UTILIZAÇÃO DOS CONCEITOS DE MODELAGEM E DE … · dentro das células de trabalho, e cada célula...
17
UTILIZAÇÃO DOS CONCEITOS DE MODELAGEM E DE SISTEMAS A EVENTOS DISCRETOS EM PROCESSOS LOGÍSTICOS NA INDÚSTRIA DE MÁQUINAS/EQUIPAMENTOS. Julio Henrique Pimentel Medrano (UNITAU) [email protected] Eduardo Hidenori Enari (UNITAU) [email protected] O presente estudo apresenta a reorganização do projeto de trabalho de uma indústria produtora de equipamentos para compressão de GNV, apoiada pelo uso de sistemas a eventos discretos (SED). A empresa em questão, pioneira neste segmento na AAmérica Latina, viveu um súbito aumento na demanda de mercado que expôs fragilidades em seu sistema logístico. Problemas associados ao planejamento e controle de estoque e fluxo de materiais tornaram-se evidentes e deveriam ser resolvidos para que não prejudicassem o fluxo de vendas da empresa. Devido a complexidade existente no projeto produtivo, a simulação foi considerada como a maneira mais segura de planejar alterações nas práticas administrativas e produtivas, sem interferir na rotina da empresa. A modelagem realizada neste trabalho foi feita a partir da construção de uma cadeia de valor para o processo produtivo. Tal abordagem permitiu identificar diversos fatores que contribuíam diretamente à falta de eficiência da empresa tais como a ausência de um sistema logístico estruturado: interligação deficiente entre determinados setores administrativos e a manufatura, formação de estoques paralelos, perda excessiva por manuseio, retrabalho ou uso incorreto de componentes (“hidden factory”). A modelagem e a análise das propriedades dos modelos foram validadas por meio de um sistema de gestão integralizado (ERP) trabalhando com base em dados reais da empresa estudada. O estudo revelou oportunidades de melhoria baseado na reorganização da seqüência de fabricação e de abastecimento de materiais, aumento de produtividade através de realocação da mão-de-obra, organização do local de trabalho e padronização das atividades. As melhorias identificadas no estudo exploratório e na simulação foram consolidadas formando um sistema de gestão customizado para a empresa objeto do estudo. Palavras-chaves: FLUXO DE MATERIAIS; GESTÃO DE MATERIAIS; GESTÃO DE ESTOQUES; SISTEMAS A EVENTOS DISCRETOS 5, 6 e 7 de Agosto de 2010 ISSN 1984-935
Transcript of UTILIZAÇÃO DOS CONCEITOS DE MODELAGEM E DE … · dentro das células de trabalho, e cada célula...

UTILIZAÇÃO DOS CONCEITOS DE
MODELAGEM E DE SISTEMAS A
EVENTOS DISCRETOS EM PROCESSOS
LOGÍSTICOS NA INDÚSTRIA DE
MÁQUINAS/EQUIPAMENTOS.
Julio Henrique Pimentel Medrano (UNITAU)
Eduardo Hidenori Enari (UNITAU)
O presente estudo apresenta a reorganização do projeto de trabalho de
uma indústria produtora de equipamentos para compressão de GNV,
apoiada pelo uso de sistemas a eventos discretos (SED). A empresa em
questão, pioneira neste segmento na AAmérica Latina, viveu um súbito
aumento na demanda de mercado que expôs fragilidades em seu
sistema logístico. Problemas associados ao planejamento e controle de
estoque e fluxo de materiais tornaram-se evidentes e deveriam ser
resolvidos para que não prejudicassem o fluxo de vendas da empresa.
Devido a complexidade existente no projeto produtivo, a simulação foi
considerada como a maneira mais segura de planejar alterações nas
práticas administrativas e produtivas, sem interferir na rotina da
empresa. A modelagem realizada neste trabalho foi feita a partir da
construção de uma cadeia de valor para o processo produtivo. Tal
abordagem permitiu identificar diversos fatores que contribuíam
diretamente à falta de eficiência da empresa tais como a ausência de
um sistema logístico estruturado: interligação deficiente entre
determinados setores administrativos e a manufatura, formação de
estoques paralelos, perda excessiva por manuseio, retrabalho ou uso
incorreto de componentes (“hidden factory”). A modelagem e a análise
das propriedades dos modelos foram validadas por meio de um sistema
de gestão integralizado (ERP) trabalhando com base em dados reais
da empresa estudada. O estudo revelou oportunidades de melhoria
baseado na reorganização da seqüência de fabricação e de
abastecimento de materiais, aumento de produtividade através de
realocação da mão-de-obra, organização do local de trabalho e
padronização das atividades. As melhorias identificadas no estudo
exploratório e na simulação foram consolidadas formando um sistema
de gestão customizado para a empresa objeto do estudo.
Palavras-chaves: FLUXO DE MATERIAIS; GESTÃO DE MATERIAIS;
GESTÃO DE ESTOQUES; SISTEMAS A EVENTOS DISCRETOS
5, 6 e 7 de Agosto de 2010
ISSN 1984-935

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
2
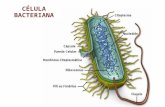
I. INTRODUÇÃO
Os sistemas industriais são geralmente compostos de várias estações interconectadas, de
material em processo , material em movimentação, recursos de comunicação, e um
gerenciador de supervisão controlado de maneira automatizada ou manual. O conceito de
manufatura flexível postula que as operações industriais podem ser executadas dentro das
células de trabalho, cada uma delas pode ser responsável pela produção de uma família de
peças (Kiefer, 2000). Embora as células possuam diferentes configurações, estas podem
variar, e geralmente incorporam os seguintes sistemas:
Dispositivos de manipulação , dispositivos de inspeção/teste, armazenamento de peças
em processo e uma supervisão controlada do sistema. O último apresenta três tarefas:
supervisão de controle, comunicação e administração interna. A Supervisão de controle
consiste em: a) monitoração do comportamento da célula de trabalho via realimentação
sensorial; b) controle e avaliação (determinação) de acordo com uma supervisão controladora
e regulamentadora que mapeia o comportamento da célula de trabalho para controles
correspondentes; e c) execução de controle via execução de programas dos dispositivos
apropriados. A comunicação permite realimentação sensorial e controla a execução a ser
apresentada. A manutenção de trabalho é o conjunto de tarefas relatadas a supervisão de
controle e comunicação que são necessárias para sua implementação.
Desenvolver a supervisão e controlar sistemas, técnicas diferentes como engenharia de
conhecimento (Brandin et al, 1994); Redes de Petri (Wessels et al, 1992 e David, 1991) ; e
controles autômatos (Balemi, 1992) , este último será abordado neste trabalho, pode ser
explorado.
I.1 - A Supervisão de Controle de Eventos Discretos no Sistema.
Sistemas de Eventos Discretos (SED) são sistemas dinâmicos que evoluem conforme a
ocorrência abrupta de eventos.

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
3
Eles são geralmente assíncronos (não registram o tempo dirigido) e não determinantes
(alguns eventos podem acontecer espontaneamente ). Tais sistemas são encontrados em uma
variedade de campos, por exemplo, no industrial, robótica, computadores e redes de
comunicação, tráfego e logística.
A supervisão de controle de SED conforme comportamentos específicos é uma nova
área de pesquisa que está recebendo reconhecimento crescente. A abordagem é baseada em
realimentação de informações na ocorrência de eventos e controles autômatos. Oferece duas
vantagens importantes acima de outras abordagens: os comportamentos controlados
resultantes não contradizem o comportamento específico e não há nenhum bloqueio de
execuções.
II. SISTEMAS INDUSTRIAIS AUTOMATIZADOS
O ambiente industrial evoluiu da operação manual intensiva para sistemas
automatizados. Um sistema industrial automatizado geralmente consiste em várias estações
interconectadas capazes de processar uma variedade grande de tipos de eventos, tais como um
subsistema de transporte material, um subsistema de comunicação para integrar todos os
aspectos industriais e uma supervisão de controle. Os sistemas industriais automatizados
geralmente exigem um alto grau de automatização, integração, e flexibilidade. Conforme
Pimentel (1990) e Queiroz et. al (2002); isso toma várias formas :
Flexibilidade de volume, isto é, a habilidade de lidar com mudanças no volume de
produção.
Flexibilidade de itinerário, isto é, a habilidade de trocas de rota no sistema .
Flexibilidade de produto, isto é, a habilidade de lidar com pedidos para uma variedade
grande de produtos ou reconfigurar o sistema para lidar com a produção em modos diferentes.
Isso também pode envolver vários equipamentos fora de linha, tais como :
computadores auxiliares de projetos (AUTOCAD), e de planejamento logístico (MRP/ERP),
como também tecnologias on-line como robótica para processo e manipulação de materiais.

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
4
II.1- Elementos de Sistemas Industriais Automatizados
OS elementos de sistema podem ser classificados em :
1) Aplicados na maquina em Montagem, e/ou dispositivo do transporte:
Máquinas numericamente controlado por computador
Robôs industriais: são úteis em uma variedade grande de aplicações como pintura , solda,
manipulação, montagem e inspeção.
Sistema de transporte de material (sistemas de transferência): incluem uma variedade de
sistema de veículos guiados automatizados (AGV) e robôs industriais.
2) Dispositivos de Sensores e Comunicação:
Na maioria dos casos, os sensores são uma parte integral das máquinas , mas podem às
vezes apresentar função independentemente . Bloqueios através de leitores de código e
sistemas de visão são dois exemplos. Os sensores desempenham um papel importante na
supervisão e controle , desde que forneçam as informações exigidas para executar e controlar.
Os sistemas de comunicação são usados virtualmente em todo a fabricação automatizada.
Os sistemas de comunicação estão geralmente constituídos no contexto industrial por redes de
computador interconectadas.
3) Armazenamento de dados e Controle do sistema:
O armazenamento de dados e o controle de sistema fornecem, junto com a comunicação
dos sistemas a base para a integração nas seguintes categorias:
Controladores programáveis baseados em microprocessadores, que são dispositivos
especializados e programados para controlar a operação de máquinas ou processos por meio
de armazenamento de programas e realimentação de dispositivo de entrada/saída. Os
controladores são baseados em microprocessadores e também em processadores que podem
estar em qualquer um deles, embutidos nos dispositivos industriais, ou podem trabalhar como
unidades independentes apresentando monitoração e controles de funções. A produção,
planejamento e controle em sistemas automatizados é possível devido a disponibilidade de
tais microcomputadores e microprocessadores.

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
5
Sistemas de grande porte (Mainframes) que geralmente costumam apresentar alto nível de
eficiência ao controlar tarefas e administrar os vários bancos de dados para instalações
industriais inteiras e de células de trabalhos .
II.2 - Células de Trabalho
Os sistemas industriais automatizados estão geralmente organizados em células de
trabalho flexível, Kusiak et. al (1987) defende que as operações industriais sejam executadas
dentro das células de trabalho, e cada célula do trabalho seja responsável pela produção de
uma família específica. Embora as configurações de células, podem variar, elas tipicamente
incorporam os seguintes sistemas :
Dispositivos de manipulação de materiais.
Dispositivos de inspeção e teste.
Em processos de armazenamento.
Um sistema de supervisão e controle.
Os sistemas de computadores podem ser configurados em microprocessadores para
computadores sofisticados com sistemas operacionais e linguagens de programação
abrangente. Dependendo dos requisitos de configuração de célula vários tipos de redes de
comunicação podem ser consideradas. O tamanho da célula e complexidade podem variar nas
células de trabalho tendo sistemas de controle muito simples e incorporando só alguns
componentes.
B. Supervisão de Controle
A Supervisão de Controle nos sistemas executa os seguintes trabalhos: supervisão de
controle, comunicação e gerenciamento .
Supervisão de controle consiste na monitoração do comportamento do sistema
realimentação sensorial.
Controle e avaliação de acordo com supervisor e o correspondente supervisor controlador
das normas que mapeiam o trabalho da célula e seu comportamento para controles
correspondentes.

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
6
Controle de execução através de “downloading” e execução dos programas de dispositivo
apropriado.
A comunicação permite realimentação sensorial e controla a execução a ser apresentada.
O gerenciamento é o conjunto de tarefas relacionadas à supervisão de controle e
comunicação, que são necessárias para sua implementação.
III. SUPERVISÃO DE CONTROLE NO DESENVOLVIMENTO DO
SISTEMA
A supervisão de controle de SED conforme comportamentos específicos é uma nova
área de pesquisa que está recebendo crescente reconhecimento. A abordagem é baseada em
realimentação de informações na ocorrência de eventos (Fig. 1) e controles rotineiros. Oferece
duas vantagens:
Os supervisores e controles de normas são obtidos corretamente.
Os supervisores e controles de normas são obtidos em comportamento permissivo e as
especificações são consideradas.
Como mostrado na Fig. 2, o desenvolvimento de uma supervisão de controle do
sistema é dividido em quatro passos principais:
5, 6 e 7 de Agosto de 2010
ISSN 1984-935

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
7
A disposição da planta de fábrica e as Especificações de comportamento são obrigatórias.
Ambas, disposição física e especificações de comportamento, são traduzidas de forma
automática.
O supervisor e a síntese das normas de controle, pois leva em conta a supervisão que
controla o sistema adotado (por exemplo, centralizado ou modular), o autômato representa o
comportamento físico a ser controlado e as especificações correspondentes que são
alimentadas para um programa de computador que se busca :
a) avaliar se é possível para o sistema comportar-se dentro das especificações, e
b) verificar o supervisor se atende o máximo do comportamento controlado permissivo do
sistema dentro das especificações posteriores, e a lei de controle correspondente rendendo tal
comportamento.
Implementação: O supervisor e as normas de controle correspondentes obtidos são
codificados em uma Lógica Programável Controlada (PLC) ou em um sistema estruturado
operacional que executará o controle na realimentação;
A supervisão controla o sistema que reage em ocorrências de eventos de acordo com o
supervisor e a norma de controle correspondente.
III.1 - Modelagem
A teoria para sistemas de eventos discretos (SED), considerado neste trabalho é baseada em
sistemas controlados de autômatos e seus conceitos. O comportamento de SED É
naturalmente modelado pelo autômato. Um autômato é uma quíntupla que se define em G =
(∑, Q, δ, Qm, qo) em que:
1) Σ – representação de um conjunto finito de transições ou normas de eventos;
2) Q – representa um conjunto finito de estados;
3) δ – representa uma função de transição, descrevendo transições de estados;
4) Qm – representa um conjunto finito de estados de marcações (estados com um significado
particular de uma perspectiva de controle);
5) qo – representa os autômatos no seu estado inicial.

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
8
O estado finito autômato está naturalmente descrito por gráficos de transição dirigida.
Com a finalidade da supervisão de controle no desenvolvimento de sistema, os
comportamentos da planta e correspondentes especificações são modelados sob a forma de
gráficos de transição dirigida. Além disso, eventos são subdivididos em controláveis e não
controláveis.
Considere uma máquina simples como mostrado na figura 3. Ela tem três possíveis
estados: Inativo (I), Ligado ou trabalhando (W) e Desligado ou em baixa (D). Seu estado
inicial é Inativo (I), que é um modo de marcação. Quatro eventos podem levar a máquina de
um estado para outro. Por exemplo: o evento Iniciar ou começo (s) tira a máquina do estado
Inativo (I) para Ligado ou trabalhando (W). Tipicamente, a operação iniciar ou começo (s) é
um evento controlável, visto que a falha (b) é um evento incontrolável.
B. Síntese
Utiliza-se a supervisão de controle modular ou centralizada, através da concatenação
das especificações e modelos.
C. Implementação das Normas de Supervisão e Controle
Figura 3: Máquina simples.

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
9
No contexto de SED, na prática uma supervisão controla o sistema e deve também
possuir uma arquitetura que permitirá várias estruturas de planta e controlará esquemas para
serem adotados. Deste modo uma supervisão que controla o sistema deve exibir um grande
grau de flexibilidade e ser corrigível para a integração com a planta.
Figura 4: Sistema geral controlado pelo computador
A Figura 4 ilustra a organização geral de um computador de controle do sistema.
Embora quase qualquer computador digital possa ser usado para trabalho em tempo real de
controle e outras operações relacionadas, eles não são todos igualmente fáceis para adaptar-se
para tal trabalho. Um sistema de controle em computadores deve comunicar-se com a planta e
o pessoal: a comunicação deve ser eficiente e efetiva e o processador deve ser capaz de
execução rápida para controlar a ação em tempo real.
V. INSTALAÇÃO EXPERIMENTAL
V.1 - Descrição do Problema
O objetivo deste trabalho foi avaliar o processo de modelagem e fluxo de materiais das
células de fabricação do sistema de compressão de GNV por meio de aplicação dos conceitos
de SED.
A descrição e os modelos foram desenvolvidos a partir do levantamento de dados
teóricos da bibliografia (Cury et al., 2001 e Ramadge et. al, 2001) e dados práticos coletados
na empresa “X” localizada no Estado do Paraná. A modelagem e a análise das propriedades

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
10
dos modelos foram validadas por meio de um sistema de gestão integralizado (Enterprise
Resources Planning - ERP) trabalhando com base em dados reais da empresa estudada .
Há cerca de quatro anos atrás não havia um controle de estoques na empresa. Neste
contexto, não havia controle de fluxo de materiais, bem como o entendimento das células de
fabricação e suas sub-células. Desta forma, havia um descontrole total no setor, como
também, uma falta de conhecimento e entendimento sobre as várias etapas de fabricação e
suas informações. Por sua vez, não existia Planejamento e Controle da Produção (PCP), não
se utilizava nenhum sistema de integração, não se conhecia o que era Material Requirement
Planning (MRP) e ERP, e não era bem definido a estrutura de materiais dos produtos.
Em razão do que foi levantado foi possível elaborar um novo sistema de integração, de
acordo com a estrutura organizacional da empresa, ou seja, criou-se um processo próprio para
a empresa antes de se iniciar o desenvolvimento do trabalho. Nesse sentido foi feita uma
organização em toda a fábrica, que contempla a elaboração de todas as estruturas de produto e
subproduto. Para isso utilizou-se dos conceitos de Corrêa et al. (2001) para se obter as
necessidades líquidas dos itens. Através da sistemática proposta por estes autores, foi
organizada uma tabela de dados das estruturas de produtos e a quantidade a ser programada e
facilitou a programação e o controle de estoques de materiais.
Conseqüentemente, isso gerou um controle de custos dos produtos finais que antes não
existia. Depois de se fazer a estrutura de produtos, foi alterada a seqüência de fabricação, a
seqüência de abastecimento de materiais das linhas e o fluxo de processos. Isto trouxe uma
grande facilidade para os funcionários de montagem e sub-montagem das células, que não
precisavam mais ir até o estoque, ir à sub-células de montagem, evitando o desperdício de
tempo, melhorando os controles de tempo de fabricação, controle do acompanhamento das
etapas de fabricação, permitindo visualizar a localização correta dos materiais a serem
montados ou sub-montados. A aplicação destes conceitos seguiu às normas estabelecidas por
Slack et al. (2002) no que concerne ao projeto em gestão de produção, projetos de produtos e
serviços e ao projeto da rede de operações produtivas. Os referidos autores argumentam a
necessidade da administração da produção em pequenas empresas utilizando-se de estratégias
que permitam às mesmas reagir mais prontamente conforme surgem as oportunidades ou
problemas. Assim, elas podem se utilizar de recursos para mudar o estado ou a condição de
algo e também medir o desempenho de suas atividades.

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
11
Contudo, a empresa necessitava ainda da implantação do ERP. Todo o trabalho
preliminar contribuiu para a implantação do mesmo, porém observava-se que a interação de
fluxo de informações e materiais nas células e sub-células da empresa faltava ações de
melhorias. Fruto das observações feitas, o foco de abordagem adotado foi para um sistema de
controle do fluxo de materiais e do estoque, devido a complexidade de mais de 2500 itens ,
baixo nível de controle e baixo volume de produção . Assim sendo, foi adotada a utilização
das ferramentas do SED para o sistema do controle de fluxo de materiais e do estoque.
V.2 - Modelagem
A abordagem de desenvolvimento do sistema de controle ocorre ciclicamente em três
etapas: modelagem, síntese e implementação; até o atendimento da aplicação demandada para
o sistema real, resultando no sistema automatizado e integrado.
Segundo Queiroz e Cury (2002) na etapa inicial de modelagem é viável a obtenção de uma
representação por sistema produto, isto é:
- identificar o conjunto de subsistemas envolvidos no sistema de manufatura;
- construir um autômato Gi de cada subsistema i envolvido, de forma mais sintética
possível;
- modelar para cada especificação isoladamente, considerando apenas os eventos
relevantes.
Conforme Queiroz e Cury (2000) e Ramadge e Wonham (2001) na etapa de síntese
visa-se:
- obter a planta local para cada especificação compondo-se os subsistemas que tenham
eventos em comum com ela ;
- calcular a linguagem de cada planta que satisfaça a especificação, através do produto
síncrono de cada planta local com sua respectiva especificação;
- calcular a máxima linguagem controlável contida em cada especificação local;
- verificar a modularidade local das linguagens resultantes;
- se não forem modulares, procurar resolver o problema de não modularidade por outra
abordagem;
- se forem modulares, implementar um supervisor local para cada linguagem controlável.

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
12
A etapa de implementação, contribuirá para a implantação do sistema de ERP na empresa.
A partir da determinação dos produtos finais ou acessórios de cada célula de fabricação,
foi elaborada a padronização das atividades de: (S) – Separar, (M) – Montar e (T) – Terminar.
Assim sendo, temos a descrição do sistema elaborado na empresa, no qual foram utilizadas as
ferramentas formais e síntese de SED, que seguem:
Para identificação da peça existe um etiqueta de identificação na cor verde, quando o
material já aprovado pela qualidade, que está endereçado para depósito de matéria prima,
(MP). As peças somente podem vir do recebimento de materiais, quando devolvidas pelo
cliente ou peças oriundas de fornecedores. Sempre existe somente um único caminho para
peça. Para seguir com a peça, obrigatoriamente, cada atividade encontra-se em um estoque;
ou seja, é como uma identidade. Por Exemplo, a atividade (S) – Separar está no depósito MP
S - Separar = depósito MP. Também para esclarecer, o início de caminho da peça está no
depósito MP logo a separação (atividade – S) está dentro do depósito MP. Porém, depósito é
um estoque e separação das peças no estoque é uma atividade.
Tem-se que o sistema - estudo é composto por sete subsistemas: três atividades e
quatro estoques (armazenagem). (G1) atividade de separar (S), (G2) atividade de montar (M),
(G3) atividade de terminar (T), (G4) armazenagem (MP), (G5) armazenagem em processo,
(G6) armazenagem semi-acabado e (G7) armazenagem acabado. A Figura 5 ilustra o fluxo do
material no qual o material armazenado no depósito MP (G4) depois é separado (G1) . A
seguir é transferido para o depósito de processo da montagem (G5) e conseqüentemente inicia
a atividade de montar (G2). A seguir é transferido para o depósito semi-acabado (G6) e
conseqüentemente inicia a atividade de terminar (G3) e por fim é transferido para
armazenagem acabado (G7). São geradas três especificações de funcionamento dos estoques
em função das atividades (E1, E2 e E3). São gerados sete modelos para os subsistemas (G1,
G2, G3, G4, G5, G6 e G7). Seguindo a teoria do controle supervisório com utilização de
conceitos de sistemas de eventos discretos, segue-se o procedimento na obtenção da planta
local, a especificação local e o supervisor máximo controlável (otimizado). Existem três
especificações, logo teremos três supervisores que estão compostos da seguinte maneira: S1 =
(G1//G4//G2) // E1 ; S2 = (G2//G5//G3)//E2 e S3 = (G3//G6//G7)//E3 . A figura 6 (exemplo
piloto) mostra o resultado obtido no supervisório S1, que gerou doze estados e oito eventos.

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
13
B. Sistema de Controle da Supervisão
A supervisão que controla o sistema é convertida em análise estruturada (arquitetura do
modelo desenvolvido) para estar adequada em um sistema operacional de um ERP. Aplica-se
a modelagem desenvolvida na programação estruturada no sistema operacional de um ERP ,
no qual customizando-o e realizando simulações de entradas como: falta de peças, estoque
cheio, falta de operadores e operação normal para caracterização do modelo e adequação do
ERP, conforme figura 7. Esta simulação é feita na base demonstração (base fria) para
monitoramento, avaliação e execução.
VI. RESULTADOS
Após consolidação dos experimentos na base fria (modo demonstração) em uma sub
célula; realizou-se na fase implementação em base quente e observou-se os seguintes
resultados :
- revelou retrabalho intenso ;
Figura 5: Sistema do Fluxo dos materiais – Sub
célula. Fonte: Elaborado para empresa “X”
Figura 6: Controle Supervisório S1 (Modular)
SEPARAR – DEPÓSITO MP – MONTAR.
Fonte: Elaborado para empresa “X”

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
14
- mostrou falha na previsão da demanda ;
- revelou falha de treinamento de alguns operadores ;
- revelou estoques intermediários não contabilizados ;
- evidenciou o controle de materiais, estoques , fiscal e de custo das operações;
- A planta controlada no seu comportamento percebeu que o padrão observado não viola as
especificações consideradas, e não sofreu nenhum bloqueio como era garantida pela teoria.
- O trabalho executado inclui os seguintes passos:
A integração do sistema de controle industrial dentro da célula industrial;
Desenvolvimento de argumento de problema;
Modelagem da célula;
Modelagem de especificação;
O supervisor e controle da síntese de norma;
Programação de sistema operacional do ERP;
- O trabalho levou aproximadamente doze meses para que as pessoas não familiarizadas
com a mudança se acostumassem ao trabalho.
- Os resultados atuais mostram que a supervisão controla a abordagem de desenvolvimento
do sistema apresentado e é aplicável para sistemas relativamente complexos, aplicados
principalmente no módulo chão de fábrica do ERP customizado (mais de 300 entradas e
aproximadamente 300 estados).
- Após inventário, em julho/2005; o valor do estoque de matéria prima era de
R$ 25.847.759,21.
- Conforme figura 8; em julho/2006, o valor do estoque de matéria prima era de
R$ 8.723.569,44. Também, mostra a nova gestão de controle de estoques e de materiais.

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
15
Figura 7. Aplicação e simulação do conceito de SED em um ERP customizado. Fonte – Elaborada para
empresa “X”.
Figura 8: Gráficos - Evolução dos Estoques. Fonte : Depto. Custos – empresa “X”.
M I
L H
Õ
E S
de
R
E
A I
S
Evolução dos Estoques
18.751
21.739 23.534
27.122
21.560 21.116
21.826
24.344
-
5.000
10.000
15.000
20.000
25.000
30.000
dez/05 jan/06 fev/06 mar/06 abr/06 mai/06 jun/06 jul/06
Estoques A. Técnica Produtos Acabados
Mat. Uso Consumo
Produtos em Elaboração Matéria Prima

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
16
VII. CONCLUSÃO
O sistema de eventos discretos permite boa visualização e acompanhamento da
dinâmica e dos inter-relacionamentos das atividades produtivas nas células de fabricação da
empresa .
Foi desenvolvida uma proposta estruturada factível de modelagem e síntese de um
sistema de fluxo de materiais e controle dos estoques utilizando os conceitos de sistemas a
eventos discretos (SED). Este sistema foi validado no ERP customizado em base fria
(demonstração) e implementado na base quente (em tempo real).
O sistema de controle apresentado para a empresa foi bem-sucedido e com ele tornou-se
possível controle de materiais e houve uma melhora na performance financeira do estoque.
Comparando o estoque de matéria prima no período de julho de 2005, após inventário, com o
período de julho de 2006, houve um ganho financeiro na ordem de R$ 17 milhões de reais,
considerando o mesmo volume de produção de 4 a 6 equipamentos/mês – figura 8 .
REFERENCIAS BIBLIOGRÁFICAS
Balemi, S. Discrete-event systems control of a rapid thermal multiprocessor, in INCOM 92,
Toronto, Canada, pp.53-58, May 1992.
Brandin, B. A. and Wonham, W. M. The supervisory control of timed discrete-event systems,
IEEE Trans. Automat. Control, vol. 39, n° 2, pp. 329-342, Feb. 1994.
Corrêa, H. L.; GIANESI, Irineu G.N.; CAON, M. Planejamento, programação e controle da
produção. São Paulo: Atlas, 2001.
Cury, J. E. R. ; Torrico, C. R. C. ; Cunha, A. E. C. A new approach for supervisory control of
discrete event systems. Proceedings of the European Control Conference, Porto: Portugal,
2001.
Kiefer, F . ; Heterogeneous modelling tools for integrates production systems. International
Journal of Production Research, v.38, no. 17 , p.4149-4157, 2000.

VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável
Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010
17
Kusiak, A. ; Villa, A. Architectures of expert systems for scheduling flexible manufacturing
systems, in 1987 IEEE Int. Conf. Robotics and Automation, Raleigh, NC, pp. 113-117, March
1987.
Pimentel, J. R. Communication Networks for Manufacturing. Englewood Cliffs, NJ: Prentice-
Hall, 1990
Queiroz, M. H.; Cury, J. E. R. Modular supervisory control of large scale discrete event
systems, Proceedings of the Workshop on Discrete Event Systems (WODS), Ghent –
Belgium, 2002.
Ramadge, P. J. G.; Wonham, W. M. Supervisory control of a classs of discrete event
processes, SIAM Journal of Control and Opmization, p.: 206-230, 2001.
Slack, Nigel; Chambers, Stuart; Johston, Robert Administração da produção. São Paulo:
Atlas, 2002.
Wessels, J.;Van Hee, K. M. Timed coloured Petri nets and their application to logistics,
Technische Universiteit Eindhoven, Eindhoven, Holanda. 1992.