






Línguas
Páginas
Legal

SOCIEDADE EDUCACIONAL DE SANTA CATARINA
VILMAR JULIO
AVALIAÇÃO DA REDUÇÃO DO USO DE FLUIDO DE CORTE NO PROCESSO DE
ALARGAMENTO DE FERRO FUNDIDO VERMICULAR
JOINVILLE
2009

ii
VILMAR JULIO
AVALIAÇÃO DA REDUÇÃO DO USO DE FLUIDO DE CORTE NO PROCESSO DE
ALARGAMENTO DE FERRO FUNDIDO VERMICULAR
Dissertação de Mestrado submetida ao Instituto
Superior Tupy como requisito parcial para
obtenção do título de Mestre em Engenharia
Mecânica, sob orientação da Professora Dra
Salete Martins Alves.
JOINVILLE
2009

iii
VILMAR JULIO
AVALIAÇÃO DA REDUÇÃO DO USO DE FLUIDO DE CORTE NO PROCESSO DE
ALARGAMENTO DE FERRO FUNDIDO VERMICULAR
Trabalho aprovado como requisito parcial para
a obtenção do grau de Mestre em Engenharia
Mecânica do Instituto Superior Tupy – IST,
pela comissão formada pelos professores:
____________________________________________________
Profa Dr
a Salete Martins Alves – SOCIESC (orientadora)
____________________________________________________
Prof. Dr. Marcelo Teixeira dos Santos (MIDIville)
____________________________________________________
Prof. Dr. Ulisses Borges Souto (SOCIESC)
JOINVILLE
2009

iv
DEDICATÓRIA
Especialmente para minha querida esposa
Rosimeri Nunes Julio e aos meus queridos filhos
Alisson Endi Julio e Leonardo Henrique Julio pelo
carinho, amor, estímulo e compreensão.
v
AGRADECIMENTOS
À professora orientadora Dra Salete Martins Alves por ter trabalhado fortemente no
cumprimento das orientações para realização deste trabalho de mestrado, e soluções de
problemas.
Aos integrantes da equipe de trabalho, principalmente à Marcelo Cavalaro, Marciano
Caetano, Leandro Lenzi e Jean Carlo Duseck pelo comprometimento nas tarefas designadas.
À todos(as) os(as) professores(as) de Mestrado em Engenharia Mecânica da Sociedade
Educacional de Santa Catarina - SOCIESC.
Aos integrantes da banca avaliadora professor Dr. Ulisses Borges Souto (SOCIESC) e
Dr. Marcelo Teixeira dos Santos (MIDIville).
Às equipes dos laboratórios (SOCIESC) utilizados no experimento, em especial à
professora Dra Sueli Fischer Beckert e à laboratorista Teresinha Pires Ribeiro Martins.
À Indústria de Fundição Tupy S. A. pela parceria em contribuir com material e
equipamentos específicos utilizados para esta dissertação.

vi
RESUMO
A boa qualidade da superfície acabada de peças usinadas, especificamente, a precisão
dimensional e as condições posteriores ao processo de furação, são difíceis de serem
alcançadas. Entre outras operações que visam a melhorar estas condições dimensionais do
processo de furação como mandrilamento, brunimento, brochamento, torneamento e
retificação internos, encontra-se a operação de alargamento. Esta operação deve ser realizada
com refrigeração no meio convencional de usinagem, contudo o uso de fluidos de corte tem
sido questionado pela legislação ambiental e literaturas sobre o assunto. O objetivo deste
trabalho propõe estudar o processo de alargamento de furos feitos em ferro fundido
vermicular, utilizando dois métodos de lubrificação / refrigeração por inundação e por mínima
quantidade de lubrificante (MQL). Os testes de alargamento foram realizados utilizando
alargadores de metal duro monocortante revestido com nitreto de titânio (TiN), os parâmetros
de corte utilizados foram velocidade de corte (vc) fixada em 100 m/min e avanço de corte (vf)
fixado em 0,15 mm/rot. Foram avaliadas também a concentração do fluido de corte por
inundação (concentração 10%) e as diferentes vazões para MQL (30 e 50 ml/h), bem como
diferentes valores de sobremetais (0,1; 0,3 e 0,5 mm). As influências destas variáveis foram
avaliadas em função do diâmetro, da rugosidade e da circularidade dos furos alargados. Estes
experimentos foram realizados num centro de usinagem Feeler - FV 600. Como resultado foi
possível verificar a possibilidade de redução do uso de fluido de corte neste processo de
alargamento do ferro fundido vermicular.
Palavras chave: Alargamento, Ferro Fundido Vermicular, MQL.

vii
ABSTRACT
The quality of the finished surface of a machined work piece, specifically the dimensional
accuracy, and other parameters of the conditions subsequent to the process of drilling are
difficult to achieve. Among other operations that tend to improve the dimensional
requirements of the drilling such as, burnishing, broaching, turning and internal grinding, is
also included reaming. This operation must be performed with cooling, using conventional
machining; however the use of cutting fluids has been questioned by environmental
legislation and literature on the subject. The objective of this work was to study the reaming
process of holes in compact graphite iron, using two methods of lubrication / cooling by
flooding and a minimum quantity of lubricant (MQL). The reaming tests were carried out
with cemented carbide reamer with TiN coating. The cut parameters used were cut speed (vc)
of 100 m/min and feed (vf) of 0,15 mm/rot. It was also evaluated the concentration of cutting
fluid with flooding of 10% and the different flow rates for MQL (30 e 50 ml/h), as well as
different depth cut values (0,1; 0,3 and 0,5 mm). The influence of these variables was
evaluated in function of the diameter, roughness, and roundness of the holes. These
experiments were carried out in a Feeler of the machining center - FV 600. The result made it
possible to verify the possibility of reduction of the use of cutting fluid in the reaming process
of the compact graphite iron.
Keywords: Reaming, Compact Graphite Iron, MQL.

viii
LISTA DE ILUSTRAÇÕES
Figura 2.1 – Caracterização do ferro fundido cinzento, vermicular e nodular .......................... 4
Figura 2.2 – Efeito de teor de silício do ferro fundido vermicular ........................................... 9
Figura 2.3 – Esquema de furo piloto (corte longitudinal) ...................................................... 12
Figura 2.4 - Desalinhamentos possíveis dos alargadores ....................................................... 13
Figura 2.5 - Classificação dos alargadores ............................................................................ 14
Figura 2.6 - Chanfros dos alargadores de máquinas .............................................................. 15
Figura 2.7 - Ângulos de corte em alargadores de máquinas .................................................. 16
Figura 2.8 – Alargador monocortante ................................................................................... 21
Figura 2.9 - Alargador monocortante ajustável com inserto intercambiável .......................... 22
Figura 2.10 - Classificação dos fluidos de corte .................................................................... 29
Figura 2.11 – Fresamento com MQL em alta velocidade ...................................................... 36
Figura 2.12 - Evolução da força de avanço em função do Lf ................................................. 37
Figura 2.13 – Circularidade de 15 furos para diferentes condições lubrificantes ................... 38
Figura 2.14 – Tolerância H7 de 15 furos para diferentes condições lubrificantes .................. 38
Figura 3.1 – Esquema de experimento .................................................................................. 41
Figura 3.2 – Placa de ferro fundido vermicular para corpo de prova ..................................... 42
Figura 3.3 – (a) Fixação do corpo de prova na máquina, (b) corpo de prova usinado ............ 43
Figura 3.4 – Equipamento para medição de dureza Brinell ................................................... 44
Figura 3.5 – Identificações de dureza Brinell ........................................................................ 44
Figura 3.6 – Dureza Brinell dos corpos de prova .................................................................. 45
Figura 3.7 – Matriz de furos do corpo de prova .................................................................... 46
Figura 3.8 – Micrografia da amostra 1 (50 vezes). Ataque com Nital 4% ............................. 49
Figura 3.9 – Micrografia da amostra 2 (50 vezes). Ataque com Nital 4% ............................. 49
Figura 3.10 – Micrografia da amostra 3 (50 vezes). Ataque com Nital 4%............................ 50
Figura 3.11 – Micrografia da amostra 3 (500 X). Ataque com Nital 4% ............................... 51
Figura 3.12 – Alargador para experimento ........................................................................... 52
Figura 3.13 – Ângulos dos insertos ...................................................................................... 52
Figura 3.14 – Esquema para refrigeração por inundação ....................................................... 53
Figura 3.15 – Esquema para refrigeração por MQL .............................................................. 54
Figura 3.16 – Unidade de controle de vazão de sistema MQL .............................................. 54
Figura 3.17 – Centro de usinagem ........................................................................................ 55
Figura 3.18 – Equipamento de ajuste das ferramentas .......................................................... 57
ix
Figura 3.19 – Equipamento para calibração do alargador ...................................................... 58
Figura 3.20 – Mandril e cone com base flutuante ................................................................. 59
Figura 3.21 – Esquema de posicionamentos para batimento ................................................. 59
Figura 3.22 – Micrômetro para medição de diâmetro............................................................ 60
Figura 3.23 – Esquema para rugosidade (Ra) ........................................................................ 61
Figura 3.24 – Equipamento para erros de forma de circularidade .......................................... 62
Figura 4.1 - Efeito do sobremetal e da condição de lubrificação sobre o diâmetro ................ 65
Figura 4.2 - Efeito da Interação entre a condição de lubrificação e o sobremetal sobre o
diâmetro ............................................................................................................................... 65
Figura 4.3 - Efeito do sobremetal e da condição de lubrificação sobre a rugosidade (Ra) ...... 67
Figura 4.4 - Efeito da interação entre a condição de lubrificação e o sobremetal sobre a
rugosidade (Ra) .................................................................................................................... 68
Figura 4.5 - Efeito do sobremetal e da condição de lubrificação sobre a circularidade .......... 69
Figura 4.6 - Efeito da Interação entre a condição de lubrificação e o sobremetal sobre a
circularidade ........................................................................................................................ 69
Figura 4.7 – Influência do sobremetal no diâmetro ............................................................... 71
Figura 4.8 – Influência do sobremetal na rugosidade (Ra) ..................................................... 74
Figura 4.9 – Influência do sobremetal na circularidade ......................................................... 76
Figura 4.10 – Influência da condição de lubrificação sobre o diâmetro ................................. 78
Figura 4.11 – Influência da condição de lubrificação sobre a rugosidade (Ra) ....................... 80
Figura 4.12 – Influência da condição de lubrificação sobre a circularidade ........................... 82
Figura 4.13 - Média de diâmetro por condição de lubrificação ............................................. 83
Figura 4.14 - Média de rugosidade (Ra) por condição de lubrificação ................................... 84
Figura 4.15 - Média de circularidade por condição de lubrificação ....................................... 84
x
LISTA DE TABELAS
Tabela 2.1 – Elementos de composição do CGI ...................................................................... 6
Tabela 2.2 – Características de ferros fundidos cinzento, vermicular e nodular ....................... 8
Tabela 2.3 – Tipos, característica e aplicação dos alargadores .............................................. 19
Tabela 2.4 - Sobremetais (mm) para alargamento ................................................................. 24
Tabela 2.5 - Propriedades dos revestimentos TiN ................................................................. 26
Tabela 2.6 - Fluidos de corte utilizados no alargamento de vários metais ............................. 40
Tabela 3.1 – Composição química do corpo de prova de CGI ............................................... 47
Tabela 3.2 – Composição típica do CGI perlítico ................................................................. 47
Tabela 3.3 – Composição de amostra com CGI-Ti ............................................................... 47
Tabela 3.4 – Faixa de titânio para o CGI .............................................................................. 48
Tabela 3.5 – Planejamento estatístico para experimento ....................................................... 56
Tabela 4.1 – Parâmetros para alargamento ........................................................................... 63
Tabela 4.2 - ANOVA para o Diâmetro ................................................................................. 64
Tabela 4.3 - ANOVA para a Rugosidade (Ra) ...................................................................... 66
Tabela 4.4 - ANOVA para a Circularidade ........................................................................... 68
xi
SUMÁRIO
1 INTRODUÇÃO E JUSTIFICATIVA ........................................................................... 1
2 REVISÃO BIBLIOGRÁFICA ...................................................................................... 3
2.1 FERRO FUNDIDO VERMICULAR (CGI) .................................................................. 3
2.1.1 Composição do ferro fundido vermicular ............................................................... 4
2.1.2 Influência dos elementos químicos do ferro fundido vermicular ........................... 6
2.1.3 Características do ferro fundido vermicular ........................................................... 7
2.2 PROCESSO DE ALARGAMENTO ........................................................................... 10
2.2.1 Pré-furo ................................................................................................................... 11
2.2.2 Alinhamento e desalinhamento no processo de alargamento ............................... 12
2.3 CLASSIFICAÇÃO DOS ALARGADORES ............................................................... 13
2.3.1 Alargador monocortante ........................................................................................ 20
2.3.2 Parâmetros para alargamento ............................................................................... 22
2.4 REVESTIMENTO DE FERRAMENTAS ................................................................... 24
2.4.1 Revestimento com TiN ........................................................................................... 25
2.5 FLUIDOS DE CORTE ................................................................................................ 27
2.5.1 Classificação e seleção dos fluidos de corte............................................................ 28
2.5.2 Função e aplicação dos fluidos de corte ................................................................. 31
2.5.3 Aplicação de fluidos de corte com sistema MQL .................................................. 33
2.5.4 Fluidos de corte para alargamento ........................................................................ 39
3 MATERIAIS E MÉTODOS ........................................................................................ 41
3.1 FLUXOGRAMA DO EXPERIMENTO ...................................................................... 41
3.2 MATERIAIS ............................................................................................................... 42
3.2.1 Corpo de prova ....................................................................................................... 42
3.2.2 Ferramentas para alargamento ............................................................................. 51
3.2.3 Fluidos de corte para o experimento ..................................................................... 53
3.3 CENTRO DE USINAGEM ......................................................................................... 55
3.4 METODOLOGIA DO ENSAIO DE ALARGAMENTO ............................................. 55
3.4.1 Condições de corte .................................................................................................. 56
3.4.2 Preparação do Alargador ....................................................................................... 57
3.4.3 Medição de diâmetro .............................................................................................. 60
3.4.4 Medição de rugosidade ........................................................................................... 60

xii
3.4.5 Medição de circularidade ....................................................................................... 61
4 ANÁLISE E DISCUSSÃO DOS RESULTADOS ....................................................... 63
4.1 ANÁLISE ESTATÍSTICA DO DOE .......................................................................... 64
4.2 AVALIAÇÃO DO SOBREMETAL ............................................................................ 70
4.2.1 Influência do sobremetal no diâmetro ................................................................... 70
4.2.2 Influência do sobremetal na rugosidade (Ra) ........................................................ 72
4.2.3 Influência do sobremetal na circularidade ............................................................ 75
4.3 AVALIAÇÃO DA CONDIÇÃO DE LUBRIFICAÇÃO ............................................. 77
4.3.1 Influência da condição de lubrificação sobre o diâmetro ..................................... 77
4.3.2 Influência da condição de lubrificação sobre a rugosidade (Ra) ........................... 79
4.3.3 Influência da condição de lubrificação sobre a circularidade .............................. 81
4.4 AVALIAÇÃO GERAL DAS CONDIÇÕES ESTUDADAS........................................ 83
5 CONCLUSÕES ............................................................................................................ 86
6 SUGESTÕES PARA FUTUROS TRABALHOS........................................................ 87
REFERÊNCIAS ................................................................................................................. 88

1
1 INTRODUÇÃO E JUSTIFICATIVA
Em novas tecnologias de usinagem também aparecem requisitos que demandam de
produção em massa de furos com estreita tolerância de acabamento superficial e precisão
geométrica que são necessárias para uma montagem seriada. Estas características poderão ser
alcançadas com a aplicação do processo de alargamento.
Bezerra et al. (2000) relatam que o processo de alargamento tem sua grande aplicação
em motores à combustão interna (indústria automobilística), a qual demonstra um
significativo desenvolvimento na tecnologia de peças de veículos, como:
cabeçote (árvore de comando, tucho hidráulico, guia de válvula, alojamento da
ignição);
bloco (linha da árvore do virabrequim);
biela;
bomba de óleo;
carcaça de transmissão;
cilindro de freio;
braço da suspensão.
Em furos com precisão, altas rotações e rigidez, deve-se usar metal duro. Portanto,
quando se necessita maior precisão nos processos de furação (furos menores que 20 mm) e
quando se deseja, no acabamento de um furo, uma tolerância na faixa de IT7, é utilizado o
processo de alargamento (DINIZ et al., 2000).
Segundo Stephenson e Agapiou (2005), para garantir as condições de acabamento,
deve-se considerar que os alargadores possam produzir furos com variações de circularidade
menores que 0,025 mm.
Durante a furação, a aplicação de fluidos de corte interfere na vida útil das
ferramentas, bem como, o acabamento superficial e a geometria do furo, que devem ser
mantidos dentro da qualidade exigida. Sendo assim, o processo de alargamento também exige
a aplicação adequada de fluidos de corte, que tem efeito sobre a espessura da camada
danificada após a usinagem (BELLUCO e CHIFRE, 2002).
Lugscheider et al. (1997) comentam que o não cumprimento de procedimentos como
a usinagem do pré-furo, a não observação da rigidez da máquina, parâmetros de corte e
adequada aplicação de fluido de corte interfere diretamente na precisão do furo alargado.

2
A falta de fluidos de corte no processo de alargamento produz temperatura que pode
resultar em problemas de:
precisão do furo;
excessiva formação de aresta postiça de corte;
prejudicar o acabamento superficial do furo.
Com a utilização de fluidos de corte em grande quantidade são necessários os métodos
de tratamentos e descartes dos mesmos. Estes processos, de tratamento e de descarte, são os
maiores impulsionadores no aumento do custo de todo um processo de usinagem.
Alves (2005) descreve que, frequentemente, os custos de refrigeração ficam embutidos
nos custos gerais do processo de usinagem. E destaca a importância destes serem observados
paralelamente aos custos fixos da instalação do sistema de refrigeração, onde entram a
aquisição, manuseio e o descarte dos fluidos refrigerantes.
Quando descartado impropriamente, os fluidos de corte podem causar danos ao solo e
aos recursos híbridos, acarretando sérios impactos ambientais. No chão-de-fábrica, os
operadores podem ser afetados pelos efeitos negativos dos fluidos de corte, como por
exemplo, problemas de pele e respiratórios. Com o objetivo de tornar os processos de
usinagem mais ecológicos, algumas tecnologias têm sido desenvolvidas, como a usinagem
com a técnica de mínima quantidade de lubrificante (MQL).
Portanto, é importante avaliar a viabilidade da redução do uso de fluido de corte no
processo de alargamento. Assim, o objetivo geral deste trabalho foi estudar a minimização do
fluido de corte no alargamento do ferro fundido vermicular através da técnica de mínima
quantidade de lubrificante (MQL).
Também, os objetivos específicos deste trabalho foram:
Determinar qual a condição de lubrificação é a mais indicada para o
processo estudado;
Verificar a viabilidade do uso da técnica de MQL;
Avaliar a influência do sobremetal na operação de alargamento.

3
2 REVISÃO BIBLIOGRÁFICA
2.1 FERRO FUNDIDO VERMICULAR (CGI)
A obtenção do ferro fundido vermicular (CGI) é feito través de um processo
intermediário entre o ferro fundido cinzento e o ferro fundido nodular, conforme ilustra a
figura 2.1(a), (b) e (c). Uma das maneiras é adicionando elementos nodulizantes como o
magnésio (Mg) na liga, porém resulta em uma liga intermediária devido ter concentração
insuficiente para formar ferro fundido nodular. A outra maneira é adicionando ao mesmo
tempo, elementos nodulizantes suficientes para formar o ferro nodular e, elementos anti-
nodulizantes como o titânio (Ti). A adição de titânio deve ser suficiente para formar
carbonetos e carbonitretos duros, com dimensões da ordem de 5-10 µm, os quais têm um
efeito nocivo na usinagem. Por não exigir um controle tão rigoroso da quantidade de
magnésio na liga, pode-se dizer que esta segunda maneira é a mais fácil de ser realizada
(MOCELLIN, 2002).
O ferro fundido cinzento, o ferro fundido vermicular e o ferro fundido nodular são
diferenciados pela forma das partículas da grafita. A figura 2.1(a) mostra o aspecto das
partículas da grafita do ferro fundido cinzento submetido a um ataque de Nital 10%, orientada
em forma de lamelas individuais, longas e aleatórias, ligeiramente flexionadas e suas pontas
arredondadas. Na figura 2.1(b) observa-se a complexa e difícil caracterização das partículas
da grafita do ferro fundido vermicular (CGI) com ataque de Nital 10%, que também aparecem
de formas aleatórias, e as extremidades arredondadas. Porém, são mais espessas, mais curtas,
mais grossas que as de ferro fundido cinzento. A figura 2.1(c) também mostra o aspecto das
partículas da grafita do ferro fundido nodular submetido a ataque químico profundo e alguns
nódulos cortados na metalografia original, onde observa-se que nem todos os nódulos são
esféricos, algumas partículas de grafita apresentam-se como um tipo de “nódulo estrelado”.
(DAWSON et al., 2001 e COLPAERT, 2008).

4
Figura 2.1 – Caracterização do ferro fundido cinzento, vermicular e nodular
Fonte: COLPAERT (2008)
2.1.1 Composição do ferro fundido vermicular
Mocellin (2002) e Xavier (2003) relatam que os ferros fundidos não podem ter suas
propriedades físicas e mecânicas explicadas somente pela composição química, dependem
também:
da forma, tamanho e da quantidade de partículas de grafita;
do tipo e proporção de perlita/ferrita, e efeito de seus estabilizadores;
do efeito do silício;
do efeito do enxofre e sulfeto de manganês;
do efeito das inclusões;
do efeito do titânio e do cromo.
Grafita
A grafita no ferro fundido vermicular aparece em forma de vermes (partículas
vermiculares), onde são alongadas e orientadas (aleotoriamente) como no ferro fundido
cinzento. Porém, são menores e mais espessas, contendo pontos arredondados e superfícies
irregulares (DAWSON et al., 2001).
Guesser (2002) relata que o ferro fundido vermicular deve conter alguma grafita
nodular. Esta condição é justificada na utilização deste material em blocos e cabeçotes de
5
motores à combustão, que devido a complexidade geométrica, solicitações térmicas e
mecânicas severas, e ainda, ter-se praticamente, a exigência de ausência de contração,
permitindo neste caso, uma taxa de no máximo 20% de grafita nodular. E em contra partida,
no caso do seu uso em coletores de escape, para não prejudicar a fundibilidade ou o
desempenho, deve-se permitir uma taxa de até 50% de grafita nodular.
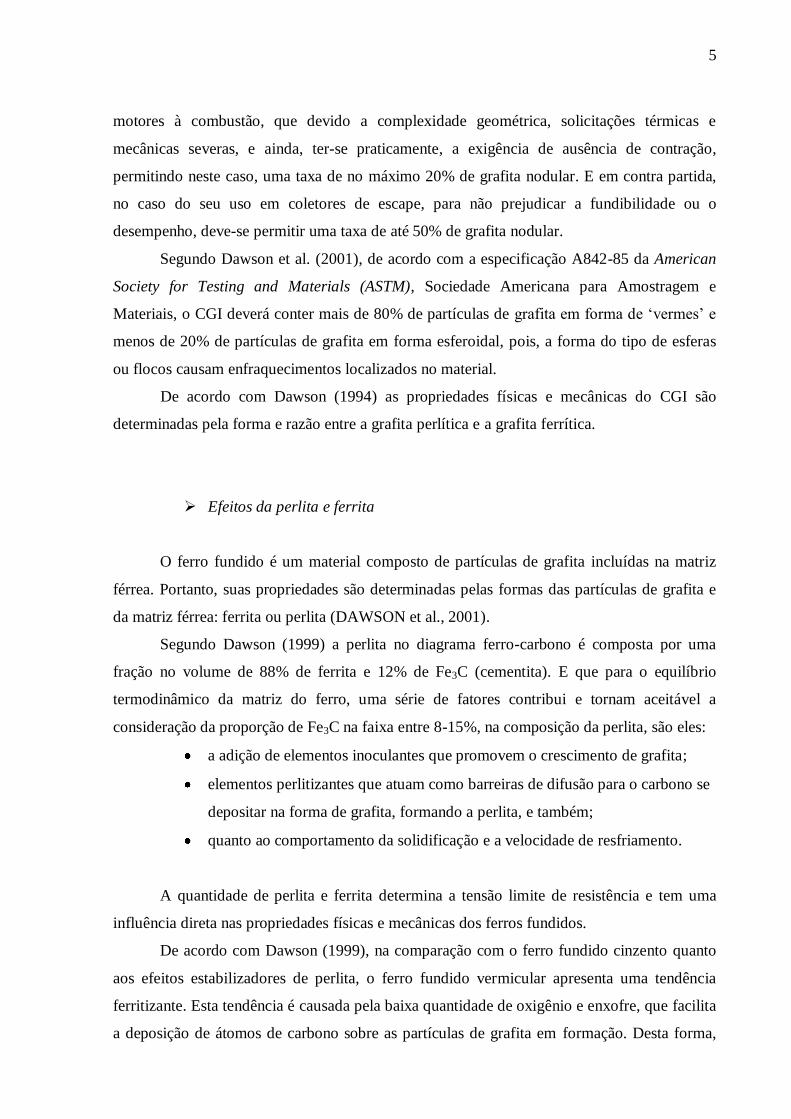
Segundo Dawson et al. (2001), de acordo com a especificação A842-85 da American
Society for Testing and Materials (ASTM), Sociedade Americana para Amostragem e
Materiais, o CGI deverá conter mais de 80% de partículas de grafita em forma de „vermes‟ e
menos de 20% de partículas de grafita em forma esferoidal, pois, a forma do tipo de esferas
ou flocos causam enfraquecimentos localizados no material.
De acordo com Dawson (1994) as propriedades físicas e mecânicas do CGI são
determinadas pela forma e razão entre a grafita perlítica e a grafita ferrítica.
Efeitos da perlita e ferrita
O ferro fundido é um material composto de partículas de grafita incluídas na matriz
férrea. Portanto, suas propriedades são determinadas pelas formas das partículas de grafita e
da matriz férrea: ferrita ou perlita (DAWSON et al., 2001).
Segundo Dawson (1999) a perlita no diagrama ferro-carbono é composta por uma
fração no volume de 88% de ferrita e 12% de Fe3C (cementita). E que para o equilíbrio
termodinâmico da matriz do ferro, uma série de fatores contribui e tornam aceitável a
consideração da proporção de Fe3C na faixa entre 8-15%, na composição da perlita, são eles:
a adição de elementos inoculantes que promovem o crescimento de grafita;
elementos perlitizantes que atuam como barreiras de difusão para o carbono se
depositar na forma de grafita, formando a perlita, e também;
quanto ao comportamento da solidificação e a velocidade de resfriamento.
A quantidade de perlita e ferrita determina a tensão limite de resistência e tem uma
influência direta nas propriedades físicas e mecânicas dos ferros fundidos.
De acordo com Dawson (1999), na comparação com o ferro fundido cinzento quanto
aos efeitos estabilizadores de perlita, o ferro fundido vermicular apresenta uma tendência
ferritizante. Esta tendência é causada pela baixa quantidade de oxigênio e enxofre, que facilita
a deposição de átomos de carbono sobre as partículas de grafita em formação. Desta forma,
6
alguns elementos são adicionados na liga como perlitizantes, são eles: o cobre (Cu), o estanho
(Sn), o manganês (Mn), e o antimônio (Sb).
Os elementos-chave no controle do processo de produção do ferro fundido vermicular
são as habilidades para medir, de maneira precisa, o comportamento do metal líquido e para
responder antes do vazamento das peças. Quanto aos trabalhos que necessitam de altas
temperaturas, como em blocos e cabeçotes, a estabilidade dimensional do componente ferrita
do ferro fundido vermicular pode ser aplicada em um coletor de escape com mais de 95%. Ou
seja, a matriz metálica do ferro fundido vermicular pode ser variada de acordo com as
aplicações (GUESSER, 2002).
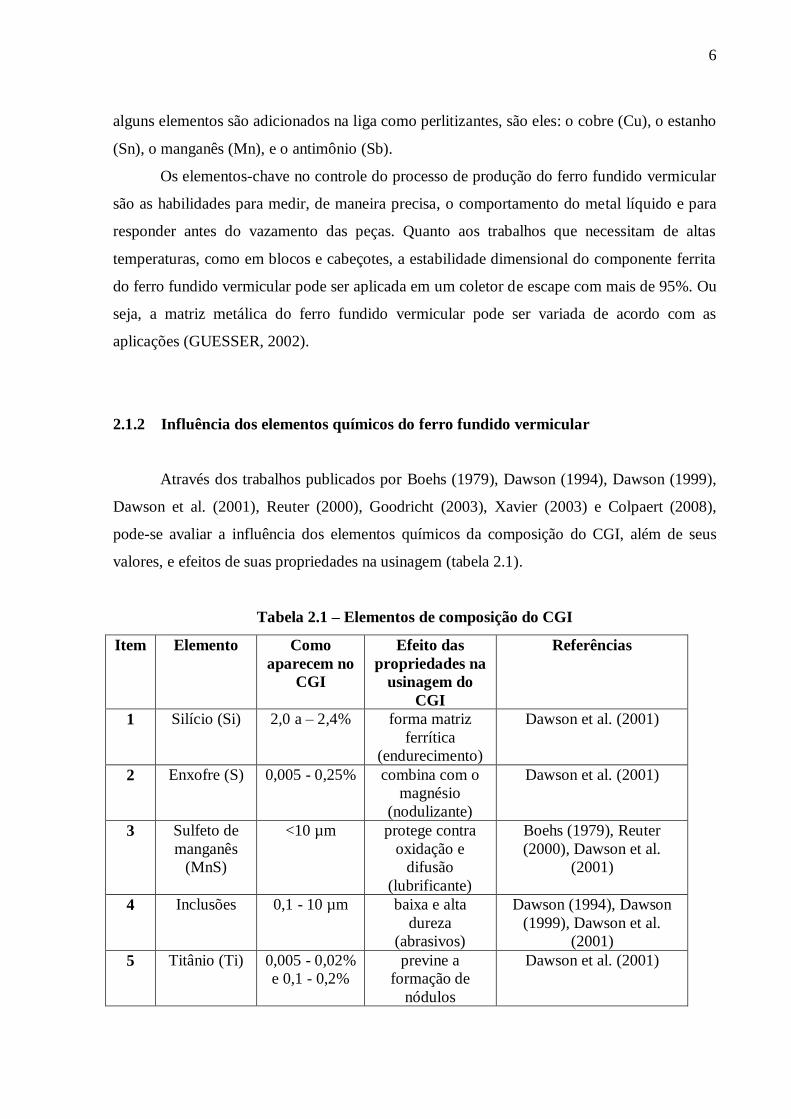
2.1.2 Influência dos elementos químicos do ferro fundido vermicular
Através dos trabalhos publicados por Boehs (1979), Dawson (1994), Dawson (1999),
Dawson et al. (2001), Reuter (2000), Goodricht (2003), Xavier (2003) e Colpaert (2008),
pode-se avaliar a influência dos elementos químicos da composição do CGI, além de seus
valores, e efeitos de suas propriedades na usinagem (tabela 2.1).
Tabela 2.1 – Elementos de composição do CGI
Item Elemento Como
aparecem no
CGI
Efeito das
propriedades na
usinagem do
CGI
Referências
1 Silício (Si) 2,0 a – 2,4% forma matriz
ferrítica
(endurecimento)
Dawson et al. (2001)
2 Enxofre (S) 0,005 - 0,25% combina com o
magnésio
(nodulizante)
Dawson et al. (2001)
3 Sulfeto de
manganês
(MnS)
<10 µm protege contra
oxidação e
difusão
(lubrificante)
Boehs (1979), Reuter
(2000), Dawson et al.
(2001)
4 Inclusões 0,1 - 10 µm baixa e alta
dureza
(abrasivos)
Dawson (1994), Dawson
(1999), Dawson et al.
(2001)
5 Titânio (Ti) 0,005 - 0,02%
e 0,1 - 0,2%
previne a
formação de
nódulos
Dawson et al. (2001)

7
Continuação da tabela 2.1
6 Cromo (Cr) forma (Fe,
Cr)3C
aumento da
solubilidade,
força e resistência
à tração
Dawson et al. (2001),
Xavier (2003)
7 Fósforo (P) 0,01% (*) forma
“esteadita”,
dureza e
resistência ao
desgaste
Dawson (1999),
Guesser ( 2002), Goodricht (2003),
Colpaert (2008)
8 Manganês
(Mn)
deposição de
átomos de
carbono sobre
as partículas
de grafita
estabilizadores, tendência
ferritizante
Dawson (1999)
9 Magnésio
(Mg)
elementos
nodulizantes e anti-
nodulizantes
liga intermediária,
sua redução
aumenta a vida da
ferramenta
Dawson (1999),
Mocellin (2002)
10 Cobre (Cu) deposição de
átomos de
carbono sobre
as partículas
de grafita
estabilizadores, tendência
ferritizante
Dawson (1999)
(*) A formação de “esteadita” se dá quando corre um aumento do fósforo,
proporcionando à elevada dureza e resistência ao desgaste (GOODRICHT, 2003 e
COLPAERT, 2008). Foram inseridos somente os elementos compostos na análise química do
corpo de prova do experimento.
2.1.3 Características do ferro fundido vermicular
Segundo Mocellin (2002), a grafita vinda do ferro fundido nodular, não gera efeito de
tensões ao ferro fundido vermicular, conferindo-o propriedades como: resistência mecânica;
ductilidade, e tenacidade.
De acordo com Marquard et al. (1998, apud MOCELLIN, 2002), a grafita lamelar
interconectada do ferro fundido cinzento conferem ao ferro fundido vermicular propriedades
como a boa condutividade térmica. Portanto, o ferro fundido vermicular ganha grande
importância na utilização industrial por que mantém as boas características do ferro fundido
cinzento e ferro fundido nodular, como:

8
elevada resistência mecânica;
ductilidade;
tenacidade;
resistência a choques térmicos;
amortecimento de vibrações;
boa condutividade térmica.
A tabela 2.2 mostra comparações típicas das características dos ferros fundidos
cinzento, vermicular e nodular.
Tabela 2.2 – Características de ferros fundidos cinzento, vermicular e nodular
Propriedade Cinzento Vermicular Nodular
Resist. à tração (MPa) 250 450 750
Módulo elasticidade (GPa) 150 145 160
Alongamento (%) 0 1.5 5
Condut. térmica (W/mK) 48 37 28
Dureza (BHN 10/300) 179-202 217-241 217-255
Fadiga (MPa) 110 200 250
Fonte: Dawson et al. (2001)
Usinabilidade do CGI
Nas últimas três décadas, o ferro fundido vermicular foi aceito, principalmente, no
mercado de construção de automóveis, com aplicação em blocos de motores diesel. Com as
partículas de sua grafita de difícil caracterização, possuem propriedades como: tenacidade
bastante boas, mantêm a condutividade térmica elevada e é possível obter-se resistência e
amortecimento de vibrações (COLPAERT, 2008).
Xavier (2003) realizou testes em torneamento com ferro fundido vermicular,
comparando teores de silício entre 3,0% e 4,0%, na vida útil da ferramenta. Na liga com 3,0%
de silício a usinabilidade é melhorada, mas diminui sua dureza e a resistência mecânica de
386 MPa são afetadas. Já na liga com 4,0% de silício, a resistência mecânica alcança valores

9
de 500 MPa. Porém, teve-se uma redução da sua usinabilidade e condutividade térmica com
perda em torno de 15%. A figura 2.2 ilustra os resultados desta comparação.
Figura 2.2 – Efeito de teor de silício do ferro fundido vermicular
Fonte: Dawson et al (1999 apud XAVIER, 2003)
Dawson (1994) discorre que a usinabilidade do CGI é prejudicada devido a formação
de pequenas inclusões (5 a 10 µm) duras de óxidos de titânio. E que na produção de CGI sem
titânio, a usinabilidade é igual e muitas vezes superior ao dos ferros cinzentos. Contudo, a
usinabilidade do CGI totalmente perlítico com 245 de dureza Brinell (HB), pode ser mais
difícil do que o ferro fundido cinzento totalmente perlítico com 210 de dureza Brinell (HB).
Segundo Koppka e Allermeier (2005), na usinagem de ferro fundido vermicular para
blocos de motores a diesel foram feitos registros de aproximadamente 20% do aumento de
força de corte, resultando uma carga bem mais elevada, tanto para as ferramentas quanto para
as máquinas. Koppka e Allermeier (2005) ainda relatam que as primeiras usinagens de
substituição do ferro fundido vermicular por ferro fundido lamelar (sem alterar os parâmetros
de corte) foram registradas uma redução da vida útil da ferramenta em 50%.
Nos experimentos sobre torneamento de Dawson et al. (2001), o aumento do titânio
(Ti) de 0,01 a 0,02% foi suficiente para reduzir a vida da ferramenta em aproximadamente
50%. Se aumentar o titânio para 0,04%, tem-se um nível de resistência no CGI, se aumentar o
titânio para 0,22%, ocorre uma estabilização no CGI. Isto vem reforçar o resultado e a
importância de inclusões e determinando a usinabilidade de ferro fundido. É evidente que a
adição de titânio reduz seriamente a usinabilidade do CGI. Portanto, a taxa de titânio deve ser
controlado tão baixo quanto possível para melhorar a vida da ferramenta.

10
2.2 PROCESSO DE ALARGAMENTO
A usinagem de furação em massa e montagem seriada demanda de estreita tolerância
de acabamento superficial e precisão geométrica. Normalmente, em processos convencionais
de furacão, essas exigências não são obtidas somente com o uso de brocas. O processo de
alargamento contribui como uma segunda operação, quando uma única ferramenta pode
alargar um grande número de furos em produção seriada (BEZERRA, 2000).
Stemmer (1992) define os alargadores como sendo ferramentas multicortantes de
forma cilíndrica ou cônica, que impõe durante sua função, movimentos de corte rotativo e
avanço axial. Servem para alargar e acabar furos previamente já preparados para este fim,
deixando-os com dimensões mais precisas.
O alargamento é um processo de usinagem para reduzir o valor da rugosidade, e/ou
classificar o tamanho dos furos existentes com precisão. Como o alargador e peça trabalhada
giram e avançam um contra o outro (no caso da utilização de alargador com lâmina flutuante
a peça é rotacionada), são produzidos cavacos para remover quantias relativamente pequenas
de material da parede do furo. O alargamento pode ser executado nos mesmos tipos de
máquinas usadas para perfurar (LUGSCHEIDER et al., 1996).
O alargamento é definido como um tipo de furação utilizando uma ferramenta que
produz cavacos com pequenas dimensões, que proporciona superfícies com alta qualidade
superficial, precisão dimensional e de forma. O alargamento é uma tecnologia que utiliza
ferramenta de corte com geometria definida (WEINERT et al., 1998).
Segundo Santos (2004), o processo de alargamento em usinagem é dividida em duas
condições. A primeira condição se dá no corte pelas arestas principais, e a segunda condição
se dá no alisamento do furo em processo, pelas réguas guias ou arestas laterais, que guiam a
ferramenta se apoiando na superfície deste mesmo furo.
Devido ao processo de alargamento ter sua necessidade de aplicação em acabamentos
mais finos, é frequentemente usado especialmente no campo de diâmetros abaixo de 20 mm.
Alguns dos principais itens para a estruturação deste processo são (WEINERT, 1998):
faixas de tolerâncias de redução crescentes;
condição de fusos da máquina;
unidade de fixação;
ferramenta de corte.

11
2.2.1 Pré-furo
Muito além de um simples processo de furação em usinagem a precisão e acabamento
do furo alargado dependem principalmente da condição do pré-furo, da fixação da peça,
rigidez e robustez da máquina-ferramenta, parâmetros de corte plenamente adequados, e da
aplicação mais correta dos fluidos de corte (SANTOS, 2004).
Lugscheider et al. (1997), estudaram o alargamento com diferentes condições de
lubrificação, concluíram que a precisão e a qualidade do furo final produzido através do
alargamento, dependem:
da condição do furo inicial;
da correta rigidez e instalação da máquina;
da velocidade de avanço;
de um corte satisfatório;
de fluido corretamente aplicado;
de reafiação precisa de ferramentas desgastadas.
Lugscheider et al. (1997) ainda explicam que, os alargadores acompanham a linha de
centro do pré-furo, existindo algumas condições de fundamental importância a serem
observadas no acabamento deste pré-furo, como:
cilindricidade;
retilinidade;
regularidade da superfície.
Para alargamentos de precisão da forma há a necessidade de uma ótima condição do
pré-furo, ou pré-furação, pois ao primeiro contato do alargador com a borda desta pré-furação,
todas as arestas principais de corte do alargador deverão estar igualmente carregadas num
corte contínuo (WEINERT, 1998).
Devido a máquina utilizada não ter uma bucha-guia para o alargador, depois de
realizar o pré-furo, em seu experimento de avaliação do processo de alargamento de guias de
válvulas, Santos (2004) usinou um furo piloto com 5,3 mm de diâmetro e 6 mm de
profundidade (figura 2.3), que serviu de guia para o alargamento final. O seu teste
experimental apresentou uma pequena variação de 1 µm no desvio de forma com a variação
da profundidade de corte de 0,06 e 0,25 mm. A rugosidade e variação do diâmetro
apresentaram valores semelhantes para as duas profundidades de corte.

12
Figura 2.3 – Esquema de furo piloto (corte longitudinal)
Fonte: Santos (2004)
Santos (2004) afirma que o pré-furo no processo de alargamento, tem grande
influência na condução do alargador durante a usinagem. Isto se dá devido a existência de
corte frontal neste processo. Então, uma de suas sugestões é gerar novos estudos na variação
do alinhamento do pré-furo com o eixo da ferramenta, já que um possível desalinhamento
pode piorar a posição e forma final do furo.
De acordo com Mason (2000) os alargadores são multifuncionais, garantem a
dimensão e acabam um furo existente. Porém, como não realinham este furo, a tendência dos
alargadores é seguir o furo onde penetram.
2.2.2 Alinhamento e desalinhamento no processo de alargamento
Para o bom alinhamento no processo de alargamento é necessário a montagem de um
suporte rígido (haste de alargador mantida diretamente e rigidamente na árvore da máquina).
Pois, qualquer condição de desalinhamento entre o eixo-árvore da máquina e a peça será
imediatamente corrigido pelas buchas guias. Este procedimento evita furos alargados em
forma de sino, cônico ou com excentricidade. Esta necessidade deve ser tomada como
primordial porque o alargador é auto guiável, portanto, um suporte rígido pode não ser
satisfatório ao ponto de evitar desalinhamentos (BEZERRA, 1998).
Na preparação do processo de alargamento deve-se ter as condições e estruturas
necessárias para realizá-lo, como um sistema de fixação. Um suporte pendular pode permitir
um desalinhamento angular limitado do alargador, ou um desalinhamento paralelo limitado do
alargador. Este sistema, não descarta a possibilidade de ter-se a condição de ambos, ao mesmo
tempo (figura 2.4).

13
Figura 2.4 - Desalinhamentos possíveis dos alargadores
Fonte: Metals Handbook (1989)
O desalinhamento induz a uma falta de direção que muda o valor de parâmetros do
processo e introduz forças adicionais no sistema; que influência na qualidade do furo
alargado. Forças adicionais também causam mudanças e agem no alargador quando da
passagem pelo furo. Para prever com precisão a qualidade final do furo, a influência de todos
estes fatores precisam ser melhores entendidos. (BHATTACHARYYA et al., 2006).
2.3 CLASSIFICAÇÃO DOS ALARGADORES
Os alargadores classificam-se conforme apresentado na ilustração da figura 2.5.
Devem obedecer a dois segmentos, seja este realizado com auxílio de máquinas ou
manualmente (SANTOS, 2004).

14
Figura 2.5 - Classificação dos alargadores
Fonte: Santos (2004)
De acordo com o esquema da figura 2.5, a classificação dos alargadores inicia-se pelos
alargadores de máquinas, para usinagem de desbaste ou de acabamento. Ambos podem ser
paralelos ou cônicos. Os alargadores de desbaste são multicortantes. Os alargadores de
acabamento paralelos também podem ser multicortante ou monocortante. Já os alargadores de
acabamento cônicos são apenas multicortante. Na continuidade do esquema, têm-se os
alargadores manuais, que podem ser convencional paralelo e convencional cônico.
Os alargadores podem ser aplicados em ferramentarias (com o auxílio de máquinas
ferramenteiras), em máquinas de linhas produtivas, como em linhas ou módulos de máquinas
transfer de usinagens, e em condições manuais, utilizando bancadas de ajustagem.
Alargadores de máquinas
Toda a usinagem é executada nos chanfros do alargador. Os alargadores de máquina
definem-se, em geral, sendo de corte à direita. No uso de hélice esquerda, o cavaco é
empurrado para frente, afim de não prejudicar a superfície usinada. Desta forma, ocorre um
empuxo axial que fixa melhor a ferramenta, eliminando folgas da máquina. Para uma melhor
observação do sentido de corte se verifica olhando o alargador de topo (STEMMER, 1992).
Ainda segundo Stemmer (1992, p. 37), “Se o dente inferior corta da esquerda para a
direita diz-se que o corte é à direita. Neste caso, o alargador de topo observado corta em
sentido anti-horário”. A figura 2.6 ilustra chanfros de alargadores de máquina.
Desbaste
Acabamento
Paralelos
Paralelos
Cônicos
Cônicos
Alargador
Convencional
(multicortes)
Alargador
Monocortante
Alargador Convencional
(multicortes)
Alargadores
Manuais
Convencional
Paralelo
Convencional
Cônico
Alargadores
de Máquinas

15
Figura 2.6 - Chanfros dos alargadores de máquinas
Fonte: Stemmer (1992)
De acordo com Santos (2004), para alargamento nos materiais mais duros e frágeis, no
caso de cavacos curtos, são utilizados ângulos de saída negativos ou ângulos neutros, e nos
materiais macios e dúcteis, no caso de cavacos longos, são utilizados ângulos positivos.
Com base na figura 2.7 pode-se identificar os ângulos dos alargadores de máquina,
estes são relacionados da seguinte forma:
αo– Ângulo de incidência ortogonal;
βo – Ângulo de cunha ortogonal;
γo – Ângulo de saída ortogonal;
λs – Ângulo de inclinação do gume;
γp – Ângulo de saída passiva do gume secundário;
γf – Ângulo de saída lateral (ângulo de hélice);
SS = Os = Plano do gume da ferramenta;
MM = Po = Plano ortogonal da ferramenta.

16
Figura 2.7 - Ângulos de corte em alargadores de máquinas
Fonte: Stemmer (1992)
Alargadores de desbaste
Em alargamento, depois da execução do pré-furo com broca helicoidal ou furos
fundidos, geralmente emprega-se os alargadores de desbaste para calibrar e melhorar a
perpendicularidade e acabamento superficial do furo.
O diâmetro dos alargadores de desbaste devem ser cuidadosamente adequados, e
averiguados com antecedência, para não ocorrer interferências de medidas não desejadas ao
longo do processo do alargamento de desbaste.
Segundo Stemmer (1992, p. 34), “A escolha do diâmetro do alargador de desbaste
deve ser feita em função do diâmetro do furo e do acabamento da precisão requeridos. Se a
última operação for feita com o alargador de desbaste, este é escolhido com diâmetro igual ao
do furo desejado.”
Almeida (2008) relata que, quanto à sua forma e dimensão, os alargadores de desbaste
têm como objetivo melhorar a tolerância do furo ou permitir uma perpendicularidade do furo
em relação à parede. Em geral, para uma melhor condição dos pré-furos, normalmente
executados por brocas helicoidais, são utilizados os alargadores de desbaste, o qual, também
prepara a sequência do processo de alargamento para os alargadores de acabamento. Na
condição mais usual os alargadores são compostos por uma haste que pode ser cilíndrica ou
cônica, e segundo catálogos de fabricantes, os mesmos podem ser fixos em mandris por

17
parafusos laterais, em mandris hidráulicos, por interferência térmica ou diretamente em
adaptadores.
Segundo Santos (2004), para o alargamento de desbaste de furos usam-se os
alargadores de desbaste helicoidais com haste cônica, em geral com três arestas cortantes,
tendo a possibilidade de usar alargadores de desbaste montáveis, para uso em geral, com
quatro arestas cortantes.
Alargadores de acabamento
Para uma segunda operação do processo de alargamento, os alargadores de
acabamento permitem uma melhor facilidade para chegar na tolerância de qualidade IT 7
(FERRARESI, 1975). De acordo com a tabela da International Organization of
Standardization – ISO e a Associação Brasileira de Normas Técnicas - ABNT, esta tolerância
é aceitável para o ajuste de furos de medidas normais de 10 a 18 mm. Esta tolerância é aceita
na gama de 0 a + 0,018 mm.
De acordo com Stemmer (1992), após a utilização do alargador de desbaste,
dependendo do diâmetro do furo, há a necessidade de uma operação adicional com alargador
de acabamento. Nesta aplicação, utilizam-se os alargadores de desbaste com sub-medida, com
variação de diâmetro entre 0,2 e 0,4 mm. Com este tipo de alargador obtêm-se um bom
acabamento superficial e acabamento de furos com grande precisão. Em caso normal os
dentes são retos. Em geral, para melhores precisões, possuem um número par de dentes
(número de insertos) distribuídos na periferia. Também são usados para alargar furos com
interrupções na parede como: rasgos de chaveta, furos e fendas. Para tanto, deve-se usar
alargadores com dentes helicoidais.
Alargadores de acabamento são muito utilizados na produção em série, devido a
possibilidade de realizar o acabamento em um grande número de furos com o mesmo
alargador. Na operação de acabamento, além da qualidade superficial, procura-se melhorar
também, a precisão de forma e de medida do furo. Dependendo do tipo de alargador, possuem
um número maior de arestas cortantes (número de insertos), que varia de acordo com o
diâmetro, o tipo do alargador e o material a ser usinado (ALMEIDA, 2008).

18
Insertos de corte dos alargadores
Santos (2004) fez um comparativo entre alargadores monocortantes com insertos de
diamante e alargadores multicortantes de metal duro, utilizando dois fluidos de corte semi-
sintéticos. E explica que a utilização de alargadores multicortantes (maior número de dentes),
há também a possibilidade da utilização de uma maior velocidade de avanço. Almeida (2008)
explica que as maiores velocidade de avanço se dá utilizando alargadores multicortantes, dos
tipos que possuem um maior número de dentes.
Na continuidade deste assunto, Santos (2004) comenta sobre a dificuldade de
regulagem das ferramentas monocortantes, além da manutenção dos componentes de fixação
e regulagem. Também, mostrou que os alargadores monocortantes têm vantagem como:
separar as funções de corte e guia em elementos de trabalho diferentes (ex.: guia ou sapata e
inserto de corte). Tendo assim, a possibilidade de ajuste de diâmetro e troca do consumível
(inserto). Desta forma, obtêm-se a usinagem de furos com alta qualidade, permitindo a
utilização de maiores velocidades de corte.
Ainda, quanto ao alargador monocortante, Kress (2001) contribui destacando que o
desenvolvimento deste tipo de alargador permitiu atingir a qualidade requerida, mas a vida
útil das ferramentas ainda deve ser melhorada para aumentar sua rentabilidade.
Segundo Agarico (2002), os alargadores multicortantes não tem a necessidade de
inclusão de componentes móveis, por isso, podem ser fabricados com maior estabilidade, e
podem ser fabricados do próprio material de corte.
De acordo com Weinert (1998), tendo em vista que o alargador multicortante tem duas
ou mais arestas de corte, na maioria dos casos, estas facilitam a medição do diâmetro da
ferramenta.
Tipos mais comuns de alargadores
Para a apresentação mais específica dos tipos de alargadores, sugere-se a tabela 2.3,
mostrando os diversos tipos de alargadores mais comuns citados pelas literaturas estudadas,
bem como suas características e maiores aplicações em processos de usinagem.

19
Tabela 2.3 – Tipos, característica e aplicação dos alargadores
Desenho Tipos de alargadores Característica Aplicação
com três arestas e
haste cônica
melhorar a tolerância
do furo
desbaste paralelo
em máquina
com haste cilíndrica semelhantes as
brocas helicoidais
desbaste paralelo
em máquina
com haste cônica usado em diâmetros
entre 9 e 50 mm
desbaste paralelo
em máquina
com 3 canais e haste
cônica
Ø da ponta define o
diâmetro do pré-furo
desbaste paralelo
em máquina
fixo e haste cônica melhora as condições
dos pré-furos
desbaste em
máquina
com canal helicoidal e
haste reta
uso em quase todos
os metais
desbaste em
máquina
com canal helicoidal e
haste cônica
usinar em forma de
hélice
desbaste em
máquina
para corte frontal, com canais retos ou
helicoidais
assemelha-se as fresas de topo
corte frontal em máquina
de canal reto e haste
reta
usado em furadeiras
de coluna e tornos
revólveres
aplicação geral
em máquina
canal reto e haste
cônica
uso em furadeiras de
coluna e tornos
revólveres
aplicação geral
em máquina
com canais retos e
haste reta
usado em furos
passantes
acabamento em
máquina
com canais retos e
entrada helicoidal à
esquerda e haste reta
uso em furos
passantes com corte
interrompido
acabamento em
máquina
com canais helicoidal
à direita (≈ 100) e
haste reta
usado em furos cegos acabamento em
máquina
com canais helicoidal
à esquerda (≈ 100) e
haste reta
uso em furos com
rasgos de chaveta
acabamento em
máquina
com canais helicoidal
à esquerda (≈ 450) e
haste reta
uso em furos com
canais de lubrificação
desbaste em
máquina
acabamento com canal reto e haste cônica
trabalho em máquina acabamento em máquina
cônico e haste cônica para tornar cônicos
furos para pinos ou
cones Morse.
desbaste em
máquina
cônico e haste cônica para tornar cônicos
furos para pinos ou
cones Morse.
semi-desbaste em
máquina
cônico e haste cônica para tornar cônicos
furos para pinos ou
cones Morse.
acabamento em
máquina
ajustável com haste
cônica
permite variar o
diâmetro a ser
alargado
desbaste e
acabamento

20
Continuação da tabela 2.3
com lâmina removível
e haste reta
obter um plano
geométrico específico
desbaste e
acabamento
regulável ou
expansivo e haste reta
permite variar o
diâmetro a ser
alargado
ajustar diferentes
medidas de furos
em máquina
com lâmina flutuante a peça de trabalho é
rotacionada
compensar
desgastes em
máquina
conjugado eliminar operação
secundária de furação
para furos rasos
em máquina
de diâmetro múltiplo e
haste cônica
manter o alinhamento
de mais de um furo
concêntrico
usado em
máquina
de canais helicoidal e haste reta
tem chanfro de 450,
serve como guia
para trabalhos
manuais
(*) monocortante precisão indústrias
automotivas
(*) O alargador utilizado no experimento desta dissertação foi do tipo monocortante
com duas guias laterais.
2.3.1 Alargador monocortante
Para Santos (2004) as principais vantagens dos alargadores monocortantes sobre os
alargadores convencionais pode ser a intercambialidade dos insertos, que para compensar o
desgaste, possibilita o ajuste do diâmetro.
Segundo Weinert et al. (1998) os alargadores monocortantes já estão consolidados na
produção industrial, mas para aumentar a eficiência de corte são necessárias a variação dos
materiais dos alargadores e a medição das cargas nos elementos de função, além de se levar
em consideração a influência dos diferentes materiais (aço, alumínio e ferro fundido) das
peças usinadas, para a boa qualidade da superfície de furação. Também relatam uma grande
gama de vantagens proporcionadas pelos alargadores monocortantes, como por exemplo:
a separação das funções de corte e guia em elementos de trabalho diferentes –
insertos e guia (especialmente importantes);
o corte e a força passiva que foram gerados na aresta de corte são transferidos
para a parede do furo pelas guias, de tal forma que a ferramenta é guiada no
furo usinado e a superfície é alisada;
21
usando-se ferramentas com corte único e guias independentes, surgem novas
possibilidades de projeto da ferramenta, pelas quais será obtido um aumento
imenso do desempenho;
a intercambialidade dos elementos de trabalho permite a aplicação de
diferentes pares de materiais que são ajustados às necessidades de usinagem;
a estrutura simples do corpo da ferramenta básica deixa espaço suficiente para
o projeto específico de suprimento interno de refrigerante;
alargadores monocortante oferecem a possibilidade de ajustar a lâmina se o
limite de tolerância foi excedido devido ao desgaste.
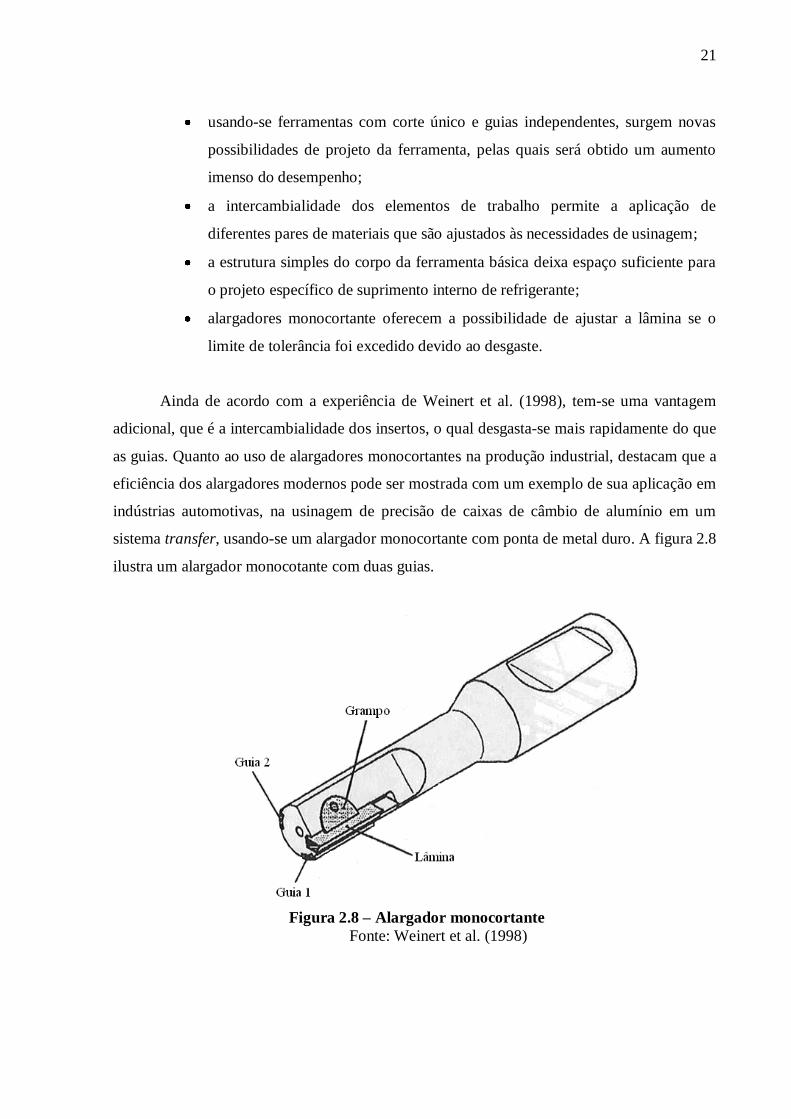
Ainda de acordo com a experiência de Weinert et al. (1998), tem-se uma vantagem
adicional, que é a intercambialidade dos insertos, o qual desgasta-se mais rapidamente do que
as guias. Quanto ao uso de alargadores monocortantes na produção industrial, destacam que a
eficiência dos alargadores modernos pode ser mostrada com um exemplo de sua aplicação em
indústrias automotivas, na usinagem de precisão de caixas de câmbio de alumínio em um
sistema transfer, usando-se um alargador monocortante com ponta de metal duro. A figura 2.8
ilustra um alargador monocotante com duas guias.
Figura 2.8 – Alargador monocortante
Fonte: Weinert et al. (1998)
22
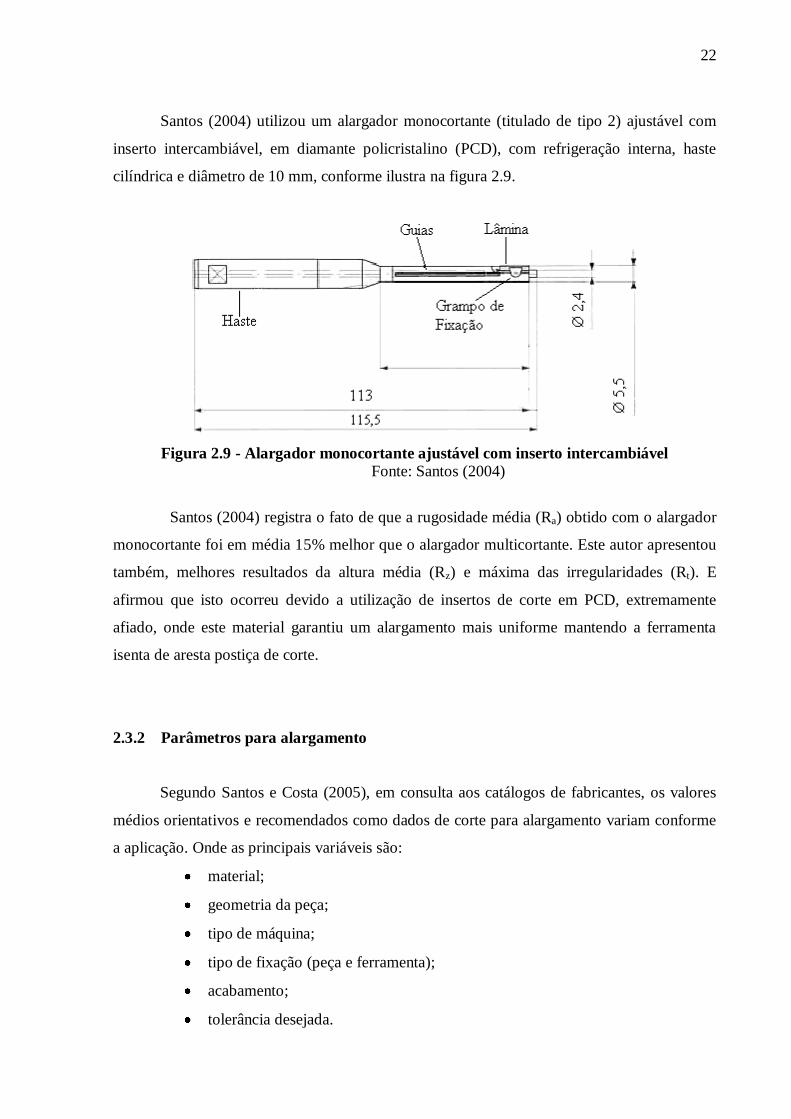
Santos (2004) utilizou um alargador monocortante (titulado de tipo 2) ajustável com
inserto intercambiável, em diamante policristalino (PCD), com refrigeração interna, haste
cilíndrica e diâmetro de 10 mm, conforme ilustra na figura 2.9.
Figura 2.9 - Alargador monocortante ajustável com inserto intercambiável
Fonte: Santos (2004)
Santos (2004) registra o fato de que a rugosidade média (Ra) obtido com o alargador
monocortante foi em média 15% melhor que o alargador multicortante. Este autor apresentou
também, melhores resultados da altura média (Rz) e máxima das irregularidades (Rt). E
afirmou que isto ocorreu devido a utilização de insertos de corte em PCD, extremamente
afiado, onde este material garantiu um alargamento mais uniforme mantendo a ferramenta
isenta de aresta postiça de corte.
2.3.2 Parâmetros para alargamento
Segundo Santos e Costa (2005), em consulta aos catálogos de fabricantes, os valores
médios orientativos e recomendados como dados de corte para alargamento variam conforme
a aplicação. Onde as principais variáveis são:
material;
geometria da peça;
tipo de máquina;
tipo de fixação (peça e ferramenta);
acabamento;
tolerância desejada.

23
Velocidade de corte para alargamento
Santos (2004) alargou guias de válvulas de motor a combustão com liga de alumínio e
observou que o teste com alargador monocortante em diamante policristalino apresentou
igualdade nos resultados da rugosidade média e desvios de forma com a variação da
velocidade de corte de 90 até 140 m/min. E complementa que, devido a essa condição
preliminar, seus ensaios foram realizados com a velocidade de corte (vc) fixada em 80 m/min
(sem a variação desta velocidade de corte) e uma velocidade de rotação de 4.622 rpm.
Segundo Santos e Costa (2005), o alargador monocortante tem grande importância por
executar furos de elevada qualidade e permitir utilizar maiores velocidades de corte. As
baixas velocidades de corte podem gerar arestas postiças, prejudicando o acabamento
superficial do furo alargado.
Já na aplicação de um alargador de alta velocidade revestido com nitreto de titânio
(TiN) do tipo anel de corte em uma placa de base de motor de ferro fundido cinzento, Mason
(2000) relata que reduziu o tempo de corte e melhorou a confiabilidade do processo usinando
um furo de 125 mm de diâmetro por 150 mm de comprimento. O alargamento foi executado a
uma velocidade de 150 m/min, 400 rpm, com uma velocidade de avanço de 720 mm/min.
Mason (2000) também divulga que foi utilizado um lubrificante de emulsão a 8 - 10%. O
tempo de produção foi de 14 s, a vida da ferramenta cerca de 20.000 mm e o acabamento
superficial foi de cerca de 3,2 μm Ra.
Profundidade de corte (sobremetal)
A influência da profundidade de corte (sobremetal) no alargamento é maior para a
rugosidade dos furos, pois como uma pequena quantidade de material (cavaco) é removido,
ocasiona o esmagamento do mesmo, ocorrendo a deformação plástica, que produz
irregularidades na superfície deste furo (SANTOS, 2004).
Assim como os demais parâmetros do processo de alargamento, os sobremetais
escolhidos também devem ser observados como uma condição básica e de muita importância.
Stemmer (1992) adverte que alargamento de furos com alargadores fixos, em aço
rápido, são observados sobremetais de 0,1 a 0,8 mm (tabela 2.4). Para alargadores ajustáveis,
os valores tabelados devem ser reduzidos à metade. Para alargadores manuais devem ser
usadas sobremetais de 0,03 a 0,08mm.

24
Tabela 2.4 - Sobremetais (mm) para alargamento
Diâmetro dos furos Aço e FoF
o
Zinco, cobre
e ligas de
alumínio
Plásticos
Até 5 mm 0,1 a 0,2 0,5 0,2
5 a 20 mm 0,2 a 0,3 0,6 – 0,8 0,4
20 a 50 mm 0,3 a 0,5 ----------- 0,5
Maior que 50 mm 0,5 a 1,0 -----------
Fonte: Stemmer (1992, p. 40)
2.4 REVESTIMENTO DE FERRAMENTAS
Por proporcionar um desempenho muito superior ao da ferramenta sem revestimento
na usinagem, principalmente dos materiais ferrosos, o revestimento das ferramentas de metal
duro ganhou grande importância há décadas. Para manter um núcleo tenaz de uma ferramenta,
e garantir suas características duras, resistentes ao desgaste e quimicamente inertes na
superfície, é necessário que esta ferramenta seja revestida (AIMEIDA, 2008).
Por razões construtivas dos alargadores com arestas cortantes de metal duro, e para o
mesmo diâmetro do alargador, o número de arestas cortantes são de 2 a 6 vezes menor que os
alargadores de aço rápido (FERRARESI, 1975).
Segundo Miranda (2003) a qualidade atual das ferramentas de corte é decorrência de
avanços tecnológicos, tais como:
diminuição do tamanho do grão;
melhores ligantes;
gradientes de concentração de cobalto;
novos revestimentos.
Miranda (2003) segue afirmando que estes avanços tecnológicos melhoraram:
a resistência ao desgaste;
a tenacidade (resistência a quebras);
a dureza a quente (alta dureza e estabilidade química a alta temperatura).

25
Este conjunto de melhorias permitiu o aumento do uso do metal duro em velocidades
de corte e faixas de avanço mais altas.
Segundo Klocke e Krieg (1999 apud MIRANDA, 2003), entende-se que no mercado
existem basicamente quatro grupos principais de materiais de revestimento duros. O primeiro
grupo é o mais difundido, são materiais baseados no titânio como nitreto de titânio (TiN),
carboneto de titânio (TiC) e carbonitretos de titânio (Ti (C, N)). Onde a fase metálica é
completada com outros metais como alumínio (Al) ou cromo (Cr). Estes têm o papel de
melhorar as propriedades como: a dureza e a resistência à oxidação. O segundo grupo é
representado com revestimentos cerâmicos como o Al2O3.
Nos últimos anos, foram acrescentados dois outros grupos, sendo o terceiro grupo, o
diamante-CVD (são adicionais de revestimentos superduros), o quarto grupo é o revestimento
de lubrificantes sólidos (que são camadas duras com muito baixo coeficiente de atrito). O
desenvolvimento de máquinas-ferramentas com robustez, potência e rigidez maiores, altas
rotações, e principalmente, desenvolvimentos dos materiais, revestimentos e geometrias das
ferramentas de corte, tem sido possível a usinagem sem fluido de corte. Dentro da exploração
de novas tecnologias de fabricação, o desafio será a usinagem sob alta velocidade de corte e
sem fluido de corte. Desta forma, as ferramentas revestidas têm um papel importante quando
se busca alta produtividade, proporcionando, em conjunto, a alta qualidade. E considerando
cada aplicação prática, os fabricantes de ferramentas devem encontrar o melhor revestimento
para a ferramenta mais correta (MIRANDA, 2003).
2.4.1 Revestimento com TiN
Miranda (2003) explica que o nitreto de titânio (TiN) é muito utilizado em
revestimento de ferramentas por possuir um bom balanço entre propriedades de dureza,
tenacidade, aderência sobre aço e metal duro, estabilidade química e térmica, e o atrito
reduzido. Como estas propriedades não são ideais para todas as aplicações, abre-se então, um
campo para a implementação de outras camadas como o carbonitreto de titânio (TiCN) e
nitreto de titânio e alumínio (TiAlN).
De acordo com Sales e Santos (2007), o TiN é depositado pelo processo de deposição
física de vapor (PVD). O TiN apresenta aspectos positivos na relação de custo benefício em
usinagem de peças de diferentes materiais e mesma ferramenta.

26
Comparação do TiN com os demais revestimentos
A aderência do TiN sobre o material de base não é muito boa. A espessura da camada
de TiN é usualmente de 5 a 7 μm, dando uma cor dourada ao inserto (STEMMER, 1995).
Segundo Wetzel (2004), a resistência ao desgaste de cratera do TiN é maior que no
TiC devido o TiN possuir o dobro de energia interna total de um sistema (entalpia) de
formação e de estabilidade termodinâmica, possuindo uma menor tendência à difusão
comparada ao TiC.
Stemmer (1995), descreve que a existência dos carbonitretos de titânio (revestimento
múltiplos de TiC – Ti (C, N) – TiN), combinam as boas características de resistências de
desgaste por abrasão das superfícies de saída do TiC com a resistência a oxidação e formação
de crateras do TiN. Para assegurar a boa aderência o material de base aplicado, inicialmente, é
o TiC puro. Em seguida, aplica-se o TiN, gerando-se uma passagem progressiva do TiC para
o TiN. Desta forma, ocorrem menores forças de usinagem em cortes interrompidos devido o
TiN ser menos frágil e apresentar menor atrito que o TiC. Os insertos de TiN podem ser
usados na usinagem de aço, ferro fundido, ferro fundido maleável e materiais duros,
desenvolvendo altas velocidades de corte. Porém, os revestimentos múltiplos de TiC – Ti (C,
N) – TiN não são adequados para a usinagem de materiais que tenham afinidade com o TiC
ou o TiN, como ligas de alumino, magnésio e titânio, ligas de níquel, alguns aços resistentes à
corrosão e aos ácidos, e aços de nitretação.
A tabela 2.5 mostra os desenvolvimentos dos revestimentos à base de TiN.
Tabela 2.5 - Propriedades dos revestimentos TiN
Tipo Espessura típica
(µm)
Microdureza
HV 0,05
Resistência à
Oxidação (0C)
Coeficiente de
atrito
TiN 1 a 5 2.100 a 2.600 até 450 0,4
TiCN 1 a 5 2.800 a 3.200 até 350 0,25 a 0,4
TiAlN 1 a 5 2.600 a 3.000 até 700 0,3 a 0,4
TiAlCrYn 1 a 5 2.600 a 3.000 até 950 0,3 a 0,4
Fonte: Schultz et al. (1994 apud MIRANDA, 2003)
27
2.5 FLUIDOS DE CORTE
Segundo Alves (2005), Taylor em 1890 introduziu a utilização de fluido de corte na
usinagem dos materiais. Inicialmente ele utilizou água para resfriar a região ferramenta-peça-
cavaco, com isto ele conseguiu aumentar a velocidade de corte em 33%. Depois começou a
utilizar água e soda, ou água e sabão para evitar a oxidação da peça e/ou ferramenta.
Os experimentos realizados por SU et al. (2007) comprovaram que o uso de fluidos de
corte dentro do processo de usinagem causa alguns problemas como custo alto, poluição, e
perigos para a saúde do operador. Solucionar os problemas relacionados ao uso de fluidos de
corte é um novo desafio para os investigadores que procuram alternativas de minimizar ou até
mesmo evitar o uso de fluidos de corte nas operações de usinagem.
Dentre os processos de manufatura das indústrias do setor metal mecânico, as operações
de usinagem ocupam uma parcela significativa nos meios produtivos. E como um auxiliar
deste processo, os fluidos de corte destacam-se com grande importância na melhoria do
processo de usinagem convencional que beneficia na produtividade, e como um dos principais
responsáveis pelos aspectos nocivos ao meio ambiente, sendo um agente de grande
importância na melhoria do processo, trazendo benefícios na produtividade (DIAS et al.,
2006).
O conhecimento sobre o desempenho de fluidos de corte utilizados em trabalhos com
diferentes materiais e operações é de fundamental importância para garantir a eficiência da
maior parte dos processos convencionais de usinagem. Embora exista grande necessidade de
investigações das consequências a respeito da utilização de fluidos de corte, são poucos os
trabalhos que avaliam de forma qualitativa e quantitativa a sua influência em operações
específicas de usinagem. Entretanto, diferentes combinações de fluido-ferramenta-material
podem ser utilizadas (ÁVILA e ABRÃO, 2000).
Silva e Bianchi (2000) explicam que na utilização de fluidos de corte solúveis e/ou
sintéticos, e na condição de criar menores gradientes a serem removidos por este fluido, deve-
se estar atento, principalmente, para a busca da diminuição da energia gerada na região de
corte.
Ainda de acordo com Silva e Bianchi (2000), a seleção correta de um fluido de corte
dependerá de fatores como:
aspectos econômicos;
tipo de máquina operatriz;
custos relacionados aos procedimentos de descarte;

28
tipo de sistema de circulação de fluido de corte;
saúde humana e contaminação do fluido;
meios de controle;
método de aplicação do fluido;
severidade da operação;
tipos de operação;
materiais usinados;
compatibilidade do metal com o fluido.
2.5.1 Classificação e seleção dos fluidos de corte
Quanto à classificação dos fluidos de corte deve-se ter a compreensão de sua origem
que pode ser mineral, animal, vegetal, sintético (orgânicos e inorgânicos).
Alves (2005, p. 19) cita que “[...] há uma grande variedade de fluidos disponíveis no
mercado e estão divididos em quatro classes principais que são os óleos integrais, óleos
emulsionáveis, semi-sintéticos e sintéticos”.
Os fluidos de corte mais comuns são os óleos emulsionáveis de base vegetal, mineral
ou sintético. Sua aplicação deve ser feita com grande vazão de "tubeiras" direcionadas para a
área de corte, com 75% do jato direcionado para a peça e 25% do jato direcionado para a
ferramenta, desde que o fluxo não seja interrompido para a eficiência do arraste de cavaco
(WEINGAERTNER, 1991).
Diniz (2000) refere-se à classificação dos fluidos de corte, tendo uma padronização
única difundida e estabelecida entre as empresas fabricantes, onde estas agrupam seus
produtos da seguinte maneira:
1. Ar;
2. Aquosos (água e emulsões);
3. Óleos (óleos minerais, graxos, compostos e extrema pressão).
Baradie (1996) discorre em seu artigo sobre caracterização de fluidos de corte, que
além da classificação dos fluidos de corte, também se deve considerar a importância de itens,
como:

29
a composição dos fluidos de corte;
a disposição dos fluidos de corte;
a reciclagem dos fluidos de corte;
novas tecnologias de um processo de usinagem limpa.
Diante das formas de classificação dos fluidos de corte, baseada em autores como
Weingaertner (1991), Baradie (1996), Diniz (2000), Miranda (2003), Santos (2004) e Alves
(2005), pode-se classificar os fluidos de corte conforme sugerido na figura 2.10.
Figura 2.10 - Classificação dos fluidos de corte
1. Ar: em certos cortes a seco o ar é utilizado para a remoção de cavaco da região de
corte e para fornecer ação refrigerante (seu poder refrigerante é pequeno). É muito empregado
na usinagem do ferro fundido cinzento, pois quando se utiliza líquido como fluido de corte
deste material, os minúsculos cavacos formados são conduzidos pelo líquido às partes de
atrito da máquina-ferramenta, danificando-a.
Silva e Bianchi (2000) comentam que o ar é o fluido gasoso mais comum, e em casos
de prevenção a oxidação da peça e do cavaco, são utilizados alguns gases como o argônio, o
hélio e o nitrogênio.
2. Aquosos (fluidos a base de água): suas vantagens são a grande abundância, baixo
preço, não inflamável, baixa viscosidade e baixa densidade. Se comparados aos fluidos à base
de óleo, na condição de uso de bocais convencionais, acabam por dispersar muito, (PEREIRA
et al., 2005).
Classificação dos Fluidos de Corte
1. Ar 2. Aquosos
2.3
Soluções
(sintéticas)
2.2 Micro-
emulsões
(semi-
sintéticas)
2.1 Emulsões
convencio-
nais
3. Óleos
3.1
Minerais
3.2
Graxos
3.4
Vegetais
3.5
Extrema
pressão
3.3
Compostos

30
Segundo Alves (2005), “Este fluido apresenta uma refrigeração eficiente aliado a um
moderado poder lubrificante o qual depende da taxa de diluição e da constituição do
concentrado do fluido aquoso.”
2.1. Emulsões convencionais (emulsões aquosas): compõem-se de pequena
porcentagem de um concentrado de óleo emulsionável, usualmente composto por
emulsificadores de óleo mineral e outros ingredientes, dispersos em pequenas gotículas na
água.
Santos (2004) descreve que para garantir a estabilidade da emulsão, nas emulsões óleo
na água, deve-se impedir a formação de gotas maiores, para isso, as gotículas de óleo
(miscela) tendem a se juntar. As cargas eletrostáticas de mesmo sinal fazem com que as gotas
de óleo se repelem promovendo o movimento permanente.
2.2. Micro emulsões ou semissintéticas: são combinações de fluidos sintéticos e
emulsões em água.
Segundo Silva e Bianchi (2000) os óleos semi-sintéticos são combinações de fluidos
sintéticos e emulsões em água que contêm uma pequena porcentagem de óleo mineral
emulsionável, de 5 a 30% de concentração. Combinam algumas das propriedades dos fluidos
sintéticos e dos óleos emulsionáveis. Suas principais desvantagens são a lubrificação
insuficiente em determinadas operações, a formação de compostos insolúveis (em água de
dureza elevada), e possuem um melhor controle de oxidação do que as emulsões
convencionais.
2.3. Soluções - sintéticas: são soluções químicas constituídas de sais orgânicos e
inorgânicos dissolvidos em água, não contendo óleo.
Segundo Silva e Bianchi (2000), estes permitem rápida dissipação de calor, bom
controle dimensional, funciona como detergente e proporciona a excelente visibilidade da
região de corte, e elevada resistência à oxidação do fluido e à ferrugem.
Segundo Weingaertner (1991), os fluidos sintéticos são soluções químicas e
participam na condição de membros mais novos da família dos fluidos de corte. Em sua
mistura incluem-se: sabões, umectantes, lubrificantes suaves, nitreto, fosfatos, inibidores de
corrosão e germicidas.
3. Óleos.
3.1. Óleos minerais (puros): são muito usados na usinagem de aço de baixo carbono,
latão, bronze e ligas leves. São mais baratos e menos sujeitos à oxidação que os óleos graxos e
os óleos compostos.

31
Stemmer (1995) ainda descreve que para a usinagem de aço, latão, alumínio, magnésio
e metais anti-fricção, os óleos minerais puros são utilizados para certas operações leves em
máquinas automáticas. Sua principal vantagem é a lubrificação simultânea de guias e partes
móveis da máquina e protegem contra a corrosão.
3.2. Óleos graxos: são de origem vegetal e animal. Possuem boa capacidade de
molhar a peça e da ferramenta. Têm boa capacidade lubrificante, mas suas propriedades anti-
soldantes são fracas. Facilitam a obtenção de peças com bom acabamento e possuem média
capacidade de refrigeração.
3.3. Óleos compostos: são misturas de óleos minerais e graxos. Possuem as vantagens
dos óleos graxos e tem maior estabilidade química (não se deterioram ou se tornam mais
viscosos com o tempo) e sua viscosidade pode ser ajustada pelo óleo mineral.
Stemmer (1995) observa que os óleos compostos são óleos mistos e aditivos que
aumentam a “molhabilidade” e a aderência do meio lubri-refrigerante, reduzindo o atrito entre
a face da ferramenta e o cavaco, devido as suas características polares. E apresentam boas
vantagens de lubrificação sob extrema-pressão dos “óleos graxos”. Suas moléculas são
formadas por longas cadeias de átomos de carbono, da mesma forma que seus extremos
polarizados aderem fortemente às superfícies, e estes extremos formam películas lubrificantes
que reduz o atrito e o desgaste.
3.4. Óleos vegetais: De acordo com Alves (2005), as propriedades lubrificantes dos
óleos vegetais, são reconhecidas desde as últimas quatro décadas do século XX. Até então,
sua utilização não era disseminada, devido à necessidade de estabilização das emulsões.
3.5. Óleos de extrema pressão (EP): incorpora na sua composição elementos que
fazem com que eles suportem elevadas pressões, sem vaporizar.
São minimizadores da aresta postiça, devido à formação de uma película anti-solda na
face da ferramenta. São compostos de enxofre, cloro ou fósforo, que reagem em altas
temperaturas (de 200 a 10000
C), formando na zona de corte sulfetos, cloretos ou fosfetos
(STEMMER, 1995).
2.5.2 Função e aplicação dos fluidos de corte
Segundo Diniz (2000), devido o atrito da ferramenta sobre a peça trabalhada e a energia
para a deformação de cavacos nos processos de usinagem, desenvolve-se uma grande
quantidade de calor. E deduz que, a condição de diminuição do coeficiente de atrito, além de
32
diminuir o calor gerado neste processo, também poderá diminuir os esforços e a potência de
corte.
A função dos fluidos de corte na usinagem é introduzir uma melhoria no processo,
atuando principalmente através de:
retirada dos cavacos da zona de corte;
eliminação do calor gerado na usinagem;
diminuição do atrito entre ferramenta e cavaco.
Como a diferença de temperatura entre as regiões de contato na usinagem sem fluido
de corte é maior do que na usinagem com fluido de corte, o fluxo de calor é maior. Os efeitos
da eliminação do fluido de corte nas ferramentas são mais intensos, uma vez que os
mecanismos de desgaste são ativados com o aumento da temperatura. A elevação da
temperatura acontece pela falta de refrigeração, beneficiando a ocorrência de deformações
plásticas, adesões, difusão, oxidação e aumento do atrito peça/ferramenta/cavaco. A
consequência destes efeitos é uma redução significativa na vida da ferramenta (MIRANDA,
2003).
Os fluidos de corte devem possuir baixa viscosidade para fluir facilmente, capacidade
de molhar bem o metal para estabelecer um bom contato térmico, alto calor específico e alta
condutividade térmica, a fim de retirar eficientemente o calor da região de corte, da peça e a
ferramenta a serem utilizadas. Fluidos convencionais como o óleo refrigerante reduz a
temperatura da área a ser usinada, mas em contra partida, devido a lavação das partes em
contato, diminui a ação lubrificante (WETZEL, 2004).
Segundo Pereira et al. (2005), considerando que parte dos fluidos de corte não penetra
efetivamente na região de corte, não há necessidade de uso de grandes quantidades destes
fluidos.
Na usinagem, o fluido de corte penetra entre as superfícies em contato por
capilaridade, ajudado pela vibração entre ferramenta, peça e cavaco. A minimização do atrito
acontece através do bom acabamento da superfície de saída da ferramenta ou da própria peça
a ser usinada. Pois, se o fluido não chegar à região de corte, o processo de usinagem não
conseguirá a lubrificação necessária, afetando a qualidade de todo o processo (DINIZ, 2000).
Sendo assim, entende-se que a rugosidade das superfícies em contato (cavaco-
ferramenta) influencia diretamente na funcionalidade dos fluidos de corte como lubrificante.
De acordo com Diniz et al. (2006) o calor produzido pelo atrito da ferramenta-peça e
cavaco-ferramenta é reduzido pela lubrificação e extraído pela refrigeração. Assim, diminui o

33
desgaste da ferramenta, a dilatação da peça e danos em sua superfície. Em operações de
usinagem com alta pressão e baixa viscosidade o fluido de corte também pode possuir outras
funções como: retirada de cavaco da região de corte e proteção contra corrosão.
Conforme Pereira et al. (2005), a condição de redução ou de completa eliminação dos
fluidos de corte pode ocasionar problemas como:
aumento de temperatura nos processos;
queda de rendimento da ferramenta de corte;
perda de precisão dimensional e da geometria das peças;
aumento do teor de particulados na atmosfera;
maior risco de soldagem;
variações no comportamento térmico da máquina.
A função de refrigeração dos fluidos de corte é usada para altas velocidades de corte, e
a função lubrificação se desenvolve melhor em baixas velocidades de corte (SANTOS e
SALES, 2007).
Mesmo sendo excelentes na lubrificação, os óleos são relativamente pobres em
resfriamento. Como é fato que a lubrificação e o resfriamento são características oposta em
um espectro, nenhum fluido de corte poderá fornecer ótima lubrificação e resfriamento
(ALVES, 2005).
Sempre houveram dificuldades na seleção e aplicação de fluidos de corte na indústria,
resultando em processos de usinagem de maneira distante da ótima desejada. Quando os
fluidos de corte são corretamente aplicados, podem aumentar a produtividade e reduzir custos,
tornando possível o uso de velocidades de cortes mais altas e maiores profundidades de corte.
Portanto, a aplicação efetiva de fluidos de corte também pode aumentar vida útil da
ferramenta de corte, diminuir a rugosidade da superfície da peça trabalhada, aumentar a
precisão dimensional e diminuir o consumo de energia na usinagem (BARADIE, 1996).
2.5.3 Aplicação de fluidos de corte com sistema MQL
Nas últimas décadas, foram realizadas diversas pesquisas para minimizar ou restringir
ao máximo o uso de fluidos de corte nos processos de usinagem. Os maiores fatores que
contribuíram para justificar estas pesquisas foram os custos de operação do produto final, a

34
preservação da saúde do operador, as exigências de conservação do meio ambiente e as áreas
adjacentes afetadas (ALVES, 2005).
Segundo Machado e Diniz (2000), na utilização dos fluidos de corte em condição
minimizada, os experimentos científicos têm se intensificado em duas técnicas, sendo uma o
corte completamente sem fluido (corte a seco), e a outra, o corte com mínima quantidade de
lubrificante (MQL).
As alternativas tecnológicas para viabilizar a redução e/ou a eliminação de fluidos de
corte mostra os caminhos que as pesquisas atuais têm tomado nos processos de usinagem com
ferramentas de geometria definida.
De acordo com Miranda (2003), estes caminhos básicos são:
a otimização de ferramenta (tem a ver com a avaliação do material da
ferramenta, do revestimento, assim como das características geométricas da
ferramenta empregada no processo);
o uso de técnicas de mínima quantidade de lubrificação (MQL);
a substituição do processo de fabricação da peça.
Na técnica de MQL, o óleo lubrificante é pulverizado em um fluxo de ar comprimido e
direcionado a aresta de corte da ferramenta.
Segundo Pereira et al. (2005), os produtos lubrificantes usados na técnica de MQL
devem ser ecologicamente corretos, ou seja, isentos de solventes e materiais fluorados e com
altíssima taxa de remoção de calor.
Pereira et al. (2005), complementam que esta quantidade mínima de fluido é dirigida
por um jato de ar ao ponto em que está sendo executada a usinagem. Deve ser suficiente para
reduzir o atrito da ferramenta e ainda evitar a aderência dos materiais. E alertam que o volume
de fluido pode variar em função do volume de cavacos e do processo de usinagem.
Quando as guias das ferramentas são perfeitamente ajustadas (em processo de
alargamento), a força cortante fornece apoio para o furo alargado, limitando o desvio. O atrito
e a lubrificação devem trabalhar juntos, uma das funções das guias é transportar o cavaco que
fica na parede do furo. Assim, a temperatura gerada pelas guias que prejudica a superfície do
furo, pode ser minimizada. É importante que o sistema de MQL seja de regulagem média na
ferramenta e com refrigeração interna. E o padrão de abertura de saída média de MQL é o
fator decisivo por assegurar a boa lubrificação contínua das guias do alargador e um seguro
transporte de cavaco (WEINERT et al., 2004).

35
Ocorrem situações em que o material da ferramenta é resistente ao desgaste e não
necessita de fluido de corte para resfriá-lo. Nesta situação, o fluido de corte cumpre seu papel
de refrigerante e é utilizado para que nenhum dano possa ser causado à peça. Em alguns
processos de furação a seco em alumínio, não é possível ou não é econômico, o cavaco adere
aos canais helicoidais da broca, provocando o entupimento destes canais, devido à alta
ductilidade do alumínio. Nestes casos, usa-se a técnica de MQL para evitar a quebra da broca
(DINIZ, 2000).
SU et al. (2006), mostraram que o uso da técnica de MQL tem um desempenho
satisfatório nas operações de usinagem. Porém, os autores observam que existem poucas
investigações sobre o uso desta.
A integração e o controle de sistemas de MQL é uma exigência básica para
ferramentas que fazem parte da usinagem a seco. Os dados de quantidades de ar e fluido, e
dados da ferramenta, devem ser organizados em unidade única (WEINERT et al., 2004).
A usinagem com a técnica de MQL visa o desenvolvimento de uma geração de
ferramentas e revestimentos resistentes ao calor (BERSENKOWITSCH, 2000).
Vantagens da aplicação da técnica de MQL
A técnica de MQL tem sido aceita como uma aplicação bem sucedida de processos
quase secos devido as suas características ambientalmente favoráveis. A mínimzação dos
fluidos de corte também apresenta benefícios econômicos pela redução do custo de
lubrificante e diminui o tempo de limpeza da peça/ferramenta (SUDA et al. (2002) e
WEINERT et al. (2004)).
Para o experimento de SU et al. (2007), foi projetado um equipamento específico para
comparar e comprovar a ação mais viável dos fluidos de corte em um ambiente menos
agressivo aos usuários, principalmente no que tange a um ambiente de processo de usinagem.
No torneamento de Inconel 718 e fresamento de AISI D2, utilizaram o corte a seco, a mínima
quantidade de lubrificante (MQL) e a mínima quantidade de lubrificante com ar (CAMQL).
Concluíram como sendo um experimento de contribuição satisfatória, no que diz respeito ao
aumento da vida útil da ferramenta. Com MQL, obtiveram formas de cavacos com forma
mais curtas, planas, com baixa temperatura e um melhor resultado da rugosidade da superfície
usinada no fresamento em alta velocidade com AISI D2 (figura 2.11).

36
Figura 2.11 – Fresamento com MQL em alta velocidade
Fonte: SU et al. (2007)
A figura 2.11(a) apresenta um início de dobra e deformação plástica do cavaco,
aparentemente por condição da alta temperatura no momento da usinagem. As figuras 2.11(b)
e 2.11(c) apresentam partes curtas e planas do cavaco, aparentemente por condição da baixa
temperatura resultante da refrigeração de momento. A figura 2.11(c), ainda apresenta um tipo
de textura específica, em toda face do cavaco (SU et al., 2007).
De acordo com Heinemann et al. (2006), por causa de trabalhos intensivos de
pesquisas administrados nos últimos anos, a técnica de MQL é agora uma alternativa
estabelecida para refrigeração convencional de resfriamento interno de furação. Esta técnica,
também resulta na adequada vida satisfatória da ferramenta para perfuração de pequenos
diâmetros.
Usando a técnica de MQL há uma notável redução de custos de usinagem obtido pela
quantidade mínima de lubrificante. Neste caso, o lubrificante é borrifado diretamente na área
cortante. Nos casos de necessidade de molhar a peça trabalhada e a ferramenta, é mais correto
e muito importante que se defina as condições que permitem a técnica de MQL para ser
aplicado com reais benefícios (ATTANASIO et al., 2005).
Em seu experimento Miranda (2003) construiu um equipamento que foi utilizado nos
ensaios complementares com a técnica MQL. Este equipamento permitiu uma regulagem do
volume de óleo por meio de um registro tipo agulha, em quantidades menores que 40 ml/h de
MQL, vaporizando o óleo em um fluxo de ar comprimido à pressão constante de 450 kPa, e
sem comprometer a vazão da mistura de fluido de corte. Os ensaios complementares com
MQL apresentaram um melhor resultado da força de avanço em relação ao comprimento de
avanço (Lf) por número de furos executados (figura 2.12).

37
Figura 2.12 - Evolução da força de avanço em função do Lf
Fonte: Miranda (2003)
Miranda (2003) explica que o menor desgaste de flanco verificado foi para os ensaios
com o uso de MQL (linha em cor vermelha da figura 2.12), pelo fato de ter ocorrido um
melhor efeito lubrificante do óleo em relação ao fluido de corte emulsionado.
Chiffre et al. (2009) estudaram alargamento de aço inoxidável com 15 amostras
(furos) utilizando a condição de mínima quantidade de lubrificação MQL (50 e 60 ml/h). O
lubrificante foi aplicado com o bocal direcionado bem próximo (acima) do corpo de prova.
Estes autores concluíram que a utilização do MQL no alargamento proporciona bons
resultados em termos de dimensões dos furos e acabamento superficial. Também avaliaram
que a aplicação com dois bocais fornecem bons resultados como na aplicação com apenas um
bocal. As figuras 2.13 e 2.14 mostram os resultados obtidos para a circularidade e o diâmetro
dos furos, respectivamente, observa-se que os erros de circularidade se mantiveram estáveis
para as condições testadas, e que, o dimensional dos furos estavam dentro da tolerância H7.

38
Figura 2.13 – Circularidade de 15 furos para diferentes condições lubrificantes
Fonte: Chiffre et al. (2009)
Figura 2.14 – Tolerância H7 de 15 furos para diferentes condições lubrificantes
Fonte: Chiffre et al. (2009)
Desvantagens da aplicação do sistema MQL
De acordo com Koppka e Ellermeier (2005), os fabricantes de motores à combustão a
diesel dedicam-se cada vez mais a desenvolver processos mais econômicos para materiais de
difícil usinagem, mas considerando a comparação da usinagem com MQL e usinagem a seco,
apenas um quarto (1/4) da vida útil da ferramenta é alcançada.
Segundo Gaitonde et al. (2008) para uma ótima quantia de MQL as condições das
forças de corte de usinagem deveriam ser cuidadosamente selecionadas, e em segundo plano,
sugerem o desenvolvimento de novo material de ferramenta com coeficiente de fricção mais
baixo e alta resistência ao calor.

39
Para Aoyama et al. (2008) a técnica de MQL tem duas desvantagens dentro do seu uso
prático comparado com o fluxo convencional de abastecimento com fluido, que são:
1. a pouca condição na remoção do cavaco da área de corte;
2. a pessoa do meio inala uma parte de névoa de óleo, a inalação de lubrificante
flutuante é prejudicial para a saúde do corpo humano, manchas em partes
elétricas da máquina que se está trabalhando, névoa de óleo adere dentro das
partes elétricas ou componentes de máquina, e esta, a névoa de óleo às vezes
causa problemas de deslizamento ao lado da máquina, causando acidentes.
Aoyama et al. (2008) também realizaram um experimento para reduzir a flutuação do
óleo, no qual pode-se ter um coletor de névoa que é preso a cada parte de um sistema de
MQL. Porém, o consumo de energia elétrica resultante do equipamento para coletar a névoa
se torna um dos problemas, do ponto de vista de conservação de energia.
2.5.4 Fluidos de corte para alargamento
Os fluidos de corte para o processo de alargamento necessitam de uma boa
lubricidade, garantindo uma boa qualidade superficial e a integridade das guias dos
alargadores. Nos catálogos de fabricantes de alargadores monocortante (com única aresta de
corte) é recomendada a utilização de fluidos de corte (de preferência interna), isto devido à
lubrificação das guias, aumento da vida das lâminas (insertos) e expulsão dos cavacos
(ECKHARDT, 1993 e KRESS, 1974 apud SANTOS, 2004).
Os ensaios de Schroeter (1989) provaram que a utilização de emulsões é
economicamente viável. O óleo integral obteve melhores resultados de rugosidade e
circularidade do furo, devido ao maior poder de lubrificação, e menores esforços de
usinagem, o que acarretou em uma menor influência na sobremedida do furo.
De uma forma geral, os fluidos de corte apresentam comportamentos distintos em um
ensaio, sendo que as variáveis de processo como máquina, ferramenta, material da peça,
condição do pré-furo e os parâmetros de corte têm grande influência no resultado final do
ensaio, o que também dificulta a sua repetibilidade (SANTOS, 2004).
O uso de fluido de corte por inundação mantém a temperatura quase constante. Neste
caso, a quantidade de fluido de corte pode ser mais importante que o seu tipo (BEZERRA,
1998). A tabela 2.6 ilustra os fluidos de corte utilizados no alargamento de vários metais.

40
Tabela 2.6 - Fluidos de corte utilizados no alargamento de vários metais
METAL óleo solúvel óleo
sulfurizado
querosene mais
óleo animal
óleo neutro
não viscoso
(*) seco
aço
aço inoxidável
ferro fundido
cinzento
ferro maleável
ou nodular
alumínio
cobre
latão
Fonte: Metals Handbook (1989, vol. 16, p. 248)
(*) Utilização de um jato de ar para refrigeração da peça ou remoção de cavaco.
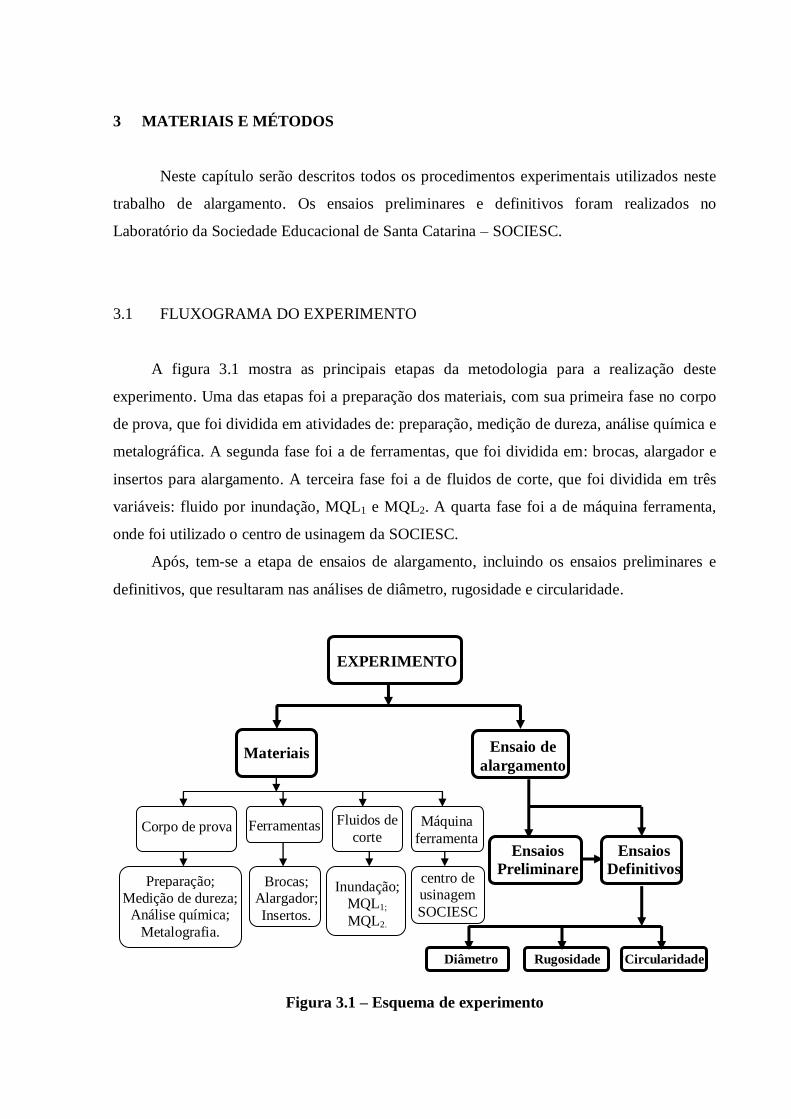
41
3 MATERIAIS E MÉTODOS
Neste capítulo serão descritos todos os procedimentos experimentais utilizados neste
trabalho de alargamento. Os ensaios preliminares e definitivos foram realizados no
Laboratório da Sociedade Educacional de Santa Catarina – SOCIESC.
3.1 FLUXOGRAMA DO EXPERIMENTO
A figura 3.1 mostra as principais etapas da metodologia para a realização deste
experimento. Uma das etapas foi a preparação dos materiais, com sua primeira fase no corpo
de prova, que foi dividida em atividades de: preparação, medição de dureza, análise química e
metalográfica. A segunda fase foi a de ferramentas, que foi dividida em: brocas, alargador e
insertos para alargamento. A terceira fase foi a de fluidos de corte, que foi dividida em três
variáveis: fluido por inundação, MQL1 e MQL2. A quarta fase foi a de máquina ferramenta,
onde foi utilizado o centro de usinagem da SOCIESC.
Após, tem-se a etapa de ensaios de alargamento, incluindo os ensaios preliminares e
definitivos, que resultaram nas análises de diâmetro, rugosidade e circularidade.
Figura 3.1 – Esquema de experimento
Diâmetro
Ferramentas Fluidos de
corte Máquina
ferramenta Corpo de prova
Preparação;
Medição de dureza; Análise química;
Metalografia.
Brocas; Alargador;
Insertos.
Inundação;
MQL1;
MQL2.
centro de usinagem
SOCIESC
Materiais Ensaio de
alargamento
EXPERIMENTO
Rugosidade
Ensaios
Preliminare
s
Ensaios
Definitivos
`Circularidade

42
3.2 MATERIAIS
Os materiais específicos utilizados para os ensaios preliminares e definitivos de
alargamento, foram:
Ferro fundido vermicular – CGI (placas para corpo de prova);
Ferramentas (brocas e alargador monocortante);
Meio refrigerante (fluido de corte por inundação e MQL).
3.2.1 Corpo de prova
Conforme descrito no item 3.2 o material utilizado como corpo de prova para os
ensaios preliminares e definitivos do experimento foram placas de ferro fundido vermicular
cedidas pela Indústria de Fundição Tupy S. A.
As dimensões das placas de ferro fundido vermicular (fundida/bruta) tinham
aproximadamente as medidas de 400 mm de comprimento, 250 mm de largura e 42 mm de
espessura (altura). A figura 3.2 ilustra uma das placas de ferro fundido vermicular
(fundida/bruta).
Figura 3.2 – Placa de ferro fundido vermicular para corpo de prova
Após a obtenção do corpo de prova de ferro fundido vermicular (CGI), deu-se
sequência às demais condições necessárias para a preparação dos mesmos e realização dos
ensaios preliminares e teste definitivos, obedecendo: preparação, medição de dureza, análise
química e metalográfica.

43
Preparação do corpo de prova
Para analisar as superfícies do corpo de prova com penetração da esfera na medição de
dureza, foi priorizado o desbaste das faces superiores e inferiores das placas de ferro fundido
vermicular (retirada do sobremetal de fundição). Os desbastes foram executados em 3 passes
de 0,3 mm de profundidade de corte, totalizando 0,9 mm.
A figura 3.3(a) ilustra a disposição de uma das placas de ferro fundido vermicular
fixada na mesa da máquina (centro de usinagem – SOCIESC), para a usinagem de desbaste, e
a figura 3.3(b) ilustra uma das placas fora da máquina, com as faces já usinadas.
Figura 3.3 – (a) Fixação do corpo de prova na máquina, (b) corpo de prova usinado
Após a usinagem de desbaste, as placas ficaram com uma espessura (altura) média de
39 mm.
Medição de dureza do corpo de prova
Para a medição de dureza do corpo de prova foi utilizado um equipamento durômetro
para dureza Brinell WOLPERT (DR-02) – modelo BK, 1973 (figura 3.4), do Laboratório de
Preparação de Amostras (PAM) da SOCIESC, segundo Norma Mercocur, referência NM 187
– 1:99, primeira edición 1999-04-01, Parte 1: Medição de dureza Brinell.

44
Figura 3.4 – Equipamento para medição de dureza Brinell
Fonte: SOCIESC (2009)
Para realizar as medições de dureza as placas foram divididas em nove (9) quadrantes
(pontos) uniformemente distribuídos na superfície das mesmas, priorizando uma medição de
cada quadrante. Para as endentações (marcações) foram utilizadas esfera de 10 mm de
diâmetro, com carga de 3.000 kg e o tempo de permanência da carga de 30 s. Os resultados
foram de aquisição indireta, auxiliado por uma lupa com escala de divisões mínimas de 0,05
mm e uma tabela de conversão para dureza Brinell. A figura 3.5 ilustra as identificações das
medidas de dureza Brinell em uma das placas de ferro fundido vermicular.
Figura 3.5 – Identificações de dureza Brinell
O gráfico da figura 3.6 mostra os valores médios de durezas Brinell obtidos de sete
dos corpos de prova (placas), onde houve uma variação média de 4,5%.

45
Figura 3.6 – Dureza Brinell dos corpos de prova
Dimensional do corpo de prova
Para o planejamento dimensional foi proposta uma matriz para a furação do corpo de
prova com 400 mm de comprimento, 250 mm de largura, e 39 mm de espessura. Para manter
o dimensional foi obedecido a distância de 24 mm entre centros, 14 mm de fuga da lateral
maior (400 mm) e 29,5 mm da lateral menor (250 mm). No processo de alargamento foram
usinados 50 furos de 13,5 mm de diâmetro para cada ensaio, totalizando 150 furos para cada
placa de ferro fundido vermicular (figura 3.7).

46
Figura 3.7 – Matriz de furos do corpo de prova
Análise química do corpo de prova
A análise química do corpo de prova foi realizada no Laboratório de Preparação de
Amostras (PAM) da SOCIESC. Foram utilizadas amostras de três corpos de prova com
dimensões de 39 mm² (aproximadamente). A preparação destas amostras foi feito com lixas
para a remoção de sujeiras, óxidos e demais impurezas existentes. O equipamento utilizado
foi um espectrômetro, fabricação e modelo MAX que utiliza a queima do material através do
argônio e a capitação dos gases gerados, com o software do mesmo fabricante.
O resultado da análise química e composição dos elementos de ligas das placas de
ferro fundido vermicular utilizados nos ensaios desta dissertação estão ilustrados na tabela
3.1.

47
Tabela 3.1 – Composição química do corpo de prova de CGI
Amostras Perlita
(%)
Nodular
(%)
Composição (%)
Si Mn S P Cr Ti Mg Cu
1ª >95 <5 2,43 0,281 0,016 0,019 0,034 0,016 0,0088 0,87
2ª >95 <5 2,43 0,312 0,017 0,033 0,037 0,019 0,0078 0,84
3ª >95 <5 2,37 0,287 0,015 0,026 0,035 0,017 0,0100 0,83
A composição perlítica da tabela 3.1 aproxima-se da tabela 3.2 de Dawson (1999), que
mostra um resumo da composição típica do CGI com teores perlíticos de 95%.
Tabela 3.2 – Composição típica do CGI perlítico
Perlita
(%)
Nodular
(%)
Composição (%)
C Si Mn S Mg Cu Sn Cr Mo P
95 10 3,60 2,29 0,40 0,013 0,012 0,74 0,07 0,03 -- 0,01
Fonte: Dawson (1999, p. 10)
Os valores de 0,019, 0,033 e 0,026 de fósforo (P) das amostra da tabela 3.1 são
elevados, em comparação ao valor de fósforo da tabela 3.2. De acordo com Goodricht (2003)
e Colpaert (2008), o aumento de fósforo na composição do ferro fundido fundido, tende-se a
formarem “esteaditas”. A “esteadita” é um eutético ternário, composta pela austenita,
carbonetos de ferro e fosfetos de ferro, com elevada dureza, na faixa de 400-600 de dureza
Brinell (HB), e resistente ao desgaste.
Dawson et al. (2001) mostram a microestrutura e composição de ferro fundido
vermicular e titânio (CGI-Ti) em torneamento de bloco de motor. Tabela 3.3.
Tabela 3.3 – Composição de amostra com CGI-Ti
Perlita
(%)
Nodular
(%)
Composição (%)
C Si Mg Cu Sn Mn Sb S Ti Cr
90-95 5-10 3,46 2,35 0,011 0,86 0,08 0,26 ** 0,008 0,01 **
90-95 <5 3,50 2,32 0,012 0,91 0,090 0,29 0,006 0,013 0,04 0,04
80-90 <5 3,60 2,22 0,011 0,80 0,087 0,39 0,005 0,009 0,22 0,04
Fonte: Dawson et al. (2001, p. 52)
Ainda de acordo com Dawson et al. (2001), o conteúdo de titânio no CGI pode ser
considerado amplamente em uma faixa de 0,005 a 0,02% (tabela 3.4), e quanto maior o teor

48
de titânio, maior a possibilidade de formação de carbonitretos de titânio devido a reação com
o carbono e com o nitrogênio presentes na fase líquida do metal. Desta forma, os valores de
titânio (0,016, 0,017 e 0,019%) das amostras da tabela 3.1 estão na faixa de típico teor
residual.
Tabela 3.4 – Faixa de titânio para o CGI
Ti (%) Função metalúrgica
0,005 a 0,02 Típico teor residual
0,04 a 0,07 Adição intencional para melhorar resistência ao desgaste
0,10 a 0,25 Adição intencional para estabilizar a grafita vermicular
Fonte: Dawson et al (2001, p. 52)
Dawson et al. (2001) afirmam que o aumento do titânio de 0,01 a 0,02% é suficiente
para reduzir a vida útil de ferramenta em aproximadamente 50%. Sendo assim, o resultado da
composição de titânio (0,016, 0,017 e 0,019%) da tabela 3.1, também estão de acordo com a
literatura estudada.
Metalografia
Após a análise química as amostras dos três corpos de prova foram encaminhadas para
as análises metalográficas. Estas amostras foram conduzidas a um processo de polimento e ao
ataque de Nital (solução de ácido nítrico em álcool etílico) a 4%. Depois, foi analisada a
microestrutura com um microscópio tipo Olympus BX51 com capacidade de ampliação de 50
a 1000 vezes. Este foi a uma câmera digital Evolution LC Color que utiliza o software Image
Pro Plus para a análise e obtenção das imagens dos corpos de prova. A figura 3.8 ilustra a
micrografia da amostra 1 ampliada em 50 vezes.

49
Figura 3.8 – Micrografia da amostra 1 (50 vezes). Ataque com Nital 4%
A figura 3.9, ilustra a micrografia da amostra 2 ampliada em 50 vezes, onde tem-se a
observação dos primeiros nódulos.
Figura 3.9 – Micrografia da amostra 2 (50 vezes). Ataque com Nital 4%
A figura 3.10, ilustra a micrografia da amostra 3 ampliada em 50 vezes, onde já
observa-se vários nódulos.

50
Figura 3.10 – Micrografia da amostra 3 (50 vezes). Ataque com Nital 4%
De uma forma geral, quando as amostras são observadas na ampliação de 50 vezes,
tem-se a concepção de que os materiais são semelhantes, sendo que na amostra 3 (figura
3.10), apresenta-se com mais nódulos formados, porém, representam <5% (tabela 3.1), não
sendo significativos com relação a estrutura de CGI, não afetando sua usinabilidade.
De acordo com Dawson (1994), a usinabilidade do CGI é drasticamente reduzida
quando mais de 20% das partículas de grafita são apresentadas como nódulos. Para uma boa
usinabilidade deve-se ter os pontos de consistência da microestrutura bem controlada, com
nodularidade ideal em torno de 5% a 20%. Então, o material estudado com <5% de
nodularidade (tabela 3.1), aproxima-se de uma microestrutura bem controlada.
Com a ampliação da estrutura em 500 vezes (figura 3.11), as amostras apresentam a
formação de carbonetos complexos, que podem ser de cromo (Cr). Justifica-se a presença
deste elemento (Cr) em função da quantidade do mesmo detectado pela análise química do
material da tabela 3.1, e que apresentam-se entre os valores das composições das tabelas 3.2 e
3.3 de Dawson (1999) e Dawson et al. (2001). Este fenômeno pode prejudicar a usinabilidade
em função da sua elevada dureza. Observa-se também a formação de “esteaditas” em grande
quantidade, devido aos teores elevados de fósforo (P).

51
Figura 3.11 – Micrografia da amostra 3 (500 X). Ataque com Nital 4%
3.2.2 Ferramentas para alargamento
Foram utilizadas 3 brocas com diâmetros diferentes para furação inicial (pré-furo),
visando à quantidade de sobremetal de 0,1, 0,3, e 0,5 mm. A primeira broca (denominada
broca 1) a ser utilizada foi de 13,0 mm de diâmetro, a segunda broca (denominada broca 2) foi
de 13,4 mm de diâmetro, e a terceira broca (denominada broca 3) foi de 13,2 mm de diâmetro.
Todas as brocas utilizadas foram de metal duro e revestidas com TiN do fabricante KARB
Tools e com refrigeração externa.
Alargador
A ferramenta utilizada para alargamento nos ensaios foi um alargador monocortante
com corpo de metal duro e refrigeração externa, com 13,5 mm de diâmetro e insertos
intercambiáveis, com duas guias laterais de metal duro, e dispostas a 45° e a 180° do inserto, e
cada uma destas guias com 3,0 mm de largura.
O alargador foi fixado por intermédio de um sistema de cabeçote portapinça
pneumático (usualmente denominado de tirante ou „cilindro hidrochek‟), com mandril
Esteaditas
Carbonetos

52
Weldon PO-1043509/07 K41348 Ø 16 mm H7 e base flutuante da fabricante MAPAL (figura
3.12).
Figura 3.12 – Alargador para experimento
Os insertos utilizados são do fabricante MAPAL (Wendeplatten DBP u. AP DZ 91
ROW - 966701, modelo DZ 91 R0W de metal duro revestido com nitreto de titânio (TiN),
tendo a geometria apresentada na figura 3.13: ângulo de saída de 0°, dois ângulos de ataque,
sendo o primeiro ângulo de 75°, e este, foi responsável pela maior remoção de material. O
segundo ângulo foi de 15° em um comprimento de 0,55 mm, permitindo assim, uma
profundidade de corte máxima de 1 mm no diâmetro, e este, foi responsável em realizar o
acabamento do furo. O inserto intercambiável tem a melhor fixação possível em função do
ajuste perfeitamente balanceado e do próprio sistema de fixação, consequentemente, isto
prolonga a vida útil da ferramenta (MAPAL, 2009).
Figura 3.13 – Ângulos dos insertos
Tirante
(retention knob) Fonte: ISCAR Tooling
System (1998, p. 108)
Cabeçote portapinça
Alargador
monocortante
Inserto
intercambiável
Duas guias
laterais de metal duro
(3,0 mm de largura)

53
3.2.3 Fluidos de corte para o experimento
Foram utilizados três (3) níveis de lubrificação: um sistema por inundação
(concentração 10%) e duas vazões em sistema da mínima quantidade de lubrificação – MQL
(MQL1 = 50 ml/h e MQL2 = 30 ml/h).
Fluido de corte por inundação
A concentração de fluido de corte utilizada por inundação foi de 10% de óleo Blazer
2.000 Universal – MD miscível em água, designado para uma média de concentração de 5 a
25%. A concentração foi monitorada semanalmente através de um refratômetro manual com
escala de 0 a 32%, com resolução de 1% na escala Brix. O sistema montado foi de um bico
injetor de refrigeração externa totalmente aberto, direcionado bem próximo do inserto e da
peça, aproximadamente 450 da lateral do alargador (figura 3.14).
Figura 3.14 – Esquema para refrigeração por inundação
Fluido de corte com o sistema MQL
Para a aplicação e obtenção do sistema MQL utilizou-se um aplicador de bomba de
deslocamento positivo (Positive Displacement Pump Applicators) - ACCU-LUBE, que possui
uma bomba regulável e precisa da quantidade de fluido a ser misturado com o ar comprimido.
O fluido utilizado foi um óleo natural da marca ACCU-LUBE LB-2.000, indicado para
usinagem severa de materiais ferrosos e não ferrosos, e não submetidos a tratamento térmico,
com vazões de 50 ml/h (MQL1) e 30 ml/h (MQL2). Segundo o fabricante sua principal
característica é o alto poder de lubrificação procurando evitar a geração de calor. Ainda tem
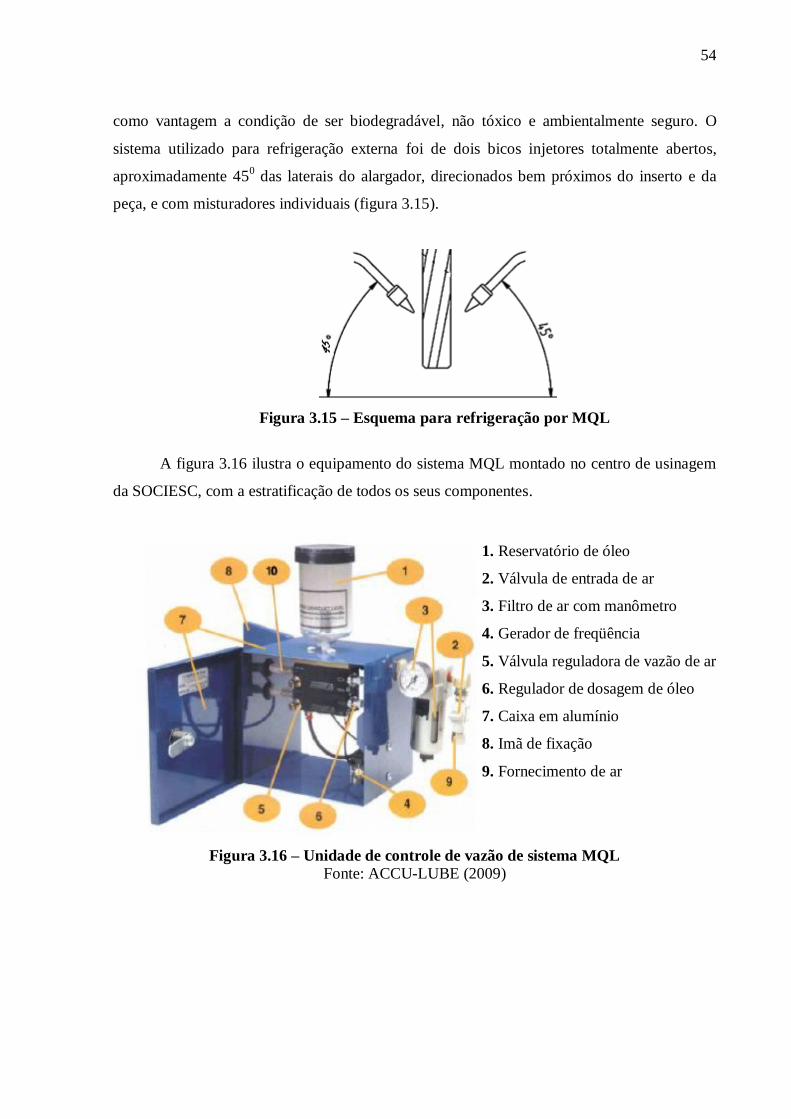
54
como vantagem a condição de ser biodegradável, não tóxico e ambientalmente seguro. O
sistema utilizado para refrigeração externa foi de dois bicos injetores totalmente abertos,
aproximadamente 450 das laterais do alargador, direcionados bem próximos do inserto e da
peça, e com misturadores individuais (figura 3.15).
Figura 3.15 – Esquema para refrigeração por MQL
A figura 3.16 ilustra o equipamento do sistema MQL montado no centro de usinagem
da SOCIESC, com a estratificação de todos os seus componentes.
Figura 3.16 – Unidade de controle de vazão de sistema MQL
Fonte: ACCU-LUBE (2009)
1. Reservatório de óleo
2. Válvula de entrada de ar
3. Filtro de ar com manômetro
4. Gerador de freqüência
5. Válvula reguladora de vazão de ar
6. Regulador de dosagem de óleo
7. Caixa em alumínio
8. Imã de fixação
9. Fornecimento de ar
10. Bomba dosadora

55
3.3 CENTRO DE USINAGEM
O experimento foi realizado no centro de usinagem da SOCIESC (FEELER – FV600).
A máquina possui um sistema de refrigeração externa com capacidade para 100 litros, seu
sistema de comando é o Mitsubishi Meldas 500 com linguagem ISO. A potência instalada é
de 5,3 kW, com rotação máxima de 6.000 rpm (figura 3.17).
Figura 3.17 – Centro de usinagem
Fonte: SOCIESC (2009)
3.4 METODOLOGIA DO ENSAIO DE ALARGAMENTO
A tabela 3.5 mostra o planejamento estatístico 3k utilizado na finalizacão do
experimento de alargamento em cada placa de ferro fundido vermicular (CGI).
E para garantir a confiabilidade e repetibilidade dos resultados foi feito um
planejamento estatístico fatorial 3n
aleatório, gerado pelo software Minitab 15, e realizada as
réplicas dos ensaios.

56
Tabela 3.5 – Planejamento estatístico para experimento
Ordem Sobremetal Condição de Lubrificação
1 0,5 MQL1 (50 ml/h)
2 0,5 MQL 2 (30 ml/h)
3 0,5 Inund. (10%)
4 0,1 MQL 2 (30 ml/h)
5 0,3 MQL 2 (30 ml/h)
6 0,3 MQL 1 (50 ml/h)
7 0,3 MQL 1 (50 ml/h)
8 0,1 Inund. (10%)
9 0,1 MQL 1 (50 ml/h)
10 0,1 Inund. (10%)
11 0,1 MQL 1 (50 ml/h
12 0,3 MQL 2 (30 ml/h)
13 0,5 Inund. (10%)
14 0,3 Inund. (10%)
15 0,5 MQL 1 (50 ml/h)
16 0,3 Inund. (10%)
17 0,5 MQL 2 (30 ml/h)
18 0,1 MQL 2 (30 ml/h)
3.4.1 Condições de corte
Nos ensaios preliminares foram estabelecidos os parâmetros de corte utilizados neste
projeto, utilizando somente a broca de 13,00 mm de diâmetro, condição máxima de
sobremetal (0,5 mm), e com velocidades de corte de 80, 100 e 120 m/min, e diferentes
velocidades de avanço de 0,15, e 0,2 mm/rot.
Após os ensaios preliminares foram definidos os parâmetros de corte utilizados e
fixados nos ensaios definitivos: velocidade de corte (vc) de 100 m/min e o avanço (vf) de 0,15
mm/rot., o que representa, aproximadamente, uma rotação (n) de 2.358 rpm e uma velocidade
efetiva de corte (ve) de 354 mm/min.
Também foi determinado através de ensaios preliminares, as vazões de MQL
utilizadas nos ensaios definitivos, sendo estas de 30 ml/h e 50 ml/h. Além da condição de
lubrificação variou-se a quantidade de sobremetal em 0,1, 0,3 e 0,5 mm, a ser retirado no
processo de alargamento de 13,5 mm de diâmetro.

57
3.4.2 Preparação do Alargador
Para que houvesse repetibilidade nas características e precisão dos ensaios foram
utilizados equipamentos para a calibração dos insertos e do batimento do alargador. O
micrômetro utilizado foi com precisão de 1 divisão (DIV.) 0,005 mm. A fabricante MAPAL
(2008) recomenda a utilização de micrômetro de precisão de 1 DIV. 0,005 mm para o ajuste
das dimensões, bem como a utilização de mandril flutuante para ajuste do batimento da
ferramenta.
Para a regulagem das ferramentas foi utilizado um dispositivo de ajuste MAPAL,
modelo UNISET-V da Indústria de Fundição Tupy S.A., fabricado em 2004 (figura 3.18).
Este equipamento tem uma precisão de ± 1 μm, é composto por dois carrinhos de medições
motorizados que funcionam como apalpadores digitais. A fixação da ferramenta foi é feita por
entre centros e ajustáveis, que garantem um melhor alinhamento.
Figura 3.18 – Equipamento de ajuste das ferramentas
Fonte: Indústria de Fundição Tupy S. A. (2009)
Os insertos foram ajustados na dimensão dianteira com 13,495 mm e na dimensão
traseira com 13,484 mm, deixando-as com uma conicidade dentro da recomendação da
fabricante MAPAL, que é de 0,01 mm a 0,015 mm. Com este ajuste da dimensão dianteira
verificou-se uma folga entre as guias e os insertos de 7 μm, condição esta, indicada pela
fabricante (MAPAL, 2009).

58
O ajuste rigoroso dos insertos dentro do padrão descrito se tornou indispensável, pois,
Santos (2004), Kress (1974) e Beck (1996), afirmam que quanto maior a conicidade dos
insertos, maior será a rugosidade da superfície, e quanto menor for a folga entre as guias e os
insertos pode ocorrer aderência de material da peça nas guias dos alargadores.
Calibração do alargador
Antes das trocas de insertos foi feito a calibração do alargador auxiliado por um
equipamento com uma barra de calibração com 20,003 mm de diâmetro (figura 3.19).
Figura 3.19 – Equipamento para calibração do alargador
Fonte: Indústria de Fundição Tupy S. A. (2009)
Entre centro
Entre centro
Barra de
calibração
com 20,003 mm
de diâmetro

59
Batimento do alargador
Antes de começar os ensaios de alargamento foram medidos os batimentos radial e
axial do alargador, através de parafusos laterais do mandril Weldon PO-1043509/07 K41348
Ø 16 mm H7 com base flutuante da fabricante MAPAL (figura 3.20).
Figura 3.20 – Mandril e cone com base flutuante
A figura 3.21 mostra o esquema montado, onde foi posicionado o relógio comparador
(apalpador) e os parafusos de ajustes radial e axial do batimento do alargador.
Figura 3.21 – Esquema de posicionamentos para batimento
Parafusos sem cabeça com
sextavados internos
Alargador

60
Para uma boa repetibilidade dos resultados, foram feitos em todos os ensaios: a troca
(intercambialidade) e o ajuste dos insertos do alargador monocortante para evitar batimento
maior que 0,002 mm. Foi mantido um procedimento de: ajuste dos insertos, conferência do
batimento do conjunto alargador e verificado a fixação e alinhamento do corpo de prova na
mesa da máquina.
3.4.3 Medição de diâmetro
A medição do diâmetro para alargamento foi realizada nas faces das posições inferior,
média e superior dos furos (para a coleta de dados foram definidos os furos 10, 30 e 50 de
cada corpo de prova). Foi utilizado um micrômetro de medição interna de três contatos
(pontas), de fabricação Mitutoyo de 11 – 14 (1 DIV. 0,005 mmm) e incerteza de medição de
0,0007 mm (figura 3.22).
Figura 3.22 – Micrômetro para medição de diâmetro
3.4.4 Medição de rugosidade
Para a verificação e análise da qualidade superficial dos furos alargados foi utilizado
somente o parâmetro de rugosidade (Ra).
As medições foram feitas em três (3) faces (planos) dos furos, são: superior, central e
inferior, e em três (3) posições de 1200, assim, pode-se verificar o comportamento da
qualidade dos furos alargados conforme o desgaste dos insertos.
Os valores foram obtidos com a utilização de um rugosímetro modelo SJ-201P/M da
Mitutoyo. E para garantir a repetibilidade do posicionamento mais correto das medições
realizadas, foi utilizado como auxílio uma mesa de desempeno e um medidor de alturas

61
digital, que serviu de suporte. A ponta do apalpador do traçador de alturas foi substituída por
um suporte confeccionado especificamente para fixar a unidade acionadora do rugosímetro. A
figura 3.23 detalha o esquema montado para a obtenção da rugosidade em condição vertical.
Figura 3.23 – Esquema para rugosidade (Ra)
Fonte: SOCIESC (2009)
Para o padrão de rugosidade (Ra) foi utilizado um filtro do tipo Gauss que transmite
50% do comprimento de amostragem de ondulação estabelecido como limite λc = cut-off
(específico para remover ondulação). A filtragem separa a rugosidade e ondulação
(Laboratório de Metrologia da SOCIESC, 2009). O comprimento de amostragem foi de 0,8
mm x 5 (valor do cut-off). Com o auxílio de um esquadro padrão, foram realizados
esquadrejamentos periódicos por ensaio, para garantir o paralelismo das paredes dos furos e
da unidade acionadora do rugosímetro.
3.4.5 Medição de circularidade
O equipamento utilizado para a obtenção de erros de forma foi a Máquina de Medição
de Erros de Forma – 1047 do fabricante Taylor Hobson, modelo Talyrond 252 do Laboratório
de Metrologia da SOCIESC (figura 3.24).
Unidade
acionadora
Unidade
rugosímetro
e display
Mesa de
desempeno
Novo
suporte para fixar a
unidade
acionadora
Corpos de
prova
Medidor de
alturas digital

62
Figura 3.24 – Equipamento para erros de forma de circularidade
Fonte: SOCIESC (2009)

63
4 ANÁLISE E DISCUSSÃO DOS RESULTADOS
Neste capítulo estão apresentados as análises e discussão dos resultados de
dimensional, rugosidade (Ra) e circularidade do experimento de alargamento, seguindo o
planejamento estatístico DOE (Design of experiments). Combinando as variáveis de processo
(sobremetal e condição de lubrificação), ambas com 3 níveis, foram planejadas 9 condições de
ensaio e realizado suas réplica (total de 18 ensaios). O alargador utilizado foi de 13,5 mm de
diâmetro com revestimento de nitreto de titânio (TiN). Foram fixados os parâmetros de:
velocidade de corte (vc) em 100 m/min; avanço (f) em 1,5 mm/min; os meios lubrificantes nas
condições de mínima quantidade de lubrificação (MQL1 = 50 ml/h e MQL2 = 30 ml/h) e por
inundação (concentração de 10%); sobremetal de 0,1, 0,3 e 0,5 mm. A tabela 4.1 (com base
na tabela 3.5) mostra a sequência de ensaio gerada pelo software Minitab 15, considerando
um planejamento estatístico fatorial 3n aleatório, e sua réplica.
Tabela 4.1 – Parâmetros para alargamento
Ensaios Sobremetal Quant.
furos
Revest. vc
(m/min
vf
(mm/rot)
Meio
lubrificante
1 0,5 50 TiN 100 0,15 MQL1 (50 ml/h)
2 0,5 50 TiN 100 0,15 MQL2 (30 ml/h)
3 0,5 50 TiN 100 0,15 Inund. (10%)
4 0,1 50 TiN 100 0,15 MQL2 (30 ml/h)
5 0,3 50 TiN 100 0,15 MQL2 (30 ml/h)
6 0,3 50 TiN 100 0,15 MQL1 (50 ml/h)
7 0,3 50 TiN 100 0,15 MQL1 (50 ml/h)
8 0,1 50 TiN 100 0,15 Inund. (10%)
9 0,1 50 TiN 100 0,15 MQL1 (50 ml/h)
10 0,1 50 TiN 100 0,15 Inund. (10%)
11 0,1 50 TiN 100 0,15 MQL1 (50 ml/h
12 0,3 50 TiN 100 0,15 MQL2 (30 ml/h)
13 0,5 50 TiN 100 0,15 Inund. (10%)
14 0,3 50 TiN 100 0,15 Inund. (10%)
15 0,5 50 TiN 100 0,15 MQL1 (50 ml/h)
16 0,3 50 TiN 100 0,15 Inund. (10%)
17 0,5 50 TiN 100 0,15 MQL2 (30 ml/h)
18 0,1 50 TiN 100 0,15 MQL2 (30 ml/h)
Primeiramente será apresentada a análise estatística (ANOVA) realizada no software
Minitab 15, baseado no planejamento experimental feito no próprio software. Nesta análise
será avaliada se as variáveis de processo (condição de lubrificação e sobremetal) influenciam
as variáveis de resposta (diâmetro, rugosidade e circularidade). Além disto, da análise

64
estatística será avaliado os resultados obtidos a partir da construção gráfica dos mesmos no
decorrer do processo de alargamento do ferro fundido vermicular, considerando todas as
variáveis de estudo.
4.1 ANÁLISE ESTATÍSTICA DO DOE
O DOE (Design of experiments) é uma poderosa ferramenta para modelagem e análise
da influência das variáveis do processo sobre algumas variáveis específicas que são funções
não conhecidas (Puertas e Pérez, 2003). Consiste num conjunto de técnicas matemáticas e
estatísticas que permite criar arranjos experimentais e avaliar seus resultados de maneira
eficiente e não tendenciosa. (Paiva et al., 2007). Para a realização desta pesquisa foi realizado
um planejamento de experimento de três níveis e dois fatores, utilizando o software Minitab
15. A seguir são apresentados a análise estatística do DOE da pesquisa realizada.
A resposta da análise ANOVA obtida para o diâmetro dos furos alargados (tabela 4.2),
apresenta um ajuste não satisfatório do modelo R2 = 62,57%. Contudo para esta variável de
resposta nem a interação entre as variáveis estudadas e nem a contribuição individual de cada
variável exerce estatisticamente influência significativa sobre o diâmetro dos furos, pois o
valor de P é menor do que 0,05 (P > 0,05), baseado no nível de confiança de 95%. Quanto
menor o valor P, menor é a probabilidade de estar cometendo um erro (SOCIESC, 2008).
Tabela 4.2 - ANOVA para o Diâmetro
Fonte DF Seq SS Adj SS Adj MS F P
SM 2 0,0000565 0,0000565 0,0000282 0,54 0,601
CL 2 0,0000121 0,0000121 0,0000061 0,12 0,892
SMxCL 4 0,0007202 0,0007202 0,0001800 3,43 0,057
Erro 9 0,0004718 0,0004718 0,0000524
Total 17 0,0012606
S = 0,00724020 R2 = 62,57% R
2 (adj) = 29,31%
Legenda: SM (Sobremetal), CL (condição de lubrificação), SS (soma quadrática), MS (média
quadrática) e DF (graus de liberdade).

65
Na figura 4.1, embora observa-se uma tendência de redução do diâmetro com o
aumento do sobremetal e com a redução do nível de lubrificação, deve-se considerar que
avaliando os dados numericamente estas variações são desprezíveis (0,004 mm do diâmetro).
Este desvio provavelmente é resultado de outras interferências durante o processo, como por
exemplo, vibrações oriundas da estrutura da central de usinagem.
Figura 4.1 - Efeito do sobremetal e da condição de lubrificação sobre o diâmetro
A figura 4.2 mostra graficamente que a interação entre as variáveis de processo não
influencia nos resultados do diâmetro.
Figura 4.2 - Efeito da Interação entre a condição de lubrificação e o sobremetal sobre o
diâmetro

66
Observa-se na tabela 4.3 que o modelo possui um ajuste razoável R2=77,36% e
também se observa que a interação entre as variáveis estudadas é significativa. Analisando os
efeitos das variáveis isoladas, conclui-se a partir dos valores de P, ambos maiores do que 0,05,
e que estas variáveis não exercem influência estatisticamente significante sobre a rugosidade
(Ra) para as condições de alargamento em ferro fundido vermicular testadas.
Tabela 4.3 - ANOVA para a Rugosidade (Ra)
Fonte DF Seq SS Adj SS Adj MS F P
SM 2 0,18525 0,18525 0,09263 1,52 0,271
CL 2 0,18449 0,18449 0,09224 1,51 0,272
SMxCL 4 1,50823 1,50823 0,37706 6,17 0,011
Erro 9 0,54974 0,54974 0,06108
Total 17 81,983
S = 0,247148 R2 = 77,36% R
2 (adj) = 57,23%
A figura 4.3 mostra um gráfico dos principais efeitos exercidos sobre a rugosidade
(Ra) com os níveis de cada variável estudada. Observa-se que com o aumento do sobremetal
há um acréscimo no valor da rugosidade do furo, contudo este comportamento não é linear, e
maior variação da rugosidade quando se aumenta o sobremetal de 0,1 para 0,3 mm, esta
variação é menor quando do aumento do sobremetal de 0,3 para 0,5 mm. Analisando o efeito
da condição de lubrificação sobre a rugosidade não foi possível obter uma tendência com a
diminuição do nível de lubrificação.

67
Figura 4.3 - Efeito do sobremetal e da condição de lubrificação sobre a rugosidade (Ra)
Analisando a figura 4.4, confirma-se o resultado da análise ANOVA que a interação
da condição de lubrificação com o sobremetal influencia os valores de rugosidade (Ra)
obtidos no alargamento do ferro fundido vermicular. Observando que para o sobremetal 0,1 e
0,5 mm a interação exerce uma influência praticamente linear, mas com comportamento
contrário, ou seja, para o máximo sobremetal (0,5 mm) com a diminuição do efeito de
lubrificação ocorre um aumento da rugosidade, contudo o efeito contrário é observado para o
sobremetal 0,1 mm.
Chiffre et al. (2009) em alargamento de aço inoxidável também observaram que uma
taxa de lubrificação menor conduz a uma rugosidade mais alta.
Também de acordo com Santos (2004) a capacidade lubrificante influencia na
rugosidade, sendo que melhores resultados são obtidos quando o fluido de corte apresentar
maior poder de lubrificação.

68
Figura 4.4 - Efeito da interação entre a condição de lubrificação e o sobremetal sobre a
rugosidade (Ra)
Ao analisar a resposta obtida para circularidade dos furos alargados (tabela 4.4),
observa-se novamente um ajuste razoável do modelo R2 = 74,40%. Contudo, para esta
variável de resposta à interação entre as variáveis estudadas não é significativa (P = 0,1) bem
como a condição de lubrificação. Avaliando o sobremetal verificou-se que o mesmo exerce
influência significativa sobre a circularidade dos furos (P = 0,012).
Tabela 4.4 - ANOVA para a Circularidade
Fonte DF Seq SS Adj SS Adj MS F P
SM 2 35,220 35,220 17,610 7,55 0,012
CL 2 0,625 0,625 0,312 0,13 0,876
SMxCL 4 25,147 25,147 6,287 2,70 0,100
Erro 9 20,991 20,991 2,332
Total 17 81,983
S = 1,52721 R2 = 74,40% R
2 (adj) = 51,64%
A figura 4.5 mostra graficamente os principais efeitos que o sobremetal e a condição
de lubrificação exercem sobre a circularidade. Observa-se que na condição de lubrificação
praticamente não há variação nos valores de circularidade. Ao analisar o sobremetal, a
variável de processo exerce estatisticamente influência sobre a circularidade, verifica-se que
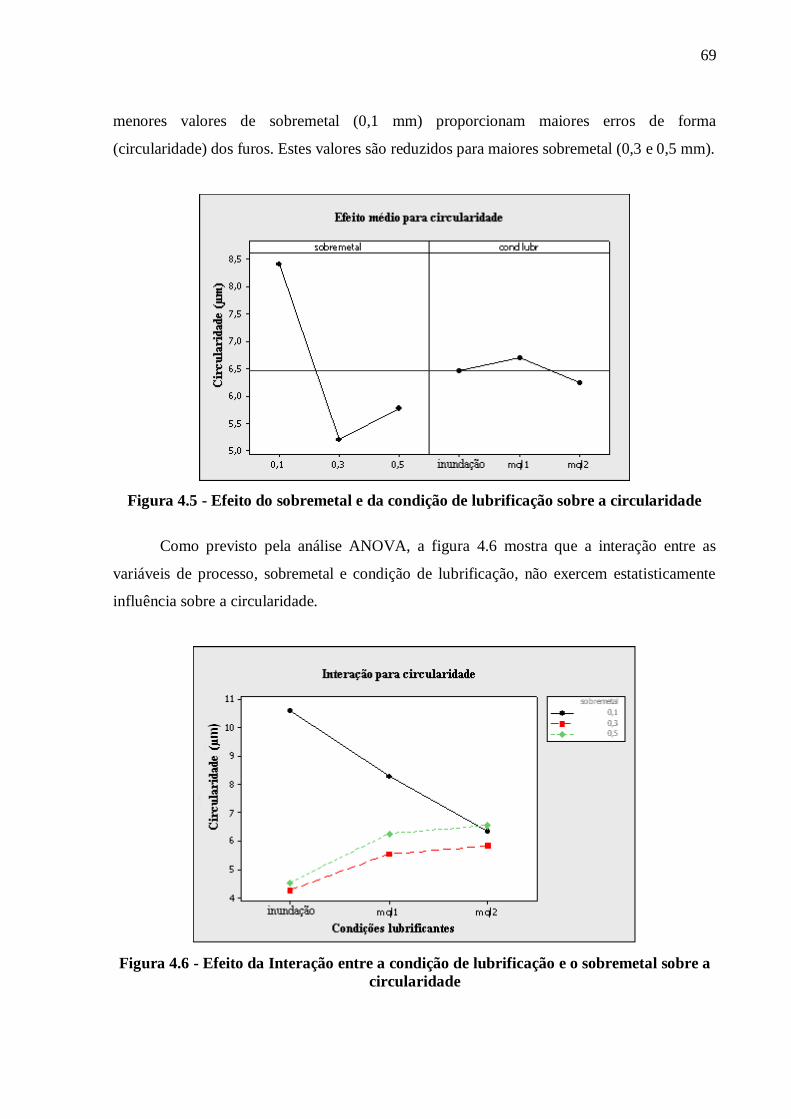
69
menores valores de sobremetal (0,1 mm) proporcionam maiores erros de forma
(circularidade) dos furos. Estes valores são reduzidos para maiores sobremetal (0,3 e 0,5 mm).
Figura 4.5 - Efeito do sobremetal e da condição de lubrificação sobre a circularidade
Como previsto pela análise ANOVA, a figura 4.6 mostra que a interação entre as
variáveis de processo, sobremetal e condição de lubrificação, não exercem estatisticamente
influência sobre a circularidade.
Figura 4.6 - Efeito da Interação entre a condição de lubrificação e o sobremetal sobre a
circularidade
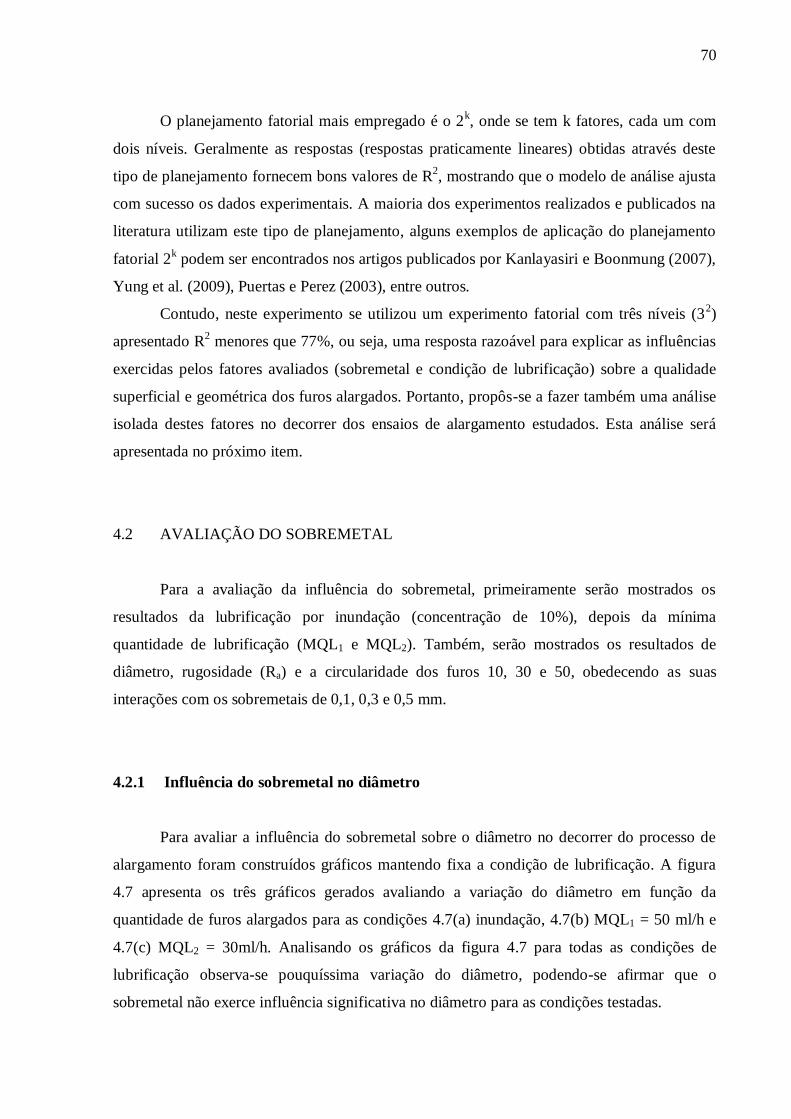
70
O planejamento fatorial mais empregado é o 2k, onde se tem k fatores, cada um com
dois níveis. Geralmente as respostas (respostas praticamente lineares) obtidas através deste
tipo de planejamento fornecem bons valores de R2, mostrando que o modelo de análise ajusta
com sucesso os dados experimentais. A maioria dos experimentos realizados e publicados na
literatura utilizam este tipo de planejamento, alguns exemplos de aplicação do planejamento
fatorial 2k podem ser encontrados nos artigos publicados por Kanlayasiri e Boonmung (2007),
Yung et al. (2009), Puertas e Perez (2003), entre outros.
Contudo, neste experimento se utilizou um experimento fatorial com três níveis (32)
apresentado R2 menores que 77%, ou seja, uma resposta razoável para explicar as influências
exercidas pelos fatores avaliados (sobremetal e condição de lubrificação) sobre a qualidade
superficial e geométrica dos furos alargados. Portanto, propôs-se a fazer também uma análise
isolada destes fatores no decorrer dos ensaios de alargamento estudados. Esta análise será
apresentada no próximo item.
4.2 AVALIAÇÃO DO SOBREMETAL
Para a avaliação da influência do sobremetal, primeiramente serão mostrados os
resultados da lubrificação por inundação (concentração de 10%), depois da mínima
quantidade de lubrificação (MQL1 e MQL2). Também, serão mostrados os resultados de
diâmetro, rugosidade (Ra) e a circularidade dos furos 10, 30 e 50, obedecendo as suas
interações com os sobremetais de 0,1, 0,3 e 0,5 mm.
4.2.1 Influência do sobremetal no diâmetro
Para avaliar a influência do sobremetal sobre o diâmetro no decorrer do processo de
alargamento foram construídos gráficos mantendo fixa a condição de lubrificação. A figura
4.7 apresenta os três gráficos gerados avaliando a variação do diâmetro em função da
quantidade de furos alargados para as condições 4.7(a) inundação, 4.7(b) MQL1 = 50 ml/h e
4.7(c) MQL2 = 30ml/h. Analisando os gráficos da figura 4.7 para todas as condições de
lubrificação observa-se pouquíssima variação do diâmetro, podendo-se afirmar que o
sobremetal não exerce influência significativa no diâmetro para as condições testadas.

71
(a) Diâmetro por inundação (concentração 10%)
13,48
13,485
13,49
13,495
13,5
13,505
13,51
13,515
13,52
10 30 50
Furos
(mm
)
0,5
0,3
0,1
(b) Diâmetro por MQL1 (50 ml/h)
13,485
13,49
13,495
13,5
13,505
13,51
13,515
13,52
10 30 50
Furos
(mm
)
0,5
0,3
0,1
(c) Diâmetro por MQL2 (30 ml/h)
13,4920
13,4940
13,4960
13,4980
13,5000
13,5020
13,5040
13,5060
10 30 50
Furos
(mm
)
0,5
0,3
0,1
Figura 4.7 – Influência do sobremetal no diâmetro

72
Este fato pode ter acontecido pelo atrito dos insertos nas faces dos furos usinados, e o
alisamento das duas guias laterais do alargador monocortante pode ter proporcionado
estabilidade no experimento. Deve-se considerar que a força de corte e a força passiva que
são gerados na aresta de corte são transferidos para a superfície do furo pelas guias, de tal
forma que a ferramenta é guiada no furo usinado e a superfície é alisada (WEINERT et
al.,1998). Contudo, pode-se verificar que para o menor sobremetal (0,1 mm), na condição de
lubrificação por inundação (figura 4.7(a)), houve uma variação maior no diâmetro de
aproximadamente 15 µm, fato este que não foi observado para as condições de mínima
quantidade de lubrificação.
Chiffre et al. (2009) estudaram alargamento de aço inoxidável com MQL. Os autores
observaram que na utilização do sistema com um bocal direcionado bem próximo da peça, a
450 da lateral do alargador e com lubrificação externa com vazões de 50 e 60 ml/h, apresentou
um resultado dimensional nominal bem próximo da tolerância H7 (0 a 18 µm) para pequenos
sobremetais (0,05 e 0,1 mm).
De um modo geral, para maiores sobremetais, percebe-se uma variação de
aproximadamente 5 µm no diâmetro para todas as condições de lubrificação. Desta forma,
pode-se observar que não houve alterações significativas do dimensional com a utilização de
lubrificação por inundação. Também é importante salientar que todos os diâmetros medidos
para todas as condições de sobremetais ficaram dentro da tolerância H7.
4.2.2 Influência do sobremetal na rugosidade (Ra)
O efeito do sobremetal sobre a rugosidade (Ra) está apresentado na figura 4.8, onde
foram fixadas as condições de lubrificação. Observa-se na figura 4.8 que a rugosidade (Ra)
aumenta para todos os valores de sobremetal estudados. Quando se utiliza fluido de corte por
inundação observa-se que para o menor sobremetal (0,1 mm), tem-se os piores valores de
rugosidade. Este fato, segundo Bezerra et al. (1998), pode ser atribuído à pequena quantidade
de material removido e consequente esmagamento do material por deformação plástica.
Ao analisar as figuras 4.8 (b) e (c) verifica-se que este efeito é minimizado, onde o
menor sobremetal permite bons resultados de qualidade superficial. Também é importante
salientar que uma diminuição da lubrificação, como no caso do MQL2 (30 ml/h), maiores
valores de rugosidade foram encontrados prejudicando o acabamento superficial dos furos
alargados. Santos (2004) diz que a capacidade lubrificante do fluido de corte influencia na

73
rugosidade, sendo que melhores resultados são obtidos quando o fluido de corte apresentar
maior poder de lubrificação.
Para o sobremetal de 0,5 mm observou-se menor variação da rugosidade durante o
processo de alargamento com MQL1 (50 ml/h) e com fluido de corte aplicado por inundação.
Contudo para condição de menor lubrificação MQL2 (30ml/h) houve uma variação
considerável.
De acordo com Bezerra (1998), a melhora da rugosidade para velocidades de corte
maiores que 50 m/min foi atribuída ao desaparecimento das arestas postiças de corte (APC) e
a rigidez suficiente do sistema para evitar que a vibração comprometesse o acabamento.
Então, para a sensível melhora da rugosidade com a mínima quantidade de
lubrificação MQL1 (50 ml/h), pode-se concordar que a velocidade de corte fixada em 100
m/min, a intercambialidade e ajuste dos insertos, e o controle do batimento do alargador,
mantiveram a rigidez suficiente do sistema planejado para a realização de um melhor
acabamento de alargamento.
O sobremetal 0,3 mm na média apresentou bons resultados e com poucas variações de
rugosidade em todas as condições de lubrificação. Bezerra (1998) investigou alargamento de
alumínio e verificou que o sobremetal de 0,3 mm proporcionou melhor acabamento
superficial.
Embora este trabalho tenha utilizado um material diferente obteve-se a mesma
conclusão.

74
(a) Rugosidade por inundação (concentração 10%)
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
10 30 50
Furos
(µm
)
0,5
0,3
0,1
(b) Rugosidade por MQL1 (50 ml/h)
0
0,5
1
1,5
2
10 30 50
Furos
(µm
)
0,5
0,3
0,1
(c) Rugosidade por MQL2 (30ml/h)
0,0000
0,5000
1,0000
1,5000
2,0000
2,5000
3,0000
3,5000
10 30 50
Furos
(µm
)
0,5
0,3
0,1
Figura 4.8 – Influência do sobremetal na rugosidade (Ra)

75
4.2.3 Influência do sobremetal na circularidade
Para avaliar a tolerância dimensional de um furo não é suficiente considerar apenas as
medidas do diâmetro, pois não são suficientes para assegurar que um furo seja totalmente
cilíndrico (ALMEIDA, 2008).
Durante a fabricação, a forma e o posicionamento relativo desses elementos
geométricos são desviados da situação ideal. Se estes desvios irão comprometer a
funcionalidade da peça, tolerâncias deverão ser aplicadas aos mesmos. As tolerâncias desses
desvios (tolerância de forma, de orientação, de posição e de batimento) constituem as
chamadas tolerâncias geométricas (ROSAS, 1983 apud DA SILVA, 2001).
Segundo Bezerra (1998), existem alguns desses desvios de forma na produção de
furos. Devem-se considerar o erro de circularidade e cilindricidade, como os principais
obstáculos quando se almeja alta precisão e alta qualidade dos furos. O erro de circularidade é
medido através da circunscrição do mesmo em um círculo básico onde a área interna formada
pelas linhas do furo real e do círculo básico é igual à área externa formada pelas mesmas
linhas. Seu valor é a máxima diferença entre o raio maior (R) e o raio menor (r).
O efeito do sobremetal sobre os erros de circularidade obtidos neste experimento,
estão apresentados na figura 4.9. Através da análise dos gráficos (a), (b) e (c) pode-se
observar que nos menores sobremetais tem-se maiores erros de circularidade, sendo este fato
mais expressivo para o alargamento por inundação.
Segundo Almeida (2008), na usinagem de materiais frágeis, como o ferro fundido, o
processo de formação do cavaco é dominado mais intrinsecamente pela nucleação e
propagação de trincas com pouca deformação. A propagação dessas trincas na região do plano
de cisalhamento primário imposta pela ação da cunha cortante é um processo de pouco
controle, podendo invadir a peça, promovendo destacamento de material além do
programado.
Os resultados demonstram que este controle pode ser mais crítico para menores
quantidades de material a ser retirado (menores sobremetais).
Este fato também foi observado por Bezerra (1998) no alargamento de liga de
alumínio. Este autor verificou que os melhores resultados foram obtidos entre as
profundidades de corte de 0,2 e 0,3 mm. Isto pode ser explicado da mesma forma como na
rugosidade, onde valores muito pequenos de sobremetais acarretariam em esmagamento de
material em algumas áreas da superfície do furo, enquanto valores maiores de sobremetais
tenderiam a piorar os resultados de circularidade.

76
(a) Circularidade por inundação (concentração 10%)
0
2
4
6
8
10
12
14
16
10 30 50
Furos
(µm
)
0,5
0,3
0,1
(b) Circularidade por MQL1 (50 ml/h)
0,0000
1,0000
2,0000
3,0000
4,0000
5,0000
6,0000
7,0000
8,0000
9,0000
10 30 50
Furos
(µm
)
0,5
0,3
0,1
(c) Circularidade por MQL2 (30 ml/h)
0
1
2
3
4
5
6
7
8
10 30 50
Furos
(µm
)
0,5
0,3
0,1
Figura 4.9 – Influência do sobremetal na circularidade

77
Quando se utiliza MQL (50 ml/h), o efeito do sobremetal sobre a circularidade foi
minimizado. Na figura 4.9(b) observa-se resultados semelhantes de circularidade para todos
os sobremetais estudados.
O erro de circularidade pode ocorrer por uma fixação não correta de peças e do
sistema utilizado (BEZERRA, 1998). Pode-se concluir que a circularidade da figura 4.9(b) foi
obtida devido a boa fixação do sistema utilizado como: monitoramento periódico (semanal)
do batimento da ferramenta e fixação do corpo de prova, por exemplo.
4.3 AVALIAÇÃO DA CONDIÇÃO DE LUBRIFICAÇÃO
Nesta fase da análise e discussão serão mostrados os resultados de diâmetro,
rugosidade (Ra) e circularidade, suas possíveis interações com lubrificação por inundação
(concentração de 10%) e mínima quantidade de lubrificação (MQL1 e MQL2). Tendo como
referência os furos 10, 30 e 50, respectivamente.
4.3.1 Influência da condição de lubrificação sobre o diâmetro
Os gráficos da figura 4.10 mostram uma avaliação do diâmetro em função da condição
de lubrificação, fixando-se o sobremetal. Analisando os gráficos observa-se uma leve
tendência de diminuição do diâmetro no decorrer do processo de alargamento, uma pequena
alteração do diâmetro que pode ter acontecido pelo atrito dos insertos nas faces dos furos em
consequência do alisamento destes pelas duas guias laterais do alargador monocortante,
conforme também citado nos experimentos de Weinert et al. (1998).
Verifica-se que as variações do diâmetro para todas as condições de lubrificação
estudadas estão entre 2 a 5 μm, com exceção da condição de lubrificação por inundação com
o sobremetal 0,1 mm, onde a variação do diâmetro entre os furos medidos foi de 9 µm (figura
4.10(c). Portanto, todos os diâmetros estão dentro da tolerância H7. Chiffre et al. (2009)
também observaram em seu experimento de alargamento em aço inoxidável com MQL que os
furos ficaram próximos ao valor nominal e dentro da tolerância H7.
Almeida (2008) explica que devido ao ferro fundido vermicular (CGI) ser um pouco
mais dúctil que o ferro fundido cinzento, sua deformação plástica é relativamente mais
dominante, alterando o controle de qualidade dos furos alargados.
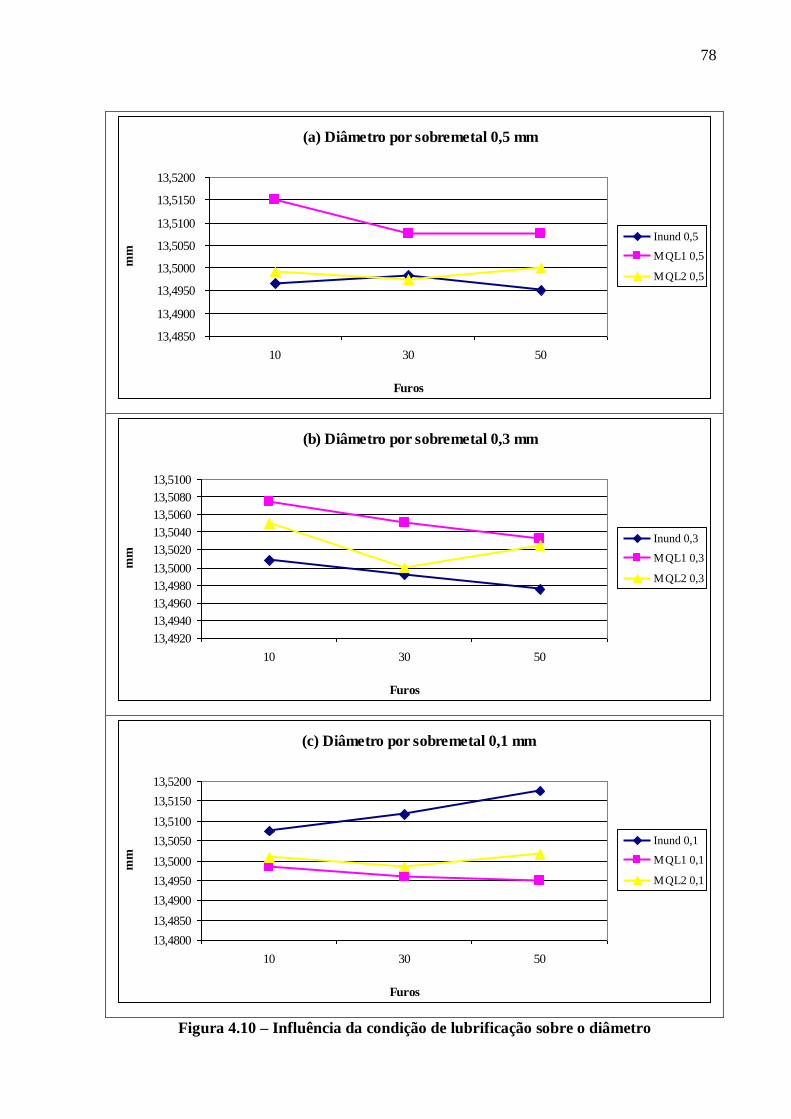
78
(a) Diâmetro por sobremetal 0,5 mm
13,4850
13,4900
13,4950
13,5000
13,5050
13,5100
13,5150
13,5200
10 30 50
Furos
mm
Inund 0,5
MQL1 0,5
MQL2 0,5
(b) Diâmetro por sobremetal 0,3 mm
13,4920
13,4940
13,4960
13,4980
13,5000
13,5020
13,5040
13,5060
13,5080
13,5100
10 30 50
Furos
mm
Inund 0,3
MQL1 0,3
MQL2 0,3
(c) Diâmetro por sobremetal 0,1 mm
13,4800
13,4850
13,4900
13,4950
13,5000
13,5050
13,5100
13,5150
13,5200
10 30 50
Furos
mm
Inund 0,1
MQL1 0,1
MQL2 0,1
Figura 4.10 – Influência da condição de lubrificação sobre o diâmetro

79
A partir destas considerações e análise da figura 4.10 verifica-se que a condição de
lubrificação não exerce influência significativa sobre o diâmetro dos furos alargados.
4.3.2 Influência da condição de lubrificação sobre a rugosidade (Ra)
Como já esperado, a rugosidade (Ra) sofre influência da condição de lubrificação. Pela
figura 4.11, os valores de rugosidade aumentaram no decorrer da operação de alargamento e
em função de uma menor lubrificação do processo, maiores valores de rugosidade foram
observados para a condição MQL = 30 ml/h (figuras 4.11 (a), (b) e (c)).
Chiffre et al. (2009) observaram que uma taxa de lubrificação maior conduz a uma
menor rugosidade, e que ao mesmo tempo, uma taxa de lubrificação menor conduz a uma
rugosidade mais alta. E ainda explica, que quando acontecem estes resultados nas condições
de corte diferentes, o processo de alargamento mostrou-se estável.
Conforme já citado, Weinert et al. (2004) descrevem em seus experimentos que a
geração de calor produzido pelas guias do alargador, prejudica a superfície alargada. E para a
correção deste evento, é importante a alimentação de jato de MQL por canais internos, e o
processo deve ter uma abertura média da saída de MQL, sendo um fator decisivo para
assegurar uma boa lubrificação das guias do alargador e no transporte do cavaco. Isto pode ser
verificado principalmente para baixas vazões de MQL (30 ml/h), onde neste experimento, a
alimentação do lubrificante foi externa, um bocal totalmente aberto direcionado com jato bem
próximo a 450 da lateral do alargador.
Os melhores resultados de rugosidade foram obtidos para a condição de lubrificação
por inundação (concentração 10%) para todos os sobremetais fixados. Contudo, ao analisar os
valores de rugosidade obtidos para a condição de MQL = 50 m/h, observa-se que estes valores
estão próximos aos obtidos pela condição de inundação. Segundo Kalpakijan e Schmid
(2008), as rugosidades esperadas para o alargamento estão na faixa de 0,8 μm e 3,2 μm.
Sendo que os valores de rugosidade obtidas nas condições descritas neste parágrafo estão
entre 1 e 1,5 μm. Conclui-se que, pode-se trabalhar com uma quantidade reduzida de fluido de
corte no alargamento de ferro fundido vermicular, sem prejudicar a qualidade superficial.

80
(a) Rugosidade por sobremetal 0,5 mm
-
0,5000
1,0000
1,5000
2,0000
2,5000
3,0000
3,5000
10 30 50
Furos
(µm
)
Inund 0,5
MQL1 0,5
MQL2 0,5
(b) Rugosidade por sobremetal 0,3
0,0000
0,2000
0,4000
0,6000
0,8000
1,0000
1,2000
1,4000
1,6000
1,8000
2,0000
10 30 50
Furos
(µm
)
Inund 0,3
MQL1 0,3
MQL2 0,3
(c) Rugosidade por sobremetal 0,1
0,0000
0,5000
1,0000
1,5000
2,0000
2,5000
3,0000
10 30 50
Furos
(µm
)
Inund 0,1
MQL1 0,1
MQL2 0,1
Figura 4.11 – Influência da condição de lubrificação sobre a rugosidade (Ra)

81
4.3.3 Influência da condição de lubrificação sobre a circularidade
Os valores obtidos para a circularidade considerando sua influência pela condição de
lubrificação estão apresentados nos gráficos da figura 4.12. Pode-se verificar que os valores
de circularidade não sofrem variações significativas em função da condição de lubrificação,
mostrando uma relativa estabilidade nos erros de forma (circularidade).
Resultados semelhantes foram observados por Chiffre et al. (2009). Eles observaram
que a circularidade manteve-se estável para as condições de alargamento estudadas em aço
inoxidável com MQL (50 e 60 ml/h). Souza também (2004) verificou que o tipo de fluido de
corte não influencia estatisticamente a circularidade dos furos após o alargamento de aço. Os
fluidos de corte estudados por Souza (2004) se diferenciavam pelo poder lubrificante.
Portanto, pode-se concluir que um bom desempenho em termos de precisão
dimensional e geométrica pode ser obtido com a utilização da mínima quantidade de
lubrificante (MQL), principalmente para vazão de 50 ml/h.

82
(a) Circularidade por sobremetal 0,5
-
1,0000
2,0000
3,0000
4,0000
5,0000
6,0000
7,0000
8,0000
10 30 50
Furos
(µm
)
Inund 0,5
MQL1 0,5
MQL2 0,5
(b) Circularidade por sobremetal 0,3
0,0000
1,0000
2,0000
3,0000
4,0000
5,0000
6,0000
7,0000
10 30 50
Furos
(µm
)
Inund 0,3
MQL1 0,3
MQL2 0,3
(c) Circularidade por sobremetal 0,1
0,0000
2,0000
4,0000
6,0000
8,0000
10,0000
12,0000
14,0000
16,0000
10 30 50
Furos
(µm
)
Inund 0,1
MQL1 0,1
MQL2 0,1
Figura 4.12 – Influência da condição de lubrificação sobre a circularidade

83
4.4 AVALIAÇÃO GERAL DAS CONDIÇÕES ESTUDADAS
Para a avaliação geral da influência conjunta das variáveis de processo estudadas
(condição de lubrificação e sobremetal) em todos os níveis, são mostrados gráficos, na qual
todas as condições de ensaios estudados são plotadas num mesmo gráfico, a partir do qual
pode-se identificar qual a condição que exerce menor influência sobre as variáveis de
resposta: diâmetro, rugosidade (Ra) e circularidade.
No conjunto de gráficos da figura 4.13, a maior variação de diâmetro acontece na
lubrificação por inundação (concentração 10%) e menor sobremetal (0,1 mm), seguido da
variável de MQL1 (50 ml/h) e maior sobremetal (0,5 mm), e estas, são as condições extremas.
Os demais resultados se mantêm estáveis, com variação em torno de 5 µm, podendo
considerar estes resultados desprezíveis, pois não interferem na precisão dimensional dos
furos alargados.
Diâmetro
13,4800
13,4850
13,4900
13,4950
13,5000
13,5050
13,5100
13,5150
13,5200
10 30 50
Furos
mm
Inund 0,5
MQL1 0,5
MQL2 0,5
Inund 0,3
MQL1 0,3
MQL2 0,3
Inund 0,1
MQL1 0,1
MQL2 0,1
Figura 4.13 - Média de diâmetro por condição de lubrificação
Se há uma busca por menores valores de rugosidade é aconselhável realizar o
alargamento de ferro fundido vermicular com lubrificação por inundação e sobremetal 0,1
mm, obtendo-se rugosidades menores do 1 µm (figura 4.14). O pior resultado de rugosidade
foi obtido na combinação entre a lubrificação por MQL2 (30 ml/h) e maior sobremetal (0,5
mm). As demais condições também se mantêm estáveis.

84
Rugosidade (Ra)
-
0,5000
1,0000
1,5000
2,0000
2,5000
3,0000
3,5000
10 30 50
Furos
(µm
)
Inund 0,5
MQL1 0,5
MQL2 0,5
Inund 0,3
MQL1 0,3
MQL2 0,3
Inund 0,1
MQL1 0,1
MQL2 0,1
Figura 4.14 - Média de rugosidade (Ra) por condição de lubrificação
Nas aplicações gerais de superfícies, é comum os furos alargados ficarem na gama
entre 0,8 e 3,2 mm, e nos alargamentos de alta precisão pode-se produzir um acabamento de
rugosidade menor que 0,4 µm (CHIFFRE et al., 2009).
A avaliação da circularidade em função das condições ensaiadas é apresentada na
figura 4.15. Observa-se que para a maioria das combinações de condição de lubrificação e
sobremetal, os erros de circularidade se mantêm estável. Cabe destacar, que a condição de
lubrificação por inundação (concentração 10%) e menor sobremetal (0,1 mm) apresentam
maiores erros de circularidade, em torno de 12 µm.
Circularidade
-
2,0000
4,0000
6,0000
8,0000
10,0000
12,0000
14,0000
16,0000
10 30 50
Furos
(µm
)
Inund 0,5
MQL1 0,5
MQL2 0,5
Inund 0,3
MQL1 0,3
MQL2 0,3
Inund 0,1
MQL1 0,1
MQL2 0,1
Figura 4.15 - Média de circularidade por condição de lubrificação

85
A partir do exposto no capítulo 4 pode-se verificar que embora a aderência da resposta
obtida na análise ANOVA seja razoável (R2< 75), a maioria das conclusões obtidas pelo
modelo estatístico pode ser comprovada pela análise individual dos variáveis de processo.

86
5 CONCLUSÕES
Um dos resultados obtidos neste processo de alargamento em ferro fundido
vermicular, foi que quando se trata de precisão, e principalmente, da qualidade de um
processo de usinagem (alargamento), mesmo sendo de fabricação unitária ou seriada pode-se
ter seus objetivos planejados de confiabilidade alcançados, bem como a qualidade requerida
através da análise ANOVA.
Pela análise estatística ANOVA, a variável sobremetal não exerce influência
significantiva sobre o diâmetro, bem como a interação entre as variáveis de sobremetal e
condição de lubrificação. Observa-se um acréscimo não linear da rugosidade (Ra) com o
aumento do sobremetal e condições de lubrificação. A interação destas variáveis influenciam
nos valores de rugosidade. As variáveis de sobremetal exercem influência sobre a
circularidade, apresentando maiores erros de forma para o menor sobremetal, e nas condições
de lubrificação não há variação nos valores de circularidade. A interação entre estas variáveis
não exercem estatisticamente influência sobre a circularidade.
Na avaliação isolada do sobremetal no diâmetro, percebe-se uma variação aproximada
de 5 µm para todas as condições de lubrificação, com todos os diâmetros dentro da tolerância
H7 (0 a + 0,018 mm). Houve uma sensível melhora da rugosidade com a influência do
sobremetal. Pode-se concordar que foi proporcionado pelo monitoramento periódico do
sistema montado para execução do experimento. Já na análise individual da influência do
sobremetal na circularidade teve-se um controle mais crítico para menores sobremetais.
Na avaliação isolada da condição de lubrificação no diâmetro, todos os diâmetros
também estão dentro da tolerância H7, não tendo influência significativa sobre o diâmetro. Os
melhores resultados de rugosidade foram obtidos para a condição de lubrificação por
inundação (para todos os sobremetais). Na circularidade a influência destas variáveis mostram
estabilidade, com bom desempenho da lubrificação por MQL1 (50 ml/h).
Finalmente, conclui-se que a redução do uso de fluido de corte através do MQL é
totalmente viável para o processo de alargamento em ferro fundido vermicular, mantendo os
requisitos de qualidade superficial e precisão geométrica e de forma requeridos para este
processo de acabamento.

87
6 SUGESTÕES PARA FUTUROS TRABALHOS
Realizar experimentos em ferro fundido vermicular com quantidade maior de furos
alargados com intuito de avaliar a vida da ferramenta.
Estudar a utilização de um sistema de MQL com lubrificação interna do alargador e
comparar com aplicação externa.
Estudar possíveis combinações de vazão de MQL e tipos de revestimentos de
ferramentas que permitam melhores resultados no alargamento de ferros fundidos.

88
REFERÊNCIAS
AGARICO, J. Uso de alargadores na usinagem de materiais endurecidos. Revista alemã
Werkstatt und Betrieb. Copyright by Carl Hanser Verlag, Munique (Alemanha). Tradução:
Werner S. Rothschild. Adaptação: Alexandre Tadeu Simon. Revista Máquinas & Metais,
2002.
ALMEIDA, D. O. Investigação de desvios geométricos no alargamento de ferro fundido
com ferramentas revestidas / Dissertação (mestrado) – Universidade Federal de Uberlândia,
Programa de Pós-Graduação em Engenharia Mecânica, 2008.
ALVES, S. M. Adequação Ambiental do Processo de Retificação Através de um Novo
Conceito de Fluido de Corte. 2005. 185 f. Tese (Doutor) - Curso de Engenharia Mecânica,
Departamento de Engenharia Mecânica, Escola de Engenharia de São Carlos da Universidade
de São Paulo, São Carlos, 2005.
AOYAMA, T. et al. Development of a new lean lubrication system for near dry
machining process. CIRP Annals - Manufacturing Technology 57, 2008.
ATTANASIO, A. et al. Minimal quantity lubrication in turning: Effect on tool wear.
Wear 260 (2006) 333–338, 2005.
ACCU-LUBE. El sistema de micro lubricación seguro para el medio ambiente y sin
problemas en la eliminación de desechos. Disponible em: http://google.com.br/accu-lube.com.
Acesso em: 20 junlho 2009, 22h03min.
ÁVILA, R. F. et al. Influência do fluido de corte sobre a força de usinagem e o
acabamento do aço inoxidável austenítico ABNT 304. VII seminário brasileiro do aço
inoxidável, de 23 a 25/novembro/2004, São Paulo – SP.
AVILA, R. F.; ABRÃO, A. M. O efeito do uso de fluidos de corte na vida de ferramentas
cerâmicas. Congresso Brasileiro de Engenharia Mecânica (Cobem) 99 / Águas de Lindóia
(SP); Associação Brasileira de Ciências Mecânicas (ABCM) / Revista Máquinas & Metais,
2000.

89
BARADIE, M. A. Cutting fluids: Part I. Characterisation. Journal of Materials Processing
Technology, Volume 56, Issues 1-4, January 1996, Pages 786-797.
____. Cutting fluids: Part II. Recycling and clean machining. Journal of Materials
Processing Technology, Volume 56, Issues 1-4, January 1996, Pages 798-806.
BARTZ, Wilfried J. Lubricants and the environment. Elsevier Science Ltd. Printed in
Great Britain. Nos 1–3, pp. 35–47, 1998.
BECK. Indexable insert tools for fine machining of bored holes – RB01/RB03. Catálogo
do Fabricante, 1996.
BELLUCO, W.; CHIFRE, L. Surface integrity and part accuracy in reaming and tapping
stainless steel with new vegetable based cutting oils. Tribology International, v 35, n 12, p
865-870, dez. 2002.
____. Correlation of cutting performance in different machining operations. Annals of
the CIRP, 2001.
BERSENKOWITSCH, H. Medidas de segurança no manuseio de agentes refrigerantes.
Máquinas e metais: Saúde Ambiental, Florianópolis, v. 24, n. , p.24-33, 2000.
BEZERRA, A. A. Influência dos principais parâmetros no processo de alargamento de
uma liga de alumínio-silício. Dissertação apresentada à Universidade Federal de Uberlândia
(MG) como parte dos requisitos para obtenção do título de Mestre em Engenharia Mecânica.
Uberlândia (MG), 1998.
BEZERRA, A. A.; MACHADO, Á. R.; JÚNIOR, A. M. S. Importância do ângulo de hélice
no desempenho dos alargadores multicortantes. Congresso Brasileiro de Engenharia
Mecânica (Cobem) 99 / Águas de Lindóia (SP); Associação Brasileira de Ciências Mecânicas
(ABCM) / Revista Máquinas & Metais, 2000.
BHATTACHARYYA, O.; KAPOOR, S. G.; DE VOR, R. E. Mechanistic model for the
reaming process with emphasis on process faults. International Journal of Machine Tools
& Manufacture 46 (2006) 836–846, 2006.
90
BOEHS, L. Influência do sulfeto de manganês na usinabilidade do ferro fundido
maelável preto ferrítico. 1979. 105 f. Dissertação (Mestrado em Engenharia Mecânica –
Departamento de Engenharia Mecânica, Universidade Federal de Santa Catarina,
Florianópolis).
BOSSARDI, J. C. S. Análise comparativa dos meios lubri-refrigerantes na furação do
ferro fundido vermicular com brocas helicoidais de metal-duro revestidas com TiALN.
Dissertação de Mestrado - Departamento de Engenharia Mecânica da Universidade Federal de
Santa Catarina. Florianópolis, 2008.
CAKCYR, O.; KCYAK, M.; AITAN, E. Comparison of gases applications to ewt and dry
cuttings in turning. Journal Of Materials Processing Technology, Istanbul, Turkey v. 154, n.
153, p.35-41, 2004.
CANALE, J. A. Estudo da soldagem de recuperação do ferro fundido vermicular através
do processo oxiacetilênico. Dissertação submetida à Universidade Federal de Santa Catarina
para obtenção do grau de mestre em ciência e engenharia de materiais. Florianópolis,
dezembro de 2005.
CATAI, R. E. et al. Dermatoses, um sério problema para a saúde dos trabalhadores
dentro das indústrias. XI SIMPEP - Bauru, SP, Brasil, 08 a 10 de novembro de 2004.
____. Study of optimized methods of cutting fluids application in grinding process.
Revista de Ciência & Tecnologia • v. 11, nº 22 – pp. 7-18, 2003.
CHIAVERINI, V. Aços e ferros fundidos: características gerais, tratamentos térmicos,
principais tipos / Vicente Chiaverini. 7ª ed. ampl. E ver. São Paulo, 1996.
CHIFFRE, L. et al. Investigation on capability of the reaming process using minimal
quantity lubrication. CIRP Journal of Manufacturing Science and Technology 2 (2009) 47–
54.
CHIFFRE, L.; BELLUCO, W. Comparison of methods for cutting fluid performance
testing. Annals of the CIRP, v 49/1, p 57-60, 2000.

91
COLPAERT, H. Metalografia dos produtos siderúrgicos comuns / Hubertus Colpaert;
revisão técnica André Luiz V. da Costa e Silva. – 4ª edição – São Paulo: Edgard Blucher,
2008.
DA SILVA, R. B. Alargamento Cônico do Ferro Fundido Nodular GGG40. Dissertação
de Mestrado - Universidade Federal de Minas Gerais, Belo Horizonte, 2001.
DAWSON, S. et al. Mechanical and physical properties of compact graphite iron. Global
Power Congress, October 1998.
DAWSON, S. Propriedades operacionais do ferro fundido de grafita compactada (CGI):
feedback de programas de testes em andamento. SinterCast S. A. Ch. De la Clergère, 23,
CH 1009 Pully, Suiça. Fevereiro de 1994.
_____. Compacted graphite iron: mechanical and phisical properties for engine design.
SinterCast S. A. Ltd. Based on a paper present at: Werkstoff und Automoblantried (Material
in Powertrain). VDI (Verein Deutscher Ingenieure). Dresden, Germany, 28-29 October 1999.
DAWSON, S. et al. The effect of metallutgical variables on the machinability of
compacted graphite iron. In: COMPACTED GRAPHITE IRON – MACHINING
WORKSHOP, 1999, Bad Nauheim. Anais… Bad Nauheim: 1999.
DAWSON, S.; ROBBINS M.; REUTER U. The effect of metallurgical variables on the
machinability of compacted graphite iron. Society of Automotive Engineers, Inc. 2001-01-
0409.
DIAS, A. P. et al. Avaliação da toxicidade aguda de fluidos de corte utilizados em
processos de usinagem usando como organismos-teste poecilia reticulata e daphnia
magna / Departamento de Engenharia Sanitária e Ambiental – Laboratório de Toxicologia
Ambiental Centro Tecnológico – UFSC. Biotemas, 19 (3): 7-13, setembro de 2006.
DINIZ, A. E.; MARCONDES, F. C.; COPPINI, N. L. Tecnologia da usinagem dos
materiais. 2ª ed. São Paulo, 2000.

92
____. Tecnologia da usinagem dos materiais. 5ª ed. São Paulo: Artliber Editora, 2006.
FERNANDES, U. B. et al. Análise da influência do tempo de centelhamento na
retificação cilíndrica externa de mergulho de aços endurecidos VC-131. XI SIMPEP –
Bauru, SP, Brasil, 08 a 10 de novembro de 2004. Disponível em: <
http://www.google.com.br/ componentes+do+aplicador+mql+ACCU-LUBE>. Acesso em: 17
jul. 2009.
FERRARESI, D. Usinagem dos metais. 3ª ed. São Paulo, 1975.
FILTRO de gauss (cut-off). Joinville: Laboratório de Metrologia da Sociedade Educacional
de Santa Catarina – SOCIESC. Porque é necessário medir acabamento superficial?, 2009, 23
p.
GAITONDE, V. N.; KARNIK, S. R.; DAVIM J. P. Selection of optimal MQL and cutting
conditions for enhancing machinability in turning of brass. Journal of materials
processing technology, 2008.
GOODRICHT, G. M. Uncovering the path to cast iron machinability solutions.
Revista Modern Casting, artigos disponíveis pela Internet, junho 2003 / Revista
FOUNDRY. Estudo de caso 2 – Revista Fundição & Matérias-Primas, nº 66 – junho 2005
GUESSER, W. Ferro fundido com grafita compacta/Tecnologias limpas permitem o
desenvolvimento de motores a diesel com melhor desempenho. Tupy Fundições e UDESC.
Revista Máquinas & Metais, 2002.
HEINEMANN, R. et al. Effect of MQL on the tool life of small twist drills in deep-hole
drilling. International Journal of Machine Tools & Manufacture, 2006.
IGNÁCIO, É. A. Caracterização da legislação ambiental brasileira voltada para a
utilização de fluidos de corte na indústria metal-mecânica. Dissertação submetida à
Universidade Federal de Santa Catarina para a obtenção do Grau de Mestre em Engenharia de
Produção. Florianópolis, novembro de 1998.

93
ISCAR TOOLING SYSTEMS. Retention knob. Catálogo Iscar New Line, 1998, p. 108.
KANLAYASIRI, K.; BOONMUNG, S. Effects of wire-EDM machining variables on
surface roughness of newly developed DC 53 die steel: Design of experiments and
regression model. Journal of Materials Processing Technology. 2007.
KALPAKJIAN, S.; SCHMID, S. R. Manufacturing Processes for Engineering Materials.
5th Ed. Publ. Prentice Hall, Singapore. 2008.
KOPPKA, F.; ALLERMEIR, A. O ferro fundido de grafita vermicular ajuda a dominar
as altas pressões de combustão. Revista alemã Werkstatt und Betrieb. Copyright by Carl
Hanser Verlag, Munique (Alemanha) / Revista Máquinas & Metais, 2005.
KOTTHAUS, H. Técnica da produção industrial / Processos e Dispositivos de Produção -
Máquinas Operatrizes e de Transporte da Escola de Engenharia de São Paulo da USP, 1966.
KRESS, D. A usinagem de materiais endurecidos elimina a retificação. Revista alemã
Werkstatt und Betrieb. Copyright by Carl Hanser Verlag, Munique (Alemanha). Tradução:
Werner S. Rothschild. Adaptação: Alexandre Tadeu Simon. Revista Máquinas & Metais,
2001.
____. El escariado con altas velocidades. Stuttgard, 1974. Tese de Doutorado - Universidad
de Stuttgard.
LUGSCHEIDER, E. et al. Investigations on hard coated reamers in different lubricant
free cutting operations. Surface & Coatings Technology, v 90, n 1-2, p 172-177, Mar. 1997.
____. Investigations on hard coated reamers in different lubricant free cutting
operations. Materials Science Institute, Aachen University of Technology, Aachen, Germany
CemeCon, dachen, Germany, 1996.
MACHADO, Á. R.; DINIZ, A. E. Vantagens e desvantagens do uso ( ou não) de fluidos de
corte. Congresso Usinagem 2000 – São Paulo (SP). Revista Metalurgia & Metais, 2000.

94
MARQUARD et al. Crank it up: New materials create new possibilities. Engine technology
international, v. 2, p. 58-60, 1998.
MAPAL. Produtos / ferramentas para usinagem de precisão. Disponível em:<
http://www.mapal.de/br/produkte_familie.php#0. > Acesso em: 20 julho 2009, 15h 35min.
MASON, F. As várias configurações das ferramentas de acabamento de furos. Tradução:
Marco Aurélio Conceição. Adaptação: Alexandre Tadeu Simon. Revista Máquinas & Metais,
2000.
MIRANDA, G. W. A. Uma contribuição ao processo de furação sem fluido de corte com
broca de metal duro revestida com TiAlN / Tese de doutorado apresentada à comissão de
Pós Graduação da Faculdade de Engenharia Mecânica, como requisito para obtenção do título
de Doutor em Engenharia Mecânica de Campinas, 2003.
METALS HANDBOOK. Machining Processes. Volume 16. 1989.
MOCELLIN, F. Avaliação da usinabilidade do ferro fundido vermicular em ensaios de
furação / Dissertação (doutorado) – Universidade Federal de Santa Catarina, Programa de
Pós-Graduação em Engenharia Mecânica, 2002.
NORMA MERCOCUR. Materiais metálicos. Referência NM 187 – 1:99, primeira edición
1999-04-01, Parte 1: Medição de dureza Brinell. Sociedade Educacional de Santa Catarina –
SOCIESC – Biblioteca Visconde de Mauá, 2009.
PAIVA, A. P. et al. Metodologia de projeto de experimentos (DOE) no modelamento de
processos de usinagem (Parte I). ISSN 1518-6091. Publicação da Divisão Coromant da
Sandvik do Brasil. Volume III (7) 1-8, setembro de 2007.
PEREIRA, C.; CORREA, S. J.; PIVATO, C. Como se apresentam e para que servem os
lubrificantes e refrigerantes. Congresso Usinagem 2000 – São Paulo (SP). Revista
Máquinas & Metais, 2005.

95
PEREIRA, W, X; HASSUI, A.; DINIZ, A. E. Comparação entre o ciclo convencional e o
de três avanços. Congresso Brasileiro de Engenharia Mecânica (Cobem) 2003 / São Paulo
(SP); Associação Brasileira de Ciências Mecânicas (ABCM) / Revista Máquinas & Metais,
2004.
PUERTAS, A. I.; PEREZ, L. C. J. Surface roughness prediction by factorial design of
experiments in turning processes. Journal of Materials Processing Technology 143–144-
390–396. 2003.
QUEIROZ, J. L. L.; BOEHS, L.; ANNA, F. S. Proposta para aprimorar o manejo dos
fluidos de corte. Máquinas e metais: Ambiental, Florianópolis, v. 250, n. , p.250-255, 1999.
RAKI'C, R.; RAKI'C, Z. Trigological aspects of the choice of metalworking fluid in
cutting processes. Journal Of Materials Processing Technology, Novi Sad, Yugoslávia, v.
124, n., p.25-31, 2002.
REUTER, U. et al. The Wear Process of CGI Cutting Machining Developments. In:
Compacted Graphite Iron – Machining Workshop, 2000, Darmstadt. Anals: 2000.
ROSA, L. C. Acabamento de Superfícies – Rugosidade Superficial, OMA – Oficina
Mecânica para Automação, Unesp, Sorocaba, 2005.
SANTOS, S. C; SALES, W. F. Aspectos tribológicos da usinagem dos materiais. Sandro
Cardoso Santos, Wisley Falco Sales. – São Paulo: Artliber Editora, 2007.
SANTOS, R. G. Avaliação do processo de alargamento de guias e válvulas. Dissertação de
mestrado, 107 p. PPG Mestrado em Engenharia Mecânica. Universidade Federal do Paraná
(UFPR), Curitiba, 2004.
SANTOS, R. G. D.; COSTA, D. D. Avaliação do processo com ferramentas
monocortantes. III Congresso Brasileiro de Engenharia de Fabricação (Cobef), em Joinville
(SC). Revista Máquinas & Metais, 2005.

96
SCHROETER, R. Alargamento de precisão em alumínio aeronáutico com ferramentas de
gume único regulável. Dissertação de Mestrado - Departamento de Engenharia Mecânica da
Universidade Federal de Santa Catarina, Florianópolis,1989.
SCHULZ, H.; KNEISE, T. Turn-Milling of Hardened Steels, an Alternative to Turning.
CIRP Anals v. 43/1/, 1994.
SILVA, E. J.; BIANCHI, E. C. Procedimentos-padrão para o uso correto de fluidos de
corte. Congresso Brasileiro de Engenharia Mecânica (Cobem) 99 / Águas de Lindóia (SP);
Associação Brasileira de Ciências Mecânicas (ABCM) / Revista Máquinas & Metais, 2000.
SOCIESC. Aulas de Teste de Hipóteses / Mestrado em Engenharia Mecânica, 2008.
SOUZA, J. F. et al. Influência dos fluidos de corte na usinagem do FoF
o vermicular. 8
0
Cibim, Congresso Iberamericano de Ingenieria Mecánica em 2007 / Revista Máquinas &
Metais, 2008.
STEFANESCU, D. M. et al. Compact Graphite Irons. Materials Science and Engineering:
A, Volumes 413-414, 15 December 2005, Pages 322-333.
STEMMER, C. E. Ferramentas de corte I / Caspar Erich Stemmer. 4ª ed. – Florianópolis:
Ed. da UFSC, 1995.
____. Ferramentas de corte II: brocas, alargadores, ferramentas de rosca, fresas,
brochas, rebolos e abrasivos / Caspar Erich Stemmer. 4ª ed. – Florianópolis: Ed. da UFSC,
1992.
STEPHENSON, D. A.; AGAPIOU, J. S. Metal Cutting Theory and Practice. 2ª ed., New
York: CRC Publisher, 2005. 864p.
SU, Y. et al. Refrigerated cooling air cutting of difficult-to-cut materials. International
Journal Of Machine Tools & Manufacture, London, v. 47, n. , p.927-933, 2007.

97
SUDA, S. et al. A synthetic ester as an optimal cutting fluid for minimal quantity
lubrication machining. Annals of the CIRP, v 51/1, p 95-98, 2002.
TASDELEN, B; WIKBLOM, T.; EKERED, S. Studies on minimum quantity lubrication
(MQL) and air cooling at drilling. Journal of materials processing technology, 2008.
THOMÉ, R. et al. Doenças causadas por microbactérias: uma revisão de trabalhos. XIII
Simpósio de Engenharia de Produção (Simpep) / Bauru (SP). Revista Máquinas & Metais,
2007.
TOWFIGHIAN, S. et al. Finite element modelling of low-speed femur reaming using
reamers with irregular tooth spacing. Elsevier Science Ltd. Journal of Sound and
Vibration. Handling Editor: S. Bolton. accepted 21 April 2008.
VELICHKO, A. et al. 3D Characterization of graphite morphologies in cast iron.
Advanced Engineeing Materials, 2007, v. 9 (1-2), p. 39-45.
_____. Unambiguous classifications of complex microstructures by their three-
dimensional parameters applied to graphite in cast iron. Acta Materialia, 2008.
WEINERT, K. et al. Dry machining and minimum quantity lubrication. CIRP Annals -
Manufacturing Technology, Volume 53, Issue 2, 2004,Anals CIRP 53 (2), pp. 511–537, 2004.
____. Alargadores de corte único: corte mais eficiente, além de vantagens econômicas.
Copyright by Carl Hanser Verlag (Alemanha). Tradução: Marco A. Conceição. Adaptação:
Alexandre Tadeu Simon. Revista Máquinas & Metais, 1998.
WEINGAERTNER, W. L. Tecnologia de usinagem do alumínio e suas ligas / Walter
Limdolfo Weingaertner, Rolf Bertrad Schroeter. 2a ed. São Paulo: Alcan Alumínio do Brasil,
1991.
WETZEL, D.; PEREIRA, J. Análises da influência dos fluidos de corte na usinagem do
ferro fundido vermicular / Monografia – Sociedade Educacional de Santa Catarina –
SOCIESC/ Programa de Graduação de Tecnologia em Mecânica, 2004.

98
XAVIER, F. A. Aspectos tecnológicos do torneamento do ferro fundido vermicular com
ferramentas de metal-duro, cerâmica e CBN. Dissertação de Mestrado, submetida à
Universidade Federal de Santa Catarina para a obtenção do grau de Mestre em Engenharia
Mecânica, Florianópolis 2003.
YUNG, K. Y.; MING, T. C.; SHOW, S. L. Optimization of dry machining parameters for
high-purity graphite in end milling process via design of experiments methods. Journal of
Materials Processing Technology. 2009.
ZEILMANN, R. P. et al. Diferentes condições de uso de fluidos lubrificantes e
refrigerantes. Congresso Usinagem 2006 – São Paulo (SP). Revista Metalurgia & Metais,
2007.
ZENG, Z; BELLUCO, W.; DE CHIFFRE, L. Evaluation of cutting fluids in multiple
reaming of stainless steel. Annals of the CIRP, 2002.
Top Related