
UNIVERSIDADEDESÃOPAULO … · autorizo a reproduÇÃo total ou parcial deste trabalho, por...
83
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE SÃO CARLOS Jayne Beatriz dos Santos Estudo da reciclagem de discos abrasivos pós-consumo São Carlos 2019
Transcript of UNIVERSIDADEDESÃOPAULO … · autorizo a reproduÇÃo total ou parcial deste trabalho, por...
UNIVERSIDADE DE SÃO PAULOESCOLA DE ENGENHARIA DE SÃO CARLOS
Jayne Beatriz dos Santos
Estudo da reciclagem de discos abrasivos pós-consumo
São Carlos
2019


Jayne Beatriz dos Santos
Estudo da reciclagem de discos abrasivos pós-consumo
Monografia apresentada ao Curso de Engenhariade Materiais e Manufatura, da Escola de Engenha-ria de São Carlos da Universidade de São Paulo,como parte dos requisitos para obtenção do títulode Engenheira de Materiais e de Manufatura.
Orientador: Prof. Dr. Eraldo Jannone Silva
São Carlos2019

AUTORIZO A REPRODUÇÃO TOTAL OU PARCIAL DESTE TRABALHO,POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINSDE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
Ficha catalográfica elaborada pela Biblioteca Prof. Dr. Sérgio Rodrigues Fontes daEESC/USP com os dados inseridos pelo(a) autor(a).
Santos, Jayne Beatriz S237e Estudo das estratégias de fim de vida de discos
abrasivos pós-consumo / Jayne Beatriz Santos;orientador Eraldo Jannone da Silva. São Carlos, 2019.
Monografia (Graduação em Engenharia de Materiais e Manufatura) -- Escola de Engenharia de São Carlos daUniversidade de São Paulo, 2019.
1. Discos abrasivos. 2. Discos de corte e desbaste. 3. Estratégias de fim de vida. 4. Reciclagem. 5.Recuperação de grãos abrasivos. 6. Logística reversa.7. Economia circular. I. Título.
Eduardo Graziosi Silva - CRB - 8/8907


FOLHA DE APROVAÇÃO
Candidato: Jayne Beatriz dos Santos
Título do TCC: Estudo da reciclagem de discos abrasivos
Data de defesa: 14/06/2019
Comissão Julgadora
Professor Associado Eraldo Jannone da Silva (orientador)
Instituição: EESC - SEP
Professor Associado Márcia Cristina Branciforti
instituição: EESC - SMM
Pesquisador Efigênia Rossi
Instituição; EESC - SEP
pôs-consumo
Resultado
A^^c^^ç^:
[\\:\}^'J^^
^<^K^^çAT
Presidente da Banca: Professor Associacüo Eraldo Jannone da Silva
(^ss|j?íatura)


Aos meus pais, Abadia Santos e Joaldo Santos, que com muito amor e paciência, me apoiaram aolongo de toda minha formação pessoal e profissional. Ao meu avô, José Bernardino dos Santos (in
memorian), que tanto acreditou e se orgulhou de mim.


AGRADECIMENTOS
Em primeiro lugar, agradeço aos meus pais Joaldo Farias dos Santos e Abadia Batista dosSantos e aos meus irmãos, Bruna Batista dos Santos e Rodolpho William dos Santos, pelo apoioincansável durante todo minha formação acadêmica, profissional, sobretudo como ser humano.Agradeço por todos os desafios que me ajudaram e me encorajaram a superar durante esta jornada.
Agradeço ao meu orientador, Prof. Dr. Eraldo Jannone da Silva, por todo conhecimento,orientação e apoio durante o desenvolvimento deste projeto.
Quero agradecer também a Ascontec Abrasivos, em especial ao João Paulo Buosi, pelaoportunidade de conhecer os processos da empresa, e acima de tudo, pelo apoio, atenção, gentileza edisponibilidade durante a visita e trocas de e-mails que enriqueceram meu trabalho.
Agradeço também ao Rodrigo Alves da Saint Gobain pelas informações fornecidas paraembasar a tese.
Um agradecimento especial a meu namorado Thiago Gogola, que está sempre do meu lado,me apoiando e me acolhendo com muito carinho mesmo nos momentos mais difíceis.
Agradeço também a Vanessa Narumi, Ana Beatriz Rocha e João Marcos Guido, amigos queme ajudaram com discussões e troca de conhecimentos durante o desenvolvimento do trabalho.
Quero agradecer a toda a família e amigos que, direta ou indiretamente, me ajudaram aolongo da minha trajetória.
A todos eles o meu mais profundo agradecimento.


“A humildade é o primeiro degrau para a sabedoria.”Santo Tomás de Aquino


RESUMO
Santos, J.B. Estudo da reciclagem de discos abrasivos pós-consumo. 2019. 81p. Monografia(Trabalho de Conclusão de Curso) - Escola de Engenharia de São Carlos, Universidade de SãoPaulo, São Carlos, 2019.
Considerando os atuais problemas de impacto ambiental, limitação dos recursos naturais e saturaçãode aterros, a escolha de um destino de fim de vida (End of Life - EoL) apropriado para produtosdescartados está se tornando uma questão relevante para a indústria demanufatura. O desenvolvimentosustentável namanufatura é visto pormuitos pesquisadores, representantes da indústria e formuladoresde políticas como um dos principais desafios nas próximas décadas. Na busca de uma solução paraestes problemas, a recuperação e reintegração de produtos pós-consumo à cadeia de produção surgecomo uma alternativa pró-ativa de destinação que visa diminuir os impactos ambientais e os resíduosdecorrentes do descarte desses produtos. O presente trabalho busca integrar os conhecimentos deestratégias de EoL de produtos manufaturados com a necessidade de desenvolvimento da perspectivaambiental na indústria de abrasivos. Desse modo, o estudo focalizou nos aspectos ambientais dediscos abrasivos, pois tratam-se de ferramentas práticas e baratas produzidas e utilizadas em grandesquantidades no meio industrial. Estima-se que o mercado brasileiro de discos de corte e desbasteresponda por um volume total de 170 milhões de peças por ano, que corresponde a um valoraproximado de R$ 460milhões. Dado o alto volume de discos consumidos no Brasil e sua importânciapara a indústria de manufatura, a destinação desses produtos pós-consumo é uma grande preocupaçãopara o meio ambiente e ainda é pouco explorada na literatura e na indústria. Dentre as estratégias defim de vida estudadas, a reciclagem se mostrou como a mais viável tecnicamente, prolongando avida útil dos grãos abrasivos e reduzindo o lixo descartado em aterros. Também reduz a necessidadede extração de mais minério do ambiente bem como a necessidade do consumo de energia para aprodução do grão. Embora apresente muitos benefícios para o meio ambiente, a reciclagem pode seravaliada como uma estratégia de "redução gradual"de resíduos descartados, pois reduz a qualidadedos produtos gradativamente. Portanto, é importante explorar novas abordagens que repensem osaspectos ambientais dos discos desde a etapa da concepção do projeto inicial, na busca de inovaçãopara reduzir o volume de resíduos descartados, além de permitir a aplicação de estratégias de EoLmais sustentáveis.
Palavras-chave: Discos abrasivos. Discos de corte e desbaste. Estratégias de fim de vida. Reciclagem.Recuperação de grãos abrasivos. Logística reversa. Economia circular.


ABSTRACT
Santos, J.B. Study of post-consumer abrasive wheels recycling. 2019. 81p. Monografia(Trabalho de Conclusão de Curso) - Escola de Engenharia de São Carlos, Universidade de SãoPaulo, São Carlos, 2019.
Considering the current problems of environmental impact, natural resources limitation and landfillsaturation, to define an end-of-life (EoL) destination for wasted products is becoming a relevantissue for the manufacturing industry. Sustainable development in manufacturing is seen by manyresearchers, industry representatives and policymakers as one of the key challenges in the comingdecades. In the search for a solution to these problems, the recovery and reintegration of post-consumer products into the production chain emerges as a proactive destination alternative that aimsto reduce the environmental impacts and waste resulting from the disposal of these products. Thisresearch persuit to integrate the knowledge of EoL strategies of manufactured products with the needto develop the environmental perspective in the abrasives industry. Thus, this study focuses on theenvironmental aspects of abrasive wheels, since they are practical and low-cost tools produced andused in large quantities in the industrial environment. It is estimated that the Brazilian market forcut-off and grinding wheels accounts for a total volume of 170 million pieces per year, correspondingto an approximate value of R$ 460 million. Given the high volume of wheels consumed in Brazil andits importance for the manufacturing industry, the destination of these post-consumer products is amajor concern for the environment and it is still underexplored in literature and industry. Among theEoL strategies studied, recycling proved to be the most technically feasible, extending the lifespanof abrasive grains and reducing waste in landfills. It also reduces the need for extraction of morenatural resources from the environment, as well as the need for high energy consumption for grainproduction. Although it has many environmental benefits, recycling can be evaluated as a strategy"downcycling" because it reduces the quality of products gradually. Therefore, it is important toexplore new approaches that rethink the environmental aspects of abrasives from the initial designstage, to the search for innovation to reduce the volume of waste and to allow the application of moresustainable EoL strategies.
Keywords: Abrasive wheels. Cut-off and grinding wheels. End-of-life strategies. Recycling. Recoveryof abrasive grains. Reverse logistics. Circular economy.


LISTA DE FIGURAS
Figura 1 – Três dimensões da sustentabilidade . . . . . . . . . . . . . . . . . . . . . . . . 29Figura 2 – Evolução do entendimento de Green Manufacturing . . . . . . . . . . . . . . . 30Figura 3 – Comparação esquemática dos fluxos de economia linear e circular . . . . . . . . 34Figura 4 – Representação simplificada dos fluxos de logística direta e reversa . . . . . . . . 37Figura 5 – Relação das diferentes estratégias de EoL com o ciclo de vida do produto . . . . 42Figura 6 – Panorama atual dos resíduos sólidos no Brasil: à esquerda, distribuição dos
municípios com iniciativas de coleta seletiva no Brasil e à direita, disposiçãofinal de RSU coletados (t/ano) . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
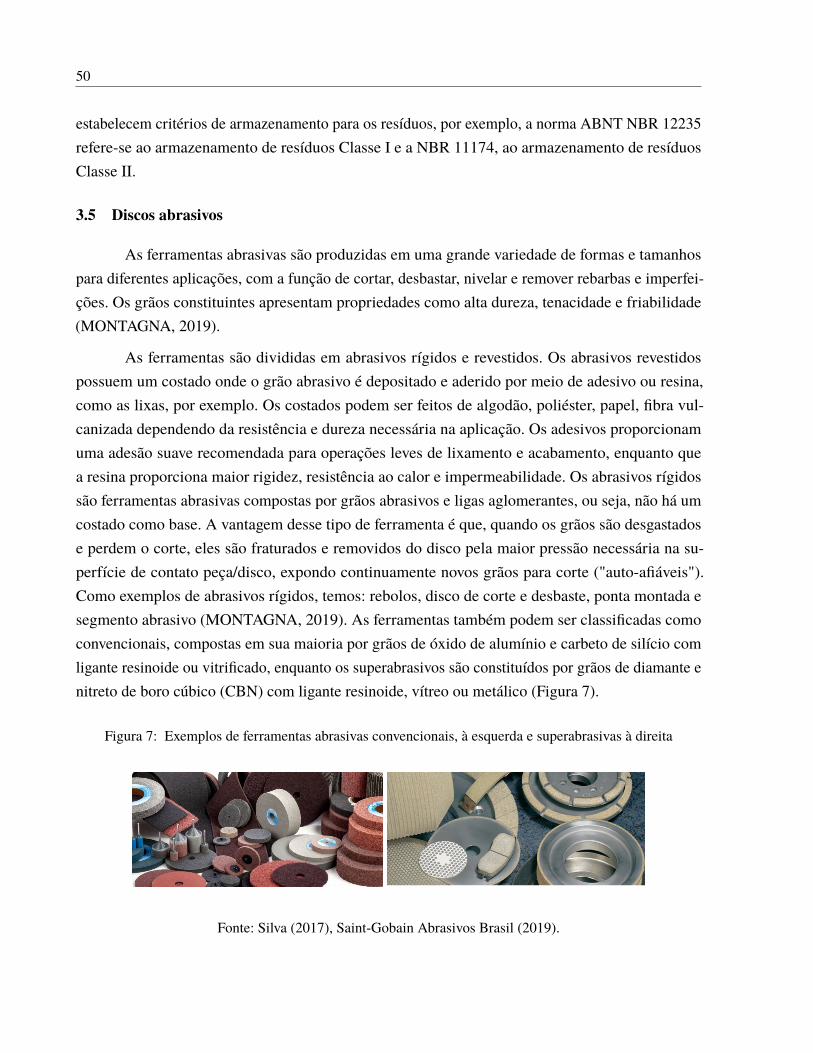
Figura 7 – Exemplos de ferramentas abrasivas convencionais, à esquerda e superabrasivas àdireita . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
Figura 8 – Disco de corte BNA da marca Norton . . . . . . . . . . . . . . . . . . . . . . . 51Figura 9 – Disco de desbaste Quantum BDA680 da marca Norton . . . . . . . . . . . . . . 51Figura 10 – Flap disc Evolution R822 e disco de lixa de Fibra F212/F247 da marca Norton,
respectivamente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52Figura 11 – Ângulo de aplicação dos discos em relação à peça-obra a) disco de corte (90º);
b) disco de desbaste (30º a 45º) e c) flap discs (15º) . . . . . . . . . . . . . . . 53Figura 12 – Esmerilhadeira angular eletrônica Bosch 5” GWS 17-125 à esquerda e serra
rápida Bosch 14"GCO 14-24, à direira . . . . . . . . . . . . . . . . . . . . . . 54Figura 13 – Configurações padronizadas de discos de corte (Tipos 41 e 42), à esquerda, e de
desbaste (Tipo 27), à direita . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Figura 14 – Componentes de um disco de desbaste TMX® . . . . . . . . . . . . . . . . . . 57Figura 15 – Fluxo de etapas do ciclo de vida de um disco abrasivo . . . . . . . . . . . . . . 62Figura 16 – Esquema do processo de produção de carbeto de silício . . . . . . . . . . . . . 64Figura 17 – Esquema do processo de produção de óxido de alumínio . . . . . . . . . . . . . 65Figura 18 – Entradas e saídas do processo de reciclagem de discos abrasivos . . . . . . . . . 68Figura 19 – Processo de reciclagem de discos abrasivos da Ascontec Abrasivos . . . . . . . 69Figura 20 – Etapas da separação dos resíduos de discos abrasivos . . . . . . . . . . . . . . 70Figura 21 – Influência da reciclagem como estratégia de fim de vida abrasivos no fluxo de
ciclo de vida de discos abrasivos apresentado na Figura 15 . . . . . . . . . . . 72Figura 22 – Discos de desbaste e de corte PFERD ALUMASTER High Speed Disc, respecti-
vamente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74


LISTA DE TABELAS
Tabela 1 – Tabela de velocidades máximas e fatores de segurança de acordo com as máquinasutilizadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
Tabela 2 – Variação de espessura e diâmetro de discos de corte e desbaste . . . . . . . . . 56Tabela 3 – Relação entre aplicação e granulometria de grãos abrasivos . . . . . . . . . . . 60Tabela 4 – Comparação dos aspectos ambientais associados ao processo de produção de
grãos de óxido de alumínio e carboneto de silício . . . . . . . . . . . . . . . . 63

LISTA DE QUADROS
Quadro 1 – Resumo das estratégias de fim de vida de acordo com a hierarquia de impactoambiental . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Quadro 2 – Classificação dos resíduos sólidos quanto sua origem . . . . . . . . . . . . . . 46Quadro 3 – Classificação dos resíduos sólidos quanto à periculosidade . . . . . . . . . . . 49


LISTA DE ABREVIATURAS E SIGLAS
ABNT Associação Brasileira de Normas Técnicas
ABRELPE Associação Brasileira de Empresas de Limpeza Pública e Resíduos Especiais
ACV Avaliação do Ciclo de Vida
C2C Cradle to Cradle
C2G Cradle to Grave
CADRI Certificado de Aprovação para Destinação de Resíduos Industriais
CETESB Companhia Ambiental do Estado de São Paulo
CNORP Cadastro Nacional de Operadores de Resíduos Perigosos
CONAMA Conselho Nacional do Meio Ambiente
CTF/APP Cadastro Técnico Federal de Atividades Potencialmente Poluidoras
CV Ciclo de Vida
DfA Design for Assembly
DfD Design for Desassembly
DfE Design for Environment
EC Economia Circular
EoL End of Life
GEE Gases de Efeito Estufa
GM Green Manufacturing
IBAMA Instituto Brasileiro do Meio Ambiente
MP Matéria-prima
NBR Norma Brasileira
P+L Produção mais limpa

PDCA Plan, Do, Check, Act
PNMA Política Nacional do Meio Ambiente
PNRS Política Nacional de Resíduos Sólidos
PNSB Política Nacional de Saneamento Básico
RSU Resíduos Sólidos Urbanos
WCED World Comission on Environment and Development


SUMÁRIO
1 INTRODUÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
2 OBJETIVO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
3 REVISÃO BIBLIOGRÁFICA . . . . . . . . . . . . . . . . . . . . . . . . . . 333.1 Economia circular . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 333.2 Logística reversa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 353.3 Estratégias de fim de vida . . . . . . . . . . . . . . . . . . . . . . . . . . . . 383.4 Legislação ambiental brasileira . . . . . . . . . . . . . . . . . . . . . . . . . 413.4.1 Política Nacional de Resíduos Sólidos . . . . . . . . . . . . . . . . . . . . . . 453.4.1.1 Panorama atual dos resíduos sólidos no Brasil . . . . . . . . . . . . . . . . . 473.4.2 Normas técnicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 483.5 Discos abrasivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 503.5.1 Configuração dos discos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 563.5.2 Composição . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 573.5.2.1 Grão abrasivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 583.5.2.2 Granulometria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 593.5.3 Ligantes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 603.5.3.1 Componentes de reforço e fixação . . . . . . . . . . . . . . . . . . . . . . . . 61
4 DESENVOLVIMENTO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 624.1 Aspectos ambientais de discos abrasivos . . . . . . . . . . . . . . . . . . . . 624.1.1 Etapas de extração de recursos naturais e produção do grão abrasivo . . . . . 624.1.1.1 Carboneto de silício . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 634.1.1.2 Óxido de alumínio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 634.1.2 Etapa de Descarte/Destinação . . . . . . . . . . . . . . . . . . . . . . . . . . 644.2 Estratégias de fim de vida de discos abrasivos . . . . . . . . . . . . . . . . . 664.3 Estudo de caso: Ascontec Abrasivos . . . . . . . . . . . . . . . . . . . . . . . 674.3.1 Sobre a empresa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 674.3.2 Processo de reciclagem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 684.3.3 Benefícios e desafios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 714.4 Novas soluções no mercado . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
5 CONSIDERAÇÕES FINAIS . . . . . . . . . . . . . . . . . . . . . . . . . . . 75

REFERÊNCIAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77


1 INTRODUÇÃO
Ao longo de milhares de anos, a preocupação primordial dos povos estava na conquista deterritórios como forma de aquisição de poder político e econômico, resultando em desequilíbriosocial e ambiental, uma vez que recursos naturais eram e ainda são usufruídos não somente parasuprir as necessidades básicas de sobrevivência. Com o advento da indústria, a extração de recursosse acelerou na busca de volume, produtividade e lucro. No cenário atual de limitação de recursosnaturais e saturação de aterros, empresas buscam maior eficiência de recursos e redução de custose políticas ambientais impulsionam o desenvolvimento de processos produtivos sustentáveis . Danecessidade de integrar questões de sustentabilidade ambiental com os processos produtivos defabricação, surgiu o conceito de manufatura sustentável ou Green Manufacturing (GM) (BORGES;REZENDE; PEREIRA, 2009; BASHKITE; KARAULOVA; STARODUBTSEVA, 2014).
Numa perspectiva de escala industrial, manufatura foi definida por Kalpakjian (2001, p. 2)como: “[. . . ] o uso de máquinas, ferramentas e mão de obra para a produção de produtos para usoou venda [. . . ]”, o que implica na extração e transformação de recursos materiais e energéticosem produtos acabados. A indústria de manufatura envolve diversos setores da economia, como aprodução de alimentos, de máquinas e equipamentos, de produtos químicos, de produtos metálicos,extração de minérios, petróleo, gás natural e construção civil etc. e representa cerca de 22% doproduto interno bruto brasileiro, sendo 11,3 % referente à industria de transformação e 3,8% àindústria extrativa (CONFEDERAÇÃO NACIONAL DA INDÚSTRIA, 2019).
A indústria de manufatura é responsável por relevantes impactos ambientais, uma vez que osprocessos se destacam pelos altos níveis de consumo de energia e pelas emissões de gases de efeitoestufa (GEEs). A preocupação com a sustentabilidade na manufatura passou a ter maior destaque nadécada de 1990, após a definição do conceito pela Comissão Mundial de Meio Ambiente e Desenvol-vimento (WCED) como “desenvolvimento que atende às necessidades do presente sem comprometera capacidade das gerações futuras de atender suas próprias necessidades” (BRUNDTLAND, 1985).Para tangibilizar o conceito de sustentabilidade e torná-la gerenciável em um contexto de negócios,Elkington (1998) introduziu o conceito de "triple bottom line", em que a sustentabilidade deve serresultado de 3 dimensões: econômica, ambiental e social (Figura 1).
Nesse contexto, a manufatura sustentável, é entendida como a prática de estratégias, açõese processos produtivos com o menor impacto ao meio ambiente e à sociedade e que sejam econo-micamente viáveis. No aspecto ambiental, as iniciativas que promovem a conservação de recursosnaturais e energéticos e o gerenciamento de resíduos ganham destaque. A manufatura sustentávelpassou a ser vista por muitos pesquisadores, representantes da indústria e formuladores de políticas

29
Figura 1: Três dimensões da sustentabilidade
Fonte: Adaptado de Aurich et al. (2013).
como um dos principais desafios a serem enfrentados nas próximas décadas (AURICH et al., 2013).
Com o surgimento de novas práticas de gestão ambiental, o entendimento de GM evoluiu,conforme mostrado na Figura 2. Inicialmente, as práticas convergiam para soluções fim-de-tubo,ou seja, aquelas soluções reativas de tratamento e controle de resíduos, efluentes e emissões, natentativa de remediar os efeitos da produção. O entendimento, então, evolui para a produção emciclo fechado, a qual visa evitar a disposição final de resíduos, recuperando-os para reinserção àcadeia produtiva. A produção mais limpa (P+L) visa prevenir o impacto ambiental dos processos,buscando otimizá-los, aumentar a eficiência no consumo de recursos e energia e minimizar a geraçãode resíduos. O próximo estágio de evolução consiste na chamada ecoeficiência, na qual a gestão passaa ser embasada por indicadores ambiental e economicamente adequados, de modo a monitorar oimpacto dos processos. Por fim, o último estágio consiste no ciclo de vida (CV), entendido como umconjunto de todas as etapas necessárias para que o produto atinja seu objetivo, desde à sua extraçãoaté o pós-consumo (SILVA; SILVA; OMETTO, 2016). A avaliação do ciclo de vida (ACV) é umatécnica para avaliar os impactos ambientais e recursos associados a um produto, serviço ou sistema.Incluindo na análise todos os processos necessários - desde as atividades extração e manufaturado produto final, passando pela montagem, distribuição e consumo do produto até sua reciclagem,remanufatura ou disposição final. Desse modo, a ACV avalia as entradas (matéria-prima e energia), assaídas (produtos, emissões gasosas, efluentes, resíduos sólidos, etc.) e os impactos potenciais de umproduto ao longo de seu ciclo de vida (ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS,2009).
Tecnologias de produção devem se tornar sustentáveis, assim como as ferramentas usadas.Dessa forma, a sustentabilidade dos processos abrasivos é um subconjunto da manufatura sustentável

30
Figura 2: Evolução do entendimento de Green Manufacturing
Fonte: Silva, Silva e Ometto (2016).
e as ferramentas abrasivas precisam ser incluídas nos esforços de tornar processos de manufaturamais sustentáveis. No entanto, a indústria de abrasivos ainda é um tema muito pouco explorado naliteratura, na qual maior parte é dedicada ao estudo da interação da ferramenta com os materiais queserão cortados ou desbastados e aos parâmetros de aplicação e desempenho do produto acabado. Ocenário atual indica que o avanço na tecnologia de ferramentas abrasivas é obtido especialmente apartir de resultados empíricos, devido às diversas variáveis que podem afetar sua eficiência e porisso, ainda é muito concentrado em indústrias que possuem experiência na fabricação.
Um dos tópicos mais abordados em relação ao aspecto ambiental consiste no impacto dofluido de corte em processos abrasivos para produção de uma peça. O consumo de energia nessaetapa pode chegar até 32% de todo o uso de energia de uma fábrica, além de também consumirágua doce. O descarte do resíduo do fluido é considerado tóxico para o ambiente (AURICH et al.,2013). A eficiência energética é um dos principais indicadores para a sustentabilidade da produção,pois influencia tanto a dimensão ambiental quanto a dimensão econômica (custo da energia) dasustentabilidade. Para os processos abrasivos, geralmente aplicados em operações de acabamento eprecisão, a energia específica, ou seja, energia necessária para remover certo volume de material,normalmente é mais alta do que a de processos de fresagem e torneamento, já a quantidade de

31
material removido é baixa. Apesar dos estudos de questões pontuais sobre fluido de corte e energiaespecífica, ainda é preciso uma abordagem mais ampla para otimizar o desempenho ambiental globaldos processos a partir da perspectiva de ciclo de vida.
Processos abrasivos, como operações finais de acabamento, são potencialmente relevantespara a vida útil de um produto, pois influencia a eficiência dos materiais. Desse modo, os processosabrasivos podem ser decisivos para o desempenho final de um produto, apresentando grande potencialpara influenciar a sustentabilidade ambiental (AURICH et al., 2013). Ao longo de todo o ciclo devida das ferramentas abrasivas, há diversos pontos que precisam ser explorados no âmbito da susten-tabilidade. Uma das preocupações está na destinação ambientalmente correta dessas ferramentas aofim de sua vida útil, que pode trazer diversos benefícios a partir da redução de gastos com o descarte,do volume ocupado em aterros, da extração de matérias-primas, do consumo de energia e da emissãode gases tóxicos (GOLANDA, 2017).
O corte e desbaste de materiais por meio da utilização de discos abrasivos é um dos processosque apresenta as melhores características de economia, eficiência e rapidez. Os discos de cortee desbaste são muito utilizados no meio industrial no Brasil. Estima-se que o mercado brasileirode discos de corte e desbaste responda por um volume total de 170 milhões de peças por anoaproximadamente, que corresponde a um valor aproximado de R$ 460 milhões (SOUZA, 2019).

2 OBJETIVO
Dado o alto volume de discos consumidos no Brasil e sua importância para a indústria demanufatura, a destinação de discos abrasivos pós-consumo é uma grande preocupação para o meioambiente e ainda é pouco explorada na literatura e na indústria. Nesse contexto, o objetivo dessetrabalho é estudar formas de destinação ambientalmente sustentáveis, com foco em processos dereciclagem para discos abrasivos convencionais. Como objetivos específicos, este trabalho visa:
• Estudar e consolidar aspectos ambientais resultantes da produção de grão abrasivo e do descarteinadequado de discos convencionais, conforme literatura;
• Estudar possíveis estratégias de fim de vida (End of Life - EoL) para discos abrasivos;
• Realizar um estudo de caso de reciclagem de discos.
O presente trabalho está dividido em 3 grandes seções. A primeira consiste na RevisãoBibliográfica, na qual foram abordados temas como economia circular, logística reversa e conceitostécnicos de discos abrasivos, descritos na Seção 3. A Seção 4 de Desenvolvimento apresenta umestudo dos aspectos ambientais da produção e descarte de discos, as estratégias de fim de vida viáveise um estudo de caso dos processos de reciclagem. Na Seção 5 são apresentadas as conclusões einterpretações obtidas, bem como algumas perspectivas de trabalhos futuros.

33
3 REVISÃO BIBLIOGRÁFICA
Nesta seção são abordados os principais tópicos da revisão bibliográfica. Primeiramente, éintroduzida o conceito de economia circular, abordando temas como logística reversa e estratégiasde fim de vida (End of Life - EoL), seguidos de um panorama geral da legislação ambiental brasileira.São abordados conceitos técnicos dos discos abrasivos como tipos, configuração e composição.
3.1 Economia circular
Desde a Revolução Industrial, a economia mundial está pautada num modelo linear deprodução em massa baseado em extrair recursos naturais, transformar, produzir, consumir e descartarpara o ambiente novamente, onde o resíduo pode demorar milhares de anos apara se decompor.Nesse sentido, o ciclo de vida de um produto ou serviço é conhecido pela expressão "do berço aotúmulo", também conhecida pelo termo em inglês "cradle to grave (C2G), em que o berço representao meio ambiente, de onde são extraídos os recursos e o túmulo, também o meio ambiente, mas dessavez como destino final dos resíduos gerados (aterros, lixões, atmosfera, etc.) (MACARTHUR, 2012).
Nos últimos anos, devido ao crescimento da atividade industrial e às alterações nos padrões deconsumo e descarte, a geração de resíduos sólidos e as emissões ao meio ambiente se intensificaram.Além disso, com o crescimento populacional, a demanda por escassos recursos naturais deveráaumentar rapidamente. Tais circunstâncias confrontam a indústria de manufatura para lidar, alémdos negócios diários, simultaneamente com a pressão das regulamentações ambientais, os desafiosda volatilidade dos preços dos recursos e os riscos no suprimento de recursos (AZEVEDO, 2015;LEITÃO, 2015; LIEDER; RASHID, 2016).
Nesse cenário de desafios da poluição ambiental e escassez global de recursos naturais, aatuação com proteção e preservação ambiental no contexto da economia linear está baseada emsistemas e abordagens já existentes para torná-los menos destrutivos ao meio ambiente, desacelerandoo esgotamento dos recursos, porém, não os solucionando na causa raiz.
Stahel (1982) abordou pela primeira vez, no artigo intitulado The Product-Life Factor, aideia de ciclos fechados na economia, descrevendo benefícios em termos de eficiência de recursos,prevenção de geração de resíduos, criação de emprego e o papel da inovação com a extensão devida útil dos bens (STAHEL, 1982). Braungart e McDonough (2010) retomaram a ideia de ciclosfechados com o conceito "do berço ao berço", na língua inglesa cradle-to-cradle (C2C), no seulivro Cradle-to-Cradle: Remaking the way we make things. Em 2010, foi estabelecida a FundaçãoEllen MacArthur no Reino Unido, organização sem fins lucrativos que busca inspirar uma geraçãoa repensar, redesenhar e construir um futuro sustentável por meio da economia circular. Com a

34
publicação do relatório Towards the Circular Economy pela Fundação, em 2012, o conceito deEconomia Circular (EC) ganhou força em escala mundial (MACARTHUR, 2012).
Desse modo, o conceito de EC pressupõe a ruptura do modelo econômico linear, atualmenteaplicado pela grande maioria das empresas, para a implantação de um modelo no qual todos ostipos de materiais devem circular de forma eficiente e serem reinseridos à cadeia produtiva pós-consumo. Inspirando-se no funcionamento da própria natureza, a EC traz uma abordagem do tipo C2C,propondo o retorno de materiais biológicos à natureza (lixo orgânico e materiais biodegradáveis) e oretorno de materiais técnicos à cadeia produtiva, exigindo investimento em inovação para desmontee recuperação (MACARTHUR, 2012; LEITÃO, 2015; AZEVEDO, 2015). A Figura 3 ilustra adiferença dos fluxos de economia linear e circular.
Figura 3: Comparação esquemática dos fluxos de economia linear e circular
Fonte: Ideia Circular (2019).
O que antes era considerado rejeito passa a ser considerado recurso ou matéria-prima paraoutros processos, de modo que fluxo de materiais seja um ciclo industrial fechado. O resíduo é vistocomo oportunidade de aproveitamento e de valorização, contribuindo para a redução da dependênciade recursos naturais ao mesmo tempo em que elimina o desperdício e o descarte. A ideia da economiacircular é pautada na interligação da rede de negócios na transformação desses materiais, conectando

35
empresas e gerando novos fluxos de receita. Desse modo, caso um componente não possa serreinserido na produção do próprio fabricante, poderá ser transformado por um terceiro que tenhainteresse (AZEVEDO, 2015).
A EC ultrapassa o foco restrito em ações de gerenciamento de resíduos e de reciclagem,visando uma ação mais ampla, desde do redesenho de processos, produtos e novos modelos denegócio até à otimização da utilização de recursos, para que produtos e componentes circulemde modo eficiente. Baseado no princípio de "fechar o ciclo", também visa o desenvolvimento denovos produtos e serviços economicamente viáveis e ecologicamente eficientes, o que pode requererinvestimento em inovação, pesquisa e desenvolvimento. Objetiva-se a minimização da extração derecursos, maximização da reutilização, aumento da eficiência e desenvolvimento de novos modelosde negócios, estimulando novas práticas de gestão (MACARTHUR, 2012; LEITÃO, 2015).
Esse novo modelo de indústria regenerativa, ao invés de destrutiva ou predatória, traz be-nefícios tanto operacionais como estratégicos, incalculáveis oportunidades de inovação e designde produtos, processos e modelos de negócio e criação de empregos, fomentando um crescimentoeconômico inteligente e sustentável. Assim, essa nova forma de pensar as cadeias produtivas semostra como uma oportunidade de negócio viável e benéfica ao mercado com exigências ambientaise competitivas cada vez mais maiores (LEITÃO, 2015). A EC é vista como uma solução para diversosdesafios, como a geração de resíduos, a escassez de recursos e a sustentação de benefícios econômicos(LIEDER; RASHID, 2016).
3.2 Logística reversa
Um dos desafios de implantação da economia circular está na operacionalização da reinser-ção dos componentes pós-consumo à cadeia produtiva, conceito denominado logística reversa. Odesenvolvimento e implantação da logística reversa foi instituída na Política Nacional de ResíduosSólidos (PNRS) - Lei 12.305 em 2010, na qual foi definida no artigo 3º, inciso XII como:
“Instrumento de desenvolvimento econômico e social caracterizado por umconjunto de ações, procedimentos e meios destinados a viabilizar a coletae a restituição dos resíduos sólidos ao setor empresarial, para reaproveita-mento, em seu ciclo ou em outros ciclos produtivos, ou outra destinação finalambientalmente adequada."(BRASIL, 2010).
A mesma lei estabelece como obrigatória a aplicação da logística reversa para resíduos eembalagens de agrotóxicos, pilhas e baterias, pneus; resíduos e embalagens de óleos lubrificantes,lâmpadas fluorescentes e produtos eletroeletrônicos e seus componentes (BRASIL, 2010; AZEVEDO,2015).
36
O termo logística refere-se a um ramo da gestão cujas atividades consistem no planejamentode armazenagem, transporte e distribuição de produtos. Logo, entende-se por logística reversa comouma área que planeja, opera e controla o fluxo de informações logísticas para viabilizar a reintegraçãodos resíduos ao ciclo produtivo, desde coleta, transporte, triagem e beneficiamento até sua reinserçãopor meio da remanufatura, recondicionamento ou reciclagem, por exemplo, de modo a estender avida útil do produto e reduzir a disposição em aterros (LACERDA, 2002). Com a implantação daPNRS, as empresas tornaram-se legalmente responsáveis pelo descarte ambientalmente adequado deseus produtos.
Rogers e Tibben-Lembke (1999 apud GOVINDAN; SOLEIMANI; KANNAN, 2015, p. 1)*definem logística reversa como:
“Processo de planejamento, implementação e controle da eficiência, do custoefetivo do fluxo de matérias-primas, estoques de processo, produtos acabadose as respectivas informações, desde o ponto de consumo até o ponto de origem,com o propósito de recapturar valor ou adequar o seu destino."(ROGERS;TIBBEN-LEMBKE, 1999 apud GOVINDAN; SOLEIMANI; KANNAN,2015, p. 1, tradução nossa)* .
A logística reversa pode ser compreendida como um processo complementar à logística tradi-cional, pois enquanto a última deve distribuir os produtos dos fornecedores até os clientes, a logísticareversa deve completar o ciclo, retornando os produtos utilizados à produção de modo a recapturarvalor ou realizar um descarte adequado, conforme ilustra a Figura 4. A cadeia de logística direta,representada pela linha contínua, inicia-se na extração de matéria-prima, passando pela manufaturaaté a distribuição para o cliente final ou revendedor. Já a cadeia de logística reversa, representada pelalinha tracejada, parte da coleta de produtos já utilizados, seguida de uma avaliação da possibilidade deretorno à cadeia (triagem), de modo a definir os resíduos que podem ser recuperados, redistribuídosou descartados. Os produtos pós-consumo passíveis de recuperação podem reintegrar à cadeia comomatérias-primas para reprocessamento ou remanufatura, por exemplo.
A logística reversa pode ser tratada sob duas perspectivas diferenciadas pela fase do ciclo devida útil do produto retornado: pós-venda e pós-consumo. A logística reversa pós-venda refere-se aoprocessamento de mercadorias sem ou com pouco uso que podem retornar devido razões comerciais,defeitos ou falhas de funcionamento, garantia, erros no processamento dos pedidos, avarias notransporte, entre outros. Já a logística reversa de pós-consumo refere-se a produtos em fim de vidaútil ou já consumidos (OLIVEIRA; SILVA, 2011).
O primeiro passo para implantar a logística reversa é definir e conhecer bem o ciclo de vidade um produto, desde as matérias-primas e insumos envolvidos. Com base nas características do∗ Fonte: ROGERS, D. S.; TIBBEN-LEMBKE, R. S.Going backwards: reverse logistics trends and practices.
Pittsburgh: Reverse Logistics Executive Council, 1999. v. 2

37
Figura 4: Representação simplificada dos fluxos de logística direta e reversa
Fonte: Tonanont (2009, tradução nossa).
produto e do modelo de negócio, é importante definir uma estratégia de fim de vida para resíduos,como reciclagem, reutilização, remanufatura ou descarte, além de gerenciá-los. A próxima subseçãoirá detalhar algumas estratégias possíveis. A empresa não precisa, necessariamente, reinserir o seupróprio resíduo na sua cadeia produtiva; o importante é garantir uma nova utilidade. Por exemplo,uma estratégia comum de logística reversa consiste em firmar parcerias com cooperativas e catadoresde materiais recicláveis, atores fundamentais para a reciclagem no Brasil (ENDEAVOR BRASIL,2015).
O fluxo de logística reversa já se tornou comum para alguns setores da economia. As siderúr-gicas, por exemplo, utilizam sucata metálica como insumo de produção, a partir de centros coletoresde carga. A indústria de latas de alumínio, bem como as de garrafas de vidro ou poliméricas (garrafasPET, por exemplo), também já apresentam um fluxo reverso bem estabelecido através da coleta deprodutos descartados e posterior reciclagem. Existem outros setores em que o gerenciamento de lo-gística reversa é mais recente, como a indústria de eletrônicos, varejo e automobilística (OLIVEIRA;SILVA, 2011).
Uma logística reversa bem estruturada traz diversos benefícios econômicos, ambientais esociais. Em relação aos benefícios econômicos, pode acarretar redução de custos e melhores preçosao consumidor, além de que uma imagem ambientalmente correta pode agregar valor às organizaçõese atrair ou aumentar a satisfação de clientes. Em relação aos benefícios ambientais, acarreta reduçãodo consumo de recursos naturais como água e energia, além da redução de emissão de gases poluentes.Como benefícios sociais, a logística reversa movimenta um novo mercado ascendente de resíduos,gerando novos empregos e estabelecendo parcerias. Dessa forma, a preservação do meio ambiente

38
deixa de ser uma preocupação somente para atender as obrigações legais e passa a ser vista comouma estratégia de diferenciação para obter vantagem competitiva.
3.3 Estratégias de fim de vida
Segundo Rose (2000), o conceito de fim de vida refere-se a produtos que já não satisfazemas necessidades do comprador inicial, podendo ser por diferentes motivos, desde danos e falhasdas funcionalidades previstas, tecnologia obsoleta ou até mesmo por mudanças nas prioridades dosconsumidores, as quais podem mudar mais rapidamente do que a própria danificação do produto(ROSE; STEVELS; ISHII, 2002). As estratégias de fim de vida (End of Life - EoL) definem o métodode tratamento para recuperação do produto no seu final de vida. Esta seção descreve as principaisestratégias de EoL, além de fornecer uma visão geral dos possíveis benefícios e desvantagens decada uma.
Existem diversas estratégias de destinação para produtos em fim de vida. Reciclagem edescarte em aterro, embora sejam soluções de curto prazo, são as práticas mais comuns hoje em dia,além de remanufatura, recondicionamento, reuso, compostagem e recuperação energética. Dentreessas estratégias, existem aquelas menos destrutivas ao ambiente a longo prazo e por isso, existeuma hierarquia de impacto ambiental associada. Abaixo, serão descritas as principais estratégias deEoL abordadas nesse trabalho.
Reuso
São produtos reutilizados logo após o seu primeiro ciclo de vida ainda com suas característicasoriginais, também conhecidos como "bens de segunda mão". Por isso, ainda podem apresentarproblemas e falhas adquiridos na vida anterior. A grande vantagem dessa estratégia é que não requerdesmontagem, tratamento ou reprocessamento (ROSE; STEVELS; ISHII, 2002; CENTRE FORREMANUFACTURING & REUSE, 2019).
Reparo
Estratégia em que componentes danificados são trocados ou reparados para manter a fun-cionalidade do produto. Também é impactado pelas dificuldades de montagem e desmontagem doproduto (CENTRE FOR REMANUFACTURING & REUSE, 2019).
Recondicionamento
Processo de restauração de produtos e componentes para as condições de trabalho satisfa-tórias, podendo haver desmontagem, limpeza, repintura, revestimentos e troca de alguns móduloscríticos. É mais trabalhoso que o processo de reparo e menos exigente que o de remanufatura. Pro-duto recondicionado pode apresentar qualidade e garantia inferior que o produto recém-fabricado(CENTRE FOR REMANUFACTURING & REUSE, 2019).

39
Remanufatura
Essa estratégia busca restaurar produtos fornecendo mesma qualidade, desempenho e garantiaque o produto original. Consiste na desmontagem de um produto pós-consumo seguida da limpeza eremanufatura de suas peças para revender. O processo de remanufatura pode ser dividido nas seguintesetapas: desmontagem, limpeza, inspeção e armazenamento, recondicionamento, remontagem doproduto e teste final. A desmontagem total do produto é uma das atividades mais complexas eque consomem mais tempo; a limpeza dos componentes pode ser realizada por efeitos químicos(detergente), temperatura (calor), ação mecânica (limpeza por jato da água) e tempo (duração doprocesso); uma inspeção é realizada para identificar e classificar os componentes para posteriorarmazenamento de acordo com a destinação apropriada; no recondicionamento pode haver trocade componentes para atender os requisitos mínimos para manufatura e por fim a remanufatura doproduto, em que os componentes são remontados em uma linha de montagem a partir de peçasrecuperadas ou novas, caso necessário. Após a montagem, são realizados testes para assegurar ascaracterísticas e funcionalidades (STEINHILPER, 1998 apud SAAVEDRA, 2010, p. 42)* .
Essa estratégia apresenta desafios de implantação a serem superados. Por exemplo, paraviabilizar a remanufatura é preciso investimento em tecnologia para utilização de componentes adap-táveis que facilitem integração de novas tecnologias, além de materiais resistentes e intercambiáveis,de modo facilitar a montagem e desmontagem. Um produto com solda, por exemplo, pode dificultare até mesmo inviabilizar a remanufatura. No entanto, uma das atividades mais críticas é a coleta dacarcaça, etapa fundamental para viabilizar o processo, devido a dificuldades logísticas, financeiras,tecnológicas e gerenciais. O retorno do produto é indispensável, sendo necessária parcerias entredistribuidores e consumidores.
Em geral, os produtos devem apresentar facilidade de acesso e desmonte dos componentes,fácil identificação, resistência ao desgaste, fácil manipulação, baixa obsolência tecnológica (SUNDIN,2004). Além disso, é importante que o produto apresente carcaça durável com capacidade dereutilização por diversas vezes. Geralmente é viável para produtos com alto valor inerente e altocusto de produção.
A remanufatura traz grandes benefícios ambientais e econômicos, uma vez que estende a vidaútil dos produtos, garantindo um novo ciclo completo e reduzindo os custos de produção. Contudo,é importante que essa estratégia seja previamente pensada e avaliada desde o projeto inicial, paragarantir o máximo aproveitamento e colocando em prática algumas boas práticas. Como exemplo, háos princípios de Design para Montagem e Design para Desmontagem (Design for Assembly - DfA eDesign for Desassmebly - DfD, respectivamente), abordagens sistemáticas para considerar formasde montagem e desmontagem de um produto nas etapas iniciais de concepção do projeto, de modo a∗ Fonte: STEINHILPER, R. Remanufacturing - the ultimate form of recycling. Fraunhofer IRB Verlag,
1998.

40
simplificar a estrutura e facilitar a separação das peças.
Reciclagem
A reciclagem tem como objetivo recuperar um material no fim de sua vida útil de modo areprocessá-lo e transformá-lo em matéria-prima para novos produtos. Se diferencia dos conceitos dereuso, pois envolve o reprocessamento do produto antes de iniciar um novo ciclo. Dentre os materiaisrecicláveis, os mais comuns são papel, vidro, metal e polímeros.
A reciclagem requer um processo de separação, triagem e desmontagem para classificaçãodos tipos de materiais. Segundo Rose (2000), existem dois tipos de reciclagem: aquela que requerdesmontagem do produto para remoção manual de materiais perigosos e contaminantes ou paraseparar diferentes tipos de materiais; e aquela sem desmontagem, realizada com o objetivo de reduziro tamanho do material. O material é triturado e separado por meio de métodos baseados na diferençade magnetismo e densidade, por exemplo.
A reciclagem também pode ser classificada de acordo com a fase do ciclo de vida cujosmateriais são coletados. Existem materiais pré-consumo, resultantes de subprodutos de um cicloprodutivo ou lotes rejeitados em testes de qualidade, os quais são limpos e identificados, facilitando oprocesso. Os materiais pós-consumo provém de produtos ou embalagens já utilizados e descartadospelo consumidor final. Assim, os resíduos coletados apresentam-se contaminados e com qualidadeinferior, requerendo maior esforço de coleta, triagem e limpeza para a reciclagem (MANZINI;VEZZOLI, 2002).
Para produtos pós-consumo, a reciclagem é realizada em 5 etapas: coleta e transporte;identificação e separação; desmontagem e/ou desmembramento, limpeza e pré-produção. A coletae o transporte dos produtos consistem na etapa fundamental para viabilizar todo o processo dereciclagem, e por isso não deve ser subestimada sob o ponto de vista da logística reversa e impactoambiental. Requer investimento em coleta seletiva e cooperativas de beneficiamento do lixo paratriagem, identificação e separação dos resíduos a serem descartados daqueles que serão destinados àrecicladoras. Na etapa de desmontagem e/ou desmembramento, há a separação por tipo de materialpara não comprometer as características e qualidade do reciclado. Em seguida, os materiais sãolavados para eliminação de contaminantes para a etapa de pré-produção, na qual passam por adiçãode aditivos ou processos específicos conforme necessidade (MANZINI; VEZZOLI, 2002).
Algumas vantagens da reciclagem consistem na minimização da utilização de fontes naturais,muitas vezes não renováveis; a minimização da quantidade de resíduos que requer tratamento final,como aterramento e incineração e prolongamento da vida útil dos produtos.
Recuperação energética
Processo de combustão de resíduos orgânicos para gerar energia térmica ou elétrica. Tal

41
destinação é indicada para produtos com nenhuma estratégia de EoL de maior valor viável e comdisposição em aterros indesejável. Pode reduzir o volume de resíduo em até 95%, porém também podeproduzir cinzas e emissões perigosas à saúde humana. O método não estimula o desenvolvimento detecnologias de produção mais limpas, uma vez que requer um grande volume de resíduos para gerarvalor.
Disposição em aterros
Consiste na disposição final dos produtos em aterros. Deve ser utilizado em último caso,quando nenhum outro tratamento de EoL for viável, para produtos inertes e não tóxicos, de modo amitigar a contaminação do solo e emissão de gases. Requer infraestrutura e espaço nos aterros para adisposição dos resíduos.
Dentre as estratégias apresentadas, a disposição ou descarte trata-se de uma estratégia domodelo linear da economia, uma vez que o material não é reinserido à cadeia produtiva, devendo,portanto ser evitada ou reduzida. Dentre as demais estratégias, aquelas que apresentam ciclo meno-res (reuso, por exemplo) são mais eficientes, pois não há necessidade de reprocessamento para areaplicação dos produtos. A Figura 5 ilustra relação das diferentes estratégias de vida apresentadascom o ciclo de vida de um produto.
Dessa forma, é estabelecida uma hierarquia das estratégias de EoL de acordo com o impactoambiental. A mais alta hierarquia, ou seja, as estratégias que devem ser priorizadas são aquelas queestendem a vida útil do produto com um ciclo reduzido (a partir do usuário, como mostrado naFigura 5), commenor necessidade de reprocessamento, mão de obra e recursos naturais, minimizandoo impacto ambiental. É o caso do reuso, seguido do reparo, recondicionamento e remanufatura. Aúltima estratégia na hierarquia consiste na disposição ou descarte, pois apresentam maior impactoambiental. O Quadro 1 apresenta um resumo das principais estratégias que atuam na reinserção dosprodutos pós-consumo à cadeira produtiva, ou seja, desconsiderando a disposição e recuperaçãoenergética apresentadas.
3.4 Legislação ambiental brasileira
A legislação ambiental está avançando gradativamente em relação a questão de resíduossólidos no ordenamento jurídico, assegurando que as organizações se adaptem e considerem acomponente ambiental em suas linhas de produção, além da maximização dos lucros. Atualmente, adisposição de resíduos sólidos está regulada por leis, decretos e normas técnicas e requer gerencia-mento apropriado para mitigar o impacto ambiental (SILVA; MATOS; FISCILETTI, 2017).

42
Figura 5: Relação das diferentes estratégias de EoL com o ciclo de vida do produto
Fonte: Adaptado de Saavedra (2010).
Um dos maiores avanços da legislação ambiental brasileira foi a instituição da PolíticaNacional do Meio Ambiente (PNMA) com a Lei 6.938 em 1981, uma vez que abordou o meioambiente de forma holística. O art. 2º apresenta o objetivo da Política:
“A Política Nacional do Meio Ambiente tem por objetivo a preservação,melhoria e recuperação da qualidade ambiental propícia à vida, visando asse-gurar, no País, condições ao desenvolvimento socioeconômico, aos interessesda segurança nacional e à proteção da dignidade da vida humana (BRASIL,2010)."
A questão dos resíduos sólidos começou a ser tratada com a promulgação da ConstituiçãoFederal de 1988, que instituiu o município como um ente federativo autônomo. Desse modo, omunicípio passou a atuar com independência administrativa, legislativa e financeira com a liberdadede legislar assuntos de interesse local, além de organizar e prestar serviços públicos de caráteressencial, diretamente ou sob regime de concessão ou permissão, de acordo com o art. 30 incisos III e V (BRASIL, 1988). Portanto, o município passou a ser responsável pelos serviços de limpeza

43
Quadro 1: Resumo das estratégias de fim de vida de acordo com a hierarquia de impacto ambiental
EoL Nível de Des-montagem
Descrição Aplicação
Reuso Não se aplica Produtos reutilizadoslogo após o seu primeirociclo de vida ("bens desegunda mão")
Eletrodomésticos, com-ponentes de carro, ele-troeletrônicos, vestimen-tas, etc.
Reparo Nível do produto Restauração de produtosàs condições de funcio-namento
Impressoras
Recondicionamento Nível do Módulo Inspeção e renovação demódulos críticos
Computadores
Remanufatura Nível das Partes Restaurar produtos a par-tir da desmontagem, lim-peza e remanufatura
Eletrodomésticos, equi-pamentos médicos, com-ponentes de carros, ele-troeletrônicos
Reciclagem Nível do material Recuperar mate-rial no fim de vidatransformando-o emmatéria-prima paranovos produtos
Garrafas PET ou vidro,latas de alumínio
Fonte: Adaptado de Saavedra (2010).
urbana e gestão dos resíduos sólidos. Em relação à destinação de resíduos, o Decreto 96.044, ainda1988, regulamentou o transporte rodoviário de produtos perigosos.
A Lei de Crimes Ambientais (9.605) de 1998 foi instaurada com o objetivo de consolidare controlar o cumprimento da legislação ambiental, penalizando condutas e atividades lesivas aomeio ambiente, além de instituir a responsabilidade penal da pessoa jurídica. Em 2008, o Decreto6.514 regulamenta a Lei de Crimes Ambientais estabelecendo a processo administrativo federalpara apuração das infrações (SILVA; SILVA; OMETTO, 2016). Em relação à destinação de resíduossólidos, o art. 54, §2o, V instituiu que poluições provenientes de lançamento de resíduos sólidos,líquidos ou gasosos, óleos ou substâncias oleosas, em desacordo com as exigências previstas emleis ou regulamento resultará em pena de reclusão de um a cinco anos. Ademais, o art. 56, §1o, II(incluído pela Lei nº 12.305) definiu pena de um a quatro anos para quem "manipula, acondiciona,armazena, coleta, transporta, reutiliza, recicla ou dá destinação final a resíduos perigosos de formadiversa da estabelecida em lei ou regulamento” (BRASIL, 1998).
Em 2007, instituiu-se a Política Nacional de Saneamento Básico - nº 11.445 (PNSB) comdefinição das diretrizes para o saneamento básico. De acordo com o art. 2º, I-A, c, da PNBS, a limpeza

44
urbana e o remanejo de resíduos sólidos são "constituídos pelas atividades, pela infraestrutura epelas instalações operacionais de coleta, transporte, transbordo, tratamento e destinação final ambi-entalmente adequada dos resíduos sólidos domiciliares e dos resíduos de limpeza urbanas"(BRASIL,2007).
Em 2010, foi instituída a Política Nacional de Resíduos Sólidos - nº 12.305 (PNRS), re-gulamentada pelo Decreto nº 7.404, incorporando conceitos de gestão de resíduos sólidos novasferramentas à legislação ambiental brasileira. A PNRS será detalhada na próxima subseção.
Para viabilizar o gerenciamento de resíduos no Brasil e padronizar a linguagem usada sobrea geração desses resíduos, o Instituto Brasileiro do Meio Ambiente (IBAMA) aprovou a InstruçãoNormativa Nº 13 de 18 de dezembro de 2012, também conhecida como Lista Brasileira de ResíduosSólidos (BRASIL, 2012). O conceito de resíduo é definido como:
"Todo material, substância, objeto ou bem descartado resultante de atividadeshumanas em sociedade, a cuja destinação final se procede, se propõe procederou se está obrigado a proceder, nos estados sólido ou semissólido, bemcomo gases contidos em recipientes e líquidos cujas particularidades torneminviável o seu lançamento na rede pública de esgotos ou em corpos d’água,ou exijam para isso soluções técnica ou economicamente inviáveis em faceda melhor tecnologia disponível (BRASIL, 2012)."
A Instrução Normativa do IBAMA Nº 1 de 25 de Janeiro de 2013, de acordo com seu Art. 1º,visa regulamentar o Cadastro Nacional de Operadores de Resíduos Perigosos (CNORP), estabelecerintegração com o Cadastro Técnico Federal de Atividades Potencialmente Poluidoras ou Utilizadorasde Recursos Ambientais (CTF/APP), além de definir os processos administrativos de cadastro eprestação de informações sobre a geração, transporte, armazenamento e destinação dos rejeitos eresíduos sólidos, inclusive perigosos. O art. 2º, também define conceitos como: gerador, operador,destinador, armazenador e transportador de resíduos perigosos.
Também há diversas resoluções do Conselho Nacional do Meio Ambiente (CONAMA) sobreo gerenciamento de resíduos sólidos como: tratamento e destinação de serviços de saúde; gestão deresíduos em portos, aeroportos e terminais ferroviários; inventário nacional de resíduos industriais,tratamento térmico, coleta e destinação de óleo lubrificante, entre outros.
Os resíduos também são normatizados pela Associação Brasileira de Normas Técnicas(ABNT), as quais estabelecem símbolos para transporte e armazenamento, define produtos perigosos,estabelece normas para aterro de resíduos urbanos e perigosos, classifica os resíduos, etc.

45
3.4.1 Política Nacional de Resíduos Sólidos
Em 2010, foi publicada no Diário Oficial da União a Lei nº 12.305, regulamentada pelodecreto 7.404/10, que institui a Política Nacional de Resíduos Sólidos (PNRS) (BRASIL, 2010).De acordo com o art. 4º, a Política Nacional de Resíduos Sólidos aborda “o conjunto de princípios,objetivos, instrumentos, diretrizes, metas e ações adotados pelo Governo Federal, isoladamente ouem regime de cooperação com Estados, Distrito Federal, Municípios ou particulares, com vistas àgestão integrada e ao gerenciamento ambientalmente adequado dos resíduos sólidos”.
A PNRS institui a responsabilidade compartilhada entre governo, empresas e cidadãos nogerenciamento de resíduos. O cidadão é responsável pela disposição correta dos resíduos gerados,além de repensar seu papel como consumidor buscando evitar e reduzir a geração de resíduos; osetor privado, por sua vez, passa a ser responsabilizado pelo gerenciamento ambientalmente corretodos resíduos sólidos, de modo a reincorporá-los à cadeia produtiva e buscar inovação nos produtosque resultem em benefícios socioambientais, sempre que possível; e por fim, os governos federal,estaduais e municipais são responsáveis pela elaboração e implementação dos planos de gestão deresíduos sólidos (BRASIL, 2019).
Se bem gerenciados, os resíduos sólidos adquirem valor comercial e podem ser reutilizadoscomo matérias-primas ou insumos para outros produtos. Os benefícios da aplicação de um Plano deGestão de Resíduos refletem nas três esferas da sustentabilidade: social, ambiental e econômico. Issoporque além de diminuir o consumo dos recursos naturais, propicia o surgimento de novos mercados,gera novos emprego e renda, conduz à inclusão social e diminui os impactos ambientais provocadospelo descarte inadequado dos resíduos (BRASIL, 2019).
A política diferencia os conceitos de resíduo e rejeito. Este última refere-se a resíduos compossibilidade de tratamento e recuperação já esgotadas, não apresentando outra estratégia de fim devida a não ser a disposição final ambientalmente adequada. Portanto, subentende-se que o termoresíduo sólido está associado a materiais com potencial de reaproveitamento.
A PNRS foi instituída com 15 objetivos, conforme art. 7º. Dentre eles, destacam-se: nãogeração, redução, reutilização, reciclagem e tratamento dos resíduos sólidos, bem como disposi-ção final ambientalmente adequada dos rejeitos; adoção, desenvolvimento e aprimoramento detecnologias limpas como forma de minimizar impactos ambientais; redução do volume e da peri-culosidade dos resíduos perigosos; incentivo à indústria da reciclagem, tendo em vista fomentaro uso de matérias-primas e insumos derivados de materiais recicláveis e reciclados; articulaçãoentre as diferentes esferas do poder público, e destas com o setor empresarial, com vistas à coope-ração técnica e financeira para a gestão integrada de resíduos sólidos; prioridade nas aquisições econtratações governamentais, para produtos reciclados e recicláveis; integração dos catadores demateriais reutilizáveis e recicláveis nas ações que envolvam a responsabilidade compartilhada pelo

46
ciclo de vida dos produtos; estímulo à implementação da avaliação do ciclo de vida do produto;incentivo ao desenvolvimento de sistemas de gestão ambiental e empresarial voltados para a melhoriados processos produtivos e ao reaproveitamento dos resíduos sólidos, incluídos a recuperação e oaproveitamento energético. Desse modo, após 21 anos de discussões no Congresso Nacional, PNRSfoi um marco da legislação ambiental, pois trata de todos os resíduos sólidos, sejam eles domésticos,industriais, eletroeletrônicos, entre outros, estimulando o reaproveitamento de resíduos e o descarteapropriado de rejeitos. Além disso, envolve entes federados - União, Estados e Municípios, o setorprodutivo e a sociedade em geral - na busca de soluções para os problemas na gestão resíduos sólidosque comprometem a qualidade de vida dos brasileiros (BRASIL, 2019). Os resíduos sólidos podemser classificados conforme sua origem, tipo, composição química e periculosidade. A PNRS dispõea classificação quanto à origem, conforme Quadro 2.
Quadro 2: Classificação dos resíduos sólidos quanto sua origem
Classificação dosresíduos sólidos
Descrição Exemplos
Domiciliares Originários de atividades domés-ticas em residências urbanas
Resto de alimentos, embalagens,jornais, fraldas descartáveis
Limpeza urbana Originários de varrição, limpezae vias públicas
Restos de poda, varrição, resíduosde feiras livres, etc.
Industriais Originários de processos produti-vos e instalações industriais
Cinzas, escórias, óleos lubrifican-tes, sucata metálica, cerâmica ouvítrea
Serviços de saúde Gerados nos serviços de saúde Resíduos sépticos como seringas,tecidos removidos, cadáveres, san-gue, luvas, rempedios vencidos,etc.
Construção civil Gerados nas construções, refor-mas, demolições de obras, esca-vação de terrenos
Entulhos e restos de materiais deconstrução
Agrossilvopastoris Gerados em atividades agropecuá-rias e silviculturais
Embalagens de agrotóxicos, adu-bos, restos de colheitas, etc.
Serviços de transpor-tes
Originários de portos, aeroportos,terminais rodoviários e ferroviá-rios
-
Mineração Gerados na atividade de pesquisa,extração ou beneficiamento de mi-nérios
-
Fonte: Adaptado de Brasil (2010).
Para que os objetivos fossem atingidos, foram implementados alguns instrumentos comoincentivo à coleta seletiva e à reciclagem, práticas de educação ambiental, incentivos fiscais à logística
47
reversa. Dentre as metas estabelecidas, destaca-se a busca pela erradicação dos lixões, para queos rejeitos não sejam dispostos a céu aberto, mas em aterros sanitários, locais preparados comimpermeabilização e captura de gases, mitigando os riscos ambientais. Inicialmente, o prazo deimplantação seria até 2014, contudo, muitos municípios ainda mantiveram os lixões como destinaçãofinal.
Uma outra exigência da PNRS refere-se à implantação de sistemas de coleta seletiva, etapafundamental para viabilizar a recuperação e reciclagem de materiais. Para isso, pode haver certadependência de pontos de entrega voluntária de resíduos ou convênios com cooperativas de catadores,além de que, em muitos municípios, as atividades de coleta seletiva não abrangem a totalidade desua área urbana (MANNARINO; FERREIRA; GANDOLLA, 2016).
3.4.1.1 Panorama atual dos resíduos sólidos no Brasil
Mesmo após quase nove anos da instituição da lei e quatro anos após o prazo para cumpri-mento das ações previstas, percebe-se que ainda existem muitas lacunas não cumpridas. De acordocom o Panorama dos Resíduos Sólidos no Brasil de 2017, publicado pela Associação Brasileirade Empresas de Limpeza Pública e Resíduos Especiais (ABRELPE), os números referentes à ge-ração de Resíduos Sólidos Urbanos (RSU) indicam um total anual de 78,4 milhões de toneladas,crescimento de cerca de 1% em relação à 2016. A quantidade coletada em 2017 foi de 71,6 milhõesde toneladas, ou seja, houve uma cobertura de coleta de 91,2%, restando 6,9 milhões de toneladasnão coletadas e destinadas inadequadamente. No Brasil, cerca de 29,6% dos municípios ainda nãopossuem iniciativas de coleta seletiva, com maior concentração nas regiões centro-oeste, nordeste enorte (ASSOCIAÇÃO BRASILEIRA DE EMPRESAS DE LIMPEZA PÚBLICA E RESÍDUOSESPECIAIS, 2017). Do total coletado, 59,1% (41,3 milhões) foram dispostos em aterros sanitários,enquanto 40,9% foi despejado em locais impróprios, totalizando 29 milhões de toneladas de resíduosdestinados em lixões ou aterros controlados, que não possuem proteção adequada do meio ambientecontra danos e degradações ou à saúde. Quanto à geração de empregos no setor de limpeza pública,o mercado movimentou recursos equivalentes a R$ 28,5 bilhões no país (ASSOCIAÇÃO BRASI-LEIRA DE EMPRESAS DE LIMPEZA PÚBLICA E RESÍDUOS ESPECIAIS, 2017). A Figura 6representa a distribuição dos municípios com coleta seletiva e das formas de disposição final dosRSU coletados.
Portando, a erradicação dos lixões e a implantação da coleta seletiva ainda não foram concre-tizadas. As dificuldades de implantação das ações previstas na PNRS e de sistemas de recuperação ereciclagem estão relacionadas à falta de adesão da população à coleta seletiva; pouca participaçãodo setor industrial no desenvolvimento de um sistema de logística reversa; inexistência de locaisadequados para separação dos resíduos por tipo de material e longas distâncias entre os centrosgeradores de resíduos e as indústrias de processamento e reciclagem de materiais concentradas

48
(MANNARINO; FERREIRA; GANDOLLA, 2016).
Figura 6: Panorama atual dos resíduos sólidos no Brasil: à esquerda, distribuição dos municípios cominiciativas de coleta seletiva no Brasil e à direita, disposição final de RSU coletados (t/ano)
Fonte: Associação Brasileira de Empresas de Limpeza Pública e Resíduos Especiais (2017).
3.4.2 Normas técnicas
A série de normas ISO 14000 aborda os presentes requisitos no Sistema de Gestão Ambiental,possibilitando que empresas de pequeno ou grande porte possam desenvolver uma estrutura paraminimizar os possíveis impactos ambientais do ciclo de vida de seus produtos ou serviços. A família14000 abrange os seguintes pontos: sistema de gestão ambiental, auditorias ambientais, rotulagemambiental, comunicação ambiental, avaliação do ciclo de vida, desempenho ambiental, aspectosambientais e terminologia.
A ISO 14001 consiste em uma ferramenta para auxiliar empresas a implementarem, susten-tarem e melhorarem seus sistemas de gestão ambiental, garantindo conformidade com a políticaambiental; É baseada no ciclo PDCA (Plan-Do-Check-Act) e ajuda a realizar a gestão, de modo aidentificar, priorizar e gerenciar seus riscos ambientais como parte de suas práticas usais.
A norma NBR 10004 estabelece critérios para classificação dos resíduos sólidos de acordocom seus potencias riscos ao meio ambiente e à saúde humana. É utilizada tanto por organizações,para fins de gerenciamento de resíduos quanto por órgãos reguladores para fins de fiscalização dacoleta, transporte, armazenamento e descarte. A NBR 10004 classifica os resíduos em:
• Resíduos Classe I (perigosos)
• Resíduos Classe II (não perigosos)
– Classe II A: não inertes

49
– Classe II B: inertes
Os resíduos Classe I são aqueles que exigem tratamento e disposição especiais, pois apresen-tam características como inflamabilidade, corrosividade, reatividade, toxicidade e patogenicidade, epor isso, apresentam riscos à saúde pública e ao meio ambiente como por exemplo: resto de tintas(tóxicos e inflamáveis), material hospitalar (patogênico), solventes e produtos químicos (tóxicos,reativos ou corrosivos), produtos radioativos, lâmpadas fluorescentes, pilhas e baterias (constituídosde metais corrosivos, reativos ou tóxicos). Já os resíduos Classe II A podem apresentar propriedadescomo biodegradabilidade, combustibilidade ou solubilidade em água. São conhecidos como resíduosorgânicos e apresentam capacidade de transformação e aproveitamento de nutrientes, podendo serreciclados ou destinados em aterros sanitários. Por fim, o resíduos Classe II B são materiais que nãopassam por transformação física, química ou biológica por um longo período de tempo como entulhosde demolição, pedras, areia e sucata de ferro. De acordo com a norma ABNT NBR 10006, são inertesos resíduos submetidos a um contato dinâmico ou estático com água destilada à temperatura ambienteque não apresentarem nenhum de seus constituintes solubilizados em concentrações superiores aospadrões de potabilidade de água.
Quadro 3: Classificação dos resíduos sólidos quanto à periculosidade
Classificação dosresíduos sólidos
Descrição Exemplos
Classe I (perigosos) Resíduos que apresentam risco àsaúde pública ou qualidade ambi-ental devido características comoinflamabilidade, corrosividade, re-atividade, toxicidade, etc.
Restos de tinta, solventes, produ-tos de limpeza, lâmpadas fluores-centes, pilhas e baterias, etc.
Classe II A (não iner-tes)
Podem ter propriedades comocombustibilidade, biodegradabili-dade ou solubilidade
Restos orgânicos, madeira, mate-riais têxteis, lixas, discos de corte,gessos, etc.
Classe II B (inertes) Não têm nenhum dos seus consti-tuintes solubilizados em concen-trações superiores aos padrões depotabilidade de águas
Entulhos, sucata de ferro, sucatade aço, etc.
Fonte: Adaptado de Brasil (2010).
Os resíduos de Classe II A e II B podem ser reciclados, e somente o que não pode serreaproveitado deve ser disposto em aterros sanitários. Existem normas para determinar os locaisapropriados para destinação ambientalmente apropriada para cada classe de resíduo. A normaABNT NBR 13896/97 dispõe sobre aterros de resíduos não perigosos (Classe II) enquanto que anorma ABNT NBR 10157/87 dispõe sobre aterros de resíduos perigosos. Ainda existem normas que
50
estabelecem critérios de armazenamento para os resíduos, por exemplo, a norma ABNT NBR 12235refere-se ao armazenamento de resíduos Classe I e a NBR 11174, ao armazenamento de resíduosClasse II.
3.5 Discos abrasivos
As ferramentas abrasivas são produzidas em uma grande variedade de formas e tamanhospara diferentes aplicações, com a função de cortar, desbastar, nivelar e remover rebarbas e imperfei-ções. Os grãos constituintes apresentam propriedades como alta dureza, tenacidade e friabilidade(MONTAGNA, 2019).
As ferramentas são divididas em abrasivos rígidos e revestidos. Os abrasivos revestidospossuem um costado onde o grão abrasivo é depositado e aderido por meio de adesivo ou resina,como as lixas, por exemplo. Os costados podem ser feitos de algodão, poliéster, papel, fibra vul-canizada dependendo da resistência e dureza necessária na aplicação. Os adesivos proporcionamuma adesão suave recomendada para operações leves de lixamento e acabamento, enquanto quea resina proporciona maior rigidez, resistência ao calor e impermeabilidade. Os abrasivos rígidossão ferramentas abrasivas compostas por grãos abrasivos e ligas aglomerantes, ou seja, não há umcostado como base. A vantagem desse tipo de ferramenta é que, quando os grãos são desgastadose perdem o corte, eles são fraturados e removidos do disco pela maior pressão necessária na su-perfície de contato peça/disco, expondo continuamente novos grãos para corte ("auto-afiáveis").Como exemplos de abrasivos rígidos, temos: rebolos, disco de corte e desbaste, ponta montada esegmento abrasivo (MONTAGNA, 2019). As ferramentas também podem ser classificadas comoconvencionais, compostas em sua maioria por grãos de óxido de alumínio e carbeto de silício comligante resinoide ou vitrificado, enquanto os superabrasivos são constituídos por grãos de diamante enitreto de boro cúbico (CBN) com ligante resinoide, vítreo ou metálico (Figura 7).
Figura 7: Exemplos de ferramentas abrasivas convencionais, à esquerda e superabrasivas à direita
Fonte: Silva (2017), Saint-Gobain Abrasivos Brasil (2019).

51
Discos abrasivos são ferramentas de alto rendimento reconhecidas por sua universalidade,visto que podem ser utilizadas em diferentes materiais. Apresentam pouca espessura e são utilizadaspara remoção de materiais com rapidez, baixo custo e alta qualidade, quando comparada com outrasferramentas e processos de corte. Essas ferramentas permitem elevadas taxas de remoção de materialpor meio de cortes relativamente contínuos e podem atingir elevadas velocidades de corte, na faixade 50 a 80 m/s, resultando em alto rendimento. São equipamentos da família de abrasivos rígidos esão compostos por três elementos principais: o grão abrasivo, a ligante e sua porosidade (BIANCHI,1997; NUSSBAUM, 1988).
Existem basicamente três tipos de discos: discos de corte, de desbaste e de lixa, ilustradosnas Figura 8, Figura 9 e Figura 10, respectivamente. A seguir serão apresentados os diferentes tipos,aplicações, condições de uso, processos de fabricação e formas de descarte dos discos de corte edesbaste.
Figura 8: Disco de corte BNA da marca Norton
Fonte: Norton Abrasivos (2019).
Figura 9: Disco de desbaste Quantum BDA680 da marca Norton
Fonte: Norton Abrasivos (2019).

52
Figura 10: Flap disc Evolution R822 e disco de lixa de Fibra F212/F247 da marca Norton, respectivamente
Fonte: Norton Abrasivos (2019).
Os discos de corte são constituídos por grãos abrasivos, resinas e telas de fibra de vidro que ostornam reforçados e seguros. São utilizados para cortar diversos materiais metálicos e não-metálicoscomo aço, ferro fundido, bronze, latão, cerâmica, na forma de tubos, perfis e chapas. Também sãoutilizados para abertura de canais (IRWIN FERRAMENTAS, 2017). Geralmente, são aplicados nasetapas iniciais dos processos produtivos e devem ser aplicados num ângulo de 90º em relação à peçaobra (NORTON ABRASIVOS, 2019). Pode apresentar até duas telas de fibra de vidro de reforço, asquais oferecem resistência ao produto final.
Os discos de corte são indicados tanto para trabalhos contínuos nas indústrias siderúrgicas,automotiva, funilaria, montadoras, forjarias, metalúrgicas, máquinas agrícolas, além de também serindicado para trabalhos intermitentes como em serralherias e construção civil. Existem diferentestipos de discos de corte para atender diferentes níveis de necessidades do mercado, como: discos decorte sem tela (ou com até 3 telas), disco de corte fino, extra-fino, metalográfico, diamantados (debanda contínua, segmentada ou turbo), estacionários ou especiais (MONTAGNA, 2019).
São disponibilizados em diversas dimensões de acordo com cada equipamento e tipo dematerial a ser cortado, variando entre o diâmetro inicial de 50mm aplicados emmáquinas portáteis atéo diâmetro de 600 mm aplicados em máquinas de corte estacionárias. Existem diferentes ferramentasde corte onde os discos podem ser acoplados, dependendo da aplicação, como por exemplo: cortadorade piso (serra clipper, serra mármore ("maquita"), serra circular de 7 e 9 polegadas, esmerilhadeirase cortadora de metais (policorte) (MONTAGNA, 2019; EQUILOC, 2016).
Os discos de desbaste possuem diversas aplicações: remoção do excesso de um material,proporcionando melhor acabamento, limpeza da superfície antes da solda, desbaste de cordões desolda, remoção de defeitos superficiais antes da solda, imperfeições e rebarbas de peças fundidas,além de preparação de superfícies para pintura ou revestimento, aumentando a qualidade do produto

53
final. Podem ser utilizados em indústrias siderúrgicas, metalúrgicas, serralherias, construção civil,etc. Também são compostos por grãos abrasivos, resinas e telas de fibra de vidro de reforço, osquais são aglomerados e prensados. Devem ser utilizados diretamente em máquinas portáteis, sema necessidade de bases ou suportes, com inclinação num ângulo entre 30º e 45º em relação à peçaobra (IRWIN FERRAMENTAS, 2017; NORTON SAINT-GOBAIN, 2018; MONTAGNA, 2019).
Os flap discs são constituídos por lamelas de lixas lado a lado, formando uma camada circularde lixa abrasiva sobre costados de polímero reforçado ou fibra de carbono impregnada. São indicadospara lixamento de diferentes materiais, de modo a retocar cordões de solda, remover rebarba eferrugem, além de limpar peças de fundição. São aplicados em uma angulação de 15º. Os discosde lixa também são utilizados para acabamento, pois os grãos que os compõem são bem finos.Sua aplicação necessita de um disco rígido como suporte de fixação em esmerilhadeiras (IRWINFERRAMENTAS, 2017; NORTON SAINT-GOBAIN, 2018). A Figura 11 ilustra a angulação deaplicação dos discos abrasivos em relação à peça-obra.
Figura 11: Ângulo de aplicação dos discos em relação à peça-obra a) disco de corte (90º); b) disco de desbaste(30º a 45º) e c) flap discs (15º)
Fonte: PFERD (2019b).
De acordo com a Associação Brasileira de Normas Técnicas (2013) existem basicamentequatro tipos de maquinários para utilização dos discos: estacionária, móvel, portátil e estacionáriaenclausurada. A máquina estacionária permanece fixa durante a operação enquanto a móvel não. Jáa máquina portátil é de uso manual durante o processo de corte, desbaste e retificação. A máquinaenclausurada é uma máquina estacionária protegida por carenagem mitigando os riscos gerados pelaruptura do produto abrasivo.Discos de corte podem ser utilizados nos 4 tipos de máquinas, podendoser guiados mecânica ou manualmente, para as estacionárias. Já os discos de desbaste geralmentesão utilizados em máquinas portáteis.
Esmerilhadeiras, elétricas ou pneumáticas, são exemplos de máquinas portáteis que com-portam discos de até 230 mm (9”) de diâmetro. Esse tipo de máquina requer atenção, habilidade esegurança do operador de modo a evitar a quebra do disco por flexão. As máquinas estacionárias

54
podem comportar discos de diversos tamanhos para trabalhos mais pesados, por isso, é recomendadoque o operador tenha a qualificação adequada para manuseio. A serra policorte, também portátil,constitui um equipamento pequeno de fácil manuseio, comumente aplicado em produções de largaescada em indústrias e construção civil. É composta por base, corpo e tampa de ferro fundido paraproteção. Dentre seus componentes estão a polia do eixo do motor, correia, morsa, alavanca e caboelétrico. Pode apresentar corpo giratório, permitindo cortes de até 45º com eficácia e segurança(EQUILOC, 2016). A Figura 12 apresenta uma esmerilhadeira e uma serra policorte. Os discosdevem ser acoplados com flanges de diâmetro e área de contato idênticas equivalente a 1/4 dodiâmetro do disco. Os discos de corte não podem ser utilizados em operações de desbaste, uma vezque possuem telas de reforço que podem se romper nesse tipo de operação.
Os discos abrasivos devem possuir um fator de segurança contra ruptura devido à forçacentrífuga na sua velocidade máxima de operação, além de atender às limitações dimensionais. Osfatores de segurança e velocidades máximas especificadas pela norma ABNT NBR 16245 estãoapresentadas na Tabela 1.
Figura 12: Esmerilhadeira angular eletrônica Bosch 5” GWS 17-125 à esquerda e serra rápida Bosch 14"GCO14-24, à direira
Fonte: BOSCH (2019).
O processo de corte com discos abrasivos, quando comparado com outros processos de corte,apresenta maior área de material removido por unidade de tempo de corte, cerca de 10 a 20 vezesmaior. Por exemplo, um disco em operação sem refrigeração pode cortar 100 mm3/mm de materialentre 0,3 e 0,8 segundos. O corte com discos proporciona precisão dimensional de corte maior doque cortes com serras metálicas, além de melhor qualidade da superfície da peça e rebarbas. Essetipo de ferramenta apresenta a vantagem de não requerer manutenção (afiação) ao longo de sua vidaútil e custo de operação significativamente menor do que processos alternativos em geral (FARAGO,

55
1980 apud BIANCHI, 1997, p.32)*.
Tabela 1: Tabela de velocidades máximas e fatores de segurança de acordo com as máquinas utilizadas
Fonte: Adaptado de Associação Brasileira de Normas Técnicas (2013).*Corte guiado manualmente
O corte de materiais por discos abrasivos pode ser a seco ou refrigerado. Os discos utilizadosem cortes a seco geralmente são manufaturados com ligante resinoide e utilizados em equipamentosde baixo custo em operações de corte mais rápidas. O corte refrigerado requer máquinas equipadascom sistemas de circulação de refrigerante (água com adição de óleo solúvel e/ou inibidor químico deoxidação) para dissipar o calor e evitar queima da peça, reduzindo a rugosidade superficial. Pode serusado para corte de sólidos de até 300 mm. Uma variedade do corte refrigerado é o corte submerso,em que a peça é mantida submersa durante o corte, resultando em boa qualidade do acabamentosuperficial da peça e do disco. Esse método é utilizado para corte de peças metalográficas (BIANCHI,1997).
Para aumentar a vida útil dos discos, o armazenamento deve ser preferencialmente a umatemperatura ambiente entre 5ºC e 45ºC e com umidade relativa de 45% a 65%, sem exposição aágua, solventes químicos, excesso de calor e flexão e vibrações devido ao risco de fratura. Os fatoresdeterminantes da especificação de discos abrasivos são: tipo de máquina, material e fixação da peça,refrigeração, potência do motor de acionamento e diâmetro externo máximo do disco (SNEE, 1991apud BIANCHI, 1997, p. 30)**. Ferramentas abrasivas revestidas podem conter material orgânico epodem degradar com o tempo, enquanto discos vitrificados têm uma vida útil quase infinita.∗ Fonte: FARAGO, F. T. Abrasive methods engineering. Industrial Press. Inc, v. 2, p. 435–459, 1980.∗∗ Fonte: SNEE, J. Are you making the most of your cut-off operations? Welding journal, American Welding
Society, v. 70, n. 2, p. 60–62, 1991.

56
3.5.1 Configuração dos discos
Os discos abrasivos aglomerados apresentam diferentes configurações dependendo do tipo dedisco e de sua aplicação. A Associação Brasileira de Normas Técnicas (2016) padroniza e classificaformatos, dimensões e tolerâncias das ferramentas abrasivas. Os discos de corte são classificadosem Tipo 41, reta, e Tipo 42, com região central deprimida. Devem operar somente com a superfícieperiférica, perpendicular ao eixo da peça, respeitando a velocidade periférica indicada pelo fabricante.São fabricadas em liga orgânica com ou sem tela de reforço e sua espessura deve ser entre 4 e 10mm.Os discos de desbastes são classificados como Tipo 27, na qual há uma depressão na região centralpara facilitar a fixação e impedir que o flange prejudique o trabalho. Estes discos devem operar comas superfícies lateral e periférica. Conforme a norma, discos de desbaste são fabricados em ligaorgânica com tela de reforço e devem ser posicionar com angulação entre 30 e 45º em relação à peçaobra. Também podem ser utilizados em operações de corte à 90º da peça, desde que indicado pelofabricante. A Figura 13 representa as diferenças de configurações dos discos de corte e desbaste.
A Tabela 2 mostra a variação entre as principais dimensões por tipo de disco de corte edesbaste, de acordo com a Associação Brasileira de Normas Técnicas (2013a). Nota-se que os discosde corte do Tipo 41 apresentam maior variabilidade de dimensões dependendo da aplicação enquantoos discos de desbaste apresentam maiores restrições dimensionais. No geral, os discos de desbasteapresentam maior espessura que os de corte.
Figura 13: Configurações padronizadas de discos de corte (Tipos 41 e 42), à esquerda, e de desbaste (Tipo27), à direita
Fonte: Carborundum (2017).
Tabela 2: Variação de espessura e diâmetro de discos de corte e desbaste
Tipo de disco Diâmetro (mm) Espessura (mm)Corte Tipo 41 63 - 1800 0,6 - 20Corte Tipo 42 400 - 1250 4 - 16Desbaste Tipo 27 80 - 230 4 - 6
Fonte: Adaptado de Associação Brasileira de Normas Técnicas (2013a, 2013b).

57
3.5.2 Composição
A principal propriedade de um material abrasivo é a sua dureza, capacidade de resistir aorisco, medida de acordo com a escala Mohs. Essa escala é composta por dez minerais de referênciaorganizados em ordem crescente de dureza: talco, gipsita (gesso), calcita, fluorita, apatita, ortoclásio,quartzo, topázio, córindon e diamante. A leitura da escala diz que o córindon risca o topázio, masnão o diamante, por exemplo. O aço apresenta grau de dureza entre o ortoclásio e o quartzo, ouseja, é riscado pelo quartzo, topázio, córindon e diamante. Um material abrasivo, além de elevadadureza, também deve apresentar estabilidade térmica e química (BIANCHI, 1997; ZHU, 2005;MONTAGNA, 2019).
Outra propriedade característica dos abrasivos é a sua tenacidade, associada à capacidade deum grão de suportar tensões provocadas por impacto sem fraturar. A tenacidade, portanto, pode serdefinida como a quantidade de trabalho necessário para fraturar um grão abrasivo. A friabilidade, aocontrário da tenacidade, está associada à capacidade do grão de fraturar quando o mesmo perde suafunção de corte, criando novas arestas de corte. A resistência ao atrito refere-se à ação de desgastedos grãos, o que resulta em perda da capacidade de corte do grão (BIANCHI, 1997; ZHU, 2005).
Os discos de corte e desbaste podem ser constituídos basicamente de quatro elementos: tipode grão abrasivo, ligante e elementos de reforço como telas de fibra de vidro e anéis metálicos, comomostrado na Figura 14.
Figura 14: Componentes de um disco de desbaste TMX®
Fonte: Adaptado de Conecta FG (2017).

58
3.5.2.1 Grão abrasivo
Os grãos impregnados podem ser naturais ou sintéticos. Os naturais são encontrados nacrosta terrestre em minerais de rochas, como o diamante (abrasivo natural de maior dureza), quartzo,coríndon, entre outros. Esses minerais são tratados, triturados e reduzidos a pó para operações delixamento e polimento em geral. Os abrasivos naturais estão gradativamente sendo substituídospelos sintéticos, como o carbeto de silício e o óxido de alumínio, fabricados em fornos elétricos poreletrofusão ou por processos de alta pressão e temperatura. Na fabricação de discos, pode haver aincorporação de aditivos, como perita para aumentar a dissipação de calor ou a criolita que melhoraa resistência mecânica do disco abrasivo (BIANCHI, 1997). Os grão abrasivos utilizados podem serconvencionais ou superabrasivos. Dentre os grãos abrasivos convencionais, os mais utilizados nafabricação de discos são: óxido de alumínio, carbeto de silício, óxido de alumínio cerâmico e óxidode alumínio zirconado.
Óxido de Alumínio
Conhecido comercialmente como corindum, é composto especialmente por óxido de alumíniocristalino (Al2O3) e varia de acordo com o grau de pureza. São produzidos pela fusão da bauxitaem fornos elétricos, obtendo dureza de 9 Mohs (∼2000kg/mm2 na Escala Knoop). Pode apresentaroutros elementos, como óxidos de titânio (TiO3) e óxidos de cromo (Cr2O3). São recomendados paracorte de materiais de alta resistência à tração como aço rápido, ligas de aço, carbono, ferro fundidomaleável e nodular (BIANCHI, 1997; ZHU, 2005). Segue abaixo algumas variações comercializadasdo óxido de alumínio:
• Óxido de Alumínio marrom (A): possui cerca de 96 - 97% de Al2O3 cristalizado. É aplicadoem operações de desbaste e retificações cilíndricas, exceto em aços de alta dureza e sensíveisao calor;
• Óxido de alumínio branco (AA): grão nobre, friável com elevada pureza, cerca de 99%.Aplicado em operações que necessitam evitar o aquecimento superficial, usinagens leves;
• Óxido de alumínio rosa (PA): contém de 0,2 a 2,5% de óxido de cromo Cr2O3, o qual conferea coloração rosa para o grão. É mais duro e friável que o óxido branco (AA). Comumenteusado para fabricação de pontas montadas;
• Óxido de alumínio zirconado (Z): possui de 10 a 40% de óxido de zircônio em sua com-posição, o que lhe confere elevada tenacidade. É empregado em operação de corte de açosespeciais, como inoxidáveis e super-ligas. Também é recomendada para corte de metais querequer uma superfície com acabamento polido como em análises metalográfica e desbastede fundição. Apresentam maior durabilidade (cerca de 4 a 8 vezes maior) que outros tipos

59
de grão devido a menor geração de calor na região de contato (SNEE, 1991 apud BIANCHI,1997, p. 30)* .
Carboneto de Silício
Grão sintético produzido a partir da fundição de areia de quartzo, em fornos elétricos, comdureza de 9,5 Mohs ( 2500 kg/mm2 - Escala Knoop). Frágil e afiado, o carboneto de silício érecomendado para aplicações de lapidação, pois renova constantemente suas arestas de corte. Sãoutilizados em materiais como ferro fundido, latão, cobre, alumínios e materiais não metálicos. Sãoclassificados de acordo com sua cor verde ou preta:
• Carboneto de silício preto (C): corte de materiais com elevada dureza, como ferro fundidocinzento, materiais não ferrosos como metal duro e ligas não metálicas;
• Carboneto de silício verde (GC): forma cristalina mais pura que o preto, indicada parausinagem de metal duro. Apresenta maior friabilidade e resistência ao desgaste.
Dentre os superabrasivos, os mais conhecidos são: diamante e nitreto cúbico de boro (CBN).São aplicados em aços-liga e operações precisas de desbaste.
• Diamante (D):material extremamente duro, com dureza de 10 na escala Mohs ( 8000 kg/mm2- Escala Knoop) e resistente ao desgaste (ZHU, 2005). Utilizado para corte de materiaisnão-metálicos, particularmente em materiais frágeis como aços temperados, metais duros,superfícies com tratamento superficial e cerâmicas. Apresenta custo muito elevado.
• Nitreto de boro cúbico (B): grão sintético produzido pela combinação de aquecimento epressão. Apresenta altíssima dureza, mede 9,75 na escala Mohs ( 4500 kg/mm2 - EscalaKnoop) e é mais estável termicamente do que o diamante. Aplicado em materiais ferrososcomo ferro fundido e aços de elevada dureza (ZHU, 2005).
A ênfase do presente trabalho está no estudo de discos abrasivos convencionais, logo osgrãos superabrasivos não fazem parte do escopo.
3.5.2.2 Granulometria
Os grãos são fabricados e classificados em diversos tamanhos dependendo do tamanho dapartícula e de sua aplicação. A granulometria do grão pode variar de 16 (grão mais grosso) a 2500(grão mais fino) (MONTAGNA, 2019). O número de mesh equivale ao número de malhas por∗ Fonte: SNEE, J. Are you making the most of your cut-off operations? Welding journal, American Welding
Society, v. 70, n. 2, p. 60–62, 1991.

60
polegada linear de uma peneira de classificação, por exemplo: um grão 16 passa pela tela padrãode 16 aberturas por polegada, mas não atravessa uma tela de 24 aberturas. Os discos abrasivosconvencionais geralmente variam de 12 a 210 mesh, dependendo da necessidade de aplicação, quevaria desde o corte, remoção de material até um leve polimento da peça. Basicamente, a relação dotamanho de grão com sua aplicação é apresentada na Tabela 3.
Tabela 3: Relação entre aplicação e granulometria de grãos abrasivos
Fonte: Adaptado de Montagna (2019).
3.5.3 Ligantes
O ligante é utilizado para unir os grãos e mantê-los fixos na ferramenta até que percam suacapacidade de corte e sejam fraturados, dando espaço para novos grãos afiados. Desse modo, oligante deve apresentar resistência suficiente para garantir fixação do grão. Os ligantes podem serinorgânicos, como cerâmicas, minerais e metais ou orgânicos, como resinas sintéticas (KÖNIG;MESSER, 1980 apud ZHU, 2005, p.12)*.
Existem ligantesmacios, que são indicados para o corte demateriais frágeis, além de aplicaçãoem máquinas de baixa potência ou cortes de pequenas espessuras, pois os discos permanecem com acapacidade de corte pela renovação constante dos grãos na superfície e apresentam menor geração decalor. As ferramentas compostas por ligantes duros são utilizados para o corte de materiais dúcteis eapresentam maior vida útil, uma vez que se desgastam menos. Basicamente, são utilizados quatrotipos de ligantes na fabricação de discos:
• Ligante resinoide (B): composto por resinas orgânicas termofixas como resinas fenólicas ouepóxi. Mais flexível e resistente que o vitrificado. Adequado para cortes e desbastes severos,sob altas pressões e acabamento de alta qualidade. Operam em altas velocidades (até 100 m/s).
∗ Fonte: KÖNIG, W.; MESSER, J. Afiação de rebolos de corundo (óxido de alumínio) com ferramenta deafiação estática. Tradução da firma Robert Bosch, Campinas, 1980.
61
• Ligante vitrificado (V): composto por materiais naturais como quartzo, argila e feldspatocombinados quimicamente a temperaturas de até 1200ºC. O resultado constitui uma estruturavitrificada rígida e friável, porém frágil a impactos. Apresenta elevada capacidade de retençãodo grão na superfície de corte do disco, elevando as forças de corte. É estável em contato comágua, óleos e ácidos. Utilizado na fabricação de discos, rebolos, pontas montadas, segmentose limas. Opera, geralmente, com velocidade periférica de 33 m/s.
• Ligante de borracha (R): pode ser composto por borracha natural ou sintética. Apresentaflexibilidade e resistência mecânica, garantindo um corte de precisão e alto acabamento eproduzindo superfícies com baixa rugosidade. Como desvantagem, esse tipo de ligante geraum odor característico de borracha queimada e amolece com baixos aquecimentos, liberandogrãos abrasivos da superfície mais facilmente (rendimento é comprometido). Por presentartais características, esses discos são utilizados com velocidades periféricas de 30 a 48 m/s(FARAGO, 1980 apud BIANCHI, 1997, p.32)*.
• Ligante metálico: apresenta elevada capacidade de retenção de grãos e por isso, são reco-mendados para aplicações que requerem alta precisão e mínima perda da capacidade decorte. Possuem alta tenacidade e geralmente são utilizados para grãos de diamante e CBN emoperações para desbaste de materiais duros e frágeis (BIANCHI, 1997).
3.5.3.1 Componentes de reforço e fixação
As telas de fibra de vidro são utilizadas como reforço estrutural, moldadas na superfícielateral dos discos. Com isso, as possibilidades de ruptura são minimizadas e velocidades de cortemais elevadas são permitidas (BIANCHI, 1997). As telas são fabricadas a partir de filamentos de fibrade vidro de alta resistência e baixo alongamento, impregnados por resinas especiais (FIBERTEX,2018). Por fim, o último componente de um disco é o anel metálico, localizado no furo central,constituído de aço especial ou alumínio.
∗ Fonte: FARAGO, F. T. Abrasive methods engineering. Industrial Press. Inc, v. 2, p. 435–459, 1980.

4 DESENVOLVIMENTO
Esta seção está organizada em 3 partes. Na primeira, foi realizado um estudo de algunsaspectos ambientais resultantes da produção de grãos - etapa onde há a extração de recursos naturais- e do descarte de discos em fim de vida. Na segunda, é realizado um estudo das estratégias de EoLlevantadas na Seção 3.3, para identificar as possibilidades de aplicação para discos abrasivos. Essasduas subseções (4.1 e 4.2) foram desenvolvidas através de pesquisas na literatura existente, de modo aconsolidar os principais aspectos ambientais e avaliar possíveis estratégias de fim de vida dos discos.Por fim, para tangibilizar os conceitos estudados e entender os processos, benefícios e desafios dareciclagem, foi apresentado na Seção 4.3 um estudo de caso da Ascontec Abrasivos, referência nomercado em reciclagem de discos abrasivos.
4.1 Aspectos ambientais de discos abrasivos
Para identificar os aspectos ambientais associados a discos abrasivos, é necessário levarem consideração todo o seu ciclo de vida, desde a extração de recursos até a destinação final. Acadeia produtiva de um disco abrasivo pode ser adaptada do fluxo de economia linear apresentadona Figura 3, conforme a Figura 15. Essa seção propõe-se a discutir brevemente alguns aspectosambientais referentes às extremidades do fluxo de ciclo de vida dos discos: extração de recursosnaturais e produção dos grãos, no início do fluxo devido sua relevância nos impactos ambientaisgerados e o descarte ou destinação, ao final do fluxo, etapa diretamente relacionada com a temáticade estratégias de fim de vida que o trabalho objetiva estudar.
Figura 15: Fluxo de etapas do ciclo de vida de um disco abrasivo
Fonte: Própria autora.
4.1.1 Etapas de extração de recursos naturais e produção do grão abrasivo
Para as etapas iniciais do fluxo do ciclo de vida extração de recursos naturais e produção dogrão abrasivo, apresentadas na Figura 15, os aspectos ambientais abordados foram:
• Extração de matéria-prima;
• Consumo de energia;

63
• Fator de emissão de CO2.
Os dados quantitativos desses aspectos para o óxido de alumínio e carbeto de silício foramcoletados na literatura e consolidados na Tabela 4. A seguir será apresentado o processo de produçãode ambos os materiais, de modo a detalhar esses aspectos ambientais.
Tabela 4: Comparação dos aspectos ambientais associados ao processo de produção de grãos de óxido dealumínio e carboneto de silício
Fonte: Adaptado de J Mendo Consultoria (2009) e Morais (2005).
4.1.1.1 Carboneto de silício
O carboneto de silício aplicado em abrasivos é produzido em forno de Acheson, resultandonum produto com elevada dureza e pureza química. É produzido a partir de uma mistura de sílica dealta qualidade e coque, numa proporção de 60% de quartzo e 40% de coque. Com uma toneladade matéria-prima é possível produzir cerca de 190 kg de carboneto de silício (MORAIS, 2005). AFigura 16 esquematiza o processo de produção do carbeto de silício.
Um típico forno de Acheson utiliza 1800 kW para produzir um lingote de aproximadamente8100 kg em 30h, ou seja, o forno consome em média de 7,0 kWh por kg de carboneto de silícioproduzido. Além disso, possui um fator de emissão de cerca de 2,62t/tproduto. Embora alguns fornosmais modernos captem os gases no processo, exaurindo enxofre e outros gases para geração deeletricidade, geralmente, não há tratamento das emissões gasosas, sendo as mesmas descarregadasdiretamente na atmosfera (MORAIS, 2005).
4.1.1.2 Óxido de alumínio
A produção de óxido de alumínio branca ou marrom ocorre pelo processo de eletrofusão emforno de Higgins, numa proporção de 80% de bauxita, 15% de cavaco de ferro e 5% de coque ou

64
Figura 16: Esquema do processo de produção de carbeto de silício
Fonte: Própria autora.
grafite. Uma tonelada de matéria-prima produz cerca de 670 kg de óxido de alumínio marrom (JMENDO CONSULTORIA, 2009). A Figura 17 ilustra o processo de produção de óxido de alumínio.
A composição típica da bauxita é cerca de 80% Al2O3, 8% de Fe2O3 e 8% de SiO2, alémde outros componentes em menor quantidade. No processo produtivo, o ferro e o silício decantamgerando uma fase mais densa no fundo do forno numa proporção aproximada de 314 kg/tproduto. Essafase de ferro-silício é recuperada por um separador magnético e pode ser reaproveitada na indústriasiderúrgica.
Um forno típico de Higgins consome cerca de 750 kW por aproximadamente 18h para obterum lingote de cerca de 5.442 kg, dos quais 4.142kg são de alumina eletrofundida marrom. Portando,estima-se que consumo médio de energia para produção de óxido de alumínio eletrofundido é de3,3 kWh por kg de material obtido e possui um fator de emissão de CO2 de 0,27t/tproduto. Da mesmaforma que o processo produtivo do carbeto de silício, geralmente não há tratamento das emissõesgasosas (CO2, CH4 e H2S) (J MENDO CONSULTORIA, 2009).
4.1.2 Etapa de Descarte/Destinação
Em relação à etapa de descarte/destinação ao fim do fluxo de ciclo de vida de discos, nãoforam encontrados dados quantitativos sobre seus aspectos ambientais. Dessa forma, apresenta-seabaixo uma descrição qualitativa dos riscos ambientais e possíveis classificações do resíduo de discospós-consumo conforme alguns aspectos ambientais.
De acordo com a Lista Brasileira de Resíduos Sólidos, as ferramentas abrasivas são classifi-cadas na categoria 12, que se refere aos "resíduos da moldagem e do tratamento físico e mecânico desuperfície de metais e plásticos". O código 12 01 21 é usado para mós e materiais de retificação e 1201 20, se contiverem substâncias perigosas (BRASIL, 2012; LINKE, 2016). O gerador de resíduosdeve identificar as características físicas e a toxicidade para classificar os resíduos corretamente e

65
Figura 17: Esquema do processo de produção de óxido de alumínio
Fonte: Própria autora.
destinar em conformidade com as regulamentações (LINKE, 2016).
O risco ambiental dos grãos abrasivos no geral é baixo, uma vez que apresentam baixopotencial de bioacumulação (absorção de substâncias por organismos), além de baixa toxicidade ereatividade. Portanto, discos de corte e desbaste, lixas, rebolos e superabrasivos não são produtostóxicos e não apresentam impacto significativo ao meio ambiente desde que sejam manuseados eestocados adequadamente.
No geral, discos de corte e desbaste são classificados como resíduos Classe II - A e podem serdescartados em aterros desde que autorizado pelo órgão de controle ambiental CETESB, no estado deSão Paulo. Contudo, eventuais contaminações durante a operação ou armazenamento desses discos,como a utilização de fluidos refrigerantes, podem alterar sua classificação original para Classe I(resíduos perigosos). Resíduos da Classe I requerem tratamento prévio para disposição final, comoneutralização química ou destruição térmica; caso não seja possível, devem ser descartados em aterrosconstruídos para esse fim (SAINT-GOBAIN ABRASIVOS BRASIL, 2008). Por isso, de acordocom a Associação Brasileira de Normas Técnicas (2004), é necessário realizar a caracterizaçãodo resíduo de acordo com aspectos físicos-químicos, biológicos, qualitativos e quantitativos daamostra, identificando o processo que lhes deu origem e seus constituintes. Os resultados auxiliam naclassificação do resíduo para definir a melhor forma de destinação. Os laudos devem ser elaboradospor profissionais habilitados.
Para resíduos de Classe I, é preciso autorização do órgão de controle ambiental, CETESB,por meio da emissão do Certificado de Aprovação para Destinação de Resíduos Industriais (CADRI)ou direcionar para recicladoras.
De acordo com o conceito de economia circular, apresentado na Seção 3.1, o descarte dediscos em aterros sanitários não é a forma mais eficiente de gerir os resíduos sólidos, uma vez que

66
ainda há oportunidade de reinserção do produto à cadeia produtiva. Além disso, a disposição ematerros pressupõe a ocupação de um espaço saturado e não otimizado nos aterros, que pode contribuircom a contaminação de solos e emissões para a atmosfera. A próxima seção irá abordar as possíveisestratégias de fim de vida ambientalmente sustentáveis.
4.2 Estratégias de fim de vida de discos abrasivos
As principais causas para o fim da vida útil de discos abrasivos são o desgaste da ferramenta,ultrapassando as dimensões minímas viáveis para sua aplicação, fratura do material ou fim do prazode validade determinado pelo fabricante. A destinação mais comumente aplicada hoje em dia é odescarte em aterros, porém, além de ocupar espaço nos aterros saturados poluindo ar e solos, não éuma forma eficiente de gerenciamento de resíduos, de acordo com os conceitos de economia circulare logística reversa apresentados.
Dentre as estratégias de EoL que visam prolongar a vida útil do produto reinserindo-o àcadeia produtiva, conforme apresentado na subseção 3.3, o reuso, reparo, recondicionamento eremanufatura dos discos convencionais para mesma aplicação a qual foram projetados não sãoviáveis, devido aos altos requisitos de segurança para ferramentas abrasivas rotativas. Além disso,o processo de fabricação dos discos convencionais não permite sua remanufatura, principalmentepela natureza da aderência dos componentes, isto é, os grãos são impregnados pelo ligante, nãopossibilitando a desmontagem para remanufatura.
A reciclagem, por sua vez, se mostra como uma estratégia de EoL promissora para os discosabrasivos convencionais, pois o reprocessamento do material para criação de novos produtos pode serrealizado através da extração dos grãos do substrato revestido ou ligado (J MENDO CONSULTORIA,2009). Também é possível reciclar abrasivos para outro fim que não seja a produção de ferramentas,como por exemplo a utilização de resíduos abrasivos triturados em obras rodoviárias (LINKE, 2016).
No mercado de resíduos, a Valoref e a Kuhmichel são empresas estrangeiras que se destacampor atuarem com reciclagem de ferramentas abrasivas. A Valoref é uma empresa francesa, líder nareciclagem de refratários, que recicla todos os tipos de ferramentas abrasivas ligadas, de diversostamanhos e tipos de grãos, tratando cerca de 40 mil toneladas de resíduos refratários por ano(VALOREF, 2019). Já a empresa alemã Kuhmichel recicla minerais e metais usados em jateamento,rebolos e refratários, tratando cerca de 25 mil toneladas por ano, o que resulta numa economia de75 mil toneladas de CO2 não emitidos ao ambiente (KUHMICHEL, 2019). No Brasil, também háum mercado crescente de recicladoras de abrasivos como é o caso da Ascontec Abrasivos, a qualrecicla diversos tipos de grãos de ferramentas resinoides ou vitrificadas (ASCONTEC ABRASIVOS,2019) e Romão Gogolla que atua na recuperação de grãos de rebolos e reciclagem de sucata de ferrofundido para produção de granalha de jateamento (ROMÃO GOGOLLA, 2019).
67
Devido aos requisitos de segurança e qualidade das ferramentas rotativas, fabricantes deabrasivos optam por não utilizar 100% de matérias-primas recicladas para compor um produto.É comum a mistura de grãos virgens com grãos reciclados, produzindo uma ferramenta de boaqualidade com menor custo.
A possibilidade de realizar a recuperação energética de discos convencionais não é muitoviável. A eficiência de recuperação de calor é de, nomáximo, 50% e a eficiência para gerar eletricidadea partir de calor recuperado é no máximo de 35%, devido à quantidade reduzida de resíduo orgânico.O processo de combustão precisa de um controle cuidadoso para que as emissões não sejam tóxicas(LINKE, 2016).
A categoria de discos superabrasivos, cuja estrutura é composta por uma alma metálicareutilizável e uma superfície abrasiva de diamante ou CBN aderida por eletrodeposição, apresentapotencial para remanufatura. É possível coletar os discos usados, remover e recuperar resquíciosabrasivos, limpar e inspecionar a peça, preparar a superfície de deposição e submetê-la ao processode eletrodeposição novamente, reutilizando a alma metálica do disco. Um corpo de aço pode serreutilizado até seis vezes (MCCLARENCE, 2010 apud LINKE, 2016, p. 116)* . Dessa forma, paraos superabrasivos, que apresentam elevado custo, a remanufatura se mostra como uma importanteestratégia de EoL sob crescente conscientização de eficiência de materiais e energia. SegundoMcClarence (2010 apud LINKE, 2016)*, apenas entre 8 e 10% de diamante é recuperado.
4.3 Estudo de caso: Ascontec Abrasivos
4.3.1 Sobre a empresa
A Ascontec Abrasivos é uma empresa fundada em 1993, referência brasileira no ramo dereciclagem de abrasivos. Sua atividade principal consiste em reciclar ferramentas abrasivas de modoa recuperar seus grãos e disponibilizá-los novamente no mercado para serem remanufaturados.Atualmente, também atua oferecendo óxido de alumínio de baixo custo para jateamento. Iniciou asatividades no município de Delfim Moreira, estado de Minas Gerais e em 2000 foi transferida paraLorena, estado de São Paulo, onde aumentou sua capacidade de produção instalada, reciclando hojecerca de 860 toneladas de abrasivo por ano.
A empresa é licenciada pelo CETESB, IBAMA, prefeitura e corpo de bombeiros, além decertificada pela ISO 90001 desde 2009. A empresa não atua com a produção do grão abrasivo virgemou com a manufatura de ferramentas ou produtos finais. Para entender como funcionam os processosde reciclagem da empresa, suas vantagens competitivas e seus principais desafios, foi realizada umaentrevista com o responsável pelo negócio e uma visita técnica à fábrica.
∗ FonteMCCLARENCE, E. Diamond recovery-what’s it worth. Diamond Tooling Journal, v. 626, n. 70, p.32–33, 2010

68
4.3.2 Processo de reciclagem
A Figura 18 ilustra as entradas e as saídas do processo de reciclagem de discos abrasivosda Ascontec Abrasivos. As entradas do processo de reciclagem são divididas em matéria-prima(discos abrasivos descartados) e recursos, compostos por água, energia elétrica e combustível paraclassificação dos grãos, funcionamento dos equipamentos e queima do ligante, respectivamente.Já as saídas são o produto final que consiste nos grãos abrasivos reciclados, resíduos metálicosprovenientes dos anéis metálicos dos discos e rejeitos constituídos de varrições, cinzas, particuladose emissões. A eficiência do processo equivale a 70%. Desde a entrada dos discos até o ensacamentodos grãos recuperados, há uma perda de 30%, levando em consideração a remoção de componentesdos discos como ligante, fibra de vidro e anel metálico, além da perda de grãos nas máquinas e nasvarrições do chão da fábrica. O detalhamento das etapas do processo de reciclagem é apresentado naFigura 19.
Figura 18: Entradas e saídas do processo de reciclagem de discos abrasivos
Fonte: Própria autora.
A matéria-prima (MP) necessária para dar início ao processo pode ser originada de duasformas: discos pós-consumo descartados ou lotes de fabricação refugados. Os discos abrasivospós-consumo podem ter atingido seu fim de vida por meio do consumo até o limite de segurançaestipulado pelo fabricante ou por meio de desgaste ou trincas que impossibilitam sua utilização. Oslotes refugados pelos fabricantes alimentam o processo de reciclagem com produtos nunca utilizadose livres de contaminação por óleos lubrificantes.

69
Figura 19: Processo de reciclagem de discos abrasivos da Ascontec Abrasivos
Fonte: Própria autora.
A entrada de MP, representada pela Etapa 1, se dá através da compra dos resíduos abrasivos.Dessa forma a recicladora estabelece contato com indústrias de manufatura (consumidores oufabricantes de abrasivos) para efetuar a compra. Considerando o atual cenário de recursos limitados eaumento da regulamentação ambiental, as organizações estão buscando colocar em prática conceitosde desenvolvimento sustentável e destinação adequada de resíduos. Neste cenário, além da questãoambiental, a venda de resíduos para recicladoras se mostra como uma oportunidade de lucro para asindústrias, as quais também buscam estabelecer contato com recicladoras.
A coleta e a logística de transporte são pilares fundamentais para o gerenciamento de resíduos.No caso da Ascontec, toda logística é feita pela própria frota da empresa, que coleta os abrasivos noestabelecimento dos geradores de resíduos.
Após a coleta e transporte, a próxima etapa do processo (Etapa 2) consiste na separaçãodos resíduos. Os discos pós-consumo são recepcionados em fardos, onde se encontram misturadosdiferentes tipos de ferramentas abrasivas, desde lixas até rebolos vitrificados. Vale ressaltar que oobjetivo desse método de reciclagem é recuperar os grãos abrasivos para que sejam reutilizadosna fabricação de novas ferramentas. Para esse objetivo, existem algumas categorias de ferramentasnão elegíveis como lixas, rebolos borrachosos e rebolos de grafite. As lixas usadas apresentam umpercentual muito baixo de grãos para serem recuperados, restando em sua maior parte os costados osquais estimulam a geração de resíduos e impurezas na etapa de queima. Dentro dessa categoria delixas, ainda há os flap discs, formados por camadas de lixas aderidas numa estrutura de compósito, oque também dificulta e inviabiliza sua reciclagem por esse método. No caso dos rebolos borrachosose de grafite, o processo de queima não elimina tais materiais, os quais podem contaminar os outrosdiscos e impossibilitar a reciclagem.
Dentre as ferramentas passíveis de recuperação de grãos estão os discos de corte, de desbaste,rebolos e pontas de diferentes tipos, tamanhos e aplicações. A separação, manual e visual, é feita emduas magnitudes: por tipo de ligante e por tipo de grão. Logo, primeiramente as ferramentas resinadassão separadas das vitrificadas. Em seguida, é realizada a separação de acordo com composição do

70
grão, que basicamente pode ser: óxido de alumínio branco, marrom ou rosa (com óxido de cromo),óxido de zircônio, carboneto de silício preto ou verde e entre outros. A Figura 20 esquematiza oscritérios de separação dos discos.
Figura 20: Etapas da separação dos resíduos de discos abrasivos
Fonte: Própria autora.
As ferramentas passíveis de reciclagem passam para a Etapa 3: realizar queima do resíduo.A etapa de queima é necessária para eliminar o ligante orgânico e óleos lubrificantes impregnadosnos discos resinados. Para os discos vitrificados, a queima é utilizada somente para a remoção delubrificantes, uma vez que não é possível eliminar o ligante vítreo. A queima dos discos duram até 12horas a uma temperatura de aproximadamente 1200ºC. A montagem do forno para iniciar a queimapode durar até um dia, além do tempo de resfriamento do material no forno à temperatura ambiente,a qual pode demorar até três dias, totalizando cinco dias para essa etapa. O combustível utilizadopara a queima consiste em cavacos de madeira.
Na busca de um processo com o menor impacto possível ao meio ambiente, a Ascontecpossui um procedimento de lavagem do gás, certificado pela CETESB, para o tratamento de emissõesdurante a queima. O lavador de gases consiste num equipamento composto por um mecanismo deágua pulverizada e bicos pressurizados que auxiliam na remoção de particulados poluentes do gásantes de sua emissão para a atmosfera. Em seguida, a água contaminada é tratada, sedimentada eevaporada, de modo a separar os resíduos removidos que serão destinados a aterros.
Após o resfriamento dos discos, eles são transportados para um equipamento de britagem,moagem e pré-classificação (Etapa 4). A moagem ocorre em um moinho de martelos e um moinho de

71
rolos, os quais quebram os discos por impacto e compressão, respectivamente. Em seguida, há umaseparação magnética de leve intensidade para remoção de resíduos metálicos, além de uma separaçãopor aspiração para remoção de materiais leves como cinzas provenientes da queima do combustívele telas de fibras de vidro moídas. No mesmo equipamento há uma pré-classificação granulométricarealizada por peneiras vibratórias. Caso os grãos não atinjam a granulometria esperada, eles retornampara o moinho.
Para garantir a granulometria precisa dos grãos é feita uma classificação refinada (Etapa 5)por meio de sucessivas peneiras vibratórias, de modo a eliminar impurezas ou grãos maiores que nãoconseguiram ser eliminados previamente. No caso de grãos muito finos, com mesh entre 280 e 800,a classificação por meio de peneiras não é um método eficiente, uma vez que as partículas se unemuma as outras por eletrostática e não passam pela rede. Portanto, utiliza-se um método de separaçãoúmida, no qual adiciona-se água em cones de sedimentação que permitem a separação dos grãospor diferença de densidade. Após essa classificação, os grãos passam para a etapa de secagem numaestufa.
Ao fim da cadeia produtiva, os grãos podem passar por mais uma separação magnética demaior intensidade, na qual é possível separar grãos metálicos caso a especificação do cliente exija.A sucata metálica coletada ao longo do processo é revendida para outras recicladoras de metais.100% dos lotes passam por uma análise granulométrica, certificada pelo ISO 90001, de modo agarantir a qualidade do produto final. Os grãos são ensacados e revendidos, como apresentado naEtapa 6. De acordo com a necessidade do cliente, a Ascontec Abrasivos também atua na mistura ehomogeneização de grãos reciclados com grãos virgens por meio de misturadores bicônicos. Dessemodo, a marca consegue se diferenciar no mercado, fornecendo um grão customizado para o cliente.
4.3.3 Benefícios e desafios
O processo de reciclagem de discos abrasivos apresenta vantagens em termos de sustentabili-dade, abrangendo as 3 dimensões: ambiental, econômica e social.
Em relação à dimensão ambiental da sustentabilidade, vale retomarmos o processo defabricação de um disco. O início da cadeia produtiva se dá pela extração de minério para produção dogrão abrasivo por eletrofusão ou síntese, seguido da prensagem e tratamento térmico dos grãos emconjunto com o ligante e rótulos necessários para o produto. Desse modo, o processo extrai recursosnaturais e consome uma quantidade elevada de energia conforme mostrado na seção 4.1. Além disso,a fabricação de discos é fundamentada na economia linear, ou seja, o sistema se baseia em produção,consumo e descarte, como ilustrado na Figura 15, contribuindo para o aumento da quantidade delixo e maior utilização do espaço dos aterros.
Identificando os gaps ambientais do processo de fabricação tradicional de discos abrasivos,

72
é mais fácil entender a relevância do processo de reciclagem nesse contexto. Reciclar os discosrecuperando os grãos abrasivos contribui para a redução do lixo descartado para o ambiente econsequentemente para uma redução do espaço utilizado nos aterros, uma vez que esse resíduo éreinserido na cadeia produtiva. Além disso, a reciclagem reduz a necessidade de extração minériodo ambiente e pode consumir uma quantidade menor de energia, pois os discos são queimados sema necessidade de utilizar fornos robustos para processos como a eletrofusão. Dessa forma, o fluxo deciclo de vida se comporta de forma cíclica, como mostrado na Figura 21, reaproveitando resíduosdescartados e reduzindo extração de recursos e consumo de energia no processo de produção do grãovirgem. Portanto, as duas primeiras etapas à esquerda (Extração de recursos naturais e Produçãodos grãos abrasivos) e os impactos ambientais associados, explicados na seção 4.1, são minimizadospela reciclagem, bem como os impactos resultantes do descarte, última etapa à direita.
Um estudo de Golanda (2017) mostrou que corpos de prova de alumina reciclada apresentamcerta depreciação de suas propriedades (massa específica, módulo de elasticidade e porosidade, porexemplo), o que pode ser explicado pela presença de impurezas oriundas de fibras de reforço, ligantesorgânicos em resinoides ou da matriz vítrea para discos vitrificados (GOLANDA, 2017). Dessemodo, no âmbito econômico, os grãos reciclados se diferenciam no mercado por apresentarem quasemetade do preço e menor qualidade quando comparado com um produto virgem. Portanto, os grãosreciclados podem ser misturados com grãos virgens para manufatura de novas ferramentas, de modoa baratear seu custo de produção e não comprometer sua qualidade. Também podem ser utilizadosem regiões internas dos discos como preenchimento para sustentar a ferramenta, próximo ao seucentro, onde não há necessidade de elevadas propriedades de corte.
O processo de reciclagem no geral é mais enxuto financeiramente, uma vez que os custossão reduzidos com a compra da matéria-prima (discos pós-consumo ou refugados) e também com oconsumo de energia. Além de ser uma atividade viável economicamente, a reciclagem carrega umforte caráter social, gerando empregos e agregando valor para maior qualidade de vida da população.
Figura 21: Influência da reciclagem como estratégia de fim de vida abrasivos no fluxo de ciclo de vida dediscos abrasivos apresentado na Figura 15
Fonte: Própria autora.

73
Em comparação com grandes empresas que dominam o mercado de abrasivos, uma grandevantagem competitiva de recicladoras está na flexibilidade no fornecimento de produtos personaliza-dos para o cliente. O modelo de reciclagem da Ascontec Abrasivos permite a "mixagem"de diferentestipos de grãos (reciclados e virgens), em diferentes proporções, se adaptando às necessidades doscientes em relação à composição, qualidade e custo do produto final. Grandes empresas apresentamuma rigidez maior em relação à padronização dos produtos ofertados para garantir escalabilidade deprodução com qualidade dos produtos.
Um dos grandes desafios do mercado de reciclagem está na dependência de fornecedores dematéria-prima, isto é, de fornecedores de discos abrasivos pós-consumo ou de lotes refugados durantea fabricação. Uma preocupação é a necessidade de atrair fornecedores de modo a garantir matéria-prima para uma produção sustentável a longo prazo. Dessa forma, a empresa deve se adequar àdemanda de coleta de matéria-prima e não o contrário. Por exemplo: para uma empresa convencionalde abrasivos, a produção está diretamente associada à sua demanda de mercado e capacidade deprodução; caso seja necessário aumentar a produção, será extraído minério para isso. Uma recicladoranão possui essa flexibilidade em relação à obtenção de matéria-prima, o que requer um gerenciamentocauteloso do fluxo de caixa e do estoque de grãos a serem reciclados. É preciso conciliar a necessidadedo negócio, que depende do resíduo descartado na entrada do processo, e a necessidade do fornecedorde descarte do produto pós-consumo o mais rápido possível.
4.4 Novas soluções no mercado
Existem diversas iniciativas no mercado atual que buscam incentivar a destinação ambiental-mente adequada de abrasivos. Essa seção busca coletar alguns exemplos de iniciativas, plataformas einovações no setor de abrasivos.
O disco de alta velocidade PFERD ALUMASTER High Speed Disc, vencendor do Prêmiode Inovação Eisen 2016, é uma inovação na área de disco abrasivos. Consiste numa ferramenta dealto desempenho composto por dez insertos de corte de carboneto de tungstênio fixadas ao disco levee robusto. A solução apresenta uma geometria inovadora, possibilitando a substituição dos insertosdesgastados e prolongando a vida útil da ferramenta. É ideal para desbaste de alumínio (PFERD,2019a). A velocidade máxima de rotação catalogada chega a 13.300 rpm. A Figura 22 mostra osdiscos de corte e desbaste com os insertos fixados. As dimensões consistem em D = 115,00 mm, H= 22,23 mm e U = 13,00 mm para o disco de desbaste e D = 115,00 mm, H = 22,23 mm e U = 8,00mm para o disco de corte (PFERD, 2019a).
Além de empresas recicladoras, existem empresas preocupadas com o descarte apropriadode abrasivos que desenvolvem parcerias para viabilizar a logística reversa dos discos para depoisencaminhar para outra empresa que realiza a destinação adequada. É o caso da Armo do Brasil,

74
Figura 22: Discos de desbaste e de corte PFERD ALUMASTER High Speed Disc, respectivamente
Fonte: PFERD (2019a).
empresa que trabalha com produtos para manutenção e com a venda ferramentas abrasivas. A empresalançou o Programa de Descarte Sustentável em 2014 e estabeleceu uma parceria com os clientespara garantir a logística reversa de discos pós-consumo. Os clientes passaram a separar os resíduosde discos de corte e desbaste e a enviar para a Armo que, por sua vez, compra o resíduo e bonifica ocliente na aquisição de novos discos. Embora a empresa não atue diretamente com a destinação dosdiscos, ela repassa os resíduos comprados para uma empresa parceira que os destina corretamente(ARMO DO BRASIL, 2018).
Nos casos em que não há uma empresa parceira que incentive o uso da logística reversa,também existem plataformas que facilitam a compra e venda de resíduos sólidos, além de atuaremna logística de coleta e entrega desses resíduos. Alguns exemplos são: Recicle.net, Polen e B2Blue.A Recicle.net é uma inciativa sem fins lucrativas fundada em 2001 que apoia e facilita o comércio daindústria de reciclagem conectando empresas geradores de resíduos com as consumidoras (RECI-CLE.NET, 2019). A Polen é uma startup que nasceu com o mesmo objetivo para transformar o custode destinação em receita. Também oferecem soluções de logística e de seguro para carga de resíduos(POLEN, 2019). A B2Blue, além de uma plataforma de compra e venda de sucatas, atua com diver-sos serviços de revalorização de resíduos, como o mapeamento de oportunidades, gerenciamentointeligente de resíduos além de disponibilizar mão de obra, transporte e armazenamento de resíduos(B2BLUE, 2019).

75
5 CONSIDERAÇÕES FINAIS
O presente trabalho apresenta alguns aspectos ambientais e algumas formas de destinação dediscos abrasivos pós-consumo, temática pouco explorada na literatura. Dessa forma, foi possívelestudar conceitos técnicos sobre a configuração e composição dos discos convencionais e os principaisaspectos ambientais do descarte inadequado, bem como das etapas de produção do grão, onde háa extração de recursos naturais. Por fim, avaliou-se a viabilidade das estratégias de fim de vidadiscutidas, dentre as quais a reciclagem se mostrou a mais viável para discos convencionais. Oprocesso de reciclagem, assim como seus benefícios e desafios, foi detalhado por meio de um estudode caso realizado na Ascontec Abrasivos, trazendo um pouco mais da realidade prática para o estudo.
O estudo pôde concluir que a reciclagem de abrasivos ainda é pouco conhecida e exploradano Brasil. Como apresentado na Seção 1, o país consome cerca de 170 milhões de unidades discosde corte e desbaste, aproximadamente 51 mil toneladas. Nesse cenário, iniciativas como da Ascontecabrasivos apresentam relevância ambiental significativa, mas ainda há um grande potencial a serexplorado, o que pode exigir uma mudança cultural do setor industrial bem como legislações maisbem definidas para o descarte de abrasivos aliados a um crescimento do mercado de resíduosabrasivos.
Embora a reciclagem de abrasivos seja uma estratégia de fim de vida tecnicamente viávelque visa reinserir grãos abrasivos na cadeia produtiva e prolongar sua vida útil, pode ser avaliadacomo uma estratégia de "redução gradual"de resíduos, já que pode reduzir a qualidade dos produtosgradativamente, tornando-os aplicáveis para atividades de menor valor e limitando o número deciclos possíveis. Dessa forma, apesar de prolongar a vida útil do produto, o status de recurso devalor nem sempre se mantém. Portanto, conclui-se que é necessário explorar novas abordagens querepensem os aspectos ambientais do produto desde seu projeto inicial, na busca de inovação parareduzir a quantidade de resíduos descartados, além de explorar e permitir a aplicação de estratégiasde fim de vida mais sustentáveis, assim como foi apresentado no exemplo da Alumaster.
Apesar do trabalho focalizar no estudo dos aspectos ambientais das etapas das extremidadesdo fluxo de ciclo de vida de discos abrasivos (extração de recursos naturais, produção de grãoabrasivo e descarte/destinação), a redução do impacto ambiental do produto ao longo de todo ciclo devida é um tópico importante a ser desenvolvido. As empresas devem buscar melhorar seus produtosde forma que o impacto ambiental seja o menor possível desde a etapa de extração até o descarte,mantendo a viabilidade econômica de produção. Portanto, sugere-se como oportunidade para futurostrabalhos, realizar um estudo de todo ciclo de vida dos discos abrasivos, bem como explorar conceitoscomo Design for Environmental (DfE), que visa introduzir aspectos ambientais desde etapas iniciais

76
de desenvolvimento de projeto aplicado a discos. Nesse contexto, há oportunidade de repensar odesign do produto ou até mesmo sua composição e configuração, uma vez que os discos são compostospor múltiplos materiais. Além disso, é possível evoluir esse trabalho de modo a quantificar o impactoambiental da recuperação dos grãos e estabelecer uma comparação com o método tradicional deprodução em relação à extração de matéria-prima, consumo de energia e emissões gasosas, comoapresentado na Tabela 4.

77
REFERÊNCIAS
ARMO DO BRASIL. Armo do Brasil desenvolve solução para descarte dustentávelde discos abrasivos. 2018. Disponível em: <https://www.armodobrasil.com.br/conteudo/.htmlarmo-do-brasil-desenvolve-solucao-para-descarte-sustentavel-de-discos-abrasivos>. Acessoem: 30 de abril de 2019.
ASCONTEC ABRASIVOS. Reciclagem. 2019. Disponível em: <http://www.ascontecabrasivos.com.br/reciclagem.html>. Acesso em: 27 de abril de 2019.
ASSOCIAÇÃO BRASILEIRA DE EMPRESAS DE LIMPEZA PÚBLICA E RESÍDUOSESPECIAIS. Panorama dos Resíduos Sólidos no Brasil 2017. São Paulo: ABRELPE, 2017.Disponível em: <http://abrelpe.org.br/panorama/>. Acesso em: 19 de maio de 2019.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10004: Resíduos sólidos -classificação. Rio de Janeiro, 2004.
. NBR ISO 14044: Gestão ambiental – avaliação do ciclo de vida – requisitos e orientações.Rio de Janeiro, 2009. 6 p.
. NBR 16245: Requisitos de segurança para fabricação dos produtos abrasivos aglomerados.Rio de Janeiro, 2013. 6 p.
. NBR ISO 603-14: Produtos abrasivos aglomerados — dimensões - parte 14 - rebolos paradesbaste e discos para desbaste-corte, incluindo discos semiflexíveis para uso em esmerilhadeira.Rio de Janeiro, 2013a. 4 p.
. NBR ISO 603-15: Produtos abrasivos aglomerados — dimensões - parte 15: Discos de cortepara máquinas de corte móveis ou estacionárias. Rio de Janeiro, 2013b. 1-4 p.
.NBR 15230: Ferramentas abrasivas — uso, manuseio, segurança, classificação e padronização.Rio de Janeiro, 2016. 21-24 p.
AURICH, J. et al. Sustainability of abrasive processes. CIRP Annals, v. 62, n. 2, p. 653–672, 2013.
AZEVEDO, J. L. A economia circular aplicada no brasil: uma análise a partir dos instrumentoslegais existentes para a logística reversa. In: Congresso Nacional de Excelência em Gestão, 11.Rio de Janeiro, RJ. Anais... p. 1-16. 2015.
B2BLUE. Serviços B2Blue. 2019. Disponível em: <https://www.b2blue.com/#servicos>. Acessoem: 30 de abril de 2019.
BASHKITE, V.; KARAULOVA, T.; STARODUBTSEVA, O. Framework for innovation-orientedproduct end-of-life strategies development. Procedia Engineering, v. 69, p. 526–535, 2014.
BIANCHI, E. C. Estudo do comportamento de discos abrasivos, em operações do tipo Cut-offpor mergulho basculante, submetidos à diversas condições de corte sem lubrificação. 1997.154 f. Tese (Livre-Docência) - Faculdade de Engenharia e Tecnologia, Universidade EstadualPaulista "Júlio de Mesquita Filho", Bauru. 1997.
78
BORGES, L. A. C.; REZENDE, J. L. P. de; PEREIRA, J. A. A. Evolução da legislação ambiental noBrasil. Revista em Agronegócio e Meio Ambiente, Maringá, PR, v. 2, n. 3, p. 447–466, 2009.
BOSCH. Produtos. 2019. Disponível em: <https://www.bosch-professional.com/br/pt/products/>.Acesso em: 24 de abril de 2019.
BRASIL. [Constituição (1988)]. Constituição da República Federativa do Brasilde 1988. Brasília, DF: Presidência da República, [2019], 1988. Disponível em: <http://www.planalto.gov.br/ccivil_03/constituicao/constituicao.htm>. Acesso em: 27 de abril de 2019.
. Lei nº 9.605, de 12 de fevereiro de 1998. Dispõe sobre as sanções penais eadministrativas derivadas de condutas e atividades lesivas ao meio ambiente, e dá outrasprovidências. Diário Oficial da União, Seção III, Brasília, DF, 13 fev. 1998. Disponível em:<http://www.planalto.gov.br/ccivil_03/leis/l9605.htm>. Acesso em: 27 de abril de 2019.
. Lei nº 11.445, de 5 de janeiro de 2007. Estabelece diretrizes nacionais para o saneamentobásico; altera as Leis nos 6.766, de 19 de dezembro de 1979, 8.036, de 11 de maio de 1990, 8.666,de 21 de junho de 1993, 8.987, de 13 de fevereiro de 1995; revoga a Lei no 6.528, de 11 de maio de1978; e dá outras providências. Diário Oficial da União, Brasília, DF, 8 jan. 2007. Disponível em:<http://www.planalto.gov.br/ccivil_03/_ato2007-2010/2007/lei/l11445.htm>. Acesso em: 27 deabril 2019.
. Lei nº 12.305, de 2 de agosto de 2010. Institui a Política Nacional de Resíduos Sólidos; alteraa Lei no 9.605, de 12 de fevereiro de 1998; e dá outras providências. Diário Oficial da União,Brasília, DF, 03 ago. 2010. Disponível em: <http://www.planalto.gov.br/ccivil_03/_Ato2007-2010/2010/Lei/L12305.htm#art53>. Acesso em: 27 de abril 2019.
. Instrução normativa nº 13, de 18 de dezembro de 2012. Diário Oficial da União, Brasília,DF, 03 ago. 2010. seção i, p. 200-207. 2012. Disponível em: <http://www.mpsp.mp.br/portal/page/portal/cao_urbanismo_e_meio_ambiente/legislacao/leg_federal/leg_fed_resolucoes/leg_fed_res_ibama>. Acesso em: 27 de abril 2019.
. Ministério do meio ambiente. resíduos sólidos. 2019. Disponível em: <http://www.mma.gov.br/cidades-sustentaveis/residuos-solidos>. Acesso em: 24 de abril de 2019.
BRAUNGART, M.; MCDONOUGH, W. Cradle to cradle: Remaking the way we make things.New York: Farra, Straus and Giroux, 2010.
BRUNDTLAND, G. H. World commission on environment and development. Environmentalpolicy and law, v. 14, n. 1, p. 26–30, 1985.
CARBORUNDUM. Nomenclatura utilizada para discos de corte e des-baste. 2017. Disponível em: <https://www.carbo.com/pt-br/recursos/expertise/nomenclatura-utilizada-para-discos-de-corte-e-desbaste>. Acesso em: 24 de abril de2019.
CENTRE FOR REMANUFACTURING & REUSE. A description of the design for end-of-lifeprocess. 2019. Disponível em: <http://www.remanufacturing.org.uk/>. Acesso em: 30 de abril de2019.

79
CONECTA FG. Disco de Desbaste: vantagens, aplicações e muito mais. 2017. Disponível em:<http://conectafg.com.br/disco-de-desbaste-vantagens-aplicacoes/>. Acesso em: 16 maio 2019.
CONFEDERAÇÃO NACIONAL DA INDÚSTRIA. A indústria em números. 2019. Disponívelem: <http://www.portaldaindustria.com.br/estatisticas/industria-em-numeros/>. Acesso em: 17 demaio de 2019.
ELKINGTON, J. Partnerships from cannibals with forks: the triple bottom line of 21st-centurybusiness. Environmental quality management, v. 8, n. 1, p. 37–51, 1998.
ENDEAVOR BRASIL. Logística reversa – ou o que minha empresa pode ganhar com seusresíduos. 2015. Disponível em: <https://endeavor.org.br/operacoes/logistica-reversa/>. Acesso em:18 de maio de 2019.
EQUILOC. Guia para discos de corte: tipos, utilidades e dicas. 2016. Disponível em:<http://locadoraequiloc.com.br/blog/discos-de-corte-tipos-utilidades/>. Acesso em: 24 de abril de2019.
FIBERTEX. Reforços estruturais para abrasivos – reforço abrasivo. 2018. Disponível em:<http://www.fibertex.com.br/produtos/reforco-abrasivo/>. Acesso em: 16 de maio de 2019.
GOLANDA, A. D. Preparação e caracterização de compósitos abrasivos resinoides reforçadoscom alumina reciclada. 2017. Dissertação (Mestrado) - Escola de Engenharia de Lorena,Universidade de São Paulo, Lorena. 2017.
GOVINDAN, K.; SOLEIMANI, H.; KANNAN, D. Reverse logistics and closed-loop supply chain: acomprehensive review to explore the future. European Journal of Operational Research, v. 240,n. 3, p. 603–626, 2015.
IDEIA CIRCULAR.O que é economia circular? 2019. Disponível em: <https://www.ideiacircular.com/economia-circular/>. Acesso em: 18 de maio de 2019.
IRWIN FERRAMENTAS. Discos abrasivos. 2017. Disponível em: <https://www.irwin.com.br>.Acesso em: 27 de abril de 2019.
J MENDO CONSULTORIA. Relatório Técnico 73: perfil de abrasivos. Brasília: Mi-nistério de Minas e Energia, 2009. Disponível em: <http://www.jmendo.com.br/tipo/a-transformacao-mineral-no-brasil/>. Acesso em: 18 de abril de 2019.
KALPAKJIAN, S. Manufacturing engineering and technology. Upper Saddle River, New Jersey:Prentice Hall, 2001.
KUHMICHEL. Recycling. 2019. Disponível em: <https://www.kuhmichel.com/en/>. Acesso em:27 de abril de 2019.
LACERDA, L. Logística reversa: uma visão sobre os conceitos básicos e as práticas operacionais.Rio de Janeiro: COPPEAD/UFRJ, v. 6, 2002.
LEITÃO, A. Economia circular: uma nova filosofia de gestão para o séc. xxi. Portuguese Journalof Finance, Management and Accounting, v. 1, n. 2, 2015.
80
LIEDER, M.; RASHID, A. Towards circular economy implementation: a comprehensive review incontext of manufacturing industry. Journal of Cleaner Production, v. 115, p. 36–51, 2016.
LINKE, B. Life cycle and sustainability of abrasive tools. Berlim: Springer, 2016.
MACARTHUR, E. Towards the circular economy, economic and business rationale for anaccelerated transition. Cowes: Ellen MacArthur Foundation, 2012.
MANNARINO, C. F.; FERREIRA, J. A.; GANDOLLA, M. Contribuições para a evolução dogerenciamento de resíduos sólidos urbanos no brasil com base na experiência europeia. RevistaEngenharia Sanitária e Ambiental, v. 21, n. 2, p. 379–385, 2016.
MANZINI, E.; VEZZOLI, C. A. O desenvolvimento de produtos sustentáveis. Os requisitosambientais dos produtos industriais. São Paulo: Edusp, 2002.
MONTAGNA. Discos de corte. 2019. Disponível em: <https://montagna.com.br/discos-de-corte/>.Acesso em: 24 de abril de 2019.
MORAIS, T. L. M. d. Inteligência competitiva a tecnologias do carbeto de silício para o setorde abrasivos. 2005. Dissertação (Mestrado) - Universidade Federal de São Carlos, São Carlos,2005. 2005.
NORTON ABRASIVOS. Nossos produtos. 2019. Disponível em: <https://www.nortonabrasives.com/pt-br/nossos-produtos>. Acesso em: 24 de abril de 2019.
NORTON SAINT-GOBAIN. Disco de corte e desbaste Norton. fispq – ficha de segurança deprodutos químicos. 2018. Disponível em: <https://www.nortonabrasives.com/pt-br/recursos/biblioteca>. Acesso em: 15 de abril de 2019.
NUSSBAUM, G. C. Rebolos & abrasivos:: tecnologia básica. São Paulo: Ícone, 1988.
OLIVEIRA, A. A.; SILVA, J. T. M. A logística reversa no processo de revalorização dos bensmanufaturados. REA-Revista Eletrônica de Administração, v. 4, n. 2, 2011.
PFERD. ALUMASTER High Speed Disc. 2019a. Disponível em: <https://www.pferd.com/int-en/products/new-products-and-innovations/alumaster-high-speed-disc/>. Acesso em: 30 de abril de2019.
. Catalogue 6: Cut-off wheels, flap discs and grinding wheels. 2019b. Disponível em:<https://www.pferd.com/int-en/service/tool-manual/>. Acesso em: 27 de abril de 2019.
POLEN. Sobre Polen. 2019. Disponível em: <https://www.brpolen.com.br/>. Acesso em: 30 deabril de 2019.
RECICLE.NET. Quem somos. 2019. Disponível em: <http://www.sucata.com.br/pages/quemsomos>. Acesso em: 30 de abril de 2019.
ROMÃO GOGOLLA. Empresa. 2019. Disponível em: <http://rgogolla.com.br/about.html>.Acesso em: 27 de abril de 2019.
ROSE, C. M. Design for environment: a method for formulating product end-of-life strategies.2000. Tese (Doutorado) — Stanford University, Stanford, 2000.

81
ROSE, C. M.; STEVELS, A.; ISHII, K. Method for formulating product end-of-life strategies forelectronics industry. Journal of Electronics Manufacturing, v. 11, n. 02, p. 185–196, 2002.
SAAVEDRA, Y. M. B. Práticas de estratégias de fim de vida focadas no processo dedesenvolvimento de produtos e suas aplicações em empresas que realizam a recuperaçãode produtos pós-consumo. 2010. Tese (Doutorado) — Escola de Engenharia de São Carlos,Universidade de São Paulo, 2010.
SAINT-GOBAIN ABRASIVOS BRASIL.Orientações de descarte de produtos. 2008. Disponívelem: <https://www.saint-gobain-abrasives.com/pt-br/recursos/biblioteca>. Acesso em: 25 de abrilde 2019.
. Nossos produtos. 2019. Disponível em: <https://www.saint-gobain-abrasives.com/pt-br/produtos>. Acesso em: 24 de abril de 2019.
SILVA, D. A. L.; SILVA, E. J. d.; OMETTO, A. R. Green manufacturing: uma análise da produçãocientífica e de tendências para o futuro. Production, v. 26, p. 642–655, 2016.
SILVA, F. FAQ - produtos abrasivos. 2017. Disponível em: <http://blog.gaveteiro.com.br/2017/06/19/faq-abrasivos/>. Acesso em: 24 de abril de 2019.
SILVA, L. R. de M.; MATOS, E. T. A. R. de; FISCILETTI, R. M. D. S. Resíduo sólido ontem e hoje:evolução histórica dos resíduos sólidos na legislação ambiental brasileira. Amazon’s Research andEnvironmental Law, v. 5, n. 2, p. 126–142, 2017.
SOUZA, R. F. de. Trabalho de pesquisa: Discos abrasivos [mensagem pessoal]. 2019. Mensagemrecebida por <[email protected]> em 7 mai. 2019.
STAHEL, W. R. The product life factor. In: ORR, S.G, An Inquiry into the nature of sustainablesocieties: the role of the private sector. Woodlands: HARC. Cap.4, p.72-104. 1982. (Series: 1982Mitchell Prize Papers).
SUNDIN, E. Product and process design for successful remanufacturing. 2004. Tese(Doutorado) — Linköping University Electronic Press, Linköping, 2004.
TONANONT, A. Performance evaluation in reverse logistics with data envelopment analysis.Industrial & Manufacturing Engineering, 2009.
VALOREF.Recycling of used grinding wheels. 2019. Disponível em: <https://www.valoref.com/>.Acesso em: 30 de abril de 2019.
ZHU, N. X. J. Análise de um processo abrasivo combinando em algumas características da lapidaçãoe retificação. Dissertação (Mestrado) - Faculdade de Engenharia, Universidade Estadual Paulista,2005.


















