





Línguas
Páginas
Legal

ISSN: 2007-8587
Información legal
EL LORO HUASTECO, es una publicación anual editada por el Instituto Tecnológico Superior de Pánuco, avenida Artículo 3° Constitucional s/n, Colonia Solidaridad, Pánuco, Veracruz, C.P. 93990, Tel. (846) 266-2898, www.itspanuco.edu.mx. Editor responsable: Carlos Alberto Contreras Verteramo. Reserva de derechos al uso exclusivo número 04-2013-121910191300-102 e ISSN: 2007-8587, otorgados por el Instituto Nacional del Derecho de Autor. Responsable de la última actualización de este Número, Departamento de Tecnologías de la Información del Instituto Tecnológico Superior de Pánuco, Héctor Moreno Pérez, Avenida Artículo 3° Constitucional s/n, Colonia Solidaridad, Pánuco, Veracruz, C.P. 93990, fecha de la última modificación, 15 de noviembre del 2018. Responsable de formato: Carlos A. Contreras Verteramo Las opiniones expresadas por los autores no necesariamente reflejan la postura del editor de la publicación. Queda prohibida la reproducción total o parcial de los contenidos e imágenes de la publicación sin previa autorización del Instituto Tecnológico Superior de Pánuco. Diseño de Portada: Héctor Moreno Pérez

El Loro Huasteco (ISSN: 2007-8587) Volumen 5, Número 1 i
EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica del
Instituto Tecnológico Superior de Pánuco
Índice
Sistema de seguimiento y monitoreo del proceso de degradación de materia orgánica utilizado en la producción de composta. Alda Nelly Aradillas Ponce, Armando Hernández Machuca, Lilia Alejandra Alvarado Delfín.…………..……..
1
Tarjeta electrónica para indicador de proceso y temperatura.
Manuel Antonio Arenas Méndez, Rubén Alain Govinda Salazar Ortiz ……….. ……………………………….…....
12
Tarjeta electrónica para el control de temperatura TODO-NADA con banda diferencial de un líquido.
Manuel Antonio Arenas Méndez, Rubén Alain Govinda Salazar Ortiz, Carlos Alberto Contreras Verteramo…….
19
Aplicación móvil para el control de desplazamiento de un rover terrestre. Manuel Antonio Arenas Méndez, Rubén Alain Govinda Salazar Ortiz, Alda Nelly Aradillas Ponce, Santos Ruiz
Hernández ……………………….........................................................................................................
26
Análisis de las no conformidades del sistema FSSC 22000 y su impacto en la capacitación anual en un Ingenio azucarero del estado de Veracruz. Alma Leticia Cruz Méndez, Santos Ruiz Hernández, Edgar Jearvavi Vázquez Moreno………………………..
33
Medición del nivel de implementación de la metodología 5s en una purificadora de agua del Estado de Veracruz.
Alma Leticia Cruz Méndez, María Elizabeth Valdez Hernández, Herson Santos Ruiz Domínguez, Marco Antonio Díaz Martínez ………………………………………………………………………..………………………...
40
Aplicación de metodologías de manufactura esbelta en una panadería artesanal. Apolinar Jair Delgado Ramos, Marco Antonio Díaz Martínez, Alma Leticia Cruz Méndez ……………………..
47
Flexsim, una nueva alternativa para la ingeniería hacia la toma de decisiones en la operación de un sistema de múltiples estaciones de prueba. Marco Antonio Díaz Martínez, Alma Cruz Méndez, Jesús Gómez Castellanos…………………………………….
61
Análisis de la eficiencia de un horno de fundición basculante con Flow -Simulation. Marco Antonio Díaz Martínez, Reina Verónica Román Salinas, Ricardo Zarate Cruz ………………………...
79
Telemedición entre la cabecera municipal y una comunidad rural del municipio de Pánuco, Veracruz. Héctor Hugo Moreno Pérez, Juan Carlos Ramírez Vázquez …………………………………………………………….
97
Aplicación móvil de primeros auxilios, turismo y servicio. Angela Pérez Florentino, Guadalupe Esmeralda Rivera García, Juan Carlos Ramírez Vázquez ..…………………..
101
Diseño y desarrollo de un sistema de control externo para equipo de aire acondicionado. Rubén Alain Govinda Salazar Ortiz, Manuel Antonio Arenas Méndez, Santos Ruiz Hernández ………………...
109

EL LORO HUASTECO Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Sistema de seguimiento y monitoreo del proceso de degradación de materia orgánica utilizado en la producción de composta
Alda Nelly Aradillas Ponce, Armando Hernández Machuca, Lilia Alejandra Alvarado Delfín
Instituto Tecnológico Superior de Pánuco
RESUMEN
El propósito del presente proyecto es diseñar un sistema que permita monitorear las
variables físicas que caracterizan el proceso de elaboración de composta en donde se
mide temperatura, ph y humedad mediante el uso de sensores y un sistema de
adquisición de datos con la finalidad de optimizar el proceso; identificando oportunidades
de mejora en razón a los elementos de la composta y las propiedades que resulten, así
como las características del producto final.
Palabras clave: Composta, sensores, sistema, monitoreo
ABSTRACT
The purpose of this project is to design a system that allows monitoring the physical
variables that characterize the composting process -temperature, pH, humidity- through
the use of sensors and a data acquisition system in order to optimize the process ,
identifying opportunities for improvement due to the elements of the compost and the
properties that result, as well as the characteristics of the final product.
Keywords: Compost, sensors, system, monitoring.
1
Aradillas et al. 2018.
El Loro Huasteco (ISSN:2007-8587) Número 5, Volumen 1
INTRODUCCIÓN
Los residuos sólidos municipales representan un grave problema ambiental y social que
está estrechamente relacionado con el tamaño de la población de una zona específica.
Se estima el aprovechamiento de los residuos generados en la elaboración de una
composta, que resulta ser un abono orgánico que se genera por degradación microbiana
controlada de materiales orgánicos acomodados en capas y llevado a cabo de manera
natural. Existen numerosos beneficios derivados de la composta como una mejora en la
sanidad y crecimiento de las plantas, mejora las propiedades físicas y químicas del suelo,
amortigua cambios de pH, aumenta la retención de humedad, y es una importante fuente
de nutrientes para las plantas entre otras. El equipo está constituido por un sensor de
temperatura, un sensor de pH y conductividad integrada, y un sensor de humedad para
exteriores, configurados en una tarjeta electrónica portátil que visualiza las variables
anteriormente descritas, durante el tiempo de medición y además, permite al usuario
programar el tiempo de medición. El presente proyecto tiene como propósito el diseño de
una herramienta que permita medir, seguir y monitorear los parámetros ambientales de
materia orgánica, permitiendo identificar el nivel de madurez de la composta mediante el
uso de tecnologías basadas en el Internet de las Cosas.
ANTECEDENTES
La composta es el proceso por el cual se elabora composta se ha denominado
“compostaje”. El uso de tecnologías para el compostaje son diversas y los productos
finales son variados en su composición, color, textura, consistencia, etc., en base a los
residuos y el proceso que les dio origen. Tiempo atrás se han realizado diversos
experimentos que han permitido conocer en gran medida los fundamentos científicos
relacionados con el compostaje. Este proceso requiere de oxigenación (aeróbico) y agua
en cantidad suficiente, en razón a la temperatura; genera cierta cantidad de calor
(proceso exotérmico), bióxido de carbono (CO2) y vapor de agua. Los organismos
mezclados en el proceso son un conjunto de bacterias, hongos y microfauna. Las
cadenas alimenticias son complicadas y dinámicas, y la edad del proceso influye en su
composición, por los diferentes y variados elementos. El compostaje se asemeja a una
ecológica, en donde primeramente existen ciertos organismos que son paulatinamente
2
Aradillas et al. 2018.
El Loro Huasteco (ISSN:2007-8587) Número 5, Volumen 1
remplazados por otros y éstos, a su vez, sucesivamente por otros hasta el agotamiento
de todos los nutrientes esenciales. Al finalizar el proceso, la composta es estable, esto
es, no se descompone, no crecen en ella animales, hongos o bacterias y puede
almacenarse largo tiempo sin perder sus propiedades.
La composta es el material que se obtiene como producto de la acción microbiana
controlada sobre residuos orgánicos tales como hojas, rastrojos, zacates, cascaras,
basuras orgánicas caseras, subproductos maderables, ramas, estiércol, y residuos
industriales de origen orgánico; con estos residuos en forma separada o bien mezclados,
se forman las pilas y montones, que por acción de los microorganismos dan origen a un
material (materia orgánica) de gran utilidad para los suelos agrícolas ya que mejora la
estructura y la fertilidad de estos.
El compostaje es un proceso biológico, que ocurre en condiciones aeróbicas y que con
la adecuada humedad y temperatura permite crear materia orgánica de buen
aprovechamiento para el suelo.
El compostaje es un conjunto de procesos metabólicos complejos realizados por
diferentes microorganismos, que en presencia de oxígeno, aprovechan el nitrógeno (N)
y el carbono (C) para producir su propia biomasa. En este proceso, adicionalmente, los
microorganismos generan calor y un sustrato sólido, con menos C y N, pero más estable,
que es llamado compost.
Al descomponerse el C, el N y toda la materia orgánica, los microorganismos desprenden
calor medible a través de las variaciones de temperatura a lo largo del tiempo. Con base
a la temperatura generada durante el proceso, se identifican tres etapas principales en
un compostaje, además de una etapa de maduración de duración variable. Las diferentes
fases del compostaje se dividen según la temperatura, en:
1. Fase Mesófila. El material inicial comienza el proceso de compostaje a
temperatura ambiente y en pocos días (e incluso en horas), la temperatura aumenta hasta
los 45°C. Este aumento de temperatura es debido a actividad microbiana, ya que en esta
fase los microorganismos utilizan las fuentes sencillas de C y N generando calor. La
descomposición de compuestos solubles, como azúcares, produce ácidos orgánicos y,
por lo tanto, el pH puede bajar (hasta cerca de 4.0 o 4.5). Esta fase dura pocos días (entre
dos y ocho días).
3
Aradillas et al. 2018.
El Loro Huasteco (ISSN:2007-8587) Número 5, Volumen 1
2. Fase Termófila o Higienización. Cuando el material alcanza temperaturas mayores
que los 45°C, los microorganismos que se desarrollan a temperaturas medias son
reemplazados por aquellos que crecen a mayores temperaturas, en su mayoría bacterias
(bacterias termófilas), que actúan facilitando la degradación de fuentes más complejas
de C, como la celulosa y la lignina.
Estos microorganismos actúan transformando el nitrógeno en amoníaco por lo que el pH
del medio sube. A partir de los 60°C aparecen las bacterias que producen esporas y
actinobacterias, que son las encargadas de descomponer las ceras, hemicelulosas y
otros compuestos de C complejos. Esta fase puede durar desde unos días hasta meses,
según el material de partida, las condiciones climáticas y del lugar, y otros factores.
3. Fase de Enfriamiento o Mesófila II. Agotadas las fuentes de carbono y nitrógeno
en el material de compostaje, la temperatura desciende nuevamente hasta los 40-45°C.
Durante esta fase, continúa la degradación de polímeros como la celulosa, y aparecen
algunos hongos visibles a simple vista. Al bajar de 40°C, los organismos mesófilos
reinician su actividad y el pH del medio desciende levemente, aunque en general el pH
se mantiene ligeramente alcalino. Esta fase de enfriamiento requiere de varias semanas
y puede confundirse con la fase de maduración.
4. Fase de Maduración. Es un período que demora meses a temperatura ambiente,
durante los cuales se producen reacciones secundarias de condensación y
polimerización de compuestos carbonados para la formación de ácidos húmicos y
fúlvicos.
El proceso de compostaje dependerá en gran medida de las condiciones ambientales, el
método utilizado, las materias primas empleadas, y otros elementos, por lo que algunos
parámetros pueden variar. No obstante, éstos deben estar bajo vigilancia constante para
que siempre estén siempre dentro de un rango óptimo.
Parámetros Ambientales de la Composta: El compostaje es un proceso biológico llevado
a cabo por microorganismos, se deben tener en cuenta los parámetros que afectan su
4
Aradillas et al. 2018.
El Loro Huasteco (ISSN:2007-8587) Número 5, Volumen 1
crecimiento y reproducción. Los parámetros ambientales considerados en el proceso de
la composta son los siguientes:
1. Temperatura: La actividad microbiana produce un incremento en la temperatura
atribuido a las oxidaciones biológicas exotérmicas; esta fase se llama termofónica y es
donde ocurre la descomposición más rápida de la materia orgánica.
2. Humedad: La actividad biológica disminuye cuando el contenido de humedad es
menor de 12%; si existe un exceso de humedad, hay descenso en la temperatura y
producción de olores desagradables; cuando la circulación de oxigeno es limitada y los
contenidos de humedad son del orden del 60%, la actividad microbiana disminuye; la
humedad optima se encuentra en el rango de 50% a 70%.
3. Aireación: En el proceso de composteo, el oxígeno se requiere para el
metabolismo aeróbico, ligado a la oxidación de moléculas orgánicas presentes en el
material por descomponer. Por lo que generalmente se requiere incrementar la aireación
por medio de volteos periódicos de las pilas; con estas acciones, además de
suministrarse oxígeno, se disipa el calor producido dentro de la pila.
4. Oxigeno: El consumo de oxigeno es directamente proporcional a la actividad
microbiana; por lo que existe una relación directamente proporcional entre el oxígeno
consumido y la temperatura. La mayor cantidad de oxigeno se requiere durante la fase
inicial de la descomposición, debido al crecimiento de la población microbiana, el
incremento en la temperatura y la gran cantidad de actividad bioquímica; durante la fase
de estabilización, la demanda de oxigeno decrece.
Internet de las cosas (IoT)
Desde el comienzo de ARPANET en 1969, que interconectaba unos pocos sitios, hoy se
predice que Internet interconectará 50 000 millones de objetos para el año 2020.
En la actualidad, Internet proporciona conexiones globales que hacen posible que exista
la navegación web, los medios sociales y los dispositivos móviles inteligentes.
En la evolución de Internet se pueden identificar cuatro fases:
1. Conectividad, relacionada con la digitalización del acceso a la información a través
del correo electrónico, navegación web y la búsqueda de información a través de la web.
5
Aradillas et al. 2018.
El Loro Huasteco (ISSN:2007-8587) Número 5, Volumen 1
2. Economía interconectada, correspondiente a la digitalización de los procesos
empresariales a través del comercio electrónico, cadenas de suministro digitales y
herramientas de colaboración.
3. Experiencias cooperativas, relacionada con la digitalización de las interacciones
empresariales y sociales.
4. Internet de todo, correspondiente a la digitalización del mundo a través de la
conexión de personas, procesos, datos y objetos.
El IoT consiste en la conexión de personas, procesos, datos y objetos. La información
que genera la conexión de estos elementos permite tomar decisiones y acciones que
crean nuevas capacidades para personas, empresas y países.
Las interacciones que se pueden crear a través del IoT son las siguientes:
• Personas que se comunican con personas (P2P)
• Maquinas que se comunican con personas (M2P)
• Maquinas que se comunican con máquinas (M2M)
La implementación del Internet de las cosas en las organizaciones permite brindar valor
en las siguientes áreas: experiencia del cliente, innovación, productividad, utilización de
los recursos y abastecimiento.
La construcción de proyectos de IoT se basa en el uso de la computación física y la
conectividad de redes de datos para compartir información en tiempo real.
Computación física es la construcción de sistemas interactivos físicos mediante el uso de
software y hardware que pueden sentir (sensores) y responder (actuadores) al mundo
analógico. Se basa en la construcción de dispositivos que incluyen microcontroladores,
sensores y actuadores, que pueden tener capacidades de comunicación con la red u
otros dispositivos.
La computación física hace uso de sistemas electrónicos, los cuales están integrados por
los siguientes elementos:
•Entradas: corresponden a sensores que toman señales analógicas o digitales del mundo
físico y las convierte el corriente o voltaje.
•Procesador: corresponde a un microcontrolador que manipula, interpreta y transforma
las señales.
6
Aradillas et al. 2018.
El Loro Huasteco (ISSN:2007-8587) Número 5, Volumen 1
•Salidas: corresponde a los actuadores que convierten la corriente o voltaje en señales
físicamente útiles.
MÉTODO
Para la recopilación y análisis de los parámetros óptimos de la composta, se realizó una
investigación en el área local en busca de lugares donde elaboraran composta, por lo que
a través de la SAGARPA (Secretaria de Agricultura, Ganadería, Desarrollo Rural, Pesca
y Alimentación) se obtuvo información sobre las empresas o particulares dedicadas a
crear composta, una vez obtenida la información se optó por entrevistar a los productores.
Una vez analizado el proceso de compostaje por medio de la entrevista realizada, se
determinó que los parámetros ambientales necesarios para la correcta elaboración de
una composta de calidad era la medición de la temperatura, humedad, acidez y
oxigenación.
Posteriormente se establecieron los requerimientos funcionales del sistema con base a
las necesidades del personal encargado de seguir y monitorear el proceso de del proceso
de compostaje. Los requerimientos principales del sistema son los siguientes:
• Adquirir y almacenar datos del sistema de compostaje por medio de los sensores de
temperatura, porcentaje de humedad, porcentaje de oxígeno y grado de acides,
almacenar en la base de datos.
• Visualizar de manera gráfica cada uno de los datos obtenidos a través de los sensores,
con propósito de permitir identificar los rangos de cada sensor.
• Identificar y notificar parámetros no deseados a través de semáforo indicadores con
base a la configuración de niveles óptimos y críticos, para permitir una toma de decisiones
de manera oportuna, y a su vez proporcionar recomendaciones.
Se determinó una primera versión, la que estará integrada por una aplicación de
escritorio, un servidor web, y un sistema electrónico de adquisición de datos.
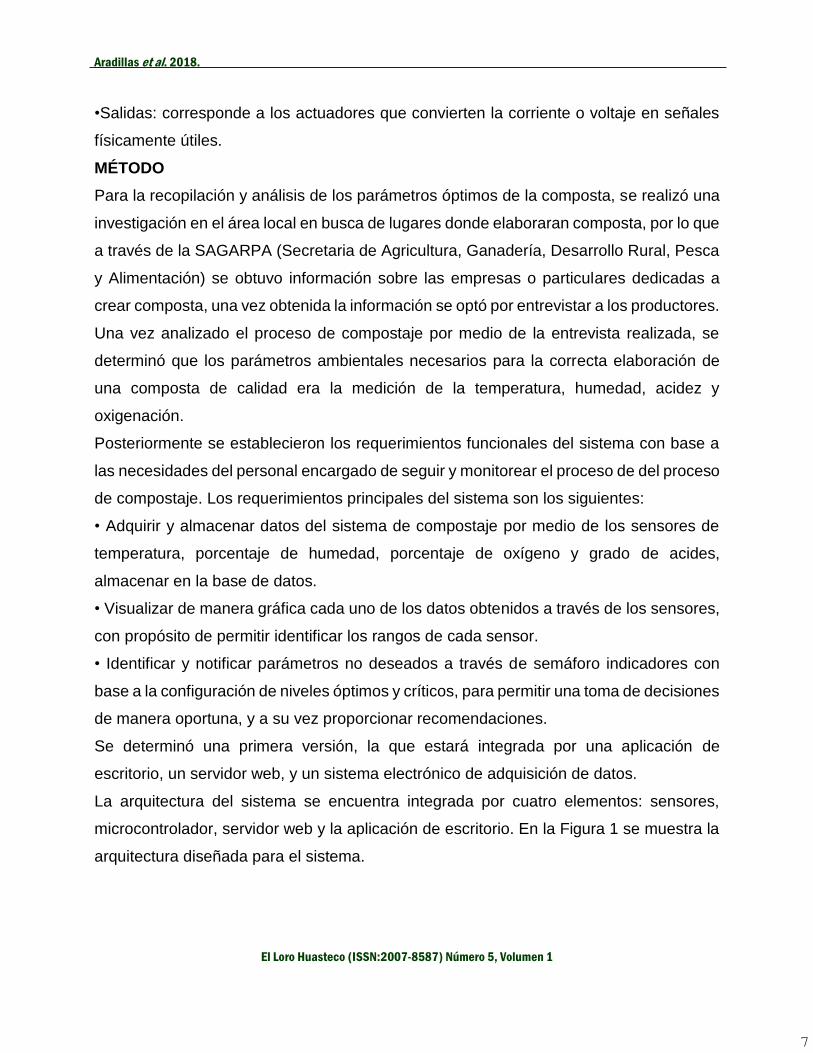
La arquitectura del sistema se encuentra integrada por cuatro elementos: sensores,
microcontrolador, servidor web y la aplicación de escritorio. En la Figura 1 se muestra la
arquitectura diseñada para el sistema.
7
Aradillas et al. 2018.
El Loro Huasteco (ISSN:2007-8587) Número 5, Volumen 1
Figura 1. Arquitectura del sistema
Los sensores permitirán adquirir los datos correspondientes a temperatura, humedad y
pH; los datos adquiridos a través de los sensores son procesados a través de un
microcontrolador y compartidos a través de una red de datos, que para este sistema se
propone el uso de la tarjeta Arduino Uno combinado con la tarjeta Ethernet Shield para
el envío de la información hacia el servidor web; el servidor web a través de la
implementación del protocolo HTTP adquirirá y almacenará la información
correspondientes a los parámetros ambientales, para posteriormente procesarla y
compartirla con la aplicación de escritorio; la aplicación de escritorio permite visualizar
los datos de manera gráfica, y a su vez emitirá notificaciones y recomendaciones con
base a los parámetros de temperatura, humedad y pH adquiridos.
RESULTADOS
En una primera etapa se realizó la construcción del sistema electrónico en base a las
especificaciones de cada uno de los sensores, y se realizaron pruebas de envió de datos
por medio de la Ethernet Shield corroborando que se estuviera enviando los datos al
servidor web creado a través de Apache, PHP y MySQL para la recolección de los datos,
ya que en el solo se encuentra la conexión hacia la base de datos que almacena los
parámetros ambientales, en la aplicación de escritorio a través de C# se realiza una
consulta a la bases de datos para poder visualizar los parámetros ambientales a través
de PHP y MySQL de lado del servidor, para la graficación de los parámetros ambientales.
Para el intercambio de inforacion entre las aplicaciones se utiliza el método POST.
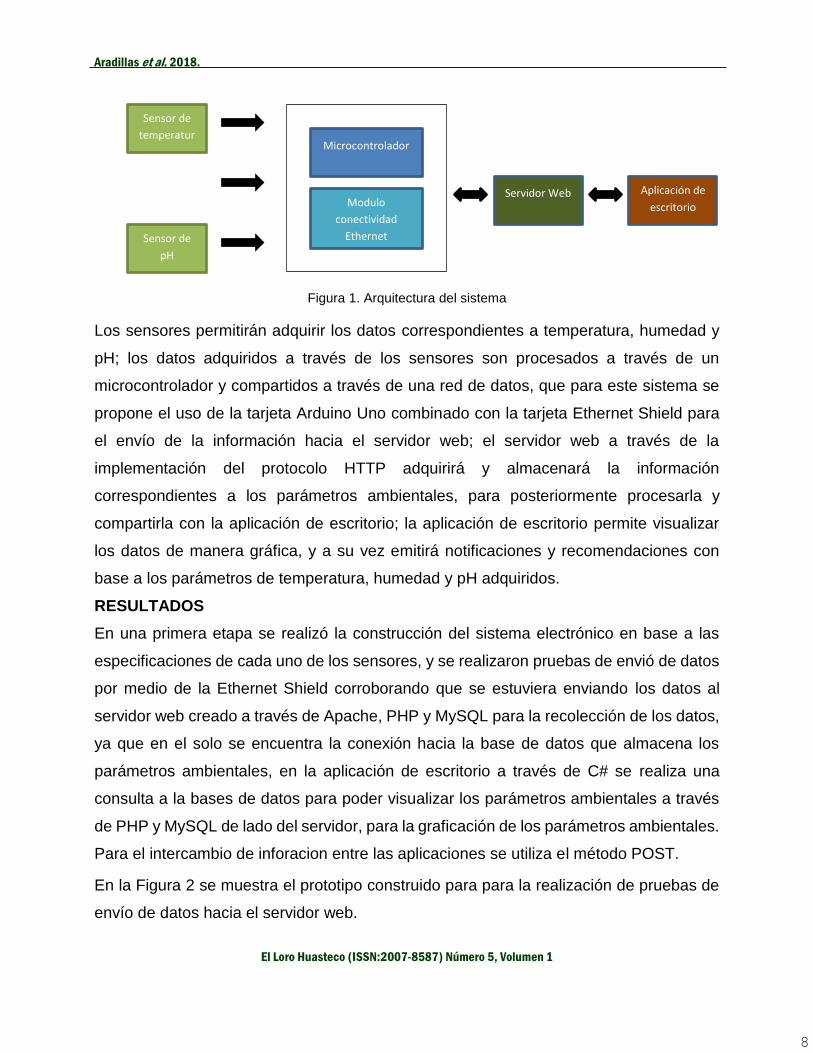
En la Figura 2 se muestra el prototipo construido para para la realización de pruebas de
envío de datos hacia el servidor web.
Sensor de
temperatur
a
Sensor de
pH
Microcontrolador
Modulo
conectividad
Ethernet
Servidor Web Aplicación de
escritorio
8
Aradillas et al. 2018.
El Loro Huasteco (ISSN:2007-8587) Número 5, Volumen 1
Figura 2. Prototipo de prueba de envío de datos
Una vez realizadas las pruebas de envió de los datos se dio a la tarea de crear una
conexión en el servidor HTTP apache, para la recepción de los datos, una vez verificado
que los datos se encuentran enviando de manera estable, creamos una conexión para el
almacenamiento de los datos en el sistema gestor de bases de datos utilizado, en nuestro
caso utilizamos MySQL para el almacenamiento de los datos, en nuestro gestor
diseñamos una base de datos con las tablas necesarias para el correcto almacenamiento
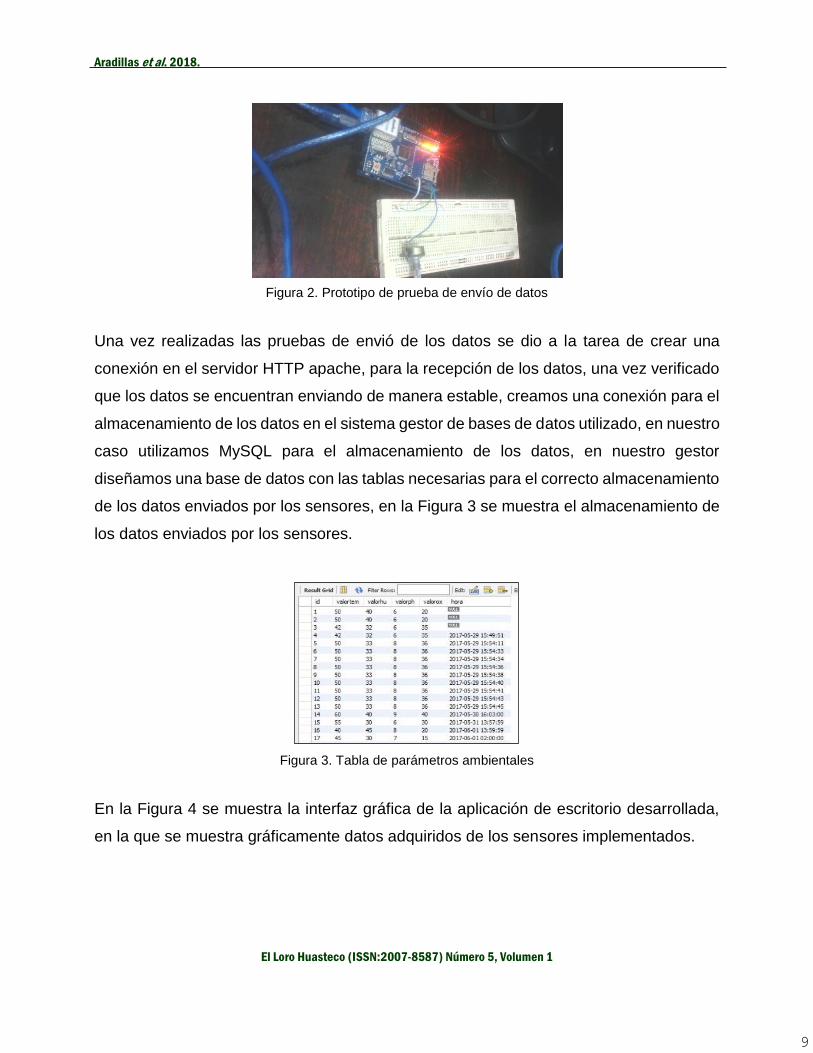
de los datos enviados por los sensores, en la Figura 3 se muestra el almacenamiento de
los datos enviados por los sensores.
Figura 3. Tabla de parámetros ambientales
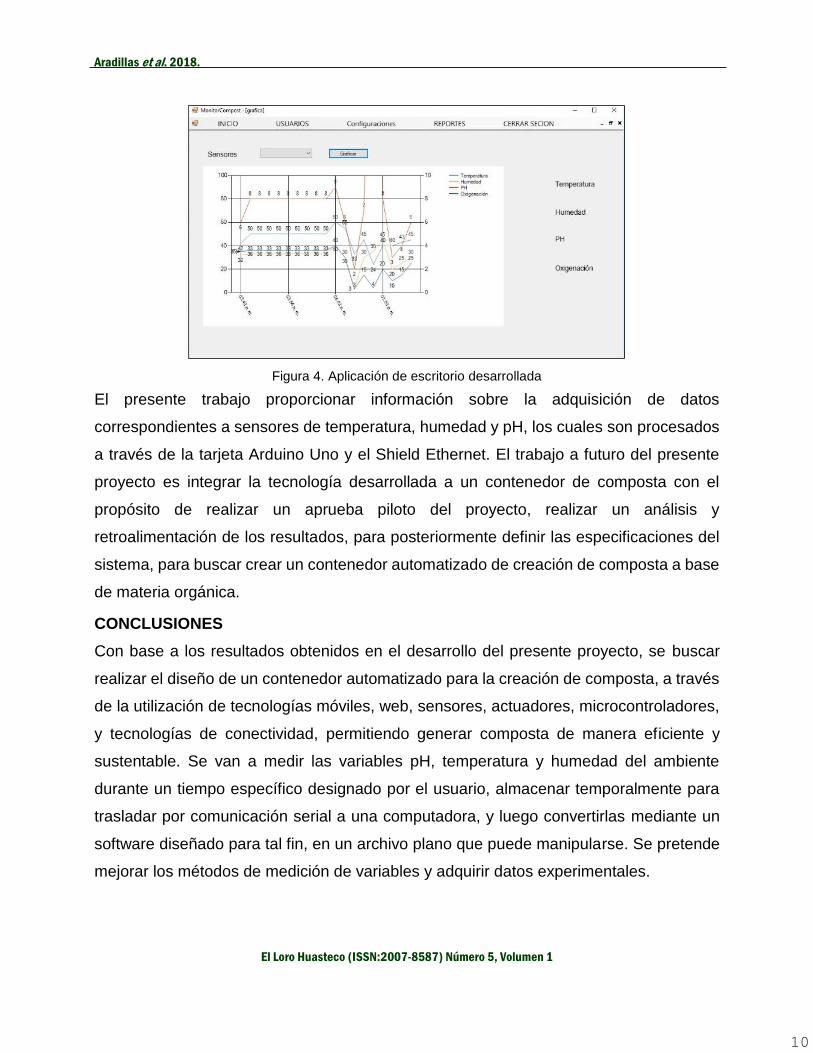
En la Figura 4 se muestra la interfaz gráfica de la aplicación de escritorio desarrollada,
en la que se muestra gráficamente datos adquiridos de los sensores implementados.
9
Aradillas et al. 2018.
El Loro Huasteco (ISSN:2007-8587) Número 5, Volumen 1
Figura 4. Aplicación de escritorio desarrollada
El presente trabajo proporcionar información sobre la adquisición de datos
correspondientes a sensores de temperatura, humedad y pH, los cuales son procesados
a través de la tarjeta Arduino Uno y el Shield Ethernet. El trabajo a futuro del presente
proyecto es integrar la tecnología desarrollada a un contenedor de composta con el
propósito de realizar un aprueba piloto del proyecto, realizar un análisis y
retroalimentación de los resultados, para posteriormente definir las especificaciones del
sistema, para buscar crear un contenedor automatizado de creación de composta a base
de materia orgánica.
CONCLUSIONES
Con base a los resultados obtenidos en el desarrollo del presente proyecto, se buscar
realizar el diseño de un contenedor automatizado para la creación de composta, a través
de la utilización de tecnologías móviles, web, sensores, actuadores, microcontroladores,
y tecnologías de conectividad, permitiendo generar composta de manera eficiente y
sustentable. Se van a medir las variables pH, temperatura y humedad del ambiente
durante un tiempo específico designado por el usuario, almacenar temporalmente para
trasladar por comunicación serial a una computadora, y luego convertirlas mediante un
software diseñado para tal fin, en un archivo plano que puede manipularse. Se pretende
mejorar los métodos de medición de variables y adquirir datos experimentales.
10
Aradillas et al. 2018.
El Loro Huasteco (ISSN:2007-8587) Número 5, Volumen 1
REFERENCIAS
ARDUINO. (20 de 06 de 2017). ARDUINO. Obtenido dehttps://www.arduino.cc/en/Main
/ArduinoEthernetShieldV1
Cedillo, P. L. (2013). Elaboración de composta. Secretaria de Agricultura, Ganaderia,
Desarrollo Rural Pesca y Alimentación, Subsecretaría de Desarrollo Rural, Mexico, DF.
Obtenido de http://www.sagarpa.gob.mx
CONAGUA. (11 de 05 de 2017). Resúmenes Mensuales de Temperaturas y Lluvia.
Obtenido de http://smn.cna.gob.mx/es/climatologia/temperaturas-y-lluvias/resumenes-
mensuales-de-temperaturas-y-lluvias
Dimitrov, K. (22 de 11 de 2016). Arduino Project hub. Obtenido de Arduino Thermometer
with DS18B20: https://create.arduino.cc/projecthub/TheGadgetBoy/ds18b20-digital-
temperature-sensor-and-arduino-9cc806
Economía, S. d. (17 de 02 de 2017). Instituto Méxicano de la Propiedad Industrial.
Obtenido de IPYMETEC: http://www.pymetec.gob.mx/
Instituto Nacional de Ecología. www.ine.gob.mx
Llamas, L. (19 de 01 de 2016). Ingeniería, Informática y Diseño. Obtenido de Tutoriales
Arduino: https://www.luisllamas.es/arduino-humedad-suelo-fc-28/
Llamas, L. (27 de 06 de 2016). Ingeniería, Informática y Diseño. Obtenido de Tutoriales
Arduino: https://www.luisllamas.es/temperatura-liquidos-arduino-ds18b20/
Manager, C. (23 de 02 de 2017). CompostManager. Obtenido de CompostManager:
http://www.compostmanager.com
Román, P., Mártinez Mártinez, M., & Pantoja, A. (2013). MANUAL DE COMPOSTAJE
DEL AGRICULTOR. Experiencias en América Latina, Oficina Regional para América
Latina y el Caribe, Santiago de Chile. Recuperado el 17 de febrero de 2017, de
www.fao.org/home/es
Rodríguez, M. y Cordova, A. Manual de compostaje municipal (tratamiento de residuos
sólidos urbanos), Primera ed. septiembre 2016. Secretaria de medio ambiente y
recursos naturales. www.semarnat.gob.mx
11

EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Tarjeta electrónica para indicador de proceso y temperatura
Manuel Antonio Arenas Méndez, Rubén Alain Govinda Salazar Ortiz
Instituto Tecnológico Superior de Pánuco
INTRODUCCIÓN
Los instrumentos indicadores se utilizan para la visualización de información de variables
físicas tales como temperatura, presión, nivel, tiempo, entre otras. Para el despliegue de
la información estos instrumentos pueden disponer de un índice y una escala graduada
en la que puede leerse el campo de medida de la variable (indicadores analógicos) o
presentarla en un display digital en la que se muestra la variable en forma numérica con
dígitos (indicadores digitales) (Creus A., 2009).
Generalmente los instrumentos indicadores electrónicos reciben la señal de los sensores
de medición de las variables físicas a través de un instrumento transmisor que les envía
señales de voltaje, en rangos de 0-10V, o corriente, con un rango de 4-20mA, las cuales
interpreta como el rango de valores de la variable medida a desplegar en su escala.
El presente documento describe el desarrollo de una tarjeta electrónica, a la cual a partir
de este momento nos referiremos como tarjeta KIT INST-01, que permite la simulación
de dos circuitos electrónicos básicos en la instrumentación industrial: un indicador de
variables de proceso y un indicador de temperatura con sensor analógico.
El diseño de la tarjeta KIT INST-01 obedece a la necesidad de facilitar la comprensión de
los estudiantes de las materias de instrumentación el funcionamiento electrónico de los
instrumentos indicadores utilizados en los procesos industriales.
OBJETIVO GENERAL
Diseñar y desarrollar un kit electrónico para la implementación de una tarjeta que funcione
como un indicador de variables de proceso y un indicador de temperatura con sensor
analógico.
OBJETIVOS ESPECÍFICOS
Seleccionar los componentes eléctricos y electrónicos requeridos para la implementación
de la tarjeta KIT INST-01.
Diseñar la tarjeta PCB para el montaje de los componentes.
12
Arenas y Salazar, 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Desarrollar un instructivo de operación.
ANTECEDENTES
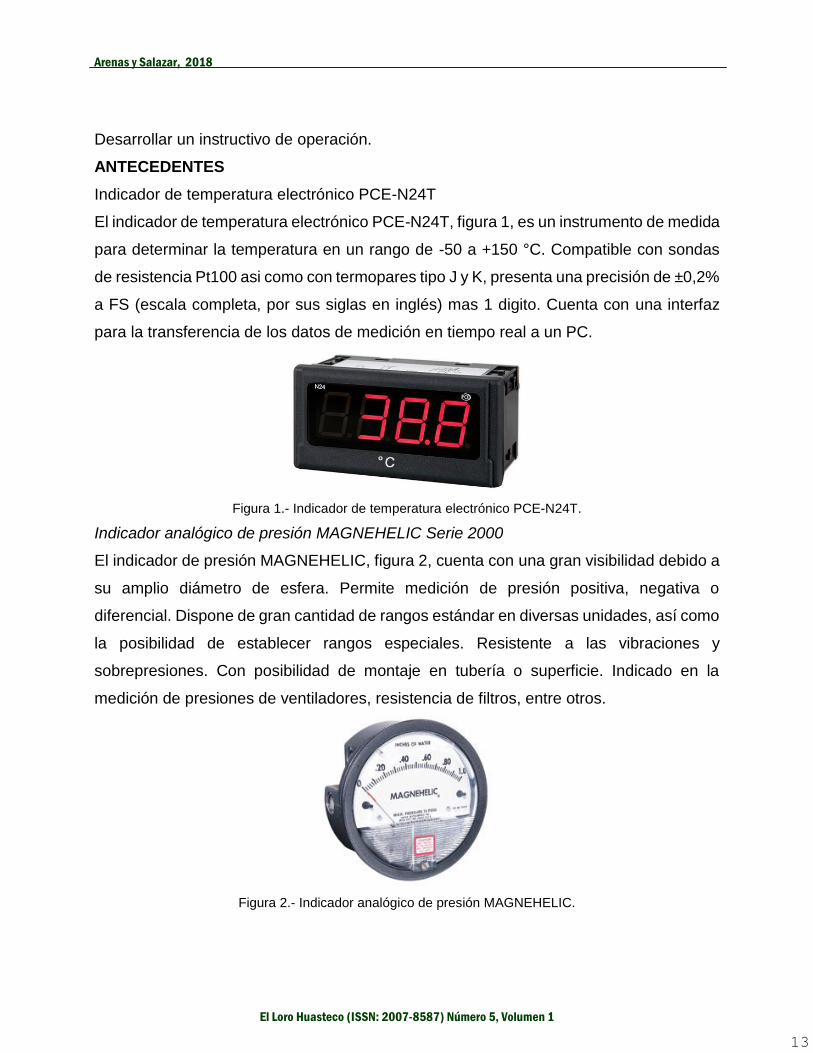
Indicador de temperatura electrónico PCE-N24T
El indicador de temperatura electrónico PCE-N24T, figura 1, es un instrumento de medida
para determinar la temperatura en un rango de -50 a +150 °C. Compatible con sondas
de resistencia Pt100 asi como con termopares tipo J y K, presenta una precisión de ±0,2%
a FS (escala completa, por sus siglas en inglés) mas 1 digito. Cuenta con una interfaz
para la transferencia de los datos de medición en tiempo real a un PC.
Figura 1.- Indicador de temperatura electrónico PCE-N24T.
Indicador analógico de presión MAGNEHELIC Serie 2000
El indicador de presión MAGNEHELIC, figura 2, cuenta con una gran visibilidad debido a
su amplio diámetro de esfera. Permite medición de presión positiva, negativa o
diferencial. Dispone de gran cantidad de rangos estándar en diversas unidades, así como
la posibilidad de establecer rangos especiales. Resistente a las vibraciones y
sobrepresiones. Con posibilidad de montaje en tubería o superficie. Indicado en la
medición de presiones de ventiladores, resistencia de filtros, entre otros.
Figura 2.- Indicador analógico de presión MAGNEHELIC.
13

Arenas y Salazar, 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Indicador de proceso
Circuito indicador de proceso desarrollado por el Ing. Juan Gilberto Mateos Suárez, figura
3. La entrada del circuito puede configurarse para manejar señales de voltaje (0.25-
1.25V), o corriente (4-20 mA). El valor de la variable se despliega mediante un
galvanómetro D'Arsonval.
Figura 3.- Diagrama esquemático circuito indicador de proceso.
DESARROLLO
Tomando como base la propuesta del circuito indicador de proceso en Mateos J. (2002)
se realizó un diseño de circuito alternativo, figura 4, que permite desplegar la información
de una variable de proceso general, simulada por una señal de entrada, no estándar, con
un rango de voltaje de 0.25-1.25V, o una señal de temperatura procedente de un sensor
de temperatura analógico LM35.
Figura 4.- Diagrama esquemático circuito indicador de proceso.
14
Arenas y Salazar, 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
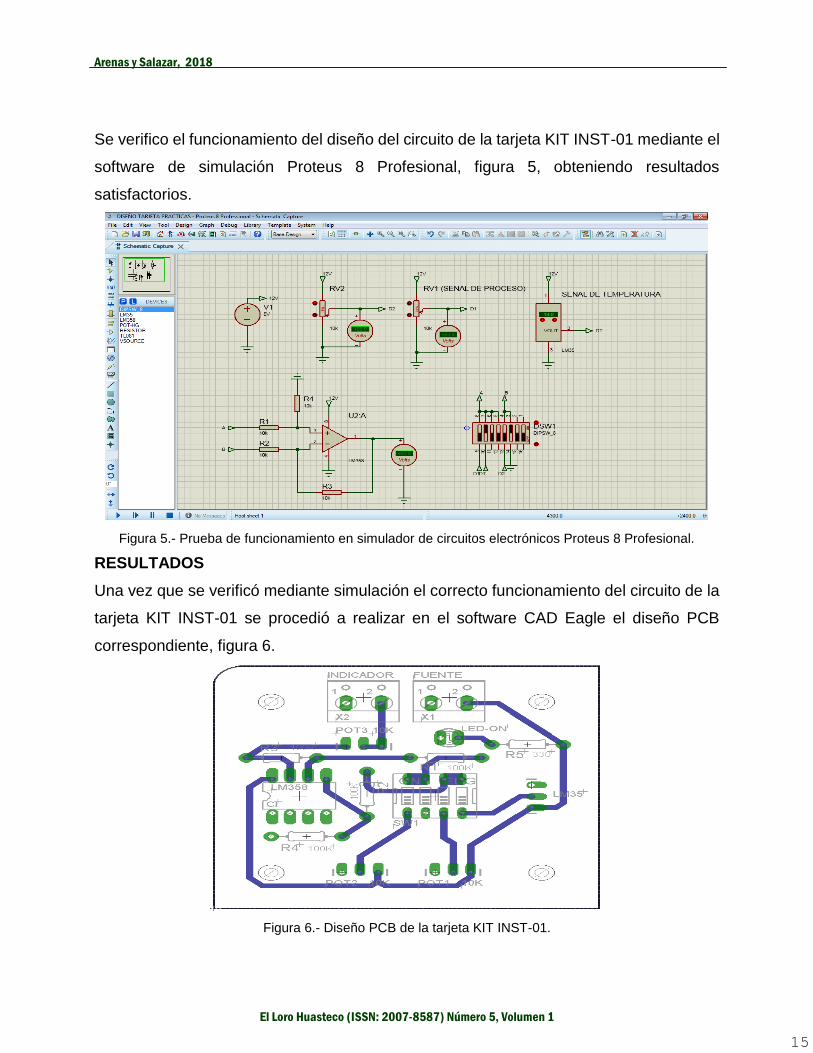
Se verifico el funcionamiento del diseño del circuito de la tarjeta KIT INST-01 mediante el
software de simulación Proteus 8 Profesional, figura 5, obteniendo resultados
satisfactorios.
Figura 5.- Prueba de funcionamiento en simulador de circuitos electrónicos Proteus 8 Profesional.
RESULTADOS
Una vez que se verificó mediante simulación el correcto funcionamiento del circuito de la
tarjeta KIT INST-01 se procedió a realizar en el software CAD Eagle el diseño PCB
correspondiente, figura 6.
Figura 6.- Diseño PCB de la tarjeta KIT INST-01.
15
Arenas y Salazar, 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
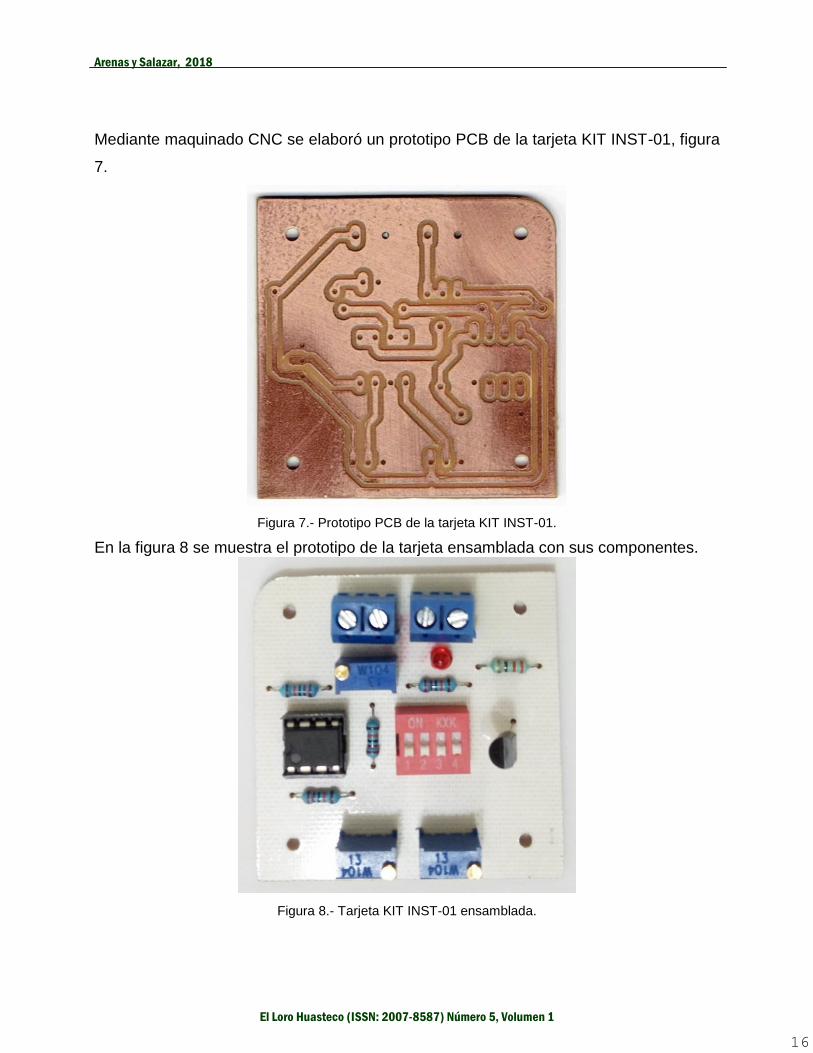
Mediante maquinado CNC se elaboró un prototipo PCB de la tarjeta KIT INST-01, figura
7.
Figura 7.- Prototipo PCB de la tarjeta KIT INST-01.
En la figura 8 se muestra el prototipo de la tarjeta ensamblada con sus componentes.
Figura 8.- Tarjeta KIT INST-01 ensamblada.
16
Arenas y Salazar, 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
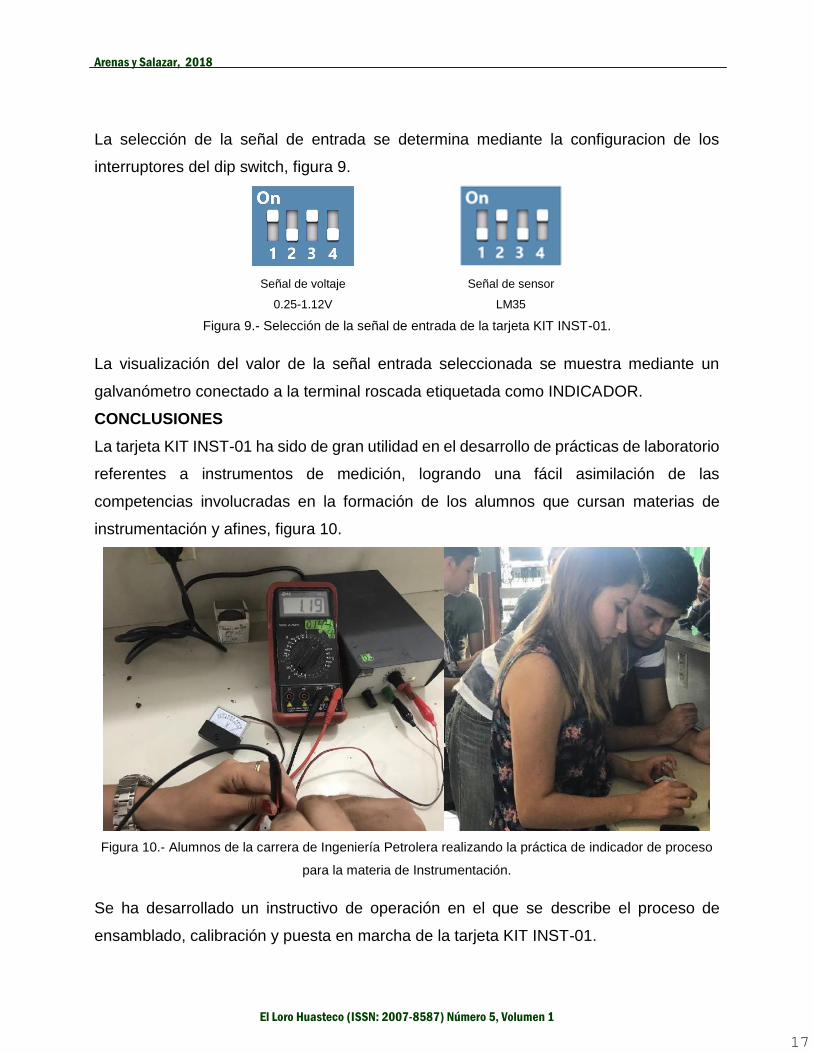
La selección de la señal de entrada se determina mediante la configuracion de los
interruptores del dip switch, figura 9.
Señal de voltaje
0.25-1.12V
Señal de sensor
LM35
Figura 9.- Selección de la señal de entrada de la tarjeta KIT INST-01.
La visualización del valor de la señal entrada seleccionada se muestra mediante un
galvanómetro conectado a la terminal roscada etiquetada como INDICADOR.
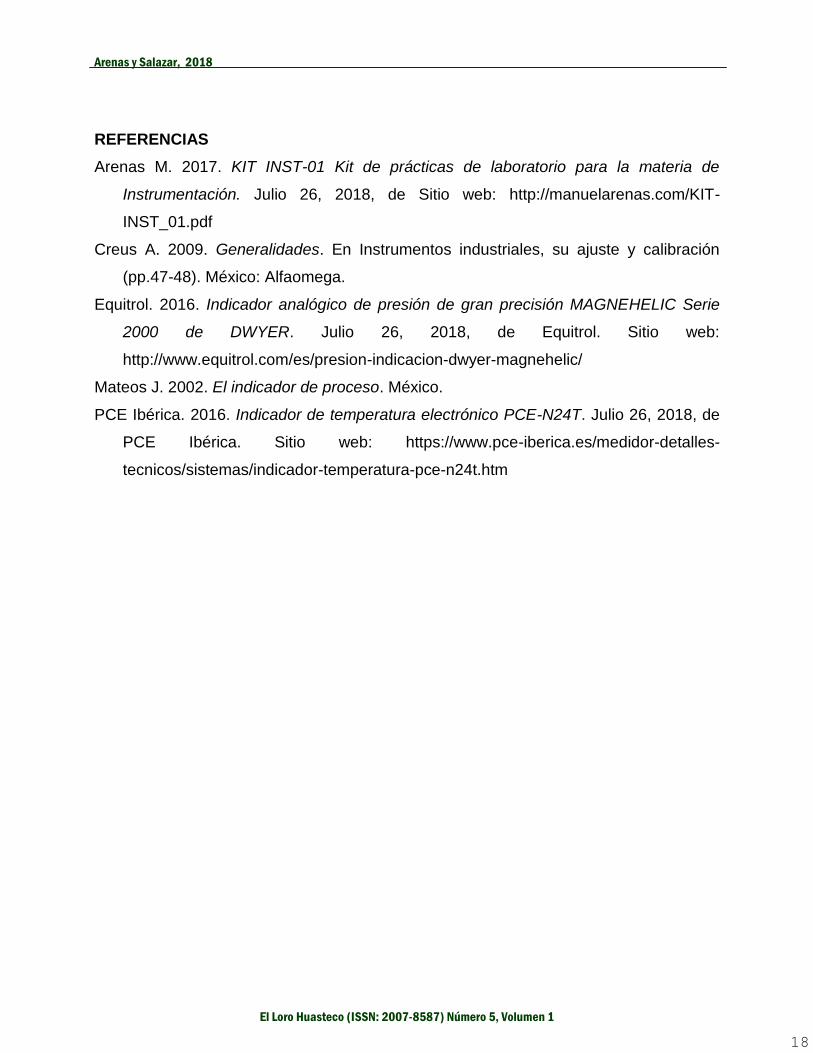
CONCLUSIONES
La tarjeta KIT INST-01 ha sido de gran utilidad en el desarrollo de prácticas de laboratorio
referentes a instrumentos de medición, logrando una fácil asimilación de las
competencias involucradas en la formación de los alumnos que cursan materias de
instrumentación y afines, figura 10.
Figura 10.- Alumnos de la carrera de Ingeniería Petrolera realizando la práctica de indicador de proceso
para la materia de Instrumentación.
Se ha desarrollado un instructivo de operación en el que se describe el proceso de
ensamblado, calibración y puesta en marcha de la tarjeta KIT INST-01.
17
Arenas y Salazar, 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
REFERENCIAS
Arenas M. 2017. KIT INST-01 Kit de prácticas de laboratorio para la materia de
Instrumentación. Julio 26, 2018, de Sitio web: http://manuelarenas.com/KIT-
INST_01.pdf
Creus A. 2009. Generalidades. En Instrumentos industriales, su ajuste y calibración
(pp.47-48). México: Alfaomega.
Equitrol. 2016. Indicador analógico de presión de gran precisión MAGNEHELIC Serie
2000 de DWYER. Julio 26, 2018, de Equitrol. Sitio web:
http://www.equitrol.com/es/presion-indicacion-dwyer-magnehelic/
Mateos J. 2002. El indicador de proceso. México.
PCE Ibérica. 2016. Indicador de temperatura electrónico PCE-N24T. Julio 26, 2018, de
PCE Ibérica. Sitio web: https://www.pce-iberica.es/medidor-detalles-
tecnicos/sistemas/indicador-temperatura-pce-n24t.htm
18
EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Tarjeta electrónica para el control de temperatura TODO-NADA con
banda diferencial de un líquido
Manuel Antonio Arenas Méndez, Rubén Alain Govinda Salazar Ortiz, Carlos Alberto Contreras Verteramo
Instituto Tecnológico Superior de Pánuco
INTRODUCCIÓN
Generalmente los controladores son la parte central de los sistemas utilizados en la
industria para el manejo de procesos. El controlador supervisa las señales provenientes
de los sensores de las variables controladas del sistema (presión, nivel, temperatura)
para compararlas con un valor deseado y así ejercer una acción correctiva de acuerdo
con la desviación. La variable controlada la pueden recibir directamente como
controladores locales o bien indirectamente en forma de señal neumática, electrónica o
digital procedente de un transmisor (Creus A., 2011).
El presente documento describe el desarrollo de una tarjeta electrónica, a la cual a partir
de este momento nos referiremos como tarjeta KIT INST-02, que permite el control de la
temperatura de un líquido (agua) contenido en un recipiente mediante una resistencia
calefactora sumergible.
El diseño de la tarjeta KIT INST-02 obedece a la necesidad de facilitar la comprensión
sobre el funcionamiento electrónico de los controladores industriales a los estudiantes de
las materias de instrumentación.
OBJETIVO GENERAL
Diseñar y desarrollar un kit electrónico para la implementación de una tarjeta de control
todo-nada con banda diferencial para el control de la temperatura de un líquido.
OBJETIVOS ESPECÍFICOS
Seleccionar los componentes eléctricos y electrónicos requeridos para la implementación
de la tarjeta KIT INST-02.
Diseñar la tarjeta PCB para el montaje de los componentes.
Desarrollar un instructivo de operación.
19

Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
ANTECEDENTES
Controlador de temperatura WIKA CS6x
Los controladores PID de temperatura de la serie CS6x, figura 1, son adecuados para la
indicación, control y monitorización de temperaturas. Disponen de una entrada
multifuncional que permite la configuración de la entrada del sensor. Esta solución mejora
considerablemente la flexibilidad del controlador y simplifica el almacenaje. El controlador
PID de temperatura ofrece también una monitorización de los valores nominales. Los
parámetros de control pueden ajustarse dentro de amplios intervalos.
Figura 1.- Controlador de temperatura WIKA CS6x.
Controlador de Temperatura NOVUS N321
Los controladores de temperatura N321, figura 2, son ideales para medir, indicar y
controlar la temperatura en un rango de -200 a 600 °C en función del tipo de sensor
utilizado. El usuario puede programar el tipo de acción de acuerdo con la aplicación:
acción directa (refrigeración) o acción reversa (calentamiento). Su relé con capacidad
para 10 A puede accionar directamente un compresor o resistencias con acción ON/OFF.
Figura 2.- Controlador de Temperatura NOVUS N321.
20
Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
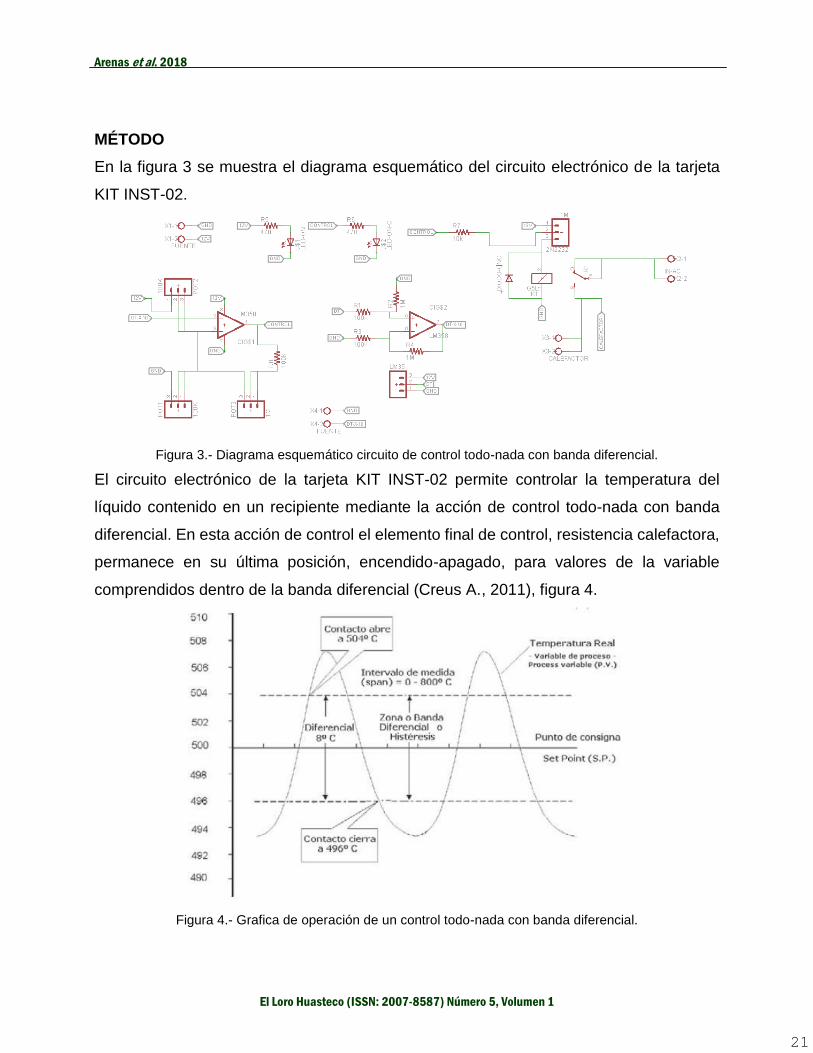
MÉTODO
En la figura 3 se muestra el diagrama esquemático del circuito electrónico de la tarjeta
KIT INST-02.
Figura 3.- Diagrama esquemático circuito de control todo-nada con banda diferencial.
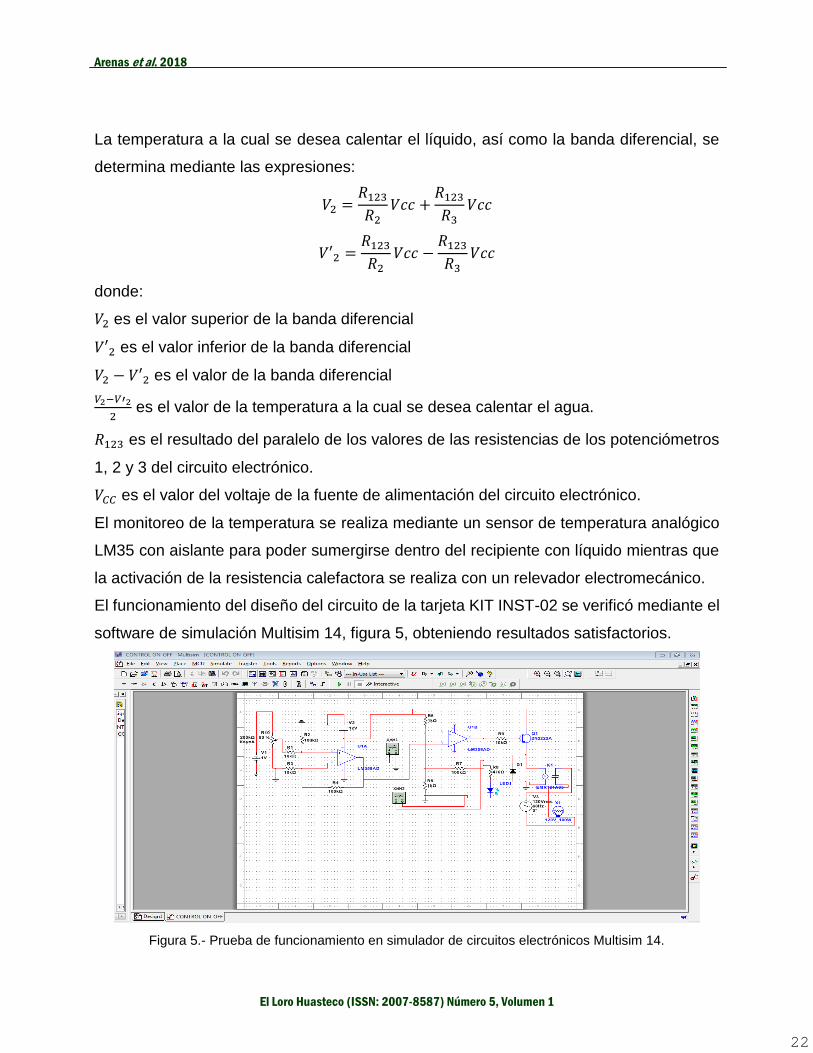
El circuito electrónico de la tarjeta KIT INST-02 permite controlar la temperatura del
líquido contenido en un recipiente mediante la acción de control todo-nada con banda
diferencial. En esta acción de control el elemento final de control, resistencia calefactora,
permanece en su última posición, encendido-apagado, para valores de la variable
comprendidos dentro de la banda diferencial (Creus A., 2011), figura 4.
Figura 4.- Grafica de operación de un control todo-nada con banda diferencial.
21
Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
La temperatura a la cual se desea calentar el líquido, así como la banda diferencial, se
determina mediante las expresiones:
𝑉2 =𝑅123𝑅2
𝑉𝑐𝑐 +𝑅123𝑅3
𝑉𝑐𝑐
𝑉′2 =𝑅123𝑅2
𝑉𝑐𝑐 −𝑅123𝑅3
𝑉𝑐𝑐
donde:
𝑉2 es el valor superior de la banda diferencial
𝑉′2 es el valor inferior de la banda diferencial
𝑉2 − 𝑉′2 es el valor de la banda diferencial
𝑉2−𝑉′2
2 es el valor de la temperatura a la cual se desea calentar el agua.
𝑅123 es el resultado del paralelo de los valores de las resistencias de los potenciómetros
1, 2 y 3 del circuito electrónico.
𝑉𝐶𝐶 es el valor del voltaje de la fuente de alimentación del circuito electrónico.
El monitoreo de la temperatura se realiza mediante un sensor de temperatura analógico
LM35 con aislante para poder sumergirse dentro del recipiente con líquido mientras que
la activación de la resistencia calefactora se realiza con un relevador electromecánico.
El funcionamiento del diseño del circuito de la tarjeta KIT INST-02 se verificó mediante el
software de simulación Multisim 14, figura 5, obteniendo resultados satisfactorios.
Figura 5.- Prueba de funcionamiento en simulador de circuitos electrónicos Multisim 14.
22
Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
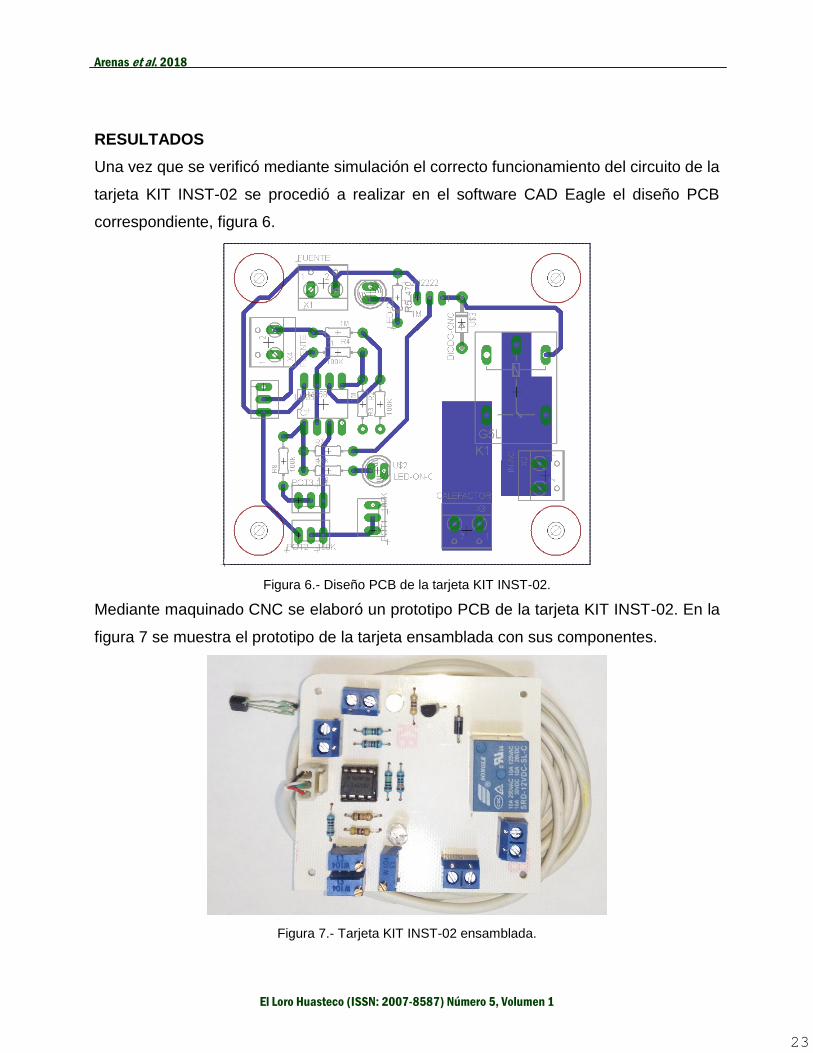
RESULTADOS
Una vez que se verificó mediante simulación el correcto funcionamiento del circuito de la
tarjeta KIT INST-02 se procedió a realizar en el software CAD Eagle el diseño PCB
correspondiente, figura 6.
Figura 6.- Diseño PCB de la tarjeta KIT INST-02.
Mediante maquinado CNC se elaboró un prototipo PCB de la tarjeta KIT INST-02. En la
figura 7 se muestra el prototipo de la tarjeta ensamblada con sus componentes.
Figura 7.- Tarjeta KIT INST-02 ensamblada.
23

Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
CONCLUSIONES
La tarjeta KIT INST-02 ha sido de gran utilidad en el desarrollo de prácticas de laboratorio
referentes a controladores analógicos, logrando una fácil asimilación de las competencias
involucradas en la formación de los alumnos que cursan materias de instrumentación y
afines, figura 8.
Figura 8.- Práctica de control de temperatura la materia de Instrumentación.
Se ha desarrollado un instructivo de operación en el que se describe el proceso de
ensamblado, calibración y puesta en marcha de la tarjeta KIT INST-02.
REFERENCIAS
Arenas M. (2017). KIT INST-02 Kit de prácticas de laboratorio para la materia de
Instrumentación. Julio 26, 2018, de Sitio web: http://manuelarenas.com/KIT-
INST_02.pdf
Creus A. (2011). Instrumentación industrial. México: Alfaomega.
Novus. (2016). Controlador de Temperatura N321. Julio 26, 2018, de Novus. Sitio web:
https://www.novus.com.br/site/default.asp?TroncoID=621808&SecaoID=828244&Sub
secaoID=0&Template=../catalogos/layout_produto.asp&ProdutoID=739171&Idioma=
34
Olmo M. & Nave R. (2008). El Disparador Schmitt. Julio 26, 2018, de HyperPhysics. Sitio
web: http://hyperphysics.phy-astr.gsu.edu/hbasees/Electronic/schmitt.html#c2
24

Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Wika México. (2016). Controlador PID de temperatura. Julio 26, 2018, de Wika México.
Sitio web: https://www.wika.com.mx/cs6s_cs6h_cs6l_es_es.WIKA
25
EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Aplicación móvil para el control de desplazamiento de un rover
terrestre Manuel Antonio Arenas Méndez, Rubén Alain Govinda Salazar Ortiz, Alda Nelly Aradillas Ponce, Santos
Ruiz Hernández
Instituto Tecnológico Superior de Pánuco
RESUMEN
En el presente documento se muestra el prototipo de un robot explorador controlado a
distancia mediante un dispositivo móvil por medio de Wi-Fi; en el cual se describen los
pasos para el desarrollo de una aplicación móvil y un algoritmo de control para la
operación del robot.
La aplicación móvil permitirá el monitoreo de los sensores del robot mediante
comunicación WIFI. El prototipo propuesto tiene la capacidad de enviar video mediante
una cámara IP directo a la Aplicación.
INTRODUCCIÓN
Un robot móvil todo terreno es un robot para experimentación e investigación en
ambientes reales el cual posee características similares a los robots de aplicación
industrial o comercial. Los robots móviles todo terreno se emplean ampliamente en el
desarrollo de proyectos de investigación y/o prácticas de laboratorio en las que, por
ejemplo, se utilizan para la prueba y validación de sistemas de control de robots, examinar
algoritmos de navegación autónoma o semi-autónoma, así como la utilización de
diferentes tipos de sensores, actuadores y demás dispositivos electrónicos (Muñoz et al.
2006).
El desarrollo de la aplicación móvil es fundamental para lograr aprovechar todos los
beneficios que otorga el uso del robot; ya que permite monitorear las variables deseadas
de manera remota; tales como, geolocalización, referencia de orientación, detección de
objetos, temperatura, registro de imágenes mediante la cámara y el monitoreo de las
baterías del robot.
26
Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
ANTECEDENTES
La tecnología Maquina a Maquina (M2M) y el Internet de las cosas (IoT) son el resultado
del progreso de la tecnología en las últimas décadas, debido al alto consumo del
Protocolo de Internet (IP) y la amplia adopción del Internet. Las oportunidades de las
aplicaciones para tales soluciones solamente están limitadas por la imaginación del
usuario; Sin embargo, el rol que el M2M y el IoT tendrá en la industria y en la sociedad
es solo el comienzo del surgimiento de una serie de interacciones y razones
interrelacionadas. El internet indudablemente ha tenido un profundo impacto en la
sociedad y en las industrias en las pasadas dos décadas. Empezando con la conexión
remota entre dos computadoras mediante ARPANET, la introducción del protocolo
TCP/IP y más tarde la introducción de los servicios tales como el email y la Red
Informática Mundial(WWW), creando un amplio crecimiento en la usabilidad y el tráfico
de información.
En conjunción con las Innovaciones que permitieron la reducción de costos de la
tecnología de los semiconductores y la subsecuente extensión del internet por redes
móviles en un costo razonable, millones de personas se conectan a Internet.
En el mismo tiempo en el cual el Internet se ha desarrollado, otra revolución tecnológica
ha surgido; el uso de sensores y actuadores que monitorean y controlan variables del
mundo físico digitalmente a un bajo coste y que en la actualidad son capaces de
comunicarse por redes móviles; Como resultado de ello, son capaces de comunicar
información referente al mundo físico en tiempo real a través de las redes con un ancho
de banda amplio y un costo relativamente bajo (Holler et al.2014).
METODO
El método empleado para la realización del proyecto consistió en: Determinación de los
componentes a utilizar para lograr el control de movimiento del robot móvil, así como de
la videocámara y sus funciones de grabación, configuración y control de la cámara IP por
medio de una aplicación móvil, Diseño y control de una aplicación móvil para el manejo
de motores y el sensor de temperatura, Manejo de la API Google Maps para la aplicación,
Desarrollo del código principal para el control del robot por medio de la aplicación y
27
Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
creación de la aplicación móvil que manipule el robot. A continuación, se describen
brevemente los puntos anteriormente mencionados.
Determinación de los componentes a utilizar. - Para el desarrollo del proyecto se
implementó un módulo WiFi basado el chip ESP8266 el cual maneja un lenguaje de
programación Lua, pero se puede configurar para que lo reconozca el IDE de Arduino,
de esta manera facilitando la programación.
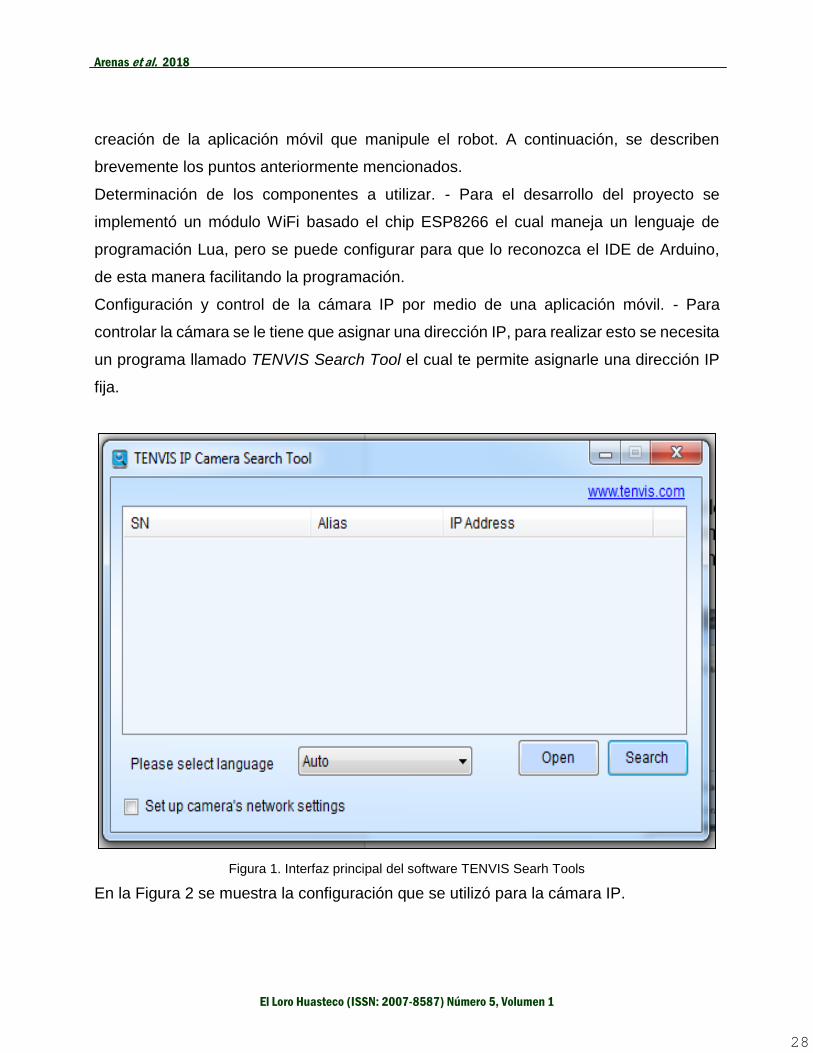
Configuración y control de la cámara IP por medio de una aplicación móvil. - Para
controlar la cámara se le tiene que asignar una dirección IP, para realizar esto se necesita
un programa llamado TENVIS Search Tool el cual te permite asignarle una dirección IP
fija.
Figura 1. Interfaz principal del software TENVIS Searh Tools
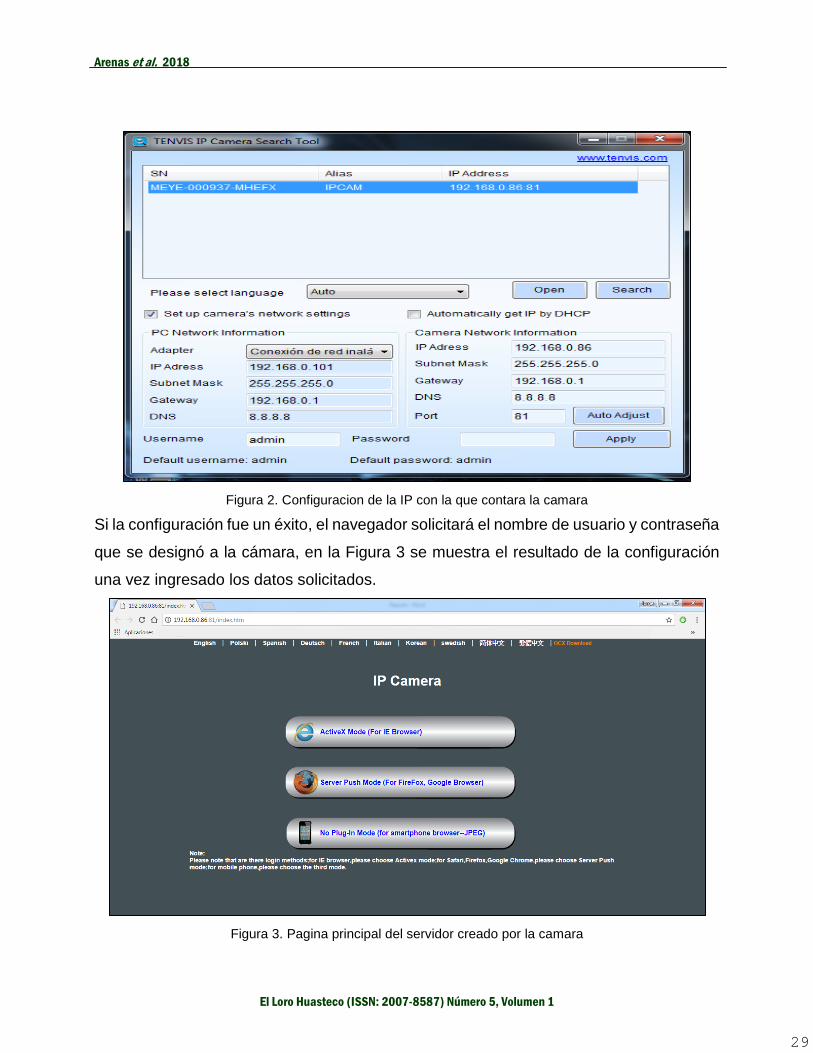
En la Figura 2 se muestra la configuración que se utilizó para la cámara IP.
28
Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Figura 2. Configuracion de la IP con la que contara la camara
Si la configuración fue un éxito, el navegador solicitará el nombre de usuario y contraseña
que se designó a la cámara, en la Figura 3 se muestra el resultado de la configuración
una vez ingresado los datos solicitados.
Figura 3. Pagina principal del servidor creado por la camara
29
Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
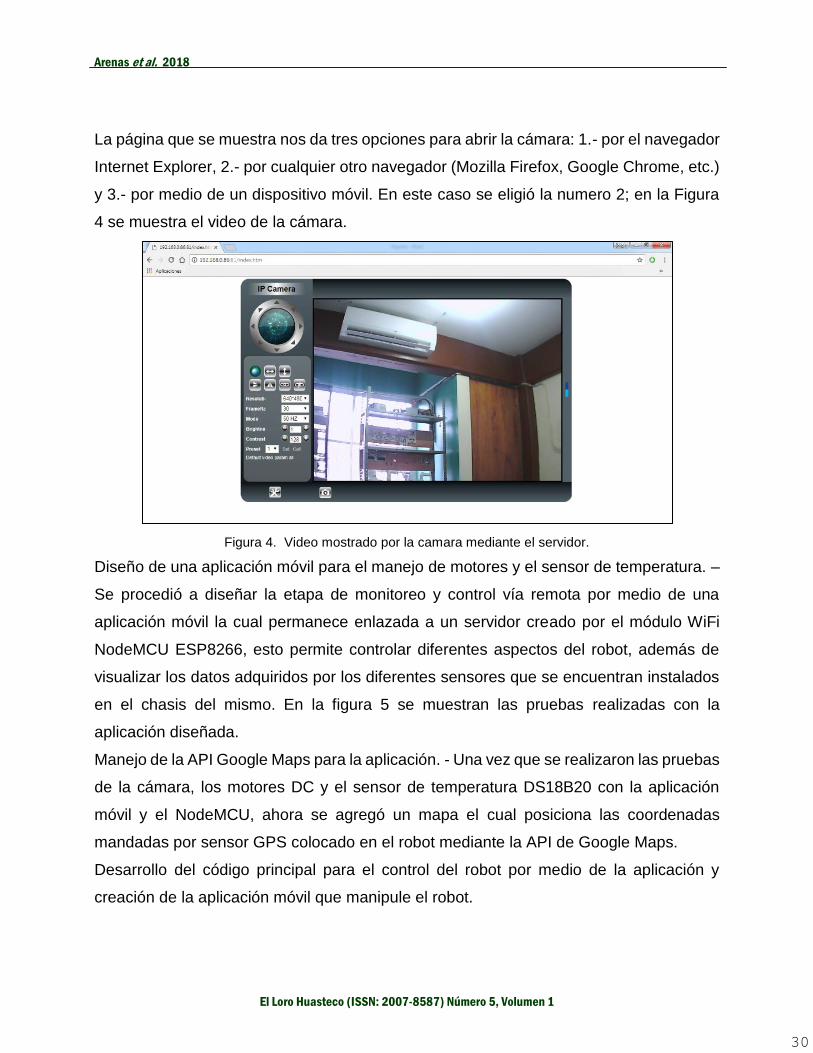
La página que se muestra nos da tres opciones para abrir la cámara: 1.- por el navegador
Internet Explorer, 2.- por cualquier otro navegador (Mozilla Firefox, Google Chrome, etc.)
y 3.- por medio de un dispositivo móvil. En este caso se eligió la numero 2; en la Figura
4 se muestra el video de la cámara.
Figura 4. Video mostrado por la camara mediante el servidor.
Diseño de una aplicación móvil para el manejo de motores y el sensor de temperatura. –
Se procedió a diseñar la etapa de monitoreo y control vía remota por medio de una
aplicación móvil la cual permanece enlazada a un servidor creado por el módulo WiFi
NodeMCU ESP8266, esto permite controlar diferentes aspectos del robot, además de
visualizar los datos adquiridos por los diferentes sensores que se encuentran instalados
en el chasis del mismo. En la figura 5 se muestran las pruebas realizadas con la
aplicación diseñada.
Manejo de la API Google Maps para la aplicación. - Una vez que se realizaron las pruebas
de la cámara, los motores DC y el sensor de temperatura DS18B20 con la aplicación
móvil y el NodeMCU, ahora se agregó un mapa el cual posiciona las coordenadas
mandadas por sensor GPS colocado en el robot mediante la API de Google Maps.
Desarrollo del código principal para el control del robot por medio de la aplicación y
creación de la aplicación móvil que manipule el robot.
30
Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
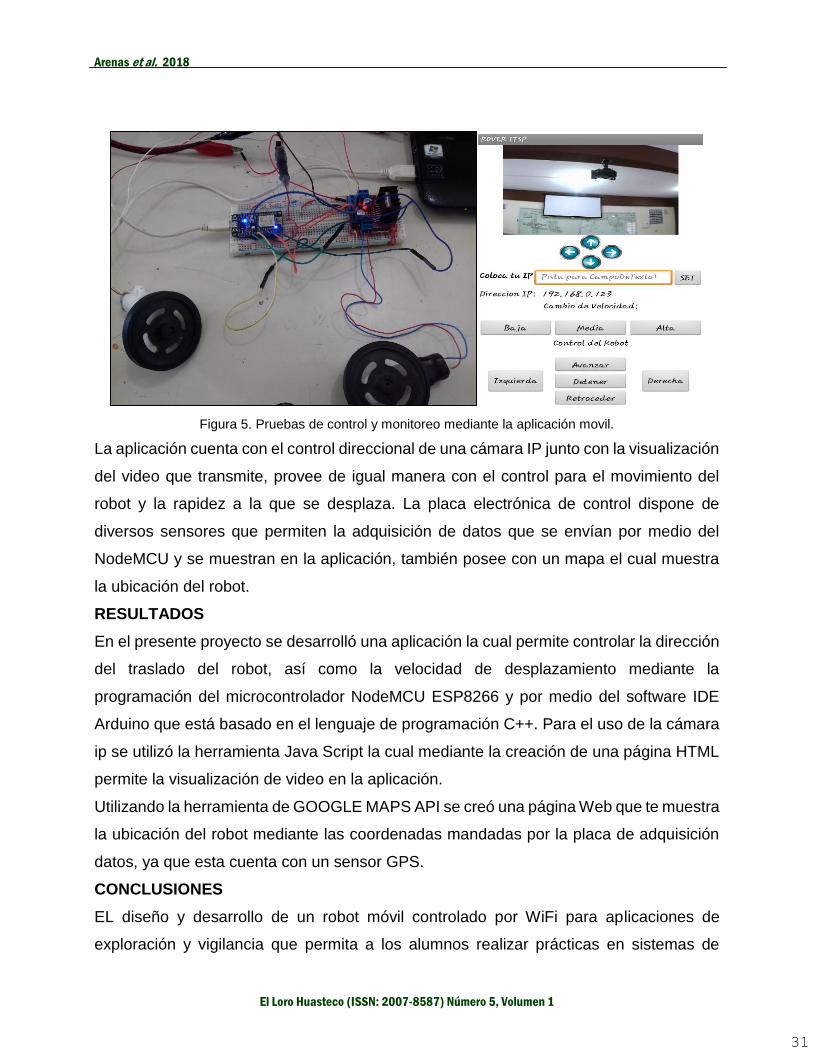
Figura 5. Pruebas de control y monitoreo mediante la aplicación movil.
La aplicación cuenta con el control direccional de una cámara IP junto con la visualización
del video que transmite, provee de igual manera con el control para el movimiento del
robot y la rapidez a la que se desplaza. La placa electrónica de control dispone de
diversos sensores que permiten la adquisición de datos que se envían por medio del
NodeMCU y se muestran en la aplicación, también posee con un mapa el cual muestra
la ubicación del robot.
RESULTADOS
En el presente proyecto se desarrolló una aplicación la cual permite controlar la dirección
del traslado del robot, así como la velocidad de desplazamiento mediante la
programación del microcontrolador NodeMCU ESP8266 y por medio del software IDE
Arduino que está basado en el lenguaje de programación C++. Para el uso de la cámara
ip se utilizó la herramienta Java Script la cual mediante la creación de una página HTML
permite la visualización de video en la aplicación.
Utilizando la herramienta de GOOGLE MAPS API se creó una página Web que te muestra
la ubicación del robot mediante las coordenadas mandadas por la placa de adquisición
datos, ya que esta cuenta con un sensor GPS.
CONCLUSIONES
EL diseño y desarrollo de un robot móvil controlado por WiFi para aplicaciones de
exploración y vigilancia que permita a los alumnos realizar prácticas en sistemas de
31

Arenas et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
telemetría, sensores y actuadores electrónicos. Todo mediante una aplicación para
dispositivos Android brindándoles la oportunidad de aplicar los conocimientos adquiridos
en materias como Electrónica de Potencia, Microcontroladores, Instrumentación,
Optoelectrónica, entre otras.
REFERENCIAS BIBLIOGRÁFICAS
Muñoz N., Andrade C., & Londoño N. (2006). Diseño y construcción de un robot móvil
orientado a la enseñanza e investigación. INGENIERÍA & DESARROLLO, 19, pp. 114-
127.
Pololu. (2016). Dagu Wild Thumper 4WD All-Terrain Chassis, Silver, 34:1. junio 20, 2017,
de Pololu Sitio web: https://www.pololu.com/product/1564
Sener. (2013). Desarrollo de una plataforma robótica para aplicaciones militares y de
seguridad. Junio 21, 2017, de Sener Sitio web: http://www.sener.es/revista-
sener/es/al_da_desarrollo_de_una_plataforma_robtica_para_aplicaciones_militares_
y_de_seguridad.html
Superdroidrobots. (2016). Aluminum Mecanum Vectoring Robot Chassis - IG32 DM.
Junio 18, 2017, de Superdroidrobots Sitio web:
http://www.superdroidrobots.com/shop/item.aspx/aluminum-mecanum-vectoring-
robot-chassis-ig32-dm/1482/
32
EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Análisis de las no conformidades del Sistema FSSC 22000 y su
impacto en la capacitación anual en un Ingenio azucarero del Estado
de Veracruz Alma Leticia Cruz Méndez, Santos Ruiz Hernández, Edgar Jearvavi Vázquez Moreno
Instituto Tecnologico Superior de Pánuco.
INTRODUCCIÓN
La Certificación del Sistema de Seguridad Alimentaria (Food Safety System Certification)
FSSC 22000, está integrado por tres normas: la ISO 22000 Sistema de Gestión de
Seguridad de los Alimentos, ISO/TS 22002-1 Programa prerrequisitos de inocuidad
alimentaria y requisitos adicionales de FSSC. El reconocimiento nacional e internacional
de la certificación FSSC 22000 fortalece la posición en el mercado de cualquier empresa
de la industria alimentaria, garantizando un alto nivel de productos manufacturados,
especialmente en su seguridad alimentaria (Condrea, Constantinescu, Stanciu, &
Constandache, 2015) y brindando a la empresa la preparación para competir y
convertirse en una ventaja competitiva (Bernal, 2013).
Para el cumplimiento del sistema, las empresas azucareras cuentan con procedimientos
implementados y revisiones periódicas, generando no conformidades en caso de
incumplimiento a cualquiera de los prerrequisitos de FSSC, por tal motivo es
indispensable contar con una capacitación constante y efectiva para mantener
estándares de productividad altos que aseguren la inocuidad del producto.
OBJETIVOS
El objetivo general del proyecto es analizar las no conformidades existentes desde el año
2013 a marzo de 2017 y su impacto en la capacitación anual de un ingenio azucarero del
Estado de Veracruz.
Este objetivo se puede cumplir ya que se cuenta con la matriz de no conformidades del
Sistema de Seguridad Alimentaria. Se inició identificando los puntos de los prerrequisitos
en cada incumplimiento documentado y analizando su recurrencia. Posteriormente se
33
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
reconocieron las acciones que se implementaron para eliminar la causa raíz, detallando
las actividades relacionadas con la capacitación anual de la empresa.
DESARROLLO Y RESULTADOS
El desarrollo de la investigación se basó en el método de determinación y análisis de no
conformidades propuesta por Agüero (2003): Comprobar la existencia de patrones de
repetición, clasificar las no conformidades por prerrequisito, determinar su naturaleza y
origen, establecer relaciones de las acciones implementadas con la recurrencia de no
conformidades por prerrequisito, inferir conclusiones con el proceso de capacitación
anual.
Para mantener a lo largo de toda la cadena alimentaria un ambiente higiénico apropiado
para la producción, manipulación y provisión de productos finales inocuos el Programa
de Prerrequisitos (PPR) establece condiciones y actividades básicas necesarias, la FSSC
22000:2017 indica en la cláusula 7.2 que las organizaciones seleccionen y apliquen PPR
para condiciones básicas de higiene. La verificación de los PPR se debe planificar y los
PPR se deben modificar según sea necesario (ISO-22000: 2005).
El ingenio azucarero situado en el estado de Veracruz, establece los siguientes
prerrequisitos (PPR): 1. Construcción y diseño de Instalaciones; 2. Distribución de locales
y espacios de trabajo; 3. Servicios: agua, aire y energía; 4. Limpieza y sanitización; 5.
Procedimiento de adquisición de insumos y servicios críticos; 6. Control de plagas; 7.
Disposición de personal e Instalaciones del personal; 8. Medidas para prevenir
la contaminación cruzada; 9. Trazabilidad y retiro del producto; 10. Almacenamiento del
producto terminado; 11. Disposición de desechos; 12. Buenas prácticas de
mantenimiento; 13. Reproceso; 14. Información del Producto y advertencias al
consumidor; 15. Defensa del alimento.
Las no conformidades documentadas en el ingenio azucarero de enero de 2013 a marzo
de 2017 suman un total de 233, de las cuales 92 (39%) afectan directamente a los PPR,
el porcentaje de afectación por cada uno de los prerrequisitos se detalla en la Gráfica 1.
34
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
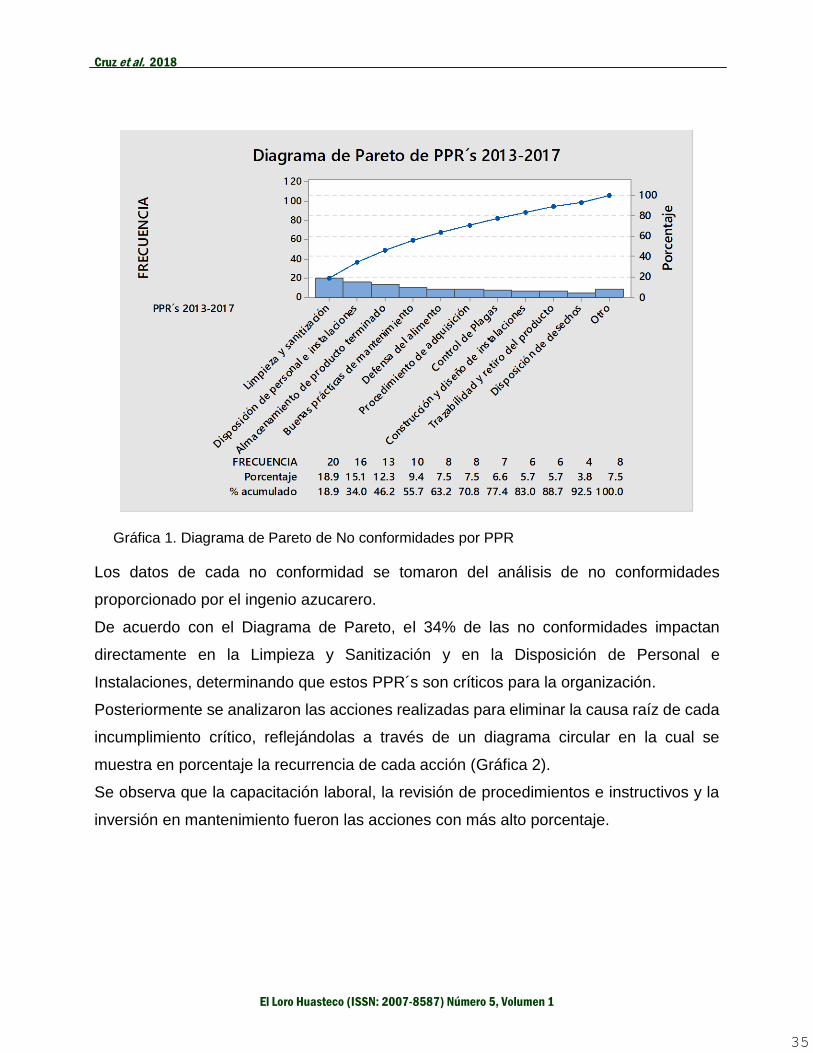
Gráfica 1. Diagrama de Pareto de No conformidades por PPR
Los datos de cada no conformidad se tomaron del análisis de no conformidades
proporcionado por el ingenio azucarero.
De acuerdo con el Diagrama de Pareto, el 34% de las no conformidades impactan
directamente en la Limpieza y Sanitización y en la Disposición de Personal e
Instalaciones, determinando que estos PPR´s son críticos para la organización.
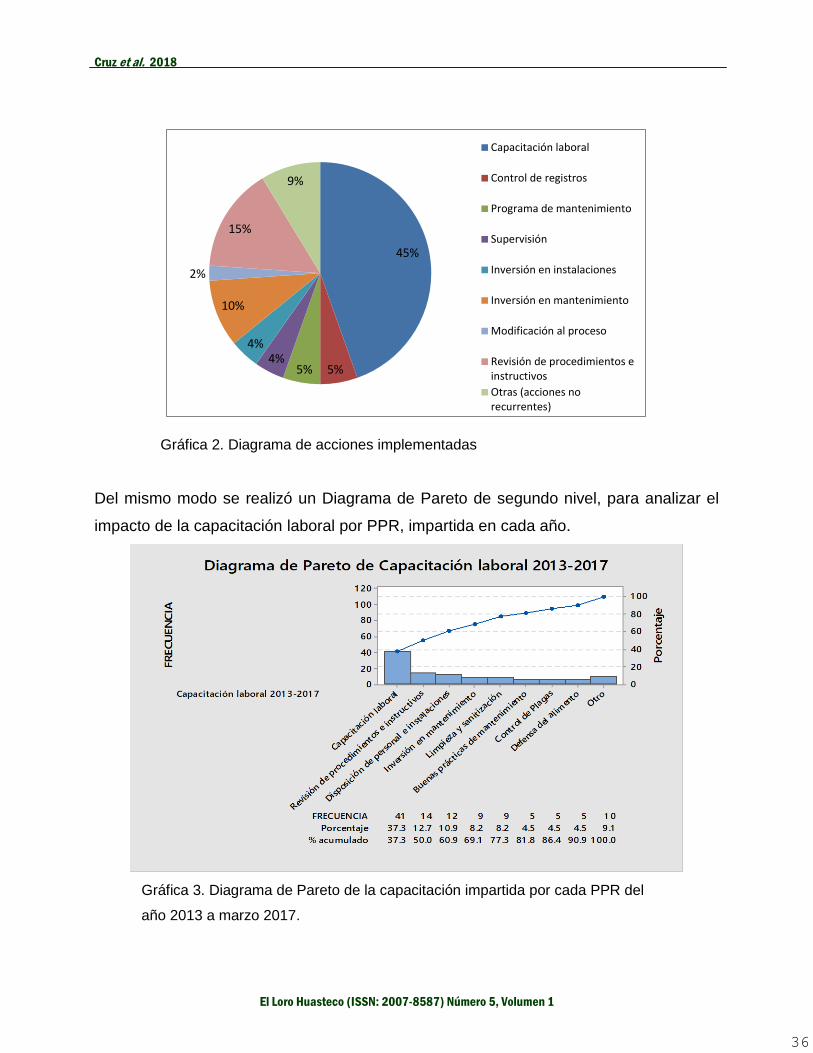
Posteriormente se analizaron las acciones realizadas para eliminar la causa raíz de cada
incumplimiento crítico, reflejándolas a través de un diagrama circular en la cual se
muestra en porcentaje la recurrencia de cada acción (Gráfica 2).
Se observa que la capacitación laboral, la revisión de procedimientos e instructivos y la
inversión en mantenimiento fueron las acciones con más alto porcentaje.
35
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Gráfica 2. Diagrama de acciones implementadas
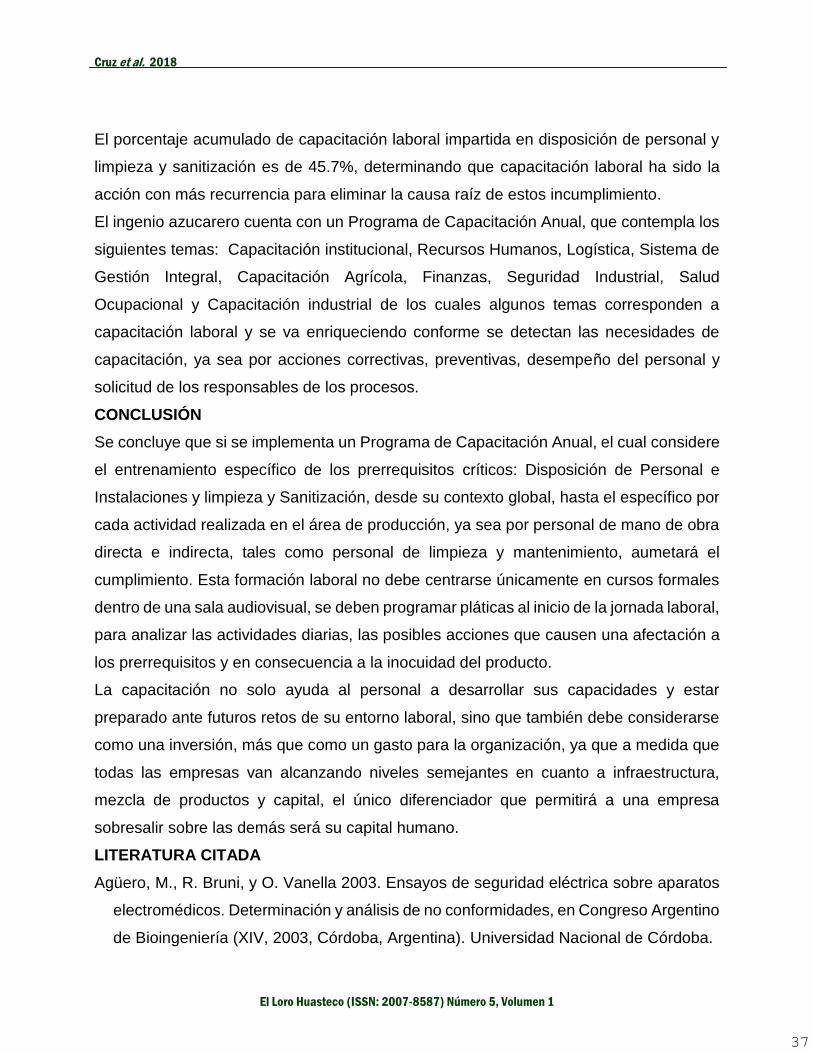
Del mismo modo se realizó un Diagrama de Pareto de segundo nivel, para analizar el
impacto de la capacitación laboral por PPR, impartida en cada año.
Gráfica 3. Diagrama de Pareto de la capacitación impartida por cada PPR del
año 2013 a marzo 2017.
45%
5%5%4%
4%
10%
2%
15%
9%
Capacitación laboral
Control de registros
Programa de mantenimiento
Supervisión
Inversión en instalaciones
Inversión en mantenimiento
Modificación al proceso
Revisión de procedimientos einstructivos
Otras (acciones norecurrentes)
36
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
El porcentaje acumulado de capacitación laboral impartida en disposición de personal y
limpieza y sanitización es de 45.7%, determinando que capacitación laboral ha sido la
acción con más recurrencia para eliminar la causa raíz de estos incumplimiento.
El ingenio azucarero cuenta con un Programa de Capacitación Anual, que contempla los
siguientes temas: Capacitación institucional, Recursos Humanos, Logística, Sistema de
Gestión Integral, Capacitación Agrícola, Finanzas, Seguridad Industrial, Salud
Ocupacional y Capacitación industrial de los cuales algunos temas corresponden a
capacitación laboral y se va enriqueciendo conforme se detectan las necesidades de
capacitación, ya sea por acciones correctivas, preventivas, desempeño del personal y
solicitud de los responsables de los procesos.
CONCLUSIÓN
Se concluye que si se implementa un Programa de Capacitación Anual, el cual considere
el entrenamiento específico de los prerrequisitos críticos: Disposición de Personal e
Instalaciones y limpieza y Sanitización, desde su contexto global, hasta el específico por
cada actividad realizada en el área de producción, ya sea por personal de mano de obra
directa e indirecta, tales como personal de limpieza y mantenimiento, aumetará el
cumplimiento. Esta formación laboral no debe centrarse únicamente en cursos formales
dentro de una sala audiovisual, se deben programar pláticas al inicio de la jornada laboral,
para analizar las actividades diarias, las posibles acciones que causen una afectación a
los prerrequisitos y en consecuencia a la inocuidad del producto.
La capacitación no solo ayuda al personal a desarrollar sus capacidades y estar
preparado ante futuros retos de su entorno laboral, sino que también debe considerarse
como una inversión, más que como un gasto para la organización, ya que a medida que
todas las empresas van alcanzando niveles semejantes en cuanto a infraestructura,
mezcla de productos y capital, el único diferenciador que permitirá a una empresa
sobresalir sobre las demás será su capital humano.
LITERATURA CITADA
Agüero, M., R. Bruni, y O. Vanella 2003. Ensayos de seguridad eléctrica sobre aparatos
electromédicos. Determinación y análisis de no conformidades, en Congreso Argentino
de Bioingeniería (XIV, 2003, Córdoba, Argentina). Universidad Nacional de Córdoba.
37
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Ariga K., M. Kurosakawa, F. Ohtake, M. Sasaki y S. Yamane 2009. Productivity and Job
Training: Evidence from Japanese Automobile Makers. ResearchGate [en línea].
[fecha de consulta 03 de Julio de 2017]. Disponible en:
https://www.researchgate.net/profile/Fumio_Ohtake/publication/255618505_Productiv
ity_and_Job_Training_Evidence_from_Japanese_Automobile_Makers/links/0deec53
b6b12ab22f8000000.pdf
Bernal S. L. M. 2014. Fssc22000-1. Una Visión del Sistema de Certificación en Inocuidad
de Alimentos. Publicaciones e Investigación [en línea]. Vol. 8 [fecha de consulta 16 de
junio de 2017]. Disponible en: http://hemeroteca.unad.edu
.co/index.php/publicaciones-e-investigacion/article/view/1297/2042
Chivetano I. 2011. Administración de recursos humano. México D.F., McGraw-Hill.
Condrea E., G. Constantinescu, A. C. Stanciu, M. Constandache. 2015. Particularities of
FSSC 22000–food safety management system. Journal of Environmental Protection
and Ecology 16, núm. 1 [fecha de consulta 16 de junio de 2017]. Disponible en:
https://www.researchgate.net/profile/G_Constantinescu/publication/284981310_Partic
ularities_of_FSSC_22000_-_Food_safety_management_system/links/56b3275a08ae
5ec4ed4bfbbc.pdf
FSSC 22000:2005 Food Safety System Certification [fecha de consulta 16 de junio de
2017]. Disponible en: http://www.fssc22000.com/documents/home.xml?lang=en
ISO 9000:2015 NMX-CC-9000-IMNC-2015. Sistemas de Gestión de la Calidad –
Fundamentos y vocabulario.
ISO 22000:2005. Sistemas de gestión de la inocuidad de los alimentos - Requisitos para
cualquier organización en la cadena alimentaria.
Konings J. y S. Vanormelingen The impact of training on productivity and wages: firm-
level evidence. Review of Economics and Statistics [en línea], vol. 97, núm. 2, 2015
[fecha de consulta 03 de Julio de 2017]. Disponible en:
http://www.mitpressjournals.org/doi/10.1162/REST_a_00460
Mohd S., J. N. Syamimi, M. N. Amalina, A. Omar and Y. 2016. Mohammed Workplace
training: reinforcing effective job performance. UiTMT e-Academia Journal [en línea],
vol. 5, núm. 1 [fecha de consulta 03 de Julio de 2017]. Disponible en:
38
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
http://ir.uitm.edu.my/16228/1/AJ_NUR%20SHAFINI%20MOHD%20SAID%20ACADE
MIA%2016.pdf
Sánchez C. A. La capacitación y adiestramiento en México: regulación, realidades y retos.
Revista Latinoamericana de Derecho Social [en línea] núm 5, julio-diciembre, 2007
[fecha de consulta 03 de Julio de 2017]. Disponible en:
http://www.redalyc.org/pdf/4296/429640260010.pdf
39

EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Medición del nivel de implementación de la metodología 5s en una
purificadora de agua del Estado de Veracruz
Alma Leticia Cruz Méndez, María Elizabeth Valdez Hernández, Herson Santos Ruiz Domínguez, Marco
Antonio Díaz Martínez.
Instituto Tecnológico Superior de Pánuco
RESUMEN
Generalmente las empresas no visualizan dos aspectos básicos y de mucha importancia
dentro de la función empresarial como lo son: el orden y la limpieza, los cuales día a día
adquieren mayor realce al aplicar la metodología 5s como una de las herramientas
principales para lograr la mejora continua. Esta metodología a diferencia de otras que
requieren software especializados, asesorías costosas o largos periodos de
implementación; es un proceso dinámico, rápido, relativamente sencillo y de fácil
entendimiento de todo el personal de la organización. Por esta razón su aplicación en las
MIPYMES (micros, medianas y pequeñas empresas) es cada vez más exitosa. Se
realizará una auditoría para verificar el nivel de implementación de una microempresa
que cuenta con 6 meses de iniciar el proceso.
Palabras clave:
Metodología 5S, MIPYME, mejora continua, implementación.
INTRODUCCIÓN
La Secretaría de Economía definen a la microempresa como aquella que cuenta con 10
o menos trabajadores; las pequeñas empresas tienen entre 11 y 30 empleados o generan
ventas anuales superiores a los 4 millones y hasta 100 millones de pesos; y las pequeñas
empresas tienen desde 31 hasta 100 trabajadores y general anualmente ventas que van
desde 100 millones y pueden superar hasta 250 millones de pesos.
La Encuesta Nacional sobre Productividad y Competitividad de las Micro, Pequeñas y
Medianas Empresas (ENAPROCE, 2015), indica que actualmente en México existen más
de 4 millones de MIPYMES, de las cuales el 97.6% son microempresas, más de 3.9
millones; el 2% son pequeñas empresas, correspondiente a 79,367 negocios y por último
40
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
las medianas que representan el 0.4% con 16,754 empresas. Sin embargo, este tipo de
empresas no prosperan con el tiempo ya que el INEGI (2014), indica que la esperanza
de vida es menor dependiendo del tamaño de la empresa, para un negocio de 1 o 2
personas ocupadas hay una probabilidad de muerte del 38% y ésta va decreciendo
conforme la empresa cuente con más personal, siendo del 12% para empresas con
trabajadores entre 21 y 30 personas. Para negocios de 21 a 100 empleados, la esperanza
de vida es de 22 años desde el momento de nacer. Pero el Directorio Estadístico Nacional
de Unidades Económicas (DENUE, 2015) publicó que se registraron 4.9 millones de
establecimientos, observando que 2.2 millones fueron nuevos negocios (nacimiento). Las
MIPYMES son fundamentales para el desarrollo económico de México porque
contribuyen con el 72% del empleo en el país y general el 52% del Producto Interno Bruto
de México, por tal motivo es de suma importancia generar estrategias que apoyen a las
MIPYMES a lograr mejorar continuamente para permanecer en el mercado.
Una técnica que se ha implementado exitosamente en pequeñas y medianas empresa
es la aplicación del orden y la limpieza, las cuales están al alcance de cualquier
organización. Son pasos fundamentales que se deben seguir en una organización para
iniciar un proceso de mejora continua, los cuales se pueden aplicar mediante la
metodología 5´s, son extensos los casos de aplicación con éxito real, algunos resultados
se mencionan a continuación:
Mediante las medidas adoptadas por la Pyme para la implantación de 5’s en planta, se
obtendrán mejoras en cuanto a mayor rapidez de servicio, disminución en costes y una
calidad en los productos aseguradas. De ese modo la Pyme saldrá gratamente
beneficiada, disminuyendo los posibles accidentes en el espacio de trabajo, aumentando
la vida de sus equipos y ahorrando en costes innecesarios (Manzano, 2016).
La aplicación de la metodología 5’s en microempresas permite mejorar el sistema
productivo, al orden y la limpieza en el área de trabajo, le sucedió un significativo
incremento en la cultura de calidad (Tinoco, 2016).
En un caso de implementación de esta metodología se obtuvieron los siguientes
resultados: a. se redujo el tiempo de búsqueda de las herramientas en un 80%; b. se
redujeron los tiempos de búsqueda de los insumos en un 66.6%; se incrementó en 20m2
41
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
los espacios ganados; y c. la evaluación del nivel de conocimiento de las 5’s nos informó
un incremento del 60%. Los resultados demuestran que la implementación de la
estrategia de las 5’s modificó el comportamiento del personal (Santoyo, 2013).
Manzano (2016), establece que los puestos de trabajo en producción y en oficinas de una
pequeña empresa, deben iniciar la mejora continua con una sólida organización y
limpieza, por tal motivo la investigación se centra en una empresa purificadora de agua
del norte de Veracruz, con el objetivo de medir el nivel de implementación de las 5’s. Esta
empresa cuenta con 14 personas y tiene 17 años de operación, sin embargo su
propietario tiene la firme convicción de lograr el aumento en ventas mejorando las
condiciones de trabajo y el servicio.
METODOLOGÍA
En el proceso de investigación se observaron las prácticas existentes en la empresa,
tanto del área operativa como administrativa, se discutió con el personal de la MIPYME,
para recopilar datos confiables y llenar el formato de la Auditoría 5s, adoptado por Summit
Business Solutions, Nueva York (Malik, 2014). El cuestionario es básicamente una hoja
de auditoría para evaluar el estado de 5s en la empresa, por medio de la medición de
cinco elementos de verificación por cada una de las “S”: clasificar, ordenar, brillar,
estandarizar y sostener; con una escala de 0 a 4, donde 0 es el peor y 4 el mejor.
Es importante mencionar que esta empresa tiene 6 meses implementando el sistema con
apoyo de estudiantes del Instituto Tecnológico Superior de Pánuco, en base al Manual
de 5s + 1 de la Universidad Autónoma de Nayarit (UAN, 2010).
ANÁLISIS DE RESULTADOS
Los resultados encontrados del cuestionario 5s aplicado a una pequeña empresa
purificadora de agua se presentan a continuación por cada una de las “s”, clasificar,
ordenar, limpiar, estandarizar y sostener.
42
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
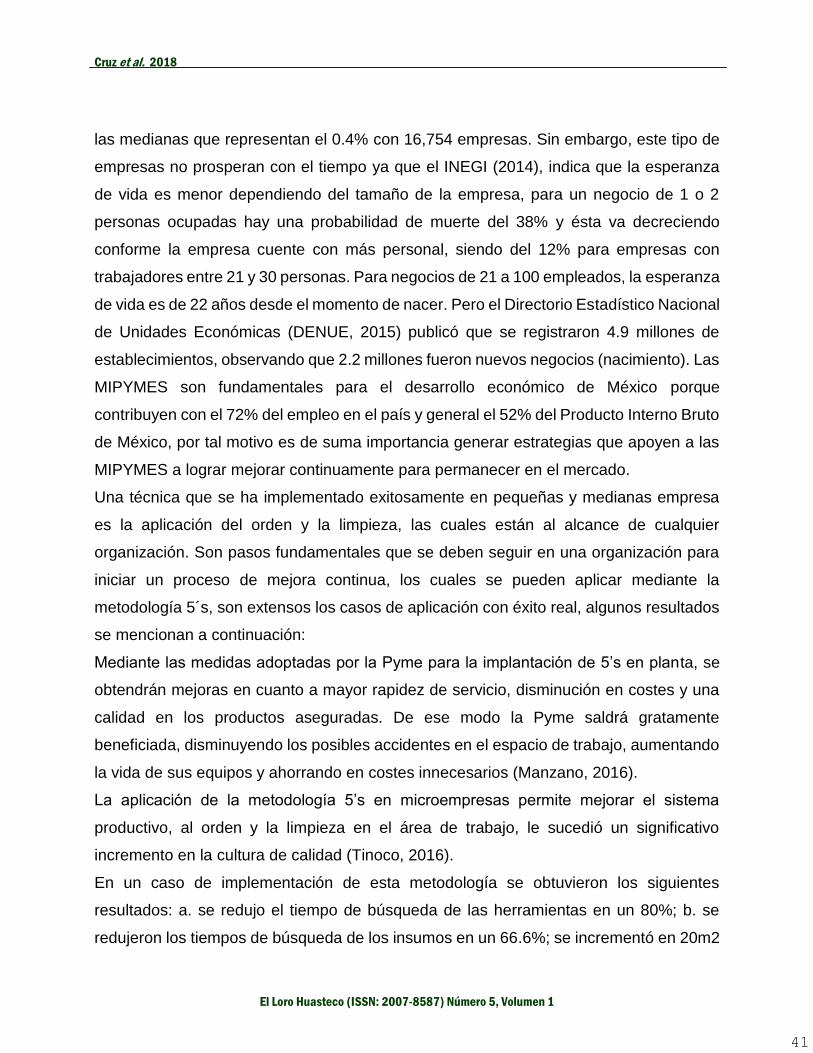
Como podemos observar en la Figura No. 1, se verificaron materiales o partes, máquinas
o equipo, plantillas, herramientas o moldes, control visual y estándares escritos, en los
cuales se obtuvo un resultado aceptable con tres puntos, a excepción del proceso de
inventario de materiales que se obtuvo el puntaje más alto.
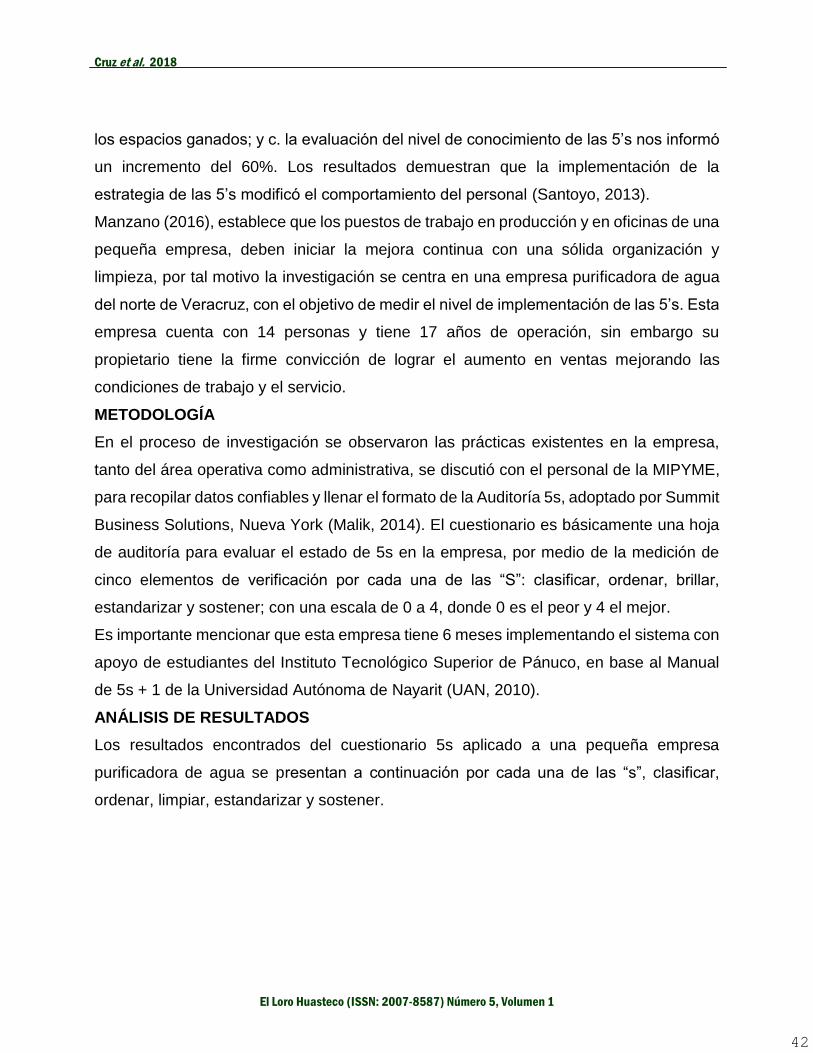
En la Figura anterior se verificaron la colocación de indicadores, indicadores de artículos,
indicadores de cantidad, demarcación de pasarelas y áreas de inventario en proceso,
Figura No. 1 Resultado de la evaluación de 1s, clasificar. Elaboración propia.
Figura No. 2 Resultado de la evaluación de 2s, poner en orden. Elaboración propia.
43
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
dispositivos y herramientas, obteniendo el máximo de puntos, a excepción del proceso
de inventarios que incluye partes innecesarias, cuyo resultado fue de tres puntos.
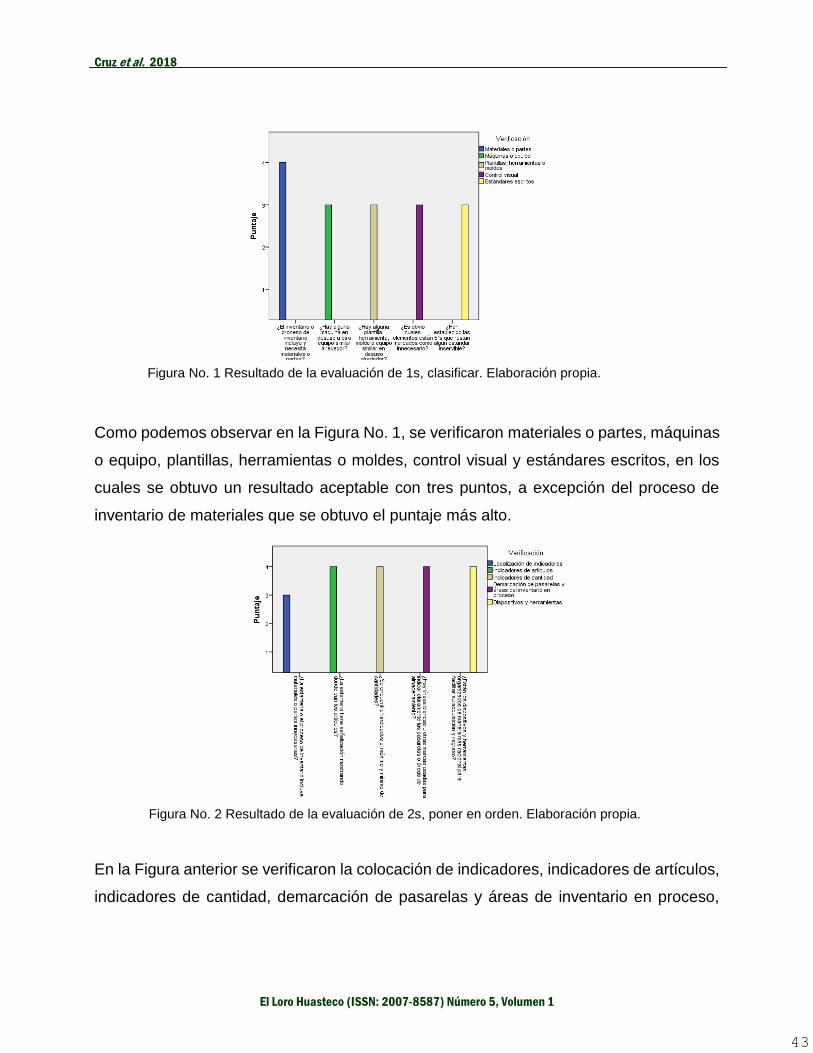
Podemos revisar en la Figura No. 3 que todos los puntos a verificar de las 3s, sobre la
limpieza de las instalaciones tales como piso y máquinas, así como el correcto orden del
equipo de limpieza, la asignación de personal para limpieza y supervisión de la limpieza,
y la cultura de limpieza en general en los empleados obteniendo el puntaje más alto.
Figura No. 3 Resultado de la evaluación de 3s, brillar. Elaboración propia.
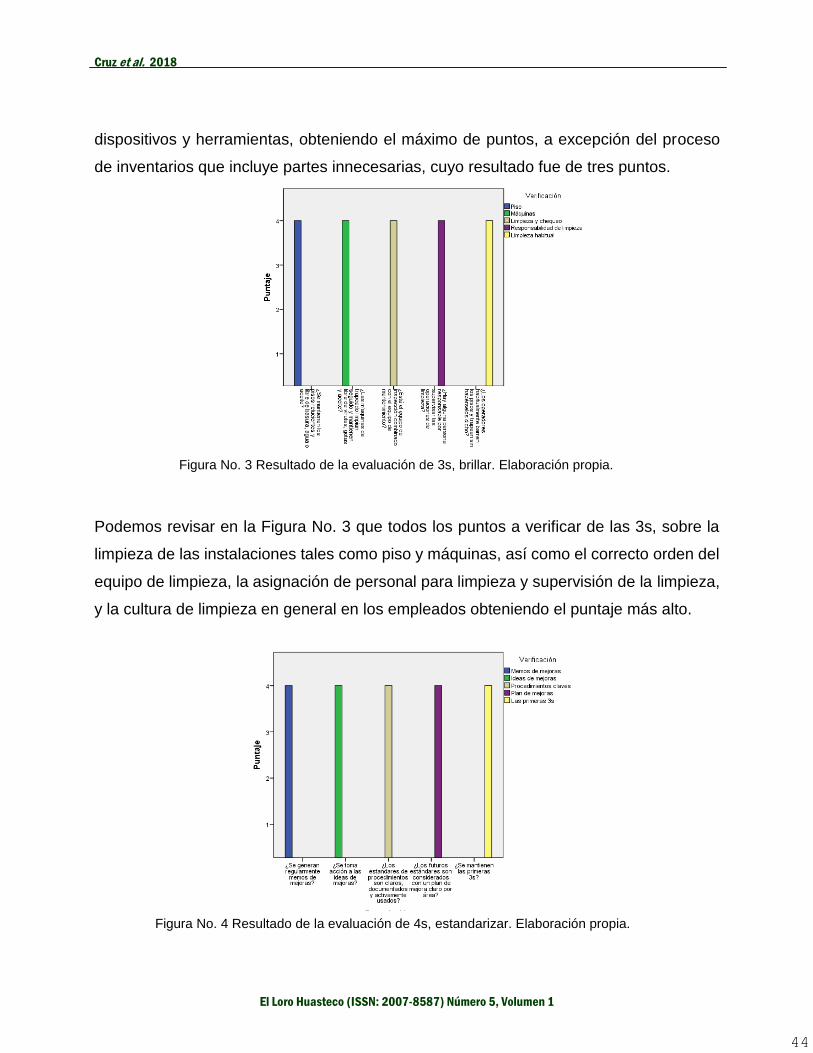
Figura No. 4 Resultado de la evaluación de 4s, estandarizar. Elaboración propia.
44
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
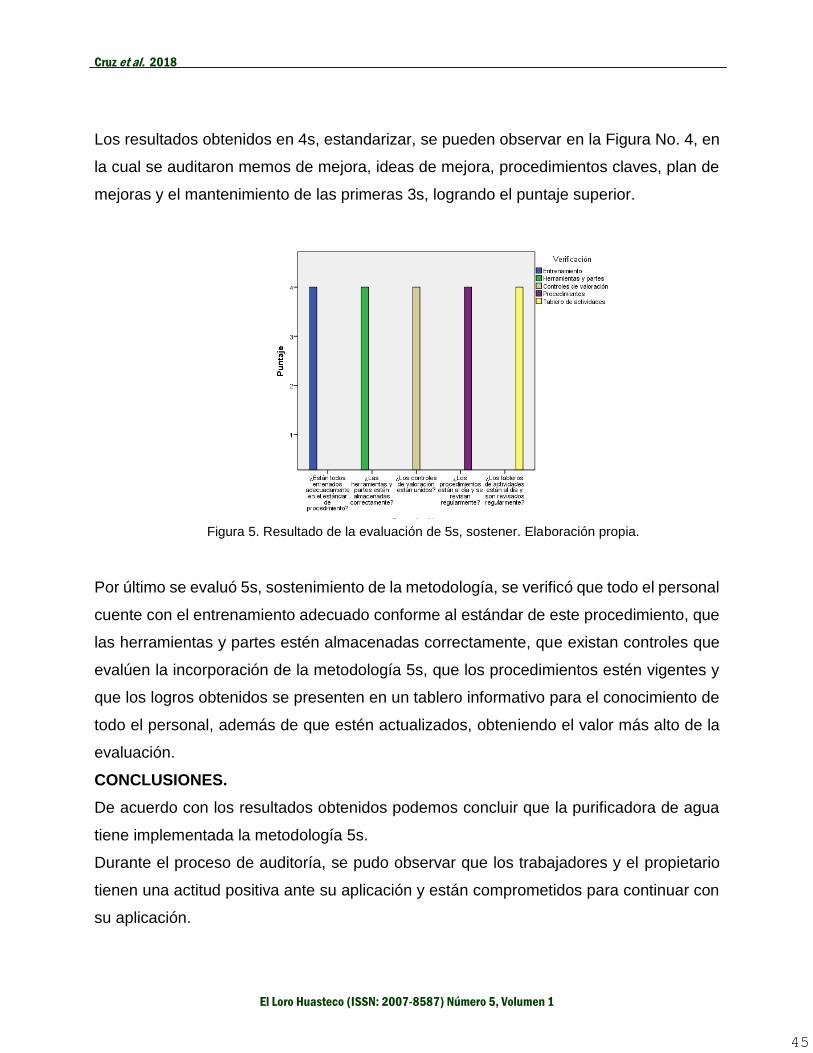
Los resultados obtenidos en 4s, estandarizar, se pueden observar en la Figura No. 4, en
la cual se auditaron memos de mejora, ideas de mejora, procedimientos claves, plan de
mejoras y el mantenimiento de las primeras 3s, logrando el puntaje superior.
Por último se evaluó 5s, sostenimiento de la metodología, se verificó que todo el personal
cuente con el entrenamiento adecuado conforme al estándar de este procedimiento, que
las herramientas y partes estén almacenadas correctamente, que existan controles que
evalúen la incorporación de la metodología 5s, que los procedimientos estén vigentes y
que los logros obtenidos se presenten en un tablero informativo para el conocimiento de
todo el personal, además de que estén actualizados, obteniendo el valor más alto de la
evaluación.
CONCLUSIONES.
De acuerdo con los resultados obtenidos podemos concluir que la purificadora de agua
tiene implementada la metodología 5s.
Durante el proceso de auditoría, se pudo observar que los trabajadores y el propietario
tienen una actitud positiva ante su aplicación y están comprometidos para continuar con
su aplicación.
Figura 5. Resultado de la evaluación de 5s, sostener. Elaboración propia.
45
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Se requiere continuar con las auditorías periódicamente para el mantenimiento del
proceso y además, llevar un registro de ventas, tiempos de espera, servicio de reparto y
medir la satisfacción laboral del personal.
REFERENCIAS.
Malik, A. Q. 2014. Implementation plan of 5S methodology in the basic surgical
instruments manufacturing industry of Sialkot. International Journal of Science &
Technology Research, 3(9).
Manzano R. M. y Gisbert Soler, V. 2016. Lean Manufacturing: implantación 5S. 3C
Tecnología: glosas de innovación aplicadas a la pyme, 5(4), 16-26.
Santoyo T. F., Murguía Pérez, D., López-Espinoza, A., & Santoyo Teyes, E. 2013.
Comportamiento y organización. Implementación del sistema de gestión de la calidad
5 S'S. Diversitas: Perspectivas en Psicología, 9(2).
Gómez, O. T., Ángeles, F. T., & Huaira, E. M. 2016. Aplicación de las 5S para mejorar la
percepción de cultura de calidad en microempresas de confecciones textiles en el
Cono Norte de Lima. Industrial Data, 19(1), 33-37.
46
EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Medición del nivel de implementación de la metodología 5s en una
purificadora de agua del Estado de Veracruz
Alma Leticia Cruz Méndez, María Elizabeth Valdez Hernández, Herson Santos Ruiz Domínguez, Marco
Antonio Díaz Martínez.
Instituto Tecnológico Superior de Pánuco
RESUMEN
Generalmente las empresas no visualizan dos aspectos básicos y de mucha importancia
dentro de la función empresarial como lo son: el orden y la limpieza, los cuales día a día
adquieren mayor realce al aplicar la metodología 5s como una de las herramientas
principales para lograr la mejora continua. Esta metodología a diferencia de otras que
requieren software especializados, asesorías costosas o largos periodos de
implementación; es un proceso dinámico, rápido, relativamente sencillo y de fácil
entendimiento de todo el personal de la organización. Por esta razón su aplicación en las
MIPYMES (micros, medianas y pequeñas empresas) es cada vez más exitosa. Se
realizará una auditoría para verificar el nivel de implementación de una microempresa
que cuenta con 6 meses de iniciar el proceso.
Palabras clave:
Metodología 5S, MIPYME, mejora continua, implementación.
INTRODUCCIÓN
La Secretaría de Economía definen a la microempresa como aquella que cuenta con 10
o menos trabajadores; las pequeñas empresas tienen entre 11 y 30 empleados o generan
ventas anuales superiores a los 4 millones y hasta 100 millones de pesos; y las pequeñas
empresas tienen desde 31 hasta 100 trabajadores y general anualmente ventas que van
desde 100 millones y pueden superar hasta 250 millones de pesos.
La Encuesta Nacional sobre Productividad y Competitividad de las Micro, Pequeñas y
Medianas Empresas (ENAPROCE, 2015), indica que actualmente en México existen más
de 4 millones de MIPYMES, de las cuales el 97.6% son microempresas, más de 3.9
millones; el 2% son pequeñas empresas, correspondiente a 79,367 negocios y por último
41
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
las medianas que representan el 0.4% con 16,754 empresas. Sin embargo, este tipo de
empresas no prosperan con el tiempo ya que el INEGI (2014), indica que la esperanza
de vida es menor dependiendo del tamaño de la empresa, para un negocio de 1 o 2
personas ocupadas hay una probabilidad de muerte del 38% y ésta va decreciendo
conforme la empresa cuente con más personal, siendo del 12% para empresas con
trabajadores entre 21 y 30 personas. Para negocios de 21 a 100 empleados, la esperanza
de vida es de 22 años desde el momento de nacer. Pero el Directorio Estadístico Nacional
de Unidades Económicas (DENUE, 2015) publicó que se registraron 4.9 millones de
establecimientos, observando que 2.2 millones fueron nuevos negocios (nacimiento). Las
MIPYMES son fundamentales para el desarrollo económico de México porque
contribuyen con el 72% del empleo en el país y general el 52% del Producto Interno Bruto
de México, por tal motivo es de suma importancia generar estrategias que apoyen a las
MIPYMES a lograr mejorar continuamente para permanecer en el mercado.
Una técnica que se ha implementado exitosamente en pequeñas y medianas empresa
es la aplicación del orden y la limpieza, las cuales están al alcance de cualquier
organización. Son pasos fundamentales que se deben seguir en una organización para
iniciar un proceso de mejora continua, los cuales se pueden aplicar mediante la
metodología 5´s, son extensos los casos de aplicación con éxito real, algunos resultados
se mencionan a continuación:
Mediante las medidas adoptadas por la Pyme para la implantación de 5’s en planta, se
obtendrán mejoras en cuanto a mayor rapidez de servicio, disminución en costes y una
calidad en los productos aseguradas. De ese modo la Pyme saldrá gratamente
beneficiada, disminuyendo los posibles accidentes en el espacio de trabajo, aumentando
la vida de sus equipos y ahorrando en costes innecesarios (Manzano, 2016).
La aplicación de la metodología 5’s en microempresas permite mejorar el sistema
productivo, al orden y la limpieza en el área de trabajo, le sucedió un significativo
incremento en la cultura de calidad (Tinoco, 2016).
En un caso de implementación de esta metodología se obtuvieron los siguientes
resultados: a. se redujo el tiempo de búsqueda de las herramientas en un 80%; b. se
redujeron los tiempos de búsqueda de los insumos en un 66.6%; se incrementó en 20m2
42
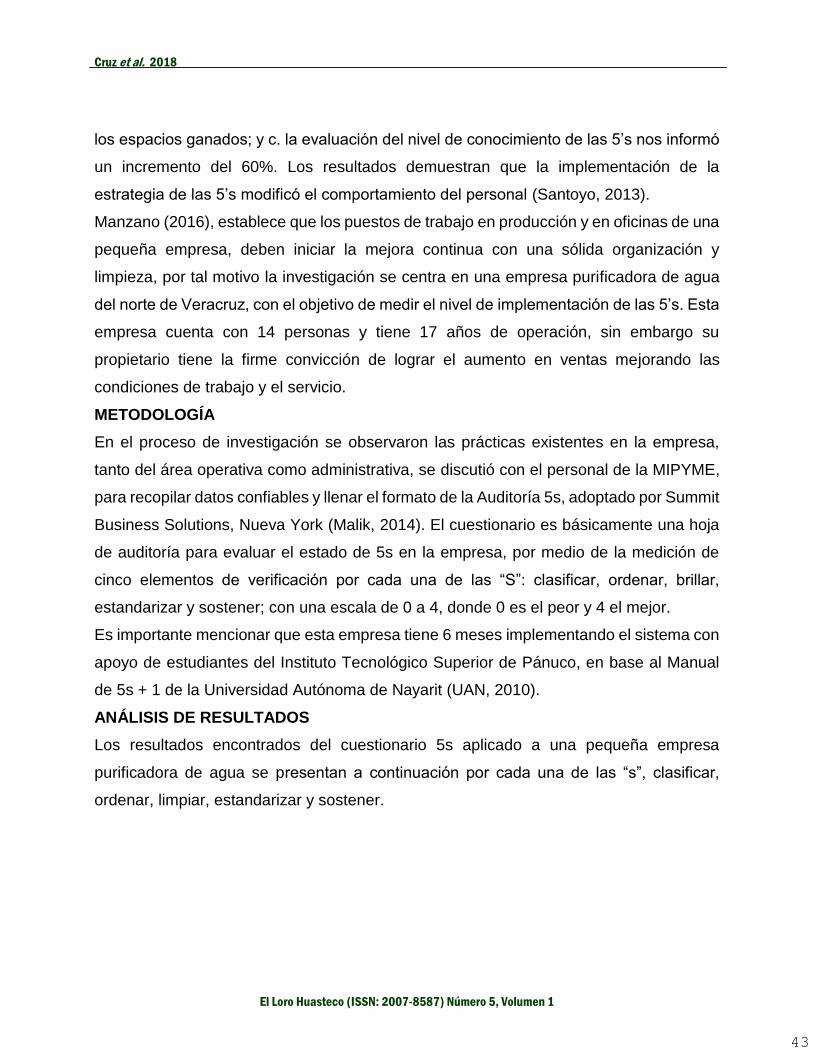
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
los espacios ganados; y c. la evaluación del nivel de conocimiento de las 5’s nos informó
un incremento del 60%. Los resultados demuestran que la implementación de la
estrategia de las 5’s modificó el comportamiento del personal (Santoyo, 2013).
Manzano (2016), establece que los puestos de trabajo en producción y en oficinas de una
pequeña empresa, deben iniciar la mejora continua con una sólida organización y
limpieza, por tal motivo la investigación se centra en una empresa purificadora de agua
del norte de Veracruz, con el objetivo de medir el nivel de implementación de las 5’s. Esta
empresa cuenta con 14 personas y tiene 17 años de operación, sin embargo su
propietario tiene la firme convicción de lograr el aumento en ventas mejorando las
condiciones de trabajo y el servicio.
METODOLOGÍA
En el proceso de investigación se observaron las prácticas existentes en la empresa,
tanto del área operativa como administrativa, se discutió con el personal de la MIPYME,
para recopilar datos confiables y llenar el formato de la Auditoría 5s, adoptado por Summit
Business Solutions, Nueva York (Malik, 2014). El cuestionario es básicamente una hoja
de auditoría para evaluar el estado de 5s en la empresa, por medio de la medición de
cinco elementos de verificación por cada una de las “S”: clasificar, ordenar, brillar,
estandarizar y sostener; con una escala de 0 a 4, donde 0 es el peor y 4 el mejor.
Es importante mencionar que esta empresa tiene 6 meses implementando el sistema con
apoyo de estudiantes del Instituto Tecnológico Superior de Pánuco, en base al Manual
de 5s + 1 de la Universidad Autónoma de Nayarit (UAN, 2010).
ANÁLISIS DE RESULTADOS
Los resultados encontrados del cuestionario 5s aplicado a una pequeña empresa
purificadora de agua se presentan a continuación por cada una de las “s”, clasificar,
ordenar, limpiar, estandarizar y sostener.
43

Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Como podemos observar en la Figura No. 1, se verificaron materiales o partes, máquinas
o equipo, plantillas, herramientas o moldes, control visual y estándares escritos, en los
cuales se obtuvo un resultado aceptable con tres puntos, a excepción del proceso de
inventario de materiales que se obtuvo el puntaje más alto.
En la Figura anterior se verificaron la colocación de indicadores, indicadores de artículos,
indicadores de cantidad, demarcación de pasarelas y áreas de inventario en proceso,
Figura No. 1 Resultado de la evaluación de 1s, clasificar. Elaboración propia.
Figura No. 2 Resultado de la evaluación de 2s, poner en orden. Elaboración propia.
44
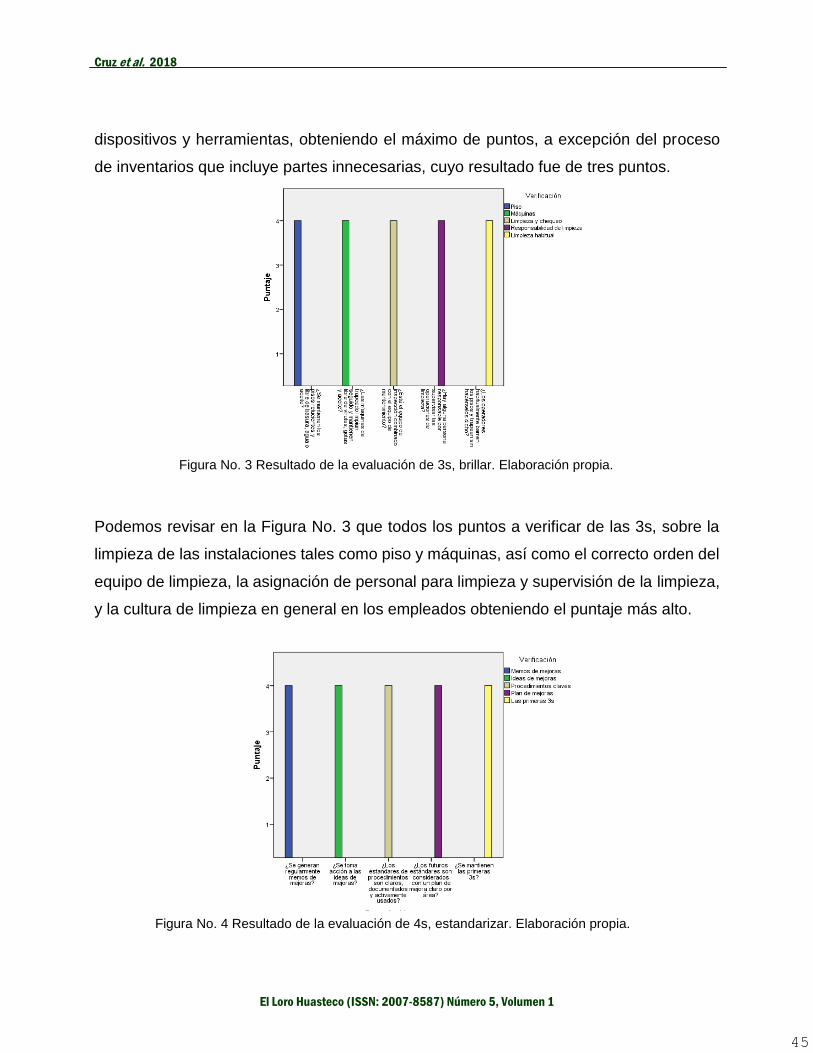
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
dispositivos y herramientas, obteniendo el máximo de puntos, a excepción del proceso
de inventarios que incluye partes innecesarias, cuyo resultado fue de tres puntos.
Podemos revisar en la Figura No. 3 que todos los puntos a verificar de las 3s, sobre la
limpieza de las instalaciones tales como piso y máquinas, así como el correcto orden del
equipo de limpieza, la asignación de personal para limpieza y supervisión de la limpieza,
y la cultura de limpieza en general en los empleados obteniendo el puntaje más alto.
Figura No. 3 Resultado de la evaluación de 3s, brillar. Elaboración propia.
Figura No. 4 Resultado de la evaluación de 4s, estandarizar. Elaboración propia.
45
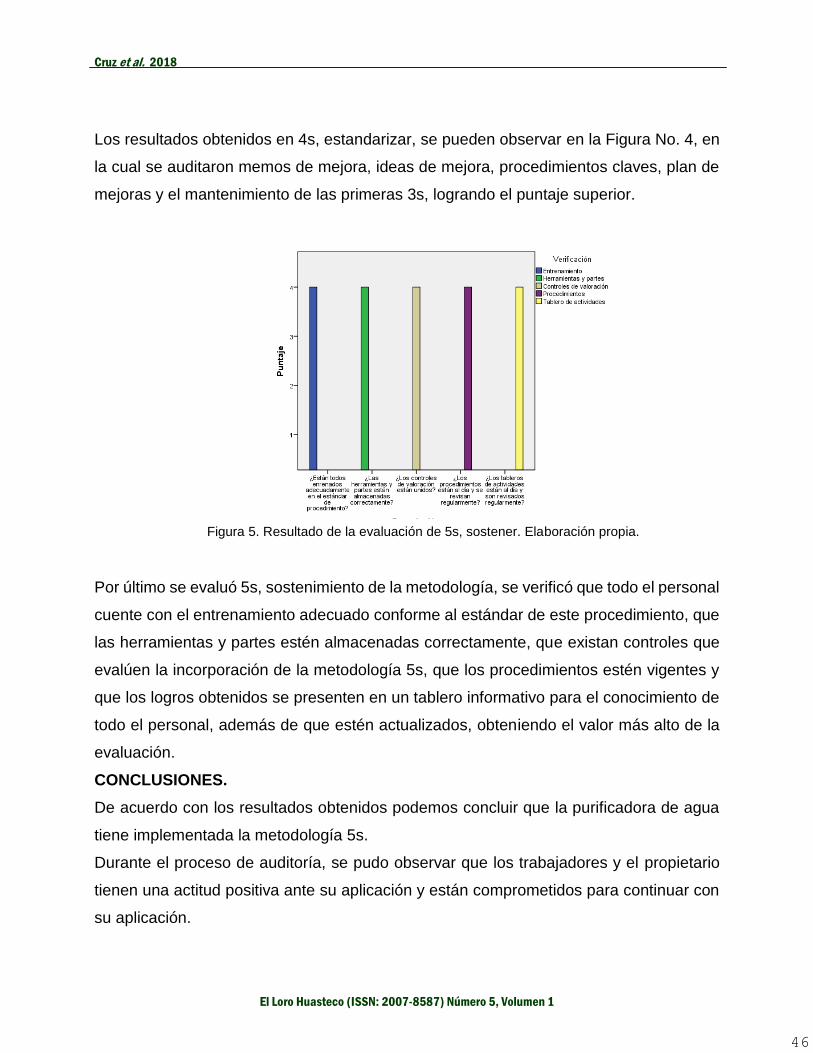
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Los resultados obtenidos en 4s, estandarizar, se pueden observar en la Figura No. 4, en
la cual se auditaron memos de mejora, ideas de mejora, procedimientos claves, plan de
mejoras y el mantenimiento de las primeras 3s, logrando el puntaje superior.
Por último se evaluó 5s, sostenimiento de la metodología, se verificó que todo el personal
cuente con el entrenamiento adecuado conforme al estándar de este procedimiento, que
las herramientas y partes estén almacenadas correctamente, que existan controles que
evalúen la incorporación de la metodología 5s, que los procedimientos estén vigentes y
que los logros obtenidos se presenten en un tablero informativo para el conocimiento de
todo el personal, además de que estén actualizados, obteniendo el valor más alto de la
evaluación.
CONCLUSIONES.
De acuerdo con los resultados obtenidos podemos concluir que la purificadora de agua
tiene implementada la metodología 5s.
Durante el proceso de auditoría, se pudo observar que los trabajadores y el propietario
tienen una actitud positiva ante su aplicación y están comprometidos para continuar con
su aplicación.
Figura 5. Resultado de la evaluación de 5s, sostener. Elaboración propia.
46
Cruz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Se requiere continuar con las auditorías periódicamente para el mantenimiento del
proceso y además, llevar un registro de ventas, tiempos de espera, servicio de reparto y
medir la satisfacción laboral del personal.
REFERENCIAS.
Malik, A. Q. 2014. Implementation plan of 5S methodology in the basic surgical
instruments manufacturing industry of Sialkot. International Journal of Science &
Technology Research, 3(9).
Manzano R. M. y Gisbert Soler, V. 2016. Lean Manufacturing: implantación 5S. 3C
Tecnología: glosas de innovación aplicadas a la pyme, 5(4), 16-26.
Santoyo T. F., Murguía Pérez, D., López-Espinoza, A., & Santoyo Teyes, E. 2013.
Comportamiento y organización. Implementación del sistema de gestión de la calidad
5 S'S. Diversitas: Perspectivas en Psicología, 9(2).
Gómez, O. T., Ángeles, F. T., & Huaira, E. M. 2016. Aplicación de las 5S para mejorar la
percepción de cultura de calidad en microempresas de confecciones textiles en el
Cono Norte de Lima. Industrial Data, 19(1), 33-37.
47
EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Aplicación de Metodologías de Manufactura Esbelta en una Panadería
Artesanal
Apolinar Jair Delgado Ramos, Marco Antonio Díaz Martínez, Alma Leticia Cruz Méndez
Instituto Tecnológico Superior de Pánuco
RESUMEN
Este artículo es de una investigación realizada en una PYME que se dedica a la
elaboración de pan de modo artesanal en el norte del estado de Veracruz para ser
específicos en la ciudad de Tantoyuca. Se verán dos metodologías de la Manufactura
Esbelta o Lean Manufacturing, las cuales son las 5´s y la Distribución de Planta o Layout.
Iniciando con la revisión literaria de los términos y conceptos. En la metodología se llevará
un análisis FODA para analizar y determinar los factores que puedan favorecer u
obstaculizar el logro del objetivo. Se mostrará la Distribución de Planta y el objetivo central
de las 5´s. En la discusión de resultados se hará una comparación del antes y después
sobre las dos metodologías. Por último, se llega a la conclusión de este artículo y los
trabajos futuros que este traerá.
INTRODUCCIÓN
Las industrias panificadoras en México generan hoy en día una gran inversión en el pan,
dan empleo a miles de personas de manera directa, de los cuales el 80% pertenecen a
la panadería artesanal. Artesanos mexicanos que día a día hacen la satisfacción de
compartir un pan (CANAINPA, 2011:2).
(Monge, Cruz & López, 2013:9) comentan en su revisión literaria el termino esbelto y
Manufactura Esbelta. Argumentan que el término esbelto (lean) que da inicio a la
manufactura esbelta fue introducido por el Dr. James P. Womack en 1990 en occidente
con la publicación del libro la Máquina que cambió al mundo de Womack en 1990,
(Lahera, 2005:7).
La metodología 5S se considera que es una de las la realización de las prácticas
operativas que muestra los mejores resultados en los estudios de manufactura de clase
47
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
mundial debido a su contribución a la mejora de procesos enfocados en la productividad
y la calidad (Hernández, Camargo & Martínez, 2015a:5).
La distribución de planta es un concepto relacionado con la disposición de las máquinas,
los departamentos, las estaciones de trabajo, las áreas de almacenamiento, los pasillos
y los espacios comunes dentro de una instalación productiva propuesta o ya existente.
En el norte del estado de Veracruz, específicamente en el municipio de Tantoyuca,
Veracruz; se sitúa una pequeña empresa panificadora artesanal de nuevo ingreso al
sistema empresarial. La cual tiene la finalidad de posicionarse en el mercado para
expandirse a tres municipios como Tantoyuca, Tempoal y Platón Sánchez. La PYME
pertenece al giro industrial de panificadoras con servicios de distribución de productos y
está conformada por cinco mujeres. Dos de los problemas encontrados en dicha
panificadora artesanal, se encuentran en la distribución de planta mal efectuada y a su
vez se tiene el otro problema que de contar con áreas de trabajo para una mejora en la
PYME.
Al aplicar la Manufactura Esbelta se encuentran mejoras sustanciales del desempeño
operacional se refiere a ventajas competitivas como: Calidad, costo, precio, velocidad en
la entrega, consistencia en la entrega, innovación y flexibilidad (mejor, más barato, más
rápido y más ágil), esto es posible a través de las 5'S que logra el funcionamiento más
eficiente y uniforme de las personas en los centros de trabajo y la Distribución de Planta
organiza los elementos de manera que se asegure la fluidez del flujo de trabajo,
materiales, personas e información a través del sistema productivo.
Objetivo General:
Aplicar metodologías de Manufactura Esbelta para la mejora de procesos enfocados en
la productividad y la fluidez del flujo del trabajo en una panificadora artesanal de la ciudad
de Tantoyuca Ver.
Objetivos Específicos:
Diagnosticar la situación actual de la panadería artesanal, mediante un análisis FODA.
Realizar una Distribución de Planta Actual.
Diseñar la Distribución de Planta propuesta.
Utilizar la herramienta de las 5´s.
48
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
MARCO TEÓRICO
Manufactura Esbelta
La Manufactura Esbelta, fue introducida por el Dr. James P. Womack en 1990, basado
en el estudio de cinco años del Sistema de Producción Toyota realizado por el MIT dentro
de su Programa Internacional de Vehículos de Motor (IMVP) por sus siglas en inglés. El
pensamiento esbelto y manufactura esbelta se definen en que los trabajos en proceso
requieren espacio y un inventario menor que significa menos de todo, (Meyers &
Stephens, 2006:8).
Análisis FODA
Las siglas FODA provienen del acrónimo en inglés SWOT (strenghts, weaknesses,
opportunities, threats), en español, aluden a Fortalezas, Oportunidades, Debilidades y
Amenazas, (Ponce, 2007a:11).
Una de las aplicaciones del análisis FODA es la determinar los factores que puedan
favorecer (Fortalezas y Oportunidades) u obstaculizar (Debilidades y Amenazas), el logro
del objetivo establecidos con anterioridad para la PYME. (Borello, 1994a:1).
Fortalezas: son los puntos fuertes de las características propias de la empresa (Borello,
1994b:1), considerando también ciertas habilidades y capacidades del personal, (Ponce,
2007b:11).
Oportunidades: situaciones que se presentan alrededor de la empresa y que favorecen
al logro de los objetivos, (Borello, 1994c:1), son consideradas fuerzas ambientales de
carácter no controladas por la empresa, pero que a su vez son elementos potenciales
para una mejora y crecimiento de la organización, (Ponce, 2007c:11).
Debilidades: son los puntos débiles de la organización que constituyen obstáculos
internos al logro de los objetivos, (Borello, 1994d:1), una debilidad es un factor que hace
vulnerable a la empresa o simplemente se puede definir como una actividad deficiente
que se realiza en la organización, (Ponce, 2007d:11).
Amenazas: situaciones que se presentan de forma negativa a la empresa y en el cual se
verían afectados los objetivos de la organización, (Borello, 1994e:1), las amenazas son
lo contario de las oportunidades, ya que estas representan las fuerzas ambientales no
controladas de la organización, (Ponce, 2007e:11).
Metodología 5´s
49
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
La metodología 5´s surgió después de la Segunda Guerra Mundial como parte del
movimiento de la calidad de Japón. Sin embargo, el termino se formalizo por Takashi en
1980. (Hernández et al., 2015b:5), es un programa desarrollado por el sistema de
producción Toyota, cuyo objetivo es encontrar mejoras duraderas en la empresa,
(Hernández & Mendoza, 2015:6).
La metodología 5´s viene de 5 palabras japonesas:
Seiri, clasificar: aquí se identifican los artículos que no tienen valor procediendo a
sacarlos, pero se conserva lo necesario, (Heizer & Render, 2008a:4). Esta se selecciona
y clasifica en dos categorías principales, esenciales y no esenciales, en un esfuerzo para
eliminar los elementos no utilizados o raramente utilizados que se acumulan y crear
desorden, (Hernández et al., 2015c:5)
Seiton, ordenar: la segunda “S” se refiere a hacer espacio para cada elemento
previamente clasificado como "esencial" para que pueda ser fácilmente accesible,
(Hernández et al., 2015c:5). Con ordenar se utilizan herramientas de análisis de métodos,
esto es para una mejora de flujo de trabajo y una reducción de movimientos inútiles,
(Heizer & Render, 2008b:4).
Seiso, limpieza: esta tercera “S” define las condiciones apropiadas para un buen entorno
de trabajo en la cual se incluyen maquinas, herramientas, pisos y paredes, el propósito
de esta “S” es diseñar y aplicar métodos eficaces que deben integrarse a los trabajos de
mantenimiento que surgen día con día, (Hernández et al., 2015d:5) y así se suprime toda
la suciedad, la contaminación y el desorden que se genera en el área de trabajo, (Heizer
& Render, 2008c:4).
Seiketsu, estandarizar: para una normalización se debe de practicar continuamente las
tres primeras “S” y es así que su objetivo es mantenerlas como una norma que permite a
los trabajadores realizar sus actividades diarias de una forma equilibrada, (Hernández et
al., 2015e:5). Los buenos estándares hacen que lo anormal se haga evidente, (Heizer &
Render, 2008d:4).
Shitsuke, disciplina: consiste en hacer cada una de las cinco “S” en un hábito de trabajo,
para que se aplique la metodología, (Hernández et al., 2015f:5). Utilizar elementos
visuales para comunicar y mantener los progresos, (Heizer & Render, 2008e:4).
Distribución de Planta o LayOut
50
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Determinar la distribución óptima de la planta es un problema que ha sido ampliamente
estudiado. Encontrar una solución a este problema es importante para cualquier
empresa, dado el impacto que tiene en la etapa de planeación y ejecución de las
operaciones y dadas las consecuencias directas que tiene sobre su efectividad y
eficiencia, (Moreno, Álvarez, Noble & López, 2014:10).
Tipos de Lay Out
Layout de Oficinas: este tipo de layout, requiere agrupar a trabajadores, equipo y
espacios de forma que se asegure un lugar de trabajo cómodo, los Layouts de oficinas
están en un cambio permanente, (Heizer & Render, 2007a:3).
Layout de comercios: estos pueden ser grandes almacenes o pequeñas tiendas, la cual
se basa en la idea de que los beneficios varían directamente con la exposición de los
productos a los clientes, su objetivo es distribuir el espacio de estantes, (Heizer & Render,
2007b:3).
Layout de almacenes: el principal objetivo de este layout es encontrar un equilibrio entre
los costes de manutención y los costes asociados entre necesidades de espacio y manejo
de materiales de almacenamiento, (Heizer & Render, 2007c:3).
Layout de posición fija o de proyecto: las técnicas para realizar este layout se complican
por tres factores y no están bien desarrolladas, primero se tiene que hay un espacio
limitado, segundo en las diversas etapas del proyecto se necesitan materiales diferentes,
(Heizer & Render, 2007d:3). Este tipo de layout el producto permanece fijo y los agentes
transformadores como los operadores o máquinas, se mueven alrededor para su
producción, (Zamora, 2010a:12).
Layout orientado al proceso: este es el Layout que se considera más eficiente, cuando
se elaboran productos con especificaciones diferentes, este también identifica la
producción de bajo volumen y alta variedad, es nombrada producción tipo taller o
intermitente, (Heizer & Render, 2007d:3). Aquí el producto se mueve a través de los
procesos transformadores, (Zamora, 2010b:12).
Layout de célula de trabajo: reorganiza a personas y máquinas que normalmente estarían
dispersas en diferentes departamentos de grupos, de tal forma que puedan centrarse en
la producción de un único producto o grupo de productos relacionados, (Heizer & Render,
2007e3).
51
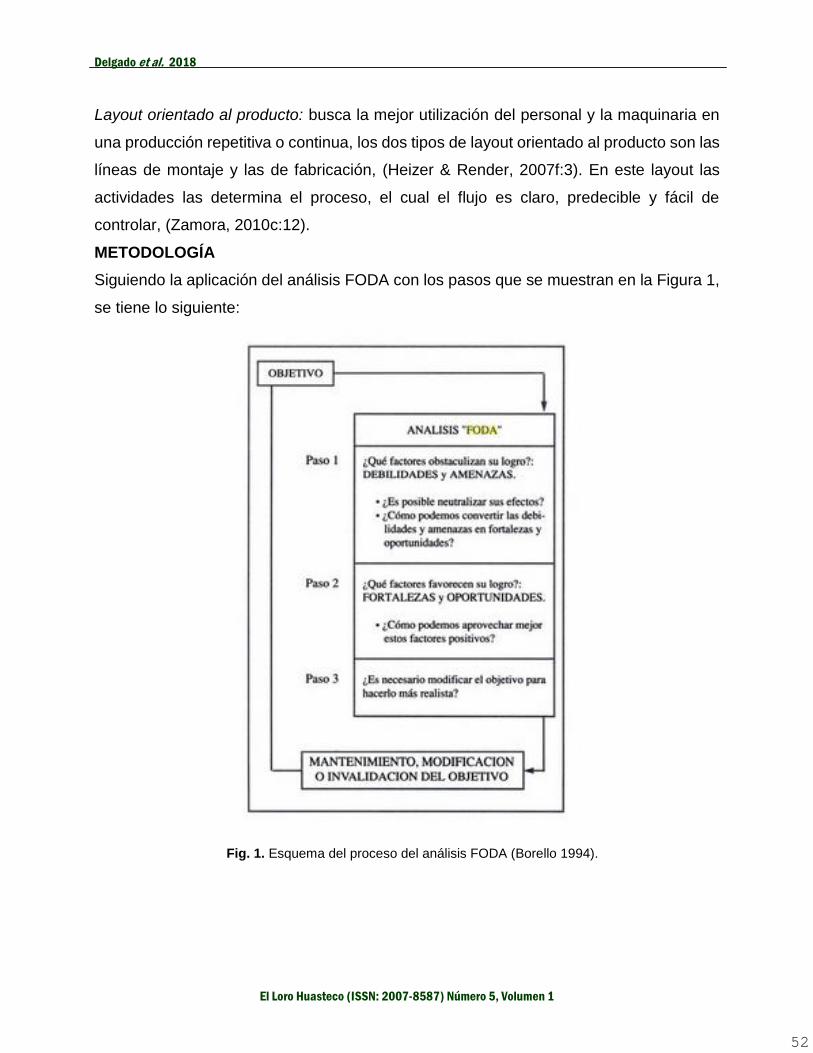
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Fig. 1. Esquema del proceso del análisis FODA (Borello 1994).
Layout orientado al producto: busca la mejor utilización del personal y la maquinaria en
una producción repetitiva o continua, los dos tipos de layout orientado al producto son las
líneas de montaje y las de fabricación, (Heizer & Render, 2007f:3). En este layout las
actividades las determina el proceso, el cual el flujo es claro, predecible y fácil de
controlar, (Zamora, 2010c:12).
METODOLOGÍA
Siguiendo la aplicación del análisis FODA con los pasos que se muestran en la Figura 1,
se tiene lo siguiente:
52
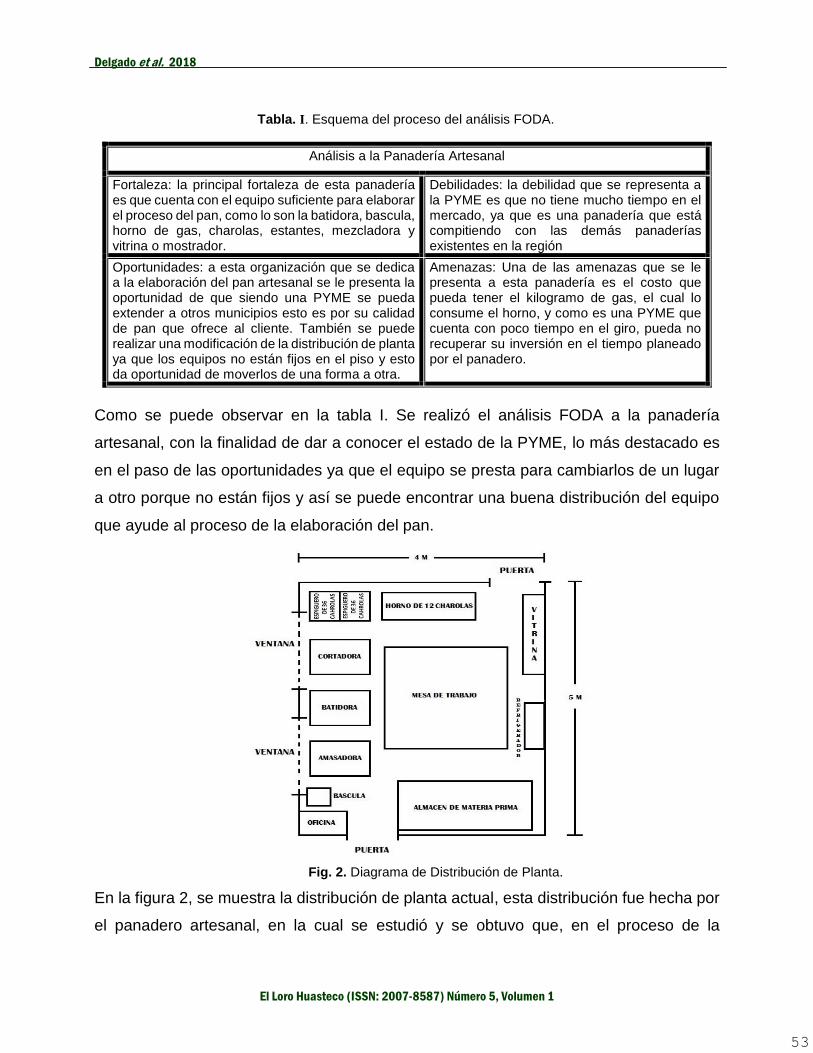
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Fig. 2. Diagrama de Distribución de Planta.
Tabla. I. Esquema del proceso del análisis FODA.
Análisis a la Panadería Artesanal
Fortaleza: la principal fortaleza de esta panadería es que cuenta con el equipo suficiente para elaborar el proceso del pan, como lo son la batidora, bascula, horno de gas, charolas, estantes, mezcladora y vitrina o mostrador.
Debilidades: la debilidad que se representa a la PYME es que no tiene mucho tiempo en el mercado, ya que es una panadería que está compitiendo con las demás panaderías existentes en la región
Oportunidades: a esta organización que se dedica a la elaboración del pan artesanal se le presenta la oportunidad de que siendo una PYME se pueda extender a otros municipios esto es por su calidad de pan que ofrece al cliente. También se puede realizar una modificación de la distribución de planta ya que los equipos no están fijos en el piso y esto da oportunidad de moverlos de una forma a otra.
Amenazas: Una de las amenazas que se le presenta a esta panadería es el costo que pueda tener el kilogramo de gas, el cual lo consume el horno, y como es una PYME que cuenta con poco tiempo en el giro, pueda no recuperar su inversión en el tiempo planeado por el panadero.
Como se puede observar en la tabla I. Se realizó el análisis FODA a la panadería
artesanal, con la finalidad de dar a conocer el estado de la PYME, lo más destacado es
en el paso de las oportunidades ya que el equipo se presta para cambiarlos de un lugar
a otro porque no están fijos y así se puede encontrar una buena distribución del equipo
que ayude al proceso de la elaboración del pan.
En la figura 2, se muestra la distribución de planta actual, esta distribución fue hecha por
el panadero artesanal, en la cual se estudió y se obtuvo que, en el proceso de la
53
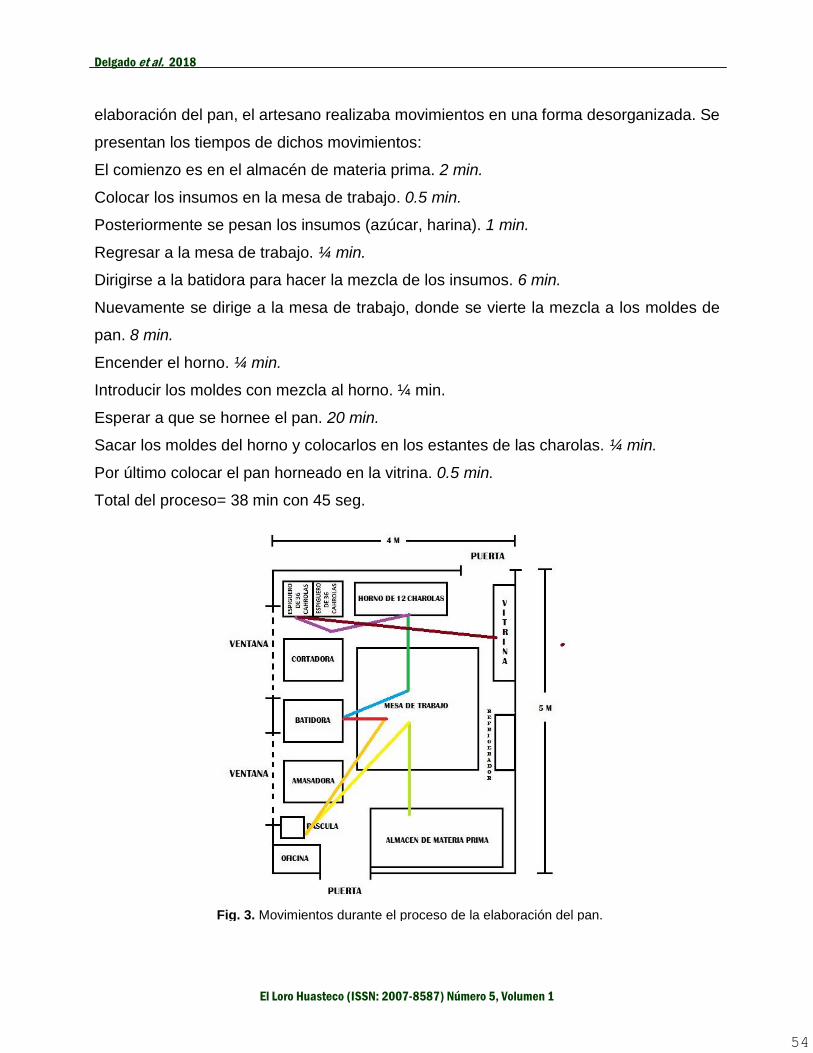
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Fig. 3. Movimientos durante el proceso de la elaboración del pan.
elaboración del pan, el artesano realizaba movimientos en una forma desorganizada. Se
presentan los tiempos de dichos movimientos:
El comienzo es en el almacén de materia prima. 2 min.
Colocar los insumos en la mesa de trabajo. 0.5 min.
Posteriormente se pesan los insumos (azúcar, harina). 1 min.
Regresar a la mesa de trabajo. ¼ min.
Dirigirse a la batidora para hacer la mezcla de los insumos. 6 min.
Nuevamente se dirige a la mesa de trabajo, donde se vierte la mezcla a los moldes de
pan. 8 min.
Encender el horno. ¼ min.
Introducir los moldes con mezcla al horno. ¼ min.
Esperar a que se hornee el pan. 20 min.
Sacar los moldes del horno y colocarlos en los estantes de las charolas. ¼ min.
Por último colocar el pan horneado en la vitrina. 0.5 min.
Total del proceso= 38 min con 45 seg.
54
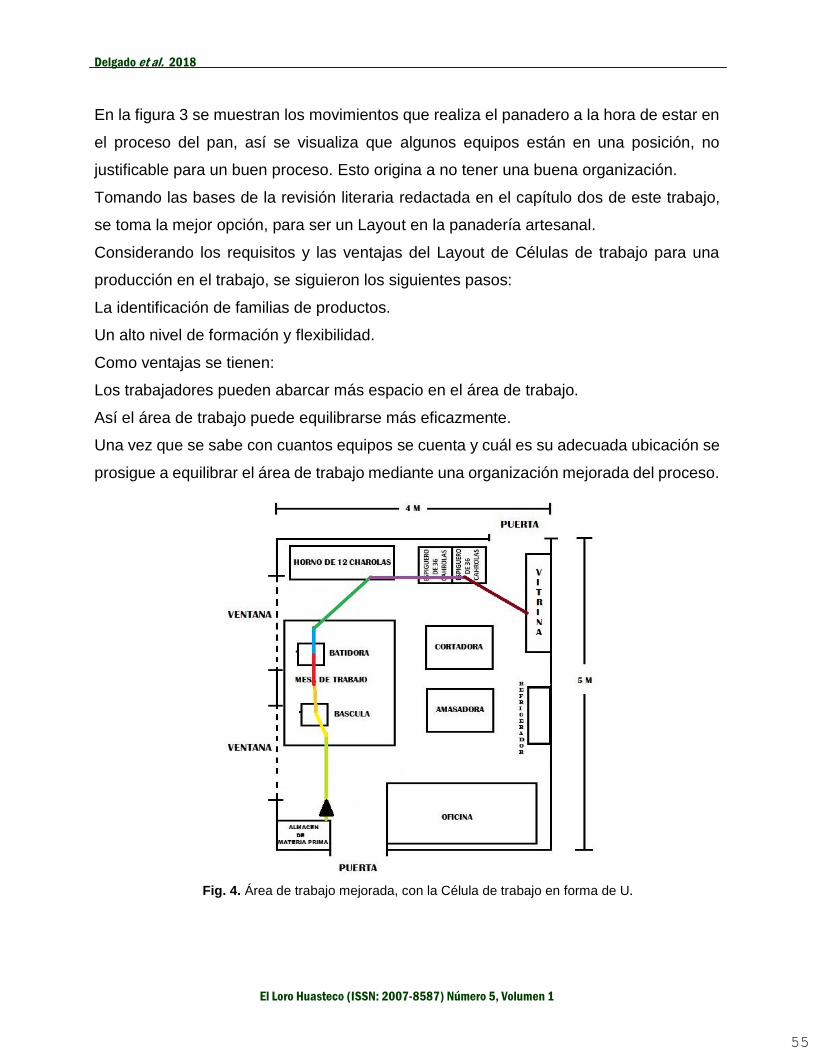
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Fig. 4. Área de trabajo mejorada, con la Célula de trabajo en forma de U.
En la figura 3 se muestran los movimientos que realiza el panadero a la hora de estar en
el proceso del pan, así se visualiza que algunos equipos están en una posición, no
justificable para un buen proceso. Esto origina a no tener una buena organización.
Tomando las bases de la revisión literaria redactada en el capítulo dos de este trabajo,
se toma la mejor opción, para ser un Layout en la panadería artesanal.
Considerando los requisitos y las ventajas del Layout de Células de trabajo para una
producción en el trabajo, se siguieron los siguientes pasos:
La identificación de familias de productos.
Un alto nivel de formación y flexibilidad.
Como ventajas se tienen:
Los trabajadores pueden abarcar más espacio en el área de trabajo.
Así el área de trabajo puede equilibrarse más eficazmente.
Una vez que se sabe con cuantos equipos se cuenta y cuál es su adecuada ubicación se
prosigue a equilibrar el área de trabajo mediante una organización mejorada del proceso.
55
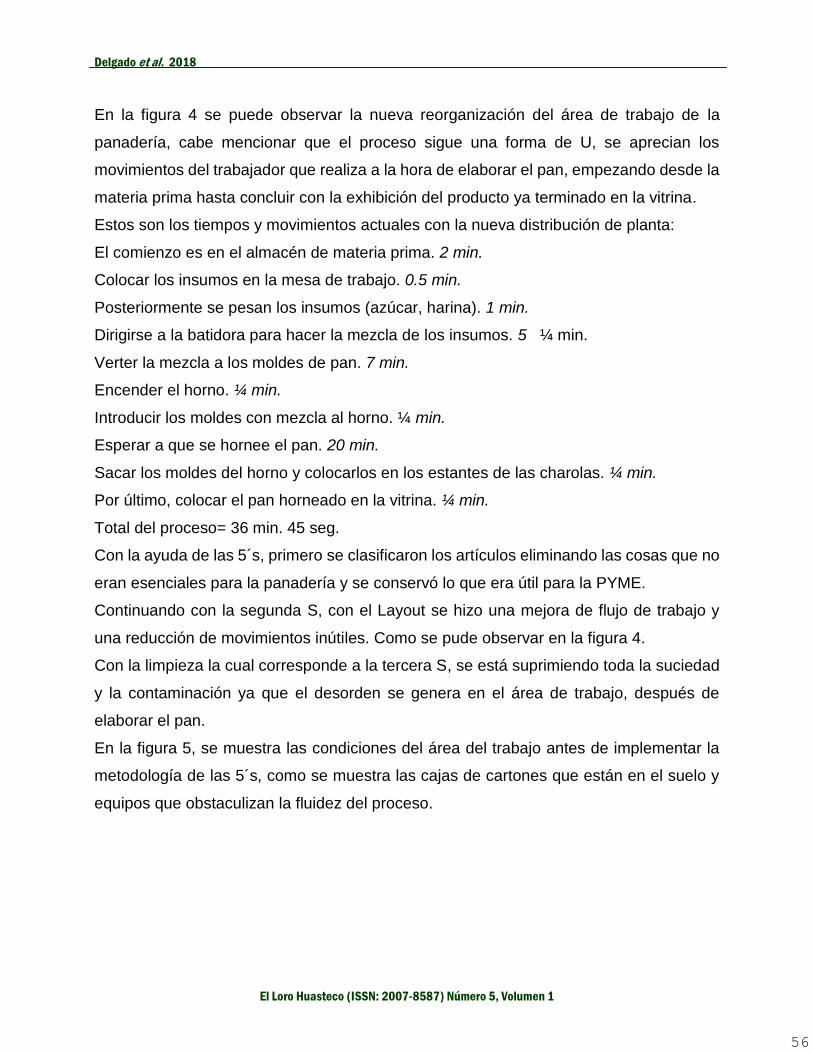
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
En la figura 4 se puede observar la nueva reorganización del área de trabajo de la
panadería, cabe mencionar que el proceso sigue una forma de U, se aprecian los
movimientos del trabajador que realiza a la hora de elaborar el pan, empezando desde la
materia prima hasta concluir con la exhibición del producto ya terminado en la vitrina.
Estos son los tiempos y movimientos actuales con la nueva distribución de planta:
El comienzo es en el almacén de materia prima. 2 min.
Colocar los insumos en la mesa de trabajo. 0.5 min.
Posteriormente se pesan los insumos (azúcar, harina). 1 min.
Dirigirse a la batidora para hacer la mezcla de los insumos. 5 ¼ min.
Verter la mezcla a los moldes de pan. 7 min.
Encender el horno. ¼ min.
Introducir los moldes con mezcla al horno. ¼ min.
Esperar a que se hornee el pan. 20 min.
Sacar los moldes del horno y colocarlos en los estantes de las charolas. ¼ min.
Por último, colocar el pan horneado en la vitrina. ¼ min.
Total del proceso= 36 min. 45 seg.
Con la ayuda de las 5´s, primero se clasificaron los artículos eliminando las cosas que no
eran esenciales para la panadería y se conservó lo que era útil para la PYME.
Continuando con la segunda S, con el Layout se hizo una mejora de flujo de trabajo y
una reducción de movimientos inútiles. Como se pude observar en la figura 4.
Con la limpieza la cual corresponde a la tercera S, se está suprimiendo toda la suciedad
y la contaminación ya que el desorden se genera en el área de trabajo, después de
elaborar el pan.
En la figura 5, se muestra las condiciones del área del trabajo antes de implementar la
metodología de las 5´s, como se muestra las cajas de cartones que están en el suelo y
equipos que obstaculizan la fluidez del proceso.
56
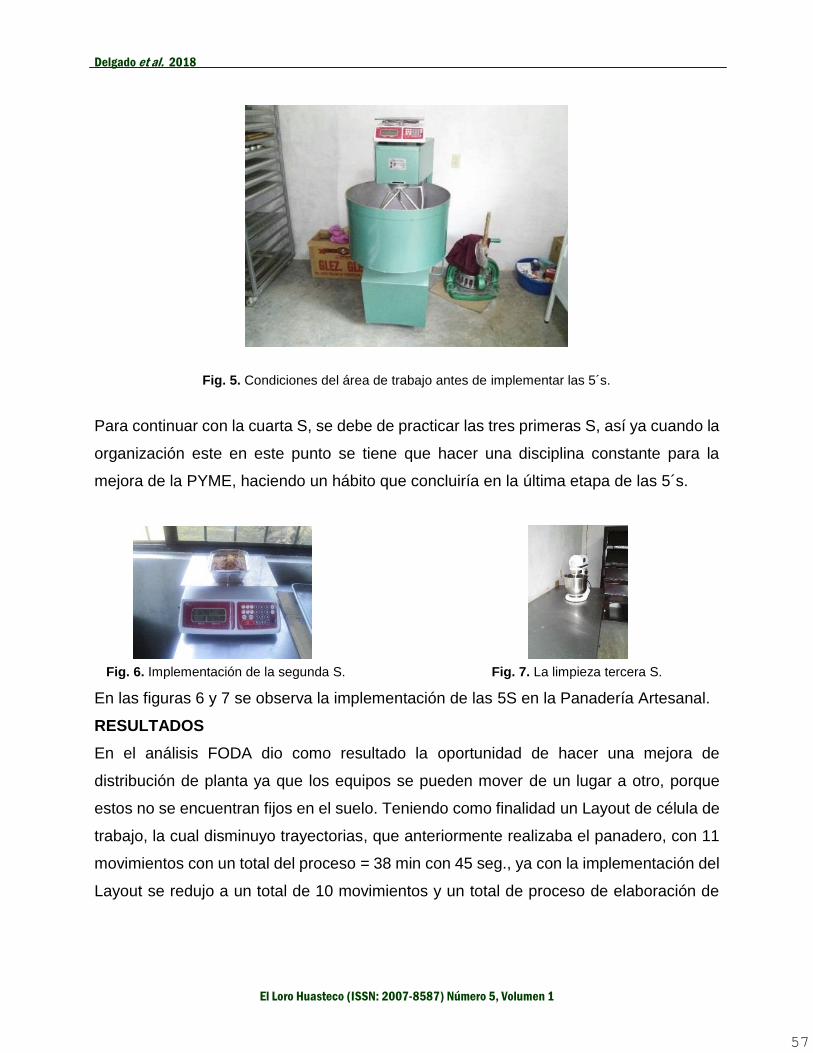
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Fig. 6. Implementación de la segunda S.
Fig. 7. La limpieza tercera S.
Fig. 5. Condiciones del área de trabajo antes de implementar las 5´s.
Para continuar con la cuarta S, se debe de practicar las tres primeras S, así ya cuando la
organización este en este punto se tiene que hacer una disciplina constante para la
mejora de la PYME, haciendo un hábito que concluiría en la última etapa de las 5´s.
En las figuras 6 y 7 se observa la implementación de las 5S en la Panadería Artesanal.
RESULTADOS
En el análisis FODA dio como resultado la oportunidad de hacer una mejora de
distribución de planta ya que los equipos se pueden mover de un lugar a otro, porque
estos no se encuentran fijos en el suelo. Teniendo como finalidad un Layout de célula de
trabajo, la cual disminuyo trayectorias, que anteriormente realizaba el panadero, con 11
movimientos con un total del proceso = 38 min con 45 seg., ya con la implementación del
Layout se redujo a un total de 10 movimientos y un total de proceso de elaboración de
57
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
pan de 36 min 45 seg. Con la ayuda de las 5´s se tiene una mejora de fluidez del proceso
que trae beneficios a la Panadería Artesanal.
Las 5´s dieron una mejora en la limpieza, orden en los equipos que utiliza el panadero y
la eliminación de artículos no esenciales a la panadería, como cajas de cartón la cuales
producían un estorbo, en la fluidez del proceso.
CONCLUSIONES Y DISCUSION
Teniendo como base la revisión literaria se realizó el siguiente paso que fue el desarrollo
del trabajo, empezando con un análisis FODA, se determinó primeramente la situación
actual de la PYME, que en este caso la investigación realizada para este trabajo se
generó en una Panadería Artesanal, en la ciudad de Tantoyuca, Veracruz, esta matriz
ayudo a identificar las fortalezas, oportunidades, debilidades y amenazas de la
panadería, en la cual lo más destacado fue en el análisis de las oportunidades, donde se
dio la facilidad de hacer una modificación al diseño de distribución de los equipos con él
cuenta dicha PYME.
Con la aplicación de la Manufactura Esbelta a través de las metodologías 5´s y
Distribución de Planta principalmente el Layout de Células de Trabajo; se realizó la
distribución de planta actual, en la que se determinaron tiempos y movimientos,
observando aquí que los movimientos que realiza el panadero no contaban con una
buena organización para el proceso de elaboración de pan.
Con la nueva distribución, basándose en el Layout de células de trabajo se tiene una
mejor organización del proceso, la cual tuvo fluidez, con mejora de tiempo y menor
movimiento del trabajador, esta célula actual tiene el proceso en forma de U.
Con la metodología 5´s, se llegó a una mejora en la limpieza y orden en los equipos que
utiliza el panadero, además siguiendo el objetivo de las “S” que en este caso fue encontrar
mejoras duraderas en la panadería, se obtuvo la fluidez de trabajo para una mejora del
proceso.
Como discusión se tiene que la oportunidad de aplicar el pensamiento esbelto en una
PYME, en la cual su proceso sea artesanal, es mucha, porque existen diversas
problemáticas, ya que estas al iniciar el negocio artesanal carecen de una asesoría
profesional que los oriente; pero a su vez se torna complicado el cambiar el pensamiento
del productor artesanal, porque el artesano presenta una resistencia al cambio.
58
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Trabajos Futuros
Esta investigación se pretende que tenga frutos en más investigaciones sobre las
PYMES, en específico de las Panaderías Artesanales, para solucionar problemas ya que
estas al iniciar en el rugo empresarial no cuentan con una asesoría de cómo distribuir su
área de trabajo y como mantener la calidad de los productos a través de la Manufactura
Esbelta.
Como se mencionó en el último párrafo de las conclusiones y discusiones, el productor
artesanal presenta una resistencia al cambio y es ahí donde se puede realizar trabajos a
futuro, para demostrar que el pensamiento esbelto es útil y necesario en los procesos de
fabricación de las PYME´s Artesanales, convenciendo así al productor, de que será un
beneficio para toda la organización, la cual se verá reflejado en un futuro.
REFERENCIAS
Borello, A. (1994). Plan de Negocios. Madrid: Díaz de Santos.
CANAINPA. (2011). El mundo del pan. Organo Informativo de la camara nacional de la
industria panifacadora, 1-84.
Heizer, J., & Render, B. (2007). Dirección de la producción y de operaciones. Deciones
estratégicas (Séptima ed.). Madrid: Pearson Educación.
Heizer, J., & Render, B. (2008). Dirección de la producción y de operaciones. Decisiones
tácticas. (Octava ed.). Madrid: Pearson Educación.
Hérnandez, E. J., Camargo, Z. M., & Marínez, P. M. (2015). Impact of 5S on productivity,
quality, organizational climate and industrial safety in Caucho Metal Ltda. Revista
Chilena de Ingenería, 107-117.
Hernández, G., & Mendoza, J. (2015). Fundamentos y Planeación de la Manufactura
Automatizada, un enfoque de los sistemas integrados de la manufactura. México:
Pearson Educación.
Lahera, A. (2005). Enriquecer el factor humano: paradigmas organizativos y trabajo en
grupo (Vol. IV). España: El viejo Topo.
Meyers, F. E., & Stephens, M. P. (2006). Diseño de instalaciones de manufactura y
manejo de materiale (Tercera ed.). México D.F.: Pearson Educación.
Monge, C., Cruz, J., & López, F. (2013). Impacto de la manufactura esbelta, manufactura
sustentable y mejora continua en la eficiencia operacional y responsabilidad ambiental
59
Delgado et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
en México. Información Tecnológica, 24(4), 15-32. doi:10.4067/S0718-
07642013000400003
Moreno, A. D., Álvarez, A. A., Noble, V. M., & López, J. M. (2014). Optimización
multiobjetivo del problema de distribución de planta: Un nuevo modelo matemático.
Ingenería y Competitividad, 257-267.
Ponce, H. (2007). La Matriz FODA: Alternativa de diagnóstico y determinación de
estrategias de intervención en diversas organizaciones. Enseñanza e investigación en
psicología, XII(1), 113-130.
Zamora, S. (2010). Diseño general y evaluación técnico ecónomica de una planta
deshidratadora de verduras en la sexta región. Universidad de Talca. Facultad de
Ingeniería. Escuela de Ingeniería Civil Industrial, Curcó.
60

EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Flexsim, una nueva alternativa para la ingeniería hacia la toma de
decisiones en la operación de un sistema de múltiples estaciones de
prueba. Marco Antonio Díaz Martínez, Alma Cruz Méndez, Jesús Gómez Castellanos
Instituto Tecnológico Superior de Pánuco
RESUMEN
El objetivo principal de este documento es afrontar conceptos clave en relación con el
uso del software FlexSim dentro de un modelo de simulación, como una alternativa
innovadora de efectividad en la toma de decisiones de las operaciones de un sistema de
producción. El estudio incluye una revisión literaria, conceptos del modelo y simulación,
aplicaciones, la caracterización de Flexsim y la descripción para la construcción de un
modelo en el software FlexSim. Este trabajo se desarrolla partiendo del entendimiento y
uso del software, modelación, ejecución y análisis de las operaciones de un sistema de
múltiples estaciones de prueba. El modelo aquí descrito ilustra claramente la amplia
precisión y capacidad de FlexSim como herramienta de mejora, además muestra lo
sencillo que es su programación y su estilo innovador en el diseño en 3D. Este artículo
busca dar una idea clara del impacto que tiene la simulación dentro de un sistema de
producción y a su vez logre un entendimiento claro del uso de Flexsim.
INTRODUCCIÓN
Para poder comprender la realidad y la dificultad que un sistema puede conllevar, ha sido
necesario construir un modelo artificialmente con objetos y experimentar con ellos
dinámicamente antes de interactuar con el sistema real. La simulación por computadora
puede observarse como el equivalente computarizado a ese tipo de experimentación.
Para lo cual es necesario construir modelos que representen la realidad de tales modelos
que puedan ser interpretados por una computadora. Las operaciones, procesos o
servicios de varias clases que existen en el mundo real son generalmente llamados
sistemas y para estudiarlos de forma científica frecuentemente se hace un conjunto de
suposiciones acerca de cómo éstos trabajan. Estas suposiciones, que generalmente
61
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
toman la forma de relaciones matemáticas o lógicas constituyen un modelo que es usado
para intentar ganar un entendimiento de cómo se comporta el sistema correspondiente.
Si las relaciones entre los componentes que componen el modelo son bastante simples,
puede ser posible usar métodos matemáticos (tales como, cálculo o estadística) para
obtener información exacta en cuestiones de interés, a esto se le llama solución analítica.
Sin embargo, la mayoría de los sistemas reales son difíciles, por lo que deben ser
estudiados por medio de simulación para permitir que estos modelos sean reales y
puedan ser evaluados de forma analítica. Las áreas de aplicación de la simulación son
numerosas y diversas; es usual encontrar aplicaciones en ingeniería, economía,
manufactura, administración, ciencias sociales.
El mostrar un ambiente concreto de simulación desde una perspectiva aleatoria en
modelos prácticos utilizando el software FlexSim, requiere del entendimiento de los
conceptos elementales que componen esta relación. En este contexto, es necesario tener
una buena comprensión teórica de los conceptos de modelado y simulación de procesos
industriales. Además de contar con conocimientos en el desarrollo de análisis
experimental, en esta investigación se describen los conceptos principales del tema en
estudio.
El objetivo de este artículo es inducir el uso de la simulación en la evaluación de un
sistema productivo en un ambiente virtual, con la intención de lograr la máxima eficiencia
en los sistemas de producción, minimizar costos, mejorar la calidad, reducir el lapso entre
la fabricación y la entrega de los productos al cliente, proyectar escenarios catastróficos
y extremos. Así como la aplicación de alternativas educativas para la formación de
personal en diferentes áreas de una organización.
ANTECEDENTES
Definición de simulación
Para el desarrollo del presente trabajo resulta de suma importancia iniciar definiendo el
término simulación. La simulación es la representación gráfica de algún proceso, sistema
de producción o sistema real a través del tiempo, ya sea diseñada manualmente o en una
computadora, la simulación compromete la generación de un historial artificial de un
sistema y su observación para obtener inferencias relacionadas con las características
62
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
operativas del sistema real (Banks, Carson, Nicol, & Nicol, 2005). La simulación por
computadora se refiere a los métodos para estudiar una gran variedad de modelos de
sistemas del mundo real mediante la evolución numérica usando un software diseñado
para imitar las características u operaciones del sistema, a menudo en el transcurso del
tiempo (Kelton, Sadowski, & Sturrock, 2008).
La simulación comienza con un modelo. Un modelo es una descripción física o
matemática de un sistema y usualmente representa un punto particular de acción en el
tiempo (Beaverstock, Greenwood, Nordgren, & Nordgren, 2012). Asimismo, los modelos
de simulación son empleados para estudiar y determinar la representación de un sistema
real de manera abstracta con la intención de predecir el comportamiento de este. Sin
embargo, dado que un sistema es un conjunto complejo, integrado de elementos
interconectados, el cual forma parte de otro sistema superior y se compone de sistemas
de orden anterior (Acosta Flores, 2007), se dificulta el nivel de abstracción pues la
mayoría de los sistemas reales son muy complejos a para la realización de evaluaciones
analíticas, por lo que los sistemas deben ser estudiados mediante la simulación (Law
Averill, M & Associates Inc., 2007).
Un modelo de simulación representa la operación de algún proceso o sistema del mundo
real, a través del tiempo, ya sea realizada manualmente o por medio de una computadora.
La simulación involucra la generación de una historia artificial de un sistema y su
observación para obtener inferencias relacionadas con las características operativas del
sistema real (Banks, Carson, Nicol, & Nicol, 2005). Este modelo, comúnmente toma la
forma de un conjunto de supuestos respecto a la operación del sistema, estos supuestos
son expresados en forma de relaciones matemáticas y lógicas entre los objetos de interés
del sistema. Entonces el sistema es modelado identificando las características de sus
eventos y mostrando un juego de rutinas que dan una descripción detallada del sistema
en estudio. Es así, como los eventos de la simulación evolucionan en el tiempo (reloj de
simulación) ejecutando los eventos en orden creciente del tiempo de ocurrencia: un
evento es algo que sucede en un instante de tiempo (simulado) que puede cambiar
atributos, variables o acumuladores estadísticos. Asimismo, un evento discreto es un
momento específico del tiempo (Winston, 2005). De esta forma, el estado de los
63
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
elementos de un sistema cambia continuamente o sólo en determinados estados del
tiempo. El flujo del agua que entra y sale en una planta tratadora de aguas residuales y,
la entrada y salida de clientes que pagan la despensa en un cajero son ejemplos de
cambios continuos y discretos, respectivamente. Esto es, en el primer ejemplo el agua
no muestra un espacio de tiempo entre litro y litro, por otro lado, las llegadas de las
personas al cajero de un supermercado muestran tiempos variados entre una y otra.
Posteriormente, una vez desarrollado, validado y verificado el modelo de simulación, éste
puede ser utilizado para investigar una amplia variedad de preguntas del tipo ¿Qué pasa
si...?, acerca del mundo real (Kelton, Sadowski, & Sturrock, 2008). Una vez realizado lo
anterior, se procede con la planeación de los experimentos que se harán mediante el
modelo de simulación establecido. Después de haber concluido el modelo de simulación,
los clientes o dueños del sistema real, tendrán una herramienta que les permitirá
proyectar distintos escenarios de simulación en diferentes periodos de tiempo. La
simulación también puede ser utilizada para estudiar sistemas en su etapa de diseño
(antes de que dichos sistemas sean construidos). De esta manera, los modelos de
simulación pueden ser utilizados tanto como un instrumento de análisis para predecir los
efectos de cambios en sistemas existentes en lapsos de tiempo distintos, o bien como un
instrumento de diseño para predecir el comportamiento de sistemas nuevos en
proyecciones que contribuyan a soluciones alternativas en efectos presentes para un
futuro sustentable.
Se considera que un sistema es modelado y simulado con la finalidad de identificar sus
componentes, su estructura y observar su conducta en términos de sinergia, con el
propósito de crear, planificar, controlar y predecir el comportamiento de distintos
escenarios.
La simulación en el tiempo
La palabra simulación, en su concepto actual, se remonta hacia fines de 1940 cuando
Von Neumann y Ulam definieron el término "análisis de Monte Carlo" para aplicarlo a una
técnica matemática que usaban al resolver ciertos problemas de protección nuclear que
eran demasiado costosos o muy complicados para resolverse experimental o
analíticamente (Aspray, 1993). Sin embargo, la simulación analógica fue muy evidente
64
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
durante los años 50, la cual se definía entonces como Simulation Programming
Languages (SPL) o bien simulación por ordenador (Nance, 1993).
La necesidad de resultados cada vez más precisos y rápidos estimuló el desarrollo de
cientos de nuevas técnicas de simulación en los últimos 60 años. Además, con el
desarrollo de la computadora de gran velocidad, a principios de 1950, la simulación tomó
otro significado, ya que surgió la posibilidad de experimentar con modelos matemáticos
(que describen sistemas de interés) en una computadora. Su sorprendente evolución
brindó la herramienta necesaria que permite la implementación de los métodos de
simulación más complejos de una manera simple y eficiente (Beaverstock, Greenwood,
Nordgren, & Nordgren, 2012). El primer simulador fue General Simulation Program (GSP)
acreditado por K.D. Tocher en conjunto con D.G. Owen en 1960 (Tocher & Owen, 1960).
Mientras que en el periodo de 1961 a 1965 surgieron nuevos simuladores los cuales
incluían declaraciones del principal lenguaje de programación llamada FORTRAN
(Formula Translator System es un lenguaje de programación adaptado especialmente al
cálculo numérico y a la computación científica desarrollado por John Backus e IBM en
1954), el cual se tenía como idioma hasta entonces (Barceló G, 2008): General Purpose
System Simulator (GPSS) y SIMULA descritos por Wexelblatt (Wexelblatt, 1978),
SIMSCRIPT enunciado por Marcowitz et. al. (Marcowitz, Hausner, & Karr, 1963), Control
and Simulation Language (CSL) el cual contribuía con la solución de problemas
complejos dentro de las empresas industriales y comerciales (Esso, 1963) y algunos más
enunciados en la publicación de Nance (Nance, 1993). En esa época el diseñador del
software utilizaba instrucciones de lenguaje y macros para especificar al sistema su lógica
de operación. Por lo que el modelador tenía inicialmente que entender todo el conjunto
de argumentos antes de poder hacer un seguimiento de las variables de estado del
sistema. Esto implicaba la construcción de macros complicados, se requería de mucho
tiempo y los costos eran excesivos. Además, los modelos que empleaban estos lenguajes
de simulación no contaban con animación (Zeigler, Gon Kim, & H, 2000). Posteriormente,
la aparición de un nuevo lenguaje popular y de uso general llamado PASCAL desarrollado
por Niklaus Wirth entre los años 1968 - 1969, estimuló el diseño posterior de paquetes
65
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
de simulación basados en este lenguaje (Nance, 1993): Bryant (Bryant, 1980) (Bryant R.
M., 1981) desarrolló el lenguaje de programación SIMPAS como un lenguaje de
simulación de redes el cual fue diseñado para ser altamente portátil y orientado a eventos.
Otro programa sobresaliente fue el lenguaje de simulación de redes llamando
INTERACTIVE, el cual permitía la utilización de símbolos gráficos además de que la
construcción y la ejecución eran interactivos (Lakshmanan, 1893).
Por otro lado, un primer lenguaje que permitió añadir animación fue SIMAN el cual fue
creado por C. Dennis Pegden en 1982. Sin embargo, para crear animación SIMAN
utilizaba un segundo lenguaje independiente llamado CINEMA (Marcowitz, Hausner, &
Karr, 1963). SIMAN y CINEMA más tarde (en el año 2000) se combinaron para crear al
software
Arena.
En 1986, WITNESS lanzó el primer producto con nivel de construcciones prefabricadas
junto con una mejor representación visual. Este nuevo software redujo aún más la
necesidad de una programación directa en el lenguaje de simulación. La nueva
generación de simuladores hasta entonces era más fácil de usar, pero aún carecían de
flexibilidad y la programación de código en el ordenador no estaba disponible para el
usuario. A finales de los años 80 existían en el mercado diferentes simuladores para
computadora basados en Disk Operating System (DOS) los cuales fueron creados
principalmente para usos comerciales, incluyendo WITNESS, ProModel, SLAM y
SIMFACTORY. En esa misma época, existieron en el mercado una amplia variedad de
software de simulación; no obstante, muchos de ellos eran difíciles de usar, debido
limitada capacidad gráfica, lo que ocasionaba el uso máximo de la capacidad de la
computadora al momento de ejecutar los modelos de simulación (Beaverstock,
Greenwood, Nordgren, & Nordgren, 2012).
La nueva generación de software para simulaciones
En la década de los 90, surgieron diferentes simuladores. En Europa surgió el Simple++,
Simul8 y Taylor II (el primer simulador 3D para ejecutarse en una PC). En Estado Unidos,
se crearon muchos programas de simulación de los cuales los más notables son: Extend
y Simcad. En 1998 Taylor ED fue puesto en el mercado. Este último software se destacó
66
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
por ser el primer software de simulación orientado a objetos en 3D con realidad virtual, el
cual también operaba con la plataforma del software de Microsoft Windows.
Posteriormente, en el año 2003 fue lanzado el software FlexSim, el cual resultó ser
sustancialmente diferente respecto a los simuladores anteriores tanto en su lenguaje de
simulación como en su arquitectura (Beaverstock, Greenwood, Nordgren, & Nordgren,
2012).
MÉTODO
Simulación con Flexsim
Descripción del software. El software FlexSim fue desarrollado por Bill Nordgren, Cliff
King, Roger Hullinger, Eamonn Lavery y Anthony Johnson. FlexSim permite modelar y
entender con precisión los problemas básicos de un sistema sin la necesidad de
programaciones complicadas, esto debido a que ofrece una forma sencilla al desarrollar
el modelo de simulación. Se enlistan algunas razones por las cuales FlexSim es una
buena alternativa como herramienta en simulación:
Su amplia sección de preconstruidos permite abordar situaciones mucho más complejas
sin tener que escribir código de software.
El software se orienta a objetos lo que admite una mayor visualización del flujo de
producción.
Todo el proyecto se desarrolla en un ambiente tridimensional (3D), además de permitir
importar infinidad de objetos de distintos paquetes de diseño, incluyendo AutoCAD, Solid
Works, Catia, 3D Studio, Revit, Google Sketch-Up, etc.
Otra razón importante es que no sólo se pueden simular sistemas discretos, sino que
también se admite la simulación de fluidos o modelos combinados continuo-discreto.
La generación de distintos escenarios y condiciones variadas son fáciles de programar.
Las distribuciones de probabilidad se pueden representar con gran precisión en lugar de
valores promedio para representar fielmente la realidad.
Las gráficas, los reportes y todo lo que se refiere a los estadísticos se puede revisar a
detalle.
67
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Aplicaciones de FlexSim
FlexSim ha contribuido con aplicaciones de clase mundial en temas de medicina, salud,
sistemas de logística tales como operaciones de contenedores en puertos, simulaciones
distribuidas en varios equipos dentro de una empresa manufacturera, en la minería, en
centros aeroespaciales e incluso se ha adaptado a la industria del servicio (hoteles,
hospitales, supermercados, o muchas otras industrias) para simular la administración y
operación de los recursos humanos.
Así mismo se ha demostrado en diferentes casos de diversos corporativos alrededor del
mundo (Volkswagen, FEMSA, DHL, MICHELIN, MATTEL, VALE, CATERPILLAR,
DISCOVER, ARMY, U.S. AIR FORCE, DUPONT, ABB, CARRIER, ORACLE, Tetra Pak,
IBM, NASA, FedEx, AVON, Whirlpool, ALCAN, Remington, BAKER HUGHES, etc.) que
FlexSim es una herramienta clave para mejorar los resultados al dar respuesta acertadas
a los problemas planteados (FlexSim Software Products, Inc, 2012).
Uso y manejo del software Flexsim
En la presente sección, para poder describir el uso y manejo del software se desarrollará
un caso sencillo de estudio de un modelo de múltiples estaciones de prueba.
En muchos modelos se ha ilustrado cómo manipular materiales que se encuentran en
cantidades discretas (piezas, esferas, personas, etc.), pero dentro de muchos sistemas
reales los materiales no necesariamente son piezas discretas. En este apartado se
presentan los conceptos fundamentales para construir un modelo básico de estaciones
de prueba. La construcción de un modelo con estas características requiere de mucha
atención ya que existen detalles que no pueden pasarse por alto.
Descripción del caso de estudio
Una planta industrial tiene un sistema de producción con un único Queue FIFO (First-In-
First-Out) alimenta cuatro estaciones de prueba en paralelo. El producto llega a la Queue
cada 21 segundos desde el source. El tiempo de ciclo de pruebas es de 1 minuto. Las
estaciones de prueba paran cada 20 minutos exponencialmente distribuidos y lleva entre
2 y 5 minutos uniformemente distribuidos arreglarlos. La tasa de fallos en las estaciones
es del 10%. Las piezas que fallan se separan manualmente en una mesa de retrabajo,
68
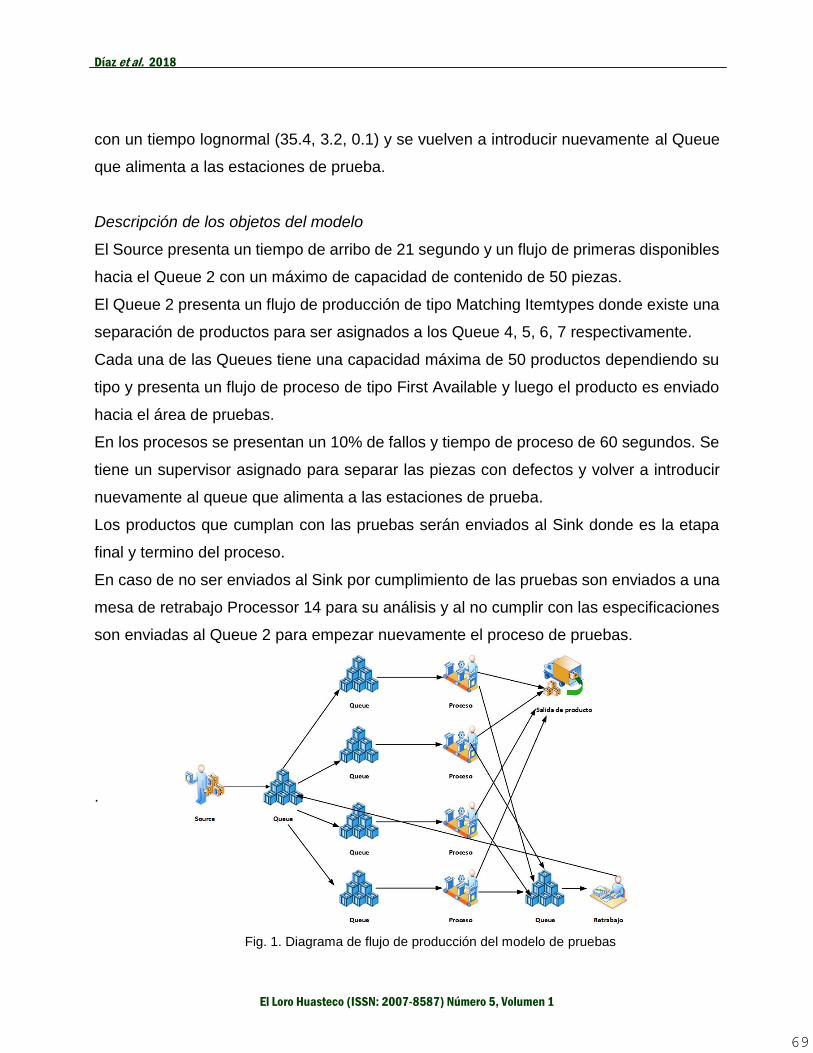
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
con un tiempo lognormal (35.4, 3.2, 0.1) y se vuelven a introducir nuevamente al Queue
que alimenta a las estaciones de prueba.
Descripción de los objetos del modelo
El Source presenta un tiempo de arribo de 21 segundo y un flujo de primeras disponibles
hacia el Queue 2 con un máximo de capacidad de contenido de 50 piezas.
El Queue 2 presenta un flujo de producción de tipo Matching Itemtypes donde existe una
separación de productos para ser asignados a los Queue 4, 5, 6, 7 respectivamente.
Cada una de las Queues tiene una capacidad máxima de 50 productos dependiendo su
tipo y presenta un flujo de proceso de tipo First Available y luego el producto es enviado
hacia el área de pruebas.
En los procesos se presentan un 10% de fallos y tiempo de proceso de 60 segundos. Se
tiene un supervisor asignado para separar las piezas con defectos y volver a introducir
nuevamente al queue que alimenta a las estaciones de prueba.
Los productos que cumplan con las pruebas serán enviados al Sink donde es la etapa
final y termino del proceso.
En caso de no ser enviados al Sink por cumplimiento de las pruebas son enviados a una
mesa de retrabajo Processor 14 para su análisis y al no cumplir con las especificaciones
son enviadas al Queue 2 para empezar nuevamente el proceso de pruebas.
.
Fig. 1. Diagrama de flujo de producción del modelo de pruebas
69
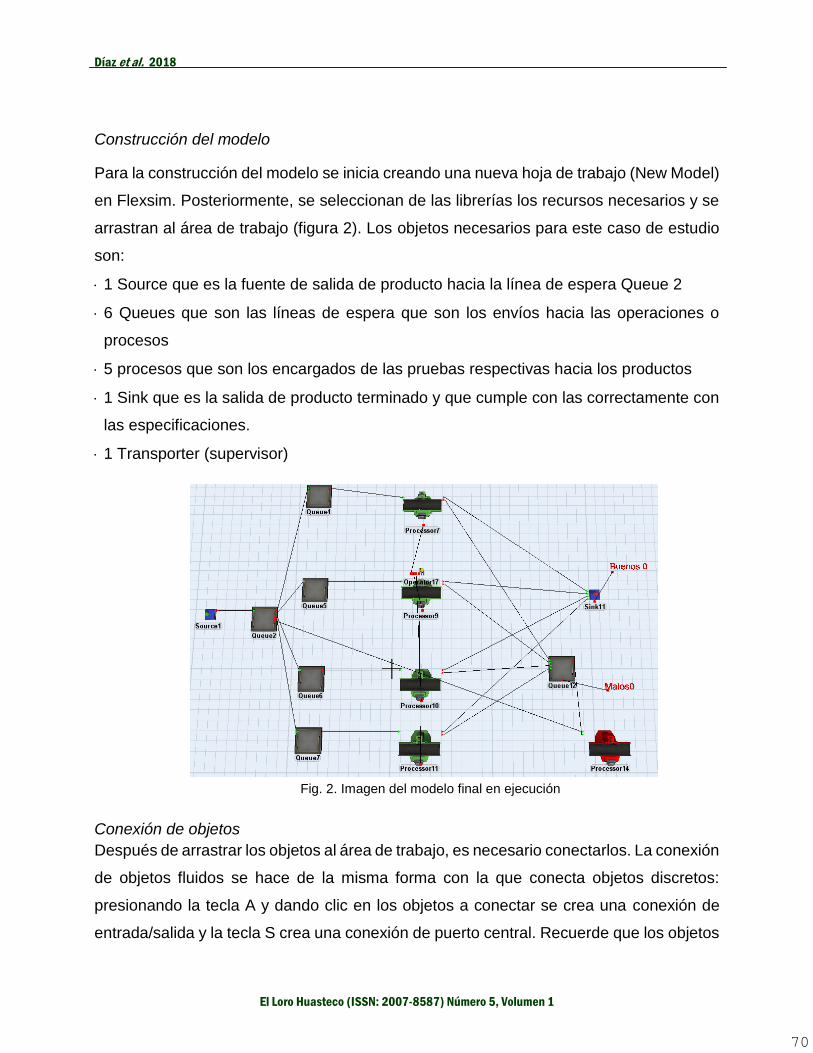
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Construcción del modelo
Para la construcción del modelo se inicia creando una nueva hoja de trabajo (New Model)
en Flexsim. Posteriormente, se seleccionan de las librerías los recursos necesarios y se
arrastran al área de trabajo (figura 2). Los objetos necesarios para este caso de estudio
son:
1 Source que es la fuente de salida de producto hacia la línea de espera Queue 2
6 Queues que son las líneas de espera que son los envíos hacia las operaciones o
procesos
5 procesos que son los encargados de las pruebas respectivas hacia los productos
1 Sink que es la salida de producto terminado y que cumple con las correctamente con
las especificaciones.
1 Transporter (supervisor)
Fig. 2. Imagen del modelo final en ejecución
Conexión de objetos
Después de arrastrar los objetos al área de trabajo, es necesario conectarlos. La conexión
de objetos fluidos se hace de la misma forma con la que conecta objetos discretos:
presionando la tecla A y dando clic en los objetos a conectar se crea una conexión de
entrada/salida y la tecla S crea una conexión de puerto central. Recuerde que los objetos
70
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
deben ser conectados de acuerdo con el diagrama de flujo de producción mostrado en la
figura 1. Para este caso de estudio, las conexiones son las que se enlistan a continuación:
Tabla 1- Conexiones de elementos del sistema de modelación de pruebas
Actividad Dependencia
Source 1 Queue 2
Queue 2 Queue 4
Queue 2 Queue 5
Queue 2 Queue 6
Queue 2 Queue 7
Queue 3 Processor 7
Queue 3 Processor 8
Queue 3 Processor 9
Queue 3 Processor 10
Processor 7 Sink 13
Processor 8 Sink 13
Processor 9 Sink 13
Processor 10 Sink 13
Processor 7 Queue 11
Processor 8 Queue 11
Processor 9 Queue 11
Processor 10 Queue 11
Queue 11 Queue 12
Configuración de los objetos
Configuración del Sources- Dado que el valor predeterminado del tiempo de llegadas es
de 21 y el envió hacia el puerto Queue 2 es de First available.
Configuración de las líneas de espera (Queues). Habiendo posicionado los elementos de
las líneas de espera se empieza la configuración dando doble clic en cualquiera de los
elementos y se asigna primeramente la capacidad máxima que tendrá cada línea de
espera y en este caso será de 50 cajas máximo y un envió (Send To Port) hacia las
demás líneas de espera con la opción de Matching Itemtypes ya que en el caso de la
Queue 2 es la primera línea de espera de servicio de los diferentes tipos de producto a
enviar a las demás líneas de espera.
71
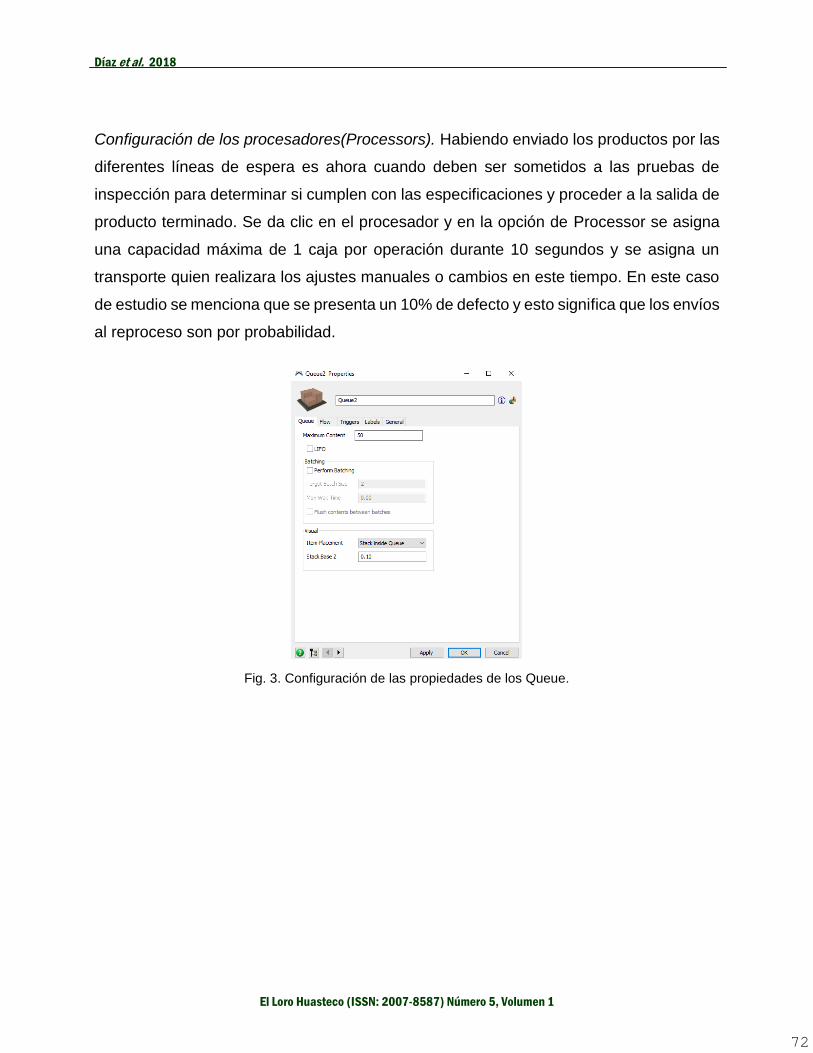
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Configuración de los procesadores(Processors). Habiendo enviado los productos por las
diferentes líneas de espera es ahora cuando deben ser sometidos a las pruebas de
inspección para determinar si cumplen con las especificaciones y proceder a la salida de
producto terminado. Se da clic en el procesador y en la opción de Processor se asigna
una capacidad máxima de 1 caja por operación durante 10 segundos y se asigna un
transporte quien realizara los ajustes manuales o cambios en este tiempo. En este caso
de estudio se menciona que se presenta un 10% de defecto y esto significa que los envíos
al reproceso son por probabilidad.
Fig. 3. Configuración de las propiedades de los Queue.
72

Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Fig. 4. Configuración de las propiedades de los Processors.
Configuración del Sink (Salida y recepción de producto final). Después de terminar las
pruebas en los diferentes procesadores y las inspecciones del supervisor los productos
son enviados al Sink donde este último toma como valido el producto terminado
proveniente de los procesos y es almacenado. En caso contrario que después de realizar
las pruebas pertinentes envíe el producto al Queue 12 esto significa que no cumple con
las especificaciones y es enviado al Processor 14 que es la mesa de retrabajo que enviara
el producto defectuoso a la línea de espera inicial del proceso de producción.
En el caso del Queue 12 y Sink 11 están programados mediante un elemento llamado
VisualTool para llevar el conteo de los productos que cumplen (Buenos) y no cumplen
(Malos) de acuerdo con la configuración del sistema y tener datos reales del
comportamiento que tendría y así poder tomar las mejores decisiones en las operaciones.
73
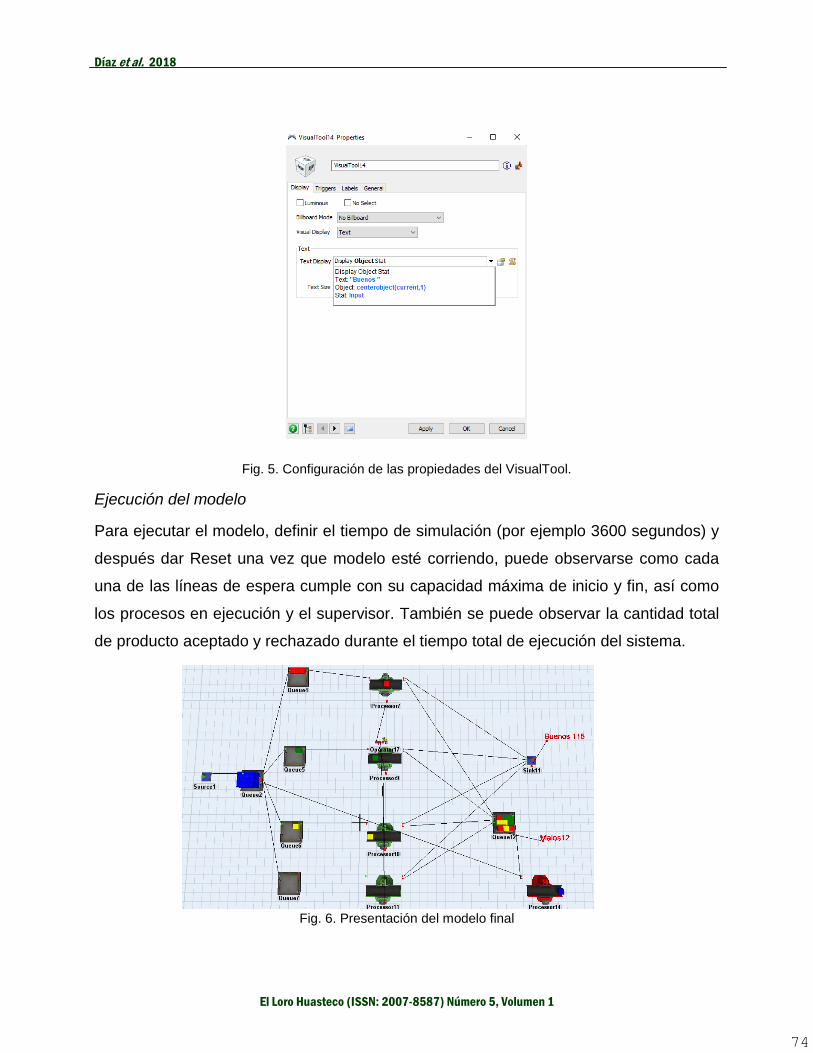
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Fig. 5. Configuración de las propiedades del VisualTool.
Ejecución del modelo
Para ejecutar el modelo, definir el tiempo de simulación (por ejemplo 3600 segundos) y
después dar Reset una vez que modelo esté corriendo, puede observarse como cada
una de las líneas de espera cumple con su capacidad máxima de inicio y fin, así como
los procesos en ejecución y el supervisor. También se puede observar la cantidad total
de producto aceptado y rechazado durante el tiempo total de ejecución del sistema.
Fig. 6. Presentación del modelo final
74
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
RESULTADOS
El desempeño del sistema se describe con estadísticas. Las estadísticas son la
acumulación de valores en una variable por un tiempo determinado, inician en 0 cada vez
que se restaura (reset) el modelo y se acumulan valores hasta el momento en que se
detiene la simulación. Además, estos resultados pueden ser vistos como números,
porcentajes o gráficos y pueden programarse variables de interés para el usuario o
simplemente consultarse las ya definidas.
Una vez que se ha ejecutado el modelo durante un período de tiempo predeterminado,
se pueden analizar los resultados de la ejecución en muchas y muy variadas formas.
1. Algunas estadísticas que pueden ser observadas de forma rápida, se encuentran
disponibles en los objetos que se muestran en el área de trabajo.
2. Además, también es posible agregar recursos especiales de la librería de objetos. Por
ejemplo, el Recorder permite añadir gráficas dinámicas y variables, las cuales se animan
mientras el modelo se está simulando.
3. En el menú Statistics > Reports and Statistics se puede tener acceso a un informe
completo, a un resumen del informe o quizá a un informe del estado en el que se
encuentra el modelo.
Finalmente, recordar que, para hacer una inferencia válida, los modelos de simulación se
estabilizan haciendo ejecuciones con periodos de tiempo largos. Además, es importante
tener en cuenta la importancia de ejecutar el número necesario de réplicas, puesto que
las ejecuciones múltiples contribuyen también a mejorar la validez de la inferencia. Un
mayor número de réplicas implica un número más elevado de muestras aleatorias
independientes con distribución estadística diversas.
75
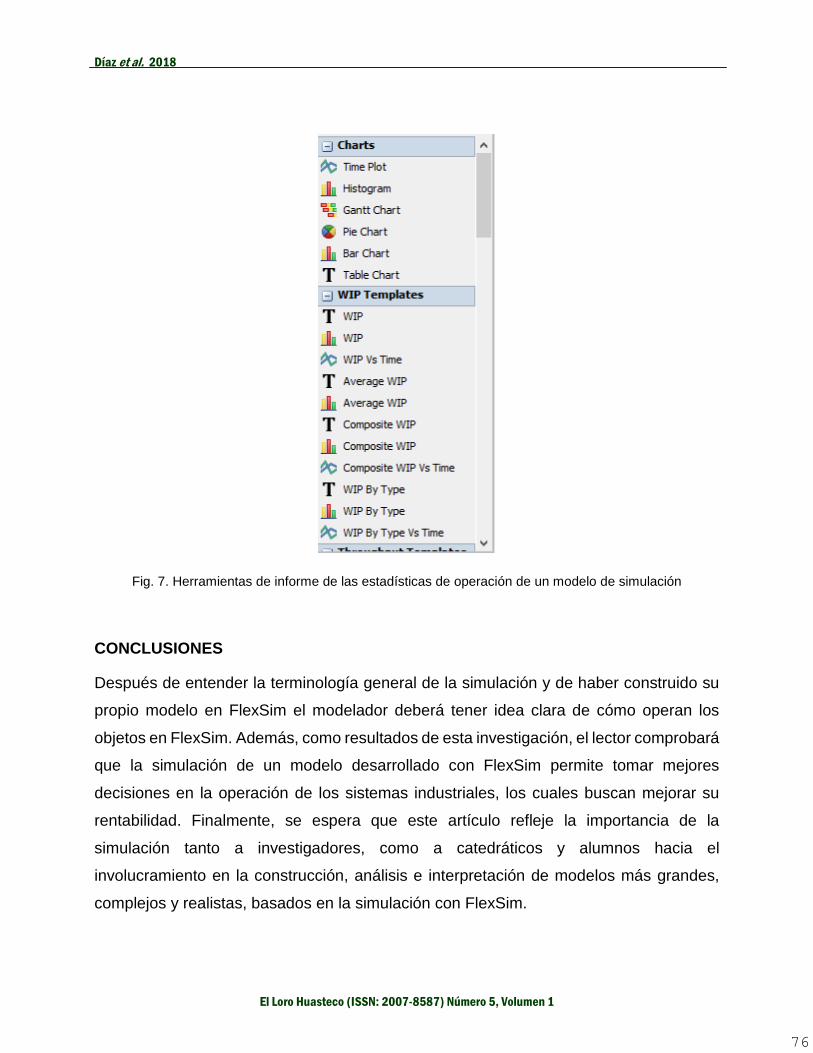
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Fig. 7. Herramientas de informe de las estadísticas de operación de un modelo de simulación
CONCLUSIONES
Después de entender la terminología general de la simulación y de haber construido su
propio modelo en FlexSim el modelador deberá tener idea clara de cómo operan los
objetos en FlexSim. Además, como resultados de esta investigación, el lector comprobará
que la simulación de un modelo desarrollado con FlexSim permite tomar mejores
decisiones en la operación de los sistemas industriales, los cuales buscan mejorar su
rentabilidad. Finalmente, se espera que este artículo refleje la importancia de la
simulación tanto a investigadores, como a catedráticos y alumnos hacia el
involucramiento en la construcción, análisis e interpretación de modelos más grandes,
complejos y realistas, basados en la simulación con FlexSim.
76
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
LITERATURA CITADA
Acosta Flores, J. (2007). Ingeniería de Sistemas, un Enfoque Interdisciplinario. México, D. F:
AlfaOmega.
Aspray, W. (1993). Jhon Von Neumann y los origenes de la Computación Moderna. España:
GEDISA.
Banks, J. S., Carson, B. L., Nicol, N., & Nicol, D. M. (2005). Discrete-Event System Simulation.
E.U: Prentice Hall.
Barceló G, M. (2008). International Conference on Operational Research. Una Historia de la
Infromática (págs. 50-68). barcelona, España: Rambla del Poblenou.
Beaverstock, M., Greenwood, A. G., Nordgren, L., & Nordgren, W. (2012). Applied Simulation
Modeling and Analysis Using FlexSim. Orem, E.U: FlexSim Software Products, Inc.
Bryant, R. M. (1980). A simulation Language Based on PASCAL. Proceeding of the 1980 Winter
Simulation Conference (págs. 25-40). E. U: T. I. Oren, C. M. Shub and P. F. Roth.
Bryant, R. M. (1981). A Tutorial on Simulation programming with SIMPAS, In Proceeding of the
1981. Winter simulation Conference (págs. 363-377). E. U: T. I. Oren, C. M. Shub and P.
F. Roth.
Esso. (1963). Reference Manual/Control and Simulation languaje. E.U: Esso Petroleum
Company, Ltd & IBM United Kingdom.
FlexSim Software Products, Inc. (12 de Enero de 2012). Improve Performance. Obtenido de
Saave money, Who is using Flexsim?: http:/www.flexsim.com
Kelton, D. W., Sadowski, R. P., & Sturrock, D. T. (2008). Simulación con Software Arena. México,
D. F: Mc Graw Hill.
Lakshmanan, R. (1893). Desing and Implementation of a PASCAL Based Intaractive Network
Simulation Language for Microcomputers. Rochester, Michigan: Oakland, University.
Law Averill, M & Associates Inc. (2007). simulation Modeling and Analysis. Arizona, E. U: Mc
Graw Hill.
Marcowitz, H. M., Hausner, B., & Karr, H. W. (1963). SIMSCRIPT: A simulation Programming
Language, The RAND Corporation. Prentice Hall.
Nance, R. E. (1993). A History of Discrete Event Simulation Programming Languaje. 4-39.
Tocher, K. D., & Owen, D. G. (1960). The Automatic Programming of Simulation, Proceeding of
tha second.
77
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Wexelblatt, R. L. (1978). History of programming Languaje, Academic Press,. Proceedings of the
ACM SIGPLAN History of Programming Languajes, (págs. 1-3).
Winston, W. L. (2005). Investigación de Operaciones Aplicación y Algoritmos. México, D.F:
Thompson Learning.
Zeigler, B., Gon Kim, T., & H, P. (2000). Theory of Modeling and Simulation. N. Y, E.U: Academic
Press.
78
EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Análisis de la eficiencia de un horno de fundición basculante con
Flow-Simulation
Marco Antonio Díaz Martínez, Reina Verónica Román Salinas, Ricardo Zarate Cruz
Instituto Tecnológico Superior de Pánuco
RESUMEN
La mejora continua en un proceso de fabricación permite que la simulación desempeñe
un papel importante en la prevención de errores y atrasos que ocurren en el trasporte de
un producto. El modelado y la simulación de un proceso de fabricación mediante el uso
del software Flexsim y SPSS analizaran los impactos positivos o negativos que puede
tener la implementación de un análisis con ayuda de una distribución Erlang de acuerdo
con ciertos parámetros iniciales del proceso. Con los resultados obtenidos se podrá tomar
mejores decisiones sobre la distribución probabilística que sería la más adecuada a
implementar en el proceso de fabricación y así tener la mejor eficiencia del sistema.
INTRODUCCIÓN
La simulación de flujo computarizado (flow simulation) ganó la aclamación con la
expansión de la logística y como resultado del poder de cálculo que las computadoras
ahora han alcanzado. Se pueden modelar todos los tipos de flujo, ya sean discretos o
continuos, y muchas empresas utilizan estas herramientas de simulación en lugar de
sistemas o prototipos físicos para los cuales se requerirían inversiones (Réveillac, 2015).
Actualmente en el área de procesos de manufactura se han realizado investigaciones y
trabajos relacionados con la práctica de la fundición. En el trabajo con hornos de fundición
el metal debe calentarse hasta alcanzar el estado líquido para vertedero o forzarlo de
algún modo a que pase al molde. El calentamiento y la fusión se llevan a cabo en un
horno (Groover, Barrientos, León, & Reyes, 2015). En la actualidad existe una
metodología novedosa para la simulación del sistema de captación y enfriamiento de los
gases de fundición mediante el uso de sistemas computacionales que tienen
herramientas de apoyo a la simulación mecánica de fluidos, aplicando gases
79
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
provenientes de un convertidor de cobre tipo Teniente, donde se propone una serie de
suposiciones que permite adaptar los modelos físicos para su simulación y validación de
resultados mediante instrumentos a escala real (Pérez, Aguilera, Hurtado, & Vargas,
2017). Nuevos sistemas y tecnologías industriales han traído aportaciones relevantes a
la ingeniería industrial y procesos de manufactura ya que pueden dar resultados en
tiempo real y prevenir posibles fallas o mantenimientos que exijan demasiado tiempo de
espera y en algunos casos hasta un paro del proceso completo. Otra de las bondades de
la simulación de procesos industriales enfocada a la fundición es la evaluación de
propiedades elásticas de la fundición nodular empleando micromecánica computacional,
para la estimación del comportamiento se utiliza el método de homogeneización asíntota.
Este método se aplica a celdas tridimensionales y bidimensionales que se analizan
mediante el método de elementos finitos (MEF) y para la determinación del elemento de
volumen representativo (RVE) (Rodriguez, dardati, Godoy, & Celentano, 2015). Estudios
que describen modelos híbridos hidrostáticos y no hidrostáticos realizados en flow
simulation, para aumentar la eficiencia de la simulación de flujos de aguas poco
profundas. El modelo numérico básico es un modelo hidrostático tridimensional resuelto
por el método de volumen finito(FVM) aplicado a rejillas no estructuradas. Aquí, se
adoptan esquemas de disminución de variación total usando un método predictor-
corrector para calcular la presión no hidrostática y extendiendo el modelo uno
completamente hidrodinámico (Zhang, Liang, & Liu, 2018). Un paso importante de la
herramienta de flow simulation en el análisis de incertidumbre es el análisis de
sensibilidad de varios parámetros de entrada de incertidumbre (Hu & Kozlowski, 2018).
Con flow simulation (Y & Akamatsu, 1991)n se puede presentar un método eficiente de
límite sumergido (IB) para la simulación numérica directa del flujo del fluido más allá de
un par de cilindros circulares y flujos de partículas rígidas (Lo, Lee, & Lin, 2018). También
existen nuevos modelos numéricos como vórtices discretos donde la difusión viscosa es
producida por el movimiento de los vórtices estimulado por la velocidad de difusión
introducida. Otro de los enfoques novedosos para simulaciones de flujo completamente
en 3D en medios porosos con redes de fracturas sumergidas se basa en el modelo
discreto de fractura y matriz, en el que las fisuras se presentan como objetos
80

Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
bidimensionales en matriz porosa tridimensional y su objetivo es permitir un proceso de
mallado fácil, independiente de la complejidad geométrica del dominio, y de una
herramienta de resolución robusta y eficiente, confiando en un fuerte paralelismo
(Berrone, Pieraccini, & Scialo, 2017). La simulación de flujos también presenta un modelo
de cierre para calcular el flujo turbulento sobre y a través de medios porosos. El modelo
se basa en los términos Darcy y Forchheimer, que también se aplican a un modelo de
estrés de Reynolds. La implementación del modelo en un solucionador de flujo se valida
con experimentos de túnel de viento de un ala 2D con un borde posterior poroso. Presión
y las mediciones PIV se realizan para la determinación de coeficientes de fuerza
integrales y la comprensión del campo de flujo detallado. Los datos de medición se
discuten y se comparan con los resultados de los cálculos numéricos. Las simulaciones
coinciden muy bien con la mayoría de los experimentos y reproducen correctamente los
fenómenos de flujo (Mobner & Radespiel, 2017). Las simulaciones de dinámica de fluidos
computacional (CFD) y transferencia de masa integradas proporcionan información
espacial y temporal completa sobre el campo de concentración dentro del reactor, que
permite la cuantificación del coeficiente de transferencia de masa en función del tiempo
y las condiciones de funcionamiento (Yang, Remacha, & Jensen, 2017). Actualmente
existen muchos sistemas de modelación y simulación de procesos, sin embargo, muy
pocos sistemas pueden adaptarse a la industria 4.0 y el ITo (Internet de las cosas), es
decir, tener un control en tiempo real antes de que un horno de fundición sea construido
o puesto en marcha. Es por eso que este trabajo está enfocado a diferentes ramos de la
ingeniería industrial que implique el trabajo con altos hornos de fundición y procesos de
manufactura como el proceso de metalurgia de polvos o proceso de sinterizado, por
mencionar algunos. En esta investigación se utilizará el software Solidworks- Flow
Simulation donde se modelará y simulará un horno de crisol basculante identificando su
eficiencia y analizando las variables que tienen un impacto real antes de su construcción.
Esto traerá beneficios hacia las empresas del ramo de manufactura donde podrán tomar
las mejores decisiones.
81

Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
. METODOLOGÍA
Características de los Hornos de Fundición
Estos hornos funden el metal sin que tenga contacto directo con la mezcla combustible.
Por esta razón en ocasiones se les llama hornos de combustible indirecto. En las
fundidoras se utilizan tres tipos de crisoles como los que se muestran en la figura 1 y
todos emplean un contenedor (el crisol) hecho de material refractario apropiado (arcilla y
grafito) o una aleación de acero de alta temperatura para contener la carga.
Figura 1- Tipos de crisoles: a) crisol móvil, b) crisol basculante y c) crisol de volteo (Groover, Barrientos,
León, & Reyes, 2015).
En el horno de crisol móvil éste se coloca en un horno y se calienta lo suficiente para
derretir la carga del metal. Los combustibles comunes para estos hornos son petróleo,
gas o carbón en polvo. Cuando el metal se derrite el crisol se derrite fuera del horno y se
usa como cuento vertido. El horno de crisol basculante (figura 2), es un horno estacionario
y el metal fundido se extrae del contenedor con un cucharon. Son hornos movibles
apoyados sobre un sistema de sustentación, como se observar en la figura 3. La ventaja
aparente que otorga el horno de crisol basculante es la capacidad que tiene éste de
extraer el metal fundido con mayor facilidad sin la necesidad de exponer a los operarios
al calor proveniente de la cámara del horno. Sin embargo, se requiere la fabricación de
una base especial, lo suficientemente resistente para soportar el peso del crisol y un
sistema que permita el control del giro del horno. Usualmente se les utiliza cuando es
82
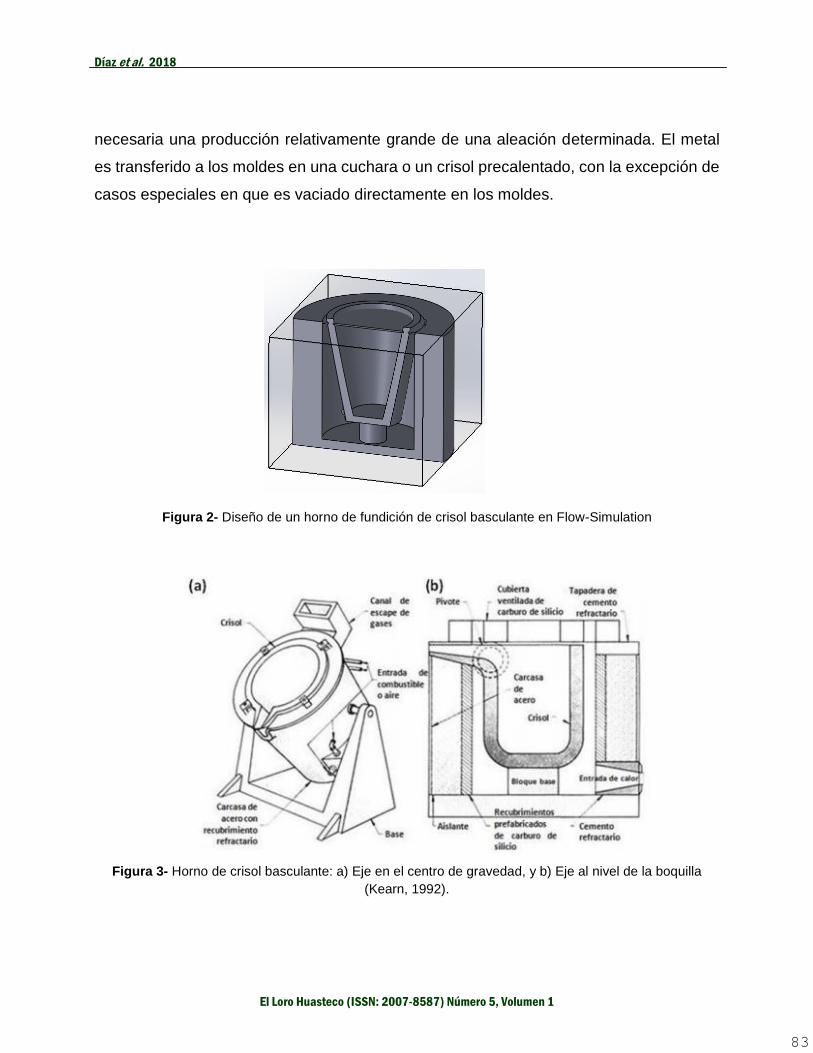
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
necesaria una producción relativamente grande de una aleación determinada. El metal
es transferido a los moldes en una cuchara o un crisol precalentado, con la excepción de
casos especiales en que es vaciado directamente en los moldes.
Figura 2- Diseño de un horno de fundición de crisol basculante en Flow-Simulation
Figura 3- Horno de crisol basculante: a) Eje en el centro de gravedad, y b) Eje al nivel de la boquilla
(Kearn, 1992).
83
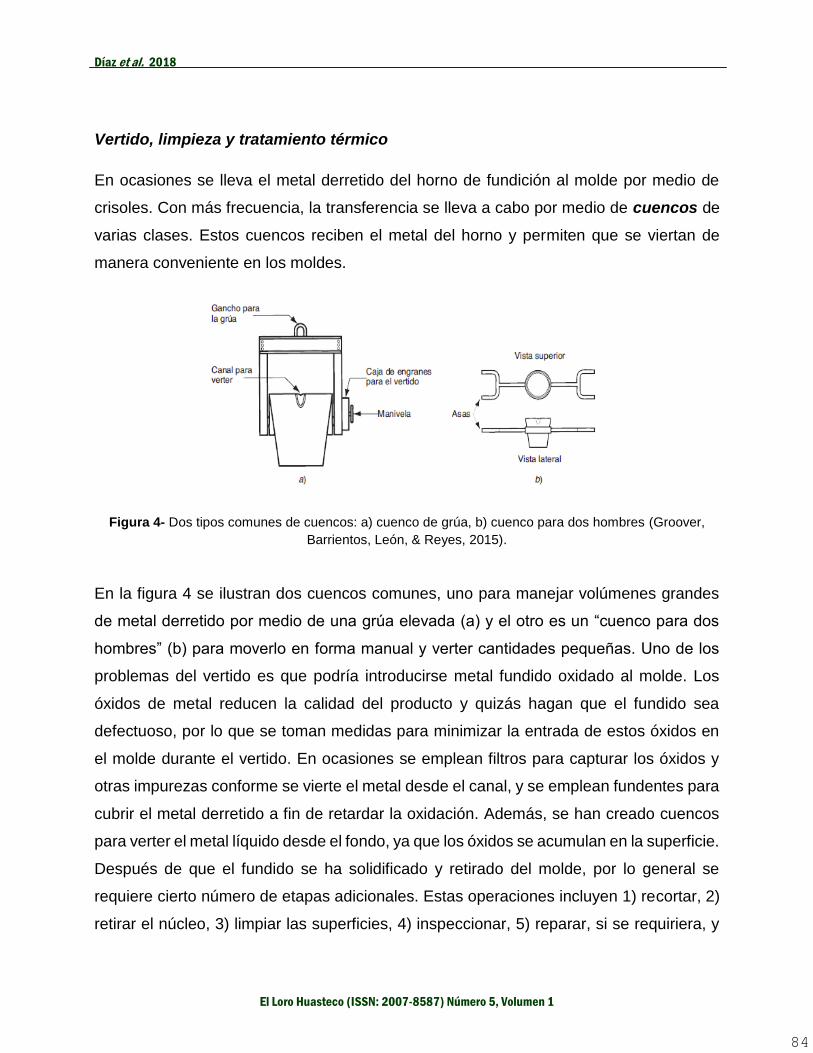
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Vertido, limpieza y tratamiento térmico
En ocasiones se lleva el metal derretido del horno de fundición al molde por medio de
crisoles. Con más frecuencia, la transferencia se lleva a cabo por medio de cuencos de
varias clases. Estos cuencos reciben el metal del horno y permiten que se viertan de
manera conveniente en los moldes.
Figura 4- Dos tipos comunes de cuencos: a) cuenco de grúa, b) cuenco para dos hombres (Groover,
Barrientos, León, & Reyes, 2015).
En la figura 4 se ilustran dos cuencos comunes, uno para manejar volúmenes grandes
de metal derretido por medio de una grúa elevada (a) y el otro es un “cuenco para dos
hombres” (b) para moverlo en forma manual y verter cantidades pequeñas. Uno de los
problemas del vertido es que podría introducirse metal fundido oxidado al molde. Los
óxidos de metal reducen la calidad del producto y quizás hagan que el fundido sea
defectuoso, por lo que se toman medidas para minimizar la entrada de estos óxidos en
el molde durante el vertido. En ocasiones se emplean filtros para capturar los óxidos y
otras impurezas conforme se vierte el metal desde el canal, y se emplean fundentes para
cubrir el metal derretido a fin de retardar la oxidación. Además, se han creado cuencos
para verter el metal líquido desde el fondo, ya que los óxidos se acumulan en la superficie.
Después de que el fundido se ha solidificado y retirado del molde, por lo general se
requiere cierto número de etapas adicionales. Estas operaciones incluyen 1) recortar, 2)
retirar el núcleo, 3) limpiar las superficies, 4) inspeccionar, 5) reparar, si se requiriera, y
84
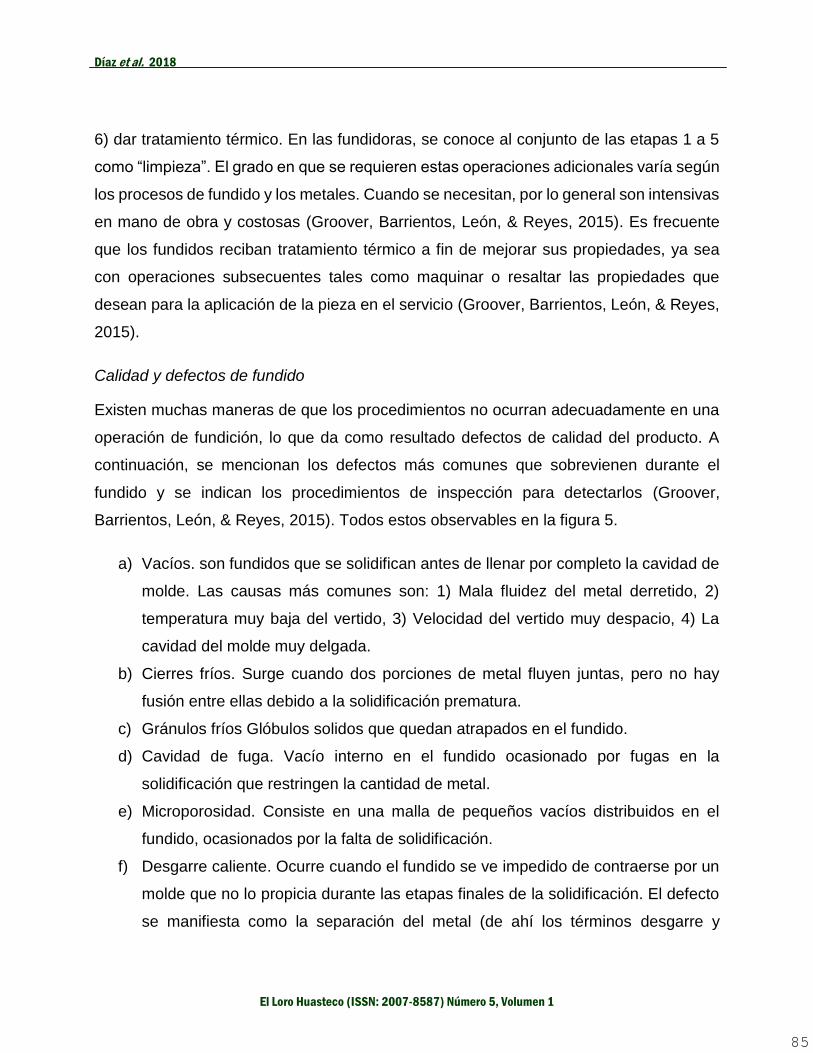
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
6) dar tratamiento térmico. En las fundidoras, se conoce al conjunto de las etapas 1 a 5
como “limpieza”. El grado en que se requieren estas operaciones adicionales varía según
los procesos de fundido y los metales. Cuando se necesitan, por lo general son intensivas
en mano de obra y costosas (Groover, Barrientos, León, & Reyes, 2015). Es frecuente
que los fundidos reciban tratamiento térmico a fin de mejorar sus propiedades, ya sea
con operaciones subsecuentes tales como maquinar o resaltar las propiedades que
desean para la aplicación de la pieza en el servicio (Groover, Barrientos, León, & Reyes,
2015).
Calidad y defectos de fundido
Existen muchas maneras de que los procedimientos no ocurran adecuadamente en una
operación de fundición, lo que da como resultado defectos de calidad del producto. A
continuación, se mencionan los defectos más comunes que sobrevienen durante el
fundido y se indican los procedimientos de inspección para detectarlos (Groover,
Barrientos, León, & Reyes, 2015). Todos estos observables en la figura 5.
a) Vacíos. son fundidos que se solidifican antes de llenar por completo la cavidad de
molde. Las causas más comunes son: 1) Mala fluidez del metal derretido, 2)
temperatura muy baja del vertido, 3) Velocidad del vertido muy despacio, 4) La
cavidad del molde muy delgada.
b) Cierres fríos. Surge cuando dos porciones de metal fluyen juntas, pero no hay
fusión entre ellas debido a la solidificación prematura.
c) Gránulos fríos Glóbulos solidos que quedan atrapados en el fundido.
d) Cavidad de fuga. Vacío interno en el fundido ocasionado por fugas en la
solidificación que restringen la cantidad de metal.
e) Microporosidad. Consiste en una malla de pequeños vacíos distribuidos en el
fundido, ocasionados por la falta de solidificación.
f) Desgarre caliente. Ocurre cuando el fundido se ve impedido de contraerse por un
molde que no lo propicia durante las etapas finales de la solidificación. El defecto
se manifiesta como la separación del metal (de ahí los términos desgarre y
85
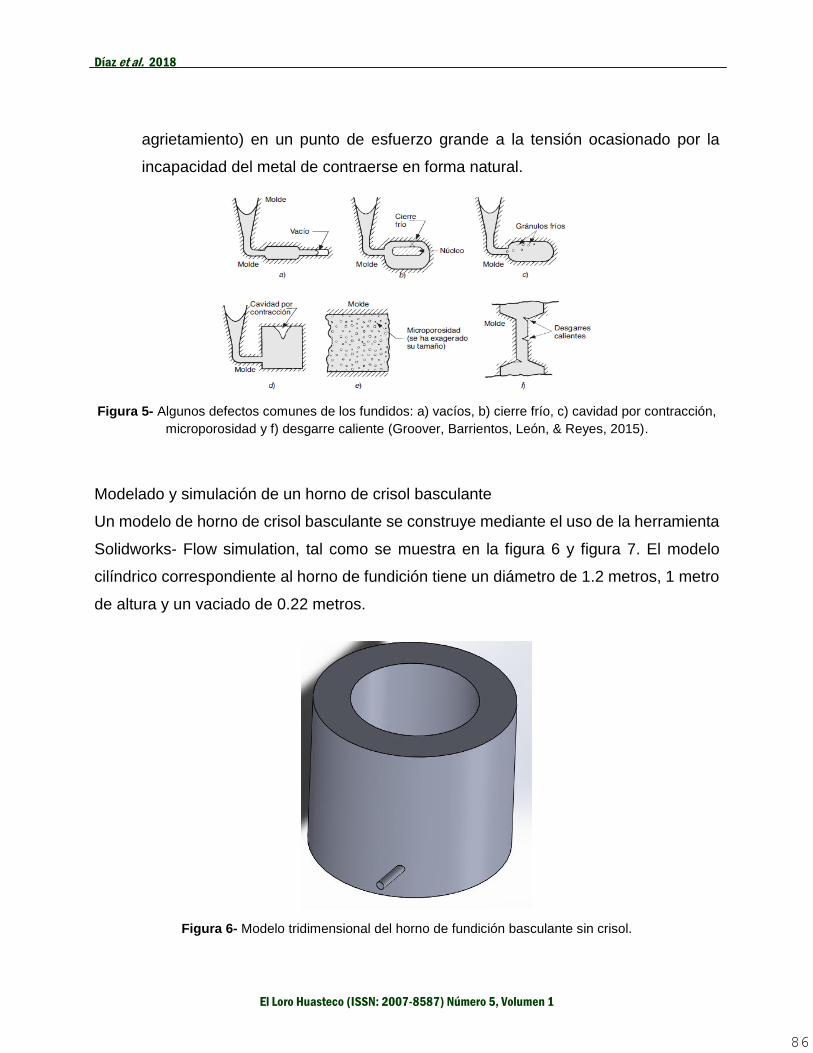
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
agrietamiento) en un punto de esfuerzo grande a la tensión ocasionado por la
incapacidad del metal de contraerse en forma natural.
Figura 5- Algunos defectos comunes de los fundidos: a) vacíos, b) cierre frío, c) cavidad por contracción,
microporosidad y f) desgarre caliente (Groover, Barrientos, León, & Reyes, 2015).
Modelado y simulación de un horno de crisol basculante
Un modelo de horno de crisol basculante se construye mediante el uso de la herramienta
Solidworks- Flow simulation, tal como se muestra en la figura 6 y figura 7. El modelo
cilíndrico correspondiente al horno de fundición tiene un diámetro de 1.2 metros, 1 metro
de altura y un vaciado de 0.22 metros.
Figura 6- Modelo tridimensional del horno de fundición basculante sin crisol.
86
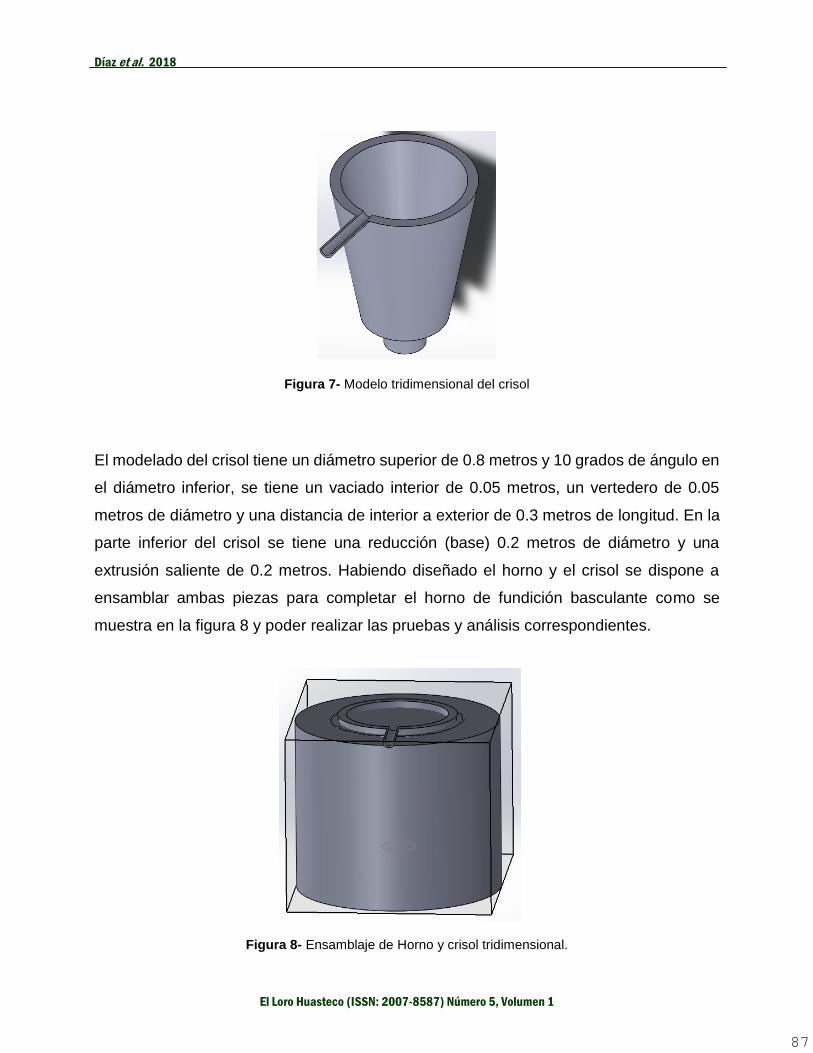
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Figura 7- Modelo tridimensional del crisol
El modelado del crisol tiene un diámetro superior de 0.8 metros y 10 grados de ángulo en
el diámetro inferior, se tiene un vaciado interior de 0.05 metros, un vertedero de 0.05
metros de diámetro y una distancia de interior a exterior de 0.3 metros de longitud. En la
parte inferior del crisol se tiene una reducción (base) 0.2 metros de diámetro y una
extrusión saliente de 0.2 metros. Habiendo diseñado el horno y el crisol se dispone a
ensamblar ambas piezas para completar el horno de fundición basculante como se
muestra en la figura 8 y poder realizar las pruebas y análisis correspondientes.
Figura 8- Ensamblaje de Horno y crisol tridimensional.
87
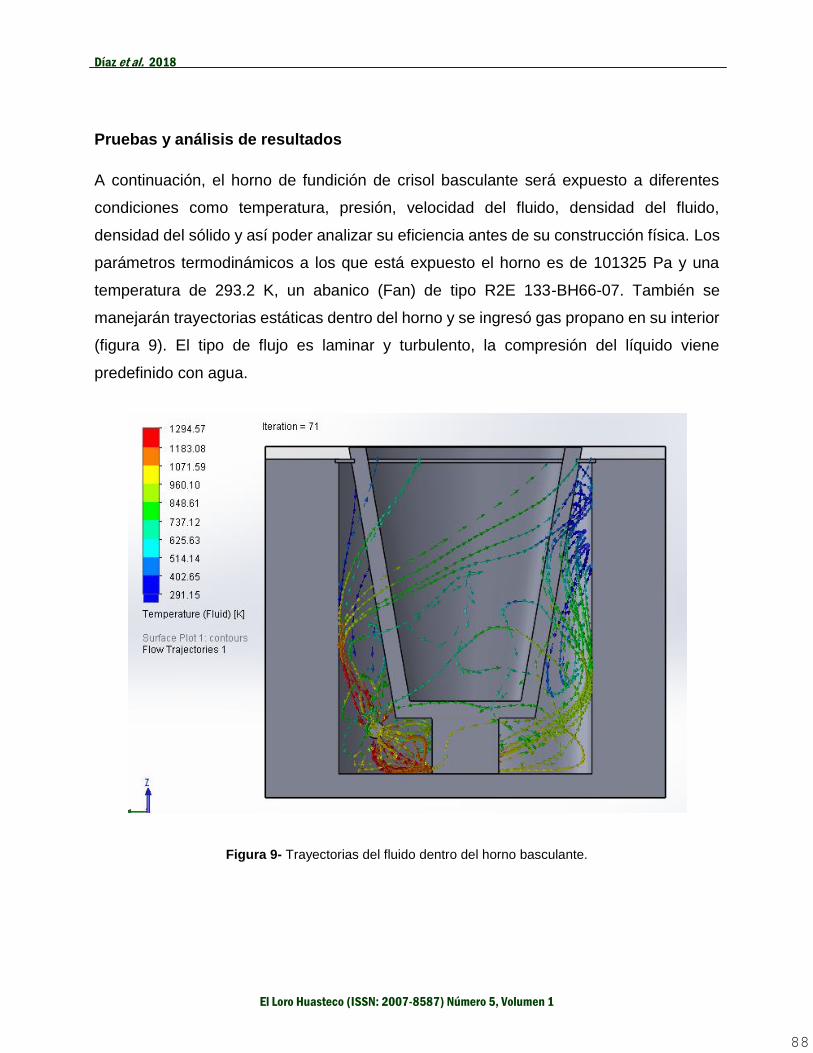
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Pruebas y análisis de resultados
A continuación, el horno de fundición de crisol basculante será expuesto a diferentes
condiciones como temperatura, presión, velocidad del fluido, densidad del fluido,
densidad del sólido y así poder analizar su eficiencia antes de su construcción física. Los
parámetros termodinámicos a los que está expuesto el horno es de 101325 Pa y una
temperatura de 293.2 K, un abanico (Fan) de tipo R2E 133-BH66-07. También se
manejarán trayectorias estáticas dentro del horno y se ingresó gas propano en su interior
(figura 9). El tipo de flujo es laminar y turbulento, la compresión del líquido viene
predefinido con agua.
Figura 9- Trayectorias del fluido dentro del horno basculante.
88

Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Figura 10- Borde de salida de combustible al interior del horno basculante.
De acuerdo con los parámetros termodinámicos preliminares se obtuvieron los
siguientes resultados.
Figura 11- Densidad del fluido del borde de combustible aplicado al horno basculante.
89
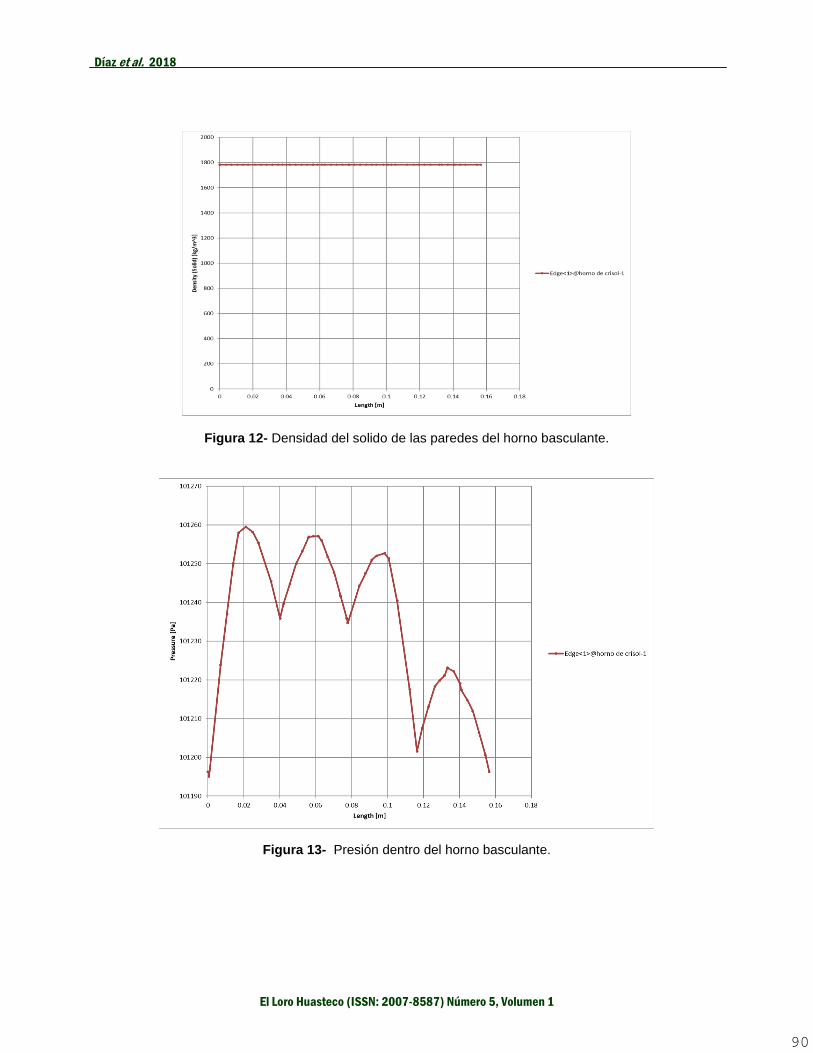
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Figura 12- Densidad del solido de las paredes del horno basculante.
Figura 13- Presión dentro del horno basculante.
90
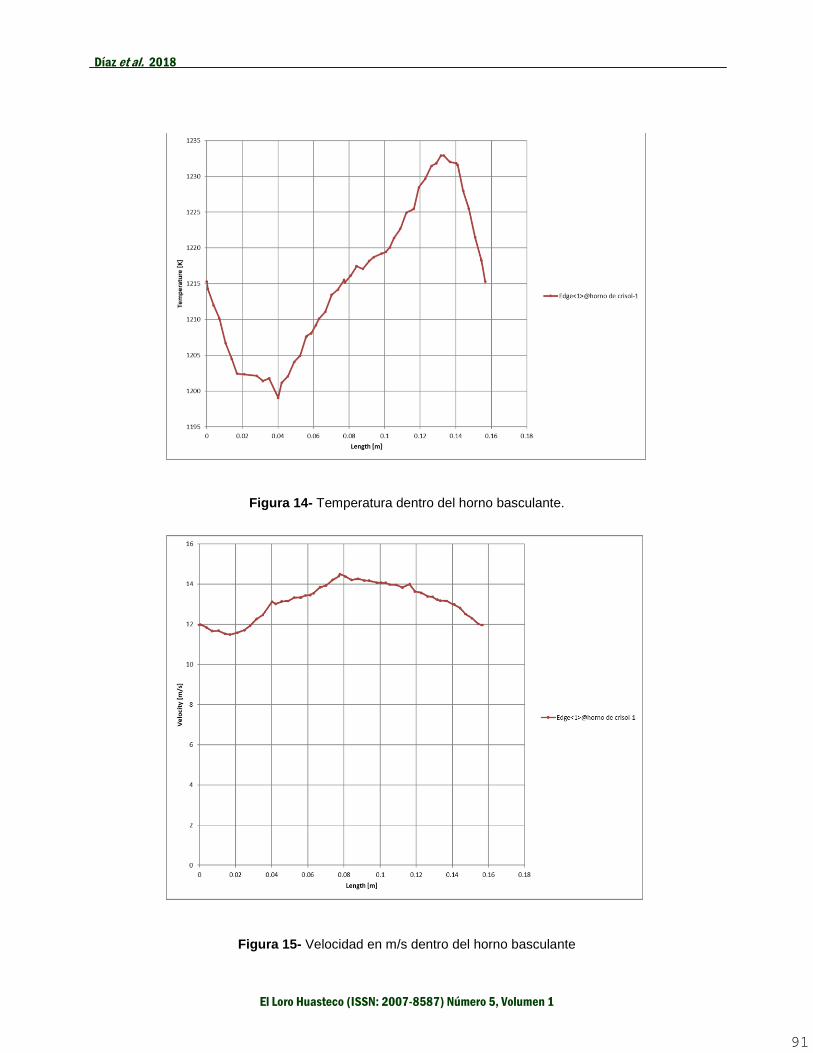
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Figura 14- Temperatura dentro del horno basculante.
Figura 15- Velocidad en m/s dentro del horno basculante
91
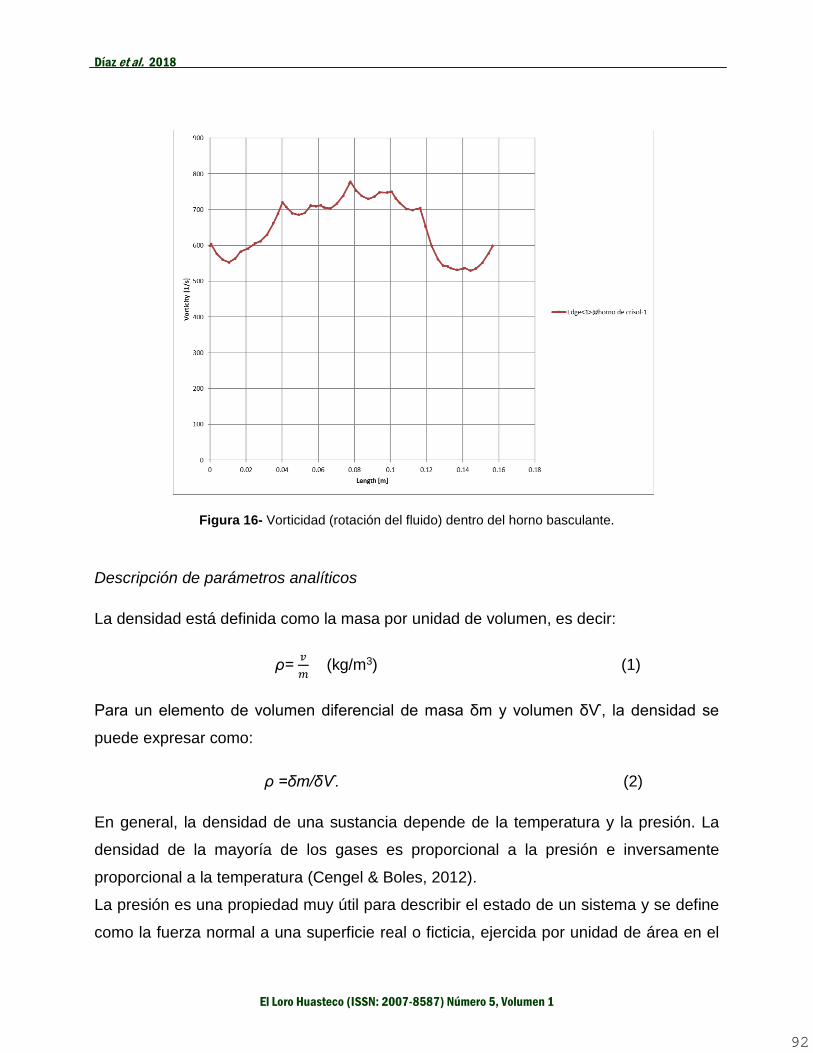
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Figura 16- Vorticidad (rotación del fluido) dentro del horno basculante.
Descripción de parámetros analíticos
La densidad está definida como la masa por unidad de volumen, es decir:
ρ= 𝑣
𝑚 (kg/m3) (1)
Para un elemento de volumen diferencial de masa δm y volumen δѴ, la densidad se
puede expresar como:
ρ =δm/δѴ. (2)
En general, la densidad de una sustancia depende de la temperatura y la presión. La
densidad de la mayoría de los gases es proporcional a la presión e inversamente
proporcional a la temperatura (Cengel & Boles, 2012).
La presión es una propiedad muy útil para describir el estado de un sistema y se define
como la fuerza normal a una superficie real o ficticia, ejercida por unidad de área en el
92
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
sistema. Con frecuencia, en los trabajos de ingeniería, la presión se mide respecto a la
presión atmosférica más que con referencia a un vacío absoluto (Howell & Buckius,
1990).
Pman = Pabs - Patm (3)
La presión es la fuerza normal que ejerce un fluido por unidad de área. Tiene como unidad
los newtons por metro cuadrado (N/m2), también conocida como Pascal (Pa). Las
presiones por debajo de la atmosférica se conocen como presiones de vacío y se miden
mediante medidores de vacío que indican la diferencia entre presión atmosférica y
presión absoluta y se relacionan entre sí mediante:
Pmanometrica = Pabs - Patm (4)
Pvacío = Patm – Pabs (5)
La temperatura es una de las propiedades más familiares, también es una de las
propiedades más difíciles de definir exactamente (Bueche & Hetch, 2007). En física, se
define como una magnitud escalar relacionada con la energía interna de un sistema
termodinámico, definida por el principio cero de la termodinámica.
T(K) = T(°C) = 273.15 (6)
ΔT(K) = ΔT(°C) (7)
La velocidad es una cantidad vectorial que abarca la rapidez y la dirección del
movimiento. Si un objeto experimenta un desplazamiento vectorial 𝑠 en un intervalo de
tiempo t, en tal caso (Bueche & Hetch, 2007).
Velocidad promedio = desplazamiento vectorial
tiempo transcurrido (8)
El vórtice simple es un flujo útil que puede establecerse con facilidad seleccionando la
función de corriente de una fuente como el potencial de velocidad del vórtice.
93
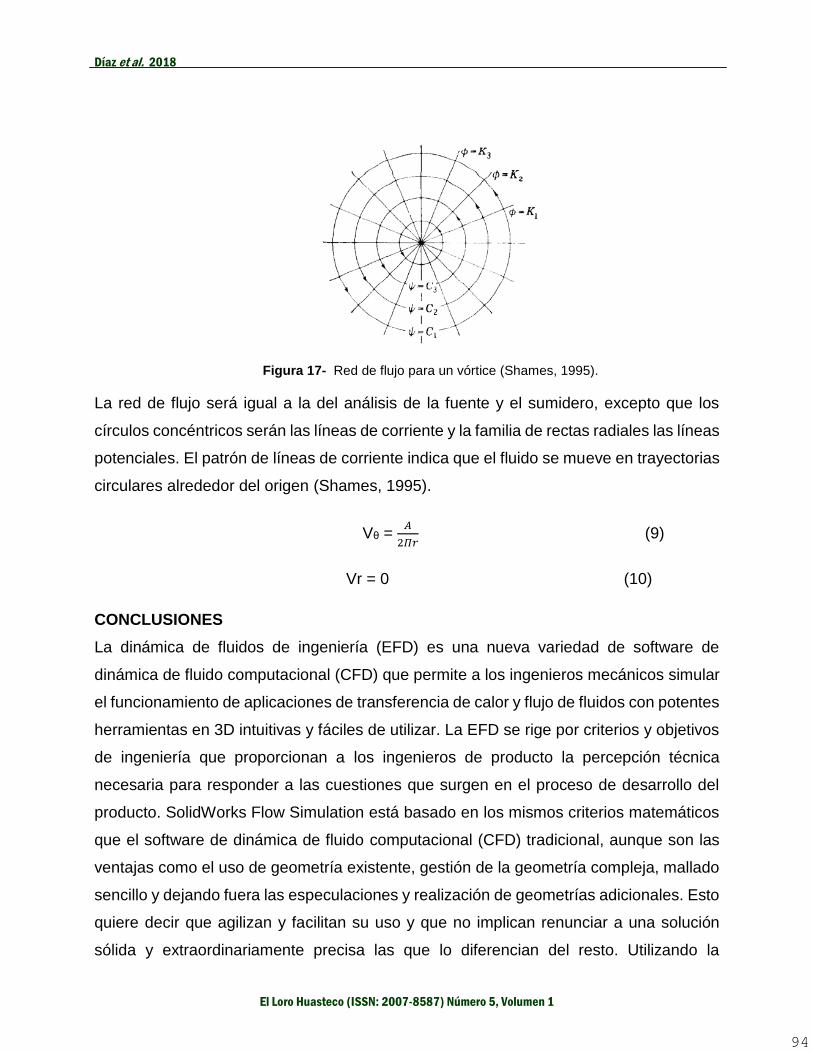
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Figura 17- Red de flujo para un vórtice (Shames, 1995).
La red de flujo será igual a la del análisis de la fuente y el sumidero, excepto que los
círculos concéntricos serán las líneas de corriente y la familia de rectas radiales las líneas
potenciales. El patrón de líneas de corriente indica que el fluido se mueve en trayectorias
circulares alrededor del origen (Shames, 1995).
Vθ = 𝐴
2𝛱𝑟 (9)
Vr = 0 (10)
CONCLUSIONES
La dinámica de fluidos de ingeniería (EFD) es una nueva variedad de software de
dinámica de fluido computacional (CFD) que permite a los ingenieros mecánicos simular
el funcionamiento de aplicaciones de transferencia de calor y flujo de fluidos con potentes
herramientas en 3D intuitivas y fáciles de utilizar. La EFD se rige por criterios y objetivos
de ingeniería que proporcionan a los ingenieros de producto la percepción técnica
necesaria para responder a las cuestiones que surgen en el proceso de desarrollo del
producto. SolidWorks Flow Simulation está basado en los mismos criterios matemáticos
que el software de dinámica de fluido computacional (CFD) tradicional, aunque son las
ventajas como el uso de geometría existente, gestión de la geometría compleja, mallado
sencillo y dejando fuera las especulaciones y realización de geometrías adicionales. Esto
quiere decir que agilizan y facilitan su uso y que no implican renunciar a una solución
sólida y extraordinariamente precisa las que lo diferencian del resto. Utilizando la
94
Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
simulación con software flow-simulation será posible estudiar las variables que
intervienen en el diseño de los equipos con anticipación y prevenir posibles fallas. Así
mismo predecir el comportamiento de los fluidos y del sistema analizando diferentes
alternativas llegando a una óptima calidad en el proceso.
REFERENCIAS
Berrone, S., Pieraccini, S., & Scialo, S. (2017). Flow Simulation in Porous Media Irnmersed
Intersecting Fractures. Journal of Computational Physics.
Bueche, F. J., & Hetch, E. (2007). Física General . Univerticy of Dayton: Mc Graw Hill.
Cengel, Y. A., & Boles, M. A. (2012). Termodinámica. México, D. F: Mc Graw Hill.
Groover, P. M., Barrientos, M. A., León, C., & Reyes, R. R. (2015). Fundamentos de Manufactura
Moderna. México, D.F: Mc Graw Hill.
Howell, J. R., & Buckius, R. O. (1990). Principios de Termodinámica para Ingeniería. Texas, E.U:
Mc Graw Hill.
Hu, G., & Kozlowski, T. (2018). Application of continuous Adjoint Method to Steady-state Two-
phase Flow Simulations. E.U.: Annal of Nuclear Energy.
Kearn, A. (1992). Melting Furnace; Reverberation Furnaces and Crucible Furnaces. Alabama,
E.U: ASM Handbook International.
Lo, D. C., Lee, C. P., & Lin, I. F. (2018). An Efficient Immersed Boundary Method for Fluis Flow
Simulations whit Moving Boundaries. Taiwan, Kaohsiung: Applied Mathematics and
Computation.
Mobner, M., & Radespiel, R. (2017). Flow Similations over Porous Media-Comparations whith
Experiments. Germany: Computers $ Fluids.
Pérez, C. S., Aguilera, C. Y., Hurtado, C. J., & Vargas, N. (2017). Modelación y Simulación Fluido-
Dinámica Computacional de Sistema de enfriamiento de Gases para Fundición de Cobre
mediante Convertidor Teniente con Enfriador Evaporativo. Internacional de Métodos
Numéricos para Cálculo y Diseño en Ingenireía. Santiago, Chile, 179-187.
Réveillac, J. M. (2015). Computerized Flow Simulation. Optimization Tools for Logistics. London,
Kidlington : Oxford.
Rodriguez, F. J., dardati, P. M., Godoy, L. A., & Celentano, D. J. (2015). Evaluación de
Propedades Elásticas de la Funcidición Nodular Empleando Micromecánica
Computacional. Internacional de Métodos Numéricos para Cálculo y Diseño en Ingenireía.
Córdova, Argentina, 91-105.
Shames, I. H. (1995). Mecánica de Fluidos. Mc Graw Hill.
95

Díaz et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Y, O., & Akamatsu, T. (1991). Viscous Flow Simulation Using the Discrete Vortex Model the
Discussion Velocity Method. Japan: Computers & Fluids.
Yang, L., Remacha, M. J., & Jensen, K. F. (2017). Simulations and Analysis of Multiphase
Transport and Reaction in Segmented Flow Microreactors. E.U: Chemical Engineering
Sciencce.
Zhang, J., Liang, D., & Liu, H. (2018). A Hybrid Hydrostatic and Non-hydrostatic Numerical Model
For Shallow Flow Simulations. Shangai, China: Estuarine, Coastal and Shell Science.
96
EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Telemedición entre la cabecera municipal y una comunidad rural del
municipio de Pánuco, Veracruz
Héctor Hugo Moreno Pérez, Juan Carlos Ramírez Vázquez
Instituto Tecnológico Superior de Pánuco
INTRODUCCIÓN
La implementación de los servicios de Telemedicina aporta mejoría a los servicios de
atención médica, incorporando las soluciones tecnológicas actualmente disponibles a los
procesos tradicionales de salud (Herrera Pérez, 2004).
La tecnología inalámbrica es la solución tecnológica que brinda la base para la
implementación de la telemedicina. Creando un vínculo digital entre la zona urbana de
Pánuco, Veracruz y sus localidades rurales.
Este vínculo invisible se logra uniendo equipos de radio frecuencias libres, esta unión se
logra realizando un estudio que implica obtener los datos para que la zona fresnel sea la
adecuada para que la transmisión de datos sea constante e integra.
Una vez garantizado el enlace, en la zona rural se implementan todos los elementos que
apoyan a la telemedicina, este puede ser en un inicio un equipo de video conferencia y
una persona capacitada para l realizar actividades básicas.
OBJETIVO GENERAL
Implementar un modelo de telemedicina mediante tecnología de radio frecuencia
operando en una banda de 5.8 Ghz
OBJETIVOS ESPECÍFICOS
Realizar los cálculos para obtener la zona fresnel de las localidades aisladas de la ciudad
de Pánuco, Ver.
Configurar las rutas y las conexiones entre las antenas emisoras y receptoras
Calcular las alturas de las torres para la instalación de las antenas.
Efectuar las pruebas de transmisión de datos en ancho del canal en 10,20,40 Mhz
Implementar una red local entre las antenas para la transmisión de elementos multimedia.
97
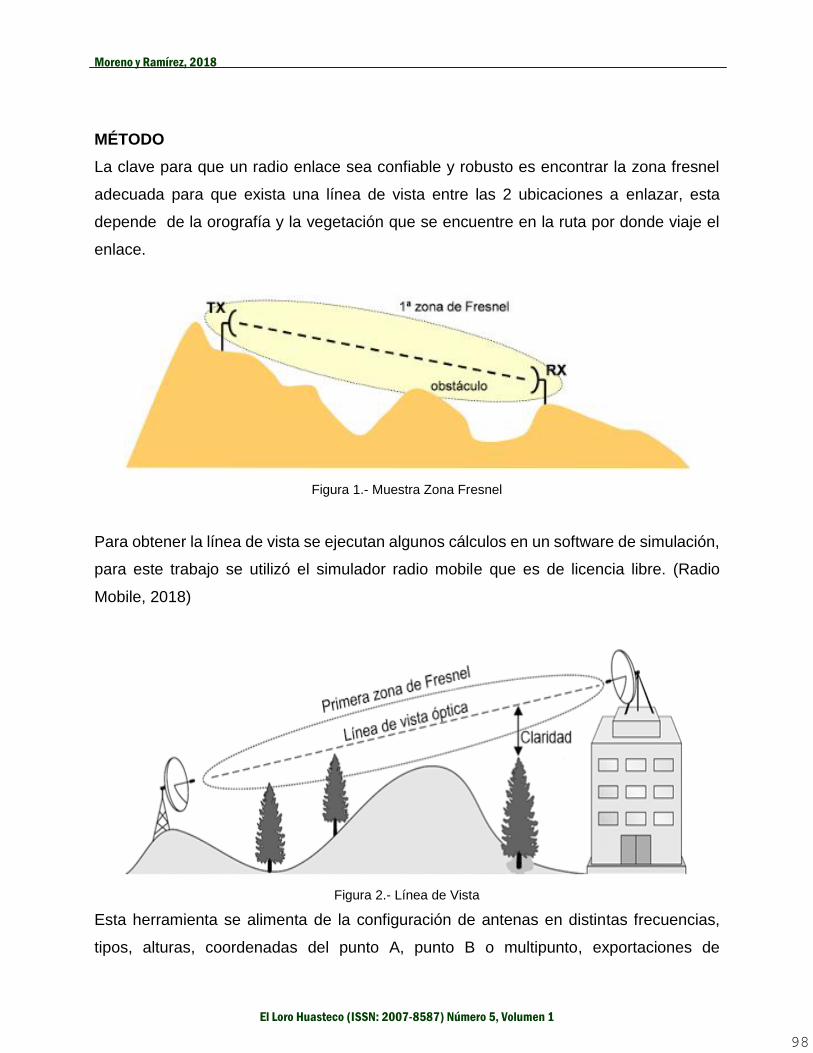
Moreno y Ramírez, 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
MÉTODO
La clave para que un radio enlace sea confiable y robusto es encontrar la zona fresnel
adecuada para que exista una línea de vista entre las 2 ubicaciones a enlazar, esta
depende de la orografía y la vegetación que se encuentre en la ruta por donde viaje el
enlace.
Figura 1.- Muestra Zona Fresnel
Para obtener la línea de vista se ejecutan algunos cálculos en un software de simulación,
para este trabajo se utilizó el simulador radio mobile que es de licencia libre. (Radio
Mobile, 2018)
Figura 2.- Línea de Vista
Esta herramienta se alimenta de la configuración de antenas en distintas frecuencias,
tipos, alturas, coordenadas del punto A, punto B o multipunto, exportaciones de
98
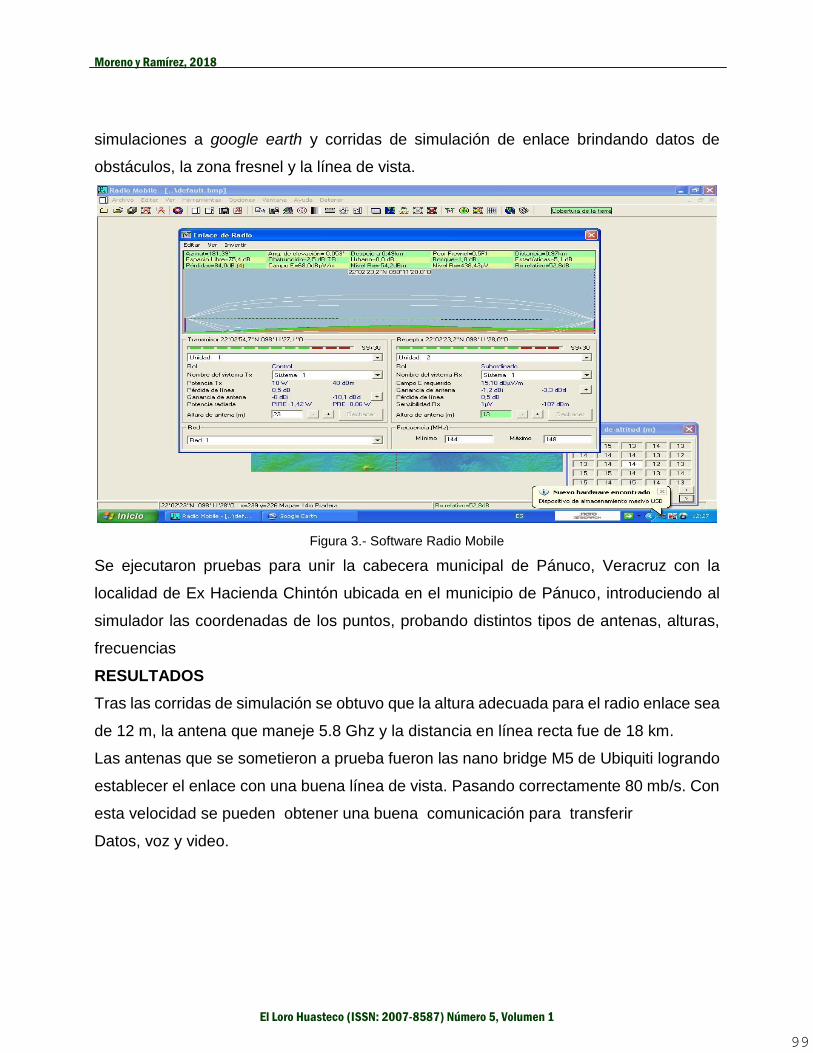
Moreno y Ramírez, 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
simulaciones a google earth y corridas de simulación de enlace brindando datos de
obstáculos, la zona fresnel y la línea de vista.
Figura 3.- Software Radio Mobile
Se ejecutaron pruebas para unir la cabecera municipal de Pánuco, Veracruz con la
localidad de Ex Hacienda Chintón ubicada en el municipio de Pánuco, introduciendo al
simulador las coordenadas de los puntos, probando distintos tipos de antenas, alturas,
frecuencias
RESULTADOS
Tras las corridas de simulación se obtuvo que la altura adecuada para el radio enlace sea
de 12 m, la antena que maneje 5.8 Ghz y la distancia en línea recta fue de 18 km.
Las antenas que se sometieron a prueba fueron las nano bridge M5 de Ubiquiti logrando
establecer el enlace con una buena línea de vista. Pasando correctamente 80 mb/s. Con
esta velocidad se pueden obtener una buena comunicación para transferir
Datos, voz y video.
99
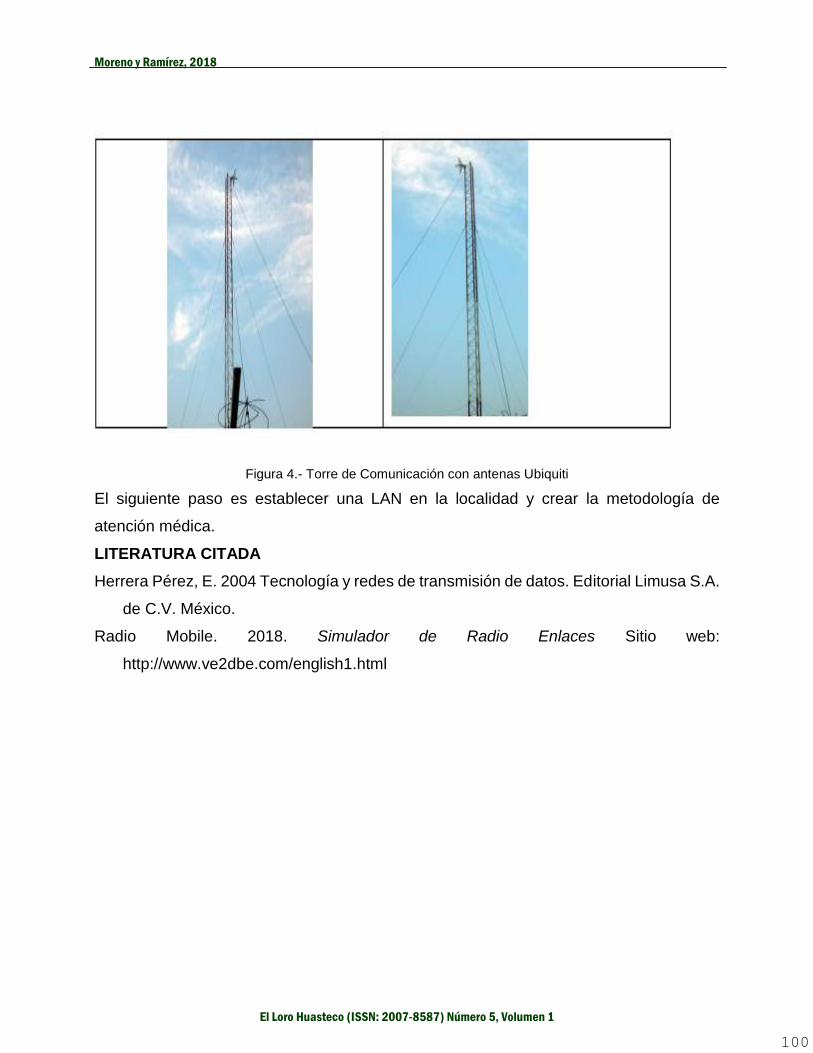
Moreno y Ramírez, 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Figura 4.- Torre de Comunicación con antenas Ubiquiti
El siguiente paso es establecer una LAN en la localidad y crear la metodología de
atención médica.
LITERATURA CITADA
Herrera Pérez, E. 2004 Tecnología y redes de transmisión de datos. Editorial Limusa S.A.
de C.V. México.
Radio Mobile. 2018. Simulador de Radio Enlaces Sitio web:
http://www.ve2dbe.com/english1.html
100
EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Aplicación Móvil de Primeros Auxilios, Turismo y Servicio
Angela Pérez Florentino, Guadalupe Esmeralda Rivera García, Juan Carlos Ramírez Vázquez.
Instituto Tecnológico Superior de Pánuco [email protected]
RESUMEN
En los últimos años se ha producido un considerable uso de smartphones (celulares
inteligentes) y de aplicaciones móviles en el mundo. Sin embargo las aplicaciones
existentes no contemplan aspectos relevantes de apoyo a la cidadanía en desarrollo
turístico, comercial y servicios de emergencia de una población determinada.
La aplicación móvil presentada en este artículo ofrece muchos beneficios a todos los
ciudadanos, por una parte, los turistas de un determinado lugar, así como también a los
ciudadanos locales, a través de la ubicación GPS pueden ver los lugares atractivos de la
zona, otro beneficio de la aplicación es apoyar los servicios de emergencia para el
momento en el que ocurra un accidente o una contingencia ciudadana y finalmente
permite promocionar el comercio. Cabe señalar que el prototipo de la aplicación
presentada corresponde a la Ciudad de Pánuco, Ver.
La aplicación desarrollada traerá beneficios al turismo al mostrar los lugares atractivos
correspondientes de la zona, será de ayuda para restaurantes y comercios ya que podrán
ser registrados en esta aplicación y así darse a conocer con los usuarios. En cuanto a los
servicios de emergencias, los usuarios de la aplicación tendrán el número de cada
dependencia y pueden hacer uso de ellos en cuanto lo requieran.
Palabras clave—aplicación móvil, turismo, comercio y servicios de emergencia.
ABSTRACT
In the last years a considerable use has taken place of smartphones (cellular intelligent)
and of mobile applications in the world. Nevertheless the existing applications do not
contemplate relevant aspects of support to the tourist, commercial development and
emergency services of a certain population.
101
Pérez et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
The mobile application presented in this one article offers many benefits to all the citizens,
on one hand, the tourists of a certain place, as well as also to the local citizens, across
the location GPS can see the attractive places of the zone, another benefit of the
application is to support the emergency services for the moment in which an accident or
a civil contingency happens and finally it allows to promote the trade. It is necessary to
indicate that the prototype of the presented application corresponds to Pánuco's City.
The developed application will bring benefits to the tourism on having showed the
attractive corresponding places of the zone, will be of help for restaurants and trades since
they will be able to be registered in this application and this way to be announced by the
users. As for the emergency services, the users of the application will have the number of
every dependence and they can use them in all that they need it.
Key words— Mobile application, tourism, trade and emergency services.
INTRODUCCIÓN
La aplicación móvil presentada en el presente artículo, facilita la localización de lugares
turísticos, de emergencias y comercios de cualquier población o ciudad que se solicite.
La aplicación presenta las siguientes innovaciones: Proporciona la dirección de los
lugares turísticos, de emergencia y comercio con los que cuenta la aplicación. Permite
trazar rutas precisas facilitando la ubicación de esta mediante una API de google maps.
Realiza llamadas telefónicas al instante a las dependencias registradas en la aplicación
siempre que desee el usuario. Además permite enviar una foto del siniestro a la
dependencia correspondiente, así mismo proporciona datos significativos del problema a
la dependencia correspondiente, a través de mensajes. Facilita asesoría de atención de
emergencia (RCP, primeros auxilios en caso de quemadura, hemorragias en caso de
accidentes, revisión ABC). Muestra las asesorías de qué hacer en caso de desastre
natural (terremotos, huracanes e inundaciones). Todos los usuarios pueden fácilmente
identificar una descripción, precio, teléfono, dirección, clasificación de los hoteles y
moteles, al igual se realizarán las mismas acciones para (casas de cultura, museos,
parques, iglesias y lugares recreativos) y fotografía del lugar, de la Ciudad donde sea
creada la App. En el caso de los restaurantes, la aplicación cuenta con un menú y costos
de los diferentes platillos que ofrecen para mejorar el servicio a la ciudadanía. Cabe
señalar que el sector comercio es el más importante para la empresa, ya que los ingresos
102
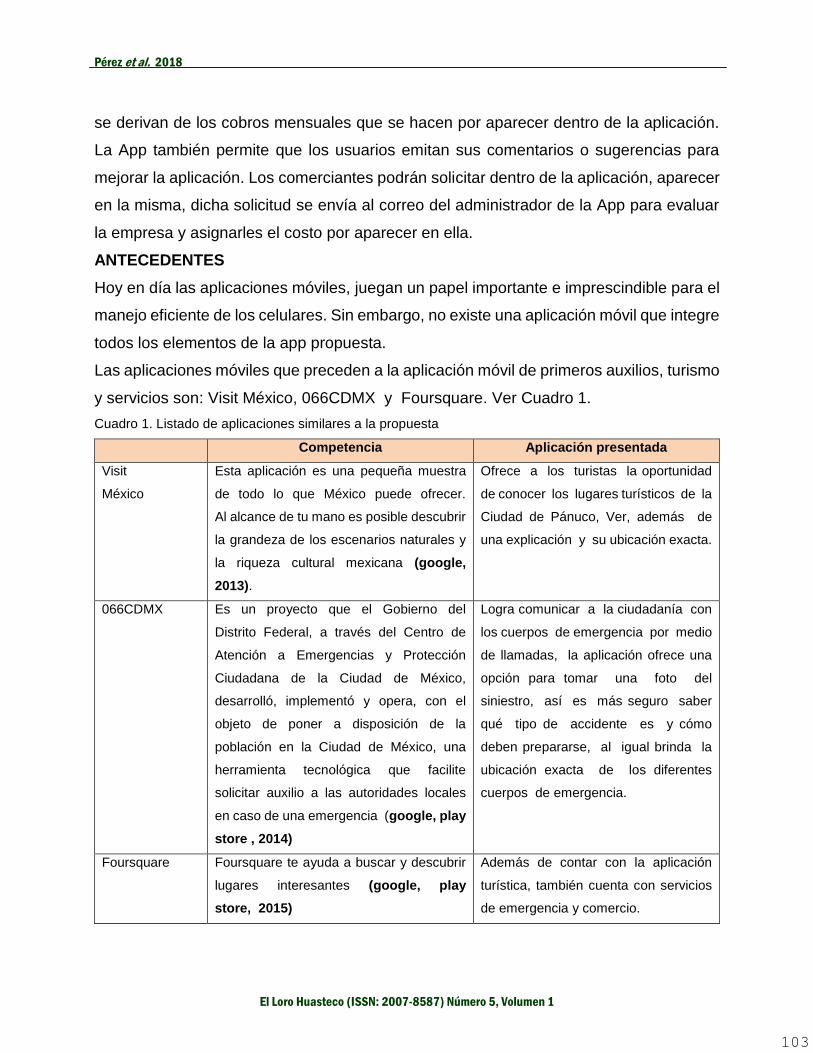
Pérez et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
se derivan de los cobros mensuales que se hacen por aparecer dentro de la aplicación.
La App también permite que los usuarios emitan sus comentarios o sugerencias para
mejorar la aplicación. Los comerciantes podrán solicitar dentro de la aplicación, aparecer
en la misma, dicha solicitud se envía al correo del administrador de la App para evaluar
la empresa y asignarles el costo por aparecer en ella.
ANTECEDENTES
Hoy en día las aplicaciones móviles, juegan un papel importante e imprescindible para el
manejo eficiente de los celulares. Sin embargo, no existe una aplicación móvil que integre
todos los elementos de la app propuesta.
Las aplicaciones móviles que preceden a la aplicación móvil de primeros auxilios, turismo
y servicios son: Visit México, 066CDMX y Foursquare. Ver Cuadro 1.
Cuadro 1. Listado de aplicaciones similares a la propuesta
Competencia Aplicación presentada
Visit
México
Esta aplicación es una pequeña muestra
de todo lo que México puede ofrecer.
Al alcance de tu mano es posible descubrir
la grandeza de los escenarios naturales y
la riqueza cultural mexicana (google,
2013).
Ofrece a los turistas la oportunidad
de conocer los lugares turísticos de la
Ciudad de Pánuco, Ver, además de
una explicación y su ubicación exacta.
066CDMX Es un proyecto que el Gobierno del
Distrito Federal, a través del Centro de
Atención a Emergencias y Protección
Ciudadana de la Ciudad de México,
desarrolló, implementó y opera, con el
objeto de poner a disposición de la
población en la Ciudad de México, una
herramienta tecnológica que facilite
solicitar auxilio a las autoridades locales
en caso de una emergencia (google, play
store , 2014)
Logra comunicar a la ciudadanía con
los cuerpos de emergencia por medio
de llamadas, la aplicación ofrece una
opción para tomar una foto del
siniestro, así es más seguro saber
qué tipo de accidente es y cómo
deben prepararse, al igual brinda la
ubicación exacta de los diferentes
cuerpos de emergencia.
Foursquare Foursquare te ayuda a buscar y descubrir
lugares interesantes (google, play
store, 2015)
Además de contar con la aplicación
turística, también cuenta con servicios
de emergencia y comercio.
103
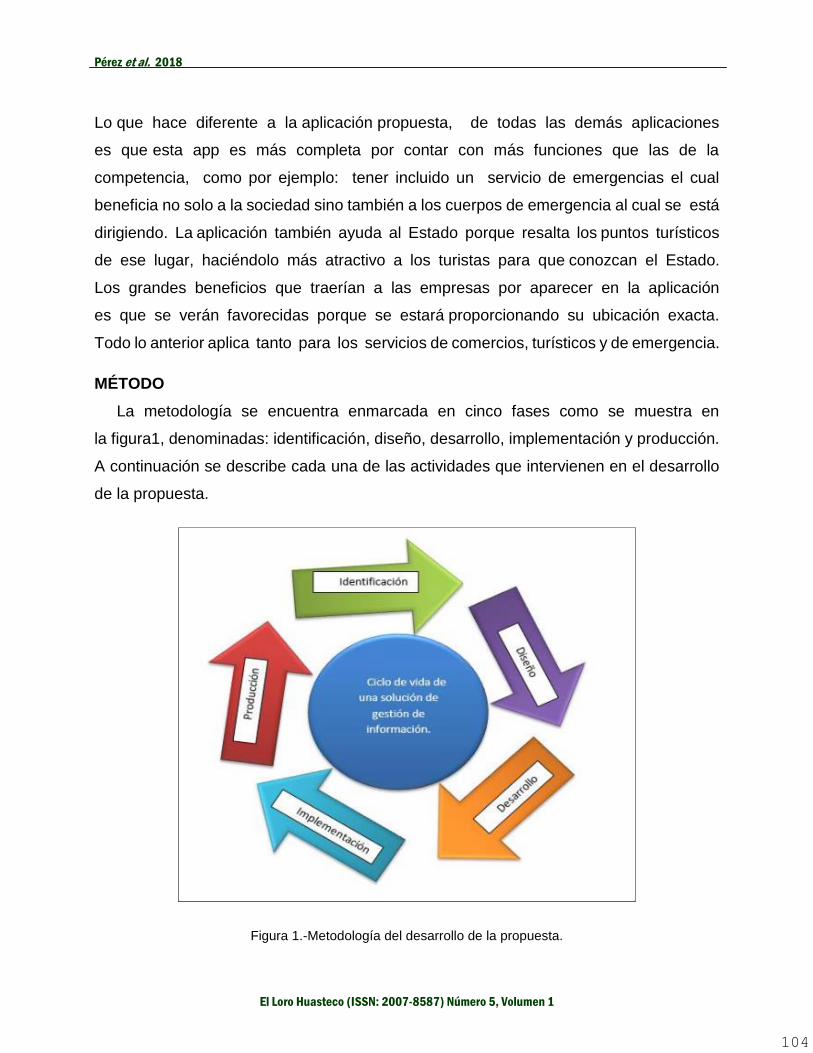
Pérez et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Lo que hace diferente a la aplicación propuesta, de todas las demás aplicaciones
es que esta app es más completa por contar con más funciones que las de la
competencia, como por ejemplo: tener incluido un servicio de emergencias el cual
beneficia no solo a la sociedad sino también a los cuerpos de emergencia al cual se está
dirigiendo. La aplicación también ayuda al Estado porque resalta los puntos turísticos
de ese lugar, haciéndolo más atractivo a los turistas para que conozcan el Estado.
Los grandes beneficios que traerían a las empresas por aparecer en la aplicación
es que se verán favorecidas porque se estará proporcionando su ubicación exacta.
Todo lo anterior aplica tanto para los servicios de comercios, turísticos y de emergencia.
MÉTODO
La metodología se encuentra enmarcada en cinco fases como se muestra en
la figura1, denominadas: identificación, diseño, desarrollo, implementación y producción.
A continuación se describe cada una de las actividades que intervienen en el desarrollo
de la propuesta.
Figura 1.-Metodología del desarrollo de la propuesta.
104
Pérez et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Identificación
La identificación del proyecto se fundamenta en la explicación de los aspectos
principales del problema o necesidad y el planteamiento de las posibles alternativas
de solución, o la forma como se puede aprovechar una oportunidad. El problema
generalmente está relacionado con la oportunidad de aprovechar una situación
favorable, o la necesidad de enfrentar la carencia de bienes y servicios, o con el
suministro inadecuado de estos bienes, su mala calidad, o la necesidad de garantizar la
oferta por un tiempo prolongado. Por tal motivo, la solución consiste en descubrir
alternativas para aprovechar dichas oportunidades, o el estudio de variantes para
incrementar la producción, o el mejoramiento en la calidad de los bienes y servicios ya
producidos o la reposición de infraestructura que ya ha cumplido su período de vida
útil.
Diseño
El diseño del proyecto es el proceso de elaboración de la propuesta de trabajo de acuerdo
a pautas y procedimientos sistemáticos como ya se mencionó, un buen diseño debe
identificar a los beneficiarios y actores claves; establecer un diagnóstico de la
situación problema; definir estrategias posibles para enfrentarla y la justificación de la
estrategia asumida; objetivos del proyecto (generales y específicos); resultados o
productos esperados y actividades y recursos mínimos necesarios. Al mismo tiempo, la
propuesta o diseño debe contemplar la definición de indicadores para realizar el
seguimiento y verificación de los resultados que se obtienen, y establecer los factores
externos que garantizan su factibilidad y éxito.
Desarrollo
La etapa de desarrollo es donde se construye la solución operacional propiamente dicha.
En ella se concreta en forma tangible el modelo creado en la etapa de diseño,
siguiendo la visión y las líneas generales de las ideas y conceptos planteados en
la etapa de Identificación. Un aspecto importante del desarrollo es que se debe crear la
nueva solución sin detener el proceso de producción actual. Este hecho requiere de una
capacidad paralela (infraestructura y equipo humano), que podría estar solapada
parcialmente, pero que no puede limitarse a la que se ocupa de la operación actual.
105
Pérez et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Implementación
En la etapa de implementación se realiza todo lo que sea necesario para que la nueva
solución pueda ser realidad en las condiciones para las cuales fue diseñada. Se
dice fácil, por lo que se subestima en muchas ocasiones. La realidad es que por muy
buena y simple que sea una solución nueva siempre se requiere un proceso mediante el
cual se logra hacerla funcionar.
Producción
Esta es la etapa de operación donde la nueva solución se usa como alternativa a los
procesos y herramientas previas a las cuales sustituye. Suele ser recomendable
considerar la necesidad de un cierto soporte técnico de parte de los creadores de la
solución, así como mecanismos de medición y análisis de los resultados obtenidos
(Garcia 2004).
Eventualmente de estas evaluaciones surgirá un nuevo proceso de Identificación de
mejoras que da inicio a un nuevo ciclo de desarrollo.
RESULTADOS
Como resultados de la aplicación móvil desarrollada se presentan los siguientes: la app
permite trazar rutas precisas hasta el lugar donde se desee llegar, facilitando la ubicación
de esta mediante una API de google maps, proporciona la dirección de los lugares
turísticos, de emergencia y comercio con los que cuenta la aplicación, permite realizar
llamadas telefónicas al instante a las dependencias registradas en la aplicación siempre
y cuando lo desee el usuario, permite enviar una foto del siniestro a la dependencia
correspondiente (cruz roja, bomberos, protección civil), proporciona datos significativos
del problema a la dependencia correspondiente a través de mensajes, da asesoría de
atención de emergencia (RCP, primeros auxilios en caso de quemadura, hemorragias en
caso de accidentes, revisión ABC), indica la situación actual de una contingencia
ciudadana como (terremotos, huracanes e inundaciones), da asesorías de que hacer en
caso de desastre natural. Así mismo dentro de los servicios de comercio, la ciudadanía
puede fácilmente identificar una descripción, precio, teléfono, dirección, clasificación
de los hoteles, moteles, y fotografía del lugar. En el caso de los restaurantes, la
aplicación contará con un menú y costos de los diferentes platillos que ofrecen, para
mejorar el servicio a la ciudadanía.
106

Pérez et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Cabe señalar que el sector comercio es el más importante para la empresa, ya que los
ingresos se derivan de los cobros mensuales que se hacen por aparecer dentro
de la aplicación, dentro de los servicios de turismo, los usuarios pueden fácilmente
identificar la descripción, teléfono, dirección, y fotografía del lugar (casas de cultura,
museos, parques, iglesias y lugares recreativos), permite que los usuarios emitan sus
comentarios o sugerencias para mejorar la aplicación, los comerciantes podrán solicitar
dentro de la aplicación, aparecer en la misma, dicha solicitud se envía al correo del
administrador de la App. Además en una sola aplicación la población contará con
los tres servicios presentando una interfaz amigable, creativa y de fácil uso.
Figura 2.-Pantallas de la aplicación.
CONCLUSIONES
Las aplicaciones móviles pueden ayudar a solventar los problemas de tipo particular
o general de la sociedad, debido a sus características de movilidad y ubicuidad. Cuando
se produce un accidente es importante resaltar que, llegado el momento de intervenir,
deben realizarse solamente aquellas maniobras de las que se sepa a ciencia cierta su
resultado positivo ya que si no, podríamos empeorar la situación y los Primeros Auxilios
107
Pérez et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
que prestamos ser contraproducentes; El proyecto “Primeros Auxilios Por Medio De La
Geolocalización” tiene como finalidad proporcionar una óptima ayuda a las víctimas en el
lugar de los hechos, aplicando los correctos y tan necesarios primeros auxilios, hasta que
la asistencia médica se hagan cargo de la estabilización y traslado de las personas
afectadas, es importante tener en cuenta que los accidentes ocurren sin aviso,
repentinamente y en cualquier lugar. La mejor forma de proteger a las personas que nos
rodean es estar preparado. Ya que esta aplicación cuenta con una herramienta de Google
Maps que su función es trazar la ruta más cercana a una institución de médica o lo
contario que la institución médica más cercana al domicilio de del auxiliado pueda llegar
hasta el para brindarle la atención necesaria en caso de que el accidente sea de
gravedad, cabe recalcar que esta aplicación contara con una guía de pasos para poder
dar primeros auxilios básicos en caso de que sea un accidente leve y también contara
con los nueros telefónicos, direcciones de todos las instituciones médicas de la ciudad
de Pánuco, Veracruz. Con esto se pretende reducir el índice de muertes por no recibir la
atención adecuada.
REFERENCIAS
García, A. 2004. Planificador y desarrollo de proyectos sociables y educativos. Limusa.
México D.F., México.
google. (16 de 05 de 2013). play store . Recuperado el 25 de 08 de 2015, de
https://play.google.com/store/apps/details?id=com.cmovil.mexico
google. (02 de 12 de 2014). play store . Recuperado el 25 de 08 de 2015, de
https://play.google.com/store/apps/details?id=mx.gob.caepccm.emergencia
google. (11 de 03 de 2014). play store . Recuperado el 03 de 07 de 2015, de
https://play.google.com/store/apps/details?id=com.virtualware.mexicoar
google. (25 de 08 de 2015). play store. Recuperado el 23 de 08 de 2015, de
https://play.google.com/store/apps/details?id=com.joelapenna.foursquared
108
EL LORO HUASTECO
Órgano de Divulgación Científica y Tecnológica
del Instituto Tecnológico Superior de Pánuco
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
15 de noviembre del 2018
Instituto Tecnológico Superior de Pánuco, Pánuco, Veracruz, México
www.revista.itspanuco.edu.mx
Diseño y desarrollo de un sistema de control externo para equipo de
aire acondicionado Rubén Alain Govinda Salazar Ortiz, Manuel Antonio Arenas Méndez, Santos Ruiz Hernández
Instituto Tecnológico Superior de Pánuco
RESUMEN
El consumo moderado de la energía eléctrica en la Industria, Instituciones y en el hogar,
trae consigo ciertos beneficios; tales como, el buen aprovechamiento de los recursos
energéticos, menor impacto en el medio ambiente y ahorro económico para el
consumidor. La implementación de un dispositivo electrónico capaz de controlar
inalámbricamente el encendido/ apagado, variación de temperatura y el tiempo de
operación de cualquier equipo de aire acondicionado previamente configurado; así como
la operación de encendido y apagado del alumbrado de la industria, instituciones y en el
hogar permite contribuir en dicha tarea.
INTRODUCCIÓN
Hoy en día existen tantas tecnologías posibles de imaginar y la mayoría buscan ahorrar
recursos naturales en alguna medida. El creciente consumo de energía y la limitación de
los recursos energéticos generan efectos negativos que se reflejan en dos aspectos:
Económico: los precios de la energía tienden a subir, por lo que un control del consumo
energético incrementa significativamente el ahorro para el usuario. Ecológico: el usuario
puede disminuir el impacto negativo sobre su entorno si disminuye su consumo de
energía.
Por lo tanto, por medio de este proyecto se pretende reducir el impacto ambiental y
económico debido al consumo excesivo de energía eléctrica por la operación manual de
los sistemas de aires acondicionados de la institución; además de brindarles un mejor
servicio a los alumnos del Instituto Tecnológico Superior de Panuco.
109
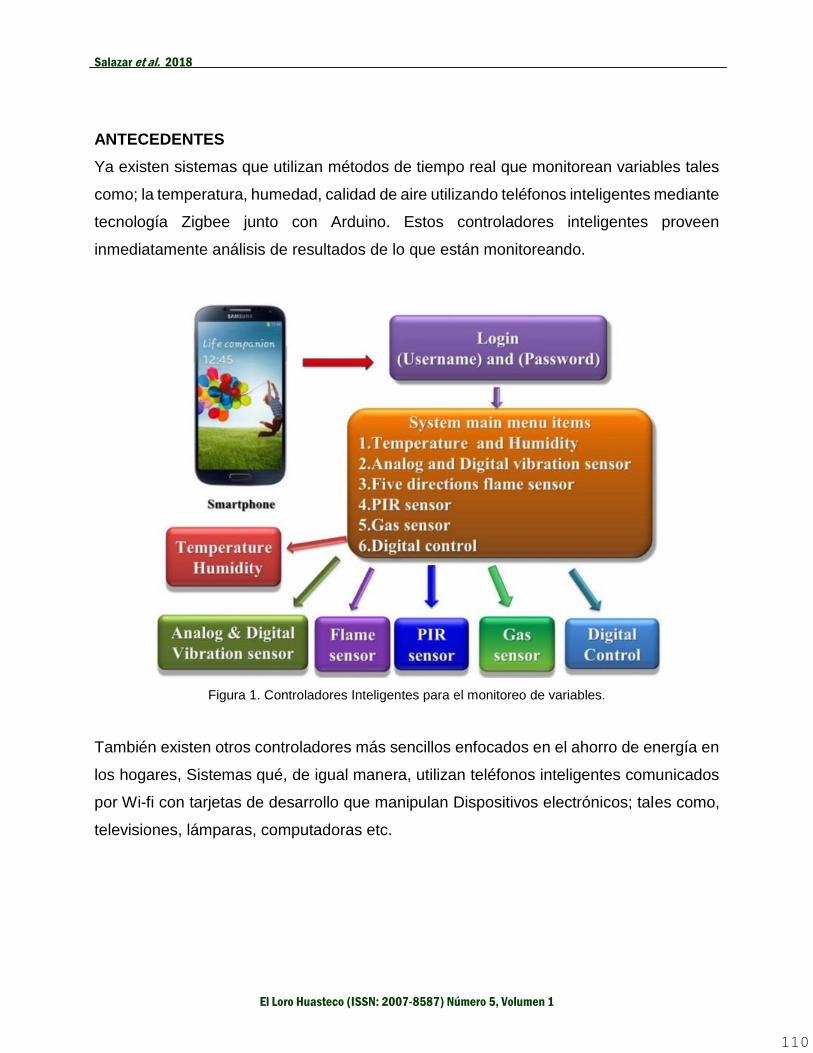
Salazar et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
ANTECEDENTES
Ya existen sistemas que utilizan métodos de tiempo real que monitorean variables tales
como; la temperatura, humedad, calidad de aire utilizando teléfonos inteligentes mediante
tecnología Zigbee junto con Arduino. Estos controladores inteligentes proveen
inmediatamente análisis de resultados de lo que están monitoreando.
Figura 1. Controladores Inteligentes para el monitoreo de variables.
También existen otros controladores más sencillos enfocados en el ahorro de energía en
los hogares, Sistemas qué, de igual manera, utilizan teléfonos inteligentes comunicados
por Wi-fi con tarjetas de desarrollo que manipulan Dispositivos electrónicos; tales como,
televisiones, lámparas, computadoras etc.
110
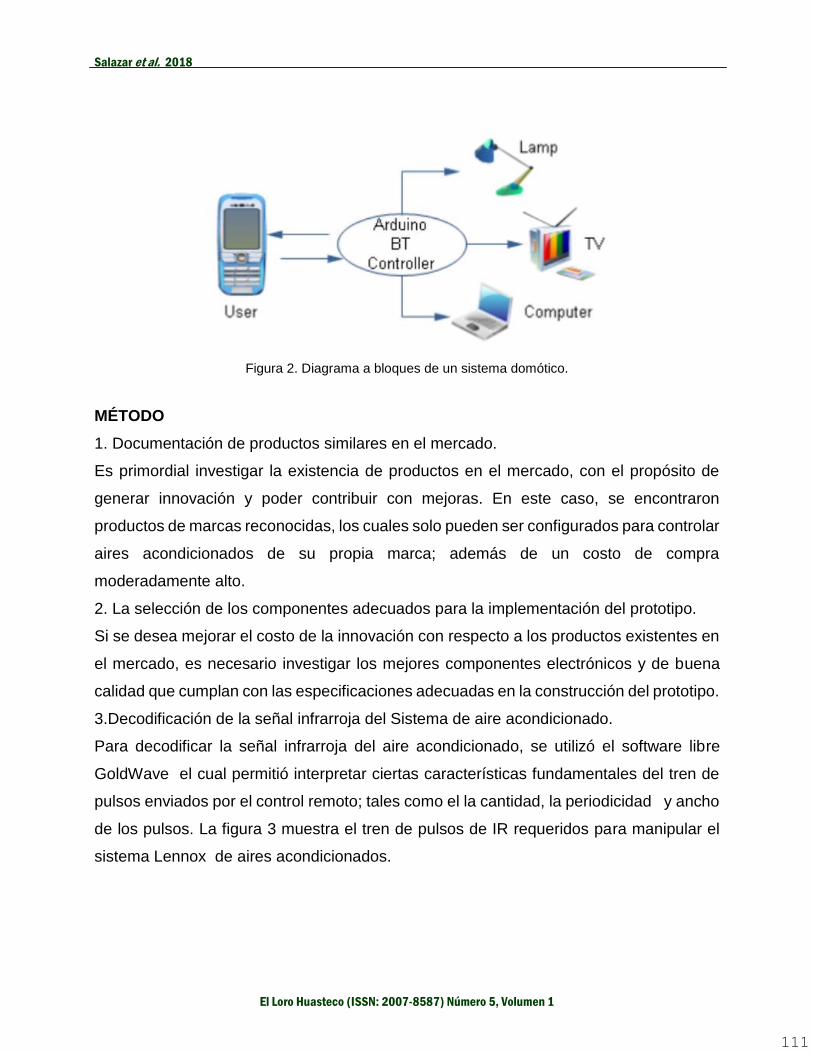
Salazar et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Figura 2. Diagrama a bloques de un sistema domótico.
MÉTODO
1. Documentación de productos similares en el mercado.
Es primordial investigar la existencia de productos en el mercado, con el propósito de
generar innovación y poder contribuir con mejoras. En este caso, se encontraron
productos de marcas reconocidas, los cuales solo pueden ser configurados para controlar
aires acondicionados de su propia marca; además de un costo de compra
moderadamente alto.
2. La selección de los componentes adecuados para la implementación del prototipo.
Si se desea mejorar el costo de la innovación con respecto a los productos existentes en
el mercado, es necesario investigar los mejores componentes electrónicos y de buena
calidad que cumplan con las especificaciones adecuadas en la construcción del prototipo.
3.Decodificación de la señal infrarroja del Sistema de aire acondicionado.
Para decodificar la señal infrarroja del aire acondicionado, se utilizó el software libre
GoldWave el cual permitió interpretar ciertas características fundamentales del tren de
pulsos enviados por el control remoto; tales como el la cantidad, la periodicidad y ancho
de los pulsos. La figura 3 muestra el tren de pulsos de IR requeridos para manipular el
sistema Lennox de aires acondicionados.
111
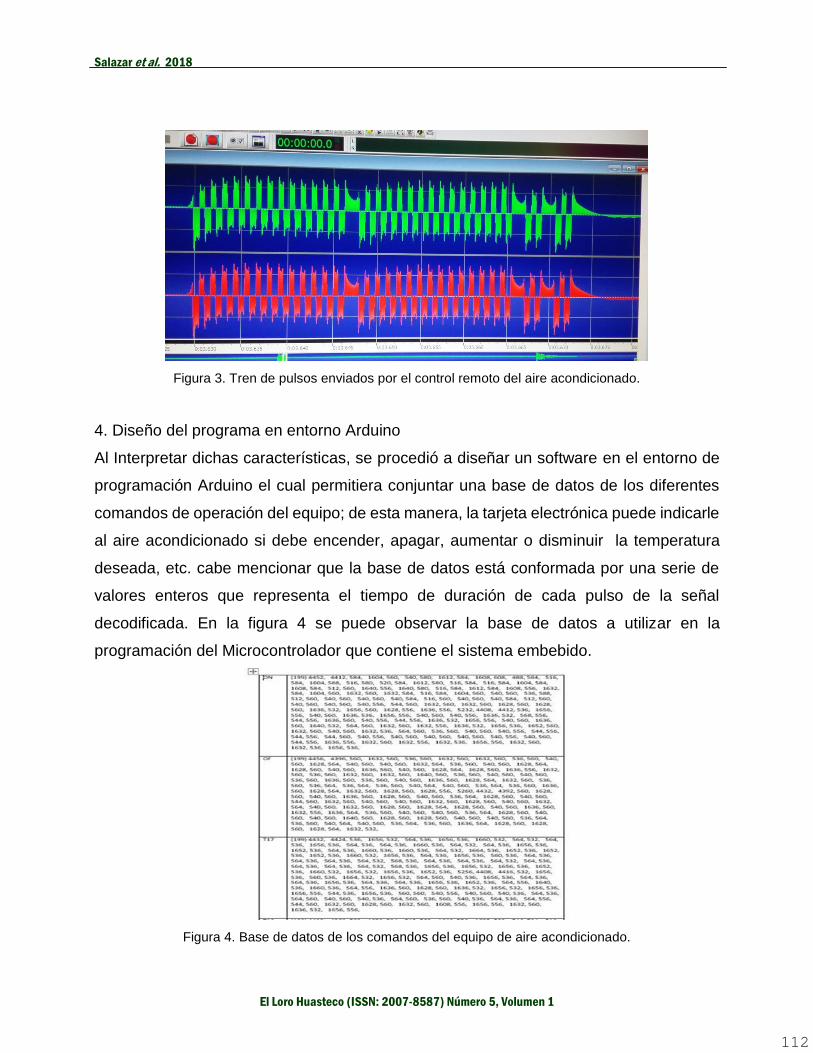
Salazar et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Figura 3. Tren de pulsos enviados por el control remoto del aire acondicionado.
4. Diseño del programa en entorno Arduino
Al Interpretar dichas características, se procedió a diseñar un software en el entorno de
programación Arduino el cual permitiera conjuntar una base de datos de los diferentes
comandos de operación del equipo; de esta manera, la tarjeta electrónica puede indicarle
al aire acondicionado si debe encender, apagar, aumentar o disminuir la temperatura
deseada, etc. cabe mencionar que la base de datos está conformada por una serie de
valores enteros que representa el tiempo de duración de cada pulso de la señal
decodificada. En la figura 4 se puede observar la base de datos a utilizar en la
programación del Microcontrolador que contiene el sistema embebido.
Figura 4. Base de datos de los comandos del equipo de aire acondicionado.
112
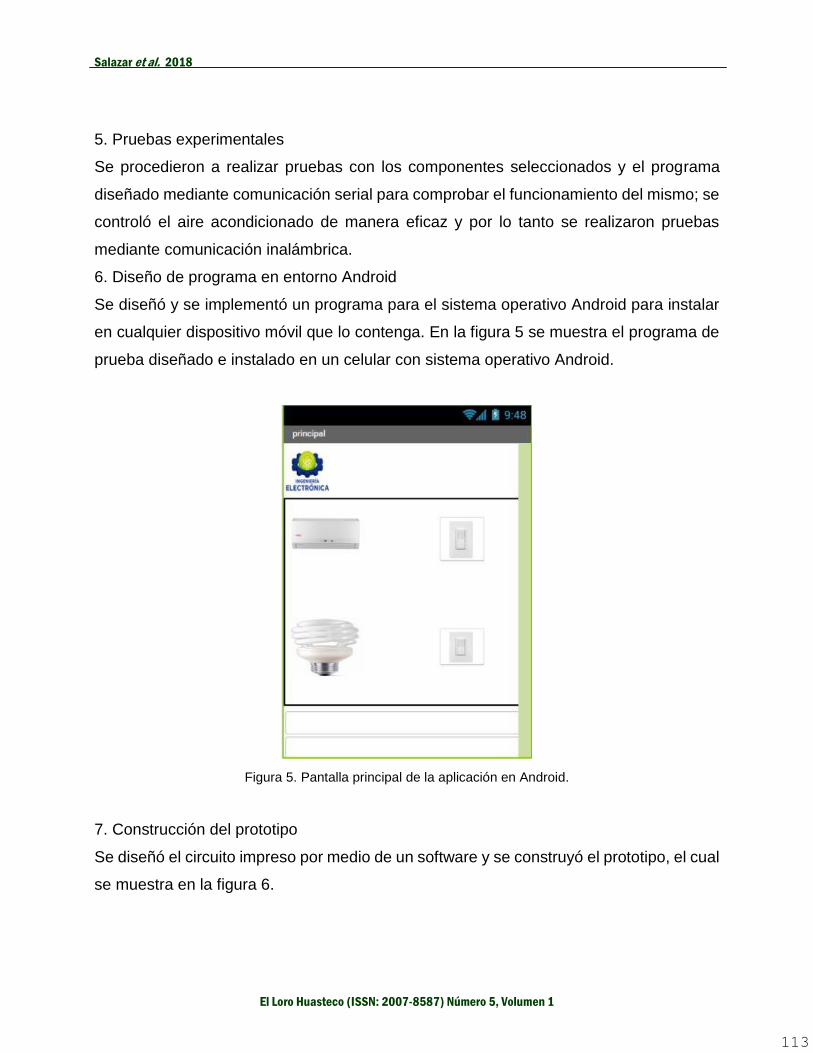
Salazar et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
5. Pruebas experimentales
Se procedieron a realizar pruebas con los componentes seleccionados y el programa
diseñado mediante comunicación serial para comprobar el funcionamiento del mismo; se
controló el aire acondicionado de manera eficaz y por lo tanto se realizaron pruebas
mediante comunicación inalámbrica.
6. Diseño de programa en entorno Android
Se diseñó y se implementó un programa para el sistema operativo Android para instalar
en cualquier dispositivo móvil que lo contenga. En la figura 5 se muestra el programa de
prueba diseñado e instalado en un celular con sistema operativo Android.
Figura 5. Pantalla principal de la aplicación en Android.
7. Construcción del prototipo
Se diseñó el circuito impreso por medio de un software y se construyó el prototipo, el cual
se muestra en la figura 6.
113
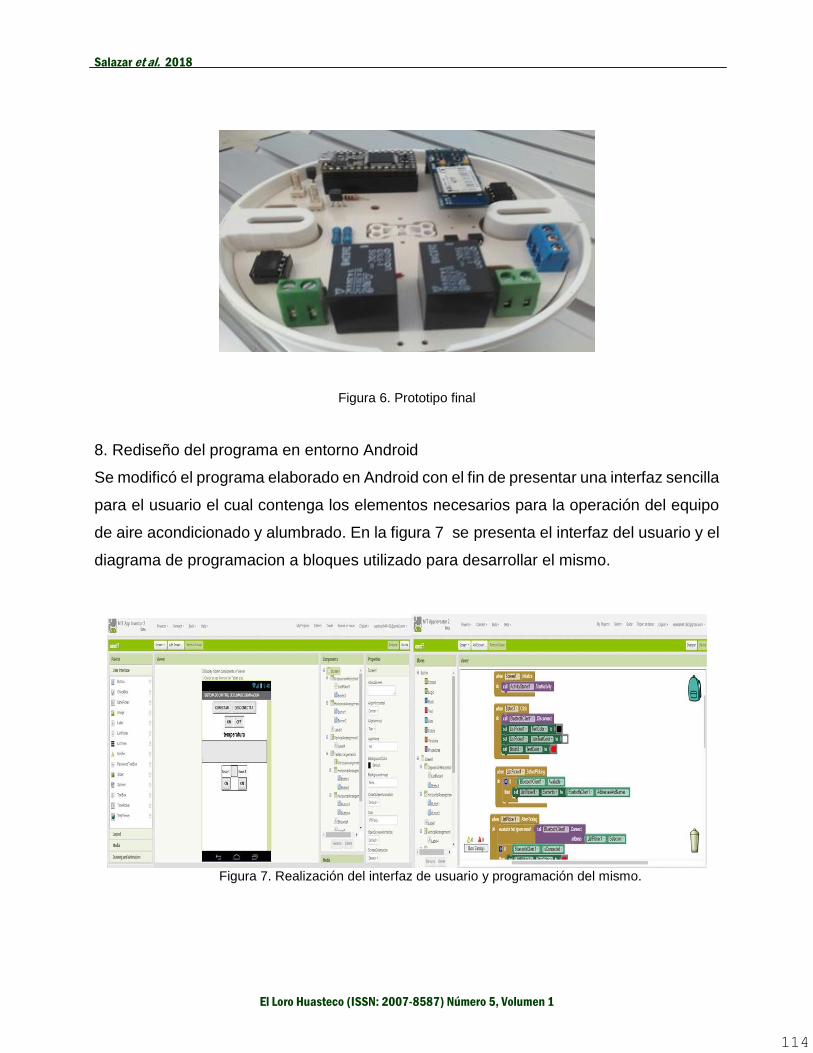
Salazar et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
Figura 6. Prototipo final
8. Rediseño del programa en entorno Android
Se modificó el programa elaborado en Android con el fin de presentar una interfaz sencilla
para el usuario el cual contenga los elementos necesarios para la operación del equipo
de aire acondicionado y alumbrado. En la figura 7 se presenta el interfaz del usuario y el
diagrama de programacion a bloques utilizado para desarrollar el mismo.
Figura 7. Realización del interfaz de usuario y programación del mismo.
114
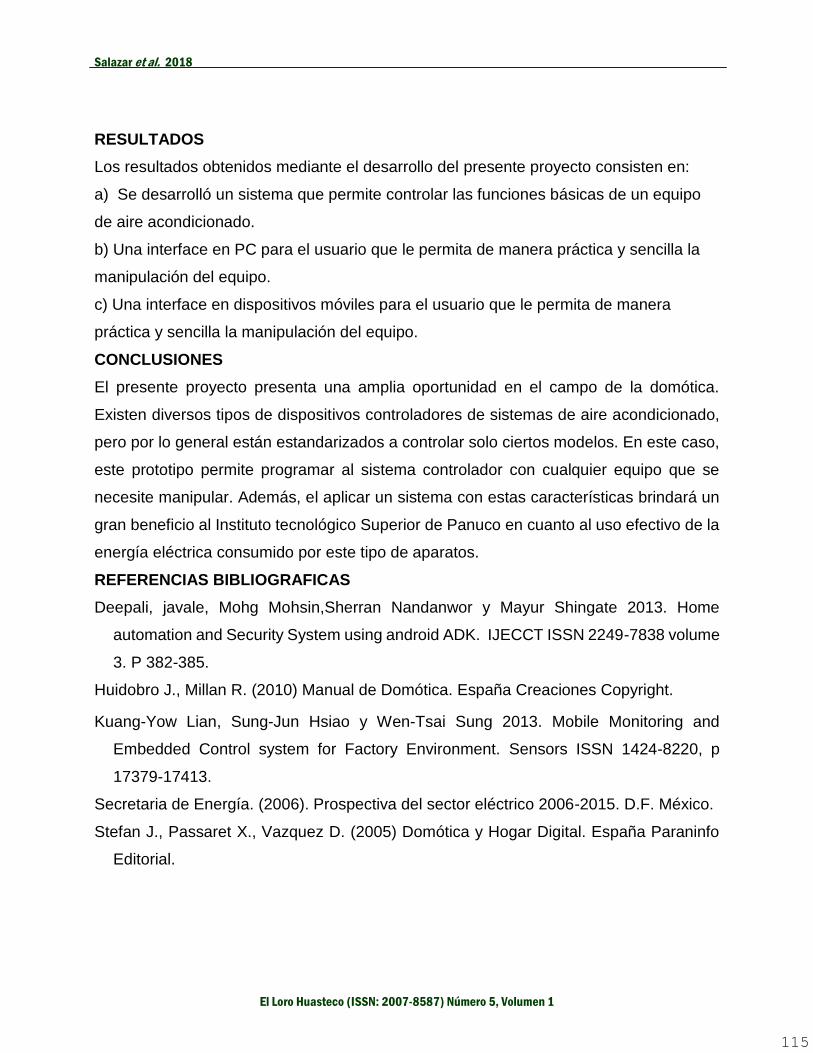
Salazar et al. 2018
El Loro Huasteco (ISSN: 2007-8587) Número 5, Volumen 1
RESULTADOS
Los resultados obtenidos mediante el desarrollo del presente proyecto consisten en:
a) Se desarrolló un sistema que permite controlar las funciones básicas de un equipo
de aire acondicionado.
b) Una interface en PC para el usuario que le permita de manera práctica y sencilla la
manipulación del equipo.
c) Una interface en dispositivos móviles para el usuario que le permita de manera
práctica y sencilla la manipulación del equipo.
CONCLUSIONES
El presente proyecto presenta una amplia oportunidad en el campo de la domótica.
Existen diversos tipos de dispositivos controladores de sistemas de aire acondicionado,
pero por lo general están estandarizados a controlar solo ciertos modelos. En este caso,
este prototipo permite programar al sistema controlador con cualquier equipo que se
necesite manipular. Además, el aplicar un sistema con estas características brindará un
gran beneficio al Instituto tecnológico Superior de Panuco en cuanto al uso efectivo de la
energía eléctrica consumido por este tipo de aparatos.
REFERENCIAS BIBLIOGRAFICAS
Deepali, javale, Mohg Mohsin,Sherran Nandanwor y Mayur Shingate 2013. Home
automation and Security System using android ADK. IJECCT ISSN 2249-7838 volume
3. P 382-385.
Huidobro J., Millan R. (2010) Manual de Domótica. España Creaciones Copyright.
Kuang-Yow Lian, Sung-Jun Hsiao y Wen-Tsai Sung 2013. Mobile Monitoring and
Embedded Control system for Factory Environment. Sensors ISSN 1424-8220, p
17379-17413.
Secretaria de Energía. (2006). Prospectiva del sector eléctrico 2006-2015. D.F. México.
Stefan J., Passaret X., Vazquez D. (2005) Domótica y Hogar Digital. España Paraninfo
Editorial.
115
Top Related