







Línguas
Páginas
Legal

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
RAFAEL MARSON
Aplicação de enzimas para a produção de etanol de 2ª geração
Lorena 2014

RAFAEL MARSON
Aplicação de enzimas para a produção de etanol de 2ª geração
Trabalho de Conclusão de Curso
apresentado à Escola de Engenharia
de Lorena da Universidade de São
Paulo como requisito parcial para
obtenção do título de Engenheiro
Bioquímico.
Orientador: Julio César dos Santos
Lorena 2014
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA AFONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Marson, Rafael Aplicação de enzimas para a produção de etanol de2ª geração / Rafael Marson; orientador Julio Césardos Santos. - Lorena, 2014. 35 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaBioquímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2014Orientador: Julio César dos Santos
1. Produção de etanol de segunda geração. 2.Aplicação de celulase e xilanase. I. Título. II. dosSantos, Julio César, orient.

DEDICATÓRIA
Dedico este trabalho de conclusão
de curso aos meus pais, por todo o apoio
que me deram desde o memento em que
nasci, e a Nathalia por todo o amor,
incentivo, paciência e encorajamento.
RESUMO
MARSON, R. Aplicação de enzimas na produção de etanol de segunda
geração, Monografia (Graduação) – Escola de Engenharia de Lorena,
Universidade de São Paulo, Lorena, 2014
Esse trabalho visa exemplificar da utilização de enzimas, em particular
celulase e xilanase, na produção de etanol de segunda geração, revendo alguns
fatores que influenciam no processo, as dificuldades e os desafios para sua
produção, além de mostrar algumas estratégias empregadas para resolvê-las. Foi
possível constatar como esse processo é importante para o futuro da produção de
etanol e a possibilidade de crescimento desse mercado dentro de poucos anos.
Palavras chaves: Enzimas, Celulases, Xilanases, Etanol de segunda
geração
ABSTRACT
MARSON, R. Aplicação de enzimas na produção de etanol de segunda
geração, Monografia (Graduação) – Escola de Engenharia de Lorena,
Universidade de São Paulo, Lorena, 2014
This work aims to illustrate the utilization of enzymes, in particular celulase
and xilanase, in the production of second generation ethanol, reviewing some
factors that influence the process, the dificulties and challenges for its production,
beside of showing some estrategies used to solve it. It was possible to see how
this process is important to the future of ethanol production and the possibility of
marked growth in a few years.
Key word: Enzymes, Cellulases, Xylanases, Second generation ethanol
SUMÁRIO
1. Introdução 10
2. Materiais lignocelulósicos e a produção de etanol de segunda geração 12
2.1. Celulose 12
2.2. Hemicelulose 13
2.3. Lignina 14
2.4. Produção de etanol de segunda geração 15
2.4.1. Pré-tratamento 15
2.4.1.1. Pré-tratamento ácido 16
2.4.1.2. Pré-tratamento alcalino 16
2.4.1.3. Pré-tratamento por exemplo de vapor 16
2.4.1.4. Pré-tratamento por ozonólise 17
2.4.1.5. Pré-tratamento Organossolv 17
2.4.2. Hidrólise enzimática 18
2.4.3. Fermentação 18
3. Enzimas e sua aplicação na produção de etanol de segunda geração 19
3.1. Celulase 19
3.2. Aplicação da celulase 21
3.3. Xilanase 22
3.2. Aplicação de xilanase 22
4. Aplicação de celulases e xilanases na produção de etanol de
segunda geração 23
4.1. Produção de celulases e xilanases 24
4.2. Hidrólise enzimática no processo de produção de etanol de
segunda geração 25
4.2.1. Integração de processos 26
4.2.1.1. Hidrólise e fermentação em separado (SHF) 26
4.2.1.2. Sacarificação e Fermentação simultânea (SFF) 27
4.2.1.3. Sacarificação e Co-fermentação simultânea (SSCF) 28
4.2.1.4. Bioprocesso consolidado (CBP) 29
5. Conclusão 31
6. Referências 32

10
1. Introdução
A maior parte da energia utilizada no mundo atual é proveniente de fontes
não renováveis, como o petróleo e o carvão. O uso destas fontes tem resultado
em uma série de problemas e preocupações, que incluem o esgotamento de suas
reservas, instabilidade política de países produtores e emissões de gases de
efeito estufa e outros poluentes (CHERUBINI, 2010).
Devido a estes problemas, há uma tendência atual de utilização de
diferentes tipos de fontes de energia renováveis, como a solar e a eólica, além do
uso de biocombustíveis, como o etanol. Este tem grande importância
considerando a necessidade de substituir a gasolina em veículos automotores. De
fato, esta importância é facilmente inferida quando se considera que o setor de
transportes deverá ser responsável por 60% da demanda estimada de petróleo
para 2030, de 116 milhões de barris por dia (IEA, 2007; CHERUBINI, 2010).
O etanol pode ser obtido de fontes como cana-de-açúcar, milho e
beterraba. Os Estados Unidos são, atualmente, o maior produtor mundial.
Porém,o uso do milho como matéria-prima por este país acarretou um outro
problema, que foi a competição direta com a produção de alimentos e todas as
conseqüências que tal concorrência poderia acarretar, como o processo
inflacionário nos alimentos. No Brasil, segundo maior produtor de etanol mundial,
utiliza-se a cana-de-açúcar e, embora haja espaço para expansão desta cultura
sem grandes prejuízos ao uso da terra para produção de alimentos
(GOLDENBERG, 2007), pesquisas que resultem em aumento da produtividade
em etanol por tonelada de cana-de-açúcar são altamente desejáveis.
Com isso surgiram pesquisas na área de produção de etanol de
segunda geração (2ªG), que correspondem à produção deste álcool utilizando
materiais lignocelulósicos, entre os quais podem ser empregados até mesmo os
resíduos/subprodutos da produção de etanol, como o bagaço e a palha da
cana.De acordo com Szwarc(2008) “projeções existentes indicam que processos
de hidrólise poderiam produzir cerca de 300 litros de etanol por tonelada de
bagaço seco, aumentando o rendimento de produção de etanol por hectare em

11
até 100%.” Isso a médio e longo prazo, de inicio a previsão é de 35% a mais de
produto por hectare de cana-de-açucar. (Folha de São Paulo 27/04/2013)
A produção de etanol de segunda geração, no entanto, requer a
quebra das macromoléculas que constituem o material. Lignocelulósicos são
constituídos principalmente por três grandes frações macromoleculares, sendo
duas frações carboidrato – celulose e hemicelulose, e uma polifenólica – lignina
(FENGEL e WENEGER, 1989). A celulose é um homopolissacarídeo constituído por
unidades de glicose unidas entre si por ligações β(1→4), quando essas ligações
são quebradas são formadas glicoses que podem ser aplicadas diretamente no
processo de produção de açúcar, já a hemicelulose é um polissacarídeo formado
por vários tipos de monossacarios, porém o principal constituinte são as xiloses,
estas também podem ser utilizadas na produção de etanol, pois há micro-
organismos capazes de metabolizá-las. Mas para se quebrar essas moléculas é
necessário utilizar algum catalisador para que ocorra a hidrolise (OLSSEN, 2007).
Atualmente existem 3 processos catalíticos para a produção de etanol de
segunda geração que são: hidrolise por ácido concentrado, por acido diluído e
enzimática. Cada uma possui suas vantagens e desvantagens.Para a hidrólise por
ácido concentrado pode-se citar como pontos negativos o elevado consumo
energético para a recuperação do ácido, a alta corrosão dos equipamentos, por
isso é necessário um alto investimento em equipamentos e manutenção e a
geração de subprodutos indesejáveis que inibem a fermentação alcoólica. No caso
da hidrolise por ácido diluído a baixa taxa de conversão da celulose e da
hemicelulose, torna esse processo inviável. Por fim na hidrolise enzimática possui
como pontos negativos o elevado custo enzimático e o maior tempo para se obter
uma alta conversão da celulose e da hemicelulose, mas este processo possui as
vantagens de trabalhar em condições brandas de temperatura, pH e pressão, uma
conversão maior do que a obtida na hidrolise química e um menor acumulo de
inibidores da fermentação (SOARES e ROSSELL, 2014).
Por conta dos fatores citados acima as pesquisasfeitas nessa área estão
sendo todas direcionadas para a hidrólise enzimática, as enzimas utilizadas nesse
processosão a celulase e a xilanase, responsáveis por hidrolisar a celulose e a
12
hemicelulose, respectivamente, liberando glicose e xilose para a produção de
etanol de segunda geração.
Neste trabalho, serão apresentadas as duas principais enzimas que são
utilizadas para a hidrolise do material lignocelulósico, explicando-se seu
funcionamento esuas aplicações na produção de etanol 2ªG. Particularmente, será
abordado o emprego de celulaseses e xilanases.
2. Materiais lignocelulósicos e a produção de etanol de 2ª geração
Os materiais lignocelulósicos representam a maior fonte de compostos
orgânicos da biosfera. Esses materiais têm como principais componentes a
celulose, a hemicelulose e a lignina, além de outros componentes presentes em
menor quantidade, como as resinas e as pectinas.
2.1. Celulose
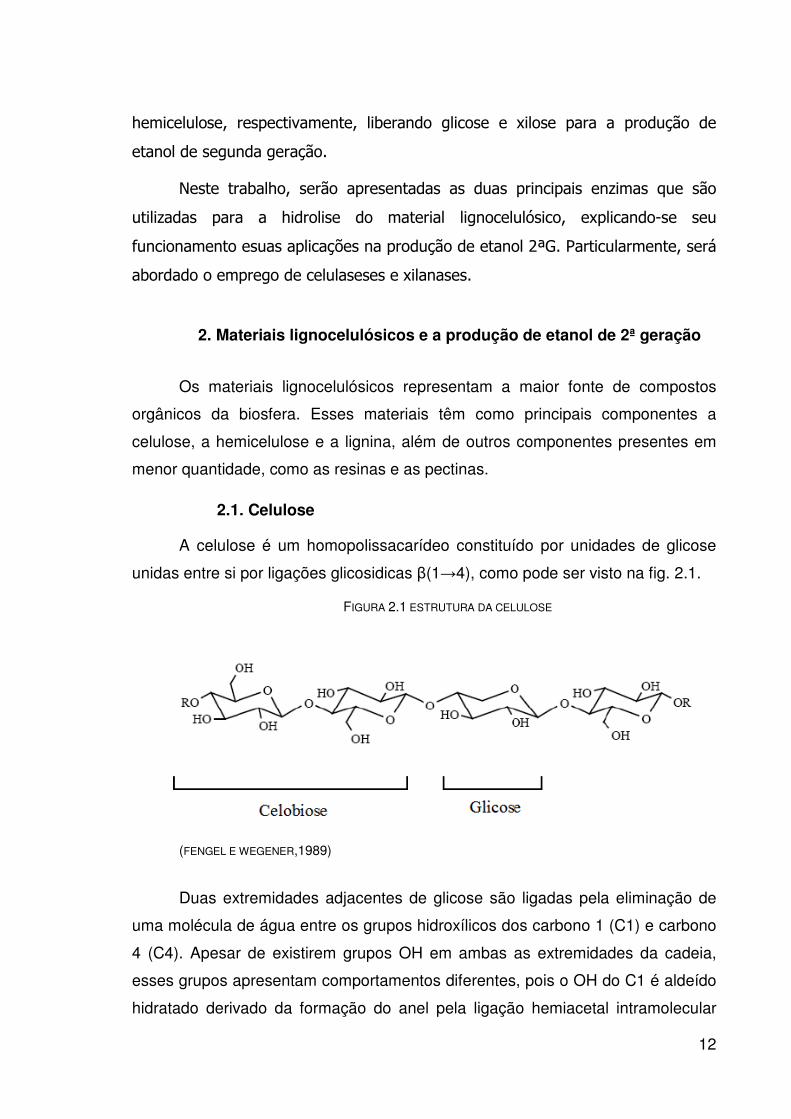
A celulose é um homopolissacarídeo constituído por unidades de glicose
unidas entre si por ligações glicosidicas β(1→4), como pode ser visto na fig. 2.1.
FIGURA 2.1 ESTRUTURA DA CELULOSE
(FENGEL E WEGENER,1989)
Duas extremidades adjacentes de glicose são ligadas pela eliminação de
uma molécula de água entre os grupos hidroxílicos dos carbono 1 (C1) e carbono
4 (C4). Apesar de existirem grupos OH em ambas as extremidades da cadeia,
esses grupos apresentam comportamentos diferentes, pois o OH do C1 é aldeído
hidratado derivado da formação do anel pela ligação hemiacetal intramolecular
13
enquanto que o OH do C4 é uma hidroxila alcoólica, o que faz o primeiro
apresentar propriedades redutores e o segundo não (FENGEL e WEGENER,
1989).
Esta estrutura linear possibilita a formação de pontes de hidrogênio
intramolecular, entre glicoses adjacentes na mesma molécula de celulose, e
intermolecular, pontes que ocorrem entre 2 moléculas de celulose, fornecendo
rigidez a estrutura, o que gera um polímero com alto grau de cristalinidade, esta
cristalinidade pode variar de acordo com a origem do material lignocelulosico, e é
uma das características responsáveis por tornar a celulose pouco solúvel em
água e resistente à maioria dos tratamentos químicos e biológicos
(GAMBARATO, 2010).
Quando a celulose é hidrolisada, ela será transformada em um
oligossacarídeo com terminais redutores e não redutores que, após nova
hidrolise, irá gerar a celobiose e a glicose. Apesar de ser um processo
quimicamente simples, esta hidrolise é influenciada por vários fatores como a
forma, a área superficial e a cristalinidade, que dependem da origem do material e
dos processos aos quais estes forem submetidos (FENGEL e WEGENER, 1989).
2.2. Hemicelulose
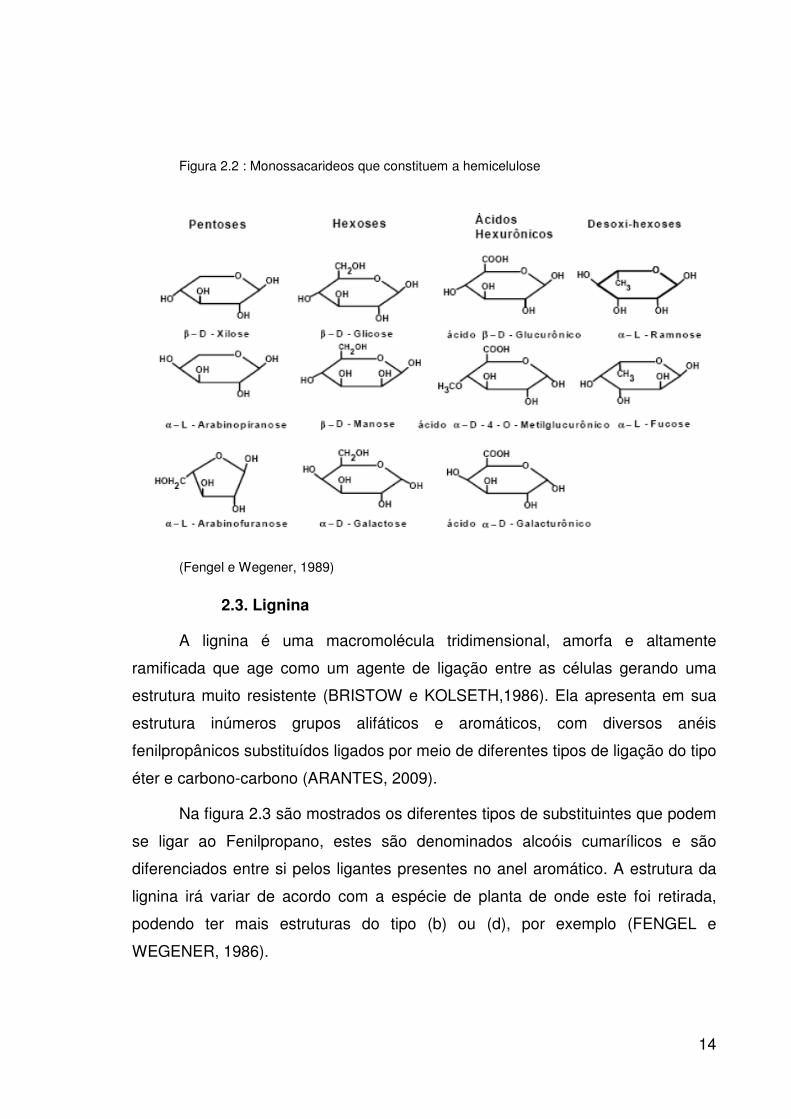
A hemicelulose é um polissacaríde composto por vários monossacarídeos
diferentes que podem ser divididos em grupos, como: pentoses, hexoses, ácidas
hexourônicos e desoxi-hexoses. Sua cadeia principal pode ser composta apenas
por 1 tipo de monossacarídeo, homopolímero, ou por mais tipos de
monossacarídeos, heteropolímero, na figura 2.2 são representadas as estruturas
químicas dos componentes monoméricos que constituem esta fração da
biomassa (FENGEL e WEGENER, 1989).
O principal constituinte, ou seja, o monossacarídeo mais abundante,
presente na hemicelulose é a xilose. Os outros monossacarídeos estarão ligados
à xilose de acordo com a espécie da planta que se originou a hemicelulose, a
qual, devido à presença de diversos constituintes, é formada por cadeias curtas e
ramificadas, o que contribui para a sua estrutura amorfa (HALTRICH et al, 1996).
14
Figura 2.2 : Monossacarideos que constituem a hemicelulose
(Fengel e Wegener, 1989)
2.3. Lignina
A lignina é uma macromolécula tridimensional, amorfa e altamente
ramificada que age como um agente de ligação entre as células gerando uma
estrutura muito resistente (BRISTOW e KOLSETH,1986). Ela apresenta em sua
estrutura inúmeros grupos alifáticos e aromáticos, com diversos anéis
fenilpropânicos substituídos ligados por meio de diferentes tipos de ligação do tipo
éter e carbono-carbono (ARANTES, 2009).
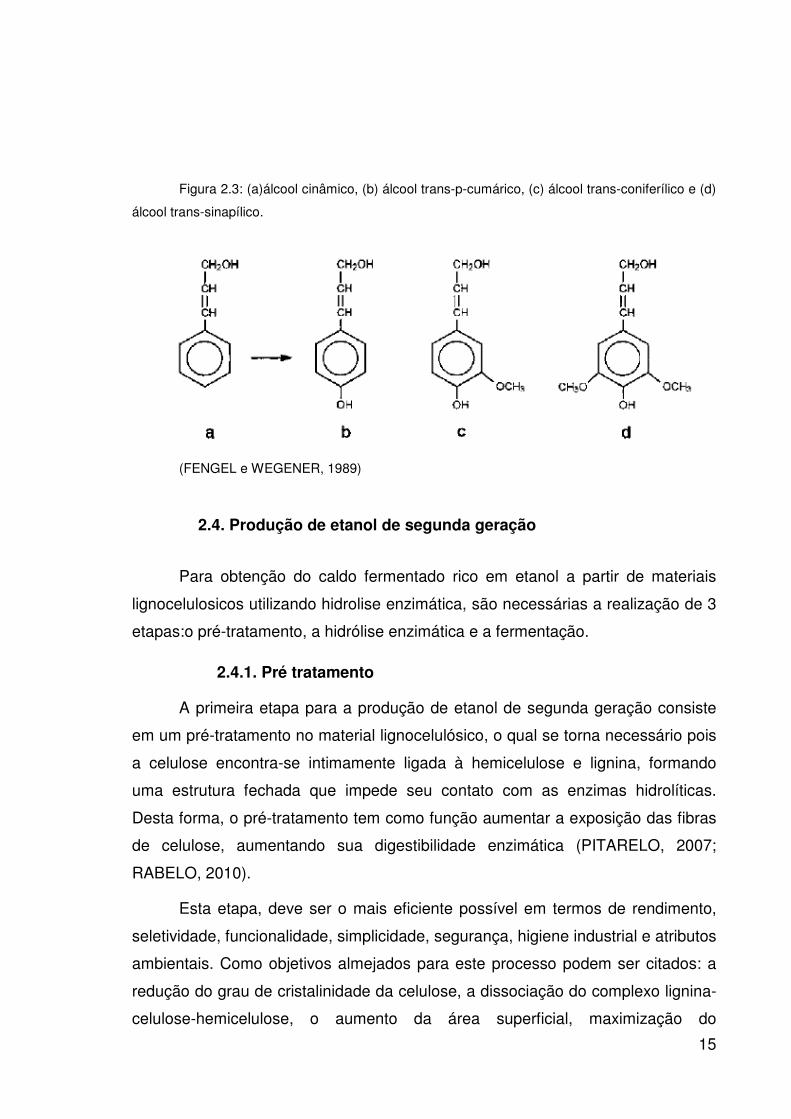
Na figura 2.3 são mostrados os diferentes tipos de substituintes que podem
se ligar ao Fenilpropano, estes são denominados alcoóis cumarílicos e são
diferenciados entre si pelos ligantes presentes no anel aromático. A estrutura da
lignina irá variar de acordo com a espécie de planta de onde este foi retirada,
podendo ter mais estruturas do tipo (b) ou (d), por exemplo (FENGEL e
WEGENER, 1986).
15
Figura 2.3: (a)álcool cinâmico, (b) álcool trans-p-cumárico, (c) álcool trans-coniferílico e (d)
álcool trans-sinapílico.
(FENGEL e WEGENER, 1989)
2.4. Produção de etanol de segunda geração
Para obtenção do caldo fermentado rico em etanol a partir de materiais
lignocelulosicos utilizando hidrolise enzimática, são necessárias a realização de 3
etapas:o pré-tratamento, a hidrólise enzimática e a fermentação.
2.4.1. Pré tratamento
A primeira etapa para a produção de etanol de segunda geração consiste
em um pré-tratamento no material lignocelulósico, o qual se torna necessário pois
a celulose encontra-se intimamente ligada à hemicelulose e lignina, formando
uma estrutura fechada que impede seu contato com as enzimas hidrolíticas.
Desta forma, o pré-tratamento tem como função aumentar a exposição das fibras
de celulose, aumentando sua digestibilidade enzimática (PITARELO, 2007;
RABELO, 2010).
Esta etapa, deve ser o mais eficiente possível em termos de rendimento,
seletividade, funcionalidade, simplicidade, segurança, higiene industrial e atributos
ambientais. Como objetivos almejados para este processo podem ser citados: a
redução do grau de cristalinidade da celulose, a dissociação do complexo lignina-
celulose-hemicelulose, o aumento da área superficial, maximização do
16
rendimento de açúcares e a minimização da formação de inibidores, tanto na
etapa de hidrólise quanto na fermentação (RABELO, 2010). Outro fator a ser
levado em consideração é: a facilidade em se recuperar a lignina e a
hemicelulose para conversão em coprodutos de maior valor agregado (SANTOS,
2013).
Existem diversos tipos de pré-tratamentos, os mais utilizados são: hidrólise
ácida, hidrólise alcalina, explosão de vapor, ozonólise e processo Organosolv.
2.4.1.1. Pré-tratamento ácido
Esta técnica é efetiva na solubilização da hemicelulose, pois provoca sua
desacetilação e sua despolimerização. Com a combinação adequada de
concentração ácida, temperatura e pressão pode gerar uma grande quantidade
de hidrolisado hemicelulósico, o qual poderá ser empregado em processos para
obtenção de produtos de interesse. De fato, as pentoses oriundas da
hemicelulose podem, por exemplo, ser metabolizadas por microrganimos
específicos, resultando em etanol ou outros compostos de interesse (Santos,
2012).
O pré-tratamento ácido diluído resulta na quebra das ligações de éter entre
os monômeros da hemicelulose. Caso seja utilizado ácido concentrado, irá
ocorrer até mesmo a hidrólise da celulose; porém, neste caso, problemas de
corrosão do equipamento e formação de inibidores do processo fermentativo
tornam esta alternativa menos vantajosa. Após a hidrólise da hemicelulose, o
sólido resultante, rico em celulose e lignina, apresenta maior susceptibilidade à
ação das celulases (SANTOS, 2012).
2.4.1.2. Pré-tratamento alcalino
O pré-tratamento alcalino pode ser utilizado sozinho ou após a execução
do pré-tratamento ácido, tendo como objetivo a remoção da lignina da biomassa,
separando as ligações entre a lignina e a celulose e reduzindo o grau de
polimerização e a cristalinidade do material, além de aumentar sua porosidade
(Santos, 2012).
2.4.1.3. Pré-tratamento por Explosão de vapor
O material lignocelulósico é colocado em um vapor saturado a alta pressão
(0,69 ~ 4,83MPa) e a uma temperatura que varia entre 160ºC ~ 260ºC por alguns
17
minutos e em seguida é exposto a pressão atmosférica, o que causa uma
descompressão explosiva (PEDRO, 2013). Esse processo irá ocasionar o que é
conhecido como auto-hidrólise, isto ocorre em temperaturas superiores à
temperatura de amolecimento da lignina e das hemiceluloses, devido a esse fato
as ligações entre estes 2 compostos são fragilizadas e com a descompressão
esse material é desfibrilado e reduzido a partículas menores (PITARELO, 2007).
2.4.1.4. Pré-tratamento por ozonólise
O ozônio é altamente reativo com compostos que possuem duplas ligações
conjugadas, portanto devido a estrutura da lignina esta é o material com maior
probabilidade de ser oxidado devido, principalmente, a estruturas aromáticas
presentes neste material e, também, devido a grande quantidade de duplas
ligações entre carbono (PERRONE et al, 2014). Este processo pode ser feito a
condição normais de temperatura e pressão além de não produzir inibidores nem
para a etapa de hidrólise nem para a fermentação. Porém esse processo é
economicamente inviável, devido a elevada quantidade de ozônio que é
necessário (PEDRO, 2013).
2.4.1.5. Pré-tratamento Organosolv
O processo Organosolv é um procedimento que vem sendo muito estudado
desde a década de 30, devido a seu baixo impacto ambiental, alem de possibilitar
o uso de todos os componentes do material lignocelulósico e possuir um baixo
custo de investimento. Como desvantagens pode-se citar a necessidade de
realizar um processo bem controlado, devido a volatilidade do seu solvente
normalmente empregado e o fato de ser possível reprecipitação da lignina caso
seja feita lavagem posterior com água (SOARES e ROSSELL, 2014).
Nesse processo é utilizado como agente deslignificante uma solução de
água/solvente orgânico, sendo o solvente mais estudado o etanol, devido a alta
razão de deslignificação, a facilidade para se recuperar o solvente e a condição
favorável de operação (RUZENE, 2005).
O processo organosolv pode ser catalisado ou não, caso ele seja
catalisado, este catalisador pode ser ácido ou alcalino. O processo ácido
frequentemente é operado sem a adição do catalisador propriamente dito, pois o
meio pode ser acidificado pelo ácido acético liberado pela hidrólise dos grupos
18
acetila presentes na hemicelulose. No processo alcalino são utilizados o NaOH ou
o Na2SO3como agente deslignificante (RUZENE, 2005; SOARES e ROSSELL,
2014).
2.4.2. Hidrólise enzimática
A próxima etapa corresponde à utilização de enzimas para transformar a
celulose, ou até mesmo hemicelulose remanescente do pré-tratamento, em
açucares que possam ser utilizados por microorganismos para obtenção de
etanol. Maiores detalhes sobre esta etapa serão descritos na seção 3.
2.4.3. Fermentação
Após realizadas todas as etapas, têm-se uma mistura de glicoses e
pentoses, que em sua maioria são xiloses mas pode-se encontrar outras
substâncias como arabinose.
Na fermentação da glicose, não existe até o momento um microorganismo
mais apropriado para sua fermentação do que a levedura Saccharomyces
cerevisiae, ou seja, é feita a fermentação da mesma maneira que é feita com o
etanol de 1ª geração (RABELO, 2010).
Já com relação as pentoses, poucos microorganismos conseguem
fermente-las em etanol. Para isso, muitos estudos vêm sendo realizados tanto na
parte de seleção e melhora de microorganismos, como a seleção de bactérias
termófilas e mesófilas, quanto na parte de desenvolvimento de linhagens
recombinantes de Saccharomyces cerevisiae (RABELO, 2010).
Os estudos de desenvolvimento de linhagens geneticamente modificadas
de Saccharomyces cerevisiae são voltados para 2 soluções, que são, a inserção
de genes bacterianos que realizem a isomerização da xilose em xilulose ou a
inserção de genes que permitam a assimilação de xilose pela Saccharomyces
cerevisiae (RABELO, 2010).
Com relação as bactérias termofílicas, existem muitos estudos com
Thermoanaerobacter ethanolicus e com Clostridium thermohydrosulfuricum,
porem estas possuem como defeitos a baixa tolerância ao etanol, sensibilidade
aos inibidores e a formação de subprodutos. Já com relação as bactérias
mesofílicas a Escherichia coli e a Klebsiella, após algumas modificações
genéticas, são capazes de fermentar as pentoses (RABELO, 2010).

19
3. Enzimas e sua aplicação na produção de etanol de segunda
geração
3.1. Celulase
A celulase trata-se de um complexo enzimático composto por três grandes
grupos que atuam sinergicamente, ou seja, a atividade realizada pela mistura de
seus componentes é maior do que a soma das atividades desses componentes
separados (WOOD e MACCRAE, 1979; SANTANA, 2010).
Estes 3 grupos são divididos de acordo com seu local de atuação na
celulose, são eles: Endoglucanases, que clivam randomicamente as ligações
internas da região amorfa, liberando oligossacarídeos com terminais redutores e
não redutores, Enxoglucanases, que são subdivididos em celobiohidrolases,
responsáveis pela hidrólise dos terminais redutores, e glucanohidrolases, que são
capazes de liberar moléculas de glicose diretamente dos terminais do polímero, e,
por fim, as β-glicosidases que hidrolisam celobiose e outros oligossacarídeos de
baixo grau de polimerização a glicose (WOOD e MACCRAE, 1979 ;SANTANA,
2010 ;OGEDA, 2011 ;SILVA, 2010).
Mesmo estando divididos em grupos, a maioria das celulases compartilha
de uma mesma estrutura, que são constituídas por duas extremidades,
denominadas domínios, ligadas por um peptídeo flexível. Em uma dessas
extremidades está localizado o domínio responsável pela atividade catalítica (CD)
e no outro a capacidade da união dos carboidratos (CBM) (RABELO, 2010).
A extremidade responsável pela união dos carboidratos possui um
importante papel na dissolução das zonas cristalinas da celulose, ela
desestabiliza as pontes de hidrogênio, eles também aumentam a concentração de
enzimas na superfície do substrato, o que facilita a atividade enzimática. Porém,
em uma elevada concentração enzimática, esse grupo pode criar ligações
improdutivas no substrato (RABELO, 2010).
Há estudos que mostram que a diferença da atividade realizada entre a
endoglicanase e a celobiohidrolase ocorre devido a diferenças presentes em seus
domínios catalíticos. Outros que comprovam que mesmo as enzimas que não
apresentam o CBM ainda assim possuem a capacidade de absorver a celulose,
20
porém com uma menor afinidade. A formação do complexo enzima-substrato e a
adsorção desta enzima é um passo muito importante na hidrólise da celulose,
porém essa ligação e o papel dos dois domínios ainda não foram completamente
compreendidos (RABELO, 2010).
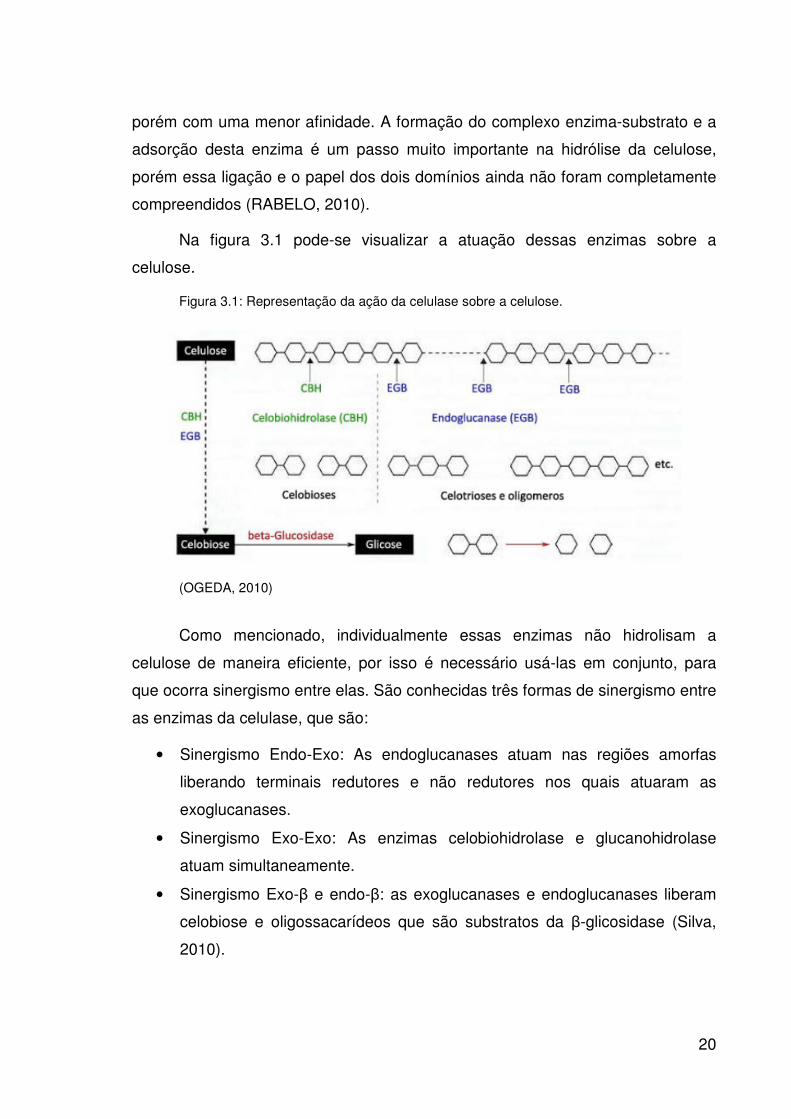
Na figura 3.1 pode-se visualizar a atuação dessas enzimas sobre a
celulose.
Figura 3.1: Representação da ação da celulase sobre a celulose.
(OGEDA, 2010)
Como mencionado, individualmente essas enzimas não hidrolisam a
celulose de maneira eficiente, por isso é necessário usá-las em conjunto, para
que ocorra sinergismo entre elas. São conhecidas três formas de sinergismo entre
as enzimas da celulase, que são:
• Sinergismo Endo-Exo: As endoglucanases atuam nas regiões amorfas
liberando terminais redutores e não redutores nos quais atuaram as
exoglucanases.
• Sinergismo Exo-Exo: As enzimas celobiohidrolase e glucanohidrolase
atuam simultaneamente.
• Sinergismo Exo-β e endo-β: as exoglucanases e endoglucanases liberam
celobiose e oligossacarídeos que são substratos da β-glicosidase (Silva,
2010).
21
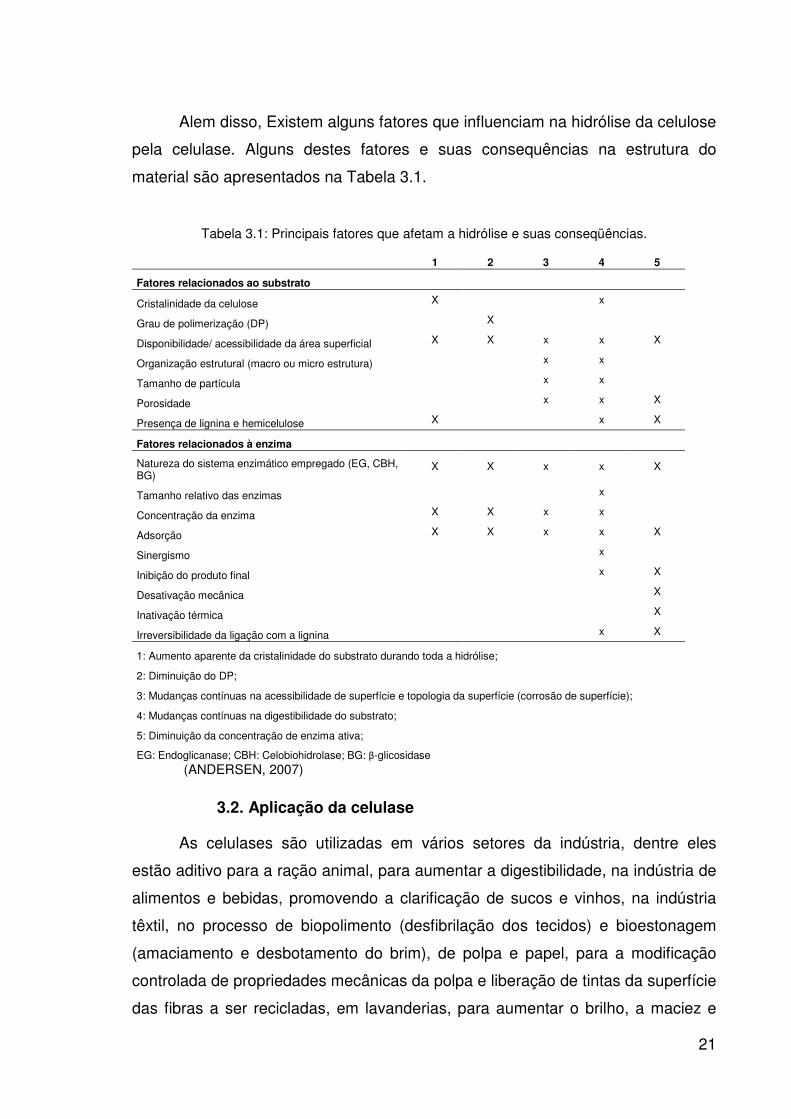
Alem disso, Existem alguns fatores que influenciam na hidrólise da celulose
pela celulase. Alguns destes fatores e suas consequências na estrutura do
material são apresentados na Tabela 3.1.
Tabela 3.1: Principais fatores que afetam a hidrólise e suas conseqüências.
1 2 3 4 5
Fatores relacionados ao substrato
Cristalinidade da celulose X
x
Grau de polimerização (DP) X
Disponibilidade/ acessibilidade da área superficial X X x x X
Organização estrutural (macro ou micro estrutura) x x
Tamanho de partícula x x
Porosidade x x X
Presença de lignina e hemicelulose X
x X
Fatores relacionados à enzima
Natureza do sistema enzimático empregado (EG, CBH, BG)
X X x x X
Tamanho relativo das enzimas x
Concentração da enzima X X x x
Adsorção X X x x X
Sinergismo x
Inibição do produto final x X
Desativação mecânica X
Inativação térmica X
Irreversibilidade da ligação com a lignina x X
1: Aumento aparente da cristalinidade do substrato durando toda a hidrólise;
2: Diminuição do DP;
3: Mudanças contínuas na acessibilidade de superfície e topologia da superfície (corrosão de superfície);
4: Mudanças contínuas na digestibilidade do substrato;
5: Diminuição da concentração de enzima ativa;
EG: Endoglicanase; CBH: Celobiohidrolase; BG: β-glicosidase (ANDERSEN, 2007)
3.2. Aplicação da celulase
As celulases são utilizadas em vários setores da indústria, dentre eles
estão aditivo para a ração animal, para aumentar a digestibilidade, na indústria de
alimentos e bebidas, promovendo a clarificação de sucos e vinhos, na indústria
têxtil, no processo de biopolimento (desfibrilação dos tecidos) e bioestonagem
(amaciamento e desbotamento do brim), de polpa e papel, para a modificação
controlada de propriedades mecânicas da polpa e liberação de tintas da superfície
das fibras a ser recicladas, em lavanderias, para aumentar o brilho, a maciez e

22
promover uma melhor remoção de sujeiras e na produção de etanol de 2ª
geração, como agente de hidrólise do material celulósico (CASTRO e JUNIOR,
2010). Sobre esta última aplicação, serão dados mais detalhes adiante.
3.3. Xilanases
Assim como a celulase, a xilanase é composta por várias enzimas que
atuam em conjunto para hidrolisar a hemicelulose. Dentre estas enzimas estão a
endo-β-1,4-D-xilanase que age sobre a cadeia principal, gerando
oligossacarídeos de baixo grau de polimerização, os quais são substrato para a
exo-β-1,4-xilanase que irá hidrolisar o terminar não redutor deste oligossacarídeo,
gerando D-xilose. Alem das enzimas atuantes na cadeia principal existem as
enzimas denominadas enzimas acessórios, que irão hidrolisar as cadeias laterais
presentes na hemicelulose, dentro deste grupo estão as arabinofuranosidases
que removem a arabinose, as α-glucuronidases que removem os ácidos
glucurônicos e as acetil-xilana-esterases que removem os grupos acetil
(BRIENZO, 2010; QUERIDO, 2002).
Essa grande quantidade de enzimas se torna necessária, pois muitas
xilanases não hidrolisam as ligações entre unidades de xilose que estejam
substituídas, sendo necessário clivar a cadeia lateral primeiro com uma enzima
acessório. Por outro lado, muitas destas enzimas, requerem uma hidrólise parcial
da xilana antes de conseguir remover a cadeia lateral (HECK, 2005).
Mesmo a hemicelulose possuindo uma estrutura mais complexa do que a
celulose, devido a esse polissacarídeo não formar estrutura cristalina tão forte
quanto a celulose, ele é acessível ao ataque enzimático (HECK, 2005).
3.4. Aplicação da xilanase
A utilização de xilana pura é uma excelente forma de se produzir xilanases
em pequena escala, porém quando se pensa em produção em larga escala, isso
já não é mais uma opção, devido ao elevado custo desse material. Como solução,
estão sendo empregados resíduos como o bagaço de cana. Eles produzem
xilanas e xilo-oligômeros, podendo ser usado de forma natural no caso de
fermentação semi-sólida ou após realizar um pré-tratamento na fermentação
submersa (MACIEL, 2006). Porém todos estes procedimentos apresentam, não
23
só dificuldades técnicas, para serem realizadas, mas também, econômicas e
ambientais (RABELO, 2010).
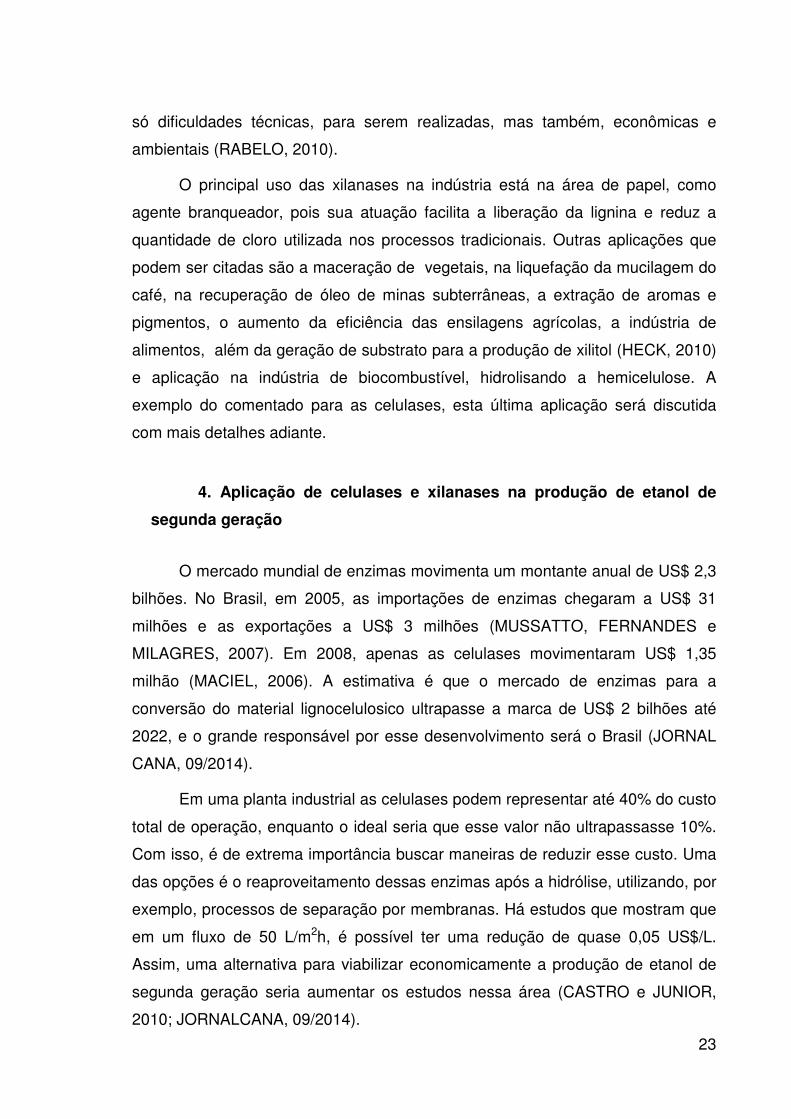
O principal uso das xilanases na indústria está na área de papel, como
agente branqueador, pois sua atuação facilita a liberação da lignina e reduz a
quantidade de cloro utilizada nos processos tradicionais. Outras aplicações que
podem ser citadas são a maceração de vegetais, na liquefação da mucilagem do
café, na recuperação de óleo de minas subterrâneas, a extração de aromas e
pigmentos, o aumento da eficiência das ensilagens agrícolas, a indústria de
alimentos, além da geração de substrato para a produção de xilitol (HECK, 2010)
e aplicação na indústria de biocombustível, hidrolisando a hemicelulose. A
exemplo do comentado para as celulases, esta última aplicação será discutida
com mais detalhes adiante.
4. Aplicação de celulases e xilanases na produção de etanol de
segunda geração
O mercado mundial de enzimas movimenta um montante anual de US$ 2,3
bilhões. No Brasil, em 2005, as importações de enzimas chegaram a US$ 31
milhões e as exportações a US$ 3 milhões (MUSSATTO, FERNANDES e
MILAGRES, 2007). Em 2008, apenas as celulases movimentaram US$ 1,35
milhão (MACIEL, 2006). A estimativa é que o mercado de enzimas para a
conversão do material lignocelulosico ultrapasse a marca de US$ 2 bilhões até
2022, e o grande responsável por esse desenvolvimento será o Brasil (JORNAL
CANA, 09/2014).
Em uma planta industrial as celulases podem representar até 40% do custo
total de operação, enquanto o ideal seria que esse valor não ultrapassasse 10%.
Com isso, é de extrema importância buscar maneiras de reduzir esse custo. Uma
das opções é o reaproveitamento dessas enzimas após a hidrólise, utilizando, por
exemplo, processos de separação por membranas. Há estudos que mostram que
em um fluxo de 50 L/m2h, é possível ter uma redução de quase 0,05 US$/L.
Assim, uma alternativa para viabilizar economicamente a produção de etanol de
segunda geração seria aumentar os estudos nessa área (CASTRO e JUNIOR,
2010; JORNALCANA, 09/2014).
24
As estimativas atuais dizem que é possível hidrolisar de 75% a 80% da
celulose em uma configuração de hidrólise e fermentação em separado, ou seja,
levando em consideração que a eficiência da fermentação seja de 90% e que há,
em média, 37% de celulose no bagaço de cana, com uma tonelada de bagaço
seria possível se obter de 300 a 350 litros de etanol (ROSA e GARCIA, 2009).
4.1. Produção de celulases e xilanases
Visando-se à redução dos custos do processo, atenção à etapa de
produção das enzimas é fundamental.
A produção de celulases e sua aplicação na hidrólise de materiais
lignocelulósicos são tecnologias em fase de desenvolvimento, para as quais
determinadas ferramentas e estratégias podem ser aplicadas visando seu
aumento de produtividade e economicidade. As fontes microbianas são uma
excelente alternativa para sua produção, uma vez que elas apresentam um alto
poder de multiplicação, se adaptam bem a vários meios e podem apresentar um
baixo custo de cultivo. Na utilização de fungos filamentosos em meio submerso, é
preciso levar-se em conta várias variáveis como, pH, temperatura, fonte de
carbono, nitrogênio, e oxigênio dissolvidos (SANTANA, 2010).
Pode-se aplicar o conceito de engenharia de produção em processos para
a produção de celulases, tendo em vista a obtenção de soluções enzimáticas com
uma proporção ideal entre as diversas enzimas presentes no complexo
celulolítico, principalmente endoglucanase e β-glicosidade. Esta mistura ideal
pode ser obtido através do cultivo de várias linhagens produtoras dos principais
tipos de celulase, produzindo essas enzimas separadamente e depois
misturando-as nas proporções ideais ou pela modificação genética dos
microrganismos produtores de celulases, de forma que estas já liberem as
enzimas em proporções certas (CASTRO e JUNIOR, 2010). Esses conceitos, são
pesquisados a fim de se atingir o processo de maior viabilidade econômica na
produção de etanol de 2ª geração (OLSSEN, 2007).
As xilanases, por sua vez, são produzidas por uma grande variedade de
microrganismos como bactérias, fungos, algas e protozoários. Porém são poucos
os que possuem todas as enzimas necessárias para a completa degradação da
hemicelulose, como exemplos existem a Penicillum capsulatum e o Talaromyces
25
emersonni (HECK, 2005). Os fatores mais importantes para a produção, em
escala industrial, de xilanase são a escolha de um substrato abundante e barato,
como o bagaço de cana, além de ser produzido em grande quantidade e
rapidamente (HECK, 2005; MACIEL, 2006).
4.2. Hidrólise enzimática no processo de produção de etanol de
segunda geração
A hidrólise da hemicelulose é amplamente conhecida, porém ainda não
existem microrganismos que são empregados escala industrial, já com a celulose,
a fermentação de hexoses já existe há séculos, porém a hidrólise da celulose,
para se produzir essa hexose, é um processo complexo. Esse é o principal
obstáculo enfrentado pelas indústrias para a produção de etanol de 2ª geração
(ROSA e GARCIA, 2009).
A necessidade de se utilizar uma grande quantidade de diferentes enzimas
atuando sinergicamente para se produzir o etanol celulósico, representa um dos
principais desafios quando se pensa em aperfeiçoar e reduzir o custo desse
processo. Os maiores problemas técnicos estão relacionados com o aumento da
atividade enzimática e a redução da quantidade de proteínas necessárias para tal
(NIETZIL, 2013).
Segundo RABELO (2010) existem vários sistemas que podem ser
utilizados para se realizar os processos enzimáticos, são eles: sistemas contínuos
e descontínuos, que podem causar inibição da enzima pelo produto; enzimas
imobilizadas, que oferecem pouca interação entre enzima e o substrato; enzimas
recicladas, fermentação simultânea, biorreatores de membrana, dentre outros
procedimentos.
A estratégia mais promissora, quando se pensa na redução de custo da
produção de etanol de segunda geração, é a utilização de enzimas com mais de
um tipo de atividade catalítica, ou seja, são moléculas que contêm vários sítios
ativos, estas são denominadas enzimas multifuncionais (NIETZIL, 2013). Estas
enzimas multifuncionais possibilitam, também, uma maior integração no processo
de produção de etanol de 2ª geração, elas seriam necessárias, por exemplo, na
utilização do ultimo tipo de integração, que será detalhado mais para frente.

26
A seguir são citados alguns fatores que viabilizam a produção de etanol de
2ª geração:
• Disponibilidade de matéria-prima abundante, barata e com pouco uso
alternativo
• Minimização dos custos energéticos (ROSA e GARCIA, 2009)
• Aumento na integração de processos (evolução da SHF para a SSCF ou
CBP).
• Existência de técnicas de fermentação das pentoses
Com relação à disponibilidade de matéria prima, já foi visto anteriormente,
que o bagaço de cana de açúcar é um produto que atende a quase todos os
requisitos. Porém, ele possui alguns usos alternativos pois que é muito usado na
indústria atualmente para a produção de energia elétrica e para a conversação do
solo. Com relação a produção de eletricidade irá depender de qual dos dois
processos for mais vantajoso economicamente, ou seja, no momento vale mais a
pena produzir eletricidade ou etanol (ROSA e GARCIA, 2009). Deve ser levado
em consideração que para a produção de etanol de 2ª geração há um consumo
maior de energia quando comparado com o etanol de 1ª geração, devido ao pré-
tratamento e a destilação, que no caso do etanol celulósico está menos
concentrado (ROSA e GARCIA, 2009).
4.2.1. Integração de processos
Com a idéia de se aproveitar tanto da celulose quanto da hemicelulose,
para a produção de etanol de 2ª geração, foram criadas quatro estratégias para
esta produção, cada uma seguindo um diferente estágio de desenvolvimento.
Elas serão detalhadas a seguir.
4.2.1.1. Hidrólise e fermentação em separado (SHF)
Nesse procedimento a hidrólise da celulose ocorre em um reator separado
da fermentação, assim como a produção das celulases que serão usadas nessa
hidrólise. Nesta estratégia, após o pré-tratamento, o açúcar hemicelulósico vai
para um reator diferente do resto do material lignocelulosico, onde pode ser
fermentado em etanol, esse material lignocelulosico, é então, encaminhado para
que seja feita a hidrólise da celulose (SILVA, 2010). A figura 4.1 mostra
esquematicamente como funciona esse procedimento.

27
Figura 4.1: Diagrama da Sacarificação e Fermentação e separado.
(SILVA, 2010)
A principal vantagem desse procedimento é possibilitar as condições
ótimas de hidrólise e fermentação, já que para a hidrólise a temperatura ótima
varia entre 45ºC e 50ºC enquanto que na fermentação essa temperatura varia
entre 30ºC e 37ºC (SILVA, 2010, PEDRO, 2013)
Porém, como desvantagens, podem ser citadas a inibição do complexo
celulásico pelos açucares, tanto monomérico quanto oligomérico, liberados na
hidrólise glicolítica, causando um baixo rendimento hidrolítico, e também, a
possibilidade de contaminação, pois o tempo para que ocorra ess
a hidrólise é muito longo, o que pode causar o desenvolvimento de
microrganismo indesejáveis, esse problema ocorre pois em escala industrial é
muito dificil esterilizar a celulase, já que por processos termicos esta seria
desativada, então teria de ser feito por filtração (SILVA, 2010; OLSSEN, 2007).
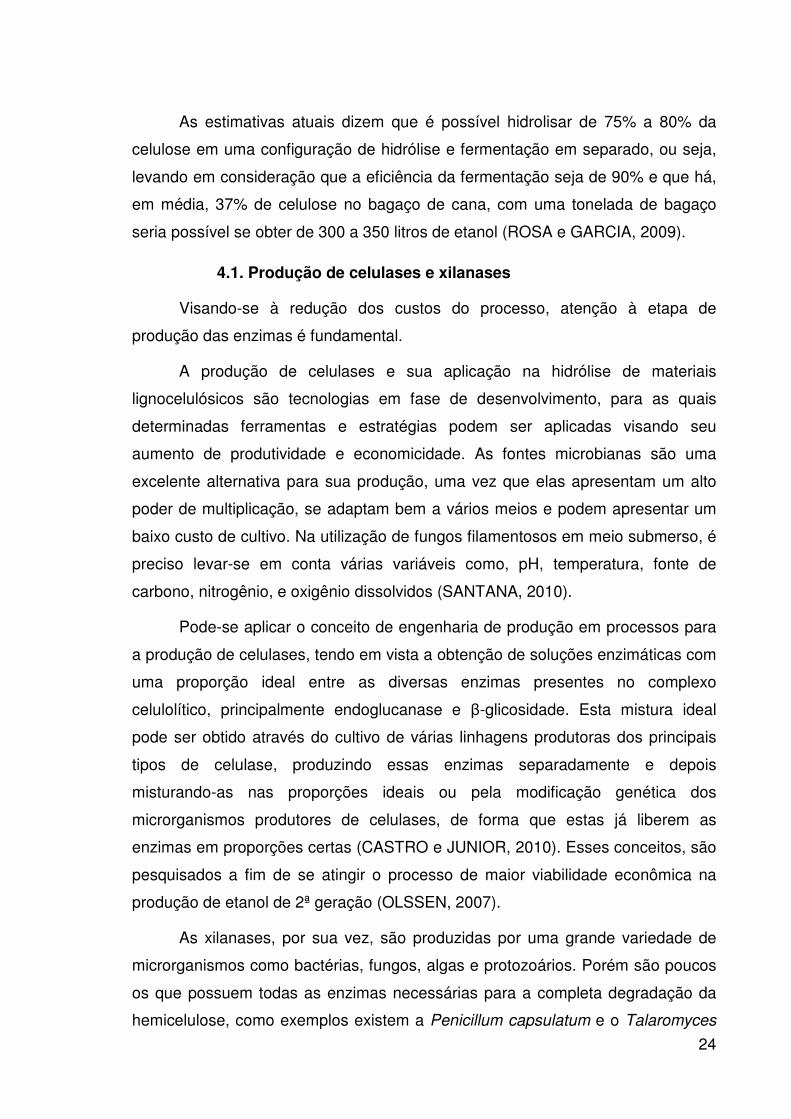
4.2.1.2. Sacarificação e Fermentação simultânea (SFF)
Nesse processo a hidrólise e a fermentação dos açúcares de 6 carbonos
ocorrem na mesma etapa, enquanto que a hidrólise da hemicelulose ocorre em
outro reator, assim como a produção de celulase. A figura 4.2 mostra
esquematicamente como funciona esse procedimento (SILVA, 2010).
28
Figura 4.2: Diagrama da Sacarificação e Fermentação Simultânea
(SILVA, 2010)
Esse procedimento apresenta várias vantagens, como a redução da
inibição das celulases pelos produtos da hidrólise, não há acúmulo, devido a
constante remoção de produto pela levedura, menor complexidade e custo de
processo, quando comparado ao primeiro procedimento, pois diminui o número de
reatores necessários, diminui o risco de contaminação, em decorrência da baixa
concentração de açúcar livre, e maior rendimento da hidrólise. Em contrapartida,
o fato de ser necessário manter o biorreator na faixa ótima de temperatura e pH
para a fermentação, causa uma diminuição da atividade enzimática. Para tentar
sanar esse problema estão sendo desenvolvidos estudos para se trabalhar com
celulases que têm seu ponto ótimo de temperatura e pH processo daqueles
necessário para o processo fermentativo (SILVA, 2010; OLSSEN, 2007)
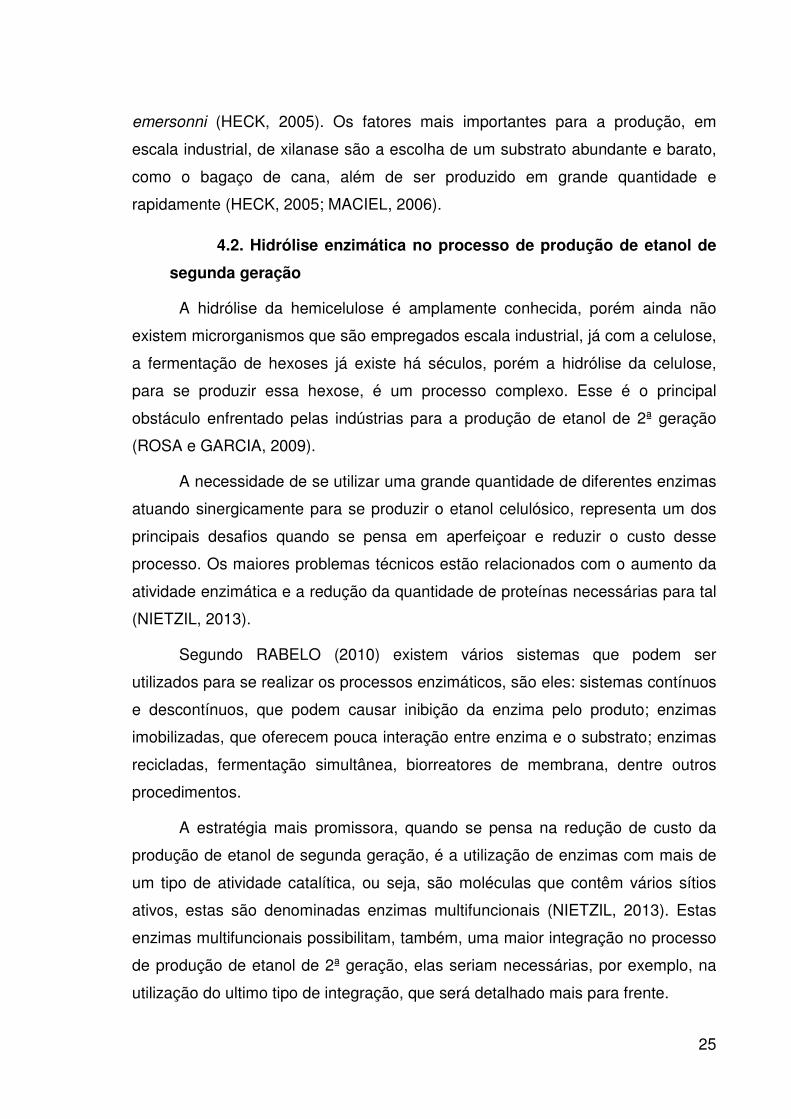
4.2.1.3. Sacarificação e Co-fermentação simultânea (SSCF)
Neste processo tanto a fermentação da pentose, quanto a fermentação e a
hidrólise da hexose ocorrem em um mesmo reator. Já a produção de celulase e a
hidrólise da hemicelulose ocorrem um outro local, esse diagrama é mostrado na
figura 4.3 (SILVA, 2010).
29
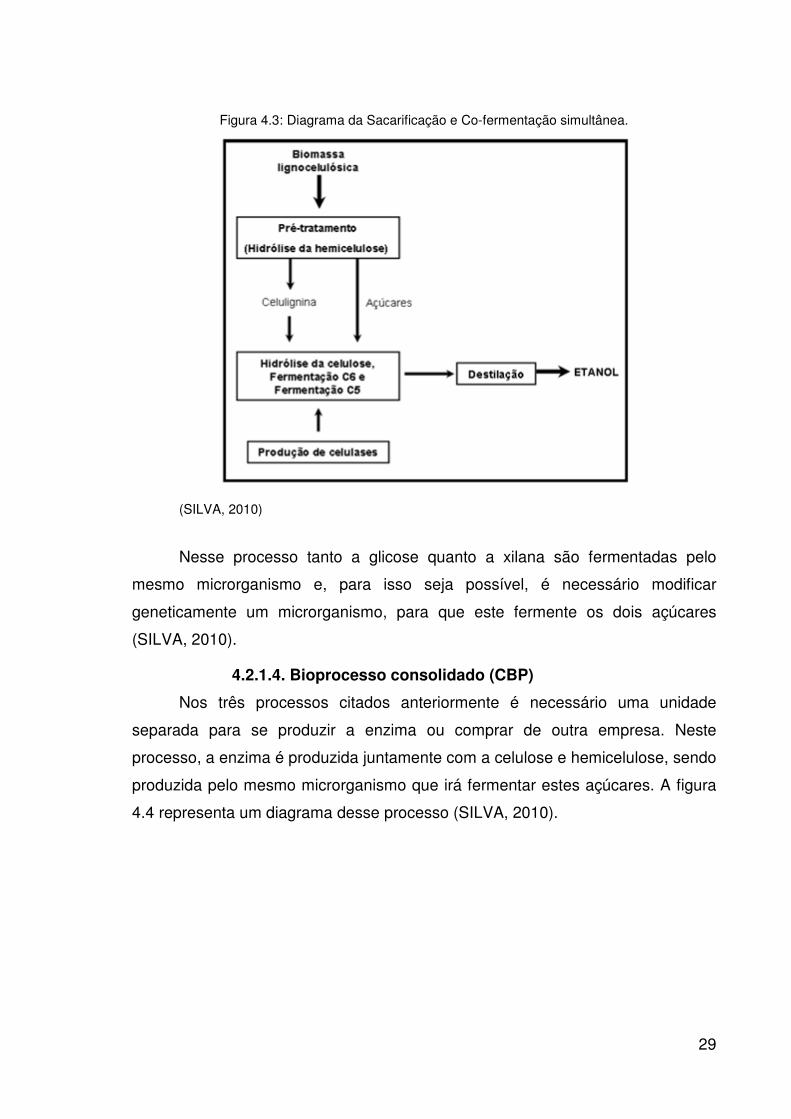
Figura 4.3: Diagrama da Sacarificação e Co-fermentação simultânea.
(SILVA, 2010)
Nesse processo tanto a glicose quanto a xilana são fermentadas pelo
mesmo microrganismo e, para isso seja possível, é necessário modificar
geneticamente um microrganismo, para que este fermente os dois açúcares
(SILVA, 2010).
4.2.1.4. Bioprocesso consolidado (CBP)
Nos três processos citados anteriormente é necessário uma unidade
separada para se produzir a enzima ou comprar de outra empresa. Neste
processo, a enzima é produzida juntamente com a celulose e hemicelulose, sendo
produzida pelo mesmo microrganismo que irá fermentar estes açúcares. A figura
4.4 representa um diagrama desse processo (SILVA, 2010).
30
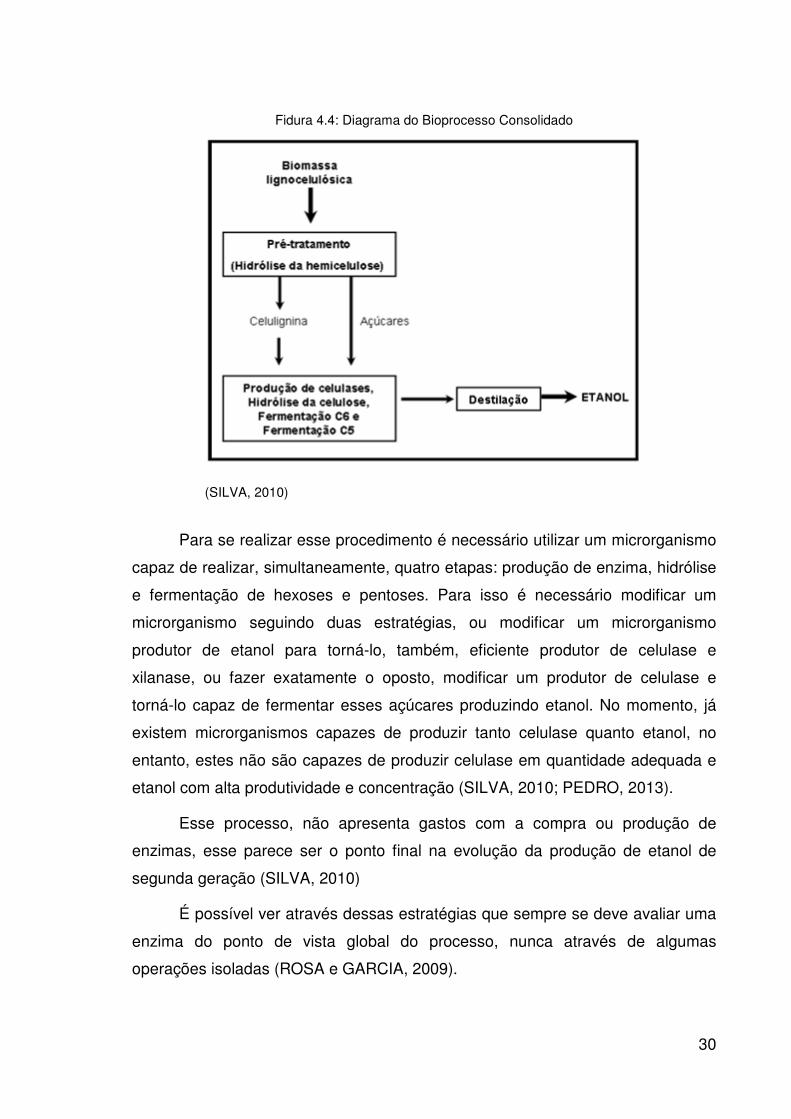
Fidura 4.4: Diagrama do Bioprocesso Consolidado
(SILVA, 2010)
Para se realizar esse procedimento é necessário utilizar um microrganismo
capaz de realizar, simultaneamente, quatro etapas: produção de enzima, hidrólise
e fermentação de hexoses e pentoses. Para isso é necessário modificar um
microrganismo seguindo duas estratégias, ou modificar um microrganismo
produtor de etanol para torná-lo, também, eficiente produtor de celulase e
xilanase, ou fazer exatamente o oposto, modificar um produtor de celulase e
torná-lo capaz de fermentar esses açúcares produzindo etanol. No momento, já
existem microrganismos capazes de produzir tanto celulase quanto etanol, no
entanto, estes não são capazes de produzir celulase em quantidade adequada e
etanol com alta produtividade e concentração (SILVA, 2010; PEDRO, 2013).
Esse processo, não apresenta gastos com a compra ou produção de
enzimas, esse parece ser o ponto final na evolução da produção de etanol de
segunda geração (SILVA, 2010)
É possível ver através dessas estratégias que sempre se deve avaliar uma
enzima do ponto de vista global do processo, nunca através de algumas
operações isoladas (ROSA e GARCIA, 2009).
31
5. Conclusões
Nesse trabalho foi possível ver que o futuro da produção de etanol está
voltado para a produção de etanol através de materiais lignocelulósicos, foi
possível ver suas vantagens e a possibilidade de lucro que essa tecnologia pode
fornecer. Foram mostradas as diferentes enzimas que são utilizadas nesse
processo, no caso celulase e xilanase, suas funções, aplicações e como utilizar
essas enzimas em conjunto para se obter uma maior eficiência na obtenção de
etanol de segunda geração.
32
6. Referências bibliográficas
ALVES, R. E. Caracterização de fibras lignocelulósicas pré-tratadas por meio de
técnicas espectroscópicas e microscópicas ópticas de alta resolução – Dissertação (Pós-
graduação) – Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos,
2011
ARANTES, T. M. (2009). Usp de soluções hidrotrópicas na deslignificação do
bagaço de cana-de-açucar. Dissertação (Mestrado) – Instituto de Química de São Carlos,
Universidade de São Paulo, São Carlos, 2009
BRIEZO, M. Extração da hemicelulose do bagaço de cana-de-açúcar para produção
de xilo-oligossacarídeos. Tese (Doutorado) – Escola de Engenharia de Lorena,
Universidade de São Paulo, Lorena, 2010.
BRISTOW, J. A., KOLSETH, P. Paper, structure and properties. M.Dekker, New
York, 1986.
CASTRO, A. M. de, JUNIOR, N. P. Produção, propriedades e aplicação de
celulases na hidrólise de resíduos agroindustriais. Química Nova, São Paulo, v.33, 2010
CHERUBINI, F. The biorefinery concept: Using biomass instead of oil for
producing energy and chemicals. Energy Conversion and Management, 51, 1412–1421,
2010.
FASANELLA, C. C. (2008). Ação das enzimas ligninolíticas produzidas
Aspergillus niger e Penicillium sp. Em bagaço de cana-de-açucar tratado quimicamente.
Dissertação (Mestrado) – Escola Superior de Agricultura Luiz de Queiroz, Univerdidade
de São Paulo, Piracicaba, 2008.
FENGEL, D.; WENEGER, G. (1989) Wood chemistry, ultrastructure, reactions.
New York: Water de Gruyter.
FILHO, E. X. F.; PULS, J.; COUGHLAN, M.P. Biochemical characteristics of two
endo-B-1,4-xylanases produced by Penicillium capsulatum.hournal of industrial
microbiology, v.11, 1993.
FILHO, E. X. F.; XIMENES, F. A.; FONSECA, A. S.; XIMENES, E. A.;
SILVEIRA, F. Q. P.; SILVA, C. H. C; LUCENA, S. A.; RIBEIRO, W. C. R. Xylan-
33
degrading enzyme production by solid-state cultures of aerobic fungi, Revista de
Microbiologia, São Paulo, v.28, 1997
GAMBARATO, B. C. Estabelecimento e Validação de Modelos de Oxidação de
Ligninas. Dissertação (Mestrado) - Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, 2010
HALTRICH, D., NIDETZKY, B., KULKE, K. D., STEINER, W., ZUPANCIC, S.
Production of fungal xylanases. Bioresource Technology 1996
HECK, J. X. Produção, Purificação e Caracterização de xilanases (EC 3.2.1.8)
excretadas por isolados amazônicos de Bacillus em cultivo semi-sólido. Tese (Doutorado)
– Centro de biotecnologia do estado do Rio Grande do Sul, Universidade Federal do Rio
Grande do Sul, Porto Alegre, 2005.
HO, N. W. Y.; CHEN, Z.; BRAINARD, A. P.;SEDLAK, M.(1999) Successful
design and development of genetically enginnered Saccharomyces yeasts for effective co
fermentation og glucose and xylose from cellulosic biomass to fuel ethanol. In: Advances
in Biochemical Engineering/Biotechnology, Edited by G.T. Tsao, vol.65. Berlin
JORNALCANA. Enzimas ganham destaque no mercado: Concretização de projetos
de usinas de etanol celulósuco no país aquecem o segmento. 25/09/2014. Disponível em:
<http://www.jornalcana.com.br/enzimas-ganham-destaque-mercado/> Acessado em:
20/10/2014
MACIEL. G. M.Desenvolvimento de bioprocesso para produção de xilanases por
fermentação no estado sólido utilizando bagaço de cana de acúcar efarelo de soja
Dissertação (Mestrado) - Universidade Federal do Paraná, Curitiba, 2006
MUSSATTO, S. I.; FERNANDES, M.;MILAGRES, A. M. F.Enzimas poderosa
ferramenta na indústria. Ciência hoje, v.41, nº242, 10/2007 Disponível em:
<http://www.nucleodeaprendizagem.com.br/ch_enzimas.pdf> Acesso em: 20/10/2014
NEITZEL, T. Estudo da aplicação de hemicelulases no reaproveitaente do licor de
pentoses na produção de etanol de segunda geração. Relatório técnico-científico. Centro
Nacional de Pesquisa em Energia e Materiais. Disponível em:
<http://www.cnpem.br/bolsasdeverao/files/2013/08/THIAGO-NEITZEL_RELATORIO-
FINAL.pdf> acesso em: 23/10/2014 Campinas, 2013
34
OGEDA, T. L. Hidrólise enzimática de celluloses pré-tratadas. Dissertação
(Mestrado) – Instituto de Quíca, Universidade de São Paulo, São Paulo, 2011
OLSSEN, L. Advances in biochemical engineering/biotechnology v.108 Biofuels
2007
PEDRO, N. C. R. M. Avaliação do potencial de produção de etanol de 2ª geração a
partir dos residues das podas do olival. Tese (Doutorado) – Universidade da Beira Interior,
Covilhão, 2013
PERRONE, O. M.; ROSSI, J. S.; GOMES, E.; BOSCOLO, M.; DA SILVA, R.
Ozonólises no tratamento do bagaço de cana de açúcar para produção de etanol celulósico
por hidrólise enzimática. 7º Simpósio Nacional de Biocombustíveis, abril/2014 Disponível
em: <http://www.abq.org.br/biocom/2014/trabalhos/70/3867-17847.html> Acesso em
16/10/2014.
PITARELO, A. P. Avaliação da susceptibilidade do bagaço e da palha de cana-de-
açúcar à bioconversão via pré-tratamento a vapor e hidrólise enzimática. Dissertação
(Mestrado) – Universidade Federal do Paraná, Curitiba, 2007.
QUERIDO, A. L. de S. Purificação parcial e caracterização da xilanase produzida
por penicillium expansum. Tese (Magister Sccientiae) - Universidade Federal de Viçosa,
Viçosa, 2002.
RABELO, S. C. Avaliação e otimização de pré-tratamentos e hidrólise enzimática
do bagaço de cana-de-açucar para a produção de etanol de segunda geração – Tese de
doutorado – Faculdado de Engenharia Química, Universidade Estadual de Campinas,
Campinas, 2010
ROSA, S. E. S. da; GARCIA, J. L. F. O etanol de segunda geração: limites e
oportunidades. Revista do BNDES. 12/2009 Disponível em:
<http://www.bndespar.gov.br/SiteBNDES/export/sites/default/bndes_pt/Galerias/Arquivos
/conhecimento/revista/rev3204.pdf> Acesso em: 17/10/2014
RUZENE, D. S. Obtenção de Polpas de dissolução por processo organosolv a partir
de palha ou bagaço de cana-de-açucar. Tese (doutorado) – Faculdade de Engenharia
Quimica, Lorena, 2005
35
SANDHYA, C.; SUMANTHA, A.; SZAKACS, G.; PANDEY, A. Comparative
evaluation of neutral protease production by Aspergillus oryzae in submerged and solid-
state fermentation. Process Biochemistry, v.40, n.8, 2005.
SANTANA, M. L. Produção, caracterização, aplicação e determinação estrutural de
celulase de Moniliophthora perniciosa. Dissertação (Mestrado) – Universidade Estadual de
Feira de Santana, Feira de Santana. 2010.
SANTOS, D. S. Produção de etanol de segunda geração por Zymomonas mobilis
naturalmente ocorrente e recombinante, empregando biomassa lignocelulósica. Tese
(doutorado) – Escola de Química, Universidade do Rio de Janeiro, Rio de Janeiro, 2012
SANTOS. F. A. Avaliação do pré-tratamento hidrotérmico de palhas de cana-de-
açúcar para produção de etanol de segunda geração. Tese (Doctor Scientiae) –
Universidade Federal de Viçosa, Viçosa, 2013.
SILVA, N. L. C. Produção de bioetanol de segunda geração a partir de biomassa
residual da indústria de celulose. Tese (Mestrado) – Escola de Química, Universidade
Federal do Rio de Janeiro, 2010
SOARES, P. A.; ROSSELL, C. E. V. Conversão da celulose pela tecnologia
organosolv, Núcleo de análise interdisciplinar de políticas e estratégias (NAIPPE) da
Universidade de São Paulo, v.3 Disponível em:
<http://www.novacana.com/pdf/estudos/hidrolise_organoslov_NAIPPE.pdf> Acesso em
20/09/2014.
WOOD, T. M., MACCRAE, D. I. Synergism between enzymes involved in the
solubilization of native cellulose. In Hydrolyses of Cellulose: Mechanisms of Enzymatic
and Acid Catalysis, Chapter 10.
SZWARC, A. Na rota do etanol de segunda geração Setembro/2008
Disponível em: <http://www.unica.com.br/colunas/37407698920341709819/na-
rota-do-etanol-de-segunda-geracao> Acesso em: 22/09/2014
IEA.World energy outlook world energy outlook.Paris: International Energy
Agency, 2007.
Top Related