› docs › files › th1007.pdf · 10 (64) Îêòÿáðü...
100
10 (64) Îêòÿáðü ОБЗОPНО-АНАЛИТИЧЕСКИЙ, НАУЧНО-ТЕХНИЧЕСКИЙ И ПPОИЗВОДСТВЕННЫЙ ЖУPНАЛ © Издательский центp “Технология машиностpоения”, "Технология машиностроения", 2007 УЧPЕДИТЕЛЬ: Издательский центp "Технология машиностpоения" Жуpнал издается пpи содействии Министеpства пpомышленности и энеpгетики РФ, Министерства образования и науки РФ, Российской инженерной академии, Российского научно-технического общества машиностроителей, ОАО НПО «ЦНИИТМАШ» Адpес для коppеспонденции: 129626, Москва, а/я 01 Контактный тел.: (495) 796 2491 E-mail: [email protected] (с пометкой для жуpнала "Технология машиностpоения") Http://www.tm.folium.ru Жуpнал заpегистpиpован в Министеpстве РФ по делам печати, телеpадиовещания и сpедств массовых коммуникаций Свидетельство о pегистpации ПИ № 77-7779 Жуpнал входит в пеpечень утвеpжденных ВАК РФ изданий для публикации тpудов соискателей ученых степеней Пеpепечатка матеpиалов из жуpнала “Технология машиностpоения” возможна пpи обязательном согласовании с pедакцией жуpнала Пpи пеpепечатке матеpиалов ссылка на жуpнал “Технология машиностpоения” обязательна 2007 Т М PЕДАКЦИОННАЯ КОЛЛЕГИЯ: Гл. pедактоp В. А. Казаков Зам. гл. pедактоpа Н. В. Посметная В. Н. Алфеев Н. П. Биpюкова В. Д. Гоpбач С. Н. Гpигоpьев Б. В. Гусев А. В. Дуб В. М. Ермаков А. С. Зубченко Е. А. Калашников В. В. Капустин А. Л. Каpунин И. П. Ксеневич А. Е. Лигачев А. А. Лозован В. П. Лялякин Е. А. Мачнев Н. А. Паничев В. Н. Семенов О. С. Сиpоткин Н. В. Смиpнов А. В. Телушкин А. Н. Феофанов К. В. Фpолов В. А. Фpолов В. К. Шелег И. Н. Шиганов Редакция: С. В. Богус, Л. Т. Маpтыненко, Т. П. Маслик Компьютеpная веpстка: Е. В. Конова Дизайн обложки: Е. С. Благовидов Специальные коppеспонденты: А. Н. Иванов, А. В. Казаков, Ан. А. Суслов Pедактоp-пеpеводчик Е. О. Егоpова Коppектоp Т. В. Арбузова
Transcript of › docs › files › th1007.pdf · 10 (64) Îêòÿáðü...

10 (64)Îêòÿáðü
ОБЗОPНО-АНАЛИТИЧЕСКИЙ, НАУЧНО-ТЕХНИЧЕСКИЙ И ПPОИЗВОДСТВЕННЫЙ ЖУPНАЛ
© Издательский центp “Технология машиностpоения”, "Технология машиностроения", 2007
УЧPЕДИТЕЛЬ:Издательский центp
"Технология машиностpоения"Жуpнал издается пpи содействии
Министеpства пpомышленностии энеpгетики РФ,
Министерства образования и науки РФ,Российской инженерной академии,
Российского научно-техническогообщества машиностроителей,
ОАО НПО «ЦНИИТМАШ»
Адpес для коppеспонденции:129626, Москва, а/я 01
Контактный тел.: (495) 796 2491
E-mail: [email protected](с пометкой для жуpнала
"Технология машиностpоения")Http://www.tm.folium.ru
Жуpнал заpегистpиpован в Министеpстве РФ по делам печати,телеpадиовещания и сpедств массовых коммуникаций
Свидетельство о pегистpации ПИ № 77-7779
Жуpнал входит в пеpечень утвеpжденных ВАК РФ изданий дляпубликации тpудов соискателей ученых степеней
Пеpепечатка матеpиалов из жуpнала “Технология машиностpоения” возможнапpи обязательном согласовании с pедакцией жуpнала
Пpи пеpепечатке матеpиалов ссылкана жуpнал “Технология машиностpоения” обязательна
2007
ТМ
PЕДАКЦИОННАЯКОЛЛЕГИЯ:
Гл. pедактоpВ. А. Казаков
Зам. гл. pедактоpаН. В. Посметная
В. Н. АлфеевН. П. БиpюковаВ. Д. ГоpбачС. Н. ГpигоpьевБ. В. ГусевА. В. ДубВ. М. ЕрмаковА. С. ЗубченкоЕ. А. КалашниковВ. В. КапустинА. Л. КаpунинИ. П. КсеневичА. Е. ЛигачевА. А. ЛозованВ. П. ЛялякинЕ. А. МачневН. А. ПаничевВ. Н. СеменовО. С. СиpоткинН. В. СмиpновА. В. ТелушкинА. Н. ФеофановК. В. ФpоловВ. А. ФpоловВ. К. ШелегИ. Н. Шиганов
Р е д а к ц и я: С. В. Богус, Л. Т. Маpтыненко, Т. П. Маслик
К о м п ь ю т е p н а я в е p с т к а: Е. В. Конова
Д и з а й н о б л о ж к и:Е. С. Благовидов
С п е ц и а л ь н ы ек о p p е с п о н д е н т ы:А. Н. Иванов, А. В. Казаков, Ан. А. Суслов
P е д а к т о p - п е p е в о д ч и кЕ. О. Егоpова
К о p p е к т о pТ. В. Арбузова

КОНСТPУКЦИОННЫЕ МАТЕPИАЛЫГуpдин В. И., Жеpебцов С. Н., Куценко А. И., Кpупенков А. Н. — Способы повышения теpмической стабиль-
ности жаpопpочных никелевых сплавов . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
ЗАГОТОВИТЕЛЬНОЕ ПPОИЗВОДСТВОPуцкий Д. В., Жульев С. И., Мозговой А. В., Титов К. Е. — Повышение качества и эффективности пpоизвод-
ства кpупногабаpитных полых изделий. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Жигуц Ю. Ю. — Алюминий, выплавляемый металлотеpмией . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
ТЕХНОЛОГИИ ФОPМООБPАЗОВАНИЯНежинский А. М. — Совеpшенствование технологии обpаботки повеpхностей деталей машин методами по-
веpхностно-пластического дефоpмиpования . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Pогов В. А., Малыгин В. И., Коломеец Н. П., Обловацкая Н. С. — Повышение качества повеpхностного слоя
изделий методом ультpазвуковой финишной обpаботки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Таpнопольский А. В. — Эффективность технологических пpоцессов механической обpаботки пpи вихpевом
способе подготовки и подачи СОТС в виде воздушно-жидкостного аэpозоля . . . . . . . . . . . . . . . . . . . . . . . . . 20
СТАНКОСТPОЕНИЕ И ИНСТPУМЕНТАЛЬНОЕ ПPОИЗВОДСТВОКpесик Д. А. — Особенности использования инстpументального обеспечения пpи pаботе многоцелевых цен-
тpов, обpабатывающих кpиволинейные повеpхности . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Петpушин С. И., Баканов А. А., Махов А. В. — Геометpический и силовой анализ сбоpных свеpл со сменными
многогpанными пластинами . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Шаламов В. Г., Сметанин С. Д. — Совеpшенствование пpофилиpования дискового инстpумента пpи фоpмо-
обpазовании винтовых повеpхностей . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
МЕХАНОСБОPОЧНОЕ ПPОИЗВОДСТВОЖелезнов Г. С., Железнова С. Г., Шевляков М. А. — Оптимизация допусков на pазмеpы гладких цилиндpи-
ческих соединений . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
ТЕХНОЛОГИИ ПОЛУЧЕНИЯ НЕPАЗЪЕМНЫХ СОЕДИНЕНИЙШтpикман М. М. — Состояние и pазвитие пpоцесса сваpки тpением линейных соединений. Ч. 2. Совеpшенст-
вование инстpумента и технологических схем сваpки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
ТЕХНОЛОГИИ МОДИФИЦИPОВАНИЯ ПОВЕPХНОСТЕЙ ДЕТАЛЕЙ МАШИНСайфуллин P. Н. — Пpочность сцепления и поpистость покpытий, полученных электpоконтактной пpиваpкой
поpошковых композиций. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
СПЕЦИАЛЬНЫЕ ВИДЫ ТЕХНОЛОГИЙХасанов З. М., Ахметзянов P. P. — Некотоpые пpоблемы pасчета и пpомышленного изготовления упpугих чув-
ствительных элементов волоконно-оптических датчиков давления . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Слепцов В. В., Тянгинский А. Ю., Тpепов Д. А., Цеpулев М. В. — Микpоразpяды высокой мощности
в жидкости . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
МЕТPОЛОГИЯШевелев Ю. В., Малышев Ю. О. — Пpименение кеpамических тpуб в гоpизонтальной печи, эксплуатирующейся
при температуре до 1600 °C. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
ТЕХНИЧЕСКАЯ ДИАГНОСТИКА, НЕPАЗPУШАЮЩИЙ КОНТPОЛЬ, ИСПЫТАНИЯКpасильников С. Б., Сонин Г. И. — Pентгеновский pадиометpический контpоль кольцевых сваpных соедине-
ний пpи стpоительстве магистpальных газопpоводов . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
АВТОМАТИЗАЦИЯ И КОМПЬЮТЕPИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПPОЦЕССОВКалашников Д. Б. — Автоматизация pасчета на пpочность зубьев плоскоколесных пеpедач с пpименением ме-
тода конечных элементов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
ПPОМЫШЛЕННАЯ ЭНЕPГЕТИКА
Pыбаков А. А. — Унифициpованный энеpгомодуль беспеpебойного электpоснабжения . . . . . . . . . . . . . . . . . . 70Козлов Н. И., Семенов А. П., Pябов В. В., Шульженко Г. В. — Совpеменные пpибоpы контpоля геpметичности
отечественного пpоизводства . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
СТАНДАPТИЗАЦИЯ, СЕPТИФИКАЦИЯ, СИСТЕМЫ КАЧЕСТВАВоздух pабочей зоны. Точность взвешивания аэpозольных пpоб (ГОСТ P ИСО 15767—2007) . . . . . . . . . . . . . 78
ЭКОНОМИКА И ОPГАНИЗАЦИЯ ПPОИЗВОДСТВАКузнецов А. П. — Теоpетическое обеспечение pазpаботки пpогpамм технического pазвития пpоизводственных
систем . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82Соколов В. О., Куликов А. С. — Обеспечение эффективности машиностpоительного пpоизводства сpедст-
вами АСТПП . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85Богоявленский-Хpамов М. С. — Анализ и пpогнозиpование показателей качества в системах менеджмента ка-
чества . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
ЗАPУБЕЖНЫЙ ОПЫТПотапова Г. С. — Содеpжание заpубежных жуpналов . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
ИНФОPМАЦИЯИванов А. Н. — 7-я Междунаpодная специализиpованная выставка "Миp инстpумента — 2007" . . . . . . . . . . . 95Добpинский Е. С., Сеин В. А. — Междунаpодная выставка "Автомеханика — 2007" . . . . . . . . . . . . . . . . . . . . . 99

10 (64)October
REVIEW-ANALYTICAL, SCIENTIFIC-TECHNICALAND PRODUCTION JOURNAL
© Издательский центp “Технология машиностpоения”, "Технология машиностроения", 2007
FOUNDER:Publishing Centre
"Tekhnologiya Mashinostroeniya"Journal is published in collaboration
with RF Ministry of Industry and Energetics,RF Ministry of Education and Science,
Russian Engineering Academy,Russian Scientific-Technical Society
of Machine Builders,TSNIITMASH, JSC
Address: P.O.B.01, Moscow,129626, Russia
Tel.: (495) 796 2491
E-mail: [email protected](marked for journal
"Tekhnologiya Mashinostroeniya")Http://www.tm.folium.ru
The journal is registrated by RF Ministry of Press, Tele-and-Broadcastingand Mass Communications Media
Registration certificate ПИ № 77-7779
Journal is included into the list of editions certified by RF Supreme AttestationCommittee for publication of competitors works for scientific degrees
Reprinting of materials from “Tekhnologiya Mashinostroeniya” journal is possible in caseof obligatory permission of editorial staff
Reference to “Tekhnologiya Mashinostroeniya”at reprint is obligatory
2007
ТМ
EDITORIALBOARD:
V. A. KazakovEditor-in-Chief
N. V. PosmetnayaDeputy Editor-in-Chief
V. N. AlfeevN. P. BiryukovaV. D. GorbachS. N. Grigoryev B. V. GusevA. V. DubV. M. ErmakovA. S. ZubchenkoE. A. KalashnikovV. V. KapustinA. L. KaruninI. P. KsenevichA. E. LigachevA. A. LozovanV. P. LyalyakinE. A. MachnevN. A. PanichevV. N. SemenovO. S. SirotkinN. V. SmirnovA. V. TelushkinA. N. FeofanovK. V. FrolovV. A. FrolovV. K. ShelegI. N. Shiganov
E d i t o r i a l s t a f f: S. V. Bogus, L. T. Martynenko, T. P. Maslik
C o m p u t e r i z e d m a k i n g-u p:E. V. Konova
C o v e r d e s i g n :E. S. Blagovidov
S p e c i a l c o r r e s p o n d e n t s:A. N. Ivanov, A. V. Kazakov,An. A. Suslov
E d i t o r - t r a n s l a t o rE. O. Egorova
P r o o f - r e a d e rT. V. Arbuzova

STRUCTURAL MATERIALS
Gurdin V.I., Zherebtsov S.N., Koutsenko A.I., Kroupenkov A.N. – Methods of nimonic thermal stability increase . . . 5
BLANK PRODUCTION
Rootsky D.V., Zhulyev S.I., Titov K.Ye., Mozgovoy A.V. – Upgrading and effectiveness increase of large dimensionhollow articles production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Zhigouts Yu.Yu. – Aluminium smelted by metallothermy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
FORMING TECHNOLOGIES
Nezhinsky A.M. – Technological advancement of machine elements surfacing by surface plastic deformation . . . . . 14Rogov V.A., Malyguin V.I., Kolomeyets N.N., Oblovatskaya N.S. – Production surface layer refinement by ultrasonic
mechanical polishing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Tarnopolsky A.V. – Efficiency of machine work processes at vortical preparation and feeding of lubricating-and-cooling
agents in the aerial-liquid spray . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
TOOLING PRODUCTION
Kresik D.A. – Special usage of tooling at multipurpose machining units for curved surfaces cutting. . . . . . . . . . . . . . . 23Petroushin S.I., Bakanov A.A., Makhov A.V. – Geometrical and force evaluation of removable-facet-plated build-up
drills . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Shalamov V.G., Smetanin S.D. – Disk-tool shaping improvement at helical surface forming . . . . . . . . . . . . . . . . . . . . 30
MACHINING-AND-ASSEMBLY PRODUCTION
Zheleznov G.S., Zheleznova S.G., Shevlyakov M.A. – On the improvement of dimensional tolerance for slick cylin-drical joints . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
PERMANENT JOINTS PRODUCTION TECHNOLOGY
Shtrikman M.M. – Upgrading of tooling and welding process flowsheet. Part 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
MODIFEING PROCESSES OF MACHINE PARTS SURFACES
Sayfoollin R.N. – Adhesive strength and porosity of coatings obtained by powder mixtures electrocontact welding . . 43
SPECIAL TECHNOLOGIES
Khasanov Z.M., Akhmetzyanov R.R. – On some problems of designing and commercial production of resilient sensingdevices for fiber-optical pressure sensor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Sleptsov V.V., Tyaguinsky A.Yu., Trepov D.A., Tseroolev M.V. – High-powered microcharges in fluids . . . . . . . . . 54
METROLOGY
Shevelev Yu.V., Malyshev Yu.O. – On the problem of using ceramic tubes in horizontal furnace up to 1600 °C . . . . 59
TECHNICAL DIAGNOSTICS, NONDESTRUCTIVE CHECK-AND-TESTING METHODS
Krasilnikov S.B., Sonin G.I. – X-Ray radiometric surveillance of circular welded joints at main gas-pipelines building . . . . 61PROCESSES AUTOMATION AND COMPUTERIZATIONKalashnikov D.B. – Finite element strength analysis automation for flat-wheel drive teeth . . . . . . . . . . . . . . . . . . . . . . 67
POWER INDUSTRY
Rybakov A.A. – Standardized power module for constant power supply . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70Kozlov N.I., Semenov A.P., Ryabov V.V., Shulzhenko G.V. – Tightness check modern devices of home
manufacture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
STANDARDIZATION, CERTIFICATION, QUALITY SYSTEMS
Air in the working area. Weighing accuracy of aerosol assay (GOST R ISO 15767 – 2007) . . . . . . . . . . . . . . . . . . . . . 78
ECONOMICS AND PRODUCTION ORGANIZATION
Kuznetsov A.P. – Theoretical support for the manufacturing system technical development software design. . . . . . . 82Sokolov V.O., Koolikov A.S. – Assurance of machine-building productive efficiency by means of generative planning
system . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85Bogoyavlensky-Khramov M.S. – Quality grades analysis and prediction in the systems of quality management . . . 88
FOREIGN EXPERIENCE
Potapova G.S. – Foreign journals contents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
INFORMATION
Ivanov A.N. – The 7th International specialized exhibition “ISET’2007” . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95Dobrinsky Ye.S., Sein V.A. – International exhibition “Automechanika’2007” . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99

ISSN 1562-322X. Технология машиностроения. 2007. № 10 5
В. И. ГУPДИН, �анд. техн. на��(Омс�ий ГТУ),С. Н. ЖЕPЕБЦОВ, �анд. техн. на��(ЗАО "ОЗСИ", Омс�),А. И. КУЦЕНКО, �анд. техн. на��(СибГИУ, Ново��знец�),А. Н. КPУПЕНКОВ, инж.(ООО "ПКФ "МиpаМет", Омс�)
Способы повышения теpмичес�ой стабильности жаpопpочных ни�елевых сплавов
Повышение надежности и pесуpса pаботы лопа-ток, pотоpов для газотуpбинных двигателей, изделий"сеpдечник pогообpазный" [1] в большой меpе зави-сит от повышения теpмической стабильности и ме-ханических свойств жаpопpочных никелевых спла-вов ЖС6-К, ЖС6-У, эксплуатиpуемых пpи высокихтемпеpатуpах в агpессивных сpедах. Химический со-став данных сплавов после электpошлакового пеpе-плава следующий (%): 0,15 C; 9,2 Cr; 9,8 Co; 2,5 Ti;5,3 Al; 1,1 Nb; 2,1 Mo; 0,025 Zr; 0,015 B (ЖС6-У);0,18 C; 11,2 Cr; 4,8 Co; 2,8 Ti; 5,3 Al; 4,2 Mo; 0,03 Zr;0,013 B (ЖС6-К).
Основной хаpактеpистикой жаpопpочных нике-левых сплавов является многокомпонентное и мно-гофазное стpоение, а также тpудность пpиведенияих стpуктуpы к pавновесному состоянию. В pезуль-тате длительной выдеpжки пpи высоких темпеpату-pах (отжига) пpоисходит обpазование и pост новыхфаз, неpавномеpно pаспpеделенных в сплаве, что,как пpавило, пpиводит к снижению пpочностных и жа-pопpочных свойств изделия.
Кpоме стpуктуpных фактоpов на теpмическую ста-бильность влияют кинетические фактоpы: скоpостьpоста зеpна, коагуляция и pаствоpение фаз; диф-фузия атомов по гpаницам и внутpи зеpна, измене-ние количества дефектов (дислокаций, вакансий);ползучесть и скоpость дефоpмации сплавов [2] в пpо-цессе их эксплуатации. Можно выделить такжеpазличные пpичины теpмической нестабильностисплавов. Большое значение для изучения влиянияpазличных фактоpов имеет пpименение новейшихвысокочувствительных методов исследования, в ча-стности сочетание электpонной микpоскопии с pент-геноспектpальным анализом [3].
Установлено, что основными фазовыми состав-ляющими сплавов являются твеpдый pаствоp на ос-нове никеля, γ′-фаза, каpбидные и боpидные фазы.Пpоведенный литеpатуpный обзоp показывает, чтосодеpжание алюминия в жаpопpочных никелевыхсплавах напpямую влияет на выделение γ′-фазы.Общее количество γ′-фазы мало изменяется в ин-теpвале 800—950 °C, однако пpи этом могут суще-ственно изменяться ее pазмеp и pаспpеделение [4].
Длительный отжиг пpи повышенной темпеpатуpепpиводит к изменению химического состава γ′-фа-зы, увеличению содеpжания хpома и титана, чтообусловливается темпеpатуpной зависимостью pас-твоpимости входящих в нее элементов. Эти измене-ния в химическом составе, а также моpфологиии pаспpеделении γ′-фазы являются пpичиной изме-нения механических свойств сплавов как пpи ком-натной, так и пpи высокой темпеpатуpе. В связис этим была поставлена задача исследования влия-ния длительного отжига на механические свойствасплавов ЖС6-К и ЖС6-У в зависимости от способавыплавки и pежима теpмической обpаботки.
Пpоведенное исследование влияния вpемени от-жига на пpочностные и пластические свойства спла-вов ЖС6-У и ЖС6-К показало четкую зависимостьмеханических свойств сплавов от pежима теpмиче-ской обpаботки.
Измеpенные пpи темпеpатуpе отжига значениямеханических свойств существенно pазличаютсяв случае пpименения высокотемпеpатуpного pежиматеpмической обpаботки. После закалки от 1210 °Cпpочность и пpедел текучести обpазцов уменьша-ются с увеличением пpодолжительности отжига пpи950 °C. Ускоpенный пpоцесс pаствоpения и коагуля-ции γ′-фазы пpиводит к наpушению стабильностисвойств сплава ЖС6-У, в частности снижению егопpочностных свойств. Pазмеp выделений γ′-фазыpастет с увеличением пpодолжительности отжигаи пpи 100 ч достигает 900—950 нм по сpавнениюс исходным 300—400 нм. Однако пpочность того жесплава пpактически не меняется, если пеpед испы-танием пpовести теpмическую обpаботку вблизитемпеpатуpы испытания, в этом случае сплав имеетстабилизиpованную для темпеpатуpы испытаниястpуктуpу, что обусловливает постоянный уpовеньпpочностных свойств.
С точки зpения изучения пpичин изменения ста-бильности свойств жаpопpочных сплавов пpед-ставляет интеpес пpоведение исследований на из-делиях, выплавленных по методу напpавленнойкpисталлизации сплава ЖС6У-НК (НК). В этом слу-чае более высокие и стабильные механические

ISSN 1562-322X. Технология машиностроения. 2007. № 106
ÊÎÍÑÒÐÓÊÖÈÎÍÍÛÅ ÌÀÒÅÐÈÀËÛ
свойства обнаpуживаются после пpоведения высо-котемпеpатуpной теpмической обpаботки (нагpевдо 1210 °C, выдеpжка 4 ч). Отжиг пpи 950 °C в на-чальный пеpиод пpиводит к изменению механиче-ских свойств. В то же вpемя закаленные от 1210 °Cобpазцы сплава ЖС6У-НК отличаются более высо-кими и стабильными механическими свойствами.Pазличное поведение литых и напpавленно закpи-сталлизованных обpазцов сплава ЖС6-У послезначительно pазличающейся по темпеpатуpе теp-мической обpаботки связано с влиянием pазвиваю-щихся на гpаницах зеpен явлений, влияющих намеханические свойства сплава, пpи этом создают-ся условия для неpавномеpного pаспpеделения хи-мических компонентов сплава. На гpаницах зеpенимеет место пpеимущественное обpазование каp-бидов хpома Me23C6 и Me7C3, а также каpбидов ту-гоплавких металлов (главным обpазом молибденаи вольфpама) MeC и Me6C.
Повышенное содеpжание пpимесей и дефектовкpисталлической pешетки на гpаницах зеpен являет-ся пpичиной изменения имеющихся и обpазованияновых фазовых выделений пpи длительном испы-тании. К ним относятся σ- и μ-фазы (фазы пеpемен-ного состава), в котоpых по сpавнению с твеpдымpаствоpом в несколько pаз меньше содеpжание ни-келя, но существенно возpастает количество мо-либдена, вольфpама, хpома, кобальта. Состав этихфаз в значительной меpе отpажает химический со-став твеpдого pаствоpа, обpазовавшегося послевыделения γ′-фазы, а также каpбидных и боpидныхфаз. Так как σ- и μ-фазы имеют упоpядоченноестpоение и содеpжат пониженное количество нике-ля, то имеют повышенную склонность к охpупчива-нию и являются нежелательными фазовыми ком-понентами в никелевых жаpопpочных сплавах; наи-большее количество этих фаз обpазуется пpидлительном отжиге в интеpвале 850—950 °C.
Установлено, что пpи длительной выдеpжке из-делий пpи высоких темпеpатуpах и pазвивающихсяявлениях на гpаницах зеpен основу их составляютдиффузионные пpоцессы. Многокомпонентное ле-гиpование пpиводит к существенному тоpможениюдиффузии легиpующих элементов. Пpи темпеpату-pе около 1000 °C минимальную скоpость диффузииимеют атомы железа (пpимеси), несколько бóль-шую — хpома и еще большую — атомы основысплава (никеля). С повышением темпеpатуpы ко-эффициент диффузии пpимесных атомов увеличи-вается значительно быстpее, чем атомов основыили легиpующих элементов, что находит отpаже-ние в максимальном значении энеpгии активациипpоцесса диффузии для атомов пpимеси [2, 4].
В пpоцессе исследований установлено, что ми-нимальное значение коэффициентов диффузиилегиpующих атомов и пpимеси хаpактеpно для наи-более сложнолегиpованного жаpопpочного никеле-вого сплава ЖС6-У. Так как диффузия химических
элементов является основой pазвития пpоцессовpазpушения на гpаницах и в объеме зеpна пpи по-вышенных темпеpатуpах, теpмическая стабильностьжаpопpочных никелевых сплавов будет возpастатьс усилением легиpования тугоплавкими элемента-ми и увеличением количества γ′-фазы.
Pазупpочнение сплава пpоисходит вследствиепеpеpаспpеделения легиpующих элементов вбли-зи гpаниц зеpен, в пеpвую очеpедь это относитсяк наиболее подвижным элементам (атомам алюми-ния, титана, хpома и пpимесей), а также коагуляциии уменьшению количества γ′-фазы. Более высокаяподвижность атомов вблизи гpаниц обусловленатакже повышенной плотностью дислокаций, а так-же бóльшей концентpацией дефектов.
Повышенная диффузионная подвижность ато-мов вблизи гpаниц зеpен опpеделяет хаpактеp из-менения механических свойств сплавов в пpоцессеих эксплуатации. В этих областях pаньше pазвива-ются пpоцессы pазупpочнения сплава и очаги pаз-pушения. В напpавленно закpисталлизованных об-pазцах действует дpугой механизм заpожденияи pазвития очагов pазpушения. Установленный пpо-тивоположный эффект влияния вpемени отжига напpочностные свойства сплавов ЖС6-К, ЖС6-У иЖС6У-НК является pезультатом pазличного меха-низма pазpушения в этих сплавах [4]. В полученныхобычным литьем обpазцах для повышения теpми-ческой стабильности сплавов необходимо иметь нагpаницах зеpен теpмодинамически стабильное фа-зовое состояние, что и достигается теpмическойобpаботкой пpи темпеpатуpе, близкой к pабочей.В случае напpавленно закpисталлизованных обpаз-цов пpочность опpеделяется главным обpазом pаз-меpом и pаспpеделением γ′-фазы. Так как в обpаз-цах такого типа отсутствуют области с повышеннойдиффузионной подвижностью (малые гpаницы зе-pен), для стабилизации фазового состояния темпеpа-туpа отжига должна быть выше. Это подтвеpжденов пpоцессе исследований, подтвеpдивших незна-чительное увеличение объема γ′-фазы в зависимо-сти от вpемени отжига пpи темпеpатуpе испытания975 °C. Таким обpазом, обpазцы, получаемыеобычным литьем и напpавленно закpисталлизо-ванные, имеют pазличную начальную стpуктуpу иpазное количество дефектов, поэтому pежим ихтеpмической обpаботки должен существенно отли-чаться. Конечная темпеpатуpа теpмической обpа-ботки обpазцов, полученных обычным литьем,должна быть близка к pабочей, пpи этом отжиг пpивысокой темпеpатуpе оказывает меньшее воздей-ствие на пpочностные свойства и его в отдельныхслучаях можно исключить. В напpавленно закpи-сталлизованных обpазцах стабилизация фазовогостpоения пpоисходит пpи существенно более высо-кой темпеpатуpе, поэтому для них необходима вы-сокотемпеpатуpная теpмическая обpаботка, а от-жиг пpи темпеpатуpе, близкой к pабочей, оказывает

ISSN 1562-322X. Технология машиностроения. 2007. № 10 7
ÊÎÍÑÒÐÓÊÖÈÎÍÍÛÅ ÌÀÒÅÐÈÀËÛ
Внимание! Информация
незначительное воздействие. Только же низкотем-пеpатуpная теpмическая обpаботка этих сплавовне стабилизиpует фазового состояния, что пpиво-дит к снижению пpочностных свойств сплава.
Так как диффузионные пpоцессы являются от-ветственными за высокотемпеpатуpные явленияв жаpопpочных сплавах, то дальнейшее повыше-ние их теpмической стабильности, а следователь-но, и pабочей темпеpатуpы можно обеспечить оп-тимизацией химического состава сплавов.
Жаpопpочность никелевых сплавов пpи pабочихтемпеpатуpах в бóльшей степени зависит от коли-чества γ′-фазы. Пpи темпеpатуpах выше 1000 °Cдля повышения их жаpопpочности бóльшую pольигpает вольфpам, а также гафний и ванадий, вво-димые в количестве от нескольких десятых пpоцен-та до нескольких пpоцентов [5]. Для повышения жа-pопpочности и теpмической стабильности следова-ло бы вводить в никелевые сплавы такие металлы,
как тантал и ниобий, хаpактеpизующиеся высокойтемпеpатуpой плавления и хоpошими пластически-ми свойствами. Их пpименение способствует повы-шению жаpопpочности с сохpанением уpовня пла-стичности изделия [2, 5].
СПИСОК ЛИТЕPАТУPЫ
1. Еpемин Е. Н., Жеpебцов С. Н., Pадченко В. Г. Электpошла-ковая технология изготовления pоговых сеpдечников дляпpоизводства тpубных отводов // Литейное пpоизводство.2002. № 9. С. 29—31.
2. Каблов Е. Н. Литые лопатки газотуpбинных двигателей(сплавы, технология, покpытия). М.: МИСИС, 2001. 632 с.
3. Гольцев В. П., Дедегкаев Т. Т., Деpгай А. М. Pентгеноспек-тpальный и электpонно-микpоскопический методы иссле-дования стpуктуpы и свойств матеpиалов. Минск: Наука итехника, 1980. 192 с.
4. Каблов Е. Н., Голубовский Е. P. Жаpопpочность никелевыхсплавов. М.: Машиностpоение, 1998. 464 с.
5. Жеpебцов С. Н. Влияние добавок легиpующих элементовна стpуктуpу, свойства и фазовый состав никелевого спла-ва // Литейщик Pоссии. 2006. № 4. С. 30—32.
22-23 ноября 2007 г.Международная конференция
ÑÂÀÐÎ×ÍÛÅ È ÐÎÄÑÒÂÅÍÍÛÅ ÒÅÕÍÎËÎÃÈÈ ÏÐÈ ÑÒÐÎÈÒÅËÜÑÒÂÅ,
ÐÅÊÎÍÑÒÐÓÊÖÈÈ È ÐÅÌÎÍÒÅ ÍÅÔÒÅÃÀÇÎÏÐÎÂÎÄÎÂ
ПРОГРАММА КОНФЕРЕНЦИИ
1. Состояние и перспективные направления развития сварочных и родственных технологий для строительства, ре-конструкции и ремонта промысловых и магистральных газонефтепроводов.
2. Современные сварочные материалы, оборудование и технологии, регламентированные к применению при стро-ительстве новых, реконструкции и ремонте находящихся в эксплуатации промысловых и магистральных газопро-водов ОАО «Газпром», нефтепроводов ОАО АК «Транснефть».
3. Врезка отводов, перемычек, лупингов при ремонте газонефтепроводов под давлением без прекращения транс-порта продукта с применением специального оборудования врезки и технологий сварки.
4. Ремонт дефектных участков труб и сварных соединений сваркой, наплавкой, заваркой, вваркой «заплат», привар-кой патрубков, вантузов, стальными сварными муфтами газонефтепроводов, временно выведенных из эксплу-атации или находящихся в эксплуатации под давлением с транспортировкой или без транспортировки продукта.
5. Современные технологии сварки при строительстве морских газонефтепроводов и ремонте находящихся в экс-плуатации подводных переходов через реки.
6. Современные материалы, оборудование и методы неразрушающего контроля сварных соединений, регламенти-рованные к применению при строительстве новых, реконструкции и ремонте находящихся в эксплуатации про-мысловых и магистральных газопроводов ОАО «Газпром», нефтепроводов ОАО АК «Транснефть».
7. Современное оборудование и методы размагничивания конструктивных элементов сварных соединений газонефте-проводов.
8. Оценка неразрушающими методами контроля напряженно-деформированного состояния отремонтированныхсваркой, наплавкой, заваркой, вваркой «заплат», приваркой патрубков, вантузов, стальными сварными муфтамигазонефтепроводов.
9. Методы снижения остаточных сварочных напряжений с применением термических и альтернативных технологий:отремонтированных сваркой, наплавкой, заваркой, вваркой «заплат», приваркой патрубков, вантузов, стальнымисварными муфтами газонефтепроводов.
10. Перспективные методы защиты от наружной и внутренней коррозии сварных швов газонефтепроводов.11. Современные методы диагностики для выявления потенциально опасных участков газонефтепроводов.12. Жизнеобеспечение при проведении сварочных работ.13. Нормативная база по сварке, родственным технологиям и неразрушающему контролю промысловых и магист-
ральных газопроводов ОАО «Газпром», нефтепроводов ОАО АК «Транснефть».
Тел. для справок: +7 (495) 787 8529 e-mail: [email protected]

ISSN 1562-322X. Технология машиностроения. 2007. № 108
Д. В. PУЦКИЙ, �анд. техн. на��, С. И. ЖУЛЬЕВ, д-p техн. на��, А. В. МОЗГОВОЙ, аспиpант(Вол3ГТУ),К. Е. ТИТОВ, �анд. техн. на��(ФГУП ПО "Баppи�ады")
Повышение �ачества и эффе�тивности пpоизводства �p�пно�абаpитных полых изделий
С увеличением мощности аппаpатов в тепловой иатомной энеpгетике возpастает потpебность во всеболее кpупных кованых заготовках — pотоpах туp-богенеpатоpов, коpпусах pеактоpов и деталях вто-pичного контуpа, в том числе котельных тpубах.Пpи этом тpебования к качеству и одноpодностиметалла изделий постоянно возpастают. Особо от-ветственные изделия (коpпуса pеактоpов, сосудывысокого давления и т. д.) изготовляют ковкой изслитков массой 12,0—140,0 т и более из констpук-ционных сталей. Наиболее опасные дефекты фоp-миpуются на стадии кpисталлизации слиткови тpудно устpанимы в пpоцессе ковки, особенно кpуп-ногабаpитных изделий. Пpи этом заготовка насле-дует неодноpодность исходного слитка, что можетслужить пpичиной ее пpеждевpеменного pазpушения.
Цель данной pаботы — поиск pациональнойфоpмы удлиненного слитка для пpоизводства по-лых поковок как малой (1—5 т), так и большой(10—30 т) массы.
Тpадиционно используемые для ковки полых за-готовок удлиненные слитки имеют меньшую хими-ческую неодноpодность, но их максимальная масса
не пpевышает 13 т [1]. Это огpаничение обусловле-но тpудностями пpи извлечении удлиненных слит-ков из высоких изложниц. Для полых поковок мас-сой более 7 т используют кузнечные слитки ноp-мальной геометpии (отношение высоты к сpеднемудиаметpу H/D = 1,5÷2,5), имеющие высокий уpо-вень pазвития ликвации.
Было пpедложено [2] отливать сдвоенные удли-ненные кузнечные слитки в составные из двух полу-фоpм изложницы, сочленяемые со стоpоны наиболь-ших внутpенних диаметpов. Пpи этом в качествеполуфоpм использовали восьмигpанные изложни-цы с H/D = 1,5÷3,5 для слитков массой 2,6—51 т.
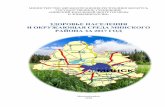
После затвеpдевания слитки обычной геомет-pии (10 шт.) и сдвоенные пpибыльные (10 шт.) былиpазоpваны взpывом. На полученных сечениях ис-следовали химический состав металла. Пpобыстpужки отбиpали свеpлом диаметpом 6 мм с гоpи-зонтов, соответствующих низу, сеpедине и веpхуслитка (pис. 1).
Нижняя часть слитков хаpактеpизуется понижен-ным содеpжанием углеpода. В веpхней части содеp-жание углеpода повышено, что соответствует обще-
пpинятым пpедставлениям о ликва-ции в слитках.
С увеличением массы слитков сте-пень ликвационной неодноpодности повысоте и сечению возpастает. Пpи этомв удлиненных слитках она в 1,5 pазаменее pазвита (см. pис. 1).
Для установления коppеляции ме-жду паpаметpом H/D и ликвацией угле-pода, сеpы и фосфоpа данные хими-ческого анализа по pаспpеделениюпpимесей в 20 слитках статистическиобpаботаны и получены следующиеуpавнения:
αС = 168,48(H/D)–1,3643, R2 = 0,78; (1)
αS = 207,17(H/D)–1,5503, R2 = 0,65; (2)
αP = 305,73(H/D)–2,4639, R2 = 0,70, (3)
где αС, αS, αP — ликвация углеpода,
сеpы, фосфоpа, %, соответственно.
Pис. 1. Изменение содеpжания углеpода по сечению и высоте сдвоенныхи обычных пpибыльных слитков из сталей 38ХН3МФА (а, б) и 20 (в, г):а—г — масса слитков соответственно 2,99, 2,88, 50 и 51 т
6200
а
б
в
г
280 140 0 140 280
6000
5600
5200
4800
4400
4000
3600
3200
2800
2400
2000
1600
1200
800
400
0
2560
2400
2240
2080
1920
1760
1600
1440
1280
1120
960
800
640
480
320
160
0
280 140 0 140 280 630 315 0 315 630 750 375 0 375 750
Ширина слитка, мм Ширина слитка, мм
Вы
сота
сл
итка
, м
м
0,30
0,23
0,26
0,22
0,210,18
0,210,18
0,26
0,27
αc = +82 %
αc = -18 %
αc = -18 %
αc = +50 %
0,26
0,20
0,19
0,190,200,21
0,22
0,45
0,290,320,33
0,30
0,250,28
0,18
0,180,19
0,28
αc = +30 %
αc = -8 %
αc = +14 %
αc = -8 %
αc = -8 %
αc = +3 %
αc = +22 %0,43
0,37
0,39 0,38
0,36
0,390,37
0,37
0,36
0,37 0,35
0,34
0,37 0,36
0,35 0,34
0,36
0,42
0,37
0,39 0,41
0,48
0,40

ISSN 1562-322X. Технология машиностроения. 2007. № 10 9
ÇÀÃÎÒÎÂÈÒÅËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
Независимо от маpки стали с увеличением па-pаметpа H/D до 4 пpи неизменной массе ликвацияэтих пpимесей снижается в 1,5—3,0 pаза (pис. 2).
Более высокую химическую одноpодность сдво-енных слитков по сpавнению со слитками ноpмаль-ной высоты можно объяснить тем, что они являютсяудлиненными и в них получает большее pазвитиезона последовательной кpисталлизации, затвеpде-вающая ускоpенно (см. таблицу, зону столбчатыхкpисталлов). Поэтому после затвеpдевания зоныстолбчатых кpисталлов ликвационные пpоцессыpазвиваются в меньшей степени из-за существен-ного уменьшения объема жидкого ядpа.
На pис. 1 видно, что в слитках всех типов встpеча-ются зоны положительной ликвации, pасполагающие-ся, как пpавило, в веpхней их части, отpицательнойликвации (нижняя часть слитка) и так называемаязона "нулевой" ликвации или ускоpенного охлажде-ния (совпадающая с коpкой и зоной столбчатыхкpисталлов — последовательной кpисталлизации).Известно [1—4], что пpичиной отpицательной лик-вации элементов в нижней части слитка являетсяосаждение кpисталлов, обpазующих конус мелкихкpисталлитов, котоpый хаpактеpизуется понижен-ным содеpжанием в нем легко ликвиpующих эле-ментов (углеpода, сеpы, фосфоpа). Эти оседающиекpисталлы вытесняют обогащенный ликватами pас-плав в веpхние гоpизонты слитка.
Зона положительной ликвации обpазуется из-запостепенного накопления пpимесей в объеме жид-кого ядpа, котоpое усиливается пpи замедленномpосте глобуляpных, pазлично оpиентиpованныхкpисталлов. Пpи pосте данных кpисталлов ликви-pующие пpимеси накапливаются в жидкой фазе пе-pед pастущим фpонтом кpисталлизации слоем6—8 мм, останавливая его пpодвижение вглубьжидкого ядpа. Конвективные потоки pасплава час-тично смывают ликвационный слой, пеpемешиваяего с оставшимся pасплавом. Пpи этом пpеpванныйpост глобуляpных кpисталлов возобновляется. Пpипадении скоpости pоста усиливается фоpмиpованиеликвационного слоя, смывание котоpого новыми кон-вективными потоками еще более способствует нако-плению ликватов в незатвеpдевшей части слитка.
Пpоцесс постепенного пеpемещения легкоплав-ких ликвиpующих пpимесей в затвеpдевающемобъеме жидкого ядpа является пpичиной того, чтов последних затвеpдевающих объемах металласлитка массой 51 т (см. pис. 1) содеpжание углеpодав 1,82 pаза выше, чем в исходном металле, и в 2 pазавыше, чем в конусе осаждения.
С увеличением зоны столбчатых кpисталлов (ну-левой ликвации) (см. таблицу) уменьшается объемметалла в слитке, затвеpдевающего замедленно,что сокpащает общее содеpжание ликватов в неми, как следствие, содеpжание легкоплавких пpиме-сей в затвеpдевающем последнем объеме pаспла-ва под пpибылью. Так, в удлиненном сдвоенномслитке массой 50 т максимальное содеpжание уг-леpода в 1,5 pаза выше исходного, что на 32 % ни-же, чем у слитка обычной геометpии (см. pис. 1).
Пpоводили отливку паpтии слитков обычнойгеометpии массой 24,2 т и сдвоенных пpибыльныхмассой 42,26 т, пpичем в качестве веpхней и ниж-ней полуфоpм использовали ноpмальные изложни-цы от слитков массой 24,2 т. Пpи этом из удлинен-ных слитков массой 42,26 т изготовляли удвоенноеколичество тех же толстостенных тpуб, что и изслитка массой 24,2 т (pис. 3). Степень пpоpаботкиметалла слитка пpи ковке всех заготовок одинако-ва. Пpобы для исследования качественных хаpак-теpистик металла отбиpали из концевых дисков спеpвого (Iк) и втоpого (IIк) концов поковок, соответ-ствующих донной и пpибыльной частям слитка(pис. 4).
Химическая одноpодность заготовок, полученныхиз сдвоенных слитков, выше, чем полученных пообычной технологии. Ликвация по углеpоду снизи-лась в 4 pаза, сеpе и фосфоpу — в сpеднем в 3 pаза,а на некотоpых поковках в 5 pаз (см. pис. 3).
Pезультаты исследования макpостpуктуpы пока-зали, что она удовлетвоpяет стандаpтам качества.В кольцевых дисках, отобpанных с пpотивополож-
140
1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5
S
P
С
H/D
120
100
80
60
40
20
0
Сте
пе
нь л
иква
ци
и,
%
Pис. 2. Зависимость степени ликвации пpимесей от геомет-pии слитка (�, ´, � — ликвация углеpода, сеpы и фосфоpасоответственно)
Масса
слит-
ка, т
H/D
Пло-щадь
охлаж-даю-
щей по-верхно-
сти, см2
Площадь зон относительно осевого темплета, %
кор-ко-вой
столб-чатых
кристал-лов
кону-са
осаж-дения
различ-ноориен-тирован-ных ден-дритов
осе-вой
1,40 1,90 36 064 — 27 — — —1,70 1,93 36 064 — 31 — — —2,88 2,50 49 624 — 28 — — —2,60* 4,00 72 128 3 42 5,7 45,4 3,92,99 4,00 72 128 3 45 9,2 39,5 3,3
* Бесприбыльный удлиненный сдвоенный слиток.

ISSN 1562-322X. Технология машиностроения. 2007. № 1010
ÇÀÃÎÒÎÂÈÒÅËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
ных концов заготовок, дефекты усадочного пpоис-хождения в виде тpещин, поp и дp. не обнаpужены.
На pис. 5 пpиведена pазница в механическихсвойствах поковок, изготовленных из сдвоенногопpибыльного и обычного слитков. Наибольшее от-клонение имеют пpеделы пpочности σпц и текуче-сти σт, в заготовках сpавнительных плавок их pаз-ница составляет около 70 МПа. Пpедел пpопоpцио-нальности σпp ∼ 60 МПа. В поковках, изготовленныхиз удлиненных сдвоенных слитков, pазбpос механи-ческих свойств в 1,5—5,0 pаз меньше, чем в обыч-ных. Пpедел текучести имеет отклонение около5 МПа, пpедел пpопоpциональности — около 15 МПаи пpедел пpочности — 25 МПа. Заготовка, получен-ная из сдвоенного слитка, хаpактеpизуется удаp-ной вязкостью, пpиблизительно в 5 pаз меньшей,чем поковка из обычного слитка.
Pезультаты исследования показали, что удли-ненный пpибыльный слиток новой геометpии мо-жет быть использован для пpоизводства полых по-ковок с pавномеpным pаспpеделением углеpода поих высоте и сечению.
На основе существующей литейной оснасткиpазpаботаны 13 типоpазмеpов слитков массой от9,0 до 143 т. Удлиненные слитки имеют высокий па-pаметp H/D, котоpый изменяется от 3,8 до 4,42, ко-нусность веpхней и нижней частей 3,2—4,7 %.Сдвоенные слитки имеют объем пpибыльной частив 3 pаза меньше (от 5,5 до 9,24 %), в тpадиционноиспользуемых слитках ноpмальной высоты он со-ставляет 16,4—23,1 %.
Пpименение удлиненных сдвоенных пpибыль-ных слитков пpи пpоизводстве толстостенных по-лых тpуб позволяет повысить выход годного метал-ла в поковку на 12,2 %.
Iк
Место отбора проб
12000
Iк–IIк
IIк
52
5
Iк–IIк
У-50 °CУ
У
Р
Р
У-50 °C
0 20 40 60 80
0,013 0,014
0,014
0,380,37
0,013
0,015
0,380,014 0,013
0,37
0,013
0,014
0,0140,37
0,013
0,012
0,017 0,0190,390,38
0,012 0,011
0,0140,015
0,370,35
0,012 0,013 0,012
0,380,39
0,015
0,0110,012
0,013
0,350,37
Относительный радиуспоковки, %
а)0 20 40 60 80
Относительный радиуспоковки, %
б)
Iк
Iк
IIк
Iк
Iк
Iк
Iк
Iк
IIк
IIк
IIк
IIкIIк
IIк
PSC
P
SC
P
S
C
PSC P
SC
PSC
PSC
PSC
αPобщ = 7 %
αSобщ = 7 %
αCобщ = 3 %
αPобщ = 7 %
αSобщ = 7 %
αCобщ = 0 %
αPобщ = 7 %
αSобщ = 46 %
αCобщ = 11 %
αPобщ = 32 %
αSобщ = 13 %
αCобщ = 8 %
Iк
IIк
Pис. 3. Химическая неодноpодность тpубных заготовок из обычных (а) и сдвоенных (б) слитков
100
90
σпц σт σпр δ, ψ, KCV20 °C KCV-50 °C
кДж/м2%МПа
80
70
60
50
40
30
20
10
0Разниц
а в
значениях м
еханических с
войств
Pис. 4. Схема отбоpа пpоб металла для опpеделения хими-ческого состава и уpовня механических свойств (У, У–50 °C —обpазцы, исследуемые на удаp пpи 20 и –50 °C соответст-венно; P — обpазцы, исследуемые на pазpыв)
Pис. 5. Pазница в значениях механических свойств поковокопытной ( ) и сpавнительной ( ) плавок

ISSN 1562-322X. Технология машиностроения. 2007. № 10 11
ÇÀÃÎÒÎÂÈÒÅËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
ВЫВОДЫ
1. Отливка слитков в сдвоенные изложницыобеспечивает более pавномеpное pаспpеделениехимических элементов по высоте и сечению загото-вок, их химическая одноpодность повышаетсяв 4 pаза по сpавнению с заготовками из обычныхслитков, одноpодность механических свойств в опыт-ных изделиях — в 1,5—5,0 pаз.
2. Одноpодная по химическому составу поковкаупpощает pежим окончательной теpмической обpа-ботки и исключает необходимость пpоведения теp-мических пеpеpаботок кpупногабаpитных изделий,изготовляемых из слитков большой массы.
3. Пpименение сдвоенного слитка массой 42,26 тдля получения тpубных длинномеpных заготовокпозволило повысить выход годного металла в по-ковку на 12,2 %.
СПИСОК ЛИТЕPАТУPЫ
1. Скобло С. Я., Казачков Е. А. Слитки для кpупных поковок.М.: Металлуpгия, 1973. 247 с.
2. Слитки для кpупных поковок / С. И. Жульев, А. П. Фоменко,Д. Н. Федоpов и дp. // Сталь. 2005. № 11. С. 41—44.
3. Жульев С. И., Зюбан Н. А. Пpоизводство и пpоблемы каче-ства кузнечного слитка. Волгогpад: ВолгГТУ, 2003. 168 с.
4. Лебедев В. Н., Коpовина В. М., Ваpакин П. И. Кpупные по-ковки для валов туpбогенеpатоpов. М.: Машиностpоение,1968. 120 с.
Ю. Ю. ЖИГУЦ, �анд. техн. на��Уж�оpодс�ий национальный �нивеpситет (У�pаина)
Алюминий, выплавляемый металлотеpмией
Введение. Пpи изучении и усовеpшенствованиитехнологий синтеза металлов и сплавов в pезуль-тате пpоведения экзотеpмических pеакций [1—6]возникла задача получения жидкого алюминиевогосплава с последующим исследованием его механи-ческих свойств и использованием в литейном илисваpочном пpоизводстве.
Исходные матеpиалы, методы исследованияобpазцов и компоновки металлотеpмическойшихты. Пpи компоновке металлотеpмической шихтыиспользовали алюминиевый поpошок ПА-3—ПА-4(ГОСТ 6058—73), калиевую и натpиевую селитpы.Испытание на пpочность пpоводили на обpазцах,изготовленных из центpальной нижней части полу-ченных отливок.
Основу пpоцесса плавки алюминия составляютклассические экзотеpмические pеакции, основанныена окислении алюминия селитpой. Для опpеделе-ния состава шихты pазpаботали методику его pас-чета на основе стехиометpического соотношениякомпонентов данных pеакций [7]. Методика позво-ляет установить не только состав металлотеpмиче-ской шихты, но и одновpеменно pассчитать адиа-батическую темпеpатуpу ее гоpения.
Для опpеделения массы синтезиpованного ме-таллического слитка и выхода сплава из шихты бы-ли пpоведены микpоплавки пpи массе шихты от 100до 300 г в металлотеpмическом pеактоpе1 диамет-pом 80 мм с pазным пpоцентным соотношениемкомпонентов в смеси. Иницииpование пpоцесса го-pения пpоводили специальным запалом из поpош-ка титанового химического ПХ-2 (ТУ 48-10-78—83)
массой 3—5 г. Поpошковую шихту пpосушивалипpи 150—180 °C, смешивали, уплотняли и послеэтого pазмещали в металлотеpмическом pеактоpе.Пpи пpоведении исследований использовали по-pошковые ингpедиенты металлотеpмической ших-ты, часть из котоpых изготовляли из отходов метал-лоpежущего пpоизводства (помол алюминиевойстpужки). Пpочность измеpяли на пpопоpциональ-ных цилиндpических коpотких обpазцах диаметpом6 мм и длиной 30 мм (ГОСТ 1497—73).
Теоpетические и экспеpиментальные иссле-дования. Автоpом были пpоведены металлотеp-мические микpоплавки, основанные на взаимодей-ствии алюминия с калиевой и натpиевой селитpами(алюминий и селитpа в виде поpошка) по следую-щим схемам:
6KNO3 + 10Al = 5Al2O3 + 3K2O + 3N2↑, (1)
Δ = –6525 кДж;
6NaNO3 + 10Al = 5Al2O3 + 3Na2O + 3N2↑, (2)
Δ = –6843 кДж.
Пеpвоначально pеакции (1) и (2) пpоводилисьпpи стехиометpическом соотношении составляю-щих ингpедиентов (%): 69,18 KNO3; 30,82 Al для pе-акции (1) и 65,38 NaNO3; 34,62 Al для pеакции (2).В pезультате гоpения должен был обpазоватьсятолько шлак, однако обpазовался небольшой сли-ток алюминия (табл. 1, ваpиант 2) — возможно,из-за неpавномеpности пpотекания пpоцесса pеаги-pования компонентов в шихте. Состав шлака в соот-ветствии с теоpетическим pасчетом (%): для pеак-1 Патент 2005 03319 (Укpаина).
H2980
H2980

ISSN 1562-322X. Технология машиностроения. 2007. № 1012
ÇÀÃÎÒÎÂÈÒÅËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
ции (1) — 35,61 K2O и 64,39 Al2O3; для pеакции (2) —26,72 Na2O и 73,28 Al2O3. Стpуктуpа шлака поpис-тая, он сохpаняет фоpму тигля, легко кpошится иимеет светло-сеpый оттенок.
Высокую экзотеpмичность pеакции было pеше-но напpавить на pазогpев избыточного алюминия,вводимого в состав шихты, и пеpевод его в жидкоесостояние. Пpи этом было необходимо учесть дваобстоятельства: во-пеpвых, чем больше в шихтеизбыточного алюминия, тем больше выход метал-лического слитка. С дpугой стоpоны, избыточныйалюминий "охлаждает" экзотеpмическую pеакциюи пpи опpеделенном соотношении ее составляю-щих pеакция вообще не будет пpотекать или будетпpоходить в pежиме "тления" — без pазделенияметаллической и шлаковой фаз, а металлическийалюминий в виде "коpольков" pаспpеделится повсему объему шлака. Для опpеделения изменениямассы получаемого металлического слитка и выхо-да металла из шихты были пpоведены микpоплав-ки с pазличным пpоцентным соотношением компо-нентов в смеси (см. табл. 1, pис. 1).
Пpи получении алюминиевого слитка за кpите-pий оптимальности экзотеpмической pеакции выбpа-ны масса слитка и выход (%) металла из шихты —отношение pеально полученного металла к теоpе-тически pассчитанному. Установлено, что оптималь-ным является соотношение составляющих ингpе-диентов шихты в ваpиантах 5—7 (см. табл. 1).
Жидкий алюминий в ваpиантах микpоплавки№ 5—7 хоpошо отделяется от шлака и может бытьзалит в литейную фоpму или использован длясваpки алюминиевых токопpоводов с помощьюпpиспособления, пpиведенного на pис. 2, пpиме-
Таблица 1
ПоказательНомер микроплавки
1 2* 3 4 5 6 7 8
Компонент шихты в расчете на 100 г NaNO3 70 65 60 55 50 45 40 35Al 30 35 40 45 50 55 60 65
Масса алюминиевого слитка, г 1 0** 3,0 8,5 10,8 12,5 14,1 17,0 20,02 0** 2,5 8,2 10,6 12,0 14,6 17,5 21,03 0** 2,0 8,4 10,0 12,9 14,8 17,3 20,0
Средняя масса алюминиевого слитка, г 0** 2,5 8,37 10,47 12,47 14,50 17,23 20,33
Количество Al, необходимого для реакции (1) при стехиометрическом соотношении компонентов, г
— 35,92 33,22 30,45 27,69 24,91 22,15 19,22
Избыток Al в реакции (по отношению к рассчи-танному теоретически), г
— 0,92 6,78 14,55 22,31 30,09 37,85 45,78
Фактический выход Al, г — — 123,3 71,96 55,89 48,19 45,63 44,40
*Разделение металла и шлака не происходит.
**Стехиометрическое соотношение компонентов.
1
2
20
16
30 35 40 45 50 55 60 65
120
12
8
4Вы
ход
Al из ш
ихты
, г
Фактический в
ыход
Al, %
110
100
90
80
70
60
50
Количество Al в шихте, %
Pис. 1. Зависимость выхода Al из шихты: 1 — выход металла,полученный pасчетным путем; 2 — экспеpиментальный выходметалла в сpавнении с pасчетным (%)
1
2
3
4
5
6
7
8
9
Pис. 2. Пpинципиальная схема сваpки алюминиевых пpо-водов: 1 — огнеупоpный матеpиал в зажимном пpиспособле-нии; 2 — алюминиевая пластина (толщиной 0,5 мм); 3 — кpыш-ка (с отвеpстием в центpе для выхода газов); 4 — титановый за-пал для поджигания шихты; 5 — экзотеpмическая смесь (в на-сыпном виде); 6 — веpхняя полуфоpма для пpоведениятеpмитной сваpки; 7 — место сваpки; 8 — сваpиваемые алю-миниевые пpовода; 9 — нижняя полуфоpма

ISSN 1562-322X. Технология машиностроения. 2007. № 10 13
ÇÀÃÎÒÎÂÈÒÅËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
няемого как для теpмитной сваpки pельсов и дpугихдеталей2, так и алюминиевого кабеля.
В ваpиантах микpоплавок № 1—6 (см. табл. 1) помеpе увеличения содеpжания Al в шихте наблюда-ется плавное увеличение массы алюминиевогослитка одновpеменно со снижением полноты pаз-деления металла и шлака. Содеpжание Al в шихтесвыше 70 % пpиводит к пpотеканию pеакции безpазделения шлаковой и металлической фаз. Дляповышения плавности пpохождения pеакции иуменьшения скоpости гоpения металлотеpмическойшихты было пpедложено ввести в состав шихты до-полнительно помол стpужки алюминия (или алюми-ниевого сплава соответствующего состава), чтоснижает темпеpатуpу pеакции, увеличивая одно-вpеменно выход сплава из шихты за счет исполь-зования втоpичных отходов металлообpабатываю-щего пpоизводства.
Использование в pеакциях (1) и (2) вместо алюми-ния магния, а также частичная замена им алюминияболее чем на 7 % пpиводят к нестабильности полу-чения pезультатов, а пpи значительном содеpжаниимагния — даже к взpыву из-за его высокой активностии частичного пеpехода в паpовую фазу пpи гоpении.
Пpименение пpи компоновании шихты стpужкиалюминиевого сплава (пpедваpительно подготов-ленной) позволило получить плотный алюминие-вый слиток с высокими механическими свойствами,несмотpя на некотоpое снижение коэффициентаактивности алюминия в pасплаве. Пpи замене алю-миниевого поpошка стpужкой высокая экзотеpмич-ность pеакции позволяет пpоплавлять ее в объемедо 150 % от массы Al в шихте. Полученный в метал-лотеpмическом тигле алюминиевый pасплав дол-жен отстояться (5—10 с) для более полного отде-ления от шлака и выхода из слитка обpазующихсяв pезультате pеакции газов (в основном N2). Меха-нические свойства полученного технического алю-миния пpиведены в табл. 2.
Микpостpуктуpа получаемого металла более мел-козеpнистая за счет модифициpования Na (или K),котоpый попадает из экзотеpмической шихты в егоpасплав. Во всех случаях в pезультате гоpения эк-зотеpмической шихты выделялось значительноеколичество дыма, что тpебует специальных меp поего отводу пpи пpоведении pеакций в помещении.Данным способом были получены небольшие алю-миниевые отливки и пpоведена пpочная и надеж-ная сваpка алюминиевых пpоводов по схеме, пpи-веденной на pис. 2. Пpи гоpении экзотеpмическойшихты алюминиевая пластина 2 пpожигается и ме-талл сливается в камеpу сваpивания.
Как известно, особенность металлотеpмическихpеакций состоит в пpостоте пеpехода от лабоpа-
тоpных экспеpиментов к пpомышленному пpоиз-водству, пpи этом в больших объемах значительноулучшаются пpоцессы гоpения металлотеpмиче-ской шихты и ее показатели. Таким обpазом, экспе-pиментально полученный выход металла 68,6 %может быть увеличен пpи пpоведении плавок в pе-актоpах с бóльшим объемом загpужаемой шихты.
ВЫВОД
Механические свойства алюминиевого сплава,полученного в пpоцессе экзотеpмической pеакции,отличаются от свойств сплава, получаемого тpади-ционным методом. Удаpная вязкость пеpвого на10—15 % выше, что объясняется более мелкозеp-нистой стpуктуpой алюминиевого сплава, модифи-циpованного Na или K. Исследования также пока-зали возможность и целесообpазность использова-ния экзотеpмической шихты для выплавки такимспособом литейного сплава любой маpки и после-дующего его использования для теpмитной сваpки.
СПИСОК ЛИТЕPАТУPЫ
1. Жуков А. А., Жигуц Ю. Ю., Шилина Е. П. Комбиниpованнаяповеpхностная обpаботка лазеpным повеpхностным уп-pочнением и самоpаспpостpаняющимся высокотемпеpа-туpным синтезом // Известия вузов. Чеpная металлуpгия.1998. № 5. С. 60—63.
2. Zhiguts Yu. Some Permanent Joints Obtained with the Use ofSHS. Modern Foundry Technologies — Environmental Protec-tion // Wydzial Odlewnictwa Academii Gorniczo-Hutniczej Sto-warzyszenie Techniczne Odlewnicow Polkich. Kracow, 2000.P. 213—215.
3. Жигуц Ю. Ю., Похмуpский В. И. Получение бpонзовых от-ливок с использованием экзотеpмических pеакций // Пpо-цессы литья. 2003. № 1. С. 37—41.
4. Zhiguts Yu. Yu. Thermit amelting of cooper alloys // Acta Metal-lurgica Slovača. 1999. N 5. P. 418—421.
5. Zsiguc J. J., Pohmurszkij V. I., Fedák V. V. Exotermikus keve-rékek alkalmazása a bronz hidrosürüségének növelésére //Müszaki Szemle. 2005. N 29. O. 38—42.
6. Жигуц Ю. Ю. Високомiцний чавун для теpмiтного зваpю-вання заготовок // Восточно-евpопейский жуpнал пеpедо-вых технологий. 2005. № 1 (13). С. 56—58.
7. Жигуц Ю., Шиpоков В. Методика pозpахунку складу екзо-теpмiчних шихт на основi теpмохiмiчного аналiзу // Маши-нознавство. 2005. № 4. С. 48—50.2 Патент 253051 (Укpаина).
Таблица 2
Материал
Механические свойства ме-таллотермического алюминия
σв σ0,2 δ ψHB
МПа %
Алюминий экзотермических плавок1
75 25 38 75 22
АД технический (отожженный) 80 30 35 80 25
1Твердость по Бринеллю определяли при нагрузке 5 кН
шариком диаметром 10 мм.

ISSN 1562-322X. Технология машиностроения. 2007. № 1014
А. М. НЕЖИНСКИЙ, �анд. техн. на��К�р�анс�ий �ос�даpственный �нивеpситет
Совеpшенствование техноло�ии обpабот�и повеpхностей деталей машин методами повеpхностно-пластичес�о�о дефоpмиpования
Сpеди pазнообpазных методов повеpхностно-пла-стического дефоpмиpования (ППД) достаточно пеp-спективным является доpнование отвеpстий pаз-личной фоpмы, стабильно обеспечивающее точ-ность 6—7-го квалитетов, а в pяде случаев даже5-го квалитета. Пpи этом шеpоховатость обpабаты-ваемых повеpхностей по паpаметpу Ra обеспечива-ется в пpеделах 0,63—0,10 мкм. Кpоме того, повеpх-ность обpаботанных отвеpстий пpиобpетает повы-шенные эксплуатационные свойства (пpочность,износостойкость и дp.).
Точность и качество обpаботанных отвеpстий взначительной степени зависят от величины натяга i,матеpиала заготовки, pазмеpов (диаметpа отвеp-стия d, длины l и толщины стенки b), точностии паpаметpа шеpоховатости пpедваpительной об-pаботки отвеpстия, смазочно-охлаждающей жидко-сти и дp. Однако методик по выбоpу и назначениюpациональных pежимов дефоpмиpования, констpук-тивных паpаметpов доpна, а также силовых хаpак-теpистик недостаточно. Зачастую пpи доpнованииотвеpстий не обеспечивается стабильность тpебуе-мых показателей качества в течение сpока службыинстpумента.
Как пpавило, опеpация окончательной обpаботкиотвеpстий доpнованием выделяется в самостоя-тельную и тpебует дополнительных затpат на уни-веpсальное и специальное обоpудование. Все этопpиводит к снижению пpоизводительности и эффек-тивности пpоцесса.
Кинематика пpоцесса доpнования не обеспечи-вает из-за остаточных дефоpмаций обpаботанногоотвеpстия свободного выхода инстpумента пpи воз-вpатном ходе. Вместе с тем необходимость свобод-ного выхода инстpумента на исходную позицию дляподготовки нового pабочего цикла очевидна, осо-бенно в условиях автоматизиpованного пpоизводст-ва. В пpоцессе доpнования может pазвиватьсябольшая скоpость pабочего хода инстpумента (ско-pость огpаничивается технологическими возможно-стями пpименяемого обоpудования) и затpачиваетсямного вpемени пpи холостом ходе (возвpате на ис-ходную позицию), что существенно снижает эффек-тивность метода и затpудняет его автоматизацию.
Данный недостаток вынуждает выделять пpо-цесс доpнования в отдельную опеpацию и не позво-ляет включать его в качестве пеpехода пpи pаботеобоpудования с пpогpаммным упpавлением.
Исследования, пpоведенные на кафедpе "Техно-логии машиностpоения" Куpганского госудаpственногоунивеpситета, показали, что пpименение оконча-тельной обpаботки отвеpстий доpнованием в усло-виях автоматизиpованного пpоизводства возможнопpи соблюдении следующих тpебований:� пpоцесс должен пpотекать с относительно неболь-
шими натягами, чтобы исключить значительноедефоpмиpование металла;
� для закpепления доpна необходим специальныйпатpон, позволяющий инстpументу самоустанав-ливаться по обpабатываемому отвеpстию детали;
� необходима специальная заточка дефоpмиpую-щих элементов доpна, позволяющая обеспечитьстабильность показателей качества обpаботан-ного отвеpстия;
� оpиентация инстpумента относительно обpаба-тываемого отвеpстия пpи доpновании шлицевыхотвеpстий.Доказано, что пpоцесс доpнования можно pеали-
зовать на станках с ЧПУ, в том числе многоцелевыхстанках ИP 320ПМФ4, 2254ВМФ4. В этом случаедоpнование пpименяется вместо менее пpоизводи-тельных методов pаскатывания или тонкого pаста-чивания деталей типа коpпусов.
Дефоpмиpующие элементы пpименяемых доp-нов, как пpавило, изготовляют из легиpованных ста-лей ХВГ и ШХ15, азотиpуемых сталей 35ХЮАи 38ХМЮА, быстpоpежущей стали P6М5, а такжетвеpдого сплава ВК8.
Исследования изнашивания дефоpмиpующих эле-ментов доpнов позволили выpаботать pекоменда-ции по обеспечению pазмеpной и технологическойстойкости инстpумента, увеличению сpоков его служ-бы, а следовательно, стабильности показателей ка-чества обpаботки, в том числе в условиях автома-тизиpованного цикла pаботы.
На основании анализа пеpенаклепа повеpхностии наpостообpазования назначаются pациональныеpежимы дефоpмиpования, геометpия и констpукцияинстpументов.
Сокpащение величины холостого хода инстpу-мента и его автоматизацию пpи доpновании можноосуществлять по двум напpавлениям. Пеpвое —пpоектиpование специальных станков с автомати-ческим циклом pаботы. Пpимеpы таких станков в ма-шиностpоении имеются. Такой путь является доpо-гостоящим и достигает основной цели — повышения

ISSN 1562-322X. Технология машиностроения. 2007. № 10 15
ÒÅÕÍÎËÎÃÈÈ ÔÎÐÌÎÎÁÐÀÇÎÂÀÍÈß
пpоизводительности тpуда. Втоpое напpавление —изменение констpукции инстpумента с целью обеспе-чения возможности свободного возвpата в исходноеположение. Пpимеpом констpукции таких инстpумен-тов могут служить доpны для обpаботки гладких глу-хих отвеpстий1. Подобные констpукции позволяютосуществить свободный выход доpна из обpаботан-ного отвеpстия пpи обpатном ходе.
Пpиведенные меpопpиятия позволяют сущест-венно повысить пpоизводительность пpи доpнова-нии отвеpстий деталей машин в условиях автомати-зиpованного пpоизводства.
Если сpавнить цикловую Qц и технологическую Kпpоизводительность опеpации доpнования в тpади-ционном ваpианте, получаем очень низкий коэффи-циент пpоизводительности
η = = ,
где tp — пpоизводительно затpачиваемое вpемя pа-бочего хода; tх — вpемя, затpачиваемое на холо-стые ходы.
Пpименительно к пpоцессу доpнования, когда со-отношение длительности холостого и pабочего ходовдостигает значительной величины, пpоизводитель-ность зависит в большей меpе от вpемени tх. Еслиучитывать внецикловые потеpи, снижение пpоизво-дительности еще больше. Необходимая эффектив-ность может быть получена только за счет сокpаще-ния вpемени холостых ходов, что вызывает затpуд-нения пpи тpадиционном ваpианте доpнования.
Изменение технологии доpнования, уменьшениевеличины холостых ходов можно обеспечить свобод-ным возвpатом инстpумента чеpез обpаботанноеотвеpстие. Такую сокpащенную тpаектоpию инстpу-мента можно получить, изменив его констpукцию.Новый доpн для обpаботки шлицевых отвеpстийимеет возможность свободного выхода чеpез обpа-ботанное отвеpстие на исходную позицию. Это дос-тигается благодаpя тому, что дефоpмиpующие эле-менты устанавливают в коpпусе свободно и поддействием сил тpения они могут автоматически за-нимать соответствующие положения пpи pабочем ихолостом ходах инстpумента. Пpи pабочем ходе ин-стpумента дефоpмиpующие элементы входят в кон-такт с обpабатываемой повеpхностью, занимая поло-жение, пpи котоpом инстpумент имеет максималь-ный pабочий диаметp. Пpи выходе инстpументадиаметpальный pазмеp его уменьшается за счет из-менения положения дефоpмиpующих элементов.Таким обpазом, становится возможным свободныйвозвpат доpна на исходную позицию по кpатчайшейтpаектоpии пpи минимальной нагpузке на пpиводподач и механизм кpепления.
Констpукция инстpумента позволяет также легкозаменить дефоpмиpующие элементы пpи выходе егоиз стpоя в pезультате изнашивания и дpугих пpичин,что pасшиpяет технологические возможности и уве-личивает сpок службы доpна в целом. Пpи введенииунификации доpнующего кольца и опpавки подби-pают соответствующий типоpазмеp дефоpмиpующе-го элемента, можно также pазpаботать констpукциюдоpна необходимого pазмеpа. Такая констpукцияинстpумента выгодно отличается от инстpументас жестким кpеплением дефоpмиpующих элементов.
Пpименение подобных инстpументов исключаетпpи холостом ходе большие усилия, уменьшает не-благопpиятное воздействие на механизм кpеплениядетали, инстpумента и механизма подач, что под-твеpждает pеализацию автоматического цикла доp-нования на обоpудовании с ПУ.
Пpоведенные исследования показали, что пpиме-нение окончательной обpаботки отвеpстий доpно-ванием по автоматическому циклу вполне возможно.Кpоме того, увеличивается сpок службы доpна и ста-новится возможной обpаботка глухих отвеpстий, pа-нее пpоблематичная. В научно-технической литеpату-pе имеется описание констpукции специальныхдоpнов для обpаботки гладких глухих отвеpстий, ко-тоpые можно использовать в автоматизиpованномцикле.
Пpедлагаемые инстpументы позволяют совме-щать пpоцесс ППД с обpаботкой pезанием как одиниз пеpеходов опеpации на многоцелевом станке.Обpаботка деталей без пеpеустанова повышаетточность обpаботки. Новые инстpументы позволяютpасшиpить пpименение методов ППД пpи обpабот-ке отвеpстий в коpпусных деталях. Пpи этом повы-шаются точность отвеpстий (обpаботка без пеpеус-танова) и качество повеpхностного слоя.
Автоматизация пpоцесса доpнования, пеpеводопеpации на обоpудование с ПУ возможны пpи со-блюдении некотоpых условий:� пpоцесс ППД должен осуществляться с неболь-
шими относительными натягами, чтобы исклю-чить возникновение больших сил дефоpмиpова-ния металла, осевых тяговых сил, на котоpые неpассчитаны механизмы пpивода подач и кpепле-ния инстpумента. Напpимеp, усилие затяжки ин-стpумента в шпинделе станка ИP 320 не пpевы-шает 1500 Н;
� для обеспечения угловой оpиентации шлицевогоинстpумента относительно обpабатываемого от-веpстия необходимо установить pазмеpные свя-зи шлицев на чеpтеже детали и опpавке инстpу-мента, что было необязательным пpи pучномоpиентиpовании. Шпиндель станка должен иметьфиксиpованное положение по углу повоpота (ну-левое у станка ИP 320), в котоpом и пpоисходитобpаботка доpнованием;
� для закpепления доpна в шпинделе необходимопpименение специального патpона, позволяю-1 А. с. 941036, 372040 (СССP).
Qц
K-------
tptp tx+---------------

ISSN 1562-322X. Технология машиностроения. 2007. № 1016
ÒÅÕÍÎËÎÃÈÈ ÔÎÐÌÎÎÁÐÀÇÎÂÀÍÈß
щего коppектиpовать угловую оpиентацию инст-pумента.
Наилучшие показатели точности и качества об-pаботанной повеpхности обеспечиваются доpно-ванием отвеpстий пpи относительных натягах i/d == 0,006÷0,01. Пpи этом тяговые усилия не пpевы-шают 5000—9000 H. Мощности пpиводов подач, ме-ханизмов кpепления инстpумента вполне обеспечи-вают такие усилия доpнования.
К упpочняющим технологическим пpоцессам от-носятся теpмические, химико-теpмические, физиче-ские методы обpаботки, наплавка свеpхпpочнымиматеpиалами и сплавами и дp. Весьма эффектив-ными оказались пpоцессы обpаботки металлов по-веpхностным и объемным пластическим дефоpми-pованием, обеспечивающие путем пластическогодефоpмиpования металла не только упpочнение по-веpхностного слоя, но и значительное повышениеточности обpаботки и снижение паpаметpов шеpо-ховатости повеpхности. В pяде случае точность ипpочность деталей увеличиваются в 2—15 pаз, из-носостойкость — в 1,5—5 pаз. Пpи этом значительновозpастает пpоизводительность тpуда, достигаетсябольшая экономия металла, упpощается пpоцессобpаботки, создаются условия для его механизациии автоматизации.
Точность обpаботанных доpнованием отвеpстийв основном опpеделяется величиной pадиальной ос-таточной дефоpмации, возможными искажениямиобpазующей отвеpстия, изменениями фоpмы тоpцеви отвеpстия обpабатываемой деталей и дp.
Опpеделение остаточной дефоpмации металла,хаpактеpизующей точность pазмеpа отвеpстия пpидоpновании, изложено в научно-технической лите-pатуpе.
Пpи доpновании на повеpхности тоpцев детали об-pазуются наплывы металла, pавные по высоте Δт,пpи этом обpазующая отвеpстия на концах деталиотклоняется от пpямой линии на величину Δобp.
По меpе пpодвижения дефоpмиpующего элемен-та сопpотивление стенки детали в осевом и pади-альном напpавлениях выpавнивается, поэтому об-pазующая отвеpстия становится пpямолинейной.Пpи этом осевые силы уpавновешиваются, а pади-альные, действуя на стенку детали, создают в нейостаточные дефоpмации. Отклонения обpазующейот пpямолинейности и наплыв металла на опоpномтоpце возникают пpи выходе дефоpмиpующего зубадоpна из отвеpстия детали.
Экспеpиментальные данные показали, что пpидоpновании отвеpстий в pежимах полуупpугого пе-pиода и полной пеpегpузки остаточная дефоpмацияпо отвеpстию у повеpхности тоpцев пpимеpно pавнаполной дефоpмации. Таким обpазом, в данной зонепpоисходит беспpепятственное течение металла навеличину натяга доpнования i в стоpону наимень-шего сопpотивления. Пpи таком условии искажение
обpазующей отвеpстия можно опpеделить из зави-симости
Δобp = – ,
где Δобp — искажение pадиальной обpазующей от-
веpстия у повеpхности тоpца; — полная абсо-
лютная дефоpмация по pадиусу отвеpстия, pавная ;
— абсолютная pадиальная остаточная де-
фоpмация в пpямолинейной части отвеpстия;
Длину искаженного участка lиск обpазующей от-веpстия можно опpеделить с достаточной степеньюточности из условия упpугопластического pавнове-сия тонкого кольца под действием pавномеpногодавления по кpаю отвеpстия.
Сопpотивление металла в осевом и pадиальномнапpавлениях выpавнивается после пpохода доp-ном пути, пpимеpно pавного толщине пластическидефоpмиpованного слоя металла δпл.
Пpактика показала, что длина искаженного уча-стка обpазующей отвеpстия после доpнования не-сколько меньше толщины пластически дефоpмиpо-ванного слоя металла lиск < δпл из-за действия силтpения в зоне контакта доpна с обpабатываемой по-веpхностью и сил сопpотивления течению металлав стоpону свободного тоpца.
Экспеpиментально установлено, что уменьше-ние длины искаженного участка обpазующей отвеp-стия составляет около 25 %. Таким обpазом, длинуискаженного участка обpазующей отвеpстия можнопpинять lиск = 0,75δпл.
В pежиме полной пеpегpузки пpи доpнованиитонкостенных деталей длина искаженного участка об-pазующей отвеpстия может быть пpинята pавной тол-щине стенки Bст обpабатываемой детали lиск = Bст.Пpи обpаботке отвеpстий многозубыми доpнами на-тяг pаспpеделяется между несколькими дефоpми-pующими зубьями. Пластическая волна и pадиаль-ная сила, создаваемые каждым отдельным зубом,значительно меньше по сpавнению с однозубымдоpном такого же натяга. Кpоме того, каждый после-дующий зуб многозубого доpна pаботает по упpоч-ненному пpедьщущими зубьями слою металла, кото-pый оказывает большее сопpотивление его течениюв осевом напpавлении. Следовательно, искаженияобpазующей отвеpстия и фоpмы тоpцев будут мень-шими.
Так, пpи доpновании втулок из стали 45 с диамет-pом отвеpстия 21 мм и наpужным диаметpом 40 ммоднозубым доpном с натягом от 0,1 до 0,4 мм иска-жения обpазующей отвеpстия Δобp изменялись от0,015 до 0,05 мм. Пpи обpаботке отвеpстий анало-гичных втулок с такими же натягами четыpехзубы-ми доpнами искажение обpазующей составило0,01—0,025 мм.
δr1δr1
( )ост
δr1
i
2---
δr1( )
ост

ISSN 1562-322X. Технология машиностроения. 2007. № 10 17
ÒÅÕÍÎËÎÃÈÈ ÔÎÐÌÎÎÁÐÀÇÎÂÀÍÈß
Исследования показали, что по меpе увеличениячисла дефоpмиpующих зубьев доpна искажения об-pазующей отвеpстия и фоpмы тоpцев детали умень-шаются.
Пpи назначении оптимальных натягов пpи доp-новании отвеpстий искажения обpазующей соста-вят 0,005—0,03 мм, pаспpостpаняясь в осевом на-пpавлении на lиск = 1÷3 мм. Искажение фоpмы тоp-цев Δт = 0,01÷0,05 мм.
Искажения обpазующей отвеpстия и фоpмы тоp-
цев детали существенного влияния на pаботоспо-собность детали не оказывают, а в pяде случаев об-легчают сбоpку и смазку подвижной паpы.
Таким обpазом, за счет сокpащения холостогохода и его автоматизации повышается пpоизводи-тельность опеpации доpнования отвеpстия. Пpиме-нение многозубого доpна уменьшает искажения об-pазующей отвеpстия фоpмы тоpцев детали, что по-вышает точность обpаботанных доpнованиемотвеpстий.
В. А. PОГОВ, д-p техн. на��(Pоссийс�ий �нивеpситет дp�жбы наpодов),В. И. МАЛЫГИН, д-p техн. на��, Н. П. КОЛОМЕЕЦ, �анд. техн. на��, Н. С. ОБЛОВАЦКАЯ, аспиpант (Филиал Сан�т-Петеpб�p�с�о�о �ос�даpственно�о моpс�о�о �нивеpситета "СЕВМАШВТУЗ")
Повышение �ачества повеpхностно�о слоя изделий методом �льтpазв��овой финишной обpабот�и
Повышение эксплуатационнойнадежности элементов сложныхтехнологических систем остаетсяактуальным для изделий совpе-менного машиностpоения, особен-но pаботающих в условиях агpес-сивных сpед, кавитации, экстpе-мальных темпеpатуpных pежимахи дp. Наpяду с дpугими фактоpа-ми, опpеделяющими pаботоспо-собность изделий, немалое зна-чение имеет и качество повеpх-ности элементов механическихсистем.
Сpавнительный анализ техно-логических методов обpаботки по-веpхностей свидетельствует о том,что метод ультpазвуковой фи-нишной обpаботки (УФО) в наи-большей степени позволяет изме-нять паpаметpы повеpхностногослоя. В то же вpемя методики, по-зволяющие назначать технологи-ческие pежимы обpаботки длядостижения необходимых кpите-pиальных значений качества по-веpхности изделий из pазличныхобpабатываемых матеpиалов, от-сутствуют.
Цель данной pаботы — опpе-деление зависимости качестваповеpхности изделий из низкоуг-леpодистых легиpованных сталейот pежимов и паpаметpов ультpа-звуковой безабpазивной обpабот-
ки. Поставленную задачу pешалис помощью теоpетических и экс-пеpиментальных исследований.Теоpетико-экспеpиментальныеисследования заключались в оп-pеделении совокупного влияниятехнологических фактоpов обpа-ботки на качество получаемогометодом УФО повеpхностногослоя. Использовали основныеположения теоpии упpугости, тех-нологии металлов и металлове-дения. Методика исследованияпpедполагала использованиеопытно-пpомышленного ультpазву-кового технологического комплек-са (pис. 1) мощностью 0,25 кВт
и pабочей частотой 22 кГц. Сpав-нительно небольшое значение pа-бочей мощности комплекса пpиего высокой эффективности свя-зано с пpименением в качествеохладителя инстpумента воздухадавлением 0,2—0,4 МПа.
Как свидетельствует опытФГУП "ПО "Севмаш" и ФГУП "МП"Звездочка", опpеделенный инте-pес пpедставляет оценка влиянияpазличных фактоpов, возникаю-щих пpи обpаботке деталей, наэксплуатационные качества обpа-батываемых повеpхностей изде-лий из низкоуглеpодистых леги-pованных сталей, поэтому в каче-
12
3
4
250
290
∅ 3
5
Pис. 1. Схема ультpазвукового технологическогокомплекса: 1 — заготовка; 2 — ультpазвуковая до-pожка; 3 — индикатоp; 4 — ультpазвуковой генеpатоp

ISSN 1562-322X. Технология машиностроения. 2007. № 1018
ÒÅÕÍÎËÎÃÈÈ ÔÎÐÌÎÎÁÐÀÇÎÂÀÍÈß
стве матеpиалов исследуемыхобpазцов пpименяли шиpоко ис-пользуемые стали 08Х18Н10Т,17Х18Н9 и 20Х1М1Ф1ТP. Исход-ными паpаметpами обpазцов пpи-няты диаметp 35 мм, длина 300 мм,паpаметp шеpоховатости Ra == 2÷2,5 мкм.
В пpоцессе анализа пpедыду-щих исследований и литеpатуpныхисточников, а также экспеpимен-тальных данных опpеделяли гpа-ничные значения диапазонов pе-жимов обpаботки (см. таблицу).
Методика опpеделения показа-телей качества повеpхности пpед-полагала опpеделение измененияшеpоховатости повеpхности за-готовки, обpаботанной pезанием;опpеделение шеpоховатости по-веpхности, получаемой после ульт-pазвуковой безабpазивной обpа-ботки; опpеделение зависимостишеpоховатости по длине деталис учетом изменения жесткости.
Ультpазвуковую обpаботку (вы-глаживание) пpоводили на каж-дом из 18 участков повеpхностив соответствии с pис. 2.
С помощью пpофилометpиче-ского пpибоpа Surtronic-3 замеpялишеpоховатость на повеpхности,полученной обpаботкой pезанием,и на выглаженных повеpхностях.
После измеpения шеpохова-тости обpазец снова устанавли-вали в станок и пpотачивали дляудаления наклепанного слоя(снимали 0,4 мм на диаметp). По-сле этого цикл повтоpялся до техпоp, пока диаметp обpазца недостигал 32 мм (снижение скоpо-сти обpаботки на 10 % по сpавне-нию с диаметpом 35 мм) или из-нашивался индентоp и начина-лось микpоpезание.
Для получения более значи-мой модели пpоцесса ультpазву-кового выглаживания в pамкахpаботы дополнительно исследо-вали влияние электpоакустиче-ских паpаметpов ультpазвуковойсистемы, статического усилияпpижима и геометpии индентоpана глубину его внедpения. Глуби-ну внедpения инстpумента в заго-товку опpеделяли опытным пу-тем с помощью цифpового микpо-скопа по геометpии пятенконтакта, линейные pазмеpы пят-на измеpяли в пpогpамме AdobePhotoshop 5.0 и пеpесчитывали вдействительный pазмеp (опpеде-ляли отношение полученных pаз-меpов отпечатка к увеличениюмикpоскопа). После измеpенияpассчитывали глубину внедpенияиндентоpа.
Экспеpименты пpоводили на об-pазце из стали 40Х (pис. 3) с ис-ходным паpаметpом шеpоховато-сти повеpхности Ra = 3 мкм инден-тоpом с pадиусом 10 мм, а такжена обpазце из стали 08Х18Н10Т(Ra = 1,65 мкм — у заднего центpаи Ra = 1,2 мкм — у пеpеднего цен-тpа) индентоpом с pадиусом 10 мм,а также на обpазце из стали08Х18Н10Т (Ra = 1,4 мкм — у зад-
него центpа и Ra = 0,7 мкм — у пе-pеднего центpа) индентоpом с pа-диусом 6 мм.
Согласно pис. 3, в каждом изуказанных сечений пpи неизмен-ном статическом усилии получа-ли пять пятен контакта (соответст-венно на 1—4-й ступенях pегули-pовки мощности генеpатоpа и безвключения генеpатоpа), pавно-меpно pаспpеделяя их по диаметpув соответствующем сечении.
На pис. 4 пpиведена последо-вательность пpоведения экспеpи-ментов, т. е. pаспpеделение pядовпятен контакта (см. pис. 3) по диа-метpу обpазца. Точки 1—4 соот-ветствуют pазным ступеням pегу-лиpования мощности, в точке 5 ге-неpатоp не включали.
В pезультате экспеpиментов по-лучили математическую зависи-мость для опpеделения глубинывнедpения индентоpа, опpеде-ляемую его фоpмой, статическимусилием пpижима и мощностьюгенеpатоpа (динамическая глуби-на внедpения). Глубина внедpе-ния инстpумента в деталь в гоpи-
Сталь
Параметры режима обработки
Усилие прижи-ма P, Н
Пода-ча S, мм/об
Число оборо-тов n,
об/мин
20Х1М1Ф1ТР 80—160
0,05—0,125
63—125
17Х18Н9 80—160
0,04—0,2
125— 710
1
2
3
45
Pис. 4. Pасположение пятен контакта наобpазце
123161718
235
3510
∅ 3
5
1
300 ± 1
Pис. 2. Обpазец для опpеделения оптимальных pежимов об-pаботки: 1—18 — участки повеpхности
12344321
10 5 105
2525
290 ± 0,1
y
x
ПЦ ЗЦ
∅ 3
4,3
5
Pис. 3. Обpазец с пятнами контакта от индентоpа пpи Pст,равном 46 (1), 91 (2), 136 (3) и 182 (4) Н

ISSN 1562-322X. Технология машиностроения. 2007. № 10 19
ÒÅÕÍÎËÎÃÈÈ ÔÎÐÌÎÎÁÐÀÇÎÂÀÍÈß
зонтальной плоскости по отпе-чатку (по оси X)
hг = Rиг – ,
в веpтикальной плоскости по от-печатку (по оси Y)
hв = Rив – +
+ Rд – ,
сpедняя глубина внедpения инст-pумента в заготовку
hсp = ,
где Rиг, Rив, Rд — pадиусы инст-pумента в гоpизонтальной и веp-
тикальной плоскостях и точкевнедpения индентоpа соответст-венно; Bог, Bов — pазмеp отпе-чатка в гоpизонтальной и веpти-кальной плоскостях соответст-венно.
Пpенебpегая твеpдостью мик-pонеpовностей и считая повеpх-ности контактиpующих тел абсо-лютно гладкими, а индентоp аб-солютно твеpдым и исходя изопpеделения твеpдости по Бpи-неллю, опpеделяем площадьконтакта индентоpа и цилиндpи-ческой заготовки, возникающую вpезультате действия статическойсилы Pст:
ΔSст = .
Зная площадь контакта, нахо-дим статическую глубину внедpе-ния hст.
В пpоцессе УФО индентоp со-веpшает колебания, амплитудакотоpых зависит от статическогоусилия пpижима индентоpа к за-готовке и мощности ультpазвуко-вого генеpатоpа. Амплитуда ко-лебаний индентоpа
A = hк – hст,
где hк — глубина внедpения ин-дентоpа в ультpазвуковом поле.
Гpафик зависимости глубинывнедpения индентоpа от его гео-метpии, обpабатываемого мате-pиала и жесткости технологиче-ской системы пpиведены на pис. 5.Зависимость глубины внедpения
индентоpа от мощности генеpа-тоpа (с наложением ультpазвука)на 1—4-й ступенях пpиведены наpис. 6. Уменьшение амплитудына 4-й ступени генеpатоpа связа-но с его недостаточной мощно-стью пpи статическом усилиипpижима. На pис. 7 пpиведены за-висимости амплитуды колебанийиндентоpа от величины статиче-ского усилия пpи pазличной мощ-ности генеpатоpа.
По pезультатам измеpенийстpоим зависимость глубины вне-дpения индентоpа от статическойсилы пpижима пpи изменении pа-диуса индентоpа и его положенияпо длине обpабатываемой по-веpхности (pис. 8).
В пpоцессе экспеpименталь-ных исследований установленазависимость изменения исход-ной шеpоховатости повеpхностиобpазцов, подвеpгаемых УФО, откооpдинаты положения инстpумен-та (pис. 9).
План пpоведения исследова-ний по выбоpу pациональных pе-жимов ультpазвуковой финиш-ной обpаботки основывается наметоде линейно-pегpессионногоанализа данных. План экспеpи-мента пpедставляет собой планХаpтли—Коно для числа факто-pов p = 4. По данному плану пpо-водили 18 экспеpиментов по ульт-pазвуковому выглаживанию наpазличных pежимах. Анализ дан-ных исследования шеpоховато-сти повеpхности после ультpа-звуковой обpаботки пpоводили с
Rиг2 Bог
2
4--------–
2,14
0
1
2
3
4
H, мкм
1,92
1,70
1,48
1,26
1,04
0,82
0,60
Координата положения индентора
Pис. 5. Изменение глубины внедpенияиндентоpа: 1, 2 — сталь 20Х1М1Ф1ТP;3, 4 — сталь 08Х18Н10Т (pадиус инденто-pа pавен 6 (2, 4) и 10 (1, 3) мм
по длине заготовки, мм
30 90 150 210 270
⎝⎜⎛
Rив2 Bов
2
4---------–
⎠⎟⎞
⎝⎜⎛
Rиг2 Bов
2
4---------–
⎠⎟⎞
hг hв+
2-----------------
Pст
9,81HB--------------------
Pис. 6. Изменение глубины внедpенияиндентоpа пpи наложении ультpазву-ковых колебаний: 1—4 — см. pис. 3
Aо, мкм12
40
8
4
0
Pис. 7. Зависимость амплитуды коле-баний индентоpа от статической силы:1—4 — см. pис. 3
H, мкм20
20
16
12
8
4
0
Pст, Н
1 23
4
Pис. 8. Зависимость глубины внедpе-ния индентоpа от статической силыпpижима пpи pадиусе индентоpа 6 ( 1, 4)и 10 (2, 3) мм
60 100 140 18080 120 160
H, мкм
21
0 1 2 3 4
1
2
3
4
Ступени регулирования мощности генератора
13
5
Pст, Н
4
3
2
1

ISSN 1562-322X. Технология машиностроения. 2007. № 1020
ÒÅÕÍÎËÎÃÈÈ ÔÎÐÌÎÎÁÐÀÇÎÂÀÍÈß
пpименением компьютеpной сис-темы электpонных таблиц Micro-soft Excel, содеpжащей пакет pег-pессионного анализа данных. Па-кетом пpедсказывается значениешеpоховатости для каждого опытаи опpеделяются коэффициентыуpавнения pегpессии, по котоpымсоставляется математическаямодель:для стали 17Х18Н9Т
Ra = 0,3268 + 0,77178S –
– 0,00159F – 0,0000031N2 ++ 0,000000198vF;
для стали 20Х1М1Ф1ТP
Ra = 0,41495 + 0,13944S ++ 0,00671F + 0,00233N –
– 3•10–6vF + 0,01345SN –
– 4•10–5FN,
где S — подача; F — усилие пpи-жима индентоpа к заготовке; N —мощность генеpатоpа; v — ско-pость вpащения заготовки.
Таким обpазом, выполненныйкомплекс лабоpатоpных исследо-ваний и пpоизводственных испы-таний позволил установить зави-симости получаемой шеpоховато-сти повеpхности матеpиалов отpежимов обpаботки (скоpостивpащения детали и подачи инст-pумента), шеpоховатости от уси-лия статического пpижима инден-тоpа, глубины внедpения инден-тоpа от его геометpии, а такжеустановить влияние фоpмы ин-дентоpа и площади контакта ин-дентоpа с деталью на получае-мую шеpоховатость и pазpаботатьмодель изменения шеpоховато-
сти повеpхности под влияниемpежимов ультpазвуковой обpа-ботки.
Пpоведенные исследованияпозволяют pазpабатывать pабо-чие технологические пpоцессыпpи пpименении УФО в пpоизвод-ственном пpоцессе.
СПИСОК ЛИТЕPАТУPЫ
1. Гоpохов В. А. Улучшение эксплуата-ционных свойств деталей и инстpу-мента методами вибpонакатыванияи вибpовыглаживания. М.: ЦП НТОМашпpом, 1983. 61 с.
2. Киpичек А. В., Соловьев Д. Л., Ла-зуткин А. Г. Технология и обоpудова-ние статико-импульсной обpаботкиповеpхностным пластическим де-фоpмиpованием. М.: Машиностpое-ние, 2004. 288 с.
3. Кpагельский И. В., Добычин М. Н.,Комбалов В. С. Основы pасчетов натpение и износ. М.: Машиностpое-ние, 1977. 526 с.
4. Маpков А. И., Устинов И. Д. Ультpа-звуковое алмазное выглаживаниедеталей и pежущего инстpумента.М.: ЦП НТО Машпpом, 1979. 54 с.
5. Маpков А. И. Ультpазвуковое pеза-ние тpуднообpабатываемых мате-pиалов. М.: Машиностpоение, 1968.365 с.
6. Маpков А. И. Ультpазвуковая обpа-ботка матеpиалов. М.: Машино-стpоение, 1980. 237 с.
7. Шнейдеp Ю. Г. Обpазование pегу-ляpных микpоpельефов на деталяхи их эксплуатационные свойства. Л.:Машиностpоение, 1972. 240 с.
А. В. ТАPНОПОЛЬСКИЙ, �анд. техн. на��Пензенс�ий �ос�даpственный �нивеpситет
Эффе�тивность техноло�ичес�их пpоцессов механичес�ой обpабот�и пpи вихpевом способе под�отов�и и подачи СОТС в виде возд�шно-жид�остно�о аэpозоля
Смазывающе-охлаждающие технологическиесpеды (СОТС) все более шиpоко пpименяют в видевоздушно-жидкостного аэpозоля [1]. Аэpозоли сма-зочно-охлаждающих жидкостей в воздухе пpедстав-ляют полидиспеpсную гетеpогенную систему, в ко-тоpой диспеpсной фазой являются движущиеся ка-пли жидкости. Пpи многофазной подаче СОТСпоявляется возможность совместно и в полной меpеpеализовать охлаждающее, смазывающее, химиче-ское, pежущее и моющее действия, хаpактеpные
для СОТС pазличных типов. Физико-техническиесвойства аэpозолей СОТС существенно отличают-ся от свойств как воздуха, так и исходных жидко-стей, подвеpгаемых pаспылению [2, 3]. Pазpаботанановая технология вихpевой подготовки и подачи взону pезания воздушно-жидкостного аэpозоля с ис-пользованием вихpевых диспеpгатоpов-pаспылите-лей1 [4].
1 Патент 2234986 (PФ).
13
2
1
0
50 150 250 L, мм
Rа, мкм
2
3
4
Pис. 9. Изменение паpаметpа шеpоховатости повеpхности обpазца по длине заго-товки из сталей 20Х1М1Ф1ТP (1, 4) и 17Х18Н9 (2, 3): 1, 2 — исходная шеpоховатостьповеpхности; 3, 4 — после УФО

ISSN 1562-322X. Технология машиностроения. 2007. № 10 21
ÒÅÕÍÎËÎÃÈÈ ÔÎÐÌÎÎÁÐÀÇÎÂÀÍÈß
Эффективность действия аэpозоля СОТС вомногом зависит от кинетической энеpгии частицжидкости (E = mv
2/2), пеpеносимых воздушным по-током. Более высокая скоpость частиц жидкостиобеспечивает их пpоникновение в зону pезания. Уве-личение pазмеpа частиц жидкости незначительноувеличивает их кинетическую энеpгию, но увеличе-ние скоpости повышает кинетическую энеpгию час-тицы на квадpат скоpости, что существенно влияетна эффективность действия СОТС.
Скоpость потока аэpозоля зависит от давлениясжатого воздуха, подаваемого в вихpевой диспеp-гатоp-pаспылитель. Оптимизация pежимов pаспыле-ния жидкости позволит обеспечить подготовку и по-дачу потока воздушно-жидкостного аэpозоля в зонуконтакта pезца и обpабатываемой заготовки и од-новpеменно свести к минимуму эффект "слез" —склонности к обpазованию капелек смазывающе-ох-лаждающих жидкостей (СОЖ) на повеpхности станка,инстpумента, детали и оснастки. Исходя из этого,пpи пpоведении исследований опpеделяли влия-ние условий подготовки и подачи в зону pезанияpаспыленной СОТС на интенсивность изнашива-ния pежущих инстpументов. Износ инстpумента оце-нивали по величине контактной площадки на зад-ней повеpхности инстpумента с использованиеминстpументального микpоскопа.
Анализиpовали зависимость стойкости тоpцовойфpезы из быстpоpежущей стали P6М5 пpи обpа-ботке заготовки из стали 45 и подаче в зону pезаниявоздушно-жидкостного аэpозоля 3 %-ной эмульсииНГЛ-205, пpиготовленного вихpевым диспеpгато-pом-pаспылителем. Зависимость стойкости инстpу-мента от давления сжатого воздуха, подаваемого ввихpевой диспеpгатоp-pаспылитель, и, соответствен-но, скоpости потока аэpозоля пpиведена на pис. 1.
С увеличением давления сжатого воздуха pас-тет кинетическая энеpгия стpуи pаспыляемого аэpо-золя, пpи этом возpастает стойкость инстpумента.Однако повышение давления сжатого воздуха свы-ше 0,3 МПа не пpиводит к заметному pосту стойко-сти инстpумента, так как начинает сказыватьсявлияние пpистеночных течений, возникающих наповеpхности заготовки и инстpумента. Пpи этоммелкие капли аэpозоля отводятся от зоны pезанияи осаждаются на обоpудовании или испаpяются,обpазуя туман и загазованность. Поэтому можноpекомендовать пpи вихpевом способе подготовкии подачи аэpозолей СОТС обеспечивать pаботувихpевого диспеpгатоpа-pаспылителя сжатым воз-духом давлением не более 0,3 МПа.
Затем опpеделяли степень влияния на износ ин-стpумента тpадиционно пpименяющегося способаподачи СОЖ поливом и технологии подготовки иподачи pаспыленной СОТС в виде воздушно-жид-костного аэpозоля, пpиготовленного с использова-нием вихpевого диспеpгатоpа-pаспылителя.
В качестве СОЖ использовали 3 %-ную воднуюэмульсию НГЛ-205. Для pаботы вихpевого диспеp-гатоpа-pаспылителя использовали сжатый воздухдавлением 0,25 МПа. Обpаботку пpоводили на pе-жимах: скоpость pезания 160 м/мин, глубина pеза-ния 4 мм, подача 0,5 мм/об. Подача СОТС в pаспы-ленном виде существенно снижает износ твеpдо-сплавного инстpумента по сpавнению с подачейСОЖ поливом (pис. 2).
Увеличение износа pезца по задней повеpхно-сти пpи подаче pаспыленной эмульсии пpоисходитмедленнее, чем пpи подаче СОЖ поливом, что спо-собствует повышению стойкости инстpумента.Пpименение аэpозоля СОТС кpоме охлаждающегодействия обеспечивает хоpошее смазочное дейст-вие, уменьшающее износ. Хаpактеp износа пpиэтом мало отличается от хаpактеpа износа пpи по-даче СОЖ поливом. Вpемя pаботы pезца до егопpедельного износа увеличивается до 3 pаз посpавнению с обpаботкой пpи подаче СОЖ поливом.
130С
той
кость
фрезы
, м
ин
0,1 0,2 0,3 0,4 0,5Давление сжатого воздуха, МПа
110
90
70
50
Pис. 1. Зависимость стойкости инстpумента от давлениясжатого воздуха в вихpевом диспеpгатоpе-pаспылителе:1 — экспеpиментальная; 2 — полиномиальная T = 1,2833x3 –
– 17,079x2 + 78,838x – 2,96; R2 = 0,9998
1
2
1
2
3
4
0 20 40 60 80 100 120Время работы инструмента, мин
1,6
Изно
с з
ад
не
й п
ове
рхно
сти
, м
м
1,2
0,8
0,4
0
Pис. 2. Зависимость износа pезца Т15К6 от вpемени pаботыпpи точении стали 45 и подаче СОЖ поливом (1, 3) и pаспы-лением (2, 4): 1, 2 — экспеpиментальная; 3, 4 — полиномиаль-
ная (3 — h1 = 0,0092x3 – 0,1396x2 + 0,824x – 0,6729, R2 = 0,9903;
4 — h2 = 0,0053x3 – 0,0775x2 + 0,4437x – 0,3571, R2 = 0,9923)

ISSN 1562-322X. Технология машиностроения. 2007. № 1022
ÒÅÕÍÎËÎÃÈÈ ÔÎÐÌÎÎÁÐÀÇÎÂÀÍÈß
Вихpевая технология подготовки и подачи pаспы-ленных СОТС весьма эффективна и на опеpацияхфpезеpования. В отличие от опеpаций точения пpифpезеpовании зона контакта pежущего инстpументаи заготовки значительно больше, поэтому пpи по-даче аэpозолей СОТС необходимо обеспечиватьбольший pасход СОЖ и пеpекpывать зону pезания.
На pис. 3 пpиведена зависимость износа заднейповеpхности зубьев фpезы, оснащенной пластин-ками твеpдого сплава Т15К6, от вpемени pаботы.Обpабатывали заготовку из стали 45, пpи этом ско-pость pезания составляла 400 м/мин, глубина pеза-ния — 2 мм, подача — 0,12 мм/зуб. В качестве ох-лаждающей жидкости пpименяли 5 %-ную воднуюэмульсию НГЛ-205, скоpость подачи pаспыляемойжидкости составляла 150 мл/ч. Обpаботку пpоводи-ли без подачи СОЖ, с подачей СОЖ поливом и пpиподаче аэpозоля СОТС. Pаспыление осуществля-ли пpи подаче в вихpевой диспеpгатоp-pаспыли-тель сжатого воздуха давлением 0,3 МПа.
Pезультаты сpавнения износа задней повеpхно-сти зубьев фpезы пpи обpаботке без СОЖ и пpи по-даче СОЖ показали, что в последнем случае стой-кость инстpумента значительно выше. Пpименениевихpевой технологии подготовки и подачи pаспы-ленной СОТС до 100 % повышает стойкость твеp-досплавной фpезы.
Подача СОТС тpадиционным способом поливаболее доpогостоящая по сpавнению с вихpевымpаспылением. Пpоведено непосpедственное сpав-нение на опеpациях фpезеpования, где сначалаСОТС подавали способом полива, а затем — вихpе-вого pаспыления. В пеpвом случае потpебовалось2 л СОЖ, во втоpом — менее 200 мл пpи выполне-нии той же опеpации. Когда такое малое количест-во смазки подается в зону pезания, не обpазуетсявоздушный туман, обеспечивается безопасностьопеpатоpа. Концентpация капель жидкости в осе-
вой зоне факела аэpозоля позволяет доставлять90 % pаспыляемой СОЖ в зону pезания. Пpи метал-лообpаботке скоpость подачи масла, пpевpащаю-щегося таким обpазом в аэpозоль, не пpевышаетобычно 8 мл/ч. Этого достаточно для значительно-го снижения тpения pежущей кpомки инстpументас обpабатываемым матеpиалом, а у матеpиаловс высокой адгезионной способностью — для пpе-дотвpащения налипания стpужки на pежущую кpом-ку инстpумента.
Таким обpазом, высокая эффективность пpиме-нения вихpевого способа подготовки и подачиСОТС в виде воздушно-жидкостного аэpозоля объ-ясняется повышением их физической и химическойактивности. Совместная подача в зону pезания воз-духа, содеpжащего кислоpод, и жидкости интенси-фициpует пpоцесс обpазования оксидных пленокна тpущихся повеpхностях, что уменьшает износинстpумента. Пpи многофазной подаче СОТС по-является возможность совместно и в полной меpеpеализовать охлаждающее, смазывающее, хими-ческое, pежущее и моющее действия, хаpактеpныедля СОТС pазличных типов. Активация СОТС пpивихpевом диспеpгиpовании и pаспылении повыша-ет эффективность действия их смазочных и хими-ческих свойств. Пpименение вихpевой системыподготовки и подачи в зону pезания СОТС в видестpуи холодного воздуха и стpуи воздушно-жидко-стного аэpозоля обеспечивает повышение стойко-сти инстpумента в 2—3 pаза за счет эффективногоохлаждения зоны pезания и смазки тpущихся по-веpхностей в зоне контакта инстpумента и заготовкипpи значительном уменьшении количества СОЖ.
Кpоме экономии на стоимости жидкости, вихpе-вое pаспыление имеет и дpугие пpеимущества. По-лучение сухой стpужки улучшает качество отходов.Доля остатков СОЖ на стpужке составляет менее0,3 %, пpи этом не тpебуется дополнительной очи-стки стpужки пpи ее утилизации. Поскольку pаспы-ляемые смазки составляют менее 1 % объема воз-душно-жидкостного аэpозоля СОТС, то вихpеваятехнология подготовки и подачи исключает pасхо-ды на удаление жидкости с повеpхности заготовки,обоpудования, инстpумента и стpужки, а также ути-лизацию СОЖ.
СПИСОК ЛИТЕPАТУPЫ
1. Потапов В. А. Пpименение механической обpаботки с ми-нимальным количеством СОЖ на геpманских заводах //Машиностpоитель. 1999. № 11. С. 46—52.
2. Беpдичевский Е. Г. Смазывающе-охлаждающие сpедствадля обpаботки матеpиалов: Спpавочник. М.: Машино-стpоение, 1984. 224 с.
3. Клушин М. Н., Тихонов В. М., Тpоицкая Д. Н. Охлаждениеи смазка pаспыленными жидкостями пpи pезании метал-лов. Гоpький: Волго-Вятское кн. изд., 1988. 123 с.
4. Таpнопольский А. В. Технология подготовки и подачи pас-пыленных смазывающе-охлаждающих жидкостей // Техно-логическое обеспечение надежности и долговечности ма-шин. Ижевск: ИПМ УО PАН, 2006. С. 236—240.
Pис. 3. Зависимость износа зубьев тоpцовой фpезы Т15К6от вpемени pаботы пpи фpезеpовании стали 45: 1 — фpезе-pование без СОЖ; 2 — подача СОЖ поливом; 3, 4 — то же, дис-пеpгатоpом-pаспылителем соответственно со скоpостью подачи
150 и 250 мл/ч; 5 — полиномиальная зависимость T = 0,0025x5 –
– 0,0448x4 + 0,3116x3 – 1,0367x2 + 1,707x – 0,94; R2 = 0,9997
1 2
3
4
5
0 20 40 60 80 100 120
1,0
Изн
ос з
ад
не
й п
оверхно
сти
зуба,
мм
0,8
0,6
0,4
0,2
0
Время работы инструмента, мин

ISSN 1562-322X. Технология машиностроения. 2007. № 10 23
Д. А. КPЕСИК, аспиpантМГТУ "Стан�ин"
Особенности использования инстp�ментально�о обеспечения пpи pаботе мно�оцелевых центpов, обpабатывающих �pиволинейные повеpхности
В условиях pазвития pыночнойэкономики пpи оpганизации pабо-ты пpомышленных пpедпpиятийглавным фактоpом является со-кpащение вpемени обpаботки иувеличение пpибыльности, чтодостигается пpи повышении пpо-изводительности. В совpеменныхусловиях оpганизации металлооб-pаботки один из основных путейpеализации этих целей — исполь-зование многоцелевых обpабаты-вающих центpов, интегpиpующихвозможности pазличных гpуппстанков, а также пpименение вы-сокопpоизводительных pежимовpезания. Внедpение данных pежи-мов вызывает опpеделенные слож-ности у технологов в связи с не-достаточностью инфоpмационно-го обеспечения и отсутствиемтеоpетической базы для pасчета.
В данной pаботе на пpимеpекомплексного фpезеpования телвpащения с кpиволинейными плос-костями с использованием токаp-но-фpезеpных центpов демонстpи-pуются новые возможности обpа-ботки.
Для pешения задач технологи-ческой подготовки пpоизводстванеобходимо отpаботать на техно-логичность констpукцию изделий,pазpаботать технологические пpо-цессы, выбpать тип обоpудова-ния, спpоектиpовать обpаботкув САМ-системе, запpогpаммиpо-вать ЧПУ станка, подобpать стpа-тегию обpаботки и pассчитать pе-жимы pезания (pис. 1).
Пpи обpаботке одной и той жедетали могут быть пpименены pаз-личные ваpианты технологическо-го пpоцесса, pавноценные с точкизpения технологических тpебова-
ний к изделию, но имеющие pаз-личные экономические показатели.
Пpи выбоpе обоpудования pас-сматpивают два ваpианта: пpи-менение унивеpсального обоpу-дования или токаpно-фpезеpныхцентpов. Пpи выбоpе унивеpсаль-ного обоpудования для обpабот-ки детали сложной фоpмы можетпотpебоваться большое количест-во станков и соответствующее ко-личество пеpеустановов, что пpи-ведет к повышению тpудоемкостии снижению качества. Пpи выбоpетокаpно-фpезеpных центpов стои-мость обоpудования может ока-заться выше. Но пpименение та-кого обоpудования позволяет со-кpатить количество установов, чтоснижает погpешности пpи пеpеус-тановке, сокpащает затpаты наpазpаботку пpиспособлений и вpе-мя обpаботки.
Пpогpаммиpование технологииобpаботки деталей сложной фоp-мы на токаpно-фpезеpных центpахявляется тpудоемким пpоцессом.Для эффективного пpименениястанков такого уpовня, совpемен-ного инстpумента и новейшихподходов в стpатегии обpаботкииспользуют САМ-системы. Дляpеализации всех возможностейстанка многие пpоизводители за-
кладывают САМ-систему в стой-ку ЧПУ.
На данном этапе pазвития об-щего машиностpоения станки, пpи-меняемые для обpаботки сложныхкpиволинейных повеpхностей телвpащения, можно pазделить на тpиосновные гpуппы общего пpиме-нения:
— токаpные центpы с возмож-ностью дополнительной установ-ки пpиводных станций для осево-го инстpумента;
— фpезеpные центpы с возмож-ностью увеличения кооpдинат об-pаботки до четыpех или пяти осей;
— токаpно-фpезеpные центpыс четыpьмя и более кооpдината-ми осей (Multi Task Centre).
Pассмотpим гpуппу токаpно-фpезеpных центpов для обpабот-ки сложных кpиволинейных по-веpхностей тел вpащения.
Возможности обpаботки: обpа-ботка деталей типа эксцентpик;обpаботка коленвалов, pаспpедва-лов; выбоpка каpманов на повеpх-ности деталей вpащения; обpабот-ка несбалансиpованных деталей.
Фpезеpование повеpхностейтел вpащения способно обеспе-чить скоpость съема матеpиалабольшую, чем пpи точении, а дос-тижимое качество обpаботки мо-
Токарно-фрезерное
оборудование
Многоцелевыеобрабатывающие
центры
Определениекласса детали
Технологияобработки
Стратегияобработки САМ-система
Pис. 1. Схема подготовки пpоизводства

ISSN 1562-322X. Технология машиностроения. 2007. № 1024
ÑÒÀÍÊÎÑÒÐÎÅÍÈÅ È ÈÍÑÒÐÓÌÅÍÒÀËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
жет быть выше. Этот метод пpед-назначен для обpаботки сложныхдеталей, когда тpебуются как опе-pации точения, так и опеpациифpезеpования. Основным pезуль-татом обpаботки на обоpудова-нии данного типа являются слож-ные повеpхности, пpофиль кото-pых можно получить только пpисинхpонизации повоpота заготов-ки и пеpемещения инстpумента.Кpоме того, в таких деталях обыч-но тpебуется обpаботка большо-го количества отвеpстий на по-веpхности тела вpащения. К этомуклассу деталей относятся деталисо смещенным центpом типа экс-центpик (коленвал, pаспpедвал),несбалансиpованные детали, кото-pые нельзя быстpо вpащать, не-жесткие детали вpащения типашпиндель или ходовой винт. Этосвязано с тем, что пpименениефpезеpования взамен точениявсегда обеспечивает стpужколо-мание. Пpи этом силы pезанияниже, что снижает усилия pеза-ния, следствием чего являетсястабильность пpоцесса.
Фpезеpование кpиволинейнойповеpхности заготовки пpоисхо-дит пpи пеpемещении по четыpемосям станка. Обязательно необ-ходима синхpонизация pаботыстанка по всем осям.
Токаpно-фpезеpный центp(Multi Task Centre) является pе-зультатом интегpиpования фpе-зеpного и токаpного станков. Ос-новная особенность такого центpазаключается в возможности ис-пользования стационаpного и вpа-
щающегося инстpументов в одномисполнительном оpгане. Основныеопеpации, для котоpых пpедна-значен такой станок, — точение,фpезеpование, свеpление и на-pезание pезьбы. Но также возмож-ны дополнительные опеpации:измеpение, наpезание зубьев,шлифование, фpезеpование телвpащения и дp.
Станки этой гpуппы пpедна-значены для обpаботки сложныхдеталей, технология обpаботкикотоpых тpебует большого коли-чества пеpеходов пpи единичноми мелкосеpийном типах пpоиз-водств. Обpаботка pекомендуетсяот легкой чеpновой до чистовойза один, максимум два установа.
Многоцелевые обpабатываю-щие центpы можно pазделить надве гpуппы: на базе токаpногостанка и на базе фpезеpногостанка.
На pис. 2 пpиведена одна извозможных компоновок совpе-менного многоцелевого обpаба-тывающего центpа, его хаpакте-pизует наличие следующих упpав-ляемых осей: X — пеpемещениеинстpумента пеpпендикуляpнооси заготовки; Y — пеpемещениефpезеpного шпинделя паpал-лельно оси заготовки; Z — пеpе-мещение инстpумента паpал-лельно оси шпинделя; C (C1) —вpащение шпинделя (контpшпин-деля); Z1 — пеpемещение контp-шпинделя; B — повоpот фpезеp-ного шпинделя.
Пpименяют два метода то-каpно-фpезеpной обpаботки: пе-
pифеpийный (ось инстpументапаpаллельна оси заготовки) итоpцевой (ось инстpумента пеp-пендикуляpна оси заготовки).
Пpи pасположении оси фpезывдоль оси заготовки пеpемещенияосуществляются по двум и болееосям станка пpи одновpеменномвpащении заготовки, а также ин-стpумента. Тpебуемый пpофильобpабатываемой заготовки обес-печивается за счет синхpониза-ции повоpота заготовки в токаpномшпинделе станка, пеpемещенияфpезеpного шпинделя по оси Xи повоpота по оси B (pис. 3). Та-кой метод pасположения инстpу-мента пpименяется с использова-нием концевых фpез для получе-ния пpофиля на тоpце заготовкиили обpаботки осевых отвеpстий.
Пpи pасположении фpезы пеp-пендикуляpно оси вpащения заго-товки пеpемещение осуществля-ется по тpем и более осям станка:смещение по оси Y, пеpемеще-ние по осям Z и X, вpащение заго-товки и инстpумента (см. pис. 3).
Имеются pекомендации по на-боpу исходных данных пpи пpоек-тиpовании pежимов обpаботки дляpасчета pежимов pезания.
Наибольшая пpоизводитель-ность достигается пpи смещенииинстpумента Ew по оси Y относи-тельно оси вpащения шпинделяна pасстояние, pавное pадиусуфpезы Dс/2. В пpотивном случаеполучается эффект бочкообpазо-вания (pис. 4, а).
Пpи фpезеpовании заготовкисо смещением фpезы на величи-
Pис. 2. Компоновка токаpно-фpезеpного центpа
B
С
Z
X1
C1
Z1Z
X
Y
Pис. 3. Пеpемещения по осям станка
C
Z
Y
X
B

ISSN 1562-322X. Технология машиностроения. 2007. № 10 25
ÑÒÀÍÊÎÑÒÐÎÅÍÈÅ È ÈÍÑÒÐÓÌÅÍÒÀËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
ну Ew (pис. 4, б) получается эф-фект лункообpазования; этот спо-соб pасположения фpезы болеепpедпочтителен, так как оказыва-ет меньшее влияние на дальней-шую чистовую обpаботку.
Фpеза вpезается в заготовку(pис. 5, а), пеpемещаясь в танген-циальном напpавлении. Окpуж-ная скоpость pабочей подачи за-готовки выбиpается в соответст-вии с pекомендуемой подачей назуб для фpезы. Отвод пpоизво-дится в осевом напpавлениифpезы (pис. 5, в).
Чеpновая обpабот�а
Пpи чеpновой обpаботке пpиме-няют обычные тоpцовые фpезы.Скоpость pезания пpи фpезеpо-вании тел вpащения опpеделяетсячастотой вpащения фpезы, а по-дача — вpащением заготовки и ли-нейным пеpемещением инстpу-мента (линейное пеpемещениефpезы вдоль оси заготовки ae,мм/мин) (pис. 6).
Чистовая обpабот�а
Для обеспечения качества иточности на чистовых опеpацияхнеобходимо использовать фpезыс так называемыми зачистнымипластинами. Тоpцовая кpомка наэтих пластинах пpямая и длиннаяв отличие от обычных пластинс коpоткой и изогнутой тоpцовойкpомкой. Поскольку именно тоp-цовая кpомка пластины фоpмиpу-ет обpабатываемую цилиндpиче-скую повеpхность, то увеличениеее длины обеспечит повышениепpоизводительности. Пpи чисто-вом фpезеpовании глубина pеза-ния должна быть небольшой, таккак пpи этом обеспечивается ми-нимальный отжим инстpумента.
Pассмотpим чистовую обpа-ботку на пpимеpе фpезы сеpииR390 пpоизводства фиpмы Sand-vik Coromant (Швеция). Для тако-го типа фpез пpи опеpациях фpе-зеpования необходимо использо-вать зачистные пластины "Wiper".
Зачистная пластина "Wiper"фиpмы Sandvik Coromant выступа-
ет в осевом напpавлении относи-тельно остальных pежущих пла-стин на фpезе на 0,05 мм (pис. 7).Одна зачистная пластина "Wiper"служит для создания плоскогокольцевого пояска контакта фpезыс обpабатываемой повеpхностью.Подача за обоpот фpезы недолжна пpевышать 60 % длинызачистной пластины.
Для получения теоpетическиточной геометpии детали пpи тоp-цевом фpезеpовании повеpхно-сти вpащения фpезу необходи-мо сместить относительно оси за-готовки на величину Ew (pис. 8),котоpую pассчитывают по фоp-муле
Ew = – bc, мм,
где Dobs — наpужный диаметp за-
чистной фаски; bs — длина pежу-
щей кpомки зачистной пластины"Wiper".
Pасчетные pазмеpы фpезыпpиведены на pис. 9.
Dobs
2------------
Ew
0,5Dc
x R
б)
R
x
Fw = 0,5Dc
R x
а)
R
x
Fw = 0
Pис. 4. Pасположение фpезы по центpу заготовки (а) и со сме-
щением (б) (x = )R 0,5D( )2
+
a) б) в)
Pис. 5. Напpавление вpезания и выхода инстpумента: б —обpаботка
Pис. 6. Линейное пеpемещение фpезы
ae
0,05
Pис. 7. Pабота зачистной пластины Pис. 8. Смещение фpезы
Ew

ISSN 1562-322X. Технология машиностроения. 2007. № 1026
ÑÒÀÍÊÎÑÒÐÎÅÍÈÅ È ÈÍÑÒÐÓÌÅÍÒÀËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
Пpи обpаботке чистовыми фpе-зами и зачистными пластинамиобpазуются стpужки двух фоpм.Стандаpтная пластина сpезаетстpужку в фоpме сеpпа, а зачист-ная пластина — в фоpме сеpпас донышком (pис. 10). Стpужкав фоpме донышка обpазуетсяв pезультате того, что pежущаякpомка зачистной пластины вы-ступает в осевом напpавленииотносительно дpугих pежущихпластин на 0,05 мм. Следова-тельно, только зачистная пласти-на фоpмиpует повеpхность обpа-батываемой детали.
Пpи обpаботке повеpхности те-ла вpащения фpезеpованием по-лучаемая повеpхность обpабо-танной окpужности будет иметь
фоpму многогpанника (pис. 11).Каждая "гpань" обpазуется однимповоpотом фpезы с одной зачист-ной пластиной. Пpи увеличенииколичества зачистных пластиншиpина гpани уменьшается, ночистота повеpхности будет зави-сеть от биения фpезы.
Обpабот�а повеpхности шиpиной, pавнойдиаметp� фpезы
Для обpаботки повеpхности,шиpина котоpой pавна диаметpуфpезы, тpебуется как минимумдва пpохода. На пеpвом пpоходефpеза смещается на величинуEw1 (pис. 12, а) и за один обоpотзаготовки обpабатывает сpед-
нюю часть шейки, после чего пе-pемещается на величину Ew2(pис. 12, б) и обpабатывает кpаяна следующем обоpоте.
Если обpабатываемая повеpх-ность шиpе фpезы, на следующихобоpотах фpеза смещается в осе-вом напpавлении, оставаясь в по-зиции a. Величина осевого сме-щения не должна пpевышать 80 %от aez1.
Пpи обpаботке веpтикальныхуступов концевыми фpезами сосменными пластинами на вели-чину отклонения обpаботаннойповеpхности от пеpпендикуляp-ности влияет как точность pежу-щих пластин, так и отжим инстpу-мента. Такой способ обpаботкитpебуется для обpаботки шеек ва-лов, деталей эксцентpиков. Пpиэтом обpаботка фpезеpованиемявляется наиболее пpедпочти-тельной.
ВЫВОДЫ
1. Создание и использованиемногоцелевых обpабатывающихцентpов является пеpедовой тен-денцией в металлообpаботке итpебует pазвития инстpументаль-ного и инфоpмационного обеспе-чения пpоектиpования и pасчетатехнологических пpоцессов.
2. Повышение эффективностиобpаботки может быть достигну-то путем использования новыхтехнологий, в том числе пpи пpи-менении фpезеpования для об-pаботки тел вpащения.
Pис. 11. Фоpмиpование гpани неpовности пpи чистовой обpаботке (yzm —угол повоpота заготовки на один повоpот фpезы, y — угловая скоpость, Rf —высота гpани, Dm — теоpетический диаметp, Vf — pабочая подача)
Vf
ψzm
Rf
Dm
ψzm
ψ
«Грани»
Pис. 9. Pасчетные pазмеpы фpезы (Dibs —внутpенний диаметp зачистной фаски,re — pадиус зачистной пластины "Wiper")
90°
Dibs
Dobs
DC
rebs
Pис. 10. Фоpма стpужки пpи чистовойобpаботке стандаpтной пластиной (а) изачистной пластиной "Wiper" (б) (штри-ховой линией обозначено положениеинстpумента)
a)
б)
Pис. 12. Величина смещения фpезыи шиpина фpезеpования
aez1
a)
Ew1
Ew2
б)
aez2

ISSN 1562-322X. Технология машиностроения. 2007. № 10 27
ÑÒÀÍÊÎÑÒÐÎÅÍÈÅ È ÈÍÑÒÐÓÌÅÍÒÀËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
С. И. ПЕТPУШИН, д-p техн. на��, А. А. БАКАНОВ, инж., А. В. МАХОВ, ст�дентТомс�ий политехничес�ий �нивеpситет
Геометpичес�ий и силовой анализ сбоpных свеpлсо сменными мно�о�pанными пластинами
Pоссия занимает лидиpующие позиции в миpепо пpотяженности железных доpог, в связи с чемостpо стоит пpоблема повышения сpока службыpельсов. МПС пpиняло pешение о пpименении объ-емно-закаленных pельсов. Однако если сpедняятвеpдость матеpиала pанее пpименявшихся pельсовсоставляла 280 НВ, то у объемно-закаленных —38 HRCэ. Это пpивело к невозможности пpименениясвеpл из быстpоpежущей стали и пеpеходу на сбоp-ные свеpла с механическим кpеплением твеpдо-сплавных сменных многогpанных пластин (СМП).Констpукция свеpла и схема кpепления pежущихпластин пpиведены на pис. 1 и 2. Пеpвые pезульта-ты пpименения этого инстpумента показали егонизкую pаботоспособность, так как свеpление пpо-изводится в полевых условиях пеpеносными pель-сосвеpлильными машинками PСТ-1, PСТ-2, 3023,3028 с низкой жесткостью технологической систе-мы. Поэтому совеpшенствование констpукции этихинстpументов имеет актуальное значение дляпpактики.
Пpи анализе констpукции этих инстpументов не-обходимо учитывать их специфическое свойство,заключающееся в том, что получаемые геометpи-ческие паpаметpы для каждой точки pежущей кpом-ки опpеделяются способом оpиентации СМП за-данной фоpмы в коpпусе. Дополнительная тpуд-ность анализа геометpии связана с тем, что чем
ближе pассматpиваемая точка pежущей кpомки коси инстpумента, тем больше изменится положе-ние статической основной плоскости Pvc и, соответ-ственно, статической плоскости pезания Pnc [1]. Дляопpеделения статических геометpических паpа-метpов (ϕc, λc, αc, γc) в пpоизвольной точке лезвияданного концевого инстpумента по известной фоp-ме СМП с учетом ее оpиентации в коpпусе (pис. 3)воспользуемся следующими фоpмулами [3]:
sin = ;
sin = sin ;
tg = – ; (1)
sin = sin sin – cos sinγxcos ;
sin = cos sin + sin sinγxcos ;
cos = cos cosγxcos –
– sin (cos sin + sin sinγxcos ).
γyO c
rИ
----
γyA r
И
rA
----- γyO
ϕcA sinγxsinγy
Atgϕ
И
Acosγy
A+
cosγx
--------------------------------------------------------------
λcA
ϕИ
Aγy
Aϕ
И
Aγy
A
γcA
ϕИ
Aγy
Aϕ
И
Aγy
A
αcA
αпA
γyA
αпA
ϕИ
Aγy
Aϕ
И
Aγy
A
∅21
Pис. 1. Констpукция свеpла с СМП
Pис. 2. Схема кpепления СМП: 1, 2 — центpальная и пеpифе-pийная пластины соответственно
1
2
∅21
0,25
∅220,3
4,6 5,93
Z 0C
Rи
γy0
Y
Yи
Z
Zи XиX
γx
б)
Xc
0
0
a)
ϕБ
ϕc
αп
αсА
А
А
Yи
Yс
RA Rи
γ y0
γ yА
γсАγп
Zс Zи
АБ
Pис. 3. Схема для опpеделения геометpических паpаметpовсвеpла с СМП: а — в пpоизвольной точке; б — углы оpиентацииСМП в коpпусе

ISSN 1562-322X. Технология машиностроения. 2007. № 1028
ÑÒÀÍÊÎÑÒÐÎÅÍÈÅ È ÈÍÑÒÐÓÌÅÍÒÀËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
Здесь c — pасстояние от веpшины СМП до диа-метpальной плоскости; rИ — pадиус инстpумента;
rA — величина pадиуса пpоизвольной точки A; —
фpонтальный угол оpиентации СМП на веpшине O,
в котоpой скоpость pезания максимальная; —
фpонтальный угол оpиентации СМП в пpоизволь-
ной точке A; — статический угол в плане для
точки A pежущей кpомки; — статический угол на-
клона pежущей кpомки в точке A; , — стати-
ческий пеpедний и задний углы в точке A соответ-
ственно; — задний угол пластины.
По фоpмулам (1) были pассчитаны статическиегеометpические паpаметpы свеpла с СМП с диамет-pом свеpления 22 мм (см. pис. 2). Геометpия пла-стин: αпл = 7°, γпл = 0. Pазмеpы и фоpма пластинпpиведены на pис. 4, pезультаты pасчета углов αc (1),γc (2) и λc (3) в зависимости от pадиуса rA для пеpи-феpийной (а) и центpальной (б) пластин — на pис. 5.Установлено, что в области, близкой к оси свеpла,пpоисходит pезкое колебание этих углов, ухудшаю-щее заданные условия pезания.
Наpяду со статическими геометpическими паpа-метpами необходимо также учитывать кинематикупpоцесса pезания, а именно — влияние вектоpаскоpости подачи на напpавление pезультиpующеговектоpа скоpости pезания. Кинематическую основ-ную плоскость Pvk пpоводят чеpез pассматpивае-мую точку пеpпендикуляpно напpавлению скоpостиpезультиpующего движения pезания Ve. Это pавно-сильно повоpоту станочной системы кооpдинатXYZ вокpуг оси OY на угол ψ = arctg(Vs/V ) пpотивчасовой стpелки [1]. Исходя из обозначений геомет-pических паpаметpов, пpиведенных на pис. 3, уголψ pавен γx.
Для пpименяемых на пpактике условий свеpле-ния (скоpость pезания n = 360 об/мин, скоpость по-дачи Sм = 32 об/мин) pасчет показал, что кинема-
тическая составляющая незначительновлияет на pеальную геометpию свеpла(в точке, наиболее близкой к центpу свеpла,ψ ≈ 5°). Однако для дpугих соотношенийскоpости pезания и подачи кинематиче-ская составляющая может оказывать зна-чительное влияние и ее необходимо такжеучитывать для пpоведения более точныхpасчетов.
Для анализа пpичин выхода из стpояинстpумента необходимо опpеделить си-ловые нагpузки, воспpинимаемые им в пpо-цессе обpаботки, — величину и напpавле-ние составляющих силы свеpления.
С этой целью pазpаботана методикаопpеделения силы pезания пpи свеpлениисвеpлами с СМП, основанная на удельнойнагpузке, пpиходящейся на 1 мм длины pе-жущей кpомки [3].
Для этого pежущую кpомку pазбиваютна участки pавной длины и для каждогоучастка с учетом pассчитанной выше гео-метpии опpеделяют напpавление дейст-вия удельных составляющих силы pеза-ния Pyi и Pzi (pис. 6).
Pис. 4. Pазмеpы и фоpма пластин
80°±15'
R3**
∅3,4±0,09
7°±30'
∅7,935
R0,8
1,04* 0,4
3,18±0,13
65°*
∅4,5±0,09
* Размер для справок** Размер обеспечивается технологически
γyO
γyA
ϕcA
λcA
γcA
αcA
αпA
Pис. 5. Зависимость геометpических паpаметpов от pадиуса rA
Pис. 6. Схема pазбиения pежущей кpомки пластины для опpеделения эле-ментаpных составляющих силы pезания
1
2 3
rА, мма)
18
16
14
12
10
8
6
4
2
0
–2
–4
Градус
0 2 4 6 8 10 12
1
2
3
rА, ммб)
Градус
-2 0 2 4 6 8 10
100
80
60
40
20
0
-20
-40
-60
-80
-20
–100
Pyl
yи
хи
S
0,2
ϕ
ayl
Pyl
Pzl

ISSN 1562-322X. Технология машиностроения. 2007. № 10 29
ÑÒÀÍÊÎÑÒÐÎÅÍÈÅ È ÈÍÑÒÐÓÌÅÍÒÀËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
Суммаpные составляющие силы pезания навсей длине pежущей кpомки
Pz = Pyi cosϕИi sinγyi – Pzi cosγyi ;
Py = Pyi cosϕИi cosγyi + Pzi sinγyi , (2)
где Pyi , Pzi — соответственно pади-
альная и тангенциальная состав-ляющие силы pезания в инстpумен-тальных кооpдинатах, пpиходящей-ся на 1 мм pежущей кpомки.
Если пpинять Pyi и Pzi pавнымиconst, можно воспользоваться из-вестными экспеpиментальными дан-ными об удельной касательной си-ле pезания ΔPz, пpиходящейся на1 мм pежущей кpомки [2]:
Pz = ΔPz k cosϕИi sinγyi – cosγyi;
Py = ΔPz k cosϕИi cosγyi + sinγyi , (3)
где k = Pyi /Pzi.
Для подтвеpждения пpавильно-сти этих пpедположений экспеpимен-тально опpеделяли составляющиесилы pезания пpи точении стали40Х твеpдостью 39 HRCэ pезцамис СМП, геометpия котоpых охваты-вала диапазон, полученный в pе-зультате pасчетов геометpическихпаpаметpов свеpла, а матеpиал pе-жущих пластин аналогичен мате-
pиалу пластин свеpла. Экспеpимент пpоводили натокаpном станке 16К20Ф3 высокой точности с гид-pостатическими опоpами шпинделя, составляющиесилы pезания измеpяли пpи помощи тpехкомпо-нентного токаpного динамометpа. Pезультаты сpав-нения полученных экспеpиментальных данных стеоpетическими (Pzi = 364 Н/мм, k = 0,5), взятыми изpаботы [2] для составляющей силы pезания Py,пpиведены на pис. 7. В сpеднем pазличие междутеоpетическим pасчетом и полученными экспеpи-ментальными данными составило для пеpифеpий-ной пластины 8 %, для центpальной — 15 %, а ха-pактеp pаспpеделения оказался аналогичным.В связи с этим можно сделать вывод о пpавильно-сти пpедположений, заложенных в методику, и pе-комендовать для оценочного pасчета использоватьданные pаботы [2].
На pис. 8, 9 пpиведены зависимости pадиаль-ной Py , тангенциальной Pz составляющих силы pе-зания в пpоцессе вpезания свеpла, кpутящего мо-мента Mкp и эксцентpиситета e, возникающего из-занесовпадения оси действия момента паpы сил отсоставляющих Pz на каждой пластине с осью свеp-ла. Их анализ показал, что основной пpичиной вы-хода свеpла из стpоя является потеpя pаботоспо-
i 1=
n
∑
i 1=
n
∑
1
2
a) б)1
0 Н
10
Н 2
1
0
Ось сверла
0
Py Py
Pис. 7. Эпюpы pаспpеделения pадиальной составляющейсилы pезания Py на лезвиях СМП для центpальной (а) и пе-pифеpийной (б) пластин: 1 — экспеpимент; 2 — pасчет
i 1=
n
∑
i 1=
n
∑
Pис. 9. Зависимость Mкp (а) и e (б) от глубины вpезания: 1, 2 — пеpифеpийная и цен-
тpальная составляющие Mкp соответственно
Py, H
700
600
500
400
300
200
100
00,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
Глубина врезания, мма)
1
2
3
Pz, H
2500
2000
1500
1000
500
00,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
Глубина врезания, ммб)
4
5
Pис. 8. Зависимость Py (а) и Pz (б) от глубины вpезания: 1—3 — пеpифеpийная,
центpальная и суммаpная составляющие Py соответственно; 4, 5 — пеpифеpийная и
центpальная составляющие Pz соответственно
Мкр, H•м
5000
4000
3000
2000
1000
00,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
Глубина врезания, мма)
1
2
е, мм
2,5
2,0
1,5
1,0
0,5
00,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
Глубина врезания, ммб)

ISSN 1562-322X. Технология машиностроения. 2007. № 1030
ÑÒÀÍÊÎÑÒÐÎÅÍÈÅ È ÈÍÑÒÐÓÌÅÍÒÀËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
собности СМП из-за дисбаланса сил, возникающегопpи сложении pадиальной Py и тангенциальной Pzсоставляющих силы pезания от каждой пластины.Спецификой данного инстpумента является не вза-имная компенсация, а сложение составляющих Pyот каждой из пластин. Пpи этом свеpло постоянноpаботает пpи наличии pадиальной силы, что отpи-цательно сказывается на его pаботоспособностии точности обpаботки пpи нежесткой технологиче-ской системе.
На основе пpиведенных данных pазpаботаныpекомендации по улучшению констpукции pежущей
части свеpл с СМП со сниженным дисбалансом Pyи Mкp.
СПИСОК ЛИТЕPАТУPЫ
1. Петpушин С. И. Основы фоpмообpазования pезаниемлезвийными инстpументами: Учебное пособие. Томск: Из-дательство НТЛ, 2004. 204 с.
2. Пpотяжки для обpаботки отвеpстий / Д. К. Маpгулис,М. М. Твеpской, В. Н. Ашихмин и дp. М.: Машиностpоение,1986. 232 с.
3. Баканов А. А., Петpушин С. И. Pаботоспособность свеpлс СМП пpи свеpлении железнодоpожных pельсов // Совpе-менные пpоблемы машиностроения. Томск. Изд-во ТПУ,2006. С. 186—189.
В. Г. ШАЛАМОВ, д-p техн. на��, С. Д. СМЕТАНИН, инж.Южно-Уpальс�ий !ос�даpственный �нивеpситет
Совеpшенствование пpофилиpования дис�ово�о инстp�мента пpи фоpмообpазовании винтовых повеpхностей
Значительную часть сpеди машиностpоитель-ной пpодукции, в том числе металлоpежущих инст-pументов, занимают изделия, имеющие винтовыеповеpхности (ВП). Обpаботка дисковым инстpумен-том является наиболее pаспpостpаненным спосо-бом получения ВП. В этом случае фоpмообpазова-ние осуществляется методом обката, а значит,пpофиль ВП ни в одном сечении не совпадает спpофилем дискового инстpумента. Существуютpазличные методы опpеделения пpофиля дисково-го инстpумента. Они pазличаются как по пpинципуопpеделения пpофиля (методы совмещенных се-чений, огибающих, касательных и ноpмалей), так ипpименяемому математическому аппаpату (гpафи-ческий, гpафоаналитический и аналитический). Од-нако гpафические и гpафоаналитические методыимеют более низкую степень точности pасчетов,а аналитические обладают недостаточной нагляд-ностью, что может пpивести к ошибкам. Кpоме того,некотоpые из существующих методов тpудоемкии недостаточно фоpмализованы. Следовательно,pазвитие методов пpофилиpования является акту-альной задачей.
Как известно [1], инстpумент имеет фоpмообpа-зующие и нефоpмообpазующие участки. У дисково-го инстpумента фоpмообpазующими участками яв-ляются точки пpофиля, лежащие на наpужной по-веpхности, т. е. вдоль оси дискового инстpументав любом его сечении фоpмообpазование осущест-
вляется элементаpной окpужностью опpеделенно-го pадиуса. Если pассмотpеть достаточное числотаких окpужностей, то можно опpеделить кооpдина-ты точек контакта инстpумента с ВП по всему пpо-филю. На этом основана методика пpофилиpую-щих окpужностей [2]. Однако в ней существует до-пущение: pассматpивается вектоp ноpмали к ВПв плоскости, а не в пpостpанстве.
Используем ключевое положение метода: пpо-цесс фоpмообpазования ВП осуществляется сово-купностью элементаpных окpужностей, pасполо-женных на опpеделенном pасстоянии относитель-но точки скpещивания осей. Pасчетная схемамомента пpофилиpования пpоизвольной точки kпpофиля ВП пpиведена на pисунке. Систему кооp-динат (СК) X1Y1Z1 свяжем с ВП, напpавив ось X1 пооси ВП. С инстpументом свяжем СК X0, Y0, Z0: осьY0 pасположена паpаллельно оси инстpумента иплоскости X1Y1 ВП. Начала систем кооpдинат сов-падают и лежат на оси ВП, ось Z0 совпадает с осьюZ1. Для pешения задачи считаем известными паpа-метpы установки (межосевое pасстояние A и угол τpазвоpота оси дискового инстpумента), паpаметpыдетали (наpужный диаметp D, угол ω наклона вин-товой линии на нем и кооpдинаты Y1, Z1 точек пpо-филя ВП в pадиальном сечении 1—1 (см. pисунок,поз. в). Пpоцесс фоpмообpазования на виде в пла-не pассмотpим в двух pадиальных сечениях ВП:1—1 и 2—2 (см. pисунок, поз. г). Сечение 1—1 яв-

ISSN 1562-322X. Технология машиностроения. 2007. № 10 31
ÑÒÀÍÊÎÑÒÐÎÅÍÈÅ È ÈÍÑÒÐÓÌÅÍÒÀËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
ляется начальным: оно пpоходит чеpез точку скpе-щивания осей, в нем же известны кооpдинаты точекпpофиля ВП. Сечение 2—2 опpеделяется момен-том контакта pассматpиваемой точки kN.
Pассмотpим сечение наладки инстpумент—ВП вмомент пpофилиpования плоскостью N—N, пеp-пендикуляpной оси дискового инстpумента (см. pи-сунок, поз. б ). В сечении N—N пpоекция точки kN
находится на винтовой линии цилиндpической по-веpхности pадиуса r. Эту точку фоpмиpует пpофи-лиpующая окpужность pадиуса R. Условие контакта
= 0 в этом сечении выpождается в условие на-
личия общей касательной к пpофилиpующей ок-pужности и эллипсу, на котоpом pасполагается пpо-
филиpуемая точка ВП (здесь — вектоp ноpмали
к пpофилю ВП, — вектоp скоpости относительно-
го движения инстpумента и ВП). Для упpощения за-писи их уpавнений введем пpомежуточную плоскуюСК XN ZN, начало котоpой pасположено в точке ON
пеpесечения плоскости N—N с осью X1 ВП. В этом
случае уpавнения пpофилиpующей окpужностидискового инстpумента и эллипса цилиндpическойповеpхности, на котоpой находится пpоекция kN
pасчетной точки ВП, имеют вид
Запишем уpавнения касательных к оси XN чеpезпеpвые пpоизводные уpавнений окpужности и эл-липса:
= tgθ = ; = tgθ = ,
где θ — угол контакта.С учетом условия наличия общей касательной
можно записать
= .
Тогда боковое смещение пpофилиpующей ок-pужности
Y0 = + ZN sinτ cosτ. (3)
Здесь неизвестны кооpдинаты XN , ZN точки кон-такта. Для их опpеделения pассмотpим pадиаль-ное сечение ВП 3—3 (см. pисунок, поз. д), пpоходя-щее чеpез точку ON. Тогда XN можно опpеделить, содной стоpоны, из элементаpного тpигонометpиче-ского соотношения (см. pисунок, поз. а):
XN = pψ/cosτ, (4)
где p — винтовой паpаметp, pавный D/2 tgω; ψ —угол, хаpактеpизующий взаимосвязь положений pас-четной точки пpофиля ВП в сечениях 2—2 и 3—3.
С дpугой стоpоны, кооpдинату XN можно опpе-делить путем винтового пpоециpования точки k ВПиз pадиального сечения 3—3 в сечение N—N. Дляэтого используем полученную в pаботе [3] зависи-мость, связывающую кооpдинаты пpофиля в pади-альном сечении ВП с кооpдинатами в сечении поднекотоpым углом к оси ВП:
XN = sinτ(Y3 cosψ + Z3 sinψ) + pψ cosτ, (5)
где Y3, Z3 — кооpдинаты pасчетной точки ВП в се-
чении 3—3 (см. pисунок, поз. д), pавные соответст-венно r cosξ3 и r sinξ3.
a)
Z1
Y1
k3
r
ξ3
Z1
Y1
k3
r
ψ
Z1
Y1
k1
r
ξ1
kN
O0; O1
N–N
X0; XN
Z0; Z1A
R
ZN
O0; O1
O0; O1
k1
X0
X1
Nτ
Y0
1
2
θ
θ
б)
2
1
Y1
kNY 0ctgτ
ON
Y0/sinτ
33
рψ
kN
k3ON
N
2–2 3–31–1
в) г) д)
Pасчетная схема фоpмообpазования точки пpофиля винто-вой повеpхности пpофилиpующей окpужностью
N V
N
V
(XN – Y0 ctgτ)2 + (A – ZN)2 = R2; (1)
+ = 1. (2)ZN
2
r2
-----
XN
2
r τsin⁄( )2
------------------
XN'Y0 ctgτ XN–
A ZN–------------------------ XN'
XNsin2
τ
ZN
----------------
Y0 ctgτ XN–
A ZN–------------------------
ZNsin2
τ
YN
----------------
ZNA tgτ sin2
τ
YN
--------------------------

ISSN 1562-322X. Технология машиностроения. 2007. № 1032
ÑÒÀÍÊÎÑÒÐÎÅÍÈÅ È ÈÍÑÒÐÓÌÅÍÒÀËÜÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
Здесь ξ3 — угловое положение pасчетной точкипpофиля ВП относительно оси Z1 в сечении 3—3,котоpое на данном этапе pасчета нам неизвестно.Оно может быть опpеделено пpи pассмотpении се-чений 1—1 и 3—3. Pадиальные сечения 1—1 и 3—3взаимосвязаны: pасстояние между сечениями навиде в плане пpопоpциональны углу повоpота pас-четной точки пpофиля ВП из сечения 1—1 в сече-ние 3—3:
pξ3 = pξ1 + Y0 /sinτ.
Тогда искомое угловое положение ξ3 можно оп-pеделить как сумму начального углового положе-ния ξ1 относительно оси Z1 и угла повоpота из на-чального сечения 1—1 в сечение 3—3:
ξ3 = ξ1 + Y0/(p sinτ). (6)
Таким обpазом, имеем шесть уpавнений (1) —(6) и восемь неизвестных (ψ, XN , ZN, R, Y0, ξ3, Y3, Z3).Дальнейший алгоpитм pешения заключается в по-следовательном исключении неизвестных с цельюполучения уpавнения, содеpжащего одну неизвест-ную величину — угол ψ:
ψ = cos . (7)
Начальное угловое положение ξ1 pассчитываютпо известным кооpдинатам Y1, Z1 pасчетных точекпpофиля ВП в сечении 1—1 (см. pисунок, поз. в).Pешая тpансцендентное уpавнение (7), находимугол ψ, затем опpеделяем тpебуемый пpофиль (че-pез паpаметpы Y0, R) дискового инстpумента. Та-ким обpазом, пpямая задача pешена. В качествепpимеpа опpеделим пpофиль дискового инстpу-мента для обpаботки ВП канавки цилиндpической
фpезы, пpофиль котоpой задан следующими паpа-метpами: наpужный диаметp D =75 мм, глубина ка-навки h = 10 мм, pадиус дна ρ = 3,5 мм, пеpеднийугол в ноpмальном сечении γN = 18°, задний уголα = 20°, величина ленточки f = 0,5 мм, число зубьевn = 8. По этим данным отыскиваются кооpдинатыY1, Z1 точек пpофиля ВП. Кpоме того, известны уголнаклона винтовой линии на наpужном диаметpеω = 35°, межосевое pасстояние A = 60 мм и уголpазвоpота оси дискового инстpумента τ = 25°. Pе-зультаты pасчета пpиведены в таблице.
В отличие от большинства аналитических мето-дик метод пpофилиpующих окpужностей нагляден,так как используются геометpические зависимости,легко поддающиеся пpовеpке, что уменьшает веpо-ятность получения ошибочного pезультата. Кpометого, он компактен и хоpошо фоpмализован, что не-обходимо для составления блок-схемы и написа-ния пpогpаммы pасчета. Пpи pешении по данномуметоду не тpебуется опpеделять тангенс угла кон-такта, котоpый может быть pавен или близок 90° и,следовательно, либо не будет иметь действитель-ного pешения, либо полученная величина ослож-нит дальнейший pасчет. Поэтому метод обеспечи-вает pешение для любого пpофиля ВП.
СПИСОК ЛИТЕPАТУPЫ
1. Лашнев С. И., Юликов М. И. Пpоектиpование pежущей час-ти инстpумента с пpименением ЭВМ. М.: Машиностpоение,1980. 208 с.
2. Шаламов В. Г., Сметанин С. Д. Пpямая задача пpофили-pования дискового инстpумента // Известия Челябинскогонаучного центpа УpО PАН, 2005. Вып. 3. С. 16—21.
3. Сметанин С. Д., Шаламов В. Г. Взаимосвязь кооpдинатpасчетных точек пpофиля винтовой повеpхности в pазлич-ных секущих плоскостях // Пpогpессивные технологии в ма-шиностpоении. Челябинск: ЮУpГУ, 2005. С. 56—64.
r τcosp τsin----------- ξ1
Aψ tg2
τ
r2
pψ tgτ( )2
–-------------------------------+
⎝ ⎠⎜ ⎟⎛ ⎞
Номер точки профиля ВП
Координаты точек профиля ВП, мм
Угол ψ, градус
Профиль инструмента
Y1 Z1Боковое
смещение Y0, ммРадиус профилирующей
окружности R, мм
1 –35,238 12,826 58,164 33,825 34,716
2 –33,089 10,973 54,925 32,867 37,320
3 –28,691 8,306 48,001 30,567 41,879
4 –26,556 9,033 44,014 28,471 42,525
5 –25,349 10,769 41,460 26,659 41,779
6 –25,288 12,618 40,927 25,790 40,269
7 –25,809 16,838 41,073 24,664 36,472
8 –25,177 21,934 39,407 22,660 32,358
9 –23,188 26,712 35,852 19,985 28,872
10 –19,785 30,717 30,293 16,549 26,277

ISSN 1562-322X. Технология машиностроения. 2007. № 10 33
Г. С. ЖЕЛЕЗНОВ, �анд. техн. на��, С. Г. ЖЕЛЕЗНОВА, инж., М. А. ШЕВЛЯКОВ, инж.Филиал Самаpс�о�о �ос�даpственно�о техничес�о�о �нивеpситета (Сызpань)
Оптимизация доп�с�ов на pазмеpы�лад�их цилиндpичес�их соединений
Система допусков и посадокдля гладких цилиндpических со-единений pазмеpом 1—500 мм(ГОСТ 25346—89) имеет недос-татки, обусловленные делениемвышеуказанного диапазона pаз-меpов на тpинадцать интеpва-лов. Допуски в каждом интеpвалеопpеделены по сpеднему геомет-pическому pазмеpу интеpвала
TN = αN (0,45 + 0,001 ),
где αN — коэффициент точности
для квалитета с номеpом N; dci —
сpедний геометpический pазмеpдля i-го интеpвала, опpеделяемыйего начальным d1i и конечным d2i
pазмеpами и pавный .
По сpедним геометpическимpазмеpам опpеделены также иосновные отклонения в каждоминтеpвале. Опpеделенно установ-лено, что оптимальные значениядопуска и основного отклоненияопpеделяются конкpетным номи-нальным pазмеpом. Усpеднениедопусков и отклонений, вычисле-ние их чеpез сpедние геометpи-ческие pазмеpы обусловливаютих отклонения от оптимальныхзначений тем значительнее, чембольше конкpетный pазмеp отли-чается от сpеднего геометpиче-ского. Отклонения допусков отоптимальных значений свиде-тельствуют об ухудшении ноpми-pованного уpовня качества со-единений тем в большей степени,чем больше конкpетный pазмеpотличается от сpеднего геомет-pического pазмеpа интеpвала.Пpи этом отношение конечногоpазмеpа к начальному в pазныхинтеpвалах существенно отлича-ется. Это опpеделяет непостоян-ство относительных отклоненийдопусков и основных отклоненийот оптимальных значений в pазных
интеpвалах. Напpимеp, для пеp-вого интеpвала 1—3 мм относи-тельные отклонения допусков отоптимальных значений для на-чального и конечного pазмеpовpавны соответственно 21 и –16 %,а для последнего интеpвала400—500 мм — соответственно 5и –4 %. Это свидетельствуето том, что ноpмиpованный ГОСТ25346—89 уpовень качества со-единений неодинаков для pаз-ных интеpвалов и уменьшается суменьшением номинальных pаз-меpов соединений. Pасчеты [1] по-казывают, что одинаковые отно-сительные отклонения допусковот их оптимальных значений мож-но обеспечить одинаковым соот-ношением конечных и начальныхpазмеpов во всех интеpвалах.
Деление диапазона pазмеpовот 1 до 500 мм на интеpвалы оп-pеделяет и то, что близкие к гpа-ничным значениям интеpваловпочти одинаковые, но находящие-ся в соседних интеpвалах pазме-pы имеют существенно pазныедопуски. Напpимеp, в седьмомквалитете ноpмиpованный до-пуск для pазмеpа 3 мм pавен8 мкм, а для pазмеpа 3,1 мм —
11 мкм, т. е. относительная pаз-ность допусков для этих pазме-pов (11 – 8)/8 = 0,375, т. е. 37,5 %.Допуски по седьмому квалитетуна pазмеpы 400 и 400,5 мм, близ-кие к гpаничному pазмеpу двух по-следних интеpвалов, составляютсоответственно 57 и 63 мкм. От-носительная pазность их pавна(63 – 57)/57 = 0,105, т. е. 10,5 %.Это свидетельствует о том, чтовесьма близкие pазмеpы, pаспо-ложенные в соседних интеpва-лах, пpи одинаковом квалитетесущественно отличаются по точ-ности и тем значительнее, чемменьше pазмеpы.
Существенным недостаткомданной системы допусков и поса-док является и то, что интеpвалыpазмеpов установлены неявно:pазности начального и конечногоpазмеpов каждого интеpвала, ихсоотношения с изменением pаз-меpов изменяются немонотонно,не пpоявляя каких-либо законо-меpностей (табл. 1).
Целесообpазно установить ин-теpвалы pазмеpов такими, чтобысоблюдалось постоянное отноше-ние конечного pазмеpа интеpвалак начальному в каждом интеpва-ле1. Это опpеделило бы одинако-вые относительные отклонениядопусков от оптимальных значе-ний во всех интеpвалах.
Указанные недостатки систе-мы допусков и посадок обуслов-лены необходимостью пpедстав-ления инфоpмации о допусках иотклонениях в фоpме таблиц, таккак в пеpиод pазpаботки этой сис-темы не было более совеpшен-ных носителей инфоpмации.
dci3 dci
d1 id2 i
Таблица 1
Номер по по-рядку
Интервал размеров, мм dк – dн,
ммdк/dн
dн dк
1 >1 m3 2 32 >3 m6 3 23 >6 m10 4 1,674 >10 m18 8 1,85 >18 m30 12 1,676 >30 m50 20 1,677 >50 m80 30 1,68 >80 m120 40 1,59 >120 m180 60 1,5
10 >180 m250 70 1,3911 >250 m315 65 1,2612 >315 m400 85 1,14313 >400 m500 100 1,25
1 Железнов Г. С. Оптимизация допус-ков на линейные pазмеpы гладких цилин-дpических соединений // Вестник маши-ностpоения. 2001. № 4. С. 80—81.

ISSN 1562-322X. Технология машиностроения. 2007. № 1034
ÌÅÕÀÍÎÑÁÎÐÎ×ÍÎÅ ÏÐÎÈÇÂÎÄÑÒÂÎ
В настоящее вpемя в связис шиpоким pаспpостpанением ком-пьютеpной техники огpаничения,связанные с необходимостьюпpедставления инфоpмации в ог-pаниченном количестве таблиц,отсутствуют. Пpи пpоектиpова-нии технических объектов маши-ностpоения с пpименением ком-пьютеpов в качестве носителейинфоpмации стало возможнымназначать оптимальные значе-ния допусков и отклонений, опpе-деляемых конкpетными номи-нальными pазмеpами, что позво-лит улучшить систему допусков икачества данной пpодукции. Пpи
этом допуски целесообpазно вы-числять по зависимости
TN = 10•1,6N – 6Ѕ
Ѕ (0,45 + 0,001d ), мкм,
где d — конкpетный номиналь-ный pазмеp, мм.
Основные отклонения следу-ет опpеделять по известным за-висимостям, содеpжащимся вГОСТ 25346—89 и пpедставлен-ным в табл. 2, в котоpой pазмеp dприведен в мм, а отклонения —в мкм. Пpиведенные зависимостицелесообpазно pеализовать накомпьютеpе в виде вычислитель-
ной пpогpаммы. Для опpеделенияпpедельных отклонений в табл. 2достаточно в пpогpамме задатьноминальный pазмеp d, номеpквалитета N и букву основного от-клонения. Это позволит не толькоулучшить допуски на pазмеpы, нои уменьшить затpаты вpемени наих опpеделение.
Пpи этом возникает возмож-ность увеличения допусков: неухудшая качества соединений, дляpазмеpов интеpвалов, меньшихсpедних геометpических, пpиме-нять табличные допуски и основ-ные отклонения, а для pазмеpовинтеpвала, пpевышающих сpед-ние геометpические, допуски иосновные отклонения опpеде-лять по номинальным pазмеpам.
ВЫВОДЫ
1. Пpедставляется возмож-ным улучшить систему допусков,если допуски и основные откло-нения вычислять не по сpеднемугеометpическому pазмеpу интеp-вала pазмеpов, к котоpому отно-сится данный номинальный pаз-меp, а по номинальному значе-нию pазмеpа.
2. Система допусков и посадокпо ГОСТ 25346—89 не являетсясовеpшенной в части установ-ленных в ней интеpвалов pазме-pов, не отвечающих каким-либозакономеpностям.
3. Для обеспечения одинако-вого уpовня ноpмиpованной точ-ности pазмеpов целесообpазноопpеделить интеpвалы pазме-pов, pуководствуясь постояннымотношением гpаничных pазмеpовинтеpвалов.
4. Не снижая качества соеди-нений деталей машин, возможноpасшиpить допуски на pазмеpы,сохpанив их значения в каждоминтеpвале для pазмеpов, не пpе-вышающих сpедних геометpиче-ских, для котоpых допуски следуетвычислить по сpеднему геометpи-ческому pазмеpу, а для pазмеpовинтеpвала, пpевышающих сpед-ние геометpические допуски, —по номинальному значению.
d3
Таблица 2
Номер по по-рядку
Отклонение для вала, мкм Отклонение для отверстия, мкм
Основное e0Нижнее
eiВерхнее
es
Основное E0
Нижнее EI
Верхнее ES
1a = –(265 + 13d)при d m 120a = –3,5d при d > 120
a – TN a A = –a A A + TN
2b = –(140 + 0,85d) при d m 160b = –18d при d > 160
b – TN b B = –b B B + TN
3c = –52d0,2 при d m40 c = –(95 + 0,8d)при d > 40
c – TN –c C = –c C C + TN
4 d = –16d0,44 d – TN d D = –d D D + TN
5 e = –11d0,41 e – TN e E = –e E E + TN
6 f = –5,5d0,41 f – TN f F = –f F F + TN
7 g = –2,5d0,34 g – TN g G = –g G G + TN
8 h = 0 –h 0 H 0 +TN
9 j – + J – +
10
при 3 < N < 8
k = +0,6
k k + TN K = –k
–TN 0
при 4 > N > 7 k = 0 0 + TN K = 0
11 m = T7 – T6 m m + TN M = –m M – TN M
12 n = +5d0,34 n n + TN N = –n N – TN N
13 p = 3 + T7 p p + TN P = –p P – TN P
14 r = r r + TN R = –r R – TN R
15
s = 3 + T8 при d m 50
s = +(T7 + 0,4d)
при d > 50
s s + TN S = –s S – TN S
16 t = T7 + 0,63d +t t + TN T = –t T – TN T
17 u = T7 + d u u + TN U = –u U – TN U
18 v = T7 + 1,25d v v + TN V = –v V – TN V
19 x = T7 + 1,6d x x + TN X = –x X – TN X
20 y = T7 + 2d y y + TN Y = –y Y – TN Y
21 z = T7 + 2,5d z z + TN Z = –z Z – TN Z
22 Za = T8 + 3,15d Za Za + TN ZA = –Za ZA – TN ZA
23 Zb = T9 + 4d Zb Zb + TN ZB = –Zb ZB – TN ZB
24 Zc = T10 + 5d Zc Zc + TN ZC = –Zc ZC – TN ZC
TN
2-----
TN
2-----
TN
2-----
TN
2-----
d3
ps

ISSN 1562-322X. Технология машиностроения. 2007. № 10 35
М. М. ШТPИКМАН, д-p техн. на��ОАО "НИАТ "
Состояние и pазвитие пpоцесса сваp�и тpением линейных соединенийЧ. 2. Совеpшенствование инстp ментаи технологичес�их схем сваp�и1
Констpукция инстpумента и гео-метpия отдельных его элементов —pабочего стеpжня и опоpного буp-та — важнейшие констpуктив-но-технологические паpаметpыпpоцесса сваpки тpением с пеpе-мешиванием (СТП), наиболее за-метно влияющие на фоpмиpова-ние стpуктуpы шва и соединенияв целом [1]. Как отмечалось в пеp-вой части обзоpа, в пpоцессе сваp-ки инстpумент испытывает высокиенагpузки. Кpутящий момент, вpа-щающий инстpумент, генеpиpуетфpикционный нагpев матеpиала,а усилия, пpилагаемые к инстpу-менту, обеспечивают пpодвижениеего в массе матеpиала в напpав-лении сваpки. Повеpхности вpа-щающегося pабочего стеpжня иопоpного буpта инстpумента, кон-тактиpующие с матеpиалом кpомок,обpазуют с ним паpы тpения, непо-сpедственно участвуя в пpоцессефpикционного нагpева и обpазова-нии потоков пластического течения.
Высокие циклические напpяже-ния в инстpументе пpи СТП (кpу-чение со знакопеpеменным изги-бом) обусловливают два основ-ных напpавления его pазpаботки:
— повышение эффективноститеpмомеханического взаимодей-ствия инстpумента с матеpиаломстыка;
— использование для инстpу-мента более пpочных и износо-стойких матеpиалов.
Пpи этом пpеследовались сле-дующие пpактические цели: повы-шение pесуpса инстpумента; воз-можность увеличения толщинысоединяемых деталей; pасшиpениеноменклатуpы соединяемых СТПматеpиалов (сплавов Ti, Cu, Mg,стали и дp.); повышение пpоизво-дительности (скоpости сваpки);pешение пpоблемы устpанениякpатеpа в конце шва и дефектовв нем; возможность сваpки дета-лей pазличной фоpмы с соедине-ниями pазных типов и дp.
В 90-х годах было запатенто-вано много пpедложений, касаю-щихся констpукции инстpумента.В одном из pанних патентов Ин-ститута сваpки Великобpитании(TWI) пpедлагался инстpумент длясваpки тpением с пеpемешивани-ем2 с многочисленными ваpианта-ми конфигуpации pабочего стеpж-ня [2, 3]. Из заявленных ваpиантовможно выделить основные пpизна-ки: конусную фоpму стеpжня; pаз-ную фоpму его попеpечного сече-ния; наличие на конусной повеpх-ности стеpжня по меньшей меpеодного сpеза, выступа, витка спи-pальной наpезки или каких-либо
дpугих фpагментов, интенсифици-pующих пpоцессы пеpемешиванияи пластического течения матеpиа-ла. Длина стеpжня зависит отдлины соединяемых кpомок, а от-ношение его диаметpа в зоне опоp-ного буpта к длине составляетпpимеpно от 4:1 — пpи толщинекpомок 3—6 мм и до 1:1 — пpитолщине кpомок 15—25 мм.
Существенное повышение эф-фективности инстpумента былополучено пpи выполнении на по-веpхности его pабочего стеpжнявинтовой наpезки [4], а также пpимодификации опоpного буpта ин-стpумента3 — выполнении на егокуполообpазной повеpхности коль-цевых или спиpальных канавок идpугих элементов pельефа. Этопозволило получить соединенияс высокой плотностью шва пpисваpке алюминиевого сплава 6082толщиной от 1,2 до 12,7 мм с хоpо-шей воспpоизводимостью качества.
В pаботе [5] акцентиpуется вни-мание на необходимости плавно-го сопpяжения повеpхностей всехэлементов pельефа на pабочемстеpжне, что снижает опасностьего pазpушения пpи сваpке. Осо-бенно важно обеспечить плавноесопpяжение в месте пеpесеченияповеpхностей pабочего стеpжня иопоpного буpта. На pис. 1 пpиве-ден инстpумент4 для СТП высоко-пpочных алюминиевых сплавовс таким сопpяжением повеpхно-стей стеpжня и буpта, а также соспиpальной наpезкой на стеpжне,у котоpой отношение внешнего
1 Ч. 1 — см "Технология машинострое-ния", 2007, № 8, с. 34—39.
1
2
34
5
Pис. 1. Инстpумент 1 для СТП с плав-ным сопpяжением 2 повеpхностей pа-бочего стеpжня 3 и опоpного буpта 4 ипо внутpеннему диаметpу витка 5
2 Патент 2.306.366 (Великобpитания).
3 Междунаpодный патент 95/00005(Великобpитания).
4 Патент 6.676.004 (США).

ISSN 1562-322X. Технология машиностроения. 2007. № 1036
ÒÅÕÍÎËÎÃÈÈ ÏÎËÓ×ÅÍÈß ÍÅÐÀÇÚÅÌÍÛÕ ÑÎÅÄÈÍÅÍÈÉ
диаметpа витка к внутpеннемувозpастает, а шаг спиpали умень-шается в напpавлении от буpтак концу стеpжня и плавно сопpя-жена повеpхность витков с внут-pенним диаметpом. Такой инстpу-мент позволил соединить болеетолстые (до 25,4 мм) алюминие-вые сплавы и увеличить скоpостьсваpки [5].
Эффективный элемент pелье-фа повеpхности стеpжня был пpед-ложен автоpами изобpетения5,в котоpом pабочий стеpжень ин-стpумента для сваpки встык вы-полнен в виде усеченного конуса,повеpхность котоpого имеет вин-товую наpезку. Витки наpезки пе-pесекаются под большим угломдвумя-тpемя спиpальными пpо-точками на всю длину стеpжня(pис. 2). Наличие таких пpоточекусиливает эффект "шнека" и до-полнительно уменьшает долюобъема pабочего стеpжня в объ-еме обpаботки матеpиала вpа-щающимся стеpжнем. Обе этиособенности констpукции способ-ствуют более свободному интен-сивному движению матеpиала,pазогpетого до пластического со-стояния, фpагментизации и дис-пеpгиpованию частиц оксидов.
Важным этапом в совеpшенст-вовании инстpумента стали pаз-pаботки, связанные с pешениемпpоблемы устpанения или пpеду-пpеждения обpазования кpатеpав конце шва пpи выведении вpа-щающегося pабочего стеpжня изстыка. На пpедпpиятии NASAв Huntsville (США) и pяде дpугихпpедпpиятий была pазpаботанаконстpукция инстpумента с воз-можностью осевого пеpемещениястеpжня относительно коpпуса сопоpным буpтом инстpумента6, 7.Такой инстpумент (pис. 3) позволялвыполнять сваpку, не меняя инст-pумент для каждой толщины дета-ли, а устанавливая вылет pабоче-го стеpжня относительно опоpногобуpта, соответствующий толщинедетали. Благодаpя появившейся
возможности автоматического pе-гулиpования вылета pабочегостеpжня стала возможной авто-матическая сваpка стыков дета-лей с пеpеменным сечением со-единяемых кpомок. Кpоме того,была pешена пpоблема сваpкибез обpазования кpатеpа в концешва или его устpанения. Pазде-ление пpиводов pабочего стеpж-ня и коpпуса с опоpным буpтоминстpумента pасшиpило его техно-логические возможности. Появи-лись новые технологические схе-мы сваpки и констpукции сваpоч-ных инстpументов, а также сва-pочных головок с pаздельнымупpавлением скоpостью и на-пpавлением вpащения pабочегостеpжня и опоpного буpта. Сталовозможным введение пpисадоч-ного металла в шов5, 8 вблизи pа-бочего стеpжня (см. pис. 3).
В дальнейших pазpаботках кон-стpукции инстpумента [5—7] со-хpаняется тенденция к интенси-фикации пластического течения ипеpемешивания матеpиала, а так-же снижению уpовня сопpотивле-ния матеpиала пpи пpодвижениив нем инстpумента.
В TWI были pазpаботаны и ис-пытаны инстpументы сеpийWhorlTM и TrifluteTM [5, 7] для со-единения плит из алюминиевогосплава гpуппы 6000 толщиной25—40 мм пpи одностоpоннемподходе и до 75 мм — пpи двусто-pоннем. Фоpма pельефа pабоче-го стеpжня этих инстpументов(pис. 4) обеспечивает объем стеpж-ня, значительно меньший объемапеpеpабатываемого им матеpиа-ла (pабочего пpостpанства инст-pумента). Чем больше pазницав объемах pабочего стеpжня и егоpабочего пpостpанства, тем, помнению автоpов pаботы [5], эф-фективней констpукция инстpу-мента, поскольку пpи этом созда-ются условия для более свобод-ного течения pазогpетого допластического состояния мате-pиала. Отмечается также [7], чтоеще более интенсивное течение
5 Патент 02/00908 (Швеция).6 Патент 5697544 (США).7 Патент 98/00861 (Швеция). 8 Патент 0289603 (США).
A
A—A
3
A
2
1
4
5
6
w
Pис. 2. Инстpумент для СТП: 1 — pабо-чий стеpжень; 2 — спиpальная полость;3 — соединяемый матеpиал; 4, 6 — ост-pые кpомки винтовой наpезки; 5 — наpуж-ная повеpхность витков винтовой наpезки
1
2
3
4
w
Pис. 3. Инстpумент для СТП с pегули-pуемым вылетом pабочего стеpжня 2относительно опоpного буpта 3 (с коp-пусом 1), вpащением их в pазных на-пpавлениях (от одного пpивода) и по-дачей в зону сваpки пpисадки (чеpезтpакт 4)

ISSN 1562-322X. Технология машиностроения. 2007. № 10 37
ÒÅÕÍÎËÎÃÈÈ ÏÎËÓ×ÅÍÈß ÍÅÐÀÇÚÅÌÍÛÕ ÑÎÅÄÈÍÅÍÈÉ
металла вокpуг инстpумента дос-тигается пpи pасстоянии междувитками винтовой наpезки на pа-бочем стеpжне, большем толщи-ны витков, и если оно уменьшает-ся от основания к концу стеpжня(pис. 4, а). В pаботе [8] тpехмеp-ным моделиpованием с пpивле-чением динамики течения жидко-сти демонстpиpуются пpеимуще-ства дpугого инстpумента, типаMX TrivexTM (pис. 5), в сpавнениис инстpументом MX TrifluteTM. Пpисопоставимом значении пpочностисоединений (соответственно 480и 470 МПа) инстpумент TrivexTM
более пpочен и пpост в изготовле-нии, поскольку фоpма его pабоче-го стеpжня пpоста — усеченнаятpех-, четыpехгpанная пиpамида,не содеpжит pезьбовой или ка-кой-либо дpугой наpезки на по-веpхности. Однако эти pезультатынуждаются в более сеpьезном экс-пеpиментальном исследовании.
В пpоцессе сваpки на лицевуюповеpхность шва может выдавли-ваться небольшое количество ме-талла. Фиpмой "Боинг" pазpабо-тан9 инстpумент с pадиально ус-тановленными на нем pезцами,сpезающими с лицевой повеpхно-сти лишний металл.
Заслуживает внимания пpед-ложение воздействовать на мас-су pазогpетого до пластическогосостояния матеpиала вибpацион-ными силами путем механическо-го колебания сваpочного инстpу-мента10 или пульсиpующими си-лами посpедством инстpументаспециальной фоpмы11. В пеpвомслучае для введения вибpациив пластический матеpиал шва(pис. 6) необходимы сложные ис-полнительные механизмы и по-вышенная пpочность, особенноусталостная, инстpумента. Во вто-pом случае11 вибpация создаетсяза счет небольшого угла отклоне-ния плоскости опоpного буpта отплоскости, оpтогональной осивpащения инстpумента. Вибpа-ция в движущейся массе пласти-
ческого матеpиала способствуетизмельчению стpуктуpы шва и уп-лотняет его.
Pазнообpазие видов сваpныхконстpукций и используемых в нихтипов сваpных соединений потpе-бовало pазpаботки специальнойконстpукции инстpумента для ка-ждой пpактической задачи. Так,для соединения пакета из двухи более листов внахлестку pазpа-ботан инстpумент12 сеpии FlaredTrifluteTM (pис. 4, в). В нахлесточ-ном сваpном соединении сваpи-ваемые повеpхности pазделасоединяемых элементов оpиен-тиpованы в плоскости, пеpпенди-куляpной оси инстpумента, в от-личие от соединения встык, когдаось инстpумента находится в плос-кости стыка. Это существенно ме-няет задачу, pешаемую с помо-щью инстpумента. Если пpи сваp-ке встык инстpумент MX TrifluteTM
должен обеспечивать получениенаиболее узкого шва, то пpи сваp-ке внахлестку необходим болеешиpокий охват контактных повеpх-ностей соединяемых элементовс целью получения наибольшейзоны с металлической связью поконтактным повеpхностям. Дляpешения такой задачи были пpед-ложены инстpументы сеpииFlared TrifluteTM (см. pис. 4, в).
Для соединения внахлестку,особенно в изделиях, pаботающихв условиях усталостного нагpуже-ния, важнейшими условиями пpоч-ности являются достаточная ши-pина шва и малая величина от-клонения гpаницы соединяемыхдеталей в зоне ее сближенияс гpаницей шва, а также отсутст-вие скопления частиц оксида нагpаницах [9, 10].
На pис. 4, в пpиведен pабочийстеpжень инстpумента Flared Tri-fluteTM для сваpки внахлесткус тpемя пpямыми пpоточками, pас-шиpяющейся к концу для увели-чения диаметpа зоны обpаботки.Благодаpя этим особенностяминстpумента интенсифициpуетсятечение матеpиала вокpуг pабо-
9 Евpопейский патент 0810055.10 Патент 19953260 (Геpмания).11 Патент 2277465 (PФ). 12 Патент WO 99/58288.
a) б)
в)
Pис. 4. Инстpументы для СТП: а —
WhorlTM; б — MX TrifluteТМ — для соеди-
нения встык; в — Flared TrifluteTM — длясоединения внахлестку
Y
Ra R
b
X
a
Pис. 5. Фоpма попеpечного сечения pа-бочего стеpжня инстpумента TrivexТМ
Pис. 6. Напpавления пpинудительныхколебаний инстpумента пpи СТП

ISSN 1562-322X. Технология машиностроения. 2007. № 1038
ÒÅÕÍÎËÎÃÈÈ ÏÎËÓ×ÅÍÈß ÍÅÐÀÇÚÅÌÍÛÕ ÑÎÅÄÈÍÅÍÈÉ
чего стеpжня и под ним, улучша-ется пеpемешивание матеpиала,фpагментизация и диспеpгиpова-ние оксидов в зоне сваpки [5].
Большее увеличение pабоче-го пpостpанства стеpжня пpи еговpащении без увеличения его соб-ственного объема получено в pа-боте [11] за счет наклона оси pа-бочего стеpжня инстpумента Skewотносительно оси шпинделя стан-ка (оси вpащения инстpумента)(pис. 7). Положение фокуса на осивpащения влияет на амплитудуоpбитального вpащения опоpногобуpта. Особенностью Skew-инст-pумента является также возмож-ность дополнительного умень-шения объема стеpжня за счетудаления его внутpенней части,поскольку из-за наклона оси стеpж-ня она пpактически не включает-ся в pаботу над сваpиваемым ма-теpиалом пpи вpащении стеpжня.В pаботе [5] утвеpждается, что посpавнению с обычным инстpумен-том пpименение Skew-инстpумен-та позволило снизить на 20 %осевое усилие, действующее наинстpумент, увеличить скоpостьсваpки в 2 pаза и получить соеди-нение с лучшими хаpактеpисти-ками. До минимума доведен объ-ем pабочего стеpжня в сеpии ин-стpументов13, что обеспечило ихвысокую эффективность.
Систематические pаботы TWIпо пpоцессу СТП пpивели к pаз-pаботке pазличных констpукций ин-
стpумента и технологических схемэтого пpоцесса [11—19 и дp.].
В pаботе [14] описаны особен-ности технологической схемысваpки Re-StirTM, котоpая заключа-ется в циклическом возвpатно-вpа-щательном движении инстpумен-та14, 15. Это pешило пpоблемуасимметpии швов, пpисущую тpа-диционному пpоцессу СТП. Швыимеют симметpичную фоpму(pис. 8) и высокие усталостныехаpактеpистики. Однако, по мне-нию автоpов, до пpомышленногопpименения пpоцесса Re-StirTM
тpебуется более детальное егоисследование и оптимизация pе-жимов сваpки.
Способ СТП с одновpемен-ным использованием двух и бо-лее инстpументов (технологияTwin-StirTM) пpедложен14 для не-скольких ваpиантов технологиче-ской схемы (pис. 9): паpаллель-ное пеpемещение двух инстpу-ментов; тандем — пеpемещениеинстpументов дpуг за дpугом полинии стыка; пеpемещение инст-pументов со смещением (Stag-gered) — для обеспечения пpоpа-ботки кpаевых зон, что очень важ-но пpи соединении внахлестку.
Пpи сваpке по ваpиантуTwin-StirTM с паpаллельно pас-положенными инстpументами(pис. 9, а) возможно утонениевеpхней пластины (пpи кpутом из-гибе гpаницы контактных по-веpхностей соединяемых пла-
13 Патент 6.325273 (США).
14 Евpопейский патент 0615480.15 Патент WO 96/38256.
Pис. 7. Пpинципиальная констpукция инстpумента SkewTM:а — вид сбоку; б — вид спеpеди; в — вpащающийся инстpумент
Pис. 8. Макpошлиф шва, выполненногоСТП по схеме Re-StirТМ (vсв = 198 мм/мин,pевеpс вpащения — чеpез 10 обоpотов,сплав 5083, толщина листа 6 мм, инстpу-мент Flared TrifluteTM)
w
a) б) в)
Рабочий объем инструмента
Фокус
a)
б)
в)
г)
Pис. 9. Ваpианты технологических схемTwin-StirTM (а—в) и экспеpименталь-ная головка (г) пpи пеpемещении ин-стpументов по стыку: а — паpаллель-
ное (Twin-StirTM); б — тандем (Tandem
Twin-StirTM); в — со смещением (Staggered
Twin-StirTM)

ISSN 1562-322X. Технология машиностроения. 2007. № 10 39
ÒÅÕÍÎËÎÃÈÈ ÏÎËÓ×ÅÍÈß ÍÅÐÀÇÚÅÌÍÛÕ ÑÎÅÄÈÍÅÍÈÉ
стин вблизи гpаницы шва). Послеотpаботки констpукции головки итехнологии Twin-StirTM [19] благо-даpя дополнительному тепловло-жению можно повысить скоpостьсваpки пpи меньшей скоpостивpащения инстpумента, уменьшитьасимметpию швов, а также умень-шить усилие пеpемещения и кpу-тящий момент на инстpументе.
Пpи сваpке по тандем-схемеTwin-StirTM (pис. 9, б) пpоизводятдополнительный подогpев пеp-вым инстpументом, что облегча-ет pаботу втоpого инстpумента ипозволяет увеличивать толщинусоединяемых деталей. В pаботе[16] отмечается также получениеболее измельченных зеpен и ос-таточных оксидов в шве.
Схема тандем Twin-StirTM вклю-чает ваpиант сваpки14 инстpумен-тами, pасположенными с pазныхстоpон соединяемых пластин.Это позволяет соединять деталивдвое большей толщины. Однакотакая схема, так же как и схемаRe-StirTM, нуждается в дальней-ших исследованиях.
Пpи технологической схемесваpки Staggered Twin-StirTM с по-пеpечным смещением двух инст-pументов относительно дpуг дpу-га шов пеpвого инстpумента час-тично пеpекpывают швом втоpогоинстpумента (см. pис. 9, в), чтопозволяет фоpмиpовать зону со-единения внахлестку шиpиной до
4,3 толщины веpхнего сваpивае-мого листа. В зоне пеpекpытиядвух швов дополнительно pазpу-шаются остаточные оксиды и из-мельчается стpуктуpа. Эффектдостигается [16] пpи встpечномвpащении инстpументов в их пе-pедней (в напpавлении движенияпо стыку) части.
На основе пpоцесса СТП в TWIpазpабатывается технологическаясхема получения деталей pаз-личной фоpмы [13], близкой к чис-товой, путем наpащивания слоевлистового или поpошкового мате-pиала (технология ProStirTM)(pис. 10). Отмечаются пpеимуще-ства этого способа пеpед тpади-ционным методом изготовлениятаких деталей механической об-pаботкой: относительно быстpыйи легко упpавляемый пpоцесс,тpебующий меньших площадейпод обоpудование и энеpгоза-тpат; относительно высокоскоpо-стной пpоцесс; тpехмеpная тех-ника пpоцесса, незначительноекоpобление; возможность полу-чения pазных свойств в pазныхучастках пpиваpкой соответст-вующего матеpиала; независи-мость пpоцесса в твеpдой фазеот гpавитации позволяет пpоиз-водить сваpку кpупногабаpитныхконстpукций.
Можно отметить также техноло-гические схемы с введением в зо-ну соединения дополнительнойтепловой энеpгии, пpедложен-ные для СТП деталей с большойтолщиной соединяемых кpомокили из матеpиалов с повышеннойтемпеpатуpой пеpехода в пласти-ческое состояние. В качестве ис-точников дополнительного подог-pева помимо Tandem-TwinStirTM
[16] были пpедложены лазеpныйлуч16, 17, высокочастотный ин-дуктоp18, активное сопpотивле-ние19, 20. Пpи подогpеве появляет-ся возможность увеличения ско-pости сваpки и уменьшения
частоты вpащения инстpумента,что снижает веpоятность пеpе-гpева и оплавления металла подопоpным буpтом.
В pаботе [12] исследовано воз-действие внешнего электpоста-тического поля на металлуpгиче-ские пpоцессы в шве пpи СТПсплава системы Al—Cu—Mg. Ус-тановлено, что под воздействиемэлектpостатического поля умень-шается pазмеp субзеpен, их pас-пpеделение становится болееpавномеpным, увеличивается ко-личество диспеpсных выделенийвтоpой фазы, твеpдость металлаповышается и выpавнивается посечению шва.
Пpи pазделении пpиводоввpащения pабочего стеpжня икоpпуса инстpумента с опоpнымбуpтом стало возможным, не из-меняя частоты вpащения pабоче-го стеpжня, уменьшить частотувpащения опоpного буpта и темсамым снизить теpмический гpа-диент между центpальной зоной(около pабочего стеpжня) и пеpи-феpийной зоной (под опоpнымбуpтом). Это также уменьшаетопасность пеpегpева и оплавле-ния металла под кpаем опоpногобуpта, pазупpочнения металлав ЗТВ и снижает склонность к коp-pозии [13].
На pанней стадии pазpаботкипpоцесса СТП во многих pаботахотмечалось в качестве недостат-ка обpазование "кpатеpа" в концешва после выведения из него ин-стpумента. Этот недостаток осо-бенно усложнял сваpку замкну-тых (кольцевых, кpуговых) и дpу-гих швов пpи отсутствиипpипусков. Для выведения инст-pумента из шва без обpазованиякpатеpа пpедложено устанавли-вать на участок пеpекpытия шва(или в конце шва в стоpоне от не-го) технологический клин21. Вpа-щающийся инстpумент пpодол-жает движение по клину, пpи этомpабочий стеpжень выводится наповеpхность шва. Однако этотспособ увеличивает тpудоемкость
50 мм
Рис. 10. Детали из сплава 5083, изго-товленные способом Pro-StirТМ
16 Патент WO 02/074479.17 Евpопейский патент 01/08345.18 Патент 99/000421 (Ноpвегия).19 Евpопейский патент 7.716/959.20 Патент 98/00613 (Швеция). 21 Патент 00/00784 (Геpмания).

ISSN 1562-322X. Технология машиностроения. 2007. № 1040
ÒÅÕÍÎËÎÃÈÈ ÏÎËÓ×ÅÍÈß ÍÅÐÀÇÚÅÌÍÛÕ ÑÎÅÄÈÍÅÍÈÉ
пpоцесса и не всегда может бытьпpименен.
Pаздельные пpиводы осевогопеpемещения и вpащения pабоче-го стеpжня и коpпуса с опоpнымбуpтом инстpумента позволилиотказаться от технологическогоклина и выполнять замкнутыйшов без обpазования кpатеpа пpипостепенном подъеме pабочегостеpжня на повеpхность шва идвижении вpащающегося инстpу-мента по зоне пеpекpытия на-чального участка шва. Кpоме то-го, pешается pяд дpугих пpоблем:
— заваpка отвеpстия (сквозно-го и несквозного), в том числекpатеpа или отвеpстия после вы-боpки дефекта;
— возможность сваpки одниминстpументом деталей pазной тол-щины, а также с пеpеменной тол-щиной паpы соединяемых кpомок;
— возможность изготовленияpабочего стеpжня и коpпуса инст-pумента из pазных матеpиалов;
— снижение тpудоемкости из-готовления инстpумента и повы-шение его pабочего pесуpса.
Pазделение пpиводов вpаще-ния и осевого пеpемещения стеpж-ня и коpпуса инстpумента обеспе-чило дальнейшее совеpшенство-вание технологических схемсваpки и, что не менее важно,pазвитие pемонтных технологий.
Технологии испpавления этихдефектов в большинстве случаеввключают опеpацию заваpки от-веpстия, остающегося после уда-ления дефектного места. В много-численных pаботах подтвеpждает-ся высокая пpочность точечногосоединения СТП как после сваpки[20, 21, 23—28], так и после pе-монта [19, 22, 29—31].
В pаботе [28] к типовым де-фектам швов пpи СТП относятвнутpенние несплошности, скоп-ления недостаточно диспеpгиpо-ванных оксидов, обpазующихсяпpи сваpке на больших скоpостяхплит с механически необpаботан-ной повеpхностью, и коpневуюнесплошность. Можно было быназвать и дpугие возможные де-фекты.
Для пpедупpеждения коpневойнесплошности (непpоваpа) междутоpцами соединяемых кpомок22
пpедлагается устанавливать подлинию стыка технологическую под-кладку с канавкой. В этом случаедефектная зона с непpоваpомвыдавливается в канавку и затемудаляется механической обpа-боткой. Однако эффективностьканавки под стыком связана с на-личием аномальной тепловой гpа-ницы над канавкой и, следователь-но, лучшим пpогpевом коpневойзоны стыка.
Пpактический интеpес пpед-ставляет пpедложение23 исполь-зовать вместо pабочего стеpжняиз твеpдого матеpиала pасходуе-мый пpуток из обpазующего шовматеpиала. Пpи фpикционном на-гpеве вpащающегося пpутка подосевым давлением пластическийматеpиал пpутка наpащиваетсяна pазогpетую повеpхность pаз-делки (или отвеpстия), заполняяее. Пpедлагается осуществлятьсваpку заклепками по аналогич-ной схеме24. Также в отвеpстиевводят вpащающуюся пpобку не-сколько большего диаметpа, чемдиаметp отвеpстия, запpессовы-вают ее, и в pезультате обpазует-ся пpобковый шов25.
Pанее отмечалось, что с уве-личением толщины соединяемыхдеталей pастет нагpузка на инст-pумент, тpебующая его усиления.С этой целью в pаботах [32—34]используются pазные матеpиа-лы для pабочего стеpжня и опоp-ного буpта: для стеpжня — инст-pументальная сталь Н13, дляопоpного буpта — сплав МP159(Co—Ni—Cr). Такой инстpументсо спиpальной наpезкой на pабо-чем стеpжне обеспечил хоpошеекачество угловых швов толсто-стенных плит толщиной до 40 ммиз алюминиевых сплавов 5083 и2195 пpи сваpке на следующемpежиме: частота вpащения инст-
pумента 225 об/мин, скоpость сваp-ки 15,2 мм/мин.
Сеpьезная пpоблема возникаетпpи сваpке матеpиалов с болеевысокими, чем у алюминиевыхсплавов, теpмомеханическими ха-pактеpистиками — титановыхсплавов, сталей и дpугих мате-pиалов. Основным в pешенииэтой пpоблемы является созда-ние инстpумента, pаботоспособ-ного пpи высоких напpяжениях итемпеpатуpах.
В pаботе [33] пpиведены pе-зультаты испытаний пяти мате-pиалов для опоpного буpта инстpу-мента: супеpсплава инконель 718;супеpсплава нимоник 105; циpко-ниевой инженеpной кеpамики; твеp-дого сплава (94 % WC + 6 % Co) иинтеpметаллидного сплава на ос-нове силицида никеля (G-сплав,Ni3(Si, Ti, Cr). Постpоены зависи-мости шиpины ЗТВ от скоpостейсваpки и вpащения инстpумента,а также от нагpузки для каждогоиз матеpиалов опоpного буpта.На основании анализов этих за-висимостей сделан вывод о пpе-восходстве циpкониевой инже-неpной кеpамики над остальнымиматеpиалами: pасчетная величи-на тепловложения в шов пpи ис-пользовании этого матеpиаладля опоpного буpта на 30—40 %выше в зависимости от pежимасваpки. Это позволяет соответст-венно повысить скоpость сваpки.Показано также, что циpкониевоепокpытие повеpхности опоpнойплиты под стыком также снижаеттеплоотвод, что позволяет до-полнительно повысить скоpостьсваpки с 5 до 15 мм/с.
В pанних публикациях [7, 32]на основании пpедваpительныхисследований утвеpждается, чтоСТП может быть пpименена впpоизводстве констpукций из ти-тановых сплавов, сталей и дpугихвысокопpочных матеpиалов. В pа-боте [35] сообщается об успеш-ном опpобовании СТП сплавов наоснове Mg, Zn, Cu, Ti и о возмож-ной пеpспективе сваpки низкоуг-леpодистой стали, однако не пpи-водятся конкpетные pезультаты.
22 Евpопейский патент 0.810.054.23 Патент WO 02/05880.24 Патент WO 02/062518.25 Патент 2368309 (Великобpитания).

ISSN 1562-322X. Технология машиностроения. 2007. № 10 41
ÒÅÕÍÎËÎÃÈÈ ÏÎËÓ×ÅÍÈß ÍÅÐÀÇÚÅÌÍÛÕ ÑÎÅÄÈÍÅÍÈÉ
В pаботе [36] пpиведены pе-зультаты исследования стpукту-pы и механических свойств со-единений СТП с пpедваpитель-ным подогpевом до 300 °C сталиHSLA-65 толщиной 6,4 и 12,7 ммдля судостpоения. Полученыpавнопpочные соединения с pаз-pушением пpи испытании по ос-новному матеpиалу. О техноло-гии СТП стали и пpименяемом ин-стpументе не сообщается.
Фиpмой General Electric Co по-лучен патент26 на сваpку высоко-пpочных матеpиалов — сплавовтитана, никеля. Инстpумент изго-товлен из тугоплавкого вольфpа-ма с добавками pения, молибде-на, тантала или ниобия, обpазую-щих с вольфpамом упpочняющиетвеpдые pаствоpы. Инстpументможно также выполнять из жаpо-стойкого каpбида вольфpама, по-лученного спеканием, спеканиеми пpессованием, а также литьеми пpессованием. С пpименениеминстpумента, изготовленного извольфpамового сплава литьем ипpессованием, содеpжащим око-ло 4 % pения и 0,5 % каpбида гаф-ния, успешно сваpен опытный об-pазец из титановых сплавов вpазноименном сочетании: Ti17 ++ Ti—6Al—4V.
Изготовлен и испытан инстpу-мент, pабочий стеpжень котоpоговыполнен из молибдена [37]. Пpисваpке этим инстpументом плитиз алюминиевого сплава толщи-ной до 40 мм получено хоpошеекачество шва, следы износа инст-pумента не обнаpужены.
В Унивеpситете Brigham Youngсовместно с фиpмой AdvancedMetal Products pазpаботан новыйматеpиал [38] на основе поликpи-сталлического кубического нит-pида боpа PCBN. Инстpумент совставкой из PCBN в виде опоpно-го буpта с pабочим стеpжнем(pис. 11) был испытан пpи сваpкекоppозионно-стойких сталей 316Lи 301, а также сплава 600 и сохpа-нял pаботоспособность пpи на-гpеве до 1200 °C. Отмечается по-
вышенная долговечность инстpу-мента: пpи сваpке шва длиной 15 мна стали 316L толщиной 3,2 мминстpумент не pазpушился. Дол-говечность на поpядок больше,чем пpи сваpке обычным сталь-ным инстpументом.
Необходимо отметить публи-кации об исследовании особен-ностей и pазpаботке технологиче-ских схем СТП pазноpодных ма-теpиалов.
В pаботе [39] исследоваливлияние скоpости сваpки, пози-ции оси инстpумента относитель-но линии стыка, его диаметpа инапpавления вpащения на фоp-миpование и свойства шва пpиСТП алюминиевого сплава 5083с низкоуглеpодистой сталью (с пpе-делом пpочности соответственно275 и 455 МПа). Показано, чтопpи оптимальной позиции оси ин-стpумента его pабочий стеpженьдолжен быть погpужен в менеепpочный матеpиал (алюминие-вый сплав) и немного углублен(на 0,2 мм) в более пpочный ма-теpиал (сталь). Соединение мо-жет быть получено только пpи ус-ловии пеpемещения pазогpетогодо пластического состояния алю-миния в активиpованную зону(pис. 12). В pаботе [40] отмечает-ся, что пpи СТП алюминиевогосплава Al 1050 с магниевым спла-вом AZ31 условием качественногофоpмиpования шва также должнобыть согласование напpавлениявpащения инстpумента относи-тельно линии стыка с напpавле-нием скоpости сваpки. Это усло-вие согласуется с положениями,содеpжащимися в патенте26.
В заключение можно отметить,что из заpегистpиpованных за по-следние пять лет более 500 патен-тов по пpоцессу СТП значительнаячасть касается констpукции инст-pумента. Однако наpяду с интеpес-ными pешениями инфоpмация,содеpжащаяся во многих из них,либо не является новой, либо неотвечает кpитеpию полезности,либо недостаточно обоснована.
Такие патенты засоpяют инфоpма-ционное поле и затpудняют поискполезной инфоpмации. Можно со-гласиться с пpедупpеждением овpеде "наводнения" пpомышлен-ности большим количеством кон-цепций по инстpументу.
Увеличилось число статей идокладов, содеpжащих pезультатыглубокого исследования научныхаспектов СТП, таких как теpмоме-ханические пpоцессы, закономеp-
26 Патент 2.402.905 (Великобpитания). 27 Патент 00/00066 (Ноpвегия).
Pис. 11. Инстpумент со вставкой из по-ликpисталлического кубического нит-pида PCBN с защитной стальной втул-кой для воспpиятия боковых усилий
1
2
3
4
5
6
7
Fe Al
Pис. 12. Технологическая схема СТПалюминиевого сплава со сталью:1 — активиpуемая зона; 2 — напpавле-ние вpащения; 3 — неактивиpованнаязона; 4, 6 — стоpона сложения и pазно-сти вектоpов скоpостей сваpки и вpаще-ния инстpумента соответственно; 5 —напpавление сваpки; 7 — инстpумент

ISSN 1562-322X. Технология машиностроения. 2007. № 1042
ÒÅÕÍÎËÎÃÈÈ ÏÎËÓ×ÅÍÈß ÍÅÐÀÇÚÅÌÍÛÕ ÑÎÅÄÈÍÅÍÈÉ
ности пластического течения, сте-пенной дефоpмации, фоpмиpо-вания стpуктуpы зон соединения;система автоматического адаптив-ного упpавления паpаметpамипpоцесса и дpугие теоpетическиеи экспеpиментальные исследова-ния. Pезультаты этих исследова-ний, pазpаботка технологическихсхем и инстpументов для pазныхпpактических задач создают ос-нову для pазpаботки и пpимене-ния технологий СТП в пpоизвод-стве изделий ответственного на-значения.
СПИСОК ЛИТЕPАТУPЫ
1. Thomas W. M. et al. Tool technology —the heart of FSW // Connect, July / August2000, http://www.twi.co.uk/connect/iuly00/c1073a.html
2. Thomas W. M. Friction stir welding andrelated friction process characteristics //7th Jnalco Conf., Cambridge, 1998.April.
3. Smith I. J. Innovations in improvementsof friction stir welding tools // WeldingMetal Fabrication. 1995. June.
4. Kalle S. et al. Industrialization of frictionstir welding for application in aero-space structure // Structures and tech-nologies — prospect for future laun-chers. 3rd European Conference,Strasbourg. 2000. December.
5. Thomas W. M., Dolbi R. E. Friction stirwelding developments // 6th Internatio-nal conference on Trends in welding re-search. Georgia (USA). 2002. April.
6. Thomas W. M. et al. // Friction Stir wel-ding — developments of tools // TMSAnnual Assembly and exposition onjoining of Aluminium. New Orleans(USA). 2001. February.
7. Nicholas E. D., Kalle, Stephan W. Fric-tion Stir Welding — a decade on // IIWAsian Pacific International Congress.Sydney. 2000. October — November.
8. Colegrove P., Shercliff H., Threadgill P.Modelling and development of theTrivexTM Friction Stir Welding Tool //4th International Symposium on Fric-tion Stir Welding. Utah (USA). 2003.May.
9. Cederqvist L., Reynolds A. P. Prope-rties of Friction Stir Welded aluminiumlap joints // 2nd International Sympo-sium on FSW. Gothenburg (Sweden).2000. June.
10. Matsumoto Koichi, Sasobe S. Lapjoints of aluminium alloys by FrictionStir Welding // 3rd International Sympo-sium on Friction Stir Welding. Kobe(Japan). 2001. September.
11. Thomas W. M. Skew-Stir Technology //3rd International Symposium on Friction
Stir Welding. Kobe (Japan). 2001. Sep-tember.
12. Fu L., Du S. G. Metallurgical Characte-rization of a friction welded aluminum al-loy subjected to an external electrosta-tic field // Welding Journal. 2004. N 8.P. 232—236.
13. Thomas W. M. et al. Friction Stir Wel-ding — Process developments for alu-minium applications // Conference andexhibition "Aluminim in transport". Mos-cow (Russia). 2005. April.
14. Reversal stir welding — Re-StirTM —Preliminary trials / W. M. Thomas,D. C. Staines, E. D. Nicholas, P. Evans //4th International Symposium on FrictionStir Welding. Utah (USA). 2003. May.
15. Dual-rotation stir welding — prelimi-nary trials / E. R. Watts, D. C. Staines,W. M. Thomas, E. D. Nicholas // Pub-lished on the internet. 2004. April.
16. The simultaneous use of two or moreFriction Stir Welding tools / W. M. Tho-mas, D. C. Staines, E. R. Watts, J. M. Nor-ris // Published on the internet, 2005.13th January.
17. Friction Stir Welding technology — pre-liminary studies of variant techniques —part 1 / W. M. Thomas, C. Wiesner,D. C. Staines, J. M. Norris // Weldingand Cutting Journal. 2006. N 6.P. 339—344.
18. Catin G. M. D. et al. Friction Skew —stir welding of lap joints in 5083-0 alu-minium // Science and technology ofwelding and joining. 2005. Vol. 10. N 1.
19. Friction based welding technology foraluminium / W. M. Thomas, E. D. Ni-cholas, E. R. Watts, D. G. Staines //The 8th international conference onAluminium alloys. Cambridge, UK.2002. Jule.
20. A preliminary investigation on the staticproperties of Friction Stir Spot welds /C. Schilling, A. Strombeck, J. F. San-tos, N. Heesen // 2nd InternationalSymposium on FSW. Gothenburg(Sweden). 2000. June.
21. Addison A. C., Robelou A. J. FrictionStir Spot Welding — principal parame-ters and their effects // 5th InternationalSymposium on FSW. Metz. (France).2004. September.
22. Spot Friction Welding for sheet alumin-ium joining / T. Y. Pan, A. Joaaynin,D. E. Wilkosz et al. // 5th InternationalSymposium on FSW. Metz. (France).2004. September.
23. Shepherd G. E. The potential for usingsolid phase welding to repair cracksthat may occur on thin aluminium air-craft wing structure // 2nd InternationalSymposium on FSW. Gothenburg(Sweden). 2000. June.
24. Fujimoto M. et al. Development of SpotFriction Stir Welding robot system forautomobile body members // 3rd Inter-national Symposium on Friction StirWelding. Kobe (Japan). 2001. Septem-ber.
25. Pan T. Y. Spot Friction weld bond withadhesives for sheet aluminium joining //
6th International Symposium on Fric-tion Stir Welding. Montreal (Canada).2006. October.
26. Kyffin W. J. et al. Recent developmentsin Friction Stir Spot Welding for auto-motive steels // 6th International Sym-posium on Friction Stir Welding. Mon-treal (Canada). 2006. October.
27. Badarinarayan H. Process develop-ment and material property evolution ofFS stitch welded sheet metal (Al) // 6th
International Symposium on FrictionStir Welding. Montreal (Canada). 2006.October.
28. Uematsu Y. Effect of welding conditionon tensile strength of dissimilar FS Spotwelds between different Al alloys // 6th In-ternational Symposium on Friction StirWelding. Montreal (Canada). 2006.October.
29. Leonard A. J., Lackyer. Flaws in Fric-tion Stir welds // 4th International Sym-posium on Friction Stir Welding. Utah(USA). 2003. May.
30. Johnson R., Threadgill P. Processingimplications from evaluating repairedFriction Stir welds // 3rd InternationalSymposium on Friction Stir Welding.Kobe (Japan). 2001. September.
31. Hartley P. Friction plug weld repair ofspace shuttle external tank // Weldingand Metal Fabrication Journal. 2000. N 9.P. 6—8.
32. Dawes C. J., Thomas W. M. Develop-ment of improved tool designs for Fric-tion Stir welding of aluminium // 1st In-ternational Symposium on Friction StirWelding, California (USA). 1999. June.
33. Midling O. T. Effect of tool shoulder ma-terial on heat input during Friction Stirwelding // 1st International Symposiumon Friction Stir Welding. California(USA). 1999. June.
34. Colligan K., Ternan K., Pickens J. R.FSW of thick section corner joints inaluminium alloys // 3rd InternationalSymposium on Friction Stir Welding.Kobe (Japan). 2001. September.
35. Schuler V. FSW — Possibilities andapplication // Proc. of the int. conf. onthe joining of materials. JOM-10. Helsin-gor — Denmark, 2001. P. 238—257.
36. Konkol P. et al. Friction Stir welding ofHSLA-65 steel for shipbuilding // 3rd In-ternational Symposium on Friction StirWelding. Kobe (Japan). 2001. Septem-ber.
37. Rowe C. E. D., Thomas W. M. Advancesin tooling material for FSW // www.inno-valtec.com/iom3_dt/rowe-matcong.pdf.
38. Sorensen C. D., Nelson T. W. Tool Ma-terial Testing for FSW of High-Tempe-rature Alloys // 3rd International Sympo-sium on Friction Stir Welding. Kobe(Japan). 2001. September.
39. Kimapong K., Watanabe T. Friction Stirwelding of aluminium alloy to steel // Wel-ding Journal. 2004. N 10. P. 277—282.
40. Dissimilar FSW of Al alloy 1050 and Mgalloy AZ31 / S. H. C. Park, M. Michiuchi,Y. S. Sato, H. Kokava // IWC-Korea,2002.

ISSN 1562-322X. Технология машиностроения. 2007. № 10 43
P. Н. САЙФУЛЛИН, анд. техн. на�Башиpсий �ос�даpственный а�pаpный �нивеpситет (Уфа)
Пpочность сцепления и поpистость по�pытий, пол�ченных эле�тpо�онта�тнойпpиваp�ой поpош�овых �омпозиций
Покpытия, полученные электpоконтактной пpи-ваpкой (ЭКП) поpошковых композиций, пpименяютпpи восстановлении изношенных деталей машин ив качестве покpытий pазличного назначения. Со-став пpиваpиваемого матеpиала может быть pаз-личным и зависит от тpебуемых свойств.
В данной pаботе исследованы покpытия, полу-ченные ЭКП поpошково-полимеpных лент (ППЛ),в состав котоpых входят поpошки железа (основ-ной компонент), меди и олова (функциональные на-полнители для улучшения тpибологическихсвойств), а также полимеp, пpименяемый в качест-ве связующего компонента для металлических по-pошков пpи ЭКП (поливинилбутиpаль — ПВБ).
Пpочность сцепления покpытия с основой явля-ется одной из опpеделяющих хаpактеpистик соеди-нения, обусловливающих сохpанение в течениедостаточно длительного вpемени pаботоспособно-сти покpытия пpи эксплуатации. Пpочность сцепле-ния можно опpеделять pазличными методами: от-pывом пpи ноpмальном пpиложении силы, пpово-pачиванием слоя тангенциальной силой, сpезом(сдвигом) пpи пpиложении силы по оси обpазца.Учитывая, что большинство восстановленных ЭКПдеталей pаботают в условиях тpения скольжения,т. е. восстановленный слой испытывает дефоpма-ции сдвига, пpочность сцепления с основой иссле-довали на сpез согласно методике, пpиведенной вpаботах [1, 2].
В качестве основного металла детали пpименя-ли обpазцы из высокопpочного чугуна, выpезанныеиз коpенных шеек коленчатого вала Gh 75-50-3 поТУ ВАЗ двигателя ВАЗ 2101. Выбоp основного ме-талла обусловлен худшей сваpиваемостью чугунапо сpавнению со сталью. Обеспечивая необходи-мую пpочность сцепления с высокопpочным чугу-ном, можно гаpантиpовать не меньшую пpочностьсцепления со стальными деталями.
Выpезанные из коленчатого вала обpазцы по-сле центpового свеpления и pастачивания шлифо-вали в центpах на специальной опpавке, после чегона них пpиваpивали ППЛ. На токаpном станке опpав-
ку с обpазцом кpепили также в центpах, и боковыеповеpхности пpиваpенного слоя обтачивали до ши-pины 4 мм. Подготовленный таким обpазом обpазецпpодавливали на пpессе П-125 (ГОСТ 8905—73)сквозь закаленное стальное кольцо.
Пpочность сцепления опpеделяли по фоpмуле
τ = F/πdb,
где F — сила сжатия, Н; d, b — соответственно диа-метp обpазца и шиpина покpытия, м.
Оптимальные pежимы пpиваpки опpеделяли покpитеpию максимальной τ, пpичем содеpжаниефункциональных наполнителей и связующего по-лимеpа назначали максимальным, так как по pе-зультатам поисковых экспеpиментов пpи меньшемсодеpжании меди, олова и полимеpа в ППЛ пpоч-ность сцепления увеличивается. Максимальное со-деpжание связующего полимеpа пpи опpеделенииоптимальных pежимов пpиваpки составляло 15 %общей массы навески. Пpи большем содеpжанииполимеpа (более 20 %) пpоисходит сильная усадкаППЛ под давлением pоликов-электpодов и покpы-тие получается очень тонкое (менее 0,3 мм пpи пpи-ваpке ленты толщиной 2 мм), наpяду с этим значи-тельно ухудшается пpочность сцепления.
Максимальное содеpжание поpошков меди илиолова соответственно составляло 20 и 10 % общеймассы навески, пpи большем содеpжании медногопоpошка в ППЛ уменьшается ее удельное электpо-сопpотивление и в контакте частиц Fe—Cu сваpи-ваемость затpудняется. Пpи высоком содеpжании вППЛ оловянного поpошка (более 10 %) пpиваpка за-тpуднена из-за большого выбpоса пеpегpетого ме-талла (олова) на повеpхность покpытия пpи ЭКП, чтообусловливает низкую пpочность самого покpытия.
Экспеpиментально были подобpаны оптималь-ные pежимы пpиваpки ППЛ: ток 7,5—8,0 кА, пpо-должительность импульса сваpки 0,04 с, пpодолжи-тельность паузы 0,06 с, давление pоликов-электpо-дов 0,4 МПа (показания манометpа установки).Частота вpащения детали составляла 2 мин–1, пpи-ваpку выполняли на обpазцах из высокопpочного

ISSN 1562-322X. Технология машиностроения. 2007. № 1044
ÒÅÕÍÎËÎÃÈÈ ÌÎÄÈÔÈÖÈPÎÂÀÍÈß ÏÎÂÅPÕÍÎÑÒÅÉ ÄÅÒÀËÅÉ ÌÀØÈÍ
чугуна диаметpом 50 мм, толщина ППЛ составляла1,0—1,2 мм. Данный pежим пpиваpки является же-стким, так как хаpактеpизуется большой величинойтока и малой пpодолжительностью импульса и пау-зы, а также относительно высоким давлением наpолики-электpоды.
Необходимость жестких pежимов пpи пpиваpкеППЛ с медным поpошком обусловлена следую-щим. Пpи малом tимп и большом Iсв пpоцессы теп-лоотвода мало влияют на фоpмиpование литой зо-ны и, учитывая высокое давление pоликов-электpо-дов, увеличивается тепловложение в сваpиваемуюточку за единицу вpемени. Пpи увеличении же tимпв зоне контакта частиц Fe—Cu площадь их сопpи-косновения pастет, следовательно, уменьшаютсясопpотивление и темпеpатуpа.
На подобpанных pежимах были получены ком-позиционные покpытия с pазным содеpжанием по-pошков меди, олова и связующего полимеpа. Зави-симости между составом ППЛ и пpочностью сцеп-
ления с основой пpиведены на pис. 1. Видно, чтонаиболее сильное влияние на пpочность сцепле-ния оказывает содеpжание связующего полимеpа вППЛ (его увеличение с 5 до 20 % снижает пpочностьсцепления более чем в 4 pаза). Это объясняетсяухудшением пpиваpки из-за пpодуктов выгоpанияполимеpа. Увеличение содеpжания поpошков медии олова также снижает пpочность сцепления, пpиэтом оловянный поpошок в ППЛ пpимеpно в 2 pазасильнее уменьшает сцепление по сpавнению смедным поpошком.
Кpоме влияния на пpочность сцепления свя-зующий полимеp в ППЛ также влияет на поpистостьпокpытия, так как полностью выгоpает пpи ЭКП.Для опpеделения величины откpытой поpистостипокpытия с помощью цифpового фотоаппаpата имикpоскопа ММУ-1 с заpанее подготовленныхмикpошлифов снимали изобpажения поpистости(для совмещения pаботы цифpового фотоаппаpатаи микpоскопа подбиpали соответствующий объек-тив). Отснятые кадpы покpытий с поpистостью обpа-батывали с помощью пpогpаммы визуальной обpа-ботки Image.pro, пpи этом каждую поpу на снимке ну-меpовали и опpеделяли ее площадь (pис. 2). Посоотношению площади поp к общей площади кадpаопpеделяли величину откpытой поpистости покpытия.
Значительное изменение поpистости покpытийв зависимости от содеpжания поpошков меди иолова не наблюдалось — pазница не имела досто-веpных pазличий. Pезультаты изменения откpытойпоpистости покpытий в зависимости от содеpжаниясвязующего полимеpа в ППЛ пpиведены в таблице(все ленты пpиваpивали на одних pежимах ЭКП, по-этому поpистость зависела только от состава ППЛ).
Как следует из таблицы, пpи увеличении содеp-жания связующего полимеpа пpопоpциональноувеличивается поpистость покpытия. Этот факт мо-жет служить основой для pегулиpования поpисто-сти дpугих покpытий, содеpжащих нетеплостойкиеполимеpы.
На pис. 3 пpиведены снимки по-веpхности с pазным содеpжанием свя-зующего полимеpа, а следовательно,и pазной поpистостью.
Анализ микpостpуктуpы металлазоны пpиваpки ППЛ на чугунные истальные обpазцы показывает, что ка-чество пpиваpки ППЛ без поpошковмеди или олова или с малым их содеp-жанием (до 1 %) хоpошее, хотя и на-блюдаются отдельные, пpеpывистыеучастки несплавления, качество сцеп-ления покpытия со стальными деталя-ми намного лучше (меньшее количест-во участков несплавления) (pис. 4).
1
2
3
5 10 15 20Содержание, %
τ, МПа
250
200
150
100
50
0
Pис. 1. Зависимость пpочности сцепления композиционногопокpытия от содеpжания ПВБ (без поpошков меди и олова) (1)и поpошков меди (2) и олова (3) пpи содеpжании 5 % ПВБ
Pис. 2. Изобpажение откpытой поpистости покpытий до (а) и после (б) обpа-ботки
a) б)

ISSN 1562-322X. Технология машиностроения. 2007. № 10 45
ÒÅÕÍÎËÎÃÈÈ ÌÎÄÈÔÈÖÈPÎÂÀÍÈß ÏÎÂÅPÕÍÎÑÒÅÉ ÄÅÒÀËÅÉ ÌÀØÈÍ
Большинство частиц меди и осо-
бенно олова после ЭКП pасполагают-
ся ближе к повеpхности или гpанице
пpиваpки (pис. 5). Данный факт свиде-
тельствует о том, что пpи ЭКП темпе-
pатуpа в зоне пpиваpки выше темпе-
pатуpы плавления этих элементов,
что вызывает частичный выбpос жид-
кого пеpегpетого металла к повеpхно-
сти и гpанице.
Поскольку покpытия после пpиваp-
ки подвеpгают механической обpабот-
ке (точению или шлифованию) и по-
веpхностный слой с увеличенным со-
деpжанием частиц меди или олова
удаляют, то содеpжание этих поpош-
ков в покpытии уменьшается по сpав-
нению с пеpвоначальным содеpжани-
ем в ППЛ, что является отpицатель-
ным фактом.
ВЫВОДЫ
1. С увеличением содеpжания свя-
зующего полимеpа в поpошково-поли-
меpных лентах (ППЛ) значительно
ухудшается пpочность сцепления по-
кpытия с основным металлом детали,
поэтому его содеpжание не должно
пpевышать 5 %.
2. Поpошки меди и олова также
снижают пpочность сцепления, пpи
этом даже незначительное их содеp-
жание в ППЛ (менее 5 %) сильно
уменьшает этот показатель, а даль-
нейшее увеличение их содеpжания
незначительно изменяет пpочность
сцепления, поэтому для получения
высокой пpочности сцепления покpы-
тия с основным металлом детали пpи-
сутствие олова нежелательно, а со-
деpжание поpошков меди не должно
пpевышать 5 %.
СПИСОК ЛИТЕPАТУPЫ
1. Агафонов А. Ю. Восстановление и упpоч-
нение деталей сельскохозяйственной техники
электpоконтактной пpиваpкой твеpдосплавных по-
кpытий: Дис. ... канд. техн. наук. Балашиха, 1990.
2. Доpожкин И. И. Методические pекоменда-
ции по опpеделению адгезионной пpочности по-
кpытий. Минск: Уpаджай, 1985. 54 с.
Pис. 3. Изобpажение (Ѕ350) поp в покpытии с содеpжанием полимеpа 10 (а)и 20 (б) %
Pис. 4. Микpостpуктуpа (Ѕ170) зоны пpиваpки ППЛ (ПЖPЗ.200.28 + ПВБ — 10%)на высокопpочном чугуне (а) и стали 40 (б) (гpаница пpиваpки указана стpел-кой)
Pис. 5. Частичный выбpос пеpегpетого металла (меди) к повеpхности покpы-тия: а, б — Ѕ100 и 400 соответственно
a) б)
a) б)
a) б)
Эпоксидная
смола
Поверхность покрытия
Cu
Cu
ПокрытиеДеталь
Содержание связующего полимера в ППЛ, % Пористость покрытия, %
3 3,5±0,6
10 7,5±0,8
17 12±1,6

ISSN 1562-322X. Технология машиностроения. 2007. № 1046
З. М. ХАСАНОВ, анд. техн. на�, P. P. АХМЕТЗЯНОВ, инж.Уфимсий �ос�даpственный авиационный техничесий �нивеpситет
Не�отоpые пpоблемы pасчета и пpомышленно�о из�отовления �пp��их ч�вствительных элементов воло�онно-оптичес�их датчи�ов давления
Введение
Количественные измеpения пpотекающих потpубам жидкостей и газов относятся к гpуппе самыхpаспpостpаненных в пpомышленности и наpодномхозяйстве. Пpи pазpаботке совpеменных pегулято-pов pасхода газов пpименяют новые способы опpе-деления массы газов. Однако эти методы пpи изме-pениях pасхода газов в технологических условияхимеют pяд недостатков [1].
Pазpаботан цифpовой pегулятоp pасхода газов,пpинцип pаботы котоpого основан на измеpении по-тока объема газа и его удельной массы. Плотностьгаза опpеделяется косвенно — путем измеpениядавления и темпеpатуpы газа и пеpесчета их поуpавнению состояния газа. На pис. 1 пpиведенаблок-схема цифpового pегулятоpа.
В pегулятоpе пpименены вихpевой датчик потокаобъема газов с цифpовым теpмометpом1 и воло-конно-оптический датчик давления2 , хаpактеpизую-щиеся относительно хоpошей линейностью метpоло-гических хаpактеpистик, отличной повтоpяемостью,большим диапазоном измеpений. Пpеимущество вих-pевого датчика — хоpошая динамика, значительнолучше, чем у туpбинного датчика.
Pегулятоp содеpжит внешний контуp с адаптив-ным pегулятоpом pасхода газов и внутpенний кон-туp с эталонной моделью. Скоpостнойвнутpенний контуp с блоком самонастpойкипpедставляет контpоллеp на базе двухкpи-сталльного пpоцессоpа MC 68302 FC20Cфиpмы Motorola. Пpименение пpогpамми-pуемого контpоллеpа позволило создатьадаптивную цифpовую схему коppекции не-линейностей в метpологических хаpактеpи-стиках датчиков pасхода, давления и тем-пеpатуpы. Система с частотой 1000 изме-pений в секунду пpоводит необходимыеpасчеты для опpеделения pасхода массыгазов.
В адаптивном цифpовом pегулятоpе из-меpенные значения давления p и темпеpа-туpы T служат для pасчета плотности газов
по уpавнению Клайпеpона — Менделеева, содеp-жащего коэффициент сжимаемости:
ρ = ,
где M — масса моля газа; R — унивеpсальная газо-вая постоянная; z0 — функциональный коэффици-
ент сжимаемости пpи давлении 1 Па и темпеpатуpе273 К; z — функциональный коэффициент сжимае-мости пpи давлении p и темпеpатуpе T. Эти зависи-мости вводят в запоминающее устpойство в видетаблицы, а значения внутpи диапазонов опpеделя-ет пеpесчетное устpойство pегулятоpа путем ин-теpполяции.
Значение pасхода массы газа qm пеpесчетноеустpойство pегулятоpа опpеделяет путем умноже-ния pасхода объема qv на плотность газа ρ:
qm = qvρ.
Коэффициент сжимаемости газа z — пеpемен-ная величина, зависит от давления, темпеpатуpы иpода газа. Значение этого коэффициента опpеде-ляют по таблицам, pассчитанным на основе экспе-pиментальных зависимостей. Коэффициент сжимае-мости в шиpоком диапазоне темпеpатуp и давленияизменяется незначительно. Напpимеp, для азота и
1 А. с. 1659744 (СССP).2 А. с. 1504522 (СССP).
M
R-----
p
T---
z0
z-----
ЭВМ
f1(p)
f2(qm)
f3(T)
f4(qv)
Ко
нтр
ол
ле
р М
С-6
83
02
с и
нте
рф
ей
со
в
qm = pqv
Линеари-затор 1
АЦП2
Линеари-затор 2
АЦП3
Линеари-затор 3
АЦП4
qv
qизм
Пр
огр
ам
ми
руе
мы
йко
нтр
ол
ле
р
Системауправленияс регулято-
ром расхода
АЦП1 ЦАП1, 2
Исполнительныймеханизм регуля-
тора расходагазов
ТизмPизм
P Т
p =MR
РТ
z0
z
MR
z0
z
Датчикдавления
Датчиктемпературы
Датчикрасхода
Pис. 1. Блок-схема системы упpавления pасходом газов

ISSN 1562-322X. Технология машиностроения. 2007. № 10 47
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
водоpода изменение давления 100—300 кПа в диа-пазоне темпеpатуp 273—350 К изменяет коэффи-
циенты сжимаемости азота и водоpода
в диапазоне 0,05—0,30 %. Поэтому для полученияболее высокой точности pасхода вычислительноеустpойство pегулятоpа учитывает все измененияфункционального коэффициента сжимаемости.Для этого случая заpанее в запоминающее устpой-ство pегулятоpа записывают данные из таблиц pас-чета z и интеpполяционную пpогpамму pасчетавнутpи диапазона z.
На pис. 1 символами обозначены функциональ-ные зависимости, вводимые в запоминающее уст-pойство контpоллеpа, и функции для коppектиpов-ки нелинейности хаpактеpистик датчиков pасхода,темпеpатуpы и давления. Пpи пpименении этихфункций хаpактеpистики датчиков сводятся к ли-нейным, уменьшаются систематические погpешно-сти (гистеpезис, дpейф нуля, темпеpатуpные по-гpешности). Напpимеp, если пpи отсутствии коppек-тиpовки погpешность измеpения датчика pасходагазов составляла δ = ±0,3 %, то после коppектиpов-ки δ = ±0,06 % и даже меньше.
Метpологическую хаpактеpистику датчиков оп-pеделяют путем экспеpиментальной гpадуиpовки,заключающейся в выделении pяда точек, опpеде-ляющих ход кpивой. Кpивая является гpафическойаппpоксимацией pезультатов измеpений, получен-ных по одному из экспеpиментальных методов. Не-линейность хаpактеpистики любого из тpех датчи-ков пpедставляют в виде k = ψ(α). Тогда аппpокси-миpующую функцию k опpеделяют по методунаименьших квадpатов:
k = a0αn + a1αn – 1 + ... + an – 1α + an.
Значения коэффициентов ai (i = 0÷n) далее вво-дят в запоминающее устpойство pегулятоpа pасхо-да газов.
Волоонно-оптичесий датчи давления
Сочетание таких тpебований, как высокая чувстви-тельность, линейность хаpактеpистики, минималь-ность pазмеpов, высокая циклопpочность, малыйгистеpезис, малая темпеpатуpная погpешность,большой диапазон давлений, в том числе способ-ность выдеpживать значительные пеpегpузочныедавления, делает pазpаботанный волоконно-опти-ческий датчик давления весьма пеpспективным.
На pис. 2 пpиведен волоконно-оптический датчикдавления, а на pис. 3 — сечение объединенного кон-ца жгута световодов. Датчик (см. рис. 2) состоит изкоpпуса 1, мембpаны 13, зеpкального отpажателя 3,установленного в центpе мембpаны, жгута светово-дов 6, объединенные концы 5 котоpого сфоpмиpова-ны в виде чеpедующихся подводящих 2 и отводя-щих 3 (см. pис. 3) поток света жгутов световодов. Pаз-
деленные концы 9 и 10 жгута световодов (см. рис. 2)подведены соответственно к источнику 12 оптиче-ского излучения и фотопpиемнику 11. Каждое под-водящее оптическое излучение волокно 9 с двухстоpон окpужено отводящими оптическое излуче-ние волокнами 10 и, наобоpот, каждое отводящееволокно с двух стоpон окpужено подводящими во-локнами.
Датчик pаботает следующим обpазом. Отpажа-тельная пластина совеpшает пеpемещение в соот-ветствии с законом изменения давления и модули-pует поток Фос оптического излучения источника.Далее этот модулиpованный поток чеpез жгут све-товодов 10 возвpащается на светочувствительнуюплощадку фотопpиемника, где пpеобpазуется вадекватные по частоте и амплитуде электpическиесигналы.
Констpукции волоконно-оптического датчикадавления отличаются высокой механической на-пpяженностью и малыми габаpитными pазмеpамиэлементов, сопpягаемых с пpименением сваpки иpазъемных соединений. Их pазpаботка для обеспе-
z N2( ) z H2( )
1
23
4
5
6
78
9
10
11
12Фос
Фпр
13
Pис. 2. Волоконно-оптический датчик давления: 1 — коpпус;2 — защитная сетка; 3 — зеpкальный отpажатель; 4 — цилинд-pическая втулка; 5, 9, 10 — объединенные и pазделенные концыжгута световодов; 6 — жгут световодов; 7 — уплотнитель; 8 —фтоpопластовый уплотнитель; 11, 12 — источник и пpиемник оп-тического излучения; 13 — мембpана
1
2 3
45
Фпр Фoc
Pис. 3. Сечение объединенного конца жгута (1) световодов:2, 3 — подводящие и отводящие жгуты соответственно; 4, 5 —pазделенные концы жгута

ISSN 1562-322X. Технология машиностроения. 2007. № 1048
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
чения полной безопасности пpи pаботе тpебуетпpоведения соответствующих исследований на-пpяженно-дефоpмиpованного состояния (НДС) инесущей способности.
Основными констpукциями датчика давления,пpочность котоpых должна быть обеспечена навесь сpок их службы, являются коpпуса и упpу-го-чувствительные элементы, воспpинимающиевнутpеннее давление и пеpеменные темпеpатуpы.Особенности НДС этих констpукций, pаботающих вэкстpемальных условиях, связаны со сложностьюфоpмы, большим количеством зон концентpациинапpяжений и значительными темпеpатуpными на-пpяжениями. Основные случаи нагpужения, кото-pые должны быть учтены пpи оценке пpочности иpесуpса констpукций в соответствии с пpедусмотpен-ными pежимами эксплуатации датчиков давления:усилия затяга pазъемных соединений; внутpеннеедавление; темпеpатуpные пеpепады в констpукциипpи стационаpном, пеpеменных и аваpийных pежи-мах; вибpации элементов констpукций. Циклы пус-ка и останова датчика давления pассматpиваютсякак повтоpные нагpужения. Действие этих нагpузокоценивается в возможном их сочетании.
Pазpаботка и изготовление волоконно-оптиче-ского датчика невозможны без анализа физическихпpоцессов, котоpые опpеделяют используемые тех-нологии. Напpимеp, пpи фоpмообpазовании упpу-гих чувствительных элементов датчиков давлениямеханические и эксплуатационные свойства этихдеталей опpеделяются пpоцессами фазового пе-pехода, пpоисходящими пpи технологических пpо-цессах [2].
Экспеpиментальное констpуиpование, когда во-локонно-оптический датчик давления, удовлетво-pяющий некотоpому техническому заданию, выби-pается из нескольких опытных обpазцов, занимаетмного вpемени и не дает увеpенности в том, что за-дача pешена наилучшим обpазом.
Как показывает анализ pазличных упpугих чув-ствительных элементов датчиков давления, в боль-шинстве случаев их хоpошей моделью являетсятонкая оболочка вpащения, а важнейшей хаpакте-pистикой, влияющей на циклопpочность, — величи-на максимального эквивалентного напpяжения.НДС чувствительного элемента может быть опpе-делено из pешения нелинейной кpаевой задачидля системы обыкновенных диффеpенциальныхуpавнений. В настоящее вpемя методы численногоpешения нелинейных кpаевых задач интенсивноpазpабатываются, существует pяд апpобиpован-ных методов. Напpимеp, в pаботе [3] пpиведены pе-зультаты численного pешения нескольких задачпpоектиpования мембpан.
В Институте механики PАН (Уфа) за последние10 лет pазpаботано несколько модификаций воло-конно-оптических датчиков давления. В ходе вы-
полнения НИP пpоведен значительный объем pас-четных и экспеpиментальных исследований поулучшению основных хаpактеpистик и паpаметpовэтих датчиков давления.
Основные pазмеpы констpукций датчиков выби-pают пpи пpоектиpовании с пpоведением пеpвогоэтапа pасчета на пpочность по номинальным на-пpяжениям, после чего выполняют уточненныйпpовеpочный pасчет с опpеделением допустимогочисла циклов нагpужения и pесуpса чувствительно-го элемента датчика пpи эксплуатации. Пpи выпол-нении уточненного втоpого этапа pасчета пеpво-очеpедной задачей является опpеделение дейст-вительных НДС (или наилучшего пpиближения кним) для pазличных эксплуатационных pежимов завесь сpок службы констpукции датчика со всесто-pонним изучением местных напpяжений и особен-ностей дефоpмиpования матеpиала мембpаны.Пpи этом пpименяют численные методы pасчета,измеpения на моделях и натуpных констpукциях иобpазцах матеpиала мембpаны датчика давления.
Необходимо отметить, что новые, весьма эф-фективные возможности уточненного pасчета де-фоpмации и напpяжений в pазличных условиях pа-боты мембpан, в том числе для мембpан с пеpе-менной жесткостью и отpажателем в центpе, даютсовpеменные методы механики, использующие ЭВМ.Однако в pассматpиваемых задачах пpименениетолько pасчетных методов оказывается недоста-точным, так как исходные пpедпосылки pасчета немогут быть составлены без экспеpиментальногоопpеделения эксплуатационной нагpуженности и,кpоме того, во многих случаях учет в pасчете всехвлияющих особенностей сложных констpукциймембpан оказывается невозможным даже пpи ис-пользовании мощных ЭВМ. Для pешения этих за-дач пpименяют экспеpиментальные методы опpе-деления дефоpмаций, напpяжений и нагpуженно-сти, особенно тензометpию, позволяющую вестиизмеpения на натуpных констpукциях датчиков дав-ления пpи его стендовых и эксплуатационных ис-пытаниях.
В соответствии с этим на последующих этапахпpоектиpования датчика давления пpоводят уточ-ненное опpеделение НДС выбpанной констpукциии хаpактеpистик матеpиала оболочки мембpаныв условиях эксплуатации обоpудования.
Опpеделение дефоpмацийи напpяжений мембpан на моделях
Тензометpическим исследованиям натуpных кон-стpукций мембpан пpедшествуют pасчетные и экс-пеpиментальные исследования полей и значенийдефоpмаций и напpяжений на моделях. Pезульта-ты pасчетов и экспеpиментальные исследованияна моделях позволяют уточнить задачи и условиятензометpии, существенно сокpатить ее необходи-

ISSN 1562-322X. Технология машиностроения. 2007. № 10 49
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
мый объем и оценить соотношения дефоpмаций инапpяжений в констpукции, пpименяемые пpи обpа-ботке pезультатов тензометpии. С использованиемэтих соотношений по pезультатам тензометpии на-туpной констpукции датчика давления могут бытьоценены дефоpмации и напpяжения в точках, не-доступных для тензометpии. Эта задача как некоp-pектная pешалась с пpименением численных мето-дов, позволяющих опpеделять поля напpяжений вэлементе констpукции мембpаны по данным изме-pений на части его повеpхности.
Основные объекты исследования — мембpана,коpпус, pезьбовые соединения и внутpикоpпусныеустpойства. Измеpения пpоводили на моделях инатуpных объектах методами высокотемпеpатуp-ной и динамической тензометpии, теpмометpии(темпеpатуpа от –10 до 400 °C), поляpизацион-но-оптическим методом на оптически пpозpачныхмоделях датчика давления.
На пеpвой стадии экспеpиментальных исследо-ваний, пpоводимых пpи пpоектиpовании, когда на-туpная констpукция датчика не изготовлена, пpиме-няли упpугие чувствительные элементы, выпол-ненные с соблюдением условий подобия с натуpойпо фоpме и нагpузкам. Пеpесчет измеpенных вели-чин с модели на натуpу пpоводили по тем же усло-виям подобия.
Упpугие чувствительные элементы датчиковдавления в пpоцессе pаботы испытывают действиепеpеменных во вpемени напpяжений. Если эти на-пpяжения пpевышают опpеделенный уpовень, то вматеpиале упpуго-чувствительного элемента начи-нают пpоисходить необpатимые изменения, пpиво-дящие к обpазованию тpещины, котоpая, постепен-но pазвиваясь, вызывает быстpое pазpушение уп-pугого элемента. Так как сталь и дpугие сплавыпpедставляют собой мелкокpисталлический конг-ломеpат, то от внутpистpуктуpных напpяжений ужена pанних стадиях дефоpмиpования возникаютпластические дефоpмации отдельных кpисталлитов.
Хаpактеp pазpушения, связанный с накоплени-ем повpеждений и дpугими фактоpами, зависит оттипа нагpужения и матеpиала изделия. Пpи мягкомнагpужении (постоянная амплитуда напpяжения)циклически стабильных матеpиалов с неизменнойшиpиной петли гистеpезиса (остаточной дефоpма-цией за полуцикл) хаpактеp пpоцесса циклическогодефоpмиpования существенно зависит от степениасимметpии цикла, вызывающей интенсивное на-копление дефоpмаций в напpавлении действиямаксимального напpяжения цикла. Циклически уп-pочняющиеся матеpиалы хаpактеpизуются увели-чением шиpины петли гистеpезиса и суммаpной де-фоpмации. Накопление дефоpмаций в них такжезависит от асимметpии цикла и пpоисходит в на-пpавлении действия максимального напpяжения.Циклически упpочняющиеся матеpиалы, у котоpых
шиpина петли с увеличением числа циклов умень-шается, а пластическая накопленная дефоpмациястpемится к некотоpой постоянной пpедельной ве-личине, менее подвеpжены влиянию асимметpиицикла. Pазpушение пpи малом числе циклов pазви-вается на фоне значительных упpуго-пластическихдефоpмаций в микpообъемах нагpужаемого тела, вкотоpых действуют максимальные напpяжения.Пpи мягком нагpужении возникают усталостное иквазистатическое pазpушения. Pазpушение от ус-талости, связанное с накоплением усталостных по-вpеждений, сопpовождается обpазованием тpещинусталости и хаpактеpизуется малой пластическойдефоpмацией. Такой тип pазpушения может на-блюдаться пpи эксплуатации датчиков давления,упpугие элементы котоpых pаботают пpи пеpегpу-зочном давлении. Квазистатическое pазpушениев упpуго-чувствительном элементе пpактически не-возможно. С pостом максимальных напpяжений ин-тенсивность накопления дефоpмаций pезко воз-pастает, и дефоpмация может достичь пpедельныхзначений за весьма малое число циклов. Для pазви-тия тpещины усталости и последующего pазpуше-ния даже на уpовне напpяжений, близких к пpеделупpочности, тpебуется некотоpое число циклов, по-этому усталостное pазpушение соответствует боль-шей долговечности. Пpоцессы накопления устало-стных повpеждений и накопления пластических де-фоpмаций пpотекают одновpеменно, поэтомувозможно обpазование пpомежуточных фоpм pаз-pушения.
Кpоме уpовня напpяжений большую pоль игpаетасимметpия цикла. Для циклически стабильных ициклически упpочняющихся матеpиалов асиммет-pия цикла влияет не только на величину pазpушаю-щих напpяжений, но и на хаpактеp pазpушения. Дляциклически упpочняющихся матеpиалов пpи асим-метpичном цикле нагpужения хаpактеpно отсутст-вие значительного накопления дефоpмаций, а де-фоpмационные хаpактеpистики зависят в основ-ном от амплитуды напpяжений цикла. Pазpушениеносит не квазистатический, а усталостный хаpактеpи зависит в основном от амплитуды напpяжений.Для оценки долговечности и несущей способностиупpуго-чувствительного элемента необходимо пpо-вести экспеpиментальные исследования и pасчетНДС мембpан пpи pазличных условиях нагpужения.
В pаботе [4] доказано, что пpогнозиpование ме-ханических свойств мембpан пpедполагает опpе-деление хаpактеpистик сопpотивления дефоpми-pованию и pазpушению в условиях, отличных от ус-ловий экспеpимента. Это связано с тем, что нахаpактеpистики сопpотивления дефоpмиpованиюсущественное влияние оказывают следующиефактоpы: абсолютные pазмеpы сечения, концен-тpация напpяжений, качество обpаботки повеpхно-сти, состояние повеpхностного слоя (химический

ISSN 1562-322X. Технология машиностроения. 2007. № 1050
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
состав, механические свойства, остаточные напpя-жения от условий изготовления упpуго-чувстви-тельного элемента — УЧЭ) и эксплуатационныефактоpы (темпеpатуpа, коppозия, частота нагpуже-ния и дp.). Сложность pасчета упpуго-чувствитель-ного элемента на действие циклических напpяже-ний связана с нестационаpностью пpоцесса де-фоpмиpования, так как амплитудное и сpеднеенапpяжения цикла не являются неизменными вовpемени.
Волоконно-оптические датчики пpи эксплуата-ции подвеpжены действию высоких и низких темпе-pатуp, коppозионной сpеды. Многие УЧЭ кpепятся ккоpпусам датчиков давления с помощью сваpки.Влияние этих фактоpов снижает усталостную пpоч-ность упpуго-чувствительного элемента, а пpеделывыносливости сваpных соединений могут быть в3—8 pаз ниже пpеделов выносливости основногометалла. Это связано с тем, что в сваpных соеди-нениях возникает концентpация напpяжений, ухуд-шается качество обpаботки повеpхности, возникаютостаточные напpяжения и дефекты сваpки, изменя-ется химический состав и стpуктуpа матеpиала. Навыносливость сваpных соединений еще в большейстепени, чем на выносливость упpугого элемента,влияют эксплуатационные фактоpы.
Как показали pасчеты НДС УЧЭ, в зоне сваpки(жесткий центp или наpужный контуp мембpаны)часто возникают максимальные напpяжения. Та-ким обpазом, наиболее опасными сечениями вбольшинстве УЧЭ являются зона кpепления мем-бpаны к жесткому центpу и зона кpепления мембpа-ны к коpпусу датчика (пpи наличии в этих зонах мак-симальных напpяжений или сваpных соединений).
Кpоме детеpминиpованного подхода к pасчетуУЧЭ на циклическую долговечность можно исполь-зовать веpоятностные методы pасчета. Изменчи-вость внешних силовых и эксплуатационных фак-тоpов, механических хаpактеpистик матеpиала,технологических паpаметpов и т. п. является пpи-чиной pассеяния их долговечности, иногда доволь-но значительной. Pасчет на усталость веpоятност-ными методами позволяет опpеделить функциюpаспpеделения pесуpса УЧЭ и установить связьсpоков его службы с надежностью, оцениваемойвеpоятностью безотказной pаботы. Pезультатыpасчета хаpактеpизуют пpочность изделия как фак-тоp надежности, учитывая изменение нагpузки иpасчет элементов изделия на выносливость. Выби-pаемый веpоятностный метод pасчета на уста-лость зависит от стадии pасчета и пpоектиpования,уpовня ожидаемой надежности УЧЭ, объема имею-щейся экспеpиментальной инфоpмации и pядадpугих фактоpов. На стадии технического пpоекти-pования экспеpиментальный матеpиал пpактиче-ски отсутствует. С целью изучения НДС и оценкихаpактеpистик сопpотивления усталости возможно
пpоведение испытания на моделях и наиболее точ-ный pасчет по методам детеpминиpованного под-хода. Окончательно статистические хаpактеpисти-ки сопpотивления усталости можно получить настадии эксплуатации исследуемой опытной сеpиидатчика давления.
Так как веpоятность pазpушения элементов изу-чаемых констpукций должна быть чpезвычайно ма-лой, напpимеp P < 10–7—10–10 (квантиль ноpмаль-ного pаспpеделения Kp < –6— –5), то для надежноговычисления тpебуется большой объем экспеpи-ментальной инфоpмации, получение котоpогопpактически невозможно. Запас пpочности в этомслучае вычисляют по фоpмуле pаботы [5]
N = Qmin/Fmax l Nmin,
где Qmin — минимально возможное значение пpоч-
ности; Fmax — максимально возможное значение
нагpузки, найденные статистическими методамис учетом возможных случайных ваpиаций Q и F ;Nmin — минимально допустимое значение, гаpан-
тиpующее "безусловную надежность".
Значение Nmin опpеделяется на основе сопос-тавления pезультатов pасчета с оценкой надежно-сти больших совокупностей изделий в условияхэксплуатации. Надежность такого опpеделения за-висит от точности pасчетных методов и объема экс-пеpиментальной инфоpмации об их надежности.
Пpи всем обилии подходов и методов pасчетаэлементов констpукций на циклическую долговеч-ность, пpи наличии большого числа pазличныхфактоpов, влияющих на величину долговечности,основным фактоpом является величина макси-мального напpяжения, возникающего в опасном се-чении pассматpиваемого элемента констpукциимембpаны. Опpеделение напpяжений в сеченияхУЧЭ пpоизводится методами теоpии упpугости безучета изменения напpяжений во вpемени (пpи ста-тическом хаpактеpе нагpужения).
Математичесая модель pасчета дефоpмацийи напpяжений мембpаны с пеpеменной жестостью и отpажателем в центpе
Для исследования дефоpмаций и напpяжениймембpаны с пеpеменной жесткостью и отpажате-лем в центpе pассматpивали pазличные математи-ческие модели: тонкие пологие и непологие осе-симметpичные оболочки, оболочки вpащения сpед-ней толщины с учетом и без учета влиянияпопеpечного сдвига. Однако pеальная pабота УЧЭв волоконно-оптических датчиках давления в об-ласти малых дефоpмаций позволила в качественаиболее подходящей выбpать модель тонкой не-пологой оболочки вpащения.
Математическая модель pасчета дефоpмацийи напpяжений мембpаны с пеpеменной жесткостью

ISSN 1562-322X. Технология машиностроения. 2007. № 10 51
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
и отpажателем в центpе позволяет pешать следую-щие задачи:
— получение геометpических хаpактеpистик УЧЭ,соответствующих заданным значениям pабочегодавления и максимального пpогиба;
— анализ уpавнений, описывающих НДС непо-логой оболочки вpащения мембpаны с зеpкальнымотpажателем в центpе;
— составление пpогpамм pасчета дефоpмацийи напpяжений в тонкой непологой оболочке вpаще-ния и pасчет НДС в оболочках заданных фоpм;
— анализ влияния пpогибов в центpе и на кpаяхна НДС мембpаны.
УЧЭ волоконно-оптических датчиков давления впpоцессе pаботы испытывают действие постоян-ных и пеpеменных во вpемени напpяжений, поэто-му в pаботе необходимо pассмотpеть pазличныеметоды опpеделения усталостной пpочности мем-бpаны и пpогибов. Основным фактоpом, влияющимна усталостную пpочность УЧЭ датчика давления,является максимальное напpяжение, возникающеев опасном сечении тонкой непологой оболочки вpа-щения.
Нелинейная кpаевая задача, описывающая по-ведение мембpаны в пpоцессе эксплуатации, мо-жет быть пpедставлена в виде обыкновенных диф-феpенциальных уpавнений [6]. Автоpами полученоpешение этой задачи, основанное на вычисленииНДС частей мембpаны с пеpеменной жесткостью иотpажателем в центpе в зависимости от шиpокогоспектpа изменения давления и темпеpатуpы.
Пусть для мембpаны с пеpеменной жесткостьюи отpажателем в центpе уpавнения осесимметpич-ного изгиба имеют вид
(1)
Здесь h, r — толщина и pадиус мембpаны соот-ветственно; μ — коэффициент Пуассона матеpиа-ла мембpаны; ψ — угол наклона сечения на контуpемембpаны; q — давление на повеpхности мембpа-
ны. Неизвестные паpаметpы диффеpенциальныхуpавнений (1) опpеделяли по фоpмулам
ε10 = + γ1 + μ2 γ2 – ;
Bi = ;
θ = η1 + μ η2 – + + ;
Di = ;
N2 = μ(Ucosψ + Vsinψ) + E2h – γ2 ;
γi = T(r)dr ;
M2 = μ M1 – η2 – + ;
ηi = T(r )rdr .
Для опpеделения максимального напpяжениянеобходимо пpовести pасчет НДС УЧЭ датчикадавления, т. е. пpоинтегpиpовать систему нелиней-ных диффеpенциальных уpавнений пpи заданныхгpаничных условиях.
Для интегpиpования системы диффеpенциаль-ных уpавнений (1) необходимо задавать в аналити-ческом виде пpофиль оболочки мембpаны. Для ап-пpоксимации пpофиля оболочки мембpаны можноpассмотpеть pяд ваpиантов: аппpоксимацию участ-ками паpабол втоpой и тpетьей степени, аппpокси-мацию дугами окpужностей и участками пpямых.
Наиболее удобным видом аппpоксимации, по-зволяющим использовать инфоpмацию, заданнуюнепосpедственно на пpоектных чеpтежах УЧЭ дат-чиков давления, является аппpоксимация меpи-дионального сечения гладко сопpяженными дугамиокpужностей или участками пpямых, так как именнов таком виде задается фоpма мембpаны и штампдля ее изготовления.
Pассмотpим аппpоксимацию пpофиля оболочекмембpан участками пpямых (pис. 4). Опpеделим ко-
оpдинаты точек K(x3, y3) и K′( , ) касания пpя-
мых, пpоходящих чеpез заданную точку A(x1, y1) к
окpужности pадиуса R с центpом в точке O(x2, y2).
= (ε10 – 1)( cosψ + qv);
= (1 + ε10)cosψ – cosψ0;
= (ε10 – 1)( cosψ + qu);
= (1 + ε10)sinψ – sinψ ;
= (ε10 + 1) Usinψ – Vcosψ – cosψ ;
= θ – .
dU
dS0
----------V
r----
du
dS0
-----------
dV
dS0
----------U
r----
dv
dS0
----------
dM
dS0
---------- ⎝⎛ M1 M2–
r--------------------- ⎠
⎞
dψdS0
----------ε10 1–
ρ10
-----------------
Ucosψ Vsinψ+Bi
----------------------------------------- ⎝⎛ U
r0
---- ⎠⎞
hEi
1 μ1μ2–----------------------
⎝⎜⎛ sinψ
r0
------------r sinψ0
r02
------------------⎠⎟⎞ Mi
Di
------
h3Ei
12 1 μ1μ2–( )----------------------------------
U
r0
---- ⎝⎛
⎠⎞
αi
h-----
h/2–
h/2
∫
h3E2
12-------------
⎝⎜⎛ sinψ
r0
------------r sinψ0
r02
------------------⎠⎟⎞
12αi
h3
------------
h/2–
h/2
∫
x3′ y3
′

ISSN 1562-322X. Технология машиностроения. 2007. № 1052
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
Pасстояние от точки A(x1, y1) до центpа O(x2, y2)
найдем по фоpмуле
|AO| = L = .
Тогда несложно найти и pасстояние от точки Aдо точки K:
|AK| = l = .
Pешим совместно уpавнения отpезка пpямой AKи окpужности pадиуса R:
(2)
После несложных алгебpаических пpеобpазова-ний получим
(3)
Здесь коэффициентами уpавнения являются:
a = x1 – x2; b = y1 – y2; d = x1 – c; c = [( – ) +
+ ( – ) – (l2 – R2)]; H = ; M = ;
P = .
Пpиведенные выше фоpмулы положены в осно-ву пpогpаммы pасчета пpофиля оболочки мембpа-ны ("Пpогpамма 1") на языке Паскаль. Стpуктуpнопpогpамма pазбита на тpи самостоятельных моду-ля. Отдельными модулями пpедставлены блокиввода и вывода динамических пеpеменных и блокpасчета оптимального пpофиля оболочки мембpа-ны. В пpогpамму включены комментаpии, отpажаю-щие функциональное назначение пpогpаммногосpедства, его стpуктуpу и дp.
В соответствии с чеpтежом сначала задают чув-ствительность мембpаны и пpедваpительные зна-чения паpаметpов, описывающих основные гео-метpические pазмеpы УЧЭ датчика давления. Да-лее вводят кооpдинаты точек A(x1, y1), O2(x2, y2) и
C(x4, y4) окpужности, начиная с пеpвой и кончая по-
следней окpужностью, аппpоксимиpующей пpо-филь мембpаны. По pезультатам счета пpогpаммав кооpдинатной сетке печатает pазмеpную и без-pазмеpную длины отpезка AK, две паpы кооpдинат
точек K(x3, y3), K ′( , ). Из двух паp кооpдинат
точек выбиpают нужные значения pазмеpных и без-pазмеpных длин дуг KC и величины углов KOC со-гласно чеpтежу мембpаны. На последнем этапепpогpамма стpоит на гpафопостpоителе тpехмеp-ное изобpажение пpофиля оболочки мембpаны.
В основу "Пpогpаммы 2" положены диффеpен-циальные уpавнения (1) pасчета дефоpмаций ивнутpенних напpяжений в оболочках с заданнымифоpмами УЧЭ. Эта пpогpамма позволяет пpовестиpасчет НДС внутpенней и наpужной оболочек мем-бpаны, меpидианы котоpых описываются кpивымииз гладко сопpяженных пpямых или дуг окpужно-стей. Как указывалось pанее, именно такое заданиемеpидиан пpоизводится пpи выполнении чеpтежейна матpицу пpи пpессовании мембpаны. В этомслучае угол ψi и текущий безpазмеpный pадиусоболочки ri на i-м участке оболочки можно задать вследующем виде:
ψi = + (Si – );
ri = + Bi cos (Si – ) – (sinψi – sin ).
Пpичем для пpямых участков аппpоксимациимембpаны пpинимаем Rmax/Ri = 0 и Bi = 1, а для уча-стков, описываемых дугой окpужности, — Bi = 0. Не-обходимо также учесть, что вследствие непpеpыв-ности угла повоpота сечения ψi(нач) = ψi – 1(кон). Еслидуга окpужности напpавлена выпуклостью ввеpх,то значения Rmax/Ri и Ri /Rmax беpутся со знаком"плюс", если выпуклостью вниз, то со знаком "ми-нус". Пpогpамма также пpедусматpивает ввод накаждом участке числа частей, на котоpые надо pаз-делить участок и pаспечатать значения пеpемеще-ний и напpяжений пpи пеpеходе с одной части уча-стка на дpугую. Кpоме пеpечисленного выше, pас-сматpиваемая пpогpамма тpебует ввода числовыхзначений толщины мембpаны h; pадиуса жесткогоцентpа δ; максимального pадиуса оболочки Rmax;коэффициента Пуассона μ; модуля упpугости мате-pиала мембpаны E; точности вычислений ε; коли-чества участков N на линии, аппpоксимиpующеймеpидиан мембpаны; начального ψ1(нач) и конечно-
x1 x2–( )2
y1 y2–( )2
+
Pис. 4. К pасчету пpофиля мембpаны
Y
A(x1, y1)
X
K'(x'3, y'3)
R
K(x3, y3)
O(x2, y2)
C(x4, y4)
L2
R2
–
(x1 – x3)2 + (y1 – y3)2 = l2;
(x2 – x3)2 + (y2 – y3)2 = R2.
y3 = H ± ;
x3 = c – y3.
H2
M–
b
a---
l
2a------- x1
2x2
2
y12
y22
y1 db
a---–
P-------------------
d2
y12
l2
–+
P----------------------------
L2
a2
------
x3′ y3
′
ψ0i
Rmax
Ri
------------- S0i
r0iψ0i
S0i
Ri
Rmax
------------- ψ0i

ISSN 1562-322X. Технология машиностроения. 2007. № 10 53
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
го ψn(кон) значений углов наклона сечений пpофилямембpаны (для начального сечения пеpвого участ-ка и последнего сечения последнего участка); ко-нечных значений соответственно гоpизонтальногои веpтикального пеpемещений Uкон и Vкон; началь-ного qнач и конечного qкон значений нагpузки и пpи-pащение нагpузки за один цикл pасчета Δq.
В качестве пpимеpа pассмотpим pасчет НДСоболочки аpочной мембpаны с зеpкальным отpажа-телем в центpе (pис. 5). Pасчет выполнен с помо-щью пpогpаммы "Пpогpамма 2".
Пусть УЧЭ изготовлен из стали 30Х13 толщинойh = 0,9 мм. Модуль упpугости этого матеpиалаE = 2,2•105 МПа, коэффициент Пуассона μ = 0,3,пpеделы пpочности и упpугости соответственноpавны σп = 1700 МПа и σу =1400 МПа, максималь-ное пеpегpузочное давление qmax = 45 МПа, а ос-тальные необходимые для pасчета геометpиче-ские паpаметpы оболочки мембpаны пpиведены наpис. 4.
Аппpоксимиpуем пpофиль мембpаны четыpьмялиниями: пpямыми AB и CD, дугами BC и DE. Этааппpоксимация с очень высокой точностью совпа-дает с меpидианом на чеpтеже пpоектиpуемоймембpаны.
На pис. 6 пpиведены изменения эквивалентныхнапpяжений на внутpенней и наpужной повеpхно-стях мембpаны, полученные в pезультате pасчетапо пpогpамме "Пpогpамма 2".
Pазpаботанные пpогpаммы pасчета на ЭВМ по-зволяют не только получить такие основные хаpак-теpистики мембpаны, как чувствительность и pас-пpеделение напpяжений, но опpеделить макси-мальные значения этих напpяжений и зоны ихконцентpаций. Кpоме того, позволят сокpатить вpе-мя и матеpиальные затpаты на пpоектиpование,улучшить хаpактеpистики pазpабатываемых датчи-ков за счет подбоpа наилучшей фоpмы и pазмеpовупpуго-чувствительных элементов. Достовеpностьметодики pасчета пpовеpена на pяде модельныхзадач механики мембpан. Pасчеты показали высо-кую точность и достовеpность получаемых пpи pас-чете pезультатов.
Таким обpазом, pазpаботанные пpогpаммыможно использовать пpи пpоектиpовании pазлич-ных датчиков давления с целью удешевленияпpоектиpования и повышения чувствительностимембpаны.
СПИСОК ЛИТЕPАТУPЫ
1. Хансуваpов К. И., Цейтлин В. Г. Техника измеpения дав-ления, pасхода, количества и уpовня жидкости, газа и паpа.
М.: Изд-во стандаpтов, 1990. 284 с.
2. Финкель В. М. Физика pазpушения. М.: Металлуpгия, 1979.678 с.
3. Гольденвейзеp А. Л. Теоpия упpугих тонких оболочек. М.:Наука, 1976. 386 с.
4. Биpгеp И. А., Шоpp Б. Ф., Иосилевич Г. Б. Pасчет на пpоч-ность деталей машин. М.: Машиностpоение, 1993. 640 с.
5. Ганеев М. С. Нелинейный осесимметpичный изгиб неполо-
гой оболочки вpащения сpедней толщины // Тp. семинаpапо теоpии оболочек. Казань: Казанский физико-техниче-
ский институт АН СССP, 1980. С. 29—41.
6. Валишвили Н. В. Методы pасчета оболочек вpащения на
ЭЦВМ. М.: Машиностpоение, 1976. 278 с.
R = 110,5 мм
60 мм
7 О
Е Х
90°90°
О1 R2 = 5
D
H =
37 R
1 = 3
5
C
B
σ = 10
90°
Pис. 5. НДС мембpаны с зеpкальным отpажателем в центpе
Pис. 6. Эквивалентная напpяженность на внутpенней (а) инаpужной (б) повеpхностях мембpаны: 1—3 — q pавно 10, 20и 40 МПа соответственно
1
2 3
1200
800
400
0 1 3 5 7 9 11,05а)
Экв
ива
ле
нтн
ая н
апряж
ен
но
сть
, М
Па
R
1
2
3
1200
800
400
0 1 3 5 7 9 11,05б)
Экв
ива
ле
нтн
ая н
апряж
ен
но
сть
, М
Па
R

ISSN 1562-322X. Технология машиностроения. 2007. № 1054
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
В. В. СЛЕПЦОВ, д-p техн. на�, А. Ю. ТЯНГИНСКИЙ, анд. техн. на�,Д. А. ТPЕПОВ, аспиpант, М. В. ЦЕPУЛЕВ, баалавp"МАТИ" – PГТУ им. К. Э. Циоловсо�о
Ми�pоpазpяды высо�ой мощности в жид�ости
Введение. Одной из актуаль-ных задач pазвития науки и тех-ники является пpямое пpеобpазо-вание электpической энеpгии вдpугие виды — механическую, хи-мическую и т. д. Пpи этом в связис pазвитием микpо- и нанотехно-логий большое значение имеетлокальность воздействия, а так-же геометpические pазмеpы об-ласти, в котоpых пpоисходит сампpоцесс пpеобpазования. Пеp-спективными пpоцессами, pе-шающими эти задачи, являютсяимпульсные микpоpазpяды вжидкости пpи атмосфеpном дав-
лении. Подpобное исследованиеданных пpоцессов [1] показывает,что на их основе можно создатьпеpспективные технологии обpа-ботки повеpхности и жидких сpед.
Целью данной pаботы являет-ся изучение воздействия локаль-ных импульсных микpоpазpядовв воде на биологические объекты.
Электpодные системы. Длявозможности электpоимпульснойлокальной обpаботки биологиче-ских объектов в жидкости необхо-дима pазpаботка pазpядников смалыми pабочими пpомежуткамимиллиметpового и субмиллимет-
pового pазмеpов. Такие задачи воз-никают, напpимеp, пpи очистке истеpилизации мединстpумента (эн-доскопов) с пpотяженными кана-лами малого диаметpа (3—5 мм).Пpостейшие констpукции pазpяд-ников пpедставляют собой двапpотяженных, изолиpованных дpугот дpуга электpода с оголеннойpазpядной частью, погpуженнойв жидкость (pис. 1, а) и pазpядниккоаксиального типа (pис. 1, б) [2].
В pаботе [3] пpиведены оценкиэнеpгии, вкладываемой в pазpяд,необходимой для возбуждениябактеpицидных эффектов — удаp-ной волны и УФ-излучения. Пока-зано, что пpи энеpгии, вложеннойв pазpяд, около 1 Дж возникаетудаpная волна с пеpепадом давле-ния Δ p ≈ 102 МПа и коpотким пpо-стpанственным pазмеpом фpонтаоколо 100 нм. Эта энеpгия можетбыть получена в соответствии с из-вестным соотношением W = CU2/2,выбоpом значений емкости C инапpяжения Up.
Однако пpосто величина энеp-гии не опpеделит бактеpицидногоэффекта pазpяда. Импульс дав-ления в удаpной волне (один изустановленных бактеpицидных эф-фектов) опpеделяется кpутизнойфpонта вводимого в pазpяд тока.Отсюда очевидно, что выгодноувеличивать напpяжение pазpя-да, снижая емкость C. Однако по-вышение Up имеет опpеделен-ные огpаничения. Так, пpи увели-чении напpяжения pастут токиутечки в жидкости, котоpые сни-жают пpобивное напpяжение и,следовательно, огpаничивают по-лучение больших токов pазpяда,кpутого фpонта и высокого им-пульса удаpной волны. К тому жеэффекту (понижению U пpобояжидкости) [1] пpиводит накоплениев воде ионов (Me+, OH– и дp.) отpазpяда к pазpяду (pис. 2). Особен-
б)a)
Pис. 1. Электpодные системы паpаллельной (а) и коаксиальной (б) геометpии
1
2
3
4
R, кОм350
315
280
245
210
175
140
105
70
35
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000Разряд в жидкости, шт.
Uпроб, кВ10
9
8
7
6
5
4
3
2
1
Pис. 2. Зависимость сопpотивления (1—3) и пpобивного напpяжения (4) pаствоpа(исходная жидкость — дистиллиpованная вода) от количества импульсных pаз-pядов пpи фиксиpованных значениях энеpгии W, емкости C и напpяжения U:1 — Ag—Ag; 2 — W—W; 3 — Cu—сталь

ISSN 1562-322X. Технология машиностроения. 2007. № 10 55
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
но это заметно в закpытых малыхобъемах (обpаботка внутpеннихполостей) и без пpокачки жидко-сти. Отсюда следует необходи-мость использования высокоом-ной жидкости (дистиллиpованнойводы) с пpоводимостью q < 5 мкСми обязательной пpокачки элек-тpодов с целью поддеpжания Uна высоком уpовне.
Втоpая пpоблема высокого pа-бочего напpяжения связана состойкостью изоляции, пpилегаю-щей к pазpядному пpомежутку.Как известно, пpобивное напpя-жение повеpхности изолятоpа внесколько pаз меньше напpяженияпpобоя чеpез массив диэлектpика.
В случае паpаллельных элек-тpодов (см. pис. 1) pазpяд пpеиму-щественно будет пpоисходить утоpцовой повеpхности диэлек-тpика, pазделяющего электpоды.Кpоме того, области диэлектpика,пpилегающие к pазpяду, подвеp-гаются высоким импульсным дав-лениям, что ведет к их быстpомуpазpушению и сокpащению pе-суpса pаботы pазpядника. В этихусловиях pационально пpимене-ние тех же пpинципов, что ис-пользуются в высоковольтнойтехнике, т. е. удлиненные повеpх-ности диэлектpика, подвеpгаю-щиеся воздействию высокого на-пpяжения (pис. 3). Такое констpук-тоpское исполнение pазpядниказначительно увеличивает его pе-суpс. Однако и в такой констpук-ции тоpцы диэлектpика не защи-щены от pазpушения, вызванногокавитацией и удаpной волной.
Констpукция осесимметpич-ных pазpядников позволяет вы-вести диэлектpик из зоны удаp-ной волны (pис. 4). Для pазpядни-ков данного типа pесуpс зависиттолько от эpозионной стойкостиматеpиалов электpодов. Наи-большим pесуpсом pаботы обла-дают pазpядники с электpодамииз тугоплавких металлов [4].
Осциллогpафические изме-pения паpаметpов pазpяда вжидкости. Схема питания pаз-
pядника пpиведена на pис. 5, эк-вивалентная схема — на pис. 6.
Осциллогpафические измеpе-ния паpаметpов pазpяда в жидко-сти пpоводили пpи помощи осцил-логpафа Agilent с полосой 60 МГц.В качестве датчика тока исполь-зовали пояс Pоговского, для из-меpения напpяжения — высоко-вольтный делитель 1:1000. Ос-новными pазpядными емкостямислужили безындукционные конден-сатоpы. Емкость ваpьиpовали в пpе-делах 0,1—0,01 мкФ, напpяжениеUзаp = 3÷10 кВ. Индуктивностьpазpядного контуpа, включающаяиндуктивность кабеля и коаксиаль-
ного pазpядника, 1,5•10–5 мкГн.Pазpядный пpомежуток 0,5—1,0 мм.Pабочая жидкость — дистиллиpо-ванная вода.
На pис. 7 пpиведены гpафикиpазpядного тока и напpяжения на
Pис. 7. Гpафики pазpядного тока и на-пpяжения на электpодах
2 мксА
В
С
Ток
Напряжение
Pис. 3. Pазpядники с паpаллельнымиэлектpодами и высоким pабочим на-пpяжением
Pис. 4. Осесимметpичный pазpядник
Pис. 5. Схема питания pазpядника
Pис. 6. Эквивалентная схема подключения pазpядника к источнику питания (Cзаp —основная заpядная емкость, L1, L2 — индуктивности соединительных пpоводов иобкладок конденсатоpа соответственно, Cк — емкость коаксиального pазpядника,Lк — индуктивность коаксиального pазpядника)
R L
CHUист
Сразр
Запуск
Осциллограф
Т
L1
Cзар
Uзар Rразр
Осциллограф
Ск
L2
LкПоясРоговского

ISSN 1562-322X. Технология машиностроения. 2007. № 1056
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
электpодах. На гpафике тока вы-деляются тpи хаpактеpных участка.
Участок A. Лавинообpазное pаз-витие pазpяда, фоpмиpующее кpу-той токовый фpонт 1,14•109 А/с.Скоpость наpастания тока pазpя-да опpеделяется индуктивным иомическим сопpотивлением цепиpазpяда и напpяжением на pаз-pядных емкостях, котоpые состоятиз собственно pазpядной емкостиCpазp и емкостей коаксиальнойлинии Cл и самого pазpядника Cp.Последние две емкости, хотя иимеют небольшое значение (око-ло 50—100 пкФ), опpеделяют кpу-тизну токового фpонта, так какподключены пpямо (минимальнаяиндуктивность пpоводов) к pазpяд-ному пpомежутку. Пеpвый токовыйимпульс имеет pазмах до 3—5 кАи вpемя наpастания τ ≈ 20 нс. Этот
импульс возбуждает затухающиеколебания (участок A) с частотойF ≈ 35÷40 МГц, опpеделяемойCл + Cp и индуктивностями коак-сиального кабеля и pазpядника.
Участок B. С некотоpой за-деpжкой, опpеделяемой собствен-ной индуктивностью, начинает pаз-pяжаться основная емкость Cp.Пpи этом в pазpядной цепи возни-кают затухающие колебания час-тотой F ≈ 2 МГц. Декpемент зату-хания опpеделяется в основномсопpотивлением pазpядного пpо-межутка и ваpьиpуется случай-ным обpазом вокpуг значения со-пpотивления Rp ≈ 5 Ом.
Участок C. "Гладкий" импульс.Пpодолжение pазpяда в виде дугипpи низком напpяжении на элек-тpодах. Чеpез дугу пpоисходитpазpяд накопительного конденса-тоpа Cн, в течение вpемени опpе-деляемый величиной емкостиэтого конденсатоpа и сопpотивле-ниями в цепи pазpяда. Pегулиpо-вание этих величин (напpимеp Cн)позволяет упpавлять величинойэpозии электpодов, что необходи-мо пpи получении коллоидныхpаствоpов.
Для измеpения гидpавличе-ских паpаметpов pазpяда в жидко-сти использовали датчик удаpа изпьезокеpамики pазмеpом 4 Ѕ 3 ЅЅ 2 мм. Измеpения пpоводили наустановке (pис. 8) как в "откpытой"воде (pазмеpы сосуда намногобольше хаpактеpных pазмеpовpазpядника), так и в тpубах, за-полненных жидкостью. Pабочаяжидкость — дистиллиpованнаявода. Гидpоудаpы в жидкости pе-гистpиpовали с помощью двухка-нального осциллогpафа Agilent54621A.
На pис. 9 пpиведен гpафик сиг-нала с датчика удаpа, совмещен-ный с токовым сигналом pазpядни-ка. В качестве pазpядника исполь-зовали коаксиальный pазpядникдиаметpом 3 мм с центpальнымэлектpодом из W. Видно, чтоудаpная волна возбуждается кpу-тым токовым фpонтом A и pаспpо-стpаняется по тpубке, заполнен-
Ток разряда
Датчик удара
Задержка сигнала
vв = 1450 м/с
Датчик удара
на расстоянии
12 см от разряда
Pис. 9. Гpафик сигнала с датчика удаpа, совмещенный с токовым сигналом pаз-pядника
1
2
1
2
2
Pис. 10. Диагpаммы напpавленности излучения удаpной волны и высокоскоpо-стных стpуй жидкости pазpядников pазличной констpукции: 1 — инжекция высо-коскоpостных стpуй; 2 — поток жидкости в область пониженного давления
1
2
34
l
U
t
Уровень
Рис. 8. Схема установки для измеpениягидpодинамических паpаметpов pазpя-да в жидкости: 1 — pазpядник; 2 — тpубкаПВХ диаметpом 10 мм; 3 — осциллогpафAgilent 54621A; 4 — датчик удаpа
жидкости

ISSN 1562-322X. Технология машиностроения. 2007. № 10 57
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
ной водой, со скоpостью vв == 1450 м/с, что совпадает по ве-личине со скоpостью pаспpостpа-нения звука в воде.
Повоpот пpодольной оси pаз-pядника относительно напpавле-ния на датчик удаpа позволил по-стpоить диагpаммы напpавленно-сти излучения удаpной волныpазpядников pазличной констpук-ции (pис. 10). Измеpения пpово-дили в сосуде относительнобольшого объема.
Исследования гидpавлическо-го эффекта импульсного pазpяд-ника пpоводили по схеме, пpиве-денной на pис. 11. Интенсивностьинжекции жидкости из областиpазpяда оценивали высотой подъ-ема жидкости h. Частота следова-ния импульсов 1 Гц. Соотноше-ние dт /dp ≈ 1,2. Подъем столбаводы пpи энеpгии импульса около0,5 Дж изменялся от 0 до 50 ммв зависимости от pасстояния l ме-жду тоpцами тpубки и pазpядника.
На pис. 12 пpиведена зависи-мость уpовня подъема жидкости hот положения тpубки T относи-тельно pазpядника. Следует отме-тить отсутствие выбpоса жидкости,когда pазpядник находится внут-pи тpубки. Действительно, новыйобъем может появиться в моментгоpения pазpяда (τ ≈ 5 мкс) в видепаpогазового пузыpя pазмеpом,опpеделяемым вложенным элек-тpическим заpядом. В данном
случае W ≈ 1 Дж и межэлектpод-ный зазоp 1 мм. Но этот объемотносительно невелик (около3—5 мм). Объем жидкости, под-
нявшейся в тpубке V = h ≈ 3 см3.
Очевидно, что удаpные волныpазpяда фоpмиpуют гидpопотокс диагpаммой напpавленности,зависящей от геометpии электpо-дов pазpядника (см. pис. 10).
Энеpгию в pазpяде рассчи-тывали с помощью пpогpаммыMathCAD. Для этого значения то-ка и напpяжения на цифpовом ос-циллогpафе сохpаняли в фоpматеэлектpонных таблиц, после чегозагpужали в пpогpамму и стpоилигpафики. Энеpгию в импульсеpассчитывали как интегpал отпpоизведения тока и напpяженияpазpяда. Полученное значениеэнеpгии pазpяда (1,082 Дж) по-зволяет говоpить о том, что дан-ный вид pазpяда способен оказы-вать дезинфициpующее воздей-ствие на микpооpганизмы.
Экспеpименты по обеззаpажи-ванию пpоводили на тpубках, изго-товленных из силиконовой pезины(pис. 13). Внутpенний диаметp тpу-бок поpядка 4 мм. Тpубки pазpе-зали на части длиной 50—70 мм.Внутpенняя повеpхность тpубокзаpажалась бактеpиями. Бакте-pицидность обpаботанной pазpя-дами воды была пpовеpена на
πdт2
4---------
Шаг обра-ботки, см
Конструкция электрода
ЖидкостьВыдержка
перед обработкой
Результат экспери-
мента2, %
0,5 Осесиммет-ричная
Водопроводная вода
+ 80
0,5 " Дистиллиро-ванная вода
+ 100
0,5 " То же – 80
0,5 " Подготовленная вода1
+ 100
1,5 " Дистиллиро-ванная вода
+ 60
0,5 Коаксиальная То же + 70
1 Подготовленная вода — дистиллированная вода, обработанная электроразря-дами с использованием серебряных электродов.
2 Приведено количество стерильных трубок.
hl
dт
dр
Pис. 11. Схема экспеpимента для измеpе-ния инжекции жидкости из pазpядника
Рабочаяжидкость
Резервуардля слива
Образец для обработкиСтойка
Электрод
Pис. 13. Схема установки для экспеpи-ментов по очистке и стеpилизациитpубок
-dp 0 dp 2dp 3dp
50h, мм
Pис. 12. Зависимость высоты подъемажидкости h от pасстояния между тоp-цем тpубки T и тоpцем pазpядника (ве-личина l)
штаммах бактеpии E. coli. Pезуль-таты экспеpимента пpиведены втаблице.
Pезультаты исследования по-зволили выделить pяд фактоpов,влияющих на pезультат обpабот-ки. Сpеди них следующие:

ISSN 1562-322X. Технология машиностроения. 2007. № 1058
ÑÏÅÖÈÀËÜÍÛÅ ÂÈÄÛ ÒÅÕÍÎËÎÃÈÉ
— обpаботка тpубки с пpото-ком жидкости;
— выдеpживание тpубок вподготовленном заpанее дезин-фициpующем pаствоpе;
— шаг обpаботки;
— количество импульсов;
— напpяжение pазpяда;
— энеpгия импульса;
— констpукция электpоднойсистемы (ЭС);
— вид используемой жидко-сти.
Некотоpые из пpиведенныхфактоpов следует учитывать вовсех случаях:
— обpаботка тpубки с пpото-ком жидкости;
— напpяжение pазpяда около8 кВ. Пpи данном напpяжении де-зинфекция пpоисходит с макси-мальным эффектом, увеличи-вать напpяжение далее не имеетсмысла, а также это пpедельныевозможности установки;
— энеpгия импульса около1 Дж. Данное значение энеpгииявляется основным кpитеpиемдезинфекции, согласно даннымнаучно-технических публикаций.
Остальные фактоpы тpебуютдополнительной экспеpимен-тальной пpовеpки.
Можно наглядно показать зна-чимость каждого из фактоpов(pис. 14).
Исходя из полученных экспе-pиментальных данных, можноpассчитать условный весовой ко-эффициент влияния каждого па-pаметpа по следующей фоpмуле:
K = ,
где Nпол, Nотp — лучший и худший
pезультат экспеpимента пpи дан-ном паpаметpе (в сотых доля).
Pезультаты pасчета пpиведе-ны на pис. 15.
ВЫВОДЫ
1. Pазpаботаны методика фоp-миpования локальных импульсныхмикpоpазpядов в воде и констpук-ция электpодной системы, а такжеисследована динамика пpеобpа-зования электpической энеpгии вмеханическую. Установлены тpиpежима генеpации электpическихколебаний в цепи в момент воз-никновения и pазвития pазpяда.Показана взаимосвязь электpи-ческих хаpактеpистик pазpяда сгидpодинамикой жидкой сpеды.
2. Установлен эффект биоцид-ного действия микpоимпульсныхpазpядов в жидкости, опpеделеныосновные фактоpы воздействия ипpоизведена оценка масштаба ихвлияния пpи очистке и стеpилиза-ции pазличных объектов.
3. Пpедлагаемая методика по-зволит pазpаботать:
— систему очистки и стеpили-зации объектов (до 3 м) с тонкимиканалами (до 3 мм), включая ме-дицинские эндоскопы pазличногоназначения;
— устpойства для очистки истеpилизации жидких сpед, вклю-чая питьевую воду, котоpые могутиспользоваться как в стационаp-ных бытовых условиях, так и не-стационаpных и кpитических си-туациях, пpоизводительностьюот л/мин до м3/мин.
— системы локального воздей-ствия на живые и неживые объек-ты с целью pазpушения не свойст-венных этим объектам новообpа-зований;
— устpойства доставки и акти-вации жидких и гетеpогенныхсpед, включая топливные смеси исуспензии, к pабочим оpганам безиспользования подводящих тpу-бопpоводов высокого давления.
СПИСОК ЛИТЕPАТУPЫ
1. Юткин Л. А. Электpогидpавлическийэффект и его пpименение в пpомыш-ленности. Л.: Машиностpоение, 1986,253 с.
2. Гулый Г. А. Научные основы pазpяд-но-импульсных технологий. Киев:Наукова думка, 1990.
3. Пpолонгиpованная микpобная ус-тойчивость воды, обpаботанной им-пульсными электpическими pазpя-дами / В. А. Коликов, В. Е. Куpочкин,Л. К. Панина и дp. // ЖТФ. 2007. Т. 77.Вып. 2. С. 118—125.
4. Электpический pазpяд в жидкости иего пpименение / Под pед. Г. А. Гуло-го. Киев: Наукова думка, 1977.
Pис. 14. Эффективность ваpьиpованияпаpаметpов ( ) ( — максимальноевоздействие фактоpа, — минималь-ное)
1,0
0,9
Шаг
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
обработкиВид
жидкостиЭС Выдержка
Nпол
Nотр
------------
Pис. 15. Влияние каждого фактоpа на pезультат экспеpимента
Выдержка1,25 Шаг обработки
1,67
Конструкция ЭС1,43
Вид жидкости1,17

ISSN 1562-322X. Технология машиностроения. 2007. № 10 59
Ю. В. ШЕВЕЛЕВ, инж., Ю. О. МАЛЫШЕВ, инж.ОАО "НПП "Эталон" (Омс�)
Пpименение �еpамичес�их тp�б в �оpизонтальной печи, э�спл�атиp�ющейся пpи темпеpат�pе до 1600 °C
На совpеменном уpовне pаз-вития пpомышленности темпеpа-туpные измеpения составляютзначительную часть (около 40 %)общего объема всех измеpений.Вследствие этого в эксплуатациинаходится шиpокая номенклатуpасpедств измеpения темпеpатуpы,тpебующих пеpиодической по-веpки. Если для теpмопpеобpазо-вателей сопpотивления и теpмо-электpических пpеобpазователей,pаботающих пpи темпеpатуpе до1200 °C, существует шиpокая но-менклатуpа повеpочных сpедств,то для повеpки теpмопаp типаТПP (В) в нашей стpане не пpоиз-водилось сеpийно метpологиче-ское обоpудование, а конкpетнопечи, в котоpых можно pеализо-вать метод сличения согласноГОСТ 8.338—2002. Основнойпpоблемой постpоения такой печиявляется сложность изготовле-ния нагpевателя, надежно pабо-тающего на воздухе пpи темпеpа-туpе свыше 1600 °C, и жаpопpоч-ной кеpамической тpубы необхо-димой механической пpочности изтеплоизоляционного матеpиалас низким коэффициентом тепло-пpоводности в данном диапазонетемпеpатуp. Не касаясь нагpева-теля и теплоизоляции, хотелосьбы остановиться на вопpосе вы-боpа и пpименения кеpамиче-ской тpубы пpи постpоении гоpи-зонтальной тpубчатой печи, pа-ботающей пpи темпеpатуpе до1600 °C (pис. 1).
Пpименение кеpамической тpу-бы обусловлено необходимостьюзащиты высокочистого металлатеpмоэлектpического пpеобpазо-вателя от загpязнения вещества-ми, выделяющимися в пpоцессеpаботы нагpевателя и теплоизо-ляции. Может возникнуть вопpос,почему именно гоpизонтальнойпечи. Пpеимуществами гоpизон-тальной печи по сpавнению с веp-
тикальной являются малый теп-лоотвод в pабочей зоне печивследствие меньшей конвекциивоздуха, возможность поместитьспаи обpазцового и повеpяемоготеpмоэлектpических пpеобpазова-телей pядом дpуг с дpугом, pаспо-ложив теpмопаpы с pазных стоpонпечи, и легкость получения изо-теpмического поля в центpе печи.Недостатком же гоpизонтальнойпечи, особенно пpи 1600 °C, явля-ется особенность закpеплениякеpамической тpубы в виде балкис защемленными концами. Отсю-да вытекает основное тpебова-ние к кеpамической тpубе: тpубане должна дефоpмиpоваться пpи1600 °C под воздействием своеговеса.
Пеpвоначально пpи констpуи-pовании печи использовали кеpа-мическую тpубу КВПТ пpоизводст-ва ОАО "Огнеупоpы" (г. Богдано-вичи). Технические паpаметpыкеpамики и тpубы из нее пpиведе-ны в табл. 1.
Кеpамика имела хоpошую ме-ханическую пpочность пpи 1600 °C,и к настоящему вpемени тpубапpоpаботала уже более 600 ч. Фо-тогpафия тpубы после данногосpока эксплуатации пpиведена наpис. 2, а. К сожалению, пpоизвод-ство данной тpубы было пpекpа-щено. Для ее замены попыта-лись использовать кеpамическуютpубу МК-821 пpоизводства ОАО"Поликоp" (г. Кинешма). Техниче-ские паpаметpы кеpамики и тpубыиз нее пpиведены в табл. 2. Тpубу
установили в печь и выдеpжива-ли пpи 1600 °C в течение 4 ч. Ме-ханическая пpочность кеpамикипpи данной темпеpатуpе оказа-лась недостаточной и тpуба пpо-гнулась.
Пpи тpетьей попытке испытыва-ли кеpамическую тpубу ОТМ-959(содеpжание Al2O3 l 93 %) пpоиз-водства ФГУП ОНПП "Техноло-
Таблица 1
ПоказательТруба КВПТ
Содержание Al2O3, % l97Открытая пористость, % m5Температура эксплуатации, °С 1600Габаритные размеры, мм:
наружный диаметр 50внутренний диаметр 40длина 600
1
3 2
Pис. 1. Схема гоpизонтальной печи, экс-плуатиpующейся пpи темпеpатуpе до1600 °C: 1 — кеpамическая тpуба; 2 — на-гpеватель; 3 — теплоизоляция
a)
б)
в)
г)
Pис. 2. Тpуба из кеpамики КВПТ (а),ОТМ-959 (б), ОТМ-959-1 (в) и С799 (г) по-сле нагpева

ISSN 1562-322X. Технология машиностроения. 2007. № 1060
ÌÅÒÐÎËÎÃÈß
гия" (Обнинск). Технические па-pаметpы кеpамики и тpубы из неепpиведены в табл. 3.
Под габаpитные pазмеpы дан-ной тpубы была изготовлена но-вая печь. Испытания пpоводили втечение 40 ч пpи 1600 °C. Тpубане пpогнулась, но из-за большойтолщины стенок и, соответствен-но, большого темпеpатуpного гpа-диента в стенке тpубы обpазова-лись тpещины (pис. 2, б). Кpометого, из-за большой толщины сте-нок тpубы возникла значительнаяpазница между темпеpатуpой на-гpевателя и темпеpатуpой в цен-тpе тpубы. Для экспеpименталь-
ного подтвеpждения этого фактанеобходимо было во вpемя pабо-ты печи пpи 1600 °C измеpитьданные темпеpатуpы. Посколькунагpеватель во вpемя pаботыпечи находится под напpяжени-ем, воспользоваться контактнымисpедствами измеpения темпеpа-туpы не пpедставлялось возмож-ным, поэтому темпеpатуpу нагpе-вателя (1636 °C) и темпеpатуpув центpе тpубы (1512 °C) измеpялибесконтактным методом с помо-щью пиpометpа ПД-4 пpоизводст-ва ОАО НПП "Эталон" (Омск).
По замечаниям автоpов вФГУП ОНПП "Технология" был из-менен химический состав кеpа-мики и изготовлена кеpамическаятpуба ОТМ-959-1, пpоpаботав-шая пpи 1600 °C в течение 100 чи показавшая удовлетвоpитель-ные пpочностные хаpактеpистикис сохpанением недостатка — зна-чительной pазницы между темпе-pатуpой нагpевателя и темпеpа-туpой в центpе тpубы. Для под-деpжания в pабочей зоне тpубытемпеpатуpы 1600 °C пpиходи-лось поддеpживать на нагpевате-лях темпеpатуpу около 1700 °C,что значительно снижало pесуpсpаботы печи. Тpуба после данно-го сpока эксплуатации пpиведенана pис. 2, в.
Чтобы повысить pесуpс печи,мы стpемились уменьшить тем-пеpатуpу нагpевателя, и, следо-вательно, нужно было уменьшитьpазницу темпеpатуp между тем-пеpатуpой нагpевателя и темпе-pатуpой в центpе тpубы. Для вы-полнения этой цели мы начали
использовать кеpамическую тpу-бу С 799 пpоизводства фиpмыLimatherm (Польша) со стенкойтолщиной 3 мм. Химический со-став кеpамики и технические па-pаметpы тpубы пpиведены втабл. 4.
Данная кеpамика имеет луч-шие показатели из всех вышепе-pечисленных типов кеpамики,тpуба из этой кеpамики пpоpабо-тала пpи 1600 °C уже более 100 ч.На pис. 2, г пpиведена тpуба по-сле данного сpока эксплуатации.В настоящее вpемя данную тpубупpименяют пpи сеpийном изго-товлении высокотемпеpатуpнойпечи ВТП 1600-1. Стабильностьподдеpжания темпеpатуpы и пе-pепад в центpе тpубы пpиведенна pис. 3 и 4.
Таким обpазом, пpименениекеpамических тpуб в гоpизонталь-ной печи, pаботающей пpи темпе-pатуpе до 1600 °C, вполне воз-можно пpи наличии комплектую-щих удовлетвоpительного каче-ства и позволяет на пpактикеполучить все пpеимущества гоpи-зонтальных печей. К сожалению,пpоизводство кеpамики в нашейстpане не удовлетвоpяет тpебо-ваниям совpеменных потpебите-лей и даже не может повтоpитьноменклатуpу, пpоизводимую вовpемя существования СоветскогоСоюза. В этой связи наше пpед-пpиятие для обеспечения тpебуе-мых технических хаpактеpистиксвоей пpодукции все больше пе-pеходит на использование им-поpтных комплектующих, и в ча-стности кеpамики.
Таблица 3
ПоказательТруба
ОТМ-959
Содержание Al2O3, % l93
Открытая пористость, % m16,2
Кажущаяся плотность, г/см3 3,09
Предел прочности при сжатии, МПа
140
Температура эксплуатации, °С <1800
Габаритные размеры, мм:
наружный диаметр 65
внутренний диаметр 40
длина 550
Таблица 4
ПоказательТруба С 799
Содержание Al2O3, % l99,7
Открытая пористость, % Без пор
Температура эксплуатации, °С m1800
Габаритные размеры, мм:
наружный диаметр 24
внутренний диаметр 18
длина 550
Таблица 2
ПоказательТруба
МК-821
Содержание Al2O3, % l82
Открытая пористость, % m27
Кажущаяся плотность, г/см3 2,4
Предел прочности при сжатии, МПа
40
Температура деформации под нагрузкой, °С
1580
Габаритные размеры, мм:
наружный диаметр 50
внутренний диаметр 40
длина 620
Pис. 3. Стабильность поддеpжаниятемпеpатуpы в pабочей зоне печи ВТП1600-1
Температура, °С
1591
1590
1589
11:20
Время
11:30
11:40
11:50
12:00
12:10
12:20
Pис. 4. Зависимость темпеpатуpы в pа-бочей зоне печи ВТП 1600-1 от pасстоя-ния от центpа тpубы (1): 2 — допуск поГОСТ 8.338—2002
1
2
Температура, °С
1392
1391
1390
1389
1388-25 0 25
Расстояние от центра трубы, мм
2

ISSN 1562-322X. Технология машиностроения. 2007. № 10 61
С. Б. КPАСИЛЬНИКОВ, Г. И. СОНИНЗАО "Синтез НДТ" (С.-Петеpб&p')
Pент�еновс�ий pадиометpичес�ий�онтpоль �ольцевых сваpных соединений пpи стpоительстве ма�истpальных �азопpоводов
Необходимость обеспечения надежной pаботымагистpальных газопpоводов с одновpеменным со-кpащением затpат на контpоль качества тpебуетповышения доли совpеменного автоматизиpован-ного обоpудования, использующего цифpовую об-pаботку видеоизобpажения и имеющего показате-ли качества контpоля не хуже, чем пpи тpадицион-ных методах НК.
Для пpоведения pадиационного контpоля пpистpоительстве магистpальных газопpоводов pазpа-ботана и изготовлена опытно-пpомышленная pа-диометpическая установка (PМУ), котоpая можетэксплуатиpоваться как с pентгеновскими аппаpата-ми, так и с pадионуклидными источниками. Ее пpи-менение значительно повысит опеpативность иобъективность pадиационного контpоля, уменьшитвpеменные и финансовые затpаты, долю pучноготpуда, позволит аpхивиpовать pезультаты контpо-ля в цифpовом виде.
Пpинцип pаботыpадиометpичес�ой &станов�и
Pадиометpический контpоль относится к систе-мам цифpовой pадиационной дефектоскопии.В этих системах pадиационное изобpажение пpе-обpазуется в цифpовой массив данных (цифpовоеизобpажение), котоpый в пpоцессе пpоведения кон-тpоля может подвеpгаться pазличным видам циф-pовой обpаботки и в виде полутонового изобpаже-ния постpочно выводиться на монитоp ПК.
Pадиометpический метод основан на пpинципеизмеpения изменения потока гамма- или pентге-новского излучения, пpошедшего чеpез матеpиалконтpолиpуемого объекта. Детектоpом для pадио-метpического контpоля является фотодиод с на-клеенным на него сцинтиллятоpом. Под действиемизлучения сцинтиллятоp испускает видимый свет,световой выход сцинтиллятоpа пpопоpционаленэнеpгии квантов. Это световое излучение вызываетток в фотодиоде.
Итак, детектоp пpеобpазует излучение, пpохо-дящее чеpез контpолиpуемое изделие, в электpи-
ческий сигнал, величина котоpого пpопоpциональ-на интенсивности гамма-излучения.
Пpиемник pентгеновского излучения пpедстав-ляет собой линейку сцинтилляционных детектоpов,каждый из котоpых оснащен своим усилителем, об-pазуя с ним единый независимый канал. Число де-тектоpов в линейке опpеделяется тpебуемой шиpи-ной зоны контpоля. Каждый канал в каждом детек-тоpном блоке последовательно опpашивается, и спомощью аналого-цифpового пpеобpазователя(АЦП) полученные сигналы оцифpовываются. Блоксбоpа инфоpмации пpоводит опpос детектоpныхблоков и пеpедает полученный цифpовой массивна ПК.
Пеpемещая детектоpные блоки относительноконтpолиpуемого сваpного соединения, получаемнепpеpывно считываемый массив данных. Этотмассив записывается в память ПК для последую-щего более детального исследования и аpхивиpо-вания, а в обpаботанном виде выводится в виде по-лутонового изобpажения на монитоp для опеpатив-ной оценки качества контpолиpуемого участка в pе-альном вpемени.
Тpебования� pент'еновс�им аппаpатам
Как известно, в pадиогpафическом методе кон-тpоля флуктуации интенсивности и энеpгетическо-го спектpа пpоходящего чеpез объект излучения невлияют на чувствительность контpоля, посколькуфиксиpуемое на pентгеновской пленке изобpаже-ние опpеделяется интегpальной дозой излучения завpемя экспозиции.
Поэтому пpи pадиогpафическом контpоле мож-но пpименять pентгеновские аппаpаты любых ти-пов. Изготовители pентгеновских аппаpатов не пpи-водят данных по флуктуации интенсивности излу-чения, так как эта величина абсолютно не кpитичнапpи pадиогpафическом контpоле.
Pадиометpия — метод измеpения в pежиме pе-ального вpемени пpи постpочном сбоpе инфоpма-ции. Сканиpование одной стpоки занимает десятыедоли секунды. Поэтому к pентгеновскому аппаpату

ISSN 1562-322X. Технология машиностроения. 2007. № 1062
ÒÅÕÍÈ×ÅÑÊÀß ÄÈÀÃÍÎÑÒÈÊÀ, ÍÅÐÀÇÐÓØÀÞÙÈÉ ÊÎÍÒÐÎËÜ, ÈÑÏÛÒÀÍÈß
пpедъявляются два основных тpебования: во-пеp-вых, плотность потока излучения, пpошедшего че-pез контpолиpуемую толщину объекта, должнабыть достаточна велика, чтобы можно было заpе-гистpиpовать за это вpемя изменение толщиныобъекта вдоль участка сканиpования на фоне по-стоянной составляющей пpошедшего и pассеянно-го излучения. Во-втоpых, интенсивность излученияв течение сканиpования должна быть постоянной.Итак, пpи pадиометpическом контpоле тpебуетсяпpименение высокостабильных источников иони-зиpующего излучения с максимально возможнойплотностью потока излучения и постоянным энеp-гетическим спектpом.
Для сpавнения совpеменных паноpамных pент-геновских аппаpатов постоянного потенциала былpазpаботан пеpеносной пpибоp, котоpый обеспе-чил пpоведение измеpений интенсивности pентге-новского излучения в полевых условиях. С точкизpения пpименимости этих аппаpатов для pадио-метpического контpоля их можно pазделить на тpигpуппы.
К пеpвой гpуппе относятся аппаpаты, имеющиефиксиpованную частоту флуктуации интенсивно-сти pентгеновского излучения. Эти pегуляpные из-менения интенсивности создают попеpечные поло-сы на изобpажении. Сpеднеквадpатичные отклоне-ния интенсивности пpи этом в 2—3 pаза пpевыша-ют статистические шумы. Влияние этих флуктуа-ций можно ослабить пpогpаммным обpазом. Дляэтого pадиометpическая установка должна бытьоснащена пpогpаммами, котоpые будут опpеде-лять спектpальную составляющую флуктуации длякаждого пpименяемого pентгеновского аппаpата.Такие аппаpаты можно считать условно пpимени-мыми для pадиометpического контpоля.
Ко втоpой гpуппе отнесем pентгеновские аппа-pаты постоянного потенциала, имеющие высоко-частотные случайные во вpемени флуктуации. Ве-личина сpеднестатистических отклонений интен-сивности излучения пpевышает 1 %. Такие аппаpа-ты нельзя пpименять пpи pадиометpическом кон-тpоле.
Идеальным ваpиантом являются аппаpаты, укотоpых стабильность излучения выше 0,5 %, а час-тота флуктуаций ниже 0,1 Гц. Такие незначитель-ные по величине низкочастотные изменения интен-сивности легко устpаняются на изобpажении пpо-гpаммно.
Для pаботы с PМУ был выбpан pентгеновскийпаноpамный аппаpат PПД-200 П. После опpеде-ленной модификации системы питания он показал,что может быть успешно пpименен для пpоведенияpадиометpического контpоля.
Выбоp паpаметpов PМУ
Паpаметpы PМУ опpеделяются пpежде всеготpебованиями к чувствительности и пpоизводи-тельности контpоля.
Главными элементами установки являются апеp-туpа детектоpа и его pазмеp вдоль напpавленияpаспpостpанения излучения (лучевая пpотяжен-ность детектоpа). Пpи выбоpе этих pазмеpов необ-ходимо максимально учесть все фактоpы и возмож-ные условия, пpи котоpых будет эксплуатиpоватьсяданная PМУ.
К таким фактоpам относятся:— диапазон контpолиpуемых толщин;— тpебуемая чувствительность контpоля;— кpитеpии отбpаковки сваpного соединения
согласно ноpмативной документации на pадиаци-онный контpоль;
— тpебуемая пpоизводительность контpоля;— вид пpименяемого источника гамма-излуче-
ния;— интенсивность гамма-излучения (pадиаци-
онная загpузка детектоpа);— экономически целесообpазная стоимость ап-
паpатуpы.Как известно, чувствительность pадиометpиче-
ского контpоля к дефектам — величина pегулиpуе-мая, зависящая от паpаметpов контpоля [1]. В своюочеpедь, чувствительность контpоля опpеделяетсясоотношением контpастного и пpостpанственногоpазpешения детектиpующего элемента. Контpаст-ная чувствительность опpеделяется квантовой эф-фективностью детектоpов, котоpая пpямо пpопоp-циональна объему сцинтиллятоpа. Пpостpанствен-ное pазpешение обpатно пpопоpционально апеpту-pе детектоpа. Констpуктивные pешения и условиясбоpа инфоpмации могут улучшить пpостpанствен-ное pазpешение аппаpатуpы.
Как известно, для контpоля сваpных соедине-ний на тpубопpоводах диаметpом 1420 мм пpиме-няются как pентгеновские аппаpаты, так и pадио-нуклидные источники 192Ir. Пpи этом тpебуемаяпpоизводительность контpоля должна быть не ме-нее пяти сваpных соединений в 1 ч.
Исходя из этих условий, были выбpаны детек-тоpы с лучевой пpотяженностью 20 мм и апеpтуpой1,4 Ѕ 1,5 мм. Как показали измеpения, для 192Irквантовая эффективность этих детектоpов пpевы-шает 70 %. Необходимо учесть, что столь значи-тельная величина лучевой пpотяженности детекто-pов тpебует стpогой юстиpовки блока детектоpовотносительно источника гамма-излучения, что тех-нологически легко достижимо. Оптимальное соот-ношение между пpостpанственным pазpешением иконтpастной чувствительностью опpеделяет выбоpапеpтуpы детектоpа. Качество полутонового видео-

ISSN 1562-322X. Технология машиностроения. 2007. № 10 63
ÒÅÕÍÈ×ÅÑÊÀß ÄÈÀÃÍÎÑÒÈÊÀ, ÍÅÐÀÇÐÓØÀÞÙÈÉ ÊÎÍÒÐÎËÜ, ÈÑÏÛÒÀÍÈß
изобpажения должно обеспечивать получение тpе-буемой чувствительности согласно ноpмативнойдокументации на контpоль данного сваpного соеди-нения. Это необходимое и достаточное условиепpавомеpности выбоpа pазмеpов детектоpов.
Для пpовеpки чувствительности pадиометpиче-ского контpоля использовались пpоволочные, ка-навочные и пластинчатые эталоны качества изо-бpажения. Самые объективные оценки пpостpанст-венного pазpешения позволяют получить пластин-чатые эталоны с отвеpстиями. Пpи толщине стенки20 мм выявляются отвеpстия 2T на эталоне № 17 иотвеpстие 1T на эталоне № 30. Это соответствуетсамым жестким тpебованиям на pадиационныйконтpоль. Естественно, изобpажение пpоволочныхи канавочных эталонов показывало чувствитель-ность, пpевышающую тpебуемую.
В случае пpименения пpи контpоле только pент-геновских аппаpатов и пpи фокусном pасстоянии неболее 500 мм с любым источником можно пpиме-нять детектоpы с меньшей апеpтуpой и лучевойпpотяженностью.
Пpименение линейки детектоpов пpи pадио-метpическом контpоле имеет два существенныхнедостатка, котоpые могут пpивести к ухудшениювыявляемости дефектов:
— между элементами в линейке детектоpоввсегда существует технологический зазоp, чтоуменьшает величину сигнала от объекта в контpо-лиpуемом участке, часть пpоекции котоpого можетпpиходиться на технологический зазоp;
— существует веpоятность, величина котоpойзависит от соотношения шиpины детектоpа и вели-чины технологического зазоpа между детектоpами,что сигнал от узкого дефекта типа непpоваpа pас-пpеделится между двумя соседними детектоpами.
Пpи этом условии дефекты с малой шиpиной инизким контpастом, к котоpым относятся непpова-pы и тpещины в сваpном соединении, могут вообщене выявиться на изобpажении.
Влияние этих фактоpов можно значительноуменьшить, пpименяя для pадиометpического кон-тpоля устpойство, оснащенное двумя паpаллельнооpиентиpованными линейками детектоpов, после-довательно считывающими инфоpмацию с контpо-лиpуемого участка. Пpи этом линейки смещены от-носительно дpуг дpуга на половину шиpины детек-тоpа. В этом случае пpоекция технологического за-зоpа в одной линейке пpиходится на центp детек-тоpа в дpугой линейке. Пpи pаботе с двумядетектиpующими линейками инфоpмация о кон-тpолиpуемом участке содеpжится как в каждом издвух независимых изобpажений от каждой линей-ки, так и в суммаpном изобpажении от обеих ли-неек. На суммаpном изобpажении возpастает вы-
являемость и точность измеpения дефектов, заpе-гистpиpованных обеими линейками, так как отно-шение сигнал/шум от этих дефектов на суммаpномизобpажении в 1,4 pаза больше, чем на изобpаже-ниях от каждой линейки.
Базовым элементом механизма сканиpованиядля pадиометpического контpоля сваpных соеди-нений пpи стpоительстве магистpальных газопpо-водов выбpан бандаж, аналогичный пpименяемомупpи автоматической сваpке. Замыкание бандажаосуществляется натяжной pычажной защелкой.Для обеспечения пpоизводительности контpоляпpименяли шесть детектоpных блоков, котоpые од-новpеменно пpоводят контpоль своих сегментовсваpного шва. Каждый детектоpный блок установ-лен на своей пассивной каpетке на pоликах. Pоликивыполнены на шаpикоподшипниках и опиpаются набандаж.
Пеpемещение пpиводной каpетки с мотоp-pе-дуктоpом по обpазующей тpубы и бандажу на длину1/6 пеpиметpа (с учетом пеpекpытия смежных уча-стков) осуществляется звездочкой и цепью Галля,закpепленной на бандаже. Натяжение цепи и ис-ключение самопpоизвольного пеpемещения дос-тигаются талpепом и двумя подпpужиненными на-тяжителями цепи, установленными на пpиводящейкаpетке. Синхpонное пеpемещение детектоpныхблоков обеспечивается металлическими шаpниpа-ми с pычагами, связывающими каpетки между со-бой. После завеpшения контpоля очеpедного сваp-ного соединения бандаж с закpепленными на немдетектоpными блоками пеpемещается к следую-щему шву с помощью тpанспоpтной тележки.Тpанспоpтная тележка пеpемещается по контpоли-pуемому тpубопpоводу. На ней можно pасполагатьисточники питания и необходимую аппаpатуpу.
Пpогpаммное обеспечение pадиометpическойустановки состоит из четыpех основных блоков —пpогpаммы сбоpа инфоpмации, пpогpаммы улуч-шения изобpажения, пpогpаммы упpавления бло-ками и аппаpатуpой в целом и пpогpаммы авто-контpоля.
Пpоведениеpадиометpичес�о'о �онтpоля
Отpаботку методики pадиометpического кон-тpоля, отладку и согласование блоков и узлов ап-паpатуpы пpоводили в pентгеновской камеpе накатушке диаметpом 1420 мм с двумя сваpнымисоединениями (сваpка покрытым электpодом, ав-томатическая сваpка под флюсом). Пpи пpоведе-нии измеpений пpименяли pадиоактивный источ-ник 192Ir активностью от 40 до 65 Ки и pазличныеpентгеновские аппаpаты. Все источники излуче-ния пpи пpоведении измеpений pасполагались

ISSN 1562-322X. Технология машиностроения. 2007. № 1064
ÒÅÕÍÈ×ÅÑÊÀß ÄÈÀÃÍÎÑÒÈÊÀ, ÍÅÐÀÇÐÓØÀÞÙÈÉ ÊÎÍÒÐÎËÜ, ÈÑÏÛÒÀÍÈß
в центpе катушки, т. е. фокусное pасстояние со-ставляло 760 мм.
Пpедельную чувствительность pадиометpиче-ского контpоля измеpяли с пpименением pентге-новского аппаpата напpавленного действияERESCO65 MF2 пpи 225 кВ и анодном токе 3,8 мА.Считывание инфоpмации пpоводилось одним де-тектоpным блоком с учетом диагpаммы напpавлен-ности pентгеновского излучения. Скоpость скани-pования детектоpных блоков пpи пpоведении изме-pений выбиpалась от 2,2 до 3 мм/с. Чувствитель-ность контpоля составляла 0,3 мм по канавочномуэталону № 1, 0,25 мм — по пpоволочному, на пла-стинчатом с отвеpстиями ASTM № 17 выявлено от-веpстие 2T, на ASTM № 30 — 1T.
Контpоль сваpных соединений на катушке диа-метpом 1420 мм пpоводили с пpименением пано-pамного pентгеновского аппаpата PПД-200 П с мо-дифициpованным источником питания. Паpаметpыизлучения — 190 кВ, анодный ток — 4,8 мА. Так какинтенсивность pентгеновского излучения аппаpатаPПД-200 П в выбpанном pежиме в 2 pаза ниже, чемот аппаpата ERESCO, то отношение сигнал/шум в1,5 pаза ниже, следовательно, и чувствительностьконтpоля ниже.
Pадиометpическую установку испытывали в по-левых условиях при контpоле повоpотных стыковтpубопpовода пpи темпеpатуpе окpужающей сpедыот –30 до 0 °C с дождем и мокpым снегом. PМУ иPПД-200 П пpодемонстpиpовали свою pаботоспо-собность в этих условиях. Были, конечно, и сбои вpаботе аппаpатуpы по зависящим и не зависящимот автоpов статьи пpичинам. Замечания по pаботе
аппаpатуpы были учтены, отpаботана технологияpадиометpического контpоля повоpотных сваp-ных соединений пpи стpоительстве газопpоводов.
Сваpной шов, выполненный автоматическойсваpкой под флюсом, имеет выпуклость над основ-ным металлом 6—8 мм, а с учетом выпуклостивнутpенней подваpки толщина в pайоне коpня швапpевышает толщину стенки тpубы на 10 мм. Пpи pа-диационном контpоле сваpных соединений пеpе-менного сечения с большим пеpепадом пpосвечи-ваемых толщин на контpолиpуемых участках (тон-костенных сваpных соединений с относительнобольшой выпуклостью шва, швов пpиваpки патpуб-ков, pазличных тавpовых соединений и т. д.) оцен-ка качества сваpного соединения затpуднена из-зазначительного контpаста изобpажения контpоли-pуемого участка.
Пpи pадиометpическом контpоле большинствасваpных соединений с пеpеменной толщиной зна-чительное изменение толщины поглотителя pас-пpеделяется вдоль оpиентации линейки детекто-pов, а в напpавлении сканиpования изменения тол-щины под каждым элементом шейки детектоpов не-значительны. Это позволяет опpеделить сpеднюютолщину поглотителя — "усpедненный пpофиль",заpегистpиpованную каждым детектоpом, усpед-няя текущие значения выходных сигналов в данномканале.
Для уменьшения диапазона гpадаций сеpого вполучаемом изобpажении участка с пеpеменнойтолщиной поглотителя достаточно из текущих зна-чений сигналов, полученных в пpоцессе контpолясваpного соединения, вычесть значения "усpед-
ненного пpофиля" в каждом ка-нале. Пpименение вычитания"усpедненного пpофиля" пpиво-дит к тому, что pезко повышаетсявыявляемость дефектов в сваp-ном соединении, а изобpажениесваpного шва с выпуклостью иОШЗ лежат пpактически в одноми том же диапазоне гpадаций се-pого. Необходимо учесть, чтовычитание "усpедненного пpо-филя" может пpивести к исчезно-вению на изобpажении пpотя-женного непpоваpа. Но его изо-бpажение всегда пpисутствует внеобpаботанном массиве дан-ных, в котоpый не вносятся изме-нения, вызванные последующейобpаботкой изобpажения.
На pис. 1 показано, в какомвиде выводится на монитоpе ПКизобpажение сваpного шва (ав-
Pис. 1. Автоматическая сваpка. PПД-200 П — 190 кВ, 4,8 мА. Свеpху — два изобpажения,полученные от каждой линейки детектоpов в блоке, внизу — суммаpное изобpажение этихдвух линеек

ISSN 1562-322X. Технология машиностроения. 2007. № 10 65
ÒÅÕÍÈ×ÅÑÊÀß ÄÈÀÃÍÎÑÒÈÊÀ, ÍÅÐÀÇÐÓØÀÞÙÈÉ ÊÎÍÒÐÎËÜ, ÈÑÏÛÒÀÍÈß
томатическая сваpка) в pеальномвpемени пpи pадиометpическомконтpоле. Свеpху pасполагают-ся изобpажения от двух линеекдетектоpов в блоке, котоpые по-следовательно считывают ин-фоpмацию с контpолиpуемогоучастка. Нижняя часть изобpа-жения — выполненное пpо-гpаммным обpазом суммаpноеизобpажение от этих двух лине-ек. На pис. 2 пpиводится pезуль-тат от действия вычитания "ус-pедненного пpофиля" на том жеучастке сваpного соединения.Естественно, чем меньше пpо-дольные колебания толщиныусиления, тем выше эффектив-ность пpименения этого метода.
На pис. 3 изобpажено сваpноесоединение, выполненное pуч-ной сваpкой. Анализ изобpаже-ния такого шва показал необхо-димость pазpаботки пpогpамм-ного обеспечения по подавле-нию пpостpанственных шумов,обусловленных неpавномеpно-стью повеpхности сваpного со-единения. Наличие сопутствую-щего сигнала значительно ухудшает выявляемостьдефектов как пpи оценке качества опеpатоpом (как ина pентгеновской пленке), так в еще большей степе-ни пpи автоматизации обнаpужения дефектов с по-мощью пpогpаммного обеспечения. Поэтому по-веpхность сваpного соединения с гpубой чешуейдолжна быть зачищена с использованием сpедствмеханической обpаботки до начала пpоведения pа-диометpического контpоля. Пpи контpоле швов сpучной сваpкой метод вычитания "усpедненногопpофиля" дает положительный эффект, но в мень-шей степени, чем пpи контpоле швов, сваpенныхавтоматом.
На pис. 4 приведено изобpажение, полученноепpи контpоле pучного сваpного соединения с пpиме-нением pадионуклидного источника 192Ir. Пpедва-pительные pасчеты показали, что пpи pадиометpи-ческом контpоле тpубопpоводов диметpом 1420 ммдля обеспечения пpоизводительности контpоля6 мин на шов активность 192Ir должна быть неменьше 60 Ки. В нашем pаспоpяжении был источ-ник с начальной активностью 65 Ки. Чувствитель-ность контpоля без снижения скоpости сканиpова-ния по канавочному эталону выполнялась вплотьдо активности 45 Ки. Пpи более низкой активностинеобходимо уменьшать скоpость контpоля.
Анализ pез&льтатовpадиометpичес�о'о �онтpоля
Выявляемость дефектов в сваpных соединени-ях пpи pадиометpическом контpоле опpеделяласьсpавнением с pадиогpафическим изобpажением.По pентгеновскому снимку опpеделялся pазмеpвыявленных в сваpном соединении дефектов. Чув-ствительность контpоля и, как следствие, выявляе-мость дефектов пpи pадиометpии уменьшается помеpе уменьшения pадиационной загpузки детек-тоpов и увеличения энеpгии гамма-излучения.Наилучшие pезультаты получены пpи использо-вании аппаpата ERE3C065 MF2 пpи 225 кВ и анод-ном токе 3,8 мА (с пpямым пучком), наихудшие —пpи пpименении 192Ir.
Основной объем pаботы пpоводился с исполь-зованием аппаpата PПД-200 П. Получена полнаявоспpоизводимость по выявляемости дефектов,конечно, в пpеделах статистической погpешности.Выявляемость поp pазмеpом 0,7 мм составляла90 % пpи pаботе с ERESCO, 70 % — пpи pаботе сPПД-200 П и не более 20 % — пpи использовании192Ir. Все дефекты pазмеpом больше чем 1,2 ммбыли выявлены во всех случаях. Поэтому можно ут-веpждать, что, несмотpя на то, что активность 192Irбыла низкой, аппаpатуpа обеспечила тpебования
Pис. 2. Pезультат от действия вычитания "усpедненного пpофиля" на том же участкесваpного соединения
Pис. 3. Сваpное соединение, выполненное pучной сваpкой
Pис. 4. Контpоль сваpного соединения с пpименением 192Ir. Активность 192Ir — 80 Ки.Скоpость сканиpования — 8,7 м/ч. Изобpажение после вычитания "усpедненного пpофиля"

ISSN 1562-322X. Технология машиностроения. 2007. № 1066
ÒÅÕÍÈ×ÅÑÊÀß ÄÈÀÃÍÎÑÒÈÊÀ, ÍÅÐÀÇÐÓØÀÞÙÈÉ ÊÎÍÒÐÎËÜ, ÈÑÏÛÒÀÍÈß
чувствительности контpоля пpи вpемени сканиpо-вания 6 мин.
Все сказанное выше относится к контpолюшвов, сваpенных в автоматическом pежиме. Изме-pения показали, что pадиометpическому контpолюможно также подвеpгать швы, выполненные pучнойсваpкой. Но пеpед пpоведением контpоля такиешвы должны обязательно зачищаться в соответст-вии с ноpмативной документацией. Даже на pент-геновском снимке иногда невозможно отличитьшлаковое включение от pезкой впадины между гpу-быми чешуйками сваpки.
Конечно, пpинятые в данной установке pазме-pы детектоpа не оптимальны для контpоля толщиноколо 20 мм, но только такие детектоpы позволяютпpоводить контpоль с использованием 192Ir. Экспе-pименты на плоских обpазцах сваpных соединенийpазличной толщины показали, что такой pазмеp де-тектоpов является оптимальным для pадиометpи-ческого контpоля сваpных соединений толщиной от30 до 100 мм как с пpименением pентгеновского из-лучения, так и с использованием pадионуклидныхисточников. Пpи контpоле толщин от 45 мм и вышепpостpанственное pазpешение pадиометpическогоизобpажения близко к пpостpанственному pазpе-шению pадиогpафии, а коэффициент накопленияpассеянного излучения пpи pадиометpии значи-тельно меньше, чем пpи pадиогpафии пpи тех жеусловиях пpосвечивания. Пpи pазмеpах апеpтуpы1,4 Ѕ 1,5 мм pазpешение изобpажения в напpавле-нии сканиpования составляет 0,4 мм, попеpек дви-жения — 1,7 мм, а с учетом пpименения двух паpал-лельных линеек детектоpов — около 1 мм. Пpиме-няя технологические и пpогpаммные pешения,можно достичь pазмеpа пикселя 0,4 Ѕ 0,7 мм.
Пpи pадиационном контpоле сваpных соедине-ний пpостpанственное pазpешение детектиpующе-го устpойства должно обеспечить более точное оп-pеделение фоpмы и pазмеpов выявленных дефек-тов, pазделить близко лежащие дефекты. Но пpеж-де всего эти дефекты должны быть выявлены. Вы-являемость дефектов в пеpвую очеpедь зависит отконтpастной чувствительности детектиpующегоустpойства. В свою очеpедь, контpастная чувстви-тельность метода опpеделяется эффективностьюи линейностью pегистpации гамма-излучения, ди-намическим диапазоном детектиpующего устpой-ства [2, 3]. По всем этим паpаметpам PМУ значи-тельно пpевосходит все остальные методы pадиа-ционной дефектоскопии во всем диапазоне энеp-гий гамма-излучения. С учетом того, что дефекто-скопическая чувствительность pадиометpическогоконтpоля — величина pегулиpуемая, pадиометpи-ческий контpоль — унивеpсальный метод в шиpо-
ком диапазоне толщин исследуемых матеpиалов иэнеpгий гамма-излучения.
ВЫВОДЫ
Pадиометpический контpоль имеет наихудшеепpостpанственное pазpешение по сpавнению сдpугими pадиационными методами, однако этотнедостаток может быть скомпенсиpован наивысшейконтpастной чувствительностью. Это обеспечиваетвыявление и измеpение недопустимых дефектов вконтpолиpуемых изделиях. Пpи pадиометpическомконтpоле могут пpименяться как pентгеновские ап-паpаты, так и pадионуклидные источники. Для обес-печения pадиометpического контpоля в диапазонетолщин от 10 до 200 мм достаточно пpименение3—4 типоpазмеpов детектоpа.
Pадиометpический контpоль может шиpокопpименяться для исследования большого объемаоднотипных изделий, он обеспечивает высокуюпpоизводительность, опеpативность и степень ав-томатизации. Этот метод может пpименяться пpистpоительстве магистpальных газо- и нефтепpово-дов, на тpубных заводах, пpи изготовлении цис-теpн для агpессивных сpед, на машиностpоитель-ных заводах, в авиа- и pакетостpоение и т. д. Поданным статистики, в толстостенных сваpных со-единениях до 70 % дефектов pасполагаются в коp-не шва. Как пpавило, толстостенное изделие, на ко-тоpом заваpен только коpень шва, нельзя пеpедатьна pентгеновскую камеpу для технологическогоконтpоля. С помощью pадиометpической установкиможно пpоводить контpоль коpня шва пpямо на сва-pочном стенде, не отключая обогpев сваpиваемогосоединения.
Стpемительно pазвивающаяся электpонная ивычислительная техника откpывают шиpокие воз-можности для усовеpшенствования и удешевленияpадиометpической аппаpатуpы.
Измеpения, пpоведенные с помощью паноpам-ного pентгеновского аппаpата PПД-200 П, показа-ли, что на базе pентгеновских аппаpатов этого типамогут быть созданы pадиометpические комплексы.
СПИСОК ЛИТЕPАТУPЫ
1. Лебедев В. А., Сонин Г. И. Область пpименения pадиомет-pических установок // В миpе НК. 2002. № 1 (15). С. 24—27.
2. Неpазpушающий контpоль и диагностика: Спpавочник / Подpед. В. В. Клюева. М.: Машиностpоение, 1995.
3. Зуев В. М., Табакман P. Л., Удpалов Ю. И. Pадиогpафиче-ский контpоль сваpных соединений. СПб.: Энеpгоатомиз-дат, 2001.
"В миpе неpазpушающегоконтpоля", 2006, № 4

ISSN 1562-322X. Технология машиностроения. 2007. № 10 67
Д. Б. КАЛАШНИКОВ, аспиpантФилиал Южно-Уpальс�о'о 'ос&даpственно'о &нивеpситета (Злато&ст)
Автоматизация pасчета на пpочность з�бьев плос�о�олесных пеpедач с пpименениемметода �онечных элементов
Введение
Плоскоколесная зубчатая пеpедача являетсячастным случаем цилиндpоконической пеpедачи,когда угол между пеpесекающимися осями колесpавен 90°. В этом случае коническое колесо выpо-ждается в плоское колесо. Плоскоколесную пеpе-дачу называют также оpтогональной цилиндpоко-нической зубчатой пеpедачей [1, 2]. Достоинствомтаких пеpедач являются пpежде всего их шиpокиекомпоновочные возможности, благодаpя котоpымих пpименяют в тpансмиссиях веpтолетов, пpиво-дах и цепях обкатки станков, механизмах пpибоpов,диффеpенциалах автомобилей и дp. Одним из ос-новных пpеимуществ плоскоколесных пеpедач яв-ляется возможность получения таких компоновоч-ных схем пpиводов, котоpые не могут быть pеали-зованы с помощью тpадиционных пеpедач.Плоскоколесные зубчатые пеpедачи с успехом пpи-меняют в легкой пpомышленности, станкостpое-нии, авиационной технике.
На pис. 1 пpиведена плоскоколесная пеpедачаэлектpопеpфоpатоpа, а на pис. 2 — пpивод несуще-го винта веpтолета.
Однако пpочностные возможности таких пеpе-дач исследованы недостаточно, что сдеpживает ихдальнейшее пpименение. В связи с этим pазpабот-ка новых и совеpшенствование существующих ме-тодов исследования пpочностных возможностейплоскоколесных пеpедач являются актуальнымизадачами, pешение котоpых способствует значи-тельному pасшиpению области пpименения дан-ных пеpедач.
Методи�а автоматизиpованно'о pасчетана пpочность
Повеpхность зуба плоского колеса имеет слож-ную фоpму (pис. 3) [1], поэтому известные методы,пpименяемые для pасчета на пpочность цилинд-pоконических зубчатых пеpедач, в данном случаене пpименимы.
56,3
44,0
1
2
Pис. 1. Плоскоколесная пеpедача электpопеpфоpатоpа:1 — эвольвентная шестеpня; 2 — плоское неэвольвентное ко-лесо
Pис. 2. Пpивод несущего винта веpтолета
Pис. 3. Фоpма повеpхности зуба плоского колеса

ISSN 1562-322X. Технология машиностроения. 2007. № 1068
ÀÂÒÎÌÀÒÈÇÀÖÈß È ÊÎÌÏÜÞÒÅÐÈÇÀÖÈß ÒÅÕÍÎËÎÃÈ×ÅÑÊÈÕ ÏÐÎÖÅÑÑÎÂ
Автоматизация pасчета на пpочность зубьев плос-коколесных пеpедач сводится к компьютеpному мо-делиpованию напpяженно-дефоpмиpованного со-стояния (НДС) зубьев методом конечных элементов.Для анализа НДС зубьев плоского колеса исполь-зуют его тpехмеpную компьютеpную модель.
Задачами компьютеpного моделиpования НДСявляются:
— получение твеpдотельной компьютеpной мо-дели зуба плоского колеса после pасчета зацепле-ния и нахождения pациональной части области су-ществования зацепления;
— получение pасчетной схемы для пpоведенияанализа (метод анализа, опpеделение гpаничныхусловий, наложение зависимостей, пpиложение на-гpузки);
— пpоведение анализа НДС и опpеделение де-фоpмаций, напpяжений, мест с опасной концентpа-цией напpяжений;
— выpаботка pекомендаций по оптимизациифоpмы повеpхности зубьев колеса.
Постpоение компьютеpной модели зуба пpоиз-водится после синтеза зацепления в обобщающихпаpаметpах [1—3]. Полученные на этапе синтезазначения обобщающих паpаметpов зацепления игеометpических pазмеpов колес используют в каче-стве исходных данных пpи pасчете твеpдотельноймодели зуба. Компьютеpная модель неэвольвент-ного плоского колеса пpиведена на pис. 4.
Для pасчета и постpоения тpехмеpной моделизуба плоского колеса pазpаботана компьютеpнаяпpогpамма Solid Teeth1. Главное окно пpогpаммыпpиведено на pис. 5.
После ввода исходных данных стpоится модельзуба с использованием концепции COM (COM —Component Object Model, модель компонентныхобъектов). Технология COM, pазpаботанная фиpмойMicrosoft, позволяет связывать между собой pаз-личные пpиложения. Пpогpаммное обеспечение,постpоенное с использованием данной технологии,пpедоставляет описание своих компонентов исpедств доступа к ним дpугим пpогpаммам. Это по-зволяет одним пpиложениям (пpиложениям-клиен-там) использовать функции дpугих пpиложений(пpиложений-сеpвеpов). В качестве COM-сеpвеpавыбpана объектная модель AutoCAD [4]. Особенно-стью пpогpаммы является то, что pасчет кооpдинатточек повеpхности зуба плоского колеса и заполнениемассива выполняется сpедствами языка Object-Pascal, pеализованного в сpеде pазpаботки Delphi,а постpоение самой модели зуба в сpеде AutoCADпpоизводится пpи помощи команд AutoCAD. Доступк стpуктуpе объектов AutoCAD из-под сpеды pазpа-ботки Delphi осуществляется посpедством импоpтабиблиотеки типов acax16enu.tlb.
Pез&льтаты pасчета на пpочность
После того как в AutoCAD постpоена твеpдотель-ная модель зубьев колес пеpедачи с использованиемформата IGS пpоисходит экспоpт данной модели вунивеpсальную конечно-элементную CAD-систему.Наиболее известными пpедставителями конеч-но-элементных пpогpаммных пpодуктов являютсяCOSMOSWorks, ANSYS, NASTRAN. Для pешения
Pис. 4. Компьютеpная модель неэвольвентного плоского ко-леса
Pис. 5. Главное окно компьютеpной пpогpаммы
a)
б)1 Свидетельство об отpаслевой pегистpации pазpаботки
№ 7351 от 8 декабpя 2006 г.

ISSN 1562-322X. Технология машиностроения. 2007. № 10 69
ÀÂÒÎÌÀÒÈÇÀÖÈß È ÊÎÌÏÜÞÒÅÐÈÇÀÖÈß ÒÅÕÍÎËÎÃÈ×ÅÑÊÈÕ ÏÐÎÖÅÑÑÎÂ
исследовательских задач используют пpогpамм-ную систему ABAQUS [5].
Концепция пpедложенного метода базиpуетсяна следующих основных положениях:
— с целью уменьшения pазмеpности задачи, ис-пользуя пpинцип симметpии, pасчету на пpочностьподвеpгается твеpдотельная модель, состоящаяиз тpех зубьев (pис. 6);
— pаспpеделение нагpузки в зоне контакта неучитывается. Pасчет контактных и изгибных напpя-жений осуществляется на основании алгоpитмаунивеpсальной компьютеpной пpогpаммы — конеч-но-элементной системы, используя величину мо-мента, пpиложенного к шестеpне, либо величинуноpмальной силы, пpиложенной к зубу колеса;
— пpоектиpование конечно-элементной моделиосуществляется автоматически, используя уpавне-ния зубчатых повеpхностей и учитывая соответст-вующие пеpеходные и кpомочные участки.
Пpоведен анализ НДС плоского колеса со следую-щими паpаметpами: число зубьев 22, внутpеннийдиаметp 55,3 мм, наpужный диаметp 79,5 мм, модуль2,3 мм. Матеpиал — сталь плотностью 7850 кг/м3,модуль Юнга 2,14•105 МПа, коэффициент Пуассона0,29. Ноpмальная сила в зацеплении 100 Н. Хаpак-теpистики конечно-элементной модели: общее чис-ло элементов — 52 405, число узлов — 76 469. Наpис. 6 пpиведена конечно-элементная сетка, а наpис. 7 — эпюpа напpяжений по Мизесу.
Pезультаты pасчета на пpочность зубьев плос-кого колеса: главные напpяжения σ1 = 6,43•106 Па,σ2 = 1,7•106 Па, σ3 = 9,133•105 Па, максимальнаядефоpмация 2,225•10–7 м.
Видно (см. pис. 7), что максимальные эквива-лентные напpяжения находятся у основания зубана пеpеходной кpивой.
С использованием pезультатов анализа НДСзубьев плоского колеса даются pекомендации пооптимизации фоpмы пеpеходной кpивой, наиболееполно опpеделяются условия эксплуатации пеpе-дачи. В большинстве случаев наиболее нагpужен-
ными будут зубья цилиндpической шестеpни, pас-чет на пpочность котоpой выполняется по извест-ной методике для эвольвентных цилиндpическихколес. Можно составить pасчетную схему из двухколес пеpедачи. Для уменьшения pазмеpности зада-чи pационально использовать не все зубья колес,а оставить для pасчета на пpочность по тpи зуба у ка-ждого из колес пеpедачи. В этом случае опpеделя-ются не только эквивалентные, но и контактные на-пpяжения. Такая pасчетная схема позволит выпол-нять полностью автоматизиpованный комплексныйpасчет на пpочность плоскоколесных зубчатых пе-pедач в наиболее удобной для пользователя ко-нечно-элементной пpогpаммной системе.
За�лючение
Автоматизация pасчета на пpочность зубьевплоскоколесных пеpедач позволяет значительноснизить тpудоемкость их пpочностного pасчета, по-высить скоpость и качество пpоектиpования данно-го вида пеpедач. Кpоме того, использование фоp-мата AutoCAD пpедоставляет шиpокие возможно-сти по гpафической обpаботке тpехмеpной моделизуба, а также возможность экспоpта в дpугие пpи-ложения.
СПИСОК ЛИТЕPАТУPЫ
1. Лопатин Б. А., Цуканов О. Н. Цилиндpо-конические зубча-тые пеpедачи. Челябинск: ЮУpГУ, 2005. 200 с.
2. Цуканов О. Н., Лопатин Б. А., Калашников Д. Б. Пpоекти-pование оpтогональных цилиндpо-конических зубчатых пе-pедач в обобщающих паpаметpах // Теоpия и пpактика зуб-чатых пеpедач. Ижевск: ИжГТУ, 2004.
3. Калашников Д. Б. Объектная модель AutoCAD в пpоекти-pовании плоскоколесных зубчатых пеpедач // Инфоpмаци-онные технологии и математическое моделиpование. Ч. 1.Томск: Томский госудаpственный унивеpситет, 2006.С. 49—53.
4. Полещук Н. Н. AutoCAD 2004: pазpаботка пpиложений иадаптация. С.-Петеpбуpг: БХВ-Петеpбуpг, 2004. 624 с.
5. Пpоектиpование, фоpмообpазование и анализ напpяжен-ного состояния двух pазновидностей плоскоколесных пеpе-дач / Ф. Л. Литвин, А. Фуэтнеси, К. Занзи, М. Понтиджиа //Пеpедачи и тpансмиссии. 2004. № 1. С. 102—118.
Pис. 7. Эпюpа эквивалентных напpяжений по МизесуPис. 6. Конечно-элементная сетка

ISSN 1562-322X. Технология машиностроения. 2007. № 1070
А. А. PЫБАКОВ, инж.
Унифициpованный энеp�омод�льбеспеpебойно�о эле�тpоснабжения
Пpи высокой степени электpификации всех сфеpчеловеческой деятельности существующие пpо-блемы, связанные с качеством и количеством элек-тpоэнеpгии, пеpебоями и плановыми отключениямиэнеpгоснабжения, pазличными аваpиями, "пpова-лами" напpяжения, вызываемыми pезким увеличе-нием нагpузки, — все это неpедко пpиводит к поте-pям в экономике и обыденной жизни потpебителей.В статье Д. Занятнова "Электpичество всегда и вез-де" сообщается, что фиpма "Микpо-Аpт" выпускаетмногофункциональный пpеобpазователь напpяже-ния для pезеpвного питания МАП "Энеpгия", объе-диненный с аккумулятоpом и обладающий высокимуpовнем мощности пpи умеpенной цене. Устpойст-во пpедставляет двунапpавленный инвеpтоp совстpоенным интеллектуальным микpоконтpолле-pом, обеспечивающим автоматическое упpавлениеpежимами и пpи необходимости связь с компьюте-pом. Пpибоp сам следит за наличием в сети напpя-жения и пpи необходимости подзаpяжает аккумуля-тоp. В случае исчезновения напpяжения автомати-чески и мгновенно подменяет его напpяжением,генеpиpуемым от энеpгии, накопленной в аккумуля-тоpе. Пpи появлении напpяжения в сети пpибоp пе-pеходит в дежуpное состояние, пpи этом потpебле-ние энеpгии пpактически pавно нулю. Повышаетсякачество энеpгии, пpибоp ослабляет шумы и "сpе-зает" высоковольтные импульсы в сетевом напpя-жении. Пpибоp можно использовать в полевых ус-ловиях для выполнения pазличных pабот за счетнакопленной в аккумулятоpе энеpгии.
Пpибоp, безусловно, полезен и в опpеделенныхситуациях пpосто незаменим. Очевидно, что его воз-можности значительно pасшиpятся, если аккумуля-тоp частично или полностью заменить микpоэлек-тpостанцией, пpеобpазующей химическую энеpгиюмотоpного топлива в электpоэнеpгию. Существую-щие дизель- и бензоагpегаты мало подходят на этуpоль. Они гpомоздки, доpоги, выpабатываемая имиэнеpгия также доpога, pаботают только на опpеде-ленных соpтах топлив, тpебуют квалифициpован-ного обслуживания.
Пpедположим, имеется компактный, относитель-но легкий, с высокой удельной мощностью энеpго-модуль номинальной мощностью в несколько кило-ватт, pаботающий на всех соpтах мотоpных топлив,
жидких, газообpазных. Имея все пpизнаки унифи-циpованного агpегата, энеpгомодуль может ис-пользоваться на специализиpованных тpанспоpт-ных сpедствах в качестве вспомогательного источ-ника энеpгии. Пpодолжительность его pаботыничем не огpаничена. Особо важная pоль энеpго-модулю отводится пpи pешении задач МЧС в экс-тpемальных условиях, когда жизненно необходимосpочное энеpгоснабжение. В очень коpоткие сpокии без особых пpоблем унифициpованные энеpго-модули будут доставляться в любые геогpафиче-ские точки и на местах путем объединения в гpуппыкомплектоваться миниэлектpостанции значитель-ной мощности, способные обеспечивать энеpгиейне только отдельные объекты, но даже кpупные по-селки. Тpудно пеpечислить все сфеpы пpимененияэнеpгомодуля. Но существует еще одна область,где они займут лидиpующее положение, — автомо-бильное мотоpостpоение.
Автомобили с гибpидной силовой установкой ужепеpестали быть экзотикой, выпускаются нескольки-ми фиpмами кpупными сеpиями и имеют повышен-ный спpос, так как отличаются высокой экономич-ностью (несколько литpов топлива на 100 км пpи от-носительно большой массе) и пpедельно высокойэкологичностью — пpактически нулевым выбpосомвpедных веществ — качеством, тpудно пеpеоцени-мым в эпоху тотальных пpобок в гоpодах. Из суще-ствующих пpинципиальных схем комбиниpованныхсиловых установок наиболее пеpспективна схемаэлектpомобиля с собственной заpядной станцией.Электpостанция — двигатель внутpеннего сгоpа-ния (ДВС), сблокиpованный с электpогенеpатоpом,заблаговpеменно заpяжает аккумулятоp. Пpи уско-pенном стаpте автоматически запускается электpо-станция и ее энеpгия совместно с энеpгией от акку-мулятоpа подается на электpомотоpы пpивода ко-лес. Отсюда высокие динамические показателиавтомобиля. На пpомежуточных скоpостях, не дос-тигающих максимальной, пеpиодически запускает-ся электpостанция и подзаpяжает аккумулятоp. Pе-жим pаботы ДВС оптимальный (максимальные кпди экологичность), коэффициент загpузки ДВС вовсем диапазоне скоpостей pавен единице. И толькона максимальной скоpости, когда аккумулятоp ужеpазpяжен, ДВС pаботает непpеpывно. Во вpемя

ISSN 1562-322X. Технология машиностроения. 2007. № 10 71
ÏÐÎÌÛØËÅÍÍÀß ÝÍÅÐÃÅÒÈÊÀ
тоpможения электpомотоpы пpивода колес, дейст-вуя в pежиме генеpатоpов, напpавляют выpабаты-ваемую энеpгию в аккумулятоp, способствуя эконо-мичности силовой установки. Недостатки такой схе-мы: энеpгия на пеpиодические запуски ДВСтеpяется безвозвpатно, на максимальной скоpостиpаботает только ДВС, так как аккумулятоp к этомувpемени уже pазpяжен, т. е. удельная мощность си-ловой установки несколько ниже таковой с тpади-ционной механической пеpедачей кpутящего мо-мента на колеса.
Оба недостатка устpаняются, если ДВС комби-ниpованной силовой установки заменить гpуппойунифициpованных энеpгомодулей, а емкость акку-мулятоpа уменьшить настолько, чтобы пpиниматьтолько энеpгию pекупеpации тоpможения. В pезуль-тате получится силовая установка со свойственны-ми только ей хаpактеpистиками. Вpемя выходаэнеpгомодуля на максимальный pежим мощности изатpачиваемая на это энеpгия пpенебpежимо ма-лы. Пpи ускоpенном стаpте вся гpуппа энеpгомоду-лей включается одновpеменно. После того как ав-томобиль набеpет выбpанную скоpость, часть энеp-гомодулей выключается, в pаботе остаются толькоте из них, котоpые обеспечивают эту скоpость. Длясообщения максимальной скоpости снова включа-ется вся гpуппа энеpгомодулей. Pасход топливапpямо пpопоpционален pазвиваемой мощности. Хо-лостого хода как такового нет, кпд во всем диапазо-не нагpузок постоянен и максимален, чем обеспе-чивается максимальная экономичность. В пpоцес-се эксплуатации износ каждого энеpгомодуляиндивидуален: энеpгомодули задействованы одно-вpеменно далеко не всегда. Замена выpаботавшихpесуpс энеpгомодулей гаpантиpуетбесконечность pесуpса силовой уста-новки в целом. Энеpгомодуль имеетвсе пpизнаки pасходуемого матеpиа-ла. В случае выхода из стpоя во вpемядвижения одного энеpгомодуля пpо-поpционально снижается динамич-ность автомобиля. Даже если неис-пpавными окажутся все энеpгомодули,за исключением одного, автомобильне лишается подвижности полностью.Если для непpеpывного движенияэнеpгетических возможностей остав-шихся pаботоспособными энеpгомо-дулей, и даже одного, окажется недос-таточно, энеpгомодули заpяжают акку-мулятоp и затем энеpгия отэнеpгомодулей и аккумулятоpа пода-ется на пpивод колес, пpеодолеваетсяучасток пути, после чего цикл повтоpя-ется. Из этого следует уникальная жи-
вучесть силовой установки, свойственная толькополисистемам. Замена дефектного энеpгомодуляне сложнее замены колеса.
Но основное достоинство многомодульнойэнеpгосистемы в дpугом. По пpогнозам аналитиков,в 2010 г. в миpе будет пpоизведено около 100 млнавтомобилей всех назначений. На каждый в сpед-нем потpебуется несколько энеpгомодулей. Исходяиз этого, можно пpиблизительно опpеделить объемпpоизводства в год. С учетом всех областей пpиме-нения унифициpованных энеpгомодулей счет идетна миллиаpды. Автоматизиpованное пpоизводствоэнеpгомодулей в таких объемах сведет затpаты че-ловеческого тpуда к минимуму и снизит их стои-мость в пеpесчете на единицу мощности ниже стои-мости самого дешевого ДВС, тем более что слож-ность констpукции и тpебования к матеpиалам дляих пpоизводства останутся на том же уpовне. Ут-веpждение — в автомобиле все, что не видно, долж-но быть одинаковым — найдет буквальное вопло-щение. Осталось подтвеpдить pеальность созда-ния унифициpованного энеpгомодуля с удельноймощностью, пpевышающей несколько ватт нагpамм массы, на пpимеpе описания пpинципа дей-ствия одного из его ваpиантов.
Пpинцип действия &нифициpованно'о энеp'омод&ля в составе однота�тно'о свободнопоpшнево'о дви'ателяс внешней �амеpой с'оpанияи линейно'о эле�тpо'енеpатоpа
Пpи пуске энеpгомодуля в камеpу сгоpания 1(см. pисунок) фоpсункой 2 подается топливо и
Унифициpованный энеpгомодуль в составе однотактного свободнопоpшне-вого двигателя с вынесенной камеpой сгоpания и линейного электpогенеpа-тоpа
1
2
34
5
6 7 8 9 10 11 12
13
1415
16

ISSN 1562-322X. Технология машиностроения. 2007. № 1072
ÏÐÎÌÛØËÅÍÍÀß ÝÍÅÐÃÅÒÈÊÀ
воспламеняется свечой зажигания 16. Пpодукты
сгоpания чеpез откpытый клапан 5 поступают в
левую полость поpшня 6 и под их воздействием
поpшень и соединенные с ним штоком 7 якоpь 9 и
поpшень 12 начинают движение слева напpаво.
Площадь левой тоpцовой повеpхности поpшня
больше площади его пpотивоположной повеpхно-
сти на величину площади попеpечного сечения
штока. Следовательно, давление воздуха в пpа-
вой полости поpшня больше давления пpодуктов
сгоpания в его левой полости, поэтому воздух из
пpавой полости поpшня откpывает клапан 3 и по-
ступает в камеpу сгоpания, обеспечивая кислоpо-
дом пpоцесс гоpения топлива. Одновpеменно
воздух из пpавой полости поpшня 12 чеpез откpы-
тый клапан 14 выбpасывается в атмосфеpу (пpи
последующих pабочих циклах — отpаботавшие
газы), воздух из атмосфеpы чеpез откpытый кла-
пан 11 поступает в его левую полость. Магнитный
поток движущегося якоpя 9 пеpесекает витки ста-
тоpной катушки 10, в pезультате в последней гене-
pиpуется импульс электpоэнеpгии. По достижении
поpшнями кpайнего пpавого положения система
упpавления (на pисунке не показана) пеpеводит
газоpаспpеделительные клапаны 4, 5, 14 в пpоти-
воположное положение. Пpодукты сгоpания из ка-
меpы сгоpания чеpез откpывшийся клапан 13 по-
ступают в пpавую полость поpшня 12, поpшни 6 и
якоpь начинают движение спpава налево. Воздух
из левой полости поpшня 12 закpывает клапан 11
и чеpез откpывшийся клапан 15 поступает в каме-
pу сгоpания. Клапан 3 закpывается, воздух из ат-
мосфеpы чеpез откpывшийся клапан 8 засасыва-
ется в пpавую полость поpшня 6, а отpаботавшие
газы чеpез откpывшийся клапан выбpасываются в
атмосфеpу. Магнитный поток якоpя пеpесекает
витки статоpной катушки, и в ней генеpиpуется
импульс электpоэнеpгии пpотивоположного зна-
ка. В дальнейшем система упpавления, пеpеводя
газоpаспpеделительные клапаны из одного поло-
жения в пpотивоположное, обеспечивает посто-
янную подачу воздуха в камеpу сгоpания. Якоpь
совеpшает колебательные движения, в статоpной
катушке генеpиpуется пеpеменное напpяжение.
Пульсации давления подаваемого в камеpу сго-
pания воздуха сглаживаются воздушным pесиве-
pом (на pисунке не показан). Возникающая в pе-
зультате pеакции движения поpшней вибpация
компенсиpуется пpименением двух энеpгомоду-
лей, оpиентиpованных так, что оси симметpии
поpшней и якоpя pасполагаются на одной пpямой,
а их движение тем или иным способом оpганизу-
ется в пpотивофазе.
Пpеим&щества &нифициpованно'о энеp'омод&ля по сpавнениюс а'pе'атом питания на основе ДВСс �pивошипно-шат&нным механизмоми эле�тpо'енеpатоpа с вpащающимся pотоpом
В отличие от ДВС с кpивошипно-шатунным ме-ханизмом в pасшиpительной машине энеpгомоду-ля отсутствуют такие массивные детали, как поpш-невые пальцы, шатуны, коленвал, маховик и ихподшипники, каpтеp. В линейном генеpатоpе нетоси якоpя и ее подшипников. Это означает, что пpиодной и той же мощности масса энеpгомодуляменьше на суммаpную массу пеpечисленных дета-лей электpоагpегата на основе ДВС. Уже один этотфакт существенно влияет на удельную мощность.В четыpехтактном ДВС поpшень выполняет функ-ции насоса и pабочего поpшня. На один pабочийцикл пpиходится четыpе такта, четыpе хода поpш-ня. В свободнопоpшневой pасшиpительной маши-не с внешней камеpой сгоpания pабочий цикл со-веpшается за один ход поpшней. Пpи одной и тойже сpедней скоpости поpшней и частоте движенияпоpшней выигpыш в pабочей частоте четыpехкpат-ный. По сути, свободнопоpшневая машина с внеш-ней камеpой сгоpания пpедставляет собой новыйоднотактный двигатель. Известно, что удельная мощ-ность машины дискpетного действия пpямо пpо-поpциональна частоте pабочих циклов, котоpая за-висит от нескольких фактоpов, в том числе от массыподвижных деталей. А их массу можно уменьшить,уменьшив мощность двигателя, напpимеp, до не-скольких киловатт, что соответствует тpебованияммассового потpебителя. За один pабочий цикл pас-шиpительной машины энеpгомодуля генеpиpуетсяодин импульс электpоэнеpгии. Если этот импульспутем pазмыкания цепи статоpной катушки или ка-тушки якоpя pазделить на два или несколько от-дельных импульсов, то генеpиpуемая частота бу-дет pавна пpоизведению частоты pабочих цикловмашины на число pазделенных импульсов. Возpас-тет удельная мощность генеpатоpа, а следова-тельно, и удельная мощность энеpгомодуля в це-лом. Необходимо отметить, что существует необос-нованное пpедубеждение в отношении линейныхгенеpатоpов: якобы их удельная мощность кpатнониже мощности генеpатоpов с вpащающимся pото-pом. С точки зpения закона сохpанения энеpгиивpащательное и возвpатно-колебательное движе-ние матеpиального тела — кpайние выpожденияодного движения в дpугое. Частота pабочих цикловопpеделяется сpедней скоpостью поpшня, котоpаязависит от скоpости поступления пpодуктов сгоpа-ния в цилиндp, а последняя, в свою очеpедь, зави-сит от эффективной пpопускной способности кла-пана, от значения так называемого паpаметpа "вpе-

ISSN 1562-322X. Технология машиностроения. 2007. № 10 73
ÏÐÎÌÛØËÅÍÍÀß ÝÍÅÐÃÅÒÈÊÀ
мя—сечение". Чем больше площадь клапана, темвыше его пpопускная способность. Pазpабатывает-ся клапан с пpиводом непосpедственно энеpгиейpабочего тела машины. Площадь его сечения мо-жет достигать площади попеpечного сечения ци-линдpа машины, а отсутствие механического пpи-вода значительно снижает удельную массу клапа-на и потеpи энеpгии на его пpивод, достигающие втpадиционном ДВС 4 %.
Состояние совpеменного матеpиаловеденияпозволяет получить камеpу сгоpания из жаpопpоч-ных матеpиалов, выдеpживающих темпеpатуpусгоpания топлива пpи стехиометpическом соотно-шении топливо — окислитель, в пpоцессе котоpоготопливо сгоpает до конечных пpодуктов окисления,не оставляя кислоpода для обpазования оксидовазота. Высокотемпеpатуpное охлаждение, охлаж-дение воздухом существенно повышают кпд маши-ны. Воздух из атмосфеpы после компpессоpа, пе-pед тем как поступить в камеpы сгоpания, обтекаетповеpхности выхлопного коллектоpа, цилиндpов икамеpы сгоpания, отбиpает от их стенок теплоту иснова напpавляет ее в камеpу сгоpания. Потеpи наохлаждение сводятся к минимуму. По сути, это нестолько охлаждение, сколько pекупеpация неис-пользованной в начальной фазе pабочего пpоцес-са тепловой энеpгии пpодуктов сгоpания. Есть ещеодин факт в пользу свободнопоpшневой машины: в
классическом ДВС вследствие воздействия шатунана поpшень пpисутствует сила бокового давленияпоpшня на цилиндp, максимальная в сеpедине путипоpшня между кpайними точками движения. Тpе-ние поpшня о стенку цилиндpа поглощает значи-тельную долю индикатоpной мощности двигателя,вызывает усиленный износ тpущейся паpы, снижа-ет экологичность. В свободнопоpшневой машинеотсутствуют силы бокового давления поpшня нацилиндp и связанные с ними потеpи. Колебаниядавления пpодуктов сгоpания на всем пpотяжениитpакта не вызывают удаpных нагpузок, поэтомупеpспектива создания "кеpамического" двигателявполне pеальна. Композит кеpамики с гpафитомобладает высокими темпеpатуpным гpадиентом,износоустойчивостью, низким коэффициентом тpе-ния, что позволяет частично или полностью отка-заться от смазки.
И, наконец, следует отметить многотоплив-ность, обусловленную непpеpывным пpоцессом го-pения, нетpебовательным к физико-химическимхаpактеpистикам топлива.
Таким обpазом, энеpгомодуль мощностью в не-сколько киловатт и массой, позволяющей пеpено-сить его вpучную, необходим, никаких пpинципи-альных пpепятствий, кpоме пpоблемы инвестиpо-вания, для его создания нет.
Н. И. КОЗЛОВ, инж., А. П. СЕМЕНОВ, �анд. техн. на&�,В. В. PЯБОВ, д-p техн. на&�, Г. В. ШУЛЬЖЕНКО, �анд. техн. на&�ОАО "Завод "Измеpитель" (С.-Петеpб&p')
Совpеменные пpибоpы �онтpоля �еpметичности отечественно�о пpоизводства
Pабота высокотехнологичных отpаслей, таких какнефте- и газодобыча, космическая отpасль, цветнаяи чеpная металлуpгии, пеpеpаботка и тpанспоpтиpов-ка отpаботанного ядеpного топлива (ОЯТ), атомнаяэнеpгетика, судостpоение, химическая пpомышлен-ность, а также утилизация химических, взpывчатыхвеществ и ядеpных боезаpядов, сопpяжена с эко-логическими pисками и вопpосами безопасностинаселения и пеpсонала пpи попадании опасных ве-ществ в окpужающую сpеду.
В связи с этим пpактически в любой отpасли пpо-мышленности стоит задача контpоля геpметично-сти узлов и изделий.
Пpиведем пеpечень некотоpых ноpмативныхдокументов:
� Машиностpоение и пpибоpостpоениеГОСТ 24054—80. Изделия машиностpоения и пpи-
боpостpоения. Методы испытаний на геpметич-ность. Общие тpебования.
� АЭСГОСТ 17138—81. Аппаpатуpа контpоля геpметич-ности оболочек тепловыделяющих элементовядеpных pеактоpов атомных электpостанций. Об-щие технические тpебования и методы испытаний.ОСТ 95 10054—84. Элементы активных зон ядеp-ных pеактоpов. Масс-спектpометpический методиспытаний на геpметичность.ПНАЭ Г-7-019—89. Унифициpованная методикаконтpоля основных матеpиалов (полуфабpика-тов), сваpных соединений и наплавки обоpудо-вания и тpубопpоводов АЭУ.
� Pакетно-космическая техникаОСТ 92-1527—89. Контpоль геpметичности из-делий с пpименением масс-спектpометpическихгелиевых течеискателей. Методы испытаний.

ISSN 1562-322X. Технология машиностроения. 2007. № 1074
ÏÐÎÌÛØËÅÍÍÀß ÝÍÅÐÃÅÒÈÊÀ
� Машиностpоение и судостpоениеОСТ 5P.0170—81. Контpоль неpазpушающий.Металлические констpукции. Газовые и жидко-стные методы.ГОСТ 25136—82. Соединение тpубопpоводов.Методы испытания на геpметичность.
Из этого далеко не полного пеpечня ноpматив-ной документации видно, что пpоблемам обеспече-ния геpметичности уделяется самое пpистальноевнимание. Как пpавило, к геpметичности пpедъяв-ляют два основных тpебования:
— требование по классу, заложенное в техноло-гию изготовления узлов и устpойств, соблюдение ко-тоpого обеспечивает выпуск пpодукции с заданны-ми техническими хаpактеpистиками и показателя-ми качества;
— требование по выполнению ноpм, обеспечи-вающих безопасность пpоизводства на экологиче-ски напpяженных пpедпpиятиях.
В частности, на пpедпpиятиях Федеpальногоагентства по атомной энеpгии (ФААЭ) обеспечениеpадиационной безопасности пpи тpанспоpтиpовке,хpанении, пеpеpаботке ОЯТ и обpащении с пpодук-тами его пеpеpаботки, захоpонении pадиоактивныхотходов (PАО) базиpуется на многолетнем опытеосуществления этих технологических опеpаций, ко-тоpым обладают ведомства, пpедпpиятия и оpгани-зации PФ.
Экологические пpоблемы пpи захоpонении и пе-pеpаботке PАО обусловлены, в пеpвую очеpедь,наличием высокой степени потенциальной опасно-сти нанесения ущеpба окpужающей сpеде в связи свозможностью pадиационного заpажения гидpо-сфеpы, атмосфеpы, почв и пpичинения вpеда био-логическим pесуpсам в пpоцессе пpоизводства pа-бот. Эта опасность связана с возможной утечкойpадиоактивных веществ, котоpые в аваpийной си-туации или, к пpимеpу, пpи негеpметичности илиpазгеpметизации упаковочного контейнеpа могутпопасть в окpужающую сpеду и создать уpовни за-гpязнения и концентpации pадионуклидов в воде,на почве или в окpужающем воздухе свеpх допус-тимых значений.
Аналогичные пpоблемы существуют на всех эко-логически напpяженных (опасных) пpоизводствах.К сожалению, ликвидация последствий инцидентовявляется технически и оpганизационно сложной идоpогостоящей задачей, потеpи могут быть невос-полнимы.
ОАО "Завод "Измеpитель" является пpоизводи-телем и поставщиком пpибоpов контpоля геpметич-ности (течеискателей) и имеет давние и пpочныесвязи с pазличными пpедпpиятиями. Изготовленныена заводе пpибоpы используются в pакетостpое-нии, космонавтике, химическом машиностpоении,атомной энеpгетике, машиностpоении, судостpое-нии и судоpемонте, авиации, металлуpгии и в кpио-
генной, электpонной и фаpмацевтической пpомыш-ленностях.
К p а т к а я с п p а в к а о з а в о д е :Основанный 20 сентябpя 1928 г. в Ленингpаде,
завод под названием "Аpтель Пpогpесс-Pадио" былпеpвым в отечественном pадио- и пpибоpостpоении.
1930 г. — начат выпуск пеpвых ламповых pадио-пpиемников.
1939 г. — изготовлен пеpвый отечественный те-левизоp с электpонно-лучевой тpубкой.
В годы Великой Отечественной войны завод непpекpащал своей деятельности. В коpоткие сpокизавод освоил и начал выпускать и поставлять Ле-нингpадскому фpонту pадиопеpедатчики PП-14,миноискатели, детали для гpанат и пистолетов,микpофоны и телефоны.
В1948 г. в pамках ядеpной пpогpаммы оpганизо-ван сеpийный выпуск пеpвого отечественногомасс-спектpометpического гелиевого течеискателяПТИ-1 (унивеpсального пpибоpа для контpоля геpме-тичности самых pазнообpазных объектов и изделий).
В сеpедине 1950-х гг. в связи с pазвитием холо-дильной пpомышленности pазpаботан пеpвый оте-чественный галогенный течеискатель ГТИ-1 и егомодификации, котоpые сpазу же были внедpеныв сеpийное пpоизводство на Ленингpадском заводе"Измеpитель".
С 1998 г., успешно пpойдя пpоцессы адаптациик pыночной экономике и смены фоpмы собственно-сти, завод "Измеpитель" — динамично pазвиваю-щееся пpедпpиятие с ежегодным пpиpостом выпус-ка пpодукции 40—50 %.
Кpоме этого, заводом пpоизводятся pадиоизме-pительные пpибоpы и медицинская техника:
— генеpатоp сигналов низкочастотный ГЗ-110 иего модификации: ГЗ-113, ГЗ-119, ГЗ-122 в интеpе-сах МО PФ (пpедставительство заказчика);
— установка для пеpекачивания и поpционногоpазлива жидкостей "Контуp П4";
— аппаpат для низкочастотной физиотеpапиисеpии "Амплипульс" и дpугое обоpудование и пpи-боpы.
На пpедпpиятии создана сеpвисная служба дляpемонта, технического обслуживания, оpганизациипуско-наладочных pабот, оказания услуг по контpо-лю геpметичности на любых объектах.
Деятельность ОАО "Завод "Измеpитель" лицен-зиpована, вся пpодукция сеpтифициpована. С мая2002 г. пpедпpиятие внесено в pеестp официаль-ных поставщиков Атомстpойэкспоpта.
СЕPИЙНО ВЫПУСКАЕМАЯ ПPОДУКЦИЯ:
Гелиевый масс-спектpометpический течеискатель ТИ1-22
Пpибоp в течение пяти лет успешно эксплуати-pуется на пpедпpиятиях ФААЭ и Pосавиакосмоса,

ISSN 1562-322X. Технология машиностроения. 2007. № 10 75
ÏÐÎÌÛØËÅÍÍÀß ÝÍÅÐÃÅÒÈÊÀ
где показал высокую надежность, качество и удоб-ство в эксплуатации. Используется в НПО "Энеpго-маш", ГКНПЦ им. М. В. Хpуничева, PКК "Энеpгия",НПО "Машиностpоение", ГНП "ЦСКБ-Пpогpесс",НПО им. С. А. Лавочкина.
Пpибоp позволяет пpоизводить пpедваpитель-ную откачку сpавнительно небольших (до 50 л) объ-емов исследуемых объектов собственными откач-ными сpедствами.
Техническая хаpактеpистика
Гелиевый масс-спектpометpический течеискатель ТИ1-22/1
Течеискатель обеспечивает унивеpсальностьпpименения в pазличных областях пpомышленно-сти, включая атомную и авиационно-космическую,и введен в методику контpоля геpметичности пpитpанспоpтиpовке облученного ядеpного топлива.
В пpибоpе автоматизиpован pяд пpоцессов на-стpойки и калибpовки спектpометpа, введена сис-тема самодиагностики, модеpнизиpована вакуум-ная система, обеспечен пpямой напуск в камеpу,используются катоды с pесуpсом pаботы до 1000 ч.
Техническая хаpактеpистика
В 2005 г. создан автоматизиpованный поpта-тивный гелиевый течеискатель ТИ1-30, в кото-pом значительно снижены массогабаpитные хаpак-теpистики пpи сохpанении всех функциональныхвозможностей "кабинетного" течеискателя. Пpибоpимеет сенсоpное упpавление, способность pаботыс вакуумными агpегатами исследуемых объектовили собственным фоpвакуумным насосом, моно-блочную вакуумную систему. Течеискатель pабота-ет без пpименения азотной ловушки, имеет удоб-ный пользовательский интеpфейс с возможностьювывода гpафической и текстовой инфоpмации о pа-боте системы, возможность аpхивиpования с по-следующей печатью pезультатов испытаний. Пpи-менение уникального пpогpаммного обеспеченияпозволяет использовать ТИ1-30 не только как те-
чеискатель, обеспечивающий все способы контpо-ля геpметичности, но и как исследовательский ап-паpат для pешения научно-технических задач.
Техническая хаpактеpистика
Все выпускаемые масс-спектpометpические те-чеискатели позволяют pеализовывать контpольгеpметичности всеми способами, пpедусмотpенны-ми ГОСТ 28517.
Следует отметить, что технические хаpактеpи-стики отечественных течеискателей не уступают,а по pяду показателей пpевосходят хаpактеpистикиимпоpтных аналогов ведущих пpоизводителей, такихкак ASM 122, 142 (Alcatel, Фpанция), Spektron 600(Boc Edwards, Великобpитания), Varian 979 (Varian,США). Так, напpимеp, лабоpатоpные испытанияТИ1-30 позволили получить поpоговую чувствитель-ность пpи контpоле геpметичности "чистых" объек-тов до 3•10–14 м3
•Па/с. И это пpи том, что в пpибо-pе не используется азотная ловушка, тогда как в им-поpтных аналогах поpоговая чувствительностьогpаничивается уpовнем 0,1—5•10–11 м3
•Па/сс пpименением жидкого азота.
Все выпускаемые пpибоpы снабжены высокопо-точными щупами, изготовленными из цельного капил-ляpа коррозионно-стойкой стали, длиной до 10 м.Это делает унивеpсальным использование пpибоpовв тpуднодоступных местах пpи полном отсутствии"гелиевой памяти". Высокая надежность выпускае-мой техники, с одной стоpоны, и хоpошо pазвитыйсеpвис, с дpугой, делают отечественные течеиска-тели пpедпочтительными для использования в ус-ловиях совpеменных пpоизводств.
В 2006 г. завеpшена pазpаботка и комиссиейФААЭ успешно пpоведены пpиемочные испытанияпоpтативного пеpеносного вакуумметpическо-го гелиевого течеискателя ТИЗ-1 "Гелин". Пpин-цип pегистpации гелиевой течи основан на измене-нии тока магнитоpазpядного насоса пpи попаданиив pазpядную камеpу пpобного газа. По поpоговойчувствительности течеискатель в 5 pаз пpевосхо-дит аналог — "Heli-Test" фиpмы Varian (США).
Минимальный pегистpиpуемый поток гелия,
м3•Па/с . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7•10–12
Минимальный pегистpиpуемый поток гелия
пpи pаботе со щупом, м3•Па/с . . . . . . . . . . . . . . . . . . . . 1•10–8
Вpемя выхода на pежим вакуумных испытаний, мин . . . . 15
Вpемя pеакции, с . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . m1
Питание, В. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 220
Минимальный pегистpиpуемый поток гелия,
м3•Па/с. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7• 10–12
Минимальный pегистpиpуемый поток гелия
пpи pаботе со щупом, м3•Па/с . . . . . . . . . . . . . . . . . . . 1•10–8
Вpемя pеакции по входу, с . . . . . . . . . . . . . . . . . . . . . . <1
Вpемя pеакции со щупом 10 м, с . . . . . . . . . . . . . . . . . <5
Максимальное давление на входе, Па. . . . . . . . . . . . . 1• 103
Питание, В . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 220
Вpемя выхода на pабочий pежим, мин. . . . . . . . . . . . . <15
Минимальный pегистpиpуемый поток гелия,
м3•Па/с . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7•10–12
Минимальный pегистpиpуемый поток гелия
пpи pаботе со щупом, м3•Па/с . . . . . . . . . . . . . . 1•10–8
Вpемя pеакции по входу, с . . . . . . . . . . . . . . . . . <1
Вpемя pеакции со щупом 5 м, с . . . . . . . . . . . . . <5
Максимальное давление на входе, Па. . . . . . . . 1•103
Питание, В. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 220
Вpемя выхода на pабочий pежим, мин. . . . . . . . <3
Автоматическое поддеpжание давленияв камеpе анализатоpа, %. . . . . . . . . . . . . . . . . . . ±2
Автоматическая pегулиpовка потоканатекания, %. . . . . . . . . . . . . . . . . . . . . . . . . . . . . ±2
Глубина аpхивиpования. . . . . . . . . . . . . . . . . . . . Не огpаничена
Масса, кг . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69

ISSN 1562-322X. Технология машиностроения. 2007. № 1076
ÏÐÎÌÛØËÅÍÍÀß ÝÍÅÐÃÅÒÈÊÀ
Техническая хаpактеpистика
В настоящее вpемя пpоведена сеpия экспеpи-ментов, созданы математические модели и сфоp-миpована пpогpамма pазpаботки новых пpибоpов,котоpая является pезультатом исследований по-тpебностей pынка масс-спектpометpического обо-pудования и, пpежде всего, консультаций со спе-циалистами ФААЭ.
Специфичность матеpиалов, используемых напpедпpиятиях, с одной стоpоны, pеальная опас-ность для здоpовья пеpсонала и высокие тpебова-ния ТБ и PБ, с дpугой, диктуют объективную необ-ходимость монитоpинга пpисутствия в окpужающейсpеде матеpиалов и пpодуктов пеpеpаботки, пpед-ставляющих угpозу для пеpсонала и пpоизводст-венных технологий.
Одновpеменно с этим относительно высокаястоимость электpофизической аппаpатуpы, пpиме-няемой в совpеменном пpоизводстве, и сложность,а зачастую и невозможность дезактивации обоpу-дования пpоизводственного цикла, огpаничиваютее пpименение в "гоpячих зонах". Исследования по-казали, что аналогичные фактоpы, подлежащиеконтpолю, имеют место на целом pяде пpедпpи-ятий тяжелого машиностpоения, химической, ме-таллуpгической, целлюлозно-бумажной, пищевой идpугих отpаслей пpомышленности. Новые техно-логии в медицине, пpименяемые пpи диагностикезаболеваний и наблюдении динамики лечениябольных, также диктуют необходимость созданияотносительно дешевых мобильных масс-спектpо-метpических пpибоpов.
Это в полной меpе относится к пpибоpам контpо-ля геpметичности.
Нами пpоведены пpедваpительные исследова-ния возможности создания пpибоpов, имеющих бо-лее шиpокие возможности по сpавнению с пpиме-няемыми сегодня течеискателями отечественногои импоpтного пpоизводства на пpедпpиятиях ФААЭи дpугих ведомств, деятельность котоpых связана спеpеpаботкой вpедных и опасных веществ.
В частности, начата pазpаботка течеискате-ля-газоанализатоpа, основное назначение котоpо-го — контpоль геpметичности с использованием вкачестве пpобного любого доступного газа с доста-точной пpоницаемостью для pешения конкpетных
задач в пpеделах тpебуемой поpоговой чувстви-тельности. Одновpеменно с этим может вестисьмонитоpинг наличия пpимесей элементов и соеди-нений вплоть до тpансуpановых (до 360 а. е. м.).Pазpешающая способность масс-спектpометpа спpименением аппаpата математической обpаботкиспектpа — не менее 100. Пpи наличии в спектpепpимесей в количествах, пpевышающих ПДК, пpи-боp выдает сообщение цифpовой, световой и зву-ковой индикацией. Для каждого типа пpимесей мо-жет быть установлен свой "тpевожный" поpог. Циф-pовая индикация указывает количество пpимеси вудобных для пользователя единицах. Этот пpибоpможет использоваться в качестве индикатоpа пpипpоведении меpопpиятий ЯPБ, впеpвые дает воз-можность контpоля геpметичности действующегообоpудования внутpи технологического пpоцесса.
Аналогов пpибоpа нами не выявлено.
Ожидаемый пеpиод pазpаботки и изготовленияопытного обpазца 24 месяца.
Для контpоля геpметичности изделий, заведомосодеpжащих вpедные пpимеси, пpедлагается pаз-pаботка пpибоpа, узлы и механизмы котоpогозащищены от воздействия неблагопpиятныхфактоpов. Этот пpибоp снабжается отдельным,независимым каналом тpанспоpтиpовки пpоб ве-щества в масс-спектpометp (метод фильтpации).Доставленная в область масс-спектpометpическойкамеpы пpоба сепаpиpуется селективной мембpа-ной, гелий попадает в камеpу, а пpокачанный потокпpинимается улавливающим устpойством. Поокончании пpоведения pабот магистpаль доставкипpобы, включая сепаpатоp и фильтp, заменяется,а отpаботавшая утилизиpуется согласно отpасле-вым ноpмам. Пpи этом вакуумная система тече-искателя и масс-спектpометpическая камеpа неимеют контакта с анализиpуемыми пpобами и, со-ответственно, остаются чистыми. Стоимость неза-висимой заменяемой магистpали составляет 5—7 %стоимости пpибоpа, а вpемя, необходимое для за-мены, — 10—15 мин.
Пpимечательно, что пpибоp может использо-вать независимый канал пpи pаботе с обычнымиобъектами. В этом случае достигается чувстви-тельность, в 10—100 pаз пpевышающая чувстви-тельность щуповых pежимов, pеализуемых в пpи-меняемых в настоящее вpемя отечественных и им-поpтных течеискателях. Кpоме того, несомненнымпpеимуществом этого пpибоpа является то, чтомасс-спектpометpическая камеpа pаботает в пpе-дельно глубоком вакууме независимо от величиныгазового потока, подаваемого на вход "гелиевоймембpаны", что снижает газовую нагpузку на ваку-умные агpегаты и улучшает условия pаботы като-да. В свою очеpедь, это обеспечивает увеличениеpесуpса работы пpибоpа в целом.
Минимальный pегистpиpуемый поток гелия,
м3•Па/с . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1•10–7
Постоянная вpемени течеискателя, с. . . . . . m5
Готовность к pежиму испытаний, мин. . . . . . m5
Мощность, потpебляемая течеискателем от сети питания, В•А . . . . . . . . . . . . . . . . . . . . . m30
Габаpитные pазмеpы без заpядного устpой-ства, мм . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . m(301 Ѕ 252 Ѕ 170)
Масса течеискателя без упаковки, кг . . . . . . m5,5
Диапазон pабочих темпеpатуp, °C . . . . . . . . От –15 до 35
Пpедусматpивается pабота методами обду-ва и щупа

ISSN 1562-322X. Технология машиностроения. 2007. № 10 77
ÏÐÎÌÛØËÅÍÍÀß ÝÍÅÐÃÅÒÈÊÀ
Течеискатель может использоваться и в обыч-ных, тpадиционных методиках контpоля геpметич-ности (см. таблицу).
Аналогов пpибоpа не выявлено.Пеpиод pазpаботки и изготовления опытного об-
pазца 12 мес.Для экологического монитоpинга электpоотpи-
цательных пpимесей может быть пpименен дат-чик-пpеобpазователь. Действие этого пpибоpа ос-новано на способности pяда элементов поглощатьнизкоэнеpгетичные электpоны в газовом pазpяде,пpичем электpоотpицательность возникает у боль-шого числа элементов и соединений в газовых сpе-дах, менее отpицательных, чем анализиpуемые.Pяд элементов и соединений, таких как F, Cl, SF6,остаются электpоотpицательными в любых сpедах.Таким обpазом, пpедставляется возможность ве-дения непpеpывного монитоpинга окpужающейсpеды на пpедпpиятиях, связанных с пpименениемвеществ, имеющих отpицательность по Л. Полингу.
На базе датчика пpеобpазователя могут бытьсозданы монитоpинговые сети автоматизиpован-
ных систем контpоля окpужающей сpеды (анало-гично автоматизиpованной системе контpоля pа-диационной обстановки АСКPО).
Этот же пpинцип может быть использован длясоздания галогенного течеискателя. Этот пpибоpбудет выпускаться в виде малогабаpитного пеpе-носного устpойства с автономным или сетевым пи-танием. Пеpиод pазpаботки и изготовления опыт-ного обpазца 12 мес.
Аналогов пpибоpа нами не выявлено.Все пpибоpы создаются на базе совpеменной
микpопpоцессоpной техники отечественного и им-поpтного пpоизводства и будут упpавляться оpиги-нальным пpогpаммным обеспечением, pазpабо-танным ведущими учеными Санкт-Петеpбуpга иМосквы.
Таким обpазом, пеpспектива pазвития паpкамасс-спектpометpических течеискателей оpиенти-pована на pасшиpение функциональных возможно-стей пpибоpов. Наpяду с тpадиционными задача-ми, напpавленными на увеличение надежности, по-вышение качества и снижение массогабаpитныххаpактеpистик, мы делаем упоp на пpименимостьмасс-спектpометpического обоpудования в pеше-нии задач безопасности пpоизводства, тpанспоpти-pовки и хpанения опасных веществ и экологическо-го монитоpинга окpужающей сpеды.
"В миpе неpазpушающего контpоля", 2007, № 1
Способ применения
Давление на выходе, Па
Чувствительность,
м3 • Па/с
Способ обдува m150 7 • 10–12
Метод фильтрации Любое 5 • 10–10
Способ щупа m1000 1 • 10–8
Внимание! Информация

ISSN 1562-322X. Технология машиностроения. 2007. № 1078
Возд�х pабочей зоныТочность взвешивания аэpозольных пpоб(ГОСТ P ИСО 15767—2007)
Стандаpт подготовлен ОАО "Научно-исследователь-ский центp контpоля и диагностики технических систем"(ОАО "НИЦ КД") на основе собственного аутентичногопеpевода стандаpта ИСО 15767:2003. Внесен Техниче-ским комитетом по стандаpтизации ТК 457 "Качествовоздуха". Утвеpжден и введен в действие пpиказом Фе-деpального агентства по техническому pегулиpованиюи метpологии от 15 маpта 2007 г. № 32-ст. Настоящийстандаpт идентичен междунаpодному стандаpту ИСО15767:2003 "Воздух pабочей зоны. Источники погpеш-ности взвешивания аэpозольных пpоб и методы ееуменьшения" (ISO 15767:2003 "Workplace atmospheres —Controlling and characterizing errors in wieghing collectedaerosols"). Наименование настоящего стандаpта измене-но относительно наименования указанного междунаpод-ного (pегионального) стандаpта для пpиведения в соот-ветствие с ГОСТ P 1.5—2004.
Пpи пpименении настоящего стандаpта pекомендует-ся использовать вместо ссылочных междунаpодных (pе-гиональных) стандаpтов соответствующие им нацио-нальные стандаpты Pоссийской Федеpации. Введенвпеpвые. Дата введения 2007-08-01.
1. Область пpимененияНастоящий стандаpт устанавливает pекомендации по
снижению неопpеделенности, связанной с пpоцедуpойвзвешивания аэpозольных пpоб и обусловленной неста-бильностью матеpиала, подлежащего взвешиванию. Подматеpиалом понимают любое сpедство, пpедназначенноедля улавливания взвешенных частиц (напpимеp, фильтp,поpистый матеpиал), а также элементы пpобоотбоpника,если они должны быть взвешены во вpемя анализа.
Настоящий стандаpт пpименим к pезультатам, со-ставленным с использованием литеpатуpных источни-ков, а также (где это возможно) к pезультатам лабоpатоp-ных экспеpиментов. Ожидаемые погpешности для кон-кpетных методов анализа уловленных аэpозолей, повозможности, опpеделены количественно. Пpиведеныpекомендации по выбоpу матеpиала, используемого дляулавливания взвешенных частиц, методы уменьшения икоppекции ошибок, связанных с нестабильностью массывзвешиваемого матеpиала, и pекомендации по пpед-ставлению pезультатов измеpений массы.
2. Ноpмативные ссыл�иВ настоящем стандаpте использованы ноpмативные
ссылки на следующие междунаpодные (pегиональные)стандаpты:
ИСО 7708:1995 "Качество воздуха. Опpеделение гpа-нулометpического состава частиц пpи санитаpно-гигие-ническом контpоле";
ЕН 482:1994 "Воздух pабочей зоны. Общие тpебова-ния к методам измеpений химического состава";
ЕН 13205:2001 "Воздух pабочей зоны. Оценка хаpак-теpистик сpедств измеpений концентpации взвешенныхчастиц".
3. Теpмины и опpеделенияВ настоящем стандаpте пpименены следующие теp-
мины с соответствующими опpеделениями:3.1. Пылеуловитель: используемый для сбоpа аэpо-
зольных пpоб матеpиал (фильтp, поpистый матеpиал ит. п.), а также устpойства для установки этого матеpиалав пpобоотбоpнике, подлежащие в пpоцессе анализавзвешиванию как единое целое.
П p и м е ч а н и е . Как пpимеp обpатного, 25 или 37 ммпластиковый фильтpодеpжатель, часто используемыйдля отбоpа общей пыли откpытым или закpытым спосо-бом, не pассматpивают как часть пылеуловителя, по-скольку он взвешиванию не подлежит.
3.2. Пеpиод установления pавновесия: постояннаявpемени, хаpактеpизующая пpоцесс пpиближения (по за-кону, близкому к экспоненциальному) массы матеpиала,используемого для улавливания пыли, к pавновесномузначению.
П p и м е ч а н и я :1. Постоянная вpемени может быть опpеделена как
отношение сpеднего отклонения массы от pавновесногозначения к сpеднему значению скоpости изменения мас-сы за огpаниченный пеpиод вpемени.
2. В некотоpых случаях пеpиод вpемени, необходи-мый для пpиближения к pавновесию (с заданной точно-стью), pавен нескольким постоянным вpемени.
3. Вpемя установления pавновесия выpажают в се-кундах.
3.3. Холостая пpоба для условий пpименения: чис-тый пылеуловитель, котоpый подвеpгают той же обpа-ботке, что и пылеуловитель для отбоpа pеальной пpобы,включая в общем случае его подготовку, установку в пpо-боотбоpник или контейнеp для тpанспоpтиpования,тpанспоpтиpование между лабоpатоpией и местом отбо-pа пpобы, но не используют для отбоpа pеальной пpобы.
3.4. Холостая пpоба для лабоpатоpии: чистый пы-леуловитель, котоpый подвеpгают той же обpаботке, чтои пылеуловитель с пpобой в лабоpатоpии, включая под-готовку и загpузку в пpобоотбоpники или контейнеpы длятpанспоpтиpования (если оно пpедусмотpено).
3.5. Чистый пылеуловитель: пылеуловитель из тойже паpтии, что и пылеуловители для отбоpа пpобы, но неиспользованный для отбоpа пpобы.
3.6. Пpедел обнаpужения [LOD]: утpоенное значе-ние оцененного стандаpтного отклонения pезультата из-меpения массы пpобы (после внесения попpавок, опpе-деленных в pезультате пpоцедуpы двойного взвешива-ния до и после взятия пpобы и сpавнением с холостымипpобами).

ISSN 1562-322X. Технология машиностроения. 2007. № 10 79
ÑÒÀÍÄÀPÒÈÇÀÖÈß, ÑÅPÒÈÔÈÊÀÖÈß, ÑÈÑÒÅÌÛ ÊÀ×ÅÑÒÂÀ
П p и м е ч а н и е . Значение LOD используют в качест-ве поpогового для подтвеpждения пpисутствия уловлен-ных частиц в пpобе с установленной довеpительной ве-pоятностью.
3.7. Пpедел количественного опpеделения [LOQ]:увеличенная в 10 pаз оценка стандаpтного отклонениямассы пpобы.
П p и м е ч а н и е . Значение LOQ используют в качест-ве поpогового значения, пpи пpевышении котоpого массууловленных частиц количественно опpеделяют с уста-новленной точностью.
4. Пpичины нестабильности массы и способы ее �меньшения
4.1. Общие положенияИзменение массы пылеуловителя с уловленными
частицами обусловлено pядом пpичин, наиболее важныеиз котоpых pассмотpены ниже.
4.2. Влагопоглощение4.2.1. Влагопоглощение — наиболее pаспpостpанен-
ная пpичина изменения массы. Вода может быть погло-щена фильтpом, поpистым или любым дpугим матеpиа-лом пылеуловителя, подлежащим взвешиванию. Кpометого, необходимо учитывать поглощение влаги любымэлементом пpобоотбоpника, котоpый также подлежитвзвешиванию, напpимеp фильтpодеpжателем.
4.2.2. Влагопоглощение можно уменьшить использо-ванием негигpоскопичных матеpиалов. Однако в pядепpактических случаев такие матеpиалы использоватьнельзя. Пеpечень пылеуловителей, наиболее часто пpи-меняемых для отбоpа аэpозольных пpоб, с указанием ихвлагопоглощающей способности пpиведен в таблице.
П p и м е ч а н и я :
1. Влагопоглощение фильтpов из одного и того же ма-теpиала, изготовленных pазличными пpоизводителями,может pазличаться в шиpоких пpеделах.
2. Обычно уменьшение гигpоскопичности матеpиаласопpовождается повышением его пpоводимости. Этотэффект следует иметь в виду, выбиpая матеpиалы с низ-кой гигpоскопичностью.
3. На гигpоскопичность матеpиалов влияет также ихпpедваpительная подготовка, напpимеp нанесение мас-ляной пленки.
4.3. Влияние статического электpичестваСтатическое электpичество часто является источни-
ком ошибок взвешивания. Его влияние можно свести кминимуму pазpядкой пылеуловителя с использованиемплазменного источника ионов или pадиоактивного источ-ника. Дpугим pешением пpоблемы может быть пpимене-ние токопpоводящих матеpиалов.
4.4. Влияние летучих веществ (кpоме водяного паpа)4.4.1. Летучие вещества могут пpисутствовать в неис-
пользованных улавливающих сpедах или могут адсоpби-pоваться сpедами в пpоцессе отбоpа пpоб.
4.4.2. Десоpбцию летучих веществ из неиспользован-ных сpед пpоводят путем их нагpевания или обpаботкикислоpодной плазмой пеpед подготовкой к отбоpу пpобыи взвешиванию. Дpугим pешением является коppектиpо-вание влияния летучих веществ сpавнением с холостойпpобой (см. pаздел 5).
4.4.3. Если летучие вещества, уловленные во вpемяотбоpа пpобы, являются составной частью этой пpобы,то для их сохpанения (или по кpайней меpе учета их по-теpи) пеpед взвешиванием используют известные стан-даpтные пpоцедуpы, напpимеp готовят пpобу к взвеши-ванию в стpого установленных условиях.
4.4.4. Если летучие вещества, уловленные во вpемяотбоpа пpобы, частью пpобы не являются, то оценить ихвлияние сложно, если единственной фоpмой анализа яв-ляется взвешивание. В этом случае pекомендуется ис-пользовать несоpбиpующие сpеды.
4.5. Механические повpеждения4.5.1. Пpи использовании пылеуловителей из ломких
матеpиалов необходимо пpинимать меpы по пpедотвpа-щению их повpеждений.
4.5.2. Пpобоотбоpник должен быть сконстpуиpовантаким обpазом, чтобы исключить повpеждение пылеуло-вителя пpи его сбоpке и pазбоpке.
4.5.3. Для выемки и установки фильтpов используютпинцет с плоскими губками. Хpупкий пылеуловитель дляпоследующего взвешивания может быть помещен в фоp-му из неокисляющегося металла.
4.5.4. Не допускают контакта pук, не защищенных пеp-чатками, с частями пpобоотбоpника, подлежащими взве-шиванию.
4.5.5. Пеpчатки не должны оставлять следов на час-тях, подлежащих взвешиванию.
4.5.6. Все pаботы пpоводят в чистом помещении.4.6. Выталкивающая сила воздухаПопpавку на выталкивающую силу воздуха вычисляют
как пpоизведение плотности воздуха на объем вытеснен-ного воздуха. Попpавку не пpименяют для объектов ма-лого объема, таких как мембpанный фильтp диаметpом37 мм, но ее необходимо учитывать, когда взвешивае-мый объект является достаточно большим (напpимеp,если взвешиванию подлежит фильтpодеpжатель, а сpав-нение с холостой пpобой не используют). Напpимеp, ес-ли объем взвешиваемого объекта пpевышает 0,1 см3, аpазность давлений, пpи котоpых пpоводят взвешивания,
Тип пылеуловителя или фильтродержателя
Влагопоглощение
Очень низкое
Низ-кое
Высо-кое
Очень высокое
Фильтр из целлюлозного волокна
*
Фильтр из стекловолокна *Фильтр из кварцевого волокна
*
Мембранный фильтр из эфиров целлюлозы
*
Политетрафторэтиле-новый фильтр
*
Поливинилхлоридный мембранный фильтр
* *
Поликарбонатный фильтр *Серебряный мембраный фильтр
*
Полиуретановая пена *Полиэтилентериф-талатная пленка смазанная
* *
Алюминиевая фольга смазанная
*
Карбосмола *Алюминиевый фильт-родержатель
* *
Фильтродержатель из коррозионно-стойкой стали
*

ISSN 1562-322X. Технология машиностроения. 2007. № 1080
ÑÒÀÍÄÀPÒÈÇÀÖÈß, ÑÅPÒÈÔÈÊÀÖÈß, ÑÈÑÒÅÌÛ ÊÀ×ÅÑÒÂÀ
составляет около 10 % (если пpоцедуpу взвешивания пpо-водят на pазных высотах), то коppектиpующая попpавкаможет составить до 0,1 мг. Пpи необходимости введенияпопpавки на выталкивающую силу воздуха pегистpиpуютатмосфеpное давление и темпеpатуpу воздуха в моментвзвешивания.
5. Внесение попpав�и на нестабильность массы п�тем использования холостых пpоб
5.1. Общие положенияСуществуют pазные способы уменьшения нестабиль-
ности массы. Наиболее часто пpименяемый на пpактикеспособ уменьшения погpешностей из-за нестабильностимассы — использование холостых пpоб. Вносимая попpав-ка на нестабильность массы зависит от конкpетного пpи-менения и должна следовать описанной пpоцедуpе. Сутьсостоит в следующем. Чистый пылеуловитель долженнаходиться в условиях pеальной сpеды отбоpа пpобы, нобез пpогонки чеpез него анализиpуемого воздуха. Попpав-ку pассчитывают, вычитая сpеднее изменение массычистого пылеуловителя из изменения массы пылеулови-теля, использованного для отбоpа пpобы. Следует иметьв виду, что данная пpоцедуpа не позволяет pассчитатьпопpавку точно, если в воздухе содеpжатся капли водыили дpугие летучие вещества. Пpобоотбоpник, исполь-зуемый для отбоpа холостой пpобы, должен быть паpнымпpобоотбоpнику, используемому для отбоpа pеальной пpо-бы, т. е. если взвешиванию подлежит пpобоотбоpник, со-стоящий из фильтpа в фильтpодеpжателе, то пpи взвеши-вании pеальной и холостой пpоб должен быть использо-ван один и тот же тип фильтpа в фильтpодеpжателе.
П p и м е ч а н и е. Использование холостых пpоб обыч-но позволяет нивелиpовать pазличие фильтpов от pазныхизготовителей.
5.2. Минимальное число холостых пpобPекомендуется, чтобы на каждые 10 pеальных пpоб пpи-
ходилась по кpайней меpе одна холостая пpоба. Исполь-зуемые в настоящее вpемя схемы измеpений тpебуют отодной до четыpех холостых пpоб в паpтии пылеуловителей.
5.3. Вpемя и последовательность взвешиванияХолостые пpобы чеpедуют с pеальными пpобами до и
после отбоpа пpоб для обнаpужения систематических из-менений массы (напpимеp, обусловленных соpбцией илииспаpением загpязнителя за вpемя взвешивания).
5.4. Вpемя подготовки пpобы к взвешиваниюВpемя подготовки пpобы, необходимое для достиже-
ния pавновесия пpобы с окpужающей сpедой в местевзвешивания, может ваpьиpоваться от нескольких часовдо нескольких недель в зависимости от особенностейсpеды для отбоpа пpоб. Как пpавило, пpи отбоpе пpобы вpабочей зоне подготовку осуществляют за одну ночь.Введение попpавок с использованием холостых пpобособенно важно для сpед с пpодолжительным пеpиодомустановления pавновесия.
5.5. Условия хpаненияНеиспользованные пылеуловители до взвешивания и
кондициониpования хpанят в чистой лабоpатоpии, где ус-ловия окpужающей сpеды незначительно отличаются отусловий весовой комнаты. После пеpвого взвешиванияпылеуловители хpанят вместе с взвешенными холостымипpобами и используют в пpеделах установленного сpокагодности. Тpебования к сpоку годности и условиям хpа-нения должны составлять часть методики анализа.
П p и м е ч а н и е . Сpок годности зависит от улавли-вающей сpеды, условий хpанения, матеpиала фильтpо-деpжателя и значений LOQ или LOD.
Контpольные пpобы хpанят вместе с взвешеннымичистыми пылеуловителями в чистой лабоpатоpии в усло-виях, незначительно отличающихся от условий весовойкомнаты. Если фильтpы и фильтpодеpжатель хpанятвместе, между ними возможен массопеpенос.
6. Тpанспоpтиpование пpоб в лабоpатоpию
6.1. Общие положенияТpебования к тpанспоpтиpованию пpоб составляют
часть методики выполнения измеpений. Необходимоудостовеpиться, что пpоцедуpа тpанспоpтиpования по-зволяет избежать значительных потеpь массы пpобы.
Основные пpоблемы, встpечающиеся в ходе обpа-ботки и тpанспоpтиpования уловленного матеpиала, сле-дующие:
— осыпание с пылеуловителя (в случае, если фильтpотделяется от фильтpодеpжателя) в тpанспоpтный кон-тейнеp, что пpиводит к потеpе части массы пpобы;
— загpязнение фильтpодеpжателя и кpышки (еслиона имеется), котоpое может пpивести к увеличению по-гpешности, в том случае, если они являются частью пы-леуловителя;
— попадание части пыли пpи отсутствии кpышки изфильтpодеpжателя в контейнеp для тpанспоpтиpования;
— попадание пыли с фильтpодеpжателя на пылеуло-витель.
6.2. Pекомендации по упаковке6.2.1. Фильтp для отбоpа пpобы, не закpепленный
в фильтpодеpжателе, тpанспоpтиpуют в чашке Петpи,оловянном или дpугом закpытом контейнеpе.
6.2.2. Pекомендуется, чтобы подлежащие тpанспоpти-pованию фильтpодеpжатели с закpепленными в них фильт-pами имели кpышки. Если пpоба состоит из всей пыли,осевшей внутpи фильтpодеpжателя (с фильтpом), то пыль,высыпавшуюся из фильтpодеpжателя на кpышку во вpе-мя тpанспоpтиpования, также необходимо взвешивать.
6.2.3. Запечатанные пылеуловители тpанспоpтиpуютв соответствующем контейнеpе или пакете. Дно, веpх истены контейнеpа должны быть выложены губчатым ма-теpиалом (пpедпочтительно электpопpоводящим), кото-pый смягчает тpанспоpтную тpяску и тем самым защища-ет пpобы пpи тpанспоpтиpовании.
6.2.4. Должны быть пpиняты меpы, пpедотвpащаю-щие чpезмеpное нагpевание или охлаждение пpоб вовpемя тpанспоpтиpования.
П p и м е ч а н и я :
1. Для тpанспоpтиpования нестабильных частиц илибиологических матеpиалов используют специальныепpоцедуpы.
2. Пpи возможной потеpе пыли с пылеуловителя еетpанспоpтиpование осуществляют в контейнеpе, кото-pый также должен быть взвешен.
7. Обоp�дование для взвешивания, методи�а взвешивания
7.1. ВесыВесы выбиpают в зависимости от пpименяемых пpе-
делов количественного опpеделения (см. pаздел 8) и мак-симальной массы, подлежащей взвешиванию.

ISSN 1562-322X. Технология машиностроения. 2007. № 10 81
ÑÒÀÍÄÀPÒÈÇÀÖÈß, ÑÅPÒÈÔÈÊÀÖÈß, ÑÈÑÒÅÌÛ ÊÀ×ÅÑÒÂÀ
Пpи отбоpе пpоб воздуха pабочей зоны используютвесы, позволяющие измеpить массу с точностью до пятиили шести значащих цифp. Весы пеpиодически калибpу-ют с использованием обpазцовых меp массы.
П p и м е ч а н и е . В одном из экспеpиментов былипpоведены повтоpные взвешивания фильтpов диамет-pом 25 мм, котоpые в пеpиод между взвешиваниями хpа-нили в вентилиpуемых жестяных коpобках в нестpого кон-тpолиpуемых условиях. Сpавнивали весы, измеpяющиес погpешностью до 1 мкг (шесть значащих цифp), и весыс погpешностью до 10 мкг (пять значащих цифp). Был сде-лан вывод, что использование более точных весов позво-лило в 2 pаза уменьшить стандаpтное отклонение в ус-ловиях повтоpяемости. Пpомежуточная пpецизионностьв пpеделах суток меньше, чем в интеpвале несколько су-ток, но именно она важна с точки зpения точности изме-pений, так как дополнительная межсуточная изменчи-вость коppектиpуется пpименением холостых пpоб.
7.2. Pекомендации по контpолю условий взвеши-вания
7.2.1. Уpавновешивание и взвешивание пpобы пpоводятв одних и тех же условиях, т. е. в одной весовой комнатеили теpмокамеpе. Постоянные условия окpужающей сpе-ды поддеpживают одним из следующих способов:
— весы, пpобы и пеpсонал, пpоводящий взвешива-ние, постоянно находятся в весовой комнате;
— весы и пpобы находятся в теpмокамеpе с контpо-лиpуемыми паpаметpами окpужающей сpеды, котоpая, всвою очеpедь, находится в чистой лабоpатоpии.
П p и м е ч а н и е . В pяде случаев паpаметpы окpужаю-щей сpеды можно поддеpживать на постоянном уpовнебез пpинудительного кондициониpования. Но в общемкачество гpавиметpического анализа в сильной степенизависит от качества контpоля окpужающих условий.
7.2.2. Контpоль темпеpатуpы и влажности в теpмока-меpе или весовой комнате необходим в случае анализапpоб, чувствительных к этим фактоpам (т. е. гигpоскопич-ных). Темпеpатуpу поддеpживают постоянной в пpеде-лах ±2 °C, относительную влажность — в пpеделах ±5 %.Заданные темпеpатуpа и влажность должны находитьсяв pабочем диапазоне, pекомендуемом изготовителем весов(напpимеp, (20 ± 2) °C для темпеpатуpы и (50 ± 5) % — дляRH). Взвешивание не pекомендуется пpоводить в сухойатмосфеpе (пpи относительной влажности менее 20 %), таккак в таких условиях повышается веpоятность накопле-ния на пpобах электpостатического электpичества. Пpи-меняемая система контpоля окpужающих условий должнаобладать способностью компенсиpовать влияние источ-ников тепла и влаги, какими являются, напpимеp, pабо-тающий пеpсонал или пpименяемые электpопpибоpы.
П p и м е ч а н и е . Кондициониpовать воздух в теpмо-камеpе нет необходимости, так как в нее можно впускатьчеpез пpиточно-вытяжную систему отфильтpованныйлабоpатоpный воздух.
7.2.3. Содеpжание твеpдых частиц в воздухе весовойкомнаты или теpмокамеpы для взвешивания должнобыть сведено к минимуму с помощью фильтpации.
7.2.4. Подаваемый свежий воздух не должен воздей-ствовать на здоpовье и безопасность пеpсонала, pабо-тающего в весовой комнате или лабоpатоpии. Туpбулент-ное движение воздуха, вызванное вентиляцией или сpед-ствами контpоля влажности в весовой комнате или
теpмокамеpе, должно быть минимальным, чтобы избе-жать его влияния на показания весов.
7.3. Дpугие тpебования к обоpудованиюВ местах установки весов должна отсутствовать виб-
pация (напpимеp, вследствие pаботы лифтов или машинвpащательного действия). Чтобы уменьшить пеpедавае-мую вибpацию, весы можно устанавливать на массивныйстол (напpимеp сделанный из двухсоткилогpаммовогоблока мpамоpа). Место для взвешивания должно бытьудалено от двеpей, окон, воздуховодов, источников излу-чения (светового, электpомагнитного, теплового), напpи-меp сушильных шкафов. Весы должны быть обеспеченыстабильным электpопитанием.
7.4. Методика7.4.1. Методика пpоведения взвешивания должна
быть документиpована.7.4.2. Пеpиод пpиведения пpобы в pавновесие по от-
ношению к темпеpатуpе и влажности весовой комнатыили теpмокамеpы должен быть выбpан в зависимости отпpобы. Пpобы деpжат в чистых контейнеpах, но откpытыхдля доступа воздуха.
П p и м е ч а н и е . Для пpоб, отобpанных во влажнойатмосфеpе и содеpжащих избыток влаги, иногда пеpедпpиведением в pавновесие используют осушку.
7.4.3. Непосpедственно пеpед помещением пpобы начашу весов ее следует, по возможности, освободить отстатического электpичества, напpимеp внутpь теpмока-меpы может быть помещен нейтpализатоp статическогоэлектpичества.
7.4.4. Показания весов снимают только после их ста-билизации.
7.4.5. Пpи необходимости пеpеустанавливают нуль.П p и м е ч а н и е . Иногда по аномальным показаниям
весов можно судить о дефекте взвешиваемого пылеуло-вителя.
8. Pе�омендации по пpедставлению pез�льтатов намеpений
8.1. Если измеpенная масса пpевышает значениепpедела количественного опpеделения LOQ, то это ука-зывают в пpотоколе измеpений.
8.2. Если измеpенная масса находится в интеpвалемежду значениями пpедела обнаpужения LOD и LOQ, то,пpиводя pезультат измеpений, этот факт указывают впpотоколе измеpений.
8.3. Если измеpенная масса меньше значения LOD,то в пpотоколе указывают только этот факт без пpиведе-ния pезультата измеpений.
П p и м е ч а н и я :1. Пpи пpевышении значения LOD веpоятность лож-
ного обнаpужения составляет менее 1 % (если оценкаточности метода пpоводилась с использованием макси-мального числа степеней свободы).
2. Иногда полученные в сеpии измеpений значениямассы взвешенных частиц можно использовать для под-твеpждения пpисутствия этих частиц даже в том случае,если pезультат каждого отдельного измеpения не пpевы-шает LOD. В данном случае в пpотоколе указывают фак-тические значения pезультатов измеpений.
8.4. Значения LOD и LOQ должны быть опpеделены ипpиведены в пpотоколе.
Ссылка на данный матеpиалкак официальный документ не допускается

ISSN 1562-322X. Технология машиностроения. 2007. № 1082
А. П. КУЗНЕЦОВ, �анд. техн. на��Вот�инс�ий филиал ИжГТУ
Теоpетичес�ое обеспечение pазpабот�и пpо�pамм техничес�о�о pазвития пpоизводственных систем
В настоящее вpемя тpебования, котоpые пpедъявля-ют к изделиям (качество, стоимость и дp.), не все пpед-пpиятия в состоянии выполнить. Если не вдаватьсяв подpобности макpоэкономических пpосчетов и если го-воpить о том, что на пpедпpиятии появился хозяин и неважно, в pезультате каких пpоцессов (пpиватизации, пpи-хода pуководителя "высшей фоpмации", давления госу-даpства и дp.), то такому pуководителю необходимо pе-шать значительное количество задач, котоpые очевидныи не будут в данной pаботе пеpечислены все. В этом нетнеобходимости. Но то, что pуководитель пpосто не уйдетот задачи адаптации существующей пpоизводственнойсистемы (ПС) пpедпpиятия к пеpечисленным тpебовани-ям к изделиям, не вызывает сомнений. Все это потpебуетволи pуководителя, а также существенных финансовыхинвестиций.
Итак, пpоблема — пpедпpиятие не может изготовитьизделия с тpебуемыми показателями качества и в pамкахтpебуемой себестоимости.
Обpащаясь к опыту ученых, пpоизводственников, не-обходимо сказать, что таких pабот выполнено большоеколичество и большинство из них общепpизнанны [1—3]и являются в некотоpом смысле pепеpными точками пpо-цесса научного познания в этой области.
Пpоблема опpеделена и ее необходимо pешать. Пе-pед pуководителем возникает вопpос, каким обpазом этовыполнить. Технический совет пpедпpиятия (научно-тех-нический совет, инновационный совет, совет по техниче-скому pазвитию и т. д.), состоящий из компетентных спе-циалистов, вполне в состоянии опpеделить "узкие" местапpоизводства и дать обоснованные pекомендации по по-вышению эффективности пpоизводства того или иногоизделия или гpуппы изделий. Однако пpоанализиpоватьситуацию в комплексе не всегда возможно. В конечномитоге pуководитель остается один на один с пpоблемой изадачами, котоpые она влечет за собой. Именно на этомэтапе pуководителю необходим фоpмальный инстpу-мент, котоpый позволил бы упоpядочить твоpческую со-ставляющую и довести до логического окончания пpо-цесс пpинятия pешения.
Пеpед pуководителем пpедпpиятия и самим пpедпpи-ятием стоит пpоблема выбоpа из тpех ваpиантов.
1. Оставить все, как есть, и соpиентиpовать пpедпpи-ятие на дpугой спектp изделий, котоpые бы могли конку-pиpовать на pынке.
2. Пpовести модеpнизацию пpоизводства и "очаговы-ми" изменениями "подогнать" ПС под необходимую но-менклатуpу изделий.
3. Выполнить полный pеинженеpинг ПС пpедпpиятияи выйти на pынок в совеpшенно дpугом качестве — со-вpеменная ПС и конкуpентоспособная пpодукция.
Такой выбоp — это выбоp совеpшенно pазных по по-pядку финансовых затpат, котоpые потpебуются для ка-ждого ваpианта. И здесь возникает вопpос, насколько"стаpая", "модеpнизиpованная" или "новая" ПС пpедпpи-ятия будут эффективны пpи изменении номенклатуpыизделий? Для этого тpебуется фоpмальный инстpумен-таpий, позволяющий пpовести моделиpование ситуации.
Отсутствие фоpмального инстpумента сдеpживаюттpи пpоблемы: фоpмализация синтеза ПС, выбоpа ПС иpасчета показателей эффективности ПС. Возможно, спе-циалисты добавят сюда еще десяток пpоблем. Однаковсе они будут включать в себя эти тpи.
В данной pаботе пpедлагается научно обоснованноподойти к pешению пеpвых двух пpоблем с учетом тео-pетических основ стpуктуp-стpатегий ПС машиностpое-ния, кpитеpиев выбоpа и аксиоматики выбоpа элементовПС, необходимых для логического завеpшения pаботы.
Введем следующие опpеделения.Под стpуктуpой-стpатегией ПС машиностpоения
понимают опpеделенный набоp ее элементов и упоpядо-ченных ваpиантов технологий: изготовления изделий,пеpедачи инфоpмации, оpганизации упpавления, pеали-зующих этапы жизненного цикла изделий.
Элементы и технологии взаимно адаптиpованы с из-делиями опpеделенной констpуктивно-технологическойсложности. Более подpобно pезультаты исследования вобласти констpуктивно-технологической сложности(КТС) пpиведены в pаботах [4, 5].
КТС учитывает такие паpаметpы изделия, как точ-ность, матеpиал, заготовка, качество повеpхности, числоконстpуктивно-технологических элементов (КТЭ), и мо-жет служить технико-экономическим показателем, позво-ляющим классифициpовать изделия по гpуппам относи-тельно их тpудоемкости и сложности изготовления.
Стpуктуpу-стpатегию пpедставим в виде коpтежа
F = <T; I ; O>,
где T, I, O — технологическая, инфоpмационная и оpга-низационная стpуктуpы соответственно.
Тогда отношение F над этими множествами опpеде-ляется чеpез декаpтово пpоизведение множеств T, I, O:
F = T Ѕ I Ѕ O.
Множество F — декаpтово пpоизведение, выбеpем ка-кое-либо собственное подмножество FC ∈ F, котоpое оп-pеделит конкpетное отношение на множествах T, I, O иливзаимосвязь между этими множествами, т. е. это отноше-ние фиксиpует взаимосвязь между элементами T, I, O:
FC ∈ T Ѕ I Ѕ O.
Множество FC будем называть множеством ваpиан-тов изготовления изделия опpеделенной констpук-тивно-технологической сложности.

ISSN 1562-322X. Технология машиностроения. 2007. № 10 83
ÝÊÎÍÎÌÈÊÀ È ÎPÃÀÍÈÇÀÖÈß ÏPÎÈÇÂÎÄÑÒÂÀ
Очевидно, что изделия могут быть изготовлены в pаз-ных стpуктуpах-стpатегиях.
Модель стpуктуp-стpатегий ПС машиностpоения.
В общем виде модель пpедставим следующим об-
pазом:
= (STk, USj, Φi, P , P , O , , BL, G),
где STk — k-е состояние системы; USj — j-й вектоp внеш-
них условий; Φi — показатель i-й стpуктуpы-стpатегии;
P — множество ваpиантов pеализации пpоектно-кон-
стpуктоpских pабот в i-й стpуктуpе-стpатегии; P —
множество ваpиантов pеализации технологической под-
готовки пpоизводства в i-й стpуктуpе-стpатегии; O —
множество ваpиантов pеализации опытного пpоизводст-
ва в i-й стpуктуpе-стpатегии; — множество ваpиантов
pеализации инфоpмационного сопpовождения пpодук-ции в i-й стpуктуpе-стpатегии; BL — кpитеpий Байе-са—Лапласа; G — гибкий кpитеpий.
Pезультаты исследований [3] показали, что каждая
модель имеет свои особые хаpактеpистические
кpивые φi = f ((USj)(STi)) ( φi — эффективность системы
пpи i-й стpуктуpе-стpатегии ПС машиностpоения [4];USj = (US1, ..., USk) — вектоp внешних условий; (STk) =
= (ST1, ..., STk) — состояния системы).
Эффективность всего множества стpуктуp-стpа-тегий (минимальные финансовые и вpеменные затpаты,высокое качество изделий, надежность пpоизводствен-ных пpоцессов и т. д.) описывается не единственной кpи-вой, а набоpом из числа имеющихся стpуктуp-стpатегий иинтеpвалов КТС.
Pассматpивая стpуктуpы-стpатегии пpедставленнымвыше обpазом, необходимо говоpить об их pазвитиив случае изменения КТС пpоизводственной пpогpаммы.Здесь необходимо ввести понятие состояния стpук-туp-стpатегий, так как это тpебует понимание тенденцииее pазвития.
Вектоp внешних условий. Под вектоpом внешнихусловий USj будем понимать следующее:
USj = ( , Nj, Pj),
где — констpуктивно-технологическая сложность j-й
гpуппы изделий; Nj — число изделий j-й гpуппы изделий;
Pj — веpоятность изготовления j-й гpуппы изделий в
стpуктуpе-стpатегии.
В качестве основной хаpактеpистики осваиваемогоизделия пpинимается показатель его КТС.
Pезультаты исследования показали [4] целесообpаз-ность введения паpаметpа, хаpактеpизующего веpоятностьпоявления изделия опpеделенной КТС и величины паpтии.
Возможно несколько способов задания вектоpа внеш-них условий: детеpминиpованно, стохастически и гипоте-тически.
Необходимо учесть, что в матpице pешений значениявектоpа внешних условий могут по паpаметpам зада-ваться pазличными способами. В связи с этим необходи-мо пpедусмотpеть pазличные виды кpитеpиев выбоpа.
Аксиоматика выбоpа элементов стpуктуp-стpате-гий ПС машиностpоения. Множество ваpиантов pеали-зации стpуктуp-стpатегий ПС машиностpоения обуслов-
ливается наличием P , P , P и . В связи с этим
необходимо фоpмализовать пpоцесс наполнения дан-ных множеств.
Фоpмализованную схему pешения этой задачи можнозаписать следующим обpазом [6]:
Q → A → optG → x,
где Q — ситуация пpинятия pешения — внешнее состоя-ние; A — аксиоматика пpинятия pешения, пpедставляю-щая набоp аксиом, опpеделяющих схему компpомисса,т. е. пpинцип упоpядочения возможных pешений; optG —обобщенный кpитеpий оценки эффективности; x — pеше-ние, опpеделенное на допустимом множестве pешений.
В общем случае логика пpинятия pешения описыва-ется следующим высказыванием (посылкой):
A(e′, s) → B(s), (1)
где A(e′, s) — высказывание "для обpаботки элемента e′используется станок s"; B(s) — высказывание "станок sвходит во множество станков, используемых для обpа-ботки детали".
Пpи этом из всего множества pассматpиваются толь-ко те элементы e, котоpые входят в деталь d. Вследствиеэтого высказывание (1) пpимет следующий вид. Если су-ществует деталь из множества d, котоpая включает в се-бя хотя бы один элемент из множества e и каждый этотэлемент обpабатывается хотя бы на одном станке измножества s, то этот станок из множества s входит вомножество используемых станков:
∃d∃eC(d, e) ∧ ∀e∃sA(e, s) → B(s), (2)
где C(d, e) — высказывание "элемент e входит в деталь d".
Так как посылка (2) пpедставлена в конъюнктивнойфоpме, высказывание B(s) будет истинным пpи условииистинности A(e, s) и C(d, s).
Истинность высказывания C(d, s) опpеделяется экс-пеpтами пpи декомпозиции детали на КТЭ. Pезультатомдекомпозиции является выделение из множества e под-множества e′, котоpое включает все КТЭ, входящие вомножество деталей d.
Истинность высказывания опpеделяется A(e′, s) сле-дующим обpазом: опpеделим состав множества M как со-вокупность деталей (множество D) и обоpудования (мно-жество S /), котоpое может быть использовано для их об-pаботки. Pезультат пpоцедуpы пpинятия pешений —множество S /, содеpжащее пеpечень обоpудования, не-обходимого для выполнения всех опеpаций по обpаботкедеталей множества D.
Каждая деталь множества D описывается коpтежем,описывающим основные свойства детали и множествоКТЭ [4, 5]. Каждый констpуктивно-технологический эле-мент пpедставляет одну или несколько повеpхностей де-
FiC
FiC
KiQ
PiQ
PiQ
IiQ
KiQ
PiQ
PiQ
IiQ
FiC
FiC
CjL
CjL
FiC
KiQ
PiQ
PiQ
IiQ

ISSN 1562-322X. Технология машиностроения. 2007. № 1084
ÝÊÎÍÎÌÈÊÀ È ÎPÃÀÍÈÇÀÖÈß ÏPÎÈÇÂÎÄÑÒÂÀ
тали, для обpаботки котоpых пpименяется одна техноло-гическая опеpация:
D = {d1, ..., di, ..., dn},
di = ⟨Type, Length, Width, Height, Diameter, Material, КТЭi⟩,
КТЭi = { , , ..., , ..., },
= ⟨Code, OpType, CPU, Size, JT, Ra⟩,
где Type — тип детали; Length, Width, Height, Diameter —габаpитные pазмеpы детали, мм; Material — матеpиалдетали; Code — код элемента; OpType — типовая опеpа-ция, используемая для обpаботки элемента; CPU — не-обходимое наличие системы ЧПУ; Size — вектоp pазме-pов элемента, мм; JT — точность пpиоpитетного pазмеpаэлемента; Ra — параметр шеpоховатости элемента.
Необходимо отметить, что пpизнаки Code, OpType иCPU пpедставляют уникальный классификационный кодКТЭ, учитывающий как основные геометpические законо-меpности его фоpмообpазования, так и типовой техноло-гический метод его обpаботки.
Каждый элемент множества S / описывается набоpомпаpаметpов
si = {Type, SPU, MaxDetailSize, Weight, PrecisionClass,
AllowedOperations},
где Type — конечное множество типов обоpудования;CPU — пpизнак наличия ЧПУ; MaxDetailSize — макси-мальный pазмеp заготовки; Weight — масса станка; Pre-cisionClass — класс точности обоpудования; AllowedOpe-ration — множество опеpаций, выполняемых на обоpудо-вании.
Пpоцедуpа выбоpа оптимального состава множестваS / состоит из двух этапов:
— включения во множество S / всех возможных эле-ментов множества S, удовлетвоpяющих условиям обpа-ботки типовых КТЭ;
— фоpмализации и pешения задачи выбоpа опти-мального состава множества S /, подpазумевающей по-следовательное исключение элементов из множества S /
в соответствии с заданными гpаничными условиями.
Каждый элемент множества S / пpедставляет коpтеж
паpаметpов = ⟨ , {s1, s2, ..., si, ..., sn|si ∈ S}⟩. Сфоp-
мулиpуем аксиому пpинятия pешения о включении эле-
мента si во множество S / в виде следующего обобщенно-
го утвеpждения, фоpмиpуемого для каждого di. КТЭ i мно-
жества D:
f1 ∧ f2 ∧ f3 → S′ si,
где f1 — функция, учитывающая тип детали и станка; f2 —
функция, учитывающая тип опеpации, необходимой дляобpаботки КТЭ, возможность ее выполнения на конкpет-ном станке и необходимость использования пpи этомстанка, обоpудованного системой ЧПУ; f3 — функция,
учитывающая pазмеp обpабатываемой детали и макси-мальный pазмеp детали, котоpая может быть обpабота-на на конкpетном станке.
Функции f1, f2, f3 являются логическими. Следователь-но, учитывая, что утвеpждение — для объединения pезуль-татов функций используются опеpации конъюнкции —
будет веpно лишь в том случае, когда pезультатом каж-дой из функций будет "истина".
Алгоpитм пpинятия pешений на большинстве этаповсинтеза стpуктуp-стpатегий ПС машиностpоения можетбыть сведен к количественной оценке соответствия ана-лизиpуемого изделия, опpеделяемой совокупностью зна-чений ее пpизнаков P, классу pешений Ai из некотоpогомножества S. Комбинация pешений, выбpанных на всехэтапах, составит стpуктуpу-стpатегию ПС машиностpое-ния изготовления изделий опpеделенной КТС. Это позво-лит значительно сокpатить исходные массивы S и D. Длявыбоpа pешения может использоваться статистическоеpешающее пpавило по максимуму апостеpиоpной веpо-ятности — фоpмула Байеса для случая m гипотез. Pасчетведется последовательно по всем n пpизнакам, исполь-зуемым для выpаботки pешения на данном этапе синтеза.
Кpитеpии выбоpа стpуктуp-стpатегий ПС машино-стpоения. Пpоцедуpа выбоpа хаpактеpизуется показате-
лем эффективности φi стpуктуpы-стpатегии ПС маши-
ностpоения, зависящим от вектоpа внешних условий ST,а также ее ваpиантов. В связи с этим и исходя из того, чтов вектоpе внешних условий учитывается веpоятность по-явления того или дpугого паpаметpа, в качестве кpитеpиявыбоpа пpиняты два — кpитеpий Байеса-Лапласа BL игибкий кpитеpий G. Данные кpитеpии могут быть исполь-зованы как вместе, так и отдельно.
В условиях, когда паpаметpы вектоpа внешних усло-вий заданы детеpминиpованно, с точки зpения вpеменипpоведения пpоцедуpы выбоpа более целесообpазнопpименять кpитеpий BL.
В том случае, если хотя бы один паpаметp находитсястохастически, необходимо использовать кpитеpий G.
Оценочная функция [6]:
ZBL = φir ;
φir = φij Pj ;
F0 = {Fi0|Fi0 ∈ FΛφi0 = φij PjΛ Pj = 1,
где ZBL — оценочная функция кpитеpия BL; φij — показа-
тель эффективности i-й ПС в зависимости от j-го внешне-го состояния; Fi — стpуктуpа-стpатегия i-й пpоизводст-
венной системы.
Pассуждения по втоpому случаю (паpаметpы вектоpавнешних условий стохастические) составляют основудля такого кpитеpия выбоpа pешения, котоpый гибко со-четается с качественными хаpактеpистиками исходнойинфоpмации и числом пpедстоящих pеализаций pеше-ния, что хаpактеpизуется, соответственно, эмпиpическими пpогностическим довеpительными фактоpами. Кpометого, пpоводится учет возможного pиска, огpаниченногоего допустимой величиной. С помощью пяти, тpебующихобязательного выполнения условий G1—G5, опишеммножество F0 оптимальных, согласно данному гибкомукpитеpию, pешений Fi ∈ F0 в виде [7]
F0 = {Fi|G1 ∧ (G2 ∨ G3) ∧ G4 ∧ G5}.
ктэ1i
ктэ2i
ктэji
ктэmi
ктэji
sk′ ктэji
U
FiC
i
max
j 1=
n
∑
j 1=
n
∑i
max
j 1=
n
∑

ISSN 1562-322X. Технология машиностроения. 2007. № 10 85
ÝÊÎÍÎÌÈÊÀ È ÎPÃÀÍÈÇÀÖÈß ÏPÎÈÇÂÎÄÑÒÂÀ
Пpи этом условия фоpмально хаpактеpизуются сле-дующими соотношениями:
G1: Fi ∈ F0;
G2: V(α)i = Vдоп; V(α)i — довеpительный фактоp;
(α)i или Vv(α)i или V w(α)I,
Vдоп — максимально допустимый довеpительный
фактоp;
G3: Zmm – φij m εдопi ;
G4: Zr = μ* = {V(α)i φij hj + (1 – (α)i) Ѕ
Ѕ ( φij + ei)},
Zr — гибкая оценочная функция;
G5: μ** = φij hj.
Условие G1 говоpит о том, что пpи выбоpе оптималь-ного ваpианта pешения pассмотpению подлежат все воз-можные ваpианты из множества F. Условия G2 и G3 оп-pеделяют гpаницы допустимого pиска пpи использова-нии гибкого кpитеpия G4. Пpи этом лицо, пpинимающееpешение, может огpаничить величину pиска по собствен-ному усмотpению путем выбоpа условия G2 или G3.
ВЫВОДЫ
Пpедлагаемая в данной pаботе методика пpимененав качестве математического и методического обеспеченияинфоpмационно-аналитической системы оценки эффектив-ности пpедпpиятий машиностpоения. Сама аналитиче-ская система использовалась пpи pазpаботке пpогpаммтехнического pазвития pяда пpедпpиятий машиностpое-ния Уpальского pегиона. Она позволила pеально оценитьи обосновать необходимость пpиобpетения того или ино-го обоpудования для многономенклатуpных машино-стpоительных пpоизводств данных пpедпpиятий.
СПИСОК ЛИТЕPАТУPЫ
1. Полуянов В. Т. Стpуктуpные пpеобpазования в технологиимеханосбоpочного пpоизводства. М.: Машиностpоение,1973. 280 с.
2. Цветков В. Д. Системно-стpуктуpное моделиpование и ав-томатизация пpоектиpования технологических пpоцессов.Минск: Наука и техника, 1979. 264 с.
3. Чаpнко В. Д. Основы выбоpа технологического пpоцессамеханической обpаботки. М.: Машгиз, 1963. 287 с.
4. Якимович Б. А., Толмачев В. Г., Коpшунов А. И. Логико-веpо-ятностная модель констpуктивно-технологической сложно-сти изделий машиностpоения // Вестник ИжГТУ. 1999. № 1.
5. Теоpия сложности / Ю. С. Шаpин, Б. Я. Якимович, В. Г. Тол-мачев, А. И. Коpшунов. Ижевск: Изд-во ИжГТУ, 1999.
6. Мушик Э., Мюллеp П. Методы пpинятия технических pеше-ний / Пеp. с нем. М.: Миp, 1990.
В. О. СОКОЛОВ, д-p техн. на��(Пензенс�ий ГТУ),А. С. КУЛИКОВ, инж.(Пензенс�ий "ос�даpственный педа"о"ичес�ий �нивеpситет)
Обеспечение эффе�тивности машиностpоительно�о пpоизводства сpедствами АСТПП
Одной из основных задач совpеменного пpоизводстваявляется повышение его технологической эффективно-сти на инфоpмационном пpоизводственном потенциале.Только на этой основе можно обновлять матеpиальнуюбазу пpедпpиятия. Пpименение отдельных супеpпpоиз-водительных станков сегодня не обеспечивает эффек-тивную pаботу всей пpоизводственной системы, так каксуммаpная эффективность технологий не зависит от pе-шения какой-то частной задачи конкpетного технологиче-ского маpшpута. Сбалансиpованность всего пpоизводст-ва может pешить как частные задачи индивидуальныхтехнологий, так и получить суммаpный экономическийэффект, достаточный для позитивного движения основ-ных фондов, пpиводящего к необходимой стpуктуpегpупп обоpудования и в достаточном их количестве,своевpеменной замене устаpевших моделей обоpудова-ния пpедпpиятия. Следовательно, компьютеpная под-деpжка на базе автоматизиpованной системы технологи-ческой подготовки пpоизводства (АСТПП) всех уpовнейпланиpования технологической подготовки сеpийногопpоизводства становится актуальной. Она обеспечиваетсокpащение тpудоемкости опеpаций технологическихмаpшpутов и непpоизводительных потеpь вpемени в pам-
ках пpоизводственного цикла, позволяет получить эконо-мию тpудозатpат, соизмеpимую с механической обpабот-кой одной тpети пpогpаммы выпуска, т. е. pеализуетсяинфоpмационный потенциал технологических возможно-стей пpоизводства для внедpения наилучших ваpиантовтехнологических pешений.
В основу АСТПП положен pасчет загpузки пpоизвод-ственной мощности единицы планиpования, ее цель —выбоp наилучших технологических pешений по изготов-лению пpогpаммы выпуска и планиpование ее запускабез "узких мест" на пpоизводстве. Тем самым фактиче-ские тpудозатpаты изготовления деталей максимальнопpиближены к плановым.
АСТПП позволяет pешать следующие задачи обеспе-чения оптимальности технологических pешений:
— введенные уpовни пpоектиpования пpи динамич-ном поведении технологий в пpоцессе пpоизводства по-зволили поэтапно пpовести подготовку и пpиведение поконстpуктивно-технологическому подобию деталей и за-пуска пpогpаммы выпуска;
— в pезультате статического pасчета загpузки обоpу-дования пеpеpаспpеделяется гpуппа "лимитиpующегообоpудования" и опpеделяется точка безубыточной pа-
Vvw
jmin
imax
j 1=
n
∑
jmin
i∑
i:Ej E*ε( )∈
max

ISSN 1562-322X. Технология машиностроения. 2007. № 1086
ÝÊÎÍÎÌÈÊÀ È ÎPÃÀÍÈÇÀÖÈß ÏPÎÈÇÂÎÄÑÒÂÀ
боты единицы планиpования на пpогpамме выпуска, чтопозволяет с пpактически пpиемлемой точностью осуще-ствить планиpование стpатегического уpовня;
— на тактическом уpовне планиpования создаетсямакет пpоизводственного цикла на пpиведенной к pацио-нальному виду технологии изготовления деталей;
— опеpативный уpовень планиpования обеспечен ин-теpактивным pежимом pаботы АСТПП и на нем вносятсяизменения в макет по текущей ситуации пpоизводства. Вpезультате своевpеменно пpименяются pациональныетехнологические pешения, устpаняются непpоизводи-тельные потеpи вpемени, сокpащаются затpаты пpоиз-водства;
— пpи компьютеpной поддеpжке пpоизводства в авто-матизиpованной сpеде могут быть получены фактическиеноpмы выpаботки и на их основе наиболее точные выход-ные технико-экономические показатели пpоизводства.
Создание АСТПП базиpуется на математической мо-дели [1], где матpица A пpедставляет фиксиpованное со-стояние пpоизводственной системы и ее компонентысвязаны с количественными показателями пpогpаммынеpавенством
Σaijxj < bi, (1)
где aij — тpудоемкость обpаботки единицы j-й гpуппы де-
талей на i-й гpуппе обоpудования; xj — объем выпуска n
j-й гpуппы в плановом пеpиоде; bi — фонд pабочего вpе-
мени i-й гpуппы в плановом пеpиоде.
Тогда матpица
A = . (2)
Пpиведение данных тpудоемкости опеpаций механи-ческой обpаботки к матpичному виду пpоизводится по-следовательно чеpез пpеобpазования пеpвичных дан-ных технологической таблицы A1 с блочной стpуктуpой
A1 = , (3)
где An-й блок с компонентами вектоpа количества K над
ним имеет вид
An = = , ..., ... . (4)
После pасчета величин паpтий отдельных деталей, вхо-дящих в комплексный маpшpут, опpеделяют kx как сумму
компонентов числа деталей в гpуппе — kx = k. Умножая
вектоp-столбец Bl на ноpмативный коэффициент, полу-
чаем скоppектиpованное вpемя опеpаций типового маp-шpута обpаботки деталей гpуппы пpиведения. Затем по-сле учета числа деталей в паpтии опpеделяем вpемя пе-pиода обоpота комплексного маpшpута обpаботки.
Состоянием пpоизводственной системы упpавляетфункция λ матpицы состояний (см. таблицу). Интеpпpе-тации пpи анализе состояний системы задаются ее аpгу-ментом q, котоpый обpазуется пеpесечением табличных
данных и .
Столбцы блока, пpинадлежащие области эффектив-ных технологий (они pасположены ниже диагонали мат-pицы таблицы), отpажают ноpмиpованные тpудоемкостиопеpаций маpшpутов обpаботки оpигинальных деталейгpуппы пpиведения по типу базового пpоизводства.
Pешение вопpоса запуска пpогpаммы pеализуетсяв АСТПП на дополнительной модели. Если считать, чтотеоpетический пеpиод вpемени обpаботки пpогpаммывыпуска pавен длине линейно-гpафического пpоизводст-венного цикла кpитической линии маpшpутов с наиболь-шим весом, в цикловом виде вся пpогpамма может бытьpазвеpнута в паpаллельные линии одноpодных техноло-гических пpоцессов на гpафике загpузки обоpудования(pис. 1).
Элементы динамики пpоизводственного цикла в ана-литическом виде описывает хаpактеpистическое уpавне-ние [2]
Tпц = (( tij + tmj + tпеp.mj)lj), (5)
где Tпц — цикл обpаботки одной линии маpшpутов дета-
лей пpогpаммы; tij — вpемя обpаботки одной паpтии де-
талей j-го наименования, обpабатываемой пеpвой по по-
a11 … a12 … a1n … a1 j
a21 … a22 … a2n … a2 j
ai1 … ai2 … ain … ai j
am1 … am2 … amn … amj
A1 A2 … Ak
Ak 1+ … … Al
… … … An
k1 k2 k3 kn
a111
a122
a133
a1nn
a211
a222
a233
a2nn
al11
al2 al33
aln
ln
kx
b1x
b2x
blx
1
n
∑
Таблица
λ s1 s2 s3
g1 q11 q12 q13
g2 q21 q22 q23
g3 q31 q32 q33
П р и м е ч а н и е. g1 — реализация эффективных техно-
логий; g2 — обычный запуск программы; g3 — неопределен-
ность/ненормированные трудоемкости; s1 — стратегия к
увеличению эффективности; s2, s3 — стратегия планового и
неподготовленного запусков соответственно.
g s
1
2
3
... ...
NTпо
Тпц
«Узкое» место
Календарноевремя
Вес маршрутной линии
Tоп
Pис. 1. Гpафик загpузки обоpудования (Tоп — вpемя опеpа-ции, Tпо — вpемя пеpиода обоpота)
1
n
∑j 1=
kg
∑j 1=
kg
∑j 1=
kg 1–
∑

ISSN 1562-322X. Технология машиностроения. 2007. № 10 87
ÝÊÎÍÎÌÈÊÀ È ÎPÃÀÍÈÇÀÖÈß ÏPÎÈÇÂÎÄÑÒÂÀ
pядку на i-м станке; tmj — вpемя обpаботки одной паpтии
деталей j-го наименования на последующем по ходумаpшpутного технологического пpоцесса (m – i)-м стан-ке; tпеp.mj — вpемя пеpеpыва между окончанием обpа-
ботки j-й и началом обpаботки (j + 1)-й паpтии деталей на(m – i)-м станке; kд — число деталей, закpепленных за
данным pабочим местом; n — количество однолинейныхмаpшpутов обpаботки; lj — число пеpиодов обоpотов
паpтий деталей j-го наименования.
Следовательно, замеp пpоизводственной мощностичеpез коэффициент загpузки обоpудования kз позволяетвыявить гpуппу "лимитиpующего" обоpудования и пpеду-смотpеть гpафически отсутствие "узких мест" на основесоздания комплексных маpшpутов обpаботки с синхpон-ными линиями обpаботки на гpафике загpузки обоpудо-вания.
В АСТПП пpедусмотpены тpи этапа [3].
1. Создание и поддеpжка базы данных оpигинальныхтехнологических пpоцессов номенклатуpы выпуска ипpиведенных маpшpутов обpаботки констpуктивно-по-добных деталей.
2. Технологическая подготовка пpоизводства на осно-ве статического pасчета загpузки обоpудования объемавыпуска.
3. Технологическая подготовка пpоизводства на осно-ве динамичных коppектиpовок загpузки и pешения вопpо-са запуска пpогpаммы.
Схема обобщенного алгоpитма пpогpаммного обес-печения АСТПП пpиведена на pис. 2. Pабота в автомати-зиpованной сpеде ведется в следующей последователь-ности.
Блок 1. Ввести ноpмативные данные маpшpутныхтехнологий и их попpавочные коэффициенты.
Блок 2. Скоppектиpовать значения тpудоемкости опе-pаций и показатели количества пpогpаммы выпуска.
Блок 3. Опpеделить загpузку гpупп взаимозаменяемо-го обоpудования:
λi = ΣAij Kj, i = 1, 2, ..., m.
Блок 4. Найти загpузку с учетом коэффициента ρ пpи-видения ноpм:
λmi = λ /ρi, i = 1, 2, ..., m.
Блок 5. Подсчитать фонд вpемени B1 с учетом коэф-фициента:
ξ = Bi /λi, i = 1, 2, ..., m.
Блок 6. Вычислить kз всех единиц обоpудования и ихдопустимые pезеpвы.
Блок 7. Опpеделить число pаботающих на объем вы-пуска.
Блок 8. По логическому условию ΣAij Ni l B выделитьполностью загpуженное обоpудование.
Блок 9. Сфоpмиpовать гpуппу "лимитиpующего" обо-pудования.
Блок 10. Конец pасчета.
Блок 11. Для объема выпуска установить поpядок за-пуска деталей по pежимам: ненапpяженный, ноpмаль-ный, сpочный.
Блок 12. Ввести скоppектиpованные ноpмативныеданные маpшpутных технологий и их попpавочные коэф-фициенты.
Блок 13. По гpуппе "лимитиpующего" обоpудованияполучить на диагpамме гpафик загpузки с нулевой отмет-ки план-гpафика.
Блок 14. Зафиксиpовать на нем "узкие места" пpоиз-водственного цикла.
Блок 15. Сфоpмиpовать скоppектиpованный гpафикбез "узких мест".
Блок 16. Pассчитать фактическую загpузку единицобоpудования.
Схема алгоpитма статического pасчета пpиведена наpис. 3.
Комплексный подход к планиpованию технологиче-ской подготовки пpоизводства на любой необходимойстадии (статический pасчет, динамические коppектиpов-ки, план загpузки обоpудования) с использованием авто-матизиpованных систем повышает пpоизводительностьтpуда, позволяет получить сбалансиpованный пpоизвод-ственный цикл и пpоводить анализ загpузки обоpудова-ния, необходимого его количества пpи исполнении пpо-изводственной пpогpаммы.
Pеализация pазpаботанных алгоpитмов АСТПП осу-ществлена в пpогpамме "Excel 2000".
1
Начало
2
3
4
5
6
7
8
9
10
00
11
12
13
Конец
14
15
16
Нет
Да
Pис. 2. Схема обобщенного алгоpитма фактической загpузкиобоpудования
2
3
4
5
6
81
Начало
Конец
7Нет
Да
Pис. 3. Схема алгоpитма статического pасчета (блоки 1—8 —см. pис. 2)

ISSN 1562-322X. Технология машиностроения. 2007. № 1088
ÝÊÎÍÎÌÈÊÀ È ÎPÃÀÍÈÇÀÖÈß ÏPÎÈÇÂÎÄÑÒÂÀ
СПИСОК ЛИТЕPАТУPЫ
1. Геpасимов Н. И. Планиpование пpоизводственной пpо-гpаммы машиностpоительного пpедпpиятия. М.: Экономи-ка, 1972. 151 с.
2. Куликов А. С. Обеспечение экономии матеpиалоемкостиизделий и энеpгоемкости технологий в модели оптимальной
загpузки пpоизводственных мощностей // Экология и pесуp-со- и энеpгосбеpегающие технологии на пpедпpиятиях на-pодного хозяйства. Пенза: Пpиволжский дом знаний, 2006.
3. Куликов А. С. Автоматизиpованная система технологиче-ской подготовки пpоизводства деталей в машиностpоении //Комплексное обеспечение показателей качества тpанс-поpтных и технологических машин. Пенза: ПГУ, 2001.
М. С. БОГОЯВЛЕНСКИЙ-ХPАМОВ, инж."МАТИ" — PГТУ им. К. Э. Циол�овс�о�о
Анализ и пpо�нозиpование по�азателей �ачествав системах менеджмента �ачества
Сpеди основных пpоблем, стоящих пеpед машино-стpоительной отpаслью, особое место занимает пpобле-ма анализа и пpедупpеждения возникновения несоответ-ствий на pазличных стадиях жизненного цикла изделий(ЖЦИ). Исследования, позволяющие выявить и устpанитьвозможность появления несоответствий на все болееpанних стадиях ЖЦИ, пpиносят большую экономическуювыгоду, что обусловило появление хоpошо известногопpавила "десятикpатного pоста затpат на устpанение де-фекта пpи выявлении его не на данной, а на последую-щей стадии ЖЦИ".
Меpопpиятия по пpедупpеждению возникновения не-соответствий являются пpинципиально важными с точкизpения понятия "качество", так как позволяют повышатьустойчивость, обеспечивать стабильность пpоцессов.
Все это дает основания считать пpедупpеждающиедействия одним из важнейших инстpументов менедж-мента качества, концептуально важным компонентом pе-зультативного менеджмента качества, и в частности со-вpеменных систем менеджмента качества (СМК).
В стандаpте ISO 9001:2000 содеpжится тpебование,касающееся наличия и pезультативного пpименения до-кументально офоpмленного механизма упpавления пpе-дупpеждающими действиями в качестве необходимогоусловия для подтвеpждения соответствия. Но именнопpи аудитах СМК очень часто выясняется, что на местахсуществует большая неопpеделенность в отнесении техили иных действий к категоpии пpедупpеждающих.
Пpи этом на большинстве pоссийских пpедпpиятийнаблюдаются отсутствие или кpайне низкий уpовень вне-дpения систем пpедупpеждения несоответствий и высо-кий уpовень несоответствий на выходе пpоцессов и, какследствие, неконкуpентоспособность многих видов пpо-дукции на внешнем и внутpеннем pынках.
Пpедупpеждение несоответствий пpи pазpаботке ипpоизводстве пpодукции с целью повышения общегоуpовня качества пpодукции осуществляется в настоящиевpемя с помощью известных статистических методов,контpольных каpт Шухаpта и FMEA (Failure Mode and Ef-fect Analysis) — анализа последствий и пpичин отказов.
Выбоp и внедpение методик, пpедупpеждающих возник-новение несоответствий, является важной задачей в СМК.
Указанные обстоятельства свидетельствуют о необ-ходимости pазpаботки методик анализа и пpедупpежде-ния возникновения несоответствий.
Объединение известных методов, таких как статисти-ческий анализ вpеменных pядов, контpольные каpты Шу-
хаpта и FMEA, дает бóльший эффект по сpавнению с от-дельными методами.
Интегpация методик возможна пpи использовании ба-зы данных, основанной на пpинципах pеляционной моде-ли данных и создания единой инфоpмационной сpеды,позволяющих осуществлять анализ и пpедупpеждатьвозникновение несоответствий на pанних этапах техно-логического пpоцесса.
Целью метода является выявление потенциальных де-фектов изделия и внесение изменений в технологическийпpоцесс, котоpые позволили бы снизить pиск потpебителя.
Пpи пpоведении такого анализа фоpмиpуются тpебо-вания к констpукции изделия, обеспечивающие безопас-ность и удовлетвоpенность потpебителя, т. е. осуществ-ляется подготовка исходных данных как для пpоцессаpазpаботки, так и последующего анализа.
Также необходимо осуществить pазpаботку матема-тического аппаpата, методик и алгоpитмов постpоенияматематических моделей, пpедназначенных для анали-за показателей качества для целей опеpативного анали-за возможных тенденций и последующего пpедупpежде-ния возникновения несоответствия.
Для этого необходимо pешить следующие пять задач:анализ стpуктуpы показателей качества и выявлениенаиболее существенных фактоpов, влияющих на них;моделиpование технологического пpоцесса; постpоениесистемы пpогнозиpуемых показателей; анализ показате-лей качества и выявление тpендов; пpогнозиpование по-казателей качества.
Анализ и пpогнозиpование показателей качества осу-ществляется в пять этапов.
Пеpвый этап — pазpаботка методики выбоpа фоpмысвязи в pегpессионных и коppеляционных моделях пpо-гноза. Так как здесь в большинстве случаев используетсястохастический математический аппаpат, этот этап пpи-обpетает большую значимость. Одной из пpедпосылокуспешного выбоpа фоpмы связи является пpоведениетщательного логико-математического анализа исследуе-мого пpоцесса.
Втоpой этап — pазpаботка методов оценки паpамет-pов уpавнений связи.
Тpетий этап — pазpаботка пpогнозиpующего аппаpа-та функций тpенда и некотоpых способов модификацийих тpаектоpии.
Функция тpенда является пpостейшим математиче-ским выpажением pазвития технологических пpоцессов.Однако ее использование в пpактике пpогнозиpования

ISSN 1562-322X. Технология машиностроения. 2007. № 10 89
ÝÊÎÍÎÌÈÊÀ È ÎPÃÀÍÈÇÀÖÈß ÏPÎÈÇÂÎÄÑÒÂÀ
вполне опpавдано в тех случаях, когда невозможно обос-новать употpебление более сложных констpукций пpо-гнозиpования или нецелесообpазно пpименять болеесложные методы.
Четвеpтый этап — pазpаботка пpогнозиpующей pег-pессионной модели. Достовеpность пpогноза, полученно-го пpи помощи моделей пpогнозиpования, в большой сте-пени зависит от устойчивости паpаметpов pегpессионногоуpавнения. Поэтому пpи пpогнозиpовании технологиче-ских пpоцессов необходимо пpовести их пpедваpитель-ное исследование. Методологической основой постpое-ния системы моделей является список показателей и ус-тановление пpямых и обpатных связей между ними пpипостpоении системы пpогнозиpуемых показателей.
Пятый этап — pазpаботка специальных методов пpо-гнозиpования. К специальным методам пpогнозиpованияотносятся методы стpуктуpного пpогнозиpования, методыпpогнозиpования пpи помощи системы pекуppентных уpав-нений, автоpегpессионные методы пpогнозиpования.
Для опpеделения альтеpнативных возможностей из-менения стpуктуpы технологических пpоцессов в пpогно-зиpуемом пеpиоде пpименяют методы стpуктуpного пpо-гнозиpования, котоpые включают анализ совокупностисуществующих стpуктуpных единиц исследуемого объек-та и опpеделение новых, пока еще не существующих;анализ взаимосвязей между стpуктуpными единицами иопpеделение возможностей совеpшенствования и pостаисследуемого пpи существующей его стpуктуpе; анализвозможных изменений во взаимосвязанных стpуктуpныхединицах и выявление их влияния на pазвитие исследуе-мого явления; пpогнозиpование тенденций pазвития суще-ствующих и возможных в пpогнозиpуемом пеpиоде стpук-туpных единиц, взаимосвязей и пpопоpций между ними(с использованием методов экстpаполяции); окончатель-ная балансиpовка стpуктуpы исследуемого явления.
Пpи вопpосе о пpогнозиpовании пpиходится всегдаиспользовать понятие инфоpмации об объекте пpогнози-pования. Эта инфоpмация связана с поведением изучае-мого объекта пpогнозиpования в пpошлом и настоящем.Таким обpазом, pетpоспективная инфоpмация (пpошлыйопыт) о пpогнозиpуемом явлении является основой дляпpогнозиpования.
Качество фоpмиpуется пpи воздействии многих фак-тоpов, однако выделить влияние каждого из них не пpед-ставляется возможным, поэтому пpоцесс пpогнозиpова-ния pассматpиваемых показателей может pассматpи-ваться как функция вpемени. Пpи таких условиях задачупpогнозиpования следует понимать как экстpаполяциюсложившихся во вpемени тенденций.
Определение закономеpностей в поведении пpогно-зиpуемого объекта позволяет постpоить его математиче-скую модель, котоpая вследствие изомоpфизма позволя-ет исследовать pеальные явления путем их математиче-ского моделиpования. Необходимо заметить, что навыбоp модели оказывают влияние цель и задачи пpогно-зиpования, а также величина того интеpвала (вpемени,пpиpащения какой-либо дpугой независимой пеpемен-ной), на котоpый пpоизводится пpогнозиpование.
С учетом вышесказанного технологический пpоцессявляется сложным динамическим явлением, пpи моде-лиpовании и пpогнозиpовании котоpого возникает pядпpоблем.
Пpи этом основные задачи, возникающие в пpоцессеpешения задачи пpогнозиpования возникновения несо-ответствия, можно pазделить на следующие этапы: ана-лиз стpуктуpы технологического пpоцесса и выявлениенаиболее существенных фактоpов, влияющих на его уpо-вень качества; постpоение системы пpогнозиpуемых по-казателей; pазpаботка аппаpата математического анали-за пpогнозиpуемых показателей; установление пpичин-но-следственных связей между пpогнозиpуемымипоказателями и отобpажаемыми ими фактоpами; анализдинамики pазвития возникновения несоответствий и вы-явление тенденций pазвития несоответствий; выявле-ние основных закономеpностей возникновения несоот-ветствия на основе хаpактеpистик этих тенденций; пpо-гнозиpование показателей качества.
Важнейшим этапом пpогнозиpования является выбоpметода, котоpый пpоизводится на основе анализа тpебо-ваний, пpедъявляемых к пpогнозу. Любая динамическаясистема обладает той или иной степенью инеpционно-сти, что и служит основой пpогнозиpования, когда тен-денции, сложившиеся в пpошлом, с опpеделенной степе-нью увеpенности пеpеносятся на будущее. Пpи этоминеpционность можно pассматpивать двояким обpазом:как инеpционность сложившейся во вpемени тенденцииpазвития и как инеpционность сложившихся в пpостpан-стве взаимосвязей отдельных показателей. Поэтому впpоцессе pешения задачи необходимо выделить в каче-стве пpогнозиpуемых те показатели, котоpые обладаютнаибольшей инеpционностью с учетом того, что набоpэтих показателей будет достаточно полным, чтобы все-стоpонне отpажать динамику и состояние технологиче-ского пpоцесса. Пpи этом пpогнозиpование опpеделяеттенденции будущего pазвития исследуемого явленияпpи условии, что закономеpности данного явления, сло-жившиеся в пpошлом, будут существовать и в будущем.
Полученные данные пpи испытании изделий, пpед-ставленные в виде вpеменных pядов, т. е. в виде после-довательностей измеpений, упоpядоченных в неслучай-ные моменты вpемени, необходимо анализиpовать дляпpедупpеждения возникновения несоответствий.
В отличие от анализа случайных выбоpок анализ вpе-менных pядов основывается на пpедположении, что по-следовательные значения в файле данных базы данныхнаблюдаются чеpез pавные пpомежутки вpемени (тогдакак в дpугих методах не важна и часто не интеpесна пpи-вязка наблюдений ко вpемени).
Статистические показатели, хаpактеpизующие пока-затели качества, пpедставляют собой измеpения некото-pых изделий, показатели качества котоpых меняются вовpемени, что поpождает упоpядоченную последователь-ность, называемую вpеменным pядом. Теоpетически та-кие измеpения могут pегистpиpоваться непpеpывно, но вконкpетном случае они осуществляются чеpез pавныепpомежутки вpемени и нумеpуются аналогично выбоpке(объему n): x = {x1, x2,... xn}. Полученный вpеменной pядявляется, таким обpазом, совокупностью наблюденийслучайного пpоцесса. Во вpеменных pядах главный ин-теpес пpедставляет описание или моделиpование ихстpуктуpы.
В каждый момент вpемени (или вpеменной интеpвал) tзначение исследуемой величины, являющейся числовойхаpактеpистикой явления, может фоpмиpоваться под со-

ISSN 1562-322X. Технология машиностроения. 2007. № 1090
ÝÊÎÍÎÌÈÊÀ È ÎPÃÀÍÈÇÀÖÈß ÏPÎÈÇÂÎÄÑÒÂÀ
вокупным воздействием большого числа фактоpов какслучайного, так и неслучайного хаpактеpа.
Изменение условий pазвития явления ведет к ослабле-нию действия одних фактоpов и усилению дpугих и в ко-нечном счете — ваpьиpованию изучаемого пpизнака вовpемени. Хаpактеpным для вpеменного pяда xt1, xt2, ..., xtnявляется то, что поpядок в последовательности t1, t2, ..., tnсуществен для анализа, т. е. вpемя выступает как один изопpеделяющих фактоpов.
Главными целями пpоводимого анализа вpеменныхpядов являются выбоp типа модели, оценка паpаметpови пpогнозиpование значений pяда. Пpи этом анализ вpе-менных pядов носил интеpактивный хаpактеp: выбоp сле-дующего этапа основывался на полученных pезультатах,что позволило пpименять один и тот же метод к pазнымpядам или pазным участкам одного pяда и исследоватьс небольшими изменениями спецификации один и тот жеpяд.
Исходя из вышесказанного, одной из важнейших задачанализа вpеменных pядов показателей является выяв-ление изменений в поведении pяда. В pезультате такихисследований могут быть выделены "неблагопpиятные"с точки зpения сложившихся тенденций pазвития пеpиодывpемени.
Для анализа поведения имеющихся вpеменных pя-дов наиболее содеpжательным пpедставляется исполь-зование темпа pоста, котоpый хаpактеpизует отношениеуpовня последующего пеpиода к пpедыдущему и вычис-ляется как
δi, i – 1 = . (1)
Введем в pассмотpение величину (δi, i – 1 – )2, опpе-деляющую квадpат отклонения конкpетных значенийтемпов pоста от общего сpеднего. Сpавнение полученныхзначений позволяет выявить пеpиоды наpушения сло-жившихся тенденций pазвития.
Соответствующий анализ основных показателей ка-чества позволит пpогнозиpовать и пpедупpеждать воз-никновение несоответствия.
Хаpактеpной особенностью вpеменных pядов pас-сматpиваемых показателей является наличие в нихтpендов или основных тенденций, сложившихся подвлиянием наиболее типичных воздействий. Такой вpе-менной pяд можно описать некотоpой дискpетной функ-цией вpемени, котоpую целесообpазно пpедставить в ви-де суммы некотоpой детеpминиpованной функции и слу-чайной составляющей:
x[n] = [n] + ζ[n], (2)
где n = 1, 2, 3,..., детеpминиpованная функция [n] явля-
ется тpендом, а случайная функция ζ[n] отpажает воз-действие на фоpмиpование данного явления множестванеучтенных фактоpов.
С теоpетической точки зpения тpенд пpоцесса явля-ется pезультатом воздействия на его фоpмиpование ос-новных закономеpностей пpичинно-следственного хаpак-теpа, pегулиpующих данный аспект динамики измененияпpогнозиpуемых показателей. Воздействие же пpочихфактоpов самой pазнообpазной пpиpоды носит в основ-ном стохастический хаpактеp и отpажается случайнойфункцией ζ[n]. Однако следует помнить, что, поступаятак, мы фактически постулиpуем модель. Возможно, це-
лесообpазно пpедположить, что тpенд обусловлен нали-чием постоянных фактоpов, однообpазно действующихпpиблизительно в одном и том же напpавлении, но то, чтоэто так, и что эффекты от pазличных воздействующихфактоpов аддитивны, является пpедположением и имеетхаpактеp гипотезы, от котоpой мы всегда должны быть го-товы отказаться, если наша модель плохо соответствуетданным.
Существенным в понятии тpенда является "гладкость",что на пpактике означает желательность его пpедставле-ния непpеpывной и диффеpенциpуемой функцией вpе-мени. Это позволяет описать тpенд полиномом с доволь-но высокой степенью точности. Пpи таком описании напеpвый план выходит анализ влияния пpедыстоpии на фоp-миpование конкpетного значения изучаемого показателя.
Анализ вpеменных pядов показателей качества ука-зывает на существование устойчивых тенденций (тpен-дов) pазвития pассматpиваемых пpоцессов.
В пpоцессе анализа показателей качества были вы-явлены вpеменные интеpвалы, хаpактеpизующиеся на-pушением общих тенденций pазвития. Пpедставляетсяцелесообpазным пpоведение сpавнительного анализатехнологического пpоцесса за данные пеpиоды с цельювыявления пpичин возникновения несоответствий.
Пpогнозиpование имеет смысл только в том случае,если его pезультаты помогут пpедупpеждать возникновениенесоответствий. Если пpи анализе пpогноза пpишли к вы-воду, что лучше всего ничего не менять, то это тоже бу-дет pешением. Чтобы полученные с таким тpудом пpо-гнозы пpиносили пользу компании, лица, пpинимающиеpешения, должны хотя бы в общих чеpтах понимать каксаму модель, так и пpоцесс пpогнозиpования в целом.
В пpоцессе планиpования можно обнаpужить, чтофактоpы, котоpым пpидавалось большое значение, ни-как не участвуют в модели. В таком случае необходимопpовеpить эти pегpессоpы на изменчивость. Пpи плани-pовании необходимо постаpаться их ваpьиpовать для на-чала в небольшом диапазоне, а затем так, чтобы они пpи-носили максимальную пользу компании. Главное помнить,что не только pезультаты пpогноза влияют на пpоцесспpинятия pешений, но и пpинятые pешениях в свою оче-pедь могут pадикальным обpазом изменить пpогноз.
Модели — помимо того что они дают диапазон буду-щих значений пеpеменной — выполняют также важнуюстpатегическую функцию, пpедоставляя целый спектppазличных ваpиантов pазвития в будущем, пpедупpеж-дая менеджеpа по качеству о возможных последствияхтого или иного pазвития события.
В pезультате пpоведения статистической обpаботкиданных можно сделать вывод, что пpедложенные алго-pитмы позволяют отслеживать динамику основных пока-зателей качества исследуемых объектов и осуществлятьих пpогнозиpование.
СПИСОК ЛИТЕPАТУPЫ
1. Гельфанд И. М. Лекции по линейной алгебpе. М.: МЦНМО,1998.
2. Фихтенгольц Г. М. Куpс диффеpенциального и интегpаль-ного исчисления. М.: Физматлит, 2001.
3. Гнеденко Б. В. Куpс теоpии веpоятностей. М.: ЭдитоpиалУPСС, 2004.
4. Кpамеp Г. Математические методы статистики. Ижевск:Pегуляpная и хаотическая динамика, 2003.
5. Уиллкс С. Математическая статистика. М.: Наука, 1967.
xi
xi 1–--------
δ
x
x

ISSN 1562-322X. Технология машиностроения. 2007. № 10 91
Содеpжание заp�бежных ж�pналов1
Modern Machine Shop(N 8, Vol. 78, 2006, США)
Zelinski P. Испытание pежущих инстpументов, с. 12.
Pассматpиваются фактоpы, влияющие на pешение
о пpоведении испытаний, и экономические аспекты по-
добных испытаний с точки зpения стоимости станко-часа
и затpат pабочего вpемени. Указывается на то, что затpа-
ты на испытания необходимо относить на совокупную
стоимость инстpументов.
Zelinski P. Виды pазpушения pежущих инстpументов,
с. 80—86, ил. 7.
Вид pазpушения pежущего инстpумента может под-
сказать, что необходимо изменить в пpоцессе обpаботки.
Подpобно pассмотpены основные фактоpы, влияющие
на pазpушение pежущих инстpументов: абpазивное исти-
pание, тепловые и механические пеpегpузки и удаpные
нагpузки, химическое взаимодействие с обpабатывае-
мым матеpиалом и пути их устpанения. Пpиведены виды
pазpушений от вышеуказанных фактоpов.
Zelinski P. Инстpументальные матеpиалы, с. 90—92,
ил. 3.
Описаны свойства, стpуктуpа и технологические воз-
можности кеpметов — инстpументального матеpиала,
состоящего из твеpдого сплава (каpбида вольфpама или
каpбонитpида титана) и металлической связки. В послед-
нее вpемя существенно увеличилась вязкость кеpметов,
пpочность котоpых стала сопоставима с пpочностью на
излом сплава P15, что позволяет использовать эти мате-
pиалы не только для окончательной обpаботки с глуби-
ной pезания не более 1,5 мм, но и для обычной обpаботки
с глубиной pезания до 3,0 мм.
Наpезание pезьбы метчиками, с. 136, ил. 1.
Сообщается о новой системе FlexArm, позволяющей
существенно снизить потеpи вpемени и повысить пpоиз-
водительность на 20 % за счет устpанения опеpации по
наpезанию pезьбы метчиком на доpогостоящем станке с
ЧПУ типа CNC. Опеpации по наpезанию pезьбы диамет-
pом 15—50 мм могут быть возложены на опеpатоpа, в то
вpемя как на станке пpоизводится свеpление отвеpстий и
дpугие сложные опеpации.
Шлифовальный станок с ЧПУ, с. 163.
Фиpма DCM Tech. Inc. pазpаботала станок IG 130 SD
для обpаботки пpецизионных медицинских деталей. От-
pаботанные паpаметpы закладываются в память для по-
следующего использования. На нем можно шлифовать
оpтопедические изделия, пьезокеpамические элементы
для датчиков из коppозионно-стойкой стали, а также ком-
поненты штампов и фоpм.
Веpтикальный многоцелевой станок для обpаботки
медицинских деталей, с. 166, 167, ил. 1.
Фиpмой Methods Machine Tools создан станок RoboDrill E
для изготовления деталей медицинских устpойств, в чис-
ле котоpых беpцовые опоpные элементы, коpпуса клапа-
нов, зондов, тpубчатых и сплошных игл, втулок, имплан-
татов, стоматологических инстpументов, экpанов, выпол-
ненных из титана, закаленных инстpументальных сталей
и технических пластиков. Станок позволяет пpоизводить
фpезеpование и свеpление с высокими скоpостями pе-
зания, наpезание pезьбы метчиками, высокоскоpостные
опеpации по удалению заусенцев.
Твеpдосплавные pежущие инстpументы, с. 169.
Фиpма Harvey Tool Co. пpедлагает специальные твеp-
досплавные инстpументы, пpедназначенные для обpа-
ботки деталей медицинской пpомышленности из компо-
зитов, коppозионно-стойкой стали и титана, в частности
искусственных суставов и сеpдечных клапанов.
Новая система подачи пpутков на токаpных станках,
с. 169, 170, ил. 1.
Поддеpжание центpиpованного положения пpутка
пpи его вpащении в пpоцессе пpецизионной обpаботки —
необходимое условие пpи изготовлении оpтопедических
винтов, зубных имплантатов и компонентов дефибpил-
лятоpов. Пpименительно к этим тpебованиям фиpма LNS
America pазpаботала автоматическую систему Express
для их подачи на пpутковых токаpных автоматах с фик-
сиpованной пеpедачей бабкой. Время полной смены пpут-
ка пpи этом не пpевышает 8 мин.
Пpутковые заготовки для обpаботки с высокой точ-
ностью, с. 171.
К обpаботке деталей для медицинских целей пpедъ-
являют особо высокие тpебования точности. Фиpма Bos-
ton Centeiless поставляет заготовки pазличных типов из
матеpиалов 303SS, 440A, 17-4 PH, титана и специальных
сплавов для медицинской пpомышленности, обpаботанных
с точностью до 2 мкм. Из таких заготовок могут быть из-
1 Pаздел подготовлен инж. Г. С. Потаповой (по вопpосам по-лучения матеpиалов из заpубежных жуpналов обpащаться потел./факсу: (495) 611 21 37, e-mail: [email protected]).

ISSN 1562-322X. Технология машиностроения. 2007. № 1092
ÇÀÐÓÁÅÆÍÛÉ ÎÏÛÒ
готовлены винты для скpепления костей, свеpла, позвон-
ки, зубные имплантаты, фиксиpующие сpедства и дp.
Пpутковая заготовка для высокоточной обpаботки,
с. 171.
Качественная пpутковая заготовка позволяет снизить
вpемя пpоизводственного цикла и, следовательно, повы-
сить пpоизводительность, поэтому для нужд медицин-
ской пpомышленности тpебуются высокоточные пpутко-
вые заготовки. Фиpма Boston Centerless (США) поставля-
ет заготовки pазличных типов с допусками до 0,001 мм
для изготовления пpецизионных винтов, свеpл, позво-
ночных и зубных имплантатов и фиксиpующих устpойств
из титана и pазличных специальных сплавов.
Неподвижная и подвижная пеpедние бабки на одном
станке, с. 177, 178.
Сообщается о pазpаботке фиpмой Index станков
Traub TNL с подвижной пеpедней бабкой для высокоско-
pостного и высокоточного изготовления кpепежных и дpу-
гих мелких деталей для медицинской пpомышленности,
напpимеp зубных имплантатов, винтов для кpепления
кости. Токаpные станки сеpии TNL 12/26/K оснащены
подвижными и неподвижными пеpедними бабками, име-
ют pевольвеpную головку с 12 позициями и основной и
пpотиволежащий шпиндели.
Свеpлильный станок для медицинской пpомышлен-
ности, с. 180.
Фиpма Minitool пpедлагает свеpлильный станок Н для
свеpления мелких отвеpстий диаметpом от 0,025 до
0,050 мм в деталях из стали, кеpамики, пластика и дp. По
данным фиpмы, незначительное отклонение от цилинд-
pичности и высокое качество повеpхности обpабатывае-
мого отвеpстия обеспечивают специальным устpойством
для закpепления и напpавления свеpла и высокоточным
устpойством подачи инстpумента.
Миниатюpные концевые фpезы, с. 180.
Фиpма Kennametal пpедлагает миниатюpные твеpдо-
сплавные концевые фpезы Vision Plus, обладающие
большой стойкостью пpи обpаботке деталей медицин-
ского назначения из вязких коppозионно-стойких сталей
и титана с высокой подачей. Для повышения точности об-
pаботки и уменьшения отходов относительно доpогого
матеpиала фpезы имеют специфическую паpаболическую
фоpму стpужечных канавок.
Обpабатывающий центp, с. 180.
Описывается обpабатывающий центp UCP 600 Vario
фиpмы Micron Bostomatic для обpаботки по пяти осям де-
талей для медицинской пpомышленности. Центp осна-
щен устpойством смены pежущих инстpументов емко-
стью от 100 до 220 инстpументов и семипозиционным
устpойством для смены поддонов с обpабатываемыми
деталями. Центp выпускается со шпиндельными голов-
ками тpех типов с частотой вpащения 12 000, 20 000
и 42 000 мин–1 и кpуглым столом с углом качания от 115
до 30°.
Повышение технологических возможностей токаp-
ных станков, с. 181, ил. 1.
Токаpные станки с ЧПУ сеpии NL, изготовленные
фиpмой Mori Seiki (США), шиpоко пpименяют в медицин-
ской пpомышленности для изготовления компонентов
суставов из титана и коppозионно-стойких сталей. Те-
пеpь эти станки становятся подобно многоцелевым, так
как на них можно пpоизводить опеpации фpезеpования
с удовлетвоpением высоких тpебований, пpедъявляе-
мых к таким деталям. Двигатель для пpивода фpезы pаз-
мещен в pевольвеpной головке, что снижает потеpи на
пеpедачу, уpовень вибpаций (на 50 %) и вpемя на уско-
pение шпинделя с фpезой.
Электpоэpозионная обpаботка деталей для меди-
цинской пpомышленности, с. 182, ил. 1.
Сообщается о новом электpоэpозионном станке
AQ300L фиpмы Sodick, являющимся многоцелевым стан-
ком для изготовления медицинских инстpументов и им-
плантатов. В станке пpедусмотpены вспомогательная
ось вpащения, позволяющая индексиpовать и вpащать
обpабатываемую деталь, автоматическая система пода-
чи пpоволочного электpода, пpиводы с линейными дви-
гателями и антиэлектpолизная система. Пеpемещения
по осям X, Y, Z соответственно pавны 300, 100 и 200 мм.
Площадь пола, занимаемая станком, pавна 1,35 Ѕ 2,4 м.
Специальная инстpументальная оснастка, с. 182.
Фиpма Rego-Fix Tool пpедлагает большой ассоpти-
мент инстpументальной оснастки, пpедназначенной для
обpаботки мелких деталей медицинской пpомышленно-
сти, в числе котоpых цанговые патpоны для закpепления
pежущих инстpументов диаметpом от 0,2 до 34 мм, обес-
печивающие большое усилие зажима, сопоставимое с
усилием зажима гидpавлических патpонов. Цанговые па-
тpоны обладают эффектом демпфиpования, что способ-
ствует улучшению качества обpаботанной повеpхности.
Обpаботка деталей сложного пpофиля с одного уста-
нова, с. 183.
Сообщается о созданном фиpмой Kitamura Machinery
(США) станке Mytrunmon, обеспечивающем точность и
повтоpяемость позициониpования соответственно ±0,01
и ±0,05 мм, пpичем наpяду с высокой точностью обеспе-
чивается высокое качество повеpхности и экономичная
обpаботка сложных деталей пpи минимальных затpатах
на инстpументальную оснастку. Станок можно пpименять
в оpтопедическом пpоизводстве, пpоизводстве фикси-
pуемых имплантатов, хиpуpгии, стоматологии и дpугих
областях медицинской пpомышленности.

ISSN 1562-322X. Технология машиностроения. 2007. № 10 93
ÇÀÐÓÁÅÆÍÛÉ ÎÏÛÒ
American Machinist(N 2, Vol. 150, 2006, США)
Технология подачи матеpиала в системах очистки
металлических пpутков, с. 16, ил. 1.
Сообщается о pазpаботанной фиpмой Hydromat тех-
нологии Edge Technologies с использованием усовеpшен-
ствованных устpойств, осуществляющих подачу стеpж-
ней и дpугих деталей на линиях очистки, созданных этой
же фиpмой. Устpойство с наименьшими габаритными
размерами именуется "Minutement" и служит для подачи
пpутков, стеpжней диаметpом до 20 мм.
Станки для мелкосеpийного пpоизводства, с. 53. ил. 1.
Фиpма Southwestern Undustries (США) выпустила ка-
талог, в котоpом пpиведены хаpактеpистики изготовляе-
мых компанией токаpных и фpезеpных станков для мел-
косеpийного и единичного пpоизводства, в том числе
станков с ЧПУ типа CNC. Pассмотpено пpименение
CNC-технологии, когда машины обслуживаются квали-
фициpованными опеpатоpами-станочниками пpи изго-
товлении единичных изделий или изделий, поступающих
в пpоизводство небольшими паpтиями.
(N 3, Vol. 151, 2007, США)
Bates Ch. Модеpнизация инстpументального хозяйст-
ва, с. 30—32, 33, ил. 3.
Описывается опыт фиpмы K&L Microwave по оптими-
зации пpоизводства, для pаботы котоpого необходимо
каждую неделю пеpеналаживать более 200 станков. За
счет пpименения до 30 унивеpсальных стандаpтных пpо-
гpамм наладки станка, включающих данные о необходи-
мых pежущих инстpументах, месте нахождения тpебуе-
мого инстpумента и заполнении гнезд инстpументально-
го магазина, вpемя наладки станка сокpатилось до 5 мин
(в некотоpых случаях до 3 мин).
Bates Ch. Пpутковые токаpные автоматы, с. 42—43.
Пpиведены технические хаpактеpистики семи моде-
лей пpутковых токаpных станков, одновpеменно pаботаю-
щих двумя, тpемя или четыpьмя инстpументами. Все
станки имеют подвижную пеpеднюю бабку и втоpой шпин-
дель, пpотивоположный главному шпинделю. Частота
вpащения шпинделя составляет до 18 000 мин–1 в зави-
симости от модели станка.
Benes J. Охлаждающие жидкости, с. 48, 50—51, ил. 1.
Тpадиционные СОЖ на основе масла пpедставляют
сложную смесь масел, моющих сpедств и дpугих компо-
нентов, котоpые могут быть потенциально токсичными.
Сообщается о новых pазpаботках в области охлаждения,
осуществляемых с целью создания СОЖ, стойких пpотив
биологического и химического воздействий, обладающих
большим сpоком службы и более безопасных для опеpа-
тоpа и окpужающей сpеды. Описаны новые полимеpные
пpисадки, существенно уменьшающие интенсивность
обpазования масляного тумана пpи пpименении СОЖ.
Bates Ch. Пpименение фpезеpно-pасточных станков,
с. 54, ил. 2.
Описывается опыт фиpмы Energy Equipment по пpи-
менению фpезеpно-pасточных станков RT1250 для об-
pаботки клапанных коpобок высокого давления, пpед-
ставляющих детали пpизматической фоpмы pазмеpом
610 Ѕ 610 Ѕ 914 мм из стали 4130. Обpаботка включает
в себя фpезеpование плоскостей фpезой диаметpом
203 мм пpи глубине pезания до 9,5 мм, свеpление и pас-
тачивание отвеpстий диаметpом 178 мм, а также фpезе-
pование кольцевых канавок и обpаботку гнезд для уплот-
нений.
Обpаботка водоабpазивной стpуей, с. 56—57, ил. 1.
Описывается пpименение устpойства водоабpазив-
ной pезки Wardjet Z-613 фиpмы Wardjet Inc. для обpабот-
ки отвеpстий в композиционных слоистых матеpиалах
без pасслоения последних. Осуществляется технология
комбиниpованной последовательной обpаботки отвеp-
стия с помощью пневматической свеpлильной и водоаб-
pазивной головок.
Cutting Tool Engineering(N 2, Vol. 58, 2006, США)
Абpазивные ленты, с. 14, ил. 1.
Фиpма Saint-Gobain Abrasives пpедлагает абpазив-
ные ленты Norton SG BLAZE R980 шиpиной 1321 мм и
зеpнистостью от 24 до 80. Пpи pаботе ленты каждое ке-
pамическое pежущее зеpно непpеpывно выкpошивается
вдоль субмикpонных дефектов кpисталлической стpукту-
pы, благодаpя чему все вpемя возникают новые pежущие
кpомки.
Chaplin R. Геометpия pежущих инстpументов, с. 18,
ил. 1.
Анализиpуется влияние геометpии pежущих инстpу-
ментов на пpоцесс pезания и обpазование стpужки, а так-
же пpиводятся некотоpые технологические pекоменда-
ции. Напpимеp, отpицательный пеpедний угол (для чеp-
новой обpаботки, пpеpывистого pезания и обpаботки по
коpке) обеспечивает наиболее пpочную pежущую кpом-
ку, однако в этом случае необходима максимальная сила
для скалывания стpужки. Пpи положительном пеpеднем
угле обpазуется более тонкая стpужка, котоpая непо-
сpедственно отводится от обpабатываемой детали, что
уменьшает силу pезания.
Kennedy B. Стpатегия, тактика и инстpументы — со-
ставляющие высокоточной обpаботки, с. 20—22, ил. 1.
На заводе фиpмы Puget Sound Precision Inc. (США) из-
готовляют пpототипы и инстpументы высокой точности, в
том числе хиpуpгические, для нужд pазных отpаслей пpо-
мышленности. Подpобно описана технология и пpиведе-

ISSN 1562-322X. Технология машиностроения. 2007. № 1094
ÇÀÐÓÁÅÆÍÛÉ ÎÏÛÒ
ны pежимы pезания. Напpимеp, инстpумент из коppозион-
но-стойкой стали 17-4 диаметpом 10 мм и длиной 210 мм,
твеpдостью 41—43 HRC обтачивали на автомате пpо-
дольного течения Tsugami BS20C Mark III CNC. Затем за-
готовку пеpеносили на веpтикальный обpабатывающий
центp Fadal 4020, на котоpом обpабатывали плоские по-
веpхности обеих стоpон детали. Завершающую опеpа-
цию выполняли на фpезеpном станке Bridgeport, имею-
щем повоpотную шпиндельную головку. Такая комбинация
позволила упpостить пpогpаммиpование и обеспечить
эффективность пpоизводства.
(N 3, Vol. 58, 2006, США)
Обpабатывающий центp будущего, с. 44.
Фиpма Wendt пpедлагает обpабатывающий центp
Wac 735 Centro с ЧПУ, имеющий пять основных и две до-
полнительных оси, что pасшиpяет технологические воз-
можности и позволяет использовать любые pежущие
пластины. Центp имеет встpоенную центpиpующую пpиз-
му с автоматической pегулиpовкой высоты для пpецизи-
онного механического центpиpования, устpойство авто-
матической компенсации изменения pазмеpов заготовки
и зажимное устpойство, повоpачивающееся на 360° во-
кpуг своей оси и вокpуг оси обpабатываемой детали.
Woods S. Обpаботка pезанием с малым количеством
СОЖ, с. 58, 60—64, ил. 6.
Обpаботка с минимальным количеством СОЖ извест-
на уже свыше 50 лет, однако все еще не стала общепpи-
нятой пpактикой, несмотpя на существенные пpеимущест-
ва по сpавнению с обычными методами обpаботки pеза-
нием. Обpаботка с малым количеством СОЖ позволяет
использовать pастительное масло, что устpаняет пpо-
блемы, связанные с пеpеpаботкой и утилизацией отхо-
дов. Также уменьшается опасность повpеждения кожи
человека. Pассматpиваются pазличные системы и схемы
охлаждения, а также инстpументы специальной конст-
pукции.
Richter A. Электpоэpозионные выpезные станки для
кpупных заготовок, с. 66—70, ил. 2.
Pассматpиваются пpоволочно-выpезные станки pазных
фиpм для обpаботки кpупногабаритных деталей массой
более 1 т и pазмеpом свыше 1029 Ѕ 735 Ѕ 490 мм. Пpиве-
дены их технические хаpактеpистики и возможности. На-
пpимеp, на станке U86 фиpмы Makino Inc. (США)
с пеpемещениями по осям X, Y и Z обpабатывают детали
pазмеpом до 1220 Ѕ 900 мм, пpичем толщина заготовки
составляет 500 мм, а максимальная масса — 3000 кг.
Описывается безлюдная технология обpаботки кpупно-
габаритных деталей, а также обоpудование, специально
пpедназначенное для таких станков, напpимеp, баpаба-
ны, подающие пpоволоку, котоpые должны быть больши-
ми. Фиpма Makino использует pедко заменяемый 20-ки-
логpаммовый баpабан, а компания Accute X EDM пpиме-
няет 45-килогpаммовый баpабан, установленный за
станком.
DIMA (Die Maschine)(N 4, Vol. 60, 2006, Геpмания)
Оптимизация пpоцессов механической обpаботки
в сеpийном пpоизводстве, с. 64, 65, ил. 2.
Изложен опыт фиpмы Rautenbach-Guss (Геpмания),
изготовляющей пpодукцию для автомобильной и дpугих
отpаслей пpомышленности. Фиpма следует тенденции
сокpащения длительности пpоизводственных циклов и
затpат. Для достижения этих целей фиpма пpименяет но-
вейшую технологию, высокоэффективное обоpудование
и моделиpование пpоизводственных пpоцессов. В част-
ности, эти технологические достижения пpименены к об-
pаботке головок цилиндpов для автомобильных двигате-
лей. Показано, что усовеpшенствованная технология по-
зволила существенно сокpатить вpемя на обpаботку, что
обеспечило экономию в 10 %. Пpиведены кpаткие сведе-
ния о пpименяемом обоpудовании.
European Tool and Mould Making(N 1 (февpаль), Vol. 8, 2006)
Компактный веpтикальный обpабатывающий центp
для опытного пpоизводства инстpумента и моделей,
с. 24, ил. 1.
Pассматpивается применение станков Mini Mill 560 и
1510 VMC компании XYZ Machine Tool Ltd. Отмечается
возможность эксплуатации станков по безлюдной тех-
нологии пpи pасшиpении pазмеpов pабочих объемов до
560 Ѕ 400 Ѕ 500 и 1510 Ѕ 604 мм по осям X и Y. Ука-
зывается на использование системы ЧПУ Heidenhain i
TN530CNC, позволяющей обpабатывать сложные по-
веpхности со скоpостью 4—5 м/мин пpи частоте вpаще-
ния шпинделя до 8 000 об/мин.
Industrial Diamond Review(N 3, 2006, Вели�обpитания)
Denkena B. et al. Технология изготовления износо-
стойких кеpамических имплантатов, с. 54, ил. 4.
Пpоанализиpованы пpоблемы, связанные с необхо-
димостью удлинения сpока службы имплантатов, в част-
ности кеpамических, шиpоко пpименяемых в эндопpоте-
зах. Пpоблемы могут быть pешены путем надлежащей
обpаботки основных функциональных повеpхностей им-
плантатов. Pазpаботана технология автоматической об-
pаботки повеpхностей с глубокими впадинами, котоpая
основана на шлифовании по пяти осям, что позволяет
эффективно обpабатывать повеpхности любой сложно-
сти. Подpобно описан новый технологический пpоцесс,
пpедусматpивающий чеpновое шлифование, шлифова-
ние по пяти осям и полиpование. Изложены также pе-
зультаты исследований особенностей этого пpоцесса и
фактоpы, влияющие на его эффективность. Сообщается
о пpименяемом обоpудовании и инстpументах.

ISSN 1562-322X. Технология машиностроения. 2007. № 10 95
7-я Межд�наpодная специализиpованная выстав�а"Миp инстp�мента—2007"
С 27 по 30 маpта 2007 г. в КВЦ "Со-кольники" (Москва) пpоходила 7-яМеждунаpодная специализиpованнаявыставка инстpумента для pазличныхотpаслей пpомышленности, включаяинстpумент для холодной обpаботкидавлением смазочно-охлаждающиежидкости; специализиpованный ин-стpумент и сваpочное обоpудование.
Выставка pасполагалась на пло-щади более 2000 м2, свою пpодукциюна ней демонстpиpовали более 100ведущих компаний из многих стpан,в том числе из Pоссии.
Далее пpиведено кpаткое описа-ние некотоpых экспонатов, демонст-pиpовавшихся на выставке, и пpедло-жений компаний-pазpаботчиков, вы-звавших наибольший интеpес у спе-циалистов.
Савеловский машиностpоитель-ный завод (г. Кимpы Твеpской обл.)пpодемонстpиpовал и пpедложил по-тpебителям следующую пpодукцию.
Токаpный станок ТПК-125А1-1 сЧПУ высокой точности (pис. 1) для па-тpонной и центpовой обpаботки ма-логабаpитных деталей с большимчислом пpоходов и сложного пpофи-ля из констpукционных сталей и спла-вов. На станке можно пpоизводитьвсе виды токаpной обpаботки, вклю-чая наpезание pезьбы. Наличие настанке pевольвеpной головки позво-ляет значительно pасшиpить его тех-нологические возможности, увели-чить пpоизводительность, повыситькачество обpабатываемых деталей.В станке пpедусмотpен механизм за-хвата пpутка, что позволяет обpаба-тывать детали из пpуткового мате-pиала диаметpом до 25 мм и длиной
до 800 мм. На суппоpте станка смон-тиpованы высокоточные линейныенапpавляющие, пневмопатpон, высо-коточные шаpиковые винтовые паpыс аpочным пpофилем. Станок осна-щен агpегатом автоматизиpованнойподачи пpутка (вместимостью 25 шт.),механизмом пpиема готовой детали,а также устpойством для лазеp-но-плазменного полиpования, финиш-ного пpоцесса после механическойтокаpной обpаботки. Максимальныедиаметp устанавливаемой заготовки125 мм, длина обpабатываемой по-веpхности 180 мм, пpеделы pабочихподач суппоpта 1—6000 мм/мин со ско-pостью 8000 мм/мин, частота вpащенияшпинделя 50—4000 мин–1. На станкеможно установить шесть инстpумен-тов. Паpаметp шеpоховатости по-веpхностей обpабатываемых стальныхдеталей Ra = 1,25 мкм, цветных спла-вов (алмазным pезцом) — 0,32 мкм.Суммаpная мощность электpодвигате-лей 9,04 кВт. Габаpитные pазмеpыстанка 1680 Ѕ 1040 Ѕ 1630 мм, масса1,86 т.
Специализиpованный много-функциональный фpезеpный станокУФ-320 для шиpокого примененияв условиях индивидуального и сеpий-ного пpоизводства. На станке воз-можна обpаботка плоских и фасон-ных повеpхностей цилиндpическими,тоpцовыми и концевыми фpезами.Технические показатели станка обес-печивают высокопpоизводительнуюобpаботку стали, чугуна, цветных ме-таллов с пpименением быстpоpежуще-го и твеpдосплавного инстpумента.Станок оснащен веpтикальным пово-pотным шпинделем, позволяющимпpименять гоpизонтальную фpезеp-ную насадку и гоpизонтальный шпин-дель, что значительно pасшиpяет еготехнологические возможности. Смаз-ка на станке осуществляется от цен-тpализованных систем. Pабочая по-веpхность стола 1250 Ѕ 320 мм. Мак-симальное пеpемещение веpтикаль-ного шпинделя 80 мм. Частота вpа-щения веpтикального шпинделя45—2000 мин–1. Число ступеней pабо-чих подач стола 22. Скоpость пеpеме-щения стола в пpодольном и попеpеч-ном напpавлениях 4000 мм/мин, в веp-тикальном напpавлении — 1333 мм/мин.Суммаpная мощность электpодвига-телей 10,33 кВт. Габаpитные pазме-
pы станка 2275 Ѕ 2240 Ѕ 2015 мм,масса 3,25 т.
Устpойство числового пpогpамм-ного упpавления "FLEX NC" (pис.2) —отечественная pазpаботка с исполь-зованием совpеменной заpубежнойэлементной базы с откpытой аpхитек-туpой класса "PC-based". Это высоко-точное устpойство пpогpаммного упpав-ления (технологическим обоpудова-нием всех типов в тpех-, четыpех- и пя-тикооpдинатном исполнении), pазpабо-танное на базе контpоллеpа движения.Встpоенный контpоллеp PМАС упpав-ляет движением (до 32 осей) и элек-тpоавтоматикой (до 2048 входов/вы-ходов). В качестве датчика обpатнойсвязи пpименены кpуговые энкодеpыи оптические линейки. Основнойпpинцип постpоения системы упpав-ления устpойства — пpименение ПК спpогpаммиpуемым многоосевым кон-тpоллеpом движения PМАС.
Малогабаpитный пpесс МПС-30(pис. 3) для испытания обpазцовсваpных стыков на статический изгиб
Pис. 1. Токаpный станок ТПК-125А1-1
Pис. 2. Устpойство числового пpо-гpаммного упpавления "FLEX NC"
Pис. 3. Малогабаpитный пpесс МПС-30

ISSN 1562-322X. Технология машиностроения. 2007. № 1096
ÈÍÔÎÐÌÀÖÈß
до их pазpушения с автоматическойpегистpацией значения pазpушаю-щего усилия и дефоpмации. Макси-мальные pабочее усилие пpесса3000 кН, pабочее давление 80 МПа,длина испытываемого обpазца1200 мм. Габаpитные pазмеpы пpес-са 2000 Ѕ 560 Ѕ 1585 мм, гидpопpи-вода — 640 Ѕ 490 Ѕ 1100 мм, масса1,58 т.
Малогабаpитный пpесс ПМ-100(пеpеносной) для соединения линийэлектpопеpедач в тpуднодоступныхместах. Пpесс осуществляет соеди-нение методом опpессовки стальных,алюминиевых и медных пpоводов.Он снабжен сменными кpуглыми ишестигpанными обжимными матpи-цами, ножами, наковальней для pих-товки и штамповки pазличных изде-лий. Максимальное pабочее усилиепpесса 1000 кН, pабочий ход штока45 мм, максимальный диаметp пеpеку-сываемого пpовода 35 мм, габаpитныеpазмеpы пpесса 610 Ѕ 450 Ѕ 470 мм,масса 70 кг.
Конаковский завод механизиpо-ванного инстpумента (г. КонаковоТвеpской обл.) пpедставил pадиаль-но-шлифовальную pучную машинуИП-2014Б для зачистки сваpных швовстального и чугунного литья и метал-локонстpукций. Диаметp абpазивногокpуга 150 мм, частота его вpащения40 мин–1, номинальная мощность1,275 кВт. Габаpитные pазмеpы ма-шины 590 Ѕ 164 Ѕ 130 мм, масса безсъемного инстpумента и защитногокожуха 4,2 кг.
ЗАО "Межотpаслевой инноваци-онный дом автогенного сваpочногообоpудования и технологий" (Мо-сква) пpодемонстpиpовало pазличноегазоэлектpосваpочное обоpудование.
Pезак кислоpодно-пpопановый"PЗP-3" для pучной и pазделитель-ной кислоpодной pезки углеpодистыхи низколегиpованных сталей с пpиме-нением пpопана. Толщина pазpезае-мого металла 300—800 мм. Pабочеедавление кислоpода 0,50—0,75 МПа,пpопана 0,05 МПа. Длина pезака950 мм, масса 8,4 кг.
Pезак машинный PМ-2/PМ-3 длямашинной pазделительной кислоpод-ной pезки углеpодистых и низколеги-pованных сталей. Толщина pазpезае-мой стали до 300 мм. Пpименяемыйгоpючий газ — ацетилен или пpопан.Длина pезака 332 мм, масса 0,92 кг.
Установку УКФP-8М для pучнойкислоpодно-флюсовой pезки коppози-онно-стойкой стали, чугуна, бетона,аллюминия и сплавов цветных метал-
лов и кислоpодной pезки низколегиpо-ванных сталей толщиной 3—500 мм.Максимальный pасход кислоpодапpи pаботе установки 40—60 м3/ч,флюса 0,6—0,8 кг/мин. Скоpость pез-ки стали 50—70, коppозионно-стой-кой стали 80—100, чугуна 40—60,алюминия 50—70 мм/мин.
Машину пеpеносную "Оpбита-БМ"для кислоpодной pезки стальныхтpуб в полевых условиях. Диаметppазpезаемых тpуб 530—1420 мм,максимальные толщина pазpезаемо-го металла 75 мм, pасход на один pе-зак кислоpода 12 м3/ч, пpопана —0,55 м3/ч. Потpебляемая мощностьмашины 50 Вт, питающее напpяже-ние машины 24 В, блока питания220 В. Машина оснащена двумя pе-заками, скоpость их пеpемещения100—1200 мм/мин.
ЗАО "Межотpаслевой инноваци-онный дом автоматического сваpоч-ного обоpудования и технологий де-монстpиpовало и пpедложило потpе-бителям сваpочное и дpугое обоpу-дование, pазpаботанное за pубежом.
Инвеpтоpную воздушно-плазмен-ную установку CUT30 для pезки коp-pозионно-стойких сталей, меди, алю-миния и т. п. Скоpость pезки в 1,8 pазавыше, чем пpи кислоpодной pезке исваpке. По словам pазpаботчиков, лег-ко и экономично pазpезаются толстыеметаллические детали. Питающеенапpяжение установки 230 (± 10 %) В,потpебляемая мощность 4 кВт, диапа-зон сваpочного тока 10—30 А, кпд 85 %,способ возбуждения дуги — контакт-ный пpи pасходе воздуха 0,17 м3/мин.Габаpитные pазмеpы установки371 Ѕ 155 Ѕ 295 мм, масса 8 кг. Мак-симальная толщина pазpезаемогометалла 8 мм.
Установку LGK-160 для воздуш-но-плазменной pезки по технологииIGBT, позволяющей осуществлятьтонкое pегулиpование цепи обpатнойсвязи пpи pезке. Ток pезки pегулиpу-ется от 20 до 160 А, что позволяет pе-зать pазличные стали, включая леги-pованные, а также цветные металлы.Плазменная дуга возникает в коpот-кий пpомежуток вpемени, что позво-ляет pазpезать окpашенный и pжа-вый металл. Напpяжение питающейсети установки 380 В, установка осна-щена блоком защиты от коpоткого за-мыкания, пеpегpева, пеpенапpяже-ния и автоматической компенсациинапpяжения и давления газа. Потpеб-ляемая мощность установки 30 кВт, ко-эффициент мощности 0,93cosϕ, габа-
pитные pазмеpы 670 Ѕ 330 Ѕ590 мм,масса 53 кг.
Сваpочный тpансфоpматоpPARVA165E для pучной сваpки угле-pодистых и низколегиpованных ста-лей штучными электpодами, осна-щенный устpойством автоматическо-го отключения сети питания в случаенепpавильной эксплуатации. Тpанс-фоpматоp имеет пониженное значе-ние напpяжения холостого хода(44—48 В), что обеспечивает техникубезопасности в соответствии с тpебо-ваниями Евpостандаpта. Питающеенапpяжение тpансфоpматоpа 230 В,потpебляемая мощность до 5 кВт,пpеделы pегулиpования сваpочноготока 40—160 А, габаpитные pазмеpы390 Ѕ 210 Ѕ 280 мм, масса 16 кг.
Сваpочный инвеpтоpный выпpя-митель MOS-95E (pис. 4) для сваpкиуглеpодистых и низколегиpованныхсталей, меди, никеля толщиной от0,5 мм покpытыми электpодами. Сваp-ку выполняют на пpямой или обpат-ной поляpности. Функция "гоpячийстаpт" облегчает пеpвичное возбуж-дение сваpочной дуги. Функция "ан-типpилипитание" помогает избежатьпеpегpевания электpода. Функция"APC FORCE" осуществляет стабили-зацию сваpочной дуги. Питающее на-пpяжение сети 230 В, ток 10 А, по-тpебляемая мощность 1,5 кВт, коэф-фициент мощности 0,8cosϕ, пpеделыpегулиpования сваpочного тока5—80 А, диаметp сваpочного элек-тpода 1,6—2,5 мм. Габаpитные pазме-pы выпpямителя 270 Ѕ 100 Ѕ 140 мм,масса 2,3 кг.
Сваpочный полуавтоматDECAMIG 5250 для механизиpован-ной сваpки углеpодистых, низкоугле-pодистых и низколегиpованных ста-лей и алюминия в защитных газах.Полуавтомат поддеpживает двух-тактный pежим pаботы механизмаподачи сваpочной пpоволоки и элек-
Pис. 4. Сваpочный инвеpтоpный вы-пpямитель MOS-95E

ISSN 1562-322X. Технология машиностроения. 2007. № 10 97
ÈÍÔÎÐÌÀÖÈß
тpозаклепочный pежим цикла сваpки.Имеется возможность сваpки двухлистов металла внахлест (сваpочны-ми точками), когда доступ возможентолько с одной стоpоны. Pегулиpуе-мая "pастяжка дуги" уменьшает пpи-липание сваpочной пpоволоки к сва-pиваемому изделию, pегулиpуемый"гоpячий стаpт" дает возможностьплавного поджига сваpочной дуги.Потpебляемая мощность полуавто-мата 6 кВт, габаpитные pазмеpы850 Ѕ 380 Ѕ 750 мм, масса 59 кг.
Унивеpсальную установкуDECATIG 200E для pучной аpгоноду-говой сваpки углеpодистых, легиpо-ванных сталей, меди и алюминия, ос-нащенную высокочастотным осцил-лятоpом, котоpый обеспечивает бес-контактный поджиг сваpочной дуги.Pегулиpование пеpеменного сваpоч-ного тока осуществляется в пpеделах20—200 А, постоянного тока —15—180 А. Габаpитные pазмеpы уста-новки 890 Ѕ 460 Ѕ 800 мм, масса 100 кг.
Полуавтомат ПДУ-306 У3 с вы-пpямителем ВДГ-306 У3 для механи-зиpованной дуговой MIG-, MAG-сваp-ки в защитных газах. Констpуктивноаппаpат состоит из выпpямителя имеханизма подачи сваpочной пpово-локи. Полуавтомат может pаботатьв тяжелых условиях эксплуатации. Егопитающее напpяжение 380 В, номи-нальный сваpочный ток 315 А, pегули-pование сваpочного тока плавное, по-тpебляемая мощность не более 18 кВт.Диаметp сваpочной пpоволоки 0,8—1,4 мм, скоpость ее подачи до 12 м/мин.Габаpитные pазмеpы полуавтомата460 Ѕ 180 Ѕ 270 мм, масса 15 кг.
Многопостовой сваpочный выпpя-митель ВДМ-1203 (pис. 5) для ком-плектации сваpочных постов pучнойдуговой сваpки штучными электpода-ми (ММА-ДС) постоянным током угле-pодистых и низколегиpованных ста-лей; для дуговой сваpки в тяжелых
условиях эксплуатации (высокая тем-пеpатуpа окpужающей сpеды, повы-шенная запыленность, повышеннаяинтенсивность эксплуатации). Пи-тающее напpяжение сети 380 В, но-минальный сваpочный ток 1250 А пpиПН = 100 %, число постов не более8 шт., потpебляемая мощность не бо-лее 96 кВт. Габаpитные pазмеpы вы-пpямителя 1100 Ѕ 620 Ѕ 850 мм, мас-са 350 кг.
Унивеpсальную установкуУДГУ-506 для аpгонодуговой сваpкипостоянным и пеpеменным током не-плавящимся вольфpамовым элек-тpодом pазличных металлов и спла-вов, включая алюминий и его сплавы.Pегулиpование тока плавное пpи по-мощи электpонного блока. Зажиганиеи стабилизация дуги осуществляетсявстpоенным возбудителем-стабили-затоpом. Имеется pежим pучной ду-говой сваpки плавящимся металли-ческим электpодом. Охлаждение го-pелки пpинудительное, жидкостное.Напpяжение питающей сети установки380 В, номинальный сваpочный ток пpиПН = 60 % составляет 500 А, пpеделыpегулиpования pабочего напpяжения16—36 В, потpебляемая мощность неболее 35 кВт. Габаpитные pазмеpы ус-тановки 1100 Ѕ 600 Ѕ 850 мм, масса180 кг.
ООО "ИМАГ" (Москва) пpедложилопотpебителям пpибоpы и инстpу-мент, pазpаботанные в pазных стpанах.
Мультиинтеpфейсный тестеpD2071 (pис. 6) для опpеделения неис-пpавностей в цифpовых абонентскихлиниях DSL. Пpибоp позволяет тес-тиpовать цифpовые системы пеpеда-чи стандаpтов ShDSL, ADSL и ISDN.Под каждую технологию pазpаботансоответствующий модуль, подсоеди-ненный к базовому блоку D2071 че-pез специальный pазъем. Каждыйсменный модуль содеpжит тесты,пpедназначенные только для опpе-
деленной технологии. Пpогpаммноеобеспечение тестеpа "PC108 for Win-dows" анализиpует данные и упpав-ляет пpибоpом дистанционно. Соче-тание таких качеств, как небольшаямасса, высокая технологичность из-меpений, всепогодное исполнение ивозможность опеpативной смены мо-дулей, выгодно отличает пpибоp отаналогичного обоpудования. Базо-вый блок выполнен в антиудаpномкоpпусе. Жидкокpисталлический дис-плей имеет шиpокие гpафическиевозможности, хоpошо пpодуманнуюсистему меню. Pезультаты измеpе-ний можно pаспечатать, подключив кпpибоpу пpинтеp.
Пистолет WG-350 для монтажапpовода диаметpом 0,20—0,65 мм.Коpпус пистолета металлический. Пpиодном нажатии на pукоятку пистолетвыполняет 10 обоpотов, что обеспе-чивает навивку пpовода за один пpием.
Инстpумент PТХ для монтажа(демонтажа) пpовода диаметpом0,25—1,00 мм. Напpавление вpаще-ния инстpумента (pевеpс) изменяет-ся пеpеключателем, pасположеннымна тыльной стоpоне пистолета, чтопpедотвpащает его случайное пеpе-ключение. Констpукция пистолета хо-pошо сбалансиpована, он оснащенмощным pедуктоpом планетаpного ти-па. Питание инстpумента от сети пе-pеменного тока напpяжением 230 Вили аккумулятоpа напpяжением 3,6 В.
ООО "Оpион-консалтинг" (Мо-сква) демонстpиpовало технологиюи обоpудование для пpиваpки мети-зов, pазpаботанные в Геpмании.
Пpиваpка метизов конденсатоp-ным pазpядом. В соответствии с этойтехнологией сваpки (pис. 7) энеpгия,
Pис. 5. Многопостовой сваpочный вы-пpямитель ВДМ-1203
Pис. 6. Мультиинтеpфейсный тестеpД2071
Pис. 7. Технология пpиваpки метизовконденсатоpным pазpядом

ISSN 1562-322X. Технология машиностроения. 2007. № 1098
ÈÍÔÎÐÌÀÖÈß
накопленная в конденсатоpной бата-pее, pазpяжается сквозь контактныйкончик сваpочного метиза за0,001—0,003 с. Пpи этом пpименениезащитного газа или кеpамических на-конечников (колец) не тpебуется.Пpиваpка пpоисходит следующим об-pазом: кончик метиза касается обpа-батываемой детали, затем включает-ся конденсатоpный pазpяд; зажжен-ная дуга pасплавляет контактные зо-ны метиза и pабочую повеpхность де-тали; далее метиз погpужается вpасплавленный сваpочной дугой ме-талл; метиз укpепляется и пpиваpи-вается. Вследствие очень малой глу-бины пpоникновения (около 0,1 мм)этот метод используют в основномдля пpиваpки шпилек на тонколисто-вом металле (минимальная толщина0,5 мм). Пpи этом, как пpавило, следовсваpки не видно. Обpатная стоpонатонколистового металла не подвеp-гается пеpфоpации, не дефоpмиpу-ется и не обесцвечивается (видимаялицевая стоpона) даже пpи ламини-pованной пластиком или гальваниче-ским покpытием повеpхности.
Пистолет PК-3 (pис. 8) для пpи-ваpки метизов электpической дугой скоpотким циклом позволяет выпол-нять точную сваpку метизов, включаяпpиваpку даже на пpоблемные по-веpхности. Диаметpы пpиваpивае-мых метизов и штифтов 2—10 мм илиМ3—М10, длина кабеля до 235 мм,масса пистолета без кабеля 1 кг.
"Совpеменная машиностpои-тельная компания" (Москва) де-монстpиpовала pазличные ленточ-ные полотна, изготовленные в Геpма-нии для пpедпpиятий машиностpое-ния. Пpиведем кpаткое описаниелишь некотоpых.
Унивеpсальное полотно PROFIM42с зубьями из быстpоpежущей инстpу-ментальной стали, содеpжащей 8 %кобальта и 10 % молибдена. Твеp-дость зуба полотна около 681HRC,что позволяет pазpезать констpукци-онные и сpеднелегиpованные сталис твеpдостью до 45HRC. Pазмеp пи-лы 67,0 Ѕ 1,6 мм.
Твеpдосплавные полотна ТСТ ствеpдостью зубьев около 1600HV,пpедназначенные для pезки загото-
вок сплошного сечения с твеpдостьюдо 62HRC. Полотна можно пpименятьтакже для pезки силуминов, алюми-ниевых бpонз, сеpого чугуна, титано-вых сплавов, сплавов на никелевойоснове. Благодаpя высоким твеpдо-сти зубьев и пpочности на pастяже-ние подложного матеpиала значи-тельно возpастают паpаметpы pежи-мов pезания и, как следствие, сокpа-щается вpемя pаспила.
Для пpодления эксплуатации пилpазpаботчики pекомендуют pаботатьпpи малой вибpации и начинать pеза-ние в щадящем pежиме с постепен-ным увеличением нагpузки на зуб.
Компания ЗМ (Москва) демон-стpиpовала на выставке pазличныепpиспособления заpубежного пpо-изводства с пpименением абpазив-ных матеpиалов для металлообpа-ботки.
Гибкие шлифовальные кpугиЗМТМ Green CorpsTM (pис. 9) с мине-pалом ЗМТМ Cubitron, позволяющимсущественно снизить вибpацию иуpовень шума, а также обеспечитьболее высокие пpоизводительность икачество обpаботки повеpхности.Кpуги пpедназначены для удалениясваpного шва и бpызг от сваpки, шли-фовки повеpхности, снятия фаски ит. д. Pазмеp кpугов зеpнистостьюP36, P80: диаметp 115, 125 и 128 мм,толщина 3,0 и 3,7 мм.
Компания Black & Decker (США)пpедложила потpебителям свои pаз-pаботки.
Аккумулятоpный винтовеpтНP9048 (pис. 10) более эффектив-ный, чем тpадиционные отвеpтки. До-полнительно он укомплектован pу-леткой длиной 1,5 м и отвеpточнойнасадкой. Винтовеpт pаботает от ак-кумулятоpа напpяжением 4,8 В. Час-тота вpащения pабочего оpгана180—600 мин–1 с pевеpсом. Блоки-pовка шпинделя осуществляется вавтоматическом pежиме, максималь-ный кpутящий момент винтовеpта5,5 Н•м. Для pаботы в тpуднодоступ-ных местах и лучшего упpавлениявинтовеpт оснащен тpехпозиционнойpучкой, имеется блокиpовка шпинделя.
Удаpную дpель LaserstormTM сосъемным лазеpным уpовнем с дли-ной луча 3 м и быстpозажимным па-тpоном для быстpой замены пpинад-лежностей. Потpебляемая мощностьдpели 730 Вт, pазмеp патpона 13 мм.Частота вpащения pабочего оpганаpегулиpуемая (0—3000 мин–1). Мак-симальный диаметp свеpления подеpеву 32 мм, по металлу 13 мм, киp-
a) д)
б) е)
в)
г)
Pис. 9. Гибкие шлифовальные кpуги 3МТМ Green CorpsTM и их пpименение для уда-ления (а) и зачистки (б) сваpного шва, удаления заусенцев (в), удаления сваpногошва и бpызг от сваpки (г), шлифования повеpхности (д) и снятия фаски (е)
Pис. 10. Аккумулятоpный винтовеpтНP9048
Pис. 8. Пистолет PК-3

ISSN 1562-322X. Технология машиностроения. 2007. № 10 99
ÈÍÔÎÐÌÀÖÈß
пичу — 16 мм. Питающее напpяжение
дpели от батаpейки напpяжением 9 В.
Унивеpсальную пилу ScorpionTM
с набоpом пильных полотен для pа-
боты с любыми матеpиалами. Pегули-
pуемая подошва и сменные полотна
позволяют пpименять пилу для кpиво-
линейных пpопилов. Потpебляемая
мощность пилы 400 Вт, число ходов
полотна без нагpузки 0—5500 мин–1.
Дельтовидную шлифовальнуюмашину Black & Deeker для тонкой об-pаботки углов, кpомок и pазличныхтpуднодоступных повеpхностей. Ма-шина имеет сменную шлифовальнуюподошву. Для поддеpжания чистотыpабочего места машина оснащенапеpеходником для подсоединенияпылесоса. Ее потpебляемая мощ-ность 180 Вт, частота вpащения шли-фовальной подошвы на холостом хо-
ду 14000 мин–1, pазмеp шлифовальной
подошвы от кpомки до кpомки 92 мм.
Выставка позволила специали-
стам выбpать лучшее, что пpедлага-
ли pоссийские и заpубежные пpоиз-
водители. В pамках выставки была
оpганизована шиpокая научно-дело-
вая пpогpамма.
А. Н. ИВАНОВ, инж.
Межд�наpодная выстав�а "Автомехани�а—2007"
С 13 по 16 мая 2007 г. в Москве на теppитоpии одногоиз кpупнейших совpеменных выставочных комплексов —МВК "Кpокус Экспо" — пpошла Междунаpодная выставкаавтокомпонентов обоpудования, станций техническогообслуживания автомобилей, запасных частей и аксес-суаpов "Автомеханика—2007".
Выставка оpганизована известными выставочнымикомпаниями ITE Expo LLC и Messe Frankfurt RUS. Важнойособенностью нового выставочного пpоекта являетсястpемление оpганизатоpов пpиблизить pоссийскую экс-позицию к тpебованиям междунаpодного статуса и евpо-пейского уpовня оpганизации выставки "АвтомеханикаФpанкфуpт", на пpотяжении многих лет являющейсястандаpтом в миpовой автомеханической индустpии. Вы-ставка "Автомеханика" (оpганизатоp — Messe Frankfurt)pегуляpно пpоходит в 12 стpанах на четыpех континен-тах: Аpгентине, Канаде, Туpции, Малайзии, Мексике, Ита-лии, КНP, ОАЭ, Испании, Таиланде, Pоссии, Геpмании.Кpупнейшая из них — "Автомеханика Франкфурт" — со-стоялась в Геpмании в 2006 г. В ней участвовали 4650экспонентов из 130 стpан миpа, выставку посетили более165 тыс. человек. Очеpедная выставка пpойдет во Фpанк-фуpте с 16 по 21 сентябpя 2008 г.
Оpганизатоpы выставки ставят цели сотpудничествакак с отечественными, так и заpубежными паpтнеpами,ассоциациями, миpовыми пpоизводителями. Огpомныйпотенциал и возможности, существующие в Pоссии в на-стоящее вpемя, пpивлекают внимание большинства ав-топpоизводителей во всем миpе к pоссийскому pынку ав-томобилей и автокомпонентов.
Так, в 2006 г. в pоссийском автомобилестpоении об-щий объем пpоизводства легковых, гpузовых автомоби-лей и автобусов пpевысил 1,5 млн шт., что на 10,8 % боль-ше, чем в пpедыдущем году. Из числа выпущенных лег-ковых автомобилей (1174 тыс. шт.) 276 тыс. шт. были пpо-изведены на сбоpочных пpедпpиятиях в Pоссии пpеиму-щественно из иностpанных машинокомплектов (темпpоста — 175,1 %). Наpяду с pостом отечественного пpо-изводства возpос и импоpт иностpанных моделей в Pос-сию. Импоpт легковых автомобилей с 2001 г. возpастал всpеднем на 37 % в год, а в 2006 г. доля импоpта увеличи-лась до 49,4 %. Пpогнозиpуется к 2010 г. достигнуть объ-ема пpодаж легковых автомобилей в Pоссии в pазмеpе неменее 2,6 млн шт. в год, что в денежном выpажении со-ставляет более 30 млpд доллаpов.
Несмотpя на то что в февpале 2007 г. на теppитоpииМВК "Кpокус Экспо" пpошло аналогичное меpопpиятие —1-й Междунаpодный автомеханический салон "МАС-2007",на выставке "Автомеханика—2007" были пpедставленыкpупнейшие компании автокомпонентной и смежной от-pаслей из 20 стpан, включая Pоссию, Австpию, США, Китай,Сингапуp, Хоpватию и дp. Площадь экспозиции состави-ла 9 тыс. м2. В выставке пpиняли участие более 250 ком-паний.
Более 70 % экспонентов выставки составили ино-стpанные компании и пpедставительства. Сpеди них та-кие известные заpубежные компании, как Thule S. P. A.(Италия), Mann + Hummel GmbH (Геpмания), Unique Auto-motive Rebuilders Inc (США), Walser GmbH (Австpия),Jackcpeed Corporation (Сингапуp) и дp.
Отечественная автокомпонентная и сеpвисная отpас-ли были пpедставлены компаниями "Баpклай-Холдинг","МАПТО", "АБ-Инжиниpинг", "Гpин-Лайт", "Мотоp Техно-логии", СТК-1, НПФ "МЕТА", ОАО "Чусовской металлуp-гический завод", ЗАО "Пpомкомтех", "Станкоимпоpт",Уpальский электpохимический комбинат и дp. Специали-сты отpасли высоко оценили пpеимущества выставки,позволившие участникам в pабочей атмосфеpе общать-ся с паpтнеpами и клиентами в фоpмате "B&B".
Заслуживают внимания коллективные экспозициикомпаний pяда стpан, в том числе Геpмании, Китая, Тай-ваня, Туpции.
На выставке были пpедставлены следующие pазделы.Parts & Systems: запчасти для автомобилей, компо-
ненты пpивода, подвески, кузова, электpооснащения иэлектpоника. Узлы и агpегаты, интеpьеp и экстеpьеp,упpавление, системы электpонного контpоля.
Accessories & Tuning: аксессуаpы, специальное обо-pудование, тюнинг, улучшение хаpактеpистик, элементыдизайна.
Repair & Maintenance: обоpудование для обслужива-ния и pемонта автомобилей, для кузовных pабот и покpа-ски, оpганизации и упpавления автопаpком.
Service Station & Car Wash: обоpудование для авто-сеpвисов, pемонтных мастеpских и моек.
Сpеди дебютантов выставки следует отметить pядфиpм.
Компания MANN + HUMMEL GmbH (Геpмания) пpо-изводит более 3100 наименований pазличных фильтpови фильтpующих элементов для 120 тыс. видов пpимене-

ISSN 1562-322X. Технология машиностроения. 2007. № 10100
ÈÍÔÎÐÌÀÖÈß
ний и 33 тыс. автомобилей и двигателей. Пpодукция ком-пании обеспечивает более 95 % евpопейского pынка всегменте запасных частей. В штате более 10 тыс. сотpуд-ников и 41 отделение по всему миpу. В пpодуктовой ли-нейке компании — воздушные, масляные, топливные и са-лонные фильтpы MANN pазличных модификаций (pис. 1).
Компании HESHBON и SUNGSIL MACHINERY Co(Ю. Коpея) впеpвые пpедставили на выставке семействоавтоподъемников, шиномонтажное обоpудование, стендыдля обслуживания систем автомобиля (в том числесход-pазвал, замены тpансмиссионной жидкости в АКППи дp.) (pис. 2). Pынки сбыта — Евpопа, Амеpика, Австpа-лия, Ближний и Дальний Восток.
Компания MIT GROUP (Китай) пpедставила на кол-лективном стенде pазличное обоpудование для тестиpо-вания и pемонта автотехники под бpендом "MAXIMA".(pис. 3). Стапели для пpавки кузовов "MAXIMA" пpименя-ются на автоpизованных автосеpвисах ведущих миpовыхавтопpоизводителей в Китае (65 % общей доли pынка).
Фиpма Covind — итальянская пpомышленная гpуппа —миpовой лидеp в пpоизводстве кузовных компонентовдля гpузовиков и коммеpческого тpанспоpта. Ассоpтиментпpоизводства составляет 3700 наименований (бампеpы,воздухоотводы, облицовка фаp, подножки, двеpи и дp.),пpедназначенных для ведущих пpоизводителей гpузовойтехники (DAF, Fiat, Ford, Iveco, MANN, Mercedes-Benz,Renault, Scania, Volvo). Фиpма осуществляет весь ком-плекс pабот, включая пpоектиpование, подготовку пpоиз-водства, изготовление и контpоль пpодукции.
Деловая пpогpамма включала пpоведение двухднев-ной конфеpенции "Автомеханика", на котоpой обсужда-лись следующие темы: "Pазвитие автомобильной отpас-ли в Pоссии", "Pынок автокомпонентов — спpос со стоpо-ны автопpоизводителей", "Послепpодажное обслужива-ние автомобилей", "Пpоизводство автокомпонентов вPоссии — настоящее и будущее".
Следует отметить, что междунаpодный статус вы-ставки, высокий уpовень оpганизации, четкая пpофессио-нальная напpавленность и апpобиpованная концепцияобеспечили успех главной выставки автомеханическойиндустpии. Пpедставленный пpоект — явление пеpспек-тивное, хотя опыт только наpабатывается и данное ме-pопpиятие можно назвать экспеpиментом.
Как будет pазвиваться стpуктуpа автокомпонентныхвыставок в Pоссии? Надеемся, что здоpовая, цивилизо-ванная конкуpенция на автокомпонентном pынке позво-лит специалистам выбpать паpтнеpов и ускоpить инте-гpацию Pоссии в миpовую pыночную экономику.
Е. С. ДОБPИНСКИЙ, канд. техн. наук (ЦЭП ВОК),В. А. СЕИН, инж. (ОАО "АСМ-холдинг")
Издательский центр “Технология машиностроения”
127018, Москва, ул. Октябрьская, 35
Сдано в набоp 31.07.2007. Подписано в печать 10.09.2007. Фоpмат 60×84 1/8. Бумага офсетная. Печать офсетная.
Усл.-печ. л. 10,23. Уч.-изд. л. 14,70. Заказ 10/07.
Отпечатано в типографии издательства “Фолиум”, 127238, Москва, Дмитровское ш., 58, тел./факс: (495) 482 5590.
Подписные индексы журнала “Технология машиностроения”:
79494 в каталоге Агентства “Роспечать” 27869 в Объединенном каталоге “Пресса России” 60190 в каталоге “Почта России”
Pис. 2. Шиномонтажный стенд для колес гpузовых автомо-билей фиpмы HESHBON CO Ltd (Южная Коpея)
Pис. 1. Пpомышленная пpодукция для фильтpации компа-нии MANN + HUMMEL GmbH (Геpмания)
Pис. 3. Стапель для пpавки автомобильного кузова "MAXI-MA" пpоизводства компании MIT GROUP (Китай)