ANA LAURA CICONI ZULIANI Utilização de alcoóis graxos...
66
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA ANA LAURA CICONI ZULIANI Utilização de alcoóis graxos etoxilados sulfatados como matéria ativa aniônica na produção de detergentes lava-louças de uso doméstico. Lorena 2015
-
Upload
trinhduong -
Category
Documents
-
view
215 -
download
0
Transcript of ANA LAURA CICONI ZULIANI Utilização de alcoóis graxos...

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
ANA LAURA CICONI ZULIANI
Utilização de alcoóis graxos etoxilados sulfatados como matéria ativa
aniônica na produção de detergentes lava-louças de uso doméstico.
Lorena
2015
ANA LAURA CICONI ZULIANI
Utilização de alcoóis graxos etoxilados sulfatados como matéria ativa
aniônica na produção de detergentes lava-louças de uso doméstico.
Projeto de Trabalho de Conclusão de
Curso apresentado à Escola de
Engenharia de Lorena - Universidade de
São Paulo, para atender parte dos
requisitos para obtenção do título de
Engenheiro Químico.
Área de concentração: Tensoativos
Orientadora: Profª Eliane C. Pedrozo
Lorena
2015
Agradecimentos
Primeiramente а Deus por permitir qυе tudo isso acontecesse, ао longo
da minha vida, е nãо somente nestes anos como universitária, além de ser еm
todos оs momentos o maior mestre qυе alguém pode conhecer.
À minha família, pоr sua capacidade dе acreditar е investir еm mim.
Mãe, o sеυ cuidado е a sua dedicação deram-me а esperança para seguir em
frente. Pai, a sυа presença significou segurança е a certeza dе qυе não estou
sozinho nessa caminhada. Aos avós, pelo esforço e amor incomparáveis
durante minha formação.
À empresa BASF е às pessoas cоm quem convivi nesses espaços ао
longo desses anos. А produção compartilhada nа comunhão cоm os amigos foi
а melhor experiência dа minha formação acadêmica e pessoal.
A todos aqueles qυе dе alguma forma estiveram е estão próximos dе
mim, fazendo esta vida valer cada vеz mais а pena.
RESUMO
O presente trabalho fundamenta-se na elaboração de uma nova
formulação de detergentes lava-louças. Em uma primeira etapa, o tensoativo
aniônico foi obtido a partir da reação de sulfatação de uma mescla de alcoóis
graxos etoxilados. Sendo assim, determinou-se a melhor proporção entre
alcoóis graxos etoxilados de origem natural e de origem sintética com
tamanhos de cadeia variáveis para a reação de sulfatação e a otimização das
demais condições reacionais. O produto gerado desta reação foi utilizado como
matéria ativa aniônica em formulações de detergentes lava-louças.
Posteriormente, as novas formulações foram avaliadas em diversos parâmetros
de fundamental importância ao consumidor durante a escolha do produto,
sendo eles relacionados à eficiência de limpeza, formação de espuma,
viscosidade, pH e ponto de turvação. O objetivo principal deste trabalho foi
verificar a possibilidade do álcool graxo etoxilado sulfatado obtido ser usado
como matéria ativa aniônica, gerando uma opção com menor toxicidade, maior
eficiência de limpeza, maior biodegradabilidade, além de proporcionar um
menor custo ás formulações.
De acordo com os experimentos realizados, a maior eficiência de
limpeza foi obtida com a proporção 70% de álcool de origem sintética e 30% de
álcool de origem natural, gerando um valor de 74,19% de remoção de sujeira,
além de beneficiar os demais parâmetros como formação de espuma e
viscosidade.
Palavras-chave: álcool graxo etoxilado, tensoativo, detergente lava-
louça

ABSTRACT
The present work is based on the elaboration of a new dishwasher
detergent formulation. In a first part, the anionic surfactant was obtained from a
sulfatation reaction of a blend of fatty alcohols ethoxylates. Its purpose is to
determine the better proportion between natural and synthetic fatty alcohols
ethoxylates with variable carbonic chain and the best reaction conditions. The
generated product in the reaction was used as anionic active matter in
dishwasher detergents formulation, that which subsequently, was evaluated by
different important parameters for the costumer, like detergency, foaming,
viscosity, pH and cloudy point. The main purpose of this study is to check the
possibility of this fatty alcohol ethoxylate sulfated be used as anionic active
matter, creating an option with lower toxicity, higher detergency, better
biodegradability and provide a lower cost to the formulation.
According to the experiments, the higher detergency was obtained by the
mixture of 70% of synthetic alcohol and 30% of natural alcohol, generating a
value of 74,19% of soil removal, besides benefiting other properties like foam
and viscosity.
Key words: fatty alcohols ethoxylates, surfactant, dishwasher detergent
Lista de Figuras
Figura 1- Representação esquemática de uma molécula de tensoativo ........ 13
Figura 2-Classificação dos tensoativos de acordo com a carga na porção polar
......................................................................................................................... 15
Figura 3-Representação de uma molécula de betaína .................................... 16
Figura 4- Estrutura de alguns tensoativos não-iônicos .................................... 17
Figura 5-Estrutura dos principais tensoativos catiônicos ................................. 18
Figura 6-Representação de alguns dos tensoativos aniônicos........................ 19
Figura 7-Reação de hidrogenólise, onde R é uma cadeia de hidrocarbonetos 20
Figura 8-Reação de formação do íon alcóxido ................................................ 21
Figura 9-Reação do íon alcóxido com o óxido de eteno .................................. 22
Figura 10-Síntese de alcoóis graxos sulfatados e alcoóis graxos etoxilados
sulfatados ......................................................................................................... 22
Figura 11- Representação das forças atuantes sobre uma molécula de água 23
Figura 12-Capacidade de molhamento de acordo com o ângulo de contato do
líquido com a superfície.................................................................................... 24
Figura 13-Comportamento da tensão superficial com a variação da
concentração de tensoativo .............................................................................. 25
Figura 14-Representação esquemática da formação de micelas .................... 26
Figura 15-Mecanismo de formação de espuma .............................................. 27
Figura 16-Representação do processo de detergência ................................... 29
Figura 17–Mecanismo de espessamento com NaCl ....................................... 31
Figura 18-Esquema reacional .......................................................................... 34
Figura 19-Equação para determinação do índice de hidroxilas ....................... 36
Figura 20- Equação para a determinação da massa molecular teórica ........... 36
Figura 21- Cálculo do índice de acidez e massa molecular teórica do produto
de reação ......................................................................................................... 37
Figura 22-Cálculo do índice de acidez teórico ................................................. 38
Figura 23-Aspecto do produto ao longo do tempo de reação .......................... 40
Figura 24-Aspecto do produto final da reação ................................................. 41
Figura 25-Preparação das formulações........................................................... 42
Figura 26-Aspecto final das formulações dos detergentes lava-louças ........... 43
Figura 27-Composição do aparato: haste perfurada e proveta ....................... 44
Figura 28-Espalhamento da sujeira padrão sobre os pratos ........................... 45
Figura 29-Medição do nível de espuma na proveta ......................................... 52
Figura 30-Gráfico representativo da remoção de sujeira em relação ao número
de pratos lavados para om padrão de mercado ............................................... 55
Figura 31-Imagens capturadas antes e após a lavagem dos pratos com o
padrão de mercado .......................................................................................... 55
Figura 32-Gráfico representativo da remoção de sujeira em relação ao número
de pratos lavados para a formulação 1 ............................................................ 57
Figura 33-Imagens capturadas antes e após a lavagem dos pratos com a
formulação 1 ..................................................................................................... 57
Figura 34-Gráfico representativo da remoção de sujeira em relação ao número
de pratos lavados para a formulação 2 ............................................................ 59
Figura 35-Imagens capturadas antes e após a lavagem dos pratos para a
formulação 2 ..................................................................................................... 59
Figura 36-Gráfico representativo da remoção de sujeira em relação ao número
de pratos lavados para a formulação 3 ............................................................ 61
Figura 37-Imagens capturadas antes e após a lavagem dos pratos para a
formulação 3 ..................................................................................................... 61
Figura 38-Gráfico representativo da remoção de sujeira em relação ao número
de pratos lavados para a formulação 4 ............................................................ 63
Figura 39-Imagens capturadas antes e após a lavagem dos pratos para a
formulação 4 ..................................................................................................... 63
Lista de Tabelas
Tabela 1– Classificação dos tensoativos e sua aplicação comercial.............................. 14
Tabela 2-Experimentos realizados e suas respectivas proporções ................................ 33
Tabela 3- Metodologias analíticas utilizadas e seu respectivo código na base de dados
............................................................................................................................................... 35
Tabela 4- Massa molecular teórica das misturas de alcoóis ........................................... 37
Tabela 5-Massas moleculares teóricas dos produtos finais de reação .......................... 38
Tabela 6-Valores de índices de acidez teóricos dos produtos de reação ...................... 39
Tabela 7-Composição da base de detergente .................................................................. 41
Tabela 8-Formulações preparadas utilizando-se o produto de reação .......................... 42
Tabela 9-Composição da sujidade padrão segundo metodologia BASF ....................... 45
Tabela 10-Eficiência de limpeza mensurada através de notas ....................................... 46
Tabela 11-Composição da nova sujidade padrão ............................................................ 47
Tabela 12-Análises dos produtos de reação ..................................................................... 48
Tabela 13-Medidas de viscosidade para as formulações de detergente ....................... 49
Tabela 14-Pontos de turvação das formulações de detergente ...................................... 50
Tabela 15-Nível de espuma ocupado na proveta durante o teste .................................. 51
Tabela 16-Medidas de área limpa e a respectiva remoção de sujeira ........................... 54
Tabela 17- Medidas de área limpa e a respectiva remoção de sujeira para a
formulação 1 ......................................................................................................................... 56
Tabela 18- Medidas de área limpa e a respectiva remoção de sujeira para a
formulação 2 ......................................................................................................................... 58
Tabela 19- Medidas de área limpa e a respectiva remoção de sujeira para a
formulação 3 ......................................................................................................................... 60
Tabela 20- Medidas de área limpa e a respectiva remoção de sujeira para a
formulação 4 ......................................................................................................................... 62
SUMÁRIO
1. INTRODUÇÃO .................................................................................................... 11
2. OBJETIVOS ........................................................................................................ 12
2.1. OBJETIVO GERAL ......................................................................................................... 12
2.2. OBJETIVOS ESPECÍFICOS .......................................................................................... 12
3. REVISÃO BIBLIOGRÁFICA ............................................................................... 13
3.1. TENSOATIVOS ............................................................................................................... 13
3.1.1. TENSOATIVOS ANFÓTEROS OU ZWITTERIÔNICOS ...................................................... 15
3.1.2. TENSOATIVOS NÃO-IÔNICOS ..................................................................................... 16
3.1.3. TENSOATIVOS CATIÔNICOS ....................................................................................... 17
3.1.4. TENSOATIVOS ANIÔNICOS ......................................................................................... 19
3.2. ÁLCOOL GRAXO ....................................................................................................... 20
3.2.1 ALCOÓIS GRAXOS ETOXILADOS ................................................................................... 21
3.2.2 ALCOÓIS GRAXOS ETOXILADOS E SULFATADOS ........................................................... 22
3.3. PRINCIPAIS PROPRIEDADES DOS TENSOATIVOS ....................................................... 23
3.3.1. TENSÃO SUPERFICIAL ................................................................................................ 23
3.3.2. MOLHABILIDADE ....................................................................................................... 24
3.3.3. FORMAÇÃO DE MICELAS ........................................................................................... 25
3.3.4. FORMAÇÃO DE ESPUMA............................................................................................ 27
3.3.5. DETERGÊNCIA ............................................................................................................ 28
3.3.6. VISCOSIDADE ............................................................................................................. 30
3.3.7. ESPUMA, MOLHABILIDADE E DETERGÊNCIA PARA ALCOÓIS GRAXOS SULTADOS E
ALCOÓIS GRAXOS ETOXILADOS SULTADOS .......................................................................... 31
3.3.8. BIODEGRADABILIDADE DE ALCOÓIS SULFATADOS E ALCOÓIS ETOXILADOS
SULFATADOS ....................................................................................................................... 32
4. MATERIAIS E MÉTODOS ................................................................................... 33
4.1. EXPERIÊNCIAS REALIZADAS ........................................................................................... 33
4.2. MATERIAIS ............................................................................................................... 33
4.3. MÉTODOS ................................................................................................................ 35
4.3.1. METODOLOGIAS ANALÍTICAS PARA ANÁLISE DOS PRODUTOS DE REAÇÃO ................. 35
4.3.1.1. DETERMINAÇÃO DO ÍNDICE DE HIDROXILAS E DA MASSA MOLECULAR TEÓRICA DOS
ALCOÓIS.............................................................................................................................. 35
4.3.1.2. DETERMINAÇÃO DO ÍNDICE DE ACIDEZ E DA MASSA MOLECULAR TEÓRICA DOS
PRODUTOS DE REAÇÃO ....................................................................................................... 37
4.3.2. MODO DE OPERAÇÃO ............................................................................................... 39
4.3.3. METODOLOGIAS FÍSICO-QUÍMICAS PARA ANÁLISE DO DETERGENTE ......................... 41
4.3.3.1 FORMULAÇÃO DOS DETERGENTES LAVA-LOUÇAS .................................................... 41
4.3.3.2. ANÁLISES FÍSICO-QUÍMICAS DO DETERGENTE LAVA-LOUÇAS .................................. 43
4.3.3.2.1. TESTE DE VISCOSIDADE ....................................................................................... 43
4.3.3.2.2. PONTO DE TURVAÇÃO ........................................................................................ 43
4.3.3.2 TESTES DE PERFORMANCE ....................................................................................... 44
4.3.3.2.1. FORMAÇÃO E QUEBRA DE ESPUMA .................................................................... 44
4.3.3.2.2. TESTE DE LAVAGEM DOS PRATOS ........................................................................ 45
5. RESULTADOS E DISCUSSÕES......................................................................... 48
5.1. RESULTADOS DAS ANÁLISES DO PRODUTO DE REAÇÃO ........................................... 48
5.2. RESULTADOS AS ANÁLISES FÍSICO-QUÍMICAS DOS DETERGENTES ............................ 49
5.2.1. VISCOSIDADE ............................................................................................................. 49
5.2.2. PONTO DE TURVAÇÃO ............................................................................................... 49
5.2.3. FORMAÇÃO E QUEBRA DE ESPUMA ........................................................................... 51
5.2.4. TESTE DE DETERGÊNCIA- PODER DE LIMPEZA ............................................................ 53
6. CONCLUSÕES ................................................................................................... 64
7. REFERÊNCIAS BIBLIOGRÁFICAS .................................................................... 65
11
1. INTRODUÇÃO
Os detergentes lava-louças são um dos principais produtos de
limpeza doméstica, dados da ABIPLA (Associação Brasileira de Indústrias
de Produtos de Limpeza e Afins) indicam que este produto está presente
em 100% dos lares brasileiros. Os fabricantes desta categoria investem
massivamente em inovação com lançamentos de embalagens
diferenciadas, versões antibactericidas, que não agridam a pele, além de
novas fragrâncias e cores. O consumidor brasileiro possui preferência em
lavar louça à mão e devido a isso os produtos devem possuir alto poder
de remoção de sujeiras com o mínimo de esforço, além das
características sensoriais como espuma e suavidade. Estas propriedades
estão vinculadas aos tensoativos utilizados na formulação do detergente.
Tensoativos são moléculas anfifílicas que possuem em sua estrutura um
grupo hidrofílico e um grupo hidrofóbico, sendo capazes de reduzir a
tensão superficial e promover a remoção de sujeiras.
Dentre os tensoativos mais utilizados na indústria, podemos
destacar os alcoóis graxos etoxilados sulfatados, que apresentam a
propriedade de produzirem espumas estáveis e em grande quantidade,
com reduzida toxicidade dérmica e ocular, além da elevada capacidade
de remoção de sujeiras.
12
1. OBJETIVOS
2.1. OBJETIVO GERAL
O presente trabalho tem como objetivo analisar a influência de
tensoativos sulfatados obtidos a partir de alcoóis graxos, tanto de origem natural
quanto sintética, assim como suas proporções. Avaliando aspectos decisivos
para o consumidor durante a escolha de um detergente lava-louças, tais como,
viscosidade, aparência, ponto de turvação e eficiência de limpeza.
1.2. OBJETIVOS ESPECÍFICOS
a) Realizar reações de sulfatação com mistura de alcoóis graxos
etoxilados
b) Formular detergentes utilizando os produtos das reações
c) Analisar as propriedades físico-químicas dos detergentes
formulados
d) Realizar testes de aplicação que comprovem a eficiência dos
tensoativos obtidos
e) Propor uma nova metodologia de avaliação da performance de
remoção de sujidades
13
2. REVISÃO BIBLIOGRÁFICA
3.1. TENSOATIVOS
De acordo com Rosen, os tensoativos ou surfactantes são definidos como
sendo uma substância que possui atividade de superfície, ou seja, mesmo em
pequenas concentrações, adsorve em superfícies e interfaces, alterando de
maneira significativa suas tensões superficiais e interfaciais.
A estrutura molecular característica presente nos tensoativos apresenta
uma porção que possui forte atração pelo solvente, denominado liofílico, e outra
porção que possui pouca atração pelo solvente, denominado liofóbico. As
moléculas que apresentam esses dois grupos distintos são chamadas de
heteropolares ou anfipáticas, ou ainda anfifílicas.
Tendo como solvente a água, seu caráter heteropolar se dá pela sua
estrutura que é formada por uma parte polar ou hidrofílica e outra parte apolar
ou hidrofóbica. A parte hidrofílica é geralmente formada por grupos ácidos ou
básicos e a parte hidrofóbica é constituída por cadeias de hidrocarbonetos
alifáticos lineares ou ramificados e radicais mistos aromáticos-alifáticos.
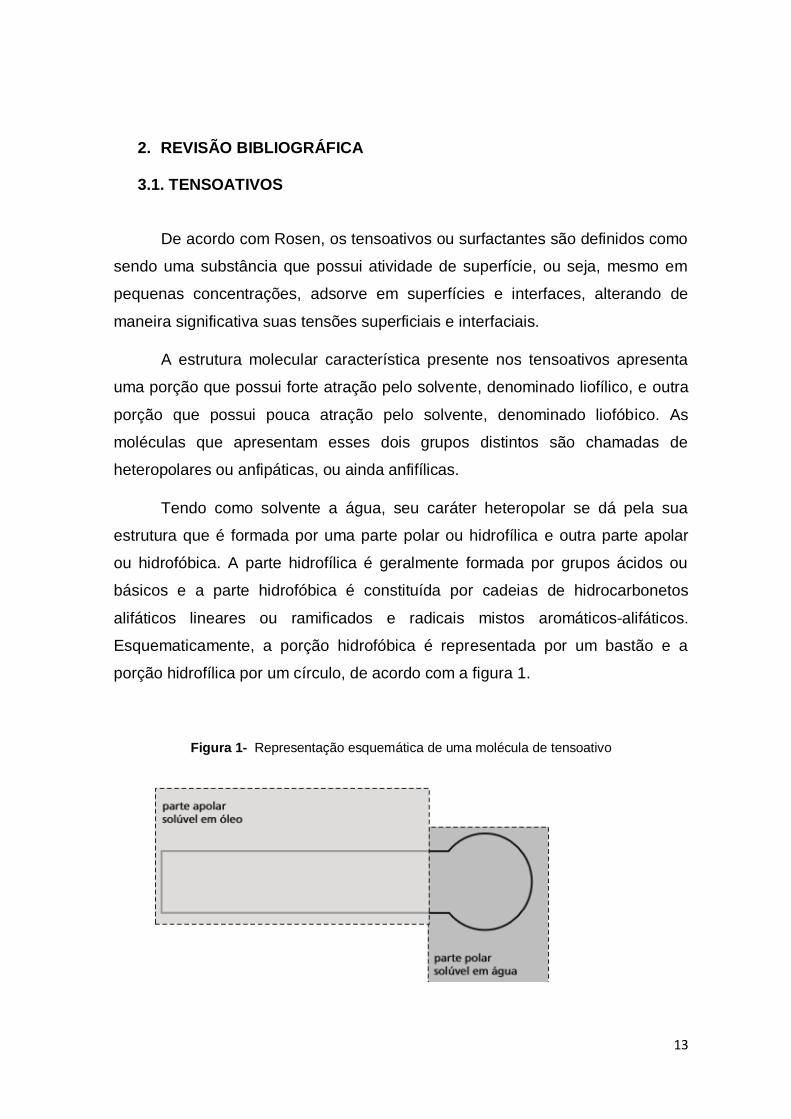
Esquematicamente, a porção hidrofóbica é representada por um bastão e a
porção hidrofílica por um círculo, de acordo com a figura 1.
Figura 1- Representação esquemática de uma molécula de tensoativo
14
Fonte: Daltin, D. Tensoativos: química, propriedades e aplicações. Edgar Blucher.
2011 .
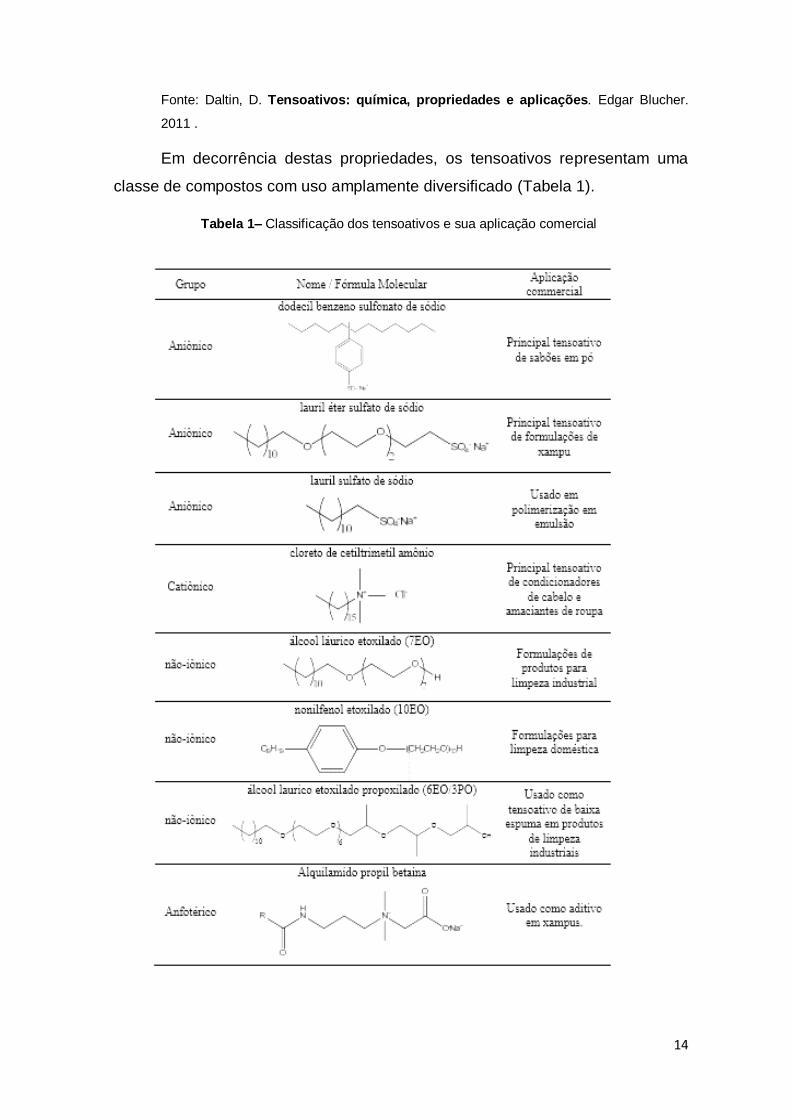
Em decorrência destas propriedades, os tensoativos representam uma
classe de compostos com uso amplamente diversificado (Tabela 1).
Tabela 1– Classificação dos tensoativos e sua aplicação comercial
15
Fonte: Argenton,A.B., Influência do grau de etoxilação no comportamento de alcoóis
secundários etoxilados. 2009. 128p. Tese de Doutorado- Programa de Pós-Graduação em
Físico-química- Instituto de Química, Universidade de São Paulo- São Paulo .
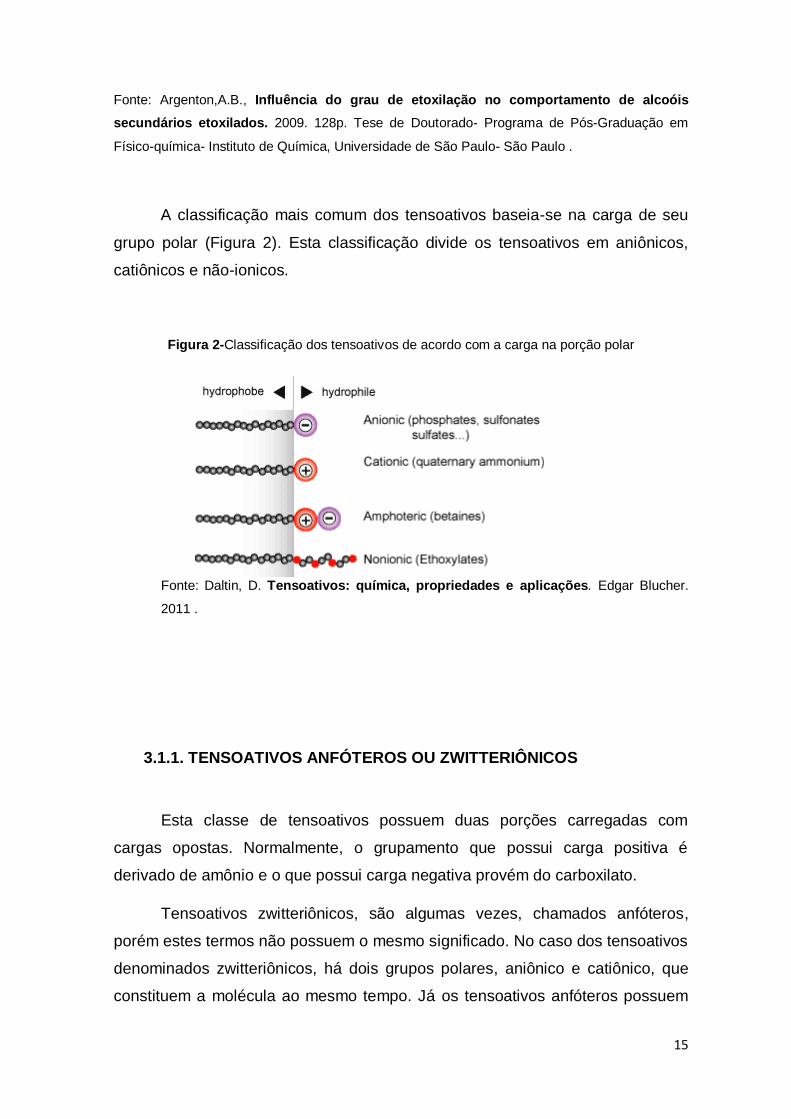
A classificação mais comum dos tensoativos baseia-se na carga de seu
grupo polar (Figura 2). Esta classificação divide os tensoativos em aniônicos,
catiônicos e não-ionicos.
Figura 2-Classificação dos tensoativos de acordo com a carga na porção polar
Fonte: Daltin, D. Tensoativos: química, propriedades e aplicações. Edgar Blucher.
2011 .
3.1.1. TENSOATIVOS ANFÓTEROS OU ZWITTERIÔNICOS
Esta classe de tensoativos possuem duas porções carregadas com
cargas opostas. Normalmente, o grupamento que possui carga positiva é
derivado de amônio e o que possui carga negativa provém do carboxilato.
Tensoativos zwitteriônicos, são algumas vezes, chamados anfóteros,
porém estes termos não possuem o mesmo significado. No caso dos tensoativos
denominados zwitteriônicos, há dois grupos polares, aniônico e catiônico, que
constituem a molécula ao mesmo tempo. Já os tensoativos anfóteros possuem
16
comportamento distinto, podendo se comportar como um tensoativo aniônico ou
catiônico, dependendo do pH do meio em que se encontra.
A alteração da carga com o pH em um tensoativo anfótero, altera
parâmetros como poder espumante, umectação e detergência. Acima ou abaixo
do ponto isoelétrico, a molécula passa a adquirir as propriedades do tensoativo
aniônico ou catiônico, no ponto isoelétrico a molécula apresenta características
de um tensoativo não-iônico.
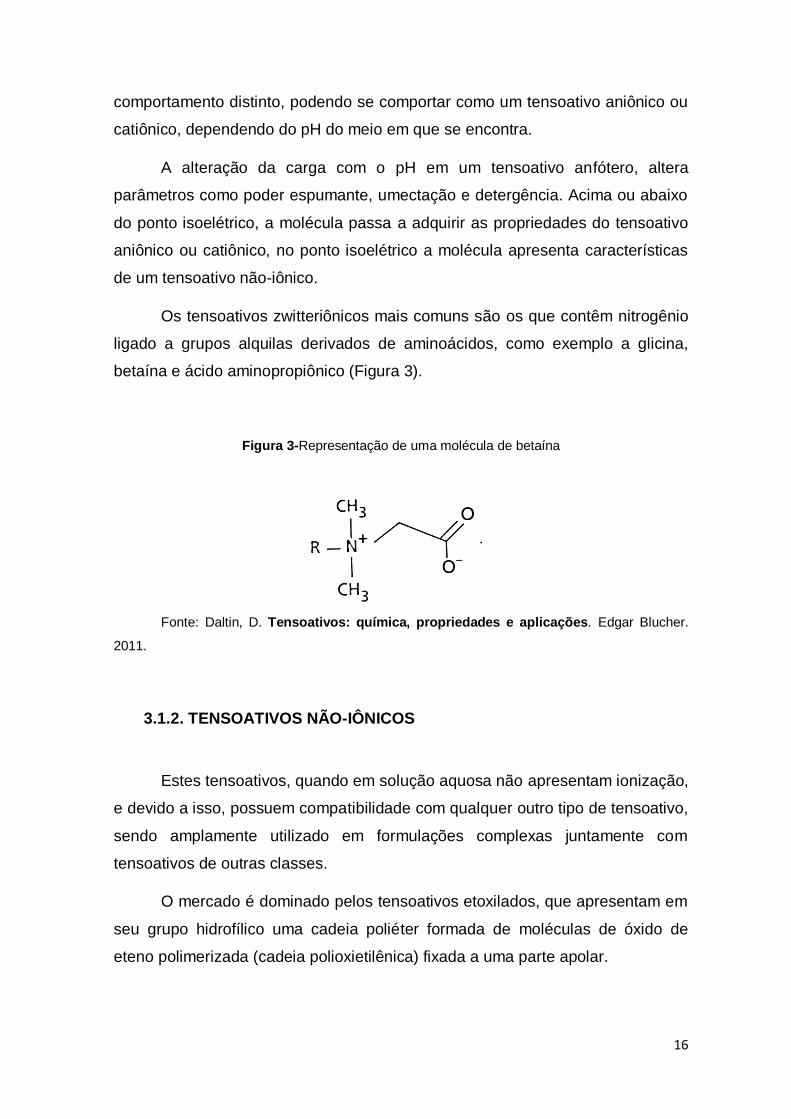
Os tensoativos zwitteriônicos mais comuns são os que contêm nitrogênio
ligado a grupos alquilas derivados de aminoácidos, como exemplo a glicina,
betaína e ácido aminopropiônico (Figura 3).
Figura 3-Representação de uma molécula de betaína
Fonte: Daltin, D. Tensoativos: química, propriedades e aplicações. Edgar Blucher.
2011.
3.1.2. TENSOATIVOS NÃO-IÔNICOS
Estes tensoativos, quando em solução aquosa não apresentam ionização,
e devido a isso, possuem compatibilidade com qualquer outro tipo de tensoativo,
sendo amplamente utilizado em formulações complexas juntamente com
tensoativos de outras classes.
O mercado é dominado pelos tensoativos etoxilados, que apresentam em
seu grupo hidrofílico uma cadeia poliéter formada de moléculas de óxido de
eteno polimerizada (cadeia polioxietilênica) fixada a uma parte apolar.
17
Para que a molécula seja solúvel em água, é necessário um número
mínimo de unidades de óxido de eteno, dependendo do tipo de matéria-prima
utilizada. A solubilidade em água da cadeia polioxietilênica é dada pela
densidade de carga negativa em cada oxigênio dessa estrutura, mas é
prejudicada pela presença de dois carbonos entre cada oxigênio, deixando cada
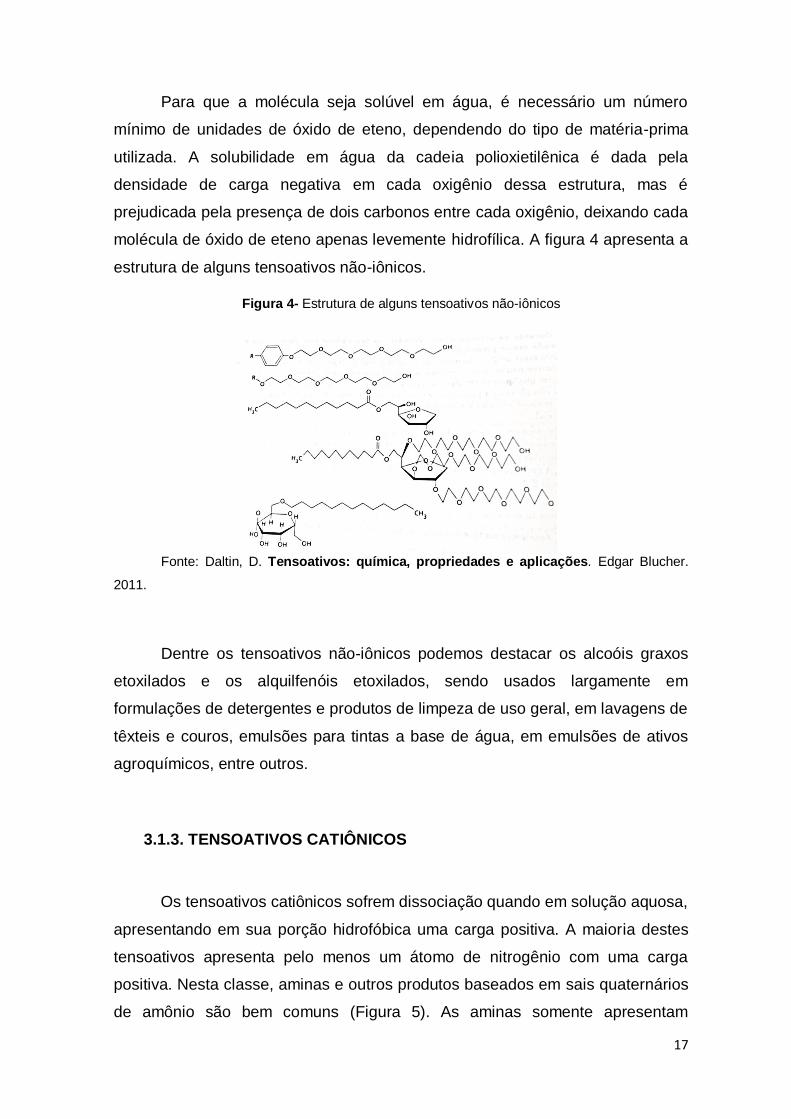
molécula de óxido de eteno apenas levemente hidrofílica. A figura 4 apresenta a
estrutura de alguns tensoativos não-iônicos.
Figura 4- Estrutura de alguns tensoativos não-iônicos
Fonte: Daltin, D. Tensoativos: química, propriedades e aplicações. Edgar Blucher.
2011.
Dentre os tensoativos não-iônicos podemos destacar os alcoóis graxos
etoxilados e os alquilfenóis etoxilados, sendo usados largamente em
formulações de detergentes e produtos de limpeza de uso geral, em lavagens de
têxteis e couros, emulsões para tintas a base de água, em emulsões de ativos
agroquímicos, entre outros.
3.1.3. TENSOATIVOS CATIÔNICOS
Os tensoativos catiônicos sofrem dissociação quando em solução aquosa,
apresentando em sua porção hidrofóbica uma carga positiva. A maioria destes
tensoativos apresenta pelo menos um átomo de nitrogênio com uma carga
positiva. Nesta classe, aminas e outros produtos baseados em sais quaternários
de amônio são bem comuns (Figura 5). As aminas somente apresentam
18
propriedades tensoativas quando estão em seu estado protonado, devido a isso
elas só podem ser utilizadas em meios ácidos. Já o sais quaternários de amônio
não apresentam a mesma sensibilidade em relação ao pH.
Os tensoativos catiônicos promovem a redução da tensão superficial e
são capazes de formar micelas em meio aquoso, porém apresentam a
propriedade de detergência muito ruim devido a sua pouca solubilidade em água
e pela dificuldade em estabilização da sujidade.
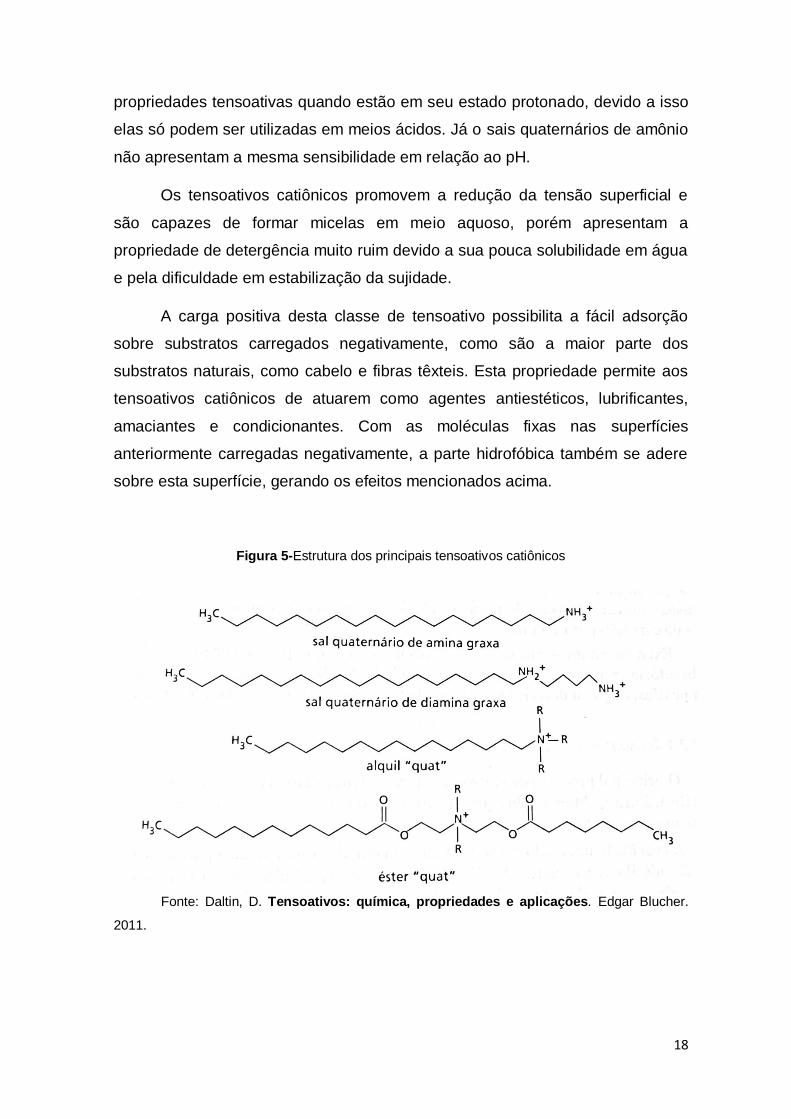
A carga positiva desta classe de tensoativo possibilita a fácil adsorção
sobre substratos carregados negativamente, como são a maior parte dos
substratos naturais, como cabelo e fibras têxteis. Esta propriedade permite aos
tensoativos catiônicos de atuarem como agentes antiestéticos, lubrificantes,
amaciantes e condicionantes. Com as moléculas fixas nas superfícies
anteriormente carregadas negativamente, a parte hidrofóbica também se adere
sobre esta superfície, gerando os efeitos mencionados acima.
Figura 5-Estrutura dos principais tensoativos catiônicos
Fonte: Daltin, D. Tensoativos: química, propriedades e aplicações. Edgar Blucher.
2011.
19
3.1.4. TENSOATIVOS ANIÔNICOS
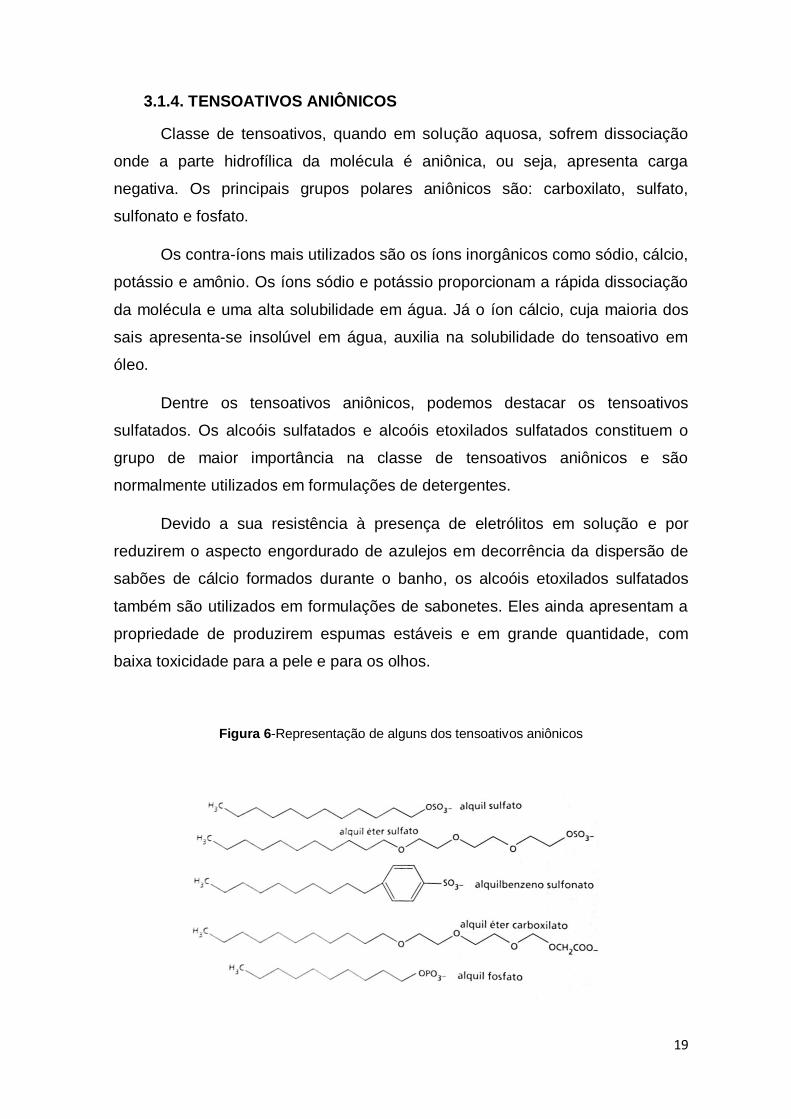
Classe de tensoativos, quando em solução aquosa, sofrem dissociação
onde a parte hidrofílica da molécula é aniônica, ou seja, apresenta carga
negativa. Os principais grupos polares aniônicos são: carboxilato, sulfato,
sulfonato e fosfato.
Os contra-íons mais utilizados são os íons inorgânicos como sódio, cálcio,
potássio e amônio. Os íons sódio e potássio proporcionam a rápida dissociação
da molécula e uma alta solubilidade em água. Já o íon cálcio, cuja maioria dos
sais apresenta-se insolúvel em água, auxilia na solubilidade do tensoativo em
óleo.
Dentre os tensoativos aniônicos, podemos destacar os tensoativos
sulfatados. Os alcoóis sulfatados e alcoóis etoxilados sulfatados constituem o
grupo de maior importância na classe de tensoativos aniônicos e são
normalmente utilizados em formulações de detergentes.
Devido a sua resistência à presença de eletrólitos em solução e por
reduzirem o aspecto engordurado de azulejos em decorrência da dispersão de
sabões de cálcio formados durante o banho, os alcoóis etoxilados sulfatados
também são utilizados em formulações de sabonetes. Eles ainda apresentam a
propriedade de produzirem espumas estáveis e em grande quantidade, com
baixa toxicidade para a pele e para os olhos.
Figura 6-Representação de alguns dos tensoativos aniônicos
20
Fonte: Daltin, D. Tensoativos: química, propriedades e aplicações. Edgar Blucher. 2011.
2.2. ÁLCOOL GRAXO
Os alcoóis graxos possuem extrema importância na indústria de
surfactantes, sendo utilizados como intermediários na produção destes produtos.
Os alcoóis graxos podem ser classificados de duas maneiras de acordo
com a matéria-prima utilizada em sua obtenção, podendo ser de fontes
renováveis, como óleos e gorduras, e de fontes não renováveis, petroquímicas.
Segundo Schirber, os alcoóis graxos são lineares, primários, com
distribuição de homólogos de comprimento de cadeia carbônica na faixa de C12-
C18, derivados de matérias-primas oleoquímicas como os óleos de coco e
palmiste, chamados então alcoóis naturais, e de matérias-primas petroquímicas,
como o eteno, chamados de alcoóis sintéticos.
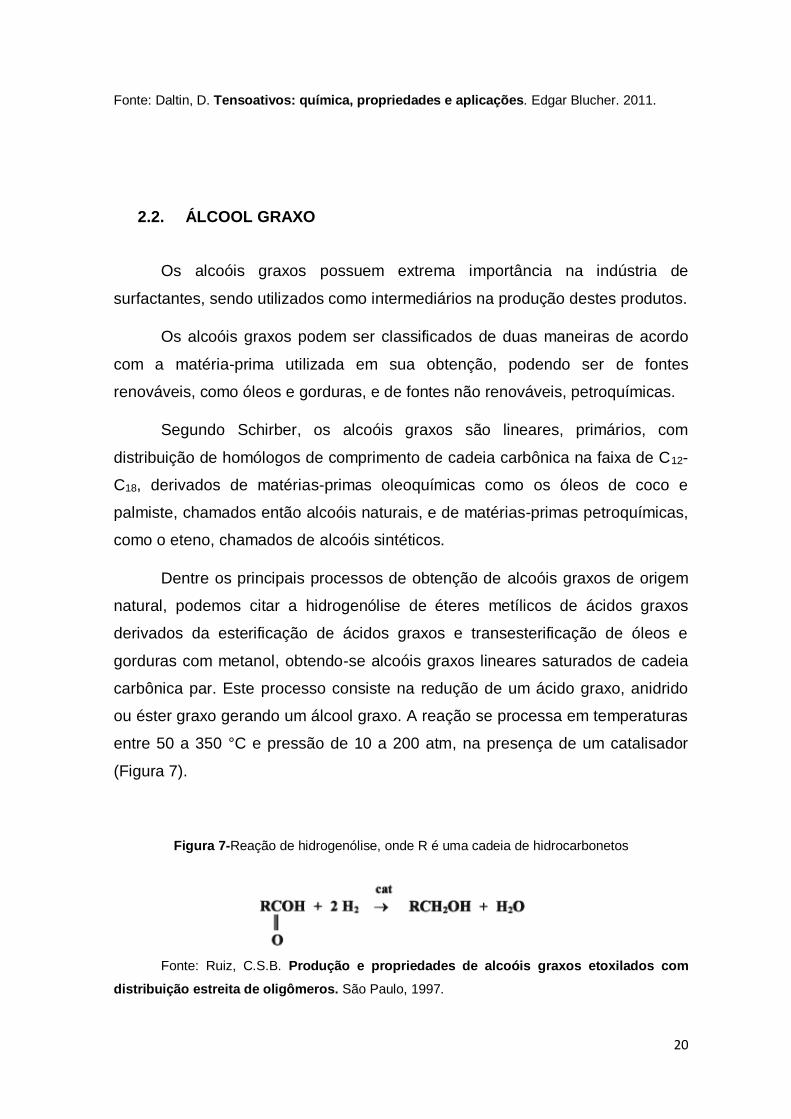
Dentre os principais processos de obtenção de alcoóis graxos de origem
natural, podemos citar a hidrogenólise de éteres metílicos de ácidos graxos
derivados da esterificação de ácidos graxos e transesterificação de óleos e
gorduras com metanol, obtendo-se alcoóis graxos lineares saturados de cadeia
carbônica par. Este processo consiste na redução de um ácido graxo, anidrido
ou éster graxo gerando um álcool graxo. A reação se processa em temperaturas
entre 50 a 350 °C e pressão de 10 a 200 atm, na presença de um catalisador
(Figura 7).
Figura 7-Reação de hidrogenólise, onde R é uma cadeia de hidrocarbonetos
Fonte: Ruiz, C.S.B. Produção e propriedades de alcoóis graxos etoxilados com
distribuição estreita de oligômeros. São Paulo, 1997.
21
Outros dois processos também merecem destaque, são eles o processo
Ziegler onde, inicialmente o eteno é oligomerizado com o auxílio de
catalisadores como alumínio, hidrogênio e trietil alumínio, ocorrendo o
crescimento da cadeia carbônica e, posteriormente ocorre uma oxidação
produzindo um alcoolato que é hidrolisado com ácido sulfúrico e neutralizado
com hidróxido de sódio dando origem ao álcool graxo linear de cadeia carbônica
par. Já o processo denominado oxo-síntese, consiste na conversão de
parafinas e eteno em olefinas com duplas ligações nas extremidades ou no meio
da cadeia que irão sofrer uma hidroformilação gerando aldeídos que serão
hidrogenados para produzirem alcoóis graxos com certa ramificação e uma
mistura de cadeias carbônicas pares e ímpares.
Os tensoativos derivados de alcoóis graxos mais importantes são os não-
iônicos etoxilados e os aniônicos sulfatados e etoxilados/sulfatados.
3.2.1 ALCOÓIS GRAXOS ETOXILADOS
Os alcoóis graxos etoxilados possuem grande importância, pois são os
principais tensoativos não-iônicos produzidos em grande volume.
São obtidos pela reação de etoxilação entre o álcool graxo e o óxido de
eteno em um meio básico (NaOH ou KOH).
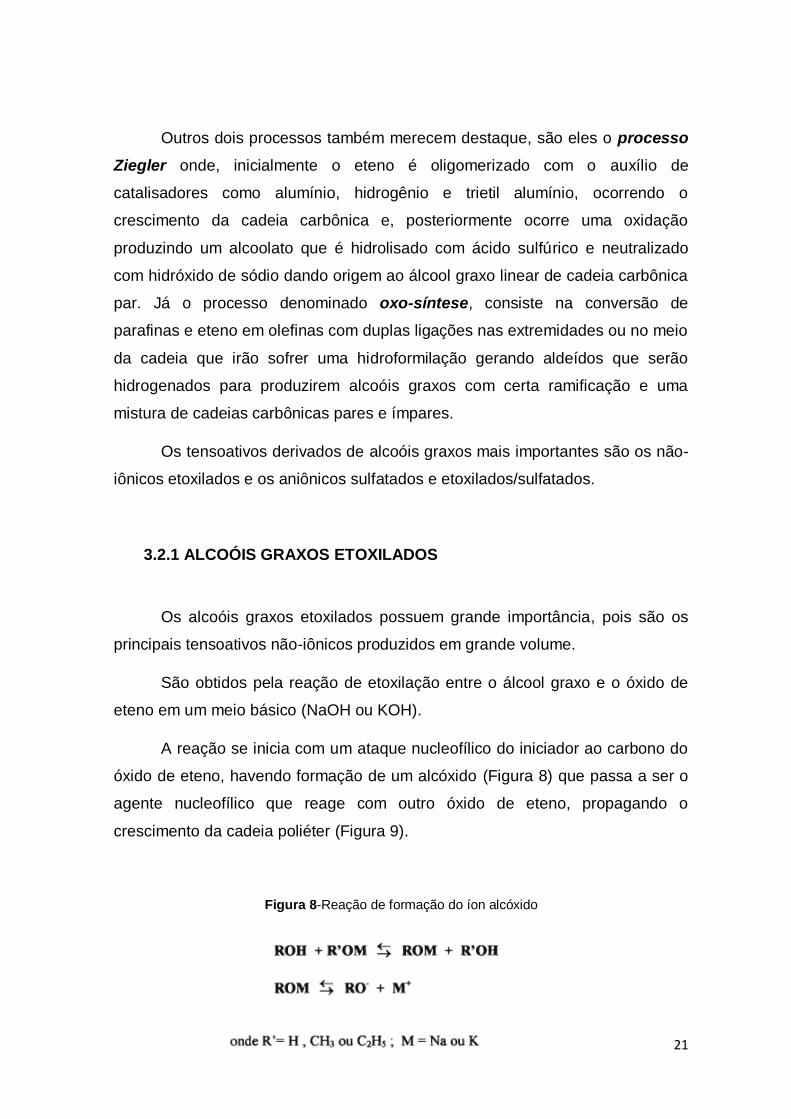
A reação se inicia com um ataque nucleofílico do iniciador ao carbono do
óxido de eteno, havendo formação de um alcóxido (Figura 8) que passa a ser o
agente nucleofílico que reage com outro óxido de eteno, propagando o
crescimento da cadeia poliéter (Figura 9).
Figura 8-Reação de formação do íon alcóxido
22
Fonte: Ruiz, C.S.B. Produção e propriedades de alcoóis graxos etoxilados com
distribuição estreita de oligômeros. São Paulo, 1997.
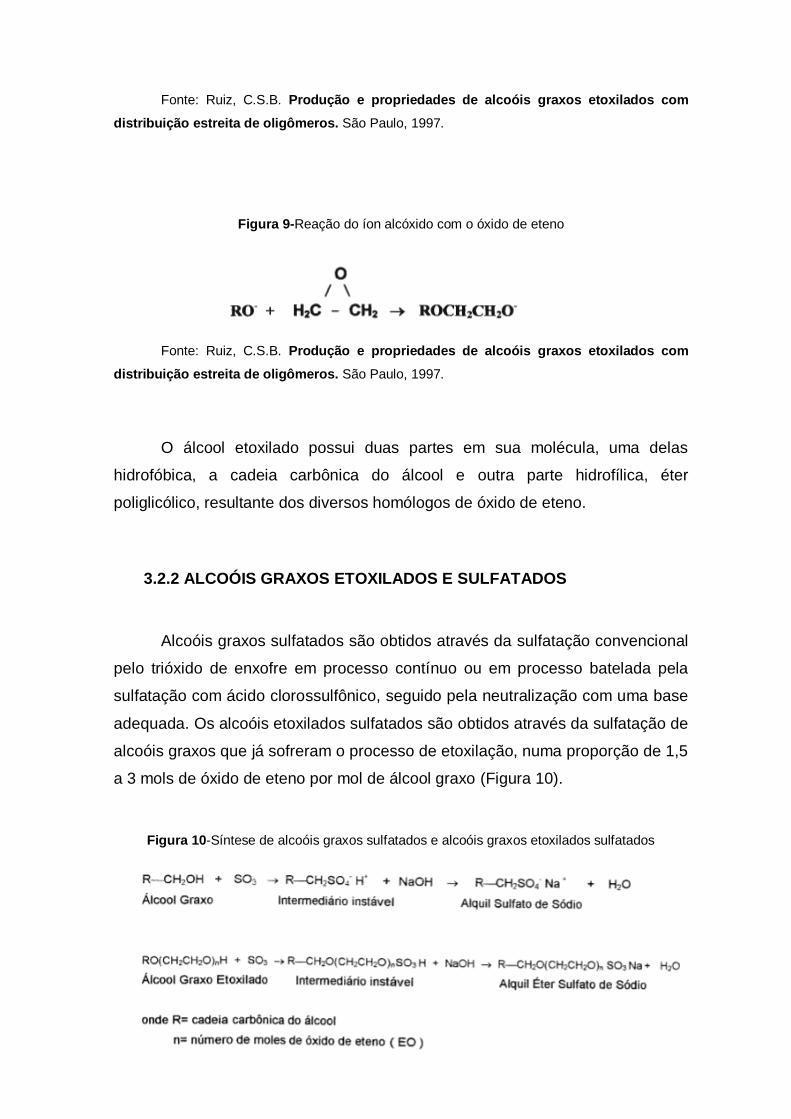
Figura 9-Reação do íon alcóxido com o óxido de eteno
Fonte: Ruiz, C.S.B. Produção e propriedades de alcoóis graxos etoxilados com
distribuição estreita de oligômeros. São Paulo, 1997.
O álcool etoxilado possui duas partes em sua molécula, uma delas
hidrofóbica, a cadeia carbônica do álcool e outra parte hidrofílica, éter
poliglicólico, resultante dos diversos homólogos de óxido de eteno.
3.2.2 ALCOÓIS GRAXOS ETOXILADOS E SULFATADOS
Alcoóis graxos sulfatados são obtidos através da sulfatação convencional
pelo trióxido de enxofre em processo contínuo ou em processo batelada pela
sulfatação com ácido clorossulfônico, seguido pela neutralização com uma base
adequada. Os alcoóis etoxilados sulfatados são obtidos através da sulfatação de
alcoóis graxos que já sofreram o processo de etoxilação, numa proporção de 1,5
a 3 mols de óxido de eteno por mol de álcool graxo (Figura 10).
Figura 10-Síntese de alcoóis graxos sulfatados e alcoóis graxos etoxilados sulfatados
23
Fonte: Sanctis, D. F. S.,Uso de derivados de alcoóis graxos em formulações
detergentes, Campinas, 1997.
2.3. PRINCIPAIS PROPRIEDADES DOS TENSOATIVOS
3.3.1. TENSÃO SUPERFICIAL
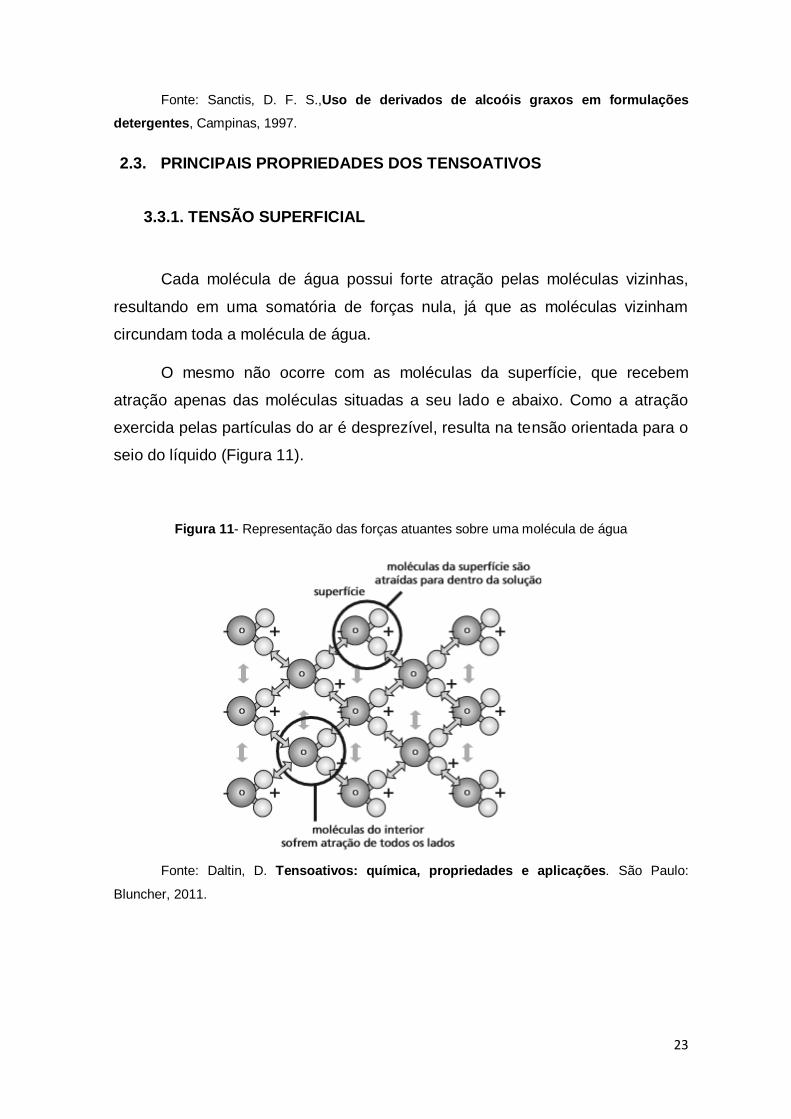
Cada molécula de água possui forte atração pelas moléculas vizinhas,
resultando em uma somatória de forças nula, já que as moléculas vizinham
circundam toda a molécula de água.
O mesmo não ocorre com as moléculas da superfície, que recebem
atração apenas das moléculas situadas a seu lado e abaixo. Como a atração
exercida pelas partículas do ar é desprezível, resulta na tensão orientada para o
seio do líquido (Figura 11).
Figura 11- Representação das forças atuantes sobre uma molécula de água
Fonte: Daltin, D. Tensoativos: química, propriedades e aplicações. São Paulo:
Bluncher, 2011.
24
Desta maneira, a tensão superficial pode ser compreendida como a
resultante de força do desequilíbrio gerado pelas forças de atração localizadas
na superfície.
A tensão pode ser definida também como uma medida de energia livre
interfacial por unidade de área da interface entre líquido e o ar. Esta energia livre
interfacial representa a mínima quantidade de trabalho necessário para se criar
uma unidade de área de interface ou expandi-la por unidade de área.
3.3.2. MOLHABILIDADE
Compostos que possuem uma elevada tensão superficial apresentam o
comportamento de uma gota esférica quando em contato com uma superfície.
Este comportamento se deve ao fato de que as moléculas possuem forte
atração entre si, permanecendo unidas, molhando muito pouco a superfície na
qual estão em contato. Com o abaixamento da tensão superficial, ocasionada
pela adição de um tensoativo, seu espalhamento é maior, adquirindo um formato
denominado lente e promovendo um contato mais íntimo com a superfície a ser
limpa.
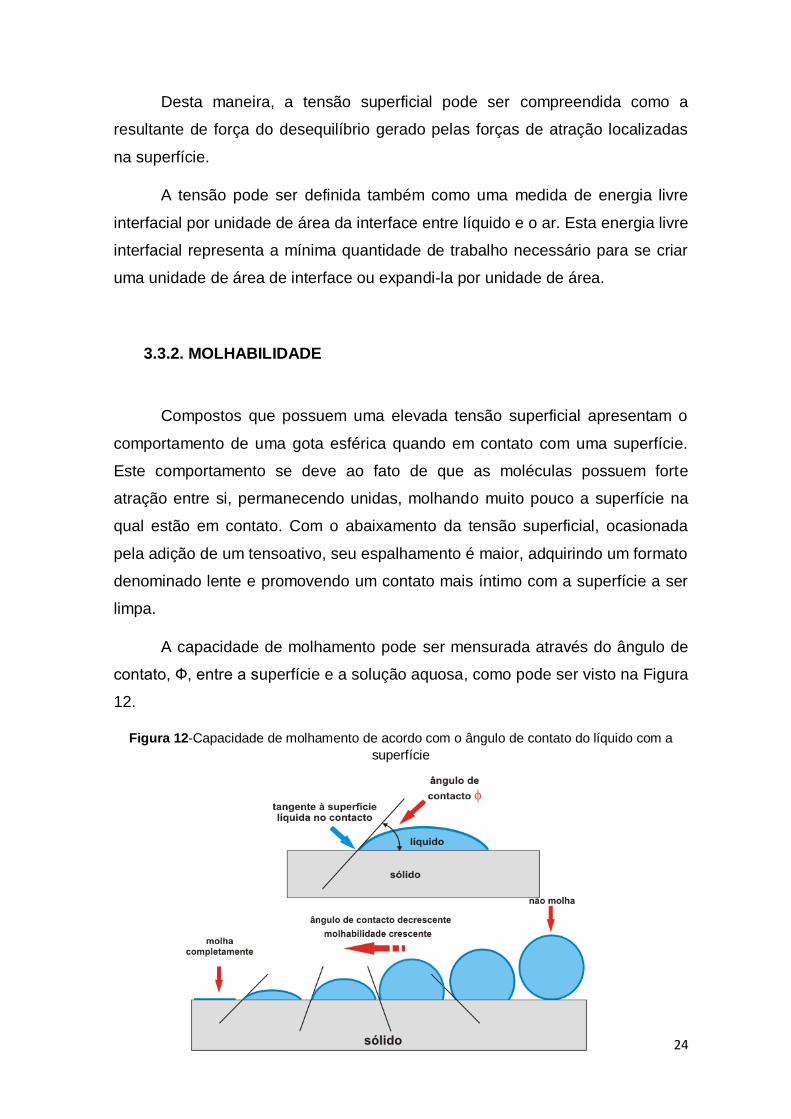
A capacidade de molhamento pode ser mensurada através do ângulo de
contato, Ф, entre a superfície e a solução aquosa, como pode ser visto na Figura
12.
Figura 12-Capacidade de molhamento de acordo com o ângulo de contato do líquido com a
superfície
25
Fonte: Alfaconnection. Físico-química FQM. Disponível em: <http://alfaconnection.net/pag_avsf/fqm0101.htm> - Acesso em: 8 de setembro/2014
.
A superfície se mostrará completamente molhada quando o ângulo de
contato for zero, e parcialmente molhado se o ângulo assumir valores finitos.
3.3.3. FORMAÇÃO DE MICELAS
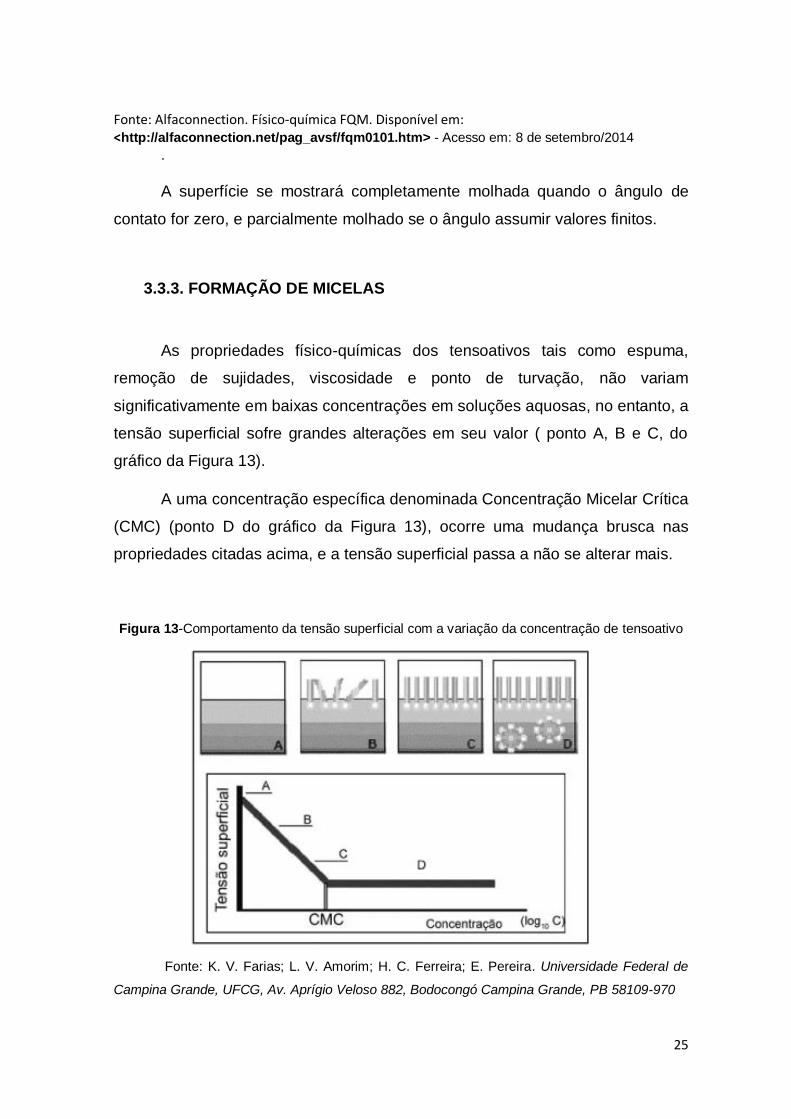
As propriedades físico-químicas dos tensoativos tais como espuma,
remoção de sujidades, viscosidade e ponto de turvação, não variam
significativamente em baixas concentrações em soluções aquosas, no entanto, a
tensão superficial sofre grandes alterações em seu valor ( ponto A, B e C, do
gráfico da Figura 13).
A uma concentração específica denominada Concentração Micelar Crítica
(CMC) (ponto D do gráfico da Figura 13), ocorre uma mudança brusca nas
propriedades citadas acima, e a tensão superficial passa a não se alterar mais.
Figura 13-Comportamento da tensão superficial com a variação da concentração de tensoativo
Fonte: K. V. Farias; L. V. Amorim; H. C. Ferreira; E. Pereira. Universidade Federal de
Campina Grande, UFCG, Av. Aprígio Veloso 882, Bodocongó Campina Grande, PB 58109-970
26
Abaixo da CMC (ponto B do gráfico da Figura 13), as moléculas estão
mais concentradas na superfície do que no interior do líquido e possuem a forma
de monômeros dispersos. Na superfície, as moléculas de tensoativos estão
orientadas com o grupo hidrofílico na água e a cauda hidrofóbica direcionada
para o meio exterior.
O aumento da concentração de tensoativo na solução faz com que a
interface líquido-ar seja preenchida pelas moléculas (ponto C do gráfico da
Figura 13), promovendo a diminuição da tensão superficial. Quando a interface
líquido-ar estiver totalmente ocupada, o aumento na concentração do tensoativo
não irá interferir na tensão superficial, caracterizando o patamar visto no gráfico
(ponto D do gráfico da Figura 13).
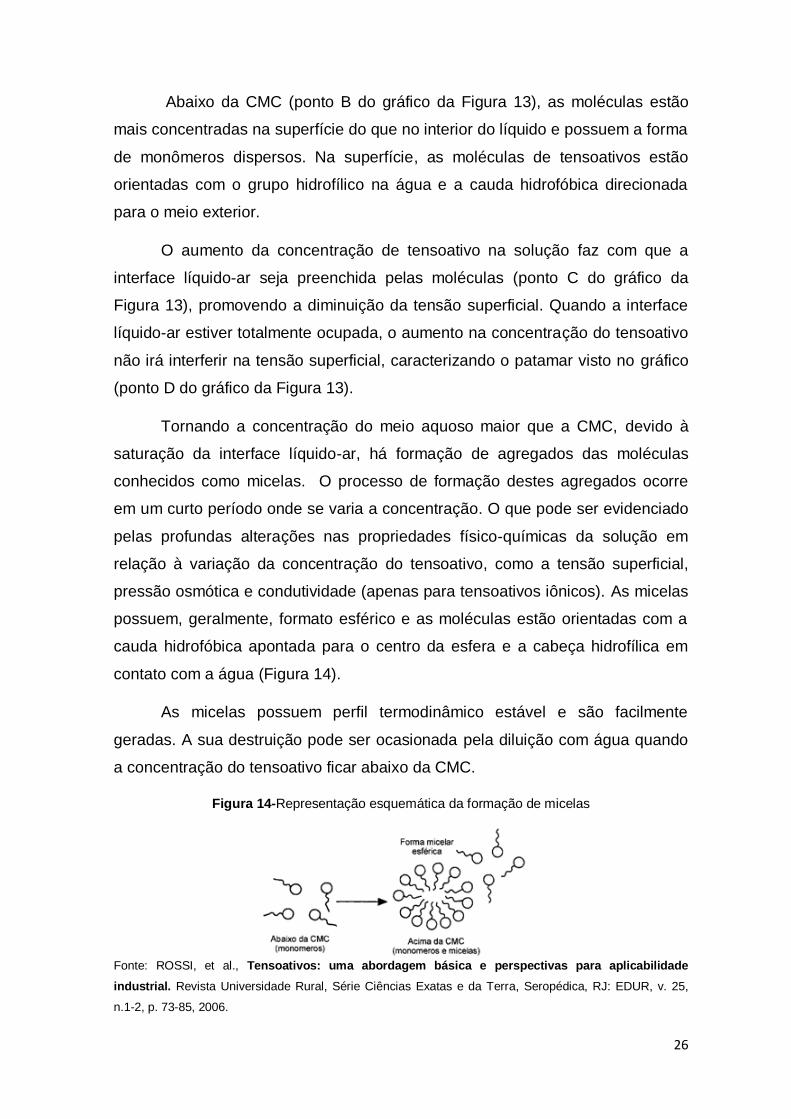
Tornando a concentração do meio aquoso maior que a CMC, devido à
saturação da interface líquido-ar, há formação de agregados das moléculas
conhecidos como micelas. O processo de formação destes agregados ocorre
em um curto período onde se varia a concentração. O que pode ser evidenciado
pelas profundas alterações nas propriedades físico-químicas da solução em
relação à variação da concentração do tensoativo, como a tensão superficial,
pressão osmótica e condutividade (apenas para tensoativos iônicos). As micelas
possuem, geralmente, formato esférico e as moléculas estão orientadas com a
cauda hidrofóbica apontada para o centro da esfera e a cabeça hidrofílica em
contato com a água (Figura 14).
As micelas possuem perfil termodinâmico estável e são facilmente
geradas. A sua destruição pode ser ocasionada pela diluição com água quando
a concentração do tensoativo ficar abaixo da CMC.
Figura 14-Representação esquemática da formação de micelas
Fonte: ROSSI, et al., Tensoativos: uma abordagem básica e perspectivas para aplicabilidade
industrial. Revista Universidade Rural, Série Ciências Exatas e da Terra, Seropédica, RJ: EDUR, v. 25,
n.1-2, p. 73-85, 2006.
27
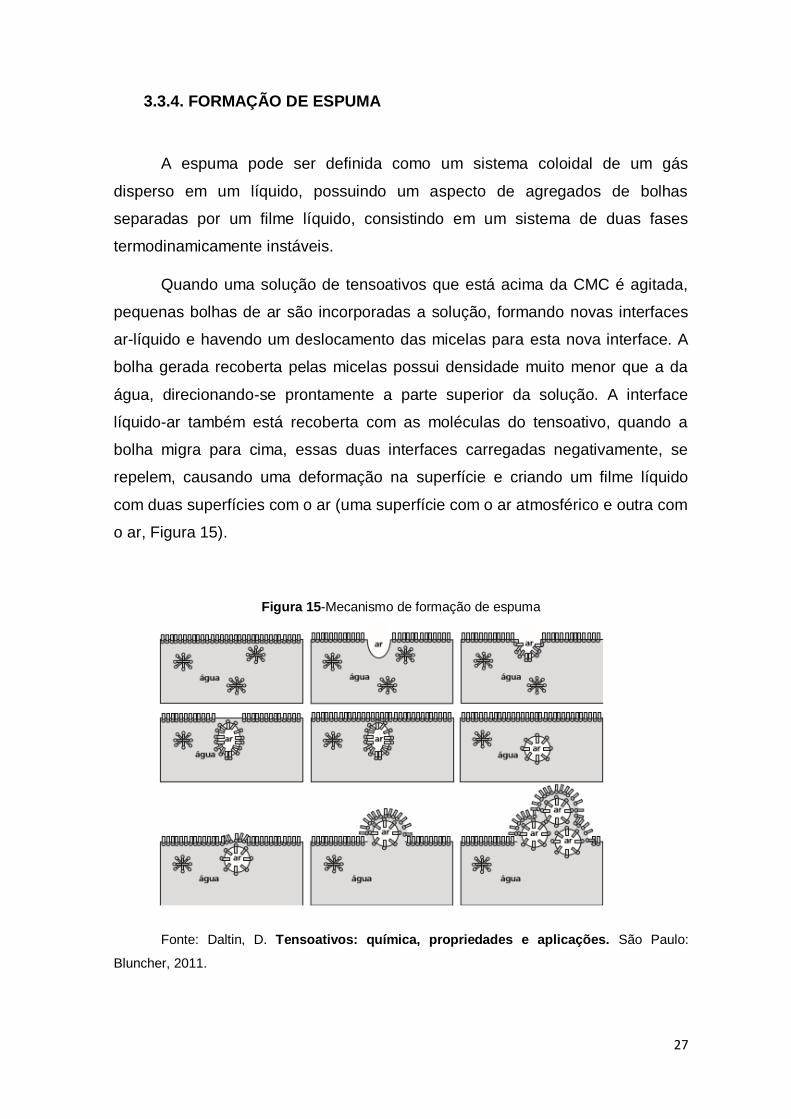
3.3.4. FORMAÇÃO DE ESPUMA
A espuma pode ser definida como um sistema coloidal de um gás
disperso em um líquido, possuindo um aspecto de agregados de bolhas
separadas por um filme líquido, consistindo em um sistema de duas fases
termodinamicamente instáveis.
Quando uma solução de tensoativos que está acima da CMC é agitada,
pequenas bolhas de ar são incorporadas a solução, formando novas interfaces
ar-líquido e havendo um deslocamento das micelas para esta nova interface. A
bolha gerada recoberta pelas micelas possui densidade muito menor que a da
água, direcionando-se prontamente a parte superior da solução. A interface
líquido-ar também está recoberta com as moléculas do tensoativo, quando a
bolha migra para cima, essas duas interfaces carregadas negativamente, se
repelem, causando uma deformação na superfície e criando um filme líquido
com duas superfícies com o ar (uma superfície com o ar atmosférico e outra com
o ar, Figura 15).
Figura 15-Mecanismo de formação de espuma
Fonte: Daltin, D. Tensoativos: química, propriedades e aplicações. São Paulo:
Bluncher, 2011.
28
A baixa tensão superficial facilita a formação de espuma, uma vez que o
trabalho requerido será menor. Porém, a estabilidade da espuma está
diretamente relacionada à elasticidade do filme ao redor da bolha.
De acordo com alguns mecanismos propostos para a elasticidade do
filme, quando este é estendido há uma redução momentânea da concentração
de tensoativo e a tensão superficial naquele ponto torna-se momentaneamente
maior do que as áreas vizinhas, gerando um gradiente de concentração que faz
com que o líquido de área vizinhas sejam direcionados ao ponto onde ocorre o
estiramento, espessando o filme novamente. Para garantir a estabilidade da
espuma, a redução da tensão superficial na porção estirada não deve ser rápida
após a migração do líquido.
Para a espuma ser persistente, o sistema deve possuir a capacidade de
retardar a perda de líquido (drenagem) e gás (difusão) da espuma, e também
prevenir a ruptura do líquido quando este é submetido a choques mecânicos ou
quando a espessura limite é atingida. A perda de líquido gera um afinamento na
espessura do filme, assim como, a difusão do gás no sentido de bolhas menores
para bolhas maiores gera choques mecânicos, consequentemente produz o
rompimento do filme.
Com o objetivo de gerar e estabilizar a espuma, é necessário moléculas
de tensoativo com grupos hidrofóbicos longos e lineares, que são capazes de
gerar empacotamento compacto dando origem a um filme com força mecânica.
O nível de espuma aumenta de acordo com a concentração de tensoativo em
solução até ser atingida a CMC, portanto, tensoativos com baixa CMC possuem
maior poder espumante.
3.3.5. DETERGÊNCIA
Quando se deseja limpar uma superfície, na maioria dos casos, usa-se
como solvente a água. As substâncias polares irão se solubilizar em água e
abandonar a superfície na qual estavam, porém, algumas substâncias apolares,
como óleos e gorduras, necessitam de um sistema no qual se use tensoativos,
29
gerando uma mistura estável entre a sujeira apolar e a água, em decorrência da
grande afinidade que o tensoativo possui com as novas superfícies criadas.
Quando um substrato impregnado com uma sujeira oleosa (apolar) é
imerso em uma solução aquosa de tensoativo acima da sua CMC, as micelas
rapidamente ocupam as superfícies da sujeira com a água e da água com o
substrato.
Para a sujeira ser removida do substrato a qual está impregnada, ela
deve possuir uma força resultante positiva de suas tensões interfaciais entre
sujeira-substrato, substrato-solução de tensoativo e sujeira-solução de
tensoativo. Portanto, as condições favoráveis são dadas quando a tensão
interfacial substrato-solução é pequena, entre a sujeira-substrato é alta e entre a
sujeira-solução é mínima. Este mecanismo que envolve a difusão da água,
molhamento e deslocamento da sujeira é denominado “rolling-up”.
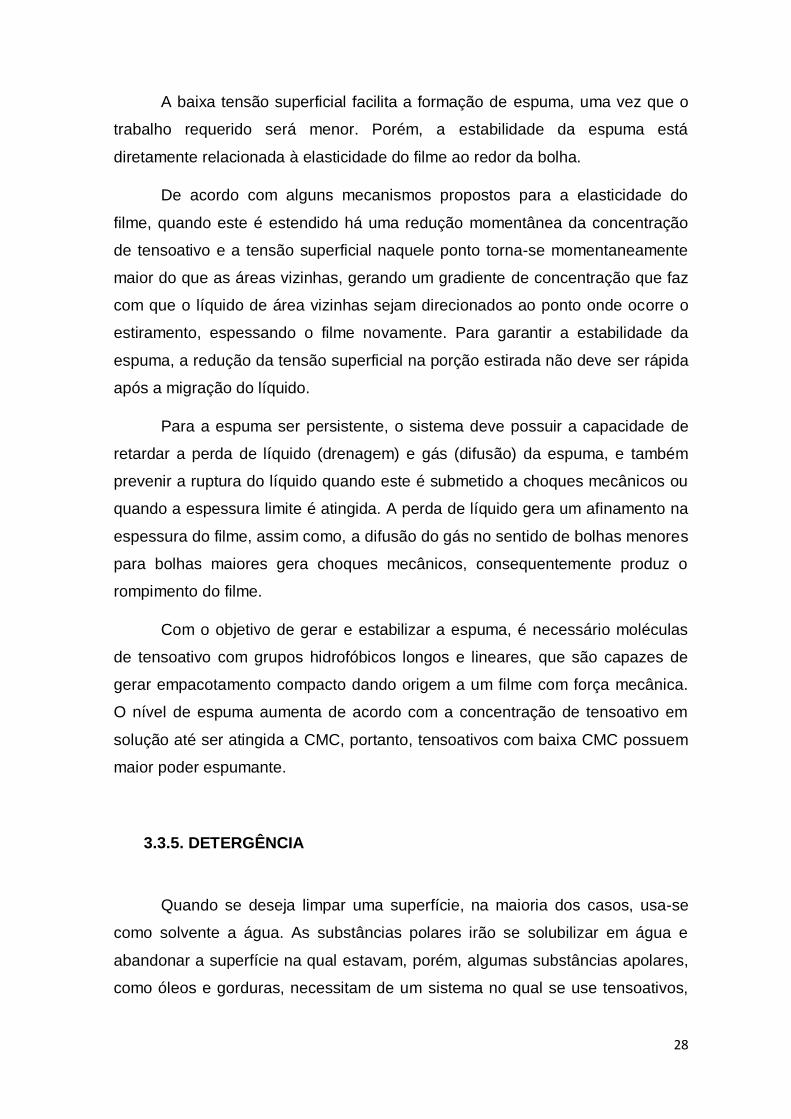
Outro mecanismo de ação simultânea ao “rolling-up” é a solubilização das
micelas e a atração entre as moléculas de tensoativo e da sujeira. Assim que
todas as superfícies da sujeira com a água e da água com o substrato forem
preenchidos e se houver ainda micelas em solução, haverá uma tendência
destas micelas ainda tentarem se posicionar nessas superfícies, gerando uma
força que tenta aumentar essas superfícies para permitir que mais moléculas de
tensoativo se estabilizem. Desta maneira a sujeira impregnada no substrato vai
sendo eliminada, criando-se uma superfície para a estabilização das moléculas
(Figura 16).
Figura 16-Representação do processo de detergência
Fonte: Daltin, D. Tensoativos: química, propriedades e aplicações. São Paulo: Bluncher,
2011.
30
Este efeito pode ser potencializado pelo atrito ou agitação, que auxilia na
remoção da sujeira, ou também pelo aquecimento que reduz a viscosidade da
sujeira permitindo que está se desprenda mais facilmente.
Ao fim do processo de limpeza, há formação de uma emulsão da sujidade
oleosa em água, cuja estabilidade deve ser mantida até o processo de enxague.
Caso a estabilidade da emulsão não seja mantida, haverá a redeposição da
sujeira sobre o substrato que já foi limpo. Para evitar isso, o tensoativo
empregado na lavagem deve ter a capacidade de se estabilizar na superfície do
substrato e também com as gotículas de sujidade. A concentração de moléculas
na superfície do substrato garante que quando a sujidade englobada pelas
micelas se aproximar, haverá repulsão evitando a redeposição da sujeira.
3.3.6. VISCOSIDADE
A viscosidade é a resistência que um fluído oferece à deformação frente a
uma força, sobre dada temperatura. Quanto maior a viscosidade, menor será a
velocidade em que o fluído se movimenta.
Este aspecto é de fundamental importância neste segmento de mercado,
uma vez que o consumidor associa a alta viscosidade com uma alta
concentração do tensoativo, proporcionando economia do produto.
O espessamento de detergentes lava-louças, na maior parte dos casos é
feita por adição de sais como o cloreto de sódio.
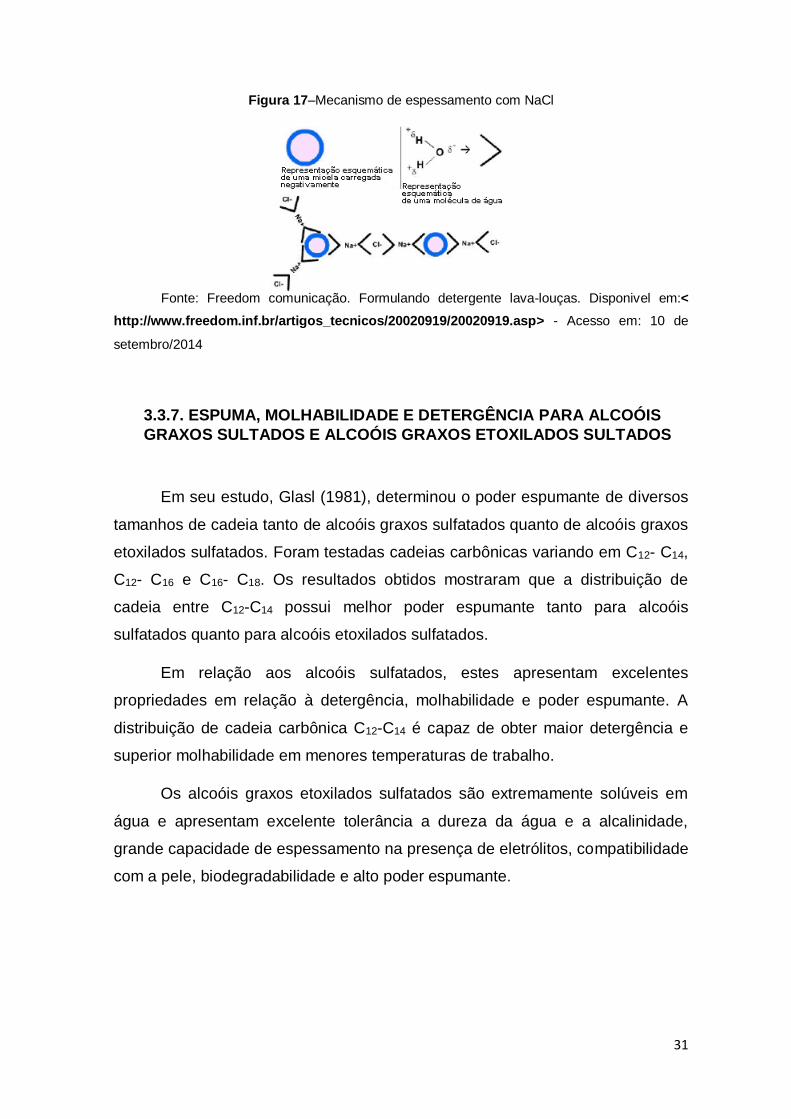
Quando o cloreto de sódio é adicionado à formulação, ele interage com a
água e com as micelas do tensoativo, formando um tipo de entrelaçamento que
dificulta o escoamento das moléculas (Figura 17).
31
Figura 17–Mecanismo de espessamento com NaCl
Fonte: Freedom comunicação. Formulando detergente lava-louças. Disponivel em:<
http://www.freedom.inf.br/artigos_tecnicos/20020919/20020919.asp> - Acesso em: 10 de
setembro/2014
3.3.7. ESPUMA, MOLHABILIDADE E DETERGÊNCIA PARA ALCOÓIS
GRAXOS SULTADOS E ALCOÓIS GRAXOS ETOXILADOS SULTADOS
Em seu estudo, Glasl (1981), determinou o poder espumante de diversos
tamanhos de cadeia tanto de alcoóis graxos sulfatados quanto de alcoóis graxos
etoxilados sulfatados. Foram testadas cadeias carbônicas variando em C12- C14,
C12- C16 e C16- C18. Os resultados obtidos mostraram que a distribuição de
cadeia entre C12-C14 possui melhor poder espumante tanto para alcoóis
sulfatados quanto para alcoóis etoxilados sulfatados.
Em relação aos alcoóis sulfatados, estes apresentam excelentes
propriedades em relação à detergência, molhabilidade e poder espumante. A
distribuição de cadeia carbônica C12-C14 é capaz de obter maior detergência e
superior molhabilidade em menores temperaturas de trabalho.
Os alcoóis graxos etoxilados sulfatados são extremamente solúveis em
água e apresentam excelente tolerância a dureza da água e a alcalinidade,
grande capacidade de espessamento na presença de eletrólitos, compatibilidade
com a pele, biodegradabilidade e alto poder espumante.
32
3.3.8. BIODEGRADABILIDADE DE ALCOÓIS SULFATADOS E ALCOÓIS
ETOXILADOS SULFATADOS
Biodegradação é definida como sendo o consumo de um composto
químico pela ação metabólica de determinado organismo. No caso de
tensoativos, a biodegradação pode ser dividida em duas etapas: a degradação
primária, onde ocorre uma mudança significativa na qual a molécula perde suas
propriedades tensoativas, deixando de apresentar espuma visível e estável, e a
degradação total, onde a molécula é transformada em CO2, CH4, água, sais
minerais e biomassa. Geralmente considera-se como tempo de biodegradação
quando são emitidos 80% do CO2 estequiométrico em relação aos carbonos
presentes na molécula, em água com alta concentração de oxigênio.
A taxa de biodegradação pode ser afetada por fatores como concentração
do tensoativo em solução, pH do meio, taxa de oxigenação e temperatura.
Os alcoóis graxos sulfatados são facilmente degradados aerobiamente,
segundo Steber (1995, p,217) “cerca de 95 a 98% deste álcool é degradado em
um período de 5 dias”.
A degradação do álcool sulfatado envolve uma clivagem enzimática das
ligações éster dando origem a sulfato inorgânico e álcool graxo. Este álcool
graxo é oxidado a aldeído e em sequência a ácido graxo, através da via β-
oxidação.
Os alcoóis graxos etoxilados possuem excelentes taxas de
biodegradação, podendo ser considerado prontamente biodegradável. Kravetz
(1982, p.32), observou que “aproximadamente 80% da degradação primária
ocorreu em 28 dias e possuem melhor biodegradabilidade em condições
aeróbias quando comprados aos alcoóis graxos sulfatados”. O mecanismo
sugerido de degradação para os alcoóis graxos etoxilados envolve a quebra das
porções hidrofóbica e hidrofílica, mantendo a porção hidrofóbica e gerando um
polialcoxilato, alcançando a degradação primária.
33
3. MATERIAIS E MÉTODOS
4.1. EXPERIÊNCIAS REALIZADAS
Foram realizadas quatro experiências, utilizando-se alcoóis graxos
etoxilados, um de origem sintética e o outro de origem natural, em diferentes
proporções, como mostrado na Tabela 2. Estas misturas foram sulfatadas,
neutralizadas e posteriormente adicionadas como matéria aniônica na
formulação de detergentes lava-louças.
Tabela 2-Experimentos realizados e suas respectivas proporções
Experiência Proporção
(% álcool 1 / % álcool 2)
A 70 / 30
B 90 / 10
C 100 / 0
D 0 / 100
Fonte: Arquivo pessoal
Foi denominado Álcool 1, o álcool graxo etoxilado de origem sintética e
Álcool 2, o álcool graxo etoxilado de origem natural, diferenciando-se também
pelo número de carbonos em sua cadeia hidrocarbônica.
Todas as atividades de aplicação e caracterização foram desenvolvidas
nos laboratórios de aplicação e desenvolvimento e no laboratório auxiliar da
planta de sulfatação, da BASF S.A, na localidade de Jacareí.
3.2. MATERIAIS
O reator utilizado nos experimentos consiste de um balão de vidro de 2 L, com
quatro bocas que permitem acoplar outros dispositivos auxiliares.
34
O controle da temperatura é feito por um termômetro introduzido em uma das
bocas possuindo contato direto com a massa de reação.
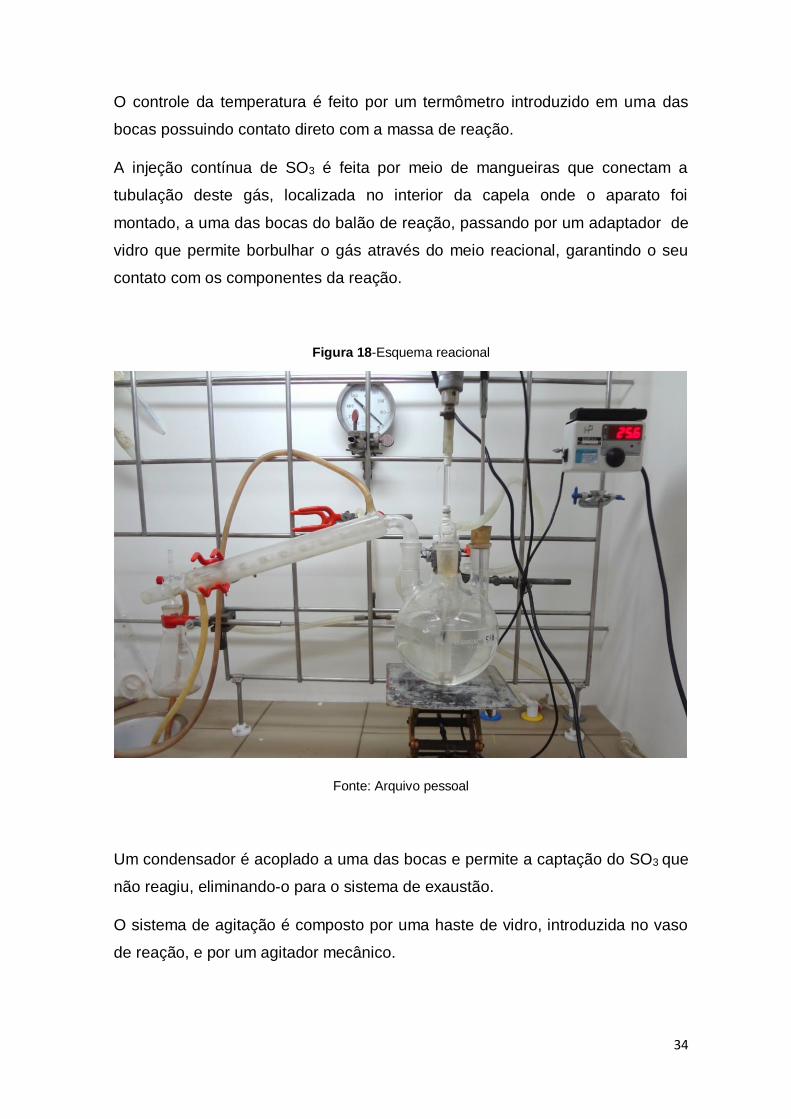
A injeção contínua de SO3 é feita por meio de mangueiras que conectam a
tubulação deste gás, localizada no interior da capela onde o aparato foi
montado, a uma das bocas do balão de reação, passando por um adaptador de
vidro que permite borbulhar o gás através do meio reacional, garantindo o seu
contato com os componentes da reação.
Figura 18-Esquema reacional
Fonte: Arquivo pessoal
Um condensador é acoplado a uma das bocas e permite a captação do SO3 que
não reagiu, eliminando-o para o sistema de exaustão.
O sistema de agitação é composto por uma haste de vidro, introduzida no vaso
de reação, e por um agitador mecânico.
35
3.3. MÉTODOS
4.3.1. METODOLOGIAS ANALÍTICAS PARA ANÁLISE DOS PRODUTOS
DE REAÇÃO
As metodologias analíticas utilizadas neste trabalho estão descritas
detalhamente na base de dados da BASF (BASF Docs) e foram realizadas pelo
laboratório central de controle de qualidade da BASF Jacareí (Tabela 3).
Tabela 3-Metodologias analíticas utilizadas e seu respectivo código na base de dados
Fonte: Arquivo pessoal
4.3.1.1. DETERMINAÇÃO DO ÍNDICE DE HIDROXILAS E DA MASSA
MOLECULAR TEÓRICA DOS ALCOÓIS
Primeiramente foram determinadas as massas moleculares teóricas das
misturas dos alcoóis etoxilados mostradas no item 4.1., através do índice de
hidroxilas, de acordo com o método descrito a seguir: Uma amostra da mistura
dos alcoóis 1 e 2 (Tabela 2) foi coletada. Em seguida, fez-se a reação de
esterificação desta mistura com anidrido acético, na presença de piridina. Ao
término, o meio foi neutralizado com hidróxido de potássio.
Método Código ( BASF Docs)
Índice de acidez 14121
Índice de hidroxilas 14079
Teor de água- Determinação por Karl
Fischer 14268
Teor de substância ativa aniônica 14346
Teor de Sulfatado/ Insulfatado 14324
36
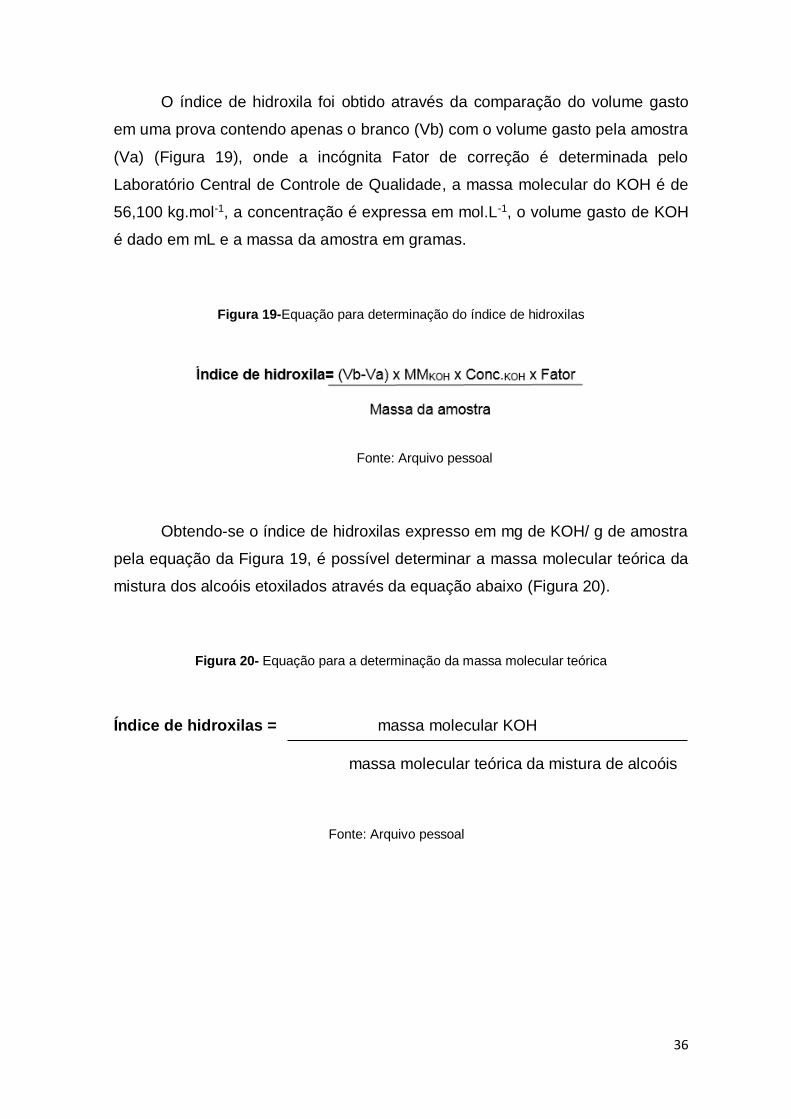
O índice de hidroxila foi obtido através da comparação do volume gasto
em uma prova contendo apenas o branco (Vb) com o volume gasto pela amostra
(Va) (Figura 19), onde a incógnita Fator de correção é determinada pelo
Laboratório Central de Controle de Qualidade, a massa molecular do KOH é de
56,100 kg.mol-1, a concentração é expressa em mol.L-1, o volume gasto de KOH
é dado em mL e a massa da amostra em gramas.
Figura 19-Equação para determinação do índice de hidroxilas
Fonte: Arquivo pessoal
Obtendo-se o índice de hidroxilas expresso em mg de KOH/ g de amostra
pela equação da Figura 19, é possível determinar a massa molecular teórica da
mistura dos alcoóis etoxilados através da equação abaixo (Figura 20).
Figura 20- Equação para a determinação da massa molecular teórica
Índice de hidroxilas = massa molecular KOH
massa molecular teórica da mistura de alcoóis
Fonte: Arquivo pessoal
37
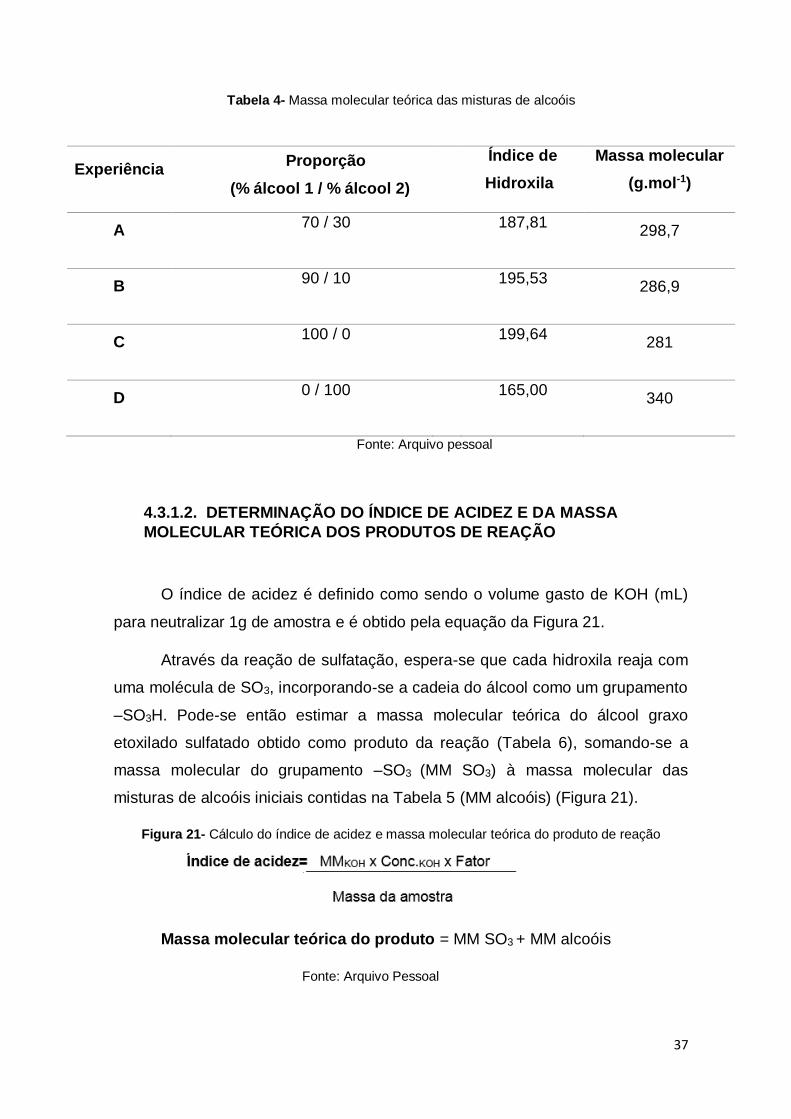
Tabela 4- Massa molecular teórica das misturas de alcoóis
Fonte: Arquivo pessoal
4.3.1.2. DETERMINAÇÃO DO ÍNDICE DE ACIDEZ E DA MASSA
MOLECULAR TEÓRICA DOS PRODUTOS DE REAÇÃO
O índice de acidez é definido como sendo o volume gasto de KOH (mL)
para neutralizar 1g de amostra e é obtido pela equação da Figura 21.
Através da reação de sulfatação, espera-se que cada hidroxila reaja com
uma molécula de SO3, incorporando-se a cadeia do álcool como um grupamento
–SO3H. Pode-se então estimar a massa molecular teórica do álcool graxo
etoxilado sulfatado obtido como produto da reação (Tabela 6), somando-se a
massa molecular do grupamento –SO3 (MM SO3) à massa molecular das
misturas de alcoóis iniciais contidas na Tabela 5 (MM alcoóis) (Figura 21).
Figura 21- Cálculo do índice de acidez e massa molecular teórica do produto de reação
Massa molecular teórica do produto = MM SO3 + MM alcoóis
Fonte: Arquivo Pessoal
Experiência Proporção
(% álcool 1 / % álcool 2)
Índice de
Hidroxila
Massa molecular
(g.mol-1)
A 70 / 30 187,81
298,7
B 90 / 10 195,53
286,9
C 100 / 0 199,64
281
D 0 / 100 165,00
340
38
Tabela 5-Massas moleculares teóricas dos produtos finais de reação
Fonte: Arquivo pessoal
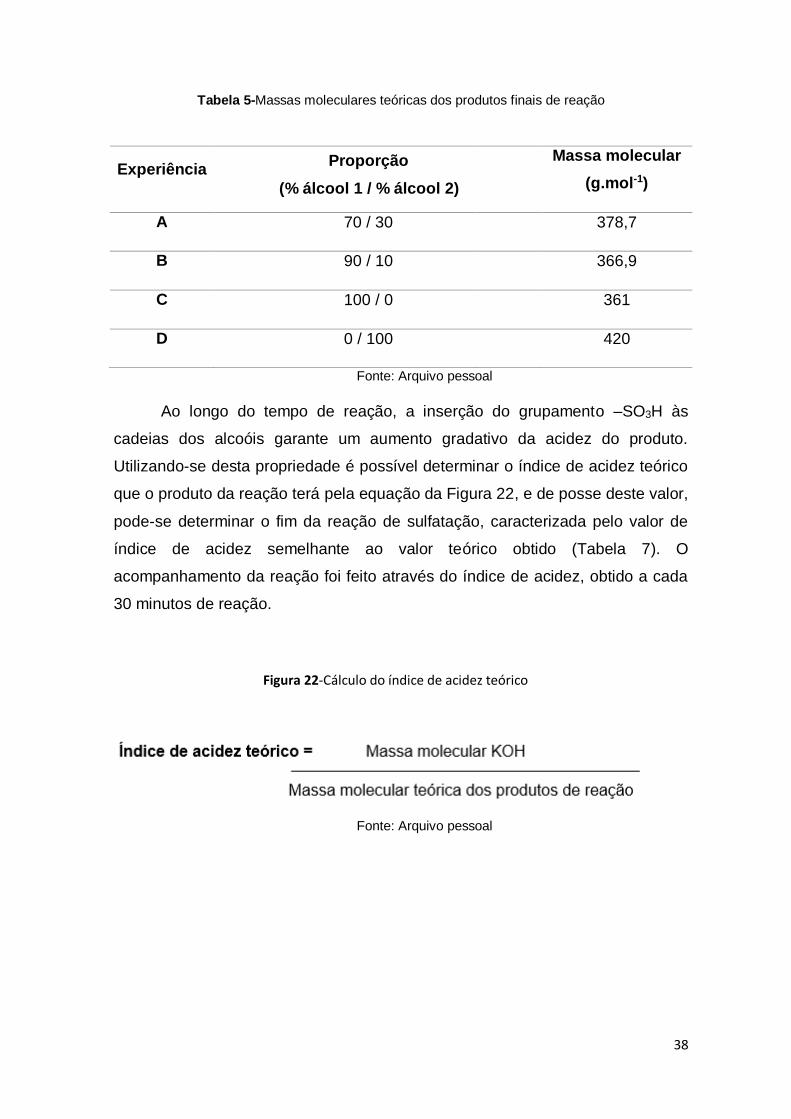
Ao longo do tempo de reação, a inserção do grupamento –SO3H às
cadeias dos alcoóis garante um aumento gradativo da acidez do produto.
Utilizando-se desta propriedade é possível determinar o índice de acidez teórico
que o produto da reação terá pela equação da Figura 22, e de posse deste valor,
pode-se determinar o fim da reação de sulfatação, caracterizada pelo valor de
índice de acidez semelhante ao valor teórico obtido (Tabela 7). O
acompanhamento da reação foi feito através do índice de acidez, obtido a cada
30 minutos de reação.
Figura 22-Cálculo do índice de acidez teórico
Fonte: Arquivo pessoal
Experiência Proporção
(% álcool 1 / % álcool 2)
Massa molecular
(g.mol-1)
A 70 / 30 378,7
B 90 / 10 366,9
C 100 / 0 361
D 0 / 100 420
39
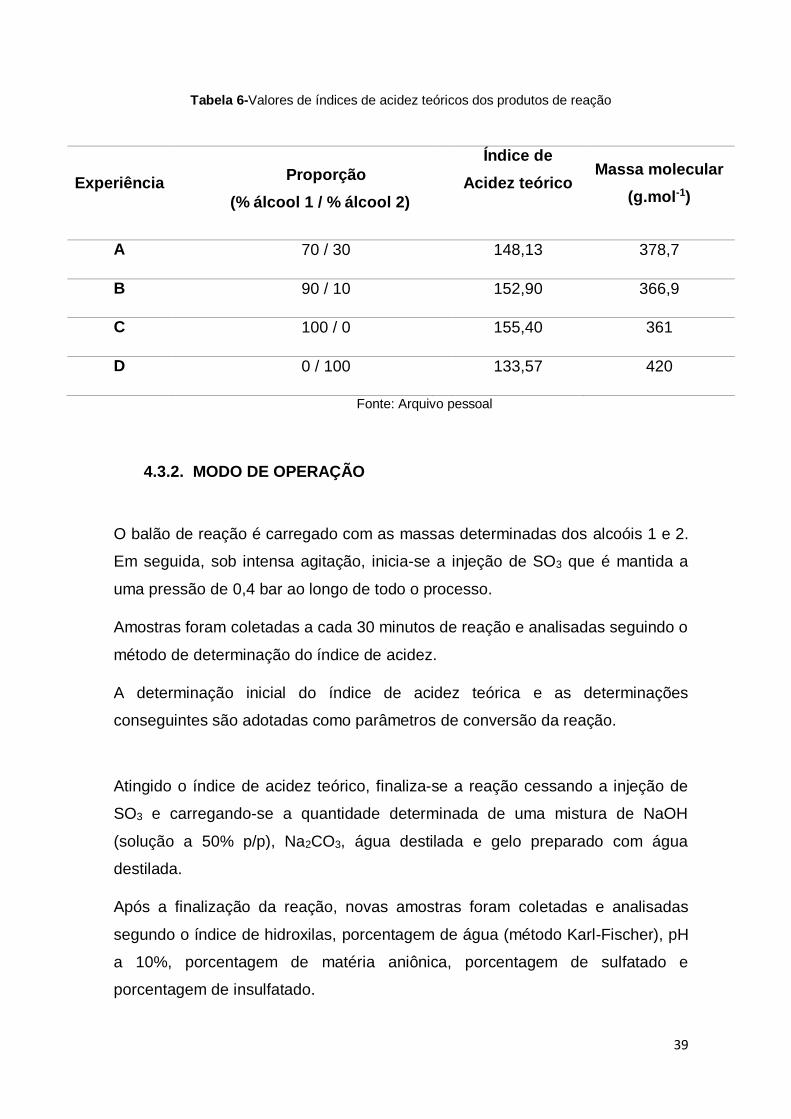
Tabela 6-Valores de índices de acidez teóricos dos produtos de reação
Fonte: Arquivo pessoal
4.3.2. MODO DE OPERAÇÃO
O balão de reação é carregado com as massas determinadas dos alcoóis 1 e 2.
Em seguida, sob intensa agitação, inicia-se a injeção de SO3 que é mantida a
uma pressão de 0,4 bar ao longo de todo o processo.
Amostras foram coletadas a cada 30 minutos de reação e analisadas seguindo o
método de determinação do índice de acidez.
A determinação inicial do índice de acidez teórica e as determinações
conseguintes são adotadas como parâmetros de conversão da reação.
Atingido o índice de acidez teórico, finaliza-se a reação cessando a injeção de
SO3 e carregando-se a quantidade determinada de uma mistura de NaOH
(solução a 50% p/p), Na2CO3, água destilada e gelo preparado com água
destilada.
Após a finalização da reação, novas amostras foram coletadas e analisadas
segundo o índice de hidroxilas, porcentagem de água (método Karl-Fischer), pH
a 10%, porcentagem de matéria aniônica, porcentagem de sulfatado e
porcentagem de insulfatado.
Experiência Proporção
(% álcool 1 / % álcool 2)
Índice de
Acidez teórico
Massa molecular
(g.mol-1)
A 70 / 30 148,13 378,7
B 90 / 10 152,90 366,9
C 100 / 0 155,40 361
D 0 / 100 133,57 420
40
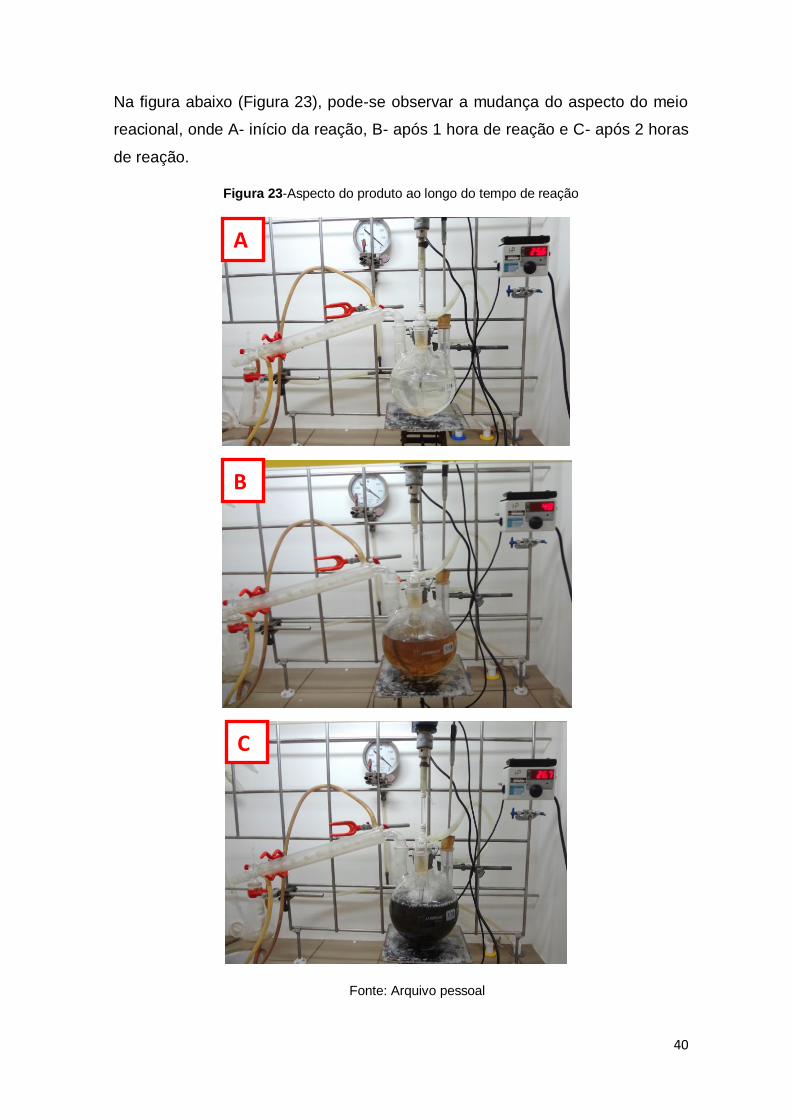
Na figura abaixo (Figura 23), pode-se observar a mudança do aspecto do meio
reacional, onde A- início da reação, B- após 1 hora de reação e C- após 2 horas
de reação.
Figura 23-Aspecto do produto ao longo do tempo de reação
Fonte: Arquivo pessoal
A
B
C
41
4.3.3. METODOLOGIAS FÍSICO-QUÍMICAS PARA ANÁLISE DO
DETERGENTE
4.3.3.1 FORMULAÇÃO DOS DETERGENTES LAVA-LOUÇAS
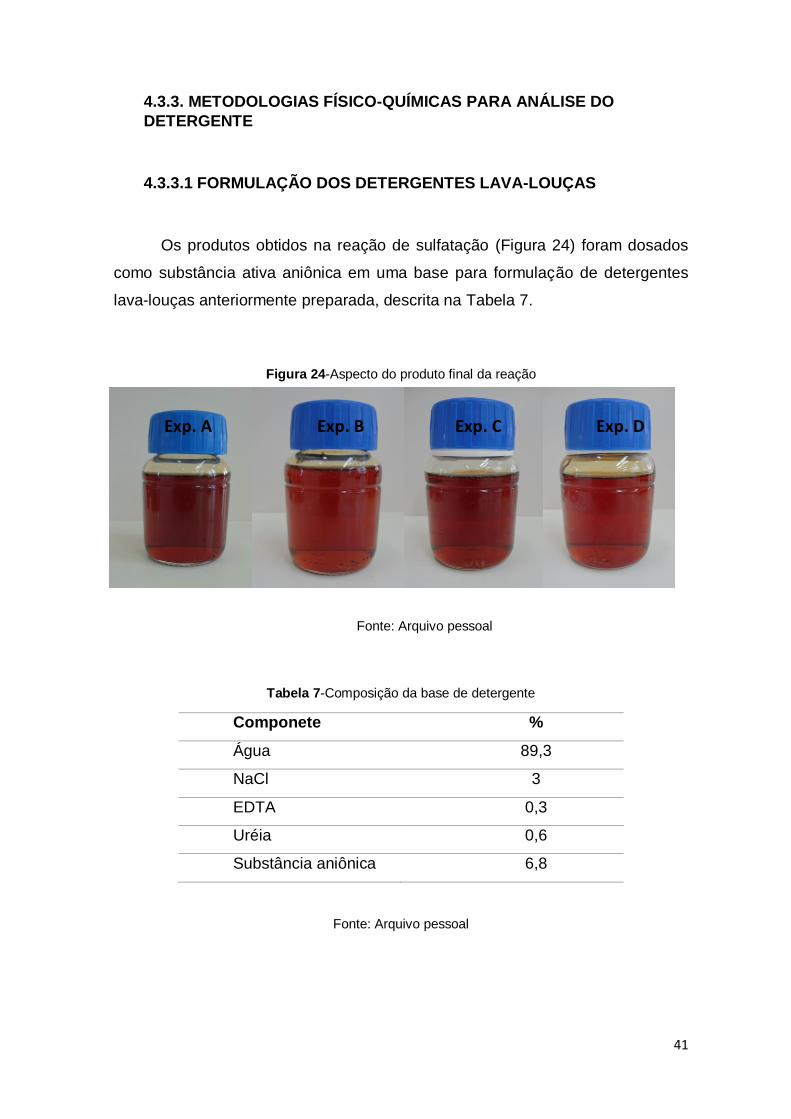
Os produtos obtidos na reação de sulfatação (Figura 24) foram dosados
como substância ativa aniônica em uma base para formulação de detergentes
lava-louças anteriormente preparada, descrita na Tabela 7.
Figura 24-Aspecto do produto final da reação
Fonte: Arquivo pessoal
Tabela 7-Composição da base de detergente
Componete %
Água 89,3
NaCl 3
EDTA 0,3
Uréia 0,6
Substância aniônica 6,8
Fonte: Arquivo pessoal
Exp. A Exp. B Exp. C Exp. D

42
Os produtos foram homogeneizados nas bases por 30 minutos com o
auxílio de um agitador mecânico sob agitação moderada conforme a Figura 25.
Figura 25-Preparação das formulações
Fonte: Arquivo pessoal
Obteve-se então quatro formulações, cada uma delas com uma
composição da substância aniônica baseada nos experimentos realizados
(Tabela 8).
Tabela 8-Formulações preparadas utilizando-se o produto de reação
Fonte: Arquivo pessoal
Formulações Proporções
(% álcool 1/ % álcool 2)
Experiências
1 70/30 A
2 90/10 B
3 100/0 C
4 0/100 D
43
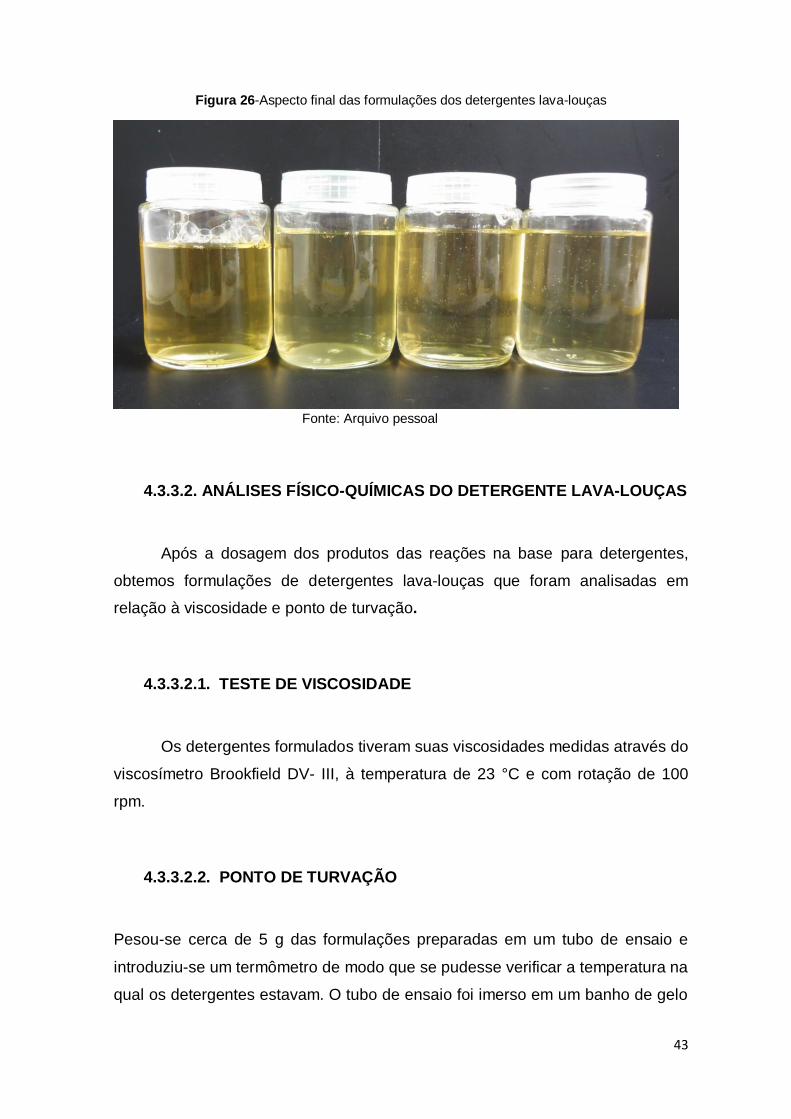
Figura 26-Aspecto final das formulações dos detergentes lava-louças
Fonte: Arquivo pessoal
4.3.3.2. ANÁLISES FÍSICO-QUÍMICAS DO DETERGENTE LAVA-LOUÇAS
Após a dosagem dos produtos das reações na base para detergentes,
obtemos formulações de detergentes lava-louças que foram analisadas em
relação à viscosidade e ponto de turvação.
4.3.3.2.1. TESTE DE VISCOSIDADE
Os detergentes formulados tiveram suas viscosidades medidas através do
viscosímetro Brookfield DV- III, à temperatura de 23 °C e com rotação de 100
rpm.
4.3.3.2.2. PONTO DE TURVAÇÃO
Pesou-se cerca de 5 g das formulações preparadas em um tubo de ensaio e
introduziu-se um termômetro de modo que se pudesse verificar a temperatura na
qual os detergentes estavam. O tubo de ensaio foi imerso em um banho de gelo
44
e a temperatura na qual as formulações ficaram turvas foi determinada como
sendo seu ponto de turvação.
4.3.3.2 TESTES DE PERFORMANCE
4.3.3.2.1. FORMAÇÃO E QUEBRA DE ESPUMA
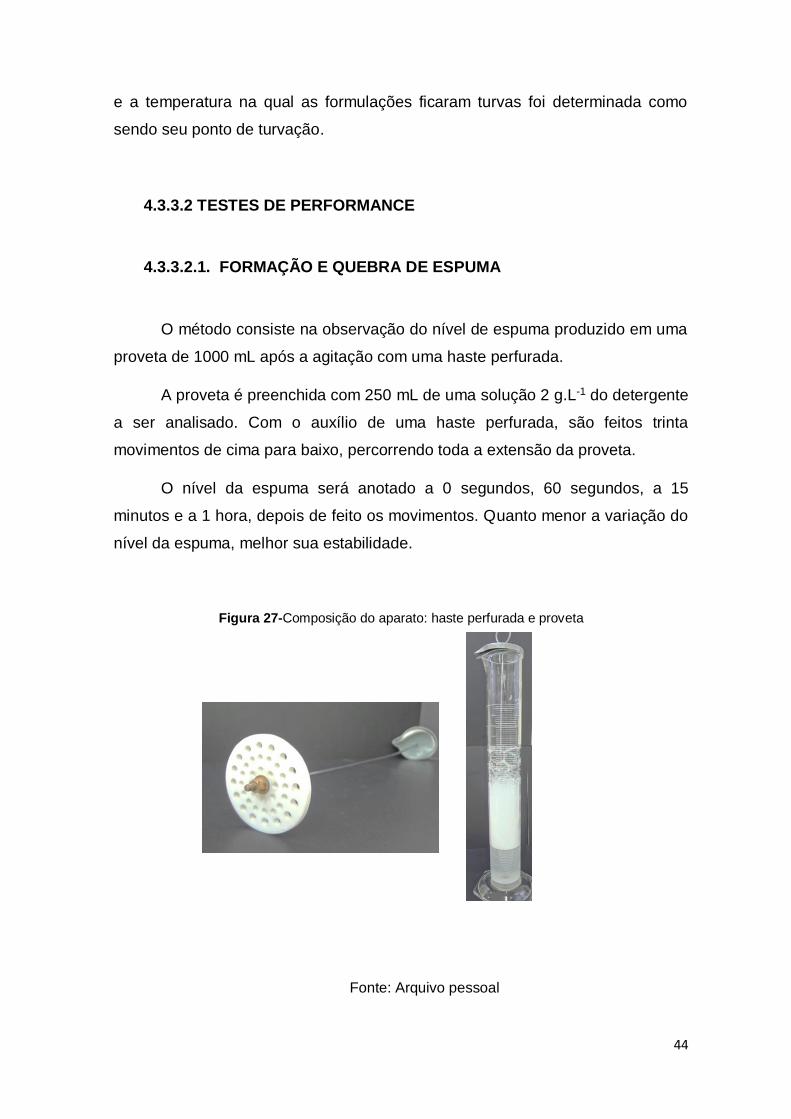
O método consiste na observação do nível de espuma produzido em uma
proveta de 1000 mL após a agitação com uma haste perfurada.
A proveta é preenchida com 250 mL de uma solução 2 g.L-1 do detergente
a ser analisado. Com o auxílio de uma haste perfurada, são feitos trinta
movimentos de cima para baixo, percorrendo toda a extensão da proveta.
O nível da espuma será anotado a 0 segundos, 60 segundos, a 15
minutos e a 1 hora, depois de feito os movimentos. Quanto menor a variação do
nível da espuma, melhor sua estabilidade.
Figura 27-Composição do aparato: haste perfurada e proveta
Fonte: Arquivo pessoal
45
4.3.3.2.2. TESTE DE LAVAGEM DOS PRATOS
Neste teste foi avaliado a performance do detergente formulado, com
relação a detergência.
Segundo o método padrão utilizado pela BASF, a sujeira padrão possui a
seguinte composição (Tabela 9).
Tabela 9-Composição da sujidade padrão segundo metodologia BASF
Produto Quantidade (% p/p)
Óleo de soja 20
Gordura de côco 25
Farinha de trigo 31,8
Estearina 1
Oleína 1
Sebo bovino 20
Corante 0,5
Fonte: Arquivo pessoal
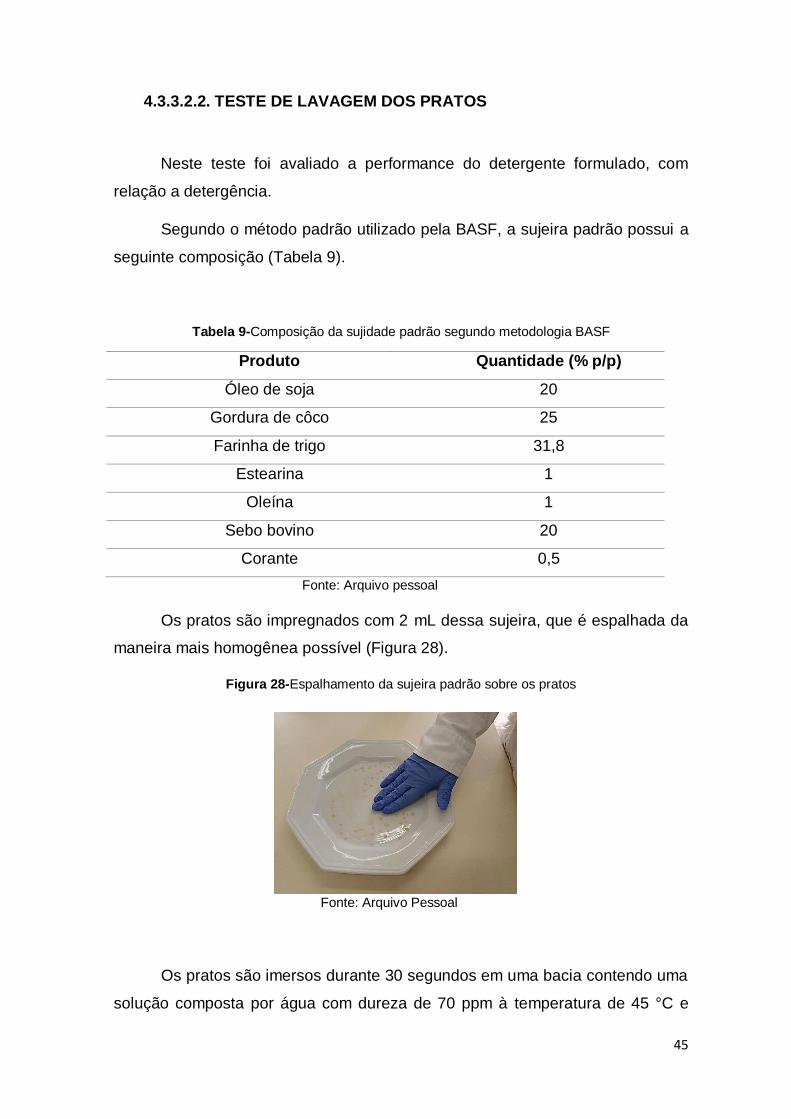
Os pratos são impregnados com 2 mL dessa sujeira, que é espalhada da
maneira mais homogênea possível (Figura 28).
Figura 28-Espalhamento da sujeira padrão sobre os pratos
Fonte: Arquivo Pessoal
Os pratos são imersos durante 30 segundos em uma bacia contendo uma
solução composta por água com dureza de 70 ppm à temperatura de 45 °C e
46
pelo detergente que se deseja avaliar. Posteriormente, os pratos são lavados
com o auxílio de uma esponja realizando-se três movimentos circulares na parte
da frente e dois movimentos na parte de trás. Deve-se utilizar a mesma força
para esfregar os pratos durante todo o teste. A esponja não deve ser substituída,
nem enxaguada.
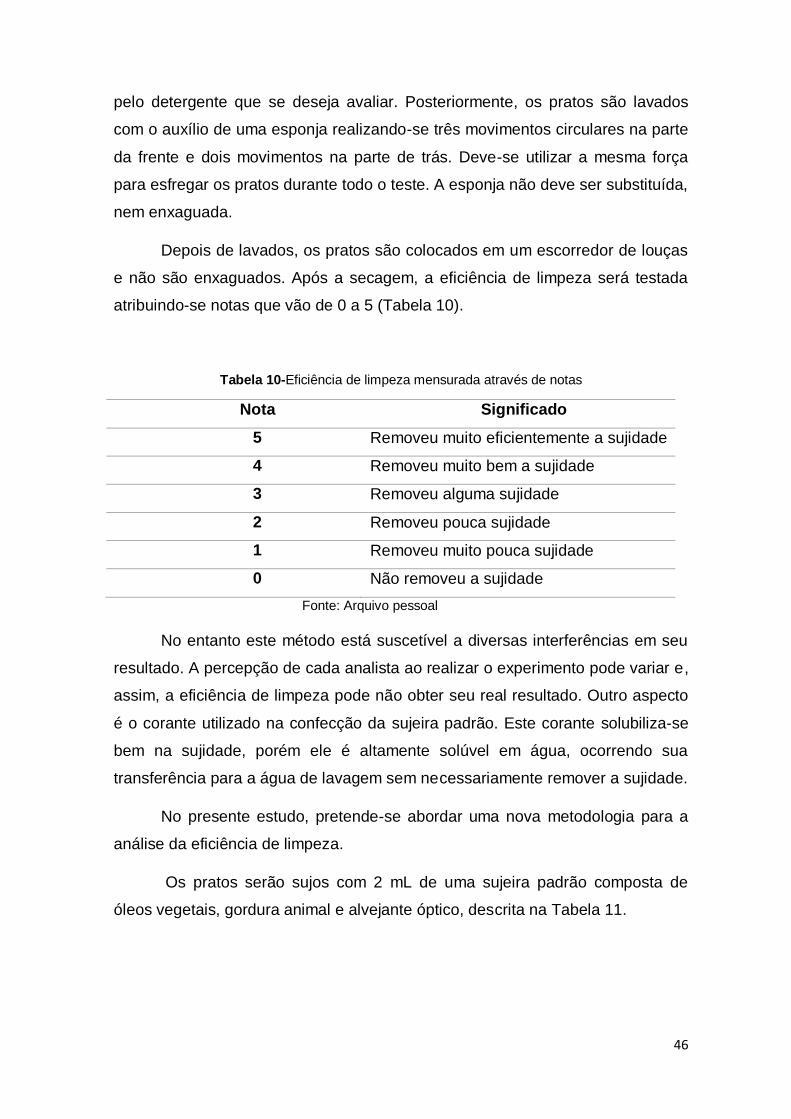
Depois de lavados, os pratos são colocados em um escorredor de louças
e não são enxaguados. Após a secagem, a eficiência de limpeza será testada
atribuindo-se notas que vão de 0 a 5 (Tabela 10).
Tabela 10-Eficiência de limpeza mensurada através de notas
Nota Significado
5 Removeu muito eficientemente a sujidade
4 Removeu muito bem a sujidade
3 Removeu alguma sujidade
2 Removeu pouca sujidade
1 Removeu muito pouca sujidade
0 Não removeu a sujidade
Fonte: Arquivo pessoal
No entanto este método está suscetível a diversas interferências em seu
resultado. A percepção de cada analista ao realizar o experimento pode variar e,
assim, a eficiência de limpeza pode não obter seu real resultado. Outro aspecto
é o corante utilizado na confecção da sujeira padrão. Este corante solubiliza-se
bem na sujidade, porém ele é altamente solúvel em água, ocorrendo sua
transferência para a água de lavagem sem necessariamente remover a sujidade.
No presente estudo, pretende-se abordar uma nova metodologia para a
análise da eficiência de limpeza.
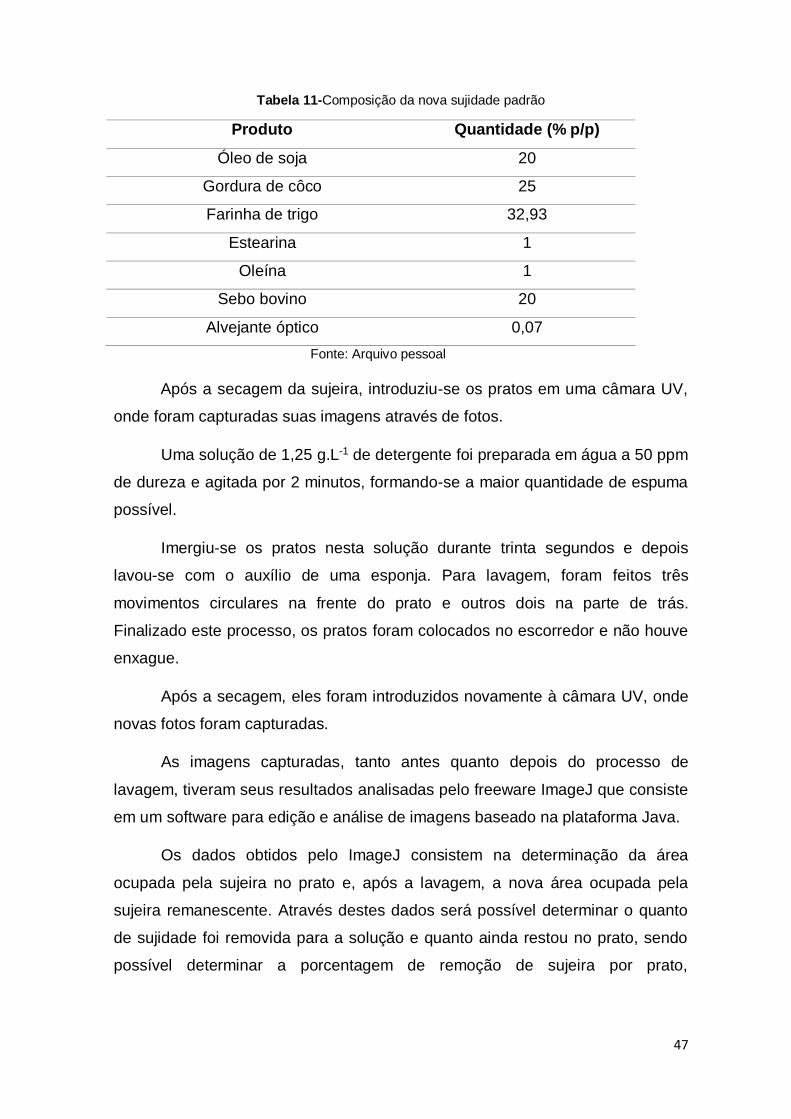
Os pratos serão sujos com 2 mL de uma sujeira padrão composta de
óleos vegetais, gordura animal e alvejante óptico, descrita na Tabela 11.
47
Tabela 11-Composição da nova sujidade padrão
Produto Quantidade (% p/p)
Óleo de soja 20
Gordura de côco 25
Farinha de trigo 32,93
Estearina 1
Oleína 1
Sebo bovino 20
Alvejante óptico 0,07
Fonte: Arquivo pessoal
Após a secagem da sujeira, introduziu-se os pratos em uma câmara UV,
onde foram capturadas suas imagens através de fotos.
Uma solução de 1,25 g.L-1 de detergente foi preparada em água a 50 ppm
de dureza e agitada por 2 minutos, formando-se a maior quantidade de espuma
possível.
Imergiu-se os pratos nesta solução durante trinta segundos e depois
lavou-se com o auxílio de uma esponja. Para lavagem, foram feitos três
movimentos circulares na frente do prato e outros dois na parte de trás.
Finalizado este processo, os pratos foram colocados no escorredor e não houve
enxague.
Após a secagem, eles foram introduzidos novamente à câmara UV, onde
novas fotos foram capturadas.
As imagens capturadas, tanto antes quanto depois do processo de
lavagem, tiveram seus resultados analisadas pelo freeware ImageJ que consiste
em um software para edição e análise de imagens baseado na plataforma Java.
Os dados obtidos pelo ImageJ consistem na determinação da área
ocupada pela sujeira no prato e, após a lavagem, a nova área ocupada pela
sujeira remanescente. Através destes dados será possível determinar o quanto
de sujidade foi removida para a solução e quanto ainda restou no prato, sendo
possível determinar a porcentagem de remoção de sujeira por prato,
48
consequentemente, por experimento, obtendo-se um valor médio para cada
amostra testada.
4. RESULTADOS E DISCUSSÕES
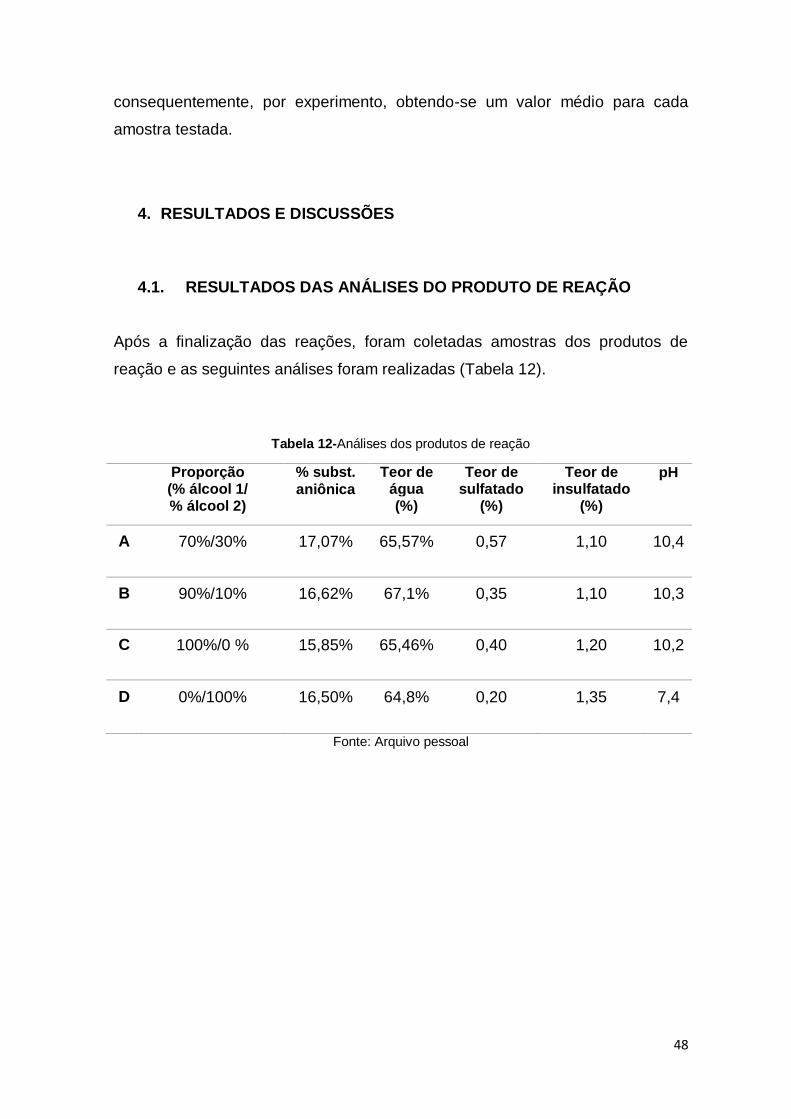
4.1. RESULTADOS DAS ANÁLISES DO PRODUTO DE REAÇÃO
Após a finalização das reações, foram coletadas amostras dos produtos de
reação e as seguintes análises foram realizadas (Tabela 12).
Tabela 12-Análises dos produtos de reação
Proporção (% álcool 1/ % álcool 2)
% subst.
aniônica
Teor de água (%)
Teor de sulfatado
(%)
Teor de insulfatado
(%)
pH
A 70%/30% 17,07% 65,57% 0,57 1,10 10,4
B 90%/10% 16,62% 67,1% 0,35 1,10 10,3
C 100%/0 % 15,85% 65,46% 0,40 1,20 10,2
D 0%/100% 16,50% 64,8% 0,20 1,35 7,4
Fonte: Arquivo pessoal
49
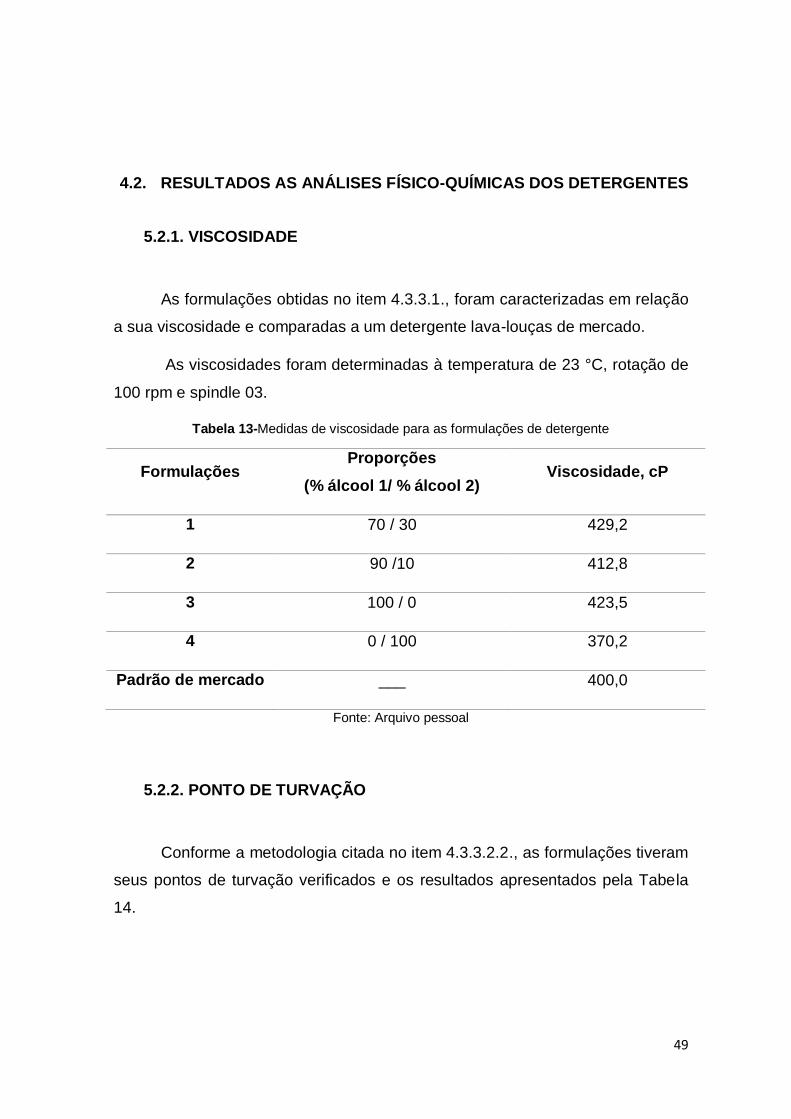
4.2. RESULTADOS AS ANÁLISES FÍSICO-QUÍMICAS DOS DETERGENTES
5.2.1. VISCOSIDADE
As formulações obtidas no item 4.3.3.1., foram caracterizadas em relação
a sua viscosidade e comparadas a um detergente lava-louças de mercado.
As viscosidades foram determinadas à temperatura de 23 °C, rotação de
100 rpm e spindle 03.
Tabela 13-Medidas de viscosidade para as formulações de detergente
Formulações Proporções
(% álcool 1/ % álcool 2) Viscosidade, cP
1 70 / 30 429,2
2 90 /10 412,8
3 100 / 0 423,5
4 0 / 100 370,2
Padrão de mercado ___ 400,0
Fonte: Arquivo pessoal
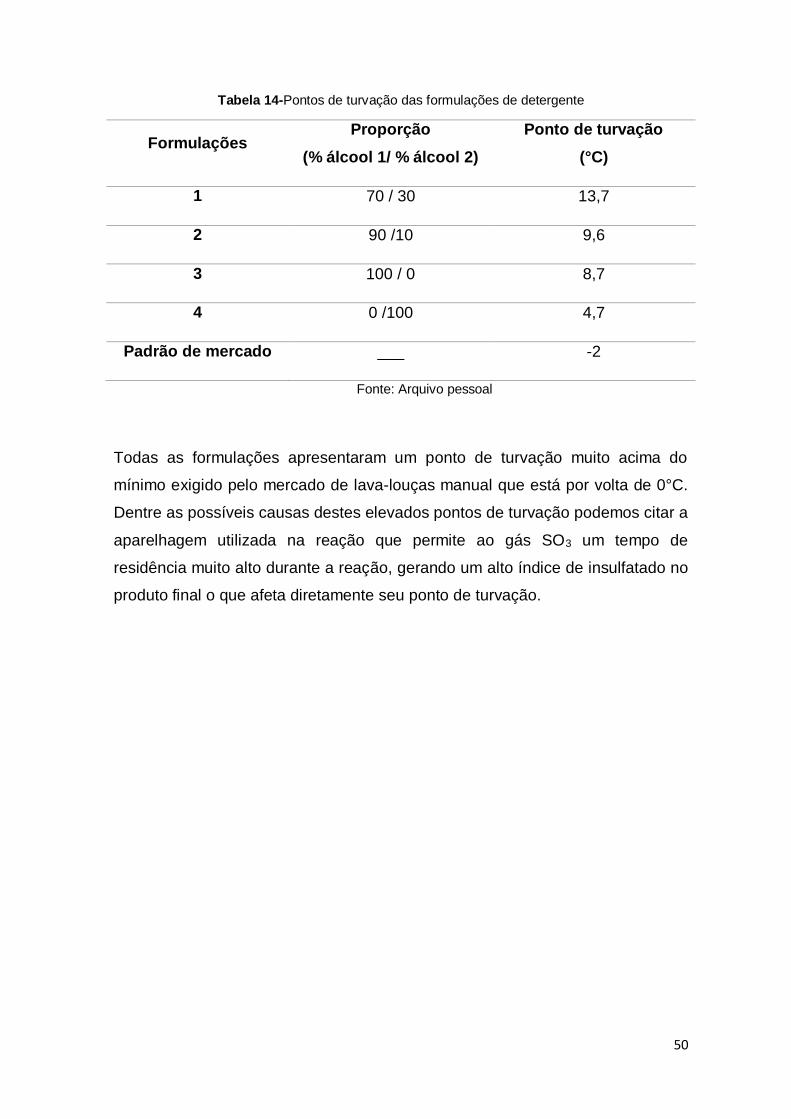
5.2.2. PONTO DE TURVAÇÃO
Conforme a metodologia citada no item 4.3.3.2.2., as formulações tiveram
seus pontos de turvação verificados e os resultados apresentados pela Tabela
14.
50
Tabela 14-Pontos de turvação das formulações de detergente
Formulações Proporção
(% álcool 1/ % álcool 2)
Ponto de turvação
(°C)
1 70 / 30 13,7
2 90 /10 9,6
3 100 / 0 8,7
4 0 /100 4,7
Padrão de mercado ___ -2
Fonte: Arquivo pessoal
Todas as formulações apresentaram um ponto de turvação muito acima do
mínimo exigido pelo mercado de lava-louças manual que está por volta de 0°C.
Dentre as possíveis causas destes elevados pontos de turvação podemos citar a
aparelhagem utilizada na reação que permite ao gás SO3 um tempo de
residência muito alto durante a reação, gerando um alto índice de insulfatado no
produto final o que afeta diretamente seu ponto de turvação.
51
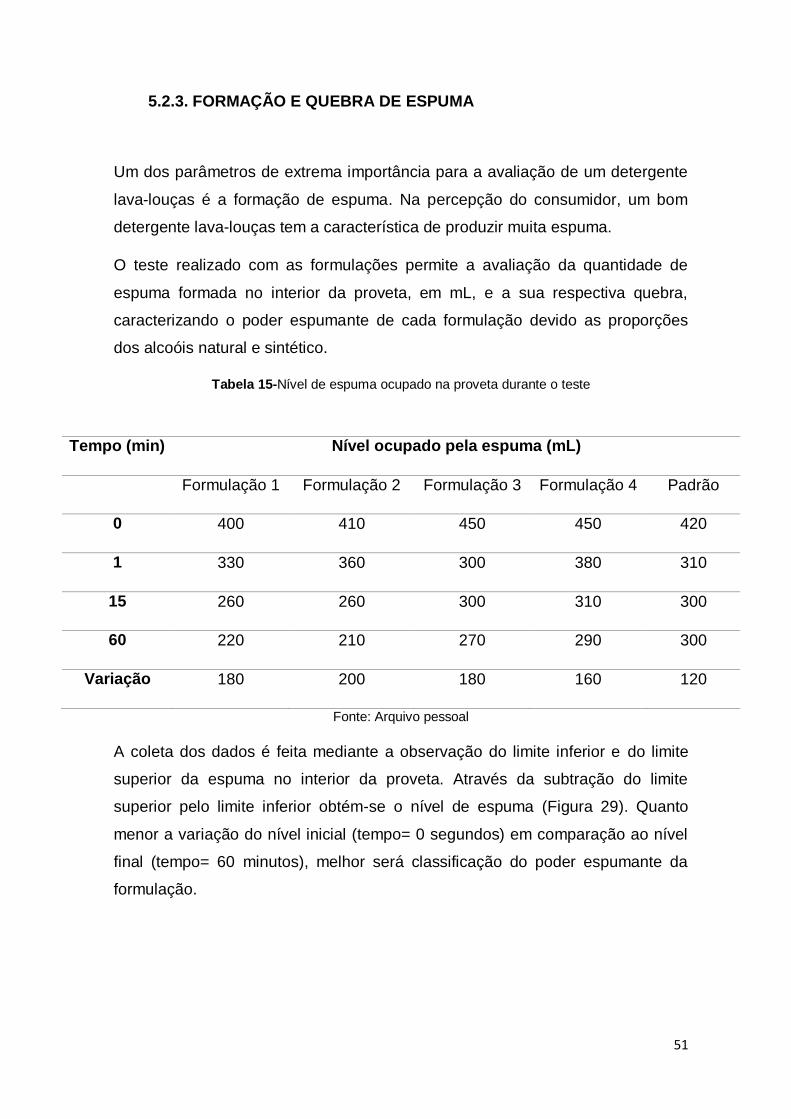
5.2.3. FORMAÇÃO E QUEBRA DE ESPUMA
Um dos parâmetros de extrema importância para a avaliação de um detergente
lava-louças é a formação de espuma. Na percepção do consumidor, um bom
detergente lava-louças tem a característica de produzir muita espuma.
O teste realizado com as formulações permite a avaliação da quantidade de
espuma formada no interior da proveta, em mL, e a sua respectiva quebra,
caracterizando o poder espumante de cada formulação devido as proporções
dos alcoóis natural e sintético.
Tabela 15-Nível de espuma ocupado na proveta durante o teste
Fonte: Arquivo pessoal
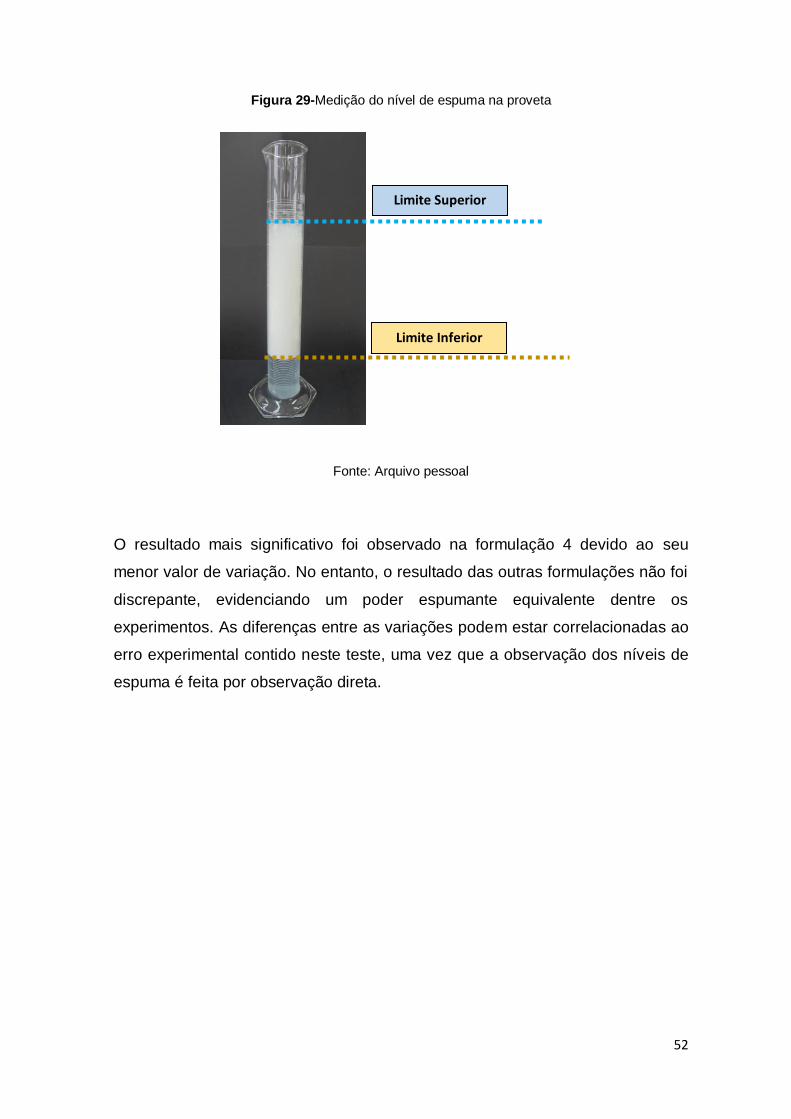
A coleta dos dados é feita mediante a observação do limite inferior e do limite
superior da espuma no interior da proveta. Através da subtração do limite
superior pelo limite inferior obtém-se o nível de espuma (Figura 29). Quanto
menor a variação do nível inicial (tempo= 0 segundos) em comparação ao nível
final (tempo= 60 minutos), melhor será classificação do poder espumante da
formulação.
Tempo (min) Nível ocupado pela espuma (mL)
Formulação 1 Formulação 2 Formulação 3 Formulação 4 Padrão
0 400 410 450 450 420
1 330 360 300 380 310
15 260 260 300 310 300
60 220 210 270 290 300
Variação 180 200 180 160 120
52
Figura 29-Medição do nível de espuma na proveta
Fonte: Arquivo pessoal
O resultado mais significativo foi observado na formulação 4 devido ao seu
menor valor de variação. No entanto, o resultado das outras formulações não foi
discrepante, evidenciando um poder espumante equivalente dentre os
experimentos. As diferenças entre as variações podem estar correlacionadas ao
erro experimental contido neste teste, uma vez que a observação dos níveis de
espuma é feita por observação direta.
Limite Superior
Limite Inferior
53
5.2.4. TESTE DE DETERGÊNCIA- PODER DE LIMPEZA
A fundamental diferença entre um detergente e outros agentes tensoativos
reside na habilidade que este possui de “arrastar” sujidades de uma superfície
sólida, ou seja, na sua capacidade de detergência. A maior ou menor
capacidade que um detergente possui de remover sujidades está intimamente
ligada à umectância, redução da tensão superficial, poder de espuma, formação
de agregados micelares e emulsões. A detergência é sem dúvida um fenômeno
superficial e coloidal que reflete o comportamento físico-químico da matéria nas
interfaces.
Neste trabalho propõem-se uma nova metodologia para a avaliação do poder de
limpeza. Todos os testes foram realizados segundo essa metodologia proposta
descrita no item 4.3.3.2.2.
Através da adição do alvejante óptico à sujeira padrão, é possível capturar
imagens antes da lavagem e após a lavagem com elevado contraste entre a
sujeira e o fundo cerâmico branco dos pratos. A partir dessa propriedade é
possível que o software ImageJ consiga designar valores de coordenadas de
área para cada ponto de contraste, havendo assim a determinação da área que
a sujeira ocupa no prato.
Os resultados serão apresentados em relação a área que a sujeira ocupa no
prato antes da lavagem (Área 1) e após a lavagem (Área 2). Descontando-se a
Área 1 da Área 2 obtém-se a área suja remanescente após o processo de
limpeza.
Os valores resultantes foram transformados em porcentagens para uma melhor
visualização e comparação entre os dados.
54
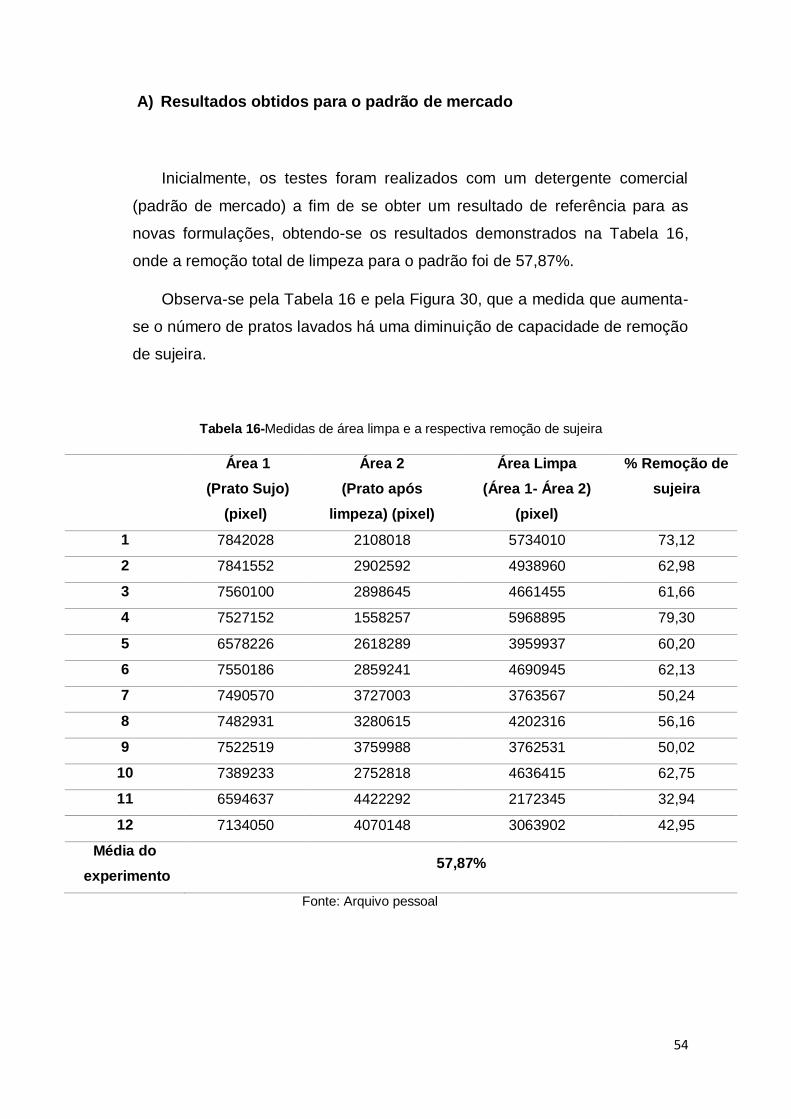
A) Resultados obtidos para o padrão de mercado
Inicialmente, os testes foram realizados com um detergente comercial
(padrão de mercado) a fim de se obter um resultado de referência para as
novas formulações, obtendo-se os resultados demonstrados na Tabela 16,
onde a remoção total de limpeza para o padrão foi de 57,87%.
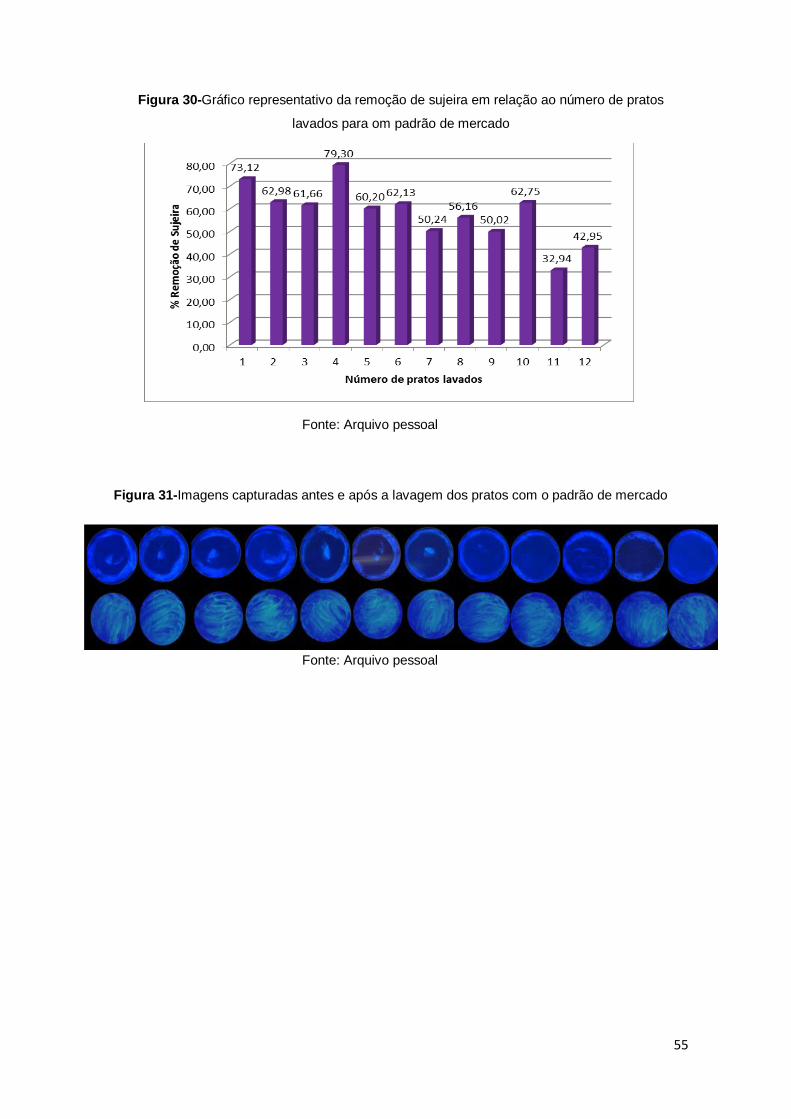
Observa-se pela Tabela 16 e pela Figura 30, que a medida que aumenta-
se o número de pratos lavados há uma diminuição de capacidade de remoção
de sujeira.
Tabela 16-Medidas de área limpa e a respectiva remoção de sujeira
Fonte: Arquivo pessoal
Área 1
(Prato Sujo)
(pixel)
Área 2
(Prato após
limpeza) (pixel)
Área Limpa
(Área 1- Área 2)
(pixel)
% Remoção de
sujeira
1 7842028 2108018 5734010 73,12
2 7841552 2902592 4938960 62,98
3 7560100 2898645 4661455 61,66
4 7527152 1558257 5968895 79,30
5 6578226 2618289 3959937 60,20
6 7550186 2859241 4690945 62,13
7 7490570 3727003 3763567 50,24
8 7482931 3280615 4202316 56,16
9 7522519 3759988 3762531 50,02
10 7389233 2752818 4636415 62,75
11 6594637 4422292 2172345 32,94
12 7134050 4070148 3063902 42,95
Média do
experimento 57,87%
55
Figura 30-Gráfico representativo da remoção de sujeira em relação ao número de pratos
lavados para om padrão de mercado
Fonte: Arquivo pessoal
Figura 31-Imagens capturadas antes e após a lavagem dos pratos com o padrão de mercado
Fonte: Arquivo pessoal
56
B) Resultados obtidos para a formulação 1 (70% álcool 1 /30% álcool 2)
O mesmo procedimento foi realizado para a formulação 1, obtendo uma
porcentagem de remoção de sujeira de 74,19%, muito superior ao padrão
comercial de apenas 57,87%.
A menor remoção de sujeira para o total de 12 pratos foi de 60,51%, também
superior a média de remoção do padrão comercial.
Tabela 17-Medidas de área limpa e a respectiva remoção de sujeira para a formulação 1
Fonte: Arquivo pessoal
Área 1
(Prato Sujo)
(pixel)
Área 2
(Prato após
limpeza) (pixel)
Área Limpa
(Área 1- Área 2)
(pixel)
% Remoção
de sujeira
1 5151382 845288 4306094 83,59
2 5244651 505613 4739038 90,36
3 5593928 1116025 4477903 80,05
4 5626946 1196372 4430574 78,74
5 5307298 1034159 4273139 80,51
6 5633476 1374545 4258931 75,60
7 5423336 1618018 3805318 70,17
8 5627513 1597440 4030073 71,61
9 5585111 1424013 4161098 74,50
10 5660568 2143554 3517014 62,13
11 5418691 2030608 3388083 62,53
12 5215440 2059610 3155830 60,51
Média do
experimento 74,19%
57
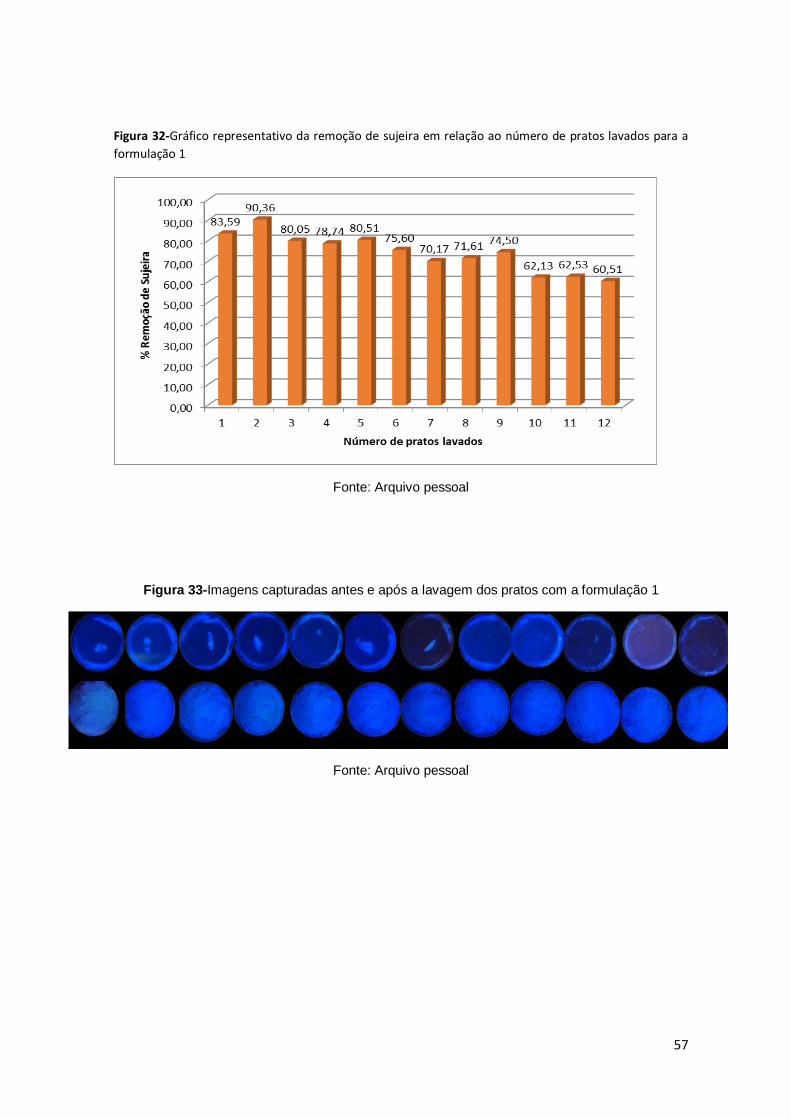
Figura 32-Gráfico representativo da remoção de sujeira em relação ao número de pratos lavados para a
formulação 1
Fonte: Arquivo pessoal
Figura 33-Imagens capturadas antes e após a lavagem dos pratos com a formulação 1
Fonte: Arquivo pessoal
58
C) Resultados obtidos para a formulação 2 (90% álcool 1/ 10% álcool 2)
Através dos resultados apresentados pela formulação 2 (Tabela 18), é
possível verificar uma redução da remoção de sujidades em 33,68% quando
comparada a formulação 1 e quando comparado ao padrão comercial percebe-
se um aumento na remoção de sujidades de 17,36%.
Tabela 18-Medidas de área limpa e a respectiva remoção de sujeira para a formulação 2
Fonte: Arquivo pessoal
Área 1
(Prato Sujo)
(pixel)
Área 2
(Prato após
limpeza) (pixel)
Área Limpa
(Área 1- Área 2)
(pixel)
% Remoção
de sujeira
1 5769335 2990752 2778583 48,16
2 6279104 3636901 2642203 42,08
3 5737719 3439089 2298630 40,06
4 5490971 3416902 2074069 37,77
5 5399339 3092383 2306956 42,73
6 5690669 3021293 2669376 46,91
7 5934490 4859955 1074535 18,11
8 6363952 2905108 3458844 54,35
9 5972166 3634322 2337844 39,15
10 6042113 4594592 1447521 23,96
11 5241990 2925734 2316256 44,19
12 5810372 2979639 2830733 48,72
Média do
experimento 40,51%
59
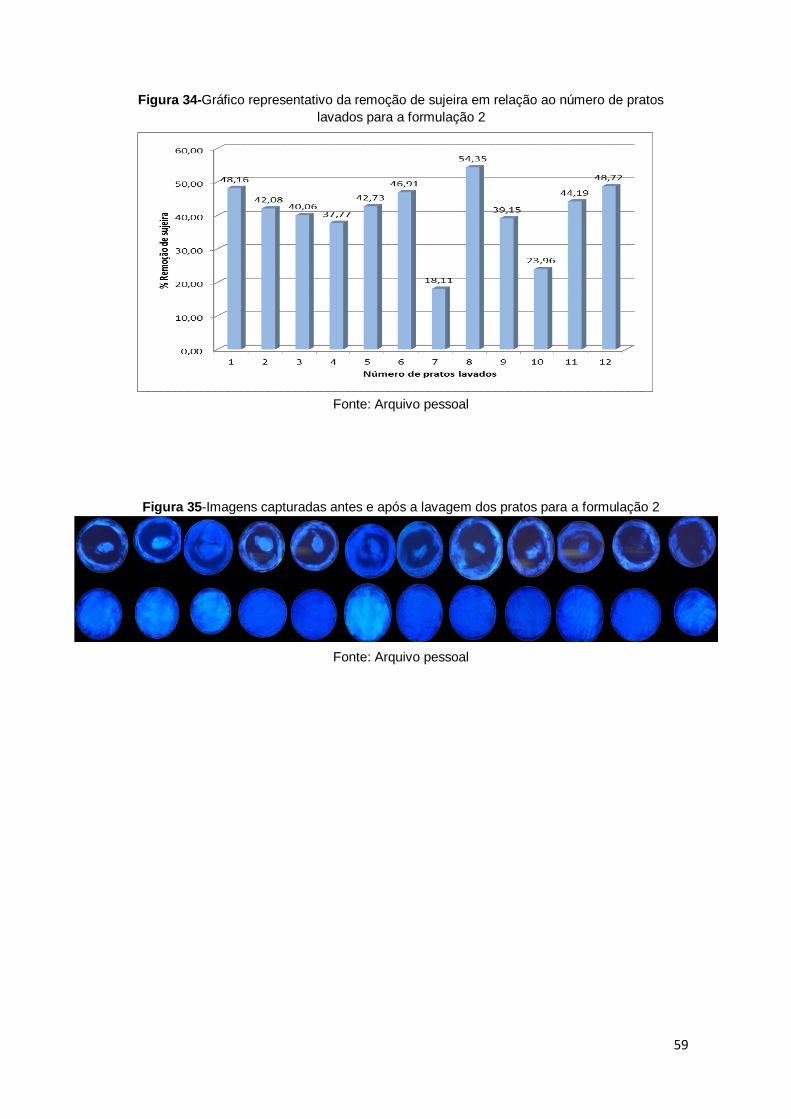
Figura 34-Gráfico representativo da remoção de sujeira em relação ao número de pratos
lavados para a formulação 2
Fonte: Arquivo pessoal
Figura 35-Imagens capturadas antes e após a lavagem dos pratos para a formulação 2
Fonte: Arquivo pessoal
60
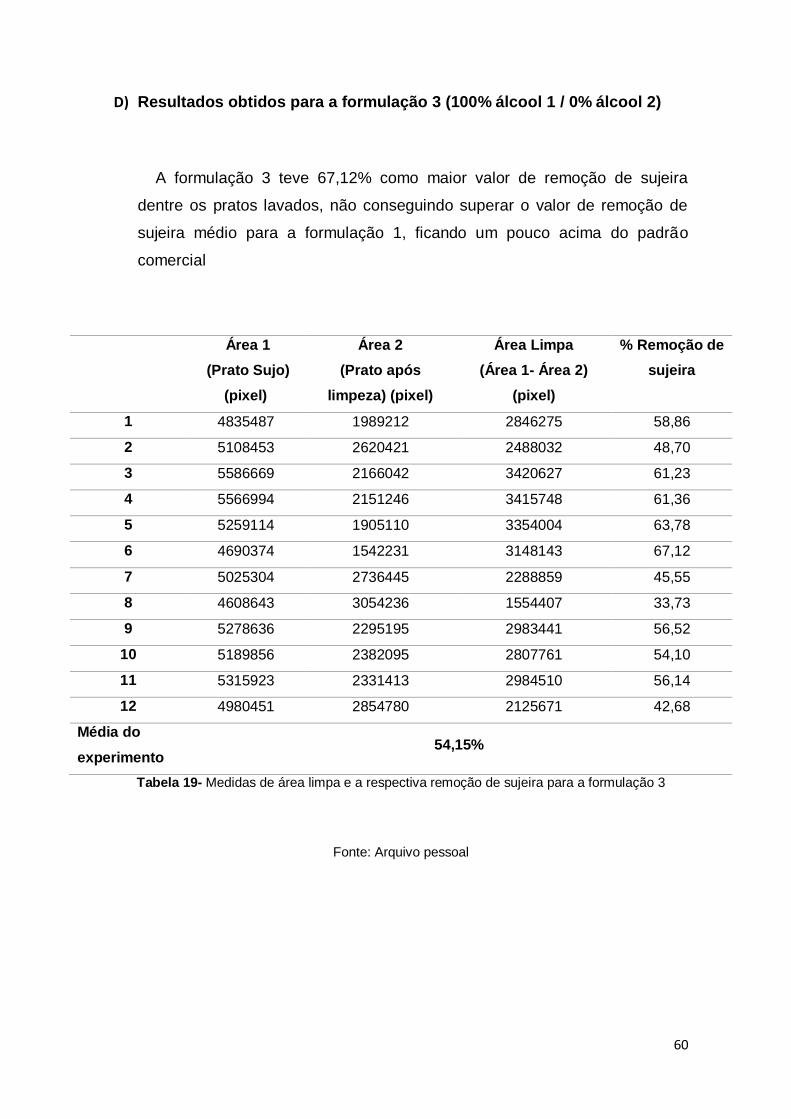
D) Resultados obtidos para a formulação 3 (100% álcool 1 / 0% álcool 2)
A formulação 3 teve 67,12% como maior valor de remoção de sujeira
dentre os pratos lavados, não conseguindo superar o valor de remoção de
sujeira médio para a formulação 1, ficando um pouco acima do padrão
comercial
Tabela 19- Medidas de área limpa e a respectiva remoção de sujeira para a formulação 3
Fonte: Arquivo pessoal
Área 1
(Prato Sujo)
(pixel)
Área 2
(Prato após
limpeza) (pixel)
Área Limpa
(Área 1- Área 2)
(pixel)
% Remoção de
sujeira
1 4835487 1989212 2846275 58,86
2 5108453 2620421 2488032 48,70
3 5586669 2166042 3420627 61,23
4 5566994 2151246 3415748 61,36
5 5259114 1905110 3354004 63,78
6 4690374 1542231 3148143 67,12
7 5025304 2736445 2288859 45,55
8 4608643 3054236 1554407 33,73
9 5278636 2295195 2983441 56,52
10 5189856 2382095 2807761 54,10
11 5315923 2331413 2984510 56,14
12 4980451 2854780 2125671 42,68
Média do
experimento 54,15%
61
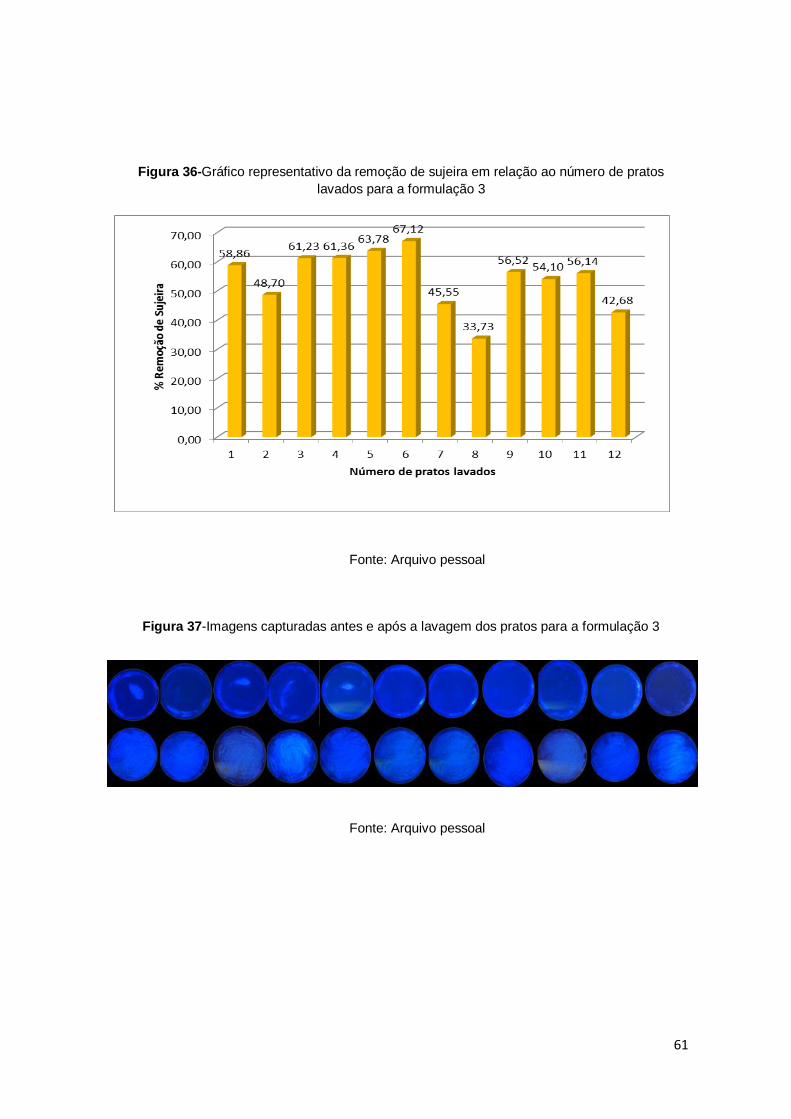
Figura 36-Gráfico representativo da remoção de sujeira em relação ao número de pratos
lavados para a formulação 3
Fonte: Arquivo pessoal
Figura 37-Imagens capturadas antes e após a lavagem dos pratos para a formulação 3
Fonte: Arquivo pessoal
62
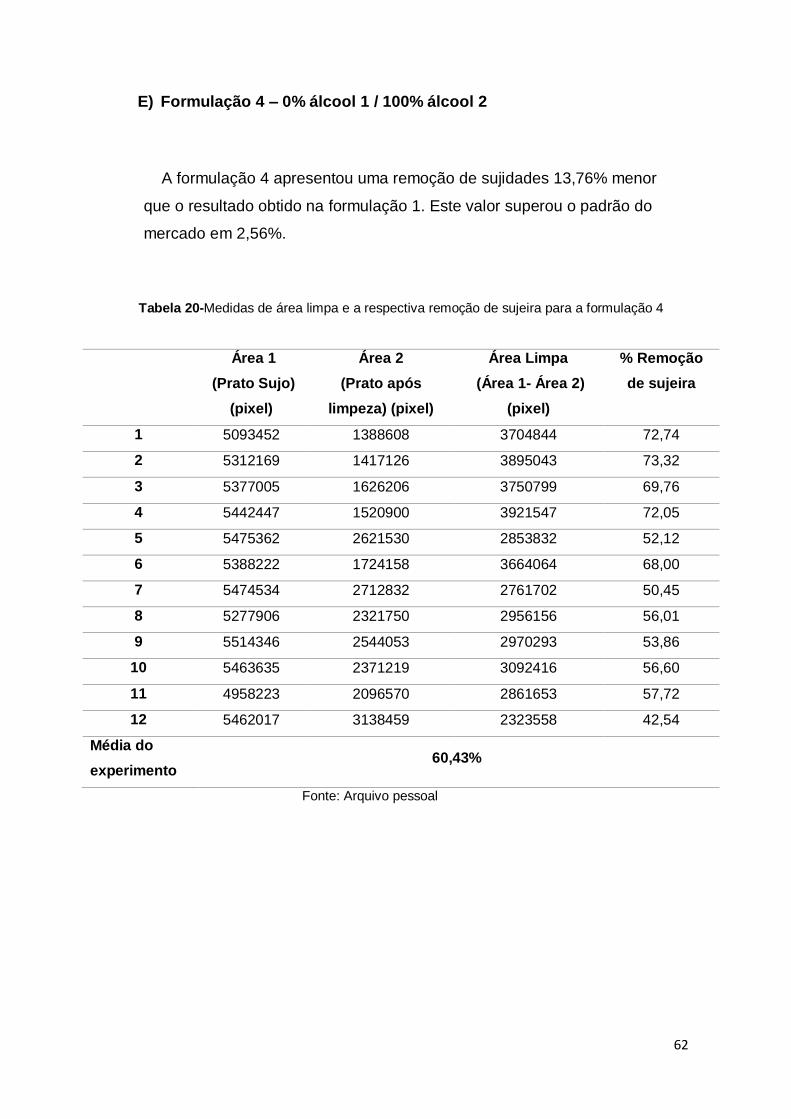
E) Formulação 4 – 0% álcool 1 / 100% álcool 2
A formulação 4 apresentou uma remoção de sujidades 13,76% menor
que o resultado obtido na formulação 1. Este valor superou o padrão do
mercado em 2,56%.
Tabela 20-Medidas de área limpa e a respectiva remoção de sujeira para a formulação 4
Fonte: Arquivo pessoal
Área 1
(Prato Sujo)
(pixel)
Área 2
(Prato após
limpeza) (pixel)
Área Limpa
(Área 1- Área 2)
(pixel)
% Remoção
de sujeira
1 5093452 1388608 3704844 72,74
2 5312169 1417126 3895043 73,32
3 5377005 1626206 3750799 69,76
4 5442447 1520900 3921547 72,05
5 5475362 2621530 2853832 52,12
6 5388222 1724158 3664064 68,00
7 5474534 2712832 2761702 50,45
8 5277906 2321750 2956156 56,01
9 5514346 2544053 2970293 53,86
10 5463635 2371219 3092416 56,60
11 4958223 2096570 2861653 57,72
12 5462017 3138459 2323558 42,54
Média do
experimento 60,43%
63
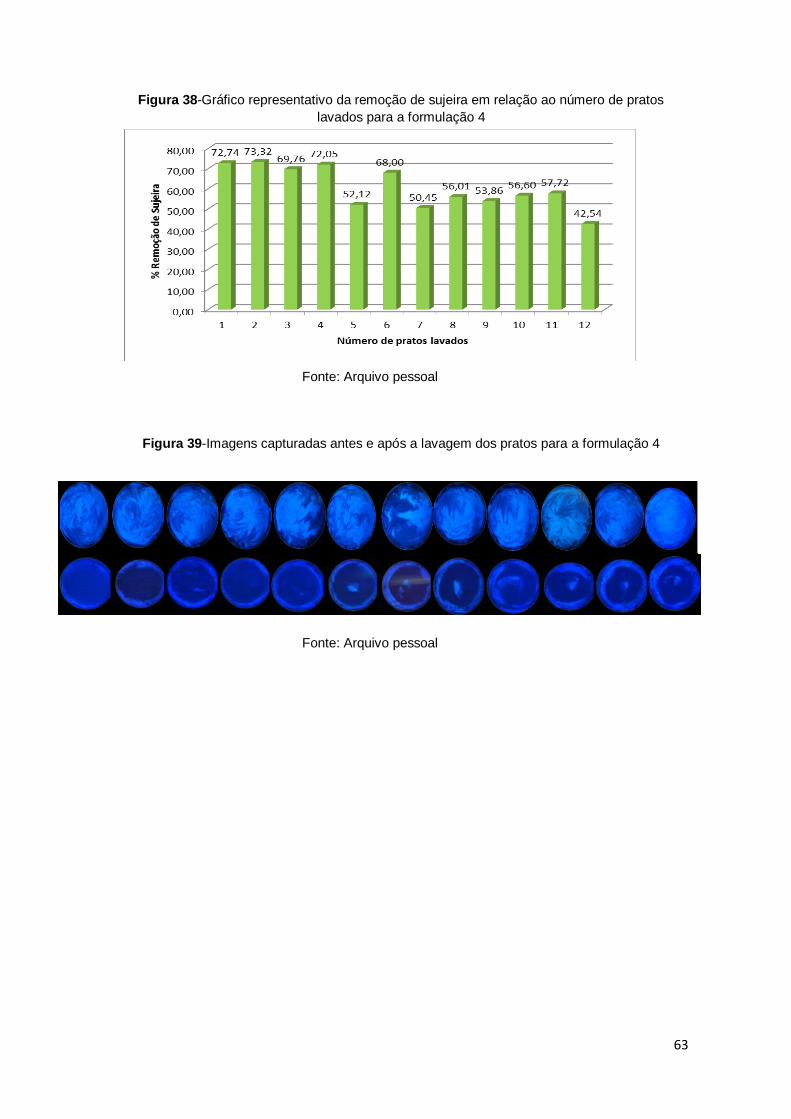
Figura 38-Gráfico representativo da remoção de sujeira em relação ao número de pratos
lavados para a formulação 4
Fonte: Arquivo pessoal
Figura 39-Imagens capturadas antes e após a lavagem dos pratos para a formulação 4
Fonte: Arquivo pessoal
64
5. CONCLUSÕES
A maior eficiência de limpeza foi observada na formulação 1, a qual é
composta de 70% de álcool graxo etoxilado sulfatado de origem sintética e 30%
de álcool graxo etoxilado sulfatado de origem natural. Este resultado mostrou-se
cerca de 16% mais eficiência que o padrão de mercado.
Em comparação com as demais formulações, a fórmula 1 obteve um
resultado superior de 33,68% a fórmula 2, 20,04% em relação a fórmula 3 e
13,76% em relação a fórmula 4.
A proporção de 70% do álcool 1 e 30% do álcool 2 levou a uma combinação
ideal onde os parâmetros como umectância, redução da tensão superficial,
poder de espuma, formação de agregados micelares e emulsões faz com que o
detergente possua a maior capacidade de remoção de sujeira.
Pelos resultados obtidos na Tabela 17, a fórmula 1 apresenta a maior
porcentagem de substância aniônica e teor de sulfatado, caracterizando maiores
valores de viscosidade e maior valor de ponto de turvação, quando comparada
as outras fórmulas.
Em relação a formação e quebra de espuma, a formulação 4 apresentou a
menor variação do nível da espuma, caracterizando uma menor quebra de
espuma devido a sua proporção 0/100. As demais fórmulas apresentaram
valores semelhantes, porém o padrão comercial apresentou-se como a menor
variação do nível de espuma.
O uso do álcool graxo etoxilado sulfatado na proporção 70/30 mostrou ser
uma alternativa aos componentes de caráter aniônico dos detergentes
domésticos. Devido as suas propriedades, como poder de remoção de
sujidades, apresentarem-se significativamente maiores em relação ao padrão
comercial, a sua quantidade nas formulações de detergentes lava-louças
poderia ser reduzida sem a alterar as suas características fundamentais.
Pode-se destacar também o custo dos alcoóis de origem natural e de
origem sintética, o segundo apresenta-se, em média, de 15 a 20% mais barato
em relação ao primeiro.
65
6. REFERÊNCIAS BIBLIOGRÁFICAS
Alfaconnection. Físico-química FQM. Disponível em:
<http://alfaconnection.net/pag_avsf/fqm0101.htm> - Acesso em: 8 de
setembro/2014.
Argenton A.B., Influência do grau de etoxilação no comportamento de
alcoóis secundários etoxilados. 2009. 128p. Tese de Doutorado- Programa de
Pós-Graduação em Físico-química- Instituto de Química, Universidade de São
Paulo- São Paulo.
Balson T., Felix M.S.B., The biodegradability of non-ionic surfactants,
in: D.R. Karsa, M.R. Porter (Eds.), Biodegrad- ability of Surfactants, Blackie
Academic.
Daltin, D. Tensoativos: química, propriedades e aplicações. Edgar
Blucher. 2011.
Farias K.V., Amorim L.V., Ferreira H.C., Pereira E., Universidade Federal
de Campina Grande, UFCG, Av. Aprígio Veloso 882, Bodocongó Campina
Grande, PB 58109-970
Freedom Comunicação. Formulando detergente lava-louças. Disponivel
em:<http://www.freedom.inf.br/artigos_tecnicos/20020919/20020919.asp> -
Acesso em: 10 de setembro/2014.
Glasl, J., Applications of fatty alcohols and their derivatives- em: Fatty
alcohols: Raw materials, methods and uses (Henkel KGaA), Düsseldorf, 1981.
66
Kravetz, H., Chung H., Guin F.K., Shebs W. T., Smith L.S., Ultimate
biodegradation of an alcohol ethoxylate and a non- ylphenol ethoxylate
under realistic conditions, Soap Cosmet. Chem. Spec. 58 (1982) 34.
Rosen, M. J., Surfactants and interfacial phenomena, N.Y., Ed. Wiley-
Interscience, 1978.
Ruiz, C.S.B., Produção e propriedades de alcoóis graxos etoxilados
com distribuição estreita de oligômeros. São Paulo, 1997.
Sanctis, D. F. S.Uso de derivados de alcoóis graxos em formulações
detergentes, Campinas, 1997.
Steber J., Wierich P., The anaerobic degradation of detergent range
fatty alcohol ethoxylates - Studies with 14C la- belled surfactants, Water
Res. 21 (1987) 661^667 and Professional, 1995, pp. 204^230.
UKessays. Examining The Structure And Properties Of Surfactants
Biology Essay. Disponível em <http://www.ukessays.com/essays/biology/
examining-the-structure-and-properties-of-surfactants-biologyessay.php> -
Acesso em: 11 de outubro/2014.