






Línguas
Páginas
Legal


ASPECTOS DO CONTROLE DA QUALIDADE NAS
EMPRESAS DE BENEFICIAMENTO DA
MADEIRA NO NORTE DO BRASIL, MACAPÁ-AP
Breno Lopes de Souza (UEAP)
Brendon Machado Monterrrozo (UEAP)
Gustavo da Costa Rodrigues (UEAP)
Francisco Tarcisio Alves Junior (UEAP)
TULIO ARNOLD AGUIAR DE OLIVEIRA (UEAP)
Em um cenário industrial globalizado, investir em qualidade é essencial para
uma empresa manter-se competitiva no mercado. A competitividade obriga a
indústria florestal a avalizar que a oferta de produtos com qualidade seja
garantida e os custos incorridos pelas empresas para produtos defeituosos
são muito elevados. Este artigo teve como objetivo descrever os estágios da
gestão da qualidade e as práticas utilizadas por serrarias no município de
Macapá, capital do estado do Amapá, bem como propor a utilização de
técnicas de controle estatístico da qualidade de processos e produtos. Para o
levantamento das empresas que trabalham no setor de beneficiamento da
madeira foi realizada uma análise junto órgão de monitoramento e
fiscalização. Foram realizadas visitas técnicas as empresas com aplicação de
questionários sobre a temática. Foram identificadas 37 empresas que
trabalham no setor madeireiro de beneficiamento (serraria). As serrarias de
menor porte, que trabalham apenas no desdobro secundário, ou seja, que
tem como matéria prima subprodutos das toras desdobradas por uma
serraria maior, não demonstraram o conhecimento formal de técnicas de
controle da qualidade. Porém, a matéria-prima não recebe nenhum tipo de
tratamento para preservação nem passa por um processo de secagem
controlado, sendo seca ao ar livre, propensa as intemperes físicas e secagem
irregular. As empresas do setor madeireiro do estado do Amapá não
possuem uma preocupação grande com o controle da qualidade dos
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
produtos que são derivados da madeira, pois a maioria desconhecem as
técnicas de Controle Estatístico de Qualidade.
Palavras-chave: Qualidade, processo, controle

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
1. Introdução
Em um cenário industrial globalizado, investir em qualidade é essencial para uma empresa
manter-se competitiva no mercado. Para alcançar este padrão de qualidade as ferramentas do
controle estatístico da qualidade têm sido utilizadas com grande êxito no setor industrial. O
segmento da madeira serrada constitui uma considerável contribuição socioeconômica e, desta
forma, subsídios a respeito do desempenho da produção, dentre outros, podem torná-lo mais
eficiente e, consequentemente, mais competitivo nos mercados nacional e internacional
(POLZL et al., 2003).
A competitividade obriga a indústria florestal a avalizar que a oferta de produtos com
qualidadeseja garantida e os custos incorridos pelas empresas para produtos defeituosos são
muito elevados (LÓPEZ ALVAREZ, 1999; VILA LAMEIRO; DÍAZ-MAROTO HIDALGO,
2001.)
De acordo com a Associação Brasileira da Indústria de Madeira Processada Mecanicamente-
ABIMCI (2010) a indústria de madeira processada mecanicamente tem sofrido um forte
processo de transformação ao longo da última década. Os significativos investimentos na
capacidade de produção e em novas tecnologias proporcionaram ganhos de competitividade
antes nunca vistos pela indústria nacional de madeira. No entanto, Lazo et al.(2013) citou que
o controle de qualidade, quando aplicado, em muitas oportunidades é realizado de forma
errônea e ineficaz, no setor madeireiro, o principal gargalo das empresas é a variação
dimensional das peças devido ao maquinário presente na linha de produção.
Este artigo teve como objetivo descrever os estágios da gestão da qualidade e as práticas
utilizadas por serrarias no município de Macapá, capital do estado do Amapá, bem como
propor a utilização de técnicas de controle estatístico da qualidade de processos e produtos.
2. Referencial teórico
2.1. Cadeia produtiva da madeira no Brasil
Brenzan (2007) afirmou que cadeia produtiva é um conjunto de etapas consecutivas
pelas quais passam e vão sendo transformados e transferidos os diversos insumos desde a pré-
produção até o consumo final de um bem ou serviço. A cadeia produtiva com base no setor
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
florestal constitui uma atividade econômica complexa e diversificada de produtos e aplicações
energéticas e industriais.
Dados do IBGE apontam que o Setor Florestal é responsável por 3,5% do Produto
Interno Bruto (PIB de 2007) do Brasil, equivalente a US$ 37,3 bilhões, e por 7,3% das
exportações totais do país, equivalente a US$ 10,3 bilhões, sendo o setor de celulose
responsável por US$ 4 bilhões, o de madeira serrada, compensados e produtos de maior valor
agregado por US$ 2,9 bilhões, o de móveis por US$ 1,05 bilhão e o de ferro gusa a carvão
vegetal por US$ 1,65 bilhão. O setor é ainda responsável por gerar cerca de 7 milhões de
empregos.
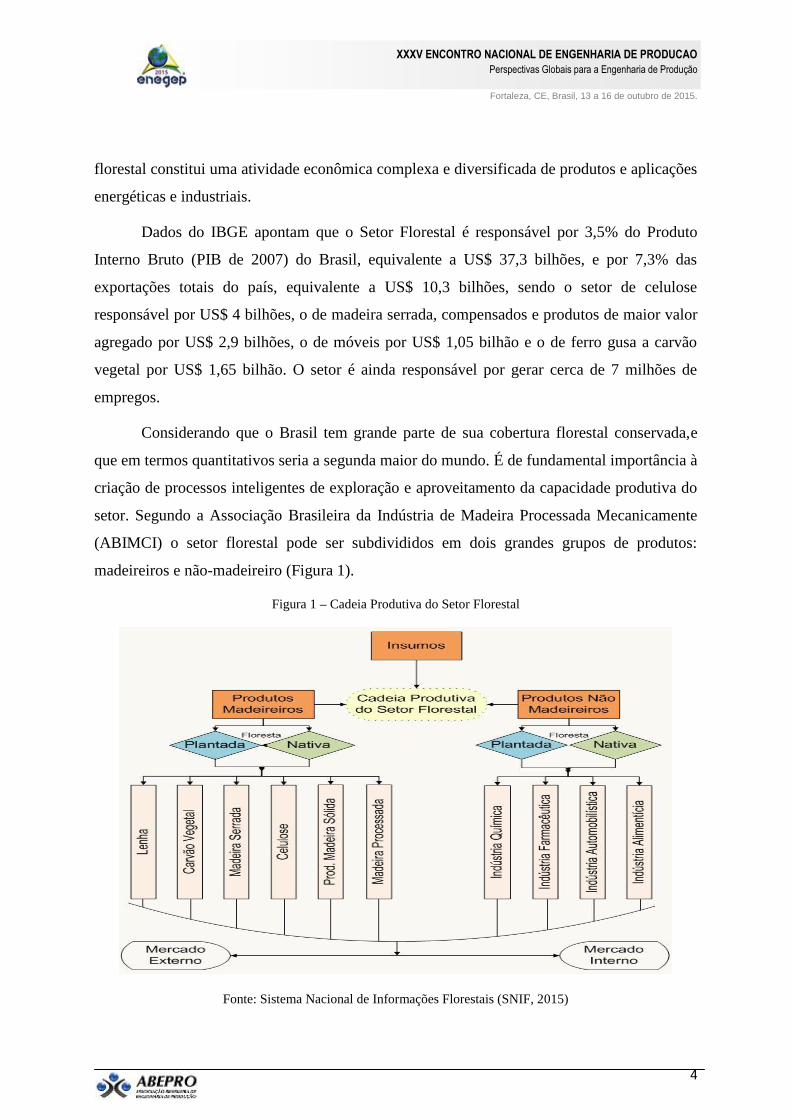
Considerando que o Brasil tem grande parte de sua cobertura florestal conservada,e
que em termos quantitativos seria a segunda maior do mundo. É de fundamental importância à
criação de processos inteligentes de exploração e aproveitamento da capacidade produtiva do
setor. Segundo a Associação Brasileira da Indústria de Madeira Processada Mecanicamente
(ABIMCI) o setor florestal pode ser subdivididos em dois grandes grupos de produtos:
madeireiros e não-madeireiro (Figura 1).
Figura 1 – Cadeia Produtiva do Setor Florestal
Fonte: Sistema Nacional de Informações Florestais (SNIF, 2015)

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
No primeiro grande grupo pode-se destacar produtos tais como frutas, óleos, resinas,
mel, bambu, entre outros. Por outro lado, o segmento dos produtos madeireiros abrange os
produtos de madeira processada mecanicamente, celulose e papel, painéis reconstituídos,
dentre outros. Os produtos de madeira processada mecanicamente, no qual podemos destacar
a madeira serrada, lâminas, chapas de madeira e produtos de maior valor agregado (PMVA).
Vale ressaltar que a partir da subdivisão acima citada, o desenvolvimento de atividades
voltadas ao setor madeireiro deve segregar-se a partir da finalidade do objeto de exploração.
A cadeia produtiva do setor madeireiro no estado do Amapá ainda é mais centralizada
em serrarias. Segundo Latorraca (2004), uma serraria é constituída basicamente por: depósito
de matéria-prima, área destinada ao maquinário, local para a classificação da madeira serrada
e o depósito da madeira serrada.
2.2. Controle da Qualidade
A verdadeira função do controle da qualidade é analisar, pesquisar e prevenir a
ocorrência de defeitos, sendo que, prevenir é a sua principal finalidade (PALADINI, 2000) e
para podermos chegar onde foi desejado, é necessário planejar todas as ações e medidas que a
empresa irá adotar. Na verdade, para podermos obter o controle do processo é necessário
fazer a comparação do que realmente foi planejado e o que realmente está sendo feito no
processo de produção. É importante ressaltar, que o controle de qualidade desse ser realizada
em todos os setores empresariais e não somente na parte da produção do produto final.
2.2.1 Ciclo PDCA
O Ciclo PDCA é um instrumento para melhoria continua da gestão de processos e
produtos, foi iniciado por Walter Shewhart no uso de estatísticas e métodos de amostragem
em meados de 1930 e posteriormente aprimorado e finalizado por William Edwards Deming,
Em 1950, através de suas palestras no Japão, foi aí que o instrumento passou a ser conhecido
mundialmente. De acordo com Silva (2012), o PDCA tem como principal objetivo tornar os
processos da gestão de uma empresa mais ágeis, claros e objetivos. Pode ser utilizado em
qualquer tipo de empresa, como forma de alcançar um nível de gestão melhor, atingindo
excelentes resultados dentro do sistema de gestão do negócio.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
Apresentada como uma das ferramentas mais completas no que diz respeito à análise e
solução de problemas dentre os modelos gestão da qualidade, o ciclo PDCA desenvolve papel
fundamental na elaboração de procedimentos que vislumbram a resolução de falhas no
processo. Para se obter resultados significativos é necessário que o conjunto de técnicas e
métodos utilizados seja compreendido como uma meta de referência, que quando alcançada
deve ser mantida, ouque se busque alternativas a partir do modelo proposto.
Boneff (2010) explicou que o ciclo PDCA é uma sequência de atividades que são
seguidas de forma cíclica para melhorar as atividades da instituição, além de padronizar as
informações do controle da qualidade, prevenir erros lógicos nas análises e tornar as
informações mais simples de se entender.
Figura 2 – O ciclo PDCA.
Fonte:Godoy (2010)
O ciclo PDCA é composto de quatro fases básicas, que são: planejar, fazer, checar e
agir, respectivamente.
-Planejar (P) - estabelecer os objetivos e processos necessários para fornecer
resultados de acordo com os requisitos e políticas pré-determinados;
-Fazer (D) – implementar as ações necessárias;
-Checar (C) - monitorar e medir os processos e produtos em relação às políticas, aos
objetivos e aos requisitos estabelecidos e relatar os resultados;
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
-Agir (A) - executar ações para promover continuamente a melhoria dos processos.
2.2.2 Diagrama de Ishikawa (causa e efeito)
Essa ferramenta da qualidade também conhecida como espinha de peixe, ou ainda,
Diagrama de Causa e Efeito, desenvolve o papel de apresentar as relações existentes entre o
resultado de um processo (efeito) e os fatores (causa) que o influenciaram, de modo a
identificar o problema que afetou o resultado desejado. Quando os problemas são de natureza
produtiva é necessário designar as principais causas por materiais, máquinas, métodos, mão
de obra e dinheiro (esse conjunto é designado em inglês pelo 5M: Materials, Machines,
Methods, Manpower, Money). Campos (2004)citou que este diagrama foi criado para que
todas as pessoas da empresa pudessem exercitar a separação dos fins de seus meios.
Para poder obter a identificação de possíveis causas do efeito é necessário fazer um
brainstorming de acordo com Godoy (2001), essa ferramenta, é uma maneira disciplinada de
geração de novas ideias a partir de discussão em grupo.Segundo Carvalho (1999), o
conhecimento é considerado matéria-prima essencial para que as organizações permaneçam
inseridas no mercado, e neste contexto, o brainstorming assume uma importância estratégica
cada vez maior.
2.2.3. Controle Estatístico do Processo (CEP)
O Controle Estatístico do Processo possibilita a padronização do processo produtivo,
para que não ocorram desperdícios, nos setores produtivos de uma empresa pode haver uma
variabilidade muito grande nos seus processos de produção, utilizando essa ferramenta é
possível manter o controle e evitar que os produtos se tornem desperdícios ou que necessitem
da prática de retrabalho. O principal objetivo do controle do processo é identificar
prontamente quaisquer irregularidades que apareçam no decorrer do tempo por meio da
plotagem periódica dos dados observados, do monitoramento deste comportamento e da ação
corretiva imediata (LÓPEZ ALVAREZ, 1999; NUNES, 2001).
De acordo com Montgomery (2004), um produto que atende às exigências do cliente
deve ser capaz de operar com pequena variabilidade em torno dos valores nominais das
características de qualidade do produto. O CEP engloba uma grande quantidade de métodos
que auxiliam no cumprimento desta tarefa. Considerando todas as variáveis que compõe o
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
processo, e a necessidade de identificar e dimensionar os problemas decorrentes de falhas e
perdas nas etapas. O CEP disponibiliza as seguintes ferramentas:
1) Histograma - é um gráfico de barras no qual o eixo horizontal, subdividido em
vários pequenos intervalos, apresenta valores assumidos por uma variável de interesse. A
natureza do Histograma possibilita-nos ver padrões que, dificilmente seriam vistos na simples
tabela de dados.
2) Folha de verificação - trata-se de um formulário que trabalha com coleta de dados,
onde o registro e análise das informações pode ser realizado de forma simples e rápida. A
folha de verificação pode ser utilizada para vários propósitos, mas sua principal característica
é tornar fácil a compilação dos dados.
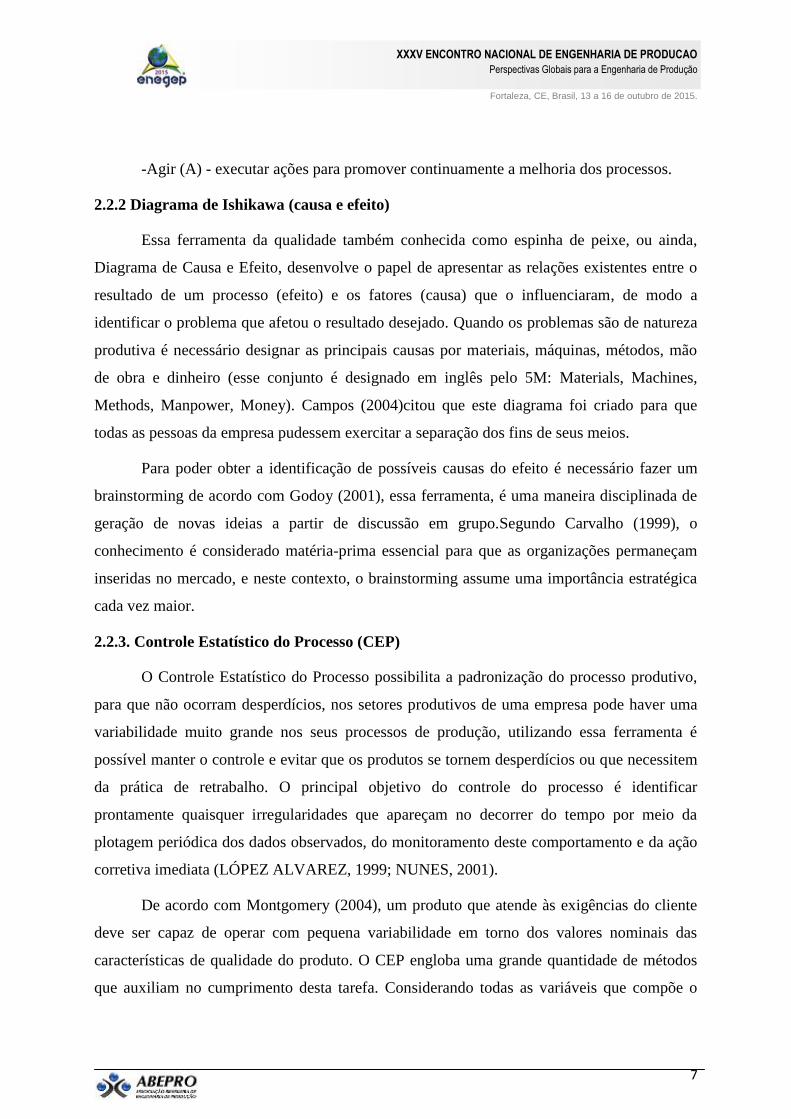
3) Diagrama de causa-e-efeito - O diagrama de causa-e-efeito – batizado por Juran
como Diagrama de Ishikawa e também conhecido como espinha de peixe ou “arêtes de
poisson” – representa graficamente o relacionamento entre algum efeito e todas as causas e
subcausas possíveis. O diagrama tem a seguinte forma geral:
Figura 3- Representação do Diagrama de causas e efeito.
4) Diagrama de Pareto - O princípio de Pareto estabelece que a maior parte das perdas
decorrentes dos problemas relacionados à qualidade é advinda de alguns poucos, mas vitais
problemas. A proposta desse diagrama é identificar os problemas que devem ser tratados com
prioridade.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
5) Fluxograma - O fluxograma é uma forma de representação das sequência de etapas
que compõem um processo. Suas partes são: Entradas / Saídas: As entradas são materiais,
informações ou ações que iniciam o processo. As saídas são os resultados do processo
(produtos, relatórios, serviços).
6) Diagrama de dispersão -É uma ferramenta que permite visualizar a relação existente
entre duas variáveis. Neste contexto apresenta três critérios:
Relação Positiva: O aumento de uma variável leva o aumento da outra;
Relação Negativa: O aumento de uma variável leva a diminuição de outra
variável;
Relação Inexistente: A variação de uma variável não leva a variação
sistemática da outra variável.
7) Gráfico de controle –A finalidade desse gráfico é garantir que o processo opere em
sua melhor condição, estabelecendo limites superior e inferior de controle do processo,
objetivando a redução da variabilidade.
3. Metodologia
Quanto aos objetivos, a pesquisa realizada através deste artigo pode ser considera de
cunho descritivo tendo em vista que, de acordo com Gil (2002), têm como objetivo primordial
a descrição das características de determinada população ou fenômeno ou, então, o
estabelecimento de relações entre as variáveis.
3.1. Levantamento e seleção das empresas
Para o levantamento das empresas que trabalham no setor de beneficiamento da
madeira foi realizada uma análise junto ao IMAP-AP (Instituto do Meio Ambiente e de
Ordenamento Territorial do Amapá), através dessa investigação de campo foi possível realizar
o mapeamento das mesmas. Nos municípios de Macapá-AP e Santana-AP foram identificadas
37 empresas que trabalham no setor madeireiro de beneficiamento (serraria).
3.2. Instrumento de coleta de dados
A pesquisa foi realizada no método survey, adotando como procedimento para a coleta
de dados o uso de um questionário empregando perguntas sobre o conhecimento das empresas
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
sobre as técnicas de controle estatístico de qualidade no seu sistema produtivo e gerencial. A
coleta de dados foi realizada entre os meses de setembro de 2014 e abril de 2015, o
questionário foi realizado através de pesquisa de campo, ou seja, todos os questionários
aplicados foram feitos na presença de algum representante da empresa.
4. Resultados e Discussões
As serrarias de menor porte, que trabalham apenas no desdobro secundário, ou seja, que tem
como matéria prima subprodutos das toras desdobradas por uma serraria maior, não
demonstraram o conhecimento formal de técnicas de controle da qualidade. A preocupação
maior das mesmas é com a comercialização dos produtos. Para a qualidade em seus produtos
finais às serrarias apenas se utilizam da análise e experiência de seus funcionários.
As serrarias maiores apresentaram conhecimento das normas de padronização de peças de
madeira serrada (NBR 14807 e NBR 7190) e utiliza as mesmas em sua produção. Dentre as
empresas pesquisadas apenas uma empresa possuiu o conhecimento de algumas técnicas de
controle de qualidade. A mesma tenta manter a qualidade de sua produção apenas de forma
manual, confiando na experiência de seus colaboradores, não usa a utilização de nenhum tipo
de ferramenta ou software de controle e acompanhamento do processo, estando propenso a
erros na aplicação das normas de dimensão da madeira.
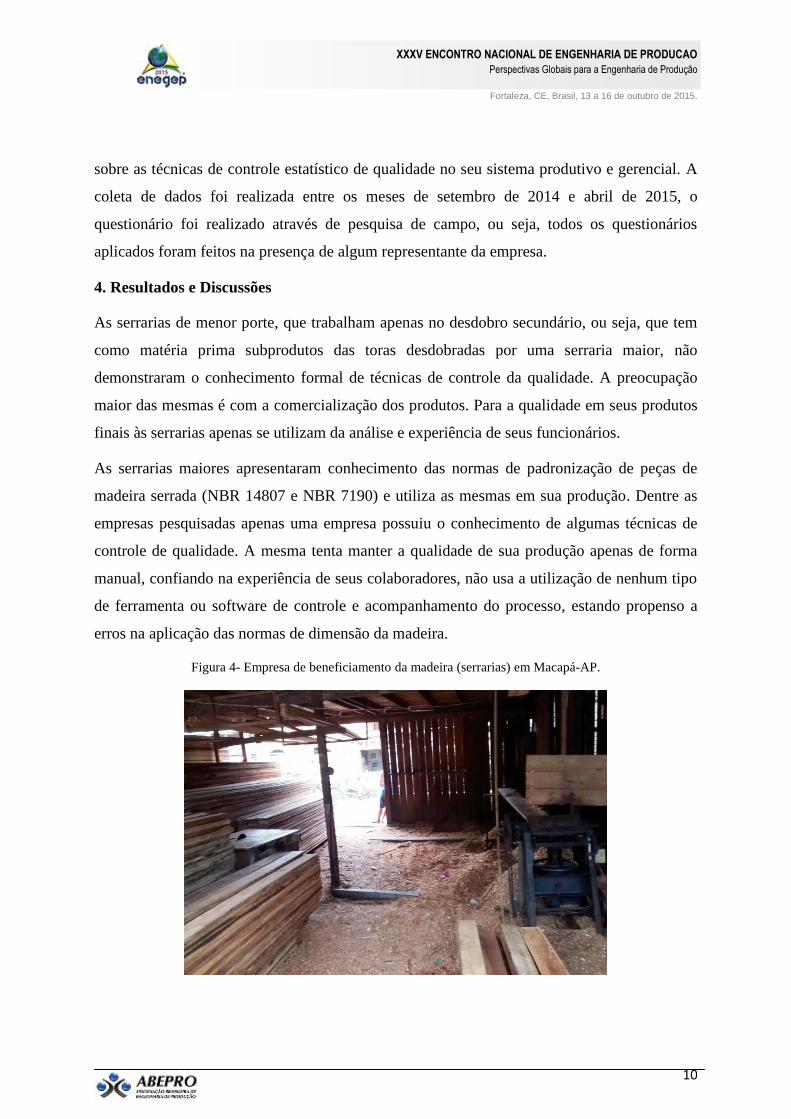
Figura 4- Empresa de beneficiamento da madeira (serrarias) em Macapá-AP.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Nas serrarias são realizados desdobros de sua matéria prima são utilizados
principalmente os cortes tangenciais, nestas serrarias são produzidas ripas, ripões, esteio,
dentre outros produtos.
A maioria compra toras de terceiros, apenas uma serraria utilizava mataria prima
proveniente de uma floresta própria. Porém, a matéria-prima não recebe nenhum tipo de
tratamento para preservação nem passa por um processo de secagem controlado, sendo seca
ao ar livre, propensa as intemperes físicas e secagem irregular. Logo após a colheita, a
madeira já começa a sofrer o desdobramento em produtos secundários. As empresas não
possuem nenhum tipo de controle da umidade da madeira, influenciando na qualidade do
produto final (Figura 4).
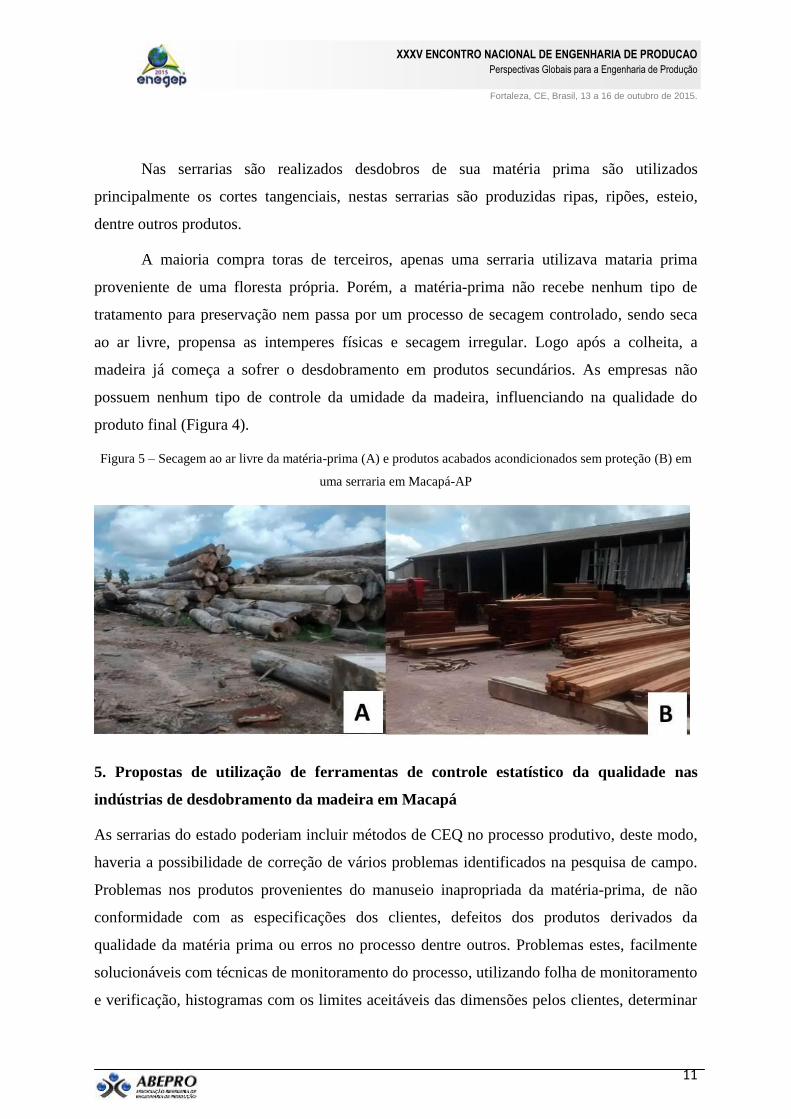
Figura 5 – Secagem ao ar livre da matéria-prima (A) e produtos acabados acondicionados sem proteção (B) em
uma serraria em Macapá-AP
5. Propostas de utilização de ferramentas de controle estatístico da qualidade nas
indústrias de desdobramento da madeira em Macapá
As serrarias do estado poderiam incluir métodos de CEQ no processo produtivo, deste modo,
haveria a possibilidade de correção de vários problemas identificados na pesquisa de campo.
Problemas nos produtos provenientes do manuseio inapropriada da matéria-prima, de não
conformidade com as especificações dos clientes, defeitos dos produtos derivados da
qualidade da matéria prima ou erros no processo dentre outros. Problemas estes, facilmente
solucionáveis com técnicas de monitoramento do processo, utilizando folha de monitoramento
e verificação, histogramas com os limites aceitáveis das dimensões pelos clientes, determinar

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
a capacidade dos processos, diagrama de causas e efeito para identificar em qual setor está
ocorrendo o principal problema no processo de produção.
O ciclo PDCA poderia ser utilizado na secagem de madeira (tratamento da matéria-prima),
através do planejamento das toras que estão em processo de secagem, com isso poderão ser
monitoradas proporcionando redução no tempo de secagem, bem como controle da umidade,
com a implementação destas melhorias as peças de madeira poderão ser produzidas com
maior precisão, reduzindo os ataques e a aumentando a resistência mecânica. Além de reduzir
o estoque de matéria prima O diagrama de Ishikawa poderia ser aplicado no transporte de
madeira, tendo em vista que a logística utilizada necessita de melhorias.
6. Conclusões
As empresas do setor madeireiro do estado do Amapá não possuem uma preocupação grande
com o controle da qualidade dos produtos que são derivados da madeira, pois a maioria
desconhecem as técnicas de Controle Estatístico de Qualidade.
No caso das serrarias de maior porte a preocupação ocorre apenas no desdobramento das toras
de madeiras, quando é necessário fazer a verificação das dimensões da tora, porém no caso
das serrarias de menor porte a preocupação ocorre apenas na análise visual da madeira.
7. Agradecimento
Ao CNPq pela concessão da bolsa aos três primeiros autores. As empresas por aceitarem
participar da pesquisa.
8. Referências
ABIMCI - ASSOCIAÇÃOBRASILEIRA DA INDÚSTRIA DE MADEIRA PROCESSADA
MECANICAMENTE. Estudo setorial2008: Indústria de madeira processada mecanicamente. Curitiba,
2010.
BRENZAN, C. K. M. Coordenação e governança na cadeia produtiva de frango: um estudo de caso de
uma cooperativa no oeste paranaense. 2007. 176 f. Dissertação (Mestrado em Administração) - Universidade
Estadual de Maringá, Londrina, 2007.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
CADEMARTORI, P. H. G.; SCHNEID, E.; HAMM, L. G.; GATTO, D. A. Controle estatístico de processo na
indústria madeireira da região Sul do Rio Grande do Sul. In: Encontro de Pós-Graduação (ENPOS UFPel), 13.
2011, Pelotas. Anais... Pelotas: UFPEL, 2011. Disponível em:
<http://www2.ufpel.edu.br/enpos/2011/anais/pdf/EN/EN_00103.pdf>. Acesso em: 5 abr. 2014.
CAMPOS, V. F. Controle da qualidade total (no estilo Japonês). 8. ed. Nova Lima: Falconi, 2004. 256 p.
CARVALHO, A. V. de. Aprendizagem Organizacional em tempos de mudança. São Paulo: Editora: Pioneira
Administração e Negócios, 1999
GODOY, M. H. C. Brainstorming. Belo Horizonte: Editora de Desenvolvimento Gerencial, 2001. 208 p.
LATORRACA, J.V.F. Processamento mecânico da madeira. Seropédica: Universidade Federal Rural do Rio
de Janeiro, 2004. 116p.
LÓPES ALVAREZ, J. V. Calidad total: asseguramiento de la Calidad em las industrias forestales. Madri:
Fundación Conde del Valle de Salazar, 1999. 305 p.
MONTGOMERY, D.C. Introdução ao Controle Estatístico de Qualidade. 4. ed.. Rio de Janeiro: LTC, 2004.
513 p
PALADINI, E. P. Gestão da Qualidade: teoria e prática. São Paulo. Atlas, 2004.
POLZL W. B; SANTOS, AJ.;TIMOFEICZYK JUNIOR R;POLZL P. K. Cadeia produtiva do processamento
mecânico da madeira-Segmento da madeira serrada no Estado do Paraná. Revista Floresta, Curitiba, v. 33, n. 2,
p. 127-134, 2003.
PONCE, R.H. Novas Tecnologias de Desdobro e Beneficiamento de Madeira: a busca da competitividade.
In: CONGRESSO FLORESTAL BRASILEIRO, 7, Curitiba, 1993, Anais... Curitiba: SBS e SBEF, 1993. p.310-
314.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
POZZOBON, ESTELA. M. P. Aplicação do controle estatístico do processo. 2001. Dissertação (Mestrado de
Engenharia de Produção), Universidade Federal de Santa Catarina, Florianópolis, 2001.
RAMOS, E.M.L.S. Aperfeiçoamento e Desenvolvimento de Ferramentas do Controle Estatístico da
Qualidade utilizando Quartis para estimar o Desvio Padrão. 2003. 130f. Tese (Doutorado em Engenharia de
Produção) - Universidade Federal de Santa Catarina, Florianópolis, 2003.
SILVA, R. J. Gestão de estoques: Fator decisivo para a lucratividade organizacional. Iberoamerican Journalof
Industrial Engineering. v. 4. n. 7., p.:100 – 117, 2012.
VILA LAMEIRO, P.; DÍAZ-MAROTO HIDALGO, I. J. Importancia y carências del control de calidad em la
indústria forestal. 2001. In: Congreso Forestal Español, 3, Granada,. Anais..., Granada: SECF, 2001. Disponível
em:<http://secforestales.org/publicaciones/index.php/congresos/article/view/6403/6330>. Acesso em: 13 out.
2014.
Top Related