







Línguas
Páginas
Legal

Projecto de recuperação CO2 a partir das unidades de
Steam Methane Reforming da refinaria de Sines
André Filipe Fontes Alexandre
Dissertação para obtenção do Grau de Mestre em
Engenharia Química
Júri:
Presidente: Professor Doutor João Carlos Bordado (Instituto Superior Técnico)
Orientadores: Engenheira Ana Cristina Campos (Galp Energia)
Professor Doutor Sebastião da Silva Alves (Instituto Superior Técnico)
Vogal: Professora Doutora Carla Costa Pinheiro (Instituto Superior Técnico)
Outubro 2011
ii
Agradecimentos
Em primeiro lugar, gostava de agradecer ao Engenheiro José Roque e à Engenheira
Cristina Campos, por me terem concedido a oportunidade de estagiar na Direcção Técnica de
Refinação da Galp Energia, a mais reputada e valorizada empresa do sector Oil & Gas em
Portugal. A confiança que demonstraram nas minhas capacidades, proporcionando o
envolvimento em diversos estudos e projectos fora do âmbito da minha tese, permitiram-me
optimizar os meus conhecimentos técnicos na minha área industrial de eleição e obter uma
maior experiência do funcionamento prático de uma Refinaria.
Em particular gostaria de fazer um agradecimento especial à Eng.ª Cristina Campos
com a qual tive o prazer de trabalhar directamente durante estes seis meses, por toda a atenção,
orientação e apoio na elaboração deste trabalho para que este decorresse da melhor forma.
Ao Professor Sebastião Alves por toda a compreensão e disponibilidade para o
esclarecimento de dúvidas sobre a tese, dentro e fora da sua especialidade técnica.
À Engenheira Margarida Caeiro pela partilha de valiosos conhecimentos e por toda a
simpatia e disponibilidade que me dispensou ao longo do desenvolvimento deste trabalho e,
mais ainda, pela revisão do mesmo.
Aos meus ex-colegas Gonçalo Caeiro, Andreia Ferreira, Fernando Lúcio, Ana Rita
Oliveira, Cândida Felício, Catarina Caiado e Sérgio Marques pelo apoio nesta etapa de
adaptação ao mercado de trabalho e pela transmissão de conhecimentos e informações que vão
muito além do âmbito desta tese e que serão de extrema relevância para aplicar as minhas
capacidades na minha vida futura como Engenheiro Químico.
Um obrigado, ainda, aos colaboradores da Refinaria de Sines e do seu Laboratório,
nomeadamente à Eng.ª Antónia Guerreiro, ao Eng.º José Góis e ao Eng.º Paulo Santos, pela
partilha de informações indispensáveis no desenvolvimento dos trabalhos referidos.
Finalmente, gostaria, ainda, de dar uma palavra de apreço a todos os colaboradores da
Direcção Técnica de Refinação e ao Eng.º Gaetano de Santis, por todo o apoio e interesse
demonstrados ao longo do meu estágio, garantido desde já que não serão esquecidos e
esperando, caso o futuro o deseje, poder reencontrá-los ao longo da minha carreira.
iii
Resumo
O presente trabalho foi realizado no estágio curricular, conducente à dissertação de
mestrado, que decorreu na Direcção Técnica de Refinação da Galp Energia entre Março e
Setembro de 2011 e teve como principal objectivo seleccionar o processo de recuperação de
CO2 a aplicar nas unidades de produção de Hidrogénio existentes na Refinaria de Sines.
Inicialmente, elaborou-se um estudo geral sobre o mercado de dióxido de carbono
líquido na Europa e, particularmente, na Península Ibérica, tendo-se analisado quais os
processos de recuperação existentes e respectiva utilização industrial. Seguidamente, as duas
unidades de produção de Hidrogénio existentes foram examinadas.
Após comparação dos processos de recuperação de CO2 foi seleccionado o processo
FlashCO2, como aquele que apresenta maior probabilidade de ser utilizado em Sines. Depois,
com base no referido processo, foi estimado o potencial de recuperação de CO2, tendo em
atenção as taxas de utilização das unidades de produção de Hidrogénio. Foi, também, efectuada
uma análise técnica e logística da possível implementação de uma unidade de CO2 na Refinaria
de Sines.
Por fim, a análise económica realizada permitiu concluir a unidade de CO2 realizada a
jusante da unidade de produção de hidrogénio HR é viável, embora com ponto crítico de
funcionamento superior à taxa média de utilização das unidades da União Europeia. Constatou-
se, ainda, que o preço da “matéria-prima” e o custo de transporte do produto são preponderantes
no custo total de produção e que um incremento no preço de venda de CO2 permitirá um
incremento assinalável da margem de lucro das unidades.
Palavras-chave: captura CO2, produção H2, tail gas, processo flashCO2, Refinaria de Sines

iv
Abstract
This master degree thesis results from an internship done at Technical Refining Staff of
Galp Energia between March and September of 2011and had as main objective to select the
CO2 recovery process to be applied in hydrogen units located in Sines Refinery.
Initially, was elaborated a general study on the market for liquid carbon dioxide in
Europe and particularly in Iberia, being also analyzed the different processes of recovery it with
matching industrial existence. Subsequently, were examined the existing two Hydrogen units, as
they constitute the source of carbon dioxide.
The comparison of the recovery processes of CO2, within this academic analysis, made
possible to select the process FlashCO2, as the one with highest probability of being used in
Sines. Then, based up on this process, were estimated the capacities of CO2 units for extreme
conditions, taking into account the utilization rates of hydrogen units concerned. Therefore, it
was also completed an analysis of the possible technical and logistical implementation of a CO2
unit at Sines Refinery.
Finally, an economic analysis allowed to conclude that the CO2 unit, downstream of the
hydrogen production plant HR, is feasible, being the minimum rate of operation below the
average of the units in the European Union. Furthermore, it was found that the price of "raw
material" and the transport cost of the final product are most important in the total production
costs as well as that an increase in product‟s price will allow a noticeable increase in the profit
margin of CO2 units.
Keywords: CO2 capture, H2 production, tail gas, flashCO2 process, Sines‟s Refinery
v
Índice
Agradecimentos ...................................................................................................................................... ii
Resumo .................................................................................................................................................. iii
Abstract .................................................................................................................................................. iv
Índice ..................................................................................................................................................... v
Índice de figuras ................................................................................................................................... vii
Índice de Tabelas .................................................................................................................................... ix
Abreviaturas ........................................................................................................................................... xi
1. Introdução ................................................................................................................................... 1
1.1 Dados históricos .......................................................................................................................... 1
1.2 Enquadramento da Empresa ........................................................................................................ 2
1.3 Fontes de CO2 .............................................................................................................................. 4
1.4 Comparação de fontes de CO2 ..................................................................................................... 7
1.5 Aplicações para CO2 líquido ....................................................................................................... 7
1.6 Especificação do CO2 ................................................................................................................ 13
1.7 Cuidados de segurança .............................................................................................................. 14
2. Análise de Mercado ................................................................................................................... 15
2.1 Produção e consumo de CO2 em Portugal ................................................................................. 15
2.2 Produção e consumo de CO2 em Espanha ................................................................................. 18
2.3 Produção e Consumo de CO2 na Europa ................................................................................... 23
3. Produção de Hidrogénio na Refinaria de Sines ......................................................................... 26
3.1 Unidade HI ................................................................................................................................ 27
3.2 Unidade HR ............................................................................................................................... 31
3.3 Comparação entre unidades HI e HR ........................................................................................ 34
4. Processos de Recuperação de CO2 ............................................................................................ 37
4.1 Processos com absorção química .............................................................................................. 38
4.2 Processos com absorção física .................................................................................................. 42
4.3 Processos com adsorção ............................................................................................................ 47
4.4 Processos com utilização de membranas ................................................................................... 49
4.5 Processos criogénicos ................................................................................................................ 51
4.5.1 Flash CO2 .................................................................................................................................. 55
4.6 Processos por licenciador .......................................................................................................... 59
5. Selecção do Processo ................................................................................................................ 60
5.1 Captura antes da PSA (Syngas) ................................................................................................. 60

vi
5.2 Captura depois da PSA (Tail gas) ............................................................................................. 61
5.3 Processo e localização escolhidos ............................................................................................. 62
6. Implementação do Processo ...................................................................................................... 64
6.1 Potencial de recuperação de CO2 .............................................................................................. 64
6.2 Limitações Operacionais ........................................................................................................... 65
6.4 Selecção da unidade de hidrogénio ........................................................................................... 65
6.5 Armazenagem e distribuição de CO2 ........................................................................................ 66
7. Consequências da introdução da nova unidade de CO2 ............................................................ 67
7.1 Funcionamento da Fornalha ...................................................................................................... 67
7.2 Mudança de matéria-prima ........................................................................................................ 69
7.3 Funcionamento da unidade PSA ............................................................................................... 70
7.4 Redução das emissões ............................................................................................................... 72
8. Análise económica preliminar ................................................................................................... 73
8.1 Custos da Captura...................................................................................................................... 73
8.2 Custos de Transporte ................................................................................................................. 74
8.3 Investimento – Previsão e comparação com outras unidades ................................................... 75
8.4 Custo total de produção do CO2 ................................................................................................ 77
8.5 Análise de Rentabilidade ........................................................................................................... 81
8.6 Análise de Sensibilidade ........................................................................................................... 85
9. Conclusões ................................................................................................................................ 90
Referências Bibliográficas .................................................................................................................... 93
Anexo 1 – Unidades de recuperação de CO2 no Continente Europeu................................................... 97
Anexo 2 – Balanço material à unidade HI (dados de projecto) ............................................................. 98
Anexo 3 – Balanço material à unidade HR (dados de projecto) ........................................................... 99
Anexo 4 – Previsão de Investimentos ................................................................................................. 100
Anexo 5 - Evolução do custo Produção .............................................................................................. 101

vii
Índice de figuras
Figura 1- Produção líquida da Refinaria de Sines, por tipo de produto (Galp Energia, 2010)...... 3
Figura 2- Gráfico das licenças e emissões das Refinarias Galp Energia entre 2008 e 2010 ......... 4
Figura 3- Representação gráfico da produção nacional de refrigerantes, dados do INE ............... 9
Figura 4- Representação gráfico da produção espanhola de refrigerantes, dados do INÊ ............ 9
Figura 5- Esquema de injecção de CO2 em Sleipner (Torp, 2004) ............................................. 13
Figura 6- Diagrama de blocos da nova unidade de SMR em Estarreja ....................................... 16
Figura 7 - Detalhe da balança comercial de CO2 em Portugal .................................................... 17
Figura 8 - Histórico da produção e consumo de CO2 em Portugal ............................................. 17
Figura 9 - Localização geográfica das unidades de produção de CO2 da Carboneco[Carboneco]
..... 20
Figura 10 - Histórico da produção e consumo de CO2 em Espanha............................................ 21
Figura 11 – Diferentes fontes de CO2 na Península Ibérica ........................................................ 21
Figura 12 - Localização das unidades de produção de CO2 na Península Ibérica ....................... 22
Figura 13 - Quotas de mercado de produção de CO2 na Península Ibérica ................................. 22
Figura 14 - Diferentes fontes de CO2 no continente Europeu ..................................................... 24
Figura 15 - Produção e Consumo de CO2 no continente Europeu (dados Eurostat) ................... 24
Figura 16 - Quotas de mercado de produção de CO2 na Europa (dados disponíveis) ................. 25
Figura 17 - Diagrama de Blocos genérico de uma unidade SMR-PSA (Crews, 2006) ............... 26
Figura 18 - Unidade HI [Galp Energia]
............................................................................................... 27
Figura 19 - Unidade HI – esquema processual............................................................................ 28
Figura 20 – Isotérmicas de adsorção do carvão activado a 30ºC (Ke, 2010) .............................. 30
Figura 21 – Isotérmicas de adsorção do zeólito 5A a 30ºC (Ke, 2010) ...................................... 30
Figura 22 – Unidade HR ............................................................................................................. 31
Figura 23 - Diagrama de blocos idêntico ao da SMR-PSA da unidade HR ................................ 32
Figura 24 – Relação entre a conversão e a temperatura de saída do Steam Refomer (Ke, 2010) 35
Figura 25 – Vias tecnológicas de captura de CO2 (IPCC, 2005) ................................................. 37
Figura 26 – Processos de separação de CO2 de uma corrente gasosa (Metz, 2005) .................... 37
Figura 27 – Método gráfico para escolha de processo para remoção de CO2 (Kohl, 1997) ....... 38
Figura 28 – Esquema básico de processo de absorção com aminas ............................................ 39
Figura 29 – Reacções envolvidas na absorção de CO2 por aminas primária ou secundárias ...... 39
Figura 30 – Reacções envolvidas na absorção de CO2 por aminas terciárias ............................. 39
Figura 31 – Esquema básico do processo de absorção Selexol [UOP]
........................................... 43
Figura 32 – Tabela das solubilidades dos diferentes gases em relação ao CO2 (Burr, 2008) ..... 46

viii
Figura 33 – Esquema da unidade de PSA do processo Gemini (Sircar, 1979) ........................... 48
Figura 34 – Esquema representativo da passagem de um gás pela membrana (Fleming, 2006) 49
Figura 35 – Comparação de disposição espacial entre um sistema ............................................. 50
Figura 36 – Esquema do processo CO2 LDSep da Fluor Enterprises, Inc (Reddy, 2009) .......... 51
Figura 37 – Esquema do processo CO2 CPU da Air Liquide (Chaubey, 2010) .......................... 53
Figura 38 – Esquema do processo CO2 CPU+MEDAL da Air Liquide (Chaubey, 2010).......... 54
Figura 39 – Esquema do processo FlashCO2 da Union Engineering .......................................... 55
Figura 40 – Diagrama de blocos do processo FlashCO2 da Union Engineering ........................ 56
Figura 41 – Unidade de FlashCO2 instalada no Chile (Union Engineering, 2011) .................... 58
Figura 42 – Implicação do conteúdo de CO2 na selecção do processo (Chaubey, 2009)............ 61
Figura 43 – Aproveitamento de hidrogénio da corrente de off-gas ............................................. 70
Figura 44 – Variação da composição de hidrogénio num sistema de membranas ...................... 71
Figura 45 – Ponto-Crítico das unidades de CO2 com novos preços de “matéria-prima” ............ 85
Figura 46 – Ponto-Crítico das unidades de CO2 com novos preços de transporte ...................... 87
Figura 47 – Ponto-Crítico das unidades de CO2 com novo preço de venda do produto final ..... 88
ix
Índice de Tabelas
Tabela 1 – Comparação das diferentes fontes CO2 ....................................................................... 7
Tabela 2 – Exemplos de capacidades instaladas de Ureia na Europa [ICIS]
.................................. 11
Tabela 3 – Limites de impurezas no produto final (EIGA, 2008) ............................................... 14
Tabela 4 - Capacidades instaladas em Estarreja .......................................................................... 15
Tabela 5 - Capacidades instaladas de produção de CO2 em Espanha ......................................... 18
Tabela 6 - Unidades SMR sem recuperação CO2 em Espanha .................................................... 19
Tabela 7 – Actividades de CCS no Espaço Europeu (unidades em actividade).......................... 25
Tabela 8 - Balanço molar relativo à unidade HI (dados projecto) .............................................. 29
Tabela 9 - Balanço molar relativo à unidade HR (dados projecto) ............................................. 33
Tabela 10 - Comparação do funcionamento das unidades HI e HR (dados projecto) ................. 34
Tabela 11 - Comparação do consumo de gás natural entre as unidades HI e HR (dados projecto)
............................................................................................................................................. 35
Tabela 12 - Comparação entre as unidades HI e HR (dados projecto) ....................................... 36
Tabela 13 - Comparação entre as unidades HI e HR (unidades base da Refinaria) com dados de
Projecto ............................................................................................................................... 36
Tabela 14 – Comparação das vantagens e desvantagens das aminas utilizadas .......................... 41
Tabela 15 – Composições previstas da unidade de recuperação de CO2 (Gauthier, 2006) ......... 54
Tabela 16 – Composições previstas da corrente de off-gas originada pelo processo FlashCO2 . 57
Tabela 17 – Quadro resumo das tecnologias de captura por licenciador .................................... 59
Tabela 18 – Quadro resumo da selecção de processo mais adequado para recuperação de CO2 63
Tabela 19 – Recuperação de CO2 possível da unidade HI .......................................................... 64
Tabela 20 – Recuperação de CO2 possível da unidade HR ......................................................... 64
Tabela 21 – Composições previstas da corrente de off-gas para o HR ....................................... 67
Tabela 22 – Consumo de combustível da unidade HR com recuperação de CO2 ....................... 68
Tabela 23 – Quantificação da possível recuperação de H2 .......................................................... 71
Tabela 24 – Origem das emissões de CO2 nas diferentes unidades de hidrogénio..................... 72
Tabela 25 – Origem das emissões de CO2 nas unidades de hidrogénio com captura de CO2 ..... 72
Tabela 26 – Custos de captura de CO2 ........................................................................................ 73
Tabela 27 – Custos de transporte de CO2 .................................................................................... 74
Tabela 28 – Investimentos da literatura em unidades de recuperação de CO2 ............................ 76
Tabela 29 – Investimento actualizado e respectiva amortização das unidades de CO2............... 76
Tabela 30 – Divisão genérica das diferentes partes do Custo de Fabrico de CO2 ....................... 77
x
Tabela 31 – Divisão genérica das diferentes partes do Custo de Fabrico de CO2 para a unidade
de recuperação a funcionar a 100% ..................................................................................... 79
Tabela 32 – Diferentes partes do Custo de Fabrico de CO2 com unidade a funcionar a 100% .. 79
Tabela 33 – Determinação dos encargos financeiros – exemplo da unidade de X kton a jusante
do HR .................................................................................................................................. 80
Tabela 34 – Diferentes partes do Custo de Fabrico de CO2 com unidade a funcionar a 100% .. 80
Tabela 35 – Custo de Produção de CO2 com unidades a funcionar a 100% ............................... 81
Tabela 36 – Preço de mercado do CO2 líquido para Portugal [Eurostat]
......................................... 81
Tabela 37 – Ponto crítico das possíveis unidades de CO2 ........................................................... 82
Tabela 38 – Valor Líquido Actual das diferentes unidades possíveis de CO2 ............................ 83
Tabela 39 – Taxa Interna de Rentabilidade das diferentes unidades possíveis de CO2 .............. 83
Tabela 40 – Determinação do Cash-Flow total („mil €) – exemplo da unidade de X kton no HR
............................................................................................................................................. 84
Tabela 41 – Período de Recuperação das diferentes unidades possíveis de CO2 ........................ 84
Tabela 42 – Critérios de rentabilidade com preço da matéria-prima = 15 €/ton CO2 ................. 86
Tabela 43 – Critérios de rentabilidade com preço da matéria-prima = 20 €/ton CO2 ................. 86
Tabela 44 – Critérios de rentabilidade com mudança de preço de transporte – 25 €/ton CO2 .... 87
Tabela 45 – Critérios de rentabilidade com subida de 50% do custo de transporte .................... 87
Tabela 46 – Critérios de rentabilidade com mudança de preço de venda – 150 €/ton CO2 ........ 88
Tabela 47 – Investimentos realizados em diferentes fontes de CO2............................................ 89
Tabela 48 – Comparação de investimentos utilizando diferentes fontes de CO2 („mil €) ........... 89
Tabela 49 – Comparação de investimentos utilizando diferentes processo de captura de CO2
(„mil €) ................................................................................................................................ 89
Tabela 50 - Capacidades instaladas de produção de CO2 na Europa (alguns exemplos) ............ 97
Tabela 51 – Índices de preços de Nelson e CE ......................................................................... 100
Tabela 52 – Valores de investimento previstos com dados da unidade do Chile ...................... 100
Tabela 53 – Valores de investimento previstos com dados da unidade de Marl (Ruhr) ........... 100
Tabela 54 – Valores de investimento previstos com dados da unidade de Rotterdam .............. 100
Tabela 55 – Determinação do custo de produção – exemplo da unidade de X kton no HR ..... 101
Tabela 56 – Determinação do custo de produção – exemplo da unidade de Y kton no HR ..... 101

xi
Abreviaturas
CCS – Carbon Capture and Storage (i.e. captura e armazenagem de dióxido de carbono)
CH4 – Metano
CDM – Clean Development Mechanism
CO – Monóxido de Carbono
CO2 – Dióxido de Carbono
C2+ – Hidrocarbonetos com 2 ou mais átomos de carbono (etano, propano, etc.)
C3+ – Hidrocarbonetos com 3 ou mais átomos de carbono (propano, butano, etc.)
C5+ – Hidrocarbonetos com 5 ou mais átomos de carbono (pentano, etc.)
DEA - Dietanolamina
DTR – Direcção Técnica de Refinação
EIGA – European Industrial Gases Association
H2 – Hidrogénio
H2S – Sulfureto de hidrogénio
HTS – High Temperature Shift
I.N.E. - Instituto Nacional de Estatística (de Portugal)
I.N.Ê. - Instituto Nacional de Estatística de Espanha
LTS – Low Temperature Shift
MEA – Monoetanolamina
MDEA - Metildietanolamina
MTS – Medium Temperature Shift
PR – Período de Recuperação de capital
PSA – Pressure Swing Adsorption
SCR – Steam Carbon Ratio
SMR - Steam Methane Reforming
SR – Steam Reforming
Syngas – corrente processual de gás de entrada na subunidade PSA
Tail gas – corrente processual de gás de purga da subunidade PSA
TIR – Taxa Interna de Rentabilidade
VLA – Valor Líquido Actual
WGS – Water Gas Shift
% - percentagem numérica ou fracção molar (%mol)

1
1. Introdução
1.1 Dados históricos
O dióxido de carbono existe naturalmente (condições normais atmosféricas de 25 ºC e 1
atm) no estado gasoso, sendo que a sua presença já é totalmente conhecida desde o século XVI
quando Van Helmont efectuou experiências que permitiram isolar o gás e a demonstrar que o
CO2 preparado de várias fontes era o mesmo gás proveniente das minas e cavernas. As
experiências efectuadas que levaram à produção de CO2 foram a fermentação, a acção de ácidos
em carbonatos e a queima de carvão.
Já no século XVII, Hoffmann, enquanto investigava os gases de escape da efervescência
das águas minerais, observou que este gás tinha propriedades ácidas pelos seus efeitos em
vegetais. Depois, em 1757, Black descobriu outra propriedade deste gás, visto que durante a
respiração, o ar atmosférico era quimicamente alterado por geração de CO2 e, como tal, poderia
ocorrer um efeito letal deste gás na vida animal (caso em câmara fechada sem renovação de ar).
Apesar destas revelações experimentais, a demonstração química apenas foi realizada
pelo francês Lavoisier. Este provou que o aquecimento de hidrocarbonetos com oxigénio gerava
um gás de composição: 23,5-28,9 partículas de carbono e 71,1-76,5 partículas de oxigénio.
Lavoisier denominou este gás de ácido carbónico, dadas as propriedades anteriormente referidas
e identificou assim oficialmente a sua composição – CO2.
A exploração comercial do dióxido de carbono principiou com o objectivo de produzir
águas minerais artificiais, que se pensariam ter propriedades medicinais, tendo o
desenvolvimento industrial deste gás sido iniciado por Faraday e Thilorier, que efectuaram
experiências de liquefacção de gases. Thilorier realizou com sucesso ensaios sobre a expansão,
pressão de vapor, densidade e modificação da entalpia do CO2 líquido durante a evaporação. O
mesmo cientista foi, igualmente, o primeiro a produzir CO2 sólido, cuja aparência era de um
flóculo branco (de fácil compressibilidade) que desaparecia por evaporação lenta sem derreter
(i.e. fenómeno de sublimação).
Em 1845, Faraday produziu grandes quantidades de dióxido de carbono líquido e sólido
através de uma bomba hidráulica e, mais tarde, Natterer desenvolveu um mecanismo de
compressão para o gás.
Seguidamente, Raydt implementou a primeira unidade fabril de produção e liquefacção
de CO2 na Alemanha em 1884 e a expansão comercial deste produto continuou a elevado
crescimento depois da viragem do século XX, onde foram identificados muitas aplicações
diferentes, bem como diferentes processos de fabrico deste composto.

2
1.2 Enquadramento da Empresa
A Galp Energia pretende ser, nos mercados em que opera, uma empresa de referência
no sector energético. A sua missão é criar valor para os seus clientes, accionistas e
colaboradores, actuando nos mercados energéticos com ambição, inovação e competitividade e
promovendo o respeito pelos princípios da ética e sustentabilidade.
A Galp Energia tem actividades à escala global, desenvolvendo-se estas,
essencialmente, em Portugal, Espanha, Brasil, Angola, Venezuela, Moçambique, Cabo Verde,
Guiné-Bissau, Suazilândia, Gambia, Timor-Leste, Uruguai, Estados Unidos da América e
Guiné-Equatorial. Actualmente conta com duas refinarias, cerca de 1500 estações de serviço, 40
projectos de exploração e produção de petróleo, tendo como maior local de produção (acima de
90% do total) Angola onde produz cerca de 17 mil barris diários e, ainda, vendas de gás natural
em quantidades superiores a 4680 Mm3 por ano, que importa da Argélia e Nigéria.
A Galp Energia é, actualmente, o único grupo integrado de exploração e produção,
refinação e distribuição de produtos petrolíferos existente em Portugal. Entre outras actividades
destacam-se ainda a exploração e produção de gás natural e a geração de energia eléctrica.
Em Portugal, a Galp Energia tem uma capacidade de processamento diário de um total
de 330 mil barris de petróleo bruto, que adquire a diferentes fornecedores de vários pontos do
Mundo, nas refinarias de Matosinhos e de Sines.
A Refinaria do Matosinhos tem presentemente uma capacidade de destilação de cerca
110 mil barris por dia. Esta refinaria além da produção de combustíveis (cerca de 3,7 milhões de
toneladas anuais) apresenta uma extensa produção de diversos derivados do petróleo e de,
particularmente, produtos aromáticos.
A Refinaria de Sines apresenta uma capacidade de destilação de cerca 220 mil barris por
dia, estando assim colocada entre as maiores refinarias da Península Ibérica, sendo apenas
superada pela Refinaria de Gibraltar – San Roque, que é propriedade da companhia petrolífera
CEPSA. A configuração processual desta refinaria esteve orientada para a maximização da
produção de gasolinas e está situada no maior complexo da indústria química e petroquímica
existente em Portugal. No entanto, dado o aumento verificado na procura de gasóleo dentro do
mercado português e ibérico, a Galp Energia decidiu avançar com um projecto de conversão e
modernização do aparelho refinador de forma a aumentar a produção de gasóleo e de outros
destilados médios (por exemplo: combustível de aviação – jet fuel). Esta mudança da
focalização para a produção de destilados médios irá permitir um maior aproveitamento de
crudes pesados, que estão disponíveis no mercado a preços mais reduzidos.
Com este projecto de conversão finalizado, a Refinaria de Sines possuirá uma
capacidade acima de 5,8 milhões de toneladas anuais de combustíveis, sendo que a produção de
gasóleo superior a metade desse valor

3
Em 2010, a Refinaria de Sines apresentou a seguinte produção líquida:
Figura 1- Produção líquida da Refinaria de Sines, por tipo de produto (Galp Energia, 2010)
O presente trabalho foi realizado na Direcção Técnica de Refinação (DTR), que
pertence à área de Refinação (secção da unidade de negócio Aprovisionamento, Refinação e
Logística) da Galp Energia. A DTR tem como missão promover iniciativas para o
desenvolvimento e melhoria contínua do sistema refinador de modo a assegurar e melhorar a
sua eficácia, a competitividade e reacção às necessidades de mercado, no respeito pelos
preceitos de segurança e ambiente envolvente. O principal objectivo deste trabalho consiste no
estudo e, consequente, selecção do(s) processo(s) mais adequado(s) à recuperação de dióxido de
carbono de correntes processuais de unidades de produção de hidrogénio da Refinaria de Sines.
As correntes analisadas foram a corrente de Syngas, corrente de entrada na unidade de
purificação de hidrogénio, e a corrente de Tail Gas, corrente de purga da unidade de purificação
de hidrogénio.
Um dos motivos para a realização deste estudo por parte da Direcção Técnica de
Refinação da Galp Energia, advém do facto de esta empresa estar a realizar todos os esforços
possíveis que visam uma redução global de emissões CO2 através de várias aplicações: quer de
aplicação de técnicas com o intuito de melhorar a eficiência energética nas duas refinarias que
possui, quer de outras medidas de redução directa de emissões. Mais concretamente, de acordo
com o Protocolo de Quioto e os compromissos assegurados na União Europeia, decorre a
necessidade de reduzir as emissões de gases com efeito estufa (sendo o maior contribuidor o
CO2) nesta comunidade Europeia em 5% e 8% face às emissões verificadas no ano de 1990.
Consequentemente, foi criado o Plano Nacional de Atribuição de Licenças de Emissão
para determinar quais os níveis de emissões em ton CO2equivalente que cada instalação fabril
poderia apresentar, estando em vigor o PNALE II entre o período de 2008 e 2012. Assim,
especificamente, na área da refinação – onde a Galp Energia é presença única em Portugal – foi
determinada uma redução em 6,7 % das emissões face às actuais nesse período.
4
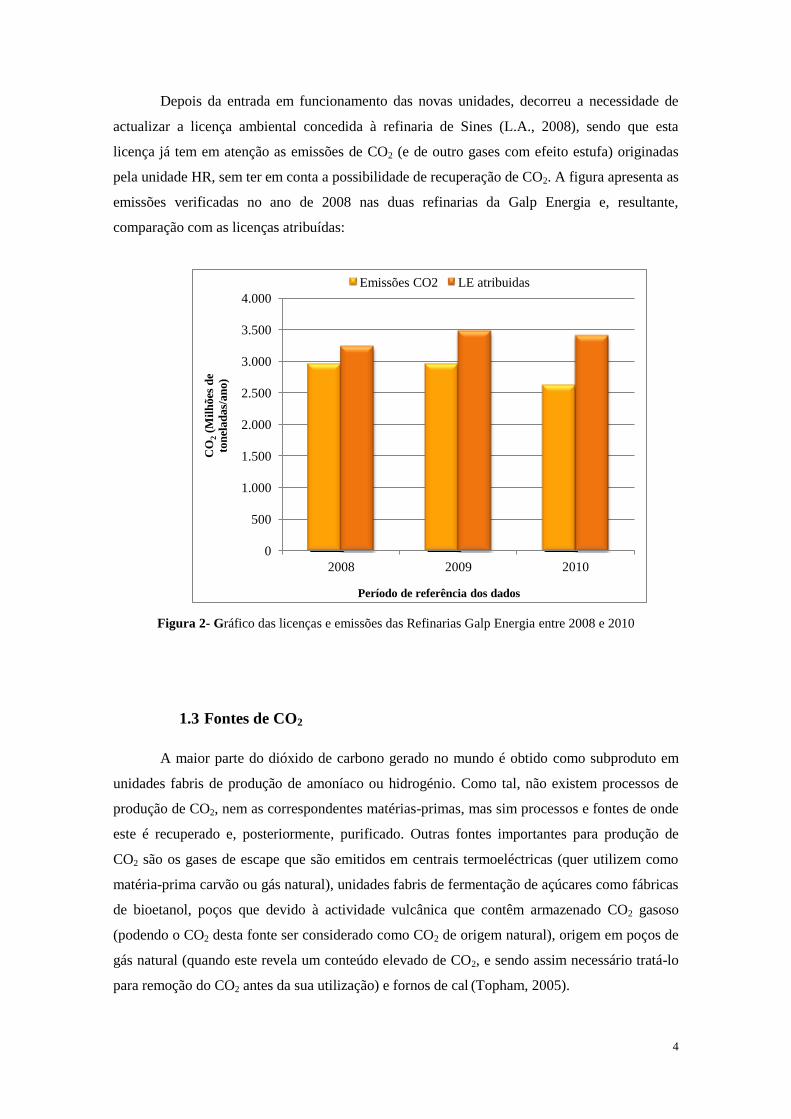
Depois da entrada em funcionamento das novas unidades, decorreu a necessidade de
actualizar a licença ambiental concedida à refinaria de Sines (L.A., 2008), sendo que esta
licença já tem em atenção as emissões de CO2 (e de outro gases com efeito estufa) originadas
pela unidade HR, sem ter em conta a possibilidade de recuperação de CO2. A figura apresenta as
emissões verificadas no ano de 2008 nas duas refinarias da Galp Energia e, resultante,
comparação com as licenças atribuídas:
Figura 2- Gráfico das licenças e emissões das Refinarias Galp Energia entre 2008 e 2010
1.3 Fontes de CO2
A maior parte do dióxido de carbono gerado no mundo é obtido como subproduto em
unidades fabris de produção de amoníaco ou hidrogénio. Como tal, não existem processos de
produção de CO2, nem as correspondentes matérias-primas, mas sim processos e fontes de onde
este é recuperado e, posteriormente, purificado. Outras fontes importantes para produção de
CO2 são os gases de escape que são emitidos em centrais termoeléctricas (quer utilizem como
matéria-prima carvão ou gás natural), unidades fabris de fermentação de açúcares como fábricas
de bioetanol, poços que devido à actividade vulcânica que contêm armazenado CO2 gasoso
(podendo o CO2 desta fonte ser considerado como CO2 de origem natural), origem em poços de
gás natural (quando este revela um conteúdo elevado de CO2, e sendo assim necessário tratá-lo
para remoção do CO2 antes da sua utilização) e fornos de cal (Topham, 2005).
0
500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
2008 2009 2010
CO
2 (
Mil
hões
de
ton
elad
as/
an
o)
Período de referência dos dados
Emissões CO2 LE atribuidas

5
Produção de hidrogénio
Actualmente, para produção industrial de hidrogénio o processo mais adequado e
implementado é o de Steam Methane Reforming.
Neste processo, a matéria-prima preferencial é o gás natural, que contém uma elevada
fracção de metano na sua composição, sendo este em seguida misturado com vapor de água e,
com aquecimento externo, promovida a reacção (1) entre ambos de modo obter hidrogénio
como produto em uma unidade de Steam Reforming (Meyers, 2004). Dada a estequiometria da
reacção (1), obtém-se como produto secundário desta o monóxido de carbono. Num processo de
SMR esta mistura de hidrogénio, monóxido de carbono, vapor, metano (e outros constituintes do
gás natural como etano e propano) é encaminhada para outro reactor para que ocorra a reacção
shift (2) do monóxido de carbono em dióxido de carbono (i.e. reacção de conversão do CO em
CO2 por deslocação), com consequente produção adicional de hidrogénio.
CnHm + nH2O (n + m/2) H2 + nCO (eq. 1)
CO + H2O CO2 + H2 (eq. 2)
A mistura gasosa processual é depois enviada para uma unidade de purificação de
hidrogénio de modo a obter este composto com elevada pureza, podendo o dióxido de carbono
ser recuperado antes ou depois desta unidade. Caso não seja recuperado, ficará contido na
corrente de purga que, na grande maioria dos casos, é utilizada para aquecimento da unidade de
Steam Reforming.
O hidrogénio tem um vasto campo de aplicações, contudo a parte mais significativa do
seu consumo decorre em Refinarias ou em locais próximos destas.
Na Refinaria de Sines, o consumo de hidrogénio é maioritariamente realizado por
unidades de dessulfuração de gasóleo (HG, HD) onde se promove o tratamento de compostos
sulfurados, azotados e oxigenados e na unidade de Isomax (IX) onde através de reacções de
hidrocraking, se converte a nafta em propano e butano e, ainda, uma pequena quantidade de
gasolina de isomax que vai servir, também, como componente de gasolinas acabadas.
Produção de amoníaco
A produção de amoníaco utiliza como matéria-prima o gás natural e primeira etapa da
sua produção consiste na utilização do processo de SMR com remoção do dióxido de carbono.
Depois, na segunda etapa decorre a metanação da corrente para que o monóxido de carbono
ainda existente seja convertido em metano e vapor (Martinez, 2009). Por fim, a corrente é
comprimida e decorre a síntese de amoníaco segundo a reacção (3):
6
N2 + 3 H2 2 NH3 (eq. 3)
As aplicações mais relevantes do amoníaco produzido são a sua utilização na indústria
de fertilizantes, de modo a obter nitrato de amónia (AN), ureia, fosfatos de amónia e sulfato de
amónia. O amoníaco pode ainda ser utilizado para produzir nylon, acrilonitrilo, hidrazina e
explosivos.
Gases de Escape de centrais termoeléctricas
O dióxido de carbono é um componente de todos os gases de escape (flue gas)
produzidos pela combustão de combustíveis com teor em carbono.
Estes gases de escape contêm tipicamente 10 a 20 % de dióxido de carbono (Topham,
2005), podendo este ser recuperado da corrente com utilização de processos de absorção
(absorção química na maioria dos casos), particularmente em centrais de carvão ou gás natural
que emitem largas quantidades (na ordem de milhões de toneladas anuais) deste composto.
Fermentação de açúcares – Produção de bioetanol
Na fermentação de açúcares decorre a produção de quantidades apreciáveis de dióxido
de carbono, podendo este ser recuperado até cerca de 80% do total. Em seguida é necessário
enviar o referido dióxido de carbono para uma unidade de purificação (e liquefacção caso se
pretenda obter CO2 líquido) de forma a remover as impurezas existentes na corrente e ser
possível a aplicação do mesmo.
Origem Natural em poços
Em alguns locais do mundo como, por exemplo, na Itália e na Hungria é possível a
verificar a existência de elevadas concentrações CO2 em poços de gás, que devem ter como
origem a actividade vulcânica antecedente. Neste tipo de fonte de CO2, observa-se que as
principais impurezas presentes são o metano e o ácido sulfídrico.
Assim, o CO2 desta fonte pode ser considerado como CO2 de origem natural, podendo
ser extraído e purificado para utilização industrial (normalmente apresenta já uma pureza
consideravelmente elevada).
Fornos de cal
Presentemente, também se verifica a produção de dióxido de carbono em fornos de cal,
que tem particular utilização na produção de determinados compostos como o carbonato de
sódio. O CO2 gerado neste processo advém da reacção 4:
7
CaCO3 CO2 + CaO (eq. 4)
O CO2 gerado está contido nos gases efluentes do processo, sendo que, normalmente,
representa cerca de 40% dessa corrente.
1.4 Comparação de fontes de CO2
Analisando todas as fontes de CO2 é possível resumir a informação de cada fonte, tendo
em conta a pureza deste composto na corrente de onde é extraído e o respectivo custo de
captura, como se verifica na Tabela 1.
Tabela 1 – Comparação das diferentes fontes CO2
Fonte Pureza na corrente
(% mol) Custo
Recuperação
Hidrogénio 15-20 % ou 40-50 % ++ ou +++
Amoníaco 97 % +
Gases de Escape 10-20 % ++++
Bioetanol > 80 % ++
Origem Natural > 90 % +
Fornos de Cal 40 % +++
1.5 Aplicações para CO2 líquido
De forma a analisar correctamente o valor e importância do dióxido de carbono é
necessário ter conhecimento sobre as aplicações a nível industrial que este tem. Assim, sabe-se
inicialmente que o CO2 é produzido gasoso e pode ser liquefeito ou solidificado, dependendo do
destino da sua utilização.
O CO2 apenas será conservado no estado gasoso para aproveitamento industrial, caso a
sua utilização na produção de outro composto, como, por exemplo, a Ureia, decorra no mesmo
complexo industrial e, se possível, na mesma unidade fabril. Em qualquer outro caso este
composto será liquefeito ou solidificado para tornar possível o seu transporte de forma
económica. Ainda assim, desde já se ressalva que o custo de transporte do CO2 é bastante
superior ao custo de recuperação do mesmo (Topham, 2005), pelo que normalmente se opta pela
aplicação do mesmo em unidades próximas, o que, no caso em questão, equivale a dizer entre
regiões anexas da península Ibérica.
8
O CO2 pode assim ser utilizado por diversas indústrias como as mais variadas
aplicações: indústria das bebidas para carbonatação de bebidas não-alcoólicas (bebidas
gaseificadas que são também denominadas “Soft drinks”), indústria química na produção de
ureia e metanol (tecnologia não totalmente madura ao nível industrial), indústria alimentar para
refrigeração dos alimentos em supermercados ou unidades de distribuição, indústria petrolífera
para aumento e optimização da extracção de petróleo (enhanced oil recovery), indústria agrícola
para promoção do crescimento de plantas, utilização em tratamento de águas residuais, bem
como de outros efluentes alcalinos de unidades fabris e, ainda, aplicação em menores volumes
como agente extintor de fogo, agente de inertização de silos, tanques e condutas e, finalmente,
como parte de misturas gasosas com utilização na fabricação de metais.
Das aplicações anteriormente referidas, é possível atestar que as indústrias alimentar e
de bebidas são as que representam maiores volumes de consumo de CO2 na forma líquida. Por
outro lado, a produção da Ureia apresenta valores extremamente elevados de consumo de CO2,
no estado gasoso, tendo este sido formado como produto secundário na produção de Amoníaco,
actividades estas que estão normalmente interligadas e que decorrem nas mesmas unidades
fabris.
Carbonatação de Bebidas
A maior aplicação de CO2 decorre na indústria de bebidas (perto de 50% do consumo
total de CO2 na Europa), onde é utilizado para provocar a carbonatação em bebidas não
alcoólicas, também designadas por “Soft-Drinks” ou Refrigerantes gaseificados. O CO2 pode
ainda ser adicionado para carbonatação de alguns vinhos, que acumulam assim esta
carbonatação com a carbonatação natural dos mesmos, antes do engarrafamento das unidades.
Em Portugal, a produção de bebidas gaseificadas decorre nas unidades fabris da Refrige
(produção de diversos produtos com a marca Coca-Cola, produto com maior quota de mercado
dos refrigerantes), da Sumol+Compal (produtos com as marcas Sumol, SevenUp, Pepsi,
Guaraná), da Unicer (produtos com as marcas Frisumo e Snappy) e da Schweppes (produtos
com as marcas Schweppes e Orangina).
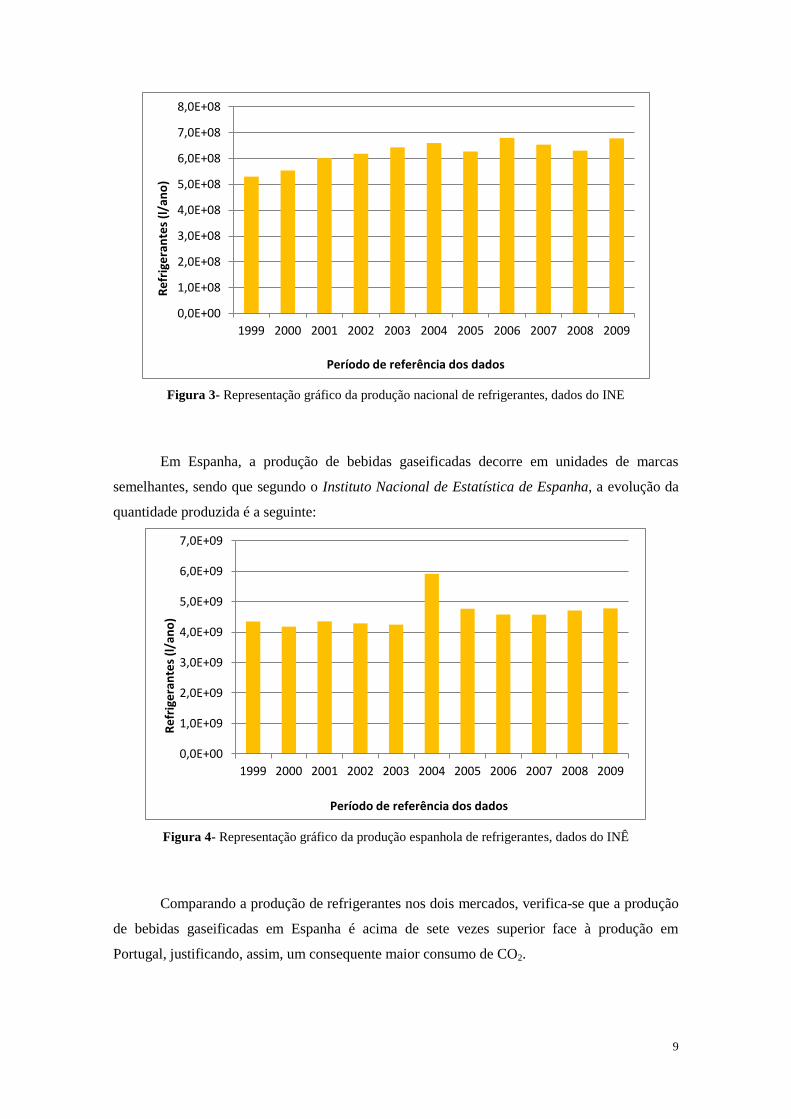
Com recurso a dados do Instituto Nacional de Estatística, verifica-se que a produção de
refrigerantes gaseificados em Portugal (aplicação que representa regularmente cerca de 42-48%
do consumo de CO2 líquido) tem tido a seguinte evolução:
9
Figura 3- Representação gráfico da produção nacional de refrigerantes, dados do INE
Em Espanha, a produção de bebidas gaseificadas decorre em unidades de marcas
semelhantes, sendo que segundo o Instituto Nacional de Estatística de Espanha, a evolução da
quantidade produzida é a seguinte:
Figura 4- Representação gráfico da produção espanhola de refrigerantes, dados do INÊ
Comparando a produção de refrigerantes nos dois mercados, verifica-se que a produção
de bebidas gaseificadas em Espanha é acima de sete vezes superior face à produção em
Portugal, justificando, assim, um consequente maior consumo de CO2.
0,0E+00
1,0E+08
2,0E+08
3,0E+08
4,0E+08
5,0E+08
6,0E+08
7,0E+08
8,0E+08
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
Re
frig
era
nte
s (l
/an
o)
Período de referência dos dados
0,0E+00
1,0E+09
2,0E+09
3,0E+09
4,0E+09
5,0E+09
6,0E+09
7,0E+09
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
Re
frig
era
nte
s (l
/an
o)
Período de referência dos dados

10
Tratamento de águas residuais
A segunda aplicação mais representativa de CO2 é o tratamento de águas, com particular
aplicação na indústria de pasta de papel. O recurso ao CO2 nestes casos prende-se com a
facilidade que o mesmo evidencia para regular o pH das águas residuais para o intervalo
obrigatório entre 9 e 6,5, de forma a não ter impacto no meio ambiente.
Outra aplicação é também a injecção de dióxido de carbono para neutralizar águas
residuais alcalinas. Este, quando dissolvido em água, forma o ácido carbónico que apresenta
várias vantagens relativamente a outros ácidos, dado que evita a acumulação de sais como
cloretos e sulfatos, reduz ou anula os problemas de corrosão e evita a acidificação excessiva das
águas, visto que a curva de neutralização do CO2 é quase horizontal. Exemplo desta aplicação é
o processo SOLVOCARB, propriedade da Linde Sogás, que neutraliza águas alcalinas em lagoas
e tanques de igualização.
Indústria Alimentar
Uma aplicação com bastante relevo para o CO2 líquido consiste na sua utilização para
arrefecimento rápido de alimentos (por exemplo, os vegetais) sem danificar nenhumas das suas
propriedades. Este arrefecimento decorre através da exposição dos alimentos a refrigerar, que
estão posicionados sobre um tapete rolante, a uma atmosfera de CO2 líquido que em spray reduz
a temperatura.
Outro tipo de arrefecimento de alimentos que é também realizado com o CO2 líquido, é
a sua aplicação no transporte de alimentos a temperatura controlada.
O CO2 é ainda utilizado em misturas gasosas com o azoto (e, em casos especiais,
também o oxigénio), para embalagem de alimentos. A atmosfera nestas embalagens é um
aspecto importante para promover o aumento da durabilidade dos alimentos, dado ser possível
minimizar ou até mesmo evitar alterações microbiológicas, químicas e físicas dos produtos.
A aplicação de CO2 na indústria alimentar representa cerca de 20% do consumo total
deste na Península Ibérica.
Ureia
O dióxido de carbono pode ser utilizado no estado gasoso para a produção de ureia, sem
que normalmente ocorra alguma etapa de purificação. A origem desse é normalmente uma
fábrica de produção de amoníaco situada a jusante do processo produtivo que está situada no
mesmo complexo fabril, sendo que nesta unidade de amoníaco obtém-se como produto
secundário o dióxido de carbono em pureza de 97%.
11
As reacções que decorrem na produção de ureia estão representadas em baixo.
2 NH3 + CO2 ↔ NH2COONH4 (eq. 5)
NH2COONH4 ↔ CO(NH2)2 + H2O (eq. 6)
Observando o esquema reaccional acima mencionado (Martinez, 2009), verifica-se que
as duas reacções se encontram em equilíbrio e decorrem no mesmo reactor. Analisando as
propriedades cinéticas verifica-se que a reacção final de obtenção da ureia é o passo limitante,
dado que esta é mais lenta e endotérmica, ao contrário da primeira. Por outro lado, na primeira
reacção a conversão não é completa, obtendo-se uma conversão máxima de 80% em relação ao
dióxido de carbono com aumento da temperatura e da proporção amoníaco/dióxido de carbono.
Na Península Ibérica, as unidades fabris de produção de Ureia pertencem à Fertiberia e
produzem inicialmente amoníaco, tendo uma capacidade de produção deste de 600 000
toneladas anuais. Depois, este amoníaco e o dióxido de carbono, que é obtido como seu
subproduto, são aplicados na produção de Ureia.
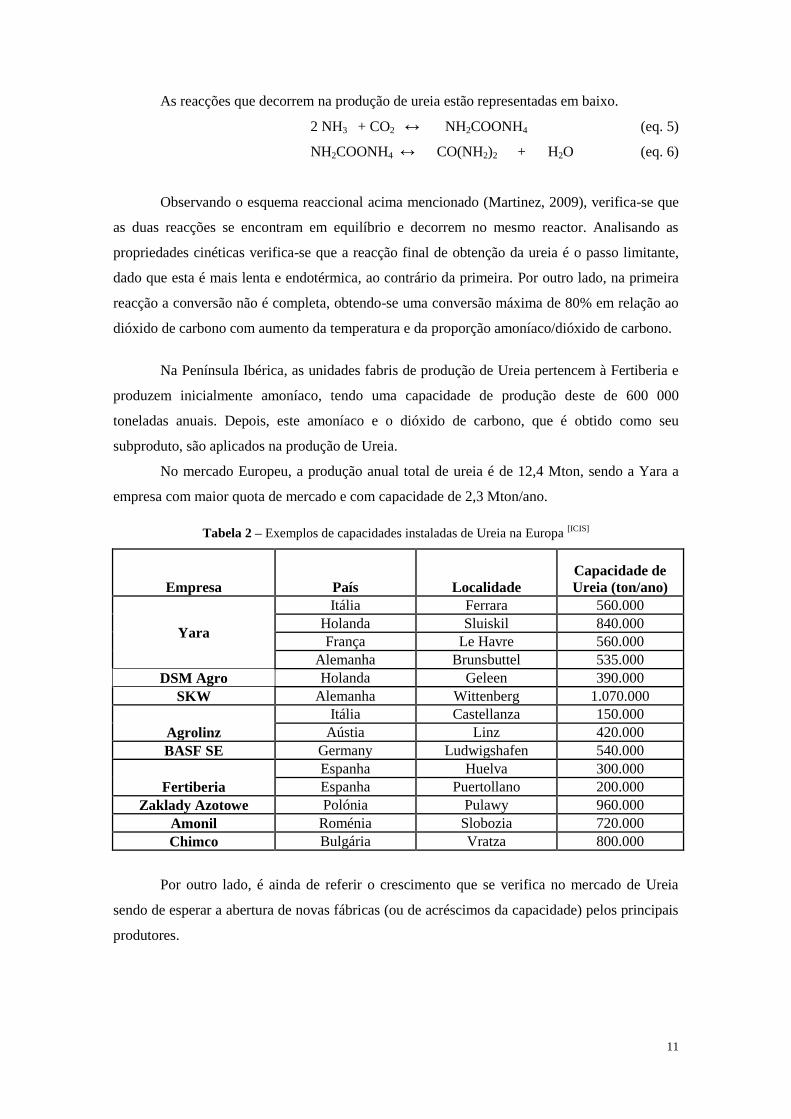
No mercado Europeu, a produção anual total de ureia é de 12,4 Mton, sendo a Yara a
empresa com maior quota de mercado e com capacidade de 2,3 Mton/ano.
Tabela 2 – Exemplos de capacidades instaladas de Ureia na Europa [ICIS]
Empresa País Localidade Capacidade de
Ureia (ton/ano)
Yara
Itália Ferrara 560.000
Holanda Sluiskil 840.000 França Le Havre 560.000
Alemanha Brunsbuttel 535.000
DSM Agro Holanda Geleen 390.000
SKW Alemanha Wittenberg 1.070.000
Agrolinz
Itália Castellanza 150.000
Aústia Linz 420.000
BASF SE Germany Ludwigshafen 540.000
Fertiberia
Espanha Huelva 300.000 Espanha Puertollano 200.000
Zaklady Azotowe Polónia Pulawy 960.000
Amonil Roménia Slobozia 720.000
Chimco Bulgária Vratza 800.000
Por outro lado, é ainda de referir o crescimento que se verifica no mercado de Ureia
sendo de esperar a abertura de novas fábricas (ou de acréscimos da capacidade) pelos principais
produtores.
12
Enhanced Oil Recovery
Uma aplicação que está em grande crescimento decorre na indústria petrolífera, onde o
CO2 é utilizado para aumento e optimização da extracção de petróleo (enhanced oil recovery).
Actualmente, para trazer o petróleo até à superfície, recorre-se muitas vezes a vapor de
água como força motriz desta ascensão. No entanto a utilização de dióxido de carbono tem
bastante interesse dado permitir a redução das emissões deste composto para a atmosfera e a
utilização do mesmo na extracção da principal fonte de energia primária para o mundo, o
petróleo.
Convêm ainda referir que a origem do CO2 correntemente empregue nesta aplicação são
poços de gás natural que apresentam elevados níveis de CO2 na sua constituição ou mesmo as já
referidas fontes naturais de CO2.
Esta aplicação tem tido particular utilidade nos Estados Unidos da América, onde é
aplicada em diversos estados.
Outras utilizações
Entre as aplicações que representam um menor volume de consumo de CO2 estão a
indústria de fabricação de metais, a utilização com agente extintor de fogo e, ainda, a utilização
gomo gás inerte para inertização de silos, tanques ou condutas.
Na primeira aplicação anteriormente referida (fabricação de metais), o dióxido de
carbono é utilizado em misturas gasosas para promoção de uma atmosfera oxidante/redutora
para tratamento de metais. Na segunda, este composto é aplicado no combate de incêndios,
particularmente do tipo eléctrico, onde a água não pode ser utilizada.
Não se deve ainda deixar de referir o efeito do dióxido de carbono na promoção do
crescimento de plantas, que tem tido particular desenvolvimento e aplicação na Holanda (por
exemplo a recuperação de CO2 na Refinaria de Pernis que ajuda no crescimento de plantações
de tomate) e também no Reino Unido. A aplicação de CO2 pode aumentar o rendimento do
crescimento das plantas até cerca de 15%.
A outra aplicação anteriormente referida diz respeito à produção de metanol em que a
aplicação do CO2 decorre com este no estado gasoso, que ao reagir com o hidrogénio permite a
obtenção de metanol.
Por outro lado, actualmente, apesar de não poder ser, na opinião do autor desta tese,
considerada com uma verdadeira aplicação de CO2, a armazenagem por longos períodos de
tempo deste composto no subsolo, em caves subterrâneas ou em aquíferos salinos, tem
constituído uma particular utilização do dióxido de carbono, permitindo a sua redução em
emissões para a atmosfera.
13
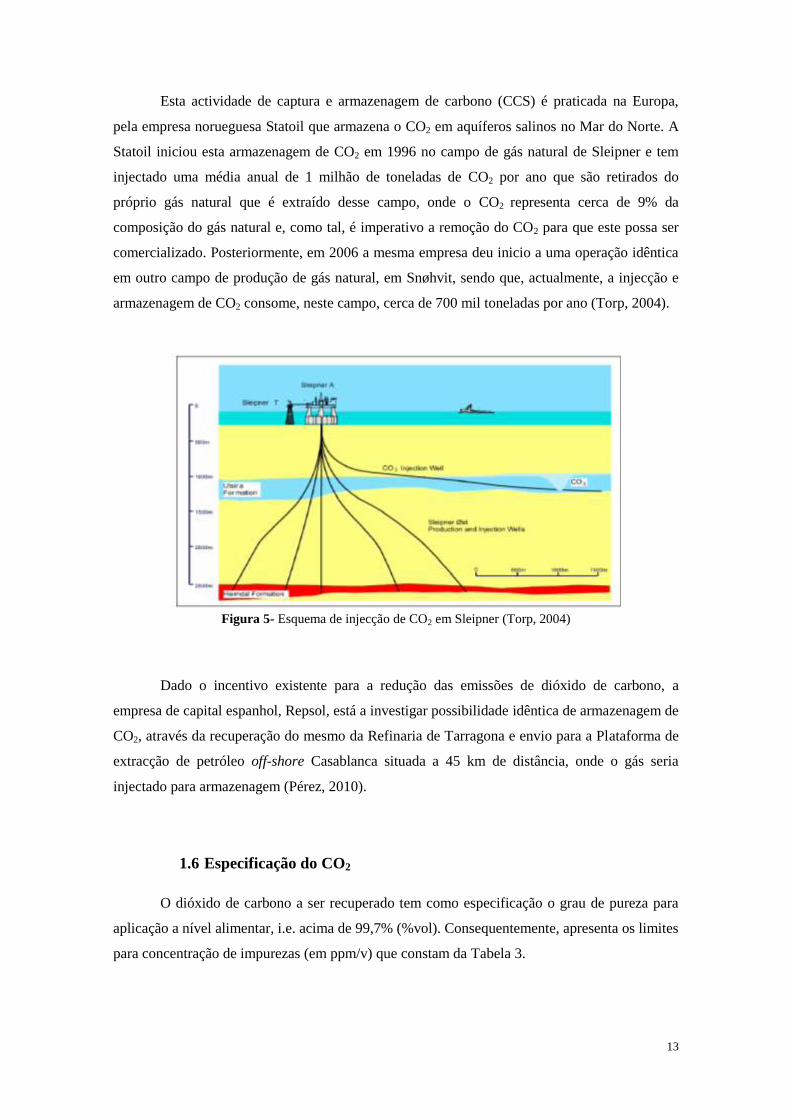
Esta actividade de captura e armazenagem de carbono (CCS) é praticada na Europa,
pela empresa norueguesa Statoil que armazena o CO2 em aquíferos salinos no Mar do Norte. A
Statoil iniciou esta armazenagem de CO2 em 1996 no campo de gás natural de Sleipner e tem
injectado uma média anual de 1 milhão de toneladas de CO2 por ano que são retirados do
próprio gás natural que é extraído desse campo, onde o CO2 representa cerca de 9% da
composição do gás natural e, como tal, é imperativo a remoção do CO2 para que este possa ser
comercializado. Posteriormente, em 2006 a mesma empresa deu inicio a uma operação idêntica
em outro campo de produção de gás natural, em Snøhvit, sendo que, actualmente, a injecção e
armazenagem de CO2 consome, neste campo, cerca de 700 mil toneladas por ano (Torp, 2004).
Figura 5- Esquema de injecção de CO2 em Sleipner (Torp, 2004)
Dado o incentivo existente para a redução das emissões de dióxido de carbono, a
empresa de capital espanhol, Repsol, está a investigar possibilidade idêntica de armazenagem de
CO2, através da recuperação do mesmo da Refinaria de Tarragona e envio para a Plataforma de
extracção de petróleo off-shore Casablanca situada a 45 km de distância, onde o gás seria
injectado para armazenagem (Pérez, 2010).
1.6 Especificação do CO2
O dióxido de carbono a ser recuperado tem como especificação o grau de pureza para
aplicação a nível alimentar, i.e. acima de 99,7% (%vol). Consequentemente, apresenta os limites
para concentração de impurezas (em ppm/v) que constam da Tabela 3.

14
Tabela 3 – Limites de impurezas no produto final (EIGA, 2008)
CO < 10 Metanol < 10
NH3 < 2,5 H2O < 20
Stotal < 0,1 NO+NO2 < 2,5
Acetaldeído < 0,2 Benzeno < 0,02
Resíduos não-voláteis < 10 Fosfinas < 0,3
Resíduos orgânicos não-voláteis < 5
O2 < 30
HCV < 50 (como CH4) HCV (sem CH4) < 20 (como CH4)
1.7 Cuidados de segurança
O dióxido de carbono é um gás incolor, inodoro e insípido, razão pela qual não é
facilmente detectável. Dado que é um gás com maior densidade do que o ar, forma-se e
acumula-se ao nível do solo. Assim, e visto ser um gás de efeito estufa, as suas emissões devem
ser controladas e minimizadas, de forma a reduzir o seu efeito prejudicial no ambiente.
Por outro lado como já foi visto nas suas aplicações é extremamente estável, muito
pouco reactivo e não inflamável.
Apesar de não ser um gás tóxico em pequenas doses, quando a sua concentração é
elevada pode ser extremamente perigoso para a saúde humana, podendo mesmo ser letal. Como
tal, as principais precauções a ter, caso ocorra alguma fuga acidental, estão dividas em:
precauções pessoais e precauções ambientais. Na primeira situação deve-se evacuar a área e
assegurar uma adequada ventilação de ar, sendo que em caso de necessidade de permanecer no
local é aconselhável a utilização de equipamento de respiração autónoma de pressão positiva.
Como precauções ambientais, deve-se tentar eliminar ou estancar rapidamente o derrame de
produto e impedir a entrada deste em locais onde a sua acumulação pode constituir um perigo
(por exemplo, esgotos).
15
2. Análise de Mercado
Neste capítulo da tese, pretendeu-se analisar, em detalhe, à evolução do mercado de
dióxido de carbono de Portugal, de Espanha e da União Europeia.
Consequentemente, foram analisadas as capacidades produtivas instaladas de cada país
e da cada Empresa (restringindo-se a análise aos dados disponíveis/públicos que cada empresa
proporciona). Foi ainda analisado o comércio externo dos países em estudo a fim de determinar
o consumo do produto em cada mercado.
2.1 Produção e consumo de CO2 em Portugal
Presentemente, a produção nacional de dióxido de carbono na forma líquida, com
posterior aplicação comercial, está confinada à unidade de produção de Gás de Síntese
localizada no Complexo Químico de Estarreja. A referida unidade é controlada pela Sociedade
Portuguesa do Ar Líquido, que é uma filial da multinacional francesa Air Liquide.
A unidade fabril de Estarreja finalizou recentemente, em 2009 (Sociedade Portuguesa
do Ar Líquido, 2010) uma reconfiguração processual, através da instalação de uma nova
unidade de Reformação a Vapor de gás natural e, consequentemente, do encerramento das duas
anteriores unidades de Reformação a Vapor de nafta, sendo que a primeira destas entrou em
produção no ano de 1989 (S. P. Ar Líquido, 2010).
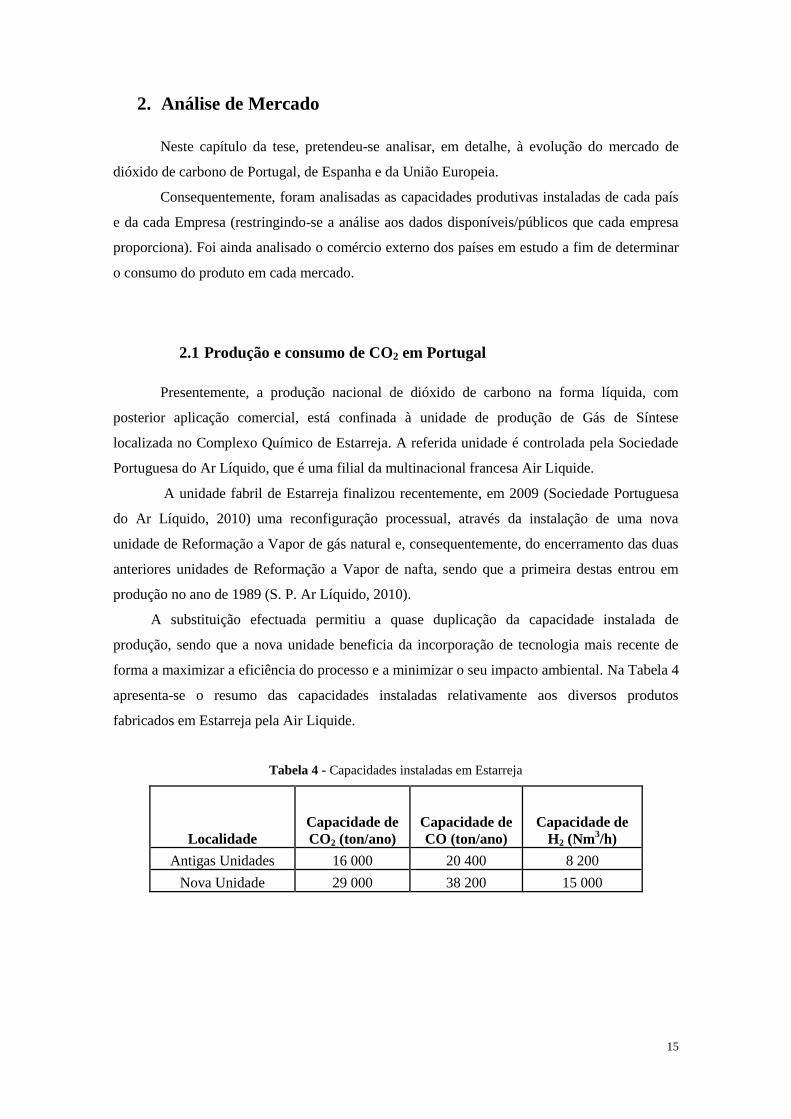
A substituição efectuada permitiu a quase duplicação da capacidade instalada de
produção, sendo que a nova unidade beneficia da incorporação de tecnologia mais recente de
forma a maximizar a eficiência do processo e a minimizar o seu impacto ambiental. Na Tabela 4
apresenta-se o resumo das capacidades instaladas relativamente aos diversos produtos
fabricados em Estarreja pela Air Liquide.
Tabela 4 - Capacidades instaladas em Estarreja
Localidade Capacidade de
CO2 (ton/ano) Capacidade de
CO (ton/ano) Capacidade de
H2 (Nm3/h)
Antigas Unidades 16 000 20 400 8 200
Nova Unidade 29 000 38 200 15 000
16
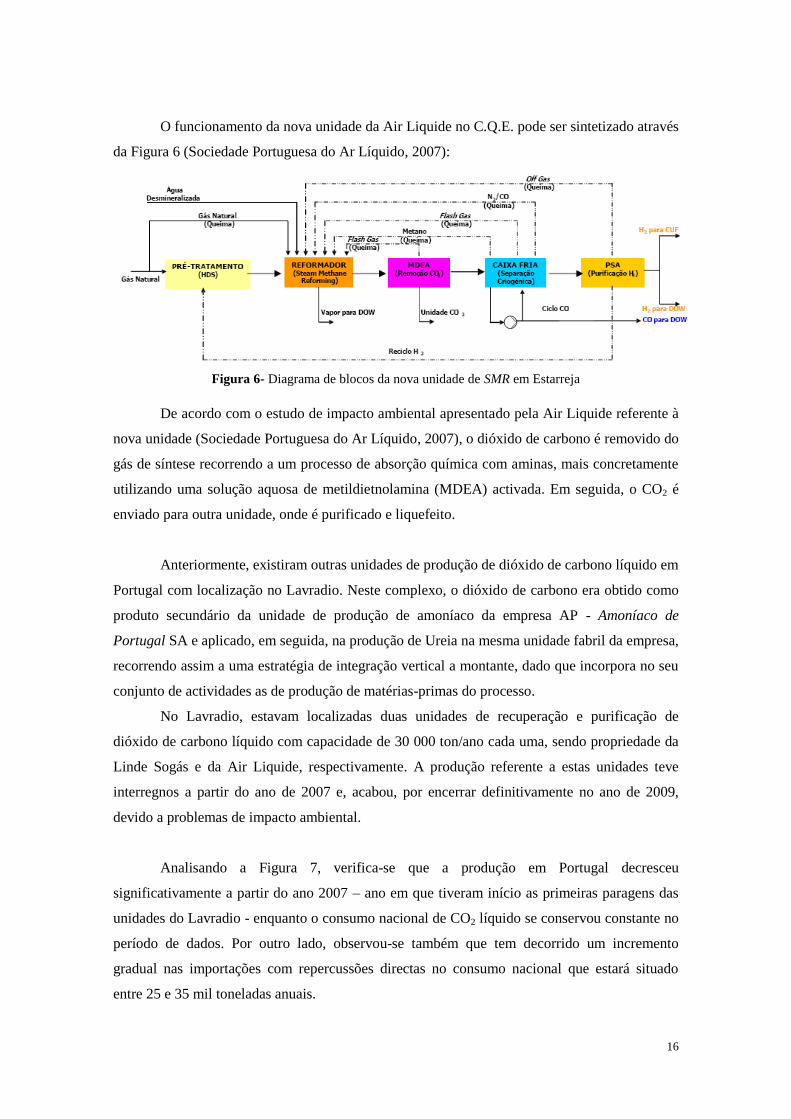
O funcionamento da nova unidade da Air Liquide no C.Q.E. pode ser sintetizado através
da Figura 6 (Sociedade Portuguesa do Ar Líquido, 2007):
Figura 6- Diagrama de blocos da nova unidade de SMR em Estarreja
De acordo com o estudo de impacto ambiental apresentado pela Air Liquide referente à
nova unidade (Sociedade Portuguesa do Ar Líquido, 2007), o dióxido de carbono é removido do
gás de síntese recorrendo a um processo de absorção química com aminas, mais concretamente
utilizando uma solução aquosa de metildietnolamina (MDEA) activada. Em seguida, o CO2 é
enviado para outra unidade, onde é purificado e liquefeito.
Anteriormente, existiram outras unidades de produção de dióxido de carbono líquido em
Portugal com localização no Lavradio. Neste complexo, o dióxido de carbono era obtido como
produto secundário da unidade de produção de amoníaco da empresa AP - Amoníaco de
Portugal SA e aplicado, em seguida, na produção de Ureia na mesma unidade fabril da empresa,
recorrendo assim a uma estratégia de integração vertical a montante, dado que incorpora no seu
conjunto de actividades as de produção de matérias-primas do processo.
No Lavradio, estavam localizadas duas unidades de recuperação e purificação de
dióxido de carbono líquido com capacidade de 30 000 ton/ano cada uma, sendo propriedade da
Linde Sogás e da Air Liquide, respectivamente. A produção referente a estas unidades teve
interregnos a partir do ano de 2007 e, acabou, por encerrar definitivamente no ano de 2009,
devido a problemas de impacto ambiental.
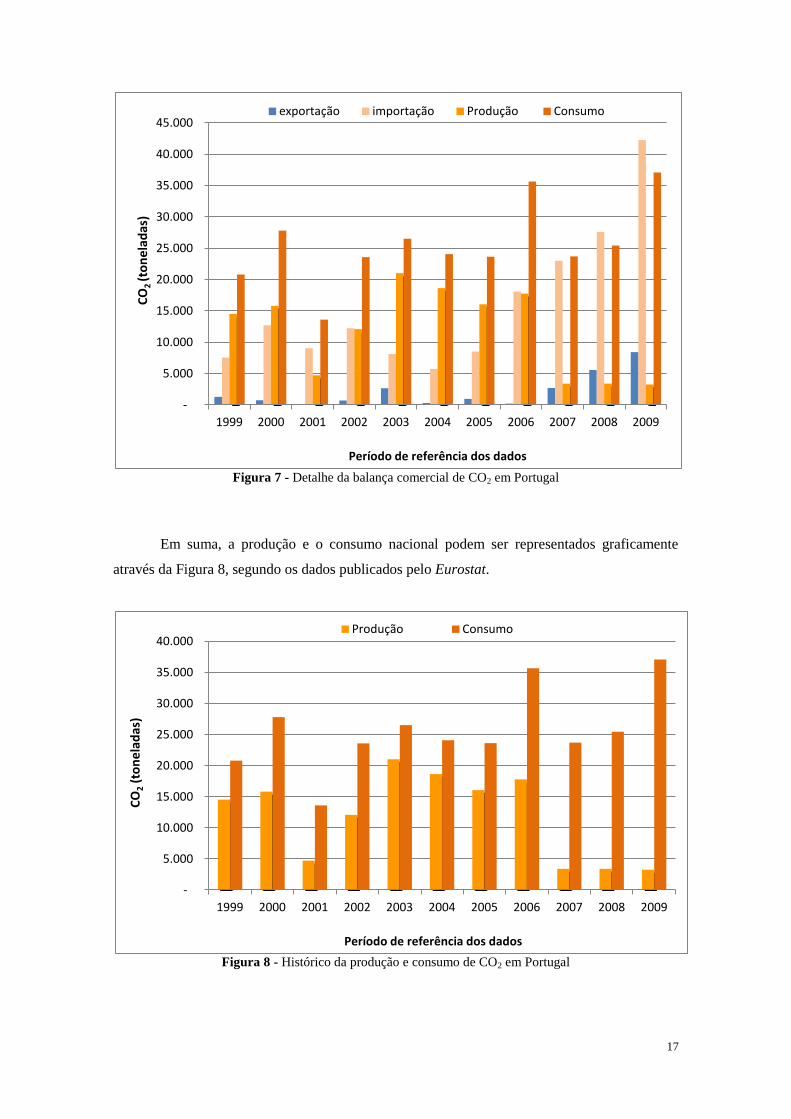
Analisando a Figura 7, verifica-se que a produção em Portugal decresceu
significativamente a partir do ano 2007 – ano em que tiveram início as primeiras paragens das
unidades do Lavradio - enquanto o consumo nacional de CO2 líquido se conservou constante no
período de dados. Por outro lado, observou-se também que tem decorrido um incremento
gradual nas importações com repercussões directas no consumo nacional que estará situado
entre 25 e 35 mil toneladas anuais.
17
Figura 7 - Detalhe da balança comercial de CO2 em Portugal
Em suma, a produção e o consumo nacional podem ser representados graficamente
através da Figura 8, segundo os dados publicados pelo Eurostat.
Figura 8 - Histórico da produção e consumo de CO2 em Portugal
-
5.000
10.000
15.000
20.000
25.000
30.000
35.000
40.000
45.000
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
CO
2 (t
on
ela
das
)
Período de referência dos dados
exportação importação Produção Consumo
-
5.000
10.000
15.000
20.000
25.000
30.000
35.000
40.000
1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
CO
2 (
ton
ela
das
)
Período de referência dos dados
Produção Consumo
18
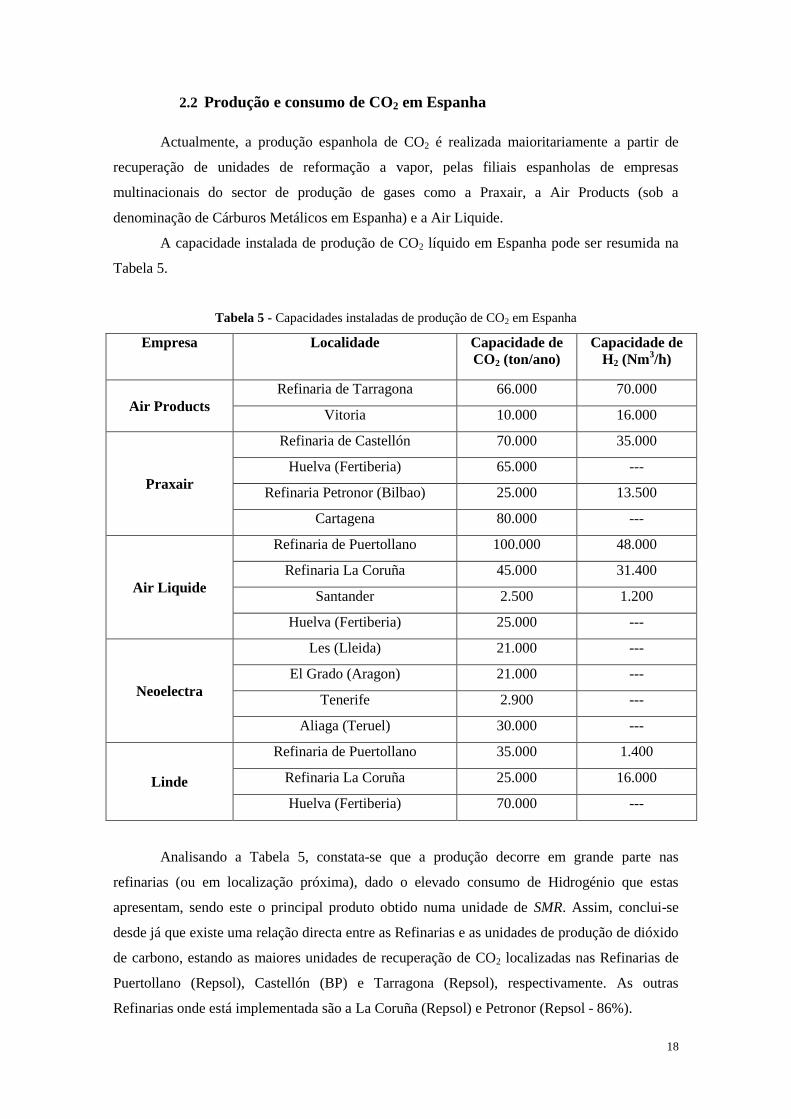
2.2 Produção e consumo de CO2 em Espanha
Actualmente, a produção espanhola de CO2 é realizada maioritariamente a partir de
recuperação de unidades de reformação a vapor, pelas filiais espanholas de empresas
multinacionais do sector de produção de gases como a Praxair, a Air Products (sob a
denominação de Cárburos Metálicos em Espanha) e a Air Liquide.
A capacidade instalada de produção de CO2 líquido em Espanha pode ser resumida na
Tabela 5.
Tabela 5 - Capacidades instaladas de produção de CO2 em Espanha
Empresa Localidade Capacidade de
CO2 (ton/ano) Capacidade de
H2 (Nm3/h)
Air Products Refinaria de Tarragona 66.000 70.000
Vitoria 10.000 16.000
Praxair
Refinaria de Castellón 70.000 35.000
Huelva (Fertiberia) 65.000 ---
Refinaria Petronor (Bilbao) 25.000 13.500
Cartagena 80.000 ---
Air Liquide
Refinaria de Puertollano 100.000 48.000
Refinaria La Coruña 45.000 31.400
Santander 2.500 1.200
Huelva (Fertiberia) 25.000 ---
Neoelectra
Les (Lleida) 21.000 ---
El Grado (Aragon) 21.000 ---
Tenerife 2.900 ---
Aliaga (Teruel) 30.000 ---
Linde
Refinaria de Puertollano 35.000 1.400
Refinaria La Coruña 25.000 16.000
Huelva (Fertiberia) 70.000 ---
Analisando a Tabela 5, constata-se que a produção decorre em grande parte nas
refinarias (ou em localização próxima), dado o elevado consumo de Hidrogénio que estas
apresentam, sendo este o principal produto obtido numa unidade de SMR. Assim, conclui-se
desde já que existe uma relação directa entre as Refinarias e as unidades de produção de dióxido
de carbono, estando as maiores unidades de recuperação de CO2 localizadas nas Refinarias de
Puertollano (Repsol), Castellón (BP) e Tarragona (Repsol), respectivamente. As outras
Refinarias onde está implementada são a La Coruña (Repsol) e Petronor (Repsol - 86%).
19
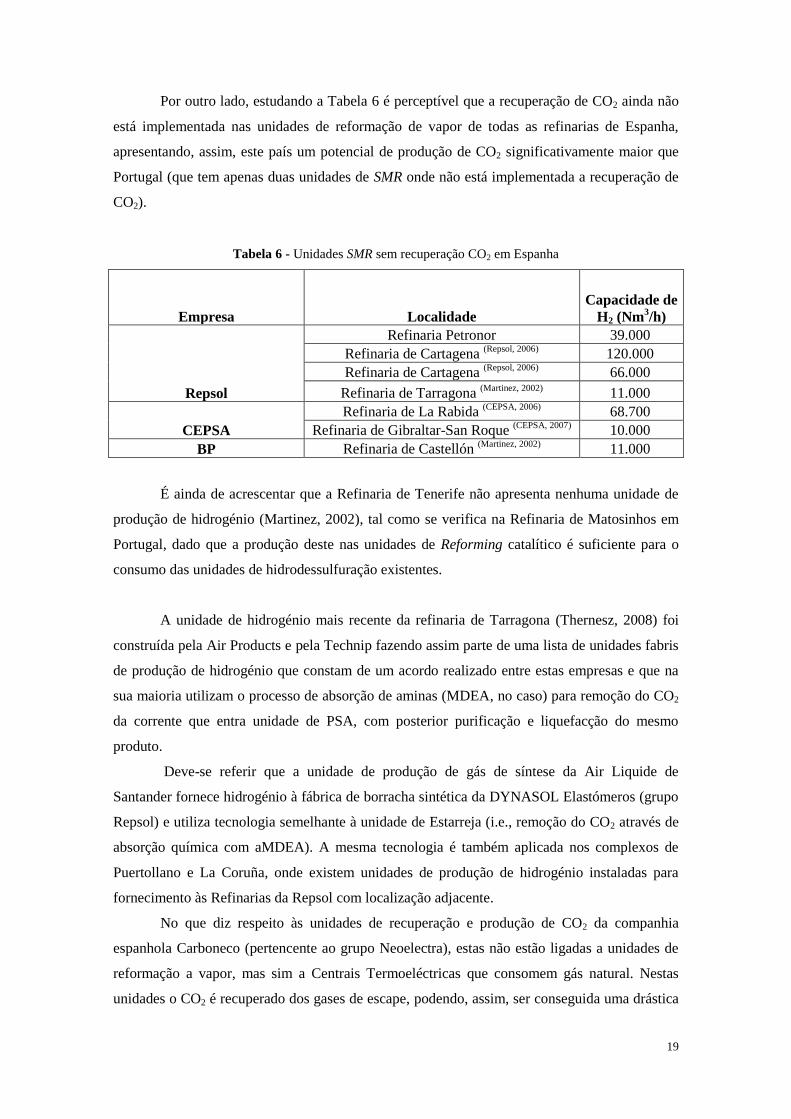
Por outro lado, estudando a Tabela 6 é perceptível que a recuperação de CO2 ainda não
está implementada nas unidades de reformação de vapor de todas as refinarias de Espanha,
apresentando, assim, este país um potencial de produção de CO2 significativamente maior que
Portugal (que tem apenas duas unidades de SMR onde não está implementada a recuperação de
CO2).
Tabela 6 - Unidades SMR sem recuperação CO2 em Espanha
Empresa Localidade Capacidade de
H2 (Nm3/h)
Repsol
Refinaria Petronor 39.000
Refinaria de Cartagena (Repsol, 2006) 120.000
Refinaria de Cartagena (Repsol, 2006) 66.000
Refinaria de Tarragona (Martinez, 2002) 11.000
CEPSA
Refinaria de La Rabida (CEPSA, 2006) 68.700
Refinaria de Gibraltar-San Roque (CEPSA, 2007) 10.000
BP Refinaria de Castellón (Martinez, 2002) 11.000
É ainda de acrescentar que a Refinaria de Tenerife não apresenta nenhuma unidade de
produção de hidrogénio (Martinez, 2002), tal como se verifica na Refinaria de Matosinhos em
Portugal, dado que a produção deste nas unidades de Reforming catalítico é suficiente para o
consumo das unidades de hidrodessulfuração existentes.
A unidade de hidrogénio mais recente da refinaria de Tarragona (Thernesz, 2008) foi
construída pela Air Products e pela Technip fazendo assim parte de uma lista de unidades fabris
de produção de hidrogénio que constam de um acordo realizado entre estas empresas e que na
sua maioria utilizam o processo de absorção de aminas (MDEA, no caso) para remoção do CO2
da corrente que entra unidade de PSA, com posterior purificação e liquefacção do mesmo
produto.
Deve-se referir que a unidade de produção de gás de síntese da Air Liquide de
Santander fornece hidrogénio à fábrica de borracha sintética da DYNASOL Elastómeros (grupo
Repsol) e utiliza tecnologia semelhante à unidade de Estarreja (i.e., remoção do CO2 através de
absorção química com aMDEA). A mesma tecnologia é também aplicada nos complexos de
Puertollano e La Coruña, onde existem unidades de produção de hidrogénio instaladas para
fornecimento às Refinarias da Repsol com localização adjacente.
No que diz respeito às unidades de recuperação e produção de CO2 da companhia
espanhola Carboneco (pertencente ao grupo Neoelectra), estas não estão ligadas a unidades de
reformação a vapor, mas sim a Centrais Termoeléctricas que consomem gás natural. Nestas
unidades o CO2 é recuperado dos gases de escape, podendo, assim, ser conseguida uma drástica

20
redução (ou mesmo anulação) das emissões de CO2 para a atmosfera, diminuindo o impacto
ambiental. As instalações da Carboneco que se encontram em funcionamento estão
graficamente localizadas na Figura 9, sendo que aí são também visíveis dois projectos para
novas unidades fabris de recuperação de CO2, localizados em Madrid e Jaén [Carboneco]
.
Figura 9 - Localização geográfica das unidades de produção de CO2 da Carboneco[Carboneco]
A unidade da Praxair em Cartagena está situada a montante da fábrica da sociedade
Ecocarburantes Españoles, empresa controlada maioritariamente (95%) pela Abengoa, tem
como principal produto o bioetanol, apresentando uma capacidade de cerca de 100 mil metros
cúbicos anuais deste. A Abengoa possui ainda outras duas unidades de produção de bioetanol
em Espanha: em Salamanca e em La Coruña com capacidade produtiva de 200 000 e 126 mil
metros cúbicos de etanol. Estas unidades também produzem dióxido de carbono no processo de
fermentação com valores de capacidade de 160 000 e 102 000 toneladas anuais, mas nenhuma
destas unidades apresenta, actualmente, aproveitamento comercial deste CO2.
Outras fontes de CO2 em Espanha são também as unidades fabris de produção de
Amoníaco, sendo de notar que existem duas unidades neste país. Estas unidades localizam-se
em Puertollano e em Palos de la Frontera (Huelva) e pertencem à Fertiberia[Fertiberia]
, tendo uma
capacidade estimada de produção de cerca 250 000 e 500 000 toneladas anuais,
respectivamente. O CO2 produzido na sua forma gasosa será empregue, na sua maioria, no
mesmo complexo fabril para a obtenção de Ureia. No entanto, tal como se verifica na Tabela 5,
várias companhias aproveitam, em Palos de La Frontera-Huelva, o CO2 produzido no seu estado
gasoso, purificando e liquefazendo-o. A capacidade instalada de produção de CO2 líquido no
complexo fabril de Huelva é próxima de 160 mil toneladas anuais.
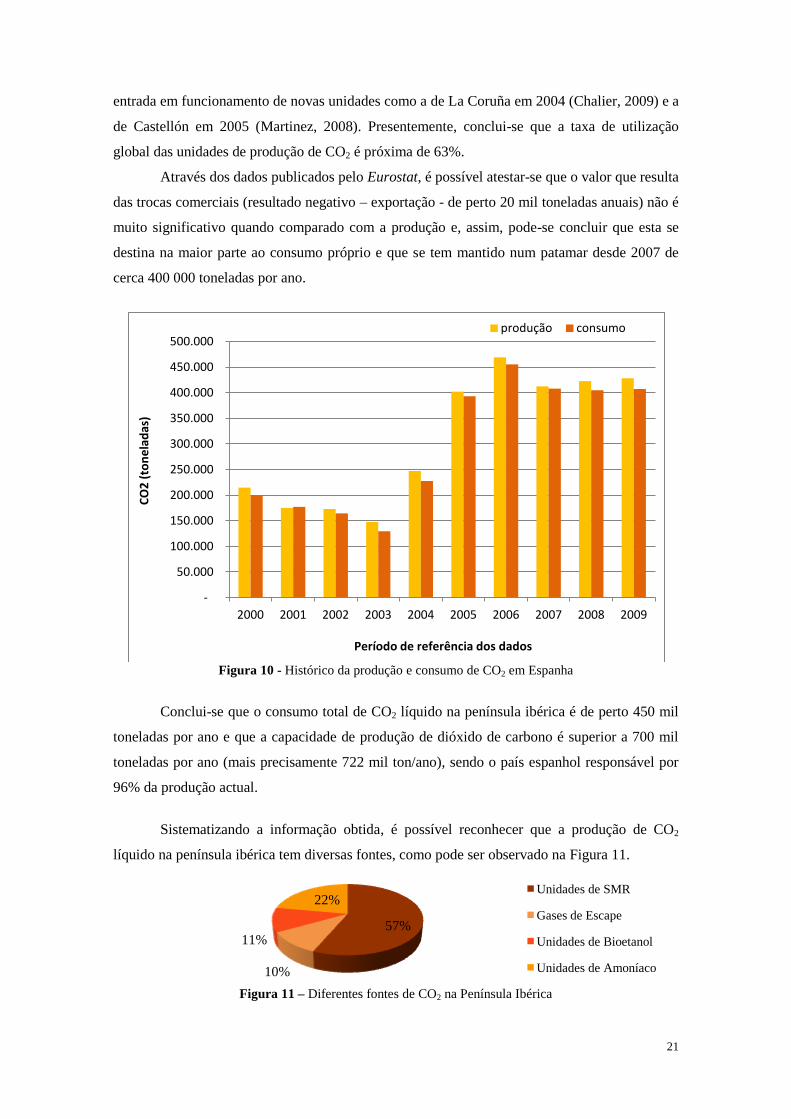
Posteriormente, analisando a evolução temporal da produção de CO2 em Espanha, pode-
se concluir que esta subiu progressivamente entre 2003 e 2006, sendo aqui de mencionar a
21
entrada em funcionamento de novas unidades como a de La Coruña em 2004 (Chalier, 2009) e a
de Castellón em 2005 (Martinez, 2008). Presentemente, conclui-se que a taxa de utilização
global das unidades de produção de CO2 é próxima de 63%.
Através dos dados publicados pelo Eurostat, é possível atestar-se que o valor que resulta
das trocas comerciais (resultado negativo – exportação - de perto 20 mil toneladas anuais) não é
muito significativo quando comparado com a produção e, assim, pode-se concluir que esta se
destina na maior parte ao consumo próprio e que se tem mantido num patamar desde 2007 de
cerca 400 000 toneladas por ano.
Figura 10 - Histórico da produção e consumo de CO2 em Espanha
Conclui-se que o consumo total de CO2 líquido na península ibérica é de perto 450 mil
toneladas por ano e que a capacidade de produção de dióxido de carbono é superior a 700 mil
toneladas por ano (mais precisamente 722 mil ton/ano), sendo o país espanhol responsável por
96% da produção actual.
Sistematizando a informação obtida, é possível reconhecer que a produção de CO2
líquido na península ibérica tem diversas fontes, como pode ser observado na Figura 11.
Figura 11 – Diferentes fontes de CO2 na Península Ibérica
-
50.000
100.000
150.000
200.000
250.000
300.000
350.000
400.000
450.000
500.000
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
CO
2 (
ton
ela
das
)
Período de referência dos dados
produção consumo
57%
10%
11%
22% Unidades de SMR
Gases de Escape
Unidades de Bioetanol
Unidades de Amoníaco

22
Em suma, as possíveis fontes e respectivas unidades de produção de dióxido de carbono
podem ser localizadas graficamente na Figura 12.
Figura 12 - Localização das unidades de produção de CO2 na Península Ibérica
No que diz respeito às quotas de mercado de cada empresa produtora de CO2, é possível
identificar as empresas mais relevantes neste mercado ibérico através da Figura 13.
Figura 13 - Quotas de mercado de produção de CO2 na Península Ibérica
28%
33%
11%
18%
10%
Air Liquide Praxair Air Products Linde Neoelectra

23
2.3 Produção e Consumo de CO2 na Europa
No contexto europeu, verifica-se que a maioria da produção de CO2 líquido decorre a
partir das mesmas fontes já identificadas na análise realizada à península ibérica, i.e. a partir de
produção de hidrogénio e de amoníaco. No entanto, não são de excluir diferentes origens de
CO2 como a recuperação em unidades de fermentação de álcoois como fábricas de bioetanol, de
extracção de poços naturais como são exemplos as várias unidades existentes em Itália e,
também, a recuperação de efluentes gasosos de unidades fabris de produção de óxido de etileno
com é realizado na Bélgica pela empresa Messer Group.
Como se havia verificado na produção ibérica, as principais empresas envolvidas na
recuperação, purificação e liquefacção de CO2 estão no sector de produção de gases industriais
como a Air Liquide e a Linde, não sendo de excluir outras companhias como a Yara que está
posicionada no sector dos fertilizantes. As três empresas acima referidas constituem os maiores
produtores de CO2 líquido no espaço europeu, representado em conjunto cerca de 60% da
capacidade total de produção.
A capacidade instalada de produção de CO2 líquido no continente Europeu é próxima de
5,6 milhões de toneladas por ano, sendo que cinco novas unidades estão em fase final de
construção que irão permitir chegar a cerca de 6,5 milhões de toneladas por ano. Estas unidades
estão localizadas em Rotterdam (Linde e Air Liquide), Pischelsdorf (Air Liquide), Rostock
(Abengoa) e Wissington (Air Liquide). Como tal, as capacidades podem ser divididas como se
observa na Tabela 50 (Anexo 1).
Estudando os dados apresentados pela Tabela 50 (Anexo 1) verifica-se que ao nível
europeu a recuperação de CO2 se encontra implementada maioritariamente em unidades de
produção de amoníaco, como são os casos das unidades da Yara, ACP, BASF, Azelis, Linde
(Gendorf e Rouen) e Air Liquide (Ince e Geleen – esta é operada em conjunto com ACP com
divisão equitativa da capacidade).
De entre as unidades de reformação a vapor que contém sistema de recuperação de CO2
integrado devem realçar-se as unidades presentes nas Refinarias de Porvoo e Pernis da Air
Liquide e na de Lávera do Messer Group e não devem ser esquecidas as unidades existentes nas
Refinarias de Wilton (Petroplus), Mantova (Grupo MOL) e Falconara Marittima (Grupo API).
No entanto, é possível concluir através dos dados obtidos que a recuperação de CO2 a
partir de unidades de bioetanol apresenta um maior incremento com abertura de quatro novas
fábricas para 2011 ou 2012 – apenas a unidade de recuperação de CO2 da Air Liquide da na
refinaria de Roterdão da Holanda constitui excepção.

24
Figura 14 - Diferentes fontes de CO2 no continente Europeu
Mais ainda, é de esclarecer que na categoria “Outros” se encontram tão variadas origens
de CO2 como o aproveitamento de efluentes industriais de uma unidade de produção de óxido
de etileno (Ruhr e Antwerp) e a extracção natural de poços na Hungria (Linde) e em Itália (Air
Liquide, Messer Group, Praxair e SOL Group).
Relativamente à localização da produção de dióxido de carbono, é possível concluir por
análise da Tabela 5 e da Tabela 50 que a Holanda se assume como principal produtor europeu
(e em expansão da sua capacidade com a abertura de 2 das 5 novas unidades previstas), seguida
de Alemanha, Reino Unido e Espanha. Os referidos países representam juntos cerca de 65% da
capacidade produtiva de CO2 existente na Europa (22 %, 16%, 14% e 12 %, respectivamente),
indicando, também, que Portugal representa apenas cerca de 0,5% desta capacidade.
Figura 15 - Produção e Consumo de CO2 no continente Europeu (dados Eurostat)
A nível do mercado europeu o consumo médio de CO2 líquido é de 3,6 milhões de
toneladas anuais, embora a sua produção global seja de perto 5,3 Mton/ano, onde estão incluídas
cerca de 1,7 Mton/ano que tem como destino a armazenagem subterrânea (incentivadas pelos
30%
51%
5% 14%
Unidades de SMR
Unidades de Amoníaco
Unidades de Bioetanol
Outros
0,0E+00
1,0E+06
2,0E+06
3,0E+06
4,0E+06
5,0E+06
6,0E+06
7,0E+06
2006 2007 2008 2009
CO
2 (
ton
/an
o)
Período de referência dos dados
Produção Consumo
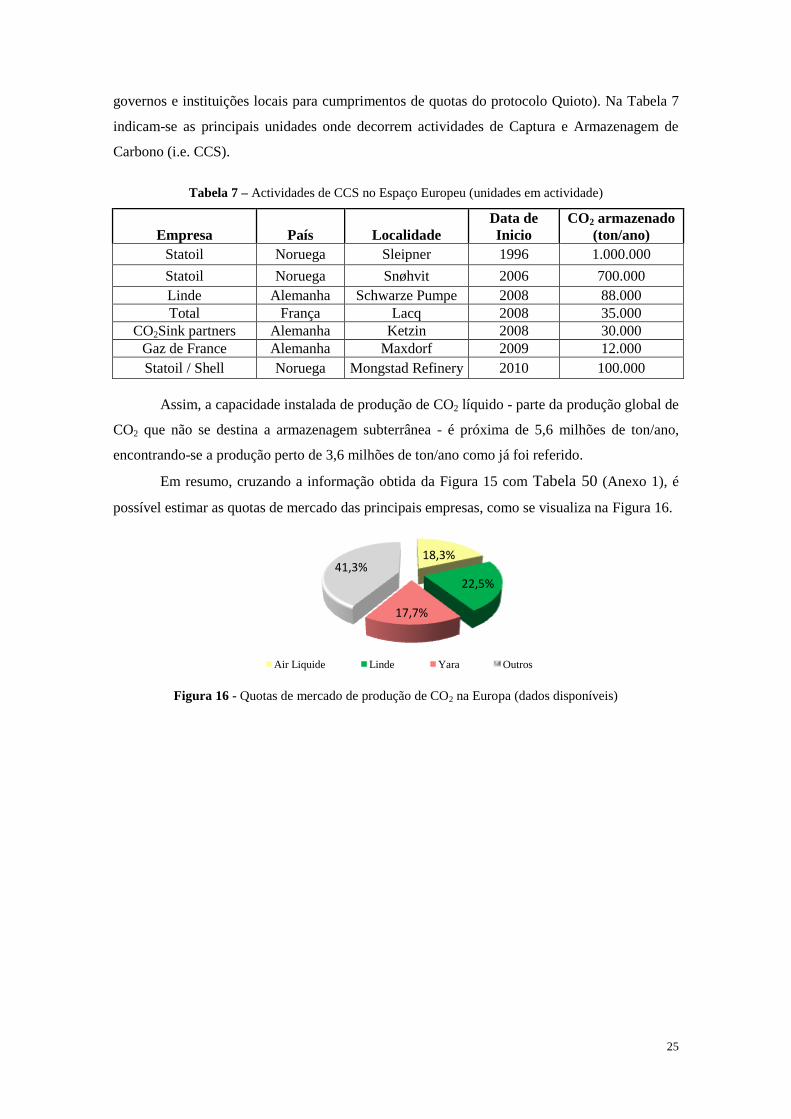
25
governos e instituições locais para cumprimentos de quotas do protocolo Quioto). Na Tabela 7
indicam-se as principais unidades onde decorrem actividades de Captura e Armazenagem de
Carbono (i.e. CCS).
Tabela 7 – Actividades de CCS no Espaço Europeu (unidades em actividade)
Empresa País Localidade Data de
Inicio CO2 armazenado
(ton/ano)
Statoil Noruega Sleipner 1996 1.000.000
Statoil Noruega Snøhvit 2006 700.000
Linde Alemanha Schwarze Pumpe 2008 88.000 Total França Lacq 2008 35.000
CO2Sink partners Alemanha Ketzin 2008 30.000 Gaz de France Alemanha Maxdorf 2009 12.000
Statoil / Shell Noruega Mongstad Refinery 2010 100.000
Assim, a capacidade instalada de produção de CO2 líquido - parte da produção global de
CO2 que não se destina a armazenagem subterrânea - é próxima de 5,6 milhões de ton/ano,
encontrando-se a produção perto de 3,6 milhões de ton/ano como já foi referido.
Em resumo, cruzando a informação obtida da Figura 15 com Tabela 50 (Anexo 1), é
possível estimar as quotas de mercado das principais empresas, como se visualiza na Figura 16.
Figura 16 - Quotas de mercado de produção de CO2 na Europa (dados disponíveis)
18,3%
22,5%
17,7%
41,3%
Air Liquide Linde Yara Outros
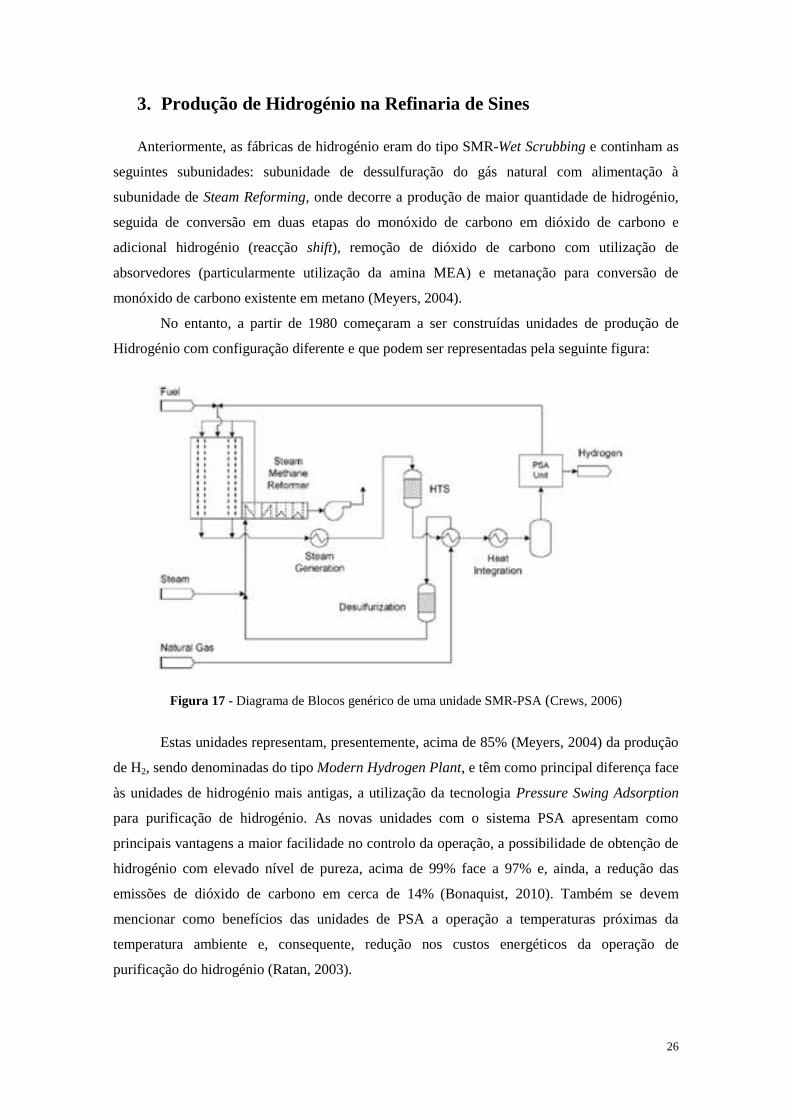
26
3. Produção de Hidrogénio na Refinaria de Sines
Anteriormente, as fábricas de hidrogénio eram do tipo SMR-Wet Scrubbing e continham as
seguintes subunidades: subunidade de dessulfuração do gás natural com alimentação à
subunidade de Steam Reforming, onde decorre a produção de maior quantidade de hidrogénio,
seguida de conversão em duas etapas do monóxido de carbono em dióxido de carbono e
adicional hidrogénio (reacção shift), remoção de dióxido de carbono com utilização de
absorvedores (particularmente utilização da amina MEA) e metanação para conversão de
monóxido de carbono existente em metano (Meyers, 2004).
No entanto, a partir de 1980 começaram a ser construídas unidades de produção de
Hidrogénio com configuração diferente e que podem ser representadas pela seguinte figura:
Figura 17 - Diagrama de Blocos genérico de uma unidade SMR-PSA (Crews, 2006)
Estas unidades representam, presentemente, acima de 85% (Meyers, 2004) da produção
de H2, sendo denominadas do tipo Modern Hydrogen Plant, e têm como principal diferença face
às unidades de hidrogénio mais antigas, a utilização da tecnologia Pressure Swing Adsorption
para purificação de hidrogénio. As novas unidades com o sistema PSA apresentam como
principais vantagens a maior facilidade no controlo da operação, a possibilidade de obtenção de
hidrogénio com elevado nível de pureza, acima de 99% face a 97% e, ainda, a redução das
emissões de dióxido de carbono em cerca de 14% (Bonaquist, 2010). Também se devem
mencionar como benefícios das unidades de PSA a operação a temperaturas próximas da
temperatura ambiente e, consequente, redução nos custos energéticos da operação de
purificação do hidrogénio (Ratan, 2003).

27
Assim, as impurezas da corrente de hidrogénio são extraídas para a corrente de Tail
Gas, à saída da unidade de PSA. Esta corrente é depois enviada para ser utilizada como
combustível de aquecimento da unidade de Steam Reforming conjuntamente com uma pequena
quantidade de gás natural. O dióxido de carbono contido nessa corrente de Tail Gas representa
perto de 58% do total de dióxido de carbono, sendo que o restante é decorrente da queima de
gás natural e de metano e monóxido de carbono não convertidos, originários também da
corrente de Tail Gas.
Actualmente, na Refinaria de Sines existem dois locais de produção de hidrogénio,
sendo este produzido nas unidade HI e HR.
3.1 Unidade HI
Esta unidade entrou em produção em 2003 e foi projectada para operação com gás
natural ou mistura de nafta/refinado, estando desde 2007 a operar com carga a gás natural.
A capacidade máxima de produção de H2 é de 30 000 Nm3/h, sendo obtido também
vapor de média pressão (25,5 bar) em quantidade próxima de 19,5 ton/h. O consumo total
máximo de gás natural é de cerca de 9,2 ton/h, sendo que 7,3 ton/h se referem à carga da
unidade enquanto que 1,9 ton/h são utilizados como combustível na unidade de SMR-PSA.
As principais utilidades requeridas para o funcionamento da unidade são: electricidade
para o funcionamento da unidade e, em especial, para os compressores, vapor de baixa pressão,
água desmineralizada e água de arrefecimento. Indirectamente decorre ainda o consumo de
amoníaco para doseamento da água de forma a ajustar o valor de pH desta água de alimentação
da caldeira, que será bombeada para o gerador de vapor do reformador.
Figura 18 - Unidade HI [Galp Energia]
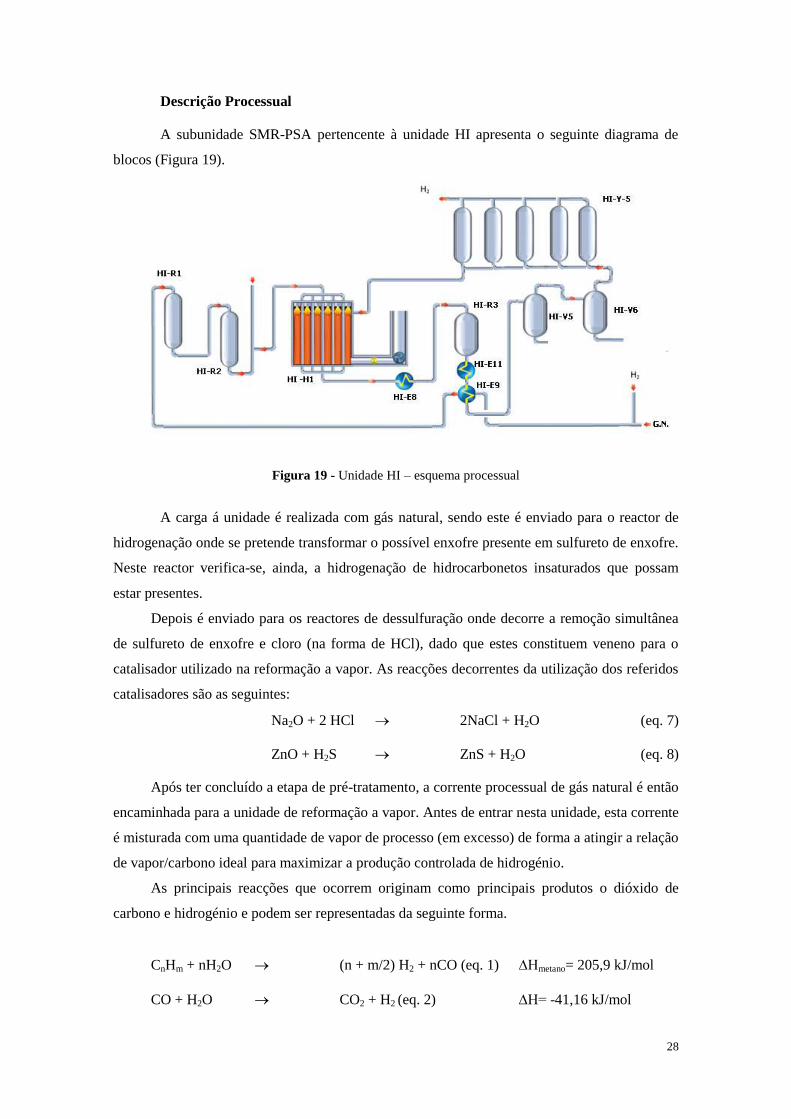
28
Descrição Processual
A subunidade SMR-PSA pertencente à unidade HI apresenta o seguinte diagrama de
blocos (Figura 19).
Figura 19 - Unidade HI – esquema processual
A carga á unidade é realizada com gás natural, sendo este é enviado para o reactor de
hidrogenação onde se pretende transformar o possível enxofre presente em sulfureto de enxofre.
Neste reactor verifica-se, ainda, a hidrogenação de hidrocarbonetos insaturados que possam
estar presentes.
Depois é enviado para os reactores de dessulfuração onde decorre a remoção simultânea
de sulfureto de enxofre e cloro (na forma de HCl), dado que estes constituem veneno para o
catalisador utilizado na reformação a vapor. As reacções decorrentes da utilização dos referidos
catalisadores são as seguintes:
Na2O + 2 HCl 2NaCl + H2O (eq. 7)
ZnO + H2S ZnS + H2O (eq. 8)
Após ter concluído a etapa de pré-tratamento, a corrente processual de gás natural é então
encaminhada para a unidade de reformação a vapor. Antes de entrar nesta unidade, esta corrente
é misturada com uma quantidade de vapor de processo (em excesso) de forma a atingir a relação
de vapor/carbono ideal para maximizar a produção controlada de hidrogénio.
As principais reacções que ocorrem originam como principais produtos o dióxido de
carbono e hidrogénio e podem ser representadas da seguinte forma.
CnHm + nH2O (n + m/2) H2 + nCO (eq. 1) ∆Hmetano= 205,9 kJ/mol
CO + H2O CO2 + H2 (eq. 2) ∆H= -41,16 kJ/mol
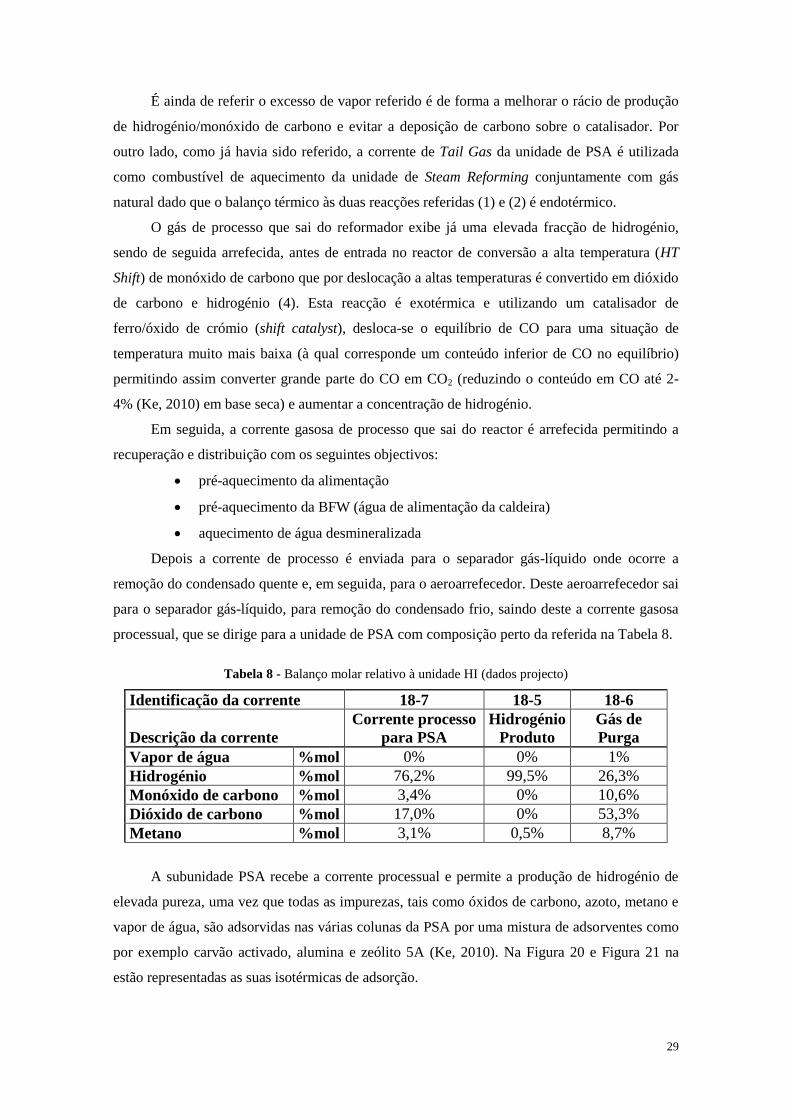
29
É ainda de referir o excesso de vapor referido é de forma a melhorar o rácio de produção
de hidrogénio/monóxido de carbono e evitar a deposição de carbono sobre o catalisador. Por
outro lado, como já havia sido referido, a corrente de Tail Gas da unidade de PSA é utilizada
como combustível de aquecimento da unidade de Steam Reforming conjuntamente com gás
natural dado que o balanço térmico às duas reacções referidas (1) e (2) é endotérmico.
O gás de processo que sai do reformador exibe já uma elevada fracção de hidrogénio,
sendo de seguida arrefecida, antes de entrada no reactor de conversão a alta temperatura (HT
Shift) de monóxido de carbono que por deslocação a altas temperaturas é convertido em dióxido
de carbono e hidrogénio (4). Esta reacção é exotérmica e utilizando um catalisador de
ferro/óxido de crómio (shift catalyst), desloca-se o equilíbrio de CO para uma situação de
temperatura muito mais baixa (à qual corresponde um conteúdo inferior de CO no equilíbrio)
permitindo assim converter grande parte do CO em CO2 (reduzindo o conteúdo em CO até 2-
4% (Ke, 2010) em base seca) e aumentar a concentração de hidrogénio.
Em seguida, a corrente gasosa de processo que sai do reactor é arrefecida permitindo a
recuperação e distribuição com os seguintes objectivos:
pré-aquecimento da alimentação
pré-aquecimento da BFW (água de alimentação da caldeira)
aquecimento de água desmineralizada
Depois a corrente de processo é enviada para o separador gás-líquido onde ocorre a
remoção do condensado quente e, em seguida, para o aeroarrefecedor. Deste aeroarrefecedor sai
para o separador gás-líquido, para remoção do condensado frio, saindo deste a corrente gasosa
processual, que se dirige para a unidade de PSA com composição perto da referida na Tabela 8.
Tabela 8 - Balanço molar relativo à unidade HI (dados projecto)
Identificação da corrente 18-7 18-5 18-6
Descrição da corrente
Corrente processo
para PSA
Hidrogénio
Produto
Gás de
Purga
Vapor de água %mol 0% 0% 1%
Hidrogénio %mol 76,2% 99,5% 26,3%
Monóxido de carbono %mol 3,4% 0% 10,6%
Dióxido de carbono %mol 17,0% 0% 53,3%
Metano %mol 3,1% 0,5% 8,7%
A subunidade PSA recebe a corrente processual e permite a produção de hidrogénio de
elevada pureza, uma vez que todas as impurezas, tais como óxidos de carbono, azoto, metano e
vapor de água, são adsorvidas nas várias colunas da PSA por uma mistura de adsorventes como
por exemplo carvão activado, alumina e zeólito 5A (Ke, 2010). Na Figura 20 e Figura 21 na
estão representadas as suas isotérmicas de adsorção.

30
No funcionamento do sistema PSA, aplica-se um ciclo de variação de pressão no qual as
impurezas são adsorvidas à pressão do hidrogénio produzido, enquanto a dessorção é efectuada
à menor pressão tecnicamente possível de modo a utilizar este gás de purga (tail gas) como
combustível de reformação. Nas diferentes colunas ou vasos, cada um dos adsorventes é
submetido, repetida e periodicamente, a um ciclo de adsorção-regeneração, sendo que em
qualquer altura do ciclo, dois adsorvedores encontram-se no passo de adsorção, enquanto os
outros se encontram nos diferentes estágios da regeneração (Ke, 2010). Visto que os ciclos de
adsorção são espaçados no tempo, apenas um adsorvedor entra no passo seguinte de adsorção de
cada vez e, portanto, apenas parte da corrente de alimentação é reencaminhada de um
adsorvedor gasto para outro recém regenerado.
Figura 20 – Isotérmicas de adsorção do carvão activado a 30ºC (Ke, 2010)
Figura 21 – Isotérmicas de adsorção do zeólito 5A a 30ºC (Ke, 2010)
As impurezas dessorvidas, i.e. libertadas durante os passos de regeneração, são recolhidas
no balão-tampão de gás de purga, que foi construído para manter uma certa quantidade de
produto retido de modo a minimizar flutuações de valores de concentração e calor.

31
Finalmente, convém referir que o hidrogénio produzido pelo SMR-PSA será
encaminhado para diferentes unidades da Refinaria de Sines que possuem altas necessidades
deste composto (Galp Energia, 2002).
3.2 Unidade HR
Em 2007 com a aprovação do projecto de conversão das refinarias constituintes do
aparelho refinador da Galp Energia, ficou exposta a necessidade de construir uma nova unidade
de hidrogénio que terá como principal propósito satisfazer as elevadas necessidades de
hidrogénio para a também nova unidade de Hydrocracking (HC) de Sines.
Figura 22 – Unidade HR
Importa referir que com esta reconfiguração processual vai ser possível reforçar a
complementaridade operacional das duas refinarias e criar um aparelho refinador totalmente
integrado, com constantes permutas de produtos entre as duas refinarias. Assim, será possível
aumentar a flexibilidade das unidades do aparelho refinador, o que trará benefícios dado
permitir modificações do perfil de produção em resposta a variações da procura de produtos
refinados.
A unidade HR irá entrar em operação num futuro próximo, tendo sido igualmente
projectada para funcionamento a gás natural com possível funcionamento alternativo (operação
com nafta leve) (Galp Energia, 2007). As principais utilidades requeridas para o funcionamento
da unidade são as mesmas que são utilizadas na unidade de HI.
A capacidade máxima de produção de H2 é de 90 000 Nm3/h, sendo obtido também
vapor de média pressão (25,5 bar) em quantidade próxima de 49,3 ton/h. O consumo total

32
máximo de gás natural é de cerca de 27,1 ton/h, sendo que 24,5 ton/h se referem à carga da
unidade enquanto 2,6 ton/h são utilizados como combustível na unidade de SMR-PSA.
Descrição Processual
A subunidade da SMR-PSA pertencente à unidade HR apresenta um diagrama típico de
acordo com o representado na Figura 23:
Figura 23 - Diagrama de blocos idêntico ao da SMR-PSA da unidade HR
A unidade HR terá um funcionamento semelhante à unidade HI, apenas com a ressalva
de possuir uma subunidade de Pré-Reforming. Esta unidade funciona em regime adiabático
(entre 400 e 550ºC)
(Ratan, 2003) e têm como principal objectivo a conversão de
hidrocarbonetos maiores para possibilitar uma temperatura de entrada mais alta (até valor
máximo de 650ºC) e um maior fluxo entálpico no Steam Reformer.
Comparando teoricamente a opção desta unidade HR possuir ou não uma subunidade de
Pré-Reforming, verifica-se que a presença deste permitiria as seguintes vantagens (em relação
ao caso sem Pré-Reforming) (Ratan, 2003) (Uhde, 2011) [Linde]
.
redução do tamanho e do enchimento do Reformer (entre 5 e 15%);
menor consumo de Gás Natural (quer em carga, quer em combustível);
produção inferior de vapor de alta pressão para exportar;
redução nas emissões (menor volume da corrente de flue gas);
menor razão molar de vapor/carbono;
maior flexibilidade na carga a utilizar.
Analisando as vantagens acima referidas é fácil concluir que a configuração que inclui a
subunidade de Pré-Reforming terá menores custos de operação, razão que é determinante para a
escolha desta alternativa processual.

33
A subunidade de Pré-Reforming tem funcionamento semelhante ao Steam Reformer
com a diferença de operar em regime adiabático. Assim, a carga de gás natural dessulfurado (i.e.
depois de passar no pré-tratamento onde se remove os compostos que contem enxofre e cloro) é
misturada com uma primeira corrente de vapor de processo e alimentada ao Pré-Reformer.
Neste irão decorrer as reacções (1), (2) e (9) - que é a reacção inversa de (1) para o metano - que
permitirão a produção de hidrogénio e óxidos de carbono, promovidas por um catalisador de
Níquel.
CO + 3H2 CH4 + H2O (eq. 9) ∆H= -206 kJ/mol
Em seguida, a corrente gasosa efluente do Pré-Reformer é misturada com uma segunda
corrente de vapor de processo de forma a atingir a relação molar de vapor/carbono pretendida
no funcionamento do Steam Reformer. O funcionamento desta subunidade é idêntico ao da
correspondente na unidade HI, com a diferença de os valores da temperatura e pressão de
operação serem consideravelmente mais elevados.
O gás de processo que sai do reformador já conta com uma elevada fracção de
hidrogénio, sendo de seguida arrefecida em permutadores, antes da entrada na subunidade de
conversão do monóxido de carbono em dióxido de carbono.
Para a unidade de conversão Shift existem várias alternativas processuais, entre as quais
está a configuração utilizada nas unidades HI e HR, a conversão apenas a altas temperaturas
(HT Shift - funcionamento entre 320 e 420ºC) (Ratan, 2003), (Uhde, 2011). Posteriormente, a
corrente gasosa de processo que sai do reactor é arrefecida, permitindo a recuperação e
distribuição do calor em diversos equipamentos de forma análoga à unidade HI.
A corrente arrefecida é enviada para remoção de condensado (água) nos dois
separadores gás-líquido onde ocorre a remoção do condensado quente e do condensado frio,
respectivamente. Entre os separadores gás-líquido existe um aeroarrefecedor para variar a
temperatura.
Posteriormente, esta corrente gasosa processual, é encaminhada para a unidade de PSA
e tem a composição da Tabela 9.
Tabela 9 - Balanço molar relativo à unidade HR (dados projecto)
Identificação da corrente 19 20 301
Descrição da corrente
Corrente processo
para PSA
Hidrogénio
Produto
Gás de
Purga
Vapor de água %mol 0,2% 0% 0,6%
Hidrogénio %mol 74,8% 99,9% 24,6%
Monóxido de carbono %mol 4,2% 0% 12,7%
Dióxido de carbono %mol 16% 0% 47,9%
Metano %mol 4,8% 0,1% 14%
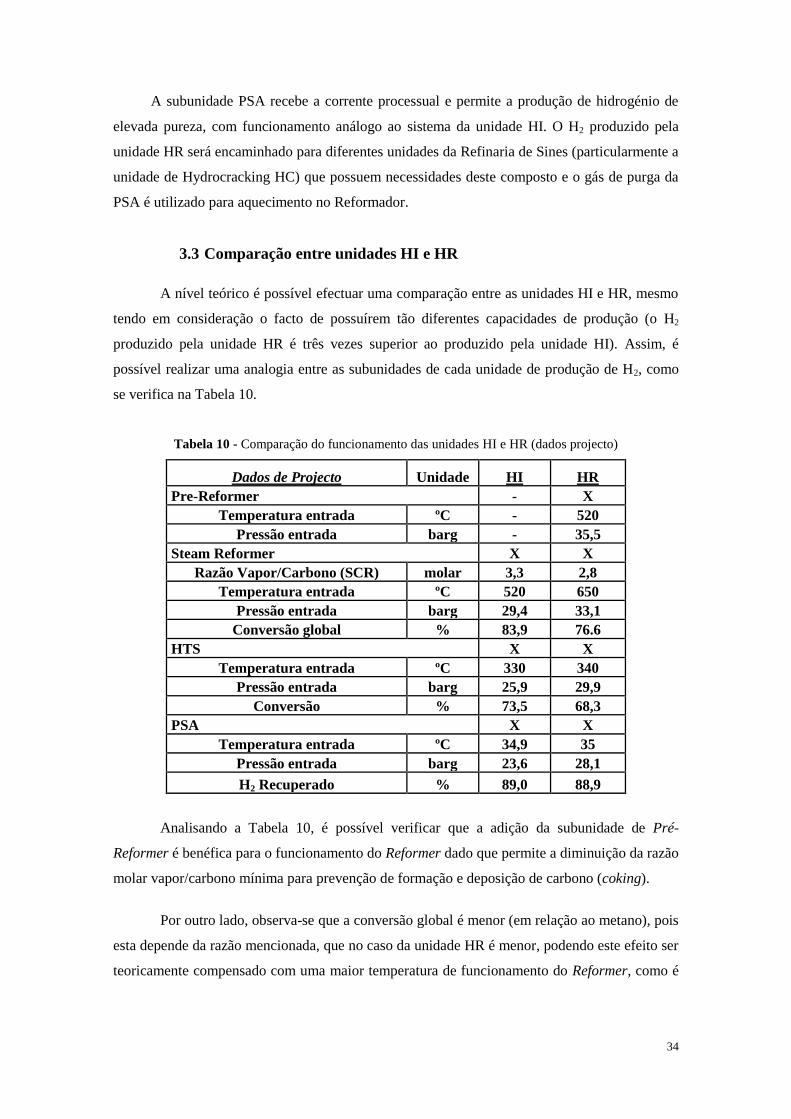
34
A subunidade PSA recebe a corrente processual e permite a produção de hidrogénio de
elevada pureza, com funcionamento análogo ao sistema da unidade HI. O H2 produzido pela
unidade HR será encaminhado para diferentes unidades da Refinaria de Sines (particularmente a
unidade de Hydrocracking HC) que possuem necessidades deste composto e o gás de purga da
PSA é utilizado para aquecimento no Reformador.
3.3 Comparação entre unidades HI e HR
A nível teórico é possível efectuar uma comparação entre as unidades HI e HR, mesmo
tendo em consideração o facto de possuírem tão diferentes capacidades de produção (o H2
produzido pela unidade HR é três vezes superior ao produzido pela unidade HI). Assim, é
possível realizar uma analogia entre as subunidades de cada unidade de produção de H2, como
se verifica na Tabela 10.
Tabela 10 - Comparação do funcionamento das unidades HI e HR (dados projecto)
Dados de Projecto Unidade HI HR
Pre-Reformer - X
Temperatura entrada ºC - 520
Pressão entrada barg - 35,5
Steam Reformer X X
Razão Vapor/Carbono (SCR) molar 3,3 2,8
Temperatura entrada ºC 520 650
Pressão entrada barg 29,4 33,1
Conversão global % 83,9 76.6
HTS X X
Temperatura entrada ºC 330 340
Pressão entrada barg 25,9 29,9
Conversão % 73,5 68,3
PSA X X
Temperatura entrada ºC 34,9 35
Pressão entrada barg 23,6 28,1
H2 Recuperado % 89,0 88,9
Analisando a Tabela 10, é possível verificar que a adição da subunidade de Pré-
Reformer é benéfica para o funcionamento do Reformer dado que permite a diminuição da razão
molar vapor/carbono mínima para prevenção de formação e deposição de carbono (coking).
Por outro lado, observa-se que a conversão global é menor (em relação ao metano), pois
esta depende da razão mencionada, que no caso da unidade HR é menor, podendo este efeito ser
teoricamente compensado com uma maior temperatura de funcionamento do Reformer, como é
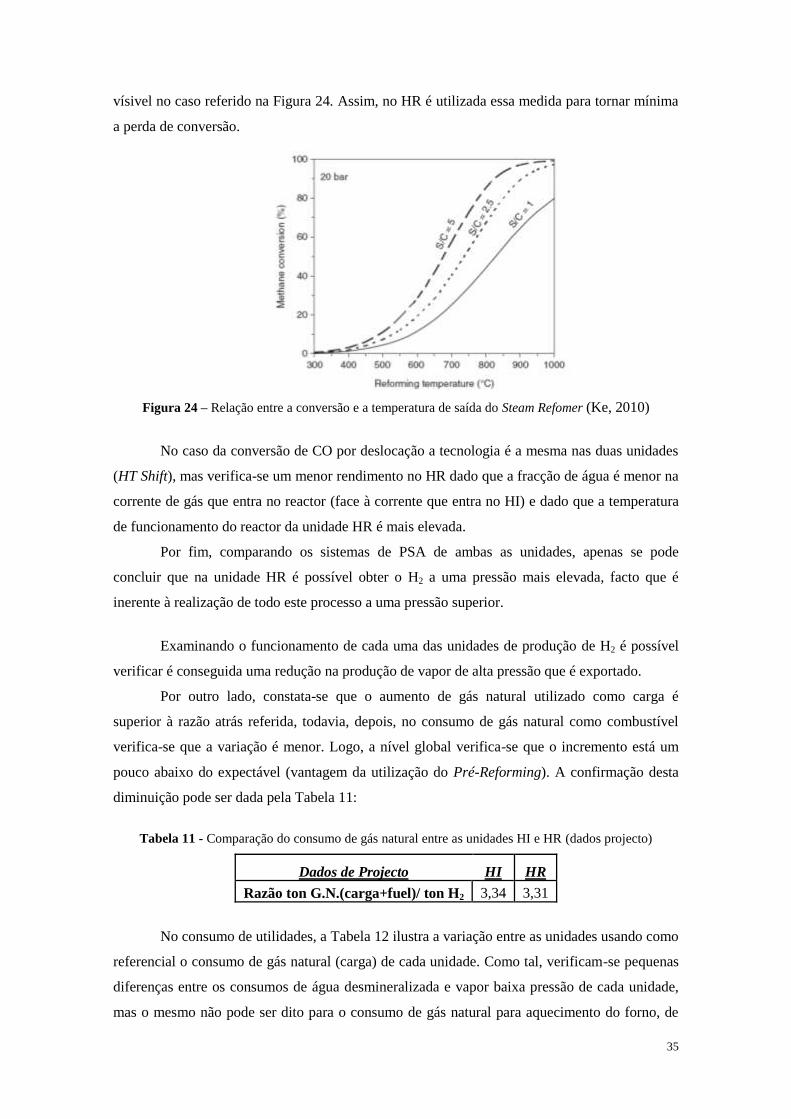
35
vísivel no caso referido na Figura 24. Assim, no HR é utilizada essa medida para tornar mínima
a perda de conversão.
Figura 24 – Relação entre a conversão e a temperatura de saída do Steam Refomer (Ke, 2010)
No caso da conversão de CO por deslocação a tecnologia é a mesma nas duas unidades
(HT Shift), mas verifica-se um menor rendimento no HR dado que a fracção de água é menor na
corrente de gás que entra no reactor (face à corrente que entra no HI) e dado que a temperatura
de funcionamento do reactor da unidade HR é mais elevada.
Por fim, comparando os sistemas de PSA de ambas as unidades, apenas se pode
concluir que na unidade HR é possível obter o H2 a uma pressão mais elevada, facto que é
inerente à realização de todo este processo a uma pressão superior.
Examinando o funcionamento de cada uma das unidades de produção de H2 é possível
verificar é conseguida uma redução na produção de vapor de alta pressão que é exportado.
Por outro lado, constata-se que o aumento de gás natural utilizado como carga é
superior à razão atrás referida, todavia, depois, no consumo de gás natural como combustível
verifica-se que a variação é menor. Logo, a nível global verifica-se que o incremento está um
pouco abaixo do expectável (vantagem da utilização do Pré-Reforming). A confirmação desta
diminuição pode ser dada pela Tabela 11:
Tabela 11 - Comparação do consumo de gás natural entre as unidades HI e HR (dados projecto)
Dados de Projecto HI HR
Razão ton G.N.(carga+fuel)/ ton H2 3,34 3,31
No consumo de utilidades, a Tabela 12 ilustra a variação entre as unidades usando como
referencial o consumo de gás natural (carga) de cada unidade. Como tal, verificam-se pequenas
diferenças entre os consumos de água desmineralizada e vapor baixa pressão de cada unidade,
mas o mesmo não pode ser dito para o consumo de gás natural para aquecimento do forno, de
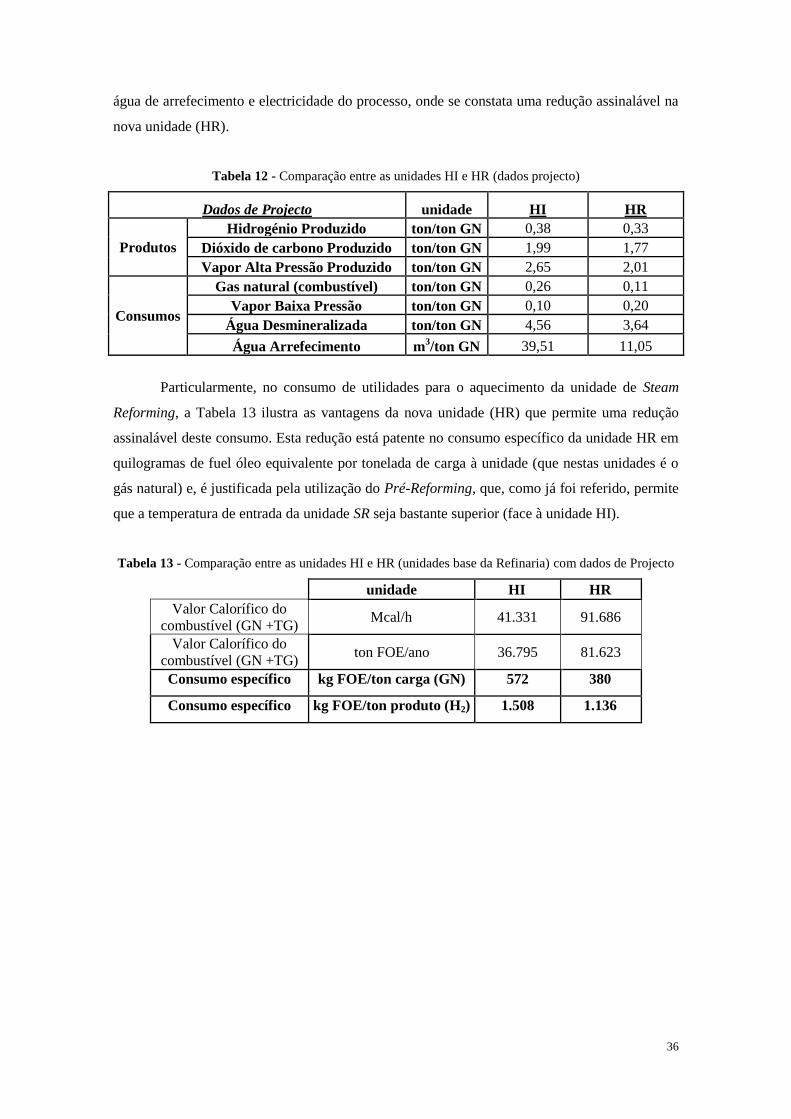
36
água de arrefecimento e electricidade do processo, onde se constata uma redução assinalável na
nova unidade (HR).
Tabela 12 - Comparação entre as unidades HI e HR (dados projecto)
Dados de Projecto unidade HI HR
Produtos
Hidrogénio Produzido ton/ton GN 0,38 0,33
Dióxido de carbono Produzido ton/ton GN 1,99 1,77
Vapor Alta Pressão Produzido ton/ton GN 2,65 2,01
Consumos
Gas natural (combustível) ton/ton GN 0,26 0,11
Vapor Baixa Pressão ton/ton GN 0,10 0,20
Água Desmineralizada ton/ton GN 4,56 3,64
Água Arrefecimento m3/ton GN 39,51 11,05
Particularmente, no consumo de utilidades para o aquecimento da unidade de Steam
Reforming, a Tabela 13 ilustra as vantagens da nova unidade (HR) que permite uma redução
assinalável deste consumo. Esta redução está patente no consumo específico da unidade HR em
quilogramas de fuel óleo equivalente por tonelada de carga à unidade (que nestas unidades é o
gás natural) e, é justificada pela utilização do Pré-Reforming, que, como já foi referido, permite
que a temperatura de entrada da unidade SR seja bastante superior (face à unidade HI).
Tabela 13 - Comparação entre as unidades HI e HR (unidades base da Refinaria) com dados de Projecto
unidade HI HR
Valor Calorífico do
combustível (GN +TG) Mcal/h 41.331 91.686
Valor Calorífico do
combustível (GN +TG) ton FOE/ano 36.795 81.623
Consumo específico kg FOE/ton carga (GN) 572 380
Consumo específico kg FOE/ton produto (H2) 1.508 1.136
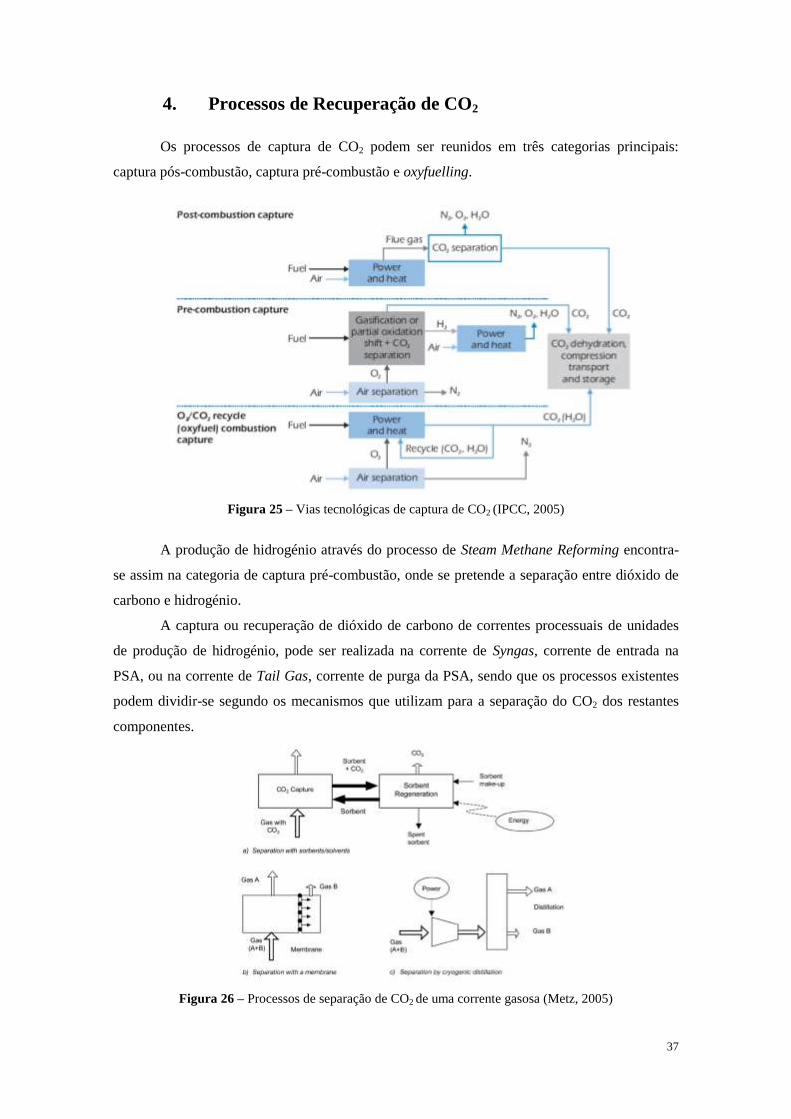
37
4. Processos de Recuperação de CO2
Os processos de captura de CO2 podem ser reunidos em três categorias principais:
captura pós-combustão, captura pré-combustão e oxyfuelling.
Figura 25 – Vias tecnológicas de captura de CO2 (IPCC, 2005)
A produção de hidrogénio através do processo de Steam Methane Reforming encontra-
se assim na categoria de captura pré-combustão, onde se pretende a separação entre dióxido de
carbono e hidrogénio.
A captura ou recuperação de dióxido de carbono de correntes processuais de unidades
de produção de hidrogénio, pode ser realizada na corrente de Syngas, corrente de entrada na
PSA, ou na corrente de Tail Gas, corrente de purga da PSA, sendo que os processos existentes
podem dividir-se segundo os mecanismos que utilizam para a separação do CO2 dos restantes
componentes.
Figura 26 – Processos de separação de CO2 de uma corrente gasosa (Metz, 2005)

38
4.1 Processos com absorção química
Nos processos de absorção química, o gás (CO2) é removido da corrente a tratar através
da ocorrência de reacções químicas entre este e o solvente, que decorrem no absorvedor.
Este tipo de processo é preferencialmente utilizado quando o conteúdo de CO2 no gás
não é muito elevado, o que equivale a dizer que a fracção molar deste terá de ser menor de 15%,
e quando a pressão parcial do CO2 na corrente gasosa é também baixa (Metz, 2005).
Figura 27 – Método gráfico para escolha de processo para remoção de CO2 (Kohl, 1997)
Caso seja necessário optar entre processos de absorção química e de absorção física, é
possível recorrer ao método gráfico apresentado na Figura 27, sabendo que as regiões
denominadas de “a” a “g “tem como correspondência as seguintes opções:
a – solvente físico e amina;
b – solvente físico ou solvente físico e amina ou carbonato de potássio;
c – solvente físico;
d – solvente físico ou carbonato de potássio;
e – carbonato de potássio ou amina concentrada;
f – carbonato de potássio ou amina;
g – amina.
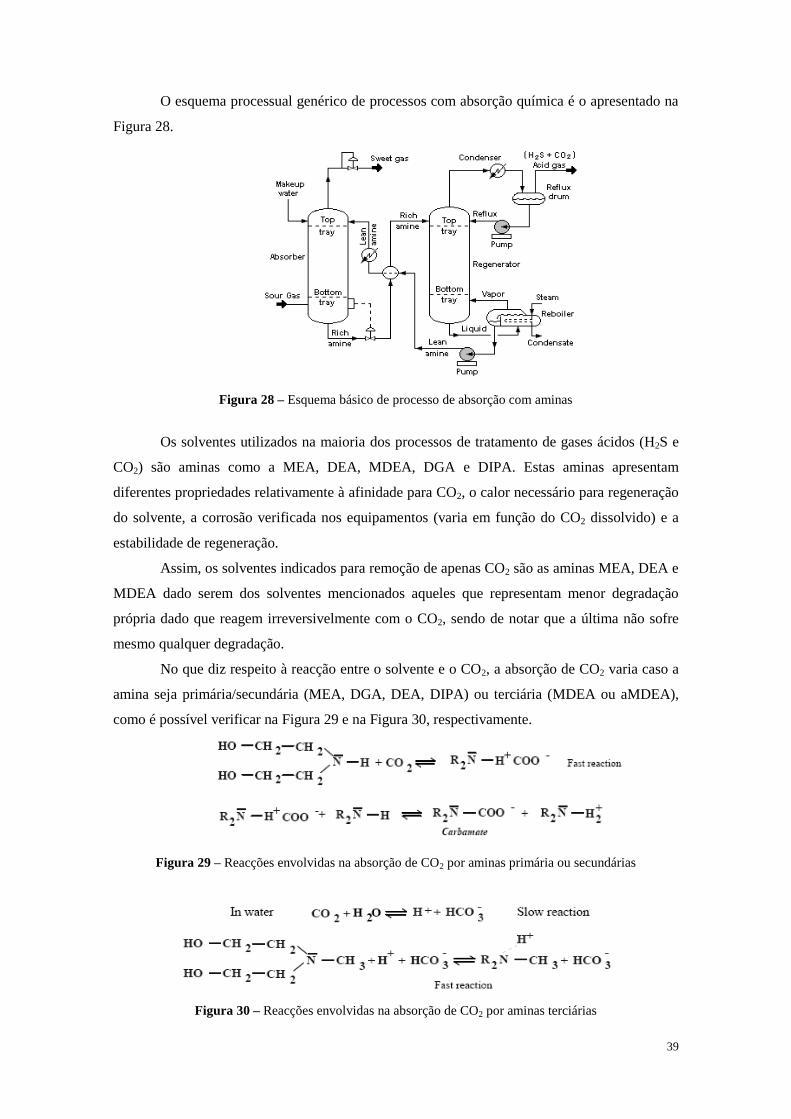
39
O esquema processual genérico de processos com absorção química é o apresentado na
Figura 28.
Figura 28 – Esquema básico de processo de absorção com aminas
Os solventes utilizados na maioria dos processos de tratamento de gases ácidos (H2S e
CO2) são aminas como a MEA, DEA, MDEA, DGA e DIPA. Estas aminas apresentam
diferentes propriedades relativamente à afinidade para CO2, o calor necessário para regeneração
do solvente, a corrosão verificada nos equipamentos (varia em função do CO2 dissolvido) e a
estabilidade de regeneração.
Assim, os solventes indicados para remoção de apenas CO2 são as aminas MEA, DEA e
MDEA dado serem dos solventes mencionados aqueles que representam menor degradação
própria dado que reagem irreversivelmente com o CO2, sendo de notar que a última não sofre
mesmo qualquer degradação.
No que diz respeito à reacção entre o solvente e o CO2, a absorção de CO2 varia caso a
amina seja primária/secundária (MEA, DGA, DEA, DIPA) ou terciária (MDEA ou aMDEA),
como é possível verificar na Figura 29 e na Figura 30, respectivamente.
Figura 29 – Reacções envolvidas na absorção de CO2 por aminas primária ou secundárias
Figura 30 – Reacções envolvidas na absorção de CO2 por aminas terciárias

40
A grande diferença na absorção de CO2 está no facto de as aminas terciárias não
conseguirem reagir directamente com o CO2, tendo que existir primeiro a dissolução deste (ver
Figura 30). No entanto, as aminas primárias apresentam limitação na capacidade de absorção da
solução de cerca 0,5 mol de CO2 por mol de amina, mesmo quando a pressão parcial do CO2 no
gás a ser tratado é elevada. No que se refere às aminas terciárias, apesar da reacção ser lenta um
rácio de absorção de 1 mol de CO2 por mol de amina pode ser atingido. No entanto, no caso da
amina MDEA a velocidade de reacção pode ser incrementada com a adição de um activador que
determine um aumento da velocidade de hidratação do CO2 dissolvido (aMDEA).
Por outro lado, deve-se mencionar que a utilização preferencial de aminas face a
solventes físicos pode ser sustentada não apenas na baixa concentração do CO2 na corrente a
tratar, mas também caso existam hidrocarbonetos pesados nessa corrente (i.e. conteúdo
apreciável de C3+).
Descrição processual para absorção com aminas
A corrente gasosa contendo o CO2 entra perto da base da coluna de absorção que pode
ser de dois tipos: pratos ou enchimento. Dentro desta coluna decorre o contacto entre a solução
aquosa que contém a amina (livre de CO2) que entra pelo topo da coluna e o gás a ser tratado
(Kohl, 1997). Assim, depois de ocorrer o equilíbrio, a solução absorve o CO2 à medida que
desce a coluna em fluxo de contra-corrente com o gás. Logo, a solução da amina, agora rica em
CO2 sai da coluna de absorção pela base, enquanto que o gás, livre de CO2, sai pelo topo.
As características operacionais do absorvedor são as seguintes:
Temperatura: entre 35 e 50ºC
Pressão: mínimo de 3,5 bar
A temperatura de entrada da solução de amina livre deve ser superior à temperatura do
gás a ser tratado de forma a prevenir qualquer formação de hidrocarbonetos e a minimizar os
problemas de foaming (formação de espuma).
A amina que sai pela base do absorvedor dirige-se para uma tanque flash onde é
possível a recuperação de quaisquer hidrocarbonetos que se tenham formado e mantido na
solução da amina rica. O dimensionamento e funcionamento deste tanque é de grande
importância, dado que o seu tempo de retenção deve permitir que a amina seja separada dos
hidrocarbonetos, para, em seguida, ser encaminhada para a coluna de regeneração.
A amina rica em CO2 entra na coluna de regeneração (que terá normalmente 20 pratos
ou um enchimento equivalente), sendo que a remoção das impurezas (o produto CO2) ocorre no
ebulidor que está acoplado na base da coluna. Daí a amina livre de CO2 é recirculada para o

41
topo da coluna de absorção, passando em dois permutadores de calor, sendo que no primeiro
realiza troca de calor com a amina rica em CO2, promovendo a integração energética da
unidade, enquanto que no segundo ocorre arrefecimento até à temperatura de operação do
absorvedor. O CO2 é extraído no topo da coluna de absorção, podendo em seguida ser liquefeito
(e comprimido) para posterior expedição.
As características operacionais da coluna de regeneração são as seguintes:
Temperatura: entre 115 e 125ºC
Pressão: entre 1,4 e 1,7 bar (base da coluna)
Comparação entre aminas
Entre as aminas anteriormente referidas como possíveis solventes para tratamento de
gases contendo apenas CO2 (MEA, DEA e MDEA), apresenta-se a Tabela 14 que resume as
principais vantagens e desvantagens de cada (Kohl, 1997).
Tabela 14 – Comparação das vantagens e desvantagens das aminas utilizadas
Amina Vantagens Desvantagens
MEA
Preço baixo (<1000 €/ton)
Produtos de degradação podem ser
removidos
Produtos de degradação são
bastantes corrosivos
Amina degradada possui menor
capacidade de remover CO2
Requerimento energético muito
alto para a regeneração
CO2, COS e CS2 podem degradar
de forma irreversível a amina
DEA
Preço moderado (>1000 €/ton)
Menor energia requerida para
regeneração
Menor degradação com CO2 e COS
Amina degradada possui menor
capacidade de remover CO2
COS e CS2 podem degradar de
forma irreversível a amina
MDEA
Alta capacidade de remoção de
gases ácidos
Não sofre degradação com CO2 e
COS
Não provoca corrosão
Requerimento energético mínimo
para regeneração
Preço alto (>1500 €/ton)
Mais solúvel em hidrocarbonetos
líquidos do que a DEA

42
A utilização de um processo com amina MDEA permite a recuperação acima de 90% do
CO2 existente na corrente de Syngas, i.e. a corrente que entra na unidade de PSA, com um nível
pureza de 99,9% que corresponde à especificação das aplicações na indústria alimentar e de
bebidas. Deve-se ainda mencionar que este processo com utilização da amina MDEA, ou da
correspondente activada (aMDEA), é utilizado em muitas unidades em todo o Mundo como são
exemplo metade das unidades existentes (56) da Air Liquide do tipo HyCO (Chaubey, 2010)
para produção combinada de H2 e CO e, ainda, mais de 200 unidades instaladas em todo o
mundo, segunda da tecnologia idêntica da BASF (H. P., 2004).
4.2 Processos com absorção física
Os processos que recorrem à absorção física para remoção do CO2 da corrente, possuem
como principal diferença face aos processos de absorção química, o facto de utilizarem
solventes orgânicos nos quais o CO2 é absorvido, sem o estabelecimento de equilíbrio químico.
Como tal, o esquema básico apresentado na Figura 28 é representativo da unidade de
recuperação de CO2 com utilização de absorção química, quer com absorção física, obtendo-se
taxas de recuperação entre 80 e 95%, com correspondente pureza de CO2 acima de 99%.
A utilização da absorção física ao invés de processos com aminas, é verificada quando o
conteúdo de CO2 na corrente de syngas está entre 15 e 40% (razão molar) e quando a pressão
parcial do CO2 na corrente gasosa é elevada (Metz, 2005) (IEA, 2008). Outra vantagem para a
utilização de solventes físicos está no facto de estes não provocarem a corrosão, permitindo
assim a redução do custo do equipamento a utilizar.
Selexol
O processo Selexol utiliza o éter dimetílico de polietileno glicol (DMPEG) como
solvente. Este processo é bastante atractivo para valores elevados de pressão parcial de CO2 na
mistura gasosa que entra no processo.
As vantagens da utilização do processo Selexol são: custos de investimento e custos de
operação bastante baixos, regeneração do solvente sem requerimentos energéticos no ebulidor
(utilização de air stripping) e possível operação a baixa pressão. Contudo, apresenta como
desvantagens: melhor eficiência operacional obtida a pressões mais elevadas (20-30 bar) e
absorção de hidrocarbonetos pesados. Outra vantagem está no facto de as perdas do solvente
serem muito reduzidas dado que este apresenta uma baixa pressão de vapor.
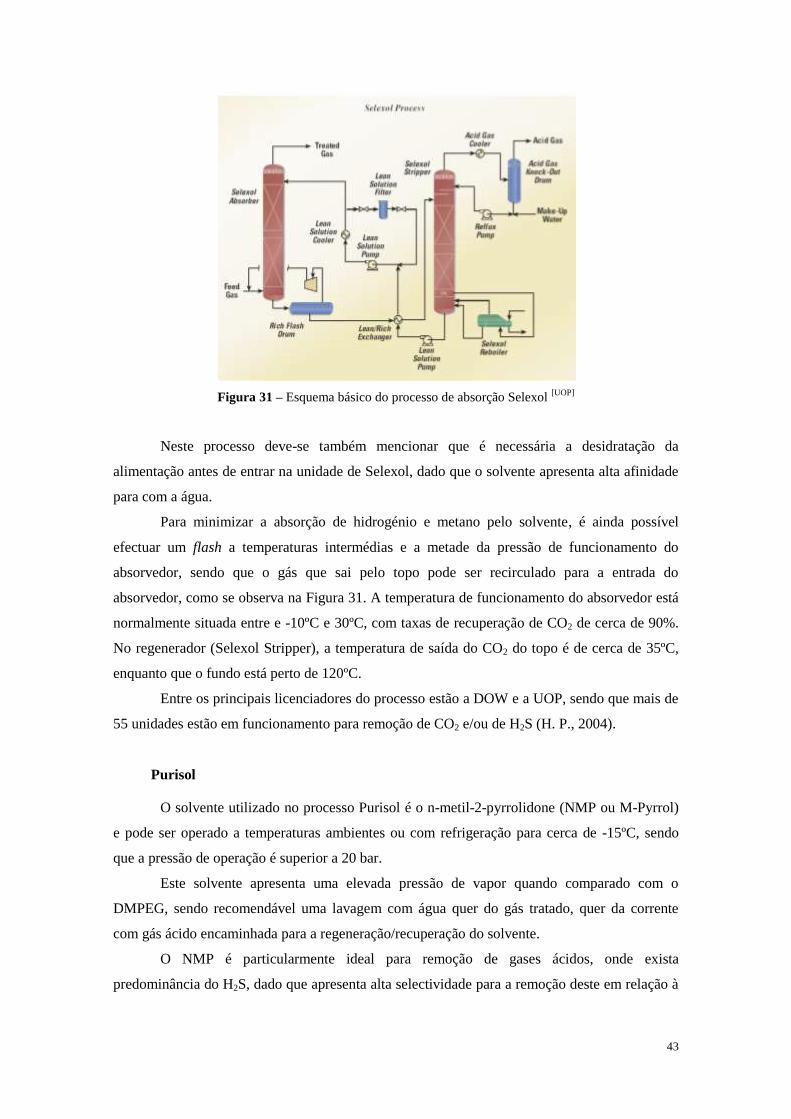
43
Figura 31 – Esquema básico do processo de absorção Selexol [UOP]
Neste processo deve-se também mencionar que é necessária a desidratação da
alimentação antes de entrar na unidade de Selexol, dado que o solvente apresenta alta afinidade
para com a água.
Para minimizar a absorção de hidrogénio e metano pelo solvente, é ainda possível
efectuar um flash a temperaturas intermédias e a metade da pressão de funcionamento do
absorvedor, sendo que o gás que sai pelo topo pode ser recirculado para a entrada do
absorvedor, como se observa na Figura 31. A temperatura de funcionamento do absorvedor está
normalmente situada entre e -10ºC e 30ºC, com taxas de recuperação de CO2 de cerca de 90%.
No regenerador (Selexol Stripper), a temperatura de saída do CO2 do topo é de cerca de 35ºC,
enquanto que o fundo está perto de 120ºC.
Entre os principais licenciadores do processo estão a DOW e a UOP, sendo que mais de
55 unidades estão em funcionamento para remoção de CO2 e/ou de H2S (H. P., 2004).
Purisol
O solvente utilizado no processo Purisol é o n-metil-2-pyrrolidone (NMP ou M-Pyrrol)
e pode ser operado a temperaturas ambientes ou com refrigeração para cerca de -15ºC, sendo
que a pressão de operação é superior a 20 bar.
Este solvente apresenta uma elevada pressão de vapor quando comparado com o
DMPEG, sendo recomendável uma lavagem com água quer do gás tratado, quer da corrente
com gás ácido encaminhada para a regeneração/recuperação do solvente.
O NMP é particularmente ideal para remoção de gases ácidos, onde exista
predominância do H2S, dado que apresenta alta selectividade para a remoção deste em relação à

44
remoção de CO2. O principal licenciador do processo é a Lurgi AG que, presentemente, possui 7
unidades em funcionamento para remoção de CO2 e/ou de H2S (H. P., 2004).
Rectisol
O processo Rectisol, da Lurgi AG e Air Liquide, aplica metanol a baixas temperaturas
como solvente. Este processo é o mais antigo e tem ampla utilização para aplicações no gás de
síntese (syngas). No entanto, o metanol apresenta uma pressão de vapor elevada e,
consequentemente, a operação a temperaturas normais (ambiente, 25ºC) iria originar elevadas
perdas de solvente, pelo que é necessária a refrigeração e que o processo decorra a baixas
temperaturas.
Assim, a temperatura de operação do absorvedor varia entre -70 e -10ºC, mais
especificamente entre -40ºC e -62ºC, e a pressão é superior a 20 bar. Logicamente, o
equipamento da unidade terá um custo maior que o utilizado pelos outros processos com
solventes físicos e, poderá implicar maiores custos operacionais, dado que existe o custo
associado à necessidade de refrigeração do solvente. Como a generalidade dos processos que
utilizam solventes físicos, o processo Rectisol não é indicado caso existam hidrocarbonetos
pesados na corrente a tratar (i.e. conteúdo apreciável de C2+).
No entanto, as desvantagens acima mencionadas são superadas com a vantagem de a
operação com metanol implicar apenas uma quantidade muito reduzida de solvente em
circulação dada a sua elevada capacidade de absorção de CO2 e diminuta das impurezas
referidas (H2, CH4 e CO). Entre outras vantagens estão o facto de não ser corrosivo e recorrer a
um solvente extremamente estável quer química quer termicamente, que não causa problemas
de foaming e que é completamente miscível com a água e, que é facilmente regenerado a baixa
pressão, evitando assim elevados consumos energéticos por parte do ebulidor.
É de realçar que o Rectisol possibilita uma elevada variabilidade relativa à configuração
processual a utilizar, consoante os objectivos a atingir, i.e. a especificação do produto
pretendida. Outra característica deste solvente é a possibilidade de remoção de outros
compostos além dos gases ácidos como HCN, NH3, CS2, COS, mercaptanos e aromáticos.
O principal licenciador do processo é a Lurgi AG (em associação com a Air Liquide)
que, presentemente, possui acima de 100 unidades em operação dedicadas à remoção de CO2
(H. P., 2004).

45
Fluor Solvent
O último processo com particular importância na remoção de CO2 de correntes, a alta
pressão, envolvendo mecanismos de absorção física é o que utiliza carbonato de propileno (PC)
como solvente e é licenciado pela Fluor Daniel, Inc.
Este processo é de superior relevo dado que possui coeficientes de absorção de metano e
etano (C1 e C2) relativamente baixos face ao CO2, possibilitando assim um mínimo de perdas
daqueles componentes para o gás ácido. As condições operatórias do processo Fluor Solvent
são: temperatura ambiente (25ºC) e pressão elevada, com intervalo entre 30 e 60 bar.
A presente tecnologia esteve restrita, até recentemente, a correntes que não possuíssem
elevado teor de C5+, tendo sido melhorada a configuração processual com divisão em duas
aplicações consoante o teor de CO2 (médio ou elevado).
As vantagens da utilização deste processo são a elevada capacidade do solvente de
absorver o CO2 e rejeitar fortemente os compostos de metano, monóxido de carbono e
hidrogénio (apresentando assim clara vantagem face aos processos Purisol e Selexol) como é
comprovado por (Bucklin, 1984) e não ser necessária energia para regeneração do solvente e
facilidade na operação do processo. Por outro lado, o caudal do solvente em circulação é
elevado e este é bastante caro.
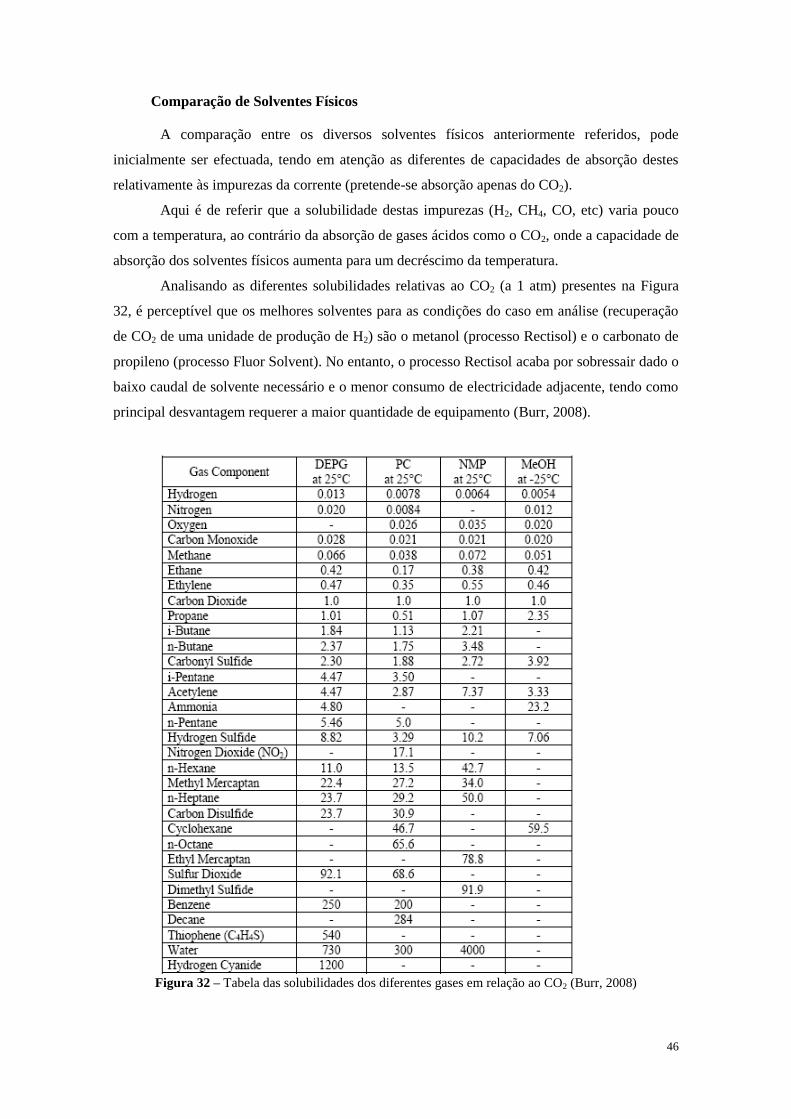
46
Comparação de Solventes Físicos
A comparação entre os diversos solventes físicos anteriormente referidos, pode
inicialmente ser efectuada, tendo em atenção as diferentes de capacidades de absorção destes
relativamente às impurezas da corrente (pretende-se absorção apenas do CO2).
Aqui é de referir que a solubilidade destas impurezas (H2, CH4, CO, etc) varia pouco
com a temperatura, ao contrário da absorção de gases ácidos como o CO2, onde a capacidade de
absorção dos solventes físicos aumenta para um decréscimo da temperatura.
Analisando as diferentes solubilidades relativas ao CO2 (a 1 atm) presentes na Figura
32, é perceptível que os melhores solventes para as condições do caso em análise (recuperação
de CO2 de uma unidade de produção de H2) são o metanol (processo Rectisol) e o carbonato de
propileno (processo Fluor Solvent). No entanto, o processo Rectisol acaba por sobressair dado o
baixo caudal de solvente necessário e o menor consumo de electricidade adjacente, tendo como
principal desvantagem requerer a maior quantidade de equipamento (Burr, 2008).
Figura 32 – Tabela das solubilidades dos diferentes gases em relação ao CO2 (Burr, 2008)

47
4.3 Processos com adsorção
Os processos com adsorção podem ser divididos em processos físicos ou processos
químicos. A grande diferença reside na interacção que existe entre o sorbente e o gás a tratar,
sendo que na adsorção física esta interacção é mais fraca. Contudo, verifica-se que o calor de
adsorção também será menor relativamente à adsorção física.
A avaliação sobre a utilização de sorbentes físicos ou químicos deve ser efectuada
posteriormente na análise específica de cada caso, sendo que entre os sorbentes com maior
aplicação na indústria estão: carvão activado, zeólito 5A (e outros peneiros moleculares) e
alumina.
Assim entre os processos existentes de adsorção estão: Temperature Swing Adsorption
(TSA), Pressure Swing Adsorption (PSA) e Electric Swing Adsorption (ESA).
Comparando as diferentes tecnologias é possível referir que a nível teórico a ESA
apresenta as seguintes vantagens:
o rácio de aquecimento pode ser muito rápido e não é limitado pela capacidade de
aquecimento do meio;
o caudal de gás e o aquecimento podem ser controlados independentemente e,
como tal, optimizados;
o aquecimento interno da ESA pode promover uma melhor cinética devido ao
fluxo de calor e massa terem a mesma direcção.
Aqui, é ainda relevante mencionar que no futuro a tecnologia de Electric Swing
Adsorption apresenta grande potencial para captura de dióxido de carbono (Grande, 2009),
particularmente da corrente de flue gas, sendo embora ainda necessária muita pesquisa e
desenvolvimento de projectos à escala piloto, para possível implementação na indústria.
Actualmente, no sistema PSA de uma unidade de produção de hidrogénio, aplica-se um
ciclo de variação de pressão no qual as impurezas são adsorvidas à pressão do hidrogénio
produzido, enquanto a dessorção é efectuada à menor pressão tecnicamente possível de modo, a
obter uma corrente de gás de purga (tail gas). Na década de 1980 foram desenvolvidos vários
processos que podiam ter aplicação na separação de CO2 de uma corrente gasosa. Entre estes é
de destacar o processo Gemini de S. Sircar que será abordado resumidamente em seguida.
Processo Gemini
O presente processo tem como principal característica a utilização de um sistema de PSA
para obtenção simultânea de dois produtos com elevado nível de pureza: o hidrogénio e o
dióxido de carbono.
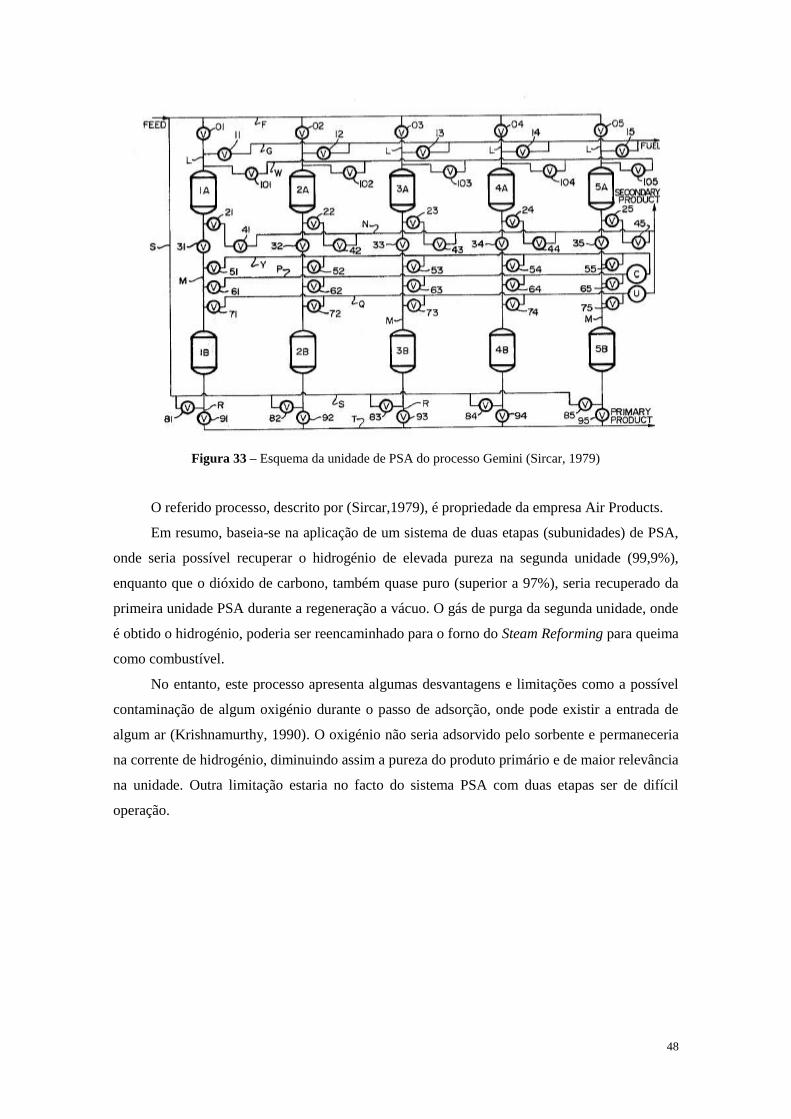
48
Figura 33 – Esquema da unidade de PSA do processo Gemini (Sircar, 1979)
O referido processo, descrito por (Sircar,1979), é propriedade da empresa Air Products.
Em resumo, baseia-se na aplicação de um sistema de duas etapas (subunidades) de PSA,
onde seria possível recuperar o hidrogénio de elevada pureza na segunda unidade (99,9%),
enquanto que o dióxido de carbono, também quase puro (superior a 97%), seria recuperado da
primeira unidade PSA durante a regeneração a vácuo. O gás de purga da segunda unidade, onde
é obtido o hidrogénio, poderia ser reencaminhado para o forno do Steam Reforming para queima
como combustível.
No entanto, este processo apresenta algumas desvantagens e limitações como a possível
contaminação de algum oxigénio durante o passo de adsorção, onde pode existir a entrada de
algum ar (Krishnamurthy, 1990). O oxigénio não seria adsorvido pelo sorbente e permaneceria
na corrente de hidrogénio, diminuindo assim a pureza do produto primário e de maior relevância
na unidade. Outra limitação estaria no facto do sistema PSA com duas etapas ser de difícil
operação.

49
4.4 Processos com utilização de membranas
Os sistemas de membranas têm tido particular aplicação no tratamento de gás natural
que apresenta elevado conteúdo de gases ácidos. As membranas mais utilizadas são membranas
poliméricas que são particularmente aplicáveis para remoção de CO2 de gases a alta pressão.
O gás a tratar entra a alta pressão na membrana não-porosa, dissolve-se no lado desta a
alta pressão, difunde-se na parede da mesma e, em seguida, evapora pelo lado de baixa pressão.
O princípio da separação dos componentes de um dado gás reside, então, na permeabilidade da
membrana face a cada componente, o que equivale a dizer que depende individualmente (mas
não separadamente) da solubilidade e difusibilidade de cada componente do gás na membrana.
A solubilidade de cada componente depende da interacção molecular entre essa fracção
de gás e a membrana, enquanto que a difusibilidade depende de dois factores: o tamanho e a
forma das moléculas de cada componente gasoso em questão.
A selectividade global de um processo com membranas depende da resistência da
camada de fronteira, do filme superficial e da substrutura porosa desta. Logo, um gás que passa
rapidamente a membrana apresenta pouca resistência ao transporte pela membrana, enquanto
que num gás “lento” se verifica o contrário.
É também importante sublinhar que o processo de permeação da membrana tem como
força motriz a pressão. Como tal, deve existir um diferencial de pressão entre a entrada (lado da
alimentação) e a saída (lado do permeado), sendo que quanto maior for a esta diferença, maior
será o caudal de permeado (maior a separação). Por outro lado, esta diferença irá influenciar a
área de membrana necessária para serem atingir determinadas especificação do produto.
Figura 34 – Esquema representativo da passagem de um gás pela membrana (Fleming, 2006)
No que se refere à temperatura, constata-se que o controlo da mesma é efectuado de
forma a que o gás seja conservado à temperatura de operação desejada para as fibras da
membrana.
Em suma, é possível afirmar que o gás de alimentação (aquecido e a alta pressão) entra
em contacto com a membrana, permitindo a obtenção de duas correntes de características

50
diferentes: a corrente de não-permeado/resíduo que possui elevado teor de dióxido de carbono
(a baixa pressão) e a corrente de permeado que apresenta diminuta concentração de CO2 (com
pressão elevada).
Como vantagens, os processos com membranas apresentam as seguintes:
possuem alta capacidade de adaptação para alguma variação do conteúdo de
CO2 no gás de alimentação;
implicam um reduzido espaço para implementação;
apresentam menos riscos de operação que os restantes
Figura 35 – Comparação de disposição espacial entre um sistema
de absorção com aminas e outro com membranas (Fleming, 2006)
Por outro lado, apresentam alguns aspectos não tão benéficos como a obtenção do
produto dióxido de carbono a baixa pressão (sendo provável que este necessite de alguma
compressão para atingir a especificação pretendida para armazenagem) e é necessária a
compressão da alimentação de forma a que o gás desta corrente tenha a pressão necessária para
provocar o avanço do processo (agindo como força motriz do mesmo). Estas necessidades de
compressão vão implicar um agravamento os custos de equipamento e operação do processo.

51
4.5 Processos criogénicos
Um último tipo de processo de obtenção de dióxido de carbono de elevada pureza é a
separação desta por refrigeração. Esta separação é efectuada com séries das seguintes operações
unitárias: compressão, arrefecimento e expansão. Adicionalmente, pode ainda ser utilizada uma
coluna de destilação, para que, operando a baixas temperaturas, seja possível obter um produto
CO2 com as especificações de qualidade alimentar (i.e. uma pureza superior a 99,9%).
CO2LDSEP
O diagrama de blocos do processo de obtenção de dióxido de carbono líquido que é
propriedade intelectual da empresa Fluor Enterprises (Reddy, 2001) está representado na Figura
36.
Figura 36 – Esquema do processo CO2 LDSep da Fluor Enterprises, Inc (Reddy, 2009)
No processo acima representado, a alimentação é realizada com o Tail Gas da Unidade
de PSA, que tem uma pressão de cerca de 1,1 bar, a uma série de compressores (do tipo
centrifugo). Nestes o gás é comprimido até cerca de 20 bar (bloco 1) e depois até ao valor
máximo de entre 30 a 90 bar (bloco 3). Consequentemente, a temperatura do gás deve subir
entre 30 a 150ºC em cada etapa de compressão, sendo em seguida reduzida para o intervalo de
30ºC a 45ºC. De referir que caso exista vapor de água na corrente gasosa da alimentação, esta
deve passar no secador (bloco 2) para remoção da água, de forma a impedir a formação de gelo
nas etapas de compressão consequentes (bloco 3).
Depois, a corrente processual entra num permutador de calor para arrefecimento até
temperaturas negativas, sendo que a temperatura de saída será de cerca de -25 a -35º C. O
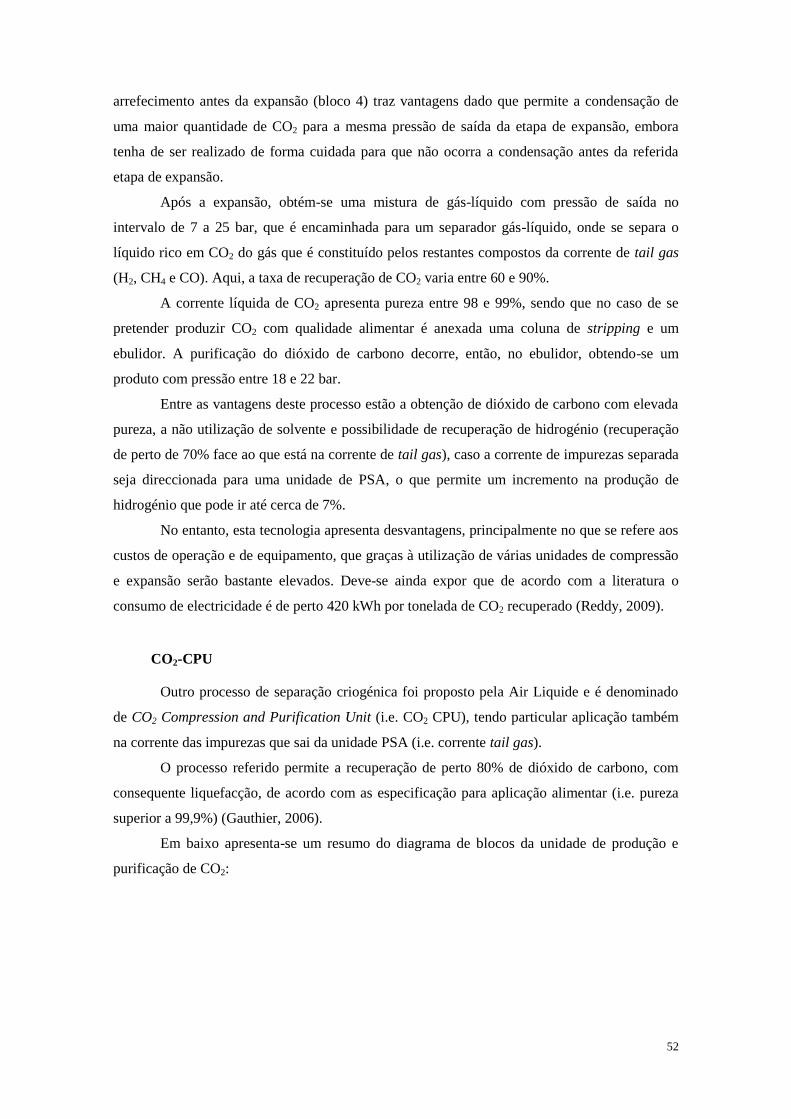
52
arrefecimento antes da expansão (bloco 4) traz vantagens dado que permite a condensação de
uma maior quantidade de CO2 para a mesma pressão de saída da etapa de expansão, embora
tenha de ser realizado de forma cuidada para que não ocorra a condensação antes da referida
etapa de expansão.
Após a expansão, obtém-se uma mistura de gás-líquido com pressão de saída no
intervalo de 7 a 25 bar, que é encaminhada para um separador gás-líquido, onde se separa o
líquido rico em CO2 do gás que é constituído pelos restantes compostos da corrente de tail gas
(H2, CH4 e CO). Aqui, a taxa de recuperação de CO2 varia entre 60 e 90%.
A corrente líquida de CO2 apresenta pureza entre 98 e 99%, sendo que no caso de se
pretender produzir CO2 com qualidade alimentar é anexada uma coluna de stripping e um
ebulidor. A purificação do dióxido de carbono decorre, então, no ebulidor, obtendo-se um
produto com pressão entre 18 e 22 bar.
Entre as vantagens deste processo estão a obtenção de dióxido de carbono com elevada
pureza, a não utilização de solvente e possibilidade de recuperação de hidrogénio (recuperação
de perto de 70% face ao que está na corrente de tail gas), caso a corrente de impurezas separada
seja direccionada para uma unidade de PSA, o que permite um incremento na produção de
hidrogénio que pode ir até cerca de 7%.
No entanto, esta tecnologia apresenta desvantagens, principalmente no que se refere aos
custos de operação e de equipamento, que graças à utilização de várias unidades de compressão
e expansão serão bastante elevados. Deve-se ainda expor que de acordo com a literatura o
consumo de electricidade é de perto 420 kWh por tonelada de CO2 recuperado (Reddy, 2009).
CO2-CPU
Outro processo de separação criogénica foi proposto pela Air Liquide e é denominado
de CO2 Compression and Purification Unit (i.e. CO2 CPU), tendo particular aplicação também
na corrente das impurezas que sai da unidade PSA (i.e. corrente tail gas).
O processo referido permite a recuperação de perto 80% de dióxido de carbono, com
consequente liquefacção, de acordo com as especificação para aplicação alimentar (i.e. pureza
superior a 99,9%) (Gauthier, 2006).
Em baixo apresenta-se um resumo do diagrama de blocos da unidade de produção e
purificação de CO2:
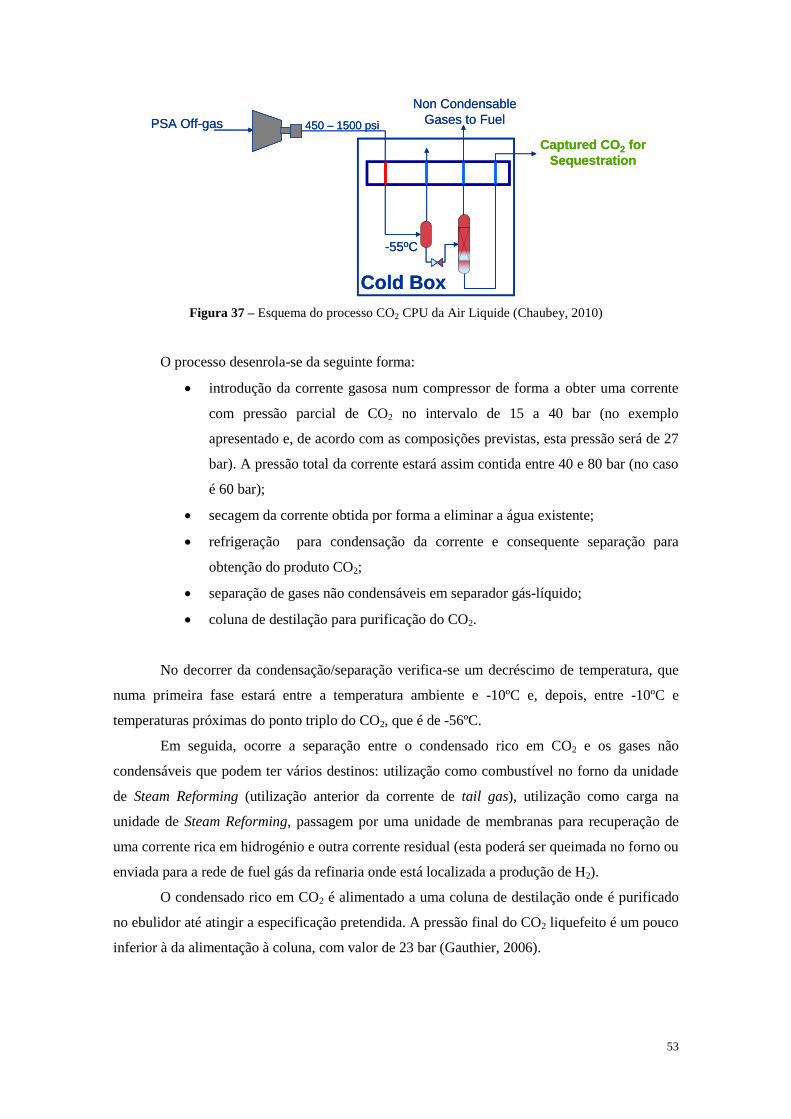
53
Figura 37 – Esquema do processo CO2 CPU da Air Liquide (Chaubey, 2010)
O processo desenrola-se da seguinte forma:
introdução da corrente gasosa num compressor de forma a obter uma corrente
com pressão parcial de CO2 no intervalo de 15 a 40 bar (no exemplo
apresentado e, de acordo com as composições previstas, esta pressão será de 27
bar). A pressão total da corrente estará assim contida entre 40 e 80 bar (no caso
é 60 bar);
secagem da corrente obtida por forma a eliminar a água existente;
refrigeração para condensação da corrente e consequente separação para
obtenção do produto CO2;
separação de gases não condensáveis em separador gás-líquido;
coluna de destilação para purificação do CO2.
No decorrer da condensação/separação verifica-se um decréscimo de temperatura, que
numa primeira fase estará entre a temperatura ambiente e -10ºC e, depois, entre -10ºC e
temperaturas próximas do ponto triplo do CO2, que é de -56ºC.
Em seguida, ocorre a separação entre o condensado rico em CO2 e os gases não
condensáveis que podem ter vários destinos: utilização como combustível no forno da unidade
de Steam Reforming (utilização anterior da corrente de tail gas), utilização como carga na
unidade de Steam Reforming, passagem por uma unidade de membranas para recuperação de
uma corrente rica em hidrogénio e outra corrente residual (esta poderá ser queimada no forno ou
enviada para a rede de fuel gás da refinaria onde está localizada a produção de H2).
O condensado rico em CO2 é alimentado a uma coluna de destilação onde é purificado
no ebulidor até atingir a especificação pretendida. A pressão final do CO2 liquefeito é um pouco
inferior à da alimentação à coluna, com valor de 23 bar (Gauthier, 2006).
PSA Off-gas
Non Condensable
Gases to Fuel450 – 1500 psi
Cold Box
-55ºC
Captured CO2 for
Sequestration
PSA Off-gas
Non Condensable
Gases to Fuel450 – 1500 psi
Cold Box
-55ºC
Captured CO2 for
Sequestration

54
Figura 38 – Esquema do processo CO2 CPU+MEDAL da Air Liquide (Chaubey, 2010)
A incorporação da tecnologia de membranas possibilita além da obtenção de dióxido de
carbono líquido, a recuperação de hidrogénio para ser alimentado à unidade de PSA e, também,
a produção de outra corrente residual que contem o H2 e o CO2 que não foram recuperados, bem
como o metano e monóxido que não reagiram no processo de Steam Reforming e que
transitaram para a corrente de tail gas (proveniente da unidade PSA).
Com esta alimentação suplementar de hidrogénio recuperado, a eficiência da
recuperação de H2 puro na unidade PSA vai aumentar para cerca de 95% (representando um
incremento na produção de hidrogénio de 6%).
As composições das correntes previstas no exemplo da patente WO 2006/054008 e as
respectivas condições operatórias encontram-se expostas na Tabela 15.
Aqui, é ainda de relatar que quanto maior for a fracção de CO2 na corrente de
alimentação (tail gas), maior será a recuperação do mesmo que, igualmente, possibilitará a
recuperação de maior quantidade de hidrogénio (com a pureza da Tabela 15) ou de hidrogénio
com maior nível de pureza (para a mesma taxa de recuperação).
Tabela 15 – Composições previstas da unidade de recuperação de CO2 (Gauthier, 2006)
Descrição da corrente Tail
Gas
Entrada na
Coluna de
CO2
Produto
CO2
Alimentação
da unidade de
membranas
Corrente
de H2 Corrente
residual
H2O %mol 0,6% - - - - - H2 %mol 23,4% 1,0% - 36,0% 62,0% 23,0% CO %mol 12,0% 2,0% - 18,0% 7,0% 24,0% CO2 %mol 44,9% 92,0% >99,9% 21,0% 26,0% 18,0% CH4 %mol 17,6% 5,0% - 24,0% 5,0% 33,0% N2 %mol 1,5% - - 1,0% - 2 %
Pressão barg 1,3 23 22,5 57 26 56 Temperatura ºC 35 -37 -16 -47 32 80
Cold Box
MembraneRecycle to
H2 PSA
-55C
450 – 1500 psi
PSACO2, H2
CO2 recirculation
Additional H2
production
Captured CO2 for
Sequestration
PSA Off-Gas
CO, CH4
Cold Box
MembraneRecycle to
H2 PSA
-55C
450 – 1500 psi
PSACO2, H2
CO2 recirculation
Additional H2
production
Captured CO2 for
Sequestration
PSA Off-Gas
CO, CH4
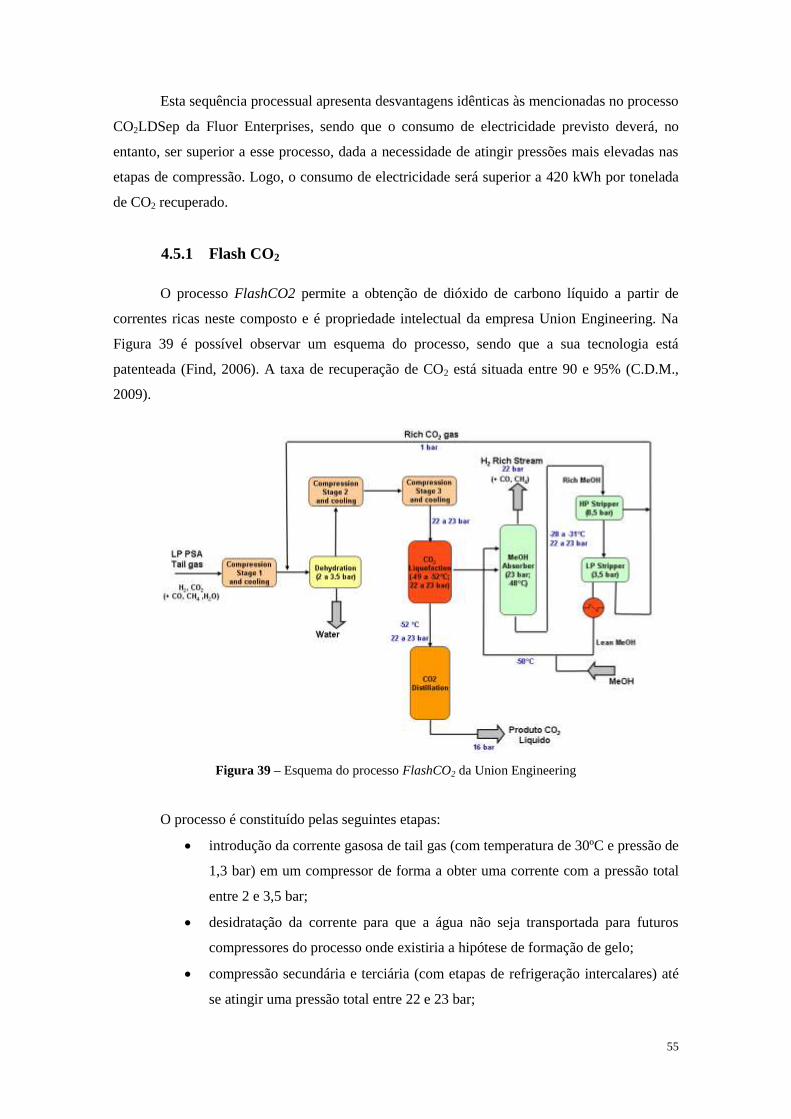
55
Esta sequência processual apresenta desvantagens idênticas às mencionadas no processo
CO2LDSep da Fluor Enterprises, sendo que o consumo de electricidade previsto deverá, no
entanto, ser superior a esse processo, dada a necessidade de atingir pressões mais elevadas nas
etapas de compressão. Logo, o consumo de electricidade será superior a 420 kWh por tonelada
de CO2 recuperado.
4.5.1 Flash CO2
O processo FlashCO2 permite a obtenção de dióxido de carbono líquido a partir de
correntes ricas neste composto e é propriedade intelectual da empresa Union Engineering. Na
Figura 39 é possível observar um esquema do processo, sendo que a sua tecnologia está
patenteada (Find, 2006). A taxa de recuperação de CO2 está situada entre 90 e 95% (C.D.M.,
2009).
Figura 39 – Esquema do processo FlashCO2 da Union Engineering
O processo é constituído pelas seguintes etapas:
introdução da corrente gasosa de tail gas (com temperatura de 30ºC e pressão de
1,3 bar) em um compressor de forma a obter uma corrente com a pressão total
entre 2 e 3,5 bar;
desidratação da corrente para que a água não seja transportada para futuros
compressores do processo onde existiria a hipótese de formação de gelo;
compressão secundária e terciária (com etapas de refrigeração intercalares) até
se atingir uma pressão total entre 22 e 23 bar;
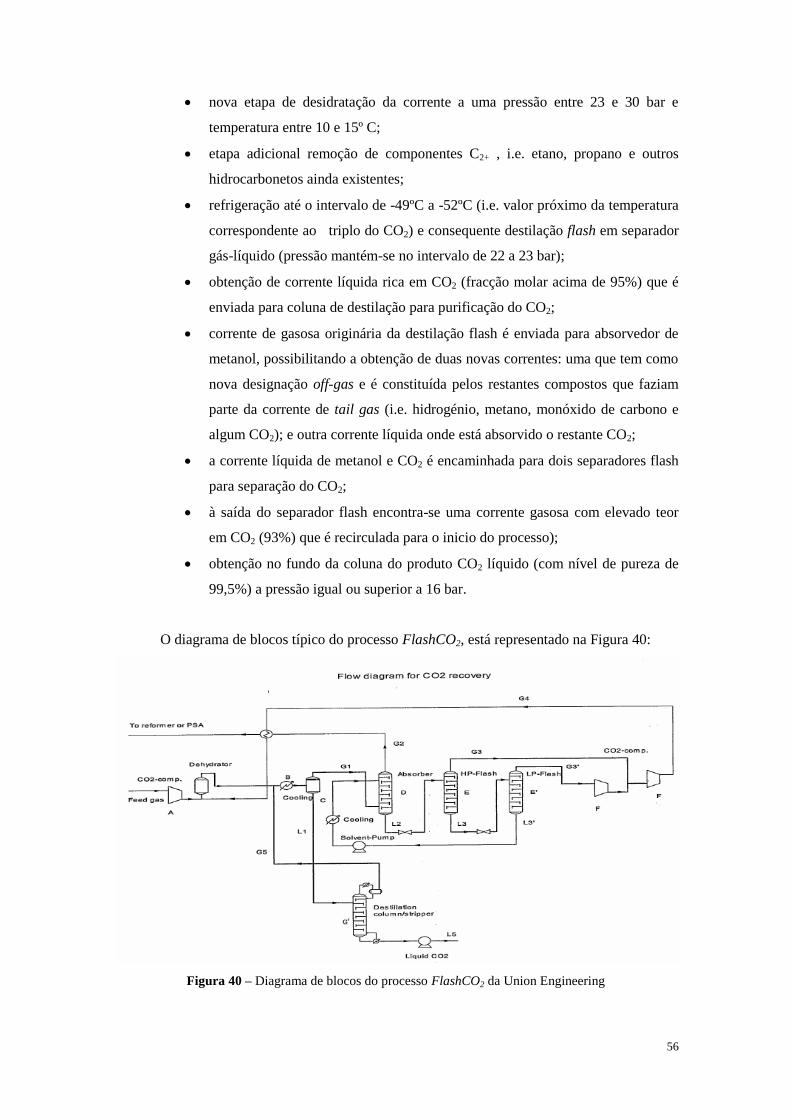
56
nova etapa de desidratação da corrente a uma pressão entre 23 e 30 bar e
temperatura entre 10 e 15º C;
etapa adicional remoção de componentes C2+ , i.e. etano, propano e outros
hidrocarbonetos ainda existentes;
refrigeração até o intervalo de -49ºC a -52ºC (i.e. valor próximo da temperatura
correspondente ao triplo do CO2) e consequente destilação flash em separador
gás-líquido (pressão mantém-se no intervalo de 22 a 23 bar);
obtenção de corrente líquida rica em CO2 (fracção molar acima de 95%) que é
enviada para coluna de destilação para purificação do CO2;
corrente de gasosa originária da destilação flash é enviada para absorvedor de
metanol, possibilitando a obtenção de duas novas correntes: uma que tem como
nova designação off-gas e é constituída pelos restantes compostos que faziam
parte da corrente de tail gas (i.e. hidrogénio, metano, monóxido de carbono e
algum CO2); e outra corrente líquida onde está absorvido o restante CO2;
a corrente líquida de metanol e CO2 é encaminhada para dois separadores flash
para separação do CO2;
à saída do separador flash encontra-se uma corrente gasosa com elevado teor
em CO2 (93%) que é recirculada para o inicio do processo);
obtenção no fundo da coluna do produto CO2 líquido (com nível de pureza de
99,5%) a pressão igual ou superior a 16 bar.
O diagrama de blocos típico do processo FlashCO2, está representado na Figura 40:
Figura 40 – Diagrama de blocos do processo FlashCO2 da Union Engineering
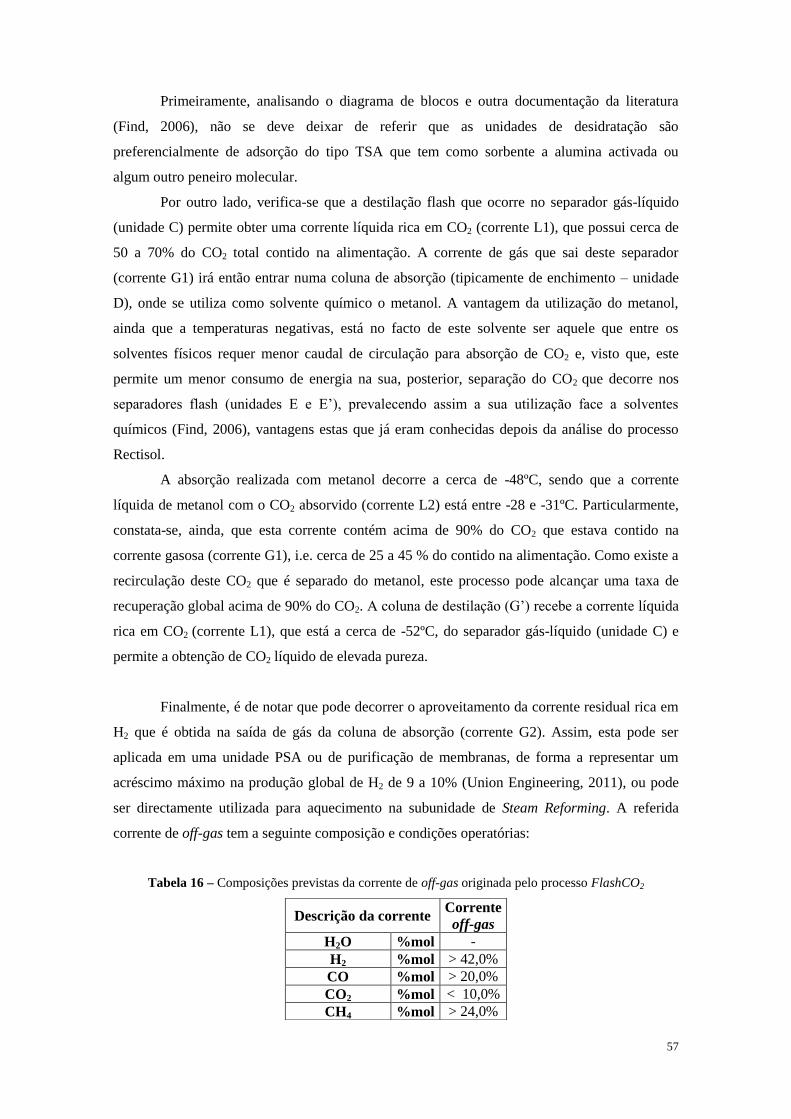
57
Primeiramente, analisando o diagrama de blocos e outra documentação da literatura
(Find, 2006), não se deve deixar de referir que as unidades de desidratação são
preferencialmente de adsorção do tipo TSA que tem como sorbente a alumina activada ou
algum outro peneiro molecular.
Por outro lado, verifica-se que a destilação flash que ocorre no separador gás-líquido
(unidade C) permite obter uma corrente líquida rica em CO2 (corrente L1), que possui cerca de
50 a 70% do CO2 total contido na alimentação. A corrente de gás que sai deste separador
(corrente G1) irá então entrar numa coluna de absorção (tipicamente de enchimento – unidade
D), onde se utiliza como solvente químico o metanol. A vantagem da utilização do metanol,
ainda que a temperaturas negativas, está no facto de este solvente ser aquele que entre os
solventes físicos requer menor caudal de circulação para absorção de CO2 e, visto que, este
permite um menor consumo de energia na sua, posterior, separação do CO2 que decorre nos
separadores flash (unidades E e E‟), prevalecendo assim a sua utilização face a solventes
químicos (Find, 2006), vantagens estas que já eram conhecidas depois da análise do processo
Rectisol.
A absorção realizada com metanol decorre a cerca de -48ºC, sendo que a corrente
líquida de metanol com o CO2 absorvido (corrente L2) está entre -28 e -31ºC. Particularmente,
constata-se, ainda, que esta corrente contém acima de 90% do CO2 que estava contido na
corrente gasosa (corrente G1), i.e. cerca de 25 a 45 % do contido na alimentação. Como existe a
recirculação deste CO2 que é separado do metanol, este processo pode alcançar uma taxa de
recuperação global acima de 90% do CO2. A coluna de destilação (G‟) recebe a corrente líquida
rica em CO2 (corrente L1), que está a cerca de -52ºC, do separador gás-líquido (unidade C) e
permite a obtenção de CO2 líquido de elevada pureza.
Finalmente, é de notar que pode decorrer o aproveitamento da corrente residual rica em
H2 que é obtida na saída de gás da coluna de absorção (corrente G2). Assim, esta pode ser
aplicada em uma unidade PSA ou de purificação de membranas, de forma a representar um
acréscimo máximo na produção global de H2 de 9 a 10% (Union Engineering, 2011), ou pode
ser directamente utilizada para aquecimento na subunidade de Steam Reforming. A referida
corrente de off-gas tem a seguinte composição e condições operatórias:
Tabela 16 – Composições previstas da corrente de off-gas originada pelo processo FlashCO2
Descrição da corrente Corrente
off-gas H2O %mol - H2 %mol > 42,0% CO %mol > 20,0% CO2 %mol < 10,0% CH4 %mol > 24,0%
58
A presente tecnologia apresenta desvantagens, principalmente no que se refere aos
custos de operação e de equipamento, tal como os processos anteriormente referidos. No
entanto, apresenta o menor consumo de energia dos processos criogénicos existentes, com um
consumo de electricidade de 320 a 350 kWh por tonelada de CO2 recuperado (C.D.M., 2009).
Outra vantagem está no facto de o consumo de metanol ser muito reduzido, com valor base de
0,3 kg deste composto por tonelada de CO2.
As principais utilidades deste processo são o amoníaco e dióxido de carbono puro, com
aplicação na refrigeração da corrente processual que entra na destilação flash: arrefecimento até
perto de -29ºC com o amoníaco e, depois, daqui até à temperatura de entrada da coluna (i.e. -
49ºC a -52ºC) com o CO2. A outra utilidade empregue no processo é a água, que tem utilização
no arrefecimento da corrente gasosa de alimentação (entre as etapas de compressão da mesma).
Por fim, deve-se realçar que a primeira e única unidade construída pela Union
Engineering para aproveitamento de CO2 seguindo este processo está localizada Concepción (no
Chile) com ligação por gasoduto a duas unidades de hidrogénio da Refinaria local da empresa
ENAP (C.D.M., 2009) e tem capacidade de recuperação de 43 800 toneladas anuais de CO2.
Figura 41 – Unidade de FlashCO2 instalada no Chile (Union Engineering, 2011)
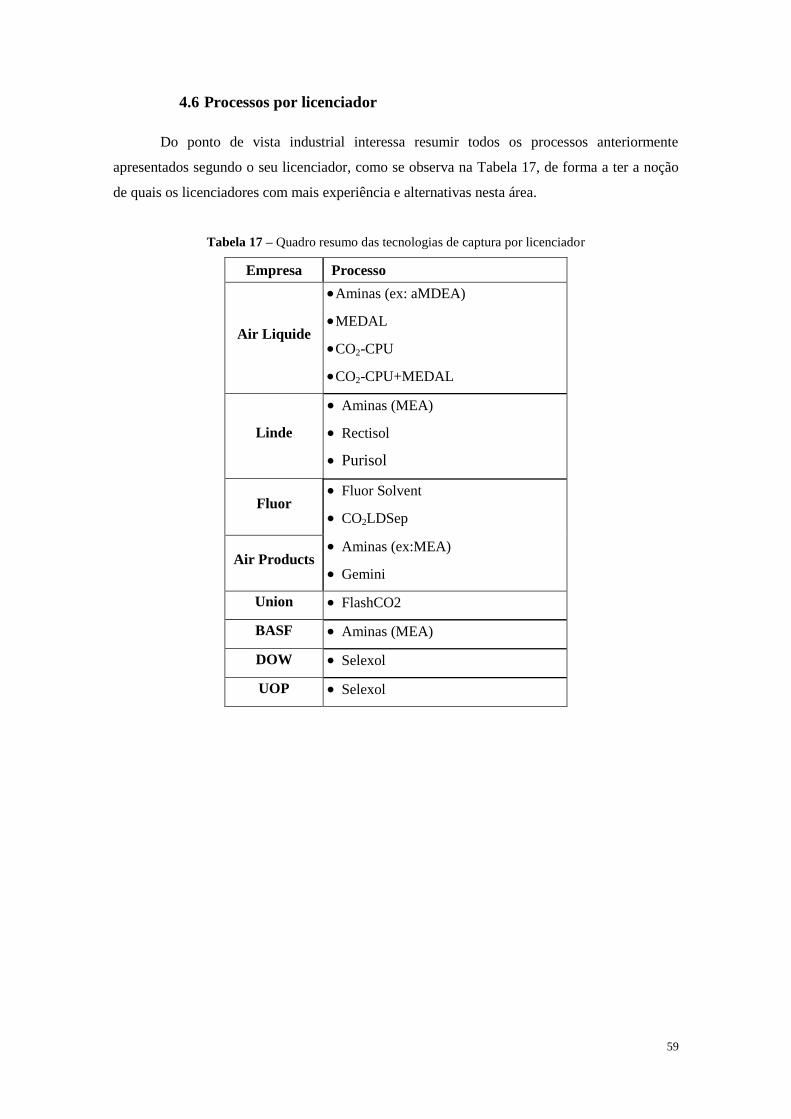
59
4.6 Processos por licenciador
Do ponto de vista industrial interessa resumir todos os processos anteriormente
apresentados segundo o seu licenciador, como se observa na Tabela 17, de forma a ter a noção
de quais os licenciadores com mais experiência e alternativas nesta área.
Tabela 17 – Quadro resumo das tecnologias de captura por licenciador
Empresa Processo
Air Liquide
Aminas (ex: aMDEA)
MEDAL
CO2-CPU
CO2-CPU+MEDAL
Linde
Aminas (MEA)
Rectisol
Purisol
Fluor Fluor Solvent
CO2LDSep
Air Products Aminas (ex:MEA)
Gemini
Union FlashCO2
BASF Aminas (MEA)
DOW Selexol
UOP Selexol

60
5. Selecção do Processo
Primeiramente, é importante executar uma separação entres as tecnologias disponíveis
para recuperação de CO2, tendo em atenção a localização da captura na unidades de produção de
hidrogénio. Assim, a recuperação de CO2, pode ser realizada na corrente de Syngas onde este
composto representa 17 e 16%, ou na corrente de Tail Gas onde este tem uma pureza de 54 e
46% para as unidades HI e HR, respectivamente (ver Tabela 8 e Tabela 9).
5.1 Captura antes da PSA (Syngas)
No que diz respeito à recuperação de CO2 na corrente de Syngas, verifica-se que os
processos que permitem obter o produto CO2 líquido, com a pureza requerida para aplicação na
indústria alimentar, que apresentam a taxa de recuperação mais elevada e que não
comprometem a viabilidade económica ou técnica da recuperação são: o processo de absorção
com aminas terciárias (MDEA ou aMDEA) e o processo de absorção com solvente físico
metanol (Rectisol) tendo em atenção as vantagens que estes apresentam face aos seus
equivalentes de absorção química ou física (para maior detalhe ver 4.1 e 4.2), respectivamente.
A absorção química com aminas possibilita uma taxa de recuperação acima de 90%
(muitas vezes entre 95 e 98%) e tem como principais utilidades o vapor de baixa pressão para
utilização na regeneração da amina e a electricidade destinada em grande parte para compressão
do CO2 destinado a armazenagem. Geralmente o consumo de vapor está entre 0,5 e 1 tonelada
deste por tonelada de CO2 recuperada, enquanto que o consumo de electricidade é de 0,15 a
0,18 kWh por tonelada de CO2 recuperada. Logo, este processo é o preferido quando a fracção
molar deste na corrente é inferior a 15% e/ou quando existem hidrocarbonetos pesados nessa
corrente (i.e. conteúdo apreciável de C3+ - propanos, butanos, etc).
Nos processos com absorção física destaca-se o processo Rectisol dado este ser o que
apresenta o menor caudal de solvente necessário para absorver o CO2 e, também, o menor
consumo de electricidade adjacente. No entanto, o facto de este solvente actuar a temperaturas
abaixo de 0ºC (e a consequente necessidade de refrigeração da alimentação e mesmo do
solvente) pode anular a sua vantagem económica face ao processo de absorção com aminas
(onde a solução da amina apresenta uma fracção mássica entre 20 e 40% de aMDEA) quando a
corrente processual apresenta um teor de CO2 no limite da escolha ideal para cada caso (i.e. 15 a
17%). Nessas situações teria se realizar uma análise mais detalhada recorrendo a simulações ou
experiências em unidades piloto.
Em suma, pode-se afirmar que para remover o dióxido de carbono da corrente de
Syngas, o processo mais adequado e com maior rentabilidade económica seria o processo de
absorção com aMDEA (amina terciária).

61
5.2 Captura depois da PSA (Tail gas)
A outra localização analisada para a recuperação de CO2 é a corrente de tail gas. Esta
corrente possui um teor elevado de CO2 (i.e. entre 40 e 55%) que não permite a aplicação de
aminas (razão molar até 15%) e não favorece a aplicação de solventes físicos (para uma razão
molar entre 15 e 40%).
Figura 42 – Implicação do conteúdo de CO2 na selecção do processo (Chaubey, 2009)
Como tal, os processos utilizados no tratamento desta corrente são os processos
criogénicos anteriormente referidos: CO2LDSep, CO2CPU e FlashCO2, que separam o CO2 com
recurso a operações de pressurização (compressão e expansão), refrigeração e destilação
extractiva.
Analisando estes processos verifica-se que o processo FlashCO2 é aquele que apresenta
o menor consumo de electricidade (com valor entre 320 a 350 kWh por tonelada de CO2
recuperado), a maior taxa de recuperação (superior a 90%) e que tem condições de
funcionamento mais moderadas (a pressão não ultrapassa os 30 bar), sendo por todas estas
razões que deve ser entendido como melhor opção existente no mercado.
Por outro lado, a opção de recuperação de CO2 da corrente de tail gas apresenta um
característica bastante relevante, dado possibilitar um acréscimo indirecto na produção global de
H2 através da reciclagem da corrente pobre em CO2.
62
5.3 Processo e localização escolhidos
Após a analise exaustiva de vantagens e desvantagens de cada processo e da localização
onde cada um deve ser aplicado, conclui-se que a captura na corrente de Tail gas teria maiores
custos de investimento, dado ser necessária maior quantidade de equipamento (e que este seja
de material mais resistente, dado o seu funcionamento a altas pressões e baixas temperaturas) e,
ainda, custos de operação mais elevados (consumo de electricidade subjacente por parte dos
compressores existentes será bastante superior, pois a pressão do Tail gas é 1 a 2 bar
comparando com 22 a 28 na corrente de Syngas).
Assim, economicamente, a captura de CO2 deveria ser realizada na corrente de Syngas.
No entanto, a opção da captura na corrente de Syngas é tecnicamente mais difícil de
implementar para unidades que não tiveram em consideração esta opção aquando da sua
construção, havendo muitas vezes limitações espaciais ou de utilidades que não são
transponíveis para o investimento em análise.
A maior limitação está patente na alteração da configuração processual da unidade: a
corrente de Syngas que entra na subunidade PSA teria então uma composição bastante diferente,
apresentando um nível muito mais reduzido de dióxido de carbono (de 16% para um pouco
acima de 1%). Esta modificação da composição teria, ainda, como consequência a entrada na
PSA de uma corrente com teor bastante elevado de hidrogénio, perto de 90% (comparando com
cerca de 76% sem captura) e, levaria a modificações de quantidades de adsorventes na PSA
(possível redução de carvão activado e aumento de zeólito 5A).
Não seriam ainda de esquecer outras limitações de teor operacional dado que esta
unidade seria operada por uma entidade externa no interior da refinaria, que poderia levar a
situações delicadas (entre as diferentes equipas de operação destas unidades).
No caso concreto da unidade de hidrogénio HR a opção da localização da captura antes
da sistema PSA, poderia, nesta altura, impulsionar certas modificações no funcionamento da
unidade de SMR que não seriam correctamente detectadas, dado esta unidade não apresentar um
histórico de funcionamento. Assim, não seria possível dissociar as modificações introduzidas
pela captura, das modificações usualmente verificadas entre o funcionamento prático das
unidades e os dados de projecto existentes.
Concluindo, depois de ponderar todos os factores de decisão, a escolha efectuada (e
preferência da D.T.R. e da Refinaria de Sines) seria que a localização da captura se realizasse
depois da subunidade de PSA, dado ser a opção que menos perturbaria o funcionamento normal
e corrente de qualquer uma das unidades de hidrogénio em análise (HI ou HR).

63
Tabela 18 – Quadro resumo da selecção de processo mais adequado para recuperação de CO2
Factores de
decisão Processo de absorção com aMDEA Processo FlashCO2
Aspecto
Económico
Custo de captura – 19,9 €/ton CO2
Investimento nas unidades é
comparativamente menor
Custo de captura – 22,9 €/ton CO2
Investimento nas unidades é superior
Aspecto
Técnico
Alteração da configuração processual da
unidade: sistema PSA com actualização
ou modificação dos elementos
constituintes do mesmo
Consumo de Vapor – 0,5 a 1 t/t CO2
Consumo de Electricidade – 150 a 180
kWh/ t CO2
Aplicação em corrente de processo de
unidade sem historial de funcionamento
é insensata (difícil dissociar as
modificações introduzidas pela captura
das modificações normais de entrada em
operação da unidade)
Não terá impacto no funcionamento do
sistema PSA e na globalidade da unidade
de SMR
Consumo de Vapor – 0 t/t CO2
Consumo de Electricidade – 320 a 350
kWh/ t CO2
Consumo de água - 21 t/t CO2
Consumo de amoníaco – 0,6 t/t CO2
Aplicação em corrente de utilidade de
unidade sem historial de funcionamento é
hipótese mais favorável
Aspecto
Logístico
Quantidade de equipamento inferior
Operação por entidade externa de unidade
localizada no interior da Refinaria
Quantidade de equipamento superior e
mais dispendioso
Operação por entidade externa de unidade
localizada no interior da Refinaria
Aplicação
Industrial
Várias dezenas de unidades com aplicação
desta tecnologia.
Ex: Refinaria de Tarragona (Repsol)
Refinaria de Castellón (BP)
Ambas localizadas em Espanha
Uma unidade a aplicar este processo.
Ex: Refinaria de Concepción no Chile
(ENAP Refinerías S.A.)
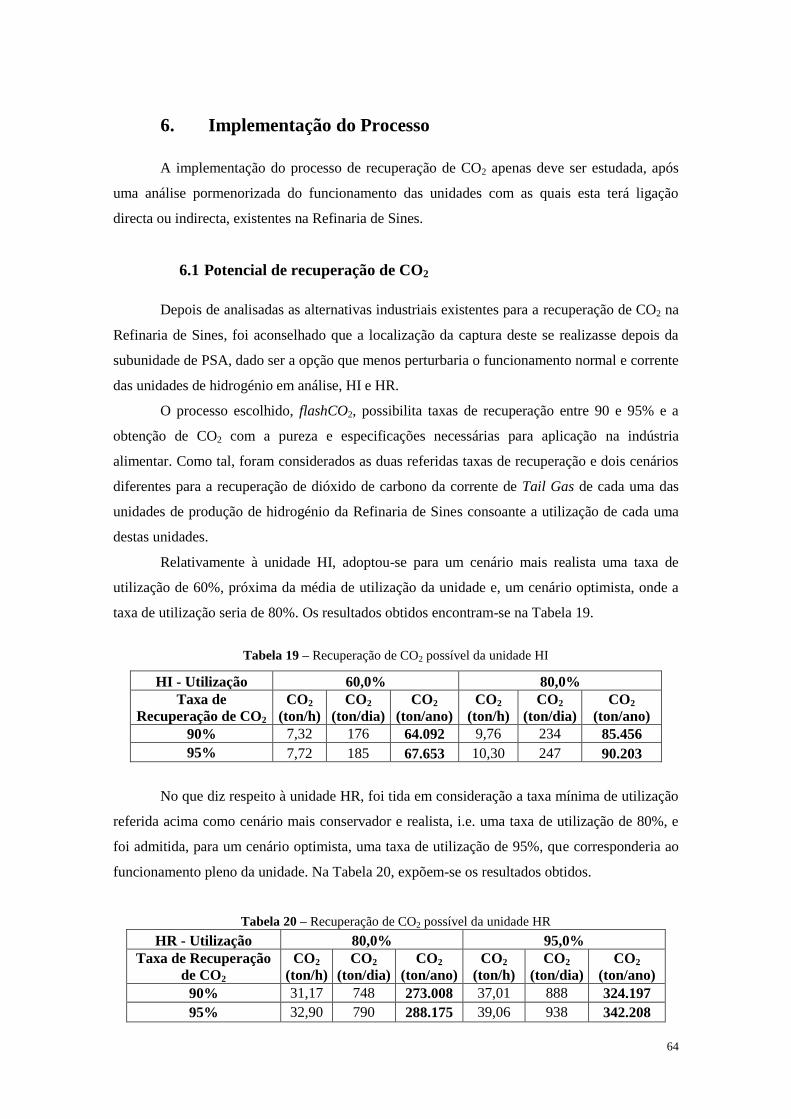
64
6. Implementação do Processo
A implementação do processo de recuperação de CO2 apenas deve ser estudada, após
uma análise pormenorizada do funcionamento das unidades com as quais esta terá ligação
directa ou indirecta, existentes na Refinaria de Sines.
6.1 Potencial de recuperação de CO2
Depois de analisadas as alternativas industriais existentes para a recuperação de CO2 na
Refinaria de Sines, foi aconselhado que a localização da captura deste se realizasse depois da
subunidade de PSA, dado ser a opção que menos perturbaria o funcionamento normal e corrente
das unidades de hidrogénio em análise, HI e HR.
O processo escolhido, flashCO2, possibilita taxas de recuperação entre 90 e 95% e a
obtenção de CO2 com a pureza e especificações necessárias para aplicação na indústria
alimentar. Como tal, foram considerados as duas referidas taxas de recuperação e dois cenários
diferentes para a recuperação de dióxido de carbono da corrente de Tail Gas de cada uma das
unidades de produção de hidrogénio da Refinaria de Sines consoante a utilização de cada uma
destas unidades.
Relativamente à unidade HI, adoptou-se para um cenário mais realista uma taxa de
utilização de 60%, próxima da média de utilização da unidade e, um cenário optimista, onde a
taxa de utilização seria de 80%. Os resultados obtidos encontram-se na Tabela 19.
Tabela 19 – Recuperação de CO2 possível da unidade HI
HI - Utilização 60,0% 80,0% Taxa de
Recuperação de CO2 CO2
(ton/h) CO2
(ton/dia) CO2
(ton/ano) CO2
(ton/h) CO2
(ton/dia) CO2
(ton/ano)
90% 7,32 176 64.092 9,76 234 85.456
95% 7,72 185 67.653 10,30 247 90.203
No que diz respeito à unidade HR, foi tida em consideração a taxa mínima de utilização
referida acima como cenário mais conservador e realista, i.e. uma taxa de utilização de 80%, e
foi admitida, para um cenário optimista, uma taxa de utilização de 95%, que corresponderia ao
funcionamento pleno da unidade. Na Tabela 20, expõem-se os resultados obtidos.
Tabela 20 – Recuperação de CO2 possível da unidade HR
HR - Utilização 80,0% 95,0% Taxa de Recuperação
de CO2 CO2
(ton/h) CO2
(ton/dia) CO2
(ton/ano) CO2
(ton/h) CO2
(ton/dia) CO2
(ton/ano)
90% 31,17 748 273.008 37,01 888 324.197
95% 32,90 790 288.175 39,06 938 342.208
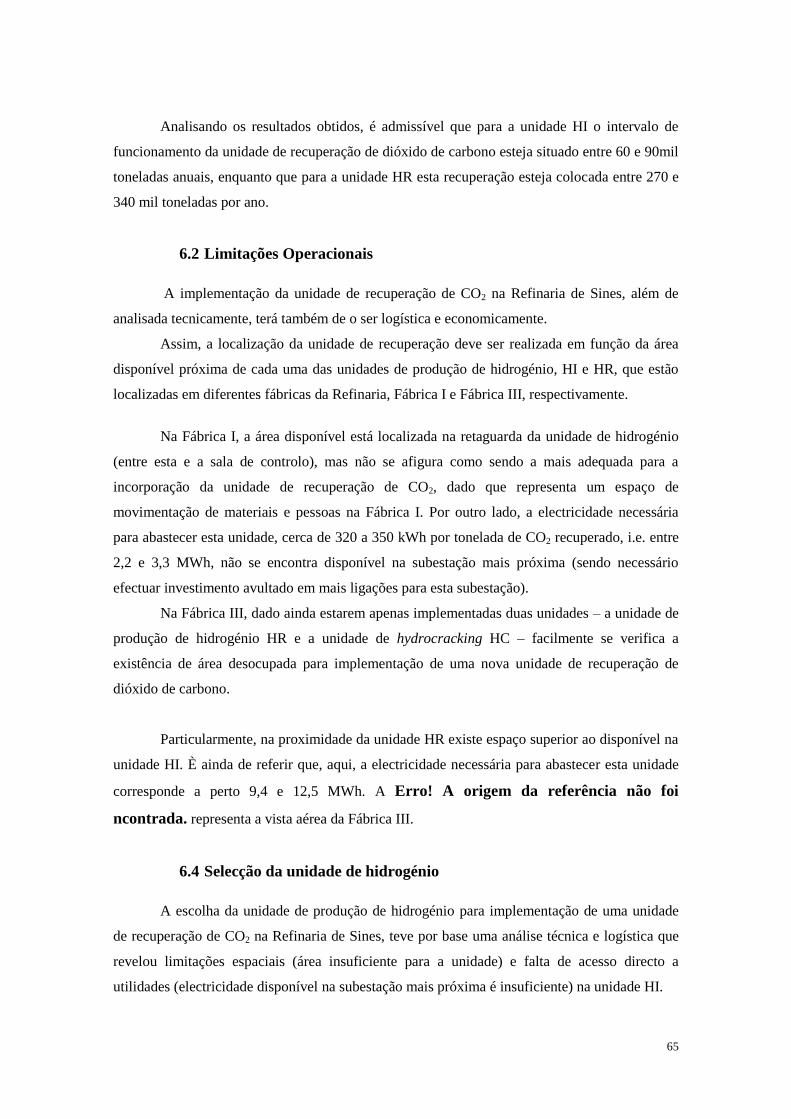
65
Analisando os resultados obtidos, é admissível que para a unidade HI o intervalo de
funcionamento da unidade de recuperação de dióxido de carbono esteja situado entre 60 e 90mil
toneladas anuais, enquanto que para a unidade HR esta recuperação esteja colocada entre 270 e
340 mil toneladas por ano.
6.2 Limitações Operacionais
A implementação da unidade de recuperação de CO2 na Refinaria de Sines, além de
analisada tecnicamente, terá também de o ser logística e economicamente.
Assim, a localização da unidade de recuperação deve ser realizada em função da área
disponível próxima de cada uma das unidades de produção de hidrogénio, HI e HR, que estão
localizadas em diferentes fábricas da Refinaria, Fábrica I e Fábrica III, respectivamente.
Na Fábrica I, a área disponível está localizada na retaguarda da unidade de hidrogénio
(entre esta e a sala de controlo), mas não se afigura como sendo a mais adequada para a
incorporação da unidade de recuperação de CO2, dado que representa um espaço de
movimentação de materiais e pessoas na Fábrica I. Por outro lado, a electricidade necessária
para abastecer esta unidade, cerca de 320 a 350 kWh por tonelada de CO2 recuperado, i.e. entre
2,2 e 3,3 MWh, não se encontra disponível na subestação mais próxima (sendo necessário
efectuar investimento avultado em mais ligações para esta subestação).
Na Fábrica III, dado ainda estarem apenas implementadas duas unidades – a unidade de
produção de hidrogénio HR e a unidade de hydrocracking HC – facilmente se verifica a
existência de área desocupada para implementação de uma nova unidade de recuperação de
dióxido de carbono.
Particularmente, na proximidade da unidade HR existe espaço superior ao disponível na
unidade HI. È ainda de referir que, aqui, a electricidade necessária para abastecer esta unidade
corresponde a perto 9,4 e 12,5 MWh. A Erro! A origem da referência não foi
ncontrada. representa a vista aérea da Fábrica III.
6.4 Selecção da unidade de hidrogénio
A escolha da unidade de produção de hidrogénio para implementação de uma unidade
de recuperação de CO2 na Refinaria de Sines, teve por base uma análise técnica e logística que
revelou limitações espaciais (área insuficiente para a unidade) e falta de acesso directo a
utilidades (electricidade disponível na subestação mais próxima é insuficiente) na unidade HI.

66
Logo, constatou-se que a integração desta unidade deve ser realizada a jusante da
unidade de produção de hidrogénio HR, que está localizada na Fábrica III.
6.5 Armazenagem e distribuição de CO2
O dióxido de carbono líquido é usualmente armazenado a cerca de -18 ºC e 2,1 MPa
(Topham, 2005) em vasos totalmente isolados que tem complementarmente medidores de
pressão, sistema de auto-refrigeração e válvulas de escape. A sua distribuição pode ser
executada por quatro vias: via marítima, via rodoviária e via-férrea e via pipeline.
Actualmente, o transporte por via rodoviária é o mais empregue devido à sua
flexibilidade em alcançar os pequenos clientes que, respectivamente, consomem pequenas
quantidades de CO2. No entanto, para executar o transporte CO2 por esta via é indispensável que
a empresa produtora possua uma frota de camiões cisterna que normalmente aplicam como
condições operatórias as condições de armazenagem (embora, na maior parte das situações os
contentores não são refrigerados), sendo que cada veículo pode transportar entre 2 e 30
toneladas de produto.
Outra forma de transporte do CO2 pode ser efectuado por linhas ferroviárias, com
condições operatórias semelhantes às condições de armazenagem e com capacidades de
transporte de CO2 superiores às quantidades referidas para o transporte via rodoviária. O
principal entrave à utilização deste meio de distribuição está na capacidade e fiabilidade do
sistema ferroviário existente no mercado (i.e. no país de consumo do CO2) e a localização dos
clientes (empresas consumidoras de CO2).
Quanto ao transporte de CO2 por via marítima, este tem sido particularmente utilizado
por um dos fabricantes mais importantes a nível europeu, a Yara, que detém 4 barcos para o
transporte de CO2 com capacidades entre 870 e 1250 toneladas e que servem 10 portos europeus
com a média de 1 navio por dia (Gustafsson, 2008). Os tanques destes navios estão isolados e
tem como condições operatórias: 14 a 16 bar e -20 a -30ºC.
A última via tem sido utilizada para transporte de CO2 que tem como destino a
armazenagem no subsolo (CCS) e beneficia largamente de economias de escala (Bradford,
2008), afigurando-se como meio de transporte mais económico para transporte de quantidades
de dióxido de carbono superiores a uma milhão de toneladas por ano (Metz, 2005).
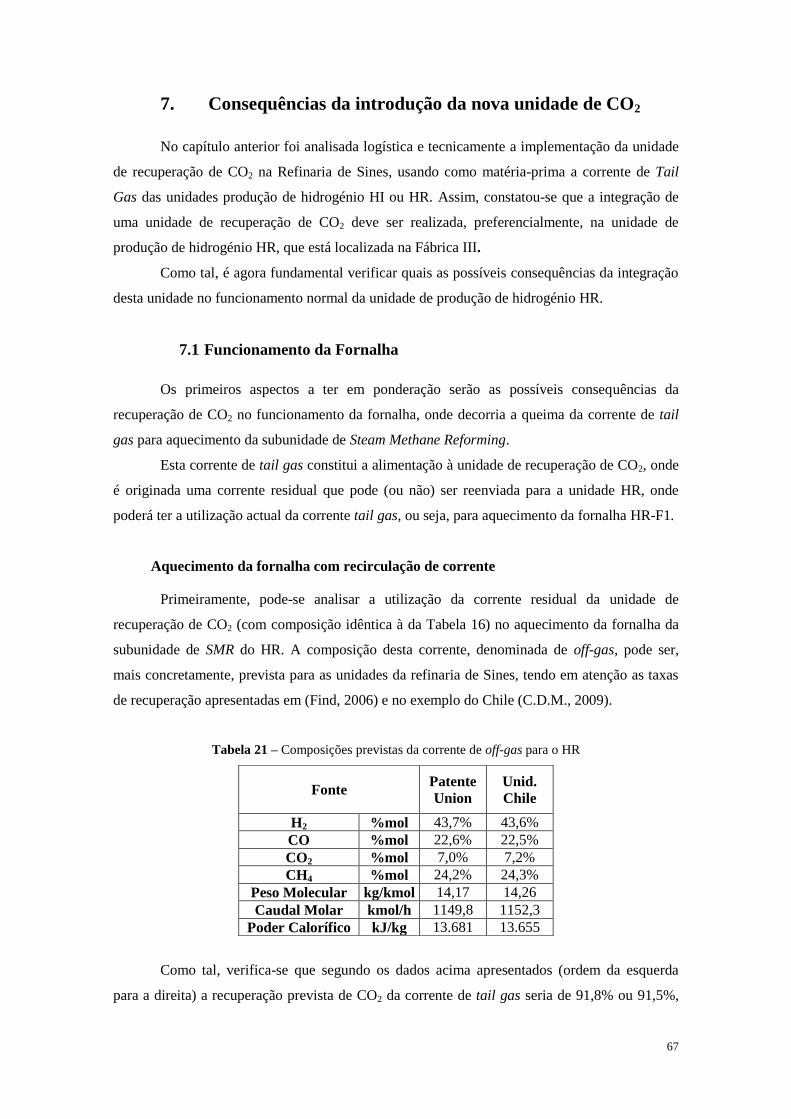
67
7. Consequências da introdução da nova unidade de CO2
No capítulo anterior foi analisada logística e tecnicamente a implementação da unidade
de recuperação de CO2 na Refinaria de Sines, usando como matéria-prima a corrente de Tail
Gas das unidades produção de hidrogénio HI ou HR. Assim, constatou-se que a integração de
uma unidade de recuperação de CO2 deve ser realizada, preferencialmente, na unidade de
produção de hidrogénio HR, que está localizada na Fábrica III.
Como tal, é agora fundamental verificar quais as possíveis consequências da integração
desta unidade no funcionamento normal da unidade de produção de hidrogénio HR.
7.1 Funcionamento da Fornalha
Os primeiros aspectos a ter em ponderação serão as possíveis consequências da
recuperação de CO2 no funcionamento da fornalha, onde decorria a queima da corrente de tail
gas para aquecimento da subunidade de Steam Methane Reforming.
Esta corrente de tail gas constitui a alimentação à unidade de recuperação de CO2, onde
é originada uma corrente residual que pode (ou não) ser reenviada para a unidade HR, onde
poderá ter a utilização actual da corrente tail gas, ou seja, para aquecimento da fornalha HR-F1.
Aquecimento da fornalha com recirculação de corrente
Primeiramente, pode-se analisar a utilização da corrente residual da unidade de
recuperação de CO2 (com composição idêntica à da Tabela 16) no aquecimento da fornalha da
subunidade de SMR do HR. A composição desta corrente, denominada de off-gas, pode ser,
mais concretamente, prevista para as unidades da refinaria de Sines, tendo em atenção as taxas
de recuperação apresentadas em (Find, 2006) e no exemplo do Chile (C.D.M., 2009).
Tabela 21 – Composições previstas da corrente de off-gas para o HR
Como tal, verifica-se que segundo os dados acima apresentados (ordem da esquerda
para a direita) a recuperação prevista de CO2 da corrente de tail gas seria de 91,8% ou 91,5%,
Fonte Patente
Union Unid.
Chile
H2 %mol 43,7% 43,6% CO %mol 22,6% 22,5% CO2 %mol 7,0% 7,2% CH4 %mol 24,2% 24,3%
Peso Molecular kg/kmol 14,17 14,26 Caudal Molar kmol/h 1149,8 1152,3
Poder Calorífico kJ/kg 13.681 13.655

68
respectivamente. Expectavelmente, o poder calorífico da corrente aumenta de forma
considerável devido à remoção do CO2 da corrente.
Deve-se aqui mencionar que ainda que improvável, pode ocorrer a perda efectiva de
algum solvente para esta corrente, o que não se deverá verificar na dessorção do CO2 e, mesmo
que tal aconteça, essa corrente seria encaminhada para a etapa de desidratação, sendo assim
praticamente impossível que o metanol contamine o produto final (depois da desidratação
existiam ainda etapas de destilação flash e destilação final a pressão elevada). No entanto caso,
se verifique a perda de solvente para a corrente de off-gas, a concentração desta nessa corrente
será da ordem de grandeza de ppm, não provocando alterações na queima dessa corrente e,
decorrendo mesmo a combustão do metanol.
2 CH3OH + 3 O2 2 CO2 + 4 H2O (eq. 10)
O aumento do poder calorífico da corrente de off-gas face à corrente de tail gas (acima
de 18,7 MJ/kg face a 4,4 MJ/kg) tem como base a redução do caudal mássico da corrente (até
4,2 de 17,8 ton/h). Verifica-se, assim, que o valor calorífico da corrente se mantém e não seria
necessário proceder à adição de novo conteúdo de gás natural.
Aquecimento da fornalha sem recirculação de corrente
Por outro lado, considera-se, agora, que a corrente residual da unidade de recuperação
de CO2 (com composição idêntica à da Tabela 16) não seria utilizada no aquecimento da
fornalha da subunidade de SMR do HR. Assim, com a entrada em funcionamento da unidade de
recuperação de CO2, é imprescindível a utilização de nova quantidade de gás natural para
aquecimento da subunidade de SMR. Na Tabela 22, apresentam-se os consumos de projecto
para o HR com a configuração actual e sem a queima da corrente de tail gas:
Tabela 22 – Consumo de combustível da unidade HR com recuperação de CO2
Consumo máximo
Tail Gas (ton/ano) Consumo máximo GN
(ton/ano) Compensação com
GN (ton/ano) Consumo máximo
GN futuro (ton/ano) 494.791 23.013 44.844 67.856
Examinando os consumos apresentados na Tabela 22, conclui-se que existe um aumento
substancial do consumo de gás natural, com um incremento de 194,9%.
Não é de esquecer que, neste caso, a compensação de valor calorífico da corrente com
gás natural, irá acarretar novos custos para o funcionamento da unidade que terão de ser
compensados com a venda de CO2 sobre a forma bruta – corrente de tail gas – ou sobre a forma
de produto final.
69
Funcionamento técnico da fornalha
Outro aspecto a analisar serão as possíveis consequências operacionais da recuperação
de CO2 no funcionamento da fornalha. Aqui, é utilizada maioritariamente a corrente de tail gas
para aquecimento da HR-H1, utilizando-se como combustível de make-up o gás natural.
Ao nível técnico verifica-se que a queima da corrente de tail gas apresenta como
vantagem o facto de ser uma corrente livre de enxofre e, como tal, as emissões de SOx são
consequentemente muito reduzidas, visto que esta corrente representa acima de 95% (%mass)
do combustível utilizado (tendo como referência os dados de projecto). Por outro lado a
aplicação desta corrente, acarreta alguns inconvenientes como o estimular da instabilidade da
chama (Speight, 2002), caso exista um alto conteúdo de monóxido de carbono na corrente, e o
possível efeito de subida da formação de NOx, devido ao conteúdo de hidrogénio na corrente
(EIGA, 2009).
A queima da corrente de gás natural apresenta como desvantagens o facto poder conter
vestígios de enxofre que provocam emissões de SOx, mas com a utilização de queimadores de
baixo teor de NOx é conseguida a redução de emissões destes compostos e também de SOx
EIPPCB: BREF Refinarias, 2003). No caso desta unidade HR, é ainda de referir que a utilização
de uma unidade de Pré-Reforming possibilita uma redução extra das emissões de NOx
7.2 Mudança de matéria-prima
Outro parâmetro a identificar será uma possível mudança de matéria-prima de
alimentação a qualquer uma das unidades de produção de hidrogénio (HR).
A unidade de produção de hidrogénio HR que foi projectada para possível operação
com alimentação a nafta, apresenta características (ver capítulo 3.3) que permitem admitir que o
risco de não conversão destes hidrocarbonetos mais pesados (C3+) seja praticamente nulo. A
principal característica que é determinante para esta conclusão (conversão total destes
hidrocarbonetos) está no facto de a unidade em questão possuir uma subunidade de Pre-
reforming que assegurará sempre (independentemente da alimentação) a conversão destes
compostos.
Conclui-se, assim, neste sub capítulo que a mudança de matéria-prima para nafta não irá
ter nenhuma incompatibilidade com o processo de recuperação e purificação de CO2, dado que
não se prevê a presença de hidrocarbonetos pesados (C3+) na corrente de tail gas. Todavia, caso
estejam presentes compostos deste tipo nesta corrente, estes terão de ser removidos no processo
de recuperação de CO2, estando prevista a inevitável remoção para etapa anterior à unidade de
destilação flash (separador gás-líquido), visto que, o metanol poderia absorver esses compostos
(aquando da absorção do CO2 da corrente off-gas) e não os separar do produto final CO2 (o que
seria incompatível com a especificação do produto).
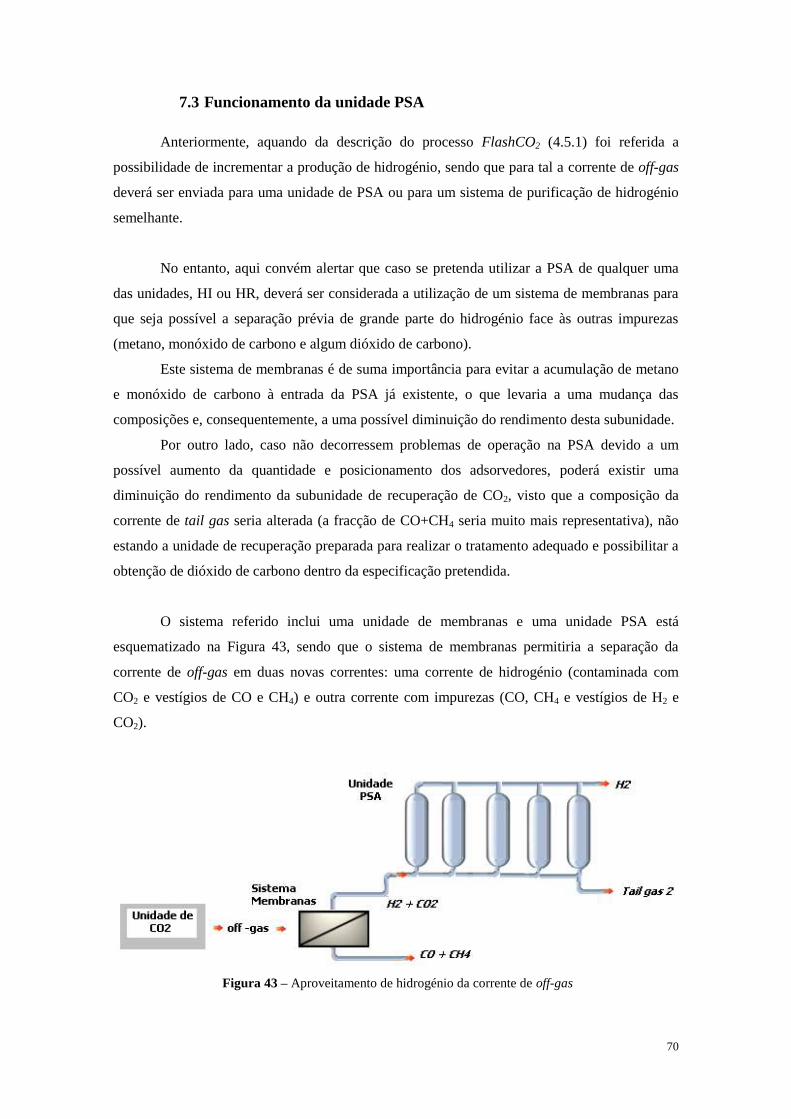
70
7.3 Funcionamento da unidade PSA
Anteriormente, aquando da descrição do processo FlashCO2 (4.5.1) foi referida a
possibilidade de incrementar a produção de hidrogénio, sendo que para tal a corrente de off-gas
deverá ser enviada para uma unidade de PSA ou para um sistema de purificação de hidrogénio
semelhante.
No entanto, aqui convém alertar que caso se pretenda utilizar a PSA de qualquer uma
das unidades, HI ou HR, deverá ser considerada a utilização de um sistema de membranas para
que seja possível a separação prévia de grande parte do hidrogénio face às outras impurezas
(metano, monóxido de carbono e algum dióxido de carbono).
Este sistema de membranas é de suma importância para evitar a acumulação de metano
e monóxido de carbono à entrada da PSA já existente, o que levaria a uma mudança das
composições e, consequentemente, a uma possível diminuição do rendimento desta subunidade.
Por outro lado, caso não decorressem problemas de operação na PSA devido a um
possível aumento da quantidade e posicionamento dos adsorvedores, poderá existir uma
diminuição do rendimento da subunidade de recuperação de CO2, visto que a composição da
corrente de tail gas seria alterada (a fracção de CO+CH4 seria muito mais representativa), não
estando a unidade de recuperação preparada para realizar o tratamento adequado e possibilitar a
obtenção de dióxido de carbono dentro da especificação pretendida.
O sistema referido inclui uma unidade de membranas e uma unidade PSA está
esquematizado na Figura 43, sendo que o sistema de membranas permitiria a separação da
corrente de off-gas em duas novas correntes: uma corrente de hidrogénio (contaminada com
CO2 e vestígios de CO e CH4) e outra corrente com impurezas (CO, CH4 e vestígios de H2 e
CO2).
Figura 43 – Aproveitamento de hidrogénio da corrente de off-gas
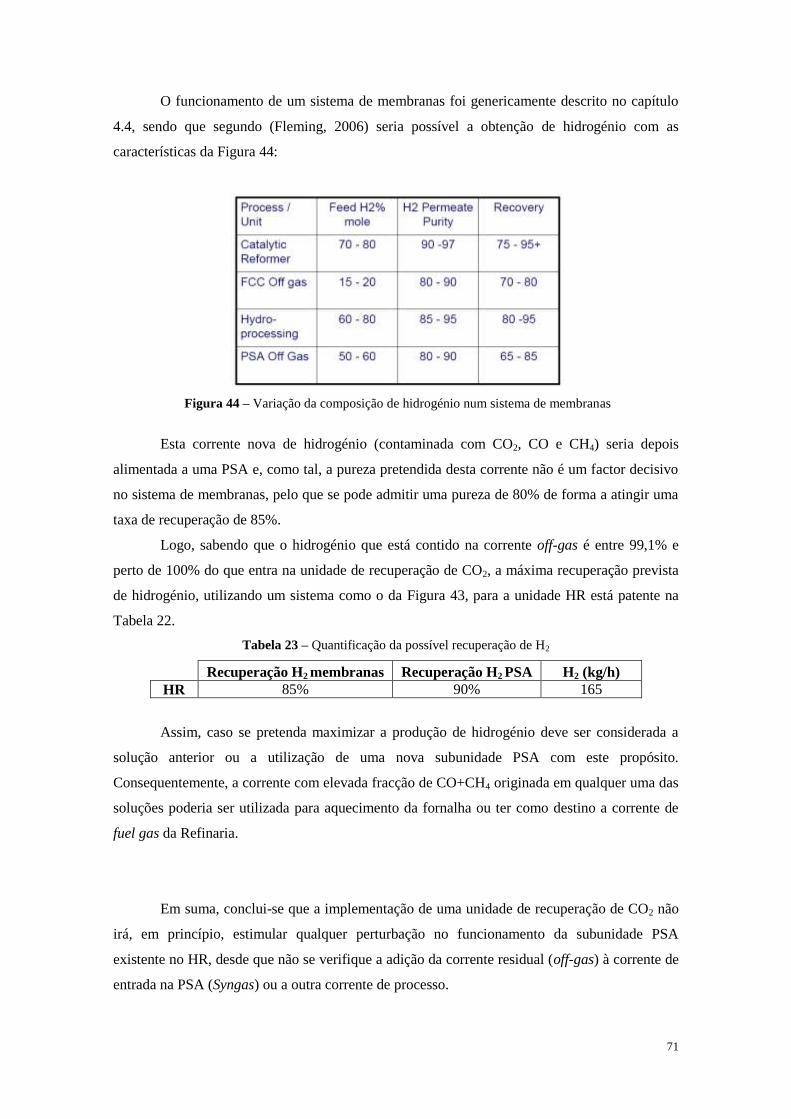
71
O funcionamento de um sistema de membranas foi genericamente descrito no capítulo
4.4, sendo que segundo (Fleming, 2006) seria possível a obtenção de hidrogénio com as
características da Figura 44:
Figura 44 – Variação da composição de hidrogénio num sistema de membranas
Esta corrente nova de hidrogénio (contaminada com CO2, CO e CH4) seria depois
alimentada a uma PSA e, como tal, a pureza pretendida desta corrente não é um factor decisivo
no sistema de membranas, pelo que se pode admitir uma pureza de 80% de forma a atingir uma
taxa de recuperação de 85%.
Logo, sabendo que o hidrogénio que está contido na corrente off-gas é entre 99,1% e
perto de 100% do que entra na unidade de recuperação de CO2, a máxima recuperação prevista
de hidrogénio, utilizando um sistema como o da Figura 43, para a unidade HR está patente na
Tabela 22.
Tabela 23 – Quantificação da possível recuperação de H2
Recuperação H2 membranas Recuperação H2 PSA H2 (kg/h) HR 85% 90% 165
Assim, caso se pretenda maximizar a produção de hidrogénio deve ser considerada a
solução anterior ou a utilização de uma nova subunidade PSA com este propósito.
Consequentemente, a corrente com elevada fracção de CO+CH4 originada em qualquer uma das
soluções poderia ser utilizada para aquecimento da fornalha ou ter como destino a corrente de
fuel gas da Refinaria.
Em suma, conclui-se que a implementação de uma unidade de recuperação de CO2 não
irá, em princípio, estimular qualquer perturbação no funcionamento da subunidade PSA
existente no HR, desde que não se verifique a adição da corrente residual (off-gas) à corrente de
entrada na PSA (Syngas) ou a outra corrente de processo.
72
7.4 Redução das emissões
Primeiramente, analisam-se os dados de projecto do HR de forma a determinar a origem
das emissões de CO2, que têm a seguinte divisão:
Tabela 24 – Origem das emissões de CO2 nas diferentes unidades de hidrogénio
Queima CO+CH4
do tail gas (%) CO2 contido em
tail gas (%) Queima de
GN (%)
HR 32 % 58 % 10 %
A possível redução de emissões de CO2 directas na unidade HR pode ser verificada com
recirculação da corrente (corrente de off-gas da unidade de CO2) para aquecimento da fornalha
da subunidade de SMR do HR. Neste caso, a remoção de CO2 da corrente de tail gas não é total
(i.e. taxa de recuperação de 91 a 93%), pelo que o CO2 representa ainda uma fracção assinalável
da corrente de off-gas e, como tal, contribui para as emissões da unidade. Logo, irá verifica-se a
nova distribuição de emissões de CO2, segundo a sua origem:
Tabela 25 – Origem das emissões de CO2 nas unidades de hidrogénio com captura de CO2
Queima CO+CH4
do off-gas (%) CO2 contido em
off-gas (%) Queima de
GN (%)
HR 70 % 9 % 21 %
Assim, a redução de emissões, que está condicionada ao mercado existente, será de 50 a
70 mil toneladas por ano, ou seja, entre 2,8 e 4% das emissões de CO2 da Refinaria de Sines.
No entanto, importa referir que esta redução directa nas emissões de CO2 nas unidades
de produção de hidrogénio pode não ser considerada como uma redução efectiva destas
emissões.
Este facto ainda não está definido na legislação portuguesa, estando neste momento a
ser discutida essa possibilidade de redução de emissões de CO2 na União Europeia, segundo o
documento da Comissão Europeia “Guidelines for Monitoring and Reporting of Greenhouse
Gases”. Contudo, segundo a European Industrial Gases Association (EIGA, 2010) esta redução
das emissões de CO2 está apenas restrita à unidade de hidrogénio, dado que as aplicações de
CO2 que difiram da armazenagem (no subsolo, em aquíferos, etc) não constituem uma redução
efectiva de emissões, pois nessas aplicações o CO2 acaba por ser enviado para a atmosfera
(assim apenas decorre uma armazenagem temporária – curta – de CO2).

73
8. Análise económica preliminar
Anteriormente, procedeu-se à análise técnica e logística da possível implementação de
uma unidade de recuperação de CO2 a jusante da unidade de produção de hidrogénio HR
(Fábrica III) na Refinaria de Sines.
Assim, é imperativo efectuar uma estimativa do investimento necessário, considerando
investimentos realizados em unidades semelhantes, sabendo que o mercado de CO2 líquido
existente (Portugal e parte de Espanha) está condicionado entre 50 a 70 mil toneladas por ano.
Depois, devem também ser analisados os custos inerentes à captura de CO2 quer ao
nível de utilidades e solventes, de manutenção, de utilização de terreno e pessoal (custos fixos) e
de transporte. Além das parcelas inicialmente referidas foi também considerada a amortização
do investimento (de forma linear) para o cálculo do custo de fabrico.
Por outro lado, a fim de verificar qual a margem existente para a definição do preço do
CO2 à saída da unidade de produção de H2 (corrente tail gas), que constitui a matéria-prima da
unidade, foi determinado historicamente o preço de venda deste produto.
8.1 Custos da Captura
Por análise da literatura disponível, foi possível identificar diferentes valores relativos
ao custo da captura de CO2 via pré-combustão e, em particular, para a captura de CO2 utilizando
o processo flashCO2, propriedade intelectual da empresa Union Engineering.
Assim, encontram-se na Tabela 26 os valores actualizados (com índices de preços do
Banco Central Europeu [E.C.B.]
), encontrados para a captura de CO2, com as datas de referência e
respectiva fonte bibliográfica.
Tabela 26 – Custos de captura de CO2
Origem do preço
(Referência
Bibliográfica)
(Union
Engineering,
2011)
(Hydrocarbon
Processing,
2008)
(ZEP,
2006) (IPCC,
2005)
(International
Energy
Agency, 2003) Custo captura (€ / ton CO2)
20,0 € 25,3 € 23,4 € 19,4 € 28,6 €
No entanto, a Tabela 26 apresenta dados que em alguns casos não se adequam à análise
em questão, caso do custo de captura da IPCC que tem como referência a utilização de aminas
para absorção química do CO2, e outros que podem estar já algo desactualizados, custo de
captura divulgado em 2003 pela IEA GHG (hiato temporal de 8 anos já registado).
Consequentemente, considerando uma média dos restantes valores obtém-se um custo de
captura de 22,9 € por tonelada de CO2 recuperado.
74
8.2 Custos de Transporte
No capítulo 6.5, foram analisados as diferentes vias de distribuição de dióxido de
carbono líquido. Logo, constatou-se que apesar da sua distribuição poder ser executada por
quatro vias: via marítima, via rodoviária e via-férrea e via pipeline, apenas a segunda é
frequentemente utilizada para alcançar os pequenos clientes que consomem pequenas
quantidades de CO2,, dado que cada veículo pode transportar entre 2 e 30 toneladas de produto.
Após pesquisa bibliográfica na literatura disponível foi possível encontrar alguns
valores de referência para o custo de transporte de CO2 pelas diferentes vias, tendo como
referência uma distância de 200 km.
Tabela 27 – Custos de transporte de CO2
Camião Cisterna Barco Comboio
Custo (€/ton de CO2) 19,11
2,1 12,8 Custo (€/ton de CO2) 17,4 2
Custo (€/ton de CO2) 26,0
Analisando a Tabela 27, verifica-se que a via com custo de transporte mais reduzido
será a via marítima. No entanto, dado o alto investimento que é necessário realizar para adquirir
uma frota de navios que possibilite um transporte flexível e preciso de CO2 torna impeditiva
esta opção economicamente.
Por outro lado, os custos de transporte de CO2 (por tonelada deste produto recuperado)
para as outras duas vias são próximos, sendo que a opção por transporte via-férrea pressupõe a
existência de um sistema ferroviário fiável, bastante amplo e com ligação directa ou próxima
dos clientes deste produto. Como tal, conclui-se que apesar de se apresentar como a via de
transporte mais dispendiosa, com valor médio de 20,8 €/ton de CO2, o transporte por via
rodoviária através de camiões cisterna é aquele que apresenta um maior índice de
praticabilidade, sendo mesmo o mais utilizado para o abastecimento de clientes com
necessidades mais reduzidas.
Deve-se fazer notar ainda que se a distância do transporte de CO2 estiver bastante acima
de 200 km, o custo será significativamente maior. Este pode mesmo duplicar logo para uma
distância de 300 km, o que constitui uma razão determinante para que a localização das
unidades fabris seja próxima da localização dos clientes (consumidores de CO2).
1 Preço retirado de (Wong, 2005)
2 Preço retirado de (Herzog, 2004)

75
8.3 Investimento – Previsão e comparação com outras unidades
De forma a determinar de forma precisa o investimento total requerido para a
implementação de uma unidade de recuperação, purificação e liquefacção de CO2 seria
indispensável o cálculo de cada uma das componentes do respectivo investimento. Por
conseguinte, seria necessário determinar o investimento fixo, o capital circulante e os juros
intercalares.
No entanto, para o cálculo detalhado do investimento fixo, seria necessário ter alguns
dados sobre equipamento como, por exemplo, o diagrama quantitativo final (P&I), as folhas de
especificação, os desenhos detalhados das diferentes peças de equipamento e respectivos
materiais de construção, as dimensões e os desenhos de tubagens; dados sobre a montagem,
dados sobre a instalação eléctrica e o isolamento térmico da unidade, entre outros. Todos estes
dados só estariam disponíveis em documentos como o Process Desgin Basis Specification, que
ao momento desta tese não é possível obter.
De acordo com as razões apresentadas não é possível efectuar o cálculo detalhado das
diferentes parcelas do investimento fixo e, consequentemente, do investimento total, sendo
assim apenas possível efectuar uma estimativa preliminar, que tem uma margem de erro
associada de 10 a 25%.
Para realizar esta estimativa preliminar, utilizou-se a regra de Williams, que é um
método exponencial que permite estimar os custos com base na relação entre diferentes
capacidades de instalações e conhecendo o valor do investimento de uma instalação idêntica.
Logo, analisou-se a literatura por forma a encontrar valores de investimento que podiam ser
utilizados como referência na previsão do investimento total das diferentes unidades de CO2 em
hipótese (HI e HR).
A relação entre as diferentes instalações utilizada para o cálculo do investimento total
está patente na equação 11:
(eq. 11)
sendo I e Q referentes ao investimento e à capacidade da fábrica em estudo, respectivamente,
enquanto I1 Q2 têm o mesmo significado, mas aplicado à unidade usada para comparação, sendo
n o coeficiente de elasticidade do investimento em relação à capacidade. Este coeficiente
depende do tipo de processo, da ordem de grandeza das capacidades e do aumento de
capacidade, embora na indústria química possa geralmente ser arbitrado igual a 0,7.
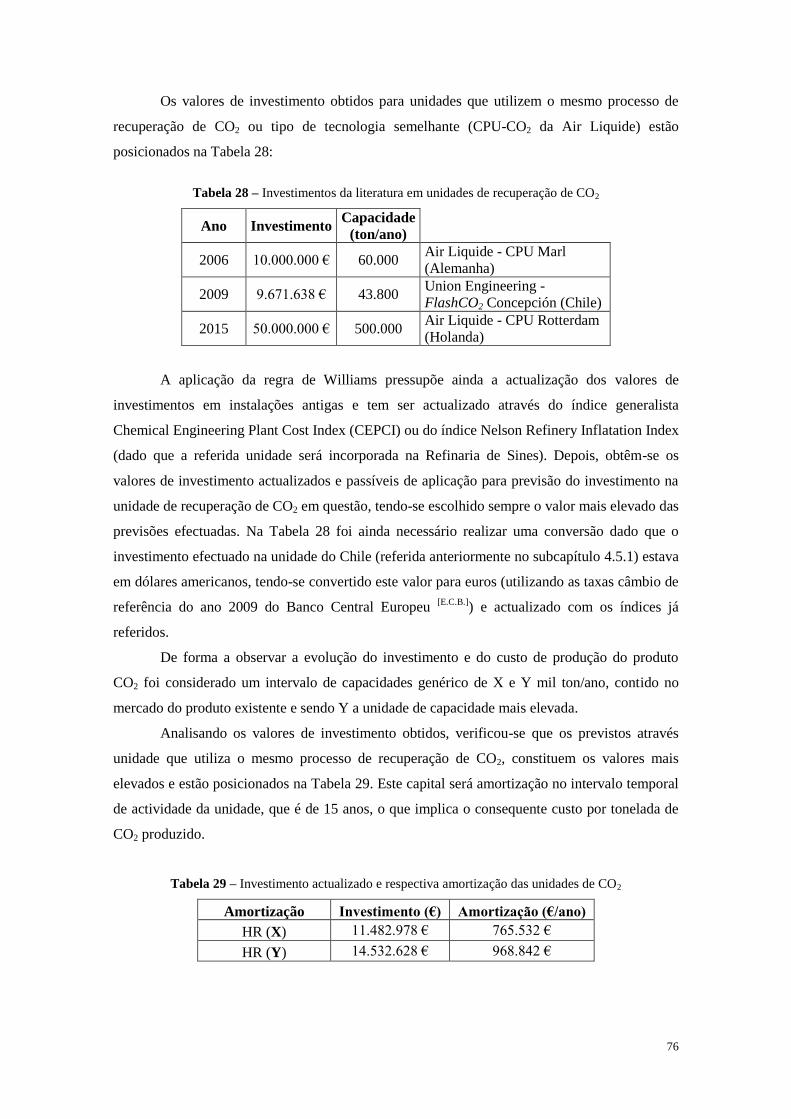
76
Os valores de investimento obtidos para unidades que utilizem o mesmo processo de
recuperação de CO2 ou tipo de tecnologia semelhante (CPU-CO2 da Air Liquide) estão
posicionados na Tabela 28:
Tabela 28 – Investimentos da literatura em unidades de recuperação de CO2
Ano Investimento Capacidade
(ton/ano)
2006 10.000.000 € 60.000 Air Liquide - CPU Marl
(Alemanha)
2009 9.671.638 € 43.800 Union Engineering -
FlashCO2 Concepción (Chile)
2015 50.000.000 € 500.000 Air Liquide - CPU Rotterdam
(Holanda)
A aplicação da regra de Williams pressupõe ainda a actualização dos valores de
investimentos em instalações antigas e tem ser actualizado através do índice generalista
Chemical Engineering Plant Cost Index (CEPCI) ou do índice Nelson Refinery Inflatation Index
(dado que a referida unidade será incorporada na Refinaria de Sines). Depois, obtêm-se os
valores de investimento actualizados e passíveis de aplicação para previsão do investimento na
unidade de recuperação de CO2 em questão, tendo-se escolhido sempre o valor mais elevado das
previsões efectuadas. Na Tabela 28 foi ainda necessário realizar uma conversão dado que o
investimento efectuado na unidade do Chile (referida anteriormente no subcapítulo 4.5.1) estava
em dólares americanos, tendo-se convertido este valor para euros (utilizando as taxas câmbio de
referência do ano 2009 do Banco Central Europeu [E.C.B.]
) e actualizado com os índices já
referidos.
De forma a observar a evolução do investimento e do custo de produção do produto
CO2 foi considerado um intervalo de capacidades genérico de X e Y mil ton/ano, contido no
mercado do produto existente e sendo Y a unidade de capacidade mais elevada.
Analisando os valores de investimento obtidos, verificou-se que os previstos através
unidade que utiliza o mesmo processo de recuperação de CO2, constituem os valores mais
elevados e estão posicionados na Tabela 29. Este capital será amortização no intervalo temporal
de actividade da unidade, que é de 15 anos, o que implica o consequente custo por tonelada de
CO2 produzido.
Tabela 29 – Investimento actualizado e respectiva amortização das unidades de CO2
Amortização Investimento (€) Amortização (€/ano)
HR (X) 11.482.978 € 765.532 €
HR (Y) 14.532.628 € 968.842 €
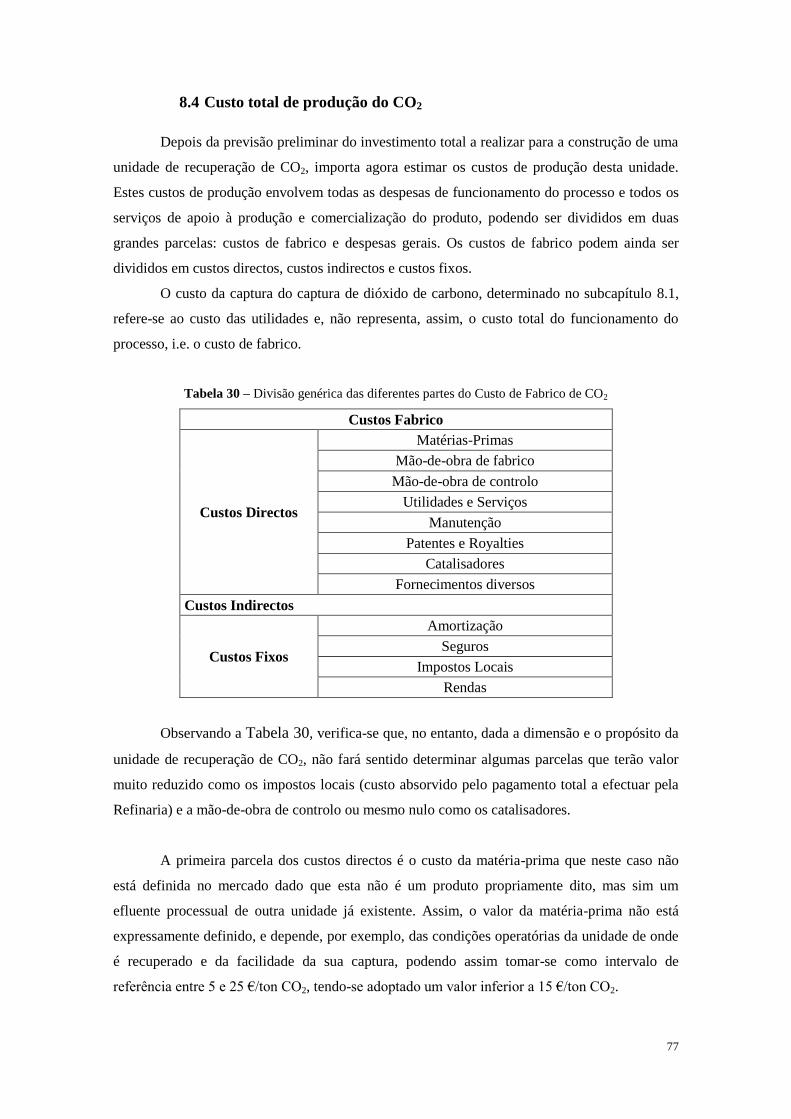
77
8.4 Custo total de produção do CO2
Depois da previsão preliminar do investimento total a realizar para a construção de uma
unidade de recuperação de CO2, importa agora estimar os custos de produção desta unidade.
Estes custos de produção envolvem todas as despesas de funcionamento do processo e todos os
serviços de apoio à produção e comercialização do produto, podendo ser divididos em duas
grandes parcelas: custos de fabrico e despesas gerais. Os custos de fabrico podem ainda ser
divididos em custos directos, custos indirectos e custos fixos.
O custo da captura do captura de dióxido de carbono, determinado no subcapítulo 8.1,
refere-se ao custo das utilidades e, não representa, assim, o custo total do funcionamento do
processo, i.e. o custo de fabrico.
Tabela 30 – Divisão genérica das diferentes partes do Custo de Fabrico de CO2
Custos Fabrico
Custos Directos
Matérias-Primas
Mão-de-obra de fabrico
Mão-de-obra de controlo
Utilidades e Serviços
Manutenção
Patentes e Royalties
Catalisadores
Fornecimentos diversos
Custos Indirectos
Custos Fixos
Amortização
Seguros
Impostos Locais
Rendas
Observando a Tabela 30, verifica-se que, no entanto, dada a dimensão e o propósito da
unidade de recuperação de CO2, não fará sentido determinar algumas parcelas que terão valor
muito reduzido como os impostos locais (custo absorvido pelo pagamento total a efectuar pela
Refinaria) e a mão-de-obra de controlo ou mesmo nulo como os catalisadores.
A primeira parcela dos custos directos é o custo da matéria-prima que neste caso não
está definida no mercado dado que esta não é um produto propriamente dito, mas sim um
efluente processual de outra unidade já existente. Assim, o valor da matéria-prima não está
expressamente definido, e depende, por exemplo, das condições operatórias da unidade de onde
é recuperado e da facilidade da sua captura, podendo assim tomar-se como intervalo de
referência entre 5 e 25 €/ton CO2, tendo-se adoptado um valor inferior a 15 €/ton CO2.

78
A mão-de-obra de fabrico contabilizada envolve o pagamento de despesas com um
operador, dos que estão colocados na Refinaria de Sines, sendo a sua taxa de ocupação de 25%
relativamente a esta unidade de CO2. Tendo em conta que a produção na Refinaria Sines
envolve a operação em contínua de 3 turnos de 8h cada (devendo ainda ser contabilizados mais
2/3 turnos para férias e prevenção), é possível determinar as despesas com a mão-de-obra.
O custo das utilidades e serviços é equivalente ao custo da captura já apresentado, tendo
no entanto sido considerado um consumo extra de 1% para tratamento de efluentes.
A manutenção pode ser estimada em função do investimento fixo que no caso é
desconhecido, dado apenas se ter disponível o investimento total.
No entanto, considerando que o capital circulante pode ser estimado como sendo apenas
10-15% do investimento fixo (Timmerhaus, 2006) e que os juros intercalares representam entre
2 e 3% do investimento total, obtém-se um valor médio para o investimento fixo de cerca de
85% do investimento total. Aqui é de referir que o valor do capital circulante depende do fundo
de maneio e do stock considerados, enquanto que os juros dependem da fracção do investimento
que é capital próprio (pois estes apenas são repercutidos no capital alheio).
A manutenção pode, consequentemente, ser estimada como cerca de 3 a 10% do
investimento fixo, sendo que atendendo à dimensão da unidade foi considerado 3% para os 10
primeiros dez anos e 4% para os últimos cinco anos de operação, dado que a frequência desta
tenderá a aumentar com o incremento da idade da unidade. Do mesmo modo, foi estimado o
custo associado à utilização do processo que está patenteado pela Union Engineering, tendo-se
admitido 2% do investimento fixo, para um intervalo de 2 a 6% (Timmerhaus, 2006),
considerando que além do factor da dimensão da unidade, que o processo é recente e que não
existe um número elevado de unidades instaladas.
A última parcela dos custos directos são os fornecimentos diversos de materiais
necessários para a manutenção logística do funcionamento da unidade (lubrificantes para os
compressores, empanques e vedações, entre outros). Esta foi determinada como sendo cerca de
5% dos custos de manutenção.
Os custos indirectos incluem os custos associados ao funcionamento do laboratório de
controlo, de embalagem do produto final e, ainda, despesas de expedição, de serviços de
armazenagem geral e segurança. O total destes custos foi determinado considerando 30% do
custo de mão-de-obra de fabrico e manutenção.
Finalmente, a parcela que sobra corresponde aos custos fixos anuais, sendo que aí existe
uma parcela referente à amortização do equipamento (e projecto) da unidade, que de acordo
com a razão verificada na unidade semelhante já instalada no Chile, corresponde a 37% do
investimento total, tendo-se no caso considerado 40%. As outras parcelas correspondem ao
seguro associado à unidade, para a qual foi considerado um valor perto de 1% do investimento
fixo de acordo com a literatura (Timmerhaus, 2006) e às rendas de aluguer do terreno (que no
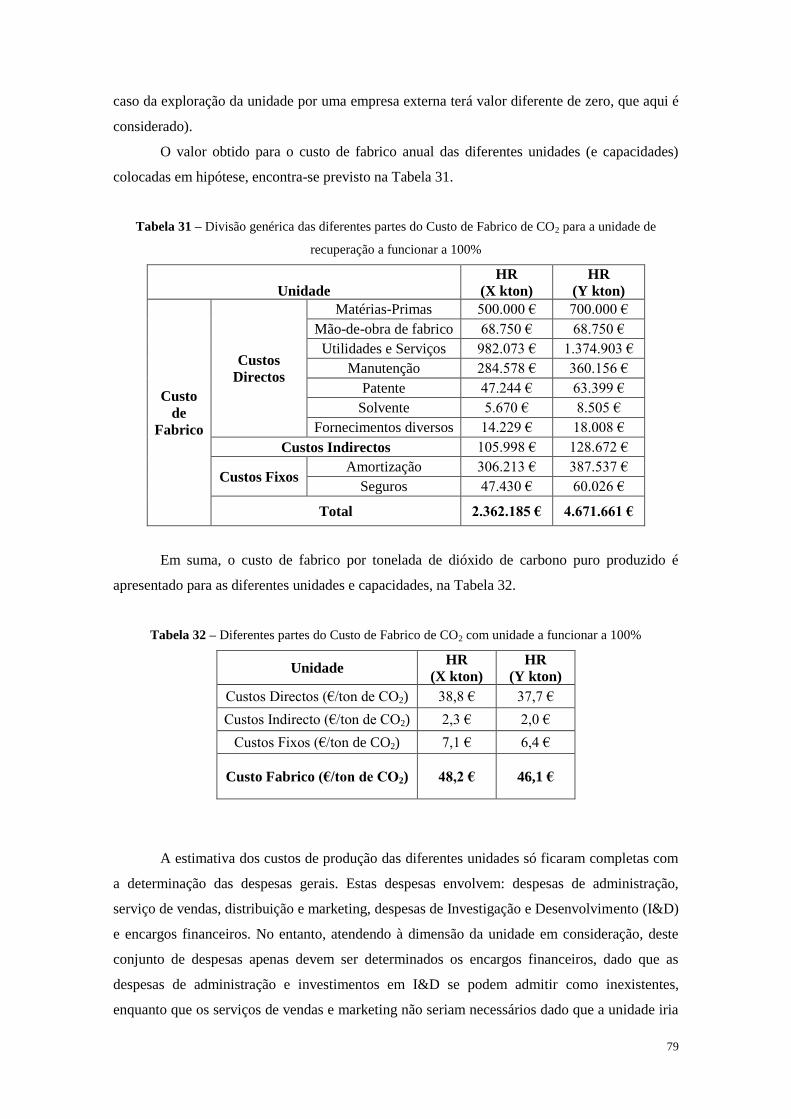
79
caso da exploração da unidade por uma empresa externa terá valor diferente de zero, que aqui é
considerado).
O valor obtido para o custo de fabrico anual das diferentes unidades (e capacidades)
colocadas em hipótese, encontra-se previsto na Tabela 31.
Tabela 31 – Divisão genérica das diferentes partes do Custo de Fabrico de CO2 para a unidade de
recuperação a funcionar a 100%
Unidade
HR (X kton)
HR (Y kton)
Custo
de
Fabrico
Custos
Directos
Matérias-Primas 500.000 € 700.000 €
Mão-de-obra de fabrico 68.750 € 68.750 €
Utilidades e Serviços 982.073 € 1.374.903 €
Manutenção 284.578 € 360.156 €
Patente 47.244 € 63.399 €
Solvente 5.670 € 8.505 €
Fornecimentos diversos 14.229 € 18.008 €
Custos Indirectos 105.998 € 128.672 €
Custos Fixos Amortização 306.213 € 387.537 €
Seguros 47.430 € 60.026 €
Total 2.362.185 € 4.671.661 €
Em suma, o custo de fabrico por tonelada de dióxido de carbono puro produzido é
apresentado para as diferentes unidades e capacidades, na Tabela 32.
Tabela 32 – Diferentes partes do Custo de Fabrico de CO2 com unidade a funcionar a 100%
Unidade HR
(X kton) HR
(Y kton)
Custos Directos (€/ton de CO2) 38,8 € 37,7 €
Custos Indirecto (€/ton de CO2) 2,3 € 2,0 €
Custos Fixos (€/ton de CO2) 7,1 € 6,4 €
Custo Fabrico (€/ton de CO2) 48,2 € 46,1 €
A estimativa dos custos de produção das diferentes unidades só ficaram completas com
a determinação das despesas gerais. Estas despesas envolvem: despesas de administração,
serviço de vendas, distribuição e marketing, despesas de Investigação e Desenvolvimento (I&D)
e encargos financeiros. No entanto, atendendo à dimensão da unidade em consideração, deste
conjunto de despesas apenas devem ser determinados os encargos financeiros, dado que as
despesas de administração e investimentos em I&D se podem admitir como inexistentes,
enquanto que os serviços de vendas e marketing não seriam necessários dado que a unidade iria
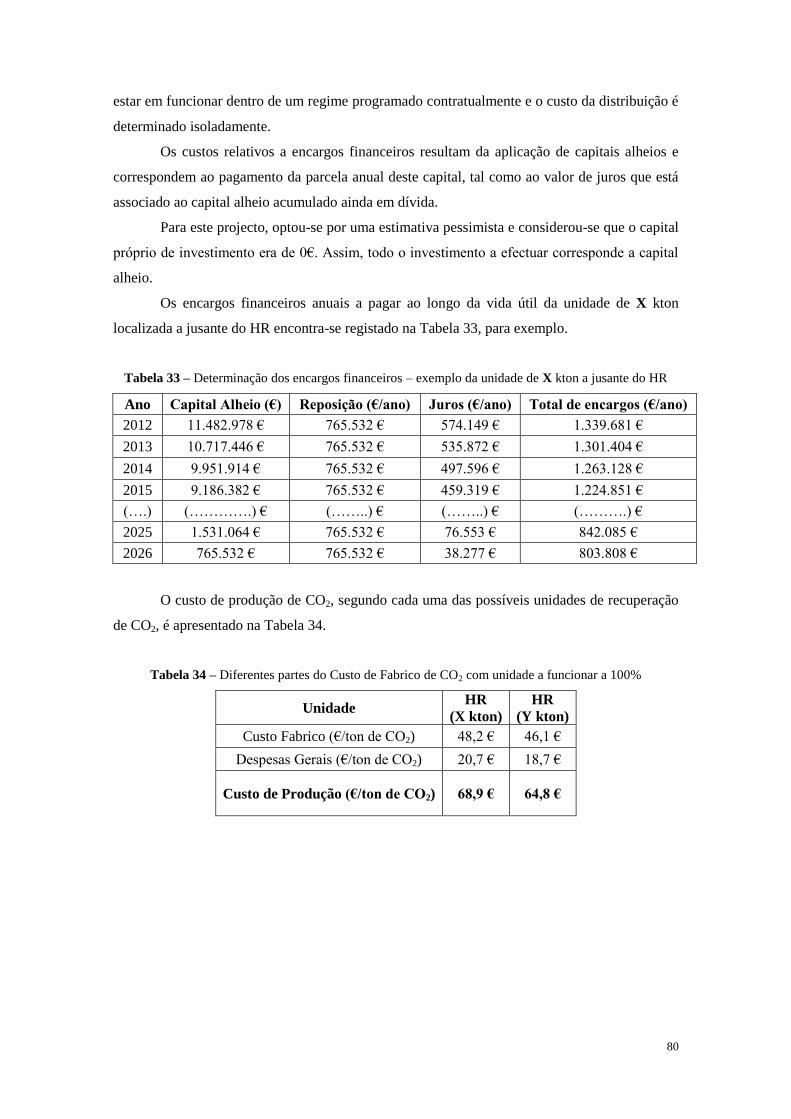
80
estar em funcionar dentro de um regime programado contratualmente e o custo da distribuição é
determinado isoladamente.
Os custos relativos a encargos financeiros resultam da aplicação de capitais alheios e
correspondem ao pagamento da parcela anual deste capital, tal como ao valor de juros que está
associado ao capital alheio acumulado ainda em dívida.
Para este projecto, optou-se por uma estimativa pessimista e considerou-se que o capital
próprio de investimento era de 0€. Assim, todo o investimento a efectuar corresponde a capital
alheio.
Os encargos financeiros anuais a pagar ao longo da vida útil da unidade de X kton
localizada a jusante do HR encontra-se registado na Tabela 33, para exemplo.
Tabela 33 – Determinação dos encargos financeiros – exemplo da unidade de X kton a jusante do HR
Ano Capital Alheio (€) Reposição (€/ano) Juros (€/ano) Total de encargos (€/ano)
2012 11.482.978 € 765.532 € 574.149 € 1.339.681 €
2013 10.717.446 € 765.532 € 535.872 € 1.301.404 €
2014 9.951.914 € 765.532 € 497.596 € 1.263.128 €
2015 9.186.382 € 765.532 € 459.319 € 1.224.851 €
(….) (………….) € (……..) € (……..) € (……….) €
2025 1.531.064 € 765.532 € 76.553 € 842.085 €
2026 765.532 € 765.532 € 38.277 € 803.808 €
O custo de produção de CO2, segundo cada uma das possíveis unidades de recuperação
de CO2, é apresentado na Tabela 34.
Tabela 34 – Diferentes partes do Custo de Fabrico de CO2 com unidade a funcionar a 100%
Unidade HR
(X kton) HR
(Y kton)
Custo Fabrico (€/ton de CO2) 48,2 € 46,1 €
Despesas Gerais (€/ton de CO2) 20,7 € 18,7 €
Custo de Produção (€/ton de CO2) 68,9 € 64,8 €

81
8.5 Análise de Rentabilidade
Posteriormente, pode-se agora utilizar o custo de produção determinado e o custo de
transporte (do subcapítulo 8.2), para verificar com o preço de venda do produto (CO2 puro com
especificação alimentar) qual a possível margem de lucro da unidade.
Deve-se ainda relembrar que o custo de transporte de CO2 revelado na Tabela 35 é
referente a um raio de distribuição de produto até 200 km, sendo que caso esta distância seja de
300 km este valor poderá mesmo duplicar. Assim, o custo total de produção e distribuição de
CO2 será dado em função da capacidade da unidade de recuperação e por tonelada de produto
produzido, como se apresenta na Tabela 35.
Tabela 35 – Custo de Produção de CO2 com unidades a funcionar a 100%
Unidade HR
(X kton) HR
(Y kton)
Custo de Produção (€/ton de CO2) 68,9 € 64,8 €
Custo de Transporte (€/ton CO2) 20,8 € 20,8 €
Custo Total (€/ton de CO2) 89,7 € 85,6 €
O preço de venda do produto foi calculado com a quantidade de produto (toneladas) e o
volume monetário correspondente ao consumo de CO2 em Portugal através de dados
disponibilizados pelo Eurostat e, seguidamente, actualizado com recurso aos índices de preços
do Banco Central Europeu [E.C.B.]
. Os valores para o período de 2006 a 2009 apresentam-se na
Tabela 36.
Tabela 36 – Preço de mercado do CO2 líquido para Portugal
[Eurostat]
2006 2007 2008 2009
Preço de venda (€/ton CO2) 105,1 € 99,2 € 93,3 € 100,7 €
Preço Actualizado (€/ton CO2) 116,7 € 107,2 € 95,1 € 108,2 €
O valor médio de preço de venda do produto é de 106,8 €/ton CO2.
Determinação do Ponto Crítico
Um dos parâmetros mais relevantes para determinar a viabilidade económica da unidade
de recuperação de CO2 será a determinação do ponto crítico de funcionamento desta unidade.
O ponto crítico é o nível mínimo de capacidade (ou volume de produção) que permite a
cobertura, pelas receitas, dos custos de produção. Ou seja, consiste na determinação da
capacidade mínima para que o funcionamento da unidade seja lucrativo.
Assim, o ponto crítico pode ser calculado pela equação 12:
82
(eq. 12)
em que Q (ton/ano) é a quantidade de produto que é produzido, Pu (€/ton) o preço
unitário de venda do produto, CVu (€/ton) o custo unitário variável e, CF (€/ano) os custos fixos.
A principal desvantagem deste método de estimativa de rentabilidade da unidade está
em admitir que os custos variáveis são todos proporcionais e que, qualquer que seja o nível de
produção, não existe alteração do preço unitário de venda. Neste caso, consideram-se como
custos fixos, o somatório dos custos de fabrico fixos com a amortização do investimento e os
custos de fabrico indirectos.
Os valores calculados para o ponto crítico considerando como receita máxima a venda
do produto ao preço de venda (descontando o custo de transporte), apresentam-se na Tabela 37.
Tabela 37 – Ponto crítico das possíveis unidades de CO2
HR
(X kton) HR
(Y kton)
Ponto Crítico % da capacidade 74% 65%
Analisando a Tabela 37, conclui-se que para que a unidade de recuperação de CO2 seja
lucrativa é necessário que esta utilize os valores de capacidade referidos e que consiga vender e
distribuir o seu produto, num raio de 200 km face à localização da sua produção.
Consequentemente, sabendo que a taxa de utilização média das unidades de CO2 na Europa, que
é de 63%, constata-se que a unidade com maior rentabilidade é aquela que possui maior
capacidade produtiva.
Por outro lado, além da determinação do ponto crítico de funcionamento da unidade de
recuperação de CO2, é importante determinar alguns critérios de rentabilidade (ainda mais caso
o capital alheio seja elevado, que no caso é de 100% do investimento) que tenham em atenção o
factor tempo: o valor líquido actual (VLA) a taxa interna de rentabilidade (TIR) e o período de
recuperação de capital (PR).
Valor Líquido Actual (VLA)
O critério de Valor Líquido Actual é particularmente vantajoso para seleccionar entre os
vários projectos de níveis de investimento semelhantes e conhecida a taxa de financiamento. O
cálculo do VLA traduz-se no somatório dos Cash-Flow anuais actualizados à taxa escolhida,
que no caso foi determinada em 2,74% (para uma taxa de juro do banco de 5% e uma taxa de
inflação de 2011 de 2,2 %).

83
Deste modo, o VAL é dado pela equação (13), tendo em atenção que ao fim de n anos
de vida útil do projecto se prevê que os bens investidos têm um valor residual (Vr).
n
kn
r
k
kk
i
V
i
ICFVAL
0 )1()1( (eq. 13)
De acordo com os valores obtidos, o VAL de cada uma das unidades de recuperação de
CO2 é apresentado na tabela abaixo, sendo que todos apresentam um valor positivo pelo que a
decisão de investir será favorável.
Tabela 38 – Valor Líquido Actual das diferentes unidades possíveis de CO2
Indicador
Rentabilidade HR
(X kton) HR
(Y kton)
VAL (mil €) 11.749 23.264
Taxa Interna de Rentabilidade (TIR)
Outro critério normalmente aplicado para decidir entre os projectos de investimento
alternativos, que apresentem níveis de investimento e vidas úteis diferentes. Aqui, pretende-se
determinar a taxa de juro de actualização que permite igualar o somatório dos Cash-Flow de
exploração ao somatório dos investimentos, ou seja, o valor de taxa i que torna o VLA nulo.
Assim sendo, a TIR é determinada por resolução da equação (14).
iTIRi
ICFVAL
n
kk
kk
0)1(0
(eq. 14)
A taxa interna de rentabilidade pode ser comparada com a taxa de juro do próprio
projecto por forma inferir se este é suficientemente rentável para cobrir os capitais (próprios e
alheios) envolvidos no projecto e, respectivas remunerações.
Pode-se, ainda, salientar que a TIR e o VLA são critérios complementares: quanto
maior o VLA de um projecto, mais baixa a taxa de juro do capital e maior será a sua TIR,
tornando assim mais justificável o investimento.
Tabela 39 – Taxa Interna de Rentabilidade das diferentes unidades possíveis de CO2
Indicador
Rentabilidade
HR HR
(X kton) (Y kton)
TIR (%) 13,1% 17,5%

84
Período de Recuperação (PR)
O último critério de rentabilidade que deve ser analisado será o de período de
recuperação, que permite medir o tempo que decorre entre a realização do investimento e, a sua
recuperação através do Cash-Flow de exploração acumulado.
Neste critério, prevalece o factor tempo e, como tal, o seu cálculo consiste na resolução
da equação (15) em ordem ao tempo t.
t
kk
k
i
CF
0 )1( (eq. 15)
Tabela 40 – Determinação do Cash-Flow total („mil €) – exemplo da unidade de X kton no HR
Assim, determinou-se um período de recuperação de para cada uma das possíveis
unidades de recuperação de CO2, após o início de laboração da unidade fabril.
Tabela 41 – Período de Recuperação das diferentes unidades possíveis de CO2
Indicador
Rentabilidade
HR HR
(X kton) (Y kton)
PR (anos) 8 6
2011 2012 2013 2014 (…) 2019 (…) 2025 2026
0 1 2 3 8 14 15
Cash-Flow
Total -11.483 € 570 € 1.665 € 2.073 € (…) 2.026 € (…) 1.871 € 1.861 €
Cash-Flow
Acumulado -11.483 € -10.913 € -9.247 € -7.174 € (…) 3.050 € (…) 14.619 € 16.481 €
Cash-Flow
Actualizado -11.483 € 555 € 1.621 € 1.964 € (…) 1.676 € (…) 1.316 € 1.275 €
Cash-Flow
Actualizado
Acumulado -11.483 € -10.928 € -9.307 € -7.342 € (…) 1.598 € (…) 10.329 € 11.604 €
Valor
Residual 0 € 0 € 0 € 0 € (…) 0 € (…) 0 € 190 €
Valor
Residual
Actualizado 0 € 0 € 0 € 0 € (…) 0 € (…) 0 € 145 €
Período de
Recuperação -11.483 € -10.636 € -9.059 € -6.956 € 1.322 € 7.269 € 7.948 €
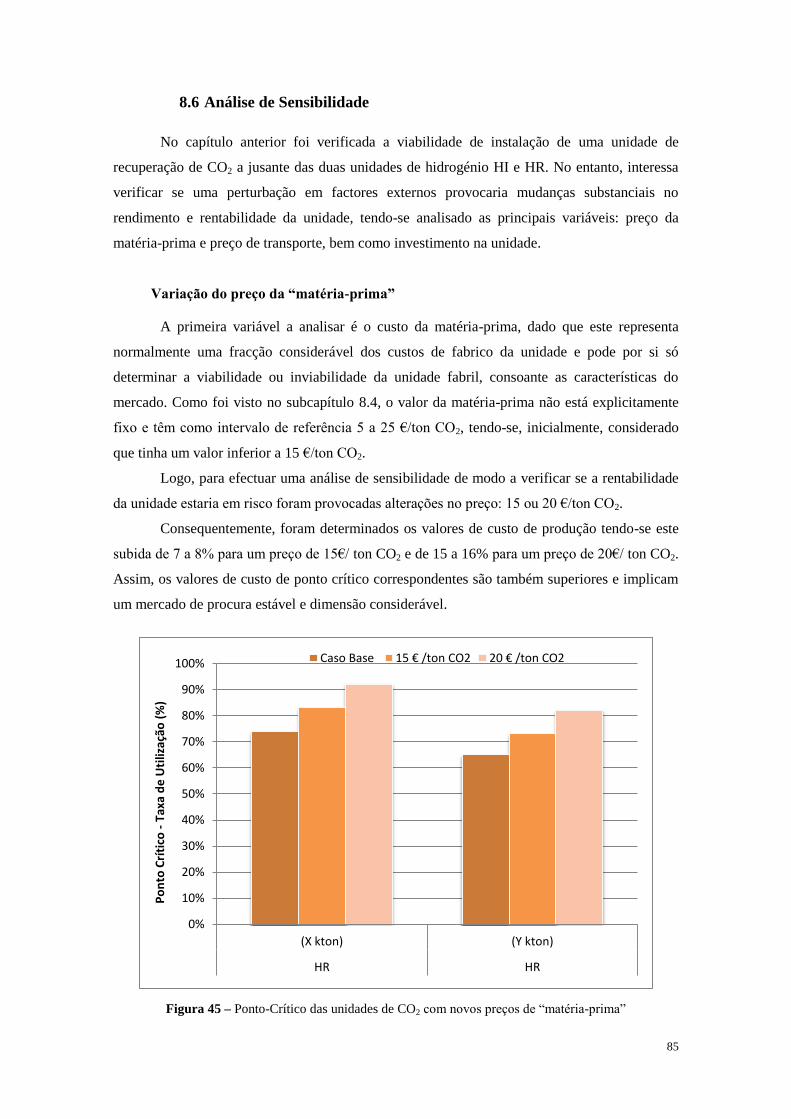
85
8.6 Análise de Sensibilidade
No capítulo anterior foi verificada a viabilidade de instalação de uma unidade de
recuperação de CO2 a jusante das duas unidades de hidrogénio HI e HR. No entanto, interessa
verificar se uma perturbação em factores externos provocaria mudanças substanciais no
rendimento e rentabilidade da unidade, tendo-se analisado as principais variáveis: preço da
matéria-prima e preço de transporte, bem como investimento na unidade.
Variação do preço da “matéria-prima”
A primeira variável a analisar é o custo da matéria-prima, dado que este representa
normalmente uma fracção considerável dos custos de fabrico da unidade e pode por si só
determinar a viabilidade ou inviabilidade da unidade fabril, consoante as características do
mercado. Como foi visto no subcapítulo 8.4, o valor da matéria-prima não está explicitamente
fixo e têm como intervalo de referência 5 a 25 €/ton CO2, tendo-se, inicialmente, considerado
que tinha um valor inferior a 15 €/ton CO2.
Logo, para efectuar uma análise de sensibilidade de modo a verificar se a rentabilidade
da unidade estaria em risco foram provocadas alterações no preço: 15 ou 20 €/ton CO2.
Consequentemente, foram determinados os valores de custo de produção tendo-se este
subida de 7 a 8% para um preço de 15€/ ton CO2 e de 15 a 16% para um preço de 20€/ ton CO2.
Assim, os valores de custo de ponto crítico correspondentes são também superiores e implicam
um mercado de procura estável e dimensão considerável.
Figura 45 – Ponto-Crítico das unidades de CO2 com novos preços de “matéria-prima”
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
(X kton) (Y kton)
HR HR
Po
nto
Crí
tico
- T
axa
de
Uti
lizaç
ão (
%)
Caso Base 15 € /ton CO2 20 € /ton CO2
86
Analisando as alterações dos custos de produção, é perceptível que alterações no preço
(15 e 20 €/ton CO2) determinam uma redução de margem de lucro da unidade devido a uma
subida considerável no custo de produção de cada unidade.
Tabela 42 – Critérios de rentabilidade com preço da matéria-prima = 15 €/ton CO2
Indicador
Rentabilidade
HR HR
(X kton) (Y kton)
VLA (mil €) 9.487 19.693
TIR (%) 11,3% 15,5%
PR (anos) 8 7
Tabela 43 – Critérios de rentabilidade com preço da matéria-prima = 20 €/ton CO2
Indicador
Rentabilidade
HR HR
(X kton) (Y kton)
VLA (mil €) 7.224 16.121
TIR (%) 9,4% 13,3%
PR (anos) 9 8
Finalmente, analisando as perturbações verificadas nos valores dos critérios de
rentabilidade – VLA, TIR e PR – conclui-se que a unidade de menor dimensão está muito
susceptível a variações, sendo que em qualquer um dos casos de alteração do preço da matéria-
prima (20€/ton), se verifica uma alteração do período de recuperação do investimento em 1 ano.
Quanto ao VLA, constata-se que este sofre uma redução assinalável de 19 e 15% para o
preço para 15 €/ton, e de 38 e 31% para o preço para 20 €/ton para as unidades de X e Y
kton/ano, respectivamente.
Variação do preço de transporte
No subcapítulo 8.4, foi mencionado que o custo do transporte de CO2 poderia duplicar
caso a distância de distribuição sofresse uma alteração de 200 para 300 km. Este incremento irá
ditar alterações ao nível do ponto crítico e dos critérios de rentabilidade – VLA, TIR e PR.
Assim, consideraram-se dois novos valores para o custo de transporte: 25 €/ton CO2
(subida de 20%) e 31,2 €/ton CO2 (subida de 50%).

87
Figura 46 – Ponto-Crítico das unidades de CO2 com novos preços de transporte
Examinando os valores das tabelas acima, é verificável a relevância que a proximidade
(ou não) do cliente face à unidade fabril tem. Uma alteração no custo de transporte provoca
drásticas variações no ponto crítico da unidade e nos seus critérios de rentabilidade,
determinando, no caso da subida de 50%, um incremento máximo no ponto crítico de 19%.
Tabela 44 – Critérios de rentabilidade com mudança de preço de transporte – 25 €/ton CO2
Indicador
Rentabilidade
HR HR
(X kton) (Y kton)
VLA (mil €) 9.907 20.357
PR (anos) 8 7
Tabela 45 – Critérios de rentabilidade com subida de 50% do custo de transporte
Indicador
Rentabilidade
HR HR
(X kton) (Y kton)
VLA (mil €) 7.127 15.968
PR (anos) 9 8
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
(X kton) (Y kton)
HR HR
Po
nto
Crí
tico
- T
axa
de
Uti
lizaç
ão (
%)
Caso Base 25 € /ton CO2 31,2 € /ton CO2
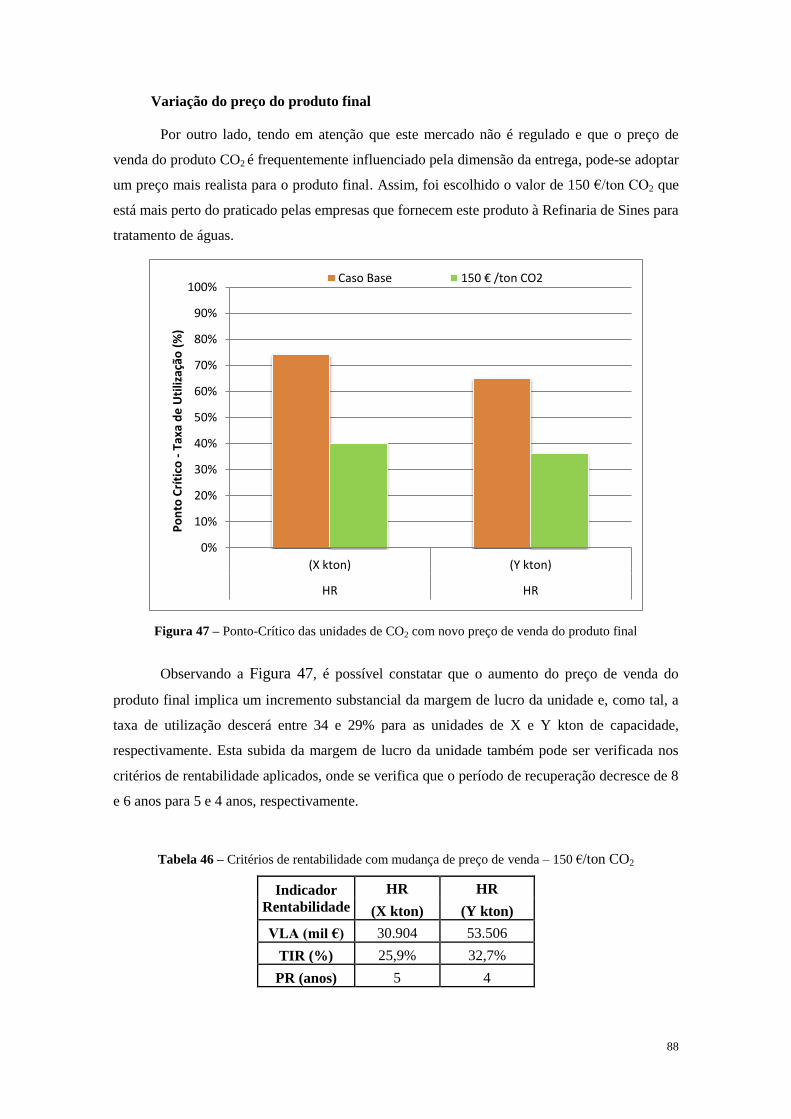
88
Variação do preço do produto final
Por outro lado, tendo em atenção que este mercado não é regulado e que o preço de
venda do produto CO2 é frequentemente influenciado pela dimensão da entrega, pode-se adoptar
um preço mais realista para o produto final. Assim, foi escolhido o valor de 150 €/ton CO2 que
está mais perto do praticado pelas empresas que fornecem este produto à Refinaria de Sines para
tratamento de águas.
Figura 47 – Ponto-Crítico das unidades de CO2 com novo preço de venda do produto final
Observando a Figura 47, é possível constatar que o aumento do preço de venda do
produto final implica um incremento substancial da margem de lucro da unidade e, como tal, a
taxa de utilização descerá entre 34 e 29% para as unidades de X e Y kton de capacidade,
respectivamente. Esta subida da margem de lucro da unidade também pode ser verificada nos
critérios de rentabilidade aplicados, onde se verifica que o período de recuperação decresce de 8
e 6 anos para 5 e 4 anos, respectivamente.
Tabela 46 – Critérios de rentabilidade com mudança de preço de venda – 150 €/ton CO2
Indicador
Rentabilidade
HR HR
(X kton) (Y kton)
VLA (mil €) 30.904 53.506
TIR (%) 25,9% 32,7%
PR (anos) 5 4
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
(X kton) (Y kton)
HR HR
Po
nto
Crí
tico
- T
axa
de
Uti
lizaç
ão (
%)
Caso Base 150 € /ton CO2

89
Comparação de Investimentos com outras fontes de CO2
A nível teórico é interessante verificar se o custo de captura relatado no capítulo 1
consoante a fonte do CO2 também se traduz num menor investimento e, se conforme
mencionado no capítulo 5, a captura de CO2 antes da unidade de PSA para a mesma fonte se
verifica mais lucrativa.
Tabela 47 – Investimentos realizados em diferentes fontes de CO2
Unidade, Fonte CO2 e Localização Investimentos
(„ mil €) Capacidade (kton/ano)
Ano do
Investimento Air Liquide - Amoníaco (Geleen, Holanda) 12.000 € 120 2008
Messer – Óxido de Etileno (Antwerp, Bélgica) 17.000 € 150 2010
Air Liquide – Bioetanol (Wissington, UK) 10.000 € 70 2010
Tabela 48 – Comparação de investimentos utilizando diferentes fontes de CO2 („mil €)
HR HR
(X kton) (Y kton) Air Liquide - Amoníaco 6.833 € 8.077 €
Messer – Óxido de Etileno 8.080 € 10.226 €
Air Liquide – Bioetanol 9.544 € 12.080 €
Comparação de Investimentos com processo de absorção química com aminas
Por outro lado, de acordo com o investimento mais recente (Janeiro de 2011) realizado
em uma unidade de aminas (aMDEA) para recuperação de CO2 da corrente de Syngas na
Argentina, de 7,015 M€ para uma unidade de capacidade de 47,2 kton/ano é possível prever
investimento para as unidades em análise.
Tabela 49 – Comparação de investimentos utilizando diferentes processo de captura de CO2 („mil €)
HR HR
(X kton) (Y kton)
Unidade de aminas (aMDEA) 7.302 € 9.241 €
Unidade FlashCO2 11.483 € 14.533 €
Analisando a Tabela 49 verifica-se um investimento menor em unidades de idêntica
dimensão, recorrendo ao processo de absorção química com aminas. É ainda de mencionar que
considerando pressupostos semelhantes (capital próprio de 0 €), verifica-se que tendo em conta
os custos de captura valorizados em 5.1 (i.e. em 19,9 €/ton CO2) e consequentes custos de
produção inferiores ao processo de FlashCO2: 57,8 face a 68,9 €/ton CO2 (valores máximos).

90
9. Conclusões
O presente trabalho contemplou: um estudo geral sobre o mercado de dióxido de
carbono líquido na Europa e, particularmente, na Península Ibérica; verificação das diferentes
aplicações deste produto; analise dos distintos processos de recuperação deste composto
existentes; selecção do processo ideal para utilizar nas unidades de hidrogénio da Refinaria de
Sines e breve análise técnica, logística e económica da implementação de uma unidade de
recuperação de CO2 no normal funcionamento da Refinaria.
O estudo geral sobre o mercado de CO2 liquida permitiu concluir que, na Península
Ibérica, a taxa de utilização das unidades de produção de CO2 é de 63% e que o consumo total é
de perto 450 kton/ano (para uma capacidade de 722 kton/ano), sendo o país espanhol
responsável por 96% da produção. Os produtores com maior quota deste mercado são a Praxair,
a Air Liquide e a Linde (por ordem decrescente de capacidades – 33, 28 e 18%), representando
juntos acima de 79% da produção total de CO2 líquido.
Por outro lado, analisando os dados disponíveis do continente europeu, constatou-se que
o mercado é de 3600 kton/ano (para capacidade total de 5600 kton/ano), que equivale a uma
taxa de utilização de 62%. Os três maiores produtores são a Linde, a Air Liquide e a Yara (por
ordem decrescente de capacidades) e a produção de CO2 está localizada principalmente na
Holanda, seguida de Alemanha, Reino Unido e Espanha (estes representam cerca de 65% da
capacidade total).
Na análise comparativa das unidades de hidrogénio existentes na refinaria de Sines,
verificou-se que o consumo de utilidades da nova unidade de Steam Reforming, sofre uma
redução assinalável.
Na selecção dos processos foi possível expor as vantagens de cada um e determinar que
a aplicação da captura de CO2 antes da subunidade PSA seria realizada com recurso a um
processo de absorção química de aminas (especificamente, MDEA) e que a captura após a PSA
seria, preferencialmente, efectuada utilizando um processo criogénico, mais concretamente o
FlashCO2. A ponderação de todos os factores de decisão, determinou a eleição da localização da
captura depois da PSA e a, consequente, aplicação do processo criogénico FlashCO2.
Posteriormente, foram estimadas as capacidades máximas e mínimas das unidades de
recuperação de CO2, tendo-se obtido para a unidade HI um potencial de recuperação de CO2
entre 60 e 90 kton/ano e para a unidade HR entre 270 e 340 kton/ano.
Através de uma análise técnica e logística da implementação de uma unidade de
recuperação de CO2 na Refinaria de Sines, constatou-se que a integração desta unidade deve ser
realizada a jusante da unidade de produção de hidrogénio HR, que está localizada na Fábrica III.
Decompondo as consequências da introdução desta nova unidade, verificou-se que, somente,
91
seria requerido o aumento do consumo de gás natural para combustível de aquecimento na
fornalha da subunidade SMR caso a corrente de off-gas não retorne à fornalha.
No estudo executado ao processo escolhido, FlashCO2 , efectuou-se a estimativa de
todas as parcelas relevantes para determinar o custo de produção de CO2. Assim, depois de
determinar esse custo, foi possível compará-lo com o preço de venda do produto, dióxido de
carbono puro com especificação alimentar, e verificar qual a margem de lucro da unidade.
Assim, considerando o mercado de CO2 líquido existente: Portugal e parte do Sul de
Espanha que está contida no raio de distribuição do produto final (i.e. até 200 km), determina-se
que este se encontra condicionado entre 50 a 70 mil toneladas por ano
A previsão do investimento foi realizada com recurso à Regra de Williams, tendo-se
determinado valores aproximados de 11, 5 e 14,5 milhões de euros para as capacidades de X e
Y kton/ano, respectivamente. Logo, o custo total de produção e distribuição de CO2 varia entre
68,9 e 64,8 €/ton CO2 (ver Tabela 35), considerando um capital próprio para a unidade de 0€.
Na análise económica preliminar (com margem de erro associada de 10 a 25%),
concluiu-se que o funcionamento da unidade pode ser rentável, desde que a produção esteja
acima do ponto crítico determinado para cada unidade (e que decorra a respectiva venda de
praticamente todo o volume de produção). Os valores calculados para o ponto crítico das
diferentes unidades variam entre 74 e 65 %, segundo os dados da Tabela 37.
Posteriormente foram determinados os critérios de rentabilidade para cada uma das
possíveis unidades, tendo-se obtido um Valor Líquido Actual positivo e superior ao
investimento (entre 11, 7 e 23,3 milhões de euros, consoante a unidade) e as consequentes taxas
internas de rentabilidade também elevadas.
Estes valores conjuntamente com os períodos de recuperação de capital determinados
(Tabela 41), permitem concluir que a instalação da unidade será viável e rentável embora com
um período de recuperação elevado (entre 8 e 6 anos).
Por outro lado, foi efectuada uma análise de sensibilidade que permitiu constatar a
importância do preço da “matéria-prima” e do transporte do produto no seu custo total. Para
analisar os impactos destas variações foram determinados os valores de ponto crítico e dos
critérios de rentabilidade.
Analisando os desvios obtidos nestes parâmetros verificou-se que a distancia de
distribuição do produto é vital para a rentabilidade da unidade, sobrepondo-se o seu efeito ao
efeito de aumento do preço da “matéria-prima” (comparação entre a Figura 45 e a Figura 46),
dado que o efeito da subida em 50% do custo de transporte, na taxa de utilização, é igual ao
efeito de duplicação do custo na matéria-prima. No entanto, ambas as unidades de recuperação
de CO2 a jusante da unidade HR justificaram-se rentáveis mesmo nas condições das análises de
sensibilidade, embora seja de referir que nos casos mais graves será necessário garantir que a

92
unidade vende toda a sua produção e que esta decorre sem incidentes relevantes, permitindo à
unidade ter um regime perto do limite de operação.
Por outro lado, ainda dentro da análise de sensibilidade, com a utilização de um preço
mais realista e próximo daquele praticado pelos fornecedores deste produto à Galp Energia,
verificou-se que a adopção deste preço para as unidades em análise permitiria incrementar a
margem de lucro e, consequentemente, obter um ponto crítico de funcionamento da unidade
muito inferior (taxa de utilização descerá entre 34 e 29% para as unidades de X e Y kton,
respectivamente). Nesta situação os parâmetros de rentabilidade denotam a maximização do
lucro da unidade (ver Tabela 46), sendo praticável a obtenção de um período de recuperação
inferior a 5 anos em qualquer uma das unidades.
Em suma, com este trabalho pode-se concluir que a integração de uma unidade de
recuperação de dióxido de carbono deve ser realizada a jusante da unidade HR (na Fábrica III da
Refinaria de Sines) sem complicações de maior nível técnico para esta unidade e, desde que, o
regime de venda seja contratualizado e a unidade funcione acima do seu ponto crítico.

93
Referências Bibliográficas
Aresta, Michele; Carbon Dioxide as Chemical Feedstock, Wiley-VCH Verlag GmbH & Co.
KGaA, Weinheim, 2010
Bradford, M., Beaubien, R.; What are the market opportunities for carbon dioxide?,
Hydrocarbon Processing, Bonus Report, Julho 2008
Bonaquist, Dante; Analysis of CO2 emissions, reductions, and capture for large-scale hydrogen
production plant, A White Paper, Praxair, 2010 -
http://www.praxair.com/praxair.nsf/0/6D73B5DA741457DA8525772900703E30/$file/Pr
axair-CO2EmissionsReductionCapture-WhitePaper.pdf
Bucklin, R.W., Schendel, R.L., Comparison of Fluor solvent and Selexol processes, Energy
Progress, Volume 4, nº 3, Setembro 1984
Burr, B., Lyddon, L.; A comparison of physical solvents for acid gas removal, Bryan Research
& Engineering, Texas, 2008
CEPSA, Estudo de Impacto Ambiental de la nueva Planta de producción de hidrogeno;
Refinería Gibraltar-San Roque, Julho, 2007
Chaubey, Trapti et all; Clean Hydrogen Production from SMR, CO2 Summit: Technology and
Opportunity, 2010 - http://services.bepress.com/eci/co2_summit/40/
Chalier, C.; Carbon Capture and Storage, Air Liquide Investor Day, 7 de Dezembro, 2009
Clean Development Mechanism, Recovery and Utilization of CO2 from Refinery Tail Gas,
Project Design Document (CDM-PDD) NM0230, Chile, 2009 -
http://cdm.unfccc.int/Projects/Validation/DB/U6GNCJF93M8P8YS3MKFWRJJ9TB1W
AA/view.html
Collodi, Guido; Hydrogen Production via Steam Reforming with CO2 Capture, Chemical
Engineering Transactions, Volume 19, 2010 - http://www.aidic.it/cet/10/19/007.pdf
Comissão Europeia, Guidelines for Monitoring and Reporting of Greenhouse Gase, Jornal
Oficial da União Europeia, Julho 2007 - http://eur-
lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2007:229:0001:0085:PT:PDF
Crews, M. Andrew; Shumake, B.Gregory; Hydrogen Production and Supply, Practical
Advances in Petroleum Processing, Volume 2, Springer, Pages 323-369, 2006
EIPPCB Technical Working Group, Integrated Pollution Prevention and Control (IPPC)
Reference Document on Best Available Techniques for Mineral Oil and Gas Refineries,
2003;
European Industrial Gases Association, IGC Doc 155/09/E Best Available techniques for
Hydrogen Production by Steam Methane Reforming, Brussels, 2009 -
http://eiga.eu/fileadmin/docs_pubs/Doc_155_09_E.pdf

94
European Industrial Gases Association, IGC Doc 70/08/E Carbon dioxide source qualification
quality standards and verification, Brussels, 2008
European Industrial Gases Association, PP-32-October 2010 Guidelines for MRG: EIGA
Opinion on CO2 Transfer, Brussels, 2010 - http://eiga.eu/fileadmin/docs_pubs/PP-32-
Oct2010.pdf
Find, Rasmus; Method for recovery carbon dioxide from a Gas, Patente WO 2006/037323 A1,
2006
Fleming, Greg; Membrane Technology for Hydrogen Recover, Air Liquide - MEDAL, Agosto
2006
Galp Energia, Descrição Processual HR - Steam Reforming, 2007
Galp Energia, Manual de operação da unidade produtora de Hidrogénio Steam Reforming (HI),
Março 2002
Galp Energia, Refinaria de Sines - Relatório Operacional, Dezembro 2010
Gauthier, Pierr-Robert, Polster, Bernd, Marty, Pascal; Method and Installation for combined
production of Hydrogen and Carbon Dioxide, Patente WO 2006/05400 A1, 2006
Grande, Carlos A., Ribeiro, Rui P. L., Oliveira, Eduardo L. G., Electric swing adsorption as
emerging CO2 capture technique, Energy Procedia, Volume 1, Issue 1, Pages 1219-1225,
February 2009
Gustafsson, Jukka; Putting carbon dioxide to work, HighTech Finland, 2008 -
http://www.hightechfinland.com/direct.aspx?area=htf&prm1=636&prm2=article
Herzog, H., Golomb, D.; Carbon Capture and Storage from Fossil Fuel Use, Encyclopedia of
Energy, Volume 1, 2004
Hydrocarbon Processing, Gas Processes Handbook, Gulf Professional Publishing, 2004
International Energy Agency, CO2 Capture and Storage: A Key Carbon Abatement Option,
2008
Ke Liu, Chunshan Song, Velu Subramani, Hydrogen and Syngas Production and Purification
Technologies, American Institute of Chemical Engineers and John Wiley & Sons, Inc,
2010
Kohl, Arthur L.; Nielsen, Richard B.; Gas Purification; 5th Edition; Gulf Professional
Publishing, 1997
Krishnamurthy, R.; Hydrogen and Carbon Dioxide Coproduction, Patente US 4,963,339, 1990
Licença Ambiental nº48/2007 concedida à Petróleos de Portugal - Petrogal, S.A para a
instalação da Refinaria de Sines, Amadora, 2007
Licença Ambiental nº210/2008 concedida à Petróleos de Portugal - Petrogal, S.A para a
instalação da Refinaria de Sines, Amadora, 2008 - http://www.ccdr-
a.gov.pt/licencas/docs/210_2008/LA_210_2008%20Refinaria%20Sines.pdf

95
Lurgi & Air Liquide, Rectisol Brochure, 2010 - http://www.lurgi.com/website/Physical-Gas-
Wash.43.0.html?&L=1
Maddox, Robert N.; Gas Conditioning and Processing; 3rd
Edition, Volume 4; Campbell
Petroleum Series, 1982
Martinez, J. A.; Campus Empresarial 08 - Cambio climático en la Comunidad Valenciana,
Generalitat Valenciana, Page 23, 2008
Martinez, J. A.; Guia de mejores técnicas disponibles en España del sector de petróleo,
Ministerio de Medio Ambiente y Médio Rural y Marino de España, 2002
Martinez, J. A.; Guia de mejores técnicas disponibles en España de Industria Química
Inorgánica de gran volumen de producción (Amonáco, ácidos y fertilizantes), Ministerio
de Medio Ambiente y Médio Rural y Marino de España, 2009
Metz, B., Davidson, O., Coninck, H., Loos, M. and Meyer, L. A.; IPCC Special Report on
Carbon Dioxide Capture and Storage, Intergovernmental Panel on Climate Change,
Cambridge University Press, Cambridge, 2005
Meyers, Robert A; Handbook of Petroleum Refining Processes, 3rd
Edition, McGraw-Hill, 2004
Michel, M.; Large Scale Hydrogen Plants – Design and Engineering Experience, Oil Gas
European Magazine, Fevereiro 2004
Morgado, Marco; H2S/CO2 Absorption: Chemical Absorption Process and Basic Design of a
Gas Treatment Pilot Plant, Instituto Superior Técnico, 2009
Muradov, Nazim Z.; Production of Hydrogen from Hydrocarbons, in Hydrogen Fuel:
Production, Transport and Storage, Gupta, R.B., CRC Press, 2009
Patel, N; Baade, W.; High times Hydrogen; Hydrocarbon Engineering, Fevereiro, 2007
Petroleum Technology Alliance Canada (PTAC), CO2 Recovery Study, 2008
Ratan, Sanjiv; Hydrogen technology – an overview, Petroleum Technology Quarterly, Outono
2003
Reddy, Satish; Autorefrigeration separation of Carbon Dioxide, Patente US 6,301,927 B1, 2001
Reddy, Satish, Vyas, Sunil; Recovery of Carbon Dioxide and Hydrogen from PSA Tail Gas,
Energy Procedia, Volume 1, Issue 1, Pages 149-154, Fevereiro 2009
Repsol, Projecto C-10 Ampliación de la refinería de Cartagena, 7 de Julho, 2006
Pérez, Germán P; Captura y almacenamiento de CO2 en Oi l& Gas, Repsol, Julho 2010
Sircar, Shivaji; Separation of multicomponent gas mixtures by Pressure Swing Adsorption,
Patente US 4,171,207, 1979
Sociedade Portuguesa do Ar Líquido, Air Liquide Portugal parceira tecnológica do IST no
projecto HidrogenIST, Abril, 2010
Sociedade Portuguesa do Ar Líquido, Ampliação do Centro de Produção de Estarreja, Estudo
de Impacte Ambiental, Volume I – Resumo Não Técnico, Abril, 2007
Speight, James G., Ozum, B.; Petroleum Refining Processes, Marcel Dekker, New York, 2002
96
Strazisar, Brian et all; Degradation of Monoethanolamine Used in Carbon Dioxide Capture
from Flue Gas of a Coal-fired Electric Power Generating Station, Fuel Chemistry
Division Preprints 47(1), Pittsburgh, 2002
Teixeira, Daniel; Análise Estratégica do Cluster Petrolífero/Petroquímico Português, Instituto
Superior Técnico, 2010
Timmerhaus, K. D., Peters, M. S.; Plant Design and Economics for Chemical Engineers,
McGraw-Hill Book, 5ª Edição, New York, 2006
Thernesz, Artur; Szalmás, Gabriella et all; CO2 capture – New challenge in refinery industry,
MOL Scientific Magazine, 2008
Topham, Susan; Ullmann’s Encyclopedia of Industrial Chemistry, 5th Edition., Volume A5,
Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim, 1986
Torp, Tore A.; CO2 capture and Storage – An Update to ongoing European R&D, Statoil
Research Centre, Trondhiem, Norway, 2004
Uhde GmbH, Hydrogen Brochure; 2011 - http://www.uhde.eu/publications/brochures.en.epl
Union Engineering; CO2 Capture from Fossil Fuel-Based Hydrogen Production; CryoGas
International, Maio 2011 - http://www.union.dk/media/FlashCO2_Technology.pdf
Wong, S.; CO2 Compression and Transportation to Storage Reservoir; Asia-Pacific Economic
Cooperation, 2005
ZEP, The final report from working group 1, Power Plant and Carbon Dioxide Capture,
European Technonology Platform for Zero Emission Fossil Fuel Power Plants, 2006
Recursos da Internet Consultados:
Air Liquide - http://www.airliquide.com/
Air Products & Technip aliance - http://www.h2alliance.com/
Asociación Española del Hidrógeno - http://www.aeh2.org/
Carboneco – www.carboneco.eu
European Central Bank - http://www.ecb.int/home/html/index.en.html
Eurostat - http://epp.eurostat.ec.europa.eu/portal/page/portal/eurostat/home
Galp Energia - http://www.galpenergia.com/
ICIS - http://www.icis.com/home/default.aspx
Instituto Nacional de Estatística – www.ine.pt
Instituto Nacional de Estatística de Espanha – http://www.ine.es/
Linde - http://www.linde.com/
Union Engineering - http://www.union.dk
UOP – http://www.uop.com/processing-solutions/gas-processing/synthesis-gas/
Yara - http://www.yara.com/

97
Anexo 1 – Unidades de recuperação de CO2 no Continente Europeu
Tabela 50 - Capacidades instaladas de produção de CO2 na Europa (alguns exemplos)
Empresa País Localidade
Capacidade
de CO2
(ton/ano)
Linde
Alemanha Leuna 80.000
Alemanha Ruhr 60.000
Alemanha Bad-Driburg 100.000
Finlândia Refinaria de Porvoo 400.000
Alemanha Gendorf 80.000
Hungria Repcelak 100.000
França Rouen 80.000
Holanda Refinaria de Pernis 325.000
Air Liquide
Reino Unido Ince 200.000
Holanda Rozenburg 50.000
Holanda Bergen-op-Zoom 60.000
Holanda Geleen 180.000
Itália Cairo Montenotte 25.000
Itália Ferrara 70.000
França Bazancourt 120.000
Yara
Itália Ferrara 80.000
Holanda Sluiskil 425.000
Alemanha Dormagen 150.000
Reino Unido Teseside 250.000
Noruega Porsgrunn 265.000
ACP
Bélgica Tetre 120.000
Holanda Geleen 180.000
Polónia Wloclawek 180.000
Messer Group
Bélgica Antwerp 150.000
França Grandpuits 40.000
França Lavera 120.000
Itália Siena 50.000
BASF SE Alemanha Ludwigshafen 320.000
Azelis Reino Unido Billingham 250.000
Air Products Reino Unido Refinaria de Wilton 68.000
Sol Group Itália Refinaria Falconara Marittima 33.000
Praxair Itália Scarlino 40.000
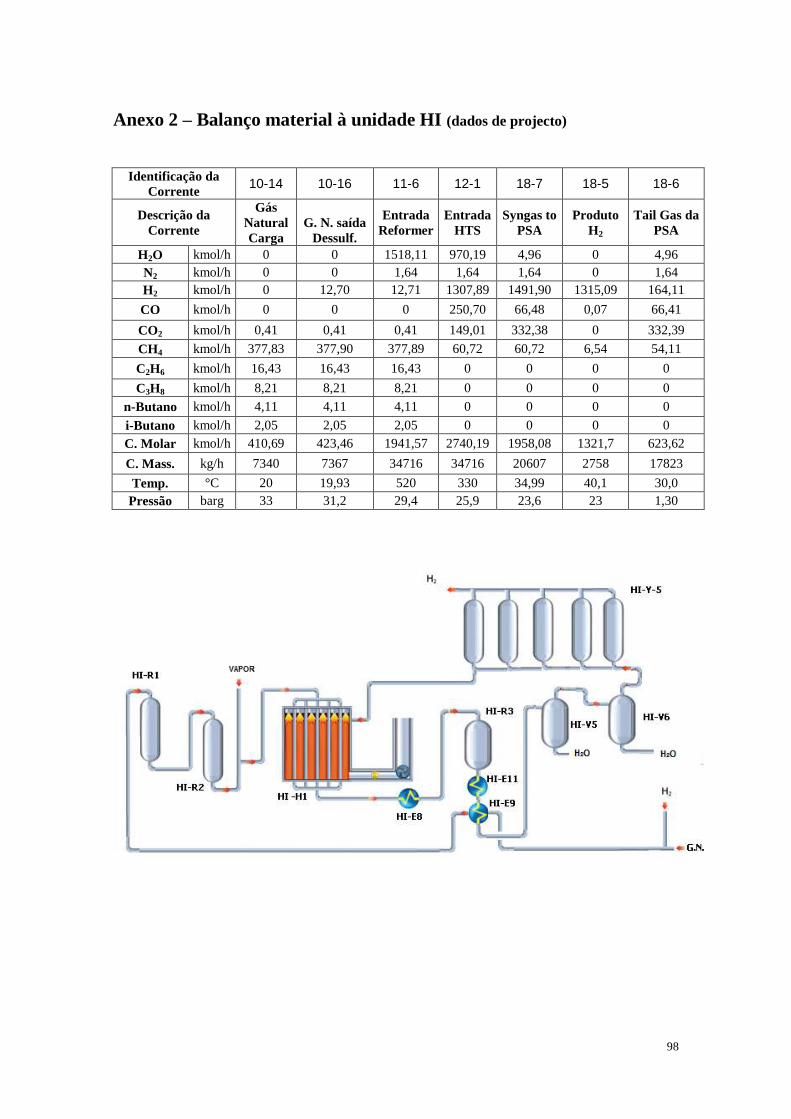
98
Anexo 2 – Balanço material à unidade HI (dados de projecto)
Identificação da
Corrente 10-14 10-16 11-6 12-1 18-7 18-5 18-6
Descrição da
Corrente
Gás
Natural
Carga
G. N. saída
Dessulf.
Entrada
Reformer
Entrada
HTS
Syngas to
PSA
Produto
H2
Tail Gas da
PSA
H2O kmol/h 0 0 1518,11 970,19 4,96 0 4,96
N2 kmol/h 0 0 1,64 1,64 1,64 0 1,64
H2 kmol/h 0 12,70 12,71 1307,89 1491,90 1315,09 164,11
CO kmol/h 0 0 0 250,70 66,48 0,07 66,41
CO2 kmol/h 0,41 0,41 0,41 149,01 332,38 0 332,39
CH4 kmol/h 377,83 377,90 377,89 60,72 60,72 6,54 54,11
C2H6 kmol/h 16,43 16,43 16,43 0 0 0 0
C3H8 kmol/h 8,21 8,21 8,21 0 0 0 0
n-Butano kmol/h 4,11 4,11 4,11 0 0 0 0
i-Butano kmol/h 2,05 2,05 2,05 0 0 0 0
C. Molar kmol/h 410,69 423,46 1941,57 2740,19 1958,08 1321,7 623,62
C. Mass. kg/h 7340 7367 34716 34716 20607 2758 17823
Temp. °C 20 19,93 520 330 34,99 40,1 30,0
Pressão barg 33 31,2 29,4 25,9 23,6 23 1,30
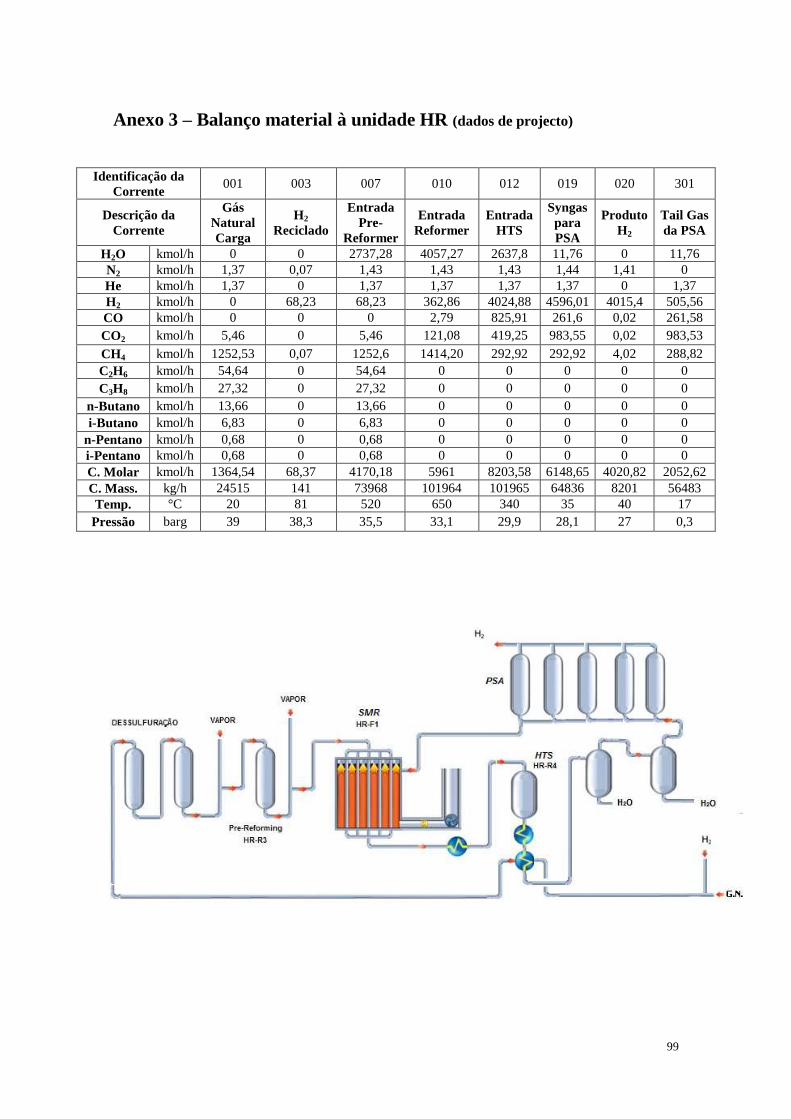
99
Anexo 3 – Balanço material à unidade HR (dados de projecto)
Identificação da
Corrente 001 003 007 010 012 019 020 301
Descrição da
Corrente
Gás
Natural
Carga
H2
Reciclado
Entrada
Pre-
Reformer
Entrada
Reformer
Entrada
HTS
Syngas
para
PSA
Produto
H2
Tail Gas
da PSA
H2O kmol/h 0 0 2737,28 4057,27 2637,8 11,76 0 11,76
N2 kmol/h 1,37 0,07 1,43 1,43 1,43 1,44 1,41 0
He kmol/h 1,37 0 1,37 1,37 1,37 1,37 0 1,37
H2 kmol/h 0 68,23 68,23 362,86 4024,88 4596,01 4015,4 505,56
CO kmol/h 0 0 0 2,79 825,91 261,6 0,02 261,58
CO2 kmol/h 5,46 0 5,46 121,08 419,25 983,55 0,02 983,53
CH4 kmol/h 1252,53 0,07 1252,6 1414,20 292,92 292,92 4,02 288,82
C2H6 kmol/h 54,64 0 54,64 0 0 0 0 0
C3H8 kmol/h 27,32 0 27,32 0 0 0 0 0
n-Butano kmol/h 13,66 0 13,66 0 0 0 0 0
i-Butano kmol/h 6,83 0 6,83 0 0 0 0 0
n-Pentano kmol/h 0,68 0 0,68 0 0 0 0 0
i-Pentano kmol/h 0,68 0 0,68 0 0 0 0 0
C. Molar kmol/h 1364,54 68,37 4170,18 5961 8203,58 6148,65 4020,82 2052,62
C. Mass. kg/h 24515 141 73968 101964 101965 64836 8201 56483
Temp. °C 20 81 520 650 340 35 40 17
Pressão barg 39 38,3 35,5 33,1 29,9 28,1 27 0,3
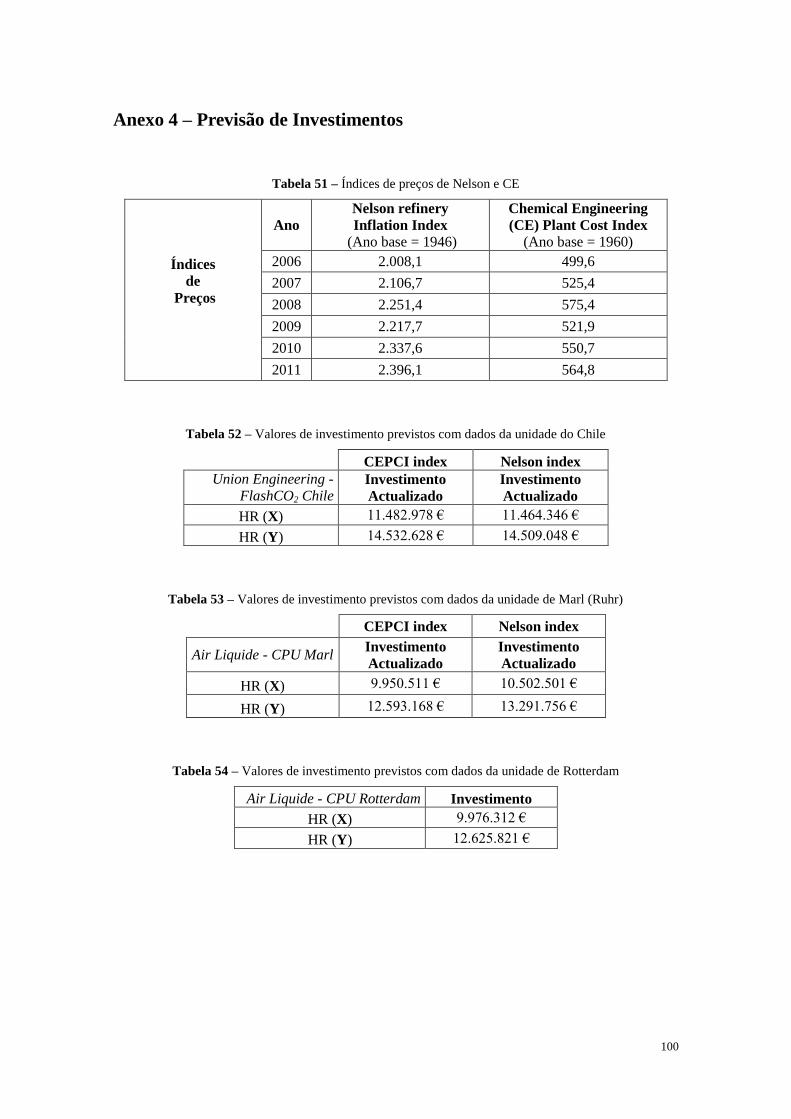
100
Anexo 4 – Previsão de Investimentos
Tabela 51 – Índices de preços de Nelson e CE
Índices de
Preços
Ano Nelson refinery Inflation Index
(Ano base = 1946)
Chemical Engineering
(CE) Plant Cost Index (Ano base = 1960)
2006 2.008,1 499,6
2007 2.106,7 525,4
2008 2.251,4 575,4
2009 2.217,7 521,9
2010 2.337,6 550,7
2011 2.396,1 564,8
Tabela 52 – Valores de investimento previstos com dados da unidade do Chile
CEPCI index Nelson index Union Engineering -
FlashCO2 Chile Investimento Actualizado
Investimento Actualizado
HR (X) 11.482.978 € 11.464.346 €
HR (Y) 14.532.628 € 14.509.048 €
Tabela 53 – Valores de investimento previstos com dados da unidade de Marl (Ruhr)
CEPCI index Nelson index
Air Liquide - CPU Marl Investimento Actualizado
Investimento Actualizado
HR (X) 9.950.511 € 10.502.501 €
HR (Y) 12.593.168 € 13.291.756 €
Tabela 54 – Valores de investimento previstos com dados da unidade de Rotterdam
Air Liquide - CPU Rotterdam Investimento
HR (X) 9.976.312 €
HR (Y) 12.625.821 €

101
Anexo 5 - Evolução do custo Produção
Tabela 55 – Determinação do custo de produção – exemplo da unidade de X kton no HR
Período 2012 2013 2014 2015 (…) 2025 2026
Capacidade Fabril 40% 80% 100% 100% 100% 100% 100%
Custo Fabrico (€/ton CO2) 72,7 € 51,5 € 47,2 € 47,2 € (…) 49,84 € 49,84 €
Custos Directos (€/ton CO2) 49,8 € 40,0 € 38,1 € 38,1 € (…) 40,00 € 40,00 €
Custos Indirectos (€/ton CO2) 5,3 € 2,6 € 2,1 € 2,1 € (…) 2,69 € 2,69 €
Custos Fixos (€/ton CO2) 17,7 € 8,8 € 7,1 € 7,1 € (…) 7,15 € 7,15 €
Despesas Gerais (€/ton CO2) 67,0 € 32,5 € 25,3 € 24,5 € (…) 16,84 € 16,08 €
Custo Produção (€/ton CO2)
139,7 € 84,0 € 72,5 € 71,7 € (…) 66,69 € 65,92 €
Tabela 56 – Determinação do custo de produção – exemplo da unidade de Y kton no HR
Período 2012 2013 2014 2015 (…) 2025 2026
Capacidade Fabril 40% 80% 100% 100% 100% 100% 100%
Custo Fabrico (€/ton CO2) 67,99 € 49,12 € 45,34 € 45,29 € (…) 47,56 € 47,56 €
Custos Directos (€/ton CO2) 47,27 € 38,76 € 37,05 € 37,05 € (…) 38,81 € 38,81 €
Custos Indirectos (€/ton CO2) 4,60 € 2,30 € 1,84 € 1,84 € (…) 2,35 € 2,35 €
Custos Fixos (€/ton CO2) 16,13 € 8,07 € 6,45 € 6,39 € (…) 6,39 € 6,39 €
Despesas Gerais (€/ton CO2) 60,55 € 29,41 € 22,84 € 22,14 € (…) 15,22 € 14,53 €
Custo Produção (€/ton CO2)
128,55 € 78,53 € 68,18 € 67,43 € (…) 62,78 € 62,09 €
Top Related