2005-SAE10B22MOD
15
INFLUÊNCIA DA CONDIÇÃO DE RESFRIAMENTO NA OCORRÊNCIA DE BANDEAMENTO NO AÇO SAE 10B22 MOD Rogério Luís Mahl (1) Rafael Schumacher Plentz (2) Jair Leopoldo Janoski (3) Eduardo Scheid (4) O objetivo deste estudo é avaliar a influência das condições de resfriamento no grau de bandeamento estrutural em produtos laminados. Esta demanda é devida a melhoria continua nos processos dos clientes, onde o processo de conformação utilizado é o forjamento a frio. O aprimoramento na matéria-prima visa melhorar a ductilidade dos materiais, com conseqüente redução em sucateamento e consumo de ferramental. Para realização deste trabalho foi utilizado o Simulador Termomecânico Gleeble 3500 . Foram realizados ensaios em diferentes taxas de resfriamento, simulando o resfriamento encontrado no Laminador 2 da Gerdau Aços Especiais Piratini. Assim é possível otimizar o processo de laminação, o qual facilitará as operações de tratamento térmico e posterior conformação a frio do material. Palavras-chave: Grau de Bandeamento, Laminação, Gleeble, Controle de Resfriamento e Forjamento a Frio. (1) B.Sc., Engenharia Metalúrgica, Pesquisa e Desenvolvimento, Gerdau Aços Especiais Piratini. (2) B.Sc., Engenharia de Materiais, Laminação, Gerdau Aços Especiais Piratini. (3) Técnico Metalúrgico, Garantia da Qualidade, Gerdau Aços Especiais Piratini. (4) B.Sc., Engenharia Metalúrgica, Engenharia de Processos e Produtos, Gerdau Aços Especiais Piratini.
-
Upload
gabrenogue -
Category
Documents
-
view
68 -
download
0
Transcript of 2005-SAE10B22MOD
-
INFLUNCIA DA CONDIO DE RESFRIAMENTO NA OCORRNCIA DE BANDEAMENTO NO AO SAE 10B22 MOD
Rogrio Lus Mahl (1) Rafael Schumacher Plentz (2)
Jair Leopoldo Janoski (3) Eduardo Scheid (4)
O objetivo deste estudo avaliar a influncia das condies de resfriamento no grau de bandeamento estrutural em produtos laminados. Esta demanda devida a melhoria continua nos processos dos clientes, onde o processo de conformao utilizado o forjamento a frio. O aprimoramento na matria-prima visa melhorar a ductilidade dos materiais, com conseqente reduo em sucateamento e consumo de ferramental. Para realizao deste trabalho foi utilizado o Simulador Termomecnico Gleeble 3500. Foram realizados ensaios em diferentes taxas de resfriamento, simulando o resfriamento encontrado no Laminador 2 da Gerdau Aos Especiais Piratini. Assim possvel otimizar o processo de laminao, o qual facilitar as operaes de tratamento trmico e posterior conformao a frio do material. Palavras-chave: Grau de Bandeamento, Laminao, Gleeble, Controle de Resfriamento e Forjamento a Frio. (1) B.Sc., Engenharia Metalrgica, Pesquisa e Desenvolvimento, Gerdau Aos Especiais Piratini. (2) B.Sc., Engenharia de Materiais, Laminao, Gerdau Aos Especiais Piratini. (3) Tcnico Metalrgico, Garantia da Qualidade, Gerdau Aos Especiais Piratini. (4) B.Sc., Engenharia Metalrgica, Engenharia de Processos e Produtos, Gerdau Aos Especiais Piratini.
-
INFLUENCE OF THE COOLING CONDITION ON BANDING OCCURRENCE IN SAE 10B22 MOD STEEL
Rogrio Lus Mahl (1)
Rafael Schumacher Plentz (2) Jair Leopoldo Janoski (3)
Eduardo Scheid (4) The purpose of this paper is to evaluate the influence of cooling parameters on the banding structure of rolled products. This study is aligned with continuous improvement in customers processes whose main metal forming operation is cold forging. It aims at improving the steel workability, increasing the materials ductility, with consequent reduction in the scrap ratio as well as tool consumption. A Thermo-Mechanical Simulator Gleeble 3500 was employed for process simulations. Distinct cooling rates were tested to simulate the cooling conditions found at Gerdau Aos Especiais Piratinis Rolling Mill #2. Through the results of these simulations, the optimization of the rolling process became possible, helping with the downstream operations of heat treatment and cold forming. Key Words: Banding Structure, Rolling Mill, Gleeble, Cooling Parameters and Cold Forging. (1) B.Sc., Metallurgical Engineer, Research and Development, Gerdau Aos Especiais Piratini. (2) B.Sc., Materials Engineer, Rolling Mill, Gerdau Aos Especiais Piratini. (3) Metallurgical Technician, Quality Assurance, Gerdau Aos Especiais Piratini. (4) B.Sc., Metallurgical Engineer, Product and Process Engineer, Gerdau Aos Especiais Piratini.
-
1 INTRODUO
Bandeamento pode ser definido como uma condio microestrutural que apresenta bandas alternadas com diferentes microestruturas, paralelas direo de laminao, que se desenvolve nos produtos de ao, em especial em aos baixo carbono.
Para aos construo mecnica de estrutura ferrita e perlita laminados a quente no estado austentico, a presena de bandas alternadas de ferrita e perlita na direo de laminao habitual.
A importncia de se reduzir o grau de bandeamento deve-se busca por uma melhor homogeneidade microestrutural, com conseqente melhoria das propriedades tecnolgicas dos produtos/componentes. Estratgias para atingir este fim passam, por exemplo, por um balanceamento de composio qumica, pela utilizao de agitao eletromagntica durante o processo de solidificao no lingotamento contnuo, pelo resfriamento controlado na laminao, entre outros. No entanto, cabe-se ressaltar que, para a grande maioria dos processos de transformao dos aos, o bandeamento no um fator crtico para o produto, salvo algumas aplicaes especficas, como o forjamento a frio.
Durante a solidificao, os contornos dendrticos so enriquecidos, alm de carbono, com elementos como mangans, silcio, fsforo, etc. Este enriquecimento conseqncia do coeficiente de partio em relao ao ferro delta. Tal comportamento mais influenciado quanto menor for o coeficiente de partio em relao unidade (2). No reaquecimento para a laminao, a exceo do carbono, que se difunde na fase austentica, os demais elementos no se difundem, herdando assim uma certa heterogeneidade qumica ao longo da seo.
Aps as operaes de conformao a quente, as condies de resfriamento tambm influenciam sobremaneira a formao de bandas. Neste estudo, procurou-se avaliar a influncia das condies de resfriamento no grau de bandeamento estrutural em produtos laminados do ao SAE 10B22M. Esta demanda particularmente mais importante quando o processo posterior a conformao a frio.
Para realizao deste trabalho, foi utilizado o Simulador Termomecnico Gleeble 3500. Foram realizados ensaios em diferentes taxas de resfriamento, simulando o resfriamento encontrado no Laminador 2 da Gerdau Aos Especiais Piratini. Assim, foi possvel otimizar o processo de laminao, na busca de facilidades para as operaes de tratamento trmico e posterior conformao a frio do material.
2 REVISO BIBLIOGRFICA 2.1 Mecanismos de bandeamento
Estudos de diferentes autores (1, 2, 3 e 4) citam como principais fontes para o bandeamento a solidificao/segregao, grau de reduo/difuso e resfriamento a partir da austenita.
2.1.1 Solidificao/Segregao
Os fenmenos relacionados a solidificao provm da no uniformidade em escala microscpica da composio qumica. Esta no uniformidade se deve ao fato de que o primeiro slido formado no resfriamento apresenta uma composio qumica diferente do ltimo, provocando segregaes e gerando zonas mais ricas em elementos de liga. Estas zonas so definidas pelo espaamento interdendrtico e influenciam a natureza das fases que so formadas em transformaes posteriores, como por exemplo, a transformao eutetide.
Observando-se uma seo transversal de um lingote ou tarugo, pode-se perceber claramente trs zonas distintas(1):
A zona coquilhada, camada adjacente ao molde, formada por cristais muito finos e equiaxiais, oriundos de um lquido resfriado rapidamente;
-
Aps, temos a zona colunar, formada pelo crescimento dos cristais em uma direo preferencial prxima superfcie para estruturas CCC e CFC. O resfriamento constitucional na frente de solidificao promove o crescimento alongado desta zona;
A terceira zona, chamada de equiaxial, a regio central do tarugo ou lingote, formada pelo resfriamento constitucional e pela quebra de partes da zona colunar atravs da conveco no lquido (ver figura 2.1).(1)
Figura 2.1 Morfologia tpica de uma seo transversal de um tarugo obtido a partir de lingotamento contnuo.
Durante a solidificao, alguns elementos de liga tendem a segregar com a avano da frente de solidificao, em funo da sua menor solubilidade na fase slida. Estes elementos tendem a ficar retidos nas chamadas zonas interdendrticas.
Os elementos que freqentemente se encontram nestas zonas so: enxofre (S), fsforo (P), carbono (C), mangans (Mn), nquel (Ni) e cromo (Cr) pois so aqueles que mais segregam (tabela 2.1). A quantidade do elemento presente tambm apresenta influncia. O Mn, por exemplo, est presente em concentraes muito maiores do que o P e por isso possui um papel mais importante, embora o P tenha um valor de k menor que o Mn.
Tabela 2.1 Coeficiente de partio de soluto para ligas binrias de ferro (5).
Elemento k (Fe-) k (Fe-)
Cr 0,95 0,85
Mn 0,90 0,75
Ni 0,83 0,95
Si 0,83 0,50
C 0,20 0,30
P 0,13 0,06
S 0,02 0,05
Zona Coquilhada
Zona Colunar Zona
Equiaxial
-
O lingotamento contnuo de sees pequenas, em contraste com lingotamento de grandes sees, benfico para reduo da segregao qumica. Uma solidificao rpida produz dendritas mais finas e mais prximas do que uma solidificao lenta, isso pode ser alcanado com o lingotamento em seo pequena.(1)
2.1.2 Grau de Reduo/Difuso
De acordo com o exposto anteriormente, quanto menor for a seo de partida (lingotamento) mais fina ser a estrutura dendrtica e a segregao associada, entretanto, o lingotamento contnuo de sees pequenas por si s no suficiente para minimizar o bandeamento, pois, tambm, a estas sees de partida, estar associado um menor grau de reduo e homogeneizao na produo dos produtos finais.
A correlao entre a segregao e a formao da estrutura em bandas tambm influenciada por fenmenos de difuso, devido capacidade de cada elemento difundir-se no slido em temperaturas elevadas. O carbono se difunde rapidamente ao contrrio dos demais elementos como: P, S, Mn e Cr que se difundem muito pouco.
A laminao a quente tende a alinhar as variaes de composio qumica em bandas paralelas direo de laminao, produzindo regies alternadas de alta e baixa concentrao de soluto dos vrios elementos. Elementos que formam soluo slida substitucional respondem por baixos coeficientes de difuso e, por uma lenta homogeneizao no trabalho a quente. Graus de reduo em torno de 7:1 ou menores apresentam uma maior chance de bandeamento da estrutura(1).
Na laminao, a distncia entre os espaamentos interdendrticos reduzida consideravelmente e, por vezes, ainda mais durante o forjamento final das peas. Quanto maior for o grau de reduo entre o lingote ou tarugo e a barra laminada ou pea forjada, menor ser o bandeamento.
2.1.3 Resfriamento
A velocidade de resfriamento do ao partindo da austenita tambm influencia o aparecimento do bandeamento. Quanto mais lento for o resfriamento, mais bandeada ser a microestrutura e vice-versa. Este fato pode ser explicado devido ao carbono ter tempo para difundir-se para as zonas austenticas, favorecendo, portanto, a transformao da austenita em seus distintos constituintes como ferrita e perlita.
Os elementos presentes em bandas segregadas diminuem a temperatura de transformao Ac3 se forem gamagnicos ou elevam se forem alfagmicos. Se durante um resfriamento lento das zonas segregadas predominar o carter gamagnico dos solutos, sero as zonas no segregadas as primeiras a se transformarem em uma banda de ferrita, por conseqncia, o carbono expulso da ferrita originar posteriormente uma banda de perlita. Se, ao contrrio, os elementos segregados tiverem caractersticas alfagmicas, sero as zonas segregadas que se formaro primeiro e, as bandas de perlita se formariam em zonas no segregadas(2).
Quando o resfriamento rpido (no segue o diagrama de equilbrio) vale a lgica de maior temperabilidade para as zonas segregadas frente as no segregadas. Normalmente, formam-se bandas de bainita ou martensita juntamente com bandas de perlita (2).
2.2 Laminao
O Laminador 2 da Gerdau Aos Especiais Piratini possui um forno de reaquecimento do tipo walking-hearth que apresenta 3 zonas de aquecimento: pr-aquecimento, aquecimento e encharque. A capacidade de produo nominal do forno atual de 40 t/h, para uma seo quadrada do tarugo de 150 mm.
O processo de laminao se divide em trs etapas: desbaste com uma gaiola trio, trem intermedirio com gaiolas em linha e um bloco acabador. As bitolas de fio-mquina produzidas no Laminador 2 podem variar de 5,50 mm a 30,16 mm, enquanto a produo de barras varia de 15,88 mm a 60,33 mm. As temperaturas de laminao ficam em torno de 900 C a 950 C.
-
O material que produzido em barra possui uma taxa de resfriamento mdio de 0,42 C/s enquanto que a taxa de resfriamento para o fio-mquina pode variar de 0,67 C/s a 2,67 C/s, onde as temperaturas mdias de entrada na zona de resfriamento ficam em torno de 870 C e a sada de 550 C.
2.3 Curvas de Resfriamento
2.3.1 Curva Temperatura-Tempo-Transformao TTT
O efeito combinado da temperatura e da energia livre disponvel sobre uma transformao comumente mostrado atravs da curva Temperatura-Tempo-Transformao (TTT), tambm denominadas em funo da sua forma de curvas em C.
Devido a sua forma em C, o diagrama TTT mostra que as reaes so lentas tanto em temperaturas relativamente baixas como nas prximas temperatura de transformao. Nas regies intermedirias, estas reaes so mais aceleradas, pois: a) a variao da energia livre suficiente para ajudar a nucleao das novas fases e b) a difuso trmica bastante rpida, atravs de um resfriamento bastante rpido possvel evitar o joelho da curva de transformao, de forma que o ao atinge a temperatura ambiente sem se transformar em ferrita () + cementita (Fe3C). De fato, esse o do tratamento trmico do ao denominado tmpera. (6)
Por definio, as curvas TTT no so diagramas de equilbrio, pois indicam variaes que ocorrem com o tempo como varivel.
2.3.2 Curvas de Resfriamento Contnuo CCT
A maior parte dos tratamentos industriais de aos feita de tal forma que as transformaes de fase ocorrem durante o resfriamento do material. Por essa razo, conveniente utilizar-se as curvas de resfriamento contnuo. Numa primeira aproximao, o diagrama de resfriamento contnuo (CCT, Continuous Cooling Transformation) o diagrama isotrmico deslocado para temperaturas mais baixas e para tempos maiores. As curvas TTT no correspondem exatamente aos processos usuais de tratamento trmico, no entanto so importantes para compreenso das transformaes (7).
A estrutura obtida em uma transformao isotrmica uniforme, pois os fenmenos de nucleao, crescimento dos gros, difuso, etc., ocorrem a uma mesma temperatura. No resfriamento contnuo, a estrutura final uma mistura de estruturas, cada uma obtida em nveis de temperatura diferentes.
Para um melhor detalhamento dos procedimentos de confeco dos diagramas CCT no Simulador Termomecnico Gleeble 3500 (Gleeble), ver referncia bibliogrfica (7).
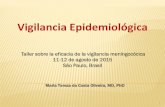
Para auxiliar neste trabalho, foi construdo atravs do Simulador Termomecnico Gleeble 3500, o diagrama CCT (figura 2.2) do ao SAE 10B22 MOD.
-
1 10 100 1000 100000
100
200
300
400
500
600
700
800
900
1000
Martensita
Bainita
Perlita
Ferrita
0,30C/s170HB
8,0C/s313HB
6,0C/s278HB
4,0C/s239HB
5,0C/s249HB
22,0C/s44HRc
30,0C/s44HRc
40,0C/s44HRc
60.0C/s43HRc
50,0C/S44HRc
10.0C/s23HRc
25,0C/s44HRc
20,0C/s45HRc
18,0C/s43HRc
16,0C/s44HRc
12,0C/s40HRc
14,0C/s44HRc
3,0C/s215HB
2,0C/s195HB
1,5C/s195HB
1,0C/s191HB
0,75C/s184HB
0,50C/s177HB
Ac1 = 730C
Ac3 = 825C
0,15C/s170HB
0,10C/s170HB
DIAGRAMA CCT - SAE 10B22 MOD
Fstart Pstart Pfinish Bstart Bfinish Ms
Tem
pera
tura
(C
)
Tempo (s)
0,1 1 10 100Tempo (min)
Figura 2.2 Diagrama CCT do ao SAE 10B22 MOD. 0,21%C, 0,28%Si, 1,15%Mn, 0,024%P, 0,009%S, 0,14%Cr, 0,06%Ni, 0,04%Ti, 0,03%Al, 0,002%B, 52 ppm N2.
2.4 Simulao Fsica
A simulao fsica apresenta-se como um mtodo muito proveitoso no estudo de processos e materiais. O objetivo final sempre obter processos mais eficientes e materiais mais adequados para uma dada utilizao, com custos mais baixos e resultados precisos e reprodutveis.
Quando a simulao fsica realizada com adequada metodologia e tendo como base o processo/produto a ser simulado, os resultados podem ser imediatamente transferidos do laboratrio para a escala industrial, desta forma economizando tempo e, conseqentemente, recursos.
A simulao fsica de processos envolve, portanto, a reproduo exata, em laboratrio, das exigncias trmicas e mecnicas s quais os materiais so submetidos durante os processos de fabricao ou na sua utilizao final. Utiliza-se a simulao fsica quando se deseja conhecer as propriedades mecnicas e as microestruturas derivadas de um processo (ou de parte dele) ou quando o objetivo modelar o processo com a finalidade de otimiz-lo. Dependendo da capabilidade do equipamento utilizado, os resultados podem ser extremamente teis, pois os dados derivados de simulao fsica so mais facilmente e freqentemente usados para otimizar diretamente processos, aplicaes e produtos.
Por outro lado, a faixa de trabalho da simulao fsica geralmente menor do que a da simulao numrica, porm oferece maiores possibilidades do que a simulao direta em escala industrial. Isto uma conseqncia da simulao fsica trabalhar com tempo e energia reais, reproduzindo os processos ou aplicaes simuladas, mas processando uma pequena amostra do material a ser utilizado na condio real (em torno de 50 g de matria-prima so necessrios para uma simulao nas mquinas Gleeble) e com tempo de resposta muito menor.
2.5 Simulador Termomecnico Gleeble 3500
O Simulador Termomecnico Gleeble 3500 (figura 2.3) uma mquina capaz de executar testes termomecnicos dinmicos em materiais e simular processos de fabricao. Para isso, uma amostra de
-
material submetida a uma programao de ciclagem trmica, podendo simultaneamente sofrer trabalho mecnico. Essa programao deve refletir a situao industrial que se deseja reproduzir por simulao fsica.
Basicamente, os simuladores Gleeble possuem um sistema de aquecimento resistivo, um sistema servo-hidrulico e um sistema de aquisio de dados por computador. O equipamento verstil e pode ter suas potencialidades expandidas (7 - 8), permitindo a utilizao de montagens e ferramentas opcionais, que podem ser instaladas pelo prprio operador.
Quanto ao sistema de resfriamento das amostras, o equipamento possui trs tipos possveis de controle:
Resfriamento livre, pelo corte da corrente eltrica e resfriamento dos suportes das amostras; Resfriamento controlado pela corrente eltrica; Tmpera, pelo jateamento de gua.
Quanto ao sistema de aquecimento, um dos dados tcnicos mais importantes em uma mquina de testes termomecnicos a distribuio da temperatura no corpo-de-prova. Portanto, a orientao de todos os gradientes trmicos deve ser fielmente reproduzida. Isto deve ser examinado sob duas condies: esttica e dinmica.
Com o sistema Gleeble de aquecimento, o interior e a superfcie da amostra esto mesma temperatura durante o aquecimento e o resfriamento para o mesmo plano transversal (a menos que uma tmpera seja usada na superfcie da amostra). Ento, quando a amostra aquecida a 1000 C em 3 s, o interior da amostra tambm estar na mesma temperatura.
No resfriamento, a Gleeble extrai calor pelas extremidades da amostra. Assim, a seo transversal, da superfcie para o centro da amostra, permanece mesma temperatura. Isto proporciona planos transversais isotrmicos, mesmo quando se aquece ou se resfria rapidamente o corpo de prova (taxas de aquecimento da ordem de at 10.000 C/s so possveis).
Figura 2.3 Simulador Termomecnico Gleeble 3500.
-
3 PROCEDIMENTO EXPERIMENTAL
O estudo da influncia da taxa de resfriamento no grau de bandeamento teve seu incio devido a uma necessidade da rea de Desenvolvimento de Processos e Produtos (DPP) da Gerdau Aos Especiais Piratini, com o objetivo de conhecer o efeito desta varivel de processo em produtos laminados.
Os ensaios foram divididos em duas etapas:
1. Construo do digrama CCT (figura 2.2).
2. Avaliao do grau de bandeamento nas taxas de resfriamento de 0,1 a 4,0 C/s, campo do diagrama de formao exclusiva de ferrita e perlita, foco do trabalho ora descrito.
3.1 Material
Para o desenvolvimento deste trabalho foi utilizado o ao SAE 10B22 MOD, produzido no Laminador 2 da Gerdau Aos Especiais Piratini. A escolha deste material devido a sua tpica aplicao no forjamento a frio.
Os corpos de prova foram retirados de barras laminadas redondas, sem tratamento trmico, bitola 42,86 mm. As amostras foram retiradas preferencialmente a meio-raio, desta forma garantida uma maior consistncia qumica e estrutural entre as amostras ensaiadas, conforme mostra a figura 3.1.
Figura 3.1 Croqui da barra laminada indicando a posio de retirada dos corpos de prova.
3.2 Composio qumica
Foi verificada a composio qumica da qualidade estudada. Para esta anlise utilizou-se espectrmetro de emisso ptica da marca ARL 3560 AES. A composio qumica est apresentada na tabela 3.1.
Tabela 3.1 Composio qumica das amostras utilizadas para a avaliao do bandeamento.
%C %Si %Mn %P %S %Cr %Ni %Ti %Al %B ppm N2
0,21 0,28 1,15 0,024 0,009 0,14 0,06 0,04 0,03 0,002 52
3.3 Corpo de Prova
Os corpos de provas (figura 3.2) foram retificados para obter melhor preciso dimensional e para que no ocorresse imperfeies na superfcie que pudessem afetar o ensaio.
-
Figura 3.2 Dimenses do corpo de prova utilizado nos ensaios.
3.4 Procedimento do Ensaio
Devido s caractersticas do equipamento, durante os ensaios, o esforo e o aquecimento ocorrem somente na regio central do corpo de prova. Estes detalhes so melhores descritos na reviso bibliogrfica deste trabalho (itens 2.4 e 2.5).
Para o controle da temperatura foi utilizado termopar tipo K Chromel Alumel, j que a temperatura mxima utilizada foi de 900C. O termopar soldado na regio central da amostra, zona de interesse durante os ensaios.
Nas amostras ensaiadas, foi realizado um tratamento de normalizao, para que tivssemos uma maior homogeneidade na microestrutura, desta forma eliminando efeito do resfriamento do laminador.
Foram utilizadas as seguintes taxas de resfriamento: 0,10; 0,20; 0,30, 0,40 0,50; 0,75; 1,00; 1,50; 2,00; 3,00 e 4,00 C/s, sendo realizados dois ensaios para cada uma das taxas de resfriamento.
O ciclo trmico utilizado durante os ensaios mostrado de forma esquemtica na figura 3.3.
Figura 3.3 Ciclos trmicos utilizados durante os ensaios para avaliao do grau de bandeamento.
3.4.1 Anlise Metalogrfica
Foram realizadas anlises metalogrficas para todas as amostras utilizadas nos ensaios.
As amostras foram cortadas na seo longitudinal, lixadas e polidas com ataque eletroltico.
Utilizou-se o microscpio ptico Olympus, modelo BX60M, para as anlises de microestrutura e confeco das imagens.
-
4 RESULTADOS
Na tabela 4.1, esto mostradas as microestruturas obtidas aps os ciclos de tratamento trmico utilizados no Simulador Termomecnico Gleeble 3500.
Tabela 4.1 Microestruturas finais obtidas nos ensaios de simulao. Todas as imagens tm ampliao de 100X.
Microestruturas finais Taxa de Resfriamento
C/s Ensaio 1 Ensaio 2
0,10
0,20
0,30
25m 25m
25m 25m
25m 25m
-
Microestruturas finais Taxa de Resfriamento
C/s Ensaio 1 Ensaio 2
0,40
0,50
0,75
1,00
25m 25m
25m 25m
25m 25m
25m 25m
-
Microestruturas finais Taxa de Resfriamento
C/s Ensaio 1 Ensaio 2
1,50
2,00
3,00
4,00
Adicionalmente foram medidos os espaamentos entres as bandas de perlita, os resultados so observados no grfico 4.1.
25m 25m
25m 25m
25m 25m
25m 25m
-
Taxa de Resfriamento (C/s)
Tam
anho
das
Ban
das
(mm
)
0,500,400,300,200,10
0,09
0,08
0,07
0,06
0,05
0,04
0,03
0,02
0,01
0,00
Distribuio de Tamanho das Bandas vs. Taxa de Resfriamento (C/s)
Grfico 4.1 Grfico de evoluo do tamanho mdio das bandas em funo da taxa de resfriamento.
Atravs da anlise das microestruturas apresentadas na tabela 4.1, verificou-se que a taxa de resfriamento influencia no grau de bandeamento, mostrando que houve uma diminuio no espaamento entre bandas de ferrita e perlita. Para as taxas de resfriamento superiores a 0,5 C/s, o bandeamento no se mostrou significativo, devido ao menor tempo para a difuso dos solutos.
No grfico 4.1 observa-se quantitativamente que o espaamento entre as bandas diminui com o aumento da taxa de resfriamento, confirmando as anlises microestruturais.
5 CONCLUSES
1. A taxa de resfriamento possui marcada influncia no grau de bandeamento. Verificou-se maior bandeamento para as taxas de 0,1 e 0,2 C/s, comparativamente com as demais. Para taxas acima de 0,5 C/s, no foi verificado um bandeamento expressivo;
2. Para o ao SAE 10B22 MOD estudado, confirma-se a teoria de outros autores relacionando o bandeamento s taxas menores de resfriamento e favorecendo os fenmenos de difuso na austenita durante a transformao ;
3. O espaamento entre bandas mostrou-se fortemente influente com respeito taxa de resfriamento, como visto no grfico 4.1;
4. A adequao da taxa de resfriamento de materiais laminados pode contribuir decisivamente na estrutura final do ao SAE 10B22M e tambm para outros aos similares, podendo auxiliar na melhoria dos processos subseqentes, como tratamentos trmicos e operaes de trabalho a frio, bem como das propriedades mecnicas finais dos produtos oriundos deste ao.
6 AGRADECIMENTOS
Os autores agradecem a Gerdau Aos Especiais Piratini pela colaborao prestada na disponibilizao dos equipamentos e horas necessrios realizao deste trabalho.
-
7 REFERNCIAS
(1) KRAUSS; G. Solidification, Segregation and Banding in Carbon and Alloy Steels - AISI Transactions 2004.
(2) GUERRERO, R.; ASENSIO, J.; PERO-SANZ, J.A. e VERDEJA., J.I. La Estructura em Bandas de Los Aceros Microaleados. Compromisso de Templabilidad por Afino de Grano - RDM Revista de Minas.
(3) FERNNDEZ, S. Segregaciones em Aceros Laminados y Forjados - Seminrio de Aceros Especiales 1975.
(4) FATTORINI, F.; RONCHIATO G.; BAFFIGI, M.; GIANFRANCESCO, E.D. e RIGONI, S. Mechanical Properties of Engineering Steel Produced via Ingot and C.C. Route For Automotive Components - Steel Research (60) 1989.
(5) GARCIA, A. Solidificao: Fundamentos e Aplicaes Ed. da UNICAMP, 2001. (6) VAN VLACK, L. M. Princpios de Cincia e Tecnologia dos Materiais; 4 Edio;
Editora Campus Ltda.; Rio de Janeiro 1984. (7) CARNINO, V.; SOARES, R. B., Uso do Simulador Termomecnico Gleeble na Definio
de Curvas CCT. SENAFOR 2002.
(8) BAS, J. DIAS, M.; CELIBERTO, A.; CARNINO, V., A Simulao Fsica na Gerdau AFP. SULMAT 2000.