







Línguas
Páginas
Legal

UTILIZAÇÃO DO FLUXOGRAMA E DA
FERRAMENTA DMAIC EM UMA
FÁBRICA DE POLPAS DE FRUTAS
LOCALIZADA NO VALE DO SÃO
FRANCISCO
Erika Luanny Benevides de Abreu (Univasf)
Emanuelly Lidiany Gomes da Trindade (Univasf)
O presente artigo verificou a aplicação da ferramenta de qualidade
DMAIC, numa empresa que fabrica polpas de frutas no Vale do São
Francisco de modo que possa auxiliar no controle do processo
produtivo desta empresa. Foi escolhida um tipo de polpa para se fazer
a análise dentre os dezessete tipos produzidos. O processo produtivo
da fábrica foi analisado, o mapeamento do processo foi feito por
fluxograma e por fim foi utilizada a ferramenta DMAIC. Concluiu-se
que no processo existem dois gargalos que podem ser evitados com
algumas melhorias, como a compra de máquinas, reformulação do
layout do processo e treinamento dos funcionários.
Palavras-chave: DMAIC, controle da qualidade
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
O presente estudo visa à aplicabilidade de técnicas de melhoria de processos para aprimorar e
diminuir os desperdícios, ou seja, reduzir os custos presentes na produção de bens e/ou
serviços. Tendo visto que ainda existem empresas que não utilizam desses recursos para
atingir suas metas de forma eficiente e otimizada, repercutindo no custo do seu produto final,
no tempo de entrega aos clientes e, principalmente, em sua margem de lucro.
Segundo Slack et al (2009), todas as operações, não importa como bem gerenciadas sejam,
podem ser melhoradas, logo é importante a realização de um levantamento de dados sobre sua
produção para saber o quão boa a mesma se encontra, a partir disso pode-se elaborar um plano
de melhoramento das operações produtivas. Neste plano define-se a urgência, direção e
prioridade de melhoramento, ou seja, haverá uma análise detalhada das fragilidades presentes
no setor e com essas informações é possível direcionar os esforços a serem aplicados.
A região do Vale do são Francisco é rica no desenvolvimento da agricultura irrigada, sendo
um dos maiores polos de cultivo e exportação de frutas. No intuito de conhecer como são as
indústrias da região que utilizam desse fator, citado anteriormente, para se beneficiar, usando
esses recursos como matéria-prima, escolhemos uma indústria de polpa de fruta da região.
Essa empresa familiar está há 10 anos no mercado, possuindo como principais clientes os
supermercados, escolas e hospitais (em maioria), e ainda detém uma loja na qual vende
produtos a varejo.
Nessa empresa foi realizado o mapeamento do processo produtivo, e cada operação realizada,
e a partir dessa analise encontra-se o gargalo da produção, ou seja, qual a etapa que maximiza
o tempo do ciclo da produção da polpa de fruta. Com o intuito de sugerir possíveis melhorias
a fim de reduzir o tempo de produção das polpas, aplicamos a ferramenta DMAIC.
2. Referencial teórico
O objetivo de qualquer instituição financeira é que a partir de suas atividades operacionais
seja possível maximizar a sua lucratividade, e assim a mesma pode prosseguir crescentemente
com seus investimentos. Para obter esse resultado positivo é preciso manter, de maneira
eficiente, o gerenciamento dos processos e suas operações.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
A busca pelo aumento da produtividade, redução de custos e a competitividade do mercado,
desencadearam uma série de estudos e a criação de metodologias que visam alcançar tais
metas e simplificar o processo produtivo. Segue abaixo conceitos e técnicas derivadas dessas
necessidades.
2.1. Processos e operações
Um processo pode ser definido como um conjunto de atividades que são executadas a partir
de insumos com o objetivo de agregar valor e transformá-los. O principal objetivo de um
processo é a criação de um produto ou serviço. Existem diversos tipos de processos, como os
processos primários, por exemplo, que em fábricas são as transformações de matéria-prima
em produto. Existem também outros tipos de processos, que não são apenas relacionados à
manufatura, como o processamento de pedidos e o controle de estoques. (RITZMAN &
KRAJEWSKI, 2004)
Chase et al (2006) define que os processos e operações utilizam recursos para converter
entradas em algumas saídas desejadas. As entradas podem ser matérias-primas, clientes ou um
produto acabado de outro sistema. Para Ritzman e Krajewski (2004) todo processo possui um
cliente, e este pode ser externo ou interno. Os clientes externos são os usuários finais que
compram os produtos acabados ou serviços, já os clientes internos são os trabalhadores que
dependem de componentes de processos anteriores para executar outro processo em outro
departamento ou setor da empresa antes de obterem o produto ou serviço pronto para a venda.
Baseado nessas definições os processos devem ser executados tendo o cliente em mente.
Logo, pode-se destacar que administrar as operações é de extrema importância para o
desempenho de qualquer organização, tendo em vista que ela está presente em todos os
setores funcionais de uma empresa. Deve-se salientar que, qualquer projeto e processo
necessitam ser flexíveis para adaptações, porém o planejamento detalhado do produto/serviço
e de todos os processos e operações, que envolvem a sua produção, reduz o risco de
problemas posteriores e consequentemente diminui custo e tempo, ou seja, minimizam o
desperdício com retrabalho.
Quando existe um processo que não consegue atender as necessidades de uma empresa, ele
prejudica o tempo de produção, assim é de fundamental importância o conhecimento da sua
funcionalidade e das necessidades pertinentes, a fim de garantir a competitividade da

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
empresa. Ao analisar o processo aplica-se uma visão global de todas as etapas para a
produção de um produto/serviço, permitindo conhecer informações relevantes no sucesso da
fabricação e do conjunto como um todo.
Uma boa maneira de começar a análise de um processo é fazendo uso de diagrama que
contenha os elementos básicos dos processos – geralmente, tarefas, fluxos e áreas de
armazenagem. (CHASE; JACOBS; AQUILANO, 2006)
Segundo Villar (2008) o mapeamento de processos se utiliza de diferentes técnicas de
mapeamento que nos mostram diferentes enfoques sendo que a correta interpretação destas
técnicas é fundamental durante esse processo. Tais técnicas podem ser utilizadas
individualmente ou em conjunto dependendo do que se vai mapear.
As principais técnicas de mapeamento de processo são os mapas e diagramas e permitem ao
modelador discutir e avaliar modelos de processos com os usuários. Essas técnicas levam a
aplicação da heurística, onde a experiência dos modeladores e seus conhecimentos do negócio
modelado influenciam na construção dos diagramas e mapas.
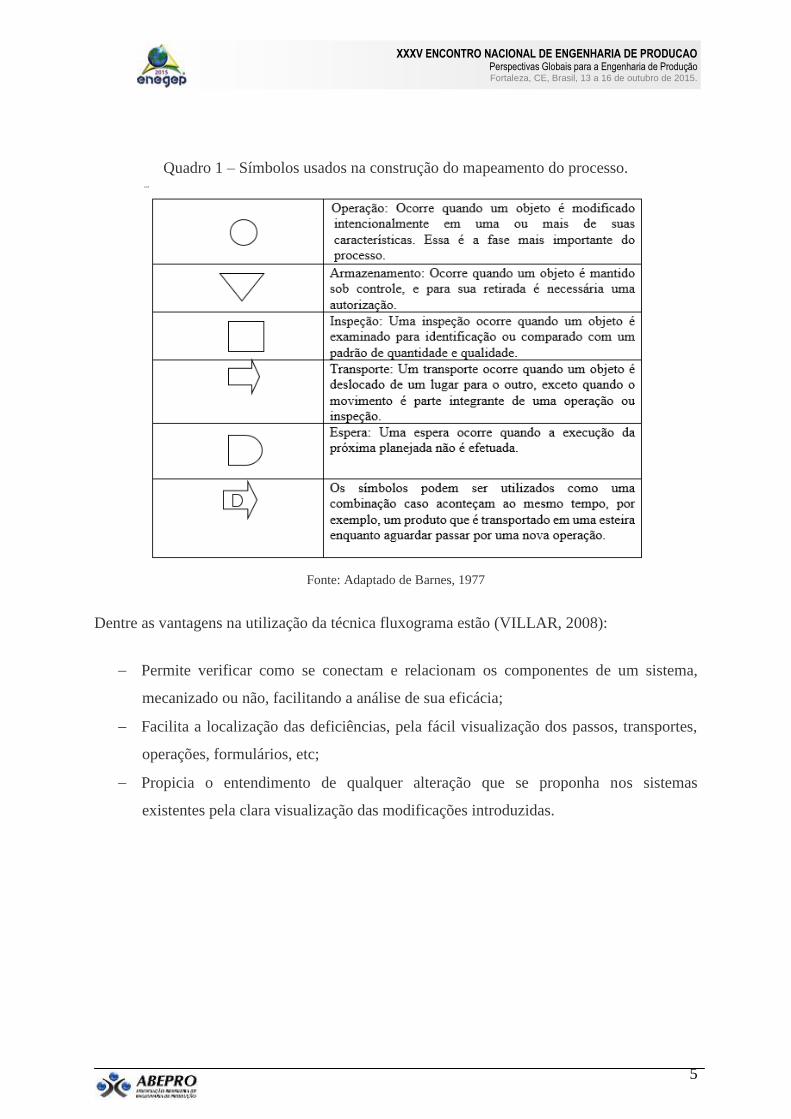
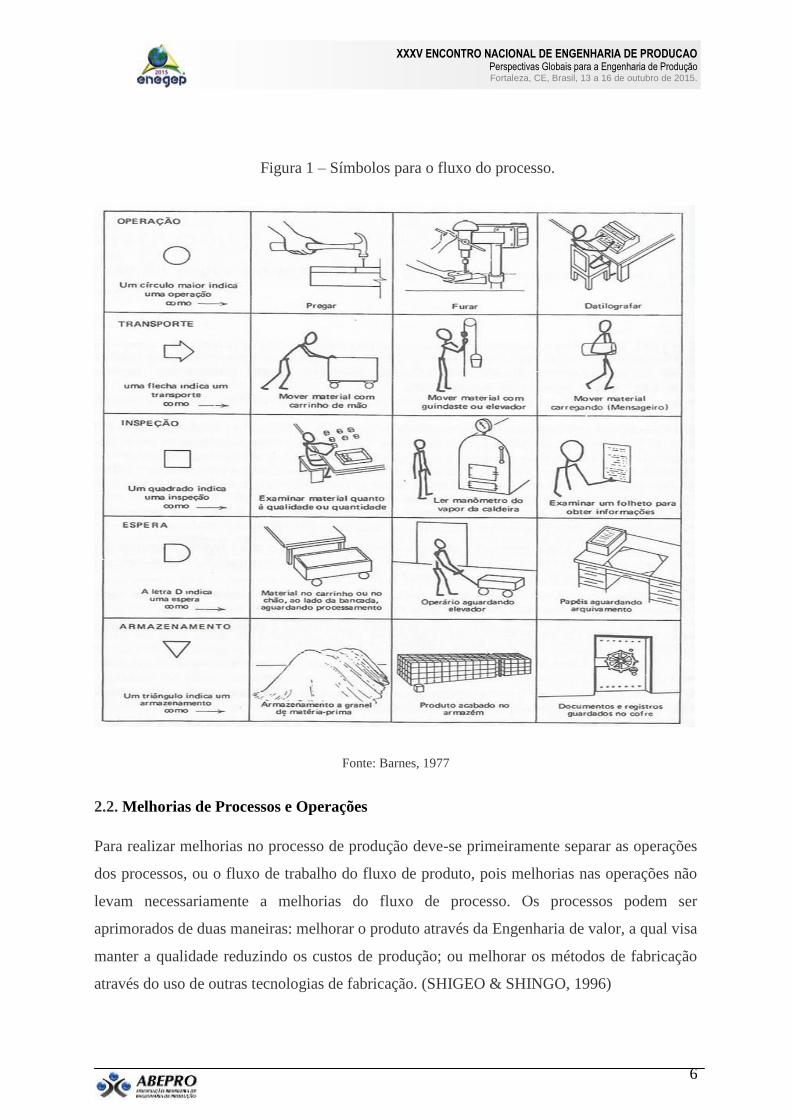
Para construir o fluxograma do processo é preciso utilizar símbolos que irão representar
atividades como: processo, estocagem, espera e inspeção. Esses símbolos foram padronizados
pela American Society of Mechanical Engineers (ASME) em 1947, onde cinco símbolos
tornaram-se padrões para a construção do fluxograma de processos. (VILLAR, 2008)
Logo abaixo no Quadro 1, temos os símbolos para a construção do fluxo de processos,
segundo Barnes (1977), com suas respectivas descrições, assim como no Figura 1.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
Quadro 1 – Símbolos usados na construção do mapeamento do processo.
Fonte: Adaptado de Barnes, 1977
Dentre as vantagens na utilização da técnica fluxograma estão (VILLAR, 2008):
Permite verificar como se conectam e relacionam os componentes de um sistema,
mecanizado ou não, facilitando a análise de sua eficácia;
Facilita a localização das deficiências, pela fácil visualização dos passos, transportes,
operações, formulários, etc;
Propicia o entendimento de qualquer alteração que se proponha nos sistemas
existentes pela clara visualização das modificações introduzidas.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
Figura 1 – Símbolos para o fluxo do processo.
Fonte: Barnes, 1977
2.2. Melhorias de Processos e Operações
Para realizar melhorias no processo de produção deve-se primeiramente separar as operações
dos processos, ou o fluxo de trabalho do fluxo de produto, pois melhorias nas operações não
levam necessariamente a melhorias do fluxo de processo. Os processos podem ser
aprimorados de duas maneiras: melhorar o produto através da Engenharia de valor, a qual visa
manter a qualidade reduzindo os custos de produção; ou melhorar os métodos de fabricação
através do uso de outras tecnologias de fabricação. (SHIGEO & SHINGO, 1996)
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
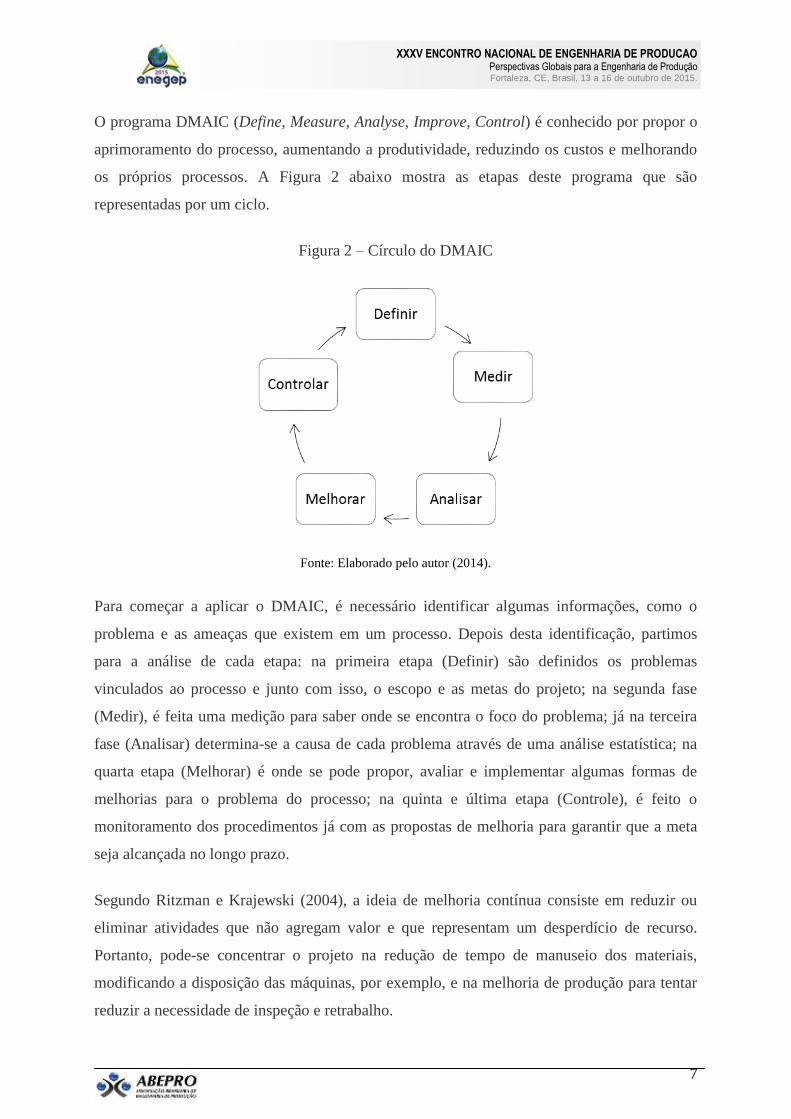
O programa DMAIC (Define, Measure, Analyse, Improve, Control) é conhecido por propor o
aprimoramento do processo, aumentando a produtividade, reduzindo os custos e melhorando
os próprios processos. A Figura 2 abaixo mostra as etapas deste programa que são
representadas por um ciclo.
Figura 2 – Círculo do DMAIC
Fonte: Elaborado pelo autor (2014).
Para começar a aplicar o DMAIC, é necessário identificar algumas informações, como o
problema e as ameaças que existem em um processo. Depois desta identificação, partimos
para a análise de cada etapa: na primeira etapa (Definir) são definidos os problemas
vinculados ao processo e junto com isso, o escopo e as metas do projeto; na segunda fase
(Medir), é feita uma medição para saber onde se encontra o foco do problema; já na terceira
fase (Analisar) determina-se a causa de cada problema através de uma análise estatística; na
quarta etapa (Melhorar) é onde se pode propor, avaliar e implementar algumas formas de
melhorias para o problema do processo; na quinta e última etapa (Controle), é feito o
monitoramento dos procedimentos já com as propostas de melhoria para garantir que a meta
seja alcançada no longo prazo.
Segundo Ritzman e Krajewski (2004), a ideia de melhoria contínua consiste em reduzir ou
eliminar atividades que não agregam valor e que representam um desperdício de recurso.
Portanto, pode-se concentrar o projeto na redução de tempo de manuseio dos materiais,
modificando a disposição das máquinas, por exemplo, e na melhoria de produção para tentar
reduzir a necessidade de inspeção e retrabalho.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
3. Metodologia
O presente estudo foi realizado com o intuito de verificar a aplicabilidade do gerenciamento
de processos e operações em uma fábrica que produz e comercializa polpas de frutas no Vale
do São Francisco, além de mapear e verificar possíveis melhorias no processo produtivo de
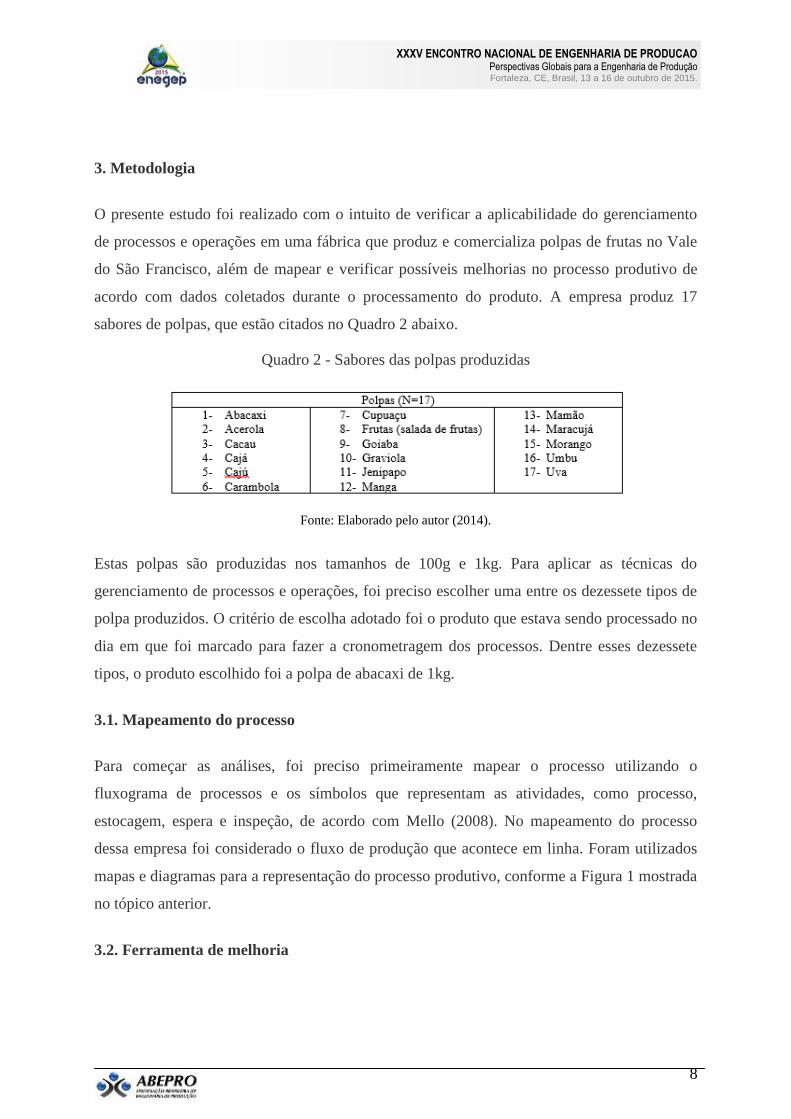
acordo com dados coletados durante o processamento do produto. A empresa produz 17
sabores de polpas, que estão citados no Quadro 2 abaixo.
Quadro 2 - Sabores das polpas produzidas
Fonte: Elaborado pelo autor (2014).
Estas polpas são produzidas nos tamanhos de 100g e 1kg. Para aplicar as técnicas do
gerenciamento de processos e operações, foi preciso escolher uma entre os dezessete tipos de
polpa produzidos. O critério de escolha adotado foi o produto que estava sendo processado no
dia em que foi marcado para fazer a cronometragem dos processos. Dentre esses dezessete
tipos, o produto escolhido foi a polpa de abacaxi de 1kg.
3.1. Mapeamento do processo
Para começar as análises, foi preciso primeiramente mapear o processo utilizando o
fluxograma de processos e os símbolos que representam as atividades, como processo,
estocagem, espera e inspeção, de acordo com Mello (2008). No mapeamento do processo
dessa empresa foi considerado o fluxo de produção que acontece em linha. Foram utilizados
mapas e diagramas para a representação do processo produtivo, conforme a Figura 1 mostrada
no tópico anterior.
3.2. Ferramenta de melhoria
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
Para melhorar em alguns aspectos o processo produtivo da empresa, foi escolhida a
ferramenta da qualidade DMAIC para a análise deste processo e consequente aplicação da
melhoria. Na fase de Definição, foram listados os problemas encontrados no processo
produtivo, baseando-se em visitas feitas à empresa durante o turno de trabalho. Depois, foi
feita a Medição, a qual foi baseada nos tempos padrão e na capacidade produtiva de cada
atividade do processo. Na fase de Análise, foi descrito qual ou quais as causas doo problemas
que foram encontrados. Em Melhoria, foram pensados e mostradas algumas sugestões para
melhorar ou possivelmente evitar estes problemas. Por fim, a fase de Controle não pôde ser
acompanhada, pois os resultados adquiridos pelas melhorias propostas aparecem em longo
prazo e são dependentes da vontade da empresa querer ou não aplicá-los.
4. Análise e discussão dos resultados
4.1. Mapeamento do processo de produção
A produção de polpa de fruta realizado na empresa estudada é linear, ou seja, os processos
necessários para originar o bem são alinhados numa sequência lógica, conforme a sua
utilização. Logo, no mapeamento do processo foi feito um fluxograma linear do processo de
produção, que reproduz melhor o estilo real da produção.
Na figura abaixo está representado o fluxograma linear do processo de produção na fábrica de
polpas, deve-se salientar que o mesmo foi dividido em duas fases, devido a limitações do
processo, tempo destinado a coleta de dados e para simplificar a cronoánalise (análise
realizada no próximo tópico). Visto que durante a fabricação do produto existe o processo de
homogeneização, ele ocorre em um tanque, no qual se deve esperar cerca de 30 minutos para
que o mesmo chegue a certo limite e assim possa ser adicionado o conservante. Por conta
desse tempo de espera foi escolhido eliminar esse processo (de encher o tanque) e colocá-lo
apenas como espera. Outro fator que influenciou na decisão tomada foi pelo fato de que, até
certo período a produção pode ser medida em quantidade de caixa, e em outro somente por
litros ou lotes.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Figura 3 - Fluxograma linear do processo de fabricação de polpa.
Fonte: Elaborado pelo próprio autor (2014).
Nota-se a existência de um grande número de transporte e espera durante todo o fluxograma
da Figura 3. Isso é causado pela falta de condições favoráveis para efetuarem o transporte,
sendo que em sua maioria é realizado de forma manual e às vezes por carrinhos. Deve-se
ressaltar que essas atividades não agregam valor ao produto, devendo ser minimizadas ou
eliminadas quando possível.
Na Tabela 1, temos todas as atividades realizadas descritas de maneira que se possa
compreender melhor o processo de fabricação e as operações relacionadas com o mesmo. Um
fator a ser destacado é que para a produção de um saquinho de polpa de 1Kg são usados 1L de
polpa, essa informação foi dada segundo o gerente de produção da fábrica.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Tabela 1 - Mapeamento da produção de polpa.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
Fonte: Elaborado pelo próprio autor (2014)
Como podemos ver na tabela anterior, existem três câmaras frias na empresa. Na primeira
acontece o resfriamento da polpa, esse processo dura 24h; na segunda ocorre o congelamento
da polpa durante 24h e por último ele é estocado por tempo indeterminado. Devido a esse
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
longo período de processamento para que haja o transporte entre as câmaras frias, utilizamos
para análise posterior somente até o transporte para a primeira câmara fria.
4.2. Ferramenta de melhoria: DMAIC (Define, Measure, Analyse, Improve, Control)
De acordo com a metodologia DMAIC, segue abaixo as etapas de definição, mensuração,
análise, melhoramento, implementação e controle. A utilização do DMAIC será
implementada em duas fases. Antes de atender as 5 etapas para implementação do DMAIC, é
necessário a realização de um pré-estudo. A seguir, será demostrado o pré-estudos aplicados a
empresa e cada fase do método escolhido, também relacionados aos dados obtidos na visita à
empresa (CLETO; QUINTEIRO, 2011).
Pré-estudo:
Na fase 1 os problemas encontrados na empresa foram a demora do transporte da matéria-
prima da etapa de lavagem até a operação de extração da poupa, o despejo errôneo da matéria-
prima para o processamento (extração da poupa), a má segurança da atividade desempenhada
pelo operador da máquina de extração da polpa da fruta e falta de um reservatório de resíduos
(cascas das frutas) maior, que não necessite de troca periódica, levando-se em consideração
que esses resíduos são despejados quase que continuamente durante o processamento de
separação da polpa. Já na segunda fase destaca-se a falta de um transporte mais rápido entre o
envasamento e a embalagem do produto acabado, o trabalho manual de criar pequenos lotes
de 4 poupas de 1L em uma embalagem é lento e a distância entre os caixotes de produto
acabado e embalado, para a primeira câmera fria, que é o seu destino inicial após o
processamento finalizado.
É perceptível que a empresa tem potencial de aumentar sua produtividade apenas aplicando a
ferramenta do DMAIC, visto que o maior problema da mesma é a falta de organização do
processo e das atividades. Provavelmente a mesma não suporte uma demanda inesperada,
maior do que ela está habituada.
Caso não seja aplicado um projeto de melhoria na empresa, ela permanecerá tendo
desperdício de mão-de-obra, com tempo das operações e estará fadada a estagnar sua
lucratividade. As áreas que devem ser mais afetadas pela implantação das melhorias são as de
transporte de matéria prima, produto acabado e o principalmente na operação de

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
desempolpamento, ou seja, na maioria, exceto desempolpar, são atividades que não agregam
valor ao produto.
Após a realização de uma análise do setor produtivo da empresa, deve-se criar um plano de
projeto onde conste as medidas a serem tomadas para o melhoramento da linha de produção, a
fim de otimizar o tempo e consequentemente maximizar a produtividade.
Etapas do DMAIC:
Definir: Os principais problemas que interferem no melhor aproveitamento do tempo e na
produtividade são o transporte de matéria-prima, transporte de produto acabado e a operação
de separação da polpa. A empresa possui potencial para aumentar a capacidade de produção
se forem implantadas melhorias para a redução dos tempos das operações, gerando
oportunidades de fidelização e conquista de novos clientes. O impacto econômico que tais
mudanças acarretarão será positivo de forma que a empresa aumentará sua margem de lucro
com o possível aumento da produtividade. A fronteira do projeto é o setor operacional interno
e as restrições do projeto são essencialmente de natureza financeira e a qualificação de mão de
olha.
Mensurar: A representação do processo atual pode ser encontrada no item X deste trabalho,
assim como a descrição das suas operações. Os desperdícios do processo que podem ser
citados são: de fruta (matéria-prima), de embalagem, de tempo, de mão de obra e de água. As
melhorias que o processo pode sofrer são: a implementação de uma esteira para transporte de
matéria prima do setor de corte até o processamento de separação da poupa e treinamento dos
funcionários para o uso da mesma; aliar o transporte de matéria prima do processo de corte ao
o processo de lavagem, fazendo com que ao mesmo tempo em que a fruta seja transportada
seja lavada; além da esteira horizontal, é necessária a união da mesma com uma esteira
elevada que despeje a fruta diretamente na máquina de separação da poupa, para que não seja
necessário o despejo feito manualmente pelo funcionário; instalar uma esteira também ao lado
do maquinário que envasa e sela os pacotes de poupas, para que o operador dessa máquina
não necessite ficar transportando os produtos finalizados desse setor até o setor de formação
de lotes para irem ao estoque; automatizar o processo de montagem de lotes, pois essa
atividade é feita manualmente; fazer com que a câmara fria onde o produto acabado é
estocado pela primeira vez, esteja mais próximo do setor onde os produtos são embalados, ou
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
seja, uma pequena mudança de layout. Os benefícios financeiros serão consideravelmente
bons, pois com a implantação dessas melhorias a empresa conseguirá aumentar seu
desempenho.
Analisar: O processo atual da produção da polpa de abacaxi apresenta alguns problemas que
influenciam diretamente no tempo final do processo, quando visto como um todo. Através do
acompanhamento de cada processo em seu determinado período foi possível analisar e
identificar os possíveis gargalos resultantes desse processo, feito sem um estudo prévio das
possibilidades de melhoramento da produtividade.
Melhorar: Nesta fase foi realizada uma discussão a respeito das possíveis melhorias em
relação ao tempo demasiado das operações. Separando conforme suas fases:
a) A seleção é uma operação que não pode sofrer mudanças, já pelo fato de que a
inspeção ser rigorosa por lidar com um produto alimentício. Tem que haver uma
rigorosa inspeção para não deixar passar nenhuma fruta em más condições para o
próximo estágio. O treinamento do funcionário para identificação de avarias seria um
fator interessante a ser feito para melhorar a inspeção;
b) O corte é um processo realizado por um funcionário e o mesmo deve ser treinado para
aumentar a sua eficiência;
c) O fator que faria grande diferença no processo de fabricação da polpa de abacaxi seria
a aquisição de uma esteira que fizesse o transporte e ao mesmo tempo a lavagem das
frutas, com isso reduziria o transito excessivo de funcionário no chão de fábrica e
melhoraria o fluxo da produção. A esteira além de juntar duas operações e melhorar o
processo ainda descartaria três funções humanas, o transporte de frutas, a lavagem e
ainda o despejo na desempolpadora. Esta última apresenta-se como o grande gargalo
produtivo do processo e levando em conta esta característica essa solução é
absolutamente necessária. Além de diminuir o risco de acidentes, a esteira deixaria o
processo bem mais eficiente ao evitar as falhas humanas. O quadro de funcionários
poderia ser reduzido evitando custos desnecessários ou os funcionários poderiam ser
realocados em locais onde afetariam diretamente na velocidade do processo, como por
exemplo, a operação de corte;
d) A desempolpadora ainda apresenta uma mudança constante de estoque de refugo, por
ter um reservatório muito pequeno é necessário um funcionário especifico para trocar

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
os recipientes, a aquisição de um tonel que tenha a capacidade de suportar toda a
produção do turno faria com que o refugo fosse movimentado somente no final do
processo evitando assim movimentos desnecessários;
e) Como a máquina quem embala a polpa faz com que a saída da pouca seja de difícil
organização, desenvolver uma rampa que organize as polpas no formato dos lotes seria
uma solução absolutamente necessária para aperfeiçoar o processo;
f) Por fim, ao se adotar todas essas mudanças, seria necessário que o layout da fábrica se
adaptasse ano novo processo produtivo de otimização, realocando maquinas, esteira e
funcionários em locais estratégicos para que o produto transite pelas operações de
forma eficiente sem movimentos desnecessários.
Controlar: Essa etapa não foi realizada por nós, pois a empresa não implantou as possíveis
melhorias, além disso, o tempo para a construção do artigo limita a realização dessa etapa,
visto que essa ferramenta busca melhorias de longo prazo.
5. Conclusões
Este artigo verificou a aplicação da ferramenta de qualidade DMAIC, numa empresa que
fabrica polpas de frutas no Vale do São Francisco de modo que possa auxiliar no controle do
processo produtivo desta empresa. Já que a produção tende a ser maior e melhor melhorando
o processo, os responsáveis pela produção necessitam utilizar técnicas que monitorem o
desempenho da produção, o que afetará na produtividade e consequentemente nos lucros.
Para isso, foi realizado o mapeamento do processo produtivo cada atividade, no qual se pôde
ver com clareza as etapas e quais atividades são desempenhadas. A partir daí, foi possível
constatar que os gargalos da produção estão nas operações de colocar as frutas no
desempolpador e na montagem dos lotes. Assim, reconhecemos a necessidade de se aplicar
uma ferramenta da qualidade para propor melhorias para o processo produtivo.
Utilizando a metodologia DMAIC foi possível perceber que o maior problema da empresa é a
falta de organização do processo produtivo e das atividades, pois muitos dos seus processos
que poderiam ser agilizados com a automação, ainda são realizados de forma manual, como a
colocação de frutas no desempolpador e a montagem dos lotes de polpas, o que atrasa o
processo. Esses atrasos poderiam ser evitados com o melhoramento do layout da fábrica, a
colocação de esteiras para facilitar o transporte e o treinamento de funcionários para agilizar e
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
tornar o processo eficiente. Quanto as esteiras, a empresa já providenciou a compra e elas já
estão na fábrica, porém, ainda não estão em funcionamento.
Por fim, se recomenda para estudos futuros, além das considerações descritas acima, que seja
realizado a parte do controle apresentada na metodologia DMAIC, a qual poderá analisar a
eficácia desta ferramenta no processo produtivo desta empresa e comparar com os dados
anteriores para saber o quanto realmente será melhorado no processo produtivo.
REFERÊNCIAS
CHASE, Richard B.; JACOBS, F. Robert; AQUILANO, Nicholas J.. Administração da produção e operações
para vantagens competitivas. 11 ed. São Paulo: McGraw-Hill, 2006.
CLETO, M. G; QUINTEIRO, L. Gestão de Projetos Através do DMAIC: Um Estudo de Caso na Indústria
Automotiva. Revista Produção Online v.11, n.1, mar. 2011. Disponível em <
http://demec.ufpr.br/laboratorios/labprod/artigos/artigo19.pdf>, Acesso em 10/09/2013.
RITZMAN, Larry P; KRAJEWSKI, Lee J. Administração da produção e operações. São Paulo: Prentice Hall,
2004.
RITZMAN, Larry P; KRAJEWSKI, Lee J. Administração da produção e operações. São Paulo: Prentice Hall,
2004.
SHINGO, Shigeo. O sistema Toyota de produção: do ponto de vista da engenharia de produção. 2. ed. Porto
Alegre: Bookman, 1996.
SLACK, Nigel; SLACK, Nigel. Administração da produção. 3ª edição. São Paulo Atlas 2009.
VILLAR, Antônio de Mello; SILVA, Liane Márcia Freitas e; NÓBREGA, Mariana Moura. Planejamento,
programação e controle da produção. João Pessoa: Editora universitaria da UFPB, 2008.
Top Related