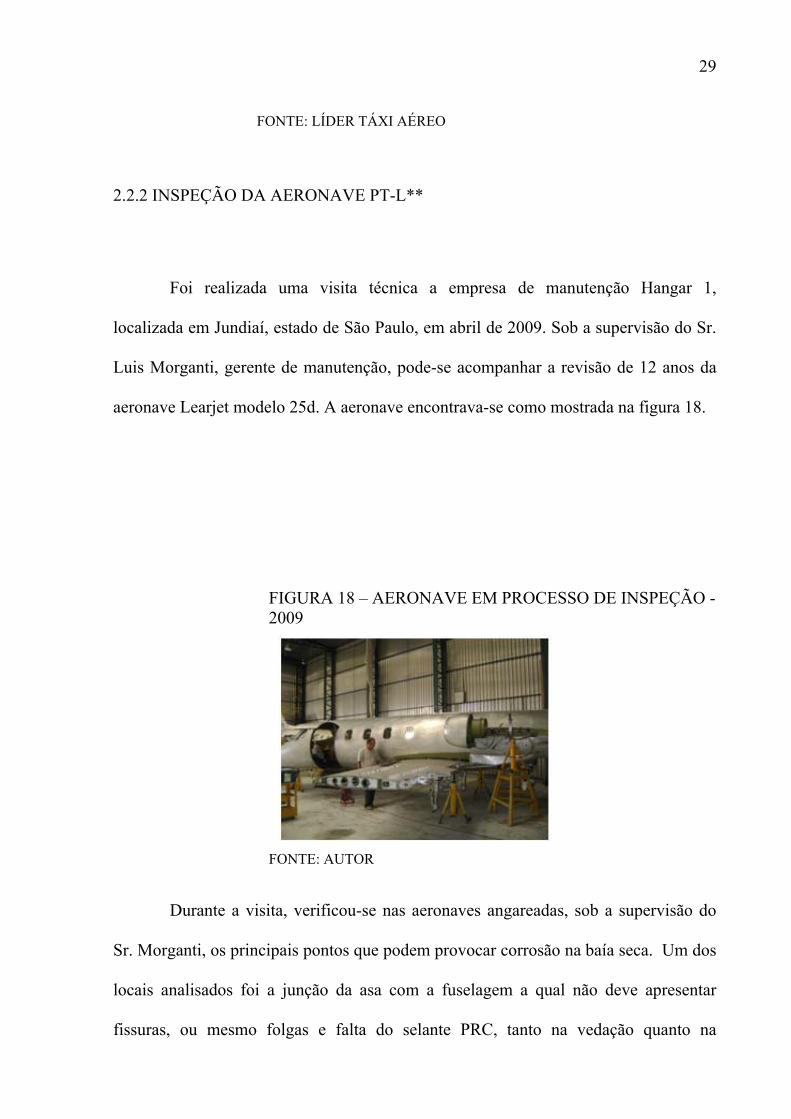
Com a secagem do fundo protetor, a pintura pode ser aplicada sobre a
superfície, garantindo assim, uma proteção final contra possíveis corrosões. Na figura
17, verificamos o trabalho final de pintura da área recuperada e término do trabalho de
remoção de corrosão na área externa da baía seca.
FIGURA 17 – TRABALHO FINAL DE PINTURA - 2009
29
FONTE: LÍDER TÁXI AÉREO
2.2.2 INSPEÇÃO DA AERONAVE PT-L**
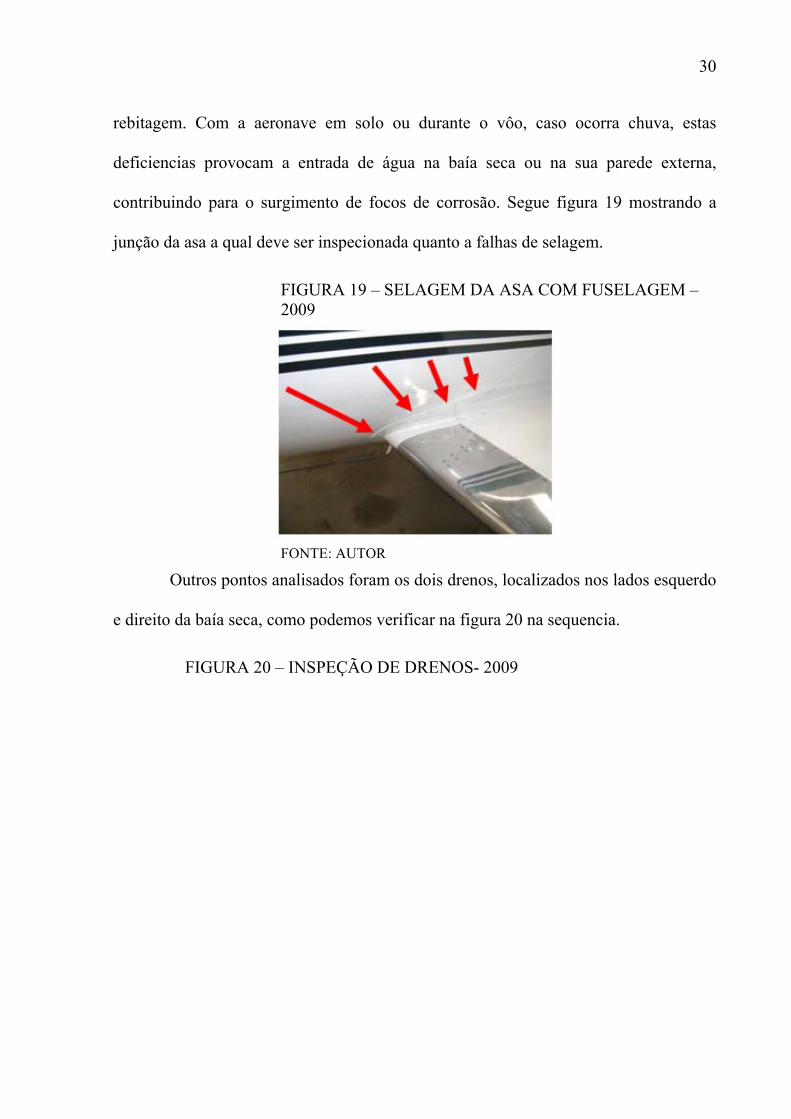
Foi realizada uma visita técnica a empresa de manutenção Hangar 1,
localizada em Jundiaí, estado de São Paulo, em abril de 2009. Sob a supervisão do Sr.
Luis Morganti, gerente de manutenção, pode-se acompanhar a revisão de 12 anos da
aeronave Learjet modelo 25d. A aeronave encontrava-se como mostrada na figura 18.
FIGURA 18 – AERONAVE EM PROCESSO DE INSPEÇÃO - 2009
FONTE: AUTOR
Durante a visita, verificou-se nas aeronaves angareadas, sob a supervisão do
Sr. Morganti, os principais pontos que podem provocar corrosão na baía seca. Um dos
locais analisados foi a junção da asa com a fuselagem a qual não deve apresentar
fissuras, ou mesmo folgas e falta do selante PRC, tanto na vedação quanto na
30
rebitagem. Com a aeronave em solo ou durante o vôo, caso ocorra chuva, estas
deficiencias provocam a entrada de água na baía seca ou na sua parede externa,
contribuindo para o surgimento de focos de corrosão. Segue figura 19 mostrando a
junção da asa a qual deve ser inspecionada quanto a falhas de selagem.
FIGURA 19 – SELAGEM DA ASA COM FUSELAGEM – 2009
FONTE: AUTOR
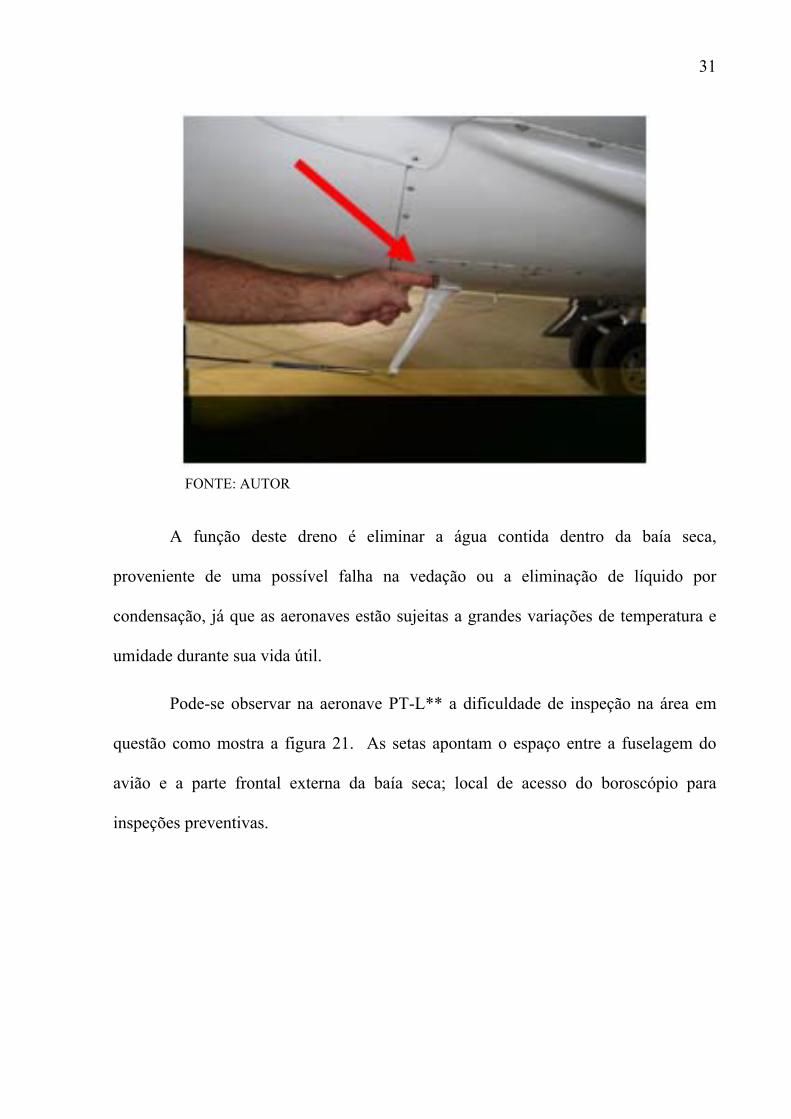
Outros pontos analisados foram os dois drenos, localizados nos lados esquerdo
e direito da baía seca, como podemos verificar na figura 20 na sequencia.
FIGURA 20 – INSPEÇÃO DE DRENOS- 2009
31
FONTE: AUTOR
A função deste dreno é eliminar a água contida dentro da baía seca,
proveniente de uma possível falha na vedação ou a eliminação de líquido por
condensação, já que as aeronaves estão sujeitas a grandes variações de temperatura e
umidade durante sua vida útil.
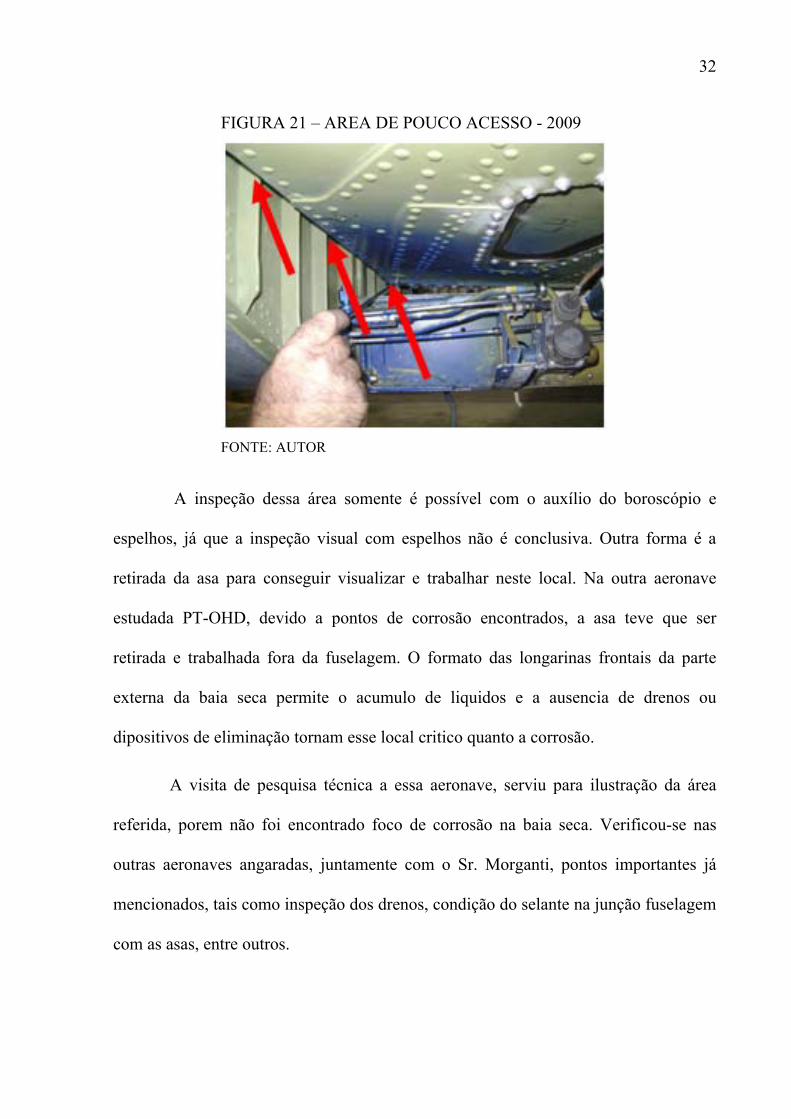
Pode-se observar na aeronave PT-L** a dificuldade de inspeção na área em
questão como mostra a figura 21. As setas apontam o espaço entre a fuselagem do
avião e a parte frontal externa da baía seca; local de acesso do boroscópio para
inspeções preventivas.
32
FIGURA 21 – AREA DE POUCO ACESSO - 2009
FONTE: AUTOR
A inspeção dessa área somente é possível com o auxílio do boroscópio e
espelhos, já que a inspeção visual com espelhos não é conclusiva. Outra forma é a
retirada da asa para conseguir visualizar e trabalhar neste local. Na outra aeronave
estudada PT-OHD, devido a pontos de corrosão encontrados, a asa teve que ser
retirada e trabalhada fora da fuselagem. O formato das longarinas frontais da parte
externa da baia seca permite o acumulo de liquidos e a ausencia de drenos ou
dipositivos de eliminação tornam esse local critico quanto a corrosão.
A visita de pesquisa técnica a essa aeronave, serviu para ilustração da área
referida, porem não foi encontrado foco de corrosão na baia seca. Verificou-se nas
outras aeronaves angaradas, juntamente com o Sr. Morganti, pontos importantes já
mencionados, tais como inspeção dos drenos, condição do selante na junção fuselagem
com as asas, entre outros.
33
2.3 RESULTADOS E DISCUSSÃO
Verificou-se durante a coleta de dados que a aeronave PT-OHD que esteve
sob processo de manutenção preventiva no ano de 2003 apresentava focos de corrosão.
Pesquisando a vida dessa aeronave, verificou-se que a mesma ficou parada durante 06
anos na região amazonica, de 1986 a 1992, o que intensifica a hipótese de falta de
manutenção preventiva periódica. Sabendo-se que a Amazonia é uma região de grande
umidade relativa, há uma grande possibilidade dos pontos de corrosão terem surgido
nessa época. Da Amazonia, a aeronave foi adquirida por uma empresa da Ilha de
Florianópolis, região de área costeira, o que pode ter intensificado o processo
corrosivo.
Um dos motivos de não se encontrar oxidação na parte interna da baía seca
pode ser a existencia dos drenos para remoção dos líquidos gerados durante o voo
através da condensação. Já na área frontal externa da baía seca, existem duas
cavidades que não possuem drenos ou métodos de eliminação da água acumulada
durante o voo.
Outro ponto relevante constatado foi que os ensaios de raios x e líquidos
penetrantes não localizaram pontos de corrosão e sim, a inspeção visual e por
boroscópio. Os ensaios não destrutivos serviram apenas para atestar a solidez da
região.
34
2.4 CONCLUSÕES
Esta pesquisa, em seu desenvolvimento, buscou entender como agem os
processos corrosivos na área da baía seca das aeronaves Learjet 25d. Verificou-se que
a ausencia ou manutenção deficiente pode ocasionar um processo corrosivo no local
mencionado.
Constatou-se que a parte interna da baía seca sofre menos processo corrosivo
que a parte externa frontal, devido a existencia dos drenos que, durante e após o voo,
eliminam por completo a água de condensação gerada pelo processo de resfriamento e
aquecimento das peças. Já a parte frontal externa da baía seca tem duas cavidades
formadas pelas longarinas que acumulam água e não eliminam facilmente. A água só é
eliminada através da evaporação.
Os ensaios não destrutivos por raios x e líquidos penetrantes não revelaram
oxidações e sim analisaram a solidez da estrutura.
A manutenção preventiva periódica nesta área é de fundamental importancia
pois garante o acompanhamento de eventuais focos de corrosão. Sugere-se que em
aeronaves de área costeira seja reduzida para 12 meses as inspeções periódicas da baía
seca e principalmente sua parte frontal externa.
35
REFERÊNCIAS ABAL – Associação Brasileira do Alumínio, Guia técnico do alumínio – Extrusão. Volume 1, 3° edição, p. 215 - 234. CHAGAS, Mozart Miranda. Embraer - Empresa Brasileira de Aeronáutica S.A. Disponível em: http://www.abraco.org.br/22sequi.htm. Acesso em: 23 abr. 2009
MENEGHESSO, Adeval Antonio. Por que o alumínio não enferruja?. Revista alumínio, ed.15 Disponivel em: http://www.revistaaluminio.com.br/textos.asp?codigo=11177. Acesso em: 25 abr.2009.
MORAES. Melhorias implementadas nas aeronaves visando a diminuição da corrosão ao longo da vida econômica. Embraer. Disponível em: http://www.abraco.org.br/22sinco.htm. Acesso em 20 abr. 2009 PINTO, José Marcos. Oxidação. Universidade Tuiuti do Paraná, 2008. Apresentação em Powerpoint.
VALDIR. Proteção contra a corrosão. Disponível em : http://www.lmc.ep.usp.br/people/valdir/pef5736/corrosao/PROTE%C3%87%C3%83OCORROS%C3%83O.html. Acesso em: 20 mar. 2009
WIKIPEDIA. Potencial de redução. Disponível em: http://pt.wikipedia.org/wiki/Potencial_de_redu%C3%A7%C3%A3o. Acesso em: 20 mar. 2009
36
ANEXO 1
37
ANEXO 2
38
ANEXO 3
39
ANEXO 4
40
ANE O 5
COMPORTAMENTO DO ALUMÍNIO
“Por que o Alumínio não oxida? O metal é naturalmente resistente à corrosão e seus acabamentos ainda lhe conferem maior resistência.
Diferentemente dos metais ferrosos, que degradam com o oxigênio do ar presente no meio ambiente, o alumínio é um dos metais que mais reagem com o oxigênio, ocorrendo na sua superfície uma oxidação natural que forma uma película no próprio metal, o óxido de alumínio. "Essa camada isola o metal do contato com o oxigênio, tornando-o extremamente resistente à corrosão. O óxido de alumínio é uma substância resistente à ação da água e impermeável ao oxigênio, protegendo o metal. Quando a camada é retirada por qualquer procedimento, ela se forma novamente", explica Adeval Antonio Meneghesso, engenheiro da Italtecno do Brasil Ltda. Essa resistência natural à corrosão pode ser ainda melhorada por meio de acabamentos de superfície como a anodização e a pintura eletrostática a pó. A primeira é um processo industrial eletroquímico aplicado ao alumínio e suas ligas para, artificialmente, tornar mais espessa, mais uniforme e mais resistente à abrasão sua camada de óxido. "A camada de anodização pode ser colorida por eletrodeposição ou imersão, possibilitando cores metálicas de alto poder de sedução, permitindo mais beleza ao destacar o aspecto nobre do alumínio", diz Meneghesso. Já a pintura eletrostática a pó é obtida pela aplicação de uma película plástica (resina orgânica) sobre a superfície do alumínio, que além de dar acabamento, também a torna mais resistente à corrosão. A polimerização do pó é feita em estufas aquecidas a temperaturas que variam entre 180°C e 220°C. Com excelentes resultados na proteção anti-corrosiva, resistência ao calor e à agressão mecânica, o processo é considerado ecológico e econômico. O fato de ser leve, durável e bonito, permite um amplo uso nos âmbitos doméstico, comercial e industrial. "O alumínio possui ótimas propriedades que transmitem idéia de modernidade, fazendo com que seja visto como o produto do futuro. A combinação de suas peculiares características proporcionam ótimo acabamento decorativo - de última geração em qualquer tipo de projeto, com a durabilidade incomparável a nenhum outro material", conclui Meneghesso.
X