







Línguas
Páginas
Legal

UNIVERSIDADE FEDERAL DE JUIZ DE FORA
CURSO DE ENGENHARIA AMBIENTAL E SANITÁRIA
UTILIZAÇÃO DE RESÍDUO SIDERÚRGICO
COMO MATERIAL ALTERNATIVO NO
TRATAMENTO DE EFLUENTES
INDUSTRIAIS
Isabela Salgado de Oliveira
Juiz de Fora
2014
II
UTILIZAÇÃO DE RESÍDUO SIDERÚRGICO
COMO MATERIAL ALTERNATIVO NO
TRATAMENTO DE EFLUENTES
INDUSTRIAIS
Isabela Salgado de Oliveira

III
Isabela Salgado de Oliveira
Juiz de Fora
Faculdade de Engenharia UFJF
2014
Trabalho de Final de Curso apresentado ao
Colegiado do Curso de Engenharia Ambiental e
Sanitária da Universidade Federal de Juiz de Fora
como requisito parcial à obtenção do título de
Engenheiro Ambiental e Sanitarista.
Área de concentração: Meio Ambiente
Linha de Pesquisa: Tratamento de Efluentes
Industriais
Orientador: Prof ª. MSc. Sue Ellen Costa Bottrel
Co-orientador: Prof. DSc. Otávio Eurico de
Aquino Branco

IV

V
AGRADECIMENTOS
Agradeço a Deus, por guiar meus passos e abençoar minhas escolhas.
Ao meu pai, que desde os tempos de criança incentivou-me nos estudos, despertando
em mim o prazer pela busca do conhecimento.
A minha mãe, por ensinar-me a ser perseverante e sempre acreditar.
A minha irmã pelo apoio, mesmo que à distância.
A minha professora e orientadora Sue Ellen, pela paciência, disponibilidade e
conhecimentos compartilhados. Obrigada por acreditar em mim e por fazer o possível
para o desenvolvimento deste trabalho.
Ao meu professor e co-orientador Otávio, pela serenidade e por todos os conhecimentos
e experiências transmitidos ao longo dos cinco anos de curso.
A técnica do laboratório LAQUA - UFJF Iramaia, pela atenção e ajuda na realização
dos experimentos.
A aluna de Iniciação Cientifica Thais, pelo auxílio na realização das análises.
As empresas parceiras que gentilmente cederam os efluentes utilizados e as pessoas que
tornaram isto possível, em especial a Carla, Cida e Fernanda.
Aos Laboratórios do DESA - UFMG pelo apoio para a concretização do estudo.
Aos professores do Departamento de Engenharia Ambiental e Sanitária da UFJF que
pelo dom de lecionar compartilharam comigo o saber.
Aos meus amigos antigos, aos novos e aos futuros colegas engenheiros, pela alegria e
cumplicidade sempre.
A todos que, direta ou indiretamente, contribuíram para a realização deste trabalho e
para que me tornasse quem sou hoje: muita obrigada!
VI
RESUMO
O presente trabalho tem como objetivo avaliar a eficiência do uso de resíduo
siderúrgico, Lama Fina de Alto-Forno (LFAF), no tratamento de efluentes reais
contendo corantes e emulsões oleosas, segundo a metodologia descrita por outros
autores. Nas amostras contendo corantes, investigaram-se a influência da dosagem do
resíduo (0, 10, 30, 60 e 100 g.L-1
) e do pH do meio reacional (pH natural, pH = 3,0 e pH
= 10) no processo de tratamento. No que diz respeito à remoção de cor, a adsorção de
efluente contendo corantes mostrou-se dependente do pH da solução. Obteve-se o
melhor resultado para o pH=3 (~75% de remoção de DQO), sendo o uso do material
vantajoso, para todas as concentrações testadas. No caso do efluente contendo emulsão
oleosa, apesar da menor eficiência na remoção de DQO (aproximadamente 43%),
observou-se a ocorrência da quebra da emulsão em pH = 3, concentração de 60 g.L-1
de
resíduo e 6 horas de agitação. Ressalta-se que, para este último, o processo proposto, se
considerado como etapa única do tratamento, não se atende às exigências legais, em
âmbito nacional e no estado de Minas Gerais, de lançamento nos corpos hídricos,
necessitando a aplicação outras etapas de tratamento.
VII
ABSTRACT
The present work aims to evaluate the efficiency of the use of the steel waste, Blast
Furnace Sludge (BFS), in the treatment of the real effluents containing dye and oil
emulsion, according to the methodology described by the authors. In the samples
containing dyes, the influence of the concentration of waste (0, 10, 30, 60 and 100 g.L-1
)
and the pH of the reaction medium (pH natural, pH= 3 and pH= 10) were analysed in
the process of treatment. As far as the removal of the color is concerned, the adsorption
in effluent containing dyes was dependent of the pH of the solution. The best result was
in the pH= 3 (approximately 75% of removal of the COD), being the use of the material
advantageous, for all concentrations tested. In the case of the effluent containing oil
emulsion, despite the lower efficiency in the removal of the COD (approximately 43%),
the occurrence of the break of emulsion in pH= 3, 60 g.L-1
of waste concentration and
six hours of agitation were observed. It is noteworthy that, for the latter, the process
proposed, if considered as a unique stage of treatment, will not meet the legal
requirements of effluent discharge in water bodies, brazilian and of the Minas Gerais
state, therefore, needing other stages of treatment.

VIII
SUMÁRIO
1 INTRODUÇÃO ........................................................................................................ 1
2 OBJETIVO............................................................................................................... 3
2.1 OBJETIVO GERAL........................................................................................... 3
2.2 OBJETIVOS ESPECÍFICOS ............................................................................. 3
3 REVISÃO BIBLIOGRÁFICA ................................................................................ 4
3.1 REAPROVEITAMENTO DE RESÍDUOS SÓLIDOS INDUSTRIAIS .............. 4
3.1.1 Reutilização e reciclagem ................................................................................... 4
3.1.2 Coprocessamento ............................................................................................... 5
3.1.3 Reaproveitamento de resíduos sólidos industriais em tecnologias de tratamento
de efluentes líquidos .......................................................................................... 6
3.2 ADSORÇÃO ..................................................................................................... 9
3.3 RESÍDUOS SIDERÚRGICOS ......................................................................... 12
3.4 EFLUENTES LÍQUIDOS INDUSTRIAIS ....................................................... 16
3.4.1 Efluentes contendo corantes ............................................................................. 18
3.4.2 Efluentes contendo emulsões oleosas................................................................ 20
4 MATERIAIS E MÉTODOS .................................................................................. 24
4.1 PLANO DE AMOSTRAGEM DOS EFLUENTES .......................................... 25
4.2 CARACTERIZAÇÃO DOS EFLUENTES ...................................................... 26
4.2.1 Demanda Química De Oxigênio ....................................................................... 26
4.2.2 Potencial Hidrogeniônico ................................................................................. 26

IX
4.2.3 Turbidez ........................................................................................................... 27
4.3 ENSAIOS DE TRATABILIDADE .................................................................. 27
5 RESULTADOS E DISCUSSÕES .......................................................................... 30
5.1 CARACTERIZAÇÃO DOS EFLUENTES BRUTOS ...................................... 30
5.2 ENSAIOS DE TRATABILIDADE .................................................................. 31
5.2.1 Influência do ph no tratamento de ec ................................................................ 31
5.2.2 Influência da dosagem do adsorvente para tratamento de ec.............................. 33
5.2.3 Ensaios de tratabilidade para eo ........................................................................ 35
6 CONCLUSÃO ........................................................................................................ 38
7 RECOMENDAÇÕES ............................................................................................ 39
REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................... 40

X
LISTAS DE FIGURAS
FIGURA 3.1
Fluxo simplificado de processo siderúrgico.
Fonte: Adaptado, IABa, 2014.......................................................
12
FIGURA 3.2
Imagens de microscopia eletrônica de varredura. Comparação
da morfologia da Lama de alto forno x Lama de aciaria
Fonte: SANTOS, 2013.................................................................
16
FIGURA 3.3
Foto do aspecto visual de uma emulsão oleosa e sua
comparação ao aspecto visual do óleo livre
Fonte: SANTOS, 2013.................................................................
21
FIGURA 3.4
Foto de microscopia ótica de um fluido de usinagem com
aumento de 100x, evidenciando a composição de uma emulsão
oleosa por micro bolhas
Fonte: SANTOS, 2013.................................................................
21
FIGURA 4.1
Fluxograma representativo da metodologia geral........................ 24
FIGURA 4.2
Foto das mostras coletadas na industria de beneficiamento de
embalagens e armazenadas em recipiente plástico
Fonte: Acervo pessoal..................................................................
25
FIGURA 4.3
Foto de uma das amostras coletadas na indústria gráfica e
armazenadas em recipiente plástico
Fonte: Acervo pessoal..................................................................
26
FIGURA 4.4
Foto do ensaio de tratabilidade realizado no efluente EC para
verificação da influência do pH no processo de tratamento
Fonte: Acervo pessoal..................................................................
27

XI
FIGURA 4.5
Foto do ensaio de tratabilidade realizado no efluente EC para
verificação da variação da dosagem de adsorvente no processo
de tratamento
Fonte: Acervo pessoal..................................................................
28
FIGURA 4.6
Foto obtida durante a realização do ensaio de tratabilidade com
efluentes EO
Fonte: Acervo pessoal..................................................................
29
FIGURA 5.1.
Foto evidenciando o aspecto visual dos efluentes brutos
a. Efluente bruto EC
b. Efluente bruto EO.
Fonte: Acervo pessoal..................................................................
31
FIGURA 5.2.
Gráfico daeficiência de remoção de DQO para diferentes pHs e
concentração de resíduos igual a 60 g.L-1
.....................................
31
FIGURA 5. 3
Foto que evidencia o aspecto visual, remoção de cor verdadeira,
pós-tratamento para pH = 3, ph natural e ph = 10.
Fonte: Acervo pessoal..................................................................
33
FIGURA 5.4
Gráfico da eficiência de remoção de DQO nos ensaios em
pH=3 para concentrações variáveis de resíduo.............................
34
FIGURA 5.5
Foto evidenciando a sedimentabilidade dos sólidos e a
formação de lodo pós-tratamento e 20 minutos de decantação
para pH =3 e concentrações de 0, 10, 30, 60 e 100 g.L-1
do
resíduo, respectivamente.
Fonte: Acervo pessoal..................................................................
35
FIGURA 5.6
Foto comparativa entre EO bruto e tratado/decantado.
Fonte: Acervo pessoal. ................................................................
36
XII
FIGURA 5.7
Foto comparativa entre os efluentes bruto e
tratado/decantado/filtrado, respectivamente.
Fonte: Acervo pessoal. ................................................................
37

XIII
LISTAS DE TABELAS
TABELA 3.1 Emprego dos RSI no tratamento de efluentes líquidos, segundo a
literatura referenciada..........................................................................
7
TABELA 3.2 Principais isotermas encontradas na literatura..................................... 9
TABELA 3.3 Fatores que influenciam na eficiência de adsorção de um dado soluto
Fonte: SALAME e BAANDORZ, 2003; ANIA et al.,
2002......................................................................................................
10
TABELA 3.4 Caracterização físico-química e morfológica dos resíduos
siderúrgicos estudados por SANTOS (2013)
Fonte: SANTOS, 2013.........................................................................
14
TABELA 5.1 Caracterização dos efluentes brutos EC e EO...................................... 30
TABELA 5.2 Resultados obtidos nos ensaios de otimização do pH.......................... 32
TABELA 5.3 Resultados obtidos nos ensaios com diferentes concentrações do
resíduo...................................................................................................
34
TABELA 5.4 Resultados obtidos nos ensaios com EO.............................................. 36
XIV
LISTAS DE ABREVIATURAS, SIGLAS E SÍMBOLOS
ABNT Associação Brasileira de Norma Técnicas
APHA American Public Health Association
CONAMA Conselho Nacional de Meio Ambiente
COPAM Comissão de Política Ambiental de Minas Gerais
DBO Demanda Bio-quimica de Oxigênio
DBO Demanda Bioquímica de Oxigênio
DQO Demanda Química de Oxigênio
EC Efluente contendo Corante
EO Efluente Oleoso
FEAM Fundação Estadual de Meio Ambiente
IAB Instituto Aço Brasil
LA Lama de Aciaria
LAF Lama de Alto-Forno
LFA Lama Fina de Aciaria
LFAF Lama Fina de Alto-Forno
LGA Lama Grossa de Aciaria
LGAF Lama Grossa de Alto-Forno
MEV Microscopia Eletrônica de Varredura
NBR Norma Brasileira
pH Potencial Hidrogeniônico
pHpcz Potencial Hidrogeniônico no ponto de carga zero
RSI Resíduo Sólido Industrial
UFJF Universidade Federal de Juiz d Fora
UFMG Universidade Federal de Minas Gerais

1
1 INTRODUÇÃO
A contaminação do solo e das águas vem, cada vez mais, se tornando motivo de
preocupação para a sociedade e para as autoridades devido a aspectos de proteção à
saúde das populações e ao meio ambiente.
Diversas indústrias, durante seus processos produtivos, geram relevantes quantidades de
resíduos, sendo alguns desses caracterizados como de granulometria fina, ricos em
óxidos metálicos e outros elementos, podendo, dessa forma, representar periculosidade,
toxicidade e/ ou apresentar algum agente tóxico.
De acordo com a NBR 10004 (ABNT, 2004), define-se como Resíduo Sólido Industrial
– RSI todos os resíduos no estado sólido ou semi-sólido resultantes dessa atividade,
incluindo lodos e líquidos específicos, cujas características tornem inviável seu
lançamento na rede pública de esgotos ou corpos d´água ou que exijam para isso
soluções técnicas economicamente inviáveis. Ainda segundo essa mesma norma, ao se
analisar a presença ou não de certas substâncias perigosas, seja no próprio resíduo ou
nos lixiviados e nos solubilizados, pode-se classificar os resíduos como perigosos
(Classe I), não perigosos e não inertes (Classe IIA) e não perigosos e inertes (Classe
IIB).
Os resíduos perigosos são aqueles que, em função de suas propriedades físico-químicas
e infectocontagiosas, podem oferecer risco à saúde e ao meio ambiente. Assim, devem
apresentar ao menos uma das seguintes características: inflamabilidade, corrosividade,
reatividade, toxicidade e patogenicidade. Definem-se como resíduos não perigosos e
inertes todos aqueles que, submetidos a um contato estático ou dinâmico com água, não
apresentem nenhum de seus componentes solubilizados em concentrações superiores
aos padrões de potabilidade de água definidos pelo Anexo H da NBR 10.004. Já não
perigosos e não inertes não se enquadram nas classificações de resíduos classe I ou
classe IIB e apresentam propriedades tais como combustibilidade, biodegrabilidade ou
solubilidade em água.
Atualmente, um dos principais desafios para o setor industrial é a destinação dos
resíduos gerados. Segundo o Inventário de Resíduos Sólidos Industriais, ano base 2012
(FEAM, 2013), em Minas Gerais, a destinação aplicada subdivide-se em: Destino

2
Interno (DI) na própria empresa representando 84,05% do total, Destinação Externa
(DE), 15,06% e resíduos Sem Destino Definido (SDD), 0,86 %.
Dos de DI, 47,07% do total dos resíduos são depositados em barragens nas próprias
empresas, seguido por 24,31% depositados em pilhas de estéril e bota fora particular.
Excluindo-se as destinações predominantes (depósito em barragens, pilhas e bota fora),
35,46% são utilizados como fonte de energia nas caldeiras, 24,60% são destinados a
fertirrigação, 24,41% são depositados em Aterros Próprios, 4,18% são reciclados e
encontram utilização dentro da própria empresa e 11,35% recebem destinação entre
incorporação em solo agrícola, incineração, beneficiamento, compostagem e formulação
de “blend” de resíduos.
Com relação aos resíduos de DE, destacam-se o encaminhamento para Reciclagem
Externa, correspondendo a 22,58%, para Reutilização Externa, com 18,61% e para
fertirrigação, 14,72%, totalizam aproximadamente 56% das destinações aplicadas.
Dessa forma, em se tratar da simples deposição, além dos diversos impactos causados,
os resíduos industriais, em sua maioria, representam um passivo ambiental para o seu
gerador. Observa-se, no entanto, a existência de tratamentos de resíduos industriais com
vistas à sua reutilização ou ao menos à sua inertização. Destaque-se nesse cenário, a
baixa reutilização desses resíduos em aplicações ambientais, especialmente, em
tecnologias para tratamento de efluentes. Dada a diversidade destes resíduos, são
poucos os processo de tratamento testados, havendo, assim, a necessidade da realização
de pesquisas e desenvolvimento de processos economicamente viáveis.
3
2 OBJETIVO
2.1 Objetivo geral
O objetivo geral do presente trabalho é avaliar a eficiência de tratamento de efluentes
reais contendo corantes (EC) e emulsões oleosas (EO), utilizando resíduo siderúrgico,
Lama Fina de Alto-Forno (LFAF), conforme metodologia proposta por SANTOS
(2013).
2.2 Objetivos específicos
Caracterizar os efluentes brutos coletados segundo os parâmetros DQO, pH e
turbidez;
Realizar os ensaios de tratabilidade nos efluentes EO e EC, utilizando o resíduo
siderúrgico (LFAF) e a metodologia utilizados por SANTOS (2013) e patente de
AMORIM et al. (2012), visando remoção e DQO.
Verificar as eficiências dos tratamentos empregados e seu atendimento ao
parâmetro normativo existente.
4
3 REVISÃO BIBLIOGRÁFICA
3.1 Reaproveitamento de Resíduos Sólidos Industriais
3.1.1 Reutilização e Reciclagem
Resíduos inevitavelmente gerados podem ser reutilizados, recuperados ou reciclados
para uso na própria indústria ou externamente, de forma a reintegrá-los ao ciclo
econômico, reduzindo a quantidade de resíduos enviada para tratamento e disposição
final, conduzindo em última instância à preservação de recursos naturais.
De acordo com a Política Nacional de Resíduos Sólidos (BRASIL, 2010), define-se
como reutilização o processo de aproveitamento dos resíduos sólidos sem sua
transformação biológica, física ou físico-química, observadas as condições e os padrões
estabelecidos pelos órgãos competentes. Já reciclagem é o processo de transformação
dos resíduos sólidos que envolvem a alteração de suas propriedades físicas, físico-
químicas ou biológicas, com vistas à transformação em insumos ou novos produtos,
sendo também observadas as condições e os padrões estabelecidos pelos órgãos.
No que diz respeito a resíduos sólidos industriais, diversas formas de reutilização e
reciclagem podem ser encontrados na literatura. Alguns resíduos, principalmente os de
composição calcária, são empregados como matéria-prima alternativa para a produção
de materiais cerâmicos (GIFFONI e LANGE, 2005; MIRANDA et al., 2011; RIBEIRO,
2010) e na pavimentação/ construção de estradas florestais (MACHADO et al., 2007a;
MACHADO et al., 2007b; MACHADO et al., 2006; PEREIRA, MACHADO e
CARVALHO, 2006). Outros, ricos em metais e outros elementos, são comumente
utilizados na neutralização do solo (PRADO e NATALE, 2004; PUPATTO, BULL,
CRUSCIOL, 2004) e na recuperação de áreas degradadas, atuando como barreira à
contaminantes (PEREIRA et al., 2014). Encontram-se, ainda, aplicações diversas para
diferentes resíduos. Serragem e resíduo fino de mineração de areia, por exemplo, são
utilizadas como componente de substrato para produção de mudas (GARCIA et al.,
2011) e cogumelos comestíveis (ANDRADE et al., 2013).
5
3.1.2 Coprocessamento
Segundo a Deliberação Normativa - DN n° 83 de 2005 da Comissão de Política
Ambiental de Minas Gerais – COPAM (COPAM, 2005), coprocessamento é a
utilização de resíduos sólidos para recuperação e/ou economia de energia e/ou
substituição de matérias-primas. Ao tratar-se também de uma técnica de tratamento de
resíduos, a Resolução 316/2002 do Conselho Nacional do Meio Ambiente (CONAMA,
2010) define coprocessamento de resíduos como sendo reaproveitamento em processos
de tratamento térmico, cuja operação ocorre acima de 800°C, de material ou substância
inservível ou não passível de outro aproveitamento econômico resultante de atividades
industriais, urbanas, agrícolas e serviços de saúde e comercial.
Atualmente, resíduos sólidos industriais são amplamente aplicados em processos de
coprocessamento, no qual se destaca o uso como combustível alternativo nos fornos de
clínquer da indústria cimenteira. Usualmente, os principais combustíveis de fornos de
clinquerização são o carvão mineral ou o coque de petróleo. Todavia, pode-se obter
parte do poder calorífico por processamento conjunto entre o combustível fóssil e
resíduos industriais (SELLITTO et al, 2013).
Seja por aproveitamento do poder calorífico ou como matérias primas alternativas, são
processados em diferentes plantas industriais resíduos industriais como casca de arroz,
pneus inservíveis (SELLITTO et al, 2013), resíduos siderúrgicos e de alumínio, dregs
de argila, dentre outros (AMORIM, 2007).
No entanto, ressaltava-se, que não é permitido coprocessamento de qualquer resíduo.
Em fornos rotativos de clínquer para a fabricação de cimento, por exemplo, não é
admitido o coprocessamento de resíduos hospitalares, radioativos e domésticos,
materiais corrosivos, pesticidas e explosivos (CONAMA, 1999).
De maneira geral, o coprocessamento de determinados resíduos sólidos industriais pode
ser vantajoso tanto para a indústria geradora quanto para indústria absorvedora. Para a
primeira dessas, citam-se vantagens como a possível minimização de passivos
ambientais e de riscos de contaminação do ambiente, e diminuição de custos no
tratamento e disposição final do resíduo. Para a segunda, a possibilidade de redução do
consumo de energia, o prolongamento da vida útil das jazidas de matéria-prima,
obtenção de melhorias na qualidade final dos produtos e geração de dividendos à
6
indústria, isto é, a indústria recebe valores monetários ao aceitar os resíduos (AMORIM,
2007; BERNARDO, CARPIO e SILVA, 2010).
No entanto, o coprocessamento pode apresentar desvantagens. Na combustão de
resíduos perigosos em fornos de clínquer, por exemplo, além de ocorrer a formação de
poluentes secundários como monóxido de carbono – CO, os materiais mais voláteis se-
guem rotas de emissão prejudiciais tanto às propriedades do cimento, como à saúde
ocupacional e à saúde ambiental. Metais pesados são redistribuídos, sendo os mais
voláteis (Mercúrio - Hg e Tálio – Tl), emitidos juntamente com os gases pela chaminé
principal do forno, os semivoláteis (Cádmio -Cd Chumbo - Pb, Antimônio - Sb, e
Selênio- Se), e os não voláteis (Arsênio - As, Cromo - Cr, Cobre - Cu, Níquel - Ni)
normalmente incorporados ao clínquer (MILANEZ, FERNANDES e PORTO, 2009;
MILANEZ, 2007 apud ROCHA, LINS e SANTOS, 2011).
3.1.3 Reaproveitamento de resíduos sólidos industriais em tecnologias de tratamento
de efluentes líquidos
Baseados nos conceitos de reutilização e reciclagem, a utilização de resíduos sólidos
como matéria prima tornou-se um dos grandes objetivos de projetos de pesquisas
industriais, de institutos de pesquisas e de universidades que desenvolvem atividades
em Engenharia (AMORIM, 2010).
No que concerne a Engenharia Ambiental e o tratamento de efluentes líquidos, é
crescente o número de estudos que comprovam a eficácia da aplicação de resíduos
sólidos, em especial os industriais, em tecnologias para o tratamento de despejos.
De maneira geral, as pesquisas desenvolvidas procuram aliar as características físico-
químicas de um dado material à uma possível aplicação, ou ainda, buscam transformar o
resíduo em material com valor agregado, seja por sua aplicação direta, seja mediante
tratamento térmico e/ ou químico.
A TAB. 3.1, apresenta alguns dos estudos encontrados na literatura referenciada, no que
diz respeito ao uso de resíduos sólidos industriais no tratamento de efluentes liquidos.

7
TABELA 3.1. Emprego dos RSI no tratamento de efluentes líquidos, segundo a
literatura referenciada.
Resíduo Sistema de
tratamento Observações Referência
Serragem Adsorção Adsorçãodo corante azul de
metileno
AL-
HUSSEINY,
2014
Lamas de
Alto-forno e
Aciaria
Adsorção
Eficiência de remoção 97% de
COT em elfuente elulsionado a
pH3. Remoção de cor
>90% em 24h
SANTOS et
al., 2014
Pó do
desempoeira
mento do
Alto-Forno
Foto - Fenton
Resíduo como catalisador.
Aumentou mais de cinco vezes as
a velocidades de reação
AMORIM,
2013
Serragem
Adsorção
Remoção máxima de até 92%
COT e
100% de redução de cor
FARHAN et
al., 2013
Pó do
desempoeira
mento do
Alto-Forno
Adsorção e
Fenton
heterogêneo
Adsorção e Fenton heterogêneo
para remoção de corante RR195 e
Cr (VI). 32% de COT, 100% de
cor
81% redução de Cr (VI)
AMORIM,
2012
Pó do
desempoeira
mento do
Alto –Forno
Adsorção de
emulsão oleosa
Remoção de 98% de COT
(1ªciclo) 99% de COT (2ªciclo)
em efluente contendo emulsão
oleosa
ANDRADE
et al., 2012
Lama
vermelha
Fenton
heterogêneo e
redução de Cr
(VI)
Reação na presença
de H2O2 mostrou eficiência de
remoção 20% - 30% de COT
COSTA et al.,
2010
Lama
vermelha Adsorção
Adsorvente para os contaminantes
orgânicos, como o fenol
LIN eJUANG,
2009
Pó do
desempoeira
mento do
Alto –Forno
Adsorção
Adsorção de surfactante aniônico
80% remoção de Surfac (pH = 3,
72h)
RIOJA,
2009
Lama
vermelha Adsorção Remoção de corantes
DA SILVA
FILHO etal.,
2008

8
Pó do
desempoeira
mento do
Alto –Forno
Fenton
homogêneo
Tratamento de emulsão oleosa
com
73,9% de remoção de DQO
SALAZAR,
2008
Lama
vermelha Adsorção
Adsorção de compostos
inorgânicos (fosfatos edrenagem
ácidaarsênico)
SINGH etal.,
2008;TUAZO
NeCORDER,
2008
Resíduo
contendo
magnetita
Fixação de
compostos
tóxicos
solubilizados
71,4% de remoção de íons
chumbo e 26,9% de remoção de
íons de zinco
GODOI,
GARCIA e
ORTIZ, 2007
Conforme exposto, a maiora das pesquisas encontradas utiliza-se de resíduos oriundos
da indútria de transformação no fenômeno de adsorção e em processos Fenton, com
destaque ao Fenton heterogêneo. Observa-se o amplo uso de RSI como superfície
adsorvente por tratar-se de materiais sólidos que podem possuir, naturalmente ou
mediante ativação, área superficial que viabilize a remediação de contaminates como
adsorventes de baixo custo. A ampla aplicação em processos oxidativos avançados pode
ser justificada, uma vez que muitos dos materiais apresentam em sua composição
óxidos de ferro, possibilitando, assim, sua aplicação como catalisadores heterogêneos
das reações de Fenton (RIOJA,2009).
Apesar de alguns estudos elencados alcançarem remoções de COT maiores que 90% ou
até de 100% de cor, ressalva-se que as pesquisas mencionadas tratam efluentes de
diferentes formulações, impossibilitando a comparação direta entre as eficiências
alcançadas pelas diferentes metodologias aplicadas. Dever-se-a que as capacidades de
adsorção dos adsorventes aqui apresentados variam significativamente em função das
características do adsorvente individual, o grau de modificações químicas, e as
concentrações de solutos.
Diante dos aspectos levantados, a utilização de RSI em tecnologias de tratamentos de
efluentes apresenta caráter inovador, sustentável e de elevada aplicabilidade. Em muitos
casos, tem-se a utilização de material residual abundante, sem reaproveitamento atual e
que pode apresentar potencial poluidor.
9
3.2 Adsorção
A adsorção é um fenômeno de transporte de massa que consiste no acúmulo de uma
substância, soluto, um gás ou líquido, em uma superfície sólida. O sólido no qual ocorre
a adsorção é chamado adsorvente, enquanto as moléculas retidas na superfície são
denominadas adsorvatos (FOUST et al., 1982 apud BOTTREL, 2012).
De acordo com as forças que atuam entre o adsorvente e o adsorvato, pode-se classificar
o fenômeno de adsorção como químico ou físico. No primeiro tipo, as moléculas
adsorvidas reagem quimicamente com a superfície do sólido. Já no segundo, as forças
de Van der Waals atuam entre o adsorvente e a substância a ser adsorvida.
Usualmente o adsorvente é composto de partículas compactadas em um leito fixo pelo
qual passa a fase fluida continuamente até que não ocorra mais a transferência de massa.
Uma vez que o adsorvato acumula-se na superfície do adsorvente, quanto maior for essa
superfície, maior será a eficiência da adsorção, sendo, assim, geralmente os adsorventes
sólidos com partículas porosas (BORBA, 2006). No entanto, apesar dessa característica
preliminar, estudos recentes demonstram que sólidos pouco porosos podem ser
utilizados como adsorventes, caso haja afinidade entre os grupos químicos presentes na
superfície do material e o adsorvato (OLIVEIRA et al., 2008b; OLIVEIRA e FRANCA,
2008, apud ALVES, 2012).
O conhecimento dos dados de equilíbrio para a adsorção são apresentados na forma de
isotermas de adsorção, uma expressão matemática que descreve a relação de equilíbrio
entre a retenção ou mobilidade de uma substância, entre a interface de um sólido e o
meio aquoso, a uma temperatura e pH constantes (OKIEL et al, 2011apud SANTOS,
2013). Isto é, as isotermas de adsorção descrevem a interação dos poluentes com os
materiais adsorventes (FOO e HAMEED, 2010). A TAB. 3.2 apresenta as duas
principais isotermas utilizadas.
TABELA 3.2 – Principais isotermas encontradas na literatura
Isoterma Equação Variáveis
Freundlich
qe = massa de soluto adsorvidos por massa
de adsorvente (mg.g-1
);

10
Ce = concentração de equilíbrio do soluto
(mg.L-1
);
K = constante experimental relacionada
com a capacidade de adsorção;
1/n= constante experimental que representa a
intensidade da adsorção.
Langmuir
qe = massa de soluto adsorvidos por massa
de adsorvente (mg.g-1
);
qm = massa de soluto aderido para saturar
completamente a monocamada do adsorvente qm –
determinado experimentalmente (mg.g-1
);
Ce = concentração de equilíbrio do soluto
(mg.L-1
);
K = constante experimental relacionada à
energia de adsorção.
A eficiência da adsorção de um dado soluto relaciona-se com diversos fatores os quais
incluem a natureza do adsorvente e do adsorvato e as condições de adsorção, conforme
apresentado na TAB. 3.3.
TABELA 3.3– Fatores que influenciam na eficiência de adsorção de um dado soluto
Adsorventes ‣ Área superficial
‣ Distribuição do tamanho dos poros
‣ Densidade
‣ Tipo de grupos funcionais presentes
na superfície
Adsorvato ‣ Polaridade
‣ Hidrofobicidade
‣ Tamanho da molécula
‣ Solubilidade: grupos polares

11
diminuem a adsorção;
‣ Acidez ou basicidade, determinado
pela natureza do grupo funcional
presente
Condições de contorno ‣ Temperatura
‣ Relação sólido/líquido: quanto mais
alta maior a taxa de adsorção
‣ Tamanho das partículas: quanto menor
o tamanho maior a superfície de
contato
‣ Ionização: geralmente adversa à
adsorção por sólidos hidrofóbicos.
Materiais altamente ionizados são
fracamente adsorvidos, baixos pHs
favorecem a adsorção de ácidos
orgânicos enquanto que pHs altos
favorecem a adsorção de bases
orgânicas;
‣ Presença de outras espécies
competindo pelos sítios de adsorção
Fonte: SALAME e BAANDORZ, 2003; ANIA, PARRA e PIS, 2002.
Os fatores que influenciam na eficiência de adsorção listados acima aliados as
características dos adsorventes ricos em óxidos de ferro justificam o uso desse tipo de
material em diversos processos. De acordo com BANDARA (2000), a capacidade de
adsorção dos óxidos de ferro está relacionada à existência de grupos hidroxilas em sua
superfície. A cobertura da superfície por esse grupo funcional conferem propriedades
anfóteras aos óxidos, e estas são as entidades quimicamente reativas na superfície do
sólido. A mudança de pH afeta o processo de adsorção através da dissociação dos
grupos funcionais sobre os sítios ativos do adsorvente (PIRILLO, 2009).
Assim, sólidos contendo óxidos de ferro apresentam uso promissor em escala industrial
de tratamento de efluentes, devido a seu baixo custo, forte capacidade de adsorção, fácil
separação sólido/líquido e elevada estabilidade (FAN et al., 2012; XU et al., 2012, apud
SANTOS, 2013).
12
3.3 Resíduos Siderúrgicos
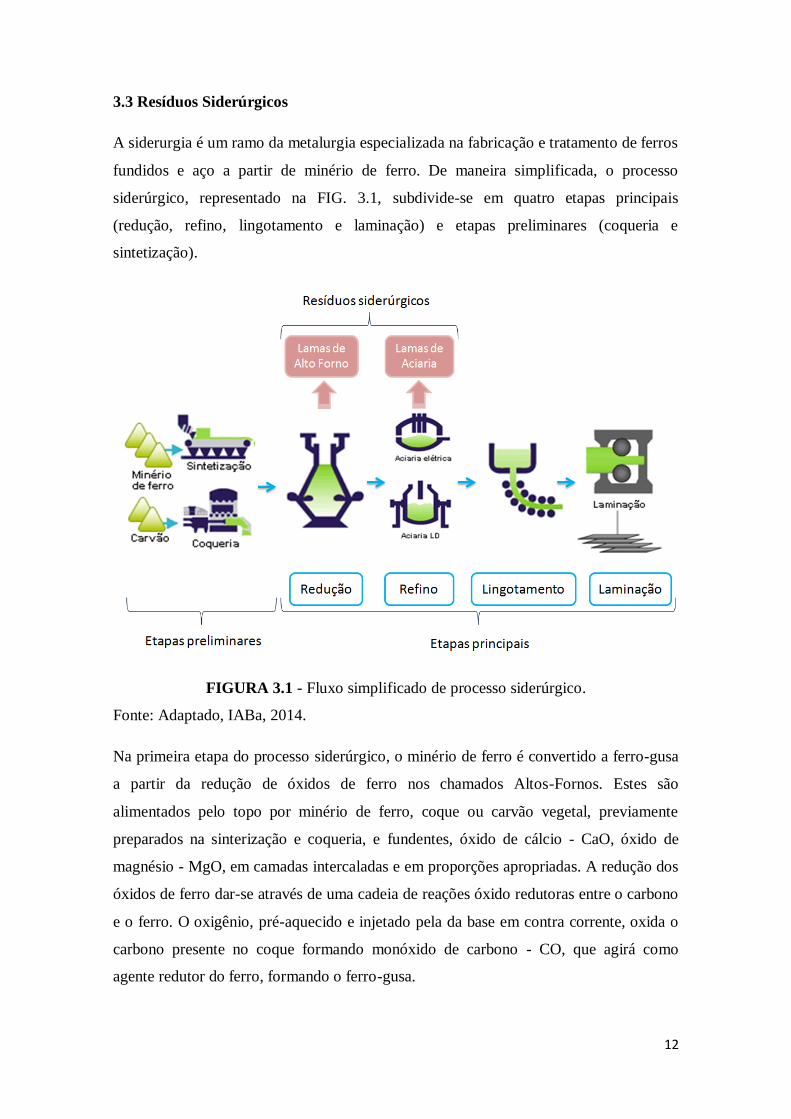
A siderurgia é um ramo da metalurgia especializada na fabricação e tratamento de ferros
fundidos e aço a partir de minério de ferro. De maneira simplificada, o processo
siderúrgico, representado na FIG. 3.1, subdivide-se em quatro etapas principais
(redução, refino, lingotamento e laminação) e etapas preliminares (coqueria e
sintetização).
FIGURA 3.1 - Fluxo simplificado de processo siderúrgico.
Fonte: Adaptado, IABa, 2014.
Na primeira etapa do processo siderúrgico, o minério de ferro é convertido a ferro-gusa
a partir da redução de óxidos de ferro nos chamados Altos-Fornos. Estes são
alimentados pelo topo por minério de ferro, coque ou carvão vegetal, previamente
preparados na sinterização e coqueria, e fundentes, óxido de cálcio - CaO, óxido de
magnésio - MgO, em camadas intercaladas e em proporções apropriadas. A redução dos
óxidos de ferro dar-se através de uma cadeia de reações óxido redutoras entre o carbono
e o ferro. O oxigênio, pré-aquecido e injetado pela da base em contra corrente, oxida o
carbono presente no coque formando monóxido de carbono - CO, que agirá como
agente redutor do ferro, formando o ferro-gusa.

13
Na etapa seguinte do processo, no refino, o ferro gusa é levado à aciaria, ainda em
estado líquido, para ser transformado em aço, mediante queima de impurezas e adições,
em fornos de oxigênio ou elétricos.
Finalmente, na terceira e na última fase do processo de fabricação, o aço, em processo
de solidificação, etapa de lingotamento, é deformado mecanicamente e transformado, na
fase de Laminação, em lingotes ou chapas utilizados pela indústria de transformação.
Além do aço e os produtos siderúrgicos, obtém-se também na siderurgia alguns
subprodutos como as lamas de Alto-Forno (LAF) e de Aciaria (LA). Estas são resíduos
sólidos formados por particulados finos removidos por equipamentos de prevenção à
poluição atmosférica, como coletores de pó com selo a seco ou a úmido, ciclones e
lavadores tipo Torre de Lavagem ou Venturi. Em 2013, de acordo com o Relatório de
Sustentabilidade 2014 (IABb, 2014),a geração desses resíduos pelo setor, no Brasil,
corresponde, aproximadamente, a 5% do total de coprodutos e resíduos gerados, ou
seja, 29,7 kg por tonelada de aço bruto, 885 mil de toneladas no último ano.
Os resíduos classificados como lamas podem apresentar diferente composição básica
que se relaciona à alimentação e às reações predominantes nos fornos. Dessa forma, as
LAF geralmente apresentam altos teores óxidos de ferro, carbono, sílica e cálcio em sua
composição advindos do minério de ferro, coque e adição de fundentes. As LA, graças à
remoção por oxidação de diversos elementos considerados impurezas e também à
adição de fundentes, possuem maiores teores de ferro e cálcio (SANTOS, 2013).
Em estudo desenvolvido por SANTOS (2013), “Utilização de resíduos siderúrgicos
como adsorventes de baixo custo no tratamento de efluentes contendo emulsões
oleosas”, buscou-se “avaliar a aplicabilidade de dois resíduos siderúrgicos, as lamas
de Alto-Forno e de Aciaria, como adsorventes de baixo custo para tratamento de
efluentes contendo emulsões oleosas, em especial, fluidos de usinagem usados”. Para
tanto, caracterizou-se, inicialmente, físico-química e morfologicamente os resíduos
siderúrgicos utilizados, a fim de se obter um resíduo com melhores características para a
aplicação com adsorvente.
Na planta industrial em questão, os resíduos siderúrgicos são gerados nos sistemas de
prevenção a poluição atmosférica a úmido, nas etapas de Redução (Alto-Forno) e
Refino (Convertedor LD - Aciaria). Ao fim do tratamento, esses resíduos são
14
segregados em porções grossas e finas, favorecendo a destinação ou o reaproveitamento
adequado, de acordo com as principais características apresentadas por cada fração.
Dessa forma, após a separação, têm-se as lamas grossa e fina de Alto-Forno (LGAF e
LFAF) e as lamas grossa e fina de Aciaria (LGA e LFA).
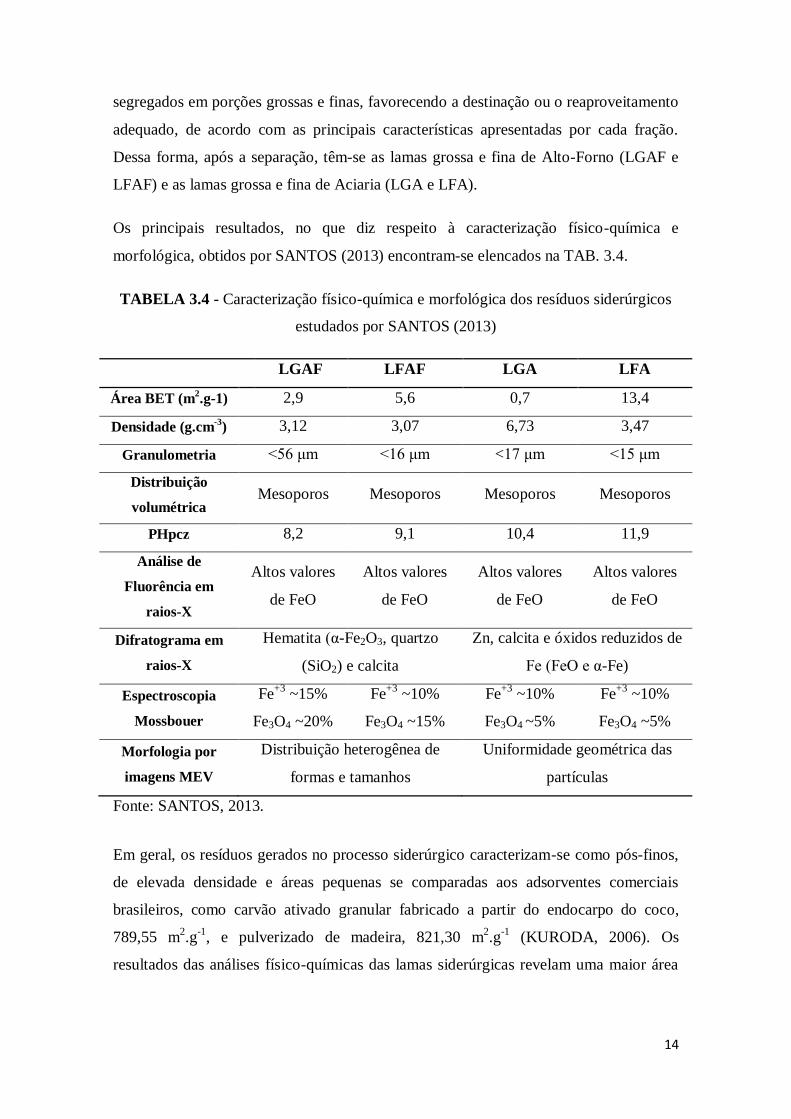
Os principais resultados, no que diz respeito à caracterização físico-química e
morfológica, obtidos por SANTOS (2013) encontram-se elencados na TAB. 3.4.
TABELA 3.4 - Caracterização físico-química e morfológica dos resíduos siderúrgicos
estudados por SANTOS (2013)
LGAF LFAF LGA LFA
Área BET (m2.g-1) 2,9 5,6 0,7 13,4
Densidade (g.cm-3
) 3,12 3,07 6,73 3,47
Granulometria <56 μm <16 μm <17 μm <15 μm
Distribuição
volumétrica Mesoporos Mesoporos Mesoporos Mesoporos
PHpcz 8,2 9,1 10,4 11,9
Análise de
Fluorência em
raios-X
Altos valores
de FeO
Altos valores
de FeO
Altos valores
de FeO
Altos valores
de FeO
Difratograma em
raios-X
Hematita (α-Fe2O3, quartzo
(SiO2) e calcita
Zn, calcita e óxidos reduzidos de
Fe (FeO e α-Fe)
Espectroscopia
Mossbouer
Fe+3
~15%
Fe3O4 ~20%
Fe+3
~10%
Fe3O4 ~15%
Fe+3
~10%
Fe3O4 ~5%
Fe+3
~10%
Fe3O4 ~5%
Morfologia por
imagens MEV
Distribuição heterogênea de
formas e tamanhos
Uniformidade geométrica das
partículas
Fonte: SANTOS, 2013.
Em geral, os resíduos gerados no processo siderúrgico caracterizam-se como pós-finos,
de elevada densidade e áreas pequenas se comparadas aos adsorventes comerciais
brasileiros, como carvão ativado granular fabricado a partir do endocarpo do coco,
789,55 m2.g
-1, e pulverizado de madeira, 821,30 m
2.g
-1 (KURODA, 2006). Os
resultados das análises físico-químicas das lamas siderúrgicas revelam uma maior área

15
superficial apresentada pela lama fina de Aciaria, 13,4, seguida pela LFAF, 5,6, LGAF,
2,9, e LGA, 0,7, respectivamente.
Para o pH de ponto de carga zero (pHpcz), ou seja, aquele que indica o valor de pH em
que as partículas apresentam carga de superfície neutra, obtiveram-se elevados valores
para todas as amostras possivelmente associados à grande presença de cálcio oriundo da
utilização de fundentes nos fornos. O maior valor do pHpcz, apresentado pelas lamas de
aciaria, pode estar associado à segunda adição de fundentes nesta etapa. Dessa forma,
em um estudo de adsorção, espera-se que em valores de pH da solução abaixo do
pHpcz, as partículas dos resíduos encontram-se carregadas positivamente, facilitando a
remoção de espécies aniônicas, e em valores de pH maiores do que a pHpcz, as
partículas dos adsorventes terão afinidade por espécies catiônicas (MALK,2004).
Conforme esperado, através da análise em fluorescência de raios-X, identificaram-se
altos valores de FeO, corroborando a predominância de óxidos de ferro nos resíduos. A
presença de metais pesados nas lamas evidencia a necessidade de análises quantitativas
desses contaminantes, de acordo com o reaproveitamento a ser empregado. Apesar
dessa possível limitação, no entanto, são encontrados na literatura diversos estudos
sobre o reuso da lama de Alto-Forno, como, por exemplo, a lixiviação ácida para
promover o aumento da reciclagem do ferro, a utilização como matéria-prima rica em
zinco para indústria de metais não ferrosos, e a remoção de chumbo (Pb2+
), zinco
(Zn2+
), cádmio (Cd2+
), cobre (Cu2+
), cromo (Cr3+
) por adsorção (DAS et al., 2007, apud
SANTOS, 2013).
Nas lamas grossa e fina de Alto-Forno, em análise de difratograma de raios –X, foi
identificada a predominância das fases cristalinas de hematita (α-Fe2O3), quartzo (SiO2)
e calcita. Ainda verificaram-se elevadas quantidades de carbono, justificada pela
alimentação do Alto-Forno com coque. Em comparação as lamas de aciaria, a menor
quantidade de carbono encontrada nesta deve-se ao processo de refino do aço, que
elimina o carbono presente no ferro-gusa através da oxidação à CO2 no Convertedor
LD.
Por meio da espectroscopia Mossbaüer observou-se, em todos os resíduos, a presença
de magnetita (Fe3O4), conferindo aos resíduos propriedades magnéticas, além de Fe3+
,
não identificadas na análise de difração de raios – X.

16
Imagens de microscopia eletrônica de varredura, mostradas na FIG. 3.2. permitiram
constatar a morfologia das partículas da LFAF como irregulares, de distribuição
heterogênea de formas e tamanhos de partículas. Já as LFA, caracterizam-se pela
uniformidade geométrica, predominando partículas esféricas.
FIGURA 3.2 - Imagens de microscopia eletrônica de varredura. Comparação da
morfologia da Lama de alto forno x Lama de aciaria
Fonte: SANTOS, 2013
3.4 Efluentes líquidos industriais
Efluentes líquidos industriais, também denominados águas residuárias ou despejos
industriais, são correntes líquidas ou suspensões originárias de processos, operações e/
ou atividades. De modo geral, possuem características variáveis, quer em sua
composição quer em quantidade e dependem da diversidade de produtos fabricados,
natureza e porte da indústria, do grau de modernidade de seus processos produtivos,
tipos de matérias-primas empregadas e do nível de automação destes processos, bem
como das práticas de reciclagem e reuso de cada fonte geradora. Dessa forma, indústrias
de mesmo tipo e natureza podem produzir efluentes diferentes em razão das variações

17
das linhas produtivas, práticas de produção sustentável (“produção + limpa”),
minimização de despejos (“housekeeping”), recirculações internas, bem como da
origem das matérias primas e insumos (CAVALCANTI, 2012).
Antes das descargas em corpo receptor, se não atendidos os padrões sanitários,
ambientais e legais de lançamento, os constituintes dos despejos necessitam serem
tratados.
No Brasil, tem-se, em âmbito nacional e aplicada para corpos hídricos de domínio da
União, a Resolução nº 430/ 2011 do Conselho Nacional de Meio Ambiente –
CONAMA que dispõe sobre as condições e padrões de lançamento de efluentes,
complementa e altera a Resolução nº 357/ 2005 – CONAMA. Ressalve-se, porém, que
essa permite, em caráter temporário e em situações específicas, que o órgão ambiental
competente, mediante análise técnica fundamentada, autorize o lançamento de efluentes
em desacordo com as condições e padrões estabelecidos (BRASIL, 2011).
Em casos nos quais os corpos hídricos pertençam a uma sub-bacia delimitada a um
estado apenas, vigora a legislação elaborada pelos órgãos ambientais locais, devendo
esta ser mais restritiva nos valores dos parâmetros.
No estado de Minas de Gerais, os padrões de lançamentos de efluentes encontram-se
elencados no Capítulo V da Deliberação Normativa – DN Conjunta COPAM/CERH-
MG nº 01/ 2008, mais restritiva que a resolução CONAMA 430/ 2011 em alguns
parâmetros. A DN COPAM 01/ 2008, além de estabelecer as condições e padrões de
lançamento de efluentes, dispõe sobre a classificação dos corpos de água e diretrizes
ambientais para o seu enquadramento (MINAS GERAIS, 2008).
Muitos são os critérios classificatórios visando o enquadramento dos diversos ramos de
atividades industriais e seus efluentes tendo em vista o estabelecimento de políticas
públicas de zoneamento industrial e correspondentes medidas de controle de poluição.
Em Minas Gerais, por exemplo, tem-se a Deliberação Normativa COPAM nº 74, de 9
de setembro de 2004, que “estabelece critérios para classificação, segundo o porte e
potencial poluidor, de empreendimentos e atividades modificadoras do meio ambiente
passíveis de autorização ambiental de funcionamento ou de licenciamento ambiental no
nível estadual, determina normas para indenização dos custos de análise de pedidos de
autorização ambiental e de licenciamento ambiental, e dá outras providências”.
18
Ao se considerar uma simples classificação de acordo com as características dos
efluentes, por exemplo, destacam-se aquelas atividades de carga orgânica biodegradável
ou não biodegradável, e/ ou de alta toxidade. Efluentes biodegradáveis são usualmente
oriundos de indústrias alimentícias (laticínios, de bebidas, abatedouros), sendo os não
biodegradáveis comuns em indústrias farmacêutica, têxtil e gráfica, por exemplo.
Efluentes tóxicos possuem elevados níveis de metais e compostos orgânicos aromáticos
e originam-se de atividades de galvanoplastia, metalurgia e aquelas que utilizam óleos
lubrificantes (CAVALCANTI, 2012).
3.4.1 Efluentes contendo corantes
Dentre todos os poluentes que podem interferir na qualidade das águas, os agentes
colorantes são os detectados com maior facilidade, levando à constantes reclamações e
penalidades sofridas pelas empresas que lançam efluentes com essas características
(BELTRAME, 2006). Além de esteticamente desagradável, a coloração pode impedir a
penetração da luz e a fotossíntese, prejudicar a qualidade da água do corpo receptor e, se
tóxica, lesar os organismos da cadeia alimentar e a vida aquática em geral (ZAO, et al.,
2000 e ZANONI et al., 2001 apud SOUZA, 2006).
Apesar disso, inexiste mundialmente um consenso com relação ao modo de detecção da
cor em corpos d’água e aos limites legais aceitáveis para os despejos. Por conseguinte,
os órgãos reguladores têm se preocupado em estabelecer tanto o parâmetro de medida
de cor como o padrão de lançamento.
A maior parte dos métodos de análise existentes utiliza a “cor verdadeira” como
referência, ou seja, a cor decorrente dos compostos dissolvidos e que compõe a “cor
aparente”. Esta última é a obtida de amostras in natura, sem passar pela filtração ou
centrifugação e pode incluir também uma parcela devida à turbidez da amostra (VON
SPERLING, 2005).
Na legislação brasileira e mineira não há especificações de limites quanto à cor. Porém,
compreende-se que, na ausência de padrões, deve-se obedecer aos limites aceitáveis
para o corpo receptor, de acordo com a classe de seu enquadramento (CONAMA 430/
2011, art. 5, § 1 e 2, BRASIL, 2011; DN COPAM 01/2008, art. 23, §1, 2, e 3, MINAS
GERAIS, 2008).

19
Consideram-se corantes as substâncias orgânicas coloridas ou fluorescentes capazes de
conferir cor, de forma permanente, por absorção seletiva da luz a materiais chamados
tecnicamente de substratos (GUARANTINI e ZANONI, 2000; ASPLAND, 1980; EPA,
1999, apud BELTRAME. 2006).
Os efluentes industriais contendo corantes são comumente originados de indústrias que
empregam coloração, tingimento ou impressão, uso de tintas em geral, em seus
processos ou atividades. O lançamento desta natureza de água residuária sem tratamento
pode representar um grande impacto ambiental aos corpos hídricos, uma vez que se trata
de um efluente com altos valores de DQO e DBO, representando o seu lançamento
indevido um grande aporte de matéria orgânica aos mananciais (FIGUEIREDO,
BOAVENTURA e LOUREIRO, 2000 apud BELTRAME, 2006).
Encontram-se na literatura diversas técnicas de tratamento utilizadas para efluentes
coloridos, sendo mais comuns os estudos realizados para os da indústria têxtil. Nesta,
em geral, os processos de tratamento estão fundamentados na operação de sistemas
físico-químicos de precipitação-coagulação, seguidos de tratamento biológico via
sistema de lodos ativados. Este sistema apresenta uma eficiência relativamente alta,
permitindo a remoção de aproximadamente 80% da carga de corantes. No entanto, tem-
se o problema relacionado com a geração e acúmulo de lodo, uma vez que o teor de
corantes adsorvido é elevado, impedindo o reaproveitamento (KUNZ et al., 2002).
Por este e outros motivos, e para esse e outros efluentes contendo corantes, novas
alternativas para adequada remoção de corantes tem sido desenvolvidas como
ultrafiltração (ZAGHBANI et al., 2007; PORTER, J.J., GOMES, A.C, 2000 apud
KUNZ et al., 2002; REIFE, A. E, FREEMAN, H.S.; 2000 apud KUNZ et al., 2002),
osmose inversa (SOSTAR-TUTK et al., 2005 apud AMORIM, 2010), processos
oxidativos avançados (POAs) (RIBEIRO, 2009; SOUZA, 2006) e novas tecnologias de
tratamento físico – químico.
No que diz respeito aos tratamentos físico – químicos, destacam-se as inovadoras
técnicas de adsorção estudadas, motivadas, principalmente, devido ao alto custo do
carvão ativado comercial (CUNICO, et al.., 2009, apud PERINI, 2012; AMORIM
2010). PERINI et al. (2012) apresenta o uso de fibras naturais como a fibra de coco
verde, fibra de bagaço de cana de açúcar e resíduos da bananicultura, como uma solução
viável economicamente e de baixo risco ao meio ambiente. O empregado das fibras de

20
pseudo caule de bananeira proporcionou remoções variando entre 50 a 60% do corante
utilizado. AMORIM (2010), ao empregar o resíduo do desempoeiramento do Alto
Forno, obteve remoção de cor e carbono orgânico total (COT) superior a 70%, no
primeiro ciclo de adsorção. Há ainda pesquisas que visam aumentar a remoção de
espécies químicas através da modificação de materiais adsorventes pela criação de
grupos funcionais de superfície específicos. VASQUES (2008), por exemplo, utiliza-se
do lodo de uma estação de tratamento de efluentes industriais de uma indústria têxtil,
termicamente e quimicamente ativado, como adsorvente, garantindo uma eficiência de
remoção de corantes maiores que 88%, para os ensaios adsortivos em batelada e em
leito fixo.
3.4.2 Efluentes contendo emulsões oleosas
Nos últimos anos, considerável atenção tem sido dada ao controle da emissão de
efluentes oleosos e seu impacto no meio ambiente. A contaminação dos corpos d´água
por efluentes oleosos é especialmente nociva à vida aquática, podendo acarretar a
redução das trocas gasosas, da zona fótica, do oxigênio dissolvido, além do aumento da
turbidez e da toxicidade, e diminuição do potencial de autodepuração dos corpos
hídricos (SCHULZ, 2005).
Os dois principais poluentes despejados no ambiente aquático são os efluentes oleosos e
as emulsões óleo/água (O/A) (KARAKULSKI et al, 1995 apud SCHULZ, 2005), sendo
estas, uma vez geradas em diferentes locais, como indústrias químicas, petroquímicas e
metalúrgicas, caracterizadas por complexa e variada composição.
Emulsões oleosas são sistemas heterogêneos nos quais um líquido imiscível encontra-se
intimamente disperso em outro líquido, sob a forma de gotas de tamanho microscópio
ou coloidal e estabilizadas pela atuação de agentes surfactantes (SHAW, 1975 apud
SCHONS, 2008). Estes, também chamados de agentes tensoativos, constituem-se de
moléculas que apresentam em sua estrutura regiões polares e apolares, moléculas
anfipáticas, capazes de alterar as propriedades superficiais e interfaciais de um líquido
qualquer (SANTOS, 2013). Comercialmente, os agentes tensoativos são representados
pelos detergentes (SCHONS, 2008).
A adição de tensoativos à água tende a saturar as interfaces separadoras dos líquidos de
modo que, a partir de uma concentração denominada concentração micelar crítica

21
(c.m.c.), ocorre a saturação do meio e a formação de pequenos agregados esféricos e
organizados, chamados micelas. Estas caracterizam a configuração mais estável das
moléculas de surfactantes na solução, e ocorrem devido à diminuição da tensão
interfacial. Nas micelas, as cadeias carbônicas se orientam para seu interior, deixando
assim os grupos polares em contato com o meio aquoso (SHAW, 1975 apud SANTOS,
2013).
Portanto, em virtude dessas propriedades químicas, a olho nu, uma emulsão oleosa pode
apresentar aspecto semelhante a uma solução homogênea de aspecto opaco, contudo,
em imagens de microscopia ótica, evidencia-se a composição da mistura formada por
inúmeras microbolhas. As FIG. 3.3 e FIG. 3.4 exemplificam essa observação.
FIGURA 3.3 – Foto do aspecto visual de uma emulsão oleosa e sua comparação ao
aspecto visual do óleo livre
Fonte: SANTOS, 2013
FIGURA 3.4 – Foto de microscopia ótica de um fluido de usinagem com aumento de
100x, evidenciando a composição de uma emulsão oleosa por micro bolhas
Fonte: SANTOS, 2013

22
As emulsões podem ser classificadas em relação à sua composição e à sua estabilidade
de acordo com o diâmetro das micelas.
No que diz respeito à sua composição, as emulsões oleosas podem ser divididas em
duas categorias principais: a base de óleo e à base de água. Se a base de óleo, estas
possuem aspecto opaco e esbranquiçado, como o leite e são compostas por
aproximadamente 55-80% de óleo mineral (CHIPASA, 2011; MOSCOSO et al., 2012
apud SANTOS, 2013). Se a base de água, subdividem-se entre óleos sintéticos, com
aparência de opaca à transparente e apresentam de 10-55% de óleo mineral, e óleos
semi-sintéticos, transparentes e que não contém óleo mineral (CHIPASA, 2011 apud
SANTOS, 2013).
Em relação à estabilidade, classificam-se em instáveis para gotas de óleo com diâmetro
superior a 100 μm, e estáveis para gotas de diâmetros inferiores a 20 μm
(SRIJAROONAT et al.,1999 apud SCHULZ, 2005). Em uma emulsão onde coexistam
gotas de diferentes tamanhos, as maiores apresentam maior predisposição a se unirem e
desestabilizarem ainda mais o sistema, ao passo que gotas de menores tamanhos tendem
a se distribuírem mais uniformemente, conferindo maior estabilidade ao sistema (HU et
al., 2002 apud SANTOS, 2013). Na FIG 3.4, por exemplo, tem-se a situação de elevada
dispersão das bolhas de óleo, demonstrando a elevada solubilidade do fluido e a baixa
coalescência do óleo devido aos aditivos como os surfactantes.
A maioria das técnicas de separação de água/ óleo aplica-se para emulsões instáveis, ou
seja, aquelas que possuem gotas de óleo com diâmetro superior a 100 μm. Nesses casos,
comumente, utilizam-se processos químicos, como floculação e coagulação. Já nos
casos em que as gotas de óleo estão dispersas e em baixas concentrações, emulsões
estabilizadas, a aplicação de métodos químicos pode tornar-se inviável devido às
grandes quantidades de reagentes exigidas (FLORES, 2012, HONG et al., 2002 e HU et
al. 2002 apud SANTOS, 2013; SRIJAROONRAT et al., 1999 apud SCHULZ, 2005).
Assim, nos últimos trinta anos, diversas tecnologias veem sendo desenvolvidas como
alternativa para o tratamento de efluentes oleosos, inclusive na forma de emulsões
estáveis (SCHULZ, 2005). Tentativas foram feitas para modificar instalações de
tratamento existentes, que operavam apenas com a utilização de processos físico-
químicos, e que passaram a operar com processos biológicos integrados (MONTEIRO,
2006).

23
Na literatura, diversas técnicas de tratamento de efluentes oleosos e emulsões oleosas
podem ser encontradas, como flotação por ar dissolvido (ROSA, 2002;
PAINMANAKUL et al., 2010; BEHIN e BAHRAMI, 2012), ultrafiltração
(CHAKRABARTY et al., 2008; BARREDODAMAS et al., 2012, SCHULZ, 2005),
nanofiltração (RAHIMPOUR et al., 2011), microfiltração (ABADI et al., 2011,
SCHULZ, 2005), eletrocoagulação (KOBYA et al., 2008), adsorção em carvão ativado
(ZHOU et al., 2008) e resinas porosas (CLARISSE, 2005), além de processos
combinados como separação por membrana e adsorção em carvão ativado (SILVIA,
2010), floculação pneumática em linha seguida de separação por flotação (Floculação –
Flotação –FF) (ROSA, 2002), dentre outros.
Todavia, em virtude dos diversos fatores que dificultam o tratamento das emulsões
oleosas, tem-se observado o desenvolvimento de pesquisas inovadoras visando à
determinação de tratamentos de maior eficiência, seja na remoção dos poluentes, seja na
demanda de reagentes, tempo de detenção hidráulica, custo de implantação e
manutenção.
Dentre as linhas de tratamento recentes, aquelas que utilizaram de processos oxidativos,
como Fenton homogêneo (FONSECA, 2007) e oxidação por ferro zero valente seguida
por biodegradação (JAGADEVAN et al., 2012), apresentam eficiência de remoção de
DQO e/ ou óleo superior a 95%. Para Fenton seguido por tratamento biológico
(JAGADEVAN et al.,2011), desestabilização por zeolita, zeólita natural, diatomita,
bentonita e solo natural (YUAN et al.,2011) e adsorção em resíduos de palma
modificados com ácido láurico (SIDIK et al., 2012), tem-se a remoção entre 92-90% de
DQO e/ ou óleo. Estudos com tratamento por adsorção em bentonita, carvão ativado e
carvão mineral, tratamento por processo Fenton homogêneo (SALAZAR, 2008),
biorreator com Pseudômonas stutzeri (MOSCOSO et al., 2012), evaporação a vácuo,
com prévia desestabilização da emulsão (GUTIÉRREZ et al., 2011) teve-se remoção de
70% dos parâmetros analisados.

24
4 MATERIAIS E MÉTODOS
A FIG. 4.1.ilustra o Plano Metodológico utilizado no presente trabalho, sendo cada uma
das etapas e sub etapas descrita nos itens a seguir. Por se tratar de dois efluentes, um
contendo corantes e outro com emulsão oleosa, a partir da segunda etapa, repetiu-se a
sistemática para cada um dos despejos.
FIGURA 4.1- Fluxograma representativo da metodologia geral
Os métodos experimentais deste estudo baseiam-se no trabalho desenvolvido por
SANTOS (2013), utilizando-se como sólido absorvente o resíduo siderúrgico Lama
Fina de Alto Forno – LFAF, classe IIA (NBR 10004:2004, ABNT), também
caracterizado pela autora e descrito anteriormente.
Os efluentes brutos utilizados foram gentilmente cedidos por empresas parceiras, porém
optou-se por seus anonimatos.
Os ensaios foram realizados no Laboratório de Qualidade Ambiental (LAQUA) do
Departamento de Engenharia Ambiental e Sanitária da Universidade Federal de Juiz de
Fora – UFJF, com o apoio dos laboratórios de pesquisa do Departamento de Engenharia
Sanitária e Ambiental da Universidade Federal de Minas Gerais - UFMG.

25
4.1 Plano de Amostragem dos efluentes
Coletaram-se dois efluentes provenientes de diferentes processos industriais. O primeiro
deles caracteriza-se por elevada concentração de corante, no presente trabalho chamado
de EC – Efluente contendo Corante, e origina-se da atividade gráfica de uma fábrica de
produção e beneficiamento de embalagens de ondulados. Na referida atividade
industrial, o processo de tratamento empregado consiste de floculação/ coagulação por
adição de polímeros seguida de oxidação com hipoclorito de sódio para remoção de cor.
A FIG. 4.2 mostra as amostras coletadas e evidencia o aspecto do efluente.
FIGURA 4.2 – Foto das mostras coletadas na indústria de beneficiamento de
embalagens e armazenadas em recipiente plástico
Fonte: Acervo pessoal.
O segundo efluente, contendo emulsão oleosa e que será denominado EO - Efluente
Oleoso, origina-se da atividade de uma indústria gráfica de grande porte (Classe 5, DN
COPAM 74/ 2004) instalada no município de Juiz de Fora – MG. Esse empreendimento
emprega em uma das etapas de seu processo de tratamento de desejos industriais
líquidos a quebra de emulsão por adição de ácido fosfórico. As amostras foram
coletadas e armazenadas em recipiente como mostrado na pela FIG. 4.3, totalizando
cinco recipientes de 800 mL.

26
FIGURA 4.3 – Foto de uma das amostras coletadas na indústria gráfica e armazenadas
em recipiente plástico
Fonte: Acervo pessoal.
Para os ambos os efluentes, coletaram-se as amostras e armazenaram-nas, buscando
manter as mesmas condições as quais os mesmos estão submetidos no local de
instalação da indústria.
4.2 Caracterização dos Efluentes
4.2.1 Demanda Química de Oxigênio
Realizaram-se os ensaios de Demanda Química de Oxigênio- DQO em duas etapas,
diluição + digestão e leitura no espectrofotômetro no laboratório de pesquisa do
Departamento de Engenharia Sanitária e Ambiental da UFMG de acordo com o método
5220 D do Standard Methods of Examination of Water 31 and Waste water (APHA,
2005).
Determinou-se a DQO dos efluentes brutos, e tratados em diferentes condições, a fim de
se determinar a eficiência dos tratamentos.
4.2.2 Potencial Hidrogeniônico
Determinaram-se todos os valores de potencial hidrogeniônico – pH utilizando-se o
peagâmetro modelo HI8424, da marca HANNA, conforme procedimento do
equipamento.
27
4.2.3 Turbidez
Para a determinação da turbidez nas amostras utilizou-se o Turbidímetro da marca DEL
LAB modelo DLT-WV. Homogeneizaram-se os efluentes, colocou-se em cubetas e
realizou-se a leitura segundo o procedimento do equipamento.
4.3 Ensaios de Tratabilidade
Nos testes realizados com as nas amostras do EC, os ensaios de tratabilidade foram
realizado em jar test (Floc Control III da PoliControl), com agitação de 200 ± 2 rpm,
por 20 minutos, utilizando hidróxido de sódio (NaOH) ácido sulfúrico (H2SO4) 1M para
regulagem de pH. Investigaram-se a influência da dosagem de adsorvente e do pH do
meio reacional, no processo de tratamento.
O ensaio para verificação da influência do pH na adsorção consistiu-se do contato de
400 mL do efluente bruto na concentração previamente otimizada no estudo de
SANTOS (2013), 60 g.L-1
de LFAF, mantidos nos valores de pH natural (pH=5) e pHs
3,0 e 10, durante 20 minutos de agitação e seguidos por mais 20 minutos de
sedimentação.
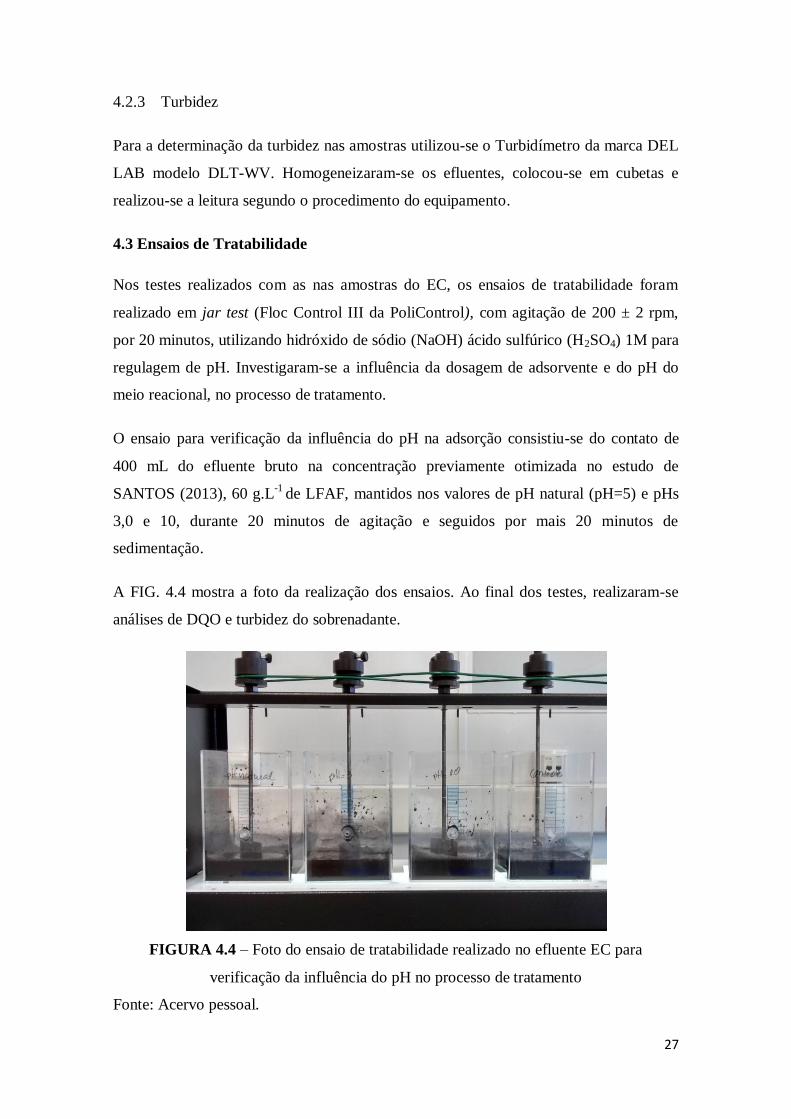
A FIG. 4.4 mostra a foto da realização dos ensaios. Ao final dos testes, realizaram-se
análises de DQO e turbidez do sobrenadante.
FIGURA 4.4 – Foto do ensaio de tratabilidade realizado no efluente EC para
verificação da influência do pH no processo de tratamento
Fonte: Acervo pessoal.
28
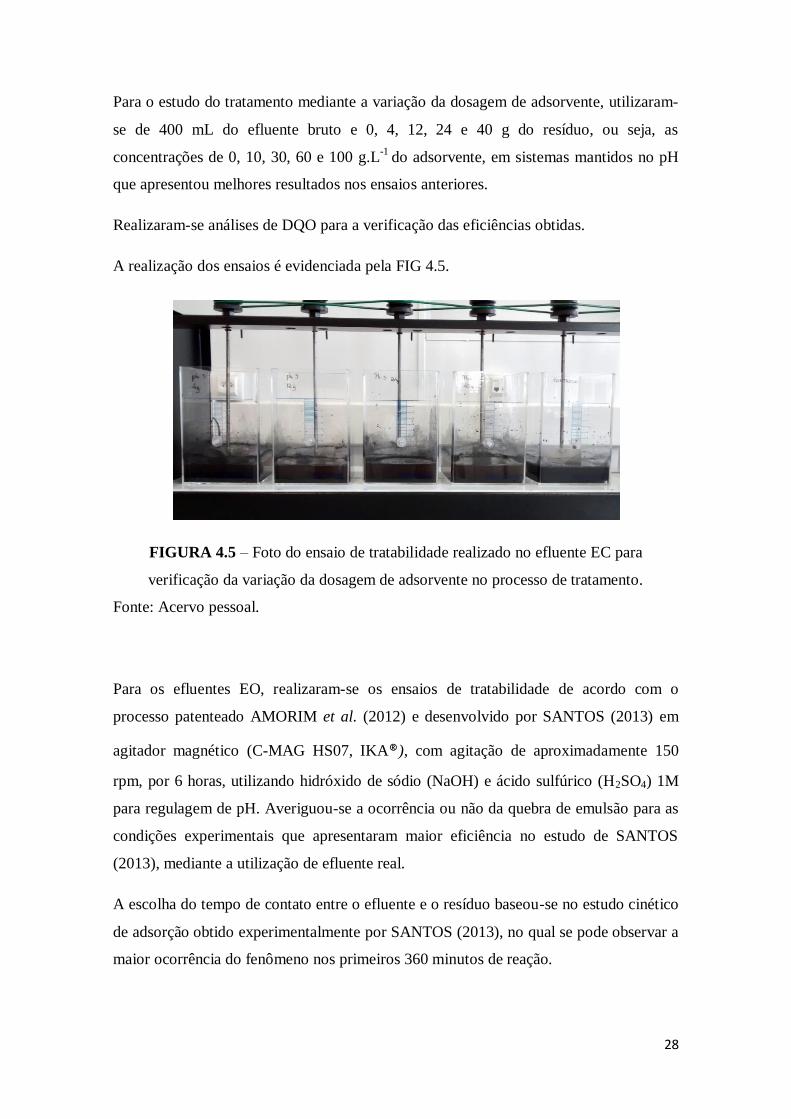
Para o estudo do tratamento mediante a variação da dosagem de adsorvente, utilizaram-
se de 400 mL do efluente bruto e 0, 4, 12, 24 e 40 g do resíduo, ou seja, as
concentrações de 0, 10, 30, 60 e 100 g.L-1
do adsorvente, em sistemas mantidos no pH
que apresentou melhores resultados nos ensaios anteriores.
Realizaram-se análises de DQO para a verificação das eficiências obtidas.
A realização dos ensaios é evidenciada pela FIG 4.5.
FIGURA 4.5 – Foto do ensaio de tratabilidade realizado no efluente EC para
verificação da variação da dosagem de adsorvente no processo de tratamento.
Fonte: Acervo pessoal.
Para os efluentes EO, realizaram-se os ensaios de tratabilidade de acordo com o
processo patenteado AMORIM et al. (2012) e desenvolvido por SANTOS (2013) em
agitador magnético (C-MAG HS07, IKA®), com agitação de aproximadamente 150
rpm, por 6 horas, utilizando hidróxido de sódio (NaOH) e ácido sulfúrico (H2SO4) 1M
para regulagem de pH. Averiguou-se a ocorrência ou não da quebra de emulsão para as
condições experimentais que apresentaram maior eficiência no estudo de SANTOS
(2013), mediante a utilização de efluente real.
A escolha do tempo de contato entre o efluente e o resíduo baseou-se no estudo cinético
de adsorção obtido experimentalmente por SANTOS (2013), no qual se pode observar a
maior ocorrência do fenômeno nos primeiros 360 minutos de reação.
29
Dessa forma, utilizaram-se de 500 mL do efluente bruto e 30 g da LFAF, a fim de se
obter a concentração final de resíduo de 60 g.L-1
, em sistemas mantidos em pH = 3.
Após 6 horas de contato, cessou-se a agitação, o sistema foi mantido em repouso
durante 60 minutos e posteriormente filtrado com papel filtro AP40 (Milipore). Por
último realizaram-se análises de DQO e turbidez.
Não foram realizados ensaios de otimização de pH e quantidade de resíduo, uma vez
que o efluente em questão possuía características próximas do efluente sintético
utilizado por SANTOS (2013).
A FIG. 4.6 ilustra a realização dos ensaios.
FIGURA 4.6 – Foto obtida durante a realização do ensaio de tratabilidade com
efluentes EO.
Fonte: Acervo pessoal
30
5 RESULTADOS E DISCUSSÕES
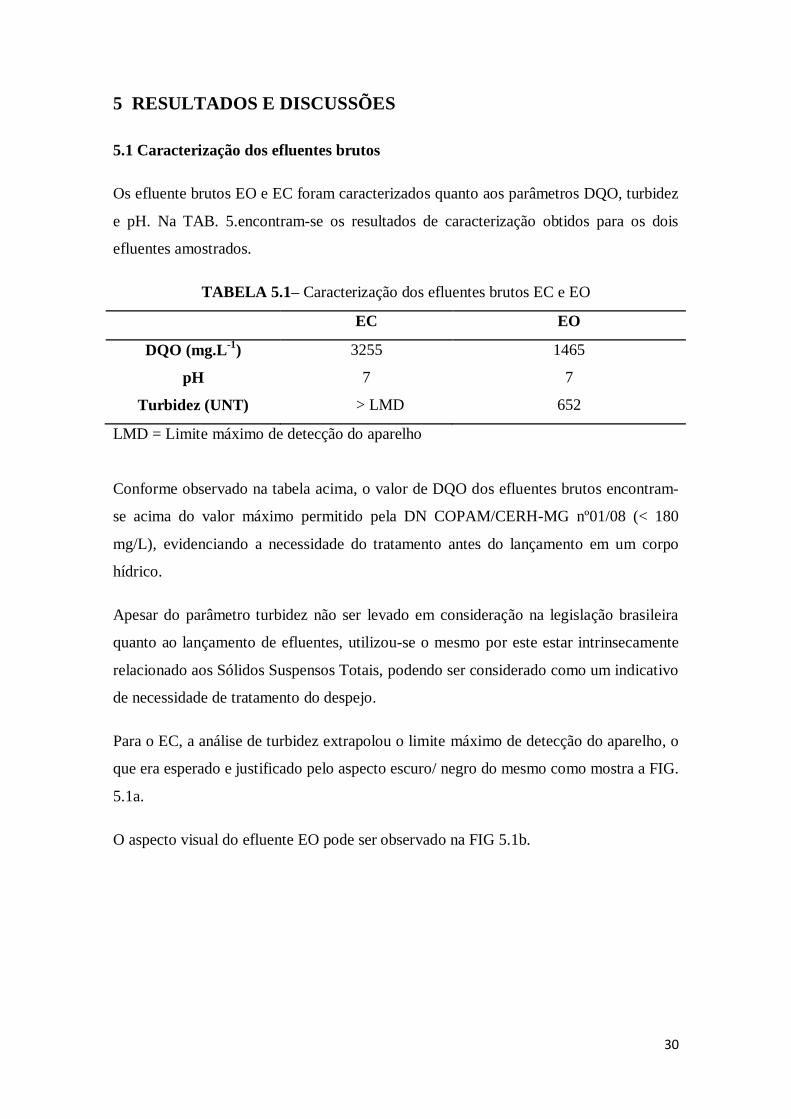
5.1 Caracterização dos efluentes brutos
Os efluente brutos EO e EC foram caracterizados quanto aos parâmetros DQO, turbidez
e pH. Na TAB. 5.encontram-se os resultados de caracterização obtidos para os dois
efluentes amostrados.
TABELA 5.1– Caracterização dos efluentes brutos EC e EO
EC EO
DQO (mg.L-1
) 3255 1465
pH 7 7
Turbidez (UNT) > LMD 652
LMD = Limite máximo de detecção do aparelho
Conforme observado na tabela acima, o valor de DQO dos efluentes brutos encontram-
se acima do valor máximo permitido pela DN COPAM/CERH-MG nº01/08 (< 180
mg/L), evidenciando a necessidade do tratamento antes do lançamento em um corpo
hídrico.
Apesar do parâmetro turbidez não ser levado em consideração na legislação brasileira
quanto ao lançamento de efluentes, utilizou-se o mesmo por este estar intrinsecamente
relacionado aos Sólidos Suspensos Totais, podendo ser considerado como um indicativo
de necessidade de tratamento do despejo.
Para o EC, a análise de turbidez extrapolou o limite máximo de detecção do aparelho, o
que era esperado e justificado pelo aspecto escuro/ negro do mesmo como mostra a FIG.
5.1a.
O aspecto visual do efluente EO pode ser observado na FIG 5.1b.

31
FIGURA 5.1. -Foto evidenciando o aspecto visual dos efluentes brutos
a. Efluente bruto EC e b. Efluente bruto EO.
Fonte: Acervo pessoal.
5.2 Ensaios de tratabilidade
5.2.1 Influência do pH no tratamento de EC
Os ensaios para verificação da influência do pH no processo de tratamento
evidenciaram maiores remoções de DQO para o teste conduzido em pH = 3. Este
apresentou eficiência de aproximadamente 75%, conforme pode ser observado no FIG.
5.2 e valores absolutos de DQO apresentados na TAB. 5.2.
FIGURA 5.2. – Gráfico da eficiência de remoção de DQO para diferentes pHs e
concentração de resíduos igual a 60 g.L-1
a) b)

32
Tabela 5.2- Resultados obtidos nos ensaios de otimização do pH:
Amostra DQO final (mg.L-1
) % remoção
pH natural 772 76
pH 3 748 77
pH 10 1378 0
Controle 3255 0
Iniciados os ensaios em jar test, verificou-se visualmente a ocorrência dos fenômenos
coagulação e floculação do efluente em pH natural e pH = 3, sendo o processo mais
evidente neste último. Dessa forma, seja por adição do resíduo e/ou de ácido, alteraram-
se as características das partículas dissolvidas e em suspensão, possibilitando a
aglutinação e posterior remoção por sedimentação.
Possivelmente, pôde-se observar os fenômenos descritos mais facilmente para o pH
mais baixo, devido a relação do pHpcz do adsorvente e o pH do efluente. De acordo
com SANTOS(2013), o resíduo LFAF encontra-se em carga zero para o pH igual a 9,1.
Assim, em pH abaixo deste valor, a superfície do resíduo apresenta-se positiva, o que
favoreceu o processo de adsorção, especialmente em pH=3. O contrário ocorre para
soluções em pH mais altos, quando a carga superficial das partículas do resíduo é
negativa e o processo desfavorecido. Este ultimo fato pode justificar o aspecto negro
homogêneo observado para o pH = 10, onde as partículas que compõem o efluente a ser
tratado e adsorvente encontram-se, provavelmente, carregadas negativamente,
desfavorecendo os processos e aglutinação e adsorção.
Em termos de atendimento as exigências legais, todos os ensaios na presença de resíduo
apresentaram-se em conformidade com a legislação, considerando a remoção mínima de
DQO de 70% (DN COPAM/CERH-MG nº 01/08). Portanto, o processo proposto para
tratamento dos despejos dessa tipologia industrial é adequado e vantajoso uma vez que
não há consumo de reagentes (coagulante e hipoclorito de sódio) como praticado
atualmente na indústria em questão. No entanto, deve-se atentar também para o
33
atendimento da remoção de média anual mínima de 75% para DQO (DN
COPAM/CERH-MG nº 01/08).
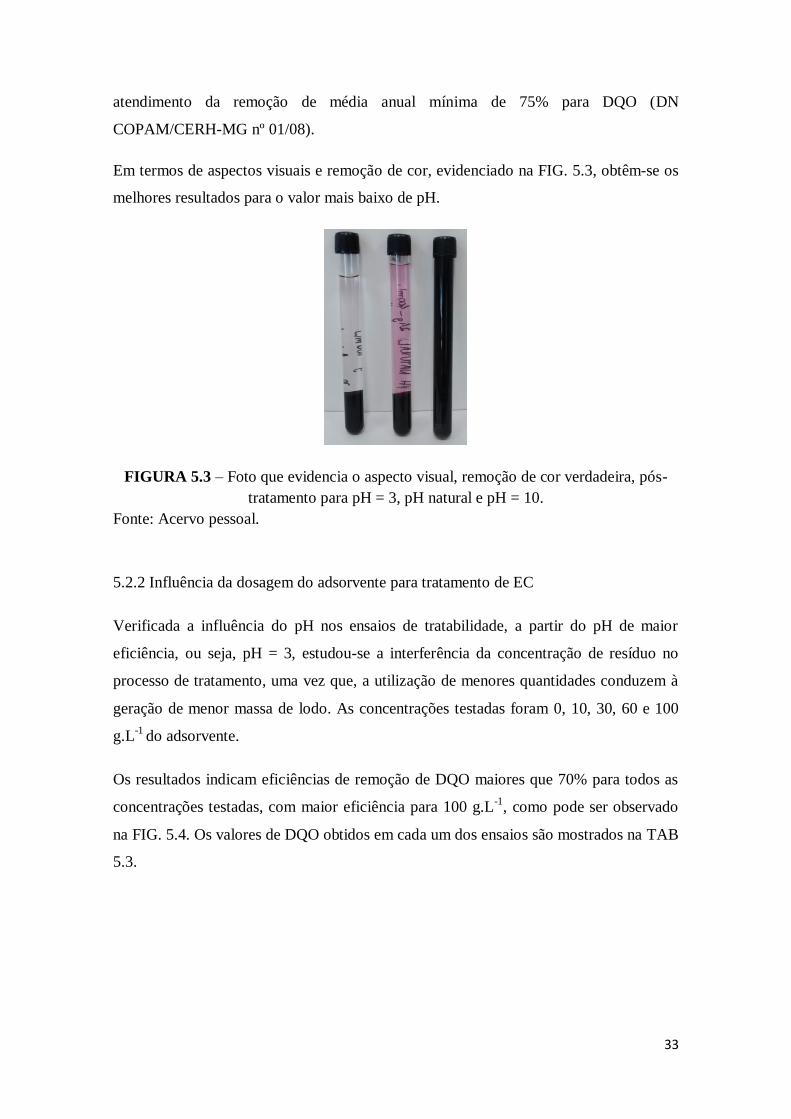
Em termos de aspectos visuais e remoção de cor, evidenciado na FIG. 5.3, obtêm-se os
melhores resultados para o valor mais baixo de pH.
FIGURA 5.3 – Foto que evidencia o aspecto visual, remoção de cor verdadeira, pós-
tratamento para pH = 3, pH natural e pH = 10.
Fonte: Acervo pessoal.
5.2.2 Influência da dosagem do adsorvente para tratamento de EC
Verificada a influência do pH nos ensaios de tratabilidade, a partir do pH de maior
eficiência, ou seja, pH = 3, estudou-se a interferência da concentração de resíduo no
processo de tratamento, uma vez que, a utilização de menores quantidades conduzem à
geração de menor massa de lodo. As concentrações testadas foram 0, 10, 30, 60 e 100
g.L-1
do adsorvente.
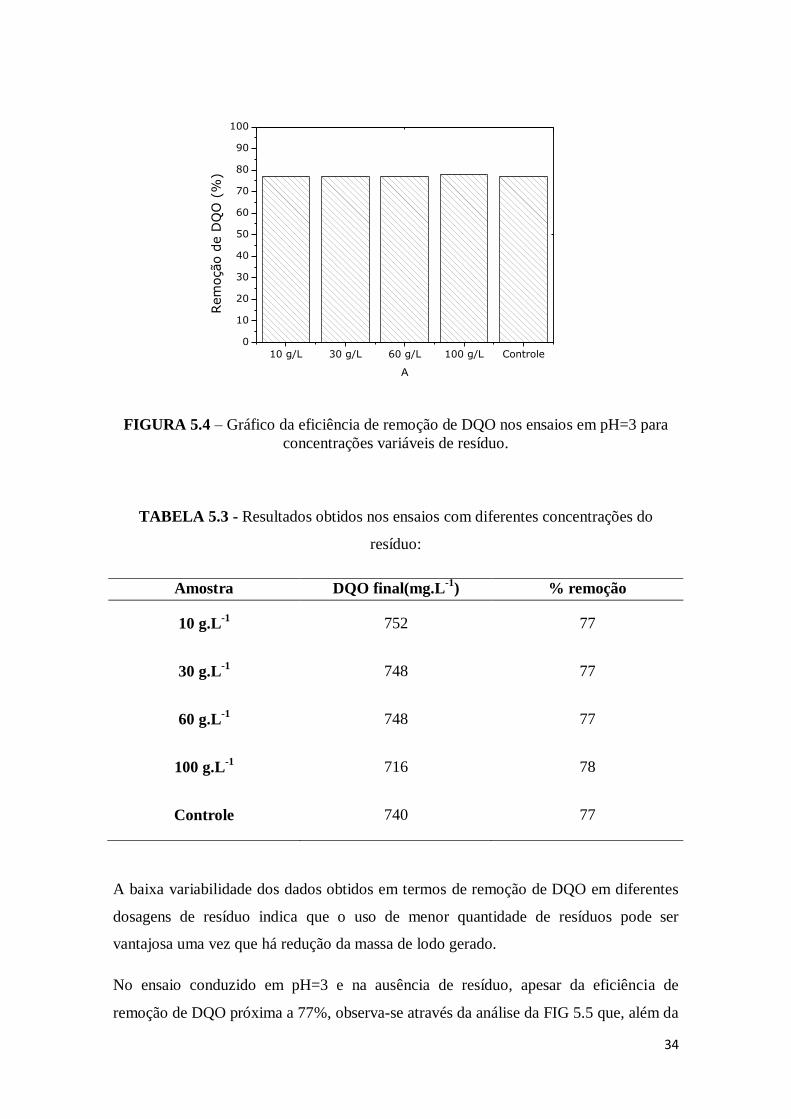
Os resultados indicam eficiências de remoção de DQO maiores que 70% para todos as
concentrações testadas, com maior eficiência para 100 g.L-1
, como pode ser observado
na FIG. 5.4. Os valores de DQO obtidos em cada um dos ensaios são mostrados na TAB
5.3.
34
10 g/L 30 g/L 60 g/L 100 g/L Controle
0
10
20
30
40
50
60
70
80
90
100
Rem
oção d
e D
QO
(%
)
A
FIGURA 5.4 – Gráfico da eficiência de remoção de DQO nos ensaios em pH=3 para
concentrações variáveis de resíduo.
TABELA 5.3 - Resultados obtidos nos ensaios com diferentes concentrações do
resíduo:
Amostra DQO final(mg.L-1
) % remoção
10 g.L-1
752 77
30 g.L-1
748 77
60 g.L-1
748 77
100 g.L-1
716 78
Controle 740 77
A baixa variabilidade dos dados obtidos em termos de remoção de DQO em diferentes
dosagens de resíduo indica que o uso de menor quantidade de resíduos pode ser
vantajosa uma vez que há redução da massa de lodo gerado.
No ensaio conduzido em pH=3 e na ausência de resíduo, apesar da eficiência de
remoção de DQO próxima a 77%, observa-se através da análise da FIG 5.5 que, além da

35
solução apresentar uma coloração rosa, a sedimentação dos sólidos após 20 minutos de
repouso é reduzida quando comparada com os ensaios em presença de resíduo.
FIGURA 5.5 – Foto evidenciando a sedimentabilidade dos sólidos e a formação de
lodo pós-tratamento e 20 minutos de decantação para pH =3 e concentrações de 0, 10,
30, 60 e 100 g.L-1
do resíduo, respectivamente.
Fonte: Acervo pessoal.
5.2.3 Ensaios de tratabilidade para EO
Os ensaios para validação do trabalho de SANTOS (2013) no que diz respeito à quebra
de emulsão oleosa em efluente real apresentou 43% remoção de DQO conforme a TAB.
5.3 apresenta.
A FIG. 5.6 evidencia a mudança de aspecto entre as amostras bruta e tratada após a
decantação. Nota-se, entretanto, que, apesar de apresentar aspecto menos opaco quando
comparada ao efluente bruto, o efluente tratado ainda necessita de uma etapa de
remoção de sólidos em suspensão, uma vez que a etapa de decantação não foi capaz de
remover todo o resíduo da solução. Deste modo, submeteu-se a amostra à filtração em
papel filtro AP40 (marca Milipore). Para avaliar a influencia dessa etapa adicional ao
tratamento, realizou-se também a filtração do efluente bruto.

36
TABELA 5.4 - Resultados obtidos nos ensaios com EO:
Amostra DQO final (mg.L-1
) Turbidez (UNT) % remoção da
DQO
Bruto 1465 652 *
Bruto filtrado 1351 385 7
Tratado e filtrada 831 102 43
A partir dos dados da TAB. 5.4, pode-se concluir que a filtração das amostras pouco
influencia na remoção de DQO, evidenciando que a eficiência obtida no tratamento é
devida à utilização do resíduo.
FIGURA 5.6 – Foto comparativa entre EO bruto e tratado/decantado.
Fonte: Acervo pessoal.
Através da FIG. 5.7 comparam-se os efluentes bruto e tratado/decantado/filtrado e
observa-se a diferença entre os aspectos das soluções.

37
FIGURA 5.7–Foto comparativa entre os efluentes bruto, à direita, e
tratado/decantado/filtrado, à esquerda
Fonte: Acervo pessoal.
Apesar da porcentagem de remoção obtida não ser suficiente para atender aos
parâmetros normativos (DQO remoção mínima de 70%, DN COPAM/CERH-MG nº
01/08), visualmente, evidencia-se a quebra da emulsão comparando-se o aspecto dos
efluentes bruto e tratamento filtrados. Como mostrado pela FIG. 5.6, inicialmente, o
despejo apresenta aparência opaca, característico de um liquido emulsionado, e após
tratamento, aspecto translúcido.

38
6 CONCLUSÃO
Mediante a caracterização dos efluentes brutos, fica evidente a necessidade da
realização de tratamento dos mesmos buscando o atendimento aos parâmetros
normativos tanto da Resolução CONAMA 430/11 quanto à DN COPAM/CERH-MG
01/2008.
O uso do resíduo siderúrgico Lama Fina de Alto-Forno como adsorvente de baixo custo
apresentou satisfatório potencial de reaproveitamento no tratamento de efluentes
líquidos.
No que diz respeito à remoção de cor, a adsorção de efluente contendo corantes
mostrou-se dependente do pH da solução. Obteve-se os melhores resultados para pH=3
(~75% de remoção de DQO), sendo o uso do resíduo vantajoso, para todas as
concentrações de resíduo testadas.
Para a quebra de emulsão oleosa, apesar da menor eficiência na remoção de DQO,
observou-se a ocorrência da quebra da emulsão (remoção de 43% DQO, pH =3, 60 g.L-
1 de resíduo e 6 horas de agitação).
Ressalta-se que no caso do efluente EO, o tratamento proposto não atende às exigências
legais de lançamento nos corpos hídricos (Resolução CONAMA 430/11 e DN
COPAM/CERH-MG 01/2008), necessitando a aplicação outras etapas de tratamento.

39
7 RECOMENDAÇÕES
Avaliar, in situ, a possibilidade de aplicação do resíduo estudado nas ETEIs onde os
efluentes foram coletados.
Realizar análises de outros parâmetros de monitoramento de efluentes nas amostras
submetidas ao processo proposto com a finalidade de investigar melhor a qualidade do
efluente final.
Realizar estudos complementares como investigação do gradiente de velocidade para a
ocorrência das reações e o potencial zeta da solução, visando o melhor entendimento
dos fenômenos ocorridos.

40
REFERÊNCIAS BIBLIOGRÁFICAS
ABADI, S. R. H.; SEBZARI, M. R.; HEMATI, M.; REKABDAR, F.; MOHAMMADI,
T. Ceramic membrane performance in microfiltration of oily wastewater. Desalination,
v. 265, p. 222-228, 2011.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS ABNT. NBR
10004: Resíduos sólidos – Classificação. Rio de Janeiro, 2004.
AL-HUSSEINY H. A. Adsorption of methylene blue dye using low cost adsorbent of
sawdust: Batch and continues studies. Journal of Babylon University- Engineering
Sciences. v. 22, 2014.
ALVES, C. C. O., Remoção de aminoácidos aromáticos de soluções aquosas por
adsorvente preparado de resíduo agrícola. (2012). 225 f. (Doutorado) - Pós-Graduação
em Ciência de Alimentos da Faculdade de Farmácia, Universidade Federal de Minas
Gerais, Belo Horizonte, 2012.
AMORIM, C. C. Utilização de resíduo do desempoeiramento do alto forno para
tratamento de efluentes. (2010). 170 f. (Doutorado) - Programa de Pós-Graduação em
Saneamento, Meio Ambiente e Recusos Hídricos, Universidade Federal de Minas
Gerais, Belo Horizonte, 2010.
AMORIM, C. C.; SANTOS, S. V.; ANDRADE, L. N. ; LEAO, M. M. D. Processo de
tratamento de emulsões oleosas utilizando resíduos siderúrgicos como adsorventes.
2012, Brasil. Patente: Privilégio de Inovação. Número do registro: BR1020120336022,
data de depósito: 28/12/2012, título: "Processo de tratamento de emulsões oleosas
utilizando resíduos siderúrgicos como adsorventes" , Instituição de registro:INPI -
Instituto Nacional da Propriedade Industrial.
AMORIM, C. C.; DUTRA, P. R.; LEÃO, M. D.; PEREIRA, M. C.; HENRIQUES, A.
B.; FABRIS, J. D.; LAGO, R. M. Controlled Reduction of Steel Waste to Produce
Active Iron Phases for Environmental Applications. Chemical Engineering Journal,
2012.
AMORIM, C. C.; LEÃO, M. M. D.; MOREIRA, R. F. P. M.; FABRIS, J. D.;
HENRIQUES, A. B. Performance of Blast Furnace Waste for Azo Dye Degradation
Through Photo-Fenton-Like Processes. Chemical Engineering Journal, 2013.
AMORIM, F. R. Co-processamento de dregs em argila para produção de cerâmica
vermelha. (2007). 121 f. (Mestrado) – Pós – Graduação em Saneamento, Meio
Ambiente e Recursos Hídricos, Universidade Federal de Minas, Belo Horizonte, 2007.

41
ANDRADE, L. N.; TEIXEIRA, I. F.; LEÃO, M. M. D.; LAGO, R. M.; AMORIM, C.
C. Investigação da capacidade de adsorção/regeneração de resíduo siderúrgico para
tratamento de efluentes oleosos. In: Anais do 9º EBA IBA - Encontro Brasileiro sobre
Adsorção & 1 Simpósio Ibero-Americano sobre Adsorção. Recife 2012.
ANDRADE, M. C. N., SALES-CAMPOS, C.; CRVALHO, C. S. M.; AGUIAR, L. B.;
MINHONI, M. T. A. Uso de resíduos madeireiros da Amazônia brasileira no cultivo in
vitro de Lentinus strigosus. Revista Ambiência, Guarapuava-Paraná, v. 9, n. 1, p. 189 –
196, 2013.
ANIA, C.O; PARRA, J.B; PIS, J.J, Effect of Texture and Surface Chemistry on
Adsorptive Capacities of Activated Carbons for Phenolic Compounds Removal, Fuel
Processing Technology, v. 77-78, p. 337-343, 2002.
APHA; AWWA;WEF. Standard Methods for the Examination of Water and
Wastewater. 20th Baltimore, Maryland: United Book Press, Inc, 2005.
BARREDO-DAMAS, S.; ALCAINA-MIRANDA, M. I.; IBORRA-CLAR, M. I.;
MENDOZA-ROCA, J. A. Application of tubular ceramic ultrafiltration membranes for
the treatment of integrated textile wastewaters. Chemical Engineering Journal, v. 192,
p. 211- 218, 2012.
BEHIN, J.; BAHRAMI, S. Modeling an industrial dissolved air flotation tank used for
separating oil from wastewater. Chemical Engineering and Processing: Process
Intensification, 2012.
BELTRAME, L. T. C. Sistemas de microemulsionados aplicados à remoção da cor de
efluente têxteis.(2006) 216 f. (Doutorado) - Programa de Pós-graduação em Engenharia
Química, Universidade Federal do Rio Grande do Norte, Natal, 2006.
BERNARDO, A. C. S. M.; CARPIO, R. C.; SILVA, R. J. Otimização multi-objetivos
da produção de cimento Portland com Co-processamento e adição de mineralizadores.
In: Anais 9º Simpósio de Mecânica Computacional. São João Del-Rei – MG 2010.
BORBA, C. E. Modelagem da remoção de metais pesados em coluna de adsorção de
leito fixo.(2006). 163 f. (Mestrado) –Prós –Graduação em Desenvolvimento de produtos
qu[ímicos, Universidade Estadual de Campinas, Campinas, 2006.
BOTTREL, S. E. C. Avaliação da remoção da Etilenotiouréia (ETU) e 1,2,4-Triazol
através de processos oxidativos avançados e adsorção. (2012). 111 f.(Mestrado) - Pós-
graduação em Saneamento, Meio Ambiente e Recursos Hídricos, Universidade Federal
de Belo Horizonte, 2012.
BRASIL. Conselho Nacional do Meio Ambiente – CONAMA RESOLUÇÃO nº 264,
de 26 de agosto de 1999. Licenciamento de fornos rotativos de produção de clínquer
para atividades de co-processamento de resíduos. 1999.

42
BRASIL. Conselho Nacional do Meio Ambiente – CONAMA RESOLUÇÃO nº 316,
de 29 de outubro de 2002. Dispõe sobre procedimentos e critérios para o
funcionamento de sistemas de tratamento térmico de resíduos. 2002.
BRASIL. Conselho Nacional do Meio Ambiente – CONAMA. Resolução Nº 430 de 13
de Maio de 2011. Dispõe sobre as condições e padrões de lançamento de efluentes,
complementa e altera a Resolução no 357, de 17 de março de 2005, do Conselho
Nacional do Meio Ambiente- CONAMA. 2011.
BRASIL. Lei nº 12.305, de 2 de agosto de 2010. Institui a Política Nacional de
Resíduos Sólidos; altera a Lei no 9.605, de 12 de fevereiro de 1998; e dá outras
providências. 2010.
CAVALCANTI, J. E. W A. Manual de tratamento de efluentes industriais. São Paulo:
Editora Técnica Ltda, 2012.
CHAKRABARTY, B.; GHOSHAL, A. K.; PURKAIT, M. K. Ultrafiltration of stable
oil-inwater emulsion by polysulfone membrane. Journal of Membrane Science, v. 325,
p. 427-437, 2008.
CLARISSE, M. D. Síntese e caracterizaçao de resinas porosas e avaliação do
potencial de utlização no tratamento de água oleosa. (2005). 191 f. (Doutorado)
Programa em Ciência e Tecnologia de Polímeros com ênfase em Macromoléculas
Aplicadas ao Setor de Petróleo e Gás, submetida ao Instituto de Macromoléculas
Professora Eloisa Mano, Universidade Federal do Rio de Janeiro, Rio de Janeiro. 2005.
COSTA, R. C.C., MOURA, F.C.C. OLIVEIRA, P. E.F., MAGALHÃES, F.
ARDISSON, J.D., LAGO, R. M. Controlled reduction of red mud waste to produce
active systems for environmental applications: Heterogeneous Fenton reaction and
reduction of Cr(VI). Chemical Engineering Journal, 2010.
DA SILVA FILHO, E.B., ALVES, M.C.M., DA MOTTA, M., OLIVEIRA, E.H.O.,
JUNIOR, W.B., Estudo sobre a utilização da lama vermelha para a remoção de corantes
em. Quimica Nova. vol. 31, No. 5, 2008,
FONSECA, M. A. S., Redução da carga orgânica de efluentes industriais
contaminados com óleo, pela ação do reagente de fenton. (2007). 89 f. (Mestrado) Pós-
Graduação em Saneamento, Meio Ambiente e Recursos Hídricos da Universidade
Federal de Minas Gerais, Belo Horizonte, Minas Gerais. 2007.
FOO, K. Y.; HAMEED, B. H. Insights into the modeling of adsorption isotherm
systems. Chemical Engineering Journal, v. 156, p. 2-10, 2010.
FUNDAÇÃO ESTADUAL DE MEIO AMBIENTE (FEAM). Inventário de Resíduos
Sólidos Industriais - Ano Base 2012. Minas Gerais. Belo Horizonte, 2013. Disponível
em:
43
<http://www.feam.br/images/stories/declaracoes_ambientais/inventarios_industriais/inv
entrio%20estadual%20de%20resduos%20slidos%20da%20indstria%20-%202013.pdf>.
Acesso em: 8 jan. 2014.
GARCIA, V. A.; MODOLO, V. A.; LAGOA, A. M. M. A.; NOMURA, E. D.; SÁES,
L. A. Características do resíduo de mineração de areia como componente de substratos
para a produção de mudas de pupunheira (Bactris gasipaes Kunth). Revista da Árvore,
Viçosa-MG, v.35, n.3, Edição Especial, p.595-604, 2011.
GIFFONI, P. O.; LANGE, L. C. A utilização de borra de fosfato como matéria-prima
alternativa para a fabricação de tijolos. Engenharia Sanitária e Ambiental, Rio de
Janeiro – RJ, v.10, n. 2, p. 128-136, abr/ jun. 2005.
GUTIÉRREZ, G.; LOBO, A.; BENITO, J. M.; COCA, J.; PAZOS, C. Treatment of a
waste oil-in-water emulsion from a copper-rolling process by ultrafiltration and vacuum
evaporation. Journal of Hazardous Materials, v. 185, p. 1569-1574, 2011.
IAB. INSTITUTO AÇO BRASIL, O Aço: processo siderúrgico.
Disponívelem:<http://www.acobrasil.org.br/site/portugues/index.asp>. Acesso em: 11
de setembro de 2014.
IAB. INSTITUTO AÇO BRASIL, Relatório de sustentabilidade 2014. Rio de Janeiro,
2014. Disponível em:<http://www.acobrasil.org.br/site/portugues/index.asp>. Acesso
em: 25 de outubro de 2014.
JAGADEVAN, S.; DOBSON, P.; THOMPSON, I. P. Harmonisation of chemical and
biological process in development of a hybrid technology for treatment of recalcitrant
metalworking fluid. Bioresource Technology, v. 102, p. 8783-8789, 2011.
JAGADEVAN, S.; JAYAMURTHY, M.; DOBSON, P.; THOMPSON, I. P. A novel
hybrid nano zerovalent iron initiated oxidation - Biological degradation approach for
remediation of recalcitrant waste metalworking fluids. Water Research, v. 46, p. 2395-
2404, 2012.
KOBYA, M.; CIFTCI, C.; BAYRAMOGLU, M.; SENSOY, M. T. Study on the
treatment of waste metal cutting fluids using electrocoagulation. Separation and
Purification Technology, v. 60, p. 285-291, 2008.
KUNZ, A., PERALTA-ZAMORA, P., MORAES, S. G., DURÁN, N. Novas tendências
no tratamento de efluentes têxteis. Quimica Nova,Vol. 25, No. 1, 78-82, 2002.
KURODA, E. K. Remoção de células e de subprodutos de Microcystis spp. por dupla
filtração, oxidação e adsorção. (2006). 267 f. (Doutorado). Escola de Engenharia de
São Paulo, Hidráulica e Saneamento, Universidade de São Paulo, São Carlos. 2006.
44
LIN, S.H., JUANG, R.S. Adsorption of phenol and its derivatives from water
usingsynthetic resins and low-cost naturals adsorbents: a review. J. Environ.
Monit.2009.
MACHADO C. C.; PEREIRA, R. S.; LIMA, D. C., CARVALHO, C. A. B. C., PIRES,
D. M. Caracterização tecnológica de misturas solo-grits para pavimentos de estradas
florestais: influência do tratamento térmico do grits na resistência mecânica das
misturas. Revista da Árvore, Viçosa-MG, v.31, n.3, p.487-494, 2007.
MACHADO C. C.; PEREIRA, R. S.; TRINDADE, T. P.; LIMA, D. C; CARVALHO,
C. A. B. C., SANTOS, S. L. M. Análise técnica e avaliação de trechos experimentais de
misturas solo-lama de cal com vistas a aplicações em estradas florestais. Revista da
Árvore, Viçosa-MG, v.31, n.2, p.265-274, 2007.
MACHADO C. C.; PEREIRA, R. S.; TRINDADE, T. P.; LIMA, D. C; CARVALHO,
C. A. B. C., ALMEIDA, A.; OLIVEIRA, T. Durabilidade de solos estabilizados
quimicamente com vistas à aplicação em estradas florestais. Revista da Árvore, Viçosa-
MG, v.30, n.6, p.981-988, 2006.
MALIK, P. K. Dye removal from wastewater using activated carbon developed from
sawdust:adsorption equilibrium and kinetics. Journal of Hazardous Materials, v. 113, p.
81-88, 2004.
MILANEZ, B., FERNANDES, L. O., PORTO, M. F. S. A coincineração de resíduos
em fornos de cimento: riscos para a saúde e o meio ambiente. Ciência & Saúde
Coletiva, v. 14, n. 6, p. 2143-2152, 2009.
MINAS GERAIS. Conselho Estadual de Política Ambiental – COPAM. Deliberação
Normativa Conjunta COPAM/CERH-MG Nº 01 de 05 de maio de 2008. Dispõe sobre a
classificação dos corpos de água e diretrizes ambientais para o seu
enquadramento,bem como estabelece as condições e padrões de lançamento de
efluentes, e dá outras providências. 2008.
MINAS GERAIS. Conselho Estadual de Política Ambiental – COPAM. Deliberação
Normativa Conjunta COPAM N° 83, de 11 de maio de 2005. Altera dispositivos da
Deliberação Normativa COPAM nº 26, de 28 de julho de 1998, que dispõe sobre o co-
processamento de resíduos em fornos de clínquer e revoga o item que menciona da
Deliberação Normativa COPAM nº 74, de 9 de setembro de 2004. Diário Oficial [da]
Executivo, Minas Gerais, 13 maio 2005.
http://www.siam.mg.gov.br/sla/download.pdf?idNorma=4027. Acesso em: 8 jul. 2014.
MINAS GERAIS. Conselho Estadual de Política Ambiental – COPAM. Deliberação
Normativa COPAM nº 74, de 9 de setembro de 2004. Estabelece critérios para
classificação, segundo o porte e potencial poluidor, de empreendimentos e atividades
modificadoras do meio ambiente passíveis de autorização ambiental de funcionamento

45
ou de licenciamento ambiental no nível estadual, determina normas para indenização
dos custos de análise de pedidos de autorização ambiental e de licenciamento
ambiental, e dá outras providências. 2004.
MIRANDA, L. A; ALVARENGA, R. C. S. A.; JUNIOR, P. C. M. P.; JUNIOR, E. D.
P.; CARVALHO, C. A. B; FASSONI, D. O; COUTO, L. G. C. Avaliação do potencial
do Grits como material de construção na produção de tijolos de Solo-Cimento. Revista
da Árvore, Viçosa-MG, v.35, n.6, p.1335-1340, 2011.
MONTEIRO, M. I. Tratamento de fleuntes oleosos provenientes da insutria metal-
mecânica e seu reuso. (2006). 149 f. (Doutorado) – Pós-graduação em Biotecnologia
Industrial, Escola de Engenharia de Lorena, Universidade Federal de São Paulo, Lorena,
2006.
MOSCOSO, F.; DEIVE, F. J.; VILLAR, P.; PENA, R.; HERRERO, L.; LONGO, M.
A.; SANROMÁN, M. A. Assessment of a process to degrade metal working fluids
using Pseudomonas stutzeri CECT 930 and indigenous microbial consortia.
Chemosphere, v. 86, p. 420-426, 2012.
PAINMANAKUL, P.; SASTARAVET, P.; LERSJINTANAKARN, S.; KHAODHIAR,
S. Effect of bubble hydrodynamic and chemical dosage on treatment of oily wastewater
by Induced Air Flotation (IAF) process. Chemical Engineering Research and Design, v.
88, p. 693-702, 2010.
PEREIRA R. S.; MACHADO, C. C., CARVALHO, C. A. B. Uso de resíduos em
pavimentos de estradas florestais: caracterização de solos e misturas solo-grits. Revista
da Árvore, Viçosa-MG, v.30, n.4, p.629-635. 2006.
PEREIRA, A. C. C.; SOBRINHO, N. M. B. A.; MAZUR, N.; R. VALCARCEL;
SANTOS, F. S. Escória de aciaria na redução da solubilidade e lixiviação de manganês
em áreas contaminadas. Ciência Rural, Santa Maria, v.44, n.2, p.269-275, fev, 2014.
PERINI, B. L., DREWS, J. L., CUNHA, S. K. K., KROHL, D. R.; SELLIN, N.
Adsorção de corantes de efluente têxtil por resíduos da bananicultura. In: Anais III
Congresso Brasileiro de Gestão Ambiental. Goiânia – GO. 2012
PIRILLO, S.; FERREIRA, M. A. L. N.; RUEDA, E. H. The effect of pH in the
adsorption of Alizarin and Eriochrome Blue Black R onto iron oxides. Journal of
Hazardous Materials, v. 168, p. 168-178, 2009.
PRADO, R. M.; NATALE, W. Efeitos da aplicação da escória de siderurgia ferrocromo
no solo, no estado nutricional e na produção de matéria seca de mudas de
maracujazeiro. Revista Brasileira de Fruticultura, Jaboticabal - SP, v. 26, n. 1, p. 140-
144, Abril. 2004.

46
PUPATTO, J. G. C., BULL, L. T., CRUSCIOL, C. A. C. Atributos químicos do solo,
crescimento radicular e produtividade do arroz de acordo com a aplicação de escórias.
Pesquisa Agropecuária Brasileira – PAB, Brasília, v.39, n.12, p.1213-1218, dez. 2004.
RAHIMPOUR, A.; RAJAEIAN, B.; HOSIENZADEH, A.; MADAENI, S. S.;
GHOREISHI, F. Treatment of oily wastewater produced by washing of gasoline
reserving tanks using selfmade and commercial nanofiltration membranes.
Desalination, v. 265, p. 190-198, 2011.
RIBEIRO, A. P. Avaliação do uso de resíduos sólidos inorgânicos da produção de
celulose em materiais cerâmicos. 2010. Dissertação (Doutorado em Engenharia
Metalúrgica e de Materiais) - Escola Politécnica, Universidade de São Paulo, São Paulo,
2010. Disponível em: <http://www.teses.usp.br/teses/disponiveis/3/3133/tde-17082010-
103229/>. Acesso em 8 jan. 2014
RIOJA, J. D. C. C. Uso do resíduo siderúrgico na adsorção e peroxidação catalítica de
surfactante aniônico. (2009). 91 f. (Mestrado) - Programa de Pós-Graduação em
Saneamento, Meio Ambiente e Recursos Hídricos, Universidade Federal de Minas
Gerais, Belo Horizonte, 2009.
ROCHA, S. D. F, LINS, V. F. C.; SANTOS, B. C. E. Aspectos do coprocessamento de
resíduos em fornos de clínquer. Engenharia Sanitária e Ambiental, Rio de Janeiro – RJ,
v.16, n.1, p. 1-10. 2011.
ROSA, J. J. Tratamento de efluentes oleosos por floculação pneumática em licha e
separação por flotação – processo FF. (2002) 145 f. (Doutorado) - Pró-Graduação em
Engenharia de Minas, Metalúrgica e de Materiais, Universidade Federal do Rio Grande
do Sul, Porto Alegre, 2002.
SALAME, I. I; BAANDORZ, J. T. Role of surface Chemistry in adsorption of phenol
on activated carbons, Journal of Colloids and Interface Science, v. 264, p. 307-312,
2003.
SALAZAR, F. N. P. Utilização de resíduo siderúrgico no tratamento de efluente oleoso
industrial por processo oxidativo avançado. (2008). 82f. (Mestrado) - Programa de Pós-
Graduação em Saneamento, Meio Ambiente e Recusos Hídricos, Universidade Federal
de Minas Gerais, Belo Horizonte, 2008.
SANTOS, S. V. Utilização de resíduos siderúrgicos no tratamento de efluentes
contendo emulsões oleosas. (2013). 99 f. (Mestrado) - Pós-Graduação em Saneamento,
Meio Ambiente e Recursos Hídricos, Universidade Federal de Minas Gerais, Belo
Horizonte, Minas Gerais. 2013.
SANTOS, S. V; AMORIM, C. C.; ANDRADE, L. N.; CALIXTO, N. C. Z.;
HENRIQUES, A. B.; ARDISSON, J. D., LEÃO, M. M. D., Steel wastes as versatile
47
materials for treatment of biorefractory wastewaters. Environmental Science and
Pollution Research, 2014.
SCHONS, E. M., Desestabilização de emulsões visando a redução do teor de óleo em
água. (2008) 168 f. (Mestrado) –Pós- Graduação em Engenharia Mineral, Universidade
Federal de Ouro Preto, Ouro Preto, 2008.
SCHULZ, C. K. Tratamento de efluentes oleosos utilizando processos de separação por
membranas. (2005). 164 f. (Doutorado) - Pós- graduação de Engenharia, Universidade
Federal do Rio de Janeiro, Rio de Janeiro, 2005.
SELLITTO, A. M.; JUNIOR, N. K., BORCHARDT, M. PEREIRA, G. M.,
DOMINGUES, J. Coprocessamento de cascas de arroz e pneus inservíveis e logística
reversa na fabricação de cimento. Revista Ambiente & Sociedade, São Paulo v. 16, n. 1,
p. 141-162. 2013.
SIDIK, S. M.; JALIL, A. A.; TRIWAHYONO, S.; ADAM, S. H.; SATAR, M. A. H.;
HAMEED, B. H. Modified oil palm leaves adsorbent with enhanced hydrophobicity for
crude oil removal. Chemical Engineering Journal, v. 203, p. 9-18, 2012.
SILVA, J. C. Desenvolvimento de processo integrado utilizando processos de
separação por membrana e adsorção em carvão ativado para o tratamento de água
associada à produção de petróleo. (2010) 155 f. (Mestrado) - Pós-graduação em
Engenharia Química, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2010.
SINGH, A.P., SRIVASTAVA, K.K., SHEKHAR, H. Arsenic (III) removal from
aqueous solutions by mixed absorbent. Indian Journal of Chemical Technology, v. 16,
p. 136-141, 2009.
SOUZA, C. R. L. Degradação de corantes reativos e remedição de efluentes por
Processos Oxidativos Avançados. (2006) 100 f. (Mestrado) – Pós- Graduação em
Engenharia Química, Universidade Federal do Paraná, Curitiba, 2006.
TUAZON, D., CORDER, G.D. Life cycle assessment of seawater neutralized RM for
treatment of acid mine drainage. Resources, Conservation and Recycling, 2008.
VASQUES, A. R. Caracterização e aplicação de adsorventes para remoção de
corantes de efluents têxteis em bateada e colunas de leito fixo. (2008) 153 f. (Mestrado)
– Pós-Graduação em Engenharia Química, Universidade Federal de Santa Catarina,
Florianópolis, 2008.
VON SPERLING, M. Introdução a qualidade das águas e ao tratamento de esgotos. 27
p. 3ed. Belo Horizonte: Ed. UFMG. Belo Horizonte, 2005.
YUAN, S.; TONG, M.; WU, G. Destabilization of emulsions by natural minerals.
Journal of Hazardous Materials, v. 192, p. 1882-1885, 2011.
48
ZHOU, Y.-B.; TANG, X.-Y.; HU, X.-M.; FRITSCHI, S.; LU, J. Emulsified oily
wastewater treatment using a hybrid-modified resin and activated carbon system.
Separation and Purification Technology, v. 63, p. 400-406, 2008.
Top Related