Ajuste preventivo versus ajuste corretivo no controle on-line de processo do numer o ... ·...
69
Universidade Federal do Rio Grande do Norte Centro de Ciˆ encias Exatas e da Terra Programa de P´os-Gradua¸ c˜ ao em Matem´ atica Aplicada e Estat´ ıstica Ajuste preventivo versus ajuste corretivo no controle on-line de processo do n´ umero de n˜ ao-conformidades num item inspecionado por Lenilson Pereira da Silva Natal/RN 2010
-
Upload
truongthuy -
Category
Documents
-
view
215 -
download
0
Transcript of Ajuste preventivo versus ajuste corretivo no controle on-line de processo do numer o ... ·...

Universidade Federal do Rio Grande do Norte
Centro de Ciencias Exatas e da Terra
Programa de Pos-Graduacao em Matematica Aplicada e Estatıstica
Ajuste preventivo versus ajuste
corretivo no controle on-line de processo do
numero de nao-conformidades num item inspecionado
por
Lenilson Pereira da Silva
Natal/RN
2010

Universidade Federal do Rio Grande do Norte
Centro de Ciencias Exatas e da Terra
Programa de Pos-Graduacao em Matematica Aplicada e Estatıstica
Ajuste preventivo versus ajustecorretivo no controle on-line de processo do
numero de nao-conformidades num item inspecionado
por
Lenilson Pereira da Silva
Dissertacao submetida a Banca Examinadora designada pelo Conselho Diretor do
Centro de Ciencias Exatas e da Terra da Universidade Federal do Rio Grande do Norte,
como parte dos requisitos necessarios a obtencao do grau de
Mestre em Matematica Aplicada e Estatıstica.
Area de Concentracao: Metodos Estatısticos
Orientador: Prof. Dr. Pledson Guedes de Medeiros
Co-orientadora: Profa Dra Linda Lee Ho
Natal/RN
2010

Ajuste preventivo versus ajustecorretivo no controle on-line de processo do
numero de nao-conformidades num item inspecionado
Este exemplar corresponde a redacao final da dissertacao
devidamente corrigida, defendida por Lenilson Pereira
da Silva e aprovada pela comissao julgadora.
Natal, julho de 2010
Banca examinadora:
• Prof. Dr. Pledson Guedes de Medeiros
• Profa Dra Linda Lee Ho
• Profa Dra Debora Borges Ferreira
• Prof. Dr. Roberto da Costa Quinino
ii

Resumo
Numa linha de producao, todo processo esta sujeito a eventos que causam per-
das na qualidade e, consequentemente prejuızos ao fabricante. Identificar essas causas
e remove-las e tarefa do responsavel pelo monitoramento do processo. O sistema de
controle on-line consiste na inspecao periodica de um item a cada m produzidos e,
uma vez que este item seja julgado como nao-conforme, admite-se que ocorreu uma
mudanca da fracao de itens conformes e o processo e parado para ajuste. Este tra-
balho e uma extensao de Quinino & Ho (2010) e tem como objetivo principal fazer o
monitoramento num processo atraves do controle on-line de qualidade para o numero
de nao-conformidades no item inspecionado. A estrategia de decisao para verificar se o
processo esta sob controle esta diretamente associada aos limites de controle do grafico
de nao conformidades do processo. Uma polıtica de ajustes preventivos e incorporada
com o objetivo de aumentar a fracao conforme do processo. Com o auxılio do software
R, e feita uma analise de sensibilidade do modelo proposto mostrando em que situacoes
e mais interessante fazer o ajuste preventivo.
Palavras-chave: Cadeia de Markov, Controle on-line por atributos; numero de nao-
conformidades.

Abstract
In production lines, the entire process is bound to unexpected happenings which
may cost losing the production quality. Thus, it means losses to the manufacturer.
Identify such causes and remove them is the task of the processing management. The
on-line control system consists of periodic inspection of every month produced item.
Once any of those items is qualified as not fit, it is admitted that a change in the
fraction of the items occurred, and then the process is stopped for adjustments. This
work is an extension of Quinino & Ho (2010) and has as objective main to make the
monitoramento in a process through the control on-line of quality for the number of
non-conformities about the inspected item. The strategy of decision to verify if the
process is under control, is directly associated to the limits of the graphic control of
non-conformities of the process. A policy of preventive adjustments is incorporated in
order to enlarge the conforming fraction of the process. With the help of the R software,
a sensibility analysis of the proposed model is done showing in which situations it is
most interesting to execute the preventive adjustment.
Key-words: Markov Chain, on-line control for attributes; number of non-conformities.

“Tudo posso naquele que me fortalece”
Filipenses 4:13.

Agradecimentos
• Agradeco primeiramente a Deus, que meu deu forca e todas as condicoes possıveis para que eu
pudesse chegar ate aqui.
• Ao Prof. Pledson Guedes de Medeiros, meu orientador, que esteve sempre presente. Nao mediu
esforcos para que eu pudesse terminar o meu trabalho. Diante de tantas atribuicoes que tem
na vida academica, sempre se dispos a me atender, chegando ate em alguns momentos a deixar
de estar junto da sua famılia pra me ajudar.
• A Prof. Linda Lee Ho, sempre disposta a me ajudar, respondendo todos meus questionamentos
em tempo record e de forma precisa. Independentemente do horario que tentasse ela estava
on-line. Foi quem sugeriu e deu nome ao tema do meu trabalho. Deu excelentes sugestoes que
enriqueceram ainda mais a minha dissertacao. Obrigado Professora por ter aceitado ser minha
co-orientadora.
• A Prof. Debora Borges Ferreira por sua presenca e generosa arguicao na Banca de Defesa.
Obrigado tambem pelas correcoes sugeridas e pelo empenho em garantir uma dissertacao de
estrutura e qualidade desejadas.
• Ao Prof. Roberto Quinino, que aceitou participar da minha Banca de Defesa. Agradeco em
nome de todo meu cientıfico pelo empenho em publicar trabalhos de otima qualidade que servem
como fonte de expiracao para o desenvolvimento de tantas pesquisas.
• Ao Prof. Damiao Nobrega da Silva, por sua postura em sala de aula, pela maneira coerente
com que avalia seus alunos, pelo esforco em tentar fazer com que possamos dar o melhor de
nos.
• Ao Prof. Andre Luıs Santos de Pinho, por tantas contribuicoes dadas ao longo da minha estada
aqui na universidade. Sao incontaveis as vezes que o procurei para tirar duvida, e ele muitas
vezes muito ocupado, sempre deu um jeitinho pra ajudar. Isso na graduacao, no curso de verao
e ate no meu estagio.
• Ao Prof. Andre Gustavo Campos Pereira por sua presenca na Banca de Qualificacao.

• A Prof. Dione Maria Valenca, por quem tenho profunda admiracao. Por sua honestidade,
coerencia e por sempre ter acreditado em mim, desde os tempos da graduacao.
• Aos Professores Paulo Roberto, Ivone, Jeanete, Jacques, Viviane, David e Marcelo, pelo incen-
tivo e ajuda nos momentos difıceis.
• A amiga Patrıcia Borchardt, por tantos anos de convivencia, por ter incentivado a minha
participacao nesse programa e por ter me ajudado a permanecer nele tambem.
• Aos amigos da UFRN: Moises, Cecılio, Aparecida, Hermes, Daniel, Joao Saturnino, Allan,
Neto, Rafael, Renata Santana, Manasses, Mendonca Rodrigues, Camila, Josimar, Enai, Joao
Batista, Kaline, Renilma, Tatiana, Eder, Nonato e tantos outros que sempre me ajudaram nos
momentos de duvidas. Sem falar nos momentos proporcionados de descontracao.
• Aos amigos do IFRN: Ana Monica, Henrique, Rogerio, Sandra, Severo e tantos outros pela
torcida.
• Aos funcionarios do CCET, em especial, Liandra, Paulo, Rafael, Auderi, Russinho, Severino,
Nice, Edson entre tantos outros, pela forca, pela amizade, e companheirismo.
• A minha esposa, Leninha, meu amor, por me apoiar e entender os motivos que fizeram com
que tantas vezes precisasse ficar ausente.
• Aos meus pais, que tanto amo, Francisco e Floriza, que mesmo nos momentos mais difıceis
sempre estiveram ao meu lado e dentro do possıvel fizeram com que nada me faltasse.
• A toda a minha famılia, pela torcida. Especialmente, aos meus irmaos, cunhados, sobrinhos,
sogra, sogro. Valeu pela torcida!
• A Capes pelo apoio financeiro.

Lista de Sımbolos
• N: Conjunto dos numeros naturais 1, 2, 3, 4, 5, ...
• Z+: Conjunto dos numeros inteiros nao-negativos 0, 1, 2, 3, 4, 5, ...
• C: variavel aleatoria com distribuicao de Poisson que representa o numero de
nao-conformidades no item inspecionado
• LE: Limite superior de especificacao
• q1: Probabilidade do item ser declarado conforme quando o processo esta sob
controle
• q2: Probabilidade do item ser declarado conforme quando o processo esta fora
controle
• $: Unidade monetaria qualquer
• p: Probabilidade de realizar um ajuste preventivo
• p0: Probabilidade otima de realizar um ajuste preventivo
• L: Limite superior de controle
• L0: Limite de controle otimo
• m: Tamanho do ciclo de inspecao
• m0: Tamanho do intervalo de inspecao otimo
• s: Indice relacionado ao estado do processo em que os itens que compoem o ciclo
de inspecao foram produzidos
• k: Indice associado a decisao que se deve tomar em relacao ao status do processo
• P : Matriz das probabilidades de transicao da cadeia de Markov
• P(.),(.): Probabilidade de transicao entre estados da cadeia de Markov
• P (n): Matriz das probabilidades de transicao da cadeia de Markov em n passos
• y: Vetor de probabilidade estacionarias
• ca: Custo de ajuste do processo
• ci: Custo para inspecionar um item produzido

• cnc: Custo de enviar um item nao conformes para o mercado ou proximas etapas
do processo
• csnc: Custo de descartar um item nao-conforme
• csc: Custo de eliminar um item conforme
• V(sk): Custo de cada estado (sk)
• Ω: Conjunto de estados discretos da cadeia de Markov estacionaria
• λ1: Parametro da distribuicao de Poisson que indica a frequencia media de de-
feitos no estado I (processo sob controle)
• λ2: Parametro da distribuicao de Poisson que indica a frequencia media de de-
feitos no estado II (processo fora de controle)
• π: Parametro de uma distribuicao geometrica que representa a probabilidade de
mudanca do estado I para o estado II a cada item produzido
• α: Probabilidade de julgar o processo sob controle como fora de controle
• β: Probabilidade de julgar o processo fora de controle como sob controle
• Θ: Variavel aleatoria nao-observavel que representa a real condicao do sistema
de controle (Θ = 0, estado sob controle; Θ = 2, estado fora de controle)
• γ(sk): Custo decorrente dos itens defeituosos dentre os (m− 1) itens nao inspe-
cionados que sao enviados ao consumidor ou para estagios posteriores do processo
• η(sk): Custo relacionado ao descarte do item inspecionado
• ω(sk) : Custo de ajuste do processo (incluıdo em todos os estados em que o
processo e declarado fora de controle)
• δ(sk) : Custo para inspecao do processo
• ϕ: Fracao conforme do processo
• ϕ0: Valor mınimo exigido para a fracao conforme do processo
• s.a. ϕ ≥ ϕ0: Restrito a ϕ ≥ ϕ0
• ϕ(sk): Fracao nao-conforme no estado (sk), com s = 0; 1; 2 e k = 1; 2; 3

Conteudo
1 Introducao 1
1.1 O controle on-line de qualidade . . . . . . . . . . . . . . . . . . . . . . 1
1.2 Objetivos propostos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2 Revisao da Literatura 5
2.1 Controle on-line de processos por atributos: modelo de Taguchi . . . . 5
2.2 Motivacao . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3 Ajuste preventivo versus ajuste corretivo no controle on-line de pro-
cesso do numero de nao conformidades num item inspecionado 10
3.1 Modelo probabilıstico do sistema de inspecao . . . . . . . . . . . . . . . 10
3.2 A cadeia de Markov . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.3 Custo dos estados da cadeia . . . . . . . . . . . . . . . . . . . . . . . . 21
3.4 Custo medio do sistema de controle . . . . . . . . . . . . . . . . . . . . 26
4 Um exemplo numerico 27
4.1 Analise de sensibilidade . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
5 Conclusoes e sugestoes 40
5.1 Discussoes e Conclusoes . . . . . . . . . . . . . . . . . . . . . . . . . . 40
5.2 Sugestoes para possıveis extensoes . . . . . . . . . . . . . . . . . . . . . 42
A Anexo 43
A.1 Resolucao do sistema que fornece as entradas do vetor de probabilidades
de estado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
B Anexo 48
B.1 Programa Desenvolvido . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Referencias Bibliograficas 56
vii

Capıtulo 1
Introducao
1.1 O controle on-line de qualidade
A intensa competicao existente no mercado internacional tem revelado que a qualidade
dos produtos e a chave para o sucesso das industrias, principalmente apos os anos 80,
quando a revolucao da qualidade exigiu uma melhoria da mesma como condicao de so-
brevivencia de muitas dessas industrias. Nos ultimos anos uma colecao de tecnicas para
a melhoria da qualidade foi desenvolvida, no Japao, pelo Professor Genichi Taguchi, no
planejamento, na evolucao e na fabricacao de produtos industrializados. Esta revolucao
no campo da qualidade despertou o interesse, no mundo inteiro, de varios engenheiros e
estatısticos, que propuseram metodos alternativos, mais claros e eficientes do que aque-
les propostos por Taguchi. Estes metodos, introduzidos por Taguchi, tem produzido
uma unica e poderosa disciplina de melhoramento da qualidade, que difere das praticas
tradicionais. Para Phadke (1989), a contribuicao no campo do controle de qualidade e
um dos desenvolvimentos mais significativos das ultimas decadas .
Segundo Shewhart (1931) todo processo, por mais bem projetado e controlado,
possui uma variabilidade natural do processo, que e fruto de uma serie de pequenas
perturbacoes, ou causas aleatorias, contra as quais pouco ou nada se pode fazer. O
efeito conjunto de todas essas pequenas perturbacoes deixa de ser desprezıvel e passa a
ser o responsavel pela variabilidade natural do processo: uma variabilidade inevitavel,
com a qual e preciso conviver. Essas explicacoes de Shewhart sobre a impossibilidade
de produzirem itens exatamente iguais sao aceitas ate hoje.
Alem da variabilidade natural, o processo tambem esta sujeito a ocorrencia oca-
sional de pertubacoes maiores, chamadas causas especiais. Uma causa especial e um
problema ou modo de operacao anormal do processo, que pode, portanto, ser corrigido
6

7
ou eliminado: um ajuste incorreto ou um desajuste de uma maquina, o rompimento
de um tubo e um lote de materia prima com defeitos sao exemplos de causas especiais.
As causas especiais sao sempre possıveis de eliminar; certos casos, contudo, demandam
correcoes significativas do processo.
O objetivo da teoria proposta por Taguchi e o desenvolvimento de produtos que
sejam robustos, isto e, que sejam pouco afetados por variacoes inevitaveis que venham
a ocorrer em seus componentes, nas condicoes de fabricacao ou no ambiente em que
serao usados.
Ser“defeituoso”ou“nao-defeituoso”e um atributo do produto. Os defeitos ou nao-
conformidades presentes num produto tambem sao consideradas atributos. Examinar
se um artigo e defeituoso pode ser demasiado e demorado ou pode, ainda, conduzir
a destruicao da unidade. Em tais casos, e habitual inspecionar uma unica unidade
em vez de um numero de unidades. Se algum problema for detectado, deve-se tomar
medidas corretivas a um custo apropriado com a finalidade de restaurar o processo de
producao.
Taguchi et al. (1989) apresenta um sistema de controle on-line de processos por
atributos onde considera um processo que inicia sua operacao produzindo itens com
uma fracao conforme p1 (estado I), sendo essa fracao igual ao quociente entre numero de
itens conformes e o numero total de itens enviados para o consumidor ou para proximas
etapas do processo. Apos a ocorrencia de uma causa especial essa fracao passa a um
valor p2, com p2 < p1, e o processo permanece produzindo nesta condicao (estado II)
ate que esta mudanca seja detectada e a causa especial removida. O sistema de controle
consiste na inspecao periodica de um item a cada m produzidos e, uma vez que este item
seja julgado como nao-conforme, admite-se que ocorreu uma mudanca da fracao de itens
conformes e o processo e parado para ajuste. Apos o ajuste, a fracao de itens conformes
retorna ao valor inicial. A maioria dos artigos sobre o controle on-line, mencionam a
parada do processo de producao para um ajuste quando o item inspecionado e nao-
conforme. Quinino & Ho (2010) desenvolveram um modelo probabilıstico que considera
a possibilidade de realizar ajustes preventivos, visando um aumento no numero de
itens conformes que compoem o processo de producao. Exemplos em que a utilizacao
desta metodologia e bem sucedida incluem processo automatico de solda, producao
de semicondutores, producao de diodos utilizados em placas de circuitos impressos e
em processos quımicos. De maneira geral, sistemas de producao que utilizam controle
automatico podem beneficiar-se da metodologia aqui discutida.

8
1.2 Objetivos propostos
Este trabalho tem como objetivo principal estender o modelo proposto por Quinino
& Ho (2010) no controle on-line de qualidade por atributos considerando desta vez
o numero de nao-conformidades no item inspecionado, ao inves de classificar o item
como conforme ou nao-conforme, de forma que o numero medio de defeitos na amostra
e o parametro da distribuicao de Poisson a ser empregada no calculo dos riscos α e
β do grafico do numero de nao-conformidades na amostra. Da mesma forma que Ro-
drigues (2009), para estruturar o modelo desejado sera utilizada as propriedades de
uma cadeia de Markov a tempo discreto com espaco de estados finito . Sera conside-
rado um numero infinito de inspecoes. Dessa forma, e necessario a obtencao de uma
distribuicao estacionaria. Sera incorporado ao processo a possibilidade da realizacao
de ajustes preventivos com o objetivo de aumentar a fracao conforme do processo. A
estrategia de decisao para verificar se o processo opera sob controle esta diretamente
associada aos limites de controle do grafico de nao-conformidades do processo. Sempre
que for decidido inspecionar o m-esimo item, conta-se o numero de nao-conformidades
presentes nele, se este numero for maior que o limite superior de controle, o processo
e julgado como fora de controle. Caso contrario, ele e julgado como sob controle. A
estrategia otima de controle sera analisada sob dois casos. No primeiro, sera feita
uma busca pelos valores otimos do processo sem impor nenhuma restricao ao nıvel de
conformidade do processo. No segundo caso, um contrato de garantia exige um nıvel
mınimo na fracao de conformidade do processo. A estrategia otima de controle consiste
em minimizar o custo medio do sistema de controle por item a partir da determinacao
do intervalo entre inspecoes (m), da probabilidade de realizar um ajuste preventivo (p)
e do limite superior de controle (L) do grafico do numero de nao-conformidades.
Os capıtulos que seguem encontram-se estruturados da seguinte forma: no Capı-
tulo 2 e apresentada uma revisao bibliografica de alguns artigos que tratam do controle
on-line de qualidade, incluindo um resumo sobre o artigo que motivou este trabalho. No
Capıtulo 3, considerando o numero de nao-conformidades do item inspecionado, sendo
que a producao dos itens que compoem o processo e discreta e que a mudanca do pro-
cesso da condicao sob controle para a condicao fora de controle segue uma distribuicao
geometrica, sera apresentado um modelo que considera o numero de nao-conformidades
no item inspecionado onde existe a possibilidade de processo estando sob controle mu-
dar para fora de controle. Sera obtida a expressao do custo medio do sistema de controle
por item produzido desenvolvida a partir do modelo proposto que sera minimizado a

9
partir dos parametros otimos do sistema de controle. No Capıtulo 4 sera apresentado
um exemplo numerico para ilustrar o modelo proposto. Um estudo de sensibilidade e
realizado para analisar de que forma os custos e os parametros do processo envolvidos
afetam nos parametros a serem otimizados. A conclusao do trabalho e apresentada no
Capıtulo 5, com uma proposicao de possıveis pesquisas futuras.

Capıtulo 2
Revisao da Literatura
2.1 Controle on-line de processos por atributos: mo-
delo de Taguchi
Neste capıtulo serao apresentados alguns trabalhos publicados sobre o controle on-line
de processos, inclusive o artigo que motivou o desenvolvimento deste.
Muitos estudos sobre planejamentos economicos ja foram feitos. O procedimento
economico on-line mais conhecido por sua simplicidade e facil implantacao foi proposto
por Taguchi et al. (1989) que consiste em retirar um unico item a cada m itens pro-
duzidos. Se o item inspecionado for declarado nao-conforme, para-se o processo para
ajuste. Segundo Taguchi, este sistema de controle de qualidade on-line deve ser em-
pregado de modo que os valores alvos desejados da caracterıstica de qualidade possam
ser economicamente controlados. Manter as caracterısticas dos produtos proximas aos
valores alvos durante o ciclo de producao, teoricamente, exige contınuos ajustes e mo-
nitoramentos nos processos industriais. Para Medeiros (2003), o procedimento usual e
tomar observacoes em intervalos regulares e verificar se o desvio do valor-alvo tornou-se
inaceitavel. E natural que uma determinada maquina, que passe a trabalhar por um
perıodo de tempo relativamente longo, venha a apresentar problemas sendo necessario
ser ajustada para que de certa forma mantenha uma uniformidade na qualidade dos
itens fabricados. Uma estrategia e examinar esta maquina de forma sistematica em
intervalos regulares de tempo. Segundo Taguchi (1985), o emprego de processos de ins-
pecao e de ajuste, e o uso de sistemas de controle automatico, sao alguns dos metodos
que constituem o chamado controle de qualidade on-line. Mais tarde, a proposta apre-
sentada por Taguchi foi questionada em trabalhos posteriores. Nayebpour & Woodall
(1993) criticam a ausencia de um mecanismo explıcito para descrever a mudanca do
10

11
estado sob controle para o estado fora de controle e a forma como sao adotadas as
simplificacoes para obter expressoes analıticas para m0 (tamanho do intervalo de ins-
pecao otimo). Nesse trabalho, e apresentado um modelo para o controle on-line de
atributos assumindo que a mudanca para condicao fora de controle ocorre segundo
uma distribuicao geometrica de parametro π. O ciclo de producao e definido como o
perıodo de tempo a partir do inıcio da producao ate a deteccao e remocao da causa es-
pecial. A sequencia de producao, controle e ajuste, com os custos contabilizados a cada
ciclo, e modelada pela Teoria da Renovacao. As suposicoes adotadas por Nayebpour
& Woodall (1993) tornaram-se referencias para trabalhos mais recentes.
Em Nandi & Sreehari (1997) um metodo de controle on-line baseado na economia
da qualidade para atributos e apresentado sob a suposicao de que o processo de pro-
ducao esta sujeito a uma menor, bem como uma maior causa atribuıvel. Um modelo
economico sob um mecanismo de falha geometrico e desenvolvido. Uma tecnica direta
de busca e usada para encontrar o valor otimo da variavel do projeto que minimiza a
funcao custo prevista. Mais tarde, Nandi & Sreehari (1999) modificaram o modelo an-
terior, introduzindo uma funcao linear para descrever a deterioracao da fracao de itens
conformes apos a mudanca do processo. Para esta funcao obtiveram as expressoes
do custo medio e tambem determinaram computacionalmente o intervalo otimo para
inspecoes.
Srivastava & Wu (1991), propoem produzir artigos uniformes ajustando o processo
de acordo com informacoes obtidas do proprio processo, analisando cada caracterıstica
de qualidade ou fatores do processo que afetam o produto. Em Borges et al. (2001)
sao examinados os impactos nos erros de diagnostico para os processos em que os
deslocamentos na fracao de conformidade muda de um valor inicial 0 para um valor π,
0 < π < 1. Os erros de classificacao associados ao controle de qualidade tambem sao
abordados em Johnson et al. (1991)e Ranjan et al. (2003).
Em Trindade, Ho & Quinino (2007-A), foi considerada uma mudanca da fracao
de itens conformes durante a producao. Buscando uma minimizacao de custo medio
do sistema de controle, a proposta foi desenvolver um modelo probabilıstico que con-
sidera as classificacoes repetidas e independentes do item inspecionado utilizando de
propriedades de uma cadeia de Markov de estados discretos. Assim, foi possıvel de-
terminar uma estrategia otima de controle on-line por atributos em um processo cujo
sistema de inspecao esta sujeito a erros de classificacao. Essa estrategia otima consiste
na determinacao do intervalo entre inspecoes (m), do numero de classificacoes repeti-

12
das (r) e do numero mınimo de classificacoes conformes (w), dentre as (r) classificacoes
repetidas, para julgar um item como conforme, tal que minimizam o custo medio por
item produzido.
Em Ho, Medeiros e Borges (2007), um modelo alternativo para o monitoramento
on-line de processos para variaveis e apresentado. Neste trabalho a caracterıstica de
interesse segue uma distribuicao normal e as mudancas dos parametros da distribuicao
sao descritas por uma cadeia de Markov de dois estados. Os artigos sao produzidos
de forma independente e entre os m artigos similares fabricados um unico deles e
examinado num procedimento de controle on-line de processos para as variaveis. O
objetivo deste estudo e determinar o intervalo de amostragem otimo (m) e o limite de
controle otimo (d) que minimiza a funcao custo prevista. Um programa foi desenvolvido
para comparar o metodo de Taguchi e a proposta alternativa. O modelo alternativo
apresentou um desempenho melhor do que o de Taguchi, fornecendo valores mais baixos
e praticaveis nos parametros estudados (limites de controle e intervalo de amostragem).
Rodrigues (2009) propoe um sistema de controle on-line baseado no numero de
nao-conformidades do item inspecionado. Atraves das propriedades de uma cadeia de
Markov ergodica, obtem uma expressao analıtica para custo medio por item produzido
num sistema de controle on-line que pode ser minimizada por dois parametros: o inter-
valo entre inspecoes e o limite superior de controle para o numero de nao-conformidades
no item inspecionado.
2.2 Motivacao
A maioria dos trabalhos sobre o controle on-line tratam da parada do processo de
producao para um ajuste quando o item inspecionado e nao-conforme. Entao, o pro-
cesso e ajustado e reiniciado na condicao sob controle. Esta polıtica de ajuste e aqui
denominada ajuste corretivo. Essa estrategia pode render quantidades elevadas de
itens nao-conformes, uma vez que os trabalhos relativos a este assunto nao apresentam
os projetos semi-economicos (projetos que utilizam criterios estatısticos e economicos
para definir os parametros do planejamento). Na tentativa de diminuir o numero de
itens nao-conformes, aumentando dessa forma a fracao conforme do processo, decide-se
por incluir uma polıtica dos ajustes preventivos. Neste caso, o processo e automatica-
mente ajustado sem que nenhum item seja inspecionado. Podem ser mais economicos,
principalmente se o m-esimo item for nao-conforme.
Quinino & Ho (2010) desenvolveram um modelo probabilıstico que considera a

13
possibilidade de ajustes preventivos ou corretivos atraves da minimizacao do custo me-
dio do sistema utilizando as propriedades de uma cadeia de Markov de estados discretos
para determinar uma estrategia otima de controle on-line por atributos em um processo
cujo sistema de inspecao esta sujeito a erros de classificacao. Tal estrategia consiste
na otimizacao do intervalo entre inspecoes (m) e a probabilidade de realizar um ajuste
preventivo (p). O monitoramento do processo acontece da seguinte forma: A cada m
itens produzidos, um experimento de Bernoulli com probabilidade p e realizado. Se o
sucesso ocorre um ajuste preventivo e realizado e nenhum item e inspecionado. Caso
nao ocorra o sucesso no experimento de Bernoulli, o m-esimo item e inspecionado.
Caso o item inspecionado seja conforme o processo segue adiante. Caso o item inspe-
cionado seja nao-conforme para-se o processo para ajuste. Diante da dificuldade em
encontrar uma solucao analıtica para tratar com a funcao que fornece o custo medio
por item produzido, um programa foi executado usando o software Matlab R© para fazer
uma busca dos valores otimos (m0, p0). Nesse trabalho, dois casos sao analisados: no
primeiro,(NRC) nenhum nıvel mınimo de conformidade ϕ e exigido; no segundo,(RC)
um contrato de garantia indica um nıvel mınimo ϕ0 previsto na fracao conforme do pro-
cesso. Um exemplo numerico e apresentado para ilustrar o modelo proposto. Atribui-se
aos custos e parametros do processos valores de acordo com dados historicos. Para o
caso sem restricao contratual, obtem-se os valores otimos p = 1 e m = 2423 conduzindo
a um custo medio por item produzido de $0, 086 (p = 1 indica que a melhor polıtica
de ajuste e do ajuste preventivo). Para o caso onde um contrato de garantia e exigido
utilizou-se do seguinte artifıcio: para um valor fixo de m, a fracao conforme prevista
ϕ atingira seu pior nıvel quando p = 0. Seja mr o maior valor para o intervalo de
amostragem que satisfaz a limitacao ϕ ≥ ϕ0 para p = 0, onde ϕ0 e o nıvel mınimo de
conformidade exigido. A busca pelos valores otimos vai de 1 ate mr. Nesse exemplo,
foi previsto um nıvel mınimo de conformidade de 0.994, ou seja, ϕ0 = 0, 994. Para
essa situacao foi encontrado mr = 172 e valores otimos p = 0, 05 e m = 172 com um
custo medio de $0, 096. A igualdade mr = m0 nao e sempre verdadeira. A ausencia de
limitacao contratual para a porcentagem de conformidade faz uma reducao no custo
medio uma vez que o melhor valor para m e encontrado para esse caso. Nesse trabalho
ainda e feita uma analise de sensibilidade avaliando os efeitos dos erros de classificacao
dos diferentes tipos de custo e do parametro π.
Em algumas situacoes trabalha-se com itens formados por diversas partes, como
por exemplo, uma camisa. Nao e interessante descarta-la somente porque ela foi confec-

14
cionada faltando um botao, ou com manchas e ate mesmo apresentando furos no tecido.
Portanto itens que apresentam um certo numero de defeitos podem ser aproveitados.
Basta definir quais e quantos defeitos podem ser aceitos. Nesses casos, ao inves de classi-
ficar o item como conforme ou nao-conforme, contamos o numero de nao-conformidades
presentes no item. A contribuicao deste trabalho esta em propor um sistema de con-
trole on-line baseado no numero de nao-conformidades do item inspecionado incluindo
a possibilidade de ajustes preventivos ou corretivos no processo a cada m itens produzi-
dos. Se um ajuste preventivo e decidido, nenhum artigo e inspecionado. Do contrario,
o m-esimo item e inspecionado. Os parametros do procedimento proposto sao deter-
minados minimizando a funcao custo medio.

Capıtulo 3
Ajuste preventivo versus ajuste
corretivo no controle on-line de
processo do numero de nao
conformidades num item
inspecionado
3.1 Modelo probabilıstico do sistema de inspecao
Considere um processo que opera sob controle e, devido a uma causa especial apos um
tempo aleatorio, passa a condicao fora de controle. O monitoramento deste processo e
feito como aquele proposto por Quinino & Ho (2010) e as suposicoes estabelecidas sao
semelhantes as de Rodrigues (2009) e Trindade (2008):
(i) as nao-conformidades presentes nos itens que compoe o ciclo de producao ocorrem
de forma independente;
(ii) na quantidade do produto considerada, existe uma infinidade de oportunidades
para ocorrencia de nao-conformidades, porem o evento associado a ocorrencia de
uma nao-conformidade especıfica deve ser considerado um evento raro;
(iii) considerando os itens (i) e (ii), dados acima, e razoavel supor que o numero de
nao-conformidades presentes no item inspecionado segue uma variavel aleatoria
C que possui distribuicao de Poisson com parametro λ;
(iv) o processo inicia (ou reinicia) a producao no Estado I (sob controle, com fre-
quencia media de defeitos λ1) e, apos a mudanca, a frequencia media de defeitos
15

16
aumenta para λ2, com 0 ≤ λ1 < λ2 e a producao passa a acontecer no Estado II;
(v) a mudanca do Estado I para o Estado II, a cada item produzido, e descrita por
uma distribuicao geometrica com parametro π, sendo 0 ≤ π ≤ 1;
(vi) a cada m itens produzidos, um experimento de Bernoulli com probabilidade p e
realizado. Se o sucesso ocorrer, um ajuste preventivo e realizado e a producao
continua. Caso contrario, o m-esimo item e inspecionado. Se o item inspecionado
apresentar um numero de nao-conformidades C maior que um limite superior de
controle (L) o processo e julgado fora de controle e e interrompido para ajuste.
Caso o item inspecionado apresente um numero de nao-conformidades menor ou
igual a L, o processo segue adiante. O limite inferior de controle sera considerado
igual a zero;
(vii) a decisao a ser tomada em relacao ao estado do processo esta sujeita a dois tipos
de erros: α e a probabilidade de declarar o processo sob controle como fora de
controle e β e a probabilidade de declarar o processo fora de controle como sob
controle;
(viii) tao logo o processo seja julgado fora de controle (segundo um criterio a ser es-
tabelecido), a parada do processo ocorre imediatamente e o item inspecionado e
descartado. Sera considerado aqui nao existir atraso (nenhum item e produzido
entre o instante de deteccao e a parada do processo);
(ix) o m-esimo item sempre sera descartado;
(x) o processo nao e autocorretivo, ou seja, uma vez ocorrida a transicao do processo
para condicao fora de controle, o processo so pode retornar a condicao sob controle
atraves de uma intervencao.

17
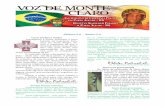
Início
Inicia o ciclo: itens sãoproduzidos
O mº itemé produzido
X=0?Não
Não
Sim
O processo nãoé ajustado
Sim
Y=1?Ajustepreventivo
O mº item é inspecionado:processo sob-controle (Y=1) ouprocesso fora de controle (Y=0)
Ajustecorretivo
O processoé ajustado
Variável aleatóriade Bernoulli (X) égerada
Figura 3.1: fluxograma
O fluxograma apresentado na Fig. 3.1 ilustra o sistema de controle on-line,
mostrando passo a passo a sequencia que o processo segue dentro de cada ciclo.
3.2 A cadeia de Markov
O processo de inspecao e construıdo de tal forma que possa ser modelado por uma
cadeia de Markov.
Uma sequencia de variaveis aleatorias Xnn≥0 que assume valores no conjunto
finito Ω tais que
P (Xn = xn|Xn−1 = xn−1, . . . , X0 = x0 = P (Xn = xn|Xn−1 = xn−1)
e chamada de cadeia de Markov a tempo discreto em espaco de estados Ω finito. Dize-

18
mos que a cadeia de Markov e estacionaria se
P (Xn = xn|Xn−1 = xn−1, . . . , X0 = x0 = P (X1 = x1|X0 = x0)
para todo n ≥ 0.
Neste trabalho consideremos Xn o estado do processo no n-esimo ciclo. No mo-
delo proposto assume-se que o estado do processo no n-esimo ciclo so depende do
ciclo anterior e que a producao nao se altera com o passar do tempo, logo satisfaz a
propriedade de Markov com
Ω = 01, 02, 03, 11, 12, 13, 21, 22, 23
em que cada estado e descrito por um par de numeros inteiros s e k. O inteiro s
esta relacionado ao real estado do processo em que os itens que compoem o ciclo de
inspecao foram produzidos. Entenda-se por ciclo de inspecao cada conjunto de m itens
produzidos, sendo o m-esimo o item inspecionado. Quando:
• s = 0, todos os itens do ciclo considerado (inclusive o inspecionado), foram
produzidos no Estado I;
• s = 1, necessariamente ocorreu uma mudanca do Estado I para o Estado II no
ciclo considerado e pelo menos o item inspecionado foi produzido no Estado II;
• s = 2, todos os itens do ciclo considerado (inclusive o inspecionado), foram
produzidos no Estado II.
O inteiro k, por sua vez, esta diretamente relacionado a decisao que se deve tomar
em relacao ao status do processo, ou seja, se:
• k = 1, decide-se por realizar um ajuste preventivo e nenhum item e examinado;
• k = 2, decide-se por fazer a inspecao do m-esimo item e o processo e declarado
fora de controle;
• k = 3, decide-se por fazer a inspecao do m-esimo item e o processo e declarado
sob controle.
A Matriz de Transicao P em (3.1) fornece as respectivas probabilidades de tran-
sicao entre os estados em ciclo subsequente de inspecao.

19
P =
p(0,1);(0,1) p(0,1);(0,2) p(0,1);(0,3) p(0,1);(1,1) p(0,1);(1,2) . . . p(0,1);(2,3)
p(0,2);(0,1) p(0,2);(0,2) p(0,2);(0,3) p(0,2);(1,1) p(0,2);(1,2) . . . p(0,2);(2,3)
p(0,3);(0,1) p(0,3);(0,2) p(0,3);(0,3) p(0,3);(1,1) p(0,3);(1,2) . . . p(0,3);(2,3)
p(1,1);(0,1) p(1,1);(0,2) p(1,1);(0,3) p(1,1);(1,1) p(1,1);(1,2) . . . p(1,1);(2,3)
p(1,2);(0,1) p(1,2);(0,2) p(1,2);(0,3) p(1,2);(1,1) p(1,2);(1,2) . . . p(1,2);(2,3)
......
......
.... . .
...
p(2,3);(0,1) p(2,3);(0,2) p(2,3);(0,3) p(2,3);(1,1) p(2,3);(1,2) . . . p(2,3);(2,3)
(3.1)
p(s,k)(s∗,k∗) e um elemento da matriz de transicao P e denota a probabilidade de
transicao do estado (s, k) no tempo i para o estado (s∗, k∗) no momento (i + 1) (m
itens sao produzidos neste intervalo). Como exemplo para ilustrar a notacao utilizada,
p(0,1);(0,3) representa a probabilidade de que o processo esteja sob controle (estado I,
s = 0) e nenhum ajuste tenha sido decidido (k = 3); dado que no ciclo anterior o
processo estava sob controle (s = 0) e um ajuste preventivo foi realizado sem inspecao
(k = 1).
Para obter as probabilidades de transicao, uma variavel aleatoria nao observavel,
Θi e definida, com i ∈ N, sendo N = 1, 2, 3, 4, · · · . A variavel Θi representa o real
estado no qual o i-esimo item foi produzido. Logo:
Θi =
0, se o real estado do processo for I;
2, se o real estado do processo for II.
Assim, a probabilidade de que o processo permaneca no estado I ate o m-esimoitem produzido no ciclo e expressa por:
P (Θm = 0) = P (Θ1 = 0,Θ2 = 0, . . . ,Θm−1 = 0,Θm = 0)
= P (Θ1 = 0) · P (Θ2 = 0|Θ1 = 0) · . . . · P (Θm = 0|Θm−1 = 0, . . . ,Θ2 = 0,Θ1 = 0)
= (1− π) · (1− π) · . . . · (1− π)︸ ︷︷ ︸m vezes
Portanto,
P (Θm = 0) = (1− π)m (3.2)
e, consequentemente,
P (Θm = 2) = 1− (1− π)m. (3.3)

20
Considerando L como limite superior de controle, conforme definido anterior-
mente, e α representando a probabilidade de julgar o processo fora de controle quando
ele esta sob controle e β a probabilidade de julgar o processo sob controle quando ele
nao esta, tem-se:
α = P (C > L|λ = λ1)⇒ 1− α = P (C ≤ L|λ = λ1) =L∑c=0
e−λ1λc1c!
(3.4)
1− β = P (C > L|λ = λ2)⇒ β = P (C ≤ L|λ = λ2) =L∑c=0
e−λ2λc2c!
(3.5)
A cada m itens produzidos um experimento de Bernoulli com probabilidade p
e realizado. Seja X a variavel aleatoria que representa essa situacao. Dessa forma,
tem-se:
P (X = x) =
p, se x = 1
1− p, se x = 0
Se X = 1 decide-se por fazer um ajuste preventivo e nenhum item e inspecionado.
Caso contrario, o m-esimo item e inspecionado.
Na sequencia, detalharemos as probabilidades de transicao que compoem a Matriz
de Transicao P.
A probabilidade p(0,1);(0,1) denota que um ajuste preventivo foi decidido (k = 1)
e todos os m itens foram produzidos no estado I (s = 0) no atual ciclo de inspecao;
dado que foi feito um ajuste preventivo (k = 1) e todos os m itens foram produzidos
no estado I (s = 0) no ciclo anterior. Dessa forma,
p(0,1);(0,1) = P (X = 1) · P (Θm = 0)
= p (1− π)m (3.6)
Semelhantemente seguem as probabilidades
p(0,2);(0,1) = p(1− π)m; p(0,3);(0,1) = p (1− π)m;
p(1,1);(0,1) = p(1− π)m; p(1,2);(0,1) = p (1− π)m;
p(2,1);(0,1) = p(1− π)m; p(2,2);(0,1) = p (1− π)m.

21
Para as probabilidades p(0,1);(0,2) e p(0,1);(0,3) em ambos os casos todos m itens
foram produzidos no estado I (s = 0) e uma inspecao foi realizada (k = 2 e k = 3,
respectivamente). Dessa forma, temos k 6= 1 o que implica X = 0. Na primeira proba-
bilidade, o processo foi declarado fora de controle (k = 2, um ajuste sera efetuado) e
na segunda probabilidade foi declarado sob controle (k = 3, a producao segue adiante);
dado que um ajuste preventivo foi realizado e todos os m itens foram produzidos no
estado I no ciclo anterior. Para seus valores tem-se
p(0,1);(0,2) = P (X = 0) · P (Θm = 0) · P (C > L|λ = λ1)
= (1− p) (1− π)m α (3.7)
p(0,1);(0,3) = P (X = 0) · P (Θm = 0) · P (C ≤ L|λ = λ1)
= (1− p) (1− π)m (1− α) (3.8)
Com a mesma argumentacao utilizada para (3.7), obtem-se
p(0,2);(0,2) = (1− p) (1− π)m α; p(0,3);(0,2) = (1− p) (1− π)m α;
p(1,1);(0,2) = (1− p) (1− π)m α; p(1,2);(0,2) = (1− p) (1− π)m α;
p(2,1);(0,2) = (1− p) (1− π)m α; p(2,2);(0,2) = (1− p) (1− π)m α;
A exemplo de (3.8), obtem-se as probabilidades
p(0,2);(0,3) = (1− p) (1− π)m (1− α) ; p(0,3);(0,3) = (1− p) (1− π)m (1− α) ;
p(1,1);(0,3) = (1− p) (1− π)m (1− α) ; p(1,2);(0,3) = (1− p) (1− π)m (1− α) ;
p(2,1);(0,3) = (1− p) (1− π)m (1− α) ; p(2,2);(0,3) = (1− p) (1− π)m (1− α) .
A probabilidade p(0,1);(1,1) indica uma mudanca no numero medio de defeitos no
ciclo atual (s=1). Um ajuste preventivo foi decidido (k = 1); dado que um ajuste
preventivo foi realizado e todos os m itens foram produzidos no estado I, no ciclo
anterior. Para esta probabilidade, tem-se
p(0,1);(1,1) = p [1− (1− π)m] (3.9)
Analogamente seguem as probabilidades
p(0,2);(1,1) = p [1− (1− π)m] ; p(0,3);(1,1) = p [1− (1− π)m] ;
p(1,1);(1,1) = p [1− (1− π)m] ; p(1,2);(1,1) = p [1− (1− π)m] ;

22
p(2,1);(1,1) = p [1− (1− π)m] ; p(2,2);(1,1) = p [1− (1− π)m] .
A probabilidade p(0,1);(1,2) indica uma mudanca no numero medio de defeitos no
ciclo atual (s = 1). Neste caso uma inspecao foi realizada, sendo que o processo foi
declarado fora de controle (k = 2); dado que um ajuste preventivo foi realizado (k = 1)
e todos os m itens foram produzidos no estado I (s = 0), no ciclo anterior. Para esta
probabilidade, tem-se
p(0,1);(1,2) = (1− p) [1− (1− π)m] (1− β) (3.10)
De forma analoga seguem as probabilidades
p(0,2);(1,2) = (1−p) [1− (1− π)m] (1−β); p(0,3);(1,2) = (1−p) [1− (1− π)m] (1−β);
p(1,1);(1,2) = (1−p) [1− (1− π)m] (1−β); p(1,2);(1,2) = (1−p) [1− (1− π)m] (1−β);
p(2,1);(1,2) = (1−p) [1− (1− π)m] (1−β); p(2,2);(1,2) = (1−p) [1− (1− π)m] (1−β).
A probabilidade p(0,1);(1,3) a exemplo de (3.10) indica uma mudanca no numero
medio de nao-conformidades no ciclo atual. Neste caso uma inspecao tambem foi
realizada, so que o processo foi declarado sob controle ( k = 3, a producao continua);
dado que um ajuste preventivo foi realizado e todos os m itens foram produzidos no
estado I, no ciclo anterior. Desse modo, tem-se
p(0,1);(1,3) = (1− p) [1− (1− π)m] β (3.11)
Semelhantemente podemos escrever as probabilidades
p(0,2);(1,3) = (1− p) [1− (1− π)m] β; p(0,3);(1,3) = (1− p) [1− (1− π)m] β;
p(1,1);(1,3) = (1− p) [1− (1− π)m] β; p(1,2);(1,3) = (1− p) [1− (1− π)m] β;
p(2,1);(1,3) = (1− p) [1− (1− π)m] β; p(2,2);(1,3) = (1− p) [1− (1− π)m] β.
As probabilidades p(1,3);(2,1), p(1,3);(2,2) e p(1,3);(2,3) representam uma mudanca no
estado do processo em ciclos anteriores (s = 2). Todos os m itens no ciclo atual
foram produzidos no estado II. Para estas probabilidades devemos considerar apenas
a probabilidade de julgar o processo como sob controle ou fora de controle quando
for realizada a inspecao do m-esimo item ou considerar apenas a probabilidade de
realizar o ajuste preventivo quando for decidido por faze-lo, pois o ciclo de inspecao ja
se iniciou no estado II. No primeiro caso um ajuste preventivo foi efetuado (k = 1);
no 2o, uma inspecao foi realizada e o processo foi declarado fora de controle (k = 2);

23
e no 3o o processo foi declarado sob controle (k = 3) a producao continua. Para estas
probabilidades temos, respectivamente, os seguintes valores:
p(1,3);(2,1) = p (3.12)
p(1,3);(2,2) = (1− p)(1− β) (3.13)
p(1,3);(2,3) = (1− p)β (3.14)
De forma similar a (3.12), (3.13) e (3.14), obtem-se, respectivamente, as proba-
bilidades
p(2,3);(2,1) = p; p(2,3);(2,2) = (1− p)(1− β); p(2,3);(2,3) = (1− p)β.
Em relacao a probabilidade p(1,3);(0,1), a mudanca do estado II (s = 1 ou s = 2)
para o estado I (s = 0) ocorre somente se houver um ajuste, ou seja, se k = 1 ou k = 2.
Como no ciclo anterior tivemos k = 3 o ajuste nao ocorreu. Com essa suposicao, nao
e possıvel um retorno do estado II para o estado I. Assim
p(1,3);(0,1) = 0 (3.15)
p(1,3);(0,2) = 0; p(1,3);(0,3) = 0; p(2,3);(0,1) = 0; p(2,3);(0,2) = 0; p(2,3);(0,2) = 0.
O estado s = 1 so pode ocorrer uma unica vez apos a mudanca do estado I para o
estado II, visto que representa a primeira inspecao nesta nova condicao. Nesse sentido,
sao nulas as seguintes probabilidades:
p(1,3);(1,1) = 0; (3.16)
p(1,3);(1,2) = 0; p(1,3);(1,3) = 0; p(2,3);(1,1) = 0; p(2,3);(1,2) = 0; p(2,3);(1,3) = 0.
Pela definicao dos estados da cadeia, nao e possıvel uma transicao direta entre os
estados (0, k) e (2, k), k = 1, 2, 3. Isso e justificado pelo fato de que sendo a inspecao
atual tendo ocorrido no estado I, (s = 0), para o processo alcancar o estado II, e preciso
primeiro passar pelo estado que representa a mudanca do estado I para o estado II,
(s = 1) onde e garantido que pelo menos o item inspecionado foi produzido no estado
II. Seguindo esse raciocınio, tem-se que:
p(0,1);(2,1) = 0; (3.17)
p(0,1);(2,2) = 0; p(0,1);(2,3) = 0; p(0,2);(2,1) = 0; p(0,2);(2,2) = 0;

24
p(0,2);(2,3) = 0; p(0,3);(2,1) = 0; p(0,3);(2,2) = 0; p(0,3);(2,3) = 0;
Sempre que na inspecao anterior tivermos k = 1 ou k = 2, assegura-se que a
proxima inspecao ocorra no estado I (s = 0) ou na pior das hipoteses que tenhamos o
item inspecionado no estado II (s = 1). Isto se deve pelo fato de quando k = 1 um
ajuste preventivo e efetuado ou quando k = 2 o processo e declarado fora de controle
e um ajuste corretivo e realizado. Assim sendo, tem-se que:
p(1,1);(2,1) = 0; (3.18)
p(1,1);(2,2) = 0; p(1,1);(2,3) = 0; p(1,2);(2,1) = 0; p(1,2);(2,2) = 0;
p(1,2);(2,3) = 0; p(2,1);(2,1) = 0; p(2,1);(2,2) = 0; p(2,1);(2,3) = 0;
p(2,2);(2,1) = 0; p(2,2);(2,2) = 0; p(2,2);(2,3) = 0.
Empregando as expressoes de (3.6) a (3.18), a Matriz de Transicao P pode entao
ser escrita como:
P =
a b c d e f 0 0 0
a b c d e f 0 0 0
a b c d e f 0 0 0
a b c d e f 0 0 0
a b c d e f 0 0 0
0 0 0 0 0 0 g h i
a b c d e f 0 0 0
a b c d e f 0 0 0
0 0 0 0 0 0 g h i
(3.19)
onde a = p(0,1);(0,1), b = p(0,1);(0,2), c = p(0,1);(0,3), d = p(0,1);(1,1), e = p(0,1);(1,2),
f = p(0,1);(1,3), g = p(1,3);(2,1), h = p(1,3);(2,2) e i = p(1,3);(2,3)
Como P e uma matriz de uma cadeia ergodica (detalhes em Ross, 1997). Entao
existe
limn→∞
Pn = Y

25
em que todas as linhas da matriz Y sao iguais ao vetor linha
y =[y(01) y(02) y(03) y(11) y(12) y(13) y(21) y(22) y(23)
]tal que
y1 = y(01), y2 = y(02), . . . , y9 = y(23) e9∑i=1
yi = 1 (3.20)
com todos os valores yi estritamente positivos. Os yi sao chamados de Probabilidades
de Estados Estaveis da Cadeia de Markov e podem ser denominados tambem como pro-
babilidades de Estados Estacionarios (nao confundir com probabilidades de transicao
estacionarias). Cada elemento de y e interpretado como sendo a fracao do numero
de inspecoes que sao realizadas em cada um dos estados da cadeia apos um numero
suficientemente grande de inspecoes. Como
P(n+1) = P(n)P e limn→∞
P(n+1) = limn→∞
Pn = Y,
entao no limite a equacao Y = YP e verdadeira. Como todas as linhas de Y sao iguais
a y , a equacao y = yP tambem e valida e pode ser escrita como
y(P− I) = 0 (3.21)
em que I e a matriz identidade e 0 o vetor linha de zeros. Portanto, o vetor y
pode ser obtido a partir da resolucao do sistema linear (3.21) com a restricao em (3.20).
No caso, os elementos sao dados.
y(01) =
(1− p(1,3);(2,3)
)p(0,1);(0,1)
1−(p(1,3);(2,3) − p(0,1);(1,3)
) (3.22)
y(02) =
(1− p(1,3);(2,3)
)p(0,1);(0,2)
1−(p(1,3);(2,3) − p(0,1);(1,3)
) (3.23)
y(03) =
(1− p(1,3);(2,3)
)p(0,1);(0,3)
1−(p(1,3);(2,3) − p(0,1);(1,3)
) (3.24)
y(11) =
(1− p(1,3);(2,3)
)p(0,1);(1,1)
1−(p(1,3);(2,3) − p(0,1);(1,3)
) (3.25)
y(12) =
(1− p(1,3);(2,3)
)p(0,1);(1,2)
1−(p(1,3);(2,3) − p(0,1);(1,3)
) (3.26)

26
y(13) =
(1− p(1,3);(2,3)
)p(0,1);(1,3)
1−(p(1,3);(2,3) − p(0,1);(1,3)
) (3.27)
y(21) =p(0,1);(1,3)p(1,3);(2,1)
1−(p(1,3);(2,3) − p(0,1);(1,3)
) (3.28)
y(22) =p(0,1);(1,3)p(1,3);(2,2)
1−(p(1,3);(2,3) − p(0,1);(1,3)
) (3.29)
y(23) =p(0,1);(1,3)p(1,3);(2,3)
1−(p(1,3);(2,3) − p(0,1);(1,3)
) (3.30)
3.3 Custo dos estados da cadeia
Neste trabalho, sera considerado que:
• LE - representa o limite superior de especificacao, valor pre-fixado e diretamente
ligado a capacidade de producao de itens conformes, ou seja, de acordo com as
especificacoes do projeto e de interesse do fabricante (o limite inferior de especifi-
cacao foi considerado igual a zero). Um item e declarado conforme caso apresente
um numero de nao-conformidades menor ou igual a LE;
• q1 e a probabilidade do item ser declarado conforme quando o processo esta sob
controle, isto e, q1 = P (C ≤ LE|λ = λ1);
• q2 e a probabilidade do item ser declarado conforme quando o processo esta fora
controle, isto e, q2 = P (C ≤ LE|λ = λ2);
Os custos considerados neste trabalho seguem uma estrutura equivalente a tra-
balhos anteriores como de Taguchi et al. (1989); Nayebpour & Woodal (1993); Nandi &
Sreehari (1997); Borges et al. (2001); Nandi & Sreehari (1999), que consideraram tres
componentes principais de custo: o custo de inspecao, o custo de um item nao-conforme
e o custo de ajuste.
• ca - custo de ajuste do processo;
• ci - custo para inspecionar um item produzido;

27
• cnc - custo de enviar um item nao-conforme para o mercado ou proximas etapas
do processo (custo de enviar itens fora dos limites de especificacao, isto e, o item
e declarado nao-conforme quando nao atende as especificacoes do projeto);
• csnc - custo de descartar um item nao-conforme, ou seja, quando o item for
declarado nao-conforme por nao atender aos limites de especificacao (LE);
• csc - custo de eliminar um item conforme, ou seja, quando o item for declarado
conforme por atender aos limites de especificacao (LE).
Os componentes csnc e csc sao utilizados para a eventualidade dos itens descar-
tados serem submetidos a algum processo de reaproveitamento, no qual o custo de
reaproveitamento de um item conforme pode diferir daquele nao-conforme. Caso isso
nao seja possıvel, basta estabelecer csnc = csc, custo este que deve ser o custo unitario
de producao (desconsiderado o sistema de controle). O custo medio de cada estado
(sk) pode ser escrito como:
V (sk) = γ(sk) + η(sk) + ω(sk) + δ(sk)
em que s = 0, 1, 2, k = 1, 2, 3, e
• γ(sk) - custo decorrente dos itens defeituosos (um item e defeituoso quando apre-
senta um numero de nao-conformidades maior que o limite de especificacao LE)
dentre os (m − 1) itens nao inspecionados que sao enviados ao consumidor ou
para estagios posteriores do processo;
• η(sk) - custo relacionado ao descarte do item inspecionado;
• ω(sk) - custo de ajuste do processo (incluıdo em todos os estados em que o
processo e declarado fora de controle ou quando decide-se por fazer um ajuste
preventivo).
• δ(sk) - custo para inspecao do processo (presentes nos estados em que o ındice k
e diferente de 1);
Custos
• γ(sk)− Custo de nao-conformidade
Para os estados (01), (02) e (03) sabe-se que todos os m itens do ciclo foram
produzidos no estado I. Seja B a variavel aleatoria que fornece o numero de itens

28
nao-conformes, entre os m − 1 nao inspecionados, enviados para o mercado ou
para as proximas etapas do processo. E razoavel supor que B tem distribuicao
binomial com parametros m − 1 e 1 − q1. Dessa forma, o numero esperado de
itens nao-conformes para esses estados e dado por
E(B) = (m− 1).(1− q1)
Assim, o custo do envio de itens nao-conformes e dado por
γ(01) = cnc(m− 1)(1− q1)
= γ(02)
= γ(03) (3.31)
Para os estados (21), (22) e (23), todos os itens do ciclo sao produzidos
no estado II. Para determinar as expressoes do custo desses estados, usaremos o
mesmo procedimento utilizado em (3.31). Dessa forma,
γ(21) = cnc(m− 1)(1− q2)
= γ(22)
= γ(23)
Para os estados (11), (12) e (13) tem-se a garantia de que pelo menos o ultimo
item do ciclo (justamente o inspecionado) foi produzido no estado II. Porem, nos
(m−1) itens nao inspecionados, as quantidades produzidas no estado I e Estado II
sao desconhecidas. A mudanca pode ja se manifestar no primeiro item produzido
(neste caso todos os m− 1 itens sao produzidos no estado II) ou mesmo ocorrer
apenas no ultimo item do ciclo (neste caso, todos os m− 1 itens sao produzidos
no estado I). Dessa forma, seguem as igualdades
γ(11) = cnc
m∑i=1
π(1− π)i−1
1− (1− π)m[(i− 1)(1− q1) + (m− i)(1− q2)]
= γ(12)
= γ(13)
onde i e o instante em que o primeiro item e produzido no estado II.

29
• η(sk)− Custo de descarte
Para os estados (01), (11) e (21) um ajuste preventivo foi decidido (k = 1).
Logo nenhum item sera inspecionado. Dessa forma, nao havera descarte do item
amostrado. Sendo assim as expressoes que fornecem os custos para esses estados
sao nulas.
η(01) = η(11) = η(21) = 0
Para os demais estados pode-se descartar um item conforme ou um item
nao-conforme. O descarte do item conforme ocorrera quando o limite superior de
controle for menor que o limite superior de especificacao e tivermos C > L. O
item nao-conforme sera descartado quando o limite superior de controle for maior
ou igual ao limite superior de especificacao e ocorrer C > L.
No estado (02), todos os m itens do ciclo tambem sao produzidos no estado
I (s = 0) e, o processo foi declarado fora de controle (k = 2), ou seja, o numero
C de nao-conformidades e maior que o limite superior de controle L (C > L).
Sendo assim, o custo de descarte do item inspecionado e representado por:
η(02) = cscP (C < LE|C > L) + csncP (C > LE|C > L)
aplicando a definicao de probabilidade condicional, tem-se
η(02) = cscP (C < LE ∩ C > L)
P (C > L)+ csnc
P (C > LE ∩ C > L)
P (C > L)
o processo esta sob controle (s = 0). No entanto, foi declarado, erroneamente,
fora de controle (k = 2). Com isso a probabilidade P (C > L) representa a
probabilidade de erro do tipo 1, ou seja, P (C > L) = α. Logo
η(02) = cscP (L < C < LE)
α+ csnc
P (C > max(L,LE))
α
Ja para o estado (03), o processo foi julgado sob controle (k = 3), mas existe
a probabilidade de que nao satisfaca o limite de especicao. Portanto,
η(03) = cscP (C < LE|C < L) + csncP (C > LE|C < L)
= cscP (C < LE ∩ C < L)
P (C < L)+ csnc
P (C > LE ∩ C < L)
P (C < L)
= cscP (C < min(L,LE))
1− α+ csnc
P (LE < C < L)
1− α
Nos estados (12) e (22) todos os itens foram produzidos no estado II e o processo

30
foi considerado fora de controle, assim:
η(12) = cscP (C < LE|C > L) + csncP (C > LE|C > L)
= cscP (C < LE ∩ C > L)
P (C > L)+ csnc
P (C > LE ∩ C > L)
P (C > L)
= cscP (L < C < LE)
1− β+ csnc
P (C > max(L,LE))
1− β= η(22)
Para os estados (13) e (23) o processo foi considerado sob controle. Dessa maneira:
η(13) = cscP (C < LE|C < L) + csncP (C > LE|C < L)
= cscP (C < LE ∩ C < L)
P (C < L)+ csnc
P (C > LE ∩ C < L)
P (C < L)
= cscP (C < min(L,LE))
β+ csnc
P (LE < C < L)
β= η(23)
• ω(sk) - custo de ajuste do processo
Para os estados (03), (13) e (23), temos k = 3, ou seja, o processo foi julgado
sob controle, nenhum ajuste no processo sera efetuado. Sendo assim,
ω(03) = ω(13) = ω(23) = 0
Para os estados (01),(11) e (21), k = 1 um ajuste preventivo e decidido. Ja
para os estados (02),(12) e (22), k = 2 decidi-se por fazer um ajuste corretivo. O
custo para estes estados e dado por
ω(01) = ω(11) = ω(21) = ω(02) = ω(12) = ω(22) = ca
• δ(sk) - custo para inspecao do processo
Para os estados (01), (11) e (21), foi decidido efetuar um ajuste preventivo
(k = 1), logo nenhum item sera inspecionado. Dessa forma o custo para inspecao
do processo para estes estados e dado por:
δ(01) = δ(11) = δ(21) = 0

31
Ja para os estados (02), (03), (12), (13), (22) e (23), ocorreu a inspecao do
m-esimo item. Sendo assim, o custo de inspecao para estes estados e dado por:
δ(02) = δ(03) = δ(12) = δ(13) = δ(22) = δ(23) = ci
3.4 Custo medio do sistema de controle
A obtencao da expressao que fornece o custo medio do sistema de controle, uti-
lizando a Teoria da Renovacao, e similar a proposta por Trindade (2008) e Rodrigues
(2009). Dessa forma, o custo medio por item produzido e nao descartado (em cada
ciclo de inspecao onde m − 1 itens sao enviados para o mercado ou para os proximos
estagios de producao) e dado por:
E(C) =1
m− 1
(2∑i=0
3∑j=1
yij [γ(sk) + η(sk) + ω(sk) + δ(sk)]
). (3.32)
A determinacao da polıtica otima de controle, consiste na determinacao de m, p
e L que minimizam (3.32). Ou seja, o problema consiste em determinar:
(m0, L0, p0) = arg min(m,p,L)
E(C) (3.33)
s.a. ϕ ≥ ϕ0
com m ∈ N, L ∈ Z+, p ∈ [0, 1]
Os valores otimos para m, p e L foram obtidos computacionalmente por meio de
uma busca direta atraves da minimizacao de (3.32) utilizando o software R, onde ϕ
representa a fracao conforme ou nıvel de conformidade do processo. ϕ e definido como
o quociente entre o numero de itens que atendem as especificacoes e os m − 1 itens
produzidos e nao descartados.
A funcao ϕ foi incorporada ao processo para garantir um maior numero de itens
que atendam as especificacoes, ou seja, ϕ ≥ ϕ0 onde ϕ0 e pre-estabelecido. Em algumas
situacoes e possıvel aumentar a fracao de conformidade do processo sem aumentar muito
o custo medio por item produzido. Para obter fracao conforme ϕ considere a equacao:
ϕ = 1− [ϕ(01) + ϕ(02) + ϕ(03) + ϕ(11) + ϕ(12) + ϕ(13) + ϕ(21) + ϕ(22) + ϕ(23)]
sendo ϕ(sk) a fracao nao-conforme do estado sk, com s = 0, 1, 2 e k = 1, 2, 3, com
• ϕ(0k) = y(0k)(1− q1);
• ϕ(1k) = y(1k)1
m−1
m∑i=1
π(1− π)i−1
1− (1− π)m[(i− 1)(1− q1) + (m− i)(1− q2)] ;
• ϕ(2k) = y(2k)(1− q2), com k = 1, 2, 3.

Capıtulo 4
Um exemplo numerico
Neste capıtulo sera apresentado um exemplo numerico que ilustra o modelo proposto.
Comecaremos fazendo uma contextualizacao sobre a producao de calcas jeans (foco
do nosso exemplo numerico) no Brasil. Em seguida, apresentaremos as suposicoes
necessarias para a implementacao do exemplo a ser discutido. Por ultimo faremos uma
discussao a respeito de que situacoes e mais interessante fazer o ajuste preventivo ou
fazer o ajuste corretivo do processo.
O jeanswear e um dos setores mais ativos do mercado brasileiro e, das industrias
texteis ao grande varejo, do atacado as exportacoes, o segmento esta em ebulicao.
De acordo com os dados oficiais da Associacao Brasileira da Industria Textil e de
Confeccao (Abit), o Brasil e o segundo maior produtor de denim do mundo, perdendo
apenas para a China. Denim e o tecido pesado de algodao cru ou com fios de urdume
tintos em ındigo e fios de trama brancos usado para producao de jeans. Atualmente, a
producao mensal brasileira de denim e de 45 milhoes de metros, dos quais 10 milhoes
sao exportados.
Segundo a Abit, e impossıvel mensurar o total de produtos jeans feitos no paıs,
pois os itens sao muito diversificados -vestidos, camisas, saias, calcas, jaquetas etc..
As empresas tambem nao tem dados precisos. Contudo, a Abit estima que foram fa-
bricadas 204.207.000 calcas jeans no paıs em 2004. O maior polo de producao de todo
o segmento e o Estado de Sao Paulo. Os estados de Pernambuco (Toritama), Ceara
(Fortaleza e municıpios proximos da capital, como Horizontina), Goias (Goiania) e
Parana (Maringa e Londrina) sao outros polos industriais de destaque. Algumas em-
presas produtoras se especializaram na prestacao de servicos de terceirizacao ou sistema
de Private Label, desenvolvendo produtos proprios com etiquetas de clientes renomados.
Folha de Sao Paulo, 16 de dezembro de 2005
32

33
Para o exemplo numerico em questao, serao consideradas as seguintes suposicoes:
• a empresa que fabrica as calcas jeans possui um sistema integrado de qualidade
que garante a excelencia na qualidade de seus produtos em todas as etapas in-
dustriais
• sera considerada uma producao em alta escala, ou seja, uma producao de ho-
rizonte infinito, sendo que o tamanho da amostra selecionada para inspecao e
n = 1. A variacao entre os modelos das calcas nao serao considerados aqui.
• o controle de qualidade do produto e feito a partir do monitoramento do numero
de nao-conformidades nas pecas inspecionadas. E razoavel supor que o numero de
defeitos no item inspecionado segue uma distribuicao de Poisson com parametro
λ, onde λ representa o numero medio de defeitos no item inspecionado. Para
tornar consistente o uso da distribuicao de Poisson para modelar o processo em
questao, e assegurado pelo fabricante que:
* as nao-conformidades ocorrem de forma independente;
* na quantidade do produto considerada, existe uma infinidade de oportu-
nidades para ocorrencia de nao-conformidades, porem o evento associado
a ocorrencia de uma nao-conformidade especıfica deve ser considerado um
evento raro.
• os valores atribuıdos aos custos e aos parametros envolvidos no processo sao
provenientes de dados historicos e foram fixados para que pudessemos fazer uma
discussao sobre a modelagem utilizada
• o corte do tecido deve ser feito de forma que o desperdıcio de materia prima
seja o menor possıvel. Apos o corte, o material obtido e enviado para linha de
producao, onde passa por varias etapas que vao desde as primeiras montagens
ate a fase de acabamento final.
• de acordo com o fabricante, a producao dos itens e feita uma a uma e o tempo
gasto na realizacao da inspecao deve ser o menor possıvel. O inspetor do projeto
considera como defeitos a presenca de manchas, costura desalinhada, problemas
de acabamento, adequacao a cintura, numeracao, etc. Esses defeitos tornam a
qualidade do produto ruim.

34
A tabela 4.1, fornece os valores utilizados na implementacao do modelo proposto.
Tanto aos custo envolvidos, como aos parametros do processo, foram atribuıdos valores
baseados em dados historicos.
TABELA 4.1 - Parametros de acordo com dados historicos.
custos unitarios valores ($)
ca 15
ci 2,5
cnc 5
csnc 1
csc 2
parametros do processo valores
π 0,001
λ1 3,5
λ2 6,5
LE 6
Nesse caso particular, o cliente especificou ao fabricante que 6 e o numero maximo
de defeitos aceitaveis em uma peca, ou seja, LE = 6, conforme TABELA 4.1.
O fabricante, cada vez mais preocupado com a reducao de seus custos, quer
inspecionar um item a cada m produzidos e tem interesse entao em determinar o
tamanho do intervalo de inspecao; o valor de p que define a estrategia de ajuste a ser
utilizada; e o limite superior de controle tal que minimize o custo medio de producao por
item produzido para detectar mudancas da frequencia media de defeitos de λ1 = 3, 5
para λ2 = 6, 5.
Diante disto, dois casos serao analisados: no primeiro, aqui denotado por SR
(sem restricao), nenhum nıvel mınimo de conformidade ϕ e exigido, ou seja, (ϕ ≥ 0);
no segundo, CR (com restricao), um contrato de garantia indica um nıvel mınimo
previsto na fracao conforme do processo.
Um programa em R foi desenvolvido (ver apendice B), e considerando o caso
onde nao ha exigencia quanto a um nıvel mınimo de conformidade, os valores otimos
obtidos foram m0 = 77 p0 = 0 e L0 = 4 com o custo 0,5632445, conforme TABELA
4.2. A fracao conforme do processo nessa situacao foi de 91%.

35
TABELA 4.2 - Parametros otimos e custo medio mınimo.
Parametros otimos valores
m 77
p 0
L 4
C($) 0,5632445
ϕ 0,91
Neste caso, a melhor polıtica nao e fazer um ajuste preventivo, pois com p = 0
sempre sera feita a inspecao do m-esimo item. Com isso, a cada 77 itens produzidos,
um experimento de Bernoulli com probabilidade p e realizado. O evento de interesse
e “fazer um ajuste preventivo”. Como o valor otimo e p = 0, esse evento e impossıvel,
ou seja faremos a inspecao. Logo, decide-se por inspecionar o 77 item produzido e
conta-se o numero de nao-conformidades presentes nele. Caso o numero dessas nao-
conformidades seja maior que 4, o processo e interrompido para ajuste. Do contrario o
processo segue adiante. Os 76 itens produzidos antes do item amostrado sao enviados
para o consumidor ou para as proximas etapas do processo.
As Figuras 4.1; 4.2 e 4.3 mostram, respectivamente, os valores de m, p e L, versus
Custo que confirmam o valor do C($) = 0, 5632 como sendo o menor custo medio
obtido a partir da combinacao
(m0 = 77, p0 = 0, L0 = 4).
Figura 4.1: Grafico de m× C($), com L0 = 4 e p0 = 0

36
Figura 4.2: Grafico de p× C($), com m0 = 77 e L0 = 4
Figura 4.3: Grafico de L× C($), com m0 = 77 e p0 = 0
Por outro lado, o fabricante tambem esta preocupado em agradar seus clientes,
cada vez mais exigentes, oferecendo lotes de produtos com uma quantidade cada vez
maior de artigos que atendam as especificacoes, mesmo que para isso tenha que enca-
recer sua producao. Para assegurar a qualidade do produto, o comprador, exige como
contrato de garantia um nıvel mınimo de conformidade dos produtos para comprar o
lote. No nosso exemplo, em particular, a fracao conforme mınima exigida e de 0,93.
A polıtica de ajuste do processo onde um contrato de garantia e previsto para assegu-
rar um nıvel mınimo de conformidade ϕ0 sera aqui denotado por Caso com Restricao.
Agora, a estrategia e obter o terno de valores otimos (m0, p0, L0) que minimizam o
custo medio por item produzido satisfazendo a restricao ϕ ≥ ϕ0, sendo nesse caso em
particular ϕ0 = 0, 93.
A TABELA 4.3 apresenta os valores otimos obtidos no caso em que um contrato
de garantia com 0,93 de conformidade foi exigido por parte de um cliente para comprar
um lote de certo produto.

37
TABELA 4.3 - Parametros otimos e custo medio mınimo.
Parametros otimos valores
m 15
p 0,04
L 4
C($) 0,9777
ϕ 0,93
Como era esperado ao impor a restricao ao projeto, exigindo um nıvel mınimo de
conformidade superior ao antes obtido, foi preciso aumentar em 0,4145 (aproximada-
mente 73%) o custo medio por item produzido. Nesse caso a cada 15 itens produzidos
um experimento de Bernoulli com probabilidade p = 0, 04 sera realizado. Caso o
sucesso ocorra o processo sera ajustado sem que nenhum item seja inspecionado. Do
contrario o item sera inspecionado e se apresentar um numero de nao-conformidades
superior a 4 o processo sera interrompido para ajuste.
(a) (b)
Fig. 4.4 - (a) Grafico de m× Fracao conforme, com L0 = 4 e p0 = 0, 04;
Fig. 4.5 - (b) Grafico de m× C($), com L0 = 4 e p0 = 0, 04.
A figura 4.1 o grafico (b) representa a variacao do custo C($) em funcao de m,
fixados p = 0, 04 e L = 4. O valor mınimo dessa funcao e de 0, 5642 e ocorre para
m = 79. No entanto a fracao conforme associada ao ponto (79;0,5642) e de 91%. Para
que o nıvel mınimo de conformidade mınimo exigido, seja atendido e preciso escolher
um valor de m menor que 79, uma vez que a fracao conforme decresce com o aumento
do m, mesmo que para isso o custo medio seja aumentado. Entao o valor de m que

38
fornece o menor custo medio $0,9777 por item produzido, restrito a fracao conforme
ϕ > 0, 93, e m = 15.
4.1 Analise de sensibilidade
Nesta secao serao apresentados os resultados obtidos com a analise de sensibili-
dade. Serao considerados varios cenarios, sendo cada um deles para o caso sem restricao
e para o caso com restricao.
a) Variando λ2, mantendo os demais parametros fixos.
Considerando entao o modelo de controle on-line proposto neste trabalho, con-
forme vimos no Capıtulo 3, o problema aqui consiste em determinar
(m0, p0, L0) = min(m,p,L)
C,
com m ∈ N, L ∈ Z+, p ∈ [0, 1], onde m0, p0 e L0 sao, respectivamente, intervalo de
amostragem, parametro da Bernoulli e limite superior de controle otimos que mini-
mizam o custo C($) medio por item produzido de acordo com as exigencias do fabri-
cante.
Sendo m o tamanho do ciclo de inspecao, p a probabilidade de realizar o ajuste
preventivo e L o limite superior de controle do processo representando aqui o numero
maximo de nao-conformidades detectado na inspecao para que o processo seja julgado
sob controle, vamos analisar o impacto da combinacao dos valores de m, p e L no custo
C($)
Na TABELA 4.4 estao dispostos os valores de m0, p0 e L0 e os respectivos custos
C($) obtidos variando os valores de λ2 e mantendo os demais parametros e custos fixos.

39
Tabela 4.4 - Variacao de λ2 fixados os demais parametros.
C($) C($)m mL Lp p
Com restriçãoSem restrição
Variação para 2
2
4,5
4,0
5,0
263
418
93
223
200 55
77
165 38
10
1
1
1
1
1
0,98
5
7
13
17
0
1
0
0
0
0
0
0
0
0
1
0
0
0,4463
0,4039
0,4827
0,5151
0,5724
0,5441
0,5782
0,5646
0,5619
0,5433
0,5129
0,4175
0,6264
0,7534
1,0258
0,8908
1,0748
1,0205
0,8496
0,8496
3
4
3
16
5
7
6
0
0
0
0
4
0
3
150 0,5632 0,977744 0,04
0,98
0,04
0,89
45
74
143
14
28
56 10
44
49 10
9
6,5
5,5
7,0
6,0
8,0
12
30
45
2LE
2LE
Pode-se ver que, para λ2 ≤ LE, quando nao ha restricao no nıvel de conformidade,
com o aumento de λ2, aumentou tambem o custo, enquanto o parametro p e constante e
igual a 1 e L = 0. Sendo L = 0 e p = 1, sempre havera ajuste preventivo. A producao
so continuara se o item inspecionado apresentar zero defeitos, senao um ajuste sera
efetuado para λ2 menor que 6. A diminuicao do m ao aumentarmos λ2 justifica-se
pelo fato de que quando o processo aumentar o numero medio de nao-conformidades
por item, seja preciso corrigir cada vez mais rapido o problema, ou seja, os ajustes
preventivos tornam-se mais frequentes, pois p = 1. No caso com restricao contratual, o
crescimento do λ2 faz com que o custo aumente e o m reduza de forma mais rapida. O
valor de p continua proximo de 1, aumentando a chance de que um ajuste preventivo
seja efetuado. O limite superior de controle tende a crescer. Este caso, λ2 ≤ LE,
trata-se de um caso nao muito interessante, considerando que nao faz muito sentido ter
uma frequencia media de defeitos, para o processo fora de controle, menor que o limite
de especificacao.
Agora, vamos analisar o que acontece com os parametros a serem otimizados
com o aumento do λ2, quando λ2 > LE. Iniciaremos com o caso onde nao ha res-
tricao contratual. Com o aumento do λ2, p assume zero. Essa situacao justifica-se
pelo fato do processo aumentando o numero de nao-conformidades no Estado II, seja
mais interessante fazer a inspecao do m-esimo item e dessa forma detectar a causa que
levou o processo a sair da condicao sob controle. Aumentando λ2, o m diminui. Esse
aumento no numero de nao-conformidades no estado II, aumenta a chance de detec-
tarmos a ocorrencia da mudanca, ja que mais inspecoes ocorrerao, pois p = 0 e o m

40
vai diminuindo. Como consequencia disso, mais itens nao-conformes serao amostrados
no Estado II. A partir de λ2 = 32, o m se estabiliza em 45, o custo converge para
$0, 54, p assume sempre valor zero e o limite superior de controle L continua aumen-
tando. Considerando, ainda, λ2 > LE para o caso em que nao ha restricao contratual,
o aumento do λ2 faz com que p assuma sempre valor zero, exceto para λ2 proximo ao
limite especificacao, quando ainda ha uma probabilidade nao nula de se fazer o ajuste
preventivo. A exemplo do caso com restricao o m se estabilizara, desta vez em 10, o
custo em $0, 8496 e o L continuara aumentando, o que faz com que a probabilidade de
julgar o processo como fora de controle diminua. . Observar que o fato do m assumir
valores menores para o caso com restricao, se deve ao fato de p estando sempre proximo
de zero, pois as maiores fracoes conformes do processo aparecem para m relativamente
pequenos (ver figura 4.4). Vale, ainda, ressaltar que os valores de custo para o caso
SR, crescem mais devagar, enquanto no CR, o custo cresce mais rapidamente.
b) Variando λ1, mantendo os demais parametros fixos.
Tabela 4.5 - Variacao de λ1 fixados os demais parametros.
Para o caso SR, um aumento no numero medio de nao-conformidades no Estado
I (λ1) leva a um aumento no intervalo entre inspecoes. Na faixa de valores de 2,5 a
3,5 para λ1, p assume valor zero, optando por fazer a inspecao do m-esimo item. O
limite superior de controle L e constante e igual a 4. Essa situacao em que o limite
superior de controle esta sempre abaixo do limite de especificacao fornece uma maior
chance de produzir itens dentro das especificacoes. Na faixa de valores de 4,5 a 6,0 para
λ1 tanto m quanto o custo crescem mais rapido. O evento fazer um ajuste preventivo
passa a ser um evento certo, uma vez que o processo ja inicia sua producao gerando
itens com um numero medio de nao-conformidades proximo ao limite de especificacao,
sendo mais economica ajustar preventivamente para que nao haja descarte do item

41
inspecionado, muito menos custo de inspecao. Para o caso CR o processo se comporta
quase que de forma semelhante ao caso SR. Vale ressaltar que para λ1 no intervalo de
4,5 a 6,0 o processo nao atinge o nıvel de conformidade de 93%, nao obtendo valores
otimos sujeitos a esta restricao.
Tabela 4.6 - Variacao dos custos envolvidos no processo e variacao da probabilidade
de mudanca do Estado I para o estado II
Vamos agora fazer uma analise de sensibilidade para os custos envolvidos.
Para o exemplo numerico em questao, foi considerado um custo de ajuste do
processo igual a $15 e um custo de inspecao seis vezes menor, ou seja, ci = 2, 5. Com
relacao a variacao desses custos para a analise de sensibilidade, foi feita da seguinte
maneira: A partir dos custos ca = 15 e ci = 2.5, tomamos valores 2 vezes, 4 vezes,
5 vezes e 10 vezes maior que esses valores. Assim como, tomamos valores 2 vezes, 4
vezes, 5 vezes e 10 vezes menor que os custos ca = 15 e ci = 2.5. Com isso, para efeitos
de comparacao, o custo de ajuste sera 0,6; 1,2; 1,5; 3,0; 12; 24; 30 e 60 vezes o custo
de inspecao.

42
No caso SR, para o custo de inspecao (ci) maior ou igual a 5 ( um terco do custo
de ajuste), esta levando sempre a decidir pelo ajuste preventivo (p = 1), com isso nao
gasta-se com a inspecao do processo. Daı o fato do custo C($) nao variar mais, pois, nao
tem mais inspecao no item amostrado. Para valores do custo de inspecao ate seis vezes
menor que o custo de ajuste, opta-se sempre por fazer o ajuste corretivo (p = 0). Nao
consta na tabela 4.6, mas, para ci = ca teremos sempre p = 1, ou seja, quando os custos
de ajuste e de inspecao forem iguais, a melhor polıtica e realizar o ajuste preventivo.
Analisando individualmente o custo de inspecao, percebe-se que o valor de m aumenta,
reduzindo a frequencia das inspecoes e a ocorrencia de ajustes desnecessarios (ajustar o
processo que opera no estado I). O aumento do m ao aumentarmos o custo de inspecao
e esperado, principalmente para p = 0, pois quanto maior for esse custo (de inspecao)
mais economico e inspecionar menos vezes. Outro fato que podemos observar e que
com o aumento do custo ci, L0 diminui de forma simultanea ao aumento de m0. Isso
tambem e esperado visto que a chance de julgar o processo como de fora de controle
aumenta, o que implica em um aumento na frequencia de ajustes do processo, o que
contribui para o aumento do C($). A variacao de ci para o caso CR e semelhante ao
caso SR, diferindo apenas na variacao de p que passa a assumir valores entre 0 e 1, do
limite superior de controle que passa por uma certa oscilacao e da magnitude do m que
e menor. E interessante observar, ainda que o aumento do ci aumenta o m forcando
um aumento na probabilidade p de se fazer o ajuste preventivo a fim de garantir o nıvel
de conformidade mınimo exigido.
Quanto a variacao do custo de ajuste do processo para o caso SR, pode-se notar
que com o aumento do ca, ocorreu tambem um aumento do custo C($) e do L0. A
medida que foi aumentando a diferenca entre o custo de inspecao ci = 2, 5 e o custo de
ajuste o processo optou por p = 0. E esperado que com o aumento do custo de ajuste,
p tenda a assumir valor zero. Isso se justifica pelo fato de sendo o custo de ajuste
muito maior que de inspecao nao e interessante fazer o ajuste preventivo. Perceba
que para ca = 1, 5, unico caso em que temos o custo de ajuste menor que o custo
inspecao, a melhor polıtica e fazer o ajuste preventivo, com ou sem restricao no nıvel
de conformidade do processo.
A TABELA 4.6 apresenta os valores otimos (locais) obtidos quando variam o
custo de eliminar item conforme (csc) e o custo de eliminar item nao-conforme (csnc).
No caso Sem restricao, quando aumenta-se csc o intervalo entre amostras m e o custo
medio por item produzido c($) tambem aumentam e se estabilizam a partir de csc = 5.

43
Essa estabilidade dos valores de m e C($) ocorre quando p assume valor 1. Com isso,
certamente sera realizado um ajuste preventivo e nenhum item sera descartado. Acima
de csc = 2 o processo vai optar por p=1. Quanto ao csnc aumentando o m o custo
tambem aumenta se estabilizando em m = 127. Como o preco pago pelo descarte
do item inspecionado e relativamente alto, nao e interessante fazer a inspecao, pois, o
item inspecionado sera descartado. Para o caso com restricao, ao aumentar csc, inicia
tambem um aumento de m e p, mas em menor magnitude. Alem disso, temos situacoes
com p proximo de zero (csc ≤ 2) e proximo de 1 (csc ≥ 5).
Pode-se notar pela TABELA 4.6 que com o aumento de csnc, m0 e C($) aumen-
taram, tendendo a se estabilizarem. O aumento de m0 e esperado, pois esse fato implica
em uma reducao na frequencia de ocorrencia de inspecoes e, consequentemente, em uma
reducao na frequencia de descarte, especialmente de itens nao-conformes. Para o caso
CR, temos proximos de zero csnc ≤ 10 e proximo de 1 csnc ≥ 15.
Para o caso SR, um aumento no custo de envio de itens defeituosos para o mercado
(cnc) leva a reducao do intervalo entre inspecoes (m), ou seja, ao aumento na frequencia
das inspecoes, ja que com p = 0 sempre vai ser decidido pela inspecao do processo,
e se o item inspecionado apresentar um numero de nao-conformidades maior que 4,
o processo sera declarado como fora de controle e passara por um ajuste. Alem do
que, quanto mais demora-se a intervir no processo maior e a chance de enviar itens
nao-conformes para o mercado ou para proximas etapas do processo. Por isso, sendo o
custo desses itens relativamente alto e necessario inspecionar com mais frequencia para
ajustar o processo o quanto antes. O custo medio por item produzido aumenta com o
aumento de cnc, o que e esperado. Para o caso CR, o aumento de cnc traz variacoes
semelhantes aos valores de p, L e C($) ao caso SR. Mesmo com a restricao, temos uma
frequencia baixa de ajustes preventivos, pois, p = 0, 04. O intervalo entre amostras m
mostra-se insensıvel a variacao de cnc na escala de valores propostos.
Observamos que com o aumento de π tanto no caso com restricao como no caso
sem restricao, ha uma reducao no valor de m. Este comportamento fica claro quando
o objetivo do sistema de controle e revisto: detectar a mudanca de estado do processo
tao logo ela ocorra, sendo π o parametro que controla a mudanca do processo. Como
mostra a Tabela 4.6, o aumento deste parametro (π) leva a reducao no intervalo entre
inspecoes, pois em media a mudanca de estado (I para II) passa a ocorrer apos um
menor numero de itens produzidos pelo processo e, por isto, e razoavel inspecionar
com maior frequencia para detectarmos a mudanca mais rapido. Houve tambem um

44
aumento do custo C($), o que e esperado, uma vez que aumentando a probabilidade
de mudanca de estado, o processo tende a operar sob o estado II sendo necessario
inspecionar ou ajustar mais rapido. Sendo π relativamente pequeno, p e constante e
igual a zero. Uma justificativa pra esse fato e que sendo a probabilidade de mudanca de
estado pequena, e como o custo de inspecao e menor que o custo de ajuste, entao nao
e lucrativo fazer o ajuste preventivo, uma vez que ajustar e mais caro que inspecionar.
Como dificilmente o processo muda de estado melhor e fazer a inspecao p = 0. A partir
de π = 0, 005 e sempre melhor fazer o ajuste preventivo, pois, p = 1. Para o caso CR,
ao impor uma restricao de 93% na fracao conforme, p assume valores diferentes dos
extremos 0 ou 1, ficando proximos de zero e para π igual a 1%, quase toda producao vai
ser examinada. O aumento de π, principalmente no caso CR, apresenta fortes impactos
ao custo medio por item produzido. Analisando as tabelas 4.4, 4.5 e 4.6, nota-se sempre
que p = 1, o limite superior de controle e zero, seja com restricao, sem restricao, ou seja
qualquer numero de nao-conformidades maior que zero, opta-se por fazer um ajuste
preventivo. Em linhas gerais podemos dizer que, para o caso com restricao, quanto
mais proximo o p de 1 maior sera a possibilidade de fazer um ajuste preventivo.

Capıtulo 5
Conclusoes e sugestoes
5.1 Discussoes e Conclusoes
Nesse trabalho foi feita uma extensao do modelo proposto por Quinino & Ho (2010).
Foi considerada uma linha de producao que produz itens em larga escala. O modelo
proposto tem como objetivo determinar os parametros otimos m (intervalo entre ins-
pecoes), p (probabilidade de realizar um ajuste preventivo) e L (limite superior de
controle), atraves da minimizacao do custo medio por item produzido. Supomos um
sistema de producao que trabalha com itens que apresentam um numero medio de
nao-conformidades λ1, quando o processo estiver sob controle, e um numero medio
de nao-conformidades λ2 quando o processo estiver fora de controle. A mudanca da
condicao sob controle para condicao fora de controle segue uma distribuicao geometrica
com parametro π, 0 < π < 1. O monitoramento do processo consiste em realizar um
experimento de Bernoulli com probabilidade p a cada m itens produzidos. Se o sucesso
ocorre, um ajuste e efetuado e nenhum item e descartado (esse ajuste e denominado
ajuste preventivo). Se o sucesso nao ocorre, o m-esimo item e inspecionado e feita uma
contagem do numero de nao-conformidades presentes nele (essas nao-conformidades sao
previamente definidas), sendo o item inspecionado descartado apos a inspecao. Caso
o numero de defeitos seja maior que o limite superior de controle do grafico de nao-
conformidades, admite-se que ocorreu uma mudanca no processo do Estado I para o
Estado II. Caso o numero de defeitos seja menor ou igual ao limite superior de con-
trole, o processo e tido como sob controle estatıstico. A variavel aleatoria que fornece o
numero de nao-conformidades no item inspecionado segue uma distribuicao de Poisson
com parametro λ. A modelagem do processo de producao e feita atraves de uma cadeia
de Markov de estados discretos.
45

46
No Capıtulo 3 foi apresentado o modelo probabilıstico que traz todas as expressoes
necessarias para se obter por otimizacao, o custo medio por item produzido, com a
restricao ϕ ≥ 0 quando nenhum nıvel mınimo de conformidade for exigido, ou ϕ ≥ ϕ0
quando for exigido um nıvel de conformidade ϕ0. Os valores otimos foram obtidos
utilizando um programa iterativo no software estatıstico R desenvolvido para auxiliar
na busca direta dos parametros otimos e consequentemente o custo mınimo desejado,
tendo fixados os parametros e custos do processo considerados na obtencao do modelo.
No Capıtulo 4 foi apresentado um exemplo numerico baseado numa confeccao de calcas
jeans. Para que a analise de sensibilidade do modelo proposto fosse possıvel, atribuımos
valores historicos aos custos envolvidos, bem como aos parametros do processo. Feito
isso, com ajuda do software R, fizemos uma busca pelos valores otimos que minimizam
o custo medio por item produzido. Primeiro foi considerado o caso onde nao havia
restricao no nıvel mınimo de conformidade, obtendo-se m0 = 77, p0 = 0 e L0 = 4
gerando um custo medio por item produzido de $0, 5632. Em seguida foi feita a analise
para o caso com restricao contratual. Como restricao, foi exigida uma fracao conforme
de 93% (para o caso sem restricao a fracao conforme foi de 91%). Os valores otimos
obtidos foram m0 = 15, p0 = 0, 04 e L0 = 4 sendo o custo igual a $0, 9777. Para o
caso sem restricao a melhor polıtica e fazer a inspecao do m-esimo item e ajustar o
processo corretivamente, quase ele seja julgado fora de controle. Ja para o caso com
restricao a probabilidade de realizar o ajuste preventivo e nao-nula e igual a 0,04, o
que possibilita a ocorrencia de ajustes preventivos. Note que para os valores usados na
implementacao, um aumento de 2% na fracao conforme (de 91% para 93%) gerou um
aumento no custo medio por item produzido de aproximadamente 74%. Em seguida
foi feita uma analise de sensibilidade variando um determinado parametro e mantendo
fixos os demais. Inicialmente fizemos um estudo analizando os impactos sofridos nos
parametros de interesse quando variamos λ2. Vimos que o aumento do λ2 faz com que
o custo aumente e m decresca. Para λ2 ≤ LE, L e nulo e p e constante e igual a 1.
Ja para λ2 > LE, L cresce e p e nulo. Quando λ2 cresce para o caso com restricao
o m diminui rapidamente para valores de λ2 menores ou iguais a LE. A partir de
λ2 = 8, 0 nao ocorrera ajuste preventivo, os valores de L crescem e o custo que vai
sempre aumentando, sofre uma reducao e estabiliza em $0, 8496 para λ2 a partir de
30. Os valores assumidos por p estao diretamente ligados aos valores atribuıdos aos
custos de ajuste e de inspecao. Foi feita uma padronizacao na variacao destes custos.
Utilizando dados historicos, optamos por trabalhar com um custo de ajuste seis vezes

47
maior que o custo de inspecao. A variacao individual para esses custos foi de 2 vezes,
4 vezes, 5 vezes e 10 vezes maior ou menor que os valores que foram atribuıdos como
padrao. Vimos que para o caso onde o custo de inspecao e maior ou igual ao custo de
ajuste, ou quando ca e ate tres vezes maior que ci, a melhor polıtica e fazer o ajuste
preventivo (o evento realizar ajuste preventivo ocorre com probabilidade 1) para o caso
onde ha restricao contratual. Para ca pelo menos seis vezes maior que ci o melhor e
fazer a inspecao do item amostrado. Para o caso com restricao e mantida a mesma
tendencia com relacao a polıtica de ajuste, sendo que nesse caso surge valores diferentes
dos extremos 0 e 1. Com o aumento do custo de inspecao, o intervalo entre amostras
m cresce, o limite superior de controle e o custo decrescem. Esse ultimo se estabiliza
em $0, 5699 a partir de ci = 5 e m = 127. O aumento de π, principalmente no caso
CR, faz com que o custo medio por item produzido sofra o maior aumento registrado
na analise de sensibilidade.
Finalmente, a analise de sensibilidade apresentou resultados coerentes com o que
era esperado nos parametros estudados. Observe que ao exigir um aumento no nıvel
de conformidade, o custo medio por item produzido sofreu um aumento. Esse aumento
e, de certa forma, irrisorio quando os custos de ajuste e de inspecao sao relativamente
baixos e passa a ser significativo quando aumentamos esses custos, chegando a passar
dos 100% de aumento. Um fato que mostra a coerencia do modelo proposto e quando
exigimos um nıvel mınimo de conformidade e os valores de m aparecem sempre abaixo
dos valores de m para o caso onde nao ha essa exigencia, o que e esperado uma vez
que quanto mais rapido for feita uma inspecao ou ajuste o processo produzira itens
com mais qualidade. Com relacao ao limite superior de controle procurado, este esteve
sempre compreendido entre os parametros λ1 e λ2.
5.2 Sugestoes para possıveis extensoes
Neste trabalho foi apresentado um planejamento de controle on-line para o numero
de nao-conformidades num item inspecionado com a possibilidade de ajustes preven-
tivos. Como possıveis extensoes podemos citar:
• Trabalhar com uma producao em horizonte finito;
• Incorporar criterios diferentes para o intervalo entre amostras para os casos que
ocorrerem ajustes no processo;
• Trabalhar com cadeias de Markov nao homogeneas.

Apendice A
Anexo
A.1 Resolucao do sistema que fornece as entradas
do vetor de probabilidades de estado
P =
p(0,1);(0,1) p(0,1);(0,2) p(0,1);(0,3) p(0,1);(1,1) p(0,1);(1,2) p(0,1);(1,3) 0 0 0
p(0,1);(0,1) p(0,1);(0,2) p(0,1);(0,3) p(0,1);(1,1) p(0,1);(1,2) p(0,1);(1,3) 0 0 0
p(0,1);(0,1) p(0,1);(0,2) p(0,1);(0,3) p(0,1);(1,1) p(0,1);(1,2) p(0,1);(1,3) 0 0 0
p(0,1);(0,1) p(0,1);(0,2) p(0,1);(0,3) p(0,1);(1,1) p(0,1);(1,2) p(0,1);(1,3) 0 0 0
p(0,1);(0,1) p(0,1);(0,2) p(0,1);(0,3) p(0,1);(1,1) p(0,1);(1,2) p(0,1);(1,3) 0 0 0
0 0 0 0 0 0 p(1,3);(2,1) p(1,3);(2,2) p(1,3);(2,3)
p(0,1);(0,1) p(0,1);(0,2) p(0,1);(0,3) p(0,1);(1,1) p(0,1);(1,2) p(0,1);(1,3) 0 0 0
p(0,1);(0,1) p(0,1);(0,2) p(0,1);(0,3) p(0,1);(1,1) p(0,1);(1,2) p(0,1);(1,3) 0 0 0
0 0 0 0 0 0 p(1,3);(2,1) p(1,3);(2,2) p(1,3);(2,3)
Para simplificar a notacao, facamos: p(0,1);(0,1) = x, p(0,1);(0,2) = y, p(0,1);(0,3) = z,
p(0,1);(1,1) = k, p(0,1);(1,2) = w, p(0,1);(1,3) = s, p(1,3);(2,1) = m, p(1,3);(2,2) = n e p(1,3);(2,3) = p.
Ou seja,
P=
x y z k w s 0 0 0
x y z k w s 0 0 0
x y z k w s 0 0 0
x y z k w s 0 0 0
x y z k w s 0 0 0
0 0 0 0 0 0 m n p
x y z k w s 0 0 0
x y z k w s 0 0 0
0 0 0 0 0 0 m n p
48

49
A matriz P e uma matriz de uma cadeia de Markov ergodica(detalhes em Ross, 1997 -Teorema 4.1, pg. 173 ). Entao existe
limn→∞
Pn = Y
em que todas as linhas da matriz Y sao iguais ao vetor linha
y =[y(01), y(02), y(03), y(11), y(12), y(13), y(21), y(22), y(23)
]tal que
y1 = y(01), y2 = y(02), y3 = y(03), y4 = y(11), . . . , y9 = y(23)
e
9∑i=1
yi = 1 (A.1)
com todos os valores yi estritamente positivos. Como
P(n+1) = P(n)P e limn→∞
P(n+1) = limn→∞
Pn = Y,
entao no limite a equacao Y = YP e verdadeira. Como todas as linhas de Ysao iguais a y,a equacao y = yP tambem e valida e pode ser escrita como
y1x9(P9x9 − I9x9) = 01x9 (A.2)
ou seja,
y1x9 ·
x− 1 y z k w s 0 0 0
x y − 1 z k w s 0 0 0
x y z − 1 k w s 0 0 0
x y z k − 1 w s 0 0 0
x y z k w − 1 s 0 0 0
0 0 0 0 0 −1 m n p
x y z k w s −1 0 0
x y z k w s 0 −1 0
0 0 0 0 0 0 m n p− 1
9x9
= 01x9
Efetuando o produto e igualando a matriz nula, temos:
• y(01)(x− 1) + y(02)x+ y(03)x+ y(11)x+ y(12)x+ y(21)x+ y(22)x = 0
⇒ x(y(01) + y(02) + y(03) + y(11) + y(12) + y(21) + y(22)
)= y(01) (1)
• y(01)y + y(02)(y − 1) + y(03)y + y(11)y + y(12)y + y(21)y + y(22)y = 0
⇒ y(y(01) + y(02) + y(03) + y(11) + y(12) + y(21) + y(22)
)= y(02) (2)

50
• y(01)z + y(02)z + y(03)(z − 1) + y(11)z + y(12)z + y(21)z + y(22)z = 0
⇒ z(y(01) + y(02) + y(03) + y(11) + y(12) + y(21) + y(22)
)= y(03) (3)
• y(01)k + y(02)k + y(03)k + y(11)(k − 1) + y(12)k + y(21)k + y(22)k = 0
⇒ k(y(01) + y(02) + y(03) + y(11) + y(12) + y(21) + y(22)
)= y(11) (4)
• y(01)w + y(02)w + y(03)w + y(11)w + y(12)(w − 1) + y(21)w + y(22)w = 0
⇒ w(y(01) + y(02) + y(03) + y(11) + y(12) + y(21) + y(22)
)= y(12) (5)
• y(01)s+ y(02)s+ y(03)s+ y(11)s+ y(12)s− y(13) + y(21)s+ y(22)s = 0
⇒ s(y(01) + y(02) + y(03) + y(11) + y(12) + y(21) + y(22)
)= y(13) (6)
• y(13)m− y(21) + y(23)m = 0 (7)
• y(13)n− y(22) + y(23)n = 0 (8)
• y(13)p+ y(23)(p− 1) = 0 (9)
Da restricao
9∑i=1
yi = 1
temos:
• (y(01) + y(02) + y(03) + y(11) + y(12) + y(13) + y(21) + y(22) + y(23) = 1
⇒ (y(01) + y(02) + y(03) + y(11) + y(12) + y(21) + y(22) = 1− y(13) − y(23) (10)
Substituindo (10) em (6), temos
s(1−y(13)−y(23)) = y(13) ⇒ s−y(13)s−y(23)s = y(13) ⇒ y(23) =y(13) + y(13)s− s
−s(11)
Substituindo (11) em (9), temos
y(13)p+
(y(13) + y(13)s− s
−s
)(p− 1) = 0⇒ y(13) =
s− sp1 + s− p
Substituindo y(13) em (11), temos
y(23) =
(s− sp
1 + s− p+
s2 − s2p
1 + s− p− s)(
1
−s
)⇒ y(23) =
sp
1 + s− p

51
Substituindo y(13) e y(23) em (8) e (7), respectivamente, temos
(s− sp
1 + s− p
)n+
(sp
1 + s− p
)n = y(22) ⇒ y(22) =
sn
1 + s− p(s− sp
1 + s− p
)m+
(sp
1 + s− p
)m = y(21) ⇒ y(21) =
sm
1 + s− p
Substituindo (10) em (5), (4), (3), (2) e (1), respectivamente. Em seguida substituindo
o valores obtidos para y(13) e y(23), temos
w(1− y(13) − y(23)
)= y(12) ⇒ y(12) =
w − wp1 + s− p
k(1− y(13) − y(23)
)= y(11) ⇒ y(11) =
k − kp1 + s− p
z(1− y(13) − y(23)
)= y(03) ⇒ y(03) =
z − zp1 + s− p
y(1− y(13) − y(23)
)= y(02) ⇒ y(02) =
y − yp1 + s− p
x(1− y(13) − y(23)
)= y(01) ⇒ y(01) =
x− xp1 + s− p
Reescrevendo os valores encontrados, temos
y(01) =
(1− p(1,3);(2,3)
)p(0,1);(0,1)
1−(p(1,3);(2,3) − p(0,1);(1,3)
)y(02) =
(1− p(1,3);(2,3)
)p(0,1);(0,2)
1−(p(1,3);(2,3) − p(0,1);(1,3)
)y(03) =
(1− p(1,3);(2,3)
)p(0,1);(0,3)
1−(p(1,3);(2,3) − p(0,1);(1,3)
)y(11) =
(1− p(1,3);(2,3)
)p(0,1);(1,1)
1−(p(1,3);(2,3) − p(0,1);(1,3)
)y(12) =
(1− p(1,3);(2,3)
)p(0,1);(1,2)
1−(p(1,3);(2,3) − p(0,1);(1,3)
)y(13) =
(1− p(1,3);(2,3)
)p(0,1);(1,3)
1−(p(1,3);(2,3) − p(0,1);(1,3)
)

52
y(21) =p(0,1);(1,3)p(1,3);(2,1)
1−(p(1,3);(2,3) − p(0,1);(1,3)
)y(22) =
p(0,1);(1,3)p(1,3);(2,2)
1−(p(1,3);(2,3) − p(0,1);(1,3)
)y(23) =
p(0,1);(1,3)p(1,3);(2,3)
1−(p(1,3);(2,3) − p(0,1);(1,3)
)

Apendice B
Anexo
B.1 Programa Desenvolvido
O programa desenvolvido no free software R (versao 2.7.2 ou superior) e apresentado
neste anexo e consiste basicamente da Busca Direta do terno de parametros otimos
(tamanho do ciclo de inspecao, m0, do limite superior de controle, L0, e do parametro
da distribuicao de Bernoulli, p0) que minimizam a funcao custo, C($).
Em caso de problemas no uso dos programas escreva para [email protected].
53

54
O programa entao consiste em determinar
(m0, L0, p0) = arg min(m,L,p)
C(m,L, p)
com m ∈ N, L ∈ Z+, p ∈ [0, 1]
• Ajuste preventivo versus ajuste corretivo no controle on-line de pro-
cesso do numero de nao conformidades num item inspecionado
• Dissertacao - Mestrado em Matematica Aplicada e Estatıstica
• Mestrando: Lenilson Pereira da Silva
• Orientador: Pledson Guedes de Medeiros - UFRN
• Co-orientador(a): Linda Lee Ho - EPUSP

55
PROGRAMA
# Dados de entrada
vetor1=as.vector(NULL)
mini=as.vector(NULL)
mini=c(0,0,0,0)
vetor=matrix(c(0,0,0,0,0),ncol=1)
custo=100 # valor maximo para custo computado no vetor1
phi0= 0.0 # phi0 e igual a zero no caso sem restricao, e igual a 0.93 no caso com restricao
# Custos com seus respectivos valores atribuıdos:
ca = 15; # ca = custo de ajuste do processo
ci = 2.5; # ci = custo para inspecionar o item amostrado
cn = 5; # cn = custo de enviar itens nao conformes para o mercado ou para proximas etapas
do processo
cdc = 2; # cdc = custo de eliminar um item conforme
cdn = 1; # cdn = custo de eliminar um item nao conforme
# Parametros do processo com seus respectivos valores atribuıdos:
pii = 0.001; # pii = probabilidade do processo mudar do estado 1 para o estado 2 a cada
item produzido
lambda1 = 3.5; # lambda1 = frequencia media de nao conformidades no estado 1
lambda2 = 6.5; # lambda2 = frequencia media de nao conformidades no estado 2
LE = 6; # LE = limite superior de especificacao
lmax = 20; # lmax = valor maximo de LC para busca direta
mmax = 200; # mmax = valor maximo de m para busca direta

56
# Variacao para m, p e LC:
cjm = seq(1,mmax,1) # sequencia que fornece os valores assumidos por m
#cjm=m0 # ativar essa funcao quando desejar fixar o valor de m
for (m in cjm) # m: tamanho do ciclo de inspecao
cjp = seq(0,1,0.01) # sequencia que fornece os valores assumidos por p
#cjp=p0 # ativar essa funcao quando desejar fixar o valor de p
for (p in cjp) # p: probabilidade de realizar o ajuste preventivo
cjLC = seq(0,lmax,1) # sequencia que fornece os valores assumidos por LC
#cjLC=LC0 # ativar essa funcao quando desejar fixar o valor de LC
for(LC in cjLC) # LC: limite superior de controle
# Valores de alpha e betha
alpha=1 − ppois(LC, lambda1); # probabilidade de declarar o processo sob controle como
fora de controle
betha=ppois(LC, lambda2); # probabilidade de declarar o processo fora de controle como
sob controle
if(alpha > 0 & beta > 0 & beta < 1)
# Probabilidade de conformidade:
q1=1 − ppois(LE, lambda1); # complementar da probabilidade do item ser declarado con-
forme quando o processo esta sob controle
q2=1 − ppois(LE, lambda2); # complementar da probabilidade do item ser declarado con-
forme quando o processo esta fora controle
# Construcao da matriz de transicao P
a = p ∗ (1− pii)m;
b = (1− p) ∗ ((1− pii)m) ∗ alpha;

57
cc = (1− p) ∗ ((1− pii)m) ∗ (1− alpha);
d = (1− (1− pii)m) ∗ p;e = (1− (1− pii)m) ∗ (1− p) ∗ (1− betha);
f = (1− (1− pii)m) ∗ (1− p) ∗ betha;
g = p;
hh = (1− p) ∗ (1− betha);
i = (1− p) ∗ betha;
mp = matrix(c(a,a,a,a,a,0,a,a,0,
b, b, b, b, b, 0, b, b, 0,
cc, cc, cc, cc, cc, 0, cc, cc, 0,
d, d, d, d, d, 0, d, d, 0,
e, e, e, e, e, 0, e, e, 0,
f, f, f, f, f, 0, f, f, 0,
0, 0, 0, 0, 0, g, 0, 0, g,
0, 0, 0, 0, 0, hh, 0, 0, hh,
0, 0, 0, 0, 0, j, 0, 0, j), 9, 9);
# Obtencao das entradas do vetor de probabilidades de estado:
y01=((1− j) ∗ a)/(1− (j − f))
y02=((1− j) ∗ b)/(1− (j − f))
y03=((1− j) ∗ cc)/(1− (j − f))
y11=((1− j) ∗ d)/(1− (j − f))
y12=((1− j) ∗ e)/(1− (j − f))
y13=((1− j) ∗ f)/(1− (j − f))
y21=(f ∗ g)/(1− (j − f))
y22=(f ∗ hh)/(1− (j − f))
y23=(f ∗ j)/(1− (j − f))
# Custo de nao conformidade:
gama01 = gama02 = gama03 = cn*(m-1)*q1;
gama21 = gama22 = gama23 = cn*(m-1)*q2;

58
gama11 = 0;
for (i in 1:m);Num = pii ∗ (1− pii)(i−1);
Den = 1− (1− pii)m;
Div = Num/Den;
E1 = (i− 1) ∗ q1;
E2 = (m− i) ∗ q2;
Sum1 = E1+E2;
gama11 = gama11 + cn ∗ (Div ∗ Sum1);
gama12 = gama13 = gama11;
;# Custo de descarte do item inspecionado:
if (LE < LC) I1 = 1 else I1 = 0
eta01 = eta11 = eta21 = 0;
w2 = max(LE,LC);
w4 = min(LE,LC);
plcCle1 = ppois(LE − 1, lambda1)− ppois(LC − 1, lambda1); # plcCle1 indica a proba-
bilidade de C ser maior que LC e menor que LE com o processo sob controle
eta02 = (cdc*(1− I1)*plcCle1 + cdn*(1− ppois(w2, lambda1)))/alpha;
pleCcl1 = ppois(LC − 1, lambda1)− ppois(LE − 1, lambda1); # pleClc1 indica a proba-
bilidade de C ser maior que LE e menor que LC com o processo sob controle
eta03 = (cdc*(ppois(w4− 1, lambda1)) + cdn*I1*pleCcl1)/(1− alpha);
plcCle2 = ppois(LE − 1, lambda2)− ppois(LC − 1, lambda2); # plcCle2 indica a proba-
bilidade de C ser maior que LC e menor que LE com o processo fora controle
eta12 = (cdc*(1− I1)*plcCle2 + cdn*(1− ppois(w2, lambda2)))/(1− betha);
eta22 = eta12;
pleCcl2 = ppois(LC − 1, lambda2)− ppois(LE − 1, lambda2); # pleClc2 indica a proba-
bilidade de C ser maior que LE e menor que LC com o processo fora de controle
eta13 = (cdc*(ppois(w4− 1, lambda2)) + cdn*I1*(pleCcl2))/(betha);
eta23 = eta13;

59
# Custo de ajuste do processo:
omega01 = omega11 = omega21 = omega02 = omega12 = omega22 = ca;
omega03 = omega13 = omega23 = 0;
# Custo de inspecao do processo:
delta01 = delta11 = delta21 = 0;
delta02 = delta03 = delta12 = delta13 = delta22 = delta23 = ci;
# Calculo da fracao nao conforme de cada estado:
phi01=y01*q1
phi02=y02*q1
phi03=y03*q1
phi21=y21*q2
phi22=y22*q2
phi23=y23*q2
auxphi11=0 ;
auxphi12=0 ;
auxphi13=0 ;
for(i in 1:m)num = pii ∗ (1− pii)(i−1);
den = 1− (1− pii)m;
div = (num/den);
E1 = (i− 1) ∗ q1;
E2 = (m− i) ∗ q2;
Sum1 = (E1+E2);
auxphi11=auxphi11+(div ∗ Sum1);
auxphi12=auxphi12+(div ∗ Sum1);
auxphi13=auxphi13+(div ∗ Sum1);

60
phi11=y11 ∗ auxphi11/(m− 1);
phi12=y12 ∗ auxphi12/(m− 1);
phi13=y13 ∗ auxphi13/(m− 1);
# Obtencao da fracao conforme do processo:
phi = 1− phi01− phi02− phi03− phi11− phi12− phi13− phi21− phi22− phi23;
# Calculo do custo medio e verificacao do valor de m, p e LC associado ao menor
custo medio:
aux = (y01 ∗ (delta01 + gama01 + eta01 + phi01) + y02 ∗ (delta02 + gama02 + eta02 +
phi02)+ y03∗ (delta03 + gama03 + eta03 + phi03) + y11∗ (delta11 + gama11 + eta11 +
phi11)+ y12∗ (delta12 + gama12 + eta12 + phi12) + y13∗ (delta13 + gama13 + eta13 +
phi13)+ y21∗ (delta21 + gama21 + eta21 + phi21) + y22∗ (delta22 + gama22 + eta22 +
phi22)+ y23 ∗ (delta23 + gama23 + eta23 + phi23))/(m− 1);
;vetor1=rbind(vetor1, c(aux,phi,m,p,LC))
if (aux<custo & phi>phi0) custo=aux
mini=rbind(custo,phi,m,p,LC)
;
;
;
print(vetor1);
print(mini);
phiordem=sort(vetor1[,2]) # Coloca em ordem crescente a fracao conforme

Referencias Bibliograficas
Referencias Bibliograficas
61

Bibliografia
[1] BORGES, W.; HO, L. L.; TURNES, O. An analyses of Taguchi’s on-line quality
monitoring procedure for attributes with diagnosis errors. Applied Stochastic
Models in Business an Industry, v. 17, p. 261-276, 2001.
[2] HO, L. L.; MEDEIROS, P. G.; BORGES, W. An alternative model for on-line
quality monitoring for variables. International Journal of Production Eco-
nomics, v. 107, p. 202-222, 2007.
[3] JOHNSON, N. L.; KOTZ, S.; WU, X. Inspection Errors for Attributes in Quality
Control. London: Chapman and Hall, 1991.
[4] MEDEIROS, P. G. Abordagem Economica para o Controle de Processo para Va-
riaveis em Tempo Real (on-line) via Cadeia de Markov. Tese de Doutorado
DEP/EPUSP. Sao Paulo. 113 p. 2003.
[5] NANDI, S. N.; SREEHARI, M. Economy based on-line quality control method for
attributes. The Indian Journal of Statistic, v. 59, p. 384-395, 1997.
[6] NANDI, S. N.; SREEHARI, M. Some improvements in Taguchi’s economic method
allowing continued quality deterioration in production process. Communica-
tions in Statistics. Theory and Methods, v. 28, n. 5, p. 1169-1181, 1999.
[7] NAYEBPOUR, M. R.; WOODALL, W. H. An analyses of Taguchi’s on-line
quality-monitoring procedures for attributes. Technometrics, v. 35, n. 1, p.
53-60, 1993.
[8] PHADKE, M.S. (1989). Quality engineering using robust design. Prentice-Hall,
Englewood Cliffs, New Jersey.
[9] QUININO, R. & HO, L. L. Effects of the preventive and corrective adjustments
in economical designs for on-line process control for attributes with misclassi-
fications errors. Engineering Optimization, v. 42(1), p. 17-31, 2010.
62

63
[10] RANJAN, P.; XIE, M.; GOH, T. N. Optimal control limits for CCC charts in the
presence of inspection errors. Quality and Reliability Engineering International,
v. 19, p. 149-160, 2003.
[11] ROSS, S. M. Introduction to Probability Models. 8. ed. San Diego: Academic Press,
1997.
[12] RODRIGUES, R.M. Controle on-line para o numero de nao-conformidades em
um item inspecionado. Dissertacao de Mestrado - UFRN, Natal, 2009
[13] SHEWHART, W. A. Economic Control of Quality of the Manufactured Product.
New York, NY, 1931.
[14] SRIVASTAVA, M. S.; WU, Y. A second order approximation to Taguchi et al.’s
on-line control procedure. Communications in Statistics A, v. 20, p. 2149-2168,
1991.
[15] TAGUCHI, G. Quality Engineering in Japan. Bulletin of the Japan Society of
Precision Engineering 19(4); 237-42, 1985.
[16] TAGUCHI, G.; ELSAYED, E. A,; HSIANG, T. Quality Engineering in Production
Systems. New York: McGraw-Hill, 1989.
[17] TRINDADE, A. L. G.; HO, L. L.; QUININO, R. C. Controle on-line por atribu-
tos com erros de classificacao: uma abordagem economica com classificacoes
repetidas. Pesquisa Operacional, v. 27, p. 105-116, 2007-A.
[18] TRINDADE. A. L. G. Contribuicoes para o controle on-line de processos por
atributos. Tese de Doutorado DEP/EPUSP. Sao Paulo. 155 p., 2008.