Minas Testing Conference 2015 - Visual Regression Testing em ambientes na nuvem
UNIVERSIDADE
SÃO FRANCISCO
Engenharia Mecânica – Automação e Sistemas
CELSO ZEM JUNIOR
GUSTAVO DE GIOVANI QUINTANA
PEDRO VICTOR PIOVESANA ZANETTI
RAFAEL VINICIUS TORSO
ANÁLISE TÉCNICA DAS ALTERAÇÕES DE MATERIAL
E TRATAMENTO TÉRMICO DO ANEL EXTERNO DE UM
CONTRA-RECUO.
Itatiba – São Paulo – Brasil
2014

1
CELSO ZEM JUNIOR – RA: 002201000100
GUSTAVO DE GIOVANI QUINTANA – RA: 002200900649
PEDRO VICTOR PIOVESANA ZANETTI – RA: 002201000763
RAFAEL VINICIUS TORSO – RA: 002201000313
ANÁLISE TÉCNICA DAS ALTERAÇÕES DE MATERIAL
E TRATAMENTO TÉRMICO DO ANEL EXTERNO DE UM
CONTRA-RECUO.
Monografia apresentada ao Curso de
Engenharia Mecânica - Automação e
Sistemas da Universidade São Francisco,
como requisito parcial para a graduação
em Engenharia Mecânica.
Orientador: Prof. Fernando Cesar Gentile
Itatiba – São Paulo – Brasil 2014
2
ANÁLISE TÉCNICA DAS ALTERAÇÕES DE MATERIAL
E TRATAMENTO TÉRMICO DO ANEL EXTERNO DE UM
CONTRA-RECUO.
CELSO ZEM JUNIOR
GUSTAVO DE GIOVANI QUINTANA
PEDRO VICTOR PIOVESANA ZANETTI
RAFAEL VINICIUS TORSO
Monografia defendida e aprovada em 08 de Dezembro de 2014 pela
Banca Examinadora assim constituída:
Prof. Dr. Fernando César Gentile (Orientador)
USF – Universidade São Francisco – Itatiba – SP.
Prof. Paulo Eduardo Silveira (Membro Interno)
USF – Universidade São Francisco – Itatiba – SP.
Prof. André Luís Pissolatti (Membro Interno)
USF – Universidade São Francisco – Itatiba – SP.

3
"Aprender é a única coisa de que a mente nunca se cansa, nunca tem medo e nunca se arrepende."
(Leonardo da Vinci)

4
Aos nossos pais pelo apoio e incentivo em toda a
carreira acadêmica.
Aos nossos amigos e colegas que nos apoiam
sempre que necessário e nos proporcionaram
momentos de alegrias e descontrações.
Aos nossos professores pelos conhecimentos
compartilhados.
Somos eternamente gratos a todos.

5
Agradecimentos
Agradecemos primeiramente a Deus por nos propiciar o dom da vida e assim nos
permitir concluir mais uma etapa de nossas vidas.
Agradecemos aos nossos pais pelo auxilio e dedicação, por estarem sempre aos nossos
lados.
Ao nosso orientador Prof. Fernando Cesar Gentile, que nos auxiliou em todo o
desenvolvimento do trabalho com seus conhecimentos.
Agradecemos ao Prof. Carmo Pellicari de Lima, pelo apoio inicial onde foi nosso
orientador na primeira etapa deste projeto. Ao Prof. Celso de Godoy pelos auxílios com a
parte prática do TCC, assim como os funcionários José Antônio Baptista e João Paulo
Roson.
A empresa Vulkan do Brasil que nos possibilitou realizar o trabalho, fornecendo
materiais para investigação e auxílios técnicos quanto ao produto.
A empresa Grammer do Brasil que nos cedeu o espaço do laboratório para a
realização de alguns estudos.
6
Sumário
Lista de siglas ................................................................................................................ 7
Lista de símbolos ........................................................................................................... 8
Lista de Figuras ........................................................................................................... 11
Listas de Tabelas ......................................................................................................... 14
Resumo ......................................................................................................................... 15
1 INTRODUÇÃO .................................................................................................... 16
1.1 OBJETIVO ..................................................................................................... 17
1.2 JUSTIFICATIVA ........................................................................................... 17
2 REVISÃO BIBLIOGRÁFICA ............................................................................ 18
2.1 Contra-Recuo .................................................................................................. 18
2.2 Ligas Ferrosas ................................................................................................. 21
2.3 Aços Carbonos ................................................................................................ 22
2.4 Aços Ligados .................................................................................................. 23
2.4.1 Aço SAE 4140 ............................................................................................ 24
2.4.2 Aço SAE 8620 ............................................................................................ 26
2.5 Tratamentos térmicos ...................................................................................... 29
2.5.1 Têmpera ...................................................................................................... 29
2.5.2 Têmpera superficial .................................................................................... 31
2.5.3 Revenimento ............................................................................................... 34
2.6 Tratamentos termoquímicos............................................................................ 35
2.6.1 Cementação ................................................................................................ 36
2.7 Fadiga superficial ............................................................................................ 38
2.7.1 Contato entre cilindros ............................................................................... 39
3 METODOLOGIA ................................................................................................ 43
3.1 Descrição da peça ........................................................................................... 43
3.2 Determinação da espessura mínima da camada tratada .................................. 45
3.3 Medida da espessura da camada tratada. ........................................................ 46
3.4 Ensaio de microdureza .................................................................................... 55
4 Resultados e discussões ........................................................................................ 59
4.1 Cálculo das tensões Hertzianas ....................................................................... 59
4.2 Dureza e micrografia ...................................................................................... 66
4.3 Discussões dos resultados ............................................................................... 72
5 CONCLUSÃO ...................................................................................................... 74
6 REFERENCIAS BIBLIOGRÁFICAS ............................................................... 75

7
Lista de siglas
AISI American Iron and Steel Institute
ASM American Society for Metals
ASTM American Society for Testing and Materials
SAE Society of Automotive Engineers
UNS Unified Numbering System

8
Lista de símbolos
% Por cento
≈ Aproximadamente
T temperatura
sin seno
C Carbono
Si Silício
Cr Cromo
H Hidrogênio
N Nitrogênio
O Oxigênio
Mn Manganês
Mo Molibdênio
HRC Dureza na escala Rockell C
HV Dureza na escala Vickers
°C Graus Celsius
Pa Pascal
M Mega
k kilo
G giga
mm milímetros
W Watt

9
Cm² centímetro quadrado
Hz Hertz
N Newton
µm micro metro
ml mililitros
Kgf quilo grama força
Nm Newton metro
rpm rotação por minuto
h hora
° graus
min minuto
� Metade da largura da área de contato [mm]
� Constante geométrica
� Força [N]
π pi
� Comprimento do contato [mm]
��á� Pressão máxima de contato [Pa]
Raio de curvatura do rolete [mm]
� Constante do material do rolete
� Coeficiente de Poisson do material do rolete
Módulo de Elasticidade do material do rolete [Pa]
� Raio de curvatura do anel externo [mm]
�� Constante do material do anel externo

10
�� Coeficiente de Poisson do material do anel externo
� Módulo de Elasticidade do material do anel externo [Pa]
�� Tensão normal no eixo x [Pa]
�� Tensão normal no eixo y [Pa]
�� Tensão normal no eixo z [Pa]
��� Tensão normal equivalente a máxima tensão cisalhante [Pa]
��á� Máxima tensão cisalhante [Pa]
���á� Localização em z da máxima tensão cisalhante [mm]
� Torque máximo de projeto [Nm]
� Número de roletes utilizados
�� Diâmetro dos roletes [m]
� Ângulo de aplicação da força [°]
�� Fator de segurança
11
Lista de Figuras
Figura 2-1 Classificação de embreagens e freios (NORTON, 2004 p. 819) ................ 18
Figura 2-2: Sistema de acionamento de correia transportadora com Contra-Recuo (Do
autor). ........................................................................................................................................ 19
Figura 2-3: Sistema de acionamento auxiliar com roda livre (Do autor). .................... 20
Figura 2-4: Corte do Contra-Recuo, mostrando os detalhes internos (Do autor). ........ 20
Figura 2-5: Detalhe do cubo, rolo cilíndrico e anel externo (Do autor). ...................... 21
Figura 2-6 - Curva TTT do aço AISI/SAE 4140 (VOORT, 1991). .............................. 26
Figura 2-7 - Curva TTT do aço AISI/SAE 8620 (LUCEFIN GROUP) ....................... 28
Figura 2-8 - Diagrama esquemático de transformação para têmpera e revenido
(CHIAVERINI, 1987, p. 63). ................................................................................................... 30
Figura 2-9 - Exemplos de campos magnéticos e correntes induzidas produzidas por
bobinas de indução (CHIAVERINI, 1996, pg. 123). ............................................................... 33
Figura 2-10 - Fluxograma do processo de têmpera por indução em tubos (Do autor). 34
Figura 2-11 - Influencia do tempo e da temperatura na penetração superficial de
carbono (CHIAVERINI, 1987 p. 100). .................................................................................... 37
Figura 2-12 – Distribuições de pressões nas superfícies de contato para contato entre
esferas e cilindros respectivamente. (NORTON, 2004, p.415) ................................................ 38
Figura 2-13 - Circulo de Mohr estado geral de tensões (BEER, 2011, p.695). ............ 42
Figura 3-1 – Anel externo do Contra-Recuo forma 210, tamanho 10 (Do autor). ....... 43
Figura 3-2 - Anel seccionado em varias partes, mais amostra (Do autor). ................... 47
Figura 3-3 - Cortador de disco abrasivo Arotec - arocor 40 (Do autor). ...................... 48
Figura 3-4 - Lixadeira Arotec Aropel E (Do autor). ..................................................... 49
12
Figura 3-5 - Discos abrasivos utilizados no lixamento (Do autor). .............................. 50
Figura 3-6 - Polidora rotativa Struers DP-10 (Do autor). ............................................. 51
Figura 3-7 - Disco de polir Struers MD Nap e pasta diamantada Struers Dia-Duo2 (Do
autor) ......................................................................................................................................... 51
Figura 3-8 - Amostra com acabamento espelhado (Do autor). ..................................... 52
Figura 3-9 - Microscópio Olympus SZ61 (Do autor) ................................................... 53
Figura 3-10 - Espessura da camada cementada do SAE 8620 (Do autor). ................... 54
Figura 3-11 - Espessura da camada temperada do SAE 4140 (Do autor). ................... 54
Figura 3-12 - Embutidora Arotec PRE3Mi, desmoldante e baquelite Arotec (Do autor).
.................................................................................................................................................. 55
Figura 3-13 - Amostras embutidas, lixadas, polidas e atacadas quimicamente (Do
autor). ........................................................................................................................................ 56
Figura 3-14 - Detalhe da peça mostrando profundidades de medição de dureza e
tratamento (Do autor). .............................................................................................................. 57
Figura 3-15 - Microdurômetro Clemex Vickers com range HV0,005 a 1,00Kg (Do
autor). ........................................................................................................................................ 57
Figura 4-1 - Gráfico com as tensões principais encontradas para cada eixo, variando
em 0,05[mm], desde a superfície da peça até o final da camada tratada especificada em
projeto (Do autor). .................................................................................................................... 63
Figura 4-2 - Circulo de Mohr para obtenção da máxima tensão de cisalhamento no
ponto z = 0,213 [mm] (Do autor). ............................................................................................ 64
Figura 4-3 - Gráfico com os valores da tensão normal equivalente, obtidos através do
critério da máxima tensão de cisalhamento, variando em 0,05[mm], desde a superfície da peça
até o final da camada tratada especificada em projeto (Do autor)............................................ 66
Figura 4-4 - Dureza Rockwell C em função da profundidade (Do autor). ................... 67

13
Figura 4-5 - Microestrutura das amostras a uma profundidade de 0,2 mm da superfície
(Do autor). ................................................................................................................................ 68
Figura 4-6 - Microestrutura das amostras a uma profundidade de 0,4 mm da superfície
(Do autor). ................................................................................................................................ 69
Figura 4-7 - Microestrutura das amostras a uma profundidade de 0,6 mm da superfície
(Do autor). ................................................................................................................................ 69
Figura 4-8 - Microestrutura das amostras a uma profundidade de 0,8 mm da superfície
(Do autor). ................................................................................................................................ 70
Figura 4-9 - Microestrutura das amostras a uma profundidade de 1 mm da superfície
(Do autor). ................................................................................................................................ 70
Figura 4-10 - Microestrutura das amostras a uma profundidade de 1, 2 mm da
superfície (Do autor). ................................................................................................................ 71
Figura 4-11 - Microestrutura das amostras a uma profundidade de 4 mm da superfície
(Do autor). ................................................................................................................................ 71
Figura 4-12 - Gráfico com as tensões normais encontradas para os planos de tensões, a
tensão normal equivalente e o limite de escoamento do material, observadas desde a
superfície até a profundidade de 1,4 [mm] (Do autor). ............................................................ 72

14
Listas de Tabelas
Tabela 1: Sistema SAE, AISI e UNS de classificação dos aços (CHIAVERINI, 7ed.
1996). ........................................................................................................................................ 22
Tabela 2: Composição química do SAE 4140 ( ASM Handbook,1990, vol.1). ........... 24
Tabela 3: Composição química do SAE 8620 (ASM Handbook,1990, vol.1). ............ 26
Tabela 4 - Propriedades mecânicas típicas do aço SAE 4140 tratado termicamente
(adaptada ASM Handbook, 1991, vol.4) .................................................................................. 44
Tabela 5 - Dados de projeto e materiais utilizados (Do autor). .................................... 59
Tabela 6 - Valores de tensões principais para cada eixo, variando em 0,05[mm], desde
a superfície da peça até o final da camada tratada especificada em projeto (Do autor). ......... 62
Tabela 7 - Valores da tensão normal equivalente, obtidos através do critério da
máxima tensão de cisalhamento (Do autor). ............................................................................ 65
Tabela 8 - Durezas encontradas através da microdureza na peça cementada e
temperada (Do autor). ............................................................................................................... 67

15
Resumo
O presente estudo tem como principal objetivo a averiguação e comprovação da
alteração de material e tratamento térmico do anel externo do contra-recuo, inicialmente
manufaturado em SAE 8620 com tratamento termoquímico de cementação, e alterado para
SAE 4140 com tratamento térmico de tempera por indução. O contra-recuo é um equipamento
muito utilizado na indústria com intuito de evitar o retrocesso de máquinas num sentido
indesejado ou auxiliar em acionamentos de grande porte. As análises de eficácia das
alterações foram feitas por meio de cálculos analíticos das tensões Hertzianas, dos ensaios de
dureza e ensaios metalográficos das amostras retiradas de ambas as peças e da comparação
dos resultados obtidos. Com base nestes dados, conclui-se que a alteração do material e
tratamento térmico quanto a espessura mínima de camada tratada foi satisfatória, porém, com
relação aos quesitos das propriedades mecânicas necessárias para a aplicação, os resultados
são insatisfatórios.
PALAVRAS-CHAVE: Contra-recuo. Tensões Hertzianas. Ensaio de dureza.
Metalografia.

16
1 INTRODUÇÃO
O presente trabalho apresenta uma análise técnica, através de ensaios metalográficos e
cálculos analíticos, de alterações de material e tratamento térmico em peças de um modelo da
linha de produtos VULKAN do Brasil Ltda., o Contra Recuo 210-10.
A VULKAN do Brasil Ltda. é uma empresa que atua na América do Sul há mais de 35
anos, com sua filial instalada no Brasil na cidade de Itatiba-SP, atuando no fornecimento de
equipamentos de transmissão de potência e frenagem para indústrias dos setores de mineração
e siderurgia, além de fornecer também equipamentos para linha branca de ar-condicionado e
refrigeração, atuando com a tecnologia Lokring de união de tubos sem solda.
Inicialmente os anéis dos contra-recuos 210-10 eram fabricados em SAE 8620 e
tratados termoquímicamente por cementação em banho de cianeto, o que acarretava alguns
problemas com relação a custo e qualidade.
Devido aos problemas de qualidade encontrados, era necessário obter um sobre metal
elevado, que acarretava em maior tempo de usinagem das peças, impactando diretamente nos
custos de produção. Desta forma, foram adotadas algumas alterações relativas a material e
tipo de tratamento.
Atualmente as peças são fabricadas em SAE 4140 e tratadas termicamente através de
têmpera e revenimento superficial, realizado somente na superfície que será submetida as
tensões de contato. Desta forma, os problemas de qualidade, antes encontrados devido ao
empenamento das peças, foram reduzidos e assim o sobremetal necessário para atender as
tolerâncias geométricas das peças é menor, reduzindo o custo de produção.
Essas alterações foram realizadas pela empresa sem um estudo analítico ou uma
análise crítica com relação às características técnicas dos tratamentos e materiais utilizados,
apenas realizando testes mecânicos para comprovação das alterações.

17
1.1 OBJETIVO
O presente trabalho tem como objetivo comprovar, através de análises metalográficas,
ensaios mecânicos e cálculos analíticos, que as alterações realizadas pela empresa VULKAN
do Brasil Ltda. no tratamento para endurecimento superficial do contra-recuo 210-10 mantém
as caraterísticas necessárias para o funcionamento adequado do componente.
1.2 JUSTIFICATIVA
Devido aos problemas de qualidades e custo previamente citados e a ausência de um
estudo técnico-científico, o presente trabalho irá apresentar cálculos de tensão de Hertz,
ensaios mecânicos de dureza e metalográficos para a comprovação da viabilidade técnica das
alterações realizadas.

18
2 REVISÃO BIBLIOGRÁFICA
2.1 Contra-Recuo
Conforme NORTON (2004, p.819) existem vários tipos de embreagens de sentido
único, dentre elas situam-se as embreagens de escovas e embreagens de roletes, ambas
possuem pistas internas e externas de rolagem em que o “vão” formado é preenchido com as
tais escovas de formato incomum ou roletes. Estes mecanismos permitem o movimento
unidirecional, porém quando se der por algum motivo a inversão do sentido de giro, o
mecanismo tende a bloquear o movimento.
Resumidamente podem-se verificar os mecanismos citados na Figura 2-1:
Figura 2-1 Classificação de embreagens e freios (NORTON, 2004 p. 819)

19
Segundo NIEMANN (1971, p.153), os contra recuos e rodas livres, também chamados
de acoplamentos direcionais, funcionam de forma que, quando se dá o atraso do lado
acionado, este se torna livre, e quando ocorre o adiantamento do lado do acionamento, o
equipamento trava (acopla). Considerando que a montagem do equipamento ocorra entre uma
peça girante e uma fixa, pode-se empregá-lo de diferentes formas:
1º - Como Recuo Bloqueado: No acionamento de correias transportadoras, máquinas
de levantamento, elevadores, bombas e máquinas de obras civis, com intuito de evitar o
retrocesso da carga quando se der alguma falha ou interrupção do acionamento.
Na Figura 2-2 nota-se a utilização do equipamento no sistema de acionamento de uma
correia transportadora.
Figura 2-2: Sistema de acionamento de correia transportadora com Contra-Recuo (Do autor).
2º - Como roda livre ou como acoplamento de adiantamento: Neste caso o lado
acionado deve continuar girando quando o acionamento deve estar parado ou atrasado em
relação ao outro. Esta propriedade do equipamento é bastante explorada no acionamento de
ventiladores ou exaustores, que no momento do desligamento tendem a continuar girando
devido à própria inércia, enquanto o lado acionamento está parado, pois já está
“desconectado” das hélices. Com este mesmo intuito, as rodas livres também são empregadas
em acionamentos auxiliares de turbinas a vapor, motores a combustão, ou em motores
elétricos de alta potência. Conforme Figura 2-3, nota-se a roda livre associada a um
acoplamento elástico entre o motor maior e o acionamento secundário.
Contra-Recuo
Sistema de acionamento
Correia transportadora
20
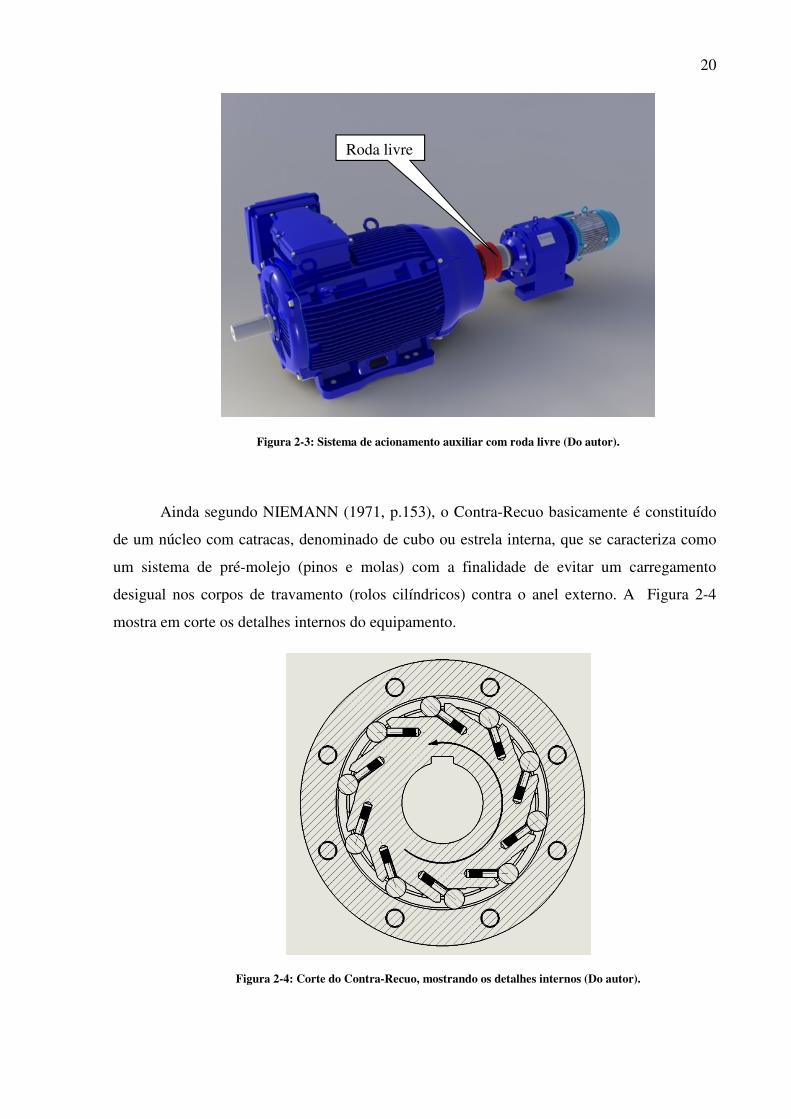
Figura 2-3: Sistema de acionamento auxiliar com roda livre (Do autor).
Ainda segundo NIEMANN (1971, p.153), o Contra-Recuo basicamente é constituído
de um núcleo com catracas, denominado de cubo ou estrela interna, que se caracteriza como
um sistema de pré-molejo (pinos e molas) com a finalidade de evitar um carregamento
desigual nos corpos de travamento (rolos cilíndricos) contra o anel externo. A Figura 2-4
mostra em corte os detalhes internos do equipamento.
Figura 2-4: Corte do Contra-Recuo, mostrando os detalhes internos (Do autor).
Roda livre

21
No sentido de giro livre do equipamento, devido à força centrífuga, os rolos cilíndricos
se desencostam do anel externo possibilitando o movimento. Vale ressaltar que, mesmo em
giro livre, os pinos e molas de acionamento mantem o rolo cilíndrico sempre na posição de
travamento, de modo que, quando seja solicitado, o bloqueio seja imediato e com o mínimo
de escorregamento.
No momento do travamento do Contra-Recuo, o par de atrito de auto retenção atua
como trava, como nota-se na Figura 2-5:
Figura 2-5: Detalhe do cubo, rolo cilíndrico e anel externo (Do autor).
Conforme Figura 2-5, o rolo cilíndrico é pressionado contra o cubo e contra o anel
externo, evitando que ocorra o giro no sentido horário.
2.2 Ligas Ferrosas
Segundo CALLISTER (2008, p.259) “Ligas ferrosas – aquelas nas quais o ferro é o
constituinte principal – são produzidas em maiores quantidades do que qualquer outro tipo de
metal”. São formadas por várias classes de aços: Aços ao Carbono, aços ligados, aços
inoxidáveis, aços ferramenta, ferros fundidos e superligas ferrosas. As ligas ferrosas têm
como seu principal elemento o ferro, e tem sua maior utilização nos ramos de engenharia e
são divididas em dois grupos: aços com até 2,14% de carbono e ferros fundidos com carbono
acima de 2,14%. Os aços são classificados pelas normas AISI/SAE e UNS com uma

22
numeração fixa que definem os elementos que os compõem e suas propriedades mecânicas
conforme Tabela 1.
Tabela 1: Sistema SAE, AISI e UNS de classificação dos aços (CHIAVERINI, 7ed. 1996).
2.3 Aços Carbonos
Conforme CALLISTER (2008, p.260) os aços carbono são compostos por elementos
químicos como ferro, carbono, manganês e silício, e também por enxofre e fósforo, que são
classificados como impurezas em sua composição química. Os aços são classificados por
padrões AISI/SAE da serie 10XX, na qual os dois últimos dígitos indicam o percentual
centesimal de carbono em sua massa. Podem-se classificar os aços carbono em três classes:
Aços com baixo teor de carbono, aços de médio teor de carbono e aços de alto teor de
carbono.
Os aços de baixo teor de carbono podem ter em sua composição química até 0,25% de
carbono e tem como características: ductilidade, tenacidade, boa soldabilidade, capacidade de
AISI-SAE UNS
10XX G10XXX Aços-carbonos comuns
11XX G11XXX Aços de usinagem fácil, com alto S
12XX G12XXX Aços de usinagem fácil, com alto P e S
15XX G15XXX Aços-Mn com manganês acima de 1%
13XX G13XXX Aços-Mn com 1,75% de Mn médio
40XX G40XXX Aços-Mo com 0,25% de Mo médio
41XX G41XXX Aços-Cr-Mo com 0,4 a 1,1% de Cr em 0,08 a 0,35% de Mo
43XX G43XXX Aços-Ni-Cr-Mo com 1,65 a 2% Ni, 0,4 a 0,9% de Cr e 0,2 a 0,3% de Mo
46XX G46XXX Aços-Ni-Mo com 0,7 a 2% de Ni e 0,15 a 0,3% de Mo
47XX G47XXX Aços-Ni-Cr-Mo com 1,05% de Ni, 0,45% de Cr e 0,2% de Mo
48XX G48XXX Aços-Ni-Mo com 3,25 a 3,75% de Ni e 0,2 a 0,3% de Mo
51XX G51XXX Aços-Cr com 0,07 a 1,1% de Cr
E51100 G51986 Açõs-Cromo (forno elétrico) com 1% de Cr
E52100 G52986 Aços-Cromo (forno elétrico) com 1,45% de Cr
61XX G61XXX Aços-Cr-V com 0,6 ou 0,95% de Cr e 0,1 ou 0,14 de V min.
86XX G86XXX Aços-Ni-Cr-Mo com 0,55% de Ni, 0,5% de Cr e 0,2% de Mo
87XX G87XXX Aços-Ni-Cr-Mo com 0,55% de Ni, 0,5% de Cr e 0,25% de Mo
88XX G88XXX Aços-Ni-Cr-Mo com 0,55% de Ni, 0,5% de Cr e 0,3 a 0,4% de Mo
9260 G92XXX Aços-Si com 1,8% a 2,2% de Si
50BXX G50XXX Aços-Cr com 0,2 a 0,6% de Cr e 0,0005 a 0,003% de Boro
51B60 G51601 Aços-Cr com 0,8% de Cr e 0,0005 a 0,003% de Boro
81B45 G81451 Aços-Ni-Cr-Mo com 0,3% de Ni, 0,45% de Cr, 0,12% de Mo e 0,0005 a 0,003% de Boro
94BXX G94XXX Aços-Ni-Cr-Mo com 0,45% de Ni, 0,4% de Cr, 0,12% de Mo e 0,0005 a 0,003% de Boro
DesignaçãoTipos de aço

23
se conformar plasticamente e baixo custo, porém não apresentam boa resposta ao tratamento
térmico de têmpera. Suas principais aplicações são tubos, chapas, arames e peças estampadas.
Aços de médio teor de carbono podem ter em sua composição de 0,25% a 0,60% de
carbono. Tem uma boa resposta a tratamentos térmicos, porém não atingem altos índices de
dureza. Em comparação aos aços de baixo teor de carbono, apresentam maior resistência
mecânica e menor ductilidade e tenacidade. Suas aplicações são: engrenagens, eixos árvore, e
ferramentas manuais.
Aços de alto teor de carbono tem concentração acima de 0,6% de carbono, apresentam
durezas elevadas após o tratamento térmico de têmpera. Dentre os aços carbonos são os que
apresentam maior resistência mecânica e menor tenacidade e ductilidade. Suas principais
aplicações são: limas, serras, facas.
2.4 Aços Ligados
Segundo CHIAVERINI (1996, p.200) os aços ligados são materiais aos quais são
adicionados elementos de liga para melhorar certas propriedades do aço ao carbono comum,
como por exemplo, aumentar a temperabilidade de peças de seções mais espessas; aumentar a
resistência à oxidação; aumentar a resistência ao desgaste; melhorar a difusão de carbono em
certos aços destinados à cementação; melhorar a usinabilidade, entre outros.
São considerados aços ligados os aços que possuem elementos residuais acima dos
teores normais ou quando há a presença de novos elementos de liga, dentre eles pode-se citar:
Aços de baixa liga: cujo teor de elementos de liga total não ultrapassa o valor 5,0%.
Conforme CHIAVERINI (1996, p.200) “Nestes aços, a quantidade total de elementos de liga
não é suficiente para alterar profundamente as estruturas dos aços resultantes, assim como a
natureza dos tratamentos térmicos a que devam ser submetidos”.
Aços de alta liga são aqueles cujo teor mínimo de elementos de liga está entre 10 e
12%. Nestas proporções geram-se alterações significativas tanto na estrutura dos aços, quanto
nos posteriores tratamentos térmicos e termoquímicos, geralmente facilitando-os.

24
2.4.1 Aço SAE 4140
Conforme (ASM Handbook, 1990, vol.1) de uma forma geral estes aços possuem
grande empregabilidade em uma série de aplicações, entre eles os aços de baixa liga da
família SAE 41xx. Esses aços são ligados ao Cromo (≈ 1%) e ao Molibdênio (≈ 0,2%) e
atingem alta resistência através de tratamentos térmicos de têmpera.
AISI/SAE 4140 é utilizado em aplicações que requeiram uma combinação de dureza
moderada e boa resistência. Devido ao seu maior teor de carbono, o aço 4140 tem uma grande
capacidade de endurecimento, possui uma boa resistência mecânica e resistência à fratura, e
também uma elevada resistência à fadiga. A composição química do aço 4140 se encontra
ilustrado na Tabela 2.
Tabela 2: Composição química do SAE 4140 ( ASM Handbook,1990, vol.1).
AISE/SAE 4140 C Si Mn Cr Mo
Mínimo 0,38 0,10 0,75 0,80 0,15
Máximo 0,43 0,35 1,00 1,10 0,25
No aço 4140, através de tratamentos de têmpera convencional e tratamentos térmicos,
é possível obter uma resistência à tração de até 1650 MPa. A temperatura de trabalho para
utilização do aço 4140 pode chegar até 480°C. Acima dessa temperatura, a resistência do aço
diminui bruscamente.
Para forjamento, geralmente o aço 4140 é aquecido a temperatura de 1100 até 1200
°C, depois a temperatura de acabamento do aço não deve ser inferior a 980 °C. As peças
devem ser resfriadas lentamente após moldagem a quente. Este aço tem uma boa
soldabilidade, podendo ser utilizado qualquer um dos métodos convencionais de solda (ASM
Handbook,1990, vol.1).
O aço 4140 é fabricado em forma de barras, hastes, peças forjadas, chapas, placas,
tiras e peças fundidas. Este aço é empregado em peças que exigem elevada dureza, resistência
e tenacidade, sendo de uso na fabricação de automóveis, aviões, virabrequins, bielas, eixos,
engrenagens, armas, parafusos, equipamentos para petróleo, dentre outros.

25
Conforme (ASM Handbook,1990, vol.1) tratamentos térmicos normais que são
geralmente aplicados ao aço 4140 são:
� Recozimento: O tratamento deve ser feito na temperatura próxima de
850ºC por no mínimo 1 hora para cada 25 mm de espessura. Resfriar
lentamente no forno.
� Normalização: O tratamento deve ser feito na temperatura próxima de 870 –
900ºC por no mínimo 1 hora para cada 25 mm de espessura. Resfriar ao ar.
Em casos especiais pode se utilizar ar forçado.
� Têmpera: Austenitizar em temperatura entre 840 – 870ºC. Aquecer por 1
hora para cada 25 mm de espessura e adicionar 1 hora para cada 25 mm
adicionais. Resfriar em óleo ou polímero. O resfriamento em polímero conduz
a menor variação dimensional e maior homogeneidade microestrutural.
� Revenimento: Deve ser realizado imediatamente após a têmpera quando a
temperatura atingir aproximadamente 70ºC. A temperatura de revenimento
deve ser selecionada de acordo com a dureza especificada no componente. Para
isto, é necessário utilizar a curva de revenimento do aço. Manter na
temperatura de revenimento por no mínimo 1 hora para cada 25 mm de
espessura. Não revenir entre 230-370ºC por causa da fragilidade ao revenido.
� Nitretação: Este aço pode ser nitretado para elevar a resistência ao desgaste
pelo endurecimento superficial. A dureza máxima depende da condição prévia
de tratamento térmico. Componentes beneficiados antes da nitretação terão
melhor característica de endurecimento atingindo dureza máxima próxima de
64 HRC. Recomenda-se profundidade de endurecimento entre 0,30 e 0,60 mm.
� Têmpera Superficial: Pode ser realizada por processo de chama ou indução
para durezas superiores a 55 HRC.
O AISI/SAE 4140, assim como outros aços, possui uma curva TTT que apresenta a
composição microestrutural do aço para determinadas temperaturas de tratamento por tempo
em que o material é submetido à temperatura. Para o AISI/SAE 4140 observamos sua curva
na Figura 2-6

26
Figura 2-6 - Curva TTT do aço AISI/SAE 4140 (VOORT, 1991).
2.4.2 Aço SAE 8620
Os aços de baixa liga da família SAE 86xx, geralmente utilizados para construção
mecânica, são ligados ao Níquel (≈ 0,6%), Cromo (≈ 0,6%) e ao Molibdênio (≈ 0,2%) assim
sendo considerados aços de boa temperabilidade.
AISI/SAE 8620 é um aço utilizado para cementação em aplicações às quais requerem
uma superfície com maior dureza, mantendo o seu núcleo mais dúctil. Sendo um aço para
cementação, o aço 8620 consegue atingir, depois de temperado, uma dureza superficial de até
62 HRC, apresentando grande resistência ao desgaste, enquanto em seu núcleo a dureza varia
entre 30 e 45 HRC, mantendo o aço com boa resistência mecânica e também com resistência à
fratura. A composição química do aço 8620 conforme a Tabela 3.
Tabela 3: Composição química do SAE 8620 (ASM Handbook,1990, vol.1).
AISE/SAE 8620 C Mn Ni Cr Mo
Mínimo 0,18 0,70 0,40 0,40 0,15
Máximo 0,23 0,90 0,70 0,60 0,25

27
Para a realização do forjamento do aço 8620, ele deve ser aquecido à temperatura
máxima de 1240°C, e a temperatura mínima não deve ser inferior a 900 °C. As peças devem
ser resfriadas lentamente após moldagem a quente. Este aço tem uma boa usinabilidade e
também uma boa soldabilidade.
O aço 8620 é fabricado em forma de barras, hastes, peças forjadas, chapas, placas,
tiras e peças fundidas. Utilizado em componentes mecânicos onde há exigência de dureza
superficial obtida pelo processo de cementação, como; pinos guia, anéis de engrenagem,
colunas, cruzetas, catracas, capas, eixos, coroas, virabrequins, pinos, guia, pinhões,
engrenagens em geral.
Conforme (GGDMETALS) tratamentos térmicos normais que são geralmente
aplicados ao aço 8620 são:
� Recozimento: O tratamento deve ser feito na temperatura entre 820 –
840ºC por no mínimo 1 hora para cada 25 mm de espessura. Resfriar no forno.
� Normalização: O tratamento deve ser feito na temperatura próxima de 910 –
930ºC por no mínimo 1 hora para cada 25 mm de espessura. Resfriar ao ar.
Em casos especiais pode se utilizar ar forçado.
� Cementação: Podem ser utilizados os processos de cementação em caixa, a gás
ou em banho de sal. A temperatura deve estar entre 900 – 925ºC. O tempo de
cementação deve ser controlado em função do potencial de carbono e
da profundidade de endurecimento especificados. A cementação deve ser
seguida por têmpera e revenimento.
� Têmpera: A têmpera quando realizada diretamente após a cementação, deve ser
realizada na faixa de temperatura de 840 – 860ºC, mantida pelo tempo
necessário para homogeneizar a temperatura na seção transversal e resfriar em
óleo ou água dependendo da seção e geometria. Para têmpera convencional,
utilizar a temperatura de 840 – 870ºC com o mesmo procedimento descrito.
� Revenimento: Deve ser realizado imediatamente após a têmpera quando a
temperatura atingir cerca de 70ºC. O revenimento é realizado em temperaturas
entre 150 – 200ºC. No revenimento não há queda significativa da dureza, mas

28
se garante uma melhor resistência à fratura e evita-se a formação de trincas
superficiais na retífica.
� Nitretação: Este aço pode ser nitretado para elevar a resistência ao desgaste
pelo endurecimento superficial. Para a nitretação, o componente deve ser
apenas temperado e revenido ou recozido. É indispensável a presença da
camada branca com espessura superior a 12 mm.
� Têmpera Superficial: Este aço não responde satisfatoriamente, pois possui teor
de carbono muito baixo.
O AISI/SAE 8620, assim como outros aços, possuem uma curva TTT que apresenta a
composição microestrutural do aço para determinadas temperaturas de tratamento por tempo
em que o material é submetido à temperatura. Para o AISI/SAE 8620 observamos sua curva
na Figura 2-7
Figura 2-7 - Curva TTT do aço AISI/SAE 8620 (LUCEFIN GROUP)

29
2.5 Tratamentos térmicos
Tratamento térmico é o conjunto de operações de aquecimento a que são submetidos
os aços, sob condições controladas de temperatura, tempo, atmosfera e velocidade
de resfriamento, com objetivo de alterar as suas propriedades ou conferir-lhes
características determinadas. (CHIAVERINI, 1996, p.82).
Muitas das versatilidades dos aços são obtidas a partir dos tratamentos térmicos, já que
estes aportam melhores propriedades mecânicas sem alterar a composição química do
material, com exceção para os tratamentos termoquímicos, que alteram superficialmente a
composição dos mesmos. Geralmente os tratamentos térmicos são empregados para
possibilitar a utilização de certos materiais em aplicações específicas, bem como facilitar a
manufatura das peças. As principais propriedades que se buscam alterar com o efeito dos
tratamentos térmicos são: Resistência mecânica, tenacidade, ductilidade e dureza.
Basicamente o processo de tratamento térmico pode ser definido como: aquecimento
até determinada temperatura, manutenção da temperatura e resfriamento, onde todas essas
etapas possuem padrões de tempos pré-determinados. O controle dos parâmetros dessas três
etapas principais afetam diretamente os objetivos do processo.
Os principais tratamentos térmicos são: recozimento, normalização, têmpera e
revenimento.
2.5.1 Têmpera
Segundo CHIAVERINI (1987, p.63) a têmpera é o tratamento térmico mais
importante a ser estudado, pois através dele se obtém um aumento de dureza e resistência
mecânica, com isso podem-se utilizar peças em aplicações mais críticas nas áreas de
engenharia.
O tratamento de têmpera visa à obtenção da martensita, que é obtida através do
mecanismo de cisalhamento e não de difusão, característico da formação da perlita. A
inexistência de difusão se deve ao fato da martensita formar-se somente quando, no

30
resfriamento, uma determinada temperatura é atingida, e conforme a temperatura cai a
martensita cresce, como ilustrado na Figura 2-8.
Figura 2-8 - Diagrama esquemático de transformação para têmpera e revenido (CHIAVERINI, 1987, p. 63).
A forma da martensita depende do teor de carbono presente no aço. Em aços de baixo
e médio teor de carbono, as placas de martensita são caracterizadas por uma pequena largura.
Em aços de alto teor de carbono, as placas são mais largas e a martensita apresenta uma
estrutura mais grosseira.
A martensita tem sido considerada uma solução sólida supersaturada de carbono no
ferro alfa, essa supersaturação provoca uma distorção no reticulado cúbico centrado, que é a
forma como a célula unitária se encontra na estrutura, que resulta na extrema dureza
característica da martensita.

31
Os aços quando temperados apresentam uma estrutura martensítica que se estende da
superfície para o núcleo das peças. Quanto maior a temperabilidade do aço, mais profunda
será a estrutura martensítica.
2.5.2 Têmpera superficial
O endurecimento superficial dos aços, segundo CHIAVERINI (1996, p.118) tem
como objetivo apenas a criação de uma superfície dura na peça, de grande resistência ao
desgaste e á abrasão, sendo assim mais conveniente que o endurecimento da peça pela
tempera normal.
A tempera superficial é um procedimento que consiste em aquecer a superfície do aço
rapidamente de modo que a sua temperatura atinja a zona austenítica até certa profundidade,
seguindo de um resfriamento rápido. Assim conseguindo uma camada superficial temperada,
onde será obtida uma estrutura martensítica, abaixo dessa camada a estrutura do aço
permanece na sua condição original.
Os principais processos de tempera superficial são: tempera por chama e tempera por
indução.
Segundo CHIAVERINI (1987, p.90), neste processo aquece-se rapidamente a
superfície da peça acima da temperatura de austenitização, por intermédio de uma chama de
oxiacetileno, seguindo-se um jato de água em forma de borrifo, de modo a produzir uma
camada endurecida até a profundidade desejada. Desta maneira, existem probabilidades de se
formarem faixas mais moles, com alguns milímetros de largura. Para evitar esse
inconveniente, prefere-se aquecer a superfície com uma tocha de chama múltipla e de forma
circular, que se movimenta ao longo de peça girando rapidamente. O bocal de resfriamento
apresenta também uma forma circular. Através deste tipo de tratamento se obtêm uma
2.5.2.1 Têmpera por chama
32
espessura da camada endurecida que pode variar desde apenas uma casca superficial até cerca
de 10 mm.
O método de tempera por chama mais simples é o chamado estacionário, no qual se
aquece localmente áreas selecionadas da peça, com subsequente resfriamento, ou por borrifo
ou até mesmo por imersão. Este método é mais simples porque não exige nenhum
equipamento elaborado, além dos dispositivos de chama, fixação e de controle do tempo para
permitir um aquecimento uniforme.
As velocidades de aquecimento por chamas de oxiacetileno variam de 5 a 30
cm/minuto e, normalmente, o meio de resfriamento é água a temperatura ambiente, ou,
eventualmente, quando se deseja uma têmpera menos severa, ar.
Conforme CHIAVERINI (1987, p.94), a têmpera por indução é uma técnica de
endurecimento superficial bastante utilizada em aços. O aquecimento da peça é feito
superficialmente por indução eletromagnética, induzida através de uma corrente alternada que
circula por uma bobina ou indutor de trabalho.
Como a peça forma um circuito fechado, o campo eletromagnético gerado pela bobina,
que é altamente concentrado, induz uma tensão através da peça, desta forma a corrente
elétrica que circula gera o aquecimento através da movimentação de elétrons.
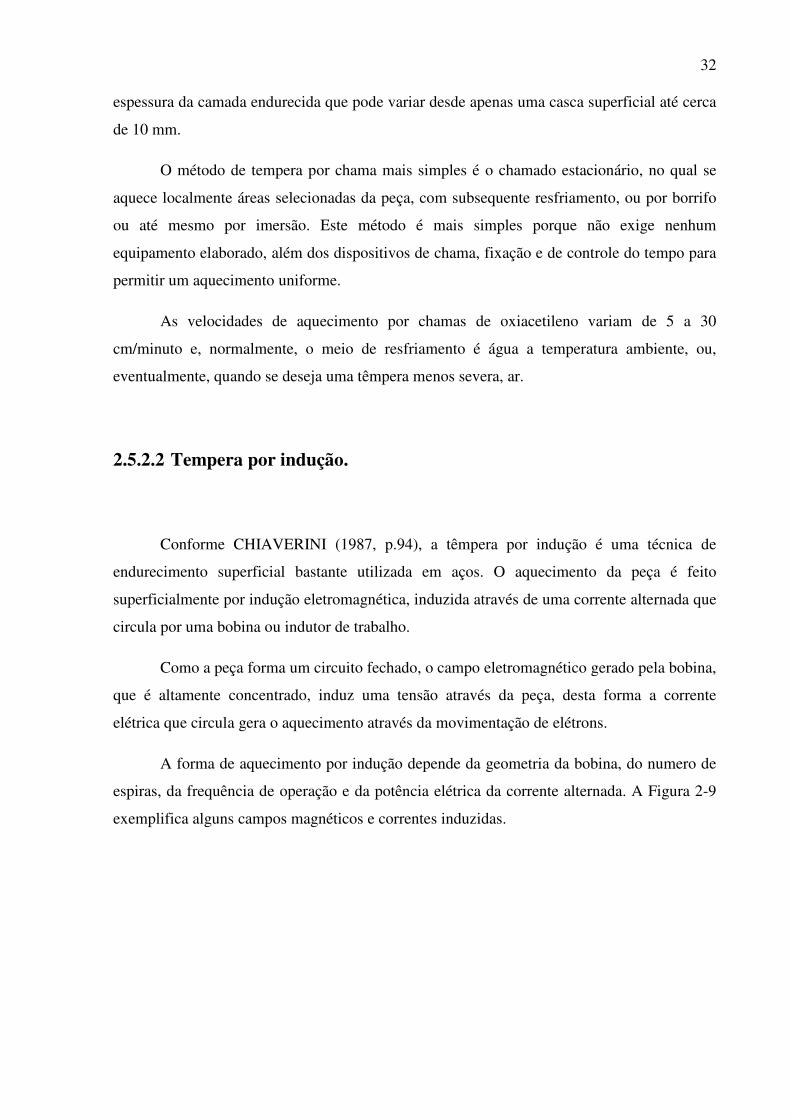
A forma de aquecimento por indução depende da geometria da bobina, do numero de
espiras, da frequência de operação e da potência elétrica da corrente alternada. A Figura 2-9
exemplifica alguns campos magnéticos e correntes induzidas.
2.5.2.2 Tempera por indução.
33
Figura 2-9 - Exemplos de campos magnéticos e correntes induzidas produzidas por bobinas de indução (CHIAVERINI, 1996, pg. 123).
A velocidade de aquecimento esta em função da intensidade do campo
eletromagnético ao qual a peça é submetida. Quando se deseja uma camada endurecida de
pequena espessura, adota-se uma corrente de alta frequência, enquanto que para maiores
profundidades são utilizadas frequências baixas ou intermediarias.
Como esse processo visa apenas o endurecimento superficial é necessário que se
aplique alta densidade de potência e em ciclos de aquecimentos curtos, de modo que o
aquecimento ocorra apenas na superfície da peça.
Exemplificando, para obter uma camada endurecida de até 0,25 mm se faz necessário
a aplicação de correntes de frequências elevadas, na ordem de 100 kHz a 1 MHz com alta
densidade de potência e tempo reduzido. Já nos casos em que há necessidade de obterem-se

34
profundidades mais espessas, o método de aquecimento utiliza baixas frequências, na ordem
de 3 a 25 kHz e em períodos de tempos mais longos.
Para obter-se o controle da profundidade de aquecimento, deve-se observar a forma da
bobina, o espaço entre a bobina e a peça, a taxa de alimentação de potencia, a frequência e o
tempo de aquecimento.
Dentre os principais processos de têmpera superficial por indução pode-se citar, o
método de têmpera simultânea, em que a peça é introduzida dentro da bobina e imediatamente
após o aquecimento a peça é resfriada. Outro método muito utilizado é o de têmpera continua
em que a peça é aquecida continuamente pela bobina e resfriada por um dispositivo que esta
localizado a certa distancia da mesma.
Na Figura 2-10 observa-se o fluxograma de tratamento de têmpera por indução em
tubos industriais
.
Figura 2-10 - Fluxograma do processo de têmpera por indução em tubos (Do autor).
2.5.3 Revenimento
Segundo CHIAVERINI (1987, p.73) após a têmpera superficial, as peças são
submetidas a um processo de revenido, pois qualquer que tenha sido o tratamento de têmpera

35
adotado é necessário revenir a martensita com a finalidade de diminuir a sua fragilidade, isto
é, torná-la menos quebradiça. Durante o revenimento a martensita perde o excesso de carbono
em solução e seu reticulado cristalino vai se tornando mais próximo da ferrita, sem distorção e
sem acúmulo de tensões mecânicas. Quanto mais alta a temperatura de revenimento, menor é
a distorção do reticulado, menor a dureza e maior a tenacidade do aço. Nos aços para a
construção mecânica, baixa liga e alta resistência, a dureza cai continuamente com a
temperatura. Geralmente, este processo é realizado a temperaturas baixas, objetivando-se
sobre tudo o alívio das tensões originadas.
No caso, por exemplo, da têmpera superficial por chama em peças de grandes
dimensões, através do método progressivo, o revenido é realizado imediatamente após o
resfriamento pelo reaquecimento da superfície temperada com uma chama colocada a
pequena distância do dispositivo de resfriamento.
Em peças grandes, temperadas até uma profundidade de cerca de 6 mm ou mais, o
calor residual presente depois do resfriamento, como já foi mencionado, pode ser suficiente
para aliviar as tensões da têmpera, tornando-se desnecessário um revenido subsequente, como
operação à parte.
Existe uma faixa de temperatura em que o revenimento deve ser evitado, pois a
tenacidade é bastante prejudicada. Este fenômeno chama-se fragilidade azul ou fragilidade
dos 260°C. O nome fragilidade azul deve-se ao fato de que na faixa de temperatura em que
essa fragilidade ocorre, forma-se uma película de oxido azulada.
2.6 Tratamentos termoquímicos
Segundo CHIAVERINI (1987, p.99), tratamentos termoquímicos são processos que
envolvem aquecimento do aço visando o endurecimento superficial das peças através da
introdução de elementos químicos e alterando a sua composição química na superfície. A
alteração da composição é causada pela difusão no metal de um ou mais elementos químicos,
o que dá origem as mudanças que vão permitir o endurecimento superficial do aço.
Esse processo se diferencia de outros tratamentos, pois se resume em aquecer as peças
até a temperatura de austenitização num meio rico em carbono e resfriá-lo para obter maior

36
dureza superficial. Na superfície tratada o material sofre uma alteração da sua composição
química e aumento da resistência mecânica do material. Esse processo depende das condições
do ambiente onde ocorre o tratamento, tendo assim uma reação química entre o ambiente e os
elementos contidos no aço. Essa difusão de elementos químicos pode ser através de elementos
em seu estado solido, liquido e gasoso.
Na maior parte dos casos aplicam-se tratamentos termoquímicos em peças que
necessitam de elevada dureza superficial, mas precisam manter o núcleo com dureza mais
baixa para garantir tenacidade adequada. Bons exemplos são engrenagens, rolamentos,
mancais e eixos. A dureza elevada é conseguida através da adição de carbono, nitrogênio ou
boro. Esses elementos penetram na peça por meio da difusão
Os principais processos de tratamentos termoquímicos são: Cementação, nitretação,
cianetação, carbonitretação e boretação.
2.6.1 Cementação
É o processo de tratamento termoquímico mais conhecido onde se tem a introdução de
carbono na superfície do aço, que pode ser pelos meios sólidos, líquidos ou gasosos,
dependendo do resultado desejado.
O principal elemento químico do processo de cementação é o carbono, que pode ser
obtido do carvão para o processo em meio solido, monóxido de carbono para o processo em
meio gasoso e banhos de cianeto para o processo em meio líquido.
Os aços que passam por esses tratamentos devem ter teor de carbono abaixo de 0,30%,
pois após passarem pela temperatura de austenitização, apenas sua superfície sofrerá
transformação, ganhando dureza e mantendo o seu núcleo tenaz, pois o carbono em alta
temperatura reage com o ferro do aço.
Desse modo, a superfície do aço fica enriquecida de Carbono, até a profundidade
que pode ser perfeitamente preestabelecida, permitindo, assim, a sua tempera
posterior para o aumento da dureza e resistência ao desgaste (CHIAVERINI, 1987,
p.99).
37
Após a cementação a camada apresenta teor de carbono por volta de 0,80%, enquanto
o núcleo permanece com o teor de carbono original do aço. Em seguida é necessário temperar
e revenir a peça para que ocorra o endurecimento e o alivio das tensões, respectivamente.
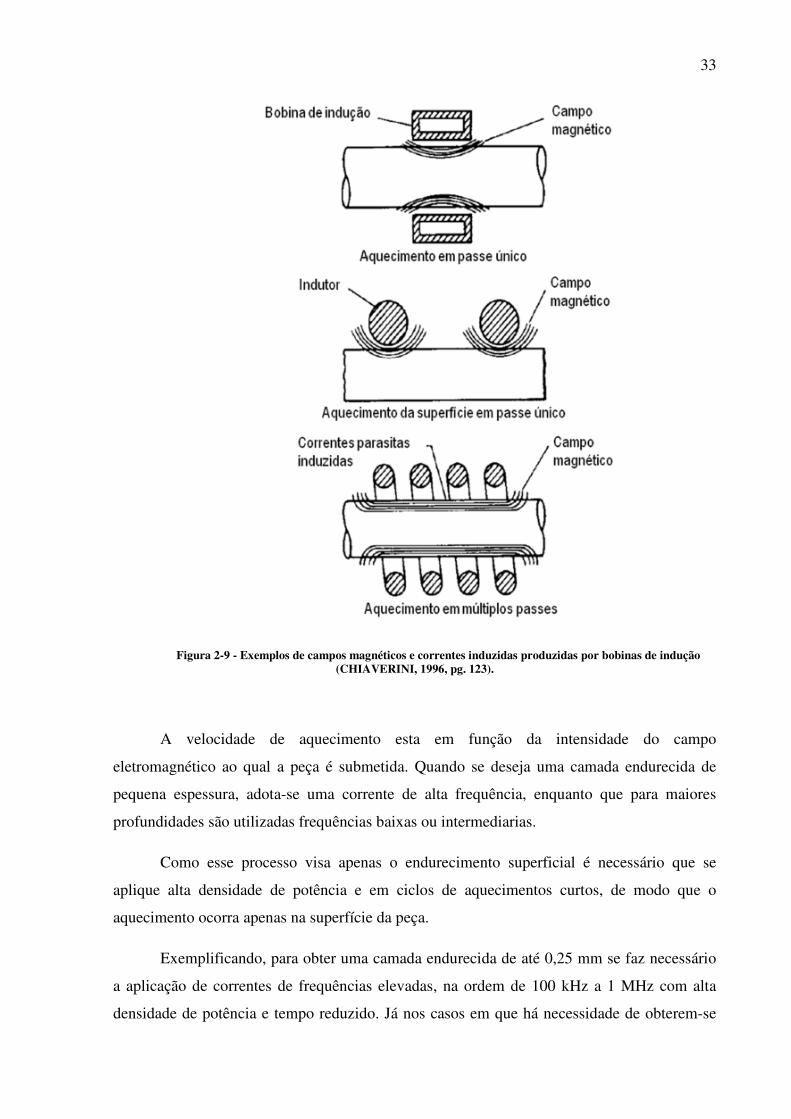
A profundidade da camada cementada tem relação com o tempo em que a peça será
exposta ao meio rico em Carbono e a temperatura a qual estará submetida, conforme Figura
2-11.
Figura 2-11 - Influencia do tempo e da temperatura na penetração superficial de carbono (CHIAVERINI, 1987 p. 100).
As espessuras comumente especificadas variam desde poucos décimos de mm até
valores em torno de 7 mm.
As temperaturas do processo de cementação variam entre 825°C a 950°C.
Temperaturas superiores a 1000°C só são possíveis em fornos mais modernos e com ambiente
em meio a monóxido de carbono (cementação gasosa). Nessas faixas de temperatura o aço
absorve e dissolve o carbono mais facilmente, permitindo um controle maior da camada
cementada e, conforme maior for a temperatura e tempo de exposição da peça, mais fácil se
torna a difusão do carbono.
Com os parâmetros bem controlados no processo de cementação, torna-se possível
elevar o teor de carbono da superfície com valores na ordem de 0,8% a 1,0% (CHIAVERINI,
1987).
38
2.7 Fadiga superficial
“Quando duas superfícies são pressionadas juntas, uma tensão de cisalhamento
máxima é desenvolvida ligeiramente abaixo da superfície contatante. Algumas
autoridades postulam que uma falha por fadiga da superfície é iniciada por essa
tensão de cisalhamento máxima e depois propagada rapidamente a superfície”
(BUDYNAS, 2011, p.345)
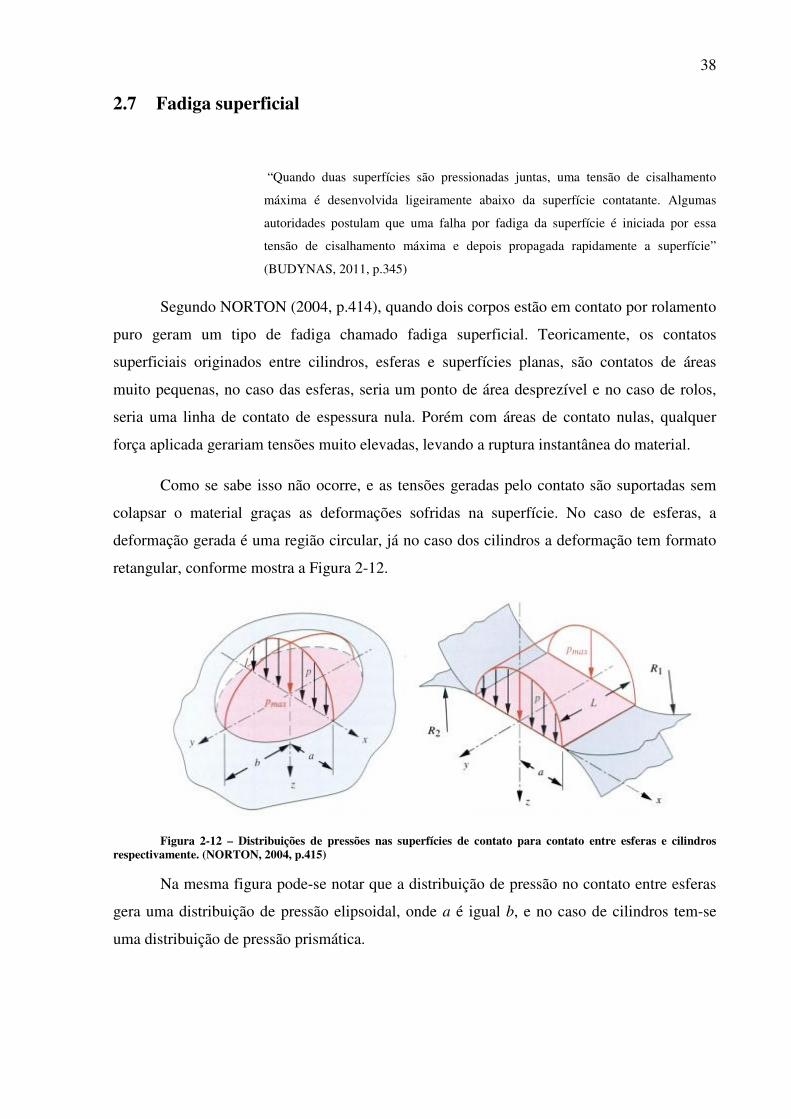
Segundo NORTON (2004, p.414), quando dois corpos estão em contato por rolamento
puro geram um tipo de fadiga chamado fadiga superficial. Teoricamente, os contatos
superficiais originados entre cilindros, esferas e superfícies planas, são contatos de áreas
muito pequenas, no caso das esferas, seria um ponto de área desprezível e no caso de rolos,
seria uma linha de contato de espessura nula. Porém com áreas de contato nulas, qualquer
força aplicada gerariam tensões muito elevadas, levando a ruptura instantânea do material.
Como se sabe isso não ocorre, e as tensões geradas pelo contato são suportadas sem
colapsar o material graças as deformações sofridas na superfície. No caso de esferas, a
deformação gerada é uma região circular, já no caso dos cilindros a deformação tem formato
retangular, conforme mostra a Figura 2-12.
Figura 2-12 – Distribuições de pressões nas superfícies de contato para contato entre esferas e cilindros respectivamente. (NORTON, 2004, p.415)
Na mesma figura pode-se notar que a distribuição de pressão no contato entre esferas
gera uma distribuição de pressão elipsoidal, onde a é igual b, e no caso de cilindros tem-se
uma distribuição de pressão prismática.

39
2.7.1 Contato entre cilindros
Ainda conforme NORTON (2004, p.415) o contato de cilindros pode ocorrer entre
dois cilindros convexos, um côncavo e um convexo ou entre um cilindro e uma placa plana.
Como visto anteriormente, o contato entre cilindros origina uma região de contato retangular,
como ilustrado na Figura 2-12.
A Força aplicada na região de contato é definida através de relações trigonométricas
existentes no conjunto, e o torque aplicado, sendo definida da seguinte forma:
� = � = !"∙$%& ∙�'"( [1]
Onde:
� – Força aplicada nos roletes [N]
– Torque máximo de projeto [Nm]
� – Número de roletes utilizados
�� – Diâmetro dos roletes [m]
� – Ângulo de aplicação da força
A Pressão será máxima no centro da superfície de contato e mínima nas extremidades,
como ilustrado na Figura 2-12. A pressão máxima pode ser calculada como:
��á� = �∙)*∙+∙, [2]
Onde:
��á� – Pressão máxima gerada [MPa]
� – Metade da largura da área de contato [m]
� – Largura de contato entre roletes e cubo [m]

40
Para definir a largura da área de contato, primeiro deve-se calcular uma constante
geométrica, que é dependente dos raios de curvatura dos cilindros, definida pela seguinte
fórmula:
� = � ( ./ + .&) [3]
Onde:
– Raio de curvatura do rolete [m]
� – Raio de curvatura do anel externo [m]
De forma que, se o contato está formado por um cilindro e uma placa plana �será
infinito e a relação .& será igual a zero. Já se o contato é formado por dois cilindros
convexos,�será negativo. E quando o contato é gerado por um cilindro côncavo e um
convexo, �será positivo.
Também para definir a largura da área de contato entre os cilindros calculam-se outras
constantes que aportam informações relativas aos materiais utilizados, sendo elas:
� = 23/&4/ [4.1]
�� = 23&&4& [4.2]
Onde:
E – Módulo de elasticidade do rolete [Pa]
E� – Módulo de elasticidade do anel [Pa]
ν – Coeficiente de Poisson do rolete
ν� – Coeficiente de Poisson do anel
Desta forma, define-se a metade da largura da área de contato entre os cilindros a
partir da seguinte equação.
� = 7�* ∙ �/8�&9 ∙ ), [5]

41
Segundo NORTON (2004, p.422) a pressão na região de contato cria um estado triplo
de tensões no material, onde as três tensões aplicadas são de compressão e máximas na
superfície de contato, que diminuem rapidamente e de forma não linear conforme afastam-se
do ponto de contato em relação a qualquer eixo.
No caso de contato entre cilindros, o estado de tensões ao longo do eixo z é definido
por:
�� = −2 ∙ � ∙ <�á� ∙ =71 + �&?& − @�?@A [6]
�� = −<�á� ∙ B8�C&D&78C&D&− 2 @�?@E [7]
�� = 2F�á�78�& ?&G [8]
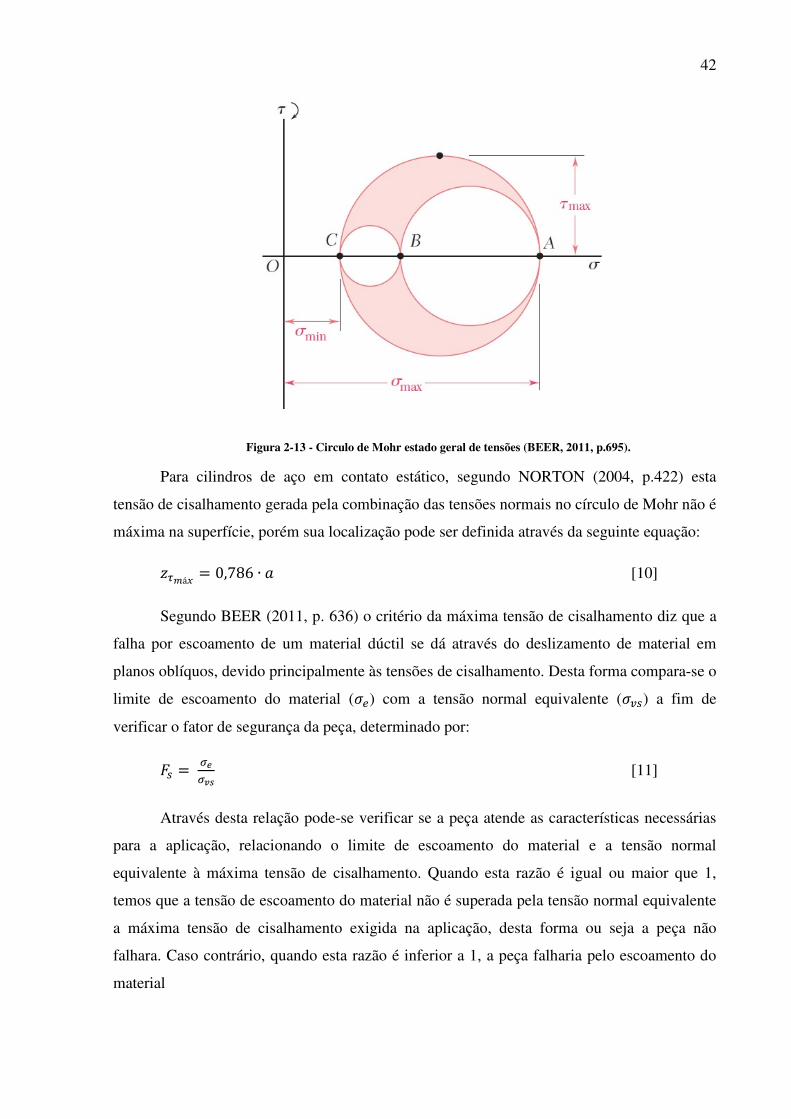
Segundo BEER (2011, p. 654) como não há tensões de cisalhamento aplicadas, estas
são as tensões principais do estado de tensões do material. Porém através da análise do círculo
de Mohr, conforme Figura 2-13, para este estado de tensões, encontra-se a tensão de
cisalhamento máxima (��á�)e que segundo o critério da máxima tensão de cisalhamento,
encontra-se a sua tensão normal equivalente (���), que é o dobro da tensão máxima cisalhante
��� = 2 ∙ ��á� = H�� − ���� − ���� − ��I [9]
42
Figura 2-13 - Circulo de Mohr estado geral de tensões (BEER, 2011, p.695).
Para cilindros de aço em contato estático, segundo NORTON (2004, p.422) esta
tensão de cisalhamento gerada pela combinação das tensões normais no círculo de Mohr não é
máxima na superfície, porém sua localização pode ser definida através da seguinte equação:
���á� = 0,786 ∙ � [10]
Segundo BEER (2011, p. 636) o critério da máxima tensão de cisalhamento diz que a
falha por escoamento de um material dúctil se dá através do deslizamento de material em
planos oblíquos, devido principalmente às tensões de cisalhamento. Desta forma compara-se o
limite de escoamento do material (�O) com a tensão normal equivalente (���) a fim de
verificar o fator de segurança da peça, determinado por:
�� = PQPRS [11]
Através desta relação pode-se verificar se a peça atende as características necessárias
para a aplicação, relacionando o limite de escoamento do material e a tensão normal
equivalente à máxima tensão de cisalhamento. Quando esta razão é igual ou maior que 1,
temos que a tensão de escoamento do material não é superada pela tensão normal equivalente
a máxima tensão de cisalhamento exigida na aplicação, desta forma ou seja a peça não
falhara. Caso contrário, quando esta razão é inferior a 1, a peça falharia pelo escoamento do
material

43
3 METODOLOGIA
3.1 Descrição da peça
A peça selecionada como objeto de estudo foi o anel externo do Contra-Recuo Vulkan
forma 210, tamanho 10 conforme Figura 3-1.
Figura 3-1 – Anel externo do Contra-Recuo forma 210, tamanho 10 (Do autor).
O conjunto Contra-Recuo deverá suportar um torque nominal de 450 Nm, e um torque
máximo de 900 Nm, a uma rotação máxima de 1500 rpm, considerando o núcleo, ou seja, o
eixo da máquina acionadora, ou 2600 rpm se considerar a parte externa em giro.
Conforme já citado, a peça era confeccionada anteriormente em SAE 8620 com
tratamento termoquímico de cementação por banho de cianeto a 925°C, exposta ao meio rico
em carbono de 6 a 8h e finalmente temperada em banho de óleo. Depois a peça é submetida
ao tratamento de revenimento à temperatura de 180 a 200°C, num forno tipo câmara por 2
horas para alívio das tensões. Passados os processos, a peça apresenta uma dureza superficial
de 60 a 64 HRC, profundidade da camada cementada de 1 a 1,4mm e resistência ao
escoamento estimada em 1130MPa.
44
A peça atual é confeccionada em SAE 4140 com tratamento térmico de têmpera por
indução na região interna do anel que concentra as maiores solicitações de carregamento. Este
tratamento é realizado por meio de uma máquina de média frequência que aquece o diâmetro
interno do anel a uma temperatura aproximada de 845°C através de bobinas com formato
apropriado que provocam a indução eletromagnética na superfície durante 30min. A têmpera
é feita em banho de óleo sintético. Assim que finalizada a têmpera por indução, a peça
também se submete ao tratamento de revenimento à temperatura de 205°C, num forno tipo
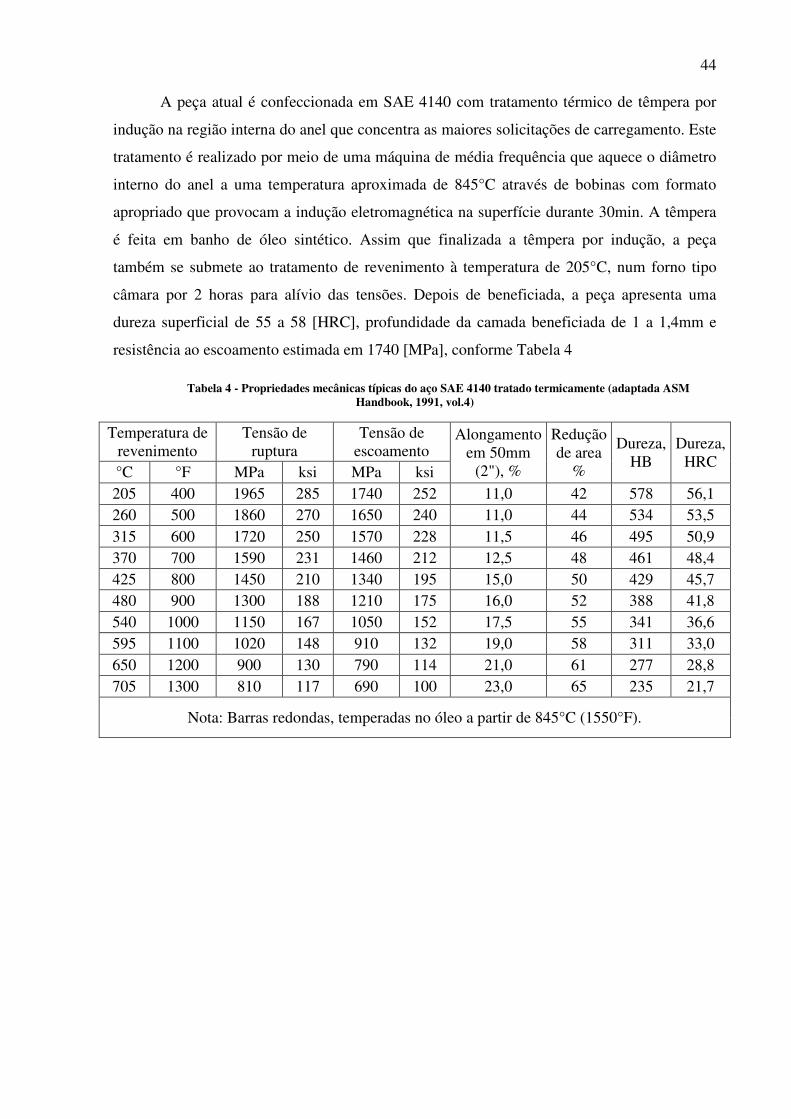
câmara por 2 horas para alívio das tensões. Depois de beneficiada, a peça apresenta uma
dureza superficial de 55 a 58 [HRC], profundidade da camada beneficiada de 1 a 1,4mm e
resistência ao escoamento estimada em 1740 [MPa], conforme Tabela 4
Tabela 4 - Propriedades mecânicas típicas do aço SAE 4140 tratado termicamente (adaptada ASM Handbook, 1991, vol.4)
Temperatura de revenimento
Tensão de ruptura
Tensão de escoamento
Alongamento em 50mm
(2"), %
Redução de area
%
Dureza, HB
Dureza, HRC
°C °F MPa ksi MPa ksi 205 400 1965 285 1740 252 11,0 42 578 56,1 260 500 1860 270 1650 240 11,0 44 534 53,5 315 600 1720 250 1570 228 11,5 46 495 50,9 370 700 1590 231 1460 212 12,5 48 461 48,4 425 800 1450 210 1340 195 15,0 50 429 45,7 480 900 1300 188 1210 175 16,0 52 388 41,8 540 1000 1150 167 1050 152 17,5 55 341 36,6 595 1100 1020 148 910 132 19,0 58 311 33,0 650 1200 900 130 790 114 21,0 61 277 28,8 705 1300 810 117 690 100 23,0 65 235 21,7
Nota: Barras redondas, temperadas no óleo a partir de 845°C (1550°F).

45
3.2 Determinação da espessura mínima da camada tratada
Para determinar a espessura da camada tratada é necessário seguir alguns passos.
Primeiramente é necessário se conhecer a geometria e os materiais utilizados nas peças que
estarão em contato, bem como a força aplicada.
Sendo assim, conhecendo os dados necessários, citados acima, o primeiro passo a ser
executado é determinar as dimensões da região de contato dos materiais, para isso utilizam-se
as equações [4.1] e [4.2] para definir as constantes referentes aos materiais utilizados.
� = 23/&4/
�� = 23&&4&
Define-se também a constante referente aos raios de curvatura dos cilindros em
contato utilizando a equação [3].
� = � ( ./ + .&) Após ter estas constantes definidas determina-se a metade da largura da área de
contato através da equação [5].
� = 7�* ∙ �/8�&9 ∙ ),
Com a metade da largura da área de contato determinada, calcula-se a pressão máxima
que ocorrerá no contato entre os materiais, através da equação [2].
��á� = �∙)*∙+∙, Com a pressão máxima determina-se a máxima tensão de cisalhamento do material,
através da equação [9].
��� = 2 ∙ ��á� = H�� − ���� − ���� − ��I

46
Também se determina a localização da máxima tensão de cisalhamento que sofre este
material, através da equação [10].
���á� = 0,786 ∙ �
Determinam-se também as tensões principais, para a determinação do estado plano de
tensões, na posição onde se encontra a maior tensão de cisalhamento, através das equações
[6], [7] e [8]
�� = −2 ∙ � ∙ <�á� ∙ =71 + �&+& − @�+@A
�� = −<�á� ∙ B8�C&T&78C&T&− 2 @�+@E
�� = 2F�á�78�& +&G
Como citado anteriormente, sabe-se que as falhas por fadiga da superfície são
iniciadas por essa tensão de cisalhamento máxima, localizada a ���á� da superfície, e depois
propagada rapidamente a superfície através das tensões de tração e compressão, levando o
material a colapsar-se. Portanto o valor encontrado de ���á� será o valor mínimo de camada
tratada para o projeto.
Calcula-se o fator de segurança da peça através da equação [11], e verifica-se se o
material suporta as condições de projeto.
3.3 Medida da espessura da camada tratada.
Esse ensaio busca estabelecer uma metodologia para o exame da camada tratada dos
componentes tratados termicamente através de cementação e têmpera por indução, através da
análise da superfície de uma amostra de cada peça.

47
O ensaio consistiu em avaliar uma seção plana da superfície da amostra devidamente
lixada, em que o aspecto obtido é analisado a olho nu ou com auxílio de uma lupa e do
microscópio óptico modelo Olimpus SZ61.
A preparação das mostras foi feita e se tomaram alguns cuidados antes de corta-las,
como:
� Região da peça onde se deve localizar o corte e qual a posição do corte,
conforme ilustrado na Figura 3-2;
� Definir o processo de corte a ser utilizado
� Fotografar ou desenhar a peça antes do corte.
Figura 3-2 - Anel seccionado em varias partes, mais amostra (Do autor).
Para a preparação da superfície plana e polida o corte foi feito com um cortador de
disco abrasivo modelo Arotec - arocor 40, conforme Figura 3-3. Ao término do corte obteve-
se uma superfície plana, bem retificada e com a orientação desejada. Toda essa operação foi
feita de modo que o corpo de prova não sofreu um aquecimento excessivo.
Linhas de corte
Amostra
Superfície a ser analisada

48
Figura 3-3 - Cortador de disco abrasivo Arotec - arocor 40 (Do autor).
Para a obtenção da superfície plana, as amostras foram lixadas em uma máquina de
lixas rotativas Arotec Aropel E conforme Figura 3-4.

49
0
Figura 3-4 - Lixadeira Arotec Aropel E (Do autor).
Este processo de lixamento foi feito com uma leve pressão sobre as amostras e
aumentando a granulação das lixas gradativamente. Inicia-se o processo com a lixa d’agua de
gramatura 80, posteriormente utiliza-se o disco de lixar de gramatura 500 e finaliza-se o
processo com o disco de lixar de gramatura 1200 (Figura 3-5), esfriando-a continuamente
com água, para evitar o aquecimento continuo. Após a planificação da seção, foram
chanfrados os cantos do corpo de prova em 45°, eliminando as rebarbas para evitar danos na
lixa e acidentes. A seguir, as superfícies foram submetidas em água corrente e enxugadas a
fim de evitar contaminação por grãos provenientes dos lixamentos anteriores. Finalmente
deve-se limpar a amostra, livrando-o de óleo ou graxa.

50
Figura 3-5 - Discos abrasivos utilizados no lixamento (Do autor).
O lixamento foi iniciado em direção normal aos riscos já existentes e é lixado até o
completo desaparecimento dos mesmos. Depois foi aumentada a granulação da lixa mudando
o sentido em 90° à direção do lixamento, e continuando ate o desaparecimento dos riscos da
lixa anterior.
Após o último processo de lixamento, as amostras foram encaminhadas para a
polidora rotativa Struers DP-10, conforme Figura 3-6, para o processo de polimento.

51
Figura 3-6 - Polidora rotativa Struers DP-10 (Do autor).
As amostras foram polidas mudando o sentido em 90° com o disco de polir Struers
MD Nap junto com a pasta diamantada de 1µm Struers Dia-Duo2 conforme Figura 3-7 até o
acabamento espelhado, conforme Figura 3-8. Após todo o processo de polimento devemos
lavar as peças com a finalidade de deixá-las isentas de impurezas.
Figura 3-7 - Disco de polir Struers MD Nap e pasta diamantada Struers Dia-Duo2 (Do autor)

52
Figura 3-8 - Amostra com acabamento espelhado (Do autor).
Finalizadas as etapas acima, foi aplicado algodão embebido em álcool para o processo
de limpeza, sobre toda a superfície e em seguida a amostra foi submetida a um jato de ar para
secagem. Em seguida foi realizado o ataque químico pelo método de imersão onde a
superfície da peça foi colocada num recipiente sem encostar o corpo de prova no fundo do
mesmo. Para isto foi utilizado como reagente químico o NITAL conforme composição
química especificada abaixo:
Ácido nítrico HNO3.................... 5 ml
Álcool etílico................................ 95 ml
Durante o ataque a superfície da amostra é observada constantemente até obter-se uma
superfície nítida e com todos os detalhes para o exato resultado do ensaio. O tempo de ataque
deve ser tratado com muito cuidado, pois o tempo insuficiente proporcionara uma superfície
muito fraca, pouco visível e sem detalhes, e em tempo excessivo trará uma superfície
ofuscada e até deturpada para a superfície da amostra.
Após o termino do ataque químico, as amostras foram lavadas por meio de um jato de
água sobre a superfície, tendo cuidado em remover qualquer depósito formado durante o
ataque, em seguida secou-se na presença de ar quente.
Depois de atacados os corpos de prova com NITAL foram tiradas fotos com o auxílio
do microscópio modelo Olympus SZ61 (Figura 3-9). O ensaio foi realizado para verificação
da seção transversal, a fim de medir a espessura das camadas tratadas termicamente e
termoquimicamente.

53
Figura 3-9 - Microscópio Olympus SZ61 (Do autor)
Após a captura das imagens, foi utilizado o software Image Pro Express para se obter a
medida da espessura das camadas tratadas. Observou-se que o aço SAE 8620 cementado
apresentou uma espessura de camada tratada de 1,30mm, conforme Figura 3-10.
54
Figura 3-10 - Espessura da camada cementada do SAE 8620 (Do autor).
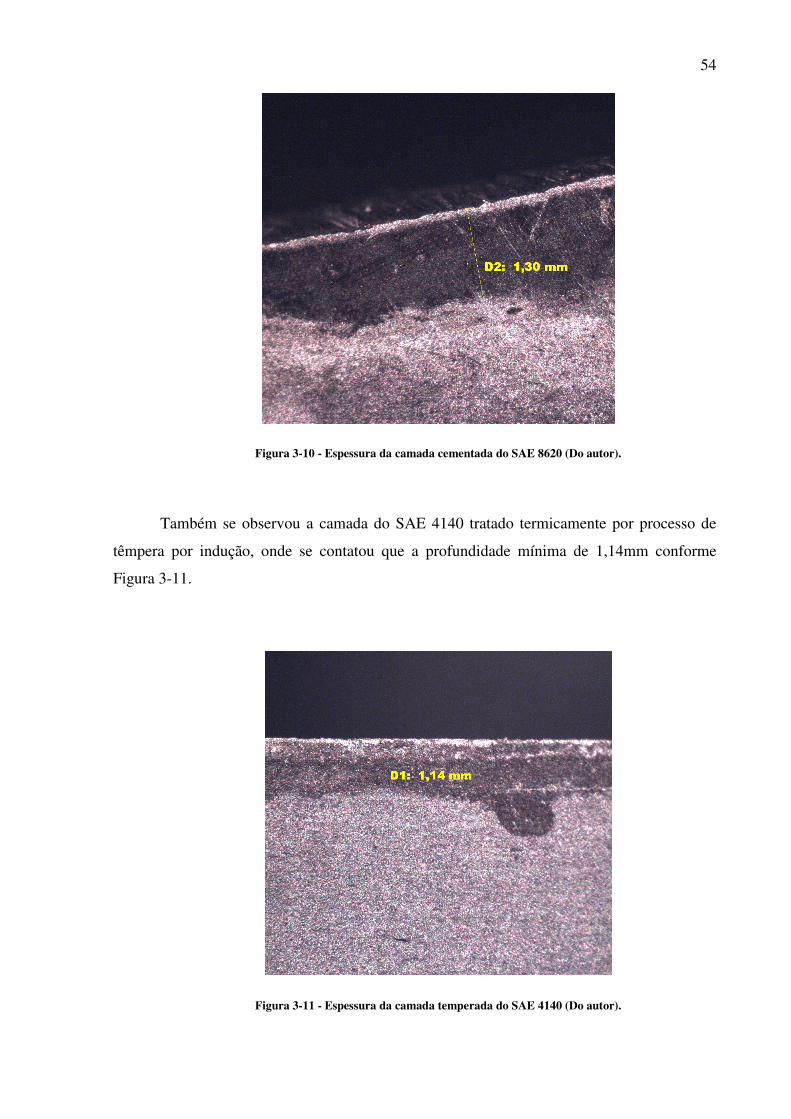
Também se observou a camada do SAE 4140 tratado termicamente por processo de
têmpera por indução, onde se contatou que a profundidade mínima de 1,14mm conforme
Figura 3-11.
Figura 3-11 - Espessura da camada temperada do SAE 4140 (Do autor).

55
Esse estudo foi realizado para verificar se as peças estavam conforme os parâmetros
preestabelecidos do projeto do Contra-Recuo Vulkan forma 210, tamanho 10 e também para
parametrizar o ensaio de microdureza junto com a verificação da estrutura cristalina na
camada tratada.
3.4 Ensaio de microdureza
As peças do objeto de estudo, que cordialmente foram fornecidas pela Vulkan em seu
estado finalizado, ou seja, com toda usinagem e tratamento térmicos já realizados, foram
cortadas uma amostra de cada peça conforme procedimento exposto no tópico 3.3.
Segundo SOUZA (1995, pg129) a preparação do corpo de prova para a microdureza
requer os mesmos cuidados de uma preparação para ensaio metalográfico, uma vez que foram
fotografadas as microestruturas em cada profundidade medida.
Para facilitar o manuseio das duas amostras, foi feito um embutimento em baquelite. A
realização deste procedimento contou com a embutidora Arotec PRE30Mi, o baquelite preto e
o desmoldante Arotec como mostrado na Figura 3-12.
Figura 3-12 - Embutidora Arotec PRE3Mi, desmoldante e baquelite Arotec (Do autor).

56
Em seguida a amostra foi inserida na embutidora e preenchida com o baquelite. Então
a máquina foi ligada a uma temperatura de 150°C e a uma pressão de 100kgf/cm². Passados 5
minutos, a máquina iniciou o processo de refrigeração e a temperatura caiu gradativamente
até os 37°C, e enfim desligou-se a embutidora.
Para realização da microdureza nas amostras cementada e temperada já embutidas, foi
necessário realizar o procedimento de lixamento seguido de polimento e ataque químico da
mesma forma explicada no tópico 3.3, e em conformidade com o texto de SOUZA (1995, pg
129). Depois de repetidos todos os procedimentos de lixamento, polimento, e ataque químico,
as amostras se apresentaram conforme Figura 3-13.
Figura 3-13 - Amostras embutidas, lixadas, polidas e atacadas quimicamente (Do autor).
A Figura 3-14 ilustra as faixas de medição adotadas. Adotou-se a medida de 0,20mm
entre as medições, pois os resultados obtidos já seriam suficientes para uma conclusão sobre
as microestruturas e suas respectivas durezas.

57
Figura 3-14 - Detalhe da peça mostrando profundidades de medição de dureza e tratamento (Do autor).
O microdurômetro utilizado foi o Clemex Vickers com range HV0,005 a 1,00Kg de
carga, semiautomático e com objetiva de 25, 100, 400x conforme o da Figura 3-15.
Figura 3-15 - Microdurômetro Clemex Vickers com range HV0,005 a 1,00Kg (Do autor).

58
Para verificação da microdureza, as amostras foram posicionadas e focalizadas na
mesa do microdurômetro, primeiramente com sua superfície no local da medição. A seguir,
girando-se o parafuso micrométrico pode-se fazer uma varredura da dureza e da
microestrutura no decorrer da profundidade da peça por meio do software Clemex HD.

59
4 Resultados e discussões
4.1 Cálculo das tensões Hertzianas
Foram executados os cálculos das tensões hertzianas existentes na peça estudada. Os
cálculos foram executados através dos dados do anel externo, fabricado em SAE 4140,
beneficiado com têmpera superficial por indução na sua superfície interna, e os roletes
fabricados em SAE 52100 e conforme equações mencionadas anteriormente, utilizando os
dados conforme Tabela 5
Tabela 5 - Dados de projeto e materiais utilizados (Do autor).
Quantidade de roletes (n) 8
Diâmetro dos roletes (d1) 8 mm
Comprimento dos roletes (l) 19,4 mm
Módulo de Elasticidade dos roletes [E1] 205 GPa
Coeficiente de Poisson dos roletes [v1] 0,29
Limite de escoamento dos roletes 1735 MPa
Diâmetro interno do anel [d2] 68 mm
Comprimento do anel [l2] 19,4 mm
Módulo de Elasticidade do anel [E2] 205 GPa
Coeficiente de Poisson do anel [v2] 0,29
Limite de escoamento do anel 1740 MPa
Torque máximo de projeto [T] 900 Nm
1 - Cálculo da força de contato (F):
� = !"∙$%& ∙�'"( = UVVW∙X,XXY& ∙Z[\(]) = 27,150 [kN]
O ângulo de 7° utilizado foi obtido através das especificações de projeto.
2 – Cálculos das constantes � e ��
� = 23/&4/ = 2(V,�U)&�V^∙V_ = 4,47 ∙ 102�
�� = 23&&4& = 2V,�U&�V^∙V_ = 4,47 ∙ 102�

60
Foram adotados para o rolete os mesmos valores e � que os do anel, já que estamos
trabalhando com aços e a variação destes valores são pequenas e não influenciam no resultado
final.
3 – Cálculo da constante �
� = � a ./ + .&b = � a V,VVc+ V,Vdcb = 110,3
4 – Cálculo da metade da largura da área de contato �
� = 7�* ∙ �/8�&9 ∙ ), =7�* ∙ (c,c]∙Vf/&)8(c,c]∙Vf/&)V,d ∙ �],^V∙VgV,VUc = 0,271[mm]
5 – Cálculo da pressão máxima de contato ��á�
��á� = �∙)*∙+∙, = �∙�],^V∙Vg*∙V,�]∙Uc = 3351 [MPa]
6 – Cálculo da tensão principal no eixo x, ��
�� = −2 ∙ � ∙ <�á� ∙ =71 + �&+& − @�+@A
�� = −2 ∙ 0,29 ∙ (3351) ∙ =71 + V,�d&V,�]& − @V,�]V,�d@A
�� =−1143 [MPa]
7 – Cálculo da tensão principal no eixo y, ��
�� = −<�á� ∙ B8�C&T&78C&T&− 2 @�+@E
�� = −3351 ∙ B8�X,&/g&X,&j/&78X,&/g&X,&j/&− 2 @V,�]V,�d@E
�� =−622 [MPa]

61
8 – Cálculo da tensão principal no eixo z, ��
�� = 2F�á�78�& +&G
�� = 2(dd^)k8V,�]& V,�d&l
�� =−2635 [MPa]
9 – Cálculo da tensão normal equivalente (���) à máxima tensão de cisalhamento ��á�, assumindo a maior diferença encontrada.
�m� = 2. ��á� = H�� − ���� − ���� − ��I �m� = 2. ��á� = H −2635 + 622−2635 + 1143−622 + 1143 I �m� =2012 [MPa]
Este valor será comparado com a tensão de escoamento do aço SAE 4140, a fim de se
verificar se a peça falhara.
10 – Cálculo da localização da máxima tensão de cisalhamento ���á�
���á� = 0,786 ∙ � = 0,786 ∙ 0,271 =0,213 [mm]
O valor retornado pela equação [10], indica a posição onde ocorre a máxima tensão de
cisalhamento.
Foram calculadas ainda, para até a distância de 1,4[mm], que é a especificação de
projeto utilizada hoje na empresa para a camada tratada, as tensões principais em cada ponto,
variando em 0,05[mm]. Os dados obtidos podem ser vistos Tabela 6 e Figura 4-1.

62
Tabela 6 - Valores de tensões principais para cada eixo, variando em 0,05[mm], desde a superfície da peça até o final da camada tratada especificada em projeto (Do autor).
z [mm] σx [MPa] σy [MPa] σz [MPa]
0,05 1618,281 2284,765 3295,515
0,10 1355,300 1529,042 3144,405
0,15 1146,624 1020,861 2933,015
0,20 982,201 689,022 2697,877
0,25 852,323 474,060 2464,986
0,30 748,843 333,788 2248,428
0,35 665,411 240,738 2053,782
0,40 597,259 177,710 1881,805
0,45 540,860 134,052 1730,982
0,50 493,602 103,133 1598,944
0,55 453,547 80,770 1483,185
0,60 419,237 64,275 1381,370
0,65 389,567 51,886 1291,447
0,70 363,685 42,427 1211,661
0,75 340,933 35,096 1140,534
0,80 320,788 29,336 1076,830
0,85 302,838 24,753 1019,516
0,90 286,750 21,065 967,727
0,95 272,253 18,067 920,738
1,00 259,128 15,606 877,938
1,05 247,190 13,569 838,812
1,10 236,289 11,868 802,922
1,15 226,296 10,438 769,895
1,20 217,105 9,226 739,410
1,25 208,622 8,194 711,193
1,30 200,771 7,310 685,004
1,35 193,484 6,547 660,638
1,40 186,702 5,887 637,914

63
Figura 4-1 - Gráfico com as tensões principais encontradas para cada eixo, variando em 0,05[mm], desde a superfície da peça até o final da camada tratada especificada em projeto (Do autor).
Com os valores das tensões normais encontradas para cada eixo, construiu-se o círculo
de Mohr para o ponto onde se encontra a máxima tensão de cisalhamento, encontrando assim
o valor da mesma, sendo ela de 1006 [MPa]. O circulo de Mohr para o ponto ���á� =0,213
[mm] pode ser observado na Figura 4-2.
,0
500,0
1000,0
1500,0
2000,0
2500,0
3000,0
3500,0
,05
00
0
,10
00
,15
00
0
,20
00
,25
00
0
,30
00
,35
00
0
,40
00
,45
00
0
,50
00
,55
00
0
,60
00
,65
00
0
,70
00
,75
00
0
,80
00
,85
00
0
,90
00
,95
00
0
1,0
00
1,0
50
00
1,1
00
0
1,1
50
00
1,2
00
0
1,2
50
00
1,3
00
0
1,3
50
00
1,4
00
0
Te
nsã
o [
MP
a]
Profundidade z [mm]
σx
σy
σz

64
Figura 4-2 - Circulo de Mohr para obtenção da máxima tensão de cisalhamento no ponto z = 0,213 [mm] (Do autor).
Ainda foram calculados, através do critério de máxima tensão de cisalhamento, os
valores da tensão normal equivalente às tensões de cisalhamento máximas para cada ponto
que fora determinado o estado de tensões. Os resultados obtidos podem ser vistos na Tabela 7
e Figura 4-3.
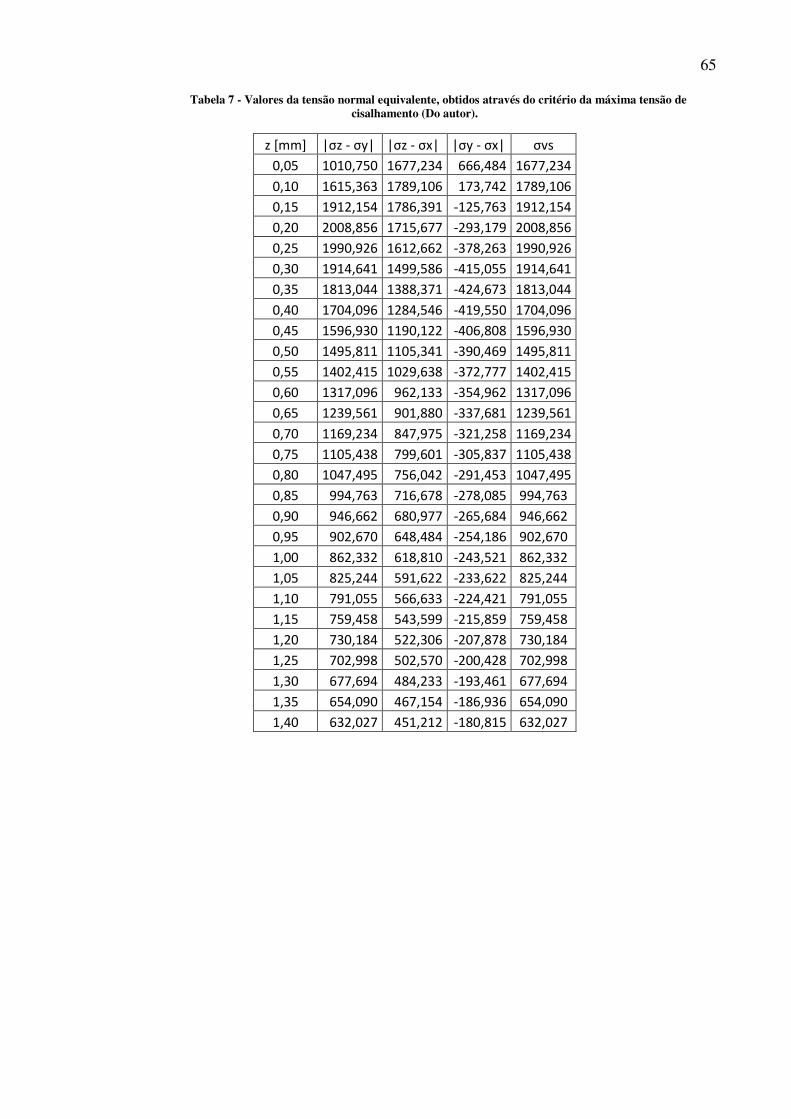
65
Tabela 7 - Valores da tensão normal equivalente, obtidos através do critério da máxima tensão de cisalhamento (Do autor).
z [mm] |σz - σy| |σz - σx| |σy - σx| σvs
0,05 1010,750 1677,234 666,484 1677,234
0,10 1615,363 1789,106 173,742 1789,106
0,15 1912,154 1786,391 -125,763 1912,154
0,20 2008,856 1715,677 -293,179 2008,856
0,25 1990,926 1612,662 -378,263 1990,926
0,30 1914,641 1499,586 -415,055 1914,641
0,35 1813,044 1388,371 -424,673 1813,044
0,40 1704,096 1284,546 -419,550 1704,096
0,45 1596,930 1190,122 -406,808 1596,930
0,50 1495,811 1105,341 -390,469 1495,811
0,55 1402,415 1029,638 -372,777 1402,415
0,60 1317,096 962,133 -354,962 1317,096
0,65 1239,561 901,880 -337,681 1239,561
0,70 1169,234 847,975 -321,258 1169,234
0,75 1105,438 799,601 -305,837 1105,438
0,80 1047,495 756,042 -291,453 1047,495
0,85 994,763 716,678 -278,085 994,763
0,90 946,662 680,977 -265,684 946,662
0,95 902,670 648,484 -254,186 902,670
1,00 862,332 618,810 -243,521 862,332
1,05 825,244 591,622 -233,622 825,244
1,10 791,055 566,633 -224,421 791,055
1,15 759,458 543,599 -215,859 759,458
1,20 730,184 522,306 -207,878 730,184
1,25 702,998 502,570 -200,428 702,998
1,30 677,694 484,233 -193,461 677,694
1,35 654,090 467,154 -186,936 654,090
1,40 632,027 451,212 -180,815 632,027

66
Figura 4-3 - Gráfico com os valores da tensão normal equivalente, obtidos através do critério da máxima tensão de cisalhamento, variando em 0,05[mm], desde a superfície da peça até o final da camada tratada especificada
em projeto (Do autor).
4.2 Dureza e micrografia
Os dados de dureza estão expostos em duas escalas distintas na Tabela 8, em Vickers e
Rockwell C. Vale ressaltar que o microdurômetro fornece os dados na escala Vickers HV 1, e
estes para fins de comparação com os requisitos de projeto, foram convertidos para escala
Rockwell HRC através da norma ASTM E140-07.
,0
500,0
1000,0
1500,0
2000,0
2500,0
,05
00
0
,10
00
,15
00
0
,20
00
,25
00
0
,30
00
,35
00
0
,40
00
,45
00
0
,50
00
,55
00
0
,60
00
,65
00
0
,70
00
,75
00
0
,80
00
,85
00
0
,90
00
,95
00
0
1,0
00
1,0
50
00
1,1
00
0
1,1
50
00
1,2
00
0
1,2
50
00
1,3
00
0
1,3
50
00
1,4
00
0
Te
nsã
o [
MP
a]
Profundidade z [mm]
σvs
σvs

67
Tabela 8 - Durezas encontradas através da microdureza na peça cementada e temperada (Do autor).
SAE 8620 CEMENTADO
SAE 4140 TÊMPERADO POR INDUÇÃO
profundidade (mm)
Dureza Vickers HV 1
Dureza Rockwell C
HRC
profundidade (mm)
Dureza Vickers HV 1
Dureza Rockwell C
HRC
0,2 710 60,6
0,2 622 56,5 0,4 725 61,2
0,4 523 50,7 0,6 758 62,5
0,6 554 52,6 0,8 743 61,9
0,8 485 48,1 1 715 60,8
1 375 38,3 1,2 682 59,3
1,2 344 34,9 4 475 47,3
4 210 (14,4)*
*Dureza não aplicável na escala HRC, portanto
foi extrapolada. Conforme norma ASTM E140,
210 HV equivalem a 95 HRB
Para efeito de comparação, os valores de dureza na escala Rockwell C em função da
profundidade em milímetros da peça cementada e da peça temperada por indução foram
plotadas em um gráfico e podem ser vistas na Figura 4-4.
Figura 4-4 - Dureza Rockwell C em função da profundidade (Do autor).
Através do ensaio de microdureza, pode-se verificar que a dureza a 0,2mm de
profundidade da peça em SAE 4140, que é a profundidade onde ocorre a máxima tensão de
00
10
20
30
40
50
60
70
0,2 0,4 0,6 0,8 1 1,2 4
Du
reza
na
esc
ala
Ro
ckw
ell
C [
HR
C]
Profundidade z [mm]
Peça cementada
Peça com têmpera superficial

68
cisalhamento, foi de 56,5 HRC, e conforme a Tabela 4 a tensão de escoamento para esta
dureza é de 1740 MPa.
Também através do microdurômetro, foi possível fotografar a microestrutura presente
em cada faixa de profundidade das amostras. Na Figura 4-5, que foi capturada a 0,2mm da
superfície das amostras, nota-se uma microestrutura constituída basicamente de martensita e
de 5 a 10% austenita retida para a amostra em SAE 8620 cementada, e martensita para a
amostra em SAE 4140 temperado por indução.
Figura 4-5 - Microestrutura das amostras a uma profundidade de 0,2 mm da superfície (Do autor).
A 0,4mm da superfície, também foi encontrado martensita e austenita retida, variando
de 5% a 10%, para a amostra em SAE 8620 cementada, e martensita para a amostra em SAE
4140 temperada por indução, como se observa na Figura 4-6.
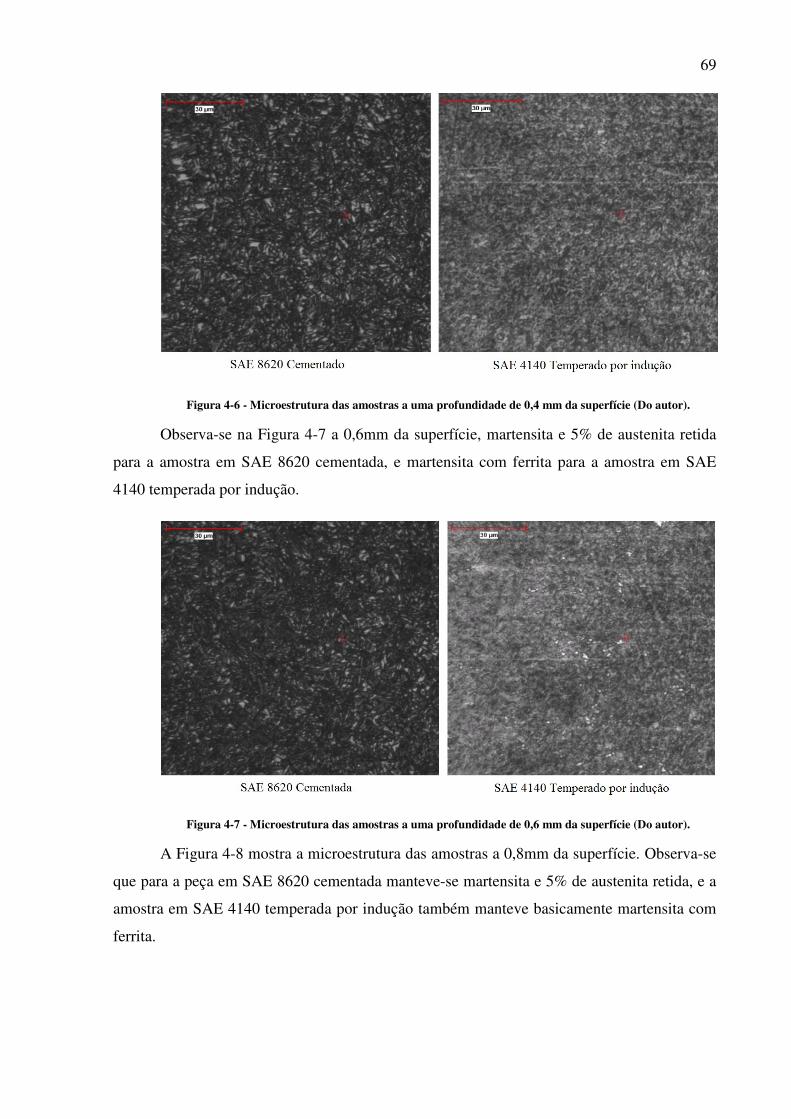
69
Figura 4-6 - Microestrutura das amostras a uma profundidade de 0,4 mm da superfície (Do autor).
Observa-se na Figura 4-7 a 0,6mm da superfície, martensita e 5% de austenita retida
para a amostra em SAE 8620 cementada, e martensita com ferrita para a amostra em SAE
4140 temperada por indução.
Figura 4-7 - Microestrutura das amostras a uma profundidade de 0,6 mm da superfície (Do autor).
A Figura 4-8 mostra a microestrutura das amostras a 0,8mm da superfície. Observa-se
que para a peça em SAE 8620 cementada manteve-se martensita e 5% de austenita retida, e a
amostra em SAE 4140 temperada por indução também manteve basicamente martensita com
ferrita.

70
Figura 4-8 - Microestrutura das amostras a uma profundidade de 0,8 mm da superfície (Do autor).
Conforme Figura 4-9, pode-se observar que não houve alterações significativa nas
microestruturas para as duas amostras a 1 mm de profundidade se comparadas com a
profundidade de 0,8 mm.
Figura 4-9 - Microestrutura das amostras a uma profundidade de 1 mm da superfície (Do autor).
Na Figura 4-10 nota-se que para a profundidade de 1,2 mm a presença de martensita e
alguns vestígios de austenita retida na amostra em SAE 8620 cementada, e a amostra em SAE
4140 não demonstra alteração significativa com relação a anterior.

71
Figura 4-10 - Microestrutura das amostras a uma profundidade de 1, 2 mm da superfície (Do autor).
Como a camada endurecida encontrada foi de 1,3 mm para a amostra em SAE 8620
cementada, e 1,13 mm em SAE 4140 temperada por indução, decidiu-se verificar os pontos
fora dessa zona termicamente afetada, e, portanto adotou-se a profundidade de 4 mm como
pode-se verificar na Figura 4-11. A peça em SAE 8620 cementada apresentou em sua
estrutura a martensita, bainita inferior e ferrita. Já a peça em SAE 4140 temperada por
indução ainda apresentou martensita com ferrita.
Figura 4-11 - Microestrutura das amostras a uma profundidade de 4 mm da superfície (Do autor).

72
4.3 Discussões dos resultados
Realizaram-se ensaios metalográficos conforme procedimento citado anteriormente,
visando manter a viabilidade dos resultados obtidos.
Realizaram-se os cálculos seguindo as bibliografias citadas, levando-se em
consideração mais de uma fonte de informação para que a fiabilidade e a veracidade dos
valores obtidos fossem as melhores possíveis.
As maiores dificuldades encontradas foram a de realizar uma conexão dos critérios da
máxima tensão de cisalhamento e circulo de Mohr com o projeto, pois na bibliografia as
informações abrangem casos gerais, e trabalhou-se com um caso específico.
Observa-se na Figura 4-12 que as tensões atuantes no material são de compressão,
porém são apresentadas em seus valores absolutos para melhor visualização do gráfico.
Observa-se ainda que a maior tensão que aparece no material é a presente no eixo z, já que
este é o eixo onde a força foi empregada. Nota-se que as tensões são máximas na superfície da
peça e decaem ao longo de sua espessura.
Figura 4-12 - Gráfico com as tensões normais encontradas para os planos de tensões, a tensão normal equivalente e o limite de escoamento do material, observadas desde a superfície até a profundidade de 1,4 [mm] (Do
autor).
,0
500,0
1000,0
1500,0
2000,0
2500,0
3000,0
3500,0
,05
00
0
,10
00
,15
00
0
,20
00
,25
00
0
,30
00
,35
00
0
,40
00
,45
00
0
,50
00
,55
00
0
,60
00
,65
00
0
,70
00
,75
00
0
,80
00
,85
00
0
,90
00
,95
00
0
1,0
00
1,0
50
00
1,1
00
0
1,1
50
00
1,2
00
0
1,2
50
00
1,3
00
0
1,3
50
00
1,4
00
0
Te
nsã
o [
MP
a]
Profundidade z [mm]
σx
σy
σz
σvs
σe

73
Ainda observando o gráfico da Figura 4-12, verifica-se que a tensão normal
equivalente à tensão de cisalhamento máxima não é máxima na superfície, de forma contrária
as tensões normais presentes nos eixos ordenados, mas que é máxima a uma determinada
distância da superfície, calculada a partir da equação 10, e seu valor é de 0,213 [mm].
O gráfico da Figura 4-12 também ilustra o valor aproximado da tensão de escoamento
do material, tratado segundo as condições citadas anteriormente e seu valor é de 1740 MPa.
Através dos ensaios metalográficos, nota-se que a dureza especificada por projeto foi
respeitada, pois esta entre 55 a 58 HRC para a peça alterada. Observa-se através da Figura 4-4
que os valores de dureza, para o tratamento de têmpera superficial seguido de revenimento,
decaem bruscamente ao afastar-se da superfície, enquanto os valores para a peça tratada por
cementação decaem de forma menos acentuada, além de possuírem valores mais altos de
dureza.
74
5 CONCLUSÃO
O presente trabalho foi realizado em função da alteração de material e tratamento
térmico de um contra-recuo, fabricado primeiramente em 8620 e cementado, e atualmente é
fabricado em 4140 beneficiado por tempera por indução superficial e revenida.
Segundo norma DIN EN ISO 2639:2003-4 a mínima espessura de camada tratada,
para as condições de fabricação atual, deve ser de 0,64[mm]. Segundo cálculos a localização
da máxima tensão cisalhante do material está em 0,213[mm] da superfície. Observando os
ensaios metalográficos nota-se que a espessura do tratamento térmico é satisfatória, já que
este atingiu uma profundidade de 1,14 [mm]. Desta forma, conclui-se que as alterações
quanto à espessura de camada tratada são satisfatórias.
Os cálculos apresentaram que a máxima tensão normal, equivalente a máxima tensão
de cisalhamento, é de 2012,46 [MPa], enquanto o valor aproximado para o limite de
escoamento do material, nas condições de projeto, é de 1740 [MPa]. Segundo o cálculo do
fator de serviço do projeto encontra-se o valor de 0,86, desta forma conclui-se que as
alterações, quanto às características mecânicas do material são insatisfatórias e que o material
virá a falhar.
Para melhorar o fator de segurança do projeto, para que este seja como mínimo 1,
sugere-se que sejam realizados novos ensaios com materiais e tratamentos térmicos distintos,
que apresentem um limite de escoamento superior ao apresentado pelo 4140.
Uma segunda sugestão seria a alteração do projeto, com o aumento do número de
roletes. Desta forma as tensões em cada eixo ordenado seriam menores, e consequentemente a
tensão máxima de cisalhamento será menor e o tratamento atual e material poderão ser
mantidos.
75
6 REFERENCIAS BIBLIOGRÁFICAS
ASM HANDBOOK, - Volume 1: Properties and selection: Iron, steels, and high-
performance alloys. ASM International, Materials Park, OH, 1990.
ASM HANDBOOK, Volume 4 Heat treatring. ASM International, Materials Park,
OH, 1991.
ASTM E140-07, Standard Hardness Conversion Tables for Metals – Relationship
among Brinell Hardness, Vickers Hardness, Rockwell Hardness, Superficial Hardness,
Knoop Hardness, Scleroscope Hardness, 2007.
BEER, F.P. e JOHNSTON JR., E.R. Resistência dos Materiais: 3. ed. São Paulo:
Pearson Makron Books,1995.
BUDYNAS, R.G., NISBETT K. J. Elementos de Máquinas de Shigley, 8. ed. Porto
Alegre: AMGH 2011.
CALLISTER JR., W. D. Ciência e Engenharia de Materiais: Uma Introdução. 5. ed.
Rio de Janeiro: LTC, 2002.
CHIAVERINI, V. Aços e Ferros Fundidos. 7. ed. São Paulo: ABM, 1996.
CHIAVERINI, V. Tratamentos Térmicos das Ligas Ferrosas. 2. ed. São Paulo:
ABM, 1987.
RUIZ, E. M. S. D. Manual para normalização de trabalhos acadêmicos. 1. ed.
Bragança Paulista (SP): Editora Universitária São Francisco, 2010.

76
GGD Metals, Catálogo de produtos. Aço para construção mecânica - GGD
8620. São Paulo (SP), 2014. http://www.ggdmetals.com.br/cat/8620.pdf (Acesso em 29 de
Out. 2014).
LUCEFIN Group, Technical Card. 20NiCrMo2-2 Properties.
http://www.lucefin.com/wp-content/files_mf/1620nicrmo2265.pdf (Acesso em 10 de Dez.
2014).
NIEMANN, G. Elementos de máquinas – Volume III. São Paulo: Edgard Blücher,
1971.
NORTON, R.L. Projeto de máquinas – Uma abordagem integrada. 2. ed. São
Paulo: Bookman, 2004.
SOUZA, S.A. Ensaios Mecânicos de Materiais Metálicos. 5. ed. São Paulo, SP.
Editora Edgard Blücher, 1995.
VOORT, G.F.V. Atlas of time temperature diagrams. USA: ASM International, 1.
ed, 1991.
VULKAN DO BRASIL LTDA, Catálogo de produtos. Itatiba (SP), 2014.