22
7
INTEGRAÇÃO ENERGÉTICA NO PROCESSO DE PAPEL E CELULOSE Sasazawa, Rogério S. 1 , Ravagnani, Maur o A . S. S. 2 , Pesch, Luiz R. 3 1 Brasil. Programa de Pós Graduação em Engenharia Química. Universidade Estadual de Maringá, UEM. Tel : 042-271-5486 ou 042-271-5189. Fax: 042-272-1229 . [email protected] 2 Brasil. Departamento de Engenharia Química. Universidade Estadual de Maringá, UEM. Tel: 044-261-4323. Fax: 044-263-3440. [email protected] 3 Brasil. Gerência de Meio Ambiente e Utilidades. Klabin Paraná Papéis S.A. Tel: 042-271-5543. Fax: 042-271-5619. [email protected] Resumo A disputa por uma melhor posição no mercado depende da performance de cada empresa. Com a crise energética, o custo de produção aumentou consideravelmente nos processos industriais e a globalização se tornou ainda mais acirrada no mercado atual. Todos estes fatores levaram projetistas e pesquisadores a se preocupar muito com a questão da conservação de energia. Algumas técnicas de integração tiveram seu auge na década de 80, e tem como conceito, a integração térmica nos processos, visando uma maior recuperação de energia, um menor consumo de utilidades e consequentemente uma diminuição dos custos. Este trabalho apresenta um estudo sobre a integração energética do processo de produção de papel e celulose, que vem sendo desenvolvido na empresa Klabin Paraná Papéis S. A., em conjunto com o Programa de Pós-Graduação em Engenharia Química da Universidade Estadual de Maringá. A Análise Pinch, por sua simplicidade e facilidade de utilização, foi a ferramenta escolhida para a integração energética. Ela utiliza conceitos termodinâmicos juntamente com regras heurísticas para projetar redes ótimas de trocadores de calor. Inicialmente foi realizado um levantamento dos equipamentos de troca térmica envolvidos na Máquina de Papel 7 (produção de 37 toneladas por hora), e no consumo de utilidades da rede atual. Um valor para o diferencial mínimo de temperatura nos terminais do trocador foi escolhido, baseado no menor valor dentre os trocadores em operação na rede ( 5 o C ). Utilizando-se o método do ponto de estrangulamento energético ( pinch design method ) a rede de trocadores de calor foi sintetizada. Após sua evolução, observou-se que não era necessário a adição de utilidades frias e havia um excesso de utilidades quentes. ( 6,7 MW ) Como resultado, obteve-se uma economia de 4,0 % no consumo de vapor no aquecimento da água desmineralizada das caldeiras, o que corresponde à redução de R$ 1.500.000,00, para um tempo de retorno de 3 meses, com investimento inicial de R$ 375.000,00. Palavras Chave: Análise Pinch, Utilidades, Economia de Energia, Integração Energética, Otimização
-
Upload
ivanpoletto -
Category
Documents
-
view
215 -
download
0
description
wef
Transcript of 22

7/18/2019 22
http://slidepdf.com/reader/full/22563dba51550346aa9aa48eb0 1/7
INTEGRAÇÃO ENERGÉTICA NO PROCESSO DE PAPEL ECELULOSE
Sasazawa, Rogério S. 1, Ravagnani, Mauro A. S. S. 2, Pesch, Luiz R. 3 1 Brasil. Programa de Pós Graduação em Engenharia Química. Universidade Estadual de Maringá, UEM.
Tel : 042-271-5486 ou 042-271-5189.Fax: 042-272-1229 . [email protected]
2 Brasil. Departamento de Engenharia Química. Universidade Estadual de Maringá, UEM.Tel: 044-261-4323. Fax: 044-263-3440. [email protected]
3 Brasil. Gerência de Meio Ambiente e Utilidades. Klabin Paraná Papéis S.A.Tel: 042-271-5543. Fax: 042-271-5619. [email protected]
Resumo
A disputa por uma melhor posição no mercado depende da performance de cadaempresa. Com a crise energética, o custo de produção aumentou consideravelmente nosprocessos industriais e a globalização se tornou ainda mais acirrada no mercado atual. Todosestes fatores levaram projetistas e pesquisadores a se preocupar muito com a questão daconservação de energia. Algumas técnicas de integração tiveram seu auge na década de 80, etem como conceito, a integração térmica nos processos, visando uma maior recuperação deenergia, um menor consumo de utilidades e consequentemente uma diminuição dos custos.
Este trabalho apresenta um estudo sobre a integração energética do processo deprodução de papel e celulose, que vem sendo desenvolvido na empresa Klabin Paraná PapéisS. A., em conjunto com o Programa de Pós-Graduação em Engenharia Química da
Universidade Estadual de Maringá. A Análise Pinch, por sua simplicidade e facilidade de utilização, foi a ferramentaescolhida para a integração energética. Ela utiliza conceitos termodinâmicos juntamente comregras heurísticas para projetar redes ótimas de trocadores de calor. Inicialmente foi realizadoum levantamento dos equipamentos de troca térmica envolvidos na Máquina de Papel 7(produção de 37 toneladas por hora), e no consumo de utilidades da rede atual. Um valor parao diferencial mínimo de temperatura nos terminais do trocador foi escolhido, baseado no menorvalor dentre os trocadores em operação na rede ( 5 oC ). Utilizando-se o método do ponto deestrangulamento energético ( pinch design method ) a rede de trocadores de calor foisintetizada. Após sua evolução, observou-se que não era necessário a adição de utilidadesfrias e havia um excesso de utilidades quentes. ( 6,7 MW )
Como resultado, obteve-se uma economia de 4,0 % no consumo de vapor noaquecimento da água desmineralizada das caldeiras, o que corresponde à redução de R$
1.500.000,00, para um tempo de retorno de 3 meses, com investimento inicial de R$375.000,00.
Palavras Chave: Análise Pinch, Utilidades, Economia de Energia, Integração Energética,Otimização

7/18/2019 22
http://slidepdf.com/reader/full/22563dba51550346aa9aa48eb0 2/7
Introdução
Na grande maioria dos processos industriais predomina sem dúvida alguma, oaquecimento através de líquidos ou gases. Dentre os tipos mais comuns de fluidos, o vaporsempre foi o mais utilizado devido a uma série de fatores de ordem técnica e econômica.
De todo o óleo combustível produzido no País, cerca de 50 % se destina à queima em
caldeiras produzindo vapor para processos de aquecimento.Dentro desta linha de raciocínio é que a Integração Energética vem atuar, diminuindo oconsumo de óleo ou outra forma de combustível sem alterar tecnicamente o comportamento doprocesso produtivo.
O conceito de Integração Energética corresponde à permuta de calor entre umacorrente que necessita ser aquecida (Corrente Fria) com outra que necessita ser resfriada(Corrente Quente). Neste caso dir-se-á que as correntes serão integradas termicamente, e esteobjetivo é atingido através de uma rede de trocadores de calor.
O trabalho que traz a revisão mais completa em síntese de Rede de Trocadores deCalor é o de GUNDERSEN & NAESS (1). Este apresenta o estado da arte dos métodos desíntese de Rede de Trocadores de Calor até o ano de sua publicação. Poucas publicaçõesposteriores apresentam novidades sobre o assunto.
Os métodos desenvolvidos para a síntese de Rede de Trocadores de Calor podem ser
classificados em dois grandes grupos. O primeiro deles utiliza técnicas matemáticas deprogramação linear e não linear. O segundo utiliza conceitos termodinâmicos somados a regrasheurísticas, cujo grande expoente é a Análise Pinch.
A Análise Pinch não é muito antiga, mas sua história começa com a preocupação dealguns pesquisadores em minimizar o consumo de utilidades no setor industrial. SegundoRAVAGNANI (2), em 1971, HOHMANN, em sua tese de doutorado, introduziu o critério doconsumo mínimo de utilidades antes da síntese da rede, o que trouxe uma contribuição muitogrande nos estudos da Análise Pinch.
Após esta data muitos outros trabalhos foram feitos na área da síntese de redes detrocadores de calor, mas só em 1978, é que UMEDA et. al., apresentaram um método deconceituação termodinâmica denominado “energia disponível”. Neste trabalho os autoresapresentaram pontos em gráficos de temperatura contra energia, e um ponto específicodenominado “Pinch Point”, que permitia prever a mínima área para uma rede de trocadores de
calor. Após este artigo foi-se aperfeiçoando cada vez mais os trabalhos sobre integração
energética. Mas sem dúvida, a Análise Pinch teve seu auge do desenvolvimento entre o finaldos anos 70 e o final dos anos 80, principalmente com LINNHOFF e seus colaboradores, naUniversidade de Manchester, Reino Unido. Depois disso, pouca coisa se acrescentou aoassunto, conforme pode ser visto em LINNHOFF (3) e LINNHOFF (4). Em SMITH (5) encontra-se uma boa revisão sobre síntese de processos, e, em especial, sobre Análise Pinch.
Portanto, a Análise Pinch consiste em determinar o consumo mínimo de utilidadesquentes e frias, a área mínima de transferência de calor, número mínimo de trocadores de calore a síntese e otimização da rede, incluindo o custo global anual mínimo.
MetodologiaO principal objetivo deste trabalho foi definir as mínimas demandas de utilidades
quentes e frias de uma fábrica de papel. Após esta definição, foram analisados as condiçõesreais de operação dos equipamentos. Foram levantados os dados relativos a temperaturas,vazões, capacidades caloríficas, áreas de troca térmica e dados mecânicos dos trocadores. Deposse destes dados, o algoritmo da tabela do problema foi utilizado para a determinação dademanda mínima de energia, para um diferencial mínimo de temperatura nos terminais dostrocadores, que foi o menor valor encontrado nos trocadores em operação na rede. Emseguida, uma nova rede de trocadores de calor foi projetada, e otimizada. Uma análiseeconômica foi realizada, visando um bom retorno de investimento.
Análise Pinch foi a metodologia escolhida para aplicação neste processo, devido à suafacilidade de aplicação, para identificar oportunidades que aumentem a eficiência global do
processo.

7/18/2019 22
http://slidepdf.com/reader/full/22563dba51550346aa9aa48eb0 3/7
Descrição do Processo
A máquina de papel 7 é a maior pertencente à empresa Klabin, e foi construída em1979. Possui largura útil de 6,10 m e velocidade máxima de 700 m/min. É a máquina maismoderna da fábrica, dotada de duas mesas planas (primária e secundária), e três caixas deentrada. Este tipo de máquina é ideal para produção de papel duplex (Tetra Pak), ou seja,
papel com duas linhas diferentes, papel branco de cobertura e papel kraft marrom de base,utilizado para a embalagem de alimentos líquidos.
A máquina 7 produz aproximadamente 21.000 toneladas de papel por mês, sendo asgramaturas mais importantes: 175, 187, 226, 266, 300 e 330 g/m 2.
Após a estocagem, a massa é enviada para a caixa de nível da máquina, a qualmantém o fluxo e pressão constante de massa para a sucção da bomba de mistura.
Quando a massa chega na caixa de entrada, enviada pelo depurador pressurizado, estaé jogada sobre a tela da mesa plana. Existem três injeções de massa, duas de massa marrom,que são injetadas na tela desaguadora, e uma branqueada, que é injetada depois da primeiraprensa. Após todas as prensas, a folha passa para a secaria da máquina com teor seco entre 40a 44%, onde ocorrerá o processo final de secagem. No interior dos cilindros secadores éinjetado vapor de média pressão. Este vapor aquece os cilindros, que por sua vez, faz a trocatérmica com o papel que está passando pelos mesmos, evaporando a água. Para que não haja
saturação de umidade, é insuflado ar quente seco dentro da capota da máquina de papel e o arúmido é retirado do mesmo através de exaustores localizados no teto da capota da secaria. Oar, então, é enviado para a atmosfera a aproximadamente 80°C.
Após passar por todos os cilindros, a folha já seca (teor seco de aproximadamente 92%)entra numa calandra para acertar o perfil de espessura da folha. Em seguida, é enviada àenroladeira onde a folha é enrolada em carretéis, formando assim o rolo de papel
Resultados
O estudo deste trabalho é fruto de um convênio realizado entre a empresa KlabinParaná Papéis S.A., e a Universidade Estadual de Maringá, no Paraná – Brasil. Este trabalho é
direcionado à Máquina de Papel 7(MP-07).Para a Análise Pinch na Máquina de Papel, foram utilizados dois procedimentos, oprimeiro(Caso 1) foi a utilização de correntes empregadas nas trocas térmicas atuais, e osegundo(Caso 2), foi com o uso de todas as correntes de processos passíveis de seremutilizadas na metodologia.
Para o Caso 1, as correntes de processo foram:1 - Ar atmosférico aquecido utilizado para substituir o Ar úmido do prédio da MP-072 - Ar atmosférico aquecido utilizado para substituir o Ar úmido da capota da MP-07(Insuflado pela parte superior da capota)3 - Ar atmosférico aquecido utilizado para substituir o Ar úmido da capota da MP-07(Insuflado pela parte inferior da capota)4 - Óleo de resfriamento da Prensa da Máquina de Papel. (ENP)5 - Óleo de resfriamento do Rolo da Máquina de Papel. (CC Roll)
6 - Óleo de resfriamento de todas as peças, cujo aquecimento mecânico é elevado.7 - Vapor de Baixa Pressão ou Vapor Flash.8 - Água fresca para resfriamento.O ∆Tmin foi escolhido a partir do critério de menor variação entre todos os terminais de
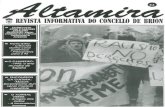
entrada e saída dos equipamentos de troca térmica do processo estudado, correspondendo a5oC: A Fig. 01 mostra o diagrama de grade da rede de trocadores de calor atual.
A Tabela 01apresenta os dados das correntes. A aplicação do Algoritmo da Tabela do Problema para este caso, observa-se que o
ponto de estrangulamento energético está entre 25oC e 30oC. Trata-se de um problema limiar,sendo necessário somente a adição de 9,2 kW de utilidades quentes.

7/18/2019 22
http://slidepdf.com/reader/full/22563dba51550346aa9aa48eb0 4/7
Tabela 01 – Tabela de dados das correntes da caso 1 da MP7
Descrição Tipo Ten (oC) Tsai (oC) CP(kW/oC) ∆∆∆∆H (kW)
1 Ar prédio Fria 25 35 110,59 1105,942 Ar superior Fria 40 120 89,59 7167,40
3 Ar inferior Fria 30 100 39,53 2767,324 Óleo ENP Quente 45 35 13,27 132,685 Óleo CC roll Quente 40 35 2,00 10,026 Óleo Central Quente 75 65 18,34 183,397 Vapor de Baixa Quente 147 146 11040,20 11040,208 água Fria 30 50 26,52 530,46
1 - Ar Prédio
4 - leo ENP
3 - Ar Inferior
2 - Ar Superior
5-Óleo CCRoll
6- leo Central
7 - Vapor Baix
8 - Água
40oC120oC
25oC35oC
30oC100oC
35oC45oC
40oC 35oC
75oC 65oC
30oC
147oC
50oC
146oC
Fig. 01 – Diagrama de Grade Atual (Caso 1)
Nesse estudo, não foi incluído o condensado do vapor injetado nos cilindros secadorese nem o ar de exaustão da capota da máquina de papel. No caso 2 será mostrado a inclusãodessas duas correntes, e observar-se-á que há um excesso muito grande de calor nasmáquinas de papel.
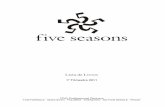
Para o Caso 02, foi incluído o condensado dos cilindros secadores e o ar de exaustão,apresentados na Fig. 02. Neste estudo, observou-se tratar também de um problema limiar. Para as duas correntes adicionadas não são feitas trocas de calor, ou seja, ocondensado é retirado da máquina e enviado para o setor de utilidades onde será reutilizadopara produção de vapor. Nesta corrente, quanto menor for a queda de temperatura da saída damáquina até os tanques de alimentação das caldeiras, melhor para a produção do vapor.
O ar de exaustão é retirado da capota da secadoria da máquina de papel para diminuira umidade no interior do mesmo. Isto é feito por ventiladores, e é posteriormente lançadoatravés de chaminés para o ambiente. Esta corrente não é aproveitada, sendo assim um pontepassível de recuperação de energia.
A Tabela 02 apresenta as correntes de processo para este caso.
Aproveitamento do calor do Ar de Exaustão
Em uma máquina de papel, a velocidade de rotação dos cilindros secadores é muitogrande, causando assim bolsões de ar úmido entre cilindros, e a umidade do ar interno do

7/18/2019 22
http://slidepdf.com/reader/full/22563dba51550346aa9aa48eb0 5/7
prédio ou da capota pode se tornar saturada podendo ocorrer condensação do vapor no teto,causando pingos nas folhas. Portanto, é necessário a injeção de ar quente seco para o interiordo mesmo. Partir do conceito do balanço de massa, o ar úmido deve ser exaurído.
Tabela 02 – Dados das correntes para o Caso 2 da MP7
Descrição Tipo Ten (o
C) Tsai (o
C) CP(kW/o
C) ∆∆∆∆H (kW)1 Ar externo Fria 25 35 110,59 1105,942 Ar interno Fria 40 120 89,59 7167,403 Ar porão Fria 30 100 39,53 2767,324 Óleo ENP Quente 45 35 13,27 132,685 Óleo CC roll Quente 40 35 2,00 10,026 Óleo Central Quente 75 65 18,34 183,397 SLP Quente 147 146 11040,20 11040,208 Ar sai capota Quente 80 40 114,10 4563,999 água Fria 30 50 16,80 336,10
10 condensado Quente 147 50 21,74 2108,52
1 - Ar Prédio
4 - Óleo ENP
3 - Ar Inferior
2 - Ar Superior
5-Óleo CCRoll
6-Óleo Central
7 - Vapor Baix
8 - Água
40oC120oC
25oC35oC
30oC100oC
35oC45oC
40oC 35oC
75oC 65oC
30oC
147oC
50oC
146oC
9- Condensado
10-Ar exaustão
Fig. 02 – Diagrama de Grade do Caso 2
No caso da Máquina de Papel 07, o insuflamento de ar é feito em três pontos, sob oscilindros (para evitar bolsões), dentro da capota e no prédio (ambos para evitar pingos). O ar deexaustão, é então retirado por ventiladores de dentro capota e lançado ao ambiente.
Portanto, a intenção desse estudo é aproveitar o calor dessa corrente, com outra quenecessita ser aquecida.Dados: Temperatura de ar de exaustão na entrada do trocador ( Tauin ) = 80 oC
Temperatura de ar de exaustão na saída do trocador ( Tauout ) = 45 oCTemperatura de água na entrada do trocador ( Tagin ) = 25 oC
Temperatura de água na saída do trocador ( Tagout ) = 61 oCVazão de ar de exaustão ( mar ) = 400000,00 kg / h

7/18/2019 22
http://slidepdf.com/reader/full/22563dba51550346aa9aa48eb0 6/7
Pressão de operação do ar de exaustão ( Par ) = 1,033 kgf / cm2 Densidade da água = 997,045 kg / m3 Umidade Absoluta do ar de exaustão ( Xar ) = 0,23 kg H2O / kg ar secoTemperatura de bulbo seco do ar de exaustão (Tbs ) = 75 oCTemperatura de bulbo úmido do ar de exaustão (Tbu ) = 63 oCTemperatura de ponto de orvalho do ar de exaustão (T po ) = 79 oC
Calor Específico da Água ( Cpag ) = 0,997 kcal / (kg.o
C)Calor Específico do Ar de Exaustão ( Cpar ) = 0,300 kcal / (kg. oC)Entalpia do Vapor de condensação ( hv ) = 595,339 kcal / kg As equações usadas nos cálculos foram:Vazão de ar seco ( mas ):
( ) asar ar m X m .1+= (1)
Variação da Entalpia do Ar de Exaustão ( ∆Har ):
vasar ar ar asar hm X T Cpm H .... +∆=∆ (2)
Utilizando as equações 1 e 2 pode-se calcular o valor de calor disponível no ar deexaustão, para aquecer outra corrente que necessita ser aquecida, que no caso deste estudo
será a água. A vazão de ar seco é 325.203,25 kg/h, e a variação de entalpia do ar de exaustãoé 47,94 Gcal/h, o que equivale a um potencial de redução dos custos de R$ 7.000.000,00. Noentanto, esta disponibilidade de energia é restrita às temperaturas mais baixas, ou seja,somente é possível aquecer correntes frias até 60 oC aproximadamente, portanto, uma correnteque poderia aproveitar esse calor seria a água de desmineralizada (make up) que é enviadapara as caldeiras para produção de vapor.
O pré aquecimento da água desmineralizada representaria uma economia de 1,2 % naprodução de vapor, o que equivale a uma redução de custo de aproximadamente R$470.000,00 por ano.
Para esses cálculos, foram requisitados vários orçamentos de equipamentos de trocatérmica, bombas, motores e adicionais, como coluna de alimentação, gavetas, etc, e mão deobra de montagem. Quanto à tubulação, existe uma linha que interliga o setor de caldeiras e aMáquina de Papel 7, levando água desmineralizada para um condensador de contato direto e a
água volta aquecida por um tubulação isolada, podendo ser aproveitada. Portanto o custo deinvestimento será de aproximadamente R$ 310000,00 . O tempo de retorno para esteinvestimento é de aproximadamente 8 meses.
Outra possível corrente a ser utilizada é o ar de insuflamento para as capotas, poisatualmente, este é aquecido com vapor flash (aproximadamente 4 kgf/cm2). Pelos cálculostermodinâmicos, é possível uma economia de R$ 420.000,00 com a troca térmica entre o arúmido e o ar ambiente, um das restrições à esta corrente se deve a que trocadores ar – ar sãode grandes dimensões, podendo assim se tornar inviáveis técnicamente e economicamente.
Todos os valores de temperatura, vazões e pressões foram obtidos através de médiasmensais. As propriedades dos fluidos foram obtidas através de estudos de empresasterceirizadas.
Os valores da umidade absoluta foram obtidos nos bolsões dos cilindros secadores daMáquina de Papel PM – 07 do lado do comando (LC) e do meio. Foram determinados com
auxílio de termômetro digital de bulbo seco e de bulbo úmido.
Conclusões
Através dos resultados obtidos, pode-se concluir que a aplicação da Análise Pinch trouxe importantes avanços no processo industrial estudado. O tempo de retorno doinvestimento é relativamente pequeno, ou seja, oito meses, para um investimento de R$310.000,00 e uma economia de 1,2 % no consumo de vapor, isso equivale a R$ 470.000,00.
Desta forma, neste trabalho observou-se que a máquina de papel tem o sistema detroca térmica eficiente e um sistema de equipamentos bem dimensionado, mas há umdesperdício muito grande de calor em seu processo, que é o caso do ar de exaustão. Portanto,a partir desta análise econômica, com algumas mudanças no sistema pode-se melhorar oprocesso, dependendo somente da disponibilidade da empresa em implementar asmodificações sugeridas.

7/18/2019 22
http://slidepdf.com/reader/full/22563dba51550346aa9aa48eb0 7/7
Agradecimentos
Os autores agradecem à empresa Klabin Paraná Papéis S.A. e à UniversidadeEstadual de Maringá.
Referências Bibliográficas
1. GUNDERSEN T. & NAESS L., “The Synthesis of Cost Optimal Heat ExchangerNetworks”, Computers Chemical Engineering, Vol. 12, No 6, pp. 503-530, 1988.
2. RAVAGNANI, M.A.S.S. , “Projeto e Otimização de Rede de Trocadores de Calor”, Tesede Doutorado, Campinas – São Paulo – Brasil, 1994.
3. LINNHOFF B., “Pinch Analysis – A State of the Art Overview”, Institution of ChemicalEngineers, Vol. 71, Part A, September 1993.
4. LINNHOFF B., “Use Pinch Analysis to Knock Down Capital Costs and Emissions”,Chemical Engineering Progress, August 1994.
5. SMITH, R., “Chemical Process Design”, McGraw – Hill, Inc., U.S.A., 1995.