







Línguas
Páginas
Legal

Desenvolvimento de Modelos Simplificados de Análise do Ciclo de Vida de Moldes de Injecção de Plástico
César Augusto Paulo Pousa
Dissertação para a obtenção do Grau de Mestre em
Engenharia Mecânica
Júri
Presidente: Prof. Pedro Miguel dos Santos Vilaça da Silva
Orientador: Prof. Paulo Miguel Nogueira Peças
Vogais: Tenente-Coronel Eng. SMat António José Rodrigues Bastos
Setembro de 2008
II
Agradecimentos
Aos meus orientadores, Sr. Prof. Paulo Peças e Sra. Profª. Inês Ribeiro, pela orientação na
realização deste trabalho, contribuindo significativamente para o seu melhoramento.
Às empresas TJ-Moldes e LN-Moldes pela disponibilidade e cooperação demonstradas ao
longo do desenvolvimento deste trabalho.
Ao Sr. Engº João Bom, que foi excepcional na forma interessada como sempre abordou o
desenrolar do trabalho, contribuindo de forma significativa para a obtenção de dados essenciais na
sua elaboração.
À minha namorada, família e amigos que suportaram o meu mau humor em horas de maior
trabalho, e que estiveram sempre presentes quando necessário.
Por fim, à Academia Militar, por me ter dotado de um espírito de sacrifício ímpar que me
manteve sempre convicto no desenvolvimento de um bom trabalho.

III
Resumo As metodologias LCC e LCA, são ferramentas de decisão que consideram o desempenho
económico e ambiental de um produto ao longo do seu ciclo de vida. São utilizadas nas mais diversas
áreas.
Sendo as análise LCC e LCA bastante morosas, este trabalho tem como objectivo principal a criação
de um modelo simplificado de análise do ciclo de vida do molde, em termos de custos e de impacto
ambiental, que se destina à indústria de moldes de injecção de plástico. Pretende-se criar uma
ferramenta útil de apoio à decisão das empresas de produção de moldes de injecção de plástico.
Relativamente ao LCA, são objecto de estudo todas as fases desde o material necessário, ao fim de
vida do molde. Após identificação de todas as variáveis que constituem os modelos globais, procede-
se à sua simplificação, que é devidamente justificada para cada variável.
No fim, é feita uma validação dos modelos simplificados, utilizando um caso de estudo real, de onde
se conclui que o modelo é válido.
Palavras-Chave: LCC-Life Cycle Cost; LCA-Life Cycle Assessment, Eco Indicador 99
IV
Abstract
The LCC and LCA methodologies, are resolution tools that consider the economic and
environmental performance of a product along his life cycle. These methodologies are used in several
areas.
The LCC and LCA analysis are quite slow, the main objective of this work is the creation of
models of a simplified life cycle assessment of injection, in terms of costs and environmental impact,
which the main aim is the plastic injection moulding industry. It is intended to create a useful decision
tool for the injection’s mould production companies. On the LCC analysis the study objective is
constituted by milling, electroerosion and injection process. The LCA several steps are part of the
study, such as the amount of necessary material and the mould end of life. After the identification of all
the variables that constitute the global models, it is done its simplification, that is properly justified for
each variable.
In the end is done a validation of the simplified models, using an actual case study, where it is
concluded that the model is valid.
Key-Words: LCC-Life Cycle Cost, LCA-Life Cycle Assessment, Eco Indicator 99.
V
Índice
AGRADECIMENTOS .............................................................................................................................. II
RESUMO................................................................................................................................................ III
ABSTRACT ............................................................................................................................................ IV
ÍNDICE.....................................................................................................................................................V
LISTA DE FIGURAS..............................................................................................................................VII
LISTA DE TABELAS ............................................................................................................................VIII
LISTA DE EQUAÇÕES .......................................................................................................................... IX
LISTA DE ABREVIATURAS....................................................................................................................X
1. INTRODUÇÃO................................................................................................................................ 1
2. ESTADO DE ARTE DA INDÚSTRIA DE MOLDES E DA ANÁLISE DO CICLO DE VIDA............ 3
2.1 BREVE INTRODUÇÃO HISTÓRICA DA INDÚSTRIA PORTUGUESA DE MOLDES................................... 3
2.2 SITUAÇÃO ACTUAL E COMPETITIVIDADE DA INDÚSTRIA PORTUGUESA DE MOLDES ....................... 4
2.3 O MOLDE DE INJECÇÃO DE PLÁSTICO........................................................................................ 6
2.3.1 Breve Definição.................................................................................................................. 6
2.3.2 Constituição do molde de injecção.................................................................................... 7
2.3.3 Principais tipos de moldes ................................................................................................. 8
2.3.3.1 Moldes convencionais, de canais quentes e de canais isolados ............................. 8
2.3.4 Processo de Injecção ........................................................................................................ 9
2.3.5 Materiais para Moldes de Injecção de Plástico ............................................................... 10
2.4 FABRICO DO MOLDE ............................................................................................................... 10
2.4.1 Processos de Fabrico ...................................................................................................... 11
2.4.1.1 Fresagem ................................................................................................................ 11
2.4.1.2 Electroerosão (EDM – Electrical Discharge Machining) ......................................... 12
2.4.1.3 Outros Processos.................................................................................................... 13
2.5 LIFE CYCLE COST – LCC........................................................................................................ 14
2.5.1 Aplicações em Engenharia do LCC................................................................................. 16
2.6 LIFE CYCLE ASSESSMENT - LCA............................................................................................. 17
2.6.1 Eco Indicador 99.............................................................................................................. 18
2.6.2 Aplicações em Engenharia do LCA................................................................................. 19
2.7 REFERÊNCIAS ........................................................................................................................ 21
3. MODELO SIMPLIFICADO DE APOIO À DECISÃO..................................................................... 24
3.1 METODOLOGIA ....................................................................................................................... 25
3.2 MODELO DE CUSTO DO CICLO DE VIDA DE UM MOLDE.............................................................. 26
3.2.1 Diferentes Fases do Ciclo de vida do Molde ................................................................... 26
VI
3.2.2 Modelo Global do Custo do Ciclo de Vida do Molde....................................................... 26
3.3 MODELOS DE CÁLCULO DE CUSTO DOS PROCESSOS UTILIZADOS NA PRODUÇÃO E USO DE
MOLDES.............................................................................................................................................. 27
3.3.1 Modelo de Cálculo de Custo do Processo de Fresagem ................................................ 28
3.3.1.1 Equações Utilizadas................................................................................................ 29
3.3.2 Modelo de Cálculo de Custo do Processo de Electroerosão .......................................... 29
3.3.3 Modelo de Cálculo de Custo do Processo de Injecção................................................... 31
3.4 MODELOS SIMPLIFICADOS DE CÁLCULO DE CUSTO DOS PROCESSOS UTILIZADOS NA PRODUÇÃO E
USO DE MOLDES ................................................................................................................................. 32
3.4.1 Modelo Simplificado de Cálculo de Custo do Processo de Fresagem............................ 33
3.4.2 Modelo Simplificado de Cálculo de Custo do Processo de Electroerosão ..................... 39
3.4.3 Modelo Simplificado de Cálculo de Custo do Processo de Injecção .............................. 46
3.5 COMPARAÇÃO DO NÚMERO TOTAL DE INPUTS........................................................................... 53
3.6 MODELO DE ANÁLISE LCA DO MOLDE DE INJECÇÃO................................................................. 53
3.6.1 Modelo de Análise LCA do Molde de Injecção de Plástico ............................................. 54
3.6.2 Modelo Simplificado de Análise LCA do Molde de Injecção de Plástico ........................ 58
3.7 VALIDAÇÃO DOS MODELOS DE CUSTO SIMPLIFICADOS E DO MODELO DE ANÁLISE LCA ............. 63
3.7.1 Caso de Estudo ............................................................................................................... 64
3.7.2 Validação dos Modelos de Custo do ciclo de vida Simplificados.................................... 65
3.7.3 Material Utilizado e Montagem dos Componentes.......................................................... 65
3.7.3.1 Custos do Material Utilizado ................................................................................... 65
3.7.4 Processo de Fresagem.................................................................................................... 66
3.7.4.1 Custos de Fresagem............................................................................................... 66
3.7.5 Processo de Electroerosão.............................................................................................. 67
3.7.5.1 Custos do Processo de Electroerosão.................................................................... 68
3.7.6 Comparação dos Custos de Produção do Molde............................................................ 69
3.7.7 Custos de Injecção .......................................................................................................... 69
3.7.8 Validação do Modelo LCA ............................................................................................... 70
3.7.8.1 Apresentação de Resultados.................................................................................. 71
3.7.8.2 Impacto do Material do Molde................................................................................. 71
3.7.8.3 Impacto da Produção do Molde .............................................................................. 71
3.7.8.4 Impacto da Injecção................................................................................................ 73
3.7.8.5 Impacto do Fim de Vida dos Materiais.................................................................... 73
3.8 REFERÊNCIAS ........................................................................................................................ 75
4. CONCLUSÕES............................................................................................................................. 76
VII
Lista de Figuras FIGURA 2-1 - BALANÇA COMERCIAL DO CECTOR DOS MOLDES [2.1] .............................................................. 4 FIGURA 2-2 - PRINCIPAIS DESTINOS DOS MOLDES PORTUGUESES 2006 [2.1]............................................... 5 FIGURA 2-3 - PRINCIPAIS INDÚSTRIAS CLIENTES [2.1] .................................................................................. 5 FIGURA 2-4 - MODELO DA CAVIDADE E DA BUCHA DO MOLDE DE INJECÇÃO [2.13] .......................................... 6 FIGURA 2-5 - ESQUEMA DE UM MOLDE CONVENCIONAL [2.9] ........................................................................ 7 FIGURA 2-6 - MODELO COMPUTORIZADO DAS VÁRIAS PARTES CONSTITUINTES DO MOLDE DE INJECÇÃO [2.13] 8 FIGURARA 2-7 - SISTEMA DE CANAIS FRIOS, CANAIS QUENTES, CANAIS ISOLADOS, À ESQUERDA, AO CENTRO E
À DIREITA RESPECTIVAMENTE [2.9]; [2.11]; [2.12] ............................................................................... 9 FIGURA 2-8 - CICLO DE INJECÇÃO [2.1] ..................................................................................................... 10 FIGURA 2-9 - ALGUNS EXEMPLOS DA APLICABILIDADE DO PROCESSO DE FRESAGEM [2.1] ............................ 11 FIGURA 2-10 - MÁQUINA DE ELECTROEROSÃO [2.17]................................................................................. 12 FIGURA 2-11 ELÉCTRODO E PEÇA MAQUINADA [2.17] ................................................................................ 12 FIGURA 2-12 - TORNEAMENTO E DIFERENTES TIPOS DE TORNEAMENTO [2.1];[2.22] .................................... 13 FIGURA 2-13 - CINEMÁTICA DO PROCESSO [2.18]...................................................................................... 14 FIGURA 2-14 MÉTODO EI’ 99 [2.41] ......................................................................................................... 19 FIGURA 3-1 - FASES DO CICLO DE VIDA DO MOLDE.................................................................................... 26 FIGURA 3-2 – MODELO GLOBAL DO CUSTO DO CICLO DE VIDA DO MOLDE..................................................... 27 FIGURA 3-3 - MODELO DE CÁLCULO DE CUSTO DO PROCESSO DE FRESAGEM .............................................. 28 FIGURA 3-4 - MODELO DE CÁLCULO DE CUSTO DO PROCESSO DE ELECTROEROSÃO .................................... 30 FIGURA 3-5 – MODELO DE CÁLCULO DE CUSTO DA FRESAGEM DOS ELÉCTRODOS........................................ 31 FIGURA 3-6 - MODELO DE CÁLCULO DE CUSTO DO PROCESSO DE INJECÇÃO............................................... 32 FIGURA 3-7 – MODELO SIMPLIFICADO DE CÁLCULO DE CUSTO DO PROCESSO DE FRESAGEM ........................ 34 FIGURA 3-8 - DISPERSÃO DA RELAÇÃO CUSTO DE AQUISIÇÃO/POTÊNCIA INSTALADA DAS MÁQUINAS DE
FRESAGEM ANALISADAS................................................................................................................... 35 FIGURA 3-9 SIMPLIFICAÇÕES FEITAS DO MODELO DE CUSTO DA FRESAGEM PARA O MODELO SIMPLIFICADO .. 38 FIGURA 3-10 – MODELO SIMPLIFICADO DE CÁLCULO DE CUSTO DO PROCESSO DE ELECTROEROSÃO ............ 40 FIGURA 3-11 DISPERSÃO DA RELAÇÃO POTÊNCIA/VOLUME DO TANQUE DAS MÁQUINAS................................ 41 FIGURA 3-12 – MODELO SIMPLIFICADO DE CUSTO DA FRESAGEM DOS ELÉCTRODOS.................................... 44 FIGURA 3-13 SIMPLIFICAÇÕES FEITAS DO MODELO GLOBAL DE CÁLCULO DE CUSTO DO PROCESSO DE
ELECTROEROSÃO PARA O SIMPLIFICADO........................................................................................... 44 FIGURA 3-14 - MODELO SIMPLIFICADO DE CÁLCULO DE CUSTO DO PROCESSO DE INJECÇÃO........................ 46 FIGURA 3-15 - DISPERSÃO DA RELAÇÃO POTÊNCIA/CUSTO DE AQUISIÇÃO DAS MÁQUINAS DE INJECÇÃO
ANALISADAS.................................................................................................................................... 48 FIGURA 3-16 SIMPLIFICAÇÕES FEITAS DO MODELO DE CÁLCULO DE CUSTO PARA O MODELO SIMPLIFICADO DE
CÁLCULO DE CUSTO DO PROCESSO DE INJECÇÃO.............................................................................. 51 FIGURA 3-17 COMPARAÇÃO DO NÚMERO TOTAL DE INPUTS NECESSÁRIOS .................................................. 53 FIGURA 3-18 - DIFERENTES FASES DO MODELO GLOBAL DA ANÁLISE LCA................................................... 54 FIGURA 3-19 MODELO GLOBAL DE ANÁLISE LCA DO MOLDE DE INJECÇÃO DE PLÁSTICO............................... 56 FIGURA 3-20 MODELO SIMPLIFICADO DO LCA DO MOLDE DE INJECÇÃO DE PLÁSTICO................................... 59
VIII
FIGURA 3-21 SIMPLIFICAÇÕES FEITAS DO MODELO DE ANÁLISE LCA PARA O MODELO SIMPLIFICADO DE
ANÁLISE LCA.................................................................................................................................. 61 FIGURA 3-22 BUCHA E CAVIDADE DO MOLDE ............................................................................................. 64 FIGURA 3-23 PEÇA DO CASO DE ESTUDO .................................................................................................. 64
Lista de Tabelas TABELA 2-1 - PESOS DAS CATEGORIAS CONSOANTE AS PERSPECTIVAS [2.41]............................................. 19 TABELA 3-1 - MÁQUINAS DE FRESAGEM, POTÊNCIAS E CUSTOS DE AQUISIÇÃO RESPECTIVOS ....................... 35 TABELA 3-2 CUSTO ANUAL DE FERRAMENTAS E HORAS/ANO DAS MÁQUINAS DAS EMPRESAS TJ-MOLDES E DA
EMPRESA LN-MOLDES A MAQUINAR AÇO .......................................................................................... 37 TABELA 3-3 CUSTO ANUAL DE FERRAMENTAS E HORAS/ANO DE TRABALHO DAS MÁQUINAS DA EMPRESA
RAPIDTOOL..................................................................................................................................... 37 TABELA 3-4 NÚMERO TOTAL DE INPUTS PARA OPERAÇÕES DE MAQUINAGEM NO ALGORTIMO GERAL ............. 39 TABELA 3-5 NÚMERO TOTAL DE INPUTS PARA OPERAÇÕES DE MAQUINAGEM NO ALGORITMO SIMPLIFICADO .. 39 TABELA 3-6 - MÁQUINAS DE ELECTROEROSÃO E AS SUAS CARACTERÍSTICAS .............................................. 41 TABELA 3-7 MEDIÇÕES DO VOLUME DOS ELÉCTRODOS PEQUENOS, MÉDIOS E GRANDES E OBTENÇÃO DO
VALOR MÉDIO .................................................................................................................................. 43 TABELA 3-8 NÚMERO TOTAL DE INPUTS PARA OPERAÇÕES DE ELECTROEROSÃO NO MODELO DE CÁLCULO DE
CUSTO ............................................................................................................................................ 45 TABELA 3-9 NÚMERO TOTAL DE INPUTS PARA OPERAÇÕES DE ELECTROEROSÃO NO MODELO SIMPLIFICADO DE
CÁLCULO DE CUSTO......................................................................................................................... 45 TABELA 3-10 - DADOS DAS MÁQUINAS DE INJECÇÃO ................................................................................. 48 TABELA 3-11 -POLÍMEROS MAIS UTILIZADOS NA INDÚSTRIA DE INJECÇÃO DE PLÁSTICOS, PREÇOS €/KG E
DENSIDADE ..................................................................................................................................... 50 TABELA 3-12 NÚMERO TOTAL DE INPUTS PARA OPERAÇÕES DE INJECÇÃO NO MODELO DE CÁLCULO DE CUSTO
...................................................................................................................................................... 52 TABELA 3-13 NÚMERO TOTAL DE INPUTS PARA OPERAÇÕES DE INJECÇÃO NO MODELO SIMPLIFICADO DE
CÁLCULO DE CUSTO......................................................................................................................... 52 TABELA 3-14 - NÚMERO TOTAL DE INPUTS NO MODELO DE ANÁLISE LCA .................................................... 62 TABELA 3-15 - NÚMERO TOTAL DE INPUTS NO MODELO SIMPLIFICADO DE ANÁLISE LCA ............................... 63 TABELA 3-16 - VOLUME INICIAL E FINAL DO MATERIAL DO MOLDE ................................................................ 65 TABELA 3-17 - CARACTERÍSTICAS DO AÇO UTILIZADO ................................................................................ 65 TABELA 3-18 - CUSTOS TOTAIS E PARCELARES DO MATERIAL UTILIZADO ..................................................... 65 TABELA 3-19 - CUSTOS TOTAIS DO MATERIAL EM COMPONENTES COMPRADOS............................................ 66 TABELA 3-20 - VARIÁVEIS EXTERIORES AO PROCESSO............................................................................... 66 TABELA 3-21 - INPUTS DO MODELO DE CÁLCULO DE CUSTO E DO MODELO SIMPLIFICADO DE CÁLCULO DE
CUSTO DO PROCESSO DE FRESAGEM................................................................................................ 67 TABELA 3-22 - CUSTOS TOTAIS DO PROCESSO DE FRESAGEM E ERRO ASSOCIADO ...................................... 67 TABELA 3-23 INPUTS DOS MODELOS DE CÁLCULO DE CUSTO DO PROCESSO DE ELECTROEROSÃO................ 68 TABELA 3-24 INPUTS DO MODELO DE CÁLCULO DE CUSTO DA FRESAGEM DOS ELÉCTRODOS ........................ 68
IX
TABELA 3-25 - CUSTOS TOTAIS DO PROCESSO DE ELECTROEROSÃO .......................................................... 69 TABELA 3-26 CUSTOS TOTAIS DA PRODUÇÃO DO MOLDE............................................................................ 69 TABELA 3-27 CUSTOS E VARIÁVEIS DO PROCESSO DE INJECÇÃO ................................................................ 70 TABELA 3-28 CUSTOS PARCELARES E TOTAIS DO PROCESSO DE INJECÇÃO................................................. 70 TABELA 3-29 - MASSA DO MATERIAL DO MOLDE E DA ESTRUTURA E CORRESPONDENTE IMPACTO TOTAL....... 71 TABELA 3-30 - IMPACTO ENERGÉTICO DOS PROCESSOS USADOS NA MAQUINAÇÃO DO MOLDE ...................... 71 TABELA 3-31 - IMPACTO DA MASSA DAS FERRAMENTAS.............................................................................. 72 TABELA 3-32 - IMPACTO DO FLUIDO DE CORTE DA FRESAGEM..................................................................... 72 TABELA 3-33 - IMPACTO DO LÍQUIDO DIELÉCTRICO..................................................................................... 72 TABELA 3-34 - IMPACTO DO MATERIAL DOS ELÉCTRODOS........................................................................... 72 TABELA 3-35 - IMPACTO DA ENERGIA DO PROCESSO DE INJECÇÃO.............................................................. 73 TABELA 3-36 IMPACTO DO MATERIAL INJECTADO ....................................................................................... 73 TABELA 3-37 IMPACTO DO FIM DE VIDA DOS MATERIAIS .............................................................................. 73 TABELA 3-38 ANÁLISE LCA MODELO GLOBAL E SIMPLIFICADO ................................................................... 74
Lista de Equações EQ. 3-1 HORA-HOMEM............................................................................................................................. 29 EQ. 3-2 HORA-MÁQUINA .......................................................................................................................... 29 EQ. 3-3 CUSTO DE FERRAMENTA .............................................................................................................. 29 EQ. 3-4 CUSTO DO FLUIDO DE CORTE ....................................................................................................... 36 EQ. 3-5 CUSTO DA ENERGIA ..................................................................................................................... 36 EQ. 3-6 CUSTO DE MÃO-DE-OBRA............................................................................................................. 36 EQ. 3-7 CUSTO DE AQUISIÇÃO ................................................................................................................. 42 EQ. 3-8 CUSTO DO DIELÉCTRICO .............................................................................................................. 42 EQ. 3-9 CUSTO DE SETUP ........................................................................................................................ 47 EQ. 3-10 CONSUMO ENERGÉTICO DE PROCESSO DE INJECÇÃO .................................................................. 49 EQ. 3-11 DESPERDÍCIOS.......................................................................................................................... 49 EQ. 3-12 CUSTO DO MATERIAL ................................................................................................................. 50 EQ. 3-13 IMPACTO DA PRODUÇÃO DE MATERIAL DO MOLDE ........................................................................ 55 EQ.3-14 IMPACTO ENERGÉTICO DA PRODUÇÃO DO MOLDE ......................................................................... 55 EQ.3-15 IMPACTO AMBIENTAL DA MASSA DAS FERRAMENTAS ..................................................................... 55 EQ. 3-16 IMPACTO AMBIENTAL DO FLUIDO DE CORTE DISPENDIDO .............................................................. 56 EQ.3-17 CONSUMO DO LÍQUIDO DIELÉCTRICO ........................................................................................... 56 EQ.3-18 IMPACTO AMBIENTAL DO LÍQUIDO DIELÉCTRICO ............................................................................ 56 EQ.3-19 IMPACTO AMBIENTAL DO MATERIAL DOS ELÉCTRODOS .................................................................. 57 EQ. 3-20 IMPACTO AMBIENTAL DO POLÍMERO INJECTADO ........................................................................... 57 EQ. 3-21 IMPACTO DA RECICLAGEM DO MOLDE.......................................................................................... 57 EQ. 3-22 IMPACTO AMBIENTAL DA RECICLAGEM DA SUCATA ....................................................................... 58 EQ. 3-23 IMPACTO DA RECICLAGEM DO MATERIAL DAS FERRAMENTAS ........................................................ 58 EQ. 3-24 IMPACTO AMBIENTAL DO ATERRO DO POLÍMERO .......................................................................... 58

X
EQ. 3-25 CONSUMO DO FLUIDO DE CORTE [3.6] ........................................................................................ 59
Lista de Abreviaturas LCC – Life Cycle Cost
LCA – Life Cycle Assessment
EDM – Electrical Discharge Machining
1
1. Introdução
A Indústria Portuguesa de moldes de injecção de plástico tem sido fortemente confrontada
com pressões vindas das “novas” regiões produtivas do globo. Estas “novas” regiões conseguem
custos de mão-de-obra e produção baixos. Estas pressões vindas do exterior têm ainda um maior
impacto, visto que os moldes estão presentes em muitas cadeias de produção. Desta forma a
competição com o mercado exterior tem que ser enfrentada com uma dinâmica de inovação e um
tempo de apresentação de resultados que deve ser célere. A indústria portuguesa de moldes tem
feito um grande investimento com o objectivo de minimizar o impacto dos produtos sem comprometer
o seu desempenho ou custo, mantendo-se assim na vanguarda desta indústria. Isto porque o
desenvolvimento de um produto não pode depender unicamente de aspectos económicos, sendo por
isso necessário incluir também aspectos ambientais e outros aspectos relacionados com a produção
de material.
As decisões tomadas na fase de projecto, poderão influenciar muito os custos e impactos
finais. A metodologia LCC permite contabilizar todos os custos resultantes do ciclo de vida de um
produto, possibilitando uma visão mais alargada do produto a nível económico. Permite assim avaliar
os impactos económicos de uma decisão na vida útil de um produto, equipamento ou sistema. A
metodologia LCA permite a incorporação dos impactos ambientais como factor de decisão durante a
fase de desenvolvimento de um produto, através da obtenção de indicadores que expressam o
comportamento ambiental dos materiais e processos.
A criação de modelos de análise LCC e LCA é bastante morosa, envolve muitas variáveis, em
que muitas delas não são acessíveis. Envolve também muita pesquisa e recolha de informação para
obtenção dos valores que constituem a análise de custo e análise do impacto ambiental do ciclo de
vida do molde. Até hoje não há registo da aplicação destes modelos de análise na indústria de
moldes de injecção de plástico. Devido à sua complexidade e ao tempo necessário para aplicação
destes modelos na fase de projecto do produto, não tem sido possível utiliza-los no âmbito da
indústria de moldes de injecção de plástico.
Com este trabalho pretende-se criar modelos simplificados de custo e impacto ambiental
simplificados, podendo desta forma fazer-se uma análise Life Cycle Cost (LCC) e Life Cycle
Assessment (LCA) de uma forma muito mais rápida, relativamente ao uso de um modelo em que se
tenha que introduzir todos os inputs. Estes modelos simplificados permitirão obter resultados bastante
aproximados dos obtidos usando modelos não simplificados.
As simplificações efectuadas, resultam de diversos tipos de pesquisa, nomeadamente visitas
a empresas da indústria de moldes, leituras de artigos científicos, telefonemas efectuados para
diversas empresas, consultas de catálogos de máquinas e uma visita a uma feira de exposição (Expo
Batalha), onde se pode ter contacto com diversos fornecedores de máquinas de injecção, fresadoras
e fresas. Toda a informação recolhida contribui, para a criação de valores tipificados, que reduzem
2
substancialmente o número de inputs necessários. O modelo simplificado é adaptável a vários tipos
de empresas.
A validação do modelo é feita utilizando um caso de estudo real, em que serão comparados
os resultados obtidos pelos modelos e pelos modelos simplificados. A partir destes valores, obter-se-
á um erro, associado aos resultados dos modelos simplificados. Desta forma poder-se-á constatar a
validade do modelo.
3
2. Estado de Arte da Indústria de Moldes e da Análise do Ciclo de Vida
2.1 Breve Introdução histórica da Indústria Portuguesa de Moldes
A Indústria Portuguesa de Moldes tem sido marcada pelo pioneirismo a todos os níveis,
através da introdução de novas tecnologias, novos processos e formas de actuar nos mercados e na
produção industrial. Por isso, ao longo dos últimos cinquenta anos, esta indústria tem sido uma porta
de entrada para muitas tecnologias avançadas de utilização industrial.
A história da Indústria Portuguesa de Moldes tem a sua origem na evolução da Indústria de
Vidro, foi já no séc. XX que se deixa de recorrer a importação de moldes para produção de vidro,
vindos da Áustria e Alemanha, e começa-se uma produção nacional de moldes para a indústria de
vidro. Nos anos 20, surge em Portugal a “Ureia industrial”, mais conhecida por “baquelite” e dá origem
ao aparecimento dos primeiros moldes para tampas e peças simples, no entanto, com a 2ª Guerra
Mundial, há uma paralisação da produção de moldes, devido à escassez de matérias primas. Apenas
em 1945 arranca definitivamente a produção de moldes e em 1946 produz-se o primeiro molde para
injecção de plásticos, com o aparecimento dos “termoplásticos”. Por volta dos anos 50, iniciam-se as
relações de exportação com a Inglaterra, começando-se a convergir para um desenvolvimento
aprofundado e contínuo da Indústria de Moldes. A exigência dos mercados, que tem aumentado
constantemente ao longo das décadas, acentuou a qualidade dos moldes portugueses, que foi sendo
alvo de incremento de novas tecnologias, permitindo assim um desenvolvimento sustentado desta
indústria [2.1].
Tendo em vista a contribuição para um maior desenvolvimento do sector em causa, é criada
em 1969 a CEFAMOL, uma Associação Nacional da Indústria de Moldes, que promove os moldes
portugueses no exterior, negoceia com o governo e outras organizações oficiais, sendo estas
nacionais ou estrangeiras, assuntos do interesse da indústria portuguesa de moldes. O seu raio de
acção, inclui a pesquisa tecnológica, a formação profissional e o intercâmbio de informações técnicas
e científicas com outras entidades da mesma área. É de referir que a CEFAMOL abrange a
globalidade dos sub-sectores da indústria de moldes e não apenas os moldes para plásticos. Em
meados dos anos 80 já se exportava para mais de 50 países e na região da Marinha Grande e Leiria
existiam mais de 64 empresas ligadas aos Moldes. Em 1983, foi instalado o primeiro sistema
CAD/CAM na Industria Portuguesa de Moldes. Mais tarde em 1991 é criado o CENTIMFE – Centro
Tecnológico da Indústria de Moldes e Ferramentas Especiais, com o objectivo de dar apoio
tecnológico ao sector e desenvolver actividades de interface entre outras “Instituições de saber” e a
indústria, permitindo desta forma a promoção e difusão da investigação e desenvolvimento
tecnológico e o desenvolvimento das redes de cooperação e conhecimento [2.2].

4
2.2 Situação Actual e Competitividade da Indústria Portuguesa de Moldes
A competitiva relação entre a qualidade, preço e prazos de entrega, tem impulsionado a
Indústria Portuguesa de Moldes, que tem vindo a crescer e a consolidar a sua notoriedade no
mercado internacional.
Segundo os dados de 2006, o Sector Português de Moldes é composto por cerca de 535
empresas, com dimensão de PME, dedicadas ao fabrico de moldes e ferramentas especiais, e
emprega cerca de 8.350 trabalhadores, com uma distribuição geográfica bipolar, designadamente nas
regiões da Marinha Grande e Oliveira de Azeméis. A análise da evolução da balança comercial ao
longo da década de 90 e nos primeiros anos desta década demonstra a forte vocação exportadora do
Sector [2.3].
Figura 2-1 - Balança comercial do cector dos moldes [2.1]
Actualmente, e perante o nível de mutações técnicas e tecnológicas aceleradas, a indústria
de moldes e plásticos, tem procurado uma crescente interligação e cooperação, procurando por um
lado uma adaptação em tempo real às exigências dos mercados, e por outro, antecipar ciclos e
tendências mundiais.
O progresso e a vanguarda desta indústria deve-se, para além da sólida experiência e “know-
how”, ao cumprimento dos prazos de entrega, ao rigoroso controlo de qualidade, à elevada
experiência, à competitividade, ao investimento em alta tecnologia, factores que asseguram a
continuidade do fornecimento de moldes portugueses aos mercados mais exigentes [2.2].
Actualmente, Portugal ocupa um lugar cimeiro a nível mundial, no âmbito da indústria de
moldes para injecção de plásticos, exportando cerca de 90% da sua produção.
5
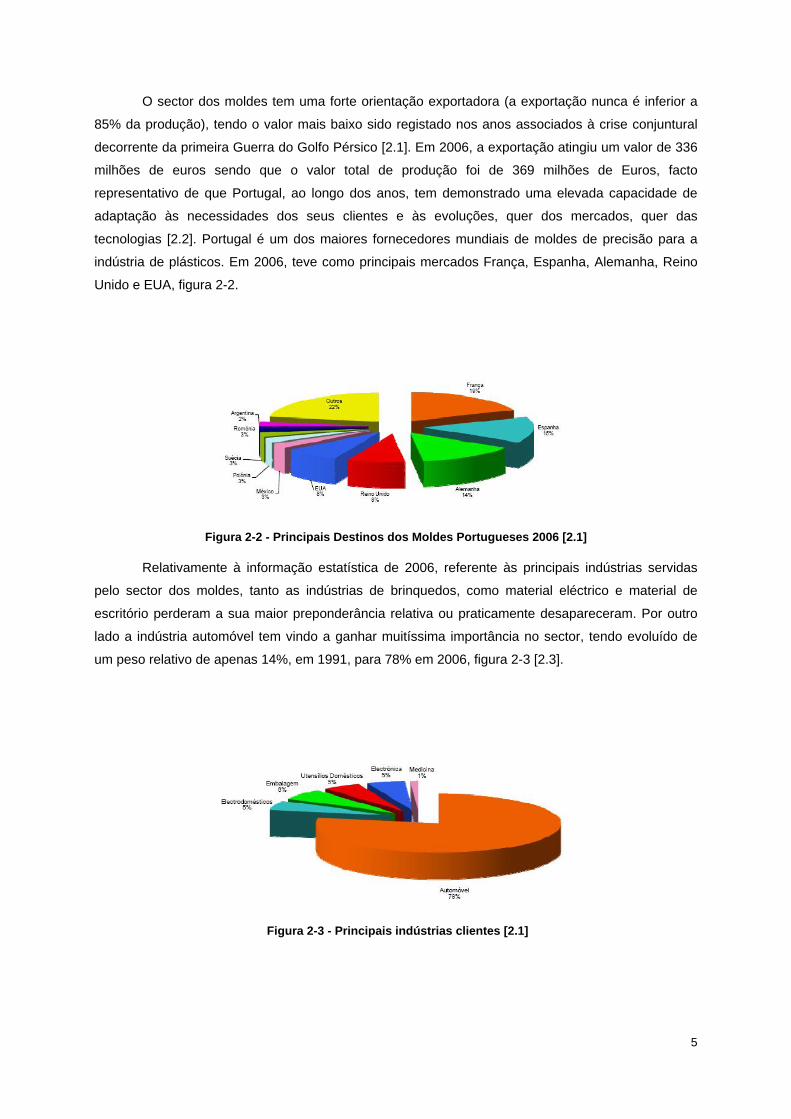
O sector dos moldes tem uma forte orientação exportadora (a exportação nunca é inferior a
85% da produção), tendo o valor mais baixo sido registado nos anos associados à crise conjuntural
decorrente da primeira Guerra do Golfo Pérsico [2.1]. Em 2006, a exportação atingiu um valor de 336
milhões de euros sendo que o valor total de produção foi de 369 milhões de Euros, facto
representativo de que Portugal, ao longo dos anos, tem demonstrado uma elevada capacidade de
adaptação às necessidades dos seus clientes e às evoluções, quer dos mercados, quer das
tecnologias [2.2]. Portugal é um dos maiores fornecedores mundiais de moldes de precisão para a
indústria de plásticos. Em 2006, teve como principais mercados França, Espanha, Alemanha, Reino
Unido e EUA, figura 2-2.
Figura 2-2 - Principais Destinos dos Moldes Portugueses 2006 [2.1]
Relativamente à informação estatística de 2006, referente às principais indústrias servidas
pelo sector dos moldes, tanto as indústrias de brinquedos, como material eléctrico e material de
escritório perderam a sua maior preponderância relativa ou praticamente desapareceram. Por outro
lado a indústria automóvel tem vindo a ganhar muitíssima importância no sector, tendo evoluído de
um peso relativo de apenas 14%, em 1991, para 78% em 2006, figura 2-3 [2.3].
Figura 2-3 - Principais indústrias clientes [2.1]
6
2.3 O Molde de Injecção de Plástico
2.3.1 Breve Definição
Os moldes para injecção de plástico, são ferramentas que permitem obter diversos produtos
de diferentes formas. Podem considerar-se equipamentos que variam em termos de complexidade,
tipo ou tamanho.
Deverão produzir peças de qualidade, num tempo de ciclo mais curto possível, possuir o
mínimo de manutenção durante o tempo de serviço, definir os volumes com a forma das peças a
produzir, assegurando a reprodutibilidade dimensional, de ciclo para ciclo, permitir o enchimento
desses volumes com o polímero fundido, facilitar o arrefecimento do polímero e promover a extracção
das peças.
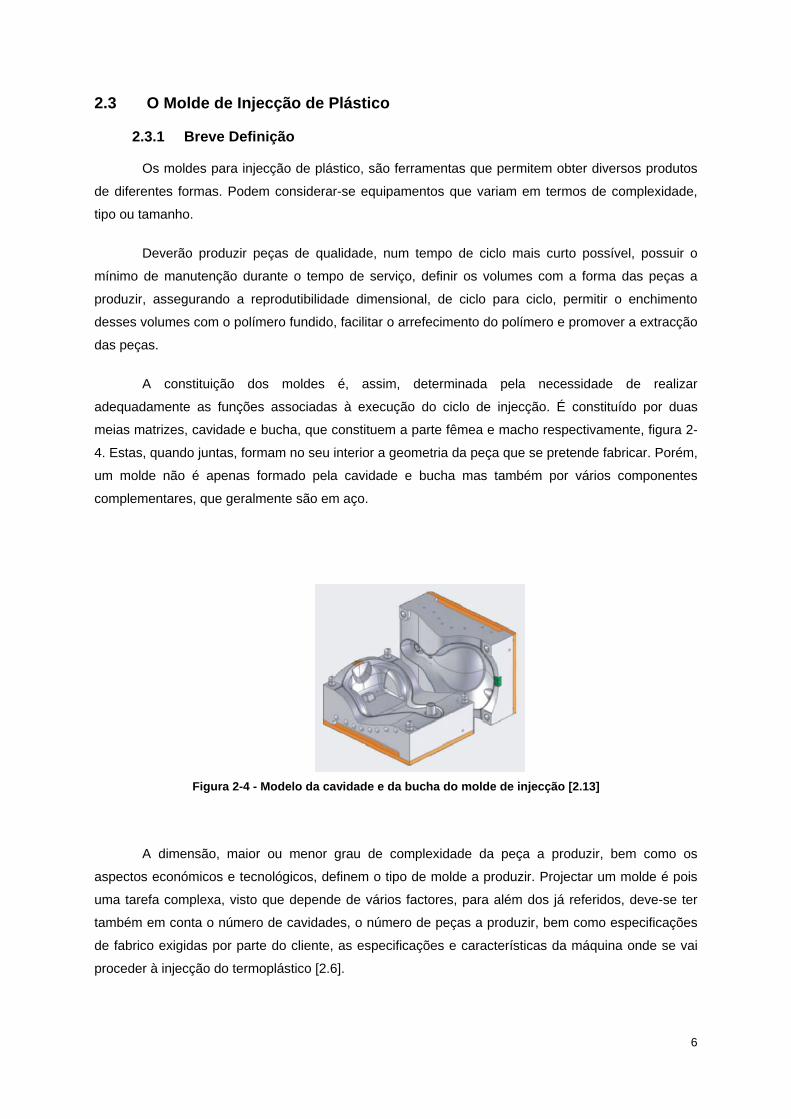
A constituição dos moldes é, assim, determinada pela necessidade de realizar
adequadamente as funções associadas à execução do ciclo de injecção. É constituído por duas
meias matrizes, cavidade e bucha, que constituem a parte fêmea e macho respectivamente, figura 2-
4. Estas, quando juntas, formam no seu interior a geometria da peça que se pretende fabricar. Porém,
um molde não é apenas formado pela cavidade e bucha mas também por vários componentes
complementares, que geralmente são em aço.
Figura 2-4 - Modelo da cavidade e da bucha do molde de injecção [2.13]
A dimensão, maior ou menor grau de complexidade da peça a produzir, bem como os
aspectos económicos e tecnológicos, definem o tipo de molde a produzir. Projectar um molde é pois
uma tarefa complexa, visto que depende de vários factores, para além dos já referidos, deve-se ter
também em conta o número de cavidades, o número de peças a produzir, bem como especificações
de fabrico exigidas por parte do cliente, as especificações e características da máquina onde se vai
proceder à injecção do termoplástico [2.6].
7
2.3.2 Constituição do molde de injecção
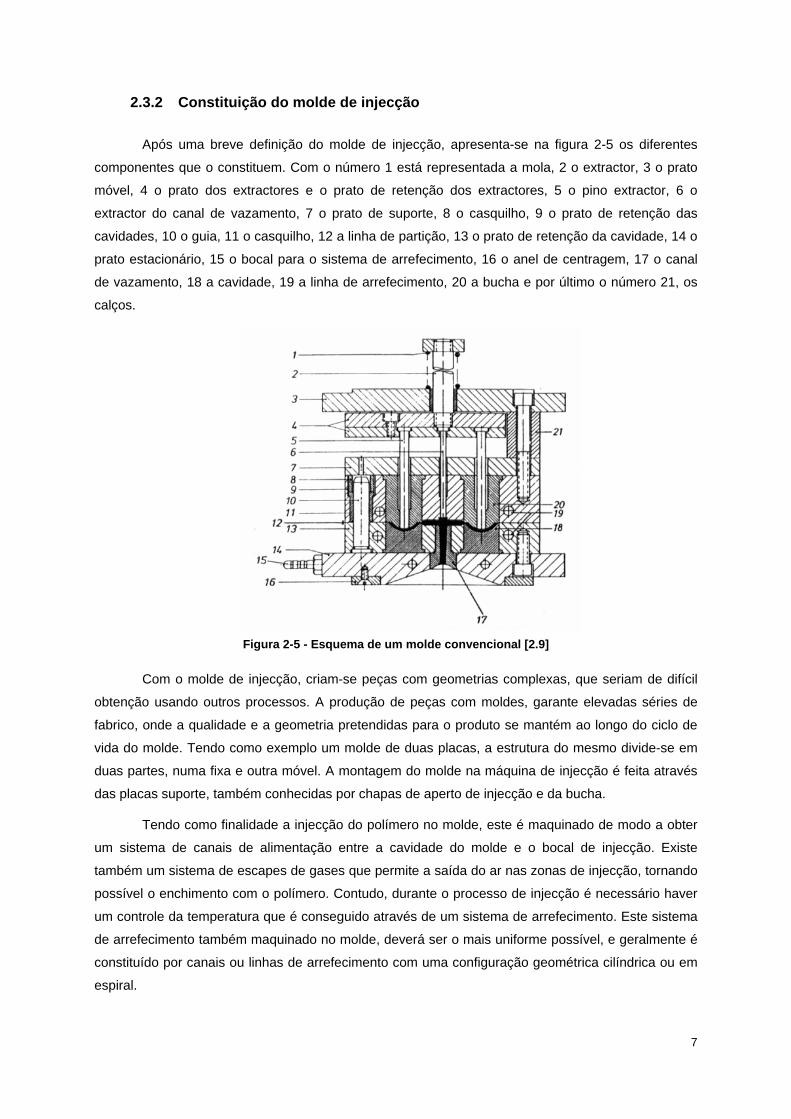
Após uma breve definição do molde de injecção, apresenta-se na figura 2-5 os diferentes
componentes que o constituem. Com o número 1 está representada a mola, 2 o extractor, 3 o prato
móvel, 4 o prato dos extractores e o prato de retenção dos extractores, 5 o pino extractor, 6 o
extractor do canal de vazamento, 7 o prato de suporte, 8 o casquilho, 9 o prato de retenção das
cavidades, 10 o guia, 11 o casquilho, 12 a linha de partição, 13 o prato de retenção da cavidade, 14 o
prato estacionário, 15 o bocal para o sistema de arrefecimento, 16 o anel de centragem, 17 o canal
de vazamento, 18 a cavidade, 19 a linha de arrefecimento, 20 a bucha e por último o número 21, os
calços.
Figura 2-5 - Esquema de um molde convencional [2.9]
Com o molde de injecção, criam-se peças com geometrias complexas, que seriam de difícil
obtenção usando outros processos. A produção de peças com moldes, garante elevadas séries de
fabrico, onde a qualidade e a geometria pretendidas para o produto se mantém ao longo do ciclo de
vida do molde. Tendo como exemplo um molde de duas placas, a estrutura do mesmo divide-se em
duas partes, numa fixa e outra móvel. A montagem do molde na máquina de injecção é feita através
das placas suporte, também conhecidas por chapas de aperto de injecção e da bucha.
Tendo como finalidade a injecção do polímero no molde, este é maquinado de modo a obter
um sistema de canais de alimentação entre a cavidade do molde e o bocal de injecção. Existe
também um sistema de escapes de gases que permite a saída do ar nas zonas de injecção, tornando
possível o enchimento com o polímero. Contudo, durante o processo de injecção é necessário haver
um controle da temperatura que é conseguido através de um sistema de arrefecimento. Este sistema
de arrefecimento também maquinado no molde, deverá ser o mais uniforme possível, e geralmente é
constituído por canais ou linhas de arrefecimento com uma configuração geométrica cilíndrica ou em
espiral.
8
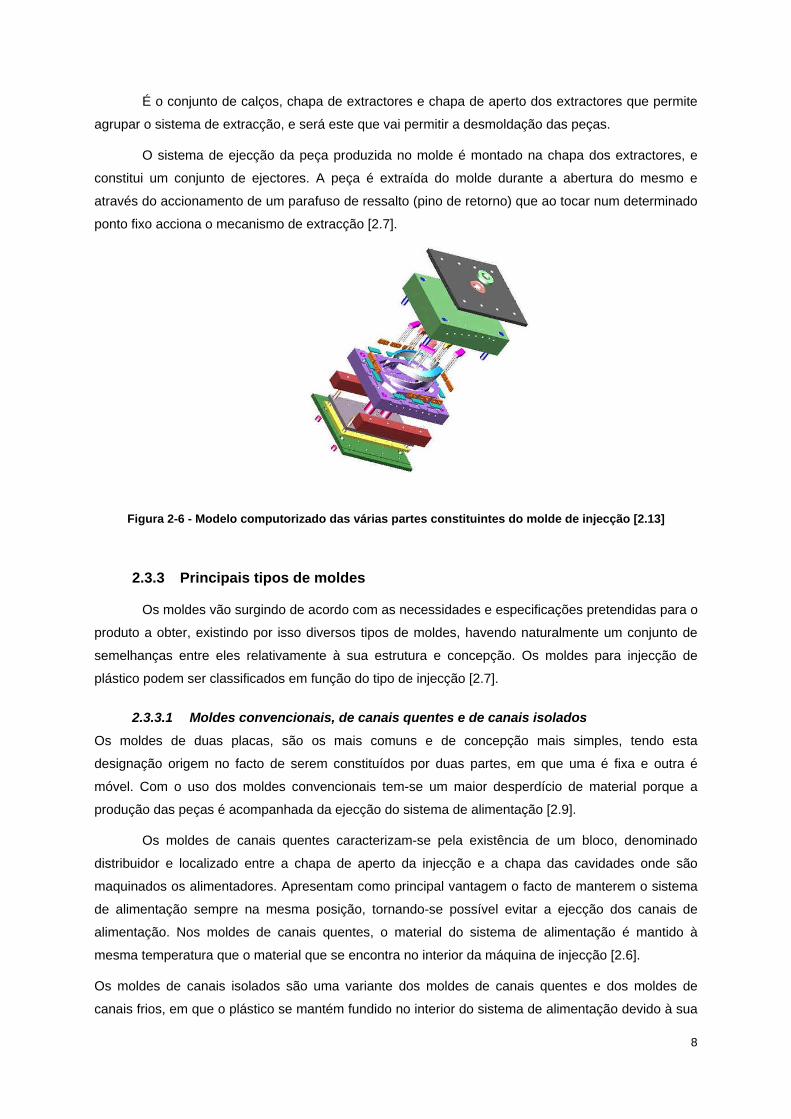
É o conjunto de calços, chapa de extractores e chapa de aperto dos extractores que permite
agrupar o sistema de extracção, e será este que vai permitir a desmoldação das peças.
O sistema de ejecção da peça produzida no molde é montado na chapa dos extractores, e
constitui um conjunto de ejectores. A peça é extraída do molde durante a abertura do mesmo e
através do accionamento de um parafuso de ressalto (pino de retorno) que ao tocar num determinado
ponto fixo acciona o mecanismo de extracção [2.7].
Figura 2-6 - Modelo computorizado das várias partes constituintes do molde de injecção [2.13]
2.3.3 Principais tipos de moldes
Os moldes vão surgindo de acordo com as necessidades e especificações pretendidas para o
produto a obter, existindo por isso diversos tipos de moldes, havendo naturalmente um conjunto de
semelhanças entre eles relativamente à sua estrutura e concepção. Os moldes para injecção de
plástico podem ser classificados em função do tipo de injecção [2.7].
2.3.3.1 Moldes convencionais, de canais quentes e de canais isolados
Os moldes de duas placas, são os mais comuns e de concepção mais simples, tendo esta
designação origem no facto de serem constituídos por duas partes, em que uma é fixa e outra é
móvel. Com o uso dos moldes convencionais tem-se um maior desperdício de material porque a
produção das peças é acompanhada da ejecção do sistema de alimentação [2.9].
Os moldes de canais quentes caracterizam-se pela existência de um bloco, denominado
distribuidor e localizado entre a chapa de aperto da injecção e a chapa das cavidades onde são
maquinados os alimentadores. Apresentam como principal vantagem o facto de manterem o sistema
de alimentação sempre na mesma posição, tornando-se possível evitar a ejecção dos canais de
alimentação. Nos moldes de canais quentes, o material do sistema de alimentação é mantido à
mesma temperatura que o material que se encontra no interior da máquina de injecção [2.6].
Os moldes de canais isolados são uma variante dos moldes de canais quentes e dos moldes de
canais frios, em que o plástico se mantém fundido no interior do sistema de alimentação devido à sua

9
baixa condutibilidade térmica. Apresentam uma constituição em tudo semelhante aos moldes de
canais quentes com distribuidor frio. Apresenta no entanto como vantagem o seu custo, mais baixo
que o molde de canais quentes [2.9].
Figurara 2-7 - Sistema de canais frios, canais quentes, canais isolados, à esquerda, ao centro e à direita
respectivamente [2.9]; [2.11]; [2.12]
2.3.4 Processo de Injecção
Depois de uma breve descrição do molde, e de uma referência aos tipos de moldes
existentes, apresenta-se de seguida o processo de injecção e os diferentes passos que o constituem.
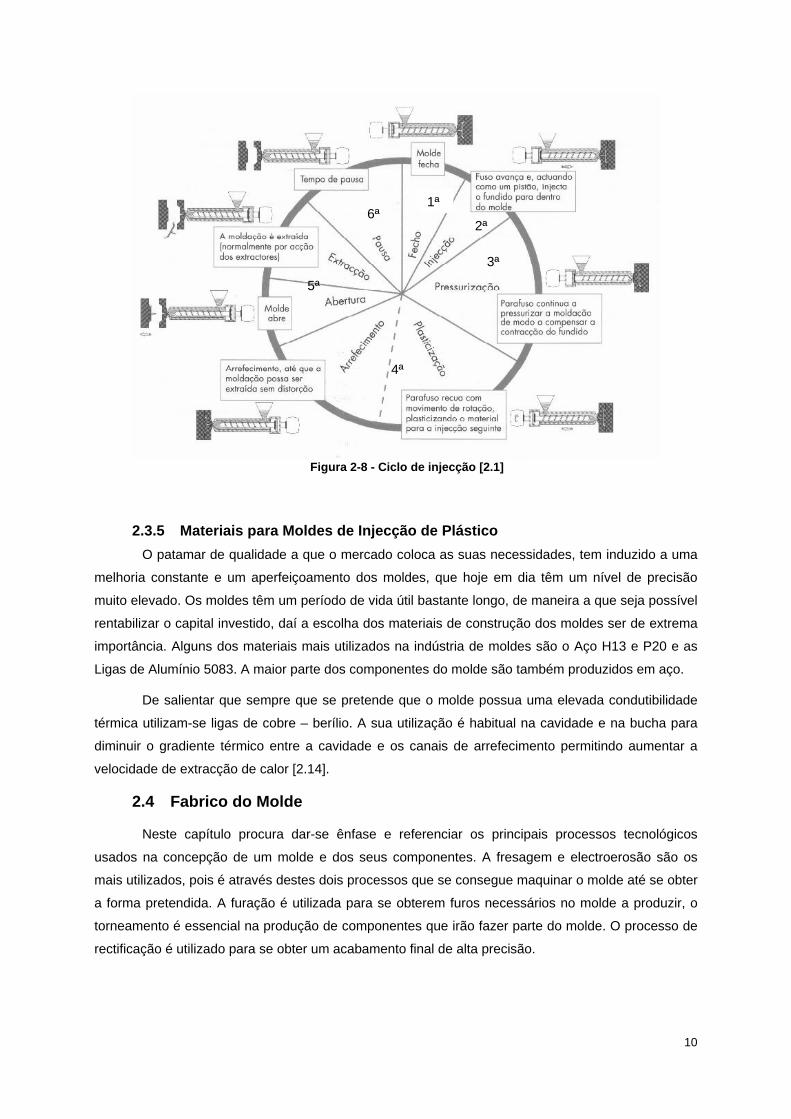
Como se pode ver na figura 2-8, o processo de injecção é um processo cíclico, e dividido em 6 fases
[2.1, 2.10].
Numa primeira fase, designada por fecho, o molde encontra-se em condições de operar e
está pronto a ser injectado. Na segunda fase, há um avanço do fuso, que posteriormente actuando
como um pistão injecta o plástico fundido para o interior do molde. De modo a compensar a
contracção do material fundido, existe uma contínua pressurização do molde, o que constitui a
terceira fase.
A fase de arrefecimento, a número 4, inicia-se no fim da injecção e termina logo que a peça
atinja uma temperatura que permita a desmoldação sem distorção. Após o arrefecimento, dá-se a
abertura do molde e a extracção da peça, estes dois passos constituem a fase 5. A fase 6 é definida
pelo período de tempo que decorre entre o fim da extracção da peça e o início do novo ciclo, sendo
este muito reduzido.
10
Figura 2-8 - Ciclo de injecção [2.1]
2.3.5 Materiais para Moldes de Injecção de Plástico O patamar de qualidade a que o mercado coloca as suas necessidades, tem induzido a uma
melhoria constante e um aperfeiçoamento dos moldes, que hoje em dia têm um nível de precisão
muito elevado. Os moldes têm um período de vida útil bastante longo, de maneira a que seja possível
rentabilizar o capital investido, daí a escolha dos materiais de construção dos moldes ser de extrema
importância. Alguns dos materiais mais utilizados na indústria de moldes são o Aço H13 e P20 e as
Ligas de Alumínio 5083. A maior parte dos componentes do molde são também produzidos em aço.
De salientar que sempre que se pretende que o molde possua uma elevada condutibilidade
térmica utilizam-se ligas de cobre – berílio. A sua utilização é habitual na cavidade e na bucha para
diminuir o gradiente térmico entre a cavidade e os canais de arrefecimento permitindo aumentar a
velocidade de extracção de calor [2.14].
2.4 Fabrico do Molde
Neste capítulo procura dar-se ênfase e referenciar os principais processos tecnológicos
usados na concepção de um molde e dos seus componentes. A fresagem e electroerosão são os
mais utilizados, pois é através destes dois processos que se consegue maquinar o molde até se obter
a forma pretendida. A furação é utilizada para se obterem furos necessários no molde a produzir, o
torneamento é essencial na produção de componentes que irão fazer parte do molde. O processo de
rectificação é utilizado para se obter um acabamento final de alta precisão.
1ª
2ª
3ª
4ª
5ª
6ª
11
2.4.1 Processos de Fabrico
2.4.1.1 Fresagem
A fresagem é um dos processos de maquinagem de maior versatilidade, onde o material da
peça é removido através da combinação do movimento rotativo de uma ferramenta cilíndrica com
múltiplas arestas de corte, denominada por fresa, com os movimentos lineares da peça. É um
processo de maquinagem de elevada taxa de remoção de material, pela boa qualidade dos
acabamentos superficiais e ainda pela precisão e flexibilidade nas formas que pode gerar. Este tipo
de operação caracteriza-se por o eixo da ferramenta de corte ser perpendicular à direcção do avanço,
facto que a distingue da operação furação, onde os eixos de rotação e de avanço são paralelos.
Existem diferentes métodos para realizar a operação de fresagem. A fresagem periférica, que
se caracteriza pelo eixo de rotação da fresa ser paralelo à superfície de trabalho, sendo a superfície
maquinada gerada pelos dentes da periferia do corpo da fresa. Na fresagem frontal com fresa de
facejar o eixo de rotação da ferramenta é perpendicular à superfície de trabalho. Na fresagem de
topo/frontal com fresa de topo o eixo de rotação da fresa é vertical, não tendo que ser
necessariamente normal à superfície de trabalho, podendo ser inclinado de modo a permitir a
geração de superfície inclinadas [2.16].
As fresas mais utilizadas são em aço e tungsténio, sendo as últimas as utilizadas na
fresagem em alta velocidade. As fresas em tungsténio são mais caras mas tem uma duração mais
elevada que as de aço. Contudo, quando se maquina aço existe um desgaste muito superior das
fresas do que quando se maquina alumínio [2.17].
A fresagem caracteriza-se por o corte ser intermitente, ou seja, cada aresta de corte actua
por sua vez e, apenas, durante uma fracção da rotação da fresa. Este mecanismo de corte é gerador
de fissuras e de grandes desgastes da fresa.
Figura 2-9 - Alguns exemplos da aplicabilidade do processo de fresagem [2.1]
12
2.4.1.2 Electroerosão (EDM – Electrical Discharge Machining)
A electroerosão é um processo de maquinagem onde ocorre remoção de material por
descarga eléctrica. Utiliza-se um eléctrodo como ferramenta que, regra geral tem a forma do negativo
da peça a trabalhar. Este eléctrodo encontra-se a uma distância da peça denominada intervalo de
descarga, que é função das condições de trabalho. O eléctrodo e a peça estão ligados a um gerador
de corrente contínua que produz descargas sucessivas de curta duração com tensões da ordem dos
20 a 30 Volts e que originam o efeito erosivo. O processo de electroerosão desenvolve-se com o
conjunto eléctrodo-peça imerso num líquido dieléctrico. Quando se estabelece uma certa diferença de
potencial entre o eléctrodo e a peça não existe passagem de corrente dado que um líquido dieléctrico
é pouco condutor de corrente. No entanto, diminuindo a distância eléctrodo-peça, a partir de um certo
valor pode-se dar a descarga [2.15].
Figura 2-10 - Máquina de electroerosão [2.17]
O processo percorre as diferentes fases:
o Ionização do dieléctrico;
o Descarga eléctrica;
o Fusão e vaporização dos materiais do eléctrodo, da peça e do dieléctrico;
o Implosão dos materiais fundidos.
Figura 2-11 Eléctrodo e peça maquinada [2.17]
O cobre e a grafite são dois dos materiais constituintes dos eléctrodos mais utilizados. O
cobre apresenta como características servir tanto para desbaste como para acabamento, ter grande
capacidade erosiva e baixo desgaste relativo. A sua maquinagem não apresenta grandes
dificuldades. A grafite, embora sendo mais resistente ao desgaste e possibilitar regimes ditos sem
desgaste, tem uma menor condutividade eléctrica e não permite acabamentos tão bons como o cobre
[2.17].
13
A estabilidade do processo, depende da estabilidade das características do líquido dieléctrico
designadamente quanto à ausência de partículas metálicas em suspensão. Portanto, existe um
processo de lavagem do líquido dieléctrico, associado ao processo de electroerosão, que implica
duas fases, uma de remoção de partículas metálicas do local onde a erosão se processa, o que se
faz fazendo circular o líquido dieléctrico, e uma segunda de filtragem deste. Como líquidos
dieléctricos, utilizam-se frequentemente o petróleo, óleos e água desionizada entre outros [2.15].
É um processo que tem grande aplicabilidade na maquinagem de materiais duros, como
carbonetos, materiais endurecidos por tratamento térmico, produção de peças frágeis, peças com
geometrias complexas e cavidades difíceis de realizar pelos métodos convencionais.
Visto que as máquinas actuais apresentam uma gama muito grande de movimentos,
permitindo a execução de formas geométricas cada vez mais complexas, consegue-se dar resposta
ao mercado dos moldes, que está cada vez mais exigente [2.14].
A indústria de moldes utiliza na maior parte dos casos eléctrodos de grafite. Contudo em
situações particulares podem também ser utilizados eléctrodos em cobre tungsténio e cobre telúrio. A
qualidade da superfície obtida e os tempos de maquinagem (e consequentemente custos) dependem
muito do par de materiais intervenientes no processo [2.16]. Importa referir que os eléctrodos
utilizados no processo de electroerosão são obtidos por fresagem.
2.4.1.3 Outros Processos
Existem outros processos, para além dos apresentados anteriormente, que fazem parte da
produção do molde, o torneamento, a furação e a rectificação. Contudo o tornemento é um processo
utilizado na produção de peças usadas nos moldes, e não no molde propriamente dito. A furação é
importante na obtenção de furos no molde e a rectificação para obtenção de um acabamento
superficial elevado.
O torneamento é um processo de maquinagem com remoção de apara, onde é utilizada uma
ferramenta com apenas uma aresta de corte para gerar formas de revolução. O processo dá-se com
a rotação da peça a ser maquinada e simultaneamente com o avanço da ferramenta, ou seja, à
medida que é imposto um movimento de rotação à peça ocorre uma translação simultânea da
ferramenta. É esta combinação de movimentos que permite executar diversos tipos de operações tais
como facejar, ranhurar, sangrar, roscar, tornear interiormente e exteriormente [2.15].
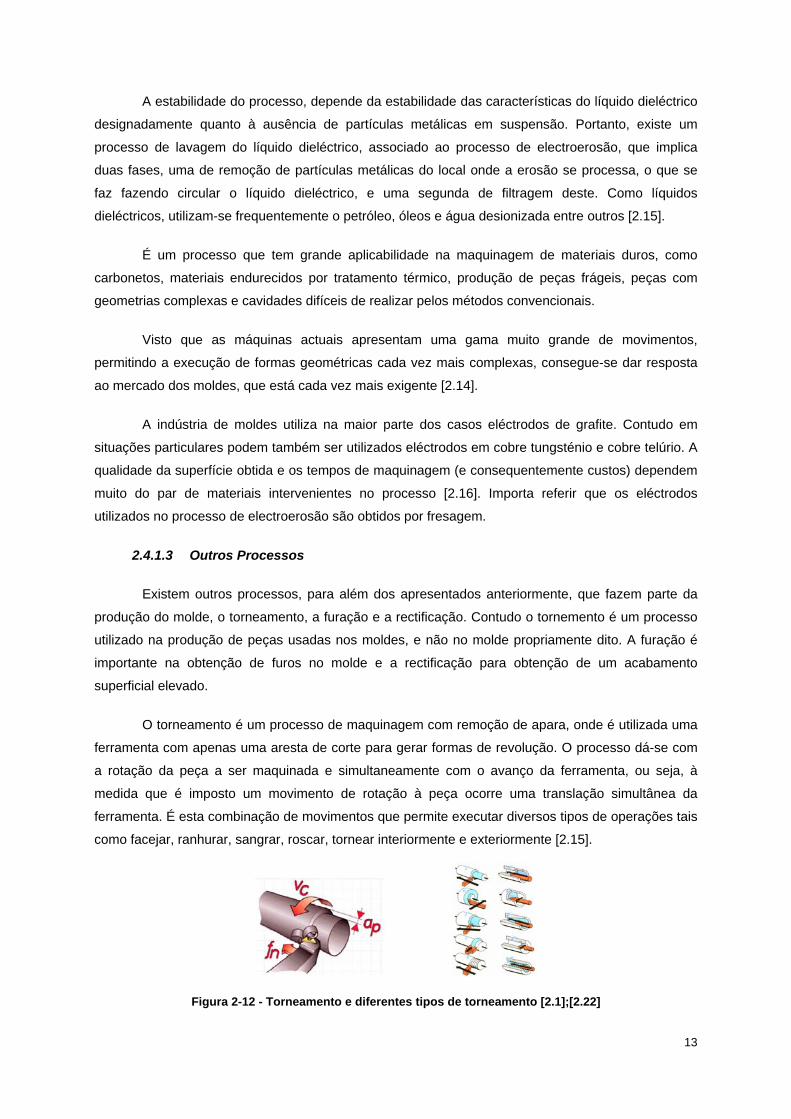
Figura 2-12 - Torneamento e diferentes tipos de torneamento [2.1];[2.22]
14
A furação é um processo de maquinagem destinado à obtenção de furos, geralmente
cilíndricos, com auxílio de uma ferramenta multicortante. A ferramenta ou a peça deslocam-se numa
trajectória rectilínea, coincidente ou paralela ao eixo principal da máquina e perpendicularmente à
superfície furada. A ferramenta por sua vez apresenta um movimento de corte rotativo [2.22].
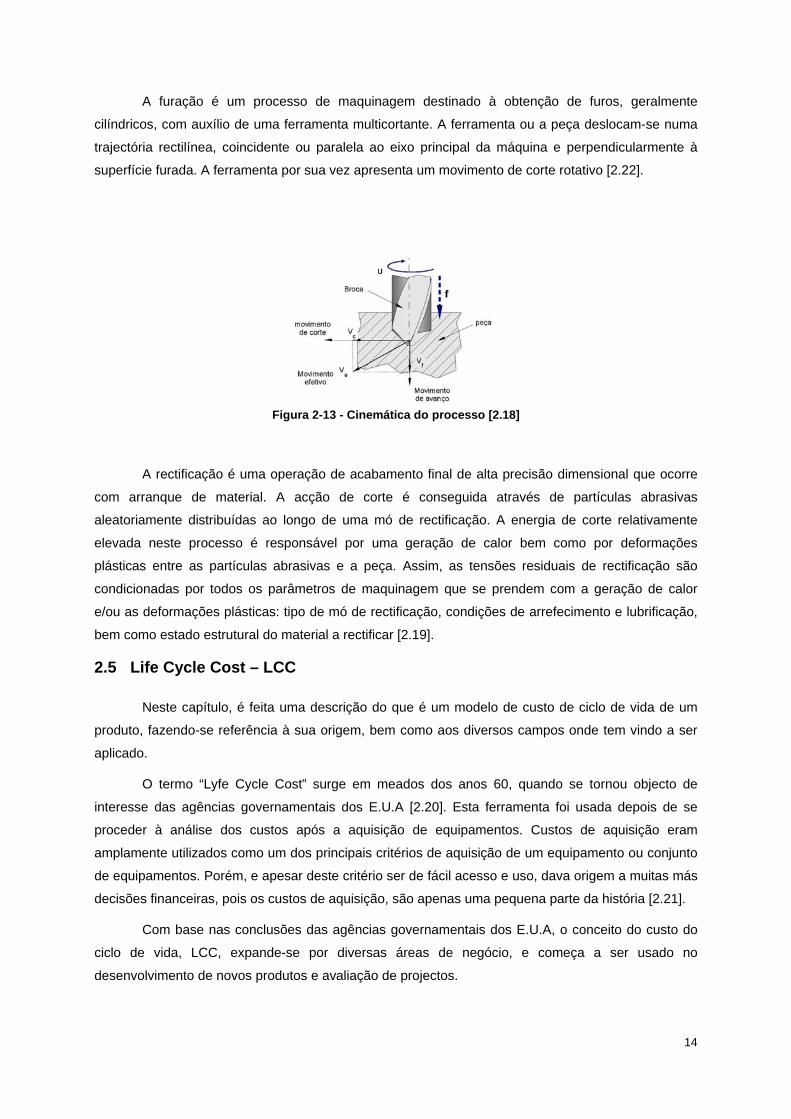
Figura 2-13 - Cinemática do processo [2.18]
A rectificação é uma operação de acabamento final de alta precisão dimensional que ocorre
com arranque de material. A acção de corte é conseguida através de partículas abrasivas
aleatoriamente distribuídas ao longo de uma mó de rectificação. A energia de corte relativamente
elevada neste processo é responsável por uma geração de calor bem como por deformações
plásticas entre as partículas abrasivas e a peça. Assim, as tensões residuais de rectificação são
condicionadas por todos os parâmetros de maquinagem que se prendem com a geração de calor
e/ou as deformações plásticas: tipo de mó de rectificação, condições de arrefecimento e lubrificação,
bem como estado estrutural do material a rectificar [2.19].
2.5 Life Cycle Cost – LCC
Neste capítulo, é feita uma descrição do que é um modelo de custo de ciclo de vida de um
produto, fazendo-se referência à sua origem, bem como aos diversos campos onde tem vindo a ser
aplicado.
O termo “Lyfe Cycle Cost” surge em meados dos anos 60, quando se tornou objecto de
interesse das agências governamentais dos E.U.A [2.20]. Esta ferramenta foi usada depois de se
proceder à análise dos custos após a aquisição de equipamentos. Custos de aquisição eram
amplamente utilizados como um dos principais critérios de aquisição de um equipamento ou conjunto
de equipamentos. Porém, e apesar deste critério ser de fácil acesso e uso, dava origem a muitas más
decisões financeiras, pois os custos de aquisição, são apenas uma pequena parte da história [2.21].
Com base nas conclusões das agências governamentais dos E.U.A, o conceito do custo do
ciclo de vida, LCC, expande-se por diversas áreas de negócio, e começa a ser usado no
desenvolvimento de novos produtos e avaliação de projectos.
15
Relativamente à definição do termo LCC, existem algumas: uma dessas definições foi dada
por Horngren e diz que o custo do ciclo de vida é a soma dos custos a partir do "berço" até à
"sepultura" [2.22]. Outra foi dada por Barringer [2.20], afirmando este que os custos do ciclo de vida
são o somatório das estimativas dos custos iniciais de ambos os equipamentos e projectos, e
determinado por um estudo analítico e de estimativa de todos os custos inerentes à sua vida útil.
Ambas as definições mostram que todos os custos que ocorrem durante o ciclo de vida de um
produto ou projecto são investigados. Esta metodologia é uma ferramenta para quantificar os custos
de várias alternativas de investimento, em que se considera um tempo alargado no âmbito da
aplicação e de uso prolongado.
Em 1996, a Comissão Electrotécnica Internacional publicou a norma IEC 60300 devido ao
grande interesse para o LCC na área da manutenção. A norma contém sugestões sobre como
proceder numa análise de custo do ciclo de vida de um produto, tendo em especial atenção a
manutenção dos dispositivos electrónicos. Mas para além deste tipo de aplicação do LCC na
manutenção dos equipamentos, este modelo não está padronizado nem é geral. Os custos
dependem muito do campo de aplicação [2.23].
Grenne e Shaw, verificaram que a efectivação de uma análise LCC não consiste apenas "em
encontrar um software de computador, que introduzindo uma série de parâmetros, nos dê um o
resultado final verdadeiro". Eles concluíram que a maior parte do esforço para se fazer uma análise
LCC, advém do esforço anterior feito à introdução de dados num computador. Eles descreveram uma
sequência de etapas gerais que devem ser adoptadas na maior parte das aplicações [2.24]:
o Determinar o objectivo da análise LCC;
o Definir e estabelecer os limites do sistema;
o Seleccionar/ Desenvolver o modelo adequado para estimar os custos;
o Recolher e introduzir dados no modelo;
o Avaliar a veracidade das entradas e saídas;
o Formular os resultados da análise LCC;
o Documentar a análise LCC;
o Apresentar e discutir os resultados da análise LCC.
Em casos específicos, alguns destes passos podem ser substituídos ou eliminados,
dependendo do produto em análise. As limitações do modelo LCC são aceites como restrições
normais existentes em todas as ferramentas de engenharia. A utilidade tem sido demonstrada com o
passar no teste do tempo, com profissionais que têm aprendido a forma de minimizar as limitações do
LCC.
A análise LCC aumenta a melhoria da competitividade, uma vez que considera o mais baixo
custo a longo prazo para um determinado sistema, se usado com algum sentido crítico.
16
Alguns dos objectivos principais do LCC são [2.25]:
o Uma maior avaliação efectiva das diferentes opções de investimento;
o Considerar o impacto de todos os custos e não apenas os custos iniciais;
o Assistir eficazmente a criação de novos projectos/produtos;
o Facilitar a escolha entre duas ou mais alternativas válidas.
A análise LCC, é bastante complexa e morosa, apresenta como dificuldade inerente a
necessidade de recolher uma grande quantidade de dados, que a maior parte das vezes não é
registado ou é difícil encontrar e para que seja válida tem que seguir um determinado procedimento.
Em primeiro lugar surgem todos os custos dos elementos de interesse relativos à análise que se vai
efectuar, seguido de uma definição de uma estrutura de custo, que agrupa os custos de acordo com a
sua dependência e natureza, podendo estes dividir-se em custos de engenharia e desenvolvimento,
produção e implementação bem como custos de operação. Um ponto importante desta estrutura de
custo é o facto de poder ser estabelecida de acordo com os objectivos de cada analista, ou de acordo
com os objectivos de cada empresa. A criação de uma relação dos custos estimados, que se pode
traduzir através de uma ou várias expressões matemáticas, fazem também parte da estrutura inicial
descrita para se obter o LCC [2.26].
2.5.1 Aplicações em Engenharia do LCC A análise LCC foi aplicada em muitas áreas da engenharia. Uma área em que esta foi muito
bem sucedida foi na engenharia civil, mais precisamente nos pavimentos rodoviários. Em 1998, nos
E.U.A, o Ministério dos Transportes publicou um boletim que continha algumas recomendações sobre
os procedimentos a adoptar no desempenho de uma análise LCC dos pavimentos rodoviários. Este
boletim fornecia processos pormenorizados para determinar os custos para os utentes das áreas em
construção/reparação [2.27].
Com base no boletim, a Asphalt Pavement Alience, realizou várias análises LCC na área de
pavimentos rodoviários. Alguns destes foram orientados para estudar a possibilidade de utilização de
pavimentos modificados com polímeros [2.28] e comparar os custos entre dois tipos de pavimentos
rodoviários [2.29].
Outra aplicação do LCC foi feita na área do equipamento por Barringer [2.30]. Neste exemplo,
é mostrado a aplicabilidade deste modelo de custo na escolha de bombas usadas para
abastecimento de combustíveis. Neste estudo concluiu-se que a decisão de adquirir uma bomba deve
incluir as manutenções preventivas. Só assim se consegue uma poupança a longo prazo da decisão
tomada.
A análise LCC também foi utilizada como forma de quantificar a escolha de um produto ou de
17
materiais para construção, com o objectivo de escolher as soluções mais económicas alternativas
[2.31].
Tradicionalmente a selecção de um material para uma determinada aplicação tem sido em
função dos custos de aquisição. Reconhece-se agora que o menor custo de aquisição pode não ser a
opção mais económica, se forem tidos em conta os verdadeiros custos adicionais devido à instalação
e manutenção regular. Assim, conclui-se que a análise LCC é uma ferramenta que pode ser utilizada
na escolha de instalações, equipamentos ou materiais. A análise dos custos do ciclo de vida pode ser
realizado em várias áreas de engenharia, adaptando a metodologia para o caso de estudo e definir os
limites desejados do problema [2.32].
Existe um programa de análise LCC para máquinas ferramenta. Este programa tem como
objectivo apoiar todas as decisões da fase de design através de um conjunto de dados de gestão da
máquina ferramenta em tempo real. Foi testado em vários tipos de máquinas ferramenta e é
constituído por três grupos principais, modelo de custo de design, custo de concepção e de
informação e cálculo de custo de concepção do produto modelo. Também permite definir os outputs
de acordo com o interesse de cada utilizador [2.33].
2.6 Life Cycle Assessment - LCA
A metodologia LCA é uma ferramenta de decisão ambiental, inovadora e relativamente
recente, normalizada pela International Standardisation Organisation (ISO). Esta metodologia
quantifica dados ambientais e energéticos de produtos ou processos, obtendo-se assim o
desempenho ambiental destes ao longo de todo o seu ciclo de vida, desde a extracção de matéria-
prima até ao seu fim de vida [2.34].
Em meados dos anos setenta, as primeiras análises de ciclo de vida publicadas, apenas
consideravam o consumo de energia de um produto ou processo ao longo do seu ciclo de vida. Mais
tarde, alguns estudos, em particular para sistemas de empacotamento e produtos de consumo
incluíram desperdícios e emissões à análise, mas nenhum fazia mais que quantificar materiais e uso
de energia. Foi então necessária uma metodologia mais sofisticada. Como resultado, em 1990, a
Society for Environmental Toxicology and Chemistry (SETAC) iniciou a definição de LCA e
desenvolveu metodologias para realizar análises de ciclo de vida [2.35, 2.36]. Finalmente, a
organização ISO iniciou trabalhos similares e desenvolveu princípios e guias para a metodologia LCA,
resultando numa série de normas [2.37 – 2.40].
A metodologia LCA ainda está em desenvolvimento. No presente, consiste em quatro etapas:
o Definição do objectivo do estudo;
o Construção do modelo do ciclo de vida do produto com todos os fluxos ambientais de entrada
e saída (Life Cycle Inventory - LCI);
o Compreensão da relevância ambiental destes fluxos (Life Cycle Impact Assessment - LCIA);
o Interpretação do estudo.
18
A definição e objectivo do estudo estabelecem as condições de fronteira do sistema, as
unidades funcionais e os critérios para o inventário de dados. O inventário de ciclo de vida (Life Cycle
Inventory – LCI) lida com a recolha e síntese de informação sobre materiais e entradas e saídas de
energia nas várias fases do ciclo de vida. A recolha de informação em cada uma das fases é depois
compilada numa caracterização ambiental de fluxos de entrada e saída do produto em estudo. Na
análise de impactos do ciclo de vida (Life Cycle Impact Assessment – LCIA), estes fluxos de entrada
e saída são relacionados com as categorias de impacto ambiental, sendo desenvolvido um modelo de
caracterização de modo a calcular o efeito destes fluxos nas categorias, resultando num índice para
cada categoria de impacto ambiental. Finalmente, a interpretação dos resultados é efectuada de
modo a avaliar todo o estudo, tendo sempre presente o seu objectivo.
A técnica principal usada em LCA é a modelação. Na fase do inventário dos fluxos (LCI), o
modelo é desenvolvido a partir dos processos usados para produzir, usar e desmantelar um produto.
Para cada processo, são recolhidas todas as emissões e consumos de recursos durante o ciclo de
vida do produto em estudo. Os resultados deste inventário são listas de emissões, recursos
consumidos e impactos não materiais, como o uso de terrenos. Como estas listas são geralmente
muito longas e de difícil interpretação, para quantificar ambientalmente esses fluxos, um modelo
simplificado é desenvolvido, usando o LCIA. Neste modelo os fluxos são transpostos para um
mecanismo ambiental, resultando daí impactos em várias categorias, como o efeito de estufa, a
acidificação, etc. Com as categorias geradas, técnicas adicionais de normalização e atribuição de
pesos são usadas para analisar o estudo sob a forma de indicadores nas categorias de impactos. A
forma como são atribuídos pesos às categorias pode ser discutível, pelo que se efectua a
normalização do indicador dividindo-o por um valor de referência. Geralmente, este valor é o total
dado a cada categoria. A atribuição dos pesos envolve um ranking, pesagem e uma possível
agregação dos resultados dos indicadores pelas categorias, resultando assim uma pontuação final. A
atribuição de pesos é um assunto controverso nesta metodologia, devido à sua dependência nos
julgamentos de valor e consequente subjectividade. Existem vários métodos disponíveis para a sua
atribuição dentro da metodologia LCA; o EPS-system, o método Tellus, o método da eco-escassez, o
Eco Indicador 99 e outros métodos de distância ao valor alvo [2.40].
2.6.1 Eco Indicador 99
O Eco indicador 99 (EI’ 99) é um sucessor do EI’ 95 e avalia os impactos das emissões na
saúde humana e nos ecossistemas. O impacto ecológico é representado pela fracção potencialmente
afectada (PAF) ou pela fracção potencialmente desaparecida (PDF) de espécies, sendo o impacto
ambiental dado pelo potencial de aquecimento global (GWP), pelo potencial de destruição da camada
de ozono (ODP), etc. O impacto na saúde humana é medido por unidades DALY, que representam os
anos de vida perdidos ou com incapacidades em consequência dos impactos das emissões. Para um
dado processo, as emissões são classificadas em diversas categorias de impactos e caracterizadas
em unidades comuns para cada categoria baseadas em factores de impacto. Os melhoramentos
destes índices foram desenvolvidos nas próprias categorias de impacto, incluindo o uso de terra e a
escassez de recursos como categoria de impacto. Foram também desenvolvidas modelação das
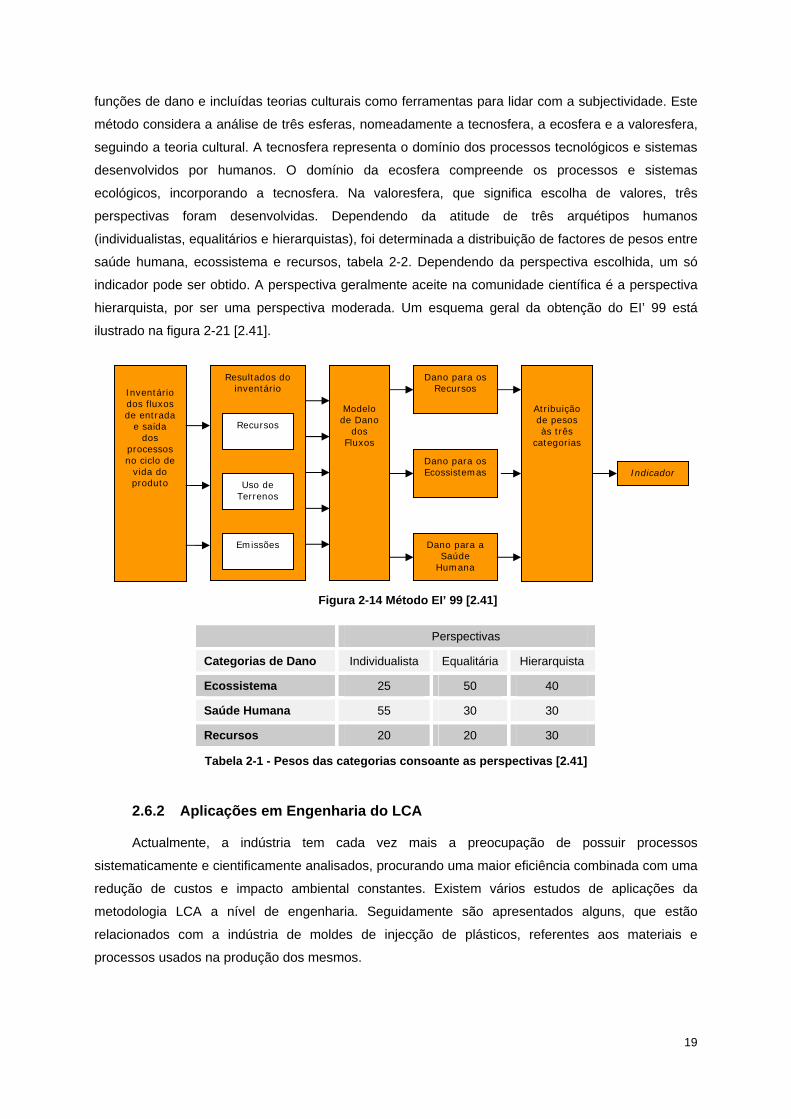
19
funções de dano e incluídas teorias culturais como ferramentas para lidar com a subjectividade. Este
método considera a análise de três esferas, nomeadamente a tecnosfera, a ecosfera e a valoresfera,
seguindo a teoria cultural. A tecnosfera representa o domínio dos processos tecnológicos e sistemas
desenvolvidos por humanos. O domínio da ecosfera compreende os processos e sistemas
ecológicos, incorporando a tecnosfera. Na valoresfera, que significa escolha de valores, três
perspectivas foram desenvolvidas. Dependendo da atitude de três arquétipos humanos
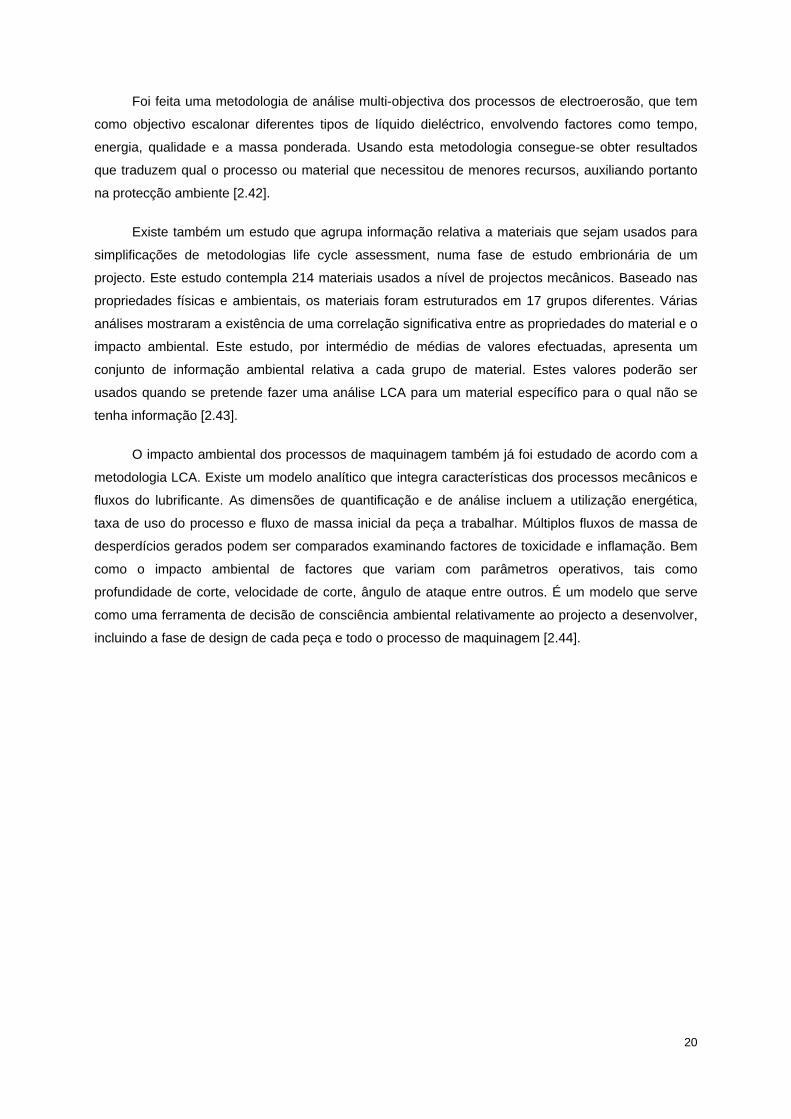
(individualistas, equalitários e hierarquistas), foi determinada a distribuição de factores de pesos entre
saúde humana, ecossistema e recursos, tabela 2-2. Dependendo da perspectiva escolhida, um só
indicador pode ser obtido. A perspectiva geralmente aceite na comunidade científica é a perspectiva
hierarquista, por ser uma perspectiva moderada. Um esquema geral da obtenção do EI’ 99 está
ilustrado na figura 2-21 [2.41].
Figura 2-14 Método EI’ 99 [2.41]
Perspectivas
Categorias de Dano Individualista Equalitária Hierarquista
Ecossistema 25 50 40
Saúde Humana 55 30 30
Recursos 20 20 30
Tabela 2-1 - Pesos das categorias consoante as perspectivas [2.41]
2.6.2 Aplicações em Engenharia do LCA
Actualmente, a indústria tem cada vez mais a preocupação de possuir processos
sistematicamente e cientificamente analisados, procurando uma maior eficiência combinada com uma
redução de custos e impacto ambiental constantes. Existem vários estudos de aplicações da
metodologia LCA a nível de engenharia. Seguidamente são apresentados alguns, que estão
relacionados com a indústria de moldes de injecção de plásticos, referentes aos materiais e
processos usados na produção dos mesmos.
Inventário dos fluxos de entrada
e saída dos
processos no ciclo de
vida do produto
Resultados do inventário
Recursos
Uso de Terrenos
Emissões
Modelo de Dano
dos Fluxos
Dano para os Recursos
Dano para os Ecossistemas
Dano para a Saúde
Humana
Atribuição de pesos às três
categorias
Indicador
20
Foi feita uma metodologia de análise multi-objectiva dos processos de electroerosão, que tem
como objectivo escalonar diferentes tipos de líquido dieléctrico, envolvendo factores como tempo,
energia, qualidade e a massa ponderada. Usando esta metodologia consegue-se obter resultados
que traduzem qual o processo ou material que necessitou de menores recursos, auxiliando portanto
na protecção ambiente [2.42].
Existe também um estudo que agrupa informação relativa a materiais que sejam usados para
simplificações de metodologias life cycle assessment, numa fase de estudo embrionária de um
projecto. Este estudo contempla 214 materiais usados a nível de projectos mecânicos. Baseado nas
propriedades físicas e ambientais, os materiais foram estruturados em 17 grupos diferentes. Várias
análises mostraram a existência de uma correlação significativa entre as propriedades do material e o
impacto ambiental. Este estudo, por intermédio de médias de valores efectuadas, apresenta um
conjunto de informação ambiental relativa a cada grupo de material. Estes valores poderão ser
usados quando se pretende fazer uma análise LCA para um material específico para o qual não se
tenha informação [2.43].
O impacto ambiental dos processos de maquinagem também já foi estudado de acordo com a
metodologia LCA. Existe um modelo analítico que integra características dos processos mecânicos e
fluxos do lubrificante. As dimensões de quantificação e de análise incluem a utilização energética,
taxa de uso do processo e fluxo de massa inicial da peça a trabalhar. Múltiplos fluxos de massa de
desperdícios gerados podem ser comparados examinando factores de toxicidade e inflamação. Bem
como o impacto ambiental de factores que variam com parâmetros operativos, tais como
profundidade de corte, velocidade de corte, ângulo de ataque entre outros. É um modelo que serve
como uma ferramenta de decisão de consciência ambiental relativamente ao projecto a desenvolver,
incluindo a fase de design de cada peça e todo o processo de maquinagem [2.44].
21
2.7 Referências [2.1] Projecto, Molde de Injecção de Plástico, disponível em
<http://www.neemb.alunos.ipb.pt/relatorio_proj.pdf>
[2.2] A Indústria Portuguesa de Moldes, disponível em,
<http://www.cefamol.pt/cefamol/pt/Cefamol_IndustriaMoldes/Historia?month:int=3&year:int=2008>
[2.3] Situação actual da indústria portuguesa de moldes disponível em,
<http://www.cefamol.pt/cefamol/pt/Cefamol_IndustriaMoldes/Situacao_Actual/Ficheiros/Ind_Port_Mold
es_2006.pdf>
[2.4] Site oficial da CEFAMOL (Associação Nacional da indústria dos moldes) disponível em
<http://www.cefamol.pt>
[2.5] Neto, Henrique “O prazo dos moldes: Respostas para uma concorrência activa”, O Molde, nº7,
Setembro 2001.
[2.6] Introducción a la tecnologia de los moldes, Fundació ASCAMM – Centre tecnológic, Jan. 2001.
[2.7] Brito, António Manuel, Moldes de injecção para termoplásticos, Universidade do Minho,
Departamento de engenharia de polímeros, 2000.
[2.8] Manual do Projectista, nº1, CENTIMFE, 2001.
[2.9] Menges, Mohren “How to make injection molds”, Hanser Publishers, 1986.
[2.10] Apresentação PowerPoint “Sistema de arrefecimento de um molde”, disponível em
<http://labinfo.cefetrs.edu.br/professores/pedrini/Moldes.ppt#292,38,Sistema de Resfriamento>
[2.11] Sociedade Educacional de Santa Catarina, Centro de Educação Tecnológica do Paraná,
“Moldes de Injecção”, disponível em <http://www.torresnetworking.com/Sociesc/Apostila_Moldes.pdf>
[2.12] Site oficial da Polimold, disponível em <http://www.polimold.com>
[2.13] Solidworks Images, diponível em
<http://www.solidworks.com/swexpress/july/images/feature53_0701_2.jpg solidworks image>
[2.14] Cruz, Sérgio “Moldes de Injeção”, 2ªEdição, revista e ampliada, 2004, Hemus.
[2.15] Rodrigues, Jorge “Tecnologia dos Processos de Corte”, 2ª revisão, 1994, Secção de folhas
AEIST.
[2.16] Rodrigues, Jorge; “Apontamentos de Fresagem”, 2006, Secção de folhas do AEIST.
[2.17] Heraldo ENG03021 Processos discretos de produção, disponível em
<http://www.em.pucrs.br/~valega/Eletroerosao.ppt>
[2.18] Lima, Rodrigo, Acetatos, Aula 17 “Processo de furacão” disponível em
http://www.lmp.ufsc.br/disciplinas/emc5240/Aula-17-U-2007-1-furacao.pdf.
22
[2.19] Martinho, Rui “Processos de fabrico II Maquinagem”, Processos Industriais, 2001.
[2.20] Barringer, Paul H.; Weber, David P. Life Cycle Cost Tutorial. Fifth International Conference on
Process Plant Reliability. Houston, Texas. 3.5 – 3.9. October 1996. [2.21] Barringer, Paul H. Life Cycle Cost and Good Practices. NPRA MAINTENANCE CONFERENCE
May 19-22, 1998. San Antonio Convention Center, San Antonio, Texas. [2.22] Horngren, Charles T.; Foster, George; Datar, Srikant M. Cost Accounting: a Managerial
Emphasis (pp. 448-451). Englewood Cliffs: Prentice Hall Inc., 8th Edition. 1994.
[2.23] Bescherer, Frank. Established Life cycle Concepts in the Business Environment – Introduction
and Terminology. Helsinki University of Technology. Laboratory of Industrial Management. Report
2005/1. 2005.
[2.24] Greene, Louis E., & Shaw Barbara L. The Steps for Successful Life Cycle Cost Analysis.
Dayton, Ohio: Modern Technologies Corporation. 1990. [2.25] Saccardi, Danielle. La Metodologia Life Cycle Cost Analysis.. L'Informazione Essenziale di
Tecnica e Legislazione per Costruire, n.5 maggio 2004. Dei Tipografia del Genio Civile. Roma. 2004.
[2.23] Shtub, A., Bard, J. F., Globerson, S., Project Management, Processes, Methodologies, and
Economics, Prentice Hall, Second Edition, 2005
[2.24] Kleyner, A., Sandborn, P., Minimizing life cycle cost by managing product reliability via
validation plan and warranty return cost [online].Maryland: University of Maryland, CALCE Center for
Advanced Life Cycle Engineering, 2006. Disponível em
http://www.enme.umd.edu/ESCML/publications.htm#Papers
[2.25] Janz, D., Sihn, W., Product Redesign Using Value-Oriented Life Cycle Costing. Turkey, 55th
General Assembly of CIRP, vol 54, p. 9-12, Agosto 2005
[2.26] Woodward, David G., Life cycle costing-theory, information acquisition and application [online].
Staffordshire University Business Scholl, Leek Road, 1997.
[2.27] Walls III, James; Smith, Michael R. Life-Cycle Cost Analysis in Pavement Design -Interim
Technical Bulletin, US Department of Transportation - Federal Highway Administration. September
1998. Consulted: May 2007, at: http://isddc.dot.gov/OLPFiles/FHWA/013017.pdf
[2.28] Buncher, Mark; Rosenberger, Carlos. Understanding the True Economics of Using Polymer
Modified Asphalt through Life Cycle Cost Analysis. 2005. Consulted: May 2007, em:
http://www.asphaltalliance.com/library.asp?MENU=543
[2.29] Cross, Stephen A.; Parsons, Robert L. Evaluation of Expenditures on Rural Interstate
Pavements in Kansas. February 2002. Consulted: May de 2007, em:
http://www.asphaltalliance.com/library.asp?MENU=543
[2.30] Barringer, H. Paul. Life Cycle Cost Reliability for Process Equipment. 8th Annual ENERGY
WEEK Conference & Exhibition. Houston, Texas. January 1997.
[2.31] Azoom.com – the A to Z materials. Stainless Steel – Life Cycle Costing. Consultado: Junho
2008, em: <http://www.azom.com/>
23
[2.32] Beaver, Earl. LCA and Total Cost Assessment. Bridges to Sustainability, Environmental
Progress, 19(2): 130-139, 2000.
[2.34] Berkel, R. V., Life Cycle Assessment for Environmental Improvement of Minerals Production
[online]. Australia, Curtin University of Technonology, Novembro 2000. Disponível em
http://www.c4cs.curtin.edu.au/resources/publications/2000/lca_minerals.pdf
[2.35] Fava J, Denison R, Jones B, Curran MA, Vigon B, Selke S, Barnum J., A technical framework
for life-cycle assessment, 1991
[2.36] Consoli, F.; Allen, D.; Boustead, I.; Fava, F.; Franklin, W.; Jensen, A.A.; de Oude, N.; Parrish,
R.; Perriman, R.; Postlethwaite, D.; Quay, B.; Séguin, J.; Vigon, B., Guidelines for Life-Cycle
Assessment: A ”Code of Practice” [online]. The Society of Environmental Toxicology and Chemistry
(SETAC), 1993. Disponível em <http://www.sciencedirect.com>
[2.37] ISO 14041: 1998 – Environmental management – Life cycle Assessment – Goal and scope
definition and inventory analysis.
[2.38] IS0 14042: 2000 - Environmental management – Life cycle assessment - Life cycle impact
assessment.
[2.39] IS0 14043: 2000 - Environmental management – Life cycle assessment - Life cycle
interpretation.
[2.40] Goedkoop, M., Schryver, A. D., Oele, M., Introduction to LCA with SimaPro 7 [online]. PRé
Consultants, junho 2007. Disponível em:
<http://www.pre.nl/download/manuals/SimaPro7IntroductionToLCA.pdf>
[2.41] Ermolaeva, N. S., Castro, M. B. G., Kandachar, P. V., Materials selection for an automotive
structure by integrating structural optimization with environmental impact assessment. Materials &
design, vol. 25, p. 689-698, 2004.
[2.42] S. H. Yeo and A. K. New, A Method for Green Process Planning in Electric Discharge
Machining, School of Mechanical and Production Engineering, Nanyang Technological University,
Singapor, disponível em: <www.springerlink.com/index/NNTVT5VEYT7V1WPW.pdf>
[2.43] Carl Johan Rydh, Life cycle inventory data for materials grouped according to environmental
and material properties, disponivel em:
<http://homepage.hik.se/staff/tryca/battery/material_groups.pdf>
[2.44] Munoz AA, Sheng, An analytical Approach for determining the environmental impact for
Machining Processes, disponivel em: <www.springerlink.com/index/q4u8136337jluu45.pdf>
24
3. Modelo Simplificado de Apoio à Decisão
As metodologias de análise de custo do ciclo de vida e de análise do impacto do ciclo de vida
são constituídas por um conjunto de informação extremamente vasto. Para obtermos uma análise
correcta LCC e LCA são necessários diversos inputs, sendo muitos deles pouco acessíveis, tornando
estas metodologias bastante morosas e complexas. Até à presente data não há registo da aplicação
destas metodologias na indústria de moldes de injecção de plástico.
Numa análise feita à aplicação destas metodologias aos moldes de injecção de plástico,
chegou-se à conclusão que para se obterem modelos de análise LCC e LCA do molde, demora muito
tempo, essencialmente porque há muitos inputs, em que alguns são difíceis de quantificar e outros de
difícil obtenção. Acresce o facto de que a pesquisa e recolha de dados requer muito tempo e não é
simples.
Assim sendo, esta tese surge da necessidade de se criar uma ferramenta de decisão para as
empresas de produção de moldes, que seja de fácil e rápido uso, e que apresente resultados
coerentes que facilitem a tomada de decisão na fase de projecto. Posto isto, criou-se um modelo
simplificado de análise de custo e um modelo simplificado de impacto ambiental do molde de injecção
de plástico convencional. Os modelos criados vão ser utilizados pela equipa de projecto na fase de
concepção de moldes. Esta equipa, ao longo da tese, toma o nome de “utilizador”.
Os modelos simplificados LCC e LCA terão que ser posteriormente validados. Para o efeito é
utilizado um caso de estudo real. Estes modelos são constituídos por um número de inputs muito
reduzido, pelo que o seu preenchimento é muito mais rápido e fácil, sem perda de rigor na análise,
visto esta assentar na comparação de resultados.
Posteriormente estes modelos poderão ser adoptados na criação de um software, para
difusão pelas diversas empresas do sector da indústria de moldes de injecção de plástico,
contribuindo assim para uma decisão mais consciente por parte dos projectistas de cada empresa.
De futuro, estes modelos poderão ser adaptados a moldes de diferentes tecnologias, tais
como prototipagem rápida, entre outras.
25
3.1 Metodologia
A tese inicia-se com a identificação do modelo de cálculo de custo do ciclo de vida do molde.
Os processos de fresagem, electroerosão e injecção do molde, pertencentes a fase de produção e
uso do molde respectivamente, são o objecto de estudo inicial desta tese. Assim sendo, começou-se
por agrupar todas as variáveis essenciais ao cálculo de custo de cada um dos processos.
Pretendendo-se criar um modelo simplificado de cálculo de custo do ciclo de vida do molde,
teve que se estudar cada uma das variáveis intervenientes no modelo de modo a que se conseguisse
obter valores tipificados, expressões e equações que reduzissem o número de inputs necessários
para o modelo. Entende-se portanto por simplificação a adopção de um valor típico que seja geral e
que permita subentender um determinado input.
Para se conseguirem fazer as simplificações tiveram que se efectuar diversos tipos de
pesquisa. Fizeram-se várias visitas a três empresas da indústria de produção de moldes, TJ-Moldes,
LN-Moldes e Rapidtool, telefonemas para a 3DTech e MPSA, visita a uma feira de exposição (Expo
Batalha) que contemplava máquinas de injecção de plástico, fresadoras, e ferramentas. Consultaram-
se diversos artigos científicos, catálogos de máquinas e obteve-se a colaboração de empresas como
a Deltaplásticos e a Cumberland Europe. Esta recolha de informação permitiu trabalhar todas as
variáveis e efectuar as simplificações pretendidas com elevado rigor e representatividade industrial.
Muitas das simplificações efectuadas no modelo LCC são também efectuadas no modelo LCA.
Contudo o modelo LCA exigiu uma nova recolha de informação. A pesquisa de artigos científicos e o
uso do programa SimaPro7.1 foram essenciais para se encontrarem valores de referência do impacto
produzido pelos materiais envolventes no ciclo de vida do molde, e para a criação de valores
tipificados que permitem a simplificação do modelo de análise LCA.
Para se efectuar a validação dos modelos simplificados criados utilizou-se um caso de estudo
real, a produção de um molde convencional em aço, de dimensões reduzidas e para injectar peças de
geometria simples. Este caso de estudo foi efectuado na empresa TJ-Moldes. São apresentados os
resultados que se obtiveram com os modelos LCC e LCA e com os modelos simplificados LCC e
LCA. Calculou-se a percentagem de erro associada aos valores resultantes dos modelos
simplificados e efectuou-se a sua validação.
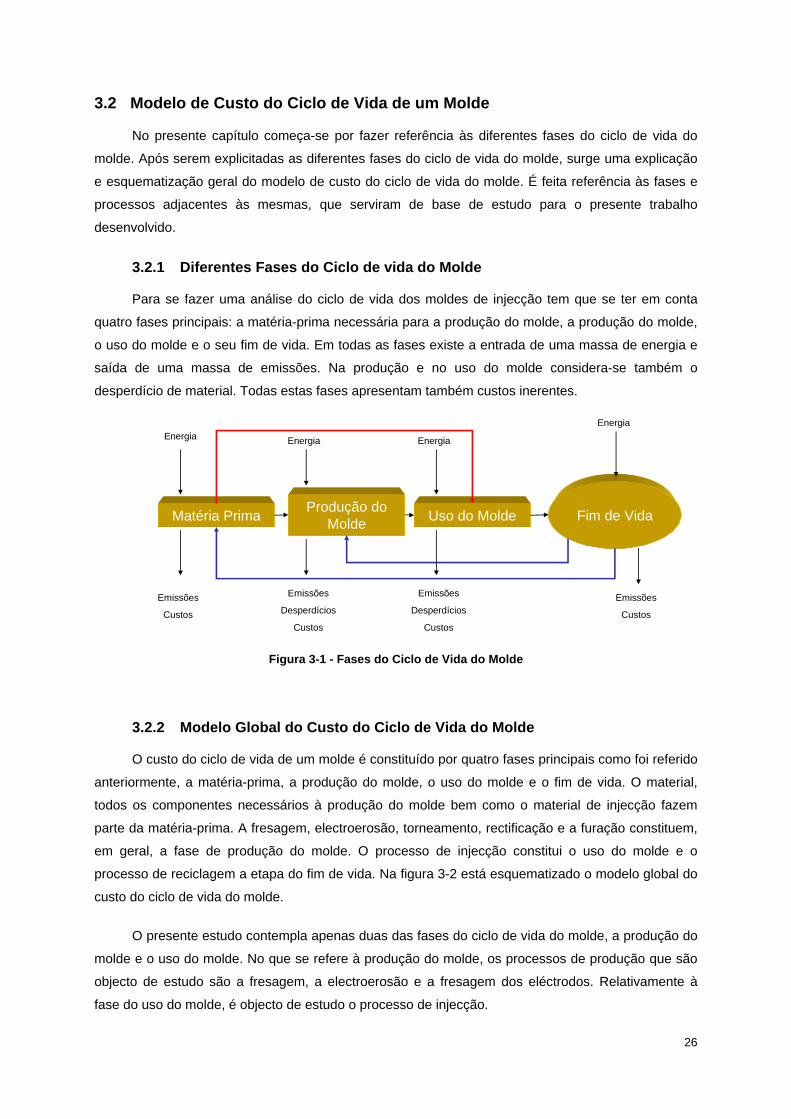
26
3.2 Modelo de Custo do Ciclo de Vida de um Molde
No presente capítulo começa-se por fazer referência às diferentes fases do ciclo de vida do
molde. Após serem explicitadas as diferentes fases do ciclo de vida do molde, surge uma explicação
e esquematização geral do modelo de custo do ciclo de vida do molde. É feita referência às fases e
processos adjacentes às mesmas, que serviram de base de estudo para o presente trabalho
desenvolvido.
3.2.1 Diferentes Fases do Ciclo de vida do Molde
Para se fazer uma análise do ciclo de vida dos moldes de injecção tem que se ter em conta
quatro fases principais: a matéria-prima necessária para a produção do molde, a produção do molde,
o uso do molde e o seu fim de vida. Em todas as fases existe a entrada de uma massa de energia e
saída de uma massa de emissões. Na produção e no uso do molde considera-se também o
desperdício de material. Todas estas fases apresentam também custos inerentes.
Matéria Prima Produção do Molde Uso do Molde Fim de Vida
Energia Energia Energia
Emissões
Custos
Emissões
Desperdícios
Custos
Emissões
Desperdícios
Custos
Emissões
Custos
Energia
Figura 3-1 - Fases do Ciclo de Vida do Molde
3.2.2 Modelo Global do Custo do Ciclo de Vida do Molde
O custo do ciclo de vida de um molde é constituído por quatro fases principais como foi referido
anteriormente, a matéria-prima, a produção do molde, o uso do molde e o fim de vida. O material,
todos os componentes necessários à produção do molde bem como o material de injecção fazem
parte da matéria-prima. A fresagem, electroerosão, torneamento, rectificação e a furação constituem,
em geral, a fase de produção do molde. O processo de injecção constitui o uso do molde e o
processo de reciclagem a etapa do fim de vida. Na figura 3-2 está esquematizado o modelo global do
custo do ciclo de vida do molde.
O presente estudo contempla apenas duas das fases do ciclo de vida do molde, a produção do
molde e o uso do molde. No que se refere à produção do molde, os processos de produção que são
objecto de estudo são a fresagem, a electroerosão e a fresagem dos eléctrodos. Relativamente à
fase do uso do molde, é objecto de estudo o processo de injecção.
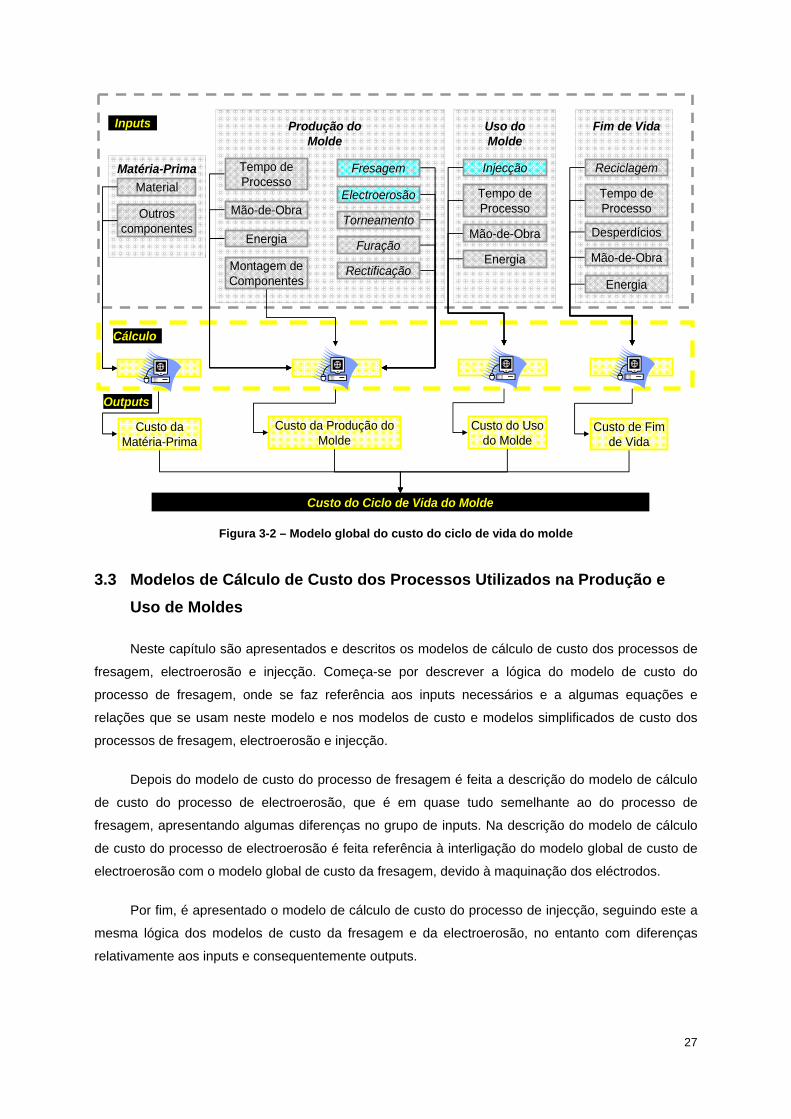
27
Tempo de Processo
Custo da Matéria-Prima
Inputs
Cálculo
Mão-de-Obra
Injecção
Mão-de-Obra
Custo da Produção do Molde
Custo do Ciclo de Vida do Molde
Montagem de Componentes
Custo de Fim de Vida
Desperdícios
Reciclagem
Outputs
Material
Outroscomponentes
Matéria-Prima
Uso do Molde
Fim de VidaProdução do Molde
Fresagem
Electroerosão Tempo de Processo
Energia
Tempo de Processo
Mão-de-Obra
Energia
Energia
Custo do Uso do Molde
Torneamento
Furação
Rectificação
Figura 3-2 – Modelo global do custo do ciclo de vida do molde
3.3 Modelos de Cálculo de Custo dos Processos Utilizados na Produção e Uso de Moldes
Neste capítulo são apresentados e descritos os modelos de cálculo de custo dos processos de
fresagem, electroerosão e injecção. Começa-se por descrever a lógica do modelo de custo do
processo de fresagem, onde se faz referência aos inputs necessários e a algumas equações e
relações que se usam neste modelo e nos modelos de custo e modelos simplificados de custo dos
processos de fresagem, electroerosão e injecção.
Depois do modelo de custo do processo de fresagem é feita a descrição do modelo de cálculo
de custo do processo de electroerosão, que é em quase tudo semelhante ao do processo de
fresagem, apresentando algumas diferenças no grupo de inputs. Na descrição do modelo de cálculo
de custo do processo de electroerosão é feita referência à interligação do modelo global de custo de
electroerosão com o modelo global de custo da fresagem, devido à maquinação dos eléctrodos.
Por fim, é apresentado o modelo de cálculo de custo do processo de injecção, seguindo este a
mesma lógica dos modelos de custo da fresagem e da electroerosão, no entanto com diferenças
relativamente aos inputs e consequentemente outputs.
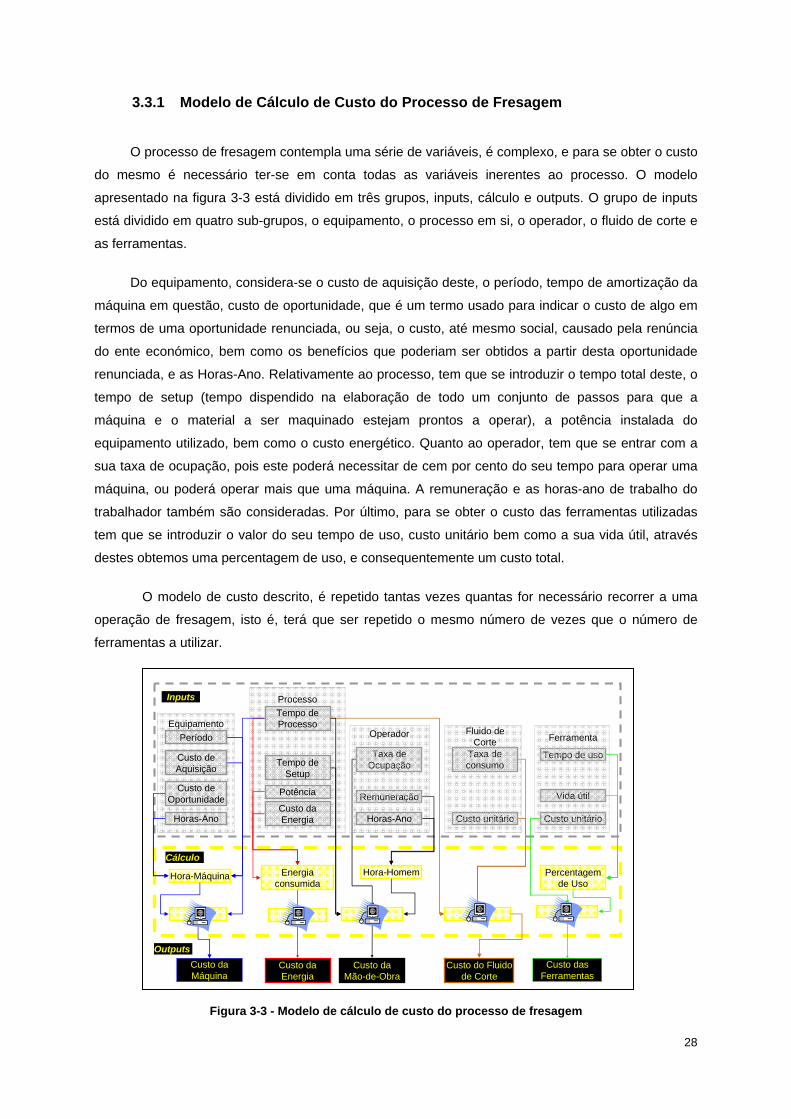
28
3.3.1 Modelo de Cálculo de Custo do Processo de Fresagem
O processo de fresagem contempla uma série de variáveis, é complexo, e para se obter o custo
do mesmo é necessário ter-se em conta todas as variáveis inerentes ao processo. O modelo
apresentado na figura 3-3 está dividido em três grupos, inputs, cálculo e outputs. O grupo de inputs
está dividido em quatro sub-grupos, o equipamento, o processo em si, o operador, o fluido de corte e
as ferramentas.
Do equipamento, considera-se o custo de aquisição deste, o período, tempo de amortização da
máquina em questão, custo de oportunidade, que é um termo usado para indicar o custo de algo em
termos de uma oportunidade renunciada, ou seja, o custo, até mesmo social, causado pela renúncia
do ente económico, bem como os benefícios que poderiam ser obtidos a partir desta oportunidade
renunciada, e as Horas-Ano. Relativamente ao processo, tem que se introduzir o tempo total deste, o
tempo de setup (tempo dispendido na elaboração de todo um conjunto de passos para que a
máquina e o material a ser maquinado estejam prontos a operar), a potência instalada do
equipamento utilizado, bem como o custo energético. Quanto ao operador, tem que se entrar com a
sua taxa de ocupação, pois este poderá necessitar de cem por cento do seu tempo para operar uma
máquina, ou poderá operar mais que uma máquina. A remuneração e as horas-ano de trabalho do
trabalhador também são consideradas. Por último, para se obter o custo das ferramentas utilizadas
tem que se introduzir o valor do seu tempo de uso, custo unitário bem como a sua vida útil, através
destes obtemos uma percentagem de uso, e consequentemente um custo total.
O modelo de custo descrito, é repetido tantas vezes quantas for necessário recorrer a uma
operação de fresagem, isto é, terá que ser repetido o mesmo número de vezes que o número de
ferramentas a utilizar.
Figura 3-3 - Modelo de cálculo de custo do processo de fresagem
Tempo de Processo
Hora-Máquina
Custo da Máquina
Inputs
Cálculo
Tempo de uso
Vida útil
Percentagem de Uso
Custo unitário
Custo das Ferramentas
Tempo de Setup
Taxa de Ocupação
Remuneração
Hora-Homem
Custo da Mão-de-Obra
Potência
Energia consumida
Custo daEnergia
Custo da Energia
Taxa de consumo
Custo unitário
Outputs
Período
Custo de Aquisição
Custo de Oportunidade
EquipamentoOperador Fluido de
Corte Ferramenta
Horas-Ano Horas-Ano
Processo
Custo do Fluido de Corte

29
3.3.1.1 Equações Utilizadas
No modelo de cálculo de custo do processo apresentado, a fresagem, e nos modelos de
cálculo de custo dos processos de electroerosão e injecção, são utilizadas as seguintes fórmulas para
a hora-homem e hora-máquina respectivamente:
diaano
csmêsem hd
SNMC
...
hom = Eq. 3-1 Hora-Homem
Onde Mmês o salário sem os descontos por mês (€), Ns é o número de salários por ano (14),
Sc são os custos sociais (1,23), dano é o número de dias de trabalho por ano e hdia é o numero de
horas de trabalho dos trabalhadores por dia.
( )( )diaanonprmaq hd
iiiCC .
11
11
111 1
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛
+−
+⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛
+−= + Eq. 3-2 Hora-Máquina
Onde Cpr é o custo de procura, i é a taxa de e n o tempo de depreciação.
Relativamente ao custo de energia, considera-se que toda a energia eléctrica utilizada está
na gama de média tensão e com contrato com a EDP - Electricidade de Portugal [3.1], aplicado ao às
diferentes indústrias, automóvel, metalurgia, moldes, vitrificação, etc. O valor real aplicado é de
0,0969 €/kWh.
Apenas para o modelo de cálculo custo do processo de fresagem, é também utilizada uma
fórmula para o custo de ferramenta, expressa pela eq.3-3:
i
jiij T
tCC ×= Eq. 3-3 Custo de ferramenta
Onde Cij é custo da ferramenta na operação j, tj é o tempo gasto na operação e Ti o tempo
médio de vida da ferramenta.
3.3.2 Modelo de Cálculo de Custo do Processo de Electroerosão
O processo de electroerosão é bastante complexo, e está interligado com o processo de
fresagem, isto porque os eléctrodos a utilizar têm que ser previamente maquinados. Portanto, o custo
total dos eléctrodos engloba o custo de fresagem dos mesmos.
O modelo de cálculo de custo apresentado na figura 3-4 tem uma lógica muito semelhante ao
anterior, na medida em que se encontra dividido em três partes principais, uma primeira parte que
engloba todos os inputs necessários para uma correcta obtenção dos custos totais do processo, uma

30
parte de cálculo, onde através de fórmulas e relações se atingem resultados que irão dar os outputs,
ou seja, os custos de cada item a avaliar, custo da máquina, custo da energia, custo da mão-de-obra,
custo do líquido dieléctrico e custo dos eléctrodos.
Os inputs estão divididos no equipamento a utilizar, no processo em si, operador, líquido
dieléctrico e nos eléctrodos. Cada um destes inputs engloba uma série de ítems tal como acontecia
no processo de fresagem. O equipamento tem igualmente um período de utilização, um custo de
aquisição, um custo de oportunidade e um número total de horas-ano em que a máquina se encontra
a trabalhar. Do processo em si, fazem parte o tempo total do processo, o tempo de setup, a potência
do equipamento a utilizar bem como o custo de energia à rede.
Relativamente ao grupo do operador, é constituído pela taxa de ocupação, a remuneração e
o número total de horas-ano. Quanto ao líquido dieléctrico, a dimensão do tanque da máquina, o
tempo de vida do líquido e o seu custo unitário são os inputs necessários para o cálculo do custo total
do líquido dieléctrico.
Figura 3-4 - Modelo de cálculo de custo do processo de electroerosão
O custo dos eléctrodos em termos de modelo é mais complexo, visto ser necessário recorrer
à fresagem dos eléctrodos, ou seja, necessita da utilização de um modelo semelhante ao
representado na figura 3-5. Tem como inputs a quantidade de eléctrodos a utilizar, o volume de
material necessário para a obtenção dos eléctrodos bem como o seu custo unitário.
Tempo do Processo
Hora-Máquina
Custo da Máquina
Inputs
Cálculo
Quantidade
Custo Un. Mat.
Custo Maq.
Custo dos Eléctrodos
Tempo de Setup
Taxa de Ocupação
Remuneração
Hora-Homem
Custo da Mão-de-Obra
Potência
Energia consumida
Custo daEnergia
Custo da Energia
Tempo de Vida
Custo unitário
Outputs
Período
Custo de Aquisição
Custo de Oportunidade
Equipamento
Operador
Líquido Dieléctrico
Eléctrodos
Horas-AnoHoras-Ano
Processo
Custo do Líquido Dieléctrico
Dimensão do Tanque Volume de
Material
Eléctrodos
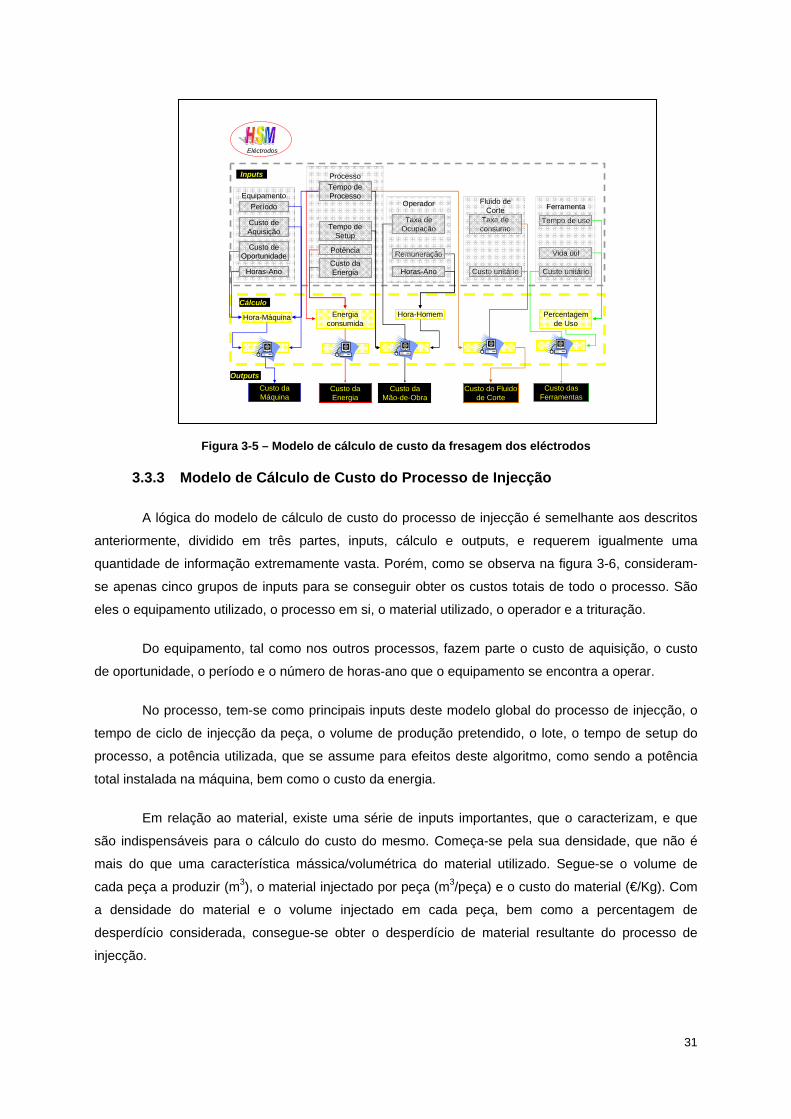
31
Figura 3-5 – Modelo de cálculo de custo da fresagem dos eléctrodos
3.3.3 Modelo de Cálculo de Custo do Processo de Injecção
A lógica do modelo de cálculo de custo do processo de injecção é semelhante aos descritos
anteriormente, dividido em três partes, inputs, cálculo e outputs, e requerem igualmente uma
quantidade de informação extremamente vasta. Porém, como se observa na figura 3-6, consideram-
se apenas cinco grupos de inputs para se conseguir obter os custos totais de todo o processo. São
eles o equipamento utilizado, o processo em si, o material utilizado, o operador e a trituração.
Do equipamento, tal como nos outros processos, fazem parte o custo de aquisição, o custo
de oportunidade, o período e o número de horas-ano que o equipamento se encontra a operar.
No processo, tem-se como principais inputs deste modelo global do processo de injecção, o
tempo de ciclo de injecção da peça, o volume de produção pretendido, o lote, o tempo de setup do
processo, a potência utilizada, que se assume para efeitos deste algoritmo, como sendo a potência
total instalada na máquina, bem como o custo da energia.
Em relação ao material, existe uma série de inputs importantes, que o caracterizam, e que
são indispensáveis para o cálculo do custo do mesmo. Começa-se pela sua densidade, que não é
mais do que uma característica mássica/volumétrica do material utilizado. Segue-se o volume de
cada peça a produzir (m3), o material injectado por peça (m3/peça) e o custo do material (€/Kg). Com
a densidade do material e o volume injectado em cada peça, bem como a percentagem de
desperdício considerada, consegue-se obter o desperdício de material resultante do processo de
injecção.
Tempo de Processo
Hora-Máquina
Custo da Máquina
Inputs
Cálculo
Tempo de uso
Vida útil
Percentagem de Uso
Custo unitário
Custo das Ferramentas
Tempo de Setup
Taxa de Ocupação
Remuneração
Hora-Homem
Custo da Mão-de-Obra
Potência
Energia consumida
Custo daEnergia
Custo da Energia
Taxa de consumo
Custo unitário
Outputs
Período
Custo de Aquisição
Custo de Oportunidade
EquipamentoOperador Fluido de
Corte Ferramenta
Horas-Ano Horas-Ano
Processo
Custo do Fluido de Corte
Eléctrodos
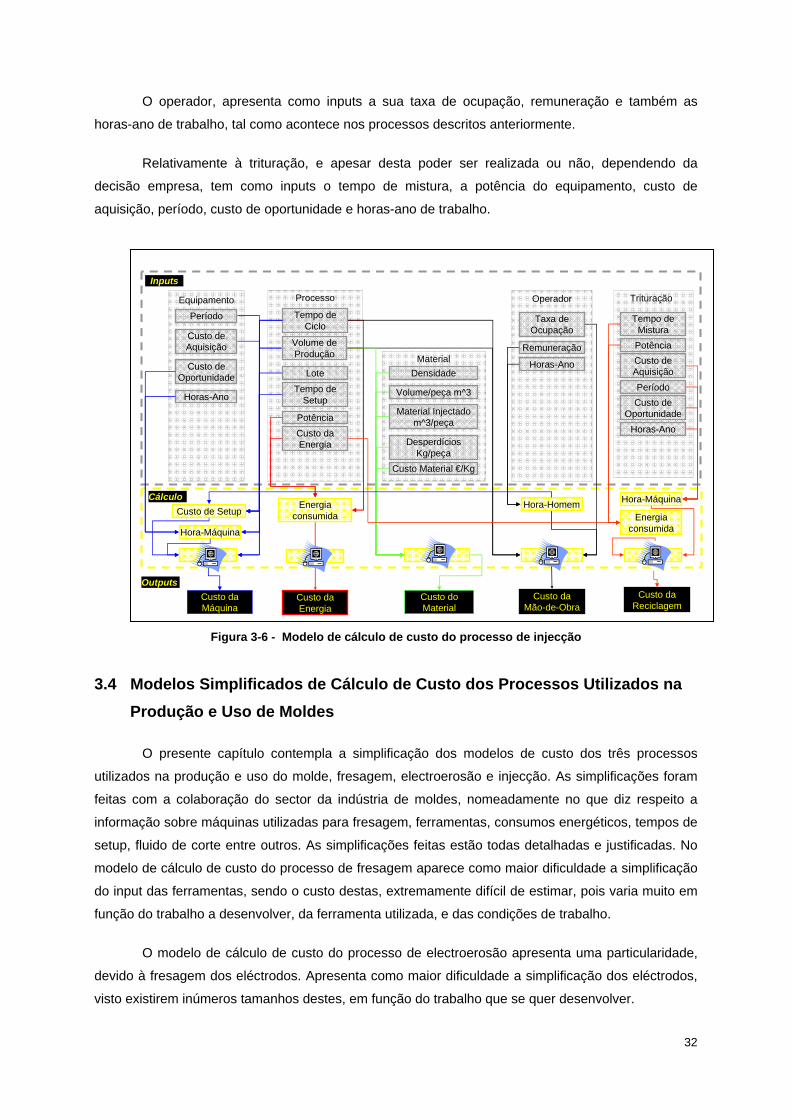
32
O operador, apresenta como inputs a sua taxa de ocupação, remuneração e também as
horas-ano de trabalho, tal como acontece nos processos descritos anteriormente.
Relativamente à trituração, e apesar desta poder ser realizada ou não, dependendo da
decisão empresa, tem como inputs o tempo de mistura, a potência do equipamento, custo de
aquisição, período, custo de oportunidade e horas-ano de trabalho.
Figura 3-6 - Modelo de cálculo de custo do processo de injecção
3.4 Modelos Simplificados de Cálculo de Custo dos Processos Utilizados na Produção e Uso de Moldes
O presente capítulo contempla a simplificação dos modelos de custo dos três processos
utilizados na produção e uso do molde, fresagem, electroerosão e injecção. As simplificações foram
feitas com a colaboração do sector da indústria de moldes, nomeadamente no que diz respeito a
informação sobre máquinas utilizadas para fresagem, ferramentas, consumos energéticos, tempos de
setup, fluido de corte entre outros. As simplificações feitas estão todas detalhadas e justificadas. No
modelo de cálculo de custo do processo de fresagem aparece como maior dificuldade a simplificação
do input das ferramentas, sendo o custo destas, extremamente difícil de estimar, pois varia muito em
função do trabalho a desenvolver, da ferramenta utilizada, e das condições de trabalho.
O modelo de cálculo de custo do processo de electroerosão apresenta uma particularidade,
devido à fresagem dos eléctrodos. Apresenta como maior dificuldade a simplificação dos eléctrodos,
visto existirem inúmeros tamanhos destes, em função do trabalho que se quer desenvolver.
Hora-Máquina
Custo da Máquina
Inputs
Cálculo
Tempo de Setup
Taxa de Ocupação
Remuneração
Hora-Homem
Custo da Mão-de-Obra
Potência
Energia consumida
Custo daEnergia
Custo da Energia
Outputs
Período
Custo de Aquisição
Custo de Oportunidade
Equipamento Operador
Horas-Ano
Horas-Ano
Processo
Tempo de Ciclo
Volume de Produção
Lote
Custo do Material
MaterialDensidade
Volume/peça m^3
Material Injectado m^3/peça
Desperdícios Kg/peça
Custo de Setup
Custo Material €/Kg
PotênciaCusto de AquisiçãoPeríodoCusto de
OportunidadeHoras-Ano
Trituração
Hora-Máquina
Energia consumida
Tempo de Mistura
Custo da Reciclagem
33
Tal como acontecia nos modelos de cálculo de custo da fresagem e da electroerosão, o
modelo de custo cálculo de custo do processo de injecção envolve igualmente uma série de inputs. A
simplificação feita apresentou como principais dificuldades, entre outras, a hierarquização de
máquinas de injecção, em função das dimensões máximas do molde, potência, e custo de aquisição
das mesmas. Apesar deste modelo contemplar um grupo de inputs relativo à trituração do material,
este não é contabilizado na validação do modelo, visto assumir-se uma empresa que não opta pela
reutilização do material.
3.4.1 Modelo Simplificado de Cálculo de Custo do Processo de Fresagem
O modelo simplificado de cálculo de custo do processo de fresagem apresenta algumas
diferenças estruturais comparativamente ao modelo de cálculo de custo. Como se pode ver na figura
3-8, este modelo de custo está dividido em cinco grupos, inputs, valores pré-fixados, validação,
cálculo e outputs. O grupo de inputs está dividido em dois sub-grupos, equipamento e processo.
Os valores pré-fixados estão também divididos em sub-grupos, equipamento, fluido de corte,
processo em si, operador e ferramentas. Os valores pré-fixados para o equipamento incluem a
potência, custo de aquisição, período e custo de oportunidade. O fluido de corte inclui a taxa de
consumo do fluido de corte e o custo unitário do mesmo. Referentes ao processo aparecem o tempo
de setup e o custo da energia. O sub-grupo do operador inclui a taxa de ocupação do mesmo, a
remuneração e as horas-ano. Por fim, nos valores pré-fixados encontra-se o sub-grupo das
ferramentas, que apresenta como valores pré-fixados, custo total anual das ferramentas e as
horas/ano das máquinas.
Após introdução dos valores no grupo de inputs, e da verificação dos valores assumidos,
procede-se à validação ou não dos valores assumidos, podendo portanto haver alteração dos valores
pré-fixados.
Posto isto, seguindo a lógica do modelo simplificado de cálculo de custo da figura 3-7,
encontra-se a parte de cálculo, que nos dá como resultado os valores pretendidos do custo de
máquina, custo do fluido de corte, custo da energia, custo de mão-de-obra e custo das ferramentas.
No input do equipamento consideram-se três tipos de operação, desbaste, acabamento ou
desbaste/acabamento.

34
Figura 3-7 – Modelo simplificado de cálculo de custo do processo de fresagem
Os valores do custo de aquisição e da potência resultam da média dos custos de aquisição e
potências de 18 máquinas diferentes, ver tabela 3-1. São os valores obtidos dessas médias que
permitem estabelecer uma hierarquia entre as máquinas, pois máquinas de desbaste necessitam de
potências maiores comparativamente com as de desbaste/acabamento ou mesmo acabamento. Em
relação aos custos de aquisição, as máquinas de acabamento são as que apresentam valores mais
elevados, seguidas das máquinas de desbaste e por último máquinas de desbaste/acabamento. Toda
a informação relativa às máquinas foi obtida através da consulta de diversos catálogos, e de visitas a
empresas do sector dos moldes. Como está explícito no modelo esquematizado na figura 3-7 por
intermédio da identificação do tipo de equipamento a utilizar, são assumidos valores para a potência
e custo de aquisição, esses valores foram conseguidos através da forma descrita anteriormente.
Através do gráfico representado na figura 3-8 e da tabela 3-1, vislumbra-se a dispersão de
valores das máquinas analisadas e os valores médios encontrados para a potência instalada e custo
de aquisição. Assim, tem-se para máquinas de desbaste um valor médio de 89kW para a potência
instalada, e 253079€ para o custo de aquisição, para máquinas de desbaste/acabamento 53kW e
207500€, e para máquinas de acabamento 32kW de potência instalada e 248857€ de custo de
aquisição.
Inputs
Desbaste
Equipamento
Desb/Acab
Acabamento
Ferramenta
Custo de Aquisição
Custo de Oportunidade
Horas-Ano
Período
Potência
Custo daEnergia
Taxa de Ocupação
Custo unitário
Custo Total das Ferramentas
€/AnoTaxa de consumo
Fluido de Corte
Tempo de Processo
Processo
Tempo de Setup
Remuneração
Horas-Ano
Operador
Valores Pré-fixados
Cálculo
Hora-Máquina Energia consumida
Custo do Fluido de Corte
Custo da Máquina
Custo da Mão-de-Obra
Hora-Homem
Custo da Energia
Custo das Ferramentas
€/hora
Custo das Ferramentas
Dar Novos valores
Validação Assume ValoresSim Não
Horas/Ano das Máquinas

35
Máquinas HSM Potência Instalada kW Custo de Aquisição € Desbaste Rambaudi I 110 279400 Rambaudi II 90 279400 Rambaudi III 85 268000 Mori Seki I 80 193595 Mori Seki II 80 245000 Média 89 253079 Desbaste/Acabamento Rambaudi III 60 180000 Heyligen 50 170000 Mori Seki II 48 235000 Mori Seki III 50 240000 Deber I 50 200000 Deber II 60 220000 Média 53 207500 Acabamento Huron I 35 342000 Huron II 30 254000 Huron III 50 304000 Mikron-SN 1078 30 215000 Mikron-HSM 400 40 164000 Vario ITNC530 20 264000 Mikron 16 199000 Média 32 248857
Tabela 3-1 - Máquinas de fresagem, potências e custos de aquisição respectivos
0
50000
100000
150000
200000
250000
300000
350000
400000
0 50 100 150
kW
Euro
s DesbasteDesbaste/AcabamentoAcabamento
Figura 3-8 - Dispersão da relação custo de aquisição/potência instalada das máquinas de fresagem
analisadas
Associada ao input do equipamento surge também a taxa de consumo do fluido de corte, esta
taxa foi conseguida através do consumo anual de quatro máquinas da indústria de moldes, que após
ser dividido pelo número de horas-ano de trabalho da máquina, apresenta um valor de 3,2150E-
7dm3/s.
36
Para o tempo de depreciação, que não é mais do que o tempo necessário para amortização
do equipamento, consideram-se oito anos [3.2], um custo de oportunidade de 15% e um total de 225
× Horas/dia de trabalho das máquinas.
Analisando o output do custo da máquina, desde logo tem que se ter em conta o cálculo do
custo da hora-máquina, que é obtido através da Eq.3-2, que conjuga os inputs assumidos, tempo de
depreciação, custo de oportunidade, e custo de aquisição da máquina, bem como as horas-ano de
trabalho. O custo do fluido de corte é obtido pela eq. 3-4.
CuTCTC FCTPFC ××= Eq. 3-4 Custo do fluido de corte
Onde CFC é o custo total do fluido de corte, TTP é o tempo total do processo (min), TCFC a taxa
de consumo do fluido de corte (dm3/min) e Cu o custo unitário do fluido de corte (€/dm3), sendo estas
duas últimas incógnitas constantes.
Relativamente ao tempo de setup, é assumido um total de 1h para as operações de
maquinagem, foi obtido através de visitas a empresas da área de produção de moldes.
O custo da energia 0,0969 €/kWh, é o tabelado pela EDP para a indústria – Energias de
Portugal. Para se obter o custo total da energia usa-se a eq.3-5.
ETPiE CuTPC ××= Eq. 3-5 Custo da energia
Onde CE é o custo total de energia (€), Pi a potência total instalada da máquina em utilização
(kW), TTP é o tempo total do processo (min), CuE o custo unitário do material.
Quanto ao custo de mão-de-obra, assumem-se valores para a taxa de ocupação por parte do
operador de 100% visto que nenhuma das operações de maquinagem é feita sem a presença
permanente deste, a remuneração média de um trabalhador desta área é de cerca de 1200€ brutos
(valor obtido após consulta das empresas TJ-Moldes, LN-Moldes e Rapidtool) e têm um total de
horas-ano de trabalho de 225 dias × 8 horas. O custo de mão-de-obra é obtido pela eq.3-6.
opSetupTPMO TocupHHTTC ××+= )( Eq. 3-6 Custo de mão-de-obra
Onde CMO é o custo de mão-de-obra (€), TTP é o tempo total do processo (min), TSetup o tempo
de setup (min), HH hora-homem (€/h) e Tocupop taxa de ocupação do operador (100%).
O input das ferramentas é o mais difícil de simplificar. As ferramentas, para as mesmas
condições de trabalho apresentam percentagens de desgaste, custo unitário e vida média diferentes.
Salienta-se também o facto de que para cada tipo de molde a trabalhar, há uma exigência no tempo
de uso de cada uma das ferramentas, também diferente. As ferramentas que serão usadas ficam ao
critério do utilizador. De referir que o material usado para o fabrico do molde tem também uma
importância preponderante nas ferramentas, pois se for o aço, as ferramentas terão um desgaste
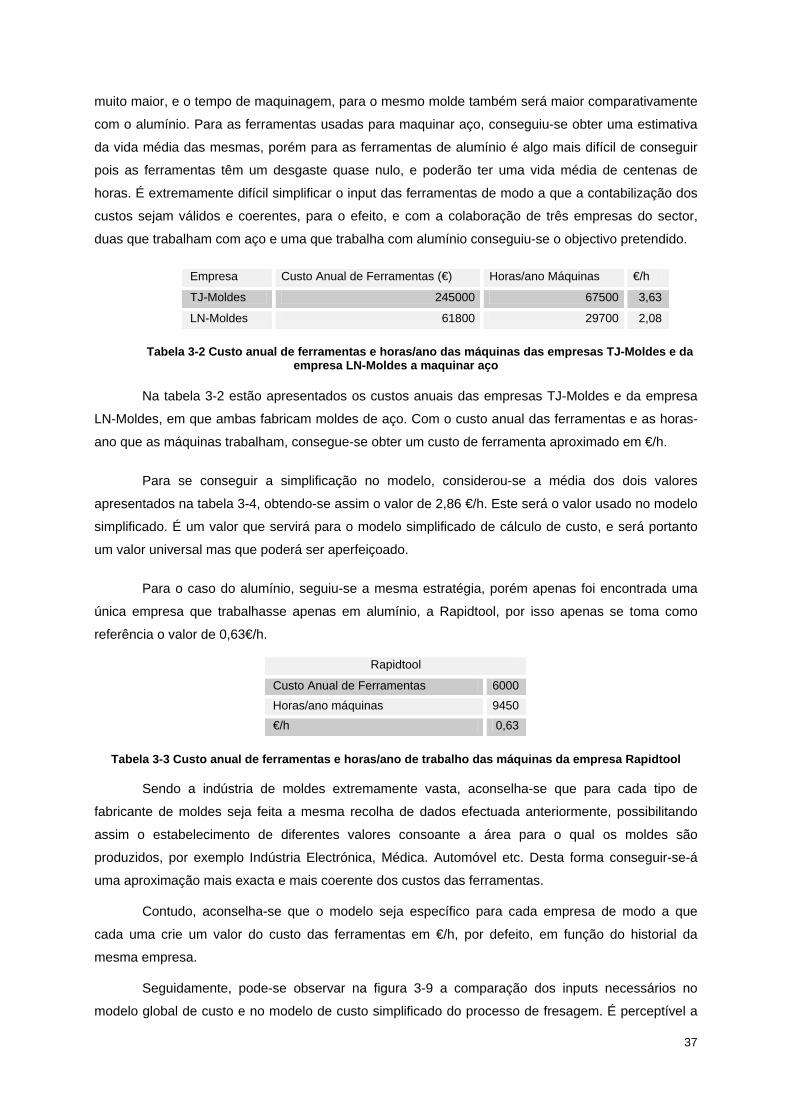
37
muito maior, e o tempo de maquinagem, para o mesmo molde também será maior comparativamente
com o alumínio. Para as ferramentas usadas para maquinar aço, conseguiu-se obter uma estimativa
da vida média das mesmas, porém para as ferramentas de alumínio é algo mais difícil de conseguir
pois as ferramentas têm um desgaste quase nulo, e poderão ter uma vida média de centenas de
horas. É extremamente difícil simplificar o input das ferramentas de modo a que a contabilização dos
custos sejam válidos e coerentes, para o efeito, e com a colaboração de três empresas do sector,
duas que trabalham com aço e uma que trabalha com alumínio conseguiu-se o objectivo pretendido.
Tabela 3-2 Custo anual de ferramentas e horas/ano das máquinas das empresas TJ-Moldes e da
empresa LN-Moldes a maquinar aço
Na tabela 3-2 estão apresentados os custos anuais das empresas TJ-Moldes e da empresa
LN-Moldes, em que ambas fabricam moldes de aço. Com o custo anual das ferramentas e as horas-
ano que as máquinas trabalham, consegue-se obter um custo de ferramenta aproximado em €/h.
Para se conseguir a simplificação no modelo, considerou-se a média dos dois valores
apresentados na tabela 3-4, obtendo-se assim o valor de 2,86 €/h. Este será o valor usado no modelo
simplificado. É um valor que servirá para o modelo simplificado de cálculo de custo, e será portanto
um valor universal mas que poderá ser aperfeiçoado.
Para o caso do alumínio, seguiu-se a mesma estratégia, porém apenas foi encontrada uma
única empresa que trabalhasse apenas em alumínio, a Rapidtool, por isso apenas se toma como
referência o valor de 0,63€/h.
Rapidtool
Custo Anual de Ferramentas 6000
Horas/ano máquinas 9450
€/h 0,63
Tabela 3-3 Custo anual de ferramentas e horas/ano de trabalho das máquinas da empresa Rapidtool
Sendo a indústria de moldes extremamente vasta, aconselha-se que para cada tipo de
fabricante de moldes seja feita a mesma recolha de dados efectuada anteriormente, possibilitando
assim o estabelecimento de diferentes valores consoante a área para o qual os moldes são
produzidos, por exemplo Indústria Electrónica, Médica. Automóvel etc. Desta forma conseguir-se-á
uma aproximação mais exacta e mais coerente dos custos das ferramentas.
Contudo, aconselha-se que o modelo seja específico para cada empresa de modo a que
cada uma crie um valor do custo das ferramentas em €/h, por defeito, em função do historial da
mesma empresa.
Seguidamente, pode-se observar na figura 3-9 a comparação dos inputs necessários no
modelo global de custo e no modelo de custo simplificado do processo de fresagem. É perceptível a
Empresa Custo Anual de Ferramentas (€) Horas/ano Máquinas €/h
TJ-Moldes 245000 67500 3,63
LN-Moldes 61800 29700 2,08
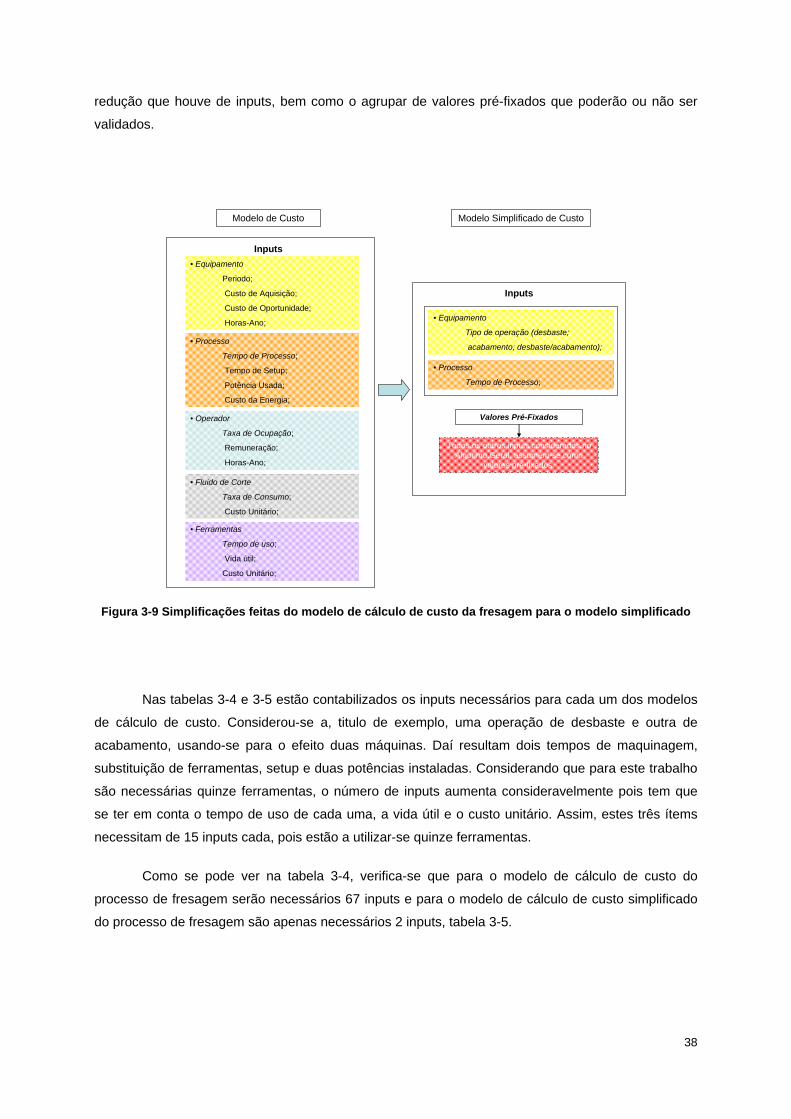
38
redução que houve de inputs, bem como o agrupar de valores pré-fixados que poderão ou não ser
validados.
Modelo de Custo Modelo Simplificado de Custo
Inputs• Equipamento
Periodo;
Custo de Aquisição;
Custo de Oportunidade;
Horas-Ano;
• Processo
Tempo de Processo;
Tempo de Setup;
Potência Usada;
Custo da Energia;
• Operador
Taxa de Ocupação;
Remuneração;
Horas-Ano;
• Fluido de Corte
Taxa de Consumo;
Custo Unitário;
• Ferramentas
Tempo de uso;
Vida útil;
Custo Unitário;
Inputs
• Equipamento
Tipo de operação (desbaste;
acabamento; desbaste/acabamento);
Valores Pré-Fixados
• Processo
Tempo de Processo;
Todos os outros inputs considerados no Algorimo Geral, assumem-se como
valores pré-fixados.
Figura 3-9 Simplificações feitas do modelo de cálculo de custo da fresagem para o modelo simplificado
Nas tabelas 3-4 e 3-5 estão contabilizados os inputs necessários para cada um dos modelos
de cálculo de custo. Considerou-se a, titulo de exemplo, uma operação de desbaste e outra de
acabamento, usando-se para o efeito duas máquinas. Daí resultam dois tempos de maquinagem,
substituição de ferramentas, setup e duas potências instaladas. Considerando que para este trabalho
são necessárias quinze ferramentas, o número de inputs aumenta consideravelmente pois tem que
se ter em conta o tempo de uso de cada uma, a vida útil e o custo unitário. Assim, estes três ítems
necessitam de 15 inputs cada, pois estão a utilizar-se quinze ferramentas.
Como se pode ver na tabela 3-4, verifica-se que para o modelo de cálculo de custo do
processo de fresagem serão necessários 67 inputs e para o modelo de cálculo de custo simplificado
do processo de fresagem são apenas necessários 2 inputs, tabela 3-5.
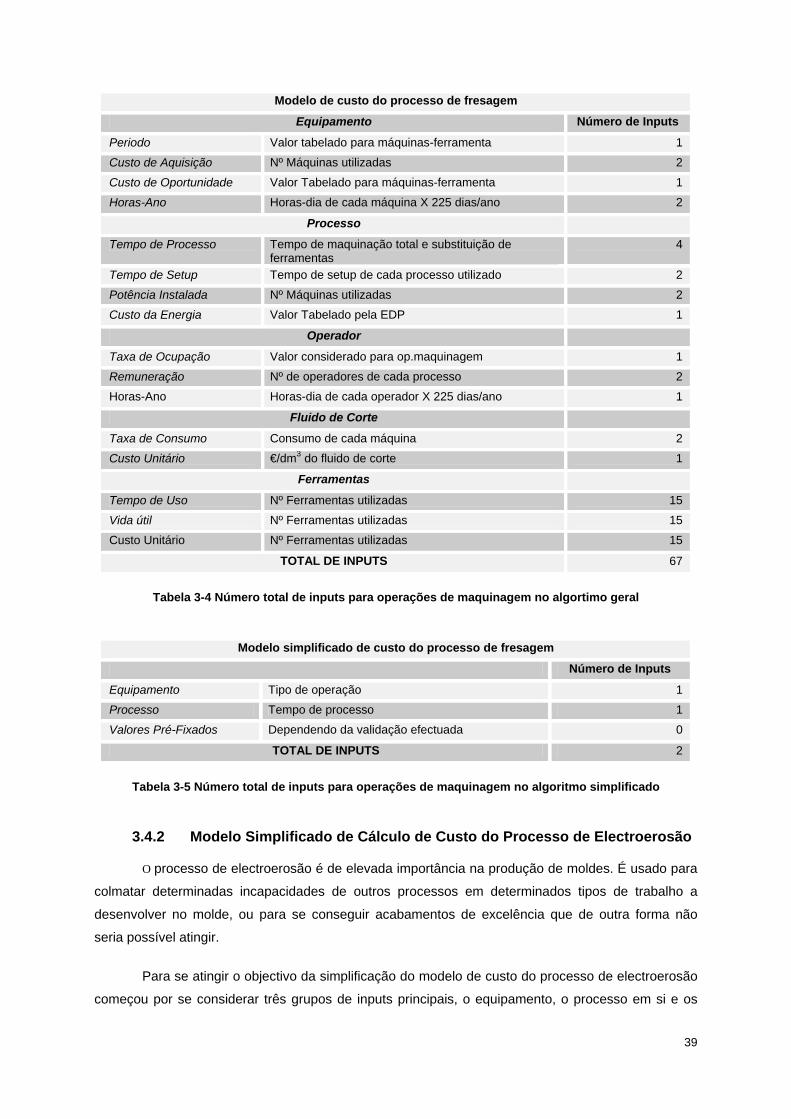
39
Modelo de custo do processo de fresagem
Equipamento Número de Inputs
Periodo Valor tabelado para máquinas-ferramenta 1
Custo de Aquisição Nº Máquinas utilizadas 2
Custo de Oportunidade Valor Tabelado para máquinas-ferramenta 1
Horas-Ano Horas-dia de cada máquina X 225 dias/ano 2
Processo
Tempo de Processo Tempo de maquinação total e substituição de ferramentas
4
Tempo de Setup Tempo de setup de cada processo utilizado 2
Potência Instalada Nº Máquinas utilizadas 2
Custo da Energia Valor Tabelado pela EDP 1
Operador
Taxa de Ocupação Valor considerado para op.maquinagem 1
Remuneração Nº de operadores de cada processo 2
Horas-Ano Horas-dia de cada operador X 225 dias/ano 1
Fluido de Corte
Taxa de Consumo Consumo de cada máquina 2
Custo Unitário €/dm3 do fluido de corte 1
Ferramentas
Tempo de Uso Nº Ferramentas utilizadas 15
Vida útil Nº Ferramentas utilizadas 15
Custo Unitário Nº Ferramentas utilizadas 15
TOTAL DE INPUTS 67
Tabela 3-4 Número total de inputs para operações de maquinagem no algortimo geral
Modelo simplificado de custo do processo de fresagem
Número de Inputs
Equipamento Tipo de operação 1
Processo Tempo de processo 1
Valores Pré-Fixados Dependendo da validação efectuada 0
TOTAL DE INPUTS 2
Tabela 3-5 Número total de inputs para operações de maquinagem no algoritmo simplificado
3.4.2 Modelo Simplificado de Cálculo de Custo do Processo de Electroerosão
O processo de electroerosão é de elevada importância na produção de moldes. É usado para
colmatar determinadas incapacidades de outros processos em determinados tipos de trabalho a
desenvolver no molde, ou para se conseguir acabamentos de excelência que de outra forma não
seria possível atingir.
Para se atingir o objectivo da simplificação do modelo de custo do processo de electroerosão
começou por se considerar três grupos de inputs principais, o equipamento, o processo em si e os
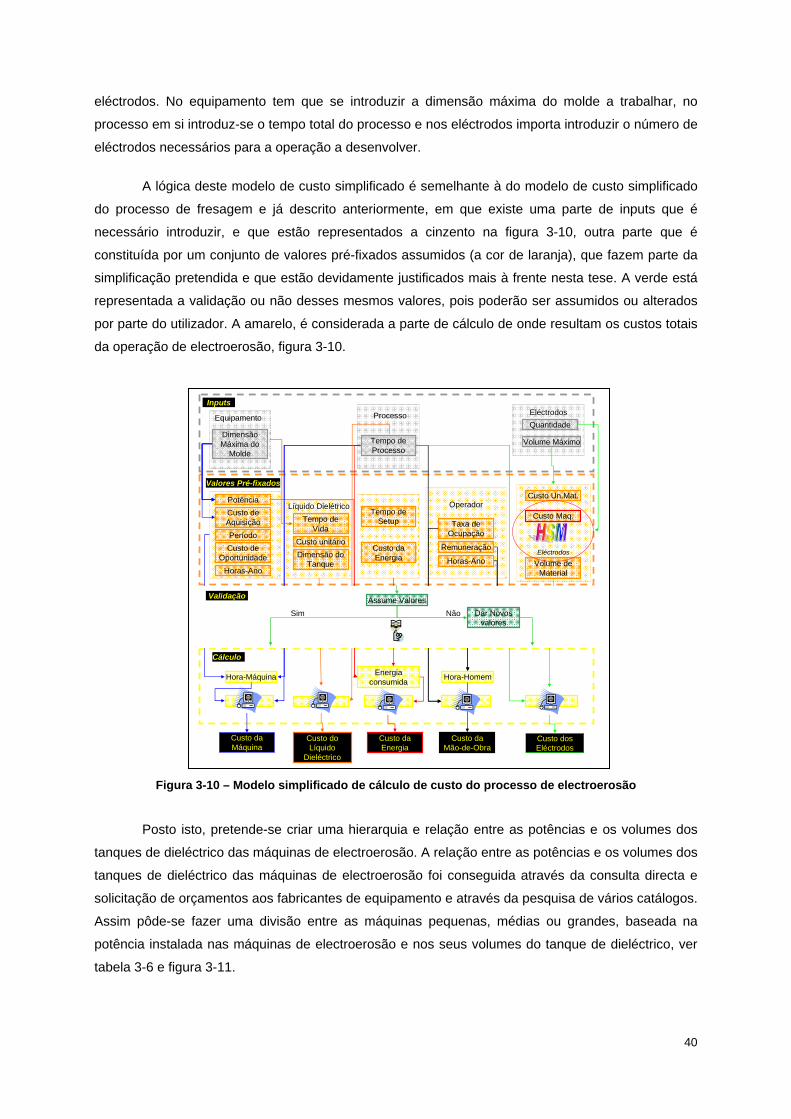
40
eléctrodos. No equipamento tem que se introduzir a dimensão máxima do molde a trabalhar, no
processo em si introduz-se o tempo total do processo e nos eléctrodos importa introduzir o número de
eléctrodos necessários para a operação a desenvolver.
A lógica deste modelo de custo simplificado é semelhante à do modelo de custo simplificado
do processo de fresagem e já descrito anteriormente, em que existe uma parte de inputs que é
necessário introduzir, e que estão representados a cinzento na figura 3-10, outra parte que é
constituída por um conjunto de valores pré-fixados assumidos (a cor de laranja), que fazem parte da
simplificação pretendida e que estão devidamente justificados mais à frente nesta tese. A verde está
representada a validação ou não desses mesmos valores, pois poderão ser assumidos ou alterados
por parte do utilizador. A amarelo, é considerada a parte de cálculo de onde resultam os custos totais
da operação de electroerosão, figura 3-10.
Figura 3-10 – Modelo simplificado de cálculo de custo do processo de electroerosão
Posto isto, pretende-se criar uma hierarquia e relação entre as potências e os volumes dos
tanques de dieléctrico das máquinas de electroerosão. A relação entre as potências e os volumes dos
tanques de dieléctrico das máquinas de electroerosão foi conseguida através da consulta directa e
solicitação de orçamentos aos fabricantes de equipamento e através da pesquisa de vários catálogos.
Assim pôde-se fazer uma divisão entre as máquinas pequenas, médias ou grandes, baseada na
potência instalada nas máquinas de electroerosão e nos seus volumes do tanque de dieléctrico, ver
tabela 3-6 e figura 3-11.
Inputs
Dimensão Máxima do
Molde
EquipamentoEléctrodosQuantidade
Custo de Aquisição
Custo de Oportunidade
Horas-Ano
Período
Potência
Custo daEnergia
Taxa de Ocupação
Custo unitário
Custo Maq.
Custo Un.Mat.
Tempo de Vida
Líquido Dielétrico
Tempo de Processo
Processo
Tempo de Setup
Remuneração
Horas-Ano
Operador
Valores Pré-fixados
Cálculo
Hora-Máquina Energia consumida
Custo do Líquido
Dieléctrico
Custo da Máquina
Custo da Mão-de-Obra
Hora-Homem
Custo da Energia
Custo dos Eléctrodos
Dar Novos valores
Validação Assume ValoresSim Não
Dimensão do Tanque Volume de
Material
Eléctrodos
Volume Máximo

41
Pequenas Potência Instalada kW Volume dm3
Ijersoll 800 330l 6,8 330
ONA Techno C400 250l 8 250
Mold Maker 3 A35 4,5 163
Mold Maker 3 A50 4,8 230
ACTSPARK SE1 6,2 400
ACTSPARK SP1 6 320
MAKINO EDNC-22 3,9 200
MAKINO EDNC-32 6,3 225
MAKINO EDNC-64 6,6 330
SODICK PGM35R 5,28 365
Média 5,84 281
Médias
Charmilles Roboform 40 460l 8,5 460
Charmilles Rob. 40 460l 8,5 460
ACTSPARK SE2 7,5 690
MAKINO EDNC-85 8,1 700
SODICK 5,4 680
SODICK PGM5R 5,7 700
Média 7,28 615
Grandes
Injersoll 1000 800 8 800
Injersoll IG 1300 E 2000l 12,80 2000
ACTSPARK SP3 7,50 900
ACTSPARK SE4 10,80 1000
HANST&KILB 8,50 1250
HANST&KILB II 9,00 2200
MAKINO EDNC-156 19,80 3000
Média 10,91 1593
Tabela 3-6 - Máquinas de electroerosão e as suas características
0
500
1000
1500
2000
2500
3000
3500
0 5 10 15 20 25
kW
Volu
me
dm3
PequenasMédiasGrandes
Figura 3-11 Dispersão da relação potência/volume do tanque das máquinas de electroerosão analisadas
42
Da informação recolhida, efectuou-se uma média para cada grupo de máquinas e chegou-se
aos valores de 5,84 kW de potência instalada para máquinas pequenas considerando-se volumes até
400 dm3, 8,28 kW para máquinas médias, considerando-se volumes até 750 dm3 e 10,91 kW para
máquinas grandes, considerando-se volumes até 1600 dm3, ver tabela anterior.
A eq. 3-7, relaciona o custo de aquisição com o volume do tanque. Uma vez que existe a
possibilidade de adicionar uma série de sistemas e componentes periféricos, que podem ter reflexo
importante no custo, os valores de aquisição presentes nas equações incluem, para todos os
equipamentos, planos de formação, sistema porta-eléctrodos, sistema de fixação rápida de
eléctrodos, geração automática de parâmetros, permutador de calor e sistema de exaustão de gases.
Caq. = 60,4 . ln(Vtanque) – 179,6 Eq. 3-7 Custo de Aquisição
Em que Caq é o custo de aquisição (k€), e Vtanque o volume do tanque [3.3].
O tempo de depreciação ou período e o custo de oportunidade apresentam valores de
referência iguais aos valores apresentados para os processos de maquinagem, 8 anos e 15%
respectivamente. Para as horas-ano, parte-se de uma média de 8h de trabalho diário durante 225
dias ano.
A equação que estima o custo do líquido dieléctrico incorpora o custo de aquisição do
material e o tempo de vida útil do mesmo (2000 horas, indicado pelo fabricante), pelo que depende do
volume do tanque em que é colocado. O custo do dieléctrico em €/hora é determinado pala eq.3-8.
Cdie/hora = Vtanque . Cdie/dm3 / tvida Eq. 3-8 Custo do dieléctrico
Onde Cdie/hora é o custo do dieléctrico por hora (€/h), Vtanque o volume do tanque do dieléctrico
(dm3), Cdie/dm3 o custo unitário do dieléctrico (€/dm3) e tvida o tempo de vida em (h) [3.3].
O tempo de setup considerado é de 1h, validado após visitas a várias empresas do sector de
produção de moldes. Em relação ao custo de energia e ao custo de mão-de-obra, obtém-se através
das eq.3-5 e 3-6 respectivamente.
Estimar o custo total dos eléctrodos é um passo um pouco mais complicado, visto que o custo
de maquinagem dos mesmos, que utiliza o processo de fresagem, é também considerado. Os valores
pré-fixados são o custo unitário do material e o volume de material bem como o custo de
maquinagem dos eléctrodos. Considera-se que a maior parte dos processos de electroerosão
necessitam de 2 eléctrodos, um para desbaste e outro para acabamento. O material mais utilizado é
a Grafite = 45€/dm3 e o Cobre=60 €/dm3, o modelo assume por defeito a grafite. O volume
considerado resulta de uma série de medições feitas a eléctrodos utilizados numa empresa de
produção. Num universo de 41 eléctrodos, foram medidos os volumes de cada um e conseguiu-se
estabelecer três categorias, eléctrodos pequenos, médios e grandes. Aos pequenos pertencem um
conjunto de 15 eléctrodos, de onde se tirou um valor médio de referência que será o adoptado no
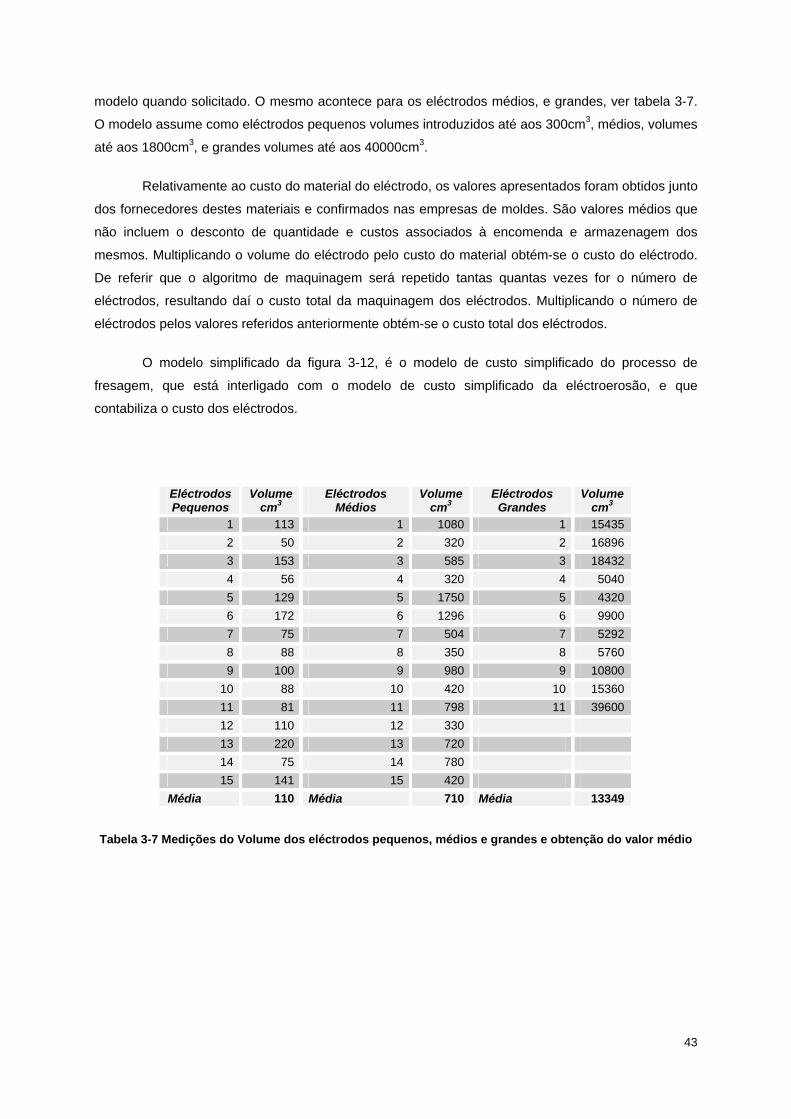
43
modelo quando solicitado. O mesmo acontece para os eléctrodos médios, e grandes, ver tabela 3-7.
O modelo assume como eléctrodos pequenos volumes introduzidos até aos 300cm3, médios, volumes
até aos 1800cm3, e grandes volumes até aos 40000cm3.
Relativamente ao custo do material do eléctrodo, os valores apresentados foram obtidos junto
dos fornecedores destes materiais e confirmados nas empresas de moldes. São valores médios que
não incluem o desconto de quantidade e custos associados à encomenda e armazenagem dos
mesmos. Multiplicando o volume do eléctrodo pelo custo do material obtém-se o custo do eléctrodo.
De referir que o algoritmo de maquinagem será repetido tantas quantas vezes for o número de
eléctrodos, resultando daí o custo total da maquinagem dos eléctrodos. Multiplicando o número de
eléctrodos pelos valores referidos anteriormente obtém-se o custo total dos eléctrodos.
O modelo simplificado da figura 3-12, é o modelo de custo simplificado do processo de
fresagem, que está interligado com o modelo de custo simplificado da eléctroerosão, e que
contabiliza o custo dos eléctrodos.
Eléctrodos Pequenos
Volume cm3
Eléctrodos Médios
Volume cm3
Eléctrodos Grandes
Volume cm3
1 113 1 1080 1 15435 2 50 2 320 2 16896 3 153 3 585 3 18432 4 56 4 320 4 5040 5 129 5 1750 5 4320 6 172 6 1296 6 9900 7 75 7 504 7 5292 8 88 8 350 8 5760 9 100 9 980 9 10800
10 88 10 420 10 15360 11 81 11 798 11 39600 12 110 12 330 13 220 13 720 14 75 14 780 15 141 15 420
Média 110 Média 710 Média 13349 Tabela 3-7 Medições do Volume dos eléctrodos pequenos, médios e grandes e obtenção do valor médio
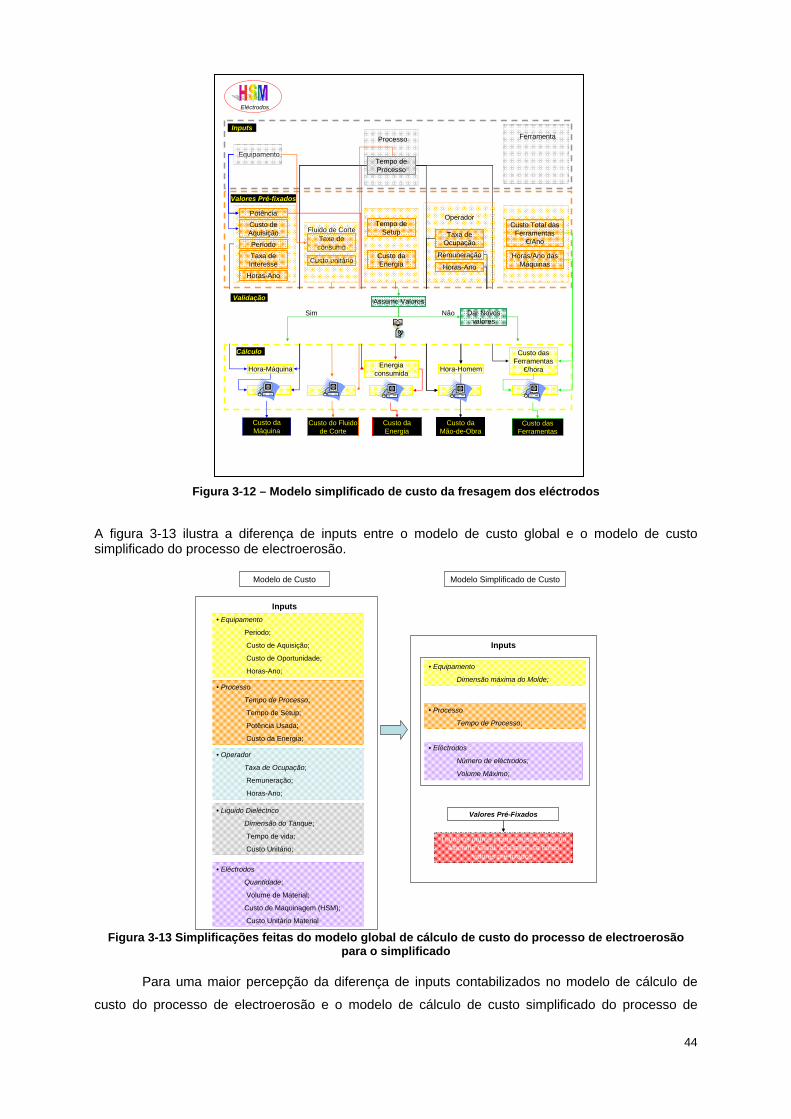
44
Figura 3-12 – Modelo simplificado de custo da fresagem dos eléctrodos
A figura 3-13 ilustra a diferença de inputs entre o modelo de custo global e o modelo de custo simplificado do processo de electroerosão.
Modelo de Custo Modelo Simplificado de Custo
Inputs• Equipamento
Periodo;
Custo de Aquisição;
Custo de Oportunidade;
Horas-Ano;
• Processo
Tempo de Processo;
Tempo de Setup;
Potência Usada;
Custo da Energia;
• Operador
Taxa de Ocupação;
Remuneração;
Horas-Ano;
• Liquido Dieléctrico
Dimensão do Tanque;
Tempo de vida;
Custo Unitário;
• Eléctrodos
Quantidade;
Volume de Material;
Custo de Maquinagem (HSM);
Custo Unitário Material
Inputs
• Equipamento
Dimensão máxima do Molde;
Valores Pré-Fixados
• Processo
Tempo de Processo;
Todos os outros inputs considerados no Algorimo Geral, assumem-se como
valores pré-fixados.
• Eléctrodos
Número de eléctrodos;
Volume Máximo;
Figura 3-13 Simplificações feitas do modelo global de cálculo de custo do processo de electroerosão
para o simplificado
Para uma maior percepção da diferença de inputs contabilizados no modelo de cálculo de
custo do processo de electroerosão e o modelo de cálculo de custo simplificado do processo de
Custo das Ferramentas
€/hora
Inputs
Equipamento
Ferramenta
Custo de Aquisição
Taxa de Interesse
Horas-Ano
Período
Potência
Custo daEnergia
Taxa de Ocupação
Custo unitário
Taxa de consumo
Fluido de Corte
Tempo de Processo
Processo
Tempo de Setup
Remuneração
Horas-Ano
Operador
Valores Pré-fixados
Cálculo
Hora-Máquina Energia consumida
Custo do Fluido de Corte
Custo da Máquina
Custo da Mão-de-Obra
Hora-Homem
Custo da Energia
Custo das Ferramentas
Dar Novos valores
Validação Assume ValoresSim Não
Eléctrodos
Custo Total das Ferramentas
€/Ano
Horas/Ano das Máquinas
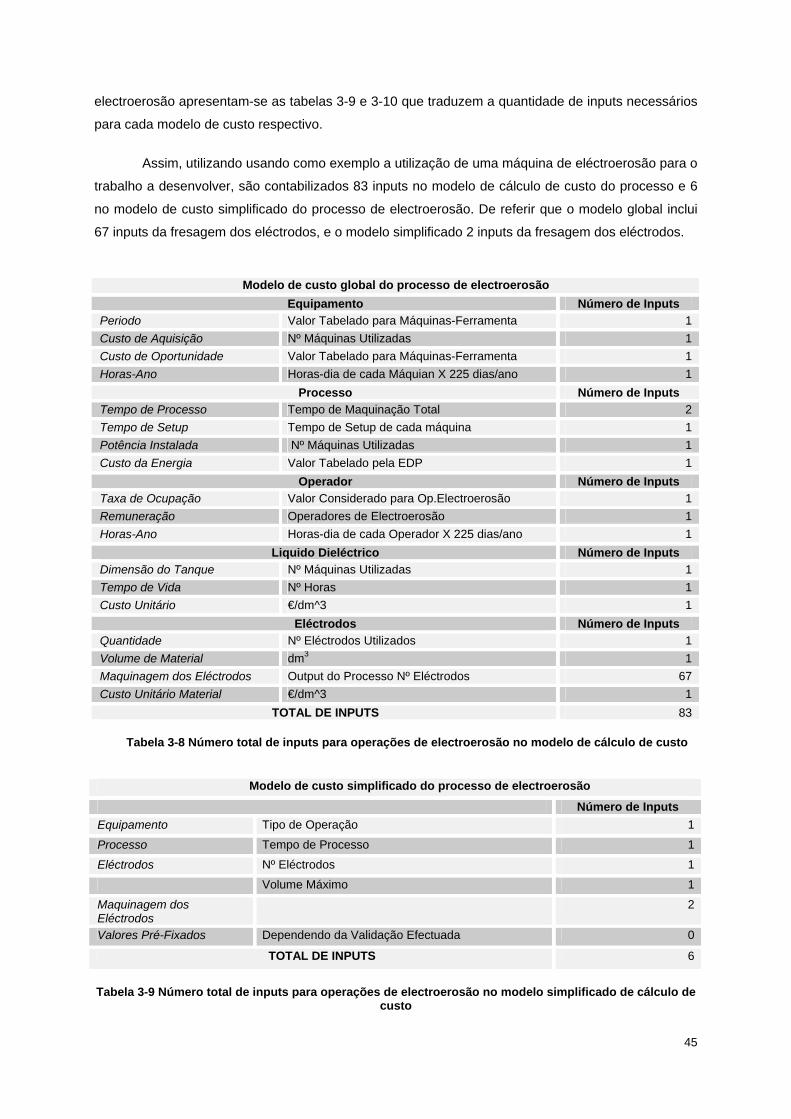
45
electroerosão apresentam-se as tabelas 3-9 e 3-10 que traduzem a quantidade de inputs necessários
para cada modelo de custo respectivo.
Assim, utilizando usando como exemplo a utilização de uma máquina de eléctroerosão para o
trabalho a desenvolver, são contabilizados 83 inputs no modelo de cálculo de custo do processo e 6
no modelo de custo simplificado do processo de electroerosão. De referir que o modelo global inclui
67 inputs da fresagem dos eléctrodos, e o modelo simplificado 2 inputs da fresagem dos eléctrodos.
Modelo de custo global do processo de electroerosão
Equipamento Número de Inputs Periodo Valor Tabelado para Máquinas-Ferramenta 1 Custo de Aquisição Nº Máquinas Utilizadas 1 Custo de Oportunidade Valor Tabelado para Máquinas-Ferramenta 1 Horas-Ano Horas-dia de cada Máquian X 225 dias/ano 1
Processo Número de Inputs Tempo de Processo Tempo de Maquinação Total 2 Tempo de Setup Tempo de Setup de cada máquina 1 Potência Instalada Nº Máquinas Utilizadas 1 Custo da Energia Valor Tabelado pela EDP 1
Operador Número de Inputs Taxa de Ocupação Valor Considerado para Op.Electroerosão 1 Remuneração Operadores de Electroerosão 1 Horas-Ano Horas-dia de cada Operador X 225 dias/ano 1
Liquido Dieléctrico Número de Inputs Dimensão do Tanque Nº Máquinas Utilizadas 1 Tempo de Vida Nº Horas 1 Custo Unitário €/dm^3 1
Eléctrodos Número de Inputs Quantidade Nº Eléctrodos Utilizados 1 Volume de Material dm3 1 Maquinagem dos Eléctrodos Output do Processo Nº Eléctrodos 67 Custo Unitário Material €/dm^3 1
TOTAL DE INPUTS 83
Tabela 3-8 Número total de inputs para operações de electroerosão no modelo de cálculo de custo
Modelo de custo simplificado do processo de electroerosão
Número de Inputs Equipamento Tipo de Operação 1
Processo Tempo de Processo 1
Eléctrodos Nº Eléctrodos 1
Volume Máximo 1
Maquinagem dos Eléctrodos
2
Valores Pré-Fixados Dependendo da Validação Efectuada 0
TOTAL DE INPUTS 6
Tabela 3-9 Número total de inputs para operações de electroerosão no modelo simplificado de cálculo de custo
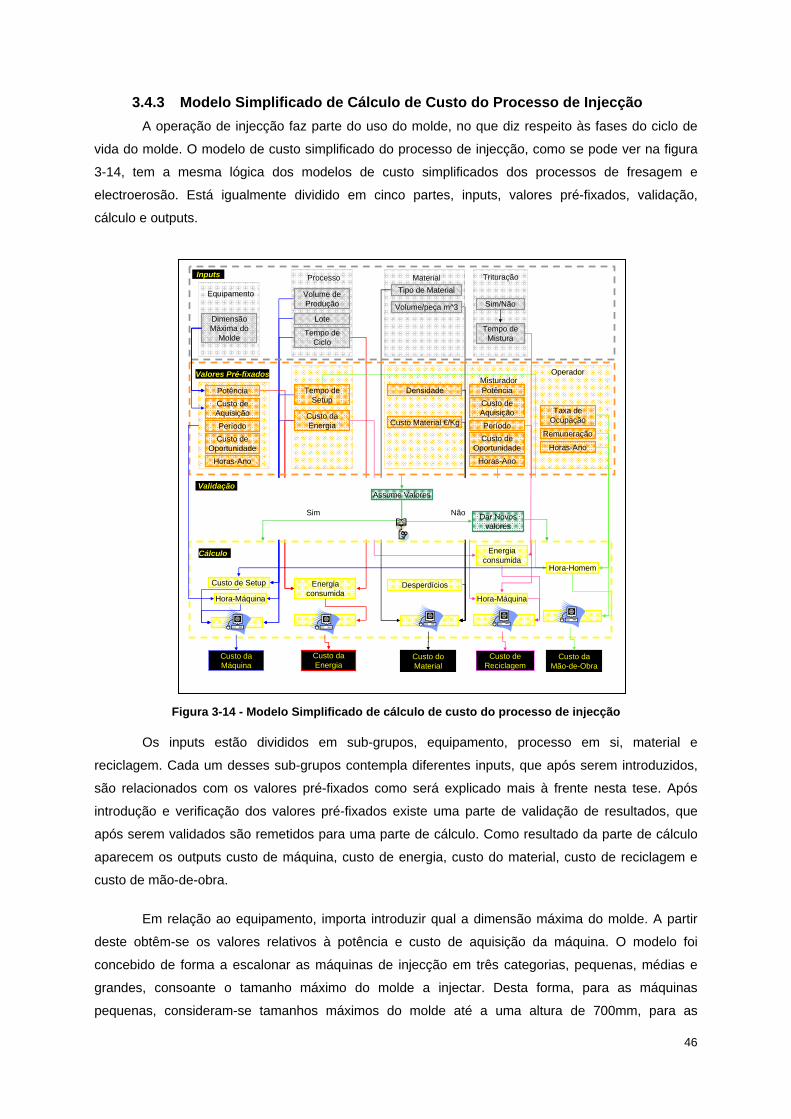
46
3.4.3 Modelo Simplificado de Cálculo de Custo do Processo de Injecção A operação de injecção faz parte do uso do molde, no que diz respeito às fases do ciclo de
vida do molde. O modelo de custo simplificado do processo de injecção, como se pode ver na figura
3-14, tem a mesma lógica dos modelos de custo simplificados dos processos de fresagem e
electroerosão. Está igualmente dividido em cinco partes, inputs, valores pré-fixados, validação,
cálculo e outputs.
Figura 3-14 - Modelo Simplificado de cálculo de custo do processo de injecção
Os inputs estão divididos em sub-grupos, equipamento, processo em si, material e
reciclagem. Cada um desses sub-grupos contempla diferentes inputs, que após serem introduzidos,
são relacionados com os valores pré-fixados como será explicado mais à frente nesta tese. Após
introdução e verificação dos valores pré-fixados existe uma parte de validação de resultados, que
após serem validados são remetidos para uma parte de cálculo. Como resultado da parte de cálculo
aparecem os outputs custo de máquina, custo de energia, custo do material, custo de reciclagem e
custo de mão-de-obra.
Em relação ao equipamento, importa introduzir qual a dimensão máxima do molde. A partir
deste obtêm-se os valores relativos à potência e custo de aquisição da máquina. O modelo foi
concebido de forma a escalonar as máquinas de injecção em três categorias, pequenas, médias e
grandes, consoante o tamanho máximo do molde a injectar. Desta forma, para as máquinas
pequenas, consideram-se tamanhos máximos do molde até a uma altura de 700mm, para as
PotênciaCusto de AquisiçãoPeríodoCusto de
OportunidadeHoras-Ano
Inputs
Dimensão Máxima do
Molde
Custo de Aquisição
Custo de Oportunidade
Horas-Ano
Período
Potência
Custo daEnergia
Taxa de Ocupação
Volume de Produção
Processo
Tempo de Setup
Remuneração
Horas-Ano
OperadorValores Pré-fixados
Cálculo
Hora-Máquina
Energia consumida
Custo da Máquina
Custo da Mão-de-Obra
Hora-Homem
Custo da Energia
Validação
MaterialTipo de Material
Densidade
Desperdícios
Volume/peça m^3Lote
Equipamento
Custo de Setup
Dar Novos valores
Sim Não
Assume Valores
Custo do Material
Custo Material €/Kg
Tempo de Ciclo
Sim/Não
Trituração
Misturador
Custo de Reciclagem
Hora-Máquina
Energia consumida
Tempo de Mistura
47
máquinas médias até a uma altura de 1400mm, e para as máquinas grandes até a uma altura de
2100mm. Esta classificação conseguiu-se através da recolha de informação nas empresas e
fornecedores de máquinas de injecção. Numa amostra de 25 máquinas, ver tabela 3-10, verificou-se
a existência de uma relação entre o aumento do tamanho máximo do molde permitido pela máquina
de injecção, a potência total instalada e o custo de aquisição. Com a figura 3-15, consegue-se ter
uma maior percepção da dispersão das máquinas analisadas relativamente às potências analisadas e
aos custos de aquisição.
Os valores pré-fixados considerados, resultam de médias das amostras apresentadas, assim,
para as máquinas consideradas pequenas (até 700mm de altura máxima do molde) considera-se
uma potência total instalada média de 31 kW, e um custo de aquisição médio de 103.900 €, para as
máquinas médias (até 1400mm de altura máxima do molde) considera-se uma potência total
Instalada média de 110 kW e um custo de aquisição médio de 291.429 €, para as máquinas grandes
(até 2100mm de altura máxima do molde) considera-se uma potência total instalada média de 332
kW e um custo se aquisição médio de 1.024.275 €. É de referir, que as potências totais instaladas
nas máquinas englobam todo o conjunto de equipamentos necessários para constituir a unidade de
injecção, são eles a máquina de injecção propriamente dita, o controlador, que regula a temperatura
dos canais quentes do molde, um robot, que segura nas peças após estas serem extraídas, podendo
este equipamento ser facultativo, um alimentador acoplado à máquina, mas que muitas vezes é
automático e de alimentação geral, ou seja, existe uma central de alimentação nas empresas que
está ligada a todas as máquinas de injecção e que faz a distribuição do material. Também é acoplado
um tapete, para transporte das peças produzidas e um sistema de refrigeração.
O período de depreciação considerado é de 8 anos, o custo de oportunidade é taxado a 15%
tal como nos outros processos e as horas-ano consideradas são de 5500h, bem como 1,15h para o
tempo de setup das máquinas, valores tomados como referência da indústria de moldes.
Para se obter o custo total da máquina, em que também é considera a parcela do custo de
setup, é necessário relacionar um conjunto de dados. Assumindo os valores pré-fixados, descritos
anteriormente, calcula-se a hora-máquina através da Eq.3-2. O custo de setup é calculado através da
eq.3-9.
LoteV
THHC odSETUPSETUP
Pr××= Eq. 3-9 Custo de setup
Onde CSETUP é o custo de setup (€), HH é a hora-homem (€/h), TSETUP é o tempo de setup,
VProd o volume de produção e o Lote.
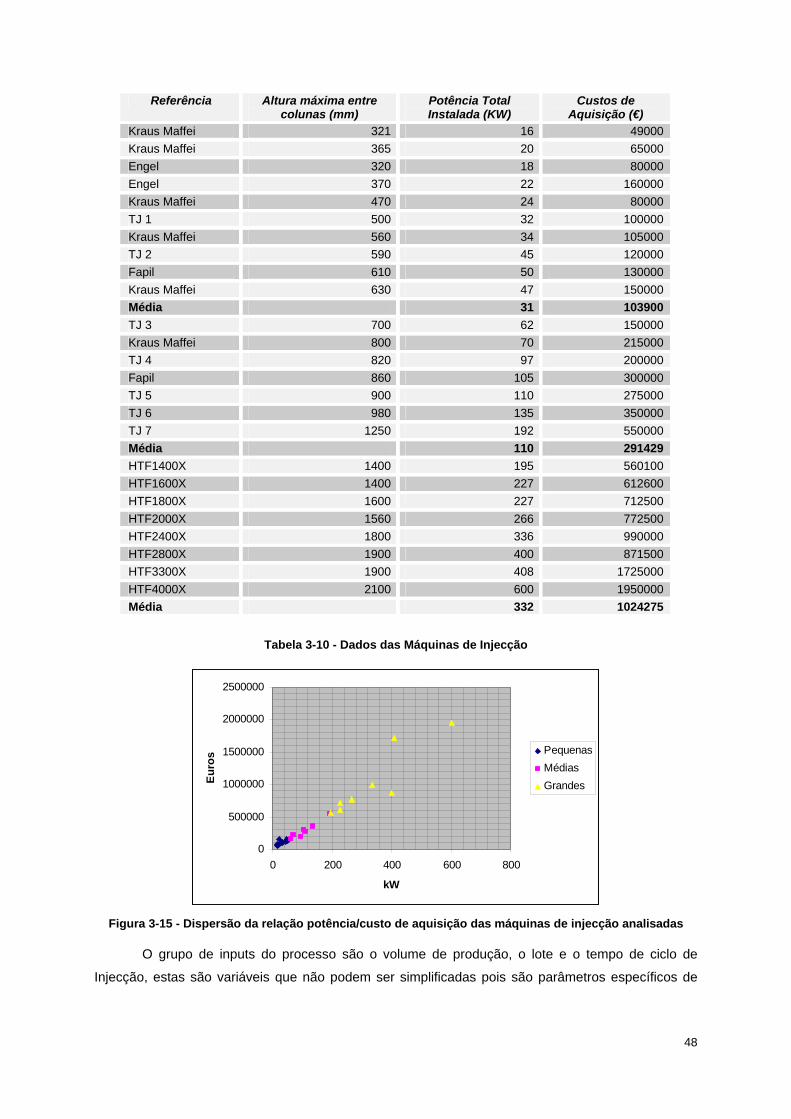
48
Referência Altura máxima entre colunas (mm)
Potência Total Instalada (KW)
Custos de Aquisição (€)
Kraus Maffei 321 16 49000 Kraus Maffei 365 20 65000 Engel 320 18 80000 Engel 370 22 160000 Kraus Maffei 470 24 80000 TJ 1 500 32 100000 Kraus Maffei 560 34 105000 TJ 2 590 45 120000 Fapil 610 50 130000 Kraus Maffei 630 47 150000 Média 31 103900 TJ 3 700 62 150000 Kraus Maffei 800 70 215000 TJ 4 820 97 200000 Fapil 860 105 300000 TJ 5 900 110 275000 TJ 6 980 135 350000 TJ 7 1250 192 550000 Média 110 291429 HTF1400X 1400 195 560100 HTF1600X 1400 227 612600 HTF1800X 1600 227 712500 HTF2000X 1560 266 772500 HTF2400X 1800 336 990000 HTF2800X 1900 400 871500 HTF3300X 1900 408 1725000 HTF4000X 2100 600 1950000 Média 332 1024275
Tabela 3-10 - Dados das Máquinas de Injecção
0
500000
1000000
1500000
2000000
2500000
0 200 400 600 800
kW
Eur
os
PequenasMédiasGrandes
Figura 3-15 - Dispersão da relação potência/custo de aquisição das máquinas de injecção analisadas
O grupo de inputs do processo são o volume de produção, o lote e o tempo de ciclo de
Injecção, estas são variáveis que não podem ser simplificadas pois são parâmetros específicos de
49
cada tipo de molde a injectar. Estes inputs vão influenciar directamente o custo de setup e a hora-
máquina, e por sua vez o custo da máquina.
O consumo energético do processo de injecção é calculado pela equação .
ISetupPCE PTVTC ×+×= )( Eq. 3-10 Consumo energético de processo de injecção
CE é o consumo energético (kj), Tc o tempo de ciclo (h), VP o volume de produção, TSetup o
tempo de setup (h) e PI a potência instalda (kW).
Ao grupo de inputs do material pertencem o tipo de material e volume/peça m3, estes dados
terão que ser introduzidos pelo utilizador. Como valores pré-fixados aparecem os dados da densidade
do material, o custo do material em €/kg. Na parte de cálculo conjugam-se os desperdícios e toda a
informação introduzida e pré-fixada. Os desperdícios, obtém-se através da eq.3-10, considerando
uma taxa de desperdício da ordem dos 10%.
1,0××= MaterialPeça DViosDesperdíci Eq. 3-11 Desperdícios
A taxa considerada é geral, no entanto nem sempre é a mesma, varia sempre consoante o
tamanho e qualidade exigida das peças a injectar.
Os desperdícios são por norma entregues a empresas de reciclagem deste tipo de material,
porém há casos em que poderão ser novamente utilizados, utilizando-se para o efeito máquinas
trituradoras, embora isto apenas aconteça em empresas que produzem peças de um grau de
exigência baixo. Por exemplo peças como pás, baldes, cabides entre outros. Salienta-se o facto de
que cada peça nova apenas utiliza uma percentagem do material reciclado, não constituindo este,
todo o material necessário à produção dessas peças. Na produção de peças para automóveis ou
material eléctrico e médico esta reutilização de material já não acontece, visto que os graus de
exigência são elevadíssimos. Mesmo assim, o desperdício considerado nestas peças é muito baixo.
Estas informações foram recolhidas após visitas a várias empresas do sector da injecção de moldes.
Por último, tem-se o input da trituração, que poderá ou não ser accionado pelo utilizador,
consoante a realidade da empresa, tal como acontece com alguns valores pré-fixados. No grupo do
input da trituração importa introduzir sim ou não para reciclagem, e caso a resposta seja positiva, o
tempo de mistura (trituração do material). O custo da trituração consegue-se assumindo como valores
pré-fixados, a potência, custo de aquisição, período (oito anos), custo de oportunidade (20% para
máquinas-ferramenta ligeiras), e horas-ano de trabalho das máquinas trituradoras. Considera-se
como preço médio de custo de aquisição o valor de 10000 € e uma potência instalada de 8kW.
Os materiais mais utilizados na indústria de injecção de termoplásticos estão representados
na tabela seguinte, onde se tem a informação do custo unitário em €/kg e a densidade de cada
material. O modelo contempla esta informação na sua base de dados, onde por intermédio da
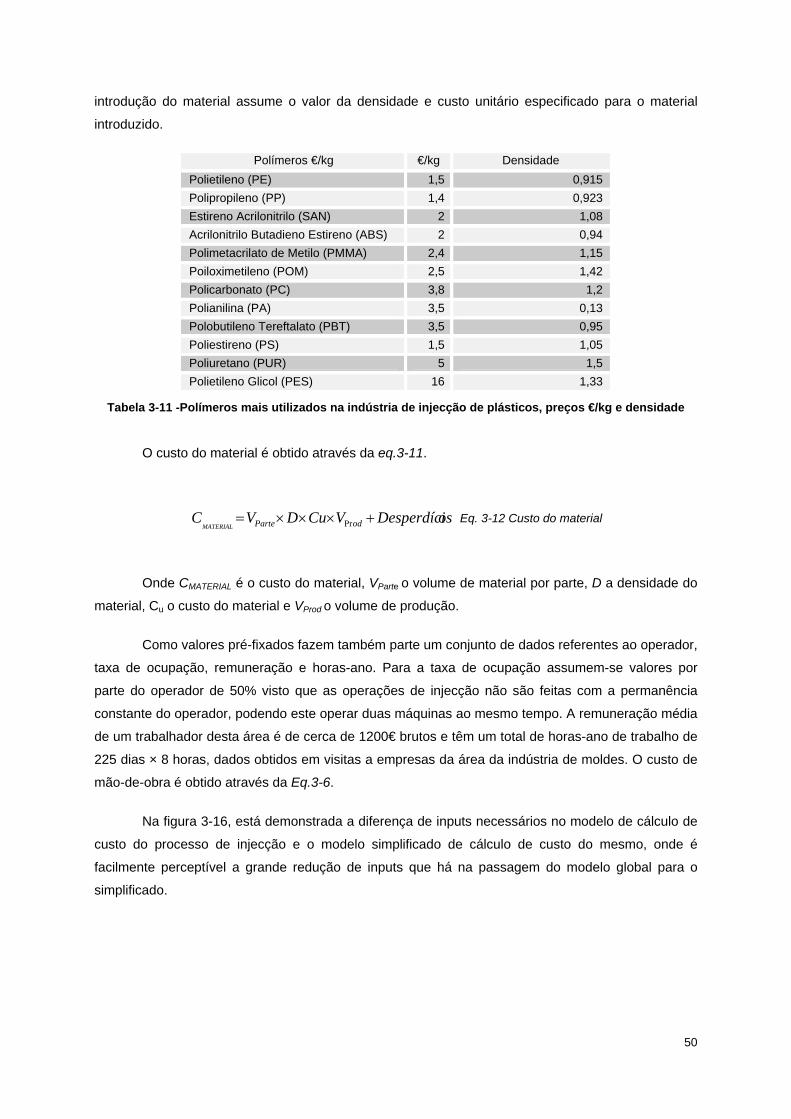
50
introdução do material assume o valor da densidade e custo unitário especificado para o material
introduzido.
Tabela 3-11 -Polímeros mais utilizados na indústria de injecção de plásticos, preços €/kg e densidade
O custo do material é obtido através da eq.3-11.
osDesperdíciVCuDVC odParteMATERIAL+×××= Pr Eq. 3-12 Custo do material
Onde CMATERIAL é o custo do material, VParte o volume de material por parte, D a densidade do
material, Cu o custo do material e VProd o volume de produção.
Como valores pré-fixados fazem também parte um conjunto de dados referentes ao operador,
taxa de ocupação, remuneração e horas-ano. Para a taxa de ocupação assumem-se valores por
parte do operador de 50% visto que as operações de injecção não são feitas com a permanência
constante do operador, podendo este operar duas máquinas ao mesmo tempo. A remuneração média
de um trabalhador desta área é de cerca de 1200€ brutos e têm um total de horas-ano de trabalho de
225 dias × 8 horas, dados obtidos em visitas a empresas da área da indústria de moldes. O custo de
mão-de-obra é obtido através da Eq.3-6.
Na figura 3-16, está demonstrada a diferença de inputs necessários no modelo de cálculo de
custo do processo de injecção e o modelo simplificado de cálculo de custo do mesmo, onde é
facilmente perceptível a grande redução de inputs que há na passagem do modelo global para o
simplificado.
Polímeros €/kg €/kg Densidade Polietileno (PE) 1,5 0,915 Polipropileno (PP) 1,4 0,923 Estireno Acrilonitrilo (SAN) 2 1,08 Acrilonitrilo Butadieno Estireno (ABS) 2 0,94 Polimetacrilato de Metilo (PMMA) 2,4 1,15 Poiloximetileno (POM) 2,5 1,42 Policarbonato (PC) 3,8 1,2 Polianilina (PA) 3,5 0,13 Polobutileno Tereftalato (PBT) 3,5 0,95 Poliestireno (PS) 1,5 1,05 Poliuretano (PUR) 5 1,5 Polietileno Glicol (PES) 16 1,33
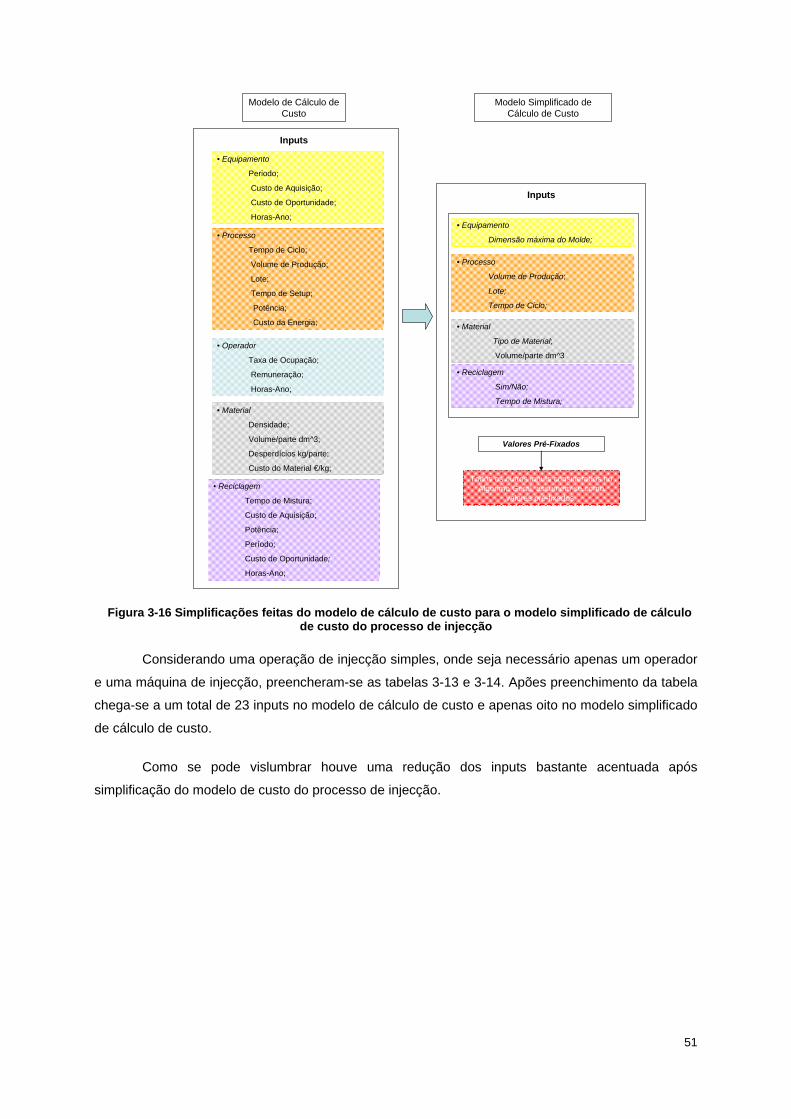
51
Modelo de Cálculo de Custo
Modelo Simplificado de Cálculo de Custo
Inputs
• Equipamento
Periodo;
Custo de Aquisição;
Custo de Oportunidade;
Horas-Ano;
• Processo
Tempo de Ciclo;
Volume de Produção;
Lote;
Tempo de Setup;
Potência;
Custo da Energia;
• Operador
Taxa de Ocupação;
Remuneração;
Horas-Ano;
• Material
Densidade;
Volume/parte dm^3;
Desperdícios kg/parte;
Custo do Material €/kg;
• Reciclagem
Tempo de Mistura;
Custo de Aquisição;
Potência;
Período;
Custo de Oportunidade;
Horas-Ano;
Inputs
• Equipamento
Dimensão máxima do Molde;
Valores Pré-Fixados
• Processo
Volume de Produção;
Lote;
Tempo de Ciclo;
Todos os outros inputs considerados no Algorimo Geral, assumem-se como
valores pré-fixados.
• Material
Tipo de Material;
Volume/parte dm^3
• Reciclagem
Sim/Não;
Tempo de Mistura;
Figura 3-16 Simplificações feitas do modelo de cálculo de custo para o modelo simplificado de cálculo de custo do processo de injecção
Considerando uma operação de injecção simples, onde seja necessário apenas um operador
e uma máquina de injecção, preencheram-se as tabelas 3-13 e 3-14. Apões preenchimento da tabela
chega-se a um total de 23 inputs no modelo de cálculo de custo e apenas oito no modelo simplificado
de cálculo de custo.
Como se pode vislumbrar houve uma redução dos inputs bastante acentuada após
simplificação do modelo de custo do processo de injecção.
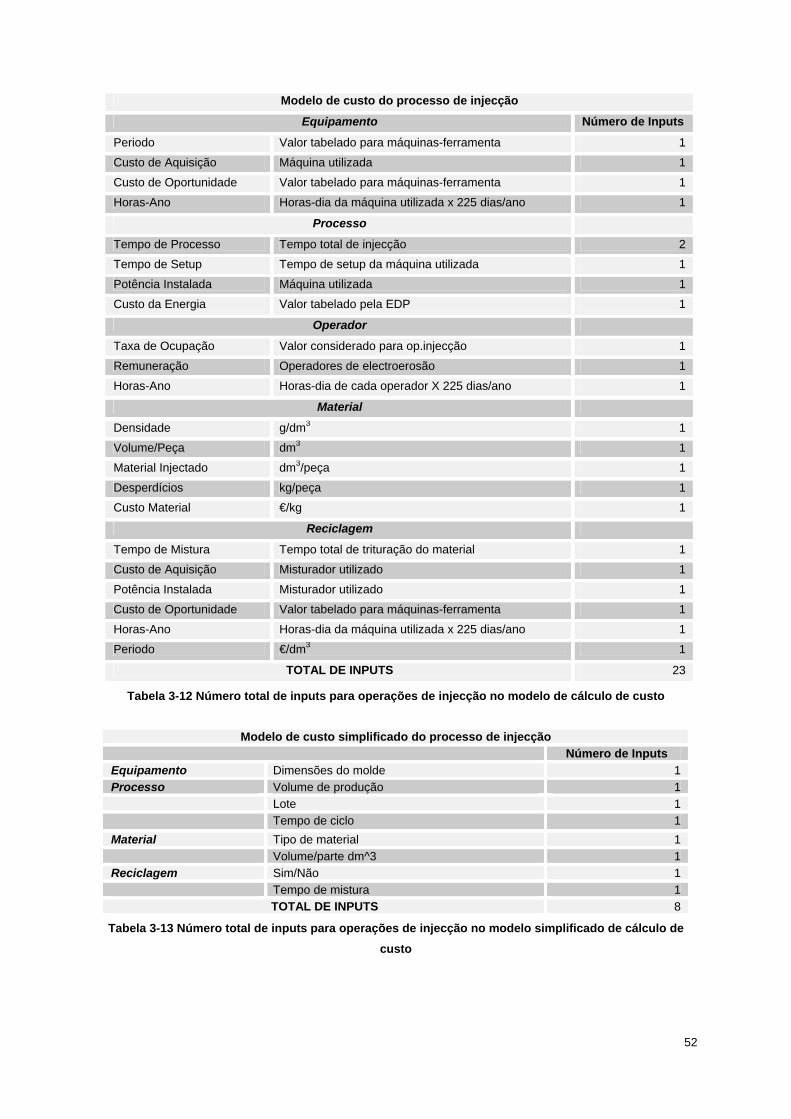
52
Modelo de custo do processo de injecção
Equipamento Número de Inputs
Periodo Valor tabelado para máquinas-ferramenta 1
Custo de Aquisição Máquina utilizada 1
Custo de Oportunidade Valor tabelado para máquinas-ferramenta 1
Horas-Ano Horas-dia da máquina utilizada x 225 dias/ano 1
Processo
Tempo de Processo Tempo total de injecção 2
Tempo de Setup Tempo de setup da máquina utilizada 1
Potência Instalada Máquina utilizada 1
Custo da Energia Valor tabelado pela EDP 1
Operador
Taxa de Ocupação Valor considerado para op.injecção 1
Remuneração Operadores de electroerosão 1
Horas-Ano Horas-dia de cada operador X 225 dias/ano 1
Material
Densidade g/dm3 1
Volume/Peça dm3 1
Material Injectado dm3/peça 1
Desperdícios kg/peça 1
Custo Material €/kg 1
Reciclagem
Tempo de Mistura Tempo total de trituração do material 1
Custo de Aquisição Misturador utilizado 1
Potência Instalada Misturador utilizado 1
Custo de Oportunidade Valor tabelado para máquinas-ferramenta 1
Horas-Ano Horas-dia da máquina utilizada x 225 dias/ano 1
Periodo €/dm3 1
TOTAL DE INPUTS 23
Tabela 3-12 Número total de inputs para operações de injecção no modelo de cálculo de custo
Tabela 3-13 Número total de inputs para operações de injecção no modelo simplificado de cálculo de custo
Modelo de custo simplificado do processo de injecção Número de Inputs
Equipamento Dimensões do molde 1 Processo Volume de produção 1 Lote 1 Tempo de ciclo 1 Material Tipo de material 1
Volume/parte dm^3 1 Reciclagem Sim/Não 1 Tempo de mistura 1
TOTAL DE INPUTS 8
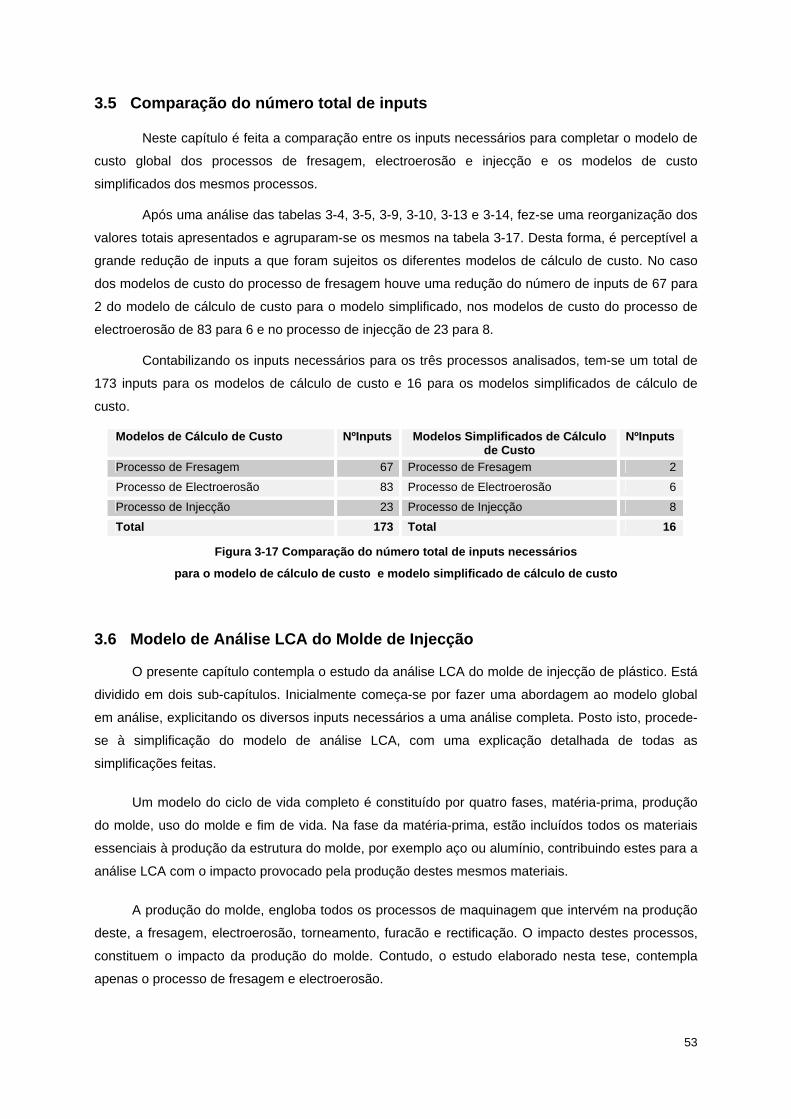
53
3.5 Comparação do número total de inputs
Neste capítulo é feita a comparação entre os inputs necessários para completar o modelo de
custo global dos processos de fresagem, electroerosão e injecção e os modelos de custo
simplificados dos mesmos processos.
Após uma análise das tabelas 3-4, 3-5, 3-9, 3-10, 3-13 e 3-14, fez-se uma reorganização dos
valores totais apresentados e agruparam-se os mesmos na tabela 3-17. Desta forma, é perceptível a
grande redução de inputs a que foram sujeitos os diferentes modelos de cálculo de custo. No caso
dos modelos de custo do processo de fresagem houve uma redução do número de inputs de 67 para
2 do modelo de cálculo de custo para o modelo simplificado, nos modelos de custo do processo de
electroerosão de 83 para 6 e no processo de injecção de 23 para 8.
Contabilizando os inputs necessários para os três processos analisados, tem-se um total de
173 inputs para os modelos de cálculo de custo e 16 para os modelos simplificados de cálculo de
custo.
Modelos de Cálculo de Custo NºInputs Modelos Simplificados de Cálculo de Custo
NºInputs
Processo de Fresagem 67 Processo de Fresagem 2
Processo de Electroerosão 83 Processo de Electroerosão 6
Processo de Injecção 23 Processo de Injecção 8 Total 173 Total 16
Figura 3-17 Comparação do número total de inputs necessários
para o modelo de cálculo de custo e modelo simplificado de cálculo de custo
3.6 Modelo de Análise LCA do Molde de Injecção
O presente capítulo contempla o estudo da análise LCA do molde de injecção de plástico. Está
dividido em dois sub-capítulos. Inicialmente começa-se por fazer uma abordagem ao modelo global
em análise, explicitando os diversos inputs necessários a uma análise completa. Posto isto, procede-
se à simplificação do modelo de análise LCA, com uma explicação detalhada de todas as
simplificações feitas.
Um modelo do ciclo de vida completo é constituído por quatro fases, matéria-prima, produção
do molde, uso do molde e fim de vida. Na fase da matéria-prima, estão incluídos todos os materiais
essenciais à produção da estrutura do molde, por exemplo aço ou alumínio, contribuindo estes para a
análise LCA com o impacto provocado pela produção destes mesmos materiais.
A produção do molde, engloba todos os processos de maquinagem que intervém na produção
deste, a fresagem, electroerosão, torneamento, furacão e rectificação. O impacto destes processos,
constituem o impacto da produção do molde. Contudo, o estudo elaborado nesta tese, contempla
apenas o processo de fresagem e electroerosão.
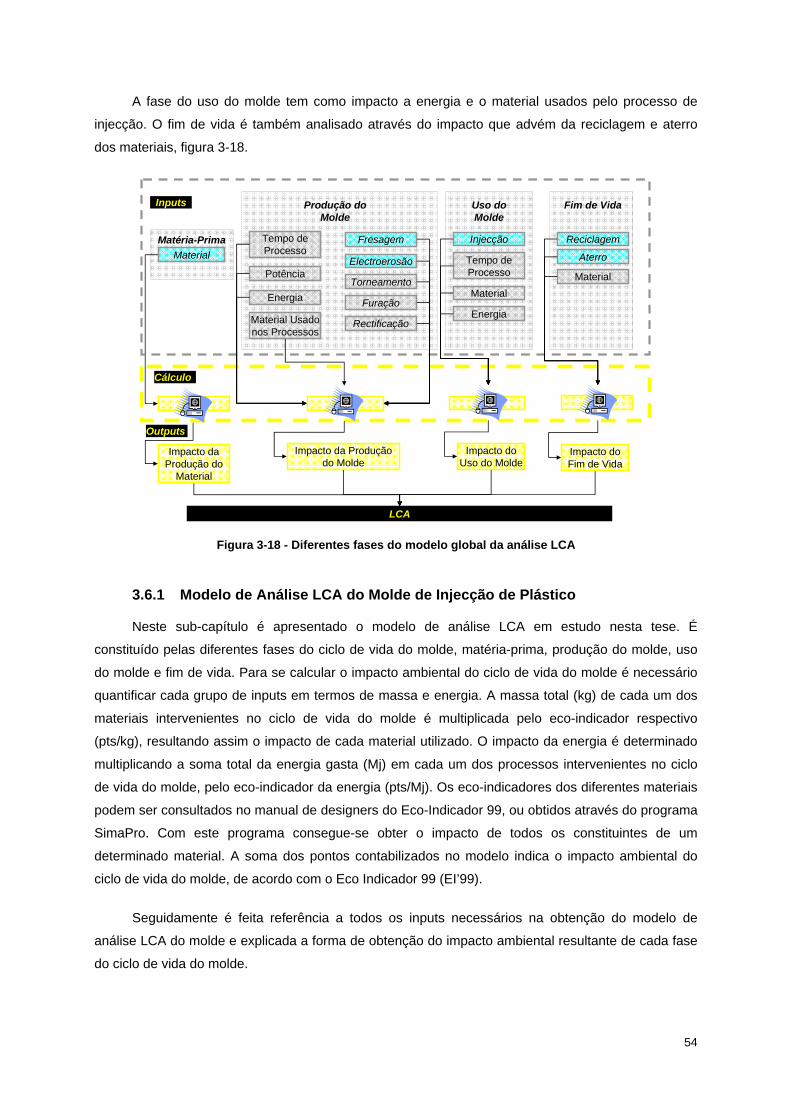
54
A fase do uso do molde tem como impacto a energia e o material usados pelo processo de
injecção. O fim de vida é também analisado através do impacto que advém da reciclagem e aterro
dos materiais, figura 3-18.
Tempo de Processo
Impacto da Produção do
Material
Inputs
Cálculo
Potência
Injecção
Material
Impacto da Produção do Molde
LCA
Material Usado nos Processos
Impacto do Fim de Vida
Reciclagem
Outputs
MaterialMatéria-Prima
Uso do Molde
Fim de VidaProdução do Molde
Fresagem
Electroerosão Tempo de Processo
Energia
Material
Energia
Impacto do Uso do Molde
Torneamento
Furação
Rectificação
Aterro
Figura 3-18 - Diferentes fases do modelo global da análise LCA
3.6.1 Modelo de Análise LCA do Molde de Injecção de Plástico
Neste sub-capítulo é apresentado o modelo de análise LCA em estudo nesta tese. É
constituído pelas diferentes fases do ciclo de vida do molde, matéria-prima, produção do molde, uso
do molde e fim de vida. Para se calcular o impacto ambiental do ciclo de vida do molde é necessário
quantificar cada grupo de inputs em termos de massa e energia. A massa total (kg) de cada um dos
materiais intervenientes no ciclo de vida do molde é multiplicada pelo eco-indicador respectivo
(pts/kg), resultando assim o impacto de cada material utilizado. O impacto da energia é determinado
multiplicando a soma total da energia gasta (Mj) em cada um dos processos intervenientes no ciclo
de vida do molde, pelo eco-indicador da energia (pts/Mj). Os eco-indicadores dos diferentes materiais
podem ser consultados no manual de designers do Eco-Indicador 99, ou obtidos através do programa
SimaPro. Com este programa consegue-se obter o impacto de todos os constituintes de um
determinado material. A soma dos pontos contabilizados no modelo indica o impacto ambiental do
ciclo de vida do molde, de acordo com o Eco Indicador 99 (EI’99).
Seguidamente é feita referência a todos os inputs necessários na obtenção do modelo de
análise LCA do molde e explicada a forma de obtenção do impacto ambiental resultante de cada fase
do ciclo de vida do molde.
55
O grupo de material do modelo de análise LCA do molde é constituído por 5 inputs, figura 3-19,
o volume de material do molde, o volume de material da estrutura, a densidade do material da
estrutura a densidade do material do molde e o eco-indicador de cada material utilizado. Com o
volume e a densidade do material da estrutura e da cavidade/bucha do molde obtém-se a massa de
material da estrutura e da cavidade/bucha. Através da eq. 3-12 obtém-se o impacto da produção do
material.
MCBEPM EcoMMI ×+= Eq. 3-13 Impacto da produção de material do molde
Onde IPM (pts) é o impacto ambiental da produção de material da cavidade, bucha e estrutura
do molde. ME (kg) a massa da estrutura, MCB (kg) a massa da cavidade e da bucha e EcoM, é o eco-
indicador considerado para os materiais utilizados (pts/kg).
A fase da produção do molde divide-se em duas partes em termos de impacto ambiental, o
impacto da energia dos processos e o impacto dos materiais utilizados pelos processos de
maquinagem. São considerados três processos, fresagem, fresagem dos eléctrodos e electroerosão,
figura 3-19. Para a análise do impacto ambiental da energia dispendida pelos processos são
necessários os seguintes inputs: tempo de processo, tempo de setup, potência instalada e eco-
indicador da energia. Somado o consumo energético dos três processos em análise, com a eq.3-13
obtém-se o impacto energético dos processos de produção do molde.
EIpE EcoPTI ××= Eq.3-14 Impacto energético da produção do molde
Onde IE (pts) é o impacto energético resultante dos processos usados na fase de produção do
molde. TP (min) o tempo de processo, PI potência total instalada e EcoE o eco-indicador da energia
(pts/Mj).
Os materiais usados pelos processos na fase de produção, que estão em análise são o
material das ferramentas de fresagem, o fluido de corte, o líquido dieléctrico e o material dos
eléctrodos. As ferramentas têm como inputs o tipo de material, o número de ferramentas, o peso das
ferramentas e o eco-indicador do material das ferramentas. Com o número de ferramentas utilizadas
e o peso das ferramentas obtém-se a massa total do material utilizado pelas ferramentas. O impacto
ambiental da massa das ferramentas é calculado por intermédio da eq.3-14.
FFFF EcoMmNI ××= Eq.3-15 Impacto ambiental da massa das ferramentas
Onde IF (pts) é o impacto das ferramentas, NF o número de ferramentas, MmF a massa média
das ferramentas admitida, e EcoF (pts/kg) o eco-indicador do material das ferramentas.
O fluido de corte tem como inputs o volume de fluido de corte consumido, a densidade do
fluido de corte e o eco-indicador do fluido de corte usado. O impacto ambiental do fluido de corte é
obtido pela eq.3-15.
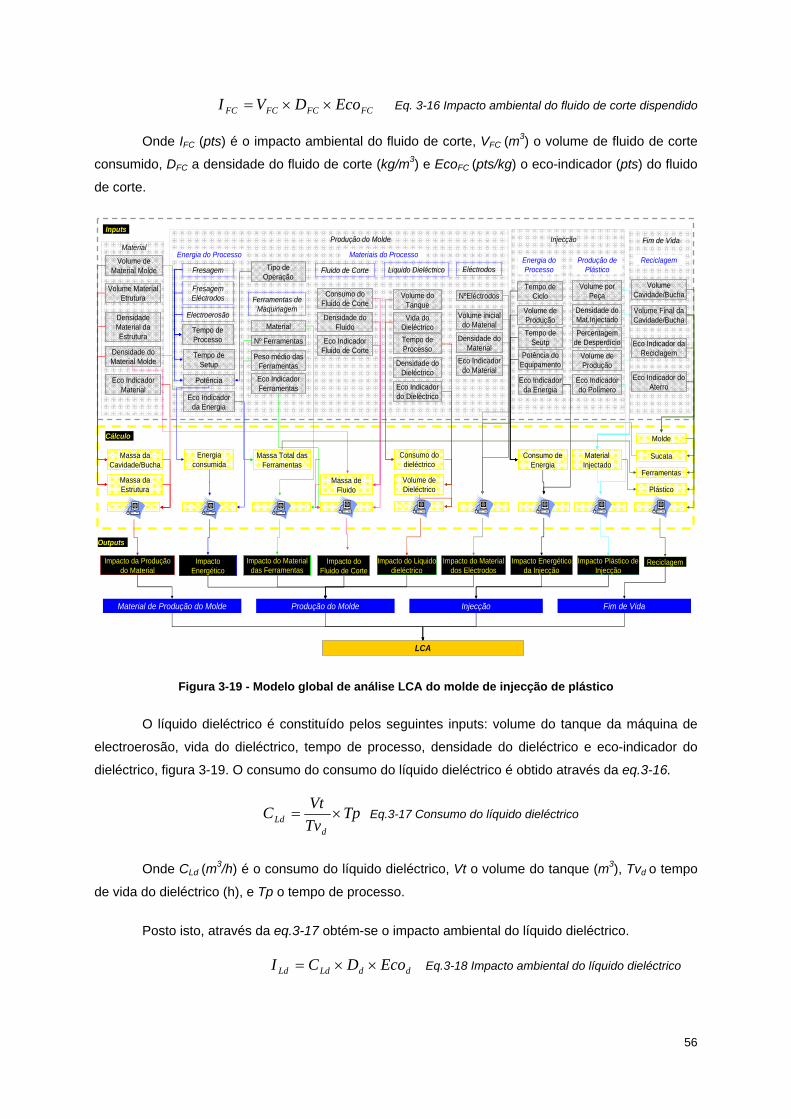
56
FCFCFCFC EcoDVI ××= Eq. 3-16 Impacto ambiental do fluido de corte dispendido
Onde IFC (pts) é o impacto ambiental do fluido de corte, VFC (m3) o volume de fluido de corte
consumido, DFC a densidade do fluido de corte (kg/m3) e EcoFC (pts/kg) o eco-indicador (pts) do fluido
de corte.
Tempo de Processo
Massa daCavidade/Bucha
Impacto da Produção do Material
Inputs
Cálculo
Impacto do Liquido dieléctrico
Tempo de Setup
Material
Massa Total das Ferramentas
Impacto do Material das Ferramentas
Potência
Energia consumida
Impacto Energético
Outputs
Volume de Material Molde
Densidade do Material Molde
Eco IndicadorMaterial
MaterialProdução do Molde
Impacto do Fluido de Corte
Fresagem
Fresagem Eléctrodos
Electroerosão
Eco Indicadorda Energia
Energia do Processo Materiais do Processo
Ferramentas de Maquinagem
Nº Ferramentas
Peso médio das FerramentasEco IndicadorFerramentas
Consumo do Fluido de Corte
Fluido de Corte
Densidade do Fluido
Eco IndicadorFluido de Corte
Liquido Dieléctrico
Volume do TanqueVida do
DieléctricoTempo de Processo
Densidade do Dieléctrico
Eco Indicadordo Dieléctrico
Eléctrodos
NºEléctrodos
Volume inicial do Material
Densidade do Material
Eco Indicadordo Material
Tempo de Ciclo
Volume de ProduçãoTempo de
Seutp
Injecção
Potência do Equipamento
Eco Indicadorda Energia
Energia do Processo
Produção de Plástico
Volume por Peça
Densidade do Mat.Injectado
Percentagem de Desperdício
Volume de Produção
Eco Indicadordo Polímero
Fim de Vida
Eco Indicador daReciclagem
Eco Indicador do Aterro
Volume Cavidade/Bucha
Reciclagem
Volume Material Etrutura
Massa daEstrutura
Massa de Fluido
Consumo do dieléctrico
Volume de Dieléctrico
Impacto do Material dos Eléctrodos
Consumo de Energia
Impacto Energético da Injecção
Material Injectado
Impacto Plástico de Injecção
Molde
Reciclagem
Sucata
Ferramentas
Plástico
Volume Final daCavidade/Bucha
Produção do MoldeMaterial de Produção do Molde Injecção Fim de Vida
LCA
DensidadeMaterial daEstrutura
Tipo de Operação
Figura 3-19 - Modelo global de análise LCA do molde de injecção de plástico
O líquido dieléctrico é constituído pelos seguintes inputs: volume do tanque da máquina de
electroerosão, vida do dieléctrico, tempo de processo, densidade do dieléctrico e eco-indicador do
dieléctrico, figura 3-19. O consumo do consumo do líquido dieléctrico é obtido através da eq.3-16.
TpTvVtC
dLd ×= Eq.3-17 Consumo do líquido dieléctrico
Onde CLd (m3/h) é o consumo do líquido dieléctrico, Vt o volume do tanque (m3), Tvd o tempo
de vida do dieléctrico (h), e Tp o tempo de processo.
Posto isto, através da eq.3-17 obtém-se o impacto ambiental do líquido dieléctrico.
ddLdLd EcoDCI ××= Eq.3-18 Impacto ambiental do líquido dieléctrico

57
Onde ILD é o impacto ambiental do líquido dieléctrico (pts), CLd o consumo do líquido dieléctrico,
Dd a densidade do dieléctrico (kg/m3), e Ecod o eco-indicador do líquido dieléctrico.
Por fim, o material dos eléctrodos tem como inputs o número de eléctrodos, o volume inicial de
material dos eléctrodos, a densidade do material dos eléctrodos e o eco-indicador respectivo do
material, figura 3-19. Através da eq.3-18 calcula-se o impacto ambiental do material dos eléctrodos.
GGEEE EcoDVNI ×××= Eq.3-19 Impacto ambiental do material dos eléctrodos
IE é o impacto ambiental da grafite (pts), NE é o número dos eléctrodos, VE é o volume dos
eléctrodos (m3), DG é a densidade da grafite (kg/m3) e EcoG o eco-indicador da grafite (pts/kg).
A fase do uso do molde é constituída pelo processo de injecção. O impacto ambiental do
processo de injecção é contabilizado em duas partes distintas, a energia do processo e a produção
de plástico. A energia do processo tem como inputs o tempo de ciclo o volume de produção, o tempo
de setup, a potência do equipamento utilizado e o eco-indicador da energia. O consumo energético
do processo de injecção é dado pela eq.3-19.
O impacto energético do processo de injecção é traduzido na eq.3-20. IE é o impacto
energético e EcoE o eco-indicador da energia (pts/Mj).
EEE EcoCI ×= Eq.3-20 Impacto ambiental do consumo energético do processo de injecção
A produção de plástico utilizado no processo de injecção tem como inputs para a análise LCA
do ciclo de vida do molde o volume da peça a produzir, a densidade do material injectado, a
percentagem de desperdício considerada, o volume de produção e o eco-indicador do polímero
utilizado. O impacto ambiental do polímero utilizado é calculado utilizando a eq.3-21.
PPeçaPPPI EcoVVDI ×××= Eq. 3-20 Impacto ambiental do polímero injectado
IPI é o impacto ambiental do polímero injectado (pts), VPeça o volume da peça, DP a densidade
do polímero (kg/m3), VP o volume de produção e EcoP o eco-indicador do polímero (pts/kg).
O fim de vida é o último grupo constituinte do modelo de análise do impacto ambiental do
ciclo de vida do molde. Apresenta unicamente como inputs o volume da cavidade/bucha, o volume
final da cavidade/bucha, o eco-indicador da reciclagem e o eco-indicador do aterro.
O impacto ambiental provocado pelo material do molde, sucata (S), ferramentas (MF) e
polímero (MP) é determinado respectivamente pelas equações seguintes:
RFMRM EcoVDI ××= Eq.3-21 Impacto da reciclagem do molde
58
RRS EcoSI ×= Eq.3-22 Impacto ambiental da reciclagem da sucata
RFRF EcoMI ×= Eq.3-23 Impacto da reciclagem do material das ferramentas
APAP EcoMI ×= Eq.3-24 Impacto ambiental do aterro do polímero
As equações apresentadas neste capítulo, utilizadas pelo modelo de análise LCA do molde
são também utilizadas no modelo simplificado de análise LCA do molde.
A soma destes ítems acima referidos, totalizam o impacto da reciclagem. Em conclusão, após
a soma dos pontos resultantes de cada uma das parcelas, material de produção do molde, produção
do molde, injecção e fim de vida, obtém-se o valor total em pontos do impacto ambiental do ciclo de
vida do molde, de acordo com o Eco indicador 99.
3.6.2 Modelo Simplificado de Análise LCA do Molde de Injecção de Plástico
No presente sub-capítulo é apresentada a simplificação do modelo de análise LCA do molde de
injecção de plástico. Todas as simplificações feitas estão detalhadas e devidamente justificadas.
O grupo do material é constituído por três inputs, o volume de material do molde, o volume de
material da estrutura e o tipo de material, figura 3-20. Com as visitas realizadas a várias empresas,
constatou-se que os materiais mais utilizados para a cavidade e bucha do molde são o aço H13 e o
aço P20 e que para a estrutura do molde é comum usarem um aço que na sua constituição tem 80%
de material reciclado. O modelo assume por defeito o aço H13, contudo este poderá ser alterado pelo
utilizador. Assim, foi possível simplificar o input da densidade do material do molde. O eco-indicador
também foi possível simplificar, utiliza-se para ambos 0,077pts/kg [3.4]. Este valor resulta de um
estudo elaborado que determina valores médios de eco-indicadores para um conjunto de materiais
analisados. Este valor é válido para aços que na sua constituição não contenham níquel. O cálculo do
impacto ambiental do material é obtido pela eq.3-12.
Na fase da produção do molde, é contabilizado o impacto energético dos processos de
fresagem, electroerosão e fresagem dos eléctrodos e o impacto ambiental dos materiais utilizados
pelos processos, figura 3-20. Os processos têm como input o tempo de processo e o tipo de
operação. O tempo de setup e a potência instalada são valores pré-fixados tal como acontecia nos
modelos de análise de custo dos processos, a metodologia utilizada foi a mesma. O eco-indicador da
energia é pré-fixado porque é um valor constante, com um valor de 0,0136pts/Mj [3.5]. É sempre
utilizado para calcular o impacto energético da energia consumida. O impacto ambiental da energia
consumida pelos processos de produção do molde é calculado pela eq.3-13.
O fluido de corte necessita apenas de um input, a dimensão máxima do molde a trabalhar
(DmáxM). O consumo do fluido de corte foi simplificado e pode ser calculado pela seguinte equação:
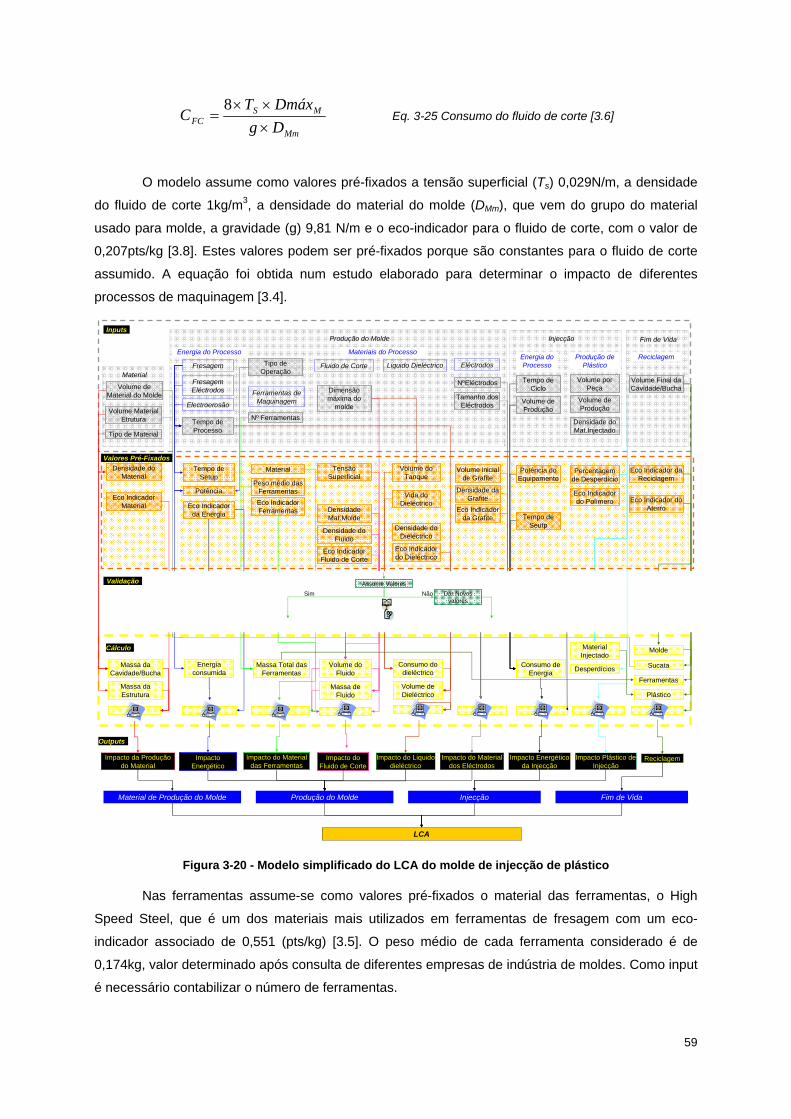
59
Mm
MSFC Dg
DmáxTC
×××
=8
Eq. 3-25 Consumo do fluido de corte [3.6]
O modelo assume como valores pré-fixados a tensão superficial (Ts) 0,029N/m, a densidade
do fluido de corte 1kg/m3, a densidade do material do molde (DMm), que vem do grupo do material
usado para molde, a gravidade (g) 9,81 N/m e o eco-indicador para o fluido de corte, com o valor de
0,207pts/kg [3.8]. Estes valores podem ser pré-fixados porque são constantes para o fluido de corte
assumido. A equação foi obtida num estudo elaborado para determinar o impacto de diferentes
processos de maquinagem [3.4].
Tempo de Processo
Massa daCavidade/Bucha
Impacto da Produção do Material
Inputs
Cálculo
Impacto do Liquido dieléctrico
Tempo de Setup
Material
Massa Total das Ferramentas
Impacto do Material das Ferramentas
Energia consumida
Impacto Energético
Volume do Fluido
Outputs
Volume de Material do Molde
Densidade do Material
Eco IndicadorMaterial
Material
Produção do Molde
Impacto do Fluido de Corte
Fresagem
Fresagem Eléctrodos
Electroerosão
Energia do Processo Materiais do Processo
Ferramentas de Maquinagem
Nº Ferramentas
Peso médio das FerramentasEco IndicadorFerramentas
Tensão Superficial
Fluido de Corte
Dimensão máxima do
molde
Densidade Mat.Molde
Densidade do Fluido
Eco IndicadorFluido de Corte
Liquido Dieléctrico
Vida do Dieléctrico
Densidade do Dieléctrico
Eco Indicadordo Dieléctrico
Eléctrodos
NºEléctrodos
Volume inicial de Grafite
Densidade da Grafite
Eco Indicadorda Grafite
Tempo de Ciclo
Volume de Produção
Tempo de Seutp
Injecção
Potência do Equipamento
Energia do Processo
Produção de Plástico
Volume por Peça
Densidade do Mat.Injectado
Volume de Produção
Eco Indicadordo Polímero
Fim de Vida
Eco Indicador daReciclagem
Eco Indicador do Aterro
Reciclagem
Volume Material Etrutura
Massa daEstrutura
Massa de Fluido
Consumo do dieléctrico
Volume de Dieléctrico
Impacto do Material dos Eléctrodos
Consumo de Energia
Impacto Energético da Injecção
Material Injectado
Impacto Plástico de Injecção
Molde
Reciclagem
Sucata
Ferramentas
Plástico
Volume Final daCavidade/Bucha
Produção do MoldeMaterial de Produção do Molde Injecção Fim de Vida
LCA
Tipo de Material
Tamanho dos Eléctrodos
Dar Novos valores
Validação Assume ValoresSim Não
Valores Pré-Fixados
Desperdícios
Percentagem de Desperdício
Volume do Tanque
Tipo de Operação
Potência
Eco Indicadorda Energia
Figura 3-20 - Modelo simplificado do LCA do molde de injecção de plástico
Nas ferramentas assume-se como valores pré-fixados o material das ferramentas, o High
Speed Steel, que é um dos materiais mais utilizados em ferramentas de fresagem com um eco-
indicador associado de 0,551 (pts/kg) [3.5]. O peso médio de cada ferramenta considerado é de
0,174kg, valor determinado após consulta de diferentes empresas de indústria de moldes. Como input
é necessário contabilizar o número de ferramentas.
60
Os eléctrodos apresentam como inputs o número de eléctrodos, e a sua dimensão máxima.
Os valores pré-fixados são o volume inicial do material dos eléctrodos, a densidade do material dos
eléctrodos e o eco-indicador do material dos eléctrodos. O modelo assume por defeito a grafite, visto
ser o material mais usado nas empresas que foram consultadas, com uma densidade de 1,7kg/m3 e
um eco-indicador de 2,176pts/kg [3.8]. A simplificação feita do volume inicial de material dos
eléctrodos assumida é a mesma que foi feita no modelo simplificado de cálculo de custo do processo
de electroerosão. O impacto ambiental do material dos eléctrodos é calculado pela eq.3-18.
O processo de injecção, que é pertencente à fase do uso do molde, está dividido em duas
parcelas em termos de impacto ambiental, a energia do processo e a produção do polímero, figura 3-
20. A energia do processo tem como inputs o tempo de ciclo, volume de produção. A potência do
equipamento e o tempo de setup são pré-fixados, a metodologia para a simplificação destes inputs é
a mesma que foi utilizada no modelo simplificado do cálculo de custo do processo de injecção. O
impacto energético do processo de injecção é determinado pela eq.3-20. A produção do polímero tem
como inputs o volume por peça, o volume de produção e a densidade do material injectado. A
percentagem de desperdício é pré-fixada e com um valor de 10%, obtido juntamente com duas
empresas de produção de moldes de injecção de plástico. O eco-indicador também é pré-fixado, é
constante independentemente do polímero utilizado e tem o valor de 0,36pts/kg [3.4]. O impacto do
polímero injectado é calculado através da eq.3-21.
O fim de vida tem apenas um input, o volume final da cavidade/bucha. O eco-indicador do
aterro e da reciclagem são pré-fixados. São constantes e têm o valor de 3,5mpts/kg e -94mpts/kg
respectivamente [3.5].
A figura 3-21 traduz uma comparação de inputs necessários para o modelo de análise do
impacto ambiental do ciclo de vida do molde (LCA) e o modelo simplificado de análise do impacto do
ciclo de vida do molde (LCA simplificado).

61
Modelo Modelo Simplificado
Inputs• Material
Volume de material do molde;
Volume de material da estrutura;
Densidade material estrutura;
Densidade do material do molde;
• Produção do Molde
Tempo de Processo;
Tempo de Setup;
Potência Usada;
Eco-indicador da energia;
Material;
Tipo de operação;
Nº Ferramentas;
Peso médio das ferramentas;
Eco-Indicador das ferramentas;
Tensão superficial;
Tamanho máximo da peça;
Densidade do fluido;
Eco-indicador do fluido de corte;
Volume do Tanque;
Vida do dieléctrico;
Densidade do dieléctrico;
Eco-indicador do dieléctrico;
Nº de eléctrodos;
Volume inicial do material;
Densidade do material;
Eco-indicador do material;
• Injecção
Tempo de ciclo;
Volume de produção;
Tempo de setup;
Potência do equipamento;
Eco-indicador da energia;
Volume por peça;
Densidade do mat.injectado;
Percentagem de desperdício;
Volume de produção;
Eco-indicador do polímero;
• Fim de Vida
Volume cavidade/bucha;
Volume final da cavidade/bucha;
Eco-indicador da reciclagem;
Eco-indicador do aterro;
Inputs
• Material
Volume de material do molde;
Volume de material da estrutura;
Tipo de material;
Valores Pré-Fixados
• Produção do molde
Tempo de Processo;
Nº de ferramentas;
Tamanho máximo da peça;
Nº de eléctrodos;
Tamanho dos eléctrodos;
Todos os outros inputs considerados no Modelo Global, assumem-se como
valores pré-fixados.
• Injecção
Tempo de ciclo;
Volume de produção;
Volume por peça;
Volume de produção;
Densidade do mat. Injectado;
• Fim de Vida
Volume final da cavidade/bucha;
Figura 3-21 - Simplificações feitas do modelo de análise LCA para o modelo simplificado de análise LCA
A tabela 3-14 e 3-15 contabilizam os inputs que constituem cada um dos modelos LCA
apresentados, geral e simplificado. Na fase de produção do molde, o tempo total do processo, setup e
as máquinas utilizadas são contabilizados 3 vezes, visto serem 3 processos analisados, fresagem,
electroerosão e fresagem dos eléctrodos.
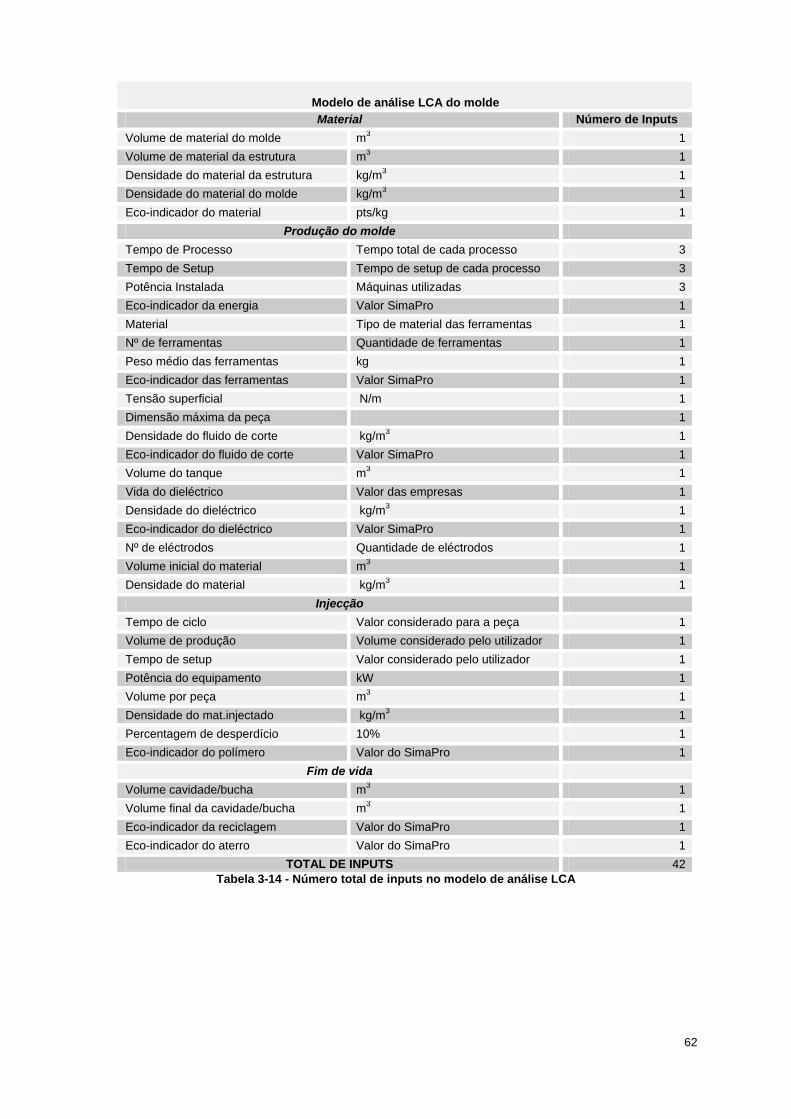
62
Tabela 3-14 - Número total de inputs no modelo de análise LCA
Modelo de análise LCA do molde Material Número de Inputs
Volume de material do molde m3 1 Volume de material da estrutura m3 1 Densidade do material da estrutura kg/m3 1 Densidade do material do molde kg/m3 1 Eco-indicador do material pts/kg 1
Produção do molde Tempo de Processo Tempo total de cada processo 3 Tempo de Setup Tempo de setup de cada processo 3 Potência Instalada Máquinas utilizadas 3 Eco-indicador da energia Valor SimaPro 1 Material Tipo de material das ferramentas 1 Nº de ferramentas Quantidade de ferramentas 1 Peso médio das ferramentas kg 1 Eco-indicador das ferramentas Valor SimaPro 1 Tensão superficial N/m 1 Dimensão máxima da peça 1 Densidade do fluido de corte kg/m3 1 Eco-indicador do fluido de corte Valor SimaPro 1 Volume do tanque m3 1 Vida do dieléctrico Valor das empresas 1 Densidade do dieléctrico kg/m3 1 Eco-indicador do dieléctrico Valor SimaPro 1 Nº de eléctrodos Quantidade de eléctrodos 1 Volume inicial do material m3 1 Densidade do material kg/m3 1
Injecção Tempo de ciclo Valor considerado para a peça 1 Volume de produção Volume considerado pelo utilizador 1 Tempo de setup Valor considerado pelo utilizador 1 Potência do equipamento kW 1 Volume por peça m3 1 Densidade do mat.injectado kg/m3 1 Percentagem de desperdício 10% 1 Eco-indicador do polímero Valor do SimaPro 1
Fim de vida Volume cavidade/bucha m3 1 Volume final da cavidade/bucha m3 1 Eco-indicador da reciclagem Valor do SimaPro 1 Eco-indicador do aterro Valor do SimaPro 1
TOTAL DE INPUTS 42
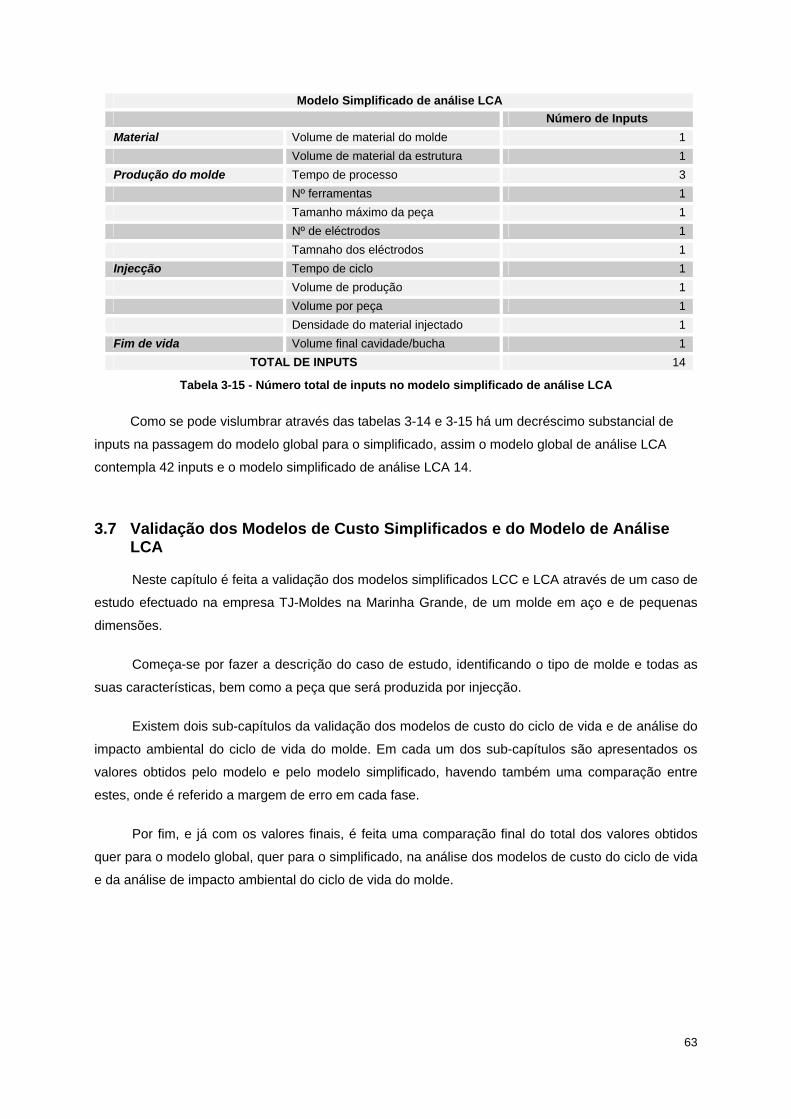
63
Modelo Simplificado de análise LCA Número de Inputs
Material Volume de material do molde 1 Volume de material da estrutura 1 Produção do molde Tempo de processo 3 Nº ferramentas 1 Tamanho máximo da peça 1 Nº de eléctrodos 1 Tamnaho dos eléctrodos 1 Injecção Tempo de ciclo 1
Volume de produção 1 Volume por peça 1 Densidade do material injectado 1
Fim de vida Volume final cavidade/bucha 1 TOTAL DE INPUTS 14
Tabela 3-15 - Número total de inputs no modelo simplificado de análise LCA
Como se pode vislumbrar através das tabelas 3-14 e 3-15 há um decréscimo substancial de
inputs na passagem do modelo global para o simplificado, assim o modelo global de análise LCA
contempla 42 inputs e o modelo simplificado de análise LCA 14.
3.7 Validação dos Modelos de Custo Simplificados e do Modelo de Análise
LCA
Neste capítulo é feita a validação dos modelos simplificados LCC e LCA através de um caso de
estudo efectuado na empresa TJ-Moldes na Marinha Grande, de um molde em aço e de pequenas
dimensões.
Começa-se por fazer a descrição do caso de estudo, identificando o tipo de molde e todas as
suas características, bem como a peça que será produzida por injecção.
Existem dois sub-capítulos da validação dos modelos de custo do ciclo de vida e de análise do
impacto ambiental do ciclo de vida do molde. Em cada um dos sub-capítulos são apresentados os
valores obtidos pelo modelo e pelo modelo simplificado, havendo também uma comparação entre
estes, onde é referido a margem de erro em cada fase.
Por fim, e já com os valores finais, é feita uma comparação final do total dos valores obtidos
quer para o modelo global, quer para o simplificado, na análise dos modelos de custo do ciclo de vida
e da análise de impacto ambiental do ciclo de vida do molde.

64
3.7.1 Caso de Estudo
Para se validarem os modelos simplificados de cálculo de custo dos processoa de fresagem,
electroerosão e injecção, bem como o modelo simplificado de análise LCA do molde, usou-se um
caso de estudo real. O molde é em aço e tem 360mm de altura, 396mm de largura e 396mm de
profundidade, figura 3-22. A peça produzida pelo molde é de policarbonato, tem 302mm de largura e
279mm de altura.
Importa referir que a maquinação deste molde apresenta como ponto crítico a criação de ribes,
que irão posteriormente reforçar a peça em zonas onde a espessura será menor, conseguindo-se
assim um consumo de material inferior. A criação dos ribes é feita por electroerosão.
Figura 3-22 - Bucha e cavidade do molde
Figura 3-23 - Peça do caso de estudo
As tabelas apresentadas no capítulo seguinte apresentam os valores que caracterizam mais
especificamente este molde
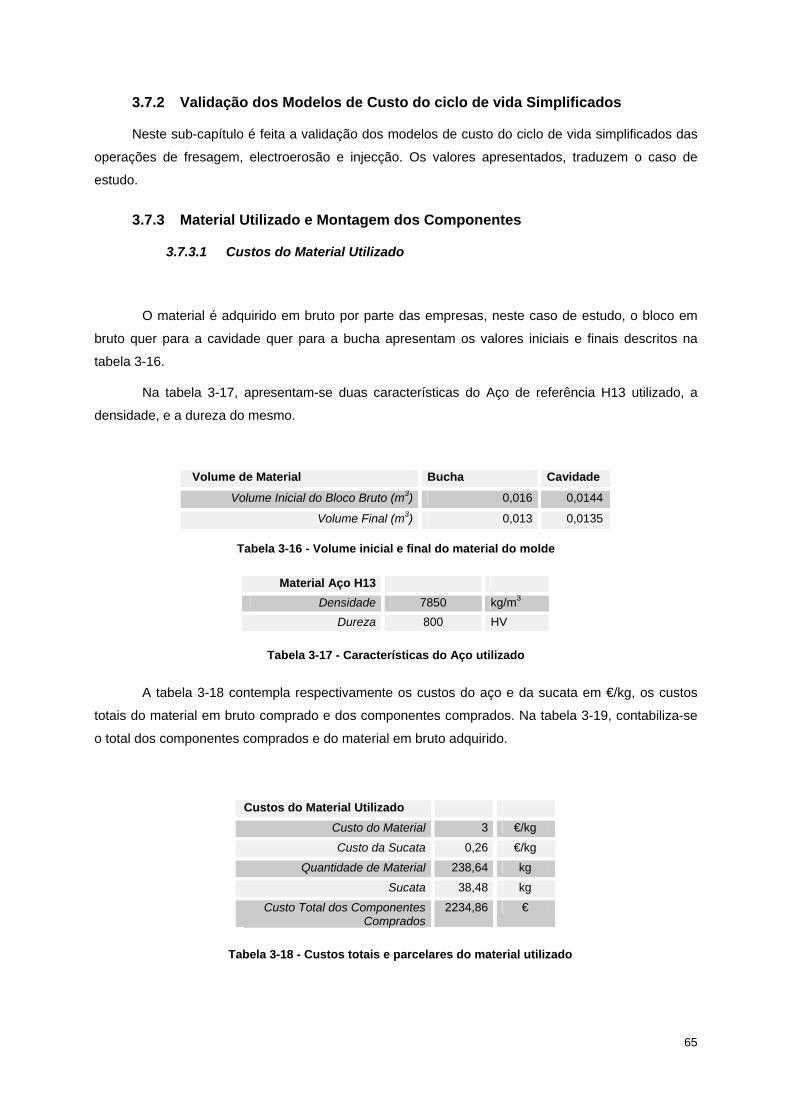
65
3.7.2 Validação dos Modelos de Custo do ciclo de vida Simplificados
Neste sub-capítulo é feita a validação dos modelos de custo do ciclo de vida simplificados das
operações de fresagem, electroerosão e injecção. Os valores apresentados, traduzem o caso de
estudo.
3.7.3 Material Utilizado e Montagem dos Componentes
3.7.3.1 Custos do Material Utilizado
O material é adquirido em bruto por parte das empresas, neste caso de estudo, o bloco em
bruto quer para a cavidade quer para a bucha apresentam os valores iniciais e finais descritos na
tabela 3-16.
Na tabela 3-17, apresentam-se duas características do Aço de referência H13 utilizado, a
densidade, e a dureza do mesmo.
Tabela 3-16 - Volume inicial e final do material do molde
Tabela 3-17 - Características do Aço utilizado
A tabela 3-18 contempla respectivamente os custos do aço e da sucata em €/kg, os custos
totais do material em bruto comprado e dos componentes comprados. Na tabela 3-19, contabiliza-se
o total dos componentes comprados e do material em bruto adquirido.
Tabela 3-18 - Custos totais e parcelares do material utilizado
Volume de Material Bucha Cavidade
Volume Inicial do Bloco Bruto (m3) 0,016 0,0144
Volume Final (m3) 0,013 0,0135
Material Aço H13 Densidade 7850 kg/m3
Dureza 800 HV
Custos do Material Utilizado
Custo do Material 3 €/kg
Custo da Sucata 0,26 €/kg
Quantidade de Material 238,64 kg
Sucata 38,48 kg
Custo Total dos Componentes Comprados
2234,86 €
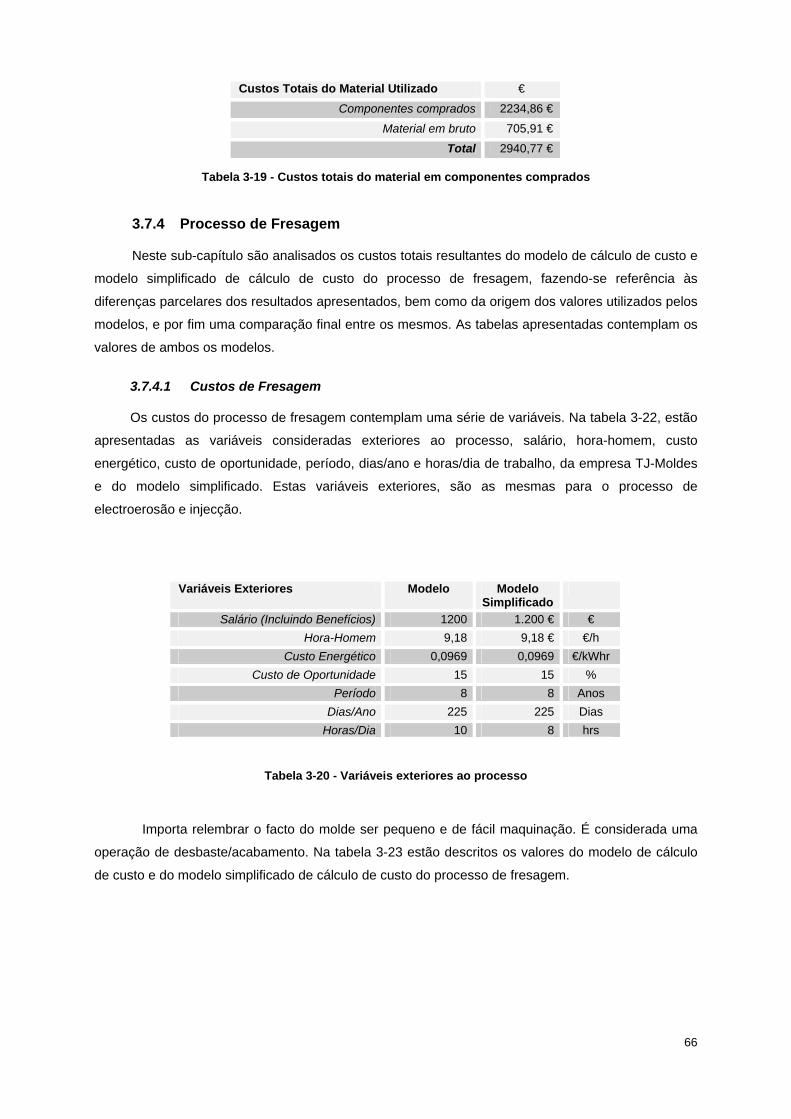
66
Tabela 3-19 - Custos totais do material em componentes comprados
3.7.4 Processo de Fresagem
Neste sub-capítulo são analisados os custos totais resultantes do modelo de cálculo de custo e
modelo simplificado de cálculo de custo do processo de fresagem, fazendo-se referência às
diferenças parcelares dos resultados apresentados, bem como da origem dos valores utilizados pelos
modelos, e por fim uma comparação final entre os mesmos. As tabelas apresentadas contemplam os
valores de ambos os modelos.
3.7.4.1 Custos de Fresagem
Os custos do processo de fresagem contemplam uma série de variáveis. Na tabela 3-22, estão
apresentadas as variáveis consideradas exteriores ao processo, salário, hora-homem, custo
energético, custo de oportunidade, período, dias/ano e horas/dia de trabalho, da empresa TJ-Moldes
e do modelo simplificado. Estas variáveis exteriores, são as mesmas para o processo de
electroerosão e injecção.
Variáveis Exteriores Modelo Modelo
Simplificado
Salário (Incluindo Benefícios) 1200 1.200 € € Hora-Homem 9,18 9,18 € €/h
Custo Energético 0,0969 0,0969 €/kWhr Custo de Oportunidade 15 15 %
Período 8 8 Anos Dias/Ano 225 225 Dias
Horas/Dia 10 8 hrs
Tabela 3-20 - Variáveis exteriores ao processo
Importa relembrar o facto do molde ser pequeno e de fácil maquinação. É considerada uma
operação de desbaste/acabamento. Na tabela 3-23 estão descritos os valores do modelo de cálculo
de custo e do modelo simplificado de cálculo de custo do processo de fresagem.
Custos Totais do Material Utilizado €
Componentes comprados 2234,86 €
Material em bruto 705,91 €
Total 2940,77 €
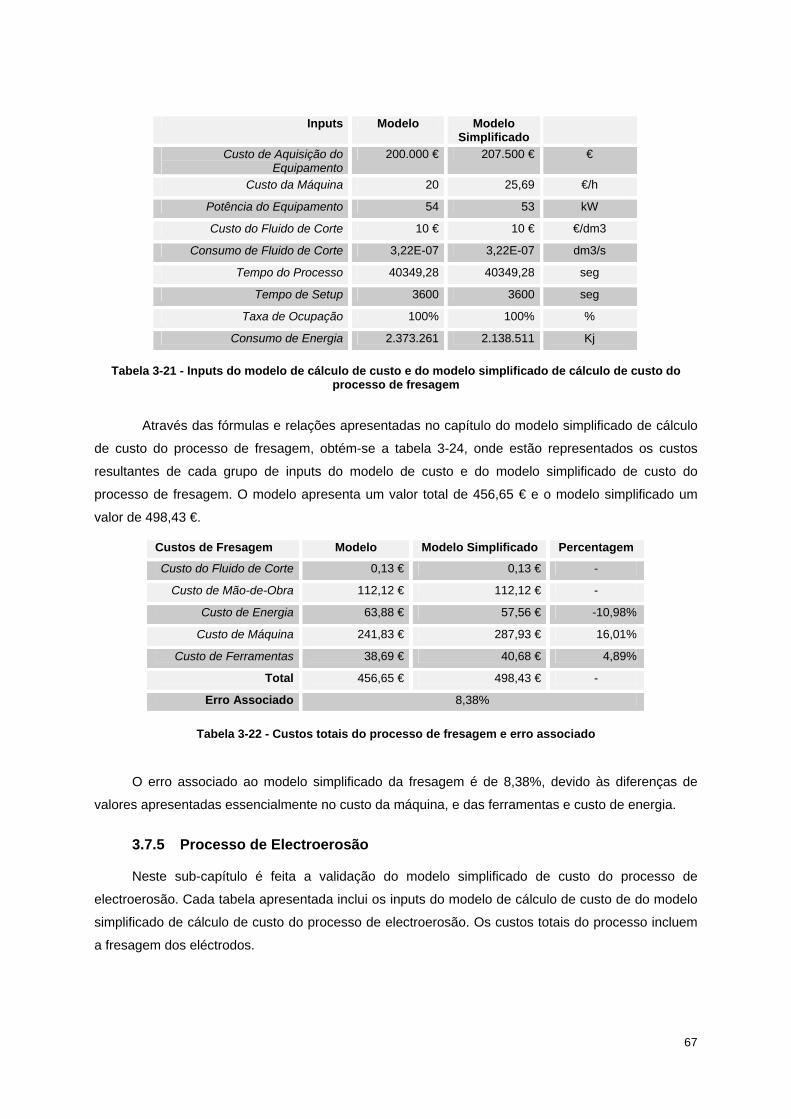
67
Inputs Modelo Modelo
Simplificado
Custo de Aquisição do Equipamento
200.000 € 207.500 € €
Custo da Máquina 20 25,69 €/h
Potência do Equipamento 54 53 kW
Custo do Fluido de Corte 10 € 10 € €/dm3
Consumo de Fluido de Corte 3,22E-07 3,22E-07 dm3/s
Tempo do Processo 40349,28 40349,28 seg
Tempo de Setup 3600 3600 seg
Taxa de Ocupação 100% 100% %
Consumo de Energia 2.373.261 2.138.511 Kj
Tabela 3-21 - Inputs do modelo de cálculo de custo e do modelo simplificado de cálculo de custo do processo de fresagem
Através das fórmulas e relações apresentadas no capítulo do modelo simplificado de cálculo
de custo do processo de fresagem, obtém-se a tabela 3-24, onde estão representados os custos
resultantes de cada grupo de inputs do modelo de custo e do modelo simplificado de custo do
processo de fresagem. O modelo apresenta um valor total de 456,65 € e o modelo simplificado um
valor de 498,43 €.
Custos de Fresagem Modelo Modelo Simplificado Percentagem
Custo do Fluido de Corte 0,13 € 0,13 € -
Custo de Mão-de-Obra 112,12 € 112,12 € -
Custo de Energia 63,88 € 57,56 € -10,98%
Custo de Máquina 241,83 € 287,93 € 16,01%
Custo de Ferramentas 38,69 € 40,68 € 4,89%
Total 456,65 € 498,43 € -
Erro Associado 8,38%
Tabela 3-22 - Custos totais do processo de fresagem e erro associado
O erro associado ao modelo simplificado da fresagem é de 8,38%, devido às diferenças de
valores apresentadas essencialmente no custo da máquina, e das ferramentas e custo de energia.
3.7.5 Processo de Electroerosão
Neste sub-capítulo é feita a validação do modelo simplificado de custo do processo de
electroerosão. Cada tabela apresentada inclui os inputs do modelo de cálculo de custo de do modelo
simplificado de cálculo de custo do processo de electroerosão. Os custos totais do processo incluem
a fresagem dos eléctrodos.
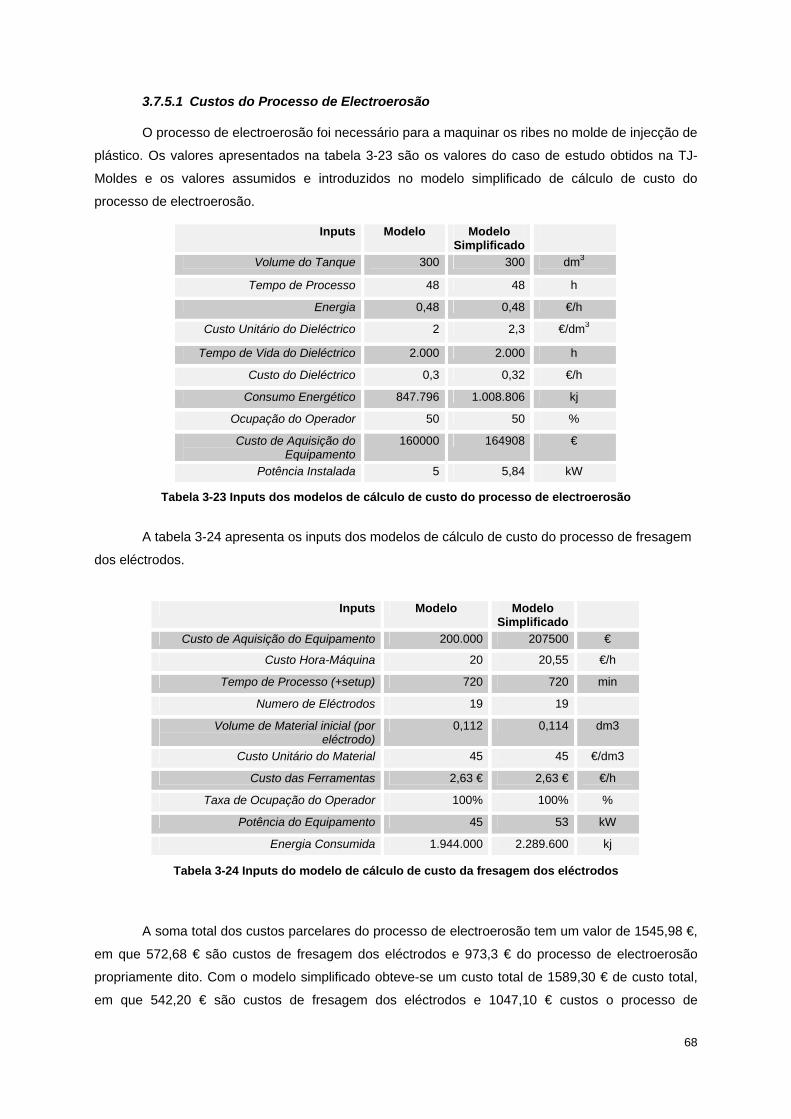
68
3.7.5.1 Custos do Processo de Electroerosão
O processo de electroerosão foi necessário para a maquinar os ribes no molde de injecção de
plástico. Os valores apresentados na tabela 3-23 são os valores do caso de estudo obtidos na TJ-
Moldes e os valores assumidos e introduzidos no modelo simplificado de cálculo de custo do
processo de electroerosão.
Inputs Modelo Modelo Simplificado
Volume do Tanque 300 300 dm3
Tempo de Processo 48 48 h
Energia 0,48 0,48 €/h
Custo Unitário do Dieléctrico 2 2,3 €/dm3
Tempo de Vida do Dieléctrico 2.000 2.000 h
Custo do Dieléctrico 0,3 0,32 €/h
Consumo Energético 847.796 1.008.806 kj
Ocupação do Operador 50 50 %
Custo de Aquisição do Equipamento
160000 164908 €
Potência Instalada 5 5,84 kW
Tabela 3-23 Inputs dos modelos de cálculo de custo do processo de electroerosão
A tabela 3-24 apresenta os inputs dos modelos de cálculo de custo do processo de fresagem
dos eléctrodos.
Inputs Modelo Modelo
Simplificado
Custo de Aquisição do Equipamento 200.000 207500 €
Custo Hora-Máquina 20 20,55 €/h
Tempo de Processo (+setup) 720 720 min
Numero de Eléctrodos 19 19
Volume de Material inicial (por eléctrodo)
0,112 0,114 dm3
Custo Unitário do Material 45 45 €/dm3
Custo das Ferramentas 2,63 € 2,63 € €/h
Taxa de Ocupação do Operador 100% 100% %
Potência do Equipamento 45 53 kW
Energia Consumida 1.944.000 2.289.600 kj
Tabela 3-24 Inputs do modelo de cálculo de custo da fresagem dos eléctrodos
A soma total dos custos parcelares do processo de electroerosão tem um valor de 1545,98 €,
em que 572,68 € são custos de fresagem dos eléctrodos e 973,3 € do processo de electroerosão
propriamente dito. Com o modelo simplificado obteve-se um custo total de 1589,30 € de custo total,
em que 542,20 € são custos de fresagem dos eléctrodos e 1047,10 € custos o processo de
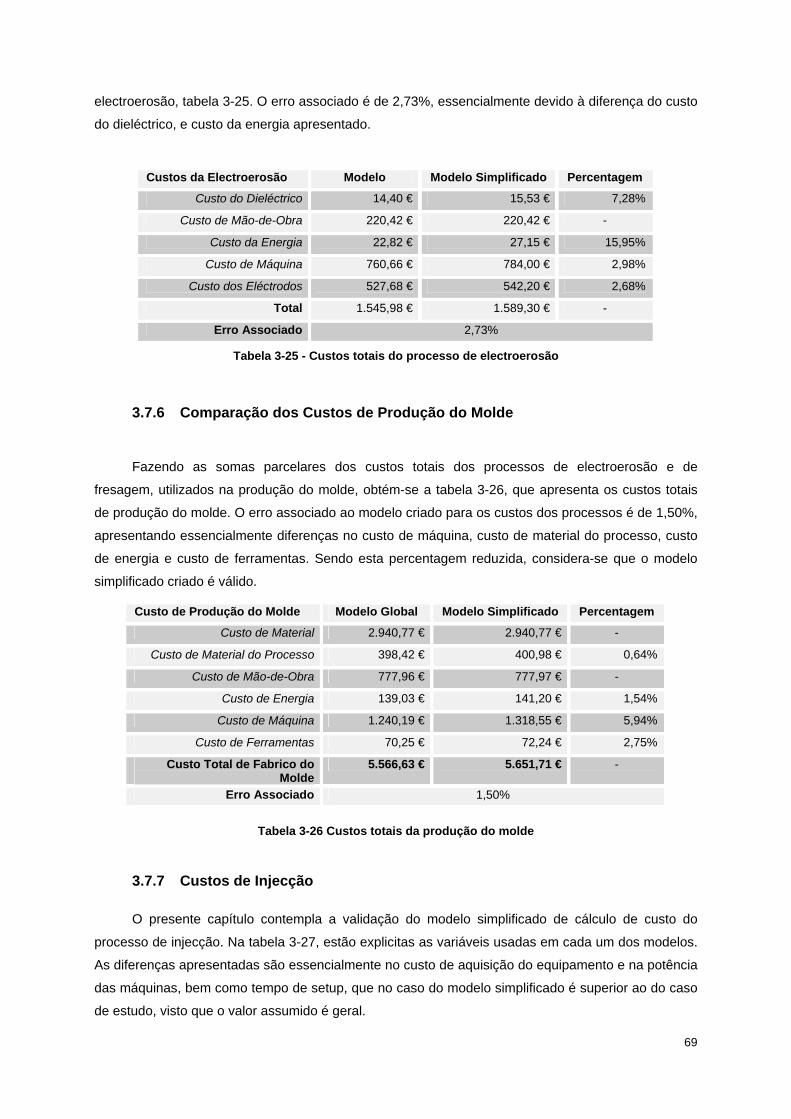
69
electroerosão, tabela 3-25. O erro associado é de 2,73%, essencialmente devido à diferença do custo
do dieléctrico, e custo da energia apresentado.
Custos da Electroerosão Modelo Modelo Simplificado Percentagem
Custo do Dieléctrico 14,40 € 15,53 € 7,28%
Custo de Mão-de-Obra 220,42 € 220,42 € -
Custo da Energia 22,82 € 27,15 € 15,95%
Custo de Máquina 760,66 € 784,00 € 2,98%
Custo dos Eléctrodos 527,68 € 542,20 € 2,68%
Total 1.545,98 € 1.589,30 € -
Erro Associado 2,73%
Tabela 3-25 - Custos totais do processo de electroerosão
3.7.6 Comparação dos Custos de Produção do Molde
Fazendo as somas parcelares dos custos totais dos processos de electroerosão e de
fresagem, utilizados na produção do molde, obtém-se a tabela 3-26, que apresenta os custos totais
de produção do molde. O erro associado ao modelo criado para os custos dos processos é de 1,50%,
apresentando essencialmente diferenças no custo de máquina, custo de material do processo, custo
de energia e custo de ferramentas. Sendo esta percentagem reduzida, considera-se que o modelo
simplificado criado é válido.
Custo de Produção do Molde Modelo Global Modelo Simplificado Percentagem
Custo de Material 2.940,77 € 2.940,77 € -
Custo de Material do Processo 398,42 € 400,98 € 0,64%
Custo de Mão-de-Obra 777,96 € 777,97 € -
Custo de Energia 139,03 € 141,20 € 1,54%
Custo de Máquina 1.240,19 € 1.318,55 € 5,94%
Custo de Ferramentas 70,25 € 72,24 € 2,75%
Custo Total de Fabrico do Molde
5.566,63 € 5.651,71 € -
Erro Associado 1,50%
Tabela 3-26 Custos totais da produção do molde
3.7.7 Custos de Injecção
O presente capítulo contempla a validação do modelo simplificado de cálculo de custo do
processo de injecção. Na tabela 3-27, estão explicitas as variáveis usadas em cada um dos modelos.
As diferenças apresentadas são essencialmente no custo de aquisição do equipamento e na potência
das máquinas, bem como tempo de setup, que no caso do modelo simplificado é superior ao do caso
de estudo, visto que o valor assumido é geral.
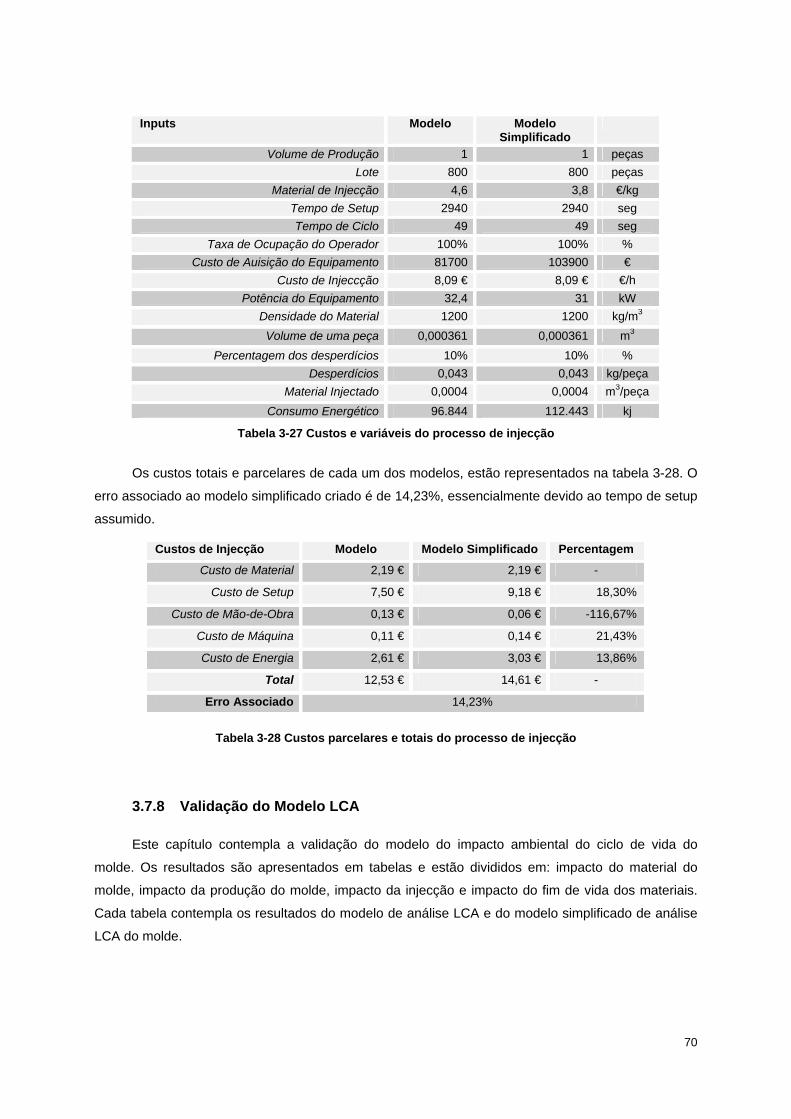
70
Inputs Modelo Modelo
Simplificado
Volume de Produção 1 1 peças Lote 800 800 peças
Material de Injecção 4,6 3,8 €/kg Tempo de Setup 2940 2940 seg Tempo de Ciclo 49 49 seg
Taxa de Ocupação do Operador 100% 100% % Custo de Auisição do Equipamento 81700 103900 €
Custo de Injeccção 8,09 € 8,09 € €/h Potência do Equipamento 32,4 31 kW
Densidade do Material 1200 1200 kg/m3 Volume de uma peça 0,000361 0,000361 m3
Percentagem dos desperdícios 10% 10% % Desperdícios 0,043 0,043 kg/peça
Material Injectado 0,0004 0,0004 m3/peça Consumo Energético 96.844 112.443 kj
Tabela 3-27 Custos e variáveis do processo de injecção
Os custos totais e parcelares de cada um dos modelos, estão representados na tabela 3-28. O
erro associado ao modelo simplificado criado é de 14,23%, essencialmente devido ao tempo de setup
assumido.
Custos de Injecção Modelo Modelo Simplificado Percentagem
Custo de Material 2,19 € 2,19 € -
Custo de Setup 7,50 € 9,18 € 18,30%
Custo de Mão-de-Obra 0,13 € 0,06 € -116,67%
Custo de Máquina 0,11 € 0,14 € 21,43%
Custo de Energia 2,61 € 3,03 € 13,86%
Total 12,53 € 14,61 € -
Erro Associado 14,23%
Tabela 3-28 Custos parcelares e totais do processo de injecção
3.7.8 Validação do Modelo LCA
Este capítulo contempla a validação do modelo do impacto ambiental do ciclo de vida do
molde. Os resultados são apresentados em tabelas e estão divididos em: impacto do material do
molde, impacto da produção do molde, impacto da injecção e impacto do fim de vida dos materiais.
Cada tabela contempla os resultados do modelo de análise LCA e do modelo simplificado de análise
LCA do molde.
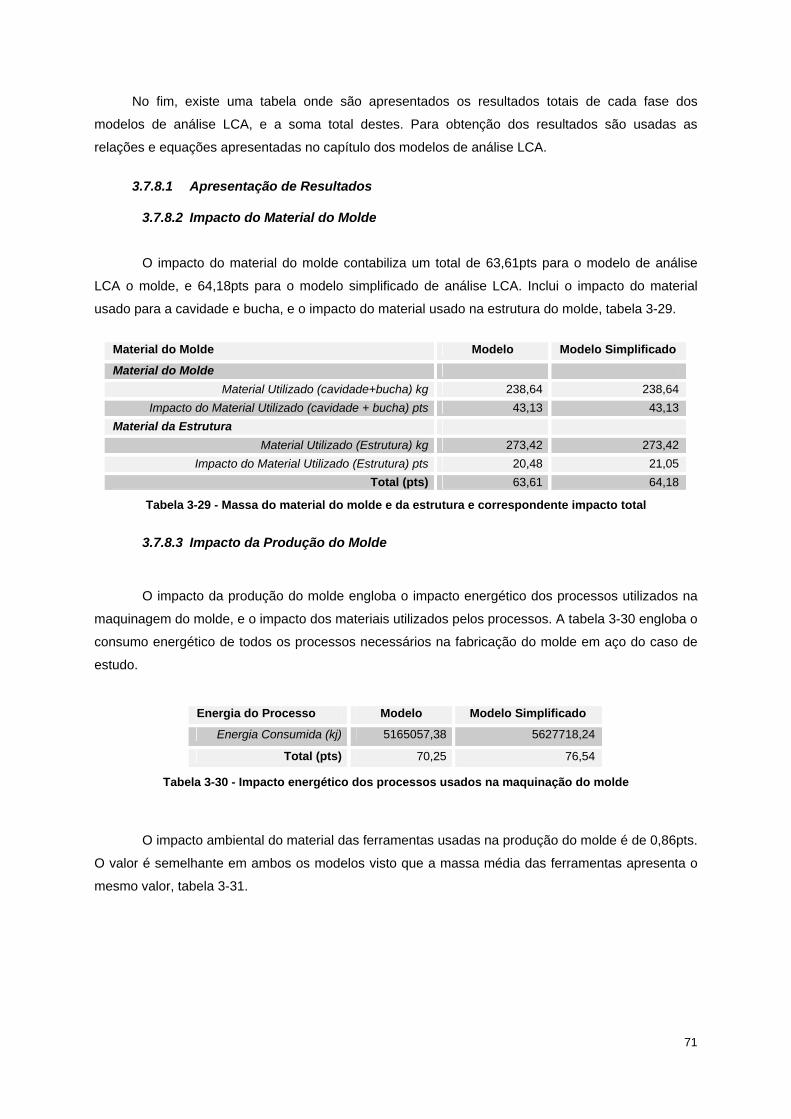
71
No fim, existe uma tabela onde são apresentados os resultados totais de cada fase dos
modelos de análise LCA, e a soma total destes. Para obtenção dos resultados são usadas as
relações e equações apresentadas no capítulo dos modelos de análise LCA.
3.7.8.1 Apresentação de Resultados
3.7.8.2 Impacto do Material do Molde
O impacto do material do molde contabiliza um total de 63,61pts para o modelo de análise
LCA o molde, e 64,18pts para o modelo simplificado de análise LCA. Inclui o impacto do material
usado para a cavidade e bucha, e o impacto do material usado na estrutura do molde, tabela 3-29.
Material do Molde Modelo Modelo Simplificado
Material do Molde Material Utilizado (cavidade+bucha) kg 238,64 238,64
Impacto do Material Utilizado (cavidade + bucha) pts 43,13 43,13 Material da Estrutura
Material Utilizado (Estrutura) kg 273,42 273,42 Impacto do Material Utilizado (Estrutura) pts 20,48 21,05
Total (pts) 63,61 64,18
Tabela 3-29 - Massa do material do molde e da estrutura e correspondente impacto total
3.7.8.3 Impacto da Produção do Molde
O impacto da produção do molde engloba o impacto energético dos processos utilizados na
maquinagem do molde, e o impacto dos materiais utilizados pelos processos. A tabela 3-30 engloba o
consumo energético de todos os processos necessários na fabricação do molde em aço do caso de
estudo.
Energia do Processo Modelo Modelo Simplificado
Energia Consumida (kj) 5165057,38 5627718,24
Total (pts) 70,25 76,54
Tabela 3-30 - Impacto energético dos processos usados na maquinação do molde
O impacto ambiental do material das ferramentas usadas na produção do molde é de 0,86pts.
O valor é semelhante em ambos os modelos visto que a massa média das ferramentas apresenta o
mesmo valor, tabela 3-31.

72
Ferramentas Modelo Modelo Simplificado
Número de Ferramentas 9 9 Massa media das Ferramentas (kg) 0,174 0,174
Massa total das Ferramentas (kg) 1,5615 1,5612 Total (pts) 0,86 0,86
Tabela 3-31 - Impacto da massa das ferramentas
Para além das ferramentas, o processo de fresagem do molde e da fresagem dos eléctrodos
necessita de fluido de corte, que apresenta o valor de 2,49E-07pts de impacto ambiental, tabela 3-32.
Fluido de Corte de Fresagem Modelo Modelo Simplificado
Tensão Superficial N/m 0,029 0,029 Comprimento máximo da peças (mm) 400 400
Gravidade (N/m) 9,81 9,81 Densidade do material do molde (kg/m3) 7850 7850
Volume do Fluido (m3) 1,21E-06 1,21E-06
Densidade do Fluido (kg/m3) 1 1
Massa do Fluido (kg) 1,21E-06 1,21E-06 Total (pts) 2,49E-07 2,49E-07
Tabela 3-32 - Impacto do fluido de corte da fresagem
O processo de electroerosão necessita do líquido dieléctrico e de eléctrodos. A massa
correspondente do líquido dieléctrico apresenta como impacto ambiental 1,44pts e 1,35pts no modelo
LCA e no modelo simplificado LCA respectivamente, tabela 3-33.
Líquido Dieléctrico Modelo Modelo Simplificado
Impacto de Material (pts/kg) 0,25 0,25
Consumo do Dieléctrico (dm3/h) 0,15 0,14
Volume de Dieléctrico (m3) 0,0072 0,0068
Densidade do Dieléctrico (kg/m3) 800 800
Total (pts) 1,44 1,35
Tabela 3-33 - Impacto do líquido dieléctrico
A massa dos eléctrodos apresenta 2,31pts e 2,22pts de impacto ambiental no modelo de
análise LCA e no modelo simplificado de análise LCA respectivamente, tabela 3-34.
Eléctrodos Modelo Modelo Simplificado
Impacto da Grafite 2,176 2,176 Volume de Material Utilizado 0,0021 0,0022
Densidade 1,7 1,7 Impacto dos Eléctrodos 0,0079 0,0080
Total (pts) 2,31 2,22
Tabela 3-34 - Impacto do material dos eléctrodos
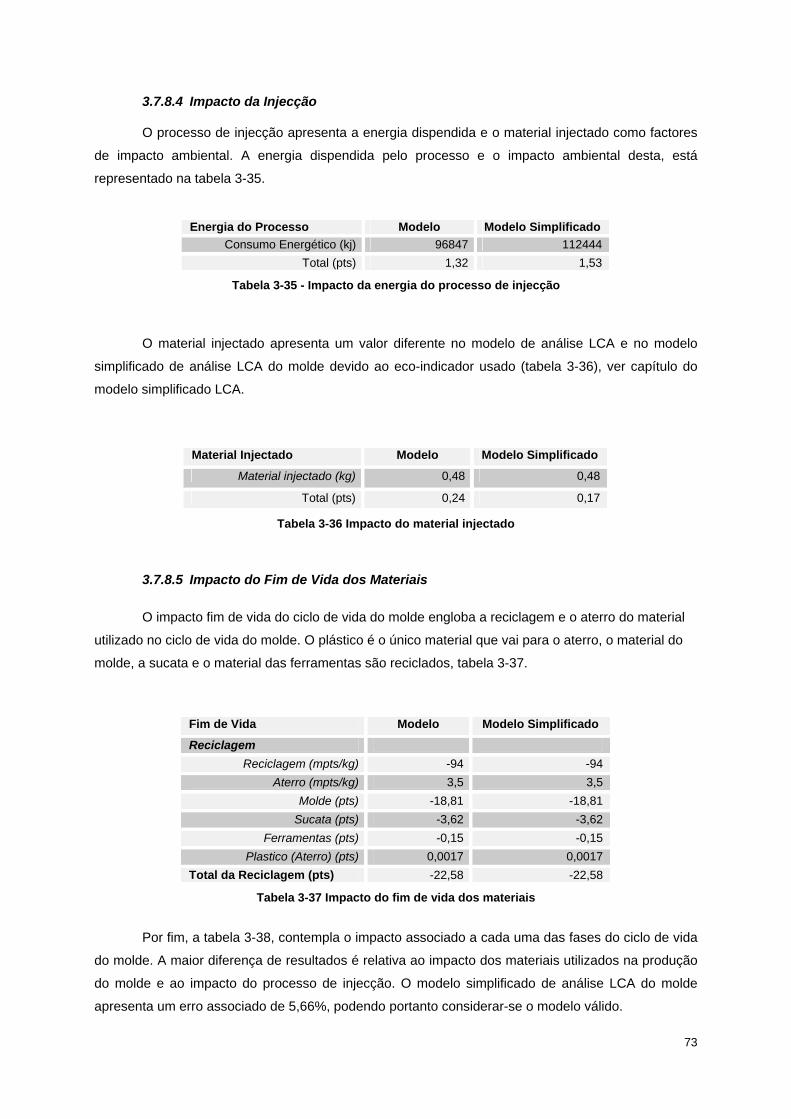
73
3.7.8.4 Impacto da Injecção
O processo de injecção apresenta a energia dispendida e o material injectado como factores
de impacto ambiental. A energia dispendida pelo processo e o impacto ambiental desta, está
representado na tabela 3-35.
Energia do Processo Modelo Modelo Simplificado
Consumo Energético (kj) 96847 112444 Total (pts) 1,32 1,53
Tabela 3-35 - Impacto da energia do processo de injecção
O material injectado apresenta um valor diferente no modelo de análise LCA e no modelo
simplificado de análise LCA do molde devido ao eco-indicador usado (tabela 3-36), ver capítulo do
modelo simplificado LCA.
Material Injectado Modelo Modelo Simplificado
Material injectado (kg) 0,48 0,48
Total (pts) 0,24 0,17
Tabela 3-36 Impacto do material injectado
3.7.8.5 Impacto do Fim de Vida dos Materiais
O impacto fim de vida do ciclo de vida do molde engloba a reciclagem e o aterro do material
utilizado no ciclo de vida do molde. O plástico é o único material que vai para o aterro, o material do
molde, a sucata e o material das ferramentas são reciclados, tabela 3-37.
Fim de Vida Modelo Modelo Simplificado
Reciclagem Reciclagem (mpts/kg) -94 -94
Aterro (mpts/kg) 3,5 3,5 Molde (pts) -18,81 -18,81
Sucata (pts) -3,62 -3,62 Ferramentas (pts) -0,15 -0,15
Plastico (Aterro) (pts) 0,0017 0,0017 Total da Reciclagem (pts) -22,58 -22,58
Tabela 3-37 Impacto do fim de vida dos materiais
Por fim, a tabela 3-38, contempla o impacto associado a cada uma das fases do ciclo de vida
do molde. A maior diferença de resultados é relativa ao impacto dos materiais utilizados na produção
do molde e ao impacto do processo de injecção. O modelo simplificado de análise LCA do molde
apresenta um erro associado de 5,66%, podendo portanto considerar-se o modelo válido.
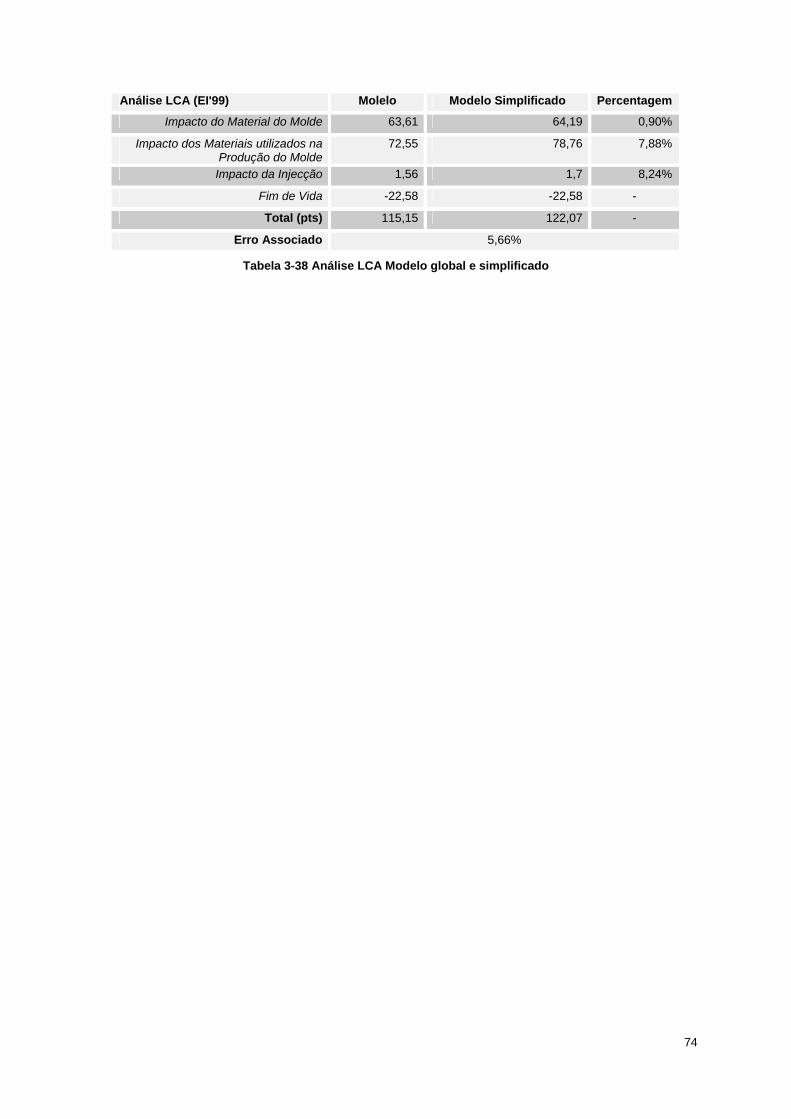
74
Análise LCA (EI'99) Molelo Modelo Simplificado Percentagem
Impacto do Material do Molde 63,61 64,19 0,90%
Impacto dos Materiais utilizados na Produção do Molde
72,55 78,76 7,88%
Impacto da Injecção 1,56 1,7 8,24%
Fim de Vida -22,58 -22,58 -
Total (pts) 115,15 122,07 -
Erro Associado 5,66%
Tabela 3-38 Análise LCA Modelo global e simplificado
75
3.8 Referências
[3.1] Tarifário de energia eléctrica. Consultado em: Maio 2008, em: <http://www.edp.pt>
[3.2] Informação fiscal ano 2008, consultado em:
<http://www.inforfisco.pt/GuiaFiscal/IRC/Amortizacao.htm>
[3.3] Peças, Paulo Estudo do Polimento por Electroerosão e do Seu Potencial de Exploração no
Fabrico de Moldes de Injecção de Plástico, Dissertação para prova de Doutoramento em Engenharia
Mecânica IST 2004
[3.4] Rydh, Carl Johan Life cycle inventory data for materials grouped according to environmental and
material properties, disponível em:
<http://homepage.hik.se/staff/tryca/battery/Rydh_Sun_2005_LCI_data_material_groups.pdf>
[3.5] The Eco-indicator 99 Manual for Designers disponível em:
<http://users.rowan.edu/~everett/courses/soclii/LCA/EI99_manual_v3.pdf>
[3.6] Munoz AA, Sheng, An analytical Approach for determining the environmental impact for
Machining Processes, disponivel em: <www.springerlink.com/index/q4u8136337jluu45.pdf>
[3.7] Apresentação “Biolubricants & their control for sustainable development” disponível em:
<http://www.ueil.org/news/documents/Igartua.pdf>
[3.8] Pehnt, Martin Life-cycle assessment of fuel cell stacks, 10 Agosto 2001, disponível em:
doi:10.1016/S0360-3199(00)00053-7
76
4. Conclusões
O presente trabalho contribuiu para o desenvolvimento de duas metodologias simplificadas
de selecção de materiais aplicadas à indústria de moldes. Houve uma grande dificuldade na
identificação de todas as variáveis intervenientes nos modelos apresentados, pois são muitas, e para
uma correcta análise nenhuma pode ser esquecida. Após identificação de cada uma das variáveis
intervenientes tanto nos modelos de custo como no modelo de impacto ambiental, procedeu-se à sua
simplificação. As simplificações feitas são todas fundamentadas, sustentadas e justificadas num
estudo aprofundado que envolveu artigos científicos, livros, catálogos e um trabalho de cooperação
por parte das empresas do sector da indústria de moldes consultadas. Conseguiu-se obter
simplificações que facilitam o preenchimento dos modelos, mas sem fugir à coerência e veracidade
da lógica e dos valores resultantes. A simplificação do input das ferramentas foi das variáveis mais
difíceis de simplificar, apesar do valor determinado ser global poderá não se adaptar a todas as
empresas.
Os modelos obtidos foram validados através de um caso de estudo real, onde apresentaram
uma percentagem de erro baixa, associado ao valor total resultante de cada um dos modelos. No
custo do ciclo de vida do molde 1,53% e na análise do impacto ambiental 5,66%. Estes valores
aceitam-se, visto estes modelos terem como principio a comparação e não valores exactos.
Como se pode constatar houve uma redução acentuada de inputs, nos modelos de cálculo de
custo conseguiu-se passar de 173 inputs para 16 e no modelo de análise do impacto ambiental de 42
para 14. Assim, os utilizadores das empresas poderão obter comparações de diferentes opções que
poderão tomar, de uma forma muito mais rápida, e que exige um conhecimento muito menos
detalhado dos inputs a introduzir. Isto confere importância aos modelos obtidos, visto serem uma
ferramenta útil de apoio à decisão para as empresas da indústria de moldes. Desta forma, poderão
decidir bem, e em menos tempo, sabendo de antemão qual será a opção mais económica e de menor
impacto
Desenvolvimentos Futuros
No encadeamento das conclusões descritas anteriormente, sugere-se como trabalho futuro:
• Aplicação dos modelos a outros casos de estudo, tendo em vista o aperfeiçoamento
do mesmo;
• Criação de valores por defeito específicos para cada empresa que utilizar os
modelos;
• Aplicação desta metodologia simplificativa noutras áreas de interesse.
Top Related