



Línguas
Páginas
Legal


TAINÃ OLIVEIRA BONIFACIO
Dimensionamento de um Sistema de Lavagem de Bagaço de Cana-de-Açúcar
Lorena 2012

TAINÃ OLIVEIRA BONIFACIO
Dimensionamento de um Sistema de Lavagem do Bagaço de Cana de Açúcar
Monografia apresentada junto ao curso de Engenharia Bioquímica da Escola de Engenharia de Lorena , como requisito para aprovação na disciplina Trabalho de Conclusão de Curso.
Orientador Prof. Msc. Antonio Carlos
Lorena 2012

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO Serviço de Biblioteca Escola de Engenharia de Lorena
Bonifacio, Tainã Oliveira
Dimensionamento de um sistema de lavagem do bagaço de cana de açúcar/ Tainã Oliveira Bonifacio; Orientador Antônio Carlos da Silva.—Lorena, 2012.
47f.
Monografia apresentada como requisito parcial para a conclusão de Graduação do Curso de Engenharia Bioquímica - Escola de Engenharia de Lorena da Universidade de São Paulo.
1. Bagaço de cana de açúcar. 2. Etanol 3. Filtração. I.Título. II
Silva, Antônio Carlos da, Orient.

TAINÃ OLIVEIRA BONIFACIO
Dimensionamento de um Sistema de Lavagem do Bagaço de Cana de Açúcar
Monografia apresentada junto ao curso de Engenharia Bioquímica da Escola de Engenharia de Lorena, como requisito para aprovação na disciplina Trabalho de Conclusão de Curso.
Orientador Prof. Msc. Antônio Carlos da Silva COMISSÃO EXAMINADORA _______________________________________ Prof. Dr. André Luiz Ferraz Universidade de São Paulo
_______________________________________ Prof. Dr. Antonio Carlos França Universidade de São Paulo _______________________________________ Prof. Dr. Walter de Carvalho Universidade de São Paulo
Lorena, 28 de março de 2012

AGRADECIMENTOS À Deus tem me orientado, ajudado, amado e guiado todos os dias da minha vida; Ao Professor Dr. Antônio Carlos pelo direcionamento; Ao Professor Dr. André Luiz Ferraz pela paciência, dedicação e direcionamento, À minha família pelo incentivo e esforço que me levaram chegar até aqui ; Ao funcionário José Moreira da Silva Junior que teve muita paciência com suas idéias inovadoras e simples.

RESUMO
O uso de combustíveis fósseis ao longo de anos acarretou em diversos impactos ambientais,
dentre eles o aquecimento global. Em decorrência disso, e de outros fatores que incluem a
instabilidade dos preços do petróleo e do possível esgotamento desta fonte de energia, a busca
por fontes de energia renováveis tem aumentado nas últimas décadas. O etanol é um
combustível obtido a partir de fontes renováveis como a cana de açúcar e o milho. Entretanto,
a demanda mundial deste combustível é enorme e tem aumentado os esforços no sentido de
atender esta demanda. No Brasil, a principal matéria-prima utilizada é o suco da cana de
açúcar. Uma fonte extra de material destinado à produção de etanol pode ser o próprio bagaço
da cana, pois seus polissacarídeos podem ser transformados em monossacarídeos
fermentescíveis, dando origem ao que atualmente se denomina como etanol de segunda
geração. Muitas pesquisas são necessárias para que esta tecnologia nascente se torne
comercial. Muito do que se desenvolve de pesquisa nesta área depende da preparação
adequada dos substratos. É possível, por exemplo, realizar rotinas de laboratório que
permitam remover sacarose, lavar e homogeneizar eficientemente pequenas amostras de
bagaço de cana. No entanto, a etapa de preparo de amostra é lenta e restrita a massas de
material da ordem de 10 a 500 g. Neste contexto, o presente trabalho visou o desenho e
dimensionamento de um sistema que permitisse aumentar a escala de preparação de bagaço de
cana para massas entre 10 e 30 kg a fim de gerar material lavado e homogêneo destinado a
pesquisas realizadas em escala piloto. A limpeza do material é realizada em duas etapas. A
primeira etapa de lavagem será utilizada um hydrapulper com volume útil de 750L. A última
etapa consiste na filtração da suspensão resultante da etapa anterior, que deve ser realizadas
em três colunas, cuja em uma das extremidades haverá um suporte com uma membrana de
200 mesh, cada uma com capacidade de 250L.
PALAVRAS CHAVE: bagaço de cana-de-açúcar, etanol, filtração.

ABSTRACT
The world’s present economy is highly depend on various fossil energy such as oil, coil, etc.
Excessive consumption of fossil fuels has resulted on environmental effects as a climate
change and the high level of pollution mainly in large human areas, for example. As a
consequence of this, and besides the increase of global energy consumption and the reserves
of fossil fuel were limited searches for alternative energy sources has been motivated. In this
scenario, renewable sources such as bioethanol, bio-diesel can replace petroleum-based fuels.
Nowadays the feedstocks most used to produce bioethanol are corn and sugarcane. Although,
the worldwide ethanol demand is increasing continuously and the conventional crops such as
corn and sugarcane are unable to supply the global energy demand. Therefore, lignocellulosic
substances, such as agricultural wastes are attractive feedstocks for bioethanol production.
This substances are cost effective, renewable and abundant. Bioethanol from agricultural
waste, as bagasse of sugarcane, could be a promising technology though the process has
several challenges and limitations. Proper pretreatment methods such as removal of sucrose
are required before the use of those substances as a raw material to production of second
generation bioethanol. However the equipment in the lab allows the removal of sucrose,
washing and homogenization of small amounts of bagasse. Therefore this stage is slow and
restricted to material weight of 10 to 500g. In this context, this paper aimed the sizing and the
drawing of system with allows increase the scale to preparation of sugarcane bagasse for
weight between 10 and 30 kg to produce homogeneous material washed to surveys carried out
in pilot scale. The cleaning material is conducted in two steps. After an experimental test, the
first step constitutes in washing the bagasse and at a large scale most should be doing at
hydrapulper with 750L of capacity. The second one called filtration and will be done in tree
columns with 275L of capacity equipped with membranes of 200 mesh.
KEY WORDS: sugarcane bagasse, ethanol, filtration.

SÚMARIO 1 INTR0DUÇÃO .......................................................................................................................7 2 REVISÃO BIBLIOGRÁFICA.................................................................................................8 2.1 CANA DE AÇÚCAR............................................................................................................8 2.1.1 ORIGEM e ASPECTOS ECONOMICOS.........................................................................8 2.1.2 MELHORAMENTO AGRONÔMICO.............................................................................9 2.1.3 ESTRUTURAS E CARACTERÍSTICAS MICROMORFOLÓGICAS...........................9 2.1.4 BAGAÇO DE CANA DE AÇÚCAR..............................................................................11 2.2 OPERAÇÕES UNITÁRIAS...............................................................................................14 2.2.1 OPERAÇÕES PRELIMINARES.....................................................................................15 2.2.2 OPERAÇÕES DE CONSERVAÇÃO.............................................................................15 2.2.3 OPERAÇÕES DE TRANSFORMAÇÃO........................................................................15 2.2.4 OERAÇOES DE SEPARAÇÃO......................................................................................16 2.2.1.1 OPERAÇÃO PRELIMINAR: LIMPEZA DO BAGAÇO............................................16
2.2.1.1.1 LAVAGEM POR ASPERSÃO..................................................................................18
2.2.1.1.2 LAVAGEM POR IMERSÃO....................................................................................18
2.2.1.1.2.1 LAVAGEM ULTRA- SÔNICA.............................................................................19
2.2.4.1 OPERAÇÃO DE SEPARAÇÃO: FILTRAÇÃO.........................................................19
2.2.4.1.1 FILTROS DE LEITO POROSO GRANULAR....................................................... 25
2.2.4.1.2 FILTRO PRENSA.....................................................................................................25
2.2.4.1.3 FILTROS DE LÂMINAS..........................................................................................27
2.2.4.1.4 FILTROS CONTÍNUOS ROTATIVOS....................................................................28
2.2.4.1.4.2 FILTRO DE TAMBOR ROTATIVO....................................................................29
2.2.4.1.4 FILTROS ESPECIAIS...............................................................................................30
3 DESENVOLVIMENTO........................................................................................................30
3.1 METODOLOGIA...............................................................................................................33
3.3 RESULTADOS E DISCUSSÃO........................................................................................34
4 CONDERAÇÕES FINAIS.....................................................................................................40 5 REVISÃO BIBLIOGRÁFICA...............................................................................................42


7
1 INTRODUÇÃO
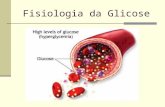
A atual busca mundial por sustentabilidade energética devido às mudanças climáticas
e aos impactos decorrentes do aquecimento global tem gerado um aumento da demanda de
etanol para substituição do uso de combustíveis fósseis como a gasolina (DIAS et al.,2011;
MATSUOKA et al.,2009). Devido a isso, pesquisas por energias alternativas, principalmente
aquelas derivadas de materiais renováveis como a biomassa, tem sido motivadas (SAXENA et
al., 2009).
Um dos maiores produtores mundiais, o Brasil, tem usado o suco da cana de açúcar por
mais de 30 anos (GOLDEMBERG, 2007). No processamento da cana de açúcar grandes
quantidades de bagaço são produzidas (aproximadamente 240 kg de bagaço com 50% de
umidade por tonelada de cana), que atualmente são queimados em caldeiras para a geração de
vapor e de eletricidade (ENSINAS et al., 2007).
Diversas soluções para aumentar a quantidade de etanol produzido, como a aumento da
área de cultivo de cana de açúcar e a utilização do bagaço para gerar o etanol de segunda
geração, por exemplo (SARKAR et al.,2012). Esta última, por aumentar a quantidade deste
combustível para a mesma área de cana plantada, é uma opção promissora.
Os materiais lignocelulósicos (bagaço de cana de açúcar, madeira e palha), provenientes
dos resíduos agrícolas, vêm ganhando destaque, pois apresentam baixo custo, são renováveis
e abundantes (SARKAR et al.,2012). Porém a utilização destes materiais para a produção do
bioetanol ainda não se tornou viável em escala industrial (BALAT et al., 2008). Eles são
constituídos principalmente de celulose, que é um polímero de glicose, de hemicelulose, uma
mistura de polissacarídeos constituídos em sua maioria de glicose, manose, xilose e arabinose,
e de lignina (SAXENA et al., 2009).
Para ser utilizado como matéria prima para produzir o bioetanol, o bagaço da cana deve
ser processado para liberar os açúcares fermentescíveis (MOSIER et al., 2005). Pesquisas para
que metodologias para que o uso destes materiais possa ser empregado vêm sendo
desenvolvidas na Escola de Engenharia de Lorena- USP.
A etapa de preparo de amostra destas pesquisas é umas das partes mais longas do
processo. Uma das fases é a lavagem do bagaço moído, para a retirada da sacarose residual, o
equipamento utilizado atualmente é para produzir uma pequena quantidade de material,
aproximadamente 0,5Kg. Esta produção em baixa escala, faz com que esta fase seja a
limitante do processo.

8
O objetivo deste projeto é projetar um equipamento que opere em média escala
(capacidade mínima 10Kg e a máxima 30Kg) em regime descontínuo afim de que esta não
seja a etapa limitante no decorrer das pesquisas nesta área.
2 REVISÃO BIBLIOGRÁFICA
2.1 CANA DE AÇÚCAR
2.1.1 ORIGEM e ASPECTOS ECONÔMICOS
Há registros que a cana de açúcar foi descoberta há 6000 anos A.C e que teve origem
no sul da Ásia e Oceania (PARANHOS, 1987). No Brasil, o plantio de cana de açúcar iniciou-
se em São Paulo, no ano de 1522, sendo hoje este o maior produtor mundial, seguido por
Índia, Tailândia e Austrália. As regiões de cultivo são Sudeste, Centro-Oeste, Sul e Nordeste
que produzem açúcar e etanol para o mercado interno externo (HAMERSKI, 2009).
Segundo a Companhia Nacional de Abastecimento (CONAB), na safra de janeiro de
2011, a área plantada de cana de açúcar foi de aproximadamente 8 milhões de hectares. A
produtividade média foi de 77.798 Kg/ha, onde cerca de 53,8% foram destinadas à produção
de etanol.
A cana de açúcar apresenta grande versatilidade, pois do caldo podem ser obtidos o
açúcar, a cachaça, o álcool, a rapadura, dentre outros; do bagaço obtêm-se
o papel, a ração, o adubo ou o combustível; das folhas a cobertura morta ou ração animal.
Desta forma, a agroindústria da cana de açúcar procura integrar os sistemas de produção
alimentar, não alimentar, e energético, envolvendo atividades agrícolas e industriais além de
atuar de com algumas vantagens em relação a outras matérias primas, por utilizar intensiva
mão de obra e por o Brasil possuir os menores custos de produção do mundo
(VASCONCELOS, 2002).

9
2.1.2 MELHORAMENTO AGRONÔMICO
Atualmente o melhoramento da cana de açúcar tem sido obtido a partir de
cruzamentos intervarietais, seleção, adaptação ambiental e da engenharia genética
(PARANHOS, 1987). Os objetivos que os pesquisadores visam alcançar através destes
métodos são: plantas que proporcionem maior produção por hectare, alto teor de sacarose
combinado com um caldo de boa qualidade (pureza), maturação precoce ou em médio prazo,
resistência a doenças, resistência ao frio e à seca, e adequação à colheita mecanizada (ereta e
resistente à quebra) (PARANHOS, 1987; MARQUES et al., 2001; MARTINS, 2004).
Dentre as principais características a serem atendidas nas variedades têm- se as
agronômicas especiais de produtividade, rusticidade, resistência às pragas e doenças além de
características industriais como alto teor de sacarose e médio teor de fibras (STUPIELLO,
1987).
2.1.3 ESTRUTURA E CARACTERÍSTICAS MICROMORFOLÓGICAS
A cana de açúcar (Saccharum officinarum) é uma monodicotiledônea perene,
pertencente à família Gramineae. O gênero Saccharum sp é caracterizado por apresentar
colmos (ou entrenós) e nós (PARANHOS, 1987).
Esta planta é composta basicamente por raiz, folhas, flores e caule. A maior parte da
biomassa está contida no caule. Este é do tipo colmo, com nós e entrenós bem definidos,
revestido externamente por uma camada única de células denominada de epiderme (COSTA,
2011). Os entrenós representam a maior parte da planta e é composto por um complexo
celular formado por vasos e células do floema, circundados por fibras e células de acúmulo de
sacarose que correspondem ao parênquima (Figura 1).
Os feixes vasculares, compostos pelas células de floema, por vasos e pelas fibras, são
os componentes responsáveis pelo transporte e suporte mecânico das monodicotiledôneas. O
tecido mais abundante da cana de açúcar é o parênquima, e suas células são caracterizadas por
apresentarem grandes vacúolos que estocam a sacarose (MOORE, 1987).

10
Figura 1: Corte transversal de um entrenó de cana de açúcar mostrando os aglomerados de
elementos estruturais (vasos, floema e fibras) circundados por parênquima.
A região central da planta, denominada medula (pith em inglês) é composta
principalmente por células de parênquima e células de vaso. As células de vaso e as células de
parênquima (apresentam grandes vacúolos) possuem um lúmen com um diâmetro maior e
uma parede celular mais fina. A parte mais externa do entrenó é denominada de córtex (rind
em inglês), onde os feixes vasculares por serem mais numerosos se aglomeram dando origem
a um anel de fibras resistente (COSTA,2011) .
As fibras se caracterizam por apresentarem um lúmen com diâmetro menor e uma
parede celular mais espessa, isto ocorre devido seu papel de suporte mecânico (Figura 2).
Apesar de serem mais abundantes na periferia os feixes vasculares são menores, as células de
parênquima , por sua vez, variam em relação principalmente ao tamanho do lúmen,
apresentando um tamanho menor na parte periférica (COSTA, 2011).

11
Figura 2: Seção transversal de um entrenó da cana de açúcar. V: Elementos de vasos; P:
Células de parênquima; F: Aglomerados de fibras.
Fonte: Ferraz,2009; dados não publicados.
2.1.4 BAGAÇO DE CANA DE AÇÚCAR
A produção do etanol a partir da cana de açúcar, atualmente, é feita através da
fermentação da sacarose por meio de Saccharomyces cerevisiae. A cana chega às indústrias
por meio de caminhões e é descarregada em esteiras rolantes, após a lavagem para retirar terra
e impurezas, é cortada em pequenos pedaços para facilitar a moagem. Nesta etapa de moagem
a cana é esmagada por rolos trituradores, onde a maior parte da cana vira caldo composto em
sua maioria de sacarose (estocada nas células de parênquima), o restante é o bagaço
(Figura 3).
Portanto, o bagaço é o resíduo do processo de refino da cana de açúcar (SANJUÁN,
2001). A maior parte deste resíduo é utilizada para a geração de vapor e energia através da
queima da biomassa.
O bagaço de cana de açúcar é um material lignocelulósico, que apresenta um a grande
heterogeneidade do ponto de vista morfológico, sendo composto em sua maioria pela parede
celular das células de feixes de fibras e outros elementos estruturais como vasos, células de
parênquima e células epiteliais que anteriormente constituíam o caule da planta (SANJUÁN,
2001).

12
Apesar de não representarem uma grande porcentagem no bagaço, as células de
parênquima possuem uma parede celular mais fina e um lúmen com um diâmetro maior
(tabela 1) se comparado com as demais células componentes do bagaço.
Tabela 1: Dimensões características das frações de medula (pith) e do córtex (rind) do bagaço
de cana de açúcar.
Fração Células Comprimento Largura do Espessura da DiâmetroMédio (mm) desvio Lúmen (µm) desvio Parede Celular (µm) desvio Celular (µm) desvio
Feixes de Fibras Fibras 1,13 0,56 12,00 1,42 4,00 1,11 20,00 3,62
Medula (pith) Vasos 1,23 1,21 75,00 2,54 2,70 0,26 80,40 6,87Parênquima 0,29 0,01 57,00 3,57 1,70 0,17 60,40 4,51
Fonte: SANJUÁN, 2001.
Para a produção de etanol a partir deste resíduo de cana de açúcar, os açúcares
presentes no bagaço devem ser hidrolisados. Entre eles a glicose é o componente da celulose
presente na parede celular destas células, a xilose, entre outros. As células de parênquima por
sua vez, estocam sacarose, que por ser mais acessível do que os demais açúcares presentes no
bagaço pode aumentar o rendimento do processo para obtenção do etanol.
Portanto, os tratamentos preliminares do bagaço, como a limpeza para a remoção de
substâncias indesejáveis, devem manter ao máximo a integridade das células de parênquima,
para que o rendimento do processo seja máximo. Em vista disto, as operações unitárias
utilizadas anteriormente aos processos químicos devem evitar o cisalhamento destas células.
A composição química da parede celular células inclui essencialmente celulose,
hemicelulose, lignina ; além destes há pequenas quantidades de ácidos hidroxicinâmicos de
sais minerais e de extrativos.
Figura 3: Bagaço de Cana de Açúcar
Fonte: O Estado de São Paulo, 2010.

13
A celulose é o componente mais abundante da fração lignocelulósica da cana,
representando aproximadamente 44% do material. Este polímero é composto por unidades
repetitivas de anidro- glicose (Figura 4). A hemicelulose compõe cerca de 27% do material,
contém xilanas ramificadas com grupos arabinosil, acetil e ácidos metil-glucurônicos (Figura
5). A lignina é o único componente, dentre os mais abundantes (24%), que não é um
polissacarídeo, sendo formada pela polimerização de precursores fenilpropeno (MENDES et
al., 2011 ).
Na parede celular a celulose forma “agregados” microfibrilares, a hemicelulose e a
lignina por sua vez envolvem estas microfribilas de celulose gerando um compósito de baixa
porosidade. Pesquisas científicas que visam aumentar a porosidade deste material
lignocelulósico, e, portanto, diminuir sua recalcitrância vem sendo desenvolvidas para que o
uso do bagaço se torne viável para a produção de etanol (Figura 6). Isto porque, após a
conversão dos polissacarídeos do bagaço em açúcares fermentescíveis (açúcares
monoméricos) é estimado o aumento da produção de 40 a 50% na produção de bioetanol
(WACLAWOVSKY et al., 2010).
Figura 4: Celulose
Fonte: UNESP, 2012
Figura 4: Xilana ramificada, representativa da hemicelulose de cana de açúcar
Fonte: COSTA, 2011.

14
Figura 6: Objetivo dos tratamentos preliminares químicos é liberar os açúcares presentes na parede celular das células.
Fonte: BIOCOMBUSTÍVEIS, 2012.
2.2 OPERAÇÕES UNITÁRIAS
O engenheiro Arthur Little em 1915 estabeleceu o seguinte conceito:
“ Qualquer processo químico, em qualquer escala, pode ser decomposto numa série
estruturada do que se pode denominar operações unitárias como moagem, homogeneização,
filtração, dissolução,etc” (GEOVÂNIA, 2010)
As etapas de processamento de uma matéria prima, numa linha de produção industrial,
até a obtenção do produto final designam-se operações unitárias. Estas podem incluir
transferência de massa, transporte de sólidos e líquidos, destilação, filtração, cristalização,
dissolução, evaporação, secagem, entre outras. O conjunto de todas as etapas compõe um
processo unitário. Portanto as sequências de operações físicas necessárias à viabilização
econômica de um processo químico designam-se operações unitárias(GEOVÂNIA, 2010).
A aplicação da engenharia para desenvolver técnicas para a realização das operações
unitárias de um determinado processo depende das condições em que as mesmas serão
realizadas como temperatura, pressão, concentração, pureza, entre outras, além das limitações
e exigências impostas pelos aspectos físicos e químicos das substâncias químicas envolvidas
aos materiais utilizados para o desenvolvimento do projeto(GEOVÂNIA, 2010).
O desenvolvimento das etapas unitárias para compor um processo unitário se baseia
nos princípios da ciência, que são traduzidos em aplicações industriais (GEOVÂNIA, 2010).
Elas podem ser classificadas de acordo com a finalidade no processo produtivo:

15
-Operações Preliminares;
-Operações de Conservação;
-Operações de Transformação;
-Operações de Separação (GEOVÂNIA, 2010).
2.2.1 OPERAÇÕES PRELIMINARES
Esta etapa compreende um conjunto de ações que antecedem, normalmente, qualquer
outra operação. Suas funções estão associadas a uma preparação do produto para um posterior
processamento ou uma melhoria das condições sanitárias da matéria-prima. Por exemplo, a
limpeza, a seleção, a classificação de uma matéria prima (UFRG- Operações Unitárias
Preliminares, 2012).
2.2.2 OPERAÇÕES DE CONSERVAÇÃO
As operações de conservação têm como a finalidade aumentar a vida útil de um
produto, ou eliminar micro-organismos que podem afetar processamentos químicos
posteriores. Um exemplo é a esterilização do mosto realizada antes da fermentação para que
não ocorra a concorrência do consumo de substrato entre o micro-organismo de interesse para
a realização do processo e outros micro-organismos . Desta maneira evita-se a formação de
outros produtos, o que diminuiria a quantidade de produto final obtida. No caso de alimentos
esta etapa tem como objetivo eliminar ou diminuir os agentes responsáveis pela sua
deterioração, para aumentar sua vida de prateleira. Exemplos: esterilização, pasteurização,
refrigeração, evaporação, etc (UFRGS- Operações Unitárias de Conservação, 2012).
2.2.3 OPERAÇÕES DE TRANSFORMAÇÃO
As operações de transformação têm como objetivo principal a transformação do aspecto físico
da matéria prima. Um exemplo disso é mudança da granulometria de um material após o

16
processo de moagem. Exemplos: Moagem, emulsificão, homogeneização, mistura, etc
(UFRGS - Operações de Transformação, 2012).
2.2.4 OPERAÇÕES DE SEPARAÇÃO
As operações de separação estão principalmente relacionadas com a aplicação de
meios físicos ou químicos. Os meios físicos utilizados para a separação de uma mistura se
baseiam nas diferenças apresentadas entre os compostos que se deseja separar como o
tamanho, a densidade, a forma, viscosidade, etc. As separações químicas envolvem as
igualdades ou as diferenças apresentadas pelos meios que se almeja separar. Exemplos:
absorção, centrifugação, clarificação, cristalização, destilação, filtração, etc (UFRGS -
Operações de Separação, 2012).
Neste trabalho serão discutidas as operações preliminares e as operações de separação.
2.2.1.1 OPERAÇÃO PRELIMINAR: LIMPEZA DO BAGAÇO
A limpeza da matéria-prima visa à eliminação de impurezas e contaminantes que são
solúveis ao solvente utilizado no processo, com o intuito de eliminar substâncias que podem
dificultar os processos posteriores, como os que compreendem reações químicas. Esta etapa
de limpeza deve apresentar a máxima eficiência possível, garantindo desta forma um pequeno
desperdício do material e evitando lesionar o mesmo (UFGRS – Operações Unitárias
Preliminares de Limpeza, 2012).
A total remoção de impurezas, ou de contaminantes é praticamente impossível,
portanto deve-se estabelecer um balanço entre os custos de limpeza
para que a matéria prima apresente qualidade e venha garantir o resultado confiáveis dos
testes posteriores (UFGRS – Operações Unitárias Preliminares de Limpeza, 2012).
A escolha do sistema de limpeza é compreende, normalmente, nas seguintes
variáveis:
-Natureza do contaminante;

17
-Natureza do material a ser limpo;
-Grau de limpeza necessário;
-Geometria do material;
-Quantidade e freqüência;
-Necessidade de processos mecanizados;
-Custo e orçamento disponível (PEREIRA, 2010).
A limpeza de um material pode ser realizada através de uma via úmida ou de uma via
seca. A via seca visa à remoção física de resíduos superficiais como: as folhas, os arbustos e
raízes dos vegetais; ou podem de origem mineral como a terra, areia, partículas metálicas, da
matéria prima. Este sistema de limpeza é muito utilizado no processamento de grãos. Os
métodos de limpeza por via seca mais utilizados são: a aeração, o peneiramento e a separação
por espessura (UFGRS – Operações Unitárias Preliminares de Limpeza/via seca, 2012).
Os métodos de limpeza por via úmida, que podem ser denominados de métodos de
lavagem. A lavagem é a forma de remover impurezas, podendo ser realizada de várias formas:
imersão, aspersão, flotação, limpeza ultra-sônica, decantação(UFGRS – Operações Unitárias
Preliminares de Limpeza/via úmida, 2012).
2.2.1.1.1 LAVAGEM POR ASPERSÃO
É muito utilizada para a limpeza de alimentos ( frutas, por exemplo). Ela consiste na
exposição do alimento, que pode se deslocar por meio de uma esteira móvel, onde bicos
atomizadores pulverizam água tratada em condições ideais. Sua eficiência depende da
pressão, volume, temperatura da água empregada e a distância da aspersão em relação ao
produto e ao tempo de exposição (UFGRS – Operações Unitárias Preliminares de
Limpeza/via úmida, 2012).
O equipamento mais utilizado é o lavador de tambor rotatório, que consiste de um tambor
construído com barras de madeira ou metálicas separadas de forma a reter os alimentos e
deixar passar os dejetos. O ângulo e a velocidade de rotação controlam a movimentação dos
alimentos no tambor e o ciclo de lavagem (UFGRS – Operações Unitárias Preliminares de
Limpeza/via úmida, 2012).
.

18
2.2.1.1.2 LAVAGEM POR IMERSÃO
Neste método a superfície da matéria- prima entra em contato com o solvente
adequado para remoção de substâncias indesejadas para processos posteriores. Este tipo de
lavagem a temperatura do banho, assim como tempo de exposição do material deve ser
estimada para que não ocorra a degradação do mesmo (SARAIVAVOGAL, 2012).
Um meio pode ser homogeneizado, misturado ou agitado. A homogeneização é uma
movimentação branda que visa uniformizar líquidos miscíveis. A mistura envolve uma
operação mais intensa visando uniformizar materiais que podem ser miscíveis ou não. O
objetivo da agitação é múltiplo, e pode compreender a suspensão de um sólido no líquido,
mistura, a uniformização, dispersão de um gás em um líquido, entre outros objetivos
(SARAIVAVOGAL, 2012).
Alguns tipos de operação de mistura envolvem:
• dispersão de líquidos imiscíveis visando subdividir um líquido em gotículas com a
menor dimensão possível e dispersá-las no outro de modo a uniformizar o sistema;
• extração de uma substância solúvel no solvente de um sólido, neste caso a substância
deve ser miscível com o solvente para poder ser separada no final da extração;
• manter sólidos em suspensão, sendo que, para este processo a intensidade da agitação
deve ser proporcional ao peso das partículas. Embora não contribua muito, a forma das
partículas também influencia no grau de agitação recomendado (SARAIVAVOGAL,
2012).
O processo de lavagem por imersão pode ser realizado com agitação, esta pode ser promovida
através de ar comprimido, ultra- som, homogeneizadores, misturador de linha. A agitação
promovida por ar comprimido este é borbulhado no sistema, é uma boa opção quando o meio
possui células sensíveis ao cisalhamento (SARAIVAVOGAL, 2012).
O misturador de linha é um dispositivo estático que promove a turbulência do meio.
Não possui parte móvel, e é colocado no interior de tubos por onde o líquido irá escoar
(SARAIVAVOGAL, 2012).
Os misturadores do tipo turbina (agitador convencional rotativo) são os mais utilizados
industrialmente, pois atendem uma ampla escala de viscosidade. Se comparados com os
outros tipos de misturadores são relativamente mais baratos, principalmente quando se opera
com grandes volumes ou materiais especiais. Eles possuem um eixo acionado por motor

19
elétrico, turbina a vapor ou ar comprimido,que provoca a rotação do misturador
(SARAIVAVOGAL, 2012).
O escoamento provocado pelo rotor pode ser radial ou axial. Para se determinar a
quantidade de impelidores no eixo para um processo avaliam-se as propriedades físicas e
características do sistema, como a viscosidade, diâmetro do impelidor e nível no vaso
(SARAIVAVOGAL, 2012).
A escolha do tipo de equipamento a ser utilizado para promover a mistura do meio vai
depender das características do meio. Quando há células sensíveis ao cisalhamento, por
exemplo, um tanque agitado através de uma turbina não seria o mais indicado
(SARAIVAVOGAL, 2012).
2.2.1.1.2.1 LAVAGEM ULTRA- SÔNICA
Este método de limpeza por imersão utiliza a cavitação e a transferência de momento
através da propagação de ondas acústicas com alta intensidade, com frequência acima do
limite audível humano (aproximadamente 18 kHz) em meios líquidos (PEREIRA, 2010).
É um dos métodos de limpeza não abrasivos e que não utilizam a dissolução química
do substrato. Esta técnica, atualmente, de lavagem é utilizada principalmente na indústria
metal-mecânica, automotiva, aeronáutica e óptica para a remoção de resíduos metálicos e
graxos em processos de usinagem e manutenção (PEREIRA, 2010).
2.2.4.1 OPERAÇÃO DE SEPARAÇÃO: FILTRAÇÃO
A filtração é uma operação unitária que visa à separação mecânica dos sólidos de uma
suspensão líquida através de uma barreira ou por um meio poroso, chamada de filtro, com
pequenos orifícios, no qual as partículas sólidas da mistura ficam retidas e o fluido escoa
através dos mesmos (FOUST et al.,1982)
A camada de sólido que fica retida no meio filtrante recebe o nome de torta e sua
espessura vai aumentando no decorrer do processo. O meio filtrante pode ser uma membrana,
uma peneira ou um material que retenha as partículas separadas devido a uma diferença,

20
normalmente de granulometria. O líquido que passa através do leito é denominado de filtrado
(FOUST et al.,1982).
Em princípio a filtração compete com a decantação, a centrifugação e a prensagem.
Seu campo compreende:
• a separação de sólidos relativamente puros de suspensão diluídas;
• a clarificação;
• a eliminação total do líquido de uma lama já espessada (MOREIRA, 2004).
A filtração industrial difere da filtração de laboratório somente no volume de material
operado e a na necessidade de ser realizada em baixo custo. Assim para conseguir uma
produção razoável, com um filtro com dimensões moderadas, deve-se aumentar a queda de
pressão, ou diminuir a resistência ao escoamento, a fim de aumentar a vazão (MOREIRA,
2004).
Grande parte dos equipamentos industriais opera com a diminuição da resistência ao
escoamento, fazendo com que a área filtrante seja a maior possível, sem que as dimensões
globais do filtro aumentem proporcionalmente (MOREIRA, 2004).
A força propulsora da filtração (Figura 7) varia com o modelo de filtro podendo ser:
• próprio peso da suspensão;
• pressão aplicada sobre o líquido;
• vácuo;
• força centrífuga (MOREIRA, 2004).
Os poros do meio filtrante não precisam ser necessariamente menores do que o
tamanho das partículas. De fato, os canais do meio filtrante são tortuosos, irregulares e mesmo
que seu diâmetro seja maior do que o das partículas, quando a operação inicia algumas
partículas ficam retidas por aderência e começa a formação da torta, que é o verdadeiro leito
poroso promotor da separação. Isso pode ser verificado nas primeiras porções do filtrado que
normalmente são turvas (MOREIRA, 2004).

21
Figura 7: Funcionamento de um filtro
Fonte: MOREIRA, 2004.
Há situações em que o meio filtrante é previamente recoberto com um material inerte
que tem a função de reter os sólidos contaminantes da suspensão, isto é o pré-revestimento. O
sólido empregado é denominado auxiliar de filtração, ou ainda, coadjuvante de filtração
(MOREIRA, 2004).
Os auxiliares de filtração são utilizados para acelerar a filtração ou ainda para
possibilitar a coleta mais completa das partículas mais finas da suspensão. Outra função do
auxiliar de filtração é diminuir a compressibilidade da torta, uma vez que eles são sólidos
finamente divididos, com estrutura rígida,gerando tortas abertas, não compressíveis. Ele
desempenha o papel de “esqueleto” da torta, portanto a sua adição tem por finalidade manter a
torta porosa durante toda ciclo (MOREIRA, 2004).
Os auxiliares mais comuns de filtração são: terras de infusórios, terra fuller, areia fina,
diatomita, polpa de celulose,carbonato de cálcio, amianto perlita,carvão(MOREIRA, 2004).
Existe uma enorme gama de meios filtrantes, por isso seu tipo pode ser usado como
forma de classificação dos filtros: leitos granulares, soltos, leitos rígidos, telas metálicas,
tecidos e membranas (MOREIRA, 2004).
Os leitos granulares soltos podem ser feitos de areia, pedregulho, carvão britado,
escória, entre outros, sendo utilizados para clarificar soluções diluídas (MOREIRA, 2004).
Os leitos rígidos apresentam o inconveniente da fragilidade, pois não podem ser
utilizados com uma diferença de pressão superior a 5 kg/cm². São feitos na forma de tubos
porosos de aglomerados de quartzo ou alumina, de carvão poroso ou de barro e caulim
cozidos a baixa temperatura (MOREIRA, 2004).
As telas metálicas podem ser chapas perfuradas ou telas de aço carbono, inox, níquel
ou monel (MOREIRA, 2004).

22
Os tecidos são empregados no meio industrial e são os meios filtrantes mais comuns.
Há tecidos vegetais, como o algodão, a juta, o cânhamo e o papel; tecidos animal, como a lã e
a crina (para ácidos fracos); minerais como o amianto, a lã de rocha e de vidro; plásticos
como o polietileno, polipropileno, PVC, nylon, teflon.
A limitação que este tipo de material oferece é que a duração de um tecido é pequena devido
ao desgaste, apodrecimento e o entupimento. Devido a isso, quando não estiverem em
operação, os filtros devem ficar cheios de água para prolongar a vida útil dos mesmos. O uso
de auxiliares de filtração diminui o entupimento dos tecidos, prolongando sua vida útil
(MOREIRA, 2004).
Membranas semipermeáveis podem ser o papel pergaminho e as bexigas animais
(MOREIRA, 2004).
Os critérios para a escolha do meio filtrante compreendem:
• a capacidade de remoção da fase sólida;
• a possibilidade de uma elevada vazão de líquido para uma dada queda de pressão;
• resistência mecânica;
• inércia química frente a suspensão a ser filtrada e a qualquer líquido de lavagem
(MOREIRA, 2004).
Estas considerações devem ser levadas em conta junto com aspectos econômicos, de modo
que o meio filtrante satisfaça os padrões da filtração e resulte em um custo de operação baixo
(MOREIRA, 2004).
As características da torta produzida variam de acordo com a operação. Por exemplo, os
sólidos cristalinos formam tortas abertas que vão facilitar o escoamento do filtrado. De um
modo geral o tipo de torta depende:
• da natureza do sólido;
• da granulometria e da forma das partículas;
• do modo como a filtração é conduzida;
• do grau de heterogeneidade do sólido (MOREIRA, 2004).
A espessura da torta formada oferece resistência ao escoamento do filtrado. Quando a vazão
de filtrado aumenta, a resistência também aumenta e como o escoamento no interior da torta é
laminar, a queda de pressão, no início, proporcional à velocidade. Se a vazão dobrar, a queda
de pressão ficará duas vezes maior. Algumas tortas cristalinas comportam-se dessa forma.
Outras, porém, acarretam quedas de pressão que aumentam mais rapidamente com a vazão e,
assim sendo, quando se duplica a vazão, a queda de pressão resulta mais do que o dobro. É

23
evidente, neste segundo caso, que a resistência da torta ao escoamento do filtrado aumenta
com a pressão. Tortas deste tipo denominam-se compressíveis, em contraste com as outras,
que são incompressíveis (MOREIRA, 2004).
O comportamento de uma torta compressível é semelhante ao de uma esponja. Quando
pressionada oferece maior resistência ao escoamento de líquidos no seu interior porque os
canais se fecham e alguns podem deixar de existir. Portanto a filtração de uma suspensão que
produz uma torta compressível é mais difícil do que se a torta for incompressível
(MOREIRA, 2004).
Logo uma torta é considerada compressível quando a resistência específica, ou
permeabilidade, é função da direta diferença de pressão através da mesma. Com relação a
compressibilidade esta pode ser dividida em :
• reversível, neste caso a torta é elástica;
• irreversível, quando a torta é inelástica.
Em relação à compressão a reversibilidade de uma torta é atribuída e relacionada à
elasticidade das partículas. Já em uma torta filtrante inelástica a maior resistência de
escoamento se deve ao grau de empacotamento das moléculas que é maior das partículas que
formam a torta filtrante. A resistência da torta inelástica corresponde ao maior valor da
pressão aplicada. Por isso, em processos onde é este tipo de torta é formada, a pressão não
deve exceder um máximo permitido (MOREIRA, 2004).
Embora o mecanismo seja o mesmo, uma filtração pode visar objetivos diferentes,
pois há filtrações onde o produto principal é o líquido resultante, em outras o sólido é produto
de interesse (MOREIRA, 2004).
O filtro tem o objetivo de gerar uma torta que na maioria das vezes é lavada e drenada
para purificar e separar os sólidos no estado mais seco possível. Em outros casos uma
separação parcial já é satisfatória, neste caso o filtro é um espessador e sua função é produzir
uma lama espessa a partir da suspensão (MOREIRA, 2004).
De maneira geral, se a quantidade de sólido na suspensão for menor do que 0,1% a
operação pode ser considerada como clarificação. Porém se a concentração for maior do que
este valor a operação pode ser considerada como uma extração do sólido quando este for o
produto de interesse (MOREIRA, 2004).
A escolha do filtro a ser utilizado para um determinado processo deve-se considerar
diversos fatores associados :
• a quantidade de material que deve ser operado;

24
• às características da torta resultante da filtração, como compressibilidade,
propriedades físico-químicas e uniformidade estado de pureza desejado;
• às características da suspensão que devem ser levadas em conta são: vazão,
temperatura, tipo e concentração de sólidos, granulometria, heterogeneidade e forma
das partículas;
• às características do filtrado como: vazão, viscosidade, temperatura, pressão de vapor
e grau de clarificação desejado (MOREIRA, 2004).
A seleção de um filtro é feita considerando estes fatores mencionados, mas alguns têm
um peso maior, como a escala de operação, a facilidade de remoção da torta, a perfeição de
lavagem. O mais indicado para a operação é o que além de atender aos requisitos de operação
satisfaz ao custo total de operação (MOREIRA, 2004).
A classificação dos mais variados modelos de filtros existentes pode ser feita segundo
os seguintes critérios:
• Força propulsora: gravidade, pressão (com ar ou bomba), vácuo, vácuopressão e força
centrífuga;
• Material que constitui o meio filtrante: areia, tela metálica, tecido, meio
poroso rígido, papel;
• Função: “strainers”, clarificadores, filtros para torta e espessadores;
• Detalhes construtivos: filtros de areia, placas e quadros, lâminas e rotativos;
• Regime de operação: batelada e contínuos;
• Às vezes a classificação é feita em grupos caracterizados pelos tipos de maior
tradição: Kelly, Vallez, Oliver, Moore, Sweetland (UFSC, 2012).
Adotando os detalhes construtivos como critério principal, os filtros podem ser divididos em:
• Filtros de leito poroso granular,
• Filtros prensa: de câmara e de placas de quadros;
• Filtros de lâminas;
• Filtros contínuos rotativos : Tambor, Disco, Horizontais;
• Filtros especiais (MOREIRA, 2004).

25
2.2.4.1.1 FILTROS DE LEITO POROSO GRANULAR
Nestes filtros (Figura 8) o meio filtrante é granulado, sendo constituídos por uma ou
mais camadas de sólidos particulados suportados por um leito de cascalho sobre uma grade,
onde a suspensão flui por ação da gravidade ou por pressão (MOREIRA, 2004).
Sua aplicação, normalmente, é para separar suspensões nas quais o volume de líquido
é muito maior do que o volume de sólidos. Além disso, nem o líquido nem o sólido possuem
um alto valor unitário e o sólido resultante do processo não deve ser recuperado (MOREIRA,
2004).
A vantagem principal destes filtros é o baixo custo de instalação, operação e
manutenção. A desvantagem é que necessita de uma grande área para a instalação, em virtude
da baixa velocidade de filtração (MOREIRA, 2004).
Figura 8: Filtro de leito poroso.
Fonte: MOREIRA, 2004.
2.2.4.1.2 FILTRO PRENSA
O princípio de funcionamento de um filtro prensa pode ser entendido com base nas
operações dos funis de Gooh e de Büchner de laboratório. Se dois destes funis com papéis de
filtro forem unidos pela borda , com a suspensão alimentada na câmara formada, a filtração
será realizada através dos dois papéis. A diferença é que no filtro prensa várias camadas são
justapostas e em geral a filtração não é realizada no vácuo, mas sob a ação de uma pressão
exercida no interior das câmaras. A suspensão é bombeada diretamente para os
compartimentos do filtro onde a torta é recolhida (FOUST et al.,1982).

26
Um filtro prensa é fornecido sob a forma de uma série de placas que são apertadas
firmemente umas às outras, com uma lona de cada lado de cada placa. Há diversos tipos de
placas, e quando as placas são planas os compartimentos de alimentação da torta são
formados por meio de quadrados que separam as diversas placas. Este tipo de filtro é
denominado filtro-prensa de placas e quadros (FOUST et al.,1982).
O filtro prensa de placas e quadros (Figura 9) é o dispositivo de filtragem mais usado
na indústria, mas vem sendo substituído em grandes instalações por dispositivos de filtragem
contínua, apresenta as seguintes vantagens:
• Construção simples, robusta e econômica;
• Grande área filtrante por unidade de área de implantação;
• Flexibilidade (pode-se aumentar ou diminuir o número de elementos para variar a
capacidade);
• Não têm partes móveis;
• Os vazamentos são detectados com grande facilidade;
• Trabalham sob pressões até 50 kg/cm²;
• A manutenção é muito simples e econômica: apenas substituição periódica das lonas
(MOREIRA, 2004).
Já as desvantagens oferecidas por este filtro são:
• Operação intermitente. A filtração deve ser interrompida, quando os quadros estiverem
cheios de torta;
• O custo da mão-de-obra de operação, montagem e desmontagem é elevado;
• A lavagem da torta, além de ser imperfeita, pode durar várias horas e será tanto mais
demorada quanto mais densa for a torta. Suspensões de granulometria uniforme
produzirão tortas homogêneas e, portanto mais fáceis de lavar;
• Partículas finas tendem a produzir tortas de lavagem difícil. O uso de auxiliares de
filtração melhora as condições de lavagem, mas não resolve completamente o
problema (MOREIRA, 2004).

27
Figura 9: Filtro prensa de placas e quadros
Fonte: MOREIRA, 2004.
2.2.4.1.3 FILTROS DE LÂMINAS
Estes filtros são constituídos de múltiplas lâminas filtrantes dispostas lado a lado. As
lâminas ficam imersas na suspensão a filtrar, o filtrado é succionado para seu interior por
meio de uma bomba de vácuo. Há modelos onde a suspensão é alimentada sob pressão para
um tanque fechado que aloja as lâminas. Em ambos os casos, a torta formada fica por fora das
lâminas e o filtrado passa pelo seu interior, de onde sai por um canal apropriado para o tanque
de filtrado (MOREIRA, 2004).
Tipicamente uma lâmina consiste de um quadro metálico resistente (quadrado ou
circular) que circunda uma Teka grossa revestida de ambos os lados com duas telas mais
finas. O conjunto é revestido por uma lona em forma de saco ou fronha (Figura 10)
(MOREIRA, 2004).
Na parte superior de cada lâmina há uma tubulação por onde o filtrado sai, com uma
válvula e um visor. Caso uma lâmina esteja filtrando mal, a válvula correspondente é fechada.
O conjunto de tubos de saída é reunido em um coletor geral que tem comunicação com um
tanque mantido em vácuo, que recolhe o filtrado. Se a torta tiver que ser lavada, o coletor de
saída de filtrado deverá ter uma derivação que vai até um segundo tanque em vácuo para
recolher a água de lavagem (MOREIRA, 2004).

28
Figura 10: Filtro de lâminas.
Fonte: MOREIRA, 2004.
De um modo geral a lavagem é sempre melhor realizada em um filtro de
lâminas do que em um filtro-prensa porque a água de lavagem percorre o
mesmo caminho do filtrado. É o que se denomina lavagem por deslocamento,
que é o modo ideal de se lavar a torta, chegando a eliminar até 90% do filtrado em
condições favoráveis. Teoricamente a velocidade de lavagem é igual à velocidade
no fim da filtração. Há quatro tipos principais de filtros de lâminas: Moore; Kelly;
Sweetland e Vallez. Abaixo se têm figuras mostrando alguns desses tipos de
Filtro (MOREIRA, 2004).
2.2.4.1.4 FILTROS CONTÍNUOS ROTATIVOS
Apresentam o funcionamento contínuo, sendo indicados para operações que requerem
filtros com grande capacidade. A saída do filtrado, a formação, a lavagem a drenagem e a
descarga da torta são realizadas automaticamente. A grande maioria opera a vácuo, embora
alguns operem sob pressão (MOREIRA, 2004).
2.2.4.1.4.1 FILTRO DE TAMBOR ROTATIVO
Estes filtros são contínuos, utilizados para filtrar grandes vazões em pouco tempo, não
sendo indicados quando os sólidos dão origem a uma torta gelatinosa (MOREIRA, 2004).

29
Estes filtros são constituídos de um tambor cilíndrico horizontal que gira a baixa
velocidade e fica submerso, parcialmente, na suspensão a filtrar. A superfície externa do
tambor é feita de tala ou metal perfurado sobre a qual é fixada a lona filtrante (MOREIRA,
2004).
À medida que o tambor gira, os setores vão passando sucessivamente pela suspensão.
Depois de feitas quantas lavagens forem necessárias, a torta é soprada com ar
comprimido e raspada por meio de uma faca. A retirada da torta nunca é total por duas razões:
primeiro, para não haver o risco de rasgar a lona ou a tela do filtro e segundo, para não
“perder” o vácuo. Muitas vezes trabalha-se com pré-revestimento (MOREIRA, 2004).
Dentre as vantagens dos filtros rotativos estão à grande capacidade e a pequena mão-
de-obra necessária. Geralmente 30 a 40% da área ficam submersos na suspensão. Para obter
maior capacidade a imersão pode ser aumentada até 70%. Já entre as desvantagens estão o
custo elevado, o alto custo de operação, a limitação da diferença de pressões e a imperfeição
da lavagem (MOREIRA, 2004).
2.2.4.1.4.2 FILTRO DE TAMBOR ROTATIVO
Este filtro possibilita uma taxa de filtração especialmente elevada, para um dado
espaço de ocupação da fábrica. Neste caso o tambor é substituído por discos verticais que
giram parcialmente submersos na suspensão (Figura 11). O elemento filtrante é constituído de
lâminas, mas este não deixa de ter as características de um filtro contínuo rotativo. O princípio
de funcionamento é o mesmo do filtro de tambor rotativo, mas a lavagem torna-se menos
eficiente (MOREIRA, 2004).
Figura 11: Filtro de Tambor Rotativo
Fonte: MOREIRA, 2004.

30
2.2.4.1.4 FILTROS ESPECIAIS
São filtros que desempenham funções especiais e cuja inclusão em qualquer das
classes anteriores não seria muito nítida. Mais importantes são os filtros a vácuo de batelada,
o espessador Shriver e os metalfiltros. Os filtros a vácuo de batelada são os Nutsch,
semelhantes aos funis de Büchner de laboratório. São utilizados para operações de pequena
escala e para filtrar líquidos corrosivos. O investimento é pequeno, mas a mão-de-obra de
operação é elevada (MOREIRA, 2004).
3 DESENVOLVIMENTO
O maior desafio enfrentado atualmente para tornar o bagaço de cana de açúcar uma
das matérias primas utilizadas na produção do bioetanol é a recalcitrância deste material
lignocelulósico. Pesquisas no departamento de biotecnologia da Escola de Engenharia de
Lorena-USP com este material estão em desenvolvimento para que esta e outras
características que inviabilizam o uso desta matéria prima para a produção em grande escala
do bioetanol de segunda geração sejam contornadas.
As metodologias, de algumas pesquisas com o bagaço, necessitam que este material
passe por um pré-tratamento onde o objetivo é a retirada de sacarose residual. Esta etapa, de
pré-tratamento, neste trabalho denominou-se de limpeza do bagaço. As operações unitárias
envolvidas nesta etapa são a de lavagem e a de filtração do bagaço.

31
Figura 12: Fluxograma apresentando as operações unitárias contida em uma etapa do preparo de
amostra.
O bagaço de cana de açúcar proveniente das usinas sucroalcooleiras contém um
resíduo de sacarose impregnado em sua superfície.
Os processos químicos aos quais o bagaço será submetido, em algumas metodologias,
visam à hidrólise do mesmo para verificar se a recalcitrância deste material diminuiu a partir
de vias utilizadas anteriormente, como por exemplo, a engenharia genética e vias químicas. A
sacarose (Figura 13), que é formada pela união de uma molécula de glicose e uma de frutose,
na presença das enzimas que hidrolisam a celulose seria hidrolisada também, portanto, o
resultado final, apontaria uma hidrólise maior do que a real.
Figura 13: Molécula de Sacarose.
A fim de evitar estes tipos de erros experimentais, é necessário submeter o bagaço por
um pré-tratamento de limpeza e de secagem. As operações unitárias de lavagem e de filtração
almejam a retirada de sacarose residual presente no bagaço e a de secagem tem como objetivo
facilitar o manuseio do material para os processos posteriores.
LAVAGEM
FILTRAÇÃO com
reciclo
SECAGEM
Até a água não apresentar turbidez
Limpeza do
Material

32
Esta etapa do preparo de amostra tem sido uma etapa limitante, pois além de ser um
processo que leva cerca de uma semana até a obtenção do material com uma umidade relativa
baixa e praticamente sem sacarose, a quantidade de material obtida com os equipamentos
presentes no laboratório é baixa (cerca de meio quilograma- -massa úmida).
A remoção da sacarose presente no bagaço, atualmente, no laboratório, é realizado em
duas etapas. A primeira etapa ocorre à lavagem do bagaço, esta é de imersão, ou seja, as fibras
da cana de açúcar são mergulhadas em água gerando uma suspensão. O material é colocado
junto com água em um liquidificador, onde ocorre a dissolução da maior parte de sacarose
que se encontra no bagaço. A outra etapa é a de filtração, onde o bagaço e a água, após a
homogeneização, são levados a um filtro (tubo de PVC) que possui uma membrana de 200
mesh.
A filtração da suspensão bagaço-água é realizada nesta membrana, no laboratório, pois
há a retenção da maior parte das células de parênquima. Algumas células, porém podem
atravessar a membrana ocasionando a turbidez do fluido resultante (filtrado), por isso o
filtrado é bombeado novamente para o filtro. O que garante a retenção destas células de
diâmetro pequeno é a torta que conforme vai sendo formada gera uma espécie de “cama” que
retém estas células. O filtrado é bombeado novamente para o filtro quatro vezes, este é o
número de ciclos aproximados para que o fluido resultante passe a ser límpido.
Após a retenção das células de parênquima é circulada água limpa na torta, e na água
de lavagem é medido o teor de sacarose, o resultado sendo positivo, uma nova quantidade de
água limpa é injetada no sistema, até a que a sacarose seja eliminada, ou sua quantidade seja
desprezível.
A quantidade do material lignocelulósico (bagaço) que é processada em laboratório é
pequena (máximo 0,5kg), por isso o equipamento utilizado para a filtração da suspensão
bagaço-água é um cano de PVC em cuja extremidade se encontra a membrana de 200 mesh.
A filtração ocorre na temperatura ambiente e à pressão atmosférica.
Como a quantidade de material obtida nestas operações unitárias é pequena, este
trabalho almeja dimensionar um sistema de limpeza do material para que se obtenha 30kg de
bagaço limpo.

33
3.1 METODOLOGIA
Para o dimensionamento do equipamento desejado, foi necessário o levantamento de
alguns parâmetros: como a densidade do material seco e do material úmido, além das
dimensões e capacidades dos equipamentos utilizados no laboratório nas etapas de lavagem e
de filtração.
- Densidade do Material Seco
Para avaliar a densidade do material seco, através de quatro repetições, o bagaço de
cana de açúcar foi colocado em um béquer até o volume de 3L. Pesou-se o béquer
(descontando o valor da massa do mesmo) e obtinha-se a massa de bagaço que ocupava o
volume de 3L. Posteriormente houve o cálculo da densidade para cada repetição e por fim
obteve-se a densidade média deste material seco (tabela 2).
-Densidade do Material Úmido
Aproximadamente 0,4 kg de bagaço (massa seca) foram colocados em um liquidificador, com
capacidade de 10L, com 6,5L de água. Este material foi homogeneizado por 15 minutos. Após
este período o bolo resultante foi despejado em um tubo de PVC, que em uma das
extremidades continha uma membrana de 200 mesh. No o decorrer da filtração o líquido era
coletado em uma “caixa” retangular feita de plástico, como o fluido estava turvo, devido às
células de parênquima, este foi bombeado novamente para a coluna de filtração (recirculado)
até que o mesmo se apresentasse translúcido. Com a formação da torta a filtração foi ficando
mais lenta, portanto a bomba que injetava o fluido novamente para a coluna não ficou ligada
durante todo o processo, sendo ligada esporadicamente de acordo com a velocidade que a
filtração ocorria. O reciclo ocorreu por quatro vezes, ou seja, foi o tempo necessário para que
o bagaço úmido fizesse uma “cama” onde as células de parênquima fossem retidas.

34
3.3 RESULTADOS E DISCUSSÃO
Os dados de massa do bagaço seco foram coletados para o cálculo da densidade seca
média do material se encontram na tabela abaixo:
Tabela 2: Densidades do bagaço seco obtidas experimentalmente
Densidade do bagaço de Cana de Açúcar seco (d)
Massa (g) V(L) d(g/L) dmédia(g/L)
1 m₁ = 235,57 3 D₁ = 78,52
2 m₂ = 232,32 3 d₂= 77,44 dm = 78±0,6
3 m₃ = 264,03 3 d₃= 78,45
4 m₄ = 235,40 3 d₄= 77,47
Para o cálculo da densidade do bagaço seco volume fixado, utilizando um béquer com 3L.
A partir da densidade seca deste material é possível determinar o volume que 30 kg bagaço
seco ocupa. Portanto, esta quantidade de bagaço ocupa aproximadamente 385L.
- Densidade do Material Úmido
Para o cálculo da densidade úmida foi necessário o conhecimento de alguns parâmetros como
o diâmetro e a altura do tubo utilizado para a filtração no laboratório, e altura da torta de
bagaço após a filtração (tabela 3).
Tabela 3: Dados sobre o filtro, volume da suspensão e da densidade do bagaço úmido.
Dados Cálculos
O diâmetro do tubo de PVC dPVC = 15cm Vfiltro = 10L
Altura do tubo de PVC H = 60 cm Vbu= 5,65L
Altura que 0,4 kg da torta de bagaço
no filtro. H₁=32cm dbu=70,8g/L
ds=40g/L

35
Onde:
Vfiltro – Volume total do filtro;
Vbu – Volume do bagaço úmido;
dbu – densidade do bagaço úmido;
ds – densidade da suspensão.
• O filtro utilizado no experimento era cilíndrico, portanto para o cálculo do volume
total do filtro e do volume ocupado pela torta a fórmula usada foi:
V= π.r².H, onde r é o raio da circunferência e H é a altura.
• O volume do bagaço úmido foi obtido com base na altura da torta resultante do
processo (H₁=32cm). A densidade foi calculada a partir da massa utilizada
experimentalmente (0,4 kg)e do volume ocupado pela torta (Vfiltro = 10L)
• A quantidade de água utilizada (6,5L) foi obtida por observação experimental, pois
esta proporção de 5: 8 de massa bagaço seco por massa de água faz com que a maior
parte de sacarose seja dissolvida e removida com a água. Normalmente, não é
necessário o utilizar a água após a primeira etapa de limpeza do material.
• Para o cálculo da massa de água a ser utilizada na etapa inicial de lavagem do bagaço
seguiu-se a mesma proporção. Logo a massa de água a ser utilizada para 30 kg de
massa seca de bagaço será de 487,5 kg, aproximadamente 490 kg de água.
Considerando a densidade da água é 1,00 kg/L o volume de água a ser utilizado será
de V= 490L.
• Após a homogeneização a suspensão, formada por água (6,5L) e bagaço (0,4kg), foi
despejada no filtro e ocupou o volume total do mesmo, ou seja, um volume de 10L.
Logo o volume útil de um tanque de lavagem de 30kg foi estimado com base no
volume ocupado pela suspensão e ele deverá apresentar aproximadamente 750L.
0,4kg --------------- 10L
30,0kg--------------- Vútil Vútil = 750L

36
O objetivo do processo de lavagem é a dissolução da sacarose que está impregnada no
bagaço, além da remoção de outras impurezas solúveis em água. Isso deve ser alcançado com
um equipamento que gere um cisalhamento mínimo nas células de parênquima, que,
conforme a tabela 1, apresenta uma parede celular fina em comparação com as demais
células.
No laboratório, esta etapa é realizada em um liquidificador (capacidade 10L). No
mercado há equipamentos de maior parte que cumpre função similar. Trata-se do
"Hydrapulper", utilizado na indústria de papel e celulose. E ele deverá apresentar um volume
útil de aproximadamente 750L.
A filtração da suspensão resultante do processo de lavagem é realizada no laboratório,
como dito anteriormente em uma coluna feita de PVC, na temperatura ambiente, onde a força
motriz é a gravidade. Esta operação unitária realizada em uma escala maior, onde a massa
seca de bagaço seria de aproximadamente 30 kg poderia ser utilizada em um filtro prensa,
onde haveria o reciclo de água; o uso de filtros contínuos não se adequaria, pois a quantidade
de material não é grande o suficiente.
Outra solução seria o uso de colunas com capacidade de aproximadamente 10kg, nas
quais houvesse em uma das extremidades um suporte com membranas acoplado. Durante a
filtração o fluido deve ser coletado em uma caixa semelhante a do laboratório, onde através de
uma bomba com fluxo descontínuo seria recirculado ao filtro. Este recipiente (“caixa”)
apresenta uma torneira para coleta do fluido, a fim de se avaliar a turbidez e a quantidade de
sacarose presente no mesmo. O suporte será desacoplado com o fim da filtração, fazendo com
que o material caia em uma caixa onde será colocado em bandejas para posterior secagem.
O dimensionamento de um possível sistema de filtração utilizando colunas está
descrito abaixo:
• A partir do volume de suspensão calculado anteriormente, aproximadamente 750L,
como a membrana de 200 mesh é fina, provavelmente cederia devido ao peso do
material, logo dividiu-se a filtração em três colunas. Cada coluna filtraria o
equivalente de 250L de suspensão. Abaixo de cada coluna estaria um funil (com
diâmetro maior que o da coluna) acoplado a uma “caixa” que coletaria o fluido
durante o processo de filtração. A bomba para recircular o líquido estaria também
acoplada a esta “caixa” que seria dotada de uma torneira para coleta do filtrado
(visando à determinação do teor de sacarose residual) além de uma tampa no seu
inferior almejando à coleta do bagaço úmido em bandejas para posterior secagem do
material (figura 14).

37
• A coluna de filtração utilizada no laboratório é um tubo de PVC que possui uma altura
de 60cm e um diâmetro de 15cm. A proporção neste caso entre o diâmetro e a altura é
1:4. Como a quantidade de bagaço é grande (30 kg-massa seca), a fim de acelerar o
processo de filtração a proporção das novas colunas deve ser de 1:2. A escolha desta
nova relação foi criada, pois quanto maior altura da torta maior será a perda de carga e
mais lenta será a filtração, por isso diminuiu-se a relação entre o diâmetro e a altura.
Por outro lado foi calculado a altura que 10kg de bagaço ocuparia em um filtro com
esta proporção.
• Como o volume da suspensão a ser filtrada em cada coluna deve ser da ordem de 250L
e a proporção será de 1:2 , tem-se que a altura H deverá ser duas vezes o diâmetro D,
logo:
V=π.(D²/4).H , como H=2.D V=π.(D²/4).2D
Portanto: 0,25= π.(D²/4).2D D = 0,54 m e H = 1,08m
Como margem de segurança acrescentou-se 15% na altura da coluna, logo as
dimensões de cada coluna deverão ser um diâmetro de 54cm e uma altura de 1,2m.
• Com alteração do diâmetro para 54cm pode-se calcular a altura aproximada que 10kg
(massa seca de bagaço) ocuparia em um cilindro com capacidade para filtrar 250L de
suspensão. Como a densidade do bagaço úmido é 70,8g/L o volume que 10kg de
bagaço úmido ocupará será de 141,5L. Portanto:
V=π.(D²/4).H₂ 0,1415= π.(0,54²/4).H₂ H₂ = 62cm.
Esta altura estimada, de 62cm, por ser superior a da altura da torta formada por 0,4 kg
de bagaço (massa seca) será suficiente para reter as células de parênquima.
• O material utilizado para a construção destas colunas pode ser o acrílico
(transparente). Se a coluna não for transparente pode adotar um visor interno
transparente para que o volume despejado de suspensão não ultrapasse de 250L em
cada coluna.
• O volume da caixa a ser utilizada em um primeiro momento como reservatório de
líquido, e posteriormente para receber o bagaço úmido pode ser calculada com base na

38
densidade úmida do material (70,8g/L) e com a quantidade de material estimado em
cada coluna, 10kg, ela deve apresentar um volume útil de aproximadamente 142L,
aumentando em 12% a capacidade da mesma, o volume do reservatório estimado é de
160L.
• O funil para a captação inicial do filtrado e posterior do bagaço úmido da caixa pode
apresentar o diâmetro externo com 70cm e o diâmetro interno 64cm. Um diâmetro
menor ou igual ao da coluna poderia dificultar o escoamento do bagaço úmido para
dentro do reservatório (caixa) ou fazer com que parte do material caísse para fora da
área desejada.
• A bomba para a o reciclo do fluido deve conter um fluxo de 15L/min (0,9m³/h) este
volume foi escolhido, pois como a filtração vai ficando cada vez mais lenta o fluxo da
bomba não precisa ser muito elevado.
• O cálculo do tempo de filtração de 250L de suspensão depende de vários parâmetros
que devem ser observados experimentalmente como a velocidade de escoamento, por
exemplo. A filtração de 10L de suspensão em uma coluna de 15cm de diâmetro e
60cm de altura levou 15min, isso para uma torta formada com altura de 32cm. A altura
estimada da torta a ser formada com 250L de suspensão é de 62cm, levando em conta
a resistência do escoamento irá aumentar pelo aumento da espessura da torta, estima-
se que a filtração pode demorar cerca de 45 minutos.
As dimensões dos equipamentos irão compor o sistema de filtração que foram calculadas
anteriormente se encontram na tabela 4.
Tabela 4: Dimensões dos equipamentos que irão compor o sistema de filtração.
Dimensões dos Equipamentos
Coluna de
filtração Cuba
Reservatório
(caixa)
Membrana de
filtração Bomba
dc= 0,54m di=0,64m Vu=0,142m³ poros de 200 mesh Q=0,9m³/h
H₁= 1,2m de=0,70m Vctotal=0,16m³
Vtotal=0,275m³

39
Onde:
• dc- diâmetro da coluna;
• H₁ - Altura da coluna;
• Vtotal=Volume total da coluna;
• di- diâmetro interno;
• de- diâmetro externo da cuba;
• Vu- Volume útil da caixa, pois este será o volume de bagaço aproximado contido em
cada coluna;
• Membrana de filtração deverá ser de 200 mesh.
• Q- Vazão da bomba de reciclo
Figura 14: Componentes do sistema de filtração
Obs.- h é a distância que deverá existir entre a coluna e a cuba.

40
4 CONDERAÇÕES FINAIS
O equipamento utilizado para a lavagem de 30kg bagaço de cana de açúcar será o
Hydrapulper com um volume útil de 750L . A homogeneização de 30kg de bagaço com 490L
de água deve durar o tempo aproximado de 15minutos. Após este período esta suspensão
(750L) deverá ser filtrada. Para que não exista a necessidade de bombear a suspensão até o
filtro, o Hydrapulper deve ser colocado a uma altura superior à altura do filtro. Através desta
diferença de altura a suspensão escoará naturalmente em direção aos filtros. Quanto maior a
diferença entre as alturas maior será o fluxo de escoamento da suspensão em direção aos
filtros.
Para a operação unitária de filtração o uso de um filtro prensa não seria adequado, pois
como no laboratório não serão realizadas várias bateladas por dia de lavagem, não há a
necessidade de se investir em um filtro prensa. Portanto, o equipamento selecionado para a
filtração constituiu-se de três colunas, sendo que em uma das extremidades haverá uma
membrana de 200 mesh acoplada, com altura de 1,2m e diâmetro de 0,54m, com capacidade
de filtrar 250L de suspensão cada uma. A membrana para filtração deve estar fixa à um
suporte removível para que ao final da filtração de possa ser removida para que o bagaço seja
recolhido no reservatório (caixa) e posteriormente encaminhado para a etapa de secagem.
Durante o processo de filtração o líquido será recolhido na caixa que possuirá um volume útil
de aproximadamente 142L. Acoplado a caixa existirá: uma cuba; uma torneira para a coleta
de amostra líquida com o intuito de avaliar o teor de sacarose e a de turbidez do fluido; uma
bomba cuja vazão seja 15L/min com a função de injetar novamente o filtrado caso o mesmo
se apresente turvo; uma tampa na parte inferior para a retirada do bagaço úmido no final da
operação. Caso o teor de sacarose do filtrado inicial for alto quando o mesmo se apresentar
translúcido deve-se injetar água limpa na coluna de filtração e continuar com as medições
sobre a quantidade de sacarose no filtrado. A figura 15 ilustra um fluxograma do sistema de
limpeza dimensionado neste projeto.

41
Figura 15: Fluxograma do Processo de Limpeza
FILTRAÇÃO
HYDRAPULPER
FILTRAÇÃO FILTRAÇÃO
FILTRAÇÃO
SECAGEM SECAGEM SECAGEM

42
REFERÊNCIAS BIBLIOGRÁFICAS
SAXENA, R.C., ADHIKARI, D.K. and GOYAL, H.B. Biomass-based energy fuel through
biochemical routes: a review. Renewable and Sustainable Energy Reviews,13: 167–178,
2009.
DIAS, S.O.M., CUNHA, P.M., JESUS, F.D.C., ROCHA, M.J.G, PRADELLA C.G.J.,
ROSSELL, V.E.C., FILHO, M.R., BONOMI, A. Second generation ethanol in Brazil: Can it
compete with electricity production? Journal Bioresourse Tecnology , p.8964-8970, 2011.
MATSUOKA, S., FERRO, J., ARRUDA, P. The Brazilian experience of sugarcane ethanol
industry. Invited Review. p.1-10,2009.
GOLDEMBERG, J. Ethanol for a sustainable energy future.Science, 315: 808–810, 2007.
ENSINAS, A.V., NEBRA, S.A., LOZANO, M.A. and SERRA, L.M. Analysis of process
steam demand reduction and electricity generation in sugar and ethanol production from
sugarcane.Energy Conversion and Management, 48: 2978–2987, 2007.
SARKAR, N., GHOSH, K. S., BARNNERJEE, S., KAUSTAV, A. Bioethanol production
from agricultural wastes: An overview. Renewable Energy. p. 19-27,2012.
BALAT, M., BALAT, H. and ÖZ, C., Progress in bioethanol processing. Progress in Energy
and Combustion Science, 34. p.551–573, 2008.
MOSIER, N., Wyman, C., DALE, B., ELANDER, R., LEE, Y.Y., HOLTZAPPLE,M. and
LADISCH, M. Features of promising technologies for pretreatment of lignocellulosic
biomass. Bioresourse Technology, 96. p. 673–686, 2005.
HAMERSKI, F., Estudo de variáveis no processo de carbonatação do caldo de cana-de-
açúcar. Tese (Mestrado em Tecnologia de Alimentos –Tecnologia de Alimentos), Setor de
Tecnologia da Universidade Federal do Paraná, Curitiba, 142p., 2009.

43
CONAB – COMPANHIA NACIONAL DE ABASTECIMENTO. Terceiro levantamento da
safra brasileira cana de açúcar 2011. Brasília: janeiro/20011. Disponível em
<http://www.conab.gov.br/OlalaCMS/uploads/
arquivos/11_01_06_09_14_50_boletim_cana_3o_lev_safra_2010_2011..pdf>
Acesso em 11/05/2012 às 23h.
PARANHOS, S. B. Cana de açúcar Cultivo e Utilização. Fundação Cargil v. 1, cap 2, 1, p.
165, 1987.
VASCONCELOS, J. N. Derivados da cana-de-açúcar. STAB: açúcar, álcool e subprodutos,
v. 20, n. 3, p. 16-18, 2002.
COSTA, F.H.T., Avaliação da recalcitrância de diferentes regiões oriundas de entrenós de
cana de açúcar em híbridos com teores variados de lignina 56p. Exame de Qualificação –
Conversão de Biomassa, Departamento de Biotecnologia da Escola de Engenharia de Lorena
– USP, Lorena, 2011.
MOORE, P. H. Physiological basis for varietal improvement in sugarcane. In.
Proc. of Int. Symp. on Sugarcane Varietal Improvement held at Sugarcane
Breeding Institute, Coimbatore, India, 3-7, p.57-77. 1987.
MENDES, F. M.; SIQUEIRA, G.; CARVALHO, W.; FERRAZ, A.; MILAGRES, A.
M. F. Enzymatic hydrolysis of chemithermomecanically pretreated sugarcane
Bagasse and two experimental samples with reduced initial lignin content.
Biotechnol Progr, v.27, p.395-401. 2011.
WACLAWOVSKY, A. J.; SATP, P. M.; LEMBKE, C. G.; MORRE, P. H.; SOUZA,
G. M. Sugarcane for bioenergy production: an assessment of yield and
regulation of sucrose content. Plant Biotechnol J, v.8, p.263-276. 2010.
SANJUÁN, R.; ANZALDO, J.; VARGAS, J.; TURRADO, J.; PATT, R.
Morphological and chemical composition of pith and fibers from mexican sugar
cane bagasse. Holz Roh Werkst, v.59, p.447-450. 2001.

44
O Estado de São Paulo, Matéria publicada em 14/06/2010. Disponível em
<http://www.riosvivos.org.br/Noticia/Brasil+desperdica+com+bagaco+de+cana++tres+usinas
+de+Belo+Monte/15796> Acessado dia 16/05/2012 às 15h.
MARQUES, M.O.; MARQUES, T.A.; TASSO JÚNIOR, L. C. Tecnologia do açúcar.
Produção e industrialização da cana-de-açúcar. Jaboticabal-SP: Funep, 2001.
MARTINS, N.G.S. Os fosfatos na cana-de-açúcar. 84 p. Dissertação (Mestrado em
Ciência e Tecnologia de Alimentos) - Escola Superior de Agricultura Luiz de Queiroz,
Universidade de São Paulo, Piracicaba, 2004.
STUPIELLO, J.P. A cana-de-açúcar como matéria-prima. In: PARANHOS, S.B.
Cana-de-açúcar: Cultivo e utilização. v.2. Campinas: Fundação Cargill, 1987.
UNESP, 2012. Disponível em
<http://www.fcfar.unesp.br/alimentos/bioquimica/introducao_carboidratos/polissacarideos.ht
m> Acessado dia 23/05/2012 às 15h.
Biocombustíveis, 2012. Disponível em
<http://www.biocombustiveis2g.xpg.com.br/biocombustivel.html> Acessado dia 10/05/2012
às 17h.
Geovânia, A., Apostila de Operações Unitárias – Máxima Cursos: Curso Técnico em Petróleo
e Gás, 22p., 2010.
UFRGS- Operações Unitárias de Conservação, 2012.Disponível em
<http://www.ufrgs.br/alimentus/feira/opconser/opconser.htm> Acessado dia 07/05/2012 às
14h.
UFRGS- Operações Unitárias de Transformação, 2012. Disponível em:
<http://www.ufrgs.br/alimentus/feira/optransf/optransf.htm> Acessado dia 07/05/2012 às 15h.

45
UFRGS - Operações Unitárias de Separação, 2012. Disponível em:
<http://www.ufrgs.br/alimentus/feira/opsepara/opsepar.htm> Acessado dia 07/05/2012 às
15h30min.
UFRGS- Operações Unitárias Preliminares, 2012. Disponível em:
< http://www.ufrgs.br/alimentus/feira/opprelim/opprelim.htm> Acessado dia
08/05/2012 às 10h.
UFGRS – Operações Unitárias Preliminares de Limpeza, 2012. Disponível em:
< http://www.ufrgs.br/alimentus/feira/opprelim/limpeza.htm>. Acessado dia 08/05/2012 às
11h.
UFGRS – Operações Unitárias Preliminares de Limpeza/via seca, 2012. Disponível em:
< http://www.ufrgs.br/alimentus/feira/opprelim/viaseca.htm> Acessado dia 08/05/2012 às 11h
20min.
UFGRS – Operações Unitárias Preliminares de Limpeza/via úmida, 2012. Disponível em:<
http://www.ufrgs.br/alimentus/feira/opprelim/lavagem.htm> Acessado dia 08/05/2012 às 12h.
SARAIVAVOGAL, 2012. Disponível em:
<http://www.saraivavogal.com.br/ENG426/MISTURA_E_AGITACAO.pdf> Acessado dia
10/05/2012 às 23h.
Pereira, A. H.A. Limpeza ultra-sônica: overview e estado da arte. Relatório Técnico RT-
ATCP-02. São Carlos, 2010.
FOUST, A.S., WENZEL, A.L.,CLUMP,W.C., MAUS,L., ANDERSON,B.L. Princípio das
Operações Unitárias. Segunda Edição. Rio de Janeiro, 1982.
MOREIRA, M. P.F. Apostila de Operações Unitárias de Quantidade de Movimento, Centro
Tecnológico: Departamento de Engenharia Química e Engenharia de Alimentos-
Universidade Federal de Santa Catarina, 2004.
Top Related