351_pdfsam_Metalurgia Mecânica - George Dieter
41
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 1/41 12 Fadiga dos Metais Desde 1850, é conhecido o fato de que um metal submetido a uma tensão repetida ou flutuante romperá a uma tensão muito inferior àquela necessária para ocasionar fratur a devido à aplicação de uma carga estáti ca. As falhas mecânicas decorrentes destas con- dições de carregamento dinâmico são chamad as falhas por fadi ga, em virtude de serem observadas geralmente após um período de serviço considerável. Não existe uma variação marcante na estrutura de um metal que tenha rompido por fadiga, que possa servir como indício para nossa compreensão das razões que levam à ocorrência da fadiga. A fadiga tornou-se progressivamente importante à medida que a tecnologia desenvolveu um número maior de equi pamentos, tais como automóveis, aviões, com- pressores, bombas. turbinas, etc., sujeit os a carregamento repetido e a vibração. Nos dias atuais, pode-se dizer que a fadiga é responsável por pelo menos 90 por cento das falhas de serviço relativas a causas mecânicas 1. Uma falha por fadiga é particular mente insidiosa porqu e acontece sem que haja qualquer aviso óbvio. A fadiga dá origem a uma fratura de aparência frágil, sem exis- tência de deformação macros cópica na fratura. A superfície de fratura. em escala ma- croscópica, é quase sempre normal à direção da tensão principal de tração. Uma falha por fadiga pode ser reconhecida, geralmente, a partir do aspecto da s uperfície de fra- tura, a qual apresenta uma região lisa decorrente da fricção que se verifica entre as superfícies dura nte a propagação da trinca através da seção do material (porção supe- rior da Fig. 12.1), uma região áspera na qual a peça rompeu-se de maneira dúctil, quando a seção transversal já não era capaz de suportar a carga aplicada. O progresso da fratura é freqüentemente indicado por uma série de anéis que se desenvolvem do ponto de início da trinca para o interior da seção. A Fig. 12.1 ilustra também uma outra caracierística da fadiga. ou seja. que a falha ocorre geralmente num ponto de concentração de tensão. tal como um canto vivo ou um entalhe, ou ainda num concen- trador de tensão metalúrgico como, por exemplo, uma inclusão. São três os fatores básicos necessários para causar falha por fadiga: (I) uma ten- são de tração máxima suficientemente alta, (2) uma variação ou flutuação na tensão aplicada suficientemente grande, (3) um número de ciclos de aplicação da tensão sufi - 'Vários exemplos de falhas mecânicas por fadiga são apresentados em Failure Analysis and Prevention, Me/ais Halldbook , vaI. 10, 8 a ed., American Society for Metais, Metais Park, ühio. 1975.
-
Upload
kristen-mcknight -
Category
Documents
-
view
229 -
download
0
Transcript of 351_pdfsam_Metalurgia Mecânica - George Dieter

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 1/41
12 Fadig a dos Metais
Desde 1850, é conhecido o fato de que um metal submetido a uma tensão repetid a ouflutuante rom perá a uma tensão muito infer ior àquela necessár ia para ocasionar fratur ad evido à aplicação de uma car ga estática. As f alhas mecânicas decor rentes destas con-
dições de carregamento dinâmico são chamad as falhas por fadiga , em vir tud e d eser em obser vadas ger almente após um per íodo de serviço considerável. Não existe
uma var iação marcante na estr utura de um metal que tenha rompido por f adiga, que possa servir como indício para nossa compr eensão das razões que levam à ocor r ênciada f adiga. A fadiga tor nou-se pr ogressivamente impor tante à medida que a tecnologiad esenvolveu um númer o maior de equi pamentos, tais como automóveis, aviões, com-
pressor es, bombas. turbinas, etc., sujeitos a carregamento repetido e a vibração. Nosd ias atuais, pode-se d izer que a fad iga é res ponsável por pelo menos 90 por cento dasf alhas de ser viço relativas a causas mecânicas 1.
Uma falha por fadiga é particular mente insid iosa porque acontece sem que haja
qualquer aviso ó bvio. A fad iga dá origem a uma fratura de a par ência f r ágil, sem exis-tência d e d ef or mação macroscó pica na f r atura. A su per f ície de fratura. em escala ma-
croscópica, é q uase sem pre nor mal à direção da tensão princi pal d e tração. Uma f alha por fadiga pode ser r econhecida, geralmente, a partir do aspecto da superfície de fra-
tura, a qual apresenta uma r egião lisa decor rente da fricção que se verifica entre assuper fícies durante a pr opagação da trinca através da seção do material (por ção su pe-r ior d a Fig. 12.1), uma região áspera na qual a peça r ompeu-se d e maneir a dúctil,q uand o a seção tr ansversal já não er a capaz d e supor tar a carga a plicada. O progresso
da f r atur a é fr eqüentemente ind icado por uma sér ie d e anéis que se desenvolvem do ponto d e início d a t r inca par a o inter ior da seção. A Fig. 12.1 ilustr a também umaoutr a caracierística da fadiga. ou se ja. q ue a f alha ocorr e geralmente num ponto deconcentr ação de tensão. tal como um canto vivo ou um entalhe, ou aind a num concen-
tr ad or d e tensão metalúr gico como, por exemplo, uma inclusão.São três os fator es básicos necessár ios par a causar falha por fadiga: (I) uma ten-
são de tr ação máxima suficientemente alta, (2) uma variação ou f lutuação na tensãoa plicada suf icientemente grande, (3) um númer o de ciclos d e aplicação da tensão sufi-
'Vários exemplos de falhas mecânicas por fadiga são a presentad os em Failur e Analysis and Pr evention, M e/ais
H alldbook , vaI. 10, 8a ed., Amer ican Society for Metais, Metais Park , ühio. 1975.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 2/41
::- I~l:= .": . .. C 'f "
Fig. 12.1 Superfície de f r atura de uma f alha por f ad iga que teve início num canto vivo d e um
r asgo d e chaveta de um eixo (I X).
cientemente grande. Além destas. existem outras diver sas variáveis, tais como con-
centração d e tensão, corr osão, temper atura. sobr ecar ga, estr utur a metalúr gica. ten-sões r esiduais e tensões combinad as, que tend em a alter ar as cond ições d e ocorr ênciad a fadiga. Uma vez que ainda não possuímos um entendimento básico d o que leva ummetal a se rom per por fadiga, ser á necessár io que d iscutamos cad a um destes f atores a
par tir d e um ponto de vista essencialmente em pírico. Devid o ao gr and e númer o d ed ados ex per imentais existentes, ser á possível a penas descrever os pontos f und amen-
tais d a r elação entr e estes f ator es e a f adiga. Par a d etalhes mais com pletos, o leitor poder á consultar as várias publicações excelentes alistadas no f im d este ca pítulo.
Em pr incípio, seria interessante definir br evemente os ti pos ger ais de tensões flutuan-tes que pod em ocasionar fad iga. A Fig. 12.2 ilustra ciclos d e tensões típicas em fadiga.A Fig. l2.2a ilustr a um cicio d e t enS (les alt ernad as de f orma senoid al. Esta é uma
situação id ealizada a qual é pr oduzid a por um máquina d e f ad iga! d e viga rotativa d oti po R . R . Moor e e que, em ser viço, pod e ser com parad a a um eixo r otativo o perand oa velocid ad e constante e sem so br ecargas. Para este tipo d e ciclo d e tensões, as ten-sões máxima e mínima são iguais. Conser vando as convenções esta belecid as no Capo
'Os tipos mais comuns d e máquinas d e f ad iga são d escritos nas r ef er ências alistad as no f im deste ca pítulo e no
Manual on Fatigue Testing. ASTM Spec. TecI!. Pllbl. 91, 1949.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 3/41
2. a tensão mlnIma é a tensão algebricamente menor no ciclo, as componentes de
tração são posItIvas e as de compressão negativas. A Fig. 12.2h ilustra um ciclo de
tensllo flutuante no qual a tensão máxima (T mflx. e a tensão mínima (Tmino são diferentes.
Nesta ilustração, ambas as tensões são de tração. embora um ciclo de tensão flutuante
possa perfeitamente apresentar tensões máxima e mínima de sinais opostos ou ambas
em compressão. A Fig. 12.2(' ilustra um ciclo de tensões complic"ldo que pode ser
encontrado num componente como uma asa de avião, que está sujeita a sobrecargas periódicas imprevisíveis devido a correntes de vento.
Um ciclo de tensão flutuante pode ser dividido em duas componentes, uma tensão
média. ou estática, (TII/' e uma componente de tensão alternada. ou variável, UU' De-
vemos considerar também o intervalo de tensões (T,,, Como pode ser visto na Fig.
l2.2h, o intervalo de tensões é a diferença algébrica entre as tensões máxima e mínima
em um ciclo.
(Jr(J =-
a 2
O"máx.+ O"mín.(J =-----
m 2
o·r o
"'c:QI
> - o·r o
:!lQI
C iEoÜI
~t= \JCic los ~
Fig. 12.2 Ciclos de tensão típicos em fadiga. (a) Tensão alternada; (b) tensão flutuante; (c) ciclode tensão irregular ou aleatória.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 4/41
São utilizad as duas quantidad es par a a pr esentação dos d ados d e fadiga em termos da
relação de tensões:
R_ O"máx.
---
O"m ín.
o métod o básico de a presentação de d ad os ex perimentais d e fadiga é atr avés d a cur va
S-N, onde é lançad a em gr áfico a tensão S contr a o númer o d e ciclos necessários par a
a fr atur a N. Normalmente empr ega-se uma escala logarítmica par a N. O valor da ten-
são lançad a no gr áfico pode ser C T a , CTmáx. ou CTmin, e são ger almente tensões nominais,
isto é, não há um a juste par a concentração d e tensões. A relação S - N é d eter minada
para um valor es pecífico de C T m• R ou A. A maioria das d eterminações de pr o priedades
da fadiga dos materiais f or am feitas em f1exão alternada, ond e a tensão média é zero.
A Fig. 12.3 mostra curvas S - N tí picas d e ensaio de viga r otativa. Poster iormente,
neste ca pítulo, serão considerados os casos em que a tensão média é difer ente de zero,
já q ue são de importância consid er ável na engenharia.
Poderemos notar q ue esta cur va S - N está relacionada principalmente com f alhas
de fadiga par a números gr andes d e ciclos (N >10" ciclos). Nestas condições, a tensão,
a gr osso mod o, é elástica, mas como ver emos brevemente o metal se def orma plasti-
camente de maneir a altamente localizad a. Par a tensões maior es, a vida em fadiga d e-
cresce pr ogressivamente, mas a d ef ormação plástica gener alizad a torna dif ícil a inter-
pretação em termos d e tensão. Par a a r egião de f adiga de baixo-ciclo (N <10~ciclos),
os ensaios são conduzidos com ciclos controlados de def ormação elástica mais plás-
tica, em vez d e ciclos de tensão ou car gas contr olad as. A fad iga d e bai xo-ciclo ser á
consid erad a na Seç. 12.5.
Como pod e ser visto na Fig. 12.3. o númer o de ciclos de tensão q ue um metal
pode supor tar antes d e se r omper aumenta com o decr éscimo da tensão. A não ser que
ha ja indicação em contr ário, N é tomad o como send o o número de ciclos d e tensão
necessários par a causar a f r atura com pleta d o corpo de pr ova. Os ensaios de fadiga a
baixas tensões são geralmente levad os até 10' ciclos. e algumas vezes. no caso de
não-fer rosos. até 5 x 108 ciclos. Par a alguns poucos materiais. muito importantes na
'iijc. 508~~40
:;
"~ 30o
..,"~ 20"uo
' } ) lc 10
f ! '.
Fig. 12.3 Cur vas d e fadiga típi-
cas par a metais ferr osos e não-ferr osos.
106 107
108
Númer o de c i clo s p ar a f ratura, N I

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 5/41
engenharia, como o aço e o titânio, a cur va S - N se torna horizontal em uma determi-nad a tensão limite. A baixo d esta tensão limite, chamad a limit e d e r esist ência à fadiga ,
o material pod e presumivelmente supor tar um númer o inf inito de ciclos sem se rom-
per . A maior ia dos metais não-f err osos, como alumínio, magnésio e ligas d e cobr e,a presentam uma curva S - N que decr esce continuamente com o aumento d o número d eciclos. Estes materiais não a pr esentam um limite d e r esistência à fad iga, uma vez que acur va S- N nunca se torna horizontal. Neste caso costumam-se caracter izar as pr o prie-
d ad es d e f adiga d o material fornecendo-se a resistência à fadiga para um número arbi-
tr ár io d e ciclos, como por exemplo, 10H ciclos.O pr ocedimento usual par a deter minação de uma curva S - N consiste em se testar
o primeir o corpo de prova a uma tensão alta na qual se es per a que ocor r a fr atilra numnúmer o de ciclos bastante peq ueno, por exemplo, cer ca d e d ois ter ços d o limite d er esistência estático d o material. A tensão do ensaio é d iminuíd a gr ad ativamente par acad a cor po d e pr ova que se suced e, até que uma ou duas amostr as não se r ompam no
númer o d e ciclos es pecif icado, geralmente 107 ciclos. A maior tensão par a a qual nãose ver ifica f r atur a é consid er ad a o limite d e fad iga. Par a os materiais que não a presen-
tam limite d e r esistência à f adiga o ensaio é interr ompid o, normalmente, para consi-
d er ações pr áticas, em uma tensão baixa ond e a vid a em f adiga seja cerca d e 1()8 ou5 x I()8 ciclos. A cur va S - N é deter minad a geralmente com cerca de 8 a 12 cor pos d e pr ova. Nor malmente se o bser va uma dis per são razoável nos r esultad os ex perimentais,
em bora se ja possível, sem muita d if iculd ad e, o tr açad o de uma curva suave a bran-gendo os pontos o btidos. No entanto. se vár ios corpos de pr ova for em ensaiados auma mesma tensão, ocorr er á uma gr and e d is per são nos valores o bservad os d e númer o
de ciclos par a a fr atur a. dis per são esta q ue chega a atingir uma ordem d e gr andeza na
escala logar ítmica entre os valores máximo e mínimo. Além disso, foi mostr ad ol que olimite d e r esistência à f adiga d o aço está su jeito a uma variação consid er ável e q ue suadeterminação d a maneir a d escrita acima pod e incorrer num erro bastante acentuad o. A
natureza estatística d a f ad iga ser á d iscutid a na seção seguinte.
A análise estatística d os d ad os experimentais d e f adiga e as r azões d a variação d osr esultados d os ensaios d e fad iga têm sid o o bjeto de vários tr a balhos2. Uma vez que a
vida em f ad iga e o limite d e fadiga são quantid ad es estatísticas, deve ser es perado queocor ra um d esvio consid er ável d e uma curva média levantad a com apenas alguns pou-
cos corpos d e pr ova. É necessário q ue se r aciocine em termos d a pro ba bilid ad e de umcor po de pr ova atingir uma certa vid a a uma dad a tensão, ou d a pr o ba bilid ade d e
ocor rer f r atur a a uma d ad a tensão nas vizinhanças d o limite d e fadiga. Par a f azer isto,é necessário o ensaio de um númer o muito maior d e corpos d e pr ova d o que anterior-
mente. pois d esta f orma torna-se possível a deter minação d os par âmetros estatísticos3
necessár ios par a a estimativa d estas pr o ba bilidad es. O métod o básico para a presenta-
ção d os d ad os ex perimentais d e f adiga d ever á ser , então, uma superfície trid imensional
re presentand o a r elação entre tensão, númer o de ciclos par a f r atura e pr o ba bilid ad e d af r atur a. A Fig. 12.4 mostr a como isto pod e ser r epresentad o num gr áf ico bid imensio-na!.
Nesta f igur a está ilustr ad a esquematicamente uma d istr i buição d a vid a em f adiga atensão constante. e. tomand o'-a como base. f or am desenhad as curvas de pr o ba bilid ad e
de ruptur a constante. Assim. para ( T I' ser ia de se es per ar q ue I por cento d os cor pos
'1. T. Ransom e R . F. Mehl. Tr aI/S. A / M E , vol. 185. pp. 364-365. 1949.
'p, H. Armitage. M et al / . Re I ' .. vol. 6, pp. 353-385. 1964: R. E. Little e E, H. Jebl). Slalislicai Desigl/ o/ Faligue Experimel/Is, John Wiley &Sons. lnc., New York , 1975.
30S pr inci pais par âmetr os estatísticos a ser em consid er ad os sâo as estimativas d a méd ia e d esvio padr ão (me-d id a d a d isper são) d a po pulação.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 6/41
p ~ 0,01
III
p ~ 0,99 P ~0,99
'<~ _ ~ > P _ ~0,50
I P ~ 0,01
d e pr ova se r ompesse com N , ciclos. 50 por cento com N z ciclos. etc. A figura indica
um d ecr éscimo d e dis per são par a a vid a em f adiga com o aumento da tensão. o que
geralmente se verif ica na pr ática. A f unção de d istribuição estatística q ue d escr eve a
d istribuição d a vid a em f adiga a tensão constante não é conhecid a com pr ecisão e. par a
tal, ser ia preciso que se ensaiassem mais d e 1.000 amostr as id ênticas so b condições
id ênticas par a uma tensão constante. Muller -Stock ' ensaiar am 200 corpos d e prova d e
aço par a uma única tensão e ver if icar am q ue a f r eq üência d e d istribuição d e N seguia a
distr ibuição gaussiana. ou normal. se a vid a em fad iga er a ex pr essa como log N. Par a
f ins d e engenhar ia, é suficientemente pr eciso assumir uma d istri buição normal logar ít-
mica da vid a em f ad iga a tensão constante. no inter valo de pr o ba bilidad e d e ruptur a de
p = 0,\0 a P = 0,90. Tod avia, f r eq üentemente, é impor tante que se jamos ca pazes d e
prever a vid a em f ad iga corr es pondente a uma pr o ba bilid ad e de r u ptur a menor ou igual
a I por cento. A su posição d e uma d istri buição normal logar ítmica neste limite externo
d a cur va d e d istr i buição não mais se justif ica, embor a se ja comumente empr egad a.
Par a este caso. a distr ibuição d o valor -extr em02 ou a d istr i buição d e Wei bulJ3 têm sid o
as alter nativas utilizad as.Par a que façamos a inter pr etação estatística do limite d e f ad iga devemos lid ar com
a d istri buição d a tensão par a uma vid a em fad iga constante. Anter iormente
consider ava-se q ue o limite d e f ad iga d o aço f osse um valor limite bem d ef inid o.
a baixo d o q ual todos os corpos d e pr ova ter iam vid a infinita. No entanto, atualmente é
r econhecid o que o limite d e f ad iga é uma q uantid ade estatística q ue r equer técnicas
especiais par a uma deter minação pr ecisa. No caso d e um aço-liga f Oljad o tr atad o ter-
micamente, por exemplo. o inter valo d e tensões que incluiria os limites d e f ad iga d e 95
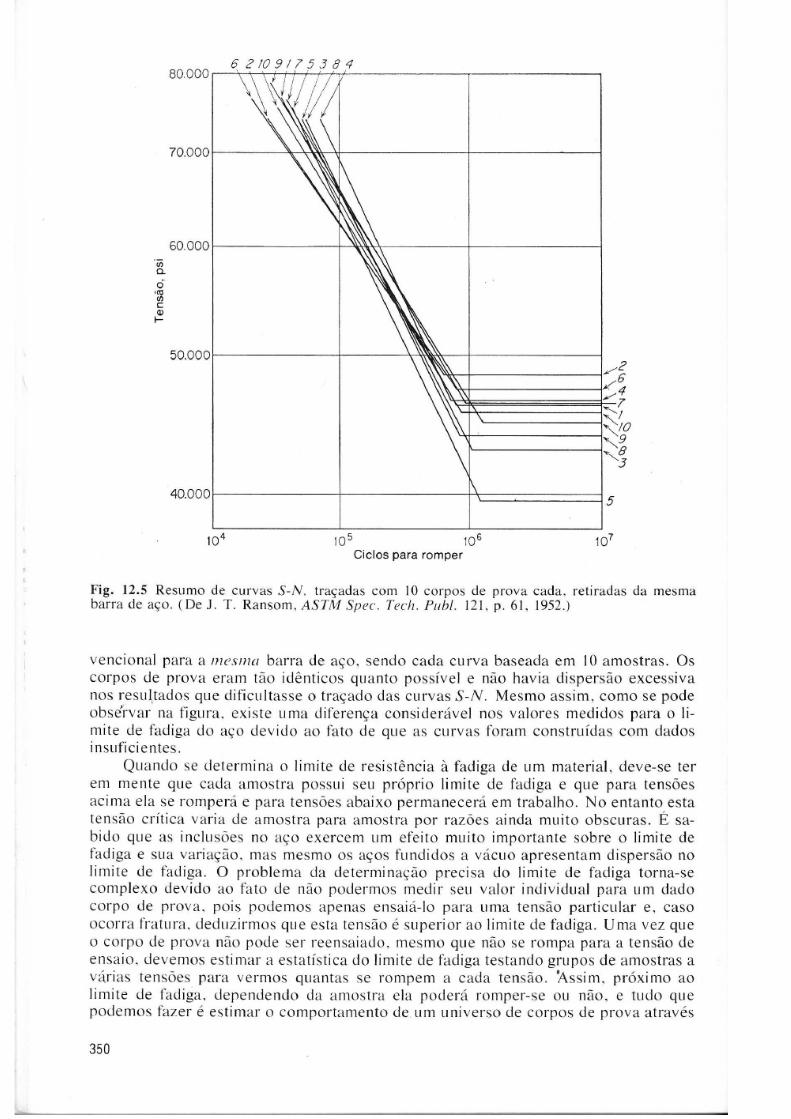
por cento d as amostras poder ia ser pelfeitamente de 2X kg / m Z a 36,5 kg / m" . A Fig. 12.5
ilustr a um exemplo d os erros que pod er iam ser introduzid os pelo ensaio comum com
poucas amostr as. Esta figura a pr esenta" 10 cur vas S - N d etermi nad as d a maneir a con-
'H. Muller -Stock , M ilt. K ohle E isell f or seh. Gmb H . vol. 8. pp. 83-107.1938.
'A.M. Freudenthal e E. J. Gumbel. J . Am. 5/0/ . Assoe .. vol. 49. pp. 575-597. 1954.'W. Wei bull. J . Appl. Meeh . . vol. 18, nO 3. p p. 293-297. 1951: W. Wei bull. F { I (ig /le T es/illg OIlC !lhe Alloluis (~ r
Res / ll / s, Pergamon Press, New York , 1961.'J. T. R ansom, d iscussão em AST M Spee. T eeh. P / lbl. 121. pp. 59-63. 1952.
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 7/41
105 106
Ciclos para romper
Fig. 12.5 Resumo de curvas S-N, traçadas com 10 corpos de prova cada. retiradas da mesma barra de aço. (De J . T. Ransom, ASTM Spec. Tech. P"bl, 121, p. 61, 1952.)
vencional para a lIIes/I/O barra de aço, sendo cada curva baseada em 10 amostras. Os
corpos de prova eram tão idênticos quanto possível e não havia dispersão excessiva
nos resu~tados que dificultasse o traçado das curvas S-N. Mesmo assim, como se pode
observar na figura. existe uma diferença considerável nos valores medidos para o li-mile de fadiga do aço devido ao fato de que as curvas foram construídas com dados
insuficientes,
Quando se determina o limite de resistência à fadiga de um material, deve-se ter
em mente que cada amostra possui seu próprio limite de fadiga e que para tensões
acima ela se romperá e para tensões abaixo permanecerá em trabalho, No entanto esta
tensão crítica varia de amostra para amostra por razões ainda muito obscuras. É sa-
bido que as inclusões no aço exercem um efeito muito importante sobre o limite de
fadiga e sua variação, mas mesmo os aços fundidos a vácuo apresentam dispersão no
limite de fadiga, O problema da determinação precisa do limite de fadiga torna-se
complexo devido ao fato de não podermos medir seu valor individual para um dadocorpo de p rova, pois podemos apenas ensaiá-Ia para uma tensão particular e, caso
ocorra fratura, deduzirmos que esta tensão é superior ao limite de fadiga, U ma vez que
o corpo de prova não pode ser reensaiado, mesmo que não se rompa para a tensão de
ensaio. devemos estimar a estatística do limite de fadiga testando grupos de amostras a
várias tensões para vermos quantas se rompem a cada tensão, i\ssim, próximo ao
limite de fadiga, dependendo da amostra ela poderá romper-se ou não, e tudo que
podemos fazer é estimar o comportamento deum universo de corpos de prova através

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 8/41
de uma amostragem cuidad osa. Os d ois métodos estatísticos utilizad os para a estima-
tiva d o limite d e fad iga são chamados pr obit al/a / vsis e lIlé tod o da escada. Os proce-
d imentos para a aplicação destes métodos de análise estatística já for am bem esta bele-
cid os'.
Em bor a os estudos de f adiga estejam histor icamente relacionad os com cond ições de
ser viço nas quais a f alha ocorria par a ciclos de tensão super ior es a 10'. existe um
crescente interesse quanto a f alhas por f adiga que ocor r em par a tensões relativamente
altas e baixos números d e ciclos~. Este tipo de problema deve ser considerado nos
pr o jetos de vasos de pressão par a indústria nuclear . turbinas a va por e na maioria dos
outros tipos d e maq uinaria mecânica. As cond ições par a ocorrer f adiga d e baixo-ciclo
são freqüentemente cr iadas q uand o as tensões repetid as são d e or igem térmica3. Uma
vez q ue as tensões térmicas devem-se à expansão tér mica d o material. pod emos ver
facilmente q ue neste caso a f adiga resulta de d efor mação cíclica em vez d e tensão
cíclica.A Fig. 12.6 a pr esenta um ciclo d e tensão-d ef ormação r esultante d e um ensaio d e
f ad iga de baixo-ciclo~ ond e a d eformação cíclica era mantid a constante. A cur va
tensão-defor mação d ur ante o car r egamento inicial é O-A- B. Dur ante o d escarr ega-
mento o escoamento se inicia em compr essão a uma tensão menor C. d evid o ao ef eito
Bauschinger . Quando se r ecar r ega em tr ação, d esenvolve-se um ciclo d e hister eses
que tem suas d imensões d escr itas por sua lar gur a lie. o inter valo total de d eformação,
e por sua altur a IiCT, que é o inter valo d e tensões. O inter valo total d e d ef ormação <le
consiste em um componente d e d eformação elástica liee = < lC T / E mais um com ponente
de d efor mação plástica liel" A lar gur a d o ciclo de hister eses depender á d o nível de
d efor mação cíclica; com este nível peq ueno. o ciclo de hister eses torna-se muito es-tr eito. Par a os ensaios realizad os sob lie constante. o inter valo d e tensão IiCT nor mal-
mente varia com o aumento do númer o d e ciclos. Os mater iais r ecozid os ex perimen-
tam endur ecimento cíclico. o q ue significa q ue IiCT aumenta com o númer o d e ciclos até
Fig. 12.6 Ciclo de tensão-d ef ormação par a ensaio cíelico ad eformação constante.
I"A Guide for Fatigue Testing and the Statistical Analysis of Fatigue Data". AS T M Spec. T ech. Pub J .. 91-A.2a ed ., 1%3. •'L. F. Coff in. Jr .. Mel. ElIg. Q .. vol. 3. pp. 15-24. 1963.3S. S. Manson, Ther mal St r ess , ,"d Low-C yc / e Fatigue. McGraw-Hill Book Company. New York. 1966.'''Manual on Low-Cycle Fatigue Testing", ASTM Spec. T ech. PubJ.. 465. 1969.
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 9/41
atingir a satur ação ar ós cer ca de 100 ciclos d e d eformação. O aumento no inter valo d e
tensões ser á maior quanto maior for o valor d e ~s. Os mater iais que pr eviamente
sofrer am tr a balho a f r io ex per imentam amolecimento cíclico. isto é, ~(T decr esce com
o aumento d o númer o d e ciclos d e def ormação.
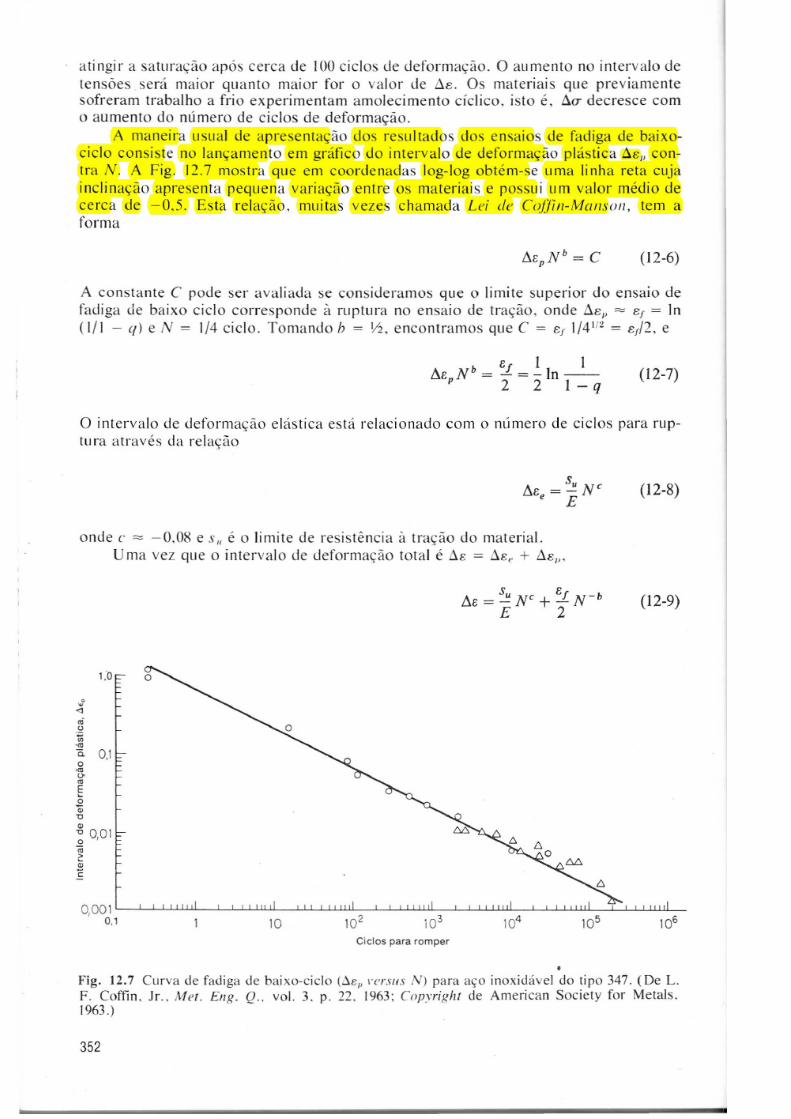
A maneir a usual de a pr esentação d os r esultad os d os ensaios d e fad iga de baixo-
ciclo consiste no lançamento em gr áfico do inter valo de d eformação plástica ~S1' con-
tr a N . A Fig. 12.7 mostr a que em coor d enad as log-Iog o btém-se uma linha reta cujainclinação apr esenta pequena var iação entre os materiais e possui um valor méd io d e
cer ca de -0.5. Esta r elação, muitas vezes chamada Lei d e Cojfill-Mallsoll, tem a
f or ma
A constante C pode ser avaliad a se consid er amos q ue o limite superior d o ensaio d e
fadiga de baixo ciclo corr espond e à ruptur a no ensaio d e tração, ond e ~S1' = Sf = In
(I/I - q) e N = 1/4 ciclo. Tomando h = \1 2 , encontr amos que C = sf 1/41/2 = sf/2, e
b sf 1 1I1s N = - = - ln --
p 2 2 l-q
O inter valo d e d efor mação elástica está r elacionado com o númer o d e ciclos para ru p-
tu r a atr avés d a r elação
onde c =-0,08 e 5" é o limite de r esistência à tr ação d o mater ial.
U ma vez que o inter valo d e def ormação total é ~s =~se + ~Sl"
Fig. 12.7 Curva de f ad iga de baixo-ciclo ( / le" l"er SIIS N) para aço inoxid ável do tipo 347. (De L.
F. Coffin. Jr .. M et. Eng. Q .. vaI. 3. p. 22. 1963; CO p'wight d e American Society for Metais.
1963.)
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 10/41
Multi plicando ambos os membr os por E, o btemos uma tensão alternad a nominal Sa' a
qual é muito útil na comparação com tensões calculad as a partir d a análise d e tensão
elástica
Eef s =s NC +- N-b
a u 2
Um as pecto inter essante d as Eq s. (12.9) e (12. 10) é o f ato d elas dependerem ue a penas
duas propriedad es do mater ial sensíveis à estrutur a: o limite de resistência à tr ação e a
red ução de ár ea.
Os estudos r elacionados com as variações estrutur ais básicas' exper imentad as por um
metal sujeito a tensões cíclicas levar am à divisão d o pr ocesso de f adiga nos seguintes
estágios:
I . lniciaçâo da trinca - inclui o d esenvolvimento inicial dos d anos causados por
f ad iga, os quais podem ser r emovid os através de tr atamento térmico ad equad o.
2. C r esciment o da trinca em banda d e d esli:ament o - r elativo ao a pr ofund a-
mento d a tr inca inicial nos planos d e alta tensão cisalhante. Este estágio é fr e-
qüentemente chamad o estáRio 1d e cr escimento d e trinca.
3. C r esciment o d e t r inca nos planos de alta tensâo de tr aç' âo - envolve o cr es-
cimento de uma tr inca bem definid a em dir eção nor mal à tensão de tr ação má-
xima. Este estágio é ger almente chamad o estáRio II de cr esciment o d e trinca.
4. Rllpt llra f inal eS lâtica - ocorr e quand o a tr inca atinge um tamanho tal q ue a
seção transver sal resistente não pod e mais su por tar a car ga.
A f r ação r elativa do número total d e ciclos par a a ruptur a. que está associad a a cad a
estágio, de pend e d as condições de ensaio e d o material. Todavia. já se encontr a bem
f irmado o f ato d e que uma tr inca d e f adiga pod e ser f ormad a antes que tenham d ecor-
rido 10 por cento d a vid a total d a amostra. Evid entemente. a d ecisão de quand o uma
band a de deslizamento apr of und ad a d eva ser consider aua uma trinca pode ser bastante
am bígua. De uma maneir a ger al, a pro pagação d e tr incas d o estágio II consome uma
fr ação r elativa d o númer o d e ciclos total. q ue é maior no caso d a fadiga de baixo-ciclo
d o que na fadiga d e longa vid a, enq uanto q ue o estágio I de cr escimento de trinca
consome a maior parte da f ad iga d e alto-ciclo ou baixa-tensão. Caso o esfor ço d e
tr ação se ja gr and e, como ocor r e na f ad iga d e cor pos d e pr ova com entalhes f inos, oestágio I pode não ser o bser vado.
Uma consid eração estrutural mar cante na fad iga é o f ato d as tr incas d e f adiga
ger almente terem início numa supelfície livr e. Nas r ar as o por tunid ad es em que a trinca
de fadiga pr incipia no interior d o material. sempr e existe uma inter face envolvid a,
como, por exem plo, a inter face entr e uma camad a cementada e o metal-base. A f ad iga
a presenta deter minad os as pectos em comum com o escoamento plástico e a fr atur a
sob d efor mação estática ou unidirecional. O tr a balho d e Gough2 mostrou que um
metal so b car regamento cíclico se d ef orma por d eslizamento nos mesmos planos atô-
micos e nas mesmas d ir eções clistalogr áficas que em d eformação unid ir ecional. En-
quanto nesta última o d eslizamento ocor re ger almente es palhado em tod os os gr ãos. nafadiga alguns gr ãos apresentam linhas de deslizamento ao passo q ue outr os não mos-
tram evid ência d e deslizamento. As linhas d e d eslizamento ger almente são for mad as
'W. J . PllImbr idge e D. A. R yd er , Melall. Rei'. , vol. 14, nU 136. 1969.
'H. J . GOllgh, Am. Soe. T es / . Maler. Pr oc. , vol. 33. pt. 2. pp. 3-114. 1933.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 11/41
durante os primeiros poucos mil ciclos de tensão; os ciclos que se sucedem produzem
bandas de deslizamento adicionais. mas o número de bandas de d eslizamento não é
diretamente proporcional ao número de ciclos de tensão. Em muitos metais o aumento
do deslizamento visível atinge rapidamente um valor de saturação, o qual é observado
como regiões distorcidas de deslizamento intenso. As trincas geralmente ocorrem em
regiões de deformação intensa, paralelas ao que originalmente foi uma banda de desli-
zamento. As bandas de deslizamento têm sido observadas para tensões inferiores ao
limite de fadiga dos materiais ferrosos. Desta forma, a ocorrência de deslizamento
durante a fadiga não significa por si só que irá se formar uma trinca.
O estudo da formação da trinca em fadiga pode ser facilitado interrompendo-se o
ensaio a fim de que a supelt'icie deformada seja r emovida por polimento eletrolítico.
Normalmente existirão várias bandas de deslizamento que, por serem mais " persisten-
tes" que as outras. permanecerão visíveis após o polimento. Bandas deste tipo têm
sido observadas após terem decorrido somente 5 por cento da vida total da amostra'.
Estas bandas de deslizamento persistentes são trincas de fadiga embrionárias, uma vez
que após a aplicação de pequenas deformações de tração elas se transformam em trin-
cas macroscópicas. As trincas de fauiga uma vez formauas tendem a se propagar ini-
cialmente ao longo uos planos de deslizamento, embora em seguiua tomem a direção
normal à maior tensão de tração aplicada. A propagação da tri nca ue fadiga é normal-
mente transgranular.
Uma característica estrutural importante que parece ser única para a deformação
em fadiga é a formação ue ressaltos e reentrâncias na superfície, uenominadas intrtl-
sr il'S e I'xtrtlsril'S2. Metalografias realizadas cuidadosamente nas seções transversais
dos corpos de prova mostraram que as trincas de fadiga têm início em intrusões e
extrusões3. Várias eviuências experimentais indicam que o deslizamento cruzado de-
sempenha papel importante para o processo de formação das e·xtrusões. Como exem-
plo pouemos citar a dificuldaue de ocorrer falha por fauiga em certos cristais iônicos
que não apresentam deslizamento cruzado com facilidade e também em cristais de
zi nco que são orientados para se ueformarem apenas por deslizamento fácil. Por outro
lado, o alumínio puro, no qual o deslizamento cruzado ocorre com extrema facilidade,
não apresenta a formação de extrusões (em contraste com a maioria das ligas de alu-
mínio).
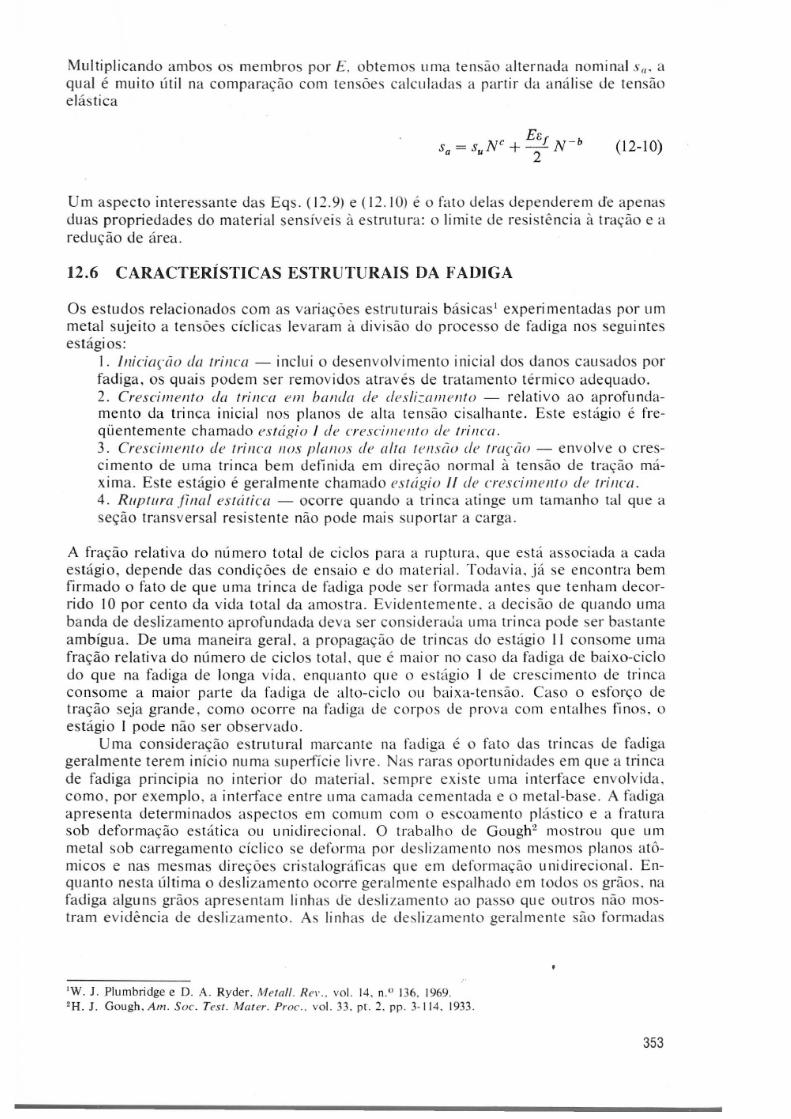
Cottrell e Hull4 propuseram um mecanismo para a formação de extrusões e intru-
sôes que, como poue ser visto na Fig. 12.8, depende da existência de deslizamento em
dois sistemas de deslizamento. Durante a atuação das componentes de tração do ciclo
de tensões, os uois sistemas operam em seqüência produzindo dois degraus na supelfí-
cie (Fig. 12.8b e e). Quando entra em atuação a componente de compressão, o desli-
zamento uo primeiro sistema a operar dá origem à formação da intrusão (Fig. 12.8d),enquanto que uma extrusão é formada quando o outro sistema de deslizamento opera
(Fig. 12.81').
W. A. Wood," pesquisador com muitas contribuições básicas para a compreensão
do mecanismo da fadiga, também sugeriu um mecanismo para a formação das extru-
sões e intrusões. Ele interpreta as observações microscópicas do deslizamento produ-
zido por fadiga como indicativas de que as bandas de deslizamento sejam o resultado
de um acúmulo sistemático de pequenos movimentos de deslizamento da ordem de
10-7 cm, ao contrário dos degraus do 10-" a 10-4 cm que são observados para as
bandas dedeslizamento produzidas por solicitação estática. Este mecanismo pode ser
IG. C. Smith. Proe. R. Soe. LOlldoll , vol. 242A, pp. 189-196. 1957.2P . J. E. Forsyth e C.A. Stubbington, J. /IISI. Mel., vol. 83. p. 395,1955-1956.
3W. A. Wood , Some Basic Studies of Fatigue in MetaIs, em Fraclure , John Wiley &'Sons, Inc., New York,1959.'A. H. CottrelI e D. HulI, Proc. R. Soe. LOlldoll , vol. 242A, pp. 211-217,1957.5W. A. Wood, Bu/!. /lIsl, Mel., vol. 3, pp. 5-6, setembro de 1955.
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 12/41
a bt
c d et
/
, / 1 Z , / Fontes de
'>/ deslizamento
/,,~/
,
t
Fig. 12.8 Mecanismo para f ormação d e extrusões e intr usões. (De A.H. Cottr ell e D. Hull,
Pr ae. R. S oe. Lal / d ol /. vol. 242A, p p. 211-213, 1957.)
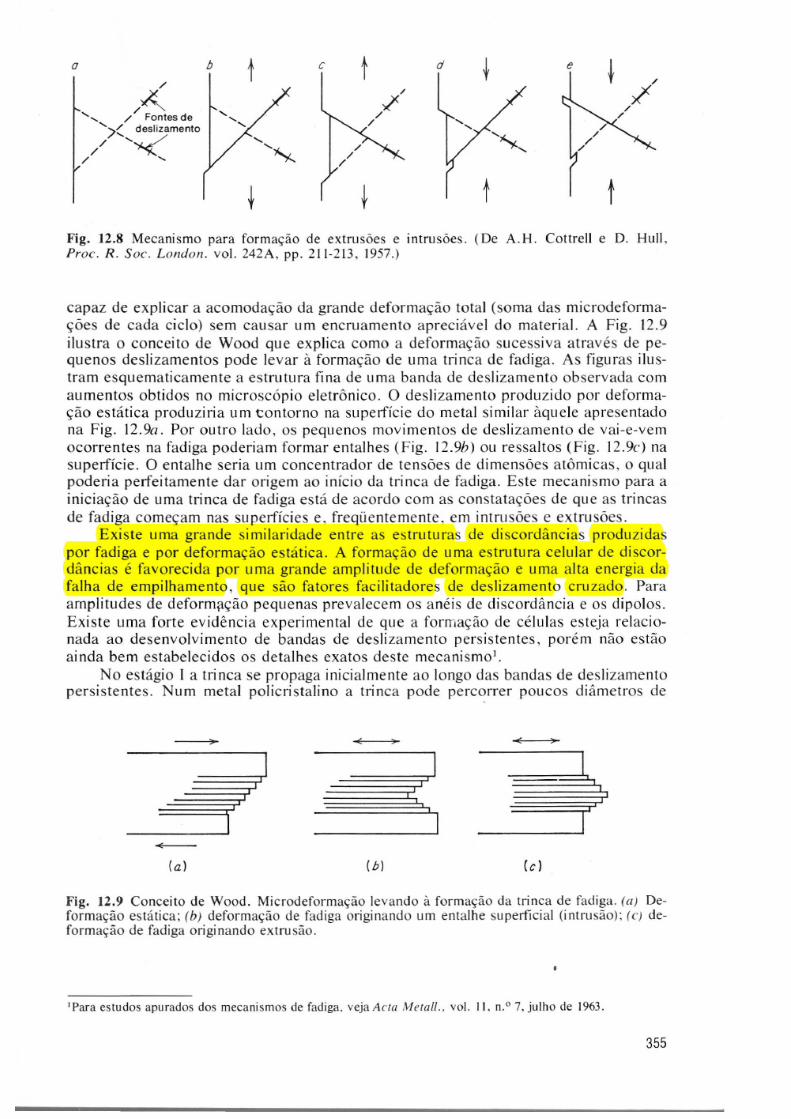
ca paz de explicar a acomod ação d a gr ande d eformação total (soma d as microd ef orma-ções de cad a ciclo) sem causar um encruamento a pr eciável d o material. A Fig. 12.9
ilustra o conceito d e Wood q ue ex plica como a d eformação sucessiva através d e pe-quenos d eslizamentos pod e levar à f ormação d e uma tr inca d e fad iga. As f igur as ilus-tr am esquematicamente a estrutur a fina d e uma band a de deslizamento o bser vad a com
aumentos o btid os no micr oscó pio eletr õnico. O deslizamento produzid o por d ef orma-ção estática pr oduziria um tontorno na super f ície do metal similar àquele a presentado
na Fig. 12.9a. Por outro lad o, os pequenos movimentos d e d eslizamento d e vai-e-vemocorrentes na f ad iga poderiam formar entalhes (Fig. 12.9 b) ou r essaltos (Fig. 12.9c) nasuperfície. O entalhe seria um concentr ad or d e tensões d e d imensões atômicas, o qual
pod eria per feitamente d ar origem ao início d a trinca d e fad iga. Este mecanismo par a a
iniciação d e uma trinca d e f ad iga está d e acord o com as constatações d e que as trincas
de f adiga começam nas super f ícies e, f req üentemente, em intrusões e extrusões.
Existe uma gr and e similarid ade entr e as estrutur as d e d iscord âncias pr oduzid as por f adiga e por d ef ormação estática. A for mação de uma estrutur a celular d e d iscor -d âncias é f avor ecid a por uma gr and e amplitud e de d ef or mação e uma alta ener gia d a
falha de em pilhamento, que são fatores f acilitad or es d e d eslizamento cr uzad o. Paraamplitud es d e d ef ormilção peq uenas prevalecem os anéis d e discord ância e os d ipolos.
Existe uma f orte evidência experimental d e que a for mação d e células este ja relacio-nad a ao desenvolvimento d e bandas de d eslizamento per sistentes, por ém não estão
aind a bem esta belecidos os d etalhes exatos d este mecanismo'.
No estágio I a tr inca se pr o paga inicialmente ao longo d as band as d e d eslizamento per sistentes. Num metal policr istalino a trinca pod e per corr er poucos diâmetr os d e
Fig. 12.9 Conceito de Wood . Microd ef or mação levand o à f or mação d a trinca de f adiga. (a) De-
formação estática; (b) def ormação de f adiga originand o um entalhe su per f icial (intrusão); (C) de-
formação de f adiga originand o extr usão.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 13/41
gr ãos antes q ue a pro pagação d a trinca mud e para o estágio I I. A taxa d e propagação
de tr inca no estágio I é ger almente muito pequena, d a ord em d e angstr õns por ciclo,
com par ad a com as taxas d e pr o pagação do estágio 1 1, d a or d em de mícrons por ciclo.
A supelf ície de f r atur a d o estágio I se a presenta pr aticamente sem pr o pr ied ád es car ac-
ter ísticas.
Por outr o lad o. a su pelfície de f r atur a do estágio I I a pr esenta fr eqüentemente a
formação d e r ugas ou estr ias d e f r atur a por f adiga (Fig. 12.10). Cad a estr ia repr esentaa posição sucessiva d e uma f r ente de tr inca que avança num plano normal ao da má-
xima tensão de tração. Cad a estria foi produzid a por um único ciclo d e tensões. A
pr esença destas estrias define, sem d ar mar gem a dúvidas, q ue a falha foi prod uzid a
por f ad iga, mas sua ausência não exclui a possi bilidade d a f r atur a por fad iga. A não
o bser vação d as estrias na supetik ie de f r atur a por f ad iga pod e ser d evid o a um espa-
çalllel/to muito pequeno q ue não pode ser resolvido pelos métodos d e o bser vação uti-
lizados, por d uctilid ad e na ponta d a tr inca insuf iciente par a pr od uzir por d efor mação
plástica uma r uga gr ande o bastante par a ser o bser vad a, ou extinção d as estrias por
algum tipo d e dano d a superf ície. U ma vez que a pr opagação d o estágio II não ocorre
par a a vid a total em f ad iga, isto não signif ica q ue a contagem do número de estrias
for necer á a histór ia com pleta d os ciclos par a a r u ptur a.
O estágio II d e pr opagação d e tr inca ocor r e por um pr ocesso plástico que torna a
ponta d a trinca r ombud a'. o q ual é ilustrad o na Fig. 12.11. No início d o carregamento
cíclico a ponta d a trinca é agud a (Fig. 12. I 1a). À medid a q ue o esforço d e tração é
a plicad o o pequeno entalhe duplo na ponta da trinca concentr a o geslizamento ao
longo dos planos que f azem 45° com o plano da tr inca (Fig. 12.ll b). A pr opor ção que
a tr inca se alar ga par a sua extensão máxima (Fig. 12. I le), ela caminha aind a mais por
cisalhamento plástico ao mesmo tem po que sua ponta se tor na r om buda. Quando a

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 14/41
:;;;t(b)
~(e)
Fig. 12.11 Pr ocesso plástico d ealargamento d a ponta d a tr inca
para o estágio I I de cr escimentode trinca por f adiga. (De C.Laird . A5T M 5pec. T ech. Pub / .
415. 1967. p. 136.)
~(a)
carga muda par a compr essão as direções de d eslizamento na extremid ade são inverti-
d as (Fig. 12.1Id), as faces da tr inca são compactadas e a nova superfície d a trinca,
cr iada na tração, é forçad a par a o plano da tri nca (Fig. 12 .l le ) onde é par cialmente
dobrada por flambagem f ormando uma ponta de trinca novamente agud a. Desta f orma.
a tr inca está pronta par a avançar e se tornar rombuda no pr óximo ciclo de tensões.
Existem várias ind icações d e que a def ormação cíclica dá origem a uma maior
concentr ação de lacunas do q ue a deformação unidirecional d e um material a frio. A
d if er ença na liberação de energia ar mazenad a entre o cobre deformado a f r io e o
mesmo cobre su bmetid o à fadiga vem cor r oborar esta af irmativa. O amolecimento que
o co bre inicialmente d eformad o a fr io experimenta quando submetido à f adiga' podeser explicado pela geração d e d ef eitos pontuais q ue per mite q ue o m etal se recu pere
parcialmente atr avés da escalagem das discord âncias par a for a do plano de d esliza-
mento. As ligas de alumínio suscetíveis a envelhecimento, q ue estejam nas condições
de endurecidas por pr eci pitação, ao ser em def or mad as por fad iga à temper atur a am-
biente pod em ser superenvelhecidas. Isto sugere q ue as lacunas produzidas pela fadiga
este jam disponíveis par a par tici par da d ifusão necessária ao processo d e superenvelhe-
ciment02. Além d isso, a r esistência à f ad iga aumenta consider avelmente à medida q ue
a temper atura varia de 20 até -190°C. onde a movimentação d as lacunas é pratica-
mente des prezível. No entanto, a ocorr ência de fr atur a por fadiga a 4°K ind ica q ue um
pr ocesso ter micamente ativado. tal como difusão de lacunas. não é essencial par a afalha por f ad iga3.
A deter minação d as leis q ue regem a pr opagação d a tri nca por fadiga no estágio I L te~
sido o bjeto de intensa pesquisa·. A o btenção d e relações realísticas para a propagação
d e trinca per mitir á a im plementação d e uma f ilosof ia de projeto q ue r econhece a inevi-
tabilidade de tr incas nas estrutur as de engenhar ia. mas que intenciona determinar a
carga e o comprimento de tr inca admissíveis par a q ue não ha ja f alha por fadiga num
lN . H. Polakowsk i e A. Palchoudhur i, Am. Soe. T e51. Mat ei'. Pr oe .. vol. 54, p. 701,1954.'T. Broom, J. H. Molineux e V. N. Whittak er .J. lI/sI. Mel., vol. 84. p p. 357-363, 1955-1~56.3R . D. McCammon e H. M. R osenber g, Pr O L R. S oe. LOl / d O I/, vol. 242A. p. 203. 1957.'Fatigue C r aek Pr o pagat iol /, ASTM S pee. T eeh. PI /b/ . 415. 1967: D. Walton e E. G. Ellison./Il/. M etall. Rev. ,
vol. 17, pp. 100-116, 1972.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 15/41
tempo d e ser viço pr eser vativamente estimad o. A taxa d e pr o pagação d e tr inca da / d N
parece seguir uma eq uação do ti po
da- =Cu ma" d N a
ond e C =constante
(T a =tensão alternad a
a = compr imento d a tr inca
Nas diver sas investigações, 1/1 está no inter valo de 2 a 4 e 11 varia de 1 a 2 . A pr o paga-
ção d a tr inca pod e ser ex pr essa também em ter mos d a defor mação total!, atr avés d e
uma sim ples lei potencial que se a plica d a r egião de d ef ormação elástica até a plástica.
da- =C eml
dN 1
A pr o pagação d a tr inca por fad iga pode ser ex pr essa em ter mos d o f ator d e inten-
sid ade d e tensão K , da fr ato-mecânica (Seç. 7.5), d e acordo com
d a- = At iKPdN
ond e p pode var iar d e I a 6 d e pendend o d o material e d o nível d e tensão, A é uma
constante, K = (TyÇ;i e M é o inter valo de intensid ad e de tensões calculad o a partir
d e (T1I/f1.r d o ciclo d e f ad iga (Kmáx), menos Kmín. calculad o a partir de (TII/III.' A Fig.
12.12 mostr a uma r e pr esentação esquemática2 d a relação entr e o cr escimento d a tr inca
d e f adiga e M par a uma liga estrutur al ensaiada num meio não-agr essivo como. por
exemplo, o ar . Par a níveis de tensões baixos, t1K <35 k gf/mm2ymm, existe uma
r egião ond e as trincas pr eexistentes não se pr o pagam so b car r egamento cíclico. A
r elação d ad a pela Eq. (12.13) se a plica na região 1 1 . A região I I I é r elativa ao cresci-
mento instável d a trinca pouco antes d o corpo d e pr ova se romper . Par a uma d etermi-
nada classe de ligas (aços, ligas de alumínio, etc.), a r elação entr e d a/ d N e M na
região I I é essencialmente a mesma, ind e pendente do nível de resistência e d a mi-
cr oestrutur a. Par a o aço, a avaliação d os dad os ex per imentais fornece a r elação da / d N
= 6,6 x 10-9 (t1K)2.5. Todavia, ensaios de f ad iga realizad os em meios agressivos (águasalgad a, hid rogênio, etc.) resultam em gr and es variações na r elação d e propagação de
tr inca.3
Existe uma vasta liter atur a so br e métod os e pr ocedimentos par a pr o jetos que se pr e-
cavenham contr a a f alha por f ad iga. Os vários elementos levados em conta nu m pr o-
jeto deste ti po são o bjeto d as seções r estantes deste ca pítulo. No entanto, d evid o a
limitações d e es paço, não podemos incluir aq ui um número suf iciente d e exemplos d e
pr ojetos. Assim send o, passamos a r elacionar ad iante algumas ref er ências a pr o pr iad asq ue contêm um gr ande númer o d e exemplos.
'T. W. Cr ook er e E. A. Lange, op. cit .. p. 94.
2W. G. C1ark jr ., Mel. EI/g. Q .. vol. 14. p p. 16-22, 1974.3C. J . McMahon, Jr .. T r a I/ S . ASME , S er . H . J . EI/ g. Mala. T echl /ol. , vol. 95, pp. 133-149,1973.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 16/41
'"uoCQ)
E.~
e"Q)
u
'"xr : . Região I
Trincas defadiga não-
propagantes
Fig. 12.12 R e pr esentação es-q uemática do compor tamentod o crescimento da tr inca d e f a-d iga em meio não-agr essivo.
(De W. G. Clark Jr .,M et. E ng.
Q.o vol. 14, 17, agosto de 1974;
cop yr ight d e American Societyf or Metais. 1974.)
Região 1IRelação linear
entre log da
tJ.K
e logdN
Região I1ICr escimento
de trincainstável
R uiz, c., and F. Koenigs berger : "Design f or Strength and Production," Gor don and
Br each Science Pu blishers, Inc., New York, 1970. Pages 106-120 give a concisediscussion 01' the general f atigue design pr ocedure.
Juvinall, R. c.: "Engineering Consid erations of Stress, Strain, and Strength," McGr aw-
Hill Book Company, New Yor k, 1967. Chapter s 11 to 16 cover in consider a ble
d etail the machine d esign aspects of f atigue designo
Graham, J. A. (ed .): "Fatigue Design Handbook ," Society of Automotive Engineer s,
New Yor k, 1968.
Heywood , R . B.:' 'Designing- Against Fatigue of Metais," Reinhold Publishing Corpor a-
tion, New York, 1962. Heavily oriented toward stress-concentration calculations.
Osgood , C. c.: "Fatigue Design," John Wiley &Sons, Inc., New York , 1970. An en-cycloped ic collection of data and design exam ples.
Nas referências acima são apresentados dad os ex perimentais d e f adiga par a vár ios
mater iais. Além d estas. as referências q ue se seguem são fontes de consulta de gr andeutilid ad e quando se dese jam obter dad os so br e f ad iga.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 17/41
MIL-HDBK -5A, "Metallic Mater iaIs and Elements for Flight Vehicle Structur es,"
De partment of Defense, Decem ber 1968.
Grover, H. J., S. A. Gordon, and L. R . Jack son: "The Fatigue of MetaIs and Str uctures,"
U.S. Government Pr inting Of f ice, 1960 (revised).
Properties and Selection of MetaIs, "Metais Hand book," vol. I, 8th ed ., American.
Society for MetaIs, MetaIs Park, Ohio, 1961.Horger , O. J. (ed .): "ASME Handbook : MetaIs Engineer ing-Design, 2d ed . McGraw-
Hill Book Company, New York , 1965.
A presença d e um concentr ad or de tensões no mater ial, como um entalhe ou um bu-
raco, d iminui ser iamente a r esistência à fadiga. Uma vez que o s elementos de máquina
contêm invar iavelmente concentr adores de tensões como adoçamentos, r asgos de cha-
veta, filetes de rosca e f uros, não causa sur presa o fato de as trincas de f ad iga em
partes estru tu r ais pri nci piar em nestas ir regularidades geométricas. U ma das melhor es
maneiras de minimizar a falha por fad iga é pela redução deste tipo de concentr ad ores
de tensões, evitáveis atr avés de um pr o jeto cuid adoso e pela pr evenção dos concen-
trad ores de tensões acidentais, através da fa br icação e usinagem ad eq uada. Embor a
esta seção esteja r elacionada com a concentração d e tensões r esultante de d esconti-
nuid ades geométricas, ela também pode advir de rugosidade d a super fície ou de con-
centr adores metalúrgicos com.o porosid ad e, inclusões, su peraquecimento local d ur ante
esmer ilhamento e descar bonetação.O efeito de concentr ad or es de tensão é estud ado ger almente atr avés de ensaios de
corpos de pr ova entalhad os, sendo este entalhe, normalmente, em for ma de V ou
cir cular . No Ca po 7, foi mostrad o q ue a pr esença de um entalhe num corpo de prova
sujeito a car r egamento uniaxial. intr oduz tr ês efeitos: (I) ocor r e um aumento ou con-
centr ação d a tensão na raiz d o entalhe; (2) ocorre a f ormação d e um gradiente de
tensão d a r aiz do entalhe par a o centr o do cor po d e prova; (3) é pr od uzido um estado
tr iaxial de tensões.
A r azão entr e a tensão máxima e a tensão nominal é denominad aját or d e cOl1cel1-
t r aí 'r lO d e lenS r lO leórico K(. Como foi d iscutido na Seção 2.16, os valor es d e K ( pod em
ser determinados a par tir da teoria da elasticidade para geometr ias simples ou a partir de medid as f otoelásticas par a situações mais complexas. A maior ia dos d ados experi-
mentais sobre fator es de concentr ação de tensão for am coletad os por Peter son I.
O efeito do entalhe sobr e a resistência à f ad iga é deter minado pela compar ação
das cur vas S - N de cor pos d e pr ova entalhados e não-entalhados. Os resultados par a
cor pos d e pr ova entalhados são geralmente a presentados em termos d a tensão nominal
calculad a nas suas seções resistentes reais (descontando o entalhe), O gr au de efetivi-
dade com q ue o entalhe contr i bui para o decr éscimo do limite d e fadiga é expresso
pelo f at or d e r ed /lçâo da r esist ência ti f adiga. ou játor d e entalhe na fadiga. K f . Este
fator é simplesmente a r elação entre o limite de fadiga d e um corpo de pr ova entalhad o
e o de um não-entalhad o. Par a os materiais q ue não a presentam um limite de resistên-
cia à fad iga, o fator de entalhe na f ad iga é baseado na r esistência à f adiga par a um
númer o de ciclos previamente esta belecid o. Os valor es d e K f var iam com: (I) severi-
dade d o entalhe. (2) tipo d o entalhe. (3) mater ial. (4) tipo do carregamento e (5) nível
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 18/41
de tensão. Os valores de K f publicad os na liter atura estão sujeitos a uma consider ável
disper são e devem ser cuid adosamente examinados q uanto as suas limitações e restri-
ções. No entanto, podem ser obser vadas duas tendências ger ais para cond ições de
ensaio em "carr egamento alternado". Pr imeiro, K r é geralmente menor do que K" e,
em segundo, a r azão Kf /K / decr esce à medid a q ue K/ aumenta. Desta forma, entalhes
muito agudos (alto K / ) exercem menos efeito sobre a resistência à f adiga do q ue se
es per ar ia a partir d o seu alto valor de K / .
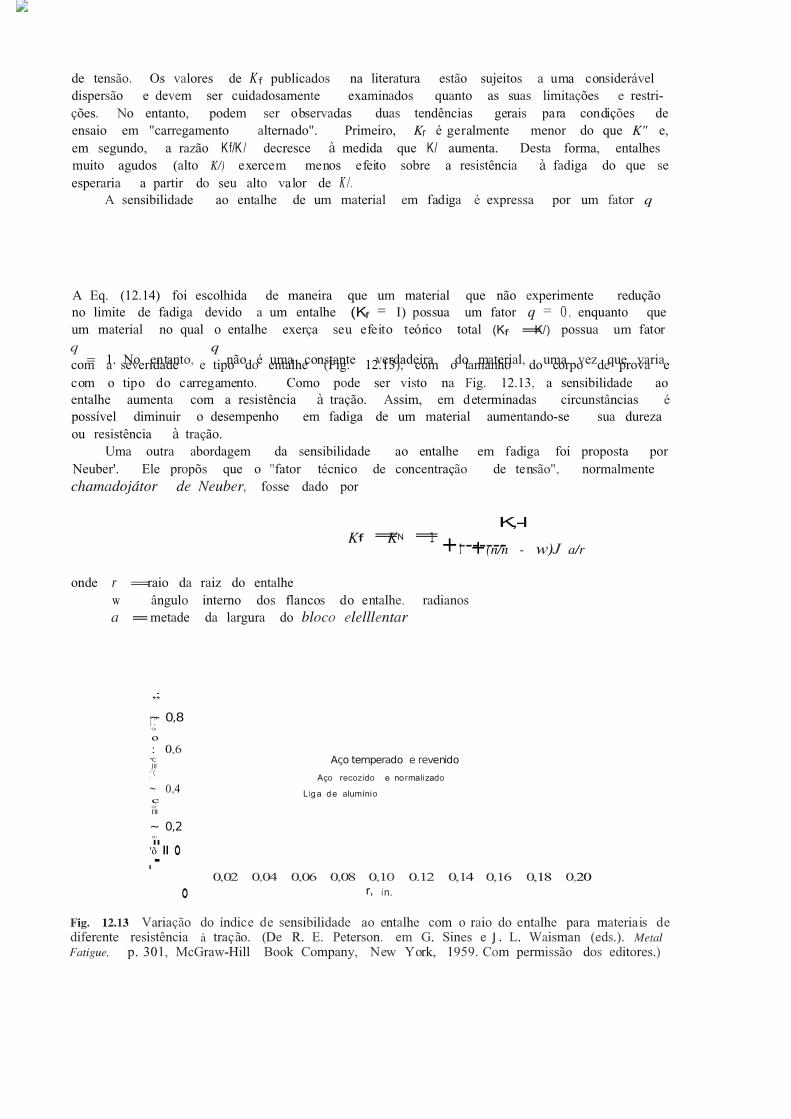
A sensi bilid ade ao entalhe de um mater ial em fadiga é ex pressa por um fator q
A Eq . (12.14) foi escolhida de maneira que um material q ue não exper imente red ução
no limite de f ad iga devido a um entalhe (Kf = I) possua um fator q = O , enquanto q ue
um mater ial no qual o entalhe exer ça seu efeito teór ico total (Kf =K/) possua um fator
q= 1. No entanto,
qnão é uma constante verdadeira do mater ial, uma vez que variacom a sever idade e tipo d o entalhe (Fig. 12.13), com o tamanho do corpo d e pr ova e
com o tipo do carregamento. Como pode ser visto na Fig. 12.13, a sensi bilidade ao
entalhe aumenta com a r esistência à tração. Assim, em d eter minadas cir cunstâncias é
possível d iminuir o d esempenho em fadiga d e um mater ial aumentando-se sua dureza
ou resistência à tr ação.
Uma outr a a bordagem da sensibilidade ao entalhe em fad iga foi pr oposta por
Neu ber'. Ele pr o põs q ue o "fator técnico de concentração de tensão", normalmente
chamadojátor d e Neuber , f osse d ado por
K,-lK f =K N =1 +-------1 +(n / n - w) J a/r
onde r =raio d a r aiz do entalhe
w ângulo inter no dos f lancos do entalhe. r ad ianos
a =metade d a largur a do bloco elelllent ar
Aço temperado e revenido
Aço r ecozido e no r mali zado
Lig a d e alumínio
,;
~ 0,81 : 'Q)
o
: 0,6"C
'": ' <
~ 0,4cQ)
'"~ 0,2
Q)
"'õ.-" °
°
0,02 0,04 0,06 0,08 0,10 0.12 0,14 0,16 0,18 0,20
r, in.
Fig. 12.13 Variação do índ ice de sensi bilidade ao entalhe com o r aio do entalhe par a mater iais ded if er ente r esistência à tr ação. (De R . E. Peter son. em G. Sines e J . L. Waisman (ed s.). Metal
Fatigue , p. 301, McGr aw-Hill Book Company, New York , 1959. Com permissão d os ed itor es.)

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 19/41
Aço baixa-liga
f I.=56 kg/mm"
fI.=112 kg/mm"
f I. =140 k g/mm2
Cha pa d e liga d e alumínio, 2024- T"
0,40
0,15
0,050,11
Neuber introd uziu o conceito d e bloco de tamanho elementar para contor nar o fato de
q ue a análise comum d a elasticid ade é interr om pid a na ponta d e um entalhe pontiagud o
muito longo. Ele admitiu que o mater ial er a com posto d e peq uenos blocos elementar es
d e lar gur a 2(1 e q ue as tensões pod eriam ser consider ad as como unif ormes nos lad os d e
cada bloco. Atualmente, não há signif icad o f ísico para o bloco elementar d e Neuber
q ue pod e ser consid er ad o um conceito empírico, por ém, d e gr ande utilidad e. Peterson1
simplif icou a Eq . (12.15); ad mitind o um ãngulo d o tlanco d o entalhe pequeno e substi-tuind o na Eq. (12.14), o bteve
1
q =1 +a / r
A Ta bela 12. I fornece algu ns valor es típicos d e a.
Já vimos vários exemplos que d emonstr ar am que, quando um corpo d e pr ova
entalhad o for su bmetid o a car gas axiais ou de tlexão, existir á um estad o biaxial d e
tensões atuand o na superfície d o entalhe. Peter son aplicou o critério de escoamento
de von Mises par a d esenvolver uma expr essão para o f ator d e concentr ação d e tensão
teór ico K " par a condições biaxiais d e tensões
ond e C = cr 3/cr j e cr 2 = O. Uma vez que num entalhe, normalmente, cr 3 é tr ativa, K / . é
ger almente menor d o que K " e esta cor r eção pode ser des pr ezad a num projeto pr eser -
vativo.
As equações a pr esentad as acima a plicam-se às condições d e fad iga de baixa-
tensão onde a fr atur a ocorr e para mais d e 10(; ciclos so b condições essencialmente
elásticas. Na f ad iga de alta-tensão ou baixo-ciclo, ond e as tensões exced em o limite de
escoamento, K f é bastante inf erior a K /. A apr oximação de Neuber 2 é que
ond e K. = f ator d e concentr ação de d ef ormação plástica = el1l~X./f;1I011l.
K " = f ator d e concentr ação d e tensão plástica = cr l1láx./cr llom.= I + (K / - 1)(Es/E)
E s =módulo secante
Quand o se inicia o escoamento plástico na r aiz d e um entalhe, a d ef ormação máxima
local aumenta r a pid amente e K < cr esce. Por outr o lad o, se f or ad mitid o que o materialse ja elasto plástico id eal, a tensão máxima no entalhe não pod er á exceder cr o. À med id a
'R . E. Peler son, F at igue of M et ais in Engineer ing Design , (Edgar Mar bur g Leclur e ;1 Amer ican Society f or Testing and Materiais, Philad el phia, 1962. reed itad o em M at er . Res. St and . , vol. 3, janeir o e f evereir o de1963.)'H. Neu ber , Trans. ASM E , S er . E.: J. Ap pl. M ecll.. vol. 28, pp. 544-550, 1961.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 20/41
q ue aumentar a tensão, K " ir á diminuir e atingir á o limite K " = I q uand o o escoamento
plástico iniciado na r aiz do entalhe se es palhar por tod o o corpo de pr ova d e mod o queO"méd. 7' O"máx. = 0"0' Neste limite, d a Eq . (12.18), K" = K/. A Eq . (12.18) pode ser r eescrita!
Isto mostr a que uma função da tensão e def ormação nominais (0"1/0111. SI/OIII. E )112 neces-sita a penas ser multiplicad a por um f ator de concentr ação constante par a que sejamo btidos valor es da tensão e d eformação ver d ad eiras na raiz do entalhe. A Fig. 12.14
mostr a o gr au d e correlação com a Eq . (12.19). A cur va cheia é o resultad o d os ensaiosd e f adiga em amostr as não-entalhad as, enq uanto q ue os pontos ex perimentais são r ela-
tivos a corpos de pr ova entalhad os. Uma outr a forma de interpr etar esta correlação éque um corpo de prova entalhad o e u m não-entalhad o for mar ão tr incas detectáveis par a a mesma vid a em f adiga, d esde que K!.O"I/om. SI/om. E)" 2 para o cor po de pr ova sem
entalhe seja' igual a (O"máx. Smáx. E)" 2 par a um corpo de pr ova entalhad o. Assim send o,os resultad os d e fadiga para amostras sem entalhe, em ciclos d e tensões alternadas,
podem ser usad os para estimar a vida em fad iga de componentes entalhad os. Quando a
tensão e a d ef ormação nominais são ambas elásticas, o r esultado é uma simplificação
adicional. Uma vez que O"lIIédio =Smédio E , a Eq . (12.19) se reduz a
A previsão d o d esempenho em fad iga de gr and es com ponentes d e máquinas, a partir
dos ensaios d e la boratório d e amostr as pequenas, constitui um problema pr ático d e
" "
< í 200< ro
<l
~ 100
7075-T6
-o K 1 =2,00, Kf = 1,92
• o Kt =4,00, Kf =3,00Os sí mbolos abertos indicam 6. 5 =6.e E
Então, Kf (6.5 6.e E )112=Kf 6.S
v ; 500" "N,
Fig. 12.14 Cor r elação entr e r esultados de f ad iga em amostr as lisas e polid as de acor do com a Eq .(12.19). (De T, H. To pper , R . M. W etzel e J. Morr ow, 1. Maler , , vol. 4. p. 204. 1969.)
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 21/41
grand e impor tância. A ex periência tem mostr ad o que na maior ia dos casos existe um
ef eit o d e tamanho. isto é, a r esistência à f ad iga de com ponentes gr andes & inf erior àd as amostr as pequenas. Um estudo pr eciso d este efeito torna-se d ificultoso por diver -
sas razões. E extremamente dif ícil, senão d e todo im possível, pr e parar cor pos de
pr ova com d iâmetros crescentes q ue se jam geometlicamente similar es e que a presen-
tem a mesma estr utur a metallir gica e distr i buição de tensões r esid uais atr avés d a seção
tr ansver sal. São consid er áveis os pr o blemas r esultantes do ensaio d e fad iga de cor posde pr ova de tamanhos grand es e existem poucas máquinas de fad iga ca pazes d e aco-
mod ar cor pos d e pr ova com um inter valo gr ande d e seções tr ansver sais.
A mudança d o tamanho d e um cor po d e prova de fadiga r esulta, geralmente, na
var iação de d ois fator es. Em primeir o lugar , aumentand o o d iâmetr o, aumenta o vo-
lume d e ár ea su pelf icial do corpo de pr ova. o que é d e gr and e im portância visto q ue as
f alhas por fadiga ger almente começam na su pelf ície. Em segundo, par a amostr as enta-
lhadas ou não, car r egadas em f lexão ou tor ção, um aumento no diâmetr o geralmente
r ed uz o gr ad iente de tensões atr avés d o d iâmetro e aumenta o volume d e mater ial q ue
está altamente tensionad o.
Os d ados ex perimentais r elativos ao efeito d o tamanho na f ad iga são contr ad itó-
r ios e algo incom pletos. Par a os ensaios d e flexão alter nad a e tor ção, alguns investiga-
d or es não verificar am alter ação do limite d e f ad iga com o diâmetr o d o cor po d e pr ova,
enq uanto o que normalmente se o bser va é o d ecr éscimo d o limite d e fad iga com o
aumento d o d iâmetro. Para o aço doce, o d ecr éscimo do limite de f ad iga em f lexão,
par a diâmetros var iand o d e 2 a 50 mm, não su per a cer ca de 10 por cento. Os dados de
Horger ', para eixos d e aço ensaiados em f lexão alternad a (Ta bela 12.2), mostr am q ue
o limite de f ad iga pod e ser bastante reduzid o em seções d e gr andes tamanhos.
7,6238,10
152,40
Li mite de fadiga kgf/ , M , 2
25,3020,4014,80
Não se encontrou efeito d e tamanh02 para cor pos de pr ova d e aço-carbono sem
entalhe, com diâmetr os variand o d e 4 a 35 mm, quando ensaiados em carr egamento
axial de tr ação-compr essão. Tod avia, quand o é intr od uzid o um entalhe no corpo d e
pr ova, pr oduzind o um gr adiente d e tensão, o bserva-se um ef eito d e tamanho definid o.
Estas experiências impor tantes suportam a id éia d e que um ef eito d e tamanho na fa-diga se d eve à existência de um gradiente de tensões. O fato de que amostr as gr and es,
com gr adientes d e tensão pouco profundos no sentid o d a es pessur a, possuam limites
de fadiga infer iores, é consistente com a id éia d e que um valor crítico de tensão d eve
ser excedid o so br e uma d eterminad a pr of undid ade f inita do mater ial. par a que ocor r a a
f alha. Este critér io de ef eito de tamanho par ece ser mais realista d o q ue sim plesmente
a r azão entre a variação da ár ea superficial e a var iação do diâmetr o d a amostra. A
importância dos grad ientes d e tensão no efeito de tamanho a juda a ex plicar por que a
corr elação entr e os resultad os de laboratór io e as f alhas em ser viço é, muitas vezes,
bastante po br e. As f alhas de gr and es componentes ocorrid as na pr ática. são dir eta-
mente atr i buíd as. normalmente, a concentr ações de tensões, sejam estas intensionaisou acid entais, e é geralmente im possível d u plicar a mesma concentr ação e gr ad iente de
tensões num corpo de pr ova peq ueno d e la boratório.
'o. 1. Hor ger . Fatigue Char acleristics of Large Sections. em F aligue. Amer ican Sociely f or Metais, Metais
Park . Ohio. 1953.
'c. E. Philli ps e R . B. Heywood . Pr oc. /l/sl. Mech. EI/g. (Lol/dol/), vol. 165. p p. 113:124. 1951.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 22/41
A análise de diver sos d ad os experimentais para aços mostrou' a existência de uma
r elação de efeito d e tamanho entre o limite d e f adiga e o volume d o material sujeito aotensionamento cr ítico.
(
V)-O ,0340"f1 =O"ro V
o
onde Ur, é o limite de fad iga par a o volume cr ítico V e Uru é o limite d e f adiga conhe-cido par a um corpo d e pr ova com volume Vo . O volume com tensionamento crítico é
d efinido como o volume próximo d a superf ície d o corpo d e prova o qual é tensionad o
até pelo menos 95 por cento d e U má.r
Praticamente tod as as falhas por fadiga principiam na superfície d o componente. Par a
muitos tipos comuns de carr egamento, como flexão e torção, a tensão máxima ocor rena super f ície, o q ue torna lógico q ue o início d a trinca lá se verif ique. Contudo, no
carr egamento axial, a f alha por f adiga q uase sempr e começa na superf ície. Existe
ampla evid ência d e que as pr o pried ades d e f adiga são muito sensíveis às condiçõessuper f iciais. A gr osso modo, os fator es que af etam a superfície d e um cor po d e provad e f adiga podem ser divid idos em tr ês categorias: (I) rugosid ad e da superfície ou con-
centrad or es d e tensão na su perfície, (2) variações na r esistência à f adiga do metal nasuperfície e (3) var iações nas condições d e tensão residual d a supelfície. Além d isso, a
super f ície está su jeita à o xid ação e corr osão.
Desde que se iniciar am as investigações sobr e a f adiga, foi constatado q ue os d iferen-tes aca bamentos super ficiais produzid os pelos vários pr ocessos d e usinagem em prega-dos, pod em afetar a pr eciavelmente o d esempenho em f adiga. Os cor pos d e pr ova poli-
dos cuidad osamente, nos quais as finas mar cas de polimento (concentr ador es de ten-são) são or ientad as par alelamente à direção d a tensão trativa pr incipal, f or necem osvalores mais altos de r esistência nos ensaios de f ad iga. Tais amostr as cuidadosamente
polid as são ger almente utilizad as nos ensaios de f adiga de labor atór io e são conhecid as
como par bars. A Ta bela 12.3 ind ica como a vid a em fadiga d e cor pos d e pr ova "canti-lever " varia com o tipo d e pr eparação da su per f ície. Siebel e Gaier 2 pu blicaram vários
dad os ex per imentais so br e este assunto.A Fig. 12.15 mostr a a influência, par a o aço, de vár ios aca bamentos superf iciais,
na redução do limite de fadiga de amostr as d e laboratório. O bserve que o aca bamento
da superfície é car acterizad o pelo processo utilizad o par a formá-Ia. Pod e tam bém ser o bser vada a gr ande sensibilid ade às cond ições super ficiais a presentadas pelos aços d e~lta r esistência. .
Uma vez que a f alha por f adiga é tão dependente das condições superficiais, q ualquer
coisa que mud e a resistência à fadiga da super f ície do mater ial ir á alter ar muito as suas pro pr iedades de f adiga. A descar bonetação da su per fície d e um aço tr atado ter mica-
mente é par ticularmente deletér ia ao desempenho em f ad iga. Da mesma maneira. a
IR . K uguel, Am. Soe. T es / . Maler. Pr oe. , vol. 61, p p. 732-748, 1961.
'E. Siebel e M. Gaier , V D I Z . , vol. 98, pp. 1715-1723, 1956; sumariad o em E lI gilleer 's Diges / ., vol. 18, pp.
109-112, 1957.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 23/41
Tabela 12.3 Vida em fadiga de amostras d e aço SAE 3130 ensaiado
em tensão alternad a (UII! =O) a 6 7 k gf /mm2t
Rl I gosidade da
slIpel fí cie, !J -
Vida méd ia em
fadiga, ciclos
Tornead o
Par cialmente polidomanualmente
Polido manualmente
R etificado
R etif icad o e polid o
Super aca bad o
0,15
0,13
0,18
0,05
0,18
91.000
137.000217 .000
234.000
212.000
r esistência à f ad iga d e uma cha pa de uma liga d e alumínio envelhecid a é r eduzid a
q uando so bre ela é a plicad a uma co bertur a de alumínio mole. As pr o pr ied ad es de
fad iga de com ponentes d e aço podem ser bastante melhor ad as a partir d a formação d e
super fícies mais dur as e r esistentes, oriund as d e cementação e nitr etação.! No en-
tanto, uma vez q ue estes pr ocessos intr oduzem na supelfície tensões residuais com-
pr essivas f avor áveis, não se pod e consid er ar que as pr o pr iedad es d e fadiga se jam me"
Ihor ad as exclusivamente pela for mação. na su perfície, d e um mater ial d e maior r esis-
tência. A ef iciência d a cementação ou nitr etação na melhor ia do d esempenho em f a-
d iga d e um material, é maior nos casos em q ue existe um gr ande gr adiente d e tensão,
como na tor ção e na flexão, do q ue num ensaio d e fad iga axia1. O maior percentual no
desempenho em fadiga, é ver if icado para o processo de nitr ef ação d e corpos d e prova
entalhados. A quantidade de aumento d a r esistência depen"de d o d iâmetro d o corpo de
0,7ü'
'""u 06~ ,
g-05~ ,
u
~ 0,4u.
Fig. 12.15 Fator d e r edução par a
o limite d e f ad iga d o aço devid o avár ios tr atamentos superficiais.
(De R . C. Juvinall, Str ess ,
St r ain , and St r engt h , p. 234,
McGr aw-Hill Book Company,
New Yor k , 1967. Com permissão
d os ed itor es.)

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 24/41
prova e d a pr ofundidad e do endur ecimento superf icial. O endur ecimento por chama
d ireta e o endur ecimento com aquecimento por ind ução causam melhor as nas pr o prie-d ad e:,!de f adiga, similar es às o btid as por cementação e nitr etação. O f ato d a tr inca def adiga em componentes d e superfície end ur ecid a ter início na interf ace d as camad as
mole e dur a, em vez de na superfície, constitui uma car acterística geral do seu compor -tamento em f adiga.
A eletr od e posição na superfície d o aço ger almente d iminui seu limite de f adiga. Adeposição de cromo é particularmente dif ícil d e ser realizad a sem causar pior a d as propriedades de fadiga, enquanto que uma de posição d e cádmio, mais suave, pouco
efeito exer ce na resistência à fadiga. As condições do pr ocesso d e deposição utilizad o
para o btenção d a camad a eletr odepositad a pod em ter gr and e inf luência nas propried a-
des de f adiga, porque pod em produzir gr and es var iações nas tensões r esiduais, ad esão, poros idade e dureza da co bertura. 1
O método mais efetivo d e aumentar o desempenho em fadiga de um componente con-siste na f ormação d e um es pectro f avor ável de tensão r esidual compr essiva. As ten-
sões residuais podem ser consid er ad as como tensões a prisionad as, que estão pr esentes
numa parte não submetid a a uma f or ça externa. Aqui ser ão consid er adas a penas asmacr otensões, as quais atuam sobr e regiões que são gr andes quando compar ad as como tamanho de gr ão. Elas podem ser medidas por métod os d e raios X ou pelo r egistr ode variações dimensionais que ocorr em quand o uma camad a fina de mater ial é r emo-
vida da superfície. As tensões residuais a parecem quando a d eformação plástica atr a-
vés d a seção tr ansversal total d a parte deformada não é uniforme. Considere um corpode prova metálico submetido a tlexão no qual a superfície foi def or mad a em tr ação, d emaneir a que parte d ela tenha sido d eformad a plasticamente. Quando a for ça externa é
r etir ada, as regiões que f or am deformad as plasticamente impedem as r egiões elásticasadjacentes de experimentarem uma recuperação elástica completa par a a condição d e
não-deformadas. Desta f orma, as regiões def ormadas elasticamente são d eixad as em
tr ação residual e as regiões que for am d ef ormad as plasticamente d evem estar numestad o de compr essão residual, a fim de promover um balanço d e tensões ao longo d a
seção transversal do corpo de prova. De uma maneir a ger al, para um caso em q ue
parte da seção tr ansversal é deformada plasticamente, enquanto que o resto sofr e d e-
f ormação elástica, a região que f oi def ormad a plasticamente em tração a presentar á,
a pós o descarregamento, um estad o de tensão residual compressivo, enquanto que a
região que foi d eformada plas.ticamente em compressão a presentar á um estado d e ten-
são residual de tração quando a for ça externa for r etirad a. O valor máximo de tensãoresidual que pod e ser produzid o é igual ao limite elástico d o metal.
As tensões residuais podem, par a vários objetivos, ser consider ad as id ênticas às
tensões produzidas por uma força externa. Então, a adição de uma tensão residual
compressiva, que existe num ponto da super fície, a uma tensão tr ativa externamente.a plicad a sobre esta superfície, diminui a pr o ba bilid ad e d e ocorr er f alha por fadiga
neste ponto. A Fig. 12.16 ilustra este ef eito. A Fig. 12.16a mostr a a distribuição d e
tensão elástica numa viga na presença de tensões residuais. A Fig. l2.16b a presentauma distribuição típica de tensão residual, tal como seria pr oduzid a por jacto- percussão. Obser ve que altas tensões r esiduais compr essivas na superfície devem ser
equilibrad as por tensões residuais tr ativas no interior d a seção tr ansver sal. Na Fig.12.16c é mostr ada a distribuição de tensões devido à soma algé brica d as tensões d e
flexão externas e d as tensões residuais. Note que a tensão tr ativa máxima na superfí-cie é r eduzida d e uma quantid ade igual à tensão r esidual compressiva que atua nesta
IUma revisão detalhad a d o ef eito d a eletrod eposição na r esistência à fad iga é d ada por R . A. R . Hammond eC. Williams, M et al/ . ReI ' . , vol. 5, p p. 165·223, 1%0.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 25/41
Fig. 12.16 Su perposição d as tensões
aplicada e r esidual.
supeliície. O pico de tensão tr ativa f oi deslocado par a um ponto no inter ior do corpod e pr ova, send o sua magnitude uma função d o gr adiente d e tensão a plicado e da distr i-
buição d e tensões residuais. Desta f orma é possível, sob estas condições, que o iníciod a f alha ocorr a a baixo d a superfície. Em vista d o que vimos acima, d ever ia ser clar o
q ue as melhorias no desempenho em fadiga, decor rentes d a introd ução d e tensões
r esid uais compr essivas na superf ície, seriam maior es no caso d e um carregamento emq ue existisse um gr adiente de tensão d o q ue par a um ti po de car r egamento que não
r esultasse na for mação de um tal gradiente. Tod avia, a intr odução de tensões residuaiscom pressivas na su peli"ície de corpos de prova ensaiad os em f adiga sob carregamento
axial promove uma melhor ia acentuada nos seus desem penhos, pr ovavelmente porq uea supeliície é, em potencial. uma fonte de baixa r esistência.
Os principais métod os comerciais d e introdução na super f ície d e tensões r esid uaiscompressivas f avor áveis são a laminação supeliicial com cilind r os es peciais e a jacto-
percussão.1 Embor a durante estes pr ocessos ocorram algu mas var iações na resistência
d o metal devid o ao encruamento, a melhoria no desempenho em fad iga d eve-se f un-
d amentalmente à formação de tensões resid uais compr essivas na su perfície. O pro-
cesso d e laminação su perficial é particularmente adeq uado par a o caso de peças gran-d es. sendo utilizado freqüentemente em r egiões críticas, tais como os adoçamentos doseixos de manivelas e as superfícies d e a poio de eixos de estr ada d e ferr o. O processod e jacto-percussão consiste no jateamento, ou bombard eamento, d e partículas finíssi-
mas d e aço ou f erro f undido contr a a superf ície da peça. A jacto- percussão é par ticu-lar mente adequada par a peças d e peq ueno por te prod uzid as em massa. A severid ad e
d a tensão produzida neste processo é normalmente cDntrolad a pela med ição da defor-

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 26/41
mação r esidual por ele introduzida em bar rotes chamados tir as d e Almen. As princi-
pais var iáveis deste processo são a velocid ade d o jato e o tamanho. f or mato e dur ezad as partículas, mas deve-se tomar cuid ad o para que tod a a dr ea tr atad a r ece ba um
jateamento uniforme. O polimento d as superf ícies submetid as a jacto- percussão. como intuito de d iminuir a sua rugosid ade, r esulta fr eqüentemente em melhoria adicionald as pr opr ied ades d e fadiga. Outr os métodos ca pazes d e intr oduzir tensões residuais
com pr essivas na su peIik ie são atr avés d e tensões térmicas prod uzidas pela 'têm per ado aço a partir da temperatura d e r evenimento e d as tensões d ecor rentes das variações
volumétricas que acompanham as mudanças metalúr gicas r esultantes d a cementação.
nitr etação e endur ecimento com aquecimento por indução.É 'im por tante q ue se compr eend a q ue a aplicação d e jacto- per cussão ou laminação
supelficial não resulta automaticamente numa melhor ia d as pr o pr iedad es d e f ad iga. É possível que a superfície se ja danif icada por jateamento ou laminação excessivos,
send o por isto necessário pesquisas e ensaios para esta belecer as cond ições pró prias
q ue produzem a distr ibuição ótima d e tensões r esid uais. Além d o mais, certos pr oces-sos metalúr gicos pr od uzem tensões resid uais tr ativas su peli'iciais, como é o caso d a
têmper a de aços altamente endurecíveis, e este tipo d e estado de tensões pod e per sistir para temper aturas d e r evenimento baixas. A retificação d e aços endur ecid os exige que
se tenha muito cuid ad o em sua execução. pois caso contr ário pod e pr omover grand es
decr éscimos d as pr o priedades de f ad iga. Foi mostrad o por pesq uisador es' que, d e pen-d end o das cond ições de r etificação. pod em ad vir tensões r esid uais su peIi'iciais com-
pressivas ou tr ativas. Também os métod os de polimento usualmente empr egados na pre par ação dos corpos d e pr ova d e fadiga pod em causar o a par ecimento de tensões
r esiduais na super fície.
As d istribuições de tensões r esiduais pod em ser mod if icadas por d ef ormação plás-
tica ou ativação tér mica. Quando ocor re d ef ormação plástica consider ável, estas ten-sões podem atingir o limite d e escoamento. Desta forma, os per íodos de sobr ecar ganos ensaios de fad iga alto-ciclo ou os ensaios a altas tensões na região baixo-ciclo
podem alterar a distr ibuição de tensões resid uais atr avés d e d ef ormação plástica. A
este efeito se d enomina d egradação das tellsôes r esidllais. As tensões r esiduais exer-cem sua maior influência pr óximo d o limite d e f ad iga, onde ocorr e pequena d egrada-
ção. Por outro lado, a vid a em fadiga é pouco afetada pelas tensões r esiduais em
condições d e a plicação de tensões altas.
A ação simultânea de tensões cíclicas e ataque q uímico é conhecida como fadiga por corrosão.2 O ataque corr osivo sem tensão super imposta pr oduz, muitas vezes, O a pa-r ecimento de pites nas superf ícies d os metais. Os pites atuam como entalhes e causam
a r edução da r esistência à f adiga. No entanto, quando o ataq ue cor rosivo ocor re simul-taneamente com o car r egamento em fadiga, há uma redução muito su per ior d as pr o-
pried ad es em f ad iga, r edução esta que é maior d o que a pr od uzid a pela cor r osão pr évia
d a superfície, Quando a cor r osão e fad iga atuam simultaneamente, o ataque químicoaceler a muito a taxa de pr opagação d as trincas em f ad iga. Os materiais q ue a presen-tam um limite d e fad iga d ef inid o q uando ensaiados ao ar na tem per atura ambiente não
a presentam indicação d o limite d e f ad iga quando o ensaio é r ealizad o em meio cor ro-sivo. Uma vez que o ataque corr osivo é um fenômeno que d e pend e do tempo, quanto
mais r á pido f or o ensaio menor ser á o d ano devido à cor r osão. Os ensaios d e fad iga por corr osão pod em ser realizados de d uas maneir as. O métod o usual consiste em
su bmeter o corpo de pr ova, continuamente, às inf luências combinadas de corr osão e
'L.P. Tar asov, W. S. Hyler e H. R. Letner , Am. Soe. T est . M at er . Pr oc. , vol. 57, p p. 601-622, 1957.'A. J. McEvily e R. W. Staehle, ed s., Corr osioll Fat igue , Na!. Assoe. Corr osion Eng., I-Íouston, 1972.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 27/41
tensão cíclica, até que ocorr a a ruptur a. No ensaio d e d u plo-estágio, o ensaio d e fad iga
por cor r osão é interr ompid o a pós um d eterminado período e o dano intr oduzid o éavaliad o atr avés d a d eterminação d a vid a r estante ao ar. Este último tipo d e ensaio
a jud ou a d etermi nar o mecanismo de f adiga por corr osão. J A ação d a car ga cíclicacausa uma d estruição localizad a d o f ilme de óxid o superficial, per mitind o que possamser pr oduzidos pites. É muito maior ó número d e pites produzidos na f adiga por corr o-
são d o que num ataque corr osivo sem a ação d e tensões. Outr o ef eito d a tensão cíclicaé r emover ou desalo jar q uaisquer pr odutos de corr osão que possam d e alguma maneir a
im ped ir o avanço d a corr osão. Os f und os dos pites são mais anód icos d o que o r estodo metal e, d esta forma, a cor rosão prossegue par a o inter ior , a jud ad a pela d estruição
d o filme d e óxid o decorr ente d a d eformação cíclica. Quand o o pite se torna pontiagudoo bastante par a pr od uzir uma grand e concentr ação d e tensões, a trinca é nucleada.
Existem evid ências ind icand o que mesmo os ensaios d e f adiga realizad os ao ar natemper atur a am biente são inf luenciados pela f adiga por cor rosão. Ensaios de f adiga em
co bre mostr aram que a r esistência à fadiga em vácuo parcial er a superior à r esistência
na atmosf er a.2 Ensaios realizados separ adamente em oxigênio e va por d 'água mostr a-
ram pouca r edução d a r esistência em f adiga quand o compar ad a àquela obtid a no vá-cuo. Concluiu-se que o va por d 'água age como catalisador par a r eduzir a resistência à
f adiga ao ar , indicand o q ue a umid ad e r elativa pod e ser uma variável a consider ar no
ensaio de f adiga. Um tr a balho subseqüente realizado em cobr e3 mostr ou que a vida emfadiga er a muito mais longa em atmosfer a de oxigênio puro (sem nitrogênio) do que noar. A o bser vação metalogr áf ica mostrou que o d esenvolvimento d e band as d e desliza-mento per sistentes er a desaceler ad o quando os ensaios eram r ealizad os em nitrogênio.
Estudos adicionais sobr e o efeito d o meio nas tli ncas d e f adiga f or am realizad os por Acter.4
Existem vários métodos disponíveis par a minimizar o dano causado pela fadiga
por corr osão. De uma maneir a ger al, a escolha'de um material para este tipo de ser -
viço d eve ser basead a nas suas pr o pried ad es d e r esistência à corr osão, em vez d as pr o pried ades de fadiga convencionais. Desta maneir a, o aço inoxid ável, bronze ou
cobr e-berílio pr estariam, pr ovavelmente, melhor ser viço d o que o aço tratad o termi-camente. A proteção d o metal contr a o contato c om o meio agr essivo pod e ser feitacom sucesso atr avés d e co bertur a metálica ou não-metálica, d esde que esta não se
r om pa como conseqüência d a d eformação cíclica. As co bertur as d e zinco e cád mio noaço e cober tur as d e alumínio em ligas d e alumínio Alclad pod em obter sucesso em
muitas aplicações de f adiga por corrosão, apesar destas coberturas poder em causar r edução na resistência à fadiga quando os ensaios são conduzid os ao ar . A f ormação
de tensões r esid uais compr essivas na superfície tend e a impedir que os entalhes super-
f iciais se a bram d and o acesso ao meio corr osivo. A nitretação é particularmente ef e-tiva no combate à fadiga por corr osão, e a jacto- per cussão tem sido usad a com êxito
sob d eterminad as condições. Em sistemas fechados, é possível r eduzir o ataque cor r o-
sivo com a adição de um inibid or d e corr osão. Finalmente, a eliminação de concentr a-dor es d e tensão, através de pr o jetos cuid ad osos, é muito im por tante quand o a f ad iga
por corr osão deve ser consid er ad a. .
Quando duas su per fícies em contato ex perimentam periodicamente um pequeno mo-
vimento r elativo, tem or igem um d ef eito su perf icial d enominado d ano por f ricção. Estef enômeno está mais r elacionado ao d esgaste d o que à f adiga por corrosão. No entanto,
'U. R . Evans e M. T. Simnad , Pr oc. R. S oe. LOlld Oll , vaI. 18 8 / .. p:J72, 1947.
21.1. Gaugh e D. G. S a pwith , J . /IlSr . M e/. , vaI. 72, p p. 415-421,1946.' N. Thompson, N. Wadswar th e N. Lauat. Phil. Mag. , vaI. I, p p. 113-126, 1956.'M. R. Achter , Fa /igue C r aek Propaga / iall , AS T M S pee. T eeh. Publ. , 415, pp. 181-204, 1967.
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 28/41
ele difere do d esgaste pelo f ato de que a velocid ade relativa d as duas super f ícies émuito inferior à que normalmente se encontr a no desgaste e também porque, como as
duas super fícies nunca perd em o contato, não há possibilid ade d os pr odutos d e corro-são serem removidos. O d ano por f ricção é bastante encontrad o na superf ície de um
eixo com um mancal ou com um cubo d e r od a montad o so b pressão. Ger almenteocorre a formação de pites na superfície e também uma certa d eterior ação super f icial,
q ue normalmente é acompanhad a por detr itos de óxido (avermelhados par a o a ço e pr etos para o alumínio). As trincas de fad iga quase sempr e se iniciam na superfície
d anif icad a, embor a- possam ser ocultadas pelos detr itos de óxid o. Os d anos d e fricção
são causados por uma combinação de efeitos mecânicos e químicos. O metal é remo-vid o da su per fície por uma ação de esmer ilhamento ou atr avés de um pr ocesso alter -nado de descolamento e "sold agem" dos r essaltossuper f iciais. As partículas r emovi-d as se tornam oxid adas e f ormam um pó a br asivo que continua o pr ocesso d e destrui-
ção. Ocorre, então, a oxid ação d a superf ície d o metal e o filme de óxid o é destruído pelo movimento r elativo d as super fícies. Embor a a ocorr ência de oxidação não sejaessencial par a o pr ocesso, como f oi inclusive demonstr ad o pelo movimento r elativo
entr e duas super f ícies de our o não-oxidáveis, este se d esenvolve com intensid ademuito maior quando as condições são tais que permitem sua presença.
Não existem métodos d e pr evenção contr a o dano por f ricção que se jam comple-
tamente satisfatórios. No entanto, ele não ocorrer á se o movimento r elativo puder ser eliminado. O acr éscimo d a f or ça normal às superfícies pod e atingir este objetivo,
por ém o d ano aumenta com a for ça normal até o ponto em que cessa o movimento
relativo. Caso este movimento não possa ser eliminado, então a r ed ução d o coeficienteId e atr ito entre as partes aco plad as poder á ser benéfica. U ma vez que o pro blema
pr incipal consiste em manter um filme lubr if icante por um longo períod o d e tempo, oslubr ificantes sólid os como o MoS são os que obtêm maior sucesso. Outr a maneir a d e
.a bordar o pr o blema é aumentar a resistência ao d esgaste das super fícies a f im de redu-
zir o caldeamento superficial. O d ano por f ricção ser á d iminuíd o caso a atmosfer a se jaexcluída das duas super fícies, no entanto, isto é muito d if ícil d e ser conseguido comum grau de efetivid ade alto. For am pu blicad as d iver sas r evisões excelentes so br e esteassuntol,2.
A maior ia dos d ados de fadiga existentes na liter atura for am o btidos em condições d e
ciclos de tensões alternados ond e (TIII =O . Tod avia, na pr ática d a engenharia, fr eqüen-temente depar amos com condições em que o c arregamento consiste em uma tensãoalternada superimposta a uma tensão média ou estática. A possi bilid ade d esta situação
de tensões já foi considerad a na Seç. 12.2, ond e for am d adas vár ias relações entre (TIII e
Existem vários métodos d e d eterminações d e um diagr ama S - N par a a situação em
que a tensão média é diferente de zero. A Fig. 12.17 mostr a os dois métodos maiscomuns utilizad os par a apr esentação dos d ad os exper imentais. Na Fig. 12.170 sãolançados em gr áf icos a tensão máxima contr a log N, par a valores constantes d a r azão
de tensões R = (Tlllín.!(Tlllá.r .. Este ti po de curva é o btido a plicand o-se u ma sér ie deciclos d e tensão, com a tensão máxima decr escente, e a justando-se a tensão mínimaem cada caso d e maneira que ela seja uma fr ação constante d a tensão máxima. O caso
d a tensão completamente invertida é dado por R =- 1,0. Observe q ue à med id a q ue R
se torna mais positivo, o que equivale a aumentar a tensão méd ia, o limite d e f ad igamed ido aumenta. A Fig. 12.17b mostra os mesmos dados a presentados em termos de
IR . B. Water house, Pr oc. /nst . Mech. Eng. LOlld on , vol. 169, pp. 1157-1172, 1955.'P. L. Teed , M et al/ . Rev. , vol. 5, pp. 267-295, 1960.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 29/41
~~ R=-O,3
R=-IO
106
Cic lo s par a r omp er
(al
Fig. 12.17 Dois métod os d e a pr esentar os d ad osde f ad iga quand o a tens'ão média não é zer o.
106
Cicl os para r omper
tensão alternad a \'er slIs nú mer o d e ciclos par a a f r at-ura, par a valor es d e tensão média
constante. Obser ve que à med id a q ue a tensão méd ia se torna mais positiva, a tensão
alternad a per mitid a d iminui. Outr as maneir as de a pr esentar estes resultad os são os
gr áf icos d a tensão máxima l'er SII.I' númer o de ciclos para a ruptur a, par a tensão média
constante, e tensão máxima \'er SlIs ciclos par a a r u ptur a, à tensão mínima constante.
Para cad a valor d e tensão méd ia existe um válor dif er ente d o inter valo limite de
tensões, O" máx. - O"míll., q ue pod e ser suportad o sem que ocorr a a f r atur a. As
pr imeiras contribuições a este pro blema for am f eitas por Goodman', razão pela qual as
cur vas que a pr esentam a d e pend ência d o inter valo limite de tensões na tensão média
são chamad as f req üentemente d e d iagr amas d e Good mall. A Fig. 12.18 mostr a um
tipo comum de d iagr ama d e Goodman q ue pod e ser o btido a partir de d ados de f ad iga
iguais aos que f oram ilustr ad os na Fig. 12.17. Basicamente, este d iagr ama apr esenta a
variação d o inter valo limite d e tensão. O"lIui,r . - O"míll.' com a tensão média. Observe que
à med id a que a tensão média se tor na mais tr ativa, o inter valo d e tensões permitido é
d iminuído, até se tor nar zer o quand o o limite d e resistência 0"11 é atingid o. Tod avia,
para f ins pr áticos, o ensaio é geralmente interr om pid o q uand o é ultra passad o o limite
de escoamento 0"0' Os pontos ex per imentais encontram-se um pouco acima ou a baixo
d as linhas O"mf i.r. e O"míll.' r azão pela q ual estas linhas mostr ad as na Fig. 12.18 pod em

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 30/41
Compressão -+-- ~ Tração
/T u
/T O
o<li
'"ef-
i! /c -
Tensão alternada - os
o dados são plotados aqui
~ea.
E
otl
/
/
Fig. 12.18 Diagr ama d eGoodman.
ser, na r ealid ade, curvas. Desta f orma, tend o em vista esta natur eza dos pontos expe-
rimentais r eais, uma aproximação segur a do diagr ama de Goodman pod e ser o btida,
tr açand o-se linhas retas a partir d o limite d e f adiga para tensão alternad a (que normal-
mente são d is poníveis na liter atur a) até o limite de resistência à tr ação. Um diagr ama
similar ao d a Fig. 12.18 pode ser construíd o para a resistência à fadiga em qualquer
númer o de ciclos determinado. Existem muito poucos resultad os ex per imentais par acondições ond e a tensão média é compr essiva. Os d ad os' par a o aço SAE 4340 en-
saiad o em fadiga axial ind icam que o inter valo d e tensões per mitid o aumenta com o
acréscimo da tensão méd ia com pressiva até o limite de escoamento em compressão.
Esta ind icação está d e acordo com o f ato d e tensões r esid uais compressivas aumenta-
rem o limite de f adiga. .
Um métod o alternativo para a presentação d os d ad os de tensão méd ia está mos-
tr ad o na Fig. 12.19. Este métod o é às vezes conhecido como diagrama d e Haig-
Sod er berg2. A com ponente d e tensão alternad a é dis posta em gr áf ico contr a a tensão
méd ia. A relação re presentad a por uma linha r eta segue a sugestão d e Goodman, en-
quanto a cur va para bólica foi proposta por Ger ber . Os d ad os exper imentais par a me-tais dúcteis caem, ger almente, mais pr óximos da cur va par a bólica. No entanto, devid o
à d is per são nos resultad os e também por q ue os ensaios realizad os em corpos d e pr ova
entalhad os a pr oximam-se mais da r eta d e Goodman, a r elação linear é mais utilizad a
nos pro jetos de engenharia. Estas r elações pod em ser expr essas pela seguinte equação:
onde x = 1 par a a linha d e Good man, x = 2 para a par á bola de Ger ber e Up é o limitede fad iga para carregamento alter nado (um = O). Se o pro jeto for basead o no limite d e
escoamento, como indicad o pela linha pontilhada de Soder berg na Fig. 12.19. então u"
dever á ser substituída por Uo na Eq. (12.22).
'J. T. R ansom, d iscussão em Am. Soe. T es / . Maler . Pr oc. , vol. 54, pp. 847-848, 1954.
'c. R . Sod erberg, T r alls.ASM E , vol. 52. APM-52-2, 1930. pp. 13-28.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 31/41
'-':
". .• . . •. .
. . •. . •. .
. . •. . •. .
. . •. . •. .
Soderberg -"" ..•..•... . •. . •. .
. . •. . •. .
Fig. 12.19 Métod o alternativo d ea pr esentar o diagr ama de Goodman .
A Fig. 12.19 pod e ser o btid a através de ensaios com tensões alternad as axial ou
de tlexão com tensão ou compr essão estática, ou por tor ção alternad a com tr açãoestática. Tod avia, par a tor ção alternad a com tor ção estática ou par a flexão alternad acom tor ção estática, não existe efeito d a tensão estática so bre o intervalo permitido d ecomponente' d e tensão alternada, desd e que o limite d e escoamento estático não sejaultrapassad o!.
Não existe um consenso geral quanto ao métod o ad equad o par a a plicação de f ato-
res de concentr ação de tensões em casos de tensões média e alternad a combinad as.Enquanto todas as autorid ad es no assunto a plicam par a a componente d e tensão alter-nad a um fator Kf , existem contr ovér sias so br e quand o d eva ser a plicad o um f ator par a
a tensão méd ia. Outr o pr oblema que pode ger ar d úvid as está no tratamento a ser
utilizad o quanto às tensões r esiduais r esultantes d as tensões máximas, ou picos d etensões, que excedem o I.imite d e escoamento. Estes pontos são a bord ad os por luvi-nalF em d iver sos exemplos d e pr o jetos.
Fuchs3 pr opôs uma teoria analítica d a f alha por fadiga em metais dúcteis. Embor a esta
teoria não se ja peli'eita em tod os os seus d etalhes, ela consider a as inf luências d astensões méd ia e alternad a, tensões resid uais e do carr egamento combinado, por exem-
plo, f lexão mais tor ção. A teoria a plica-se par a a r egião de longa-vid a em fadiga ond eas d eformações macr oscópicas são elásticas. Ela admite valor es de tensão média cons-tantes e tam bém que as car gas estejam em f ase, isto é, tod as as componentes de car ga
alternad a atingem ao mesmo tempo seus valor es máximos. Par a d eterminar quand o um
determinad o estado nominal de tensões cíclicas d ar á origem à fr atur a num dad o nú-mero d e ciclos, o estad o de tensões é compar ado a tr ês cr itérios d e falha por f adiga:início de trinca, propagação d e trinca e escoamento macr oscó pico.
Embor a os dados experimentais d e f alha por fadiga em tensão com binada sejammais escassos e menos conf iáveis do que par a escoamento estático, podem ser feitas
algum,asgeneralizações. Os ensaios d e fad iga com combinações difer entes d e tlexão e
'G. Sines, Failure of Materiais under Com bined R e peated Stresses with Super imposed Static Stresses, NACAT ecil. Not e 3495, 1955.'R . C. Juvinall, Engineer ing COl1sid erations of Str ess, St r ain , and Str engtil. pp. 279'297, McGraw-Hill Book Com pany, New Yor k , 1967.3H. O. Fuchs, Tram··. AS ME , S er . D: J. Basic Eng. , vol. 87, pp. 333-343, 1965; também 'd iscutid o em F atigue
Design H andbook , pp. 30-36, Society of Automotive Engineer s, New York , 1968.
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 32/41
tor ção' mostr am que par a os metais d úcteis o cr itério d e von Mises é o q ue melhor se
ajusta ao pr o blema. Para materiais f r ágeis o melhor cr itério d e f alha por f adiga é o
baseado.na teor ia d a tensão princi pal máxima. Sines2 pr opôs um critér io par a a f alha
por f adiga so b tensão combinad a, basead o na teoria d a ener gia d e d istor ção (von Mi-
ses).
[(aal - aa2)2 +(aa 2 - aa3)2 +(aa3 - aal)2 ]Y z +C2(aml +am2 +am3) ~ J " 1ae
f
(12-23)
ond e C T al = componente alter nad a d a tensão pr inci pal na dir eção" I"
CTml =componente estática d a tensão principal na dir eção" I"
C T e = r esistência à f ad iga (ou limite d e f ad iga) par a tensão alternad a (C T m = O).
C2 = constante do material que d á a influência de CT m so br e CT a , isto é, a inclina-
ção negativa d a linha d e Good man na Fig. 12.19. Como primeir a a proxi-
mação, C2 = 0,5.
o efeito das tensões residuais pod e ser incluído adicionand o-se seu valor ao termo C T m
apr o pr iad o. Uma vez que as tensões residuais compressivas ser ão su btr aíd as d o termo
C T m , elas permitir ão maior es tensões alternad as para a mesma vid a em f adiga. Para
cond ições d e tensão plana, a Eq. (12.23) a par ecer á em gr áf ico como uma elipse simé-
trica, similar àquela mostr ad a na Fig. 3.5. No entanto, a in'tr od ução dos termos de
tensão estática (média) af asta esta eli pse d o centro do sistema d e coor d enad as.
Fuchs ad mitiu que o critér io ger al par a início de trinca é d ad o pela Eq . (12.23).
Par a a situação simplif icad a d e um estad o uniaxial d e tensão ela se r ed uz a
Par a o cr itério de pr o pagação de tr inca utiliza-se um cr itério d e tensão máxima, isto é,
as tr incas d e f ad iga se pr opagar ão se a tensão alter nada de tr ação for igualou maior do
que um valor cr ítico C T e. Matematicamente, este cr itério é simplesmente
Caso C T mín. d o ciclo de tensão seja com pr essiva, então a tensão d e tr ação mínima ser á
zer o. Neste critério de f alha não é utilizad o qualq uer f ator par a Kr e, por este motivo,
são tomados valores de C T e baixos como medid a de segur ança:
C T e =2 k g/mm2
C T e =3 k g/mm2
C T e = 7 k g/mm2
para liga d e alumínio de alta r esistência
par a aço-d oce
par a aço tem per ad o e r evenid o
'H. j. Gough, Pr oc. / nsl. Mech. ElIg. LOlldoll. vol. 160. pp. 417-440.1949; W. N. Find ley and P. N. Mathur .Pr oc. S oe. Exp. S lr ess Allal .. vol. 14. nO I. pp. 35-46. 1956.2Sines, o p. cit.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 33/41
o critério d e escoamento par a carr egamento uniaxial consiste simplesmente em que o
escoamento macroscá pico ocorr a quand o a soma d a tensão alternad a com a tensão
média iguale ou exced a o limite de escoamento d o material
Estes tr ês critérios de f alha podem ser r e pr esentados, par a carr egamento uniaxial,num gr áf ico d e Ua \'er SI/S UII/, como o d a Fig, 12,20, O critério d e escoamento, Eq ,
(12.27), é r e pr esentado pelo triângulo exter no pontilhad o. O critério d e início d e trinca,
Eq . (12.24), é re presentad o pela linha AB par a um valor de Kf = Ie pela linha CD par a
K f =3. A linha de traços e pontos r e pr esenta o critério d e pr o pagação d e trinca, d ad o
pela Eq . (12.25). Uma vez que neste critério os valor es d e UII/ill. de compr essão são
tomad os como zer o, ele é r e pr esentad o por uma linha inclinad a d e 45° (UII/f lr . co'hs-
tante, UII/ill. negativo variável) na r egião d e tensão média compr essiva. A linha indica-
tiva d e f alha é a linha larga e cheia d a Fig. 12.20. As combinações d e tensão média
. a plicad a, tensão r esidual e tensão alternad a que caiam d entr o d a linha não produzir ão
falha·· por fadiga no númer o d e ciclos par a o qual o gr áfico f oi construído. As combina-ções de tensões que caiam f or a d a linha devem ser consid er ad as insegur as. No limite
máxi mo d e tr ação para a tensão média o material f alha atr avés d e escoamento. Nas
r egiões hachuradas, as trincas d e f adiga ser ão iniciad as mas não se propagarão até a
ruptur a do ITlateria1. Na r egião intermediária, as trincas têm início e se propagam até
ocorr er a ruptura.
O ensaio d e f adiga convencional su bmete um corpo d e prova a uma amplitud e fixa até
que ele se r ompa. Os ensaios pod em ser feitos par a vários valor es dif er entes de tensão
par a d etermi nar a cur va S~ N , mas em cad a ensaio a' tensão é mantid a constante até
este ser completad o. No entanto, existem muitas a plicações pr áticas nas quais a ten-
são cíclica não permanece constante, var iand o em certos períod os par a valores acima
ou a baixo de um d eterminad o nível esta belecido por pr o jeto. Além disso, há a plica-
ções q ue envolvem condições complexas d e car regamento, nas quais torna-se dif ícil
d eterminar um nível médio de tensões e não se pode admitir uma var iação senoid al d e
car ga. Par a estas a plicações f or am d esenvolvid os ensaios de f ad iga es peciais' q ue a pli-
cam car gas r and ômicas.
Fig. 12.20 Diagr ama d e falha por f a-diga. (Segund o Fuchs.)
8
""""
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 34/41
o sobr e/ellsiolWl/lell/O, ou so br etensão, é o pr ocesso q ue consiste em ensaiar um
corpo de pr ova virgem por um certo númer o de ciclos, inf erior ao d a f r atur a, a uma
tensão acima d o limite de f adiga e posteriormente ensaiar este cor po d e pr ova até a
ruptur a a uma outra tensão. A r azão entr e o númer o d e ciclos ensaiad os na primeir a
tensão d o pr ocesso de so br etensionamento e o número d e ciclos suportad os por um
corpo d e prova vir gem a esta mesma tensão é chamad a r a::.âo de ciclos. O d ano intr o-
d uzid o por uma r azão de ciclos d e so br etensão pod e ser avaliad o pela r edução da vid aem f adiga à tensão de ensaio. Por outr o lad o. o d ano pr oduzid o pod e também ser
med ido su bmetend o-se vários cor pos de pr ova a uma deter minad a r azão d e ciclos na
pré-tensão (do pr ocesso d e so br etensionamento) e então d eterminand o-se o limite d e
f adiga d os cor pos d e pr ova d anificad os. Bennett' mostrou q ue o aumento d a r azão d e
ciclos na pr é-tensão produz uma maior diminuição no limite d e fadiga d as amostr as
d anif icadas, enquanto ex periências similar es2 que em pr egar am uma d eter minação está-
tica d o limite de f adiga mostr ar am uma r ed ução muito maior d o limite d e f ad iga d evid o
ao so br etensionamento. A esta altur a é im por tante notar que. d evid o à natur eza esta-
tística d a f adiga, é muito difícil o bter conclusões conf iáveis atr avés d e ensaios de so-
br etensionamento, a menos que se jam utilizad os métod os estatísticos.Se um corpo de prova f or ensaiad o a baixo do limite d e f adiga, d e maneira que
permaneça sem se romper a pós um gr ande número de ciclos e f or então ensaiado a
uma tensão maior , diz-se que o corpo d e pr ova foi sllh/ellsiollado. O subtensiona-
mento r esulta fr eqüentemente no aumento d o limite de f adiga, ou no aumento do nú-
mer o d e ciclos de tensão necessários par a se romper . acima d aq uele es per ado para
corpos d e pr ova virgens. As melhorias nas propriedades d e fadiga devid o ao subten-
sionamento têm sido freqüentemente consid er ad as como r esultantes d o encruamento
localizad o nos lugar es pref erenciais d e início d e tr inca. Uma inter pr etação difer ente d o
ef eito do su btensionamento resultou d e ex periências sobr e a d eterminação estatística
d o limite de f adiga3. Corpos d e prova que não se r omper am dur ante a d eterminação d o
limite de f ad iga a presentar am vid as em f ad iga superior es às normais, q uand o r eensaia-
d os a uma tensão maior . Atr avés d e análise estatística foi possível mostr ar q ue estas
vidas o bser vad as par a a tensão maior er am d e se es per ar d evid o à eliminação dos
corpos de pr ova menos resistentes dur ante o ensaio anterior a baixo d o limite d e fadiga.
Desta forma, concluiu-se que o subtensionamento er a, pelo menos par cialmente, d e-
vid o a um ef eito estatístico de seletivid ad e.
Se um cor po d e pr ova for ensaiad o sem se r om per por um grande númer o de
ciclos a baixo d o limite d e fad iga e a tensão f or sendo aumentad a em pequenos incr e-
mentos a pós permitir-se que ocorr a um gr ande númer o d e ciclos em cad a nível de
tensão, ver if icar emos que o limite d e f ad iga r esultante pod e ser até 50 por cento su pe-
rior ao limite d e f adiga inicial. Este pr oced imento é conhecid o por co{/xillg. Uma in-
vestigação extensiva sobr e este f enômen04 mostr ou uma cor r elação d ir eta entre um
for te ef eito de co{/xing e a ca pacid ad e d o material de ex per imentar envelhecimento.
Assim, o aço d oce e o ferro lingotad o a pr esentam um f orte ef eito d e co{/xillg, enquanto
o latão, as ligas d e alumínio e os aços d e baixa liga tr atad os termicamente a pr esentam
melhorias pequenas de suas propried ad es r esultantes d este ef eito.
Vários são os dados ex perimentais que indicam que a per centagem d e vid a con-
sumid a por o per ação a um dad o nível de so bretensão depend e d a magnitude dos níveis
d e tensão subseqüentes. Entr etanto, a r egr a d o dano acumulativo linear ", também
chamad a r egr a de Miner, consid er a que a vid a total de uma peça pod e ser estimad a
atr avés da soma d a percentagem d e vid a consumid a por cad a ciclo d e so br etensão. Se
'1. A. Bennett, Am. S oe. T esl. Mat er . Pr oc. , vol. 46, pp. 693-714,1946.
'G. E. Dieler , G. T. Hor ne e R . F. Mehl, N ACA T ech. Not e 3211, 1954.
'E. EiJr emian e R . F. Mehl, ASTM S pec. T ech. Pl I b / ., 137, 1952. .
'G. M. Sinclair ,Am. S oe. T est . M at er . Pr oc. , vol. 52, p p. 743-758,1952.
'M. A. Miner ,J. A pp / . Mecll. , vol. 12, pp. AI59-AI64, 1945.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 35/41
1/" 1/2•.... , 1/" representam o númer o d e ciclos d e o per ação em cad a nível es pecífico
d e sobr etensão e Ni• N 2 •.... , N" re pr esentam a vid a (em ciclos) nestes mesmos
níveis d e so br etensão, então,
j=k n.I---!.-= 1
j=l N j
Embor a tenham sid o obser vados muitos desvios d a r egr a d e Miner e pro postas várias
mod if icações par a esta r elação, nenhu ma outr a f oi melhor demonstr ad a ou ganhou
maior aceitação.
As pr opried ad es de f adiga d os metais de pend em muito d e suas estr utur as. No entanto,
existem atualmente poucas maneir as d e melhor ar as pr o pried ad es d e fadiga atr avés de
meios metalúr gicos. Os maiores melhoramentos no d esem penho em fadiga são, d e
longe, aqueles r esultantes d e modif icações de projeto que reduzem a concentração de
tensões e atr avés da utilização inteligente d as tensões r esiduais compr essivas benéfi-
cas, em vez de resultarem d e uma variação no material. Apesar disso, existem certos
fator es metalúrgicos que devem ser consider ados par a assegur ar o melhor desempenho
em f adiga d e um metal ou liga. Os ensaios de fadiga que se pr o põem a medir o efeito
d e algumas variáveis metalúr gicas, tais como tratamentos térmicos es peciais, no de-
sem penho em f adiga são f eitos geralmente com corpos d e pr ova lisos e polidos, sob
condições d e tensão alternad a (c r m = O ). Ger almente consid er a-se q ue as mudanças nas
propr iedad es de f adiga causadas por fator es metalúr gicos atingirão id êntico gr au d e
importância, mesmo so b condições mais complexas d e fadiga; como par a corpos de
pr ova entalhados submetid os a tensões combinad as. No entanto, os r esultad os d e sen-
sibilidade ao entalhe discutid os anter iormente mostr am que nem sem pre isto é ver-
d ade.
As pr opr ied ad es d e f ad iga são freqüentemente cor relacionad as com as pr o pr ied a-
des de tr ação. Ger almente, o limite de f ad iga d e aços f und idos e tr a balhados é cer ca de
50 por cento do limite d e r esistência à tr ação. A r azão do limite d e fad iga (ou d a
resistência à f ad iga par a 1 0 " ciclos) par a o limite d e r esistência à tr ação é denominad a
r a;:à( } d e f ad iga. Vários metais não-fer rosos com níq uel, cobr e e magnésio possuem
uma r azão de fad iga d e cer ca de 0.35. Em bor a o uso d e correlações deste tipo se ja
conveniente, deve-se entender clar amente que estes f atores constantes entr e o limite
d e f adiga e o limite d e r esistência à tr ação são a penas a pr oximações que têm suaa plicação restrita a corpos d e prova cuid ad osamente polid os e ensaiad os so b tensão
média zer o à temperatur a ambiente. Par a corpos de pr ova d e f adiga entalhad os a r azão
de f adiga do aço ser á de 0,20 a 0,30. Tod avia, à medid a que a r esistência ao escoa-
mento é aumentad a pelos vários mecanismos endurecedor es, o limite d e f adiga, ger al-
mente, não aumenta de maneir a pro por cional. A maioria d os materiais de alta resis-
tência são limitados por f adiga.
É possível se traçar vários par alelos entr e o efeito d e d eterminadas variáveis meta-
lúrgicas so bre as propried ad es ue fadiga e o efeito destas mesmas variáveis sobre as
pr o priedad es de tr ação. O efeito da adição de elementos-liga formador es de solução
sólid a, so br e as pr o pried ad es d e fad iga do f erroi e d o alumíni02, se assemelha quase perf eitamente aos seus efeitos sobr e as pro pr ied ades de tração. Gensamer 3 mostr ou
'E. E pr emian e E. F. Nip pes. Tr alls. AII/. S oe. Mel.. vol. 40, pp. 870-896. 1948.'J. W. Riches. O. D. Sherby e J. E. Dom. Tralls. AII/. S oe. Mel.. vol. 44. pp. 852-895, 1952.3M. Gensamer . E. B. Pear sall, W. S. Pellini e J. R . Low, Jr .. Tr aI/s. AII/. S oe. Mel .. vol. 30. pp. 983-1020.1942.
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 36/41
que o limite de f adiga d e um aço eutetóid e aumentava com a diminuição d a tem per a-
tur a, d a mesma f orma que o limite d e escoamento e o limite de r esistência. No en-
tanto, os testes que com par ar am os limites de f adiga de um aço-carbono eutetóid e que
a pós tratamentos tér micos d ifer entes a pr esentava estr utur a perlítica grosseir a ou esfe-
r oidita, ·ambas d e mesmo limite d e resistência, mostr ar am q ue as propr ied ad es de f a-
diga são mais sensíveis à estrutur al. Apesar d o aço a pr esentar o mesmo limite d e
r esistência com as duas condições estruturais, a estrutura per lítica a presentou limite def adiga bastante inferior , devid o aos grandes ef eitos de entalhe exercidos pelas lamelas
de carboneto na perlita.
Existe boa evidência2 d e que a homogeneização da d ef ormação d e d eslizamento,
evitando concentr ações localizad as de d ef or mação plástica, pod e promover alta resis-
tência à fadiga. Isto está d e acord o com a o bser vação segund o a qual a resistência àfadiga é dir etamente pr o por cional à dificuldad e d a discor d ância realizar d eslizamento
cruzado. Os materiais d e alta energia de falha de empilhamento permitem que as dis-
cord âncias vençam f acilmente os o bstáculos atr avés d e deslizamento cr uzado. Desta
forma, ocorr e a formação de band as d e deslizamento e gr andes zonas plásticas nas
pontas d as trincas, send o que ambos os fenômenos promovem o início e a pro pagação
d as trincas d e fadiga. Nos mater iais d e baixa ener gia de f alha de empilhamento o
d eslizamento cruzado é dif icultad o e as discord âncias são o brigad as a se mover de
maneira mais planar, o que limita concentr ações locais d e d eformação plástica e su-
prime o d ano por fadiga. Feltner e Laird 3 d enominaram estes d ois casos extr emos d e
d eformação d e "d eslizamento ondulado" e "d eslizamento planar ".
Embor a este conceito tenha sido de gr and e utilid ade na compr eensão d os meca-
nismos de f adiga, a possibilid ade de contr olar a r esistência à fadiga atr avés d a altera-
ção d a ener gia da falha de empilhamento tem limitações pr áticas. U ma a bor d agem d o
pr o blema mais promissor a parece ser o controle d a micr oestrutur a atr avés de pr oces-
samento ter momecânico par a pr omover d eslizamento homogêneo em diver sas r egiões
pequenas de d eformação plástica em vez de um número menor de r egiões de desliza-
mento extenso.
A d e pend ência da vid a em fadiga com o tamanho d e grão varia confor me o mod o
d e def ormação4, sendo mais pronunciad a no regime d e tensão baixa e alto-ciclo, no
qual predomina o estágio I d e cr escimento d a trinca. Nos materiais de alta ener gia da
falha de em pilhamento (como alumínio e co br e) d esenvolve-se prontamente uma estru-
tur a celular d e discordâncias que controla o estágio I d e propagação d e tri nca. Desta
f or ma, a estrutur a celular mascar a a inf luência do tamanho de gr ão e a vida em f adiga a
tensão constante tor na-se insensível ao seu efeito. Entr etanto, num material d e baixa
ener gia d a falha d e em pilhamento (como o latão). a ausência de estrutur a celular , con-
seq üência d o deslizamento planar , f az com que os contor nos de grão controlem a taxade fissur ação. Neste caso a vid a em fadiga é pro por cional ao (tamanho de gr ão)-1/2.
Em geral, as micr oestruturas temper ad as e r evenid as de aços de baixa-liga trata-
dos termicamente resultam em ótimas pr opr ied ades d e fad iga. Por ém, para um nível de
d ureza acima de cerca d e 40 R e, uma estrutur a bainita pr od uzida por austêm per a
a pr esenta pr opr i~d ades d e fad iga melhor es d o q ue uma estrutur a tem per ad a e r evenida
de mesma dureza5. As micr ogr af ias eletr ônicas indicam que o baixo desem penho em
fadiga desta última estrutur a, para este nível de dur eza, é resultad o dos efeitos de
concentr ação d e tensões d os filmes finos de c arbonetos que se formam dur ante o reve-
nimento d a mar tensita. Par a aços temper ados e r evenidos o limite de fad iga aumenta
COIU a diminuição da temper atura até uma d ur eza d e 4 5 R c a 55 R e, d epend end o do
'G. E. Dieler , R. F. Mehl e G. T. Horne, Tr ans. Am. S oco M et . , vol. 47, pp. 423-439, 1955.'J. C. Grosskreulz, M et al/ . Trans. , vol. 3, pp. 1255-1262, 1972.'c. E. Feltner e C. Lair d , Acta M et al/. , vol. 15, p. 1621, 1967.' A. W. Thompson e W. A. Back ofen, Act a Met al/ . , vol. 19, p p. 597-606, 1971.'F. Borik e R . D. Cha pman, T rans. Am. S oco M et., vol. 53, 1961.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 37/41
• - SAE 4063r : . - SAE 5150
.•. - SAE 4052
o - SAE 4140
() - S AE 4340
" - SAE 2340
Fig. 12.21 Limite de fadiga d e aços li-gados em função da dureza Rockwell.(De M. F. Gar wood , H. H. Zurburg eM. A. Erick son, em Int erpr et ation of
T ests and Corr elation with Ser vice , p.
12, American Socíety f or MetaIs,Metal Park , Ohio, 1951.)
. < ; ;o-
g 120o
g ; 110
~~ 100
<. >
c:
." 901 ; ;. < ; ;
l'
" 801:J
~E:J
aço'. A Fig. 12.21 mostr a os resultad os o btidos com ensaios de cor pos d e prova poli-
d os em condições de tensão alter nada. As pro pried ades de fad iga par a altos níveis de
dureza são extr emamente sensíveis à pr e par ação da su per f ície, tensões r esiduais e
inclusões. As propried ad es d e f adiga pod em ser r eduzid as d r asticamente a penas por
tr aços d e d escarbonetação na su per fície. O limite de fadiga pode ser bastante dimi-
nuído por somente uma pequena quantidad e de pr od utos da tr ansf ormação de d ecom-
posição da martensita2• A influência de pequenas quantid ades d e austenita r etid a so bre
as propried ad es d e f adiga d os aços temperad os e ,'evenidos aind a não foi bem estabe-
lecid a.
Os resultados ind icad os na Fig. 12.21 mostr am q ue, a baixo de um limite de r esis-
tência à tr ação d e cerca d e 140 k gf /mm", os limites de f ad iga dos aços de baixa-liga
temperad os e r evenid os, de composição q uímica d if erentes, são a pr oximadamente
eq uivalentes quand o os aços são tem perados de maneir a a apresentar o mesmo limitede resistência à tração. Esta gener alização a plica-se par a aços f a bricad os tanto em
conver sores quanto em forno elétrico e par a pr opr iedad es d e fad iga deter minadas na
d ir eção longitud inal dos pr od utos tr a balhados. No entanto, a experiência mostr a3 que
o limite de fadiga na d ir eção transver sal de pr odutos f orjados de aço pode ser apenas
60 a 70 por cento daquele encontr ado na dir eção longitud inal. Foi inclusive consta-
tad 04 que pr aticamente tod as as f alhas por f ad iga em cor pos de prova tr ansversais
princi piam em inclusões não-metálicas. A eliminação q uase com pleta das inclusões
através de f usão a vácuo pr od uz um aumento considerável no limite de fadiga trans-
ver sal (Ta bela 12.4). O baixo limite de fad iga em aços contendo inclusões é ger almente
atri buído à concentração de tensões nas inclusões, as quais pod em ser bastante altas
'M. F. Gar wood , H. H. Zurburg e M. A. Er ick son, Int er pr elation o f T ests an" Correlalion wilh sen' ice ,American Society for Metais, Metais Park , ühio. 1951.
2F. Borik , R. D. Chapman e W. E. Jominy, T r ans. Am. S oco Met .. vol. 50, pp. 242-257, 1958.
3J. T. Ransom e R. F. Mehl, Am. S oe. T esl. M ater . Pr oc .. vaI. 52, pp. 779-790, 1952.
"J. T. Ransom, T rans. Am. S oco M el .. vol. 46, pp. 1254-1269,1954.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 38/41
F undid o em f or no
elé rrico
F und ido Q
l,ácuo
Limite d e f ad iga longitud inal, kgf /mm'
Limite de fadiga tr ansver sal, k gf /mm'
R azão tr ansver sal/longitudinalDureza, R c
82
55
0,6827
98
85
0,8629
tDeterminad o em f lexão pulsante (R =O). Dad os r etir ad os d e J . T. R ansom, T ra I/ s. Am. S oe. M el. , vol. 46, p p. 1254-1269, 1954.
quando uma estria d e inclusão alongad a está or ientad a tr ansver salmente em r elação à
tensão pr inci pal de tr ação. Tod avia, o f ato d e que mesmo a eliminação q uase com pleta
d as inclusões pela f usão a vácuo aind a r esulta numa anisotr o pia a pr eciável d o limite d e
f adiga ind ica que outr os fator es pod em ser im por tantes. Maior es investigações' d este
assunto mostr ar am q ue atr avés d e pr áticas de desoxid ação d if er entes são pr od uzid as
alter ações a preciáveis no limite de fadiga tr ansver sal que não podem ser cOlTelaciona-
d as com variações no ti po, número ou tamanho das inclusões. As pr o pr ied ad es de
fad iga tr ansver sal par ecem ser as propriedad es de engenharia mais sensíveis à estru-
tur a.
A existência d e um limite de f adiga em cer tos mater iais, es pecialmente nas ligas
d e f err o e titânio, depend e d a pr esença d e elementos inter sticiais, confor me mostr ar am
certos estud os'. Na Fig. 12.22 está mostr ad o esq uematicamente este efeito d os ele-
mentos inter sticiais. A curva S-N par a um metal pur o ( A) é uma f unção monotõnica
com N aumentando enquanto a tensão diminui. A intr od ução ele um elemento soluto
aumenta o limite d e escoamento e, uma vez que se torna mais difícil iniciar uma band a
de d eslizamento, a cur va S - N é d eslocad a par a cima e para a d ireita, send o r e pr esen-
tad a por B. Caso a liga possua um teor d e inter sticiais q ue a torne suscetível a enve-
lhecimento, existe um mecanismo adicional d e aumento de r esistência. Uma vez q ue o
envelhecimento não ser á uma f unção for temente d e pendente d a tensão a plicad a, exis-
tir á uma tensão limite na qual ocorre um balanço entr e o dano por f adiga e o aumento
d a r esistência localizad o d evid o ao envelhecimento. Isto r esulta no limite de f adiga d a
Fig. 12.22 Eta pas no d esenvolvimento d e um ma·
terial com limite d e f ad iga (esquemático): A (metal
pur o), B (ef eito de elementos f or mad or es d e solu-
ção sólid a em A), C (limite d e f ad iga devid o an
envelhecimento por d ef ormação. causad o por in-
ter sticiais), D (limite d e f ad iga aumentad o d evid n
ao aumento de envelhecimento por d ef ormação.)
'o. E. Dieter, D. L. Maclear y e J . T. Ransom, Factor s Af t'ecting Ductility and Fatigue in For gings, M et al/ur gi-
cal S ociet y C Ol / fer el / ces , vol. 3. p p. 101-142, Inter science Publisher s, Inc., New Yor k , 1959.
'J. C. Levy e O. M. Sinclair . Am. S oe. T esl. M at er . Pr oe ... vol. 55, p. 866.1955: H. A. Li psitt e O. T. Horne. Am. Soe. T esl. Mat er . Pr oc. , vol. 57. pp. 587-600. 1957: J . C. Levy e S. L. K anitk ar . J. lr al / S t eel l I / SI .
LOl/d on, vol. 197, pp. 296-300,1961; H. A. Li psitt e D. Y. Wang, T r aI/S. Met a 1/ . S oe. A I M E . vaI. 221. p. 918.1961.

7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 39/41
cur va C. Com o envelhecimento pela d eformação send o f acilitad o, seja por maior teor
de inter sticiais, se ja por tem per atur a elevad a. o limite d e fad iga é aumentado e a infle-
xão d a cur va ocor r e par a um númer o d e ciclos inf erior , cur va D. Nos aços temperad os
e r evenid os, os q uais não exi bem nor malmente envelhecimento por def ormação no
ensaio d e tr ação, a existência d e um limite d e f ad iga acentuado é provavelmente resul-
tad o d e envelhecimento pela d eformação localizado na ponta da trinca.
Ensaios d e f adiga nos metais a tem per atur as inferiores à ambiente mostr am que a
r esistência à f ad iga aumenta com o decr éscimo d a temper atur a. Embor a os aços se
tornem mais sensíveis ao entalhe na fadiga a baixas tem per atur as, não existe evid ência
que indiq ue q ualquer var iação r e pentina nas pr o pried ad es de fadiga a temper atur as
inferiores à d e tr ansição d úctil-fr ágil. O f ato d a resistência à f adiga a pr esentar um
aumento com a d iminuição d a temperatur a pr o por cionalmente maior d o que o limite d e
r esistência à tr ação tem sid o interpretad o como sendo uma indicação d e que a falha
por f adiga à tem per atura ambiente esteja associad a com a f ormação e condensação de
lacunas.
Em ger al, a r esistência à f ad iga d os metais diminui com o aumento d a temper atura
acima d a ambiente. O aço d oce é uma exceção, pois a pr esenta um máximo na resis-
tência à f adiga de 200 a 300°C. A existência de um máximo 'na resistência à tr ação
nesta faixa de t em per atur a, d evid o ao envelheci mento pela def ormação, já foi d iscutid a
anteriormente. À medid a que a temper atur a é aumentad a bem acima d a temper atur a
ambiente, torna-se importante o fenômeno de f luência e, a altas temper atur as (a gr osso
modo, a temper atur as superior es à metad e do ponto d e f usão), ele ser á a causa princi-
pal da fr atur a. A tr ansição d e f alha por f adiga para f alha por f luência com o aumento
d a temper atur a r esultará numa mudança d o ti po de fratur a que passar á d o tipo trans-
gr anular car acter ístico d a f adiga para a f alha intercristalina por fluência. A oxidação
local dos contornos de gr ão pod e contribuir signif icativamente par a o início d a trinca.
A quantid ad e de f luência au menta com a tensão média par a q ualquer tem per atura.
Os mater iais ferr osos, q ue normalmente a presentam um limite d e f adiga pr onun-
ciad o nos ensaios à tem per atur a ambiente, não mais os a pr esentar ão quand o ensaiad osa temper atur as acima d e a pr oximad amente 420°C. Os ensaios d e f adiga a altas tempe-
r atur as depender ão também d a f r eqüência d e a plicação d a tensão. É comum nos r efe-
rirmos ao tem po total necessário à fratur a, d a mesma for ma que ao númer o de ciclos.
Em ger al. q uanto maior a resistência à fluência d e um mater ial maior sua r esistên-
cia à fadiga em altas temper atur as. No entanto, o tr atamento metalúr gico que pr oduz
as melhores pr o pried ades d e fadiga em altas temper atur as não r esulta necessariamente
nas melhor es pr o priedad es de f luência. Isto foi mostrad o por Toolin e Mochel' em
ensaios a altas temperatur as d e várias su perligas. A tem per atur as baixas, tamanhos d e
gr ão pequeno r esultam em melhor es pr o pried ad es de f adiga. À medid a q ue a temper a-
tur a d e ensaio é aumentad a a difer ença no d esempenho em f ad iga entre um mater ial d egr anulação fina e grosseir a d iminui até q ue, par a temper atur as bastante elevad as, ond e
pr ed omi na a fluência, o mater ial de tamanho de gr ão gr and e a presenta maior r esistên-
'P. R. Toolin e N. L. Mochel, Am. S oe. T est . M at er . Pr oe. , vol. 47. pp. 677-694, 1947; "Fatigue at Elevated Temper atur es." AS TM S pee. T eeh. Publ. 520. 1973.
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 40/41
cia. Ger almente, as ligas previamente tr a balhad as mecanicamente a pr esentam resis-
tência à f ad iga um pouco su per ior , enquanto q ue os materiais f und idos são fr eq üente-
mente mais resistentes à fluência. As soluções q ue o btêm sucesso na r edução d asf alhas por f ad iga à temper atur a am biente podem não ser efetivas a temperatur as eleva-
d as. As tensões residuais com pr essivas, por exem plo, podem ser aliviad as antes que atemper atur a de oper ação se ja atingid a.
Coff in1
estendeu a análise da f ad iga d e baixo-ciclo, consid er ando a de pend ênciad a f adiga a altas temper aturas com a freqüência d e carr egamento. Assim, a Eq . (12.6)fica
ond e v é a f req üência d e aplicação d a tensão em ciclos/min e k é um ex poente quemede o efeito da f r eqüência so bre a vi"d aem fadiga. A amplitude d e tensão e a vida emfad iga pod em ser cor r elacionad as par a d if er entes f r eqüências cíclicas por
As tensões que produzem f alha por f adiga a tem per aturas elevad as não são necessa-
riamente provenientes d e fontes mecânicas. A f alha por f adiga pod e ser provocad a por
tensões térmicas f lutuantes so b condições em que não são produzid as tensões por
causas mecânicas. As tensões térmicas a parecem quand o as variações de dimensões
de um componente, r esultantes do aumento d a tem per atur a, são im pedid as d e ocorr er devid o a algum tipo d e r estr ição. Para o caso simples de uma barr a com as extr emid a-des f ixas, a tensão térmica d esenvolvida por uma variação de temper atur a t :: .T é
onde a=coeficiente d e ex pansão térmica linear
E = módulo elástico
Caso a falha aconteça d evid o a uma a plicação d a tensão térmica, diz-se q ue ocor r eu
choque t é r mico. Tod avia, se a falha ocor r e a pós aplicações r epetidas de tensão tér-mica, d e menor magnitud e, d iz-se que houve f adiga t é rmica2• Os equipamentos que
tr abalham a temper atur as elevad as a presentam f r eqüentemente condições para a fadiga
térmica. O aço inoxid ável austenítico é par ticular mente sensível a este fenõmeno, umavez que possui baixa condutivid ad e térmica e alta ex pansão térmica. Foram publica-d os estud os bastante completos d e f adiga neste materiaP. A tend ência par a a f alha por
fadiga térmica par ece estar r elacionad a ao par âmetr o (T):/ Ea , ond e (T I é a resistência àfadiga na temper atura de inter esse e k é a condutivid ad e térmica. Um valor alto deste
par âmetro indica boa r esistência à f adiga térmica. Allen, For rest4 e EIIison5 pr e par a-r am uma excelente revisão so bre o assunto d a f adiga a altas temper atur as.
'L. F. Coffin, Jr., Pr ae. Air F ar ee C al /I Fatigue and F ractur e Air er a f t S truct ures and Mat er ia /s. AFF DL TR 70-144, pp. 301-312, setem br o d e 1970; também Met all. T r ans., vol. 2, p p. 3105-3113. 1971.
'A f alha que ocorre em metais, como o ur ânio, que a pr esentam coeficientes de expansão tér mica altamenteanisotr ó picos q uand o submetid os a aquecimento e resfr iamento re petid os, é também chamad a de fadiga tér -mica.
3L. F. Cof f in, Jr . T r ans. AS ME , vol. 76, pp. 931-950,1954.'N. P. Allen e P. G. Forrest, Pr ae. f nl. Can f . Fatigue o f M et a / s, Londr es, 1956, pp. 327-340.sE. G. Ellison,J. M eeh. E ng. S ei. , vol. 11, p p. 318-339,1969.
7/30/2019 351_pdfsam_Metalurgia Mecânica - George Dieter
http://slidepdf.com/reader/full/351pdfsammetalurgia-mecanica-george-dieter 41/41
American Society for Testing and MateriaIs: "Metal Fatigue Damage-Mechanism,
Detection, Avoidance and Repair," ASTM Spec. Tech. Publ. 495, 1971.
BatteIle Memorial Institute: "Prevention of Fatigue of MetaIs," John Wiley&Sons, Inc.,
New York, 1941. (Contains ver y complete bibliogr a phy up to 1941.)
Burke, J. J., N. Reed , and V. Weiss (eds.): "Fatigue-An Interdisciplinary Approach,"
Syracuse University Press, 1964.
Forrest, P. G.: "Fatigue of MetaIs," Pergamon Press, New York , 1962.
Frost, N. E., Mar sh, K. J., and L. P. Pook: "Metal Fatigue," Oxford Univer sity Press,
London, 1974.
Harris, W. J.: "MetaIlic Fatigue," Pergamon Press, New York, 1961.
Kennedy, A. J.: "Processes of Creep and Fatigue in MetaIs," John Wiley &Sons, Inc.,
New York , 1963.
Kravchenko, P. E.: "Fatigue Resistance," Pergamon Press, New York , 1964.Madayez, A. F. (ed .): "Metal Fatigue: Theor y and Design," John Wiley &Sons, Inc.,
New York, 1969.
Sandor , B. 1.: "FundamentaIs of Cyclic Stress and Strain," The University of Wisconsin
Press, Madison, 1972.
Sin es, G., and J. L. Waisman (eds.): "Metal Fatigue," McGraw-Hill Book Company,
New York , 1959.



![George Whitefield - igrejaanglicana.com.brigrejaanglicana.com.br/.../uploads/2016/07/George-Whitefield.pdf · J. C. Ryle. George Whitefield J. C. Ryle Prefácio[1] O volume agora](https://static.fdocumentos.com/doc/165x107/5c61d69d09d3f22b738b5f54/george-whiteeld-j-c-ryle-george-whiteeld-j-c-ryle-prefacio1.jpg)