






Línguas
Páginas
Legal


DEPTº DE ENGENHARIA AMBIENTAL - DEA
UNIVERSIDADE FEDERAL DA BAHIAESCOLA POLITÉCNICA
MESTRADO PROFISSIONAL EMGERENCIAMENTO E TECNOLOGIAS
AMBIENTAIS NO PROCESSO PRODUTIVO
JOSÉ AUGUSTO OLIVEIRA
OTIMIZAÇÃO AMBIENTAL DE UM SISTEMA DE PRODUÇÃO DE PETRÓLEO BASEADA EM CRITÉRIOS DE PRODUÇÃO MAIS LIMPA
ESTUDO DE CASO
SALVADOR
2006
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
JOSÉ AUGUSTO OLIVEIRA
TIMIZAÇÃO AMBIENTAL DE UM SISTEMA DE PRODUÇÃO DE PETRÓLEO
ASEADA EM CRITÉRIOS DE PRODUÇÃO MAIS LIMPA–ESTUDO DE CASO
Dissertação de mestrado apresentada ao Curso de
ão em
mbientais no
Processo Produtivo.
Andrade
Salvador
2006
O
B
Mestrado do Programa de Pós Graduaç
Gerenciamento e Tecnologias A
Orientador: Prof. José Geraldo de
Pacheco Filho

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m c r i t é r i o s d e P ma i s L
O482o Oliveira, José Augusto
Otimização ambiental de um sistema de produção de petróleo baseada em
critérios de Produção Mais Limpa. /José Augusto Oliveira---Salvador-Ba, 2005. 222p. il.color Orientador: Prof. Dr. José Geraldo de Andrade Pacheco Filho Dissertação (Mestrado em Gerenciamento e Tecnologias Ambientais no
Processo Produtivo - Ênfase em Produção Limpa) - Departamento de Engenharia Ambiental Universidade Federal da Bahia, 2005.
Referências e Apêndices. 1. Indústria Petroquímica – Aspectos Ambientais. 2. Prevenção da
Poluição 3. Eficiência industrial I. Universidade Federal da Bahia. Escola Politécnica. II. Pacheco Filho, José Geraldo de Andrade. III. Título
CDD 661.804
iii
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m c r i t é r i o s d e P ma i s L
iv
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m c r i t é r i o s d e P ma i s L
Agradecimentos
À minha esposa e companheira, Marilene, pela compreensão e tranqüilidade com que
atravessou esses longos meses de clausura doméstica, principalmente, nos fins de semana e
também por aturar e ajudar a reduzir o meu estresse.
Às minhas filhas, Raissa e Ádria, que mesmo na adolescência conseguiram ter
sabedoria para resignarem-se pela ausência temporária do pai e amigo...
Aos meus pais, João Batista e Antonia Maura, pelo apoio e estímulo sempre prestados
nos meus estudos.
Ao professor José Geraldo pela orientação na elaboração do trabalho e apoio moral
nas horas difíceis.
A todos os amigos que souberam entender as dificuldades para a travessia desse
turbilhão acadêmico...
À PETROBRAS/Unidade de Negócio de Exploração e Produção da Bahia, não apenas
pelos recursos dispendidos nessa jornada, mas principalmente pela disponibilização de suas
instalações e de seu corpo técnico para a realização desse estudo.
A toda equipe da Estação B pelas preciosas informações prestadas e ainda pela cordial
acolhida em todo período.
v
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m c r i t é r i o s d e P ma i s L
RESUMO
redução da
ixa de controle de temperatura no tanque lavador; instalação de válvula moduladora no
tanque lavador. Essas propostas podem levar a um beneficio econômico anual aproximado de
R$ 940.000,00.
A crescente pressão da sociedade por um meio ambiente preservado associada aos efeitos
danosos da emissão de gases de efeito estufa ao clima do planeta têm colocado a indústria do
petróleo sob os holofotes da opinião pública mundial, compelindo-a a buscar alternativas para
melhorar a gestão ambiental dos seus processos, reduzindo a sua emissão de resíduos. Nesse
cenário, a otimização do uso de recursos naturais e a minimização dos resíduos gerados nos
processos produtivos - elementos essenciais da Produção Mais Limpa (PmaisL)- permitem o
aumento da eficiência econômica, da competitividade e da lucratividade das empresas. Para
tanto o uso equilibrado dos recursos da Terra pelas empresas- exigência da sociedade- requer
constantes avaliações dos processos produtivos baseadas nos critérios da PmaisL, pois esta é
reconhecida ferramenta para o desenvolvimento sustentável. Este trabalho desenvolve uma
metodologia para a otimização ambiental de um processo produtivo utilizando os critérios da
PmaisL e apresenta uma aplicação desta ferramenta através de avaliação de um sistema de
produção de petróleo. Em sua elaboração foram analisadas diversas metodologias disponíveis,
como também foi estudado o processo de produção de petróleo de uma maneira mais
detalhada. A análise das operações e procedimentos existentes, visando a conservação de
energia e a redução da geração de resíduos, permitiu a revisão das tarefas realizadas no
processo. Na realização da avaliação do processo produtivo foram elaborados fluxogramas
nos diversos níveis, identificadas as tarefas/atividades críticas, realizados os balanços de
massa e energia, incluindo-se dados de consumo de vapor e aditivos químicos, e, foram
criados de indicadores de performance para consumo de insumos e geração de resíduos, a fim
de que o trabalho contemplasse as propostas de PmaisL com posterior avaliação técnica
econômica e ambiental. As melhores oportunidades identificadas nesta avaliação foram:
recuperação do óleo da borra de fundo de tanque; utilização de resíduos oleosos de produção
de petróleo para a fabricação de blocos cerâmicos; instalação de recuperador de condensado
de vapor; instalação de recuperador de vapor de hidrocarboneto no tanque lavador;
fa
vi
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m c r i t é r i o s d e P ma i s L
ABSTRACT
he growing pressure of society towards a preserved environment, together with the negative
p
en
of the productive processes based on the cleaner pr
imp
env
and
rese
productive process was studied in a detailed
ex
perm
flow
ener
perform
brin
eval
tank
inst
These proposals can lead to an year
T
impact of the greenhouse gas emission on the planet’s climate, has put the petroleum industry
under the holophotes of the world’s public opinion. Therefore that industry has been
compelled search for alternatives to improve the environmental management of productive
processes, reducing wastes. In that scenery the optimization of the natural resources use and
the minimization of the produced waste, which are essential elements of the cleaner
roduction concept, contribute to the improvement of the enterprises economic efficiency,
competitiveness and profitability. The well-balanced use of the Earth’s resources by the
terprises, which is a growing need of the society these days, requires frequent evaluations
oduction concept, as this is considered an
ortant tool for the sustainable development. This research developed a methodology for
ironmental optimization of productive process, using the criterion of cleaner production
presents a petroleum production system evaluation using the same tool. To make real this
arch several cleaner production methodologies were investigated and the petroleum
way. The analysis of the operations and the
istent procedures aiming the energy conservation and the reduction waste production
itted a review of all tasks during the process. For evaluation of productive process some
charts were made in different levels, critical activities were identified. The mass and
gy balances were made including steam and chemical additives and also establishing
ance indicators of raw material and waste products. The conclusion of this research
gs some cleaner production propositions with technical, economic and environmental
uation. The best opportunities identified were: a) Oil recovery in sludge oily of bottom
; b) Use of oil sludge at manufacturing bricks industry; c) condensed steam recovery
allation; d) hydrocarbon emissions recovery in the storage tanks; e) reduction on the
temperature control range in the wash tank; f) modulating valve installation in the wash tank.
ly economic benefit close to US$ 340,000.00.
vii

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
9
L
LISTA DE
LIS
LIS
1.
2. 2.1–RE
2.
3. .
.
SUMÁRIO
ISTA DE FIGURAS......................................................................................................12QUADROS....................................................................................................14
TA DE TABELAS .....................................................................................................15TA DE SIGLAS e ABREVIATURAS ........................................................................16INTRODUÇÃO .........................................................................................................19
1.1 OBJETIVO.................................................................................................................................................. 24 REFERENCIAL TEÓRICO.......................................................................................25
LAÇÃO ENTRE PREVENÇÃO DA POLUIÇÃO E PRODUÇÃO MAIS LIMPA ............................ 27 2 FERRAMENTAS DA PREVENÇÃO DA POLUIÇÃO E PRODUÇÃO MAIS LIMPA. ......................... 29 2.2.1 Mudanças nos insumos......................................................................................................................... 32 2.2.2 Mudanças tecnológicas......................................................................................................................... 33 2.2.3 Boas práticas operacionais “Good housekeeping” ............................................................................... 33 2.2.4 Mudanças nos produtos ........................................................................................................................ 34 2.2.5 Regeneração/reuso................................................................................................................................ 35 2.2.6 Recuperação ......................................................................................................................................... 35
2.3 METODOLOGIA PARA APLICAÇÃO DA PmaisL ................................................................................ 36 2.4 ETAPAS DA METODOLOGIA PARA APLICAÇÃO DA PmaisL.......................................................... 40
2.4.1 Pré-avaliação - coleta de informações .................................................................................................. 42 2.4.2 Construção do diagrama de fluxo......................................................................................................... 44 2.4.3 Balanço de massa e energia .................................................................................................................. 46 2.4.4 Seleção do foco e priorização de processos;......................................................................................... 47 2.4.5 Estabelecimento de indicadores............................................................................................................ 48 2.4.6 Determinação dos custos das perdas..................................................................................................... 50 2.4.7 Identificação das causas de geração de resíduos .................................................................................. 51 2.4.8 Gerando as propostas de PmaisL.......................................................................................................... 53 2.4.9 Avaliação técnica ambiental e econômica ............................................................................................ 54
.REVISÃO DA LITERATURA ............ ......................................................................563 1 SISTEMA DE GESTÃO AMBIENTAL..................................................................................................... 57 3.2 PREVENÇÃO DA POLUIÇÃO NA INDÚSTRIA DO PETRÓLEO ........................................................ 58 3 3 PROCESSO DE PRODUÇÃO DO PETRÓLEO........................................................................................ 68
3.3.1 Coleta de Petróleo................................................................................................................................. 68 3.3.2 Separação de Fases do Petróleo............................................................................................................ 73 3.3.3 Tratamento da Água Produzida ............................................................................................................ 79 3.3.4 Armazenamento do Óleo...................................................................................................................... 81

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
10
3.3.5 Geração e Distribuição de Vapor.......................................................................................................... 85 4.
5. 5.1 PRÉ –AVALIAÇÃO DO SISTEMA DE PRODUÇÃO ............................................................................. 97
5.1.1 Descrição do processo produtivo.......................................................................................................... 98 5.1.2 Questões gerais do processo produtivo............................................................................................... 115 5.1.3 Questões específicas do processo. ...................................................................................................... 116 5.1.4 Maiores consumidores de energia e geradores de resíduos. ............................................................... 117 5.1.5 “Lay-out” das instalações. .................................................................................................................. 118
5.2 CONSTRUÇÃO DO DIAGRAMA DE FLUXO...................................................................................... 119 5.3 BALANÇO DE MASSA E ENERGIA..................................................................................................... 122
5.3.1 Balanço de massa e energia global. .................................................................................................... 123 5.3.2 Balanço de massa e energia intermediário.......................................................................................... 125 5.3.3 Balanço de massa específico. ............................................................................................................. 131 5.3.4 Análise das tarefas críticas. ................................................................................................................ 131
5.4 DETERMINAÇÃO DOS CUSTOS DAS PERDAS................................................................................. 144 5.4.1 Cálculo de perda pela geração de resíduos oleosos. ........................................................................... 144 5.4.2 Cálculo do custo da perda de COV para atmosfera. ........................................................................... 145 5.4.3 Cálculo do custo de calor perdido na Estação B................................................................................. 146
5.5 SELEÇÃO DO FOCO E PRIORIZAÇÃO DE PROCESSO .................................................................... 150 5.6 ESTABELECIMENTO DE INDICADORES........................................................................................... 152 5.7 ANALISE DAS RAÍZES DAS CAUSAS ................................................................................................ 154
5.7.1 Causas da geração de resíduos oleosos............................................................................................... 154 5.7.2 Causas da perda de vapor. .................................................................................................................. 157 5.7.3 Causas da perda de calor. ................................................................................................................... 158
5.8 GERANDO AS PROPOSTAS DE PmaisL............................................................................................... 160 5.8.1–Práticas operacionais. ........................................................................................................................ 161 5.8.2–Mudanças tecnológicas...................................................................................................................... 161 5.8.3–Regeneração/reuso dentro da indústria. ............................................................................................. 162 5.8.4–Recuperação de energia fora da indústria. ......................................................................................... 162
5.9 AVALIAÇÃO TÉCNICA AMBIENTAL E ECONÔMICA .................................................................... 163 5.9.1–Avaliação global das propostas de PmaisL. ...................................................................................... 194
6. CONCLUSÕES E SUGESTÕES ...........................................................................197
7. REFERÊNCIAS......................................................................................................200
APÊNDICE...................................................................................................................216 A-1- Calor específico de soluções de Cloreto de Sódio .................................................................................. 216 A-2-Temperatura dos tanques da Estação medida em dias variados ao longo do ano 2004............................ 217
ANEXOS ......................................................................................................................218
METODOLOGIA ......................................................................................................93 RESULTADOS E DISCUSSÃO ...............................................................................96

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
11
Anexo 1-Densidade de soluções de Cloreto de Sódio ..................................................................................... 218 vés de orifício..................................................................................................... 218
T 2004 ..................................... 219 Anexo 2-Perda de vapor atra
Anexo-3-Avaliação de aspectos e impactos da Estação retirado de SMS-NE
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
12
LISTA DE FIGURAS Figura 1-Gerenciamento de resíduos - hierarquia de prioridades. 30
Figura 2-Técnicas de prevenção da poluição. 31
Figura 3-Prioridades para minimização de resíduos no processo. 32
Figura 4-Etapas da Metodologia de PmaisL do UNEP.
e efeito.
aisL 97
peratura média das chaminés das caldeiras. 106
ia do vapor na caldeira agosto 2004 108
igura 20-Consumo de gás natural da Estação B 110
igura 21-Consumo de água para a geração de vapor da Estação B 110
Figura 22-Gráfico de setores apresentando os resíduos gerados no Pólo de
Produção A
114
Figura 23-Diagrama de fluxo da produção do petróleo. 119
Figura 24-Diagrama de fluxo da estação B. 121
Figura 25-Diagrama de fluxo da Estação B com perdas de massa. 121
Figura 26-Diagrama de fluxo da Estação B com perdas de energia. 122
Figura 27-Balanço global do processo de produção 124
Figura 28-Balanço energético global do processo de produção 125
Figura 29-Balanço material do processo de coleta de óleo por carreta 126
37
Figura 5-Etapas para implementação de um programa de PmaisL do CNTL 38
Figura 6-Etapas da Metodologia de PmaisL do CEBDS. 39
Figura 7-Comparação entre as metodologias de PmaisL:Principais etapas 41
Figura 8-Fluxograma de processos nível 1. 44
Figura 9-Mapeamento de processo USEPA. 45
Figura 10-Diagrama da cebola. 48
Figura 11-Caracterização de um processo por meio de diagrama de causa 52
Figura 12-Gráfico esquemático viscosidade x temperatura. 70
Figura 13-Processo de medição de vapor-Desenho esquemático 72
Figura 14-Separador gás-líquido-Desenho esquemático. 74
Figura 15-Pirâmide da Pm
Figura 16-Fluxograma de processo da estação B. 98
Figura 17-Gráfico de tem
Figura 18-Gráfico de pressão média do vapor nas caldeiras. 107
Figura 19-Gráfico de pressão méd
F
F

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
13
Figura 30-Balanço energético do processo de coleta de óleo por carreta 127
l do processo de separação óleo água 128
separação óleo água. 9
0
o processo de armazenamento de petróleo 130
a a drenagem de água livre
leo por carreta.
Figura 37- Fluxograma detalhado do processo de geração de distribuição de vapor 140
Figura 38-Fluxograma detalhado do processo de separação óleo- água. 142
Figura 39-Fluxograma detalhado do processo de armazenamento do petróleo. 143
Figura 40-Causas para a geração de borra no tanque de armazenamento. 155
Figura 41-Causas para a geração de borra de fundo de tanque lavador. 156
Figura 42-Causas para a perda de vapor no tanque lavador. 157
Figura 43-Causas para a geração de borra no descarregamento de carretas. 158
Figura 44-Causas para a geração de energia no armazenamento de óleo. 159
Figura 45-Sistema de recuperação de condensado para a Estação B-Desenho
esquemático.
178
Figura 46-Sistema de recuperação de COV no tanque lavador- Desenho
esquemático.
188
Figura 47- Sistema de recuperação de COV no tanque de armazenamento-
Desenho esquemático.
191
Figura 31-Balanço materia
Figura 32-Balanço energético do processo de 12
Figura 33-Balanço material do processo de armazenamento de petróleo 13
Figura 34-Balanço energético d
Figura 35-Balanço de massa específico par 131
Figura 36-Fluxograma detalhado da coleta de petró 134

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
14
LISTA DE QUADROS Quadro 01-Indicadores de Produção Limpa 49
formance para um sistema de 66
87
15
Quadro 02 Oportunidades de melhoria de per
geração de vapor.
Quadro 03-Pontos de perdas em caldeira
Quadro 04-Matriz de priorização de processos. 1

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
15
LISTA DE TABELAS Tabela 01-Indi de eficiência de processo –(OGP 2003) 49
a 02-Coe a de calor para tanques de petróleo. 83
la 03-Car 100
la 04- Tem s no tanque de emulsão 101
la 05-Cálculo de consumo de vapor no tanque de emulsão 102
6- Vo stação B 103
- Qu 103
08-Vol
9- Tem 104
10- Con ação B. . 109
on 109
a 12- Con 111
ela 13- Est . 113
ela 14 - Pe 116
la 15- Con 117
la 16- Res . 118
la 17- Tem ção B 136
la 18-Med 136
la 19- Con gamento de carretas 137
ela 20- Tem escarregando na Estação 137
la 21- Con 138
la 22-Cus
23-Cus 145
la 24-Cus ensado 147
ela 25 - Cu ento de perda de calor no armazenamento 147
la 26-Cus or vazamento em linha 148
la 27-Cus perda de calor tanque de emulsão 149
la 28 –Ma perdas. 149
a 29–Ind 152
la 30–Ind B 153
ela 31–Prio unção do beneficio econômico 195
cadores
Tabel ficientes globais de transferênci
Tabe retas recebidas na Estação B.
Tabe peraturas máximas medida
Tabe
Tabela 0 lumes de óleo produzido na e
Tabela 07 alidade de óleo produzido na estação B
Tabela umes de água injetada e teor de óleos e graxas na Estação B 104
Tabela 0 peraturas medidas no tanque lavador
Tabela sumo de combustível nas caldeiras da Est
Tabela 11- C sumo de energia da Estação B.
Tabel sumo anual de aditivos Estação B
Tab imativa de emissão de COV nos tanque da Estação
Tab rdas de óleo nas instalações da Estação B
Tabe sumo energético de vapor por equipamento
Tabe íduos gerados na limpeza de tanques-Estação B
Tabe po de aquecimento de carretas recebidas na Esta
Tabe ição de vazão de vapor na descarga de carretas
Tabe sumo de vapor para o descarre
Tab peratura de óleo saindo do poço e d
Tabe sumo de vapor descarga de carretas do poço FE-XII
Tabe to para gerenciamento de resíduos oleosos da Estação. 144
Tabela to para gerenciamento de COV
Tabe to para gerenciamento de perda de cond
Tab sto para gerenciam
Tabe to de gerenciamento de perda p
Tabe to para gerenciamento de
Tabe triz de Custo x processo das
Tabel icadores de PmaisL na Estação B
Tabe icadores comparativos da Estação
Tab rização das propostas de PmaisL em f
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
16
LISTA DE SI
P
&W
BDS Brasileiro para o Desenvolvimento Sustentável
pa da Universidade de Curtin
CCME Conselho Canadense de Ministros de Meio Ambiente
L ias Limpas
AMA Ambiente
a de alimentação da caldeira
mento da água
flar ar de combustão
água salina para o esgoto
sões ambientais
manutenção e mão-de-obra
lb).
p etróleo
rada
os Unidos
Ee Energia transferida para o sistema;
GLAS e ABREVIATURAS A Área
AN Agência Nacional do Petróleo
API Instituto Americano do Petróleo
Btu Unidade térmica britânica
Bbl Barril
BS Sedimentos básicos e água
CE Conselho Empresarial
CECP Centro de Excelência em Produção Mais Lim
CNT Centro Nacional de Tecnolog
CON Conselho Nacional de MeioCRA Centro de Recursos Ambientais
Cc Custo com combustível para produção do vapor
Ca Custo da água consumida para produção do vapor
Cta Custo do tratamento da águ
Ceb
Cec
Custa da energia para bombea
Custo da energia para insu
Cda Custa da água de descarga da
Cdc Custo de descarte das cinzas
Ce Controle das emis
Cm Custo com materiais de
CG Custo de geração do vapor em Dólar americano por mil libras (US$/1000
COV Compostos Orgânicos Voláteis
Cpa Calor específico da água produzidao
Cp Calor específico
Cp Calor específico do p
CSA Custo da situação atual
CSE Custo da situação espe
DOE Departamento de Energia dos Estad
Eac Energia acumulada no sistema.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
17
Et Energia transferida do sistema;
Hv Entalpia do vapor HAA Entalpia da água de alimentação
Hsv Entalpia especifica de evaporação a 65psia
INMETRO lidade Industrial
erpentina
o
ac Massa acumulada dentro de um sistema
GP ssociação dos Produtores de Óleo e Gás com sede em Londres
maisL Produção Mais Limpa
PCS Poder calorífico superior
Pc Preço do combustível
P2 ou 2P Prevenção da Poluição
Qt Quantidade de calor transferida por unidade de tempo
Qv Vazão de vapor
Q2 Quantidade de calor
RRC Comissão de Estradas de Ferro do Texas (Órgão de controle ambiental)
SIGRE Sistema de Gerenciamento de Resíduos
SIGEA Sistema Informatizado de Gerenciamento de Emissões Atmosféricas.
T F Temperatura final
T I Temperatura inicial
T sa Temperatura da superfície de aquecimento
To Temperatura do óleo
TPH Hidrocarbonetos totais de petróleo
TRI Tempo de retorno do investimento.
Instituto Nacional de Metrologia Normalização e Qua
IR Investimento realizado
K Coeficiente de transmissão de calor de uma s
m Massa do produto
mfl Massa do fluido em aqueciment
Me Massa entrando no sistema;
Ms Massa saindo do sistema;
M
O A
P

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
18
U Coeficiente de global de transmissão de calor
UNCED Conferência das Nações Unidas para o Meio Ambiente e Desenvolvimento
NEP Programa das Nações Unidas para o Meio Ambiente
UNIDO Program
USEPA Agência
V Velocidade de queda das partículas relativa ao líquido.
∆ρ ao
D
µo
η
U
a das Nações Unidas para o Desenvolvimento Industrial
de Proteção Ambiental dos Estados Unidos
Densidade diferencial entre a água e o óleo
Diâmetro das partículas de água.
Viscosidade dinâmica do óleo
c Eficiência total da caldeira (fração)
3P (Prevenção da Poluição se Paga)
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
19
1. INTRODUÇÃO
ploração dos recursos naturais,
ois este permite harmonizar a produção de bens e serviços com mínimo impacto ao meio
ambien
o meio ambiente, por isso pressionam governos e agências ambientais por um maior
controle da poluição”.
s começaram a expressar o seu interesse por assuntos como a poluição e a depleção
de recursos ambientais de acordo com o Programa das Nações Unidas para o Meio Ambiente,
em líng
-se assuntos convergentes para o desenvolvimento
stentável, pois este somente pode ser alcançado com a otimização de uso de recursos
naturais e com a minimizaçã a (PmaisL). A Organização
para o Desenvolvimento Industrial das Nações Unidas- “United Nations for Industrial
Development Organizations” UNIDO (2002), reconhece que esta prática é uma ferramenta
Para alguns, a noção de desenvolvimento da indústria de óleo e gás dentro do contexto de sustentabilidade é uma contradição. Para outros, a idéia provê uma oportunidade para diálogo, consenso e criatividade. (OGP 2002, p 3, tradução nossa)
O conhecimento técnico e científico tem sido reconhecido como um dos principais
pilares da sociedade humana e elemento fundamental para a ex
p
te: produzir mais com menos. Como este conhecimento está em constante evolução,
bem como é notória a exigência da sociedade por melhoria da qualidade ambiental, conforme
reconhece Nobre (2000, p. 10, tradução nossa) afirmando que: “...cidadãos comuns de países industrializados e não industrializados reconhecem,
cada vez mais, a importância de um convívio adequado das atividades humanas com
Assim torna-se primordial que as organizações incorporem novos conhecimentos, o
que pode ser feito avaliando os seus processos produtivos e atualizando-os tecnologicamente,
de modo a atender as demandas sociais por uma melhoria ambiental.
Embora há muito tempo seja reconhecida a importância da tecnologia para o
desenvolvimento de uma sociedade, apenas nos anos 60 (sessenta) a preocupação com o meio
ambiente tornou-se um conceito popular entre as nações industrializadas. Nesse período os
cientista
ua inglesa- “United Nations for Environmental Program” (UNEP 2003). A crescente
demanda social pelas questões ambientais foi causada pelo aumento da pressão sobre os
recursos da Terra e pela poluição gerada por resíduos oriundos dos processos industriais.
Tecnologia e meio ambiente tornaram
su
o de resíduos gerados, ou seja: pel
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
20
para as
a eficiência econômica, a
competitividade e a lucratividade.
formas sustentáveis de desenvolvimento econômico de uma sociedade, porque pode
proteger o meio ambiente e a saúde humana, e ainda melhorar
A avaliação dos processos e instalações industriais, utilizando os critérios da PmaisL,
pode identificar perdas e ineficiências, a serem corrigidas na fonte, de forma a evitar que se
transformem em impactos ambientais. Isto significa corrigir o próprio processo de produção,
(PORTER E VAN DER LINDE 1995; KIPERSTOCK 1999).
É fato que a ge
ambiente é um dos p
desequilíbrio social; h
industriais ou mesmo da atmosfera pela emissão de gases tóxicos ou que
ausam danos ao meio ambiente (a exemplo do dióxido de carbono, um dos causadores do
efeito e
econômicas,
presentam os resíduos por quaisquer restos e efluentes dos processos de produção:
bém para as entradas do processo e propuseram que a poluição e os resíduos
o produtos de uma baixa eficiência no aproveitamento dos recursos naturais, traduzindo a
idéia n
ração de resíduos nas atividades produtivas e sua fuga para o meio
rincipais causadores de impacto ambiental e um grande fator de
aja vista a crescente contaminação de corpos hídricos por resíduos
a contaminação
c
stufa).
Segundo Mizsey (1994, p 1) resíduo é “... qualquer material ou energia entrando no
processo que não é incorporado ao produto final desejado”. Compartilhando esse conceito;
Furtado, Silva e Margarido (2003), com uma visão sistêmica das atividades
re
subprodutos não utilizáveis, no todo ou em parte. Nesse contexto, os resíduos são
identificados como o problema central dos impactos ambientais e devem ser um dos
principais orientadores para a excelência ambiental das organizações (FERNANDES, ET AL
2001).
Porter e van der Linde (1995) utilizaram o conceito de resíduos não apenas para as
saídas, mas tam
sã
a seguinte equação matemática :
POLUIÇÃO = INEFICIÊNCIA
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
21
Assim a geração de resíduos, em seu sentido mais amplo, é entendida como a
utilização incompleta de materiais e o pobre controle do processo.
so produtivo, conforme pode ser
entendido pelo próprio conceito da técnica:
; em tratamento e
disposição final e em gastos com multas por não atendimento à legislação. Tais custos
reduze
ergia e demais insumos,
onduzindo a empresa a um maior conhecimento do seu processo industrial. Isso promove o
desenv
amente causadora de impactos ambientais, sendo os de maior significância
associados à liberação de resíduos para o meio ambiente. (RAMNATH E DYAL, 2001).
Mesmo considerando todos os seus benefícios econômicos é importante a atuação desse
Nesse sentido, Kiperstok (1999, p.45), afirma que “é necessário evoluir das práticas de fim de
tubo para as de prevenção da poluição”. É preciso estabelecer novas concepções nos processos
industriais que eliminem a geração de resíduos, atacando o problema na fonte. A Produção
Mais Limpa representa esse novo paradigma para equacionar o problema da poluição, visto
que transfere o cerne da questão para o interior do proces
“A Produção Mais Limpa significa a aplicação contínua de uma estratégia
econômica, ambiental e tecnológica integrada aos processos e produtos, a fim de
aumentar a eficiência no uso de insumos e a minimização de resíduos gerados”.
(UNEP, 1996).
A melhoria ambiental e a competitividade andam juntas, já que geração de resíduos
implica em: custos adicionais devido à perda de matéria-prima e energia
m a competitividade da empresa e colocam em risco a sua sobrevivência. A geração de
resíduos, portanto, se constitui em um efeito indesejado da atividade produtiva.
A avaliação dos processos, baseada nos critérios da PmaisL, utiliza ferramentas capazes de
identificar as perdas otimizando o consumo de matérias-primas, en
c
olvimento de um sistema econômico e ambientalmente mais eficiente, com a
eliminação de desperdícios, a redução de resíduos e emissões, a minimização dos passivos
ambientais e a redução dos custos de gerenciamento-Centro Nacional de Tecnologias Limpas
(CNTL 2003).
A indústria do petróleo é um dos principais segmentos da economia mundial e
reconhecid
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
22
segmen
egmento tem importante papel no
erenciamento de suas operações, de modo a reduzir suas perdas e impactos ambientais e
ainda p
o sendo, pelo menos nas próximas décadas, um importante segmento
energético nacional. A PmaisL certamente contribuirá para o prolongamento da vida dessa
atividade produtiva, com a redução dos impactos através da minimização dos resíduos
gerados e conseqüente aumento da eficiência no uso dos recursos naturais.
Wojtanowicz (1991) afirmou que o controle ambiental emergiu das atitudes da
indústria como resultado da elevação dos custos para disposição de resíduos. E que os custos
de gerenciamento têm crescido rapidamente em resposta ao aumento de volume dos resíduos
oleosos. Por fim concluiu que o aumento de volume de resíduos gerados, não está associado
ao aumento da produção, e sim às regulamentações mais restritivas.
O segmento de Exploração e Produção de petróleo, internacionalmente conhecido
como E&P, é o responsável pelo início da cadeia produtiva da indústria do petróleo,
especificamente pela identificação e mapeamento dos reservatórios produtores até a entrega
do óleo para o refino. No Brasil, este segmento representado pelas Unidades de E&P da
Petróleo Brasileiro S.A.- PETROBRAS, apesar da redução da geração de resíduos imposta
por medidas de controle e adequação às restrições legais–ainda gera consideráveis volumes de
resíduos.
to minimizando a sua geração de resíduos e os conseqüentes impactos ao meio
ambiente.
A indústria de óleo e gás permanecerá sendo a maior componente da matriz energética
mundial por vários anos, até que fontes de energia alternativas se tornem disponíveis e viáveis
economicamente. Durante este período de transição, esse s
g
rover energia a custos razoáveis. (ARSCOTT 2003).
Dados apresentados pelo Ministério da Minas e Energia (2003), referentes ao ano de
2002 para o Brasil, mostram que essa atividade respondia por 43,1% da Matriz Energética
Nacional, equivalente a 1.449.000 bbl/dia (Petróleo e Gás Natural). Assim o petróleo e o gás
natural continuarã

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
23
A Unidade de Negócio de E&P, na Bahia - mesmo investindo na modernização de
m procedimentos operacionais, adoção de sistemas de gestão padronizados
onforme a norma (NBR ISO–14000), manutenção de dutos e automação – ainda gera
onsiderável montante de resíduos oleosos, sendo contabilizado entre 500t e 800 t por mês,
segund
es de processamento e armazenamento, ficando sujeitas a perdas de
sumos, especialmente as Unidades terrestres mais antigas. Assim, a avaliação dessas
instalaç foque na PmaisL torna-se importante para
duzir a geração de resíduos e melhorar a eficiência do processo com aumento de sua
ompetitividade.
suas instalações, e
c
c
o dados obtidos do sistema informatizado de gerenciamento de resíduos medidos
durante o período de 1998 a 2003. (PETROBRAS 2004a).
As instalações de produção de petróleo, apesar se sua simplicidade, envolvem
consideráveis volum
in
ões de produção de óleo e gás com en
re
c
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
24
1.1 OBJETIVO
O objetivo deste trabalho é desenvolver uma metodologia para otimização ambiental
de um sistema de produção de petróleo, utilizando os critérios de produção mais limpa, e
aplicar esta ferramenta na unidade industrial Estação B, localizada na Bacia sedimentar do
ecôncavo – Estado da Bahia, propondo medidas para a redução do consumo de insumos e da
geração
Como objetivos
1. Identificar os processo
2. Identificar os resíduos gerados e oportunidades de melhoria em cada etapa do processo
R
de resíduos.
específicos propõem-se:
s críticos da Estação sob os critérios da Produção mais Limpa.
produtivo.
3. Estabelecer proposta de Produção mais Limpa para a redução de geração de resíduos
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
25
2. REFERENCIAL TEÓRICO
duos antes deles deixarem o processo. Para os
produtos, a estratégia foca na redução de impactos ao longo de todo ciclo de vida do
e Evans (2001) – permite obter as melhorias
mbientais que, por serem resultados da minimização de perdas, trarão benefícios econômicos
como conseqüência.
Shen (1999) cita as várias iniciativas de empresas preocupadas com a redução da
geração de resíduos nos seus processos. Inicialmente o aspecto econômico, visando aumentar
a taxa de utilização da matéria-prima, era primordial. Posteriormente, o enfoque dado às
questões ambientais pela sociedade levou as empresas a se engajarem na prevenção da
poluição. A origem do termo “prevenção da poluição” remonta a 1976, quando o Dr. Joseph
Ling da Companhia 3M falou sobre o programa 3P (Prevenção da Poluição se Paga), durante
o primeiro Seminário para a Europa da Comissão Econômica das Nações Unidas, realizado
Este trabalho está baseado nos princípios da Produção Mais Limpa e Prevenção da
Poluição (2P), que são práticas de minimização de emissões na fonte e redução de consumo
de matérias-primas e energia.
O UNEP (1996), define PmaisL como: “A contínua aplicação de uma estratégia ambiental preventiva integrada aos
processos e produtos para reduzir riscos aos seres humanos e ao meio ambiente. Para
os processos de produção, a Produção Mais Limpa inclui a conservação de matéria-
prima e energia, eliminação de matérias-primas tóxicas, e redução na quantidade e
toxicidade de todas as emissões e resí
produto, da extração da matéria-prima à última disposição do produto”.
Este conceito apresenta a essência da técnica de PmaisL que é o aumento da eficiência
do uso dos recursos naturais, a partir do processo produtivo; fonte da qual emanam os
impactos ambientais, os danos a saúde ou as perdas financeiras. A atuação nos processos
produtivos – utilizando as diversas ferramentas organizadas por Rittmeyer (1991), Hopper et
al (1994), UNEP (1996), La Grega, Buckingham
a
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
26
em Paris. Nesse mesmo ano as Nações Unidas lançaram os seus princípios de Prevenção da
As tecnologias limpas ou mesmo as técnicas voltadas para a PmaisL adquiriram
impuls
a se
fetivar a partir de 1992, quando da realização da Conferência das Nações Unidas para o
Meio
1 e introduziu
s métodos de produção mais limpa, tecnologias de reciclagem e gerenciamento preventivo
para re
rporado esta
stratégia ambiental à sua matriz de negócios. Por outro lado, a legislação ambiental tem sido
cada ve
L. Centre
f Excellence in Clean Production.(CECP 2003)
Poluição. Neste sentido a PmaisL seria considerada uma evolução da 2P.
o a partir do conceito de desenvolvimento sustentável, especialmente depois da decisão
do Conselho de Governo do UNEP, em 1989, que estabeleceu prioridade para as atividades
relacionadas com tecnologias de baixo resíduo, produção mais limpa, gerenciamento de
resíduos e política industrial. O direcionamento dado às tecnologias limpas começa
e
Ambiente e Desenvolvimento –“United Nations Conference on Environment and
Development”–UNCED, (CONFERÊNCIA RIO-92) a qual lançou a Agenda 2
o
alizar o desenvolvimento sustentável.
A partir do entendimento de que a prevenção da poluição está associada à redução de
custos, como conseqüência da melhoria da produtividade; as empresas têm inco
e
z mais restritiva. Assim, o aumento da conformidade ambiental torna-se fundamental
para a imagem da empresa e a redução de seus custos. Esses dois itens do ambiente
empresarial são apontados como os principais elementos motivadores para a Pmais
o

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
27
2.1–RELAÇÃO ENTRE PREVENÇÃO DA POLUIÇÃO E PRODUÇÃO MAIS LIMPA
A Prevenção da Poluição e a PmaisL são técnicas muito parecidas quanto as
ferramentas aplicadas para avaliação dos sistemas produtivos. Apesar dessas técnicas serem
consideradas iguais por alguns e diferentes por outros, há concordância que as ferramentas de
prevenção são as mesmas. A seguir estão transcritos alguns conceitos das duas técnicas.
Hopper et al (1994, p 187) definem prevenção da poluição como: “.. o uso de materiais,
processos, ou práticas que reduzem ou eliminam a criação de poluentes ou resíduos na fonte”
O Conselho Canadense de Ministros do Meio Ambiente (2003), em língua inglesa
“Canad
CNTL (2003, p7) utilizando o conceito desenvolvido pelo UNEP, considera a
PmaisL
es de prevenção da poluição; o que
culminou com a promulgação da Lei de Prevenção da Poluição “Pollution Prevention Act–
ian Council of Minister of the Environment”, utiliza um conceito bastante semelhante
e abrangente, defendendo que a Prevenção da Poluição é o uso de processos, práticas,
materiais e energia que evitam ou minimizam a criação de poluentes e resíduos.
O conceito de PmaisL apresentado pelo UNEP (1996), no item anterior, inclui um
nível de detalhamento que permite um entendimento da abrangência da técnica, sem no
entanto, perder o foco que é a eliminação das matérias–primas tóxicas e emissões.
O
como:
“A aplicação continua de uma estratégia técnica, econômica e
ambiental integrada aos processos e produtos, a fim de aumentar a eficiência
no uso de matérias-primas, água e energia, através da não geração,
minimização ou reciclagem dos resíduos e emissões geradas, com benefícios
ambientais, de saúde ocupacional e econômicos ”.
A Agência de Proteção Ambiental dos Estados Unidos foi pioneira na elaboração–
através do seu Escritório de Prevenção da Poluição “Pollution Prevention Office”, em nível
institucional– de um ensaio com a hierarquia das açõ

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
28
PPA” em 1990 pelo Congresso daquele país. A partir de então ocorreu a evolução da
ais e
cnicas.
O UNEP (1996) utiliza o termo PmaisL como sinônimo de 2P, registrando que a
distinç
afirma haver alguma diferença entre
s Limpa foca no uso mais eficiente de recursos naturais. P2
rsos naturais pela conservação”. O CECP (2003, p 17, tradução
endimento: “a Produção Mais Limpa quando aplicada ao
como prevenção da poluição ou minimização de resíduos”.
As técnicas da PmaisL e 2P são realizadas pela aplicação de conhecimento, por
melhor
metodologia e o seu detalhamento, estabelecendo assim uma seqüência de ações gerenci
té
A “United States Environmental Protection Agency” (USEPA) (2001 a) considera que
a 2P significa redução na fonte e outras práticas que reduzam ou eliminem a criação de
poluentes. Estas práticas envolvem um criterioso uso de recursos através da redução na fonte,
contemplando eficiência energética, reuso de matérias-primas e redução de consumo de água.
Prevenção da poluição e conservação de energia são atividades complementares. Ações que
conservam energia reduzem a quantidade de resíduos produzidos pelo processo de geração de
energia, e ações que reduzem a produção de resíduos tornam menores os gastos com energia
pelo manuseio e tratamento desses resíduos.
Apesar da ênfase adquirida no fim da década de 80 (oitenta), em função das Nações
Unidas, pode-se afirmar que a operacionalização do conceito de prevenção da poluição surgiu
a partir da própria indústria, quando se estabeleceu programas de minimização de resíduos.
ão entre eles tende a ser apenas geográfica, pois o termo 2P é usado nos Estados
Unidos, enquanto PmaisL no resto do mundo. A PmaisL também é conhecida como
Minimização de Resíduos e Redução na Fonte.
A USEPA (2001b, p 23, tradução nossa), porém,
os termos; “A Produção Mai
procura a proteção de recu
nossa) apresenta idêntico ent
processo é também conhecida
ia na tecnologia e, principalmente, por troca de atitudes, tendo forte concentração de
esforços na vertente gerencial e social da organização.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
29
2.2 FERRAMENTAS DA PREVENÇÃO DA POLUIÇÃO E PRODUÇÃO MAIS LIMPA.
A prevenção da poluição refere-se à eliminação, troca ou redução de práticas
peracionais que promovam descargas para o meio ambiente e está fortemente associada à
plicação hierarquizada dos princípios de gerenciamento de resíduos: a conhecida técnica dos
R’s (Reduzir, Reutilizar, Reciclar). Essa hierarquia de gerenciamento coloca uma seqüência
e opções. A primeira e preferida é a redução na fonte, considerada como qualquer atividade
ue reduza ou elimine a geração de resíduos na fonte ou a liberação de um contaminante de
m processo. Reutilizar um produto traz como vantagem minimizar o uso de produto virgem.
próxima opção é a reciclagem. Reciclar significa a recuperação de um constituinte
proveitável de um resíduo para reuso, ou uso de um resíduo como substituto para um produto
omercial ou como produto para um processo industrial. As duas últimas e menos
comendadas são o tratamento e a disposição final. Esses fundamentos de prevenção acima
itados devem ser considerados não apenas na operação das facilidades de produção, mas
mbém, na própria concepção do projeto dessas instalações.
Conceitualmente a PmaisL e a 2P abrangem uma infinidade de elementos sociais e
cnológicos, passando pela componente gerencial, que devidamente aplicados às
rganizações podem promover a redução de geração de resíduos nos processos industriais e a
timização do uso de insumos. Nesse aspecto o CECP (2003) entende que a PmaisL é
1–boas práticas operacionais;
2–subs
belecendo uma hierarquização das diversas ferramentas propostas,
o
a
3
d
q
u
A
a
c
re
c
ta
te
o
o
realizada através de práticas de prevenção, quais sejam:
tituição de insumos;
3–modificações tecnológicas;
4–modificações no produto;
5–reciclagem interna.
Rittmeyer (1991) logo após a promulgação da lei de prevenção da poluição dos
Estados Unidos – “Pollution Prevention Act” fez uma abordagem do assunto transcrevendo a
interpretação da lei e esta

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
30
desde a redução na fonte com os seus diversos elementos até a destinação final, passando pela
ciclagem, conforme mostrado na Figura 01, a seguir.
Figura
minimização de geração de resíduos. As técnicas
associa as à redução na fonte são as preferidas, pois contemplam a efetiva prevenção. Já as
técnica
re
Redução da Fonte
A redução na fonte ou eliminação do resíduo dentro do processo.Incluem as modificações no processo, substituição de matérias-primas, melhorias na matéria-prima por purificação, melhorias no housekeeping e praticas de gerenciamento, aumento na eficiência dos equipamentos e reciclagem dentro do processo.
Reciclagem
O uso ou reuso de resíduos perigosos como efetivo Substituto para um produto comercial ou como um ingrediente ou insumo em um processo industrial. Este pode ocorrer na instalação ou fora dela, e inclui a recuperação de frações usáveis dentro do resíduo. A retirada de contaminantes do resíduo permite este ser utilizado como substituto de combustível ou suplemento.
Separação e concentração do resíduo.
Troca do resíduo
Recuperação de energia e material
Tratamento do resíduo
Qualquer método, técnica, ou processo que troque as características físicas, químicas ou biológicas de qualquer resíduo perigoso de modo que neutralize o resíduo, recupere energia ou material, ou converta o resíduo em não perigoso ou menos perigoso, mais seguro para gerenciar, mais estável para recuperar ou armazenar, ou reduzido em volume
Disposição
O descarte, deposição, injeção, lançamento no solo, derramamento, vazamento, ou colocação do resíduo dentro ou sobre o solo ou água, de maneira que o resíduo, ou qualquer de seus constituintes possa entrar no ar ou ser descarregasuperficie.
do em qualquer água incluindo de sub-
Gerenciamento de resíduos-Hierarquia de Prioridade USEPA
Redução da Fonte
A redução na fonte ou eliminação do resíduo dentro do processo.Incluem as modificações no processo, substituição de matérias-primas, melhorias na matéria-prima por purificação, melhorias no housekeeping e praticas de gerenciamento, aumento na eficiência dos equipamentos e reciclagem dentro do processo.
Reciclagem
O uso ou reuso de resíduos perigosos como efetivo Substituto para um produto comercial ou como um ingrediente ou insumo em um processo industrial. Este pode ocorrer na instalação ou fora dela, e inclui a recuperação de frações usáveis dentro do resíduo. A retirada de contaminantes do resíduo permite este ser utilizado como substituto de combustível ou suplemento.
Separação e concentração do resíduo.
Troca do resíduo
Recuperação de energia e material
Tratamento do resíduo
Qualquer método, técnica, ou processo que troque as características físicas, químicas ou biológicas de qualquer resíduo perigoso de modo que neutralize o resíduo, recupere energia ou material, ou converta o resíduo em não perigoso ou menos perigoso, mais seguro para gerenciar, mais estável para recuperar ou armazenar, ou reduzido em volume
Disposição
do em qualquer água incluindo de sub-
Gerenciamento de resíduos-Hierarquia de Prioridade USEPA
O descarte, deposição, injeção, lançamento no solo, derramamento, vazamento, ou colocação do resíduo dentro ou sobre o solo ou água, de maneira que o resíduo, ou qualquer de seus constituintes possa entrar no ar ou ser descarregasuperficie.
Redução da Fonte
A redução na fonte ou eliminação do resíduo dentro do processo.Incluem as modificações no processo, substituição de matérias-primas, melhorias na matéria-prima por purificação, melhorias no housekeeping e praticas de gerenciamento, aumento na eficiência dos equipamentos e reciclagem dentro do processo.
Reciclagem
O uso ou reuso de resíduos perigosos como efetivo Substituto para um produto comercial ou como um ingrediente ou insumo em um processo industrial. Este pode ocorrer na instalação ou fora dela, e inclui a recuperação de frações usáveis dentro do resíduo. A retirada de contaminantes do resíduo permite este ser utilizado como substituto de combustível ou suplemento.
Separação e concentração do resíduo.
Troca do resíduo
Recuperação de energia e material
Tratamento do resíduo
Qualquer método, técnica, ou processo que troque as características físicas, químicas ou biológicas de qualquer resíduo perigoso de modo que neutralize o resíduo, recupere energia ou material, ou converta o resíduo em não perigoso ou menos perigoso, mais seguro para gerenciar, mais estável para recuperar ou armazenar, ou reduzido em volume
Disposição
do em qualquer água incluindo de sub-
Gerenciamento de resíduos-Hierarquia de Prioridade USEPA
O descarte, deposição, injeção, lançamento no solo, derramamento, vazamento, ou colocação do resíduo dentro ou sobre o solo ou água, de maneira que o resíduo, ou qualquer de seus constituintes possa entrar no ar ou ser descarregasuperficie.
01–Gerenciamento de resíduos – hierarquia de prioridades Rittmayer (1991)
Hopper et al (1994) e Shen (1999), ainda utilizando a lei da Prevenção da Poluição
como referência, mostraram, conforme Figura 02, a existência de várias trajetórias a serem
seguidas para a realização de um projeto de
d
s de reciclagem, mesmo não eliminando a geração do resíduo, permitem que o mesmo
seja usado em outro processo ou atividade. A organização das ferramentas de prevenção da
poluição dada pelos autores é praticamente a mesma e tem sido utilizada por todas as
metodologias de PmaisL.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
31
RECICLAGEM INTERNAE EXTERNA
MUDANÇAS NO PRODUTO
Substituição do produto
Figura 02–Técnicas de prevenção da poluição com base em (LA GREGA, BUCKINGHAM E
VANS 2001; HOPPER et al 1994; SHEN 1999).
Neste modelo a ênfase está nas mudanças no produto e no processo, sendo seguidas
elas mudanças tecnológicas e práticas operacionais. Assim, as possíveis tecnologias e/ou
atitude
a PmaisL com o processo produtivo no centro, Figura 03,
ircundado pelas ferramentas de prevenção da poluição ou minimização de resíduos, e
esta l cimento detalhado das suas várias etapas, para então lançar
as o õ
E
p
s gerenciais e técnicas, organizam-se da esquerda para a direita e de cima para baixo,
segundo sua importância ou prioridade de aplicação: quanto mais à esquerda ou mais no alto,
mais desejável é a atitude ou a tecnologia.
O UNEP (1996) organiza
c
be ece como critério o conhe
pç es de melhorias.
Conservação do produtoAlterações na
composição
REGENERAÇÃO E REUSO
Retorno ao processo original .
outro processo.
Substituto de matéria-prima para
MUDANÇAS NO PROCESSO
RECUPERAÇÃO
Processamento para recuperação de
como sub-produto.
material. Processamento
MUDANÇA NOS INSUMOS
Purificação de materiaisSubstituição de materiais
MUDANÇA NATECNOLOGIA
Mudanças no Lay-outMelhorias nos equipamentos
(Tubulação etc.)Maior automaçãoMudanças nas condições operacionais
Novas Tecnologias
BOAS PRATICAS OPERACIONAIS
Procedimentos de Manutenção de OperaçãoPrevenção de perdasPraticas gerenciaisSegregação de correntes e
de resíduosMelhorias no manuseio dos
materiaisProgramação da produção.Treinamento
REDUÇÃO NA FONTE
Ordem de aplicação
PREVENÇÃO DA POLUIÇÃO
ALTAMENTE DESEJÁVEL POUCO DESEJÁVEL
RECICLAGEM INTERNAE EXTERNA
MUDANÇAS NO PRODUTO
Substituição do produto
Alterações na composição
REGENERAÇÃO E REUSO
Retorno ao processo original .
outro processo.
Conservação do produto
Substituto de matéria-prima para
REGENERAÇÃO E REUSO
Retorno ao processo original .
outro processo.
Substituto de matéria-prima para
MUDANÇAS NO PROCESSO
RECUPERAÇÃO
Processamento para recuperação de
como sub-produto.
material. Processamento
RECUPERAÇÃO
Processamento para recuperação de
como sub-produto.
material. Processamento
MUDANÇA NOS INSUMOS
Purificação de materiaisSubstituição de materiais
MUDANÇA NOS INSUMOS
Purificação de materiaisSubstituição de materiais
MUDANÇA NATECNOLOGIA
Mudanças no Lay-outMelhorias nos equipamentos
(Tubulação etc.)Maior automaçãoMudanças nas condições operacionais
Novas Tecnologias
MUDANÇA NATECNOLOGIA
Mudanças no Lay-outMelhorias nos equipamentos
(Tubulação etc.)Maior automaçãoMudanças nas condições operacionais
Novas Tecnologias
BOAS PRATICAS OPERACIONAIS
Procedimentos de Manutenção de OperaçãoPrevenção de perdasPraticas gerenciaisSegregação de correntes e
de resíduosMelhorias no manuseio dos
materiaisProgramação da produção.Treinamento
BOAS PRATICAS OPERACIONAIS
Procedimentos de Manutenção de OperaçãoPrevenção de perdasPraticas gerenciaisSegregação de correntes e
de resíduosMelhorias no manuseio dos
materiaisProgramação da produção.Treinamento
REDUÇÃO NA FONTE
Ordem de aplicação
PREVENÇÃO DA POLUIÇÃO
ALTAMENTE DESEJÁVEL POUCO DESEJÁVEL

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
32
Figura 03– Prioridades para minimização de resíduos no processo. UNEP (1996)
que os fatores que geralmente
afetam as correntes de resíduos e emissões são: os produtos; as
entr a so.
Esses e omo causas das gerações de resíduos e dão origem às
técn a oluição, quais sejam: as modificações no produto; modificações
as tecnologias; práticas de conservação; substituição das matérias–primas e reuso dentro da
brica.
.2.1 Mudanças nos insumos
Substituição de materiais.
Van Berkel (1997) estudando as técnicas de PP avalia
o volume e a composição d
ad s de materiais; os próprios resíduos e emissões; a tecnologia e a execução do proces
lementos são entendidos c
ic s de prevenção da p
n
fá
2
A substituição de matérias-primas inclui itens tão simples como materiais de limpeza.
Algumas vezes a conversão para matérias-primas de alta qualidade pode eliminar a geração de
resíduos perigosos. As mudanças nos insumos é importante para a produção limpa devido a
redução ou eliminação de materiais perigosos que entram no processo produtivo (UNEP,
1996). A troca de insumos inclui:
Purificação de materiais;
2-MUDANÇAS NASTECNOLOGIAS
1-MUDANÇAS NAS MATERIAS PRIMAS 5-REUSO DENTRO
DA INDUSTRIA
PROCESSO
3-BOAS PRATICAS2-MUDANÇAS NASTECNOLOGIAS
4-MUDANÇAS NOPRODUTO
1-MUDANÇAS NAS MATERIAS PRIMAS 5-REUSO DENTRO
DA INDUSTRIA
PROCESSO
3-BOAS PRATICAS
4-MUDANÇAS NOPRODUTO
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
33
2.2.2 M
m todo conjunto (UNEP, 1996). Consideram-
mudanças tanto as pequenas alterações que podem ser implementadas em poucos dias
como a
ão as únicas maneiras de tornar viável e competitiva a
tividade de uma empresa. As mudanças nas tecnologias incluem:
odificação em tubulações, lay-out ou equipamentos;
Automação das instalações;
e produção (vazão, temperatura, pressão,
2.2
As práticas operacionais consistentes com a cultura local se constituem em excelente
rramental para a manutenção da disciplina operacional e coesão gerencial. Essas práticas
e podem ser implementadas em todas as áreas da planta,
cluindo produção, manutenção, estocagem de matéria-prima e produtos. As boas práticas se
aduzem na organização das instalações e na manutenção da arrumação. Não ter itens
desnec
, pois são meios simples, de
fácil im mudanças nas instalações, bastando apenas à troca de
atitudes. Esse é o estágio inicial na busca pelo conceito de produção limpa.
udanças tecnológicas
As trocas tecnológicas são orientadas para as mudanças nos processos e equipamentos,
com o intuito de reduzir a geração de resíduos e
se
completa mudança no processo que envolve volumoso aporte de recursos. A questão
tecnológica deve ser sempre avaliada, pois pode trazer competitividade para a empresa. As
novas tecnologias muitas vezes s
a
Modificação do processo de produção;
M
Modificação nas condições do processo d
tempo de residência, etc.);
Novas tecnologias.
.3 Boas práticas operacionais “Good housekeeping”
fe
geralmente são de baixo custo
in
tr
essários é colocar tudo nos seus próprios lugares. As boas práticas operacionais são
ótimas ferramentas para a minimização de geração de resíduos
plementação, não requerendo

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
34
O controle sobre os resíduos gerados evitando a mistura de diferentes tipos, ou seja
ontaminar resíduos com características menos tóxicas com resíduos de elevada toxicidade
ontribui com a redução de volume de resíduos mais tóxicos. Reduzir a adição de compostos
químic
icações nos existentes quando estes
aumen m a geração de resíduos.
edundar em aumento do uso de componentes e
conseq s práticas, que se
seguem
Pre as (atenção para evitar vazamentos e derrames em equipamentos);
não
Contabilização de custos (alocação de custos diretamente nos geradores);
Esquema de produção (evitar muitas paradas do equipamento e conseqüente limpeza
minimizar a geração de resíduos).
2.2.4 M
uto. As trocas no produto incluem:
Substituição do produto;
c
c
os ou aditivos que conferem características inadequadas ao produto numa etapa
posterior, também reduz o volume de resíduos.
Controle de modificações – Uma importante ação de controle na fonte é adotar como
decisão gerencial não autorizar novos processos ou modif
ta
A simples melhoria no controle pode r
üentemente reduzir o desperdício. O UNEP (1996) recomenda as boa
:
Programas de minimização de resíduos;
Práticas de gerenciamento de recursos humanos (treinamento, incentivos e bônus);
venção de perd
Segregação de correntes e de resíduos (evitando misturas de resíduos perigosos com
-perigosos);
pode ajudar a
udanças nos produtos
As mudanças nos produtos são realizadas com a intenção de reduzir os resíduos
resultantes do uso desse prod
Conservação do produto;
Trocas na composição.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
35
2.2.5 Regeneração/reuso
A reciclagem através da regeneração ou reuso envolve o retorno de um resíduo ou
materia
Para a efetivação do reuso deve-se considerar: a disponibilidade, a adequação, os
efeitos
Buscar utilizar resíduos gerados diretamente no processo como combustível ou
o
ilizar produtos antes de descartá-los no lixo, usando-os para a mesma
função original ou criando novas formas de utilização é uma atitude racional para a melhoria
da qua
A coleta de produto derramado, ou acidentalmente misturado com outros produtos, é
m meio de recuperação. Isso permite minimizar a perda de matérias-primas e gerar resíduos.
l para o processo de origem, como substituto de matéria-prima, ou para outro
processo. Mantendo-se iguais outros fatores, a reciclagem dentro da própria indústria é
preferível, porque além de evitar o envio de resíduos perigosos para fora da empresa, reduz
potenciais danos causados por um manuseio inadequado.
ambientais e a viabilidade econômica.
Como exemplos para reutilização de materiais na indústria, pode-se:
Usar embalagens retornáveis para insumos;
Utilizar toalhas laváveis como substituto de trapos e estopas;
Promover o retorno de caixas de papelão, bombonas, tonéis e vidros para os
fornecedores;
matéria-prima, mediante modificações no processo produtivo.
2.2.6 Recuperaçã
O reaproveitamento de materiais usados é uma atividade tão importante quanto à
redução na fonte. Reut
lidade ambiental. O processamento se faz para recuperar o material perdido ou para
utilizá-lo como subproduto.
u
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
36
2.3 METODOLOGIA PARA APLICAÇÃO DA PmaisL
As metodologias, propostas pelo UNEP (1996), CNTL (2003), CEBDS (2004):
stituições governamentais e não governamentais que se engajaram num esforço em prol da
isseminação do conceito de desenvolvimento sustentável foram analisadas e estabelecido um
odelo conceitual para as atividades a serem realizadas para avaliar um sistema de produção,
om vistas a minimização de resíduos.
A aplicação da PmaisL em uma organização considera a mobilização gerencial e da
rça de trabalho, identificação de processos mais importantes e a priorização de ações para a
alização de um plano de prevenção da poluição. As duas últimas etapas se constituem em
lementos fundamentais de uma avaliação de um processo produtivo e para sua realização, as
cnicas de prevenção da poluição e o processo produtivo da instalação em estudo devem ser
onhecidos. Visando contribuir para um melhor entendimento desse ferramental este trabalho
i direcionado para os elementos técnicos da avaliação.
A seguir estão descritas de modo sucinto as metodologias utilizadas para a aplicação
a PmaisL nos processos industriais. Saliente-se que esta técnica está profundamente
rumentos técnicos têm
rigem comum.
árias etapas, totalizando 20
inte) itens. A Figura 04 a seguir apresenta esse sequenciamento.
in
d
m
c
fo
re
e
té
c
fo
d
relacionada com o conceito de Prevenção da Poluição, visto que os inst
o
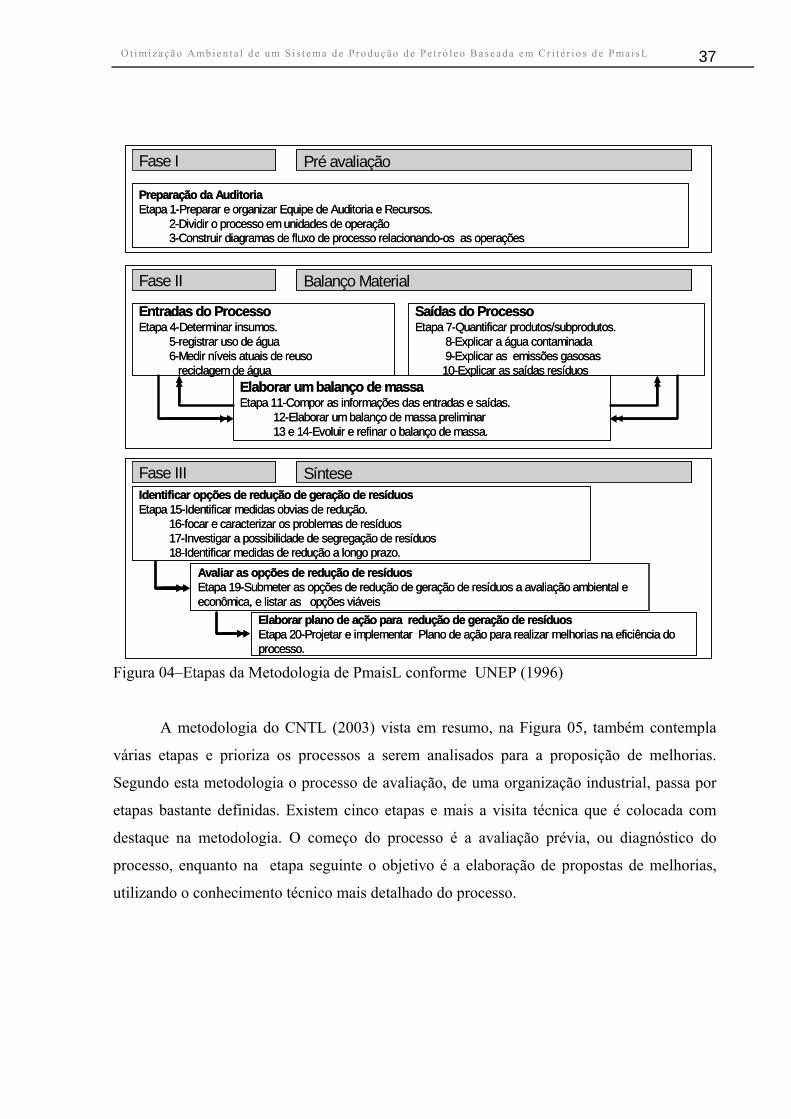
A abordagem do UNEP (1996) com vistas a PmaisL surgiu em 1994 e foi elaborada
como um guia para treinamento de diversas organizações interessadas em implantar um
programa de PmaisL.
A metodologia de aplicação está agrupada em três fases principais: pré-avaliação,
balanço material e síntese, as quais foram subdivididas em v
(v
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
37
igura 04–Etapas da Metodologia de PmaisL conforme UNEP (1996)
. O começo do processo é a avaliação prévia, ou diagnóstico do
rocesso, enquanto na etapa seguinte o objetivo é a elaboração de propostas de melhorias,
tilizando o conhecimento técnico mais detalhado do processo.
Preparação da AuditoriaEtapa 1-Preparar e organizar Equipe de Auditoria e Recursos.
2-Dividir o processo em unidades de operação3-Construir diagramas de fluxo de processo relacionando-os as operações
Fase I Pré avaliação
Entradas do ProcessoEtapa 4-Determinar insumos.
5-registrar uso de água6-Medir níveis atuais de reuso
reciclagem de água
Fase II Balanço Material
Saídas do ProcessoEtapa 7-Quantificar produtos/subprodutos.
8-Explicar a água contaminada9-Explicar as emissões gasosas10-Explicar as saídas resíduos
Elaborar um balanço de massaEtapa 11-Compor as informações das entradas e saídas.
12-Elaborar um balanço de massa preliminar13 e 14-Evoluir e refinar o balanço de massa.
Identificar opções de redução de geração de resíduosEtapa 15-Identificar medidas obvias de redução.
16-focar e caracterizar os problemas de resíduos17-Investigar a possibilidade de segregação de resíduos18-Identificar medidas de redução a longo prazo.
Fase III Síntese
Avaliar as opções de redução de resíduosEtapa 19-Submeter as opções de redução de geração de resíduos a avaliação ambiental e econômica, e listar as opções viáveis
Elaborar plano de ação para redução de geração de resíduosEtapa 20-Projetar e implementar Plano de ação para realizar melhorias na eficiência do processo.
Preparação da AuditoriaEtapa 1-Preparar e organizar Equipe de Auditoria e Recursos.
2-Dividir o processo em unidades de operação3-Construir diagramas de fluxo de processo relacionando-os as operações
Fase I Pré avaliaçãoFase I Pré avaliação
Entradas do ProcessoEtapa 4-Determinar insumos.
5-registrar uso de água6-Medir níveis atuais de reuso
reciclagem de água
Fase II Balanço MaterialFase II Balanço Material
Saídas do ProcessoEtapa 7-Quantificar produtos/subprodutos.
8-Explicar a água contaminada9-Explicar as emissões gasosas10-Explicar as saídas resíduos
Elaborar um balanço de massaEtapa 11-Compor as informações das entradas e saídas.
12-Elaborar um balanço de massa preliminar13 e 14-Evoluir e refinar o balanço de massa.
Identificar opções de redução de geração de resíduosEtapa 15-Identificar medidas obvias de redução.
16-focar e caracterizar os problemas de resíduos17-Investigar a possibilidade de segregação de resíduos18-Identificar medidas de redução a longo prazo.
Fase III SínteseFase III Síntese
Avaliar as opções de redução de resíduosEtapa 19-Submeter as opções de redução de geração de resíduos a avaliação ambiental e econômica, e listar as opções viáveis
Elaborar plano de ação para redução de geração de resíduoscia do
processo.Etapa 20-Projetar e implementar Plano de ação para realizar melhorias na eficiên
F
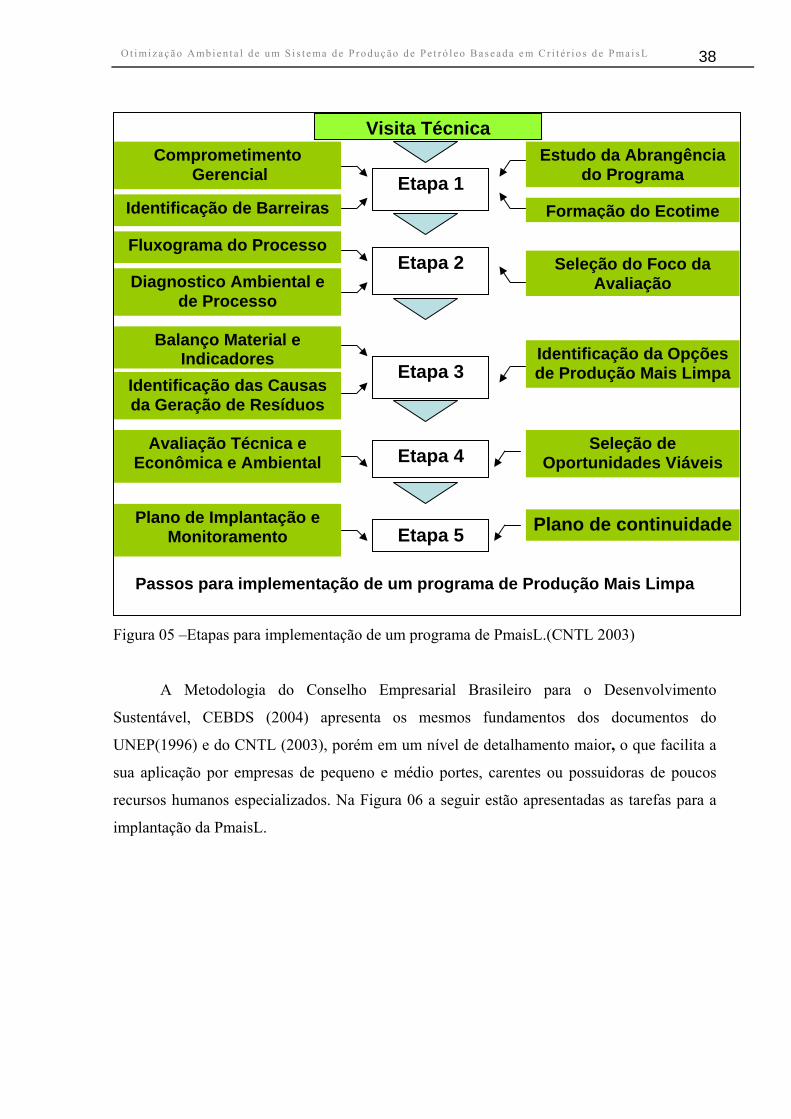
A metodologia do CNTL (2003) vista em resumo, na Figura 05, também contempla
várias etapas e prioriza os processos a serem analisados para a proposição de melhorias.
Segundo esta metodologia o processo de avaliação, de uma organização industrial, passa por
etapas bastante definidas. Existem cinco etapas e mais a visita técnica que é colocada com
destaque na metodologia
p
u
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
38
igura 05 –Etapas para implementação de um programa de PmaisL.(CNTL 2003)
A Metodologia do Conselho Empresarial Brasileiro para o Desenvolvimento
ustentável, CEBDS (2004) apresenta os mesmos fundamentos dos documentos do
NEP(1996) e do CNTL (2003), porém em um nível de detalhamento maior, o que facilita a
a aplicação por empresas de pequeno e médio portes, carentes ou possuidoras de poucos
as tarefas para a
implantação da PmaisL.
Visita Técnica Comprometimento
Gerencial Etapa 1
Etapa 2
Etapa 3
Etapa 4
Etapa 5
Identificação de Barreiras
Fluxograma do Processo
Diagnostico Ambiental e de Processo
Balanço Material e Indicadores
Identificação das Causas da Geração de Resíduos
Avaliação Técnica e Econômica e Ambiental
Estudo da Abrangência do Programa
Plano de Implantação e Monitoramento
Formação do Ecotime
Seleção do Foco da Avaliação
Identificação da Opções de Produção Mais Limpa
Seleção de Oportunidades Viáveis
Plano de continuidade
Passos para implementação de um programa de Produção Mais Limpa
F
S
U
su
recursos humanos especializados. Na Figura 06 a seguir estão apresentadas

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
39
Tarefa 01 Comprometimento da direção da empresa
Tarefa 02 Sensibilização dos funcionários
Tarefa 03 Formação do ECOTIME
Tarefa 04 Apresentação da metodologia
Figura
06–Etapas da Metodologia PmaisL, conforme (CEBDS 2004 p. 11)
Tarefa 05 Pré avaliação
Tarefa 06 Elaboração dos fluxogramas
Tarefa 07 Tabelas quantitativas
Tarefa 08 Definição de indicadores
Tarefa 09 Avaliação dos dados coletados
Tarefa 10 Barreiras
Tarefa 13 Avaliação das causas de geração dos resíduos
Tarefa 12 Balanços de massa e energia
Tarefa 11 Seleção do foco de avaliação e priorização
Tarefa 14 Geração das opções de PML
Tarefa 15 Avaliação técnica, ambiental e econômica
Tarefa 16 Seleção da opção
Tarefa 17 Implementação
Tarefa 18 Plano de monitoramento e continuidade
Tarefa 01 Comprometimento da direção da empresaTarefa 01 Comprometimento da direção da empresa
Tarefa 02 Sensibilização dos funcionáriosTarefa 02 Sensibilização dos funcionários
Tarefa 03 Formação do ECOTIMETarefa 03 Formação do ECOTIME
Tarefa 04 Apresentação da metodologiaTarefa 04 Apresentação da metodologia
Tarefa 05 Pré avaliaçãoTarefa 05 Pré avaliação
Tarefa 06 Elaboração dos fluxogramasTarefa 06 Elaboração dos fluxogramas
Tarefa 07 Tabelas quantitativasTarefa 07 Tabelas quantitativas
Tarefa 08 Definição de indicadoresTarefa 08 Definição de indicadores
Tarefa 09 Avaliação dos dados coletadosTarefa 09 Avaliação dos dados coletados
Tarefa 10 BarreirasTarefa 10 Barreiras
Tarefa 13 Avaliação das causas de geração dos resíduosTarefa 13 Avaliação das causas de geração dos resíduos
Tarefa 12 Balanços de massa e energiaTarefa 12 Balanços de massa e energia
Tarefa 11 Seleção do foco de avaliação e priorizaçãoTarefa 11 Seleção do foco de avaliação e priorização
Tarefa 14 Geração das opções de PMLTarefa 14 Geração das opções de PML
Tarefa 15 Avaliação técnica, ambiental e econômicaTarefa 15 Avaliação técnica, ambiental e econômica
Tarefa 16 Seleção da opção Tarefa 16 Seleção da opção
Tarefa 17 ImplementaçãoTarefa 17 Implementação
Tarefa 18 Plano de monitoramento e continuidadeTarefa 18 Plano de monitoramento e continuidade
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
40
2.4 ETAPAS DA METODOLOGIA PARA APLICAÇÃO DA PmaisL
sL estão divididas em etapas e representam
a experiência da instituição na aplicação, ou no apoio a programas de melhoria direcionados a
ários setores industriais, em todo mundo, ou nas propostas práticas de representações
mpresariais para a implementação desses programas nos seus respectivos segmentos.
Em uma análise mais apurada dessas metodologias, é perceptível a existência de
tapas que estão presentes em todas, ou na maioria delas. Essas etapas, quando de caráter
cnico, foram selecionadas para comporem a metodologia aplicada neste trabalho.
A metodologia aqui utilizada para aplicação da PmaisL, contempla as etapas mais
portantes contidas nos trabalhos (UNEP 1996; CNTL 2003; CEBDS 2004). Essas etapas
ram relacionadas conforme a identificação de cores, vista na Figura 07. Assim um conjunto
e cores similares indica que uma etapa da metodologia foi produzida daquele conjunto:
eve-se considerar também que algumas etapas foram fundidas ou segregadas em uma ou
utra metodologia. Adicionalmente, mesmo etapas que aparentemente apresentam
enominações diferentes, a análise de conteúdo pode mostrar igualdade.
Pode-se observar que a metodologia do CEBDS (2004), a mais recente, apresenta um
aior nível de detalhamento e um maior número de etapas. Por outro lado, a ausência
ca a sua efetiva
existência, vez que a tarefa pode estar incorporada numa outra.
1.
3. balanço de massa e de energia
4. determinação de custos das perdas
5. seleção de foco e priorização
As metodologias para a aplicação da Pmai
v
e
e
té
im
fo
d
D
o
d
m
explícita de uma determinada etapa nas outras metodologias não signifi
in
Na figura comparativa a seguir aparecem em destaque às etapas que foram utilizadas
como referência para este trabalho, quais sejam:
pré-avaliação
2. elaboração de fluxogramas de fluxo
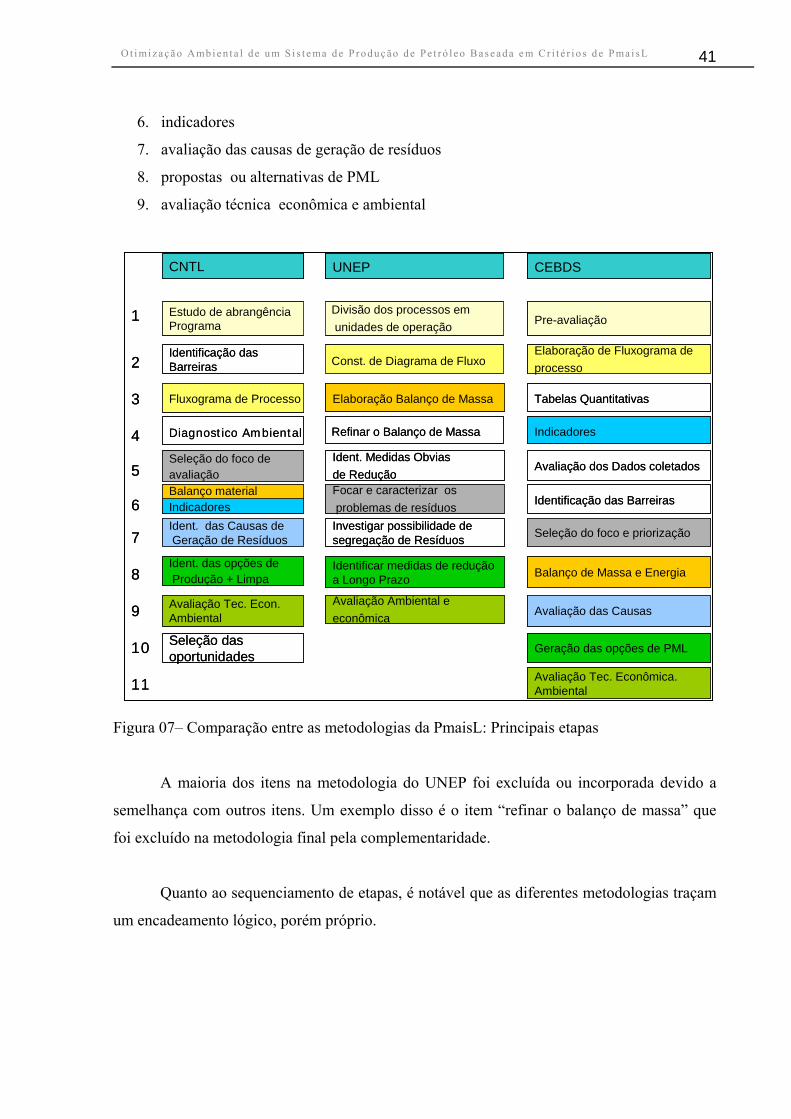
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
41
6.
L
9. valiação técnica econômica e ambiental
maioria dos itens na metodologia do UNEP foi excluída ou incorporada devido a
semelh
uanto ao sequenciamento de etapas, é notável que as diferentes metodologias traçam
um enc
indicadores
7. avaliação das causas de geração de resíduos
8. propostas ou alternativas de PM
a
CNTL UNEP CEBDS
Estudo de abrangência Programa
Divisão dos processos emunidades de operação
Figura 07– Comparação entre as metodologias da PmaisL: Principais etapas
A
ança com outros itens. Um exemplo disso é o item “refinar o balanço de massa” que
foi excluído na metodologia final pela complementaridade.
Q
adeamento lógico, porém próprio.
Fluxograma de Processo
Const. de Diagrama de Fluxo
Diagnostico Ambiental
Elaboração Balanço de Massa
Seleção do foco de avaliação
Refinar o Balanço de Massa
Balanço material
Ident. Medidas Obvias de ReduçãoFocar e caracterizar osproblemas de resíduosInvestigar possibilidade de segregação de Resíduos
Avaliação Ambiental e econômica
Ident. das Causas deGeração de Resíduos
Ident. das opções deProdução + Limpa
Seleção das oportunidades
Avaliação Tec. Econ. Ambiental
Identificar medidas de redução a Longo Prazo
Pre-avaliação
Elaboração de Fluxograma de processo
Tabelas Quantitativas
Indicadores
Avaliação dos Dados coletados
Identificação das Barreiras
Seleção do foco e priorização
Balanço de Massa e Energia
Avaliação das Causas
Geração das opções de PML
Avaliação Tec. Econômica. Ambiental
8
9
10
11
1
6
7
2
3
4
5
Identificação das Barreiras
Indicadores
CNTL UNEP CEBDSCNTL UNEP CEBDS
Estudo de abrangência Programa
Divisão dos processos emunidades de operação Pre-avaliação
Fluxograma de Processo
Const. de Diagrama de Fluxo
Diagnostico Ambiental
Elaboração Balanço de Massa
Seleção do foco de avaliação
Refinar o Balanço de Massa
Balanço material
Ident. Medidas Obvias de ReduçãoFocar e caracterizar osproblemas de resíduosInvestigar possibilidade de segregação de Resíduos
Avaliação Ambiental e econômica
Ident. das Causas deGeração de Resíduos
Ident. das opções deProdução + Limpa
Seleção das oportunidades
Avaliação Tec. Econ. Ambiental
Identificar medidas de redução a Longo Prazo
Elaboração de Fluxograma de processo
Tabelas Quantitativas
Indicadores
Avaliação dos Dados coletados
Identificação das Barreiras
Seleção do foco e priorização
Balanço de Massa e Energia
Avaliação das Causas
Geração das opções de PML
Avaliação Tec. Econômica. Ambiental
8
9
10
11
1
6
7
2
3
4
5
Identificação das Barreiras
Indicadores
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
42
A partir da identificação de elementos comuns nas metodologias avaliadas, foi
adaptada uma metodologia que utiliza esse conjunto de elementos. O detalhamento das etapas
selecionadas será apresentado a seguir.
imeira fase de um processo de PmaisL é a avaliação prévia e se constitui na busca
s do processo produtivo. O CEBDS (2004) recomenda uma inspeção visual nas
ficar possíveis impactos ambientais e como os resíduos são
os ou misturados. O atendimento a legislação como um todo e em
special à ambiental também deve ser verificado. Nesta fase, a realização de inventário dos
resíduo das fontes e quantidades geradas. (UNEP 1996)
O CEBDS (2004) sugere que devem ser coletados os dados e informações registradas
mpresa. (compras de produtos químicos e matérias-primas,
sses documentos permitirão conhecer os gastos com as
ntradas de insumos, tais como: consumo de água e energia elétrica, vazão de efluentes
líquido mos
de insum s ou produção de resíduos quando os dados
de energia elétrica é importante verificar a adequação do consumo com o contrato da
concessionária, o consumo m excesso de consumo contratado, ou por baixo
fator de potência.
revisão das
2.4.1 Pré-avaliação - coleta de informações
A pr
de informaçõe
instalações, visando identi
manuseados: se segregad
e
s é fundamental para a identificação
em diversos documentos da e
contas de água, energia elétrica, etc.). E
e
s e quantidade de resíduos sólidos. Devem-se também realizar medições de consu
o não estão disponíveis. No caso da conta
ensal, multas por
Existindo um fluxograma do processo este deve ser analisado detalhadamente, pois
permite a visualização e definição do fluxo qualitativo das matérias–primas, água e energia no
processo. (CNTL 2003).
A USEPA (2001 a) salienta que a avaliação de uma indústria em profundidade é uma
operações existentes, objetivando aumentar a prevenção da poluição e
conservação de energia. Esta avaliação pode ser dividida em três tipos: energia, resíduos
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
43
(perigosos e não perigosos) ou uma combinação dos dois tipos. Os dados que devem ser
oletados para a elaboração da pré-avaliação, seguem abaixo:
1) Descrição do processo
–Flu
–Co
anuseio dos materiais
Procedimentos de estocagem
Organização “Good Housekeeping”
3) Questões específicas do processo. (desenvolvidas para o processo individual)
4) Lista dos maiores consumos de energia e equipamentos geradores de resíduos.
5) “Lay out” das instalações.
Fazer um “lay-out” das instalações é uma prática bastante útil para mostrar a
ite reposicionar equipamentos e tarefas, de modo a otimizar
ta das informações, conforme visto acima.
c
xograma
–Consumo de Energia
–Entradas de material
rrentes de resíduos
= Ar
= Água
= Resíduos perigosos
= Resíduos sólidos
2) Questões gerais /Observações.
– Técnicas de m
–
–
disposição espacial dos equipamentos, bancadas, materiais etc. A avaliação das distâncias
envolvidas entre as diversas tarefas é parte essencial para a PmaisL. A análise do “lay-out”
das instalações perm
deslocamento, reduzir esforços e , assim, economizar recursos e principalmente energia.
Neste trabalho foi utilizada a proposta da USEPA (2001), pois é a que apresenta um
maior nível de detalhamento para a cole
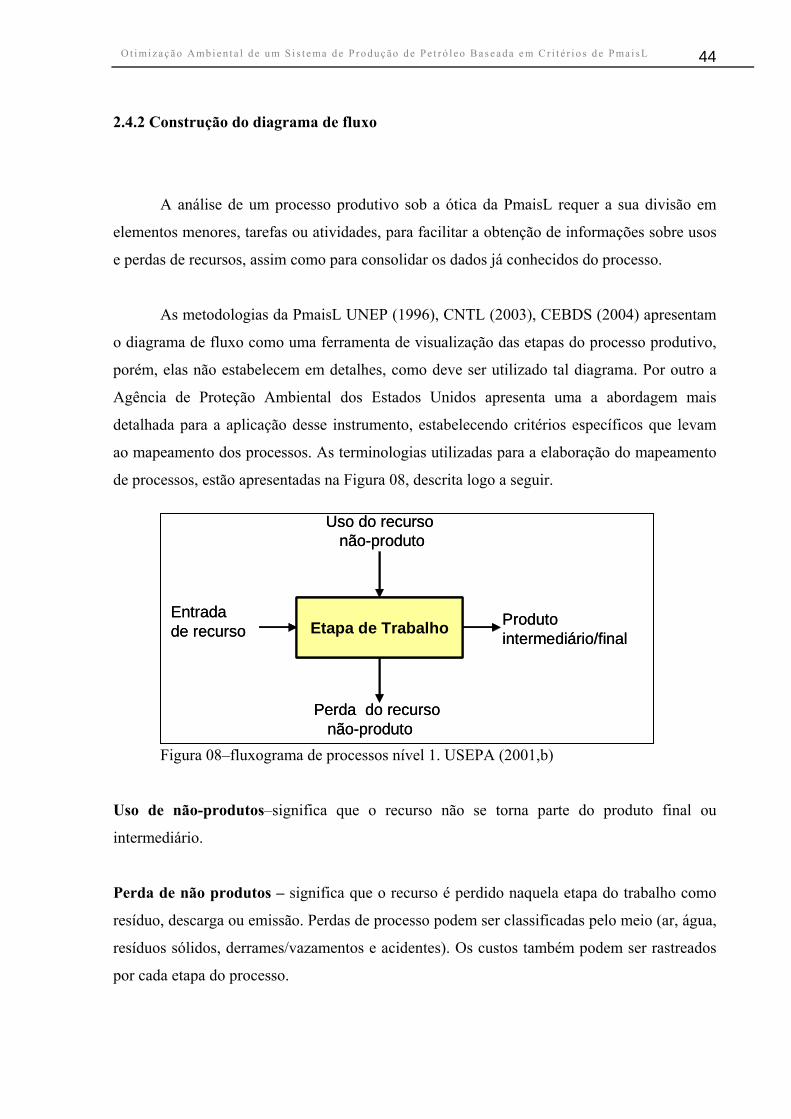
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
44
2.4.2 C
usos
e perdas de recursos, assim como para consolidar os dados já conhecidos do processo.
e visualização das etapas do processo produtivo,
orém, elas não estabelecem em detalhes, como deve ser utilizado tal diagrama. Por outro a
Agênci
Figura 08–fluxograma de processos nível 1. USEPA (2001,b)
so de não-produtos–significa que o recurso não se torna parte do produto final ou
termediário.
Perda pa do trabalho como
síduo, descarga ou emissão. Perdas de processo podem ser classificadas pelo meio (ar, água,
síduos sólidos, derrames/vazamentos e acidentes). Os custos também podem ser rastreados
or cada etapa do processo.
onstrução do diagrama de fluxo
A análise de um processo produtivo sob a ótica da PmaisL requer a sua divisão em
elementos menores, tarefas ou atividades, para facilitar a obtenção de informações sobre
As metodologias da PmaisL UNEP (1996), CNTL (2003), CEBDS (2004) apresentam
o diagrama de fluxo como uma ferramenta d
p
a de Proteção Ambiental dos Estados Unidos apresenta uma a abordagem mais
detalhada para a aplicação desse instrumento, estabelecendo critérios específicos que levam
ao mapeamento dos processos. As terminologias utilizadas para a elaboração do mapeamento
de processos, estão apresentadas na Figura 08, descrita logo a seguir.
Etapa de Trabalho
Uso do recurso não-produto
Perda do recursonão-produto
Entrada de recurso
Produto intermediário/final
Etapa de Trabalho
Uso do recurso não-produto
Perda do recursonão-produto
Entrada de recurso
Produto intermediário/final
U
in
de não produtos – significa que o recurso é perdido naquela eta
re
re
p
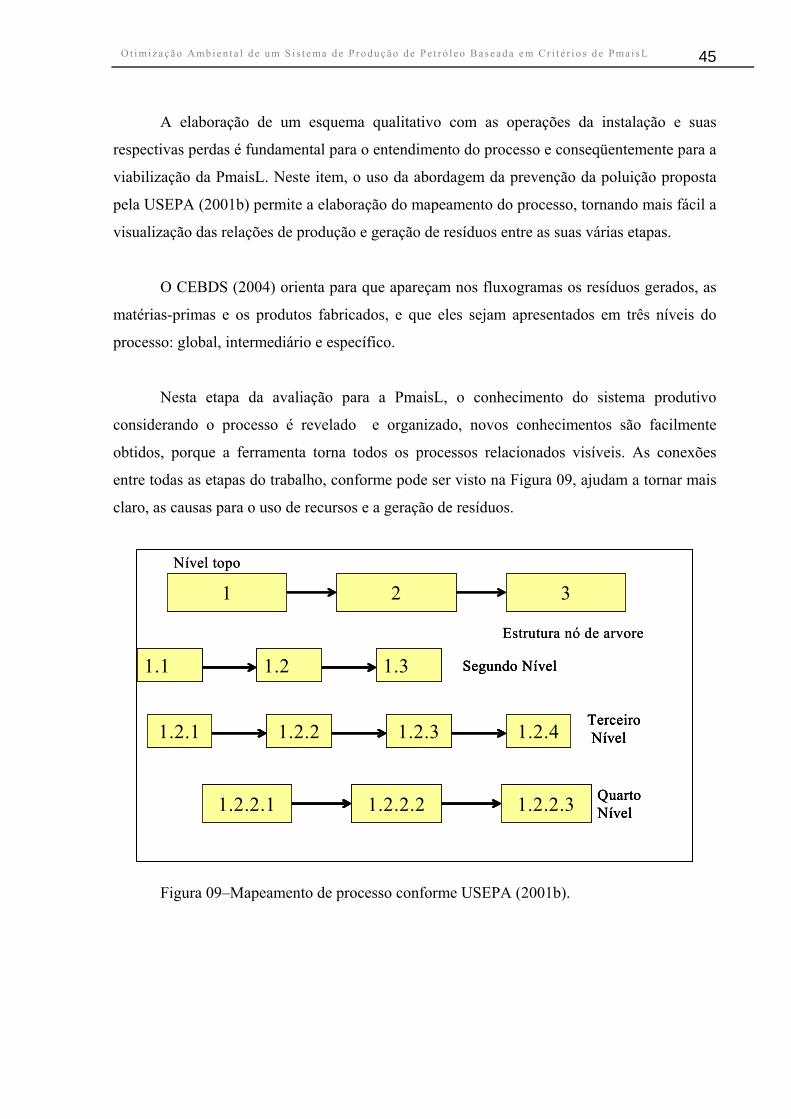
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
45
A elaboração de um esquema qualitativo com as operações da instalação e suas
spectivas perdas é fundamental para o entendimento do processo e conseqüentemente para a
iabilização da PmaisL. Neste item, o uso da abordagem da prevenção da poluição proposta
pela US
eles sejam apresentados em três níveis do
rocesso: global, intermediário e específico.
são facilmente
obtidos, porque a ferramenta torna todos os processos relacionados visíveis. As conexões
entre to
Figura 09–Ma
re
v
EPA (2001b) permite a elaboração do mapeamento do processo, tornando mais fácil a
visualização das relações de produção e geração de resíduos entre as suas várias etapas.
O CEBDS (2004) orienta para que apareçam nos fluxogramas os resíduos gerados, as
matérias-primas e os produtos fabricados, e que
p
Nesta etapa da avaliação para a PmaisL, o conhecimento do sistema produtivo
considerando o processo é revelado e organizado, novos conhecimentos
das as etapas do trabalho, conforme pode ser visto na Figura 09, ajudam a tornar mais
claro, as causas para o uso de recursos e a geração de resíduos.
1 2 3Nível topo
1 2 3Nível topo
1.1 1.2 1.3 Segundo Nível
peamento de processo conforme USEPA (2001b).
1.2.1 1.2.2 1.2.3 1.2.4TerceiroNível
1.2.2.1 1.2.2.2 1.2.2.3 Quarto
Estrutura nó de arvore
1.1 1.2 1.3 Segundo Nível 1.1 1.2 1.3 Segundo Nível
Nível
1.2.1 1.2.2 1.2.3 1.2.4TerceiroNível 1.2.1 1.2.2 1.2.3 1.2.4
TerceiroNível
1.2.2.1 1.2.2.2 1.2.2.3 Quarto Nível 1.2.2.1 1.2.2.2 1.2.2.3 Quarto
Estrutura nó de arvore
Nível
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
46
2.4.3 Balanço de massa e energia
O balanço material tem como principal objetivo à identificação quantitativa das perdas
no processo e requer a existência de dados de consumo de todos os insumos e produtos
fabricados. O início do balanço é o inventário dos resíduos e demais dados da instalação:
matéria-prima, gás natural, aditivos etc. O balanço energético também deve ser realizado.
(UNEP 1996).
O balanço deverá contemplar entradas e saídas da instalação–Balanço global. Balanços
intermediários – utilizados para setores ou processos da instalação; e Balanço específico,
quando o objeto da análise for uma operação ou equipamento da instalação.
al de conservação de massa num volume de
ontrole (região delimitada do processo) que estabelece a relação entre a massa que entra e a
Para o balanço é necessário estabelecer: o setor, equipamento ou processo que será
analisado; um período representativo - em geral 1 ano; equipamentos de medição.
O balanço de massa, utilizou a equação ger
c
que sai de um sistema, equação 1.
acse MMM =− Equação 1
Onde: Me = massa entrando no sistema; Ms = massa saindo do sistema; Mac= massa
a para o sistema; Et=
Energia transferida do sistema;
acumulada dentro do sistema.
Para o balanço de energia num volume de controle, sem reação química, é mostrado na
equação 1a (ÍNDIO DO BRASIL 1999).
acse EEE =− Equação 1a
Onde: Eac = Energia acumulada no sistema; Ee = Energia transferid

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
47
2.4.4 Seleção do foco e priorização de processos;
Considerando que a avaliação de uma instalação ou processo produtivo sob os critérios
da PmaisL envolve em conjunto os aspectos técnicos, ambientais e econômicos e que os
resultado esperados são: a melhoria na saúde ocupacional e no meio ambiente, com redução
de custos para a organização; faz-se necessário a priorização dos processos a serem avaliados,
a fim de se chegar a um melhor benefício global para os envolvidos e partes interessadas.
realizar através dos vários
ritérios contidos nas próprias metodologias ou desenvolvidos por teóricos ou outros
pesquis
tividades da empresa. Para
seleção das atividades e processos, devem-se considerar os regulamentos legais, a
uantidade de resíduos, a toxicidade e os custos.
b)O CEBDS (2004) propõe que os dados coletados nas etapas anteriores e a disponibilidade
de recursos financeiros sejam utilizados para definir as etapas, processos, produtos ou
equipa
4) utilizaram o “diagrama da cebola”, Figura 10,
roposto por Linhoff (1985) inicialmente como ferramenta para a otimização energética, para
a seleç
resíduos dentro de uma
rganização maior. Esta ferramenta estabelece a prioridade de atuação nos processos em
função
A priorização dos processos, sob a ótica da PmaisL, pode se
c
adores. Abaixo estão relacionados critérios para priorização dos processos, a saber:
a) O CNTL (2003) defende que o foco de avaliação da PmaisL seja dado pela análise dos
principais aspectos ambientais considerando todas as operações e a
a
q
mentos que serão priorizados para as efetivas medições e realização dos balanços de
massa e energia.
c) Smith (1991), Smith (1992), Mizsey (199
p
ão dos processos industriais a serem avaliados. Para esses autores o diagrama deve ser
usado visando à redução de resíduos, e a integração de plantas de processo industrial, de
modo a estabelecer geradores de resíduos e consumidores desses
o
de sua importância relativa na instalação industrial. Assim, para a indústria química o
reator é o centro das atenções, portanto o coração do processo.
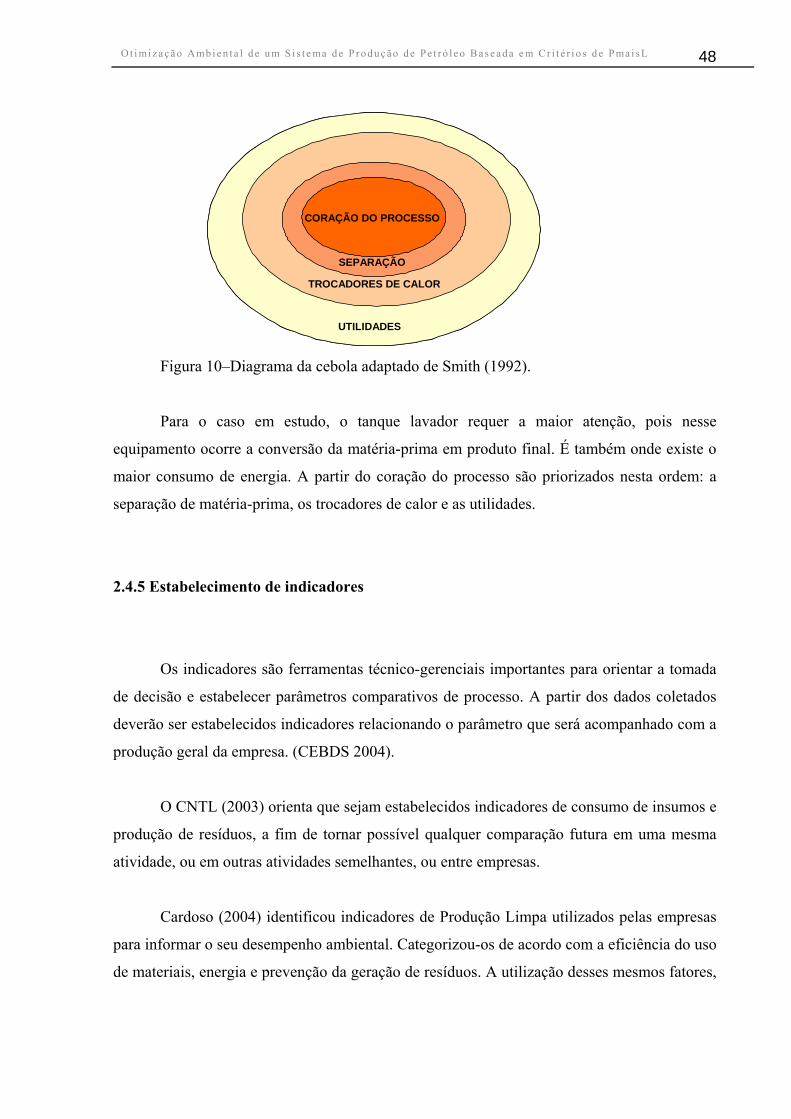
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
48
UTILIDADES
SEPARAÇÃO
CADORES DTRO E CALOR
CORAÇÃO DO PROCESSO
UTILIDADES
SEPARAÇÃO
CADORES DTRO E CALOR
CORAÇÃO DO PROCESSO
maior atenção, pois nesse
equipamento ocorre a conversão da matéria-prima em produto final. É também onde existe o
maior
r a tomada
de decisão e estabelecer par parativos de processo. A partir dos dados coletados
dev ue se do com a
pro
(2003) orien s de consumo de insumos e
produção de resíduos, a fim ão futura em uma mesma
atividades semelhantes, ou entre empresas.
uos. A utilização desses mesmos fatores,
ebola adaptado de Smith (1992). Figura 10–Diagrama da c
Para o caso em estudo, o tanque lavador requer a
consumo de energia. A partir do coração do processo são priorizados nesta ordem: a
separação de matéria-prima, os trocadores de calor e as utilidades.
2.4.5 Estabelecimento de indicadores
Os indicadores são ferramentas técnico-gerenciais importantes para orienta
âmetros com
erão ser estabelecidos ind
dução geral da empresa. (
icadores relacionando o parâmetro q
CEBDS 2004).
rá acompanha
O CNTL ta que sejam estabelecidos indicadore
de tornar possível qualquer comparaç
atividade, ou em outras
Cardoso (2004) identificou indicadores de Produção Limpa utilizados pelas empresas
para informar o seu desempenho ambiental. Categorizou-os de acordo com a eficiência do uso
de materiais, energia e prevenção da geração de resíd

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
49
para a atividade de produção de petróleo, resultou nos indicadores do Quadro 01, que
laciona o consumo de água e energia com a geração de resíduos e emissões.
re
Quadro 01–Indicadores de Produção Limpa.
Categoria Indicador Unidade
Consumo de água por unidade de mproduto.
3/t Eficiência no uso de materiais e energia. Consumo de energia por unidade de
produto kWh/t
Quantidade de resíduos sólidos gerados por unidade de produto
t/t Prevenresíduo issões atmosféricas t/t
ção de Geração de s na fonte Quantidade de em
geradas por unidade de produto Construç
onibilizados como referências para as empresas
res utilizados para a produção de
uir.
dores de eficiência de processo de produção de petróleo
Valor de referência
ão adaptada da proposta de Cardoso (2004)
Com essas premissas foram encontrados os indicadores, divulgados pela Associação
Internacional de Produtores de Óleo e Gás–OGP, contidos no documento Indicadores de
Performance Ambiental (OGP 2003). Essa instituição coleta dados dos seus associados e
elabora valores médios que são disp
associadas. Desse documento foram retirados os indicado
petróleo que estão apresentados na Tabela 01, a seg
Tabela 01– Indica
Indicador Descrição
Descarte de óleo na Concentração de óágua produzida em terra.
na água produzida tratada oda produção de petróleo em
leos e graxas riunda terra.
14,02 mg/L
Perda de óleo na água Qproduzida tonelada para
toneladas de hidrocarbonetos
uantidade de óleo perdido em cada milhão de
9,8 t
produzidos. Fonte: OGP (2003).
tre
empresas de petróleo em várias partes do mundo, servindo como base orientadora para ações
de desenvolvimento e pesquisa nessas organizações.
A utilização dos indicadores divulgados pela OGP permite a comparação en
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
50
2.4.6 Determinação dos custos das perdas.
vestimentos em
alternativas de prevenção da poluição e devem ser coletados para cada etapa do trabalho,
porque elas mostram se
Para cada perda, identificada no m
lacionada. Os custos das perdas geralmente estão associados a(o):
1- tratamento ou disposição;
Para o cálculo de custos das perdas de vapor, considerando a existência de
ta do Departamento de Energia dos Estados
a as diferentes contribuições para o custo de produção do
C
ida para produção do vapor (Ca);
ento da água de alimentação da caldeira – incluindo clarificação, abrandamento,
desmineralização (
Cdc);
8–Controle das em
Coletar as informações de custos é importante para justificar os in
as propostas de prevenção da poluição deverão ser aplicadas.
apeamento de processos, deve ser rastreado o custo
a ela re
2- perda do recurso;
3- gerenciamento da perda do não produto.
metodologias específicas, foi utilizada a propos
Unidos, DOE (2003), a qual consider
vapor, sendo identificadas as seguintes:
1–Custo com combustível para a produção do vapor (C );
2–Água consum
3–Tratam
Cta);
4–Energia para bombeamento da água (Ceb);
5–Energia para insuflar ar de combustão (Cec);
6–Água de descarga da água salina para o esgoto (Cda);
7–Descarte das cinzas (
issões ambientais (Ce);
9–Materiais de manutenção e mão de obra (Cm).
A equação 02, a seguir, expressa a soma de todos esses fatores. O custo do
combustível geralmente equivale a 90% do custo total de produção de vapor (DOE 2003).
meCdcdaecebtaac CCCCCCCCCCG ++++++++= Equação 02

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
51
O custo de geração de vapor (CG em US$/1000lb), pode ser calculado com a
simplificação expressa na equação 03, que substitui a soma das contribuições dos itens 2 a 9,
para instalações queimando óleo e gás natural, pelo fator 0,30. (DOE 2003).
)( 3,01+×= cCCG Equação 03
( ) 1000÷×−×= cHHPCc AAVc η Equação 04
Onde:
Pc = Preço do combustível (US$/MMbtu)
v= Entalpia do vapor (btu/lb)
AA = Entalpia da água de alimentação (btu/lb)
c = Eficiência total da caldeira (adimensional)
.4.7 Identificação das causas de geração de resíduos
A análise de causas de geração de resíduos deve vislumbrar, numa primeira etapa,
entificar como cada resíduo é gerado e assim encontrar as ações de bloqueio. A
identifi no
processo, permite avaliar a possibilidade de evitar o seu uso ou prevenir sua perda.
1b) porém propõe o uso do diagrama
de causa e efeito como ferramenta de análise para identificação de causas de geração de
resíduo
r isso ele foi aplicado para a realização desta avaliação.
H
H
η
2
id
cação das razões básicas, que fazem com que um recurso seja usado ou perdido
CEBDS (2004), CNTL (2003) relacionam possíveis causas de geração de resíduos nos
processos produtivos, de modo em geral. A USEPA(200
s, a considera a ferramenta mais largamente utilizada para identificar problemas em
todo mundo. Po
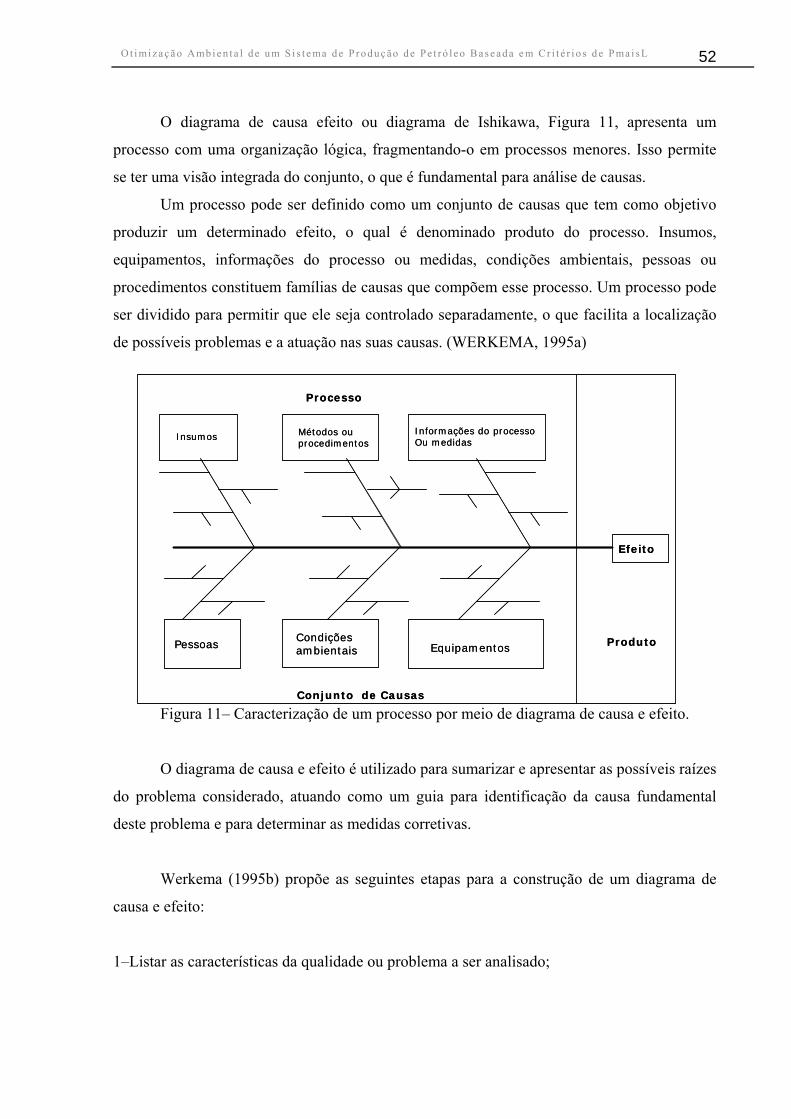
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
52
O diagrama de causa efeito ou diagrama de Ishikawa, Figura 11, apresenta um
processo com uma organização lógica, fragmentando-o em processos menores. Isso permite
ou medidas, condições ambientais, pessoas ou
rocedimentos constituem famílias de causas que compõem esse processo. Um processo pode
ser div
processo por meio de diagrama de causa e efeito.
sumarizar e apresentar as possíveis raízes
do problem o um guia para identificação da causa fundamental
deste problem
a (1995b) propõe as seguintes etapas para a construção de um diagrama de
causa e efeito:
a a ser analisado;
se ter uma visão integrada do conjunto, o que é fundamental para análise de causas.
Um processo pode ser definido como um conjunto de causas que tem como objetivo
produzir um determinado efeito, o qual é denominado produto do processo. Insumos,
equipamentos, informações do processo
p
idido para permitir que ele seja controlado separadamente, o que facilita a localização
de possíveis problemas e a atuação nas suas causas. (WERKEMA, 1995a)
Processo
Figura 11– Caracterização de um
O diagrama de causa e efeito é utilizado para
a considerado, atuando com
a e para determinar as medidas corretivas.
Werkem
1–Listar as características da qualidade ou problem
Equipamentos Condições ambientaisPessoas
Informações do processo Ou medidas
Métodos ou procedimentos
Insumos
Conjunto de Causas
Efeito
Produto
Processo
Equipamentos Condições ambientaisPessoas
Informações do processo Ou medidas
Métodos ou procedimentos
Insumos
Conjunto de Causas
Efeito
Produto
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
53
2–Relacionar dentro de retângulos, como espinhas grandes, as causas primárias que afetam a
no item 1;
–Relacionar, como espinhas médias, as causas secundárias que afetam as causas primárias;
–Relacionar, como espinhas pequenas, as causas terciárias que afetam as causas secundárias;
5–Iden
urante a construção do diagrama de causa e efeito e com o objetivo de identificar as
e repetidamente formular e responder a perguntas chave
is como: “que tipo de variabilidade nas causas poderia afetar a característica da qualidade de
teresse ou resultar no problema considerado?”.
tas de PmaisL
rocesso produtivo, aliado ao
c hec íveis, possibilita a elaboração de propostas para
r zir
rias fontes,
t com
As organizações USEPA (2001a), CEBDS (2004) estabelecem que a mais alta
prioridade é atribuída à redução na fonte e a seguir ao reuso e a reciclagem, conforme visto no
subitem 2.2.
característica da qualidade ou o problema definido
3
4
tificar no diagrama as causas que parecem exercer um efeito mais significativo sobre as
características da qualidade ou problema.
D
causas a serem relacionadas, deve-s
ta
in
2.4.8 Gerando as propos
A aplicação das ferramentas de PmaisL ao p
on imento de opções tecnológicas dispon
edu ou prevenir perdas de material e energia.
O UNEP (1996) sugere que as opções de PmaisL podem ser obtidas de vá
ais o:
Pesquisa na literatura;
Conhecimento pessoal;
Discussão com fornecedores;
Exemplos em outras companhias;
Bancos de dados especializados;
Pesquisas e desenvolvimento posterior.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
54
2.4.9 Avaliação técnica ambiental e econômica
.4.9.1–AVALIAÇÃO TÉCNICA.
Esta avaliação considera as propriedades e requisitos das matérias-primas e outros
ateriais com relação ao produto fabricado. A USEPA (1992) sugere os seguintes critérios
para a
ro para os trabalhadores?
A qualidade do produto será melhorada ou mantida?
mpatíveis com os
rocedimentos operacionais o fluxo de trabalho e a produtividade?
Será necessário con
Será necessário treinar ou contratar pessoal com conhecimento especial para operar ou
manter o novo sistema?
s necessárias ao funcionamento dos novos
s serão instalados com acréscimo de custo?
ão irá ficar parada para a instalação do novo sistema?
serviço de qualidade?
O novo sistema criará outros problemas ambientais?
Identificadas as oportunidades de PmaisL, deve-se realizar uma avaliação técnica,
econômica e ambiental de cada opção encontrada.
2
m
avaliação técnica:
Haverá redução de resíduos?
O sistema é segu
Há espaço disponível na instalação?:
Os novos equipamentos, matérias e procedimentos são co
p
tratar trabalho adicional para implementar a proposta?
Estão disponíveis as utilidade
equipamentos? Ou ele
Quanto tempo a produç
O fornecedor irá prover um

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
55
2.4.9.2–AVALIAÇÃO AMBIENTAL.
.4.9.3–AVALIAÇÃO ECONÔMICA.
interna de retorno e o
valor presente líquido.
RI −÷= Equação 05
nde:
RI = Tempo de retorno do investimento.
=Investimento realizado;
SA= Custo da situação atual;
SE= Custo da situação esperada.
O beneficio econômico é o ganho líquido obtido em um determinado projeto.
Aqui se devem observar os benefícios ambientais que poderão ser obtidas pela
empresa tais como redução de matéria-prima, redução de carga orgânica, redução de carga
inorgânica e metais tóxicos no efluente final; e melhoria da classificação da periculosidade do
resíduo. A USEPA (1992) além de considerar o consumo de energia alerta para os da extração
e transporte e tratamento de algum resíduo inevitável.
2
A avaliação econômica é realizada através de estudos de viabilidade econômica.
Podem ser considerados o período de retorno do investimento, a taxa
O CEBDS (2004) faz um detalhamento deste item propondo que esta avaliação seja
feita considerando o tempo de retorno do investimento, conforme segue:
( )SESA CCIRT
O
T
IR
C
C
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
56
3. REVISÃO DA LITERATURA
A literatura disponível sobre a minimização de resíduos na indústria do petróleo é
fortemente relacionada às técnicas da Prevenção da Poluição, provavelmente devido à
influência norte americana nesse segmento, berço da indústria do petróleo e onde está
instalado o mais influente órgão normatizador: o Instituto Americano do Petróleo, ou
“American Petroleum Institute”–API. Vale ressaltar que, nos trabalhos divulgados por essa
Instituição ou mesmo publicações da OGP, a referência encontrada é a Prevenção da
oluição.
P
Conforme será visto no item 3.2–Prevenção da Poluição na Indústria do Petróleo, a
seguir, existem vários trabalhos aplicados a essa indústria, mas sem estabelecer uma avaliação
sistemática e detalhada do processo de produção do petróleo. Os estudos mostram apenas a
existência das ferramentas, mas sem uma aplicação prática do seu uso.
Toda a literatura encontrada apresentou referências à prevenção da poluição. Como as
ferramentas de minimização de resíduos, mais utilizadas pelas duas técnicas são exatamente
as mesmas, conforme citado no subitem 2.1, estas foram utilizadas para comporem o trabalho.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
57
3.1 SISTEMA DE GESTÃO AMBIENTAL
A instalação de produção é parte de uma Unidade Operativa com sistema de gestão
integrado, que contempla a gestão das funções Segurança Industrial, Meio Ambiente e Saúde–
SMS e ainda qualidade do produto. Essa certificação tem como base nas Normas NBR ISO-
14000 e NBR ISO 9000, versão 2000. Portanto a Instalação tem toda uma estrutura
organizacional de suporte de gestão para a realização de suas atividades operacionais, o que
permite um maior nível de controle.
s ou ao meio ambiente. A
veridade, a freqüência ou probabilidade de ocorrência são medidas em três gradações:
baixa,
NT (1996) conceitua aspecto ambiental, como: “elemento das atividades,
produtos ou serviços de uma organização que pode interagir com o meio ambiente”. Nesta
definiç
bém os
síduos são conseqüências dos processos, que precisam ser minimizadas.
A estrutura da gestão ambiental propiciada pela NBR ISO–14001 está baseada na
identificação dos aspectos e impactos ambientais do processo. A partir deles são construídos
os demais elementos da gestão, desde os planos de atendimento à emergência, até os objetivos
e metas ambientais. Os aspectos e impactos ficam priorizados de acordo com a sua
significância, a qual é medida através do produto das variáveis: severidade e freqüência, ou
através da probabilidade de ocorrência. Assim, as tarefas de maior importância são aquelas
que representam maior potencial de causar danos às pessoa
se
média e alta, atendendo ao procedimento específico da Unidade de Negócio.
(PETROBRAS 2004b).
A AB
ão todos os elementos da atividade produtiva de uma empresa; inclusive os processos,
equipamentos e os produtos estão considerados como potenciais causadores de impacto. Por
sua vez o impacto ambiental, ainda segundo a mesma organização é “qualquer modificação
do meio ambiente, adversa ou benéfica, que resulte, no todo ou em parte, das atividades,
produtos ou serviços de uma organização.” Assim os impactos ambientais e tam
re
Para as tarefas identificadas como críticas pela Instalação foram estabelecidas rotinas
operacionais padronizadas denominadas de Padrões de Execução–PE.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
58
3.2 PREVENÇÃO DA POLUIÇÃO NA INDÚSTRIA DO PETRÓLEO
As técnicas de PP foram incorporadas pelo segmento de E&P logo após a aprovação
da Lei de prevenção da poluição dos Estados Unidos, quando a OGP elaborou um guia de
orientação sobre gerenciamento de resíduos. Nos anos seguintes, vários autores de diversas
companhias petrolíferas apresentaram trabalhos sobre o assunto. A seguir, estão relacionados
alguns desses trabalhos de versando sobre o gerenciamento de resíduos utilizando as técnicas
de prevenção da poluição na atividade de E&P.
Em 1993 a entidade internacional que congrega as diversas empresas petrolíferas,
produtoras e prestadoras de serviço, que operam no segmento de Exploração de Produção
(E&P–Forum), atual– “Oil and Gás Producers-OGP”–lançou o Manual de Gerenciamento de
Resídu
ões e no planejamento das atividades.
orum demonstra forte relação com as técnicas da
revenção da poluição. Salienta, porém, que a sensibilidade da locação onde se realizam as
operaç
McFadden (1996), Smith, Gopinath e Freeman (1997), Ritter (2003) analisaram a
geração
quantificação. Algumas vezes foram estabelecidos elementos de gerenciamento desses
os de Exploração e Produção “Exploration and Production (E&P) Waste Management
Guidelines”. O E&P–Forum (1993) propôs que os princípios da prevenção da poluição
deveriam balizar o gerenciamento de resíduos e fossem incorporados nos projetos, no
gerenciamento de instalaç
O mesmo E&P–Forum (2003) estabeleceu um diagrama de fluxo mostrando a
hierarquia das práticas de gerenciamento de resíduos, priorizando a redução na fonte, e, a
partir daí, o reuso, a reciclagem/recuperação, e, por fim, o tratamento ou disposição
responsável.
Assim, o trabalho do E&P–F
p
ões é fator chave para a seleção de um apropriado modelo de gerenciamento. Embora
aquele documento não analise os processos de geração de resíduos em detalhe, ele estabelece
dez passos para a implantação de um sistema de gerenciamento de resíduos eficiente.
de resíduos (sólidos, líquidos e gasosos) na indústria do petróleo e no segmento E&P,
com foco: na classificação desses resíduos; identificação da fonte e ainda na sua

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
59
resíduos, relacionando-os com a redução de custos e a minimização da geração, mas sem um
direcionamento específico para o processo gerador.
Callaghan (1991) afirmava que a redução de emissão das instalações existentes
poderiam se realizar por trocas nos procedimentos operacionais e por modificações nos
equipamentos com vistas as tecnologias mais limpas. Porém, quando fosse realizada uma
rande reforma, seriam utilizadas tecnologias apropriadas. Defendia também que as novas
ins ç
necessa
projeto
áreas p inadas por óleo e o
uso de energia.
a prev
ativida m em uma análise criteriosa das instalações e
tecnologias disponíveis.
metodo sta ferramenta,
laborada especialmente para o segmento E&P, tem como objeto a integração da tecnologia
de d
Integra
Propos
resíduo
maior
toxicid e.
Divisio
g
tala ões deveriam utilizar a “melhor tecnologia prática”, o que significa não
riamente utilizar a opção tecnológica de menor custo, mas aquela que ainda permita ao
atender ao critério econômico aceitável. O mesmo Callaghan ainda considerava como
roblemáticas: às emissões atmosféricas, os sólidos e borras contam
Os trabalhos de Weinrach (1999), Petrusak (2000) almejaram um direcionamento para
enção da poluição – estruturando ferramentas de gestão de resíduos – aplicada a
de E&P. Contudo, não se detivera
Wojtanowicz (1991), orientando-se para a prevenção da poluição, desenvolveu a
logia técnica chamada “Environmental Control Technology”– ECT. E
e
pro ução ao processo produtivo do petróleo. A ECT tem como características básicas: 1)
ção com o processo produtivo; 2) Projetos específicos para o objeto em análise; 3)
tas associadas à produtividade.
Ainda, Wojtanowicz (1997) classifica os resíduos de produção em dois grupos: os
s primários (água produzida) e os resíduos associados. Os resíduos associados têm
toxicidade e baixo volume, enquanto a água produzida tem relativamente baixa
ade e alto volum
As instituições “Railroad Commission of Texas”-RRC (2001), “Oil Conservation
n” (2000a) ligadas ao governo Texano e do Novo México, respectivamente elaboraram

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
60
um co
Produç
petróle a das etapas de
rodução, e, ainda, contendo sugestões de minimização de geração ou reuso em alguns casos.
Ab o
petrolíf
de excesso de
produtos químicos utilizados para tratamento de óleo compromete a performance do
sses resíduos
algumas empresas operadoras têm usado de equipamentos como: jatos de circulação,
Blindagem de equipamento com íons de alta energia – O processo de blindagem se
gia tem sido utilizada na
fabricação das hastes polidas nas “stuffing-box” montadas nas cabeças de produção de
Porém chama-se a atenção para um sistema simples e de baixo custo que utiliza a água
nsistente trabalho sobre a minimização de resíduos nas atividades de Exploração e
ão de Petróleo. Esse trabalho teve como foco as atividades operacionais dos campos de
o e apresentando em detalhes os resíduos gerados em cada um
p
aix estão relacionados exemplos bem sucedidos de melhorias realizadas por empresas
eras, para minimizar a geração de resíduos em suas instalações.
Sistemas de dosagem e medição de produtos químicos – A adição
processo tanto pelo excesso como pela falta. O uso de equipamentos de dosagem
adequados permite a redução de custos.
Redução de depósitos de fundo de tanque – Para reduzir o volume de
propulsores e pás rotativas. Esses equipamentos instalados dentro do tanque reduzem a
decantação dos cristais de parafina.
Pintura de um tanque com a cor preta – Alguns operadores têm utilizado um tanque
para acumular os resíduos oleosos da produção. No verão, pela maior temperatura
dentro do tanque, o óleo é fluidificado e assim é possível recuperá-lo.
realiza pela colisão de partículas de metais como: cromo, ligas de ouro ou cobre puro
sobre uma superfície de aço. A aplicação desses metais, com alta energia sobre uma
superfície, provoca a penetração de suas partículas no aço, obtendo-se assim uma
superfície mais dura e de baixa fricção. Esta tecnolo
poços, e nos eixos de bombas reduzindo substancialmente os vazamentos nesses
equipamentos.
Sistemas de recuperação de vapor – Existem vários sistemas disponíveis no mercado.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
61
produzida, bomba, tubulação e tubo venturi. Esse sistema provoca um pequeno vácuo
e retira o vapor do tanque que é enviado com a água para o separador de gás-líquido
onde é recuperado. O liquido retorna a corrente liquida do processo.
dos estão sujeitos a
azamentos. A estocagem de óleos combustíveis desses equipamentos em locais
Arrumação das instalações – É acompanhada pela manutenção preventiva, assim
s para o
istema de contenção ou para o meio ambiente.
ra reduzir
a seus materiais e produtos químicos pode usá-los mais
Modificação no procedimento – A automação das unidades de processo tais como:
cargas nas unidades de bombeamento, vazamentos em “stuffing box”, temperatura da
haste polida, temperatura e nível de tanques podem ser transmitidos por microondas
para um escritório central e assim permitir a ação rápida do operador.
Tanques, “containers”, bombas e motores de combustão interna to
v
adequados, bem como o uso de aparadores de óleo e outros tipos de recipientes
permitem reduzir gastos com remediação de solo e água contaminados.
Estocagem de produtos químicos e materiais – Esses produtos devem ser estocados de
modo que eles não entrem em contato com o solo e água. Preferencialmente em área
elevada, com bordas de contenção e protegida do sol e chuva. Todos os tambores
devem ser mantidos fechados, exceto quando em uso. Os produtos químicos devem
ser rotulados de modo que possam ser identificados a qualquer tempo. A estocagem
em volumes pequenos é preferível, sendo sugerido que o volume não exceda a um
tambor (55 galões).
esquemas de manutenção em equipamentos, bombas tubulações válvulas e motores
permitem reduzir a ocorrência de vazamentos de produtos e aditivos químico
s
Controle de inventário – É considerado um dos mais eficientes caminhos pa
geração de resíduos, custos de operação e, ainda, adequação aos regulamentos legais.
A companhia que rastrei
eficientemente e reduzir a perda desses produtos que irão se converter em resíduos.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
62
Negociar com fornecedores que recebam produtos de volta é uma das ações vantajosas
para minimizar perdas de produtos e geração de resíduos.
Webb (1993) apresentou um sistema alternativo d
estinado a recuperação de pequenos
volume
conhec pressurizada como
meio de operação para um edutor (tubo venturi) que converte energia de pressão em energia
cinétic
ssão de gás natural existente nas
instalações de produção petróleo como força motriz para a recuperação de vapor de tanques
de m
108,00
2.85/MMbtu. A pressão do gás disponível deve estar entre 800 a 900 psig e entra numa
câm leve vácuo é produzido pelo efeito venturi. O condensado é misturado com o
gás
operac o necessária de
gás está entre 350 e 380 pés3/min. O EVRU recupera até 300.000 pes3/dia de gás natural.
erarquia de gerenciamento de resíduos. A RRC
(2001) oferece algumas dicas para reciclagem na atividade de E&P, conforme segue.
de óleo nos
campos de petróleo é considerada reciclada, já que a ela é dado um fim útil.
recuperação de óleo cru.
Óleo lubrificante e filtros usados – São gerenciados pelo envio a empresas de
reciclagem.
s de hidrocarbonetos gasosos em tanques de petróleo e demais facilidades. O sistema
ido por jato de vapor “Vapor Jet Sistem”, utiliza água produzida
a e assim promove a remoção de gás natural do tanque levando-o para um vaso
separador de baixa pressão, onde a água é separada. As vantagens desse sistema destacadas
pelo autor é a simplicidade, baixo custo e praticamente sem manutenção.
Em recente estudo realizado pela USEPA (2002a) foi testada uma nova tecnologia
para recuperação de vapor em tanques de petróleo. O equipamento denominado de Unidade
Ambiental de Recuperação de Vapor–EVRU utiliza a pre
ar azenamento de petróleo. O equipamento testado custou aproximadamente US$
0.00 para recuperar 174.855 pés 3/dia de gás. O custo do gás foi considerado em US$
ara onde um
e adicionado ao produto para venda. Este equipamento apresenta disponibilidade
ional superior a 99% do tempo com baixo custo de manutenção. A vazã
A reciclagem é a segunda opção na hi
Água produzida – A água produzida injetada para aumento da recuperação
Borras de fundo de tanque - São mais bem gerenciadas por envio a plantas de

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
63
Produtos químicos comerciais – A implementação de procedimentos para reciclar
quaisquer produtos químicos não usados é viável e consistente com a PmaisL. Devem
ser contratados fornecedores que se responsabilizem pelo recebimento e reciclagem do
roduto e recipientes não usados nas instalações.
associa ução dos poços de petróleo (fluidos de estimulação completação e
“workover1”, misturas de fluidos de sonda, fluidos descarregados do poço após correção,
áci
instalaç
os dois
de resíd
Controlar a reciclagem de fluidos não-produzidos, no sistema de processamento de
Revisar os procedimentos de “Workover” de modo a determinar o volume e a
Bansal e Caudle (1998) identificaram os fatores que interferem no tratamento da água
p
Tambores e Sucatas – As sucatas metálicas devem ser manuseadas adequadamente e
recicladas, de modo a não se converterem em resíduos perigosos.
Bansal (1993) estudou os efeitos dos fluidos “não-produzidos”, que são aqueles não
dos à prod
dos gastos, drenagens das facilidades de produção e produtos químicos de limpeza das
ões), sobre a qualidade da água de injeção e identificou importantes interações entre
. Essas interações se resolvidas são importantes elementos para a redução da geração
uos nesse processo. As propostas são as seguintes:
óleo-água. Reduzir a taxa de reciclo a no máximo 10 % da produção total, quando
necessário;
Aumentar o espaçamento entre as operações de estimulação de poços, reduzindo,
portanto, o efeito dos fluidos produzidos sobre o sistema de produção;
concentração do ácido a ser utilizado;
Neutralizar o ácido gasto, resultante das operações de acidificação, retornando do
poço com solução de carbonato de sódio, antes de misturá-lo ao processo.
1 Workover- operações realizadas em um poço de petróleo para tentar aumentar a sua produção.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
64
produzida dificultando a remoção do óleo disperso e apontaram algumas soluções para o
aumento da recuperação do óleo. A seguir estão relacionados os problemas identificados e as
soluções propostas.
ênio, em
tividades como: circulação de água de caixas de drenagem de água de chuva; abertura
orgânicos, que se misturados com os aditivos utilizados no
rocesso (oxidantes, ácidos e surfactantes) influenciam negativamente o tratamento da
Utilizar tanque de “surge”–equipamento que funciona como equalizador da carga
recebida, antes da unidade de flotação, para evitar variações bruscas na vazão e manter
baixa a taxa de escumação, o que resulta na formação de flocos oleosos de melhor
qualidade. Os flocos ficam retidos no equipamento, permitindo uma melhor separação
óleo-água.
Abaixar o pH da água para em torno de 4 ou menos, com ácido clorídrico, por
exemplo, para remover o óleo solúvel antes da separação óleo-água, evitando a sua
precipitação. Os ácidos orgânicos são convertidos à forma não-ionizada, que é mais
solúvel no óleo que na água. Desse modo reduz-se a quantidade de precipitado no
processo. Deve-se ter cuidado para não causar corrosão nos equipamentos.
Reduzir a entrada de oxigênio para evitar a conversão do ferro (II+) em ferro (III+),
que é insolúvel, através de um projeto adequado. A operação do sistema também é
importante, assim deve-se reduzir a reciclagem de fluidos contendo oxig
a
das células de flotação. Deve-se também evitar a entrada de oxigênio na sucção das
bombas.
Remover o material residual de limpeza de poços. O material residual das operações
de intervenção em poços: argila, areia, produtos de corrosão e incrustações, contem
óleo e outros matérias
p
água. Portanto não devem ser misturados.
Jamaluddin e Vandamme (1994) da petrolífera Total Petroleum citam a recuperação
de óleo de fundo de tanque, utilizando água doce quente, agitador e caminhão vácuo. Essa
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
65
técnica informa os autores reduz o teor de cloreto no resíduo para abaixo de 2000mg/kg e o
teor de óleo a, aproximadamente, 1% em peso.
fundo de tanque e resíduos de caixas de recuperação) como
sumo para a indústria cerâmica. O teste foi realizado para fabricação de tijolos de vedação,
lajes de
corporação do resíduo à massa argilosa levou
ao a
80%, e ainda redução do consum %. Foram realizados testes de
solub z
emiss s
incor r
incorporação de 10% a 20% de borra na m bricação do bloco.
iro (2005)
utilizou cascalho de perfuração furação a base de n-parafina,
para a a
apres t o de TPH
de 109.960 mg/L e de Cloreto em 40 incorporação de cascalho a massa
do blo
P e recuperação de borra oleosa de fundo de tanque, o
qual i tensoativos para reduzir a
viscosid
utiliz d
Hidrocarbonetos Totais de Petróleo – TPH. O óleo recuperado equivalente a 16% do volume
Além da redução na fonte, a recuperação de óleo depois de gerado o resíduo, ou a sua
utilização em outros processos como insumo, tem se mostrado viável. Um exemplo é o
trabalho realizado por Amaral e Domingues (1990) testando a utilização de resíduos de
produção de petróleo (borra de
in
forro e telhas com a adição de resíduo oleoso, em até 5% em peso. A incorporação do
resíduo de petróleo teve o objetivo de melhorar a plasticidade e a trabalhabilidade da massa de
argila (bloco cru) que vai para o cozimento. A in
aumento da velocidade da extrusora o que permitiu aumento da produção entre 30%
o de energia de 30% a 40
ili ação e lixiviação no produto final e demonstrado que o mesmo continua inerte. As
õe atmosféricas também foram consideradas pouco significativas pelos autores.
Alves (2003) reforçando o trabalho de Amaral e Domingues (1990) realizou a
po ação de borra oleosa em blocos cerâmicos e obteve bons resultados para a faixa de
assa argilosa para a fa
Em recente trabalho a Pontifícia Universidade Católica do Rio de Jane
impregnado com fluido de per
f bricação de blocos cerâmicos e concluiu que o processo de queima desse material não
en a emissão de dioxinas. O cascalho de perfuração apresentava concentraçã
00 mg/L. A taxa de
co chegou a 30%.
erez (2005) relata um processo d
ut liza vapor, solventes orgânicos e produtos químicos
ade da borra e assim permitir a remoção dos sólidos do óleo. Esse processo,
an o centrifugação para a separação, consegue obter um sólido com apenas 1500ppm de
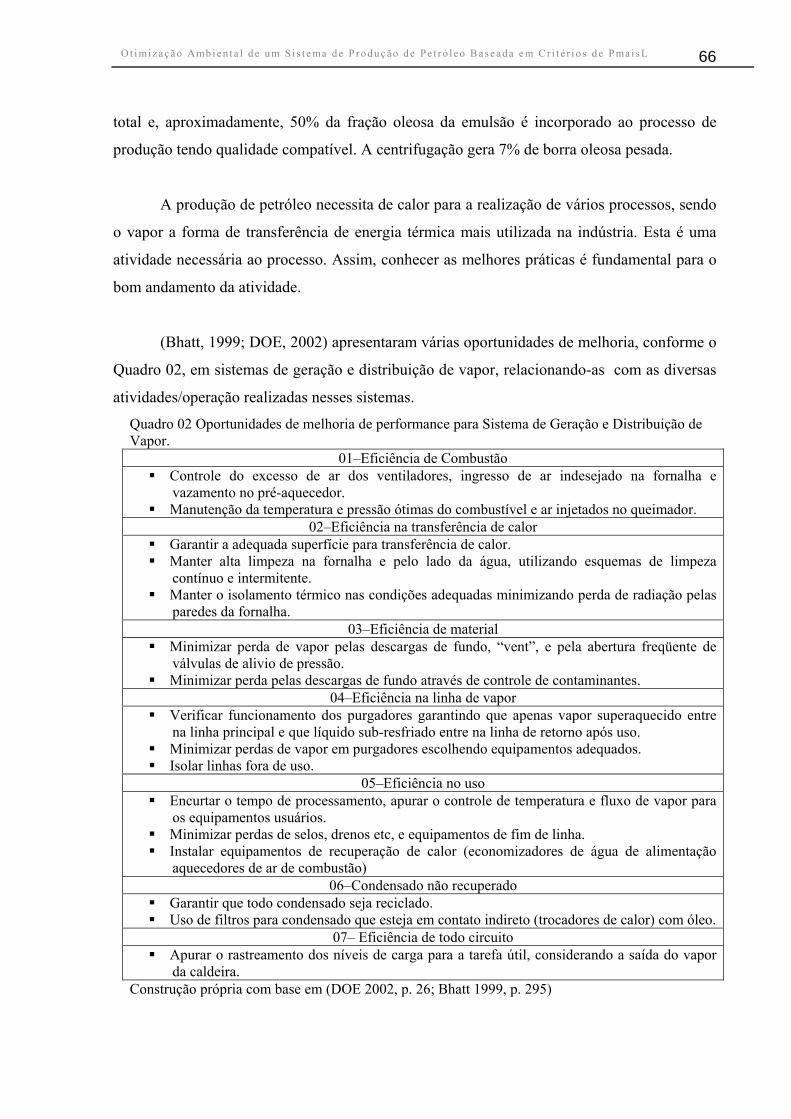
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
66
total e,
l para o
om andamento da atividade.
(Bhatt, 1999; DOE, 2002) apresentaram várias oportunidades de melhoria, conforme o
Quadro 02, em sistemas de geração e distribuição de vapor, relacionando-as com as diversas
atividades/operação realizadas nesses sistemas.
Quadro 02 Oportunidades de melhoria de performance para Sistema de Geração e Distribuição de Vapor.
01–Eficiência de Combustão
aproximadamente, 50% da fração oleosa da emulsão é incorporado ao processo de
produção tendo qualidade compatível. A centrifugação gera 7% de borra oleosa pesada.
A produção de petróleo necessita de calor para a realização de vários processos, sendo
o vapor a forma de transferência de energia térmica mais utilizada na indústria. Esta é uma
atividade necessária ao processo. Assim, conhecer as melhores práticas é fundamenta
b
Controle do excesso de ar dos ventiladores, ingresso de ar indesejado na fornalha e vazamento no pré-aquecedor.
Manutenção da temperatura e pressão ótimas do combustível e ar injetados no queimador. 02–Eficiência na transferência de calor
Garantir a adequada superfície para transferência de calor. Manter alta limpeza na fornalha e pelo lado da água, utilizando esquemas de limpeza
contínuo e intermitente. Manter o isolamento térmico nas condições adequadas minimizando perda de radiação pelas
paredes da fornalha. 03–Eficiência de material
Minimizar perda de vapor pelas descargas de fundo, “vent”, e pela abertura freqüente de válvulas de alivio de pressão.
Minimizar perda pelas descargas de fundo através de controle de contaminantes. 04–Eficiência na linha de vapor
Verificar funcionamento dos purgadores garantindo que apenas vapor superaquecido entre na linha principal e que líquido sub-resfriado entre na linha de retorno após uso.
Minimizar perdas de vapor em purgadores escolhendo equipamentos adequados. Isolar linhas fora de uso.
05–Eficiência no uso Encurtar o tempo de processamento, apurar o controle de temperatura e fluxo de vapor para
os equipamentos usuários. Minimizar perdas de selos, drenos etc, e equipamentos de fim de linha. Instalar equipamentos de recuperação de calor (economizadores de água de alimentação
aquecedores de ar de combustão) 06–Condensado não recuperado
Garantir que todo condensado seja reciclado. Uso de filtros para condensado que esteja em contato indireto (trocadores de calor) com óleo.
07– Eficiência de todo circuito Apurar o rastreamento dos níveis de carga para a tarefa útil, considerando a saída do vapor
da caldeira. Construção própria com base em (DOE 2002, p. 26; Bhatt 1999, p. 295)
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
67
Jaber, McCoy e Hart (2001) também apresentaram algumas recomendações para um
stema de geração e distribuição de vapor tais como: avaliar a necessidade real de pressão e
mperatura do vapor a ser utilizado; remover os depósitos de cálcio e magnésio nos
trocado
nto na eficiência do sistema na ordem de 20% a 30%.
si
te
res de calor evitando perdas por aquecimento excessivo; identificar e corrigir os
vazamentos de vapor, bem como isolar termicamente as tubulações de passagem de vapor.
Essas práticas promovem aume

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
68
3.3 PROCESSO DE PRODUÇÃO DO PETRÓLEO
de petróleo envolve vários processos menores, que indo desde a coleta nos
poços até a transferência dos produtos (Óleo e Gás Natural) para os clientes, incluindo-se a
destina
– tratam ento dos hidrocarbonetos;
– tratam
e Petróleo
a estação de separação. Um sistema de coleta pode consistir de
linhas de produção singelas ligando um poço ao seu equipamento de separação ou muitas
linhas e
operação e manutenção.
O objeto de estudo, ao qual foi aplicado a metodologia de PmaisL, é um sistema de
produção de petróleo. Por isso foi necessária a aquisição do conhecimento da tecnologia de
produção utilizada na estação.
Um sistema de produção de petróleo é estruturado com o objetivo de coletar a emulsão
oleosa ou petróleo cru de um ou mais campos de petróleo e tratar essa matéria-prima, por
processos de separação, em seus constituintes básicos: óleo, gás natural, água produzida e
impurezas (sólidos).
A produção
ção adequada da água produzida e dos resíduos gerados, passando por vários processos
de separação de fases e de armazenamento. Thomas et al (2001) chamam esses vários
processos de processamento primário de petróleo, sendo dividido em três etapas:
– separação do óleo, do gás e da água;
ento ou condicionam
ento da água para reinjeção ou descarte.
3.3.1 Coleta d
O sistema de coleta de petróleo é instalado de modo a que a produção de vários poços
seja transportada para um
de produção conectadas a um “header” que também se conecta a uma estação d
separação (SKINNER 1982). Um “header” em um sistema de coleta ou distribuição provê
um meio de reunir várias linhas de produção em uma única linha de coleta de maior diâmetro.
Válvulas são instaladas nessas linhas de modo a poder isolar cada uma delas durante a
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
69
As linhas de produção geralmente são fabricadas em aço-carbono, porém materiais
sintéticos como polietileno e fibra de vidro podem ser utilizados. As linhas de coleta por
estarem submetidas a baixas pressões não rompem, portanto vazamentos acontecem por
pequenos orifícios causados por corrosão externa ou menos freqüentemente interna ou
eventualmente por falha de material.
lém da coleta por linhas, o petróleo pode ser transportado por carretas, o que ocorre
nos poços afastados do sistema de escoamento implantado, ou quando a viscosidade do óleo é
bastante elevada fazendo com que as perdas de calor no deslocamento sejam suficientemente
grandes para promover a perda de fluidez do óleo e o conseqüente bloqueio da linha. No caso
de elevada viscosidade do óleo a transferência por carretas requer a utilização de vapor para o
descarregamento.
viscosidade descreve a resistência ao escoamento e pode ser entendida como a
medida da fricção de um fluido, sendo uma função da temperatura, pressão e espécie
molecular. A composição do óleo baiano com elevado teor de parafinas é a responsável pela
alta viscosidade em baixas temperaturas.
tempo, ara facilitar o seu deslocamento. Irani e Zajac (1981)
afirmar m que o uso do calor em óleos de elevado ponto de fluidez era uma prática
genera
ento reológico e
composição de óleo para identificar opções de minimização de consumo de energia no
transporte desses óleos.
coamento de pe-
tróleos s. A
viscosi stante com relação à temperatura até o ponto de
congel em que ocorre uma abrupta
A
A
Os problemas no manuseio e transporte de petróleos viscosos são conhecidos há muito
assim como o uso do calor p
a
lizada.
Schuster e Irani (1984) utilizaram as informações de comportam
Sifferman (1979), Irani e Zajac (1981), estudando o manuseio e o es
parafínicos, observaram a influência da temperatura na viscosidade desses óleo
dade fica relativamente con
amento, e a partir daí aumenta rapidamente. O ponto
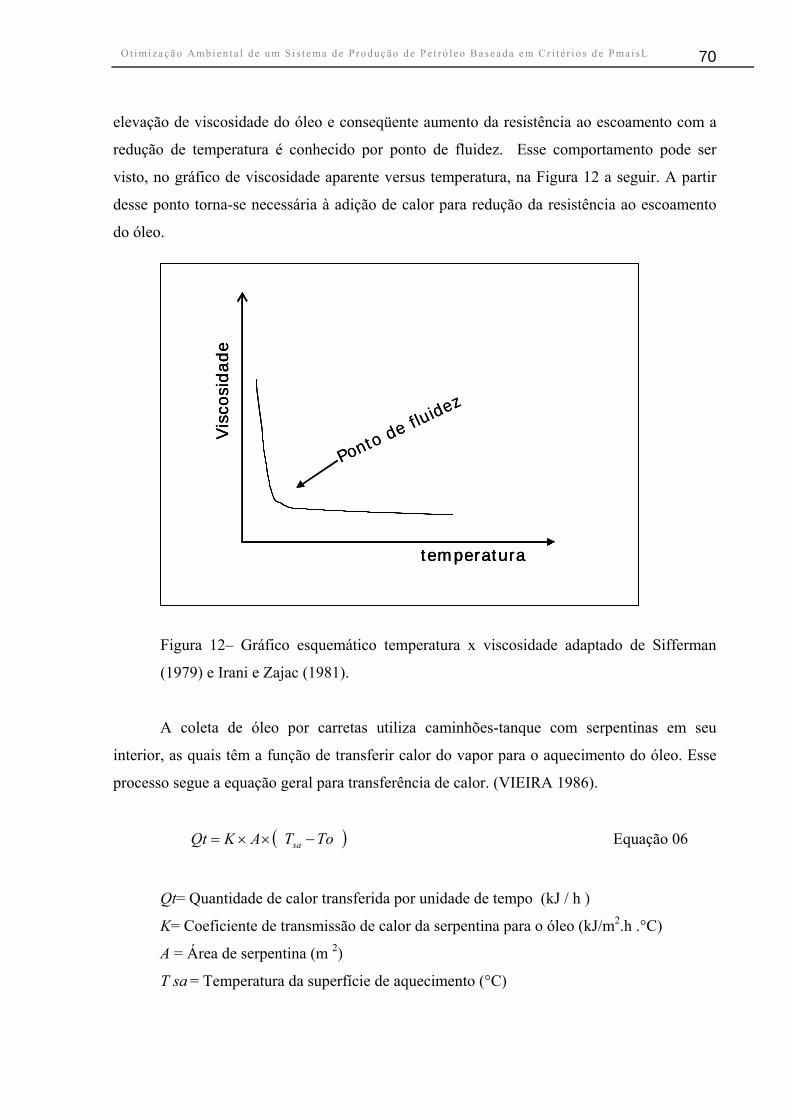
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
70
elevaçã eqüente aumento da resistência ao escoamento com a
redução de temperatura é conhecido por ponto de fluidez. Esse comportamento pode ser
visto, n
e adaptado de Sifferman
(1979) e Irani e Zajac (1981).
gue a equação geral para transferência de calor. (VIEIRA 1986).
o de viscosidade do óleo e cons
o gráfico de viscosidade aparente versus temperatura, na Figura 12 a seguir. A partir
desse ponto torna-se necessária à adição de calor para redução da resistência ao escoamento
do óleo.
Vis
cosi
dade
Ponto de fluidez
Figura 12– Gráfico esquemático temperatura x viscosidad
A coleta de óleo por carretas utiliza caminhões-tanque com serpentinas em seu
interior, as quais têm a função de transferir calor do vapor para o aquecimento do óleo. Esse
processo se
( )ToTAKQt sa −××= Equação 06
Qt= Quantidade de calor transferida por unidade de tempo (kJ / h )
K= Coeficiente de transmissão de calor da serpentina para o óleo (kJ/m2.h .°C)
= Área de serpentina (m 2)
sa = Temperatura da superfície de aquecimento (°C)
A
T
temperatura
Vis
cosi
temperatura
dade
temperatura
Vis
cosi
dade
Ponto de fluidez
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
71
To = Temperatura do óleo (°C)
mesmo Vieira (1986) propõe que as perdas de calor podem ser calculadas pela
equação de transmissão de calor, utilizando a variação de temperatura, em lugar da média
logarítmica como uma aproximação.
sando serpentina de vapor em um fluido viscoso como óleo pesado o coeficiente de
transferência de calor teórico é de cerca de 195kcal/m2.h.°C.Mas é normal considerar o
coeficiente real de transmissão de calor na ordem de (68 a 98) kcal/m2. h.°C. (VIEIRA 1986).
Pagy (1986), mesmo reconhecendo que a queda de pressão do vapor em serpentinas
epende de vários fatores, esta pode ser estimada em 0,12 kg/cm2 para cada 100 metros de
omprimento para tubulações com 11/2” e 2” de diâmetro. Serpentinas excessivamente longas
mente fica
inundada.
um mangote,
anômetro na saída do condensado e um termômetro, conforme desenho esquemático na
Figura 13. O termômetro e o man ões da
edição.
permitir que o vapor de reevaporação formado pela descompressão do vapor não seja perdido.
ssa no recipiente permite estabelecer a
O
U
d
c
ou sem queda na direção do fluxo facilita o acúmulo de condensado e freqüente
Conhecer o processo de coleta de óleo por carretas implica monitorar as variáveis
preponderantes: o consumo de vapor é uma delas. A medição de consumo de vapor é um
processo que pode ser realizado de várias maneiras. Pagy (1986) propôs três: dados do
fabricante; medida direta através do condensado e cálculo teórico.
A medida direta é realizada com: um reservatório, uma balança,
m
ômetro têm por finalidade estabelecer as condiç
m
O reservatório deverá conter no início da medição certa quantidade de água de modo a
A medição de tempo para realizar a incorporação de ma
vazão de vapor.
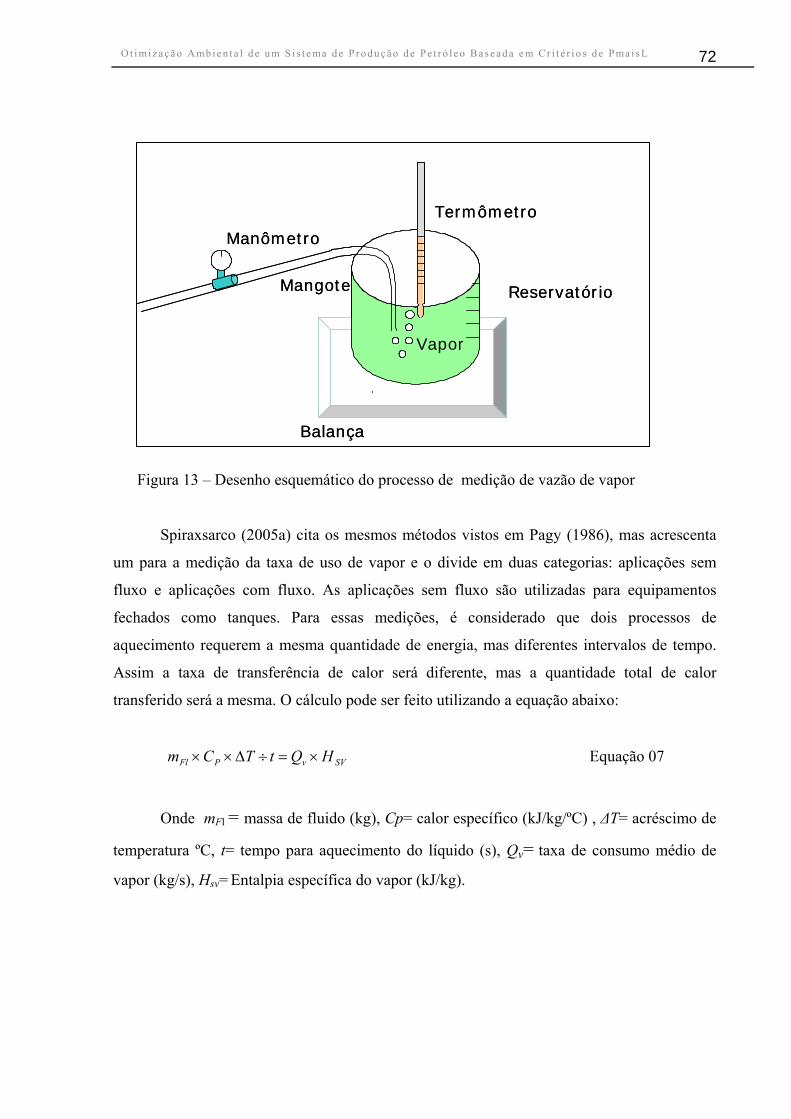
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
72
de uso de vapor e o divide em duas categorias: aplicações sem
fluxo e aplicações com fluxo. As aplicações sem fluxo são utilizadas para equipamentos
fechad
Figura 13 – Desenho esquemático do processo de medição de vazão de vapor
Spiraxsarco (2005a) cita os mesmos métodos vistos em Pagy (1986), mas acrescenta
um para a medição da taxa
Vapor
Termômetro
Mangote
Manômetro
Reservatório
Vapor
Termômetro
Mangote
BalançaBalança
Manômetro
Reservatório
os como tanques. Para essas medições, é considerado que dois processos de
aquecimento requerem a mesma quantidade de energia, mas diferentes intervalos de tempo.
Assim a taxa de transferência de calor será diferente, mas a quantidade total de calor
transferido será a mesma. O cálculo pode ser feito utilizando a equação abaixo:
SVvPFl HQtTCm ×=÷∆×× Equação 07
Hsv= Entalpia específica do vapor (kJ/kg).
Onde mFl = massa de fluido (kg), Cp= calor específico (kJ/kg/ºC) , ∆T= acréscimo de
temperatura ºC, t= tempo para aquecimento do líquido (s), Qv= taxa de consumo médio de
vapor (kg/s),

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
73
3.3.2 Separação de Fases do Petróleo
processamento primário, assim chamado para diferenciar do processamento
propriamente dito, realizado nas refinarias tem como objetivo a separação das fases
constituintes do petróleo bruto. Ou seja, a recuperação do gás sob condições controladas e
remoção da água e demais impurezas, tornando o óleo estável para transferência. O
processamento do petróleo, portanto ocorre em duas etapas distintas: a desidratação que
ocorre s Instalações de Produção e a dessalgação nas Refinarias.(RAMALHO 2000).
óleo coletado nos poços pode conter partículas dispersas de compostos inorgânicos.
Esses contaminantes são basicamente: SiO2 (óxidos de silício), lodo, areia, CaCO3, CaSO4,
BaSO4 CuS, Fe3O4, Fe2O3. O sulfeto de ferro é o sal mais comum e está normalmente
associado aos fenômenos naturais do reservatório, ou produtos de corrosão nas tubulações e
demais ados pelo teste de “Basic
Sedime ts and Water” ou BS&W (Sedimentos Básicos e Água). (ÍNDIO DO BRASIL e
AZEV
idas e retidas, saindo pelo topo um gás saturado e praticamente isento de
quido.
O
na
O
, FeS,
facilidades de produção. Esses sedimentos são detect
n
EDO FILHO 2002).
O processo de separação é o coração do tratamento de petróleo, e se processa em duas
fases a separação gás-líquido e a óleo-água. No primeiro estágio é realizada a separação gás-
líquido, o que ocorre num vaso vertical, separador de gás, provido de separador de névoa,
chapa defletora, volume para acúmulo de líquidos e instrumentos de controle, como mostra a
Figura 14.
O fluido entrando no vaso é direcionado pela chapa defletora de forma que as grandes
partículas de líquido sejam conduzidas para baixo e o gás escoe em sentido ascendente,
carregando somente pequenas partículas de líquido. No eliminador de névoa, as partículas de
líquido são coalesc
lí
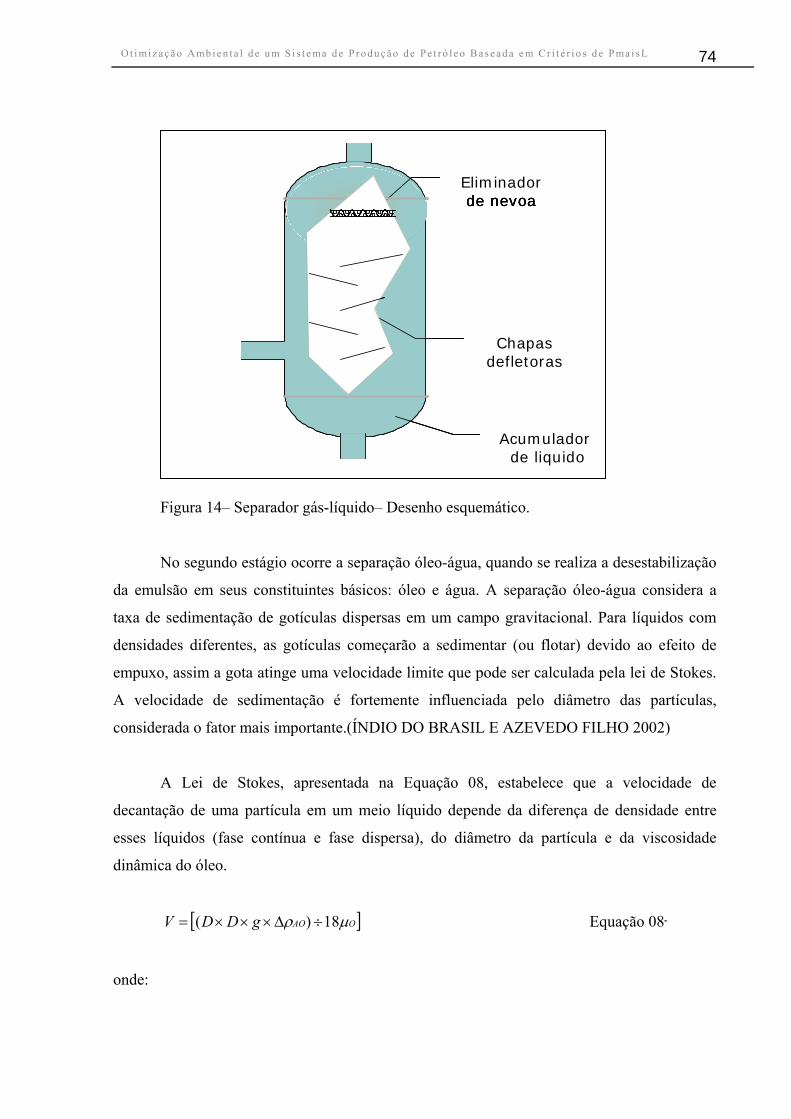
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
74
Eliminador de nevoa
Chapas defletoras
Acumuladorde liquido
Eliminador de nevoa
Chapas defletoras
Acumuladorde liquido
Eliminador de nevoa
Chapas defletoras
Acumuladorde liquido
Figura 14– Separador gás-líquido– Desenho esquemático.
considera a
xa de sedimentação de gotículas dispersas em um campo gravitacional. Para líquidos com
densida
onsiderada o fator mais importante.(ÍNDIO DO BRASIL E AZEVEDO FILHO 2002)
a e da viscosidade
inâmica do óleo.
No segundo estágio ocorre a separação óleo-água, quando se realiza a desestabilização
da emulsão em seus constituintes básicos: óleo e água. A separação óleo-água
ta
des diferentes, as gotículas começarão a sedimentar (ou flotar) devido ao efeito de
empuxo, assim a gota atinge uma velocidade limite que pode ser calculada pela lei de Stokes.
A velocidade de sedimentação é fortemente influenciada pelo diâmetro das partículas,
c
A Lei de Stokes, apresentada na Equação 08, estabelece que a velocidade de
decantação de uma partícula em um meio líquido depende da diferença de densidade entre
esses líquidos (fase contínua e fase dispersa), do diâmetro da partícul
d
[ ]OAOgDDV µρ 18)( ÷∆×××= Equação 08
onde:
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
75
V = ativa ao líquido.(m/s)
∆ρ o óleo. (kg/m3)
D = e água. (m)
o = Viscosidade dinâmica do óleo (N.s/m2)
g= Ace
almente como
“on shore”, é realizado em tanques de lavagem e tratadores eletrostáticos (THOMAS, ET AL
2001).
ação (ÍNDIO DO BRASIL E AZEVEDO FILHO 2002).
s tanques de lavagem verificou que o tempo de
pamentos convencionais era de (8 a 24) horas e que as
0 micra de água salgada ou 120micra de água doce não são separadas.
Powers (1996) estudando os tanques de lavagem da empresa petrolífera CONOCO
afirmo
s circunstâncias fazem o calor desnecessário ou barato.
Velocidade de queda das partículas rel
AO= Densidade diferencial entre água e
Diâmetro das partículas d
µ
leração da gravidade (m/s2)
O tratamento do óleo, em instalações terrestres conhecidas internacion
Os tanques lavadores são equipamentos que operam com base na separação
gravitacional com fluxo vertical, o que implica numa baixa eficiência de remoção de óleo.
Aqui o balanço de forças influenciando a separação não atinge o seu máximo, uma vez que a
força gravitacional atua em sentido contrário ao fluxo. Já os equipamentos com fluxo
horizontal têm melhor eficiência, porquanto nestes a força gravitacional tem uma componente
que atua paralela ao fluxo, o que facilita a separação.
Os tanques de lavagem são empregados para grandes vazões de tratamento e BS&W
na faixa de moderado a muito alto. Utilizam vapor como meio de aquecimento da emulsão e
baixas pressões de oper
De Wit (1974) pesquisando o
residência da emulsão nesses equi
gotículas inferiores a 8
u que esses equipamentos, apesar de terem surgido no começo da indústria de produção
de petróleo, era freqüentemente o meio preferido para desidratação do óleo em locais de clima
quente, ou onde a
A essência da separação óleo-água está na desestabilização da emulsão oleosa formada
pelo óleo, água e gás produzidos no reservatório de petróleo. Uma emulsão de óleo cru é uma
dispersão de gotículas de água em óleo. Segundo Kokal (2002) podem ser classificadas em
três grupos, conforme segue:

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
76
emulsões de água em óleo (A/O);
a fase contínua é a água. Na indústria do
petróleo o tipo de emulsão mais comum é a de água em óleo. (KOKAL, 2002).
am sistemas instáveis – devido à tendência natural dos
ência por longos períodos de tempo. As
ser estabilizadas por alguns componentes naturais presentes no
cantes e sólidos finos da formação.
ção da emulsão oleosa é o objetivo da produção
de petróleo e pode ser obtida pelo aumento da velocidade de quebra dessas emulsões, através
dos seg
eratura;
–reduç
fluxo para permitir a sedimentação das partículas.
emulsões de óleo em água (O/A);
emulsões complexas.
A emulsão de água em óleo (A/O) consiste de gotículas de água em uma fase contínua
de óleo, enquanto a emulsão de óleo em água (O/A)
(Kokal 2002; Vega, Delgado e Vega 2002) em recente trabalho avaliaram que embora
termodinamicamente as emulsões sej
sistemas líquido-líquido de reduzirem à sua área interfacial – algumas delas apresentam
estabilidade cinética, o que permite a sua exist
emulsões de petróleo podem
próprio petróleo, a exemplo de emulsifi
Kokal (2002.) afirma que desestabiliza
uintes fatores:
–aumento da temp
ão na agitação ou cisalhamento;
–aumento do tempo de residência;
–remoção de sólidos;
–controle de agentes emulsificantes.
Para Índio do Brasil e Azevedo Filho (2002), a quebra da emulsão pode ser
conseguida por vários meios: decantação, adição de desemulsificante, aquecimento, filtração e
campo elétrico.
Warren (2002) avalia que historicamente a separação óleo-água depende: de calor para
o controle de viscosidade; de produtos químicos para desestabilização dos agentes
emulsificantes naturais contidos no petróleo e do tempo de retenção sob condição tranqüila de
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
77
De Wit ( 1974) estudando o processo de produção de petróleo referencia a existência
de doi e separação óleo-água: o elétrico, que requer relativamente alta
temper
ação da emulsão se realiza por um das seguintes técnicas,
a separação gravitacional das partículas oleosas,
aumento na temperatura da emulsão;
–aplica
étodo térmico – Baseado em que um aumento na temperatura reduz a viscosidade
do óleo
étodo mecânico – É utilizado para separação de água livre de emulsão. Basicamente
atua na
ssuem carga elétrica e que elas se movem colidindo umas com as outras quando um
campo elétrico é aplicado. A desidratação elétrica é raramente usada sozinha como método de
s processos d
atura (150ºF a 180º F) e o processo químico, que requer temperaturas mais baixas entre
(80ºF e 120ºF). O campo elétrico é considerado o mais eficiente meio de desemulsionamento
(ÍNDIO DO BRASIL E AZEVEDO FILHO 2002).
Kokal (2002), analisando vários sistemas de produção de petróleo da empresa Saudi
Aramco, observa que a desestabiliz
sendo isoladamente ou em conjunto:
–redução da velocidade de fluxo permitindo
o que ocorre em separadores de grandes volumes;
–adição de desemulsificante;
–
ção de campo elétrico para provocar coalescência;
–troca das características físicas da emulsão.
Ainda Kokal (2002) lista quatro métodos para quebra de emulsão de petróleo,
conforme segue:
M
e aumenta a taxa de decantação de água. Este método tem como desvantagem: o
aumento do custo pela necessidade de calor, aumento da perda dos leves e do grau APIº do
óleo e o aumenta da tendência para a corrosão e deposição de incrustações.
M
separação gravitacional (Tanque de decantação, Tanque de água livre e separadores de
duas e três fases são exemplos).
Método elétrico – A desidratação elétrica está baseada no fato de que as gotículas de
água po
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
78
quebra
mais comum método de tratamento de emulsões. Os
esemulsificantes são formulados para neutralizar o efeito do agente emulsificante contido no
etróleo, o qual estabiliza a emulsão formada pela mistura óleo-água. Esses produtos
químic
coalescedores, etc.
ão de desemulsificante no petróleo
duziu para uma faixa entre 5 ppm e 20 ppm, utilizando produtos à base de aminas de
poliést
eitos, em destaque: a redução da viscosidade do óleo o que propicia
umento da sedimentação e a dilatação das gotículas, gerando enfraquecimento da película
emulsi
de emulsão. Geralmente é utilizada com produtos químicos e calor favorecendo a
redução dos custos do processo.
Método químico – É de longe o
d
p
os quando adicionados à emulsão migram para a interface óleo-água e rompem ou
enfraquecem o filme rígido que separam as gotículas, promovendo a sua coalescência. Uma
ótima aplicação do método requer:
–seleção e quantidade adequada do produto desemulsificante para uma dada emulsão;
–adequada mistura do produto na emulsão;
–tempo de retenção suficiente para a decantação das gotas de água;
–adição de calor, campo elétrico,
No tratamento químico utilizado na indústria do petróleo o desemulsificante é
selecionado através de ensaios de laboratório, sendo o mais utilizado o Teste da Garrafa. A
partir do meio da década de 80 (oitenta) a concentraç
re
er e combinações sinérgicas. (ÍNDIO DO BRASIL E AZEVEDO FILHO, 2002).
O aquecimento é uma forma auxiliar eficaz no tratamento das emulsões, dado que são
conseguidos vários ef
a
onante e conseqüente aumento da coalescência.
Embora a elevação de temperatura seja eficiente para promover a separação dos
fluidos, os custos de investimento e de operação são elevados. Eles aumentam muito para
temperaturas mais altas. Assim, o uso de temperaturas menos elevadas associadas a outros
métodos são quase sempre mais vantajosas, (ÍNDIO DO BRASIL E AZEVEDO FILHO
2002).
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
79
O calor necessário para o processo de separação segue os mesmos princípios
orientados por Vieira (1986) e Soares (1987) citados no item 3.3.4–armazenamento de óleo.
3.3.3 Tratamento da Água Produzida
da ordem de 5% em
volume, no início da produção, ou até mesmo atingir valores bastante próximos de 100% ao
fim da
a
diferença de massa específica entre a água produzida e o óleo disperso e o outro que utiliza a
filtr ã
ida também se realiza em grandes tanques flotadores,
bas o
etapas
esforço
o é eficiente para a separação óleo-água este gera sólidos residuais, e quando os
lidos não são gerados, caso dos polieletrólitos não-iônicos, o óleo não se separa.
A água produzida é a água trazida com o hidrocarboneto durante a extração do óleo e
gás e pode incluir: a água naturalmente presente nos reservatórios; a água de injeção com os
aditivos para a separação óleo-água e os aditivos químicos adicionados nas operações de
intervenção no poço. A quantidade de água produzida associada ao óleo varia muito em
função do estágio de produção da bacia, podendo alcançar valores
vida econômica do poço.
Há dois tipos de processos para remover óleo da água produzida. Um é baseado n
aç o ou coalescência (BANSAL E CAUDLE 1998).
O tratamento da água produz
ead s na separação gravitacional. A estabilidade maior da emulsão produzida– durante as
anteriores e devido principalmente ao seu envelhecimento– torna necessário um maior
para tratá-la.
Gonzalez et al (2002)– reconhecendo que a quebra da emulsão da água produzida e
sua purificação para descarte são etapas difíceis devido à estabilidade dessas emulsões, e que
isso representava uma importante conquista para a indústria do petróleo– realizaram
experimentos laboratoriais visando avaliar a eficiência de quebra dessas emulsões utilizando
polieletrólitos. Nesse trabalho concluíram os autores que quando um determinado
polieletrólit
só
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
80
Os mesmos Bansal e Caudle (1998) estudando o tratamento de água produzida
constataram que a operação eficiente das unidades de flotação requer o uso de vasos de
repouso, antes da unidade. Esses vasos são tanques grandes para permitir um ambiente com
baixíssima velocidade de escoamento, adequado para a separação da emulsão.
ode ser classificada como convencional ou a gás. Na primeira, a separação
ocorre por diferença de densidade; na segunda,
contendo traços de óleo fica resi
óleo– por diferença de densidade– sejam
óleo. A drenagem da água ocorre pela parte superior do equipamento.
água para atender
os requisitos de qualidade para ser injetada no reservatório local. Segundo Índio do Brasil e
Azevedo Filho (2002)
o e
os, os sais dissolvidos e os gases aumentam os riscos de corrosão nas
ais equipamentos.
s efeitos dos fluidos não-produzidos na eficiência dos
entos de tratamento. Concluiu que os surfactantes e os sólidos molhados por óleo
aumentar muito a estabilidade das gotas de óleo e, portanto, são responsáveis pela
redução na eficiência desses equipam
A flotação p
pela introdução de um fluxo de gás na massa
líquida, (AZEVEDO FILHO E SOUZA FILHO 2002). A flotação convencional funciona
baseada na separação gravitacional cujo tempo de retenção varia de 2horas a 6horas. A água
dente no tanque o tempo suficiente para que as partículas de
carreadas até a superfície formando uma película de
Em algumas unidades de produção pode ser necessária a filtração da
a
, os problemas associados à presença da água salgada no petróleo são:
a necessidade de superdimensionamento das instalações de coleta, armazenament
transferência;
o maior consumo de energia;
a redução na segurança operacional e ambiental; pois devido à presença de
microorganism
tubulações e dem
Bansal (1993) estudou o
equipam
podem
entos de separação. Propôs também que o controle da
reciclagem desses fluidos no processo era a opção mais prática e efetiva para lidar com o
problema.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
81
A emulsão formada pelo ácido gasto retornando ao fluxo de produção causa a
precipitação de sólidos devido à incompatibilidade dos aditivos com os fluidos dos poços
(HEBERT et al, 1998).
as
opções preferidas para manusear com os fluidos ácidos de retorno, conforme segue:
–disposição no m
em poço de sub-superficie, ou disposição
comercial;
–tratamento no local para reduzir o teor de óleos e graxas e recombinação com a água
existente para injeção em poços, ou descarte direto.
problemas de fluidos
não-produzidos era adicioná-los lentamente ao sistema de tratamento de óleo e aumentar a
adição de produtos quím poços de descarte.
seqüestrante de oxigênio na dosagem de 8
ppm para cada 1 ppm de oxigênio dissolvido na mesma. O aditivo utilizado é à base de sulfito
de sódio.
3.3.4 Armazenamento do Óleo
leo ocorre após o tratamento e tem como finalidade prover
volume u transferência. O armazenamento do petróleo requer
calor do óleo e assim permitir o seu bombeamento.
(SPIRAXSARCO 2005b).
Hebert et al (1998) avaliando as opções para tratamento dos fluidos não-produzidos
reforçaram a necessidade de otimização das atividades de estimulação de poços e listaram
esmo local por injeção em poço de sub-superficie;
–transporte para outro local para injeção
Brown (1999) relatou que o método tradicional para lidar com
icos. Outra opção era injetar esses fluidos em
Após o tratamento da água é adicionado
O armazenamento do ó
p lmão para a estação otimizar a
para reduzir a viscosidade
Schuster e Irani (1984), estudando a estocagem e transferência de óleos parafínicos, já

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
82
perceb
agem era reduzida.
para alcançar a temperatura desejada.
la
eq
iam que significante quantidade de calor e hidrocarbonetos voláteis poderia ser salva
quando a temperatura do tanque de estoc
Vieira (1986), estudando o aquecimento e armazenamento de óleos e outros líquidos,
concluiu que na prática o calor necessário ao aquecimento de um fluido dentro de um tanque é
a soma das perdas por radiação nas piores condições de trabalho mais o calor necessário –
numa determinada velocidade de aquecimento –
O calor necessário para elevar a temperatura do conteúdo do tanque é calculado pe
uação 09.
( )F IPP TCmQ ×=2 ão 09
Onde:
idad necessário para o aquecimento (kJ).
m = massa do produto (kg).
s do petróleo (kJ / °C).
F
I = Temperatura inicial (°C)
T −× Equaç
Q 2 = Quant e de calor
C pp = Calor e pecífico
T = Temperatura final (°C)
T
O calor específico utilizado para o cálculo do calor necessário para aquecimento do
petróleo varia com a temperatura e a densidade, conforme visto na equação 10. (PERRY
1997)
( )1515 −+÷= ToBdACPP Equação 10
Onde:
Cpp = Calor específico do petróleo (cal / g. º C)
A = 0,415 e B = 0,0009
cálculo do calor necessário para aumento de temperatura é direto. No entanto, o
cálculo
= Densidade do óleo (g/cm3)
To=temperatura do óleo (ºC)
d 154d 154
O
das perdas de calor é mais complexo, e usualmente dados empíricos ou tabelas
baseadas em várias considerações têm que ser levados em conta. (SPIRAXSARCO, 2005b).
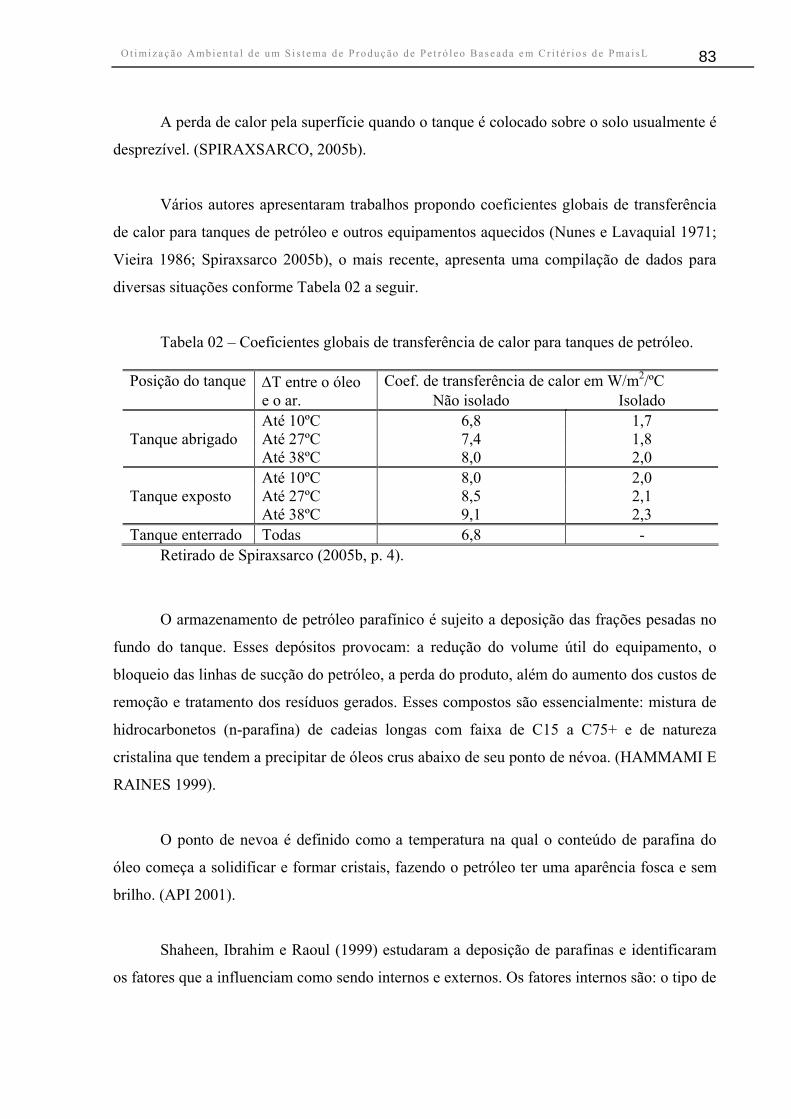
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
83
A perda de calor pela superfície quando o tanque é colocado sobre o solo usualmente é
desprezível. (SPIRAXSARCO, 2005b).
Vários autores apresentaram trabalhos propondo coeficientes globais de transferência
de calo
alor em W/m2/ºC
r para tanques de petróleo e outros equipamentos aquecidos (Nunes e Lavaquial 1971;
Vieira 1986; Spiraxsarco 2005b), o mais recente, apresenta uma compilação de dados para
diversas situações conforme Tabela 02 a seguir.
Tabela 02 – Coeficientes globais de transferência de calor para tanques de petróleo.
Posição do tanque ∆T entre o óleo Coef. de transferência de c e o ar. Não isolado Isolado
Até 10ºC 6,8 1,7 Até 27ºC 7,4 1,8
Tanque abrigado
Até 38ºC 8,0 2,0 Até 10ºC 8,0 2,0 Até 27ºC 8,5 2,1
Tanque exposto
Até 38ºC 9,1 2,3 Tanque enterrado Todas 6,8 -
Retirado de Spiraxsarco (2005b, p. 4).
o de seu ponto de névoa. (HAMMAMI E
AINES 1999).
a e sem
brilho. (API 2001).
O armazenamento de petróleo parafínico é sujeito a deposição das frações pesadas no
fundo do tanque. Esses depósitos provocam: a redução do volume útil do equipamento, o
bloqueio das linhas de sucção do petróleo, a perda do produto, além do aumento dos custos de
remoção e tratamento dos resíduos gerados. Esses compostos são essencialmente: mistura de
hidrocarbonetos (n-parafina) de cadeias longas com faixa de C15 a C75+ e de natureza
cristalina que tendem a precipitar de óleos crus abaix
R
O ponto de nevoa é definido como a temperatura na qual o conteúdo de parafina do
óleo começa a solidificar e formar cristais, fazendo o petróleo ter uma aparência fosc
Shaheen, Ibrahim e Raoul (1999) estudaram a deposição de parafinas e identificaram
os fatores que a influenciam como sendo internos e externos. Os fatores internos são: o tipo de
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
84
óleo (leve ou pesado) e a viscosidade; os fatores externos são: a variação de temperatura e o
tempo de mobilização parcial ou total. Esses fatores atuam como catalisadores da deposição
das parafinas no fundo dos tanques.
s e modificadores de cristalização. Esta
isão de Garcia já orienta para a PmaisL, vez que prevê a opção de evitar a geração do resíduo
de fund
s óleos entre 3ºC e 18ºC de acordo com a
composição do óleo. S lientou, porém, que são necessárias soluções especificas para cada
campo ou mesmo para
Sadeghazad e G
petróleo em tanques, n rodução. Os
a deposição de parafinas e os mecanismos de biodegradação; e
demon
ovendo a solubilização das parafinas.
ito de reduzir a deposição de parafinas
ram as Pseudomonas Aeruginosas, Bacilus Subtillis, Bacilus Licheniformis e suas misturas.
B. Licheniformis foi o que apresentou a maior redução de densidade e viscosidade.
Mc Claflin e Whitfill (1984) classificaram os métodos para lidar com os depósitos de
ceras e parafinas em quatro categorias: mecânicos, térmicos, químicos e combinados. Garcia
(2001), por sua vez, divide esses métodos em duas categorias. Os de remoção: mecânico,
térmico e químico; e os de prevenção: dispersante
v
o de tanque, considerando a possibilidade de redução custos.
Garcia (2001) realizou estudo visando o uso de agentes químicos inibidores de
deposição de parafinas em vários tipos de óleos crus com variados graus API e identificou que
é possível reduzir o ponto de fluidez de algun
a
cada poço de petróleo.
haemi (2003) discutiram os mecanismos de deposição de borras de
os poros da rocha reservatório, ou mesmo nas linhas de p
autores estudaram
straram que é possível a utilização de microorganismos ou materiais enzimáticos para a
degradação das parafinas depositadas. A degradação se realiza pela quebra das moléculas
maiores das parafinas produzindo compostos químicos com cadeias menores que atuam como
solvente, prom
Os microorganismos testados para o propós
fo
O
Existem vários trabalhos procurando controlar a deposição de parafinas no processo de
produção. Estudos de Ahn et al (2005) identificaram que com a adição de desemulsificante
adequado é sempre possível eliminar a deposição de parafinas, pelo menos num curto período
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
85
de tempo. Verificaram adicionalmente que ocorre redução nos depósitos de parafinas quando
aumenta a velocidade do fluido e o cisalhamento.
O armazenamento do óleo, além de atender aos requisitos operacionais, está
relacio
A Portaria Conjunta nº 1, de 19 de junho de 2000, emitida pela Agência Nacional do
Petróle
“os pontos de medição fiscal de produção de petróleo devem localizar-se
lado quando da realização da medição. “...
lo de enchimento, as válvulas de saída de petróleo de tanques para o ponto de medição
m estar fechadas e, no caso de medição fiscal, devem estar seladas.”
e disponibilizá-la nos diversos pontos de
consum e uma instalação de produção. Para viabilizar esse propósito a energia
térmica é armazenada sob a forma de vapor, o qual pela versatilidade e multiplicidade de usos
nado ao processo de medição fiscal para transferência, estabelecido pela Agência
Nacional do Petróleo–ANP, órgão regulador da atividade petrolífera no Brasil, (BRASIL
2000). Assim modificações no processo que afetem a sistemática de medição do óleo nas
estações necessitam de aprovação do citado Órgão.
o (ANP) e pelo Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
– INMETRO, estabelece algumas regras para a localização dos pontos de medição, como
transcrito no item 5.3, daquele documento, conforme abaixo. No caso da Estação B a medição
fiscal ocorre nos tanques de armazenamento.
imediatamente após as instalações de separação, tratamento e tancagem de
produção, e antes de quaisquer instalações de transferência processamento,
estocagem em estações, transportes ou terminais marítimos.”
Com relação à medição fiscal em tanques a referida Portaria estabelece em seu item
6.1.7.1 a necessidade de que o tanque esteja se
durante o cic
deve
3.3.5 Geração e Distribuição de Vapor
O sistema de geração e distribuição de vapor tem como função converter a energia
química de um combustível em energia térmica
o dentro d
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
86
é o flu
Soares (1987) considerava o sistema de vapor como constituído de gerador de vapor,
rede d
racterísticas de serviço,
is como: a finalidade, fonte de aquecimento, conteúdo nos tubos, princípio de
funcion
sificadas em dois grandes grupos, conforme o conteúdo nos tubos:
flam
identifica basicamente dois tipos de caldeiras em função do seu desenho:
as d aproximada de até
150 ig Neste segundo tipo de
equ m uanto o gás aquecido, dentro de um invólucro,
transfere calor para a água. Esses equipamentos são utilizados para gerar vapor de alta
pressão
as caldeiras flamotubulares os gases quentes da combustão circulam no interior de
tubos q aquecida para produzir vapor. Os tubos são
mo ermutadores de calor, com mais passes. Existem vários tipos de
caldeiras flamotubulares, dentre os quais se desta
a água a ser or de tubos que, por
sua
ido de aquecimento indireto mais utilizado nos processos industriais. Um sistema de
geração de vapor consiste de duas principais unidades: o gerador de vapor ou caldeira e o
circuito de carga. (BHATT 1999).
e distribuição, o equipamento utilizador, o vapor de reevaporação e, ainda, o
aproveitamento do condensado. Neste sistema a caldeira é o coração do processo. Nela é
produzido o vapor de água à pressão acima da atmosférica utilizando o calor produzido na
câmara de combustão.
As caldeiras podem ser classificadas de acordo com as suas ca
ta
amento, pressão de serviço e tipo de fornalha. As que produzem vapor pela queima de
combustíveis são clas
otubulares e aquatubulares. (PETROBRAS 2004c).
Bega (1989)
cal eiras fogotubulares, ou tubos de fogo, que trabalham a pressão
ps . Outro tipo de caldeira é o aquatubular, ou tubos de água.
ipa ento a água flui dentro de tubos, enq
.
N
ue atravessam o reservatório de água a ser
ntados como nos p um ou
cam a vertical e a horizontal.
Nas caldeiras aquatubulares aquecida passa no interi
vez, são envolvidos pelos gases de combustão.
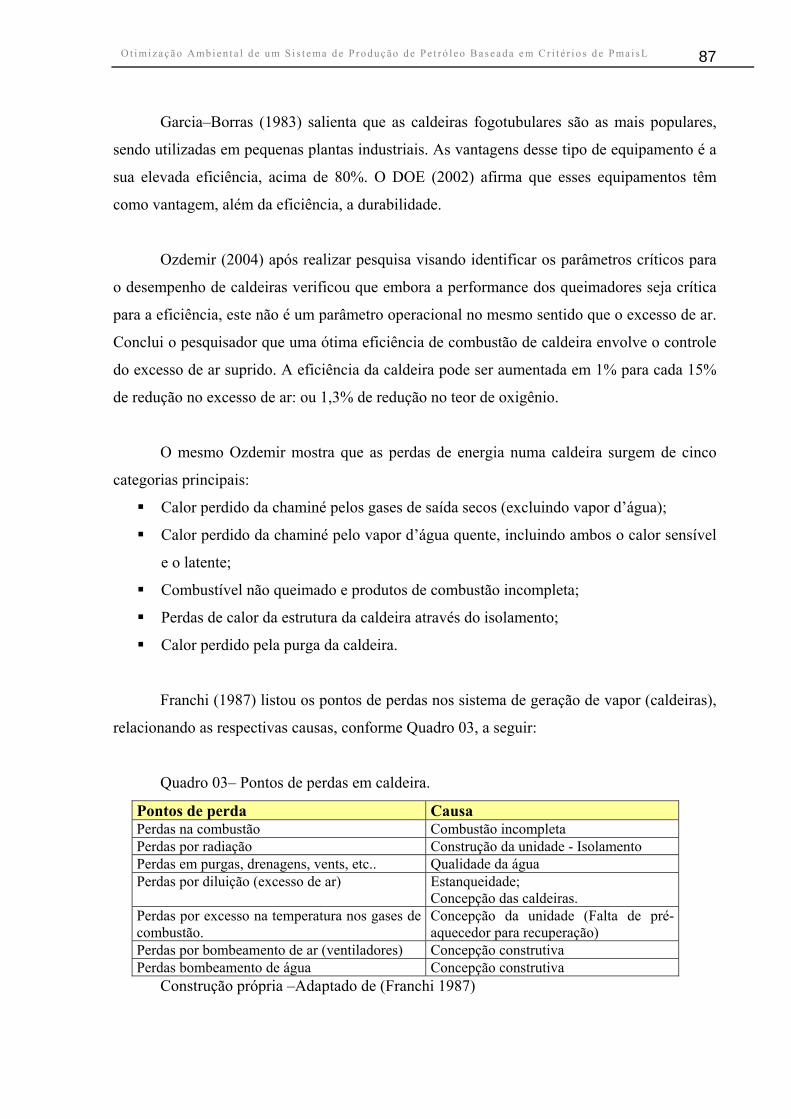
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
87
Garcia–Borras (1983) salienta que as caldeiras fogotubulares são as mais populares,
sendo u
O mesmo Ozdemir mostra que as perdas de energia numa caldeira surgem de cinco
ategorias principais:
ses de saída secos (excluindo vapor d’água);
Calor perdido da chaminé pelo vapor d’água quente, incluindo ambos o calor sensível
e o latente;
uadro 03– Pontos de perdas em caldeira.
tilizadas em pequenas plantas industriais. As vantagens desse tipo de equipamento é a
sua elevada eficiência, acima de 80%. O DOE (2002) afirma que esses equipamentos têm
como vantagem, além da eficiência, a durabilidade.
Ozdemir (2004) após realizar pesquisa visando identificar os parâmetros críticos para
o desempenho de caldeiras verificou que embora a performance dos queimadores seja crítica
para a eficiência, este não é um parâmetro operacional no mesmo sentido que o excesso de ar.
Conclui o pesquisador que uma ótima eficiência de combustão de caldeira envolve o controle
do excesso de ar suprido. A eficiência da caldeira pode ser aumentada em 1% para cada 15%
de redução no excesso de ar: ou 1,3% de redução no teor de oxigênio.
c
Calor perdido da chaminé pelos ga
Combustível não queimado e produtos de combustão incompleta;
Perdas de calor da estrutura da caldeira através do isolamento;
Calor perdido pela purga da caldeira.
Franchi (1987) listou os pontos de perdas nos sistema de geração de vapor (caldeiras),
relacionando as respectivas causas, conforme Quadro 03, a seguir:
Q
Pontos de perda Causa Perdas na combustão Combustão incompleta Perdas por radiação Construção da unidade - Isolamento Perdas em purgas, drenagens, vents, etc.. Qualidade da água Perdas por diluição (excesso de ar) Estanqueidade;
Concepção das caldeiras. Perdas por excesso na temperatura nos gases de combustão.
Concepção da unidade (Falta de pré-aquecedor para recuperação)
Perdas por bombeamento de ar (ventiladores) Concepção construtiva Perdas bombeamento de água Concepção construtiva
Construção própria –Adaptado de (Franchi 1987)

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
88
industrial, sendo o responsável por conduzir a energia do vapor até o equipamento
e irá realizar o processo industria
to e assim, evitar perdas. Este dimensionamento pode
izado por critérios de perdas de carga nas linhas ou pela velocidade do vapor. Tanto
requer o conhecimento do nível de pressão ótima para o produto
rocessado. Pagy (1986) considerava que o nível ótimo de pressão
e óleos deve situar-se entre (3.0 e 3.5)kgf/cm2. Justificava que
pressão propiciam a decomposição do óleo
s. Soares (1987) compartilha com a idéia, mas considera 2
a responsável direta pela conversão da
energia química do combustível em energia térmica do vapor. Por isso precisa ter a sua
eficiência conhecida e otimizada de modo a produzir os melhores resultados.
(Garcia-Borras 1985; Ozdemir 2004) estabelecem a eficiência de uma caldeira pela
edida da habilidade desta em produzir vapor de um dado suprimento de combustível. Esta
eficiên res.
Cle r ra as caldeiras industriais há quatro definições de
ficiência, mas apenas uma é considerada verdadeira: a conhecida eficiência combustível–
vapor.
ar, radiação e convecção.
O sistema de distribuição de vapor é outro elemento de importância fundamental numa
instalação
qu l. Deve estar adequadamente dimensionado de modo a
propiciar o seu máximo aproveitamen
ser real
em um quanto no outro se
que está sendo aquecido ou p
de vapor para o aquecimento d
temperaturas equivalentes acima desses níveis de
e a sedimentação das frações pesada
o nível ótimo de pressão em 3.0 kgf/cm .
3.3.5.1–EFICIÊNCIA DE CALDEIRAS
A caldeira como sendo o gerador de vapor é
m
cia varia com o desenho, carga, idade do equipamento e vários outros fato
ave -brooks (2004) afirma que pa
e
Ela pode ser medida de duas maneiras. A primeira, considerando a razão entre a
quantidade de calor do combustível queimado e a quantidade de calor existente no vapor
produzido, multiplicado por 100. A segunda utiliza o balanço de calor adicionado pelo
combustível e considera a temperatura da chaminé e subtrai as perdas do sistema; excesso de

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
89
Segundo Magalhães (1987) a eficiência das caldeiras pode ser medida com a seguinte
equação:
HQvc = ( ) PCSCH AAV ×÷−×η Equação 11
nde:
Melhorar a eficiência das caldeiras é fundamental para a redução de custos e
minimizaçã d ente combustíveis e água. Os métodos
ara melhorar a eficiência das caldeiras são classificados em dois grupos, de acordo com a
necessi
.3.5.1.1–MÉTODOS SEM INVESTIMENTO
excesso de ar de uma caldeira influencia fortemente a eficiência, porque quanto
maior o ex s esso de ar recomendado pelo mesmo autor é
e 10% para gás natural (equivalendo a 2.2% de O2 no gás da chaminé) sendo que o controle
de con a
O
η = Eficiência da Caldeira
Qv = vazão de vapor (kg/h)
Hv= Entalpia do vapor (kJ/kg)
HAA= Entalpia da água de alimentação em (kJ/kg)
C= Consumo de combustível (kg/h)
PCS= Poder calorífico superior do combustível (kJ/kg)
o e uso de recursos naturais, principalm
p
dade de recursos financeiros: sem custo ou novo capital; e com custo e/ou
equipamento adicional. (GARCIA-BORRAS 1985)
3
Entre os principais métodos sem investimento são citados os seguintes:
Redução do excesso de ar.
O
ces o de ar menor é a eficiência. O exc
d
centração de CO feito com sensor infravermelho deve ser de (150 a 250) ppm. Outr
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
90
maneira de medir o excesso de oxigênio é utilizar analisadores de CO portáteis. Neste caso a
freqüência de medição recomendada é semanal.
Redução da temperatura dos gases de saída.
ácido no metal da chaminé. A USEPA(2001a) recomenda que a
temperatura de chaminé deve ser de 50ºF (10ºC) a 100º F (37,8°C) acima da temperatura do
apor saturado produzido. A temperatura da chaminé deve ser medida imediatamente após o
cia. O aumento de temperatura de
haminé acima dessa referência é indício da necessidade de ajustes na razão ar/combustível
ou limp
e de descarga necessária para correta operação do
quipamento.
Vazamentos de vapor podem ser responsáveis por grandes volumes perdidos. Isso é
evido a que a perda é continuada. Para uma pressão de operação de caldeira de 100psig
A alta temperatura da chaminé indica que calor está sendo perdido para o ambiente. A
temperatura deve ser mais baixa quanto possível sem causar corrosão por deposição de
partículas líquidas de
v
serviço de limpeza. Este valor deve ser usado como referên
c
eza dos tubos da caldeira.
Redução na pressão caldeira.
Esta ação representa um potencial de ganho de 1% para cada 70 psig a menos. Se o
serviço que usa o vapor não é prejudicado pela menor pressão deve-se proceder a esta
redução, pois oferece ganhos financeiros e ainda redução de perdas na caldeira e por
vazamentos nas tubulações.
Redução de descarga de fundo.
As descargas de fundo são necessárias para evitar entupimentos das caldeiras por
sólidos presentes na água de alimentação. A alcalinidade e o teor de sólidos devem ser
verificados para ajustar a quantidad
e
Parar os vazamentos de vapor.
d

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
91
um furo co d a mensal de 210.000 libras.
Os cuidados de
manutenção e operação devem ser rotineiros, de modo a propiciar os reparos quando
detectados problemas.
3.3.5.1.2 –MÉTODOS COM ALGUM INVESTIMENTO.
Entre os métodos com algum investimento são citados os seguintes:
Reduzir “Scale” e depósitos no lado da água.
“Scales” ou incrustações de sais inorgânicos nas paredes das tubulações e depósitos
reduzem a transferência de calor, pois esses sais têm baixa condutividade térmica. Com a
redução da transferência de calor, aumenta a perda para os gases de combustão, reduzindo o
assim aproveitamento do processo.
Aumentar a temperatura do ar de combustão.
O uso de recuperadores de calor para o pré-aquecimento do ar de combustão reduz o
calor necessário para que a mistura combustível atinja a temperatura ótima de queima, assim
aumentando a eficiência da caldeira.
Reduzir perda de calor na caldeira, vapor e válvulas.
Calor é perdido por radiação e convecção através das paredes da caldeira e tubulações
e válvulas não isoladas, ou com baixa isolação.
m iâmetro de ¼” pode resultar numa perd
Parar vazamentos por purgadores de condensado.
Os purgadores são equipamentos responsáveis pela eliminação do liquido condensado
do sistema de distribuição de vapor, mantendo a eficiência do mesmo.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
92
Recuperar energia do condensado.
O condensado ainda contém um considerável aporte energético que precisa ser apro-
gia e ainda de água. Justificando, portanto,
projeto
veitado. A sua perda significa desperdício de ener
s para a sua recuperação. A USEPA (2001a) defende que a mais eficiente alternativa
para a recuperação de condensado é retorná-lo diretamente para a caldeira.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
93
. METODOLOGIA
bjetivou a avaliação de um sistema de produção de petróleo utilizando os
ritérios da PmaisL, a qual foi balizada pelas metodologias existentes: (UNEP 1996; CNTL
pios técnicos da PmaisL e do conhecimento do processo de
rodução de petróleo, foi desenvolvido o trabalho seqüenciando as etapas técnicas necessárias
intes aspectos:
prestação de serviços e contas de energia
elétrica. A análise desses documentos permitiu conhecer os gastos com as entradas de
gráficos em periódicos, principalmente o Society of
Petroleum Engineer-SPE, em livros e “sites” especializados da Internet contemplando
de petróleo e minimização de resíduos;
esso;
eradores e supervisores para coleta de dados sobre os procedimentos e tarefas do
pro s
Aná e as na estação;
4
O trabalho o
c
2003; CEBDS 2004).
A partir dos princí
p
à aplicação da metodologia, conforme segue:
1–Avaliação do processo produtivo, considerando os segu
coleta de dados e informações registradas em diversos documentos da empresa sobre
compras de produtos químicos, contratos de
insumos, tais como: água, energia elétrica e quantidade de resíduos sólidos;
Pesquisa de dados biblio
a experiência de outras empresas na prevenção da poluição, com ênfase na busca de
artigos sobre processo de produção
Consulta ao pessoal técnico especializado em assuntos inerentes ao projeto e a
operação das instalações de produção de petróleo, quanto a detalhes do proc
Visita às instalações da Estação objeto do estudo e realização de entrevistas com
op
ces o;
lis de procedimentos de execução das tarefas realizad
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
94
Acompanhamento das operações realizadas na unidade de produção.
2–Levantamento da quantidade de resíduos gerados por cada processo, utilizando dados
istóricos disponíveis na instalação ou dados de instalações e equipamentos semelhantes
–Medições de temperatura nos tanques de coleta de armazenamento e lavador, nos poços e
Marca RAYTEK ST modelo 60XT com
precisão de -32ºC a 600ºC.
5–Estimati d regamento de carretas de óleo e
tanque de e u
os produtos fabricados, mostrando a
terrelação de todos os processos.
Identificação dos processos ou tarefas/atividades críticas da atividade em destaque
utilizando os critérios da PmaisL.
7–Elaboração do balanço de massa e energia para os processos em estudo, contemplando
todas as entradas e saídas nos processos críticos ou priorizados na etapa anterior.
8– Priorização dos processos para análise e aprofundamento com relação aos critérios de
PmaisL:
quantidade de resíduos e custos de gerenciamento;
problemas identificados na visita à instalação;
importância do processo pelo diagrama da cebola.
h
dentro da Unidade.
3
nas carretas de óleo na estação, utilizando um termômetro de contato digital de Marca TESTO
modelo 925, TAG: TD-01.
4–Medições de temperatura na superfície do óleo no interior do tanque de emulsão, utilizando
um termômetro infravermelho com mira a laser de
1% e faixa de temperatura de
va o consumo de vapor para a operação de descar
m lsão, por balanço de massa e energia.
6–Elaboração de fluxogramas nos três níveis do processo: global, intermediário e específico,
com os resíduos gerados, as matérias-primas e
in
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
95
9-Estabelecimento de indicadores de consumo de insumos e produção de resíduos para
omparação futura na mesma atividade, ou com outras atividades semelhantes, ou com outras
mpresas, utilizando os dados coletados.
12–Ela
onômica de cada proposta de minimização de consumo
de matérias-primas, insumos e geração de resíduos.
c
e
10– Identificação dos custos relacionados às perdas, utilizando os mesmos para justificar os
investimentos em alternativas de PmaisL.
11–Análise das causas de geração de resíduos utilizando o diagrama de causa e efeito e
considerando a possibilidade de eliminação de uso do recurso.
boração de propostas para reduzir ou prevenir perdas de material e energia, utilizando
os conceitos de PP ou PmaisL e levando em conta:
Informações na literatura
Conhecimento técnico do pessoal da planta
Exemplos semelhantes em outras companhias
Informações de Bancos de dados especializados sobre a atividade de E&P.
13–Avaliação técnica, ambiental e ec
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
96
5. RESULTADOS E DISCUSSÃO
A otimização ambiental de um processo produtivo com os critérios da PmaisL está
stentada em metodologias de PmaisL disponibilizadas por organizações de reconhecida
redibilidade. Na metodologia proposta para este trabalho, conforme Figura 15, a avaliação
révia exerce importância crucial e a partir dela é construída a avaliação do processo
rodutivo. As etapas desenvolvidas posteriormente foram reduzidas a apenas oito, porém
antendo a mesma consistência técnica e objetivo das metodologias originais.
As informações do processo coletadas nas visitas à instalação permitiram orientar os
sforços para as etapas subseqüentes, de modo que o objetivo seja alcançado na Avaliação
écnica, Econômica e Ambiental–ATEA das propostas de minimização. A avaliação prévia
xerce portanto, um papel de sustentação para as demais etapas, sendo por isso de grande
valia que ela se desenvolva, considerando todo o aporte de conhecimento do processo
produtivo objeto do estudo. As etapas seguintes se caracterizam pelo uso de ferramentas
técnica
Trazendo a PmaisL para um modelo piramidal, Figura 15, a etapa de avaliação prévia
seqüentemente nela apoiadas,
um processo gradativo de incorporação de informações, através das
entas técnicas para tomada de decisão.
su
c
p
p
m
e
T
e
s de análise de processos, cientificamente comprovadas, e, orientam os esforços
empreendidos durante a otimização.
ocuparia a base da pirâmide e as seguintes estariam con
representando assim
ferram
Neste modelo, a avaliação técnica, econômica e ambiental ocuparia o ápice da pirâmi-
de, sendo portanto a etapa final que se materializa como resultado obtido com a aplicação da
metodologia de PmaisL

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
97
ide da PmaisL
A seguir estão apresentadas as etapas da avaliação de um sistema de produção de
o discutidos os resultados obtidos.
AÇÃO DO SISTEMA DE PRODUÇÃO
Conforme visto em 2.4.1–Pré-avaliação do sistema de produção, esta é a etapa em que
realiza a visita às instalações e são coletados os dados necessários para levar a cabo a
valiação do processo sob os critérios da PmaisL. Nesta etapa foram identificadas as entradas
saídas do processo, bem com acompanhadas a realização das operações de produção em
ampo, além de tomadas medidas de parâmetros necessários à elaboração do balanço de
assa e energia e aos demais itens necessários à avaliação.
os itens seguintes estão contidos o detalhamento e as constatações verificadas em
ão de um processo produtivo.
Figura 15– Pirâm
A.T.E.A
PropostasPML
Diagrama de fluxo
Causas das perdas
Balanço de massa e energia
Indicadores
Custos das Perdas
Foco e priorização
Pré avaliação
A.T.E.A
PropostasPML
Diagrama de fluxo
Causas das perdas
Balanço de massa e energia
Indicadores
Custos das Perdas
Foco e priorização
Pré avaliação
petróleo, bem com
5.1 PRÉ –AVALI
se
a
e
c
m
N
campo, para os tópicos necessários a uma pré-avaliaç
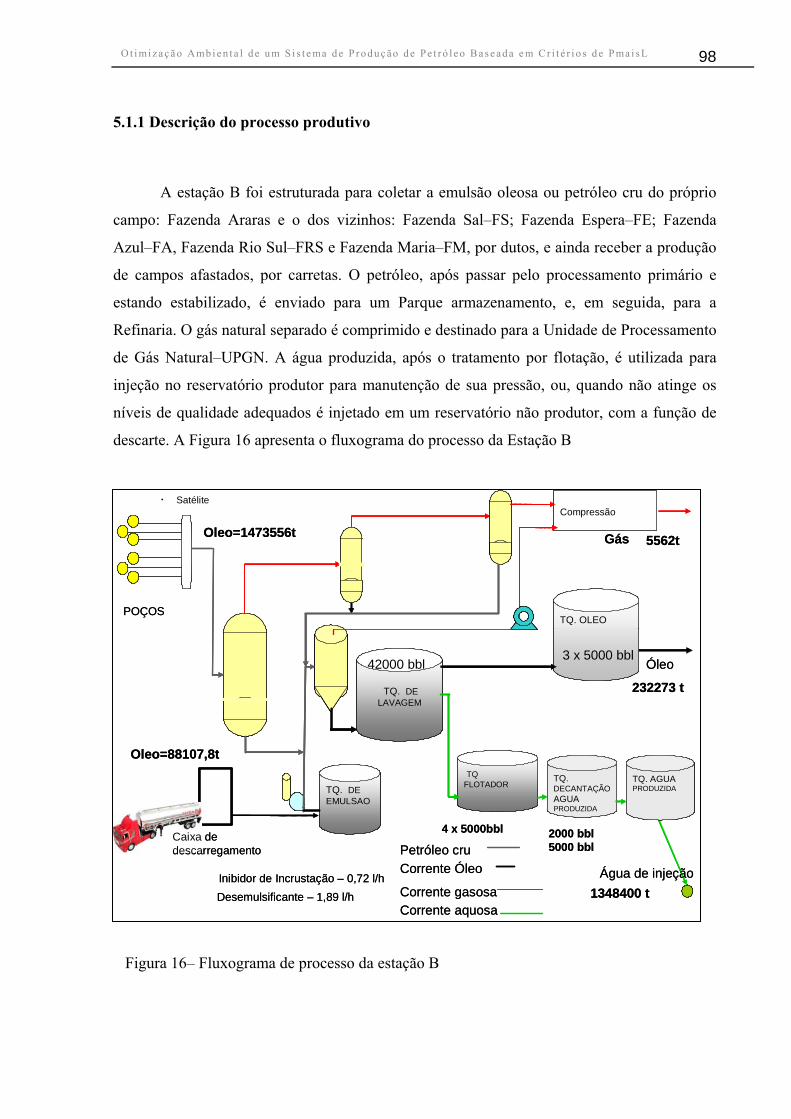
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
98
5.1.1 D
foi estruturada para coletar a emulsão oleosa ou petróleo cru do próprio
campo: Faz
ento
de Gás Natural–UPGN. A água produzida, após o tratamento por flotação, é utilizada para
injeção no reservatório produtor para m
escrição do processo produtivo
A estação B
enda Araras e o dos vizinhos: Fazenda Sal–FS; Fazenda Espera–FE; Fazenda
Azul–FA, Fazenda Rio Sul–FRS e Fazenda Maria–FM, por dutos, e ainda receber a produção
de campos afastados, por carretas. O petróleo, após passar pelo processamento primário e
estando estabilizado, é enviado para um Parque armazenamento, e, em seguida, para a
Refinaria. O gás natural separado é comprimido e destinado para a Unidade de Processam
anutenção de sua pressão, ou, quando não atinge os
níveis de qualidade adequados é injetado em um reservatório não produtor, com a função de
descarte. A Figura 16 apresenta o fluxograma do processo da Estação B
.
Figura 16– Fluxograma de processo da estação B
4 x 5000bbl 2000 bbl5000 bbl
1348400 tInibidor de Incrustação – 0,72 l/hDesemulsificante – 1,89 l/h
232273 t
Oleo=88107,8t
TQ. DE LAVAGEM
TQ. DECANTAÇÃO
TQFLOTADOR
AGUAPRODUZIDA
TQ. OLEOPOÇOS
Satélite Compressão
Oleo=1473556t
TQ. AGUAPRODUZIDATQ. DE
EMULSAO
42000 bbl
Caixa de descarregamento
Água de injeção
3 x 5000 bblÓleo
Gás
Corrente ÓleoPetróleo cru
Corrente gasosaCorrente aquosa
5562t
4 x 5000bbl 2000 bbl5000 bbl
1348400 tInibidor de Incrustação – 0,72 l/hDesemulsificante – 1,89 l/h
232273 t
Oleo=88107,8t
TQ. DE LAVAGEM
TQ. DECANTAÇÃO
TQFLOTADOR
AGUAPRODUZIDA
TQ. OLEOPOÇOS
Satélite Compressão
Oleo=1473556t
TQ. AGUAPRODUZIDATQ. DE
EMULSAO
42000 bbl3 x 5000 bbl
Óleo
Caixa de descarregamento
Água de injeção
Gás
Corrente ÓleoPetróleo cru
Corrente gasosaCorrente aquosa
5562t
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
99
Este fluxograma apresenta uma simplificação do processo de produção de petróleo,
com os volumes processados, as capacidades volumétricas dos equipamentos da instalação e
também rrentes de processo: multifásica, oleosa, aquosa e gasosa.
has de coleta
por estarem submetidas a baixas pressões não rompem, portanto, quando vazamentos
acontec
te
líquida é recuperado em um separador gás-líquido com remoção de gás por um compressor de
baixa pressão de sucção, denominado “gás-boot”. A corrente líquida é enviada para o tanque
de lava
que lavador. O tanque de
armazenamento de emulsão não tem revestimento isolante e nem controle de temperatura. A
bomba e modo a propiciar a transferência do óleo
re durante o tanqu zia tanque
de emulsão.
rocesso d escarga de c tas d o c some, segundo estimativa operacional,
20% do vapor gerado na instalação. Tecnicament a ope o de descarga de óleo já é
ba ançada, as carretas dispõem um njunt serpentinas internas a
di de calo nos tanques d ansp O r p move o aquecimento do óleo
reduzindo a sua viscosidade e, assim, au tan a efi ência de descarregamento do
produto. Este sistem , apresenta perda condensado produzido é
inteiramente descartado para a corrente de águas industriais.
as quatro co
A coleta de petróleo é realizada tanto por linhas de 2 e 3 polegadas de aço-carbono,
compondo o sistema de coleta convencional, como por carretas-tanque. As lin
em são causados por pequenos orifícios provocados por corrosão externa, ou menos
freqüentemente interna, e, eventualmente, por falha de material.
O óleo coletado pelas linhas de produção entra na Estação através do “manifold”,–
conjunto de linhas conectadas a um duto central perpendicular a elas– passa por separadores
gás-líquido, sendo a corrente gasosa enviada para compressão. O gás residual na corren
gem para separação óleo-água.
O óleo recebido por carretas é enviado para dois tanques de emulsão com 2000 barris
(um com aquecimento e outro sem). Do tanque de emulsão, o óleo é bombeado para o “gas-
boot” e incorporado a corrente líquida que segue para o tan
tem sua vazão ajustada entre (10 e 30)m3/h d
cebido dia para o e de lavagem, sem provocar esva mento total do
O p e d arre e óle on
e, raçã
stante av pois de co o de para
stribuição r e tr orte. vapo ro
men do ci
a, porém energia e água, pois o

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
100
5.1.1.1–Descarregamento de carretas.
A coleta de petróleo está inserida no procedimento denominado-Receber petróleo, o
qual contempla várias etapas, quais sejam: receber petróleo por carreta; receber petróleo por
carro sugador; receber petróleo por linhas de produção. (PETROBRAS 2004b).
lavador com aquecimento, passando pelo
escarregamento das carretas na Estação, o que também é feito por processo gravitacional.
Tabela 03– Carretas recebidas na Estação B
transportadas por mês
A coleta de petróleo por carretas atende a produção de poços afastados do sistema de
coleta por dutos e aos poços cuja viscosidade do óleo não permite o seu escoamento até a
Estação. Este processo envolve desde o carregamento do óleo nos tanques de armazenamento
temporário na área dos poços – o que é feito por gravidade – até a transferência por
bombeamento deste óleo para o tanque
d
O número de carretas que utiliza vapor para o descarregamento na Estação está
apresentado na Tabela 03 a seguir. Essa tabela foi construída utilizando dados coletados ao
longo de três meses de operação, no Boletim de Registros, extrapolando o resultado para todo
ano (PETROBRAS 2004d). O volume total descarregado na Estação é a multiplicação do
volume do tanque da carreta pelo número de carretas no período.
N° de carretas Poço carretas (m3)
Set Outcarretas
Volume total Descarregado(m3)
Volume Total
NovFE-XII 35 20 37 25 82 2870FE-XI 35 15 18 5 38 1330FE-X 35 12 12 7 31 1085FS-X 35 8 12 9 29 1085FRS-X 30 55 59 58 172 5160Média 22 27,6 20,8 Desvio Padrão 19 20 22
Total 110 138 104 352 11530
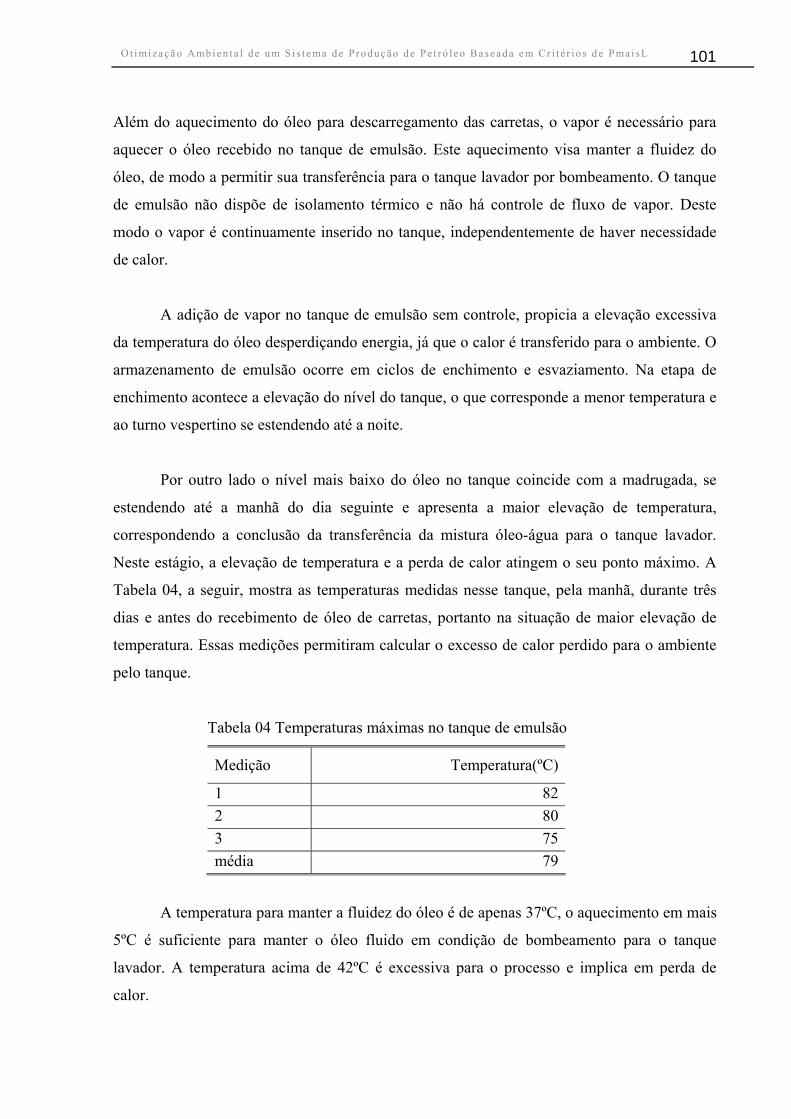
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
101
Além d
visa manter a fluidez do
leo, de modo a permitir sua transferência para o tanque lavador por bombeamento. O tanque
de emu de vapor. Deste
modo o vapo u p er necessidade
de calor.
A ad o de vapor no tanque de ulsão s ntrole, propic evação excessiva
da temperatu leo desperdiçando energia, já q r é transfer ra o ambiente. O
armazenamento de emulsão ocorre em ciclos de enchimento e esvaziamento. Na etapa de
enchim
om a madrugada, se
e senta a maior elevação de temperatura,
gio, a elevação de temperatura e a perda de calor atingem o seu ponto máximo. A
atura tanque, pela manhã, durante três
rretas, portanto na situação de maior elevação de
mperatura. Essas medições permitiram calcular o excesso de calor perdido para o ambiente
pelo ta
ue de emulsão
Medição Temperatura(ºC)
o aquecimento do óleo para descarregamento das carretas, o vapor é necessário para
aquecer o óleo recebido no tanque de emulsão. Este aquecimento
ó
lsão não dispõe de isolamento térmico e não há controle de fluxo
r é contin amente inserido no tanque, inde endentemente de hav
içã em em co ia a el
ra do ó ue o calo ido pa
ento acontece a elevação do nível do tanque, o que corresponde a menor temperatura e
ao turno vespertino se estendendo até a noite.
Por outro lado o nível mais baixo do óleo no tanque coincide c
estendendo até a manhã do dia seguint e apre
correspondendo a conclusão da transferência da mistura óleo-água para o tanque lavador.
Neste está
Tabela 04, a seguir, mostra as temper s medidas nesse
dias e antes do recebimento de óleo de ca
te
nque.
Tabela 04 Temperaturas máximas no tanq
1 822 803 75média 79
A temperatura para manter a fluidez do óleo é de apenas 37ºC, o aquecimento em mais
5ºC é suficiente para manter o óleo fluido em condição de bombeamento para o tanque
lavador. A temperatura acima de 42ºC é excessiva para o processo e implica em perda de
calor.
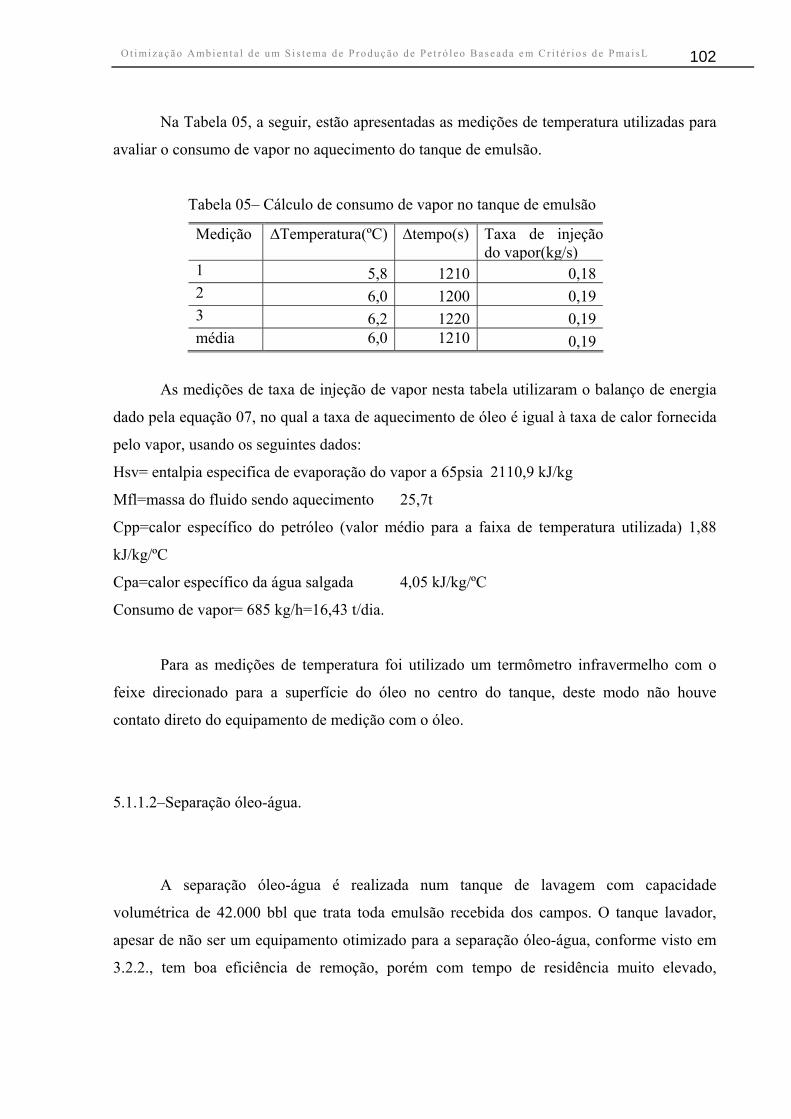
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
102
Na Tabela 05, a seguir, estão apresentadas as medições de temperatura utilizadas para
avaliar o consumo de vapor no aquecimento do tanque de emulsão.
do va
Tabela 05– Cálculo de consumo de vapor no tanque de emulsão
Medição ∆Temperatura(ºC) ∆tempo(s) Taxa de injeção por(kg/s)
1 5,8 1210 0,18 2 6,0 1200 0,19 3 6,2 1220 0,19 média 6,0 1210 19 0,
As medições de taxa de injeção de vapor nesta tabela utilizaram o balanço de energia
dado pe aquecimento de óleo é igual à taxa de calor fornecida
pelo vapor, usando os seguintes dados:
Hsv= e
édio para a faixa de temperatura utilizada) 1,88
kJ/kg/ºC
Cpa=calor específico da á
Consumo de vapor= 685 kg/h=16,43 t/dia.
Para as m peratura foi u o um termômetro infravermelho com o
feixe direc o óleo no tro do tanque, deste modo não houve
contato direto do equipam o óleo.
tanque de lavagem com capacidade
étrica de 42.000 bbl que trata toda emulsão recebida dos campos. O tanque lavador,
apesar de não ser um
la e e quação 07, no qual a taxa d
ntalpia especifica de evaporação do vapor a 65psia 2110,9 kJ/kg
Mfl=massa do fluido sendo aquecimento 25,7t
Cpp=calor específico do petróleo (valor m
gua salgada 4,05 kJ/kg/ºC
edições de tem tilizad
ionado para a superfície d cen
ento de medição com
5.1.1.2–Separação óleo-água.
A separação óleo-água é realizada num
volum
equipamento otimizado para a separação óleo-água, conforme visto em
3.2.2., tem boa eficiência de remoção, porém com tempo de residência muito elevado,
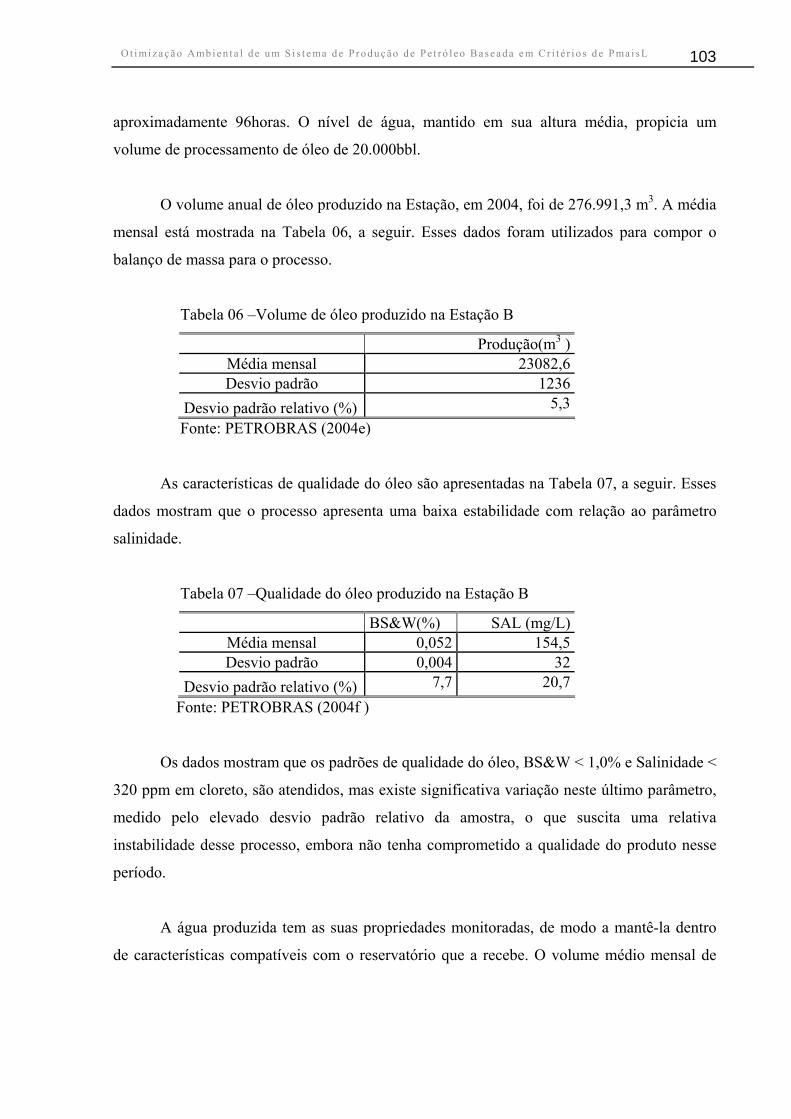
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
103
aproximadamente 96horas. O nível de água, mantido em sua altura média, propicia um
volume de processamento de óleo de 20.000bbl.
O .991,3 m3. A média
mensal está mostrada na Tabela 06, a seguir. Esses dados f s para compor o
balanço de massa para o processo.
leo produzido na Estação B 3 )
volume anual de óleo produzido na Estação, em 2004, foi de 276
oram utilizado
Tabela 06 –Volume de ó
Produção(mMédia mensal 23082,6 Desvio padrão 1236
Desvio padrão relativo (%) 5,3 Fonte: PETROBRAS (2004e)
As características de qualidade do óleo são apresentadas na Tabela 07, a seguir. Esses
dados mostram que o processo apresenta uma baixa estabilidade com relação ao parâmetro
salinidade.
Tabela 0
BS& g/L)
7 –Qualidade do óleo produzido na Estação B
W(%) SAL (mMédia mensal 0,052 154,5 Desvio padrão 004 30, 2
Desvio padrão relativo (% 7,7 20,) 7 Fonte: PETROBRAS (2004f )
a, o que suscita uma relativa
instabilidade desse processo, embora não tenha comprometido a qualidade do produto nesse
período
Os dados mostram que os padrões de qualidade do óleo, BS&W < 1,0% e Salinidade <
320 ppm em cloreto, são atendidos, mas existe significativa variação neste último parâmetro,
medido pelo elevado desvio padrão relativo da amostr
.
A água produzida tem as suas propriedades monitoradas, de modo a mantê-la dentro
de características compatíveis com o reservatório que a recebe. O volume médio mensal de
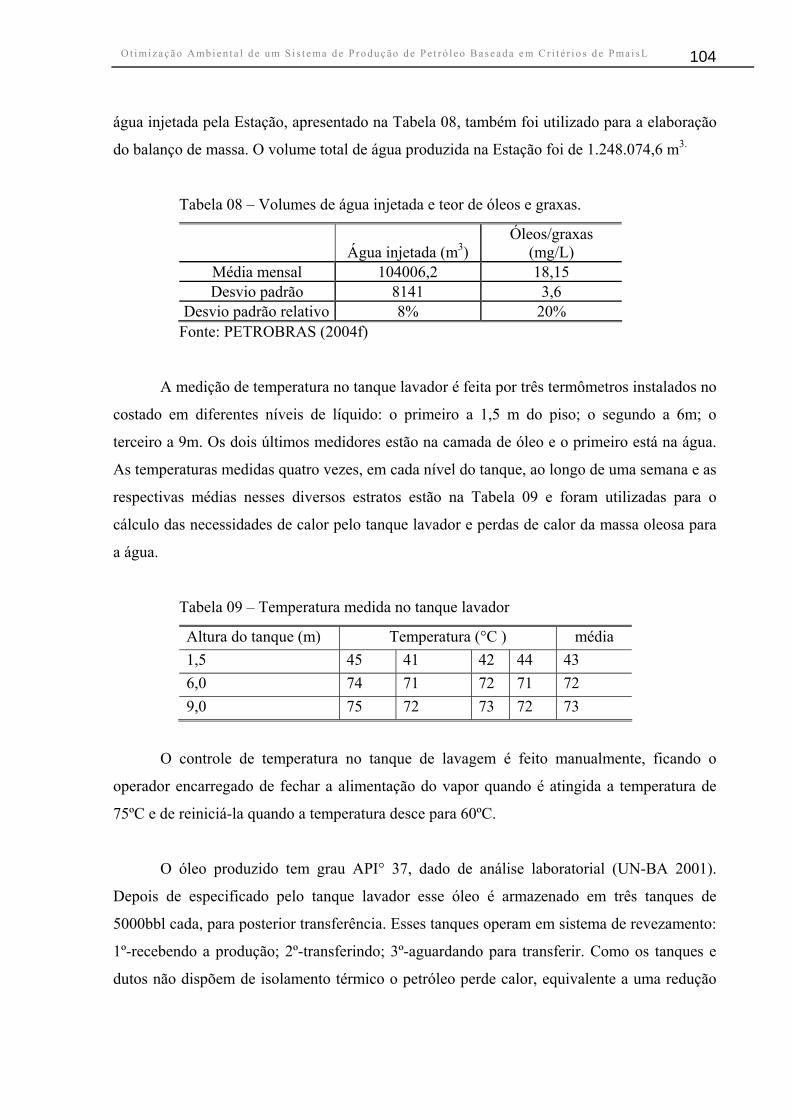
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
104
água injetada pela Estação, apresentado na Tabela 08, também foi utilizado para a elaboração
do balanço de massa. O volume total de água produzida na Estação foi de 1.248.074,6 m3.
Tabela 08 – Volumes de água injetada e teor de óleos e graxas.
injetada (m3) Óleos/graxas
(mg/L) ÁguaMédia mensal 104006,2 18,15 Desvio padrão 8141 3,6
Desvio padrão relativo 8% 20% Fonte: PETROBRAS (2004f)
A medição de temperatura no tanque lavador é feita por três termômetros instalados no
costado em diferentes níveis de líquido: o primeiro a 1,5 m do piso; o segundo a 6m; o
terceiro a 9m. Os dois últimos medidores estão na camada de óleo e o primeiro está na água.
As tem eraturas medidas quatro vezes, em cada nível do tanque, ao longo de uma semana e as
respect
p
ivas médias nesses diversos estratos estão na Tabela 09 e foram utilizadas para o
cálculo das necessidades de calor pelo tanque lavador e perdas de calor da massa oleosa para
a água.
Tabela 09 – Temperatura medida no tanque lavador
Altura do tanque (m) Temperatura (°C ) média 1,5 45 41 42 44 43 6,0 74 71 72 71 72 9,0 75 72 73 72 73
O controle de temperatura no tanque de lavagem é feito manualmente, ficando o
operador encarregado de fechar a alimentação do vapor quando é atingida a temperatura de
75ºC e de reiniciá-la quando a temperatura desce para 60ºC.
O óleo produzido tem grau API° 37, dado de análise laboratorial (UN-BA 2001).
Depois de especificado pelo tanque lavador esse óleo é armazenado em três tanques de
5000bbl cada, para posterior transferência. Esses tanques operam em sistema de revezamento:
1º-recebendo a produção; 2º-transferindo; 3º-aguardando para transferir. Como os tanques e
dutos não dispõem de isolamento térmico o petróleo perde calor, equivalente a uma redução
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
105
de temperatura de 8ºC a 10ºC- observada nos tanques, durante o armazenamento e
transferência– conseqüentemente reduzindo a sua temperatura e fluidez. Para compensar essas
perdas torna-se necessário o sobreaquecimento do óleo no tanque lavador.
5.1.1.3
, e para o processo de
descarga de óleo recebido por carretas que inclui o tanque de emulsão.
A água industrial para produção de vapor não recebe qualquer tratamento químico.
Isso se deve ao uso de um equipamento de dispersão de partículas iônicas, de marca comercial
– Scaletron, que evita a formação dos depósitos de cálcio sobre as paredes de evaporação de
água da caldeira. O equipamento utilizado funciona alterando a composição iônica da água
quando da sua passagem por uma superfície de liga especial. A ação eletrolítica da liga troca à
razão de supersaturação da água. Isso garante que depósitos de cálcio não se formem como
incrustações. Nesta condição as partículas de cálcio ficam dispersas na água. (SCALETRON,
2004).
A Estação utiliza um procedimento padronizado para realizar a manutenção das
caldeiras. Essa sistemática prevê o uso de equipamentos para análise dos gases de combustão
e ajuste dos parâmetros operacionais visando otimizar a eficiência do sistema. Este processo
de man eses, ajusta a
pressão r utilizando como parâmetro o teor de Oxigênio nos
–Geração e distribuição de vapor.
Todo aquecimento de processo da estação é produzido pelo sistema de geração de
vapor, sustentado por três caldeiras: 1(uma) com capacidade de produção de 5000kg/h e 02
(duas) com capacidade de operação de 2500kg/h utilizadas para apoio em eventualidade.
Todas as caldeiras são do tipo flamotubular, portanto adequadas à produção de vapor de baixa
pressão e utilizam gás natural como combustível.
O vapor produzido na caldeira é utilizado para aquecimento do tanque lavador, que
necessita de calor para aumentar a eficiência de separação óleo-água
utenção, que ocorre durante as paradas programadas a cada doze m
do gás entrando no queimado

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
106
gases d
a dos gases de chaminé das caldeiras, ao longo do ano de
2004, são mostradas na Figura 17. Apesar da faixa excessivamente ampla para controle dessa
temperatura, estabelecida no procedimento de operação, a sistemática de controle da Estação
tem conseguido manter uma faixa mais limitada. Na Figura 17 também estão mostrados as
linhas amarela e vermelha que representam os limites máximo e mínimo de temperatura
propostos pela USEPA, conforme subitem 3.3.5.1.1.
A temperatura de chaminé tem sido mantida abaixo do limite superior permitido, o que
demonstra baixa perda de calor pelos gases de combustão na caldeira.
e combustão, que deve ser mantido na faixa de 3,5% a 5,5%. Outros parâmetros
controlados são: teor de CO2 < 12% e temperatura dos gases de chaminé entre 180ºC e
350ºC. Com esses ajustes a eficiência da caldeira deve ficar acima de 82%. (PETROBRAS,
2004b).
A pressão do vapor está estabelecida na faixa de 25psi a 145 psi e a temperatura entre
110 e 250ºC para as caldeiras menores e 110ºC e 350°C para a maior. (PETROBRAS, 2004b).
As médias mensais de temperatur
110,0
150,0
180,0
190,0
atur
a
170,0
160,0
(ºC)
120,0
130,0
140,0
tem
per
100,0
jan fev mar abr mai jun jul ago set out nov dezMes
Temperatura maxima
Temperatura minima
Figura 17–Gráfico de temperatura média de chaminés das caldeiras
Fonte: PETROBRAS (2004f).
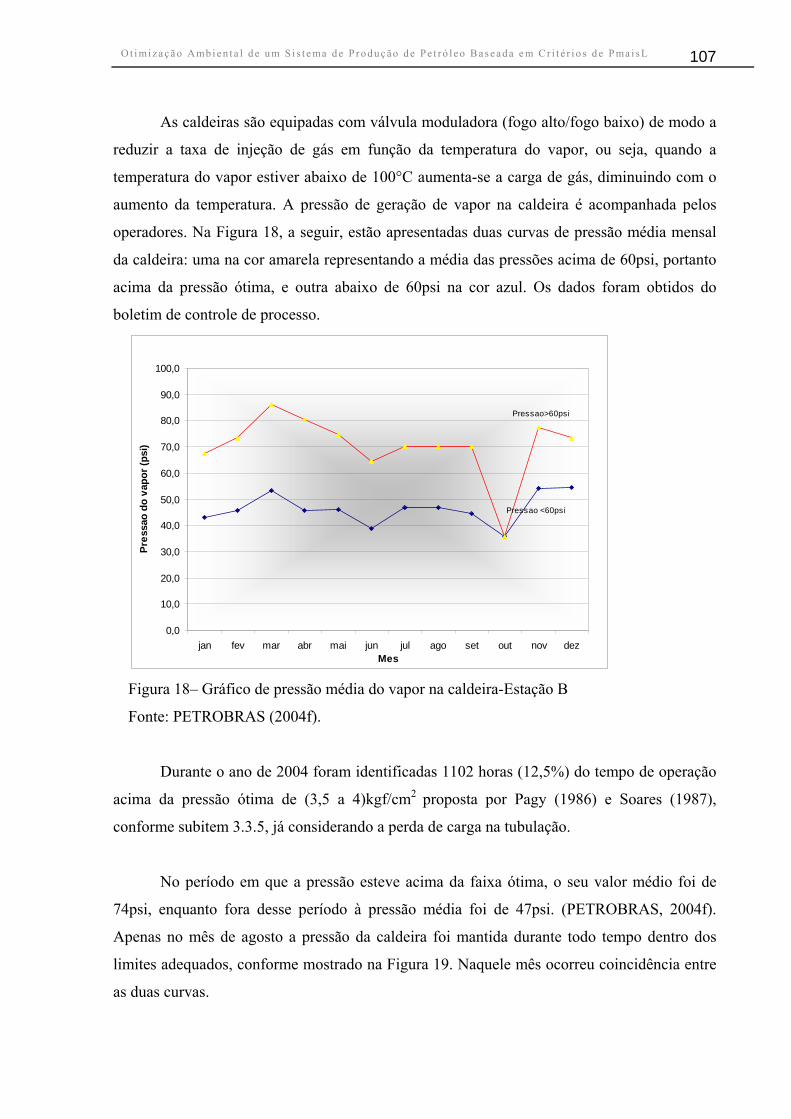
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
107
As caldeiras são equipadas com válvula moduladora (fogo alto/fogo baixo) de modo a
reduzir a taxa de injeção de gás em função da temperatura do vapor, ou seja, quando a
temperatura do vapor estiver abaixo de 100°C aumenta-se a carga de gás, diminuindo com o
aumento da temperatura. A pressão de geração de vapor na caldeira é acompanhada pelos
operadores. Na Figura 18, a seguir, estão apresentadas duas curvas de pressão média mensal
da caldeira: uma na cor amarela representando a média das pressões acima de 60psi, portanto
acima da pressão ótima, e outra abaixo de 60psi na cor azul. Os dados foram obtidos do
boletim de controle de processo.
0,0jan fev mar abr mai jun jul ago set out nov dez
Mes
10,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
ssao
do
vapo
r (ps
i)
30,0Pre
20,0
Pressao <60psi
Pressao>60psi
86) e Soares (1987),
conforme subitem 3.3.5, já considerando a perda de carga na tubulação.
No período em que a pressão esteve acima da faixa ótima, o seu valor médio foi de
4psi, enquanto fora desse período à pressão média foi de 47psi. (PETROBRAS, 2004f).
Apenas
Figura 18– Gráfico de pressão média do vapor na caldeira-Estação B
Fonte: PETROBRAS (2004f).
Durante o ano de 2004 foram identificadas 1102 horas (12,5%) do tempo de operação
acima da pressão ótima de (3,5 a 4)kgf/cm2 proposta por Pagy (19
7
no mês de agosto a pressão da caldeira foi mantida durante todo tempo dentro dos
limites adequados, conforme mostrado na Figura 19. Naquele mês ocorreu coincidência entre
as duas curvas.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
108
Apesar da pressão média mensal ao longo do ano apresentar uma relativa estabilidade,
uma avaliação mais apurada demonstra grandes variações dentro de um mesmo mês,
conforme mostra a Figura 19, que apresenta medições de temperatura ao longo do mês de
agosto.
Pressâo do Vapor
0,00
10,00
20,00
30,00
40,00
1 11 13 15 1 21 23 25 27 29
Dia
Pres
sâo
(
50,00
60,00
70,00
psig
)
3 5 7 9 7 19 31
Figu
ara os cálculos de geração de vapor da Estação foram utilizados os dados de
rme consta no Boletim de
Acompanham de Caldeiras PETROBRAS (2002) e o consumo de gas
natural pela caldeira. Para os cálculos de consumo de energia no tanque de emulsão e
descarrregam ição indire isto no item 5.1.1.1. Para
o consumo de energia no tanque lavador foi realizada uma subtração entre o consumo total de
energia de to s e os.
o de Energia.
O consumo de energia da instalação está baseado no Gás Natural e na Energia
elétrica. O gás é obtido do próprio processo de produção de petróleo, e alimenta caldeiras para
geração de vapor e motores de compressores. A energia elétrica é recebida da rede de
ra 19– Gráfico de pressão média do vapor na caldeira agosto 2004,
Construção a partir de dados PETROBRAS (2004f).
P
eficiência da caldeira medidos em 2002, 82%, confo
ento de Avaliação
ento de carretas foi utilizado a med ta como v
do processo e os consumos nos equipamento specífic
5.1.1.4–Consum
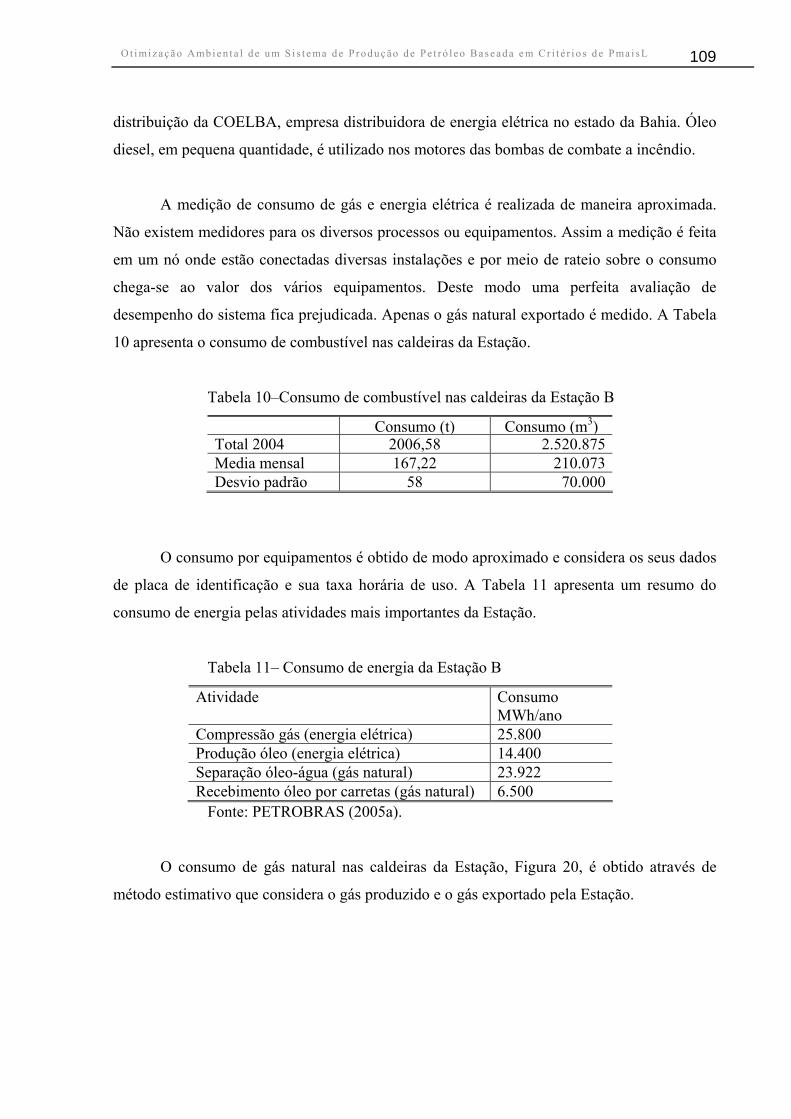
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
109
distribuição da COELBA, empresa distribuidora de energia elétrica no estado da Bahia. Óleo
diesel, em pequena quantidade, é utilizado nos motores das bombas de combate a incêndio.
A medição de consumo de gás e energia elétrica é realizada de maneira aproximada.
Não existem medidores para os diversos processos ou equipamentos. Assim a medição é feita
em um nó onde estão conectadas diversas instalações e por meio de rateio sobre o consumo
chega-se ao valor dos vários equipamentos. Deste modo uma perfeita avaliação de
desempenho do sistema fica prejudicada. Apenas o gás natural exportado é medido. A Tabela
10 apresenta o consumo de combustível nas caldeiras da Estação.
Tabela 10–Consumo de combustível nas caldeiras da Estação B
Consumo (t) Consumo (m3) Total 2004 2006,58 2.520.875 Media mensal 167,22 210.073 Desvio padrão 58 70.000
O consumo por equipamentos é obtido de modo aproximado e considera os seus dados
de plac
Tabela 11– Consumo de energia da Estação B
a de identificação e sua taxa horária de uso. A Tabela 11 apresenta um resumo do
consumo de energia pelas atividades mais importantes da Estação.
Atividade Consumo MWh/ano
Compressão gás (energia elétrica) 25.800 Produção óleo (energia elétrica) 14.400 Separação óleo-água (gás natural) 23.922 Recebimento óleo por carretas (gás natural) 6.500
Fonte: PETROBRAS (2005a).
O consumo de gás natural nas caldeiras da Estação, Figura 20, é obtido através de
método estimativo que considera o gás produzido e o gás exportado pela Estação.
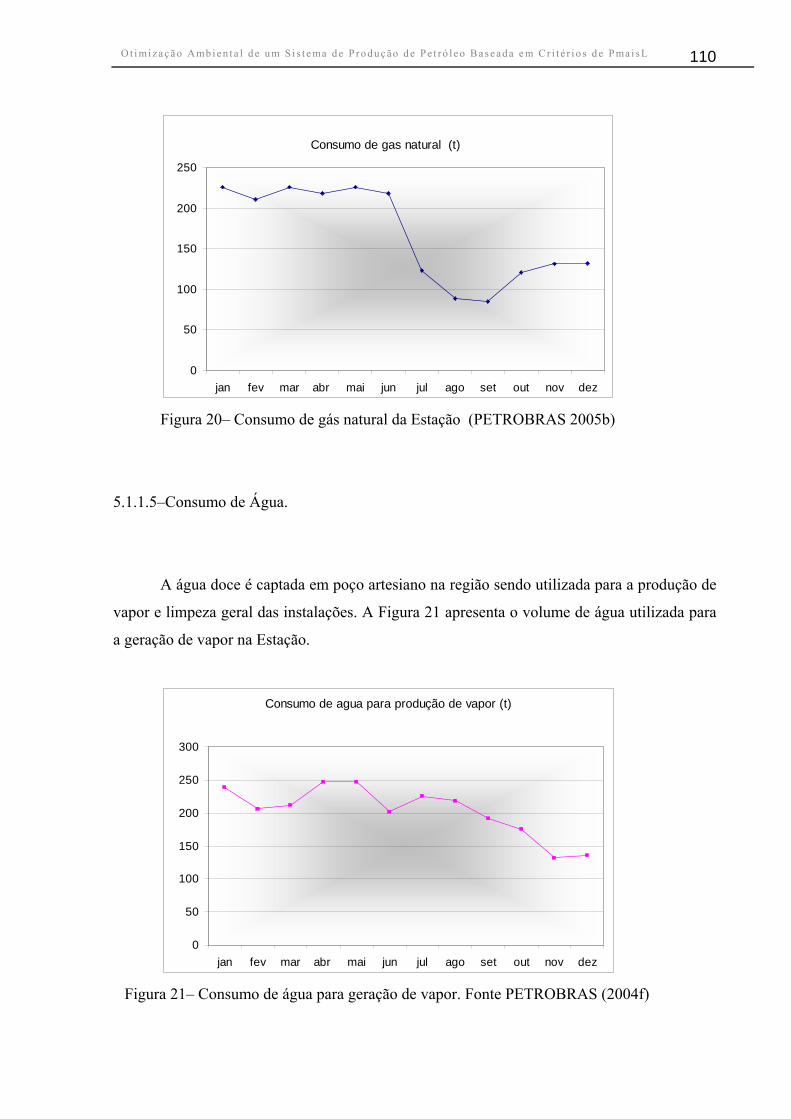
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
110
Consumo de gas natural (t)
100
150
200
250
0
50
jan fev mar abr mai jun jul ago set out nov dez
eza geral das instalações. A Figura 21 apresenta o volume de água utilizada para
geração de vapor na Estação.
Figura 20– Consumo de gás natural da Estação (PETROBRAS 2005b)
5.1.1.5–Consumo de Água.
A água doce é captada em poço artesiano na região sendo utilizada para a produção de
vapor e limp
a
Consumo de agua para p
0
150
200
250
300
rodução de vapor (t)
50
100
jan fev mar abr mai jun jul ago set out nov dez Figura 21– Consumo de água para geração de vapor. Fonte PETROBRAS (2004f)
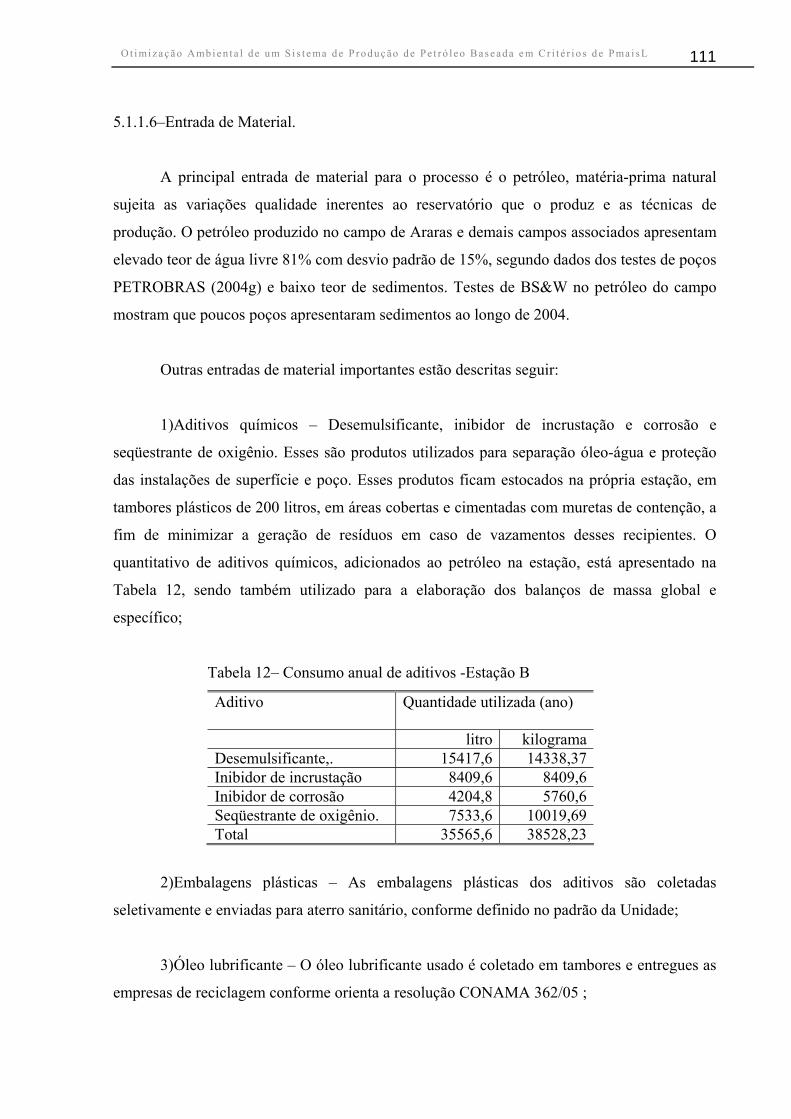
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
111
5.1.1.6
A principal entrada de material para o processo é o petróleo, matéria-prima natural
jeita as variações qualidade inerentes ao reservatório que o produz e as técnicas de
no campo de Araras e demais campos associados apresentam
levado teor de água livre 81% com desvio padrão de 15%, segundo dados dos testes de poços
ETROBRAS (2004g) e baixo teor de sedimentos. Testes de BS&W no petróleo do campo
mostra
tambores plásticos de 200 litros, em áreas cobertas e cimentadas com muretas de contenção, a
fim de
o;
–Entrada de Material.
su
produção. O petróleo produzido
e
P
m que poucos poços apresentaram sedimentos ao longo de 2004.
Outras entradas de material importantes estão descritas seguir:
1)Aditivos químicos – Desemulsificante, inibidor de incrustação e corrosão e
seqüestrante de oxigênio. Esses são produtos utilizados para separação óleo-água e proteção
das instalações de superfície e poço. Esses produtos ficam estocados na própria estação, em
minimizar a geração de resíduos em caso de vazamentos desses recipientes. O
quantitativo de aditivos químicos, adicionados ao petróleo na estação, está apresentado na
Tabela 12, sendo também utilizado para a elaboração dos balanços de massa global e
específic
Tabela 12– Consumo anual de aditivos -Estação B
Aditivo Quantidade utilizada (ano)
litro kilograma Desemulsificante,. 15417,6 14338,37 Inibidor de incrustação 8409,6 8409,6 Inibidor de corrosão 4204,8 5760,6 Seqüestrante de oxigênio. 7533,6 10019,69 Total 35565,6 38528,23
)Embalagens plásticas – As embalagens plásticas dos aditivos são coletadas
seletiva
2
mente e enviadas para aterro sanitário, conforme definido no padrão da Unidade;
3)Óleo lubrificante – O óleo lubrificante usado é coletado em tambores e entregues as
empresas de reciclagem conforme orienta a resolução CONAMA 362/05 ;

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
112
4)Peças de reposição, tubulações, conexões, válvulas etc. – As peças metálicas são
coletadas e armazenadas em área de sucata para entrega a empresa siderúrgica.
5.1.1.7–Corrente de Resíduos.
Os resíduos são gerados em todas as etapas do processo produtivo, merecendo
destaque ua, o armazenamento tróleo e a flotação. Em tais etapas
são produzidas significativas quantidades de resíduos por decantação de sedimentos-
ente (sólidos da formação: areia e silte) e parafina pelas características físico-
icas do produto. Os efluentes líquidos são gerados em função do BS&W do petróleo e do
do é incorporado à corrente líquida da estação. Todo efluente
ra manutenção de sua pressão.
prima.
ra a manutenção da atividade
produtiva–manutenção da pressão do reservatório produtor. Nesse aspecto, a incorporação da
água oleosa ao processo é positiva, pois evita a adução de água doce adicional.
Essa corrente, enviada para a atmosfera, está associada às características do produto e
as condições de armazenamento e de processo. Ocorrem em maior intensidade no tanque de
emulsão oleosa, no tanque lavador e no armazenamento. As perdas correspondentes foram
calculadas pelo módulo de cálculo do SIGEA, PETROBRAS (2005b), utilizando os fatores de
a separação óleo–ág do pe
principalm
quím
uso de vapor, cujo condensa
produzido nesse processo é injetado no reservatório produtor pa
Os resíduos oleosos são gerados continuamente. Contudo a sua remoção ocorre de
forma intermitente, quando da limpeza dos vasos de separação e armazenamento. Tais
resíduos estão associados às características intrínsecas do produto e a qualidade da matéria-
Toda água oleosa produzida no processo é utilizada dentro da própria instalação, uma
vez que existe necessidade de utilização desse recurso pa
5.1.1.7.1 –CORRENTE GASOSA.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
113
emissão da “American Petroleum Institute”, “Environmental Proteccion Agency” e “Oil and
Gás Pruducers”. Na Tabela 13, a seguir, estão listadas as emissões atmosféricas na Estação B,
por tipologia de fonte, no ano de 2004. Esses dados foram utilizados para a elaboração do
balanço de massa.
Tabela 13– Estimativa de emissão de COV nos Tanques
Equipamentos Emissão (t/ano) Tanque Lavador 193,8 Tanques de Armazenamento 117,0 Tanques de emulsão 41,4 Total 352,2
5.1.1.7.2 –RESÍDUOS SÓLIDOS PERIGOSOS.
Os resíduos sólidos perigosos típicos são: o óleo lubrificante, a borra oleosa, o solo
resíduos gerados com suas
spectivos percentuais mássicos. O Pólo de Produção A contém a Estação B.
produção deste pólo, por isso utilizada
omo referencia. A borra oleosa ou borra de fundo de tanque e o solo contaminado,
epresentam a maior porção dos resíduos gerados.
contaminado e a sucata ferrosa. Na Figura 22 estão relacionados os
re
Essa Estação responde por mais de 90% da
c
r
A borra oleosa é o resíduo de maior importância volumétrica e econômica pelo seu
elevado custo de gerenciamento. A sucata ferrosa apesar de ser gerada em montante
significativo, apresenta interesse econômico, pois é vendida para reciclagem.
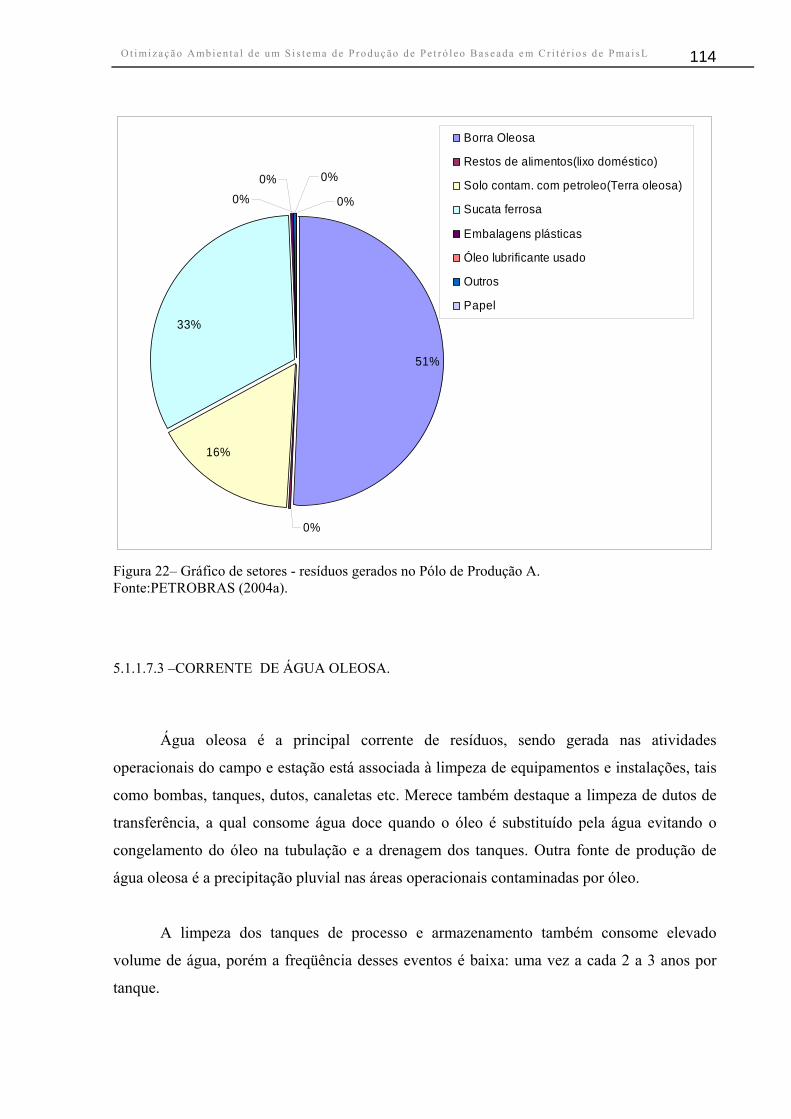
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
114
51%
0%
0% 0%
0%
16%
0%
Borra Oleosa
Restos de alimentos(lixo doméstico)
Solo contam. com petroleo(Terra oleosa)
Sucata ferrosa
33%
Embalagens plásticas
Óleo lubrificante usado
Outros
Papel
Figura 22– Gráfico de setores - resíduos gerados no Pólo de Produção A. Fonte:P
Água oleosa é a principal corrente de resíduos, sendo gerada nas atividades
operacionais
aletas etc. Merece também destaque a limpeza de dutos de
transferência, a qual consome água doce quando o óleo é substituído pela água evitando o
congelam
peza dos tanques de processo e armazenamento também consome elevado
volume de água, porém a freqüência desses eventos é baixa: uma vez a cada 2 a 3 anos por
tanque.
ETROBRAS (2004a).
5.1.1.7.3 –CORRENTE DE ÁGUA OLEOSA.
do campo e estação está associada à limpeza de equipamentos e instalações, tais
como bombas, tanques, dutos, can
ento do óleo na tubulação e a drenagem dos tanques. Outra fonte de produção de
água oleosa é a precipitação pluvial nas áreas operacionais contaminadas por óleo.
A lim
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
115
A água oleosa gerada nas operações de campo, também é outro resíduo com volume
gnificativo. No entanto toda ela é utilizada no processo de injeção de água para a
anutenção da pressão do reservatório produtor, o que minimiza a demanda de água doce
pelo pr
5.1.2 Questões gerais do processo produtivo
existência de procedimentos padronizados para a realização das tarefas denota o
interes
is relacionados às atividades desenvolvidas na
stalação foram identificados conforme subitem 3.1, e registrados no banco de dados
corpora de Aspectos e
Impa SNET (PE 4h). O apresenta a s realizadas
na Es respec ades e importânc
de Pro ciado pelo ambiental do estado, o Centro de
Recu
ue de produto na instalação é bastante reduzido, até pela pouca variedade de
insumo
si
m
ocesso. Assim, esse resíduo passou a ter importância secundária como perda, e por
isso, não foi considerado para avaliação.
O sistema de gestão da Unidade identifica os processos realizados pela Estação como
sendo de: coleta, tratamento e transferência de óleo, conforme consta no apêndice A-2.
A
se da Unidade em utilizar práticas reconhecidas pelo seu corpo técnico, como sendo as
melhores.
Os aspectos e impactos ambienta
in
tivo denominado de Sistema Informatizado de Gerenciamento
ctos– SM TROBRAS 200 apêndice A-1 s tarefa
tação com as tivas ativid ia.
O Sistema dução está licen órgão
rsos Ambientais – CRA.
O estoq
s consumidos. Assim é minimizada a geração de resíduos desses produtos.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
116
5.1.3 Questões específicas do processo.
O tanque de lavagem foi adaptado de um tanque de armazenamento existente,
utilizando toda a sua capacidade instalada de 42.000 bbl, quando o padrão para tanques
lavadores são volumes menores: habitualmente 5.000 bbl ou 10.000 bbl. Deste modo fica
explicado o maior tempo de retenção do equipamento.
A drenagem de condensado para o sistema de água oleosa – com a conseqüente perda
da energia nele contida – está associada à dificuldade técnica de controle do teor de
hidrocarboneto do tanque para os
trocadores de odend té a prometendo a sua
operação.
Nas instalações de produção da Estação B os va ntos ocorridos em 2004 estiveram
relacionados às atividades desenvolvidas no sistema de escoamento, ou seja, nas linhas de
coleta e de transferência. Esses eventos, conforme podem ser visto na Tabela 14, a seguir, não
Tabela 14–Perdas de óleo nas instalações de Produção da Estação B.
E
no condensado, vez que existe risco de arraste de óleo
calor nele imerso, p o chegar a caldeira com
zame
estão associados a uma causa específica.
vento Equipamento Volume (m3 ) Causa
Vazamento Oleoduto 0,005 Furo por corrosãoTransbordamento Caixa recuperação 10,00 Falha instrumentação Vazamento Poço FAR-64 0,010 Furo por corrosão Vazamento Poço FAR-303 0,010 Falha operacionalTransbordamento Tanque emulsão 0,030 Falha de equipamento
Fonte: PETROBRAS (2004i)
Embora o volume vazado na caixa de recuperação posicione o evento como o de maior
importância, deve-se destacar não haver um processo ou equipamento, cuja freqüência de
rioritário. Deste modo, a Tabela 14 mostra a caixa de
recuperação como elemento importante para a geração de resíduos. Não é possível, contudo a
sua elim
vazamentos o aponte como p
inação, mas apenas o aumento do controle.
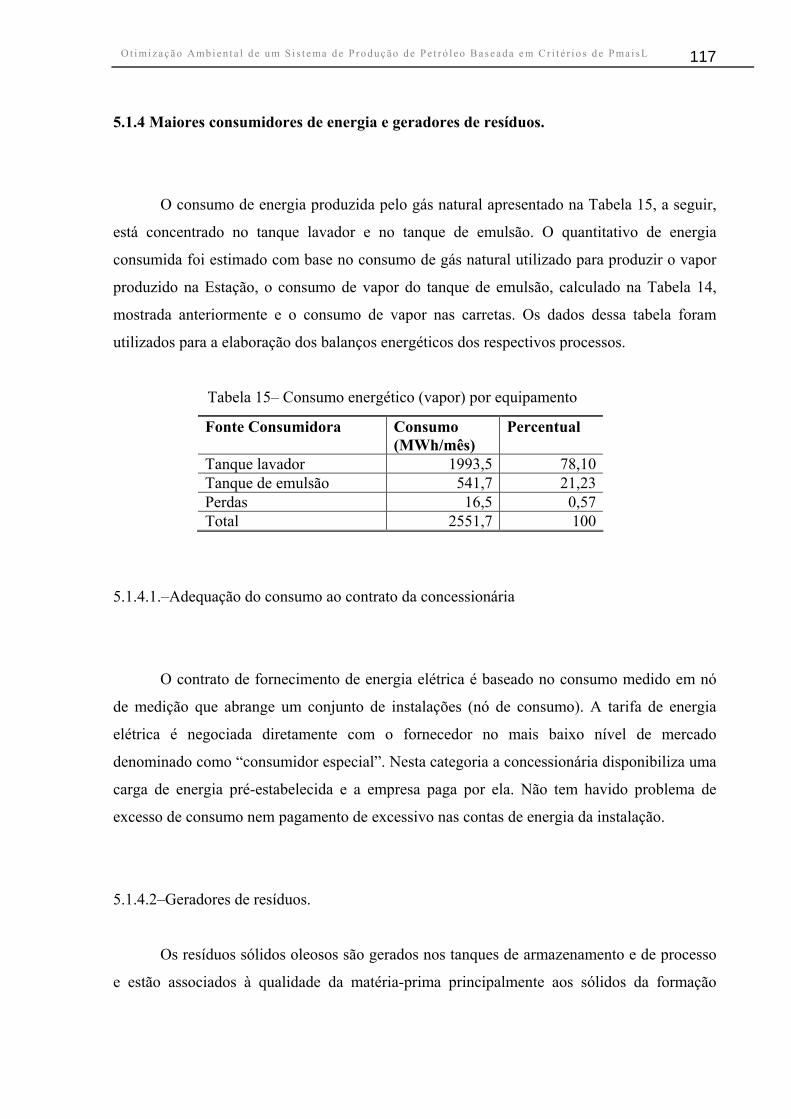
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
117
5.1.4 Maiores consumidores de energia e geradores de resíduos.
Fonte Consumidora Consumo (MWh/mês)
Percentual
O consumo de energia produzida pelo gás natural apresentado na Tabela 15, a seguir,
está concentrado no tanque lavador e no tanque de emulsão. O quantitativo de energia
consumida foi estimado com base no consumo de gás natural utilizado para produzir o vapor
produzido na Estação, o consumo de vapor do tanque de emulsão, calculado na Tabela 14,
mostrada anteriormente e o consumo de vapor nas carretas. Os dados dessa tabela foram
utilizados para a elaboração dos balanços energéticos dos respectivos processos.
Tabela 15– Consumo energético (vapor) por equipamento
Tanque lavador 1993,5 78,10 Tanque de emulsão 541,7 21,23 Perdas 0,57 16,5Total 2551,7 100
5.1.4.1.–A o co ária
O contrato de fornecimento de energia elétrica é baseado no consumo medido em nó
e medição que abrange um conjunto de instalações (nó de consumo). A tarifa de energia
com o fornecedor no mais baixo nível de mercado
enominado como “consumidor especial”. Nesta categoria a concessionária disponibiliza uma
arga de energia pré-estabelecida e a empresa paga por ela. Não tem havido problema de
excesso
Os resíduos sólidos oleosos são gerados nos tanques de armazenamento e de processo
e estão associados à qualidade da matéria-prima principalmente aos sólidos da formação
dequação d nsumo ao contrato da concession
d
elétrica é negociada diretamente
d
c
de consumo nem pagamento de excessivo nas contas de energia da instalação.
5.1.4.2–Geradores de resíduos.
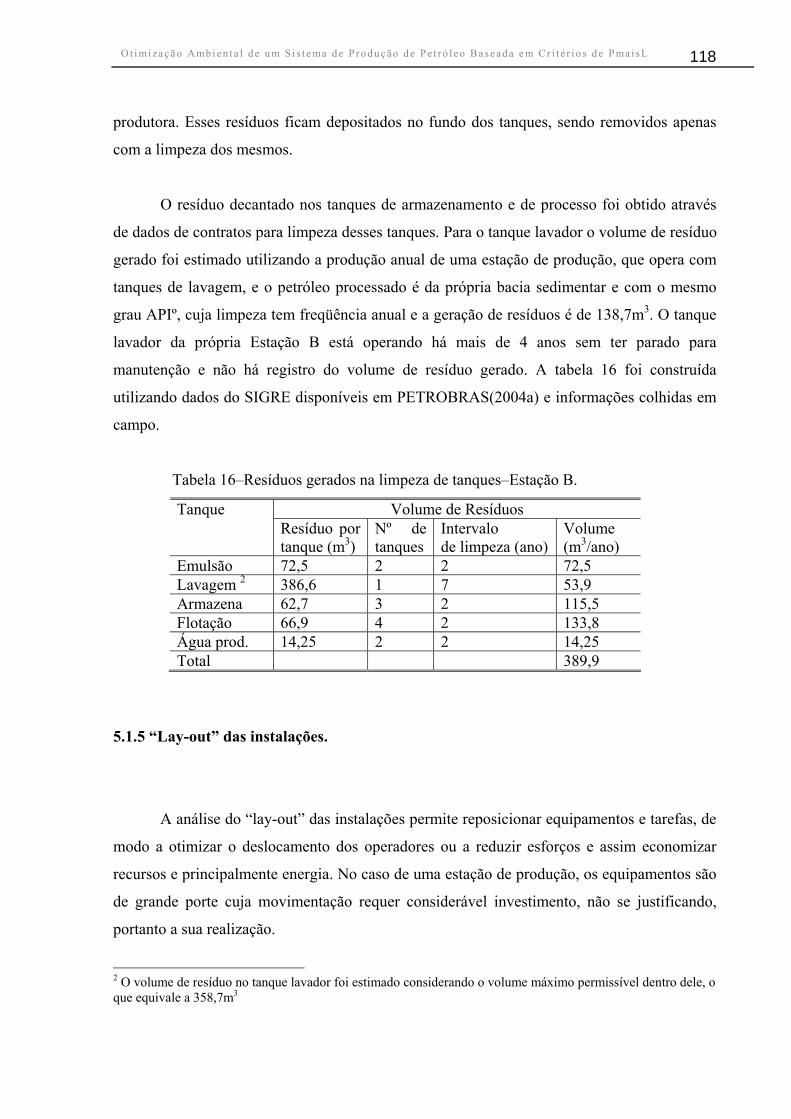
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
118
produtora. Esses resíduos ficam depositados no fundo dos tanques, sendo removidos apenas
O resíduo decantado nos tanques de armazenamento e de processo foi obtido através
de dado
está operando há mais de 4 anos sem ter parado para
anutenção e não há registro do volume de resíduo gerado. A tabela 16 foi construída
utilizan
com a limpeza dos mesmos.
s de contratos para limpeza desses tanques. Para o tanque lavador o volume de resíduo
gerado foi estimado utilizando a produção anual de uma estação de produção, que opera com
tanques de lavagem, e o petróleo processado é da própria bacia sedimentar e com o mesmo
grau APIº, cuja limpeza tem freqüência anual e a geração de resíduos é de 138,7m3. O tanque
lavador da própria Estação B
m
do dados do SIGRE disponíveis em PETROBRAS(2004a) e informações colhidas em
campo.
Tabela 16–Resíduos gerados na limpeza de tanques–Estação B.
Volume de Resíduos Tanque Resíduo por Nº de Intervalo tanque (m3) tanques de limpeza (ano)
Volume (m3/ano)
Emulsão 72,5 2 2 72,5 Lavagem 2 386,6 1 7 53,9 Armazena 62,7 3 2 115,5 Flotação 66,9 4 2 133,8 Água prod. 14,25 2 2 14,25 Total 389,9
5.1.5 “Lay-out” das instalações.
análise do “lay-out” das instalações permite reposicionar equipamentos e tarefas, de
modo a otimizar o deslocamento dos operadores ou a reduzir esforços e assim economizar
recurso e principalmente energia. No caso de uma estação de produção, os equipamentos são
de gran stimento, não se justificando,
portanto a sua realização.
A
s
de porte cuja movimentação requer considerável inve
2 O volume de resíduo no tanque lavador foi estimado considerando o volume máximo permissível dentro dele, o que equivale a 358,7m3
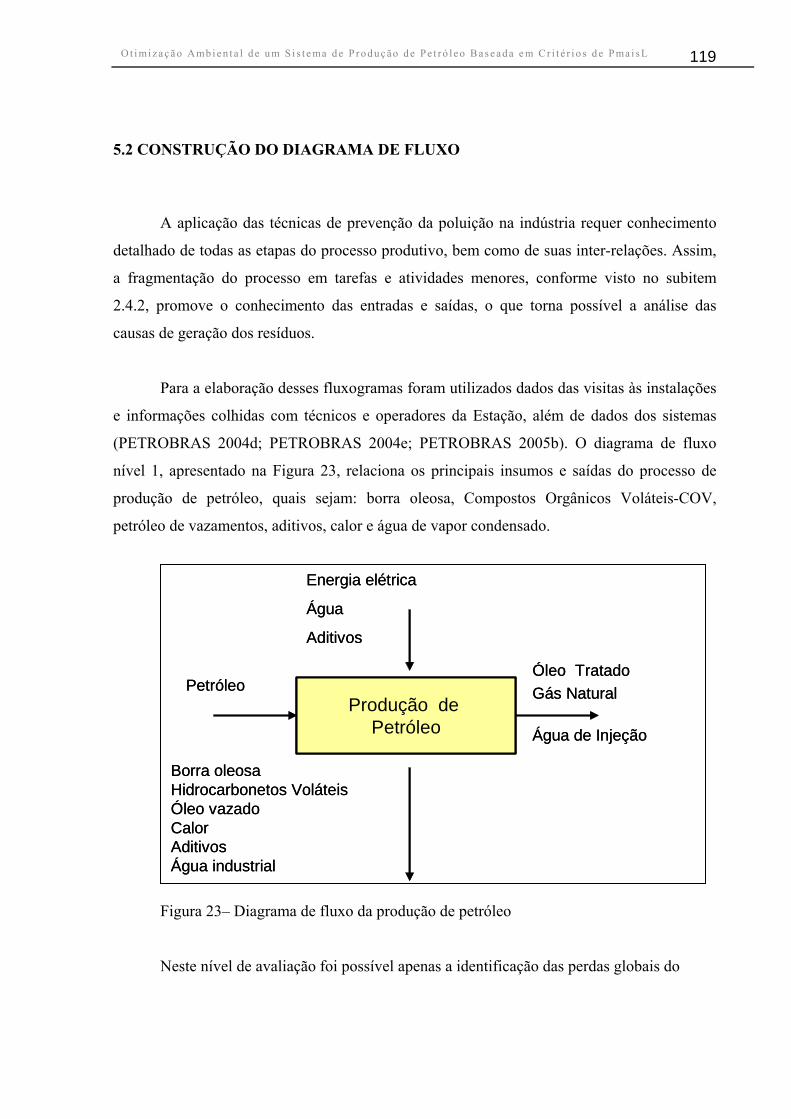
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
119
5.2 CONSTRUÇÃO DO DIAGRAMA DE FLUXO
A a c
detalhado de to ções. Assim,
a fragmentação do processo em tarefas e atividades menores, conforme visto no subitem
2.4.2, prom
causas de gera
Para e
e informações res da Estação, além de dados dos sistemas
(PETROBRAS 2004d; PETROBRAS 2004e; PETROBRAS 2005b). O diagrama de fluxo
nível 1, ap e
produção de teis-COV,
petróleo de vazamentos, aditivos, calor e água de vapor condensado.
este nível de avaliação foi possível apenas a identificação das perdas globais do
Pet Gás Natural
Água de Injeção
pli ação das técnicas de prevenção da poluição na indústria requer conhecimento
das as etapas do processo produtivo, bem como de suas inter-rela
ove o conhecimento das entradas e saídas, o que torna possível a análise das
ção dos resíduos.
a laboração desses fluxogramas foram utilizados dados das visitas às instalações
colhidas com técnicos e operado
res ntado na Figura 23, relaciona os principais insumos e saídas do processo de
petróleo, quais sejam: borra oleosa, Compostos Orgânicos Volá
Energia elétrica Energia elétrica
Figura 23– Diagrama de fluxo da produção de petróleo
N
róleo Óleo Tratado
Produção de Petróleo
Água
Óleo vazado
Pet Gás Natural
Água de Injeção
Aditivos
róleo Óleo Tratado
Borra oleosa Hidrocarbonetos Voláteis
Calor Aditivos Água industrial
Produção de Petróleo
Água
Óleo vazado
Aditivos
Borra oleosa Hidrocarbonetos Voláteis
Calor Aditivos Água industrial
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
120
proces
A borra oleosa é gerada pela decantação de sólidos da formação e precipitação
de parafina e por emulsões estabilizadas nos tanques de flotação.
Os compostos orgânicos voláteis são gerados pela volatilização do petróleo nos
tanques de armazenamento e de processo.
Os vazamentos de óleo acontecem principalmente no sistema de coleta por
dutos e na caixa de recuperação.
O calor é perdido para o ambiente pela falta de isolamento dos tanques, pela
não recuperação de condensados e por procedimentos inadequados.
A água do condensado está associada à perda do vapor condensado que é
desnecessária ao
processo, o que demanda um adicional de produtos químicos. (seqüestrante de
oxigênio).
penas os resíduos sólidos industriais relacionados diretamente com o processo
produtivo, por sua maior importância econômica, foram listados nesta avaliação.
Os critérios utilizados para a fragmentação do processo em tarefas estão relacionados à
gestão integrada da Unidade de Exploração e Produção, conforme visto anteriormente no
Sistema de Gestão Ambiental, item 3.1. Para cada uma das tarefas identificadas foram
analisados o consumo de insumos e as perdas, e, posteriormente detalhada ao nível de
atividade, quando necessário.
so, sem detalhes quanto a etapa efetivamente responsável pela perda ou geração de
resíduo. Conforme descrito, a seguir, os resíduos gerados e os respectivos processos a eles
vinculados, assim se constituem:
descartado no tanque lavador e de emulsão.
Aditivos são perdidos pela recirculação/incorporação de água
A

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
121
Com os critérios acima foram identificadas 11 (onze) tarefas no processo de produção
de petróleo, conforme relacionadas na Figura 24. Aos processos identificados anteriormente
foram associadas às respectivas perdas: óleo, água, aditivos químicos por uso ineficiente pela
diluição com água advinda da condensação do vapor e ainda energia.
igura 24 – Diagrama de fluxo da Estação B
Com as perdas do processo e as tarefas a elas relacionadas, utilizando os critérios de
agamentação do processo definidos no Sistema de Gestão Ambiental da Unidade foram
stabelecidos os mapas de processo conforme diagramas na Figuras 25 e 26.
Figura 25– Diagrama de fluxo da Estação B com perdas de massa.
Produção de Petróleo
F
fr
e
1-Co ta Petróleo Por dutos.le
2-Co ta Petróleop arretas
leor C
8-Compressão do Gás
5-SeparaçãoÓleo/água
4-SeparaçãoGas/liquido
9-Flotação de Óleo
10-Arm. ÁguaProduzida
11-Injeção Ag.Produzida
7- Transferência do Óleo6-Armazenamentode Óleo
3-Gerar e distribuir vapor
Produção de petróleo-Perdas de massa
2-Co
1-Coleta Petróleo Por dutos.
leta Petróleopor Carretas
8-Compressão do Gás
5-SeparaçãoÓleo/água
4-SeparaçãoGas/liquido
9-Flotação de Óleo
10-Arm. ÁguaProduzida
11-Injeção Ag.Produzida
9-Flotação de Óleo
10-Arm. ÁguaProduzida
11-Injeção Ag.Produzida
7- Transferência do Óleo 6-Armazenamentode Óleo
7- Transferência do Óleo 6-Armazenamentode Óleo
3-Gerar e distribuir vapor
Óleo ÓleoÓleo COV
Óleo COVÁguaÓleo
Óleo
Água
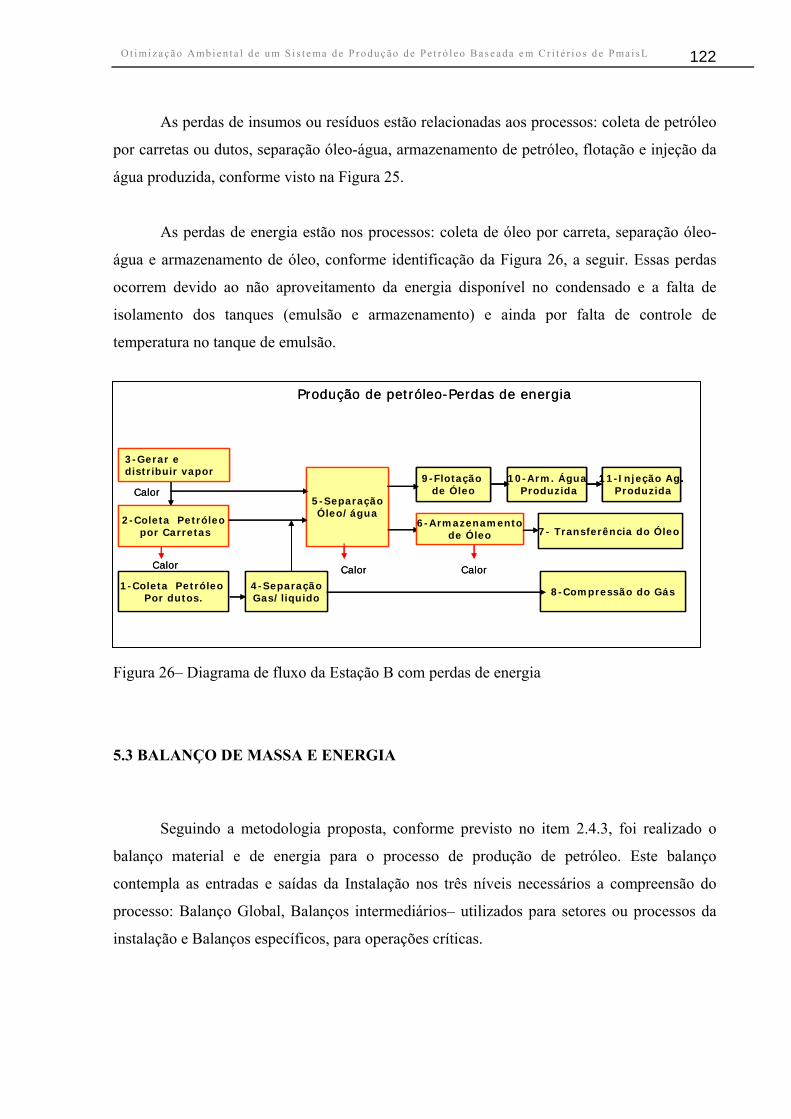
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
122
As perdas de insumos ou resíduos estão relacionadas aos processos: coleta de petróleo
por carretas ou dutos, separação óleo-água, armazenamento de petróleo, flotação e injeção da
água produzida, conforme visto na Figura 25.
As perdas de energia estão nos processos: coleta de óleo por carreta, separação óleo-
água e armazenamento de óleo, conforme identificação da Figura 26, a seguir. Essas perdas
ocorrem devido ao não aproveitamento da energia disponível no condensado e a falta de
isolam ulsão e armazenamento) e ainda por falta de controle de
temper
a Estação B com perdas de energia
eguindo a metodologia proposta, conforme previsto no item 2.4.3, foi realizado o
balanço
três níveis necessários a compreensão do
rocesso: Balanço Global, Balanços intermediários– utilizados para setores ou processos da
stalação e Balanços específicos, para operações críticas.
ento dos tanques (em
atura no tanque de emulsão.
Figura 26– Diagrama de fluxo d
5.3 BALANÇO DE MASSA E ENERGIA
S
material e de energia para o processo de produção de petróleo. Este balanço
contempla as entradas e saídas da Instalação nos
p
in
1-Coleta Petróleo Por dutos.
2 ta Petróleo Carretas
-Colepor
8-Compressão do Gás
5-SeparaçãoÓleo/água
4-SeparaçãoGas/liquido
9-Flotação de Óleo
10-Arm. ÁguaProduzida
11-Injeção Ag.Produzida
7- Transferência do Óleo 6-Armazenamento
de Óleo
3-Gerar e distribuir vapor
Calor
Produção de petróleo-Perdas de energia
CalorCalorCalor
1-Coleta Petróleo Por dutos.
2 ta Petróleo Carretas
-Colepor
8-Compressão do Gás
5-SeparaçãoÓleo/água
4-SeparaçãoGas/liquido
9-Flotação de Óleo
10-Arm. ÁguaProduzida
11-Injeção Ag.Produzida
9-Flotação de Óleo
10-Arm. ÁguaProduzida
11-Injeção Ag.Produzida
7- Transferência do Óleo 6-Armazenamento
de Óleo
3-Gerar e distribuir vapor
Calor
Produção de petróleo-Perdas de energia
CalorCalorCalor

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
123
Para a realização dos balanços citados, em seus vários níveis, foram utilizados dados
e produção de óleo e injeção de água, de geração de resíduo na limpeza de tanques, de
emissões atmosféricas e dados de consumo de água de caldeira e os registros de recebimento
de carretas da Estação B. Essas informações estão nos seguintes bancos de dados: Sistema de
Contabilização da Produção de Petróleo– CPROP; Sistema Informatizado de Gerenciamento
de Resíduos– SIGRE; Sistema de Gestão de Emissões Atmosféricas–SIGEA e informações
coletadas junto aos operadores/supervisores da Instalação, bem como laudos laboratoriais.
Os dados utilizados foram convertidos para um período de um ano, quando estes
correspondiam a intervalos menores de tempo.
5.3.1 Balanço de massa e energia global.
A partir do fluxograma do processo de produção no item 5.2 e com os dados
apresentados na avaliação prévia do Sistema de Produção foi elaborado o balanço de massa
visto n das no processo, sem
aiores detalhes que permitam distinguir a operação ou tarefa responsável pela perda. Neste
balanço as perdas materiais são hidrocarbonetos voláteis, água industrial e óleo (borra de
fundo d
s perdas foram calculadas com
base em informações obtidas de várias fontes, conforme mostrados nos balanços específicos
adiante
as, em geral (1 a 2) anos.
d
a Figura 27, que permite uma visão geral dos insumos e das per
m
e tanque e vazamento).
Os dados de produção de óleo, água e gás utilizados para a elaboração do balanço de
massa foram obtidos de informações oficiais da Companhia. A
.
Para o cálculo do material depositado nos tanques foi considerado o intervalo de
tempo entre duas limpez

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
124
Figura 27– Balanço global do processo de produção de petróleo
O balanço de massa foi realizado para conhecer a produção entrando na Estação, vez
que, esses dados não são medidos diretamente, mas apenas pelos testes de produção. A
produção saindo da estação, a produção recebida por carretas, os insumos adicionados e as
os poços.
O balanço energético global, apresentado na Figura 28, utilizou a produção de vapor
da Esta
Petróleo
Óleo Trat
Gás Natural
Ág. de Inj.
A
BO
Produção de Petróleo
COV Vz
Ad
1618171,4 t
390,8t
370,8t 8,2t
1348400t
5562t
232673t
30870t38,53t
Borra oleosa –BOCompostos Orgânicos Voláteis- COVVÁÁ ua Chuva - AC
azamentos - Vzgua Industrial – Ag
1397,7t
AC
Petróleo
Óleo Trat
Gás Natural
Ág. de Inj.
A
BO
Produção de Petróleo
COV Vz
Ad
1618171,4 t
390,8t
370,8t 8,2t
1348400t
5562t
232673t
30870t38,53t
Borra oleosa –BOCompostos Orgânicos Voláteis- COVVÁÁ ua Chuva - AC
azamentos - Vzgua Industrial – Ag
1397,7t
AC
perdas permitiram o calculo da produção recebida d
ção e o seu correspondente conteúdo energético. As perdas de calor foram calculadas
para cada equipamento utilizando a equações 09, 10 e 11 e os coeficientes globais de troca
térmica da Tabela 02.
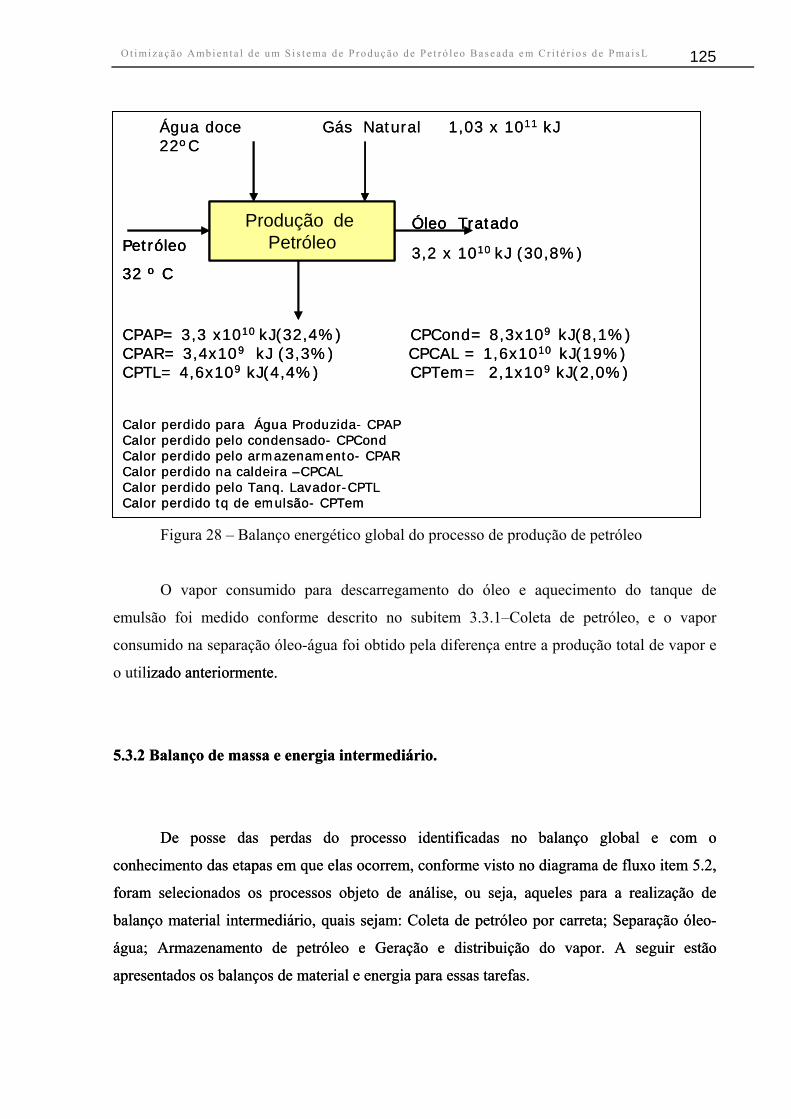
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
125
Gás Natural Água doce
Petróleo
32 º C
Óleo TratadoPetróleo
32 º C
Óleo Tratado
Figura 28 – Balanço energético global do processo de produção de petróleo
O vapor consumido para descarregamento do óleo e aquecimento do tanque de
mulsão foi medido conforme descrito no subitem 3.3.1–Coleta de petróleo, e o vapor
onsumido na separação óleo-água foi obtido pela diferença entre a produção total de vapor e
utilizado anteriormente.
.3.2 Balanço de massa e energia intermediário.
amento de petróleo e Geração e distribuição do vapor. A seguir estão
apresentados os balanços de material e energia para essas tarefas.
izado anteriormente.
.3.2 Balanço de massa e energia intermediário.
amento de petróleo e Geração e distribuição do vapor. A seguir estão
apresentados os balanços de material e energia para essas tarefas.
e
c
o
55
De posse das perdas do processo identificadas no balanço global e com o
conhecimento das etapas em que elas ocorrem, conforme visto no diagrama de fluxo item 5.2,
foram selecionados os processos objeto de análise, ou seja, aqueles para a realização de
balanço material intermediário, quais sejam: Coleta de petróleo por carreta; Separação óleo-
água; Armazen
De posse das perdas do processo identificadas no balanço global e com o
conhecimento das etapas em que elas ocorrem, conforme visto no diagrama de fluxo item 5.2,
foram selecionados os processos objeto de análise, ou seja, aqueles para a realização de
balanço material intermediário, quais sejam: Coleta de petróleo por carreta; Separação óleo-
água; Armazen
Produção de Petróleo
22ºC
CPAP= 3,3 x1010 kJ(32,4%) CPCond= 8,3x109 kJ(8,1%)CPAR= 3,4x109 kJ (3,3%) CPCAL = 1,6x1010 kJ(19%)CPTL= 4,6x109 kJ(4,4%) CPTem= 2,1x109 kJ(2,0%)
Calor perdido para Água Produzida- CPAPCalor perdido pelo condensado- CPCondCalor perdido pelo armazenamento- CPARCalor perdido na caldeira –CPCALCalor perdido pelo Tanq. Lavador-CPTLCalor perdido tq de emulsão- CPTem
1,03 x 1011 kJGás Natural Água doce
3,2 x 1010 kJ (30,8%) Petróleo
32 º C
Óleo TratadoProdução de Petróleo
22ºC
CPAP= 3,3 x1010 kJ(32,4%) CPCond= 8,3x109 kJ(8,1%)CPAR= 3,4x109 kJ (3,3%) CPCAL = 1,6x1010 kJ(19%)CPTL= 4,6x109 kJ(4,4%) CPTem= 2,1x109 kJ(2,0%)
Calor perdido para Água Produzida- CPAPCalor perdido pelo condensado- CPCondCalor perdido pelo armazenamento- CPARCalor perdido na caldeira –CPCALCalor perdido pelo Tanq. Lavador-CPTLCalor perdido tq de emulsão- CPTem
3,2 x 1010 kJ (30,8%)
1,03 x 1011 kJ
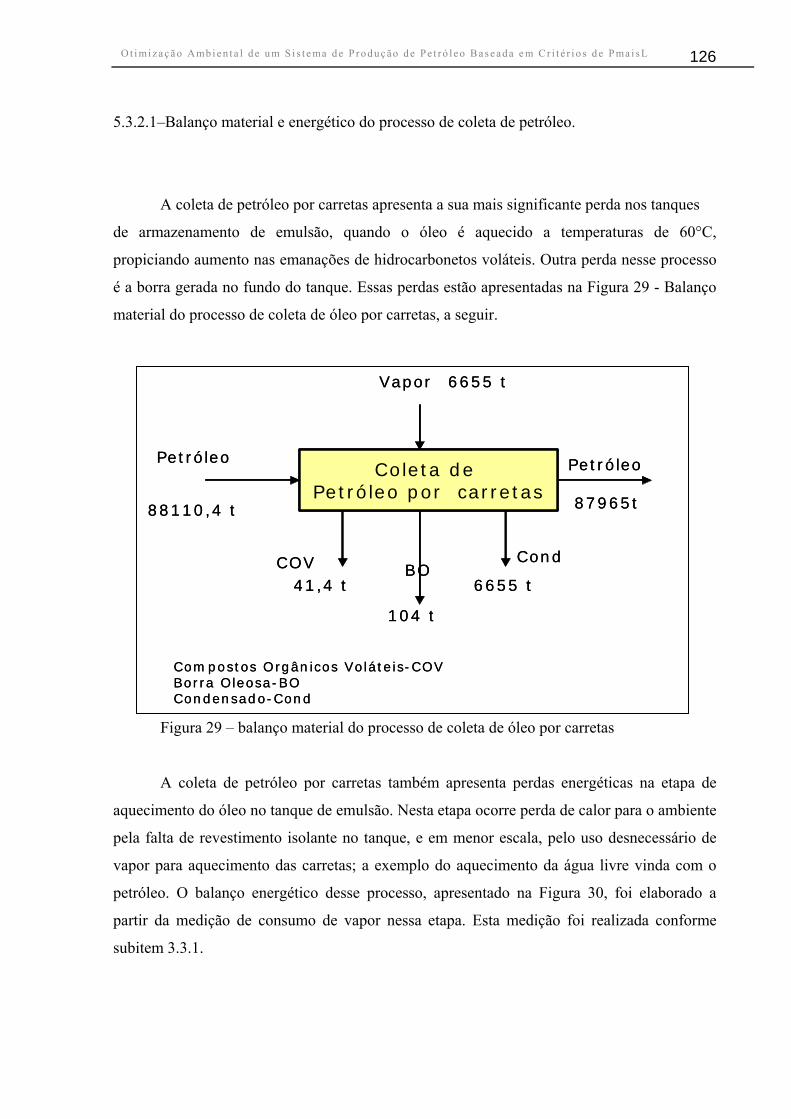
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
126
5.3.2.1–Balanço material e energético do processo de coleta de petróleo.
A coleta de petróleo por carretas apresenta a sua mais significante perda nos tanques
e armazenamento de emulsão, quando o óleo é aquecido a temperaturas de 60°C,
ropiciando aumento nas emanações de hidrocarbonetos voláteis. Outra perda nesse processo
a borra gerada no fundo do tanque. Essas perdas estão apresentadas na Figura 29 - Balanço
aterial do processo de coleta de óleo por carretas, a seguir.
vapor para aquecimento das carretas; a exemplo do aquecimento da água livre vinda com o
petróle
d
p
é
m
Petróleo Petróleo
87965t
Vapor
Coleta de Petróleo por carretas
COV
6655 t
41,4 t
88110,4 t
6655 t BO
Cond
leo
87965t
Vapor
Petróleo PetróColeta de Petróleo por carretas
COV
6655 t
41,4 t
88110,4 t
6655 t
Figura 29 – balanço material do processo de coleta de óleo por carretas
A coleta de petróleo por carretas também apresenta perdas energéticas na etapa de
aquecimento do óleo no tanque de emulsão. Nesta etapa ocorre perda de calor para o ambiente
pela falta de revestimento isolante no tanque, e em menor escala, pelo uso desnecessário de
104 t
Compostos Orgânicos Voláteis-COVBorra Oleosa-BOCondensado-Cond
104 t
Compostos Orgânicos Voláteis-COVBorra Oleosa-BOCondensado-Cond
BO Cond
o. O balanço energético desse processo, apresentado na Figura 30, foi elaborado a
partir da medição de consumo de vapor nessa etapa. Esta medição foi realizada conforme
subitem 3.3.1.
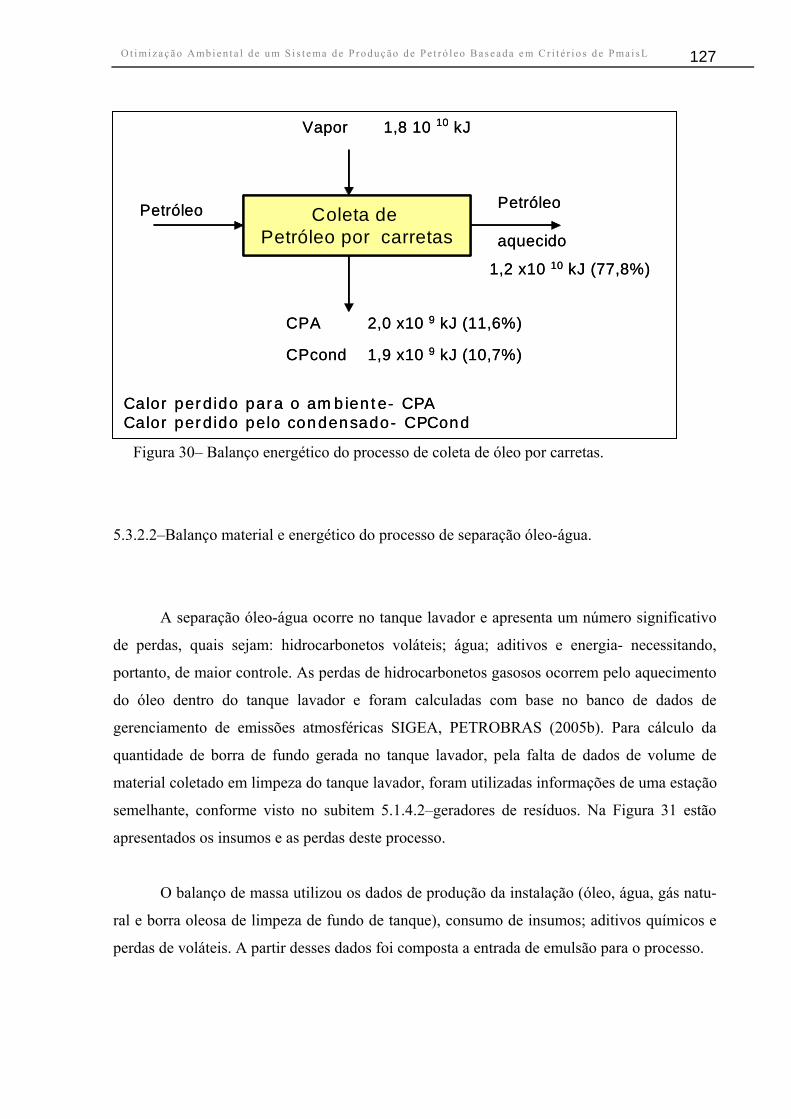
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
127
Figura 30– Balanço energético do processo de coleta de óleo por carretas.
5.3.2.2–Balanço material e energético do processo de separação óleo-água.
bonetos voláteis; água; aditivos e energia- necessitando,
portanto, de maior controle. As perdas de hidrocarbonetos gasosos ocorrem pelo aquecimento
do óle
balanço de massa utilizou os dados de produção da instalação (óleo, água, gás natu-
ral e bo
os foi composta a entrada de emulsão para o processo.
Petróleo Petróleo
aquecido
Vapor
Coleta de Petróleo por carretas
CPA
1,8 10 10 kJ
2,0 x10 9 kJ (11,6%)
1,2 x10 10 kJ (77,8%)
Calor perdido para o ambiente- CPACalor perdido pelo condensado- CPCond
1,9 x10 9 kJ (10,7%) CPcond
Petróleo Petróleo
aquecido
Vapor
Coleta de Petróleo por carretas
CPA
1,8 10 10 kJ
2,0 x10 9 kJ (11,6%)
1,2 x10 10 kJ (77,8%)
Calor perdido para o ambiente- CPACalor perdido pelo condensado- CPCond
1,9 x10 9 kJ (10,7%) CPcond
A separação óleo-água ocorre no tanque lavador e apresenta um número significativo
de perdas, quais sejam: hidrocar
o dentro do tanque lavador e foram calculadas com base no banco de dados de
gerenciamento de emissões atmosféricas SIGEA, PETROBRAS (2005b). Para cálculo da
quantidade de borra de fundo gerada no tanque lavador, pela falta de dados de volume de
material coletado em limpeza do tanque lavador, foram utilizadas informações de uma estação
semelhante, conforme visto no subitem 5.1.4.2–geradores de resíduos. Na Figura 31 estão
apresentados os insumos e as perdas deste processo.
O
rra oleosa de limpeza de fundo de tanque), consumo de insumos; aditivos químicos e
perdas de voláteis. A partir desses dad
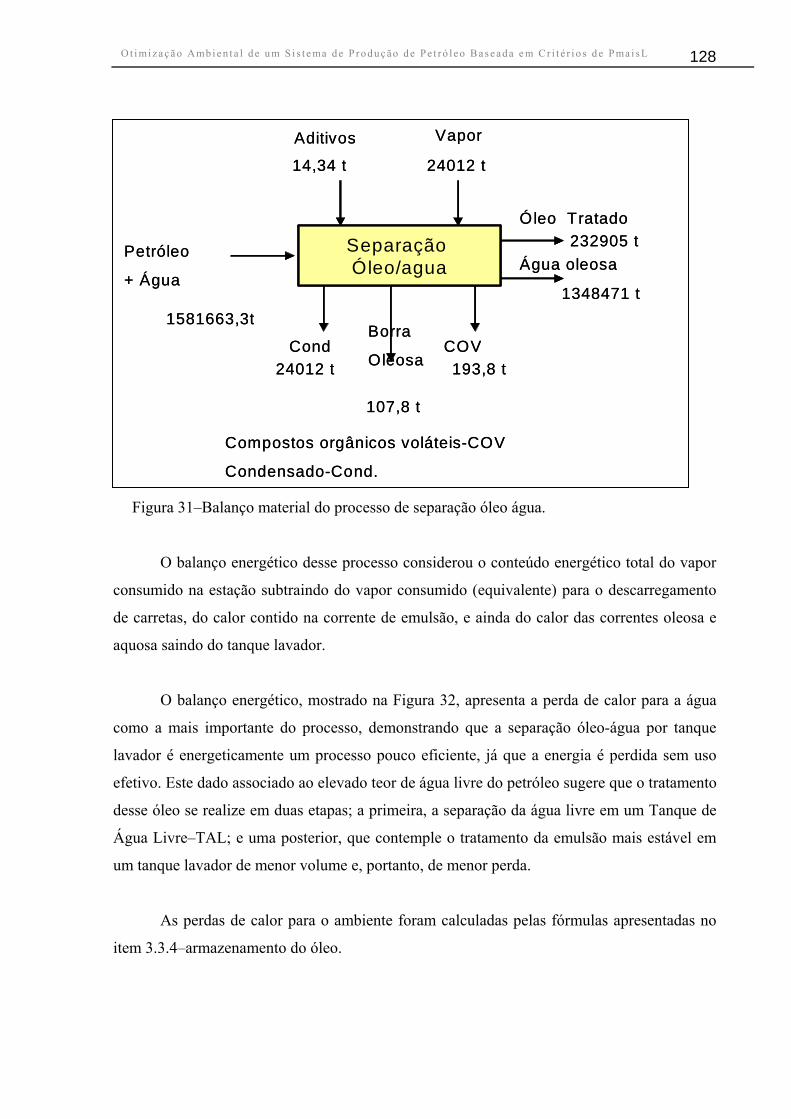
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
128
Petróleo
+ Água
Óleo Tratado
Água oleosa
Vapor
Cond
Separação Óleo/agua
COV 193,8 t
Aditivos
232905 t
1348471 t
24012 t 14,34 t
24012 t
1581663,3t Borra
Oleosa
107,8 t
Compostos orgânicos voláteis-COV
Condensado-Cond.
Petróleo
+ Água
Óleo Tratado
Água oleosa
Vapor
Cond
Separação Óleo/agua
COV 193,8 t
Aditivos
232905 t
1348471 t
24012 t 14,34 t
24012 t
1581663,3t Borra
Oleosa
107,8 t
Compostos orgânicos voláteis-COV
Condensado-Cond.
F
balanço energético desse processo considerou o conteúdo energético total do vapor
rregamento
e carretas, do calor contido na corrente de emulsão, e ainda do calor das correntes oleosa e
quosa saindo do tanque lavador.
onstrando que a separação óleo-água por tanque
lavador é energeticamente um processo pouco eficiente, já que a energia é perdida sem uso
efetivo
perda.
s perdas de calor para o ambiente foram calculadas pelas fórmulas apresentadas no
item 3.3.4–armazenamento do óleo.
igura 31–Balanço material do processo de separação óleo água.
O
consumido na estação subtraindo do vapor consumido (equivalente) para o desca
d
a
O balanço energético, mostrado na Figura 32, apresenta a perda de calor para a água
como a mais importante do processo, dem
. Este dado associado ao elevado teor de água livre do petróleo sugere que o tratamento
desse óleo se realize em duas etapas; a primeira, a separação da água livre em um Tanque de
Água Livre–TAL; e uma posterior, que contemple o tratamento da emulsão mais estável em
um tanque lavador de menor volume e, portanto, de menor
A
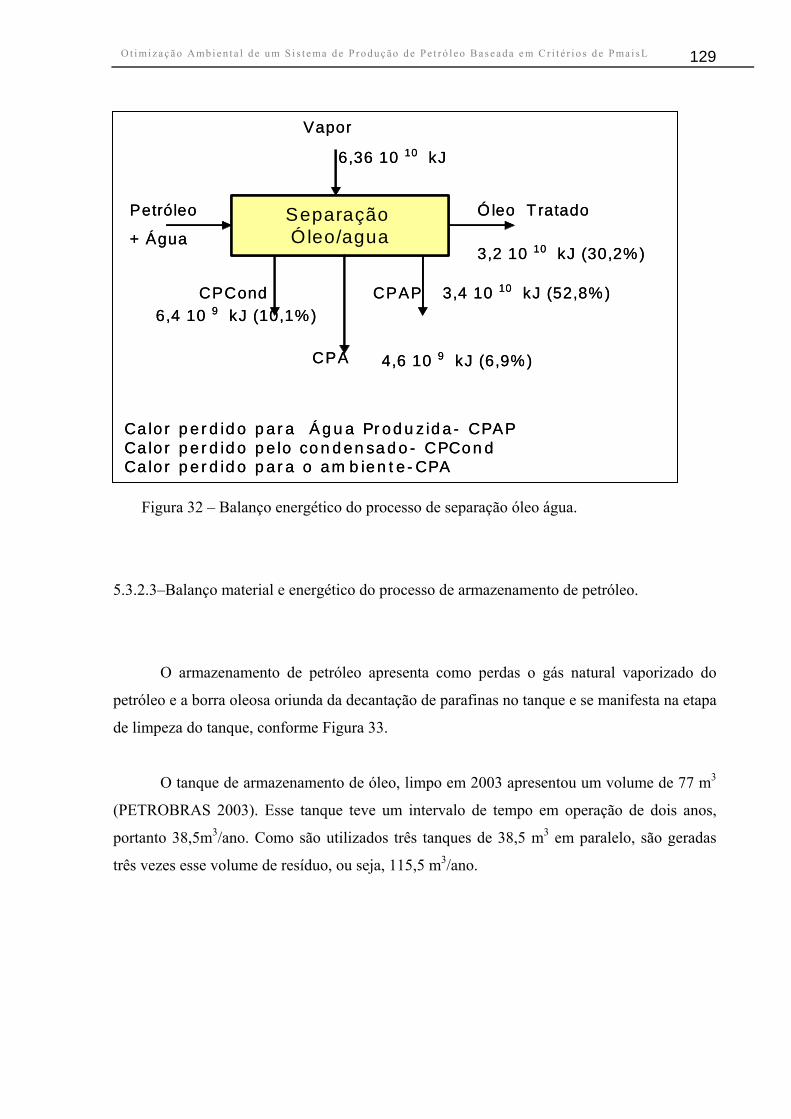
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
129
Fig
namento de petróleo.
O armazenamento de petróleo apresenta como perdas o gás natural vaporizado do
etróleo e a borra oleosa oriunda da decantação de parafinas no tanque e se manifesta na etapa
e limpeza do tanque, conforme Figura 33.
O tanque de armazenamento de óleo, limpo em 2003 apresentou um volume de 77 m3
ETROBRAS 2003). Esse tanque teve um intervalo de tempo em operação de dois anos,
ortanto 38,5m3/ano. Como são utilizados três tanques de 38,5 m3 em paralelo, são geradas
ês vezes esse volume de resíduo, ou seja, 115,5 m3/ano.
Petróleo
+ Água
Ó leo Tratado
Vapor
Separação Óleo/agua
6,36 10 10 kJ
6,4 10 9 kJ (10,1%)CPCond 3,4 10 10 kJ (52,8%)CPAP
3,2 10 10 kJ (30,2%)
Calor perdido para Água Produzida- CPAPCaloCalo
4,6 10 9 kJ (6,9%)
r perdido pelo condensado- CPCondr perdido para o ambiente-CPA
CPA
Petróleo
+ Água
Ó leo Tratado
Vapor
Separação Óleo/agua
6,36 10 10 kJ
6,4 10 9 kJ (10,1%)CPCond 3,4 10 10 kJ (52,8%)CPAP
3,2 10 10 kJ (30,2%)
Calor perdido para Água Produzida- CPAPCaloCalo
4,6 10 9 kJ (6,9%)
r perdido pelo condensado- CPCondr perdido para o ambiente-CPA
CPA
ura 32 – Balanço energético do processo de separação óleo água.
5.3.2.3–Balanço material e energético do processo de armaze
p
d
(P
p
tr
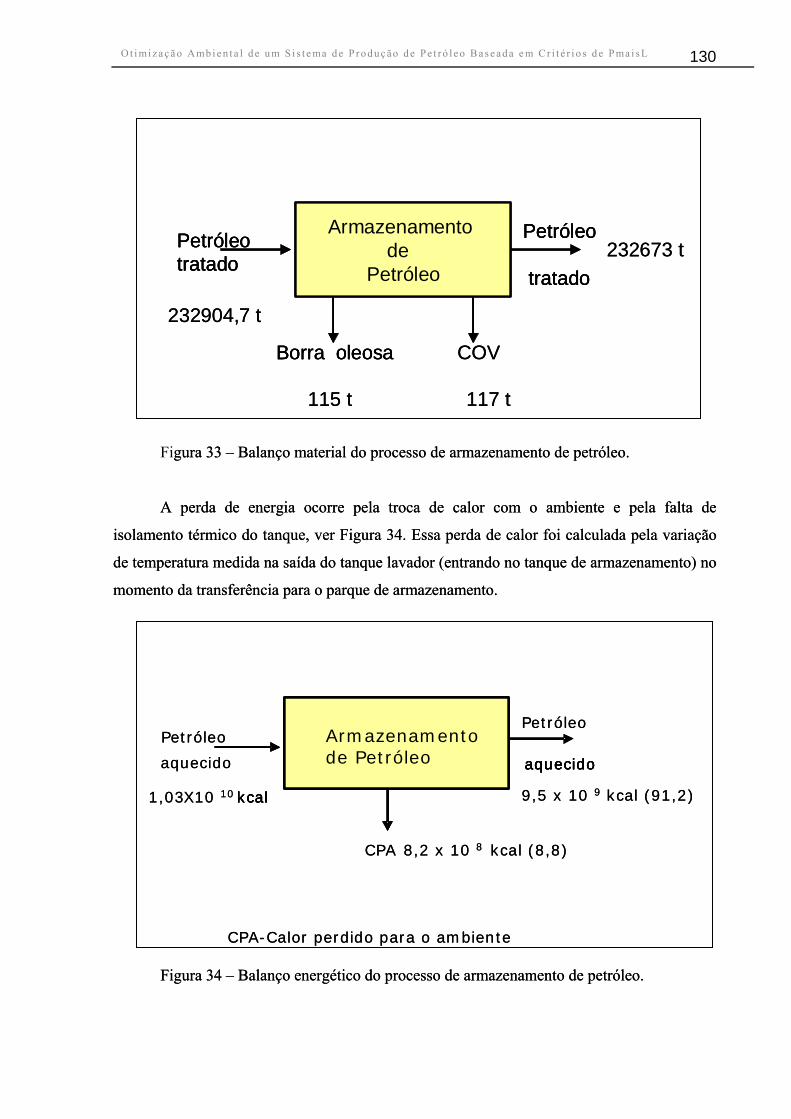
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
130
igura 33 – Balanço material do processo de armazenamento de petróleo.
perda de energia ocorre pela troca de calor com o ambiente e pela falta de
isolam ico do tanque, ver Figura 34. Essa perda de calor foi calculada pela variação
de tem edida na saída do tanque lavador (entrando no tanque de armazenamento) no
momento da transferência para o parque de armazenamento.
tratado
gura 33 – Balanço material do processo de armazenamento de petróleo.
perda de energia ocorre pela troca de calor com o ambiente e pela falta de
isolam ico do tanque, ver Figura 34. Essa perda de calor foi calculada pela variação
de tem edida na saída do tanque lavador (entrando no tanque de armazenamento) no
momento da transferência para o parque de armazenamento.
tratado
Petróleo tratado
Petróleo Petróleo tratado
Petróleo Armazenamento de
Borra oleosa Borra oleosa
F
AA
ento térmento térm
peratura mperatura m
Figura 34 – Balanço energético do processo de armazenamento de petróleo.
Figura 34 – Balanço energético do processo de armazenamento de petróleo.
Petróleo23267Petróleo
tratado Petróleo
COV
3 t
117 t115 t
tratado
232904,7 t
Borra oleosa
Armazenamento de 23267
Petróleo
COV
3 t
117 t115 t
232904,7 t
aquecido
CPA-Calor perdido para o ambiente
Armazenamento de
Petróleo
1,03X10 kcal10
etróleo
quecido
Petróleo
aquecido
CPA
Armazenamentode Petróleo
9,5 x 10 9 kcal (91,2)
8,2 x 10 8 kcal (8,8)
P
a
kcal
aquecido
CPA-Calor perdido para o ambiente
Armazenamento de
Petróleo
1,03 10
etróleo
quecido
Petróleo
aquecido
CPA
X10 kcal
Armazenamentode Petróleo
9,5 x 10 9 kcal (91,2)
8,2 x 10 8 kcal (8,8)
P
a
kcal
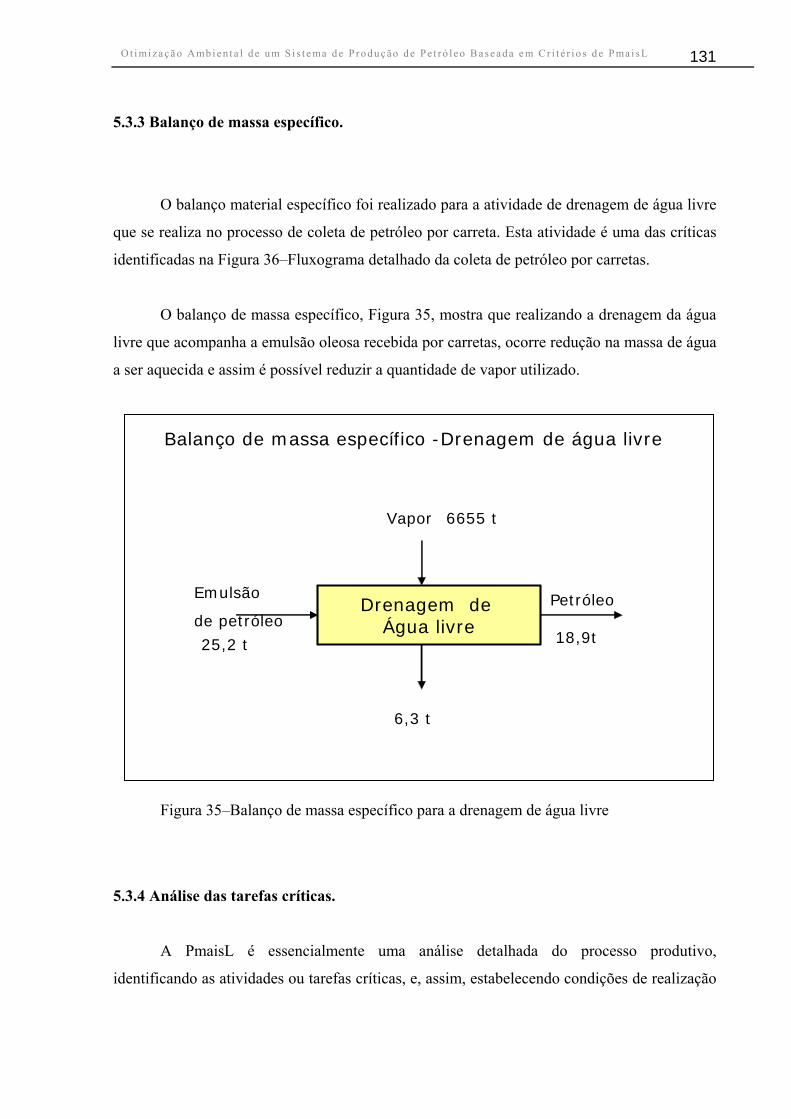
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
131
5.3.3 Balanço de massa específico.
O balanço material específico foi realizado para a atividade de drenagem de água livre
que se
a a emulsão oleosa recebida por carretas, ocorre redução na massa de água
a ser aquecida e assim é possível reduzir a quantidade de vapor utilizado.
5.3.4 A
Emulsão Petróleo
Vapor
realiza no processo de coleta de petróleo por carreta. Esta atividade é uma das críticas
identificadas na Figura 36–Fluxograma detalhado da coleta de petróleo por carretas.
O balanço de massa específico, Figura 35, mostra que realizando a drenagem da água
livre que acompanh
Figura 35–Balanço de massa específico para a drenagem de água livre
de petróleo 18,9t
Drenagem de Água livre
6655 t
ssa específico -Drenagem de água livre
25,2 t
6,3 t
Balanço de ma
nálise das tarefas críticas.
A PmaisL é essencialmente uma análise detalhada do processo produtivo,
identificando as atividades ou tarefas críticas, e, assim, estabelecendo condições de realização

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
132
compatíveis. As tarefas críticas identificadas nas Figuras 25 e 26 foram correlacionadas às
suas respectivas perdas, formando o mapeamento dos processos. Deste modo tornam-se
visíveis os processos geradores de perdas.
m considerar o consumo de insumos; portanto não sendo suficiente para
atender a PmaisL.
5.3.4.1
oleta de petróleo por carretas inclui, além do desembarque de emulsão,
a coleta e o desembarque de água oleosa realizadas por carreta e por carro sugador (carro a
vácuo)
processo são: energia do vapor, água doce pela condensação desse vapor e
compostos orgânicos voláteis.
fluxograma detalhado da coleta de petróleo, na Figura 36, foi concebido atendendo
ao critério proposto e tendo como adicional às melhorias necessárias a esse processo. As
tarefas 2.1–Embarcar petróleo; 2.3–Desembarcar petróleo da carreta; e 2.4–Desembarcar
petróleo de carro sugador e 2.6–Armazenar emulsão, são as que requerem maior atenção,
A avaliação de criticidade de processos e tarefas, conforme o procedimento da
Unidade resultou na relação de aspectos e impactos da Estação apresentadas no Apêndice A-
2. O procedimento existente, porém, avalia apenas a geração de resíduos e os impactos a ela
relacionados, se
A seguir encontram-se analisadas as tarefas críticas do processo de produção de
petróleo: coleta de petróleo; geração e distribuição de vapor; separação óleo-água e
armazenamento de petróleo.
Coleta de petróleo.
O processo de c
. Nesta avaliação verifica-se sob o critério de consumo ou de perda de insumo, que
estas duas atividades são diferentes, pois o potencial de perdas da primeira é grande devido ao
processo de descarga se realizar com uso de vapor, enquanto a segunda não utiliza esse
insumo. Adicionalmente no desembarque de petróleo de carretas pode ocorrer perda de
produto, enquanto no descarregamento com sugador apenas resíduo pode ser gerado. As
perdas no
O

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
133
porque nelas podem ocorrer perdas de produto ou energia (vapor) e gerar resíduo. A seguir
está apresentado o detalhamento dessas tarefas nas atividades que as compõem:
Em condições normais de operação para a tarefa 2.1–Embarcar petróleo; as atividades
críticas são: 2.1.2–Posicionar carreta embaixo do mangote corretamente; 2.1.4–Conectar cabo
de aterramento; 2.1.5–Conectar mangote de descarga; 2.1.10–Efetuar o carregamento até o
indicador de nível interno; 2.1.12–Fechar a válvula do mangote de embarque drenando o óleo
para a carreta.
ara a tarefa 2.3–Desembarcar petróleo de carreta as atividades críticas são: 2.3.1–
Certificar-se do correto posicionamento da carreta; 2.3.3–Conectar cabo de aterramento;
2.3.4–Conectar mangote de descarga; 2.3.9–Drenar água livre; 2.3.10–Acompanhar nível do
petróleo no tanque da carreta; 2.3.11–Fluidificar óleo; 2.3.12–Retirar vapor quando serpentina
visível.
A tarefa 2.4–Desembarcar petróleo de carro sugador apresenta as atividades críticas:
2.4.1–Certificar-se do correto posicionamento da carreta; 2.4.3–Conectar cabo de
aterramento; 2.4.4–Conectar mangote de descarga; 2.4.7–Acompanhar nível de água oleosa
no tanque da carreta.
or fim para a tarefa 2.6–Armazenar emulsão a atividade crítica é: 2.6.3–Manter
temperatura menor que 45ºC. Estas atividades foram identificadas com a cor azul no
fluxograma de processo conforme Figura 36. A perda de energia ocorre não apenas pelo
descarte do condensado, mas também pela falta de controle de temperatura do óleo aquecido
para descarregamento, e, ainda, pela falta de controle de temperatura do óleo no tanque de
mulsão.
P
P
e
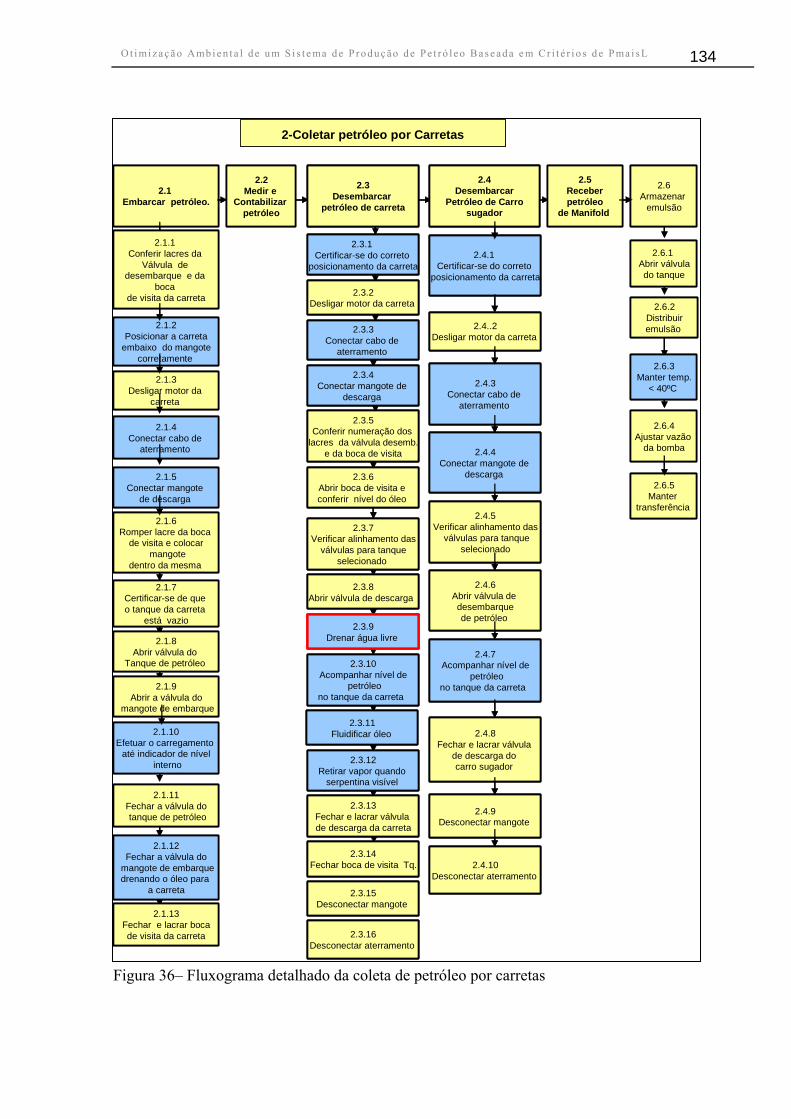
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
134
Figura
2-Coletar petróleo por Carretas
36– Fluxograma detalhado da coleta de petróleo por carretas
2.1 Embarcar petróleo.
2.2Medir e
Contabilizar petróleo
2.5Receberpetróleo
de Manifold
2.1.2Posicion
embaixoar a carreta
do mangote corretamente
2.1.1 Conferir lacres da
Válvula de desembarque e da
boca de visita da carreta
2.1.3Desligar motor da
carreta
2.1.4Conectar cabo de
aterramento
2.Romper l
de visit
1.6acre da boca a e colocar
mangotedentro da mesma
2.1.7Certificar-se de que o tanqu a carreta
est vazioe dá
2.1.8álvula do
Tanque de petróleo Abrir v
2.1.9Abrir a válvula do
mangote de embarque
2.1.10Efetuar o carregamento
até indicador de nívelinterno
2.1.11Fechar a válvula dotanque de petróleo
2. 12Fechar
mangote
1.a válvula do de embarque
drenando o óleo para a carreta
2.1.13Fechar e lacrar bocade visita da carreta
2.4Desembarcar
Petróleo de Carrosugador
2.4.1 Certificar-se do correto
posicionamento da carreta
2.4.6Abrir válvula de desembarquede petróleo
2.4..2Desligar motor da carreta
2.4.3Conectar cabo de
aterramento
2.4.4Conectar mangote de
descarga
2.4.5Verificar alinhamento das
válvulas para tanqueselecionado
2.4.7Acompanhar nível de
petróleono tanque da carreta
2.4.8Fechar e lacrar válvula
de descarga do carro sugador
2.4.9Desconectar mangote
2.4.10Desconectar aterramento
2.1.5Conectar man
de d carga gote
es
2.3Desembarcar
petróleo de carreta
2.3.1 Certificar-se do correto
posicionamento da carreta
2.3.5Conferir numeração dos
lacres da válvula desemb.e da boca de visita
2.3.6Abrir boca de visita e conferir nível do óleo
2.3.8Abrir válvula de descarga
2.3.2Desligar motor da carreta
2.3.3Conectar cabo de
aterramento
2.3.4Conectar mangote de
descarga
2.3.7Verificar alinhamento das
válvulas para tanque selecionado
2.3.10Acompanhar nível de
petróleono tanque da carreta
2.3.13Fechar e lacrar válvula de descarga da carreta
2.3.14Fechar boca de visita Tq.
2.3.15Desconectar mangote
2.3.16Desconectar aterramento
2.3.9Drenar água livre
2.3.11Fluidificar óleo
2.3.12Retirar vapor quando
serpentina visível
2.6.1 Abrir válvulado tanque
2.6.2Distribuiremulsão
2.6.3Manter temp.
< 40ºC
2.6.4Ajustar vazão
da bomba
2.6.5Manter
transferência
2.6Armazenar
emulsão
2-Coletar petróleo por Carretas
2.1 Embarcar petróleo.
2.2Medir e
Contabilizar petróleo
2.5Receberpetróleo
de Manifold
2.1.2Posicion
embaixoar a carreta
do mangote corretamente
2.1.1 Conferir lacres da
Válvula de desembarque e da
boca de visita da carreta
2.1.3Desligar motor da
carreta
2.1.4Conectar cabo de
aterramento
2.Romper l
de visit
1.6acre da boca a e colocar
mangotedentro da mesma
2.1.7Certificar-se de que o tanqu a carreta
est vazioe dá
2.1.8álvula do
Tanque de petróleo Abrir v
2.1.9Abrir a válvula do
mangote de embarque
2.1.10Efetuar o carregamento
até indicador de nívelinterno
2.1.11Fechar a válvula dotanque de petróleo
2. 12Fechar
mangote
1.a válvula do de embarque
drenando o óleo para a carreta
2.1.13Fechar e lacrar bocade visita da carreta
2.4Desembarcar
Petróleo de Carrosugador
2.4.1 Certificar-se do correto
posicionamento da carreta
2.4.6Abrir válvula de desembarquede petróleo
2.4..2Desligar motor da carreta
2.4.3Conectar cabo de
aterramento
2.4.4Conectar mangote de
descarga
2.4.5Verificar alinhamento das
válvulas para tanqueselecionado
2.4.7Acompanhar nível de
petróleono tanque da carreta
2.4.8Fechar e lacrar válvula
de descarga do carro sugador
2.4.9Desconectar mangote
2.4.10Desconectar aterramento
2.4Desembarcar
Petróleo de Carrosugador
2.4.1 Certificar-se do correto
posicionamento da carreta
2.4.6Abrir válvula de desembarquede petróleo
2.4..2Desligar motor da carreta
2.4.3Conectar cabo de
aterramento
2.4.4Conectar mangote de
descarga
2.4.5Verificar alinhamento das
válvulas para tanqueselecionado
2.4.7Acompanhar nível de
petróleono tanque da carreta
2.4.8Fechar e lacrar válvula
de descarga do carro sugador
2.4.9Desconectar mangote
2.4.10Desconectar aterramento
2.1.5Conectar man
de d carga gote
es
2.3Desembarcar
petróleo de carreta
2.3
2.3.1 Certificar-se do correto
posicionamento da carreta
2.3.5Conferir numeração dos
lacres da válvula desemb.e da boca de visita
2.3.6Abrir boca de visita e conferir nível do óleo
2.3.8Abrir válvula de descarga
2.3.2Desligar motor da carreta
Desembarcar petróleo de carreta
2.3.1 Certificar-se do correto
posicionamento da carreta2.6.1
Abrir válvulado tanque
2.6.2Distribuir
2.3.3Conectar cabo de
aterramento
2.3.4Conectar mangote de
descarga
2.3.2Desligar motor da carreta
emulsão
2.6.3Manter temp.
2.3.5Conferir numeração dos
2.3.3Conectar cabo de
aterramento
2.3.4Conectar mangote de
descarga
lacres da válvula desemb.e da boca de visita
2.3.6Abrir boca de visita
2.3.7Verificar alinhamento das
válvulas para tanque selecionado
2.3.10Acompanhar nível de
petróleono tanque da carreta
2.3.13Fechar e lacrar válvula de descarga da carreta
2.3.14Fechar boca de visita Tq.
2.3.15Desconectar mangote
2.3.16Desconectar aterramento
2.3.9
e conferir nível do óleo
2.3.7Verificar alinhamento das
válvulas para tanque selecionado
2.3.8Abrir válvula de descarga
Drenar água livre
2.3.11Fluidificar óleo
2.3.12Retirar vapor quando
serpentina visível
2.3.10Acompanhar nível de
petróleono tanque da carreta
2.3.13Fechar e lacrar válvula de descarga da carreta
2.3.14Fechar boca de visita Tq.
2.3.15Desconectar mangote
2.3.16Desconectar aterramento
2.3.9Drenar água livre
2.3.11Fluidificar óleo
2.3.12Retirar vapor quando
serpentina visível
< 40ºC
2.6.4Ajustar vazão
da bomba
2.6.5Manter
transferência
2.6Armazenar
emulsão
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
135
As atividades críticas foram identificadas em azul no fluxograma detalhado na Figura
36. A atividade 2.3.9–drenar água livre foi analisada em detalhe, inclusive sendo testada a sua
viabilidade técnico-operacional, conforme visto nos tópicos seguintes.
For tabilizadas as carretas que utili para o desc ento e então
calculado o consumo de vapor por carreta, bem co total r, e, ainda, o
potencial de redução de consumo.
Com idade arretas d ad ta form a Tabela 3, e
volume de vapor consumido por cada carreta, estimado a seguir, foi avaliado o consumo
total de
medição do tempo de aquecimento das carretas;
Os poços FE- XII, FE- X, FE- XI e FS-X utilizam vapor para o descarregamento
devido à resi , que é alta a
temperatura de mento ão. A ca esultando na queda da
temperatura está associada a baixa produtividade do poço, implicando em elevado tempo de
armazenamento nos carros-tanque estaciona ses po escarregamento da carreta
do poço FRS-X apresenta variaçã proced utiliza stação, ocorrendo o uso ou
não do vapor em o da interp tação do operador quanto a sua necessidade.
Em uma primeira observação visual verifica-se que o óleo produzido nos poços FE-XI
e FE X
am con zam vapor arregam
como o nsumo de vapo
a quant de c escarreg as na Es ção, con e visto n
o
vapor para este processo. As etapas para o cálculo foram:
medição da vazão do vapor.
O número de carretas transportando óleo é influenciado pelas intervenções realizadas
nos poço no período. Assim, quando um poço é parado para manutenção, a sua produção é
muito afetada, o que promove grande variação no volume de óleo produzido.
stência ao fluxo propiciada pela viscosidade dos seus óleos
descarrega na Estaç perda de lor do óleo r
dos nes ços. O d
o no imento do na E
funçã re
apresentam as maiores viscosidades, portanto de mais difícil descarregamento na
Estação.
A medição do tempo de aquecimento do óleo das carretas considerou que a vazão de

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
136
vapor disponibilizada no ponto de consumo durante um intervalo de tempo curto é constante.
O temp la 17, a seguir.
Tabela 17– Tem e aquec as s na E
(m3) Tem Média
o de aquecimento considerou a média de três medições, conforme Tabe
po d imento de carret recebida stação B.
Poço Vol po(s) FE-XII 2700,0 2800,0 2760,0 2753,3 35 FE-XI 35 6460,0 6480,0 6500,0 6480,0 FE-X 35 4950,0 4920,0 4890,0 4950,0 FS-X 35 3320,0 3280,0 3300,0 3300,0 FRS-X 30 3180,0 3160,0 3200,0 3180,0
a ambiente. O
volume restante foi preenchido, até transbordar, com vapor condensado e o intervalo de
dida com um
ma 42 psi. A te
até 62ºC.
Tabela 18– Medição de vazão escarga de carretas
içã ) emp Vazão (l/s)
Os óleos dos poços FE-X e FE-XI apresentaram os maiores consumos de vapor e,
portanto priorizados para a avaliação de redução de consumo de insumos.
Para a medição de vazão de vapor, dados apresentados na Tabela 18, foi utilizado um
recipiente de 52litros, dos quais 48 foram ocupados por água fria à temperatur
tempo, medido com um cronômetro. A pressão de vapor na linha foi me
nômetro com escala de 0psi a 100psi e atingiu a mperatura da água foi elevada
de vapor na d
Med o Vol (l T o(s) 1 4,0 315,0 0,0127 2 4,0 312,0 0,0128 3 4,0 312,0 0,0128 4 4,0 310,0 0,0129 média 2,2 0,0128 31
Com a vazão m e va or no p nto de a entação das carretas e o tempo médio
para enchimen ec de 5s ula z apo s mento:
,0128 l/s. O consumo de vapor por carreta está na Tabela 19, a seguir. Também é mostrado o
onsumo acumulado no período de um ano considerando o número de carretas descarregadas
na Estação. O volume total de vapor consumido na Estação em 2004 foi de 64,9t.
édia d p o lim
to do r ipiente 312,2 foi calc da a va ão do v r no de carrega
0
c
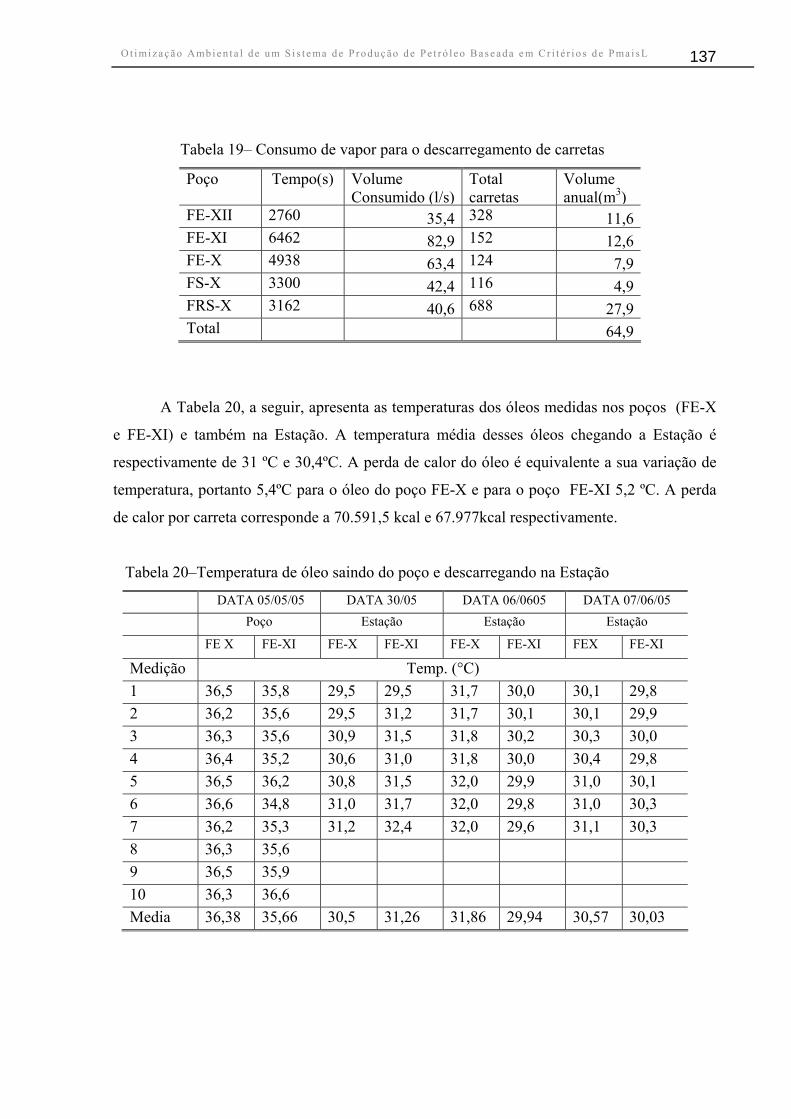
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
137
Tabela 19– Consumo de vapor para o descarregamento de carretas
Poço Tempo(s) Volume Consumido (l/s)
Total carretas
Volume anual(m3)
FE-XII 2760 35,4 328 11,6 FE-XI 6462 82,9 152 12,6 FE-X 4938 63,4 124 7,9 FS-X 3300 42,4 116 4,9 FRS-X 3162 40,6 688 27,9 Total 64,9
A Tabela 20, a seguir, apresenta as temperaturas dos óleos medidas nos poços (FE-X
e FE-XI) e também na Estação. A temperatura média desses óleos chegando a Estação é
respectivamente de 31 ºC e 30,4ºC. A perda de calor do óleo é equivalente a sua variação de
temperatura, portanto 5,4ºC para o óleo do poço FE-X e para o poço FE-XI 5,2 ºC. A perda
de calor por carreta corresponde a 70.591,5 kcal e 67.977kcal respectivamente.
Tabela 20–Temperatura de óleo saindo do poço e descarregando na Estação
DATA 05/05/05 DATA 30/05 DATA 06/0605 DATA 07/06/05
Poço Estação Estação Estação
FE X FE-XI FE-X FE-XI FE-X FE-XI FEX FE-XI
Medição Temp. (°C) 1 29,8 36,5 35,8 29,5 29,5 31,7 30,0 30,1 2 36,2 35,6 29,5 31,2 31,7 30,1 30,1 29,9 3 3 3 1,8 30,3 30,0 36, 5,6 30,9 31,5 3 30,2 4 36,4 3 ,6 31,8 30,0 30,4 29,8 5,2 30 31,0 5 3 30,8 31,5 32,0 29,9 31,0 30,1 36,5 6,2 6 36,6 3 31,0 31,7 32,0 29,8 31,0 30,3 4,8 7 35,3 31,2 32,4 32,0 29,6 31,1 30,3 36,2 8 35,6 36,3 9 36,5 35,9 10 36,3 36,6 Media 36,38 35,66 30,5 31,26 31,86 29,94 30,57 30,03
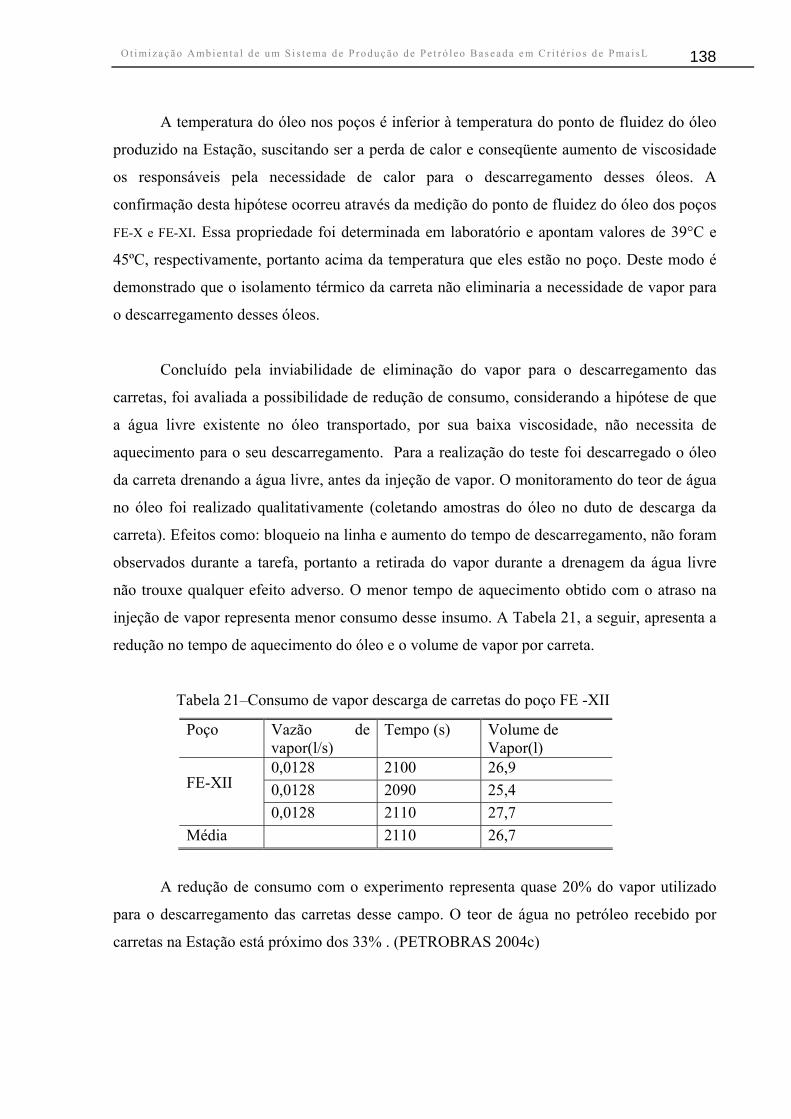
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
138
A temperatura do óleo nos poços é inferior à temperatura do ponto de fluidez do óleo
roduzido na Estação, suscitando ser a perda de calor e conseqüente aumento de viscosidade
s responsáveis pela necessidade de calor para o descarregamento desses óleos. A
confirm
o descarregamento desses óleos.
ara o descarregamento das
carreta foi avaliada a possibilidade de redução de consumo, considerando a hipótese de que
a água
io na linha e aumento do tempo de descarregamento, não foram
observados durante a tarefa, portanto a retirada do vapor durante a drenagem da água livre
não tro
Tabela 21–Consumo de vapor descarga de carretas do poço FE -XII
p
o
ação desta hipótese ocorreu através da medição do ponto de fluidez do óleo dos poços
FE-X e FE-XI. Essa propriedade foi determinada em laboratório e apontam valores de 39°C e
45ºC, respectivamente, portanto acima da temperatura que eles estão no poço. Deste modo é
demonstrado que o isolamento térmico da carreta não eliminaria a necessidade de vapor para
Concluído pela inviabilidade de eliminação do vapor p
s,
livre existente no óleo transportado, por sua baixa viscosidade, não necessita de
aquecimento para o seu descarregamento. Para a realização do teste foi descarregado o óleo
da carreta drenando a água livre, antes da injeção de vapor. O monitoramento do teor de água
no óleo foi realizado qualitativamente (coletando amostras do óleo no duto de descarga da
carreta). Efeitos como: bloque
uxe qualquer efeito adverso. O menor tempo de aquecimento obtido com o atraso na
injeção de vapor representa menor consumo desse insumo. A Tabela 21, a seguir, apresenta a
redução no tempo de aquecimento do óleo e o volume de vapor por carreta.
Poço Vazão de vapor(l/s)
Tempo (s) Volume de Vapor(l)
0,0128 2100 26,9 0,0128 2090 25,4
FE-XII
0,0128 2110 27,7 Média 2110 26,7
A redução de consumo com o experimento representa quase 20% do vapor utilizado
para o descarregamento das carretas desse campo. O teor de água no petróleo recebido por
carretas na Estação está próximo dos 33% . (PETROBRAS 2004c)
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
139
5.3.4.2 Geração e distribuição de vapor.
geração de vapor atende diretamente a dois processos: o de separação óleo-água e o
de coleta de petróleo por carretas. Indiretamente atende ao armazenamento e a transferência
de óleo. As perdas de calor estão relacionadas ao processo de produção de vapor, por conta do
tipo de equipamento utilizado e, eventuais, falhas no isolamento térmico de linhas e válvulas.
As tarefas realizadas nesse processo estão detalhadas na Figura 37, sendo a 3.3–Operar
caldeira e a 3.5–Distribuir vapor as que requerem maior atenção.
Ressalta-se que o Procedimento da Estação, não contem as atividades críticas
constantes da Figura 37, a seguir. Essas atividades devem ser incluídas no procedimento da
Estação considerando as boas práticas para o sistema de geração e distribuição de vapor,
identificadas no subitem 3.3.5–Geração e distribuição de vapor, pois a sua ausência propicia a
perda do recurso energético.
As tarefas críticas para o processo são: 3.3.2–Monitorar e controlar as variáveis do
rocesso; 3.3.3–Verificar funcionamento da purga de fundo automática; 3.5.1–Verificar
e
s parâmetros – temperatura da chaminé abaixo de 350 °C para a caldeira de maior
a a de menor; pressão de combustível e; diferencial de pressão
a fornalha devem ser reavaliados, conforme os critérios de otimização constantes do item 3–
evisão da literatura. Identicamente os procedimentos operacionais relacionados a
manute
maior
A
p
purgadores; 3.5.2–Inspeção linhas de distribuição; 3.5.3–Corrigir vazamentos identificados d
imediato.
O
potência e abaixo de 250ºC par
n
R
nção dos equipamentos de distribuição de vapor de modo a contemplar: a correção
imediata de vazamentos em linhas e válvulas; recuperação de revestimento isolante e
realização de limpeza contínua e intermitente da caldeira.
Com relação aos gases de chaminé a variação de temperatura deve ter a sua faixa
alterada de modo a atender ao critério da USEPA. A faixa atualmente aceita implica em
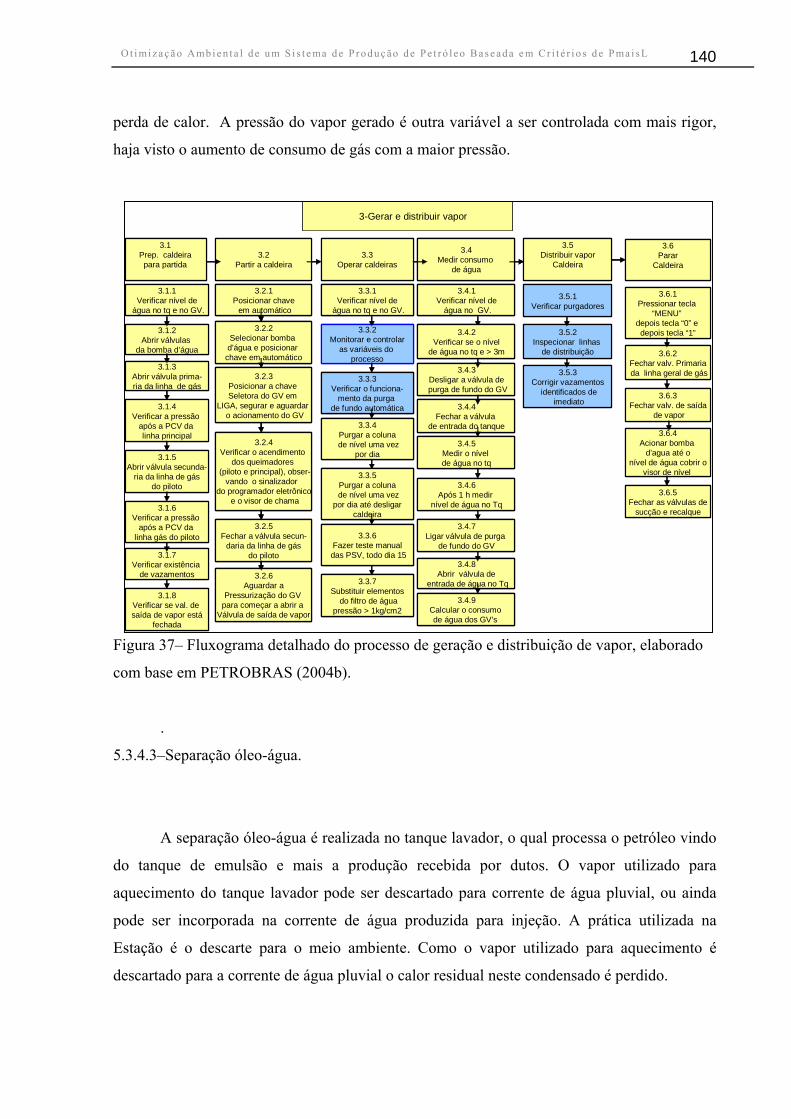
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
140
perda d
5.3.4.3–Separação óleo-água.
tanque lavador, o qual processa o petróleo vindo
do tanque de emulsão e mais a produção recebida por dutos. O vapor utilizado para
aquecim
ara o meio ambiente. Como o vapor utilizado para aquecimento é
descartado para a corrente de água pluvial o calor residual neste condensado é perdido.
e calor. A pressão do vapor gerado é outra variável a ser controlada com mais rigor,
haja visto o aumento de consumo de gás com a maior pressão.
3-Gerar e distribuir vapor
Figura 37– Fluxograma detalhado do processo de geração e distribuição de vapor, elaborado
com base em PETROBRAS (2004b).
.
A separação óleo-água é realizada no
ento do tanque lavador pode ser descartado para corrente de água pluvial, ou ainda
pode ser incorporada na corrente de água produzida para injeção. A prática utilizada na
Estação é o descarte p
3.1.1Verific
água nar nível de
o tq e no GV.
3.1.7 existência zamentos
Verificarde va
3.1.2Abrir válvulas
da bomba d’água
3.1.3Abrir válvula prima-ria da linha de gás
3.1 Prep. caldeira para partida
3.3Operar caldeiras
3.2Partir a caldeira
3.1.4Verificar a pressão
após a PCV da linha principal
3.1.5Abrir válvula secunda-
ria da linha de gásdo piloto
3.1.8Verificar se val. de saída de vapor está
fechada
3.1.6Verificar a pressão
após CV da linha g do piloto
a Pás
3.3.1Verificar nível de
água no tq e no GV.
3.3.2Monitorar e controlar
as variáveis do processo
3.3.4Purgar a colunade nível uma vez
por dia
3.3.3Verificar o funciona-
mento da purga de fundo automática
3.3.5Purgar a colunade nível uma vez
por dia até desligar caldeira
3.3.6Fazer teste manualdas PSV, todo dia 15
3.3.7Substituir elementos
do filtro de águapressão > 1kg/cm2
3.4Medir consumo
de água
3.4.1Verificar nível de
água no GV.
3.4.2Verificar se o nível
de água no tq e > 3m
3.4.4Fechar a válvula
de entrada do tanque
3.4.3Desligar a válvula depurga de fundo do GV
3.4.5Medir o nível de água no tq
3.4.6Após 1 h medir
nível de água no Tq
3.4.7Ligar válvula de purga
de fundo do GV
3.4.8Abrir válvula de
entrada de água no Tq
3.4.9Calcular o consumo de água dos GV’s
3.2.1Posicionar chave
em automático
3.2.2Selecionar bomba
d’água e posicionar chave em automático
3.2.3Posicionar a chave Seletora do GV em
LIGA, segurar e aguardar o acionamento do GV
3.2.4Verificar o acendimento
dos queimadores(piloto e principal), obser-
vando o sinalizador do programador eletrônico
e o visor de chama
3.2.5Fechar a válvula secun-
daria da linha de gásdo piloto
3.2.6Aguardar a
Pressurização do GV para começar a abrir a
Válvula de saída de vapor
3.5Distribuir vapor
Caldeira
3.5.1Verificar purgadores
3.5.2Inspecionar linhas
de distribuição
3.5.3Corrigir vazamentos
identificados deimediato
3.6Parar
Caldeira
3.6.1Pressionar tecla
“MENU”depois tecla “0” e depois tecla “1”
3.6.2Fechar valv. Primariada linha geral de gás
3.6.4Acionar bomba
d’agua até onível de água cobrir o
visor de nível
3.6.3Fechar valv. de saída
de vapor
3.6.5Fechar as válvulas de
sucção e recalque
3-Gerar e distribuir vapor
3.1.1Verific
água nar nível de
o tq e no GV.
3.1.7 existência zamentos
Verificarde va
3.1.2Abrir válvulas
da bomba d’água
3.1.3Abrir válvula prima-ria da linha de gás
3.1 Prep. caldeira para partida
3.3Operar caldeiras
3.2Partir a caldeira
3.1.4Verificar a pressão
após a PCV da linha principal
3.1.5Abrir válvula secunda-
ria da linha de gásdo piloto
3.1.8Verificar se val. de saída de vapor está
fechada
3.1.6Verificar a pressão
após CV da linha g do piloto
a Pás
3.3.1Verificar nível de
água no tq e no GV.
3.3.2Monitorar e controlar
as variáveis do processo
3.3.4Purgar a colunade nível uma vez
por dia
3.3.3Verificar o funciona-
mento da purga de fundo automática
3.3.5Purgar a colunade nível uma vez
por dia até desligar caldeira
3.3.6Fazer teste manualdas PSV, todo dia 15
3.3.7Substituir elementos
do filtro de águapressão > 1kg/cm2
3.3.1Verificar nível de
água no tq e no GV.
3.3.2Monitorar e controlar
as variáveis do processo
3.3.4Purgar a colunade nível uma vez
por dia
3.3.3Verificar o funciona-
mento da purga de fundo automática
3.3.5Purgar a colunade nível uma vez
por dia até desligar caldeira
3.3.6Fazer teste manualdas PSV, todo dia 15
3.3.7Substituir elementos
do filtro de águapressão > 1kg/cm2
3.4Medir consumo
de água
3.4.1Verificar nível de
água no GV.
3.4.2Verificar se o nível
de água no tq e > 3m
3.4.4Fechar a válvula
de entrada do tanque
3.4.3Desligar a válvula depurga de fundo do GV
3.4.5Medir o nível de água no tq
3.4.6Após 1 h medir
nível de água no Tq
3.4.7Ligar válvula de purga
de fundo do GV
3.4.8Abrir válvula de
entrada de água no Tq
3.4.9Calcular o consumo de água dos GV’s
3.4Medir consumo
de água
3.4.1Verificar nível de
água no GV.
3.4.2Verificar se o nível
de água no tq e > 3m
3.4.4Fechar a válvula
de entrada do tanque
3.4.3Desligar a válvula depurga de fundo do GV
3.4.5Medir o nível de água no tq
3.4.6Após 1 h medir
nível de água no Tq
3.4.7Ligar válvula de purga
de fundo do GV
3.4.8Abrir válvula de
entrada de água no Tq
3.4.9Calcular o consumo de água dos GV’s
3.2.1Posicionar chave
em automático
3.2.2Selecionar bomba
d’água e posicionar chave em automático
3.2.3Posicionar a chave Seletora do GV em
LIGA, segurar e aguardar o acionamento do GV
3.2.4Verificar o acendimento
dos queimadores(piloto e principal), obser-
vando o sinalizador do programador eletrônico
e o visor de chama
3.2.5Fechar a válvula secun-
daria da linha de gásdo piloto
3.2.6Aguardar a
Pressurização do GV para começar a abrir a
Válvula de saída de vapor
3.2.1Posicionar chave
em automático
3.2.2Selecionar bomba
d’água e posicionar chave em automático
3.2.3Posicionar a chave Seletora do GV em
LIGA, segurar e aguardar o acionamento do GV
3.2.4Verificar o acendimento
dos queimadores(piloto e principal), obser-
vando o sinalizador do programador eletrônico
e o visor de chama
3.2.5Fechar a válvula secun-
daria da linha de gásdo piloto
3.2.6Aguardar a
Pressurização do GV para começar a abrir a
Válvula de saída de vapor
3.5Distribuir vapor
Caldeira
3.5.1Verificar purgadores
3.5.2Inspecionar linhas
de distribuição
3.5.3Corrigir vazamentos
identificados deimediato
3.6Parar
Caldeira
3.6.1Pressionar tecla
“MENU”depois tecla “0” e depois tecla “1”
3.6.2Fechar valv. Primariada linha geral de gás
3.6.4Acionar bomba
d’agua até onível de água cobrir o
visor de nível
3.6.3Fechar valv. de saída
de vapor
3.6.5Fechar as válvulas de
sucção e recalque

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
141
Os fluidos vindos da caixa recuperação oriundos da limpeza de equipamentos, água
luvial contaminada com óleo e vazamentos na área operacional contém oxigênio, o que
ropicia a formação de ácidos orgânicos e sua conseqüente precipitação no processo,
onforme visto no subitem 3.3.3–Tratamento de água produzida. A separação óleo-água
presenta a maior variedade e quantidade de resíduos gerados. Neste processo as principais
erdas são: calor, resíduos sólidos e hidrocarbonetos voláteis.
A Figura 38 apresenta as tarefas que requerem maior atenção no processo de separação
leo-agua, quais sejam: 5.2–Injetar vapor no tanque; 5.3–Injetar produtos químicos; 5.4–
onitorar variáveis do processo; 5.5.–Coletar amostras de óleo. Essas tarefas foram
etalhadas em atividades identificadas com a cor azul por serem consideradas as de maior
riticidade, conforme segue: 5.2.3–Manter purgadores regulados; 5.2.4–Retornar condensado
o tanque lavador; 5.3.3–Regular taxa de injeção de produto químico; 5.4.2–Manter injeção
e vapor se temperatura maior que 55ºC e menor que 70ºC; 5.5.3–Fechar válvula após coleta
de
o procedimento operacional para a separação óleo-água não foi prevista a descarga
o condensado para a canaleta de água pluvial. Esta descarga é crítica para o processo, pois
para a segurança dos operadores, já que é uma fonte
quecida disponível para acesso. Uma opção ao descarte do condensado para as canaletas
ria a injeção no colchão de água do tanque de lavagem. Neste caso o risco para os
trabalh
e.
p
p
c
a
p
ó
M
d
c
a
d
amostra de óleo.
N
d
propicia perda de calor e ainda risco
a
se
adores é minimizado, porém a perda energética continua. Esta tarefa deve ser
incorporada entre as críticas, portanto.
A injeção de produto químico, desemulsificante, é outra tarefa crítica desse processo,
vez que a sua falta ou excesso são prejudiciais à separação óleo-água. Assim sendo é
necessário rigoroso controle dessa atividad
O retorno do condensado para a linha de água de alimentação da caldeira, permite a
recuperação de energia e de água, minimizando o consumo de gás natural e a adução de água
doce para o processo.
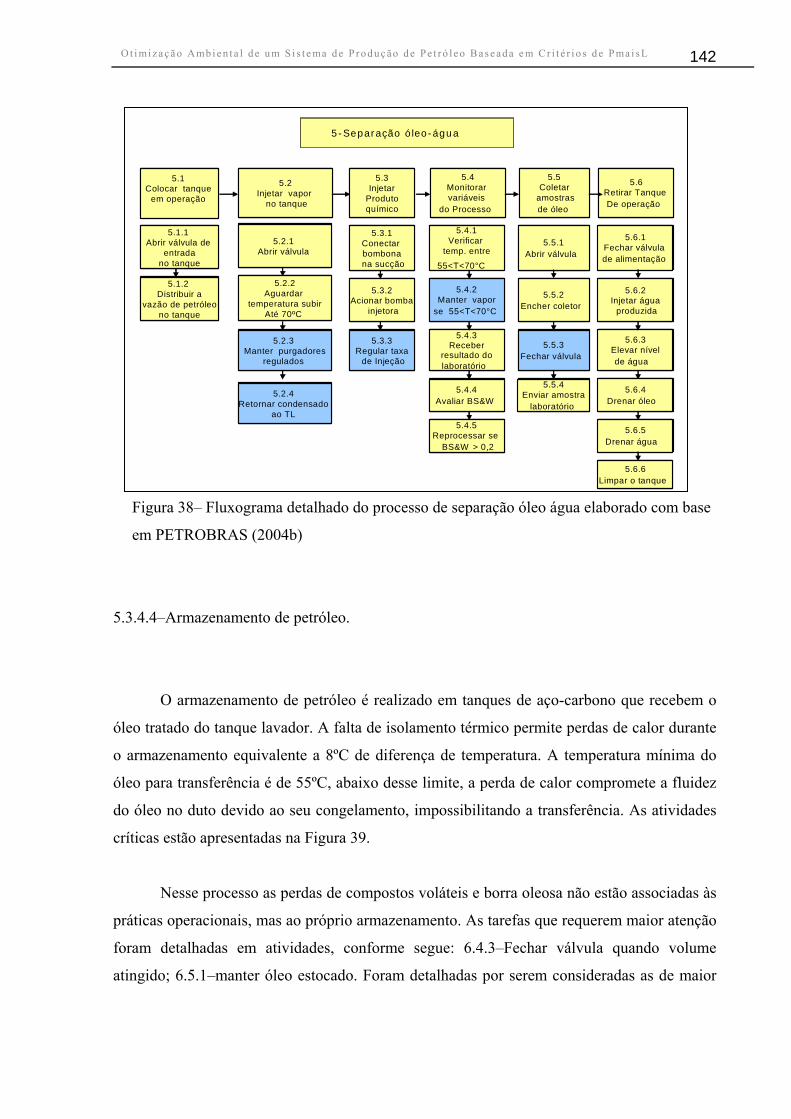
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
142
5-Separação óleo-água
Figura 38– Fluxograma detalhado do processo de separação óleo água elaborado com base
em PETROBRAS (2004b)
5.3.4.4–Armazenamento de petróleo.
des, conforme segue: 6.4.3–Fechar válvula quando volume
atingido; 6.5.1–manter óleo estocado. Foram detalhadas por serem consideradas as de maior
O armazenamento de petróleo é realizado em tanques de aço-carbono que recebem o
óleo tratado do tanque lavador. A falta de isolamento térmico permite perdas de calor durante
o armazenamento equivalente a 8ºC de diferença de temperatura. A temperatura mínima do
óleo para transferência é de 55ºC, abaixo desse limite, a perda de calor compromete a fluidez
do óleo no duto devido ao seu congelamento, impossibilitando a transferência. As atividades
críticas estão apresentadas na Figura 39.
Nesse processo as perdas de compostos voláteis e borra oleosa não estão associadas às
práticas operacionais, mas ao próprio armazenamento. As tarefas que requerem maior atenção
foram detalhadas em ativida
5.1 Colocar tanque
em operação
5.3Injetar
Produto químico
5.2Injetar vapor
no tanque
5.6Retirar Tanque De operação
5.4Monitorar variáveis
do Processo
5.5Coletar
amostrasde óleo
5.4.1Verificar
temp. entre
55<T<70°C
5.4.2Manter vapor
se 55<T<70°C
5.4.3Receber
resultado dolaboratório
5.6.1Fechar válvula de alimentação
5.6.2Injetar água
produzida
5.6.3Elevar nívelde água
5.6.4Drenar óleo
5.6.5Drenar água
5.3.1Conectar bombonana sucção
5.3.2Acionar bomba
injetora
5.5.1Abrir válvula
5.5.2Encher coletor
5.5.3Fechar válvula
5.6.6Limpar o tanque
5.5.4Enviar amostra
laboratório
5.4.4Avaliar BS&W
5.4.5Reprocessar se
BS&W > 0,2
5.3.3Regular taxa
de Injeção
5.1.1 Abrir válvula de
entradano tanque
5.1.2 Distribuir a
vaz de petróleo no tanque
5.2.1 Abrir válvula
5.2.2Aguardar
temperatura subirAté 70ºC
5.2.3 Manter purgadores
regulados
5.2.4 Retornar condensado
ao TL
5-Separação óleo-água
ão
5.1 Colocar tanque
em operação
5.3Injetar
Produto químico
5.2Injetar vapor
no tanque
5.6Retirar Tanque De operação
5.4Monitorar variáveis
do Processo
5.5Coletar
amostrasde óleo
5.4.1Verificar
temp. entre
55<T<70°C
5.4.2Manter vapor
se 55<T<70°C
5.4.3Receber
resultado dolaboratório
5.6.1Fechar válvula de alimentação
5.6.2Injetar água
produzida
5.6.3Elevar nívelde água
5.6.4Drenar óleo
5.6.5Drenar água
5.3.1Conectar bombonana sucção
5.3.2Acionar bomba
injetora
5.5.1Abrir válvula
5.5.2Encher coletor
5.5.3Fechar válvula
5.6.6Limpar o tanque
5.5.4Enviar amostra
laboratório
5.4.4Avaliar BS&W
5.4.5Reprocessar se
BS&W > 0,2
5.3.3Regular taxa
de Injeção
5.1.1 Abrir válvula de
entradano tanque
5.1.2 Distribuir a
vaz de petróleo no tanque ão
5.2.1 Abrir válvula
5.2.2Aguardar
temperatura subirAté 70ºC
5.2.3 Manter purgadores
regulados
5.2.4 Retornar condensado
ao TL

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
143
criticidade. A perda de calor identificada no fluxograma do processo de armazenamento não é
isível para o procedimento da Unidade.
s de armazenamento também são utilizados como complementos ao sistema
e separação óleo-água para eventualidades operacionais; quando o óleo não sai especificado
do tanq urança
operacion a da qualid é provocada
por varia eratura, ação de dese nte e tempo de residência no
tanque de ú râmetro é mu
este não s a variável crítica. As outras duas são controláveis a partir de
procedimentos operacionais estabelecidos e rigorosam pridos, assim sendo
descontrole nesse processo se constituirá em exceção e como tal deverá ser tratado. Na rotina
operacional três tanques propiciam
v
Figura 39–Fluxograma detalhado do processo de armazenamento de petróleo
elaborado com base em PETROBRAS (2004b).
Os tanque
6-Armazenar Petróleo
6.1 Selecionar
tanque em estação
6.3Alinhar tanque
em estação
6.2Preparar tanque
em estação
6.4Acompanhar recebimento
6.4.1Medir
Altura do tanque
6.4.2Conferir volume
útil
6.5Manter óleo
estocado
6.1 .1 6.5.1Manter óleo
estocado
6.2.1
d
ue de lavagem. Assim esses tanques são utilizados como um sistema de seg
al para a garanti ade do produto. A instabilidade do processo
ção de temp concentr mulsifica
lavagem. Como o ltimo pa ito maior que o necessário ao processo,
e constitui em um
ente cum
a intensificação de efeitos indesejáveis no processo; o
primeiro deles, a deposição de material no fundo do tanque; o segundo é a perda de calor
nessa mesma massa de óleo.
Verificar tanque que está vazio
Verificar volume útil
6.2.2Sinalizar tanque para recebimento
6.4.3Fechar válvula quando volume
atingido
6-Armazenar Petróleo
6.1 Selecionar
tanque em estação
6.3Alinhar tanque
em estação
6.2Preparar tanque
em estação
6.4Acompanhar recebimento
6.4.1Medir
Altura do tanque
6.4.2Conferir volume
útil
6.5Manter óleo
estocado
6.1 .1 6.5.1Manter óleo
estocado
6.2.1Verificar tanque que está vazio
Verificar volume útil
6.2.2Sinalizar tanque para recebimento
6.4.3Fechar válvula quando volume
atingido

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
144
5.4 DE
s custos das perdas foram determinados utilizando as suas parcelas conforme proposto no
subitem
e água. A cotação do Dólar americano (US$) utilizada
durante esta etapa foi de R$ 2,75 =US$ 1,00 referente ao dia 14/03/2005.
.4.1 Cálculo de perda pela geração de resíduos oleosos.
Os resíduos oleosos são os de maior importância considerando os volumes e custos
nvolvidos. O custo dessa perda envolve várias atividades desde a coleta do material dentro
do tanq
5.
os da Estação B (R$/t)
íduo oleoso
TERMINAÇÃO DOS CUSTOS DAS PERDAS
O
2.4.6. Foram calculados os custos para as perdas: pela geração de resíduos oleosos
(Borra de fundo de tanque e solo contaminado); perda de Compostos Orgânicos Voláteis nos
tanques de armazenamento e de vapor d
5
e
ue, ou no solo – de acordo com o tipo do resíduo – até o seu tratamento, passando pela
administração desse trabalho. A Tabela 22 –Custo por tonelada para gerenciamento de
resíduos oleosos da Estação B– apresenta dados obtidos de contratos de prestação de serviços
de limpeza de tanques, transporte e tratamento de resíduos realizados na Unidade de Negócio
no ano de 200
Tabela 22 –Custo para gerenciamento de resíduos oleos
Tipo de Custo Res Borra fundo tanque Solo contaminado Tratamento 565,00 565,00 Perda do produto 341,00 85,25 Administrativo 50,00 60,00
Coleta 380,00 50,00
Total 1336,00 760,25
O custo administrativo considera o tempo necessário para a realização da coleta e
tratamento de uma tonelada de resíduo e valor do salário médio por hora dos trabalhadores
envolvidos na coordenação desses serviços.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
145
O teor de sólidos da borra oleosa considerado foi de 20% calculados a partir do teor de
edimentos nos tanques. Cada tonelada de borra oleosa contém 2,51 bbl de óleo. A densidade
a borra é muito próxima de 1g/cm3.
al com esses resíduos oleosos é de R$ 608.586,00 sendo R$ 520,906,40
om a borra de fundo de tanque e R$ 87.679,60 com solo contaminado.
O volume de hidrocarbonetos gasosos perdidos para a atmosfera anualmente,
alculado pelo SIGEA PETROBRAS (2005b) é de 352,2t, conforme a Tabela 13, página 111.
$ 320 /1000m3
ETROBRAS 2005c), pode-se calcular o valor da perda, conforme apresentado na Tabela
3, a seguir.
to COV´s
s
d
O teor de sólidos do solo contaminado foi estimado em 90%, a partir de dados de
remoção de material de vazamentos em diversos campos da Unidade. Cada tonelada de solo
contaminado contém 0,62 bbl de óleo.
O custo anu
c
5.4.2 Cálculo do custo da perda de COV para atmosfera.
c
Considerando o preço de mercado para o gás natural de US$3,00/MMbtu, ou R
(P
2
Tabela 23 – Custo para gerenciamento de COV (R$/t)
Tipo de CusTratamento 0,00Perda do produto 403,20Administrativo 0,00Coleta 0,00
Total 403,20
O custo de gerenciamento dos Compostos Orgânicos Voláteis – COV está associado
perda calcula-se o custo total em
apenas à perda do produto. Os demais itens de custo têm valor desprezível e, portanto não
foram considerados. Com o custo unitário e volume total de
R$ 142.007,40/ano.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
146
5.4.3 Cálculo
O cálculo do custo do calor perdido considerou o custo equivalente para a produção da
mesma quantidade de vapor, levando em conta o custo de geração de vapor da estação. As
perdas de vapor foram calculadas utilizando as equações 03 e 04, sendo que inicialmente foi
alculado o custo de geração de vapor CG, conforme abaixo.
c = Preço do combustível – gás natural da Petrobras (US$/MMbtu) 3,00
Hv = E
0,82
G = Custo de geração do vapor (US$/1000lb). 5,50
densado na Estação.
Massa
ção (kJ/kg) 83,6
Quantidade de vapor anual equivalente ao condensado perdido (t) 2710,7
Custo anual da 0
Como o condensado é descartado não há coleta e nem tratamento e, port o custo
de gerenciamento não foi considerado. O custo total perfaz um montante de R$ 90.199,42. A
Tabela 24 apresenta o custo de gerenciamento dessa perda.
do custo de calor perdido na Estação B.
c
Dados de entrada:
P
ntalpia do vapor produzido na Estação (btu/lb) a 65psia 1.179,1
HAA = Entalpia da água de alimentação (btu/lb) a (22,5 °C) 33,00
ηc = Eficiência total da caldeira (fração)
C
5.4.3.1 – Cálculo do custo anual da perda de calor no condensado descartado.
Todo condensado de vapor é drenado para as canaletas de água pluvial sendo, portanto
o calor perdido para o ambiente. Utilizando a equação 11 calcula-se o custo da perda do con-
de condensado (kg) 30870000
Entalpia do condensado a pressão média de uso 4,0kgf/cm2 (kJ/kg) 414,2
Entalpia da água de alimenta
perda do condensado vapor (US$) 32799,8
anto,
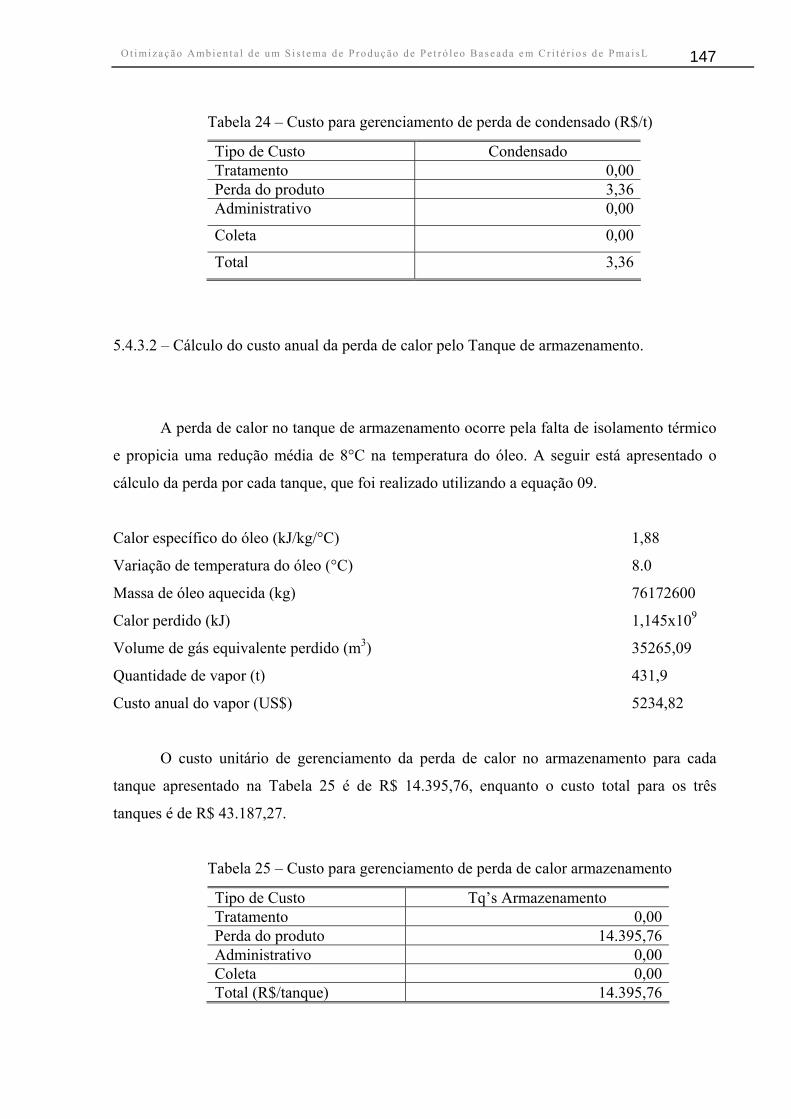
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
147
Tabela 24 – Custo para gerenciamento de perda de condensado (R$/t)
Tipo de Custo Condensado Tratamento 0,00 Perda do produto 3,36 Administrativo 0,00
Coleta 0,00
Total 3,36
5.4.3.2 – Cálculo do custo anual da perda de calor pelo Tanque de armazenamento.
A perda de calor no tanque de armazenamento ocorre pela falta de isolamento térmico
e propicia uma redução média de 8°C na temperatura do óleo. A seguir está apresentado o
cálculo
1,88
ariação de temperatura do óleo (°C) 8.0
Massa de óleo 2600
Calor perdido ( 1,145x109
Volume de gás equivalente perdido (m3) 35265,09
Quantidade de v ,9
Custo anual do S$) 5234,82
O custo unitário de gerenciamento da perda de calor no armazenamento para cada
custo total para os três
nques é de R$ 43.187,27.
da perda por cada tanque, que foi realizado utilizando a equação 09.
Calor específico do óleo (kJ/kg/°C)
V
aquecida (kg) 7617
kJ)
apor (t) 431
vapor (U
tanque apresentado na Tabela 25 é de R$ 14.395,76, enquanto o
ta
Tabela 25 – Custo para gerenciamento de perda de calor armazenamento
Tipo de Custo Tq’s Armazenamento Tratamento 0,00Perda do produto 14.395,76Administrativo 0,00Coleta 0,00Total (R$/tanque) 14.395,76
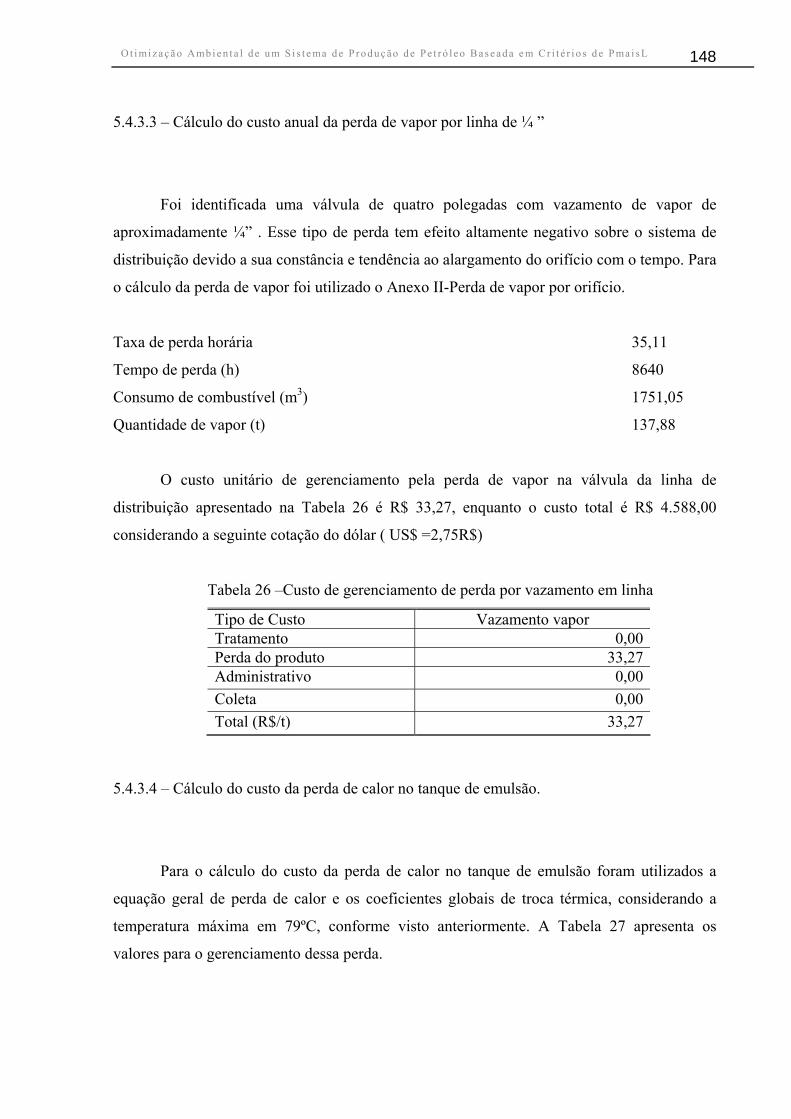
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
148
5.4.3.3
vapor de
aproxim de erda m efeito altamente negativo sobre o sistema de
distribu a
o cálcu o Anexo II-Perda e vapo por o
Taxa d
Tempo e perda (h) 8640
Consum
O cust linha de
distribuição apresentado na Tabela 26 é R$ 33,27, enquanto o custo total é R$ 4.588,00
considerando a seguin ólar ( US$ =2,75R$)
T de gerenciamento de perda por vazamento em a
Custo Vazamento vapor
– Cálculo do custo anual da perda de vapor por linha de ¼ ”
Foi identificada uma válvula de quatro polegadas com vazamento de
adamente ¼” . Esse tipo p te
ição devido a sua constância e tendência ao alargamento do orifício com o tempo. Par
lo da perda de vapor foi utilizado d r rifício.
e perda horária 35,11
d
o de combustível (m3) 1751,05
Quantidade de vapor (t) 137,88
o unitário de gerenciamento pela perda de vapor na válvula da
te cotação do d
abela 26 –Custo linh
Tipo de Tratamento 0,00 Perda do produto 33,27 Administrativo 0,00 Coleta 0,00 Total (R$/t) 33,27
e de emulsão.
ara o cálcu d ca ue d fora s a
p r ie s globais de troca térmica, considerando a
xim em 79ºC, nforme vist anteriormente. A Tabela 27 apresenta os
5.4.3.4 – Cálculo do custo da perda de calor no tanqu
P lo do custo a perda de lor no tanq e emulsão m utilizado
equação geral de erda de calo e os coefic nte
temperatura má
valores para o gerenciamento dessa perda.
a co o
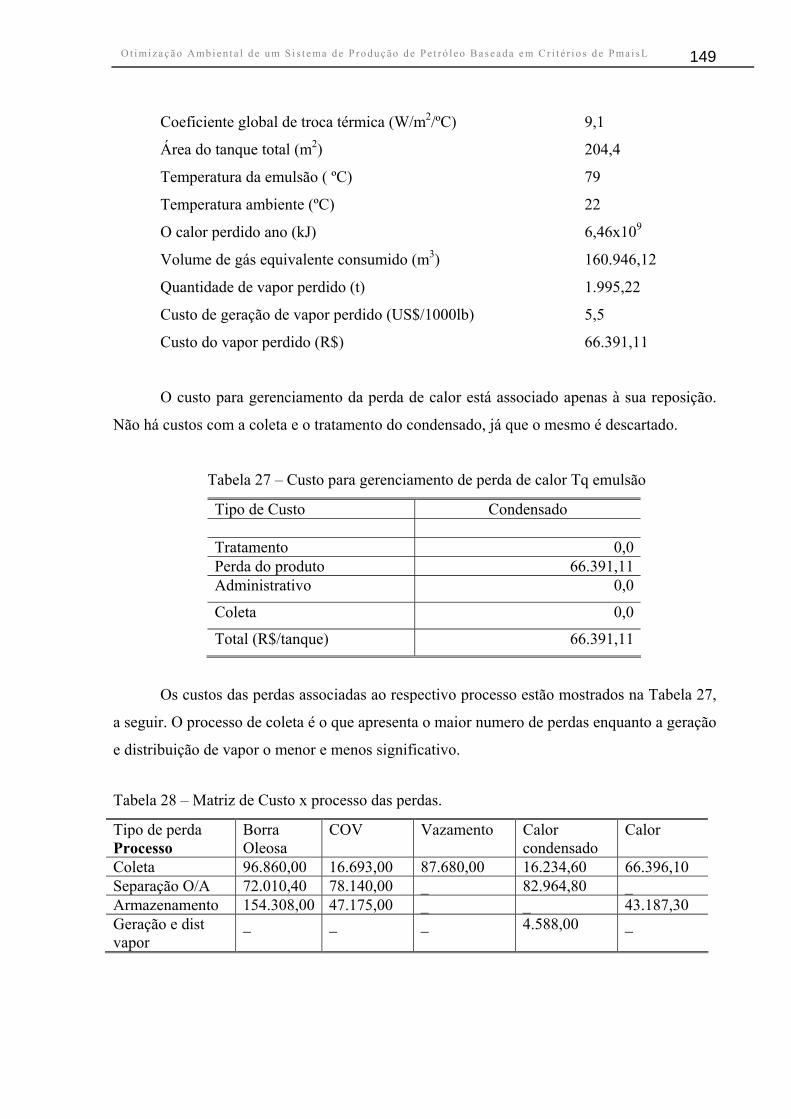
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
149
Coeficiente global de troca térmica (W/m2/ºC) 9,1
Área do tanque total (m2) 204,4
Temperatura da emulsão ( ºC) 79
Quantidade de vapor perdido (t) 1.995,22
Tabela 27 – Custo para gerenciamento de perda de calor Tq emulsão
Temperatura ambiente (ºC) 22
O calor perdido ano (kJ) 6,46x109
Volume de gás equivalente consumido (m3) 160.946,12
Custo de geração de vapor perdido (US$/1000lb) 5,5
Custo do vapor perdido (R$) 66.391,11
O custo para gerenciamento da perda de calor está associado apenas à sua reposição.
Não há custos com a coleta e o tratamento do condensado, já que o mesmo é descartado.
Tipo de Custo Condensado Tratamento 0,0 Perda do produto 66.391,11 Administrativo 0,0
Coleta 0,0
Total (R$/tanque) 66.391,11
Processo Oleosa condensado
Os custos das perdas associadas ao respectivo processo estão mostrados na Tabela 27,
a seguir. O processo de coleta é o que apresenta o maior numero de perdas enquanto a geração
e distribuição de vapor o menor e menos significativo.
Tabela 28 – Matriz de Custo x processo das perdas.
Tipo de perda Borra COV Vazamento Calor Calor
Coleta 96.860,00 16.693,00 87.680,00 16.234,60 66.396,10 Separação O/A 72.010,40 78.140,00 _ 82.964,80 _ Armazenamento 154.308,00 47.175,00 _ _ 43.187,30 Geração e dist vapor
_ _ _ 4.588,00 _
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
150
5.5 SELEÇÃO SO
Para identif ção dos pr p ritários da produção de petróleo foram
utilizados os critérios estabelecidos, conforme isto no item 2.4.4–Seleção do foco e
prioriza ão processo sendo apres ados os spectivos sultados
borra oleosa é o resíduo com maior volume de
geração, após a água oleosa. O custo de manuseio elevado para esse resíduo, conforme
apresen ado no subitem 5.4–Determinação dos custos das perdas, explica a sua priorização
s
condensado do vapor, a perda de hidrocarbonetos
voláteis por evaporação
embora sejam fontes de geração de resíduos
causas diversas, mas nenhuma associada a operações possíveis de eliminação.
c–)Utilizando o diagrama da cebola. A ordem de prioridade estabelecida por esta
enta coloca a separação óleo-água como o centro da análise, pois este processo
concentra o consumo energético e a geração de resíduo, sendo, portanto o coração da
produção de petróleo. A flotação convencional para a retirada do óleo da água assume a
segunda posição, com baixa geração de resíduo e sem consumo energético. O sistema de
geração de vapor como sendo produtor de utilidade para o processo ocupa a terceira posição.
Com base na avaliação anterior foi elaborada uma matriz de priorização de atividades,
Quadro 04, mostrando os critérios de análise e os processos/tarefas de produção de petróleo.
Assim os processos priorizados para análise foram:
DO FOCO E PRIORIZAÇÃO DE PROCES
a ica ocessos rio
v sub
ç de s, ent re re dessa seleção, a seguir:
a–)Quantidade de resíduos e custos– Conforme visto na Figura 18–Gráfico de setores
dos resíduos gerados no Pólo de Produção A, a
t
para estudo. Os processos associados a este resíduo são a separação óleo-água no tanque
lavador, o armazenamento do óleo e a flotação de óleo.
b–)Problemas identificados na avaliação da instalação – A geração de resíduo
oleosos, perda de água pelo descarte do
nas diversas etapas do processo, a perda de calor no tanque de
lavagem, no descarregamento de óleo e no tanque de armazenamento são os principais
problemas identificados. Os vazamentos de óleo
apresentam
ferram
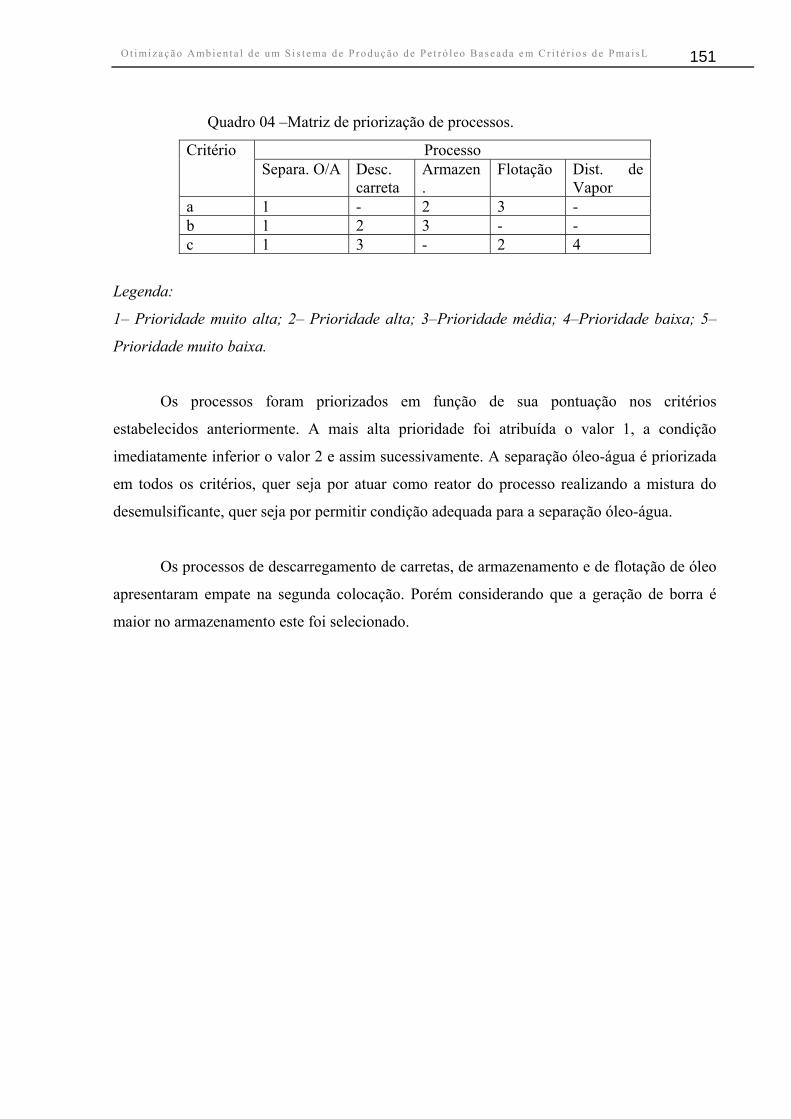
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
151
Quadro 04 –Matriz de priorização de processos.
sso ProceCritério Separa. O/A Desc.
carreta Armazen.
Flotação Dist. de Vapor
a 1 - 2 3 - b 1 2 3 - - c 1 3 - 2 4
Legenda:
1– Prioridade muito alta; 2– Prioridade alta; 3–Prioridade média; 4–Prioridade baixa; 5–
Prioridade muito baixa.
mo reator do processo realizando a mistura do
permitir condição adequada para a separação óleo-água.
Os processos foram priorizados em função de sua pontuação nos critérios
estabelecidos anteriormente. A mais alta prioridade foi atribuída o valor 1, a condição
imediatamente inferior o valor 2 e assim sucessivamente. A separação óleo-água é priorizada
em todos os critérios, quer seja por atuar co
desemulsificante, quer seja por
Os processos de descarregamento de carretas, de armazenamento e de flotação de óleo
apresentaram empate na segunda colocação. Porém considerando que a geração de borra é
maior no armazenamento este foi selecionado.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
152
o item subitem 2.4.5–estabelecimento de indicadores; foi vista a importância desses
elementos com triais e quais deles podem
ser utilizados pa har a atividade de produçã
Neste tr s pósito o, para
estabelecer par bienta undo como
paração com outras empresas. Para atendimento ao primeiro propósito foram
tilizados os indicadores relacionados às principais perdas, ou consumo de recurso natural
gua, energia, óleo). Com esta premissa, o monitoramento do consumo de água da instalação
or unidade de produto contribui para a otimização do uso de recurso, além de estimular a
ciclagem.
Para os demais indicadores são válidas as mesmas premissas, principalmente
estimulando a redução das perdas. Os valores atualmente medidos para esses indicadores são
vistos na Tabela 28,a seguir. O volume de água medido na estação atualmente é relacionado
apenas à geração de vapor. Os demais itens de consumo são baixos e não é previsto o seu
acompanhamento pela operação da Unidade.
Tabela 29 –Indicadores de PmaisL da Estação B
Indicador Unid. Valor da Estação
5.6 ESTABELECIMENTO DE INDICADORES
N
parativos para o monitoramento das atividades indus
ra acompan o de petróleo.
abalho os indicadores foram utilizado com dois pro s: o primeir
âmetros internos de controle am l; e o seg , para servir
elemento de com
u
(á
p
re
Consumo de água por unidade de produto. m3/t 0,1 Consumo de energia (vapor) por unidade de produto
kWh/t 10,7
Quantidade de resíduos sólidos gerados por unidade de produto
t/t 0,012
Quantidade de emissões atmosféricas geradas por unidade de produto
t/t 0,0016
Além dos indicadores acima, foram utilizados os da “Oil and Gás Pruducers”,
atendendo ao segundo propósito, conforme apresentado na Tabela 01, página 49.
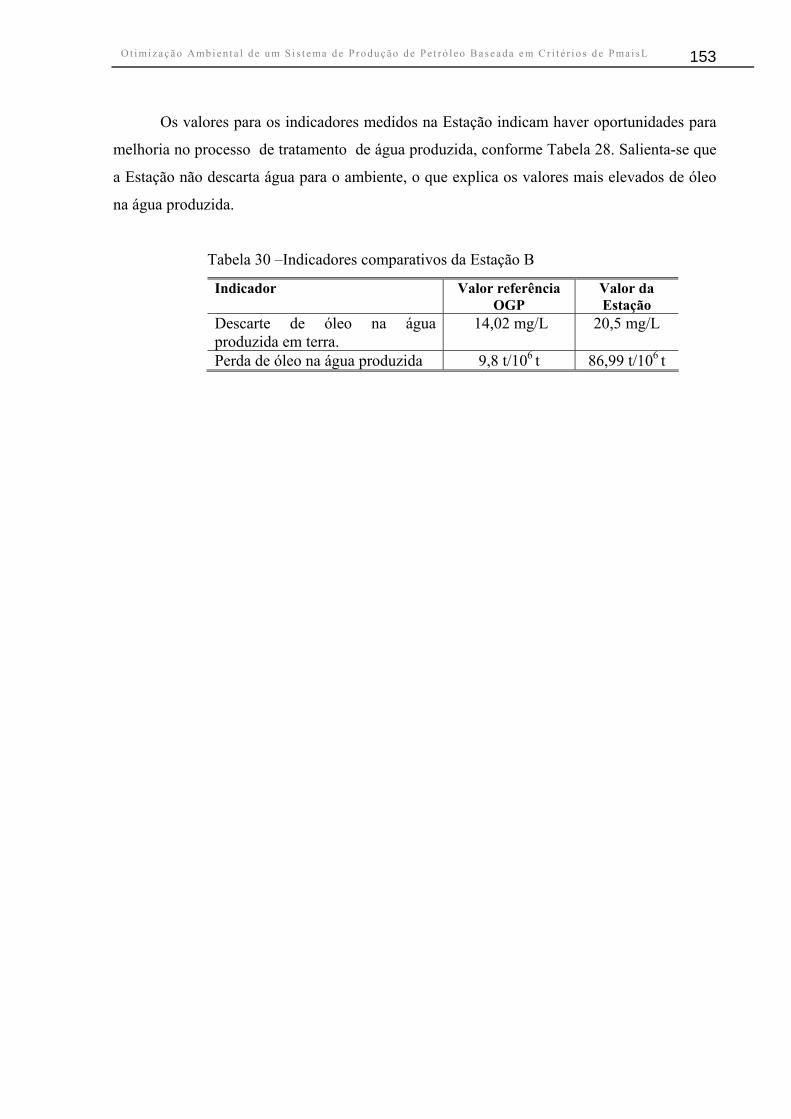
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
153
Os valores para os indicadores medidos na Estação indicam haver oportunidades para
oduzida, conforme Tabela 28. Salienta-se que
Estação não descarta água para o ambiente, o que explica os valores mais elevados de óleo
a água produzida.
melhoria no processo de tratamento de água pr
a
n
Tabela 30 –Indicadores comparativos da Estação B
Indicador Valor referência OGP
Valor da Estação
Descarte de óleo na água produzida em terra.
14,02 mg/L 20,5 mg/L
Perda de óleo na água produzida 9,8 t/106 t 86,99 t/106 t
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
154
.7 ANALISE DAS RAÍZES DAS CAUSAS
A análise da causas de geração de resíduos tenta vislumbrar como o resíduo é gerado e
ssim encontrar as ações de bloqueio. Encontrar as razões básicas que explicam o uso de um
curso, ou a sua perda no processo é importante porque permite avaliar se este recurso pode
eixar de ser usado ou substituído. O diagrama de Ishikawa, conforme proposto no item 2.4.7,
i utilizado para mapear as causas das principais perdas identificadas e demonstrar as
lações de causa e efeito nos diversos processos. Nos itens a seguir é apresentada a discussão
etalhada do assunto.
variação de temperatura a qual está submetido o óleo é outro fator a ser considerado,
uma v
5
a
re
d
fo
re
d
5.7.1 Causas da geração de resíduos oleosos.
As causas da geração de borra nos tanques de armazenamento estão associadas a
vários fatores conforme pode ser visto na Figura 40, que se segue, sendo destaque a falta de
isolamento térmico, as condições ambientais e a qualidade da matéria-prima.
O ponto de névoa do óleo explica a necessidade de calor para o armazenamento do
produto. A análise laboratorial do óleo da Estação B mostra o ponto de névoa em 41,49ºC.
(UN-BA 2001). Conforme visto anteriormente, temperaturas do óleo abaixo do seu ponto de
névoa permitem a deposição das parafinas. Ainda deve ser considerado que, com a
evaporação de leves, a solubilidade das parafinas de peso molecular mais elevado é reduzida,
havendo a sua precipitação no óleo e gerando, portanto as borras.
A
ez que, o óleo chegando do tanque lavador encontra o óleo residual da última
transferência a uma temperatura mais baixa, propiciando o esfriamento do conjunto em 10ºC.
.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
155
igura 40 – Causas para a geração de borra no tanque de armazenamento.
tanque de lavagem; Flh. ajte tmpt- Falha no
juste de temperatura; Flh. contr. proc. trans. - Falha no controle do processo de
ansferência; Flt isol. term- Falta de isolamento térmico; Intp trans.-Interrupção no
rocesso de transferência; Per.cal- Perda de calor; Teor paraf. alto PM- Teor de parafinas
e alto Peso Molecular; Qualid. Óleo-Qualidade do óleo; Red. Tmpt- Redução de
mperatura; Sol. form- Sólidos da formação produtora; Tmp arm- Tempo de
rmazenamento; Tmpt arm- Temperatura de armazenamento; Var. tmpt- variação de
mperatura; Vol. mor. fun. tq- Volume morto no fundo do tanque
O tanque de armazenamento não tem isolamento térmico. Assim o mesmo fica
bmetido às condições ambientais: perdendo para o ambiente o calor adquirido e reduzindo a
mperatura do óleo no fundo do tanque para 45°C. Como visto anteriormente as parafinas
do tanque, com
as para a geração de borra no tanque de armazenamento.
tanque de lavagem; Flh. ajte tmpt- Falha no
juste de temperatura; Flh. contr. proc. trans. - Falha no controle do processo de
ansferência; Flt isol. term- Falta de isolamento térmico; Intp trans.-Interrupção no
rocesso de transferência; Per.cal- Perda de calor; Teor paraf. alto PM- Teor de parafinas
e alto Peso Molecular; Qualid. Óleo-Qualidade do óleo; Red. Tmpt- Redução de
mperatura; Sol. form- Sólidos da formação produtora; Tmp arm- Tempo de
rmazenamento; Tmpt arm- Temperatura de armazenamento; Var. tmpt- variação de
mperatura; Vol. mor. fun. tq- Volume morto no fundo do tanque
O tanque de armazenamento não tem isolamento térmico. Assim o mesmo fica
bmetido às condições ambientais: perdendo para o ambiente o calor adquirido e reduzindo a
mperatura do óleo no fundo do tanque para 45°C. Como visto anteriormente as parafinas
do tanque, com
Equipamentos Condições ambientaisPessoas
F
Informações do processo ou medidas
Métodos ou procedimentos
sumos In
Geração de borra tanque armazenamentoPer. cal.
Tmp arm
Ef. sep. tl
Conc. adt.Sol.form.
Teor paraf.alto PM
Legenda:
Aum. visc– Aumento na viscosidade; Ajte bmb inj. –Ajuste na bomba de injeção; Bxa turb-
Baixa turbulência; Bxa vel ench. tq-Baixa velocidade de enchimento do tanque; Conc. adt-
Concentração de aditivo; Cond. clim- Condição climática; Desc. proc- desconhecimento do
processo; Ef. Sep. tl- Eficiência de separação no
Legenda:
Aum. visc– Aumento na viscosidade; Ajte bmb inj. –Ajuste na bomba de injeção; Bxa turb-
Baixa turbulência; Bxa vel ench. tq-Baixa velocidade de enchimento do tanque; Conc. adt-
Concentração de aditivo; Cond. clim- Condição climática; Desc. proc- desconhecimento do
processo; Ef. Sep. tl- Eficiência de separação no
aa
trtr
pp
dd
tete
aa
tete
susu
tete
são sensíveis a variação de temperatura e a condição ambiental. No fundosão sensíveis a variação de temperatura e a condição ambiental. No fundo
Bxa turb.Flt isol. term.
Desc. pr c.
Flh. contr. proc.de transf.
Aum. visco.
Per. cal.
Qualid. óleo.
Ajte bmb. inj.
Flh. ajte tmpt.
Bxa vel. Ench.tq. Var. tmpt
Tmpt arm
o
Intp transf.
Cond. clim.
Vol. mor.fun.tq.
Equipamentos Condições ambientaisPessoas
Informações do processo ou medidas
Métodos ou procedimentos
sumos In
Geração de borra tanque armazenamentoPer. cal.
Tmp arm
Ef. sep. tl
Conc. adt.Sol.form.
Teor paraf.alto PM
Bxa turb.Flt isol. term.
Desc. pr c.
Flh. contr. proc.de transf.
Aum. visco.
Per. cal.
Qualid. óleo.
Ajte bmb. inj.
Flh. ajte tmpt.
Bxa vel. Ench.tq. Var. tmpt
Tmpt arm
o
Intp transf.
Cond. clim.
Vol. mor.fun.tq.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
156
pouca ou nenhuma turbulência, existem condições adequadas para a deposição das parafinas.
O óleo recebido para armazenamento está a temperatura média de 75 °C. Devido ao
ciclo d
seguir, estão
ssociadas a um menor número de fatores, quando comparadas com a geração de borras no
ndo de tanques de armazenamento. Merecem destaque as condições ambientais, as medidas
o processo e ainda a qualidade da matéria-prima.
A condição ambiental necessária ao processo de separação óleo-água: um ambiente
anqüilo e de baixa viscosidade propicia a decantação de partículas vindas com o fluido
roduzido e, por conseguinte a geração de borras. Como o tanque lavador apresenta essas
ondições é sempre um local adequado à precipitação de partículas sólidas, especialmente
quelas vindas no meio aquoso. Tais partículas encontram uma baixa viscosidade nesse fluido
sedimentam, mesmo as de menores diâmetros.
e enchimento e esvaziamento, cada tanque fica parado sem movimentação por 24 h.
Neste período ocorre a perda de calor do óleo remanescente no fundo do tanque, o que
favorece a redução de temperatura para 45°C. Quando o tanque volta a receber a produção a
75°C, a temperatura final de equilíbrio é reduzida com diferencial de 8ºC a 10°C.
representando uma perda de calor equivalente a até US$ 5.234,84.
As causas da geração de borra no tanque lavador, ver na Figura 41, a
a
fu
d
tr
p
c
a
e
Equipamentos Condições ambientais
Pessoas
Informações do processo ou medidas
Métodos ou procedimentos
Insumos
Geração de
Figura 41 – Causas para a geração de borra de fundo de tanque lavador.
borra no tanque lavador
Turbulência
do processo
Tempo de residência
de aditivos
Desconhecime
SólidosConcentração
nto Necessidade operacional
Equipamentos Condições ambientais
Pessoas
Informações do processo ou medidas
Métodos ou procedimentos
Insumos
Geração de borra no tanque lavador
Turbulência
do processo
Tempo de residência
de aditivos
Desconhecime
SólidosConcentração
nto Necessidade operacional
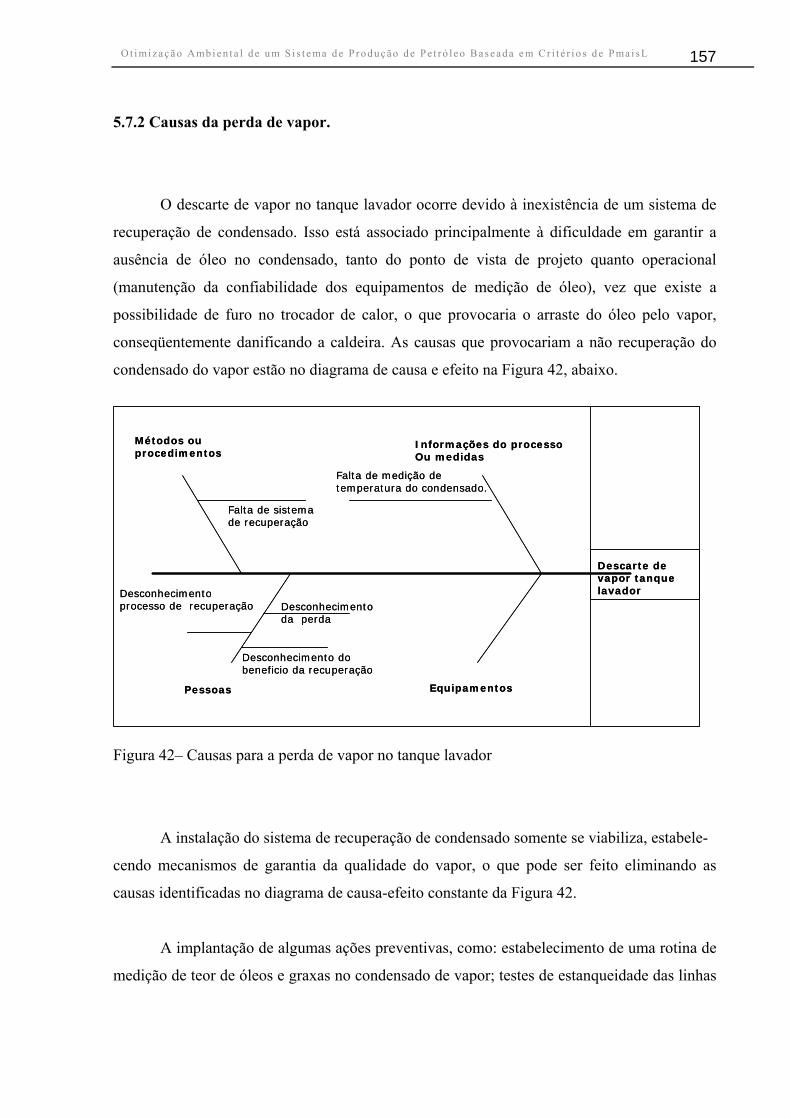
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
157
5.7.2 Causas da perda de vapor.
O descarte de vapor no tanque lavador ocorre devido à inexistência de um sistema de
está associado principalmente à dificuldade em garantir a
usência de óleo no condensado, tanto do ponto de vista de projeto quanto operacional
anutenção da confiabilidade dos equipamentos de medição de óleo), vez que existe a
possibi
igura 42– Causas para a perda de vapor no tanque lavador
viabiliza, estabele-
endo mecanismos de garantia da qualidade do vapor, o que pode ser feito eliminando as
causas
as no condensado de vapor; testes de estanqueidade das linhas
recuperação de condensado. Isso
a
(m
lidade de furo no trocador de calor, o que provocaria o arraste do óleo pelo vapor,
conseqüentemente danificando a caldeira. As causas que provocariam a não recuperação do
condensado do vapor estão no diagrama de causa e efeito na Figura 42, abaixo.
Equipamentos Pessoas
Informações do processo Ou medidas
Métodos ou procedimentos
Descarte de vapor tanque lavador
Desconhecimentoda perda
Falta de sistema de recuperação
Falta de medição de temperatura do condensado.
Desconhecimento do beneficio da recuperação
Desconhecimento processo de recuperação
Equipamentos Pessoas
Informações do processo Ou medidas
Métodos ou procedimentos
Descarte de vapor tanque lavador
Desconhecimentoda perda
Falta de sistema de recuperação
Falta de medição de temperatura do condensado.
Desconhecimento do beneficio da recuperação
Desconhecimento processo de recuperação
F
A instalação do sistema de recuperação de condensado somente se
c
identificadas no diagrama de causa-efeito constante da Figura 42.
A implantação de algumas ações preventivas, como: estabelecimento de uma rotina de
medição de teor de óleos e grax

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
158
e troca
mazenamento. A
erda de calor no descarregamento de óleo ocorre devido tanto a falta de isolamento do
e
mperatura nesse tanque; o que propicia se ter um aquecimento excessivo do óleo. As causas
ara a perda de calor constam da Figura 43, a seguir.
Figura 43– Causas para a perda de calor no descarregamento de carretas
Além da perda do calor no tanque de emulsão, ocorrem perdas menores nos
descarregamento de carretas devido à falta de conhecimento da temperatura da matéria-prima,
e da quantidade de vapor necessário à fluidificação do óleo as condições climáticas que
favorecem essa perda de calor.
dores de calor, irão garantir a qualidade do vapor e, portanto, a manutenção de sua
recuperação.
5.7.3 Causas da perda de calor.
As principais perdas de calor ocorrem nos tanques de emulsão e ar
p
tanque de armazenamento de emulsão, como a inexistência de um sistema de controle d
te
p
Equipamentos Condições ambientais
Pessoas
Informações do processo ou medidas
Métodos ou procedimentos
Insumos
Perda de vapor descarregamento de óleo
Falta de equipamento
Desconhecimento do processo
Trocador de calor furado
Falta medição de temperatura do óleo.
Temperatura do óleo
Variação climática
Equipamentos Condições ambientais
Pessoas
Informações do processo ou medidas
Métodos ou procedimentos
Insumos
Perda de vapor descarregamento de óleo
Falta de equipamento
Desconhecimento do processo
Trocador de calor furado
Falta medição de temperatura do óleo.
Temperatura do óleo
Variação climática
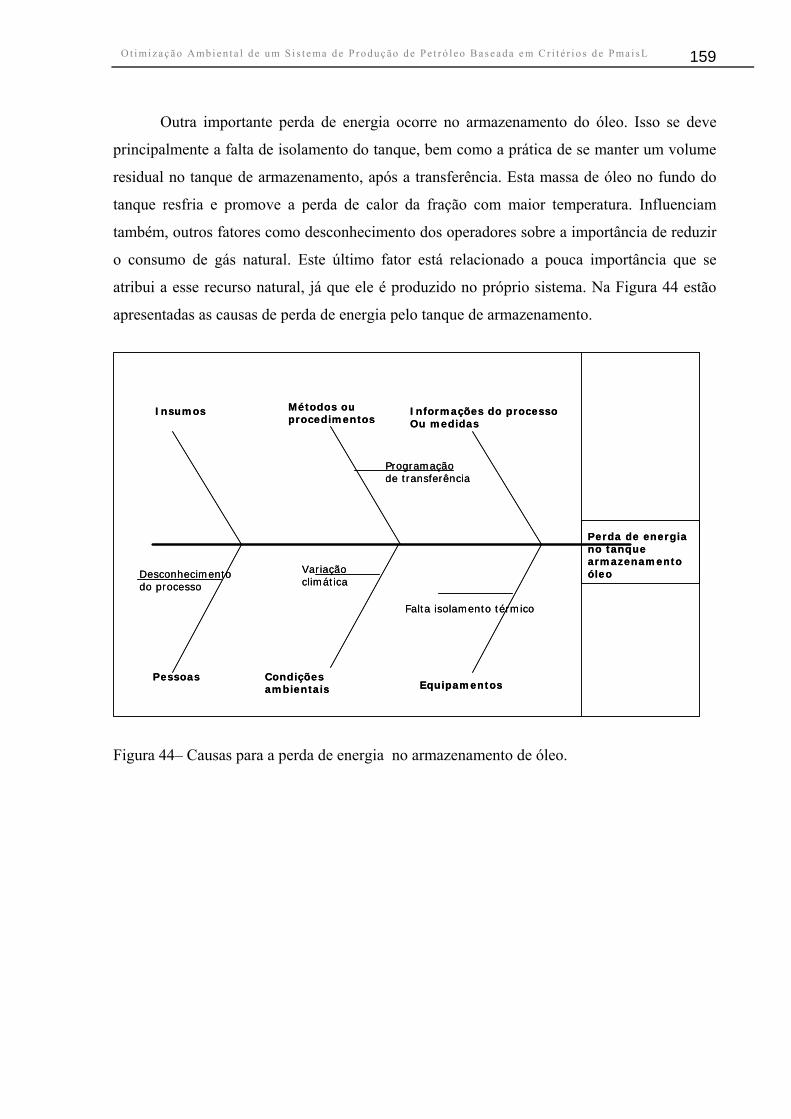
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
159
Outra importante perda de energia ocorre no armazenamento do óleo. Isso se deve
rincipalmente a falta de isolamento do tanque, bem como a prática de se manter um volume
sidual no tanque de armazenamento, após a transferência. Esta massa de óleo no fundo do
tanque
p
re
resfria e promove a perda de calor da fração com maior temperatura. Influenciam
também, outros fatores como desconhecimento dos operadores sobre a importância de reduzir
o consumo de gás natural. Este último fator está relacionado a pouca importância que se
atribui a esse recurso natural, já que ele é produzido no próprio sistema. Na Figura 44 estão
apresentadas as causas de perda de energia pelo tanque de armazenamento.
Figura 44– Causas para a perda de energia no armazenamento de óleo.
Equipamentos Condições ambientais
Pessoas
Informações do processo Ou medidas
Métodos ou procedimentos
Insumos
Perda de energia no tanque armazenamento óleoVariação
climática
Falta isolamento térmico
Desconhecimentodo processo
Programaçãode transferência
Equipamentos Condições ambientais
Pessoas
Informações do processo Ou medidas
Métodos ou procedimentos
Insumos
Perda de energia no tanque armazenamento óleoVariação
climática
Falta isolamento térmico
Desconhecimentodo processo
Programaçãode transferência
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
160
5.8 GE
talação. A seguir está
apresentada a discussão das propostas identificadas sob o foco da avaliação técnica,
econôm
O produto não pode sofrer alteração de composição, dado que implicaria em perdas
conômicas. A qualidade do petróleo, para o mercado, é determinada por sua composição
rodutos que serão produzidos por ocasião do processo de refino
, ainda, determina o grau de dificuldade para processamento deste petróleo. O petróleo
as.
e ou da toxicidade relativa
a matéria-prima não se viabiliza, atualmente, em face da inexistência de uma opção
m em processamento, conseqüentemente, produzindo os mesmos efeitos
desejados quando processada na Estação.
A utilização de aditivos menos tóxicos no tratamento do petróleo não traz efeito
onsiderável, vez que a concentração utilizada é muito baixa (15 ppm). Adicionalmente o
a toxicidade intrínseca, devido a grande concentração de sais
tido com a troca do
ditivo. A toxicidade do efluente, portanto não seria modificada..
As embalagens utilizadas para os aditivos poderiam ser recicladas com o fornecedor
. O estoque de produto na
stalação é bastante reduzido, e se realiza em área protegida, minimizando a geração de
RANDO AS PROPOSTAS DE PmaisL
A elaboração de propostas de PmaisL requer: o conhecimento detalhado: do processo
produtivo e das opções tecnológicas disponíveis. A aplicação sistematizada das ferramentas
de minimização sobre o sistema de produção em estudo, conforme previsto no subitem 2.4.8.,
ocorre após o desenvolvimento de todo um processo analítico da ins
ica e ambiental.
e
química, já que ela define os p
e
baiano está classificado entre os melhores do mundo pelo seu alto teor de parafin
A redução na fonte pela eliminação ou decréscimo do volum
d
adequada. Assim a melhoria da matéria-prima antes de sua incorporação no processo
implicaria també
in
c
efluente produzido possui elevad
na água do reservatório. Desta forma nenhum efeito perceptível seria ob
a
do produto, o que minimizaria o impacto pelo uso do produto
in
resíduos por eventuais vazamentos.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
161
A borra oleosa apresenta elevado teor de hidrocarbonetos; mas devido a simplicidade
o processo de produção de petróleo, não é viável recuperá-la na planta. A geração do resíduo
unidade para a recuperação de óleo,
que a mesma teria uma baixa taxa de utilização, encarecendo assim os custos do processo.
Armazenamento e Tratamento de
esíduos. Nessas instalações é possível recuperar o óleo deixando o teor de hidrocarbonetos
baixo de 8%. Essas plantas utilizam vapor para fluidificação do óleo.
A seguir estão listadas as opções identificadas e classificadas, de acordo com as
.8.1–Práticas operacionais.
.8.1.1– Inserir melhorias no procedimento de geração e distribuição de vapor .
.8.1.2– Alterar esquema de transferência de óleo.
5.8.1.3–Transferir continuamente a produção operando com apenas um tanque de
armazenamento.
5.8.1.4– Alterar esquema de transferência de óleo e revestir tanque de armazenamento.
5.8.2–Mudanças tecnológicas.
5.8.2.1– Redução da faixa de controle de temperatura do tanque lavador.
5.8.2.2– Controlar a pressão do vapor na caldeira estabelecendo menor faixa de variação.
5.8.2.3.– Isolar termicamente os três tanques de armazenamento.
5.8.2.4.– Instalar sistema de recuperação de condensado de vapor.
d
ocorre em batelada, tornando difícil a instalação de uma
já
Externamente à planta, a Unidade dispõe de Centrais de
R
a
ferramentas da PmaisL a ela relacionadas.
5
5
5

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
162
5.8.2.5– Isolar termicamente o tanque de emulsão.
5.8.2.6– Instalar válvula moduladora no tanque lavador
.8.3.3–Instalar recuperador de vapor de hidrocarbonetos no tanque de armazenamento.
5.8
.8.4.1–Utilização do resíduo oleoso na indústria cerâmica.
5.8.2.7–Instalar válvula moduladora no tanque de emulsão
5.8.3–Regeneração/reuso dentro da indústria.
5.8.3.1–Recuperar óleo da borra de fundo de tanque.
5.8.3.2–Instalar recuperador de vapor de hidrocarbonetos no tanque lavador.
5
.4–Recuperação de energia fora da indústria.
5
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
163
5.9 AVALIAÇÃO TÉCNICA AMBIENTAL E ECONÔMICA
Conforme o item 2.4.9, depois de identificadas as oportunidades de PmaisL, deve-se
realiza
o Dólar considerado foi de
1US$= 2,75R$, conforme visto anteriormente no item5.4.
Avaliação técnica – A inserção de tarefas críticas nos procedimentos operacionais
permite
5.2.1.2, devem ser incorporadas nos procedimentos operacionais da Estação, de modo
a perm r a sua realização dentro dos critérios da PmaisL. As atividades críticas são:
anter o teor de oxigênio entre 2,0% e 2,4%.
icações são tecnicamente viáveis e trazem como beneficio a redução de
perdas. Não existem impedimentos para a sua realização. Não será comprometida a segurança
r uma avaliação técnica, econômica e ambiental de cada opção encontrada. Essa análise
visa dar consistência às propostas elaboradas e assim facilitar a sua implantação.
A avaliação econômica foi realizada com o cálculo do tempo de retorno do
investimento – TRI dado pela equação 5. A taxa de conversão d
A seguir estão relacionadas às propostas de PmaisL identificadas para a Estação com
a respectiva avaliação técnica, econômica e ambiental.
Proposta 1– Inserir melhorias no procedimento de geração e distribuição de
vapor.
a equipe o entendimento da importância dessa tarefa para a minimização de perdas
no processo, vez que, torna visível as etapas fundamentais, outrora relegadas a um plano
secundário. As melhorias identificadas no processo de geração e distribuição de vapor
subitem
iti
inspecionar linhas e corrigir vazamentos;
manutenção de purgadores;
verificar funcionamento da purga de fundo;
monitorar e controlar as variáveis do processo;
m
Estas modif

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
164
dos operadores, desde que sejam treinados para a realização das novas tarefas. Como as
mudanças são de procedimento, não serão necessários novos equipamentos e nem espaço
A inspeção de linhas e correção imediata de vazamentos torna possível reduzir perdas
de vapor. Vazamento de uma válvulas de bloqueio podem produzir consideráveis perdas
anuais de vapor. A manutenção das boas condições de higiene da instalação facilita a
identificação das perdas e a sua rápida eliminação, além de ser mais seguro para os
trabalhadores, pois reduz risco de contato com fontes aquecidas.
Estabelecer rotina de troca de equipamentos, logo que detectado o vazamento, implica
algumas vezes em paralisar operações, no entanto não compromete a produtividade da
instalação, por que a carga térmica acumulada no processo é muito grande, assim a sua
operacionalidade não é comprometida.
Avaliação ambiental – O beneficio ambiental do estabelecimento de procedimentos
críticos no processo sob o critério da PmaisL é evitar o consumo desnecessário de aditivos,
gás natural e água. Apenas com a geração de vapor seriam economizados anualmente 942,9t
de vapor equivalente 76.068 m3 de gás natural.
Avaliação econômica – O beneficio econômico desta medida é a redução de custo:
pela economia de gás utilizado para produzir o vapor e pelo menor consumo de água. Importa
salientar que este último, ainda não exerce influência significativa, pois o seu custo é muito
baixo.
Apenas considerando a correção de vazamentos de vapor identificado na visita a
instalação, o beneficio econômico calculado é previsto em R$ 4.588,00/ano. O custo de
substituição da válvula não foi considerado para a avaliação de investimento, pois teria que
ser feito de qualquer maneira. O beneficio está na abreviação do tempo para realizar a troca.
Investimento:
Sem investimento
adicional na instalação.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
165
ecuperação da perda de vapor R$ 4.588,00/ano
Retorno financeiro:
R
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
166
Proposta 2– Alterar o esquema de transferência de óleo.
Avaliação técnica – O óleo recebido para armazenamento está a temperatura média de
75 °C, mas devido ao processo cíclico de operação (enchimento, espera, esvaziamento,
spera,enchimento) cada tanque fica parado sem movimentação por até 16 horas. Neste
interva
Estação. A operação com apenas um
tanque evita os problemas advindos do processo cíclico de operação. Porém, para manter a
sistemática de medição fiscal da produção é necessário fazer a transferência em bateladas,
leo em duas etapas reduz as perdas de calor, pois a exposição do
po m nor e reduz e enor
a pesad de ól o tam zido, o
a. Porém será nece ara o
umento do controle da qualidade do óleo no tanque lavador, de modo a garantir a
eu retratamento. Caso seja necessária a realização dessa
peração o óleo deverá ser transferido para o tanque de armazenamento que estará vazio.
A modificação é segura para os trabalhadores e evita variações de temperatura no
tanque, portanto melhora a qualidade do produto e não compromete o espaço disponível na
instalação.
Os procedimentos operacionais e o fluxo de trabalho serão alterados, por isso será
necessário treinar o pessoal para operar a nova sistemática de transferência, no entanto não
será necessária a parada da produção para a sua implantação.
e
lo de tempo ocorre a perda de calor do óleo reduzindo a temperatura da porção
remanescente no fundo tanque para 45°C. Quando o tanque com óleo frio, volta a receber a
produção a 75°C, a temperatura final da mistura é reduzida em 8ºC, representando uma perda
de calor equivalente a 34.896 m3/ano. A alteração do esquema de transferência, para reduzir
perdas, requer a redução do numero de tanques da
dividindo-a em duas etapas.
A transferência do ó
óleo ao ambiente acontece por um intervalo de tem e missões pela m
área exposta. O tempo de decantação das partícul s as e bém será redu
que contribui para minimizar a geração de borra oleos ssário atentar p
a
especificação do produto e evitar o s
o

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
167
Avaliação ambiental – O beneficio ambiental da alteração do esquema
ência de óleo está associado
de
transfer à minimização de consumo de gás natural em 34.896 3/ano e a redução de emissão de compostos orgânicos voláteis para a atmosfera em 49.140
m3/ano
muito importante devido ao efeito
estufa provocado pelo metano presente nos compostos voláteis emitidos pelo petróleo. A
reduçã
R$ 15.724,80
TR I=6
m
. Adicionalmente é esperada a redução de borra oleosa no fundo do tanque. A redução
na perda de calor para o ambiente implica em outras 76 t/ano de vapor correspondendo a
6.131m3/ano.
Avaliação econômica – A componente ambiental é
o no consumo de vapor para aquecimento do óleo em R$ 14.395,72 também deve ser
considerada. Apesar do pequeno retorno financeiro é recomendável a realização desse projeto
pela possibilidade de venda dos créditos de carbono.
Investimento:
Treinamento dos operadores R$ 6.000,00
Retorno financeiro:
Redução da perda de gás natural geração de vapor R$ 14.395,72
Redução da perda de calor para o meio ambiente R$ 2.528,90
Redução da emissão de voláteis para o meio ambiente
.000,00/32.649,42=0,18anos
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
168
Proposta 3 – Transferência continua da produção operando com apenas um
tanque de armazenamento.
e cálculo do SIGEA mostrou
umento da perda em 24,60 t/ano. (PETROBRAS 2005b).
para 45°C. Quando o tanque com óleo frio, volta a
ceber a produção a 75°C, a temperatura final da mistura é reduzida em 8ºC, representando
uma pe
azenamento, sem
vestimento isolante provoca o aumento da perda de calor em aproximadamente 1% ou o
equiva
pesar da redução de perda de voláteis, operar a Estação com apenas um tanque e
transfe
andam custos
adicion is de instalação e operação, além de uma sistemática de aferição e calibração.
processo de transferência da produção da Estação, tornando o
is intermitente. Isso deman a alte ática
e transferência das estações de produção vizinhas. Com essa nova sistemática de
transfe risco de congelamento do óleo na linha em caso de paralisação.
Avaliação técnica – A rotina operacional com mais de um tanque de armazenamento
aumenta as emissões atmosféricas de COV, pois esta perda depende, entre outros fatores, da
área de exposição do produto; maior número de tanques maior a área exposta. Neste cenário a
simulação de emissão de hidrocarbonetos, utilizando o módulo d
a
O óleo recebido para armazenamento está a temperatura média de 75 °C, mas devido
ao processo cíclico de transferência, cada tanque fica parado sem movimentação por até 16
horas. Neste intervalo de tempo ocorre a perda de calor do óleo reduzindo a temperatura da
porção remanescente no fundo tanque
re
rda de calor total equivalente a até US$ 5,234.84/ano por tanque. Esta perda não será
eliminada por conta desta proposta, uma vez que não se prevê o isolamento térmico do
tanque. A operação continua de transferência com apenas um tanque de arm
re
lente a 76 t/ano de vapor, devido a este tanque ficar todo tempo com o óleo em seu
nível médio exposto ao ambiente, portanto perdendo calor.
A
rência contínua traz os seguintes inconvenientes:
a)necessidade de troca da metodologia de medição fiscal da produção na Estação,
passando a ser em linha e não por diferença de nível. Esta mudança requer a instalação de
equipamentos de medição de volume e BS&W, que são sofisticados e dem
a
b)mudança no
escoamento de óleo constante e não ma d rações da sistem
d
rência é adicionado o
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
169
Tal evento tornará a estação ra or pelo m s ue será necesinope nte p enos 10 dia , já q sária a
xtensão aproximada de 50 km.
A instalação dos equipamentos de medição, não compromete o espaço disponível, haja
vista as suas pequenas dimensões. Esse novo equipamento utiliza apenas energia elétrica e,
portanto, não compromete as facilidades disponíveis na Estação, mas necessitará de
manutenção adequada, pois apresenta elevado nível de precisão.
A instalação do medidor em linha não compromete o fluxo de trabalho ou a
produtividade. Mas será necessário treinar o pessoal da instalação para operar o novo sistema
de medição além de negociar com outros gestores o uso do duto de modo continuo e não mais
intermitente. Não haverá comprometimento da segurança dos trabalhadores, porque não serão
adicionados novos riscos ao processo.
Para a instalação do novo sistema de medição não será necessária parada da produção,
pois atualmente a transferência de óleo opera em regime de batelada, assim a instalação do
novo sistema deverá ser programada no intervalo entre duas transferências.
Avaliação ambiental – O beneficio da transferência contínua está associado a
redução de emissão de compostos orgânicos voláteis para a atmosfera em 24,6t/ano.
Adicionalmente é esperada a redução de borra oleosa no fundo do tanque.
Avaliação econômica – O beneficio econômico desta medida é a recuperação dos
compostos orgânicos voláteis que seriam perdidos para a atmosfera caso fossem utilizados 3
tanques, mas ocorreria aumento na perda de calor para o ambiente. Adicionalmente os custos
de instalação e manutenção dos equipamentos de medição fiscal são elevados.
Investimento:
Instalação de uma estação de medição R$ 209.000,00
Retorno financeiro:
Redução da perda de COV’s nos tanques R$ 9.918,72
desobstrução de toda tubulação numa e

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
170
Aumento da perda de calor R$ 2.520,50
TR I=209.000,00/7.398,20=28,3anos.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
171
Proposta 4 – Alterar o esquema de transferência de óleo e revestir um tanque de
armazenamento.
alor por um menor intervalo de
exposição do óleo ao ambiente. O tempo disponível para decantação das partículas pesadas de
óleo ta zido, o que contribui para minimizar a geração de borra oleosa. Porém
a o umento do controle da qualidade do óleo no tanque lavador de
gura para os trabalhadores e evita variações de temperatura no
bvias,
.
s e o fluxo de trabalho serão alterados, por isso será
ecessário treinar o pessoal para operar com o novo sistema de transferência.
A instalação do revestimento implica em custo adicional, mas não será necessária a
arada da produção para a implantação do novo sistema de operação. O revestimento pode ser
stalado com o tanque em operação, ou durante a parada para manutenção.
Avaliação ambiental – O beneficio ambiental do isolamento está associado à
inimização de consumo de gás natural em 69.797m3/ano, a redução de emissão de
ompostos orgânicos voláteis para a atmosfera em 23.843,10 m3/ano. Adicionalmente é
Avaliação técnica – Conforme visto no item anterior a operação com apenas um
tanque traz inconvenientes técnico-operacionais, econômicos e também ambientais. Esses
problemas podem ser evitados mantendo a transferência em batelada, mas dividindo-a em
duas etapas. Este modo de operação requer negociação com as demais estações que
compartilham o uso do duto para escoamento da produção.
A transferência em duas etapas reduz as perdas de c
mbém será redu
será necessário atentar par a
modo a garantir a sua especificação e evitar o seu retratamento.
A modificação é se
tanque, portanto melhora a qualidade do produto. O isolamento térmico, por razões ó
não compromete o espaço disponível na instalação
Os procedimentos operacionai
n
p
in
m
c

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
172
esperada a redução de borra oleosa no fundo do tanque e ainda a redução em 865 m3/ano no
consum
Avaliação econômica – A perda de calor total pela sistemática de operação de
transfe
vestimento:
Isolam
R$ 6.000,00
.791,52
TR I=4
o de água.
rência, visto anteriormente, é equivalente a até US$ 5,234.84/ano por tanque. O
revestimento do tanque reduz o beneficio econômico desta medida, porém a componente
ambiental é muito importante, neste caso, devido ao efeito estufa provocado pelos compostos
voláteis emitidos pelo petróleo. A pequena diferença entre o investimento e o retorno
financeiro aconselha a sua realização pela possibilidade de venda dos créditos de carbono.
Atualmente com valor de US$ 5,00/t. em equivalente de dióxido de carbono. Deve-se também
considerar que o metano principal componente do gás natural tem potencial de efeito estufa
aproximadamente 23 vezes maior que o dióxido de carbono.
In
ento de um tanque R$ 42.000,00
Treinamento
Retorno financeiro:
Redução da perda de COV’s nos tanques contabilizado como gás natural R$ 9.918,72
Redução da perda de calor para o meio ambiente R$ 28
8.000.00/38.710,40=1,23anos
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
173
Proposta 5 – Redução da faixa de controle de temperatura no tanque lavador.
ixa de ariaç de te
5°C e não 15°C, reduz o consumo de gás natural; pois evita o aquecimento desnecessário do
peracional proposta traz melhorias para o processo aumentando a sua estabilidade e
e 5,4 x 109 kJ/ano, o que representa 17,5% do calor útil
do equipamento. É necessário, porém, treinar operadores no sentido de aumentar a freqüência
de verificação do óleo e interromper a alimentação de vapor no limite superior de
temperatura. Esta mudança melhora a qualidade do produto, vez que, reduz as perdas de
voláteis e a deposição das frações mais pesadas.
A proposta reduz as perdas sem comprometer a segurança para os trabalhadores, por
que o novo procedimento não traz tarefas com risco adicional.
Não serão instalados novos equipamentos, por isso o espaço disponível não será
comprometido. Não será necessário contratar trabalho adicional para implementar a proposta,
porque o controle de temperatura requer apenas o fechamento de uma válvula.
Não será necessário paralisar a produção da instalação para adoção dos novos
procedimentos, vez que os operadores podem ser treinados com o sistema em operação. Os
novos procedimentos não irão afetar o fluxo de trabalho e nem a produtividade.
Avaliação ambiental – O beneficio ambiental da redução da temperatura do óleo está
associado à minimização de consumo de vapor em 2.312t/ano, o que no modelo de operação
atual corresponde a idêntica perda de água doce. Como conseqüência da redução no consumo
de vapor haverá correspondência com o consumo de gás natural em 186.499,0 m3/ano.
Avaliação econômica – O beneficio econômico desta medida é a redução de custo,
pela redução de perda de calor; menor temperatura do óleo e perda para o ambiente por
Avaliação técnica – Operar o tanque lavador com fa v ão mperatura de
óleo e reduz a perda de calor para o ambiente por irradiação. A mudança no procedimento
o
reduzindo a perda de calor na ordem d

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
174
convecção e irradiação. A redução de custo pelo menor consumo de água, ainda não exerce
infl
recurso não foi considerado na avaliação.
Investimento:
Curso d
uência significativa, pois o custo desse recurso é muito baixo, por isso o custo desse
e conscientização para empregados (16 horas/aula) R$12.100,00
Retorno financeiro:
Redução de custo pela minoração da temperatura em 10 °C no Tanque R$76.931,80
TRI= 12.100,00/76.931,80=0,16anos
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
175
Proposta 6 – Controlar a pressão do vapor de caldeira estabelecendo menor faixa
ntrário,
enores pressões de vapor reduzem os custos de manutenção devido a menores
probab
o consumo de 1%. Portanto, 14 psig trará uma redução em 0,2% no valor gasto
nual com vapor na estação (US$ 379,980.00.)
r
necessária a instalação de novos equipamentos e, portanto, o espaço disponível na instalação
ão será comprometido.
plementar a proposta.
pressão do vapor implica
a redução de consumo deste insumo em 61,7 t/ano o que equivale a minimização de
consum l em 4.980,3m3/ano.
Avaliação econômica – O beneficio econômico desta medida é a redução de custo
pela ec ado para produzir vapor. Não é necessário investimento para a
pri s supe dução
de variação.
Avaliação técnica – Pressões de vapor acima do necessário ao processo que o usa
causa danos a matéria-prima, o óleo, e ainda propicia maior consumo de gás. Ao co
m
ilidades de vazamento. A caldeira opera a 14 psig acima da pressão necessária ao
processo em 12% do tempo. Para cada 70psig de redução na pressão do vapor ocorre uma
redução n
a
Haverá redução de resíduos sem alterar a qualidade do produto e nem aumentar os
iscos para os trabalhadores, pois a menor pressão reduz riscos operacionais. Não será
n
A redução na pressão se realiza pelo controle de vazão do gás. Tal alteração no
procedimento não afeta o fluxo de trabalho e a produtividade na Estação, mas será
necessário treinar o pessoal para im
Não haverá parada de produção para a instalação do novo sistema.
Avaliação ambiental – O beneficio ambiental da redução da
n
o de gás natura
onomia de gás utiliz
realização dessa melhoria, pois o treinamento será pelos pró o rvisores. A re
anual de custo na produção de vapor de R$ 2.054,38.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
176
Proposta 7 – Isolar termicamente os três tanques de armazenamento
Avaliação técnica – O isolamento térmico dos tanques permite a redução de perda de
alor para o ambiente, portanto tornando o processo mais eficiente energeticamente. Neste
modo d
O isolamento térmico ocupará pouco espaço na estação devido a sua simplicidade, por
isso n
perda de calor e assim redução no consumo de gás natural em 69.797m3/ano..
a menor
valiação econômica – O beneficio econômico desta medida é a redução do consumo
de gás
t
Isolamento dos três tanques R$ 126.000,00
R$ 290,00
TRI=126.000,00/29.081,52=4,3anos
c
e operação o vapor de hidrocarboneto continuaria sendo perdido para a atmosfera, mas
com a menor temperatura nos tanques a emissão de vapor seria reduzida em 0,9t/ano.
A instalação do isolamento térmico não compromete a segurança dos trabalhadores,
porque não haverá adição novos riscos ao processo, por outro lado não afeta a qualidade do
produto.
ão haverá comprometimento de espaço disponível. A produtividade ou fluxo de
trabalho, não serão afetados, mas será necessário contratar trabalho adicional para instalação
do revestimento.
Avaliação ambiental – O beneficio ambiental do isolamento térmico do tanque é a
minimização da
Adicionalmente é esperada a redução de borra oleosa no fundo do tanque devido
variação de temperatura no tanque.
A
natural para gerar o vapor perdido para o meio ambiente pela falta de isolamento
érmico. Mas é necessário investir no isolamento térmico do tanque.
Investimento:
Retorno financeiro:
Ganho com a redução da perda de calor para o meio ambiente R$ 28.791,52
Ganho com a redução da perda de emissão de voláteis
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
177
roposta 8–Instalar sistema de recuperação de condensado de vapor.
valiação técnica – A recuperação de condensado é uma ação amplamente utilizada
na indústria para a redução no consumo de gás natural e água, porquanto o condensado agrega
considerável conteúdo energético, que de outra forma seria perdido para o meio ambiente. O
condensado recuperado traz como vantagem adicional a melhor qualidade da água, já que esta
foi utilizada para produzir vapor, possui um nível de sais mais baixo que a água “in natura”,
permitindo assim a redução de depósitos de cálcio nas partes quentes, o que reduz as perdas
de calor aumentando o intervalo de manutenção da caldeira.
dificuldade para a implantação dessa melhoria é o risco de entrada de óleo nas
linhas de distribuição de vapor, já que elas ficam imersas em óleo e água salgada. Para a
instalação de um sistema de recuperação nessa condição é necessário o uso de mecanismos de
–Testes semestrais de estanqueidade para as linhas de distribuição de vapor, internas ao
tanque lavador;
–Instal
O equipamento de recuperação ocupará pouco espaço na estação devido a sua
simpl
Como o sistema é um complemento do existente não será necessário longo período de
paralis recomenda utilizar o período de parada para manutenção para a
rão n cessárias utilidades p ra o funciona ema de
ático
P
A
A
segurança que minimizem a possibilidade de óleo invadir as linhas de vapor, tais como:
ação de equipamentos de detecção de hidrocarbonetos na água (condensado);
–Instalação de filtros de carvão ativado para remoção de hidrocarbonetos na água
(condensado).
icidade. Por isso não haverá comprometimento de espaço disponível. Também, não
haverá comprometimento da produtividade ou fluxo de trabalho, mas será necessário
contratar trabalho adicional para instalar o recuperador.
ação, mas se
implantação do sistema. Não se e a mento do sist
recuperação, visto na Figura 45, na forma de desenho esquem .
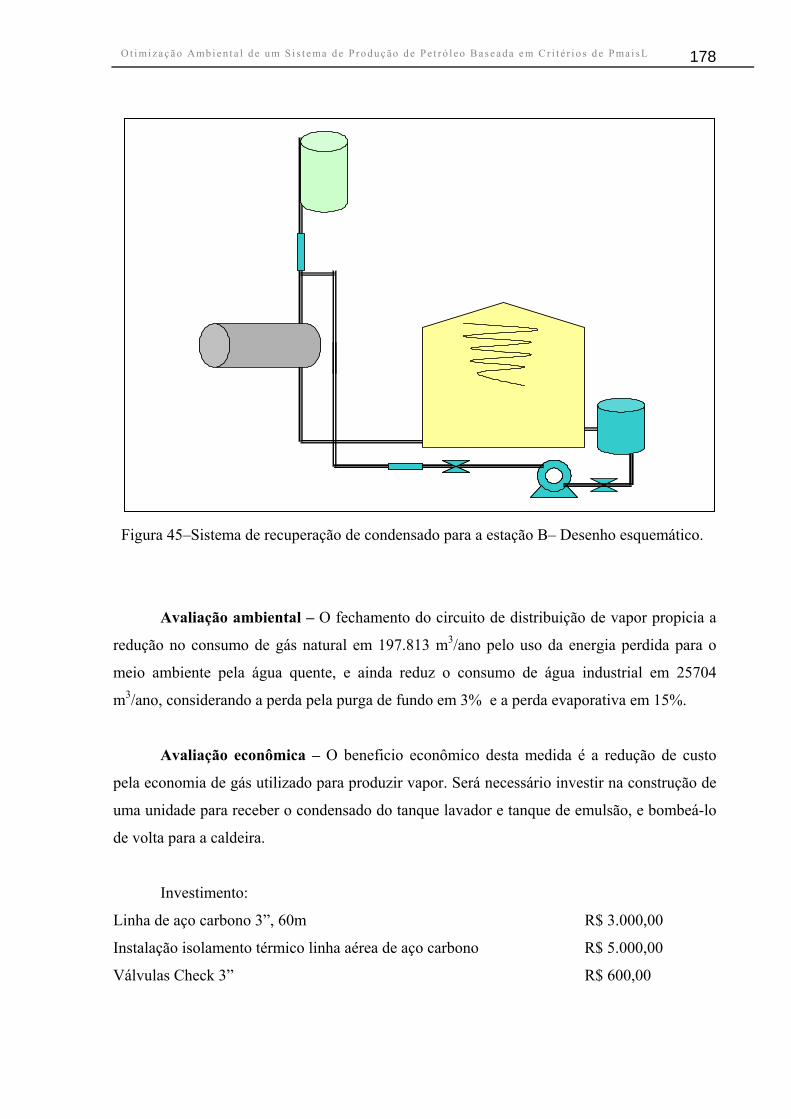
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
178
a estação B– Desenho esquemático.
Avaliação ambiental – O fechamento do circuito de distribuição de vapor propicia a
redução no consumo de gás natural em 197.813 m3/ano pelo uso da energia perdida para o
meio ambiente pela água quente, e ainda reduz o consumo de água industrial em 25704
m3/ano, considerando a perda pela purga de fundo em 3% e a perda evaporativa em 15%.
Avaliação econômica – O beneficio econômico desta medida é a redução de custo
pela economia de gás utilizado para produzir vapor. Será necessário investir na construção de
uma unidade para receber o condensado do tanque lavador e tanque de emulsão, e bombeá-lo
de volta para a caldeira.
Investimento:
Linha de aço carbono 3”, 60m R$ 3.000,00
Instalação isolamento térmico linha aérea de aço carbono R$ 5.000,00
Válvulas Check 3” R$ 600,00
Figura 45–Sistema de recuperação de condensado para
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
179
Válvulas esfera 3” . R$ 500,00
Nip R$ 300,00
urvas 90x 3” R$ 400,00
anque de acumulação 5m3 isolado termicamente R$ 8.000,00
Bomba
vestimento total = R$ 46.403,60
Recupe
TR do Investimento = 46.403,60/85.562,13 =0,54anos
ples 3”
C
T
de Condensado instalada R$ 8.000,00
Compra e instalação de sensor de hidrocarbonetos R$ 17.000,00
Custo de operação da Bomba de vapor R$ 3.603,60
In
Retorno financeiro:
ração do calor perdido para o ambiente R$ 85.562,13
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
180
ica – O isolamento térmico do tanque é uma medida compatível com
sso. Permite a redução de perda para o ambiente
m comprometer a segurança dos trabalhadores, sem causar problemas ambientais e sem
influenciar a qualidade do produto.
Não haverá acréscimo de tarefas no processo durante a operação. Apenas durante a
co para os trabalhadores devido ao
trabalho em altura e a presença de andaimes na área.
O espaço disponível na instalação não será comprometido, pois o isolamento térmico
não ocupa espaço significativo na instalação.
Não haverá modificação nos procedimentos operacionais ou no fluxo de trabalho.
Também a produtividade não será afetada.
Será necessário contratar trabalho adicional para instalar o isolamento, pois esse é um
serviço especifico.
O revestimento térmico embora requeira custo de aquisição e mão de obra, não
demanda consumo de utilidade industrial adicional ou parada da produção para a sua
instalação.
Avaliação ambiental – O isolamento térmico do tanque traz como vantagem a
redução de consumo de gás natural para produzir vapor em 34.756 m3/ano e ainda uma menor
variação de temperatura no tanque contribuindo para a redução de geração de borra no fundo
do tanque.
Proposta 9–Isolar termicamente o tanque de emulsão.
Avaliação técn
as práticas atuais para manter calor no proce
se
montagem do revestimento haverá acréscimo de ris

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
181
Avaliação econômica – O beneficio econômico da redução de custo pela economia de
gás mento e
xecução do serviço.
TR do Investimento = 25.000,00/14.336,73 =1,74anos
utilizado para produzir vapor necessita de investimento em material de isola
e
Investimento:
Isolamento térmico do Tanque de 2.000 bbl R$ 25.000,00
Retorno financeiro:
Custo da perda do calor R$ 14.336,73

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
182
elecendo sincronismo com a
mperatura do óleo. Deste modo não será necessário constante atuação do operador para
control fechamento da válvula de vapor, o que facilita a operacionalização do
omprometer a segurança dos trabalhadores.
elhor controle da quantidade de
apor injetado no processo haverá menor variação de temperatura, reduzindo a perda de
A instalação da válvula moduladora não compromete o espaço disponível na
instalação e nem o fluxo de trabalho e a produtividade.
Não será necessário contratar trabalho adicional para a instalação do equipamento,
pois já existem contratos na Unidade relacionados a esta atividade.
O monitoramento dos parâmetros operacionais já é realizado por sistema supervisório
e assim o equipamento será incorporado a esse sistema, não necessitando de outros
equipamentos adicionais.
A instalação da válvula demandará acréscimo de custo, mas não será necessária a
paralisação da produção, haja vista o pulmão de calor do tanque lavador conseguir manter o
processo estável por algumas horas.
Avaliação ambiental – O beneficio ambiental da redução da temperatura está
associado a minimização de consumo de gás natural em 173.381,1 m3/ano e redução na
geração de vapor em 2.149,4 t/ano..
Proposta 10 – Instalar válvula moduladora no tanque lavador.
Avaliação técnica – Existem no mercado válvulas moduladoras que permitem regular
o fluxo de vapor em função da temperatura desejada para o produto- objeto do aquecimento (o
óleo), automatizando o controle de produção de vapor e estab
te
ar a abertura e
sistema e ainda permite reduzir a faixa de temperatura. Isso minimiza o consumo de gás, sem
c
A qualidade do produto será melhorada porque com m
v
voláteis e o craqueamento do óleo.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
183
Avaliação econômica – O beneficio econômico desta medida é a redução de custo
pela ec
Custo do calor perdido para o aquecimento excedente (55ºC) R$ 71.520.05
onomia de gás utilizado para produzir vapor. O custo da perda anual de vapor pelo
excesso de calor dispendido para aquecimento do óleo processado no tanque lavador chega a
R$ 71.520,05 considerando o excedente de temperatura em 10ºC e as perdas de calor para o
meio ambiente correspondente ao esse aumento de temperatura.
Investimento:
Instalação de válvula moduladora R$ 35.000,00
Retorno financeiro:
TR do Investimento = 35.000,00/71.520,05=0,49 anos

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
184
Proposta 11 – Instalar válvula moduladora no tanque de emulsão.
Avaliação técnica – Existe no mercado válvulas moduladoras que permitem regular o
fluxo d
facilita a operacionalização do sistema e ainda
ermite reduzir a faixa de temperatura. Isso minimiza o consumo de gás. Como este tanque
não dispõe de qualquer controle de fluxo de vapor, a instalação da válvula moduladora
desse insum O aqu eo no
nque de emulsão além dos 55°C leva a desperdício de energia tanto pelo excesso no
aquecim mento da perda para o ambiente.
A qualidade do produto será melhorada porque com melhor controle da quantidade de
emperatura é, portanto menor perda de
oláteis e de calor para o ambiente, sem comprometer a segurança dos trabalhadores.
A instalação da válvula moduladora não compromete o espaço disponível na
instalação e nem o fluxo de trabalho e a produtividade.
Não será necessário contratar trabalho adicional para a instalação do equipamento,
pois já existem contratos na Unidade relacionados a esta atividade.
O monitoramento dos parâmetros operacionais já é realizado por um sistema
supervisório e assim o equipamento será incorporado a esse sistema, não necessitando de
outros equipamentos adicionais.
A instalação da válvula demandará acréscimo de custo, mas não será necessária a
paralisação da produção, haja vista que o pulmão de calor do tanque lavador consegue manter
o processo estável por algumas horas.
Avaliação ambiental – O beneficio ambiental da instalação da válvula moduladora
esta na minimização de consumo de gás natural em 160.946,12 m3/ano pelo excesso de calor
e vapor em função da temperatura desejada para o produto objeto do aquecimento (o
óleo). Deste modo não será necessário constante atuação do operador para controlar a abertura
e fechamento da válvula de vapor, o que
p
proveria um mecanismo de controle de fornecimento o. ecimento do ól
ta
ento, quanto pelo au
vapor injetado no processo haverá menor variação de t
v

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
185
provido a emulsão, considerando que a temperatura deste insumo não precisa ultrapassar os
55º
Avaliação econômica – O beneficio econômico desta medida é a redução de consumo
de gás
C.. A geração anual de vapor seria reduzida em 1.995,2t
utilizado para produzir vapor, mas em compensação seria necessário a realização do
investimento na compra da válvula.
Investimento:
Custo de compra e instalação de válvula moduladora R$ 35.000,00
Retorno financeiro:
Custo do calor perdido (55ºC) R$ 66.391,11
TR do Investimento = 35.000,00/66.391,11=0,53anos

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
186
gia nela contida.
xistem empresas no mercado capacitadas para fazerem essa recuperação com eficácia
comprovada. Não haverá acréscimo de risco para os trabalhadores e a qualidade do produto
ão será afetada pela recuperação do resíduo, já que este não receberá qualquer
será comp etido apenas durante a
Os equipamentos de remoção não afetam significativamente os procedimentos
operacionais o fluxo de trabalho ou a produtividade da instalação, porque serão realizados por
atamento de borra já existem na estação, portanto não será acrescido custo em função deles.
O novo modo de operação não criará outros problemas ambientais, pois o sólido ficará
incorporado à massa do cimento produzido e assim reduzindo o consumo de material virgem
para a sua fabricação. O mesmo acontecerá com o consumo de energia utilizada no processo.
Avaliação ambiental – O beneficio ambiental da recuperação de óleo é o seu retorno
ao processo produtivo, quando seria tratado como resíduo e portanto necessitaria de cuidados
especiais no manuseio e no transporte. A recuperação do óleo no próprio tanque evita o
deslocamento do resíduo para tratamento fora da empresa, minimizando os riscos associados a
esse transporte.
Proposta 12– Recuperar óleo da borra de fundo de tanque.
Avaliação técnica – A recuperação de óleo por processos de separação físicos e
químicos, conforme visto no subitem 3.2–Prevenção da poluição na industria do petróleo é
viável e promove à redução de volume de resíduo oleoso para apenas 7% do total. O sólido
gerado pelo tratamento apresenta baixo teor de hidrocarbonetos (< 1.000 ppm), mas este deve
ser adicionado à borra oleosa final, evitando assim uma potencial contaminação do solo.
Neste caso o resíduo total representaria aproximadamente (13%) da massa inicial e pode ser
tratada por coprocessamento na indústria cimenteira, recuperando a ener
E
n
processamento adicional. O espaço na instalação rom
remoção do resíduo do tanque.
outra equipe. As utilidades necessárias ao funcionamento do sistema de recuperação e
tr
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
187
Avaliação econômica – O beneficio econômico desta medida é aumento da
recu
tratamento. O custo da coleta no tanque e recuperação do óleo para cada tonelada de resíduo
atado foi estimado em R$ 700,00, enquanto o coprocessamento para o resíduo final gerado
o tratamento (sólido + borra); custará R$ 54,6/t, considerando que 13% do resíduo (em
massa)
oleta e tratamento do resíduo (recuperação do óleo) R$ 272.930,00
ratamento da torta oleosa gerada na recuperação do óleo R$ 21.288,54
essoal envolvido R$ 19.495,00
Receita anual:
leo recuperado (2,2 bbl/t) R$ 117.944,75
etorno anual líquido = (R$ 833,40/t X 389,9 t ) R$ 322.137,60
peração de óleo, em face do seu retorno ao processo produtivo e a redução no custo de
tr
d
serão enviados para a cimenteira. O custo de pessoal da instalação para gerenciar o
resíduo continua em R$ 50,00/t. Assim o custo de tratamento passará para R$ 804,60/t, porém
com a recuperação de 2,2 bbl de óleo que valem R$ 302,50, o custo total será reduzido para
R$ 502,10/t. Como o custo atual de gerenciamento do resíduo é R$ 1.336,00/t esse processo
de recuperação importa em redução de R$ 833,90/t. Não será necessário investir em
equipamentos, pois existem empresas que realizam esse tipo de tratamento.
Despesa anual:
C
T
P
Ó
R

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
188
de vapor de hidrocarbonetos no tanque
vador.
ma prática comum na indústria do
etróleo, pois as propriedades do produto inviabilizam a opção reduzir na fonte. Nesta
instalaç
de hidrocarbonetos,
utilizando a técnica do sistema “vapor-jet” descrita no item 3.2, e apresentada em desenho
esquem
instalação e operadores. Esta
roposta é viável tecnicamente, não há impedimentos para a sua realização. Porém seria
necessá
COV no tan ue lav or - D senho
Proposta 13 – Instalar recuperador
la
Avaliação técnica – A recuperação de vapor é u
p
ão ainda é necessário considerar que existe aquecimento do petróleo o que aumenta a
perda evaporativa nos tanque. A instalação de recuperadores de vapor
ático na Figura 46 é, pois, uma medida que contribui para a redução da emissão de gás
para a atmosfera, minimizando riscos operacionais para a
p
rio adicionar os equipamentos de coleta em regime de operação ininterrupta.
Separador
Válvula depressão e vácuo
Edutor
Separador
Válvula depressão e vácuo
Edutor
Figura 46 – Sistema de recuperação de q ad e esquemático

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
189
A qualidade do produto não será afetada pelo recuperador e o espaço disponível na
instalação é suficiente para receber a melhoria.
Os novos equipamentos, materiais e procedimentos são compatíveis com os
a produtividade; mas será necessário
contratar trabalho adicional para implementar a proposta.
As utilidades necessárias ao funcionamento dos novos equipamentos estão disponíveis
na instalação. Assim, não haverá acréscimo de custo pela sua instalação.
Por conta da instalação dos equipamentos será necessária a paralisação apenas de um
separador gás-líquido, sem implicar na parada da instalação.
Avaliação ambiental – O beneficio ambiental da recuperação do hidrocarboneto é a
minimização da emissão de metano: o principal componente do gás natural e contribuinte para
o efeito estufa. A instalação do recuperador de vapor evita a emissão de 193,8 t/ano de
compostos orgânicos voláteis para atmosfera.
Avaliação econômica – O beneficio econômico desta medida é o ganho proveniente
do gás natural recuperado.
Investimento:
Válvula de pressão e vácuo R$ 25.000,00
Bomba Centrífuga R$ 5.000,00
Tubulação de aço-carbono 3” com 260m de comprimento R$ 12.000,00
Válvulas Check 1X3” e válvulas de controle 2X3” R$ 2.000,00
Niple 6x3”, Curvas longa 90°X3”, Flange R$ 1.580,00
Chapa aço-carbono 1/4” R$ 400,00
Instalação dos equipamentos R$ 4.500,00
Consumo de energia elétrica por ano R$ 7.322,60
procedimentos operacionais, o fluxo de trabalho e
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
190
Retorno financeiro:
Custo do COV’s recuperado contabilizado como gás natural R$ 78.140,00
R do investimento = 57.802,60/ 78.140,00=0,74anos
T

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
191
Avaliação técnica – Conforme visto anteriormente a recuperação de vapor é uma
Figura 47–Sistema de recuperação de COV no tanque de armazenamento – Desenho
esquemático.
Avaliação ambiental – O beneficio ambiental da recuperação do hidrocarboneto é a
minimização da emissão de metano o principal componente do gás natural e contribuinte para
o efeito estufa. A instalação do recuperador de vapor evita a emissão de 117 t/ano de
compostos orgânicos voláteis para atmosfera.
Proposta 14 – Instalar recuperador de hidrocarbonetos nos tanque de
armazenamento.
prática comum na indústria do petróleo. A avaliação técnica permanecesse a mesma do caso
anterior. A Figura 47 apresenta um desenho esquemático do sistema de recuperação que deve
ser instalado na Estação.
Separador
Válvula depressão e vácuo Edutor
Separador
Válvula depressão e vácuo Edutor
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
192
Avaliação econômica - O beneficio econômico desta medida é o ganho proveniente
do de
e recuperação de vapor.
e comprimento R$ 12.000,00
Válvulas Check 1X3” e válvulas de controle 2X3” R$ 2.000,00
Niple
rno financeiro:
Reduçã
gás natural recuperado. Em compensação seria necessário investimento em uma unida
d
Investimento:
Válvula de pressão e vácuo R$ 25.000,00
Bomba Centrifuga R$ 5.000,00
Tubulação de aço-carbono 3” com 260m d
6x3”, Curvas longa 90°X3”, Flange R$ 1.580,00
Chapa aço-carbono 1/4” R$ 400,00
Instalação dos equipamentos R$ 4.500,00
Reto
o de consumo de energia elétrica ano R$ 7.322,60
Recuperação do COV contabilizado como gás natural R$ 48.672,00
TR do Investimento = 57.880,00/ 48.672,00=1,19anos
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
193
ara fabricação de blocos na indústria cerâmica é uma opção testada, conforme visto
anteriormente e não traz problemas ambientais adicionais. Embora não reduza a geração do
resíduo
limitando a concentração
desse halogênio, conforme visto no trabalho da Pontificia Universidade Católica do Rio de
Janeiro, espera-se não produz dioxinas, portanto não trazendo problemas ambientais
Existem empresas no mercado capacitadas para fazerem essa recuperação com eficácia
comprovada. Não haverá acréscimo de risco para os trabalhadores e a qualidade do produto
não quer
rocessamento adicional. Por se tratar de um processo de recuperação fora da planta será
crescido o custo de remoção, transporte e tratamento, porém este será menor que o
tanque continuará sendo feita, sem
odificação, portanto não haverá comprometimento do espaço na instalação.
m será reduzido.
Proposta 15 – Utilização do resíduo oleoso na fabricação de blocos cerâmicos.
Avaliação técnica – A utilização de resíduos oleosos de produção de petróleo como
insumo p
no processo de produção de petróleo, a fabricação de blocos cerâmicos reduz o
consumo energia e de matéria-prima virgem e na manufatura do bloco cerâmico pela
incorporação da argila e queima do óleo.
A queima de hidrocarbonetos em presença de cloretos em indústria cerâmica apresenta
condição ambiental adequada a formação de dioxinas, no entanto
adicionais.
não será afetada pela recuperação do resíduo, já que este receberá qual
p
a
atualmente realizado. A remoção do resíduo do
m
Os equipamentos de remoção não afetam significativamente os procedimentos
operacionais, o fluxo de trabalho ou a produtividade da instalação, porque serão realizados
por outra equipe.
O novo modo de operação não criará outros problemas ambientais, pois o sólido ficará
incorporado a massa dos blocos cerâmicos e assim reduz o consumo de material virgem para
a sua fabricação. O consumo de energia utilizada no processo també
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
194
Avaliação ambiental - O beneficio ambiental do uso de resíduo oleoso na indústria
é e consumo de matéria–pr e levado
poder calorífico do resíduo oleoso da limpeza de tanques. A avaliação b um
ntexto gl nobre; não estaria sendo
rdida.
Ava desta m a é a re sto de
e assa
de argila p . O custo de incorporação do resíduo a massa
âmica é s ao cus remoção, de transporte e
de gerencia ge aos R$ 550,00/t enquanto, atualmente o custo
itário de 1.336,00
Des
moção e ) R$163.758,00
Incorporaç ,00/t x 389,90) R$ 31.192,00
Rec
Ganho pelo atamento (R$ 786,50/t x 389,90 t ) R$ 306.461,40
5.9.1–Avaliação global das propostas de PmaisL.
As nteriormente foram classificadas em ordem
escente e sua lantação e está
apresentado
As um retorno monetário aproximado
de R$ 940.000,00/ano, equivalendo a 78% do beneficio financeiro potencial identificado,
considerando apenas as propostas com TRI menores que 1,5 anos.
cerâmica a redução d ima virgem de combustível, pelo e
ambiental so
co obal mostra que a energia contida na borra teria um uso
pe
liação econômica - O beneficio econômico edid dução no cu
gerenciam nto da borra oleosa, pois o custo do tr
ara fabricação de blocos é menor
atamento da borra por incorporação a m
cer de aproximadamente R$ 80,00/t, adici
mento do pessoal de apoio atin
onado to de
un gerenciamento total da borra oleosa é de R$ /t.
pesa anual:
Re transporte do resíduo (R$ 420,00/t x 3
ão do resíduo a massa cerâmica (R$ 80
89,90
eita anual:
menor custo de tr
propostas de PmaisL identificadas a
decr considerando o beneficio financ
na Tabela 30, a seguir.
eiro d imp , conform
seis primeiras propostas de PmaisL propiciam

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
195
Tabela
)
31– Priorização das propostas de PmaisL em função do beneficio econômico.
Ordem Descrição TRI (ano) Proposta Beneficio anual (R$
1 Recuperar óleo da borra de fundo de tanque
12 322.137,60
2 Utilização do resíduo oleoso na fabricação de blocos cerâmicos
15 306.461,40
3 Instalar sistema de recuperação de 0,54 08 85.562,13 condensado de vapor.
4 Instalar recuperador de vapor de hidrocarboneto no tanque lavador
0,74 13 78.140,00
5 Reduzir a faixa de controle de temperatura no tanque lavador.
0,16 05 76.931,80
6 Instalar válvula moduladora no tanque lavador
0,49 10 71.520,05
7 Instalar válvula moduladora no tanque de emulsão
0,53 11 66.391,11
8 Instalar recuperador de vapor de hidrocarboneto nos tanques de armazenamento
1,19 14 57.880,00
9 Alterar o esquema de transferência de óleo e revestir os tanques de armazenamento.
1,23 04 38.710,00
10 Alterar o esquema de transferência de óleo
0,18 02 32.649,42
11 Isolar termicamente os três tanques de armazenamento
4,38 07 28.791,52
12 Isolar termicamente o tanque de emulsão.
1,74 09 14.336,73
13 Transferência continua da produção operando com apenas um tanque de armazenamento.
28,3 03 7.398,20
14 Inserir melhorias no procedimento operacional de geração e distribuição de vapor
0,48 01 4.588,00
15 Controlar a pressão do vapor de caldeira estabelecendo menor faixa de variação.
- 06 1.617,43

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
196
As propostas 12 e 15 são as que envolvem maiores benefícios financeiros, embora não
entos, necessitam de mudanças na técnica utilizada
ara tratamento do resíduo e, portanto, dependem de empresas externas ao processo.
e
a 04 com 0,16 anos e 0,18 anos respectivamente.
requeiram a instalação de novos equipam
p
Apenas a proposta 03 – Controlar a pressão do vapor de caldeira, não necessita de
qualquer investimento, no entanto o retorno financeiro é muito pequeno.
Considerando o tempo de retorno do investimento as melhores propostas seriam a 02

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
197
metodologia desenvolvida neste trabalho para a otimização ambiental do sistema de
produç
detalhamento de algumas etapas trazido de outras referências bibliográficas, a
exemp
consum ia e minimização de resíduos na instalação, sendo as mais relevantes,
conside
locos cerâmicos;
nstalação de sistema de recuperação de condensado de vapor;
Red
Val das opções de PmaisL, está relacionada à recuperação da
perda e o
Embora oportunidades de redução na fonte– através de mudanças no processo, tais
como:
6. CONCLUSÕES E SUGESTÕES
A
ão, se mostra factível e trouxe como benefícios um menor número de etapas e ainda a
utilização de critérios mais técnicos para a aplicação dos conceitos da PmaisL. (um exemplo
dessa assertiva é o uso do diagrama da cebola como elemento de priorização de processo).
O
lo da USEPA, deram maior consistência a metodologia facilitando, portanto a sua
aplicação prática.
A avaliação do sistema de produção de petróleo, com os critérios da PmaisL, teve
como resultado o estabelecimento de várias oportunidades de melhoria, com redução de
o de energ
rando o beneficio econômico, as seguintes:
Recuperar óleo da borra de fundo de tanque;
Utilização do resíduo oleoso na fabricação de b
I
Instalação de recuperador de vapor de hidrocarboneto no tanque lavador;
ução da faixa de controle de temperatura no tanque lavador;
Instalação de válvula moduladora no tanque lavador.
e destacar que a maioria
nã a redução na fonte.
instalação de válvula moduladora no tanque lavador e no tanque de emulsão; redução
da faixa de controle de temperatura no tanque lavador– tenham sido identificadas, essas
requerem o aporte de recursos financeiros consideráveis.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
198
A maturidade da tecnologia utilizada aliada a elevada capacitação técnica do pessoal
da t de novas oportunidades de
mel r sumo de insumos) com ganhos relevantes
e com b
ário de petróleo, traz como
van e vos e qualitativos. Sabe-se porém
que s fonte. A exceção ocorre quando o
resí o
A qualidade do petróleo (BS&W e parafinas) e as variações de temperatura são os
principais responsáveis pela geração de resíduos no processo de produção. Merecem destaque
os processos de separação óleo-água e o armazenamento do petróleo que produzem
significativa quantidade de resíduos oleosos por decantação de sedimentos, principalmente
sólidos da formação (areia e silte) e parafina pelas características físico-químicos do produto.
Além das propostas de melhorias do sistema de produção, foram identificadas áreas
potenciais de aproveitamento operacional, com vistas às práticas de minimização de emissões
na fonte e redução de consumo de matérias-primas e energia, para o que sugerem-se
realizações de estudos complementares, quais sejam:
a instalação de tanque de água livre –TAL como etapa inicial do processo de
separação óleo-água, para reduzir de perda de calor para água de produção.
a avaliação do impacto do retorno de fluidos dos testes de poços. A qualidade dos
fluidos produzidos afeta o tratamento do óleo aumentando a geração de resíduos e
o consumo de aditivos.
Teste de redutores de viscosidade para transferência de óleo objetivando reduzir
consumo de calor.
Adicionalmente, existem modificações e inclusões nos procedimentos operacionais
utilizados na Estação que, se implementadas, podem trazer redução de perdas no processo,
pois são ações classificadas como de boas práticas, citam-se:
Ins alação, implicam em reduzida margem para identificação
ho ia (redução de geração de resíduos ou de con
aixo ou nenhum investimento. .
A existência de poucas operações, no processamento prim
tag m a geração de poucos resíduos em termos quantitati
o resíduos gerados são de difícil minimização na
du gerado está associado às falhas no processo.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
199
Monitorar e controlar as variáveis do processo de geração e distribuição de vapor;
Verificar o funcionamento da do;
Verificar o funcionamento dos purgadores;
Inspecionar as linhas de distribuição;
Acompanhar nível do petróleo no tanque da carreta;
ido
purga automática de fun
Corrigir vazamentos identificados de imediato;
Drenar água livre no descarregamento de carretas;
Retirar vapor quando a serpentina estiver visível.
Injetar vapor na serpentina da carreta pela parte superior evitando acúmulo de liqu
na tubulação.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
200
7. REFERÊNCIAS
HNELL, A; O’LEARY H.; Introduction, In; AHNELL, A; O’LEARY H.; Environmental
orporação de Borra Oleosa em Blocos Cerâmicos. In: Seminário
ETROBRAS de Resíduos e áreas Impactadas, Novembro 2003, Angra dos Reis -Rio de
ação de
erâmicos. In: Congresso Brasileiro de Petróleo e SPE Latin American Petroleum
Engineering Conference, 4, 1990,Rio de Janeiro: Anais do Congresso Brasileiro de Petróleo e
o
R P. J.; CREEK J.L.; TANG Y.; Paraffin crystal and
d
exas; Fevereiro 2-4, 2005; Society of Petroleum Engineers Inc. SPE-
ustry- A compendium of practices. Health
nd Environmental Affairs. American Petroleum Institute ;Publication nº 3020, Novembro
Affairs. American Petroleum Institute Publication nº 3020, abril
001- Washington-DC
A
Technology In the Oil Industry; London; S.T. Orszulik, 1997. capítulo I. p. 1-15.
ALVES, M.R.F.V.; Inc
P
Janeiro: Petróleo Brasileiro S.A.- apresentação.
AMARAL, S. P.; DOMINGUES G.H; Aplicação de Resíduos Oleosos na Fabric
Materiais C
SPE Latin American Petroleum Engineering Conference, Rio de Janeiro: Instituto Brasileir
de Petróleo. outubro de 1990- 13pg.
AHN, S.; WANG K.S.; SHULE
deposition control by emulsification. In: SPE - International Symposium on Oilfiel
Chemistry; Houston – T
93357.
API ; Waste minimization in the petroleum ind
a
1991- Washington-DC
AP I;; Thermal Properties Database – Capítulo II, Caracterization of Hydrocarbons.
Health and Environmental
2
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
201
ARSCOTT, L.; Sustainable development in the oil and gas industry. In:Exploration and
Production Environmental Conference; San Antonio –Texas; março 10-12 2003;
SPE/USEPA/DOE. Society of Petroleum Engineers.
16 pg. SPE 83062.
t
s
rs Inc. SPE 25199. 7 pgs.
Treatment for
Safety, and
nvironment in Oil and Gas Exploration and Production, 7-10 June, Caracas, Venezuela.
e Janeiro; J.R. Editora
RASIL. Agência Nacional do Petróleo-ANP e Instituto Nacional de Metrologia,
nião 20/06/2000) 19 pg.
AZEVEDO FILHO, J.D; SOUZA FILHO, J.E.; Qualidade e Tratamento da Água de
Injeção– Petróleo Brasileiro S.A.– Universidade Corporativa; Editado por PETROBRAS,
Salvador 2002, 76 pg.
BANSAL, K.M; Effect of nonproduced fluids on produced water treatment equipmen
efficiency; In: SPE International Symposium on Oilfield Chemistry 1993, New Orleans- Lo
Angeles –USA março 2-5. Society of Petroleum Enginee
BANSAL , K.M; CAUDLE, D.D.; Interferences with Produced Water
Dispersed Oil Removal; In: SPE International Conference on Health,
E
1999. Society of Petroleum Engineers Inc. SPE -46576
BEGA, E.A.; Caldeiras Instrumentação e Controle.. Rio d
Técnica;1989. 154 pg.
BHATT M. S.. Energy audit case studies I- steam systems; Applied Thermal Engineering,
Vol 20 , 2000, pg 285-296, Pergamon- Elsevier.
B
Normalização e Qualidade Industrial – INMETRO, Regulamento Técnico de Medição de
,Petróleo e Gás Natural Portaria Conjunta, nº 1, 19 de junho de 2000, (Diário Oficial da
U
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
202
BROWN, J.M.; A novel program for processing Acid – stimulated well returns o
offshore Platforms; In: SPE mid – continent operations Symposium. Oklahoma City,
Oklahoma 28-31; março 1999 SPE 52205 7 pg.
n
ALLAGHAN, D.; The Elimination of Waste Emission from Oil and Gas Production
ber
roposta para análise de
elatórios ambientais de empresas. 2004, 155pgs. Dissertação de Mestrado em Produção
ocê mesmo; Rio de Janeiro; Conselho
3, 55pg.
isponivel em: http://www.cebds.com.br/
C
Operations; In: 1st International Conference on Health Safety and Environmental. Novem
10-14, 1991, Hague, Netherlands. Society of Petroleum Engineers Inc. P 111-116.
CARDOSO, L. M. F.; Indicadores de Produção Limpa: Uma p
r
Mais Limpa- Universidade Federal da Bahia- Salvador.
CEBDS – Guia de Produção Mais Limpa- Faça v
Empresarial Brasileiro para o Desenvolvimento Sustentável, 200
D . Acessado dia 02/07/2004
n – Curtin University of Technology.
odulo 1- Introduction to Clean Production – Clean Production Training for Local
Government – versão 3, setembro 2003, 21 pg. Austrália.
CECP – Centre of Excellence in Clean Productio
M
Disponível em: http://www.cecp.ujc.au/. Acessado dia 02/12/2004
CLEAVER BROOKS – Secção I –Fundamentos de sistemas, item I.1-Considerações para
seleção de caldeiras, 22 paginas. Disponivel em: http://www.cbboilers.com.asp/a .
ção mais Limpa; Porto Alegre;
entro Nacional de Produção mais Limpa- SENAI-RS, 2003, 48pg.
Acessado dia 02/12/2004
CNTL 2003 – Implementação de Programas de Produ
C
Disponivel em: http://www.rs.senai.br/cntl. Acessado dia 02/10/2003.
CURRAN L. M.;Waste minimization practices in the petroleum refining industry.
urnal of Hazardous Materials 29, pg 189-197, 1992, Elsevier Publishers B. V; Amsterdam.
Jo

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
203
DE WIT, H. P.; – New Design Wash Tank for Dehydration and Desalting of Large
Volumes.; In: SPE International Conferenc
Gas Exploration and Production. Maio 29-30, 1974, Amstherdam –Netherlands. Society of
Petroleum En
e on Health, Safety, and Environment in Oil and
gineers Inc. SPE 4848.
of
U.S Departament of Energy.
ashington 2002. pp 109.
DOE – Improving Steam System performance- a Sourcebook for Industry. Office
industrial Technologies-Energy Efficiency and Renewable.
W
Disponível em: http://www.doe.gov. Acessado dia 02/07/2004.
DOE – A BestPractices Steam Technical Brief-How to calculate the true cost of steam.
dustrial Technologies Program-Energy Efficiency and Renewable Energy. U.S Departament In
of Energy. Washington, setembro de 2003. pp 13.
Disponível em: http://www.doe.gov. Acessado dia 02/01/2005.
EBDA – Escola Baiana de desenvolvimento Agrícola. Gerencia Regional de Alagoinhas;
embro de 1993; E&P FORUM –Londres.
isponivel em: http://www.ogp.org.
Correspondência GRA-ST-016/04; maio 2005;
E&P FORUM, Exploration and Production (E&P) Waste Management Guidelines.
Report Nº 258/196, set
D Acessado dia 02/06/2004.
, J.C.S; KIPERSTOK, A;
indo Práticas de Produção Mais Limpa em Sistemas de Gestão Ambiental
1-65, Rio de Janeiro, 9ª Edição, 428pg.
FERNANDES, J.V.G; GONÇALVES, E; ANDRADE
Introduz
Certificáveis; Uma Proposta Pratica. TECLIM 2001,
FRANCHI, R; “Caldeiras Industriais: Concepção e projeto” Capitulo IV.-Componentes.
In: Curso de Economia de Energia na Indústria-Apostila. Instituto Brasileiro do Petróleo. Pg

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
204
FURTADO, J. S.; SILVA E. R.F.; MARGARIDO A. C.; Estratégias de Gestão Ambiental
os Negócios da Empresa, Disponível em
e
reas/desenvolvimento/producaolimpa/textos.htmlhttp://www.vanzolini.org.br/a . Acessado dia
02/07/2003.
97;
MAN, W.D.; ACOCK, A.; JOHNSON, M; Novel
ltration process eliminates system upset following acid stimulation treatment; In: SPE
GARCIA-BORRAS,T.; Manual For Improving Boiler and Furnace Performance.
Houston-Texas; Gulf Publishing Company, 1983. 211pg.
GARCIA, M. C.; Paraffin deposition in oil production. In: International Symposium on
oilfield Chemistry; Fevereiro 13-16, 2001, Texas; Society of Petroleum Engineers. p 7. SPE -
64992
HAMMAMI, A.; RAINES M.A.; Paraffin deposition from crude oils : comparison of
laboratory results with field data. In: Annual Technical Conference And Exhibition, 19
San Antonio- Texas: SPE journal, Houston-Texas: 1999. 9-18, vol 4 , n 1 março 1999 SPE
54021.
HASSAN, M.W.A.; KAMAL A. K.; Waste Management in View of Environment.; In:
International Conference on Health, Safety, and Environment in Oil and Gas Exploration and
Production. Norway SPE Journal, June 26-28, 2000, Stavanger,. Society of Petroleum
Engineers Inc. p 1-11.
HATAMIAN, H.; “Wastes” in the up-stream petroleum operations. Energy Sources
Technology. Conference and Exhibition 1998, 8 pg..
HEBERT, P.B.; KHATIB Z.I.; NOR
fi
Annual Technical Conference and Exhibition. Outubro 1998, Denver- Colorado USA Society
of Petroleum Engineers Inc.p 279-284. SPE-36601

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
205
HOPPER J. R.; C. L YAWS; VICHAILAK M; HO, T.C; Pollution Prevention by Process
Modification: Reaction and Separation; 1994, Waste Management, vol 14, nº 3 e 4, p 187-
202. Elsevier Science. USA.
. Editora Interciência.1999. Rio
de Janeiro; 361 Pg
Corporativa; Editado por PETROBRAS,
IME; San Antonio-Texas United States Of America. Outubro 5-7. 1981. Society of
.; Produced Waste Management in the
anadian Petroleum Industry. In: International Conference On Health, Safety &
ers Inc.
er
vailable Oil-Water Separation Techniques, SPE 1999, Bahrein, fevereiro 1999. Society
e certamente virá
manhã. TECBAHIA – Revista Baiana de Tecnologia,v.15, n.2, p.45-51,1999.
Engineers; In: SPE – Annual Technical Conference and Exhibition ; 29 de setembro a 02 de
INDIO DO BRASIL, N.;Introdução a engenharia química
INDIO DO BRASIL, N.; AZEVEDO FILHO, J. D.;Tratamento Termoquímico de
petróleo. Petróleo Brasileiro SA– Universidade
Salvador 2002, 61 Pg
IRANI, C. A.; ZAJAC, J.; Pipeline transportation of high pour handle crude. In: 56º
Annual Fall Technical Conference and Exhibition of Society of Petroleum Engineers of
A
Petroleum Engineers Inc. SPE 10145.
JAMALUDDIN A.K.M.; VANDAMME L. M
C
Environment In Oil & Gas Exploration & Production. 2ª, 1994; Jakarta-Indonesia, SPE
Journal; Houston-Texas; 1994, Society of Petroleum Engine
KENAWY, F.A.; KANDIL M. E.; A Challenge to Meet Environmental Law Number-4,
A Corporative Evaluation Betweem Water-treating Modified Systems and Oth
A
of Petroleum Engineers Inc.
KIPERSTOK, A ; Tecnologias Limpas: porque não fazer já o qu
a
KOKAL, S.; Crude Oil Emulsion: A state-of-the art review. Society of Petroleum
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
206
outubro de 2002; San Antonio-Texas Estados Unidos, Society of Petroleum Engineers . SPE
77497. 11 pg.
AM P.L; EVANS J.C. Hazardous Waste Management.
1,. 1202pg
,1987, 9ª Edição , 428pg.
n:
er 13-16, 1996, Abu
irates. Society of Petroleum Engineers Inc. P 145-151.
Technology ; Pgs 1965-1972; Society of Petroleum
bro 1984.. SPE -12204
ão. Buenos Aires: Ediciones Marymar, 1977. 212 pg.
f
LAGREGA, M.D; BUCKINGH
Segunda edição. New York ; MC Graw Hill, 200
MAGALHAES, A. B. S.; “Caldeiras Industriais: Operação e manutenção” In: Curso de
Economia de Energia na Indústria-Apostila. Instituto Brasileiro do Petróleo. Pág 1-39, Rio de
Janeiro
Mc FADDEN, U, Waste Management Development in the Oil and Gas E&P Industry; I
7th Abu Dhabi International Petroleum Exhibition and Conference. Octob
Dhabi, United Arab Em
Mc CLAFLIN G. G.; WHITFILL D.L.; Control of paraffin deposition in production
operations; Journal of Petroleum
Engineer; Novem
MESNY, M.; Caldeiras de Vapor :Descripcion, teoria, manejo y mantenimiento. Primeira
Ediç
MIZSEY, P.; Waste Reduction in the Chemical Industry: A two level problem. Journal o
Hazardous Materials Nº 37, 1994 pg 1-13. Publicado por Elsevier Science Ltd.
Ministério das Minas e Energia- Balanço Energético Nacional-2003, Brasília; Capitulo I-
Analise Energética e Dados Agregados 2003, 30pg. Disponível em:
http://www.mme.gov.br/ben/Ben2003. Acessado dia 04/02/2004.
ONTEIRO M.B.; DE LIMA, P. F; Diagnóstico Energético –Avaliação do Potencial de
M
Redução de Custos com Energia – Unidade de Tratamento e Movimentação de Óleo e
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
207
Gás de Natural da Estação B. PETROBRAS/UN-BA E ECOLUZ, Salvador – maio 20
42pg.
03;
NOBRE. M. M;.Tecnologia limpa é melhor que remediar- Revista Química e Derivados
ÃO BRASILEIRA DE NORMAS TÉCNICAS ; NBR ISO 14001- Sistema de
estão Ambiental- Especificação e Diretrizes para uso. -Rio de Janeiro, outubro de 1996,
UNES, N. V. LAVAQUIAL, F.P.; Aquecimento de tanques a vapor. Boletim Técnico
s-
IL CONSERVATION DIVISION b. Pollution Prevention Best Management Practices-
GP- The Oil and Gas Industry-From Rio To Johannesburg and beyond contributing
dez/jan 2000, pg. 9-10 ed.
ASSOCIAÇ
G
14pg.
N
PETROBRAS, Nº 14(1/2). Janeiro-junho1971. Rio de Janeiro p 69-82..
OIL CONSERVATION DIVISION a. Pollution Prevention Best Management Practice
For the New Mexico Oil and Gas Industry; Volume 1- Oil Conservation Division -2000.
p-82
O
For the New Mexico Oil and Gas Industry; Volume 2- Oil Conservation Division -2000 p-
52
O
Sustainable development -2002, London; Oil and Gas Producers-OGP IPIECA, 84pg.
Disponivel em < http://www.ogp.org.uk.>. Acessado em: 04/02/2004.
OZDEMIR, E.; Energy Conservation Opportunities With a Variable Speed Controller in
Boiler House. Applied Thermal Engineering, vol 24, (2004) p. 981- 993. Disponivel em< a
www.sciencedirect.com.> Acessado em 01/05/2004..
OWENS C. K; Exploration and Production Waste Management Guidelines From the
E&P Forum; In: Second International Conference on Health, Safety and Environment in Oil
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
208
and Gas Exploration & Production. January 25-27, 1994, Jakarta- Indonesia. Society of
AGY, A.; “Vapor para aquecimento-Equipamentos ”. In: Curso sobre distribuição de
apor-Apostila. Instituto Brasileiro do Petróleo.1986; p 85-142, Rio de Janeiro, 15ª Edição ,
rra Oleosa- Poland
ervices Company ”. Agosto de 2005p 3, Rio de Janeiro.
McGraw-Hill, 1999. 2.1-2 .374.
ocio de Exploração e Produção
Bahia; Salvador, Bahia, 2004.
Unidade de Negocio de Exploração e Produção da Bahia;. Salvador-Ba. 2004
mo I ; Unidade 1-Caldeiras. Universidade
orporativa; PETRÓLEO BRASILEIRO S.A; Rio de Janeiro 2004. p-14.
Petroleum Engineers Inc. p 485-493 SPE 27153.
P
v
184pgs.
PEREZ, M.; Memorial Descritivo do Processo de Tratamento de Bo
S
PERRY; Chemical Engineering Handbook :Secção II-Physical and Chemical data,
Primeira Edição. New York:
PETROBRAS; Boletim de Acompanhamento de Avaliação de Caldeiras. PETRÓLEO
BRASILEIRO S.A /Exploração e Produção/ Unidade de Neg
da Bahia; Alagoinhas 2002, 300 pg.
PETROBRAS (a), banco de dados eletrônico em ambiente ingres; Sistema de Gerenciamento
de Resíduos –SIGRE; PETRÓLEO BRASILEIRO S.A /Exploração e Produção/ Unidade de
Negocio de Exploração e Produção da
PETROBRAS (b). banco de dados eletrônico em ambiente Lotus. Sistema Informatizado de
Padronização da Petrobras; PETRÓLEO BRASILEIRO S.A /Exploração e Produção/
PETROBRAS (c). Programa de Qualificação de Operadores do Abastecimento. –
Monitoramento de controle de processo To
C

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
209
PETROBRAS (d ); Boletim ....... PETRÓLEO BRASILEIRO S.A /Exploração e Produção
Unidade de Neg
/
ócio de Exploração e Produção da Bahia; Araçás 2004, 300 pg.
, banco de dados eletrônico; Sistema de Contabilização da Produção de
ETROBRAS (f); banco de dados eletrônico; Sistema de Controle Operacional. PETRÓLEO
toriais; PETRÓLEO BRASILEIRO S.A /Exploração e Produção/ Unidade de Negócio
e Exploração e Produção da Bahia; Salvador, Bahia, 2004.
ETROBRAS (h); banco de dados eletrônico Sistema Informatizado de Gerenciamento de
ão/
ETROBRAS (i); banco de dados eletrônico em ambiente Lotus; Sistema de Gerenciamento
egócio
e Energia Elétrica –
ETRÓLEO BRASILEIRO S.A / Unidade de Negócio de Exploração e produção da Bahia;
PETROBRAS ( e)
Petróleo –CPROP; PETRÓLEO BRASILEIRO S.A /Exploração e Produção/ Unidade de
Negócio de Exploração e Produção da Bahia; Salvador, Bahia, 2004.
P
BRASILEIRO S.A /Exploração e Produção/ Unidade de Negócio de Exploração e Produção
da Bahia;; Salvador-Ba. 2004
PETROBRAS (g); banco de dados eletrônico-Boletim de Resultados de Analises
Labora
d
P
Aspectos e Impactos –SMSNET; PETRÓLEO BRASILEIRO S.A /Exploração e Produç
Unidade de Negócio de Exploração e Produção da Bahia; Salvador, Bahia, 2004.
P
de Anomalias. PETRÓLEO BRASILEIRO S.A /Exploração e Produção/ Unidade de N
de Exploração e Produção da Bahia; Salvador-Bahia; 2004.
PETROBRAS( a); banco de dados eletrônico Sistema de Telemedição d
P
Salvador-Bahia, 2005.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
210
PETROBRAS (b), banco de dados eletrônico; Sistema de Gestão de Emissões Atmosféricas-
Rio de
ETROBRAS (c); banco de dados eletrônico; Informação de preços as distribuidoras.;
ETRUSAK, R. L.; Baseline Characterization of Exploration and Production Waste and
PONTIFICIA UNIVERSIDADE CATOLICA DO RIO DE JANEIRO; Avaliação do
ão como material de construção. Núcleo de Geotecnia
1-
PORTER M.; VAN DER LINDE. C.; Green and Competitive. Harvard Business Review.
nical
onference & Exhibition, 28 de agosto, 1994, New Orleans: SPE Production & Facilities,
ITTER, K; NORDRUM, S; SHIRES, T.; Application of the API Compendium to
s; In:
. Ensaio para Avaliação dos Principais Parâmetros Necessários
.
SIGEA – PETRÓLEO BRASILEIRO S.A / Segurança , Meio Ambiente e Saúde;
Janeiro, 2005.
P
PETRÓLEO BRASILEIRO S.A /Gás e Energia; Salvador, Bahia, 2005.
P
Waste Management ; In:Annual Technical Conference and Exhibition . October 1-4, 2000,
Dallas- Texas, USA. Society of Petroleum Engineers Inc. pg 1-9 SPE 63097.
emprego do cascalho de perfuraç
Ambiental/DEC; Capítulo V - Confecção de peças Ceramicas; Rio de Janeiro.2005; p 5.
5.16,
Set/out , 1995, pg 120-134.
POWERS M.L.; A Modern Gunbarrel of Unique Design. In: SPE Annual Tech
C
Fevereiro 1996, Society of Petroleum Engineer- pgs 54-60.SPE 28538
R
Examine Potencial Emission Reduction Opportunities for Upstream Operation
SPE/USEPA/DOE Exploration and Production Conference. March 10-12, 2003, San
Antonio, Texas-USA. Society of Petroleum Engineers Inc. SPE 80576.
RAMALHO, J. B.V. da S
ao Dimensionamento de Separadores Gravitacionais Trifásicos. Boletim Técnico
PETROBRAS, Nº 43(1). Janeiro-março 2000. Rio de Janeiro p 28-33.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
211
RAMNATH, K; DYAL, S.; Implementing Waste Management Strategies. In:
SPE/USEPA/DOE Exploration and Production Environmental Conference. February 26-28,
001, San Antonio, Texas-USA, Society of Petroleum Engineers Inc. SPE 66533.
AILROAD COMMISSION OF TEXAS . Waste Minimization in the Oilfield .Houston-
a de
EVIN. B; How to Evaluate Water Treating Equipament Engineering Profits Into
S.E; IBRAHIM H. M.; RAOUL P.G.;Chemical vs mechanical operations in
Petroleum Engineers. 7pgs. SPE-50792.
ADEGHAZAD, A; GHAEMI, N; Microbial Prevention of Wax Preciptation in Crude
3,
MITH, G.E, GOPINATH, A. FREEMAN, B.; Caracterization of current U.S.
etroleum Engineers Inc. SPE 37887.
2
RITTMEYER, R. W.; Waste Minimization-Part 1 Prepare an Effective Pollution-
Prevention Program. Chemical Engineering Progress. May 1991, p 56-62.
R
Texas, 2001. Publicado por Oil and Gas Division . Disponível em < Erro! A referênci
hiperlink não é válida. > Acessado dia 10/10/2004 as 16:00h
S
Energy- Operations- Petroleum Engineer International . Agosto 1981. p 73-81.
SHAHEEN,
tank cleaning: who won?; In: International Symposium on Oilfield Chemistry-Houston –
Texas. fevereiro 16-19, 1999; Society of
S
Oil by Biodegradation Mechanism. In: Oil and Gas Asia Pacific Conference. Abril, 200
Jakarta, Indonesia, Society of Petroleum Engineers Inc. SPE 80529
S
Exploration and Production Facilities and Waste Management Pratices. In: SPE/USEPA
Exploration and Production Environmental Conference. March 3-5, 1997, Dallas, Texas-
USA; Society of P
SMITH, R.; Waste minimization in the process-Parte 1- The problem. : The Chemical
Engineering, Vol 14, p. 24-15, 1991.
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
212
SKINNER,D.R,; Introduction to Petroleum Production ; Volume 2; Fluid Flow, artificial
OOKDEO, N.; Strategies for minimizing produced water impacts in a changing
est Indies, 2003;
O(a). Steam Engineering Principles and Heat Transfer; Methods of
stimating Steam Consumption 2005. Módulo 2.6; 12pg. Disponível em:
lift, gathering systems, and processing; Capitulo IV – Surface gathering systems; Gulf
Publishing Company, 1982. Pg 114-138.
S
regulatory environment; A Trinidad and Tobago experience. In: Latin American and
Caribbean petroleum engineering Conference; Port of Spain-Trinidad, W
abril 27-30; Society of Petroleum Engineers SPE 81186.
SPIRAXSARC
e
http://www.spiraxsarco.com . Acessado dia 10/06/2005 as 18:00h
SPIRAXSARCO(b) Steam Engineering Principles and Heat Transfer ; Energy
Consumption of Tanks and Vats 2005. 11pg. Disponível em: http://www.spiraxsarco.com .
ão; Berlin: Springer- Verlag,
f difficult-to-handle waxy crude oils. Journal of
etroleum Technology. Agosto 1979. pg-1042 a 1050; Society of Petroleum Engineers Inc.
ia nos Sistemas de Vapor”. In: Curso de Economia
e Energia na Industria-Apostila. Instituto Brasileiro do Petróleo. Pag 1-34, Rio de Janeiro, 9ª
Edição, 428pgs.
SOARES, P. A. Boletim Técnico: Separadores verticais bifásicas Gas-liquido. Nordon –
Industrias Metalúrgicas. Set , 1995, pg 13.
Acessado dia 10/06/2005 as 18:00h
SHEN, T. T.; Industrial Pollution Prevention. Segunda ediç
1999,. 428pg.
SIFFERMAN,T.R.; Flow properties o
P
SPE 7409.
SOARES, J. J. L.; “Economia de Energ
d
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
213
THOMAS; J. E. Processamento Primário de Fluidos. In THOMAS; J. E. et al (organizador).
Fundamentos de Engenharia de Petróleo; Rio de Janeiro: PETROBRAS, 2001. Capítu
IX, p.123-165.
lo
NEP- CLEANER PRODUCTION – A Training Resources Package. United Nations For
U
Environmental Program –PARIS, Primeira edição. Março 1996. 134pp.
Disponivel em: http://www.uneptie.org/dc/cp/home.htm . Acessado dia 02/07/2003.
http://www.unep.org/unep/regoffs/roap/nettlap/Products/TrainingMaterials/CleanerProduction
/Part-III1.html
UNEP- ENVIRONMENTALLY SOUND TECHNOLOGIES. International Environmental
Technology Centre- Division of Technology, Industry and Economics. United Nations For
Environmental Program –PARIS, minuta revisada em 21/09/2003.
Disponível em: http://www.uneptie.org/dc/cp/home.htm . Acessado dia 02/08/2004.
NIDO- Manual on the Development of Cleaner Production Policies-Approachs and
U
Instruments. Guidelines for National Cleaner Production Centres and Programmes. UNIDO
CP Programmes, outubro de 2002, Viena, Austria. 148 pg..
Disponivel em: http://www.unido.org/dc/cp/home.htm . Acessado dia 20/10/2004.
USA. Congresso dos Estados Unidos da América, Lei de Prevenção da Poluição. Lei 101-508;
evelopment – Cincinnati-Ohio, Report
PA/ 600/R-92/088 maio 1992, 143pg.
26 de outubro 1990. Federal Register.
USEPA – Facility Pollution Prevention Guide. U.S Environmental Protection Agency.
Office of Solid Waste and Office of Research and D
E

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
214
USEPA (a) – Guide to Industrial Assessments for Pollution Prevention and Energy
Efficiency. U.S Environmental Protection Agency. Office of Research and Development –
National Risk Laboratory Management Research - Center For Environmental Research
Information; Cincinnati-Ohio; Report EPA/ 625/R-99/003 junho 2001, 486pg.
isponivel em: http://www.epa.gov. Acessado dia 02/07/2004.
anagement Research - Center For Environmental Research Information; Cincinnati-Ohio;
D
USEPA (b) – An Organizational Guide to Pollution Prevention. U.S Environmental
Protection Agency. Office of Research and Development – National Risk Laboratory
M
Report EPA/ 625/R-01/003 agosto 2001, 158pg.
Disponivel em : http://www.epa.gov. Acessado dia 02/07/2004.
USEPA Environmental Technology Verification Report. Preparado por : Greenhouse Gas
echnology Center Southern Research Institute . SRI/USEPA-GHG-VR-19, setembro 2002. T
COMM Engineering, USA; Environmental Vapor Recovery Unit (EVRU TM )
Disponivel em: http://www.epa.gov. Acessado dia 02/07/2004
WARREN K, W; New tools for oil dehydration. In: International Thermal Operation and
ber
EINRACH J. B. FRIDAY D. KOWALSKI J.; Pollution Prevention/ Best Management
ploration and
WOJTANOWICZ, A. K.; Oilfield Environmental Control Technology: a synopsis; 66Th
October 6-9, 1991, Dallas –TX. Society of Petroleum
Heavy Oil Symposium and International Horizontal Well Technology Conference. Novem
4-7 - 2002, 6 pgs. Calgary, Alberta - Canada. . Society of Petroleum Engineers Inc. SPE
78944.
W
Practices Training Manual for the New Mexico Oil and Gas Industry; In: Ex
Production Environmental Conference. February 28 - March 03, 1999, Austin -Texas, USA.
Society of Petroleum Engineers Inc. pg SPE 52673.
Annual Technical Conference,
Engineers Inc. p 541-553.

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
215
WOJTANOWICZ, A. K.; Environmental Control Technology In Petroleum Drilling And
Production; Capitulo III, In: Environmental Technology In The Oil Industry , Editado por
ional, London 1997, P 73-180. 400
g .
WE essos;
Volum entas da qualidade; 108 pg. 1995; Universidade Federal de minas
Gerais, E e Eng hari ação Ch o ttoni H rizonte -Minas Gerais.
ERKEM . C. C.; Ferr as estat básicas o gerenciam
; TQC-Gestao pela Qualidade Total ; Serie ferramentas da qualidade Volume II,
Universidade Federal de minas Gerais, Escola de
Engenharia-Fundação Christiano Ottoni- Belo H
VAN BER IL AFLE Dev nt of i ogy; tool
box for the Introduction of Industrial Ecology in enterprises-I, Journal of Cleaner
Production, Volume 5, Nº 1- -25, 19 blicad lsevi e on.
EGA, C.; DELGADO, M.; VEGA, B.; Treatment of waste-water/oil emulsions using
icrowave radiation. In:SPE International Conference on health, Safety and Environment
oil and Gas Exploration and Production. Kuala-Lampur Malasia; março 20-22, 2002,
ociety of Petroleum Engineers . SPE 74167.
EBB, W. G; Vapor Jet System: An Alternative Vapor Recovery Method;
:SPE/USEPA Exploration and Production Environmental Conference. Março 7-10, 1993,
San Antonio, Texas- Estados Unidos da America- Society of Petroleum Engineers Inc. p 111-
117. SPE 25942
S.T. Orszulik, Publicado por Blackie Academic & Profess
P
RKEMA, M. C. C. e proc; As ferramentas da qualidade no gerenciamento d
e I, Serie Ferram
scola d en a-Fund ristian O - Belo o
A, M ament ísticas para ento deW
processos
Capítulo V- pg 101-116; 404 pg. 1995;
orizonte -Minas Gerais.
KEL R; W LENS, E.; L UR ,M.; elopme Industr al ecol
2, p 11 97. Pu o por E er Scienc . Lond
V
m
in
S
W
In
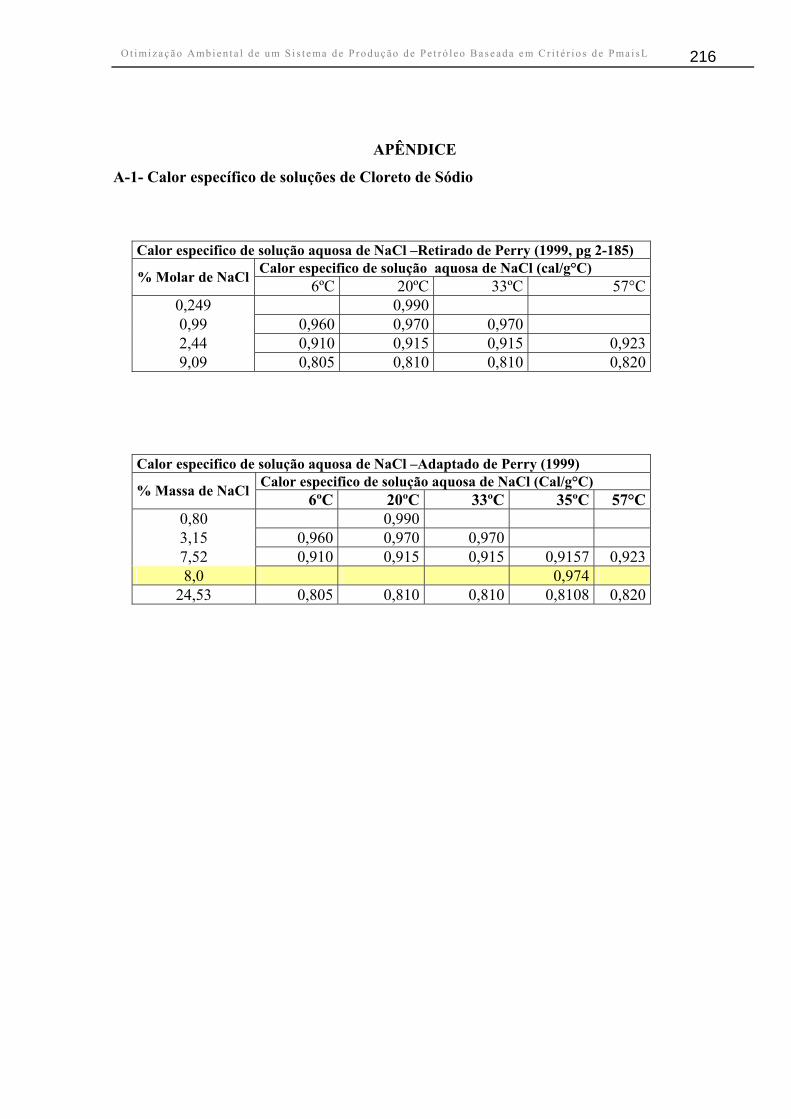
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
216
APÊNDICE
A-1- Calor específico de soluções de Cloreto de Sódio
Calor especifico de solução aquosa de NaCl –Retirado de Perry (1999, pg 2-185) Calor especifico de solução aquosa de NaCl (cal/g°C) % Molar de NaCl 6ºC 20ºC 33ºC 57°C
0,249 0,990 0,99 0,960 0,970 0,970 2,44 0,910 0,915 0,915 0,923 9,09 0,805 0,810 0,810 0,820
Calor especifico de solução aquosa de NaCl –Adaptado de Perry (1999) Calor especifico de solução aquosa de NaCl (Cal/g°C) % Massa de NaCl 6ºC 20ºC 33ºC 35ºC 57°C
0,80 0,990 3,15 0,960 0,970 0,970 7,52 0,910 0,915 0,915 0,9157 0,923 8,0 0,974
24,53 0,805 0,810 0,810 0,8108 0,820
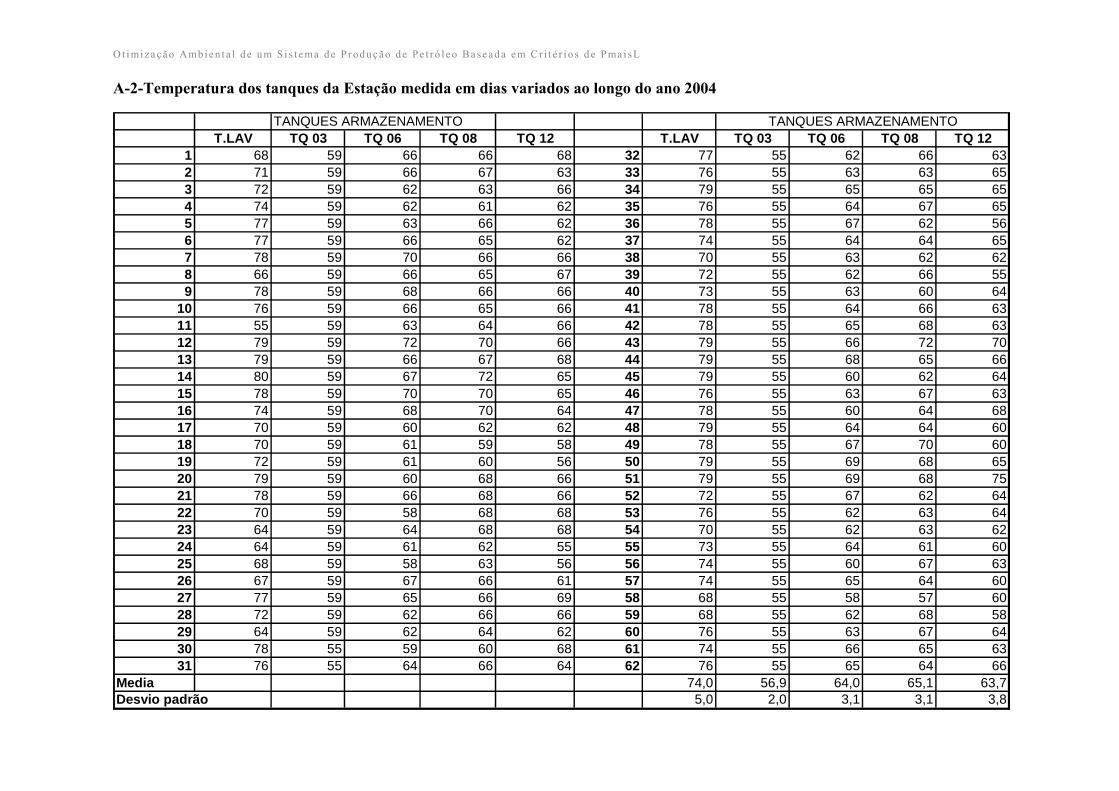
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
A-2-Temperatura dos tanques da Estação medida em dias variados ao longo do ano 2004
T 2 T.LAV TQ 03 TQ 06 TQ TQ 121 8 9 66 68 32 77 55 62 6 632 71 59 66 6 63 33 76 55 63 3 653 72 59 62 63 66 34 79 55 65 5 654 74 59 62 61 62 35 76 55 64 7 65
62 36 78 55 67 2 5665 62 37 74 55 64 4 65
7 8 70 66 66 38 70 55 63 2 6267 39 72 55 62 6 55
9 78 59 68 66 66 40 73 55 63 0 641 66 41 78 55 64 6 6311 64 66 42 78 55 65 8 6312 79 66 43 79 55 66 2 701 68 44 79 55 68 5 6614 80 59 67 72 65 45 79 55 60 2 641 65 46 76 55 63 716 70 64 47 78 55 60 417 70 59 62 48 79 55 64 41 58 49 78 55 67 019 72 59 61 60 56 50 79 55 69 82 66 51 79 55 69 68 752 66 52 72 55 67 62 6422 70 59 58 68 68 53 76 55 62 63 642 68 54 70 55 62 63 6224 55 55 73 55 64 61 6025 68 59 58 63 56 56 74 55 60 67 632 67 61 57 74 55 65 64 602 69 58 68 55 58 57 6028 72 59 62 66 66 59 68 55 62 68 582 62 60 76 55 63 67 6430 60 68 61 74 55 66 65 6331 76 55 64 66 64 62 76 55 65 64 66
Media ,0 56,9 64,0 65,1 63,7Desvio padr 5,0 2,0 3,1 3,1 3,8
TANQUES ARMAZ
6368606065
O 08
6666666666676666676
NAMENTE
74
Q 1
6666
64
667
66
65
65
7067
70
6259
6868
6862
TANQUES ARMAZENAMENTO 08TQ
65
6259
6366
66
66637266
70686061
6066
6461
06TQ
99
95
9999
9999
99
9
99
99
55
55
T.LAV6
TQ 035
5555
5555
55
5
55
55
56
7777768 6
0 7655
3 79
5 7874
8 70
01
77
98
3 66
44
67
67
77
6478
ão
9
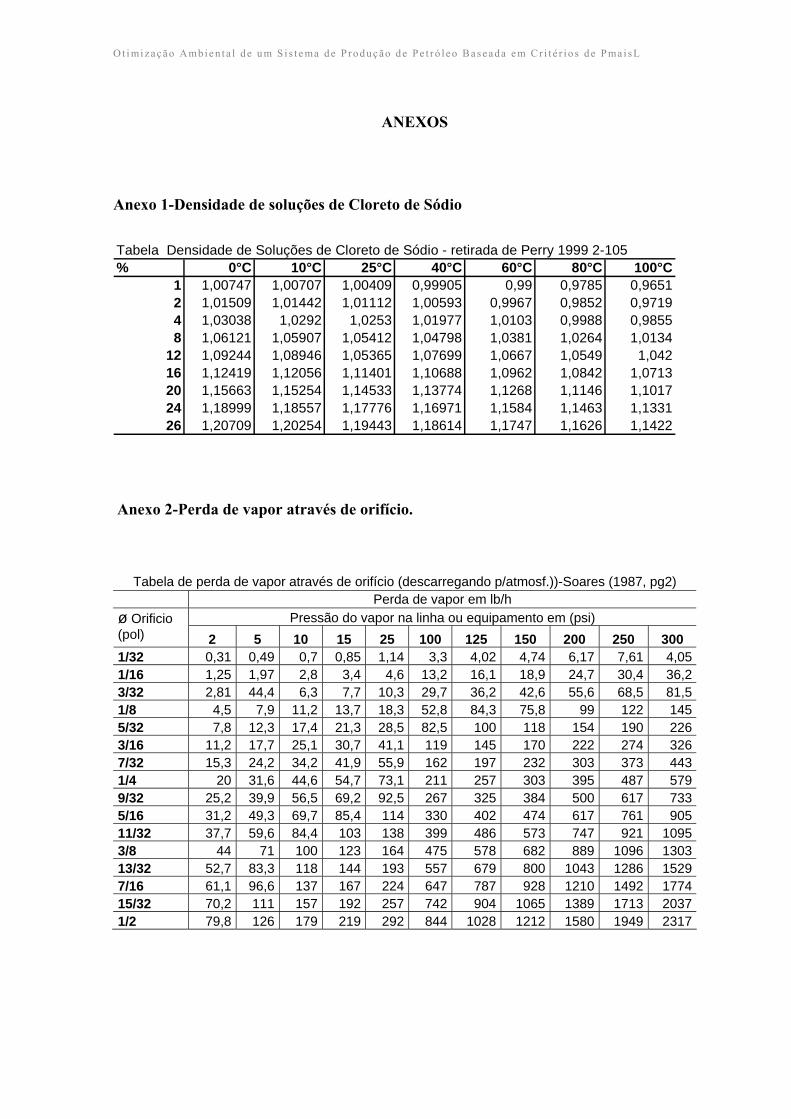
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
ANEXOS
n en oluç eto d
10°C 25°C 40°C 60°C 80°C 100°C1 ,00747 1,007 7 1,00409 5 ,92 1,01509 1,01442 1,01112 93 0,9967 0,9852 0,97194 1,02 1, 8 ,98 07 1,05412 98 1,0381 1,0264 1,0134
12 ,08946 1,05365 1,07699 1,0667 1,0549 1,04216 ,12419 1,120 6 1,11401 1, 2 ,020 1,15663 1,15254 1,14533 1,1268 1,1146 1,101724 1,185 6 1, 3 ,1326 1,202 443 1,1747 1,1626 1,1422
Ta s Cloreto de Sódio - retirada de Perry 1999 2-105
A exo 1-D
bela Den
sidade de s ões de Clor e Sódio
0°Cidade de Soluções de
1 0 0,999051,005
0,99 0,978 0 651
1,030381,06121 1,0591,09244 1
92 1,0253 1,019771,047
0103 0,998 0 855
1 5 1,106881,13774
0962 1,084 1 713
1,189991,20709
57 1,177754 1,19
1,169711,18614
1584 1,146 1 31
%
Anexo 2-Perda de vapor através de orifício
Tabela de pe or através d cio (d es 7, pg2
lb/h
.
rda de vap e orifíPerda
escarregando p/atm de vapor em
osf.))-Soar (198 )
Pressão do vapor na ou equipamento em (psi) linha ø Orificio (pol) 10 15 25 100 125 150 200 250 300 2 5 1/32 0,7 0,85 1,14 3,3 4,02 4,74 6,17 7,61 4,050,31 0,49 1/16 2,8 3,4 4,6 13,2 16,1 18,9 24,7 30,4 36,21,25 1,97 3/32 6,3 7,7 10,3 29,7 36,2 42,6 55,6 68,5 81,52,81 44,4 1/8 13,7 18,3 52,8 84,3 75,8 99 122 1454,5 7,9 11,2 5/32 7,8 12,3 17,4 21,3 28,5 0 0 82,5 10 118 154 19 2263/16 11,2 17,7 25,1 30,7 41,1 145 170 222 274 3261197/32 4 7 15,3 24,2 3 ,2 41,9 55,9 162 19 232 303 373 4431/4 ,6 44 73,1 257 303 395 487 57920 31 ,6 54,7 2119/32 56,5 69,2 92,5 267 325 384 500 617 73325,2 39,9 5/16 69,7 85,4 114 330 402 474 617 761 90531,2 49,3 11/32 103 138 6 37,7 59,6 84,4 399 48 573 747 921 10953/8 44 71 100 123 164 682 889 1096 1303475 57813/32 3,3 1 193 9 52,7 8 18 144 557 67 800 1043 1286 15297/16 224 928 1210 1492 177461,1 96,6 137 167 647 78715/32 11 157 192 257 742 904 1065 1389 1713 203770,2 11/2 179 219 292 844 1028 1212 1580 1949 231779,8 126

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
219
Anexo-3-Avaliação de aspectos e impactos d et e -N 20
a Estação r irado d SMS ET 04
Tipo Processo Tarefa Aspecto/ Perigo Impacto/ Dano Avaliação Situ Temp. Fre/Pro Sever. Imp/Ris
MA COLETA, TRATAMENTO E TRANSFERÊNCIA DE PETRÓLEO
ARMAZENAR GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
PETRÓLEO/ ACOMPANHAR RECEBIMENTO EM ESTAÇÃO, ETO/PARQUE
Normal Atual Alta Baixa 4
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Média 5
ARMAZENAR PETRÓLEO/ ALINHAR TANQUE EM ESTAÇÃO, ETO/PARQUE
GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Média 5
ARMAZENAR PETRÓLEO/ PREPARAR O TANQUE EM ESTAÇÃO, ETO/PARQUE
GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Média Alta 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Baixa 4
GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Média Média 4
ARMAZENAR PETRÓLEO/ SELECIONAR TANQUE (OPERACIONAL, APROPRIAÇÃO, FISCAL, CUSTÓDIA) EM PONTO DE COLETA ( COM DOIS TANQUES )
GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Média 5
OPERAR SEPARADOR GÁS-LIQUIDO/ MONITORAR VARIÁVEIS DE PROCESSO
GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Nor mal Atual Média Média 4
NALTERAÇÃO DA QUALIDADE DO SOLO
ormal Atual Baixa Média 3
OPERAR SEPARADOR GÁS-LIQUIDO/ RETIRAR SEPARADOR DE OPERAÇÃO
GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Média Média 4
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Média Média 4
OPERAR TANQUE DE LAVAGEM/ COLETAR AMOSTRA DE ÓLEO
GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
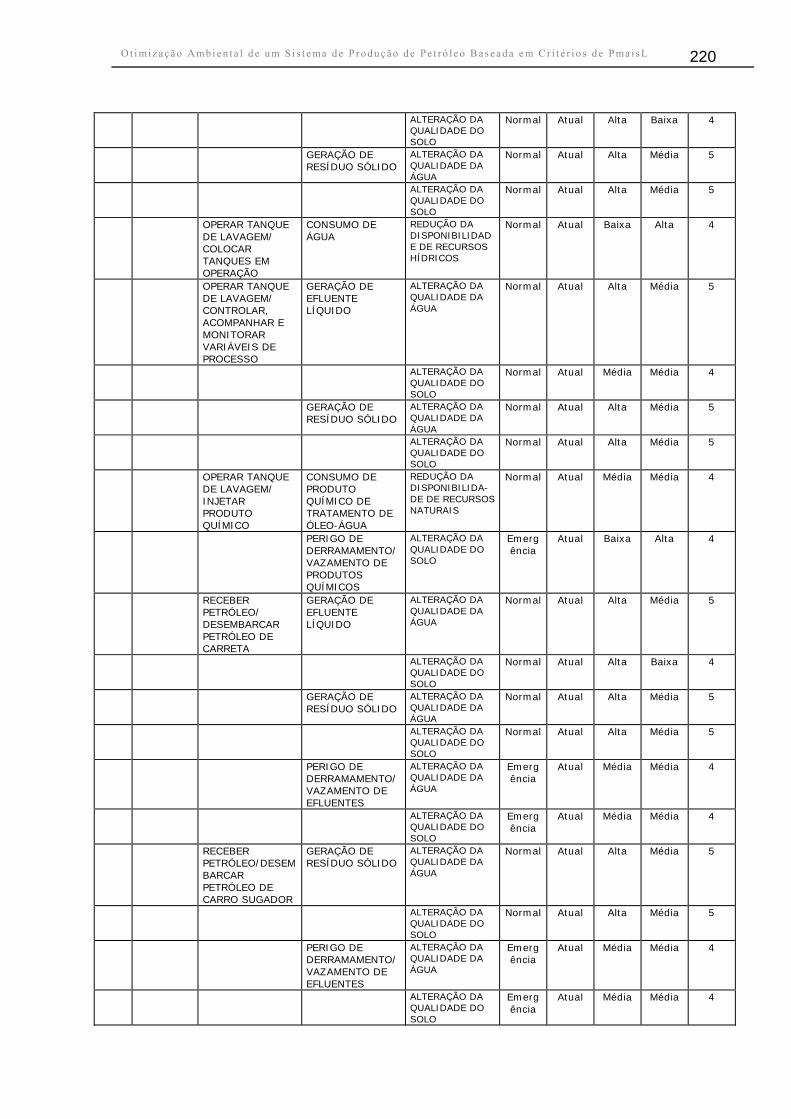
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
220
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Baixa 4
GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Média 5
OPERAR TANQUE DE LAVAGEM/ COLOCAR TANQUES EM OPERAÇÃO
CONSUMO DE ÁGUA
REDUÇÃO DA DISPONIBILIDADE DE RECURSOS HÍDRICOS
Normal Atual Baixa Alta 4
OPERAR TANQUE DE LAVAGEM/ CONTROLAR, ACOMPANHAR E MONITORAR VARIÁVEIS DE PROCESSO
GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Média Média 4
GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO
SOLO
Normal Atual Alta Média 5
OPERAR TANQUE DE LAVAGEM/ INJETAR PRODUTO QUÍMICO
CONSUMO DE PRODUTO QUÍMICO DE TRATAMENTO DE ÓLEO-ÁGUA
REDUÇÃO DA DISPONIBILIDA-DE DE RECURSOS NATURAIS
Normal Atual Média Média 4
ALTERAÇÃO DA PERIGO DE DERRAMAMENTO/VAZ
EmergQUALIDADE DO SOLO
ência AMENTO DE
PRODUTOS QUÍMICOS
Atual Baixa Alta 4
RECEBER PETRÓLEO/ DESEMBARCAR PETRÓLEO DE CARRETA
GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Baixa 4
GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Média 5
PERIGO DE DERRAMAMENTO/VAZAMENTO DE EFLUENTES
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Emergência
Atual Média Média 4
ALTERAÇÃO DA QUALIDADE DO SOLO
Emergência
Atual Média Média 4
RECEBER PETRÓLEO/DESEMBARCAR PETRÓLEO DE CARRO SUGADOR
GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Nor mal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Média 5
PERIGO DE DERRAMAMENTO/VAZAMENTO DE EFLUENTES
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Emergência
Atual Média Média 4
ALTERAÇÃO DA Emerg QUALIDADE DO SOLO
ência Atual Média Média 4

O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
221
GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERARECEBER PETRÓLEO/RECEBER PETRÓLEO DE MANIFOLD
ÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Média Alta 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Baixa Baixa 2
TESTAR POÇO DE GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
PETRÓLEO/ ACOMPANHAR TESTE
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO
SOLO
Normal Atual Alta Média 5
TESTAR POÇO DE PETRÓLEO/ ALINHAR POÇO PARA TESTE
PERIGO DE ROMPIMENTO DE EQUIPAMENTO /LINHA PRESSURIZADA
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Emergência
Atual Baixa Alta 4
ALTERAÇÃO DA QUALIDADE DO SOLO
Emergência
Atual Baixa Alta 4
TESTAR POÇO DE PETRÓLEO/ COLETAR AMOSTRA(S) PARA DETERMINAÇÃO DE BS&W
GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Baixa 4
TESTAR POÇO DE PETRÓLEO/ CONTABILIZAR TESTE
GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Baixa 4
TESTAR POÇO DE PETRÓLEO/ SELECIONAR POÇO
PERIGO DE ROMPIMENTO DE EQUIPAMENTO /LINHA PRESSURIZADA
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Emergência
Atual Baixa Alta 4
ALTERAÇÃO DA QUALIDADE DO SOLO
Emergência
Atual Baixa Alta 4
TESTAR POÇO DE PETRÓLEO/ SELECIONAR TANQUE PARA TESTE
GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
TRANSFERIR PETRÓLEO/ ACOMPANHAR O BOMBEIO APÓS O ENCHIMENTO DO DUTO A CADA HORA CHEIA (REGIME PERMANENTE)
PERIGO DE ROMPIMENTO DE EQUIPAMENTO/ LINHA PRESSURIZADA
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Emergência
Atual Baixa Alta 4
ALTERAÇÃO DA QUALIDADE DO SOLO
Emergência
Atual Baixa Alta 4
TRANSFERIR PETRÓLEO/ ACOMPANHAR O BOMBEIO APÓS O ENCHIMENTO DO DUTO A QUALQUER MOMENTO (REGIME PERMANENTE)
GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
TRANSFERIR PETRÓLEO/
GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DA
Normal Atual Alta Média 5
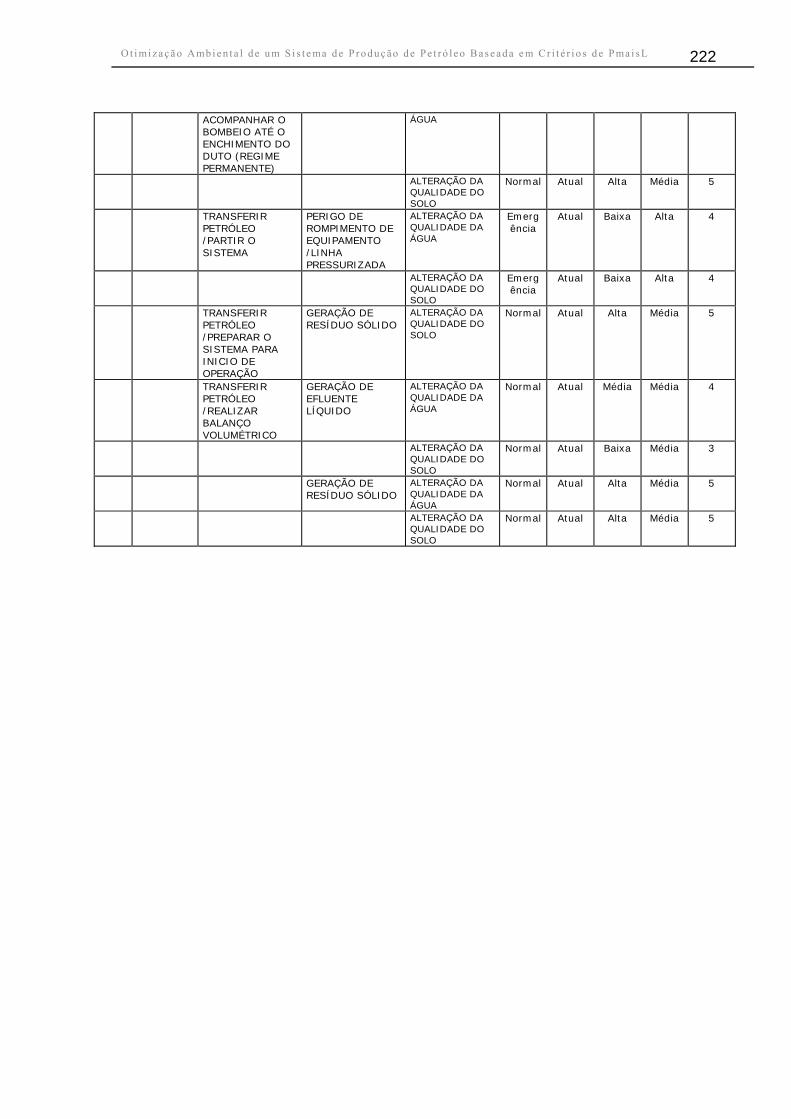
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
222
ACOMPANHAR O BOMBEIO ATÉ O ENCHIMENTO DO DUTO (REGIME PERMANENTE)
ÁGUA
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Média 5
TRANSFERIR PETRÓLEO /PARTIR O SISTEMA
PERIGO DE ROMPIMENTO DE EQUIPAMENTO /LINHA PRESSURIZADA
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Emergência
Atual Baixa Alta 4
ALTERAÇÃO DA QUALIDADE DO SOLO
Emergência
Atual Baixa Alta 4
TRANSFERIR PETRÓLEO /PREPARAR O SISTEMA PARA INICIO DE OPERAÇÃO
GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Média 5
TRANSFERIR PETRÓLEO /REALIZAR BALANÇO VOLUMÉTRICO
GERAÇÃO DE EFLUENTE LÍQUIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Média Média 4
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Baixa Média 3
GERAÇÃO DE RESÍDUO SÓLIDO
ALTERAÇÃO DA QUALIDADE DA ÁGUA
Normal Atual Alta Média 5
ALTERAÇÃO DA QUALIDADE DO SOLO
Normal Atual Alta Média 5
O t i mi z a ç ã o Amb i e n t a l d e u m S i s t e ma d e P r o d u ç ão d e Pe t r ó l e o B a s e ada e m C r i t é r i o s d e P ma i s L
UFBA UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA
DEPTº DE ENGENHARIA AMBIENTAL - DEA
MESTRADO PROFISSIONAL EM GERENCIAMENTO E TECNOLOGIAS AMBIENTAIS NO PROCESSO PRODUTIVO
Rua Aristides Novis, 02, 4º andar, Federação, Salvador BA
CEP: 40.210-630 Tels: (71) 3235-4436 / 3203-9798
Fax: (71) 3203-9892 E-mail: [email protected]
Home page: http://www.teclim.ufba.br
Top Related