
A UTILIZAÇÃO DO FMEA COMO ESTRATÉGIA PARA … · ... a partir da invenção da máquina a ......
19
1 A UTILIZAÇÃO DO FMEA COMO ESTRATÉGIA PARA MELHORIA DA QUALIDADE EM UMA INDÚSTRIA QUÍMICA DA REGIÃO DAS MISSÕES LEANDRO DORNELES DOS SANTOS (URI) [email protected] ALECSANDER BERTOLLA (URI) [email protected] MATEUS ALEXANDRE ZUCOLOTTO (URI) [email protected] JONAS RIGODANZO (FAHOR) [email protected] EDIO POLACINSKI (URI) [email protected] No atual nível de consumo que os clientes se encontram, cada vez mais a necessidade de qualidade é destaque para que se alcance a liderança em um determinado nicho de mercado, com as tintas e afins, não é diferente. Neste sentido, evidencie-se que as organizações em nível mundial obrigatoriamente passaram a desenvolver produtos para a proteção e acabamento de superfícies com uma gama de controles de qualidade, cada vez maior, quer seja antes, durante e após seus processos de produção, o que demanda a utilização de ferramentas voltadas para melhoria e controle da qualidade dos mesmos. Assim, neste contexto, destaque-se que este estudo teve como objetivo avaliar o Failure Modes and Effects Analysis (FMEA) como uma ferramenta ideal para melhoria da qualidade no processo de produção de uma indústria química da Região das Missões (RS), e sugerir ações que contemplem estas melhorias de maneira viável financeiramente e com a possibilidade de agilidade em sua implantação. Para tanto, a metodologia de pesquisa utilizada foi um estudo de caso, uma vez que se realizaram todas as atividades coleta, tratamento e análise dos dados na Indústria Química de Santo Ângelo (RS). Como principais resultados de pesquisa, destaque-se que o FMEA se mostrou muito eficiente para se estudar as potenciais falhas no processo de produção de tintas da empresa pesquisada, o que representou evitar qualquer tipo de desperdícios, bem como garantiu maior controle da qualidade. Além disso, e a partir da XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10 Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
Transcript of A UTILIZAÇÃO DO FMEA COMO ESTRATÉGIA PARA … · ... a partir da invenção da máquina a ......
1
A UTILIZAÇÃO DO FMEA COMO ESTRATÉGIA
PARA MELHORIA DA QUALIDADE EM UMA
INDÚSTRIA QUÍMICA DA REGIÃO DAS MISSÕES
LEANDRO DORNELES DOS SANTOS (URI)
ALECSANDER BERTOLLA (URI)
MATEUS ALEXANDRE ZUCOLOTTO (URI)
JONAS RIGODANZO (FAHOR)
EDIO POLACINSKI (URI)
No atual nível de consumo que os clientes se encontram, cada vez mais a
necessidade de qualidade é destaque para que se alcance a liderança em um
determinado nicho de mercado, com as tintas e afins, não é diferente. Neste
sentido, evidencie-se que as organizações em nível mundial obrigatoriamente
passaram a desenvolver produtos para a proteção e acabamento de superfícies
com uma gama de controles de qualidade, cada vez maior, quer seja antes,
durante e após seus processos de produção, o que demanda a utilização de
ferramentas voltadas para melhoria e controle da qualidade dos mesmos.
Assim, neste contexto, destaque-se que este estudo teve como objetivo avaliar o
Failure Modes and Effects Analysis (FMEA) como uma ferramenta ideal para
melhoria da qualidade no processo de produção de uma indústria química da
Região das Missões (RS), e sugerir ações que contemplem estas melhorias de
maneira viável financeiramente e com a possibilidade de agilidade em sua
implantação. Para tanto, a metodologia de pesquisa utilizada foi um estudo de
caso, uma vez que se realizaram todas as atividades coleta, tratamento e
análise dos dados na Indústria Química de Santo Ângelo (RS). Como principais
resultados de pesquisa, destaque-se que o FMEA se mostrou muito eficiente
para se estudar as potenciais falhas no processo de produção de tintas da
empresa pesquisada, o que representou evitar qualquer tipo de desperdícios,
bem como garantiu maior controle da qualidade. Além disso, e a partir da
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
decisão da alta direção da empresa considerada, que o FMEA foi definido como
uma ferramenta padrão, a partir dos resultados da presente pesquisa, bem
como passará a ser utilizada em todo e qualquer tipo de processo de fabricação
de tintas da mesma.
Palavras-chaves: Gestão da Produção, Qualidade, FMEA, Indústria Química,
Tintas.

3
1. Introdução
Tratando-se de gestão da produção, cuja função consiste em definir um conjunto de
políticas que possibilitem sustento à dinamicidade da posição competitiva para empresa,
baseando-se em aspetos como desempenho e a programação para as diferentes áreas de decisões
da produção. Dado um sistema de produção, em que insumos são combinados para fornecer uma
saída, a produtividade refere-se ao maior ou menor aproveitamento dos recursos nesse processo
de produção. Nesse sentido, um crescimento da produtividade implica um melhor
aproveitamento de funcionários, máquinas, da energia e dos combustíveis consumidos, da
matéria-prima, e assim por diante (RITZMAN; KRAJESWSKI, 2004).
Portanto, os objetivos desta pesquisa são avaliar o Failure Modes and Effects Analysis
(FMEA) como ferramenta ideal para melhoria da qualidade no processo de produção de uma
indústria química, e sugerir ações que contemplem estas melhorias de maneira viável
financeiramente e com possibilidade de agilidade na implantação. Para tanto, inicia-se na
próxima seção o referencial teórico.
2. Referencial teórico
Nesta seção, delimita-se a revisão da literatura utilizada para esta pesquisa, com o intuito
de alcançar o objetivo proposto para o trabalho, anteriormente descrito.
2.1. Gestão da produção
Antes da Revolução Industrial, ocorrida no século XIX, os processos de fabricação de
bens e serviços aconteciam pelas mãos de artesãos, sem a utilização de máquinas ou muitas
pessoas. Os produtos eram fabricados um a um, sob medida para o comprador, e sem nenhum
tipo de padronização dos produtos. Nesta ótica, destaca-se que, segundo Stevenson (2001, p. 13):
A produção artesanal tinha severas limitações. Devido ao fato de os produtos serem
fabricados por artesãos habilidosos que ajustavam as peças uma a uma, a produção era
lenta e dispendiosa. E, quando as peças davam defeito, as substituições também tinham
que ser feitas sob medida, o que também era lento e dispendioso.
Ainda, nesta fase, outra característica relevante prejudicava a expansão das empresas: o
fato dos custos de produção aumentar proporcionalmente ao volume de produção, ou seja, não
era possível o ganho de escala, em função da inexistência de máquinas e equipamentos para
padronização da produção (STEVENSON, 2001).
4
Então, segundo o mesmo autor, a partir da invenção da máquina a vapor, a qual foi a mais
significativa para a história da produção, os processos de produção manual foram substituídos
por processos automatizados, com máquinas. No entanto, foi a partir do desenvolvimento de
sistemas padrão de aferição de medidas que a gestão da produção começou a ser necessária. Com
o aumento de empregos e expansão das empresas, a administração precisou ser aprimorada. Por
isso, Frederick Winslow Taylor estudou detalhadamente os métodos de trabalho, dando ênfase à
maximização dos outputs (STEVENSON, 2001).
A partir disto, surgiram novos pioneiros que acabaram por contribuir com a melhoria dos
processos fabris e administrativos, processo de melhoria que acontece desde aquela época até os
dias de hoje. Desta forma, a gestão da produção, é conceituada por Stevenson (2001, p. 19) como
“a área que planeja e coordena a utilização dos recursos da organização para converter os inputs
em outputs”. Para ele, ao lado do marketing e das finanças, a gestão da produção faz parte das
três funções primordiais de uma organização.
Todavia, a gestão de produção se refere tanto para empresas voltadas para produtos
quanto para serviços, pois cuida do “planejamento da capacidade, projeto do produto/serviço, do
projeto do processo, layout de instalações e seleção de locais para instalações” (STEVENSON,
2001, p. 19).
Em ambos os casos, produtos e serviços, a padronização da produção e a busca pela
melhoria contínua nos processos se constituem na busca incessante dos gestores das empresas.
No entanto, para que os processos produtivos aconteçam dentro dos padrões atuais de qualidade
e de produtividade, faz-se necessária a utilização de ferramentas que auxiliem no controle da
produção.
2.2. Ferramentas de controle de produção
Tubino (2007) afirma que a finalidade do acompanhamento e controle da produção é
fornecer a ligação entre planejamento e execução das atividades operacionais, identificando os
desvios, sua magnitude e fornecendo subsídios para que os responsáveis pelas as ações corretivas
possam agir. A ocorrência de desvios entre o programa de produção planejado e o executado é a
situação mais comum, apesar de teoricamente os recursos necessários para a execução dos planos
de produção terem sido planejados e programados. Quanto mais eficientes forem as ações do
acompanhamento e controle da produção, menores serão os desvios a serem corrigidos, menor o
tempo e as despesas com as ações corretivas.
Dentre as várias ferramentas de controle da produção existentes, esta pesquisa tem seu
foco no FMEA, a qual é conceituada no tópico a seguir.
2.3. FMEA
A Análise dos Modos de Falha e Efeitos (FMEA) é uma técnica muito utilizada por
organizações que tem o objetivo de identificar problemas, executar projetos, processos ou
5
serviços novos, além de servir como um registro dos projetos, processos ou serviços (PALADY,
1997). Para o referido autor, é importante destacar que o FMEA é uma ferramenta de caráter
proativo, ou seja, tem o intuito de identificar e eliminar os problemas antes mesmo de que eles
aconteçam. A colocação mais evidente sobre isso diz que “não é preciso criar um problema para
resolvê-lo” (PALADY, 1997).
Conforme a American Society for Quality (ASQ), o FMEA deve ser utilizado quando um
processo, produto ou serviço está sendo projetado ou redesenhado; está sendo aplicado de uma
nova forma; quando há necessidade de desenvolver planos de controle para um processo novo ou
modificado; quando as metas para melhoria estão previstas para um processo, produto ou serviço
já existente; ao analisar as falhas de um processo, produto ou serviço existente; ou ainda
periodicamente ao longo da vida do processo, produto ou serviço.
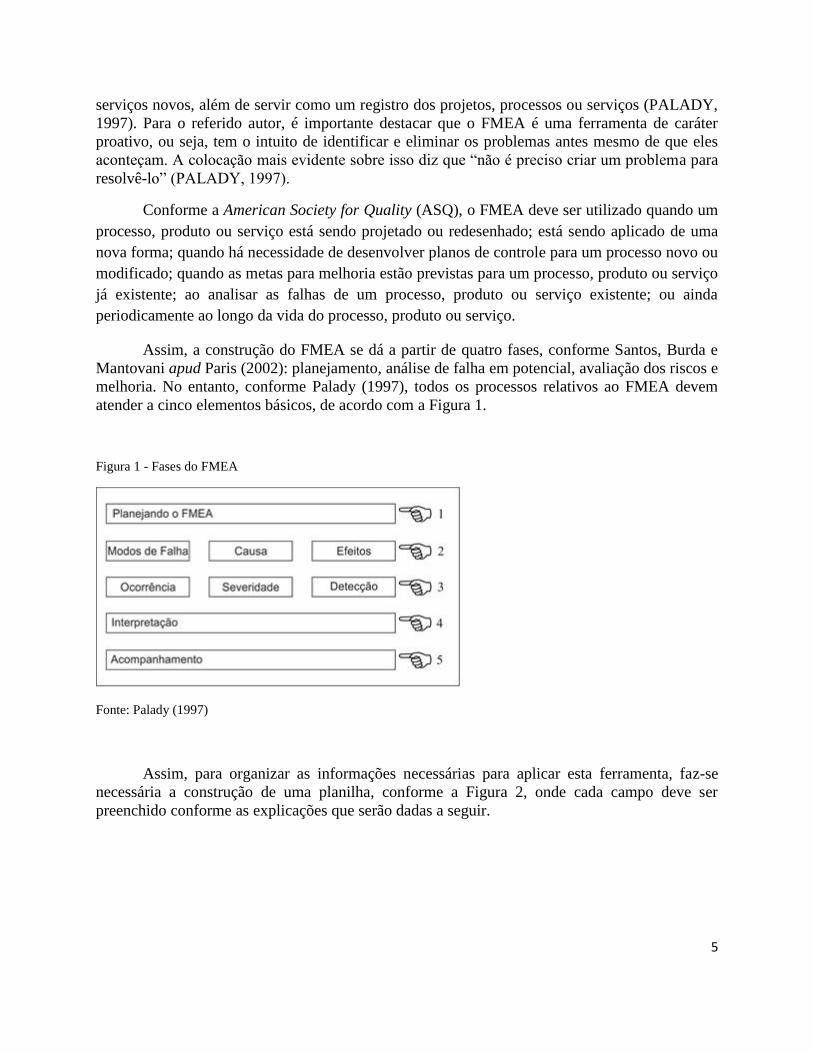
Assim, a construção do FMEA se dá a partir de quatro fases, conforme Santos, Burda e
Mantovani apud Paris (2002): planejamento, análise de falha em potencial, avaliação dos riscos e
melhoria. No entanto, conforme Palady (1997), todos os processos relativos ao FMEA devem
atender a cinco elementos básicos, de acordo com a Figura 1.
Figura 1 - Fases do FMEA
Fonte: Palady (1997)
Assim, para organizar as informações necessárias para aplicar esta ferramenta, faz-se
necessária a construção de uma planilha, conforme a Figura 2, onde cada campo deve ser
preenchido conforme as explicações que serão dadas a seguir.
6
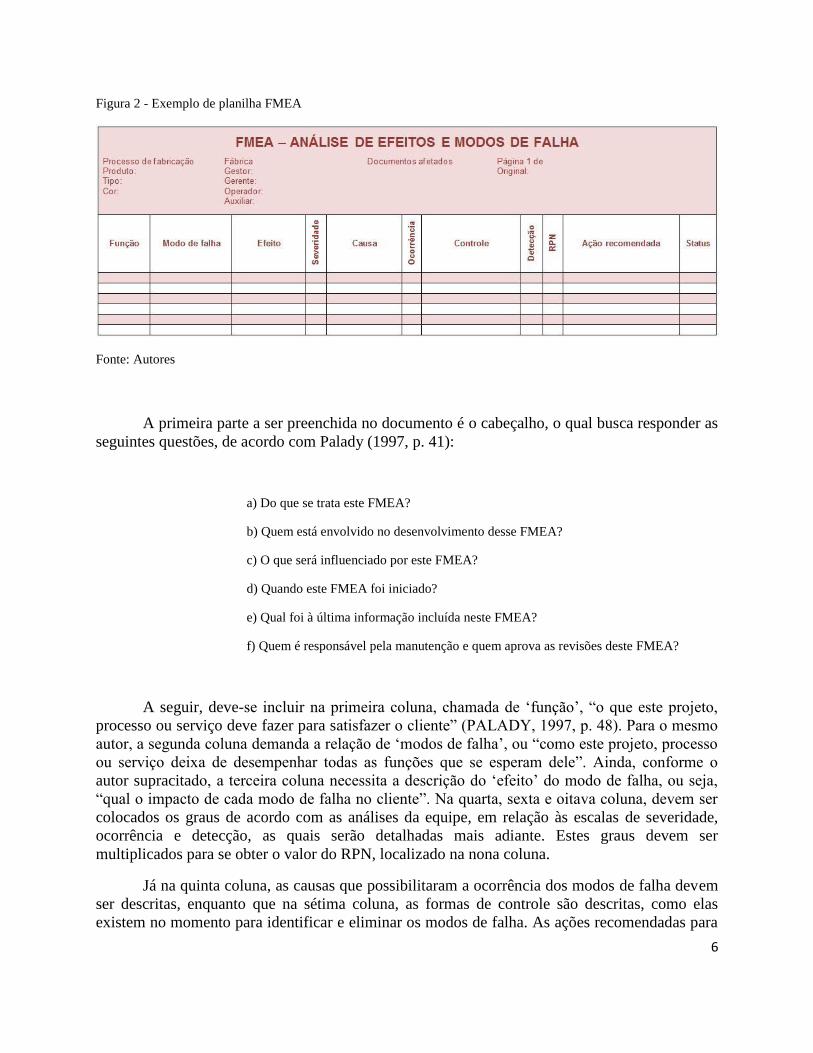
Figura 2 - Exemplo de planilha FMEA
Fonte: Autores
A primeira parte a ser preenchida no documento é o cabeçalho, o qual busca responder as
seguintes questões, de acordo com Palady (1997, p. 41):
a) Do que se trata este FMEA?
b) Quem está envolvido no desenvolvimento desse FMEA?
c) O que será influenciado por este FMEA?
d) Quando este FMEA foi iniciado?
e) Qual foi à última informação incluída neste FMEA?
f) Quem é responsável pela manutenção e quem aprova as revisões deste FMEA?
A seguir, deve-se incluir na primeira coluna, chamada de „função‟, “o que este projeto,
processo ou serviço deve fazer para satisfazer o cliente” (PALADY, 1997, p. 48). Para o mesmo
autor, a segunda coluna demanda a relação de „modos de falha‟, ou “como este projeto, processo
ou serviço deixa de desempenhar todas as funções que se esperam dele”. Ainda, conforme o
autor supracitado, a terceira coluna necessita a descrição do „efeito‟ do modo de falha, ou seja,
“qual o impacto de cada modo de falha no cliente”. Na quarta, sexta e oitava coluna, devem ser
colocados os graus de acordo com as análises da equipe, em relação às escalas de severidade,
ocorrência e detecção, as quais serão detalhadas mais adiante. Estes graus devem ser
multiplicados para se obter o valor do RPN, localizado na nona coluna.
Já na quinta coluna, as causas que possibilitaram a ocorrência dos modos de falha devem
ser descritas, enquanto que na sétima coluna, as formas de controle são descritas, como elas
existem no momento para identificar e eliminar os modos de falha. As ações recomendadas para

7
prevenir os problemas potenciais são descritas na décima coluna, enquanto que na décima
primeira coluna, coloca-se o status das ações recomendadas.
Assim, para Palady (1997), as escalas existentes, onde os modos de falha devem ser
classificados, são a escala de severidade, a escala de ocorrência e a escala de detecção, nas quais
cada modo de falha deverá ter um grau atribuído pela equipe que trabalha no setor. No Quadro 2,
é apresentada a escala de severidade, com grau entre 1 e 10.
Quadro 2 - Escala de severidade
Fonte: Adaptado de Palady (1997, p. 61)
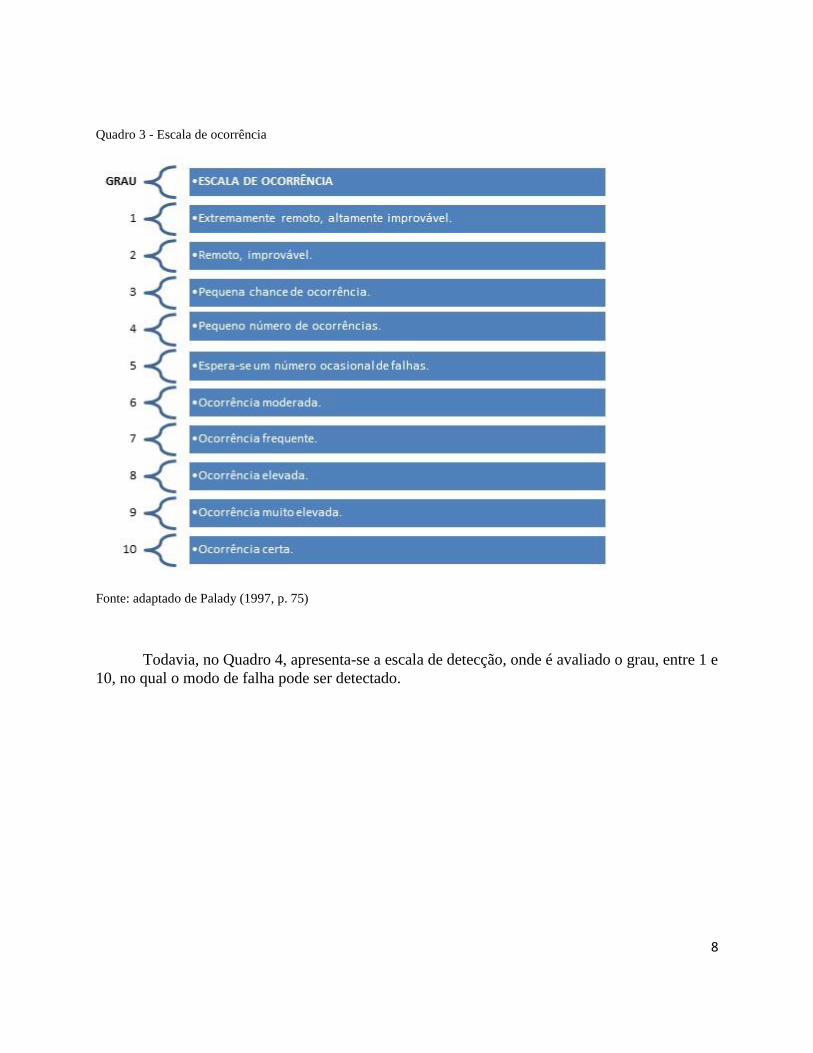
Percebe-se que quanto maior o grau de severidade, mais grave é o modo de falha. Já no
Quadro 3, apresenta-se a escala de ocorrência, com graus entre 1 e 10, onde quanto maior o grau,
mais provável é o acontecimento do modo de falha.
8
Quadro 3 - Escala de ocorrência
Fonte: adaptado de Palady (1997, p. 75)
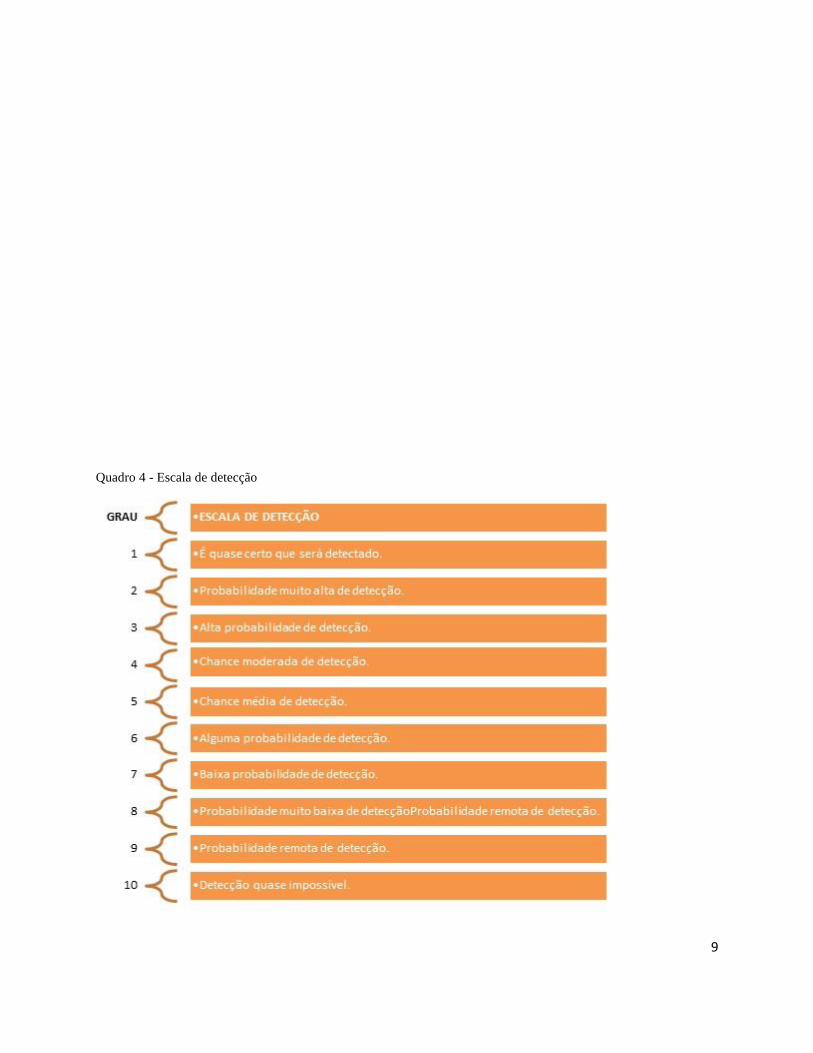
Todavia, no Quadro 4, apresenta-se a escala de detecção, onde é avaliado o grau, entre 1 e
10, no qual o modo de falha pode ser detectado.
9
Quadro 4 - Escala de detecção

10
Fonte: adaptado de Palady (1997, p. 81)
Após lançar as informações na planilha FMEA, e efetuar a multiplicação das escalas de
severidade, ocorrência e detecção, coloca-se o valor na coluna RPN, posicionando os valores
mais altos como os modos de falha prioritários para serem tratados.
2.4. Tintas
Conforme já descrito anteriormente, as tintas são produtos importantes para a sociedade
como um todo, apesar das pessoas não visualizarem isto no seu dia-a-dia. Porém, a fim de
conceituar a tinta, Cruz, et al. (2009, p. 9) escreve:
Tinta é uma composição líquida, geralmente viscosa, constituída de um ou mais
pigmentos dispersos em um aglomerante líquido que, ao sofrer um processo de cura
quando estendida em uma película fina, forma um filme opaco e aderente ao substrato.
Esse filme tem a finalidade de proteger e embelezar as superfícies.
A composição básica de uma tinta é demonstrada no Quadro 6, sem com isso, entrar na
discussão da formulação, pois esta é o grande segredo das indústrias químicas no que tange a
qualidade, preço, e características de cada produto.
Quadro 6 - Composição básica das tintas
COMPONENTE SIGNIFICADO
Resina
Resina é a parte não volátil da tinta, que serve para aglomerar as partículas de pigmentos.
A resina também denomina o tipo de tinta ou revestimento empregado. Assim, por
exemplo, temos as tintas acrílicas, alquídicas, epoxídicas, etc.
A formação do filme de tinta está relacionada com o mecanismo de reações químicas do
sistema polimérico, embora outros componentes, como solventes, pigmentos e aditivos,
tenham influência no sentido de retardar, acelerar e até inibir essas reações.

11
Pigmento
Material sólido finamente dividido, insolúvel no meio. Utilizado para conferir cor,
opacidade, certas características de resistência e outros efeitos.
São divididos em pigmentos coloridos (conferem cor), não coloridos e anticorrosivos
(conferem proteção aos metais).
Aditivo
Ingrediente que, adicionado às tintas, proporciona características especiais às mesmas ou
melhorias nas suas propriedades. Utilizado para auxiliar nas diversas fases de fabricação e
conferir características necessárias à aplicação.
Existe uma variedade enorme de aditivos usados na indústria de tintas e vernizes, a saber:
secantes, anti-sedimentantes, niveladores, anti-pele, antiespumante, dispersantes, etc.
Solvente Líquido volátil, geralmente de baixo ponto de ebulição, utilizado nas tintas e correlatos
para dissolver a resina. São classificados em: solventes ativos ou verdadeiros, latentes e
inativos.
Fonte: Cruz, et al. (2009, p. 9-10)
No entanto, de acordo com a ABRAFATI (2014), o segmento tintas pode ser dividido em
quatro categorias: tinta imobiliária; tinta automotiva; tinta para repintura automotiva; e tinta para
indústria em geral (eletrodomésticos, móveis, autopeças, naval, aeronáutica, tintas de
manutenção etc.). Contudo, a presente pesquisa refere-se somente a tintas imobiliárias, uma vez
que a empresa foco do trabalho tem este como o seu principal produto na linha de produção.
As tintas imobiliárias encontram-se presentes nas edificações com diferentes propósitos,
destacando o embelezamento do imóvel, a publicidade, e a proteção das superfícies como
principais benefícios. Para tanto, faz-se necessário que a tinta passe por um processo de
fabricação que atenda as especificações técnicas de cada tipo de produto, buscando com isso o
alcance ou dos níveis ideais de qualidade. Assim, pode-se adentrar no processo de fabricação das
tintas, explicado a seguir.
2.4.1. Processo de fabricação de tintas
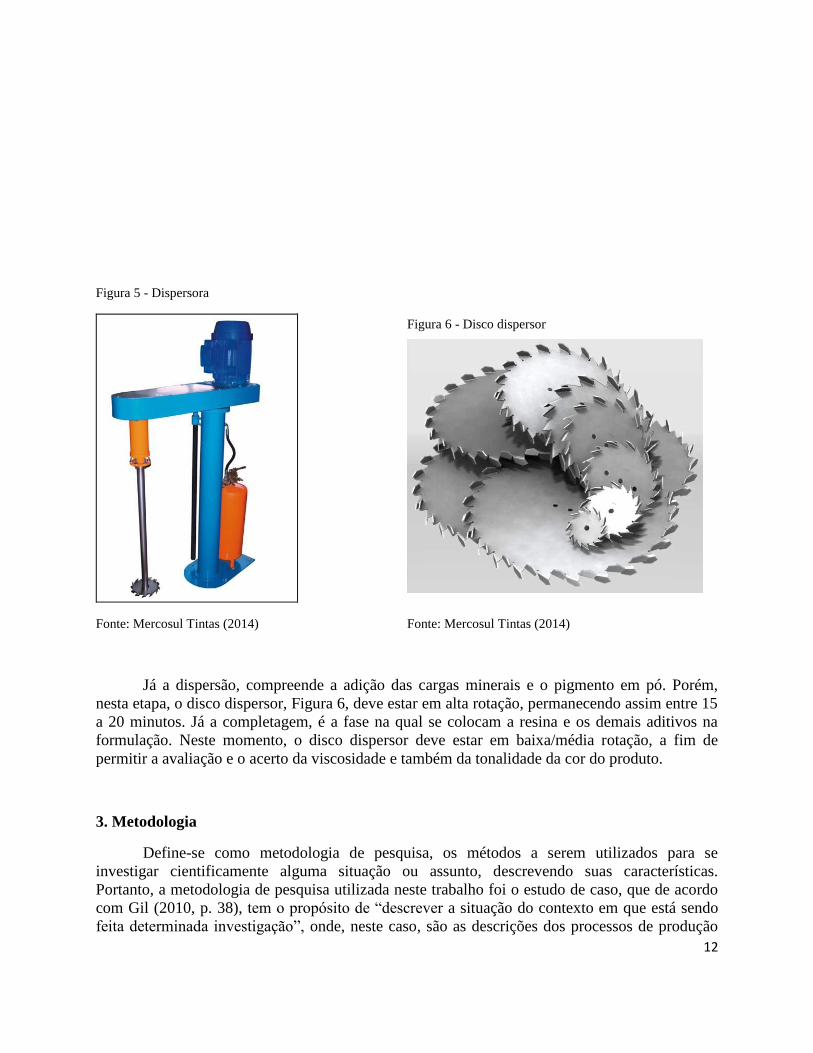
O processo de fabricação de tintas, segundo Cruz et al. (2009), é composto por três
etapas: a pré-dispersão, a dispersão (ou moagem), e a completagem, onde a pré-dispersão
consiste em misturar os aditivos de dispersão junto com a água, e com os agentes denominados
antiespumantes, em um equipamento denominado dispersor, ilustrado na Figura 5.
12
Figura 5 - Dispersora
Figura 6 - Disco dispersor
Fonte: Mercosul Tintas (2014) Fonte: Mercosul Tintas (2014)
Já a dispersão, compreende a adição das cargas minerais e o pigmento em pó. Porém,
nesta etapa, o disco dispersor, Figura 6, deve estar em alta rotação, permanecendo assim entre 15
a 20 minutos. Já a completagem, é a fase na qual se colocam a resina e os demais aditivos na
formulação. Neste momento, o disco dispersor deve estar em baixa/média rotação, a fim de
permitir a avaliação e o acerto da viscosidade e também da tonalidade da cor do produto.
3. Metodologia
Define-se como metodologia de pesquisa, os métodos a serem utilizados para se
investigar cientificamente alguma situação ou assunto, descrevendo suas características.
Portanto, a metodologia de pesquisa utilizada neste trabalho foi o estudo de caso, que de acordo
com Gil (2010, p. 38), tem o propósito de “descrever a situação do contexto em que está sendo
feita determinada investigação”, onde, neste caso, são as descrições dos processos de produção
13
de tintas, bem como a descrição dos modos de falha existentes neste processo. Ainda, segundo o
mesmo autor, esta metodologia requer a utilização de diferentes meios de coleta de dados. Para
ele, “isto é importante para garantir a profundidade necessária ao estudo e a inserção do caso em
seu contexto” (GIL, 2010, p. 119).
Assim, foram utilizadas entrevistas não estruturadas, reuniões com os gestores da
empresa, e observação dos processos in loco. Também pode ser classificada como pesquisa
bibliográfica, uma vez que se buscaram as teorias em livros, sites, e publicações as quais
tratavam dos assuntos relacionados a este estudo (VERGARA, 2010).
Quanto ao tratamento dos dados coletados, a presente pesquisa caracteriza-se como
qualitativa, uma vez que tanto nas descrições dos modos de falha, quanto nas sugestões de ações
de melhoria para o processo de fabricação, estruturados no FMEA, objetivou-se fazer um
levantamento dos modos de falha existentes, e a partir destes, propuseram-se ações de melhoria.
Ou seja, foram tratados de forma não estatística, apresentados de forma estruturada (FMEA) e
analisados para proporem-se as ações de melhoria (VERGARA, 2010).
4. Resultados e discussões
Nesta seção, apresentam-se os resultados obtidos com a pesquisa, e discutem-se os
assuntos pertinentes a utilização do FMEA.
4.1. Identificação da empresa alvo
A empresa alvo da presente pesquisa denomina-se Indústria Química de Santo Ângelo
(IQSA), e tem como nome fantasia “Tintas Mercosul”, ilustrada na Figura 7. A Tintas Mercosul
foi fundada em 31 de março de 2011, e atua na Região das Missões, estando em processo de
expansão para a capital gaúcha.
Figura 7 – Logomarca da empresa
Fonte: Mercosul Tintas (2012)
14
Sua linha de produtos inclui tintas, texturas, complementos e esmaltes, todos com base de
água, sendo que o segredo para sua qualidade está nas formulações químicas dos produtos,
desenvolvidas pelo sócio proprietário Paulo Henrique Michels Brito, bem como na origem das
matérias primas utilizadas na fabricação dos mesmos.
Sua Missão é “Desenvolver, produzir e comercializar produtos inovadores e de qualidade,
que atendam as necessidades do mercado, através de processos adequados ao meio ambiente”.
Além da preocupação com a qualidade de seus produtos, a empresa também atua no mercado
com práticas que buscam a sustentabilidade, como ações sociais e ambientais.
4.2. Sistema de produção
A linha de produção da Mercosul Tintas funciona sob demanda, ou seja, a partir de um
pedido da área comercial, é enviado ao laboratório uma ordem de produção. A partir desta
ordem, as matérias primas são separadas e inicia-se o processo de fabricação dos produtos
solicitados. Esta opção busca um melhor controle de lotes de fabricação, além de manter o
passivo em estoques baixo, proporcionando uma melhoria no setor financeiro.
4.3. Aplicação do FMEA
Para levantar as informações necessárias ao preenchimento da planilha FMEA, além da
equipe pesquisadora presenciar uma produção do início até o fim, realizou-se uma reunião junto
aos gestores da empresa, onde se levantaram alguns problemas existentes no processo de
produção. Estes problemas foram identificados durante as visitas realizadas na empresa, pelos
pesquisadores, e também a partir das observações dos gestores. Na primeira fase, denominada
planejamento, realizaram-se reuniões onde foram definidos: o tipo de FMEA a ser aplicado, no
caso o PFMEA; os modos de falha, causa e efeito; e o ranqueamento através do método RPN.
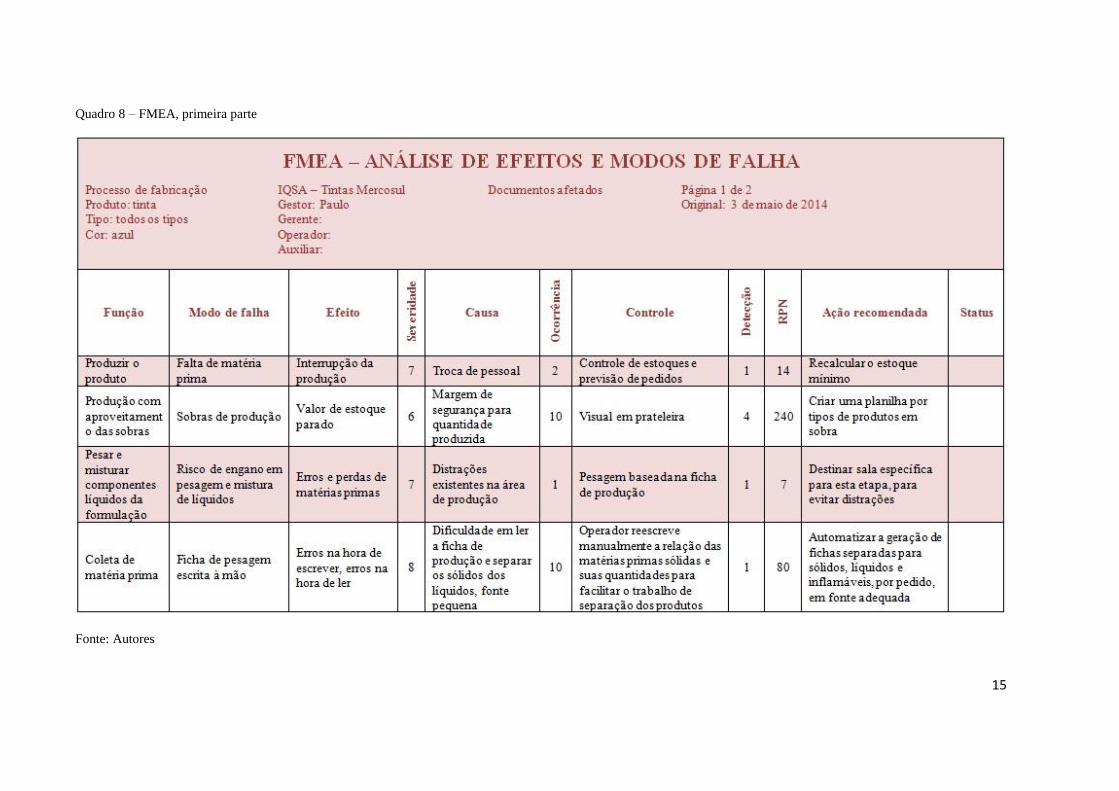
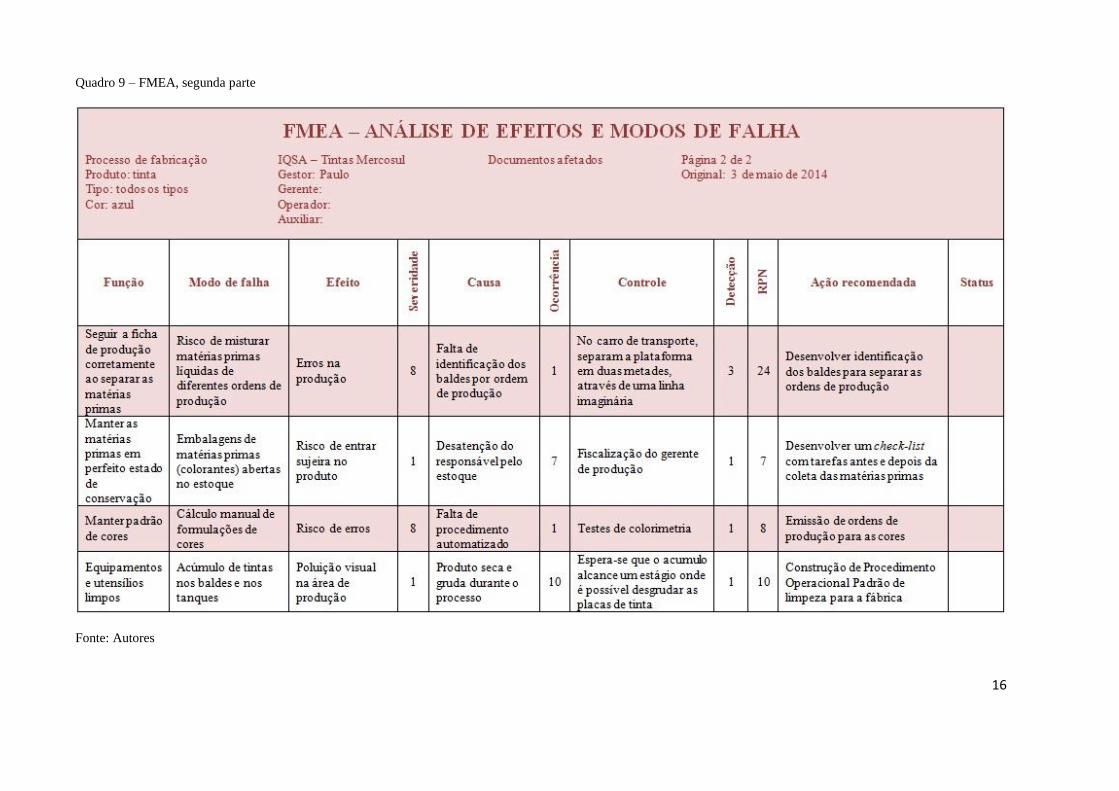
Em uma segunda reunião, foram discutidas as interpretações dos resultados apurados,
bem como as sugestões de melhoria para cada modo de falha priorizado. Os Quadros 8 e 9,
demonstram a planilha FMEA preenchida em função das informações coletadas e discutidas
junto à equipe da empresa alvo da pesquisa.
15
Quadro 8 – FMEA, primeira parte
Fonte: Autores
16
Quadro 9 – FMEA, segunda parte
Fonte: Autores
Partindo-se da conclusão do preenchimento da planilha FMEA, cabe ressaltar a
importância de colocar em prática as ações recomendadas na ordem de maior RPN para
menor RPN. Assim, dentre os oito modos de falha detectados na linha de produção da
empresa, destacaram-se três, os quais são explicados a seguir.
O modo de falha mais urgente a ser tratado, diz respeito às sobras de produção. Como
as formulações contam com uma margem de segurança, relacionada a quantidade produzida
levemente acima do pedido, sempre sobram produtos prontos, sem que seja suficiente pra uma
nova embalagem completa. Porém, esta sobra fica armazenada para que seja inserida em uma
nova formulação semelhante, gerando com isso uma nova sobra, até que seja possível
completar uma nova embalagem com aquela cor, naquelas características. Como estas sobras
ficam armazenadas em um local distante da produção, por vezes o operador esquece-se de
inclui-la na nova produção. Como ação, destaca-se a sugestão de criação de uma planilha com
a listagem de produtos existentes nas sobras, separados por tipo de produto, de modo que esta
fique sempre visível para o operador da produção, auxiliando a inserção das sobras nas
produções futuras.
O segundo modo falha, de acordo com a classificação RPN, compreende a separação
das matérias primas para produção. O colaborador que faz a separação e pesagem das
matérias primas, possui dificuldades para ler os nomes e quantidades dos produtos na ficha de
produção, pois nesta, todos os itens vem misturados (sólidos e líquidos, além dos
inflamáveis), dificultando assim, a correta identificação dos mesmos e suas respectivas
quantidades. Para resolver esta dificuldade, o operador da produção reescreve o nome e as
quantidades das matérias primas em uma folha avulsa, separada por sólidos, líquidos e
inflamáveis. Em função do risco de acontecerem falhas entre a emissão da ficha de produção
e a leitura do papel escrito a mão, sugeriu-se a criação de planilhas automatizadas, de maneira
que os dados sejam separados, e gerados com uma fonte maior, dentro da necessidade do
colaborador responsável pela separação das matérias primas.
No último modo de falha, tratou-se da falta de matérias primas para produção de um
produto qualquer. Como a produção é sob demanda e as matérias primas são importadas,
quando a demanda aumenta sem uma possível previsão, podem ocorrer faltas de matéria
prima para produção da quantidade suficiente para atender o total do pedido. Todavia, como o
produto não é utilizado todo de uma vez pelo cliente, podem ser negociados prazos de entrega
diferenciados. Contudo, mesmo que o grau de ocorrência tenha sido classificado como 2, ou
seja, remoto, improvável, este modo de falha ficou em terceiro lugar no ranking do RPN. Por
isso, sugeriu-se o recálculo do estoque mínimo periodicamente, a fim de evitar esta falha.
Os outros modos de falha também receberam sugestões de ações pró ativas, mas
decidiu-se trabalhar somente os três modos de falha mais urgentes neste trabalho, ficando a
título de contribuição para a empresa o material desenvolvido.
5. Considerações finais
Considerando-se as teorias reunidas sobre o ramo da indústria química de fabricação
de tintas, juntamente com as definições sobre gestão da produção, qualidade, ferramentas para
qualidade, e FMEA, entende-se que a observação da linha de produção da Mercosul Tintas,
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
18
em conjunto com o expertise do gestor da empresa, possibilitaram a escolha do FMEA como
a ferramenta ideal para evitar possíveis falhas no processo de fabricação de tintas.
Ainda, a pesquisa deixa claro o fato de que nenhum processo é tão eficiente que não
necessite de melhorias circunstanciais em algum momento. Assim, a busca pela qualidade,
presente em todas as empresas preocupadas em atender seus clientes, requer a utilização de
ferramentas que ofereçam suporte para se trabalhar estas questões de maneira organizada e
correta.
Também se destaca a elevação do nível de conhecimento dos pesquisadores e do
gestor da empresa alvo desta pesquisa a partir deste estudo, pois o aprofundamento teórico
sobre os processos existentes na empresa, bem como sobre os conceitos reunidos os quais
circulam na gestão da produção, acabaram por enriquecer as trocas de informações entre
empresa - universidade.
Já quanto aos objetivos desta pesquisa, retoma-se que era avaliar o FMEA (Failure
Modes and Effects Analysis) como ferramenta ideal para melhoria da qualidade no processo
de produção de uma indústria química, e sugerir ações que contemplem estas melhorias de
maneira viável financeiramente e com possibilidade de agilidade na implantação. A partir da
construção do FMEA, destaca-se que os objetivos foram alcançados, pois quanto à
ferramenta, o FMEA se mostrou muito eficiente para se estudar as falhas possíveis dentro do
processo de produção de tintas da empresa. Em relação às sugestões de ações, salienta-se que
todas elas foram classificadas pelos gestores da empresa como viáveis financeiramente, e
também ágeis para serem implantadas.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
19
Referências bibliográficas
ABIQUIM. A indústria química . Disponível em: <http://www.abiquim.org.br/home/associacao-brasileira-da-
industria-quimica>. Acessado em: 30 mar. 2014a.
ABIQUIM. A indústria química brasileira . Disponível em:
<http://www.abiquim.org.br/pdf/indQuimica/AIndustriaQuimica-SobreSetor.pdf>. Acessado em: 30 mar. 2014b.
ABRAFATI. O setor de tintas no Brasil. Disponível em: <http://www.abrafati.com.br/indicadores-do-
mercado/numeros-do-setor/>. Acessado em: 30 mar. 2014.
ASQ. Failure Mode Effects Analysis (FMEA). Disponível em: <http://asq.org/learn-about-quality/process-
analysis-tools/overview/fmea.html>. Acessado em: 16 abr. 2014.
CHIZZOTTI, A. Pesquisa qualitativa em ciências humanas e sociais. 3. ed. Rio de Janeiro: Vozes, 2010.
CRUZ, A. R. P. Tintas imobiliárias de qualidade: livro de rótulos da ABRAFATI. 2. ed. São Paulo: Blücher,
2009.
CRUZ, A. R. P., et al. Tintas - ciência e tecnologia. 4. ed. (org.) Jorge M. R. Fazenda. São Paulo: Blucher,
2009.
KOTLER, P. Marketing de A a Z: 80 conceitos que todo profissional precisa saber. Afonso Celso Cunha
Serra (trad.). Rio de Janeiro: Elsevier, 2003.
MARTINS, P. G; LOUGENI, F. P. Administração de produção. São Paulo: Editora Saraiva, 2002.
PALADINI, E. P. Gestão da qualidade: teoria e prática. – 3. ed. – São Paulo: Atlas, 2012.
PALADY, P. FMEA: análise dos modos de falha e efeitos: prevendo e prevenindo problemas antes que
acorram. Outras palavras (trad.). São Paulo: IMAM, 1997.
PSQ. Tintas imobiliárias. Disponível em: <http://www.tintadequalidade.com.br/>. Acessado em 30 mar. 2014.
RITZMAN, L. P.; KRAJEWSKI, L. J. Administração da produção e operações. 2º e. São Paulo: Pearson
Education do Brasil, 2004.
SENAC. DN. Qualidade em prestação de serviços. Rio de Janeiro: SENAC/DN/DFP, 1997.
STEVENSON, W. J. Administração das operações de produção. 6. ed. Rio de Janeiro: LTC, 2001.
TUBINO, D. F. Planejamento e controle da produção: teoria e prática. São Paulo: Atlas, 2007.
UFPE. Corpo do Conhecimento em Gerência de Projetos (PMBOK®): Edição 2000. Disponível em:
<http://www.cin.ufpe.br/~if717/Pmbok2000/pmbok_v2p/wsp_8.2.html>. Acessado em: 30 abr. 2014.
VERGARA, S. C. Projetos e relatórios de pesquisa em administração. 12. ed. São Paulo: Atlas, 2010.
ZORZAN, F. et al. FMEA: orientações conceituais para a aplicação de uma ferramenta de antecipação de falhas.
In: Semana Internacional das Engenharias da Fahor (SIEF), 3. 2013, Horizontina. Anais… Horizontina: Fahor, .


















