APLICAÇÃO INTEGRADA DE LEAN, SEIS SIGMA E TEORIA DAS...
17
APLICAÇÃO INTEGRADA DE LEAN, SEIS SIGMA E TEORIA DAS RESTRIÇÕES NO RECEBIMENTO FÍSICO-FISCAL DE SUPRIMENTOS: O CASO DE UMA EMPRESA DO SETOR ELÉTRICO BRASILEIRO Lucio Alexandre Alves Soares Cruz (UFF) [email protected] Marcelo Maciel Monteiro (UFF) [email protected] Restrições legais e normativas, ingerência política, orçamento contingenciado por diretrizes governamentais, fiscalização pela sociedade e por órgãos externos de controle, são fatores que permeiam e cerceiam as atividades das empresas de economia mista, cujo controle majoritário pertence à esfera pública, embora concorram e lidem diariamente com as mesmas pressões por resultados e eficiência exigidas das companhias do ambiente privado. Nesse cenário, o presente artigo apresenta a realidade de uma dessas organizações, uma empresa do setor de energia elétrica nacional, que, atravessando um cenário de contenção de custos e redução de pessoal, busca melhorar a eficiência e a eficácia dos processos organizacionais referentes à atividade de Recebimento Físico e Fiscal de Suprimentos, sobretudo quanto ao cumprimento de prazos legais, contábeis e contratuais. Para tanto, será estudada a aplicação de um modelo híbrido baseado no uso combinado de três consagradas abordagens de melhoria de negócios - Lean, Seis Sigma e Teoria das Restrições (TOC) - visando a conceder agilidade aos processos internos, através do melhor aproveitamento dos recursos disponíveis, do combate a desperdícios de qualquer natureza, do controle da variabilidade do processo e da elevação no rendimento do sistema produtivo, sempre focando o trabalho que agrega valor ao cliente. Palavras-chave: Lean; Seis Sigma; Teoria das Restrições; Recebimento Físico e Fiscal; Empresa de Economia Mista XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
Transcript of APLICAÇÃO INTEGRADA DE LEAN, SEIS SIGMA E TEORIA DAS...

APLICAÇÃO INTEGRADA DE LEAN, SEIS SIGMA E TEORIA DAS RESTRIÇÕES NO RECEBIMENTO FÍSICO-FISCAL DE SUPRIMENTOS: O CASO DE
UMA EMPRESA DO SETOR ELÉTRICO BRASILEIRO
Lucio Alexandre Alves Soares Cruz (UFF)
[email protected] Marcelo Maciel Monteiro (UFF)
Restrições legais e normativas, ingerência política, orçamento contingenciado por diretrizes governamentais, fiscalização pela sociedade e por órgãos externos de controle, são fatores que permeiam e cerceiam as atividades das empresas de economia mista, cujo controle majoritário pertence à esfera pública, embora concorram e lidem diariamente com as mesmas pressões por resultados e eficiência exigidas das companhias do ambiente privado. Nesse cenário, o presente artigo apresenta a realidade de uma dessas organizações, uma empresa do setor de energia elétrica nacional, que, atravessando um cenário de contenção de custos e redução de pessoal, busca melhorar a eficiência e a eficácia dos processos organizacionais referentes à atividade de Recebimento Físico e Fiscal de Suprimentos, sobretudo quanto ao cumprimento de prazos legais, contábeis e contratuais. Para tanto, será estudada a aplicação de um modelo híbrido baseado no uso combinado de três consagradas abordagens de melhoria de negócios - Lean, Seis Sigma e Teoria das Restrições (TOC) - visando a conceder agilidade aos processos internos, através do melhor aproveitamento dos recursos disponíveis, do combate a desperdícios de qualquer natureza, do controle da variabilidade do processo e da elevação no rendimento do sistema produtivo, sempre focando o trabalho que agrega valor ao cliente. Palavras-chave: Lean; Seis Sigma; Teoria das Restrições; Recebimento Físico e Fiscal; Empresa de Economia Mista
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
O presente artigo apresenta a realidade de uma empresa de economia mista nacional (ou seja,
de capital aberto, porém controlada pelo governo brasileiro) que atua nas áreas de geração,
transmissão e distribuição de energia elétrica que, equilibrando-se entre as contingências do
público e do privado, e atravessando um cenário de contenção de custos e redução de pessoal,
além de normas e processos defasados, depara-se com problemas relacionados a deficiências
no processo de uma suas áreas de negócio: a atividade responsável pelo Recebimento Físico e
Fiscal (RFF) de suprimentos. Esse panorama e seus desafios foram abordados através da
aplicação de um modelo baseado no uso combinado de três abordagens de melhoria de
negócios - Lean, Seis Sigma e Teoria das Restrições -, com o fim de atender às necessidades
dos clientes, através do melhor aproveitamento dos recursos disponíveis, com foco no
combate a desperdícios de qualquer natureza, no controle da variabilidade do processo, na
elevação no rendimento do sistema produtivo, no trabalho que agrega valor ao cliente, e na
simplicidade de conceitos e implementação.
No intuito de combater a evasão fiscal, o governo brasileiro estabeleceu em 2010 que, a partir
de 2012, em caso de vícios ou problemas após a emissão, as Notas Fiscais Eletrônicas (NF-e)
somente poderiam ser canceladas sem ônus pelo emissor, nas primeiras 24h decorridas após a
geração, contra um prazo anterior de 168 horas (BRASIL, 2012). Na prática, tal medida
obrigava a empresa contratante e recebedora dos produtos a seguir igual prazo para se
manifestar ao emitente quanto à necessidade ou não do citado cancelamento. Com efeito, tal
panorama constituiu-se, à época, como elemento de grande preocupação para a empresa
estudada, afinal, levantamentos de órgãos de controle interno apontaram indícios de que não
só a atividade de Recebimento Físico e Fiscal da NF-e não vinha sendo realizada dentro do
prazo legal, como também havia apontamentos do não cumprimento de outros marcos
relevantes, como a escrituração dentro do período de competência contábil e o pagamento aos
fornecedores nos prazos contratualmente estabelecidos. Agravou, ainda, o cenário, o fato da
organização não dispor da flexibilidade e liberdade de movimentos típicas das empresas
privadas, além de restrições normativas e estratégias atreladas a políticas públicas, e um
período de acentuada crise financeira, que a forçou a rever suas estratégias para focar na
eficiência operacional, consequentemente com contingenciamento orçamentário e de pessoal.
Todos esses elementos tornando difícil a adaptação necessária para lidar com a nova
legislação, em tempo relativamente curto.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
Diante do quadro e problema retratado, o artigo objetiva apresentar os resultados da
implementação de ações de melhoria no processo referente à atividade de Recebimento Físico
e Fiscal de suprimentos de uma empresa de economia mista do setor de energia elétrica
nacional, em um cenário econômico-financeiro adverso, através de um modelo integrado de
aplicação (framework) baseado nas abordagens Lean, Seis Sigma e Teoria das Restrições.
2. Revisão da literatura
Segundo Demchuk; Baitsar (2015), o Lean constitui-se como uma abordagem profundamente
focada na eliminação de atividades não agregadoras de valor e geradoras de desperdícios pelo
sistema produtivo, em busca de eficiência na utilização de recursos, da melhoria contínua de
processos, e da satisfação dos clientes. Com efeito, ao reduzir ou limar desperdícios do
processo, a organização pode reduzir substancialmente seus custos de operação sem, contudo,
reduzir a qualidade oferecida.
Já o Seis Sigma configura-se como uma abordagem de melhoria de negócios voltada a reduzir
a variabilidade de processos, através do uso de ferramentas estatísticas, do foco no que é
crítico para a satisfação do consumidor, na tomada de decisões baseadas em dados e,
sobretudo, de um método estruturado e prescritivo de análise investigativa, que se configura
como um conjunto sequencial de técnicas altamente focado e integrado que visa a alcançar a
elevação da qualidade de processos e fornecer disciplina à implementação, denominado Ciclo
DMAIC - Define (Definir), Measure (Medir), Analyse (Analisar), Improve (Melhorar) e
Control (Controlar) (GEORGE, 2009; DEMCHUK; BAITSAR, 2015).
Finalmente, a Teoria das Restrições (TOC) surge como uma metodologia que visa a
identificar os fatores de restrição do sistema, descobrir as soluções para resolvê-los ou
melhorá-los, e atingir um desempenho de alto nível no processo produtivo de produtos ou
serviços de modo que o gerenciamento e o uso eficiente dos gargalos do sistema produtivo
permitam aprimorar a sua performance (TSOU, 2013). Nesse sentido, uma ferramenta útil é a
Árvore da Realidade Atual (ARA) que, justamente, confere ao pesquisador a oportunidade de
visualizar, analisar e diagnosticar as verdadeiras origens das restrições de desempenho (DE
PÁDUA et. al., 2014).
Em suma, o modelo adotado na empresa estudada para a melhoria em seus processos é um
amálgama de três abordagens de análise e melhoria de processos: Lean, Seis Sigma e Teoria
das Restrições, contudo com papeis diferenciados. Em termos do Lean, metodologia base para

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
o modelo, utilizaram-se dois conceitos como referência: o Lean Manufacturing (Karim; Arif-
Uz-Zaman, 2013) e o Lean Office (Tapping; Shuker, 2010), pois cada um representa cenários
com características próprias, de origens distintas, mas complementares. Tudo visando a
aproveitar o potencial do Lean para o baixo custo de implementação; os Princípios; a
simplicidade de aplicação; e a possibilidade de acelerar a velocidade de qualquer processo
através da redução de desperdícios em todas as suas formas, e a capacidade de evidenciar
oportunidades ocultas. Já do Seis Sigma o modelo absorve apenas o necessário para facilitar a
implementação do Lean através do arsenal de ferramentas estatísticas e da capacidade de
direcionamento sequencial de atividades ao longo das fases prescritas pelo DMAIC. Por fim,
a TOC contribui na identificação e tratamento dos gargalos que afetam o processo como um
todo, através da ferramenta denominada Árvore da Realidade Atual.
3. Estudo de caso
3.1. Apresentando o perfil da empresa e da área estudada
O presente Estudo de Caso foi conduzido em uma empresa de economia mista que atua em
todos os segmentos do setor elétrico brasileiro e lidera um sistema composto de quatorze
subsidiárias, sendo hoje importante agente de integração e desenvolvimento nacional.
Contudo, apesar dessa grandiosidade, a companhia foi uma das maiores afetadas pela Medida
Provisória 579/2012 que promoveu mudanças nas regras para renovação dos contratos de
produção e transmissão de energia, haja vista a elevada participação da mesma dentre as
concessões prorrogadas. Nesse sentido, face ao novo panorama econômico-financeiro do setor
elétrico, a empresa definiu diretrizes de curto e médio prazo para o seu realinhamento
estratégico focadas na eficiência operacional, que visavam, entre outras medidas, à redução de
custeio, vendo-se obrigada a ser mais enxuta em todas as suas frentes de ação, em todas as
suas áreas, em todos os seus projetos.
Já a atividade aqui estudada, a área de Recebimento Físico e Fiscal (RFF), é a responsável
pela receptação e análise fiscal e tributária de todas as seis mil Notas Fiscais Eletrônicas que
são emitidas, anualmente, contra a companhia referentes às contratações realizadas, bem
como o respectivo registro no Sistema Integrado de Gestão.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
3.2. Aplicando o modelo Lean, Seis Sigma, TOC
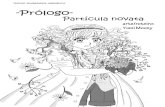
Tendo em vista o contexto apresentado, o modelo foi aplicado na empresa conforme diagrama
exposto na figura 1 e roteiro definido nas subseções a seguir.
Figura 1 - Contribuições das abordagens para a elaboração do Framework
FASE 01
FASE 02
FASE 03
FASE 04
FASE 05
CO
MP
RO
MET
IMEN
TO G
LOB
AL
AP
REN
DER
FAZEN
DO
Fonte: Os autores
Detalhadamente, o roteiro foi construído a partir de fusão entre a sequência de oito passos
prevista tanto pelo Lean Office (Tapping; Shuker, 2010), quanto pelo Lean Manufacturing
(Karim & Arif-Uz-Zaman, 2013). Desse modo, a metodologia de aplicação, descrita adiante
nas figuras 2 a 8, tem na essência a filosofia Lean. Por outro lado, a abordagem Seis Sigma

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
pode ser observada na condução geral do processo, através de Fases inter-relacionadas, mas
também seriadas, desde a Fase 01 até a Fase 05, seguindo a metodologia estruturada DMAIC,
adaptada para uma visão enxuta, para melhor direcionar o processo e de modo a convergir os
esforços para aquilo que se pretende alcançar. Já a Teoria das restrições faz-se presente
basicamente na Fase 03, referente à Identificação de Causas-Raiz, e no uso da ferramenta
ARA, embora sua metodologia de identificação, exploração, submissão, alargamento e
movimentação do gargalo reflita-se na Fase 04, no momento de desenhar o Estado Futuro e
propor soluções.
Em suma, o Modelo é constituído de sete Fases, sendo cinco Fases principais, dispostas
sequencialmente, e duas Fases paralelas, que permeiam todas as Fases lineares. Enquanto as
cinco Fases centrais equilibram o Ciclo DMAIC com a TOC e a filosofia Lean, as mesmas
são sustentadas e apoiadas, por seu turno, pelas Fases paralelas, advindas principalmente do
modelo de Lean Office. Além disso, como será visto nas subseções 3.2.1 a 3.2.7, no lado
esquerdo (interno) das Fases centrais, encontram-se os Princípios Lean a que as mesmas estão
submetidas, associação extraída do Lean Manufacturing. Já à direita, encontram-se as
ferramentas e técnicas associadas com cada Fase e passo.
3.2.1. Definição do problema e de valor para o cliente
Através do alinhamento do primeiro Princípio Lean - especificar Valor sob a óptica do Cliente
- ao primeiro movimento do Seis Sigma - compreender as expectativas dos clientes em termos
de qualidade, preço e prazo para entrega, foi aqui que o problema central da organização foi
definido, tanto para os membros da equipe, quanto para a alta administração. Contudo, antes
que qualquer direcionamento pudesse ser traçado, foi essencial que se identificasse quem
eram os clientes e o que os mesmos aceitavam como resultado esperado, importante e
valoroso do processo, através da análise inicial da Voz do Cliente (VOC). Em seguida, os
macroprocessos do negócio foram caracterizados e apresentados, de modo a evidenciar as
relações básicas entre fornecedores, entradas, processo, saídas e clientes das áreas envolvidas
no trabalho (SIPOC). Além disso, aprofundou-se a análise VOC a fim de levantar quais eram
e onde estavam os maiores e mais urgentes problemas enfrentados pelos envolvidos. Na
sequencia, foram definidas as principais “métricas para o sucesso” que seriam mensuradas e
acompanhadas nas etapas posteriores para permitir verificar se os esforços estavam sendo
eficazes. A saber, identificaram-se os indicadores primários: “tempo para o primeiro contato

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
da NF-e com o RFF”; “percentual de NF-e registradas dentro da Competência”; “antecedência
no envio da NF-e para pagamento”, além de outras métricas complementares que seriam
aferidas nas Fases 02 e 05. Posteriormente, chegou-se a hora de obter o apoio da alta
administração, para que o que ficara definido fosse homologado e as demais Fases do Modelo
pudessem ser iniciadas. Finalmente, assegurou-se que as pessoas certas estivessem na Equipe
Núcleo, considerando-se perfis e experiência profissional. Para auxiliar nessa tarefa, uma
Matriz RACI foi utilizada, a fim de estabelecer, precisamente, as responsabilidades de cada
membro. A definição de uma equipe competente também passou por rotina de aprendizado e
treinamento constantes que acompanharam todas as demais Fases centrais do Modelo. A
figura 2 detalha a Fase.
Figura 2: Fase 01
Fonte: Os autores
3.2.2. Mensurar e avaliar o desempenho atual
Constituindo-se como Fase que mescla um dos principais diferenciais da metodologia Seis
Sigma - sua imensa capacidade de coletar, lidar e tratar dados e informações por meio de
ferramentas específicas, a fim de transformá-los em conhecimento focado - com uma das
técnicas mais importantes para avaliar um processo em particular - o VSM (Mapeamento do
Fluxo de Valor), a Fase 02 visou a diagnosticar o desempenho então vigente da organização
para um Fluxo de Valor selecionado. Em linhas gerais, esta Fase buscou traduzir o
macroproblema identificado para uma forma mensurável, subtraindo-se visões subjetivas e
agregando posicionamento e tomadas de decisão baseadas em dados concretos, traçando um
quadro menos intuitivo e mais objetivo da experiência advinda da Fase anterior. Para isso,
fez-se necessário estabelecer o nível de desempenho vigente e a forma como tal performance

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
era avaliada, segundo ferramentas específicas que permitiram aos participantes discutir
problemas e oportunidades de melhoria e revelar desperdícios. Finalmente, cabe salientar que
esta Fase contribuiu diretamente para o alcance do 2º Princípio Lean – Identificar o Fluxo de
Valor - haja vista que permitiu identificar, através de aparato visual, o estudo dos tipos de
desperdícios e atividades que agregavam ou não valor, desde o início do processo de RFF até
o pagamento ao fornecedor. Com isso, os envolvidos puderam ter uma ideia clara daquilo que
inibia o fluxo e, assim, evidenciar problemas específicos. A figura 3 traz o detalhamento.
Figura 3: Fase 02
Fonte: Os autores
3.2.3. Análise dos efeitos indesejados e causas-raiz
O objetivo dessa Fase era dar sentido aos dados coletados na etapa anterior, encontrando
eventuais padrões que pudessem direcionar os esforços para causas-raiz que seriam abordadas
no estágio seguinte. Além disso, pretendia-se que as restrições de desempenho evidenciadas
anteriormente pudessem ser analisadas e priorizadas. Assim, utilizar ferramentas que
conseguissem estabelecer a relação entre causas e efeitos foi o primeiro passo para desvendar
a origem dos defeitos. Brainstorming, Identificação de Restrições, Gráfico de Pareto, foram
ferramentas utilizadas na aplicação do modelo. Cabe esclarecer, todavia, que por ainda estar
atrelada ao Estado Atual e à maneira como as coisas eram feitas no momento antes das ações
de melhoria, esta Fase permaneceu vinculada ao Princípio Lean de Identificação do Fluxo de
Valor. Fluxo este que precisaria ser atualizado com as novas informações advindas da análise,
já que esta Fase constituiu a última parada antes que começassem a surgir as primeiras ideias
para melhorar o processo então existente. Também é importante ressaltar que foi ao longo
desta Fase que a Teoria das Restrições mais se fez presente, sobretudo através da ferramenta

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
utilizada para identificar as causas dos problemas que precisavam ser resolvidos, a Árvore da
Realidade Atual. A figura 4 detalha a Fase.
Figura 4: Fase 03
Fonte: Os autores
3.2.4. Proposição de ideias e implementação de soluções (melhoria)
As causas e inter-relacionamentos identificados anteriormente tornaram-se os inputs para
estimular a geração e implementação de ideias, objetivando eliminar as Restrições-Chave. De
maneira geral, esta Fase compreendeu um conjunto de etapas envolvendo a proposição de
soluções, o Desenho de um Fluxo de Valor Futuro, e a tradução desse plano em algo concreto,
realizado através de ação. Em termos de abordagem Lean, esta etapa teve dois Princípios
como guia: permitir que o fluxo de valor mapeado navegasse sem barreiras ou atrasos; e
entregar a NF-e apenas no exato momento em que consumidor precisava. Com isso, esperava-
se satisfazer as demandas dos clientes, construir um fluxo de trabalho contínuo, e distribuir de
maneira homogênea o volume e a variedade do trabalho existente, alcançando assim um
Estado Futuro equilibrado. Consequentemente, na proposição de soluções de melhoria foram
pensadas e priorizadas formas e soluções para explorar os gargalos apontados na Fase
predecessora, visando a aumentar as saídas do sistema produtivo, submeter todas as etapas
anteriores e posteriores a essas restrições, e pensar em uma forma de elevar o rendimento da
Restrição existente, ou de movê-la para uma posição no fluxo que o tornasse mais
equilibrado. A figura 5 traz maior detalhamento.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Figura 5: Fase 04
Fonte: Os autores
3.2.5. Controlar resultados e melhorar continuamente
A última Fase central do modelo também podia ser entendida como o início de um processo
contínuo de melhorar tudo o que fosse possível no novo processo instituído,
independentemente de já aparentar ser eficiente. Nisso se resumia a busca pela perfeição, o 5º
e derradeiro Princípio da mentalidade Lean: perseguir a perfeição em todos os detalhes,
continuamente. Nesse propósito, precisou haver um bem definido processo de revisão e
acompanhamento de indicadores de desempenho pré-estabelecido, de modo que as próprias
pessoas que faziam parte da ação pudessem indicar quando alguma coisa não saia como
previsto. Mesclavam-se, assim, elementos Lean - como contratos de longo prazo, automação,
dispositivos à prova de erros, e Kaizen -, com a fórmula mais amarrada do Seis Sigma, que
entende o Controle como vital ao processo de melhoria. A figura 6 detalha a etapa.
Figura 6: Fase 05

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Fonte: Os autores
3.2.6. Comprometimento e esforço contínuo em todos os níveis
Ao longo das etapas já apresentadas - desde a definição do problema, passando pela
implementação das soluções propostas, até a comunicação e monitoramento sobre o novo
paradigma –, todas as ações só puderam ser realizadas, pois contaram com o
comprometimento contínuo de todos, paralelamente aos esforços empregados nas Fases
centrais, em um processo de esforço permanente no afã de alcançar um patamar de
excelência. Cabendo à alta administração assessorar e direcionar a equipe de implementação e
os colaboradores com alocação de tempo, recursos e incentivos, a fim de demonstrar a devida
atenção e suporte; e aos colaboradores, por seu turno, demandar tais atitudes da liderança.
Portanto, a Alta Administração foi essencial para que todo o corpo funcional não só
assimilasse o tamanho do desafio, como se solidarizasse com os motivos que levaram a
empresa a buscar formas de melhorar os indicadores do processo tratado. A figura 7 traz o
detalhamento.
Figura 7: Fase Paralela 01
Fonte: Os autores

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
3.2.7. Aprender fazendo continuamente
Ao longo da iniciativa, percebeu-se que a melhor forma de engajar colaboradores com o
processo de mudança seria envolvê-los e transformá-los, mais do que expectadores passivos,
em agentes da mudança. Por isso, constantemente, os trabalhadores foram instigados a
colaborarem com aquilo que ocorria à sua volta, “puxando” das lideranças as competências
necessárias para fazer com que suas contribuições tivessem mais relevância e eficácia.
Também foram realizadas oficinas com as equipes a fim de instruí-las sobre os conceitos
básicos a respeito dos Princípios e ferramentas utilizadas pelo framework, à medida que as
mesmas iam precisando ter acesso àquela informação e poderiam aplicá-las na prática,
sobretudo através de eventos Kaizen, para resolver problemas cotidianos. A figura 8 detalha a
etapa.
Figura 8: Fase Paralela 02
Fonte: Os autores
4. Apresentação de resultados
Após a implementação do redesenhado processo de Recebimento Físico e Fiscal, e tendo a
Fase de monitoramento e controle levantado os indicadores do novo paradigma, pode-se,
finalmente, analisar e discutir os resultados das ações de melhoria realizadas na empresa
estudada. Nesse sentido, são apresentadas a seguir comparações e as respectivas ponderações
entre os indicadores do processo coletados entre Janeiro de 2011 e Janeiro de 2012, antes,
portanto, que qualquer ação de melhoria pudesse ser efetuada; e os indicadores de
desempenho coletados no período durante e após a implementação do novo processo de RFF,
entre Outubro de 2013 e Outubro de 2014.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
4.1. Indicador 01: tempo para o primeiro contato com a área especialista (RFF)
Este indicador representa o tempo médio para que o RFF possa realizar a tarefa de receber,
validar e comunicar ao emitente da Nota Fiscal Eletrônica a necessidade de cancelamento ou
a autorização para envio da mercadoria, a fim de se manifestar tempestivamente sobre a
necessidade ou não de cancelamento do documento por ele emitido e, com isso, garantir que
os prazos para a realização dessa atividade possam ser cumpridos.
Inicialmente, as mensurações da Fase 02 indicaram que a Média temporal deste indicador era
elevadíssima, quando considerado o prazo legal vigente: 11,65 dias; enquanto o Desvio
Padrão era de 23,47 dias, nominalmente um valor bem elevado, considerando-se a meta legal
estabelecida. Já no levantamento pós-intervenção, da Fase 05, constatou-se mudança positiva
nos resultados deste indicador, seja em comparação com o cenário anterior, seja
confrontando-se à realidade do prazo legal. Afinal, a Média de tempo para o primeiro contato
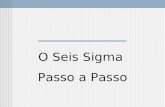
com o RFF passou a ser de 0,60 dias, uma redução de 97%. Finalmente, como pode ser
observado na figura 9 abaixo, no cenário anterior somente 17% das Notas Fiscais recebidas
alcançavam o RFF dentro do limite de 24 horas após a emissão. Após a intervenção, 90%
ocorrem dentro do prazo legal exigido.
Figura 9 – Comparativo quanto ao Indicador 01: tempo para o primeiro contato
ANTES DA MELHORIA DEPOIS DA MELHORIA
Fonte: Criado pelos autores
4.2. Indicador 02: notas fiscais registradas dentro do período de competência contábil
Como comentado na apresentação do Problema, havia indícios do não cumprimento de prazos
atrelados ao Princípio contábil da escrituração no período de competência, o qual determina

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
que as transações devam ser registradas nos livros contábeis e fiscais e apresentadas nas
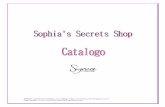
demonstrações financeiras no mesmo período no qual a NF-e foi emitida. Nesse contexto,
conforme vislumbrado na figura 10 a seguir, os levantamentos realizados na Fase 02
indicaram que, no cenário prévio, somente 55,60% das Notas Fiscais eram lançadas dentro do
Período de Competência. Por outro lado, as mensurações realizadas na Fase 05 mostraram
que, após as melhorias, esse patamar subiu para 96%. Portanto, constata-se sucesso quanto a
este requisito.
Figura 10 – Comportamento do Indicador 02: notas fiscais registradas dentro da Competência
ANTES DA MELHORIA DEPOIS DA MELHORIA
Fonte: Criado pelos autores
4.3. Indicador 03: notas fiscais enviadas para pagamento vs. prazo de vencimento
Para que uma intervenção pudesse ser considerada bem sucedida, seria necessário que o
monitoramento deste indicador evidenciasse que a empresa estava conseguindo elevar o prazo
de antecedência com que as NF-e eram enviadas à área de Pagamentos, de modo a permitir
que o fornecedor externo recebesse em tempo pelo material entregue. A figura 11 apresenta os
resultados comparativos das mensurações realizadas na Fase 02 e, posteriormente, na Fase 05.
Figura 11 – Comparativo: notas fiscais enviadas para pagamento vs. prazo de vencimento

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
ANTES DA MELHORIA DEPOIS DA MELHORIA
Fonte: Criado pelos autores
No comparativo apresentado na figura 11, percebe-se que o total de Notas Fiscais enviadas
para pagamento antes e até o vencimento era de 74%. Por outro lado, os dados coletados pós-
melhoria mostraram que 97% dos documentos de cobrança passaram a ser enviados até a data
do vencimento (inclusive), o que evidencia nítida evolução de desempenho da área de
Recebimento Físico-Fiscal. Nesse sentido, percebe-se uma evolução nominal positiva de 23%
no indicador.
Finalmente, a figura 12 traz um quadro-resumo dos resultados alcançados pelos indicadores
principais acima, bem como outros benefícios adicionais identificados.
Figura 12 – Comparação entre os resultados prévios e posteriores às ações de melhoria

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
Fonte: Criado pelos autores
5. Considerações finais
Pelos resultados alcançados na empresa estudada, pode-se concluir que a implementação da
mentalidade Lean, apoiada em estrutura e ferramentas das metodologias Seis Sigma e Teoria
das Restrições, foi bem sucedida em possibilitar a redução de todos os prazos envolvidos com
o processo de Recebimento Físico e Fiscal, desde a emissão da NF-e até o pagamento ao
fornecedor, bem como elevar os índices de conformidade em relação ao cumprimento do

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
Princípio de competência contábil e à adequação aos requisitos da área de pagamentos,
possibilitando, consequentemente, um pagamento mais veloz aos fornecedores de mercadorias
e, ao mesmo tempo, uma operação mais estável e eficiente para todos os membros da cadeia
de valor. Contudo, é importante destacar que a despeito de todos os objetivos alcançados,
mais significativo para a empresa foi perceber que os colaboradores passaram a observar e
questionar criticamente a maneira de se fazer as coisas e os paradigmas vigentes sob a luz da
racionalidade. Finalmente, em termos de pesquisas futuras, nova investigação poderia ser
conduzida sobre a aplicação do framework aqui apresentado em outras empresas (públicas ou
privadas), a fim de estimulá-las a reimaginar e revisitar conceitos há muito arraigados, mas
que conduzem a ineficiências e perda de foco no cliente.
REFERÊNCIAS
BRASIL. Ministério da Fazenda. Portal sobre a Nota Fiscal Eletrônica. Brasília: [Ministério da Fazenda], 2012.
Disponível em < http://www.nfe.fazenda.gov.br/portal/sobreNFe.
aspx?tipoConteudo=HaV+iXy7HdM=#mQhuA1Z2dCo=>Acesso em 01. jul.2012.
DE PÁDUA, Silvia Inês Dallavalle; DA COSTA, Janaina Mascarenhas Hornos; SEGATTO, Mayara; DE
SOUZA JÚNIOR, Melchior Aparecido; JABBOUR, Charbel José Chiappetta. BPM for change management:
two process diagnosis techniques. Business Process Management Journal, vol. 20, n. 2, pp. 247 - 271. 2014.
DEMCHUK, Lesya; BAITSAR, Roman. Combined usage of Theory of Constraints, Lean and Six Sigma in
quality assurance of manufacturing processes. Key Engineering Materials, vol. 637, pp. 21-26. 2015.
GEORGE, Michael L. Lean Seis Sigma para Serviços: como utilizar velocidade Lean e qualidade Seis Sigma
para melhorar serviços e transações. Rio de Janeiro: Qualitymark, 2009.
GIL, Antônio Carlos. Métodos e técnicas de pesquisa social. 6. ed., São Paulo: Atlas, 2008.
KARIM, Azharul; ARIF-UZ-ZAMAN, Kazi. A methodology for effective implementation of Lean strategies
and its performance evaluation in manufacturing organizations. Business Process Management Journal, vol. 19,
n. 1, pp. 169-196. 2013.
TAPPING, Dom.; SHUKER, Tom. Lean Office: gerenciamento do fluxo de valor para áreas administrativas. São
Paulo: Leopardo, 2010.
TSOU, Chi-Ming. On the strategy of supply chain collaboration based on dynamic inventory target level
management: A theory of constraint perspective. Applied Mathematical Modelling, n. 37, pp. 5204–5214. 2013.