






Línguas
Páginas
Legal


7/21/2019 10_fundicao_-_introdução
http://slidepdf.com/reader/full/10fundicao-introducao 1/11

7/21/2019 10_fundicao_-_introdução
http://slidepdf.com/reader/full/10fundicao-introducao 2/11
2
7Carmo Roberto Pelliciari de Lima
-Peças de automóveis e motocicletas.
8Carmo Roberto Pelliciari de Lima
-Peças de turbinas (hidráulicas, de aviões, a gás, etc.);
9Carmo Roberto Pelliciari de Lima
-Cilindros de laminação.
10Carmo Roberto Pelliciari de Lima
-Hélices, eixos e virabrequins para a indústria naval.
11Carmo Roberto Pelliciari de Lima
-Válvulas.
12Carmo Roberto Pelliciari de Lima
-Discos de freio.
7/21/2019 10_fundicao_-_introdução
http://slidepdf.com/reader/full/10fundicao-introducao 3/11
3
13Carmo Roberto Pelliciari de Lima
-Implantes ortopédicos.
14Carmo Roberto Pelliciari de Lima
-Joalheria
15Carmo Roberto Pelliciari de Lima
-Diversos de tipos de componentes para a indústriaautomobilística.-Milhares de tipos de componentes e artefatos para usodoméstico.-Equipamentos e ferramentas para indústria mecânica e
metalúrgica.
16Carmo Roberto Pelliciari de Lima
Breve história da fundição
17Carmo Roberto Pelliciari de Lima
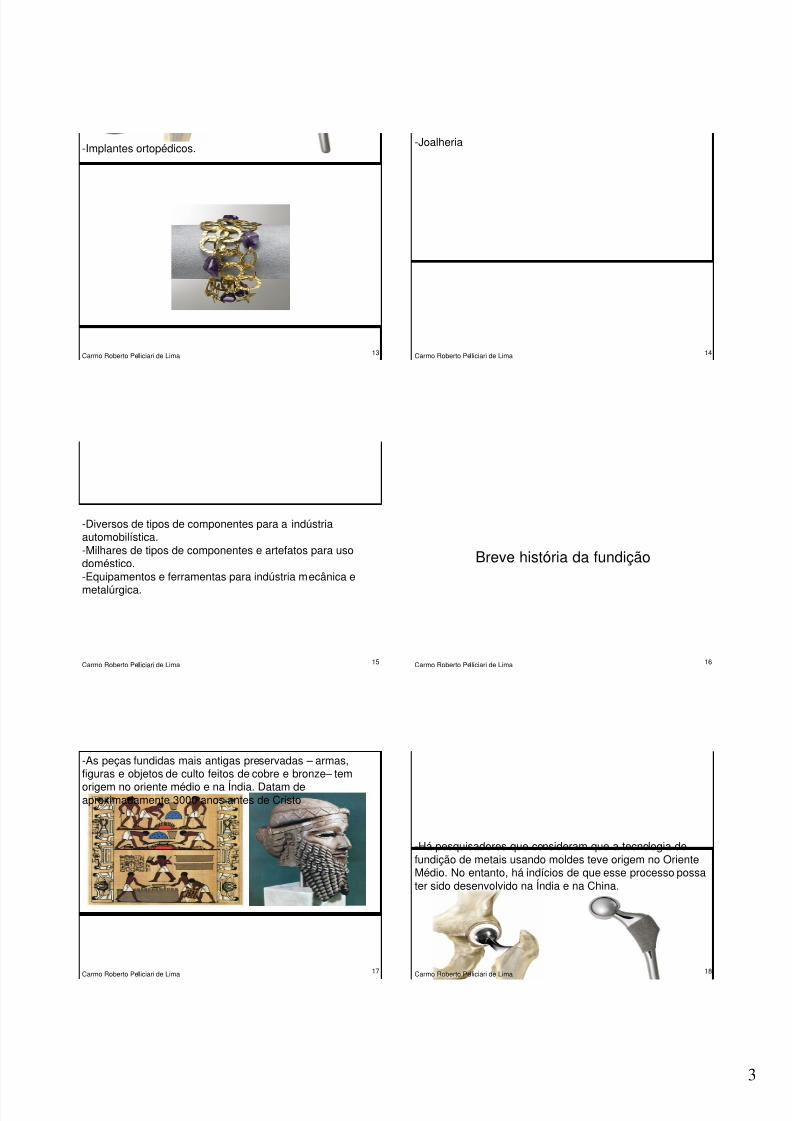
-As peças fundidas mais antigas preservadas – armas,figuras e objetos de culto feitos de cobre e bronze– tem
origem no oriente médio e na Índia. Datam deaproximadamente 3000 anos antes de Cristo
18Carmo Roberto Pelliciari de Lima
-Há pesquisadores que consideram que a tecnologia defundição de metais usando moldes teve origem no OrienteMédio. No entanto, há indícios de que esse processo possater sido desenvolvido na Índia e na China.
7/21/2019 10_fundicao_-_introdução
http://slidepdf.com/reader/full/10fundicao-introducao 4/11
4
19Carmo Roberto Pelliciari de Lima
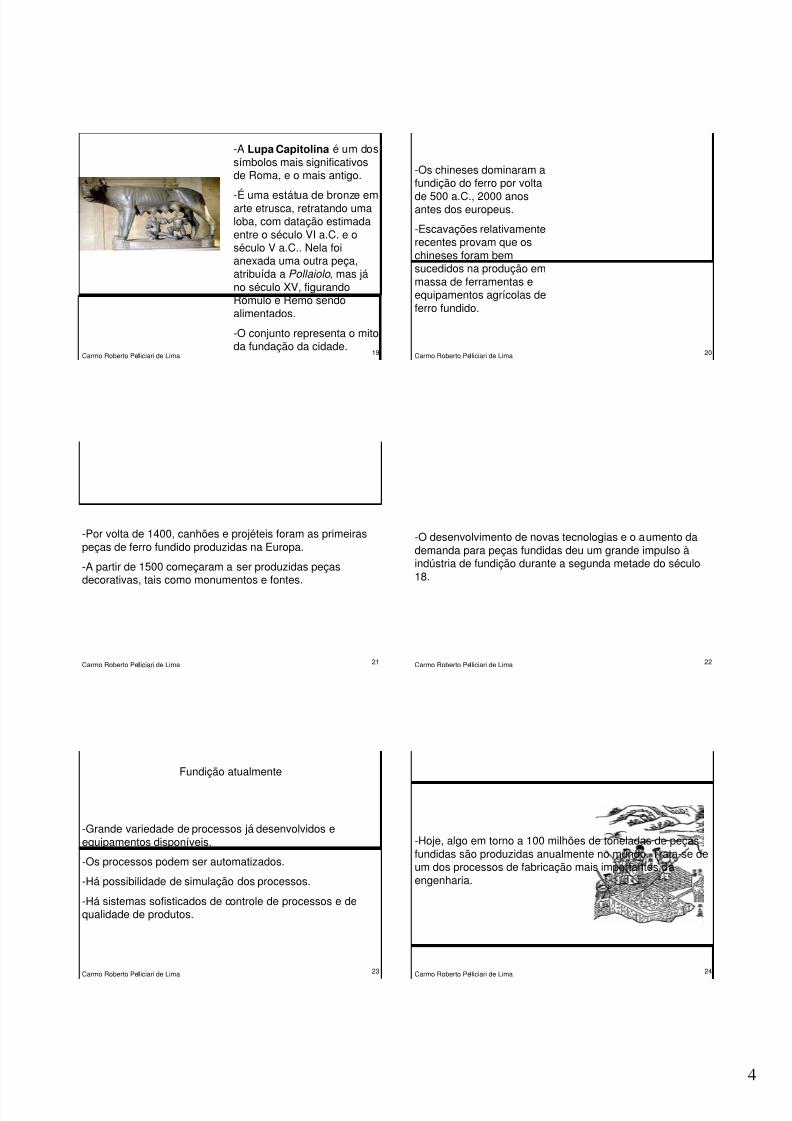
-A Lupa Capitolina é um dossímbolos mais significativosde Roma, e o mais antigo.
-É uma estátua de bronze emarte etrusca, retratando umaloba, com datação estimadaentre o século VI a.C. e oséculo V a.C.. Nela foianexada uma outra peça,atribuída a Pollaiolo , mas jáno século XV, figurandoRômulo e Remo sendoalimentados.
-O conjunto representa o mitoda fundação da cidade.
20Carmo Roberto Pelliciari de Lima
-Os chineses dominaram afundição do ferro por volta
de 500 a.C., 2000 anosantes dos europeus.
-Escavações relativamenterecentes provam que oschineses foram bemsucedidos na produção emmassa de ferramentas eequipamentos agrícolas deferro fundido.
21Carmo Roberto Pelliciari de Lima
-Por volta de 1400, canhões e projéteis foram as primeiraspeças de ferro fundido produzidas na Europa.
-A partir de 1500 começaram a ser produzidas peçasdecorativas, tais como monumentos e fontes.
22Carmo Roberto Pelliciari de Lima
-O desenvolvimento de novas tecnologias e o aumento dademanda para peças fundidas deu um grande impulso àindústria de fundição durante a segunda metade do século18.
23Carmo Roberto Pelliciari de Lima
-Grande variedade de processos já desenvolvidos eequipamentos disponíveis.
-Os processos podem ser automatizados.
-Há possibilidade de simulação dos processos.
-Há sistemas sofisticados de controle de processos e dequalidade de produtos.
Fundição atualmente
24Carmo Roberto Pelliciari de Lima
-Hoje, algo em torno a 100 milhões de toneladas de peçasfundidas são produzidas anualmente no mundo. Trata-se deum dos processos de fabricação mais importantes daengenharia.

7/21/2019 10_fundicao_-_introdução
http://slidepdf.com/reader/full/10fundicao-introducao 5/11
5
25Carmo Roberto Pelliciari de Lima
Características evantagens da fundição sobre outros
processos
26Carmo Roberto Pelliciari de Lima
-A principal vantagem da fundição sobre outros processosde fabricação é que é possível obter, de forma relativamentesimples, produtos fundidos com dimensões e geometria
próximas daquelas do produto final, gerando economia; essaeconomia vem por exemplo de:
-Há redução da quantidade de metal retirada porusinagem;
-Não há necessidade de construir matrizes caras comoas usadas no forjamento.
-Deve-se salientar que cada processo de fabricação temsuas características de custo e aplicabilidade, e uma análisemais detalhada do assunto foge do objetivo desta aula.
27Carmo Roberto Pelliciari de Lima
-As peças fundidas podem ser produzidas dentro de umaenorme gama de pesos e tamanhos. Há peças com menosde um grama e peças de várias toneladas. As dimensõesvariam de poucos milímetros a até mais de 10 metros.
28Carmo Roberto Pelliciari de Lima
-A fundição apresenta grande vantagem sobre outrosprocessos especialmente na produção de peças com umaou mais das seguintes características:
-Apresentam geometria complexa;
-Possuem cavidades internas ou seções vazadas;
-Contem superfícies com curvatura irregular (há
variações na curvatura);-São feitas com material difícil de usinar, e
-Apresentam grandes dimensões.
29Carmo Roberto Pelliciari de Lima 30Carmo Roberto Pelliciari de Lima

7/21/2019 10_fundicao_-_introdução
http://slidepdf.com/reader/full/10fundicao-introducao 6/11
6
31Carmo Roberto Pelliciari de Lima
-Existem diversos processos de fundição, e os principaisserão vistos ao longo das próximas aulas.
-Com a escolha e utilização adequadas do processo defundição pode-se ter:
-Boa tolerância dimensional e geométrica;
-Bom aspecto visual;
-Controle das propriedades mecânicas e físicas, inclusiveem casos onde se quer direcionalidade em algumapropriedade.
-A fundição é usada para produção de uma única peça oupara grandes lotes.
32Carmo Roberto Pelliciari de Lima
Desvantagens da fundição sobre outrosprocessos
33Carmo Roberto Pelliciari de Lima
-As principais desvantagens da fundição são:
-Microestrutura relativamente grosseira, e
-Presença de defeitos típicos de fundição, tais comoporosidade e vazios de contração.
34Carmo Roberto Pelliciari de Lima
- A microestrutura grosseira leva a valores mais baixos depropriedades mecânicas, especialmente resistênciamecânica, dureza e tenacidade à fratura.
35Carmo Roberto Pelliciari de Lima
Aço fundido
(0,25%C)
Normalizado,seção de 1 pol.
36Carmo Roberto Pelliciari de Lima
- Porosidade e vazios de contração podem causar porexemplo problemas de acabamento ruim, seções com áreareduzida e possibilidade mais elevada de falha, entre outros.

7/21/2019 10_fundicao_-_introdução
http://slidepdf.com/reader/full/10fundicao-introducao 7/11
7
37Carmo Roberto Pelliciari de Lima 38Carmo Roberto Pelliciari de Lima
Processos de fundição
39Carmo Roberto Pelliciari de Lima
-Há vários processos (métodos) usados para produzir osmoldes e os produtos fundidos.
-Esses processos apresentam diferenças básicas que levama uma classificação feita com relação a:
-material do molde (areia, metal ou outro material) e
-método de vazamento (gravidade, vácuo, baixa pressãoou alta pressão).
Vídeo – vídeo – motor V12 ferrari
40Carmo Roberto Pelliciari de Lima
-Também é comum encontrar uma divisão feita de acordocom o número de vezes em que o molde é usado. Assim,tem-se:
-Molde perdido (é usado uma única vez) , ou
-Molde permanente (pode ser usado várias vezes).
41Carmo Roberto Pelliciari de Lima
-Alguns dos principais processos de fundição são:
-Fundição em areia
-Fundição em coquilha
-Fundição por cera perdida
-Fundição sob pressão
42Carmo Roberto Pelliciari de Lima
Etapas básicas dos processos de fundição

7/21/2019 10_fundicao_-_introdução
http://slidepdf.com/reader/full/10fundicao-introducao 8/11
8
43Carmo Roberto Pelliciari de Lima
-Existem etapas básicas presentes na maioria dosprocessos de fundição. As principais são:
44Carmo Roberto Pelliciari de Lima
1 – Confecção do modelo – Essa etapa consiste emconstruir um modelo com o formato aproximado da peça aser fundida.-Esse modelo vai servir para a construção do molde e suasdimensões devem prever a contração do metal quando elese solidificar bem como um eventual sobremetal paraposterior usinagem da peça.-O modelo é feito de madeira, alumínio, aço, resina plástica,cera ou isopor, entre outros materiais.
45Carmo Roberto Pelliciari de Lima 46Carmo Roberto Pelliciari de Lima
2 – Confecção do molde – O molde é o dispositivo no qualo metal fundido é colocado para que se obtenha a peçadesejada.-Ele é feito de material refratário composto de areia eaglomerante.-Esse material é moldado sobre o modelo que, após
retirado, deixa uma cavidade com o formato da peça a serfundida.
47Carmo Roberto Pelliciari de Lima 48Carmo Roberto Pelliciari de Lima
3 – Confecção dos machos – Macho é um dispositivo, feitotambém de areia, que tem a finalidade de formar os vazios,furos e reentrâncias da peça.-Eles são colocados nos moldes antes que eles sejamfechados para receber o metal líquido.

7/21/2019 10_fundicao_-_introdução
http://slidepdf.com/reader/full/10fundicao-introducao 9/11
9
49Carmo Roberto Pelliciari de Lima 50Carmo Roberto Pelliciari de Lima
4 – Fusão – Etapa em que acontece a fusão do metal.
51Carmo Roberto Pelliciari de Lima 52Carmo Roberto Pelliciari de Lima
5 – Vazamento – O vazamento é o enchimento do moldecom metal líquido.
53Carmo Roberto Pelliciari de Lima 54Carmo Roberto Pelliciari de Lima
6 – Desmoldagem - Após determinado período de tempoem que a peça se solidifica dentro do molde, e que dependedo tipo de peça, do tipo de molde e do metal (ou ligametálica), ela é retirada do molde (desmoldagem)manualmente ou por processos mecânicos.

7/21/2019 10_fundicao_-_introdução
http://slidepdf.com/reader/full/10fundicao-introducao 10/11
10
55Carmo Roberto Pelliciari de Lima 56Carmo Roberto Pelliciari de Lima
7 – Rebarbação – A rebarbação é a retirada dos canais dealimentação, massalotes e rebarbas que se formamdurante a fundição. Ela é realizada quando a peça atingetemperaturas próximas às do ambiente.
57Carmo Roberto Pelliciari de Lima 58Carmo Roberto Pelliciari de Lima
8 – Limpeza - A limpeza é necessária porque a peçaapresenta uma série de incrustações da areia usada naconfecção do molde. Geralmente ela é feita por meio de jatos abrasivos.
59Carmo Roberto Pelliciari de Lima
9 – Inspeção – Para detecção e avaliação de defeitos.
60Carmo Roberto Pelliciari de Lima

7/21/2019 10_fundicao_-_introdução
http://slidepdf.com/reader/full/10fundicao-introducao 11/11
11
61Carmo Roberto Pelliciari de Lima
10 – Recuperação – no caso de defeitos nãocomprometedores;
62Carmo Roberto Pelliciari de Lima
11 – Conformação final - usinagem, furação;
63Carmo Roberto Pelliciari de Lima
12 – Tratamento térmico e outros – obtenção daspropriedades finais desejadas
64Carmo Roberto Pelliciari de Lima
Top Related