







Línguas
Páginas
Legal


UNIVERSIDADE FEDERAL DE PERNAMBUCO CENTRO DE TECNOLOGIA E GEOCIÊNCIAS
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA CIVIL
P
P
G
E
CPPEQ- Programa de Pós-Graduação em Engenharia Civil CEP. 50740-521 – Cidade Universitária Recife – PE Tel: 0 81 - 21267923
DISSERTAÇÃO DE MESTRADO
OTIMIZAÇÃO DO TRATAMENTO DE LIXIVIADOS E CORANTES POR PROCESSOS FÍSICO-QUÍMICOS
Victor Fernandes Bezerra de Mello
Recife/PE Junho/2011
VICTOR FERNANDES BEZERRA DE MELLO
OTIMIZAÇÃO DO TRATAMENTO DE LIXIVIADOS E CORANTES POR PROCESSOS FÍSICO-QUÍMICOS
Dissertação apresentada ao corpo docente de pós-graduação do departamento de engenharia civil da Universidade Federal de Pernambuco como parte dos requisitos necessários para obtenção do grau de mestre em Engenharia Civil – Geotecnia Ambiental.
Área de concentração: Geotecnia Ambiental Orientadores: Mauricio Alves da Motta Sobrinho
DEQ - UFPE
José Fernando Thomé Jucá DECivil - UFPE
Recife, PE Junho/2011

Catalogação na fonte Bibliotecária Margareth Malta, CRB-4 / 1198
M527o Mello, Victor Fernandes Bezerra de. Otimização do tratamento de lixiviados e corantes por processos físico-
químicos / Victor Fernandes Bezerra de Mello. - Recife: O Autor, 2011. xix, 106 folhas, il., gráfs., tabs. Orientador: Prof. Dr. Maurício Alves da Motta Sobrinho. Co-Orientador: Prof. Dr. José Fernando Thomé Jucá. Dissertação (Mestrado) – Universidade Federal de Pernambuco. CTG.
Programa de Pós-Graduação em Engenharia Civil, 2011. Inclui Referências Bibliográficas e Apêndice. 1. Engenharia Civil. 2. Coagulação. 3. Lixiviado. 4. Adsorção. 5.
Argila. 6. Corante Têxtil. I. Motta Sobrinho, Maurício Alves da. II. Jucá, José Fernando Thomé. III. Título.
UFPE 624 CDD (22. ed.) BCTG/2011-184


i
“Nada te perturbe, Nada te espante,
Tudo passa, Deus não muda.
A paciência tudo alcança. Quem a Deus tem nada falta.
Só Deus basta.”
Sta. Tereza de Jesus

ii
Dedico este trabalho ao meu bom
Deus por ter provido o necessário para
que pudesse concluir o presente trabalho.

iii
AGRADECIMENTOS
A Deus por ter me dado paciência e pela graça de conseguir finalizar este trabalho. À grande intercessora Nossa Senhora por ter me acompanhado em todos os bons e maus momentos. À minha esposa, Juliana Gama por ter me ajudado, em todo trabalho, horas a fio, sem medir esforços, nos finais de semana, à noite e estando sempre ao meu lado. Minha companheira de luta, Obrigado Aos meus filhos Sabrina e André, pela compreensão das horas de ausência familiar. Ao Professor Dr. Fernando Jucá pela oportunidade de desenvolver este projeto e aprimorar meus conhecimentos Ao Professor Dr. Mauricio Motta por toda orientação, ajuda e empenho na realização do trabalho, dando força e dedicando-se em solucionar os problemas que surgiram sem medir esforços. À Prof. Dra Joelma Morais pela atenção e importante colaboração. À Prof. Dra. Maria do Carmo Lourenço pela paciência em explicar e por sempre estar disposta a ajudar. A Marcelo do Laboratório de Engenharia de Minas por ter ajudado com tanta presteza no tratamento preliminar da argila. A Luiz Perazzo da Mineradora São Jorge por ter dispensado tanta atenção e hospitalidade durante a visita. A Lavanderia Mamute por ter cedido o corente reativo. Maria Talita Siqueira, Caroline Maria e Maria da Conceição pela ajuda na execução do trabalho. A Antonio Brito por todas as coletas do chorume. À Propesq e a CAPES pela bolsa concedida. Ao GRS e a Ericka Patrícia, por permitir a realização dos ensaios de coagulação do chorume. Aos Companheiros de mestrado de Engenharia Química e Engenharia Civil: Etiene, Patrícia, Luciana, Claudio, André Diego e Luiz Zoby. A Antânio Christino do Departamento Nacional de Produção Mineral por ter cedido material bibliográfico. Ao ITEP na pessoa de Osmar Baraúna pelas análises efetuadas.

iv
Ao Grupo de Processo e Tecnologias Ambientais (GPTA) pelo apoio ao projeto e realização da segunda etapa do meu trabalho. À minha sogra, Milca Gama, por ter cuidado da minha filha para que pudéssemos ir ao laboratório e meu sogro Cícero Gama pela colaboração. À minha pequena Maria das Graças, que nasceu durante a vigência deste mestrado, fonte de inspiração e luz na minha vida. Finalmente, gostaria de agradecer a todas as pessoas que de alguma maneira participaram deste mestrado e que por ventura não tenham sido citadas.
Obrigado!

v
OTIMIZAÇÃO DO TRATAMENTO DE LIXIVIADOS E CORANTES POR PROCESSOS FÍSICO-QUÍMICOS
Victor Fernandes Bezerra de Mello
RESUMO
A disposição desordenada de resíduos a céu aberto pode gerar impactos ambientais e sociais de grande porte. No Brasil, cerca de 84,4% dos municípios dispõem os resíduos gerados em lixões a céu aberto, sem qualquer controle ambiental. De maneira geral, para tratamento de lixiviados de aterros sanitários, utilizam-se métodos biológicos e físico-químicos. Alguns dos métodos físico-químicos objetivam aumentar a biodegradabilidade da matriz, outros promover a separação do contaminante da água. Dentre eles, a precipitação química utilizando hidróxido de cálcio vem sendo empregada com grande eficácia no tratamento de efluente com elevadas concentrações de compostos orgânicos e metais pesados. A escolha desta técnica, consiste, entre outros fatores, na simplicidade do processo, no baixo custo e na disponibilidade do agente precipitante adotado. Todo lixiviado (mistura do chorume com água de chuva ou umidade do solo) utilizado neste trabalho foi coletado na caixa medidora de vazão do aterro de Muribeca, localizado na cidade de Jaboatão dos Guararapes/PE. Para escolha de parâmetros ótimos de tratamento foi realizado um planejamento fatorial fracionado, onde foram estudados os parâmetros: velocidade e tempo de coagulação, velocidade e tempo de floculação, tempo de decantação e concentração de cal. Este foi seguido de um planejamento fatorial completo 24, utilizando as variáveis mais significativas do anterior. Para os dois planejamentos foram avaliadas duas respostas: remoção de cor e redução da turbidez. Percebeu-se que com valores superiores estudados das variáveis independentes como a velocidade de floculação e inferior para o tempo de coagulação é possível obter nível de turbidez e cor menores. Seguindo-se a este tratamento foi efetuado um pós-tratamento por adsorção utilizando como adsorvente argilas do capeamento da bacia sedimentar do Araripe, em diferentes granulometrias. As argilas foram coletadas no “bota-fora” da mineradora São Jorge no município de Trindade/PE. Devido a ineficácia da argila no tratamento do lixiviado, buscou-se utilizar o resíduo para tratar os corantes das lavanderias de jeans localizadas na cidade de Toritama, onde está situado o chamado pólo do jeans. Visou-se a remoção de corante ácido (Nylosan azul brilhante) fornecido pela Clariant e corante reativo (Azul Anil op) fornecido pela lavanderia Mamute, com a utilização da argila do bota-fora do Pólo gesseiro do Araripe obtendo resultados satisfatórios, demonstrando afinidade entre adsorvente e adsorbato. Este tratamento foi realizado a partir da adsorção, da solução aquosa de cada corante com a argila in natura e termicamente tratada a 600ºC, numa granulometria de 14 mesh/Tyler. A escolha destes parâmetros foi efetuada através de um estudo preliminar, onde foram testados granulometrias (9, 14 e o passante de 20 mesh/Tyler) e tratamentos térmicos (200, 400 e 600ºC) da argila. Também foi testada a argila in natura. Seguindo-se, foi elaborado um planejamento experimental 2³ para definir tempeatura, agitação e massa de adsorvente. Os melhores resultados foram obtidos utilizando-se 30ºC, 250 rpm, 0,5g. O tempo de equilíbrio obtido a partir do estudo cinético foi de 90 minutos para ambos corantes. Para o Nylosan o modelo que melhor se ajustou foi o de Langmuir (q= 1,65 mg/g) e para o corante azul anil o melhor ajuste ocorreu com o modelo de Langmuir-Freundlich (q=65,79 mg/g). Palavras-Chave: Coagulação, Lixiviado, Adsorção, Argila, Corante Têxtil.

vi
OPTIMIZATION OF THE DYES AND LEACHATE TREATMENT BY PHYSICAL-CHEMICAL PROCESSES
Victor Fernandes Bezerra de Mello
ABSTRACT
The discharge of solids residues outside a controlled location can creates environmental and social impacts of large size. In Brazil, about 84.4% of the municipalities release the solid waste in open dumps with no environmental control. In general, the biological and physicochemical process is used for landfill leachate treatment. Some of the physical and chemical methods aimed at increasing the biodegradability of the matrix, others promote separation of contaminants from water. Among them, chemical precipitation using calcium hydroxide has been employed with great effectiveness in treating wastewater with high concentrations of organic compounds and heavy metals. The choice of this technique consists, among other factors, the simplicity of the process, low cost and availability of the precipitating agent adopted. The leachate used in this study was collected in the box flow measuring at the Muribeca landfill, located in the city of Jaboatão dos Guararapes / PE. To optimize the coagulation/flocculation process was performed a fractional factorial design 26 where the studied parameters are: speed and time of coagulation, speed and time of flocculation, settling time and the lime concentration. This was followed by a complete 24 factorial design, using the most significant variables as before. For the two designs were evaluated two responses: color removal and reduction of turbidity.The results showed that with higher values of independent variables studied how the speed of flocculation and less time for coagulation can be achieved at lower turbidity and color. Following this treatment was performed post-treatment by adsorption using as adsorbent clays capping the sedimentary basin Araripe in different diameters. The clays were collected from the extraction waste of mining São Jorge in the municipality of Trindade/PE. Due to the inefficiency of the clay in the leachate treatment, we attempted to use the residue to remove dyes from textile laundries in the city of Toritama-PE, where is located the so-called pole jeans. The objective was the removal of acid dye (brilliant blue Nylosan) supplied by Clariant and reactive dye (Blue Anil op) provided by the laundry Mammoth, using clay from the waste mining of the pole Araripe. Satisfactory results were obtained, demonstrating the affinity between adsorbent and adsorbate. This treatment was carried out from the adsorption of aqueous solution of each dye with the clay raw and thermally treated at 600 º C, a particle size of 14 mesh/Tyler. The choice of these parameters was done through a preliminary study, where particle sizes were tested (9, 14 and passing 20 mesh/Tyler) and heat treatment (200, 400 and 600 ° C) clay. We also tested the raw clay. Following an experimental design 23 was realized to define tempeature, agitation and mass of adsorbent. The best results were obtained using 30 ° C, 250 rpm, 0.5 g. The equilibrium time obtained from the kinetic study was 90 minutes for both dyes. Nylosan for the model that best fit was the Langmuir (q =1, 65 mg / g) and the blue dye indigo was the best fit with the Langmuir-Freundlich (q = 65.79 mg / g). Keywords: coagulation, leachate, adsorption, clay, textiles dyes.

vii
SUMÁRIOE
RESUMO V
ABSTRACT VI
LISTA DE FIGURAS XI
LISTA DE TABELAS XIV
NOMENCLATURA, SIGLAS E ABREVIATURAS XVI
CAPÍTULO 1 1. INTRODUÇÃO 1
CAPÍTULO 2 2. REVISÃO BIBLIOGRÁFICA ......................................................................................................7
2.1. ATERROS SANITÁRIOS, CONTROLADOS .................. ................................................7 2.2. ATERRO CONTROLADO DA MURIBECA..... ..............................................................7 2.3. CHORUME E LIXIVIADO ................................................ ...............................................8 2.3.1. POTENCIAL POLUIDOR DO CHORUME....................................................................9 2.3.2. METAIS PESADOS ........................................................................................................11 2.4. PÓLO GESSEIRO DO ARARIPE ....................................................................................12 2.4.1. ARGILAS DO CAPEAMENTO DAS BACIAS SEDIMENTARES DO ARARIPE...13 2.5. INDUSTRIAS TÊXTEIS ...................................................................................................14 2.5.1. CORANTES ....................................................................................................................14 2.5.1.1. CORANTES ÁCIDOS ................................................................................................16 2.5.1.2. CORANTES REATIVOS ............................................................................................17 2.5.2. EFLUENTE TÊXTIL ......................................................................................................17 2.5.3. O POLO TÊXTIL DE TORITAMA ...............................................................................18 2.6. PROCESSOS DE TRATATAMENTOS DE LIXIVIADOS E CORANTES ...................19 2.6.1. PROCESSO DE COAGULAÇÃO/FLOCULAÇÃO/SEDIMENTAÇÃO......................20
viii
2.6.1.1. HIDRÓXIDO DE CALCIO..........................................................................................21 2.6.2. PROCESSOS BIOLÓGICOS ..........................................................................................22 2.6.2.1. PROCESSOS BIOLOGICOS PARA O TRATAMENTO DE LIXIVIADOS ............22 2.6.2.2. PROCESSOS BIOLOGICOS PARA O TRATAMENTO DE CORANTES...............25 2.6.3. PROCESSO DE SEPARAÇÃO POR MEMBRANAS....................................................25 2.6.4. PROCESSOS OXIDATIVOS AVANÇADOS (POAS) .................................................27 2.6.5. ADSORÇÃO....................................................................................................................28 2.6.5.1. ISOTERMAS DE ADSORÇÃO ..................................................................................29 2.6.5.2. APLICAÇÕES DA ADSORÇÃO.................................................................................33 2.6.5.3. O ADSORVENTE ........................................................................................................34 2.6.5.4. INTERAÇÃO ARGILA X CORANTE ........................................................................35 2.7. PLANEJAMENTO FATORIAL ........................................................................................36 2.7.1. PLANEJAMENTO FATORIAL FRACIONÁRIO .........................................................37 CAPÍTULO 3 ARTIGO SOBRE A COAGULAÇÃO DE LIXIVIADOS RESUMO ...................................................................................................................................39 1.0. INTRODUÇÃO ..................................................................................................................39 2.0. MATERIAIS E METODOS ...............................................................................................42 2.1. PLANEJAMENTOS EXPERIMENTAIS ..........................................................................44 3.0. RESULTADOS E DISCUSSÕES .................................................................................... 47 3.1. PLANEJAMENTO EXPERIMENTAL FRACIONÁRIO ................................................48 3.2. PLANEJAMENTO EXPERIMENTAL FATORIAL 24 ....................................................51 4.0. CONCLUSÕES ..................................................................................................................54 REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................................54 CAPÍTULO 4

ix
ARTIGO SOBRE ADSORÇÃO DE CORANTES RESUMO ...................................................................................................................................57 1.0. INTRODUÇÃO ..................................................................................................................57 2.0. MATERIAIS E METODOS ...............................................................................................60 2.1. CORANTES........................................................................................................................60 2.2. O ADSORVENTE ............................................................................................................. 61 2.3. COMINUIÇÃO DA ARGILA ............................................................................................62 2.4.TRATAMENTO DA ARGILA ...........................................................................................63 2.5 CARACTERIZAÇÃO DA ARGILA...................................................................................63 2.5.1 DIFRAÇÃO DE RAIO X..................................................................................................63 2.5.2 AREA SUPERFICIALESPECÍFICA(MÉTODO BET).................................................. 64 2.6. OTIMIZAÇÃO DO PROCESSO ADSORTIVO ...............................................................64 2.7. ESTUDO CINÉTICO .........................................................................................................65 2.8. ESTUDO DE EQUILÍBRIO................................................................................................66 3.0. RSULTADOS E DISCUSSÕES .......................................................................................67 3.1. TRATAMENTO DA ARGILA ..........................................................................................67 3.1.1.CORANTE ACIDO NYLOSAN AZUL BRILHANTE ...................................................67 3.1.2. CORANTE REATIVO AZUL ANIL OP.........................................................................67 3.2 CARACTERIZAÇÃO DAS ARGILAS...............................................................................68 3.2.1 DIFRAÇÃO DE RAIO X..................................................................................................68 3.2.2 ANÁLISE DA ÁREA SUPERFICIAL DO VOLUME POROSO....................................70 3.3. OTIMIZAÇÃO DO PROCESSO ADSORTIVO................................................................72 3.3.1. OTIMIZAÇÃO PARA O CORANTE ÁCIDO NYLOSAN AZUL BRILHANTE ........73 3.3.2. OTIMIZAÇÃO PARA O CORANTE REATIVO AZUL ANIL OP...............................76

x
3.4. ENSAIOS CINÉTICOS.......................................................................................................80 3.4.1. ENSAIOS CINÉTICOS PARA O CORANTE NYLOSAN AZUL BRILHANTE ........81 3.4.2. ENSAIOS CINÉTICOS PARA O CORANTE AZUL ANIL OP ...................................81 3.5. ENSAIOS DE EQUILÍBRIO .............................................................................................82 3.5.1. ENSAIOS DE EQUILÍBRIO PARA O CORANTE NYLOSAN AZUL BRILHANTE ...........82 3.5.2. ENSAIOS DE EQUILÍBRIO PARA O CORANTE AZUL ANIL OP ..........................84 3.5.3. RESUMO DOS RESULTADOS OBTIDOS PARA OS CORANTES ...........................85 4.0. CONCLUSÕES ................................................................................................................. 87 REFERÊNCIAS BIBLIOGRÁFICAS.......................................................................................87 CAPÍTULO 5 5.0. CONCLUSÕES E PERSPECTIVAS..................................................................................91 REFERENCIAS BIBLIOGRÁFICAS ......................................................................................93 APÊNDICE 1 ..........................................................................................................................102

xi
LISTA DE FIGURAS
FIGURAS DA INTRODUÇÃO E REVISÃO BIBLIOGRÁFICA
PÁG
Figura 1 - Rio Capibaribe no local onde é despejado o efluente tratado na lavanderia mamute (caixa de descarga na parte inferior da foto)..... 5
Figura 2 – Vista aérea da célula de resíduos e da estação de tratamento de lixiviado do Aterro da Muribeca (2007). Fonte: LINS, 2008........... 8
Figura 3 – Estrutura das Argilas. Fonte: NEWMANN et al (2000).................. 13
Figura 4 – Estrutura dos corantes ácidos. A - Ácido Scarlet – AS GR, B- Ácido Black 1, C - Ácido Blue 193. Fonte: PAIVA, 2011. ............ 16
Figura 5 – Estrutura do corante reativo azul anil op fabricado pela Trilimp...... 17
Figura 6 – Foto do Parque das feiras no centro da cidade de Toritama PE....... 19
Figura 7 – Descarte de Efluente resultante da lavagem do jeans por lavanderia. Fonte: SILVA (2005)..................................................... 19
Figura 8 – Rio Capibaribe poluído pelo descarte de efluentes têxteis. Fonte: SILVA (2005). ................................................................................ 19
Figura 9 – Fluxograma explicativo para osmose reversa. Fonte: AVENATTI, 2003. ............................................................................................... 25
Figura 10 – Classificação das isotermas de adsorção. Fonte: McCABE et al (2001). ............................................................................................. 30
Figura 11 – Esquema da agregação de corante na superfície da argila. Fonte: Neumann et al, 2000 com modificação............................................. 36
FIGURAS DO CAPÍTULO 3 - ARTIGOS SOBRE COAGULAÇÃO DE LIXIVIADOS
Figura 1 – Equipamento Jar test utilizado nos ensaios de otimização para precipitação química......................................................................... 46
Figura 2 –. Avaliação da significância dos efeitos das variáveis independentes estudadas no processo de otimização do planejamento fracionado.. 49
Figura 3 – Efeito do leite de cal e da velocidade de floculação sobre a turbidez ............................................................................................. 50
Figura 4 – Efeito do leite de cal e da velocidade de floculação sobre a cor (x10).................................................................................................. 50

xii
Figura 5 – Avaliação da significância dos efeitos das variáveis independentes estudadas no processo de otimização do planejamento fatorial 24 através do gráfico de pareto para turbidez (A) e cor (B).................. 51
Figura 6 – Efeito do tempo (TF) e da velocidade (VF) sobre a turbidez (A) e a cor (x10) (B)...................................................................................... 52
Figura 7 – Efeito do tempo de coagulação (TC) e velocidade de floculação (VF) sobre a turbidez (A) e sobre a cor (B)...................................... 53
Figura 8 – Foto do lixiviado bruto (B) e após tratamento com 5,55g/L de cal (A) e 22,22 g/L de cal (B) ............................................................... 52
FIGURAS DO CAPÍTULO 4 – ARTIGO SOBRE ADSORÇÃO DE CORANTE
Figura 1 – Estrutura do Corante reativo Azul anil fabricado pela Trilimp e do Nylosan Azul (B113). Fonte: PRIGIONE (2008)............................... 60
Figura 2 – Vista de frente da lavra (A) e do resíduo da mineração (B)..................61
Figura 3 – Argila coletada no bota-fora da mineradora São Jorge em sua forma bruta (A), estufa onde as argilas foram secas (B), moinho de rolos (C) e o rolo de madeira usado na cominuição da argila (D)................ 62
Figura 4 – Fluxograma de tratamento preliminar e peneiramento da argila...........62
Figura 5 - Incubadora shaker Marconi MA-420....................................................66
Figura 6 - Difratograma da amostra da argila in natura evidenciando reflexões basais (d001) da esmectita (E), ilita (I), caulinita (C) e quartzo (Q)..... 69
Figura 7 - Difratograma da amostra da argila glicolada mostando picos representativos das reflexões basais (d001) da esmectita (E), Ilita (I) e caulinita (C).................................................................................. 69
Figura 8 - Difratograma da amostra da argila aquecida a 600o C, mostrando a ausência dos picos representativos das relfexões basais (d001) da esmectita (E) e caulinita (C)................................................................ 70
Figura 9 -Difratogramas da argila revelando o deslocamento do pico representativo das relfexões basais (d001) da esmectita in natura, de 15 Å, para 18 Å, após glicolagem e o desaparecimento dos picos da esmectita e da caulinita, após aquecimento......................................... 70
Figura 10 - Isotermas de adsorção de Nitrogênio (análise BET) para a argila in natura (a) e a argila calcinada a 600 oC (b)................................... 71
xiii
Figura 11 - Distribuição de volume poros para as diferentes faixas de tamanho de poro para a argila in natura (a) e a argila calcinada a 600 oC (b).................................................................................. 72
Figura 12 - Distribuição da área superficial para as diferentes faixas de tamanho de poro para a argila in natura (a) e a argila calcinada a 600 oC (b)......................................................................................... 72
Figura 13 – Fotos das soluções de 10 ppm do corante nylosan azul brilhante antes (A) e após (B) da adsorção nas condições experimentais do ponto ótimo.......................................................................................
74
Figura 14 – Gráfico de Pareto do sistema corante nylosan/argila tratada, apresentando os efeitos das variáveis no processo adsortivo...........
74
Figura 15 – Superfície de resposta para massa e agitação (A) e temperatura e massa (B) na adsorção do corante nylosan pela argila tratada........ 75
Figura 16 – Foto da solução do corante reativo azul anil op na concentração de 10 ppm antes da adsorção (A) e após a adsorção (B) nas condições ponto ótimo...................................................................... 78
Figura 17 - Gráfico de Pareto do sistema corante azul anil/argila “in natura”, apresentando os efeitos das variáveis no processo adsortivo............ 78
Figura 18 - Superfície de resposta para efeito da agitação e da massa e na capacidade de adsorção do corante corante azul anil na argila “in natura”.............................................................................................. 79
Figura 19 – Evolução da cinética adsortiva do corante nylosan azul brilhante na argila tratada a 600ºC com granulometria de 14 mesh/Tyler, submetido a agitacao de 250 rpm a 30ºC e Ci = 10,156 ppm.........
81
Figura 20 - Evolução da cinética adsortiva do corante azul anil na argila “in natura” com granulometria de 14 mesh/Tyler, submetido a agitaçã0 de 250 rpm a 30ºC e Ci = 10,176 ppm................................ 82
Figura 21 – Ajuste dos resultados experimentais nos modelos linearizados de Langmuir (A), Freundlich (B) e Langmuir-Freundlich (C) do equilíbrio de adsorção do corante nylosan azul brilhante na argila tratada ............................................................................................. 83
Figura 22 - Ajuste dos resultados experimentais nos modelos linearizados de Langmuir (A), Freundlich (B) e Langmuir-Freundlich (C) do equilíbrio de adsorção do corante azul anil na argila “in natura”..... 85
xiv
LISTA DE TABELAS
TABELAS DA REVISÃO BIBLIOGRÁFICA PÁG
Tabela 1 – Componentes normalmente encontrados no chorume....................... 10
Tabela 2 – Principais efeitos dos metais pesados no organismo humano.......... 11
Tabela 3 – Classificação de acordo com a constuição química dos corantes do colour Index...................................................................................... 15
Tabela 4 – Adsorção de diversos corantes em varios adsorventes..................... 34
TABELAS DO CAPÍTULO 3 – ARTIGOS SOBRE COAGULAÇÃO DE LIXIVIADOS
Tabela 1 - Análises realizadas para caracterização do lixiviado 43
Tabela 2 –. Níveis das variáveis do planejamento fatorial experimental fracionário 45
Tabela 3 – Caracterização do lixiviado utilizado nos ensaios 47
Tabela 4 – Caracterização da Cal utilizada na pesquisa 48
TABELAS DO CAPÍTULO 4 – ARTIGO SOBRE ADSORÇÃO DE CORANTE.
Tabela 1 – Tecnologias de tratamento para remoção de cor envolvendo processos químicos e ou físicos 59
Tabela 2 – Parâmetros máximos e mínimos para realização do planejamento experimental 65
Tabela 3 – Resultados finais de concentrações para cada temperatura e
granulometria da argila para o Nylosan Azul Brilhante 67
Tabela 4 - Resultados finais de concentrações para cada temperatura e granulometria da argila para o corante reativo azul anil op. 68
Tabela 5 - Resultados da análise de área superficial e do diâmetro de poro para as argilas estudadas
71
Tabela 6 – Resultado do planejamento experimental para o corante Nylosan Azul Brilhante. 73

xv
Tabela 7 – Resultados da ANOVA para avaliação dos ajustes dos dados e significância estatística para o corante Nylosan Azul Brilhante........ 76
Tabela 8 – Resultados do planejamento experimental para o corante azul anil... 77
Tabela 9 – Resultados da ANOVA para avaliação dos ajustes dos dados e significância estatística para o corante azul anil 80
Tabela 10 - Resultado comparativo para as isotermas de Langmuir, Freundlich
e Langmuir-Freundlich..................................................................... 86
xvi
NOMENCLATURA, SIGLAS E SÍMBOLOS
SÍMBOLO DESCRIÇÃO UNIDADE
CA CONCENTRAÇÃO FINAL DE ADSORATO
M MASSA DE ADSORVENTE -
Ef EFICIÊNCIA DO PROCESSO %
KA CONSTANTE DE EQUILÍBRIO DE ADSORÇÃO
mg.L-1
N PARÂMETRO DE HETEROGENEIDADE
N* CONSTANTE RELACIONADA À INTENSIDADE DE ADSORÇÃO OU HETEROGENEIDADE DA SUPERFÍCIE
qeq CAPACIDADE ADSORTIVA NO EQUILÍBRIO mg/g
qmáx CAPACIDADE DE ADSORÇÃO DE SATURAÇÃO NA MONOCAMADA (CAPACIDADE ADSORTIVA MÁXIMA)
mg/g
qa CAPACIDADE DE ADSORÇÃO mg/g
Ke CONSTANTE DE EQUILÍBRIO TERMODINÂMICO
-
T TEMPERATURA DE ADSORÇÃO ºC
T TEMPO min
V VOLUME DE LÍQUIDO L
NBR DENOMINAÇÃO DE NORMA DA ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT).
IBGE INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA.
MPPE MINISTÉRIO PÚBLICO DE PERNAMBUCO.
DQO DEMANDA QUÍMICA DE OXIGÊNIO mg/L
DBO 5 DEMANDA BIOQUÍMICA DE OXIGÊNIO APÓS 5 DIAS
mg/L
DBO DEMANDA BIOQUÍMICA DE OXIGÊNIO mg/L
CRAAOT CORANTE REATIVO AZUL ANIL OP – TRILIMP
NAB NYLOSAN AZUL BRILHANTE
CONAMA CONSELHO NACIONAL DO MEIO AMBIENTE
xvii
ABNT ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS
ARS ATERRO DE RESÍDUOS SÓLIDOS
SH SUBSTÂNCIAS HÚMICAS
pH POTÊNCIAL HIDROGENIÔNICO
Mg/L MILIGRAMAS POR LITRO
Ar ARSÊNICO
PB CHUMBO
Cd CÁDMIO.
Hg MERCÚRIO
Cr CROMO
Mn MANGANÊS.
% PORCENTUAL
SINDUSGESSO O SINDICATO DA INDÚSTRIA DO GESSO
APL ARRANJO PRODUTIVO LOCAL
ºC GRAUS CENTÍGRADOS
CI CORANTE INDEX
Km QUILÔMETRO
NH3 – N NITROGÊNIO AMONIACAL
CaO ÓXIDO DE CÁLCIO
Ca(OH)2 HIDRÓXIDO DE CÁLCIO
CO2 DIÓXIDO DE CARBONO
UASB UPFLOW ANAEROBIC SLUDGE BLANKET
OI OSMOSE INVERSA
Da DALTON
NF NANOFILTRAÇÃO
POA PROCESSOS OXIDATIVOS AVANÇADOS
OH HIDRÓXILA
COT CARBONO ORGÂNICO TOTAL
PR PARANÁ
Fe FERRO
Ni NÍQUEL
SiO2 DIÓXIDO DE SILÍCIO
Al2O2 DIÓXIDO DE ALUMÍNIO
xviii
Fe2O3 ÓXIDO DE FERRO III
IUPAC UNIÃO INTERNACIONAL DE QUÍMICA PURA E APLICADA
Nm NANOMETRO
D DIÂMETRO
CTC CAPACIDADE DE TROCA CATIÔNICA
COR CORANTE
min MINUTOS
H+2 HIDROGÊNIO LIVRE
FeCl3 Cloreto Férrico
Al2(SO4)3 Sulfato de Alumínio
HZ HAZEN mg Pt/L
NTU UNIDADE NEFELOMÉTRICA DE TURBIDEZ
mS/cm MILISIEMENS POR CENTÍMETROS
Cu COBRE
MgO ÓXIDO DE MAGNÉSIO
P205 PENTOXIDO DE FOSFORO
SrO OXIDO DE ESTRÔNCIO
Na2O ÓXIDO DE SODIO
K2O ÓXIDO DE POTÁSSIO
SO3 TRIÓXIDO DE ENXOFRE
ZnO ÓXIDO DE ZINCO
MnO ÓXIDO DE MANGANES
Cl CLORO
CCAL CONCENTRAÇÃO DE LEITE DE CAL g/L
TC TEMPO DE COAGULAÇÃO min
VC VELOCIDADE DE COAGULAÇÃO rpm
TF TEMPO DE FLOCULAÇÃO min
VF VELOCIDADE DE FLOCULAÇÃO RPM
TD TEMPO DE DECANTAÇÃO min
ETC ESTAÇÃO DE TRATAMENTO DE CHORUME
ST SÓLIDOS TOTAIS mg/L
STV SÓLIDOS TOTAIS VOLÁTEIS mg/L
STD SÓLIDOS TOTAIS DISSOLVIDOS mg/L

xix
SST SÓLIDOS SUSPENSOS TOTAIS mg/L
SSV SÓLIDOS SUSPENSOS VOLÁTEIS mg/L
Α NÍVEL DE SIGNIFICÂNCIA %
ppm PARTÍCULAS POR MILHÃO mg/L
G GRAMAS
rpm ROTAÇOES POR MÍNUTO
E erro %
Ci CONCENTRAÇÃO INICIAL ppm
Cf CONCENTRAÇÃO FINAL ppm
V VOLUME L
GFZ CENTRO DE PESQUISA ALEMÃO PARA GEOSCIENCE
R² COEFICIENTE DE CORRELAÇÃO
ANOVA ANALISE DE VARIÂNCIA
M.A. INTERAÇÃO DE MASSA E AGITAÇÃO
Ǻ ANGSTRON
ITEP INSTITUTO TECNOLOGICO DE PERNAMBUCO
PROSAB PROGRAMA DE PESQUISA EM SANEAMENTO BÁSICO
1
CAPÍTULO 1 - INTRODUÇÃO
O presente trabalho foi dividido em duas partes. A primeira parte diz respeito ao
tratamento do lixiviado do aterro da Muribeca. Através de um pré-tratamento físico-
quimico de coagulação/floculação, foi utilizado como coagulante o hidróxido de cálcio,
vulgarmente conhecido como cal comercial. Na segunda parte foi realizado um
tratamento para remoção de corantes, por meio de adsorção, utilizando como adsorvente
o resíduo da mineração da gipsita (argilas do “bota-fora”). .
Para primeira etapa foram elaborados planejamentos experimentais fatoriais,
seguidos de um pós-tratamento. Utilizou-se adsorção e como adsorvente a argila do
capeamento das jazidas de gipsita do Araripe.
O avanço da tecnologia em todas as suas vertentes criou uma sociedade bem
mais exigente quanto à variedade dos bens que consome, com qualidade superior aos
bens consumidos há décadas atrás. Para ampliar a variedade e aumentar a qualidade dos
bens produzidos, as indústrias geram uma quantidade muito superior de resíduos em
comparação ao que era produzido no passado, sendo setores altamente poluidores, e
cujos resíduos, se não tratados de maneira correta, podem representar um grande risco
para o meio ambiente.
Todo resíduo gerado precisa ser tratado ou disposto em algum local, e as formas
de disposição final dos resíduos domésticos pode variar, sendo os mais empregados no
Brasil os lixões e os aterros.
Para tratar o lixiviado pode-se utilizar os métodos biológicos e físico-químicos.
O tratamento físico-químico é normalmente utilizado como um pré-tratamento,
aumentando a biodegradabilidade da matriz ou polimento final, por meio de remediação
de parâmetros que não são alcançados pelos tratamentos biológicos (MORAIS, 2005).
Os lixões respondem pelo destino final de cerca de 22,5% de todo resíduo
produzido no Brasil e se caracterizam por serem depósitos a céu aberto onde o lixo é
apenas dispensado, sem nenhum tratamento dos resíduos em decomposição. Por isso, há
alta contaminação do solo e da região ao redor desses lixões, e a consequente
contaminação do lençol freático pela percolação do chorume no solo (JUCÁ, 2003).
Corpos-d’água, receptores finais de efluentes industriais e urbanos, estão com a

2
qualidade cada vez mais comprometida, representando um sério risco à saúde humana e
a sustentabilidade da vida no planeta.
O chorume é um líquido poluente de coloração escura e odor nauseante, originado de
processos biológicos, químicos e físicos da decomposição de resíduos orgânicos. Estes
processos somados à ação da água das chuvas ou umidade do solo, se encarregam de lixiviar
compostos orgânicos presentes nos lixões, compõem o lixiviado, o qual deve ser coletado e
tratado antes de ser descartado no meio ambiente (PACHECO, 2004).
Os perigos dos lixiviados, são, dentre outros, devidos às altas concentrações de
poluentes orgânicos e nitrogênio amoniacal, havendo também liberação de gases
(principalmente metano e gás carbônico) que podem causar incêndios ou explosões.
Comumente agentes patogênicos e substâncias químicas tóxicas podem também estar
presentes (LANG, 2009).
Este líquido poluidor contém altas concentrações de várias substâncias orgânicas
e inorgânicas, além de possuir um potencial de poluição que pode ser de cerca de 200
vezes maior do que o esgoto doméstico (CECCONELLO, 2005).
É de extrema importância e necessidade que este lixiviado originado dos aterros
e lixões seja tratado adequadamente para que sejam minimizados os riscos à saúde e ao
ambiente.
No Brasil, o Conselho Nacional de meio Ambiente (CONAMA), através da
resolução 357/2005, estabelece parâmetros orgânicos e inorgânicos como padroes de
lançamentos de efluentes de qualquer fonte poluidora, porém grande parte dos efluentes
descartados nos corpos d´água não atendem à estas normas.
O descarte de efluentes sem tratamento nas águas superficiais pode modificar a
sua coloração natural, provocar a formação de espumas na superfície do corpo hídrico
(SANTANA-SILVA, 2008), assim como a depleção do oxigênio dissolvido.
È necessário então que haja um tratamento através de processos de clarificação
antes do descarte destes resíduos.
O processo de clarificação é um processo aplicado para remoção de sólidos em
suspensão, sólidos finos que se apresentam como turbidez e cor e outros materiais
coloidais (BUCHARD, 1979).
Os processos de Coagulação-Floculação têm sido largamente empregados para
remoção de compostos orgânicos não biodegradáveis e metais pesados do lixiviado
(URASE et al.,1997).

3
Neste trabalho utilizou-se a coagulação/floculação, seguida da decantação, para
tratamento do lixiviado da Muribeca. Cada uma destas etapas constitui um processo
distinto, que exige controle das variáveis para assegurar os resultados desejados. Se as
condições afetam adversamente qualquer uma dessas três etapas, os resultados serão
inferiores ao desejado.
A execução da coagulação/floculação é muito importante ao tratamento do
lixiviado. As vantagens deste tratamento físico-químico é principalmente sua
simplicidade e baixo custo, eficiência e pode ser facilmente executado in loco (TATSI,
2006).
No tratamento do lixiviado de aterros sanitários antigos, estes processos têm se
mostrado eficientes. Eles têm sido largamente utilizados no pré-tratamento obtendo
melhores resultados que nos processos biológicos ou por osmose reversa. Ainda podem
ser utilizados com um polimento final ao pré-tratamento para remoção da matéria
orgânica recalcitrante (RENOU, et al, 2008).
O que poderia inviabilizar este tratamento seria, em caso de necessitar de altas
dosagens químicas de coagulante, o custo que aumentaria bastante e o resultado poderia
ainda não ser satisfatório (TATSI, 2006).
Neste caso o coagulante utilizado foi o Hidróxido de Cálcio (Ca(OH)2),
conhecida vulgarmente como cal hidratada comercial, que foi utilizado para remoção de
material coloidal (SEMERJIAN, 2003). A escolha do coagulante deu-se a partir dos
estudos de SANTANA-SILVA (2008), onde se verificou que a cal é mais apropriada ao
pré-tratamento, devido ao seu custo-benefício.
A fase seguinte desta primeira etapa do trabalho teve como objetivo geral
verificar a viabilidade técnica do uso da argila do bota-fora ou estéril da lavra, do pólo
gesseiro do Araripe como adsorvente em pós-tratamento de lixiviados do aterro
controlado da Muribeca.
Tendo em mãos este resíduo e atendendo à uma demanda de uma indústria do
pólo gesseiro, a qual procurava uma aplicação para este material (bota-fora), foi
estudada a sua aplicação no pólo têxtil do estado de Pernambuco.
Desta forma, a segunda parte desse trabalho utilizou a argila do bota-fora do
Araripe para remover os corantes Nylosan Azul brilhante e Azul Anil op Trilimp de
soluções aquosas, os quais são bastante utilizados na indústria têxtil do estado.

4
O desenvolvimento da indústria de confecção em jeans levou Toritama, apesar
do município ser o menor do estado de Pernambuco com cerca de apenas 38 km², a
contar também com um importante pólo de lavanderias.
O mesmo progresso que trouxe emprego e desenvolvimento aos moradores
gerou também a degradação ambiental, principalmente do rio Capibaribe, principal
manancial de abastecimento de água daquela região, que recebe os resíduos líquidos das
lavanderias que movimentam a economia local.
A atividade de lavagem do jeans é a principal responsável pelo problema de
poluição hídrica nesta região, gerando poluentes resultantes do descarte da água
utilizada na etapa de tingimento dos jeans. Devido à formulação dos corantes e outros
aditivos, este efluente possui um elevado potencial poluidor, que caracterizam o
efluente final uma cor acentuada somada a elevados níveis de DBO, DQO e metais
pesados.
O consumo global de produtos têxteis gira por volta de 700.000 de toneladas po
ano, sendo 26.500. Estima-se que 10% deste valor seja descartado para os efluentes
(KUNZ et al, 2002).
Segundo SILVA et al.(2005), o Órgão Ambiental do estado de Pernambuco,
representado pela Agência Estadual de Meio Ambiente e Recursos Hídricos (CPRH),
juntamente com o Ministério Público Estadual (MPPE), interviram no processo dando
início a uma campanha de regularização, com o objetivo de ajustar as empresas aos
padrões estabelecidos na resolução CONAMA 357/2005 de descarte de efluentes em
águas doces. Esta ação teve como base a elaboração de um diagnóstico ambiental,
visando caracterizar a situação das empresas e avaliar os impactos ambientais
ocasionados pela sua atividade.
Existe um crescente interesse no uso de materiais de baixo custo que possam ser
usados para adsorver corantes. Vários materiais têm sido testados, como argilas
(NASSAR, 1994), bagaço de cana (NASSAR & EL-GEUNDI, 1991), madeira e outros
resíduos celulósicos (ASFOUR, et al., 1985; MCKAY & ALLEN, 1983).
Por ser imprescindível ao processo de fabricação das peças em jeans, há muito
se fazia necessária o desenvolvimento de sistemas que viessem a minimizar o prejuízo
ambiental causado pelos dejetos despejados no rio pelas lavanderias com baixo custo
para pequenas indústrias. Cada uma dessas empresas, dependendo da capacidade de
produção, despejam no rio entre 50 a 300 mil litros de efluentes por dia.
5
A lavanderia Mamute, implantou uma estação de reciclagem de efluentes na
empresa, através de um convênio com o GFZ, entidade alemã que trabalha com a
preservação ambiental. Este sistema de tratamento consegue reciclar entre 50 e 60% da
água utilizada, que é reutilizada no processo de lavagem do jeans, sendo o restante do
volume d'água tratado e despejado no rio (Figura 1).
Figura 1. Rio Capibaribe, no local onde é despejado e efluente tratado na lavanderia
Mamute (caixa de descarga na parte inferior da foto).
A adsorção de efluentes têxteis utilizando adsorventes de baixo custo como as
argilas, tem se tornado uma alternativa viável tanto econômica quanto ambientalmente,
se comparada aos métodos usuais para este tipo de tratamento.
O conhecimento dos princípios físicos e químicos onde se inserem os processos
adsortivos, são de grande importância para a interpretação deste fenômeno
(CAVALCANTI, 2006). A adsorção pode ser aplicada em processos de purificação e
separação de substâncias (ABREU, 1999).
O material adsorvido é o adsorbato, e o material onde se faz a remoção é
chamado de adsorvente. Existem dois processos de adsorção distintos de acordo com as
forças envolvidas: a adsorção física e a adsorção química.
Na adsorção física, através de forças de Van der Waals (força fraca) as
moléculas adsorvidas são retidas na superfície do adsorvente e é possível que haja a
formação de uma multicamada. Neste caso a adsorção é reversível.

6
Na adsorção química, uma camada única de moléculas, íons ou átomos é unida
na superfície do adsorvente, por ligações químicas. Este processo é irreversível.
Quando os componentes a serem adsorvidos estão presentes em baixas
concentrações e possuem baixo valor agregado geralmente não são recuperados
(KURNIAWAN, 2006).
O objetivo geral da segunda etapa deste estudo foi verificar a viabilidade técnica
do uso das argilas presentes no “bota-fora” de mineradoras de gipsita no pólo gesseiro
do Araripe como adsorvente. Tendo como objetivos específicos:
• Agregar valor ao resíduo da mineração de gipsita, um passivo ambiental,
utilizando-o como alternativa de tratamento de outros resíduos;
• Efetuar ensaios adsortivos preliminares para verificar a capacidade de remoção
dos corantes;
• Fazer um estudo cinético e de equilíbrio;
• Fazer a modelagem do processo adsortivo.
O chorume, o efluente têxtil e o bota-fora das argilas, enquanto resíduos,
requerem a implementação de tratamentos, ou reciclagem/reuso, que sejam capazes de
minimizar os impactos ambientais provocados pelo descarte destes resíduos.
7
CAPÍTULO 2 - REVISÃO BIBLIOGRÁFICA
2.1. Aterros Sanitários, Controlados
No Brasil são produzidos diariamente cerca de 183 mil toneladas de resíduos
sólidos urbanos, das quais 22 mil não são sequer coletadas, sendo abandonadas em
locais inadequados (ALEGRIA, 2010).
Dentre as alternativas tecnológicas para disposição de resíduos sólidos urbanos,
o aterro sanitário ainda é a técnica mais utilizada mundialmente. A sua construção
baseia-se na criação de uma estrutura impermeabilizada seguindo critérios de
engenharia e normas de operação, cujo objetivo é impedir que elementos tóxicos,
produzidos pela decomposição do lixo, entrem em contato com a água e o solo,
poluindo o meio ambiente.
Em aterros sanitários, o resíduo sólido urbano é depositado em camadas,
compactado e coberto com argila no final de cada operação (QASIM, 1994). Os
resíduos, após chegarem ao aterro, passam por processos físicos, químicos, e
principalmente biológicos, gerando dois produtos principais: gases e líquidos
(PACHECO, 2004). Porém, um dos grandes problemas encontrados no gerenciamento
de aterros sanitários de resíduos urbanos diz respeito à produção e ao tratamento do
lixiviado, ou percolado, produzido.
Durante a sua vida útil e após cessar o seu funcionamento, é necessário que haja
um monitoramento cuidadoso dos gases, bem como o emprego de técnicas de
tratamento dos líquidos percolados gerados.
2.2. Aterro Controlado da Muribeca
O aterro controlado da Muribeca, que até 2009 recebeu todo lixo das cidades de
Recife e Jaboatão dos Guararapes, possui uma área de 64 ha (Figura 2) e localiza-se a
16 km da Cidade do Recife, no Município de Jaboatão dos Guararapes. Foi o maior
aterro em operação na Região Metropolitana do Recife de 1985 até meados de 2009,
estando atualmente fechado para receber resíduos. Teve seu processo de recuperação
iniciado em 1994 com a construção de 9 células revestidas por uma camada de solo
impermeabilizante onde era depositado e compactado o lixo (LIMA et al, 2000;

8
BRAGA et al, 2002). Durante sua operação, o aterro da Muribeca recebia até 3000
toneladas/dia de resíduos (lixo doméstico, hospitalares e industriais).
Figura 2. Vista aérea da célula de resíduos e da estação de tratamento de lixiviado do
Aterro da Muribeca (2007). Fonte: LINS, 2008
O processo utilizado no Aterro da Muribeca para tratar o lixiviado é o sistema de
lagoas. Este é composto por uma lagoa de decantação, seguida de uma anaeróbia e de
três lagoas facultativas. Em seguida o lixiviado segue para o sistema de fitoremediação
e barreira reativa. Ressalta-se que no início deste sistema, uma parte do lixiviado é
recirculado no aterro (LINS, 2011).
As técnicas normalmente utilizadas para tratamento de lixiviados incluem
digestores e filtros de fluxo ascendente e descendente; métodos físico-químicos;
tratamento por osmose reversa; oxidação por ozônio, lagoas de estabilização, dentre
outros. Estas lagoas têm podem de produzir efluentes com baixa DBO e pequena
concentração de nutrientes (LINS et al., 2005).
2.3. Chorume e Lixiviado Nos aterros, os resíduos se decompõem dando origem ao chorume que, constitui
o problema mais sério relativo à operação de aterros sanitários.
O chorume é definido, na NBR 8849/1985, como o “líquido produzido pela
decomposição de substâncias contidas nos resíduos sólidos, que tem como
9
características a cor escura, o mau cheiro e a elevada DBO (Demanda Bioquímica de
Oxigênio)”.
Atribui-se a variação de características do chorume a razões tais quais: variação
na composição do lixo depositado, idade de operação do aterro, hidrogeologia do local,
condições especificas de clima e a umidade da massa de lixo (CHU, 1994).
O chorume fresco corresponde à fase ácida de decomposição, visto que
apresentam pH relativamente baixo (em torno de 6), relação DBO/DQO em torno de
1:3, concentrações elevados da DQO e uma elevada concentração de nitrogênio
amoniacal (TATSI, 2003).
De modo geral, o chorume dos aterros de resíduos sólidos (ARS), quando
submetido aos sistemas convencionais de tratamento de efluentes, dos quais pode-se
citar lagoas aeróbias, anaeróbias e facultativas, ainda apresenta elevadas concentrações
de poluentes, principalmente de carga orgânica, que representa riscos de impacto
ambiental e à saúde publica (CECCONELLO, 2005).
O chorume corresponde à fase líquida da massa de lixo aterrada, que percola
através desta removendo materiais dissolvidos ou suspensos. O lixiviado é composto
pelo chorume e pelo líquido que entra na massa aterrada de lixo advindo de fontes
externas, tais como sistemas de drenagem superficial, chuva, lençol freático, nascentes e
aqueles resultantes da decomposição do lixo (SEGATO, 2000).
Existem três estágios mais significativos na produção de lixiviado: a compressão
e compactação da massa de lixo devido ao próprio peso dos resíduos, a decomposição
da matéria orgânica, e pela infiltração de águas das chuvas nas camadas superficiais,
laterais ou inferiores dos aterros sanitários (VENKATARAMANI et al., 1983).
2.3.1. Potencial Poluidor do Lixiviado
A percolação do líquido no aterro pode provocar a poluição das águas
subterrâneas e superficiais, sendo que uma das primeiras alterações observadas é a
redução do teor de oxigênio dissolvido, que pode prejudicar a fauna e a flora aquática.
As substâncias húmicas (SH), que são compostas de misturas orgânicas
dissolvidas ocorridas na natureza, representam papel relevante na poluição química e
bioquímica dos solos e águas naturais, sendo consideradas poluidoras potenciais. Estas

10
substâncias podem derivar de materiais orgânicos, como os restos de plantas e animais e
pesticidas (KANG et al., 2002).
A coloração escura nos solos e nas águas são causadas pela instabilidade das
características físicas e químicas das substancias húmicas que possuem alta massa
molecular (KURNIAVAN et al., 2006). Tais substâncias são responsáveis pela
coloração parda encontrada no lixiviado.
Na etapa ácida a concentração de metais pesados nos lixiviados de aterros
podem ser mais altas quando comparada a etapa de fermentação devido a solubilização
metálica e complexação dos ácidos graxos voláteis. Os ácidos húmicos e fúlvicos assim
como os compostos aromáticos podem também complexar metais como o cádmio,
chumbo, cobalto, cobre, ferro, manganês, níquel e zinco (HARMSEN,1983).
Dentre outros poluentes presentes no lixiviado (Tabela 1), destacam-se os
metais, que podem se apresentar em diversas formas (livres, complexados, não
solubilizados).
Tabela 1. Componentes normalmente encontrados no lixiviado.
Parâmetro Faixa pH 4,5 – 9,0 Sólidos Totais 2.000 – 60.000
Matéria Orgânica - mg/L Carbono Total 30 – 29.000
DBO5 20 – 57.000
DQO 140 – 152.000 DBO5/DQO 0,02 – 0,80 Nitrogênio Orgânico 14 – 25.000
Elementos Traços Inorgânicos - mg/L
Arsênico 0,01 – 1
Cádmio 0,0001 – 0,4 Cromo 0,02 – 1,5 Cobalto 0,005 – 1,5 Cobre 0,005 – 10 Chumbo 0,001 – 5 Mercúrio 0,00005 – 0,10
Fonte: Tecnotrat – UFPR (2011)

11
2.3.2. Metais Pesados
Os Metais pesados são metais altamente reativos e bioacumuláveis
(KURNIAWAN et al., 2006), ou seja, os organismos não são capazes de eliminá-los.
Os seres vivos necessitam de pequenas quantidades de alguns desses metais,
incluindo cobalto, cobre, manganês, molibdênio, vanádio, estrôncio, e zinco, para a
realização de funções vitais no organismo. Porém níveis excessivos desses elementos
podem ser extremamente tóxicos (IBRAFAMA, 2011).
Outros metais pesados como o mercúrio, chumbo e cádmio não possuem
nenhuma função dentro dos organismos e a sua acumulação pode provocar graves
doenças, sobretudo nos mamíferos.
Os principais metais pesados contaminantes segundo dados do Instituto
Brasileiro de Fiscalização Ambiental (IBRAFAMA), são: arsênico (Ar), Chumbo (Pb),
Cádmio (Cd), Mercúrio (Hg), Cromo (Cr) e Manganês (Mn). A Tabela 2 mostra os
destes metais no organismo humano.
Tabela 2. Principais efeitos dos metais pesados no organismo humano
Fonte: IBRAFAMA (2011).
Quando lançados como resíduos industriais, na água, no solo ou no ar, esses
elementos podem ser absorvidos pelos vegetais e animais das proximidades, provocando
graves intoxicações ao longo da cadeia alimentar (VIVA TERRA, 2010).
Portanto, os metais pesados afetam tanto a flora como a fauna e seus efeitos são
diversos, desde a malformação de folha e frutos, até a falta de cálcio em ovos de aves,
causando de forma geral o declínio do ecossistema.
Com a necessidade de proteção ao meio ambiente e controle da poluição e
prevenção de doenças devido a contaminação dos recursos hídricos, algumas
Metal Efeito Ar Causa problemas nos sistemas respiratório, cardiovascular e nervoso. Pb Atinge o sistema nervoso, a medula óssea e os rins. Cd causa problemas gastrointestinais e respiratórios. Hg se concentra em diversas partes do corpo como pele, cabelo,
glândulas sudoríparas e salivares, tireóide, sistema digestivo, pulmões, pâncreas, fígado, rins, aparelho reprodutivo e cérebro, provocando inúmeros problemas de saúde.
Cr provoca irritação na pele e, em doses elevadas, câncer. Mn causa problemas respiratórios e efeitos neurotóxicos.
12
tecnologias para tratamento de efluentes, têm sido desenvolvidas. Dentre elas, os
processos que envolvem adsorção tem se destacado como um dos mais atraentes na
solução dos problemas de tratamento de efluentes gasosos e líquidos, com uma vasta
variedade de aplicações como a adsorção de metais (SRIVASTAVA ET AL. 1989) e
tratamento de efluentes têxteis (MCKAY, 1980).
Entre as vantagens do uso da adsorção destaca-se o custo relativamente
moderado comparado com outras técnicas pesquisadas, ou seja, um menor investimento
e menor tempo de processamento.
2.4. Pólo Gesseiro do Araripe
O Sertão do Araripe de Pernambuco é responsável por 95% da produção de
gesso do Brasil, esta região já esteve entre os maiores produtores agrícolas do País,
porém os períodos de estiagem prejudicaram a atividade, incentivando a busca por
novas fontes de renda e estimulando a atividade industrial de extração e processamento
do gesso (JORNAL DO COMMERCIO, 2005).
Além do estado de Pernambuco, destacam-se na produção de gesso os estados
do Ceará com cerca de 1,5% da produção nacional e o Maranhão com 3%.
Aproveitando as jazidas naturais existentes de gipsita, a exploração desta
matéria-prima move a economia de Araripina e cidades vizinhas. A atividade é uma das
que mais empregam, desde a extração do minério até a fabricação de gesso em pó, em
placas ou em blocos. Segundo o Jornal do Commércio em junho de 2005, 19 das 73
empresas do Araripe fizeram a primeira exportação do produto de 24 toneladas para a
França.
Segundo dados do SINDUSGESSO (2010), naquela região, estão envolvidas,
empresas de mineração da gipsita, indústrias de beneficiamento, empresas de
transformação, comercialização e distribuição do gesso e produtos derivados, além de
empresas do setor da construção civil, indústrias de máquinas e ferramentas, fabricantes
de explosivos, transportadoras, oficinas mecânicas, hotéis, indústria química e
fabricantes de embalagens , constituindo uma cadeia produtiva do setor, configurando–
se assim em um APL/Gesso (Arranjo Produtivo Local do Gesso).

13
A gipsita é obtida a partir de lavra subterrânea ou a céu aberto. No Brasil o
método de lavra empregado é a céu aberto, através de bancadas simples (JORGENSEN,
1994; PERES et al., 2001). Na mineradora São Jorge, local da coleta da argila, o
capeamento pode chegar até 20 metros de altura e talude de inclinação 15º (LUZ, et al,
2001). Para ser extraída, a gipsita requer que todo capeamento seja removido. Todo este
capeamento, torna-se um passivo ambiental, chamado de “bota-fora”.
2.4.1. Argilas do Capeamento das Bacias sedimentares do Araripe
A argila é definida como um material natural, terroso, de granulação fina que
quando umedecido com água apresenta plasticidade (NEUMANN et al., 2000). Os
minerais que constituem as argilas são os argilominerais, que são compostos de silicatos
hidratados, cuja estrutura é disposta em camadas formadas por folhas continuas
compostas por octaedros de alumínio (magnésio ou ferro) e oxigênio e hidroxilas
(NEUMANN et al, 2000). A Figura 3 apresenta a estrutura das argilas.
Figura 3. Estrutura das Argilas. Fonte: Neumann et al. (2000).
Uma das maneiras de classificação das argilas refere-se ao tipo de cátion
presente em sua folha octaédrica. Elas podem servir como suportes e/ou catalisadores
para vários tipos de reações e fotorreações (NEUMANN et al , 2000).
14
A bacia sedimentar do Araripe faz parte da formação Santana, termo proposto
por BEURLEN em 1962, que em 1971 subdividiu a formação Santana nos membros
Crato, Ipubi e Romualdo.
O membro Ipubi, que se constitui de gipsita e anidrita, compreende os evaporitos
onde há uma crescente salinidade em função da evaporação progressiva de um lago
interior existente (SILVA, 1983). A formação calcítica foi denominada calcário Santana
por se localizar próximo a cidade de Santana do Cariri, no estado do Ceará
(BARAUNA, 1991).
As bacias sedimentares do Araripe são cobertas por grandes camadas de argila
de coloração predominante vermelha e verde. Estas argilas são formadas
predominantemente pelos argilominerais, contendo também quartzo, feldspato, calcita e
gipsita. Estes argilominerais pertencem aos grupos das esmectitas e micas (BARAÚNA,
1991).
2.5. Indústria Têxtil
A indústria têxtil é um dos maiores consumidores de produtos químicos, que são
aplicados na fabricação de fibras sintéticas, naturais e como auxiliares no
beneficiamento (BELTRAME, 2000).
O processamento têxtil envolve três etapas de produção: formação dos fios;
formação dos tecidos e acabamento. Os estágios de formação dos fios e formação do
tecido participam com uma contribuição muito pequena na geração de efluentes, em
oposição aos processos molhados (acabamentos), os quais são geradores da maior
parcela destes efluentes (ABRAHÃO, 2002; SILVA, 2005).
É a indústria que mais gera efluentes líquidos, na qual para cada quilo de tecido
pode-se consumir até 300 litros de água. As águas de lavagem representam de 60 a 70%
do consumo total de água nas industrias têxteis (SILVA, 2008).
2.5.1. Corantes
Os corantes são produtos que provocam modificações físico-químicas do
substrato. Durante o tingimento são adsorvidos se difundindo pelo interior da fibra .

15
Os corantes podem ser classificados de acordo com sua estrutura química ou de
acordo com o método pelo qual é fixado à fibra têxtil (PETERS, 1975).
Pelo modo de fixação os principais são: ácidos, reativos, diretos, azóicos,
dispersivos, à cuba e pré-metalizados, dos quais os únicos que não se aplicam à
industria têxtil são os pré-metalizados e os básicos (GUARATINI, 2000).
Os corantes utilizados pela indústria têxtil podem também ser classificados de
acordo com sua estrutura química de seu grupo cromóforo (Tabela 3) (MELO, 2007).
Tabela 3. Classificação de acordo com a constituição química
dos corantes do Colour Índex.
Classe Química
Referência do índice de cor
(CI) Classe Química Referência do
índice de cor (CI)
Nitroso 10000-10299 Indamina 49400-49699 Nitro 10300-10999 Indofenol 49700-49999
Monoazo 11000-19999 Azina 50000-50999 Diazo 20000-29999 Oxazina 51000-51999 Triazo 30000-34999 Triazina 52000-52999 Pliazo 35000-36999 Sulfuroso 53000-54999 Azóico 37000-39999 Lactona 55000-55999
Estilbeno 40000-40799 Aminocetona 56000-56999 Carotenóide 40800-40999 Hidroxicetona 57000-57999
Difenilmetano 41000-41999 Antraquinona 58000-72999 Triarilmetano 42000-44999 Indigóide 73000-73999
Xanteno 45000-45999 Ftalocianina 74000-74999 Acridina 46000-46999 Natural 75000-75999
Quinolina 47000-47999 Base de oxidação 76000-76999 Metina 48000-48999 Pigmento Inorgânico 77000-77999 Triazol 49000-49399
Fonte: Geada (2006).
Estima-se que sejam perdidos, durante a síntese e o processamento,
aproximadamente 15% da produção total de corantes e pigmentos. Isso corresponde a
uma descarga média diária de 128 toneladas para o meio ambiente.
A principal fonte dessa perda está nos resíduos líquidos, por causa da exaustão
incompleta (10 a 20% de perdas). No caso dos pigmentos, a perda é de apenas 1 a 2%.
Durante o processo de tingimento, a maior parte do corante é exaurida pela fibra, mas a
fração que não estiver já fixada, segue junto com a água de descarte.

16
2.5.1.1. Corantes Ácidos
São corantes aniônicos que possuem de um a três grupos sulfônicos, que tornam
o corante solúvel em água, e têm relevante importância no tingimento do corante em
fibras protéicas (lã, seda) e em fibras de poliamida sintética.
Estes corantes caracterizam-se por substâncias com estrutura química baseada
em compostos azo, antraquinona, triarilmetano, azina, xanteno, ketonimina, nitro e
nitroso, que fornecem uma ampla faixa de coloração e grau de fixação (GUARATINI,
2000).
A estrutura de alguns corantes ácido pode ser observada na Figura 4. O corante
ácido utilizado trata-se do Nylosan Azul Brilhante fabricado pela Clariant.
A
B
C
Figura 4. Estrutura dos corantes: (A) Ácido Scarlet – AS GR, (B) Ácido Black 1, (C)
Ácido Blue 193. Fonte: Paiva (2011).

17
2.5.1.2. Corante reativo
Este tipo de corante contém um grupo eletrofílico capaz de formar ligação
covalente com grupos hidroxila das fibras celulósicas, com grupos amino, hidroxila e
tióis das fibras protéicas, bem como com grupos amino das poliamidas. Os principais
corantes reativos contêm a função azo e antraquinona como grupos cromóforos e os
grupos clorotriazinila e sulfatoetilsulfonila como grupos reativos. Sua reação química se
processa diretamente através da substituição do grupo nucleofílico pelo grupo hidroxila
da celulose (GUARATINI, 2000).
Os corantes reativos são altamente soluveis em água e o estabelecimento de uma
ligação covalente entre o corante e a fibra, cuja ligação confere maior estabilidade na
cor do tecido tingido quando comparado a outros tipos de corante em que o processo de
coloração se opera através de ligações de maior intensidade.
A estrutura deste tipo de corante contem três tipos de grupos funcionais: os
cromóforos, os solubilizantes (grupos sulfônicos), e os reativos que reagem com a
celulose. O Corante Reativo utilizado foi o Azul Anil Op fabricado pela Trilimp cuja
estrutura pode ser observada na Figura 5.
Figura 5. Estrutura do corante reativo Azul Anil fabricado pela Trilimp.
2.5.2. Efluente Têxtil
Estes efluente são bastante complexos, podendo conter uma ampla variedade de
corantes, dispersantes, ácidos, bases, sais, detergentes, umectantes, oxidantes, etc.
(KANNAN & SUNDARAM, 2001). Podem causar destruição da vida aquática, se
lançados nos rios sem tratamento adequado. Após o processo de fixação da tintura às

18
fibras, estima-se que pelo menos 20% dos corantes têxteis sejam descartados nos
efluentes (CLAUSEN & TAKASHIMA, 2007).
Na maioria das tinturarias e lavanderias industriais do município de Toritama,
objeto de estudo deste trabalho, não há um sistema de tratamento adequado de acordo
com a legislação vigente aos efluentes e ao despejarem a água residuária do processo de
beneficiamento de confecções nos rios acabam cometendo infração e contribuindo para
degradação ambiental (SALGUEIRO et al., 2007).
A presença de corantes nas correntes de água reduz a atividade fotossintética,
afetando o equilíbrio natural da biota. Efluentes contendo corantes representam um
grave problema ambiental, pois a sua grande toxicidade possibilita o acumulo no meio
ambiente (THINAKARAN et al., 2010).
BECKMANN (1991) e COOPER (1993) defenderam a tese de que tendo em
vista a grande diluição, poucos corantes solúveis poderiam causar efeitos ecológicos
agudos em concentrações em que não sejam visíveis à olho nu. No entanto, dependendo
do tipo de corante e do modo de aplicação a ser utilizado, a etapa final da tintura pode
contribuir significativamente no lançamento de rejeitos de diversas substâncias
químicas com composição variável (corante, dispersantes, eletrólitos ,umectante, etc.)
utilizadas nas etapas de montagem e fixação (GUARATINI, 2000).
Entre os problemas provocados pelos efluentes têxteis em corpos hídricos receptores
estão a mudança de coloração, o aumento no nível de metais pesados, alteração dos níveis
de DBO, DQO e pH, além da formação de espumas alterando-se assim o nível de
oxigênio dissolvido nesses corpos hídricos
2.5.3. O Pólo do Têxtil de Toritama O município de Toritama encontra-se localizado no agreste setentrional de
Pernambuco a 167 Km do Recife e a 36 Km de Caruaru. Apesar de ser um município
pequeno, possui uma intensa atividade industrial, baseada nas confecções de roupas e
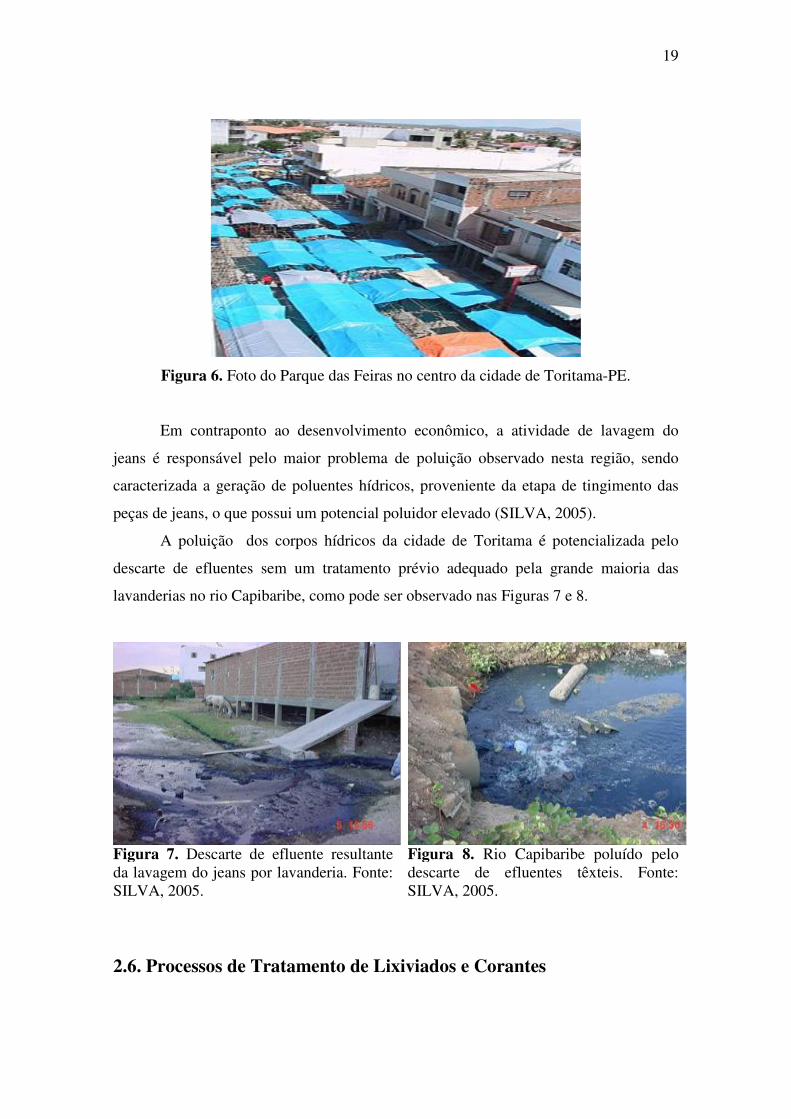
lavanderias industriais, cujo centro comercial é o parque das feiras (Figura 6).
Este pequeno município é responsável por 14% da produção nacional de jeans
no País, com cerca de 2 milhões de peças/ano, perfazendo um montante de 6 milhões de
reais/ano, o que qualifica o município com taxas de desemprego próximas a zero
(FADE, 2003).
19
Figura 6. Foto do Parque das Feiras no centro da cidade de Toritama-PE.
Em contraponto ao desenvolvimento econômico, a atividade de lavagem do
jeans é responsável pelo maior problema de poluição observado nesta região, sendo
caracterizada a geração de poluentes hídricos, proveniente da etapa de tingimento das
peças de jeans, o que possui um potencial poluidor elevado (SILVA, 2005).
A poluição dos corpos hídricos da cidade de Toritama é potencializada pelo
descarte de efluentes sem um tratamento prévio adequado pela grande maioria das
lavanderias no rio Capibaribe, como pode ser observado nas Figuras 7 e 8.
Figura 7. Descarte de efluente resultante da lavagem do jeans por lavanderia. Fonte: SILVA, 2005.
Figura 8. Rio Capibaribe poluído pelo descarte de efluentes têxteis. Fonte: SILVA, 2005.
2.6. Processos de Tratamento de Lixiviados e Corantes

20
Os processos de tratamento do lixiviado são muito importantes para o meio
ambiente. Caso não seja tratado, ele pode atingir lençóis freáticos, rios e córregos, levando
a contaminação para estes recursos hídricos. Neste caso, os peixes podem ser contaminados
e, caso a água seja usada na irrigação agrícola, a contaminação pode chegar aos alimentos
(frutas, verduras, legumes, etc).
De maneira geral, não há tecnologia que, atuando isoladamente, consiga tratar o
efluente tão complexo como o lixiviado. Os métodos convencionais de tratamento de
lixiviado podem ser classificados em quatro grandes grupos: transferência de lixiviado –
recirculação, evaporação e tratamento combinado com esgotos; métodos biológicos
aeróbios e anaeróbios; métodos físicos e químicos – adsorção, precipitação química,
coagulação/floculação, oxidação química, air stripping ou remoção de amônia por
injeção de ar e filtração por membranas; e por fim, métodos alternativos – wetlands
construídos e o sistema de barreira bioquímica. (RENOU et al., 2007; KURNIAWAN et
al., 2006b; WISZNIOWSKI et al., 2006; IWAI, 2005; BELTRÃO, 2005).
Dentre as tecnologias de tratamento para remoção de corantes de efluentes
envolvendo processos químicos e /ou químicos pode-se citar: Biodegradação, Oxidação,
adsorção, técnica de membrana e coagulação/floculação (OLIVEIRA, 2010).
Geralmente utiliza-se na indústria têxtil os processos de tratamento
fundamentados na operação de sistemas físico-químicos de precipitação-coagulação,
seguidos de tratamento biológico por um sistema de lodos ativados. O sistema apresenta
uma eficiência relativamente alta, permitindo a remoção de aproximadamente 80% da
carga de corantes (KUNZ, 2002).
2.6.1. Processo de Coagulação/Floculação/Sedimentação
Este tipo de tratamento considera a simplicidade do processo e o uso de
equipamentos de baixo custo como um dos fatores determinantes à sua escolha para
remoção de compostos orgânicos não-biodegradáveis, metais pesados e NH3-N do
lixiviado. Este tratamento físico-químico permite a remoção de sólidos suspensos e
particulas coloidais da solução a ser tratada (JORDÃO, 1995).
A coagulação é definida como sendo o processo no qual as forças de repulsão
das partículas dissolvidas ou em suspensão são anuladas, permitindo que elas possam se
21
agrupar. O processo da coagulação inicia-se pela adição de um coagulante em uma
câmara de mistura rápida no efluente que se pretende tratar (BUCHARD, 1979).
Para aumentar o tamanho da partícula e facilitar sua posterior remoção, por
exemplo por decantação ou flotação, o processo da coagulação é geralmente seguido
pela floculação. Neste as partículas se aglomeram formando flocos volumosos por
agruparem-se mais facilmente. Esta técnica permite a remoção de sólidos suspensos e
partículas coloidais da solução (JORDÃO, 1995).
O processo de coagulação/floculação é uma técnica que pode ser empregada
para remoção de sólidos suspensos, matéria orgânica não-biodegradável, e metais
pesados de chorume de aterros sanitários (KURNIAWAN, 2006).
A última fase deste processo é a de sedimentação, que é a etapa de clarificação
do efluente. À medida que os flocos agregados, os mesmos aumentam, de densidade e
tendem a decantar (BUCHARD, 1979).
De acordo com KUNZ et al. (2002), os tipos de tratamento baseados em
processos de coagulação/floculação/sedimentação em se tratando de corantes,
apresentam uma elevada eficiência na remoção de material particulado. Já na remoção
de cor e compostos orgânicos dissolvidos mostram-se deficientes. Eles afirmam ainda
que este processo corresponde à um processo não destrutivo, onde o volume dos
resíduos é diminuído mas precisa-se descartar ou reutilizar as fases sólidas.
2.6.1.1. Hidróxido de cálcio
O termo Cal, refere-se ao óxido de cálcio ou cal virgem (CaO), hidróxido de
cálcio ou cal hidratada Ca(OH)2 e a cal dolomítica, porém as mais usadas são CaO e
Ca(OH)2 (SANTANA-SILVA, 2008).
A cal é obtida através de uma reação química de calcinação que consiste na
remoção térmica do calcário, dolomitas e conchas calcárias, o que resulta na formação
de dois produtos: CaO e CO2 (REBELATO, 2006).
O principal uso da cal, é na correção de pH, sendo também utilizadas para outros
fins como: precipitação de matéria orgânica, fosfatos e metais pesados, e como
coagulante para remoção de material coloidal (SEMERJIAN, 2003).

22
A cal hidratada é aplicada em diversas áreas como na fabricação de argamassa,
asfalto na construção civil, tratamento de efluentes, etc. Esta cal, segundo SANTANA-
SILVA (2008), é a cal mais apropriada para o tratamento do lixiviado devido à relação
custo/remoção quando comparada às demais.
2.6.2. Processos Biológicos
Os processos biológicos objetivam a estabilização dos compostos orgânicos do
lixiviado, reduzindo assim sua Demanda Bioquímica de Oxigênio (DBO) a valores
compatíveis com a legislação específica vigente (PIRES, 2002).
2.6.2.1. Processos Biológicos para o Tratamento do Lixiviado
O tratamento biológico é a prática mais comum a nível mundial para o
tratamento de lixiviados, porém, atualmente na Europa já não é mais, pois os aterros já
não recebem a fração orgânica (STEGMANN & HEYER, 2005). Estes processos
podem ser aeróbios ou anaeróbios.
Dentre os processos de tratamento biológicos aeróbios destacam-se: lagoas
aeróbias, contador biológico rotatório, filtro biológico percolador e lodos ativados.
O tratamento biológico por lagoa aeróbia, deve permitir uma redução parcial de
poluentes orgânicos biodegradáveis bem como realizar a nitrificação do nitrogênio
amoniacal (RENOU et al, 2008).
As lagoas são tanques com profundidades variando de 1 a 3 metros, onde o
oxigênio pode ser fornecido ou não com unidades mecânicas especiais para aeração,
com baixa taxa de aplicação de carga orgânica e elevado tempo de detenção.
STEGMANN & HEYER (2005), partem do principio de que o tempo de
detenção do lixiviado seja longo o suficiente para que as bactérias, embora
transportadas para fora da lagoa com o lixiviado, possam se desenvolver e realizar a
nitrificação da amônia. COSSU et al. (1982), estimam que este tempo de detenção deva
ser entre 50 e 100 dias.
O contator biológico rotatório corresponde a um conjunto de discos fixados
paralelamente em um eixo horizontal. Parte do disco fica submersa no líquido e a outra
parte, cerca da metade, exposta ao ar. Uma pequena porção do biofilme se desprende na

23
massa liquida e absorve matéria orgânica a medida que o eixo gira (SCHIMANKO
,2008).
Estudos anteriores do desempenho de contatores biológicos rotatórios no
tratamento de lixiviado, por meio de experimentos em escala de bancada e escala piloto
indicaram taxas de remoção de DBO entre 95 e 97% e remoção de DQO entre 80 e 90%
(LUGOWSKI et al., 1989; DZOMBAK et al, 1990).
O filtro biológico é composto por um mecanismo de distribuição, meio suporte e
sistema de drenagem do lixiviado. O mecanismo do processo caracteriza-se por uma
contínua alimentação e percolação do lixiviado nos interstícios do meio suporte onde
ocorrem o crescimento e a aderência da massa biológica nesta superfície. O material
para o meio suporte depende da disponibilidade local, custos de transporte e montagem.
A biomassa fica aderida à superfície do leito do meio suporte formado por brita, areia,
plástico, bambu, etc. (SCHIMANKO, 2008).
O tratamento por lodos ativados trata-se de um processo no qual uma cultura
heterogênea concentrada de microrganismos entra em contato com o lixiviado a ser
tratado na presença de oxigênio injetado no meio (FERREIRA et al., 2001).
A literatura (CHIAN & DeWALLE, 1976; MAVINIC, 1984; PALIT &
QASIM, 1977; CHRISTENSEN et al., 1992; MCCLINTOCK et al., 1990) cita que os
lodos ativados removem para esgoto aproximadamente 90%de DBO e 99% de DQO,
podendo remover também de 80 a 99% de metais pesados. Entretanto para lixiviados
esta remoção é bem menor devido a elevada concentração de amônia e da carga
orgânica.
De acordo com WISZNIOWSKI et al. (2006), no processo de lodos ativados a
vantagem principal é a eficiência na remoção dos parâmetros de poluição tais como
sólidos suspensos, DQO, DBO5, nutrientes, nitrogênio por nitrificação e
desnitrificação). Ainda segundo o referido autor, este processo apresenta também
algumas desvantagens, tais como a possibilidade de inibição do processo, especialmente
a nitrificação. FERREIRA et al. (2001) explicam que isto pode ocorrer devido à
presença de substâncias tóxicas e a variação de temperatura e do pH do lixiviado.
Os processos biologicos anaeróbios mostram-se bastante eficientes na remoção
de metais pesados na forma de sulfetos. Dependendo da idade do lixiviado podem ser
obtidas de acordo com FERREIRA et al. (2001), reduções de DQO.
24
Ainda de acordo com o mesmo autor, este processo oferece vantagens em
relação ao processo aeróbio, podendo gerar menos lodo e gerar energia através do gás
metano.
O filtro anaeróbio é uma unidade de crescimento aderido onde o reator abriga
um meio suporte, cujas unidades contém superfície para o crescimento de colônias de
bactérias anaeróbias e facultativas. A filtração se dá pela passagem do lixiviado pelo
meio do filtro, onde há adsorção e posterior metabolismo da matéria orgânica solúvel e
particulada presente no efluente que se converte a gás metano e gás carbônico.
(CASAGRANDE, 2006).
De acordo com NETO et al. (2001), estes filtros podem ser utilizados para
esgotos concentrados ou diluídos resistindo bem às variações de vazão afluente,
perdendo pouco dos sólidos biológicos. Eles permitem várias opções de forma, sentido
de fluxo e materiais de enchimento; e têm construção e operação muito simples.
Embora eficaz, o tratamento de chorume em filtro anaeróbio não alcança os
padrões para emissão do efluente, sendo necessario a realização de tratamento
oxidativo aeróbio subseqüente (FLECK et al, 2003).
Reator UASB é um reator de fluxo ascendente que passa através de um leito de
lodo denso e de grande atividade. O perfil de sólidos no reator varia, de muito denso
próximo ao fundo, até um lodo mais disperso e leve, próximo ao topo do reator. Uma
das características principais do reator UASB é reter, por tempo elevado, os sólidos,
mesmo com a aplicação de elevadas cargas hidráulicas ao sistema (CHERNICHARO,
1990).
Estes sistemas anaeróbios demonstram grande aplicabilidade para tratamento de
esgotos, sendo eficiente na remoção de DBO a um custo relativamente baixo. A maior
parte das unidades instaladas não são seguidas de pré-tratamento e também não atendem
o limite de DBO de 60mg/L , porém, por solicitação dos órgãos ambientais, alguns
reatores UASB, tem sido projetados e instalados seguidos de tratamento biológico
acrobio complementar (PROSAB, 1999).
O tratamento por lagoas anaeróbias são comumente empregadas para
estabilização de altas cargas orgânicas. As lagoas anaeróbias atuam em um sistema em
serie de lagoas como unidade primária (COPASA, 2007).
Estas lagoas geralmente precedem as lagoas de estabilização fotossintéticas.
Quando há condições de área e solo adequados, as lagoas anaeróbias podem ser um
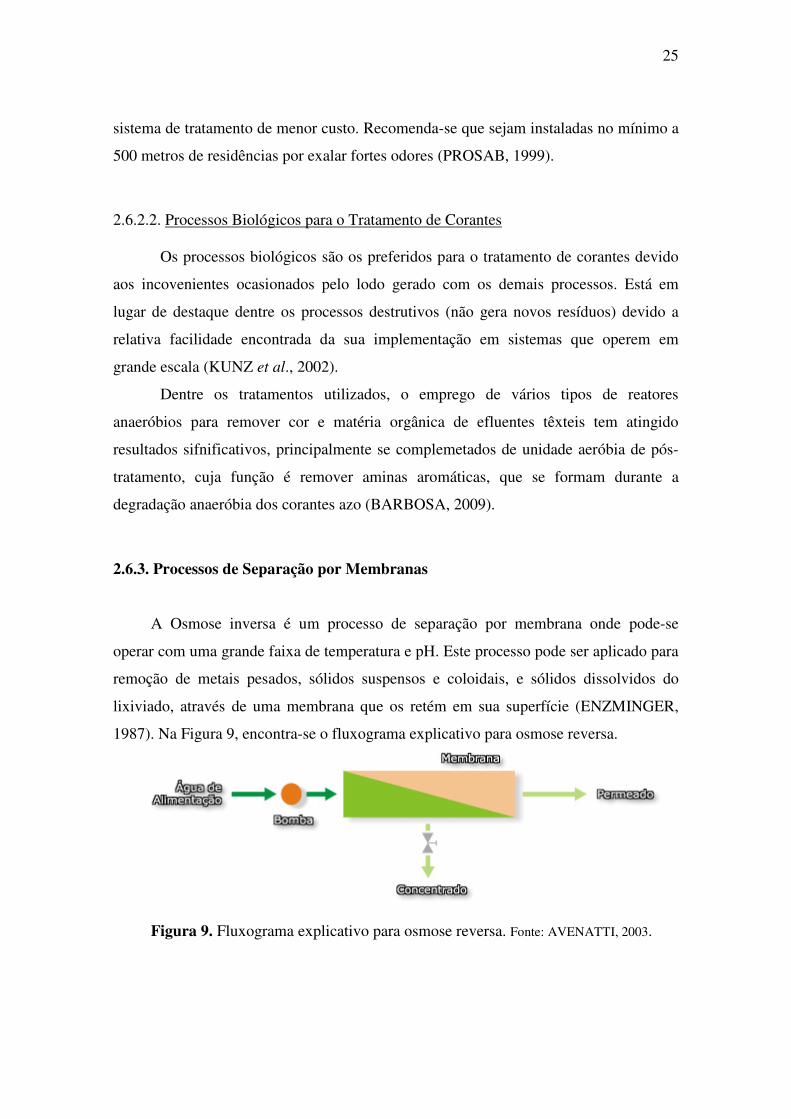
25
sistema de tratamento de menor custo. Recomenda-se que sejam instaladas no mínimo a
500 metros de residências por exalar fortes odores (PROSAB, 1999).
2.6.2.2. Processos Biológicos para o Tratamento de Corantes
Os processos biológicos são os preferidos para o tratamento de corantes devido
aos incovenientes ocasionados pelo lodo gerado com os demais processos. Está em
lugar de destaque dentre os processos destrutivos (não gera novos resíduos) devido a
relativa facilidade encontrada da sua implementação em sistemas que operem em
grande escala (KUNZ et al., 2002).
Dentre os tratamentos utilizados, o emprego de vários tipos de reatores
anaeróbios para remover cor e matéria orgânica de efluentes têxteis tem atingido
resultados sifnificativos, principalmente se complemetados de unidade aeróbia de pós-
tratamento, cuja função é remover aminas aromáticas, que se formam durante a
degradação anaeróbia dos corantes azo (BARBOSA, 2009).
2.6.3. Processos de Separação por Membranas
A Osmose inversa é um processo de separação por membrana onde pode-se
operar com uma grande faixa de temperatura e pH. Este processo pode ser aplicado para
remoção de metais pesados, sólidos suspensos e coloidais, e sólidos dissolvidos do
lixiviado, através de uma membrana que os retém em sua superfície (ENZMINGER,
1987). Na Figura 9, encontra-se o fluxograma explicativo para osmose reversa.
Figura 9. Fluxograma explicativo para osmose reversa. Fonte: AVENATTI, 2003.

26
Para estes processos podem ser interpretados como uma derivação dos processos
de filtração clássica que utilizam, membranas (meios filtrantes) com poros cada vez
menores. Pode ainda ser utilizado na etapa terciária do tratamento de lixiviados
(FERREIRA et al. 2001).
Nestes processos de filtração por membrana ocorre a separaração de duas
soluções com concentrações diferentes através de uma membrana semipermeável, onde
é aplicada uma pressão no sentido da maior para menor concentração, a fim de que a
água passe da concentração maior para a menor (WISZNIOWSKI et al., 2006).
Através da filtração por membranas, torna-se possível remover uma grande
variedade de corantes do efluente aquoso. Este processo produz uma solução de
corantes concentrada que deve ser posteriormente tratada por métodos adequados. As
membranas usadas na nanofiltração ou ultrafiltração são as mais convenientes para o
tratamento de efluentes têxteis (SANIN, 1997).
Segundo GROSS et al. (1999), o uso de membranas para tratar efluentes de
lavanderia de beneficiamento têxtil, tem um menor consumo de água fresca, corantes,
energia, sais, e o volume de efluentes a ser tratado também torna-se menor, o que
implica em um benefício econômico.
A desvantagem da osmose reversa é a baixa retenção de moléculas pequenas e
um indesejável deposito suspenso de substancias dissolvidas na superfície externa da
membrana. Outra limitação para este processo é o alto custo de energia, que em torno de
60 a 80% do valor total do tratamento (CHOO, 1996)
Foram realizados testes por SÓJKA-LEDAKOWICZ et al. (1998) da aplicabilidade
da osmose inversa para a reutilização da água após o tingimento de algodão e poliéster. Os
resultados mostraram que o permeado da osmose inversa (OI) pode ser utilizado em todas
as etapas do processo de tingimento.
A Nanofiltração pode remover partículas com peso molecular maior que 300 Da,
bem como substâncias inorgânicas, através de interações eletrostáticas entre íons e
membranas. Os contaminantes ficam retidos na superfície da membrana
(KURNIAWAN, 2006). A porosidade da membrana para este tipo de tratamento varia
de 200 a 1000 Da.
Este tratamento permite que o material dissolvido na água seja separado em ions
mono, bi e trivalentes e moléculas grandes. Diferentemente da osmose reversa, a

27
nanofiltracao tem uma perda da estrutura da membrana permitindo alto fluxo e menor
pressão de operação para o tratamento de lixiviado. (DE OLIVEIRA, 2008;
KURNIAWAN, 2006).
A aplicação de membranas de nanofiltração foi testada por SÓJKA-
LEDAKOWICZ et al. (1998), que a partir de seus resultados concluiram que a água
recuperada por nanofiltração (NF) pode ser usada com sucesso em etapas de enxágüe do
tecido após o tingimento.
O permeado resultante da nanofiltração pode ser comparado ao da osmose
inversa, exceto pelo conteúdo de sais monovalentes, principalmente cloreto de sódio, o
que limita a possibilidade de uso deste permeado.
2.6.4. Processos Oxidativos Avançados (POAs)
A oxidação química é processo no qual elétrons são removidos de uma
substancia aumentando seu estado de oxidação. A vantagem no uso destes processos é a
não geração de subprodutos sólidos e não transferência de fases de poluentes
(RODRIGUES, 2004).
Os POAs foram estudados mais especificamente a partir da década de 90 apesar
de alguns processos serem conhecidos há mais de um século. A principal via reacional
destes processos é o radical hidroxila (OH) devido a seu alto poder oxidante. A elevada
reatividade deste radical, que age indiscriminadamente, não permite sua estocagem e
obriga sua utilização in situ (PACHECO, 2004).
Os POAs compõe um tratamento bastante eficiente para remoção de
contaminantes, sendo largamente empregados no tratamento de lençóis freáticos, águas
de superfície, efluentes industriais , chorume de aterros, dentre outros (BILA, 2000).
De um modo geral , para processos fisico-quimicos existem muitas vantagens
para tratamento de lixiviados, tais como: simplicidade de implantacao, facilidade de
operação e insensibilidade a mudança de temperatura. As desvantagens são: altos
custos operacionais (produtos químicos utilizados), grande consumo de energia, custos
de manutenção aos depositos de residuos. Processos físico-quimicos são recomendados
para pré-tratamentos de chorumes antigos como complemento do processo de
degradação biológico (KARGI, 2004).
28
Utilizando-se um reator fotoquímico com radiação solar, DIAS et al. (2009),
estudou a degradação do corante Remazol Preto B via reações de foto-Fenton. Os
resultados indicaram uma redução de COT de 90% e 100% da cor, os melhores
resultados, foram obtidos através da realização de um planejamento experimental
dotado de 17 ensaios.
ARAGÃO et al. (2009) avaliaram a eficiência do processo de
coagulação/floculação seguido do processo oxidativo avançado Reagente de Fenton na
degradação do chorume produzido pelo lixão da “Terra Dura” de Aracaju-SE. A
redução da demanda química de oxigênio (DQO) obtida foi próxima a 70% e a cor
reduziu 61,5%.
O chorume gerado pelo aterro sanitário do Cachimba da região metropolitana de,
Curitiba - PR foi tratado com o processo foto-Fenton. O carbono orgânico dissolvido e a
cor tiveram redução de 66% e 59%, respectivamente (GERALDO FILHO et al., 2008).
Segundo CLEMENT e MERLIN (1995), um efluente que apresenta nitrogênio
amoniacal em concentrações de 500 a 1000 mg.L-1 juntamente com valores de DQO
acima de 2000 mg.L-1 e alta alcalinidade, é considerado como de difícil tratamento
biológico, principalmente devido à alta toxicidade do nitrogênio.
Para o tratamento do chorume in natura, proveniente do aterro sanitário da
cidade de Cachoeira Paulista, foi utilizado ozônio na presença do sal de ferro, que
possui finalidade catalítica na formação dos radicais hidroxilas com alto poder de
oxidação da matéria orgânica. Para realizar o experimento foi empregado um reator de
borossilicato encamisado. O processo apresentou um percentual de redução significativo
de COT de 69,2% (SOUZA., 2011).
2.6.5. ADSORÇÃO
Adsorção é um fenômeno de superfície, o qual está relacionado com a área
disponível do adsorvente com relação a massa do adsorbato. Outras variáveis como:
massa do adsorvente, pH, temperatura, força iônica podem também estar relacionasas,
juntamente com a natureza química do adsorvente e adsorvido. Podendo ser um
processo reversível ou irreversível (CASTILHO JR, 2006). As moléculas que estão
presentes em um fluido, líquido ou gasoso, concentram-se espontaneamente sobre uma

29
superfície sólida. Geralmente, a adsorção parece ocorrer como um resultado de forças
não balanceadas na superfície do sólido e que atraem as moléculas de um fluido em
contato por um tempo finito.
O fenômeno da adsorção é conhecido desde o século XVIII, quando se observou
que certa espécie de carvão retinha em seus poros grandes quantidades de vapor d’água,
o qual era liberado quando submetido ao aquecimento (CAVALCANTI, 2006).
A adsorção passou a ser utilizada como uma operação unitária importante dentro
da Engenharia Química. Atualmente, é aplicada em processos de purificação e
separação de substâncias, apresentando-se como uma alternativa importante e
economicamente viável em muitos casos (ABREU, 1999).
O conhecimento dos princípios físicos e químicos nos quais os processos
adsortivos estão inseridos são fundamentais para a interpretação dos fenômenos de
adsorção. Os aspectos cinéticos e de equilíbrio de adsorção são a base teórica para o
entendimento entre os princípios fundamentais e as práticas industriais. Estes
parâmetros são essenciais à análise e interpretação dos dados experimentais servindo de
sustentação para o estudo dinâmico em colunas de adsorção (CAVALCANTI, 2006).
A separação de misturas em duas ou mais correntes, enriquecidas com espécies
as quais deseja-se recuperar é uma aplicação mais recente dos processos adsortivos e
que vem desenvolvendo-se muito nos últimos anos devido à capacidade destes
processos realizarem separações importantes em situações onde a destilação
convencional se revela ineficiente ou onerosa.
Os processos de separação por adsorção são largamente utilizados na indústria,
particularmente nas refinarias de petróleo e indústrias petroquímicas (RUTHVEN,
1986).
Pesquisas envolvendo processos adsortivos entre argilas e compostos orgânicos
desenvolvidas por MENABUE et al. (2005), KESSAÏSSIA et al. (2004), SHEN (2004)
e BURNS et al. (2002), encontraram suas interpretações de dados experimentais
sustentadas segundo o modelo de Langmuir, o qual pressupõe a existência de sítios de
adsorção, todos energeticamente equivalentes, onde apenas uma molécula é adsorvida
por sítio, sem qualquer interação com moléculas adsorvidas em sítios vizinhos.
2.6.5.1. Isotermas de Adsorção

30
As isotermas de adsorção são a maneira pela qual se expressa a quantidade de
soluto adsorvido por unidade de massa de adsorvente. São utilizadas para avaliar
quantitativamente o processo (OLIVEIRA, 2009).
De acordo com BRUNO (2008) as isotermas de adsorção são classificadas em:
• Favorável;
• Fortemente Favorável;
• Linear;
• Irreversível;
• Desfavorável;
A Figura 10 apresenta os tipos de isoterma, onde é possível classificá-las de
acordo com o formato da curva.
Figura 10. Classificação das Isotermas de adsorção. Fonte: McCABE et al. (2001).
Enquanto ocorre o processo de adsorção há uma distribuição do soluto entre as
duas fases, que pode ser medida em função da concentração e natureza do soluto e da
solução, como função da concentração de soluto (C) remanescente na solução de
equilíbrio. Normalmente, a quantidade de material adsorvido para a massa unitária de
adsorvente aumenta com o aumento de concentração, embora não diretamente
(OLIVEIRA, 2009).
A isoterma de adsorção é a relação de equilíbrio entre a concentração na fase
fluida e a concentração nas partículas do adsorvente a uma dada temperatura. Para

31
líquidos, a concentração é freqüentemente expressa em unidades de massa. A
concentração do adsorbato no sólido é dada como massa adsorvida por unidade de
massa do adsorvente original. A isoterma linear passa através da origem e a quantidade
adsorvida é proporcional à concentração no fluído (OLIVEIRA, 2009).
Um dos modelos mais comuns usados para representar comportamentos de
equilíbrio num processo de adsorção é o modelo de Langmuir, cujas principais
características propõem que hajam uniformidade de superfície em termos de sítios de
adsorção, interações independentes em sítios vizinhos e possibilidades de equilíbrio
dinâmico de adsorção e dessorção (CAVALCANTI, 2006).
A equação de Freundlich é uma das melhores descrições matemáticas
conhecidas do equilíbrio de adsorção. Os sistemas reais podem ser representados por
este tipo de isoterma (OLIVEIRA, 2009).
O tipo mais simples de isoterma é o modelo descrito por Henry. Neste, a
concentração do soluto é baixa, não há interação das moléculas do adsorbato umas com
as outras e não há completa adsorção dos sítios (SILVA, 2008).
Isoterma de Langmuir
Este é o primeiro modelo de isoterma que assume cobertura da monocamada na
superfície do adsorvente. Espera-se este comportamento para quimiossorção e deve-se
fazer algumas considerações importantes, tais como:
• Adsorção de todas as moléculas em sítios definidos na superfície do
adsorvente;
• Cada molécula pode ocupar um sítio;
• Todos os sítios possuem a mesma energia de adsorção;
• Quando as moléculas adsorvidas ocupam sítios vizinhos, esta não interagem
entre si.
A isoterma de Langmuir esta expressa na Equação 3.
AA
AAsatA
A
CK
CK
q
q
+=
1 (3)

32
na qual : qA é a capacidade de adsorção; CA a concentração de soluto (equilíbrio);
qA sat é a capacidade de adsorção de saturação na monocamada em mg/g; KA é a
constante de equilíbrio da adsorção;
A equação da Isoterma de Langmuir, já linearizada, é apresenta na Equação 4:
satAA
satAAA qCqKq
1111+
= (4)
A eficiente utilização de um adsorvente requer que as condições de operação
sejam tais que pelo menos faça o uso completo da capacidade de equilíbrio, caso não
seja possível utilizar o total da capacidade limite (SILVA, 2008).
Isotermas de Freundlich
Uma das melhores descrições matemáticas conhecidas do equilíbrio de adsorção
é dada pela equação de Freundlich. Os sistemas reais podem ser representados por este
tipo de isoterma que pode ser expressa através das Equações 1 e 2.
n
eqCKq = (1)
eqKCnq logloglog += (2)
Sendo que q e C têm os mesmos significados já definidos para isoterma de
Langmuir e Keq e n não são constantes que dependem de diversos fatores experimentais
e se relacionam, respectivamente, com a distribuição da capacidade de adsorção dos
sítios ativos e a do adsorvente (CAVALCANTE JR., 1998).
Isoterma de Langmuir-Freundlich
Este modelo une a equação de Langmuir com o modelo de potência de
Freundlich, para tentar representar da melhor forma os dados experimentais.

33
A interação contaminante/adsorvente pode ser descrita pela Equação 5
nAA
nAA
satA
A
CK
CK
q
q
+=
1 (5)
Onde: qA é a capacidade de adsorção;
CA a concentração de contaminante no meio;
qA sat a capacidade de adsorção de saturação;
KA a constante de equilíbrio da adsorção;
n a ordem do sistema.
Linearizando-se a equação de equilíbrio, obtém-se a Equação 6:
satA
nA
satAAA qCqKq
1111+
=
(6)
Então, plotando o gráfico de 1/qA versus 1/CA, obtém-se o valor de 1/qAsat e o
valor de 1/KAqAsat será dado pela inclinação da curva.
2.6.5.2. Aplicações da Adsorção
Dentre os tratamentos utilizados para remover compostos orgânicos
recalcitrantes do lixiviado, a adsorção é o mais largamente empregado (FETTIG, 1999;
RODRIGUEZ, 2004).
O carvão ativado é o adsorvente mais comumente usado por ser capaz de reduzir
em 90% DBO numa faixa de 940 a 7000 mg/L, embora não seja efetivo para reduzir
nitrogênio amoniacal. Como é necessário uma freqüente regeneração e o alto custo do
carvão pode limitar sua aplicação para tratamento de lixiviados (KURNIAWAN, 2006).
Utilizando o carvão ativado em processos de adsorção obtém-se uma eficiência
significativamente maior do que os processos de coagulação/floculação/sedimentação,
contudo em função da superfície química do carvão ser positiva, a adsorção de corantes
de caráter catiônico é uma limitação bastante importante (AL-DEGS, 2000).

34
Baseado em dados coletados da literatura foi elaborada a Tabela 4, que apresenta
um resumo de diversas pesquisas envolvendo adsorção de corantes em diversos tipos
adsorventes, onde obtem-se o valor de q entre 1,09 e 434,78 mg/g.
Tabela 4. Adsorção de diversos corantes em vários adsorventes
Adsorvente Adsorbato q Max (mg/g)
Referência
Casca de Coco (ativado) Azul de Metileno
434,78 TAM et al (2008).
Rejeitos na fabricação de alumina
Remazol Amarelo
14,59 RUTZ al (2008).
Argila esmectita in natura Indanthrene Blue RS (CI Vat Blue)
13,92 CHAARI et al (2009)
Argila esmectita ácido ativada
Indanthrene Blue RS (CI Vat Blue)
17,85 CHAARI et al (2009)
Casca de nozes brasileiras Índigo Carmin 1,09 BRITO et al (2010) Cinzas de carvão contendo
SiO2, Al2O2, Fe2O3, CaO
Ácido Blue 193 10,331 SUN et al (2010)
Carvão ativado da casca da durian
Basic verde 4 312,5 OZCAN A.S. e OZCAN A. (2005)
Bentonita ácido-ativada Nylosan Blue 294
119,1 OZCAN A.S. e OZCAN A. (2004)
Sepiolite Nylosan Red 57 425,0 OZCAN A.S. e OZCAN A. (2005)
Mesocarpo de coco verde Remazol Black B
2,93 LEAL, C.C. A., 2003
Carvão Comercial Remazol Black B
1111 AL-DEGS et al, 2000
Terra de filtro usada (cake)
Remazol Black B
0,98 SILVA, T.C., 2008
2.6.5.3. O Adsorvente
O adsorvente é uma variável crítica num processo de adsorção. Um bom
processo de adsorção deve ter por base um bom mecanismo de equilíbrio, tal como um
bom mecanismo cinético, ou seja, deve reter o máximo de fluido no seu interior no
menor espaço de tempo possível.
Para satisfazer estes requisitos o adsorvente deve:

35
• Conter uma grande área superficial (volume microporoso);
• Ter uma larga rede interna porosa de forma a conduzir o fluido o mais
rapidamente possível para o seu interior.
A classificação dos poros recomendada pela IUPAC é: Microporos d < 2 nm
Mesoporos 2 < d < 50 nm Macroporos d > 50 nm (SHAVOONG, 2007).
Neste trabalho, procurou-se utilizar um adsorvente barato, como é o caso das
argilas do bota-fora do Araripe, que é um passivo ambiental. Os processos físico-
químicos, além de serem processos caros, dependendo da composição e concentração
dos efluentes, podem ser ineficientes.
O interesse no uso de argilas minerais como adsorventes vem crescendo
significativamente devido ao seu baixo custo, abundância, alta sorção e potencial de
troca de íons, tornando estas argilas materiais interessantes para o uso como adsorventes
(GIL et. al., 2011).
2.6.5.4. Interação Argila x Corante
Alguns estudos baseados principalmente em medidas espectrofotométricas,
procuram determinar propriedades específicas, tais como a capacidade de troca
catiônica (CTC) e a área superficial das argilas (CARDOSO, 1996; FERREIRA et al,
1974).
Pesquisas comprovaram que as propriedades espectrofotométricas dos sistemas
contendo argilas e corantes catiônicos podem mudar significativamente com o tempo
(CARDOSO, 1996; GESSNER et al, 1994; CAVALHEIRO, 1995).
Estas variações, tem sido interpretadas em termos dos processos de adsorção e as
evoluções das moléculas dos corantes nos diferentes sítios das argilas. Argilas de vários
tipos têm sido utilizadas pois possuem características bastante interessantes como
diferentes tamanhos de partícula, diferentes densidades de carga, etc.
Quando dispersas em água, estas argilas podem formar tactóides cujos espaços
interlamelares ficam disponíveis para a intercalação de moléculas orgânicas. Os sítios
de adsorção estão localizados tanto nas superfícies externas como nas superfícies
internas das partículas de argila.
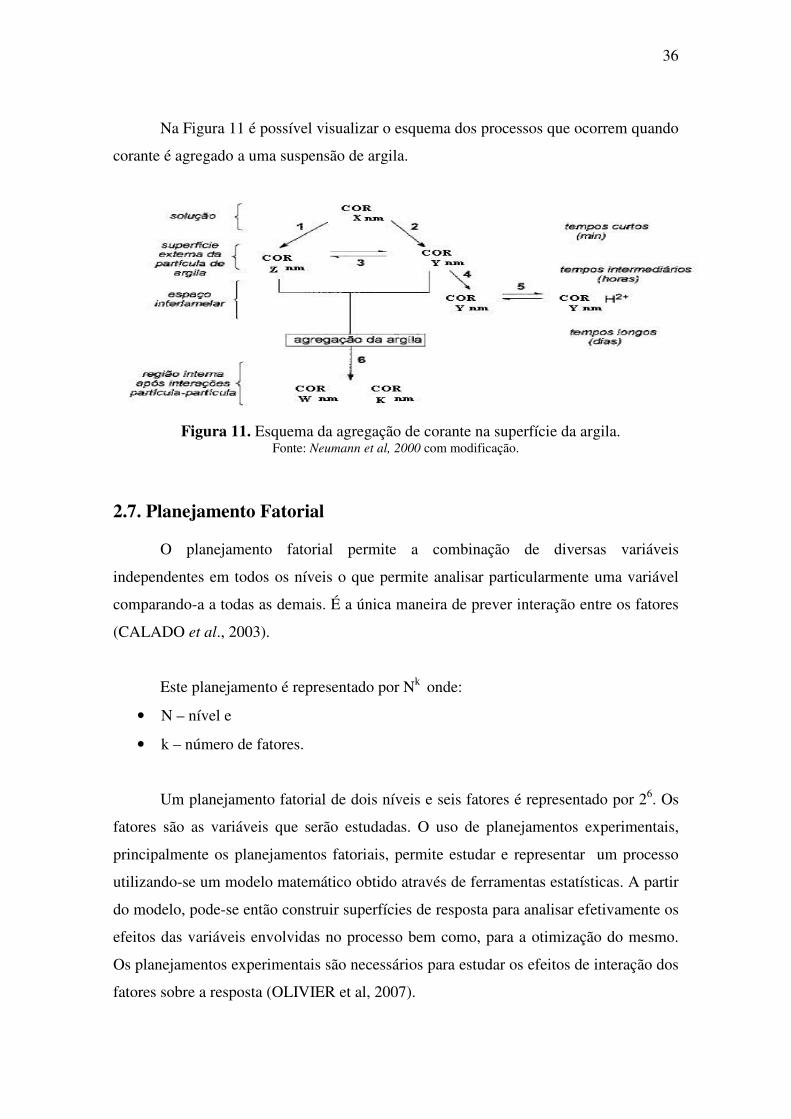
36
Na Figura 11 é possível visualizar o esquema dos processos que ocorrem quando
corante é agregado a uma suspensão de argila.
Figura 11. Esquema da agregação de corante na superfície da argila. Fonte: Neumann et al, 2000 com modificação.
2.7. Planejamento Fatorial
O planejamento fatorial permite a combinação de diversas variáveis
independentes em todos os níveis o que permite analisar particularmente uma variável
comparando-a a todas as demais. É a única maneira de prever interação entre os fatores
(CALADO et al., 2003).
Este planejamento é representado por Nk onde:
• N – nível e
• k – número de fatores.
Um planejamento fatorial de dois níveis e seis fatores é representado por 26. Os
fatores são as variáveis que serão estudadas. O uso de planejamentos experimentais,
principalmente os planejamentos fatoriais, permite estudar e representar um processo
utilizando-se um modelo matemático obtido através de ferramentas estatísticas. A partir
do modelo, pode-se então construir superfícies de resposta para analisar efetivamente os
efeitos das variáveis envolvidas no processo bem como, para a otimização do mesmo.
Os planejamentos experimentais são necessários para estudar os efeitos de interação dos
fatores sobre a resposta (OLIVIER et al, 2007).

37
O planejamento experimental relaciona as variáveis em estudo de maneira
sistemática, proporcionando a obtenção das respostas desejadas com um mínimo de
tempo, fator imprescindível para o bom andamento da pesquisa (OLIVIER et al, 2007).
Visando-se ter uma idéia dos possíveis efeitos de fatores experimentais
facilmente controláveis no procedimento, tais como tempo e velocidade de coagulação e
de floculação, tempo de decantação e concentração do leite de cal sobre as variáveis
turbidez e cor no tratamento do lixiviado, optou-se, como auxílio desse estudo, pela
utilização da técnica de planejamento experimental. No entanto, para proceder à seleção
das variáveis, podem-se realizar experimentos por meio de alguns tipos de
planejamentos de experimentos encontrados na literatura, dentre eles o planejamento
fatorial 2n e o planejamento fatorial fracionado 2n-p (MONTEVECHI et al 2006).
2.7.1. Planejamento Fatorial Fracionário
Quando existe um grande número de fatores a serem analisados, torna-se
inviável a utilização de um planejamento fatorial experimental, portanto uma das
soluções para suprir essa limitação é construir e planejar experimentos utilizando-se a
técnica de confundimento ou as técnicas de experimentos fatoriais fracionados 2k-p. Essa
é uma técnica de planejamento utilizada para acomodar um experimento fatorial
completo em blocos, onde o tamanho do bloco é menor que o número de tratamentos de
uma réplica.
Segundo BARROS NETO et al (2003), ALMEIDA FILHO (2006) e CALADO
et al (2003), o número de ensaios necessários para se fazer um planejamento fatorial 2k
completo aumenta com o k. Porém, em alguns casos, a informação desejada poderá ser
obtida a partir de um número de ensaios bem reduzido, correspondente a uma fração do
número de ensaios do planejamento completo. O que poderá ocorrer por dois motivos:
o número de interações de ordem alta aumenta drasticamente com o número de fatores e
o segundo motivo é que quando o número de fatores aumenta, cresce a possibilidade de
que um ou mais destes fatores não afetem significativamente a resposta, seja por meio
de efeitos principais ou por efeitos de interação. Estas interações, na maioria dos casos,
têm valores pequenos e são sem importância prática.

38
Para não excluir fatores que podem vir a ser importantes, deve-se estudar o
maior número de variáveis. Isto pode ser feito sem que haja o aumento do número de
ensaios utilizando planejamentos fracionários ao invés de fatoriais completos
(BARROS NETO, 2003). O principal uso deste tipo de planejamento, é selecionar
quais fatores tem maiores efeitos (CALADO et al., 2003).
39
CAPÍTULO 3 - ARTIGO SOBRE A COAGULAÇÃO DE LIXIVIADOS
ESTUDO DA INFLUÊNCIA DAS VARIÁVEIS NO PROCESSO DE
COAGULAÇÃO/FLOCULAÇÃO/DECANTAÇÃO DE LIXIVIADOS DE
ATERROS SANITÁRIOS URBANOS
RESUMO
A disposição desordenada de resíduos a céu aberto pode gerar impactos ambientais e sociais de grande porte. Para lixiviados de aterros sanitários, utilizam-se normalmente métodos biológicos e físico-químicos. A precipitação química utilizando hidróxido de cálcio vem sendo empregada com grande eficácia no tratamento de efluente com elevadas concentrações de compostos orgânicos e metais pesados. O lixiviado utilizado neste trabalho foi coletado na caixa de vazão do aterro de Muribeca, localizado na cidade de Jaboatão dos Guararapes – PE. Utilizou-se como coagulante hidróxido de cálcio comercial em solução aquosa. Foi montado um planejamento fatorial fracionário seguido de um planejamento completo 24. Para o ponto ótimo, obteve-se redução da cor de de 52% e uma turbidez NTU dentro dos padrões estabelecidos na Resolução CONAMA 357 e 430.
PALAVRAS-CHAVE: Aterro Sanitário; Lixiviados; Coagulação; Floculação.
1.0. INTRODUÇÃO
Todo resíduo que é gerado, precisa ser tratado ou disposto em algum local, e as
formas de disposição final dos resíduos domésticos pode variar, sendo os mais
empregados no Brasil os lixões e os aterros. Em 2009, foram coletadas
aproximadamente 161.084 t/dia de resíduos sólidos urbanos, das quais cerca de 91.524t
foram depositados adequadamente em aterros sanitários e 69.560 t/dia tiveram
disposição inadequada, sendo estimado 38.459 t/dia depositados em aterros controlados
e 31.101 t/d em lixões (ALEGRIA, 2010).

40
O chorume é uma substância líquida resultante do processo de putrefação de
matérias orgânicas. É viscoso e possui um cheiro muito forte e desagradável enquanto
os lixiviados são o resultado da percolação de água, através da massa de resíduos,
acompanhada de extração de materiais dissolvidos ou em suspensão, na maior parte das
vezes formam-se a partir de água com origem em fontes externas tais como a chuva,
escoamentos superficiais, águas subterrâneas ou águas de nascente e da decomposição
dos resíduos.
Para tratar o lixiviado, pode-se utilizar os métodos biológicos e físico-químicos.
O tratamento físico-químico é normalmente utilizado como um pré-tratamento,
aumentando a biodegradabilidade da matriz ou polimento final, por meio de remdiação
de parâmetros que não são alcançados pelos tratamentos biológicos (MORAIS, 2005).
O método físico-químico visa proporcionar um pré-tratamento ou a diminuição dos
parâmetros como por exemplo cor e turbidez, que são objeto de estudo deste trabalho.
Os perigos dos lixiviados, são devidos às altas concentrações de poluentes
orgânicos e nitrogênio amoniacal. Agentes patogênicos e substâncias químicas tóxicas
podem estar presentes (LANG, 2009).
Dentre os métodos físico-químicos, um processo simples e de baixo custo que
vem sendo utilizado é a precipitação química a partir do hidróxido de cálcio diluído em
várias concentrações. Este método vem apresentando grande eficácia no tratamento de
efluentes com elevadas concentrações de compostos orgânicos e metais pesados.
No tratamento do lixiviado de aterros sanitários antigos, estes processos tem se
mostrado eficientes. Tem sido largamente utilizados no pré-tratamento obtendo
melhores resultados que nos tratamentos biológicos ou por osmose reversa. Ainda
podem ser utilizados com um polimento final ao pré-tratamento para remoção da
matéria orgânica não biodegradável (RENOU, et al, 2008).
Os processos de Coagulação-floculação desestabiliza as partículas coloidais pela
adicção do coagulante. Para aumentar o tamanho da partícula, o processo da coagulação
é seguido normalmente pela floculação das partículas instáveis, onde há formação de

41
flocos volumosos por agruparem-se mais facilmente. Esta técnica facilita a remoção de
sólidos suspensos e partículas coloidais da solução (KURNIAWAN, 2009).
AMOKRANE et al. (1997) utilizaram sais de ferro e de alumínio no tratamento
de lixiviados com baixa relação DBO5/DQO, obtendo eficiências de até 65% na redução
DQO e de carbono orgânico total.
BILA (2000), tratando lixiviados por coagulação com Al2(SO4)3, FeCl3, Tanfloc
SG, Cloralfloc 18 alcançou eficiências de 40%, 43%, 37% e 26%, respectivamente, na
redução de DQO. Já TREBOUET et al. (2001), na França, utilizaram a nanofiltração
seguida de coagulação química, e obtiveram uma remoção de DQO entre 70 a 80%,
enquadrando o lixiviado tratado nos padrões de lançamento da França.
A eficiência do processo de coagulação/floculação depende de fatores como:
natureza e dose do coagulante, idade do lixiviado, uso do processo como etapa de pré ou
pós-tratamento e pH (RENOU et al., 2008).
Vários autores (THORNTON & BLANC (1973), HO et al. (1974), KEENAN et
al. (1984), SLATER et al. (1983) e MILLOT (1986) apud AMOKRANE et al. (1997))
afirmam que a cal é o reagente mais utilizado na precipitação química, requerendo,
geralmente, entre 1 a 15 g/L de cal no tratamento de lixiviado de aterros. As principais
vantagens da aplicação de hidróxido de cálcio (cal hidratada) na precipitação química
incluem: Disponibilidade do reagente em muitos países; Não contribui para o aumento
da salinidade, como é o caso quando se emprega sais de alumínio ou ferro; Baixo custo
e simplicidade do método.
RENOU et al. (2008) afirmaram que o tratamento com cal age
preferencialmente em compostos orgânicos de alto peso molecular, essencialmente
ácidos húmicos contidos nos lixiviados estabilizados.
Segundo RENOU et al. (2009), o tratamento de lixiviado por precipitação
química com cal elimina a maioria das macromoléculas orgânicas nos primeiros
momentos da reação. Eles citam que quase 91% da remoção total da matéria orgânica

42
ocorre durante os primeiros 30 segundos e mais de 99% foram eliminados no final da
mistura rápida (5 min).
GIORDANO (2003) afirma que a redução da concentração de matéria orgânica
está relacionada à precipitação de sais orgânicos e, em menor proporção, à
desestabilização de colóides. Este fato é corroborado por com HONG & ELIMELECH
(1997), ao afirmarem que ao contrário dos cátions monovalentes, cátions divalentes
interagem especificamente com a matéria orgânica e formam complexos de metais
húmicos. GIORDANO (2003), cita ainda que “que nesses casos o que acontece é um
aumento do peso molecular, que praticamente dobra e o novo composto perde a
capacidade de dissolução pois os sítios ativos ficam ocupados pelo cátion divalente.
O presente trabalho objetiva-se a otimizar as variáveis através de um
planejamento experimental, por meio de um planejamento fatorial fracionado, seguido
de um planejamento fatorial completo 24 para determinar as melhores condições para
tratamento do chorume.
2.0. MATERIAIS E MÉTODOS Para os ensaios de coagulação foi utilizado o lixiviado proveniente do aterro da
Muribeca (Jaboatão dos Guararapes – PE).
O aterro controlado da Muribeca, que até 2009 recebeu todo lixo das cidades de
Recife e Jaboatão dos Guararapes, possui uma área de 64 ha e localiza-se a 16 km da
Cidade do Recife.
Foi o maior aterro em operação na Região Metropolitana do Recife de 1985 até
meados de 2009, estando atualmente fechado pare receber resíduos, teve seu processo
de recuperação iniciado em 1994 com a construção de 9 células revestidas por uma
camada de solo impermeabilizante onde é depositado e compactado o lixo (BRAGA et
al, 2002).

43
A coleta do lixiviado foi realizada na caixa de vazão localizada entre a lagoa de
decantação e lagoa anaeróbica da Estação de tratamento de Lixiviados da Muribeca. O
lixiviado coletado em bombonas de polietileno com capacidade de volume de 20 litros
foi conservado sob refrigeração até a sua utilização.
Para as análises de caracterização do lixiviado foi seguida a metodologia
Standart Methods for Examination of Water and Wastewater. Na Tabela 1 são
apresentadas as referências dos métodos utilizados. Para medição de DBO e DQO foi
utilizado um bloco digestor (termoreator) da marca VELP Scientifico (modelo FTC 90).
Tabela 1 – Análises realizadas para caracterização do lixiviado.
O tratamento do lixiviado foi realizado, utilizando como coagulante hidróxido de
cálcio diluído com água destilada em diversas concentrações, recebendo denominação
de “leite de cal”.
As soluções de cal (leite de cal), foram preparadas dissolvendo 50, 125 e 200g
de cal em 1000 mL de água destilada (C = 50g/L ou 5%; 125g/L ou 12,5% e 200g/L ou
20%). Em seguida foram adicionados 50mL do leite de cal em 450 mL do lixiviado,
44
compreendendo um volume final de 500 mL no jar test. Assim, tem-se para cada litro de
lixiviado massas de 5,5; 13,75 e 22,22 g de cal/L de lixiviado para as concentrações de
leite de cal de 50, 125 e 200g/L respectivamente.
O leite de cal utilizado foi preparado a partir da cal comercial (Qualical®) que
de acordo com LINS, em 2011, é a cal mais apropriada ao pré-tratamento dos
lixiviados, pelo seu alto grau de pureza e um baixo custo, (cerca de R$ 0,40/ kg).
O hidróxido de cal utilizado foi analisado no NEG LABISE /UFPE (Núcleo de
Análises Geoquímicas do curso de geologia da Universidade Federal de Pernambuco).
As análises foram realizadas pulverizando-se a cal a partir de mortar de ágata,
seguindo para estufa a 110ºC para eliminar umidade e posteriormente foi levada à mufla
a 1000ºC/2h para determinação da perda ao fogo.
A amostra seca foi prensada numa prensa hidráulica à pressão de 25 toneladas,
formando pastilhas.
Para análise química foi utilizado um espectrofotômetro de fluorescência de raio
X Rigaku modelo R1X 3000, equipado com tubo de Rh.
2.1. Planejamentos Experimentais
Para se avaliar a influencia das variáveis experimentais experimentais
controláveis no processo de coagulação-floculação, foram definidas como variáveis de
entrada para o primeiro planejamento o tempo e a velocidade de coagulação e de
floculação, tempo de decantação e concentração do leite de cal sobre as variáveis
turbidez e cor.
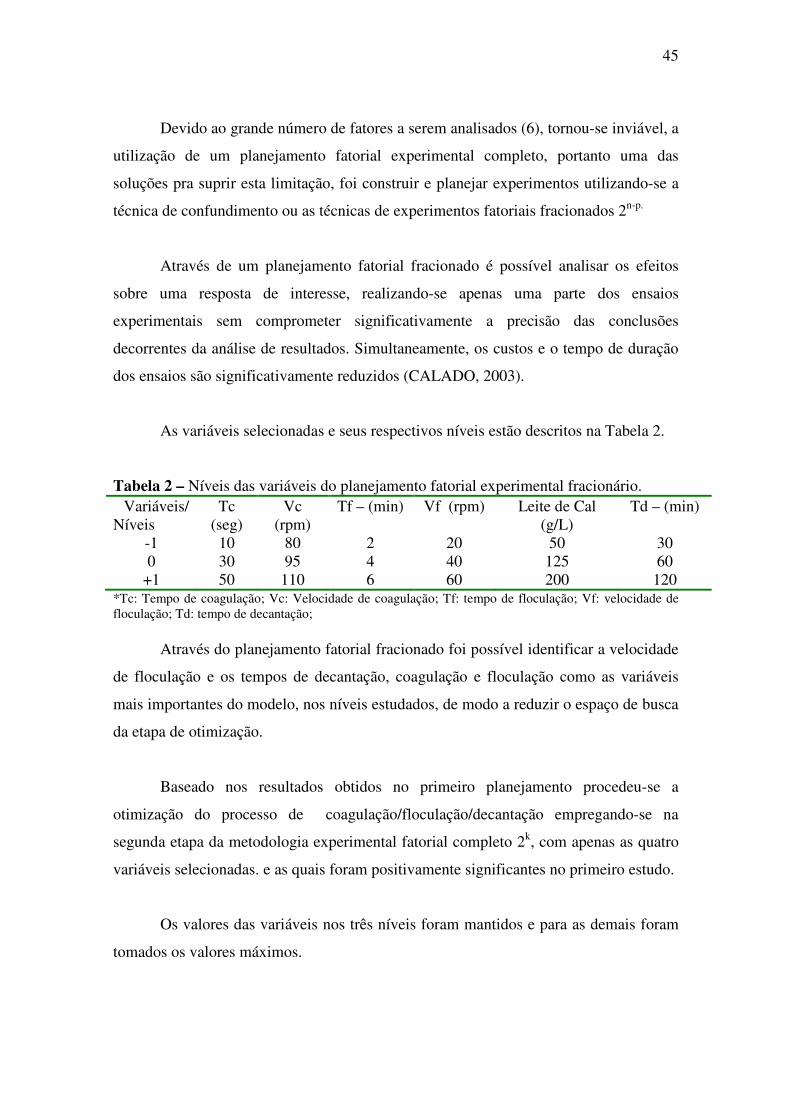
45
Devido ao grande número de fatores a serem analisados (6), tornou-se inviável, a
utilização de um planejamento fatorial experimental completo, portanto uma das
soluções pra suprir esta limitação, foi construir e planejar experimentos utilizando-se a
técnica de confundimento ou as técnicas de experimentos fatoriais fracionados 2n-p.
Através de um planejamento fatorial fracionado é possível analisar os efeitos
sobre uma resposta de interesse, realizando-se apenas uma parte dos ensaios
experimentais sem comprometer significativamente a precisão das conclusões
decorrentes da análise de resultados. Simultaneamente, os custos e o tempo de duração
dos ensaios são significativamente reduzidos (CALADO, 2003).
As variáveis selecionadas e seus respectivos níveis estão descritos na Tabela 2. Tabela 2 – Níveis das variáveis do planejamento fatorial experimental fracionário. Variáveis/ Níveis
Tc (seg)
Vc (rpm)
Tf – (min) Vf (rpm) Leite de Cal (g/L)
Td – (min)
-1 10 80 2 20 50 30 0 30 95 4 40 125 60
+1 50 110 6 60 200 120 *Tc: Tempo de coagulação; Vc: Velocidade de coagulação; Tf: tempo de floculação; Vf: velocidade de floculação; Td: tempo de decantação;
Através do planejamento fatorial fracionado foi possível identificar a velocidade
de floculação e os tempos de decantação, coagulação e floculação como as variáveis
mais importantes do modelo, nos níveis estudados, de modo a reduzir o espaço de busca
da etapa de otimização.
Baseado nos resultados obtidos no primeiro planejamento procedeu-se a
otimização do processo de coagulação/floculação/decantação empregando-se na
segunda etapa da metodologia experimental fatorial completo 2k, com apenas as quatro
variáveis selecionadas. e as quais foram positivamente significantes no primeiro estudo.
Os valores das variáveis nos três níveis foram mantidos e para as demais foram
tomados os valores máximos.

46
Os ensaios de otimização da dosagem de leite de cal foram realizados em Jar
Test, Figura 1, (modelo JT- 203). Foram utilizados, no equipamento, 6 béqueres com
capacidade de um litro, como reatores.
Figura 1 - Equipamento jar test utilizado nos ensaios de otimização para precipitação
química
O objetivo da utilização do jar teste nos ensaios foi simular, em escala de
laboratório, as condições físicas de precipitação química que mais se aproxime da
realidade.
Em cada béquer (reator) foi adicionado lixiviado numa escala de 1:10 em
relação ao leite de cal, ou seja utilizou-se 450 mL de lixiviado para 50 mL de leite de
cal.
Decorridos os tempos de coagulação e floculação de cada ensaio, as amostras
foram postas em repouso para decantação pelo tempo determinado no planejamento
experimental. Os dados foram analisados no software statistica versão 6.0.
A turbidez foi determinada na unidade NTU utilizando para isto, turbidimetro de
marca Merk (modelo: Turbiquant 1000 IR).
A determinação da cor foi realizada utilizando-se o colorímetro MERK
spectroquant modelo Nova 60.

47
3.0. RESULTADOS E DISCUSSÕES
O lixiviado utilizado, coletado na entrada da Estação de Tratamento de Chorume
(ETC) do aterro controlado da Muribeca no dia 20 de setembro de 2010, foi analisado
sob diversos parâmetros, a fim de caracterizar a sua composição.
Os resultados obtidos podem ser observados na Tabela 3.
Tabela 3 – Caracterização do lixiviado utilizado nos ensaios.
PARÂMETROS Setembro/2010 PARÂMETROS Setembro/2010 DBO (mg/L) 1510,0 COR (Hazen)* 5550,0/5460,0 DQO (mg/L)* 2822,0/2822,0 CLORETOS (mg/L) 670,0 DBO/DQO (mg/L) 0,4075 SULFETOS (mg/L) 0,20 SÓLIDOS TOTAIS (ST) (mg/L)*
8840,0/8728,0 FÓSFORO TOTAL (mg/L)
10,75
SÓLIDOS TOTAIS VOLÁTEIS (STV) (mg/L)*
2102,0/2038,0 TURBIDEZ (NTU)* 33,10/33,05
STV/ST (mg/L)* 0,2377/0,2335 ALCALINIDADE TOTAL (mg/L CaCO3)*
8516,0/8600,0
SÓLIDOS DISSOLVIDOS TOTAIS (STD) (mg/L) *
8168,0/8064,0 CONDUTIVIDADE (mS/cm)
22,51/22,76
SÓLIDOS DISSOLVIDOS VOLÁTEIS (SDV) (mg/L)*
1654,0/1562,0 NITROGÊNIO AMONIACAL (MG/L)*
2350,0/2380,0
SDV/SDT (mg/L)* 0,2025/0,1937 FERRO (mg/L) 7,325 SÓLIDOS SUSPENSOS TOTAIS (SST) (mg/L)*
672,0/664,0 MANGANÊS (mg/L) 3,575
SÓLIDOS SUSPENSOS VOLÁTEIS (SSV) (mg/L)*
448,0/476,0 CROMO (mg/L) 0,575
SSV/SST (mg/L)* 0,6666/0,7168 ZINCO (mg/L) 4,625 pH* 8,37/8,31
*Medições realizadas em duplicata.
Como pode ser observado através da Tabela 3, o licxiviado apresenta uma
característica de baixa DQO, e boa degradabilidade (relação DBO/DQO de 0,4). Em
relacao aos sólidos verifica-se, pela relação STV/ST que cerca de 76% são de origem
inorgânica (Sólidos fixos). Ele apresenta uma elevado concentração de nitrogênio
amoniacal e um pH ligeiramente alcalino. Dentre os metais consta-se alta concentração
de ferro e magnésio oriundo, possivelmente, do solo que tem alta concentração destes
metais.

48
Após a caracterização do lixiviado, foi realizada análise da cal utilizada na
pesquisa. A Tabela 4 apresenta os resultados de sua caracterização.
Tabela 4 - Caracterização da cal utilizada na pesquisa.
Parâmetro % Parâmetro % CaO 75,02 Al2O3 0,05 K2O 0,05 SrO 0,34 SiO2 0,23 MnO 0,02 P2O5 0,2 PF 23,91 Fe2O3 0,18 Total 100
Fonte: LINS (2011).
A NBR 6473/2003 especifica que a cal hidratada deve conter um mínimo de
67% de CaO e no máximo 3% de MgO, estando portanto a cal fornecida pela Qualical
dentro dos padrões estabelecidos pela norma. As analises demonstraram que esta cal
apresenta teor de impurezas de aproximadamente 0,66%.
3.1. Planejamento Experimental Fracionário
Para a análise estatística dos resultados obtidos nesse trabalho considerando-se
um nível de significância (α) igual a 5%, sendo portanto a confiabilidade dos resultados
de 95%.
A partir da análise estatística foi inicialmente plotado o gráfico de Pareto
(Figura 3) para as variáveis de resposta turdibez e cor. Quase todas as variáveis isoladas
apresentaram influencia estatisticamente significativa, ao nível de 95% de confiança, de
valores significativos no processo, conforme pode ser observada na Figura 2 para os
parâmetros que se localizam à direita da linha tracejada (p = 0,05). A única exceção foi
a concentração de cal para resposta turbidez (Figura 2A).
Para resposta cor (Figura 2B), a interação entre os fatores tempo de coagulação
(Tc), e velocidade de floculação (Vf), representado no gráfico de Pareto como 1 by 4,

49
foi o que apresentou maior efeito significativo seguido da concentração de cal (Ccal),
que foi a segunda mais representativa, enquanto que a velocidade de coagulação não
apresentou efeito significativo para esta resposta e dentro dos níveis estudados.
Figura 2 – Avaliação da significância dos efeitos das variáveis independentes estudadas
no processo de otimização do planejamento fracionado através do gráfico de Pareto para a turbidez (A) e cor (B).
Após realizar uma triagem dos fatores com efeito significativo, uma análise de
superfície de resposta foi realizada. Os níveis dos fatores escolhidos foram ajustados,
baseados nos experimentos do planejamento fracionado descritos acima.
As informações obtidas após a construção de superfícies de resposta também
foram utilizadas na interpretação dos resultados.
Através das superfícies de resposta, representados pelas Figuras 3 e 4 é possível
observar graficamente as interações das variáveis Ccal e Vc sobre a turbidez e a cor.
A região de menor valor de cor foi alcançada para níveis superiores da variável
independente Ccal e com pouca significância da velocidade de coagulação. No caso da
turbidez houve discreta influencia para menores valores de Ccal e valores maiores de
Vc. Portanto utilizou-se Ccal 200g/L e Vc 110 rpm.
A B
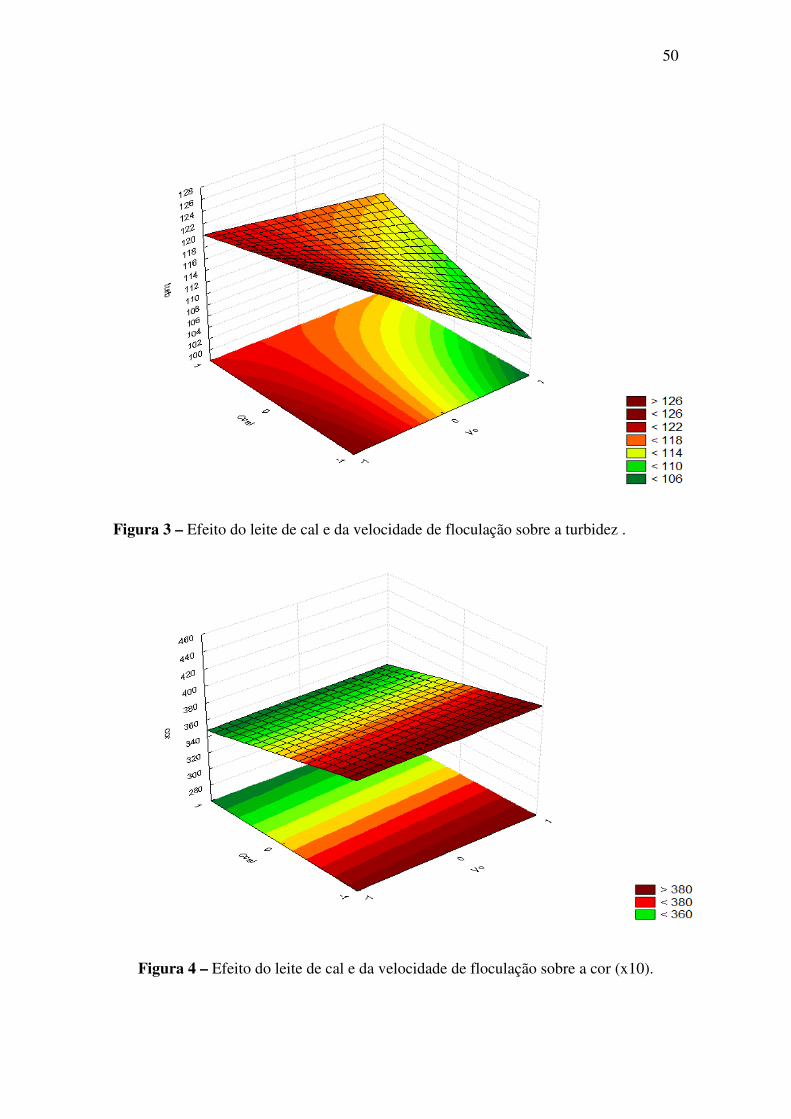
50
Figura 3 – Efeito do leite de cal e da velocidade de floculação sobre a turbidez .
Figura 4 – Efeito do leite de cal e da velocidade de floculação sobre a cor (x10).
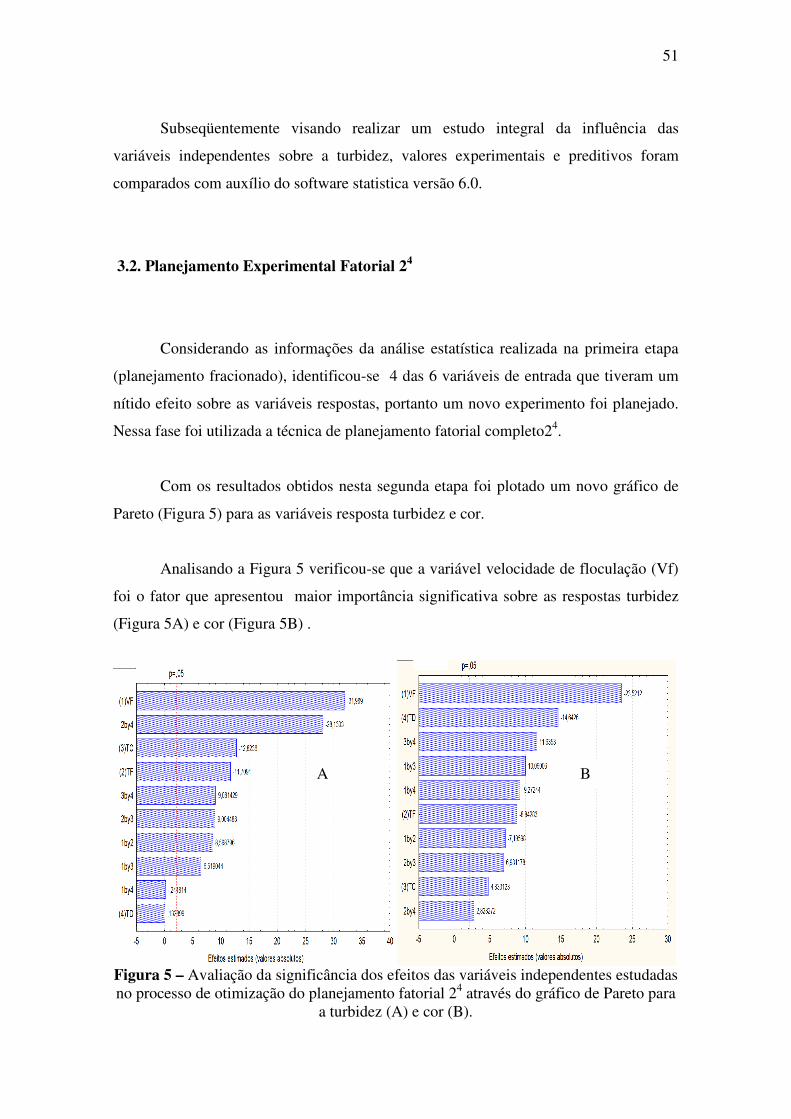
51
Subseqüentemente visando realizar um estudo integral da influência das
variáveis independentes sobre a turbidez, valores experimentais e preditivos foram
comparados com auxílio do software statistica versão 6.0.
3.2. Planejamento Experimental Fatorial 24
Considerando as informações da análise estatística realizada na primeira etapa
(planejamento fracionado), identificou-se 4 das 6 variáveis de entrada que tiveram um
nítido efeito sobre as variáveis respostas, portanto um novo experimento foi planejado.
Nessa fase foi utilizada a técnica de planejamento fatorial completo24.
Com os resultados obtidos nesta segunda etapa foi plotado um novo gráfico de
Pareto (Figura 5) para as variáveis resposta turbidez e cor.
Analisando a Figura 5 verificou-se que a variável velocidade de floculação (Vf)
foi o fator que apresentou maior importância significativa sobre as respostas turbidez
(Figura 5A) e cor (Figura 5B) .
Figura 5 – Avaliação da significância dos efeitos das variáveis independentes estudadas no processo de otimização do planejamento fatorial 24 através do gráfico de Pareto para
a turbidez (A) e cor (B).
A B
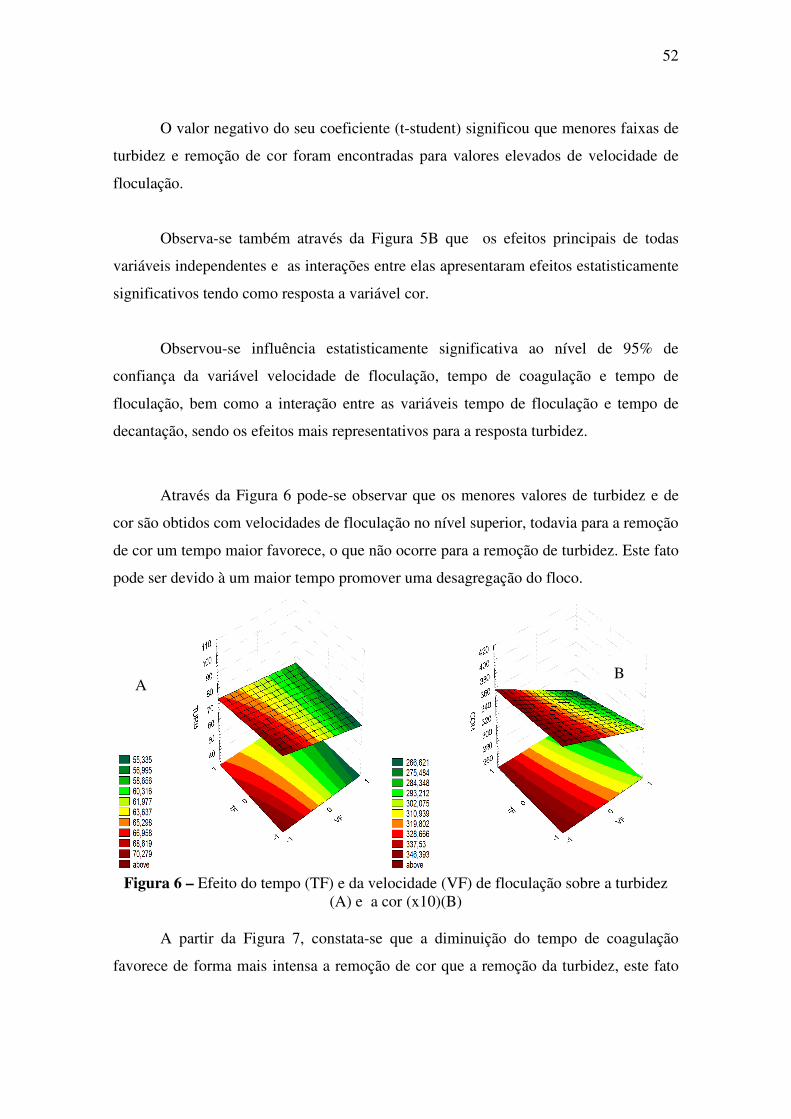
52
O valor negativo do seu coeficiente (t-student) significou que menores faixas de
turbidez e remoção de cor foram encontradas para valores elevados de velocidade de
floculação.
Observa-se também através da Figura 5B que os efeitos principais de todas
variáveis independentes e as interações entre elas apresentaram efeitos estatisticamente
significativos tendo como resposta a variável cor.
Observou-se influência estatisticamente significativa ao nível de 95% de
confiança da variável velocidade de floculação, tempo de coagulação e tempo de
floculação, bem como a interação entre as variáveis tempo de floculação e tempo de
decantação, sendo os efeitos mais representativos para a resposta turbidez.
Através da Figura 6 pode-se observar que os menores valores de turbidez e de
cor são obtidos com velocidades de floculação no nível superior, todavia para a remoção
de cor um tempo maior favorece, o que não ocorre para a remoção de turbidez. Este fato
pode ser devido à um maior tempo promover uma desagregação do floco.
Figura 6 – Efeito do tempo (TF) e da velocidade (VF) de floculação sobre a turbidez
(A) e a cor (x10)(B)
A partir da Figura 7, constata-se que a diminuição do tempo de coagulação
favorece de forma mais intensa a remoção de cor que a remoção da turbidez, este fato
A B

53
pode ser devido ao tempo do nível inferior já ser suficiente para a dispersão do
coagulante.
Figura 7 – Efeito do tempo de coagulação (TC) e da velocidade de floculação (VF) sobre a turbidez (A) e sobre a cor (x10)(B). Fazendo uso do planejamento fatorial para o tempo de floculação de 6 minutos e
solução mãe de leite cal de concentração 200g/L, obteve-se remoção de cor do
lixiviado de mediana biodegradabilidade de 5.505 Hz para 2.660, significando
aproximadamente 52% de redução, resultados superiores ao de LINS (2011) que
utilizando um tempo de floculação semelhante de 5 minutos e uma solução mãe de
concentração 150g/L conseguiu reduzir a cor de 6.410 para 5.370, significando cerca de
16% de remoção para o chorume de mediana biodegradabilidade.
SANTANA-SILVA (2008), utilizando a cal hidratada sólida numa concentração
de 35g/L dissolvida diretamente no lixiviado, obteve redução de 8435 para 2970 Hz,
significando cerca de 64% de remoção de cor.
Para turbidez, partiu-se de um valor de 33,10 NTU para 28 NTU demonstrando
uma redução em torno de 9% estando dentro dos padrões estabelecidos na resolução
CONAMA 357/1995, enquanto LINS (2011) conseguiu reduzir com tempo de
floculação de 5 minutos de 172,3 para 103,4 aproximadamente 40% de remoção.
A Figura 8 mostra o lixiviado bruto (B) no centro da figura, o lixiviado após a
coagulação/floculação com leite de cal 50 g/L (A) e o lixiviado tratado com 200 g/L
(C) a 10% em volume.
A
B

54
Figura 8 - Foto do lixiviado bruto (B) e após tratamento com 5,55g de cal por litro
(lixiviado A) e 22,22g de cal por litro (lixiviado C).
4.0. CONCLUSÕES
Empregando-se a técnica de planejamento experimental para tratamento de
lixiviado por coagulação/floculação/decantação foi possível determinar as condições
ótimas de tempo de coagulação, de floculação e de decantação assim como velocidade
de floculação e de coagulação e quantidade de leite de cal. Percebeu-se que com valores
superiores estudados das variáveis independentes como a velocidade de floculação e
inferior para o tempo de coagulação é possível obter nível de turbidez e cor menores.
REFERÊNCIAS BIBLIOGRÁFICAS 1. ALEGRIA, M. Deficit na destinação final de resíduos sólidos no Brasil: um dos
desafios que preocupa os especialistas. Revista Meio Ambiente. Thesaurus Editora de Brasília. 2010.
2. AMOKRANE, A.; COMEL, C.; VERON, J. Landfill leachates pretreatment by coagulationflocculation. Water Research. v.31, n.11, p. 2775-2782, 1997.
3. APHA. Standard Methods for the Examination of Water and Wastewater. 1998
4. BILA, D.M. Aplicação de processos combinados no tratamento de chorume. 2000. 108 f. Dissertação (Mestrado em Ciências) – Programa de Engenharia Química – COPPE - Universidade Federal do Rio de Janeiro, Rio de Janeiro, 200 p. 2000,
A B C

55
5. BRAGA, B.; HESPANHOL,I.; CONEJO, J.G.L. et al. Introdução à engenharia ambiental. São Paulo. 2002.
6. CALADO, V.; MONTGOMERY, D.C. Planejamento de experimentos usando o Statistica. E-papers serviços editoriais Ltda. Rio de Janeiro. RJ. 2003.
7. CONAMA - CONSELHO NACIONAL DO MEIO AMBIENTE. Resolução nº 357, de 17 de março de 2005: dispõe sobre a classificação dos corpos de água e diretrizes ambientais para o seu enquadramento, bem como estabelece as condições e padrões de lançamento de efluentes, e dá outras providências
8. GIORDANO, G. (2003). Análise e formulação de processos para tratamento dos chorumes gerados em aterros de resíduos sólidos urbanos. Tese de Doutorado - Departamento de Ciência dos Materiais e Metalurgia, Pontifícia Universidade Católica do Rio de Janeiro, Rio de Janeiro-RJ. 257 p. 2003.
9. HO, S.; BOYLE, C. W.; HAM, R. K. Chemical Treatment of Leachates from Sanitary Landfills. Journal WPCF, p. 860-871. 1974.
10. HONG, S.; ELIMELECH, M. Chemical and physical aspects of natural organic matter (NOM) fouling of nanofiltration membranes. Journal of Membrane Science, v.132, p. 159-181. 1997.
11. KEENAN, J.D.; STEINER, R.L.; FUNGAROLI, A.A. . Chemical-physical leachate treatment. Journal of Environmental Engineering, v.109, n.6, p. 1371-1384. 1983
12. KURNIAWAN, T.A.; LO, W.; CHAN,G.Y. Physico-chemical treatments for removal of recalcitrant contaminants from landfill leachate. Hong Kong. Journal of Hazardous Materials. B129. 2009.
13. LANG, Y. Lixiviado. Shangai. China. 2009.
14. LINS, E.A.M. Proposição e avaliação de um sistema experimental de processos físicos e químicos para tratamento de lixiviado. Tese de Doutorado. Programa de Pós- Graduação em Engenharia Civil. Universidade Federal de Pernambuco. 277p. 2011.
15. MORAIS, J.L, Estudo da potencialidade de processos oxidativos avançados isolados e
integrados com processos biológicos tradicionais para tratamento de chorume de aterro sanitário- Tese de Doutorado. Universidade federal do Paraná. Curitiba-PR. 207 p. 2005.
16. MILLOT, N. Les Lixiviats de décharges contrô1ées. Caractérisation analytique. Etude es filiéres de traitement. Tese de Doutorado: Instituto Nacional de Ciências Aplicadas de Lyon. 1986.
17. RENOU, S.; GIVAUDAN, J.G; POULAIN, S. et al. Landfill leachae tretatment:
Review and opportunity – France. Journal of Hazaedous Materials. 150. p. 468-493. 2008.
18. RENOU, S.; POULAIN, S.; GIVAUDAN, J.G.; MOULIN, P. Treatment process adapted to stabilized leachates: Lime precipitation – prefiltration – reverse osmosis. Journal of Membrane Science, v. 313, p. 9-22. 2008.

56
19. RENOU, S.; POULAIN, S.; GIVAUDAN, J.G.; SAHUT, C.; MOULIN, P. Lime Treatment of Stabilized Leachates. Waste Management, v. 59, p. 673 - 685. 2009.
20. SANTANA-SILVA, F. M. – Avaliação do método de precipitação química aassociado ao stripping de amônia no tratamento do lixiviado do aterro de Muribeca-PE. Recife-PE. Dissertação de mestrado. UFPE- Universidade Federal de Pernambuco, 117p. 2008
21. SLATER, C.S.; AHLERT, R. C.; UCHRIN C. G. Treatment of landfill leachates by reverse osmosis, Environmental Progress, v. 2, n. 4, p. 251–256, 1983.
22. THORNTON, R. J.; BLANC, F. C. Leachate Treatment by Coagulation and Precipitation. Journal of Environmental Engineering, p. 9946 - 9950. 1973
23. TREBOUET, D.; SCHLUMPF, J. P.; JAOUEN, P.; QUÉMENÉOUR, F. Stabilized landfill leachate treatment by combined physic-chemical-nanofiltration process. Environmental Technology, v. 20, p. 587–596. 2001.

57
CAPÍTULO 4 - ARTIGO SOBE ADSORÇÃO DE CORANTES
DE UM PÓLO À OUTRO: ADSORÇÃO DE CORANTES DO PÓLO
TÊXTIL EM RESÍDUO ARGILOSO DO PÓLO GESSEIRO.
RESUMO Com objetivo de encontrar um adsorvente barato, utilizou-se as argilas do bota-fora do pólo gesseiro do Araripe nos processos físico-químicos para adsorver corantes utilizados pelas lavanderias no pólo do jeans, localizado na cidade de Toritama. É de grande importância maneiras alternativas para tratar resíduos, fazendo uso de novos tipos de adsorventes. Neste trabalho as argilas utilizadas tratam-se de um passivo ambiental da mineração da gipsita. Foi realizada a adsorção em solução aquosa do corante ácido nylosan azul brilhante e do corante reativo azul anil op, utilizando argila in natura e termicamente tratada a 600ºC, numa granulometria de 14 mesh/Tyler. Foi elaborado planejamento fatorial experimental 2³ para definição de temperatura, agitação e massa de adsorvente. Os melhores resultados foram obtidos utilizando-se 30ºC, 0,5g de argila e 250 rpm de agitação. A partir de um estudo cinético, foi encontrado o tempo de equilíbrio de 90 minutos para ambos os corantes. Para o Nylosan o modelo que melhor se ajustou foi o de Langmuir (q = 1,65mg/g) alcançando percentual de 89,04% de remoção e para o Corante azul anil op o melhor ajuste ocorreu no modelo de Langmuir-Freundlich (q = 65,79mg/g) removendo em torno de 99,72% do corante. A argila mostra afinidade pelos corantes estudados, sendo eficaz ao tratamento. Palavra-chave: adsorção;argila; corante têxtil;pólo gesseiro; pólo do jeans;
1. INTRODUÇÃO
O município de Toritama encontra-se localizado no agreste setentrional de
Pernambuco a 167 Km do Recife e a 36 Km de Caruaru. Apesar de ser um município
pequeno, possui como principal atividade a indústria de confecções de roupas e
lavanderias industriais, seu centro comercial é o parque das feiras.
Mesmo sendo um município pequeno, é responsável por 14% da produção
nacional de jeans no País, com cerca de 2 milhões de peças/ano, perfazendo um
montante de 6 milhões de reais/ano, o que qualifica o município com taxas de
desemprego próximas a zero (FADE, 2003).
A atividade de lavagem do jeans é responsável pelo maior problema de poluição
observado nesta região, sendo caracterizada a geração de poluentes hídricos,
58
proveniente da etapa de tingimento das peças de jeans, o que possui um potencial
poluidor elevado (SILVA, 2005).
Os efluentes dessas indústrias causam destruição à vida aquática quando
lançados nos rios sem tratamento adequado. Estima-se que pelo menos 20% dos
corantes têxteis sejam descartados em efluentes, devido a perdas ocorridas durante o
processo de fixação da tintura às fibras (CLAUSEN; TAKASHIMA, 2007).
Na maioria das tinturarias e lavanderias industriais do município de Toritama,
não há um sistema de tratamento adequado de acordo com a legislação vigente aos
efluentes e ao despejarem a água residuária do processo de beneficiamento de
confecções nos rios acabam cometendo infração ambiental (SALGUEIRO et al., 2007).
Efluentes com corantes são um dos efluentes mais difíceis de serem tratados
devido a elevada concentração de matéria orgânica (expressa em termos de DBO e
DQO), de sólidos suspensos e de compostos tóxicos, além da fácil identificação do
descarte pela sua cor (WESEMBERG et al., 2003).
Os corantes lançados no meio ambiente são tóxicos à vários organismos, e afeta
o ecosistema principalmente pelo bloqueio da luz solar que causa uma redução na
produção de oxigênio pela fotossíntese das algas e plantas presentes no corpo hídrico
(BANAT et al., 1996; AKSU, 2005).
A molécula de corante é constituída por duas partes principais: o grupo
cromóforo, que dá a cor ao composto, e grupos auxiliares (auxocromos), que facilitam a
sua afinidade para o substrato e que são responsáveis pela fixação do corante à fibra,
tecido, couro, cabelo, papel, entre outros, conferindo uma coloração resistente à luz e à
lavagem (GUPTA & SUHAS, 2009). Pelo modo de fixação os principais são: ácidos,
reativos, diretos, azóicos, dispersivos, à cuba e pré-metalizados, dos quais os únicos que
não se aplicam à industria têxtil são os pré-metalizados e os básicos (GUARATINI,
2000). Na literatura são encontrados diferentes métodos que são utilizados para tratar
efluentes aquosos coloridos (TUNUSSI & SOBRINHO, 2003; WANG et al., 2003; LU
et al., 2009; KHOUNI et al., 2011; AMAR et al., 2009).
Não existe um método geral para descoloração de efluentes aquosos da indústria
têxtil. A maior parte das indústrias realiza processos de tratamentos fundamentados na
operação de precipitação/coagulação, seguida de ação biológica, principalmente com
lodos ativados (BRUNO, 2008). As técnicas de tratamento fundamentadas em processo
de coagulação seguida por flotação ou sedimentação apresentam elevada eficiência na
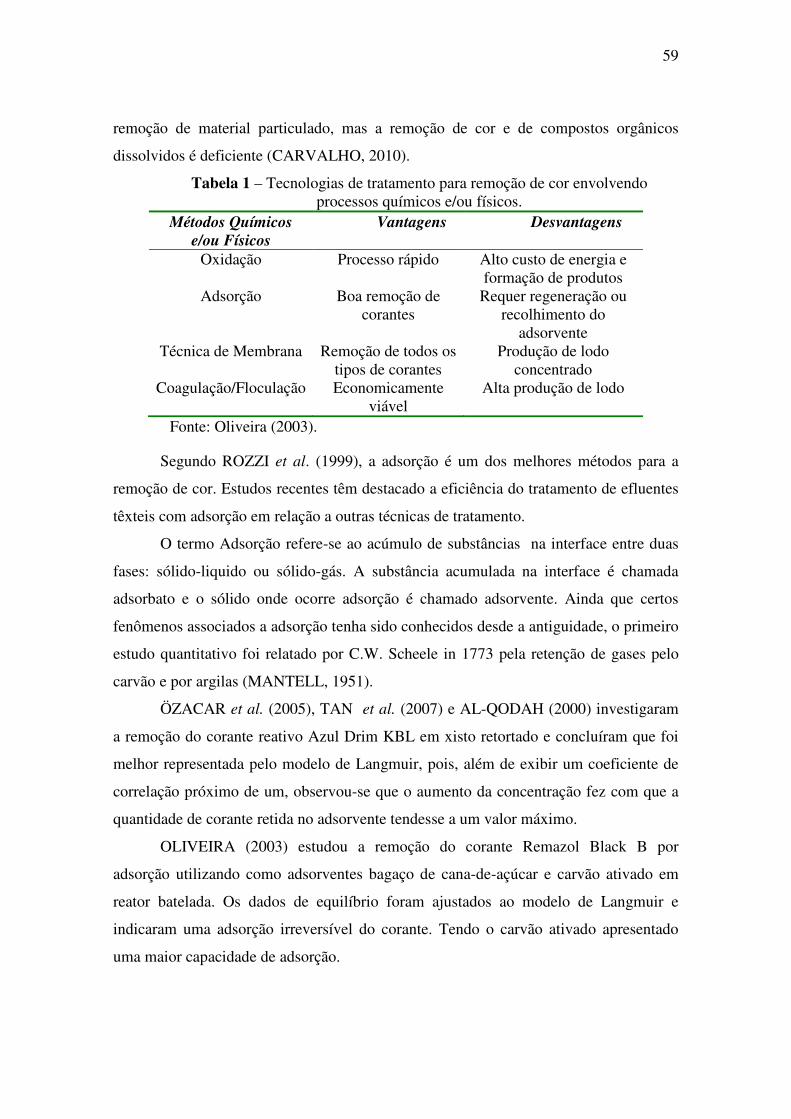
59
remoção de material particulado, mas a remoção de cor e de compostos orgânicos
dissolvidos é deficiente (CARVALHO, 2010).
Tabela 1 – Tecnologias de tratamento para remoção de cor envolvendo processos químicos e/ou físicos.
Métodos Químicos
e/ou Físicos Vantagens Desvantagens
Oxidação Processo rápido Alto custo de energia e formação de produtos
Adsorção Boa remoção de corantes
Requer regeneração ou recolhimento do
adsorvente Técnica de Membrana Remoção de todos os
tipos de corantes Produção de lodo
concentrado Coagulação/Floculação Economicamente
viável Alta produção de lodo
Fonte: Oliveira (2003).
Segundo ROZZI et al. (1999), a adsorção é um dos melhores métodos para a
remoção de cor. Estudos recentes têm destacado a eficiência do tratamento de efluentes
têxteis com adsorção em relação a outras técnicas de tratamento.
O termo Adsorção refere-se ao acúmulo de substâncias na interface entre duas
fases: sólido-liquido ou sólido-gás. A substância acumulada na interface é chamada
adsorbato e o sólido onde ocorre adsorção é chamado adsorvente. Ainda que certos
fenômenos associados a adsorção tenha sido conhecidos desde a antiguidade, o primeiro
estudo quantitativo foi relatado por C.W. Scheele in 1773 pela retenção de gases pelo
carvão e por argilas (MANTELL, 1951).
ÖZACAR et al. (2005), TAN et al. (2007) e AL-QODAH (2000) investigaram
a remoção do corante reativo Azul Drim KBL em xisto retortado e concluíram que foi
melhor representada pelo modelo de Langmuir, pois, além de exibir um coeficiente de
correlação próximo de um, observou-se que o aumento da concentração fez com que a
quantidade de corante retida no adsorvente tendesse a um valor máximo.
OLIVEIRA (2003) estudou a remoção do corante Remazol Black B por
adsorção utilizando como adsorventes bagaço de cana-de-açúcar e carvão ativado em
reator batelada. Os dados de equilíbrio foram ajustados ao modelo de Langmuir e
indicaram uma adsorção irreversível do corante. Tendo o carvão ativado apresentado
uma maior capacidade de adsorção.

60
SILVA (2008) estudou a adsorção do corante Solophenyl Turquesa BRLE em
argilas esmectitas. A equação da isoterma de Langmuir foi a que melhor se ajustou aos
dados da adsorção.
A quantidade máxima de corante removida pode variar drasticamente e irá
depender das características químicas e físicas dos adsorventes, pois tais propriedades
estão diretamente relacionadas com os processos de quimissorção e fisissorção do
adsorvato.
As características de cada corante também não podem ser desprezadas no
processo de adsorção. O tamanho destas moléculas possibilita uma difusão apenas
parcial, principalmente em adsorventes com elevada microporosidade (HODA et al.,
2006).
Neste trabalho, procurou-se utilizar um adsorvente barato, como é o caso das
argilas do bota-fora do Araripe, que é um passivo ambiental. Os processos físico-
químicos, além de serem processos caros, dependendo da composição e concentração
dos efluentes, podem ser ineficientes.
2. MATERIAIS E MÉTODOS
2.1. Corantes
Os corantes utilizados foram o Nylosan Azul Brilhante (Clariant) e o Azul Anil
Op (Trilimp), cujas estruturas estão representadas na Figura 1. O primeiro é um corante
reativo e o segundo um corante ácido.
Figura 1. Estrutura do corante reativo Azul Anil fabricado pela Trilimp e do Nylosan
Azul (B113) Fonte: (PRIGIONE, 2008).

61
Inicialmente foi construída uma curva de calibração, no espectrofotômetro UV-
Vis Genesis 10 da Thermo, para cada um dos corantes. Para tanto foram preparadas
soluções nas concentrações de: 0,1; 0,2; 0,5; 2; 5; 10 e 20 ppm. As soluções foram
preparadas diluindo-se o corante em pó, pesado em balança analítica modelo FA –
2104N (Bioprecisa), em água destilada. A análise dos dados foi feita no software
VisionLite versão 2.0. Todos os ensaios foram realizados em duplicata.
Foi construída também uma curva de calibração para o papel de filtro FMAIA
quantitativo tarja azul, tendo em vista que após a adsorção o material foi filtrado. Esta
curva foi obtida filtrando-se cada uma das soluções nas mesmas concentrações
utilizadas para curva de calibração e medindo-se o novo valor de absorbância no
espectrofotômetro. A partir destes dados pôde-se calcular o fator de correção,
possibilitando assim encontrar o valor real de concentração final.
2.2. O Adsorvente
As argilas foram coletadas em sua forma in natura contendo partes de todas as
camadas do capeamento, que após mineração é denominado “bota-fora”, na frente de
lavra da Mineradora São Jorge, localizada no município de Trindade-PE, Figura 2. Esta
bacia sedimentar faz parte da formação Santana, termo proposto por BEURLEN em
1962, que em 1971 subdividiu a formação Santana nos membros Crato, Ipubi e
Romualdo. O membro Ipubi, que se constitui de gipsita e anidrita, compreende os
evaporitos onde há uma crescente salinidade em função da evaporação progressiva de
um lago interior existente (SILVA, 1983).
Figura 2. Vista da Frente de Lavra (A) e do resíduo da mineração (B).
A B
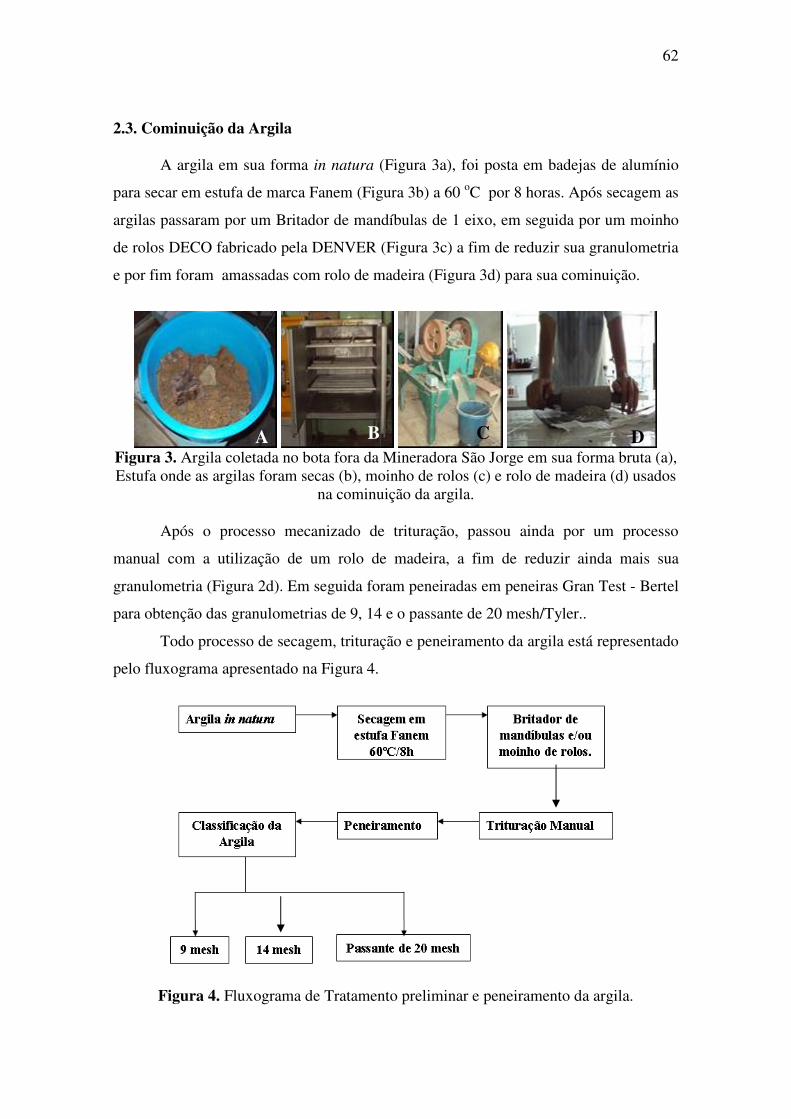
62
2.3. Cominuição da Argila A argila em sua forma in natura (Figura 3a), foi posta em badejas de alumínio
para secar em estufa de marca Fanem (Figura 3b) a 60 oC por 8 horas. Após secagem as
argilas passaram por um Britador de mandíbulas de 1 eixo, em seguida por um moinho
de rolos DECO fabricado pela DENVER (Figura 3c) a fim de reduzir sua granulometria
e por fim foram amassadas com rolo de madeira (Figura 3d) para sua cominuição.
Figura 3. Argila coletada no bota fora da Mineradora São Jorge em sua forma bruta (a), Estufa onde as argilas foram secas (b), moinho de rolos (c) e rolo de madeira (d) usados
na cominuição da argila.
Após o processo mecanizado de trituração, passou ainda por um processo
manual com a utilização de um rolo de madeira, a fim de reduzir ainda mais sua
granulometria (Figura 2d). Em seguida foram peneiradas em peneiras Gran Test - Bertel
para obtenção das granulometrias de 9, 14 e o passante de 20 mesh/Tyler..
Todo processo de secagem, trituração e peneiramento da argila está representado
pelo fluxograma apresentado na Figura 4.
Figura 4. Fluxograma de Tratamento preliminar e peneiramento da argila.
A B D C
63
2.4. Tratamento da Argila Para cada uma das faixas granulométricas obtidas foi realizado um tratamento
térmico a 200, 400 e 600ºC. Para primeira temperatura, o tratamento foi realizado em
estufa Fanem e para as demais em mufla Quimis Q318M21 por 6 horas. Em seguida
foram realizados ensaios de adsorção para cada um dos corantes.
A adsorção foi realizada a partir dos corantes ácido Nylosan Azul Brilhante e
reativo Azul Anil, na concentração de 10 ppm. Utilizou-se em erlenmeyer de
capacidade 125mL, o volume de 25mL de uma solução de concentração 10 ppm de
corante e 0,5g de argila tratada termicamente pesados em balança analítica Bioprecisa
modelo FA – 2104N. O erlenmayer contendo o adsorvente e o adsorbato foi submetido
a agitação de 450 rpm durante 60 minutos em mesa agitadora Quimis Q225M.
Decorridos os 60 minutos, a solução foi filtrada utilizando funil de vidro e papel
de filtro quantitativo tarja azul de marca FMAIA. Foi feita medição da absorbância do
filtrado no pico do comprimento de onda para calcular o percentual de remoção e
concentração final do corante.
2.5. Caracterização da Argila 2.5.1. Difração de Raios X
A amostra de argila foi seca a 100º C, por período de 48 horas, desagregada
moída em almofariz de porcelana e peneirada em peneira ABNT nº 200 (# 0,074 mm).
A amostra assim preparada foi referenciada como in natura, com o objetivo de torná-la
diferenciada das amostras submetidas a tratamentos químico com etilino glicol e
térmico a 600o C.
A análise por difração de raios X foi realizada em um difratômetro de marca
Rigaku, modelo Ultima, operando com tensão de 40 kV e corrente de 20 mA, utilizando
radiação K-alfa do cobre. As distâncias interplanares, em todos os difratogramas, foram
expressas em ângtrons (Å).
A amostra in natura preliminarmente preparada foi colocada em lâmina de vidro
escavada e submetida à difração de raios X, percorrendo a região entre 2θ = 2o e 2θ =
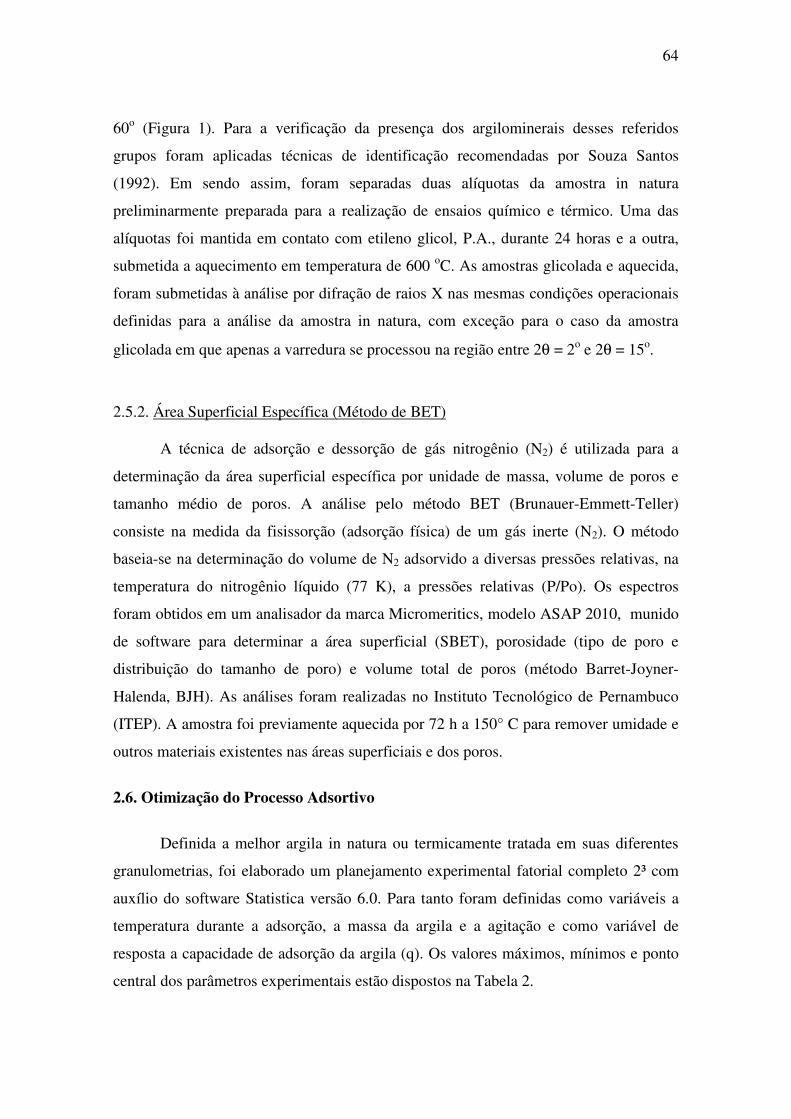
64
60o (Figura 1). Para a verificação da presença dos argilominerais desses referidos
grupos foram aplicadas técnicas de identificação recomendadas por Souza Santos
(1992). Em sendo assim, foram separadas duas alíquotas da amostra in natura
preliminarmente preparada para a realização de ensaios químico e térmico. Uma das
alíquotas foi mantida em contato com etileno glicol, P.A., durante 24 horas e a outra,
submetida a aquecimento em temperatura de 600 oC. As amostras glicolada e aquecida,
foram submetidas à análise por difração de raios X nas mesmas condições operacionais
definidas para a análise da amostra in natura, com exceção para o caso da amostra
glicolada em que apenas a varredura se processou na região entre 2θ = 2o e 2θ = 15o.
2.5.2. Área Superficial Específica (Método de BET)
A técnica de adsorção e dessorção de gás nitrogênio (N2) é utilizada para a
determinação da área superficial específica por unidade de massa, volume de poros e
tamanho médio de poros. A análise pelo método BET (Brunauer-Emmett-Teller)
consiste na medida da fisissorção (adsorção física) de um gás inerte (N2). O método
baseia-se na determinação do volume de N2 adsorvido a diversas pressões relativas, na
temperatura do nitrogênio líquido (77 K), a pressões relativas (P/Po). Os espectros
foram obtidos em um analisador da marca Micromeritics, modelo ASAP 2010, munido
de software para determinar a área superficial (SBET), porosidade (tipo de poro e
distribuição do tamanho de poro) e volume total de poros (método Barret-Joyner-
Halenda, BJH). As análises foram realizadas no Instituto Tecnológico de Pernambuco
(ITEP). A amostra foi previamente aquecida por 72 h a 150° C para remover umidade e
outros materiais existentes nas áreas superficiais e dos poros.
2.6. Otimização do Processo Adsortivo
Definida a melhor argila in natura ou termicamente tratada em suas diferentes
granulometrias, foi elaborado um planejamento experimental fatorial completo 2³ com
auxílio do software Statistica versão 6.0. Para tanto foram definidas como variáveis a
temperatura durante a adsorção, a massa da argila e a agitação e como variável de
resposta a capacidade de adsorção da argila (q). Os valores máximos, mínimos e ponto
central dos parâmetros experimentais estão dispostos na Tabela 2.

65
Tabela 2. Parâmetros máximos e mínimos para a realização do planejamento experimental.
Massa (g) Agitação (rpm) Temperatura (ºC) (-1) 0,5 50 30
0 1,5 150 50 (+1) 2,5 250 70
O valor de q foi obtido a partir da Equação 1 e da eficiência pela Equação 2.
( )
m
vCCq fi −
= (Equação 01)
( )
100.(%)i
fif C
CCE
−= (Equação 02)
Onde q: quantidade adsorvida (mg do adsorbato/g de adsorvente); Ci: Concentração
inicial da solução (ppm); Cf: Concentração final da solução (ppm); v : Volume da
solução (L) e m: Massa do adsorvente (g).
A adsorção foi realizada nas condições estabelecidas pelo planejamento
experimental em incubadora shaker de marca Marconi e modelo MA420, com volumes
de 50mL em erlenmayers de 250 mL com a concentração do corante de 10 ppm. Após a
realização dos ensaios de adsorção as amostras foram centrifugadas em centrifuga
Quimis, modelo R222T204, numa rotação de 5000 rpm durante 15 minutos para que
fosse separado o material argiloso e o sobrenadante, o qual foi filtrado em papel de filtro
faixa azul. A concentração final do filtrado foi determinada pelo espectrofotômetro UV-
Vis.
2.7. Estudo cinético
Para este estudo utilizou-se uma solução aquosa de 10 ppm de cada corante. Em
frascos erlenmeyers foi pesado meio grama do adsorvente (argila) e adicionados 25 mL
da solução. O frasco contendo a mistura foi submetido a agitação de 250 rpm numa
temperatura de 30ºC. Esta agitação ocorreu em incubadora shaker Incubadora Shaker

66
Marconi MA-420. Após a adsorção centrifugou-se o conteúdo do erlenmeyer a uma
velocidade de 5000 rpm durante 15 minutos, a fim de separar as partículas de argila em
suspensão. O sobrenadante foi filtrado em papel de filtro tarja azul. As concentrações
finais foram medidas através de espectrofotômetro ThermoScientific Genesys UV-10
(Figura 5). As concentrações finais foram corrigidas pelo fator do papel de filtro. Os
tempos de contato variaram de 1 a 120 minutos.
Figura 5. Incubadora Shaker Marconi MA-420
2.8. Estudo de Equilíbrio
O estudo de equilíbrio foi realizado colocando-se sob agitação de 250 rpm em
incubadora shaker MARCONI MA-420, frascos erlenmeyers contendo cada um 0,5 g de
adsorvente e 25 mL de solução aquosa de corante em concentrações variando ente 1 e
100 ppm. Após adsorção a mistura foi centrifugada a 5000 rpm durante 10 minutos,
para então filtrar o sobrenadante em papel de filtro tarja azul. A temperatura utilizada no
ensaio foi de 30ºC (determinado pelo planejamento) e o tempo de contato foi de 90
minutos (determinado pelo estudo cinético). As concentrações finais obtidas foram
multiplicadas pelo fator de correção do papel de filtro. O ajuste dos dados aos modelos
de isotermas de adsorção, para a obtenção dos parâmetros de equilíbrio, foi realizado no
Microsoft Excel 2003.

67
3. RESULTADOS E DISCUSSÕES 3.1. Tratamento da argila Esta etapa teve por objetivo otimizar as propriedades de adsorção do material
frente às características dos corantes, avaliando também a real necessidade do
tratamento, uma vez que o mesmo irá aumentar os custos do tratamento. Sendo assim,
serão apresentados separadamente os resultados para cada corante.
3.1.1. Corante Ácido Nylosan Azul Brilhante
Utilizando a concentração real de uma solução aquosa 9,98 ppm do corante
Nylosan Azul Brilhante, com uma massa de 0,5g e volume de 25 mL, obteve-se como
resultado soluções de concentração final variando entre 3,54 e 7,23 ppm (Tabela 3).
Desta forma foi obtida uma remoção máxima 64,46% com uma capacidade de
adsorção de 0,322 mg/g. Sendo assim, para este corante, o mais indicado é utilizar a
argila termicamente tratada a 600ºC e granulometria de 14 mesh/Tyler. Todos os
valores finais de concentração foram corrigidos pelo fator de correção do papel de filtro,
obtido através da curva de calibração.
Tabela 3. Resultados finais de concentrações para cada temperatura e granulometria da argila para o Nylosan Azul Brilhante.
In natura 200ºC 400ºC 600ºC 9 mesh/Tyler 6,47 7,23 6,03 4,74 14 mesh/Tyler 6,02 5,01 6,48 3,54 20 mesh/Tyler 6,16 5,66 4,28 4,60
3.1.2. Corante Reativo Azul Anil Op
Utilizando-se 25 ml de uma solução aquosa de 11,26 ppm do corante Azul Anil
op, com 0,5 de argila, o experimento apresentou soluções com concentrações finais
(Tabela 4) variando entre 0,0201 e 0,2398 ppm. Desta forma pode-se definir a utilização
da argila in natura com granulometria 14 mesh/Tyler como adsorvente para este
trabalho. A remoção foi de até 97,87%, com capacidade de adsorção de 0,56 mg/g. As

68
concentrações finais obtidas foram corrigidas pelo fator de correção do papel de filtro
obtido através da curva de calibração.
Tabela 4. Resultados finais de concentrações para cada temperatura e granulometria da argila para o corante Reativo Azul Anil Op.
In
natura
200ºC 400ºC 600ºC
9 mesh/Tyler 0,0829 0,2398 0,1092 0,0917 14 mesh/Tyler 0,0201 0,1180 0,0779 0,2097 20 mesh/Tyler 0,0389 0,1607 0,0703 0,1783
3.2. Caracterização das Argilas
3.2.1. Difração de Raios X
A amostra in natura revelou a presença de minerais do grupo da esmectita, e a
possibilidade de ocorrência de minerais dos grupos da vermiculita e/ou clorita, sugerida
pelo fato da reflexão interplanar basal em torno de 15 Ǻ (d001) da esmectita poder estar
se superpondo a pico pouco intenso em torno de 14 Ǻ (d001), representativo dos outros
mencionados minerais
A análise dos difratogramas de raios X sugere variações estruturais dos
argilominerais. A amostra in natura apresentou, quando glicolada, mudança do pico de
15 Å (d001) para 18 Å (d001). Esse comportamento é representativo dos minerais do
grupo da esmectita. O referido deslocamento não revelou o surgimento de pico em torno
de 14 Å atribuível à vermiculita ou clorita. A permanência do pico de 10 Å (d001)
confirma a existência de mica ilita trioctaédrica, pela não destruição da estrutura
mineral à temperatura de 600ºC. A essa mesma temperatura, o desaparecimento do pico
de 7 Å indica que ele é representativo da caulinita (d001), que, pelo aquecimento,
transforma-se em metacaulinita por desidroxilação e perda da estrutura por distorções
dos íons-alumínio na camada octaédrica, segundo SOUZA SANTOS (1992).
A análise dos difratogramas de raios X das amostras in natura (Figura 6),
apoiada na interpretação dos difratogramas das análises das amostras submetidas a
tratamentos químico e térmico, indicou, portanto, a presença dos grupos minerais
esmectita, caulinita e mica (ilita). Foi observada, ainda, a participação do mineral
quartzo (d001 = 3,35 Å) no conjunto dos minerais presentes na argila.

69
0 10 20 30 40 50 60
0
500
1000
1500
2000
( Q )3,35
1,67
1,82
1,982,13
2,25
2,292,46
2,573,04
3,27
3,69
4,27
4,50
5,01
( C )7,25
( I )10,16
( E )15,7
Inte
nsid
ade
(cps
)
2θ (graus)
Figura 6. Difratograma da amostra da argila in natura evidenciando reflexões basais (d001) da esmectita (E), ilita (I), caulinita (C) e quartzo (Q).
Os difratogramas da análise de raios X da amostra glicolada e aquecida a 600
oC, encontram-se representados, respectivamente, nas Figuras 7 e 8. Para efeito
comparativo, a Figura 9 mostra os difratogramas das análises da amostra in natura e nas
diferentes condições de tratamento.
0 2 4 6 8 10 12 14 16
0
200
400
600
800
1000
1200
1400
( C )7,25
( I )10,16
( E ) 18,4
Inte
nsid
ade
(cps
)
2θ (Graus)
Figura 7. Difratograma da amostra da argila glicolada mostando picos representativos das reflexões basais (d001) da esmectita (E), Ilita (I) e caulinita (C).
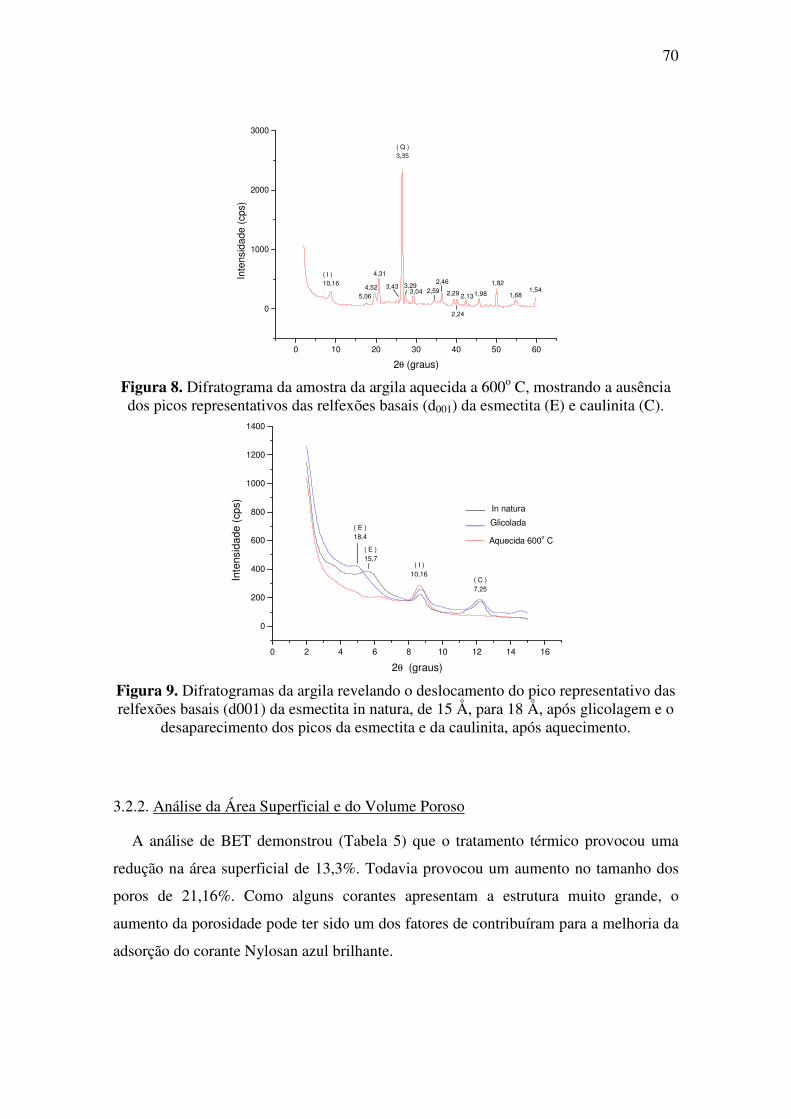
70
0 10 20 30 40 50 60
0
1000
2000
3000
1,541,68
1,82
1,982,13
2,24
2,29
2,462,593,04
3,43 3,29
( Q )3,35
4,31
4,525,06
( I )10,16
Inte
nsid
ade
(cps
)
2θ (graus)
Figura 8. Difratograma da amostra da argila aquecida a 600o C, mostrando a ausência dos picos representativos das relfexões basais (d001) da esmectita (E) e caulinita (C).
0 2 4 6 8 10 12 14 16
0
200
400
600
800
1000
1200
1400
( C )7,25
( I )10,16
( E )18,4
( E )15,7
Aquecida 600o C
Glicolada
____
____
____
In natura
Inte
nsid
ade
(cps
)
2θ (graus)
Figura 9. Difratogramas da argila revelando o deslocamento do pico representativo das relfexões basais (d001) da esmectita in natura, de 15 Å, para 18 Å, após glicolagem e o
desaparecimento dos picos da esmectita e da caulinita, após aquecimento.
3.2.2. Análise da Área Superficial e do Volume Poroso
A análise de BET demonstrou (Tabela 5) que o tratamento térmico provocou uma
redução na área superficial de 13,3%. Todavia provocou um aumento no tamanho dos
poros de 21,16%. Como alguns corantes apresentam a estrutura muito grande, o
aumento da porosidade pode ter sido um dos fatores de contribuíram para a melhoria da
adsorção do corante Nylosan azul brilhante.

71
Tabela 5. Resultados da análise de área superficial e do diâmetro de poro para as argilas estudadas
Área Superficial (m²/g)
Diâmetro médio do poro (nm)
Argila “in natura” 46,6764 2,7204
Argila Tratada a 600 oC
40,4701 3,2962
De acordo com SING et al. (1985), a isotermas das argilas, tanto a bruta como a
tratada termicamente (Figuras 10a e 10b), são do tipo IV. A histerese entre a adsorção e
a dessorção é provocada por condensação capilar que ocorre nos mesoporos. A parte
incial desta isoterma é atribuída a adsorção mono-multicamada, na parte não porosa ou
mesoporosa do adsorvente. Ainda segundo este autor, as isotermas do tipo IV são
características de adsorventes mesoporosos industriais.
Figura 10. Isotermas de adsorção de Nitrogênio (análise BET) para a argila in natura
(a) e a argila calcinada a 600 oC (b).
SING et al. (1985) classifica os tamanhos de poros dos adsorventes como:
macroporos, os que possuem diâmetros maiores que 50 nm (0,05 µm); os mesoporos
entre 2 e 50 nm; e os microporos com diâmetros menores que 2 nm. Desta forma, pode-
se verificar através da Figura 11, que o tratamento térmico provocou um aumento mais
substancial para os mesoporos (área pontilhada).
a b
72
Figura 11. Distribuição de volume dos poros para as diferentes faixas de tamanho de
poro para a argila in natura (a) e a argila calcinada a 600 oC (b).
Através da Figura 12, verifica-se que este ganho de volume, refletido na área
superfial, foi principalmente para as faixas entre 10,4 e 5,9 nm (área pontilhada).
Figura 12. Distribuição da área superficial para as diferentes faixas de tamanho de poro
para a argila in natura (a) e a argila calcinada a 600 oC (b).
3.3. Otimização do Processo Adsortivo Uma vez definido o adsorvente, partiu-se para a otimização do processo
adsortivo, analisando a influência dos parâmetros massa, agitação e temperatura na
capacidade de adsorção (q) da argila. Os resultados serão apresentados inicialmente para
o corante Nylosan e em seguida para o Azul anil.
Foi realizada para cada caso uma avaliação estatística, baseada nos Gráficos de
Pareto e Superfície de resposta complementada pela tabela de Análise de Variância
(ANOVA). A tabela ANOVA mostra através da analise de variância, se o modelo é
estatisticamente significativo e preditivo.

73
3.3.1. Otimização para o corante ácido Nylosan Azul Brilhante
Os resultados experimentais obtidos, através dos experimentos, estão
apresentados na Tabela 6. A concentração inicial do corante foi de 10,461 ppm e a
massa, agitação e temperatura seguiram os valores estipulados no planejamento.
Através da Tabela 6, verifica-se que a condição ótima de agitação, massa e
temperatura utilizadas nos ensaios de adsorção a fim de se obter a maior concentração
final de corante por g de adsorvente ocorreu no experimentos 4. Neste experimento as
condições experimentais foram ajustadas para uma temperatura foi de 30ºC, agitação
de 250 rpm, utilizando 0,5 g da argila tratada a 600 oC com granulometria 14
mesh/Tyler.
Tabela 6. Resultado do planejamento experimental para o corante Nylosan Azul Brilhante
Experimento Massa (g)
Agitação (rpm)
Temp. (ºC)
Cf1
(ppm) Cf2
(ppm) q médio
(mg/g) 1 1 1 1 2,3337 2,4730 0,0800 2 1 1 -1 1,0138 1,2660 0,0927 3 -1 1 1 6,5044 6,3438 0,1990 4 -1 1 -1 5,5232 5,7729 0,2378 5 1 -1 1 4,8795 4,7541 0,0559 6 1 -1 -1 2,9837 3,2283 0,0730 7 -1 -1 1 7,1932 7,0765 0,1635 8 -1 -1 -1 6,2195 6,3852 0,2051 9 0 0 0 3,5106 0,1149
10 0 0 0 3,1656 0,1207 11 0 0 0 3,3550 0,1175
Em relação à eficiência de remoção, para o ponto ótimo a eficiência foi de
45,72%. Neste caso utilizou-se o valor inferior para a massa. Todavia, se for utilizado o
valor superior atingi-se a eficiência máxima do ensaio com 89,04% de remoção. Desta
forma, para atingir-se valores mais elevados de remoção basta aumentar a quantidade de
adsorvente. Na Figura 13 pode-se verificar o efeito do tratamento no ponto ótimo para o
corante Nylosan azul brilhante.
74
Figura 13. Fotos da solução de 10 ppm do corante Nylosan azul brilhante antes (A) e
após (B) a adsorção nas condições experimentais do ponto ótimo. O gráfico de Pareto (Figura 14), representa a influência de cada variável,
demonstrando sua significância e a interação entre elas.
Figura 14. Gráfico de Pareto do sistema corante nylosan/argila tratada, apresentando os
efeitos das variáveis no processo adsortivo.O efeito das interações das variáveis, são representados por x by y.
Através do gráfico de Pareto (Figura 14), pode-se inferir que a variável de maior
significância para este processo adsortivo, foi a quantidade de adsorvente representado
pela massa, seguido da agitação e depois pela temperatura. Observa-se assim o efeito
predominante das variáveis de forma independente. Possuem ainda efeitos significativos
no processo a interação da variáveis massa e agitação e massa e temperatura.
A Figura 15 (A) representa a superfície de resposta para o corante Nylosan,
através da qual observa-se que quanto menor a massa e quanto maior a agitação, maior

75
será a quantidade de corante adsorvida (Q). Na Figura 15 (B), observa-se uma discreta
influência da temperatura. Pela análise desta superfície observa-se que quanto menor for
a temperatura maior será o valor de Q. Ainda de acordo com a Figura 15 (B), pode-se
interpretar que quanto menor a massa, maior o valor de Q.
Figura 15. Superfície de resposta para (A) massa e agitação e (B) temperatura e massa
na adsorção do corante Nylosan pela argila tratada.
O modelo empírico com os parâmetros estatisticamente significativos, foram
obtidos por regressão linear dos dados experimentais, está representado na Equação 3.
Q = 0,13 – 0,063 M + 0,014 A – 0,014 T – 0,003 M A + 0,0063 M T (Equação 3).
Onde Q é a quantidade adsorvida; M a Massa ; A é a Agitação; T representa a
Temperatura e M.A. e M.T. as interações massa e agitação e massa e temperatura
respectivamente.
Observando-se a equação, verifica-se que o segundo termo (a massa)
representou uma influência negativa sob a quantidade adsorvida. Este fato era esperado,
uma vez que não houve saturação do adsorvente e uma maior massa de argila irá reduzir
a razão massa adsorbato / massa de adsorvente. Esta mesma equação mostra também
uma influência positiva da agitação, fato este associado à redução da resistência à
transferência de massa. O sinal negativo para a temperatura pode indicar uma adsorção

76
física. O efeito negativo da temperatura e dos fatores combinados (massa/agitação)
indicam um decréscimo do valor da capacidade de adsorção.
Na Tabela 7, encontra-se a Tabela ANOVA, cujo resultado indica que o modelo
é estatisticamente significativo. Ao comparar os valores de F calculado e F tabelado,
obtém-se a razão 25,31 para regressão. De acordo com BARROS NETO (2001), se o
valor para regressão for maior que 1 e 5, o modelo é significativo e preditivo
respectivamente. A mesma Tabela apresenta também o coeficiente de correlação R², que
quanto mais próximo de 1, os dados experimentais são mais ajustados ao modelo, neste
caso obteve-se o valor de 0,97 para este coeficiente.
Tabela 7. Resultado da ANOVA para avaliação dos ajustes dos dados e significância estatística do modelo para o corante Nylosan Azul Brilhante.
Fonte de Variação
Soma Quadrática
Números de Graus de
Liberdade
Média Quadrática
Regressão 0,070481 6 0,0117
Resíduos 0,002073 13 0,0002
Falta de Ajuste 0,001870 2 0,0009
Erro Puro 0,000203 13 0,00002
Total 0,07 21
Ftabelado REG 2,91 Fc/Ftab 25,31
Fcalculado 73,67
%Mx. Explicada
97,14
%Mx. Explicável
99,72
R2 0,97
3.3.2. Otimização para o Corante Reativo Azul Anil. Através da Tabela 8, verifica-se que a condição ótima de agitação, massa e
temperatura utilizadas nos ensaios de adsorção a fim de se obter a maior concentração
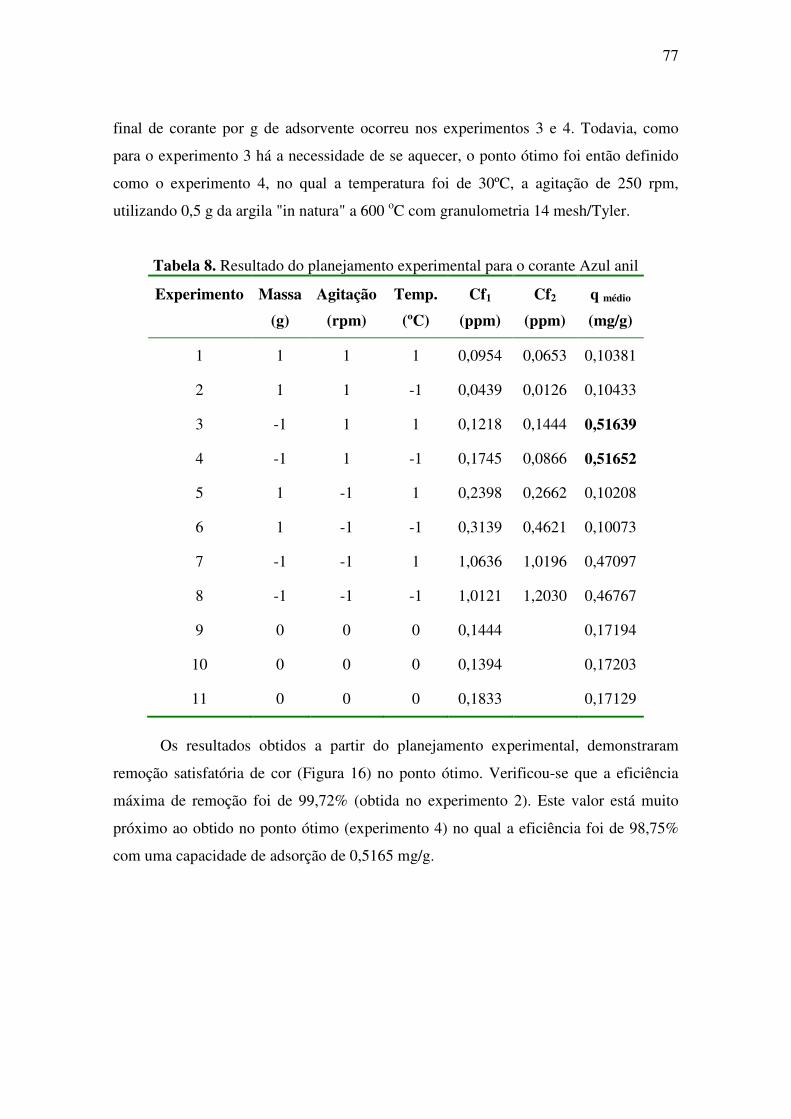
77
final de corante por g de adsorvente ocorreu nos experimentos 3 e 4. Todavia, como
para o experimento 3 há a necessidade de se aquecer, o ponto ótimo foi então definido
como o experimento 4, no qual a temperatura foi de 30ºC, a agitação de 250 rpm,
utilizando 0,5 g da argila "in natura" a 600 oC com granulometria 14 mesh/Tyler.
Tabela 8. Resultado do planejamento experimental para o corante Azul anil
Experimento Massa
(g)
Agitação
(rpm)
Temp.
(ºC)
Cf1
(ppm)
Cf2
(ppm)
q médio
(mg/g)
1 1 1 1 0,0954 0,0653 0,10381
2 1 1 -1 0,0439 0,0126 0,10433
3 -1 1 1 0,1218 0,1444 0,51639
4 -1 1 -1 0,1745 0,0866 0,51652
5 1 -1 1 0,2398 0,2662 0,10208
6 1 -1 -1 0,3139 0,4621 0,10073
7 -1 -1 1 1,0636 1,0196 0,47097
8 -1 -1 -1 1,0121 1,2030 0,46767
9 0 0 0 0,1444 0,17194
10 0 0 0 0,1394 0,17203
11 0 0 0 0,1833 0,17129
Os resultados obtidos a partir do planejamento experimental, demonstraram
remoção satisfatória de cor (Figura 16) no ponto ótimo. Verificou-se que a eficiência
máxima de remoção foi de 99,72% (obtida no experimento 2). Este valor está muito
próximo ao obtido no ponto ótimo (experimento 4) no qual a eficiência foi de 98,75%
com uma capacidade de adsorção de 0,5165 mg/g.

78
Figura 16. Foto da solução do corante reativo azul anil op na concentração de 10 ppm
antes da adsorção (A) e após (B) a adsorção nas condições do ponto ótimo.
Através do gráfico de Pareto, apresentado na Figura 17, pôde-se avaliar a
influência de cada variável, demonstrando sua significância.
Figura 17. Gráfico de Pareto do sistema corante azul anil/argila "in natura",
apresentando os efeitos das variáveis no processo adsortivo, onde x by y é a interação da variável x pela variável y.
Constatou-se que a variável de maior significância para este processo adsortivo,
foi a quantidade de adsorvente, seguido da agitação. Observou-se ainda como efeito
significativo a interação da variáveis massa e agitação. Uma observação interessante é
que para este sistema adsorbato/adsorvente a temperatura não apresentou influência
significativa no processo.
A B

79
A Figura 18 representa a superfície de resposta para o corante azul anil. Pode-se
observar que quanto menor a massa e quanto maior a agitação, maior será a quantidade
de corante adsorvida (Q). Por esta figura, pode-se ainda observar que a agitação
influencia discretamente o processo (inclinação mais suave), fato que está de acordo
com o gráfico de Pareto.
Figura 18. Superfície de resposta para o efeito da agitação e da massa na capacidade de
adsorção do corante azul anil na argila "in natura".
O modelo empírico com os parâmetros estatisticamente significativos, foram
obtidos por regressão linear dos dados experimentais, está representado pela Equação 4.
Q = 0,26 – 0,195 M + 0,012 A – 0,011 M.A (Equação 4)
na qual Q: quantidade adsorvida; M: massa e M.A.: a interação massa e agitação
combinadas.
Observando a Equação 4, conclui-se que o segundo termo representou uma
influência negativa sob a quantidade adsorvida, ou seja, a medida que se aumenta a
massa, diminui-se o valor de Q. O terceiro termo da equação exerce uma influência

80
positiva, pois, aumentando-se a agitação, aumenta-se o valor de Q. O efeito negativo
dos fatores combinados (massa/agitação) indica um decréscimo da quantidade de Q.
Na Tabela 9, encontra-se sumário da análise da variância (ANOVA), a qual
indicou que o modelo é estatisticamente significativo. Ao comparar os valores de F
calculado e F tabelado, obteve-se a razão 6,62 para regressão. De acordo com BARROS
NETO (2001), se o valor para regressão for maior que 1 e 5 , o modelo é significativo e
preditivo resectivamente. A mesma tabela apresenta também o coeficiente de correlação
R², que quanto mais próximo de 1, os dados experimentais são mais ajustados ao
modelo, neste caso obteve-se o valor de 0,90 para este coeficiente.
Tabela 9. Resumo da ANOVA para avaliação dos ajustes dos dados e significância
estatística do modelo para o corante azul anil. Fonte de Variação
Soma Quadrática
Números de Graus de
Liberdade
Média Quadrática
Regressão 0,61364 6 0,1023 Resíduos 0,06906 13 0,0053 Falta de Ajuste
0,06900 2 0,0345
Erro Puro 0,00006 13 0,00000 Total 0,68 21 Ftabelado REG
2,91 Fc/Ftab 6,62
Fcalculado 19,25 %Mx. Explicada
89,88
%Mx. Explicável
99,99
R2 0,90 Obteve-se para os dois corantes resultados satisfatórios na redução da
concentração por adsorção, com remoções na faixa de 90%. Todavia o sistema adsortivo
corante azul anil/argila "in natura" apresentou valores maiores para a capacidade de
adsorção e para a eficiência de remoção.
3.4. Ensaios cinéticos
O estudo cinético teve como objetivo, realizar uma avaliação da cinética de
adsorção dos diferentes corantes na argila, determinando o tempo necessário para o
sistema entrar em equilíbrio.

81
3.4.1. Ensaios cinéticos para o corante Nylosan Azul Brilhante Pode-se observar, pela Figura 19, a evolução da concentração de corante nylosan
na fase sólida (na argila) com o tempo. Constata-se que a partir dos 90 minutos o
sistema entra em equilíbrio. Pode-se também verificar que uma maior taxa de adsorção
é observada nos primeiros 10 minutos.
O processo adsortivo segue uma cinética de adsorção com estabelecimento do
equilíbrio, alcançado no tempo de aproximadamente 60 minutos, partir do qual a
quantidade de corante adsorvida é igual à quantidade desorvida. Para o estudo de
equilíbrio, por segurança, adotou-se o tempo de 90 minutos.
Figura 19 – Evolução da cinética adsortiva do corante nylosan azul brilhante na argila tratada a 600ºC com granulometria 14 mesh/Tyler, submetidos a agitação de 250 rpm, a
30 ºC e Ci = 10,156 ppm.
3.4.2. Ensaios cinéticos para o corante Azul Anil Op O gráfico exposto na Figura 20 permite observar o comportamento da
quantidade adsorvida de corante na argila em relação ao tempo para o corante Azul anil.
Pode-se verificar que o equilíbrio foi atingido em torno dos 20 minutos.
Verifica-se ainda que primeiros 10 minutos a taxa de adsorção apresenta valores
mais elevados (abservado pela inclinação da curva de tendência dos pontos

82
experimentais). Esta adsorção foi maior que para o corante Nylosan azul no mesmo
intervalo de tempo.
Para alcançar uniformizar os estudos de equilíbrio com os dois corante e tonado-
se uma ampla faixa de segurança, adotou-se o tempo de 90 minutos para os ensaios de
equilíbrio.
Figura 20 – Evolução da cinética da adsorção do corante azul anil na argila in natura com granulometria 14 mesh/Tyler, submetidos a agitação de 250 rpm, a 30 ºC, Ci =
10,176 ppm.
3.5. Ensaios de Equilíbrio
Os ensaios de equilíbrio foram realizados a partir dos dados obtidos no estudo
cinético, com o objetivo de se avaliar as capacidades máximas de adsorção da argila
para cada um dos corantes. Foram utilizadas tanto a argila in natura quanto tratada
termicamente, de acordo com o corante a ser utilizado, segundo os resultados do estudo
preliminar.
3.5.1. Ensaios de equilibrio para o corante Nylosan Azul Brilhante Foram testadas os modelos de equilíbrio mais citados na literatura (SUN et al.,
2010; CHAARI et al., 2009; BRITO et al., 2010; RUTZ et al., 2008; UGURLU, 2009),

83
ou seja os modelos de Langmuir, Freundlich e Langmuir-Freundlich. A Figura 21
apresenta a linearização das isotermas de Langmuir, Freundlich e Langmuir-Freundlich
para se verificar os ajustes dos dados experimentais da adsorção do corante Nylosan na
argila tratada para estes modelos.
Conforme pode ser observado, os modelos de Langmuir e Langmuir-Freundlich
foram os que e mais se ajustaram, com coeficientes de correlação de 0,9618 e 0,9684
respectivamente. Ressalta-se que para valores de n=1, o modelo Langmuir-Freundlich
reduz-se ao modelo de Langmuir.
O valor de n obtido para um melhor ajuste foi de n=1,1. Este fato explica a
proximidade das curvas e justifica o fato da escolha pelo modelo de Langmuir, o qual
também apresentou um melhor ajuste em relação à distribuição dos pontos em relação à
curva e é um modelo mais fácil de se trabalhar.
Figura 21. Ajuste dos resultados experimentais nos modelos linearizados de Langmuir (a), Freundlich (b)
e Langmuir-Freundlich (c), do equilíbrio de adsorção do corante Nylosan azul na argila tratada
A
B
C
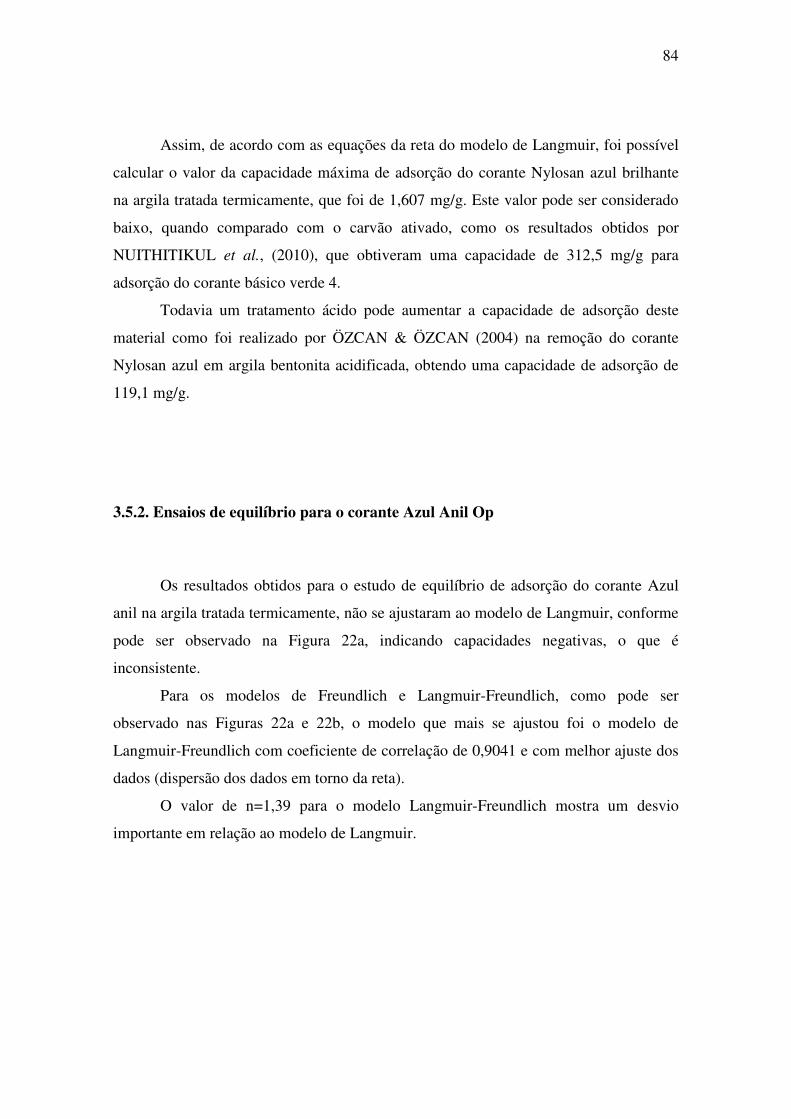
84
Assim, de acordo com as equações da reta do modelo de Langmuir, foi possível
calcular o valor da capacidade máxima de adsorção do corante Nylosan azul brilhante
na argila tratada termicamente, que foi de 1,607 mg/g. Este valor pode ser considerado
baixo, quando comparado com o carvão ativado, como os resultados obtidos por
NUITHITIKUL et al., (2010), que obtiveram uma capacidade de 312,5 mg/g para
adsorção do corante básico verde 4.
Todavia um tratamento ácido pode aumentar a capacidade de adsorção deste
material como foi realizado por ÖZCAN & ÖZCAN (2004) na remoção do corante
Nylosan azul em argila bentonita acidificada, obtendo uma capacidade de adsorção de
119,1 mg/g.
3.5.2. Ensaios de equilíbrio para o corante Azul Anil Op
Os resultados obtidos para o estudo de equilíbrio de adsorção do corante Azul
anil na argila tratada termicamente, não se ajustaram ao modelo de Langmuir, conforme
pode ser observado na Figura 22a, indicando capacidades negativas, o que é
inconsistente.
Para os modelos de Freundlich e Langmuir-Freundlich, como pode ser
observado nas Figuras 22a e 22b, o modelo que mais se ajustou foi o modelo de
Langmuir-Freundlich com coeficiente de correlação de 0,9041 e com melhor ajuste dos
dados (dispersão dos dados em torno da reta).
O valor de n=1,39 para o modelo Langmuir-Freundlich mostra um desvio
importante em relação ao modelo de Langmuir.

85
Figura 22. Ajuste dos resultados experimentais nos modelos linearizados de Langmuir
(a), Freundlich (b) e Langmuir-Freundlich (c), do equilíbrio de adsorção do corante Azul anil na argila "in natura".
De acordo com as equações das retas obtidas para os modelos linearizados,
encontrou-se o valor de q máximo de 65,39 mg/g para o modelo Langmuir-Freundlich.
3.5.3. Resumo dos resultados obtidos para os corantes A Tabela 10 apresenta um quadro de resumo dos resultados obtidos para cada
um de cada modelo em cada um dos corantes.
A
B
C

86
Tabela 10 - Resultado comparativo para as isotermas de Langmuir, Freundlich e
Langmuir-Freundlich
BOUBERKA et al. (2005) estudando a adsorção do corante Supranol Yellow
4GL em argila bentonítica modificada obtiveram uma capacidade de adsorção de 63,93
mg/g.
YEDDOU & BENSMAILI avaliaram a capacidade da adsorção do corante
básico vermelho 46 em mistura de argila com madeira e obtiveram uma capacidade de
adsorção de 30,12 mg/g, cujos resultados foram ajustados no modelo de Langmuir.
GURSES et al.(2006) obtiveram uma capacidade máxima de adsorção de 58,2
mg/g para a remoção do azul de metileno em argila (montmorilonita). Observa-se assim
que os valores obtidos pelo presente estudo são satisfatórios para o corante azul anil,
uma vez que não foi utilizada apenas a argila, mas todo o resíduo da mineração.
Ressalta-se que a adsorção do corante é fortemente influenciada pela
estrutura do corante. Desta forma um adsorvente pode remover muito um corante e
praticamente não adsorver nada de outro.
Corante Langmuir qMax (mg/g) KA
(mL/mg) R²
Nylosan 1,6507 4,9 x 10-² 0,9618 Azul Anil Não ajustável Não
ajustável Não ajustável
Freundlich n KA
(mL/mg) R²
Nylosan
0,8376
7,3x10-2 0,8924
Azul Anil 0,6018 4,4x10-1 0,9097 Langmuir- Freundlich
qMax (mg/g) KA (mL/mg)
n R²
Nylosan 1,04 8,4x10-2 1,10 0,9684 Azul Anil 65,79 3,36x10-2 1,39 0,9041

87
4.0. CONCLUSÕES
O resíduo da mineração da gipsita, mistura de argila e outros minerais, mostrou-
se eficaz para a adsorção dos corantes ácido Nylosan Blue e reativo Azul anil Op.
O ensaio da ativação térmica, mostrou que o mesmo é necessário apenas para a
adsorção do corante Nylosan, à uma temperatura de 600 oC, sendo a granulometria de
14 Mesh/Tyler a mais indicada para ambos corantes.
A otimização do processo adsortivo pelo planejamento indicou que a melhor
condição é para uma menor massa, maior agitação e menor temperatura, para ambos os
sistemas corante/argila.
O corante Azul anil apresentou uma capacidade de adsorção mais elevadas com
capacidade máxima de adsorção de 65,79 mg/g de argila “in natura”, tendo se ajustado
ao modelo de equilíbrio de Languir-Freundlich, apresentando um desvio importante em
relação à Langmuir, podendo assim indicar a adsorção em multicamadas.
Para o corante ácido Nylosan azul brilhante foi determinada uma capacidade
máxima de 1,65 mg/g de argila ativada a 600oC, tendo obtido um melhor ajuste no
modelo de Langmuir.
REFERÊNCIAS BIBLIOGRÁFICAS
AKSU, Z. Application of biosorption for the removal of organic pollutants: a review. Process Biochem. v. 40, p. 997–1026. 2005.
AL-QODAH, Z. Adsorption of dyes using shale oil ash. Water Research. v. 17, p. 4295 - 4303. 2000.
AMAR, N.B.; KECHAOU, N.; PALMERI, J.; DERATANI, A.; SGHAIER. Comparison of tertiary treatment by nanofiltration and reverse osmosis for water reuse in denim textile industry. Journal of Hazardous Materials, v. 170, p. 111–117, 2009.
BANAT, I.M., NIGAM, P., SINGH, D., MARCHANT, R. Microbial decolorization of textile-dye-containing effluents: a review. Bioresour. Technol. v.58, p. 217–227. 1996.
BARROS NETO, B., SCARMINIO, J.S., BURNS, R.R. Planejamento e otimização de experimentos. Campinas editora. São Paulo. 2001.

88
BOUBERKAA, Z., KACHAB, S., KAMECHEA, M., ELMALEHC, S., DERRICHE, Z. Sorption study of an acid dye from an aqueous solutions using modified clays. Journal of Hazardous Materials. v.119, p. 117–124. 2005.
BRITO, S. M. O.; ANDRADE, H, M. C.; SOARES, L. F.; AZEVEDO, R. P. Brazil nut shells as a new biosorbent to remove methylene blue and indigo carmine from aqueous solutions. Journal of Hazardous Materials. v. 174, p. 84-92, 2010.
BRUNO, M. Utilização de Zeólitas Sintetizadas a Partiz de Cinzas de Carvão na Remoção de Corante em Água. 2008. 102f. Dissertação (Mestrado em Tecnologia Nuclear) - Instituto de Pesquisas Energéticas e Nucleares - Universidade de São Paulo, São Paulo, 2008.
CARVALHO, T. E. M. Adsorção de Corantes Aniônicos de Solução Aquosa em Cinza Leve de Carvão e Zeólita de Cinza Leve de Carvão. 2010. 119f. Dissertação (Mestrado em Tecnologia Nuclear) Instituto de Pesquisas Energéticas e Nucleares -Universidade de São Paulo, São Paulo, 2010.
CHAARI, I.; FEKI, M.; MEDHIOUBC, M.; BOUZID, J.; FAKHFAKH, E.; JAMOUSSI, F. Adsorption of a textile dye “Indanthrene Blue RS (C.I. Vat Blue 4)” from aqueous solutions onto smectite-rich clayey rock. Journal of Hazardous Materials. v. 172, p. 1623-1628, 2009.
CLAUSEN, N.B.; TAKASHIMA K.; Efeitos dos Parâmetros Operacionais na Fotodegradação do Azo Corante Direct Red 23 na Interface Dióxido de Titânio/Água. Química Nova, v. 30, n. 8, p. 1896-1899. 2007.
FADE – Fundação de Apoio ao Desenvolvimento da UFPE. Estudo de caracterização econômico do pólo de confecções do Agreste Pernambucano. Relatório final apresentado ao SEBRAE-PE. Recife. 2003.
GUARATINI, C.C.I., ZANONI, M,V.B. Corantes têxteis. Química nova. v. 23. p .1-21. 2000.
GUPTA, V. K.; SUHAS. Application of low-cost adsorbents for dye removal. Journal of Environmental Management. v. 90, p. 2313–2342, 2009. GURSES, A., DOGAR, C¸ YALÇIN, M. AÇIKYILDIZ, M., BAYRAK, R., KARACA, S. The adsorption kinetics of the cationic dye, methylene blue, onto clay. Journal of Hazardous Materials. v.131, p. 217–228. 2006. HODA, N., BAYRAM, E., AYRANCI, E. Kinetic and equilibrium studies on the removal of acid dyes from aqueous solutions by adsorpition onto actived carbon cloth. Journal of Hazardous materials. v. 137. p. 344-351, 2006.
KHOUNI, I.; MARROT, B.; MOULIN, P.; AMAR, R. B. Decolourization of the Reconstituted Textile Effluent by Different Process Treatments: Enzymatic Catalysis, coagulation/Flocculation and Nanofiltration Processes. Desalination. v. 268, p. 27-37. 2011.

89
LU, X.; YANG, B. Treatment of Wastewater Containing Azo Dye Reactive Brilliant Red x 3b Using Sequential Ozonation and Upflow Biological Aerated Filter Process. Journal of Hazardous Materials, v. 161, p.241–245, 2009.
MANTELL C.L. Adsorption, 2nd ed., McGraw-Hill Book Company, Inc.,NewYork, 1951.
NUITHITIKUL, K., SRIKHUN, S., HIRUNPRADITKOON, S. Influences of pyrolysis condition and acid treatment on properties of durian peel-based activated carbon. Bioresource Technology, v. 101, n. 2. p. 426-429. 2010.
OLIVEIRA, C. C. N. Estudos de equilíbrio e modelagem cinética da adsorção decorante textile “Remazol Black B” sobre bagaço de cana-de-açucar in natura e carvão ativado. 2003. Dissertação (Mestrado). Departamento de Engenharia Química, Universidade Federal de Pernambuco. 2003.
ÖZCAN, A. S.; ÖZCAN, A. Adsorption of acid dyes from aqueous solutions onto acid-activated bentonite. Journal of Colloid and Interface Science. v. 276, p. 39-46, 2004.
ÖZCAN, A.; ÖZCAN, A. S. Adsorption of Acid Red 57 from aqueous solutions onto surfactant-modified sepiolite. Journal of Hazardous Materials. v. 125, p. 252-259, 2005.
PRIGIONE, V., VARESE, G.C., CASIERI, L., MARCHISIO, V. F. Biosorption of simulated dyed effluents by inactivated fungal biomasses. Bioresource Technology. v. 99, p. 3559–3567. 2008.
ROZZI, A., MALPEI, F., BONOMO, L. Textile wastewater reuse in nothern Italy. Water Science Technology. v. 39, n. 5, p. 121 – 128.1999.
RUTZ, E. G.; CARVALHO, C. F.; PIRES, C. S.; CURIEL, G.L. Adsorção do corante têxtil Amarelo remazol usando um dos rejeitos da fabricação da alumina como adsorvente. Revista Escola de Minas. v. 61. n. 4, p. 443-448, 2008.
SALGUEIRO, A. A.; SILVA, H. A.; PAIVA, S. C.; ALBUQUERQUE, C. D. C; Tratamento Físico-Químico de Efluentes de Tinturaria e Lavanderias Industriais de Toritama, PE-Sulfato de Alumínio Versus Polímeros Sintéticos. In: anais do 24º Congresso Brasileiro de Engenharia Sanitária e Ambiental, Belo Horizonte-MG, 2007.
SILVA, G.L., BARROS, C.R. Diagnóstico Ambiental das lavanderias de jeans de toritama – Pernambuco. 23º Congresso brasileiro de engenharia sanitária e ambiental. Campo Grande – MS. 2005.
SILVA, M.A.M., The Araripe Basin Northeastern Brazil: regional geology and facies analysis of a lawer Cretaceous evaporitic depositional complex.1983. 290p. Tese Doutorado. New York: Columbia University. 1983.
SILVA, T. C. Tratamento de Efluentes têxteis por adsorção em argilas e terra de filtro usadas, 2008, 111f. Dissertação (Mestrado em Engenharia Química) Programa de Pós-Graduação em Engenharia Química - Universidade Federal de Pernambuco, Recife, 2008.

90
SING, K. S. W., EVERETT D. H. , HAUL, R. A. W., MOSCOU, L., PIEROTTI, R. A., ROUQUEROL, J., SIEMIENIEWSKA, T., REPORTING PHYSISORPTION DATA FOR GAS/SOLID SYSTEMS with Special Reference to the Determination of Surface Area and Porosity. Pure & Appl. Chem., v. 57, n. 4, p. 603-619, 1985.
SOUZA SANTOS, P. Ciência e tecnologia de argilas. Edgard Blücher, v.1. São Paulo, 1992.
SUN, D.; ZHANG, X.; WU, Y.; LIU, X.; Adsorption of Anionic Dyes from Aqueous Solution on Fly Ash. Journal of Hazardous Materials. v. 181, p. 335–342, 2010.
TAN, I.A.W., HAMEED,B.H., AHAMED, A.L. “Equilibrium and kinetic studies on basic dye adsorption by oil palm fibre activated carbon”. Chemical Engineering Journal, v. 127, p. 111-119. 2007.
TAN, I.A.W.; AHMAD, A.L.; HAMEED, B.H. Adsorption of Basic Dye on High-Surface-Area Activated Carbon Prepared from Coconut Husk: Equilibrium, Kinetic and Thermodynamic Studies. Journal of Hazardous Materials. v. 154, p. 337–346, 2008.
TUNUSSI, J. L.; SOBRINHO, P. A.; Remoção de Cor e Nitrificação de Efluentes de Tinturaria Têxtil Através de Procesos Biológicos Anaeróbio-Aeróbio. AIDIS. p. 1-7, noviembre/diciembre 2003.
UGURLU, M. Adsorption of a Textile Dye Onto Activated Sepiolite. Microporous and Mesoporous Materials. v. 119, p. 276–283, 2009.
WANG, Y.; LIN, S.; JUANG, R. Removal of heavy metal ions from aqueous solutions using various low-cost adsorbents. Journal of Hazardous Materials. v. B102, p. 291-302, 2003.
WESEMBERG, D., BUCHON, F., AGATHOS, S.N. Degradation of dyecontaining textile effluent by the agaric white-rot fungus Clitocybula dusenii. Biotechnology Letters. v. 24, p. 989–993. 2003.
YEDDOU, N., BENSMAILI, A. Kinetic models for the sorption of dye from aqueous solution by clay-wood sawdust mixture. Desalination. v. 185, p. 499–508. 2005.

91
CAPÍTULO 5 - CONCLUSÕES E PERSPECTIVAS
Em relação ao tratamento do lixiviado por coagulação/floculação/decantação,
verificou-se, a partir da técnica de planejamento experimental, que foi possível
determinar as condições ótimas de tempo de coagulação, de floculação e de decantação
assim como velocidade de floculação e de coagulação e quantidade de leite de Cal.
Observou-se que com valores superiores estudados das variáveis independentes
exceto para o tempo de coagulação que foi inferior, é possível reduzir o nível de
turbidez e cor do lixiviado.
Conforme exposto anteriormente no corpo do trabalho, o lixiviado é de composição
muito complexa. Nele contém vários compostos orgânicos e inorgânicos, metais
pesados, dependendo do tipo de lixo que foi depositado no aterro e portanto a argila não
foi capaz de adsorver os compostos geradores de cor e turbidez.
Do tratamento proposto para os corantes em solução aquosa, concluiu-se que a
argila do bota-fora da mineração da gipsita, que se trata da mistura das argilas do
capeamento, mostrou uma enorme afinidade em relação aos corantes: Nylosan Azul
Brilhante e Azul Anil op , principalmente ao corante azul anil, demonstrando que sua
utilização como adsorvente para este tipo de resíduo é eficaz e satisfatória.
O ensaio da ativação térmica, mostrou que o mesmo é necessário apenas para a
adsorção do corante Nylosan, à uma temperatura de 600 oC, sendo a granulometria de
14 Mesh/Tyler a mais indicada para ambos corantes.
A otimização do processo adsortivo pelo planejamento indicou que a melhor
condição é para uma menor massa, maior agitação e menor temperatura, para ambos os
sistemas corante/argila.
O corante Azul anil apresentou uma capacidade de adsorção mais elevadas com
capacidade máxima de adsorção de 65,79 mg/g de argila “in natura”, tendo se ajustado
ao modelo de equilíbrio de Languir-Freundlich, apresentando um desvio importante em
relação à Langmuir, podendo assim indicar a adsorção em multicamadas.
Para o corante ácido Nylosan azul brilhante foi determinada uma capacidade
máxima de 1,65 mg/g de argila ativada a 600oC, tendo obtido um melhor ajuste no
modelo de Langmuir.

92
Portanto, a utilização da argila do bota-fora ou estéril de lavra, é recomendada
como adsorvente para o tratamento de remoção de corantes, porém não recomenda-se
seu uso para o tratamento de compostos mais complexos como os lixiviados.
Sugere-se para novas pesquisas :
1. O estudo do tratamento dos efluentes têxteis utilizando esta argila como
adsorvente;
2. Aprofundar o estudo específico do material argiloso utilizado como adsorvente,
estudando particularmente cada componente presente na mistura e seus sítios de
adsorção;
3. Estudar viabilidade econômica do uso do adsorvente ;
4. Estudar a reutilização do material resultante da adsorção;

93
REFERÊNCIAS BIBLIOGRÁFICAS
ABIQUIM – Associação Brasileira da indústria Química. Classificação de corantes e pigmentos. Disponível na internet em: http://www.abiquim.org.br/corantes/cor_ classificacao.asp Acessado em: 25/05/2011.
ABRAHÃO, A.J., SILVA, G. A. Influência de alguns contaminantes na toxidade aguda de efluentes da industria têxtil. Revista química têxtil. v. 67, p 8-34. 2002 ARAGÃO, L. I. N. S.; LIMA, N. S.; LIMA, A. S.; CAVALCANTE, E. B. Tratamento do chorume pelo processo oxidativo avançado Reagente Fenton. In: ENCONTRO SOBRE APLICAÇÕES AMBIENTAIS DE PROCESSOS OXIDATIVOS AVANÇADOS, 5, Outubro 2009, São Paulo.
ABREU, C. A. M. Apostila de Adsorção. DEQ, UFPE, Recife, 1999.
AL-DEGS, Y.; KHRAISHEH, M.A.M.; ALLEN, S.J.; AHMAD, M.N.; Wat. Res., v. 34, p. 927. 2000.
ALEGRIA, M. Deficit na destinação final de resíduos sólidos no Brasil: um dos desafios que preocupa os especialistas. Revista Meio Ambiente. Thesaurus Editora de Brasília. 2010.
ALMEIDA FILHO, R.G. Planejamentos fatoriais fracionados para análise de sensibilidade de modelos de simulação de eventos discretos. Dissertação de mestrado. Universidade Federal de Itajubá. MG. 2006.
AMOKRANE, A.; COMEL, C.; VERON, J. – Landfill leachates pretreatment by coagulation-floculation. v.31, n 11. 1997.
APHA – American Public Health Association. Standard Methodos for the examination of water public health association. 1220p. 1998.
ASFOUR, H. M.; FADALI O. A.; NASSAR, M. M. & EL-GEUNDI, M. S., Equilibrium studies on adsorption of basic dyes on hardwood, J. Chem. Tech. Biotechnol. v. 35 A, p.21-27, 1985.
ASFOUR, M., NASSAR, M.M., FADALI, O A, EL-GEUNDI, M.S., Equilibrium studies on adsorption of basic dye on hardwood, J. Chem. Techn. Biotech, 50, 257=263 (1991)
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. NBR 8849 - Apresentação de Projetos de Aterros Controlados de Resíduos Sólidos Urbanos: classificação. Rio de Janeiro, 1985.

94
AVENATTI, G. Osmose reversa. Expansul. 2003. disponível na internet em: http://www.expansul.com.br Acessado em: 08/05/2011
.BARAUNA, O. S., Estudo das argilsa que recobrm as camadas de gipsita da Bacia Sedimentar do Araripe. UFPE, recife, 1991, 172p. BARBOSA, B. C. A. Biorremediação de água residuária sintética têxtil por uso de tratamento biológico conjugado anaeróbio/aeróbio. Monografia de Conclusão do Curso de Tecnologia em Gestão Ambiental – IFCE – 2009
BARROS NETO, B., SCARMÍNIO, I.S., BURNS, R.E. 2003. Como fazer experimentos. Pesquisa e Desenvolvimento na ciência e na indústria. 2ª Ed.
BELTRAME, L.T.C. Caracterização de efluente textile e proposta de tratamento. Dissertação de mestrado. Universidade Federal do Rio Grande do Norte. Natal. 2000. BELTRÃO, K.G.B.; JUCÁ, J.F.T.; BRITO, A.R.; ALVES, M.C.M. Sistema de barreira bio-química como alternativa de tratamento para chorume em aterros sanitários. In: 23º Congresso Brasileiro de Engenharia Sanitária e Ambiental, Campo Grande-MS. 2005. BECKMANN, W. E SEWEKOW, U.; Textil Praxis 1991, 4, 346 BEURLEN, K. A geologia da Chapada do Araripe. An. Acad. bras. Cienc., v.34, n.3, p.365-370. 1962.
BILA, D.M. Aplicação de processos combinados no tratamento de chorume. Dissertação (Mestrado em Ciências) – Programa de Engenharia Química – COPPE - Universidade Federal do Rio de Janeiro, Rio de Janeiro, 108 f. 200 p. 2000.
BRAGA, B.;HESPANHOL,I.; CONEJO, J.G.L. et al. Introdução à engenharia ambiental. São Paulo. 2002
BRITO, S. M. O.; ANDRADE, H, M. C.; SOARES, L. F.; AZEVEDO, R. P. Brazil nut shells as a new biosorbent to remove methylene blue and indigo carmine from aqueous solutions. Journal of Hazardous Materials. v. 174, p. 84-92, 2010
BRUNO, M. Utilização de Zeólitas Sintetizadas a Partiz de Cinzas de Carvão na Remoção de Corante em Água. 2008. 102f. Dissertação (Mestrado em Tecnologia Nuclear) - Instituto de Pesquisas Energéticas e Nucleares - Autarquia Associada à Universidade de São Paulo, São Paulo, 2008. BUCHARD, T.J. Principios do tratamento de águas industriais. Novo Grupo Editora LTDA. Drew Produtos Químicos. São Paulo. 1979.
BURNS, S. E.; BARTELT-HUNT, S. L.; SMITH, J. A. Sorption and permeability of gasoline hydrocarbons in organobentonite porous media. Journal of Hazardous Materials, v. 96, p. 91-97, 2003.
BURNS, S. E.; BARTELT-HUNT, S. L.; SMITH, J.; J. Hazard. Mater.v. 96, p.91. 2002.
95
CALADO, V.; MONTGOMERY, D.C. Planejamento de experimentos usando o Statistica. E-papers serviços editoriais Ltda. Rio de Janeiro. RJ. 2003
CARDOSO, M.; Dissertação de Mestrado, Instituto de Química de São Carlos - USP, São Paulo, SP, 1996.
CASAGRANDE, E.. Avaliação da eficiência de rochas de arenito como meio filtrante em filtros anaeróbios para tratamento de chorume. Dissertação de mestrado. Universidade do extremo sul catarinense. Criciúma-SC.. 76p. 2006.
CASTILHO JR, A.B. Gerenciamento de Resíduos sólidos urbanos com ênfase na proteção de corpos dágua: prevenção, geração e tratamento de lixiviados de aterros sanitários. ABES. Florianópolis. PROSAB. 2006.
CAVALCANTE JR., C. L., “Separação de Misturas por Adsorção: dos Fundamentos ao Processamento em Escala Comercial”, Tese Submetida a Concurso Público para Professor, UFC – Fortaleza. 1998.
CAVALCANTI, J. V. F. L. Avaliação cinética e de equilíbrio de um processo de remoção por adsorção de fenóis e compostos BTEX de águas residuárias de refinarias de petróleo. Proposta de dissertação de mestrado. Departamento de engenharia química. DEQ. Universidade Federal de Pernambuco. UFPE. 2006.
CAVALCANTI, J. V. F. L.; ABREU, C. A. M.; SOBRINHO, M. A. M.; BARAÚNA, O. S.; PORTELA, L. A. P. Preparação e utilização de uma argila esmectítica organofílica como adsorvente de fenol. Universidade Federal de Pernambuco. Quim. Nova, Vol. 32, No. 8, 2051-2057, 2009.
CAVALHEIRO, C. C. S.; Tese de Doutorado, Instituto de Química de São Carlos - USP, São Carlos, SP, 1995.
CECCONELLO, C. M. Pós-tratamento de lixiviados de aterros de resíduos sólidos urbanos utilizando leitos cultivados. Dissertação de Mestrado. Universidade de Passo Fundo. Faculdade de Engenharia e Arquitetura. MG. 2005.
CHAARI, I.; FEKI, M.; MEDHIOUBC, M.; BOUZID, J.; FAKHFAKH, E.; JAMOUSSI, F. Adsorption of a textile dye “Indanthrene Blue RS (C.I. Vat Blue 4)” from aqueous solutions onto smectite-rich clayey rock. Journal of Hazardous Materials. v. 172, p. 1623-1628, 2009. CHERNICHARO, C.A.L..”The effect of temperature and substrate concentration upon the performance of UASB reactors” Ph.D. Thesis, University of Newcastle upon Tyne, UK.1990. CHIAN, E. S. K.; DeWALLE, F. B. . Sanitary landfill leachates and their treatment. Journal of the Environmental Engineering Division, p. 411-431. 1976
CHOO, K.H., LEE, C.H. Membrane fouling mechanism in the membrane – Coupled anaerobic bioreactor, Wat. Res. v.30, p. 1771 -1780. 1996.
CHRISTENSEN, T. H.; COSSU, R.; STEGMANN, R. Landfilling of Waste Leachate, London: Elsevier Applied Science. 1992

96
CHU, L. M., CHEUNG, K. C. & WONG, M. H. Variations in the chemical properties of landfill leachate. Environmental Management, p. 105-117. 1994
CLAUSEN, N.B.; TAKASHIMA K.; Efeitos dos Parâmetros Operacionais na Fotodegradação do Azo Corante Direct Red 23 na Interface Dióxido de Titânio/Água. Química Nova, v. 30, n. 8, p. 1896-1899, 2007.
CLEMENT, B.; MERLIN, G. The contribution of ammonia and alkalinity to landfill leachate toxicity to duckweed. The Science of the Total Environmental. v. 170, p. 71-79, 1995.
CONAMA – Conselho Nacional do Meio Ambiente. Resolução 357 de 17/03/05. Disponível na internet em: http://www.mma.gov.br acessado em 23/12/2010.
COOPER, P.; J. Soc. Dyes and Colour 1993,100, 98 COPASA - COMPANHIA DE SANEAMENTO DE MINAS GERAIS. Esgoto Sanitário, processos de tratamento. Disponível em: <http://www.copasa.com.br/cgi/cgilua. exe/sys/start.htm?sid=34>. Acesso em: abril 2011 CORDANI, U.G., et al . Estudo preliminar de integração do pré-cambriano com os eventos tectônicos das bacias sedimentares brasileiras. Cin. Tecn. Petr. Secção: Exploração de Petróleo. Rio de Janeiro, n.15. p 1-70.
COSSU, R. Alternative di Smaltimento del Percolato Negli Impianti di Scarico Controllato dei Rifiuti Solidi Urbani. Ingegneria Ambientale. v. 11, p. 564-573. 1982.
DE OLIVEIRA, V.L.G. Reuso da água da fundação Riozoo. Secretária de meio ambiente – Prefeitura da cidade do Rio de Janeiro. 2008.
DZOMBAK, D. A.; LANGNESE, K. M.; SPENGEL, D. B.; LUTHY, R. G. Comparision of activated sludge and RBC treatment of leachate from a solid waste landfill. Journal WPCF, p. 4-39. 1990.
ENZIMINGER, J.D., ROBERTSON, D., et al. Treatment of landfill leachates. Journal Hazard Mater. v. 14, p. 83-101. 1987.
FADE, UFPE. Estudo de caracterização econômico do pólo de confecções do Agreste Pernambucano. Relatório final apresentado ao SEBRAE-PE. Recife. 2003.
FERREIRA, H. C.; SOUZA SANTOS, P.; Ceramic v. 20, p. 5. 1974
FERREIRA, J.A.; GIORDANO, G.; RITTER, E.; ROSSO, T.C.A.; CAMPOS, J.C.; LIMA, P.Z.M. Uma revisão das técnicas de tratamento de chorume e a realidade do estado do Rio de Janeiro. In: 21º Congresso Brasileiro de Engenharia Sanitária e Ambiental, João Pessoa-PB. 2001.
FETTIG, J. Removal of humic substances by adsorption/ion exchange. Water. Sci. Technol. v. 40. p.171-182. 1999.
filtrante em filtros anaeróbios para tratamento de chorume. Dissertação de Mestrado,

97
FLECK, E. . Sistema integrado por filtro anaeróbio, filtro biológico de baixa taxa e banhado construído aplicado ao tratamento de lixiviado de aterro sanitário. Dissertação de Mestrado - Instituto de Pesquisas Hidráulica, Universidade Federal do Rio Grande do Sul, Porto Alegre-RS. 176 p. 2003.
GEADA, O. M. R. N. D. Remoção de Corantes Têxteis Utilizando Resíduos Agrícolas a Produção de Milho. 2006. 137 f. Dissertação (Mestrado) – Curso de Engenharia Química, Faculdade de Engenharia da Universidade de Porto, Porto, 2006. GESSNER, F.; SCHMITT, C. C.; NEUMANN, M. G.; Langmuir, v. 10, p. 3749. 1994. GERALDO FILHO, M. ; ROCHA, O. R. S. ; da Motta, M. ; SILVA, V. L. TRATAMENTO DE CHORUME EM REATOR DE LUZ ARTIFICIAL BRANCA UTILIZANDO O PROCESSO FOTO FENTON LIKE. In: XVII Congresso Brasileiro de Engenharia Química, 2008, Recife. Anais do XVII COBEQ, 2008. GIL, A.; ASSIS, F.C.C.; ALBANIZ, S.; KORILI, S.A. Removal of dyes from wastewaters by adsorption on pillared clays. Chemical Engeneering Journal. 2011. Doi 10.1016. GLOVER, P., PIERCE, J.H., Are natural products good for the health? Soc. Dyers and Color. Symp. October, 1992. GUARATINI, C. C. T.; ZANANI, M. V. Corantes Têxteis. Química Nova. v 23, n. 1, p. 71-78, 2000.
GROSS, R.; SCHÄFER, T.; JANITZA, J.; TRAUTER, J. Nanofiltração de Efluentes de Tinturaria. Química Têxtil, p. 44 – 54. Setembro 1999.
HARMSEN, J. . Identification of organic compounds in leachate from a wast tip. Water Research, v. 17, p. 699-705. 1983
IBGE – INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA. Dados de 2000. Disponível na internet em : http://www.ibge.gov.br Acessado em: 12/12/2009.
IBRAFAMA – Instituto brasileiro de fiscalização ambiental. Disponível na internet em: http://www.ibrafam.com Acessado em: 15/05/2011. IUPAC Recommendations. Pure and Applied. Chemistry. v. 57, n. 4, p. 603-619, 1985.
IWAI, C.K. Tratamento de chorume através de percolação em solos empregados como material de cobertura de aterros para resíduos sólidos urbanos. Dissertação de Mestrado - Faculdade de Engenharia, Universidade Estadual Paulista Júlio de Mesquita Filho, Bauru-SP. 205 p. 2005.
98
JORGENSEN, D.B. Gypsum ando Anhydrite. In.: Industrial Minerals and Rocks, 6a
Edição. Carr, D.D. (Editor). Society for Mining, Metallurgy, and Exploration, p. 571-581. 1994.
Jornal do Commercio - Pólo Gesseiro. Recife – PE. Edição de 26/06/2006.
JUCÁ, J.F.T. Disposicao final de resíduos sólidos urbanos no Brasil. V congresso brasileiro de geotecnia ambiental. REGEO. Porto Alegre –RS. 2003.
KANG, K.; SHIN, H. S.; PARK, H. Characterization of Humic Substances Present in Landfill Leachates with Different Landfill Age and Its Implications. Water Research. v. 36, p. 4023- 4042. 2002
KANNAN, N. & SUNDARAM, M.M., Kinetics and mechanism of removal of methylene blue by adsorption on various carbons – a comparative study, dyes and pigments. v. 51, p.25-40, 2001.
KARGI, F.; PAMUKOGLU, M. Y. Repeated fed-batch biological treatment of pre-treated landfill leachate by powdered activated carbon addition. Enzyme and Microbial Technology. v. 34, p. 422–428, 2004.
KESSAÏSSIA, Z.; AIT HAMOUNDI, S.; HOUARI, M.; HAMDI, B. Adsorption of some volatile organic compounds on geomaterials. Desalination, v. 166, p. 449-455, 2004.
KUNZ, A.; ZAMORA, P. P. Novas tendências no tratamento de efluentes têxteis. Química Nova. v. 25, n. 1, p. 78-82, 2002.
KURNIAWAN, T.A.; CHAN, G.Y.S.; LO, W.H.; BABEL, S. Comparasions of low-cost adsorbents for treating wastewaters laden with heavy metals. Science of the total environment. 2006.
KURNIAWAN, T.A.; LO, W.; CHAN,G.Y. Physico-chemical treatments for removal of recalcitrant contaminants from landfill leachate. Hong Kong. Journal of Hazardous Materials. v. B129. 2009.
LANG, Y. Lixiviado. Shangai. China. 2009.
LEAL, C. C. A., Dissertação de Mestrado, UFPE, Recife, 2003. LIMA, J.D., et al. Caracterização sanitária do perfil vertical do lixão do Roger – João Pessoa –PB. VII encontro nacional de microbiologia ambiental. Recife. 2000.
LINS, C.M.M. – Avaliação da zeólita natural para aplicação em barreiras reativas permeáveis no tratamento de lixiviados do aterro da Muribeca/PE. Dissertação de Mestrado. UFPE – Universidade Federal de Pernambuco. Recife-PE. 132p. 2008.
LINS, M. C. M. Avaliação microbiológica e fitotóxica do chorume da Estação de Tratamento do Aterro da Muribeca-PE. Dissertação Mestrado – Universidade Federal de Pernambuco, Recife-PE. 91 p. 2005.
99
LINS, E.A.M. Proposição e avaliação de um sistema experimental de processos físicos e químicos para tratamento de lixiviado. Tese de Doutorado. Programa de Pós- Graduação em Engenharia Civil. Universidade Federal de Pernambuco. 277p. 2011.
LUGOWSKI, A.D., HAYCOCK, D., POISSON, R. AND BESZEDIS, S.. Biological Treatment of Landfill Leachate, Proceeding 44th Industrial Waste Conference, Purdue Univ. West Lafayette, IN, USA, 9–11 May 1989, p. 565–571. 1989.
LUZ, A.B.; BALTAR, C.A.M.; FREITAS, E.J.G. e SILVA, A.P.). Mineração São Jorge. In: Usinas de Beneficiamento de Minérios do Brasil. Sampaio, J.A.; Luz, A.B. e Lins, F.A.F. (Editores). p.241-249. 2001.
MAVINIC, D. S. . Kinetics of carbon utilization in treayment of leachate. Water Research. v. 18, p. 1279- 1284. 1984 McCABE, W. L.; SMITH, J. C.; HARRIOT, P. Unit Operations of Chemical Enginnering. McGraw Hill International Ed., 6th ed., 2001. McCLINTOC, S. A.; RANDALL, C. W.; MARICKOVICH, D. C.; WANG, G Biological nitrification and Denitrification process for treatment of municipal landfill leachate. Journal WPCF, v. 3, p. 4 - 19. 1990
MCKAY, G- Coloured effluent - Environmental and legal aspctes. Water &waste Treatment,1980.
MCKAY, G., ALLEN, S.J., Single resistance mass transfer models for the adsorption of dyes on peat, J. Separ. Process Technol., v. 4, p. 1-7, 1983.
MELO, C.; SILVA, Remoção de Cor de Efluente de Tinturaria em Leito Poroso, 2007, 100f. Dissertação (Mestrado em Engenharia Química) Faculdade de Engenharia Química - Universidade Estadual de Campinas, Campinas, 2007. MENABUE, L.; MALAVASI, G.; LUSVARDI, G.; CASTELLINI, E. Thermodynamic aspects of the adsorption of hexametaphosphate on kaolinite. Journal of Colloid and Interface Science, v. 292, p. 322-329, 2005.
MINÉRIOS & MINERALES, 200 Maiores Minas Brasileiras; Revista Minérios & Minerales, ano XXXII, edição n. 308, agosto. p. 140-142. 2009.
MONTEVECHI, J. A. B.; ALMEIDA FILHO, R. G.; MEDEIROS, A. L. Application of factorial designs for reducing factors to optimization via discrete-event simulation. In: WINTER SIMULATION CONFERENCE, Proceedings… Piscataway: Institute of Electrical and Electronics Engineers, p. 1977-1984. 2006. MORAIS, J.L, Estudo da potencialidade de processos oxidativos avançados isolados e integrados com processos biológicos tradicionais para tratamento de chorume de aterro sanitário- Tese de Doutorado. Universidade federal do Paraná. Curitiba-PR. 207 p. 2005.

100
NASSAR, M., MAGDY, Y.H., Removal of different basic dyes from aqueous solutions by adsorption on palm-fruit bunch particles, Chemical Engineering Journal, v. 66, p. 223-226. 1997.
NASSAR, M.M., Energy consumption and mass transfer during adsorption using gas and mechanical stirring, Proc. Int. Meet. On Chemical Engineering and Biotechnology, ACHEMA-94, Frankfurt, 1994.
NASSAR, M.M., O A, EL-GEUNDI, M.S., Equilibrium studies on adsorption of basic dye on hardwood, J. Chem. Techn. Biotech, 50, 257=263 .1991.
NETO, J.P.F., Microbiologia dos resíduos sólidos (RSU) de João Pessoa – PB. XXI congresso brasileiro de microbiologia. Foz do Iguaçu – PR. 2001.
NEUMANN, G.M.; GESSNER, F.; CIONE A.P.P. Interação entre corantes e argila em suspensao aquosa. Instituto de química de São Carlos. USP. Química Nova. v. 23, n.6. 2000.
ÖZCAN, A.; ÖZCAN, A. S. Adsorption of Acid Red 57 from aqueous solutions onto surfactant-modified sepiolite. Journal of Hazardous Materials. v. 125, p. 252-259, 2005 ÖZCAN, A. S.; ÖZCAN, A. Adsorption of acid dyes from aqueous solutions onto acid-activated bentonite. Journal of Colloid and Interface Science. v. 276, p. 39-46, 2004. OLIVEIRA, E. H. C. Aplicação do Processo Adsortivo na remoção de Metais Pesados e Corantes na descontaminação de Efluentes Têxteis. Proposta de Mestrado. Universidade Federal de Pernambuco (UFPE). Departamento de Engenharia Química (DEQ). 2009.
OLIVEIRA, E.H.C. Adsorção de corante da industria têxtil (indosol) em resíduos industriais (lama vermelha e argila esmectita). Dissertação de mestrado. Universidade Federal de Pernambuco. 73p. 2010.
OLIVIER, S., SILVA, V. L., MOTTA, M. Emprego de planejamento fatorial no desenvolvimento de uma metodologia para Extração de zinco de resíduos galvânicos. Quim. Nova, v. 30, n. 7, p.1750-1753. 2007
PACHECO, J. R. Estudo de certas potencialidades de processos oxidativos avançado para o tratamento de percolado de aterro sanitário. Dissertação de Mestrado. Universidade federal do Paraná. Curitiba. 2004.
PACHECO, E. J. -. Tratamento de esgotos domesticos. 3. ed. - Rio de Janeiro: ABES, 1995. 683 p 1939.2004.
PAIVA, T. M. N.; SILVA. D. F. S.; FERREIRA, J. M.; SILVA, M. C. L.; SOBRINHO, M. A. M. Avaliação da utilização do caule da baronesa como adsorvente de corante têxtil. In: X Simpósio Ítalo-Brasileiro de Engenharia Sanitária e Ambiental. Maceió-AL, 2010.

101
PALIT, T.; QASIM, S. R. . Biological treatmentkinetics of landfill leachate. Journal of the Environmental Engineering Division, v.103, p. 353-366. 1977
PERES, L.; BENACHOUR, M. e SANTOS, W.A.. O Gesso: Produção e Utilização na Construção Civil. Edições Bagaço. Recife, 156p. 2001.
PETERS, R. H.; Textile Chemistry; v. 3; Elsevier; Amsterdam, 1975
PIRES, José Carlos de Araújo. Projeto de Tratamento do Chorume Produzido no Aterro Metropolitano de Gramacho Através de “Wetland”. Dissertação de Mestrado – Programa de Pós-graduação em Engenharia Ambiental, Universidade do Estado do Rio de Janeiro.Rio de Janeiro: 2002.
Projeto PROSAB - Tratamento de Esgotos Sanitários por Processo Anaeróbio e Disposição Controlada no Solo. Rio de Janeiro:, 1999
QASIM, S. R., Wastewater Treatment Plants. Technomic Publishing Company, Inc. Lancaster, Pennsylvania. 1994.
REBELATTO, M.F. Avaliação de métodos de desinfecção de resíduo infeccioso e de seu percolado. Dissertação de Mestrado - Centro de Tecnologia, Universidade Federal de Santa Catarina, Florianópolis-SC. 117 p. 2006
RENOU, S.; GIVAUDAN, J.G; POULAIN, S. et al. Landfill leachae tretatment: Review and opportunity – France. Journal of Hazaedous Materials. v.150. p. 468-493. 2008.
RENOU, S.; GIVAUDAN, J.G.; POULAIN, S.; DIRASSOUYAN, F.; MOULIN, P. Landfill leachate treatment: review and opportunity. Journal of Hazardous Materials. 2007. RUTZ, E. G.; CARVALHO, C. F.; PIRES, C. S.; CURIEL, G.L. Adsorção do corante têxtil Amarelo remazol usando um dos rejeitos da fabricação da alumina como adsorvente. Revista Escola de Minas. v. 61. n. 4, p. 443-448, 2008. RODRIGUES, F. S. F., Aplicação da ozonização e do reativo de Fenton como pré-tratamento de chorume com os objetivos de redução da toxicidade e do impacto no processo biológico. Dissertação de mestrado COPPE/UFRJ – Universidade Federal do Rio de Janeiro, Rio de Janeiro, XI, 79p. 2004
RODRIGUEZ, J.; CASTRÍLLON, L.; MARAÑON, E.; SASTRE, H.; FERNANDEZ, E. Removal Non-biodegradable Organic Matter from Landfill Leachates by Adsorption. Water Research. v. 38, p. 3297- 3303. 2004
RUTHEVEN, D.M. & GODDARD, Sorption and diffusion of Aromatic Hydrocarbons in Faujasite Type Zeolites. Equilibrium Isotherms and Separation Factors-Zeolits, v. 6, p. 275-282, 1986.
SALGUEIRO, A. A.; SILVA, H. A.; PAIVA, S. C.;ALBUQUERQUE, C. D. C; Tratamento Físico-Químico de Efluentes de Tinturaria e Lavanderias Industriais de
102
Toritama, PE-Sulfato de Alumínio Versus Polímeros Sintéticos. 24º Congresso Brasileiro de Engenharia Sanitária e Ambiental, Belo Horizonte-MG, 2007
SANIN, L. B. B. A Indústria Têxtil e o Meio Ambiente. Química Têxtil, p.13-34, Março 1997.
SANTANA-SILVA, F. M. – Avaliação do método de precipitação química aassociado ao stripping de amônia no tratamento do lixiviado do aterro de Muribeca-PE. Recife-PE. Dissertação de mestrado. UFPE- Universidade Federal de Pernambuco, 117p. 2008.
SANTOS, G.O., RIGOTTO, R.M. Possiveis impactos sobre o ambiente e a saúde humana decorrentes dos lixões inativos de Fortaleza. Revista saúde e ambiente. Health and environment journal. v.9 n.2. 2008.
SCHALCH, V., Produção e características do chorume em processo de decomposição de lixo urbano.São Carlos. Dissertação (Mestrado) Escola de Engenharia de São Carlos, Universidade de São Paulo,1984.
SCHIMANKO, H. Sistemas de tratamento do lixiviado de aterro sanitário. Monografia de Graduação – Centro de Tecnologia, Universidade Federal de Santa Maria, Santa Maria-RS. 44 p. 2008
SEGATO, L.M., et al – Caracterização do chorume do aterro sanitário de Bauru. XXVII Congresso interamericano de engenharia sanitária e ambiental. UNESP. Brauru-SP. 2000.
SEMERJIAN, L.; AYOUB, B.G. – High pH-magnesium coagulation-floculation in washewater treatment. Advances in environmental research.. 2003.
SERAFIM, A.C.; GUSSAKOV, K.C.; SILVA, F.; CONEGLIAN, C.M.R.; BRITO,N.N.; SOBRINHO, G.D.; TONSO, S.; PELEGRINI, S. Chorume, impactos ambientais e possibilidades de tratamento. In: III Fórum de Estudos Contábeis. Rio Claro: Centro Superior de Educação Tecnológica – SP. 2003
SHAVOONG.COM - Adsorventes - O que são? Disponível na Internet em: http://pt.shvoong.com/exactsciences/485020adsorventesques%C3%A3o/#ixzz1I1gX8w3f. 2007. Acessado em: 03/03/2011.
SHEN, YUN-HWEI. Phenol sorption by organoclays having different charge characteristics. Colloids and Surfaces A: Physicochemical and Engineering Aspects, v. 232, p. 143-149, 2004.
SILVA, M.A.M., The Araripe Basin Northeastern Brazil: regional geology and facies analysis of a lawer Cretaceous evaporitic depositional complex.1983. 290p. Tese Doutorado. New York: Columbia University. 1983.
SILVA, T. C., Avaliação do resíduo argiloso proveniente da indústria do alumínio como adsorvente de corantes têxteis, Dissertação de Mestrado. UFPE, Recife, 2008.
SILVA,G.L., BARROS, C. R., REZENDE, R. B. Diagnóstico ambiental das lavanderias de jeans de Toritama – Pernambuco. 23º Congresso Brasileiro de Engenharia Sanitária e Ambiental. 2005.

103
SINDUSGESSO. Sindicato da industria do gesso do estado de Pernambuco. Disponível na internet em: http://www.sindusgesso.org.br/polo_gesseiro.asp Acessado em 28/03/2010
SÓJKA-LEDAKOWICZ, J., KOPROWSKI, T., MACHNOWSKI, W. , KNUDSEN, H. H., Membrane Filtration of Textile Dyehouse Wastewater for Technological Water Reuse. Desalination, v. 119, p. 1 – 10, 1998
SOUZA, A. L. Efeito do Íon Férrico na Catálise do Processo de Ozonização do Chorume Proveniente do Aterro Sanitário da Cidade de Cachoeira Paulista – SP.Dissertação de mestrado. Escola de Engenharia de Lorena.Universidade de São Paulo. 2011.
SRIVASTAVA, S.K, ; TYAGI, R; PANT, N &PAL, N. Studies on the remocal of some toxic metla inons. Environm, technol. Letters., v 10. 1989.
STEGMANN, R.; HEYER, K-U. (). Leachate Treatment. In: Proceendings Sardinia, Tenth International Waste Management and Landfill Symposium, Cagliari, Italy. Cagliari: CISA 2005. SUN, D.; ZHANG, X.; WU, Y.; LIU, X.; Adsorption of Anionic Dyes from Aqueous Solution on Fly Ash. Journal of Hazardous Materials. v. 181, p. 335–342, 2010. TAN, I.A.W.; AHMAD, A.L.; HAMEED, B.H. Adsorption of Basic Dye on High-Surface-Area Activated Carbon Prepared from Coconut Husk: Equilibrium, Kinetic and Thermodynamic Studies. Journal of Hazardous Materials. v. 154, p. 337–346, 2008. TATSI, A.A.; ZOUBOLIS, A.I.; MATER, K.A. et al. Coagulation-floculation preteatment of sanitary landfill leachate. Greece. Chemosphere. v. 53, p.737-744. 2003
THINAKARAN, N.; PANNEERSELVAM, P.; BASKARALINGAM, P.; ELANGO, D.; SIVANESAN, S.; J. HAZARD. Mater.158, 142. 2008.
URASE, T.; SALEQUZZAMAN,M.; KOBAYASHI, S. et al. Effect of high concentration of organic and inorganic matters in landfill leachat on the treatment of heavy metals in very low concentration level, Water Sci. Technol. v. 36. p. 349-356. 1997.
VENKATARAMANI, E.S.; AHLERT, R.C.; CORBO, P. Biological treatment of landfill leachates. CRC critical reviews in environmental control. V.14. n4. p. 333-376. 1983.
VIVA TERRA. Disponível na internet em: http://www.vivaterra.org.br Acessado em: 15/05/2011.

104
WISZNIOWSKI, J.; ROBERT, D.; SURMACZ-GORSKA,J.; MIKSCH, K.; WEBER, J.V. Landfill leachate treatment methods: A review. Environmental Chemistry. Letters, v. 4, p. 51-61 2006.

105
APÊNDICE 1 Curvas de Calibração Curvas de Calibração para o Corante Reativo Azul Anil op
Figura X - Curva de calibração para solução aquosa do corante CRAAOT
Figura X – Curva de Calibração para o papel de filtro CRAAOT
Curva de Calibração para o Corante Ácido Nylosan Azul Brilhante

106
Figura X - Curva de calibração para solução aquosa do corante NAB
Figura X – Curva de correção para o papel de filtro do corante NAB.
Top Related