





Línguas
Páginas
Legal

SUMÁRIO
1. INTRODUÇÃO ............................................................................................................ 3
2. REVISÃO BIBLIOGRAFICA ..................................................................................... 3
2.1. CLASSIFICAÇÃO DOS FORNOS DE REAQUECIMENTO ............................. 3
2.1.1. FORNO DE REAQUECIMENTO DO TIPO EMPURRADOR (PUSHER) . 4
2.1.2. FORNO DE REAQUECIMENTO DO TIPO SOLEIRA MÓVEL
(WALKING HEARTH) ............................................................................................ 5
2.1.3. FORNO DE REAQUECIMENTO DO TIPO VIGA MÓVEL (WALKING
BEAM) ...................................................................................................................... 6
2.2. ZONAS DE CONTROLE DOS FORNOS DE REAQUECIMENTO .................. 8
2.2.1. CLASSIFICAÇÃO DAS ZONAS DE REAQUECIMENTO ........................ 8
2.3. COMBUSTÍVEIS UTILIZADOS ......................................................................... 9
2.4. BALANÇO TÉRMICO DOS FORNOS ............................................................. 10
2.4.1. PERDAS DE CALOR PELAS PAREDES E ABÓBADA .......................... 10
2.4.2. PERDAS DE CALOR POR PORTAS E ABERTURAS NAS PAREDES
DOS FORNOS ........................................................................................................ 10
2.4.3. PERDAS DE CALOR POR ÁGUA DE REFRIGERAÇÃO ....................... 10
2.4.4. PERDAS DE CALOR PELOS GASES DE COMBUSTÃO (FUMOS) ...... 10
2.4.5. PERDA DE CALOR PELA ENTRADA DE AR FRIO ............................... 11
2.4.6. CALOR ÚTIL ............................................................................................... 11
2.5. FORNOS DE REAQUECIMENTO DE TARUGOS PARA LAMINAÇÃO
LOCALIZADOS NA UNIDADE GERDAU COSÍGUA .......................................... 12
2.5.1. FORNO DE REAQUECIMENTO PARA LAMINAÇÃO 1 ....................... 12
2.5.2. FORNO DE REAQUECIMENTO PARA LAMINAÇÃO 2 ....................... 14
2.5.3. FORNO DE REAQUECIMENTO PARA LAMINAÇÃO 3 ....................... 15
3. REFERÊNCIA BIBLIOGRÁFICA ............................................................................ 18
ÍNDICE DE FIGURAS
Figura 1 - Representação esquemática de uma célula de laminação. ............................... 3
Figura 2 - Aquecimento do tarugo no interior de fornos do tipo Pusher. ......................... 4
Figura 3 - Corte longitudinal de um forno de reaquecimento para laminação do tipo
Empurrador com aquecimento superior. .......................................................................... 5
Figura 4 - Forno de reaquecimento para laminação tipo Soleira Móvel. ......................... 5
Figura 5 - Entrada de calor sobre os tarugos em um forno do tipo Soleira Móvel. .......... 6
Figura 6 - Movimento sucessivo da carga no forno contínuo. ......................................... 6
Figura 7 - corte longitudinal de um forno de reaquecimento com aquecimento superior e
inferior; entrada de calor sobre os tarugos em um forno do tipo Viga Móvel (Walking
Beam). .............................................................................................................................. 6
Figura 8 - Vista superior de um forno de reaquecimento do tipo Viga Móvel (Walking
Beam). .............................................................................................................................. 7
Figura 9 - Vista esquemática do interior de um forno de reaquecimento de tarugos. ...... 8
Figura 10 - Esquematização do Balanço térmico de um forno de reaquecimento para
laminação com o uso de recuperador de calor. ............................................................... 11
Figura 11 - Fluxograma do enfornamento ao desenfornamento na Laminação-1. ......... 13
Figura 12 - Fluxograma do enfornamento ao desenfornamento na Laminação-2. ......... 14
Figura 13 - Fluxograma do enfornamento ao desenfornamento na Laminação-3. ......... 16
ÍNDICE DE TABELAS
Tabela 1 - Comparativo entre os tipos de fornos de reaquecimento. ............................................ 7
ÍNDICE DE EQUAÇÕES
Equação 1 - Balanço térmico de um forno de reaquecimento de tarugo sem a presença
de um recuperador de calor. ........................................................................................... 12
Equação 2 - Parcela do balanço térmico dos fumos com a presença de um recuperador
de ar. ............................................................................................................................... 12
Equação 3 - Equação completa do balanço térmico de um forno de reaquecimento com a
presença de um recuperador de calor. ............................................................................ 12
3
1. INTRODUÇÃO
Com a ascensão das Indústrias Siderúrgicas, veio a produção em alta escala
devido à demanda cada vez maior por alta qualidade e, principalmente, por baixos
custos. No processo de laminação a quente, uma das etapas mais importantes é o
reaquecimento do aço, pois é necessário para que o mesmo apresente alta plasticidade,
tanto no início, quanto no fim do processo de laminação. É nessa fase que tarugos,
placas e blocos adquirem a temperatura que irá garantir boas condições para a
laminação e a qualidade superficial do produto, pois os tarugos, tais como recebidos da
Aciaria, encontram-se frios ou com temperaturas inadequadas para serem deformados
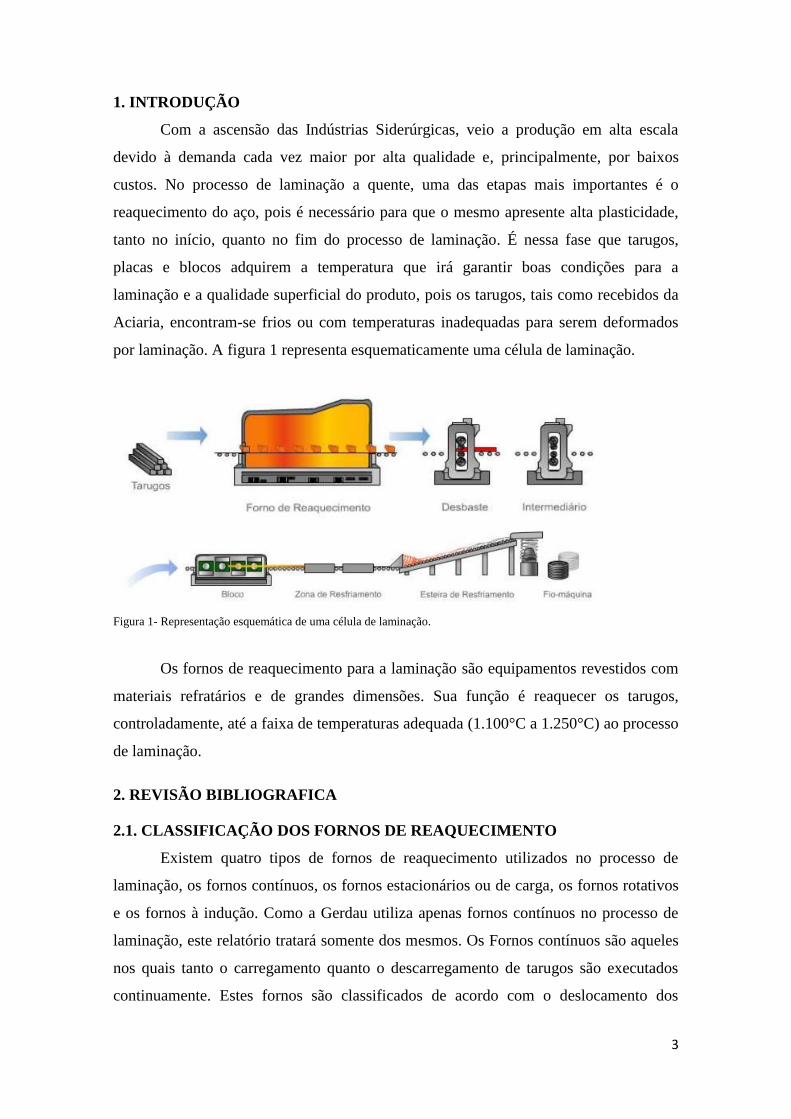
por laminação. A figura 1 representa esquematicamente uma célula de laminação.
Figura 1- Representação esquemática de uma célula de laminação.
Os fornos de reaquecimento para a laminação são equipamentos revestidos com
materiais refratários e de grandes dimensões. Sua função é reaquecer os tarugos,
controladamente, até a faixa de temperaturas adequada (1.100°C a 1.250°C) ao processo
de laminação.
2. REVISÃO BIBLIOGRAFICA
2.1. CLASSIFICAÇÃO DOS FORNOS DE REAQUECIMENTO
Existem quatro tipos de fornos de reaquecimento utilizados no processo de
laminação, os fornos contínuos, os fornos estacionários ou de carga, os fornos rotativos
e os fornos à indução. Como a Gerdau utiliza apenas fornos contínuos no processo de
laminação, este relatório tratará somente dos mesmos. Os Fornos contínuos são aqueles
nos quais tanto o carregamento quanto o descarregamento de tarugos são executados
continuamente. Estes fornos são classificados de acordo com o deslocamento dos
4
tarugos, sendo divididos, basicamente, em dois tipos: o empurrador (pusher), onde os
tarugos são colocados na extremidade de carregamento e avançam ao longo do eixo do
forno por um sistema empurrador, com movimentos de carga-e-empurre, e o com viga
ou soleira móvel (walking beam ou walking hearth), onde o material é transportado
através do forno por movimentos sucessivos de levanta-avança-abaixa.
2.1.1. FORNO DE REAQUECIMENTO DO TIPO EMPURRADOR (PUSHER)
Os fornos do tipo Pusher (Empurrador) caracterizam-se pelo fato de que para
cada peça carregada uma é descarregada, ou seja, cada tarugo carregado é empurrado
contra o tarugo anterior e toda carga se desloca continuamente em direção à
extremidade de desenfornamento. Apresentando esse tipo de deslocamento, verifica-se
que esse tipo de forno deverá sempre estar totalmente carregado.
O baixo custo desse tipo de forno e de sua manutenção em relação aos demais
são as principais vantagens apresentadas, porém estes fornos são de baixa
produtividade, pois a transferência de calor ocorre, somente, em uma única face do
tarugo quando o aquecimento é superior, como ocorre nos fornos da Laminação 1, na
Gerdau Cosígua. Portanto, os tarugos devem permanecer no interior desses fornos, para
alcançar a temperatura adequada para o processo de laminação, por um tempo superior
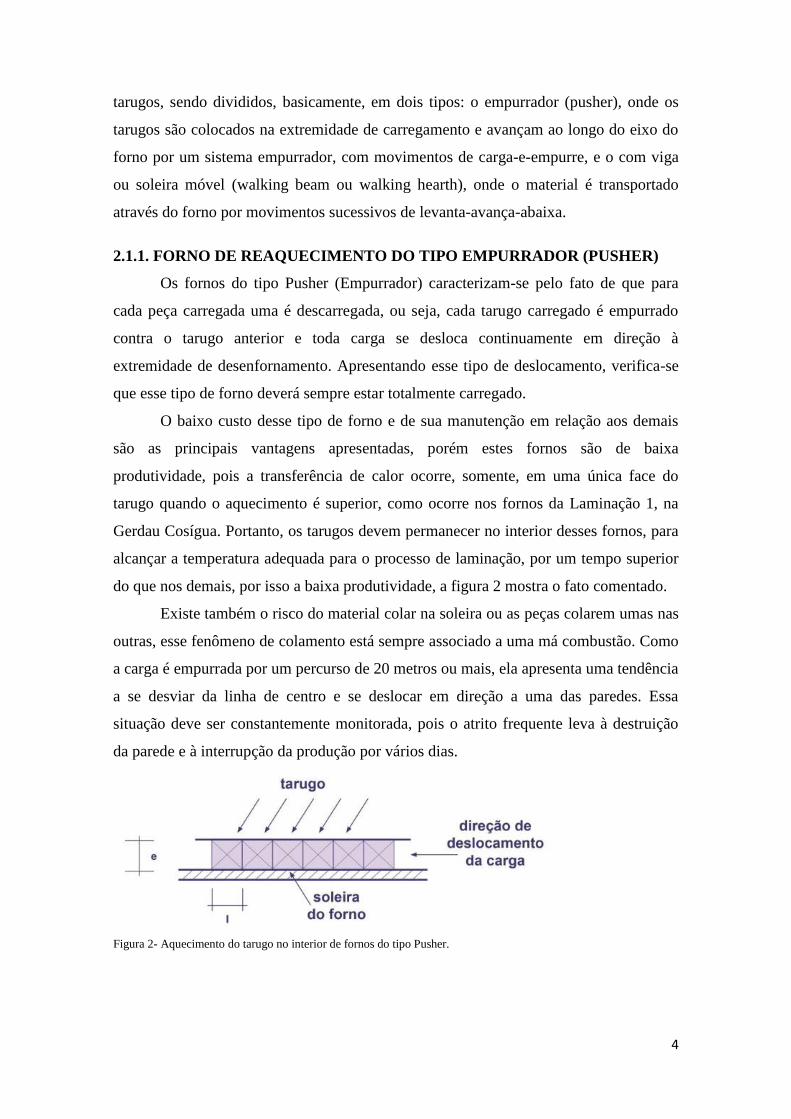
do que nos demais, por isso a baixa produtividade, a figura 2 mostra o fato comentado.
Existe também o risco do material colar na soleira ou as peças colarem umas nas
outras, esse fenômeno de colamento está sempre associado a uma má combustão. Como
a carga é empurrada por um percurso de 20 metros ou mais, ela apresenta uma tendência
a se desviar da linha de centro e se deslocar em direção a uma das paredes. Essa
situação deve ser constantemente monitorada, pois o atrito frequente leva à destruição
da parede e à interrupção da produção por vários dias.
Figura 2- Aquecimento do tarugo no interior de fornos do tipo Pusher.
5
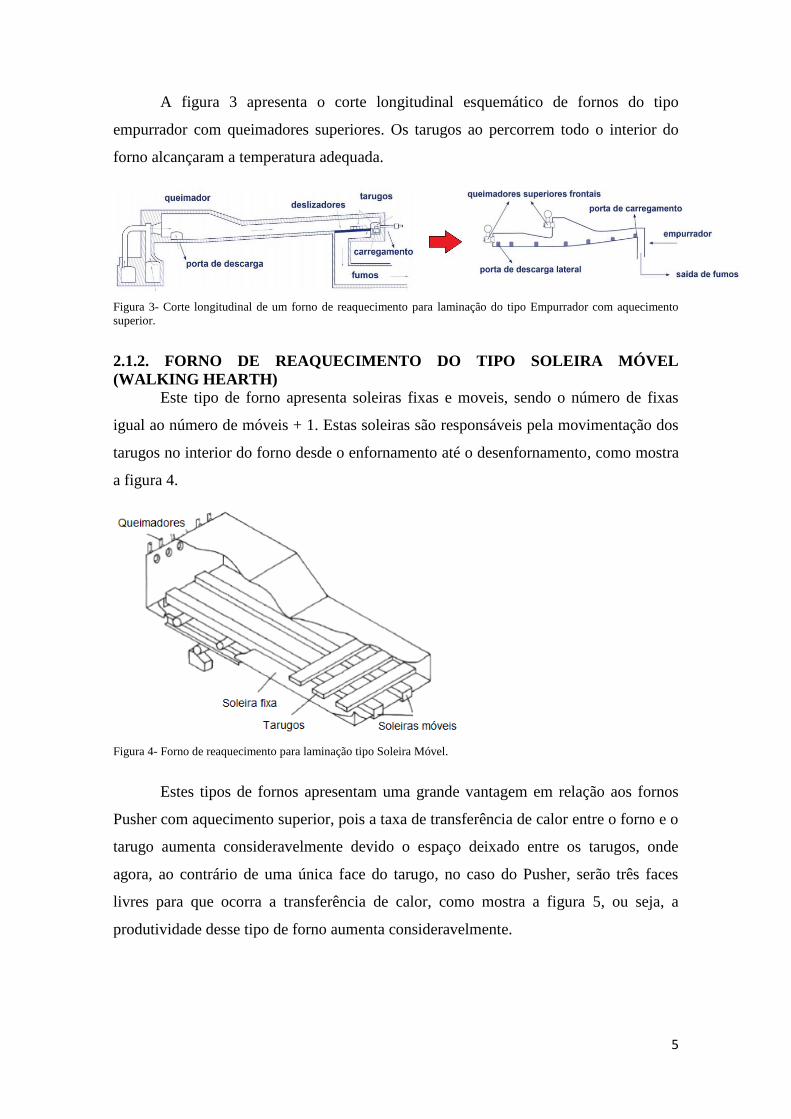
A figura 3 apresenta o corte longitudinal esquemático de fornos do tipo
empurrador com queimadores superiores. Os tarugos ao percorrem todo o interior do
forno alcançaram a temperatura adequada.
Figura 3- Corte longitudinal de um forno de reaquecimento para laminação do tipo Empurrador com aquecimento
superior.
2.1.2. FORNO DE REAQUECIMENTO DO TIPO SOLEIRA MÓVEL
(WALKING HEARTH)
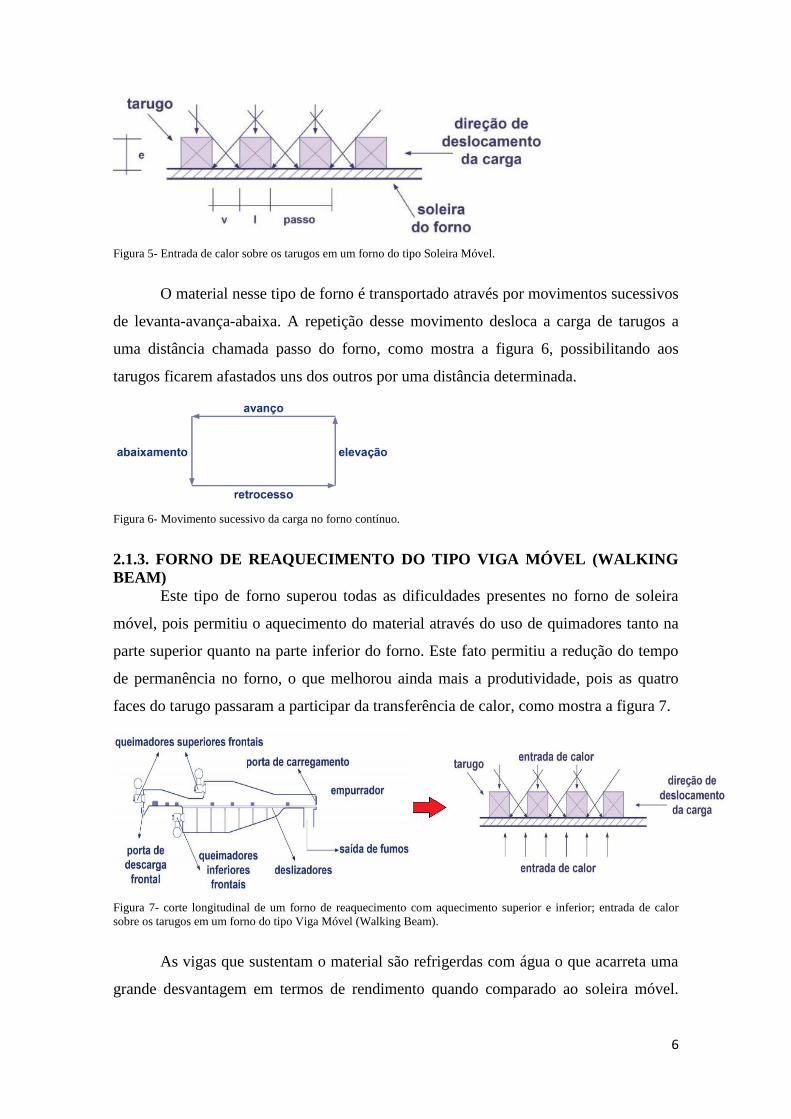
Este tipo de forno apresenta soleiras fixas e moveis, sendo o número de fixas
igual ao número de móveis + 1. Estas soleiras são responsáveis pela movimentação dos
tarugos no interior do forno desde o enfornamento até o desenfornamento, como mostra
a figura 4.
Figura 4- Forno de reaquecimento para laminação tipo Soleira Móvel.
Estes tipos de fornos apresentam uma grande vantagem em relação aos fornos
Pusher com aquecimento superior, pois a taxa de transferência de calor entre o forno e o
tarugo aumenta consideravelmente devido o espaço deixado entre os tarugos, onde
agora, ao contrário de uma única face do tarugo, no caso do Pusher, serão três faces
livres para que ocorra a transferência de calor, como mostra a figura 5, ou seja, a
produtividade desse tipo de forno aumenta consideravelmente.
6
Figura 5- Entrada de calor sobre os tarugos em um forno do tipo Soleira Móvel.
O material nesse tipo de forno é transportado através por movimentos sucessivos
de levanta-avança-abaixa. A repetição desse movimento desloca a carga de tarugos a
uma distância chamada passo do forno, como mostra a figura 6, possibilitando aos
tarugos ficarem afastados uns dos outros por uma distância determinada.
Figura 6- Movimento sucessivo da carga no forno contínuo.
2.1.3. FORNO DE REAQUECIMENTO DO TIPO VIGA MÓVEL (WALKING
BEAM)
Este tipo de forno superou todas as dificuldades presentes no forno de soleira
móvel, pois permitiu o aquecimento do material através do uso de quimadores tanto na
parte superior quanto na parte inferior do forno. Este fato permitiu a redução do tempo
de permanência no forno, o que melhorou ainda mais a produtividade, pois as quatro
faces do tarugo passaram a participar da transferência de calor, como mostra a figura 7.
Figura 7- corte longitudinal de um forno de reaquecimento com aquecimento superior e inferior; entrada de calor
sobre os tarugos em um forno do tipo Viga Móvel (Walking Beam).
As vigas que sustentam o material são refrigerdas com água o que acarreta uma
grande desvantagem em termos de rendimento quando comparado ao soleira móvel.
7
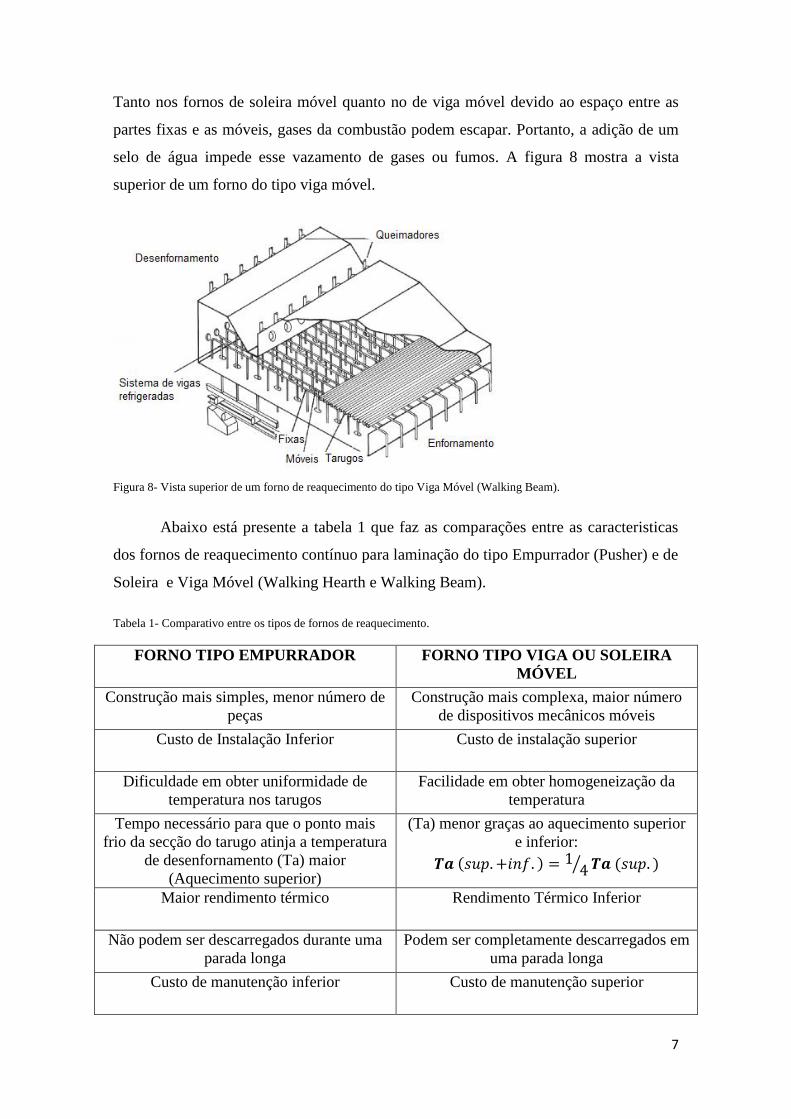
Tanto nos fornos de soleira móvel quanto no de viga móvel devido ao espaço entre as
partes fixas e as móveis, gases da combustão podem escapar. Portanto, a adição de um
selo de água impede esse vazamento de gases ou fumos. A figura 8 mostra a vista
superior de um forno do tipo viga móvel.
Figura 8- Vista superior de um forno de reaquecimento do tipo Viga Móvel (Walking Beam).
Abaixo está presente a tabela 1 que faz as comparações entre as caracteristicas
dos fornos de reaquecimento contínuo para laminação do tipo Empurrador (Pusher) e de
Soleira e Viga Móvel (Walking Hearth e Walking Beam).
Tabela 1- Comparativo entre os tipos de fornos de reaquecimento.
FORNO TIPO EMPURRADOR FORNO TIPO VIGA OU SOLEIRA
MÓVEL
Construção mais simples, menor número de
peças
Construção mais complexa, maior número
de dispositivos mecânicos móveis
Custo de Instalação Inferior Custo de instalação superior
Dificuldade em obter uniformidade de
temperatura nos tarugos
Facilidade em obter homogeneização da
temperatura
Tempo necessário para que o ponto mais
frio da secção do tarugo atinja a temperatura
de desenfornamento (Ta) maior
(Aquecimento superior)
(Ta) menor graças ao aquecimento superior
e inferior:
𝑻𝒂 (𝑠𝑢𝑝. +𝑖𝑛𝑓. ) = 14⁄ 𝑻𝒂 (𝑠𝑢𝑝. )
Maior rendimento térmico Rendimento Térmico Inferior
Não podem ser descarregados durante uma
parada longa
Podem ser completamente descarregados em
uma parada longa
Custo de manutenção inferior Custo de manutenção superior
8
2.2. ZONAS DE CONTROLE DOS FORNOS DE REAQUECIMENTO
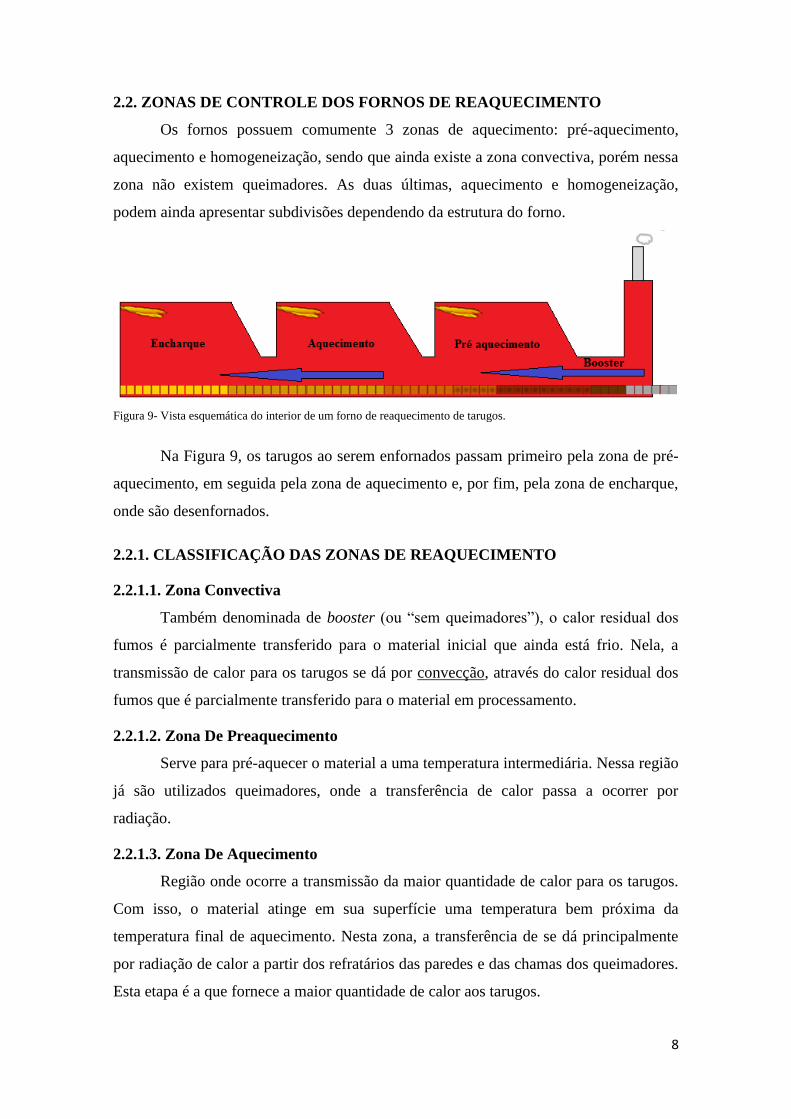
Os fornos possuem comumente 3 zonas de aquecimento: pré-aquecimento,
aquecimento e homogeneização, sendo que ainda existe a zona convectiva, porém nessa
zona não existem queimadores. As duas últimas, aquecimento e homogeneização,
podem ainda apresentar subdivisões dependendo da estrutura do forno.
Figura 9- Vista esquemática do interior de um forno de reaquecimento de tarugos.
Na Figura 9, os tarugos ao serem enfornados passam primeiro pela zona de pré-
aquecimento, em seguida pela zona de aquecimento e, por fim, pela zona de encharque,
onde são desenfornados.
2.2.1. CLASSIFICAÇÃO DAS ZONAS DE REAQUECIMENTO
2.2.1.1. Zona Convectiva
Também denominada de booster (ou “sem queimadores”), o calor residual dos
fumos é parcialmente transferido para o material inicial que ainda está frio. Nela, a
transmissão de calor para os tarugos se dá por convecção, através do calor residual dos
fumos que é parcialmente transferido para o material em processamento.
2.2.1.2. Zona De Preaquecimento
Serve para pré-aquecer o material a uma temperatura intermediária. Nessa região
já são utilizados queimadores, onde a transferência de calor passa a ocorrer por
radiação.
2.2.1.3. Zona De Aquecimento
Região onde ocorre a transmissão da maior quantidade de calor para os tarugos.
Com isso, o material atinge em sua superfície uma temperatura bem próxima da
temperatura final de aquecimento. Nesta zona, a transferência de se dá principalmente
por radiação de calor a partir dos refratários das paredes e das chamas dos queimadores.
Esta etapa é a que fornece a maior quantidade de calor aos tarugos.
9
2.2.1.4. Zona de encharque
Também chamada de zona de homogeneização o. Neste trecho é assegurado que
haja a distribuição homogênea de temperatura entre o ponto mais quente e o mais frio
de cada tarugo. O calor na zona de encharque é transferido de duas maneiras: por
radiação, que vai dos refratários e das chamas dos queimadores para os tarugos; e por
condução, da superfície dos tarugos para o seu interior. Esta é a zona do forno onde se o
desenfornamento dos tarugos aquecidos.
2.3. COMBUSTÍVEIS UTILIZADOS
A maioria dos combustíveis utilizados em aplicações de reaquecimento são
composições de vários hidrocarbonetos ou de combustíveis à base de carbono, que estão
disponíveis comercialmente na forma gasosa ou líquida, porém quando na forma líquida
ou sólida os combustíveis precisam ser gaseificados, cujo processo mais utilizado é a
atomização, por isso os combustíveis gasosos são os preferidos para uso nos fornos de
reaquecimento, pois queimam instantaneamente. Dos combustíveis gasosos, os que
mais interessam à indústria são o gás natural (GN), o gás liquefeito de petróleo (GLP) e
o gás de alto forno (GAF), porém o GN é o gás mais largamente utilizado como
combustível em fornos de laminação. O gás natural é composto por hidrocarbonetos de
ligação simples, os chamados alcanos, no qual os nomes são em função do número de
átomos de carbono na molécula. O metano é o alcano primário e constituinte principal
(> 90%) de qualquer composição de gás natural. Outros alcanos na série estão presentes
em quantidades muito menores. As principais características e propriedades do GN são
as seguintes:
Requer apenas 5% de excesso de ar para a queima ótima;
Em geral apresenta 90% de Metano (CH4);
Elevado Poder Calorífico Inferior (PCI), quantidade de calor produzida pela
combustão de uma unidade de volume do combustível, de 8.400 a 9.100 Kcal/Nm3;
Tende a dissipar-se com facilidade;
Temperatura de 720ºC como a temperatura segura de autoignição;
Supervisão da chama realizada através de eletrodos de ionização ou célula
ultravioleta.
10
2.4. BALANÇO TÉRMICO DOS FORNOS
As perdas de calor pelos fornos podem acontecer de cinco formas distintas,
variando de acordo com a maneira pela qual a perda ocorre. São elas: pelas paredes e
abóbada, por portas e aberturas nas paredes dos fornos, por água de refrigeração, pelos
gases de combustão (fumos) e pela entrada de ar frio.
2.4.1. PERDAS DE CALOR PELAS PAREDES E ABÓBADA
Uma parte do calor introduzido no interior dos fornos é perdida por condução
(Qparedes), através dos refratários e isolantes das paredes e abóbada dos fornos. Uma
forma de reduzir esse tipo de perda é melhorar a capacidade de isolamento térmico,
como refratários de baixa densidade, isolantes leves e mantas isolantes, ou seja,
materiais com menor condutividade térmica.
2.4.2. PERDAS DE CALOR POR PORTAS E ABERTURAS NAS PAREDES
DOS FORNOS
Através de aberturas e portas, parte do calor se perde por radiação (Qportas).
Ela ocorre no momento de carregamento ou descarregamento dos tarugos. Para reduzir
essa perdal, as portas dos fornos devem ser abertas tão somente pelo tempo necessário à
operação de carga ou descarga e fechadas imediatamente após as operações.
2.4.3. PERDAS DE CALOR POR ÁGUA DE REFRIGERAÇÃO
De acordo com o tipo de forno e do tipo de aquecimento utilizado, podem existir
tubos, vigas, caixas e selos d’água, resfriados por água no interior dos fornos. Esses são
pontos de grandes perdas de calor. Para diminuir essas perdas de calor pela água de
refrigeração de partes dos fornos (Qrefrig) é preciso revestir as partes metálicas
resfriadas por água com materiais isolantes térmicos.
2.4.4. PERDAS DE CALOR PELOS GASES DE COMBUSTÃO (FUMOS)
É onde ocorre a maior perda de calor nos fornos. Os fumos atingem
temperaturas da ordem de 900°C a 950°C e, devido a seu grande volume, carregam
consigo grandes quantidades de calor. Mesmo em fornos bem projetados, a quantidade
de calor perdida (Qfumos) é da ordem de 40% a 45% da quantidade de calor
introduzida nos fornos pela queima do combustível. A maneira de reduzir esse prejuízo
é recuperar parte do calor contido nos fumos para aquecer o ar de combustão. No
entanto, a quantidade de calor contida no ar (Qar) não é um acréscimo de energia
térmica introduzida no forno, mas apenas a recuperação de parte do calor que seria
11
perdido junto com os gases queimados. Com um recuperador corretamente projetado e
operado, pode-se reaver de 40% a 60% do calor originalmente contido nos fumos.
2.4.5. PERDA DE CALOR PELA ENTRADA DE AR FRIO
Caso a pressão interna dos fornos seja menor que a pressão atmosférica, ocorre a
entrada de ar frio da atmosfera para o interior dos fornos. Esse ar, chamado de ar falso,
é aquecido pelo calor interno do forno, roubando, assim, parte do calor gerado pela
queima do combustível.
Esse tipo de perda (Qfalso) é responsável por gerar problemas na diminuição de
temperatura em partes dos tarugos, normalmente nas pontas. Para evitar a entrada de ar
frio nos fornos, estes devem trabalhar com pressão ligeiramente acima da pressão
atmosférica.
2.4.6. CALOR ÚTIL
É a quantidade de calor que deve ser fornecida à carga de tarugos a fim de
aquecê-los desde a temperatura com que foram carregados no forno, até a temperatura
de desenfornamento. Observa-se que enfornando os tarugos a mais alta temperatura
possível, a quantidade de calor útil necessária para aquecê-los se reduz bastante,
representando uma grande economia no consumo de combustível. O calor útil
necessário para aquecer 1 kg de aço até 1.250°C, considerando as várias temperaturas
de enfornamento, é calculado pela seguinte fórmula: Qu = Qdesenf - Qenform.
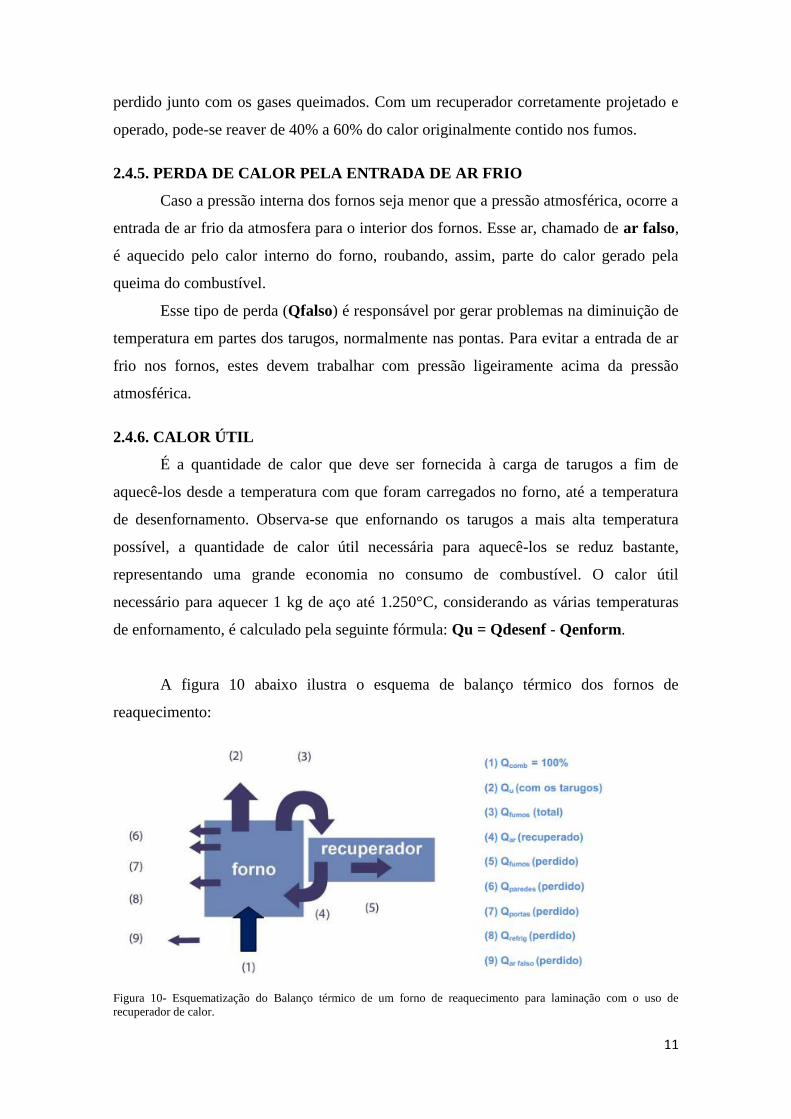
A figura 10 abaixo ilustra o esquema de balanço térmico dos fornos de
reaquecimento:
Figura 10- Esquematização do Balanço térmico de um forno de reaquecimento para laminação com o uso de
recuperador de calor.
12
Quando não existe a presença de uma recuperador de calor, o balanço térmico
pode ser escrito como mostra a equação 1:
Equação 1- Balanço térmico de um forno de reaquecimento de tarugo sem a presença de um recuperador de calor.
𝐐𝐜𝐨𝐦𝐛 + 𝐐𝐚𝐫 = Qu + Qparedes + Qportas + Qrefrig + Qar falso + Qfumos (total)
Havendo a presença de recuperador de calor para aquecer o ar de combustão,
tem-se a equação 2:
Equação 2- Parcela do balanço térmico dos fumos com a presença de um recuperador de ar.
𝐐𝐟𝐮𝐦𝐨𝐬 (𝐭𝐨𝐭𝐚𝐥) = Qfumos (perdido) + Qar(recuperado)
O que leva a equação 3:
Equação 3- Equação completa do balanço térmico de um forno de reaquecimento com a presença de um recuperador
de calor.
𝐐𝐜𝐨𝐦𝐛 = Qu + Qparedes + Qportas + Qrefrig + Qar falso + Qfumos (perdidos)
Isso mostra que, nos fornos em que é usado recuperador de calor para pré-
aquecer o ar de combustão, a quantidade de calor fornecida pela queima do combustível
pode ser menor do que aquela fornecida nos fornos em que não há recuperador, daí a
grande importância desse equipamento no rendimento de fornos de reaquecimento para
laminação, pois são trocadores de calor que utilizam os gases de combustão para
aquecer o ar que será injetado no forno.
2.5. FORNOS DE REAQUECIMENTO DE TARUGOS PARA LAMINAÇÃO
LOCALIZADOS NA UNIDADE GERDAU COSÍGUA
2.5.1. FORNO DE REAQUECIMENTO PARA LAMINAÇÃO 1
Na verdade a Lam-1 na unidade Gerdau Cosígua é composta por dois fornos de
reaquecimento do tipo Empurrador (Pusher), ambos com aquecimento superior. Os
tarugos são enfornados a frio pela entrada frontal dos fornos e são desenfornados pela
lateral dos fornos através do acionamento de Lanças Extratoras (Peel Bars), ao sair dos
fornos os tarugos vão para o elevador de tarugos, ondes estes são levados até os
caminhos de rolos para que se inicie o processo de laminação.
13
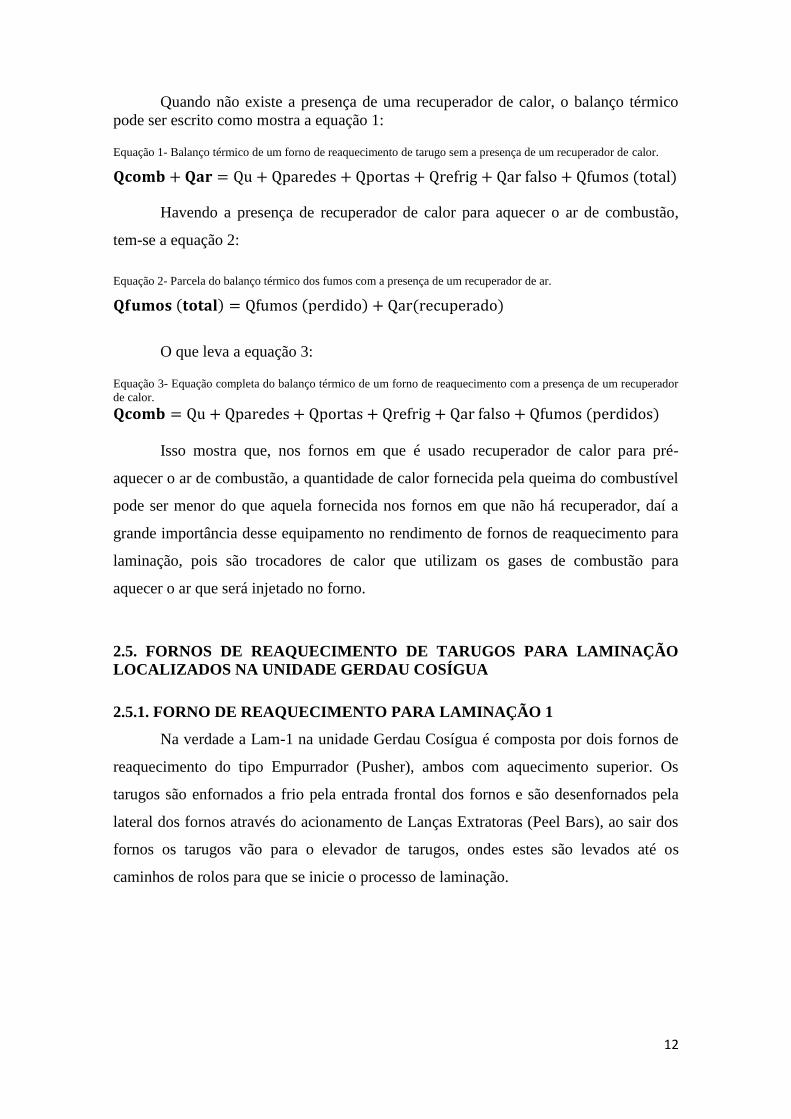
2.5.1.1. Sequência desde o Enfornamento até o Processo de Laminação Lam-1
Figura 11- Fluxograma do enfornamento ao desenfornamento na Laminação-1.
2.5.1.2. Características dos Fornos Lam-1
O ano de instalação dos fornos: 1972;
Cada forno possui 8 queimadores, 4 para cada uma das duas zonas de
aquecimento presentes (Aquecimento e Encharque);
Temperatura na zona de aquecimento: 1250 ºC
Temperatura na zona de encharque: 1195 ºC;
Combustível utilizado: Gás Natural;
Capacidade máxima: 2x35 ton/h;
Taxa de aquecimento médio: 2x30 ton/h;
Velocidade de carregamento: 2x55 tarugos/h;
Material de carregamento: 130x130x4350 mm, 577 Kg, SAE 1006-1045;
Operação padrão: 365 dias/ano, 650 h/mês;
Produção: 260000 ton/ano;
Taxa de operação anual: 71,5%
Temperatura de enfornamento: temperatura ambiente (25ºC < t < 200ºC);
Os tarugos chegam até a entrada frontal dos fornos através de caminhos de
rolos.
Estando à frente do forno o tarugo é empurrado para o
seu interior.
Os tarugos vão sendo enfornados até que se
atinja a capacidade máxima (200 tarugos).
Durante o carregamento dos fornos os tarugos são
empurrados através de toda a extensão dos fornos, passando pelas duas zonas
de aquecimento.
Quando o primeiro tarugo a ser enfornado chegar ao
final do forno, tendo alcançado a temperatura adequado, o mesmo será
desenfornado.
o tarugo é desenfornado pela lateral do forno
através do acionamento de uma lança extratora.
O tarugo é levado até o elevador de tarugos e outro
tarugo e enfornado, mantendo, assim, os 200
tarugos.
O elevador de tarugos leva o tarugo até o
transportador de rolos para que se inicie o processo de
laminação
Processo de laminação na Lam-1 é iniciado
14
Temperatura de desenfornamento: 1150 ºC;
Utilização de recuperador de ar: Temperatura na entrada de 900ºC, temperatura
na saída de 400ºC;
Os fornos dividem a mesma Chaminé, que devido ao efeito Venturi da qual a
mesma utiliza é capaz de possuir pequena altura (Pressão do forno > Pressão da
Chaminé = fumos em direção à chaminé).
2.5.2. FORNO DE REAQUECIMENTO PARA LAMINAÇÃO 2
O forno de reaquecimento presente na Laminação 2 na Gerdau Cosígua é do tipo
Soleira Móvel (Walking Hearth), portanto com uma produtividade superior ao da
Laminação 1. Os tarugos podem ser enfornados a frio (t ≤ 200ºC), morno (200ºC < t ≤
400ºC) e/ou a quente (t > 400ºC) pela entrada frontal do forno e são desenfornados pela
lateral através do acionamento de uma Lança Extratora (Peel Bar). Ao sair do forno o
tarugo é transportado via caminhos de rolos para que se inicie o processo de laminação
na Lam-2.
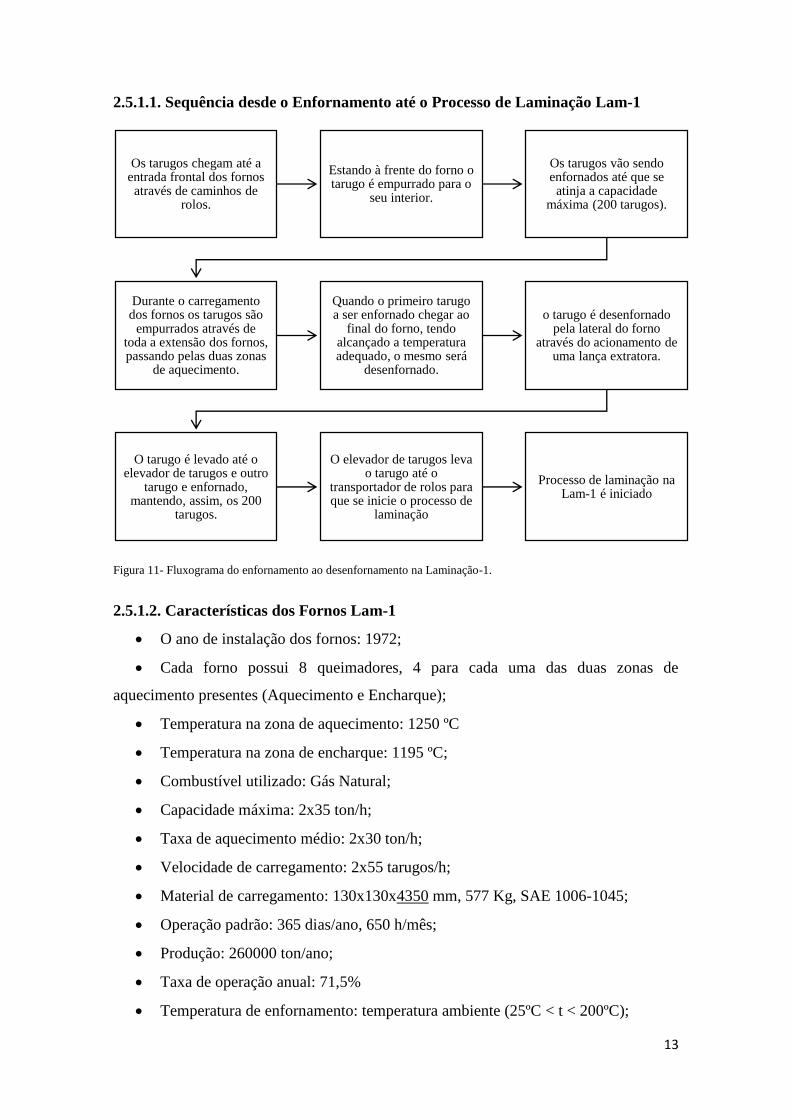
2.5.2.1. Sequência Desde O Enfornamento Até O Processo De Laminação Lam-2
Figura 12- Fluxograma do enfornamento ao desenfornamento na Laminação-2.
O tarugo chega até a entrada frontal do forno via caminhosr de rolos.
Estando à frente do forno o tarugo é empurrado
para o seu interior.
Os tarugos vão sendo enfornados e
movimentados pelas soleiras moveis através
do movimento de levanta-avança-abaixa.
Os tarugos percorrem todo o interior do forno,
passando pelas 5 zonas de aquecimento presentes.
Quando o tarugo enfornado chegar ao final do forno, tendo alcançado a temperatura adequado,
o mesmo será desenfornado.
o tarugo é desenfornado pela lateral do forno
através do acionamento da lança extratora.
O tarugo é, então, levado via caminhos de rolos.
Processo de laminação na Lam-2 é iniciado, lembrando que o
lamindador apresenta dois veios (familia 5,50 e
6,630 mm)
15
2.5.2.2. CARACTERISTÍCAS DOS FORNOS LAM-2
O ano de instalação: 1972;
O forno possui 32 queimadores para compor as 5 zonas de aquecimento
presentes (zona 5 = Pré aquecimento com 10 queimadores, zona 4 = Aquecimento com
10 queimadores e zonas 1, 2 e 3 = Encharque com 4 queimadores em cada uma das 3
zonas);
Temperatura na zona de pré-aquecimento: 1230 ºC
Temperatura na zona de aquecimento: 1250 ºC
Temperatura na zona de encharque: 1195 ºC;
Combustível utilizado: Gás Natural;
Capacidade máxima: 125 ton/h;
Taxa de aquecimento médio: 110 ton/h;
Velocidade de carregamento: 4 m/min;
Material de carregamento: 130x130x14100 mm, 1827 Kg, SAE 1006-1045;
Operação padrão: 365 dias/ano, 650 h/mês;
Taxa de operação anual: 90,2%
Produção: 816000 ton/ano;
Temperatura de enfornamento: temperatura ambiente (25ºC);
Temperatura de desenfornamento: 1120 ºC;
Utilização de recuperador de ar: Temperatura na entrada de 900ºC, temperatura
na saída de 480ºC, temperatura 27 ºC do ar frio e de 420 ºC do ar quente no
recuperador;
Água de resfriamento: 27 ºC na entrada e 35 ºC na saída;
O forno utiliza o mesmo tipo de chaminé encontrada nos fornos da Laminação 1.
2.5.3. FORNO DE REAQUECIMENTO PARA LAMINAÇÃO 3
O forno de reaquecimento presente na Laminação 3 na Gerdau Cosígua é do
mesmo tipo da laminação 2, ou seja, do tipo Soleira Móvel (Walking Hearth). Os
tarugos podem ser enfornados a frio pela entrada frontal do forno e são desenfornados
pela lateral através do acionamento de uma Kick-Off Machine, que transfere o tarugo
para caminhos de rolos, refrigerados, presentes no interior do forno. Ao sair do forno o
inicie-se o processo de laminação do tarugo na Lam-3.
16
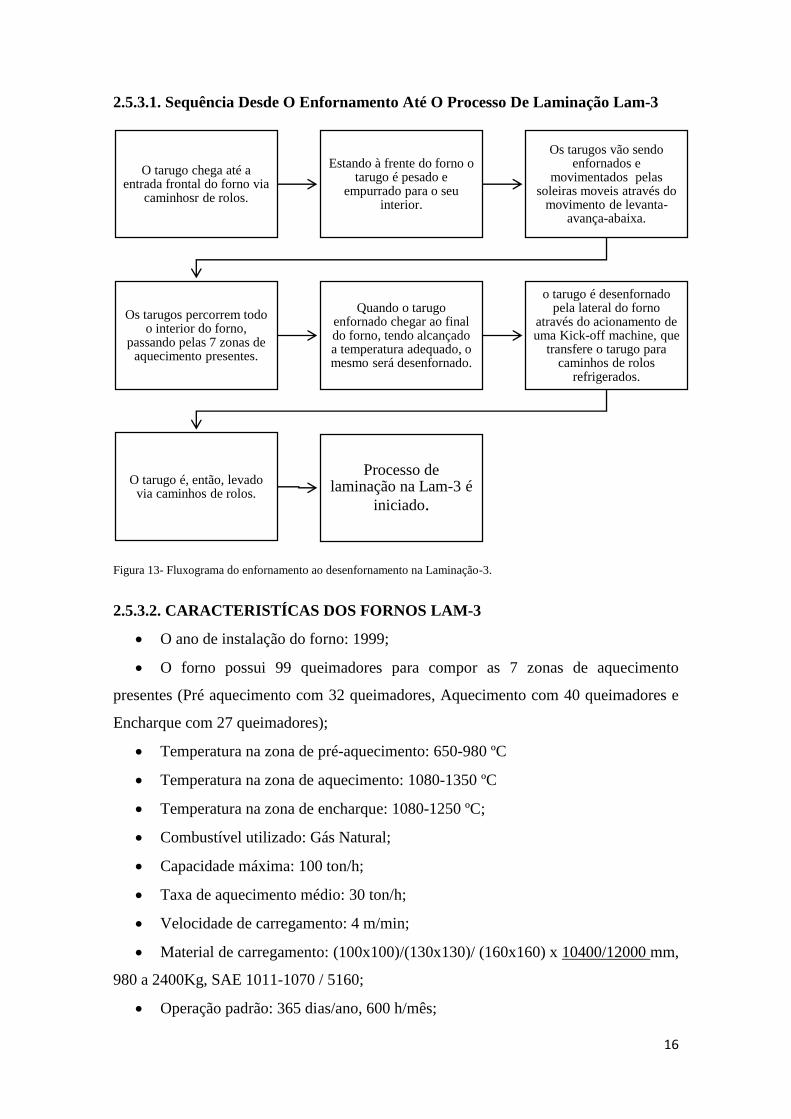
2.5.3.1. Sequência Desde O Enfornamento Até O Processo De Laminação Lam-3
Figura 13- Fluxograma do enfornamento ao desenfornamento na Laminação-3.
2.5.3.2. CARACTERISTÍCAS DOS FORNOS LAM-3
O ano de instalação do forno: 1999;
O forno possui 99 queimadores para compor as 7 zonas de aquecimento
presentes (Pré aquecimento com 32 queimadores, Aquecimento com 40 queimadores e
Encharque com 27 queimadores);
Temperatura na zona de pré-aquecimento: 650-980 ºC
Temperatura na zona de aquecimento: 1080-1350 ºC
Temperatura na zona de encharque: 1080-1250 ºC;
Combustível utilizado: Gás Natural;
Capacidade máxima: 100 ton/h;
Taxa de aquecimento médio: 30 ton/h;
Velocidade de carregamento: 4 m/min;
Material de carregamento: (100x100)/(130x130)/ (160x160) x 10400/12000 mm,
980 a 2400Kg, SAE 1011-1070 / 5160;
Operação padrão: 365 dias/ano, 600 h/mês;
O tarugo chega até a entrada frontal do forno via
caminhosr de rolos.
Estando à frente do forno o tarugo é pesado e
empurrado para o seu interior.
Os tarugos vão sendo enfornados e
movimentados pelas soleiras moveis através do
movimento de levanta-avança-abaixa.
Os tarugos percorrem todo o interior do forno,
passando pelas 7 zonas de aquecimento presentes.
Quando o tarugo enfornado chegar ao final do forno, tendo alcançado a temperatura adequado, o mesmo será desenfornado.
o tarugo é desenfornado pela lateral do forno
através do acionamento de uma Kick-off machine, que
transfere o tarugo para caminhos de rolos
refrigerados.
O tarugo é, então, levado via caminhos de rolos.
Processo de laminação na Lam-3 é
iniciado.
17
Produção: 180000 ton/ano;
Taxa de operação anual: 83%
Temperatura de enfornamento: temperatura ambiente (30ºC);
Temperatura de desenfornamento: 1080-1180ºC;
Utilização de recuperador de ar: Temperatura na entrada de 450-630ºC,
temperatura na saída de 250-350ºC, temperatura 30ºC do ar frio e de 350-400ºC do ar
quente no recuperador;
Água de resfriamento: 30ºC na entrada e 35-40ºC na saída;
O forno utiliza o mesmo tipo de chaminé encontrada nos fornos da Laminação 1.

18
3. REFERÊNCIA BIBLIOGRÁFICA
Apostila Lam-213 – Fornos de Reaquecimento;
Apostila Lam-503 – Fornos de Reaquecimento;
DOS SANTOS, H. S. O. Minimização do Custo Energético de um Forno de
Reaquecimento de Tarugos Utilizando Algoritmos Genéticos. Dissertação de
Mestrado, CEFET-MG, Belo Horizonte, MG, 2013.
DA SILVA, R. C. Otimização Energético no Reaquecimento de Tarugos na
Laminação de Fio-Máquina. Dissertação de Mestrado, Universidade Federal do Rio
Grande do Sul - UFRGS, Porto Alegre, RS, 2012.
RELATÓRIO SOBRE OS FORNOS DE REAQUECIMENTO DE TARUGOS DA
UNIDADES GERDAU COSIGUA
Colaborador/Trainee: Pedro Polastri Patriota
Área: Lam-1/Lam-2
Setor: Apoio
Top Related