Utilização de técnicas de análise de imagens no estudo do ...€¦ · Utilização de técnicas...
15
Departamento de Engenharia Química e de Materiais Utilização de técnicas de análise de imagens no estudo do comportamento das diferentes regiões de juntas soldadas por soldagem molhada em ensaios de dobramento e tração Aluno: Murilo Oliveira Sousa Orientadores: V. R. dos Santos, J. L. de França Freire, S. Paciornik Introdução A soldagem subaquática molhada, ou simplesmente soldagem molhada é um processo que ocorre debaixo d’água e em contato com o meio aquoso, diferentemente da soldagem subaquática hiperbárica ou a seco que necessita de habitat (Figura 1). A utilização da soldagem molhada é limitada a pequenas lâminas d’água (tipicamente 10 m) e depende da aplicação e do tipo de aço a ser soldado. Neste trabalho adotou-se a técnica de soldagem molhada por eletrodo revestido, ela é utilizada no reparo de estruturas submersas devido à sua simplicidade e facilidade de mobilização. As propriedades mecânicas de juntas produzidas por soldagem molhada dependem basicamente da quantidade e incidência de descontinuidades como porosidade e trincas, das propriedades da ZAC e da microestrutura do metal de solda. Além disso, a qualidade das soldas depositadas por esta técnica é prejudicada pelo fato do arco elétrico estar em contato com o meio aquoso. Pensando nisso, realiza-se testes exigidos pela norma AWS D3.6M para classificar a solda, dentre os quais o ensaio de dobramento. Existem dois tipos de ensaio de dobramento, o dobramento guiado e o semiguiado. A norma não fala qual deve ser usado, com isso, fica a critério do experimentalista escolher qual utilizar. Porém, o alto índice de reprovação neste ensaio gerou muitas dúvidas e questionamentos. Com o propósito de responder a algumas dessas perguntas, surgiu o interesse de estudar o comportamento da solda e de regiões adjacentes ao longo do ensaio. Para isso, utilizou-se a técnica de Correlação de Imagens Digitais (Digital Image Correlation, DIC).O DIC é uma técnica óptica-numérica que consiste na análise de imagens da superfície do espécime antes e durante a aplicação de um carregamento, para obtenção dos campos de deslocamentos e/ou deformações nele gerados. As regiões de interesse, que possuem propriedades distintas, analisadas pelo DIC foram: metal de base (MB), zona afetada pelo calor (ZAC) e metal de solda (MS). O MB é a região mais afastada da solda e que não foi afetada pela soldagem, ou seja, as propriedades mecânicas foram preservadas. A ZAC é a região não fundida do material e que teve a sua microestrutura e/ou propriedades mecânicas modificadas pelo aquecimento do material. O MS é a região fundida pela soldagem e que se solidificou. Este projeto é continuação de um outro projeto, no qual se aplicou o DIC em um ensaio de tração para obter os campos de deformação no metal de base (MB), no metal de solda (MS) e na zona afetada pelo calor (ZAC), com o objetivo de entender o comportamento das regiões de interesse durante o teste e de se familiarizar com a técnica, para assim, aplicar no dobramento guiado e/ou semi-guiado. No presente trabalho, analisou-se os campos de deformações de uma junta soldada, com o MB mais macio, em um ensaio de tração. Em seguida, mediu-se as deformações ao longo da seção transversal de um espécime soldado em um ensaio de dobramento guiado. Objetivo
Transcript of Utilização de técnicas de análise de imagens no estudo do ...€¦ · Utilização de técnicas...

Departamento de Engenharia Química e de Materiais
Utilização de técnicas de análise de imagens no estudo do comportamento
das diferentes regiões de juntas soldadas por soldagem molhada em ensaios
de dobramento e tração Aluno: Murilo Oliveira Sousa
Orientadores: V. R. dos Santos, J. L. de França Freire, S. Paciornik
Introdução
A soldagem subaquática molhada, ou simplesmente soldagem molhada é um processo
que ocorre debaixo d’água e em contato com o meio aquoso, diferentemente da soldagem
subaquática hiperbárica ou a seco que necessita de habitat (Figura 1). A utilização da
soldagem molhada é limitada a pequenas lâminas d’água (tipicamente 10 m) e depende da
aplicação e do tipo de aço a ser soldado. Neste trabalho adotou-se a técnica de soldagem
molhada por eletrodo revestido, ela é utilizada no reparo de estruturas submersas devido à sua
simplicidade e facilidade de mobilização. As propriedades mecânicas de juntas produzidas
por soldagem molhada dependem basicamente da quantidade e incidência de
descontinuidades como porosidade e trincas, das propriedades da ZAC e da microestrutura do
metal de solda. Além disso, a qualidade das soldas depositadas por esta técnica é prejudicada
pelo fato do arco elétrico estar em contato com o meio aquoso. Pensando nisso, realiza-se
testes exigidos pela norma AWS D3.6M para classificar a solda, dentre os quais o ensaio de
dobramento. Existem dois tipos de ensaio de dobramento, o dobramento guiado e o
semiguiado. A norma não fala qual deve ser usado, com isso, fica a critério do
experimentalista escolher qual utilizar.
Porém, o alto índice de reprovação neste ensaio gerou muitas dúvidas e
questionamentos. Com o propósito de responder a algumas dessas perguntas, surgiu o
interesse de estudar o comportamento da solda e de regiões adjacentes ao longo do ensaio.
Para isso, utilizou-se a técnica de Correlação de Imagens Digitais (Digital Image Correlation,
DIC).O DIC é uma técnica óptica-numérica que consiste na análise de imagens da superfície
do espécime antes e durante a aplicação de um carregamento, para obtenção dos campos de
deslocamentos e/ou deformações nele gerados.
As regiões de interesse, que possuem propriedades distintas, analisadas pelo DIC foram:
metal de base (MB), zona afetada pelo calor (ZAC) e metal de solda (MS). O MB é a região
mais afastada da solda e que não foi afetada pela soldagem, ou seja, as propriedades
mecânicas foram preservadas. A ZAC é a região não fundida do material e que teve a sua
microestrutura e/ou propriedades mecânicas modificadas pelo aquecimento do material. O MS
é a região fundida pela soldagem e que se solidificou.
Este projeto é continuação de um outro projeto, no qual se aplicou o DIC em um ensaio
de tração para obter os campos de deformação no metal de base (MB), no metal de solda
(MS) e na zona afetada pelo calor (ZAC), com o objetivo de entender o comportamento das
regiões de interesse durante o teste e de se familiarizar com a técnica, para assim, aplicar no
dobramento guiado e/ou semi-guiado. No presente trabalho, analisou-se os campos de
deformações de uma junta soldada, com o MB mais macio, em um ensaio de tração. Em
seguida, mediu-se as deformações ao longo da seção transversal de um espécime soldado em
um ensaio de dobramento guiado.
Objetivo

Departamento de Engenharia Química e de Materiais
Medir os campos de deformação nas três regiões de interesse (MB, MS e ZAC) de uma
junta soldada, no qual o metal de solda é mais resistente que o metal de base, durante ensaios
de tração e dobramento com auxílio do DIC.
Soldagem Molhada
Atualmente, com o elevado número de estruturas sendo operadas (navios e plataformas
semi-submersíveis) e dificuldades econômicas na docagem, tem sido cada vez mais
importante o desenvolvimento de técnicas de soldagem molhada. Nesse sentido, os esforços
em pesquisas para a melhoria das propriedades mecânicas do metal de solda enfrentam alguns
problemas ainda não resolvidos, que dificultam a obtenção de soldas com qualidade estrutural
igual ou pelo menos semelhante à qualidade alcançada em soldas feitas sob condições
atmosféricas. Ao longo do tempo, os processos de soldagem molhada por eletrodos revestidos foram
qualificados como classe B, de acordo com a norma internacional de soldagem subaquática
AWS D3.6M (Tabela 1). Em virtude disso, tal técnica é utilizada apenas em reparos não
estruturais ou em situações emergenciais. Um dos entraves para a obtenção de soldas de
classe A está relacionado com as características do revestimento do eletrodo utilizado.
Os eletrodos do tipo rutílico são largamente utilizados em soldagem molhada devido à
boa estabilidade do arco elétrico e à facilidade de operação e manuseio. Entretanto,
apresentam defeitos como porosidade e trincas que afetam a resistência e a ductilidade do
metal de solda.
Existem também os eletrodos do tipo oxidante, menos utilizados devido à baixa
estabilidade do arco elétrico, dificuldades de operação e manuseio. Estes eletrodos também
não alcançam os requisitos exigidos para classe A, em virtude dos baixos valores de limite de
resistência e o surgimento de defeitos como inclusões e poros.
Para a pesquisa, adotou-se um eletrodo do tipo oxi-rutílico, que mescla as propriedades
do tipo oxidante com as do tipo rutílico de acordo com as porcentagens de hematita (Fe2O3) e
rutilo (TiO2).
Tabela 1: Classes de solda. Normas AWS D3.6M:1999 e PETROBRAS N-2036 b.
Classe A Qualidade estrutural. Atende requisitos de tenacidade.
Classe B Qualidade estrutural limitada.
Classe C Fixação de elementos não estruturais a membros estruturais. O
principal objetivo é não provocar trincas no membro estrutural.
Classe P Exclusiva na norma PETROBRAS – Fixação de elementos não
estruturais a membros ou componentes não estruturais.
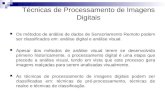
Figura 1- Esquerda: Soldagem a seco. Necessita de um habitat. Soldas de melhor qualidade.
Direita: Soldagem molhada. Soldagem diretamente no meio aquoso. Soldas de menor
qualidade. Adaptado de [5].

Departamento de Engenharia Química e de Materiais
DIC
O DIC foi desenvolvido na Universidade da Carolina do Sul no início de 1980. Desde
de então a técnica evoluiu com o avanço de softwares e métodos de análise numérica. O DIC
é uma técnica não destrutiva, ou seja, ela pode ser aplicada sem causar danos no material
analisado. Além disso, ela não necessita ter contato direto com o corpo de prova, consegue se
adequar a diversas condições experimentais pois só precisa basicamente de uma ou/e duas
câmeras e pode fazer medições em escalas micro e macro.
O procedimento básico da técnica consiste na captura de imagens da superfície da
amostra, que contém pontos de referência espaçados de forma aleatória, antes (imagem de
referência) e durante um carregamento (imagem deformada). Antes de capturar as imagens
deformadas, são definidos na imagem de referência pequenos elementos chamados de subsets
ou janelas de correlação (Figura 2). Em seguida, um algoritmo numérico busca, através de
uma função de correlação, esses subsets nas imagens deformadas. Com isso, é possível
calcular os deslocamentos u e v de cada subset.
Vale ressaltar que para este processo ser eficiente, a amostra deve apresentar um padrão
aleatório de alto contraste em sua superfície. Para isso, no presente trabalho, pintou-se a
superfície do espécime com um fundo branco e pontos pretos. Nesse sentido, cada subset deve
conter pelo menos três pontos. Outro parâmetro definido pelo operador é o tamanho do passo
com que o algoritmo realiza a correlação, chamado de step. Step é quantidade de pixels em
que é calculado o deslocamento, por exemplo: se o step vale 1 pixel, o deslocamento do
subset é computado a cada pixel da imagem digitalizada.
Figura 2 - Princípio da técnica DIC. Adaptado de [6].
Por fim, as componentes de deformação são calculadas pela diferenciação de cada u e v
e com isso se obtém os campos de deformação. Ao longo deste processo os dados
normalmente são corrompidos por ruído. Para suavizar este ruído é utilizado um filtro passa-
baixa que tem os parâmetros controlados pelo analista. A filtragem influencia os resultados da
medição, principalmente nas regiões de altos gradientes de deformação como acontece no MS
(será discutido mais adiante). A Figura 3 ilustra o cálculo das deformações no VIC-3D
(software utilizado) com a aplicação de um filtro Gaussiano.

Departamento de Engenharia Química e de Materiais
Figura 3 – Cálculo das deformações no VIC-3D. Adpatado de [6].
Dobramento
O ensaio de dobramento fornece somente uma indicação qualitativa da ductilidade do
material. Normalmente os valores numéricos obtidos não têm qualquer importância.Esse tipo
de ensaio é largamente usado nas indústrias e laboratórios, por sua simplicidade, constando
mesmo nas especificações de todos os países, onde são exigidos requisitos de ductilidade para
certo material.O ensaio consiste em dobrar um corpo de prova de eixo retilíneo e seção
circular (maciça ou tubular), retangular ou quadrada, assentado em dois apoios afastados a
uma distância especificada, de acordo com o tamanho do corpo de prova, por meio de um
cutelo, que aplica um esforço perpendicular ao eixo do corpo de prova, até que seja atingido
um ângulo desejado.Quando um material é submetido a uma carga e esta causa uma
deformação elástica, o esforço é denominado de flexão.Quando um material for submetido a
uma carga que causa uma deformação plástica, o mesmo está submetido a um esforço de
dobramento.Isso significa que flexão e dobramento são etapas diferentes da aplicação de um
mesmo esforço sendo a flexão associada à fase elástica e o dobramento à fase plástica.O valor
da carga, na maioria das vezes, não importa. O cutelo tem um diâmetro D que varia conforme
a severidade do ensaio, sendo indicado nas especificações. O ângulo determina a severidade
do ensaio e é geralmente de 90, 120 ou 180º.Ao se atingir o ângulo especificado, examina-se a
olho nu a zona tracionada, que não deve apresentar trincas, fissuras ou fendas. Caso contrário,
o material não terá passado no teste. Como o dobramento pode ser realizado em qualquer
ponto e em qualquer direção do corpo de prova, ele é um ensaio localizado e orientado,
fornecendo assim, uma indicação da ductilidade em qualquer região desejada do material. Há
três processos de ensaio de dobramento: o dobramento livre e o dobramento semiguiado e o
dobramento guiado. A seguir são apresentadas as características de cada um.
Dobramento Livre
É obtido pela aplicação de força nas extremidades do corpo de prova, sem aplicação de
força no ponto máximo de dobramento.

Departamento de Engenharia Química e de Materiais
Figura 4 – Esquema do dobramento livre.
Dobramento semiguiado
Nesse tipo de dobramento, uma das extremidades é engastada e o dobramento é
efetuado na outra extremidade ou em outro local do corpo de prova, de acordo com a posição
do cutelo.
Figura 5 – Esquema do dobramento semiguiado.
Dobramento Guiado
O espécime é apoiado em apoios e, por meio de um cutelo, ele é aplicado um
carregamento no ponto de maior dobramento.
Figura 5 – Esquema do dobramento guiado.
É possível estudar o comportamento mecânico do espécime durante o ensaio de
dobramento. O presente trabalho limita-se apenas uma análise elástica. Considerando um
corpo de prova apoiado em dois apoios, A e B, de forma simétrica e uma carga P aplicada no
centro do corpo de prova. Através dos fundamentos da Mecânica dos Sólidos, é possível
calcular as tensões que atuam na seção transversal do espécime. Sabe-se que:
𝜎 =𝑀𝑦
𝐼𝑧

Departamento de Engenharia Química e de Materiais
𝐼𝑧 =𝑏ℎ3
12
Onde 𝜎é a tensão normal devida à flexão, 𝑀 é o momento fletor, 𝑦 é a distância da linha
neutra até o ponto analisado, 𝐼𝑧 é o momento de inércia em relação ao eixo z, 𝑏 a largura e ℎ a
altura do corpo de prova. Para o momento fletor máximo:
𝑀𝑚á𝑥 =𝑃𝐿
4
𝜎 =3𝑃𝐿
2𝑏ℎ2
Figura 5 – Esquema com um corpo de prova bi apoiado com um carregamento
concentrado, distribuições de momento fletor e de tensão normal na seção transversal.
O código AWS D3.6M:2010 requer, para classe A, a aprovação em 4 testes de
dobramento a 180º a partir de corpos de prova extraídos de uma única junta. A prática tem
revelado enorme dificuldade em se conseguir tal aprovação de forma consistente e
sistemática.
Materiais e Métodos
Por ser um ensaio mais simples de ser executado e filmado, optou-se, em primeira
análise, pelo ensaio de tração transversal. O ensaio de tração transversal consiste na aplicação
de tensões axiais nas extremidades do corpo de prova.
Neste trabalho, adotou-se uma junta soldada na qual o metal de base era mais macio que
o metal de solda, diferentemente do projeto anterior, no qual optou-se pelo metal de solda
mais dúctil. O espécime (Código 3C2U2) analisado no presente trabalhofoi uma solda
subaquática molhada soldada a 0,5 metros de profundidade (propriedades do metal de solda e
do metal de base nas tabelas 2 e 3, respectivamente) por um eletrodo do tipo oxi-rutílico.
A proposta desse experimento era analisar os campos de deformação ao longo da seção
transversal da junta soldada. Desta vez, o metal de solda possuía um limite de escoamento e
de resistência maior que o metal de base. A junta analisada no presente trabalho foi soldada

Departamento de Engenharia Química e de Materiais
com um eletrodo do tipo oxi-rutilico. Tal operação de soldagem se deu em um laboratório de
soldagem, na UFMG, por meio de um tanque que simula processos de soldagem a arco
elétrico em grandes profundidades (Figura 6).O corpo de prova foi retirado de uma chapa
soldada. Anteriormente, o professor Valter e a sua equipe haviam analisado um corpo de
prova desta mesma chapa. Eles mediram a dureza Vickers no metal de solda, metal de base e
ZAC. Tais dados serão considerados para a amostra estudada.
Tabela 2:Algumas propriedades do metal de Solda. Dados a serem publicados.
Limite de
Escoamento(MPa)
Limite de Resistência
(MPa)
Alongamento
(%)
Estricção
(%)
430 491 19,51 24,3
Tabela 3:Algumas propriedades do metal de Base. Dados a serem publicados.
Limite de Escoamento(MPa) Limite de Resistência (MPa) Alongamento (%)
275,1 439,1 31
Figura 6 – Tanque simulador de processos de soldagem a arco elétrico em grandes
profundidades.
O espécime foi retificado e cortado tomando a forma de um corpo de prova de tração.
Em seguida, sua superfície foi lixada e polida. A técnica DIC necessita de pontos de
referência que, utilizando a técnica de correlação, permitem obter os deslocamentos entre a
imagem original (sem carregamento) e a imagem deformada como mencionado
anteriormente, em cada região da amostra. Para isso, o corpo de prova foi pintado nas regiões
de interesse (MB, MS e ZAC) com spray e air brush, com fundo branco e pontos pretos
(Figuras).

Departamento de Engenharia Química e de Materiais
Figura 7 – Espécime analisado.
Posteriormente, o corpo de prova (Figura 7) foi fixado na máquina de tração e,
controlando o deslocamento, foi ajustado uma velocidade de 0,5 mm/min. Em seguida, a
configuração experimental da técnica DIC e do ensaio de tração foi montada (Figura 8).
Figura 8– Equipamentos básicos utilizados nas medições com a técnica DIC.
1. Aparato computacional: o software utilizado foi o VIC-3D da empresa Correlated
Solutions (Columbia, SC, EUA).
2. Sistema estereoscópico composto de duas câmeras CCD de 5MP (Point Grey GRAS-
50S5M, 2448x2048 pixel) e de lentes de alta resolução (Tamron A031 AF28-200mm
F/3.8-5.6).
3. Fonte de luz.
4. Junta soldada.
O último passo foi a calibração do sistema de correlação de imagem para análise 3D.
Ela é feita utilizando uma placa com dimensões semelhantes às da área de interesse. A placa
deve ser posicionada em frente às câmeras onde será colocado o espécime. A placa é
rotacionada e são obtidas imagens em diferentes ângulos (Figura 9).

Departamento de Engenharia Química e de Materiais
Figura 9 – Calibração da técnica.
Figura 10 – Espécime tracionado.
O segundo experimento realizado foi o dobramento guiado. Ele foi realizado no
laboratório de Fadiga, na máquina INSTRON modelo 850I do laboratório de fadiga da PUC-
Rio. Foi anexado a esta máquina uma base de dobramento de dois pontos e um cutelo de 32
mm de diâmetro. O objetivo deste ensaio é medir os campos de deformações ao longo da
seção transversal da junta soldada durante o teste. Em primeira análise, realizou-se um ensaio
de dobramento tendo como corpo de prova uma barra sem solda. Com isso, verificou-se que
era possível aplicar a técnica DIC, de forma satisfatória, em um espécime sob flexão.
Certificou-se também, que os deslocamentos verticais e horizontais do espécime não
influenciaram na medição dos campos de deformações. Com o mesmo aparato utilizado
anteriormente, realizou-se um novo ensaio de dobramento. Entretanto, dessa vez o corpo de
prova continha uma solda. CP: 3C2U1A.

Departamento de Engenharia Química e de Materiais
Figura 11 – Espécime no dobramento.
Os procedimentos para aplicação da técnica DIC foram os mesmos em ambos os
ensaios e o corpo de prova adotado foi o3C2U1A da mesma do espécime que foi tracionado.
Resultados
Posteriormente, as imagens capturadas ao longo do ensaio foram correlacionadas com a
imagem original, ponto a ponto, resultando em um deslocamento de cada ponto nos dois
ensaios. O software VIC-3D da empresa Correlated Solution (Columbia, SC, EUA) possui um
algoritmo avançado que consegue transformar os deslocamentos em um campo de
deformações. Na análise DIC utilizou-se os seguintes parâmetros: subset=35 pixels; step=7
pixels;filtro=15;1 pixel=15,5 µm. Na Figura 13 consegue-se visualizar, através de uma AL
(área de inspeção ou janela de visualização) escolhido manualmente, o campo de deformações
longitudinais por meio de uma tabela de cores. Os campos mais próximos do vermelho são
aqueles que sofreram maiores deformações e os mais próximos do azul as menores
deformações. A técnica DIC não conseguiu analisar algumas regiões onde há poros e tais
regiões não estão representadas na imagem abaixo por cores.
No primeiro experimento, a fratura se deu no MB. Já o MS teve pouca deformação
plástica, esta região ficou confinada entre as duas ZAC. No início do ensaio adotou-se uma
AL para analisar o comportamento mecânica da junta ao longo do ensaio, entretanto, a ruptura
se deu fora da AL, no MB como já comentado.
Figura 12 – Corpo de prova de tração após o ensaio.
Objetivando analisar a deformação nas três regiões de interesse, escolheu-se sete pontos
do subset para acompanhar o desenvolvimento da deformação durante o teste (Figura 13).

Departamento de Engenharia Química e de Materiais
Optou-se por um no MB (7), cinco na ZAC (1,2,3,5 e 6) e um no MS (4). Inicialmente, a AL
foi posicionada de tal forma que fosse possível visualizar as três regiões de interesse com uma
certa simetria. Entretanto, o MB superior (região acima do ponto 1) deformou muito e saiu da
AL, que por sua vez permaneceu fixa por todo ensaio. Em virtude disso, não foi possível
analisar regiões do MB superior ao longo do teste.
Na Figura 13 é possível visualizar os campos de deformações das três regiões de
interesse. Como já citado, o MS possui limites de resistência e de escoamento maiores que o
MB e, por isso, ele apresentou uma deformação menor. Já a ZAC, mesmo tendo a mesma
composição do MB, ela foi a região que deformou menos. Isso é decorrente do resfriamento
brusco na ZAC, que gerou zonas com uma elevada dureza.
Figura 13 – AL do corpo de prova imediatamente antes da ruptura.
Em seguida, plotou-se a curva tensão x deformação para os sete pontos. Percebe-se que
a fase elástica é aproximadamente a mesma para os sete pontos. Isso já era esperado, pois MB
e MS possuem módulos de Young parecidos. A pequena diferença dos módulos de Young
vem do fato de que o MS possui uma composição um pouco diferente do MB e da ZAC e isso
acaba refletindo no regime elástico. Além disso, o limite de escoamento e o limite de
resistência dos MS e MB (Tabela 2 e 3) são próximos dos previstos pelos pontos 7 e 1. No
caso do MS a diferença é maior, pois analisou-se pontos aleatórios do MS e nesta região não
há uma uniformidade bem definida de propriedades.

Departamento de Engenharia Química e de Materiais
Figura 14 – Curva tensãoXdeformação de engenharia dos sete pontos analisados.
Antes de executar o segundo experimento (dobramento guiado), foi realizado um teste
com uma barra de seção transversal retangular sem solda. Na Figura 15.1 (início do ensaio) o
espécime é submetido a um carregamento elástico. Como as três regiões de interesse
possuem, praticamente, o mesmo comportamento elástico, não há muita variação de
deformações. Além disso, é possível visualizar a linha neutra que separa uma região verde
claro e de outra região verde escuro. A primeira região sofre um esforço compressivo e a
segunda um esforço trativo. Por último, as Figuras 15.2,15.3 e 15.4 apresentam o
comportamento simétrico das deformações no regime plástico.
Figura 15 – Campos de deformações do espécime sem solda.
-50
0
50
100
150
200
250
300
350
400
450
-0,05 0 0,05 0,1 0,15 0,2
Ten
são
(M
Pa)
Deformação
Tensão vs Deformação
Ponto7
Ponto6
Ponto5
Ponto4
Ponto3
Ponto2
Ponto1

Departamento de Engenharia Química e de Materiais
Finalmente, a técnica DIC foi aplicado a um espécime soldado, durante o teste de
dobramento. A Figura 16 mostra o desenvolvimento das deformações longituginais ao longo
do ensaio em 6 etapas. Na etapa 1 o CP apresenta um comportamento puramente elástico,
como já era de se esperar. Ficou nítido algumas descontinuidades na AL, oriundas de falhas
da pintura e poros na superficie do espécime. Entre as etapas 1 e 2 uma trinca nucleou e
propagou na fronteira do MS e da ZAC, na região tracionada. Acredita-se que esta trinca
iniciou-se a partir de um defeito interno (poros ou inclusões). Ainda na segunda etapa, é
possível visualizar regiões com deformações compressivas na parte superior e regiões com
deformações trativas na parte inferior. Isso já era esperado e foi verificado no teste de
dobramento com CP sem solda, entretanto, o comportamento da ZAC é bastante curioso. Esta
região apresentou um gradiente de deformações muito pequeno comparado coma as outras
regiões, além de deformar pouco. O restante das etapas mostram o progresso da trinca e a
simetria acentuada das deformações.
Figura 16 – Campos de deformações do espécime com solda.
Ao longo do ensaio de dobramento foi possível visualizar um comportamento simétrico
das regiões de interesse (Figura 17). Os pontos 1 (MB), 2 (MS) e 3 (MS) sofreram esforços
compressíveis, enquanto nos pontos 4 (MB), 5 (MS) e 6 (MS) foram submetidos a cargas
trativas. Nota-se também pequena deformação da ZAC (entre os pontos 3 e 2, 2 e 1, 4 e 5, 5 e
6) resultante de uma elevada dureza. Além disso, o DIC conseguiu visualizar a iniciação e a
propagação de uma trinca na região inferior (região que foi tracionada) do espécime ao longo
do ensaio.

Departamento de Engenharia Química e de Materiais
Figura 17–Campos de deformações do espécime com solda.
Uma das preocupações ao executar o teste de dobramento guiado foram os
deslocamentos verticais e horizontais (Figura 18). Se os deslocamentos fossem
consideravelmente grandes, a técnica DIC poderia se perder na correlação. Os deslocamentos
não prejudicaram a análise do DIC.
Figura 18 – Deslocamentos verticais e horizontais do espécime com solda.
Conclusão
No ensaio de tração pode-se concluir que o MB foi a região que experimentou as
maiores deformações plásticas, a ZAC deformou pouco e o MB deformou apreciavelmente.
Mostrando assim, uma solda de ótima qualidade. Já no ensaio de dobramento, foi possível
medir os campos de deformações ao longo da seção transversal de uma junta soldada.
Identificou-se uma ZAC extremamente rígida e um comportamento similar dos MB e MS.
Por fim, a técnica DIC mostrou-se ser eficiente na análise de deformações elásticas e
plásticas no espécime sob tração e flexão com o intuito de diferenciar os comportamentos
mecânicos das diferentes regiões do material soldado.
Agradecimentos
Agradeço ao Giancarlo Gonzáles, pesquisador pós-doutor no Departamento de Engenharia
Mecânica da PUC-RIO, por toda assistência nos experimentos e pelo conhecimento
compartilhado. Sem ele o projeto não sairia do papel.
Referências
1- Rodrigues, Leonardo Dantas. Aplicação da técnica DIC a espécimes com diferentes
formas, materiais e gradientes de deformação.Tese de Doutorado, PUC-RIO,2014.
2- Sutton M.A., Orteu J.J., Schreier H. Image correlation for shape, motion and
deformation measurements: basic concepts, theory and applications. Springer Science &
Business Media, 2009.

Departamento de Engenharia Química e de Materiais
3- VIC-3D®Software, Correlated Solutions Inc.http://www.correlatedsolutions.com/
4- CALLISTER, W. D. Ciência e Engenharia de Materiais: Uma Introdução. John
Wiley& Sons, Inc., 2002.
5-Dos Santos, Valter Rocha. Apostila de Introdução a soldagem Subaquática.
6- Giancarlo L. G. Gonzáles, Julián A. O. González, Jaime T. P. Castro, José L. F. Freire–
Medição do Fechamento de Trincas de FadigaUtilizando a Correlação de Imagens
Digitais. COTEQ2017.
7- Sousa, Murilo Oliveira. Estudo sobre o Comportamento das Diferentes Regiões de
Juntas Soldadas por Soldagem Molhada no Ensaio de Tração. IC, PUC-RIO, 2017.