






Línguas
Páginas
Legal


1
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
PROGRAMA DE PÓS-GRADUAÇÃO EM
ENGENHARIA MECÂNICA
PEDRO HENRIQUE SALES DA COSTA
ESTUDO DOS PROCESSOS TIG ALIMENTADO E MIG-P CC+
APLICADOS AO PASSE DE RAIZ NA LIGA AA5052
Natal
Agosto, 2015

2
PEDRO HENRIQUE SALES DA COSTA
ESTUDO DOS PROCESSOS TIG ALIMENTADO E MIG-P CC+
APLICADOS AO PASSE DE RAIZ NA LIGA AA5052
Natal
Agosto, 2015
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Mecânica da Universidade Federal do Rio Grande do Norte como requisito parcial para obtenção do título de Mestre em Engenharia Mecânica. Orientador: Professor Dr. Rubens Maribondo do Nascimento Coorientadora: Professora Drª Celina Leal Mendes da Silva
3

4
PEDRO HENRIQUE SALES DA COSTA
ESTUDO DOS PROCESSOS TIG ALIMENTADO E MIG-P CC+ APLICADOS AO
PASSE DE RAIZ NA LIGA AA5052
Esta dissertação foi julgada adequada para a obtenção do título de
MESTRE EM ENGENHARIA MECÂNICA
Sendo aprovada em sua forma final.
_________________________________ Rubens Maribondo do Nascimento
BANCA EXAMINADORA
_________________________________ Rubens Maribondo do Nascimento
__________________________________ Celina Leal Mendes da Silva
__________________________________ Augusto José De Almeida Buschinelli
__________________________________ Jorge Magner Lourenço

5
“A menos que modifiquemos a nossa maneira
de pensar, não seremos capazes de resolver os
problemas causados pela forma como nos
acostumamos a ver o mundo”.
Albert Einstein

6
Dedico esta obra aos meus pais, Paulo
Machado da Costa e Suely Coutinho Sales da
Costa.

7
AGRADECIMENTOS
A Deus, pai de infinito amor e bondade, pela sua presença constante em
minha vida, me abençoando e iluminando meus caminhos;
A minha família, meus pais Paulo Machado e Suely Coutinho, minha irmã
Larissa, minha avó Glorinha e meu tio Robinson por todo amor carinho e dedicação.
Vocês são os principais responsáveis pela pessoa que sou hoje e por todas as
minhas conquistas;
A minha namorada, Márcia Danielle de Araújo Dantas, por todo amor,
amizade e companheirismo e por sempre estar ao meu lado me apoiando em todos
os momentos;
Ao meu orientador Prof. Dr. Rubens Maribondo do Nascimento por ter
confiado na minha capacidade e por ter me auxiliado sempre que necessário;
A minha coorientadora Profª. Dra. Celina Leal Mendes da Silva pela atenção e
conhecimentos passados e principalmente pela paciência que teve comigo;
Ao Programa Pós-Graduação em Engenharia Mecânica da Universidade
Federal do Rio Grande do Norte (UFRN) pelos conhecimentos adquiridos na área;
Aos amigos do LABSOL Ramon Fernandes Fagundes e Elivelton Luis da
Silva pelo apoio, ajuda e pelos momentos de descontração durante a realização
deste trabalho;
A Cleide Maria Marqueze do LABSOLDA pelo apoio dado na realização dos
ensaios de radiografia
A CAPES pela disposição da bolsa de pesquisa para a execução deste
projeto;
Aos meus amigos pela paciência nos meus momentos de impaciência e por
sempre estarem ao meu lado;

8
E a todos aqueles que participaram direta ou indiretamente na realização
deste trabalho.

9
SUMÁRIO
1 INTRODUÇÃO .......................................................................................................... 18
2 FUNDAMENTAÇÃO TEÓRICA ................................................................................ 21
2.1 ALUMÍNIO .............................................................................................................. 21
2.1.1 Classificação do Alumínio ................................................................................. 24
2.1.2 Soldabilidade ...................................................................................................... 26
2.1.2.1 Soldabilidade na liga AA5052 ............................................................................ 28
2.2 ARCO VOLTÁICO NO ALUMÍNIO ......................................................................... 29
2.3 PASSE E RAIZ ........................................................................................................ 29
2.4 PROCESSO DE SOLDAGEM MIG ......................................................................... 30
2.5 PROCESSO DE SOLDAGEM TIG .......................................................................... 32
2.5.1 TIG alimentado ................................................................................................... 34
2.5.1.1 Arame frio (cold wire) ........................................................................................ 35
2.5.1.2 Arame quente (hot wire) .................................................................................... 36
2.6 DESCONTINUIDADE .............................................................................................. 36
2.6.1 Porosidade ........................................................................................................... 37
2.6.2 Inclusão de escória .............................................................................................. 39
2.6.3 Mordeduras .......................................................................................................... 40
2.6.4 Falta de penetração ............................................................................................. 40
2.6.5 Trincas de solidificação ........................................................................................ 41
2.7 DILUIÇÃO ............................................................................................................... 42
3 MATERIAIS E MÉTODOS ........................................................................................ 44
3.1 MATERIAL DE ADIÇÃO ......................................................................................... 44
3.2 GÁS DE PROTEÇÃO ............................................................................................. 44
3.3 ELETRODO NÃO CONSUMÍVEL ........................................................................... 45
3.4 CORPO DE PROVA ................................................................................................ 45
3.5 MÉTODOS .............................................................................................................. 47
3.5.1 Métodos de Avaliação ........................................................................................ 49
3.6 EQUIPAMENTOS ................................................................................................... 50
4 RESULTADOS E DISCUSSÃO ................................................................................ 53
4.1 RESULTADOS PRELIMINARES ............................................................................ 53
4.2 ANÁLISES DOS CORPOS DE PROVA COM CHANFRO EM V SOLDADOS
PELO PROCESSO MIG-P CC+ UTILIZANDO OS ARAMES ER 5356 E ER 4043 ...... 55

10
4.3 ANÁLISE DOS CORPOS DE PROVA COM CHANFRO EM GOLA (L=1,0 MM)
SOLDADOS PELO PROCESSO MIG-P CC+ UTILIZANDO OS ARAMES ER 5356 E
ER 4043 ........................................................................................................................ 60
4.4 ANÁLISE DOS CORPOS DE PROVA COM CHANFRO EM GOLA (L=1,5 MM)
SOLDADOS PELO PROCESSO MIG-P CC+ UTILIZANDO OS ARAMES ER 5356 E
ER 4043 ........................................................................................................................ 66
4.5 ANÁLISES DOS CORPOS DE PROVA COM CHANFRO EM V SOLDADOS
PELO PROCESSO TIG-A UTILIZANDO OS ARAMES ER 5356 E ER 4043 ............... 72
4.6 DILUIÇÃO PRESENTE NAS SOLDAS COM OS PROCESSOS MIG-P CC+ E
TIG-A ............................................................................................................................. 78
5 CONCLUSÕES ......................................................................................................... 79
6 SUGESTÕES PARA TRABALHOS FUTUROS ....................................................... 80
REFERÊNCIAS ............................................................................................................. 81

11
LISTA DE FIGURAS
Figura 1: Esquema do processo MIG ............................................................................ 31
Figura 2: Esquema do processo TIG ............................................................................. 33
Figura 3: Tocha TIG alimentada .................................................................................... 35
Figura 4: Formação de porosidade em uma junta soldada ........................................... 37
Figura 5: Formas de distribuição de porosidade: (a) distribuída, (b) agrupada e (c)
alinhada ......................................................................................................................... 37
Figura 6: Solubilidade do alumínio no hidrogênio .......................................................... 38
Figura 7: Inclusão de escória na solda .......................................................................... 40
Figura 8: Mordedura na solda ....................................................................................... 40
Figura 9: Falta de penetração na solda ......................................................................... 41
Figura 10: Comportamento da diluição em ligas de alumínio ........................................ 43
Figura 11: Preparação para o corte das chapas com o processo a plasma .................. 46
Figura 12: Esquema do chanfro em V ........................................................................... 46
Figura 13: Esquema do chanfro em gola ...................................................................... 47
Figura 14. Demonstração das áreas para o cálculo de diluição .................................... 49
Figura 15: Secção retirada de cada corpo de prova para metalografia e microdureza . 50
Figura 16: Fonte de soldagem ....................................................................................... 50
Figura 17: Sistema de Aquisição Portátil IMC ............................................................... 51
Figura 18: Mecanismo de deslocamento uniforme da tocha ......................................... 52
Figura 19: Bancada experimental .................................................................................. 52
Figura 20: Solda realizada com corrente de 130 A ....................................................... 53
Figura 21: Solda realizada com corrente de 140 A ....................................................... 54
Figura 22: Solda realizada com corrente de 140 A ....................................................... 54
Figura 23. Cordão de solda com corrente de 150 A ...................................................... 55
Figura 24: Corpos de prova soldados com o processo MIG-P CC+, chanfro em V,
utilizando os arames ER 4043 e ER 5356 ..................................................................... 56
Figura 25: Oscilogramas das soldas com o processo MIG-P CC+, chanfro em V,
utilizando os arames ER 4043 e ER 5356 ..................................................................... 56
Figura 26: Micrografias das soldas com o processo MIG-P CC+, chanfro em V com o
ER 4043 ........................................................................................................................ 57
Figura 27: Micrografias das soldas com o processo MIG-P CC+, chanfro em V com o
ER 5356 ........................................................................................................................ 58

12
Figura 28: Raio-x das soldas com o processo MIG-P CC+, chanfro em V com o ER
4043 .............................................................................................................................. 59
Figura 29: Raio-x das soldas com o processo MIG-P CC+, chanfro em V com o ER
5356 .............................................................................................................................. 59
Figura 30: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+,
chanfro em V e arame ER 4043 .................................................................................... 59
Figura 31: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+,
chanfro em V e arame ER 5356 .................................................................................... 60
Figura 32: Corpos de prova soldados com o processo MIG-P CC+, chanfro em gola
(L=1,0 mm), utilizando os arames ER 4043 e ER 5356 ................................................ 61
Figura 33: Oscilogramas das soldas com o processo MIG-P CC+, chanfro em gola
(L=1,0 mm), utilizando os arames ER 4043 e ER 5356 ................................................ 62
Figura 34: Micrografias das soldas com o processo MIG-P CC+, chanfro em gola
(L=1,0 mm) com o ER 4043 .......................................................................................... 63
Figura 35: Micrografias das soldas com o processo MIG-P CC+, chanfro em gola
(L=1,0 mm) com o ER 5356 .......................................................................................... 64
Figura 36: Raio-x das soldas com o processo MIG-P CC+, chanfro em gola (L=1,0
mm) com o ER 4043 ..................................................................................................... 65
Figura 37: Raio-x das soldas com o processo MIG-P CC+, chanfro em gola (L=1,0
mm) com o ER 5356 ..................................................................................................... 65
Figura 38: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+,
chanfro em gola com 1,0 mm e arame ER 4043 ........................................................... 66
Figura 39: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+,
chanfro em gola com 1,0 mm e arame ER 5356 ........................................................... 66
Figura 40: Corpos de prova soldados com o processo MIG-P CC+, chanfro em gola
(L=1,5 mm), utilizando os arames ER 4043 e ER 5356 ................................................ 67
Figura 41: Oscilogramas das soldas com o processo MIG-P CC+, chanfro em gola
(L=1,5 mm), utilizando os arames ER 4043 e ER 5356 ................................................ 68
Figura 42: Micrografias das soldas com o processo MIG-P CC+, chanfro em gola
(L=1,5 mm) com o ER 4043 .......................................................................................... 69
Figura 43: Micrografias das soldas com o processo MIG-P CC+, chanfro em gola
(L=1,5 mm) com o ER 5356 .......................................................................................... 70
Figura 44: Raio-x das soldas com o processo MIG-P CC+, chanfro em gola (L=1,5
mm) com o ER 4043 ..................................................................................................... 71

13
Figura 45: Raio-x das soldas com o processo MIG-P CC+, chanfro em gola (L=1,5
mm) com o ER 5356 ..................................................................................................... 71
Figura 46: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+,
chanfro em gola com L = 3,00 mm e arame ER 4043 ................................................... 72
Figura 47: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+,
chanfro em gola com L = 2,00 mm e arame ER 5356 ................................................... 72
Figura 48: Corpos de prova soldados com o processo TIG-A, chanfro em V,
utilizando os arames ER 4043 e ER 5356 ..................................................................... 73
Figura 49: Oscilogramas das soldas com o processo TIG-A, chanfro em V, utilizando
os arames ER 4043 e ER 5356 ..................................................................................... 74
Figura 50: Micrografias das soldas com o processo TIG-A, chanfro em V com o ER
4043 .............................................................................................................................. 75
Figura 51: Micrografias das soldas com o processo TIG-A, chanfro em V com o ER
5356 .............................................................................................................................. 76
Figura 52: Raio-x das soldas com o processo TIG-A, chanfro em V com o ER 4043 ... 77
Figura 53: Raio-x das soldas com o processo TIG-A, chanfro em V com o ER 5356 ... 77
Figura 54: Microdurezas dos corpos de prova soldados com o processo TIG-A,
chanfro em V com ER 4043 .......................................................................................... 77
Figura 55: Microdurezas dos corpos de prova soldados com o processo TIG-A,
chanfro em V com ER 5356 .......................................................................................... 78

14
LISTA DE TABELAS
Tabela 1: Sistema de classificação das ligas de alumínio trabalháveis ........................ 25
Tabela 2: Composição quimica dos materiais de adição .............................................. 44
Tabela 3: Percentual de elementos em peso na liga AA 5052 ...................................... 45
Tabela 4: Propriedades mecânicas da liga AA 5052 ..................................................... 45
Tabela 5: Fatores e níveis do planejamento experimental ............................................ 47
Tabela 6: Parâmetros ajustados e fixos ........................................................................ 48
Tabela 7: Características técnicas da fonte de soldagem ............................................. 51
Tabela 8: Valores médios e eficazes obtidos pelo SAP com o processo MIG-P CC+,
chanfro em V, utilizando os arames ER 4043 e ER 5356 ............................................. 55
Tabela 9: Valores médios e eficazes obtidos pelo SAP com o processo MIG-P CC+,
chanfro em gola (L=1,0 mm), utilizando os arames ER 4043 e ER 5356 ...................... 61
Tabela 10: Valores médios e eficazes obtidos pelo SAP com o processo MIG-P CC+,
chanfro em gola (L=1,5 mm), utilizando os arames ER 4043 e ER 5356 ...................... 67
Tabela 11: Valores médios e eficazes obtidos pelo SAP com o processo TIG-A,
chanfro em V, utilizando os arames ER 4043 e ER 5356 ............................................. 73
Tabela 12: Valores de diluição ...................................................................................... 78

15
TERMOLOGIAS E SIMBOLOGIA
TIG Tungsten Inert Gas TIG-A Tungsten Inert Gas Alimentado MIG Metal Inert Gas MIG-P CC+ MIG Pulsado com corrente continua positiva AA Aluminum Association GMAW Gas Metal Arc Welding Td Taxa de deposição GTAW Gas Tungsten Arc Weldin GAP Abertura de raiz Va Velocidade de alimentação Vs Velocidade de soldagem SAP Sistema de Aquisição Portátil I Corrente U Tensão a Tensão de referência DBCP Distância bico contato peça Vam Velocidade média do arame Ief Corrente eficaz Uef Tensão eficaz END LP Ensaio não destrutivo por líquido penetrante L Gola T Altura do nariz TV4 Processo TIG com chanfro em V e arame ER 4043 TV5 Processo TIG com chanfro em V e arame ER 5356 MV4 Processo MIG-P CC+ com chanfro em V e arame ER 4043 MV5 Processo MIG-P CC+ com chanfro em V e arame ER 5356 MG24 Processo MIG-P CC+ com chanfro em gola (L=1,0 mm) e
arame ER 4043 MG34 Processo MIG-P CC+ com chanfro em gola (L=1,5 mm) e
arame ER 4043 MG25 Processo MIG-P CC+ com chanfro em gola (L=1,0 mm) e
arame ER 5356
MG35 Processo MIG-P CC+ com chanfro em gola (L=1,5 mm) e
arame ER 5356
SMAW Shielded Metal Arc Welding

16
RESUMO
Em muitos casos o passe de raiz é uma etapa crítica da soldagem, uma vez que sua
execução é afetada por diversos fatores, tais como variação da abertura da junta,
ângulo do chanfro, dimensões da face (nariz) da raiz, inclinação da tocha,
velocidade de soldagem e velocidade de alimentação. Além disso, a escolha do
processo de soldagem é um fator primordial para garantir a execução de um passe
de raiz com adequadas propriedades mecânicas e metalúrgicas. Nesse contexto,
este trabalho teve como objetivo estudar a viabilidade dos processos de soldagem
MIG-P CC+ e TIG-A aplicados ao passe de raiz em chapas de 200 x 200 x 12,75
mm da liga de alumínio AA 5052. Para tal, foram analisadas configurações diferentes
de soldagem: o tipo de chanfro (em V e em gola com L=1,0 e 3,00 mm) e dois tipos
de metais de adição (ER 4043 e 5356). Como metodologia de comparação, foi
determinada a mesma corrente de 150 A e taxa de deposição do metal de adição
Va/Vs = 14, foram propostas 12 combinações de parâmetros, cada uma com 3
repetições, totalizando 36 testes, salientando que foi usada apenas a configuração
de chanfro mais adequada para o TIG-A. São apresentados resultados da
micrografia e microdureza das zonas fundida e termicamente afetada e níveis de
diluição para as juntas soldadas com os distintos metais de adição, além da
radiografia. Nas condições estabelecidas neste trabalho, pode-se afirmar que o
processo TIG-A apresentou melhores resultados em relação ao MIG-P CC+. Em
relação à configuração do chanfro, o que se mostrou mais adequado foi o chanfro
em V, para ambos os metais de adição e processos. Não ocorreram defeitos como
falta de fusão, mordeduras e rugosidades. Em relação aos níveis de diluição, foram
constatados maiores valores quando utilizado o processo MIG-P CC+ para o ER
4043, assim como o processo TIG-A na configuração de chanfro em V. O metal de
adição ER 4043 apresentou uma quantidade de poros maior em relação ao ER
5356, em ambos os processos. Foi observada à presença de um refino de grão,
além de maiores níveis de dureza em todas as soldas realizadas com o metal de
adição ER 5356.
Palavras-chave: Soldagem. MIG. TIG Alimentado. Passe de raiz. Alumínio.

17
ABSTRACT
In many cases the root pass is a critical step of welding, since its execution is
affected by several factors, such as variation of joint opening, chamfer angle,
dimensions of the face (nose) root, torch inclination, welding speed and feed speed.
Moreover, the choice of the welding process is a key factor to ensure the execution of
a root pass with adequate mechanical and metallurgical properties. In this context,
this work aimed to study the feasibility of MIG-P CC+ and TIG-A welding processes
applied to the root pass in plates of 200 x 200 x 12,75 mm of the AA 5052 aluminum
alloy. For this, different configurations of welding were analyzed: chamfer type (V and
collar with L=1,0 and 3,00 mm) and two types of addition metals (ER 4043 and
5356). As compared methodology, It was determined the same current 150 A and the
deposition rate of addition metal Va/Vs = 14, they were proposed 12 combinations of
parameters, each with 3 repetitions, totaling 36 tests, stressing that It was used only
the most appropriate chamfer setting for TIG-A. Results of micrograph and
microhardness of fusion and heat affected zones and dilution levels for welded joints
with different addition metals, beyond radiography. At the established conditions in
this work, it can be said that the TIG-A process showed better results in relation to
MIG-P CC+. About the chamfer configuration, which was more appropriate was V
chamfer, for both addition metals and process. There were no defects such as lack of
fusion, bites and roughness. Relative to dilution levels, higher values were observed
when used the MIG-P CC+ process for the ER 4043, as well as TIG-A in the V
chamfer configuration. ER 4043 addition metal showed a larger amount of pores in
relation to the ER 5356, in both process. It was observed the presence of a grain
refining, beyond higher hardness levels in all welds made with the ER 5356 addition
metal.
Keywords: welding. MIG. TIG powered. Root pass. Aluminum.

18
1 INTRODUÇÃO
O alumínio é um metal amplamente utilizado na indústria, em virtude de suas
características, tais como leveza, resistência à corrosão, bom condutor térmico e
elétrico, boa ductilidade, elevada tenacidade e com baixo ponto de fusão: 658ºC
(CESMAC, 2011). Por apresentar essas propriedades o alumínio pode ser aplicado,
em utensílios domésticos, embalagens e também em meios de transporte como
aviões, ônibus e caminhões.
Entretanto, apresenta alguns problemas quando relacionado à soldagem,
pode-se citar o alto ponto de fusão da camada superficial de oxido de alumínio
(Al2O3), com isso, para se obter uma boa soldagem, faz-se necessário retirar essa
camada de óxido. Uma técnica de limpeza bastante utilizada, nas soldagens TIG e
Plasma, é a chamada limpeza catódica, onde o eletrodo fica na polaridade positiva
(ALCAN, 1993).
Visto que o mercado fica mais competitivo à medida que se passa, e agora
então com a recente descoberta do pré-sal, anunciada pela Petrobras em 2006
(PIGOZZO, 2013), e sucessivos recordes de produção/exploração de petróleo,
preveem uma crescente demanda para fabricação, construção, e manutenção de
equipamentos. Surge então a necessidade de desenvolver tecnologia capaz de
aumentar a produtividade com qualidade para soldar chapas espessas com chanfro,
a partir de pesquisas, desenvolvimento e inovações tecnologicas.
Segundo PIGOZZO (2013), o passe de raiz é de grande importância na
indústria, pois é o primeiro passe na união de peças espessas surportando em
algumas vezes toda a estrutura, devendo ser realizado com bastante atenção. Nesta
etapa, necessita-se de mão de obra especializada devido à dificuldade de execução,
além disso, por se tratar de uma espessura mais fina do material de base, a menor
variação dos parâmetros de soldagem pode perfurar a peça ou mesmo fragilizar a
região da solda através da mudança da microestrutura.
WECK e SILVA (2005) afirmam que atualmente esses passes de raiz são
feitos utilizando-se eletrodo revestido celulósico em ligas de aço. Vê-se então como
maior problema: a falta de produtividade. O eletrodo revestido celulósico tem como
característica interessante à boa penetração, mas por outro lado leva consigo
desvantagem no quesito produtividade. A escória, a alta taxa de respingos e fumos
são, nesse caso, os pontos que dificultam um processo rápido e limpo.

19
Porém, outro processo quando aplicado ao passe de raiz na fabricação dos
mesmos é o processo TIG Alimentado. Este, por oferecer maior densidade de
potencial, proporciona melhores propriedades metalúrgicas para a solda.
O processo de soldagem TIG ou Gas Tungsten Arc Welding (GTAW), como é
mais conhecido atualmente, é um processo de soldagem a arco elétrico que utiliza
um arco entre um eletrodo não consumível de tungstênio e a poça de soldagem. Na
poça de soldagem, o eletrodo e parte do cordão são protegidos através do gás de
proteção que é soprado pelo bocal da tocha. No processo, pode-se utilizar adição ou
não (solda autógena), e seu grande desenvolvimento se deve a necessidade de
disponibilidade de processos eficientes de soldagem para materiais difíceis, como o
alumínio (BRACARENSE, 2000).
Para alimentação automática de arame são necessários cabeçote alimentador
e um circuito de controle. As vertentes de pesquisa com alimentação automática se
distinguem em arame frio (cold wire) e arame quente (hot wire) (DELGADO, 2000).
Como o próprio nome diz, a diferença está na temperatura em que o arame é
adicionado, sendo o arame quente, previamente aquecido por efeito joule. A técnica
de arame a frio, o arame é alimentado à temperatura ambiente.
Uma alternativa a estes processos é o processo de soldagem MIG/MAG
convencional, que apresenta algumas vantagens em relação aos anteriormente
citados, como, ausência de fluxos de soldagem, não apresenta formação de escória,
alimentação contínua de arame, evitando paradas para troca de eletrodos revestidos
ou varetas TIG e é um processo que pode ser automatizado. Porém é um processo
com baixa controlabilidade da transferência metálica e da poça de fusão e, portanto,
muito susceptível ao aparecimento de defeitos de fusão, como mordedura, rechupes,
etc. Soma-se ainda o fato de que os três processos citados exigem alto nível de
habilidade e treinamento da mão de obra, tornando esta operação extremamente
dependente do soldador ou operadora (DIRENE, 2012).
Em decorrência de avanços tecnológicos em instrumentos e equipamentos
destinados a soldagem, permite-se a adoção de metodologias de controle da
transferência metálica, como base na realimentação do processo, pelas próprias
variáveis de soldagem. Como o desenvolvimento de processos MIG/MAG com
controle de corrente, cujas vantagens estão relacionadas ao menor aporte térmico e
menor nível de tensões residuais, menores gasto de energia, menor custo de gás de
proteção, por utilizar maiores concentrações de CO2 ou até mesmo CO2 puro,
garante melhor geometria do cordão de solda e ao menor nível de respingos,

20
creditados, principalmente, a maior estabilidade do arco e da poça de fusão dadas
pela maior controlabilidade do sistema (GONÇALVES, 2005; GOHR, 2002; BAIXO,
1999).
Desta forma, como objetivo geral, espera-se estudar os processos TIG
Alimentado e MIG-P CC+, com intuito de definir qual melhor se aplica na soldagem
de passe de raiz na liga AA5052 em três configurações de chanfros. Avaliando
também dois materiais de adição. Para atingir esse objetivo, foram propostos os
seguintes objetivos especificos:
Definir um conjunto de parâmetros que melhor se adequa para soldar chapas
de 12,78 mm para ambos os processos;
Estudar a influência da composição química dos materiais de adição (ER4043
e ER5356) para determinar qual garante melhor soldagem de passe de raiz
nos processos MIG-P CC+ e TIG-A;
Avaliar a influência dos elementos do chanfro na microestrutra, porosidade e
microdureza;
Analisar qual dos processos garante melhor passe de Raiz através da
avaliação microestrutural dos cordões de solda;
Verificar a formação de porosidade nas soldas através do raios-X para cada
parametro de soldadagem nos dois processos MIG-P CC+ e TIG-Alimentado;
Avaliar o comportamento das zonas fundida e termicamente afetadas através
do ensaio de microdureza;
Estimar pelo percentual de diluição se há possibilidade de formação de
trincas de solidificação em ambos os processos.

21
2 FUNDAMENTAÇÃO TEÓRICA
2.1 ALUMÍNIO
O alumínio, apesar de ser o terceiro elemento mais abundante na crosta
terrestre, é o metal mais jovem usado em escala industrial. Sua produção atual
supera a soma de todos os outros metais não ferrosos. Esses dados já mostram a
importância do alumínio para a nossa sociedade. Antes de ser descoberto como
metal isolado, o alumínio acompanhou a evolução das civilizações. Sua cronologia
mostra que, mesmo nas civilizações mais antigas, o metal dava um tom de
modernidade e sofisticação aos mais diferentes artefatos (ABAL, 2011).
A tecnologia e o uso final de uma ampla variedade de produtos derivados do
alumínio resultam das inúmeras propriedades desse metal não ferroso: leveza, baixa
densidade, baixo peso, alta condutibilidade elétrica e características químicas que
permitem a formação de ligas com vários outros minerais como, cobre, zinco,
manganês, entre outros (SERVO, 1997).
Devido a estas características físico-químicas o alumínio compete com outros
minerais em termos custo, substituindo-os parcialmente como é o caso do cobre na
indústria de equipamentos de transmissão elétrica, o estanho na produção de
containeres, o chumbo na produção de tubos e a utilização na indústria
automobilística e na indústria aeroespacial (BUNKER & CICCANTELL, 1994).
Na indústria naval em especial, nos últimos anos vem ganhando grandes
investimentos tanto estatal como privado, na qual o alumínio é um grande aliado
como matéria prima para fabricação dos mais diversos produtos utilizados neste
setor (FAGUNDES, 2014).
As características do alumínio permitem que ele tenha uma gama de
aplicações. Sua alta resistência à corrosão, por exemplo, permite a utilização sem
que suas propriedades sejam alteradas em uma ampla gama de produtos químicos,
alimentícios e em ambientes marinhos (ABAL, 2012). Dentre as principais
propriedades deste metal pode-se destacar (QUINTINO, 2012):
Temperatura de fusão de 660ºC (na pureza de 99,9 %), e um ponto de
ebulição de 2500 ºC. A baixa temperatura de fusão é uma vantagem em
relação aos aços (temperatura de fusão de 1570 ºC), pois permite uma maior
facilidade na obtenção de ligas, já que a energia necessária para a fusão do
material é menor;

22
Tem uma resistência à corrosão elevada, pois quando exposto à atmosfera,
forma naturalmente um filme auto protetor de alumina;
Tem uma condutibilidade eléctrica cerca de 60 % do cobre;
É reciclável, não magnético;
Densidade de 2,8 g/cm3, aproximadamente 1/3 da densidade do aço;
Porém, o alumínio apresenta baixas dureza e resistência mecânica quando
utilizado no seu estado puro, ou seja, sem elementos de liga em sua composição
química, não servindo para determinadas aplicações. Daí a necessidade de
combiná-lo com outros metais para aumentar sua utilidade industrial.
Os principais elementos de ligas e os efeitos ocasionados pela sua introdução
são (GOMES & BRESCIANI, 1976; ROOY, 1988; GARCIA, 2001):
O Cobre (Cu) foi um dos primeiros elementos de liga utilizados e tem ainda
grande utilização. Utilizado na faixa de 4% a 10% aumenta consideravelmente
a resistência mecânica e a dureza do fundido, tanto antes como depois do
tratamento térmico. É bastante solúvel no alumínio em altas temperaturas (5%
a 524°C) e, apenas ligeiramente solúvel à temperatura ambiente. O cobre
ainda torna a liga termicamente tratável permitindo um grande aumento da
resistência mecânica. Diminui a contração interna de solidificação e melhora a
usinabilidade. Todavia, em comparação com a fundibilidade obtida com o
silício, o cobre é inferior por proporcionar fragilidade à quente e redução da
fluidez;
O Silício (Si) utilizado em até 13% é o elemento mais usado comercialmente
nas ligas para fundição. Aumenta a fluidez do alumínio líquido permitindo que
ele flua através de delgadas paredes na cavidade do molde reproduzindo
detalhes mais delicados. Diminui a porosidade e o coeficiente de expansão
térmica e em teores altos, torna difícil a usinagem. Quando combinado com o
magnésio pode melhorar muito a resistência mecânica, por tornar a liga
tratável termicamente. As ligas de alumínio com silício apresentam um
eutético com cristais de silício em forma de placas finas que contribuem
fortemente para o decréscimo da ductilidade da liga. Por esse motivo o silício
eutético deve ser modificado, como será visto adiante;
O Magnésio (Mg) com as mesmas características de solubilidade do cobre, o
magnésio é a base para o aumento de resistência mecânica e dureza após

23
tratamento térmico das ligas AI-Si, devido à formação de precipitados
endurecedores como o Mg2Si. Esses precipitados têm efeito contrário na
ductilidade da liga. A presença do magnésio torna difícil a fundição devido à
tendência a oxidação e consequente formação de escória, o que também faz
cair os teores de silício, cobre e outros elementos. Para melhores resultados
são recomendados cuidados especiais na manipulação dessas ligas, como a
utilização de atmosfera inerte ou mesmo o tratamento da liga líquida com
cloro gasoso para remover gases e os óxidos dissolvidos;
O Zinco (Zn) tanto pode ser um elemento de liga como uma impureza
dependendo da liga. Aumenta a resistência mecânica, mas com decréscimo
da ductilidade. Quando adicionado em quantidades superiores a 10%, torna a
liga susceptível ao trincamento durante a solidificação e produz elevada
contração na solidificação. Em combinação com o magnésio produz boa
resistência ao impacto e excelente ductilidade;
O manganês (Mn) atua também como refinador de grão e é capaz de reduzir
a contração durante a solidificação. Deve, no entanto ser controlado quando
em combinação com o ferro, pois juntos dão origem a grandes partículas
intermetálicas que reduzem a resistência da liga. Em teores de até 0,5 %
diminui o efeito fragilizante do ferro através da formação de precipitados
globulares de Fe-Mn. Em ligas contendo cobre a sua maior contribuição é a
formação de compostos que ancoram os contornos de grão;
Níquel (Ni) melhora a estabilidade dimensional e a resistência em
temperaturas elevadas. Tem particular emprego em ligas para cabeçote de
cilindros de motores de aeronaves com refrigeração a ar e em pistões de
motores de combustão interna de automóveis. As ligas comuns empregam o
níquel na faixa de 0,5 a 3,0%;
Cromo (Cr) é primariamente, um refinador de grão, utilizado em conjunto às
adições de titânio. Em algumas ligas é utilizado para melhorar a resistência
em temperaturas elevadas de uso;
Ferro (Fe) algumas vezes é adicionado para reduzir a contração. Atua
também como refinador de grão, com exceção nas ligas à base de silício
fundidas em areia. Nas fundidas sobre pressão diminui o agarramento ao
molde. O teor de ferro, nestes casos, deve estar sempre entre 0,15 e 1,2%.
Nas ligas de alta resistência à base de cobre ou lítio, esse elemento diminui
sensivelmente a ductilidade e deve permanecer abaixo de 0,3%;

24
Titânio (Ti) é usualmente adicionado em teores de 0,05 a 0,2% como
refinador de grão para todas as ligas de fundição em areia e molde
permanente, e dispensável na fundição sobre pressão, pois a microestrutura
já é fina devido ao resfriamento rápido.
As propriedades das ligas de alumínio dependem da complexa interação
entre, a composição química e a microestrutura desenvolvida durante a solidificação,
os tratamentos térmicos e, para ligas de trabalho mecânico, do processo de
deformação. Apesar do alumínio puro ser extremamente resistente à corrosão,
devido à presença de um filme de óxido de alumínio, a resistência à corrosão
decresce normalmente com o aumento do teor de elementos de liga adicionados.
Por este motivo, têm sido desenvolvidos tratamentos térmicos para aumentar a
resistência à corrosão de materiais com elevados teores de elementos de liga (ASM,
1993).
O alumínio e suas ligas podem ser divididos em duas categorias: ligas de
alumínio para trabalho mecânico e ligas de alumínio para fundição. Cada uma
destas categorias é ainda subdividida em classes de acordo com a composição. No
âmbito deste trabalho será explanado apenas as ligas de alumínio para trabalho
mecânico (MARTINS, 2008).
2.2.1 Classificação do alumínio
As ligas de alumínio para trabalho mecânico são divididas em dois grupos:
ligas para tratamento térmico (tratáveis) e ligas sem tratamento térmico (não
tratáveis). As ligas de alumínio sem tratamento térmico não podem ser endurecidas
por precipitação, sendo apenas endurecidas por trabalho a frio. Os quatro grupos
principais deste tipo de ligas são os grupos: 1xxx, 3xxx, 4xxx e 5xxx. A resistência
mecânica inicial destas ligas é promovida pelo efeito endurecedor dos seus
elementos de liga. A resistência mecânica adicional é então conseguida através de
trabalho mecânico a frio – deformações que induzem endurecimento, designadas
por H (MARTINS, 2008).
No entanto, algumas ligas de alumínio podem ser submetidas a tratamento
térmico de endurecimento por precipitação. As ligas de alumínio tratáveis
termicamente são dos grupos: 2xxx, 6xxx e 7xxx. Estas ligas podem ser endurecidas
por aquecimento e arrefecimento rápido ou têmpera, além do envelhecimento.
25
Podem ainda ser adicionalmente endurecidas através de trabalho a frio –
deformação controlada à temperatura ambiente (HANDBOOK, 2003).
Existem diversas nomenclaturas para identificar estas ligas e a mais comum é
a da Aluminum Association (AA). Ela é adotada, também, por outras entidades tais
como: ASTM, SAE, ABNT, esta última corresponde à norma 6834.
Assim, as ligas de alumínio são classificadas de acordo com a Aluminum
Association (AA), através de um sistema numérico de quatro dígitos: o primeiro
classifica a liga pela série, de acordo com o principal elemento adicionado, como
pode ser visto na Tabela 1; o segundo dígito, se diferente de zero, indica
modificação na liga básica, por exemplo, a liga 5652 deriva da liga 5052; e o terceiro
e quarto dígitos, para o alumínio comercial (série 1XXX) indicam a porcentagem de
alumínio que excede a 99% e, para as ligas, identificam composição específica
(ALCAN, 1993). Para realização deste trabalho, será utilizada uma liga de alumínio
derivada da série 5XXX. Assim, esta série será mais detalhada neste trabalho.
Tabela 1: Sistema de classificação das ligas de alumínio trabalháveis (ALCAN, 1993)
Designação de série - Liga Principal elemento químico da liga
1XXX Alumínio Puro (Al ≥ 99,0%)
2XXX Cobre
3XXX Manganês
4XXX Silício
5XXX Magnésio
6XXX Magnésio e Silício
7XXX Zinco
8XXX Outros Elementos
9XXX Série reservada para uso futuro
As ligas da série 5xxx são às vezes combinadas com manganês, e também
são não tratáveis termicamente. O magnésio é um dos elementos mais eficazes e
largamente empregados na formação de ligas de alumínio, e é o principal
responsável pelo aumento da resistência mecânica sobre trabalho a frio. As ligas
dessa série são as que apresentam as maiores resistências entre as ligas não

26
tratáveis termicamente, e por isso são de grande importância para aplicações
estruturais em diversos campos, destinando-se em particular a área de transporte,
como, por exemplo, na fabricação de vagões ferroviários, embarcações e
carrocerias. São facilmente soldáveis e resistentes à corrosão, principalmente em
atmosfera marítima (CORAINI, 2011).
Estas ligas são normalmente encontradas na forma de folhas, chapas e tiras
sendo as mais comumente utilizadas em estruturas de alumínio. São soldadas por
processos convencionais e podem ser soldadas com ou sem metal de adição.
Especificamente na liga AA 5052 (utilizada no presente estudo), o teor de
magnésio deve ser entre 2,20% e 2,80% e o cromo deve ficar entre 0,15% e 0,35%.
Outros elementos que complementam a composição dessa liga são manganês,
cobre e zircônio, que não podem ultrapassar a quantidade de 0,10% para cada
elemento. A quantidade de ferro e silício, respectivamente, deve ser no máximo até
0,40% e 0,25% (ASTM B209M, 2004). Porém há um pico de susceptibilidade à trinca
a aproximadamente 2,5% Mg, dificultando a soldagem da ligas como AA 5052. Este
problema é solucionado com a escolha de um metal de adição que reduza o risco de
trincas (RENCK, 2005).
2.1.2 Soldabilidade
Soldabilidade é o termo que está associado à facilidade com que uma liga
pode ser soldada, produzindo uma junta com adequada resistência mecânica,
resistência à corrosão e outras propriedades quando necessárias. No início de seu
emprego nas aplicações industriais, o alumínio foi considerado um material de difícil
soldabilidade devido ao fato de se empregar técnicas de soldagem semelhantes às
empregadas para materiais ferrosos, obtendo soldas de baixa qualidade
(FIGUEIREDO, 2000).
A alta condutividade térmica, o alto coeficiente de expansão linear e a
necessidade de maior aporte de calor podem causar consideráveis distorções
durante a soldagem do alumínio. Esta alta condutividade térmica torna a soldagem
do alumínio mais rápida que do aço, pois ela proporciona uma rápida solidificação
da poça de solda (ALCAN, 1993).
A alta condutividade térmica promove cordões com baixa molhabilidade e
penetração em seu início, onde o calor do arco é rapidamente distribuído pelo

27
material de base, dificultando a formação da poça metálica. Porém, à medida que a
solda avança, o metal de base continua recebendo calor do arco, o que proporciona
o aumento excessivo da penetração e molhabilidade, até o nível extremo onde a
geometria do cordão torna-se inadequada, exigindo a interrupção do processo. Essa
variação do cordão pode inviabilizar a soldagem em muitas situações, e por esse
motivo é necessário o controle sobre a quantidade de energia imposta à peça
(MARQUES, 2012).
Além dos defeitos citados, a alta condutividade térmica do alumínio pode levar
a problemas característicos de início de cordão como aparência insatisfatória,
penetração insuficiente e reforço excessivo (YOUNG & PICKIN, 1999).
Outro fator preocupante é a camada de óxido formada pela rápida oxidação
do alumínio. Isso acontece devido o alumínio reagir com o oxigênio do ar formando
uma camada superficial de óxido cujo ponto de fusão (≈2000ºC) é muito superior ao
do alumínio e que, durante a soldagem, pode formar uma barreira física impedindo o
contato e mistura do metal base fundido e do metal de adição e formando inclusões
na solda.
Este fato significa que tentar soldar o alumínio, sem primeiro remover o filme
óxido, resulta na fusão do metal de base bem antes da fusão do óxido, podendo
chegar à ausência completa de coalescência entre as superfícies a unir. Além disso,
a baixa condutividade térmica do óxido pode dificultar o fluxo de calor e contribuir
também para a falta de coalescência (MENDES DA SILVA, 2003).
Contudo, o alumínio ainda apresenta outro problema, a solubilidade do
hidrogênio sofre mudanças drásticas quando o alumínio passa do estado liquido
para o estado sólido, gerando uma espécie de espuma durante a solidificação. Altas
velocidades de soldagem podem favorecer a formação de porosidade da junta
soldada. Além disso, devido à baixa densidade do alumínio, o metal em fusão não
consegue expulsar a alumina (Al2O3), óxido aderente a superfície do material com
uma densidade superior a do próprio alumínio, o que pode provocar a inclusão
desfavorável de materiais estranhos no metal depositado (OKUMURA, 1982).
Embora essas propriedades sejam de valia para todas as ligas de alumínio,
será dado um foco maior para a soldabilidade das ligas da série 5xxx.

28
2.1.2.1 Soldabilidade da Liga AA5052
O magnésio é um dos elementos mais eficazes e largamente empregados na
formação de ligas de alumínio. As ligas da série 5XXX podem ser não apenas
ligadas ao magnésio como também ao magnésio e manganês. As ligas desta série
são as que apresentam as maiores resistências entre as ligas não tratáveis
termicamente, e por isso são de grande importância para aplicações estruturais. São
fabricadas principalmente na forma de chapas e lâminas, apenas ocasionalmente
como extrudados. E, entre os diversos campos de aplicação, elas destinam-se em
particular à área de transporte, como, por exemplo, na fabricação de vagões
ferroviários, embarcações, tanques rodoviários, veículos militares, carrocerias de
ônibus, furgões e outros (ALCAN, 1993).
As ligas desta série, com teor abaixo de 2,5% Mg (5052, 5252, 5005, 5050),
quando soldadas com os processos de fusão a arco ficam sujeitas à trinca durante a
fase de solidificação, caso o metal de adição utilizado tenha a mesma composição
química do metal da base. Além do que, o risco de trinca aumenta quando a solda é
depositada sobre condições de restrição, ou seja, as partes a serem unidas ficam
impedidas de movimentação (ALCAN, 1993).
Este problema é facilmente superado pelo aumento do teor de Mg da poça de
solda para mais de 3,0% Mg, o que pode ser feito mediante o uso de um metal de
enchimento adequado. Os metais de adição de classificação Al-5% Mg (ER 5356,
5556 e 5183) são muito eficazes e podem evitar trincas até mesmo em juntas com
movimentação restrita, nas quais há considerável diluição do metal base (ALCAN,
1993).
Embora as ligas de alumínio-magnésio sejam classificadas em não tratáveis
termicamente, a quantidade de magnésio solúvel nas temperaturas de recozimento
para as ligas Al-Mg, com mais que 4% Mg (como a ER 5083, 5086, 5056 e 5456), é
maior que a retida em solução-sólida na temperatura ambiente. Como resultado, se
estas ligas são severamente encruadas e mantidas por um longo tempo a
temperatura ambiente, ocorrerá a precipitação de Mg2Al3 ao longo de bandas de
deslizamento. Também, se estas ligas são expostas a altas temperaturas em
condições de recozimento, a precipitação ocorrerá ao longo de contornos de grãos.
Esta precipitação torna essas ligas susceptíveis à corrosão intergranular em
ambiente corrosivo (VIANA, 2011).

29
2.2 ARCO VOLTAICO NO ALUMÍNIO
O óxido de alumínio é péssimo condutor de eletricidade, por isso sua
presença dificulta o fluxo de corrente. Em ligas submetidas ao tratamento de
anodização (crescimento artificial da camada de alumina por meios eletroquímicos),
a espessura do filme óxido pode ser tal que chega a impedir a abertura do arco de
soldagem (ALCAN, 1993). Entretanto, mesmo que a espessura natural da camada
de óxido seja, normalmente, muito pequena, a mesma influi significativamente sobre
a resistividade total (MENDES DA SILVA, 2003).
Supõe-se que, em uma soldagem, o arco tenda a acompanhar a poça de
fusão e as regiões adjacentes, onde a espessura da camada de óxido seja menor.
Como o metal abaixo da superfície funde-se primeiro, pode-se prever um caráter
bastante errático do arco tentando acompanhar as posições com menor espessura
da camada de óxido. Esta mobilidade pode tornar o arco mais instável (VIEIRA JR.,
1999).
Falar em instabilidade do arco e sua relação com a camada de alumina
passam obrigatoriamente pelo entendimento de um dos métodos de remoção da
camada de óxido superficial no alumínio, o ataque catódico. Para utilização deste
método, o metal de base deve ser o cátodo e a existência de óxido é condição
necessária à emissão de elétrons e a consequente manutenção do arco (Emissão
de Campo). Assim, percebe-se o caráter dúbio da influência da camada superficial
de óxido na estabilidade do arco e, como consequência, na soldagem de alumínio
(MENDES DA SILVA, 2003).
2.3 PASSE DE RAIZ
A soldagem de passe de raiz é de fundamental importância para o sucesso do
processo de soldagem. Passes de enchimento e acabamento são também
relevantes, contudo, não são normalmente abordados nos trabalhos uma vez que as
características presentes nestes passes são inerentes à boa execução do processo
de soldagem no passe de raiz (JÚNIOR, 2010).
Descontinuidades relativas ao formato da penetração da raiz decorrem,
dentre outros, dos fatores presentes na soldagem como: abertura da junta, ângulo
do chanfro, dimensões da face (nariz) da raiz, ângulo da tocha em relação à direção
de soldagem, velocidade de soldagem, aporte térmico, manejo da tocha,

30
instabilidade do arco, falta de proteção gasosa, desempenho inadequado dos
equipamentos, entre outros (CANTRELL, 1982).
A utilização de eletrodo revestido, na maioria das vezes é a primeira opção
para procedimentos de passe de raiz, traz como principal problema a baixa
produtividade, além de ser um processo com elevado nível de respingos, fumos e
maior susceptibilidade a defeitos, comparando-se com os processos TIG e MIG
(PIGOZZO, 2013).
Algumas variantes do processo MIG/MAG, processos a laser e técnicas
avançadas do processo TIG (Key hole), vem sendo estudadas e, em alguns casos,
aplicadas, de modo a propiciar maiores produtividades, pois estas podem efetuar
passes com elevadas velocidades de soldagem e reduzem o tamanho da junta a ser
soldada (RIBEIRO, 2012).
2.4 PROCESSO DE SOLDAGEM MIG
O processo MIG/MAG, pela qualidade da solda, aliada com uma maior
produtividade, que normalmente é uma das necessidades das indústrias, é um dos
principais processos utilizados em soldagem a arco voltaico. Pode ser operado nos
modos semiautomático e automático, sendo aplicado praticamente em todos os
metais comerciais importantes (aço comum ao carbono, aços baixas ligas, aços inox
e resistente ao calor, alumínio, cobre, titânio e suas ligas). É capaz de executar
soldas em todas as posições se forem escolhidos gases de proteção, arames,
eletrodos e parâmetros de soldagem apropriados (MIRANDA, 1999). É utilizado na
fabricação e manutenção de equipamentos e peças metálicas, na recuperação de
peças desgastadas e no recobrimento de superfícies metálicas com materiais
especiais (MARQUES, 1991).
O processo MIG/MAG é a soldagem a arco com atmosfera gasosa onde a
união das peças metálicas ocorre pelo aquecimento destas com um arco elétrico
estabelecido entre um eletrodo nu, consumível, e a peça de trabalho. O arco e a
região da solda são protegidos contra contaminações da atmosfera por um gás ou
mistura de gases, que podem ser inertes ou ativos (MARQUES, 1991).
No processo de soldagem MIG/MAG (Figura 1), para materiais de fácil
oxidação, o gás deve ser inerte quimicamente, que é quando o gás ou mistura de
gases utilizados não reagem de forma significativa com a poça de fusão, de onde
vem a denominação MIG (Metal Inert Gas), e pode ser ativo para aços, que é

31
quando ocorre reação do gás com a poça de fusão, de onde provém a denominação
MAG (Metal Active Gas). O argônio e o hélio são exemplos de gases inertes e, o
oxigênio e o CO2 dissociado no arco, são exemplos de gases ativos.
Figura 1: Esquema do processo MIG (CRUZ, CABRAL, 2008)
Na soldagem do alumínio e suas ligas é preciso inicialmente limpar a camada
de óxido, pois a mesma tem alto ponto de fusão. No processo MIG consegue-se
solucionar este problema utilizando corrente contínua com eletrodo no positivo
(CC+). Nesta situação o arco remove a camada de óxido de alumínio e permite a
coalescência das bordas da junta e do metal de enchimento (ALTSHULLER, 1998).
Este tipo de remoção da camada de óxido é chamado de limpeza catódica. Quando
a soldagem é feita em CC+ o principal mecanismo de emissão de elétrons é
chamado de emissão por campo, ou seja, os elétrons são emitidos da peça de
trabalho para o eletrodo.
As principais vantagens deste processo são, (QUITES, 2002; MACHADO,
1996):
Processo semiautomático, podendo ser automatizado;
Maior produção de metal depositado em relação ao eletrodo revestido;
Longos cordões podem ser feitos sem parada, devido à alimentação
contínua do arame;
Grande versatilidade quanto à aplicação de materiais e espessuras;
Soldagem pode ser feita em todas as posições;

32
Limpeza mínima após a soldagem devido à inexistência de escória pesada;
Menor exigência de habilidade do soldador comparado ao processo com
eletrodo revestido;
As principais limitações deste processo são, (QUITES, 2002; MACHADO,
1996):
A variedade de arames disponíveis é relativamente pequena, cabendo
mencionar que materiais que não tenham suficiente ductilidade para
serem trefilados não podem ser transformados em arame maciço para
soldagem por este processo;
O equipamento de soldagem é mais complexo, mais caro e menos portátil
do que o do eletrodo revestido;
O arco deve estar protegido de correntes de ar que possa dispersar o gás
de proteção, dificultando a soldagem em campo;
Dificuldade na soldagem em locais de difícil acesso, pelo tamanho da
pistola de soldagem e pela proximidade entre o bocal e a peça exigida
pelo processo.
Conforme Biloni et. al. (1981), no processo MIG em alumínio, dependendo da
espessura do material e do gás de proteção, as velocidades de soldagem podem
variar entre 500 e 1000 mm/min e a velocidade de deposição pode chegar a 4,5
kg/h. De acordo com a ALCAN (1993) é muito comum velocidades de soldagem na
faixa de 300 a 800 mm/min e, na soldagem automática, tem sido registradas
velocidades da ordem de 2500 mm/min.
2.5 PROCESSO DE SOLDAGEM TIG
O processo TIG (do inglês Tungsten inert gas) é caracterizado por um arco
voltaico estabelecido entre um eletrodo de tungstênio dito não consumível, e a peça
a ser soldada. Um fluxo de gás inerte faz a proteção do eletrodo e da poça de fusão
à oxidação e também, ao ser ionizado, propicia a condução de corrente elétrica
(CIRINO, 2009).
No processo, pode-se utilizar adição ou não (solda autógena), e seu grande
desenvolvimento deveu-se à necessidade de disponibilidade de processos eficientes
de soldagem para materiais difíceis, como o alumínio e magnésio, notadamente na

33
indústria da aviação no começo da segunda grande guerra mundial. A Figura 2
mostra o esquema do processo TIG (BRACARENSE, 2000).
Figura 2: Esquema do processo TIG (SOLDATIG, 2014)
Quando relacionado ao modo de corrente utilizado nesse processo, tem-se do
tipo continua (positiva ou negativa), alternada ou ainda no modo pulsado, continua
ou alternada. Para materiais não ferrosos, como o magnésio e o alumínio é
comumente utilizada a corrente alternada ou continua positiva, esta utilizada nesse
estudo.
Neste modo de corrente, o polo positivo é constituído na tocha, enquanto o
negativo é estabelecido na peça a ser soldada. Desta forma, a retirada dos elétrons
é feito da peça para o eletrodo, possibilitado um limpeza catódica eficiente, além de
um consumo menor do eletrodo devido à concentração de calor ser no polo
negativo. No entanto, a penetração é menor do que a corrente continua negativa.
As principais vantagens deste processo são, (BRACARENSE, 2000):
Produz soldas de qualidade superior, geralmente livres de defeitos;
Está livre dos respingos que ocorrem em outros processos a arco;
Pode ser utilizado com ou sem adição;
Permite excelente controle na penetração de passes de raiz;
Pode produzir excelentes soldagens autógenas (sem adição) a altas
velocidades;
Utiliza-se de fontes de energia de baixo custo;

34
Permite um controle preciso das variáveis da soldagem;
Pode ser usado em quase todos os metais, inclusive metais dissimilares;
Permite um controle independente da fonte de calor e do material de
adição.
Das limitações pode-se destacar (BRACARENSE, 2000):
Taxas de deposição inferiores com processos de eletrodos consumíveis;
Há necessidade de maior destreza e coordenação do operador em relação
ao SMAW e GMAW;
É menos econômico que os processos de eletrodos consumíveis para
espessuras de 10 mm;
Há dificuldade de manter a proteção em ambientes turbulentos;
Pode haver inclusões de Tungstênio, no caso de haver contato do mesmo
com a poça de soldagem;
Pode haver contaminação da solda se o metal de adição não for
adequadamente protegido;
Há baixa tolerância a contaminantes no material de base ou adição;
Vazamento no sistema de refrigeração pode causar contaminação ou
porosidade sopro ou deflexão do arco, como em outros processos.
2.5.1 TIG alimentado
Entende-se por processo TIG-A como uma variante do processo TIG
convencional, porém a adição de metal não é mais praticada de forma manual, mas
automática, através de um equipamento denominado sistema tracionador de arame
(RIBEIRO, 2012).
Existem estudos datados da década de 1960, descrevendo ensaios com
alimentação automática de arame que já buscavam maiores produtividades para o
processo TIG (DELGADO, 2000). É possível encontrar casos em que a
produtividade aumentou na ordem de 800% quando aplicado alimentação
automática comparada a manual em se tratando dos tempos de soldagem
(RICHARDSON, 1995).
O processo TIG com alimentação automática de arame é indicado para uma
ampla variedade de aplicações, tais como soldas críticas em vasos de pressão à alta
temperatura e soldas de fabricação em equipamentos para serviço criogênico (à

35
baixa temperatura). Ele serve também á aplicações como passe de raiz em soldas
de membros estruturais altamente críticos e soldagem de tubos de aço carbono na
construção de plataformas de petróleo Offshore (DELGADO, 2000).
Devido à alimentação contínua e automática do arame, podem-se produzir
cordões uniformes ao longo de toda a sua extensão. Esta uniformidade do cordão é
difícil de conseguir com a alimentação manual do arame, além do que, sendo fixo o
comprimento da vareta utilizada pelo soldador, obriga-o a substituí-la regulamente e,
assim, é interrompida a continuidade do processo (DELGADO, 2000).
2.5.1.1 Arame frio (cold wire)
No processo “Cold Wire” o arame de adição é alimentado a temperatura
ambiente sendo que a velocidade do arame está relacionada, basicamente, com a
corrente utilizada no arco voltaico (OLIVEIRA, 2001).
A adição automática de arame é uma alternativa melhor quando se deseja
aliar qualidade e taxa de produção nos processos TIG e PLASMA. Nesta situação, é
adicionado material na forma de arame bobinado, em muitos casos, o mesmo
utilizado no processo MIG/MAG. O arame é movimentado até a tocha de soldagem
através de um cabeçote tracionador, de forma contínua com velocidade controlada.
Ao chegar na pistola de soldagem, o arame é conduzido ao arco voltaico através de
um sistema direcionador (OLIVEIRA, 2001). A Figura 3 mostra a tocha TIG-A.
Figura 3: Tocha TIG-A

36
O processo TIG com alimentação de arame frio apresenta uma alta
estabilidade do arco, com baixos níveis de respingos e ainda garante uma elevada
qualidade do depósito, aumentando com isso a eficiência de deposição. A
alimentação automática de arame neste processo garante uma maior taxa de
deposição quando comparado com o processo de alimentação manual (MIRANDA,
2011).
2.5.1.2 Arame quente (hot wire)
Em princípio, este processo pode reunir todas as características encontradas
no processo Arame Frio, porém, possui a peculiaridade de estabelecer um pré-
aquecimento do arame, antes deste entrar em contato com o arco voltaico. Isto
provoca um aumento na energia total do sistema, viabilizando um aumento na taxa
de deposição de arame (DELGADO, 2000). É uma técnica utilizada nos processos
TIG e PLASMA.
O aquecimento é promovido pela passagem de corrente elétrica através de
um comprimento determinado de arame, antes que este entre em contato com o
arco voltaico (OLIVEIRA, 2001).
Uma vez que o arame é pré-aquecido, podendo chegar a uma temperatura de
até 300°C, ele não absorve uma energia tão elevada do arco para se fundir, como
absorveria à temperatura ambiente (DELGADO, 2000).
2.6 DESCONTINUIDADE
Segundo Modenesi (2001) designa-se como descontinuidade a qualquer
interrupção da estrutura típica (ou esperada) de uma junta soldada. Neste sentido,
pode-se considerar como descontinuidade a falta de homogeneidade de
características físicas, mecânicas ou metalúrgicas do material ou da solda.
Existem vários tipos de descontinuidades que podem ocorrer na soldagem do
alumínio, tais como: porosidade, inclusão, mordedura, falta de penetração e trincas
de solidificações.

37
2.6.1 Porosidade
Porosidade é formada pela evolução de gases, na junta da solda durante a
solidificação da zona de fusão. Os poros têm usualmente um formato esférico,
embora poros alongados (porosidade vermiforme) possam ser formados, em geral,
associados com o hidrogênio (MODENESI, 2001), ilustrado na Figura 4.
.
Figura 4: Formação de porosidade em uma junta soldada (SENAI-MG, 2004)
É fato bem demonstrado que uma quantidade pequena de porosidade
esférica, dispersa uniformemente através da solda, tem pouca ou nenhuma
influência sobre a resistência da junta. Todavia, se a porosidade estiver presente em
grande quantidade ou alinhada, a resistência e ductilidade da junta ficam
comprometidas.
Quanto à sua distribuição na solda, a porosidade pode ser dividida em: (a)
uniformemente distribuída, (b) agrupada (associada, em geral, com pontos de
abertura ou de interrupção do arco) e (c) alinhada (que ocorre, em geral, no passe
de raiz), conforme a Figura 5 (MODENESI, 2001).
(a) (b) (c)
Figura 5: Formas de distribuição de porosidade: (a) distribuída, (b) agrupada e
(c) alinhada (FAGUNDES, 2010)

38
O hidrogênio é o único gás que é significativamente insolúvel em alumínio,
considerando que o diâmetro atômico do hidrogênio é menor que o do alumínio,
conseguindo melhor solubilidade. Quando submetida a temperaturas inferiores à de
fusão do alumínio, a solubilidade do hidrogênio aumenta em percentuais pequenos
em relação ao aumento maior de temperatura, devido ao alumínio ainda se
encontrar no estado sólido. Quando o alumínio passa para o estado líquido, a
absorção do hidrogênio se torna mais intensa, resultado do crescimento dos
espaços Inter atômicos. A partir do momento que o metal está totalmente líquido a
absorção do hidrogênio volta a acontecer em percentuais menores até que chegue a
um limite de solubilidade do hidrogênio dentro do alumínio, como mostra o gráfico da
Figura 6 (DEVLETIAN, J.H.; WOOD, W.E., 1984).
Figura 6: Solubilidade do alumínio no hidrogênio (DEVLETIAN; WOOD, 1987)
Desta forma, conclui-se que a principal forma para formação da porosidade é
a introdução de hidrogênio proveniente de fontes externas, tais como: vapor d’água,
óleo, graxa, etc., dentro da atmosfera do arco de modo que, assim, o hidrogênio
penetra na poça de fusão.
O gás pode entrar na poça de fusão provindo basicamente de três fontes
principais: o conteúdo de hidrogênio inicial do metal base, do metal de adição e o

39
gás de proteção. Podem-se resumir as fontes de contaminação por hidrogênio,
causadoras da porosidade, da seguinte forma:
- Através do metal de adição, sendo que o mesmo, independente de sua
qualidade original, podendo contaminar-se durante o manuseio ou na armazenagem;
- As condições superficiais do metal de base (DEVLETIAN; WOOD,
1987) demonstram que a camada superficial do alumínio, composta por óxido de
alumínio (Al2O3), retém umidade e contaminantes que contribuem na formação de
porosidade. Óxidos, hidrocarbonetos e umidade nas superfícies do metal base
proporcionam a dissociação do hidrogênio quando aquecidos pela ação do arco
elétrico;
Os possíveis contaminantes, presentes no metal base podem ser
classificados em:
a) Compostos formados pela reação entre a atmosfera e a superfície do
metal e produtos corrosivos;
b) Substâncias física ou quimicamente adsorvidas pela camada de óxido,
como água, óleo, graxas, solventes, etc.
2.6.2 Inclusão de escória
Este termo é usado para descrever partículas de óxido e outros sólidos não-
metálicos aprisionados entre passes de solda ou entre a solda e o metal de base
(Figura 7). Em vários processos de soldagem, uma escória é formada por materiais
pouco solúveis no metal fundido e que tendem a sobrenadar na superfície da poça
de fusão devido à sua menor densidade. Uma manipulação inadequada do eletrodo
durante a soldagem pode fazer com que parte da escória escoe a frente da poça de
fusão aprisionando-a sob o cordão. Adicionalmente, na soldagem com vários
passes, parte da escória depositada com um passe pode ser inadequadamente
removida e não ser refundida pelo passe seguinte ficando aprisionada sob este
passe. Diversos fatores podem dificultar a remoção da escória, incluindo, a formação
de um cordão irregular ou o uso de um chanfro muito fechado. Este tipo de
descontinuidade aparece, em geral, com uma forma alongada em radiografias.
Inclusões de escória podem agir como concentradores de tensão favorecendo a
iniciação de trincas (MODENESI, 2001).

40
Figura 7: Inclusão de escória na solda (MODENESI, 2001)
2.6.3 Mordeduras
Este termo é usado para descrever reentrâncias agudas formadas pela ação
da fonte de calor do arco entre um passe de solda e o metal de base ou um outro
passe adjacente. Quando formada na última camada do cordão, a mordedura causa
uma redução da espessura da junta e atua como um concentrador de tensões
(Figura 8). Quando formada no interior da solda, ela pode ocasionar a formação de
uma falta de fusão ou de inclusão de escória. Mordeduras são causadas por
manipulação inadequada do eletrodo, comprimento excessivo do arco e por corrente
ou velocidade de soldagem elevadas. A tendência à formação desta
descontinuidade depende também do tipo de consumível (eletrodo, fluxo ou gás de
proteção) usado (MODENESI, 2001)
Figura 8: Mordedura na solda (MODENESI, 2001)
2.6.4 Falta de penetração
O termo refere-se à falha em se fundir e encher completamente a raiz da junta
(Figura 9). A falta de penetração é causada por diversos fatores, destacando-se a
manipulação incorreta do eletrodo, um projeto inadequado da junta (ângulo de
chanfro ou abertura da raiz pequena) ou, alternativamente, a escolha de um eletrodo
muito grande para um dado chanfro (em ambos os casos, torna-se difícil, ou
impossível, direcionar o arco para a raiz da junta) e o uso de uma baixa energia de
soldagem. Falta de penetração causa uma redução da seção útil da solda além de
ser um concentrador de tensões. Deve-se ressaltar que, frequentemente, juntas são
especificadas para terem penetração parcial. Nesses casos, a falta de penetração,

41
desde que mantida nos limites especificados não é considerada como um defeito de
soldagem (MODENESI, 2001)
Figura 9: Falta de penetração na solda (MODENESI, 2001)
2.6.5 Trincas de solidificação
Trincas têm origem metalúrgica e podem ser consequência do processo de
fabricação anterior à soldagem, do próprio processo de soldagem ou ainda das
condições de serviço a que o componente soldado será submetido (MENDES DA
SILVA, 2003).
As trincas decorrentes do processo de soldagem podem ser de vários tipos e
ter diferentes causas de formação. De uma forma geral, pode-se dizer que estas
causas de formação são resultados da susceptibilidade do material de base e do
ciclo térmico a que a liga foi submetida (MENDES DA SILVA, 2003).
Estes tipos de trincas (decorrentes do processo de soldagem) podem ser
agrupados em duas grandes categorias, ou seja, trincas a frio e a quente, segundo
definição da Associação Americana de Soldagem. As trincas a frio ocorrem após a
solidificação da solda e estão geralmente associadas à presença de hidrogênio. As
trincas a quente ocorrem em temperaturas elevadas, próximas ao ponto de fusão e
durante a solidificação da solda (Wainer et al., 1992).
As trincas à quente devidas à soldagem são classificadas como trincas de
solidificação e trincas de liquação. A trinca de liquação, embora resultado de
semelhante mecanismo de formação, ocorre em regiões sólidas (zona afetada de
calor). Já as trincas de solidificação têm origem em um mecanismo de segregação
metalúrgica e ocorrem na zona fundida (ZF) (MENDES DA SILVA, 2003).
As trincas de solidificação podem apresentar-se de diversas formas,
denominadas de acordo com seu local de aparecimento e sua orientação. As
denominações mais comuns para este tipo de trinca de solidificação são: trincas de
crateras, trincas longitudinais e trincas transversais no cordão (Okumura &
Taniguchi, 1982).
As trincas de cratera são originadas pela interrupção repentina do arco
voltaico, o que ocasiona o fenômeno de rechupe tão logo a poça de fusão se

42
solidifique, já que não há mais material para preencher o vazio decorrente da
contração de solidificação da poça fundida. Isto ocorre mais nitidamente no alumínio,
devido ao fato do alumínio fundido contrair cerca de 6% do seu volume quando se
solidifica, cerca de duas vezes mais do que o ferro. As tensões térmicas, aliadas às
condições favoráveis do metal durante a formação do rechupe, provocam as trincas,
que por semelhança visual, são chamadas de cratera (MENDES DA SILVA, 2003).
As trincas longitudinais no cordão são ocasionadas por tensões transversais
através da junta e perda da resistência mecânica do metal de solda durante a
solidificação, sendo bastante comuns em soldas de alumínio. Já as trincas
transversais no cordão não são comuns em soldas de alumínio e as tensões devem
ser paralelas ao eixo da solda (MENDES DA SILVA, 2003).
2.7 DILUIÇÃO
Chama-se diluição da solda à quantidade do metal de base que se funde e
participa da formação do metal de solda. A participação do metal de base na
composição química do metal de solda ocorre sempre nos processos de soldagem
por fusão, pois esta é a única forma de assegurar que haja a continuidade no
conjunto soldado (Nadezhdin; Davison, 2004). Contudo, é possível reduzir a valores
mínimos este nível de participação (diluição) em algumas aplicações.
A diluição depende do tipo de junta, tipo de processo e parâmetros utilizados.
Pode variar desde poucos percentuais, indicado para a soldagem de revestimento,
até 100%, na soldagem autógena (sem adição de consumível), sendo o seu valor
usual na faixa de 20 a 40% para os processos de soldagem por fusão convencionais
(RYUICHI; HIROSHIGE, 2005).
O efeito da diluição nas transformações que podem ocorrer durante a
soldagem é maior quando se solda materiais dissimilares (Silva et al., 2009). A
mistura das composições entre o metal de adição e o metal de base pode favorecer
uma composição intermediária e propriedades totalmente diferentes daquelas que
se esperaria para a solda (CALLISTER, 2006).
Kou (2002) mostra a variação da temperatura solidus em função da diluição
de dois materiais de bases, AA 6061 e AA 6082. Nestas condições, o material de
adição ER 4043 possui uma faixa de diluição de 0 a 100% tanto para o material de
base AA 6082, quanto para o ER 6061. Já o ER 5356 apresenta um comportamento
negativo para valores de diluição acima de 45% quando aplicado ao material de

43
base AA 6082. Quando comparado ER 6061, o comportamento de ambos os
materiais de adição é semelhante, sem efeito negativo para altas diluições.
Além disso, pode-se observar que a temperatura solidus do AA 6061 é maior
do que a temperatura solidus das soldas realizadas com os materiais de adição ER
4043 e ER 5356, portanto ficando livre de trincas de liquação, a não ser o ER 5356
quando aplicado a altos valores de diluição. A Figura 10 mostra tal comportamento.
Figura 10: Comportamento da diluição em ligas de alumínio (KOU, 2002)

44
3 MATERIAIS E MÉTODOS
3.1 MATERIAL DE ADIÇÃO
Dos materias de adição, foram escolhidos os ER 4043 e ER 5356. O primeiro
foi determinado devido Andrade (2012) conseguir resultados satisfatórios em seu
trabalho soldando chapas testes na liga AA5052. Outro fator é a fácil soldabilidade
deste consumível devida sua boa fluidez, favorecendo a obtenção de elevados
resultados de rendimento.
Já o segundo citado, foi escolhido por ser da mesma classe do material de
base. Este possui excelente resistência à corrosão e altas características mecânicas,
além de ser aplicado na indústria automobilística, naval e na fabricação de tanques
(SOLDOR, 2014). A Tabela 2 apresenta a composição quimica dos dois materiais de
adição.
Tabela 2: Composição quimica dos materiais de adição (HARRIS-BRASTAK, 2014)
ER 4043 (%)
Al Si Fe Cu Mn Mg Cr Zn Ti Be
Balanço 4,5-
6,0
0,8 0,30 0,05 0,05 - 0,10 0,20
0,0003
ER 5356 (%)
Balanço 0,25 0,40 0,10 0,05-
0,20
4,5-
5,5
0,05-
0,20
0,10 0,06-
0,20
0,0003
3.2 GÁS DE PROTEÇÃO
Segundo a literatura, os gases mais utilizados na soldagem de alumínio são o
argônio e o hélio ou uma mistura desses dois gases. No entanto o argônio é o de
uso mais geral, por ser o mais barato, além de proporcionar boas propriedades na
soldagem. Portanto, foi escolhido o argônio como gás de proteção para a realização
do presente trabalho com a vazão de 15 l/min.

45
3.3 ELETRODO NÃO CONSUMÍVEL
Utilizou-se o eletrodo de tungstênio puro, de 2,4 mm de diâmetro, e afiação de
45°, sendo afiado para cada corpo de prova e a uma distância bico de contato-peça
(DBCP) igual a 3,2 mm. Para esse eletrodo foi utilizado um bocal cerâmico de
numero 8.
3.4 CORPO DE PROVA
O metal de base utilizado foi a liga de alumínio AA 5052, na forma de chapa,
com dimensões de 1650 x 2000 x 12,75 mm (largura x comprimento x espessura). A
composição química, propriedades mecânicas e temperatura de fusão estão
dispostas nas Tabelas 3 e 4.
Tabela 3: Percentual (%) de elementos em peso na liga AA 5052 (NOVELIS, 2006)
Al Fe Cu Mn Mg Cr Zn Outros Si
Balanço 0,40 0,10 0,10 2,20- 2,80
0,15- 0,35
0,10 0,15 0,25
Tabela 4: Propriedades mecânicas da liga AA5052 (NOVELIS, 2006; GGD, 2015)
Limite de resistência a tração (MPa) 170 – 215
Tensão de escoamento (MPa) 65
Temperatura de fusão (°C) 595 - 650
Para a preparação das juntas a soldar, primeiro foi realizado o seccionamento
utilizando processo de corte a plasma (Figura 11), com posterior acabamento e
ajuste da dimensão com auxílio de uma serra hidráulica.

46
Figura 11: Preparação para o corte das chapas com o processo a plasma
Inicialmente os corpos de prova foram cortados nas dimensões 100 x 200 x
12,75 mm, depois foram realizados dois tipos de chanfro (em V e em gola) com o
auxílio de uma fresa, ambos utilizados por FAGUNDES (2014) e PIGOZZO (2013)
em seus trabalhos, conforme ilustrados nas Figuras 12 e 13, respectivamente.
Figura 12: Esquema do chanfro em V

47
Figura 13: Esquema do chanfro em gola diferenciando abertura da raiz
3.5 MÉTODOS
A Tabela 5 mostra os fatores e níveis do planejamento experimental. Foram
propostas 12 combinações de parâmetros, cada uma com 3 repetições, totalizando
36 testes. Salientando que para os ensaios com o processo TIG-A, foram utilizados
apenas a configuração de chanfro que apresentaram melhores resultados no
processo MIG.
Tabela 5: Fatores e níveis do planejamento experimental
ER5356 ER4043
CH em V CH em V com gola CH em V CH em V com gola
α T (mm) L (mm) α T (mm) L (mm)
MIG-P
CC+
80º 2,0 1,5 80º 2,0 1,5
1,0 1,0
TIG-A 80º 2,0 1,5 80º 2,0 1,5
1,0 1,0

48
Sabendo que os corpos de prova serão submetidos a dois processos de
soldagem (TIG-A e MIG-P CC+), a Tabela 6 apresenta os parâmetros utilizados
neste trabalho obtidos através da literatura e de ensaios preliminares além do
parâmetro de comparação entre os dois processos, ou seja, a taxa de deposição
(Equação 1) para uma mesma corrente de soldagem.
Tabela 6: Parâmetros ajustados e fixos
MIG-P CC+ TIG-A
A 22,5 -
I(A) 150,0
Vs(cm/min) 47,8 10,0
Va(m/min) - 1,4
Nº de passes 1
Tipo de tecimento Linha reta
VA/Vs 14
Ângulo de ataque da
tocha
90°
Tp (s) - 0,5
Tb (s) - 0,5
DBCP (mm) 15,0 21,7
Td = Va/Vs (1)
Onde,
Td = Taxa de deposição
Va = Velocidade de alimentação
Vs = Velocidade de Soldagem
Por ser um processo com maior sensibilidade do arco elétrico, os parâmetros
foram determinados primeiramente para o processo TIG-A, logo em seguida
correlacionado através do parâmetro de comparação para o processo MIG-P CC+.

49
3.5.1 Métodos de avaliação
Como fase de avaliação preliminar da solda, foi observada a presença ou não
de defeitos tais como de mordeduras, porosidade e trincas de solidificação. Logo em
seguida foi realizada metalografia para avaliar possíveis defeitos e micrografia tanto
na zona fundida como na zona termicamente afetada, assim como medição da
diluição. O lixamento foi realizado com as granulometrias 220, 320, 400, 600, 1000,
e 1200 Mersh, seguido do polimento com alumina de 1µm e do ataque com o
reagente Poulton (HCL conc, HNO3 conc, HF 48% E H2O) (HANDBOOK, 2003). Foi
avaliado o centro dos corpos de prova, transversal ao cordão de solda, teoricamente
por se tratar da ultima zona a se solidificar da solda.
O cálculo do percentual da diluição (Equação 2) (Figura 14) foi utilizado para
verificar se as soldas estariam dentro da faixa de formação de trinca de solidificação.
D = (A + A’) / (A + A’) + B X 100 (2)
Onde,
D = Diluição
A = Área A
A = Área A’
B = Área B
Figura 14. Demonstração das áreas para o cálculo de diluição
O ensaio de microdureza foi empregado para avaliar possíveis variações na
região da solda. Foi utilizado o modelo MV2000A (Pantec), com uma carga de 50 gf
(0,49 N). A Figura 15 mostra a secção retirada de cada corpo de prova para
visualização microestrutural, além da região onde foi realizado os ensaios de
microdureza.

50
Figura 15: Secção retirada de cada corpo de prova para metalografia e microdureza
O ensaio radiográfico, realizado no LABSOLDA, permitiu a detecção de
possíveis porosidades nas soldas.
3.6 EQUIPAMENTOS
A fonte de soldagem da IMC DIGIplus A7 foi escolhida para realização do
estudo (Figura 16). Esta possui um avançado processador ARM de 32 bits, o que
permite operar com várias modalidades de soldagem e elevado desempenho no
controle do arco e da transferência metálica (IMC, 2014). A Tabela 7 delineia as
principais características técnicas deste equipamento.
Figura 16: Fonte de soldagem (IMC, 2014)
Tabela 7: Características técnicas da fonte de soldagem

51
Tensão de Alimentação (V) 220, 380, 440, Trifásica
Tensão em vazio (V) 50/68/85
Corrente (A) Continua ou pulsada
Corrente nominal (A) 280 (100 % de ciclo de trab.)
Potência máx. consumida (kW) 10
Fator de Potência 0,94
Para a aquisição dos valores médios, eficazes e instantâneos da tensão e
corrente, além dos valores médios da velocidade de adição de material, foi
adicionada à bancada de soldagem o Sistema de Aquisição Portátil (SAP), conforme
ilustra a Figura 17.
Figura 17: Sistema de Aquisição Portátil IMC (2014)
Com a finalidade de conseguir o maior grau de repetitividade nos ensaios, foi
adotado um mecanismo de deslocamento uniforme da tocha (TARTILOPE V2F),
desconsiderando assim qualquer interferência da velocidade de soldagem no
decorrer dos experimentos, conforme ilustra a Figura 18.

52
Figura 18: Mecanismo de deslocamento uniforme da tocha (LABSOLDA, 2014)
Além de submeter a tocha de soldagem a uma velocidade de soldagem
constante, este mecanismo possibilita a realização de três diferentes modos de
deslocamento da tocha, ou seja, o tecimento no ato da soldagem, retangular,
trapezoidal, linha reta e triangular, este penúltimo escolhido para o presente estudo.
Por fim, a bancada experimental utilizada para a realização deste estudo ficou
configurada conforme a Figura 19 ilustra.
Figura 19: Bancada experimental (A-Tartílope; B-Cilindro de gás; C-Alimentador; D-
Refrigerador; E-Fonte de soldagem; F-SAP)
A
B
C D
E
F

53
4 RESULTADOS E DISCUSSÃO
4.1 RESULTADOS PRELIMINARES
Iniciaram-se os testes com o processo TIG-A e foram estabelecidas 3
correntes para usar como referência, estas 110, 120 e 130 A. Porém as duas
primeiras correntes, a fusão do arame e do material de base não ocorreu como o
esperado. Partiu-se então para corrente de 130 A, mas ainda continuou a ocorrer
falta de fusão. Desta forma foram ajustados velocidade de alimentação de arame,
velocidade de soldagem e tempo de abertura de arco. Porém não foram obtidas
soldas satisfatórias, como mostra a Figura 20.
Figura 20: Solda realizada com corrente de 130 A.
Com isso, optou-se por modificar novamente a corrente, buscando eliminar tal
problema. Desta forma a corrente foi elevada para 140 A, solucionando o problema
de falta de fusão. No entanto foi verificado no decorrer da solda mordeduras e
alguns furos devido a uma velocidade de soldagem inadequada conforme mostra a
Figura 21.

54
Figura 21: Solda realizada com corrente de 140 A.
Portanto, foi realizado um novo teste com a mesma corrente, mesmo tempo
de abertura de arco e mesma velocidade de alimentação de arame, porém
aumentando gradativamente a velocidade de soldagem a cada novo teste. Com
estes parâmetros foi possível eliminar o problema dos furos com o decorrer da solda.
No entanto a soldagem continuou com mordeduras, surgindo um novo defeito,
rugosidade, como mostra a Figura 22.
Figura 22: Solda realizada com corrente de 140 A.
Para sanar tais problemas, aumentou-se a intensidade de corrente de 140
para 150 A, bem como a velocidade de arame que passou de 1,3 para 1,4 m/min.
Com essas modificações foi possível obter uma solda de qualidade sem defeitos
visuais. A Figura 23 evidencia o cordão de solda.

55
Figura 23. Cordão de solda com corrente de 150 A
Os parâmetros de soldagem para o processo MIG-P CC+ foram configurados
a partir dos ensaios realizados com o processo TIG-A. Foi estabelecida então a
mesma corrente de 150 A. Já a velocidade de soldagem foi fixada a partir da taxa de
deposição de material mencionada no capítulo 3.5. Assim como no processo TIG-A,
os ensaios realizados no processo MIG-P CC+ com esses parâmetros foram
satisfatórios para dar continuidade no estudo.
4.2 ANÁLISES DOS CORPOS DE PROVA COM CHANFRO EM V SOLDADOS
PELO PROCESSO MIG-P CC+ UTILIZANDO OS ARAMES ER 5356 E ER 4043
A Tabela 8 exibe a diferença de corrente e tensão eficazes e velocidade de
alimentação média entre os arames. Isto pode estar associado com a porcentagem
de magnésio ser maior no arame ER 5356, exigindo uma maior intensidade de
corrente para a fusão do material, conforme citado no capítulo 2.1.
Tabela 8: Valores médios e eficazes obtidos pelo SAP com o processo MIG-P CC+,
chanfro em V, utilizando os arames ER 4043 e ER 5356
Repetição Ue (V) Ie (A) Vam (m/min) Em (J)
MV4
1º 23,6 172,0 6,8 122170,0
2º 22,3 176,0 6,8 186490,0
3º 22,9 177,0 6,7 139911,0
MV5
1º 23,9 184,0 8,8 209023,0
2º 24,5 185,0 8,8 134246,0
3º 23,1 184,0 8,9 127491,0

56
As imagens da Figura 24 mostram que as soldas realizadas com o processo
MIG-P CC+ utilizando o chanfro em V com os arames ER 4043 (MV4) e ER 5356
(MV5) visualmente foram de qualidade. Porém quando comparado o cordão de solda
realizado com o arame ER 5356 e ER 4043, notou-se que o primeiro apresentou
uma molhabilidade maior. Acredita-se que essa diferença é resultado da
intensidade de corrente na soldagem ter sido maior nos corpos de prova soldados
com o arame ER 5356, resultado da presença de magnésio na composição química
do mesmo.
MV4 MV5
Figura 24: Corpos de prova soldados com o processo MIG-P CC+, chanfro em V, utilizando os arames ER 4043 e ER 5356
Nota-se na Figura 25 um comportamento na forma de onda semelhante entre
os dois arames, salvo o tempo em que os valores de tensão se mateve maior para o
arame ER 5356 do que o ER 4043. Acredita-se que tal fenômeno também pode está
associado a concentração de magnésio no arame, devido o mesmo dificultar a
fusão, conforme mencionado no capítulo 2.1.
MV4 MV5
Figura 25: Oscilogramas das soldas com o processo MIG-P CC+, chanfro em V, utilizando os arames ER 4043 e ER 5356

57
As Figuras 26 e 27 apresentam as microestruturas dos corpos de prova
soldados com ambos os arames. Percebe-se a formação de grãos grosseiros
quando utilizado o arame ER 4043 na ZF (Figura 26). Já o arame ER 5356
apresentou um refino de grão na zona fundida. Isto está associado a presença de
cromo na composição quimica do arame ER 5356, elemento refinador, conforme
citado no Capítulo 2.1.
Figura 26: Micrografias das soldas com o processo MIG-P CC+, chanfro em V com o ER 4043

58
Figura 27: Micrografias das soldas com o processo MIG-P CC+, chanfro em V com o ER 5356
Foi constatada a presença de porosidade do tipo esférica nos corpos de
prova soldados com os dois arames. No entanto, tal descontinuidade não influenciou
de forma negativa a qualidade da solda, visto que o nivel de porosidade observado
nas chapas soldadas com os dois arames foi baixo, principalmente naqueles
soldados com ER 5356, conforme as Figuras 28 e 29.

59
Figura 28: Raio-x das soldas com o processo MIG-P CC+, chanfro em V com o ER 4043
Figura 29: Raio-x das soldas com o processo MIG-P CC+, chanfro em V com o ER 5356
Em relação microdureza, foram constatados maiores valores na ZF para os
corpos de prova soldados com o arame ER 5356, como mostram as Figuras 30 e 31.
Isto esta relacionado a presença de magnésio na composição química do arame ER
5356, agente endurecedor.
Figura 30: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+,
chanfro em V e arame ER 4043

60
Figura 31: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+,
chanfro em V e arame ER 5356
4.3 ANÁLISE DOS CORPOS DE PROVA COM CHANFRO EM GOLA (L=1,0 mm)
SOLDADOS PELO PROCESSO MIG-P CC+ UTILIZANDO OS ARAMES ER 5356 E
ER 4043
A Tabela 9 exibe os valores de corrente e tensão eficazes e velocidade de
alimentação média entre os arames. Diferente do que ocorreu no chanfro em V, para
este chanfro a variação de corrente e tensão foi menor. Entretanto para alimentação
de arame o comportamento foi semelhante ao do chanfro em V, com valores
maiores para o arame ER 5356. A Figura 32 mostra que a solda MG24 (MIG-P CC+
com chanfro em gola de 2,00 mm utilizando o arame ER 4043) se mostrou
visualmente satisfatória, apresentando uma leve mordedura em um dos lados. O
mesmo não ocorreu na solda MG25 (MIG-P CC+ com chanfro em gola de 2,00 mm
utilizando o arame ER 5356), apresentando falta de fusão, mordeduras em ambos os
lados e falta de continuidade na solda.

61
Tabela 9: Valores médios e eficazes obtidos pelo SAP com o processo MIG-P CC+,
chanfro em gola (L=1,0 mm), utilizando os arames ER 4043 e ER 5356
Repetição Ue (V) Ie (A) Vam (m/min) Em (J)
MG24
1º 23,5 173,0 6,9 750774,0
2º 23,4 174,0 6,7 743614,0
3º 23,5 172,0 6,8 751201,0
MG25
1º 24,6 175,0 8,8 762506,0
2º 24,3 176,0 8,8 761822,0
3º 26,0 171,0 9,0 779026,0
MG24 MG25
Figura 32: Corpos de prova soldados com o processo MIG-P CC+, chanfro em gola (L=1,0 mm), utilizando os arames ER 4043 e ER 5356
Em relação a forma de onda foi detectado o mesmo comportamento do
chanfro em V, tanto para o ER 4043 como ER 5356 (Figura 33), mostrando que o
tipo de chanfro não influenciou no comportamento da onda, corrente e tensão,
reforçando que o único agente responsavel por tal fenomeno foi o magnésio,
presente no arame ER 5356.

62
MG24 MG25
Figura 33: Oscilogramas das soldas com o processo MIG-P CC+, chanfro em gola (L=1,0 mm), utilizando os arames ER 4043 e ER 5356
As Figuras 34 e 35 apresentam as microestruturas dos corpos de prova
soldados com ambos os arames. Foi observado comportamento semelhante ao visto
nas soldas com chanfro em V, com a presença de grãos grosseiros quando utilizado
o ER 4043 e a presença de grãos refinados quando aplicado o ER 5356. No entanto,
para esta configuração de chanfro foi detectado uma maior porcentagem de poros.
Isto pode estar associado à área do chanfro a ser preenchida ser maior do que o
chanfro V. Isto fica claro quando se observa as Figuras 36 e 37.

63
Figura 34: Micrografias das soldas com o processo MIG-P CC+, chanfro em gola (L=1,0 mm) com o ER 4043

64
Figura 35: Micrografias das soldas com o processo MIG-P CC+, chanfro em gola (L=1,0 mm) com o ER 5356

65
Figura 36: Raio-x das soldas com o processo MIG-P CC+, chanfro em gola (L=1,0 mm) com o ER 4043
Figura 37: Raio-x das soldas com o processo MIG-P CC+, chanfro em gola (L=1,0 mm) com o ER 5356
Em relação microdureza, foram constatados maiores valores na ZF para os
corpos de prova soldados com o arame ER 5356, da mesma forma como aconteceu
no chanfro em V. Porém, a diferença de valores entre o material de base e o material
fundido foi mais evidente para esta configuração de chanfro, como mostram as
Figuras 38 e 39. Acredita-se que este fenômeno pode está associado a taxa de
resfriamento ter sido maior nesta situação devido a area do chanfro ser maior do que
a do chanfro em V.

66
Figura 38: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+, chanfro em gola com 1,0 mm e arame ER 4043
Figura 39: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+, chanfro em gola com 1,0 mm e arame ER 5356
4.4 ANÁLISE DOS CORPOS DE PROVA COM CHANFRO EM GOLA (L=1,5 mm)
SOLDADOS PELO PROCESSO MIG-P CC+ UTILIZANDO OS ARAMES ER 5356 E
ER 4043
A Tabela 10 exibe os valores de corrente e tensão eficazes e velocidade de
alimentação média entre os arames. Para esta configuração de chanfro, a variação
de corrente e tensão foi menor quando comparado os dois materiais de adição.

67
Entretanto, para alimentação de arame, o comportamento foi semelhante ao do
chanfro em V, com valores maiores para o arame ER 5356.
Tabela 10: Valores médios e eficazes obtidos pelo SAP com o processo MIG-P CC+,
chanfro em gola (L=1,5 mm), utilizando os arames ER 4043 e ER 5356
Repetição Ue (V) Ie (A) Vam (m/min) Em (J)
MG34
1º 23,5 168,0 6,8 722909,0
2º 23,8 167,0 6,8 695079,0
3º 23,6 174,0 6,6 754188,0
MG 35
1º 23,6 180,0 8,9 765678,0
2º 24,2 175,0 8,9 757070,0
3º 24,7 173,0 8,9 743502,0
As imagens da Figura 40 mostram que a solda realizada com o arame ER
4043 ficou visualmente satisfatória, apresentando uma leve mordedura em um dos
lados, assim como o chanfro anterior. No entanto, com o arame ER 5356 ao
contrario do que foi observado no chanfro anterior, não apresentou falta de fusão,
mostrando-se uma solda mais contínua e uniforme, salvo a presença de mordeduras
em ambos os lados.
MG34 MG35
Figura 40: Corpos de prova soldados com o processo MIG-P CC+, chanfro em gola (L=1,5 mm), utilizando os arames ER 4043 e ER 5356
Em relação a forma de onda, foi detectado o mesmo comportamento dos
chanfros anteriores para ambos os materiais de adição, mostrando o exito da
repetibilidade dos parâmetros (Figura 41).

68
MG34 MG35
Figura 41: Oscilogramas das soldas com o processo MIG-P CC+, chanfro em gola (L=1,5 mm), utilizando os arames ER 4043 e ER 5356
As Figuras 42 e 43 apresentam as microestruturas dos corpos de prova
soldados com ambos os arames. Percebe-se um comportamento semelhante ao
ocorrido aos chanfros anteriores. Em relação à presença de poros, visualmente a
porcentagem foi próxima à observada no chanfro em gola (L=1,0 mm) conforme as
Figuras 44 e 45, porém, o refino de grão não ficou evidente.

69
Figura 42: Micrografias das soldas com o processo MIG-P CC+, chanfro em gola (L=1,5 mm) com o ER 4043

70
Figura 43: Micrografias das soldas com o processo MIG-P CC+, chanfro em gola
(L=1,5 mm) com o ER 5356

71
Figura 44: Raio-x das soldas com o processo MIG-P CC+, chanfro em gola (L=1,5 mm) com o ER 4043
Figura 45: Raio-x das soldas com o processo MIG-P CC+, chanfro em gola (L=1,5 mm) com o ER 5356
Da mesma forma como aconteceu nas soldas com o chanfro em gola (L=1,0
mm), foram constatados maiores valores de micro dureza na ZF para os corpos de
prova soldados com o arame 5356. As Figuras 46 e 47 mostram tal evidência.

72
Figura 46: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+,
chanfro em gola com L = 3,00 mm e arame ER 4043
Figura 47: Microdurezas dos corpos de prova soldados com o processo MIG-P CC+, chanfro em gola com L = 2,00 mm e arame ER 5356
4.5 ANÁLISES DOS CORPOS DE PROVA COM CHANFRO EM V SOLDADOS
PELO PROCESSO TIG-A UTILIZANDO OS ARAMES ER 5356 E ER 4043
A Tabela 11 exibe a diferença de corrente e tensão eficazes e velocidade de
alimentação média entre os arames. Foi observado um leve aumento da tensão e
energia imposta das soldas realizadas com o arame 5356. Isto pode estar associado

73
com a porcentagem de magnésio ser maior no arame ER 5356, exigindo uma maior
intensidade de corrente para a fusão do material, conforme citado no capítulo 2.1. O
mesmo ocorreu nas soldagens realizadas com o processo MIG.
Tabela 11: Valores médios e eficazes obtidos pelo SAP com o processo TIG-A,
chanfro em V, utilizando os arames ER 4043 e ER 5356
Repetição Ue (V) Ie (A) Vam (m/min) Em (J)
TV4
1º 12,5 151 1,4 373561
2º 12,6 150 1,4 375854
3º 13,3 149 1,4 396529
TV5
1º 15,2 150 1,4 406044
2º 15,4 151 1,4 412032
3º 15,3 150 1,4 408059
As imagens da Figura 48 mostram que as soldas realizadas com o processo
TIG-A utilizando o chanfro em V com os arames 4043 (TV4) e 5356 (TV5)
visualmente foram de qualidade e similar.
TV4 TV5
Figura 48: Corpos de prova soldados com o processo TIG-A, chanfro em V,
utilizando os arames ER 4043 e ER 5356
Nota-se na Figura 49 um comportamento na forma de onda semelhante entre
os dois arames, salvo a presença de mais curtos circuitos para o arame ER 5356.
Acredita-se que tal fenômeno também pode está associado a concentração de
magnésio no arame, devido o mesmo dificultar a fusão, conforme mencionado no
capítulo 2.1.

74
TV4 TV5
Figura 49: Oscilogramas das soldas com o processo TIG-A, chanfro em V, utilizando
os arames ER 4043 e ER 5356
As Figuras 50 e 51 apresentam as microestruturas dos corpos de prova
soldados com ambos os arames. Pode-se observar nas microestruturas com o
arame ER 4043 uma zona não tão bem definida, conforme visto nos ensaios
anteriores com o processo MIG-P CC+. Já a microestrutura com o ER 5356,
destaca-se uma zona fundida bem definida com a presença de gãos colunares.
Pode-se observar ainda um leve renino de grão na região central da solda
(Equiaxial).

75
Figura 50: Micrografias das soldas com o processo TIG-A, chanfro em V com o ER
4043

76
Figura 51: Micrografias das soldas com o processo TIG-A, chanfro em V com o ER 5356
Não foi constatada a presença de porosidade do tipo esférica nos corpos de
prova soldados com os dois arames, porém, apartir do ensaios de raio-x foi
detectado a presença de uma pequena falta de fusão nas soldas realizadas com
ambos os arames na região da raiz, conforme as Figuras 52 e 53. No entando,
Modenesi (2001) afirma que frequentemente, juntas são especificadas para terem
penetração parcial. Nesses casos, a falta de penetração, desde que mantida nos
limites especificados não é considerada como um defeito de soldagem.

77
Figura 52: Raio-x das soldas com o processo TIG-A, chanfro em V com o ER 4043
Figura 53: Raio-x das soldas com o processo TIG-A, chanfro em V com o ER 5356
Em relação microdureza, foram constatados maiores valores na ZF para os
corpos de prova soldados com o arame ER 5356, como mostram as Figuras 54 e 55.
Confirmando o ocorrido nas soldagens com o processo MIG.
Figura 54: Microdurezas dos corpos de prova soldados com o processo TIG-A, chanfro em V com ER 4043

78
Figura 55: Microdurezas dos corpos de prova soldados com o processo TIG-A, chanfro em V com ER 5356
4.6 DILUIÇÃO PRESENTE NAS SOLDAS COM OS PROCESSOS MIG-P CC+ E
TIG-A
A Tabela 12 apresenta os valores de diluição nas soldas com ambos os
arames, chanfros e processos de soldagem. De a cordo com a Figura 10
mencionada no capítulo 2.7 e partindo da temperatura liquidus da liga AA 5052
utilizada com material de base neste trabalho, pode-se aferir que ambos os valores
de diluição estão em uma região livre de formação de trincas de liquação.
Tabela 12: Valores de diluição
ER 5356 ER 4043
CH em V CH em V com gola CH em V CH em V com gola
L=1,0mm L=1,5mm L=1,0mm L=1,5mm
MIG-P CC+ 38 % 16% 23% 38% 29% 35%
TIG-A 20% - 13% -

79
5 CONCLUSÕES
A partir dos resultados obtidos, o processo de soldagem que se mostrou mais
eficaz quando aplicado ao passe de raiz na liga de alumínio AA 5052 foi o TIG-A. A
configuração de chanfro em V por sua vez, foi a que melhor se aplicou para as
condições de soldagem estabelecidas no presente estudo. Entre os arames
estudados, o ER 5356 foi o que apresentou melhor desempenho nas soldas.. Foram
ainda constatadas as seguintes conclusões:
Foram obtidos parametros que possibilitou a soldagem com os processos
MIG-P CC+ e TIG-A aplicados ao passe de raiz;
A presença do cromo na composição química do arame ER 5356 influenciou
o refino de grão, enquanto que o magnésio foi responsável pelos maiores
valores de dureza;
Em relação à configuração do chanfro, o que se mostrou mais adequado foi o
chanfro em V, para ambos os processos de soldagem e arames;
O processo TIG-A mostrou-se mais eficaz quando aplicado a soldagem de
passe de raiz, visto que a microestrutura presente nas soldas com tal
processo se mostrou melhor definida;
A partir do ensaio de Raio-X, foi constatada a formação de porosidade do tipo
esférica nas soldas com o processo MIG-P CC+ em todas as configurações
de chanfro estudadas, ressaltando que nas soldas com o chanfro em V, o
nível de porisidade se mostrou aceitável quando utilizado o arame ER 5356.
Já para o processo TIG-A, não foi constatada a presença de tal
descontinuidade em todas as soldas realizadas;
O arame de adição ER 5356 obteve os maiores valores de dureza tanto para
as configurações de chanfro, como para os processos utilizados no estudo.
Tal efeito esta associado a presença de magnésio na composição quimica
deste arame de adição;
Não foi constatada a formação de trincas de solidificação em todas as soldas
realizadas neste estudo.

80
6 SUGESTÕES PARA TRABALHOS FUTUROS
Sugerem-se os seguintes temas para posterior investigação:
Estudar os processos TIG-A e MIG-P CC+ aplicados ao passe de enchimento
na liga AA 5052;
Avaliar outra composição do gás de proteção no estudo dos processos TIG-A
e MIG-P CC+ aplicados ao passe de raiz na liga AA 5052;
Avaliar a influência dos processos TIG-A e MIG-P CC+ na corrosão aplicado
ao passe de raiz na liga AA 5052.

81
REFERÊNCIAS
ABAL - Associação Brasileira do Alumínio. Alumínio: versatilidade e vantagens para
o setor de transporte. <http://www.abal.org.br/noticias/lista_noticia.asp?id=124>.
Acesso em: 15 Set. 2012.
ABAL - Associação Brasileira do Alumínio. O Alumínio, Brasil, 20--. Disponível em
http://www.abal.org.br/aluminio/introducao.asp, com acesso em 20 de maio de 2014.
ALCAN, 1993, Manual de Soldagem, Alcan Alumínio do Brasil S/A, 1a Edição.
ALTSHULLER, B., 1998, “A Guide to GMA Welding of Aluminum”, Welding Journal,
Volume 77, n° 6, June, pp. 49-55.
Aluminium and Aluminium Alloys, ASM International, p. 493-494, USA (1993).
ANDRADE, A. F. C., “Influencia da corrente de pulso, tempo de pulso e diâmetro de
gota sobre a estabilidade da transferência metálica no processo MIG-P”, Natal,
Dissertação de Mestrado, UFRN, 2012.
ASTM - American Society for Testing and Materials. Standard Specification for
Aluminum and Aluminum-Alloy Sheet and Plate. ASTM B209M – 04. 2004.
BAIXO, C.E.I., “Estudo da soldagem mig/mag pela técnica hiperbárica a seco”,
Florianópolis, Tese de Doutorado, UFSC, 1999.
BILONI, H., PÉREZ, T.E., SAGGESE, M.E. & SOLARI, M.J.A., 1981, “Manual de
Soldagem de Aluminio”, Proyecto Especial de Aluminio OEA – CNEA, Gerencia de
Investigacion y Desarrollo, Aluar Aluminio Argentino, Buenos Aires, Argentina.
BRACARENSE A. Q. Processo de soldagem TIG-GTAW. Universidade Federal de
Minas Gerais- Escola de Engenharia. Pós-Graduação Engenharia Mecânica. Belo
Horizonte, 2000.
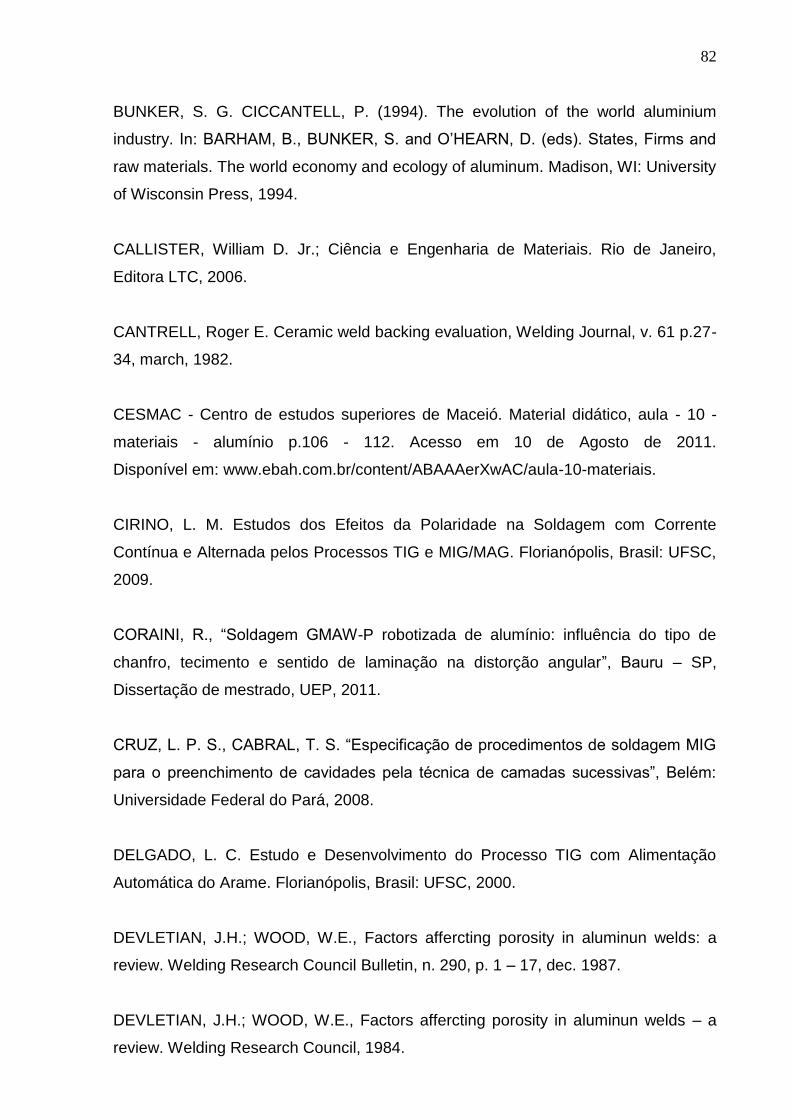
82
BUNKER, S. G. CICCANTELL, P. (1994). The evolution of the world aluminium
industry. In: BARHAM, B., BUNKER, S. and O’HEARN, D. (eds). States, Firms and
raw materials. The world economy and ecology of aluminum. Madison, WI: University
of Wisconsin Press, 1994.
CALLISTER, William D. Jr.; Ciência e Engenharia de Materiais. Rio de Janeiro,
Editora LTC, 2006.
CANTRELL, Roger E. Ceramic weld backing evaluation, Welding Journal, v. 61 p.27-
34, march, 1982.
CESMAC - Centro de estudos superiores de Maceió. Material didático, aula - 10 -
materiais - alumínio p.106 - 112. Acesso em 10 de Agosto de 2011.
Disponível em: www.ebah.com.br/content/ABAAAerXwAC/aula-10-materiais.
CIRINO, L. M. Estudos dos Efeitos da Polaridade na Soldagem com Corrente
Contínua e Alternada pelos Processos TIG e MIG/MAG. Florianópolis, Brasil: UFSC,
2009.
CORAINI, R., “Soldagem GMAW-P robotizada de alumínio: influência do tipo de
chanfro, tecimento e sentido de laminação na distorção angular”, Bauru – SP,
Dissertação de mestrado, UEP, 2011.
CRUZ, L. P. S., CABRAL, T. S. “Especificação de procedimentos de soldagem MIG
para o preenchimento de cavidades pela técnica de camadas sucessivas”, Belém:
Universidade Federal do Pará, 2008.
DELGADO, L. C. Estudo e Desenvolvimento do Processo TIG com Alimentação
Automática do Arame. Florianópolis, Brasil: UFSC, 2000.
DEVLETIAN, J.H.; WOOD, W.E., Factors affercting porosity in aluminun welds: a
review. Welding Research Council Bulletin, n. 290, p. 1 – 17, dec. 1987.
DEVLETIAN, J.H.; WOOD, W.E., Factors affercting porosity in aluminun welds – a
review. Welding Research Council, 1984.

83
DIRENE FILHO, H. - “Desenvolvimento do Processo e Formulação de Programa
Sinérgico para a Soldagem MIG/MAG com Transferência por Curto-Circuito
Controlado (CCC)”, Florianópolis, Dissertação de mestrado, UFSC, 2012.
FAGUNDES, Ramon Fernandes. Avaliação das técnicas de soldagem MIG-P CA e
MIG-P CC+ aplicadas ao passe de enchimento em liga de alumínio AA5083. 2014.
88 f. Dissertação (Mestrado em Ciência e Engenharia de Materiais), Universidade
Federal do Rio Grande do Norte.
FIGUEIREDO, K. M. Mapeamento dos Modos de Transferência Metálica na
Soldagem MIG de Alumínio. Dissertação (Mestrado em Engenharia Mecânica), UFU,
Uberlândia, 2000.
GARCIA, A. Solidificação: Fundamentos e Aplicações. Campinas, SP: Ed. Unicamp,
2001.
GGD METAIS. Alumínio naval - 5052. Disponível em: <
http://www.ggdmetals.com.br/aluminio/aluminio-naval-5052-2/>. Acesso em: 31 de
julho de 2014.
GOHR, Jr, R., “Novos métodos de controle da soldagem MIG/MAG”, Florianópolis,
Tese de Doutorado, UFSC, 2002.
GOMES, M.R.; BRESCIANI, E.F. Propriedades e usos de metais não ferrosos.
ABM, 2ª edição, 1976.
GONÇALVES E SILVA, R.H., soldagem mig/mag em transferência metálica por
curtocircuito controlado aplicada ao passe de raiz, Florianópolis, Dissertação de
Mestrado, UFSC, 2005.
HANDBOOK: “Properties and Selection: alloys and special-purpose materials”, vol.2,
The Materials Information Company, pág.401-411. 2003.

84
HARRIS-BRASTAK. Folder aluminio. < http://www.harris-
brastak.com.br/downloads/folder_aluminio_portugues.pdf>. Acesso em: 13 Nov.
2014.
IMC SOLDAGEM. Fontes de soldagem: DigiPLUS. Disponivel em: < http://www.imc-
soldagem.com.br/digiplus.html>. Acesso em: 03 Set. 2014.
IMC SOLDAGEM. SAP-4 - Sistema de Aquisição Portátil. Disponivel em:
<http://www.imc-soldagem.com.br/sap_4.html>. Acesso em: 03 Set. 2014.
JUNIOR, B. C. A. Uso de oscilação magnética na transferência metálica
preenchimento de passe de raiz com arame tubular. 2010 81f. Dissertação
(Mestrado em Engenharia Mecânica) - Universidade Federal de Minas Gerais, Belo
Horizonte.
KOU, S.; Welding Metallurgy. Hoboken, NJ, Estados Unidos, Editora WILEY, 2002.
LABSOLDA TARTÍLOPE V2<
http://www.labsolda.ufsc.br/projetos/projetos_viabilizados/tartilope_v2.php>. Acesso
em: 10 Ago. 2014.
MACHADO, G. IVAN; Soldagem & Técnicas Conexas: Processos, UFRGS, 1996.
MARQUES, C. Prospecções da Natureza Física da Soldagem MIG do Alumínio
Visando Automatização e Qualidade. 2012. 98 f. Dissertação (Mestrado em
Engenharia Mecânica), Universidade Federal de Santa Catarina – UFSC.
MARQUES, P.V., 1991, “Tecnologia da soldagem”, Editora “O Lutador”, Belo
Horizonte, Minas Gerais, Brasil.
MARTINS, M. M. M., “Estudo do comportamento das ligas de alumínio 6061 e 6082”,
Aveiro, Portugal. Dissertação de Mestrado, Universidade de Aveiro, 2008.

85
MENDES DA SILVA, C. L. Avaliação de técnica de pulsação térmica na soldagem de
alumínio. 2003. 127f. Tese (Doutorado em engenharia mecânica) – Universidade
Federal de Uberlândia, Minas Gerais, 2003.
MIRANDA, E. C., SILVA, C. C., MOTTA, M. F., MIRANDA, H. C., FARIAS, J. P.:
Analise das características econômicas e dos custos envolvidos na soldagem TIG
com a alimentação de arame frio utilizando a liga inconel 625 como metal de adição,
In: VI congresso brasileiro de engenharia de fabricação, 2011, cd-rom.
MIRANDA, H.C., 1999, “Influência da Indutância na Soldagem MIG/MAG”,
Uberlândia: Universidade Federal de Uberlândia, Faculdade de Engenharia
Mecânica, 1999. (Tese, Mestrado).
MODENESI, P. J.; Soldagem I: Descontinuidades e Inspeção em Juntas Soldas.
Belo Horizonte: Departamento de Engenharia Metalúrgica e de Materiais – UFMG,
2001.
NADEZHDIN, A.D. & Davison, T., Effects of Weld Dilution on Digester Weld Overlay,
11th International Symposium on Corrosion in the Pulp and Paper Industry, 2004.
NOVELIS. Folheto de chapas de alumínio. 2006. Disponível em: <
http://www.novelis.com.br/NR/rdonlyres/6B0C0EC3-ACA8-4FC7-BC9E
8A87A992DA08/7794/Folhas_de_aluminio.pdf>. Acesso em: set. 2008.
OKUMURA, T. & Taniguchi, C., 1982, “Engenharia de Soldagem e Aplicações”, LTC,
Rio de Janeiro. Pp 55.
OLIVEIRA, M. A. Estudo da soldagem plasma com alimentação automática de
arame para aplicação em revestimentos metálicos. 2001 81f. Dissertação (Mestrado
em Engenharia Mecânica) - Universidade Federal de Santa Catarina, Santa
Catarina.
PIGOZZO, I. O. - “Soldagem TIG Orbital de Paredes Espessas: Aprimoramento de
Equipamento e Procedimentos Focando Produtividade”, Florianópolis, Dissertação
de mestrado, UFSC, 2013.

86
QUINTINO, Bruno Miguel Duarte. Aplicação do processo de fricção linear (FSP) na
melhoria da resistência à fadiga de juntas de topo soldadas por MIG na liga AA5083-
H111. 2012. 77f. dissertação (Mestrado em engenharia mecânica) – Universidade de
Coimbra, Portugal, 2012.
QUITES, A M.; Introdução à soldagem a Arco Voltaico, Soldasoft, Florianópolis,
2002.
RENCK, T. S., “Estudo das propriedades mecânicas em juntas soldadas em alta
velocidade pelo processo de fricção e mistura mecânico”, Porto Alegre - RS,
Dissertação de mestrado, UFRGS, 2005.
RIBEIRO, J. C. B. Análise de técnicas para a soldagem TIG automatizada.
Florianópolis, Brasil: UFSC, 2012.
RICHARDSON, M. Semiautomatic Cold Wire Feeder Systems Increase GTA
Productivity. Welding Journal, 74, Janeiro 1995. 51-54.
ROOY, E.L.; Introduction to Aluminum and Aluminum Alloys & Aluminum Foundry
Products. In: AMERICAN SOCIETY FOR METALS, Metals Handbook, 19th ed. Ohio,
1988 v. 9.
RYUICHI. H, Hiroshige. I., Effects of Base Material Dilution on the Corrosion
Resistance of the Weld Joint of Super GAMMA System Stainless Steel, Current
Advances in Materials and Processes 18(2):604, 2005.
SENAI-MG. Soldagem TIG. Minas Gerais:, 2004. 29p., somente il.
SERVO, L. M. S. (1997). A indústria Brasileira do Alumínio. In: Garcia, F., Farina,
E.M.M.Q. & Alves, m.C. (orgs.). Padrão de Concorrência e Competitividade da
Indústria de Materiais de Construção. São Paulo, Editora Singular
SOLDATIG. Esquema do processo TIG. <
http://soldatig.org/processo_TIG_o_que_e.htm>. Acesso em: 16 Dez. 2014.

87
SOLDOR. AWS ER 5356. < http://www.soldor.com.br/soldor/wp-
content/uploads/2012/12/aws-er-5356.pdf>. Acesso em: 13 Nov. 2014.
VIANA, Carlos Sergio da Costa. SELEÇÃO DOS MATERIAIS Alumínio e Suas Ligas.
Disponível em: <http://www.ebah.com.br/content/ABAAAAUZkAF/aluminio-suas-
ligas>. Acesso em: 07 de Maio de 2011.
VIEIRA JR. A. B,1999, “Influência das Condições Superficiais do Alumínio na
Estabilidade do Arco em Soldagem TIG”, Dissertação de Mestrado, UFU, Agosto.
WAINER, E., BRANDI, S. D. E MELLO, F. D. H. , 1992, “Soldagem: processos e
metalurgia”, São Paulo: Editora Edgard Blücher Ltda, 494 p.
WECK, L. W. A., SILVA, R. H. G. Processo MIG-MAG CCC aplicado ao passe de
raíz e metodologia para formulação de programas sinérgicos. Congresso Brasileiro
de P&D em Petróleo e Gás, 3o, 2005, Salvador - BA, 2005.
YOUNG, K. and PICKIN C., 1999, “Second Pulse an Added Plus”, Welding & Metal
Fabrication, pp. 14-15, March.
Top Related