






Línguas
Páginas
Legal

APLICABILIDADE DOS PRINCÍPIOS DO
LEAN MANUFACTURING NO SETOR
DE SERVIÇOS: ESTUDO EM UMA
OFICINA MECÂNICA DE MOTOS
Debora Guimaraes Sousa (PUC Minas)
Lais Fagundes da Silveira (PUC Minas)
Raoni Barros Bagno (PUC Minas)
A competitividade do mercado tem propiciado a busca pelas empresas
de diferenciação na prestação de serviços aos clientes a fim de obterem
a satisfação e ao mesmo tempo maiores lucros. Neste cenário, os
princípios da manufatura enxuta tem gguiado diversas empresas do
setor industrial, no fornecimento de produtos com alto grau de
qualidade, otimização de recursos e eliminação de desperdícios nos
processos. O presente artigo visa identificar a viabilidade de aplicação
destes princípios ao setor de serviços (o que tem sido denominado
como Lean Service), usando como estratégia metodológica a
intervenção direta em uma oficina de manutenção de motos. Ao final o
texto apresenta os resultados obtidos e conclui acerca da
aplicabilidade dos princípios Lean na melhoria da prestação de
serviços. São discutidas semelhanças e particularidades deste ambiente
frente a operações de manufatura, ressaltando ainda oportunidades
para aprofundamento e novas aplicações.
Palavras-chaves: Serviços enxutos, Manufatura Enxuta, Manutenção
de Motos, Desperdícios
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
Com o mercado cada dia mais exigente, a eficiência na prestação de serviços através de uma
gestão efetiva da qualidade tem-se tornado fonte de vantagens competitivas que garantam a
diferenciação e a sobrevivência das empresas no mercado. Esta busca pela eficiência é mola
propulsora da pesquisa e desenvolvimento de sistemas, metodologias e ferramentas para
aperfeiçoar o fornecimento dos produtos e serviços de qualidade pelas empresas.
A Manufatura Enxuta é uma filosofia de produção originada na indústria automobilística,
sendo posteriormente propagada a outros setores da indústria. À filosofia da manufatura
enxuta agrega-se um conjunto de ferramentas e técnicas que auxiliam a redução de
desperdícios e de custos nos sistemas produtivos. Dentre os resultados almejados estão o
aumento de receita, redução de lead time (tempo de atravessamento), melhoria contínua e
maior competitividade para as empresas. Mais recentemente estudos tem sido realizados para
a obtenção de benefícios dessa filosofia também no setor de serviços.
Existem diversas definições para serviços, entretanto, quatro características dos serviços são
comuns nestas abordagens: intangibilidade, inseparabilidade, heterogeneidade e
perecibilidade. Segundo Fitzsimmons e Fitzsimmons (2005), serviço é uma experiência
perecível, intangível, desenvolvida para um consumidor que desempenha o papel de co-
produtor.
Este trabalho apresenta o estudo da viabilidade da aplicação dos princípios da Manufatura
Enxuta, também chamado de Lean Manufacturing, na área de prestação de serviços, adotando
como estratégia metodológica a intervenção direta nas operações de uma oficina mecânica de
motos.
A escolha do ambiente de aplicação se dá pela riqueza do ambiente em oportunidades de
melhorias a serem alcançadas, assim como pela importância cada vez maior representada por
este tipo de operação. O setor de motocicletas tem apresentado um crescimento considerável
quando analisado seu histórico de produção e de vendas no Brasil. Segundo ABRACICLO
(2011), enquanto no ano 2000 foram comercializadas 574.149 unidades, no ano de 2010 esse
número aumentou para 1.818.181 e a expectativa para 2011 é que esse número suba para
2.000.000 de unidades.
O texto encontra-se organizado da seguinte forma: na seção 2 é apresentado um referencial
teórico, no qual apresentam os principais conceitos e técnicas do Lean manufacturing
aplicados ao conceito do serviço enxuto (Lean Service). A seção 3 traz o estudo de caso,
realizado de acordo com uma estratégia metodológica intervencionista em uma oficina
mecânica de motos. Ao longo do trabalho de campo, busca-se identificar diversos
desperdícios como, por exemplo, lead times expressivos, esperas, desorganização, entre
outros para posteriormente, ser analisada a viabilidade da utilização dos princípios e técnicas
Lean. A seção 4 toma os resultados encontrados na seção 3 e, à luz do referencial teórico
apresentado anteriormente, discute aplicabilidade e limitações dos princípios Lean à prestação
de serviços de manutenção circunscritos ao caso. A seção 5 fecha o texto apresentando as
principais conclusões e perspectivas de estudo e novas aplicações na área.
2. Referencial Teórico

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
A mentalidade enxuta proporciona melhoria da satisfação de clientes, custos, qualidade,
capital de processo e aumenta o retorno de capital investido. Todos esses itens fornecem
vantagens para o dono do negócio e para o cliente (WOMACK; JONES, 2004). Para George
(2004) o trabalho que não adiciona valor aos olhos do cliente no setor de serviço possui custos
mais elevados do que em fabricação, tanto em termos percentuais como absoluto.
Segundo Dennis (2008), a cultura organizacional é a experiência diária das pessoas na
empresa, ou seja, seu comportamento. Em visitas a fábrica da Toyota, o autor relata as
principais experiências, métodos e comportamentos identificados:
- PDCA: método para condução da melhoria contínua. Consiste em quatro etapas: planejar
(Plan), fazer (Do), verificar ou checar (Check) e agir (Action). Com a aplicação do PDCA
a empresa se insere em um processo de melhoria, garantindo maior estabilidade,
organização e coerência nos processos de solução de problemas, desenvolvimento de
projetos, melhorias, etc.;
- Padronização: elemento fundamental da manufatura enxuta. Com ela é possível
estabelecer parâmetros de controle e de melhorias, garantindo a previsibilidade e a
regularidade das atividades. Segundo Dennis (2008), a padronização apresenta muitos
benefícios como a estabilidade de processo, pontos de início e parada claros para cada
processo, aprendizagem organizacional, permite avaliar a situação atual e identificar
problemas;
- Gerência visual: Com a gestão visual o acompanhamento pelos funcionários de
parâmetros importantes e metas se torna facilitado e a tomada de decisão e ação quando
estes estiverem fora do estabelecido será rápida e eficiente. A gestão visual é utilizada
para: “estabelecer e exibir prioridades de trabalho; exibir visualmente o desempenho
diário; dar suporte a comunicações em uma área; oferecer feedback” (GEORGE, 2004,
p.51);
- Trabalho em equipe: o trabalho em equipe e o apoio das pessoas na identificação dos
problemas e falhas são de grande importância para o desempenho da organização. A
empresa deve proporcionar um ambiente onde os funcionários possam atuar e contribuir
com seus conhecimentos e criatividade de forma a agregar valor à equipe de trabalho;
- Kaizen: significa melhoria contínua. Com a busca de melhorias e intensa aplicação de
PDCA, padronização, gestão visual, trabalho em equipe propicia o surgimento de Kaizen.
“A intensidade leva a kaizen” (DENNIS, 2008, p. 168).
Para garantir o sucesso da filosofia Lean em qualquer ambiente produtivo, somente a
aplicação de ferramentas não é suficiente. O sucesso estaria condicionado à atuação conjunta
das ferramentas e da cultura da empresa. Na visão de George (2004), a análise de
oportunidades no setor de serviços requer então a abordagem de alguns conceitos/ferramentas:
a) Lead Time e velocidade de processo: Segundo George (2004, p.35), “Lead Time
(prazo) é o tempo que você leva para entregar seu serviço ou produto uma vez disparado
o pedido”. Para representar a modelagem matemática, utiliza-se a Lei de Little, que é a
divisão da quantidade de trabalho em processo pelo índice médio de conclusão. A partir
desta equação o Lean pode ser utilizado em todos os processos;
b) Mapeamento do fluxo de valor (MFV): ferramenta que auxilia a identificar as etapas
do processo que agregam valor ao cliente e aquelas que não agregam. Evidencia etapas
desnecessárias, atrasos e demais os desperdícios;
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
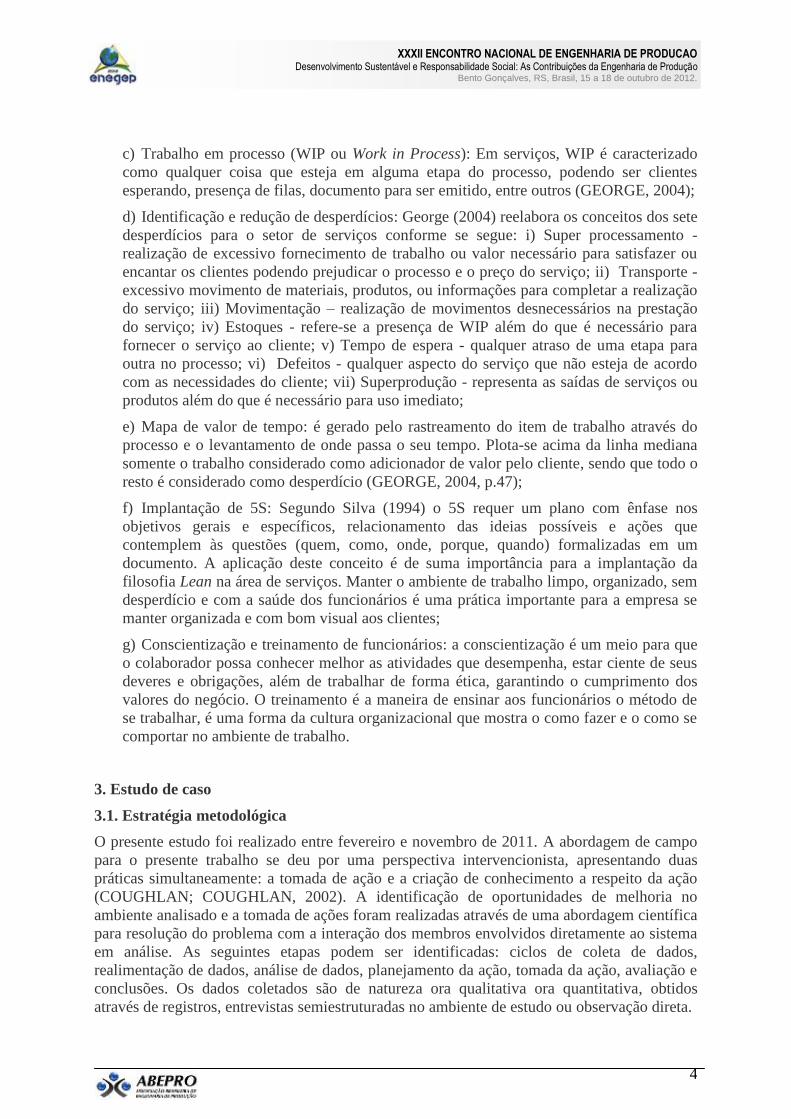
c) Trabalho em processo (WIP ou Work in Process): Em serviços, WIP é caracterizado
como qualquer coisa que esteja em alguma etapa do processo, podendo ser clientes
esperando, presença de filas, documento para ser emitido, entre outros (GEORGE, 2004);
d) Identificação e redução de desperdícios: George (2004) reelabora os conceitos dos sete
desperdícios para o setor de serviços conforme se segue: i) Super processamento -
realização de excessivo fornecimento de trabalho ou valor necessário para satisfazer ou
encantar os clientes podendo prejudicar o processo e o preço do serviço; ii) Transporte -
excessivo movimento de materiais, produtos, ou informações para completar a realização
do serviço; iii) Movimentação – realização de movimentos desnecessários na prestação
do serviço; iv) Estoques - refere-se a presença de WIP além do que é necessário para
fornecer o serviço ao cliente; v) Tempo de espera - qualquer atraso de uma etapa para
outra no processo; vi) Defeitos - qualquer aspecto do serviço que não esteja de acordo
com as necessidades do cliente; vii) Superprodução - representa as saídas de serviços ou
produtos além do que é necessário para uso imediato;
e) Mapa de valor de tempo: é gerado pelo rastreamento do item de trabalho através do
processo e o levantamento de onde passa o seu tempo. Plota-se acima da linha mediana
somente o trabalho considerado como adicionador de valor pelo cliente, sendo que todo o
resto é considerado como desperdício (GEORGE, 2004, p.47);
f) Implantação de 5S: Segundo Silva (1994) o 5S requer um plano com ênfase nos
objetivos gerais e específicos, relacionamento das ideias possíveis e ações que
contemplem às questões (quem, como, onde, porque, quando) formalizadas em um
documento. A aplicação deste conceito é de suma importância para a implantação da
filosofia Lean na área de serviços. Manter o ambiente de trabalho limpo, organizado, sem
desperdício e com a saúde dos funcionários é uma prática importante para a empresa se
manter organizada e com bom visual aos clientes;
g) Conscientização e treinamento de funcionários: a conscientização é um meio para que
o colaborador possa conhecer melhor as atividades que desempenha, estar ciente de seus
deveres e obrigações, além de trabalhar de forma ética, garantindo o cumprimento dos
valores do negócio. O treinamento é a maneira de ensinar aos funcionários o método de
se trabalhar, é uma forma da cultura organizacional que mostra o como fazer e o como se
comportar no ambiente de trabalho.
3. Estudo de caso
3.1. Estratégia metodológica
O presente estudo foi realizado entre fevereiro e novembro de 2011. A abordagem de campo
para o presente trabalho se deu por uma perspectiva intervencionista, apresentando duas
práticas simultaneamente: a tomada de ação e a criação de conhecimento a respeito da ação
(COUGHLAN; COUGHLAN, 2002). A identificação de oportunidades de melhoria no
ambiente analisado e a tomada de ações foram realizadas através de uma abordagem científica
para resolução do problema com a interação dos membros envolvidos diretamente ao sistema
em análise. As seguintes etapas podem ser identificadas: ciclos de coleta de dados,
realimentação de dados, análise de dados, planejamento da ação, tomada da ação, avaliação e
conclusões. Os dados coletados são de natureza ora qualitativa ora quantitativa, obtidos
através de registros, entrevistas semiestruturadas no ambiente de estudo ou observação direta.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
O estudo prático foi realizado com base em um protocolo de atividades realizado previamente
e cada etapa de atuação está baseada em uma fase do ciclo do PDCA como evidenciado no
estudo de caso. De acordo com as etapas do ciclo, foram realizadas: coleta de dados (2 meses
- contou com entrevistas a clientes e funcionários, além de anotações das notas fiscais de
serviços realizados), planejamento da ação (discussão realizada em paralelo à condução da
coleta de dados durante 3 meses com consentimento do proprietário da oficina), tomada das
ações priorizadas, avaliação dos resultados, padronização e elaboração das conclusões,
tomando-se 1 mês para estas atividades. Ao todo o protocolo completo contemplou 25 ações
distintas para realização do estudo, sendo que 19 destas ações foram realizadas diretamente no
ambiente de campo, através de visitas para observação, entrevistas e coleta de dados
secundários ou intervenções diretas.
3.2. Estudo de caso
A pesquisa foi realizada na oficina de motos Deca Motos, localizada no município de Belo
Horizonte, MG. Trata-se de uma microempresa que, à época do início do estudo contava com
somente 2 funcionários e é voltada a motocicletas importadas e de alta performance.
Na etapa de planejamento do PDCA foram realizadas as seguintes etapas:
a) Medição do Lead Time do Processo: segundo levantamento diário no período de 7
dias, a média da quantidade de trabalho em processo é de 18 motos. O índice de
conclusão do serviço por dia é de 2 motos, de forma que a oficina leva em média 9
dias para entrega de seus serviços de manutenção de acordo com a lei de Little;
b) Mapeamento do Fluxo de valor: foi elaborado com base no levantamento das
informações obtidas na oficina conforme figura 1. A identificação dos principais
serviços de manutenção da oficina foi feita a partir da elaboração de um gráfico de
Pareto a fim de priorizar as principais atividades a serem analisadas (dados de um
período de 3 meses) . O resultado obtido pode ser visualizado na figura 2;

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
Cliente
Pedidos de orçamentoVISTORIA
DECA
Avaliação Inicial para orçamento
Elaborar Lista de material
Conserto
Fornecedor
I
Agendamento de Entrega
1
2
1
Cliente recebe o
material e envia á
Deca Motos
I
Esporádico depende da demanda
Tempo de ProcessamentoEm dias911
211
20
Em média 18 motos por
dia
Em média 2 motos por
dia
WIP
Dados do Processo
Tempo de Setup
Tempo de Processamento
9 dias
Unidades na fila 15
Complexidade -
Tempo na fila 216h
Tempo de espera relevante
2
Fonte: Elaborado pelos autores
Figura 1 - Mapa de Fluxo de Valor - Oficina DECA Principais Serviços Prestados - Período de 3 meses
14
11
8
4 42 2
0
5
10
15
20
Dese
mp. C
hassi
Esc
apam
ento
óleo e
Filt
ro
Farol
Pai
nel
Dese
mp. G
uidõe
s
Em
breag
em
Quantidade
Fonte: Elaborado pelos autores
Figura 2 - Principais serviços prestados na Deca Motos
c) Avaliação do WIP: para os serviços de desempenho de chassi, um dos principais
ofertado pela empresa, em cada etapa do processo de atendimento verificou-se um
WIP de 5 motos aguardando processamento e um tempo de fila de 10 dias para entrega

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
de todas as motos recebidas na semana. Já o conserto de escapamento é um trabalho
de customização, visando modificar o escapamento para torná-lo mais esportivo.
Demanda o desenvolvimento de um abafador, atividade com tempo relevante (1 dia)
que intensifica o WIP;
d) Elaboração do Mapa de Valor de Tempo: para a identificação das etapas que agregam
e não agregam valor ao processo, desperdícios necessários e esperas, foi elaborado um
mapa de valor de tempo das atividades gerais da empresa conforme figura 3, cujos
passos estão representados na tabela 1. Mapa de valor de tempo
1 2 3 4 5 6 7 8 9
10
11
12
1 6 11Valor AdicionadoEsperasDesp. Necessário
1 Dia 20 Dias 9 Dias
Fonte: Elaborado pelos autores
Figura 3 - Mapa de Valor de Tempo Geral
N° da Atividade Atividades
1 Chegada do Cliente na oficina (Cliente)
2 Solicitação de Orçamento (Cliente)
3 Avaliação da moto (Mecânico)
4 Decisão do Serviço (Cliente)
5 Elaborar lista de material (Mecânico)
6 Aguarda materiais (Mecânico)
7 Compra dos materiais (Cliente)
8 Entrega dos materiais (Cliente)
9 Agendamento da data de entrega (Mecânico)
10 Espera da realização do serviço (Cliente)
11 Executa o serviço (Mecânico)
12 Entrega do Serviço realizado.
Fonte: Elaborado pelos autores
Tabela 1 - Atividades representadas no Mapa de Valor de Tempo Geral
e) Identificação de desperdícios: transporte de motos em WIP entre os andares, onde estão
localizados os equipamentos de trabalho, sendo que algumas vezes ocorriam falhas no
elevador; longas esperas na solicitação de peças importadas; falta de organização de
ferramentas de serviço, gerando atraso pela procura das mesmas e consequente perda de
tempo na realização do serviço; o atendimento ao telefone fixo prejudicava ainda o tempo

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
da realização das atividades; a recepção dos clientes, realizada pelo próprio mecânico que
interrompia outro serviço; pessoas visitavam a oficina gerando atraso na realização dos
serviços; motos em espera em layout inconveniente gerando um atraso nas movimentações
internas de pessoas; motos finalizadas aguardando os proprietários;
A fase “D” (fazer) do PDCA foi realizada através de um plano de ação com as respectivas
priorizações, conforme tabela 2. Após a consolidação das ações evidenciadas, a etapa de
verificação focou-se na coleta de dados e informações da nova situação. Foram então
estabelecidas as constatações evidenciadas na tabela 3, com destaque para o Lead Time da
nova situação, que melhorou em 12,5%. Esta mudança está associada ao aumento da média de
motos atendidas por dia de 18 para 24 e ao aumento da média diária de serviços entregues de
2 para 3 motos.
Em entrevista realizada na fase de verificação com o time de trabalho pôde-se captar a
percepção dos funcionários que reagiram de forma satisfatória com os resultados alcançados
no período de estudo e intervenção na oficina. O proprietário destacou a importância da
melhoria contínua no seu negócio.
A etapa de padronização focou-se em propor a padronização do método de intervenção para a
identificação de problemas em oficinas mecânicas a partir dos princípios gerais do Lean para
obtenção da melhoria contínua na prestação de serviços (tabela 4).
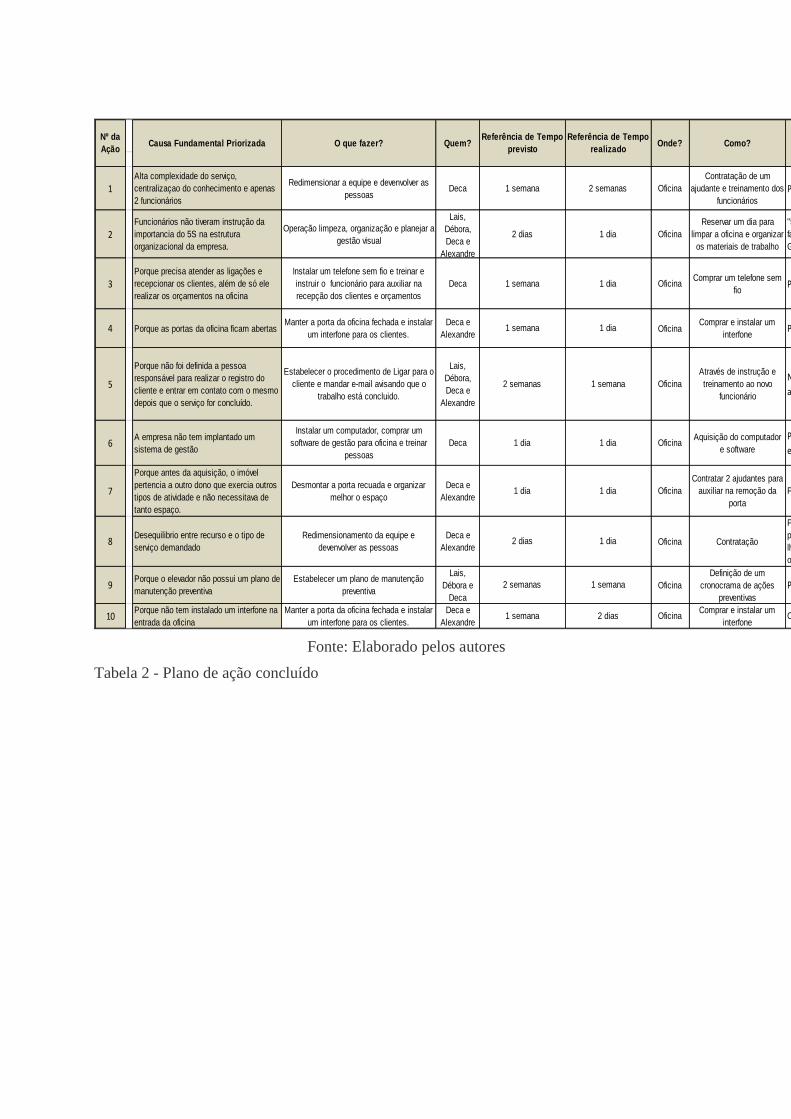
1Alta complexidade do serviço,
centralizaçao do conhecimento e apenas
2 funcionários
Redimensionar a equipe e devenvolver as
pessoasDeca Oficina
Contratação de um
ajudante e treinamento dos
funcionários
Para otimizar o serviço Concluído
2Funcionários não tiveram instrução da
importancia do 5S na estrutura
organizacional da empresa.
Operação limpeza, organização e planejar a
gestão visual
Lais,
Débora,
Deca e
Alexandre
Oficina
Reservar um dia para
limpar a oficina e organizar
os materiais de trabalho
"5S é normalmente a primeira coisa realizada em uma situação de
fabricação devido a necessidade de ver o fluxo de itens físicos.”
GEORGE (2004).
Concluído
3Porque precisa atender as ligações e
recepcionar os clientes, além de só ele
realizar os orçamentos na oficina
Instalar um telefone sem fio e treinar e
instruir o funcionário para auxiliar na
recepção dos clientes e orçamentos
Deca OficinaComprar um telefone sem
fioPara otimizar o serviço Concluído
4 Porque as portas da oficina ficam abertasManter a porta da oficina fechada e instalar
um interfone para os clientes.
Deca e
AlexandreOficina
Comprar e instalar um
interfonePara garantir a segurança Concluído
5
Porque não foi definida a pessoa
responsável para realizar o registro do
cliente e entrar em contato com o mesmo
depois que o serviço for concluído.
Estabelecer o procedimento de Ligar para o
cliente e mandar e-mail avisando que o
trabalho está concluido.
Lais,
Débora,
Deca e
Alexandre
Oficina
Através de instrução e
treinamento ao novo
funcionário
Na tentativa de diminuir as motos prontas estocadas no
ambiente de trabalhoConcluído
6A empresa não tem implantado um
sistema de gestão
Instalar um computador, comprar um
software de gestão para oficina e treinar
pessoas
Deca OficinaAquisição do computador
e software
Para fazer o acompanhamento do serviço, regístro dos clientes
e do serviçoConcluído
7
Porque antes da aquisição, o imóvel
pertencia a outro dono que exercia outros
tipos de atividade e não necessitava de
tanto espaço.
Desmontar a porta recuada e organizar
melhor o espaço
Deca e
AlexandreOficina
Contratar 2 ajudantes para
auxiliar na remoção da
porta
Para liberar espaço na oficina Concluído
8Desequilibrio entre recurso e o tipo de
serviço demandado
Redimensionamento da equipe e
devenvolver as pessoas
Deca e
AlexandreOficina Contratação
Para eliminar a movimentação do mecânico, visto que o telefone
pode ficar pendurado em sua roupa. E treinar o funcionário, dando-
lhe maior autonomia para recepcionar os cliente e realizar os
orçamentos.
Concluído
9Porque o elevador não possui um plano de
manutenção preventiva
Estabelecer um plano de manutenção
preventiva
Lais,
Débora e
Deca
Oficina
Definição de um
cronocrama de ações
preventivas
Para prevenir falhas e dessa forma evitar atrasos com quebras Concluído
10Porque não tem instalado um interfone na
entrada da oficina
Manter a porta da oficina fechada e instalar
um interfone para os clientes.
Deca e
AlexandreOficina
Comprar e instalar um
interfoneOs visitantes entraram com menos frequencia na oficina Concluído
2 dias 1 dia
2 semanas 1 semana
1 semana 2 dias
2 semanas 1 semana
1 dia 1 dia
1 dia 1 dia
2 dias 1 dia
1 semana 1 dia
1 semana 1 dia
Onde? Como? Por quê? Status Farol
1 semana 2 semanas
Nº da
AçãoCausa Fundamental Priorizada O que fazer? Quem?
Referência de Tempo
previsto
Referência de Tempo
realizado
Fonte: Elaborado pelos autores
Tabela 2 - Plano de ação concluído

N° da Ação Verificação
Com a entrada de mais um funcionário houve uma diminuição da sobrecarga de trabalho do mecânico.
O novo funcionário foi treinado para realizar a interação com o cliente e o manuseio do sistema integrado.
O processo de atendimento do cliente foi modificado com a nova forma de interação: novo funcionário, cliente e sistema de
gestão integrada.
O ambiente ficou mais limpo.
Obteve-se maior aproveitamento do espaço a partir da organização e eliminação de entulhos.
Foi definido, para cada espaço, a atividade a ser realizada: Ambiente para o Conserto, Ambiente para armazenar motos com
serviços em espera, Ambiente para armazenar motos com serviços Acabados.
Com a utilização de etiquetas para identificar os armários, ambientes da oficina e gavetas. Foi possível proporcionar um ambiente
mais organizado, acessível devido a facilidade de identificar o lugar dos materiais e agidade / velocidade em identificar os objetos.
3Com a instalação do telefone sem fio otimizou a movimentação do mecânico que despendia um tempo considerável no
deslocamento para atender ao telefone.
4A porta da oficina fica fechada com a instalação do interfone aumentando a segurança e direcionando o serviço aos clientes, ou
seja, elimina-se visitas que não apresentem propósito lucrativo.
5
O novo funcionário assumiu a responsabilidade de entrar em contato com o cliente após a conclusão do serviço. Através do
contato registrado no Sistema de Gestão Integrada Comercial. Diminuindo, dessa forma, o tempo em que as motos ficam
aguardando entrega na oficina.
6
As atividades da oficina foram alteradas: ao entrar na oficina, o cliente é abordado pelo mecânico que faz o seu cadastro no
software - Sistema de Gestão Integrado Comercial. Após o cadastro o proprietário realiza o diagnóstico da moto para verificar se
o cliente deseja ou não o serviço. O serviço que será realizado na oficina também é inserido no software. Esse software facilitou
a organização da oficina e melhorou ainda mais a visão dos clientes em relação à oficina.
Com a remoção da porta o espaço foi ampliado consideravelmente - aumentando o espaço e a possibilidade de atender mais
clientes.
A remoção da porta possibilitou melhor organização para o ambiente.
8Com a entrada do novo funcionário a equipe ficou melhor dimensionada garantindo maior atendimento aos serviços prestados
pela empresa.
9
Foi estabelecido um cronograma de manutenção preventiva para o elevador, através do qual espera-se prevenir problemas
inesperados. Os prazos estabelecidos foram: para lubrificação - semanal, verificação do cabo - mensal, sistema elétrico
trimestral. Até a data desta verificação não foram evidenviados novos problemas.
10
A instalação do interfone foi eficaz no sentido de aumentar a segurança, evitar que vizinhos peguem ferramentas sem avisar e
pessoas entrem na oficina para conversar. Entetando, foi constatado que alguns clientes e serviços de entrega se enganaram ao
pensar que a oficina estava fechada.
1
2
7
Fonte: Elaborado pelos autores
Tabela 3 - Verificação do Plano de Ação
4. Discussão
Através dos resultados alcançados, tanto objetivos quanto aqueles relacionados à percepção
dos entrevistados, entende-se que a utilização dos princípios do Lean Manufacturing no setor
de serviços reserva importantes oportunidades de melhoria no ambiente produtivo, mas requer
adequação às características específicas da prestação de serviços, seja pela sua
heterogeneidade, intangibilidade, perecibilidade e inseparabilidade. Essas características
diferenciam fundamentalmente o sistema de prestação de serviço de sistemas produtivos de
manufatura em que o Lean é altamente utilizado e encontra nível mais elevado de maturidade.
Para os serviços de manutenção de motos observa-se que a característica de intangibilidade do
setor é menos intensa, pois as atividades manifestam-se fisicamente na moto. O grau de
inseparabilidade também diminui neste ramo de atividade, visto que o serviço é prestado
diretamente na moto, sem a necessidade da presença do cliente. Contudo, heterogeneidade e
perecibilidade permanecem igualmente importantes não sendo também possível estocar
serviços que não tenham sido previamente disparados pelo próprio cliente.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
Fator relevante é que a empresa fornecedora de serviços estudada possui algumas
semelhanças importantes com o ambiente de fábrica o que viabiliza a transferência de
conceitos do Lean Manufacturing que impulsionem melhoria de eficiência operacional. No
entanto, as dimensões volume-variedade reservam diferenças cruciais, menos relevantes,
contudo, para os serviços contratados, como desempeno de chassi. Todavia, mesmo nestes
casos a oficina se configura mais aproximadamente a um sistema de job shop do que a uma
produção em massa puxada. A constatação destas semelhanças e diferenças se revela de suma
importância para se analisar a aplicabilidade de conceitos Lean na prestação de serviços de
manutenção como no caso estudado.
PDCA Fase Etapa Objetivo
1 - identificar os problemas
2 - Envolver a equipe de trabalho
3 - Identificação e registro preliminar das
características do problema
4 - Medição do Lead Time do Processo
5 - Levantamento dos dados do processo
6 - Mapeamento do Fluxo de valor
7 - Avaliação do WIP
8 - Elaboração do Mapa de Valor de Tempo
9 - Identificação dos sete desperdícios
Descoberta das causas
principais
10 - Fazer a identificação das causas
fundamentais a partir do 5 por quêsDescobrir as causas fundamentais
11 - Utilizar uma Matriz de Priorização para
definir quais pontos serão abordados
12 - Definir um Plano de ação para os
problemas priorizados
D (Do) Ação13 - Executar as ações estabelecidas no Plano
de açãoBloquear os problemas
C (Check) Verificação dos resultados14 - Verificar se as ações bloquearam os
ProblemasVerificar se a ação foi eficaz
Pradronização 15 - Padronizar as ações que foram eficazes
Conclusão16 - Identificar o aprendizado obtido para
soluções de Problemas futuros
Plano de AçãoDesenvolver um plano para bloquear os
problemas
P (Plan)
A (Action)Prevenir o reaparecimento do problema
e obter um aprendizado para próximas
soluções de problemas
Identificação do ProblemaDefinir Claramente o problema e
reconhecer sua importância
Investigar as características específicas
do problema com uma visão ampla e
sob vários pontos de vista
Identificação das
Características do
problema
Fonte: Elaborado pelos autores
Tabela 4 – Padronização das atividades proposta neste trabalho
Com a aplicação de fundamentos e algumas técnicas selecionadas do Lean Manufacturing na
empresa Deca Motos foi possível identificar muitas mudanças e melhorias no ambiente de
trabalho, tais como, redimensionamento da equipe, organização, limpeza do ambiente,
aplicação de identificações visuais, sistematização no atendimento dos clientes, redução de
movimentações, aumento de segurança no ambiente, melhor interação com o cliente, melhor
utilização do espaço, aumento da motivação dos funcionários, conscientização da importância
da melhoria contínua, entre outros.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
Estas melhorias foram possíveis a partir do uso do PDCA como método-guia dos esforços de
melhoria. Utilizando-se da estrutura do PDCA e de ferramentas propostas no contexto do
Lean Manufacturing foi possível alcançar efetivas mudanças e melhorias no ambiente
produtivo da oficina, demonstrando haver grandes oportunidades para futuros estudos e
aplicações na área de serviços.
Uma das dificuldades encontradas durante o período de desenvolvimento do trabalho foi o
fato de ainda haver poucas referências sobre a implantação do Lean no setor de serviços. Isso
resultou em maior desafio no delineamento das atividades. Outro ponto em destaque foi a
dificuldade inicial por parte dos funcionários em lidar com o ambiente de mudanças, gerando
atrasos na consolidação das ações. Contudo, tal esforço deve ser considerado como parte do
planejamento de ações em novas oportunidades, uma vez que a consolidação da cultura de
melhoria, sua necessidade e sistematização de suas práticas são fatores cruciais para
manutenção do sistema pelos próprios colaboradores da organização após o período
específico de ações de um eventual grupo externo. Para a implantação dos princípios e
técnicas Lean é de extrema importância o comprometimento e envolvimento de todos para
obtenção de resultados realmente significativos e sustentados no tempo.
5. Conclusão
Os resultados obtidos foram significativos e proporcionaram melhoria do ambiente de
trabalho, organização, aumento da velocidade de entrega dos serviços, aumento da capacidade
de atendimento da demanda, redução da movimentação, melhor aproveitamento do espaço.
Empresas que apresentam serviços correlacionados podem utilizar-se das premissas
estabelecidas neste trabalho para guiar-se em busca da melhoria continuada. A partir da
metodologia aplicada neste trabalho outras empresas podem fazer adequações de acordo com
suas necessidades e particularidade e obterem grandes oportunidades de melhorias em seus
estabelecimentos.
Em virtude do que foi mencionado neste trabalho, conclui-se que princípios e técnicas Lean
podem transbordar ao setor de serviços (Lean Service). É necessário, no entanto, reinterpretar
o ambiente diante das técnicas e ferramentas disponíveis para potencializar a redução de
desperdícios e identificação de melhorias nos processos. Desta forma, oportunidades se abrem
às empresas, rumo a maior competitividade, melhores resultados financeiros e maior
satisfação de seus clientes. Tais desafios e oportunidades delineiam o caminho para
continuidade dos estudos e aplicações nesta área.
6. Referências
ABRACICLO. Associação Brasileira dos Fabricantes de Motocicletas, Ciclomotores,
Motonetas, Bicicletas e Similares. Disponível em: <http://www.abraciclo.com.br/index.php>
Acesso em: 06 Jul. 2011.
CAMPOS, V. F. TQC Controle da Qualidade Total – no estilo japonês. 8 ed. Nova Lima:
INDG, 2004.
COUGHLAN, P.; COUGHLAN, D. Action Research for Operations Management.
International Journal of Operations & Production Management. V. 22, n.2, 2002. p.220-240.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
DENNIS, P. Produção Lean Simplificada: Um guia para entender o sistema de produção
mais poderoso do mundo. 2 ed. Porto Alegre: Bookman, 2008.
FITZSIMMONS, J.; FITZSIMMONS, M. Administração de Serviços - operações,
estratégias e tecnologia da informação. 4 ed. Porto Alegre: Bookman, 2005.
GEORGE, M. Lean Seis Sigma para Serviços: Como utilizar velocidade Lean e Qualidade
Seis Sigma para Melhorar Serviços e Transações. Rio de Janeiro: Qualitymark, 2004.
SILVA, J. M. 5S – Ambiente da Qualidade. Belo Horizonte: Fundação Christiano Ottoni,
1994.
WOMACK, J. P.; JONES, D. T. A Mentalidade Enxuta Nas Empresas: elimine o
desperdício e crie riqueza. Rio de Janeiro: Elsevier, 2004 – 13 Reimpressão.
Top Related