





Línguas
Páginas
Legal


ANÁLISE DE ADEQUABILIDADE DO
LAYOUT EM UMA EMPRESA DE
TRANSFORMADOS PLÁSTICOS
Ariani do Nascimento Zorzela (UFSM)
Anna Julia Lorenzzon Gelain (UFSM)
Patricia Linck (UFSM)
Janaina Beatriz Aggens (UFSM)
marcelo hoss (UFSM)
Os requisitos de competitividade na cadeia produtiva do setor de
embalagens perpassam pela gestão de custos. Nesse sentido, a
pesquisa tem como objetivo propor um novo layout a uma indústria de
transformados plásticos, que contribua com a rredução de custos
atrelados ao processo, gerando maior competitividade e lucratividade.
A metodologia utilizada consiste em um estudo de caso. Para análise
do layout existente, utilizou-se a ferramenta diagrama de
relacionamento e para o mapeamento do processo, utilizou-se o
gráfico de fluxo de processo. Embora o layout utilizado pela empresa
permita a realização das atividades da transformação do plástico em
embalagens, com uma nova organização, o transporte, a
movimentação e os tempos poderiam ser diminuídos, tornando o
processo mais eficiente e diminuindo os custos. O layout proposto
estabelece que cada linha seja dedicada a um tipo (ou família) de
produto. O uso do layout sugerido ainda melhoraria o fluxo de
materiais, ou seja, o gerenciamento das entradas e saídas de cada
etapa do processo.
Palavras-chaves: layout, gráfico de fluxo de processo, diagrama de
relacionamento de atividades
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
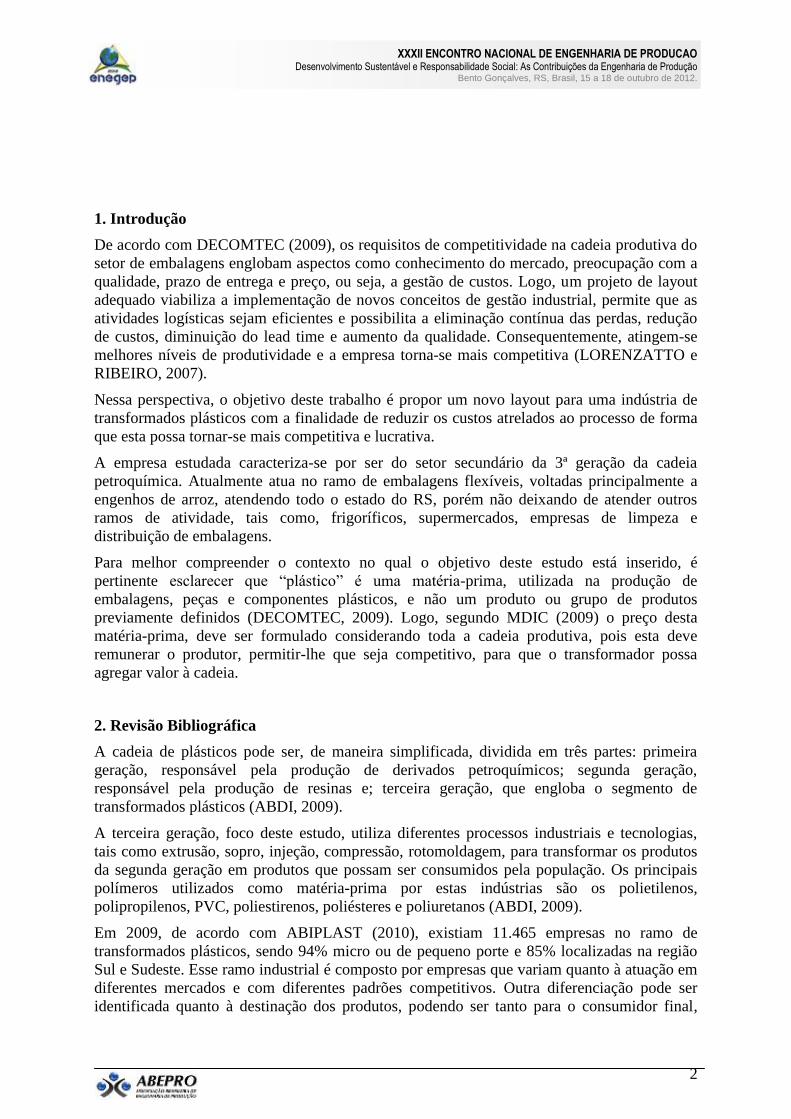
1. Introdução
De acordo com DECOMTEC (2009), os requisitos de competitividade na cadeia produtiva do
setor de embalagens englobam aspectos como conhecimento do mercado, preocupação com a
qualidade, prazo de entrega e preço, ou seja, a gestão de custos. Logo, um projeto de layout
adequado viabiliza a implementação de novos conceitos de gestão industrial, permite que as
atividades logísticas sejam eficientes e possibilita a eliminação contínua das perdas, redução
de custos, diminuição do lead time e aumento da qualidade. Consequentemente, atingem-se
melhores níveis de produtividade e a empresa torna-se mais competitiva (LORENZATTO e
RIBEIRO, 2007).
Nessa perspectiva, o objetivo deste trabalho é propor um novo layout para uma indústria de
transformados plásticos com a finalidade de reduzir os custos atrelados ao processo de forma
que esta possa tornar-se mais competitiva e lucrativa.
A empresa estudada caracteriza-se por ser do setor secundário da 3ª geração da cadeia
petroquímica. Atualmente atua no ramo de embalagens flexíveis, voltadas principalmente a
engenhos de arroz, atendendo todo o estado do RS, porém não deixando de atender outros
ramos de atividade, tais como, frigoríficos, supermercados, empresas de limpeza e
distribuição de embalagens.
Para melhor compreender o contexto no qual o objetivo deste estudo está inserido, é
pertinente esclarecer que “plástico” é uma matéria-prima, utilizada na produção de
embalagens, peças e componentes plásticos, e não um produto ou grupo de produtos
previamente definidos (DECOMTEC, 2009). Logo, segundo MDIC (2009) o preço desta
matéria-prima, deve ser formulado considerando toda a cadeia produtiva, pois esta deve
remunerar o produtor, permitir-lhe que seja competitivo, para que o transformador possa
agregar valor à cadeia.
2. Revisão Bibliográfica
A cadeia de plásticos pode ser, de maneira simplificada, dividida em três partes: primeira
geração, responsável pela produção de derivados petroquímicos; segunda geração,
responsável pela produção de resinas e; terceira geração, que engloba o segmento de
transformados plásticos (ABDI, 2009).
A terceira geração, foco deste estudo, utiliza diferentes processos industriais e tecnologias,
tais como extrusão, sopro, injeção, compressão, rotomoldagem, para transformar os produtos
da segunda geração em produtos que possam ser consumidos pela população. Os principais
polímeros utilizados como matéria-prima por estas indústrias são os polietilenos,
polipropilenos, PVC, poliestirenos, poliésteres e poliuretanos (ABDI, 2009).
Em 2009, de acordo com ABIPLAST (2010), existiam 11.465 empresas no ramo de
transformados plásticos, sendo 94% micro ou de pequeno porte e 85% localizadas na região
Sul e Sudeste. Esse ramo industrial é composto por empresas que variam quanto à atuação em
diferentes mercados e com diferentes padrões competitivos. Outra diferenciação pode ser
identificada quanto à destinação dos produtos, podendo ser tanto para o consumidor final,
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
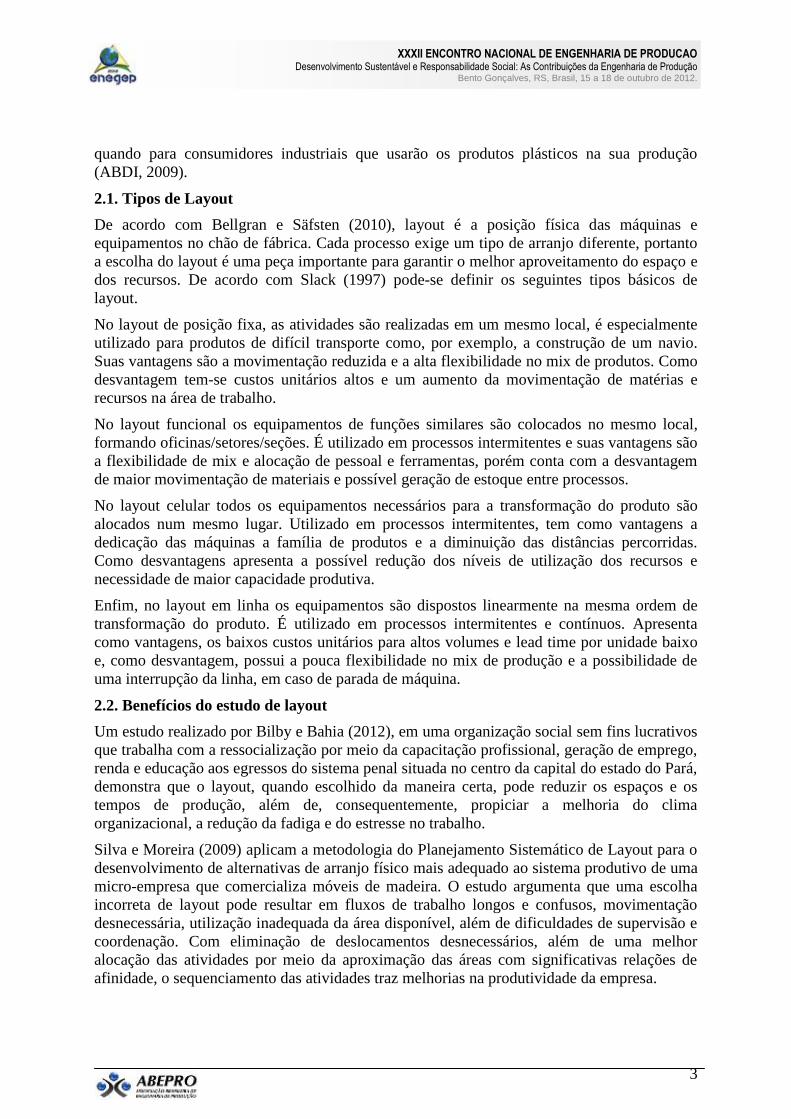
quando para consumidores industriais que usarão os produtos plásticos na sua produção
(ABDI, 2009).
2.1. Tipos de Layout
De acordo com Bellgran e Säfsten (2010), layout é a posição física das máquinas e
equipamentos no chão de fábrica. Cada processo exige um tipo de arranjo diferente, portanto
a escolha do layout é uma peça importante para garantir o melhor aproveitamento do espaço e
dos recursos. De acordo com Slack (1997) pode-se definir os seguintes tipos básicos de
layout.
No layout de posição fixa, as atividades são realizadas em um mesmo local, é especialmente
utilizado para produtos de difícil transporte como, por exemplo, a construção de um navio.
Suas vantagens são a movimentação reduzida e a alta flexibilidade no mix de produtos. Como
desvantagem tem-se custos unitários altos e um aumento da movimentação de matérias e
recursos na área de trabalho.
No layout funcional os equipamentos de funções similares são colocados no mesmo local,
formando oficinas/setores/seções. É utilizado em processos intermitentes e suas vantagens são
a flexibilidade de mix e alocação de pessoal e ferramentas, porém conta com a desvantagem
de maior movimentação de materiais e possível geração de estoque entre processos.
No layout celular todos os equipamentos necessários para a transformação do produto são
alocados num mesmo lugar. Utilizado em processos intermitentes, tem como vantagens a
dedicação das máquinas a família de produtos e a diminuição das distâncias percorridas.
Como desvantagens apresenta a possível redução dos níveis de utilização dos recursos e
necessidade de maior capacidade produtiva.
Enfim, no layout em linha os equipamentos são dispostos linearmente na mesma ordem de
transformação do produto. É utilizado em processos intermitentes e contínuos. Apresenta
como vantagens, os baixos custos unitários para altos volumes e lead time por unidade baixo
e, como desvantagem, possui a pouca flexibilidade no mix de produção e a possibilidade de
uma interrupção da linha, em caso de parada de máquina.
2.2. Benefícios do estudo de layout
Um estudo realizado por Bilby e Bahia (2012), em uma organização social sem fins lucrativos
que trabalha com a ressocialização por meio da capacitação profissional, geração de emprego,
renda e educação aos egressos do sistema penal situada no centro da capital do estado do Pará,
demonstra que o layout, quando escolhido da maneira certa, pode reduzir os espaços e os
tempos de produção, além de, consequentemente, propiciar a melhoria do clima
organizacional, a redução da fadiga e do estresse no trabalho.
Silva e Moreira (2009) aplicam a metodologia do Planejamento Sistemático de Layout para o
desenvolvimento de alternativas de arranjo físico mais adequado ao sistema produtivo de uma
micro-empresa que comercializa móveis de madeira. O estudo argumenta que uma escolha
incorreta de layout pode resultar em fluxos de trabalho longos e confusos, movimentação
desnecessária, utilização inadequada da área disponível, além de dificuldades de supervisão e
coordenação. Com eliminação de deslocamentos desnecessários, além de uma melhor
alocação das atividades por meio da aproximação das áreas com significativas relações de
afinidade, o sequenciamento das atividades traz melhorias na produtividade da empresa.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
Já o estudo de Macedo e Ferreira (2011) investiga a armazenagem de produtos acabados de
uma empresa do setor de distribuição, destacando a organização deste processo e os principais
impactos dessa gestão para a organização. A partir do estudo de caso, pode-se verificar a
necessidade das empresas desse setor focarem na informatização dos seus processos, na
estruturação do layout e na separação de seus pedidos, para obter um controle maior e evitar
erros e retrabalhos, já que a logística é a competência essencial de uma distribuidora, e estas
alterações impactam diretamente nesse quesito.
Lima et al. (2011), por outro lado, tinha por objetivo apresentar a abordagem utilizada na
substituição do layout linear pelo arranjo celular, em um processo de montagem de cadernos
em uma indústria gráfica e o seu impacto na otimização do espaço físico, melhoria de
produtividade e aumento da polivalência, dentre outros ganhos. Ao final do estudo, pode-se
averiguar que o layout celular incrementou de forma significativa os resultados do negócio,
com relação produtividade do layout linear, produtividade da mão de obra direta,
produtividade do chão de fábrica, além de redução de material humano empregado e área
utilizada. Acrescenta-se que na esfera qualitativa, observou-se um aumento motivacional,
além da melhoria da qualidade do produto final.
3. Metodologia
Segundo Miguel et al. (2010) o estudo de caso é uma metodologia de caráter empírico que
investiga um dado fenômeno dentro de um contexto real por meio de análise aprofundada de
um ou mais objetos de análise (casos), funcionando como uma espécie de histórico do
fenômeno, extraído de múltiplas fontes de evidências. Tal definição é adequada ao propósito
deste trabalho, uma vez que se tem como fenômeno a mudança de layout, e como objeto de
análise, uma empresa de transformados plásticos.
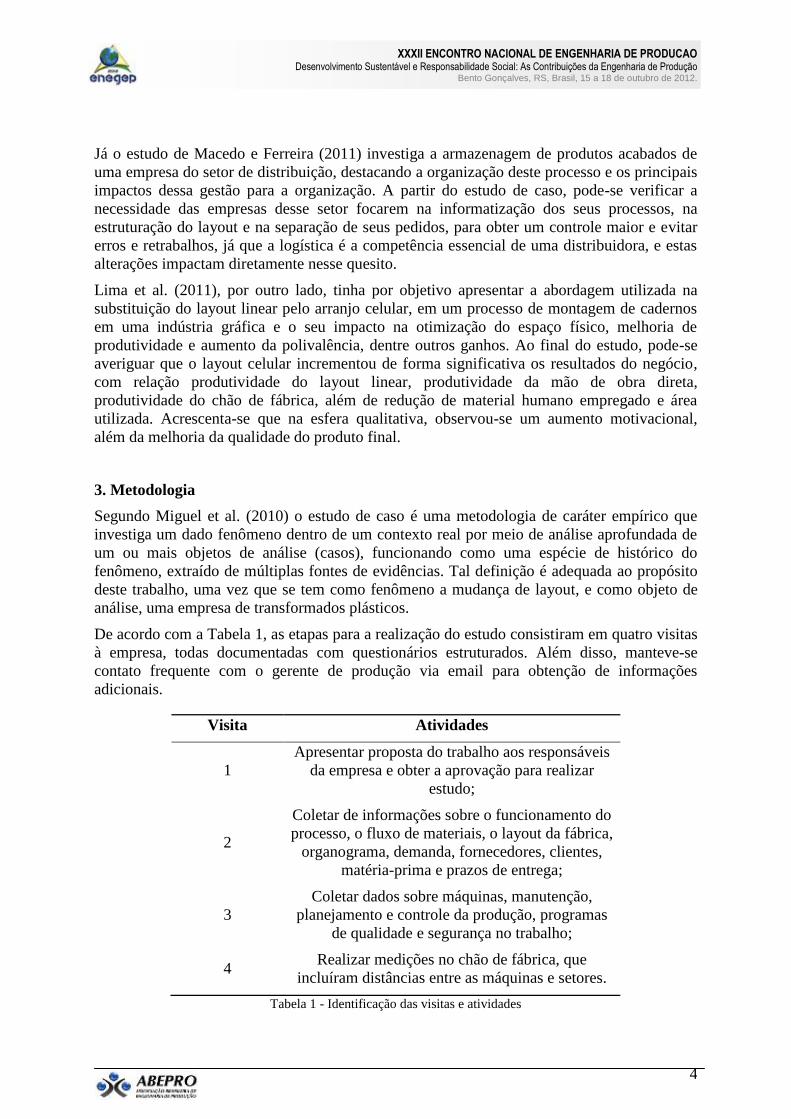
De acordo com a Tabela 1, as etapas para a realização do estudo consistiram em quatro visitas
à empresa, todas documentadas com questionários estruturados. Além disso, manteve-se
contato frequente com o gerente de produção via email para obtenção de informações
adicionais.
Visita Atividades
1
Apresentar proposta do trabalho aos responsáveis
da empresa e obter a aprovação para realizar
estudo;
2
Coletar de informações sobre o funcionamento do
processo, o fluxo de materiais, o layout da fábrica,
organograma, demanda, fornecedores, clientes,
matéria-prima e prazos de entrega;
3
Coletar dados sobre máquinas, manutenção,
planejamento e controle da produção, programas
de qualidade e segurança no trabalho;
4 Realizar medições no chão de fábrica, que
incluíram distâncias entre as máquinas e setores.
Tabela 1 - Identificação das visitas e atividades
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
Para análise do layout existente, utilizou-se a ferramenta diagrama de relacionamento
(Tompkins, 2010). Esta se caracteriza por apresentar relações entre pares de atividades, em
termos de espaço físico, e também por determinar a quantidade de espaço necessário para a
realização de cada atividade, confirmando então adequabilidade, ou não, da situação atual a
real necessidade da empresa.
Com relação ao mapeamento do processo, foi escolhida a ferramenta denominada gráfico de
fluxo de processo. Barnes (1982) afirma que tal técnica é adequada para se registrar um
processo de maneira compacta, a fim de tornar possível a compreensão e posterior melhoria
de um processo, observando detalhadamente as etapas. Assim, reestruturar a lógica de fluxo
dos processos-chave da organização impulsiona a vantagem competitiva e permite que os
objetivos definidos estrategicamente sejam atingidos.
4. Resultados e discussões
4.1. Análise de processo e layout atual
Observou-se na empresa a utilização de layout funcional. Historicamente, este é o mesmo
desde que a empresa entrou em funcionamento em 1989. Algumas das vantagens desse layout
são a alta utilização da capacidade e a possibilidade de flexibilidade no uso das máquinas. Em
contrapartida, apresenta tempo de produção longo e com altos estoques intermediários.
Logo se elaborou uma análise a partir da ferramenta Diagrama de Relacionamento de
Atividades (TOMPKINS, 2010) (Figura 1), para verificar a adequabilidade do layout
utilizado.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
Estoque de Matéria-Prima
Extrusão
Corte e Solda
Refilamento
Impressão
Picotadeira
Estoque de produto acabado
Estoque intermediário
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8Cód Proximidades
A Absolutamente ImportanteE Especialmente ImportanteI Importante
O Pouco ImportanteU Sem ImportânciaX Não Desejável
Cota Razão
1 Mesmo local2 Fluxo de material3 Serviço
4 Conveniência5 Controle de inventário6 Comunicação
7 Mesmo pessoal8 Limpeza9 Fluxo de partes
A
2U
U
U
U
U
U
A2
A
2U O
O
O
A
2U
U
U
U
A
2A2
2
A
A
2
E
4E
4E
E 4
4E
4U
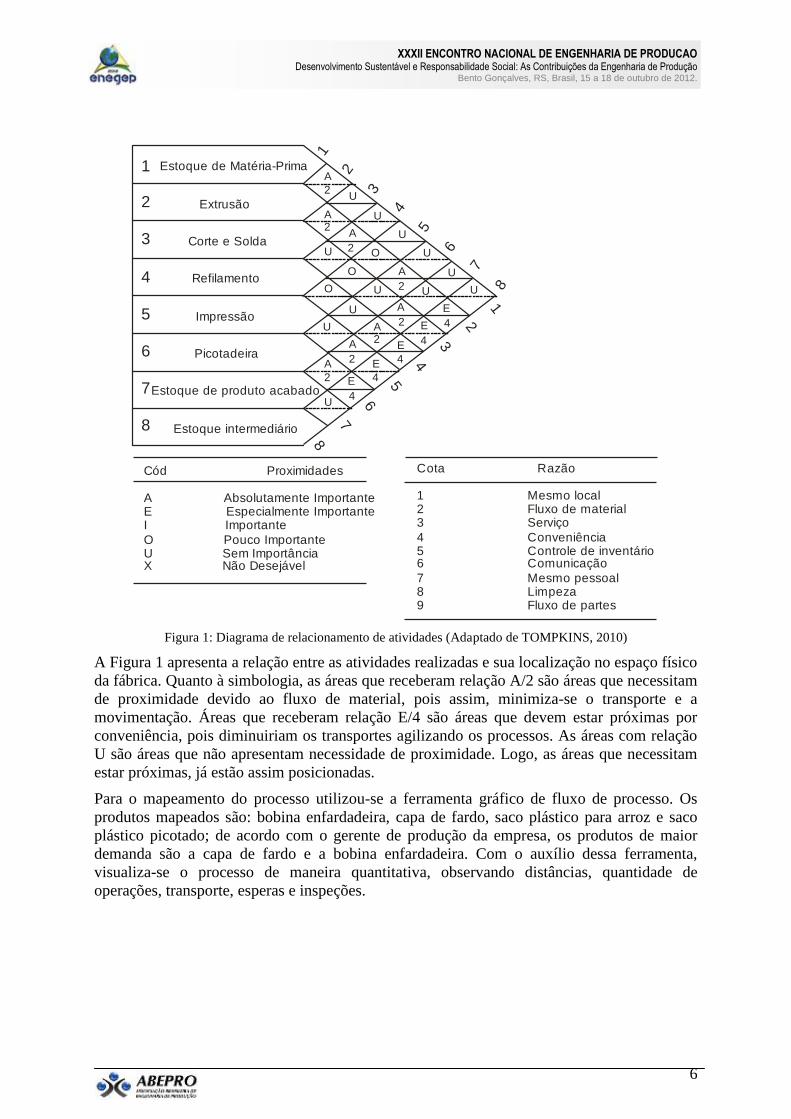
Figura 1: Diagrama de relacionamento de atividades (Adaptado de TOMPKINS, 2010)
A Figura 1 apresenta a relação entre as atividades realizadas e sua localização no espaço físico
da fábrica. Quanto à simbologia, as áreas que receberam relação A/2 são áreas que necessitam
de proximidade devido ao fluxo de material, pois assim, minimiza-se o transporte e a
movimentação. Áreas que receberam relação E/4 são áreas que devem estar próximas por
conveniência, pois diminuiriam os transportes agilizando os processos. As áreas com relação
U são áreas que não apresentam necessidade de proximidade. Logo, as áreas que necessitam
estar próximas, já estão assim posicionadas.
Para o mapeamento do processo utilizou-se a ferramenta gráfico de fluxo de processo. Os
produtos mapeados são: bobina enfardadeira, capa de fardo, saco plástico para arroz e saco
plástico picotado; de acordo com o gerente de produção da empresa, os produtos de maior
demanda são a capa de fardo e a bobina enfardadeira. Com o auxílio dessa ferramenta,
visualiza-se o processo de maneira quantitativa, observando distâncias, quantidade de
operações, transporte, esperas e inspeções.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
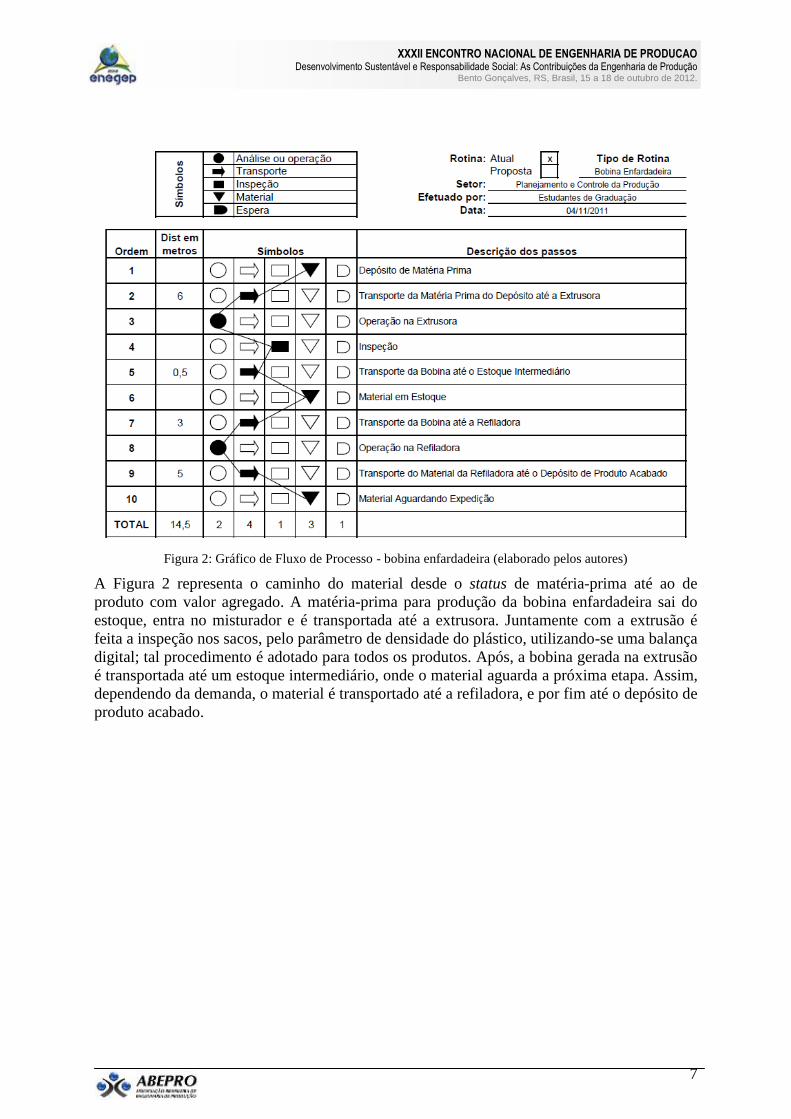
Figura 2: Gráfico de Fluxo de Processo - bobina enfardadeira (elaborado pelos autores)
A Figura 2 representa o caminho do material desde o status de matéria-prima até ao de
produto com valor agregado. A matéria-prima para produção da bobina enfardadeira sai do
estoque, entra no misturador e é transportada até a extrusora. Juntamente com a extrusão é
feita a inspeção nos sacos, pelo parâmetro de densidade do plástico, utilizando-se uma balança
digital; tal procedimento é adotado para todos os produtos. Após, a bobina gerada na extrusão
é transportada até um estoque intermediário, onde o material aguarda a próxima etapa. Assim,
dependendo da demanda, o material é transportado até a refiladora, e por fim até o depósito de
produto acabado.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
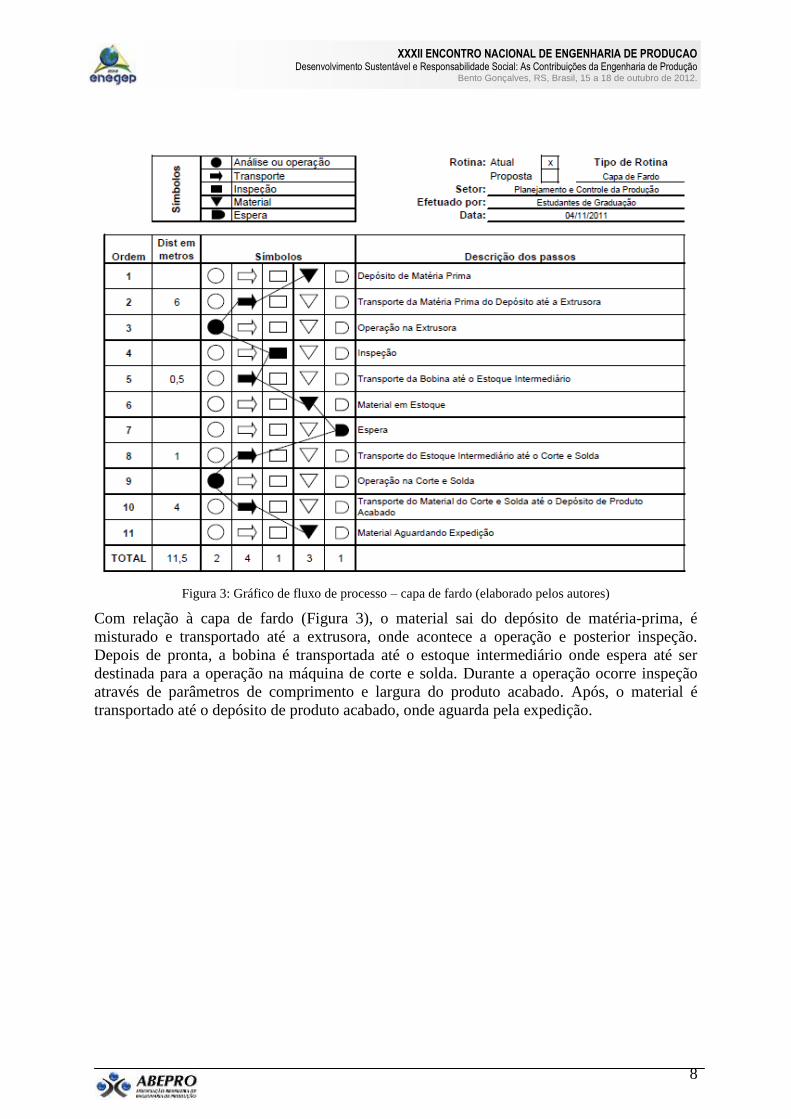
Figura 3: Gráfico de fluxo de processo – capa de fardo (elaborado pelos autores)
Com relação à capa de fardo (Figura 3), o material sai do depósito de matéria-prima, é
misturado e transportado até a extrusora, onde acontece a operação e posterior inspeção.
Depois de pronta, a bobina é transportada até o estoque intermediário onde espera até ser
destinada para a operação na máquina de corte e solda. Durante a operação ocorre inspeção
através de parâmetros de comprimento e largura do produto acabado. Após, o material é
transportado até o depósito de produto acabado, onde aguarda pela expedição.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
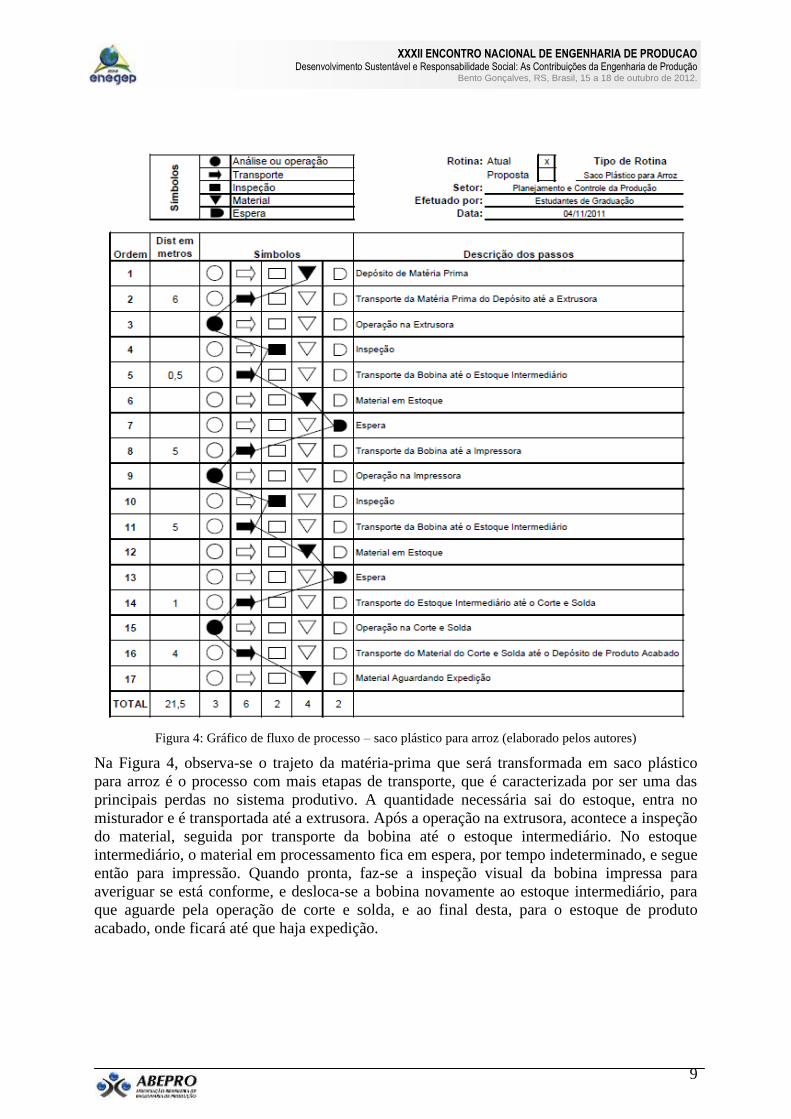
Figura 4: Gráfico de fluxo de processo – saco plástico para arroz (elaborado pelos autores)
Na Figura 4, observa-se o trajeto da matéria-prima que será transformada em saco plástico
para arroz é o processo com mais etapas de transporte, que é caracterizada por ser uma das
principais perdas no sistema produtivo. A quantidade necessária sai do estoque, entra no
misturador e é transportada até a extrusora. Após a operação na extrusora, acontece a inspeção
do material, seguida por transporte da bobina até o estoque intermediário. No estoque
intermediário, o material em processamento fica em espera, por tempo indeterminado, e segue
então para impressão. Quando pronta, faz-se a inspeção visual da bobina impressa para
averiguar se está conforme, e desloca-se a bobina novamente ao estoque intermediário, para
que aguarde pela operação de corte e solda, e ao final desta, para o estoque de produto
acabado, onde ficará até que haja expedição.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
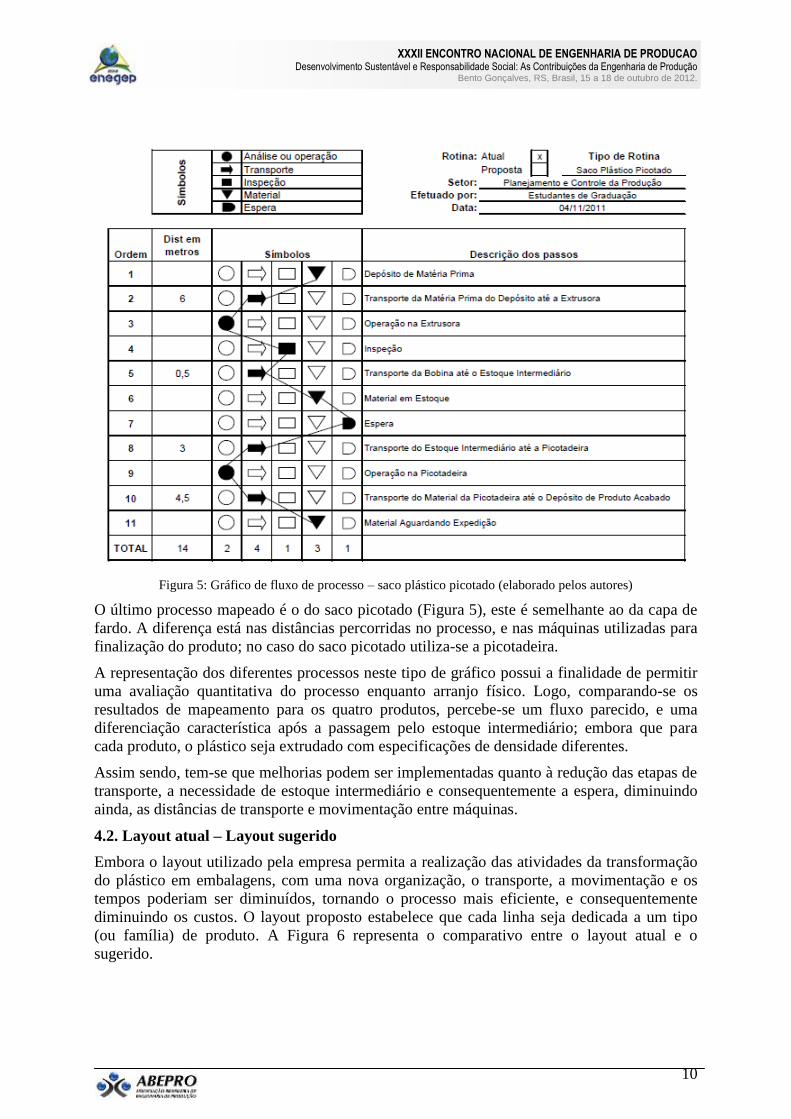
Figura 5: Gráfico de fluxo de processo – saco plástico picotado (elaborado pelos autores)
O último processo mapeado é o do saco picotado (Figura 5), este é semelhante ao da capa de
fardo. A diferença está nas distâncias percorridas no processo, e nas máquinas utilizadas para
finalização do produto; no caso do saco picotado utiliza-se a picotadeira.
A representação dos diferentes processos neste tipo de gráfico possui a finalidade de permitir
uma avaliação quantitativa do processo enquanto arranjo físico. Logo, comparando-se os
resultados de mapeamento para os quatro produtos, percebe-se um fluxo parecido, e uma
diferenciação característica após a passagem pelo estoque intermediário; embora que para
cada produto, o plástico seja extrudado com especificações de densidade diferentes.
Assim sendo, tem-se que melhorias podem ser implementadas quanto à redução das etapas de
transporte, a necessidade de estoque intermediário e consequentemente a espera, diminuindo
ainda, as distâncias de transporte e movimentação entre máquinas.
4.2. Layout atual – Layout sugerido
Embora o layout utilizado pela empresa permita a realização das atividades da transformação
do plástico em embalagens, com uma nova organização, o transporte, a movimentação e os
tempos poderiam ser diminuídos, tornando o processo mais eficiente, e consequentemente
diminuindo os custos. O layout proposto estabelece que cada linha seja dedicada a um tipo
(ou família) de produto. A Figura 6 representa o comparativo entre o layout atual e o
sugerido.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
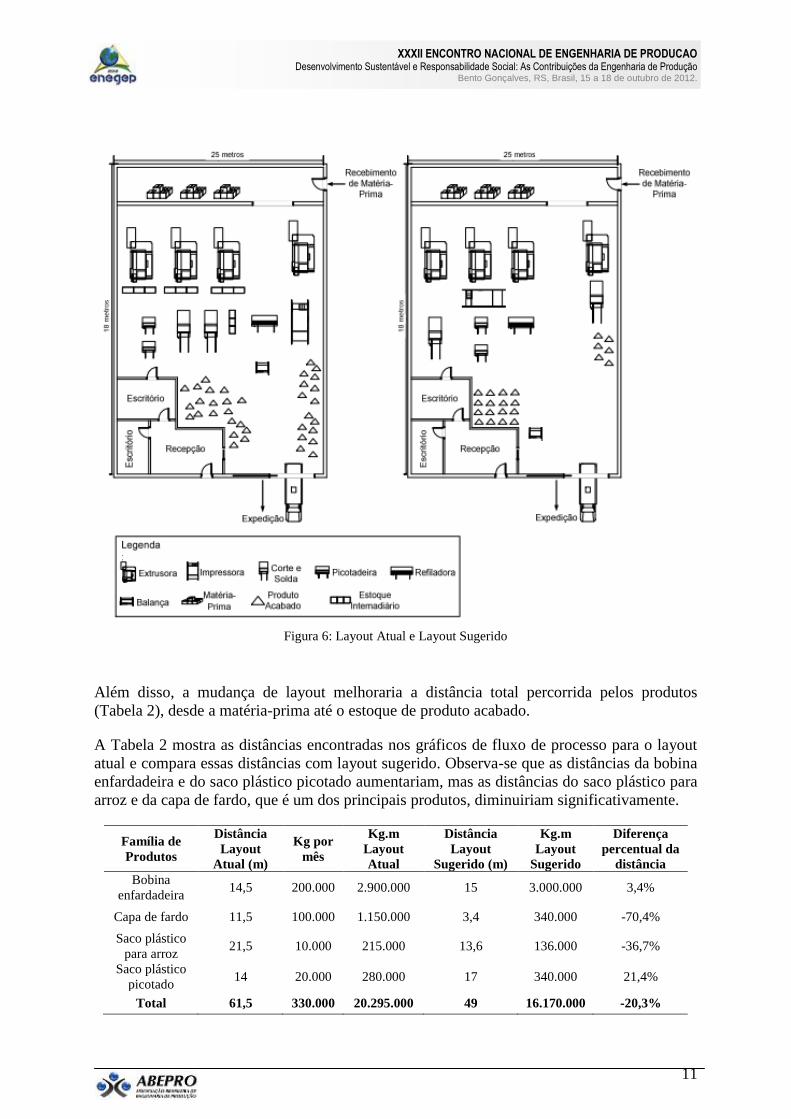
Figura 6: Layout Atual e Layout Sugerido
Além disso, a mudança de layout melhoraria a distância total percorrida pelos produtos
(Tabela 2), desde a matéria-prima até o estoque de produto acabado.
A Tabela 2 mostra as distâncias encontradas nos gráficos de fluxo de processo para o layout
atual e compara essas distâncias com layout sugerido. Observa-se que as distâncias da bobina
enfardadeira e do saco plástico picotado aumentariam, mas as distâncias do saco plástico para
arroz e da capa de fardo, que é um dos principais produtos, diminuiriam significativamente.
Família de
Produtos
Distância
Layout
Atual (m)
Kg por
mês
Kg.m
Layout
Atual
Distância
Layout
Sugerido (m)
Kg.m
Layout
Sugerido
Diferença
percentual da
distância
Bobina
enfardadeira 14,5 200.000 2.900.000 15 3.000.000 3,4%
Capa de fardo 11,5 100.000 1.150.000 3,4 340.000 -70,4%
Saco plástico
para arroz 21,5 10.000 215.000 13,6 136.000 -36,7%
Saco plástico
picotado 14 20.000 280.000 17 340.000 21,4%
Total 61,5 330.000 20.295.000 49 16.170.000 -20,3%
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
Tabela 2 – Distância Layout Atual e Layout Sugerido
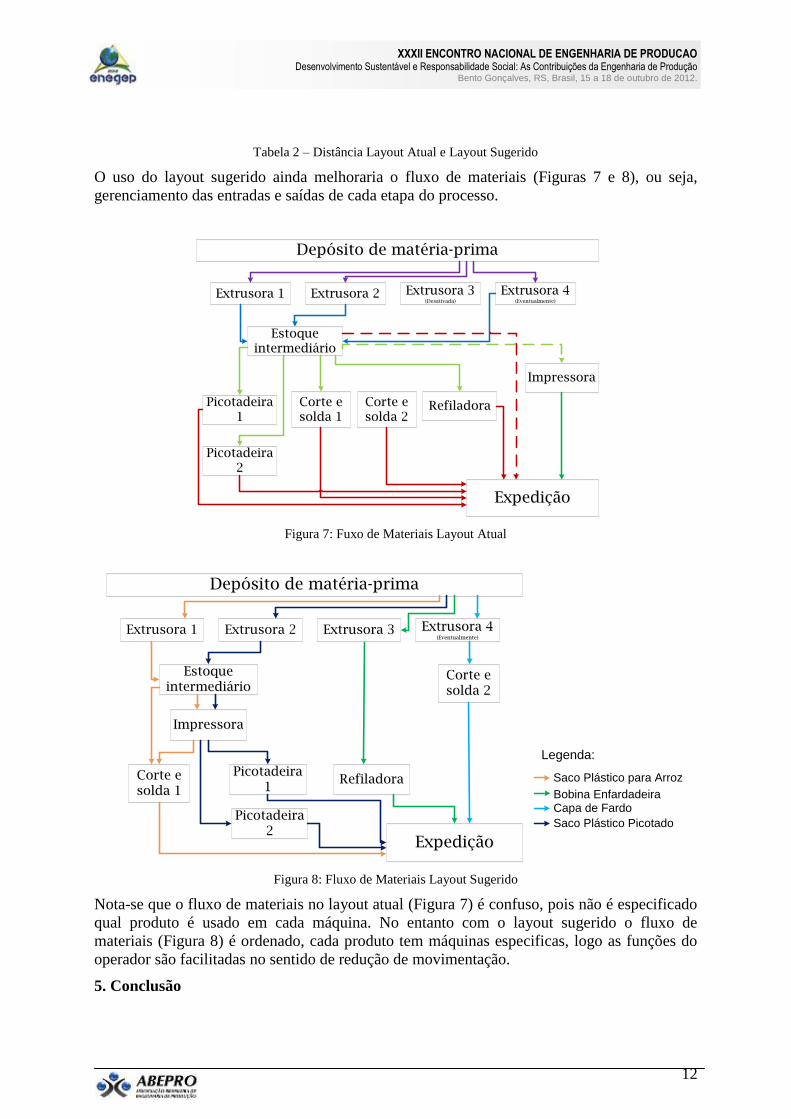
O uso do layout sugerido ainda melhoraria o fluxo de materiais (Figuras 7 e 8), ou seja,
gerenciamento das entradas e saídas de cada etapa do processo.
Depósito de matéria-primaDepósito de matéria-prima
Extrusora 1Extrusora 1 Extrusora 2Extrusora 2 Extrusora 3(Desativada)
Extrusora 3(Desativada)
Extrusora 4(Eventualmente)
Extrusora 4(Eventualmente)
ExpediçãoExpedição
Corte e solda 1
Corte e solda 1
Picotadeira 2
Picotadeira 2
RefiladoraRefiladora
Estoque intermediário
Estoque intermediário
ImpressoraImpressora
Picotadeira 1
Picotadeira 1
Corte e solda 2
Corte e solda 2
Figura 7: Fuxo de Materiais Layout Atual
Depósito de matéria-primaDepósito de matéria-prima
Extrusora 1 Extrusora 2 Extrusora 3Extrusora 3 Extrusora 4(Eventualmente)
Extrusora 4(Eventualmente)
ExpediçãoExpedição
Corte e solda 1
Corte e solda 1
Picotadeira 2
Picotadeira 2
RefiladoraRefiladora
Estoque intermediário
Estoque intermediário
ImpressoraImpressora
Picotadeira 1
Picotadeira 1
Corte e solda 2
Corte e solda 2
Saco Plástico para Arroz
Bobina EnfardadeiraCapa de Fardo
Saco Plástico Picotado
Legenda:
Figura 8: Fluxo de Materiais Layout Sugerido
Nota-se que o fluxo de materiais no layout atual (Figura 7) é confuso, pois não é especificado
qual produto é usado em cada máquina. No entanto com o layout sugerido o fluxo de
materiais (Figura 8) é ordenado, cada produto tem máquinas especificas, logo as funções do
operador são facilitadas no sentido de redução de movimentação.
5. Conclusão
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
Quanto ao objetivo principal do estudo, pode-se através das ferramentas utilizadas sugerir um
novo layout para a empresa. Observa-se, porém, que por mais que o layout anterior tenha sido
diagnosticado como adequado pela ferramenta diagrama de relacionamento, um novo arranjo
físico traria economia de custos com transporte e com a espera no processo produtivo. Assim,
infere-se que em algumas situações, como a deste caso, somente a análise do diagrama de
relacionamento não é suficiente para se diagnosticar a situação do layout.
Ademais, destaca-se o fato de que a mudança no layout acarreta economia de custos, que
acaba por tornar o preço do produto final mais competitivo, dando a empresa condições de
competir por uma parcela maior de vendas no setor de transformados plásticos.
Referências
ABDI. Caracterização da Cadeia Petroquímica e da Transformação de Plásticos. São Paulo, 2009. Disponível
em
<http://www.abdi.com.br/Estudo/Caracteriza%C3%A7%C3%A3o%20da%20Cadeia%20Petroqu%C3%ADmica
%20e%20de%20Transforma%C3%A7%C3%A3o%20de%20Pl%C3%A1sticos.pdf>. Acesso em: 09/04/2012.
ABIPLAST. Perfil: indústria brasileira de transformação de material plástico (2010).
BILBY, B. A., BAHIA, P. Q. Análise das Movimentações de Materiais Aliado ao Systematic Layout Planning:
Um Estudo de Caso. Anais do VII Convibra Administração, 2012.
BARNES, R. M. Estudo de Movimentos e Tempos. São Paulo: Edgard Blücher. 6ªed. 1982.
BELLGRAN, M.; SÄFSTEN, K. Production Development. Editora Springer – Verlang.
CÂMARA, R. P. de B. Análise do impacto da alteração do layout sobre os custos de produção: apresentação
de um estudo de caso. Custos e @gronegócio on line - v. 4, n. 3 - Set/Dez – 2008.
DECOMTEC. Análise Setorial de Mercado: Produtos Transformados de Plástico para o APL Transformador
de plásticos da Região do Grande ABC Paulista. FIESP-SP, 2009.
LIMA, O. F. Implantação de layout celular na montagem de cadernos em uma indústria do setor gráfico Anais
do XXXI Encontro Nacional de Engenharia de Produção. Belo Horizonte, MG. Outubro, 2011.
LORENZATTO, J. T.; RIBEIRO, J. L. D. Projeto de layout alinhado às práticas de produção enxuta em uma
empresa siderúrgica de grande porte. Anais do XXVII Encontro Nacional de Engenharia de Produção, outubro
de 2007. Foz do Iguaçú, Paraná
MACEDO, N. L. F.; FERREIRA, K. A. Diagnóstico da gestão de armazenagem em uma empresa do setor de
distribuição. Anais do XXXI Encontro Nacional de Engenharia de Produção. Belo Horizonte, MG. Outubro,
2011.
MDIC. Competitividade Internacional da Indústria do Plástico do Brasil. Agosto, 2009. Disponível em:
<http://www.mdic.gov.br/arquivos/dwnl_1250871715.pdf>. Acesso em: 05/04/2012.
MIGUEL, P. A. C; et al.. Metodologia de pesquisa em Engenharia de produção e gestão de operações. Rio de
Janeiro: Editora Elsevier, 2010.
SILVA, M. G., MOREIRA, B. B. Aplicação da metodologia SLP na reformulação do layout de uma micro
empresa do setor moveleiro. Anais do XXIX Encontro Nacional de Engenharia de Produção. Outubro, 2009.
Salvador, Bahia.
MUNIZ, J.; NASCIMENTO, A. Redução de custos por meio de departamentalização por família de produtos.
Pesquisa Ação Numa Linha de Transformadores. Anais do IV Simpósio de Excelência em Gestão e Tecnologia,
2007.
SLACK, N. et al.. Administração da Produção. Edição Compacta, 1 ed. Editora Atlas.
TOMPKINS, J. et al.. Facilities Planning. Editora John Wiley e Sons, 4 ed, 2010
Top Related