





Línguas
Páginas
Legal

1
MSA
Análise dos Sistemas
de Medição
2
MSA ANÁLISE DOS SISTEMAS DE MEDIÇÃO
Elaborado por:
Felipe Morais Menezes
Porto Alegre
2013
3
Sumário
1 INTRODUÇÃO ........................................................................................................................ 5
1.1 A Análise Estatística ....................................................................................................... 5
1.2 Variação: Causas Comuns e Especiais ........................................................................... 6
2 MSA – ANÁLISE DOS SISTEMAS DE MEDIÇÃO ....................................................................... 6
2.1 Qualidade dos Dados de Medição ................................................................................ 7
2.2 Terminologia ................................................................................................................. 8
2.3 Propriedades Estatísticas dos Sistemas de Medição .................................................... 9
2.3.1 Efeito dos Erros na Medição ............................................................................... 11
2.4 Aplicações dos Estudos de Sistema de Medição ......................................................... 12
2.5 Discriminação (Resolução) .......................................................................................... 12
2.6 Diretrizes Gerais das Análises dos Sistemas de Medição ............................................ 14
2.7 Avaliação do Sistema de Medição para Variáveis ....................................................... 15
2.8 Acurácia e precisão ..................................................................................................... 16
2.9 Visão Geral do MSA ..................................................................................................... 16
2.9.1 Estabilidade ......................................................................................................... 17
2.9.1.1 Diretrizes para o estudo .................................................................................. 19
2.9.2 Tendência ............................................................................................................ 19
2.9.2.1 Diretrizes para o estudo .................................................................................. 20
2.9.3 Linearidade .......................................................................................................... 20
2.9.3.1 Diretrizes para o estudo .................................................................................. 21
2.9.4 Repetitividade e Reprodutibilidade (R&R) .......................................................... 21
2.9.4.1 Repetitividade ................................................................................................. 22
2.9.4.2 Reprodutibilidade ............................................................................................ 23
2.9.4.3 Diretrizes para o estudo .................................................................................. 24
2.9.4.4 Critérios de Aprovação do R&R ....................................................................... 25
4
2.9.5 Avaliação do Sistema de Medição para Atributo ................................................ 26
2.9.5.1 Diretrizes para estudo ..................................................................................... 26
2.10 Método de Avaliação do MSA ..................................................................................... 26
3 REFERÊNCIAS ....................................................................................................................... 27
5
1 INTRODUÇÃO
No final dos anos 70, alarmados e ao mesmo tempo admirados com a
revolução do Japão na área de Qualidade, executivos de grandes corporações
americanas cruzaram o oceano pacífico em busca da explicação para o
fenômeno. Receberam, com admiração, de que dois cidadãos americanos W.
Eduards Deming e Joseph Juran haviam implantado os conceitos de “controle
de Qualidade”, responsáveis pela espetacular virada imposta ao mundo pela
Economia Japonesa iniciada a partir de 1954. A superação em relação as
empresas Ocidentais ocorreu em meados da década de 70, pelo menos nas
indústrias eletrônica e automobilística.
Deming e Juran iniciaram os trabalhos transmitindo seus conhecimentos aos
principais executivos japoneses, no envolvimento dos operários no autocontrole
e na própria reconceituação da Qualidade.
Qualidade é aquilo que o consumidor quer, ensinou Deming. Como Deming,
Juran também preconiza o “fazer certo desde a primeira vez”. Porém, seu
diferencial é a ênfase da chamada “Administração da Qualidade”, pois ele
considera que os problemas nesse campo são, antes de tudo, gerenciais.
As técnicas do Controle Estatístico do Processo mudaram toda a visão anterior
da Qualidade, derrubando todos os conceitos e métodos existentes na época.
O controle passou a ser feito diretamente sobre o processo de produção, a
partir do próprio recebimento de matérias-primas a todas as etapas de
fabricação. Afinal, para Deming, apenas 4% dos erros são devidos às falhas
“locais’ – dos operadores. O resto se localiza nos sistemas de produção,
incluindo-se o estado dos materiais, a manutenção das máquinas, a operação
das ferramentas e as condições ambientais.
1.1 A ANÁLISE ESTATÍSTICA
Walter Shewart, após vários estudos conseguiu fazer a seguinte observação:
Na natureza e em todo o processo industrial repetitivo os dados obtidos tende a
estar distribuídos de forma a compor uma curva normal ou curva de sino.
Do ponto de vista matemático, esta distribuição Normal fica caracterizada por
dois parâmetros:
Média, que é a concentração média das medidas feitas no processo.
Desvio Padrão, que mostra a dispersão dos dados em torno da medida
média.
6
Em função disto é importante a definição de Qualidade de Manufatura como
sendo uniformidade do produto em torno de um “alvo” ao invés de
“conformidade à especificação”.
Esta uniformidade não é determinística, ou seja, apresenta variação. A
variação em determinada característica de processo pode dar-se por duas
causas: Comuns e Especiais.
1.2 VARIAÇÃO: CAUSAS COMUNS E ESPECIAIS
As causas comuns referem-se às muitas fontes de variação dentro de um
processo que tem uma distribuição estável e repetitiva ao longo do tempo. Isto
é chamado de "sob controle estatístico". Se somente causas comuns de
variação estão presentes e não mudam, a produção de um processo é
previsível.
As causas especiais referem-se a quaisquer fatores que causam variação, mas
que não atuam sempre no processo. Quando elas ocorrem, fazem com que a
distribuição do processo mude. A menos que todas as causas especiais de
variação sejam identificadas e cuidadas, elas continuarão a afetar, de forma
imprevisível, o resultado do processo. Se estiverem presentes causa especiais
de variação, a produção não é estável ao longo do tempo.
As mudanças na distribuição do processo devidas às causas especiais podem
tanto ser prejudiciais quanto benéficas. Quando prejudiciais, necessitam ser
identificadas e removidas. Quando benéficas, devem ser identificadas e
incorporadas permanentemente ao processo.
Para que tenha-se controle do processo, é preciso constantemente realizar
inspeções na forma de medição. Este sistema de medição, por sua, vez deve
ser fidedigno para gerar informações confiáveis para a tomada de decisões.
2 MSA – ANÁLISE DOS SISTEMAS DE MEDIÇÃO
Para a análise do sistema de medição, são utilizadas importantes ferramentas
estatísticas que permitem a avaliação do grau de confiabilidade dos dados
gerados pelos sistemas de medição utilizados por uma empresa. Como no
gerenciamento de processos os dados representam a base para a tomada de
decisões, é necessário determinar, antes de qualquer análise, se os sistemas
de medição fornecem resultados aceitáveis. Portanto, a avaliação estatística da
qualidade das medidas, é um importante estudo que deve ser parte integrante
do gerenciamento de processos.
7
Uma premissa básica quando se fala da Análise do Sistema de Medição é
sempre avaliar se o sistema de medição está correto, antes de qualquer
análise estatística.
Diante da importância dos dados para as atividades de gerenciamento de
processos, é fácil perceber que é fundamental que as medições realizadas
para a coleta de dados sejam confiáveis, com o objetivo de garantir que as
ações a serem tomadas a partir da análise dos dados coletados sejam
realmente adequadas.
2.1 QUALIDADE DOS DADOS DE MEDIÇÃO
A qualidade dos dados de medição está relacionada com as propriedades
estatísticas de medições múltiplas obtidas com um sistema de medição
operando sob condições estáveis.
Por exemplo, suponhamos que um sistema de medição, operando sob
condições estáveis, é utilizado para se obter diversas medições de uma certa
característica. Se todas as medidas estão se diz que a qualidade dos dados é
“alta”. Similarmente, se algumas ou todas as medidas estão “longe” do valor
padrão, então se diz que a qualidade dos dados é “baixa”.
As propriedades estatísticas mais comumente usadas para caracterizar a
qualidade de dados são a tendência e a variância. A propriedade chamada
tendência refere-se a localização dos dados relativamente ao valor padrão e a
propriedade chamada variância refere-se à dispersão dos dados. Porém,
outras propriedades estatísticas, tais como a taxa de erro de classificação,
podem também ser úteis em alguns casos.
Uma das razões mais comuns de dados com baixa qualidade é a variação dos
dados. Por exemplo, um sistema de medição, usado para medir o volume de
um líquido em um tanque, pode ser sensível à temperatura ambiente em que
ele é usado. Neste caso, a variação nos dados podem ser devidos ou a
mudanças no volume ou a mudanças na temperatura ambiente. Isso torna a
interpretação dos dados mais difícil e o sistema de medição,
conseqüentemente, menos conveniente.
Muito da variação em um conjunto de medições é devido à interação entre o
sistema e seu meio ambiente. Se a interação gera muita variação, então a
qualidade dos dados pode ser baixa que os dados se tornam sem utilidade. Por
exemplo, um sistema de medição com uma grande variação poder não ser
apropriado para a análise de um processo de manufatura, porque a variação do
sistema de medição pode mascarar a variação do processo de manufatura.
8
Muito do trabalho de se gerenciar um sistema de medição está ligado no
monitoramento e controle de variação. Entre outras coisas, isto significa que se
deve dar ênfase a aprender como o sistema de medição interage com o seu
meio ambiente, de forma que sejam gerados somente dados de qualidade
aceitável.
Maior parte das variações é indesejável. Mas há algumas exceções
importantes. Por exemplo, se a variação é devida a pequenas mudanças na
característica sendo medida, então ela é normalmente considerada desejável.
Quanto mais sensível for um sistema de medição a este tipo de mudança, mais
desejável se torna o sistema, porque se trata de um sistema de medição mais
sensível.
Se a qualidade dos dados não é aceitável, então ela tem que ser melhorada.
Isto geralmente se consegue melhorando o sistema de medição, ao invés de se
melhorar os dados.
2.2 TERMINOLOGIA
Segue a terminologia básica necessária para compreender o tema aqui tratado.
Medição: é definido como sendo “a atribuição de números para coisas
materiais, para representar as relações entre elas no que se refere a
propriedades particulares”. Esta definição foi dada primeiramente por
C.Eisenhart (1963). O processo de se atribuir os números é definido
como o processo de medição e o valor atribuído é definido como o valor
medido.
Dispositivo de Medição: qualquer dispositivo usado para obter
medidas; freqüentemente usado para referir-se especificamente aos
dispositivos usados no “ambiente de fábrica”, inclui calibradores passa /
não passa.
Sistema de Medição: o conjunto de operações, procedimentos,
dispositivos de medição e outros equipamentos, software e pessoal
usado para atribuir um número à característica que está sendo medida;
o processo completo usado para obter as medidas.
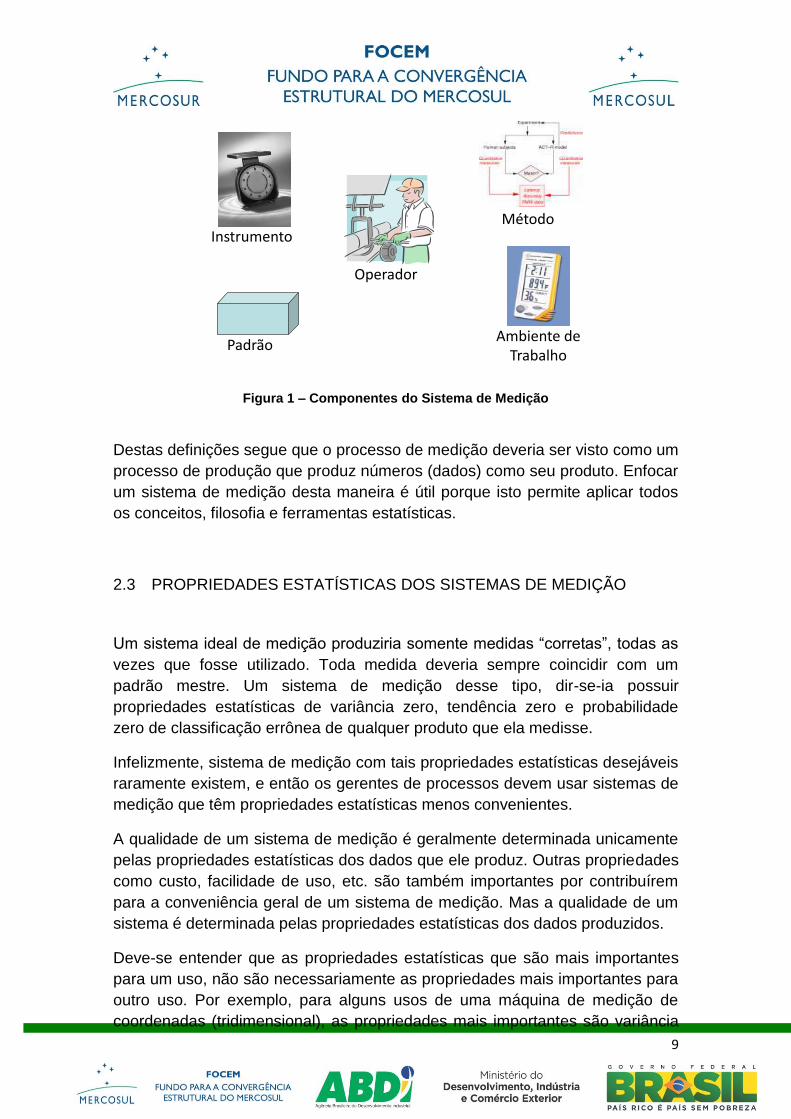
A Figura 1 apresenta dos componentes de um Sistema de Medição típico.
9
Figura 1 – Componentes do Sistema de Medição
Destas definições segue que o processo de medição deveria ser visto como um
processo de produção que produz números (dados) como seu produto. Enfocar
um sistema de medição desta maneira é útil porque isto permite aplicar todos
os conceitos, filosofia e ferramentas estatísticas.
2.3 PROPRIEDADES ESTATÍSTICAS DOS SISTEMAS DE MEDIÇÃO
Um sistema ideal de medição produziria somente medidas “corretas”, todas as
vezes que fosse utilizado. Toda medida deveria sempre coincidir com um
padrão mestre. Um sistema de medição desse tipo, dir-se-ia possuir
propriedades estatísticas de variância zero, tendência zero e probabilidade
zero de classificação errônea de qualquer produto que ela medisse.
Infelizmente, sistema de medição com tais propriedades estatísticas desejáveis
raramente existem, e então os gerentes de processos devem usar sistemas de
medição que têm propriedades estatísticas menos convenientes.
A qualidade de um sistema de medição é geralmente determinada unicamente
pelas propriedades estatísticas dos dados que ele produz. Outras propriedades
como custo, facilidade de uso, etc. são também importantes por contribuírem
para a conveniência geral de um sistema de medição. Mas a qualidade de um
sistema é determinada pelas propriedades estatísticas dos dados produzidos.
Deve-se entender que as propriedades estatísticas que são mais importantes
para um uso, não são necessariamente as propriedades mais importantes para
outro uso. Por exemplo, para alguns usos de uma máquina de medição de
coordenadas (tridimensional), as propriedades mais importantes são variância
Operador
Método
Padrão
Instrumento
Ambiente deTrabalho

10
e tendência “pequenas”. Uma máquina de medição por coordenadas com tais
propriedades irá gerar medidas que estão “próximas” dos valores certificados
de padrões que são rastreáveis. Os dados obtidos de tal máquina podem ser
muito úteis para analisar um processo de manufatura.
Mas, não importando quão “pequenas” sejam a tendência e a variância, a
mesma máquina de medição por coordenadas pode ser incapaz, sob certas
condições gerais, de realizar um trabalho aceitável na discriminação entre
produtos bons e ruins, porque a sua taxa de classificação errônea é muito alta.
Com isso, sob tais condições gerais, a máquina seria simultaneamente
aceitável para analisar o processo de manufatura e inaceitável para realizar a
inspeção do item final.
A gerência tem a responsabilidade de identificar as propriedades estatísticas
que são as mais importantes para o uso dos dados. A gerência também é
responsável por assegurar que tais propriedades sejam usadas como base
para se escolher um sistema de medição. Para realizar isto são necessárias
definições operacionais das propriedades estatísticas, bem como métodos
aceitáveis de medi-las.
Apesar de poder ser exigido que cada sistema de medição tenha diferentes
propriedades estatísticas, existem certas propriedades estatísticas que todos
os sistemas de medição devem ter. Estas incluem:
O sistema de medição deve estar sob controle estatístico, o que significa
que a variação no sistema de medição é devida somente a causas
comuns e não a causas especiais.
A variabilidade do sistema de medição deve ser pequena em
comparação com a variabilidade do processo de manufatura.
A variabilidade do sistema de medição deve ser pequena em
comparação com os limites de especificação.
Os incrementos de medida devem ser pequenos em relação ao que for
menor, entre a variabilidade do processo ou os limites de especificação.
Uma regra prática comumente usada é que os incrementos não devem
ser maiores que um décimo do menor valor entre a variabilidade do
processo ou os limites de especificação.
As propriedades estatísticas do sistema de medição podem mudar à
medida que variem os itens que estão sendo medidos. Se isto ocorrer, a
maior (pior) variação do sistema de medição deve ser pequena em
relação ao menor valor entre a variabilidade do processo ou os limites
de especificação.
11
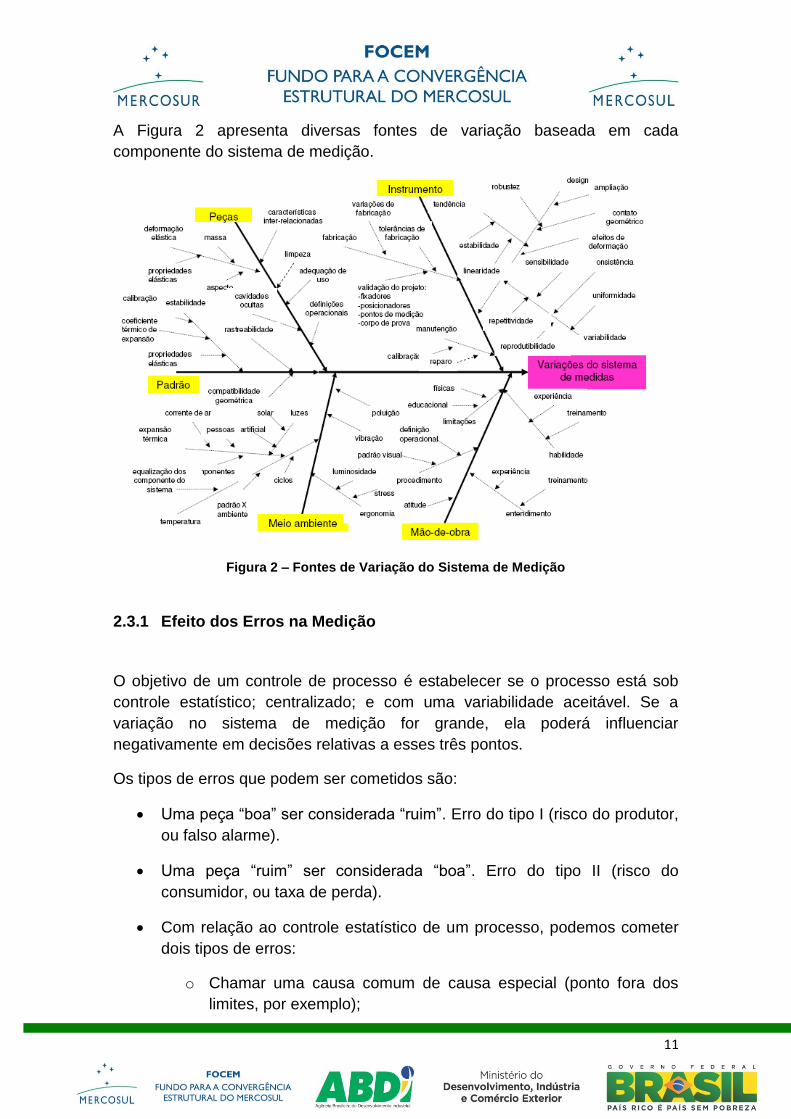
A Figura 2 apresenta diversas fontes de variação baseada em cada
componente do sistema de medição.
Figura 2 – Fontes de Variação do Sistema de Medição
2.3.1 Efeito dos Erros na Medição
O objetivo de um controle de processo é estabelecer se o processo está sob
controle estatístico; centralizado; e com uma variabilidade aceitável. Se a
variação no sistema de medição for grande, ela poderá influenciar
negativamente em decisões relativas a esses três pontos.
Os tipos de erros que podem ser cometidos são:
Uma peça “boa” ser considerada “ruim”. Erro do tipo I (risco do produtor,
ou falso alarme).
Uma peça “ruim” ser considerada “boa”. Erro do tipo II (risco do
consumidor, ou taxa de perda).
Com relação ao controle estatístico de um processo, podemos cometer
dois tipos de erros:
o Chamar uma causa comum de causa especial (ponto fora dos
limites, por exemplo);
12
o Chamar uma causa especial de causa comum.
Quanto a centralização de um processo, também podemos cometer dois
erros:
o Desajustar um processo que está centralizado, por considerá-lo,
erradamente, descentralizado;
o Manter um processo descentralizado, por considerá-lo,
erradamente, centralizado.
Quanto a variação no processo, podemos considerar um processo
capaz como um processo não.
2.4 APLICAÇÕES DOS ESTUDOS DE SISTEMA DE MEDIÇÃO
Dentre as principais aplicações dos estudos e análises dos sistemas de
medição pode-se destacar:
Critérios para aceitar novos equipamentos;
Comparação entre dispositivos de medição;
Avaliar dispositivos suspeitos de ser deficiente;
Comparação do equipamento antes e depois do reparo;
Necessário para o cálculo da variação do processo;
Estabelecer a Curva de Desempenho do Dispositivo.
2.5 DISCRIMINAÇÃO (RESOLUÇÃO)
Discriminação é a capacidade do sistema de medição detectar e indicar,
confiavelmente, pequenas mudanças nas características medidas.
Devido a limitações físicas e econômicas, o sistema de medição não distinguirá
peças que tenham pequenas diferenças nas características medidas. Em vez
disto, a característica medida terá valores medidos agrupados em categoria de
dados. Todas as peças, na mesma categoria de dados, terão o mesmo valor
para a característica medida.
13
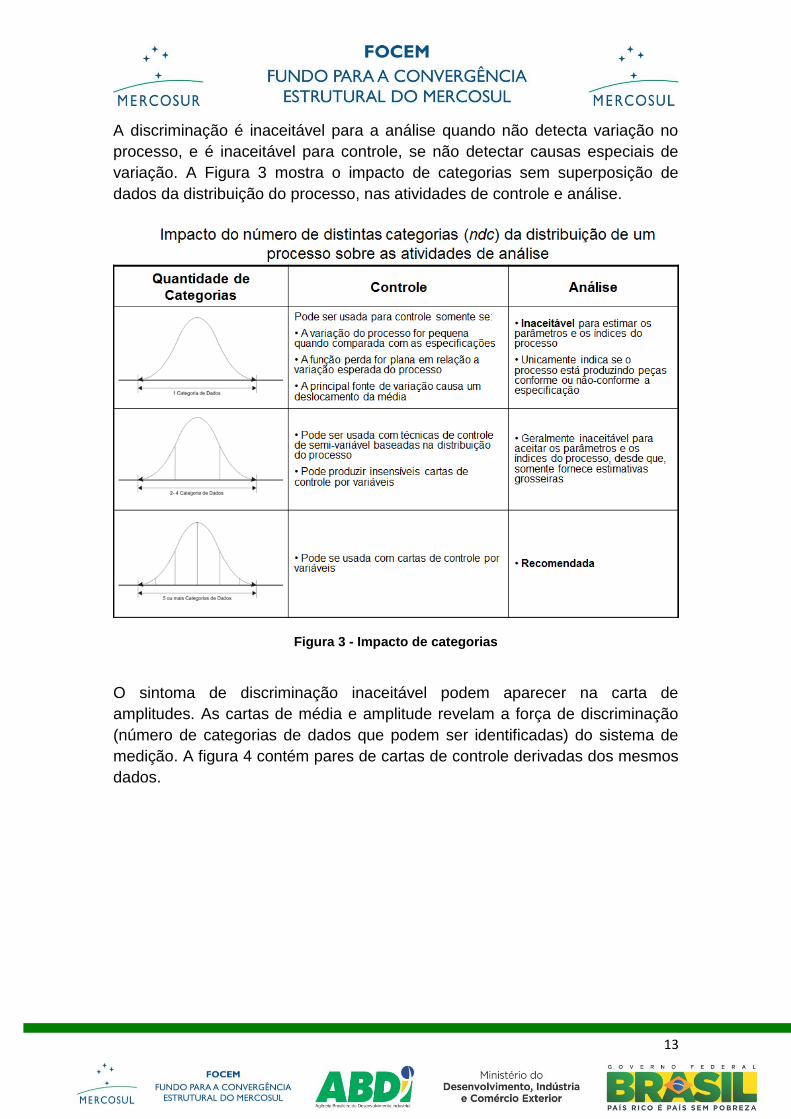
A discriminação é inaceitável para a análise quando não detecta variação no
processo, e é inaceitável para controle, se não detectar causas especiais de
variação. A Figura 3 mostra o impacto de categorias sem superposição de
dados da distribuição do processo, nas atividades de controle e análise.
Figura 3 - Impacto de categorias
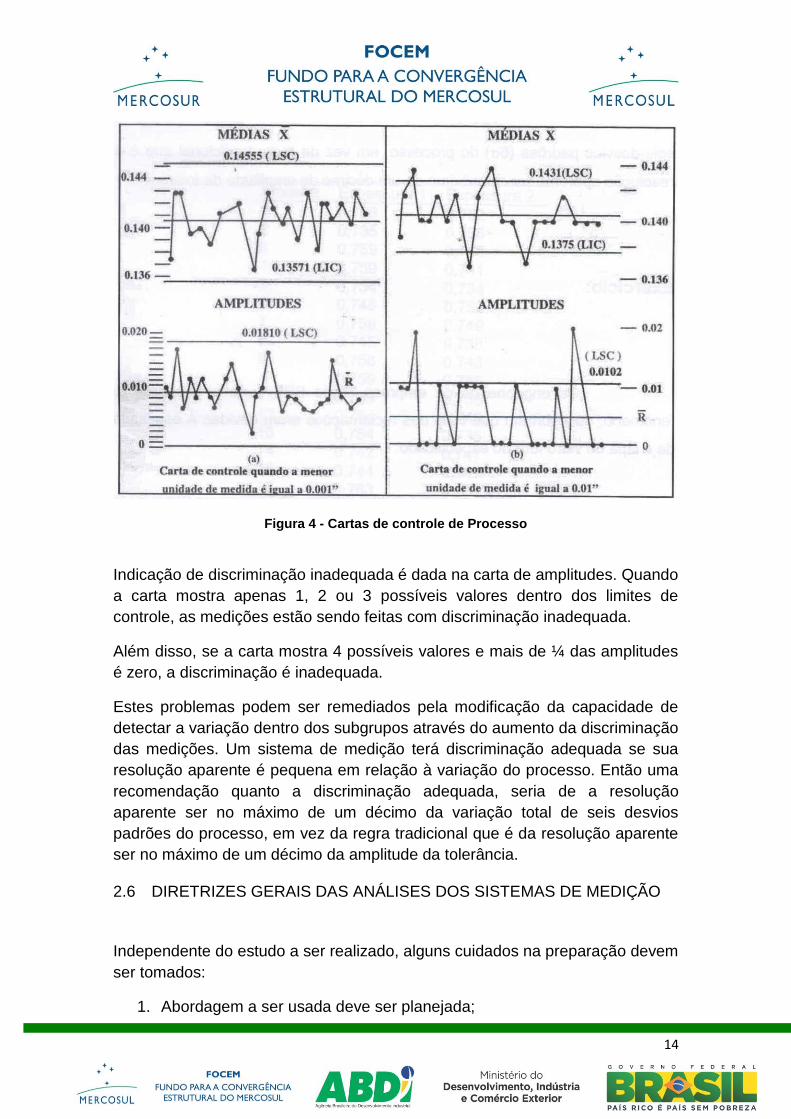
O sintoma de discriminação inaceitável podem aparecer na carta de
amplitudes. As cartas de média e amplitude revelam a força de discriminação
(número de categorias de dados que podem ser identificadas) do sistema de
medição. A figura 4 contém pares de cartas de controle derivadas dos mesmos
dados.
14
Figura 4 - Cartas de controle de Processo
Indicação de discriminação inadequada é dada na carta de amplitudes. Quando
a carta mostra apenas 1, 2 ou 3 possíveis valores dentro dos limites de
controle, as medições estão sendo feitas com discriminação inadequada.
Além disso, se a carta mostra 4 possíveis valores e mais de ¼ das amplitudes
é zero, a discriminação é inadequada.
Estes problemas podem ser remediados pela modificação da capacidade de
detectar a variação dentro dos subgrupos através do aumento da discriminação
das medições. Um sistema de medição terá discriminação adequada se sua
resolução aparente é pequena em relação à variação do processo. Então uma
recomendação quanto a discriminação adequada, seria de a resolução
aparente ser no máximo de um décimo da variação total de seis desvios
padrões do processo, em vez da regra tradicional que é da resolução aparente
ser no máximo de um décimo da amplitude da tolerância.
2.6 DIRETRIZES GERAIS DAS ANÁLISES DOS SISTEMAS DE MEDIÇÃO
Independente do estudo a ser realizado, alguns cuidados na preparação devem
ser tomados:
1. Abordagem a ser usada deve ser planejada;
15
2. Determinar previamente o número de operadores, peças e leituras, para
tanto considerar:
o Criticidade das dimensões
o Configuração da peça
3. Escolher operadores que normalmente operam o dispositivo;
4. As peças devem ser selecionadas do processo e representar sua faixa
de operação;
5. Cada peça deve ser numerada;
6. Ter certeza de que o método de medição segue o procedimento de
medição definido;
7. As medições devem ser feitas em ordem aleatória;
8. O estudo deve ser observado por alguém que saiba da importância do
cuidado na condução do estudo;
9. Marcar o local de medição nas peças.
As técnicas de avaliação do sistema de medição dependem da natureza dos
dados, ou seja, se o resultado da medição é uma variável (peso, diâmetro,
viscosidade, etc.) ou se é um atributo (passa ou não-passa).
2.7 AVALIAÇÃO DO SISTEMA DE MEDIÇÃO PARA VARIÁVEIS
Suponha que usamos um sistema de medição para obter várias medições de
uma certa característica cujo valor real é conhecido.
Se todas as medidas estão próximas do valor real, então diz-se que o sistema
de medição é adequado.
A baixa qualidade das medidas provenientes de um sistema de medição se
deve ao desvio e/ou a grande variabilidade das medições.
Assim é possível reconhecer dois componentes que afetam a média e a
dispersão das medições.
16
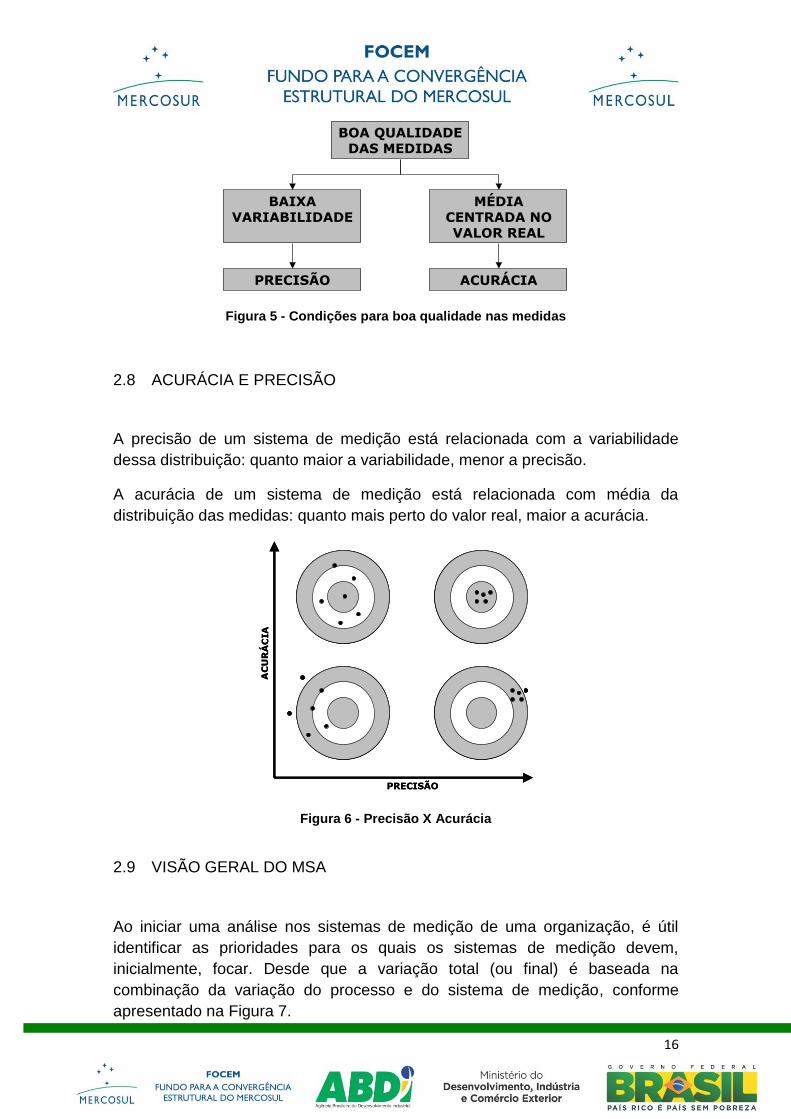
Figura 5 - Condições para boa qualidade nas medidas
2.8 ACURÁCIA E PRECISÃO
A precisão de um sistema de medição está relacionada com a variabilidade
dessa distribuição: quanto maior a variabilidade, menor a precisão.
A acurácia de um sistema de medição está relacionada com média da
distribuição das medidas: quanto mais perto do valor real, maior a acurácia.
Figura 6 - Precisão X Acurácia
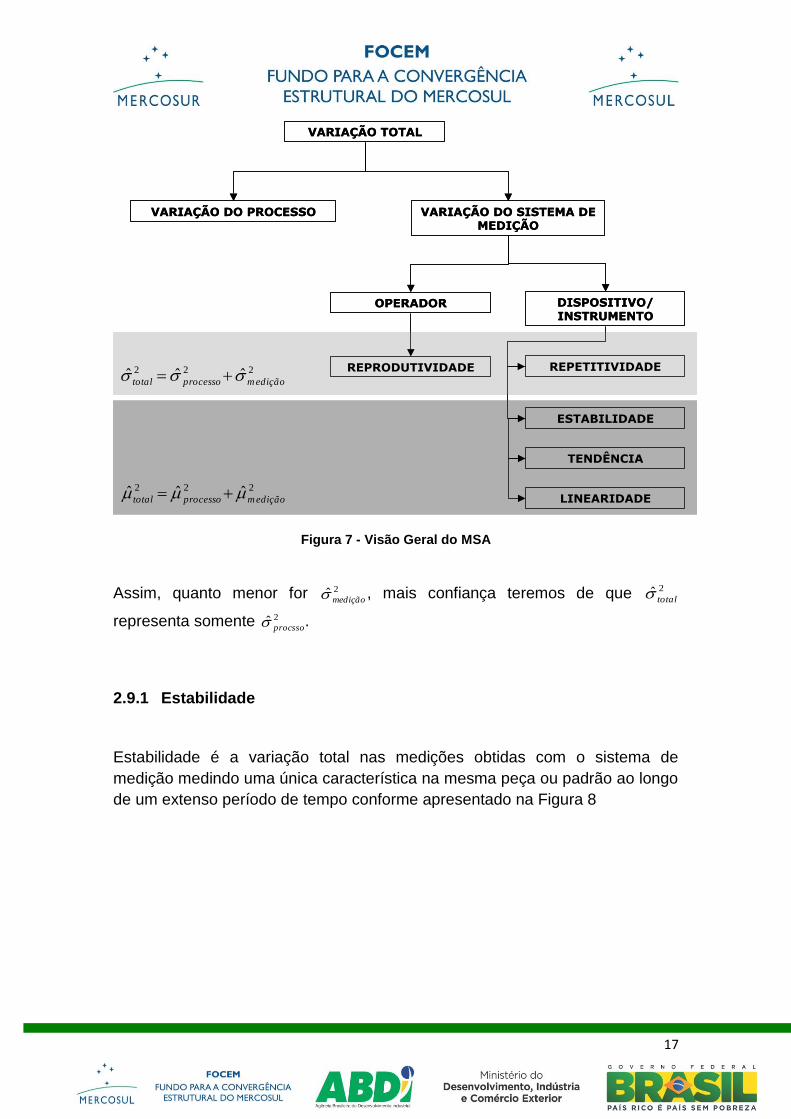
2.9 VISÃO GERAL DO MSA
Ao iniciar uma análise nos sistemas de medição de uma organização, é útil
identificar as prioridades para os quais os sistemas de medição devem,
inicialmente, focar. Desde que a variação total (ou final) é baseada na
combinação da variação do processo e do sistema de medição, conforme
apresentado na Figura 7.
BOA QUALIDADE DAS MEDIDAS
BAIXA VARIABILIDADE
MÉDIA CENTRADA NO VALOR REAL
PRECISÃO ACURÁCIA
PRECISÃO
AC
UR
ÁC
IA
PRECISÃO
AC
UR
ÁC
IA
17
Figura 7 - Visão Geral do MSA
Assim, quanto menor for 2ˆmedição , mais confiança teremos de que 2ˆ
total
representa somente 2ˆprocsso .
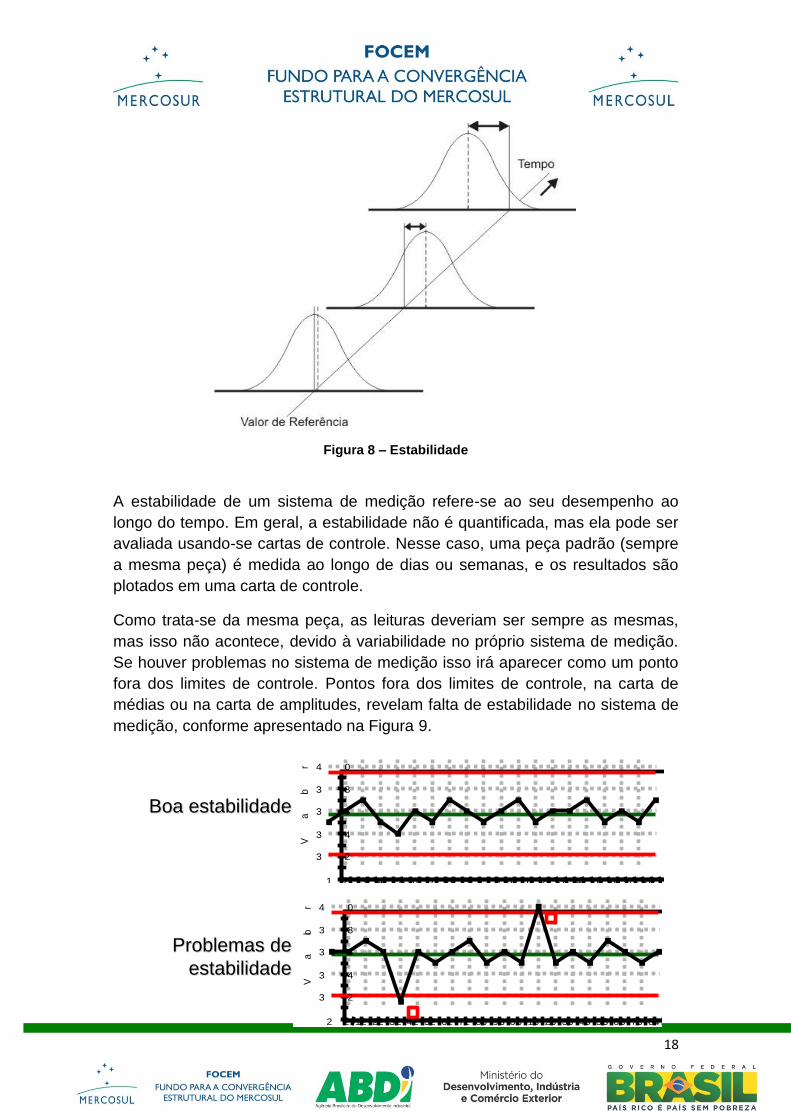
2.9.1 Estabilidade
Estabilidade é a variação total nas medições obtidas com o sistema de
medição medindo uma única característica na mesma peça ou padrão ao longo
de um extenso período de tempo conforme apresentado na Figura 8
VARIAÇÃO TOTAL
VARIAÇÃO DO PROCESSO VARIAÇÃO DO SISTEMA DE MEDIÇÃO
OPERADOR DISPOSITIVO/ INSTRUMENTO
REPRODUTIVIDADE REPETITIVIDADE
ESTABILIDADE
TENDÊNCIA
LINEARIDADE
222 ˆˆˆmediçãoprocessototal
222 ˆˆˆmediçãoprocessototal
VARIAÇÃO TOTAL
VARIAÇÃO DO PROCESSO VARIAÇÃO DO SISTEMA DE MEDIÇÃO
OPERADOR DISPOSITIVO/ INSTRUMENTO
REPRODUTIVIDADE REPETITIVIDADE
ESTABILIDADE
TENDÊNCIA
LINEARIDADE
222 ˆˆˆmediçãoprocessototal
222 ˆˆˆmediçãoprocessototal
18
Figura 8 – Estabilidade
A estabilidade de um sistema de medição refere-se ao seu desempenho ao
longo do tempo. Em geral, a estabilidade não é quantificada, mas ela pode ser
avaliada usando-se cartas de controle. Nesse caso, uma peça padrão (sempre
a mesma peça) é medida ao longo de dias ou semanas, e os resultados são
plotados em uma carta de controle.
Como trata-se da mesma peça, as leituras deveriam ser sempre as mesmas,
mas isso não acontece, devido à variabilidade no próprio sistema de medição.
Se houver problemas no sistema de medição isso irá aparecer como um ponto
fora dos limites de controle. Pontos fora dos limites de controle, na carta de
médias ou na carta de amplitudes, revelam falta de estabilidade no sistema de
medição, conforme apresentado na Figura 9.
Boa estabilidade
Problemas de
estabilidade
3 2
3 4
3 6
3 8
4 0
1 2 3 4 5 6 7 8 9 1 01 11 21 31 41 51 61 71 81 92 0
Va
lor
I
nd
ivid
ua
l
L im it e d e C o n t r o le S u p e r io r = 3 9 , 3 8 3L in h a C e n t r a l = 3 5 , 7 4 3 6
L im it e d e C o n t r o le I n f e r io r = 3 2 , 1 0 4 2C a u s a s E s p e c ia is
3 2
3 4
3 6
3 8
4 0
2 12 22 32 42 52 62 72 82 93 03 13 23 33 43 53 63 73 83 94 0
Va
lor
I
nd
ivid
ua
l
L im it e d e C o n t r o le S u p e r io r = 3 9 , 3 8 3L in h a C e n t r a l = 3 5 , 7 4 3 6
L im it e d e C o n t r o le I n f e r io r = 3 2 , 1 0 4 2C a u s a s E s p e c ia is
19
Figura 9 – Análise da Estabilidade
2.9.1.1 Diretrizes para o estudo
Obter uma amostra e estabelecer seu valor de referência medindo a
peça 10 vezes na metrologia e calculando a média;
Periodicamente, medir a peça de 3 a 5 vezes;
Tamanho e freqüência da amostra devem ser baseadas no
conhecimento;
Coletar os dados em cartas de controle RX ou sX ;
Estabelecer limites de controle;
Calcular o desvio padrão e compara-lo com o do processo.
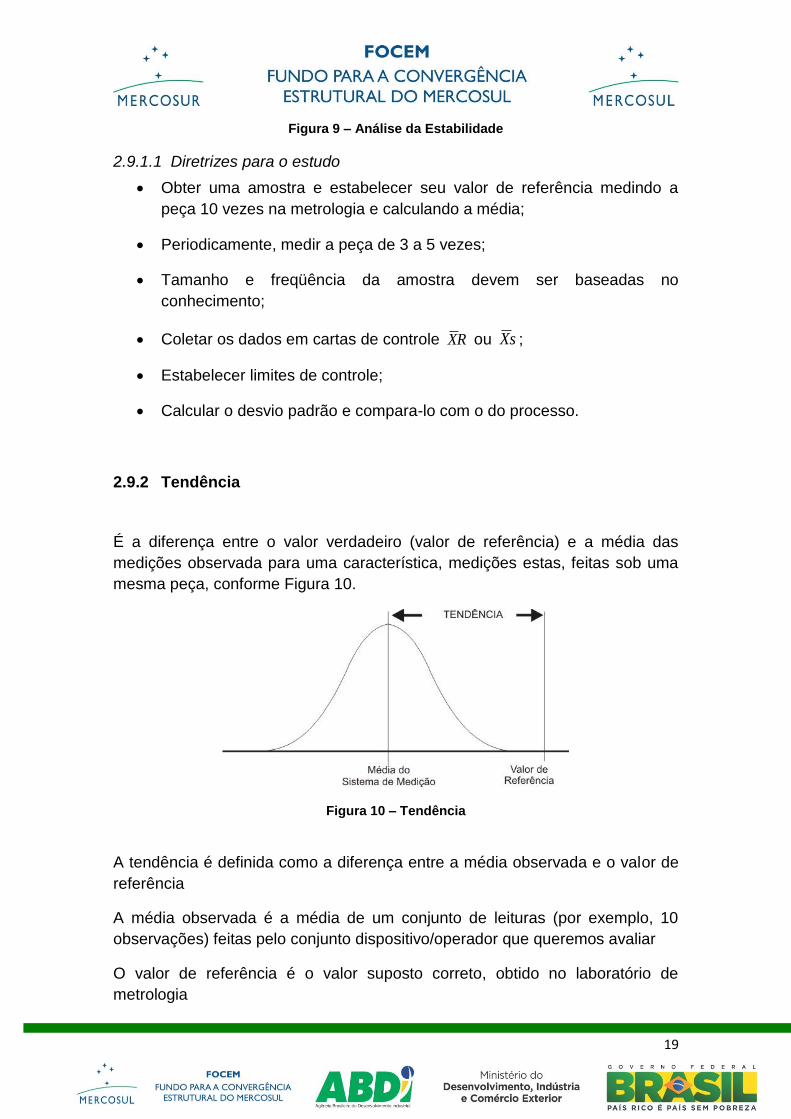
2.9.2 Tendência
É a diferença entre o valor verdadeiro (valor de referência) e a média das
medições observada para uma característica, medições estas, feitas sob uma
mesma peça, conforme Figura 10.
Figura 10 – Tendência
A tendência é definida como a diferença entre a média observada e o valor de
referência
A média observada é a média de um conjunto de leituras (por exemplo, 10
observações) feitas pelo conjunto dispositivo/operador que queremos avaliar
O valor de referência é o valor suposto correto, obtido no laboratório de
metrologia
20
A tendência pode ser expressa em termos percentuais, onde a base de
comparação é a variação total do processo
Em geral usa-se 6 sigma ou a tolerância (amplitude do intervalo de
especificação) para definir a base de comparação:
Tendência % = 100 x Tendência / (6 sigma)
Tendência % = 100 x Tendência / Tolerância
2.9.2.1 Diretrizes para o estudo
Obter uma amostra e estabelecer seu valor de referência relativo a um
padrão rastreável. Se isto não for possível, selecionar uma peça da
produção, medir a peça n > 10 vezes na metrologia e calculando a
média. Usar esta média como valor de referência;
Um operador mede n > 20 vezes a peça da maneira usual.
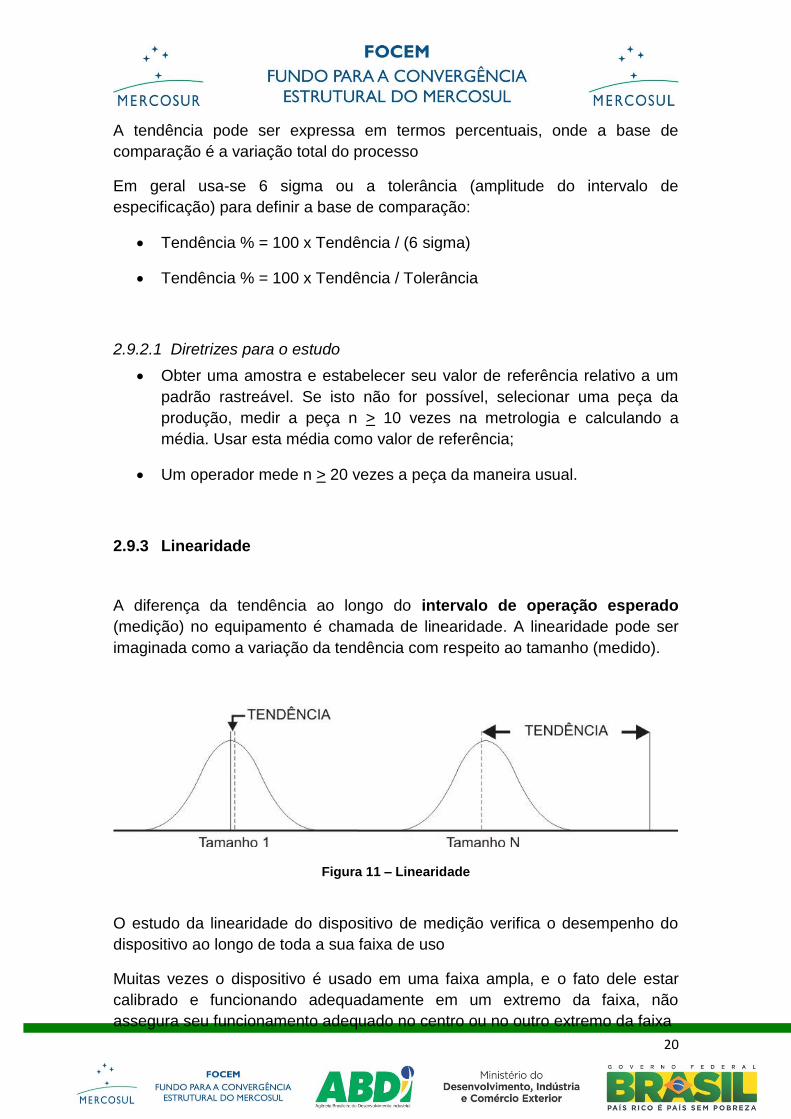
2.9.3 Linearidade
A diferença da tendência ao longo do intervalo de operação esperado
(medição) no equipamento é chamada de linearidade. A linearidade pode ser
imaginada como a variação da tendência com respeito ao tamanho (medido).
Figura 11 – Linearidade
O estudo da linearidade do dispositivo de medição verifica o desempenho do
dispositivo ao longo de toda a sua faixa de uso
Muitas vezes o dispositivo é usado em uma faixa ampla, e o fato dele estar
calibrado e funcionando adequadamente em um extremo da faixa, não
assegura seu funcionamento adequado no centro ou no outro extremo da faixa
21
Para fazer um estudo de linearidade, é preciso utilizar várias peças cujos
valores de referência contemplem a faixa de uso do dispositivo.
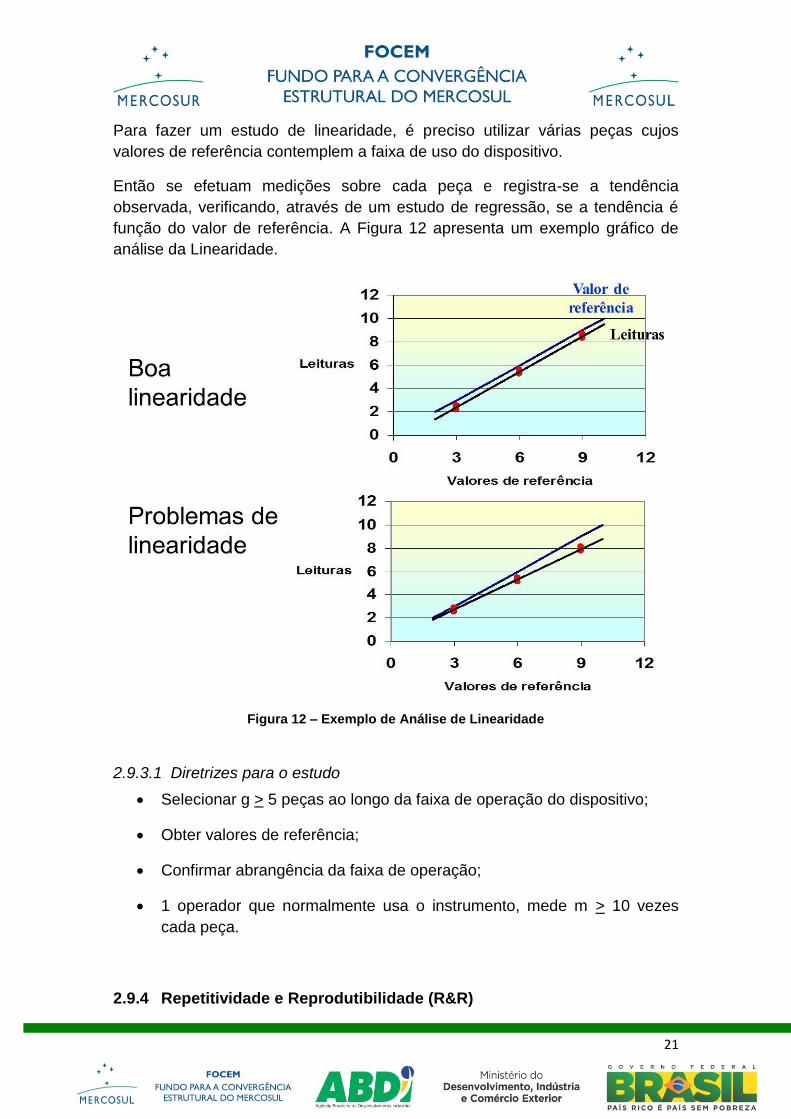
Então se efetuam medições sobre cada peça e registra-se a tendência
observada, verificando, através de um estudo de regressão, se a tendência é
função do valor de referência. A Figura 12 apresenta um exemplo gráfico de
análise da Linearidade.
Figura 12 – Exemplo de Análise de Linearidade
2.9.3.1 Diretrizes para o estudo
Selecionar g > 5 peças ao longo da faixa de operação do dispositivo;
Obter valores de referência;
Confirmar abrangência da faixa de operação;
1 operador que normalmente usa o instrumento, mede m > 10 vezes
cada peça.
2.9.4 Repetitividade e Reprodutibilidade (R&R)
22
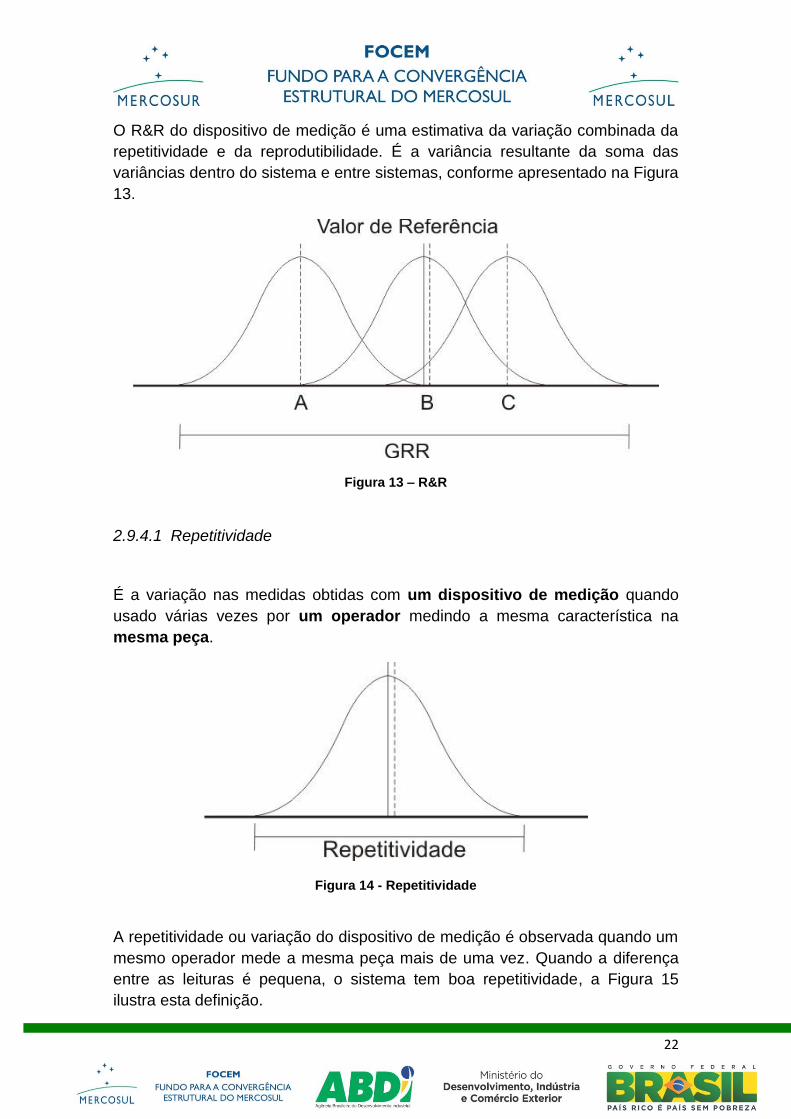
O R&R do dispositivo de medição é uma estimativa da variação combinada da
repetitividade e da reprodutibilidade. É a variância resultante da soma das
variâncias dentro do sistema e entre sistemas, conforme apresentado na Figura
13.
Figura 13 – R&R
2.9.4.1 Repetitividade
É a variação nas medidas obtidas com um dispositivo de medição quando
usado várias vezes por um operador medindo a mesma característica na
mesma peça.
Figura 14 - Repetitividade
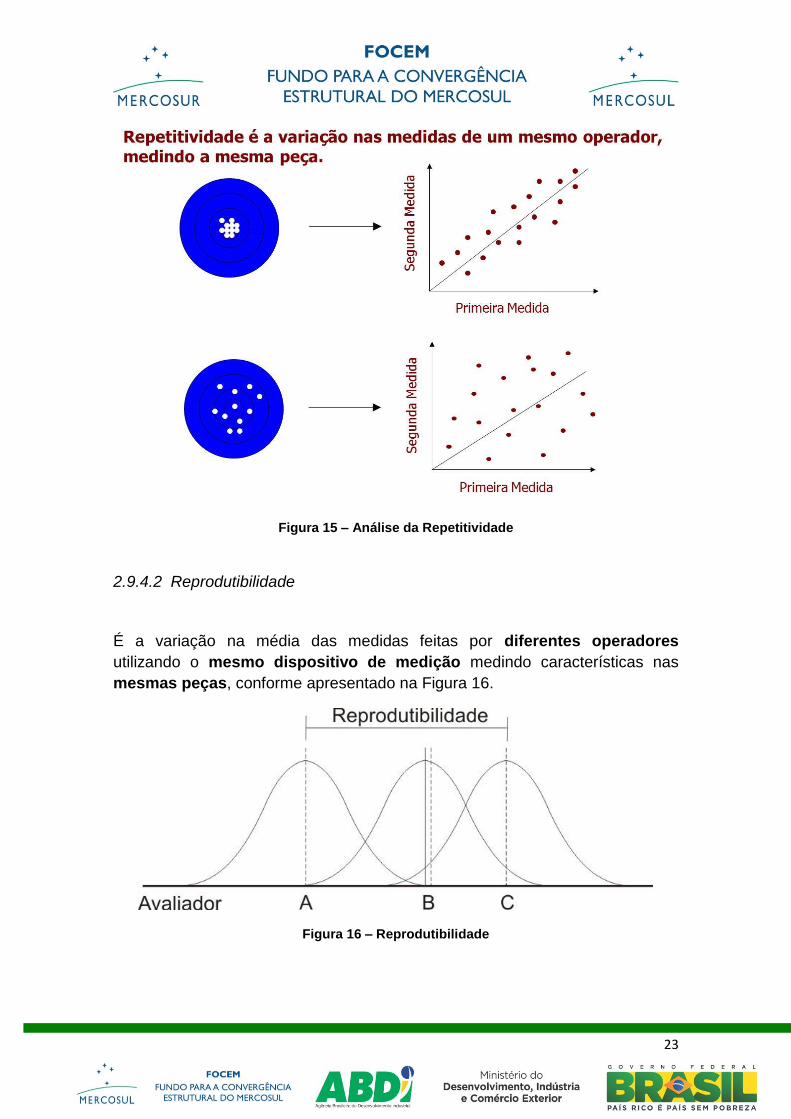
A repetitividade ou variação do dispositivo de medição é observada quando um
mesmo operador mede a mesma peça mais de uma vez. Quando a diferença
entre as leituras é pequena, o sistema tem boa repetitividade, a Figura 15
ilustra esta definição.
23
Figura 15 – Análise da Repetitividade
2.9.4.2 Reprodutibilidade
É a variação na média das medidas feitas por diferentes operadores
utilizando o mesmo dispositivo de medição medindo características nas
mesmas peças, conforme apresentado na Figura 16.
Figura 16 – Reprodutibilidade
24
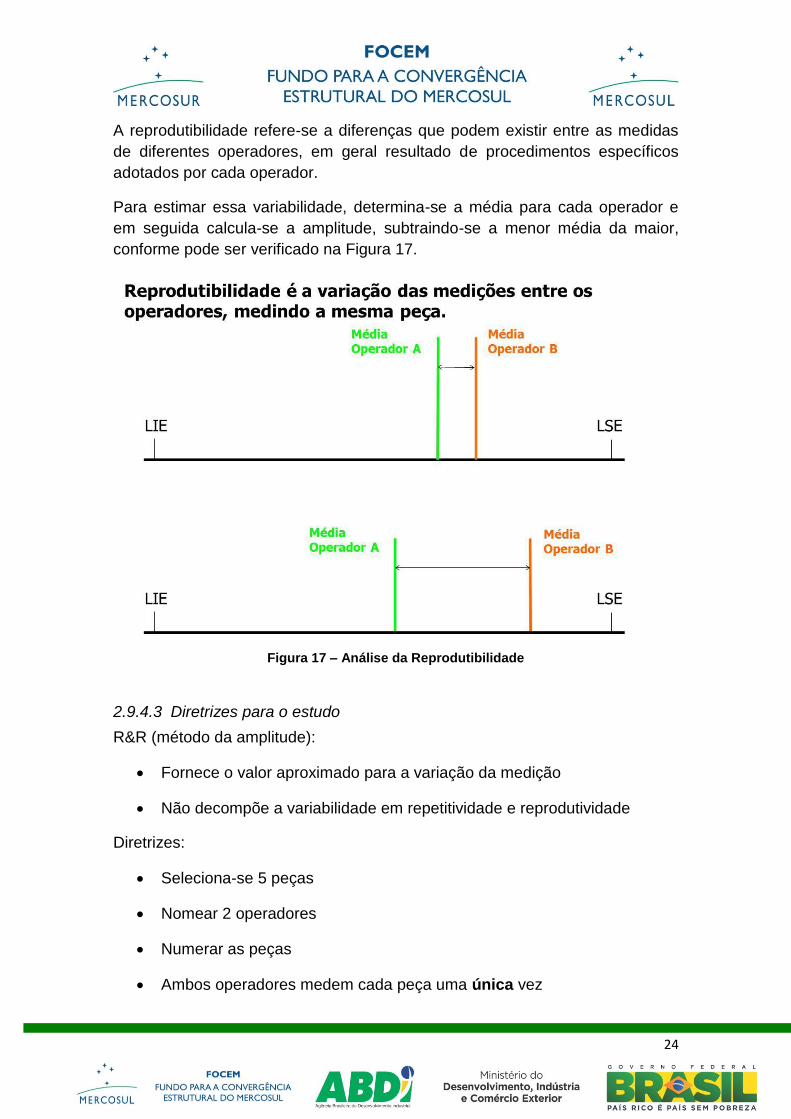
A reprodutibilidade refere-se a diferenças que podem existir entre as medidas
de diferentes operadores, em geral resultado de procedimentos específicos
adotados por cada operador.
Para estimar essa variabilidade, determina-se a média para cada operador e
em seguida calcula-se a amplitude, subtraindo-se a menor média da maior,
conforme pode ser verificado na Figura 17.
Figura 17 – Análise da Reprodutibilidade
2.9.4.3 Diretrizes para o estudo
R&R (método da amplitude):
Fornece o valor aproximado para a variação da medição
Não decompõe a variabilidade em repetitividade e reprodutividade
Diretrizes:
Seleciona-se 5 peças
Nomear 2 operadores
Numerar as peças
Ambos operadores medem cada peça uma única vez
25
R&R (método da média e amplitude):
Permite que o sistema de medição seja decomposto em dois
componentes distintos, repetitividade e reprodutividade, mas sem a
interação
Diretrizes:
Obter amostra de 10 peças que represente a amplitude esperada da
variação do processo
3 operadores medem 3 vezes cada peça
Numerar as peças
Calibrar dispositivo de medição
Faça os operadores medirem em ordem aleatória
2.9.4.4 Critérios de Aprovação do R&R
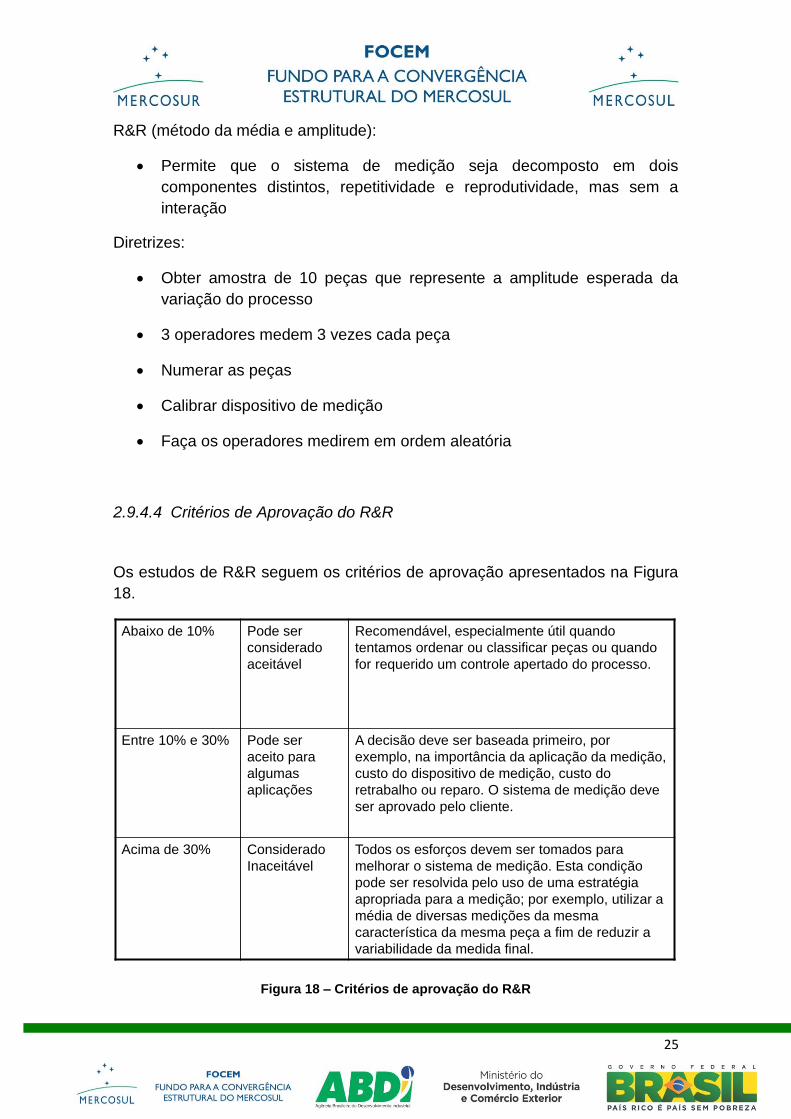
Os estudos de R&R seguem os critérios de aprovação apresentados na Figura
18.
Figura 18 – Critérios de aprovação do R&R
Abaixo de 10% Pode ser
considerado
aceitável
Recomendável, especialmente útil quando
tentamos ordenar ou classificar peças ou quando
for requerido um controle apertado do processo.
Entre 10% e 30% Pode ser
aceito para
algumas
aplicações
A decisão deve ser baseada primeiro, por
exemplo, na importância da aplicação da medição,
custo do dispositivo de medição, custo do
retrabalho ou reparo. O sistema de medição deve
ser aprovado pelo cliente.
Acima de 30% Considerado
Inaceitável
Todos os esforços devem ser tomados para
melhorar o sistema de medição. Esta condição
pode ser resolvida pelo uso de uma estratégia
apropriada para a medição; por exemplo, utilizar a
média de diversas medições da mesma
característica da mesma peça a fim de reduzir a
variabilidade da medida final.

26
2.9.5 Avaliação do Sistema de Medição para Atributo
Um dispositivo de medição por atributo é aquele que compara cada peça com
um conjunto específico e aceita a peça se os limites são satisfeitos, caso
contrário, rejeita-se uma peça. Um atributo não pode indicar o quanto a peça é
boa ou ruim, mas somente se a peça é aceita ou rejeitada.
2.9.5.1 Diretrizes para estudo
Seleciona-se 50 peças ou mais;
Defini-se o atributo referência para cada uma delas
Nomear 3 operadores;
Marcar um local de checagem;
Algumas peças devem estar ligeiramente acima dos limites de
especificação e outra abaixo;
Cada operador mede 3 vezes cada peça aleatoriamente.
Os critérios de aceitação para os estudos por atributo seguem os níveis
apresentados na Figura 19.
Figura 19 – Critérios de aprovação de Sistema de Medição por Atributos
2.10 MÉTODO DE AVALIAÇÃO DO MSA
Decisão do
sistema de
medição
Eficácia % de Falhas% de Alarme
falso
Aceitável quanto ao
avaliador 90% 2% 5%
Marginalmente
aceitável quanto ao
avaliador
80% < 5% 5%
Inaceitável quanto
ao avaliador< 80% > 5% > 10%
27
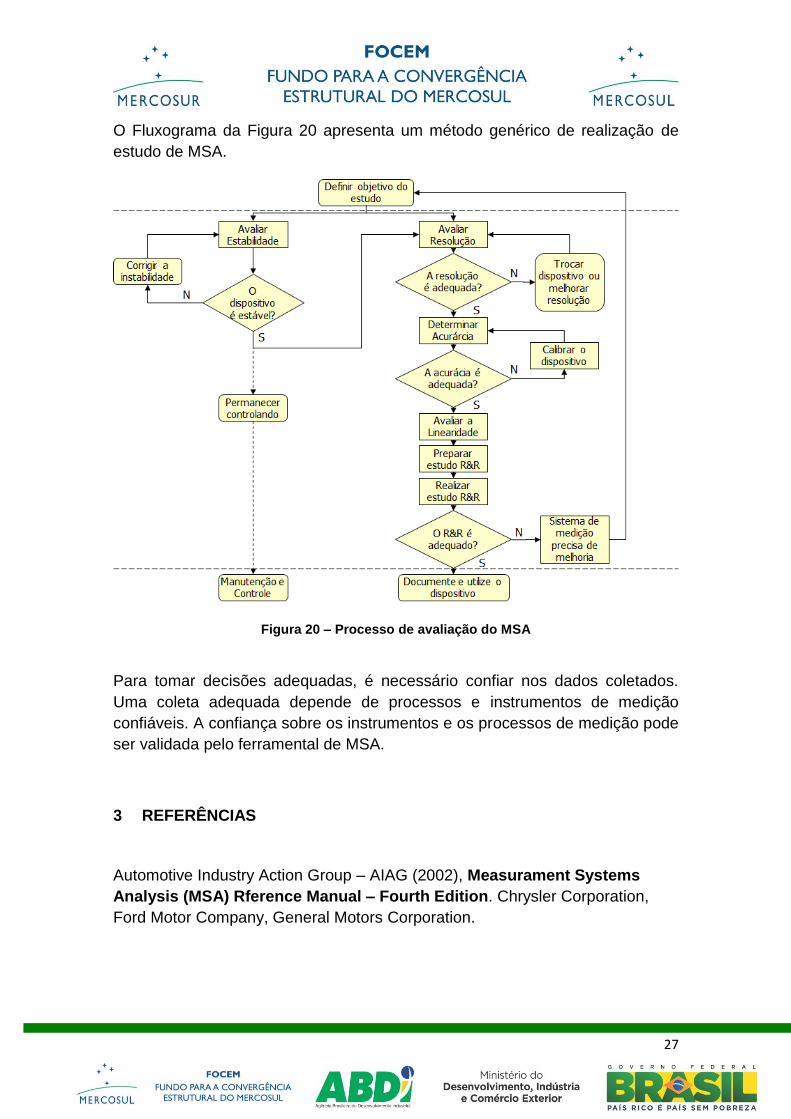
O Fluxograma da Figura 20 apresenta um método genérico de realização de
estudo de MSA.
Figura 20 – Processo de avaliação do MSA
Para tomar decisões adequadas, é necessário confiar nos dados coletados.
Uma coleta adequada depende de processos e instrumentos de medição
confiáveis. A confiança sobre os instrumentos e os processos de medição pode
ser validada pelo ferramental de MSA.
3 REFERÊNCIAS
Automotive Industry Action Group – AIAG (2002), Measurament Systems
Analysis (MSA) Rference Manual – Fourth Edition. Chrysler Corporation,
Ford Motor Company, General Motors Corporation.

28
Top Related