
5 RETORNO_ELASTICO
8
ESTUDO DO RETORNO ELÁSTICO EM DOBRAMENTO DE CHAPAS METÁLICAS Sérgio Fernando Lajarin 1 , [email protected] Siedro Augusto Haus 2 , [email protected] Ricardo Adriano dos Santos 2 , [email protected] Paulo Victor Prestes Marcondes 1 *, [email protected] 1 Universidade Federal do Paraná, DEMEC, Av. Cel. Francisco H. dos Santos, 210 CEP 81531-990, Curitiba, Pr –Brasil 2 Instituto Federal do Paraná, IFPR, Rua Antonio Carlos Rodrigues, 453 CEP 83215-750 , Paranaguá, Pr – Brasil. Resumo: Conformação de chapas metálicas é um processo de fabricação utilizado em diversas áreas industriais, tais como de eletrodomésticos, embalagens e automotiva. Durante muitas décadas a principal preocupação na conformação de chapas foi a eliminação de estricções e trincas durante o processo. Atualmente, a ênfase foi transferida para a precisão e consistência dimensional dos produtos, e um dos problemas mais enfrentados é o retorno elástico. Esse fenômeno provoca uma distorção geométrica que pode ser prejudicial estéticamente, assim como impossibilitar a montagem de componentes conformados. Definir os parâmetros de processo e geometria de ferramenta adequados para diminuir ou eliminar o reto rno elástico pode ser uma tarefa demorada e cara quando se utiliza procedimentos empíricos de tentativa e erro. Por isso, ferramentas de simulação computacional podem ser muito importantes durante o planejamento e projeto de matrizes e punções de estampagem. Este trabalho avalia o retorno elástico via método dos elementos finitos em chapas dobradas de diversos materiais. A previsão do raio de curvatura final para o dobramento em L, obtida numericamente, é comparada com resultados práticos. Com isso é avaliado os aspectos necessários para o modelamento do retorno elástico em peças mais complexas, considerando as características dos diferentes materiais ensaiados. Palavras-chave: retorno elástico, dobramento, elementos finitos, aços avançados de alta resistência. 1. INTRODUÇÃO O processo de conformação de chapas é utilizado em diversos setores industriais como de eletrodoméstico, embalagem, automotivo entre outros. Durante muitas décadas a principal preocupação na conformação de chapas foi a eliminação de estricções e trincas durante o processo. Atualmente, a ênfase foi transferida para a precisão e consistência dimensional dos produtos, e um dos problemas mais enfrentados é o retorno elástico. Esse fenômeno provoca uma distorção geométrica que pode ser prejudicial esteticamente, assim como impossibilitar a montagem de componentes conformados. Na indústria automotiva o problema se acentua devido a crescente utilização dos aços avançados de alta resistência (AHSS). Esses aços possuem elevada resistência mecânica e um comportamento ainda não totalmente compreendido que dificulta o projeto de ferramentas de conformação eficientes. Diversos estudos mostram que o retorno elástico é influenciado por uma combinação de vários parâmetros de ferramenta e de processos como a condição de lubrificação, força de prensa chapas, espessura da chapa, raio da matriz, tamanho do esboço, isso pode ser visto em Livatyali e Altan (2001) e Sadagopan e Urban (2003). Nos últimos anos ferramentas computacionais de simulação numérica tem sido empregadas no ambiente industrial para auxiliar na previsão da ocorrência do retorno elástico e na definição dos parâmetros adequados para eliminar ou reduzir sua magnitude. Entretanto, a precisão dos resultados numéricos ainda não conseguiu chegar a um nível satisfatório. Isto é devido a dificuldade de descrever o comportamento dos materiais durante a deformação elasto-plástica e também devido a sensibilidade à definição de parâmetros computacionais. Esses assuntos têm sido investigados por vários pesquisadores. Wagoner e Li (2007) estudaram a influência do numero de pontos de integração através da espessura, em simulações com elementos do tipo casca. Li et al. (2002) avaliaram a quantidade necessária de elementos em contato com o raio da ferramenta e Burchitz (2008) e Song et al. (2001) estudaram a influência do tipo de elemento usado. Porém, uma precisa descrição do comportamento do material tem sido apontada em muitos trabalhos como o fator de maior importância na previsão do retorno elástico. Segundo Placidi et al. (2008), vários fenômenos não lineares resultantes de alterações microestruturais ocorridas durante a deformação plástica não são bem descritos por aproximações e equações constitutivas convencionais. Dois fenômenos em específico são apontados como os principais
-
Upload
alcivone-colet -
Category
Documents
-
view
216 -
download
0
description
5 RETORNO_ELASTICO
Transcript of 5 RETORNO_ELASTICO
-
ESTUDO DO RETORNO ELSTICO EM DOBRAMENTO DE CHAPAS METLICAS
Srgio Fernando Lajarin1, [email protected] Siedro Augusto Haus2, [email protected] Ricardo Adriano dos Santos2, [email protected] Paulo Victor Prestes Marcondes1*, [email protected] 1Universidade Federal do Paran, DEMEC, Av. Cel. Francisco H. dos Santos, 210 CEP 81531-990, Curitiba, Pr Brasil
2Instituto Federal do Paran, IFPR, Rua Antonio Carlos Rodrigues, 453 CEP 83215-750 , Paranagu, Pr Brasil.
Resumo: Conformao de chapas metlicas um processo de fabricao utilizado em diversas reas industriais, tais
como de eletrodomsticos, embalagens e automotiva. Durante muitas dcadas a principal preocupao na
conformao de chapas foi a eliminao de estrices e trincas durante o processo. Atualmente, a nfase foi
transferida para a preciso e consistncia dimensional dos produtos, e um dos problemas mais enfrentados o retorno
elstico. Esse fenmeno provoca uma distoro geomtrica que pode ser prejudicial estticamente, assim como
impossibilitar a montagem de componentes conformados. Definir os parmetros de processo e geometria de
ferramenta adequados para diminuir ou eliminar o retorno elstico pode ser uma tarefa demorada e cara quando se
utiliza procedimentos empricos de tentativa e erro. Por isso, ferramentas de simulao computacional podem ser
muito importantes durante o planejamento e projeto de matrizes e punes de estampagem. Este trabalho avalia o
retorno elstico via mtodo dos elementos finitos em chapas dobradas de diversos materiais. A previso do raio de
curvatura final para o dobramento em L, obtida numericamente, comparada com resultados prticos. Com isso
avaliado os aspectos necessrios para o modelamento do retorno elstico em peas mais complexas, considerando as
caractersticas dos diferentes materiais ensaiados.
Palavras-chave: retorno elstico, dobramento, elementos finitos, aos avanados de alta resistncia.
1. INTRODUO
O processo de conformao de chapas utilizado em diversos setores industriais como de eletrodomstico,
embalagem, automotivo entre outros. Durante muitas dcadas a principal preocupao na conformao de chapas foi a
eliminao de estrices e trincas durante o processo. Atualmente, a nfase foi transferida para a preciso e consistncia
dimensional dos produtos, e um dos problemas mais enfrentados o retorno elstico. Esse fenmeno provoca uma
distoro geomtrica que pode ser prejudicial esteticamente, assim como impossibilitar a montagem de componentes
conformados. Na indstria automotiva o problema se acentua devido a crescente utilizao dos aos avanados de alta
resistncia (AHSS). Esses aos possuem elevada resistncia mecnica e um comportamento ainda no totalmente
compreendido que dificulta o projeto de ferramentas de conformao eficientes.
Diversos estudos mostram que o retorno elstico influenciado por uma combinao de vrios parmetros de
ferramenta e de processos como a condio de lubrificao, fora de prensa chapas, espessura da chapa, raio da matriz,
tamanho do esboo, isso pode ser visto em Livatyali e Altan (2001) e Sadagopan e Urban (2003). Nos ltimos anos
ferramentas computacionais de simulao numrica tem sido empregadas no ambiente industrial para auxiliar na
previso da ocorrncia do retorno elstico e na definio dos parmetros adequados para eliminar ou reduzir sua
magnitude. Entretanto, a preciso dos resultados numricos ainda no conseguiu chegar a um nvel satisfatrio. Isto
devido a dificuldade de descrever o comportamento dos materiais durante a deformao elasto-plstica e tambm
devido a sensibilidade definio de parmetros computacionais. Esses assuntos tm sido investigados por vrios
pesquisadores. Wagoner e Li (2007) estudaram a influncia do numero de pontos de integrao atravs da espessura, em
simulaes com elementos do tipo casca. Li et al. (2002) avaliaram a quantidade necessria de elementos em contato
com o raio da ferramenta e Burchitz (2008) e Song et al. (2001) estudaram a influncia do tipo de elemento usado.
Porm, uma precisa descrio do comportamento do material tem sido apontada em muitos trabalhos como o fator de
maior importncia na previso do retorno elstico. Segundo Placidi et al. (2008), vrios fenmenos no lineares
resultantes de alteraes microestruturais ocorridas durante a deformao plstica no so bem descritos por
aproximaes e equaes constitutivas convencionais. Dois fenmenos em especfico so apontados como os principais
-
V I I Congr esso Nac iona l de Engenhar i a Mecn i ca , 31 de j u lho a 03 de Agos to 2012 , S o Lu i s - Mar anho
causadores da no linearidade do comportamento dos materiais, so eles: o efeito Bauschinger e a variao do
comportamento elstico durante o descarregamento.
A variao no comportamento elstico durante o descarregamento foi apresentado experimentalmente pela primeira
vez por Lems (1963). O autor usou ensaios de trao para estudar a mudana do mdulo de elasticidade do ouro, cobre
e prata. Autores como Clevelan e Gosh (2002), Morestin e Boivin (1996), Iwata e Matsui (2001), Thibaud, Boudeau e
Gelin (2002), Yang, Akiyama e Sasaki (2004), Yoshida, Uemori e Fujiwara (2002) estudaram a variao do mdulo de
elasticidade no alumnio. Morestin e Boivin (1996) investigaram o decrscimo do modulo de elasticidade de diversos
tipos de aos aps a deformao plstica e descobriram que o modulo de elasticidade pode diminuir 17.5% do seu valor
inicial aps 5% de deformao plstica para aos de alta resistncia. Pesquisadores como Cleveland e Gosh (2002),
Perez et al. (2005), Yang et al. (2004), Cobo et al. (2009), entre outros, mencionam que movimentaes e
empilhamentos de discordncias provocadas por deformao plstica so consideradas as principais causas da variao
do modulo de elasticidade durante o descarregamento. Durante a deformao plstica, discordncias livres movem-se
ao longo de planos de escorregamento e facilmente se empilham quando impedidas por solutos, contornos de gro ou
outros obstculos. Esses empilhamentos podem retornar quando a tenso de cisalhamento retirada durante o
descarregamento, levando a uma pequena parcela de deformao no elstica. Placidi et al. (2008) apresentaram a
variao do modulo de elasticidade com a deformao plstica em AHSS, tais como o TRIP700, DP600, e tambm em
aos convencionais como HSLA340 e AISI304. Cobo et al. (2009) estudaram a variao do mdulo de elasticidade com
a deformao plstica em diferentes graus de ao DP, de DP550/800 at DP1430/1520. O procedimento usado para
determinar a variao do mdulo de elasticidade semelhante ao apresentado por Cleveland e Gosh (2002), Benito et
al. (2005) e Perez et al. (2005). Eggerstsen e Mattisson (2010) analisaram o comportamento elstico do ao DP350/600
utilizando o ensaio de embutimento de canal proposto por Makinouchi et al. (1993). Fei e Hodgson (2006) e Yilamu et
al. (2010) utilizaram o ensaio de dobramento em V e Chatti e Hermi (2011) utilizaram um ensaio de dobramento
simples. Todos eles reportaram que existe uma melhora na previso do retorno elstico quando a variao do mdulo de
elasticidade considerada.
Nesse estudo, o comportamento elstico de seis aos de alta resistncia levantado experimentalmente. Ensaios de
dobramento simples utilizando trs diferentes raios de dobra so realizados e o ngulo de retorno elstico medido aps
o descarregamento. Um modelo computacional de dobramento foi construdo utilizando o aplicativo comercial de
elementos finitos ABAQUS/Explicit. O modelo foi atualizado por meio de uma subrotina de usurio que descreve a
variao no comportamento elstico dos materiais. Previses numricas do retorno elstico foram realizadas e
comparadas com os resultados experimentais.
2. PLANEJAMENTO E MATERIAL
2.1. Procedimento experimental
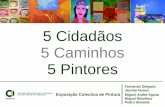
O ensaio experimental apresentado esquematicamente na Fig.1. Amostras com 100 mm de comprimento e 12 mm
e espessuras que variaram de 1.5 2 mm foram posicionadas entre a matriz e o prensa-chapas. O puno com raio de 2
mm movido para baixo 50 mm dobramento a chapa sobre o raio da matriz (Rd), aproximadamente 90. Posteriormente
o puno movido para cima e a amostra liberada, produzindo o retorno elstico. A folga entre puno e matriz (c) foi
mantida fixa em 1.5 vezes a espessura da chapa. O raio da matriz variou entre 5, 10 e 15 mm por meio de insertos
intercambiveis. A ferramenta foi ajustada sobre a mesa de uma mquina universal de ensaio e o puno foi rosqueado
no lugar da garra superior.
Figura 1. Projeto da ferramenta e ilustrao esquemtica do teste de dobramento.
-
V I I Congr esso Nac iona l de Engenhar i a Mecn i ca , 31 de j u lho a 03 de Agos to 2012 , S o Lu i s - Mar anho
2.2. Materiais
Foram ensaiados seis aos de alta resistncia, sendo um ao convencional HSLA, quatro aos DP de diferentes
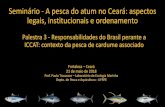
graus de resistncia e um ao TRIP. As propriedades mecnicas dos materiais ensaiados so apresentadas na tabela 1 e
na fig. 1 so ilustradas as curvas tenso vs. deformao verdadeiras.
Tabela 1. Propriedades dos materiais ensaiados.
Material Espess. (mm)
Tenso de escoamento
(MPa)
Limite de resistncia
(MPa)
Along. Unif. (%)
Along. Total (%)
n K Mdulo elstico (GPa)
HSLA 400/500 (Arcelor) 1.50 415 542 12.3 17.5 0.121 796 208
DP 350/600-A (Arcelor) 1.57 395 620 14.9 20.0 0.149 967 206
DP 350/600-U (Usiminas) 2.16 387 605 15.8 23.0 0.188 1164 207
DP 450/700 (Usiminas) 1.96 488 741 12.7 17.0 0.166 1192 205
DP 800/1000 (Usiminas) 1.52 828 934 7.0 10.4 0.085** 1289 208
TRIP 500/800 (Arcelor) 2.00 548 860 22.6 24.4 0.235* 1489 206
n = coeficiente de encruamento, obtido de 0.04 < e < 0.12,
* Obtido de 0.04 < e < 0.10;
** Obtido de 0.03 < e < 0.06;
Figura 1. Curvas tenso vs. deformao verdadeira dos diferentes graus de aos de alta resistncia.
2.3. Levantamento do mdulo de elasticidade no descarregamento
O procedimento para determinar o comportamento elstico durante o descarregamento semelhante ao utilizado
por Cleveland e Gosh (2002), Benito et al. (2005) e Perez et al. (2005). Trs corpos de prova (ver Figura 47) de cada
material foram submetidos, sucessivamente aos seguintes percentuais de deformao: (0.5 + 1 + 1 + 1 + 1 + 1+ 1 + 1 +
2 + 2 + 2 + 3%... at a ruptura). Esses valores foram escolhidos, pois conforme pode ser visto em Morestin e Boivian
(1996), Yoshida et al. (2002) e Cobo et al. (2009) a maior parte da variao ocorre at 5%. Aps esse valor, geralmente,
o mdulo de elasticidade tende a se estabilizar.
Entre cada etapa de deformao as amostras foram mantidas em repouso durante 24 horas em temperatura
ambiente, pois de acordo com Perez et al. (2005) necessrio um tempo entre os ensaios para que haja alvio das
tenses residuais das amostras. O procedimento seguiu os seguintes passos: (i) deformao inicial at 0,5% com registro
-
V I I Congr esso Nac iona l de Engenhar i a Mecn i ca , 31 de j u lho a 03 de Agos to 2012 , S o Lu i s - Mar anho
do mdulo de elasticidade no carregamento; (ii) registro do mdulo de elasticidade aparente durante o descarregamento;
(iii) amostra colocada em repouso durante 24 horas; (iv) procedimento reiniciado submetendo a amostra ao novo
percentual de deformao; (v) registro do mdulo de elasticidade aparente no descarregamento; repetindo o
procedimento at a ruptura; No fluxograma da Figura 48 pode ser visto com detalhes todo procedimento.
Os ensaios foram executados em uma mquina universal de ensaios EMIC DL10000 com velocidade de
deformao de 0.5 mm/min. Os percentuais de deformao foram registrados por um extensmetro EMIC com 50 mm
de curso. Diversos testes preliminares foram executados de forma a garantir a precisa fixao e registro da deformao.
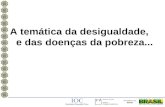
Na fig. 2 pode ser visto o resultado da variao do mdulo de elasticidade em relao ao percentual de
deformao. Pode ser observado que todos os materiais ensaiados apresentaram uma diminuio considervel do
mdulo de elasticidade. Aps a sua estabilizao o valor foi extrapolado at 15 % de deformao.
Figura 2. Variao do mdulo de elasticidade no descarregamento em relao a deformao plstica.
2.4. Procedimento de simulao
Para simular o ensaio de dobramento seguido do retorno elstico, foi construdo um modelo de elementos finitos
utilizando o aplicativo comercial ABAQUS/Explicit. O puno, matriz e prensa-chapas foram considerados como
corpos rgidos e a chapa foi malhada com 8 elementos na espessura, do tipo CPE4R. Aps testes preliminares, a chapa
foi dividida em trs regies. A regio central, onde ocorre o dobramento e onde fica em contato com o raio da matriz a
chapa foi malhada com elementos de 0.2 mm de largura e nas demais regies 1 mm. Um coeficiente de atrito de 0.1 foi
assumido entre todos os contatos.
As curvas tenso vs deformao verdadeira ilustradas na fig. 1 foram ajustadas por meio da Power Law, nK = e juntamente com as propriedades mecnicas apresentadas na Tabela 1, foram utilizadas para caracterizar os
materiais. Os materiais foram modelados com elasticidade isotrpica usando o critrio de escoamento anisotrpico de
Hill. Os coeficientes anisotrpicos de Hill so apresentados na Tabela 2. O comportamento elstico dos materiais
ilustrados na Fig. 2 foi inserido no aplicativo de simulao numrica por meio de uma subrotina de usurio VUSDFLD.
Tabela 2. Propriedades de anisotropia plstica dos materiais
Material r0 r45 r90 r rm Parmetros de anisotropia de HILL'48
R11 R22 R12 R33, R23, R13
HSLA 400/500 (A) 0,988 1,015 0,568 -0,237 0,897 0,854 0,852 0,848 1
DP 350/600-A (A) 0,835 0,676 1,088 0,285 0,819 1,070 1,019 1,151 1
DP 350/600-U (U) 0,638 1,097 0,802 -0,377 0,909 1,069 0,955 0,926 1
DP 450/700 (U) 0,682 1,113 0,814 -0,365 0,931 1,052 0,957 0,922 1
DP 800/1000 (U) * 0,875 1,038 0,932 -0,134 0,971 1,016 0,983 0,971 1
TRIP 500/800 (A) 0,847 0,902 1,092 0,068 0,936 1,067 1,020 1,055 1
Parmetros obtidos a e = 0.12.
* Obtido em e = 0.18
** Obtido em e = 0.06
-
V I I Congr esso Nac iona l de Engenhar i a Mecn i ca , 31 de j u lho a 03 de Agos to 2012 , S o Lu i s - Mar anho
3. RESULTADOS E DISCUSSES
Na fig. 3 mostrado os resultados de retorno elstico aps operao de dobramento com trs valores diferentes
de raio. Os resultados dos ensaios prticos so comparados com resultados obtidos por simulao numrica com e sem
variao do mdulo de elasticidade. Pode ser observado que o ao DP350/600 da Usiminas apresentou o menor retorno
elstico nos trs raios de dobra. Os valores foram menores do que o obtido com o ao HSLA 400/500 que tem menor
limite de resistncia. Alm disso, o retorno elstico do DP350/600 da Usiminas foi bastante diferente de outro ao de
mesma grade DP350/600 fabricado pela Arcelor. O ao da Arcelor apresentou retorno elstico superior ao do TRIP
500/800 para os raios de curvatura de 10 e 15 mm. Ou seja, o DP350/600 da Usiminas apresentou retorno elstico
abaixo do esperado e o DP350/600 da Arcelor acima do esperado. Nesses casos, uma diferena microestrutural como
presena de outra fase ou microconstituinte pode ser a explicao para esse comportamento.
As simulaes onde o mdulo de elasticidade foi variado apresentaram maior ngulo de retorno elstico. Em
quase todos os casos, isso fez com que os resultados ficassem mais prximos dos resultados experimentais, salvo os
resultados com o ao DP350/600 da Usiminas que piorou a previso do retorno elstico com a variao do mdulo de
elasticidade. Entretanto, a diferena nesse caso foi pequena, em torno de 1.
Apesar dos resultados de simulao numrica ficarem muito prximos dos resultados prticos, fica claro que
alm de considerar a variao do mdulo de elasticidade durante a deformao, necessrio uma descrio ainda mais
completa do comportamento desses materiais, como por exemplo, considerar o efeito Bauschinger e criar modelos
fenomenolgicos mais completos.
O ao DP800/1000 apresentou o maior retorno elstico para os trs valores de raio de dobra, influenciado pelo
alto limite de resistncia. O DP450/700 apresentou retorno elstico equivalente ao ao convencional HSLA 400/500
para os trs valores de raio de dobra, e o DP 350/600 da Arcelor e o TRIP 500/800 apresentaram retorno elstico
levemente maior. Se levado em conta a resistncia muito mais elevada dos AHSS em comparao ao HSLA 400/500 o
retorno elstico apresentado por eles pode ser considerado baixo, pois no foi proporcionalmente equivalente.
(a)
(b)
-
V I I Congr esso Nac iona l de Engenhar i a Mecn i ca , 31 de j u lho a 03 de Agos to 2012 , S o Lu i s - Mar anho
(c)
Figura 3. ngulos de dobra aps o retorno elstico; em (a) raio de dobra de 5 mm, (b) raio 10 mm e (c) raio 15 mm.
4. CONCLUSO
Foi proposto um ensaio de dobramento simples para medir o ngulo de retorno elstico aps o dobramento de
uma tira metlica sobre trs condies de raio de dobra. A principal concluso que para melhorar a previso do
fenmeno do retorno elstico necessrio considerar a variao do mdulo de elasticidade no descarregamento. Porm,
uma previso precisa s ser conseguida quando outros fatores forem considerados, tais como o efeito Bauschinger e
modelos fenomenolgicos mais realistas.
Foi observado tambm que o raio de dobramento menor (5 mm) produziu o menor retorno elstico em todos os
materiais ensaiados. Alm disso, importante notar que apesar dos valores de resistncia dos AHSS serem bem maiores
que do HSLA o retorno elstico foi proporcionalmente menor, agregando mais uma caracterstica vantajosa a esse
grupo de aos.
5. AGRADECIMENTOS
Os autores gostariam de agradecer as empresas ArcelorMittal e Usiminas pelo fornecimento aos utilizados no
neste estudo.
6. REFERNCIAS
Benito, J.A., Manero, J.M., Jorba, J., e Roca, A., 2005, Change of Youngs Modulus of cold deformed pure iron in a
tensile tests, Metall. And Mater, trans. A. Vol.36, pp. 3317-3324
Burchitz, I.A, 2008, Improvement of Springback Prediction in Sheet Metal Forming, Ph.D. thesis, Universidade de
Twente, Holanda.
Chatti, S., Hermi, N., 2011, The effect of non-linear recovery on springback prediction, Computers and Structures,
Vol. 89, pp.13671377.
Cleveland, R., Ghosh, A. K., 2002, "Inelastic Effects on Springback in Metals", Int. J. of Plasticity, Vol. 18, pp.769-
785.
Cobo, R., Pla M., Hernndez, R., Benito, J. A., 2009, Analysis of the decrease of the apparent youngs modulus of
advanced high strength steels and its effect in bending simulations, International Deep Drawing Research Group,
IDDRG 2009 International Conference, Golden, CO, USA.
Eggertsen, P.-A., Mattiasson, K., 2010, On constitutive modeling for springback analysis International Journal of
Mechanical Sciences, Vol. 52 ( 6 ), pp. 804-818.
Fei, D., Hodgson, P., 2006, Experimental and numerical studies of springback in air v-bending process for cold rolled
TRIP steels, Nucl. Eng. and Des., Vol. 236, pp. 18471851.
Iwata, I., Matsui, M., 2001, Numerical prediction of spring-back behavior of a stamped metal sheet by considering
material non-linearity during unloading. In Ken ichiro Mori, editor, Proceedings of NUMIFORM 2001, p. 693
698, Toyohashi, Japan.
Lems, W., 1963, The change of Youngs modulus after deformation at low temperature and its recovery. Ph.D. thesis,
Delft University of Technology.
Li, K. P., Carden, W. P, Wagoner, R.W., 2002, Simulation of springback, Int. J. of Mechanical Sciences, Vol. 44, pp.
103122.
-
V I I Congr esso Nac iona l de Engenhar i a Mecn i ca , 31 de j u lho a 03 de Agos to 2012 , S o Lu i s - Mar anho
Livatyali, H., Altan, T., 2001, Prediction and elimination of springback in straight flanging using computer aided
design methods: Part 1. Experimental investigations. J. of Mat. Proc. Tech., Vol. 117(1-2), pp. 262268.
Sadagopan, S., Urban, D., 2003, Formability Characterization of a New Generation of High Strength Steels,
American Iron and Steel Institute.
Wagoner, R. H., Li, M., 2007, Simulation of springback: Through-thickness integration, International Journal of
Plasticity, Vol. 23, pp. 345360.
Perez, R., Benito, J. A., Prado, J. M., 2005, Study of the inelastic response of TRIP steels after plastic deformation,
ISIJ Inter., Vol.45, pp. 1925-1933.
Placidi, F., Vadori, R., Cimolin, F., Campana, F., 2008, An efficient approach to springback compensation for ultra
high strength steel structural components for the automotive field, New Developments on Metallurgy and
Applicactions of High Strength Steels (International conference), Buenos Aires - ARG.
Song, N,, Quian, D., Cao, J., Liu, W.K., Li, S., 2001, "Effective models for prediction of springback in flanging. J Eng
Mater Technol, Vol.123, pp. 4566.
Thibaud, S., Boudeau, N., Gelin, J. C., 2006, TRIP steel: Plastic behaviour modelling and influence on functional
behavior, J. of Mat. Proc. Tech., Vol. 177, pp. 433438.
Yang, M., Akiyama, Y., Sasaki, T., 2004, Evaluation of change in material properties due to plastic deformation. J. of
Mat. Proc. Tech., Vol. 151(1-3), pp. 232236.
Yilamu, K., Hino, R., Hamasaki, H., Yoshida, F., 2010, Air bending springback of stainless steel clad aluminum
sheet. J. Mater. Process. Technol, pp. 2728.
Yoshida, F., Uemori, T., Fujiwara, K., 2002, Elastic-plastic behavior of steel sheets under in-plane cyclic tension-
compression at large strain. Int. J. of Plast., Vol. 18(6), pp. 633659.
7. DIREITOS AUTORAIS
Os autores so os nicos responsveis pelo contedo do material impresso includo no seu trabalho.
-
STUDY OF SPRINGBACK IN SHEET STEEL BENDING
Srgio Fernando Lajarin1, [email protected] Siedro Augusto Haus2, [email protected] Ricardo Adriano dos Santos2, [email protected] Paulo Victor Prestes Marcondes1*, [email protected] 1Universidade Federal do Paran, DEMEC, Av. Cel. Francisco H. dos Santos, 210 CEP 81531-990, Curitiba, Pr Brasil
2Instituto Federal do Paran, IFPR, Rua Antonio Carlos Rodrigues, 453 CEP 83215-750 , Paranagu, Pr Brasil.
Abstract. Sheet metal forming is a manufacturing process used in various industrial areas such as home appliances,
packaging and automotive. For many decades the main concern in forming was the elimination of necking and cracks
during the process. Currently, the emphasis was transferred to the dimensional accuracy and consistency of products,
and one of the major problems faced is the springback. This phenomenon causes a geometric distortion that can be
aesthetically detrimental as well as make it impossible to assemble the formed components. To set the suitable process
parameters and geometry tool for reducing or eliminating the springback can be time consuming and expensive
procedure when using empirical trial-and-error. Therefore, the simulation can be very important tool during the
planning and design of stamping dies and punches. This study evaluates the springback via finite element method in
bended sheets of various materials. The predicted final radius of curvature for the L-shape bending - obtained by
simulation - is compared with practical results. The main objective is the evaluation of the major aspects as a base for
the modeling of springback in more complex parts, considering the characteristics of the different materials.
Keywords: Springback, sheet bending, FEM, AHSS











![5[5]book do corretor_vs_1.6_dema](https://static.fdocumentos.com/doc/165x107/55c06d1ebb61eb843e8b4787/55book-do-corretorvs16dema.jpg)


