







Línguas
Páginas
Legal

4CCij TechnicalArticde
Detecao de defeitos via redes neurais
Aplicaao sistema de ar secundario deuma caldeira de recuperaao quimicaDefect detection by neural networks
Application secondary air system in a
chemical recovery boilerAutoresutlrcrrs Sergio Henrique Saavedra Martinelli
No Neitzeh
Osvaldo ieira
PalaTrasehave caldeira de recuperarao quimica detec
raa de defeitos perception multicamadas cedes neurais
artificiais sistema de ar secundario
Aplicagao O artigo apresenta metodo Para a detecrao de de
feitos em componentes de sistemas de controle de processos
atraves da utilizarao de redes neurais artificiais
RESUMOOs processos industriais estao se tarnando coda vez
mail automatizados e dependentes dos componentes de
controle e o caminho para melhorar a confiabilidade
dos processos e garantir a confiabilidade e a robustez
destes componentes Porem um processo livre de de
feitos nao pode ser garanticlo Os defeitos nos sistemas
de controle podem se apresentar de m odo abrupto ou de
modo lento incipientej Este ultimo provoca uma perdagradual de desempenho do processo e e extremamente
dificil para a detecrao pois os seus efeitos sao encober
tos pelas variaveis manipuladas dos Taros de controle
Esse trabalho realiza a detecrao de defeitos incipientes
KvwodsAftificial nearral networks c3aemical
recovery boiler fault detection naultilayer percep
tro2secoadary airssten
Application This paper presents a methodfoa defectsdetection in processes control systerras components
throrgl2artcial neural networlsapplication
IBSFRACT
Industrial processes are becomingproressivel more and
moreunnautt2edanddependent on control components so that
the way to improve the processes conJzdence is bypnrot
ing reliability and robustness of these process components
However a defeetfiee process is yet impossib le to aranteeDefects incontrolsstems canshow upin cen crlrptorgradualiracipientJ way The last one is to causeprogressielosses in
performance and is extremelydcult to detect as its effects are
caveredby the manipulcetedvariables ofthe control loops This
paper proposes ca methodfor the detection of incipient defectsirz control system by tie sse ofnearalnettivorks components
The development of thispaper 7ras split into two parts a the
Referencias tlos Autores Ar ihors references
1 Programa de Doutorado ein Engenharia Quimica Universidatle Estatlual tle nllaringa Av Colombo 5790 BL E4609CEP 87020900 hRaringa PR Brasil
PitFcgamirCixrrricairgirEerircrSrateUriErityc1fAlarrnaAUvembc5LBLE4FOFCEP8i02090rbairgaPRJBazil
Email shenrique26C hotmailcom
2 Universidatle Estatlual tle hllaringa Av Colombo 5790 BL E46 09 CEP 87020900 Maringa PR Brasil
SlateJfJESiiSJr J1VdGiL11L BL Eib171iiiIgt18jriil 1 Ni2Zfi
Facultlade de Telemaco Borba Av Mal Floriano Peixoto 1181 CEP 84266010 Telemaco Borba PR Brasil
Urtiverstyof irtsaca Onrba Aa rL9ar2cO1 Floriano Peixntcr7131CEP8926f010 Te2maco 6orba Pr Brazi
Email ivoneitzel@fatebtbedubr
3 Facultlade tle Telemaco Borba Av heal Floriano Peixoto 1181 CEP 84266010 Telemaco Borba PR Brasil
1n4EISitOf TEleniaL taGiJI3 A4c Vial ElGli3nG PEIFti171 T1 EPStifii011f TEfE itaCG fufX12 PP eI2i
Ct
LN
f
z
00N
0
na
bA
W
O
Email osvaldovieirafatebtbedu
br
00cv
0r
Q
C
em componentes dos sistemas de controle utilizanclo
reties neurais O desenvolvimento deste trabalho foi
dividido em dual etapas a primeira dedicada ao mo
nitoramento do processo a segunda a classificaaode dados Na primeira etapa o comportamento quase
estatico do sistema foi modelado com recles neurais A
compararrao entre os valores inferidos pelo modelo e os
medidos no processo geraram os residues Na segunda
etapa uma segunda retie neural do tipo de classificacraofoi construida para analisar o residue O processo de
treinamento desta retie neural foi realizado com dual
bases de dados uma onde nao havia defeitos e outs
onde havia defeitos em um dos medidores do processo
Devido a dificuldade de inserir erros nos sensores de
processes criticos foi proposto um metodo para a ge
rarao de dados defeituosos atraves de simularrao com
o modelo neural de processo O metodo foi aplicado no
sistema de ar secundaria de uma caldeira de recupera
crao quimica na industria de celulose e papel As dugs
recles neurais foram programadas em plataforma Excel
para possibilitar o monitoramento continuo do processo
produtivo Para a alimentaao continua dos dados de
processo no sistema de monitoramento em Excel foi
utilizado o programa comercial Plant Information PIO sistema foi utilizado para o monitoramento continuo
do processo durante doffs meses de operarrao e a taxa
de alarmes falser foi apenas 4010 Para a mediCao do
desempenho do metodo foram simulados erros de ate
20A taxa de deteccrao de defeitos foi de 971para
erros simulados de 10
INTRODUAOOs processes industriais estao se tornando calla vez mail
automatizados A automarrao proporcionou maior desem
penho dos processes melhoria da qualidade dos predatese aumento da produtividade fabril Porem os processes
industriais se tornaram mais dependentes dos componen
tes dos sistemas de controle O caminho para melhorar a
confiabilidade e a seguranrra dos processes automatizados e
garantir a qualidade e a robustez dos componentes de con
trole Ainda assim nao se pode garantir um sistema livre de
defeitos FRANK et al 1997 A International Federation
for Automatic Control IFAC define defeito comeum desvio
nao permitido depelo menos uma propriedade caracteristica
ouvariavel dosistema dosea comportamento padrao usual
ou aceitavel ANGELO 2006 Os defeitos em sistemas de
controle podem ocorrer de mode abrupto ou de mode lento
Os defeitos que ocorrem de mode lento nu incipientes pro
vocam uma perda gradual de desempenho do sistema Na
maioria dos vexes ester defeitos sae de dificil detecaopoiseles sae encobertos pela arao dos controladores automaticos
dos processor TINOS 1999 Conceitualmente podemos
first one devoted to the monitoring ii the second to the elas
scation In the first pearl the almostscatic behaiourof the
system has been modelled in neural network The comparison between inferred values by the model and rrzecesurment
perforaed in the fieldgenerctedthe residraes In the nextstep
the secondneural network the classificatronfermi was bailt
to analyze the residue The training process of this raeural
network was carved outwith tYosorts ofdatabcre i one
ofthem defectsfreeii the second one holding defects inone
of tlae process conolsystem elements Drae to difficulties ofirtsering defects in critical processes sensors cliring its nor
mal operation it was proposed c methodfor the generationofsimulated defects ty the use of cr proper developed neural
model The method wcas applied in the secondary air systerrr
ofthe chemical recovery boiler operating in apulp andpaper
mill Both neural networks were programmed in an Excel
softwcrre platform so as to make possible the continuous
monitoring of theproductaonprocess The Plant InformationPI a commercial sofhvare was used for the continuous
process data input in an Excel spreadsheet The choice forthe Excel platform and PI system was dice to their existingavailabdit in tlae plant where the system was build card also
because their friendly use try the process operatzonal staffThe system was kept in usefor corrtinualprocess monitoringduring hvo nornzal operation months and the rate offca7ealarms was fjust40x Errors ofup to 2U in rnagnitradeweresimaalatedin manipulatedvariablesofthe controlststem
for checlnng the perfornaance ofthe method TFithin the range
ofI1o magnitude of thesrnulated errors the rate ofdefectsdetection wccs in the range of971
111tTRUDUCTIN
Industrralprocesses are becoming more card more
automated tlutomation is providing improvedprocesses
performance better producas quality and increased in
dustralproduetxvity However industrial processes are
growing more and more dependent on control systems
components The path towards better reliability and
assurance of automated processes is thereafter to
achieve proper quali and robustness of these control
components Even so a defectsfree system gaaaranteeFRvk et al 1997 is still impossible to be grantedThe International Federation for rl7atomatic Control
IFAC defrnes as defect a not allowed deviation of at
least one characteristic property or variable of the
system from its standard usual or acceptable behavior
NGELO U U06Defects in control systems may come
out rn a sradden or gradual way Defects that show zap ire
a gradual way or incipient are expected to cause pro
gressive loss in system performance In roost of the tunes
these faults care of difficult detectaonbecause disguised
by the cautamatic processes control action TTNCS
1999
clizer que a detecrao de defeitos e a indicaraode que algumacoisa esta errada no sistema monitorado O isolamento dos
defeitos e a determinaao daexata localizaao do defeito ou
seja a determinaCao do components que esta defeituoso A
identificarao do defeito e a determinarao da magnitude do
defeito e o impacto nosistema para que o sistem a de controls
minimize os donor causados
Os metodos de detecraode defeitos podem ser classi
ficados em doffs grandes grupos os que utilizam o modelo
matematico da planta e os que nao utilizam PATAN e
PARISINI 2005 Segundo GERTLER 1990 os metodos
livres de modelos mais comuns sao
iOmetodo da redundancia fisica onde sensores multi
plos sao instalados para medir a mesma variavel Qualquerdiscrepancia entre as mediroes indite um sensor defeituoso
Com tres ou moffs sensores em funcionamento e possivel iso
larosensor defeituoso Este metodo possui a desvantagem do
alto Gusto de instalacaodos componentes TINOS 1999iiO metodo de checagem de limites onde as variaveis
medidas da plantasao comparadas com limites programadosEste metodo possui a desvantagem de que se as variaveis da
planta possuem grandes variaroes o tests de limits preciseser ajustado para faixas muito conservadoras o que climi
nui acapacidade de detecrao de defeitos Normalmente os
defeitos incipientes e intermitentes nao sao detectados par
esse simples metodo ISERMANN 2000
iiiO metodo da utilizaCao de sensores especiais onde
sensores sao instalados para a medigao de defeitos especificos ou de seus efeitos coma por exemplo vibraao ruidodeslocamento axial e radial etc A desvantagem deste metodo
e o Gusto de instalaao destes componentesOs metodos de detecrao e diagnostico de defeitos ba
seados em modelos utilizam um modelo matematico da
planta monitorada A diferenca entre a variavel estimada
pelo modelo e a medida pelo processo recebe o nome de re
siduo Este residua e o indicativo da presenrade defeitos A
maioria dos metodos de cletecraoe diagnostico de defeitosbaseados em modelos se baseia no conceito de redundancia
analitica Diferentemente cla redundancia fisica onde as
medioesde sensores redundantes sao comparadas entre sias mediroes do sensor de processo sao comparadas anali
ticamente com colorer inferidos atraves de modelos para a
respective variavel
A modelagem do processo pods ser realizada atraves dos
leis fundamentais que regem o processo como os balanrosde
quantidade de movimento massee energia Esser modelos exi
gem conhecimentos profundos do comportamento doprocesso
ALES SANDRI 2003 Osm odelos baseados em dodos saouma
alternative poclerosa para se enfrentar esse problema As redes
neurais artificiais sao umaexcelente ferramentamatematico para
modeler processor complexos Etas possuem alto capacidade de
aprendizagem PATAN e PARISINI 2005 Para a maioria ds
Conceptually it couldbe said thrtdetection offaults is an
indication that something is going wrong in the monitored
stem Defects isolation means to deterrainethe exact lo
cation of the fault that is the identification of the defectivecomponent Recognition of the defect means to determine
the magnitude of the fault arad the impact to thesstern forthe control system to minimize the caused damages
Faults detection methods can be classified into tlvo
main groups those applying the mathematical model ofthe plant and those not applying it PATAN e PARIINI
2005 According to GERTLER 1998 the most corrunon
free models are
iThe physical redundancynaethod in whichmultiple sen
sorsare installedfor floe meaarrerraent offloe samevariable Artydiscreparac cunoragmeasrremeritsis to indicate a defective sen
sor Three or more operating sensors make possible to isolate
the defective unit ThisrzetFaod holds however tJedretivback
ofthe high components installation cost TlilS 1999iiJ The limitseheekirag method in which the mecasured
vaables of the plant are compared ith programmedlimits This method holds the drawback that if the plantsvariables undergo largerarictions the limit test should
then be adjusted to quite conservatzve bands which lessens
its defects detection capacity Usually this simple method
is unable to detect incipient andirzternittentfaults ISERMAN 2000
iii The specialsensors utilization method in which sen
sors are installedfo a certain specific defects measuenaent
oroftheireffects as forexample vibration noise axial and
radial displacements etc Cast of its components installation
is the weakxtess of this method
llethodsofdefeets detection anddiagnosis basedon
models make use ofcamathematieal model of the monitored
plant The difference between the variable estimated bythe method and the measurementealuated by theprocess
is called residue This residue is an indication of defectsexistence The mostpart offceults diagnosrs and detection
methods based ore modela relies on the analytical e
dundancv concept Differently front physical redundancywhere redundant sensorsrzeasurements are campcrredcat7iong themselves the process sensor measurements ar
compared analytically with inferredvalues throzrgh models
exclusive offloe varicble
The process modeling can be performed by usingfirndarizental laws that govern the process such as balances
ofanaounts of movements mass and energy These models
regarire deep knowledge of the process behavior ALESSANDRI 2003lodels based on data are a powerfulalterzative for working outsuch kind ofprobleni Artifacialneural net7orks are excellent mathematical foal for floe
modeling ofcomplex processes They hold a great learning
capacit3 PATAN e PARISIA7 2005 Por the mcjorty of
4
LN
f
z
00N
0
not
W
O
00cv
0r
b
C
aplicacoesas redes neurais artificiais funcionam razoavelmente
bem o que as torna muito utilizadas em aplicaoesgenerical
HAYIIN 1999 Elas saoutilizadas para resolver problemasde prediraoe de classificaaoVENKATASUBRANINIAN
et al 2000 Elas tem lido cede vez mail utilizadas para tratar
problemas de detecrrao de defeitos em processor industriais
PATAN e PARISINI 2005TINOS 1999 utilizou um sistema de detecrao e diag
nostico cle defeitos via redes neurais artificiais baseado no
conceito de geraraode residuos e o aplicou em robos mani
puladores Um a rede neural do tipoperceptron multicamadas
MLP Multilayer Perceptron foi utilizada para reproduzir o
compartamento dinamico do robo manipulador As raider da
rede foram comparadas com as variaveis medidas gerandoo vetor de residuos Alguns defeitos foram provocados no
robo para gerar um banco de dados defeituosos Em seguidauma rede neural de base radial foi utilizada para classificar
os residuos As simularoes utilizando um manipulador com
Bois graus de liberdade e um Puma 560 foram apresentadasdemonstrando que o sistem a conseguiu determiner e diagnosticar corretamente os defeitos que ocorreram em conjuntosde padroes nao treinados
PaTaN e PARISINI 2005 desenvolveram um modelo
neural para detecrrao e isolaanento de defeitos e o aplicaramna planta de evaporaaoda empresa Lublin Sugar Factory O
procedimento consistiu na colet e no tratamento dos dados
de processo Em seguida as redes neurais foram construidas
qualidade da modelagem for aualiada com base no conceito
estatistico da m inimizaao dasoma dos errorquadraticos Para
o treinamento des redes de classificarao foi necessarioum banco
de dados defeituosos Este for gerado pela inclusao de error de
1010e 15nossensores de processo em condiroes Wormers
de operacrao Oprocedimento devalidarao do m odelo foi realiza
do com uma base de dados diferente da base de dados utilizada
no treinamento da rede Pelos resultados obtidos concluiuse
que as redes neurais artificiais podem sec utilizadas para crier
sistemas de detecrrao e diagnostico de defeitos
BUENO 2006 desenvolveu um sistema de deteccrao de
defeitos utilizando redes neurais e o aplicou em um reator
nuclear de laboratorio O processo foi modelado atraves de
redes neurais utilizando duns bases de dados sendo uma
delas gerada atraves de um modelo teorico e a outra geradaatraves des medioes de operarao continua do reator As
variaveis inferidas pelos moclelos neurais foram temperaturespotencia e taxa de dosagem do reator As redes neurais
treinadas foram testadas com uma base de dados contendo
defeitos inseridos artificialmente nos sensores de temperature do reator Um sistema Fuzzy for aplicado para realizar
o diagnostico dos defeitos indicando o sensor defeituoso O
sistema apresentou bons resultados de modelagem do pro
cesso de detecrrao dos defeitos simulados e da localizacraodos sensores defeituosos
applications artificial neural nettiorks performfairlywellfact thatmakes them extensively used ingeneric applicationaHYKh 1989 They are largely used for solvingpredation andclassifications problemsTlE1VK4TRSUBlfLiA7A1et cal 2003 crzd have also been more cand more
used to deal with defects detectionprohlerras rn iradustrial
processes F4T4N e PAZISIlv7 2005TINOS 1999 adopted afcrults detection cand diag
nasrssystem via artifieicrlneaaral networks based on the
residzaesgeneratioa2 concept and applied it onmanipulator robots A raetaral networkof the multi layer perceptrom
pe1ILP tilultilcayerPerceptron was utilized for re
producing the dynamic behavior of the rraanipulator robot
Network outputs were compared with measureduariables
thereafter generating the residues vector dome defectswere introduced into the robot aiming at generating a
defective database After that a radial based neural net
workwas used for the residues classificatiorr tiimulations
by use of the manipulator with two degrees of freedomand a Puma 5b0 were presented giving evidence that
the system was able to properly determine and diagnosefaults occurred in Woretrainedstandard sets
PATAa1 and PARISIN 2005 developed a neural
modelfordefects detection and isolation applying it at the
Lublin5ugcuFactorysevaporation plant The proseducehas consisted in collecting and treating the prroeess data
Afterward the neural networks were huilt The modelingcuahty was assessed takang as reference the statistical
minimization of the sum of tlae quadratrcerror conceptFor the classiJzcataonnetworks training turned outneees
sary a defective database This database was performedby including errors of511oand 15 in normal op
erating conditions process sensor The model validcatiora
procedure was performed with a database differentfromthe one put to use in the network training As per the ob
tcainedresults conchasaon is that artificial neural networks
aresuitable to setup defeets detection and diagnosisBUENO 2006 developed a defects detection system
making use of neural rtetrvorks and applied it on a lab
nuclear reactor The process was modeled through neu
ral networks rnaling race of two databases one of them
achieved via a theoretical model the other one achieved bymeans ofuninterrupted reactor operation measurements
Theirerredvariables of the neural model were temperatures po7er and the reactor dosage rate Trained neural
networks were tested with a database containing defectsartificicdly introduced on tFe receetor temperature sensor
A Fuzzy system was applied ith the purpose to achieve
the defects diagnosis and identify the defective sensor The
system was able to displaygood process modeling results
good detection of simulated defects and localizationofdefective sensors
ALAZEIDA 2008 apresentou Luna m etodologia basea
da na tecnica modelo oculto de 1Vlarkev HH1V1 Hidden Iv1a
rkov Model Para se detectar situacoes anormais em caldeiras
de recuperarao quimica ainda em estagio inicial vu sejaantes de se alcanar uma condirao indesejavel A situaraemonitorada foi o acumulo de depositor de cinzas sobre os
equipamentos da sessao de transferencia de calor convectiveatraves das medioes de perch de carga Pelos resultados
obtidos polese identificar a detecrao precoce de situaoesanormais robustez as incertezas e ruidos adaptabilidade a
clinamica de processor natureza explicita desenvelvimento
e implementaaocomputacional factiveis
Os trabalhos apresentados utilizam a estrategia de inser
qao de defeitos nos sensores dos equipamentos monitorados
para a geraao de banter de dados defeituosos Para os
processes industriais criticos durante eperarae normal esta
estrategia na maioria das vezes nao pode ser aplicada As
razoes para isso sae as perdas de desempenho em se operar
fora dos parametros cle controle desvios na qualidade do
produce possibilidade de ocorrencia de donor nos equipamentos e riscos de seguranca
O objetivo deste trabalho e proper um sistema para a
detecraede defeitos incipientes baseado na utilizacaa de
redes neurais artificiais eno conceito de geradores de residues
para processes industriais No sistema proposto dugs redes
neurais sae utilizaclas rondoque a prim eira tom per objetivo
predizer o comportamento da malha de controle estudada
A comparaaodos valores inferidos polo rede neural tom
aqueles medidos no processo da origem acs residues A
segunda rede neural tom per objetivo classificar os residues
Sao utilizaclas as redes neurais de tipo MLP Para a geraraode dados defeituosos e proposto um sistema de simulaaode defeitos utilizando o modelo neural desenvolvido para
predizer o comportamento do processo O sistema de detec
ao foi aplicado nos malhas de controle de uma caldeira de
recuperaaoquimica Este artigo referesea apresentaraoda
malha de controle do sistema de ar secundario
DESENVOLVIMENTO
A caldeira de recuperagao quimica
A caldeira de recuperaraequimica numa industria de
celulose e papel e um equipamento para a combustao do
liter negro que e um subproduto do processo de praduaocle celulose O liter negro contem componentes organicos e
inorganicos em um meio aquoso alcalino
A caldeira de recuperarao possui ties funroes criticas
atuar come um rector quimico para a produaode sulfeto
de sodio NaZS e carbonate de sodio NaZCO3 come uma
cakeira para gerarao de vapor polo combustao de liter negro
ALNIEIDA 2000 worked out amethodologybased on theLarkov hidden model HHM Hidden
Mcwkovodel fordetectrngatypicalsrtuations rn chemi
cal recovery boilers since its beginning stage that is
beforereaching an undesirablesztuation The monitored
situation was the ash deposition on the convective heat
transfer equipments by means of charge loss measure
naentsAsper obtained results it tuns outpossible the
identification and early detection of abnormal situations
the robartness to atracertainties andnoises tlae ackrptability to dynamics ofprocesses explicitnature andfeasiblecomputational development and implementation
The presented works make use of the defects insertion
strategy in monitored equipments sensorsfor tlae achieve
ment of dzfective databases 4s for industrial critical
processes even during normal operation inmost of cases
this is not an applicable strategy Reasons for that are
perforrraance losses when operating outside normal con
trolparameters deviation from product quality passibledamages to the equipment and safety risks
4im of this paper is to propose a systerrr for the de
tection of incipientfaults in industrialprocesses based
on the applicatronofcrrtificial neural networks ctnd on
the concept of residues generation Ira dais proposed
system two neural networksare put to use being the
first oneoraented to predict the behavior of the studied
control network The comparison of the values inferredby the neural network with those naeasured in the field
give raise to the residues The second neural network is
designedfor the residues classification Areural networks
ofthe ILP type are utilrzed For the generation ofdefective data is proposed a defects simulcetion system that
makes use ofthe neural model worked outfor the process
behavior prediction The detection system wcas appliedon the control loops ofa chemical recovery boiler This
paper refers to the introduction of the secondary air
system control loop
UEVfLOFMfNT
The ehernieal recovery boiler
The chemical recoveryboiler in a pulp andpaperindustryis the equipment for black liquor burning a byproduct ofthe pulp prod7ctionprocess The black liquor holds within
organic and inorganic elements in an aqueous alkaline sars
perzaionThe recovery boiler is intendedfor three criticalfun
tions to perform as ca chemical reactor for the productionofsodiuna sulfide IraS and sodiurra carbonate UaSOas a boiler foi steam generation through the black liquor
4
LN
f
z
00c
0
nou
W
O

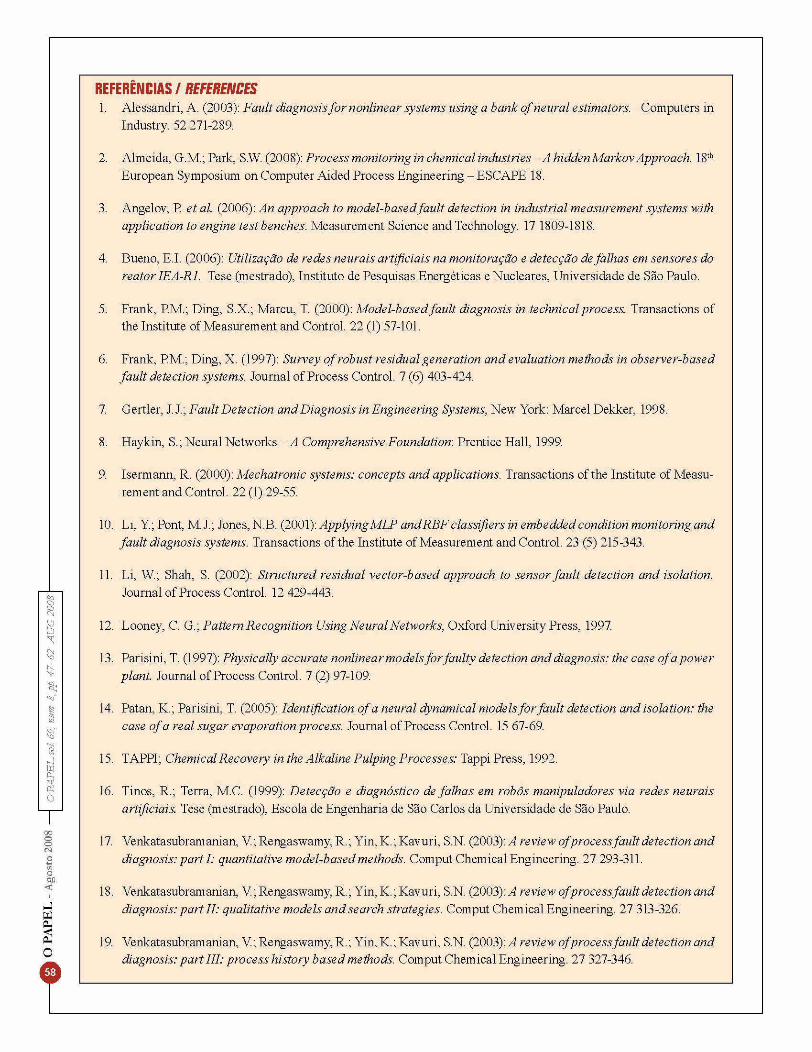
e como fonte destruidora da materia organica dissolvidaeliminando consequentemente o descarte ambiental TAPPI 1992 A Figura 1 apresenta um esquema da caldeira de
recuperaaoquimicaEsta caldeira opera com pressao devapor de46MPa e tem
peratura 7032K K 27315 Cj e capacidade para queimade 2106 quilos de solidos secosdo licor negro por dia A agua e
alimentada nas economizadores seguindopara o balao superiorEssa caldeira e do tipo circularrao natural ou seja nao habom
bas de circulaao de agua e a circulacao ocorre por diferenrrade temperature Os tubos que interligam o balao superior e o
inferior saodenominados Banco de tubos onde ocorre uma des
circularoes de agua da caldeira A outs circulatoo e do balao
inferior para os coletores inferiores da fornalha subindo pelostubos de paredes de agua da fomalha voltando para o balao
superior Do balao superior sai o vapor saturado que alimenta
os paineis de superaquecedores Nos superaquecedores ha a
transformaao do vapor saturado para vapor superaquecidoA caldeira possui leis bocais para a queima de licor
negro doffs em cede parede lateral um na parede frontal e
um na parede traseira Quando o licor negro e queimado os
componentes inorganicos se acumulam na base da fornalhae recebem o nome de leito ou pilha Os fundidos deste leito
escoam atraves de aberturas na parede frontal para as bias
de fundidos Este caldeira possui quatro bias Os fundidos
caem no tanque de dissolucao onde misturados com agua
combustion and as destroying agent of dissolved organicmatters thuspreyentngmatter disposal to the envirorunent
TAPPI 1992 Figure 1 presents a chemical recotiery boiler
dragram777isboileroilerating conditlcnaare46MPa steampres
sure with a steam temperatrrrof 7032k K2731S Cand a burning capacity of2x10 kg ofclay solidsfrom the black
liquorperdcryYbcrterisfedtlaroughtheecononaizers andfiomthenefollows to the upper drum This is a natural circulation
boiler that is there are no water circulation pur7rps and
water circulation depends on temperatrrrediererzces Set oftubes connecting the spper and lowerboiler crrrrxrms is named
tulebank in which takes place one of the1oiler circulation
flows Another waterflow occurs from the lower drum to the
furnace bottom collectors thenRowing through the fitirnaee
water wall tubes to the upper drum from where saturated
steam departs to the superheater tubes In trperheater the
saturated stecrrra is converted to superheated stecrna
For burning the black liquor this boiler is equipped with
siv liquor spray nozales two on each side wall one on the
front wall andanother oneon the r earwall lYith the combar
tiorr of the black hyuor inorganic elementsbuilrup at the
fisrncrce beck the char This naeltedmaterial proceedsflowingfrom thefurnace bed and tlarouhopenings in the front wall
to the smeltspouts or channels In thisboiler there arefaunspcnrts Smelt raraterial drops then frorrz the spouta to a dis
Vapor para o processo l Steam to process
Ague tle alimentapao Feednater
Balao inferior Tubos tle paredetlaguaLower dram Water rvali tubes
00cv
0r
c
fi
C
Precipitatlores eletrostaticosletrtSt3IrCpr2crpftors
Ventiladores de
tuagem intluzitlaudr t aRs
Balao superiorUpper drurr
Tubos tle parededagualNate uvah tubes
Fornalha I Frrnace
Ar terciario lertiary err
h
L
Aquecetlores tle ar Ar secundario I SecondaryahAr heaters
e Ar primario rrirrary air
Ventladores tle ar primario Bicas I Srrastssecuntlario a terciario I Prrrrrary Coletor inferior l Bntfom Culectseccrnaryarrdtertraryar trrrs
Coletor inferior Funditlos para tanque tle tlissolugaoBottum corlectrSmett to dissoivtng terra
Figura 1 Esquema da caldeira de recuperacao quimica Figure tDiagram ota chemical recovery boiler
Parade frontal Paretle lateral esquerda Paretle traseira Parade lateral direitaFront oval teftside wall fiearUall Rightside wall
Ar terciario I Tertiary airAr terciario r Tertiary air
Bocal tle Iicor Uquorspraynorle liacal de licorr LiquorspraVnozze Eocal tle licar tiquorspraynozzle Bocal tle Iicorl tiquorspraVnozzle
I B
I LJ IICamera ear secuntlarioi Combos Games equeimatlor earsecndariotlonchamberandsecondarValr QueimadareslSurners ChamberbumersecornlaryairQueimadores Burnerso
n r o Arprimario1 Primary arr Ar primariorPrimary airr
araarArnmario Primary arr 6icas
de funtlido Smelt spoutsFic
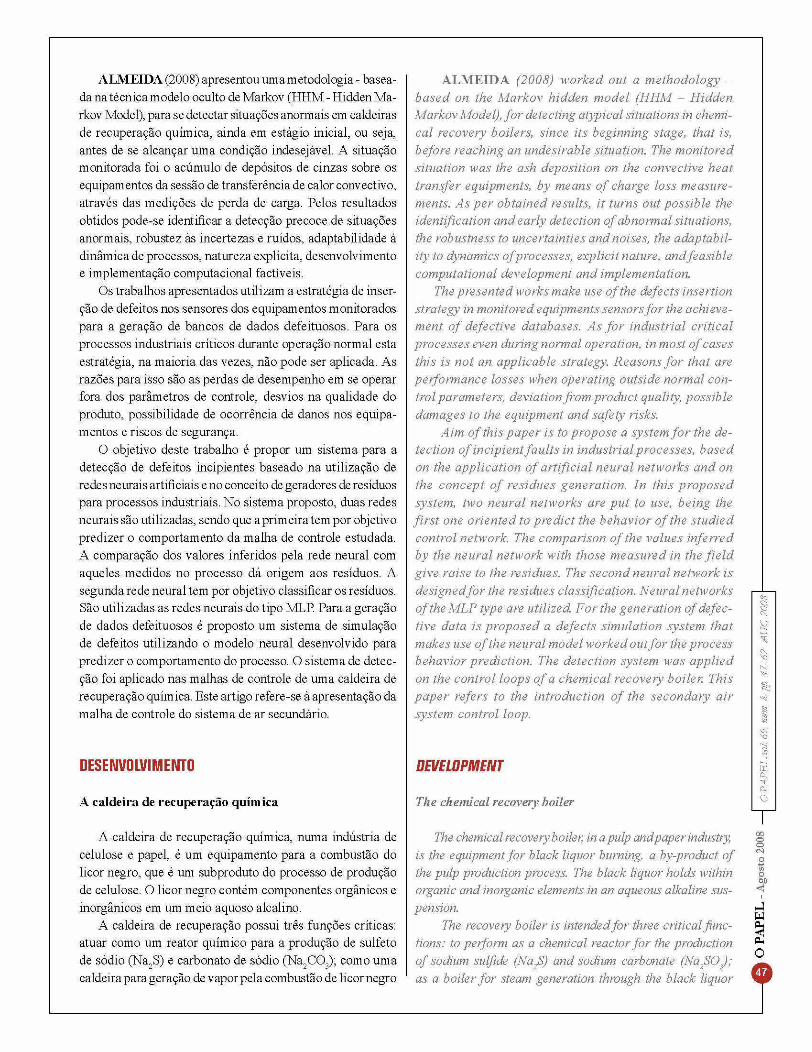
ura2 Detalhamento dacaldeira derecupera aoquimica iyure 2 Details ota chemical recovery oiier alcalina
geram uma solur aochamada deIicor verde qua e
composta basicamente por carbonato desodio Na2C0esulfeto de sodio NazS Este Iicor verdeeenviadoaarea decaustificarao para produaodeuma solur aochamada deIicor
branco atraves derea oesquunicas O Iicor brancoecomposto
principalmente por hidroxidodesodio NaOHe sulfeto
desodio Na2S4alim entaraodear de combustao nacaldeiraerealizada em
trey niveis Aprincipal razao para isto sao as fun oesantagonicasde proporcionar um ambiente oxidanve para as reac
oesde combustao damateria organica dolicar negroeao
m esmo tempo promover um ambiente redutor para qua as rearoes
de reduCao dosulfeto desodio para sulfeto desodio ocorram
ADAMS etal 1997 Osgases desaida dacaldeira passamem quatro precipitadoreseletrostaticas
paraa redu aodoteor dematerial particulado Doffsventiladoresdetiragem induzida controlamapressao dafornalha4s
Figures2e 3 apresentam detalhes clasistema dear O
ar primarioe alimentado atravesdos quatro paradese as
suas funressao controlaroformatoea posi aodoleito de
sail e fornecer oxigenio para as rea oesde combustao do
carbono residualO ar secundario tambemealimentado atraves
dos quatro paradese as suas funroes sao controlaraaltura
do leito manteratemperature doleito searoIicor e
queimar os produtos volateis oriundosdoaquecimento doIicor
O ar terciarioealimentado nos Paredes frontaletraseirae
as suas funroes saocompleteracombustao doIicor eseaar a
fornalha para minimizeroarraste de material particulado juntocom as gases paraa sessao superior solution
tank where mixed wrthalkaline water producesa solution
known as green liquor a solution mainly consistingof
sodrurracarbonci telraDand sodium suede 1Va SThisgreen liquorrssent to the cciusticizing plant whereas per
chemical reactions is converted toa solution defined aswhite liquor This white ligtiornaainly consistsof sodiinhydroxide
ITaOHand sodium sulfide raSbupplyof combustionci irto the boiler is perforrraeda tthree
levels The main reason forthat are the conflictive demandsofprovidingera oxidative surrounding forproper combustion
reactions of the black liquor organic mater ialand
at the same time to promoteareducing surroundingin order
tofavorreductionofsodiumsuateto sodiurrasulfide ADAMSetal 1997 Cases
leatri agthe boiler passthrough fourelect staticpra cipitatQrs
togreatlyredicethecontent of particulatesmaterial Pressure
inboiler furnaceis kept under controlbytvoinduced dre
fansFigui es2and 3present detailsofthe airsysterraFrlmaryair is fed through the fauna ctllsand are its functions
tocontrol shape afad positionofthe char bed and supply
oxygen for proper cornbustaonreact7 onsof residual carbon
Seeondary airis also fedthroughthe four walls being itsfunctionstocontrol theheight ofthe char bed mauatain bed
tempercituredr the liquor andburravolcitiles products originatedfromthe liquor heating Tertiary airis fed through thefrontgrad rear wallswith thefinctiorastocomplete liquor eombirstionandseal the furnaceto rninimiethe carry overof
particulatematerial with gases moving tothe upper partofthe boilex Ct
z
0
0N0
n
abA
W
O

Controle de pressao da fornalhaFurnace pressureonfro
Controle das vazoes de ar
primario secundario a terciario
Prrmayserturyandiefrry
NT FT FiC
1 1I B
lf Yf FT I1C CT
e
CT
i TT PT FT IC CT000
00cv
0r
b
C
Figura 3 Esquema do sistema tie ar e eases l Figure 3 Air and gases system diagratrt
4s vazoes de ar primario secundario e terciario sao
controladas individualmente atraves da regulagem das guilhotinas na saida de cada ventilador Figura 3 apresenta o
sistema de ar e gases
METODOLOGIA
Preseleiodasvariaveis
preselecrao das variaveis para o treinamento da rede
neural foi realizada atraves de conhecimento especialista
Goleta de rlarlos
S coleta dos dados de processo foi realizada com o
programa comercial Plant Information PI1escolha deste
program a foi devido a sua disponibilidade na unidade fabril
Os dados foram coletados atraves de medial a cada trinta
minutos A utilizacao de dados medios melhora a precisaodo modelo de processo pois reduz a influencia de transien
cies Elsa escolha foi possivel porque o objetivo do trabalho
e detectar os defeitos incipientes ou seja os defeitos que
se originam de forma lenta Delta forma a modelagem do
processo e realizada em regime permanente quaseestaticaOs dados receberam tratam ento cle m odo a eliminar periodosde panda e periodos de reinicio e reduao do processo
PIG PTI1
I
1
1
1
1
Prrractr secondary andtertiaryairffows are individu
ally adjusted by means ofdatrapers on the outlet of the fans
Figure 3 presents a boiler air andgases system
MfTNDDOLOGY
VariablespreselectionVariables preselection for the neural rzetworh training
was performed with support ofskilled cadvrser
Data collection
Process data collection was accomplished with the
commercial software Plant Inforrraation PI Option forthis program was due to its availability in the industrial
plant Data were collected by rrreans ofaverages zth thirtyminutesirrtervals Application afavercge data irrrpravestlreaecura oft7eprocess rr2odel since effects of transiencies
are decreased This choice was possible becaarse the purer
pose oftlrrswork is to detect incipient effects i e the kind
ofdefects that develop gradually In this ay the process
modeling is carried outire permanent regime almoststaticData are treatedfor avoiding standstill tzmes restarts and
process restrairs per ods

Treinamento da rede neural do processo a determinaaoda residuo
Para o treinamento das redes neurais foi utilizado o pro
gram a c omercial StatisticalNeuralNetworks SNN versao
4 A escolha dente programa foi devida a sua disponibilidadeao baixo Gusto de implantaao da rede e a praticidade na
utilizaaoAs variaveispreselecionadas foram alimentadas
no programa O tipo de rede escolhida foi a MIP com tres
camadas O programa cletermina automaticamente amelhor
rede neural as variaveis de entrada e o niunero otimo de
neuronios na camada intermediaria baneado em criterion
de desempenho e de pandaCorn os resultados fornecidos pelo programa o modelo
de processo foi construido em Excel para o monitoramento
do processo Com umanovabase de dados foi realizada um a
segunda validaaoO objetivo foi verificar a robustez do
modelo desenvolvido A cliferencra entre os valores inferidos
pelo modelo e aqueles medidos no processo deuorigem aos
resicluos Teoricamente oresiduo diferente de zero indica a
existencia de um defeito Entretanto em sistemas reais os
metodos de detecaobaseados em modelos operam em condi
oes nao ideais na presenrade ruidos disturbios e cam erros
de modelagem O que se deseja de um sistema de detecaode defeitos e que ele seja sensivel aos defeitos e insensivelas
incertezas de modelagem e aos ruidos no sistema
Geraaode dados defeituososComo os erros de modelagem e os ruidos de medida nao
inevitaveis em sistemas reais utilizase outs rede neural
para construir faixas de detecao variaveis A utilizacao de
faixa de detecrao fixa apresenta doffs problemas a sensibili
dade do sistema de detecao ficareduzida e a determinacraoda amplitude da faixa e dificil de ser estabelecida ja que
o residuo varia com o sinal de entrada com a magnitudee a natureza dos disturbios do sistema TINOS 1999 Por
exemplo escolhendosefaixas de detecao fixas muito pe
quenas aumentase o numero de alarm es falsos Por outro
lado escolhendosefaixas de detecaofixas muito granderreduzse consideravelmente a sensibilidade do sistema de
detecaoUtilizando uma rede neural para a analise dos re
siduos afaixa de deteccao e determinada de acordo com os
padroes do conjunto de treinamento nao sendo necessaria a
utilizaaodos conhecimentos de um especialista
Treinamento da rede de elassifieaaoPara o treinamento da rede de classificaao foram ne
cessarias dugs bases de dados uma onde nao ha defeitos e
a outs onde ha defeitos nos sensores de processo Os dados
defeituosos nao gerados pela inclusao de erros no modelo
neural de prediraoAvantagem dente metodo aclvem dofato
de que em algumas situarroes a inclusao de erros diretamente
nos sensores de processor criticos nao pode ser annum ida
Training of the process neural network and residue deter
rnlnatl ort
For the neural networks training the rnarAetedsoftwareStcctrsticalNeuralretorks SNP version 4 was adoptedReasonsfor dais software option were its availabilit low
cost of the network implementation and the friendly use
Preselected data were fed to the program Three layersMLP was the chosen type ofnetwork This program auto
matically defanes the bestneuralnetworkinputvaria1lesand the optimalnunaber of nerarons in the intermediarylayer based on performance and stoppang
Ylith the results provided by the program the pro
cess model wins put up in an Excel worksheet sheet forthe monitoring ofthe praeess Through a new database
a second validation was performeca The cairn was to
check the robustness of the developedrrodel The diererzce bet7reen the alues inferred by the model and those
rraeasuredonprocess yielded the residues Theoreticallyresidue differentfrom zero rs to denote Gen existing defectHowever in actual systems detection methods based ora
models run irr nonideal conditions an presence ofnoises
disturbances and withazodeling errors YTlaat is expectedfiorra a defects detection system is responsiveness to defectsand insensitiveness to modeling uncertainties cndnoises
of the system
Defectiyedata set upBecause rraodeling errors and measurement noises are
unavoidable in actual systems another raeurcal network is
casedfor the set up of variables detection bands Itiliza
tiorr ofsteady detection band gives rise to two problerrasthe system detection sensitiveness is deereasec and the
deterrraination of the band amplitude outcorraes difficult to
defane since the residue fluctuates as per the input signaland the magnitude and sort of the system disturbances
TlOS 1999 For example if opting for very narrrow
constantdetection bands the amount ofmislecrding alarms
is increased CJn the otherharrc ifoption isforvery largeconstant detection bands the sensitivity of the detection
system is greatly reduced By using a neural netorkforthe residues analysis the detection band gets deterrriined
according to the standards ofthe trarning set thus avoid
tr2g the needfor outsourcing expertise
Training of the classification netaork
For the classification network training there wcas need
oftwo databases one defectfree and the other with defectscontent in process sensors Defective data care generated bythe inclusion ofergorsin the prediction neural model Profitof this method comesfrom the fact that in some situations
the inclusion oferrorsstrarght in the criticalprocess sensors
cannot be taken on
4
LN
f
z
00c
0
nou
W
O
0000cv
0
r
b
C
Com as duas bases de dadas foi realizado o treinamento
da rede de classificaaoPara isso foi utilizada a rede 1ViLP
cam tiescamadas Alguns autores LOONEY 1997 TINOS
1999 e LI et al 2001 compararam o desempenho das cedes
MLP e de base radial aplicadas em problemas de classifi
caraa A escolha da rede MLP fai baseada nas seguintesconsideraoesidevida aos bons resultados obtidos por LI
et al 2001 iidevido ao bom desempenho da rede MLP
na classificaraodos dados deste trabalho iii devido nao
sec o foco deste trabalho a comparaaodo desempenho de
diferentes tipos de cedes neurais
As duas cedes neurais foram programadas em Excel Para
o manitoramenta do processo O desempenho de sistemas de
deteccao e avaliado com base em doffs indicadores a taxi de
alarmes falsos e a capacidade de detecao de defeitos
O processo foi monitarado pordoffs mesese meio na ausen
cia de defeitos Para a determinaao da taxi de alarmes falsos
4 capacidade de detecao de defeitos foiaaliada si
mulando error de ate 20 nas variaveis de processo A
capacidade de detecaodo metodo foi avaliada baseada na
magnitude do erro envalvida
RESULTADDS
Preseleaodas variaveis
As variaveis forampreselecionadas atraves de conheci
mento especialista Saoelas corrente domotor do ventilador
de ar secundario CARS temperature do ar secundario
TARS pressao do ar secundario PARS sinal de saida do
cantrolador de vazao de ar secundario OVARY vazao de ar
secundario VARS e pressao da fornalha PFOR
Coleta de dados
Foram coletados 16662 pontos de operaaoPara o treina
mento da rede neural do processo O tratamento dos dados foi
baseada emianalise de checagem de limitespara eliminar
periodos cle parade redurao e reinicia ii analise de velar
numerico Para eliminar defeitos na Goleta armazenamento
e transferencia de dadas do PI pare o Excel iii analise da
taxi de variarao pare eliminar sinais de medirao cangeladose pontes de operaaocam grander variacoes de processo
transiencies Foram consideradas variaroesmenores que
90critic doffs pontos de operaraoEste determinacao foi re
alizada pela analise das variabilidades de firma empirica
Treinamento da rede neural do processo a determinaaodo residuo
O treinamento da rede neural foi realizado atraves do
SNN A rede de melhor desempenho fai a NILP de ties ca
madas cam 2 neur8nios na camadaintermediaria e com trey
variaveis de entrada VARS CARS e PARS As variaveis
TARS e PFOR foram descartadas deste modelo devido a
lith the hvodatabases the training ofthe classificationnetwork waspeonned Therefore the flares layersiILP
raet7vork was theadoptedone Sorrte authors LOOIVEI 1997
TINOS 1999 and LI et aL 2UQ1 have comparedlfLPhzth
radial base networksperforaaance whenappliedto classcation problems Preference forlIP netword was supportedby the following evrasiderations z clue to the good results
achieved by LI et al 0001 iiclue to the goodperforrraingof the NILP network in clcessifying data of this work iiibecaTse is riot the aina ofdaiswork to make anyperformancecomparison ofdifferent kind of neural networks
The two neural networks were prwgrammed in Excel
softwarefor the pt cessnaonitvring Perforrnarace of detec
tion systems is assessed with reference to two indicatorstlae
misleading alarms rate and thedfeets detection capacityThe prvicess was monitored during hvo anda halfmonths
in crhsence ofdefects for deternairaing misleading alarms rate
Defects detection capacity was evaluatedby simulatingerrors of up to27 magnitude in prvicess variables The
detection ability of the method Ives evaluated with base on
the extent oftheeorinvolved
RESULTS
Preselection ofvariables
Variables werepreselected with sarpport ofexpertise Variables are load of the secondary air fan motor
CARSS secondcrryair temperature TARS secondaryair pressure PARS output signal of flee secondary air
flow controller O VAR secondary airflow V4RS and
furnace pressure PFOR
Data collection
YTre collected 15 662 operation pointsfor the training ofthe process neural network Data treatment rves based on ito check analysis limitsfor the exclusion of standstill times
restarts andprocess restrains ii numerical vcdue analysisfof the removalofdefects during collection storage anddcita
trcrnsferringfrona PI to theExcel iii variation rate analysisfor flee removal offrozen measurementsrgnals andoperatz on
points thatundertierat s7gn cantprocess variations transiencies Variations smaller than 90 bettiveen two operatingpoints were accounted This guideline was perforaaed via
variabilit analysis Ira empiricform
Training of the process neural neriaor and residue deter
mination
Training of the neural network was performed throughthe SNV The network with best performance roes the ILP
xith three layers two neurons in tine intenraediary lcryer and
with three inputvarrables VARS CARSandPARS Variables
CARS andPARS were discardedfrom this model due to tine
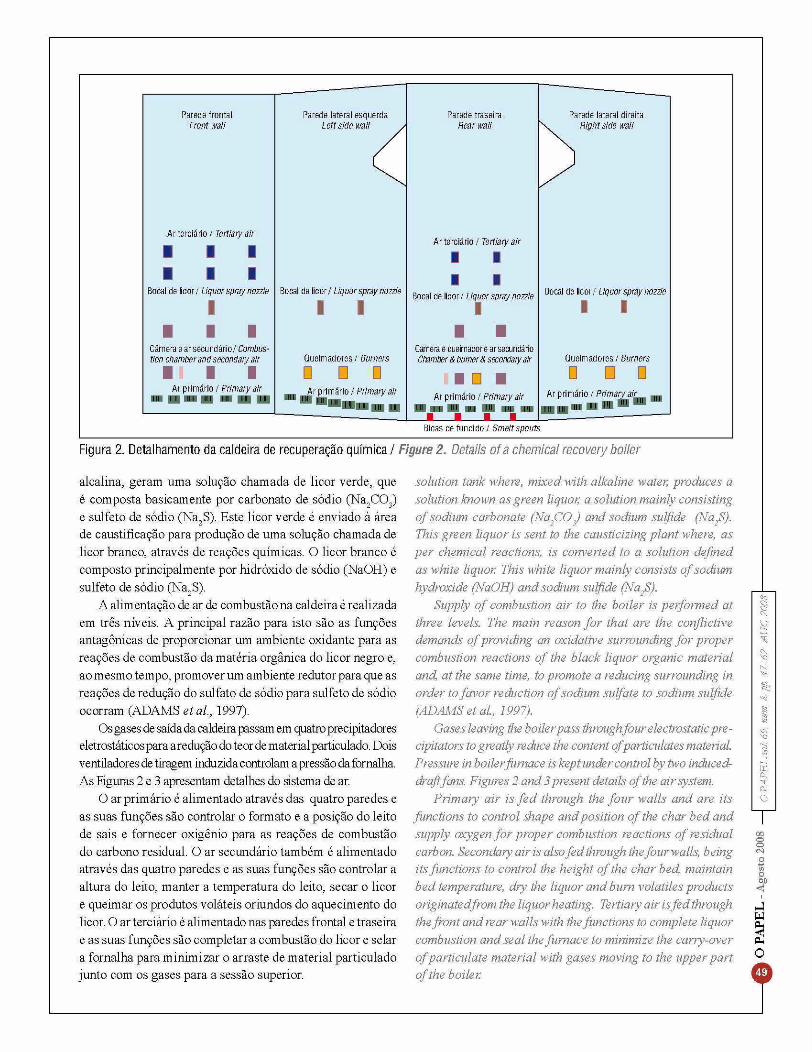
baixacorrelaao com a variavel inferida AFigura 4 apresentaa estrutura da rede neural
A Tabela 1 apresenta os resultados estatisticos da rede
de melhor desempenho Os coeficientes de correlarao dos
etapas de treinamento verificaao e validaao foram0895
090 e 0899 respeetivamentePela analise de sensibilidade domodelo neural realizada
pelo SNN as variaveis em ordem de importancia foram
VARS CARS e PARS
Com umanova base de dodos de tres meses de operaraofoi realizada umasegunda validarao nomodelo de processo
Os resultados sao apresentados nos Figural 5 e 6
low correlation with inferredvariable Figure 4 presents the
neural net7vork strueture
Table 1 gives statistical results of network with best
performance Correlation cozffdents of thetreatnaent ver
facation andvalidation stages were U X495 U9U andU899
respectivelyProm the neural model sensitivity analysis performed
by SNN variables in sequence ofrmportance were LIARStARSand PARS
With a nefv database referredto three months operationa second validation of the process model was perforrraecResults areshown in Figures 5 and 6
100
as
ao
zo
60
60
40
80
24
1 u
O
O 2000 x000 8000 8000 1 O000I 12000 1x000 18000 18000 20000 22000amastras
InferidopelomodelotreinamNerilvalidag5o Inferidopelomodelona2validag5o iNedidonoprocessoInferred by the tram Nerilvalidatloamodel Inferred by the nmdel in 2validation anprocess eneasureman
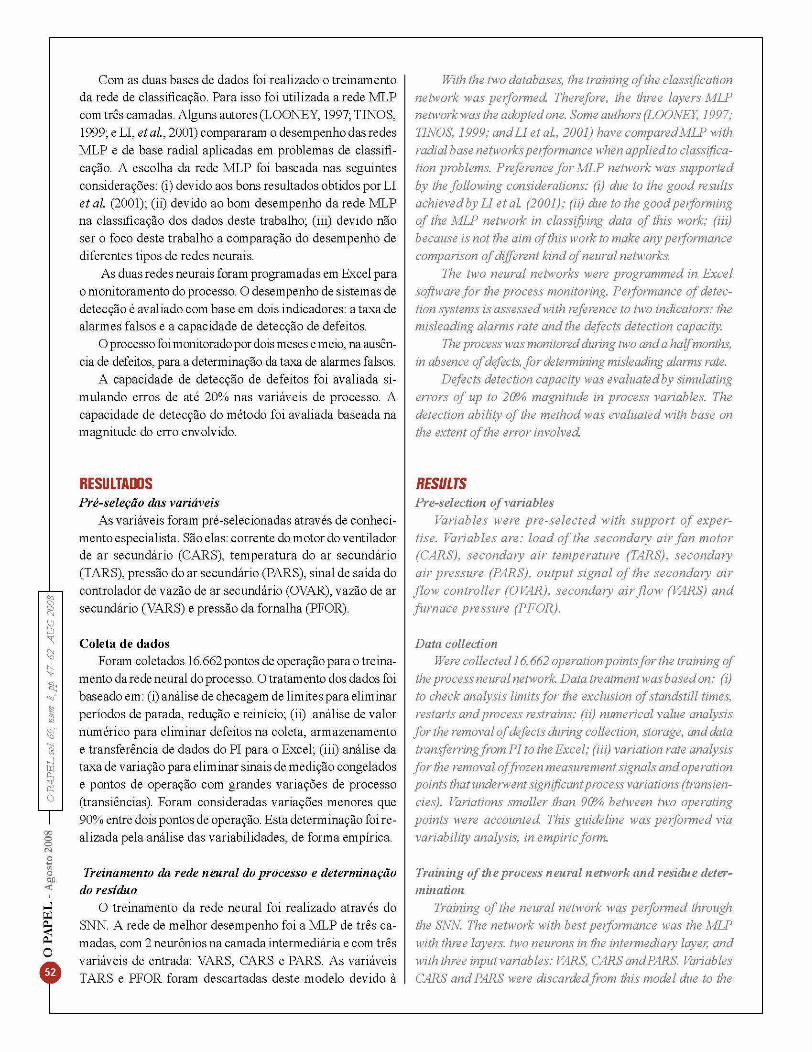
Figura 5 Sinais reais e inferidas pela MLP dos saidas da cantroladar de vazao da ar secundaria livre de defeitas dos eta
pas de treinamento verificaao e validarao em azul escuro a da segunda validaao em azul claro da MLP de predirao da
malha de controls da vazao do ar seamdaria Figure 5 MLP real and Inferred secondary air flow controller oufputs signalsdefectstree of the trariIng verricarrar arcl validation stages dark blue and of the second MPL Validation light blue of
the secondary air flatn antral loop prediction
Ct
L
rJ
00N
O
nQ
CA
rw
O
Figura 4 Estrutura da rede neural do modelo do processoiure4 Neura network sfrucfure of fhe process model
Tabela 1 Resultadas estatisticas da rede neural da processo Table tStatistical results of the process neural network
0000cv
0
r
cbA
C
pro
3Q
O
a
0
o
20
n
ar
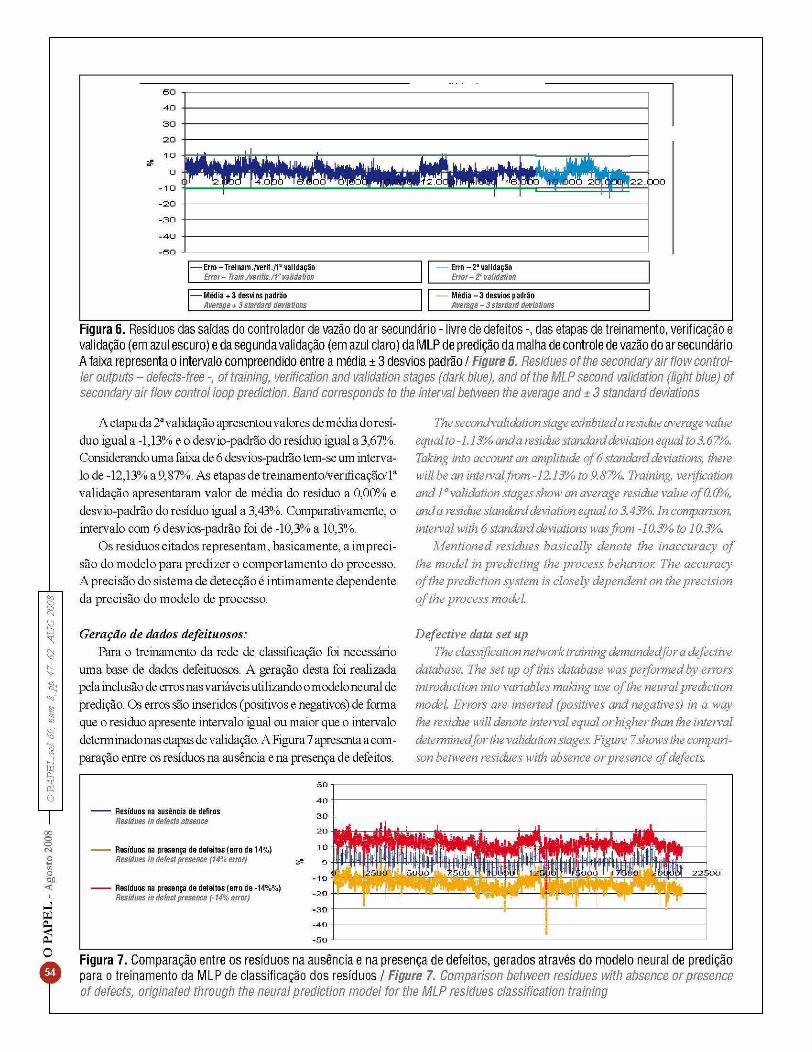
Figura 6 Residuos
A faixa represents o intervalo compreendido entre a media 3 desvi
ler arrtnits defectsfree of training verification and validation str
secondary air flow control loon prediction Barrd carresporrds to the
A etapa da 2avalidaao apresentouvalores demedia do resi
duo igual a113 eodesviopadraodo residuo igual a367Considerando uma faixa de 6 desviospadraotemse um interva
lode1213ioa 987 As etapas detreinamentoverificaaoll8
validaCao apresentaram valor de media do residuo a 000 e
desviopadrao do residuo igual a343Comparativamente o
intervalo com 6 desviospadrao foi de 103a 103Os residuos citados representam basicamente a impreci
sao do modelo pars predizer o comportamento do processo
Aprecisao do sistema cle detecrrao e intimamente dependenteda precisaa do modelo de processo
Geraaode dodos defeituossPara o treinamento da rede de classificaCao foi necessario
uma base de dodos defeituosos A geraaodesta foi realizada
pela inclusao de erros nosvariaveesutilizando o m odeloneural de
prediaoOs erros sao inseridos positivos e negativos de forma
que o residuo apresente intervalo igual oumaior que o intervalo
determ inado nos etapas de validaioo AFiura 7 apresenta a com
paraCao entre os residuos na ausencia e na presenade defeitos
a Figure Residues of the secondary air flaw cantrol
k b1ueJ and of the MLP second validation light blue of
between the average and 3 standard deviations
Tlae second validationstage exhibiteda residlae averagevalue
equal to113and a esidue standard deviaation equal to36
Taking into account an camplita de of6 staradcaadeviations there
will be can inteavalfrom1213to95 Training verificatrcnacrud lvaluatiorrstages show an average residuevalaae ofD0arzdca residuestandard deviation equal to3x3In cotmparisorinterval with 6 standard deviations was from 10xto 103
Mentioned residues basically denote the inaccuracy ofthe model inprecieting the process behavio The accuracy
ofthepredictionsrstem is closely dependenton theprecision
ofthe process model
Defective data set up
The clcassifzcatron networktraining deJ7randedfor a defectrwe
database The setup ofthis database was perfornared by erors
introduction into variables makirzguse oftlae neurcxlpredictionmodel Errors care inserted positives and negatives in ca wcayr
tlae reszcaewilldenote interval equal orhigherthan tlae iriteral
determined forthe validation stages Figure showsthe comparisonbetween residues with absence or presence ofdefects
ErroTreinamtveriftlvalidagao Erro2validaQaoError7rairrfuerifc9uaNdalion Frrer 2validaiinrr
Media3desvios padr5n Media3desvios padr5nAvnrrre 3sfardard devratinrs Acerce3srirdard d2rrratinrs
Figura 7 Comparaaoentre os residuos na ausencia e na presenade defeitos gerados atraves do modelo neural de prediaopars o treinamento da MLP de classificaao dos residuos l Figrlre Comparison 1letatfeenrsidues nitrl absence or preseneof defects originated through the rrecrral prediction model for the MLP residues classification training
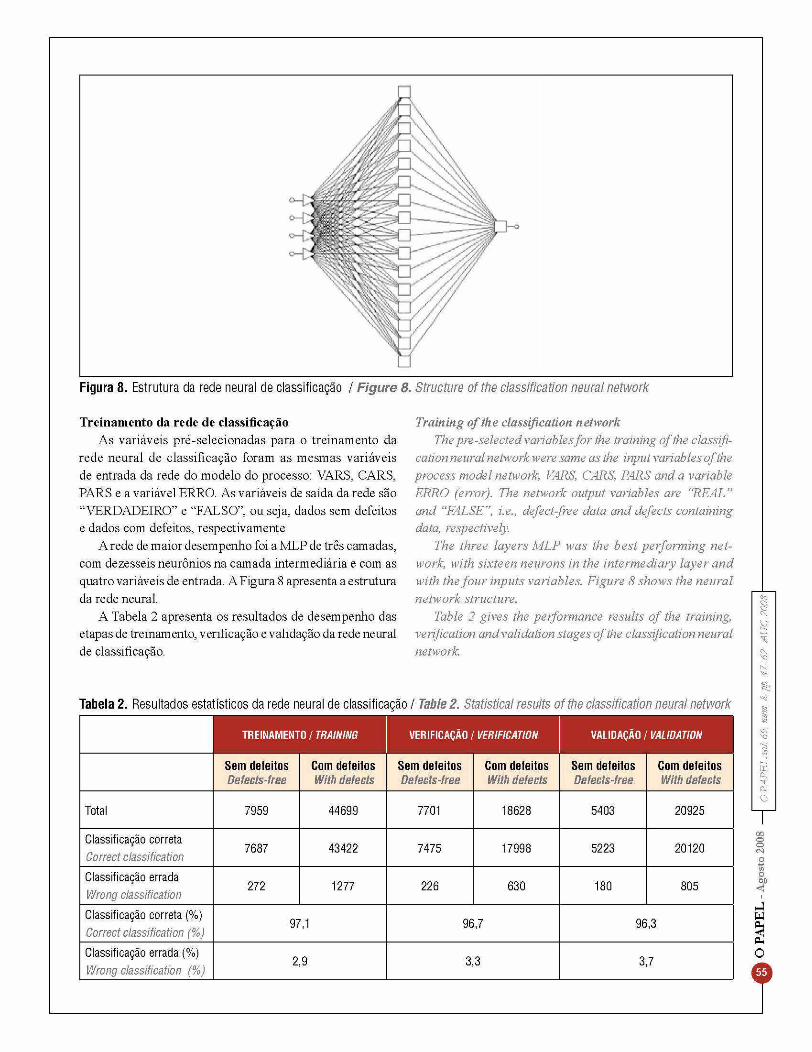
Figura 8 Estrutura da rede neural de classiticaao 1igure 8 Structure of fhe classlflcatlan neural network
Treinamento da rede de classificaaoAs variaveispreselecionadas para o treinamento da
rede neural de classificaaoforam as mesmas variaveis
de entrada da rede do modelo do processor VARS CARS
PARS e a variavel ERRO As variaveis de saida da rede sao
VERDADEIRO e FALSO ou seja dodos sem defeitos
e dodos com defeitos respectivamenteA rede de m aiordesempenho foi a MLP de tres camadas
com dezesseis neuronios na camada intermediaria e com as
quatro variaveis de entrada A Figura 8 apresenta a estrutura
da rede neural
Tabela 2 apresenta os resultados de desempenho dos
etapas de treinamento verificaCaa e validarao da rede neural
de classificacrao
Training of tke classification netaork
The preselectedvcaricahlesfor thetyaining of the classifzcationneuralnevorkweresameastlae inputvccraclllesofthe
process model network YARS C4RS PARS cand a valuable
E7ZR0 error The nettiorkoutput variables are REAL
and FALSE ie defectfree data and defects containingdata respectxvety
The three lavers L1LP was the hest performing net
work with sixteen neurons ire the intermediar layer and
with tTefour inplts variables Figure S shows the neural
raetxorkstructure
Table 2 gives the performance results of the training
verification and validation stages of tFae cLasscation neural
etYtOrI
Tabela 2 Resultados estatisticos da rede neural de classiticaao Table 2 Sfatlstlcal results of fhe classlficaflon neural network
Sem defeitos Cam defeitos Sem defeitos Cam defeitos Sem defeitos Cam defeitos
qfre e iF3atisid 44w3 Fs tj31 yS1k5 a11o if S ci
Total 7959 44699 7701 18628 5403 20925
Classificaaocorreta7687 43422 7475 17998 5223 20120
CCrfSltlCFtti011
Classificarao errada272 1277 226 630 180 805
vrD11CaSS1f1Cc3t1C17
Classificagao correta971 96 7 963
Correctclssifrctinll
Classificaaoerrada a 2 9 33 37dwirEJ ti12lflriX11 t
Ct
LN
z
00N
0
na
W
O
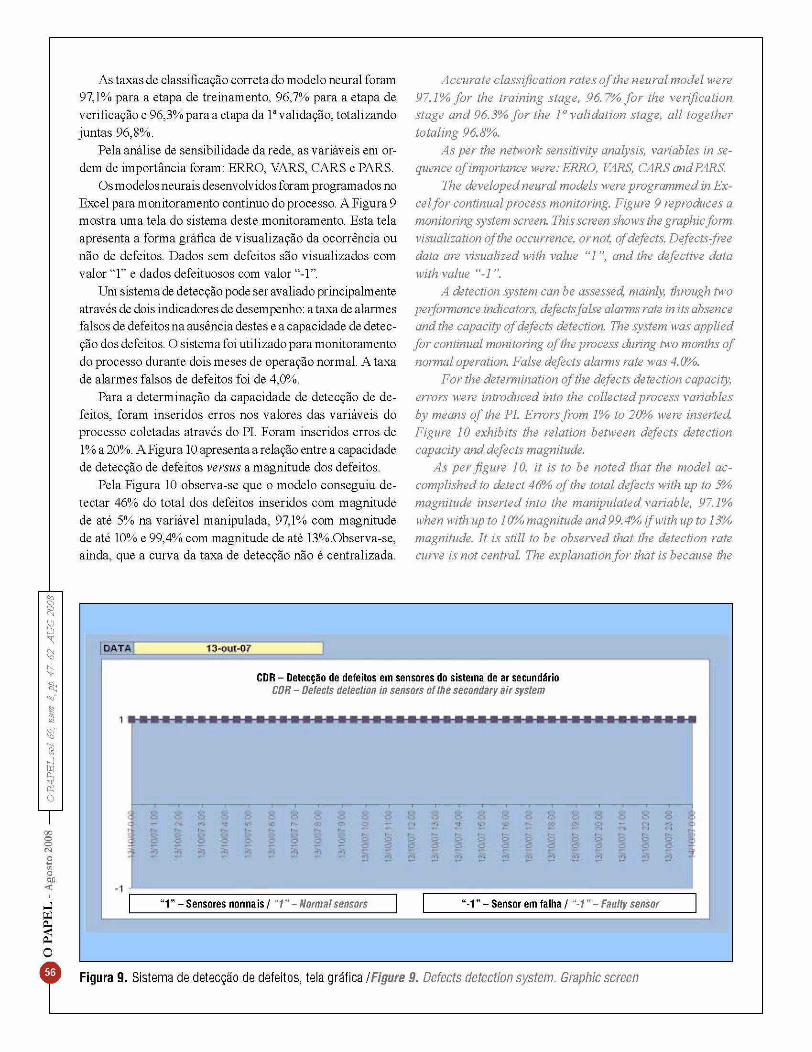
˝Ü¸Ü Ü ØÉÜ˝Ü ÙØ É¸ØÔˇÜ—ØˇÉ˛ ˝Ü¸Ü Ü ØÉÜ˝Ü ÙØ˚ÉÜÖØ ÜˇÙ
˛¸ ÉÕØ˙ÜÑÔÙÜÉÔ˛ˇ ˚ÉÜÖØ ÜÑÑ É˛ÖØÉÕظ Ó¨ˇÉÜ˚ ɲÉÜÑÔˇÖ íØÑÜ Üˇ ÑÔ˚ØÙØ ˚Øˇ˚ÔÛÔÑÔÙÜÙØ ÙÜ ¸ØÙØ Ü˚ ˙Ü¸Ô ˙ØÔ˚ Ø—˛¸ ü˚ ˝Ø¸ ÉÕØ
ˇØɢ˛¸Ò ˚Øˇ˚ÔÉÔ˙Ôɘ ܡÜј˚Ô˚ ˙ܸÔÜÛÑØ˚ Ôˇ ˚Ø ÙØ— ÙØ Ô—˝˛¸É ˇÚÔÜ ˛¸Ü— łººî çüºŒ œüºŒ Ø íüºŒ Ì¨ØˇÚØ ˛ Ô—˝˛¸ÉܡÚØ˘Ø¸Ø łººî çüºŒœüºŒ ÜˇÙ íüºŒ î˚ —˛ÙØÑ˛˚ ˇØ¨¸ÜÔ˚ ÙØ˚Øˇ˙˛Ñ˙ÔÙ˛˚ ˛¸Ü— ˝¸˛Ö¸Ü—ÜÙ˛˚ ˇ˛ ØÕØ ÙØ˙ØÑ˛˝ØÙ
ˇØ¨¸ÜÑ —˛ÙØÑ˚ ˘Ø¸Ø ˝¸˛Ö¸Ü——ØÙ Ôˇ ł¯ ł¯ÚØÑ ˝Ü¸Ü —˛ˇÔɲ¸Ü—ØˇÉ˛ Ú˛ˇÉ ˇ¨˛ Ù˛ ˝¸˛ÚØ˚˚˛ü ÔÖ¨¸Ü ÚØÑ ˛¸Ú˛ˇÉÔˇ¨ÜÑ ˝¸˛ÚØ˚˚ —˛ˇÔɲ¸ÔˇÖ ÔÖ¨¸Ø ¸Ø˝¸˛Ù¨ÚØ˚ Ü—˛˚É¸Ü ¨—Ü ÉØÑÜ Ù˛ ˚Ô˚ÉØ—Ü ÙØ˚ÉØ —˛ˇÔɲ¸Ü—ØˇÉ˛ ł˚ÉÜ ÉØÑÜ —˛ˇÔɲ¸ÔˇÖ ˚˜˚ÉØ— ˚Ú¸ØØˇ
ØÕÔ˚ ˚Ú¸ØØˇ ˚Õ˛˘˚ ÉÕØ Ö¸Ü˝ÕÔÚ ˛¸— ˙Ô˚¨ÜÑÔˆÜÉÔ˛ˇ ˛ ÉÕØ ˛ÚÚ¨¸¸ØˇÚØ ˛¸ ˇ˛É˛ ÙØ ØÚÉ˚ øØ ØÚÉ˚ ¸ØØ ˇ ˛ÙØ ÙØ ØÔɲ˚ øÜÙ˛˚ ˚Ø— ÙØ ØÔɲ˚˚˛ ˙Ô˚¨ÜÑÔˆÜÙ˛˚ Ú˛— ÙÜÉÜ Ü¸Ø ˙Ô˚¨ÜÑÔˆØÙ ˘ÔÉÕ ˙ÜÑ¨Ø mlÜˇÙ ÉÕØ ÙØ ØÚÉÔ˙Ø ÙÜÉÜ ˙ÜÑ˛¸ mlØ ÙÜÙ˛˚ ÙØ ØÔɨ˛˚˛˚ Ú˛— ˙ÜÑ˛¸
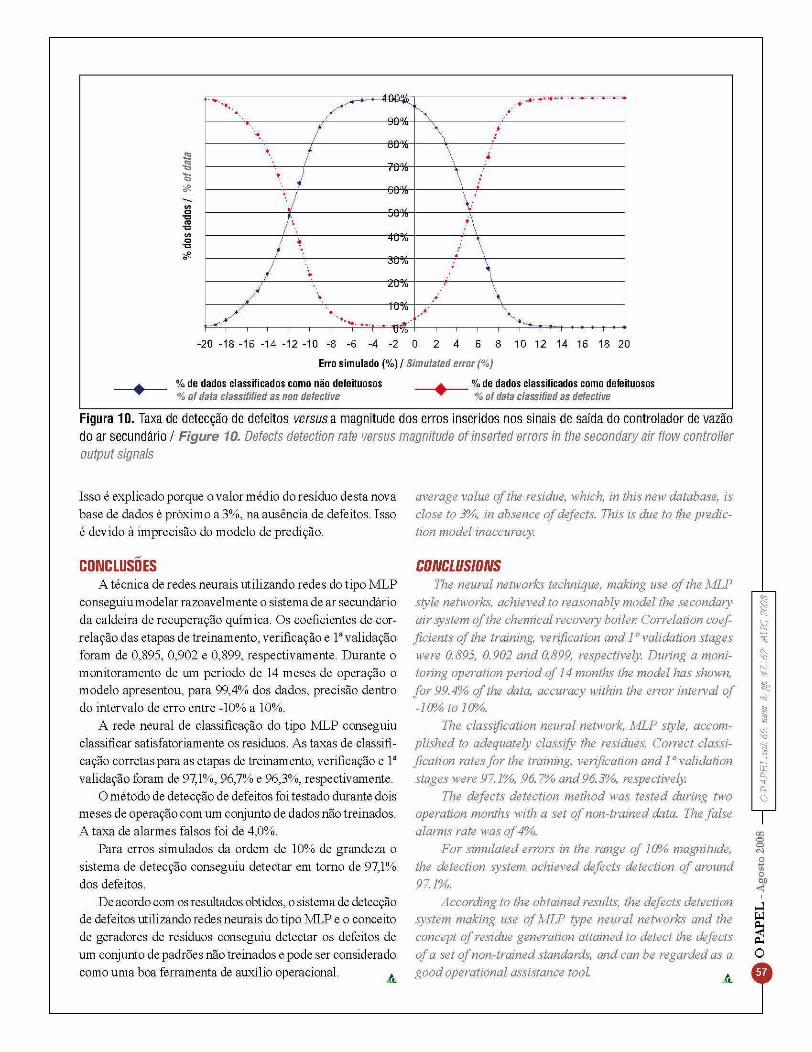
ml˘ÔÉÕ ˙ÜÑ¨Ø mlü ÙØÉØÚÉÔ˛ˇ ˚˜˚ÉØ—ÚܡÛØ Ü˚˚Ø˚˚ØÙ —ÜÔˇÑ˜ ÉÕ¸˛¨ÖÕ É˘˛ ÜɸÜ˙ ˚ ÙØ Ù˛Ô˚ ÔˇÙÔÚÜÙ˛¸Ø˚ ÙØ ÙØ˚Ø—˝ØˇÕ˛ ÜÉÜ¯Ü ÙØ ÜÑܸ—Ø˚ ˝Ø¸ ˛¸—ܡÚØ ÔˇÙÔÚÜɲ¸˚ ÙØ ØÚÉ˚ÜÑ˚Ø ÜÑܸ—˚ ¸ÜÉØ Ôˇ ÔÉ˚ ÜÛ˚ØˇÚØ ÜÑ˚˛˚ ÙØ ÙØ ØÔɲ˚ ˇÜ ܨ˚ ˇÚÔÜ ÙØ˚ÉØ˚ ØÜÚÜ˝ÜÚÔÙÜÙØ ÙØ ÙØÉØÚ ÜˇÙ ÉÕØ ÚÜ˝ÜÚÔɘ ˛ ÙØ
ØÚÉ˚ ÙØÉØÚÉÔ˛ˇ ØÕØ ˚˜˚ÉØ— ˘Ü˚ Ü˝˝ÑÔØÙ ˛ Ù˛˚ ÙØ ØÔɲ˚ î ˚Ô˚ÉØ—Ü ˛Ô¨ÉÔÑÔˆÜÙ˛ ˝Ü¸Ü —˛ˇÔɲ¸Ü—ØˇÉ˛ ˛¸ Ú˛ˇÉÔˇ¨ÜÑ —˛ˇÔɲ¸ÔˇÖ ˛ÉÕØ ˝¸˛ÚØ˚˚ Ù¨¸ÔˇÖ ɢ˛ —˛ˇÉÕ˚ ˛ Ù˛ ˝¸˛ÚØ˚˚˛ Ù¨¸ÜˇÉØ Ù˛Ô˚ —Ø˚Ø˚ ÙØ ˛˝Ø¸Ü ˛ ˇ˛¸—ÜÑ ü ÉÜ¯Ü ˇ˛¸—ÜÑ ˛˝Ø¸ÜÉÔ˛ˇÜÑ˚Ø ÙØ ØÚÉ˚ ÜÑܸ—˚ ¸ÜÉØ ˘Ü˚ ÙØ ÜÑܸ—Ø˚ ÜÑ˚˛˚ ÙØ ÙØ ØÔɲ˚ ˛Ô ÙØ ˛¸ ÉÕØ ÙØÉظ—ÔˇÜÉÔ˛ˇ˛ ÉÕØ ÙØ ØÚÉ˚ ÙØÉØÚÉÔ˛ˇ ÚÜ˝ÜÚÔɘ íÜ¸Ü Ü ÙØÉظ—ÔˇÜ ˛ ÙÜ ÚÜ˝ÜÚÔÙÜÙØ ÙØ ÙØÉØÚ ˛ ÙØ ÙØ Ø¸¸˛¸˚ ˘Ø¸Ø
ԡɸ˛Ù¨ÚØÙ ÔˇÉ˛ ÉÕØ Ú˛ÑÑØÚÉØÙ ˝¸˛ÚØ˚˚ ˙ܸÔÜÛÑØ˚ ØÔɲ˚ ˛¸Ü— Ôˇ˚ظÔÙ˛˚ ظ¸˛˚ ˇ˛˚ ˙ÜÑ˛¸Ø˚ ÙÜ˚ ˙Ü¸Ô ˙ØÔ˚ Ù˛ Û˜ —Øܡ˚ ˛ ÉÕØíô ł¸¸˛¸˚ ¸˛— ɲ ˘Ø¸Ø Ôˇ˚ظÉØÙ ˝¸˛ÚØ˚˚˛ Ú˛ÑØÉÜÙÜ˚ ÜɸÜ˙ ˚ Ù˛ íô ˛¸Ü— Ôˇ˚ظÔÙ˛˚ ظ¸˛˚ ÙØ ÔÖ¨¸Ø دÕÔÛÔÉ˚
ÉÕØ ¸ØÑÜÉÔ˛ˇ ÛØɢØØˇ ÙØ ØÚÉ˚ ÙØÉØÚÉÔ˛ˇ Ü ü ÔÖ¨¸Ü Ü˝¸Ø˚ØˇÉÜܸØÑÜ ˛ ØˇÉ¸ØÜÚÜ˝ÜÚÔÙÜÙØ ÚÜ˝ÜÚÔɘ ÜˇÙ ÙØ ØÚÉ˚ —ÜÖˇÔɨÙØ ÙØ ÙØÉØÚ˛ÙØ ÙØ ØÔɲ˚
˙ظ˚¨˚ Ü —ÜÖˇÔɨÙØ Ù˛˚ ÙØ ØÔɲ˚ íØÑÜ ÔÖ¨¸Ü ˛Û˚ظ˙Ü ˚ØÌ¨Ø˛ —˛ÙØÑ˛ Ú˛ˇ˚ØÖ¨Ô¨ ÙØ Ú˛—˝ÑÔ˚ÕØÙ É˛ ÙØÉØÚÉ ˛ ÉÕØɲÉÜÑ ÙØ ØÚÉ˚ ˘ÔÉÕ ¨˝ ɲ ÉØÚÉܸ Ù˛ ɲÉÜÑ Ù˛˚ ÙØ ØÔɲ˚ Ôˇ˚ظÔÙ˛˚ Ú˛——ÜÖˇÔɨÙØ—ÜÖˇÔɨÙØ Ôˇ˚ظÉØÙ ÔˇÉ˛ ÉÕØ—ÜˇÔ˝¨ÑÜÉØÙ ˙ܸÔÜÛÑØ ÙØ ÜÉˇÜ ˙Ü¸Ô ˙ØÑ —ܡԽ¨ÑÜÙÜ Ú˛——ÜÖˇÔɨÙØ ˘ÕØˇ ˘ÔÉÕ ¨˝ ɲ—ÜÖˇÔɨÙØ ÜˇÙ Ô ˘ÔÉÕ ¨˝É˛ ÙØ ÜÉ Ø Ú˛— —ÜÖˇÔɨÙØ ÙØ ÜÉ —ÜÖˇÔɨÙØ ôÉ Ô˚ ˚ÉÔÑÑ É˛ÛØ ˛Û˚ظ˙ØÙ ÉÕÜÉ ÉÕØ ÙØÉØÚÉÔ˛ˇ ¸ÜÉØ ÜÔˇÙÜ Ì¨Ø Ü Ú¨¸˙Ü ÙÜ ÉÜ¯Ü ÙØ ÙØÉØÚ ˛ˇ ˛ ÚØˇÉ¸ÜÑÔˆÜÙÜ Ú¨¸˙Ø Ô˚ ˇ˛É ÚØˇÉ¸ÜÑ ØÕØ
د˝ÑܡÜÉÔ˛ˇ ˛¸ ÉÕÜÉ Ô˚ ÛØÚܨ˚Ø ÉÕØ øłŒł ¨ ÙUY˝Ø Ø Ö Ó¨˝Éˇ É ˛É˝˚ É Ø˝ÉÓɨˇÛ Ø Û˚É Ù˙˛Ø ˚Ó˝ øłŒ ł Ö Ù¨É Ø ¨ Ù¨Ó˝˛ Ӳɲɽ˚É ˝Ö
¨Ô É Ù˝˛ØÛ˚ˆ ÛÓ˚ Ɉɨˇ Ø ˛É˝˚ɲ˝˚ˇÛÓÉØ ˛É˝˚ Ö̌Û—ÔÛ
î˝˚ˇÛ— É ˛É˝˚É öÛ˙—¨ˆ É ˛É˝˚ öÓÕ˙˚Û öÓÕ˙˚ łÖ Ù¨É Ø
¨Ù¨Ó˝˛ÉˆÉ¨ˇı˚ÛÌÔÓÙÉÙ˚˛
˚˚˝ ÉÓˇ˙—ÛØ˝ ØÓˇ˙—Û¨ Ø ˚˚˝˚
öÓÕ˙˚Û ŁÛ˜Û Ø Ø ¨ ÙUY˝ Ø Ø Ö Ó¨˝É Û ˇÛÕ˛Ó¨˙Ø Ø˝É ˚˚˝É Ó˛É ˚ÓØ˝É ˛˝É ÉÓ˛ÛÓÉ Ø ÉÛOØÛ Ø˝ Ù˝˛¨˚˝—ÛØ˝˚ Ø ˘Û´Y˝˘ ˚É˙ÉØ˝ Û˚ É Ù˙˛Ø˚Ó˝ öÓÕ˙˚˝˙¨Ì˙¨ ÉÓÕ˛Û—É
ô˚˚˛ د˝ÑÔÚÜÙ˛ ˝˛¸Ì¨Ø ˛ ˙ÜÑ˛¸ —ÙÔ˛ Ù˛ ¸Ø˚ Ù¨˛ ÙØ˚ÉÜ ˇ˛˙Ü Ü˙ظÜÖØ ˙ÜÑ¨Ø ˛ ÉÕØ ¸Ø˚ÔÙ¨Ø ˘ÕÔÚÕ Ôˇ ÉÕÔ˚ ˇØ˘ ÙÜÉÜÛÜ˚Ø Ô˚ÛÜ˚Ø ÙØ ÙÜÙ˛˚ ˝¸ ¯Ô—˛ ÜÚÑ˛˚Ø É˛
ÙØ˙ÔÙ˛ Ô—˝¸ØÚÔ˚˛ Ù˛ —˛ÙØÑ˛ ÙØ ˝¸ØÙÔ ˛ ÉÔ˛ˇ —˛ÙØÑ ÔˇÜÚÚ¨¸ÜÚ˜
ü ÉÚˇÔÚÜ ÙØ ¸ØÙØ˚ ˇØ¨¸ÜÔ˚ ¨ÉÔÑÔˆÜˇÙ˛ ¸ØÙØ˚ Ù˛ ÉÔ˝˛ ðæí ØÕØ ˇØ¨¸ÜÑ ˇØɢ˛¸Ò˚ ÉØÚÕˇÔÌ¨Ø —ÜÒÔˇÖ ¨˚Ø ˛ ÉÕØ ðæíÚ˛ˇ˚ØÖ¨Ô¨ —˛ÙØÑܸ ¸Üˆ˛Ü˙ØÑ—ØˇÉØ ˛ ˚Ô˚ÉØ—Ü ÙØ Ü¸ ˚ØÚ¨ˇÙ¸Ô˛ ˚ɘÑØ ˇØɢ˛¸Ò˚ ÜÚÕÔØ˙ØÙ É˛ ¸ØÜ˚˛ˇÜÛј —˛ÙØÑ ÉÕØ ˚ØÚ˛ˇÙܸ˜
ÜÔ¸ ˚˜˚ÉØ— ˛ ÉÕØ ÚÕØ—ÔÚÜÑ ¸ØÚ˛˙ظ˜ Û˛ÔÑظ œ˛¸¸ØÑÜÉÔ˛ˇ Ú˛Ø
˛¸Ü— ÙØ Ø ¸Ø˚˝ØÚÉÔ˙Ü—ØˇÉØ ø¨¸ÜˇÉØ ˛ ˘Ø¸Ø ÜˇÙ ¸Ø˚˝ØÚÉÔ˙Øј ø¨¸ÔˇÖ Ü —˛ˇÔ—˛ˇÔɲ¸Ü—ØˇÉ˛ ÙØ ¨— ˝Ø¸ ˛Ù˛ ÙØ —Ø˚Ø˚ ÙØ ˛˝Ø¸Ü ˛ ˛ ɲ¸ÔˇÖ ˛˝Ø¸ÜÉÔ˛ˇ ˝Ø¸Ô˛Ù ˛ —˛ˇÉÕ˚ ÉÕØ —˛ÙØÑ ÕÜ˚ ˚Õ˛˘ˇ—˛ÙØÑ˛ Ü˝¸Ø˚ØˇÉ˛¨ ˝Ü¸Ü Ù˛˚ ÙÜÙ˛˚ ˝¸ØÚÔ˚˛ ÙØˇÉ¸˛ ˛¸ ˛ ÉÕØ ÙÜÉÜ ÜÚÚ¨¸ÜÚ˜ ˘ÔÉÕÔˇ ÉÕØ Ø¸¸˛¸ ÔˇÉظ˙ÜÑ ˛Ù˛ ÔˇÉظ˙ÜÑ˛ ÙØ Ø¸¸˛ ØˇÉ¸Ø Ü É˛
˝ÑÔ˚ÕØÙ É˛ ÜÙØ̨ÜÉØј ÚÑÜ˚˚Ô ˜ ÉÕØ ¸Ø˚ÔÙ¨Ø˚ œ˛¸¸ØÚÉ ÚÑÜ˚˚Ô
˙ÜÑÔÙÜ ˛ ˛¸Ü— ÙØ Ø ˚ÉÜÖØ˚ ˘Ø¸Ø ÜˇÙ¸Ø˚˝ØÚÉÔ˙Øј î— É˛Ù˛ ÙØ ÙØÉØÚ ˛ ÙØ ÙØ ØÔɲ˚ ˛ÔÉØ˚ÉÜÙ˛ Ù¨¸ÜˇÉØ Ù˛Ô˚ ØÕØ ÙØ ØÚÉ˚ ÙØÉØÚÉÔ˛ˇ —ØÉÕ˛Ù ˘Ü˚ ÉØ˚ÉØÙ Ù¨¸ÔˇÖ
ɢ˛ —Ø˚Ø˚ ÙØ ˛˝Ø¸Ü ˛ Ú˛— ¨— Ú˛ˇÓ¨ˇÉ˛ ÙØ ÙÜÙ˛˚ ˇ˛ ɸØÔˇÜÙ˛˚ ˛˝Ø¸ÜÉÔ˛ˇ —˛ˇÉÕ˚ ˘ÔÉÕ Ü ˚ØÉ ˛ ˇ˛ˇ ɸÜÔˇØÙ ÙÜÉÜ ØÕØÜÑ˚Ø ü ÉÜ¯Ü ÙØ ÜÑܸ—Ø˚ ÜÑ˚˛˚ ˛Ô ÙØ ÜÑܸ—˚ ¸ÜÉØ ˘Ü˚˛ íÜ¸Ü Ø¸¸˛˚ ˚Ô—¨ÑÜÙ˛˚ ÙÜ ˛¸ÙØ— ÙØ ÙØ Ö¸ÜˇÙØˆÜ ˛ ˛¸˚Ô—¨ÑÜÉØ٠ظ¸˛¸˚ Ôˇ ÉÕØ ¸ÜˇÖØ ˛
—ÜÖˇÔɨÙØ ˚Ô˚ÉØ—Ü ÙØ ÙØÉØÚ˛Ú˛ˇ˚ØÖ¨Ô¨ ÙØÉØÚÉܸ Ø— ɲ¸ˇ˛ ÙØ ÉÕØ ÙØÉØÚÉÔ˛ˇ ˚˜˚ÉØ— ÜÚÕÔØ˙ØÙ ÙØ ØÚÉ˚ ÙØÉØÚÉÔ˛ˇ ˛Ü¸˛¨ˇÙ Ù˛˚ ÙØ
ØÔɲ˚ øØ ÜÚ˛¸Ù˛ Ú˛— ˛˚¸Ø˚¨ÑÉÜÙ˛˚ ˛ÛÉÔÙ˛˚ ˛ ˚Ô˚ÉØ—Ü ÙØ ÙØÉØÚ ˛ üÚÚ˛¸ÙÔˇÖ É˛ ÉÕØ ˛ÛÉÜÔˇØÙ ¸Ø˚¨ÑÉ˚ ÉÕØ ÙØ ØÚÉ˚ÙØÉØÚÉÔ˛ˇ ÙØ ÙØ ØÔɲ˚ ¨ÉÔÑÔˆÜˇÙ˛ ¸ØÙØ˚ ˇØ¨¸ÜÔ˚ Ù˛ ÉÔ˝˛ ðæí Ø˛ Ú˛ˇÚØÔɲ ˚˜˚ÉØ— —ÜÒÔˇÖ ¨˚Ø ˛ ðæí ɘ˝Ø ˇØ¨¸ÜÑ ˇØɢ˛¸Ò˚ ܡÙÉÕØ ÙØ ÖظÜÙ˛¸Ø˚ ÙØ ¸Ø˚ Ù¨˛˚ Ú˛ˇ˚ØÖ¨Ô¨ ÙØÉØÚÉܸ ˛˚ ÙØ ØÔɲ˚ ÙØ Ú˛ˇÚØ˝É ˛ ¸Ø˚ÔÙ¨Ø ÖØˇØ¸ÜÉÔ˛ˇ ÜÉÉÜÔˇØÙ É˛ ÙØÉØÚÉ ÉÕØ ÙØØÚÉ˚ ¨— Ú˛ˇÓ¨ˇÉ˛ ÙØ ˝ÜÙ¸ Ø˚ ˇ˛ ɸØÔˇÜÙ˛˚ Ø ˝˛ÙØ ˚ظ Ú˛ˇ˚ÔÙظÜÙ˛ ˛ Ü ˚ØÉ ˛ ˇ˛ˇ ɸÜÔˇØÙ ˚ÉܡÙܸÙ˚ ÜˇÙ Úܡ ÛØ ¸ØÖܸÙØÙ Ü˚Ü Ú˛—˛ ¨—Ü Û˛Ü Ø¸¸Ü—ØˇÉÜ ÙØ Ü¨¯ ÑÔ˛ ˛˝Ø¸ÜÚÔ˛ˇÜÑ Ö˛˛Ù ˛˝Ø¸ÜÉÔ˛ˇÜÑ
Ü˚˚Ô˚ÉܡÚØɲ˛Ñ
üÑØ˚˚ÜˇÙ¸Ô ü ܨÑÉ ÙÔÜÖˇ˛˚Ô˚ ˛¸ ˇ˛ˇÑÔˇØܸ ˚˜˚ÉØ—˚ ¨˚ÔˇÖ Ü ÛÜˇÒ ˛ ˇØ¨¸ÜÑ Ø˚ÉÔ—Üɲ¸˚ œ˛—˝¨Éظ˚ ÔˇôˇÙ¨˚ɸ˜
üÑ—ØÔÙÜ ö ð íÜ¸Ò Œ æ í¸˛ÚØ˚˚ —˛ˇÔɲ¸ÔˇÖ Ôˇ ÚÕØ—ÔÚÜÑ ÔˇÙ¨˚ɸÔØ˚ o ü ÕÔÙÙØˇ ðÜ¸Ò˛˙ ü˝˝¸˛ÜÚÕ ÉÕ
ł¨¸˛˝Øܡ Œ˜—˝˛˚Ô¨— ˛ˇ œ˛—˝¨Éظ üÔÙØÙ í¸˛ÚØ˚˚ łˇÖÔˇØØ¸ÔˇÖ o łŒœüíł
üˇÖØÑ˛˙ í ØÉ ÜÑ üˇ Ü˝˝¸˛ÜÚÕ É˛ —˛ÙØÑ ÛÜ˚Ø٠ܨÑÉ ÙØÉØÚÉÔ˛ˇ Ôˇ ÔˇÙ¨˚ɸÔÜÑ —ØÜ˚¨¸Ø—ØˇÉ ˚˜˚ÉØ—˚ ˘ÔÉÕÜ˝˝ÑÔÚÜÉÔ˛ˇ ɲ ØˇÖÔˇØ ÉØ˚É ÛØˇÚÕØ˚ ðØÜ˚¨¸Ø—ØˇÉ ŒÚÔØˇÚØ ÜˇÙ ØØÚÕˇ˛Ñ˛Ö˜
¸ØÜɲ¸ ôłü º
¸ÜˇÒ í ð øÔˇÖ Œ å ðܸڨ Ø ð˛ÙØÑ ÛÜ˚Ø٠ܨÑÉ ÙÔÜÖˇ˛˚Ô˚ Ôˇ ÉØÚÕˇÔÚÜÑ ˝¸˛ÚØ˚˚ Ø¸Üˇ˚ÜÚÉÔ˛ˇ˚ ˛ÉÕØ ôˇ˚ÉÔɨÉØ ˛ ðØÜ˚¨¸Ø—ØˇÉ ÜˇÙ œ˛ˇÉ¸˛Ñ
¸ÜˇÒ í ð øÔˇÖ å Œ¨¸˙ؘ ˛ ¸˛Û¨˚É ¸Ø˚ÔÙ¨ÜÑ ÖØˇØ¸ÜÉÔ˛ˇ ÜˇÙ Ø˙ÜѨÜÉÔ˛ˇ —ØÉÕ˛Ù˚ Ôˇ ˛Û˚ظ˙ظ ÛÜ˚ØÙܨÑÉ ÙØÉØÚÉÔ˛ˇ ˚˜˚ÉØ—˚ 󲨸ˇÜÑ ˛ í¸˛ÚØ˚˚ œ˛ˇÉ¸˛Ñ
öظÉÑظ ó ó ܨÑÉ øØÉØÚÉÔ˛ˇ ÜˇÙ øÔÜÖˇ˛˚Ô˚ Ôˇ łˇÖÔˇØØ¸ÔˇÖ Œ˜˚ÉØ—˚ ïØ˘ ä˛¸Ò ðܸÚØÑ øØÒÒظ
ıܘÒÔˇ Œ ïب¸ÜÑ ïØɢ˛¸Ò˚ o ü œ˛—˝¸ØÕØˇ˚Ô˙Ø ˛¨ˇÙÜÉÔ˛ˇ í¸ØˇÉÔÚØ ıÜÑÑ
ô˚ظ—ܡˇ º ðØÚÕÜɸ˛ˇÔÚ ˚˜˚ÉØ—˚ Ú˛ˇÚØ˝É˚ ÜˇÙ Ü˝˝ÑÔÚÜÉÔ˛ˇ˚ Ø¸Üˇ˚ÜÚÉÔ˛ˇ˚ ˛ ÉÕØ ôˇ˚ÉÔɨÉØ ˛ ðØÜ˚¨¸Ø—ØˇÉ ÜˇÙ œ˛ˇÉ¸˛Ñ
ܨÑÉ ÙÔÜÖˇ˛˚Ô˚ ˚˜˚ÉØ—˚ Ø¸Üˇ˚ÜÚÉÔ˛ˇ˚ ˛ ÉÕØ ôˇ˚ÉÔɨÉØ ˛ ðØÜ˚¨¸Ø—ØˇÉ ÜˇÙ œ˛ˇÉ¸˛Ñ
æÔ æ ŒÕÜÕ Œ ŒÉ¸¨Úɨ¸ØÙ ¸Ø˚ÔÙ¨ÜÑ ˙ØÚɲ¸ ÛÜ˚ØÙ Ü˝˝¸˛ÜÚÕ É˛ ˚Øˇ˚˛¸ ܨÑÉ ÙØÉØÚÉÔ˛ˇ ÜˇÙ Ô˚˛ÑÜÉÔ˛ˇó˛¨¸ˇÜÑ ˛ í¸˛ÚØ˚˚ œ˛ˇÉ¸˛Ñ
æ˛˛ˇØ˜ œ ö íÜÉÉظˇ ºØÚ˛ÖˇÔÉÔ˛ˇ Ł˚ÔˇÖ ïب¸ÜÑ ïØɢ˛¸Ò˚
íܸÔ˚ÔˇÔ Ø íÕ˜˚ÔÚÜÑј ÜÚÚ¨¸ÜÉØ ˇ˛ˇÑÔˇØܸ —˛ÙØÑ˚ ˛¸ ܨÑɘ ÙØÉØÚÉÔ˛ˇ ÜˇÙ ÙÔÜÖˇ˛˚Ô˚ ÉÕØ ÚÜ˚Ø ˛ Ü ˝˛˘Ø¸˝ÑÜˇÉ ó˛¨¸ˇÜÑ ˛ í¸˛ÚØ˚˚ œ˛ˇÉ¸˛Ñ
íÜÉܡ ò íܸÔ˚ÔˇÔ ØÚÜ˚Ø ˛ Ü ¸ØÜÑ ˚¨Öܸ Ø˙Ü˝˛¸ÜÉÔ˛ˇ ˝¸˛ÚØ˚˚ 󲨸ˇÜÑ ˛ í¸˛ÚØ˚˚ œ˛ˇÉ¸˛Ñ
Øüííô œÕØ—ÔÚÜÑ ºØÚ˛˙ظ˜ Ôˇ ÉÕØ üÑÒÜÑÔˇØ í¨Ñ˝ÔˇÖ í¸˛ÚØ˚˚Ø˚ ØÜ˝˝Ô í¸Ø˚˚
ØÔˇ˛˚ º Øظ¸Ü ð œ øØÉØÚ ˛ Ø ÙÔÜÖˇ ˚ÉÔÚ˛ ÙØ ÜÑÕÜ˚ Ø— ¸˛Û ˚ —ܡԽ¨ÑÜÙ˛¸Ø˚ ˙ÔÜ ¸ØÙØ˚ ˇØ¨¸ÜÔ˚
çØˇÒÜÉÜ˚¨Û¸Ü—ܡÔܡ ç ºØˇÖÜ˚˘Ü—˜ º äÔˇ ò òÜ˙¨¸Ô Œ ï ü ¸Ø˙ÔØ˘ ˛ ˝¸˛ÚØ˚˚ ܨÑÉ ÙØÉØÚÉÔ˛ˇ ܡÙÙÔÜÖˇ˛˚Ô˚ ˝Ü¸É ô Ì¨ÜˇÉÔÉÜÉÔ˙Ø —˛ÙØÑ ÛÜ˚ØÙ —ØÉÕ˛Ù˚ œ˛—˝¨É œÕØ—ÔÚÜÑ łˇÖÔˇØØ¸ÔˇÖ
çØˇÒÜÉÜ˚¨Û¸Ü—ܡÔܡ ç ºØˇÖÜ˚˘Ü—˜ º äÔˇ ò òÜ˙¨¸Ô Œ ï ü ¸Ø˙ÔØ˘ ˛ ˝¸˛ÚØ˚˚ ܨÑÉ ÙØÉØÚÉÔ˛ˇ ܡÙÙÔÜÖˇ˛˚Ô˚ ˝Ü¸É ôô ̨ÜÑÔÉÜÉÔ˙Ø —˛ÙØÑ˚ ÜˇÙ ˚ØܸÚÕ ˚ɸÜÉØÖÔØ˚ œ˛—˝¨É œÕØ—ÔÚÜÑ łˇÖÔˇØØ¸ÔˇÖ
çØˇÒÜÉÜ˚¨Û¸Ü—ܡÔܡ ç ºØˇÖÜ˚˘Ü—˜ º äÔˇ ò òÜ˙¨¸Ô Œ ï ü ¸Ø˙ÔØ˘ ˛ ˝¸˛ÚØ˚˚ ܨÑÉ ÙØÉØÚÉÔ˛ˇ ܡÙÙÔÜÖˇ˛˚Ô˚ ˝Ü¸É ôôô ˝¸˛ÚØ˚˚ ÕÔ˚ɲ¸˜ ÛÜ˚ØÙ —ØÉÕ˛Ù˚ œ˛—˝¨É œÕØ—ÔÚÜÑ łˇÖÔˇØØ¸ÔˇÖ
Top Related