Apostila - Elementos de Maquinas I
299
UNIVERSIDADE DO OESTE DE SANTA CATARINA CAMPUS DE JOAÇABA VICE-REITORIA DE GRADUAÇÃO ÁREA DAS CIÊNCIAS EXATAS E DA TERRA CURSO DE ENGENHARIA DE PRODUÇÃO MECÂNICA ELEMENTOS DE MÁQUINAS I Prof. Douglas Roberto Zaions, MSc. Joaçaba, 09 de Fevereiro de 2008
-
Upload
romulo-araujo -
Category
Documents
-
view
336 -
download
17
Transcript of Apostila - Elementos de Maquinas I
UNIVERSIDADE DO OESTE DE SANTA CATARINA
CAMPUS DE JOAÇABA
VICE-REITORIA DE GRADUAÇÃO
ÁREA DAS CIÊNCIAS EXATAS E DA TERRA
CURSO DE ENGENHARIA DE PRODUÇÃO MECÂNICA
ELEMENTOS DE
MÁQUINAS I
Prof. Douglas Roberto Zaions, MSc.
Joaçaba, 09 de Fevereiro de 2008
Elementos de Máquinas I ii Prof. Douglas Roberto Zaions
UNIVERSIDADE DO OESTE DE SANTA CATARINA
CAMPUS DE JOAÇABA
VICE-REITORIA DE GRADUAÇÃO
ÁREA DAS CIÊNCIAS EXATAS E DA TERRA
CURSO DE ENGENHARIA DE PRODUÇÃO MECÂNICA
Disciplina de:
ELEMENTOS
DE
MÁQUINAS I
Prof. Douglas Roberto Zaions, MSc.
Joaçaba, 09 de Fevereiro de 2008
Este material foi elaborado para a disciplina de Elementos de Máquinas I do curso de
Engenharia de Produção Mecânica oferecido pela Universidade do Oeste de Santa Catarina
Campus de Joaçaba
O trabalho apresenta citações dos autores pesquisados e referências bibliográficas, constituindo-
se em uma ótima fonte para aprofundamento do conhecimento sobre os elementos de máquinas.
No mesmo são tratados assuntos como: analise de tensões, solicitações estáticas, solicitações
dinâmicas, eixos e árvores, parafusos de fixação e movimento, ligações entre cubo e eixo,
lubrificação industrial, mancais de deslizamento e mancais de rolamento.
Tem a finalidade de proporcionar aos acadêmicos o conteúdo básico da disciplina, com o intuito
de melhorar o aproveitamento dos mesmos.
Qualquer sugestão com referência ao presente trabalho, serão aguardadas, pois assim pode-se
melhorá-lo com futuras modificações.
Prof. Eng. Douglas Roberto Zaions, MSc.
Elementos de Máquinas I iv Prof. Douglas Roberto Zaions
DOUGLAS ROBERTO ZAIONS
Engenheiro Mecânico formado pela Universidade Federal de Santa Maria em 1993. Em 1994 iniciou
o curso de especialização em Engenharia Mecânica na Universidade Federal de Santa Catarina obtendo o
grau de Especialista em Engenharia Mecânica. Em 2003 concluiu o curso de Mestrado em Engenharia de
Produção na Universidade Federal do Rio Grande do Sul na área de concentração de Gerência,
desenvolvendo o trabalho intitulado Consolidação da Metodologia da Manutenção Centrada em
Confiabilidade em uma Planta de Celulose e Papel. Atualmente é doutorando do curso de Engenharia
Mecânica da Universidade Federal de Santa Catarina na área de concentração de Projeto de Sistemas
Mecânicos.
Foi Coordenador do Curso de Engenharia de Produção Mecânica de março/2000 até março/2006 e do
Curso de Tecnologia em Processos Industriais – Modalidade Eletromecânica de março/2000 até
Junho/2002 da UNOESC – Joaçaba.
Conselheiro Estadual e membro da Câmara Especializada de Engenharia Industrial do Conselho
Regional de Engenharia, Arquitetura e Agronomia do Estado de Santa Catarina, CREA – SC no período
de janeiro de 2001 até dezembro de 2003. Também foi Diretor do CREA – SC no período de janeiro de
2002 até dezembro de 2002.
Doze anos de docência em cursos técnicos, tecnológicos, engenharia e especialização na área
mecânica.
Professor de várias disciplinas da área de projetos nos cursos Técnico em Mecânica e Eletromecânica
do SENAI – CET Joaçaba.
É Professor do curso de Engenharia de Produção Mecânica da UNOESC – Joaçaba onde atua nas
disciplinas de Resistência dos Materiais, Elementos de Máquinas, Mecanismos, Processos de Usinagem e
Comando Numérico, Pesquisa Operacional, Projeto de Máquinas e Manutenção Mecânica. É também
pesquisador nas áreas de Projeto e Manutenção Industrial.
Professor dos cursos de Especialização em Engenharia de Manutenção Industrial e Gestão da
Produção da Universidade do Oeste de Santa Catarina ministrando respectivamente a disciplina de
Manutenção de Elementos de Máquinas e Gestão da Manutenção. No curso de Especialização em
Projetos de Sistemas Mecânicos atua nas disciplinas de Metodologia de Projeto de Sistemas Mecânicos e
Projeto para a Confiabilidade e Mantenabilidade.
É perito técnico judicial, desenvolvendo trabalhos nas áreas automotiva e industrial na busca de causa
raiz de falhas.
Contato: Universidade do Oeste de Santa Catarina – Campus de Joaçaba e-mail: [email protected]
Fone/Fax: (49) 3551 - 2035
ÍNDICE
1 ANÁLISE DE TENSÕES ............................................................................................................................................ 11
1.1 PRINCIPAIS VARIÁVEIS UTILIZADAS NESTE CAPÍTULO ........................................................................................... 11
1.2 INTRODUÇÃO ......................................................................................................................................................... 11
1.3 DEFINIÇÕES ........................................................................................................................................................... 12
1.3.1 Tensão ......................................................................................................................................................... 12
1.3.2 Diagrama Tensão-Deformação .................................................................................................................. 13
1.3.3 Ductilidade .................................................................................................................................................. 17
1.3.4 Maleabilidade ............................................................................................................................................. 18
1.3.5 Dureza ......................................................................................................................................................... 18
1.3.6 Resiliência ................................................................................................................................................... 18
1.3.7 Tenacidade .................................................................................................................................................. 18
1.4 TENSÕES ............................................................................................................................................................... 19
1.4.1 Tensão Normal de Tração ou Compressão ................................................................................................. 19
1.4.2 Tensão de Corte devido ao Cisalhamento Simples ..................................................................................... 19
1.4.3 Tensão Normal na Flexão ........................................................................................................................... 21
1.4.4 Tensão de Cisalhamento na Torção ............................................................................................................ 21
1.4.5 Tensão de Cisalhamento na Flexão ............................................................................................................ 22
1.5 ANÁLISE DE TENSÕES ........................................................................................................................................... 23
1.5.1 Tensões Principais ...................................................................................................................................... 25
1.5.2 Círculo de Mohr .......................................................................................................................................... 28
1.6 EXERCÍCIOS ........................................................................................................................................................... 30
2 SOLICITAÇÕES ESTÁTICAS .................................................................................................................................. 33
2.1 PRINCIPAIS VARIÁVEIS UTILIZADAS NESTE CAPÍTULO ........................................................................................... 33
2.2 INTRODUÇÃO ......................................................................................................................................................... 33
2.3 TEORIAS PARA FALHAS ESTÁTICAS ........................................................................................................................ 34
2.3.1 Teoria da Tensão Normal Máxima ............................................................................................................. 35
2.3.2 Teoria da Tensão Máxima de Cisalhamento ............................................................................................... 37
2.3.3 Teoria de Huber-von Mises - Hencky ou da Máxima Energia de Distorção .............................................. 41
2.3.4 Comparação entre as três teorias aplicadas a materiais Dúcteis .............................................................. 43
2.3.5 Teoria de Coulomb Mohr ............................................................................................................................ 43
2.3.6 Teoria de Mohr Modificada ........................................................................................................................ 44
2.4 CONCENTRAÇÃO DE TENSÕES ............................................................................................................................... 46
2.4.1 Efeito da Concentração de Tensões em materiais dúcteis .......................................................................... 48
2.4.2 Efeito da Concentração de Tensões em materiais frágeis .......................................................................... 48
2.5 EXERCÍCIOS ........................................................................................................................................................... 55
3 SOLICITAÇÕES DINÂMICAS ................................................................................................................................. 57
3.1 PRINCIPAIS VARIÁVEIS UTILIZADAS NESTE CAPÍTULO ........................................................................................... 57
Elementos de Máquinas I vi Prof. Douglas Roberto Zaions
3.2 INTRODUÇÃO ......................................................................................................................................................... 58
3.3 TIPOS DE CARGA DINÂMICAS ................................................................................................................................. 58
3.3.1 Carga Repetida ........................................................................................................................................... 58
3.3.2 Carga Alternante ........................................................................................................................................ 59
3.3.3 Carga Flutuante .......................................................................................................................................... 60
3.4 MECANISMO DA FALHA POR FADIGA ..................................................................................................................... 61
3.5 MEDIÇÃO DAS FALHAS POR FADIGA ...................................................................................................................... 62
3.5.1 Ensaio de flexão alternante - Tensões totalmente reversas ........................................................................ 62
3.5.2 Tensão limite de Resistência a Fadiga ........................................................................................................ 65
3.5.3 Ensaio com força axial alternante .............................................................................................................. 65
3.5.4 Ensaio de flexão em viga engastada ........................................................................................................... 67
3.5.5 Ensaio de Fadiga Torcional ....................................................................................................................... 67
3.5.6 Fatores de correção da Resistência a Fadiga ............................................................................................ 68
3.5.7 Valores teóricos de Se´ e Sf´ ........................................................................................................................ 69
3.5.8 Fator de correção do tipo de carga ............................................................................................................ 69
3.5.9 Fator de correção do tamanho da peça ...................................................................................................... 69
3.5.10 Fator de correção do Acabamento Superficial da Peça ............................................................................. 71
3.5.11 Fator de correção da temperatura .............................................................................................................. 72
3.5.12 Fator de correção da Confiabilidade ......................................................................................................... 72
3.6 INFLUÊNCIA DA COMBINAÇÃO DE TENSÕES MÉDIAS E ALTERNANTES .................................................................... 73
3.7 ENTALHES E CONCENTRAÇÃO DE TENSÕES ........................................................................................................... 76
3.7.1 Fator de Concentração de Tensões aplicado a tensões médias e Alternantes ............................................ 79
3.8 CONSTRUÇÃO DO DIAGRAMA TENSÃO X VIDA ..................................................................................................... 79
3.9 CONSTRUÇÃO DO DIAGRAMA MODIFICADO DE GOODMAN ................................................................................... 81
3.10 TEORIAS DE FALHA DINÂMICA ............................................................................................................................. 82
3.10.1 Cargas totalmente Alternantes com tensões Unidirecionais....................................................................... 84
3.10.2 Cargas Flutuantes com Tensão Unidirecional ........................................................................................... 85
3.10.3 Projetando para tensões multiaxiais na fadiga ........................................................................................... 89
3.10.4 Cargas totalmente alternantes com tensões multiaxiais ............................................................................. 89
3.10.5 Cargas Flutuantes com Tensões multiaxiais ............................................................................................... 90
3.11 EXERCÍCIOS ........................................................................................................................................................... 93
4 EIXOS E ÁRVORES ................................................................................................................................................... 95
4.1 INTRODUÇÃO ......................................................................................................................................................... 95
4.2 DEFINIÇÕES ........................................................................................................................................................... 95
4.3 MATERIAIS PARA CONSTRUÇÃO DE EIXOS ............................................................................................................. 96
4.4 TENSÕES EM EIXOS E ÁRVORES ............................................................................................................................ 96
4.5 FALHA DE EIXOS COM TENSÕES COMBINADAS ..................................................................................................... 98
4.6 PROJETO DE EIXOS ................................................................................................................................................. 99
4.6.1 Regras Gerais para o projeto de eixos ....................................................................................................... 99
4.6.2 Projeto de Árvores combinando Flexão alternante e Torção Constante .................................................. 100
4.7 PROJETO DE EIXOS COMBINADO FLEXÃO FLUTUANTE E TORÇÃO FLUTUANTE ................................................... 103
4.8 VELOCIDADE CRÍTICA DE EIXOS E ÁRVORE ........................................................................................................ 104
4.8.1 Vibração lateral forçada ........................................................................................................................... 105
4.8.2 Vibrações auto-excitadas .......................................................................................................................... 106
4.9 EXERCÍCIOS ......................................................................................................................................................... 108
5 PARAFUSOS DE FIXAÇÃO.................................................................................................................................... 114
5.1 INTRODUÇÃO ....................................................................................................................................................... 114
5.2 VANTAGEM E DESVANTAGEM DAS UNIÕES PARAFUSADAS................................................................................. 115
5.3 TERMINOLOGIA DE ROSCAS ................................................................................................................................ 117
5.3.1 Rosca Whiworth ........................................................................................................................................ 118
5.3.2 Rosca Sellers ............................................................................................................................................. 118
5.3.3 Rosca Métrica ........................................................................................................................................... 118
5.3.4 Padronização ............................................................................................................................................ 119
5.4 ERROS QUE PODEM OCORRER NOS AJUSTES ROSCADOS ...................................................................................... 121
5.4.1 Erro de Passo ............................................................................................................................................ 121
5.4.2 Erro no ângulo de Flancos α .................................................................................................................... 121
5.4.3 Erro do diâmetro de Flancos(efetivo) ....................................................................................................... 122
5.5 TIPOS DE PARAFUSOS .......................................................................................................................................... 123
5.5.1 Parafuso passante normal ........................................................................................................................ 123
5.5.2 Parafuso com Cabeça ............................................................................................................................... 123
5.5.3 Parafuso Prisioneiro ................................................................................................................................. 124
5.5.4 Parafuso com porca nas duas extremidades ............................................................................................. 125
5.5.5 Parafuso com cabeça de embutir .............................................................................................................. 125
5.5.6 Parafusos com fenda na cabeça ................................................................................................................ 126
5.5.7 Parafusos de Alta Resiliência ................................................................................................................... 126
5.5.8 Parafusos Chumbadores ........................................................................................................................... 126
5.5.9 Parafusos para Metais Leves .................................................................................................................... 127
5.5.10 Parafusos de Anel ..................................................................................................................................... 127
5.5.11 Parafusos para madeira............................................................................................................................ 128
5.5.12 Parafusos auto-atarraxantes ..................................................................................................................... 128
5.5.13 Parafusos diferenciais .............................................................................................................................. 128
5.6 PROCESSOS DE FABRICAÇÃO DE ROSCAS ............................................................................................................. 129
5.7 MATERIAIS DAS ROSCAS DOS PARAFUSOS ........................................................................................................... 129
5.8 RESISTÊNCIA DOS PARAFUSOS DE FIXAÇÃO ........................................................................................................ 130
5.9 ÁREA RESISTENTE A TRAÇÃO ............................................................................................................................. 133
5.10 PRÉ-CARGA EM PARAFUSOS SUBMETIDOS A TRAÇÃO .......................................................................................... 134
5.11 PRÉ-CARGA EM PARAFUSOS SUBMETIDOS A CARGAS ESTÁTICAS ......................................................................... 137
5.12 PRÉ-CARGA EM PARAFUSOS SUBMETIDOS A CARGAS DINÂMICAS ........................................................................ 141
5.13 DETERMINAÇÃO DA CONSTANTE ELÁSTICA DO MATERIAL .................................................................................. 143
5.14 TORQUE DE APERTO ............................................................................................................................................ 144
5.15 SEGURANÇA CONTRA AFROUXAMENTO ............................................................................................................... 145
5.15.1 Segurança de força ................................................................................................................................... 145
Elementos de Máquinas I viii Prof. Douglas Roberto Zaions
5.15.2 Segurança de Forma ................................................................................................................................. 147
5.15.3 Recomendação prática para parafusos prisioneiros ou sem cabeça ........................................................ 149
5.15.4 Ligações por múltiplos parafusos ............................................................................................................. 149
5.16 AUMENTO DA RESISTÊNCIA À FADIGA EM LIGAÇÕES PARAFUSADAS ................................................................... 150
5.16.1 Alívio do primeiro filete carregado ........................................................................................................... 150
5.16.2 Arredondamento da união da cabeça com haste ...................................................................................... 151
5.16.3 Angulo de saída da rosca .......................................................................................................................... 151
5.16.4 Redução das pontas de tensão na raiz da rosca ....................................................................................... 151
5.16.5 laminação da rosca; ................................................................................................................................. 152
5.16.6 Comprimento livre da rosca ..................................................................................................................... 152
5.16.7 Passo ......................................................................................................................................................... 152
5.16.8 Acabamento superficial ............................................................................................................................ 152
5.16.9 Fator de mola ............................................................................................................................................ 152
5.16.10 Pré-carga .................................................................................................................................................. 152
5.16.11 Número de parafusos ................................................................................................................................ 152
6 PARAFUSOS DE MOVIMENTO ............................................................................................................................ 153
6.1 INTRODUÇÃO ....................................................................................................................................................... 153
6.2 ANÁLISE DE FORÇA, TORQUE E POTÊNCIA PARA ACIONAMENTO DOS PARAFUSOS DE MOVIMENTO .................... 154
6.2.1 Rosca Quadrada ....................................................................................................................................... 154
6.2.2 Rosca trapezoidal ou ACME ..................................................................................................................... 157
6.3 CONDIÇÃO DE AUTO-TRAVAMENTO DA ROSCA .................................................................................................... 158
6.4 EFICIÊNCIA DO PARAFUSO ................................................................................................................................... 158
7 LIGAÇÃO ENTRE CUBO E EIXO......................................................................................................................... 159
7.1 INTRODUÇÃO ....................................................................................................................................................... 159
7.2 CHAVETAS .......................................................................................................................................................... 159
7.2.1 Tipos de Chavetas ..................................................................................................................................... 159
7.2.2 Tensões nas Chavetas ............................................................................................................................... 161
7.3 EIXOS RANHURADOS ........................................................................................................................................... 165
7.3.1 Compressão no cubo ................................................................................................................................. 165
7.4 LIGAÇÃO POR AJUSTE PRENSADO CILÍNDRICO ..................................................................................................... 166
7.4.1 Determinação da Pressão Máxima ........................................................................................................... 167
7.4.2 Prensagem ou Martelamento .................................................................................................................... 174
7.4.3 Ajuste Prensado por Aquecimento/Esfriamento ....................................................................................... 175
7.5 AJUSTE PRENSADO CÔNICO ................................................................................................................................. 176
7.5.1 Determinação das Interferências. ............................................................................................................. 176
7.5.2 Força Axial de Montagem - Pa.................................................................................................................. 177
7.5.3 Conicidade Recomendada ......................................................................................................................... 179
7.5.4 Deslocamento Axial .................................................................................................................................. 179
7.6 EXERCÍCIOS ......................................................................................................................................................... 182
8 LUBRIFICAÇÃO INDUSTRIAL ............................................................................................................................ 184
8.1 LUBRIFICAÇÃO .................................................................................................................................................... 184
8.1.1 Tipos de Lubrificação ............................................................................................................................... 184
8.2 SUBSTÂNCIAS LUBRIFICANTES ............................................................................................................................ 187
8.2.1 Lubrificantes líquidos ............................................................................................................................... 188
8.2.2 Lubrificantes Pastosos .............................................................................................................................. 188
8.2.3 Lubrificantes Sólidos ................................................................................................................................ 189
8.3 LUBRIFICANTES LÍQUIDOS .................................................................................................................................. 189
8.3.1 Óleos Minerais .......................................................................................................................................... 189
8.3.2 Óleos Graxos ............................................................................................................................................ 191
8.3.3 Óleos Sintéticos ......................................................................................................................................... 192
8.3.4 Pastas Lubrificantes .................................................................................................................................. 193
8.3.5 Ceras Lubrificantes ................................................................................................................................... 194
8.4 PROPRIEDADES DOS LUBRIFICANTES ................................................................................................................... 195
8.4.1 Propriedades Físicas ................................................................................................................................ 195
8.4.2 Propriedades Químicas ............................................................................................................................ 198
8.4.3 Propriedades Práticas .............................................................................................................................. 199
8.4.4 Propriedades específicas das Graxas Lubrificantes ................................................................................. 201
8.5 LUBRIFICANTES DO SETOR ALIMENTÍCIO ............................................................................................................ 204
8.5.1 Leis de Regulamentação ........................................................................................................................... 204
8.5.2 Considerações sobre a lubrificação no setor alimentício ......................................................................... 206
8.5.3 Lubrificantes de alto rendimento do setor alimentício ............................................................................. 210
8.5.4 Qualidade através de GMP e HACCP ...................................................................................................... 212
8.6 ORGANIZAÇÃO DA LUBRIFICAÇÃO ...................................................................................................................... 214
8.6.1 Fase da Implantação ................................................................................................................................. 214
8.6.2 Controle .................................................................................................................................................... 219
8.6.3 Manuseio e Armazenagem de Lubrificantes ............................................................................................. 221
8.6.4 Reciclagem dos Óleos Usados .................................................................................................................. 224
9 MANCAIS DE DESLIZAMENTO .......................................................................................................................... 226
9.1 TIPOS DE MANCAIS .............................................................................................................................................. 227
9.1.1 Mancais Radiais........................................................................................................................................ 227
9.1.2 Mancais Axiais ou de Escora .................................................................................................................... 228
9.2 COEFICIENTE DE ATRITO ..................................................................................................................................... 230
9.3 MECÂNISMO DE FORMAÇÃO DA PELÍCULA ......................................................................................................... 232
9.4 TEORIA HIDRODINÂMICA ..................................................................................................................................... 235
9.5 MÓDULO DO MANCAL ......................................................................................................................................... 237
9.6 CONSIDERAÇÕES SOBRE A TEMPERATURA ........................................................................................................... 239
9.7 EQUILÍBRIO TÉRMICO .......................................................................................................................................... 241
9.8 MATERIAIS .......................................................................................................................................................... 242
9.9 PROJETO DE MANCAL.......................................................................................................................................... 244
9.10 TABELAS E ÁBACOS PARA UTILIZAÇÃO EM MANCAIS DE DESLIZAMENTO ......................................................... 248
9.11 EXERCÍCIOS ......................................................................................................................................................... 254
Elementos de Máquinas I x Prof. Douglas Roberto Zaions
10 MANCAIS DE ROLAMENTO ............................................................................................................................ 255
10.1 TIPOS DE MANCAIS DE ROLAMENTO ................................................................................................................... 256
10.2 ATRITO NOS MANCAIS DE ROLAMENTO .............................................................................................................. 259
10.3 SELEÇÃO DE ROLAMENTOS SEGUNDO A ISO ....................................................................................................... 260
10.3.1 Carga Dinâmica Equivalente .................................................................................................................... 264
10.4 SELEÇÃO DO TAMANHO DO ROLAMENTO UTILIZANDO-SE A CAPACIDADE DE CARGA ESTÁTICA .......................... 265
10.4.1 Carga estática equivalente ........................................................................................................................ 266
10.4.2 Capacidade de carga estática requerida .................................................................................................. 267
10.5 PLANOS DE DIMENSÕES ...................................................................................................................................... 268
10.6 FOLGA INTERNA .................................................................................................................................................. 269
10.7 LUBRIFICAÇÃO .................................................................................................................................................... 270
10.8 VEDAÇÃO ............................................................................................................................................................ 271
10.8.1 Vedadores integrados ............................................................................................................................... 271
10.8.2 Vedadores externos ................................................................................................................................... 272
10.9 APLICAÇÃO DE ROLAMENTOS ............................................................................................................................. 274
10.9.1 Arranjo de rolamentos .............................................................................................................................. 274
10.9.2 Fixação radial dos rolamentos ................................................................................................................. 275
10.9.3 Fixação axial dos rolamentos ................................................................................................................... 275
10.9.4 Métodos de Fixação .................................................................................................................................. 275
10.9.5 Seleção do lubrificante ............................................................................................................................. 277
10.9.6 Lubrificação com Graxa ........................................................................................................................... 278
10.9.7 Métodos de lubrificação com graxa .......................................................................................................... 283
10.9.8 Características dos óleos .......................................................................................................................... 286
10.10 ÓLEOS E GRAXAS PARA LUBRIFICAÇÃO DE ROLAMENTOS ............................................................................. 294
10.11 EXERCÍCIOS .................................................................................................................................................... 297
11 REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................................................ 298
UNOESC – Curso de Engenharia de Produção Mecânica 11 Prof. Douglas Roberto Zaions
1 ANÁLISE DE TENSÕES
1.1 PRINCIPAIS VARIÁVEIS UTILIZADAS NESTE CAPÍTULO
Símbolo Descrição da variável Unidade Descrição da variável em inglês A Área m2 Area E Módulo de elasticidade longitudinal Pa Young’s modulus G Módulo de elasticidade transversal Pa Shear modulus HB Dureza Brinell - Brinell hardness HRB Dureza Rockwell B - Rockell B hardness HRC Dureza Rockwell C - Rockell C hardness HV Dureza Vickers - Vickers hardness Sel Limite de resistência elástica Pa Strenght at elastic limit Sus Limite de resistência ao cisalhamento Pa Ultimate shear strenght Sut Limite de resistência a tração Pa Ultimate tensile strenght Sy Resistência ao escoamento a tração Pa Tensile yield strenght Sys Resistência ao escoamento ao cisalhamento Pa Shear yield strenght ε Deformação percentual Strain σ Tensão normal Pa Tensile stress τ Tensão de corte, cisalhamento ou tangencial Pa Shear stress θ Deflexão angular Pa Angular deflection ν Coeficiente de Poisson Poisson’s ratio Τ Momento Torçor N.m Torque Μ Momento Fletor N.m Moment P Carga N Force
1.2 INTRODUÇÃO
Segundo Baud em máquinas e estruturas, a manifestação das forças apresenta-se sob aspectos muito
diferentes. Podem ser exteriores ou estar, pelo contrário, no interior dos elementos e por outro lado, são
suscetíveis de se exercer sob muitos modos: podem ser estáticas, quer dizer, fixas e sem movimento, ou
dinâmicas (ou seja animadas) e produzir assim efeitos bem diferentes.
A aparição das forças ou das solicitações se deve a diversas fontes dentre as quais: (i) A gravitação
gera a força peso em máquinas e equipamentos; e (ii) O vento, os efeitos térmicos (Dilatação) e químicos
podem também gerar forças cujos efeitos desenvolvem as solicitações nos equipamentos.
Quaisquer que sejam as fontes que produzam solicitações, estas determinam esforços nos materiais.
Estes esforços, verificados pelos cálculos da estática, servem para prever as características dos materiais
que devem ser empregados ou para dar a estes as dimensões adequadas.
Quando um elemento é mal dimensionado, e no mesmo é aplicada uma carga, este poderá sofrer uma
deformação permanente e em muitos casos chegar a ruptura.
Elementos de Máquinas I 12 Prof. Douglas Roberto Zaions
Na construção de máquina, deve-se sempre evitar as deformações plásticas nas peças, o que
ocasionará variação na geometria das mesmas e normalmente modificação na relação funcional. As falhas
mais correntes em engenharia são quebras e desintegrações. Ex.: corrosão, desgaste, trincas, etc., mas
estes exemplos são praticamente inevitáveis em um maior ou menor espaço de tempo, pois todos os
materiais são passíveis de deterioração.
Assim, há a necessidade de determinar o nível de tensões atuantes em peças e componentes mecânicos
para dimensiona-los.
Este capítulo trata especificamente sobre tensões, onde serão descritos os tipos de tensões.
1.3 DEFINIÇÕES
1.3.1 Tensão
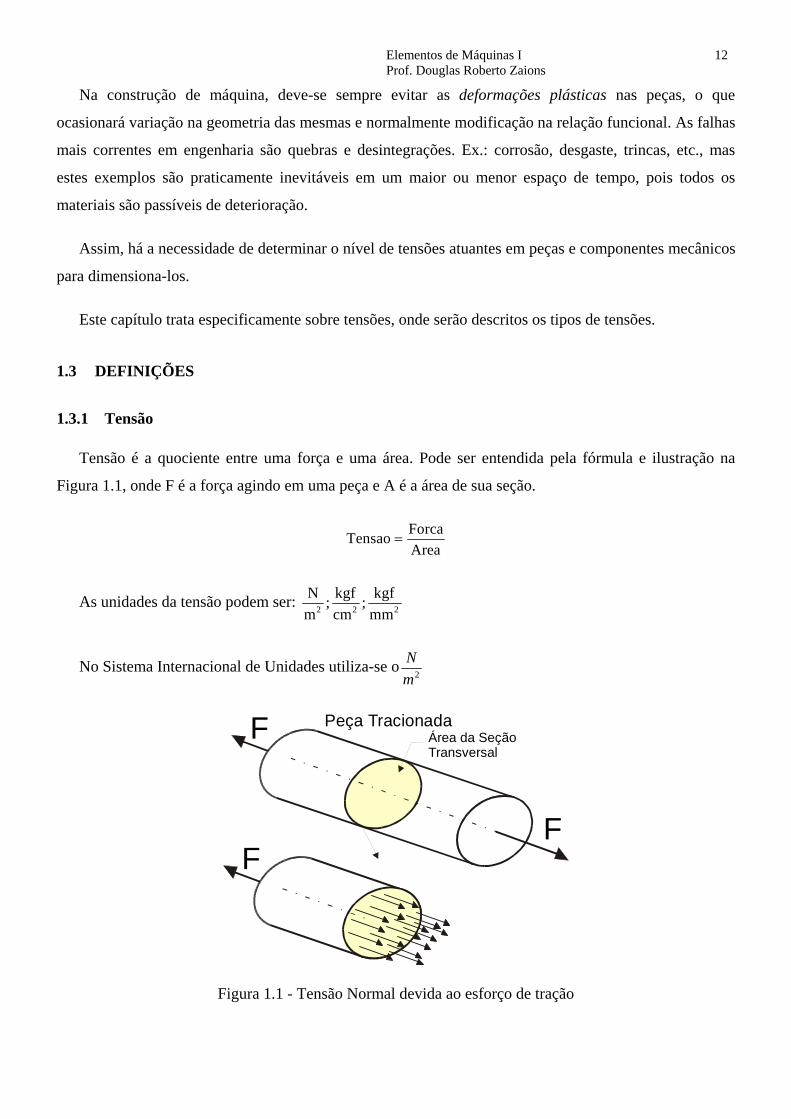
Tensão é a quociente entre uma força e uma área. Pode ser entendida pela fórmula e ilustração na
Figura 1.1, onde F é a força agindo em uma peça e A é a área de sua seção.
Tensao ForcaArea
=
As unidades da tensão podem ser: Nm
kgfcm
kgfmm2 2 2; ;
No Sistema Internacional de Unidades utiliza-se o2m
N
F
FF
Área da SeçãoTransversal
Peça Tracionada
Figura 1.1 - Tensão Normal devida ao esforço de tração
UNOESC – Curso de Engenharia de Produção Mecânica 13 Prof. Douglas Roberto Zaions
Em função do tipo de solicitação (Tração, Compressão, Flexão, Cisalhamento, Torção) aplicada em
um elemento mecânico, poderão surgir dois tipos de tensões(Figura 1.2): (i) Tensão normal
(Representada por σ “sigma”); e (ii) Tensão tangencial, de corte ou cisalhante (Representada por τ
“Tau”).
Superfície
Figura 1.2 - Tipos de Tensões: σ -Tensão Normal; τ - Tensão Tangencial
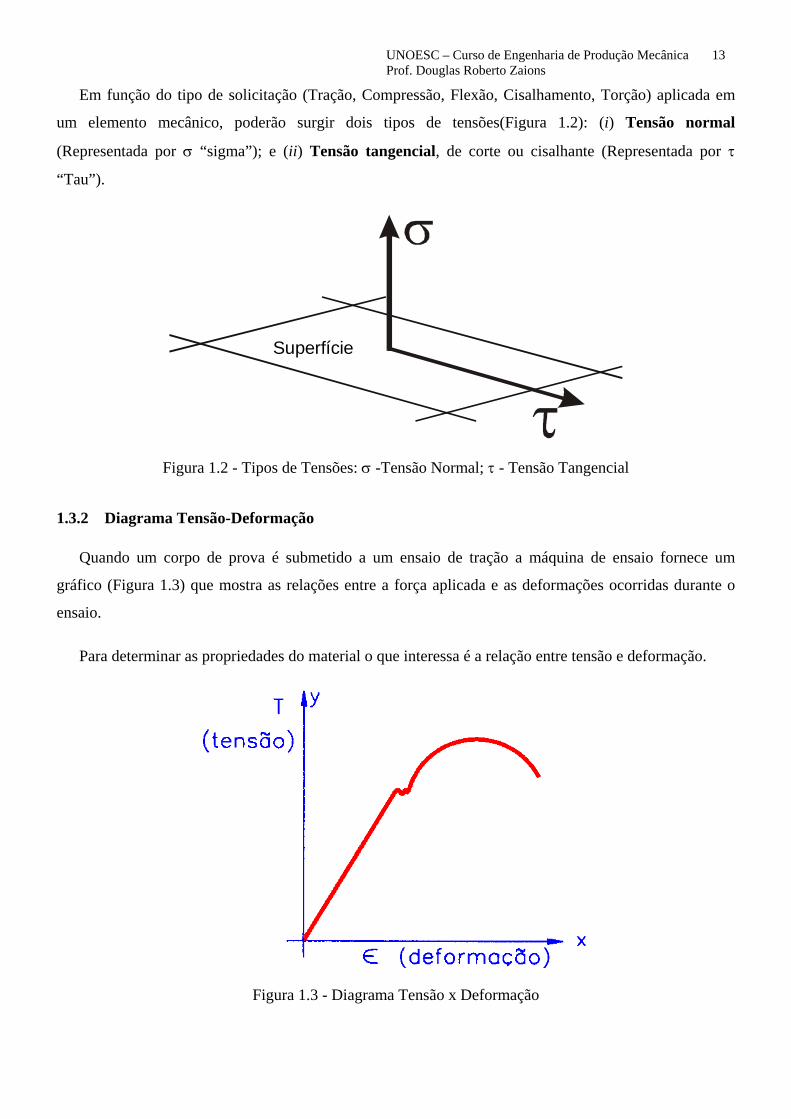
1.3.2 Diagrama Tensão-Deformação
Quando um corpo de prova é submetido a um ensaio de tração a máquina de ensaio fornece um
gráfico (Figura 1.3) que mostra as relações entre a força aplicada e as deformações ocorridas durante o
ensaio.
Para determinar as propriedades do material o que interessa é a relação entre tensão e deformação.
Figura 1.3 - Diagrama Tensão x Deformação
Elementos de Máquinas I 14 Prof. Douglas Roberto Zaions
No gráfico tensão x deformação, os valores de deformação estão representados pela letra grega ε no
eixo das abscissas (x) e os valores de tensão ou força indicados no eixo das ordenadas (y).
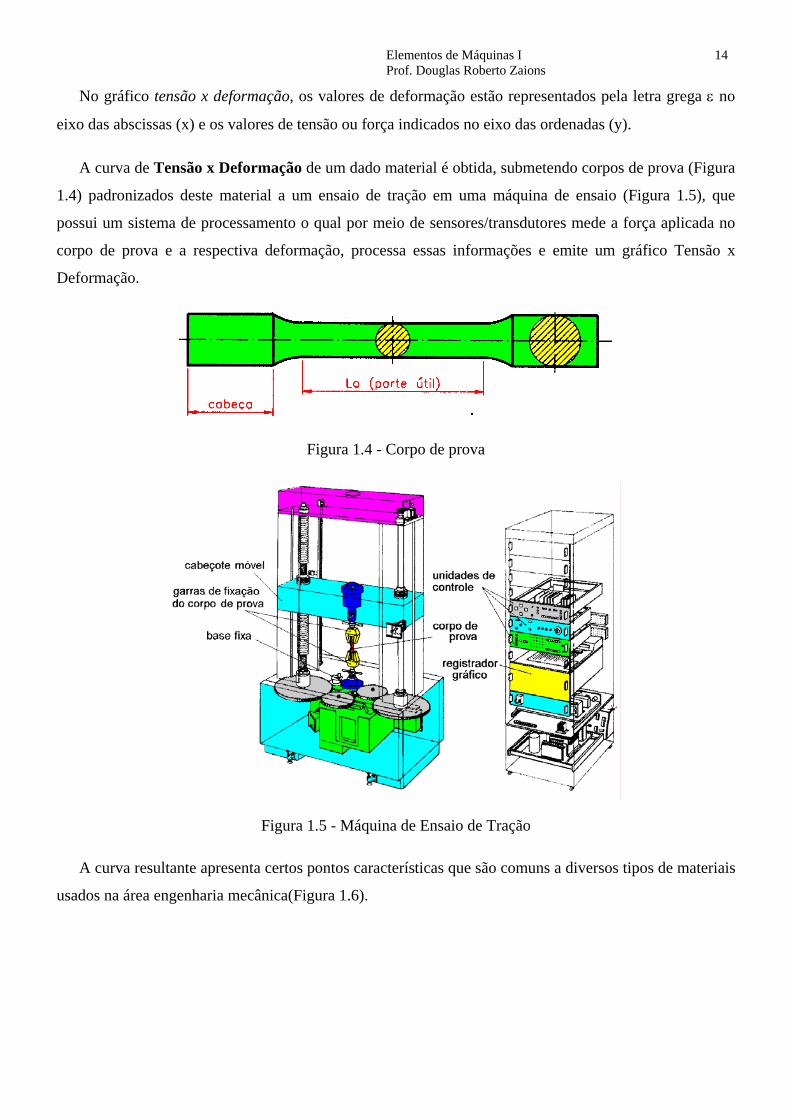
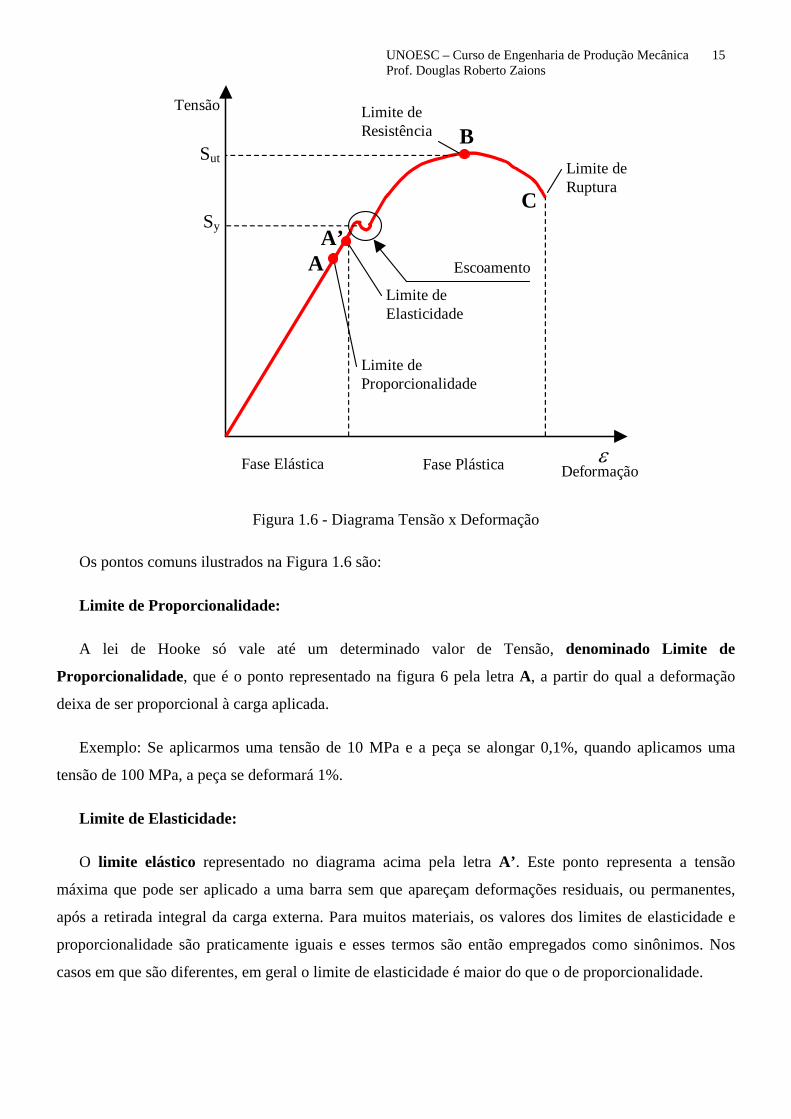
A curva de Tensão x Deformação de um dado material é obtida, submetendo corpos de prova (Figura
1.4) padronizados deste material a um ensaio de tração em uma máquina de ensaio (Figura 1.5), que
possui um sistema de processamento o qual por meio de sensores/transdutores mede a força aplicada no
corpo de prova e a respectiva deformação, processa essas informações e emite um gráfico Tensão x
Deformação.
Figura 1.4 - Corpo de prova
Figura 1.5 - Máquina de Ensaio de Tração
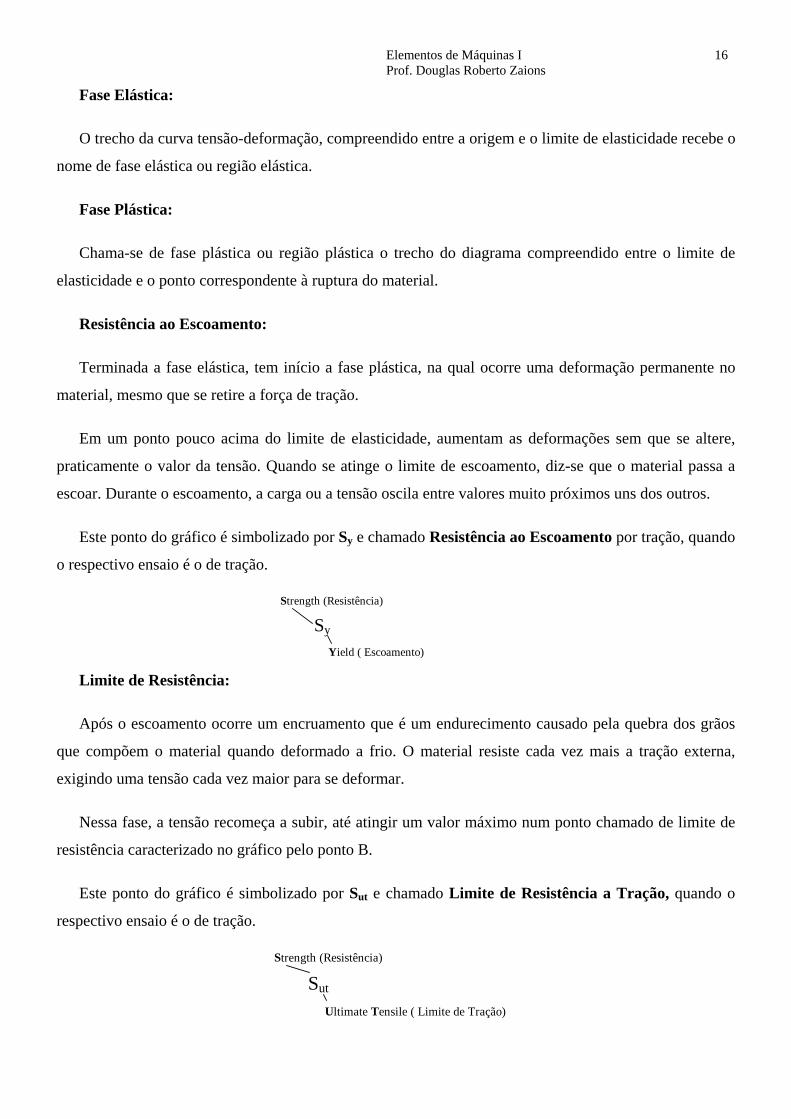
A curva resultante apresenta certos pontos características que são comuns a diversos tipos de materiais
usados na área engenharia mecânica(Figura 1.6).
UNOESC – Curso de Engenharia de Produção Mecânica 15 Prof. Douglas Roberto Zaions
A
ε
A’
B
Limite de Elasticidade
Limite de Proporcionalidade
Limite de Resistência
Escoamento
Limite de Ruptura
Fase Elástica Fase Plástica
Sut
Sy
Tensão
Deformação
C
Figura 1.6 - Diagrama Tensão x Deformação
Os pontos comuns ilustrados na Figura 1.6 são:
Limite de Proporcionalidade:
A lei de Hooke só vale até um determinado valor de Tensão, denominado Limite de
Proporcionalidade, que é o ponto representado na figura 6 pela letra A, a partir do qual a deformação
deixa de ser proporcional à carga aplicada.
Exemplo: Se aplicarmos uma tensão de 10 MPa e a peça se alongar 0,1%, quando aplicamos uma
tensão de 100 MPa, a peça se deformará 1%.
Limite de Elasticidade:
O limite elástico representado no diagrama acima pela letra A’. Este ponto representa a tensão
máxima que pode ser aplicado a uma barra sem que apareçam deformações residuais, ou permanentes,
após a retirada integral da carga externa. Para muitos materiais, os valores dos limites de elasticidade e
proporcionalidade são praticamente iguais e esses termos são então empregados como sinônimos. Nos
casos em que são diferentes, em geral o limite de elasticidade é maior do que o de proporcionalidade.
Elementos de Máquinas I 16 Prof. Douglas Roberto Zaions
Fase Elástica:
O trecho da curva tensão-deformação, compreendido entre a origem e o limite de elasticidade recebe o
nome de fase elástica ou região elástica.
Fase Plástica:
Chama-se de fase plástica ou região plástica o trecho do diagrama compreendido entre o limite de
elasticidade e o ponto correspondente à ruptura do material.
Resistência ao Escoamento:
Terminada a fase elástica, tem início a fase plástica, na qual ocorre uma deformação permanente no
material, mesmo que se retire a força de tração.
Em um ponto pouco acima do limite de elasticidade, aumentam as deformações sem que se altere,
praticamente o valor da tensão. Quando se atinge o limite de escoamento, diz-se que o material passa a
escoar. Durante o escoamento, a carga ou a tensão oscila entre valores muito próximos uns dos outros.
Este ponto do gráfico é simbolizado por Sy e chamado Resistência ao Escoamento por tração, quando
o respectivo ensaio é o de tração.
Sy Strength (Resistência)
Yield ( Escoamento) Limite de Resistência:
Após o escoamento ocorre um encruamento que é um endurecimento causado pela quebra dos grãos
que compõem o material quando deformado a frio. O material resiste cada vez mais a tração externa,
exigindo uma tensão cada vez maior para se deformar.
Nessa fase, a tensão recomeça a subir, até atingir um valor máximo num ponto chamado de limite de
resistência caracterizado no gráfico pelo ponto B.
Este ponto do gráfico é simbolizado por Sut e chamado Limite de Resistência a Tração, quando o
respectivo ensaio é o de tração.
Sut
Strength (Resistência)
Ultimate Tensile ( Limite de Tração)
UNOESC – Curso de Engenharia de Produção Mecânica 17 Prof. Douglas Roberto Zaions
Limite de ruptura
Continuando a tração, chega-se à ruptura do material, que ocorreu num ponto chamado de Limite de
ruptura caracterizado no gráfico pelo ponto C.
Note que a tensão no limite e ruptura é menor que no limite de resistência, devido à diminuição da
área que ocorre no corpo de prova depois que se atinge a carga máxima.
Estricção:
É a redução percentual da área da seção transversal do corpo de prova na região onde vai se localizar a
ruptura.
A estricção determina a ductilidade do material. Quanto maior for a percentagem de estricção, mais
dúctil será o material.
Módulo de Elasticidade:
Na fase elástica, se dividirmos a tensão pela deformação, em qualquer ponto obteremos sempre um
valor constante.
Este valor constante é chamado módulo de elasticidade. Quando relacionado com tensões normais, é
chamado de módulo de elasticidade longitudinal e simbolizado pela letra E. Quando relacionado com
tensões tangenciais, é chamado módulo de elasticidade transversal e simbolizado pela letra G.
O módulo de elasticidade é a medida da rigidez do material. Quanto maior for o módulo, menor será a
deformação elástica resultante da aplicação de uma força ou tensão e mais rígido será o material.
1.3.3 Ductilidade
Ductilidade é a propriedade que apresentam certos materiais de absorverem sobrecargas por um tempo
maior que o normal, a custa de uma maior deformação plástica, antes de haver ruptura.
A ductilidade é medida pela percentagem de elongação (deformação) que o material apresenta no
momento da ruptura.
Materiais são ditos frágeis para elongação até 5%.
Materiais são ditos dúcteis para elongação maior que 5%.
Elementos de Máquinas I 18 Prof. Douglas Roberto Zaions
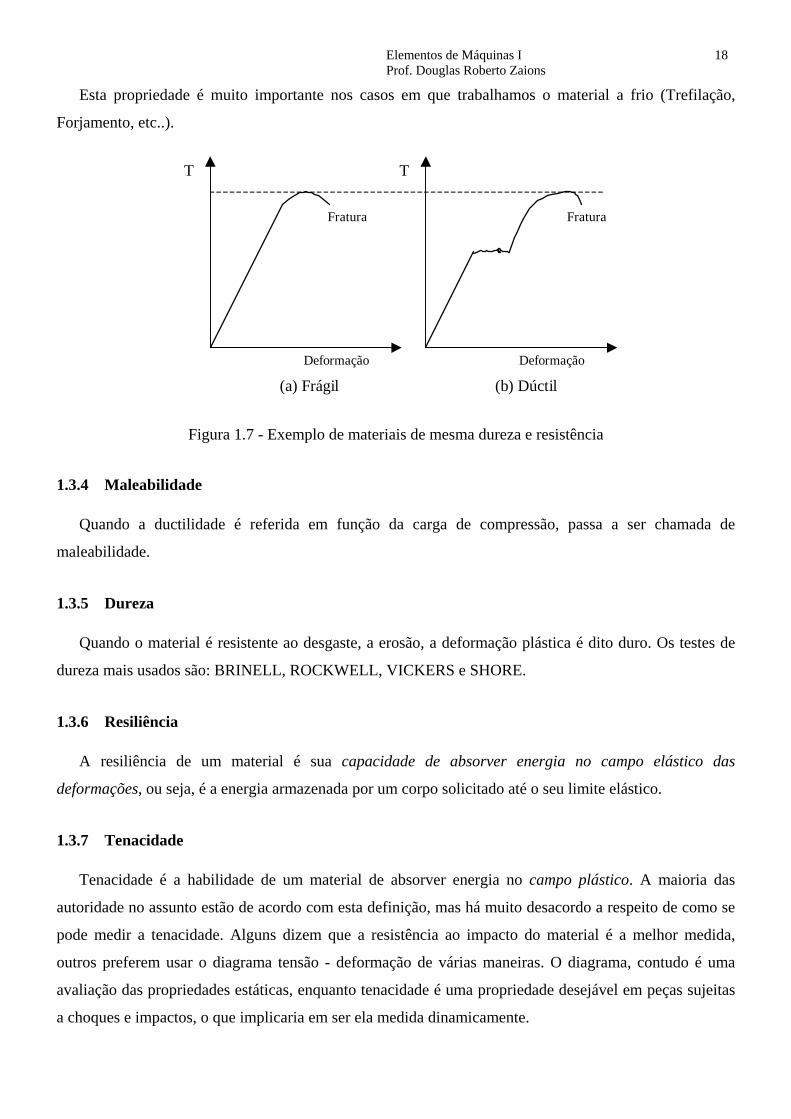
Esta propriedade é muito importante nos casos em que trabalhamos o material a frio (Trefilação,
Forjamento, etc..).
T
Deformação
T
Deformação
(a) Frágil (b) Dúctil
Fratura Fratura
Figura 1.7 - Exemplo de materiais de mesma dureza e resistência
1.3.4 Maleabilidade
Quando a ductilidade é referida em função da carga de compressão, passa a ser chamada de
maleabilidade.
1.3.5 Dureza
Quando o material é resistente ao desgaste, a erosão, a deformação plástica é dito duro. Os testes de
dureza mais usados são: BRINELL, ROCKWELL, VICKERS e SHORE.
1.3.6 Resiliência
A resiliência de um material é sua capacidade de absorver energia no campo elástico das
deformações, ou seja, é a energia armazenada por um corpo solicitado até o seu limite elástico.
1.3.7 Tenacidade
Tenacidade é a habilidade de um material de absorver energia no campo plástico. A maioria das
autoridade no assunto estão de acordo com esta definição, mas há muito desacordo a respeito de como se
pode medir a tenacidade. Alguns dizem que a resistência ao impacto do material é a melhor medida,
outros preferem usar o diagrama tensão - deformação de várias maneiras. O diagrama, contudo é uma
avaliação das propriedades estáticas, enquanto tenacidade é uma propriedade desejável em peças sujeitas
a choques e impactos, o que implicaria em ser ela medida dinamicamente.
UNOESC – Curso de Engenharia de Produção Mecânica 19 Prof. Douglas Roberto Zaions
1.4 TENSÕES
Nesta seção, analisaremos as tensões desenvolvidas em um elemento mecânico sujeito a cargas
externas e as tensões principais originadas em outros planos devido as tensões aplicadas.
1.4.1 Tensão Normal de Tração ou Compressão
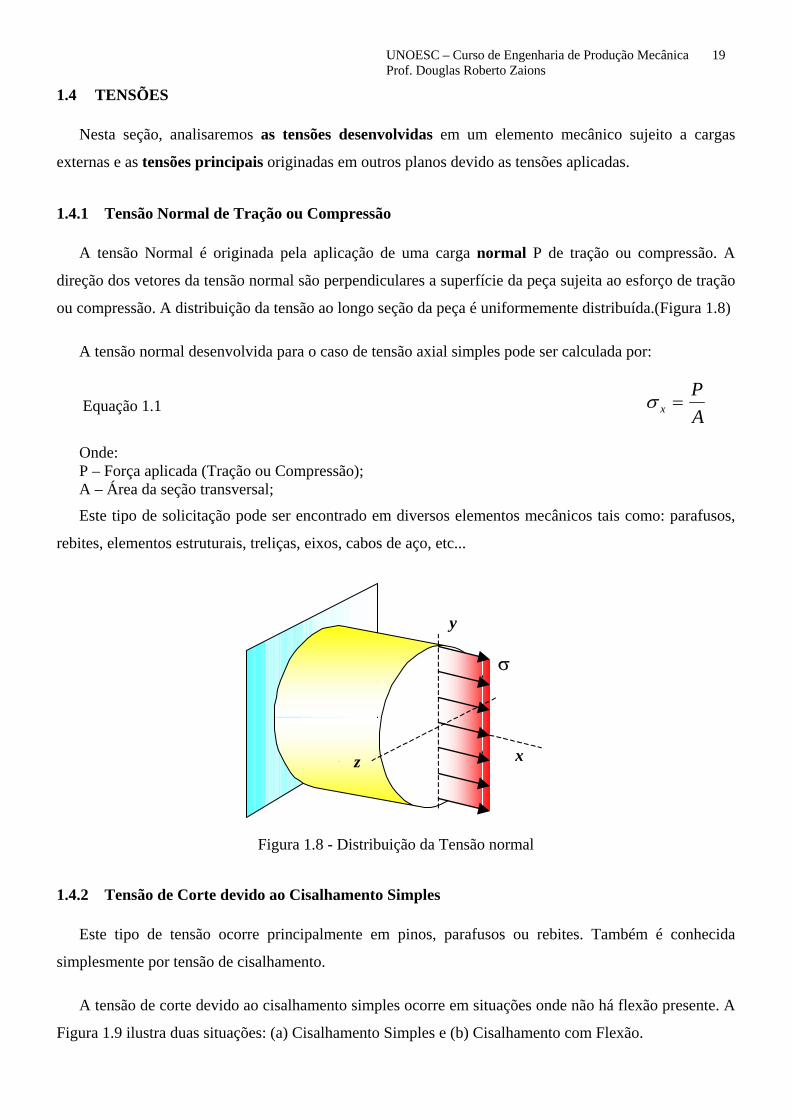
A tensão Normal é originada pela aplicação de uma carga normal P de tração ou compressão. A
direção dos vetores da tensão normal são perpendiculares a superfície da peça sujeita ao esforço de tração
ou compressão. A distribuição da tensão ao longo seção da peça é uniformemente distribuída.(Figura 1.8)
A tensão normal desenvolvida para o caso de tensão axial simples pode ser calculada por:
Equação 1.1 AP
x =σ
Onde: P – Força aplicada (Tração ou Compressão); A – Área da seção transversal;
Este tipo de solicitação pode ser encontrado em diversos elementos mecânicos tais como: parafusos,
rebites, elementos estruturais, treliças, eixos, cabos de aço, etc...
z
y
x
σ
Figura 1.8 - Distribuição da Tensão normal
1.4.2 Tensão de Corte devido ao Cisalhamento Simples
Este tipo de tensão ocorre principalmente em pinos, parafusos ou rebites. Também é conhecida
simplesmente por tensão de cisalhamento.
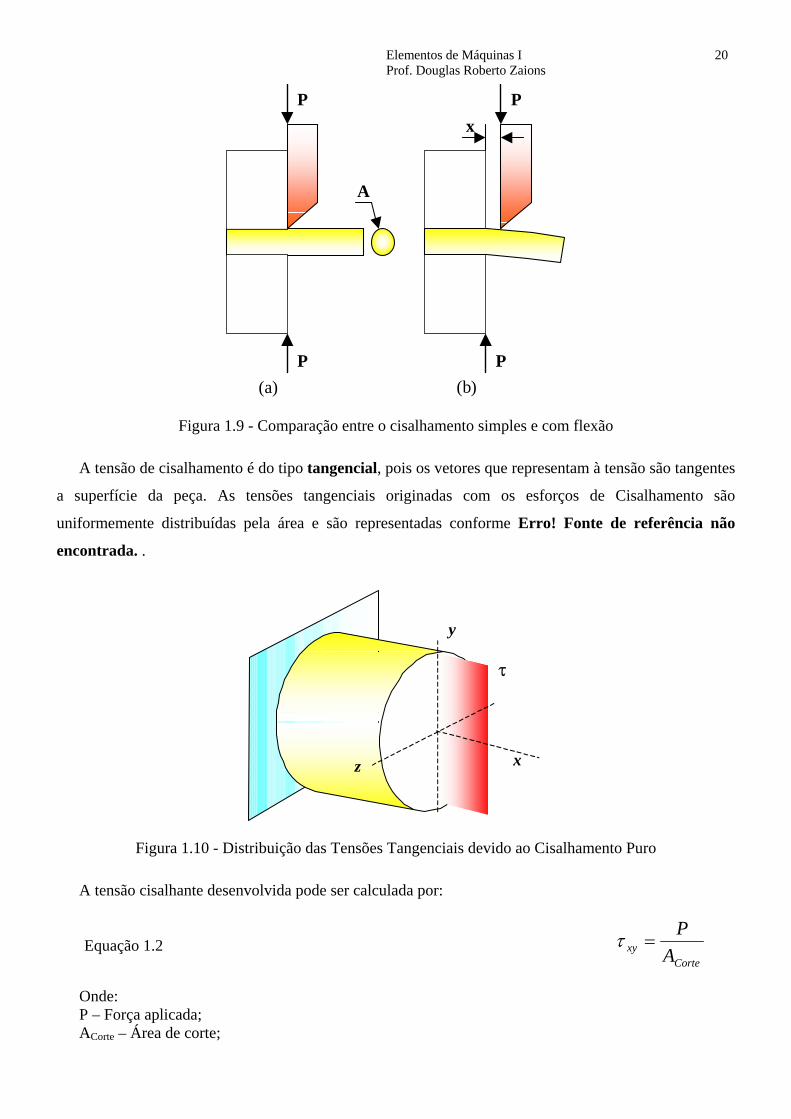
A tensão de corte devido ao cisalhamento simples ocorre em situações onde não há flexão presente. A
Figura 1.9 ilustra duas situações: (a) Cisalhamento Simples e (b) Cisalhamento com Flexão.
Elementos de Máquinas I 20 Prof. Douglas Roberto Zaions
P x
P
P
P(a) (b)
A
Figura 1.9 - Comparação entre o cisalhamento simples e com flexão
A tensão de cisalhamento é do tipo tangencial, pois os vetores que representam à tensão são tangentes
a superfície da peça. As tensões tangenciais originadas com os esforços de Cisalhamento são
uniformemente distribuídas pela área e são representadas conforme Erro! Fonte de referência não
encontrada. .
z
y
x
τ
Figura 1.10 - Distribuição das Tensões Tangenciais devido ao Cisalhamento Puro
A tensão cisalhante desenvolvida pode ser calculada por:
Equação 1.2 Corte
xy AP
=τ
Onde: P – Força aplicada; ACorte – Área de corte;
UNOESC – Curso de Engenharia de Produção Mecânica 21 Prof. Douglas Roberto Zaions
1.4.3 Tensão Normal na Flexão
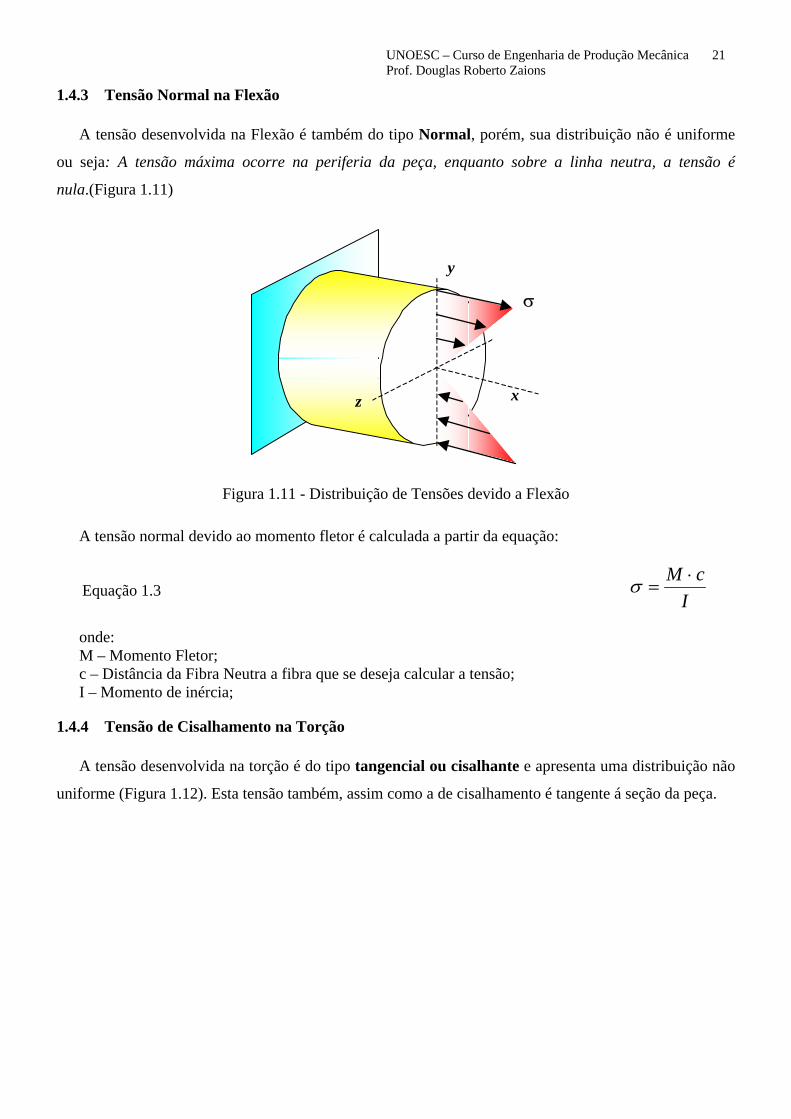
A tensão desenvolvida na Flexão é também do tipo Normal, porém, sua distribuição não é uniforme
ou seja: A tensão máxima ocorre na periferia da peça, enquanto sobre a linha neutra, a tensão é
nula.(Figura 1.11)
z
y
x
σ
Figura 1.11 - Distribuição de Tensões devido a Flexão
A tensão normal devido ao momento fletor é calculada a partir da equação:
Equação 1.3 IcM ⋅
=σ
onde: M – Momento Fletor; c – Distância da Fibra Neutra a fibra que se deseja calcular a tensão; I – Momento de inércia;
1.4.4 Tensão de Cisalhamento na Torção
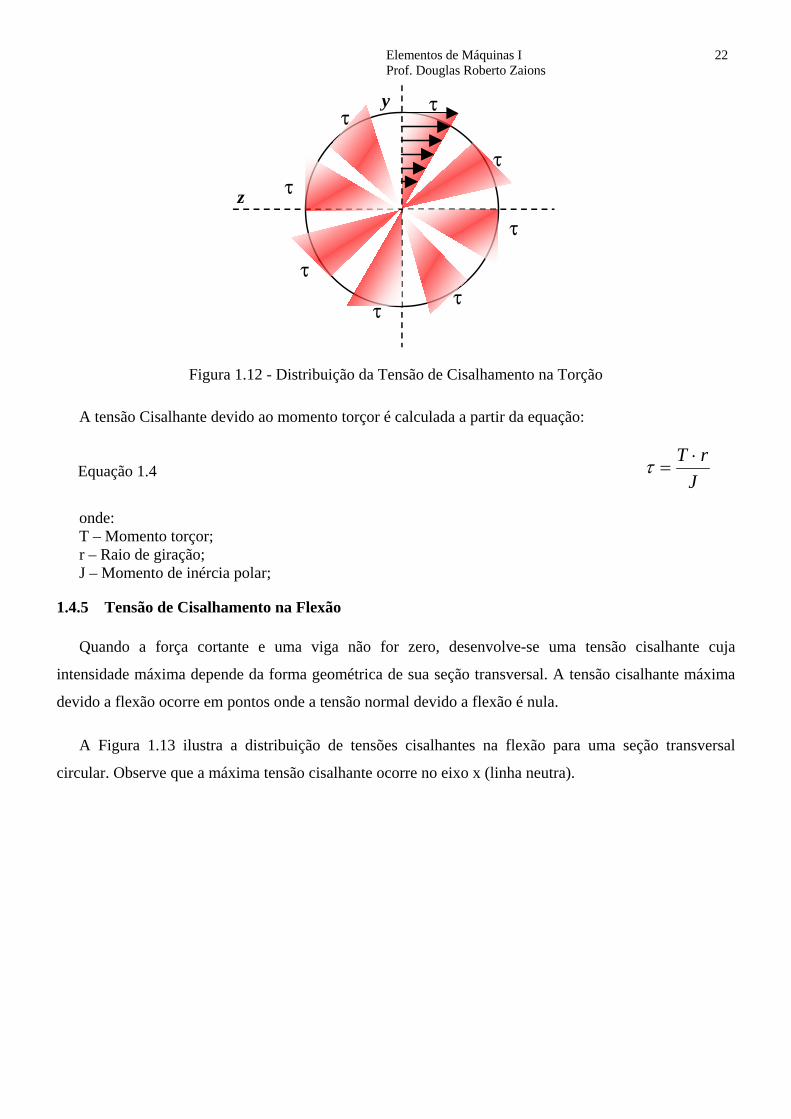
A tensão desenvolvida na torção é do tipo tangencial ou cisalhante e apresenta uma distribuição não
uniforme (Figura 1.12). Esta tensão também, assim como a de cisalhamento é tangente á seção da peça.
Elementos de Máquinas I 22 Prof. Douglas Roberto Zaions
z
y τ
τ
τ
τ τ
τ
τ
τ
Figura 1.12 - Distribuição da Tensão de Cisalhamento na Torção
A tensão Cisalhante devido ao momento torçor é calculada a partir da equação:
Equação 1.4 JrT ⋅
=τ
onde: T – Momento torçor; r – Raio de giração; J – Momento de inércia polar;
1.4.5 Tensão de Cisalhamento na Flexão
Quando a força cortante e uma viga não for zero, desenvolve-se uma tensão cisalhante cuja
intensidade máxima depende da forma geométrica de sua seção transversal. A tensão cisalhante máxima
devido a flexão ocorre em pontos onde a tensão normal devido a flexão é nula.
A Figura 1.13 ilustra a distribuição de tensões cisalhantes na flexão para uma seção transversal
circular. Observe que a máxima tensão cisalhante ocorre no eixo x (linha neutra).

UNOESC – Curso de Engenharia de Produção Mecânica 23 Prof. Douglas Roberto Zaions
z
y
x
τ
Figura 1.13 - Distribuição de tensões cisalhantes na flexão para seção circular.
Para uma seção retangular, a tensão cisalhante máxima na flexão é calculada a partir da Erro! Fonte
de referência não encontrada..
Equação 1.5 AV
⋅⋅
=23
maxτ
Para uma seção circular, a tensão cisalhante máxima na flexão é calculada a partir da Erro! Fonte de
referência não encontrada..
Equação 1.6 AV
⋅⋅
=34
maxτ
Para uma seção circular oca, a tensão cisalhante máxima na flexão é calculada a partir da Erro! Fonte
de referência não encontrada..
Equação 1.7 AV⋅
=2
maxτ
Onde:
V – Esforço de Corte; A – Área da seção transversal;
1.5 ANÁLISE DE TENSÕES
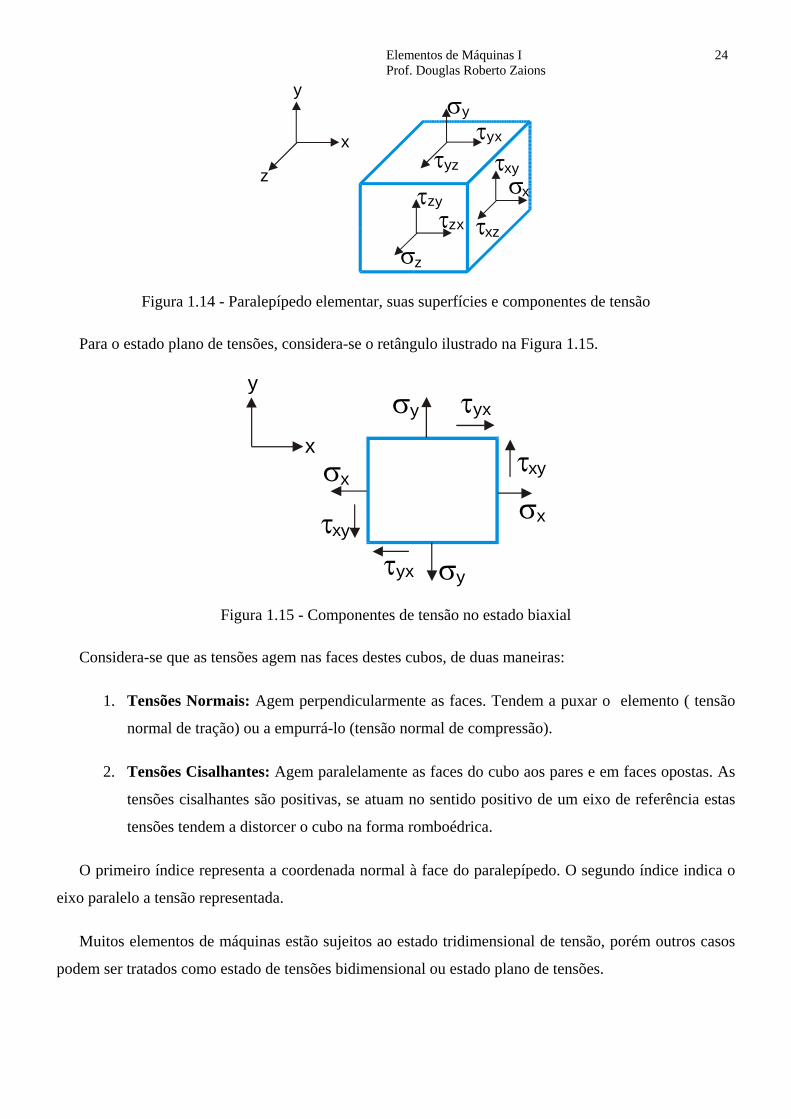
Conforme já definido, tensão é força por área. Qualquer elemento infinitesimal de um material pode
estar submetido a diversos tipos de tensões ao mesmo tempo. Este elemento infinitesimal, geralmente é
modelado como paralelepípedo, conforme ilustrado na Figura 1.14.
Elementos de Máquinas I 24 Prof. Douglas Roberto Zaions
x
yσy
σ
σy
τ xy
τ τ
ττ
x x
xx
yz
z
z z
z
τyz
Figura 1.14 - Paralepípedo elementar, suas superfícies e componentes de tensão
Para o estado plano de tensões, considera-se o retângulo ilustrado na Figura 1.15.
x
y
σy
σy
σσ
τ xy
τ xy
τ
τ
x
x
x
x
y
y
Figura 1.15 - Componentes de tensão no estado biaxial
Considera-se que as tensões agem nas faces destes cubos, de duas maneiras:
1. Tensões Normais: Agem perpendicularmente as faces. Tendem a puxar o elemento ( tensão
normal de tração) ou a empurrá-lo (tensão normal de compressão).
2. Tensões Cisalhantes: Agem paralelamente as faces do cubo aos pares e em faces opostas. As
tensões cisalhantes são positivas, se atuam no sentido positivo de um eixo de referência estas
tensões tendem a distorcer o cubo na forma romboédrica.
O primeiro índice representa a coordenada normal à face do paralepípedo. O segundo índice indica o
eixo paralelo a tensão representada.
Muitos elementos de máquinas estão sujeitos ao estado tridimensional de tensão, porém outros casos
podem ser tratados como estado de tensões bidimensional ou estado plano de tensões.
UNOESC – Curso de Engenharia de Produção Mecânica 25 Prof. Douglas Roberto Zaions
1.5.1 Tensões Principais
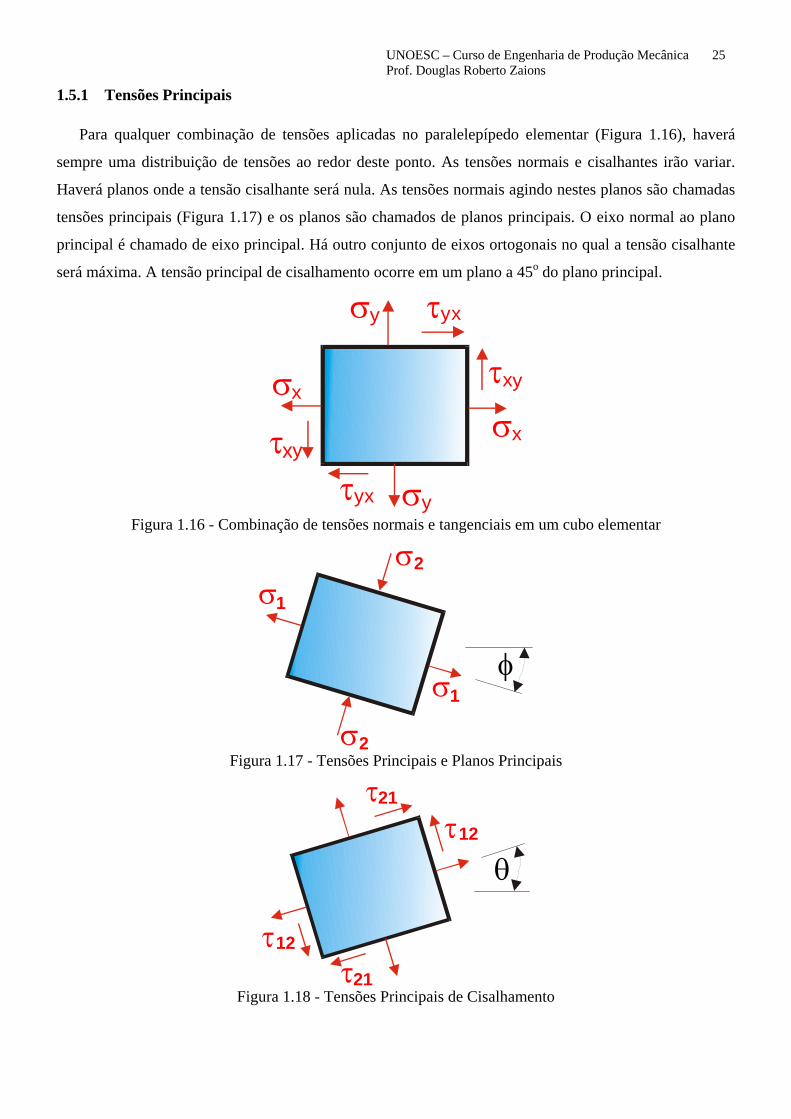
Para qualquer combinação de tensões aplicadas no paralelepípedo elementar (Figura 1.16), haverá
sempre uma distribuição de tensões ao redor deste ponto. As tensões normais e cisalhantes irão variar.
Haverá planos onde a tensão cisalhante será nula. As tensões normais agindo nestes planos são chamadas
tensões principais (Figura 1.17) e os planos são chamados de planos principais. O eixo normal ao plano
principal é chamado de eixo principal. Há outro conjunto de eixos ortogonais no qual a tensão cisalhante
será máxima. A tensão principal de cisalhamento ocorre em um plano a 45o do plano principal.
σy
σy
σσ
τ xy
τ xy
τ
τ
x
x
x
x
y
y
Figura 1.16 - Combinação de tensões normais e tangenciais em um cubo elementar
σ
σ
σ
σ
1
1
2
2
φ
Figura 1.17 - Tensões Principais e Planos Principais
τ
ττ
τ
21
21
12
12
θ
Figura 1.18 - Tensões Principais de Cisalhamento
Elementos de Máquinas I 26 Prof. Douglas Roberto Zaions
Do ponto de vista da engenharia, procuraremos sempre projetar os elementos de máquinas de modo a
não falharem. Para isto, sempre necessitaremos calcular a maior tensão, seja ela normal ou tangencial, nos
pontos mais críticos da peça que faz parte da máquina.
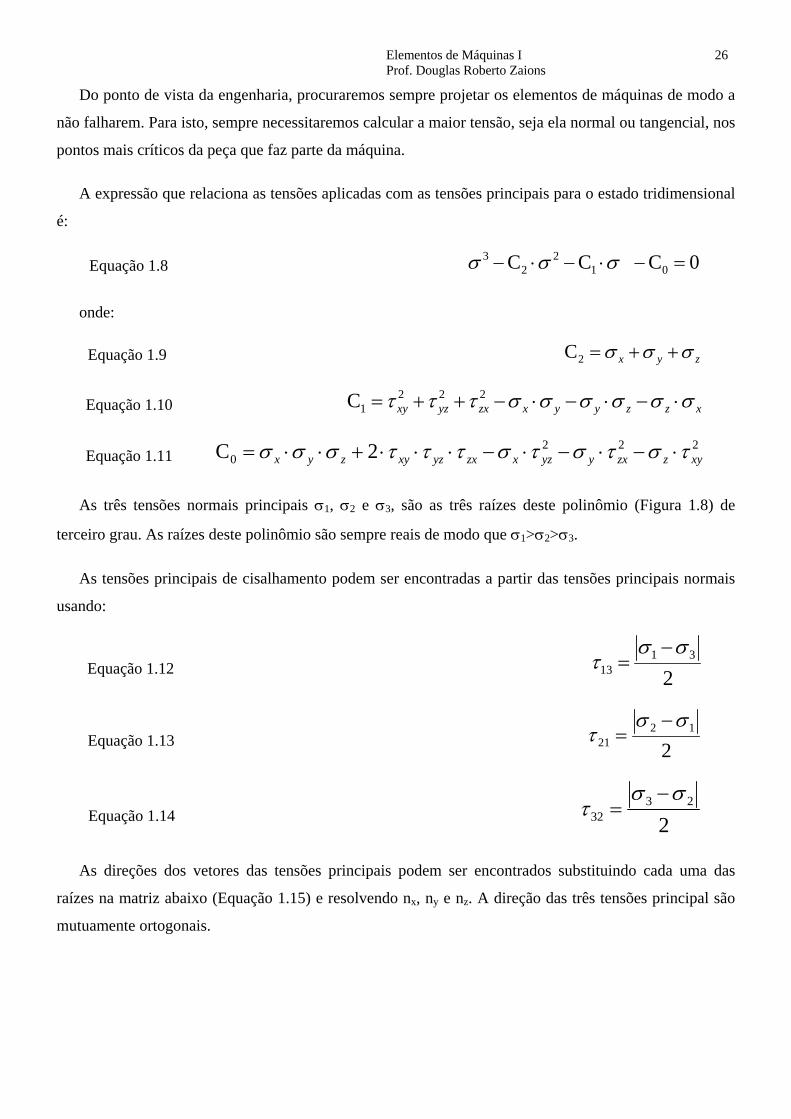
A expressão que relaciona as tensões aplicadas com as tensões principais para o estado tridimensional
é:
Equação 1.8 0CCC 012
23 =−⋅−⋅− σσσ
onde:
Equação 1.9 zyx σσσ ++=2C
Equação 1.10 xzzyyxzxyzxy σσσσσστττ ⋅−⋅−⋅−++= 2221C
Equação 1.11 222
0 2C xyzzxyyzxzxyzxyzyx τστστστττσσσ ⋅−⋅−⋅−⋅⋅⋅+⋅⋅=
As três tensões normais principais σ1, σ2 e σ3, são as três raízes deste polinômio (Figura 1.8) de
terceiro grau. As raízes deste polinômio são sempre reais de modo que σ1>σ2>σ3.
As tensões principais de cisalhamento podem ser encontradas a partir das tensões principais normais
usando:
Equação 1.12 231
13
σστ
−=
Equação 1.13 212
21
σστ
−=
Equação 1.14 223
32
σστ
−=
As direções dos vetores das tensões principais podem ser encontrados substituindo cada uma das
raízes na matriz abaixo (Equação 1.15) e resolvendo nx, ny e nz. A direção das três tensões principal são
mutuamente ortogonais.

UNOESC – Curso de Engenharia de Produção Mecânica 27 Prof. Douglas Roberto Zaions
Equação 1.15 0=
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
−−
−
z
y
x
zzyzx
yzyyx
xzxyx
nnn
σστττσστττσσ
onde:
σ - Intensidade das tensões principais;
nx, ny, nz - Coseno da direção do vetor unitário n o qual é normal ao plano principal.
Equação 1.16 1ˆˆ =⋅nn
Equação 1.17 knjninn zyxˆˆˆˆ ⋅+⋅+⋅=
Da Resistência dos Materiais, temos do mesmo modo as equações básicas para determinar as tensões
principais e seus planos:
Equação 1.18 σσ σ σ σ
φ τ φ=+
+−
⋅ − ⋅x y x yxy2 2
2 2cos sen
Equação 1.19 τσ σ
φ τ φ=−
⋅ + ⋅x yxy2
2 2sen cos
sendo: τxy=-τyx
A variação de 2φ será:
00 ≤ 2φ ≤ 3600
O ângulo φ variará então de:
00 ≤ φ ≤ 1800
Para localizarmos as tensões máxima e mínima, devemos determinar o valor do ângulo 2φ, que é dado
pelas seguintes expressões:
Equação 1.20 tg x y
xy
22
φσ σ
τ=
−

Elementos de Máquinas I 28 Prof. Douglas Roberto Zaions
Simplificando as equações acima chega-se a:
Equação 1.21 σ σσ σ σ σ
τ1 2
22
2 2, =
+±
−⎛⎝⎜
⎞⎠⎟ +x y x y
xy
Equação 1.22 τ τσ σ
τmax minx y
xy, = ±−⎛
⎝⎜
⎞⎠⎟ +
2
22
Equação 1.23 τ τσ σ
max min, = ±−⎛
⎝⎜⎞⎠⎟
1 2
2
1.5.2 Círculo de Mohr
Tomando-se um eixo de coordenadas cartesianas, toma-se a tensão normal sobre o eixo das abcissas e
as tensões de corte ou cisalhamento sobre o eixo das ordenadas. A determinação dos pontos é feita através
de suas coordenadas que tem para valores,σx, σy, τxy e φ.
São dados os seguintes valores: Ponto D (σx, τxy) e Ponto E (σy, τyx)
Sendo σx e σy tensões normais e ortogonais entre si e τxy=-τyx
τ
τ
τ
τ
τφ
min
max
2B F
G
D
φ
yx
xy
0
E
σ2
σy
σ1
σx
σ
Figura 1.19 - Círculo de Mohr
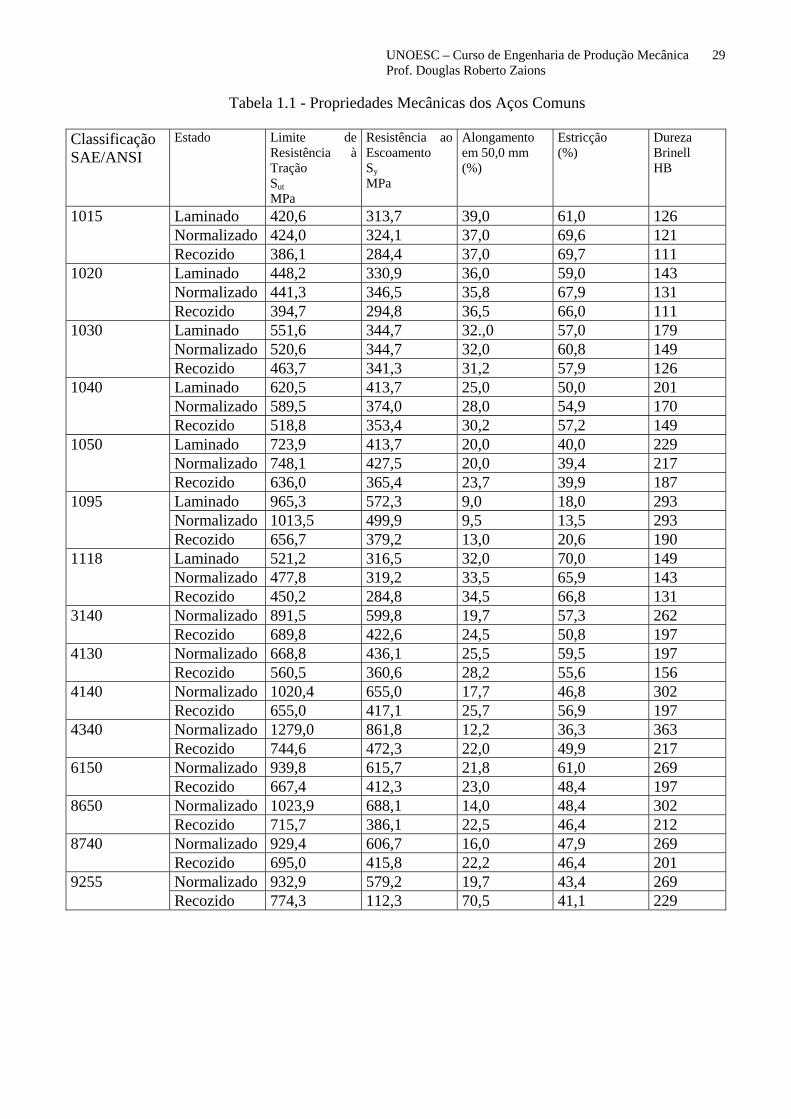
A Tabela 1.1 indica a propriedades mecânicas de alguns aços comuns utilizados em projetos
mecânicos.
UNOESC – Curso de Engenharia de Produção Mecânica 29 Prof. Douglas Roberto Zaions
Tabela 1.1 - Propriedades Mecânicas dos Aços Comuns
Classificação SAE/ANSI
Estado Limite de Resistência à Tração Sut MPa
Resistência ao Escoamento Sy MPa
Alongamento em 50,0 mm (%)
Estricção (%)
Dureza Brinell HB
1015 Laminado 420,6 313,7 39,0 61,0 126 Normalizado 424,0 324,1 37,0 69,6 121 Recozido 386,1 284,4 37,0 69,7 111
1020 Laminado 448,2 330,9 36,0 59,0 143 Normalizado 441,3 346,5 35,8 67,9 131 Recozido 394,7 294,8 36,5 66,0 111
1030 Laminado 551,6 344,7 32.,0 57,0 179 Normalizado 520,6 344,7 32,0 60,8 149 Recozido 463,7 341,3 31,2 57,9 126
1040 Laminado 620,5 413,7 25,0 50,0 201 Normalizado 589,5 374,0 28,0 54,9 170 Recozido 518,8 353,4 30,2 57,2 149
1050 Laminado 723,9 413,7 20,0 40,0 229 Normalizado 748,1 427,5 20,0 39,4 217 Recozido 636,0 365,4 23,7 39,9 187
1095 Laminado 965,3 572,3 9,0 18,0 293 Normalizado 1013,5 499,9 9,5 13,5 293 Recozido 656,7 379,2 13,0 20,6 190
1118 Laminado 521,2 316,5 32,0 70,0 149 Normalizado 477,8 319,2 33,5 65,9 143 Recozido 450,2 284,8 34,5 66,8 131
3140 Normalizado 891,5 599,8 19,7 57,3 262 Recozido 689,8 422,6 24,5 50,8 197
4130 Normalizado 668,8 436,1 25,5 59,5 197 Recozido 560,5 360,6 28,2 55,6 156
4140 Normalizado 1020,4 655,0 17,7 46,8 302 Recozido 655,0 417,1 25,7 56,9 197
4340 Normalizado 1279,0 861,8 12,2 36,3 363 Recozido 744,6 472,3 22,0 49,9 217
6150 Normalizado 939,8 615,7 21,8 61,0 269 Recozido 667,4 412,3 23,0 48,4 197
8650 Normalizado 1023,9 688,1 14,0 48,4 302 Recozido 715,7 386,1 22,5 46,4 212
8740 Normalizado 929,4 606,7 16,0 47,9 269 Recozido 695,0 415,8 22,2 46,4 201
9255 Normalizado 932,9 579,2 19,7 43,4 269 Recozido 774,3 112,3 70,5 41,1 229
Elementos de Máquinas I 30 Prof. Douglas Roberto Zaions
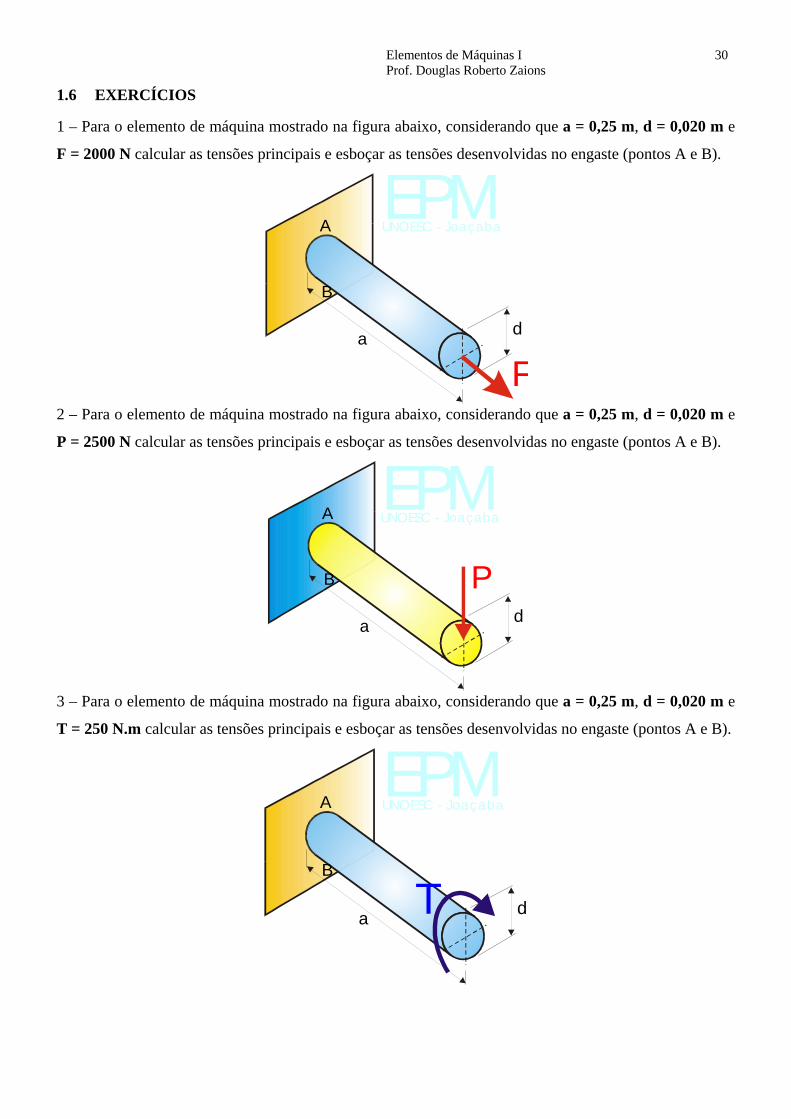
1.6 EXERCÍCIOS
1 – Para o elemento de máquina mostrado na figura abaixo, considerando que a = 0,25 m, d = 0,020 m e
F = 2000 N calcular as tensões principais e esboçar as tensões desenvolvidas no engaste (pontos A e B).
EPMUNOESC - Joaçaba
a d
A
B
F
2 – Para o elemento de máquina mostrado na figura abaixo, considerando que a = 0,25 m, d = 0,020 m e
P = 2500 N calcular as tensões principais e esboçar as tensões desenvolvidas no engaste (pontos A e B).
EPMUNOESC - Joaçaba
Pa d
A
B
3 – Para o elemento de máquina mostrado na figura abaixo, considerando que a = 0,25 m, d = 0,020 m e
T = 250 N.m calcular as tensões principais e esboçar as tensões desenvolvidas no engaste (pontos A e B).
EPMUNOESC - Joaçaba
a d
A
B
T
UNOESC – Curso de Engenharia de Produção Mecânica 31 Prof. Douglas Roberto Zaions
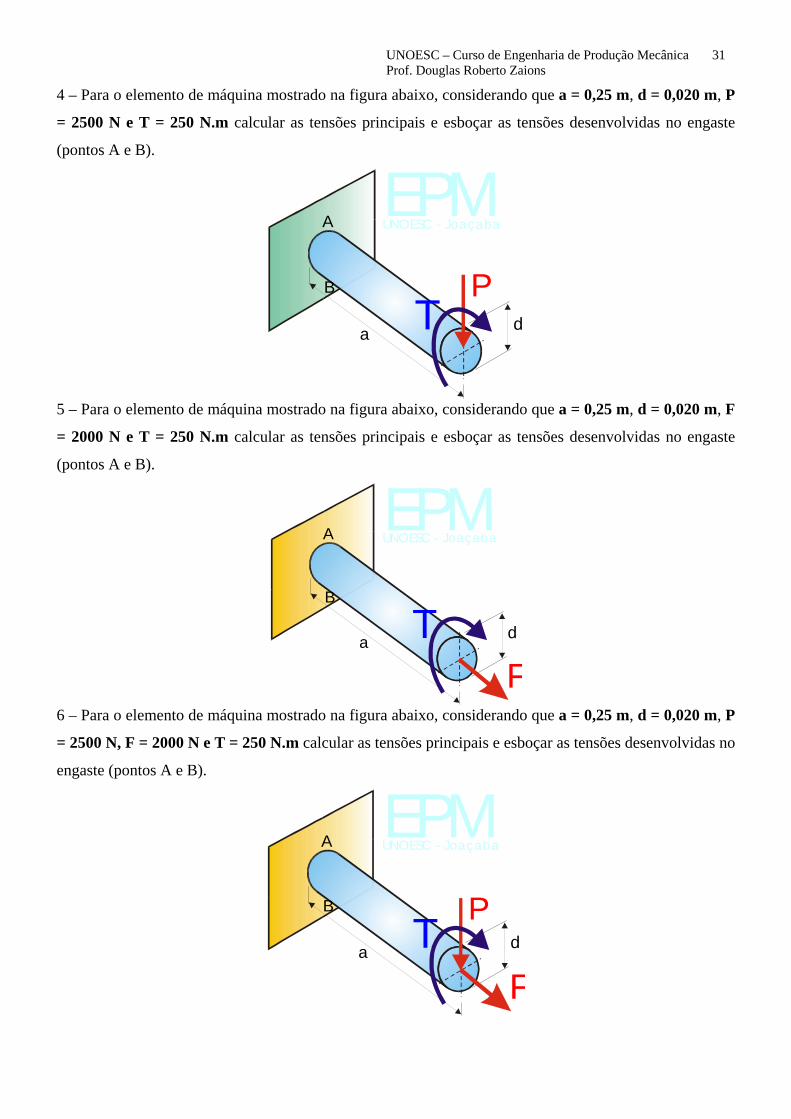
4 – Para o elemento de máquina mostrado na figura abaixo, considerando que a = 0,25 m, d = 0,020 m, P
= 2500 N e T = 250 N.m calcular as tensões principais e esboçar as tensões desenvolvidas no engaste
(pontos A e B).
EPMUNOESC - Joaçaba
Pa d
A
B
T
5 – Para o elemento de máquina mostrado na figura abaixo, considerando que a = 0,25 m, d = 0,020 m, F
= 2000 N e T = 250 N.m calcular as tensões principais e esboçar as tensões desenvolvidas no engaste
(pontos A e B).
EPMUNOESC - Joaçaba
a d
A
B
TF
6 – Para o elemento de máquina mostrado na figura abaixo, considerando que a = 0,25 m, d = 0,020 m, P
= 2500 N, F = 2000 N e T = 250 N.m calcular as tensões principais e esboçar as tensões desenvolvidas no
engaste (pontos A e B).
EPMUNOESC - Joaçaba
a dP
A
B
TF
Elementos de Máquinas I 32 Prof. Douglas Roberto Zaions
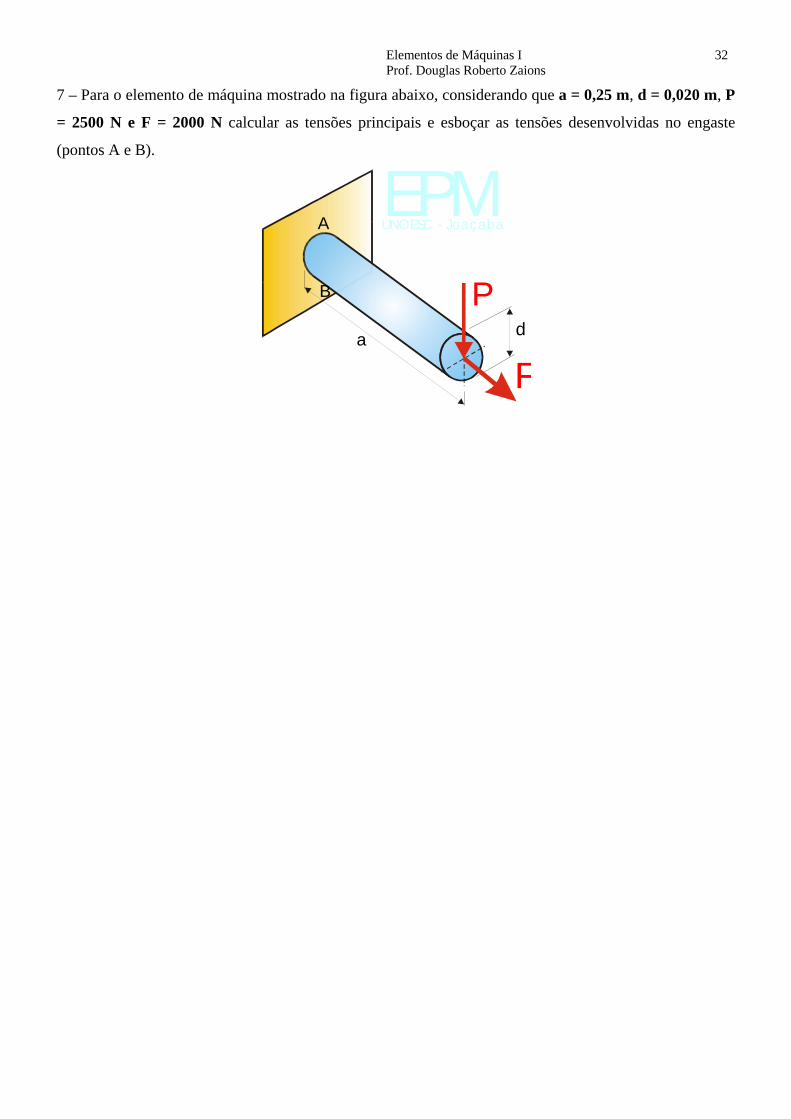
7 – Para o elemento de máquina mostrado na figura abaixo, considerando que a = 0,25 m, d = 0,020 m, P
= 2500 N e F = 2000 N calcular as tensões principais e esboçar as tensões desenvolvidas no engaste
(pontos A e B).
EPMUNOESC - Joaçaba
a dP
A
B
F
UNOESC – Curso de Engenharia de Produção Mecânica 33 Prof. Douglas Roberto Zaions
2 SOLICITAÇÕES ESTÁTICAS
2.1 PRINCIPAIS VARIÁVEIS UTILIZADAS NESTE CAPÍTULO
Símbolo Descrição da variável Unidade Descrição da variável em inglês σ~ Tensão efetiva de Mohr modificada Pa Modified-Mohr efective stress Kt Fator de concentração de tensões aplicado a
tensão normal - Geometric stress concentration
factor – normal stress Kts Fator de concentração de tensões aplicado a
tensão cisalhante - Geometric stress concentration
factor – shear stress Suc Limite de resistência a compressão Pa Ultimate compressive strenght Sus Limite de resistência ao cisalhamento Pa Ultimate shear strenght Sut Limite de resistência a tração Pa Ultimate tensile strenght Sy Resistência ao escoamento a tração Pa Tensile yield strenght Sys Resistência ao escoamento ao cisalhamento Pa Shear yield strenght Ν Coeficiente de Segurança - Safety factor σ Tensão normal Pa Normal stress σ’ Tensão efetiva de von-Misses Pa Von Mises effective stress σ1 2, 3 Tensões principais Pa Principal stresses σmax Tensão normal máxima aplicada Pa Maximum applied normal stress σmin Tensão normal mínima aplicada Pa Minimum applied normal stress σx Tensão normal na direção x Pa σy Tensão normal na direção y Pa τ Tensão tangencial ou cisalhante Pa Shear stress τmax Tensão de corte máxima aplicada Pa τxy Tensão cisalhante aplicada no plano x e na
direção y Pa Shear stresses that act on the x
face and whose direction of action are paralel to the y axes
τyx Tensão cisalhante aplicada no plano y e na direção x
Pa Shear stresses that act on the y face and whose direction of action are paralel to the x axes
2.2 INTRODUÇÃO
Porque as peças falham?
Essa é uma pergunta que tem instigado o estudo de cientistas e engenheiros a séculos. Atualmente se
possui muito mais conhecimento para responder a esta pergunta do que algumas décadas atrás. Isso se
deve ao grande número de ensaios em materiais que se desenvolveu até o momento e também devido ao
melhoramento nas técnicas de medição.
Elementos de Máquinas I 34 Prof. Douglas Roberto Zaions
Se você respondesse a pergunta acima provavelmente diria que a peça falhou porque a tensão aplicada
ultrapassou o limite de resistência da peça e certamente você não estaria errado porém, devido a qual tipo
de tensão? Compressão? Tração? Cisalhamento? A resposta para esta pergunta é o tradicional “depende”.
A falha depende do material em questão e de sua resistência a compressão, a tração, ao cisalhamento.
Depende também das características do carregamento (estático ou dinâmico) e certamente da presença ou
ausência de trincas ou fissuras no material.
Neste capítulo estaremos preocupados em estudar as solicitações estáticas, especificamente as teorias
usadas no dimensionamento de peças mecânicas sujeitas a carregamentos estáticos. Também daremos
atenção a concentração de tensões.
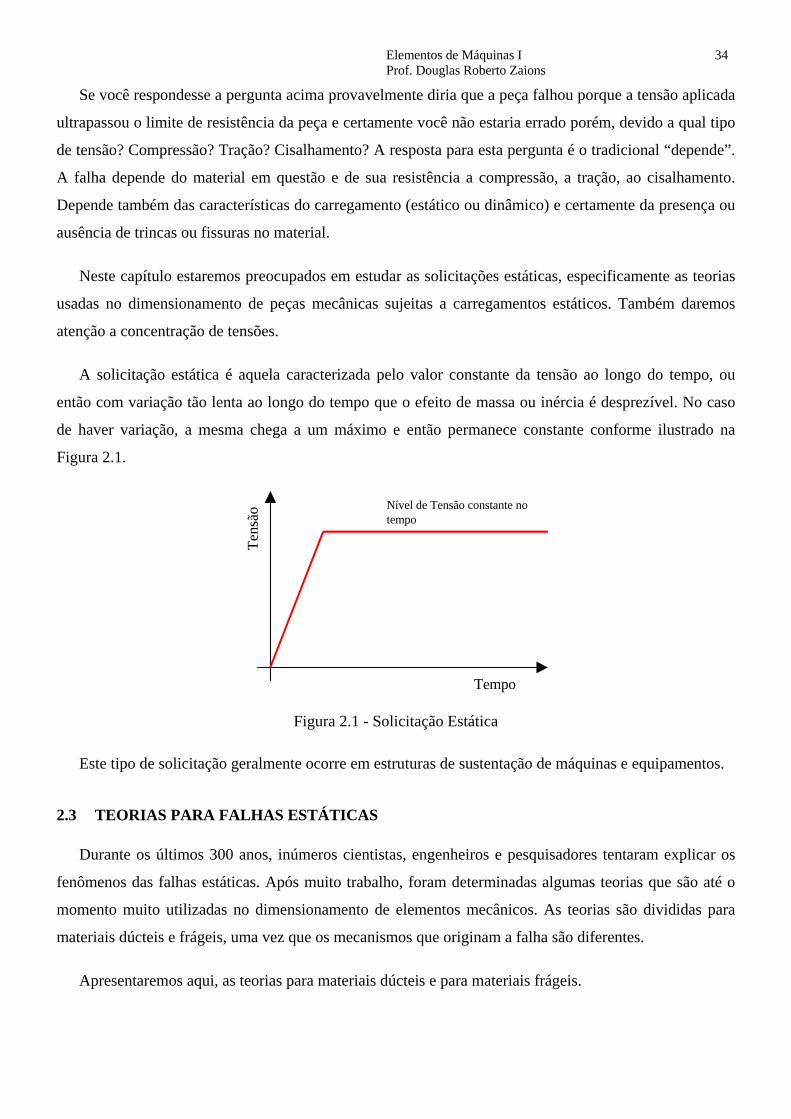
A solicitação estática é aquela caracterizada pelo valor constante da tensão ao longo do tempo, ou
então com variação tão lenta ao longo do tempo que o efeito de massa ou inércia é desprezível. No caso
de haver variação, a mesma chega a um máximo e então permanece constante conforme ilustrado na
Figura 2.1.
Tempo
Tens
ão Nível de Tensão constante no
tempo
Figura 2.1 - Solicitação Estática
Este tipo de solicitação geralmente ocorre em estruturas de sustentação de máquinas e equipamentos.
2.3 TEORIAS PARA FALHAS ESTÁTICAS
Durante os últimos 300 anos, inúmeros cientistas, engenheiros e pesquisadores tentaram explicar os
fenômenos das falhas estáticas. Após muito trabalho, foram determinadas algumas teorias que são até o
momento muito utilizadas no dimensionamento de elementos mecânicos. As teorias são divididas para
materiais dúcteis e frágeis, uma vez que os mecanismos que originam a falha são diferentes.
Apresentaremos aqui, as teorias para materiais dúcteis e para materiais frágeis.
UNOESC – Curso de Engenharia de Produção Mecânica 35 Prof. Douglas Roberto Zaions
2.3.1 Teoria da Tensão Normal Máxima
Esta teoria, estabelece que a falha ocorre sempre que a maior tensão principal se iguala ao limite de
escoamento ou à resistência a ruptura do material.
Se estabelecermos que σ1 é a maior das tensões principais, esta teoria estabelece que a falha por
escoamento ocorrerá sempre que σ1 = σe e a falha por ruptura ocorrerá sempre que σ1 = σr.
Esta teoria estabelece que somente a maior tensão principal conduz à falha e deve-se desprezar as
demais.
Devido a este fato, esta teoria é importante somente para fins de comparação. Suas previsões não
concordam com a experiência e ela pode conduzir a resultados inseguros.
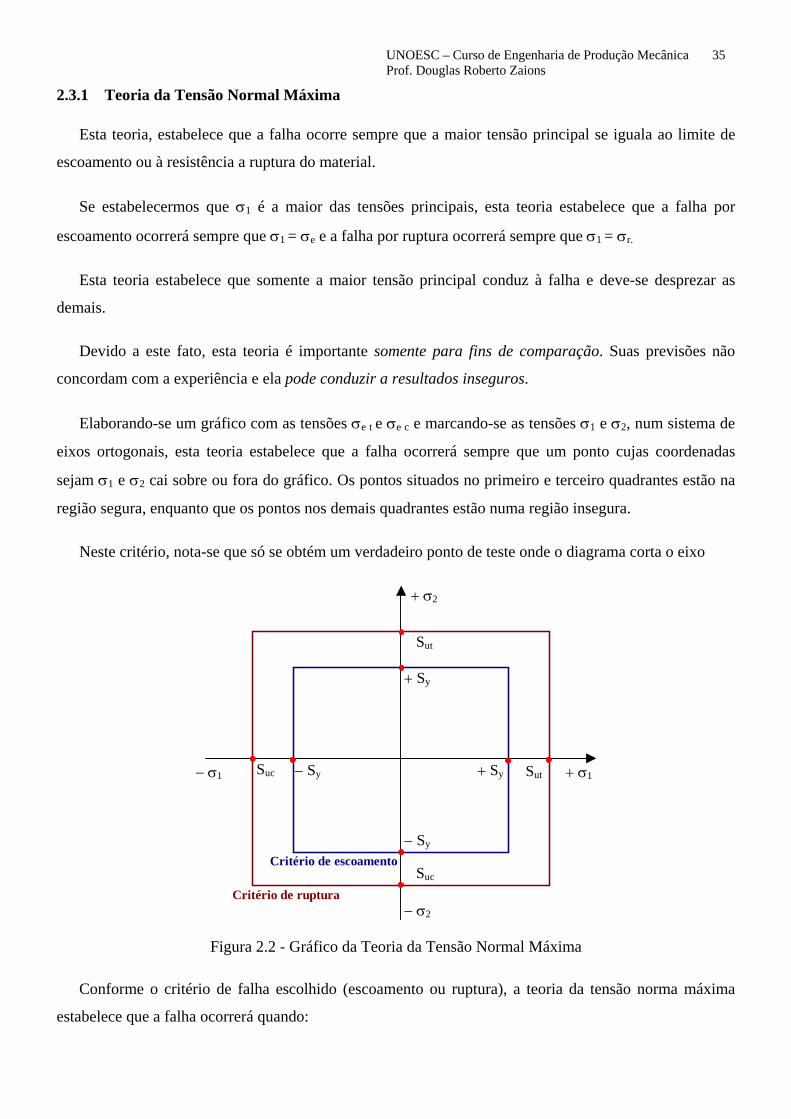
Elaborando-se um gráfico com as tensões σe t e σe c e marcando-se as tensões σ1 e σ2, num sistema de
eixos ortogonais, esta teoria estabelece que a falha ocorrerá sempre que um ponto cujas coordenadas
sejam σ1 e σ2 cai sobre ou fora do gráfico. Os pontos situados no primeiro e terceiro quadrantes estão na
região segura, enquanto que os pontos nos demais quadrantes estão numa região insegura.
Neste critério, nota-se que só se obtém um verdadeiro ponto de teste onde o diagrama corta o eixo
+ σ1 − σ1
− σ2
+ σ2
+ Sy
+ Sy − Sy
− Sy
Sut
Sut
Suc
Suc
Critério de escoamento
Critério de ruptura
Figura 2.2 - Gráfico da Teoria da Tensão Normal Máxima
Conforme o critério de falha escolhido (escoamento ou ruptura), a teoria da tensão norma máxima
estabelece que a falha ocorrerá quando:

Elementos de Máquinas I 36 Prof. Douglas Roberto Zaions
Equação 2.1 σ1 = Sy ou σ1 = -Sy e σ1 = Sut ou σ1 = Suc
Se o critério de falha for o escoamento, o fator de segurança N pode ser determinado por:
NSy=1σ ou N
Sy−=1σ
Se o critério de falha for a ruptura, o fator de segurança N pode ser determinado por:
Equação 2.2 NSut=1σ ou N
Suc=1σ
Exemplo 1 - Um certo componente mecânico é fabricado com um aço SAE 1015 onde sua resistência
a tração Sut= 400 MPa e seu limite de escoamento a tração é σy=300 MPa. Suponha que a peça esteja
submetida a um nível de tensão σ1=300 MPa e σ2=200 MPa. Calcular o coeficiente de segurança usando
o critério da ruptura, utilizando a teoria da máxima tensão normal.
Solução:
Inicialmente deve-se montar o gráfico com as tensões Sut e Suc Lembre-se que para os aços, Sut = -Suc
. Neste gráfico, as tensões principais σ1 são plotadas no eixo x e as tensões principais σ2 são plotadas no
eixo y.
σ2
σ1
Sut = 400 MPa
Suc = -400 MPa S ut =
400
MPa
S uc =
-400
MPa
σ 1 =
300
σ2 = 200 N
P
Determine o ponto P com as coordenadas σ1 e σ2. Trace uma reta a partir da origem, passando pelo
ponto P até interceptar a curva envelope do diagrama da tensão normal. Assim, usando a Equação 2.2
temos que:
1σutSN = ou seja,
300400
=N 3333,1=N
UNOESC – Curso de Engenharia de Produção Mecânica 37 Prof. Douglas Roberto Zaions
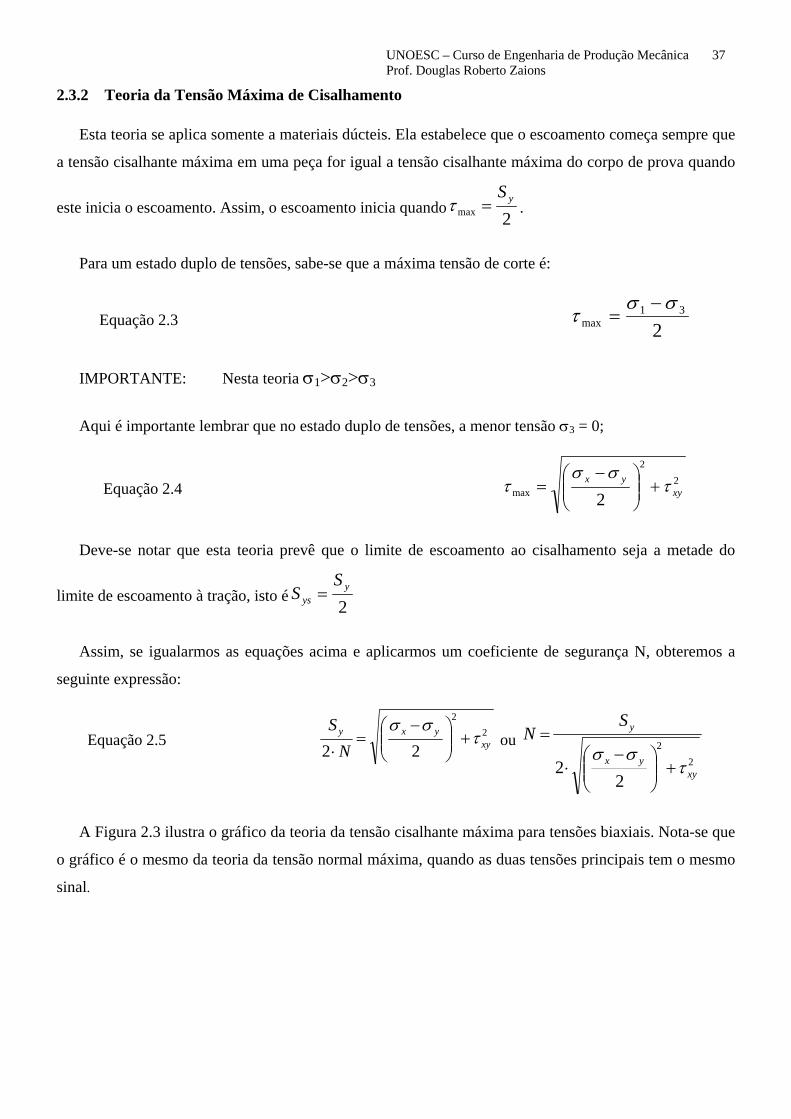
2.3.2 Teoria da Tensão Máxima de Cisalhamento
Esta teoria se aplica somente a materiais dúcteis. Ela estabelece que o escoamento começa sempre que
a tensão cisalhante máxima em uma peça for igual a tensão cisalhante máxima do corpo de prova quando
este inicia o escoamento. Assim, o escoamento inicia quando2max
yS=τ .
Para um estado duplo de tensões, sabe-se que a máxima tensão de corte é:
Equação 2.3 231
maxσσ
τ−
=
IMPORTANTE: Nesta teoria σ1>σ2>σ3
Aqui é importante lembrar que no estado duplo de tensões, a menor tensão σ3 = 0;
Equação 2.4 22
max 2 xyyx τ
σστ +⎟⎟
⎠
⎞⎜⎜⎝
⎛ −=
Deve-se notar que esta teoria prevê que o limite de escoamento ao cisalhamento seja a metade do
limite de escoamento à tração, isto é2
yys
SS =
Assim, se igualarmos as equações acima e aplicarmos um coeficiente de segurança N, obteremos a
seguinte expressão:
Equação 2.5 22
22 xyyxy
NS
τσσ
+⎟⎟⎠
⎞⎜⎜⎝
⎛ −=
⋅ ou
22
22 xy
yx
ySN
τσσ
+⎟⎟⎠
⎞⎜⎜⎝
⎛ −⋅
=
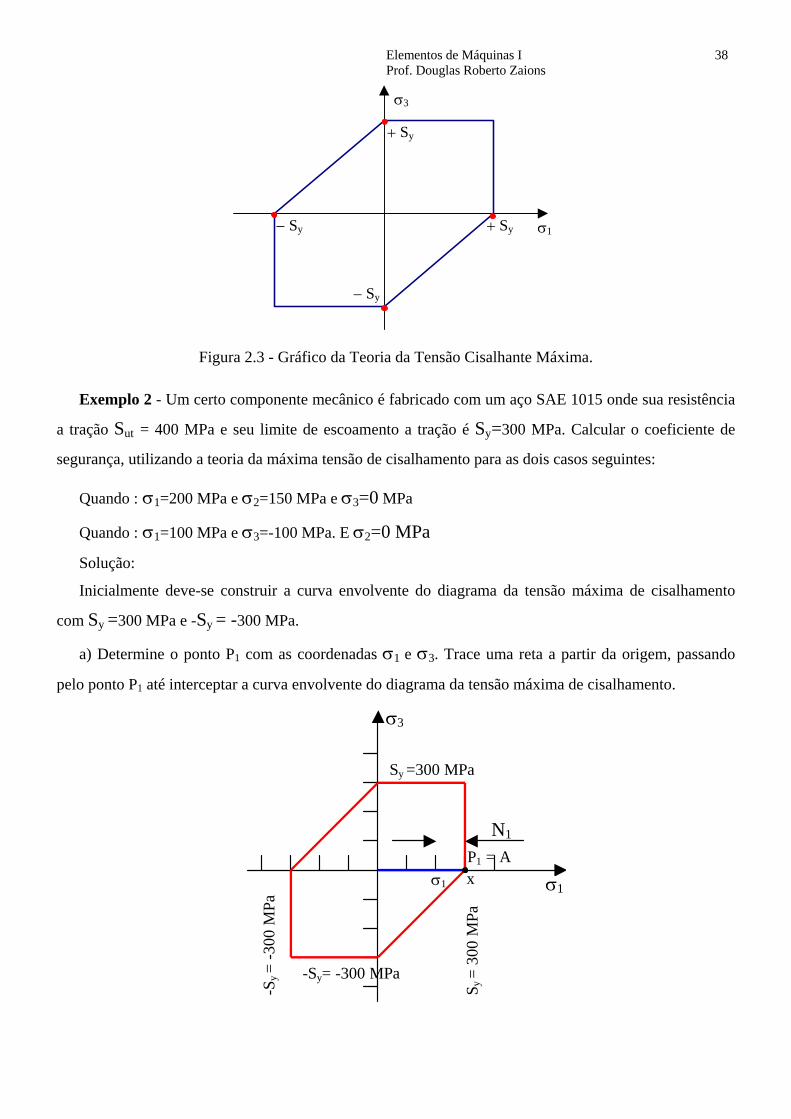
A Figura 2.3 ilustra o gráfico da teoria da tensão cisalhante máxima para tensões biaxiais. Nota-se que
o gráfico é o mesmo da teoria da tensão normal máxima, quando as duas tensões principais tem o mesmo
sinal.
Elementos de Máquinas I 38 Prof. Douglas Roberto Zaions
σ1
σ3
+ Sy
+ Sy − Sy
− Sy
Figura 2.3 - Gráfico da Teoria da Tensão Cisalhante Máxima.
Exemplo 2 - Um certo componente mecânico é fabricado com um aço SAE 1015 onde sua resistência
a tração Sut = 400 MPa e seu limite de escoamento a tração é Sy=300 MPa. Calcular o coeficiente de
segurança, utilizando a teoria da máxima tensão de cisalhamento para as dois casos seguintes:
Quando : σ1=200 MPa e σ2=150 MPa e σ3=0 MPa
Quando : σ1=100 MPa e σ3=-100 MPa. E σ2=0 MPa
Solução:
Inicialmente deve-se construir a curva envolvente do diagrama da tensão máxima de cisalhamento
com Sy =300 MPa e -Sy = -300 MPa.
a) Determine o ponto P1 com as coordenadas σ1 e σ3. Trace uma reta a partir da origem, passando
pelo ponto P1 até interceptar a curva envolvente do diagrama da tensão máxima de cisalhamento.
σ3
σ1
Sy =300 MPa
-Sy= -300 MPa
S y =
300
MPa
-Sy =
-300
MPa
N1 P1 = A
σ1
x
UNOESC – Curso de Engenharia de Produção Mecânica 39 Prof. Douglas Roberto Zaions
O coeficiente de segurança N1 é a razão entre a componente “x” do ponto A com a componente σ1 do
ponto P1 ou seja:
11 σ
xN =
Neste caso, nota-se que a componente x = Sy = 300 MPa. Como a componente σ1=200 MPa tem-se
que:
MPaMPaN
200300
1 =
Assim, tem-se que:
5,11 =N
b) Determine o ponto P2 com as coordenadas σ1 e σ3 (Neste exemplo a menor tensão continua sendo σ3).
Trace uma reta a partir da origem, passando pelo ponto P2 até interceptar a curva envolvente do diagrama
da tensão máxima de cisalhamento.
σ3
σ1
Sy =300 MPa
-Sy = -300 MPa
S y =
300
MPa
-Sy =
-300
MPa
N2
B
P2
N2
x
y
σ1
σ2
O coeficiente de segurança N2 é a razão entre a componente “x” do ponto B com a componente σ1 do
ponto P2 ou a razão entre a componente “y” do ponto B com a componente σ3 do ponto P2 ou seja:
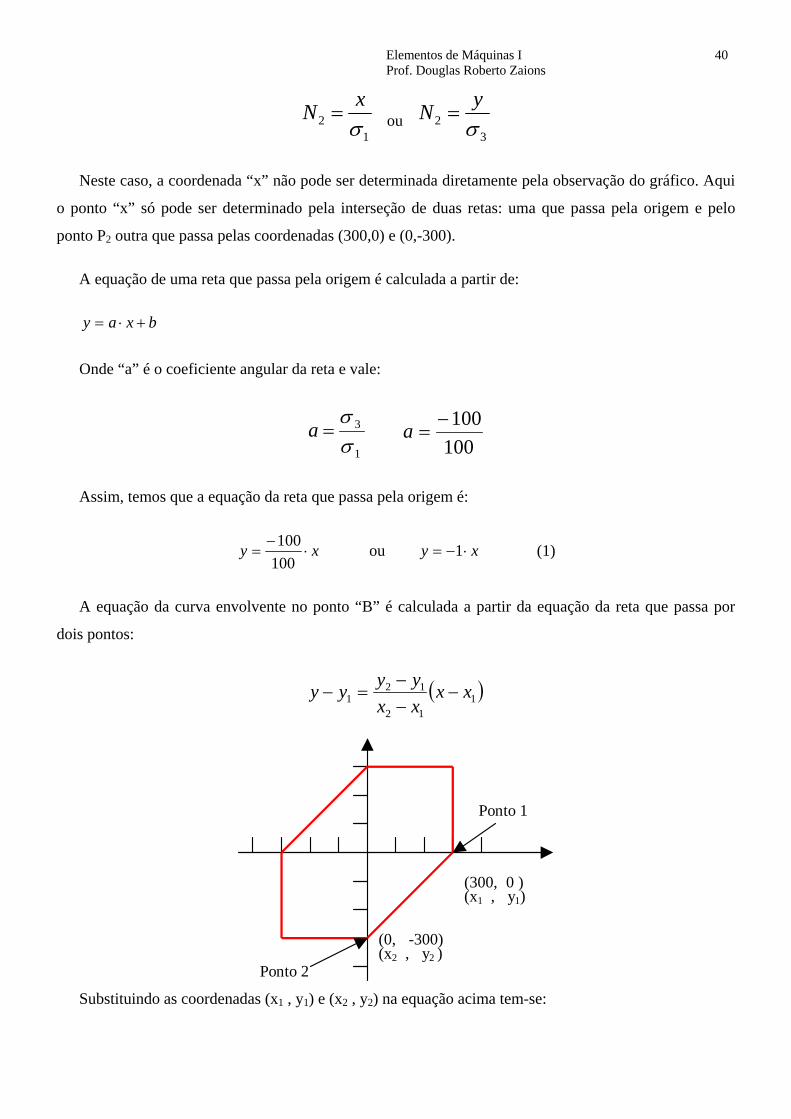
Elementos de Máquinas I 40 Prof. Douglas Roberto Zaions
12 σ
xN = ou 3
2 σyN =
Neste caso, a coordenada “x” não pode ser determinada diretamente pela observação do gráfico. Aqui
o ponto “x” só pode ser determinado pela interseção de duas retas: uma que passa pela origem e pelo
ponto P2 outra que passa pelas coordenadas (300,0) e (0,-300).
A equação de uma reta que passa pela origem é calculada a partir de:
bxay +⋅=
Onde “a” é o coeficiente angular da reta e vale:
1
3
σσ
=a 100100−
=a
Assim, temos que a equação da reta que passa pela origem é:
xy ⋅−
=100100 ou xy ⋅−= 1 (1)
A equação da curva envolvente no ponto “B” é calculada a partir da equação da reta que passa por
dois pontos:
( )112
121 xx
xxyyyy −
−−
=−
(x2 , y2 ) (0, -300)
(x1 , y1)(300, 0 )
Ponto 1
Ponto 2 Substituindo as coordenadas (x1 , y1) e (x2 , y2) na equação acima tem-se:
UNOESC – Curso de Engenharia de Produção Mecânica 41 Prof. Douglas Roberto Zaions
( )3003000
03000 −−
−−=− xy
( )300300300
−−−
= xy ou ( )3001 −⋅= xy
300−= xy (2)
Substituindo a equação 1 na equação 2 e resolvendo-as simultaneamente tem-se:
3001 −=⋅− xx ou 3002 −=⋅− x
2300
−−
=x ou 150=x
Assim, tem-se que:
12 σ
xN = ∴ 100150
2 =N ∴ 5,12 =N
Assim, conclui-se que o coeficiente de segurança é N2 = 1,5 considerando a teoria da máxima tensão
cisalhante
2.3.3 Teoria de Huber-von Mises - Hencky ou da Máxima Energia de Distorção
Esta teoria também é conhecida por teoria da energia de distorção. Esta teoria é um pouco mais difícil
de ser aplicada do que a teoria da tensão máxima de cisalhamento, e é melhor no emprego para materiais
dúcteis. É empregada para definir o início do escoamento, tal como a teoria da tensão máxima de
cisalhamento.
Huber-von Mises-Hencky postularam que o escoamento não era um simples fenômeno de tração ou
compressão, mas, ao contrário, era relacionado de algum modo à distorção angular do elemento
tensionado.
Esta teoria surgiu a partir da Teoria da máxima energia de deformação que previa que o escoamento
começaria sempre que a energia total de deformação armazenada no elemento tensionado se tornasse
igual à energia total de deformação de um elemento de um corpo de prova submetido a um teste de
tração, na ocasião do escoamento.
A teoria da máxima energia de distorção não é mais usada, porém e a precursora da teoria de von
Mises-Hencky. Assim pensou-se em subtrair da energia total de deformação a energia usada para
provocar uma variação de volume, resultando na energia da distorção.

Elementos de Máquinas I 42 Prof. Douglas Roberto Zaions
Aqui abordaremos somente as equações finais, ficando ao aluno encarregado de pesquisar suas
deduções.
Para fins de análise e projeto, é importante definir uma tensão de von Mises (tensão efetiva) dada pela
equação abaixo:
Equação 2.6 σ σ σ σ σ, = − ⋅ +12
1 2 22
À teoria de von Mises prevê que a falha por escoamento ocorre sempre que:
Equação 2.7 yS=,σ
Assim, se igualarmos as equações acima e aplicarmos um coeficiente de segurança N, obteremos a
seguinte expressão:
Equação 2.8 2221
21 σσσσ +⋅−=
NS y
ou 2221
21 σσσσ +⋅−
= ySN
Na Figura 2.4 podemos observar o gráfico das tensões de von-Mises.
σ1
σ2
+ Sy
+ Sy − Sy
− Sy
Figura 2.4 - Grafico da Teoria da energia de distorção
Conforme estudos desenvolvidos, relatado por Shigley (1984), a teoria da energia de distorção prevê o
escoamento com maior precisão em todos os quadrantes. Considerando então esta teoria como a mais
correta, nota-se pela figura abaixo que a teoria da tensão cisalhante máxima sempre conduzirá a
resultados do lado da segurança (gráfico esta contido dentro do gráfico da teoria da energia de distorção).
Por outro lado, nota-se que a teoria da tensão normal máxima conduz a resultados seguros somente se o
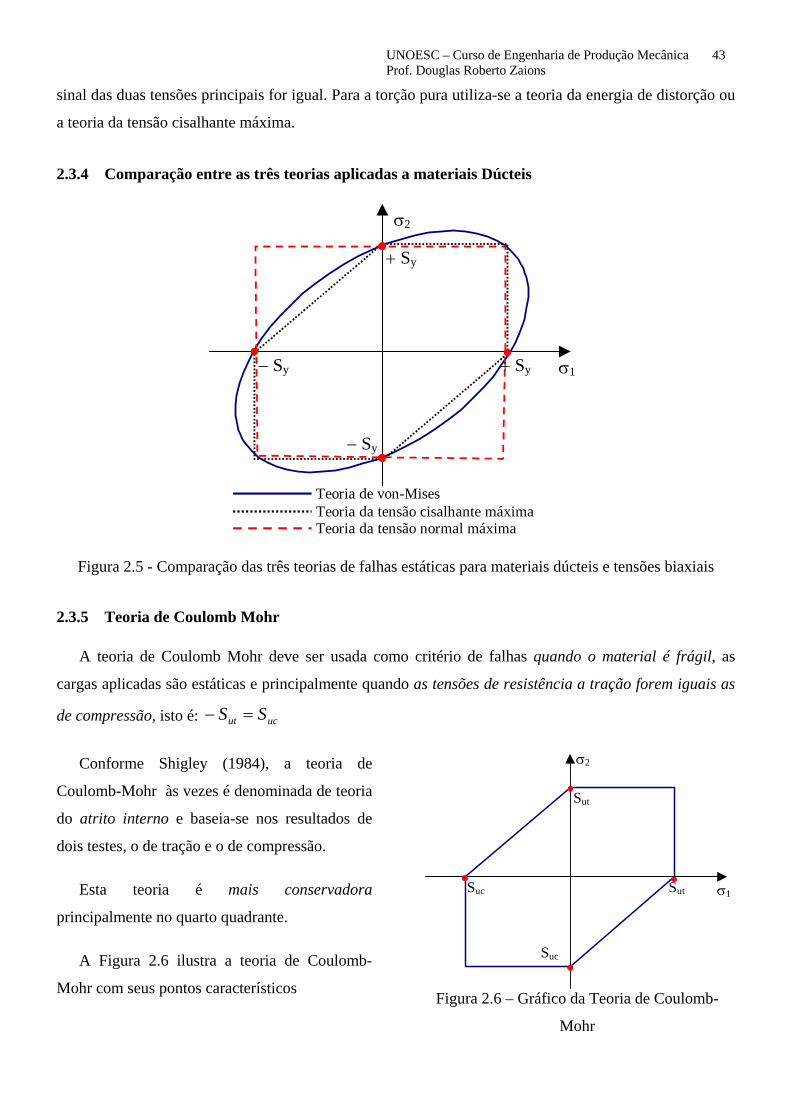
UNOESC – Curso de Engenharia de Produção Mecânica 43 Prof. Douglas Roberto Zaions
sinal das duas tensões principais for igual. Para a torção pura utiliza-se a teoria da energia de distorção ou
a teoria da tensão cisalhante máxima.
2.3.4 Comparação entre as três teorias aplicadas a materiais Dúcteis
σ1
σ2
+ Sy
+ Sy − Sy
− Sy
Teoria de von-Mises Teoria da tensão cisalhante máxima Teoria da tensão normal máxima
Figura 2.5 - Comparação das três teorias de falhas estáticas para materiais dúcteis e tensões biaxiais
2.3.5 Teoria de Coulomb Mohr
A teoria de Coulomb Mohr deve ser usada como critério de falhas quando o material é frágil, as
cargas aplicadas são estáticas e principalmente quando as tensões de resistência a tração forem iguais as
de compressão, isto é: ucut SS =−
Conforme Shigley (1984), a teoria de
Coulomb-Mohr às vezes é denominada de teoria
do atrito interno e baseia-se nos resultados de
dois testes, o de tração e o de compressão.
Esta teoria é mais conservadora
principalmente no quarto quadrante.
A Figura 2.6 ilustra a teoria de Coulomb-
Mohr com seus pontos característicos
σ1
σ2
Sut
Sut Suc
Suc
Figura 2.6 – Gráfico da Teoria de Coulomb-
Mohr
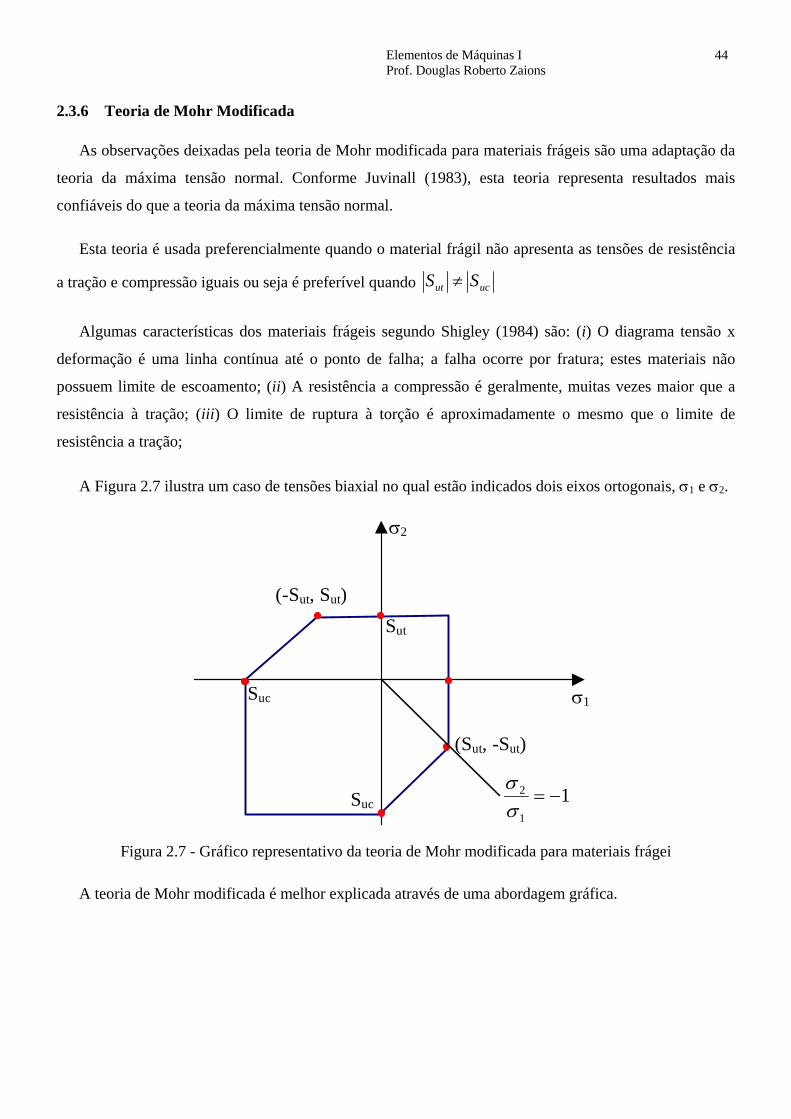
Elementos de Máquinas I 44 Prof. Douglas Roberto Zaions
2.3.6 Teoria de Mohr Modificada
As observações deixadas pela teoria de Mohr modificada para materiais frágeis são uma adaptação da
teoria da máxima tensão normal. Conforme Juvinall (1983), esta teoria representa resultados mais
confiáveis do que a teoria da máxima tensão normal.
Esta teoria é usada preferencialmente quando o material frágil não apresenta as tensões de resistência
a tração e compressão iguais ou seja é preferível quando ucut SS ≠
Algumas características dos materiais frágeis segundo Shigley (1984) são: (i) O diagrama tensão x
deformação é uma linha contínua até o ponto de falha; a falha ocorre por fratura; estes materiais não
possuem limite de escoamento; (ii) A resistência a compressão é geralmente, muitas vezes maior que a
resistência à tração; (iii) O limite de ruptura à torção é aproximadamente o mesmo que o limite de
resistência a tração;
A Figura 2.7 ilustra um caso de tensões biaxial no qual estão indicados dois eixos ortogonais, σ1 e σ2.
σ1
σ2
Sut
(Sut, -Sut)
Suc
Suc
(-Sut, Sut)
11
2 −=σσ
Figura 2.7 - Gráfico representativo da teoria de Mohr modificada para materiais frágei
A teoria de Mohr modificada é melhor explicada através de uma abordagem gráfica.
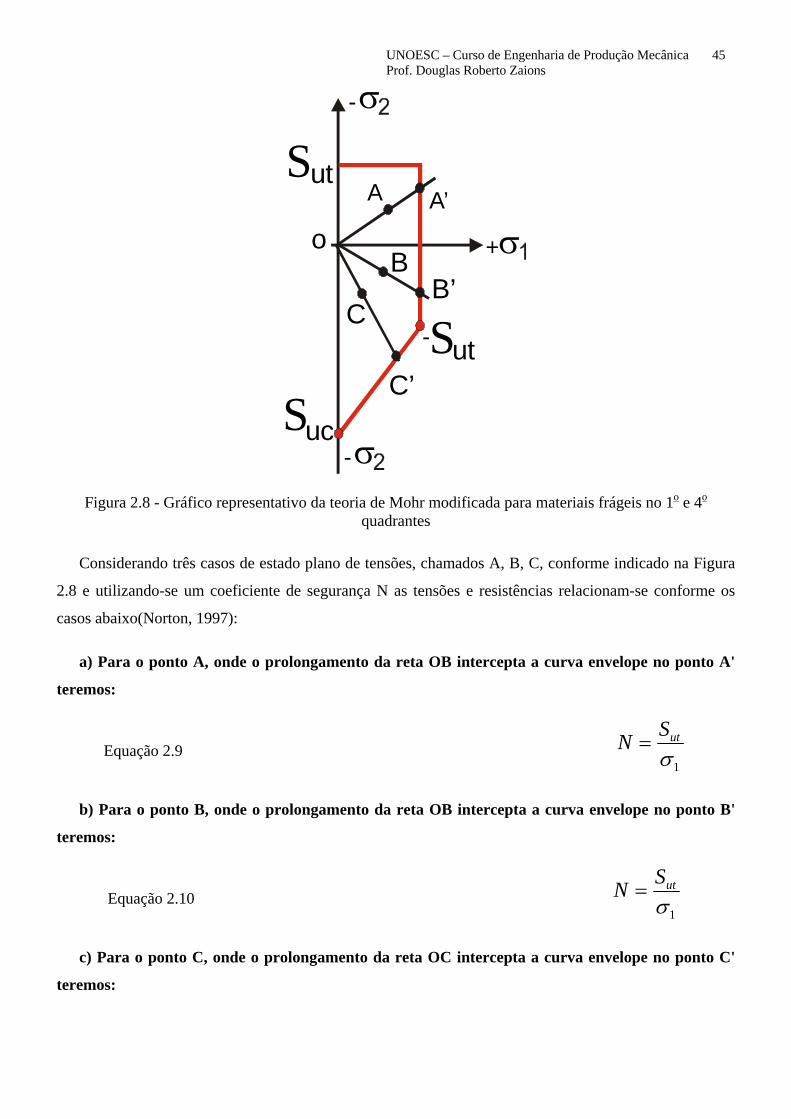
UNOESC – Curso de Engenharia de Produção Mecânica 45 Prof. Douglas Roberto Zaions
S
S
S
σ
σ
σ
ut
ut
uc
+
-
-
-
A A’
BB’
C
C’
o
Figura 2.8 - Gráfico representativo da teoria de Mohr modificada para materiais frágeis no 1o e 4o quadrantes
Considerando três casos de estado plano de tensões, chamados A, B, C, conforme indicado na Figura
2.8 e utilizando-se um coeficiente de segurança N as tensões e resistências relacionam-se conforme os
casos abaixo(Norton, 1997):
a) Para o ponto A, onde o prolongamento da reta OB intercepta a curva envelope no ponto A'
teremos:
Equação 2.9 1σutSN =
b) Para o ponto B, onde o prolongamento da reta OB intercepta a curva envelope no ponto B'
teremos:
Equação 2.10 1σutSN =
c) Para o ponto C, onde o prolongamento da reta OC intercepta a curva envelope no ponto C'
teremos:
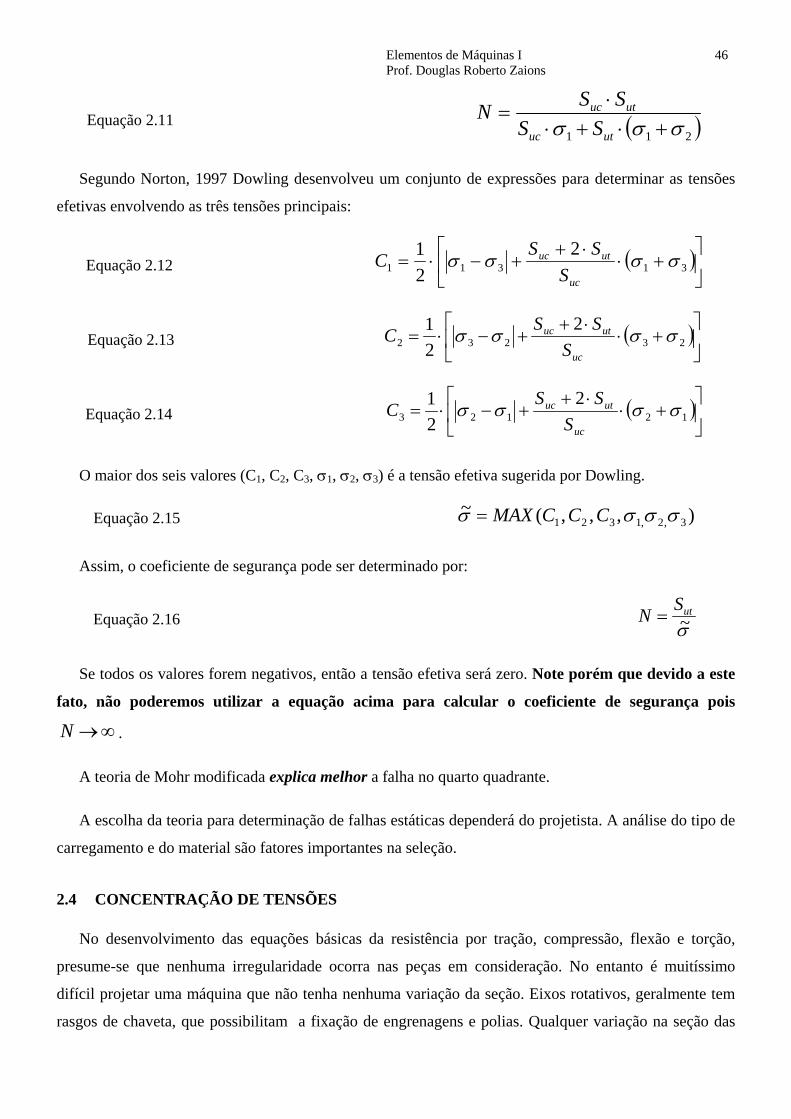
Elementos de Máquinas I 46 Prof. Douglas Roberto Zaions
Equação 2.11 ( )211 σσσ +⋅+⋅⋅
=utuc
utuc
SSSSN
Segundo Norton, 1997 Dowling desenvolveu um conjunto de expressões para determinar as tensões
efetivas envolvendo as três tensões principais:
Equação 2.12 ( )⎥⎦
⎤⎢⎣
⎡+⋅
⋅++−⋅= 31311
221 σσσσ
uc
utuc
SSSC
Equação 2.13 ( )⎥⎦
⎤⎢⎣
⎡+⋅
⋅++−⋅= 23232
221 σσσσ
uc
utuc
SSSC
Equação 2.14 ( )⎥⎦
⎤⎢⎣
⎡+⋅
⋅++−⋅= 12123
221 σσσσ
uc
utuc
SSSC
O maior dos seis valores (C1, C2, C3, σ1, σ2, σ3) é a tensão efetiva sugerida por Dowling.
Equação 2.15 ),,,(~3,2,1321 σσσσ CCCMAX=
Assim, o coeficiente de segurança pode ser determinado por:
Equação 2.16 σ~utSN =
Se todos os valores forem negativos, então a tensão efetiva será zero. Note porém que devido a este
fato, não poderemos utilizar a equação acima para calcular o coeficiente de segurança pois
∞→N .
A teoria de Mohr modificada explica melhor a falha no quarto quadrante.
A escolha da teoria para determinação de falhas estáticas dependerá do projetista. A análise do tipo de
carregamento e do material são fatores importantes na seleção.
2.4 CONCENTRAÇÃO DE TENSÕES
No desenvolvimento das equações básicas da resistência por tração, compressão, flexão e torção,
presume-se que nenhuma irregularidade ocorra nas peças em consideração. No entanto é muitíssimo
difícil projetar uma máquina que não tenha nenhuma variação da seção. Eixos rotativos, geralmente tem
rasgos de chaveta, que possibilitam a fixação de engrenagens e polias. Qualquer variação na seção das
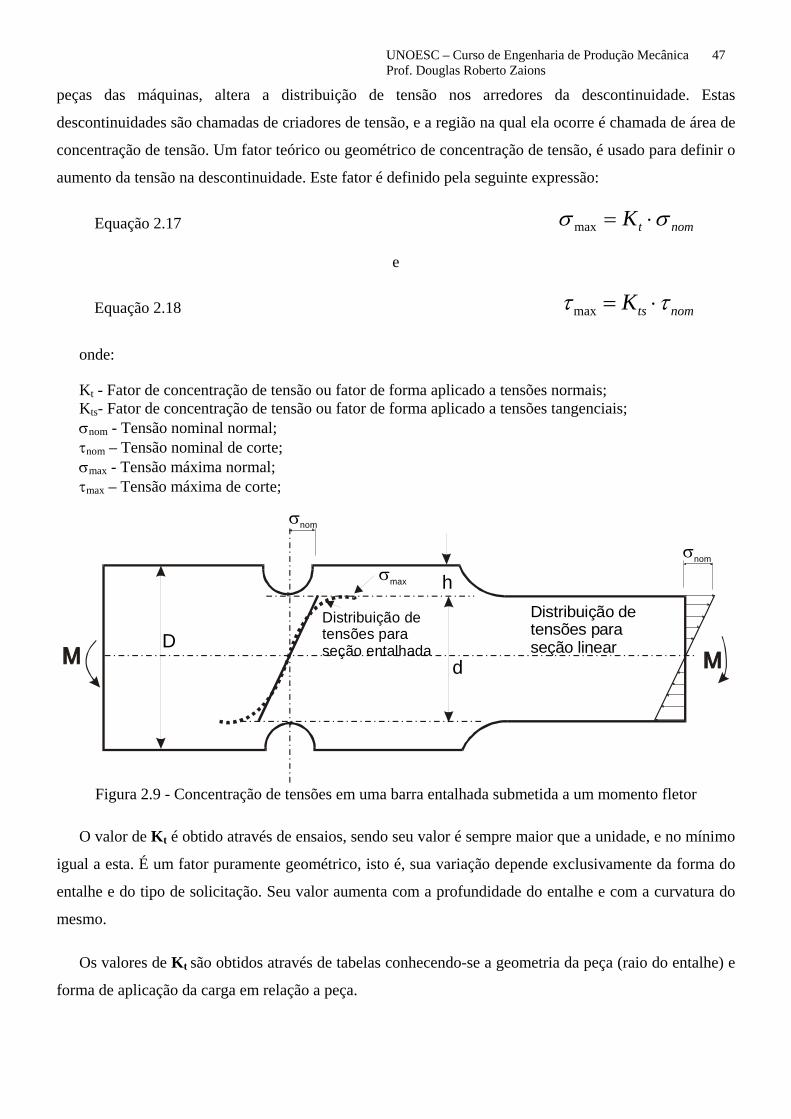
UNOESC – Curso de Engenharia de Produção Mecânica 47 Prof. Douglas Roberto Zaions
peças das máquinas, altera a distribuição de tensão nos arredores da descontinuidade. Estas
descontinuidades são chamadas de criadores de tensão, e a região na qual ela ocorre é chamada de área de
concentração de tensão. Um fator teórico ou geométrico de concentração de tensão, é usado para definir o
aumento da tensão na descontinuidade. Este fator é definido pela seguinte expressão:
Equação 2.17 nomtK σσ ⋅=max
e
Equação 2.18 nomtsK ττ ⋅=max
onde:
Kt - Fator de concentração de tensão ou fator de forma aplicado a tensões normais; Kts- Fator de concentração de tensão ou fator de forma aplicado a tensões tangenciais; σnom - Tensão nominal normal; τnom – Tensão nominal de corte; σmax - Tensão máxima normal; τmax – Tensão máxima de corte;
σ
σσ
nom
max
nom
Distribuição detensões paraseção entalhada
Distribuição detensões paraseção linear
h
Dd
Figura 2.9 - Concentração de tensões em uma barra entalhada submetida a um momento fletor
O valor de Kt é obtido através de ensaios, sendo seu valor é sempre maior que a unidade, e no mínimo
igual a esta. É um fator puramente geométrico, isto é, sua variação depende exclusivamente da forma do
entalhe e do tipo de solicitação. Seu valor aumenta com a profundidade do entalhe e com a curvatura do
mesmo.
Os valores de Kt são obtidos através de tabelas conhecendo-se a geometria da peça (raio do entalhe) e
forma de aplicação da carga em relação a peça.
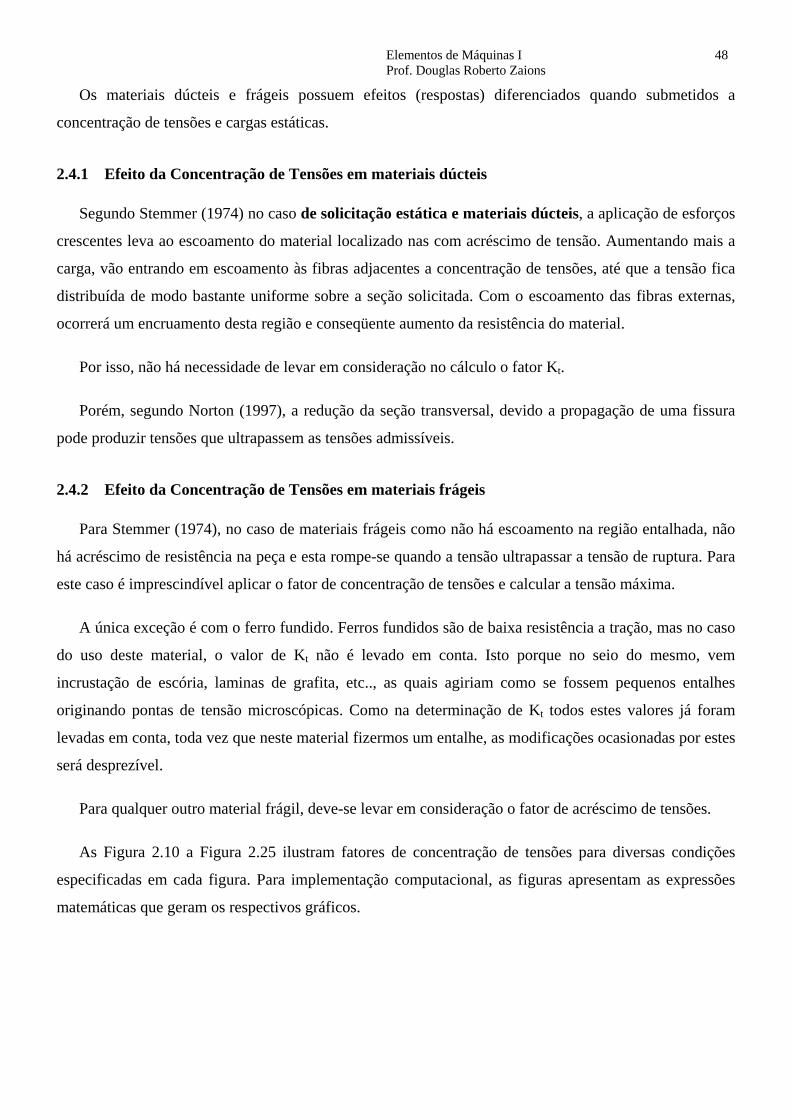
Elementos de Máquinas I 48 Prof. Douglas Roberto Zaions
Os materiais dúcteis e frágeis possuem efeitos (respostas) diferenciados quando submetidos a
concentração de tensões e cargas estáticas.
2.4.1 Efeito da Concentração de Tensões em materiais dúcteis
Segundo Stemmer (1974) no caso de solicitação estática e materiais dúcteis, a aplicação de esforços
crescentes leva ao escoamento do material localizado nas com acréscimo de tensão. Aumentando mais a
carga, vão entrando em escoamento às fibras adjacentes a concentração de tensões, até que a tensão fica
distribuída de modo bastante uniforme sobre a seção solicitada. Com o escoamento das fibras externas,
ocorrerá um encruamento desta região e conseqüente aumento da resistência do material.
Por isso, não há necessidade de levar em consideração no cálculo o fator Kt.
Porém, segundo Norton (1997), a redução da seção transversal, devido a propagação de uma fissura
pode produzir tensões que ultrapassem as tensões admissíveis.
2.4.2 Efeito da Concentração de Tensões em materiais frágeis
Para Stemmer (1974), no caso de materiais frágeis como não há escoamento na região entalhada, não
há acréscimo de resistência na peça e esta rompe-se quando a tensão ultrapassar a tensão de ruptura. Para
este caso é imprescindível aplicar o fator de concentração de tensões e calcular a tensão máxima.
A única exceção é com o ferro fundido. Ferros fundidos são de baixa resistência a tração, mas no caso
do uso deste material, o valor de Kt não é levado em conta. Isto porque no seio do mesmo, vem
incrustação de escória, laminas de grafita, etc.., as quais agiriam como se fossem pequenos entalhes
originando pontas de tensão microscópicas. Como na determinação de Kt todos estes valores já foram
levadas em conta, toda vez que neste material fizermos um entalhe, as modificações ocasionadas por estes
será desprezível.
Para qualquer outro material frágil, deve-se levar em consideração o fator de acréscimo de tensões.
As Figura 2.10 a Figura 2.25 ilustram fatores de concentração de tensões para diversas condições
especificadas em cada figura. Para implementação computacional, as figuras apresentam as expressões
matemáticas que geram os respectivos gráficos.
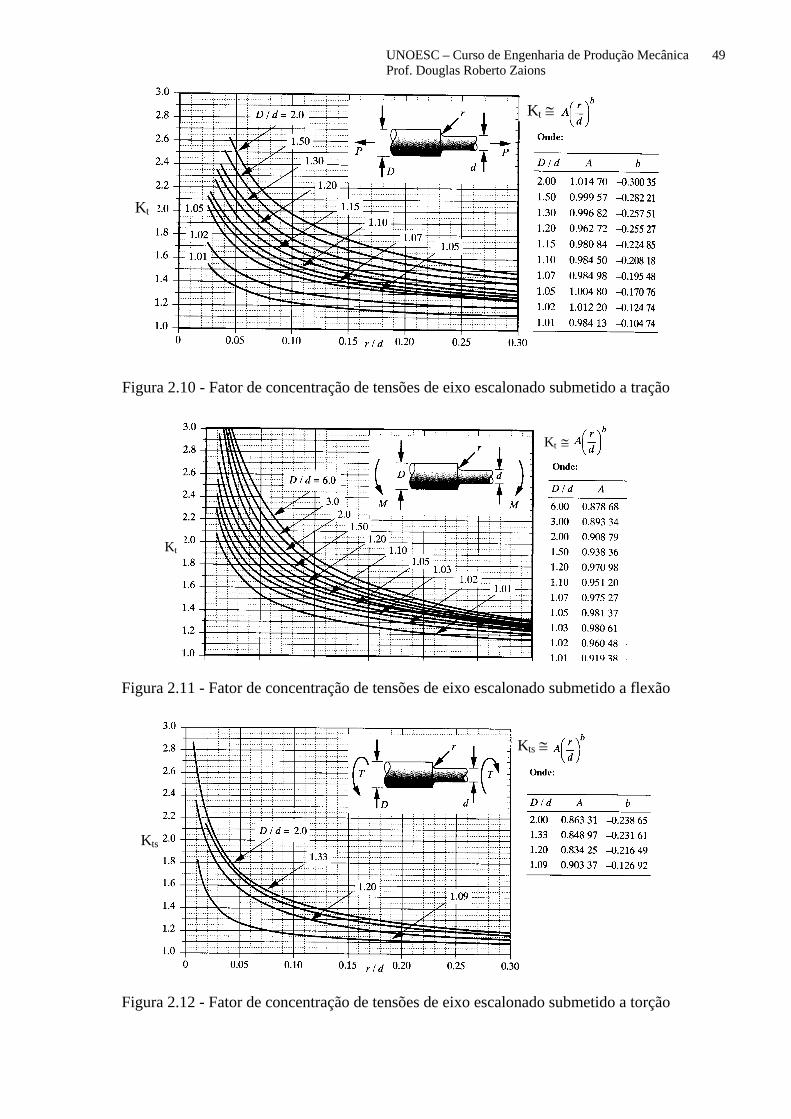
UNOESC – Curso de Engenharia de Produção Mecânica 49 Prof. Douglas Roberto Zaions
Kt
Kt ≅
Figura 2.10 - Fator de concentração de tensões de eixo escalonado submetido a tração
Kt
Kt ≅
Figura 2.11 - Fator de concentração de tensões de eixo escalonado submetido a flexão
Kts
Kts ≅
Figura 2.12 - Fator de concentração de tensões de eixo escalonado submetido a torção
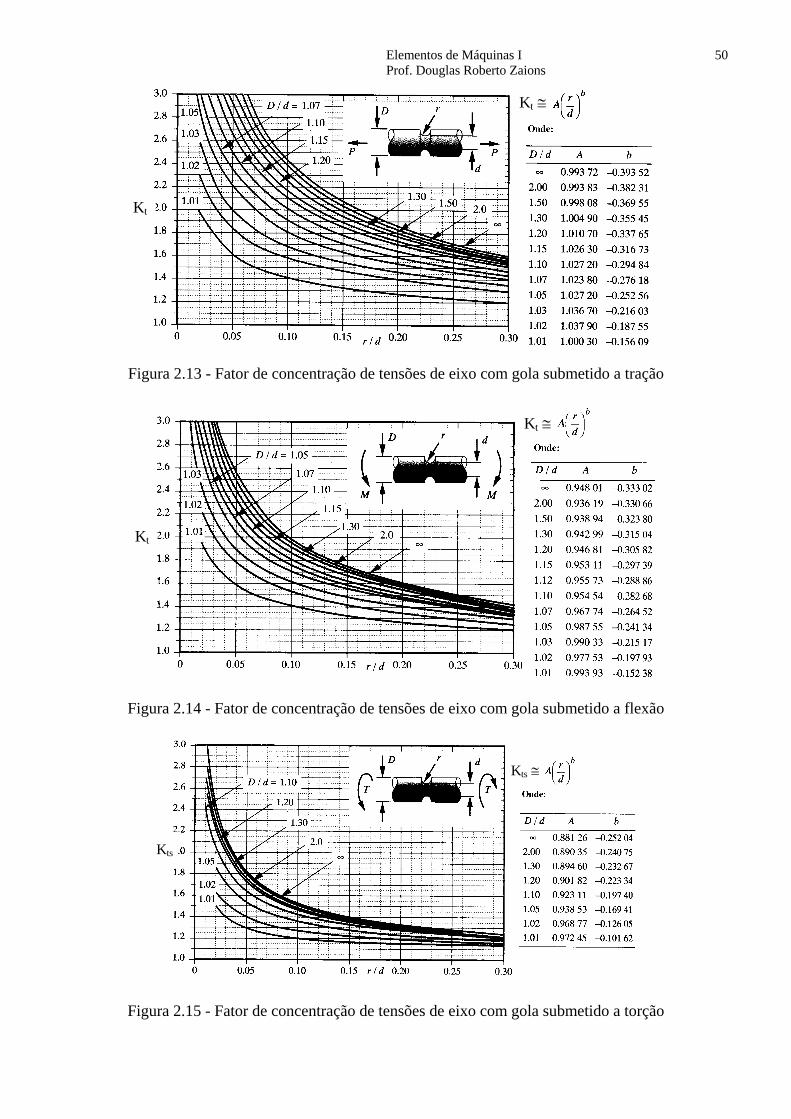
Elementos de Máquinas I 50 Prof. Douglas Roberto Zaions
Kt
Kt ≅
Figura 2.13 - Fator de concentração de tensões de eixo com gola submetido a tração
Kt
Kt ≅
Figura 2.14 - Fator de concentração de tensões de eixo com gola submetido a flexão
Kts
Kts ≅
Figura 2.15 - Fator de concentração de tensões de eixo com gola submetido a torção
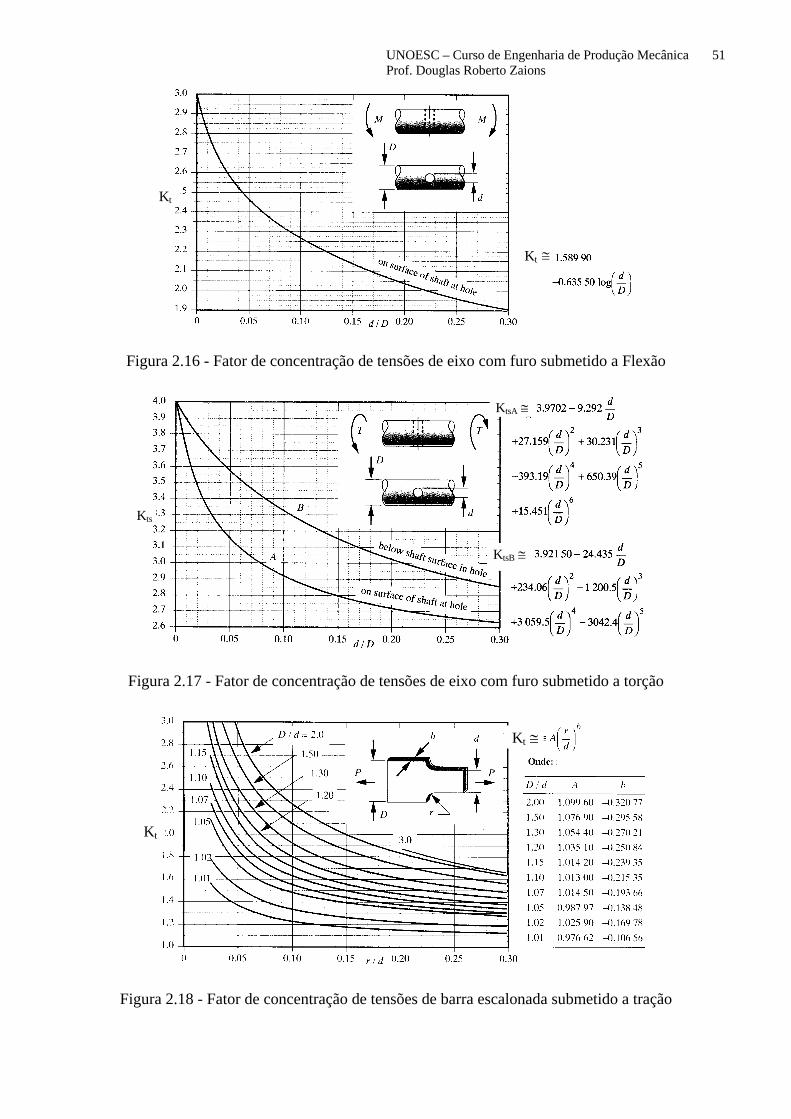
UNOESC – Curso de Engenharia de Produção Mecânica 51 Prof. Douglas Roberto Zaions
Kt
Kt ≅
Figura 2.16 - Fator de concentração de tensões de eixo com furo submetido a Flexão
Kts
KtsA ≅
KtsB ≅
Figura 2.17 - Fator de concentração de tensões de eixo com furo submetido a torção
Kt
Kt ≅
Figura 2.18 - Fator de concentração de tensões de barra escalonada submetido a tração
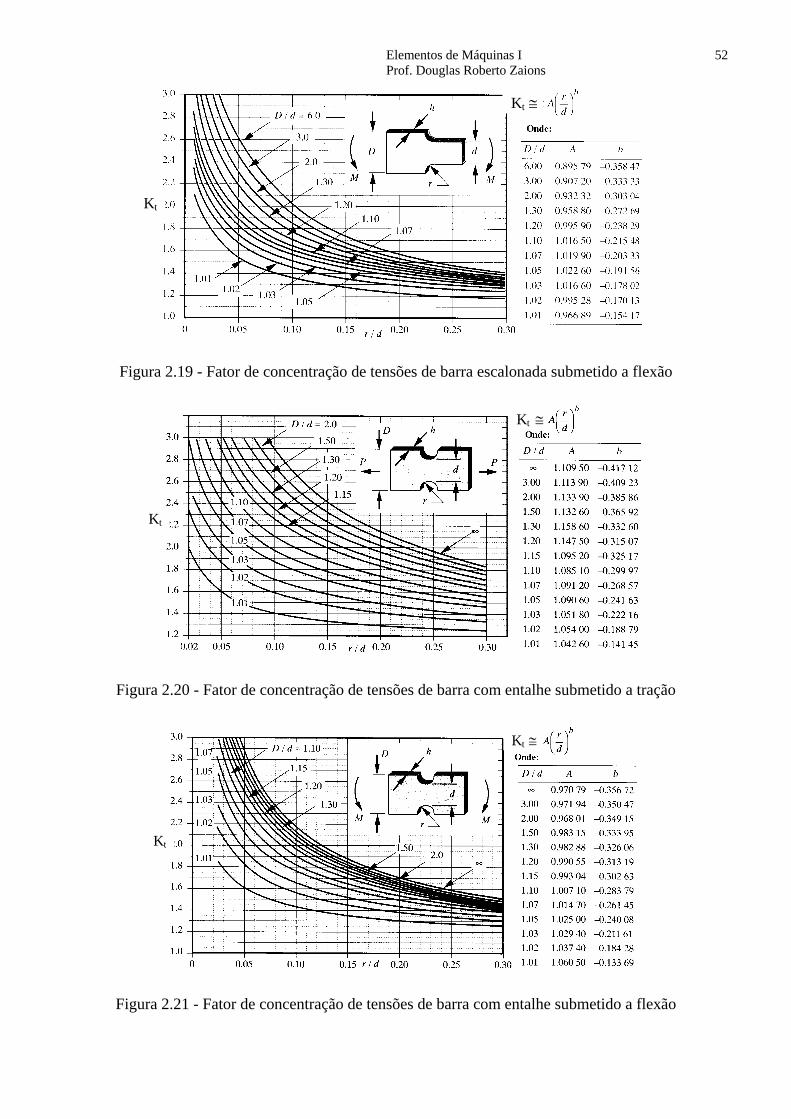
Elementos de Máquinas I 52 Prof. Douglas Roberto Zaions
Kt
Kt ≅
Figura 2.19 - Fator de concentração de tensões de barra escalonada submetido a flexão
Kt
Kt ≅
Figura 2.20 - Fator de concentração de tensões de barra com entalhe submetido a tração
Kt
Kt ≅
Figura 2.21 - Fator de concentração de tensões de barra com entalhe submetido a flexão
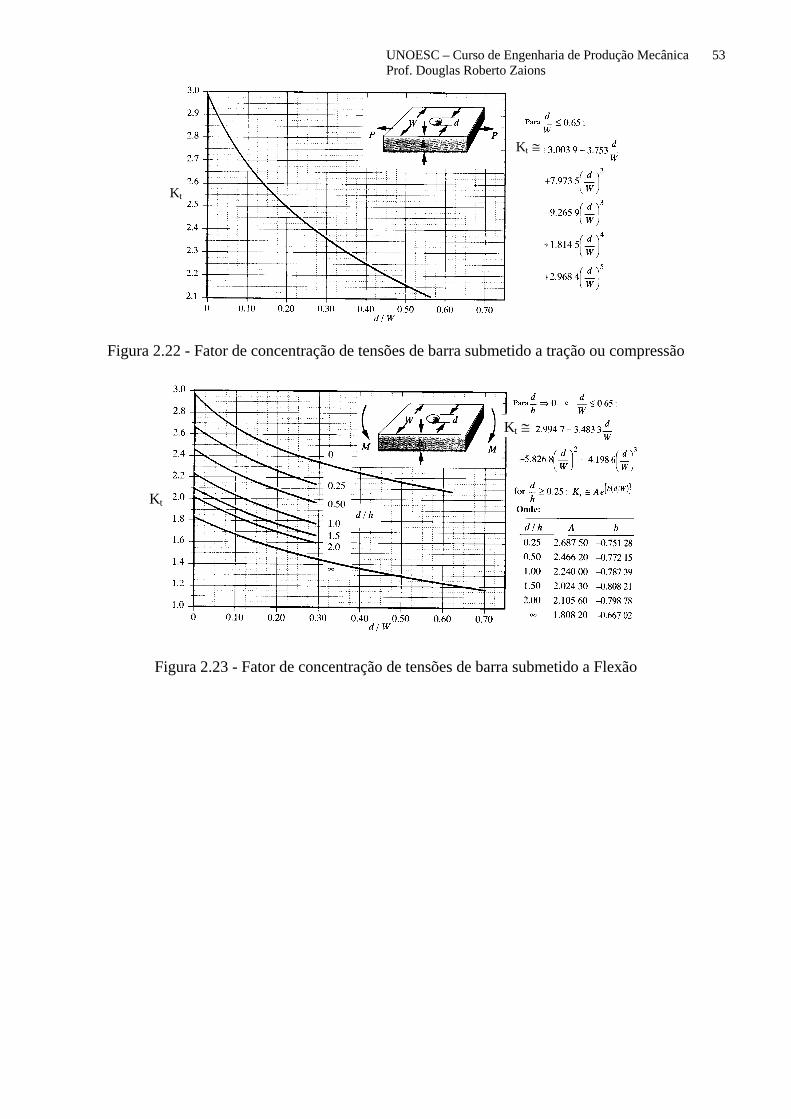
UNOESC – Curso de Engenharia de Produção Mecânica 53 Prof. Douglas Roberto Zaions
Kt
Kt ≅
Figura 2.22 - Fator de concentração de tensões de barra submetido a tração ou compressão
Kt
Kt ≅
Figura 2.23 - Fator de concentração de tensões de barra submetido a Flexão
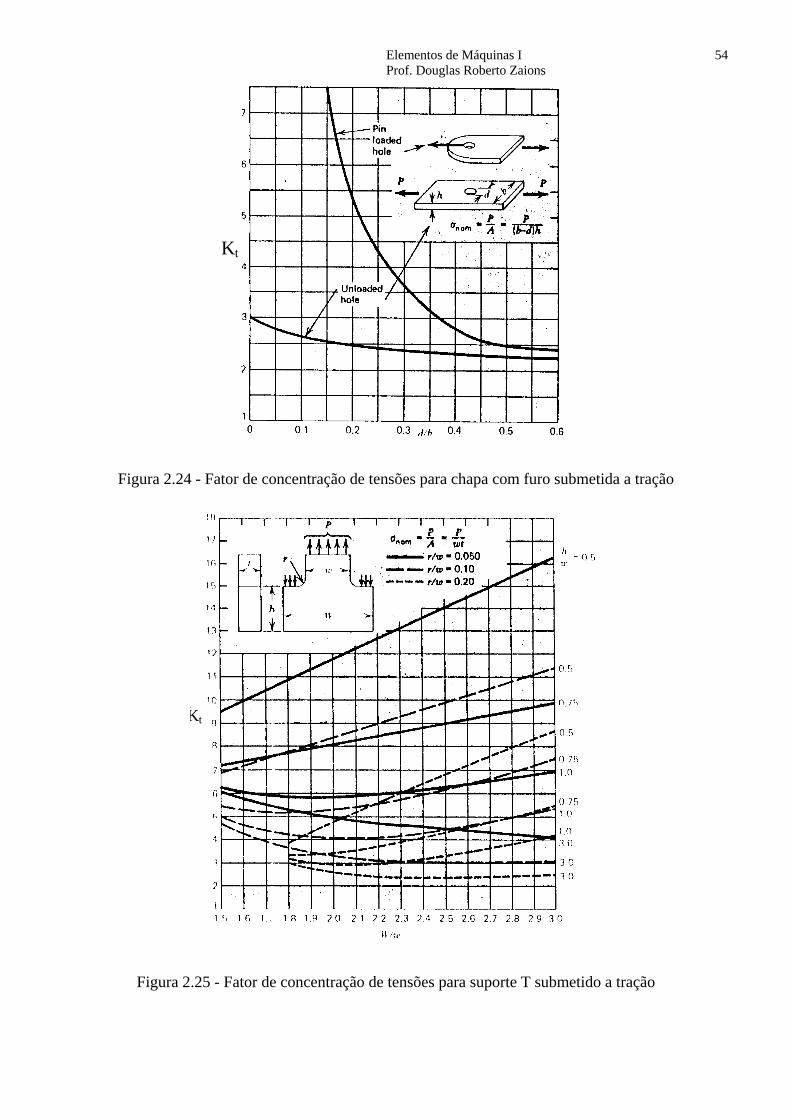
Elementos de Máquinas I 54 Prof. Douglas Roberto Zaions
Kt
Figura 2.24 - Fator de concentração de tensões para chapa com furo submetida a tração
Kt
Figura 2.25 - Fator de concentração de tensões para suporte T submetido a tração
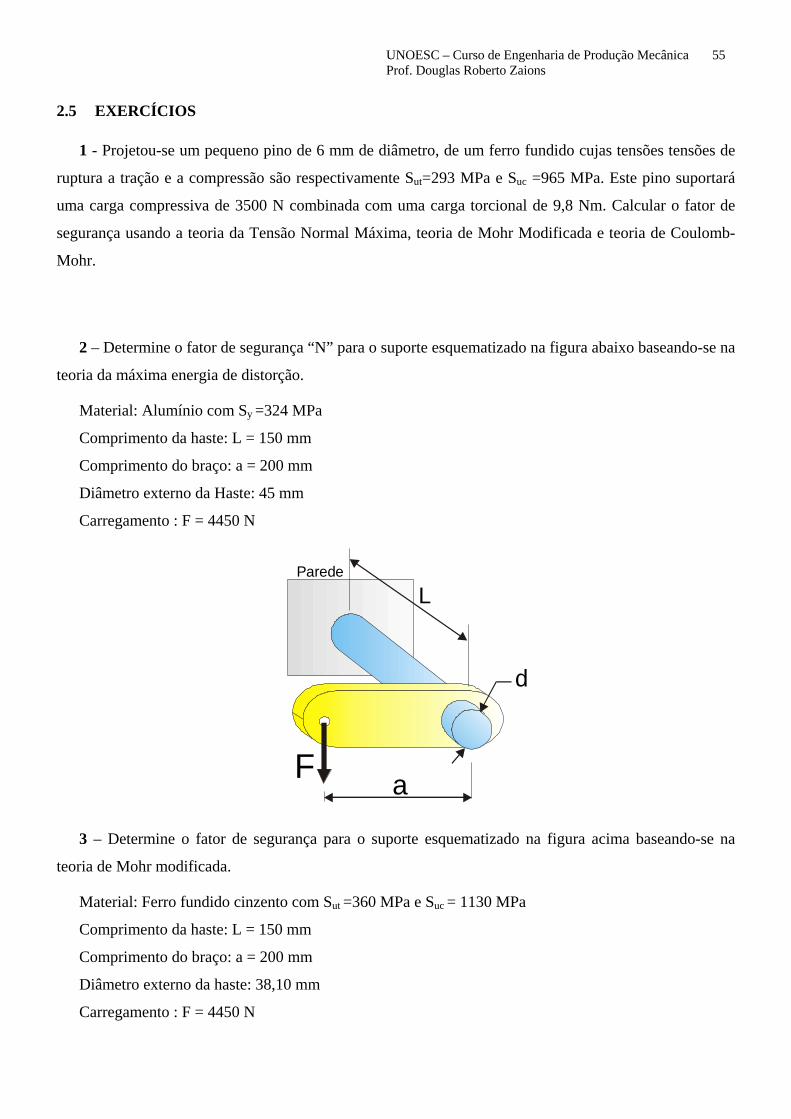
UNOESC – Curso de Engenharia de Produção Mecânica 55 Prof. Douglas Roberto Zaions
2.5 EXERCÍCIOS
1 - Projetou-se um pequeno pino de 6 mm de diâmetro, de um ferro fundido cujas tensões tensões de
ruptura a tração e a compressão são respectivamente Sut=293 MPa e Suc =965 MPa. Este pino suportará
uma carga compressiva de 3500 N combinada com uma carga torcional de 9,8 Nm. Calcular o fator de
segurança usando a teoria da Tensão Normal Máxima, teoria de Mohr Modificada e teoria de Coulomb-
Mohr.
2 – Determine o fator de segurança “N” para o suporte esquematizado na figura abaixo baseando-se na
teoria da máxima energia de distorção.
Material: Alumínio com Sy =324 MPa
Comprimento da haste: L = 150 mm
Comprimento do braço: a = 200 mm
Diâmetro externo da Haste: 45 mm
Carregamento : F = 4450 N
L
a
d
F
Parede
3 – Determine o fator de segurança para o suporte esquematizado na figura acima baseando-se na
teoria de Mohr modificada.
Material: Ferro fundido cinzento com Sut =360 MPa e Suc = 1130 MPa
Comprimento da haste: L = 150 mm
Comprimento do braço: a = 200 mm
Diâmetro externo da haste: 38,10 mm
Carregamento : F = 4450 N
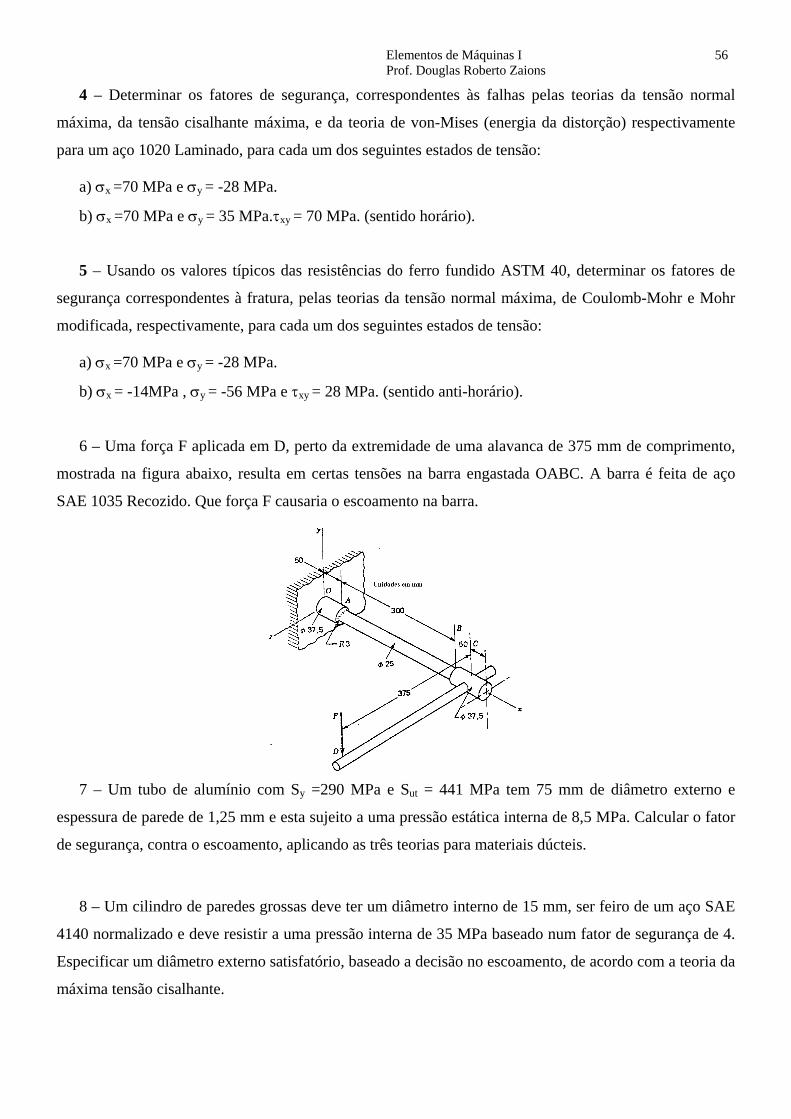
Elementos de Máquinas I 56 Prof. Douglas Roberto Zaions
4 – Determinar os fatores de segurança, correspondentes às falhas pelas teorias da tensão normal
máxima, da tensão cisalhante máxima, e da teoria de von-Mises (energia da distorção) respectivamente
para um aço 1020 Laminado, para cada um dos seguintes estados de tensão:
a) σx =70 MPa e σy = -28 MPa.
b) σx =70 MPa e σy = 35 MPa.τxy = 70 MPa. (sentido horário).
5 – Usando os valores típicos das resistências do ferro fundido ASTM 40, determinar os fatores de
segurança correspondentes à fratura, pelas teorias da tensão normal máxima, de Coulomb-Mohr e Mohr
modificada, respectivamente, para cada um dos seguintes estados de tensão:
a) σx =70 MPa e σy = -28 MPa.
b) σx = -14MPa , σy = -56 MPa e τxy = 28 MPa. (sentido anti-horário).
6 – Uma força F aplicada em D, perto da extremidade de uma alavanca de 375 mm de comprimento,
mostrada na figura abaixo, resulta em certas tensões na barra engastada OABC. A barra é feita de aço
SAE 1035 Recozido. Que força F causaria o escoamento na barra.
7 – Um tubo de alumínio com Sy =290 MPa e Sut = 441 MPa tem 75 mm de diâmetro externo e
espessura de parede de 1,25 mm e esta sujeito a uma pressão estática interna de 8,5 MPa. Calcular o fator
de segurança, contra o escoamento, aplicando as três teorias para materiais dúcteis.
8 – Um cilindro de paredes grossas deve ter um diâmetro interno de 15 mm, ser feiro de um aço SAE
4140 normalizado e deve resistir a uma pressão interna de 35 MPa baseado num fator de segurança de 4.
Especificar um diâmetro externo satisfatório, baseado a decisão no escoamento, de acordo com a teoria da
máxima tensão cisalhante.
UNOESC – Curso de Engenharia de Produção Mecânica 57 Prof. Douglas Roberto Zaions
3 SOLICITAÇÕES DINÂMICAS
3.1 PRINCIPAIS VARIÁVEIS UTILIZADAS NESTE CAPÍTULO
Símbolo Descrição da variável Unidade Descrição da variável em inglês σ~ Tensão efetiva de Mohr modificada Pa Modified-Mohr efective stress Ccarga Fator de correção do tipo de carga - Loading factor CConfiabilidade Fator de correção da confiabilidade - Reliability factor CSuperficial Fator de correção do acabamento superficial - Surface factor CTamanho Fator de correção do tamanho da peça - Size factor CTemperatura Fator de correção da temperatura - Temperature factor dequivalente Diâmetro equivalente m Equivalent diameter test specimen Kf Fator de concentração de tensões a fadiga aplicado
a tensão normal - Fatigue-stress-concentration factor
Kfm Fator de concentração de tensões a fadiga aplicado a tensão normal média
- Mean-stress fatigue-concentration factor
Kt Fator de concentração de tensões aplicado a tensão normal
- Geometric stress concentration factor – normal stress
Kts Fator de concentração de tensões aplicado a tensão cisalhante
- Geometric stress concentration factor – shear stress
q Fator de sensibilidade ao entalhe - Material notch sensibility r Raio de entalhe m Se Limite de resistência a fadiga da peça (106 ciclos) Pa Corrected endurance limit Se’ Limite de resistência a fadiga do material (106
ciclos) Pa Uncorrected endurance limit
Sf Resistência a fadiga da peça Pa Corrected endurance strength Sf’ Resistência a fadiga do material Pa Uncorrected endurance strength Suc Limite de resistência a compressão Pa Ultimate compressive strenght Sus Limite de resistência ao cisalhamento Pa Ultimate shear strenght Sut Limite de resistência a tração Pa Ultimate tensile strenght Sy Resistência ao escoamento a tração Pa Tensile yield strenght Syc Resistência ao escoamento a compressão Pa Yield strenght in compression Sys Resistência ao escoamento ao cisalhamento Pa Shear yield strenght Νφ Coeficiente de Segurança a fadiga - Safety factor in fatique σ Tensão normal Pa Normal stress σ’ Tensão efetiva de von-Misses Pa Von Mises effective stress σ1 2, 3 Tensões principais Pa Principal stresses σa, σm Tensão normal alternante e média Pa Alternating and mean normal stress σa’, σm’ Tensão de von Mises alternante e média Pa Alternating and mean von Mises stress σmax Tensão normal máxima aplicada Pa Maximum applied normal stress σmin Tensão normal mínima aplicada Pa Minimum applied normal stress σx Tensão normal na direção x Pa σy Tensão normal na direção y Pa τ Tensão tangencial ou cisalhante Pa Shear stress τmax Tensão de corte máxima aplicada Pa τxy Tensão cisalhante aplicada no plano x e na direção
y Pa Shear stresses that act on the x face and
whose direction of action are paralel to the y axes
τyx Tensão cisalhante aplicada no plano y e na direção x
Pa Shear stresses that act on the y face and whose direction of action are paralel to the x axes
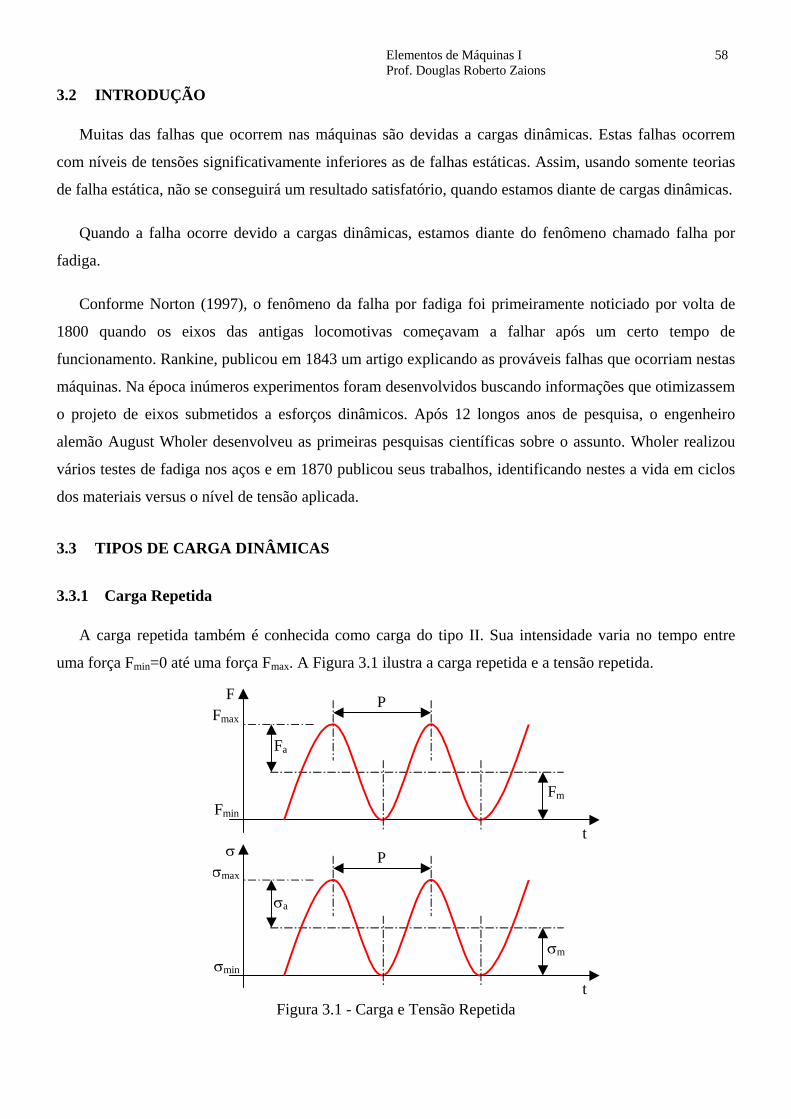
Elementos de Máquinas I 58 Prof. Douglas Roberto Zaions
3.2 INTRODUÇÃO
Muitas das falhas que ocorrem nas máquinas são devidas a cargas dinâmicas. Estas falhas ocorrem
com níveis de tensões significativamente inferiores as de falhas estáticas. Assim, usando somente teorias
de falha estática, não se conseguirá um resultado satisfatório, quando estamos diante de cargas dinâmicas.
Quando a falha ocorre devido a cargas dinâmicas, estamos diante do fenômeno chamado falha por
fadiga.
Conforme Norton (1997), o fenômeno da falha por fadiga foi primeiramente noticiado por volta de
1800 quando os eixos das antigas locomotivas começavam a falhar após um certo tempo de
funcionamento. Rankine, publicou em 1843 um artigo explicando as prováveis falhas que ocorriam nestas
máquinas. Na época inúmeros experimentos foram desenvolvidos buscando informações que otimizassem
o projeto de eixos submetidos a esforços dinâmicos. Após 12 longos anos de pesquisa, o engenheiro
alemão August Wholer desenvolveu as primeiras pesquisas científicas sobre o assunto. Wholer realizou
vários testes de fadiga nos aços e em 1870 publicou seus trabalhos, identificando nestes a vida em ciclos
dos materiais versus o nível de tensão aplicada.
3.3 TIPOS DE CARGA DINÂMICAS
3.3.1 Carga Repetida
A carga repetida também é conhecida como carga do tipo II. Sua intensidade varia no tempo entre
uma força Fmin=0 até uma força Fmax. A Figura 3.1 ilustra a carga repetida e a tensão repetida.
t
P
Fm
Fa
F
Fmax
Fmin
t
P
σm
σa
σ
σmax
σmin
Figura 3.1 - Carga e Tensão Repetida
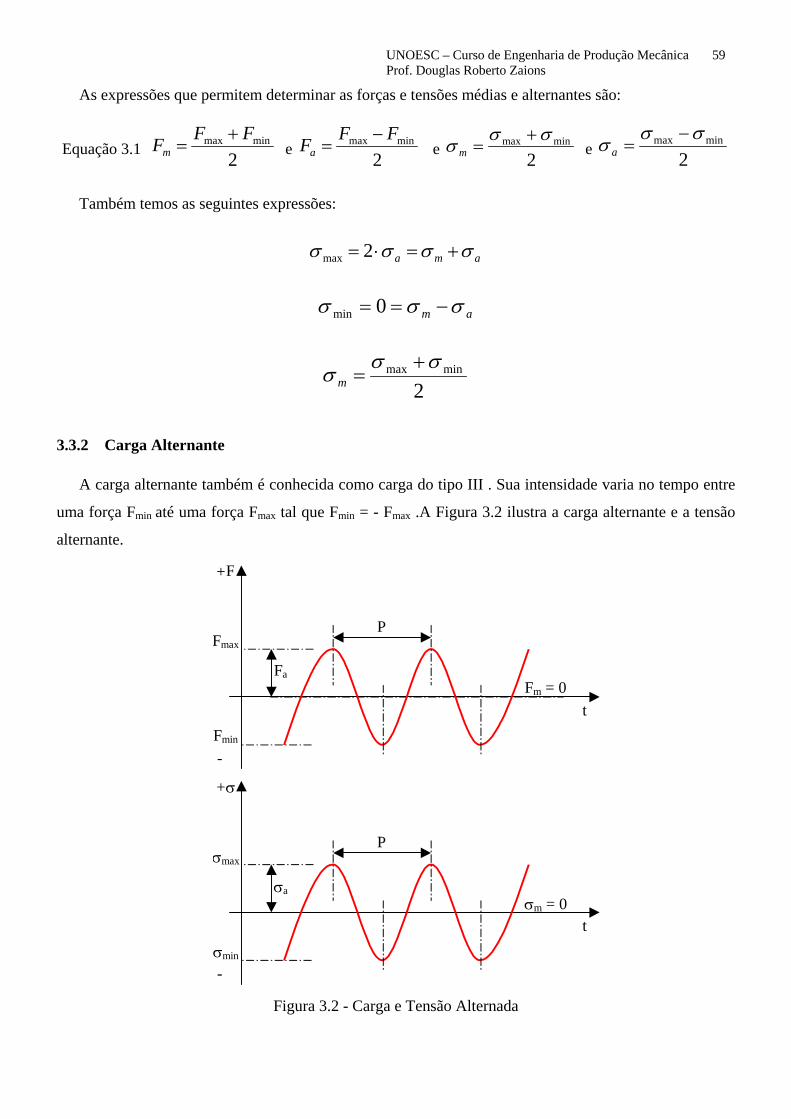
UNOESC – Curso de Engenharia de Produção Mecânica 59 Prof. Douglas Roberto Zaions
As expressões que permitem determinar as forças e tensões médias e alternantes são:
Equação 3.1 2minmax FFFm
+= e 2
minmax FFFa−
= e 2minmax σσσ +
=m e 2minmax σσσ −
=a
Também temos as seguintes expressões:
ama σσσσ +=⋅= 2max
am σσσ −== 0min
2minmax σσσ +
=m
3.3.2 Carga Alternante
A carga alternante também é conhecida como carga do tipo III . Sua intensidade varia no tempo entre
uma força Fmin até uma força Fmax tal que Fmin = - Fmax .A Figura 3.2 ilustra a carga alternante e a tensão
alternante.
t
P
Fm = 0 Fa
F
Fmax
Fmin
+
-
t
P
σm = 0 σa
σ
σmax
σmin
+
-
Figura 3.2 - Carga e Tensão Alternada
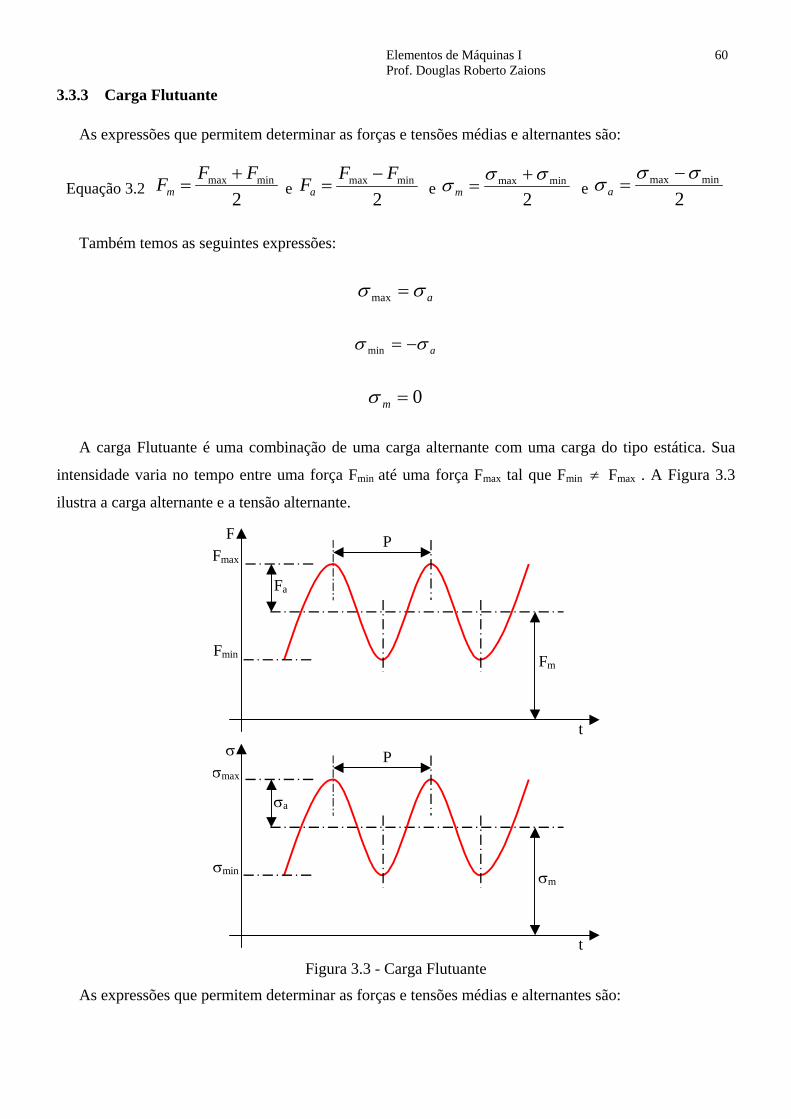
Elementos de Máquinas I 60 Prof. Douglas Roberto Zaions
3.3.3 Carga Flutuante
As expressões que permitem determinar as forças e tensões médias e alternantes são:
Equação 3.2 2minmax FFFm
+= e 2
minmax FFFa−
= e 2minmax σσσ +
=m e 2minmax σσσ −
=a
Também temos as seguintes expressões:
aσσ =max
aσσ −=min
0=mσ
A carga Flutuante é uma combinação de uma carga alternante com uma carga do tipo estática. Sua
intensidade varia no tempo entre uma força Fmin até uma força Fmax tal que Fmin ≠ Fmax . A Figura 3.3
ilustra a carga alternante e a tensão alternante.
t
P
Fm
Fa
F
Fmax
Fmin
t
P
σm
σa
σ
σmax
σmin
Figura 3.3 - Carga Flutuante
As expressões que permitem determinar as forças e tensões médias e alternantes são:
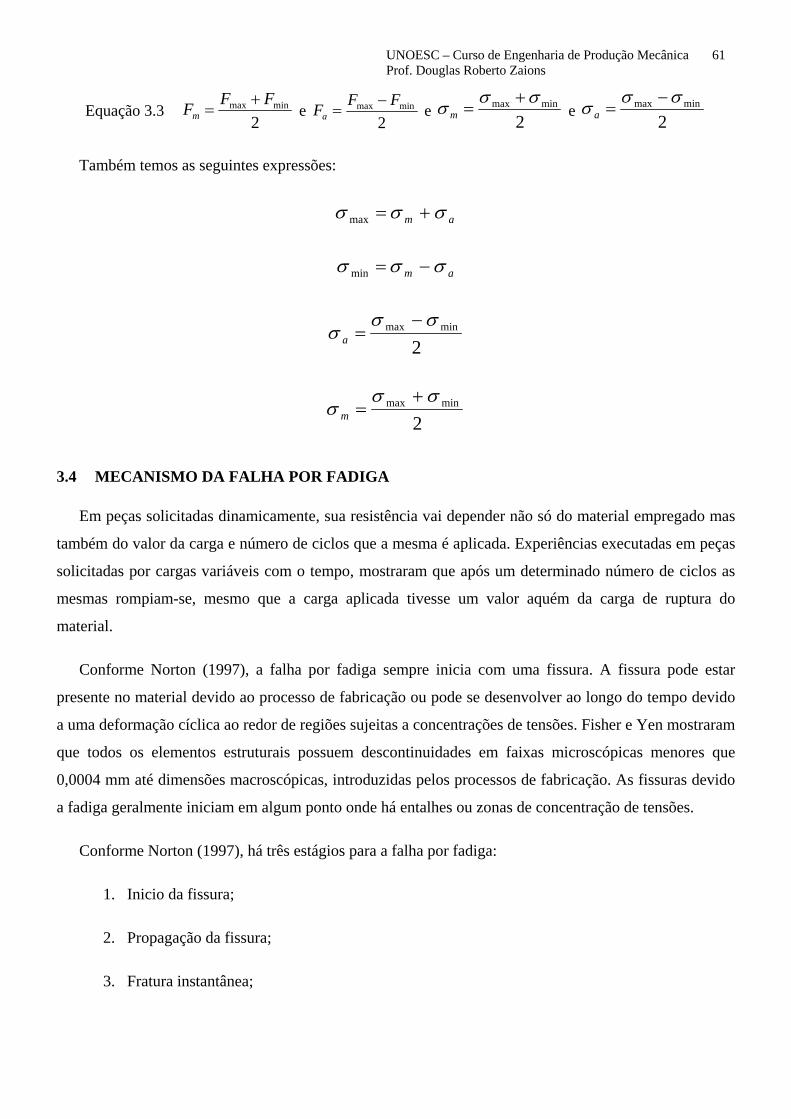
UNOESC – Curso de Engenharia de Produção Mecânica 61 Prof. Douglas Roberto Zaions
Equação 3.3 2
minmax FFFm+
= e 2
minmax FFFa−
= e 2
minmax σσσ +=m e
2minmax σσσ −
=a
Também temos as seguintes expressões:
am σσσ +=max
am σσσ −=min
2minmax σσ
σ−
=a
2minmax σσ
σ+
=m
3.4 MECANISMO DA FALHA POR FADIGA
Em peças solicitadas dinamicamente, sua resistência vai depender não só do material empregado mas
também do valor da carga e número de ciclos que a mesma é aplicada. Experiências executadas em peças
solicitadas por cargas variáveis com o tempo, mostraram que após um determinado número de ciclos as
mesmas rompiam-se, mesmo que a carga aplicada tivesse um valor aquém da carga de ruptura do
material.
Conforme Norton (1997), a falha por fadiga sempre inicia com uma fissura. A fissura pode estar
presente no material devido ao processo de fabricação ou pode se desenvolver ao longo do tempo devido
a uma deformação cíclica ao redor de regiões sujeitas a concentrações de tensões. Fisher e Yen mostraram
que todos os elementos estruturais possuem descontinuidades em faixas microscópicas menores que
0,0004 mm até dimensões macroscópicas, introduzidas pelos processos de fabricação. As fissuras devido
a fadiga geralmente iniciam em algum ponto onde há entalhes ou zonas de concentração de tensões.
Conforme Norton (1997), há três estágios para a falha por fadiga:
1. Inicio da fissura;
2. Propagação da fissura;
3. Fratura instantânea;
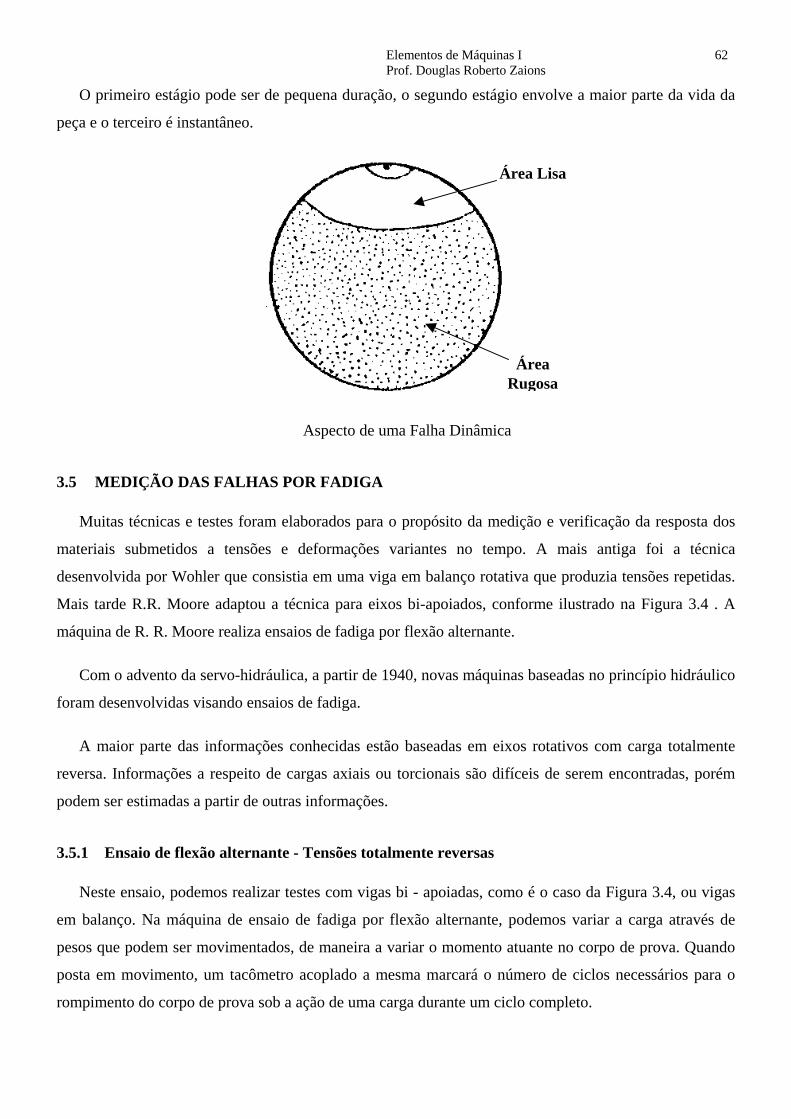
Elementos de Máquinas I 62 Prof. Douglas Roberto Zaions
O primeiro estágio pode ser de pequena duração, o segundo estágio envolve a maior parte da vida da
peça e o terceiro é instantâneo.
Área Lisa
Área Rugosa
Aspecto de uma Falha Dinâmica
3.5 MEDIÇÃO DAS FALHAS POR FADIGA
Muitas técnicas e testes foram elaborados para o propósito da medição e verificação da resposta dos
materiais submetidos a tensões e deformações variantes no tempo. A mais antiga foi a técnica
desenvolvida por Wohler que consistia em uma viga em balanço rotativa que produzia tensões repetidas.
Mais tarde R.R. Moore adaptou a técnica para eixos bi-apoiados, conforme ilustrado na Figura 3.4 . A
máquina de R. R. Moore realiza ensaios de fadiga por flexão alternante.
Com o advento da servo-hidráulica, a partir de 1940, novas máquinas baseadas no princípio hidráulico
foram desenvolvidas visando ensaios de fadiga.
A maior parte das informações conhecidas estão baseadas em eixos rotativos com carga totalmente
reversa. Informações a respeito de cargas axiais ou torcionais são difíceis de serem encontradas, porém
podem ser estimadas a partir de outras informações.
3.5.1 Ensaio de flexão alternante - Tensões totalmente reversas
Neste ensaio, podemos realizar testes com vigas bi - apoiadas, como é o caso da Figura 3.4, ou vigas
em balanço. Na máquina de ensaio de fadiga por flexão alternante, podemos variar a carga através de
pesos que podem ser movimentados, de maneira a variar o momento atuante no corpo de prova. Quando
posta em movimento, um tacômetro acoplado a mesma marcará o número de ciclos necessários para o
rompimento do corpo de prova sob a ação de uma carga durante um ciclo completo.
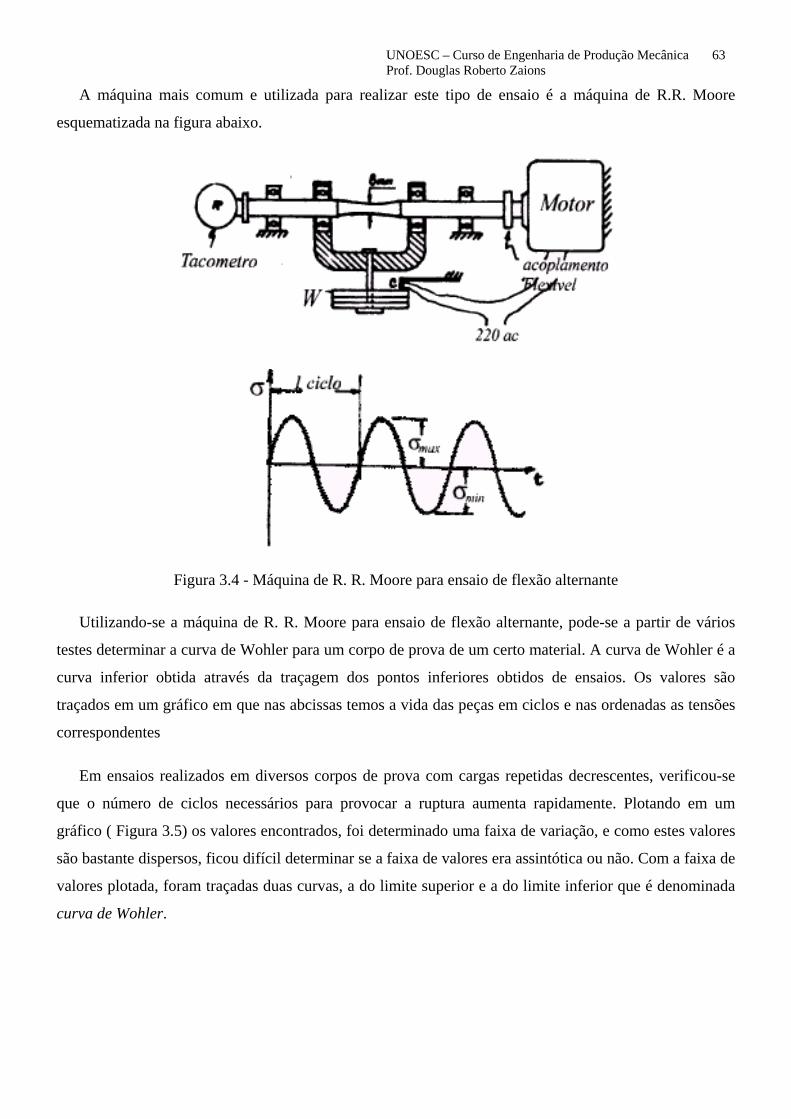
UNOESC – Curso de Engenharia de Produção Mecânica 63 Prof. Douglas Roberto Zaions
A máquina mais comum e utilizada para realizar este tipo de ensaio é a máquina de R.R. Moore
esquematizada na figura abaixo.
Figura 3.4 - Máquina de R. R. Moore para ensaio de flexão alternante
Utilizando-se a máquina de R. R. Moore para ensaio de flexão alternante, pode-se a partir de vários
testes determinar a curva de Wohler para um corpo de prova de um certo material. A curva de Wohler é a
curva inferior obtida através da traçagem dos pontos inferiores obtidos de ensaios. Os valores são
traçados em um gráfico em que nas abcissas temos a vida das peças em ciclos e nas ordenadas as tensões
correspondentes
Em ensaios realizados em diversos corpos de prova com cargas repetidas decrescentes, verificou-se
que o número de ciclos necessários para provocar a ruptura aumenta rapidamente. Plotando em um
gráfico ( Figura 3.5) os valores encontrados, foi determinado uma faixa de variação, e como estes valores
são bastante dispersos, ficou difícil determinar se a faixa de valores era assintótica ou não. Com a faixa de
valores plotada, foram traçadas duas curvas, a do limite superior e a do limite inferior que é denominada
curva de Wohler.
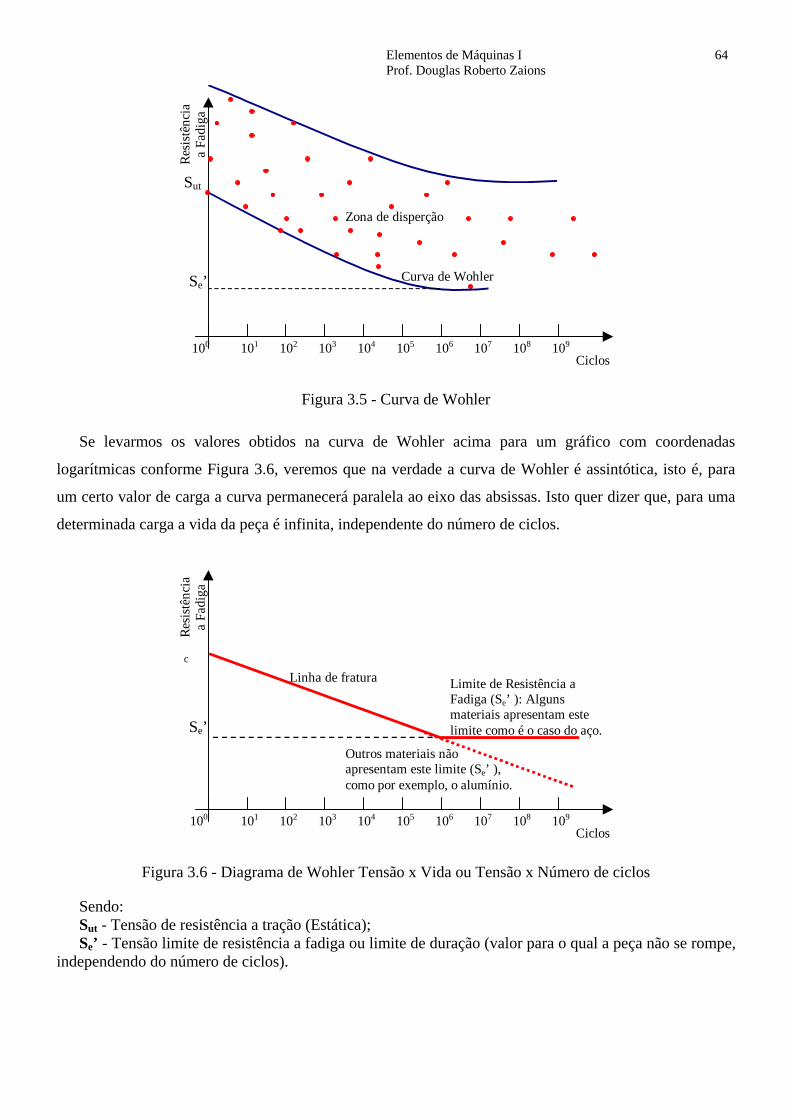
Elementos de Máquinas I 64 Prof. Douglas Roberto Zaions
Ciclos
Curva de Wohler
Sut Re
sist
ênci
a a
Fadi
ga
Se’
101 102 103 104 105 106 107 108 109 100
Zona de disperção
Figura 3.5 - Curva de Wohler
Se levarmos os valores obtidos na curva de Wohler acima para um gráfico com coordenadas
logarítmicas conforme Figura 3.6, veremos que na verdade a curva de Wohler é assintótica, isto é, para
um certo valor de carga a curva permanecerá paralela ao eixo das absissas. Isto quer dizer que, para uma
determinada carga a vida da peça é infinita, independente do número de ciclos.
Ciclos
c
Resi
stên
cia
a Fa
diga
Se’
101 102 103 104 105 106 107 108 109 100
Limite de Resistência a Fadiga (Se’ ): Alguns materiais apresentam este limite como é o caso do aço.
Linha de fratura
Outros materiais não apresentam este limite (Se’ ), como por exemplo, o alumínio.
Figura 3.6 - Diagrama de Wohler Tensão x Vida ou Tensão x Número de ciclos
Sendo: Sut - Tensão de resistência a tração (Estática); Se’ - Tensão limite de resistência a fadiga ou limite de duração (valor para o qual a peça não se rompe,
independendo do número de ciclos).
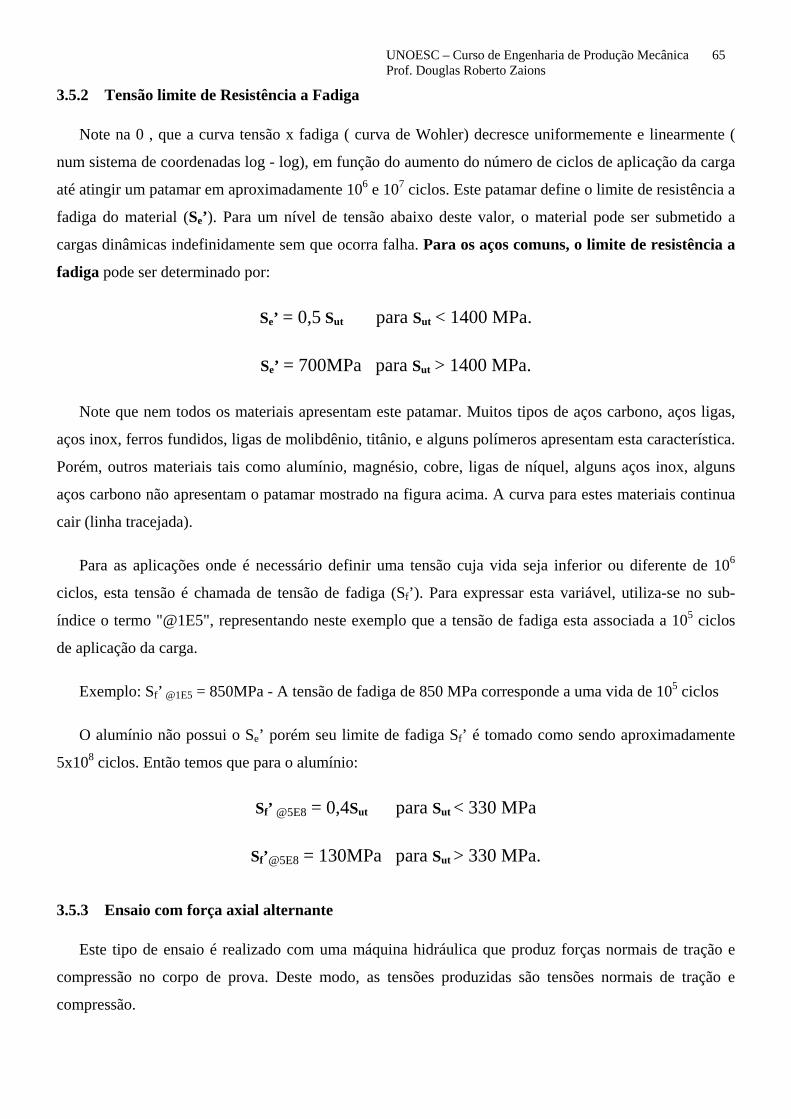
UNOESC – Curso de Engenharia de Produção Mecânica 65 Prof. Douglas Roberto Zaions
3.5.2 Tensão limite de Resistência a Fadiga
Note na 0 , que a curva tensão x fadiga ( curva de Wohler) decresce uniformemente e linearmente (
num sistema de coordenadas log - log), em função do aumento do número de ciclos de aplicação da carga
até atingir um patamar em aproximadamente 106 e 107 ciclos. Este patamar define o limite de resistência a
fadiga do material (Se’). Para um nível de tensão abaixo deste valor, o material pode ser submetido a
cargas dinâmicas indefinidamente sem que ocorra falha. Para os aços comuns, o limite de resistência a
fadiga pode ser determinado por:
Se’ = 0,5 Sut para Sut < 1400 MPa.
Se’ = 700MPa para Sut > 1400 MPa.
Note que nem todos os materiais apresentam este patamar. Muitos tipos de aços carbono, aços ligas,
aços inox, ferros fundidos, ligas de molibdênio, titânio, e alguns polímeros apresentam esta característica.
Porém, outros materiais tais como alumínio, magnésio, cobre, ligas de níquel, alguns aços inox, alguns
aços carbono não apresentam o patamar mostrado na figura acima. A curva para estes materiais continua
cair (linha tracejada).
Para as aplicações onde é necessário definir uma tensão cuja vida seja inferior ou diferente de 106
ciclos, esta tensão é chamada de tensão de fadiga (Sf’). Para expressar esta variável, utiliza-se no sub-
índice o termo "@1E5", representando neste exemplo que a tensão de fadiga esta associada a 105 ciclos
de aplicação da carga.
Exemplo: Sf’ @1E5 = 850MPa - A tensão de fadiga de 850 MPa corresponde a uma vida de 105 ciclos
O alumínio não possui o Se’ porém seu limite de fadiga Sf’ é tomado como sendo aproximadamente
5x108 ciclos. Então temos que para o alumínio:
Sf’ @5E8 = 0,4Sut para Sut < 330 MPa
Sf’@5E8 = 130MPa para Sut > 330 MPa.
3.5.3 Ensaio com força axial alternante
Este tipo de ensaio é realizado com uma máquina hidráulica que produz forças normais de tração e
compressão no corpo de prova. Deste modo, as tensões produzidas são tensões normais de tração e
compressão.
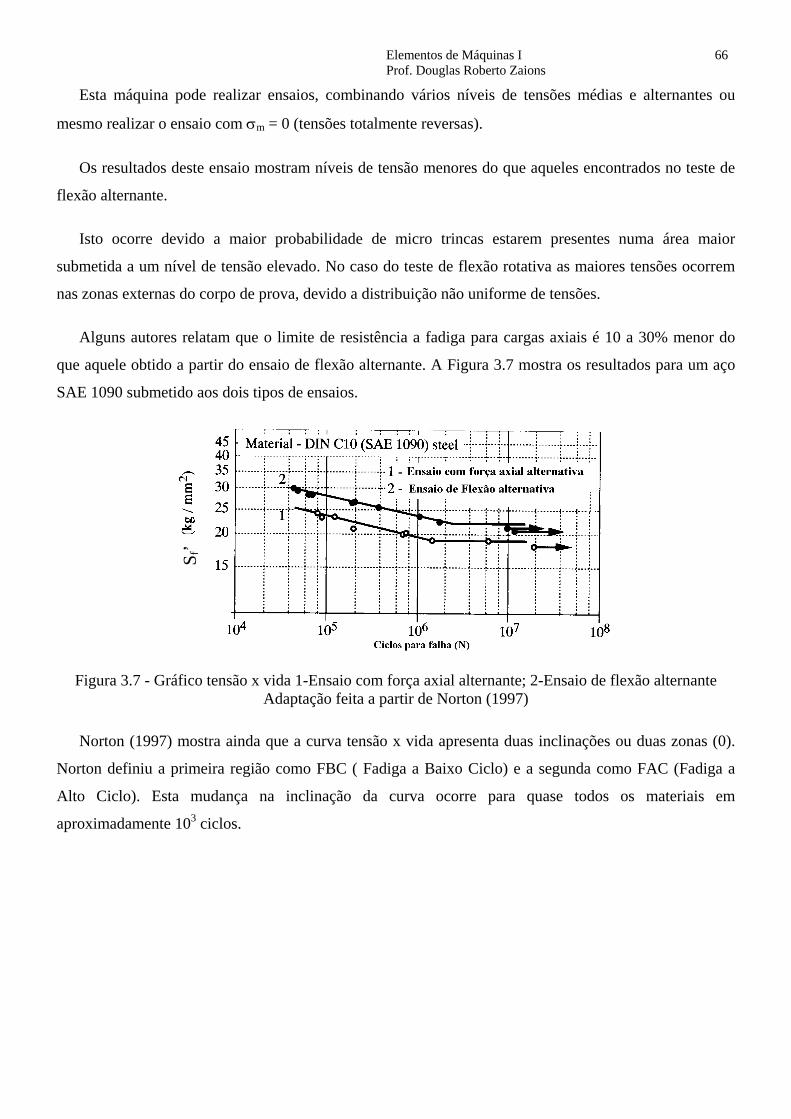
Elementos de Máquinas I 66 Prof. Douglas Roberto Zaions
Esta máquina pode realizar ensaios, combinando vários níveis de tensões médias e alternantes ou
mesmo realizar o ensaio com σm = 0 (tensões totalmente reversas).
Os resultados deste ensaio mostram níveis de tensão menores do que aqueles encontrados no teste de
flexão alternante.
Isto ocorre devido a maior probabilidade de micro trincas estarem presentes numa área maior
submetida a um nível de tensão elevado. No caso do teste de flexão rotativa as maiores tensões ocorrem
nas zonas externas do corpo de prova, devido a distribuição não uniforme de tensões.
Alguns autores relatam que o limite de resistência a fadiga para cargas axiais é 10 a 30% menor do
que aquele obtido a partir do ensaio de flexão alternante. A Figura 3.7 mostra os resultados para um aço
SAE 1090 submetido aos dois tipos de ensaios.
S f’
Figura 3.7 - Gráfico tensão x vida 1-Ensaio com força axial alternante; 2-Ensaio de flexão alternante Adaptação feita a partir de Norton (1997)
Norton (1997) mostra ainda que a curva tensão x vida apresenta duas inclinações ou duas zonas (0).
Norton definiu a primeira região como FBC ( Fadiga a Baixo Ciclo) e a segunda como FAC (Fadiga a
Alto Ciclo). Esta mudança na inclinação da curva ocorre para quase todos os materiais em
aproximadamente 103 ciclos.
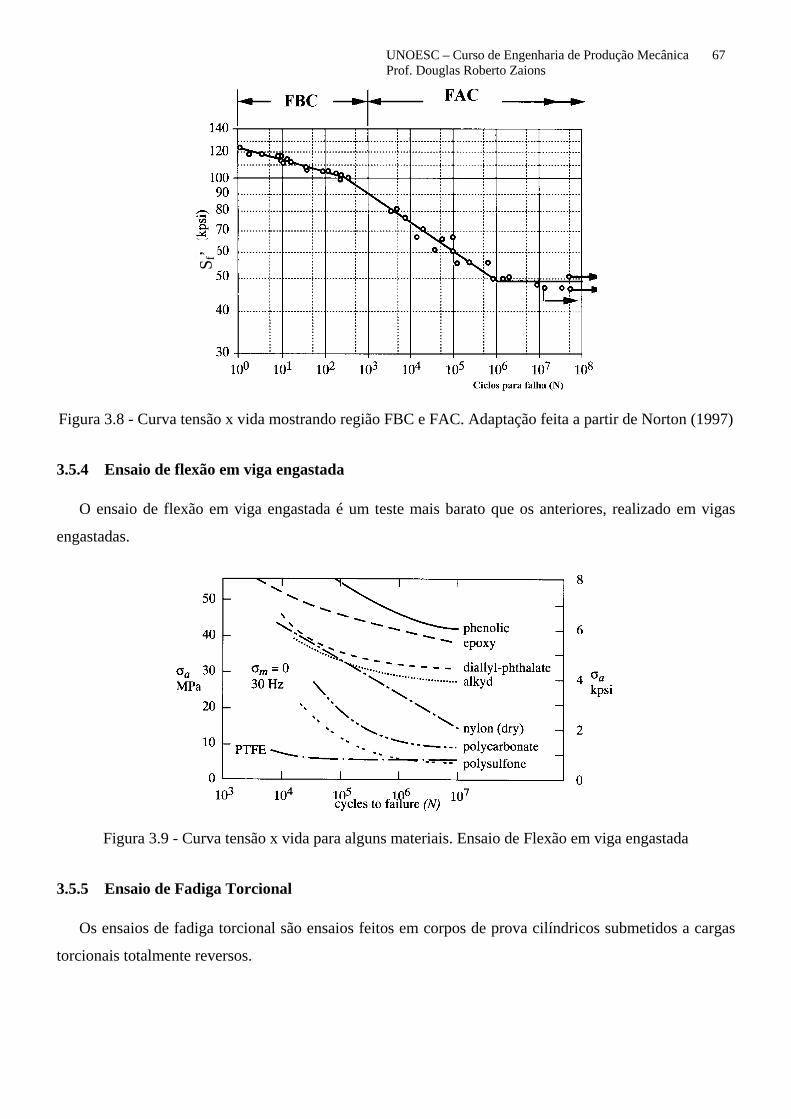
UNOESC – Curso de Engenharia de Produção Mecânica 67 Prof. Douglas Roberto Zaions
S f’
Figura 3.8 - Curva tensão x vida mostrando região FBC e FAC. Adaptação feita a partir de Norton (1997)
3.5.4 Ensaio de flexão em viga engastada
O ensaio de flexão em viga engastada é um teste mais barato que os anteriores, realizado em vigas
engastadas.
Figura 3.9 - Curva tensão x vida para alguns materiais. Ensaio de Flexão em viga engastada
3.5.5 Ensaio de Fadiga Torcional
Os ensaios de fadiga torcional são ensaios feitos em corpos de prova cilíndricos submetidos a cargas
torcionais totalmente reversos.
Elementos de Máquinas I 68 Prof. Douglas Roberto Zaions
Através de estudos de Sines, concluiu-se que o limite de resistência a fadiga tocional para materiais
dúcteis pode-se relacionar com o limite de resistência a fadiga por flexão alternante da mesma forma que
para cargas estáticas através da relação:
Equação 3.4 Ses’torção = 0,577 Se’
3.5.6 Fatores de correção da Resistência a Fadiga
As informações das tensões de fadiga dos materiais ou tensões limites de resistência a fadiga para uma
vida de 106 ciclos, são determinadas a partir de ensaios, já mencionados no item anterior. Os valores
destas tensões podem ser encontrados em tabelas de resistência dos materiais ou então determinados a
partir de fórmulas que dão bons resultados.
Os testes de fadiga, são realizados em corpos de prova normalizados livres de concentração de
tensões, com a superfície polida, cargas conhecidas e em ambientes com temperatura controlada. Porém a
maior parte dos componentes mecânicos, se não todos, não apresentam as características do corpo de
prova. Geralmente são confeccionados por algum processo de fabricação (usinagem, forjamento,
laminação, fundição, etc...) que introduz riscos na peça e produz determinada rugosidade superficial,
falhas interna, etc... Os componentes mecânicos possuem tamanhos diferentes do corpo de prova, além de
formas diferentes de aplicação da carga.
Todos estes fatores acabam diminuindo a tensão limite de resistência a fadiga da peça (Se) ou
tensão de fadiga da peça (Sf) e devem ser determinados para fornecer resultados mais satisfatórios no
projeto. Neste item, estaremos interessados em determinar os fatores de correção do limite de resistência a
fadiga do material.
Os valores de Se e Sf podem ser determinados pelas fórmulas abaixo:
Equação 3.5
'arg edadeConfiabiliaTemperaturSuperficieTamanhoaCe SCCCCCS ⋅⋅⋅⋅⋅=
Equação 3.6
'arg fdadeConfiabiliaTemperaturSuperficieTamanhoaCf SCCCCCS ⋅⋅⋅⋅⋅=
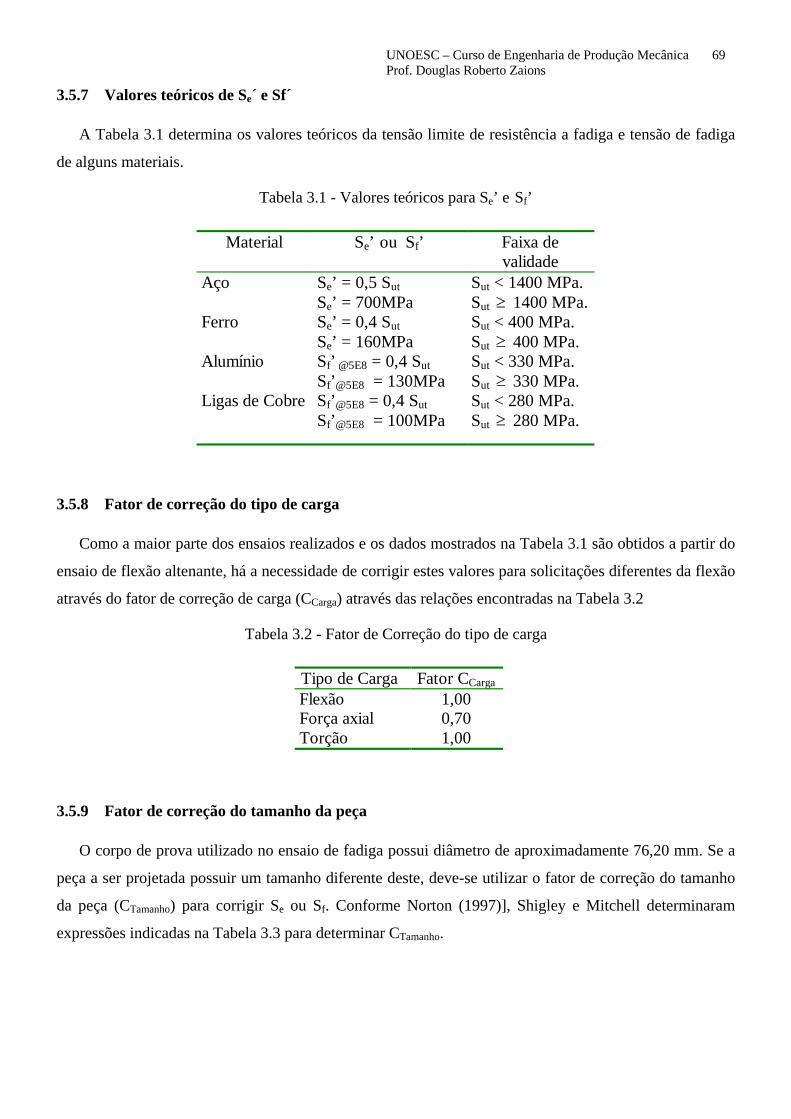
UNOESC – Curso de Engenharia de Produção Mecânica 69 Prof. Douglas Roberto Zaions
3.5.7 Valores teóricos de Se´ e Sf´
A Tabela 3.1 determina os valores teóricos da tensão limite de resistência a fadiga e tensão de fadiga
de alguns materiais.
Tabela 3.1 - Valores teóricos para Se’ e Sf’
Material Se’ ou Sf’ Faixa de validade
Aço Se’ = 0,5 Sut Sut < 1400 MPa. Se’ = 700MPa Sut ≥ 1400 MPa. Ferro Se’ = 0,4 Sut Sut < 400 MPa. Se’ = 160MPa Sut ≥ 400 MPa. Alumínio Sf’ @5E8 = 0,4 Sut Sut < 330 MPa. Sf’@5E8 = 130MPa Sut ≥ 330 MPa. Ligas de Cobre Sf’@5E8 = 0,4 Sut Sut < 280 MPa. Sf’@5E8 = 100MPa Sut ≥ 280 MPa.
3.5.8 Fator de correção do tipo de carga
Como a maior parte dos ensaios realizados e os dados mostrados na Tabela 3.1 são obtidos a partir do
ensaio de flexão altenante, há a necessidade de corrigir estes valores para solicitações diferentes da flexão
através do fator de correção de carga (CCarga) através das relações encontradas na Tabela 3.2
Tabela 3.2 - Fator de Correção do tipo de carga
Tipo de Carga Fator CCarga
Flexão 1,00 Força axial 0,70 Torção 1,00
3.5.9 Fator de correção do tamanho da peça
O corpo de prova utilizado no ensaio de fadiga possui diâmetro de aproximadamente 76,20 mm. Se a
peça a ser projetada possuir um tamanho diferente deste, deve-se utilizar o fator de correção do tamanho
da peça (CTamanho) para corrigir Se ou Sf. Conforme Norton (1997)], Shigley e Mitchell determinaram
expressões indicadas na Tabela 3.3 para determinar CTamanho.

Elementos de Máquinas I 70 Prof. Douglas Roberto Zaions
Tabela 3.3 - Fator de Correção do Tamanho da Peça
Faixa de validade Fator CTamanho
Para d ≤ 8,00 mm 1 Para 8,00 ≤ d ≤ 250mm 097,0189,1 −⋅d Para d> 250 mm 0,6
A tabela acima foi determinada para aços. Seu uso é questionado para materiais não ferrosos.
A Tabela 3.3 é válida para peças cilíndricas. Para outras formas, Kuguel sugere calcular um diâmetro
equivalente (dequivalente) a partir da determinação de uma área na qual a tensão esta acima de 95% da tensão
máxima. Esta área corresponde a uma casca situada entre (0,95 d) a (1,00 d), conforme indicada na figura
abaixo.
d
0,95 d
A = 0,0766d295
Figura 3.10 - Área cuja tensão esta acima de 95% da tensão máxima
( )⎥⎦
⎤⎢⎣
⎡ ⋅−⋅=
495,0 22
95ddA π ou
295 0766,0 dA ⋅=
Assim, o diâmetro equivalente pode ser determinado por:
Equação 3.7 0766,095Ad eequivalent =
onde A95 é a porção da área da seção transversal de uma peça não circular cuja tensão esta entre 95 e
100 % da tensão máxima. Shigley e Mitchell sugerem o valor de A95 para algumas seções, ilustradas na
Figura 3.11.
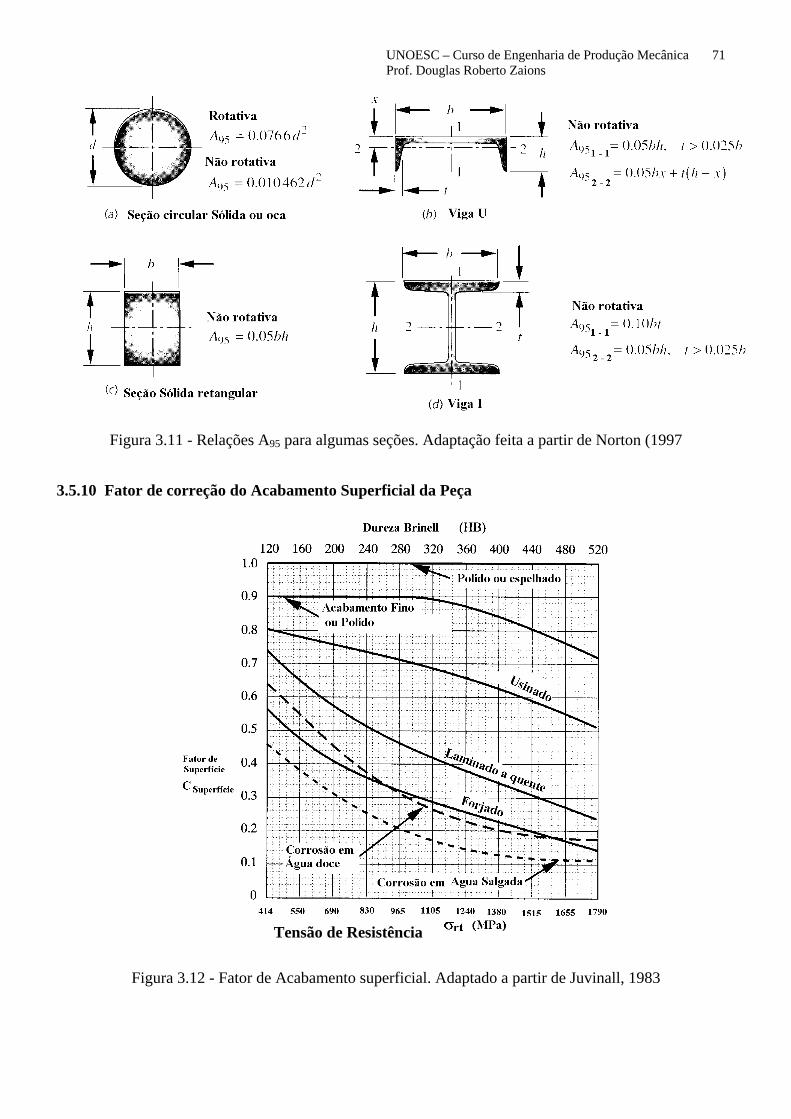
UNOESC – Curso de Engenharia de Produção Mecânica 71 Prof. Douglas Roberto Zaions
Figura 3.11 - Relações A95 para algumas seções. Adaptação feita a partir de Norton (1997
3.5.10 Fator de correção do Acabamento Superficial da Peça
Tensão de Resistência
Figura 3.12 - Fator de Acabamento superficial. Adaptado a partir de Juvinall, 1983
Elementos de Máquinas I 72 Prof. Douglas Roberto Zaions
As irregularidades superficiais, marcas deixadas nas superfícies das peças devido ao processo de
usinagem, atuam como pequenos entalhes, e em conseqüência diminuem a resistência a fadiga. Logo,
quanto mais polida for a superfície de uma peça, maior será sua resistência a fadiga. O fator que define o
acabamento superficial é obtido a partir de tabelas e é denominado CSuperfície . O valor de CSuperfície é dado
em função do acabamento superficial e da tensão de resistência estática do material σrt, para solicitações
de tração, compressão e flexão. Quando a solicitação for torção o valor achado no gráfico deverá ser
corrigido pela expressão:
Equação 3.8 C* Superfície = 0,575 CSuperfície + 0,425
Segundo Juvinall (1983) o fator CSuperfície para os aços pode ser determinado pelo gráfico mostrado na
Figura 3.12.
Para os ferros fundidos cinzentos, costuma-se utilizar CSuperfície = 1,00.
3.5.11 Fator de correção da temperatura
A resistência a fadiga diminui com o aumento da temperatura.
Segundo Norton (1997), Shigley e Mitchell propuseram algumas fórmulas para determinar o fator de
correção devido a temperatura (CTemperatura) as quais são indicadas na Tabela 3.4. Observe porém, que
estas fórmulas são válidas somente para aços, não podendo ser utilizadas para outros materiais como
alumínio, Magnésio e ligas de cobre.
Tabela 3.4 - Fator de correção da temperatura para Aços
Faixa de temperatura Fator CTemperatura
Para T ≤ 450 oC 1 Para 450 oC <T ≤ 550 oC 1 - 0,0058( T - 450 )
3.5.12 Fator de correção da Confiabilidade
O fator de Confiabilidade (CConfiabilidade) é utilizado para projetar um componente de uma máquina
sujeito a cargas de fadiga de modo que dure uma vida desejada com um determinado grau de
confiabilidade.
Conforme Shigley (1981), a Tabela 3.5, mostra os fatores de confiabilidade CConfiabilidade
correspondentes a 8 % do Desvio-Padrão do Limite de resistência.
UNOESC – Curso de Engenharia de Produção Mecânica 73 Prof. Douglas Roberto Zaions
Tabela 3.5 - Fator de Confiabilidade CConfiabilidade correspondentes a 8% do Desvio-Padrão do Limite de Resistência
C o nfiabilidad e % Fato r C C onfiab ilidade
5 0 1 ,000 90 0 ,897 95 0 ,868 99 0 ,814 99 ,9 0 ,753 99 ,99 0 ,702 99 ,999 0 ,659
3.6 INFLUÊNCIA DA COMBINAÇÃO DE TENSÕES MÉDIAS E ALTERNANTES
A presença de tensões médias tem efeito significativo na falha por fadiga. Quando uma componente
de tensão média é superposta a uma componente alternante, o material falhará a níveis de tensões
alternantes menores do que aqueles submetidos a carga totalmente reversa. Esta afirmação de Norton
(1997), pode ser visualizada na Figura 3.13 onde se pode notar a linha de falha.
-Sf’
+Sf’
Sy
Sut
Figura 3.13 - Várias tensões flutuantes axiais com suas iguais vidas. Adaptado a partir de Juvinall (1983)
A partir de ensaios, realizados com combinações de cargas alternantes e médias pode-se desenvolver
alguns diagramas, esquematizados nas Figura 3.14 e Figura 3.15.
No diagrama modi-ficado de Goodman da 0, marca-se a tensão média no eixo das abscissas e todos
os outros componentes de tensão no eixo das ordenadas, com as tensões de tração no sentido positivo. O
limite de resistência a fadiga (Se’) ou tensões de fadiga (Sf’), são marcados no eixo das ordenadas, acima
e abaixo da origem. A linha de tensão média está inclinada 45o e vai da origem ao ponto A, representando
a resistência a tração da peça. O diagrama modificado de Goodman, consiste das linhas construídas
unindo o ponto A, ao ponto Sf’, acima e abaixo da origem.
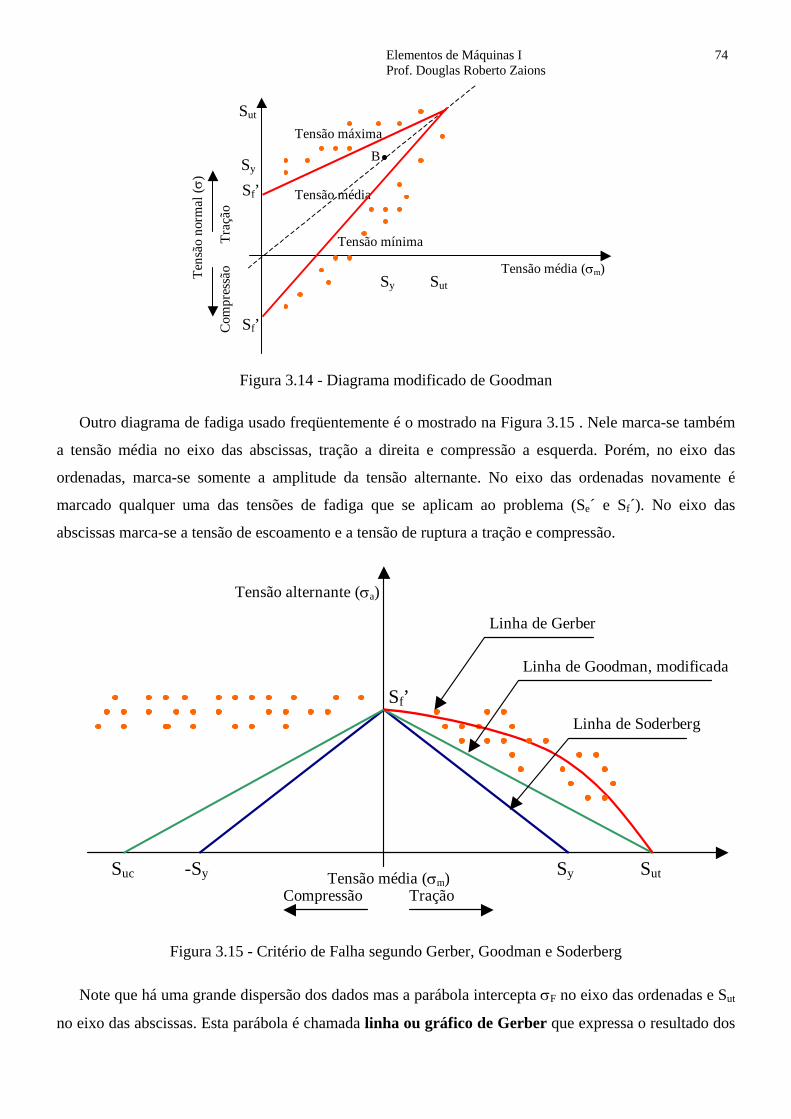
Elementos de Máquinas I 74 Prof. Douglas Roberto Zaions
Sf’
Tensão máxima
Tensão mínima
Tensão média
Sut
Sy
Tens
ão n
orm
al (σ
)
Tensão média (σm)
Traç
ão
Com
pres
são
Sf’
Sut
B
Sy
Figura 3.14 - Diagrama modificado de Goodman
Outro diagrama de fadiga usado freqüentemente é o mostrado na Figura 3.15 . Nele marca-se também
a tensão média no eixo das abscissas, tração a direita e compressão a esquerda. Porém, no eixo das
ordenadas, marca-se somente a amplitude da tensão alternante. No eixo das ordenadas novamente é
marcado qualquer uma das tensões de fadiga que se aplicam ao problema (Se´ e Sf´). No eixo das
abscissas marca-se a tensão de escoamento e a tensão de ruptura a tração e compressão.
Linha de Gerber
Linha de Soderberg
Linha de Goodman, modificada
Tensão média (σm) Sut Sy -Sy Suc
Tensão alternante (σa)
Sf’
Tração Compressão
Figura 3.15 - Critério de Falha segundo Gerber, Goodman e Soderberg
Note que há uma grande dispersão dos dados mas a parábola intercepta σF no eixo das ordenadas e Sut
no eixo das abscissas. Esta parábola é chamada linha ou gráfico de Gerber que expressa o resultado dos
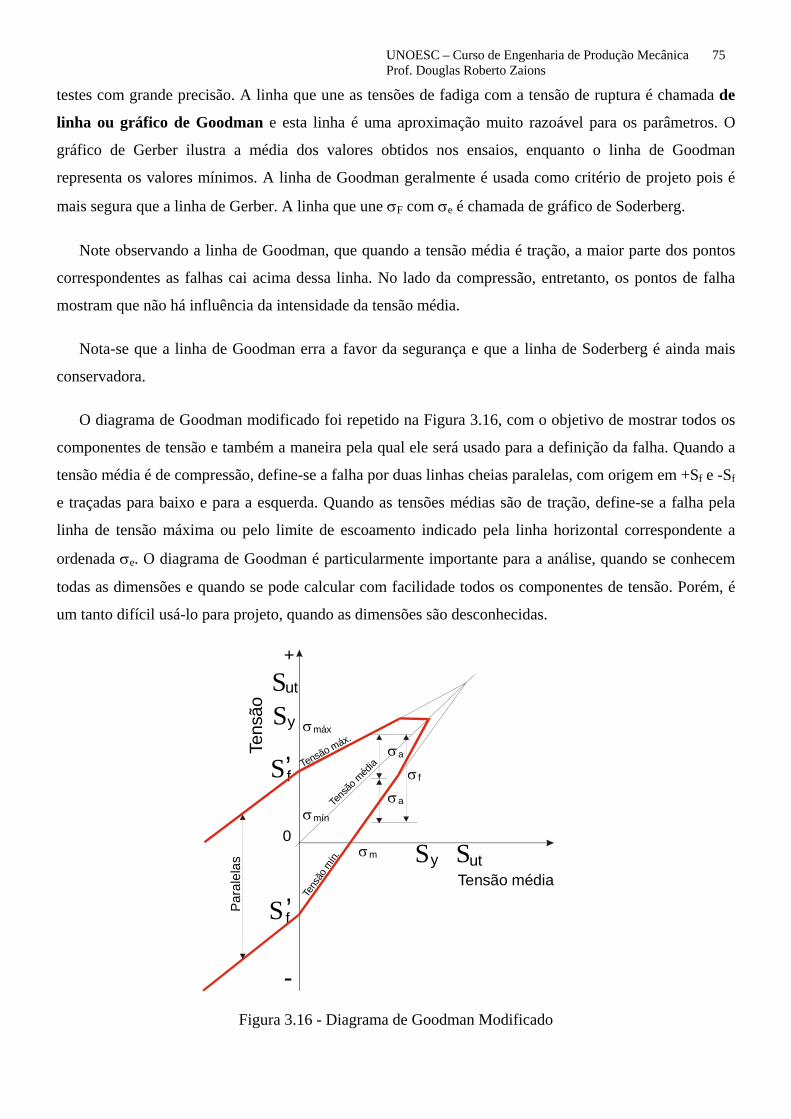
UNOESC – Curso de Engenharia de Produção Mecânica 75 Prof. Douglas Roberto Zaions
testes com grande precisão. A linha que une as tensões de fadiga com a tensão de ruptura é chamada de
linha ou gráfico de Goodman e esta linha é uma aproximação muito razoável para os parâmetros. O
gráfico de Gerber ilustra a média dos valores obtidos nos ensaios, enquanto o linha de Goodman
representa os valores mínimos. A linha de Goodman geralmente é usada como critério de projeto pois é
mais segura que a linha de Gerber. A linha que une σF com σe é chamada de gráfico de Soderberg.
Note observando a linha de Goodman, que quando a tensão média é tração, a maior parte dos pontos
correspondentes as falhas cai acima dessa linha. No lado da compressão, entretanto, os pontos de falha
mostram que não há influência da intensidade da tensão média.
Nota-se que a linha de Goodman erra a favor da segurança e que a linha de Soderberg é ainda mais
conservadora.
O diagrama de Goodman modificado foi repetido na Figura 3.16, com o objetivo de mostrar todos os
componentes de tensão e também a maneira pela qual ele será usado para a definição da falha. Quando a
tensão média é de compressão, define-se a falha por duas linhas cheias paralelas, com origem em +Sf e -Sf
e traçadas para baixo e para a esquerda. Quando as tensões médias são de tração, define-se a falha pela
linha de tensão máxima ou pelo limite de escoamento indicado pela linha horizontal correspondente a
ordenada σe. O diagrama de Goodman é particularmente importante para a análise, quando se conhecem
todas as dimensões e quando se pode calcular com facilidade todos os componentes de tensão. Porém, é
um tanto difícil usá-lo para projeto, quando as dimensões são desconhecidas.
σ
σσ
σ
σ
σ
S
S
S
S
S
S
Tensão média
Tens
ão m
édia
m
a
f
a
máx
mín
ut
ut
y
y
f
fTensão máx.
Tens
ão m
ín.
+
Tens
ão
0
Para
lela
s
-
,
,
Figura 3.16 - Diagrama de Goodman Modificado
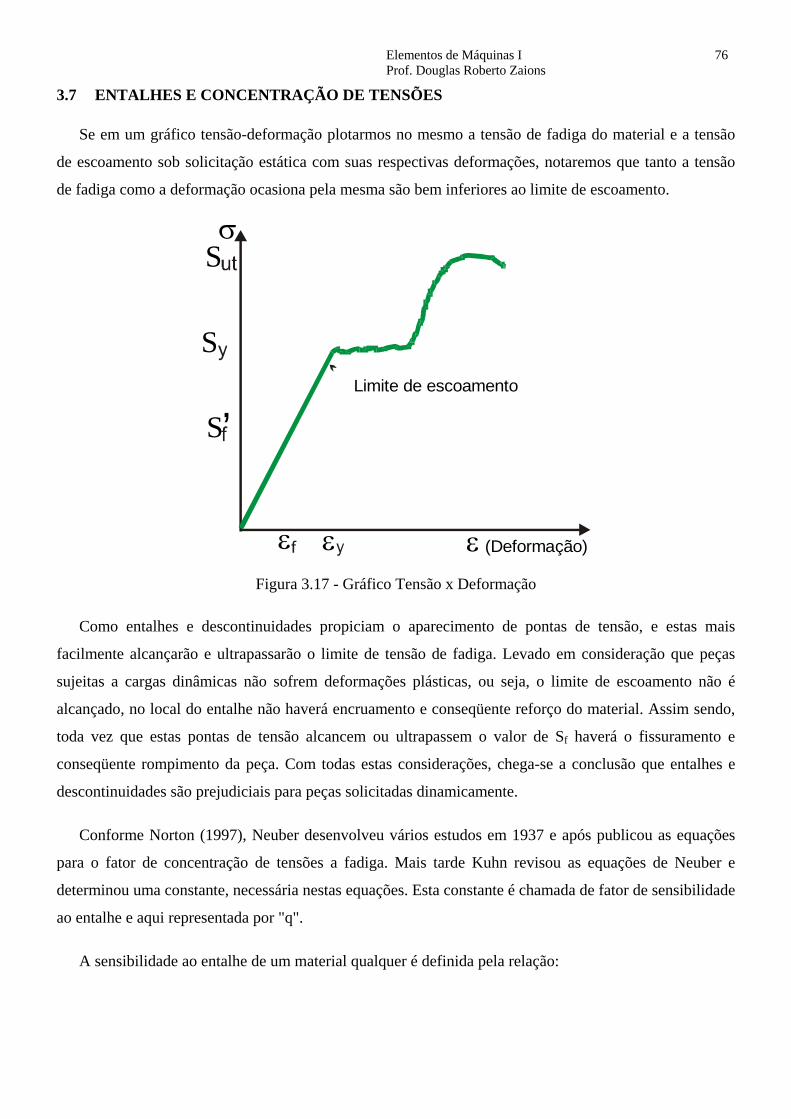
Elementos de Máquinas I 76 Prof. Douglas Roberto Zaions
3.7 ENTALHES E CONCENTRAÇÃO DE TENSÕES
Se em um gráfico tensão-deformação plotarmos no mesmo a tensão de fadiga do material e a tensão
de escoamento sob solicitação estática com suas respectivas deformações, notaremos que tanto a tensão
de fadiga como a deformação ocasiona pela mesma são bem inferiores ao limite de escoamento.
Sσ
S
S
ε ε ε (Deformação)
Limite de escoamento,
Figura 3.17 - Gráfico Tensão x Deformação
Como entalhes e descontinuidades propiciam o aparecimento de pontas de tensão, e estas mais
facilmente alcançarão e ultrapassarão o limite de tensão de fadiga. Levado em consideração que peças
sujeitas a cargas dinâmicas não sofrem deformações plásticas, ou seja, o limite de escoamento não é
alcançado, no local do entalhe não haverá encruamento e conseqüente reforço do material. Assim sendo,
toda vez que estas pontas de tensão alcancem ou ultrapassem o valor de Sf haverá o fissuramento e
conseqüente rompimento da peça. Com todas estas considerações, chega-se a conclusão que entalhes e
descontinuidades são prejudiciais para peças solicitadas dinamicamente.
Conforme Norton (1997), Neuber desenvolveu vários estudos em 1937 e após publicou as equações
para o fator de concentração de tensões a fadiga. Mais tarde Kuhn revisou as equações de Neuber e
determinou uma constante, necessária nestas equações. Esta constante é chamada de fator de sensibilidade
ao entalhe e aqui representada por "q".
A sensibilidade ao entalhe de um material qualquer é definida pela relação:

UNOESC – Curso de Engenharia de Produção Mecânica 77 Prof. Douglas Roberto Zaions
Equação 3.9 11
−−
=t
f
KK
q
Ou
Equação 3.10 ( ) 11 +−⋅= tf KqK
onde Kt é o fator de concentração de tensões para cargas estáticas e Kf o fator de concentração de
tensões para cargas dinâmicas. O fator de sensibilidade ao entalhe varia entre 0 e 1. A equação acima,
pode ser resolvida em termos de Kf, ficando como:
Observação: O procedimento é determinar primeiro o fator de concentração de tensões Kt para uma
determinada configuração geométrica da peça e tipo de carregamento. Estabelecer posteriormente o fator
de sensibilidade ao entalhe para o material e aplica-lo na equação 12 para determinar o fator de
concentração de tensões para cargas dinâmicas. As tensões dinâmicas para qualquer situação é então
aumentada pela multiplicação do fator Kf com a devida tensão nominal:
Equação 3.11 alNofK minσσ ⋅= ou alNofsK minττ ⋅=
Note na equação acima que se q = 0, Kf = 1 e não há aumento da tensão nominal. Quando q = 1, Kf =
Kt e o efeito máximo da concentração de tensões é levado em consideração.
Quando o valor de Kf for zero significa que o entalhe não influi na resistência do material, e quando o
valor for igual a Kt, tem o significado que o entalhe tem grande influência na resistência do mesmo. Pode
ser determinado experimentalmente, embora não dependa somente do material, tipo de solicitação, forma
do entalhe, mas também da fabricação desde a fundição.
Na Tabela 3.6, encontram-se alguns valores usuais para q, porém, é preferível, determinar o fator de
entalhe, a partir das fórmulas de Kunn-Hardrath.
Tabela 3.6 - Valores Usuais para q
Material Fator q SAE 1015 normalizado 0,40 a 0,70 SAE 1035 normalizado 0,50 a 0,85 SAE 1070 normalizado 0,55 a 0,85 Aço Cr. Ni. normalizado 0,65 a 0,75 Aço Cr. Ni. Beneficiado 90Kgf/mm2 0,80 a 0,95 Aço Mola Beneficiado 0,95 a 1,00 Metais leves Forjados ou laminados 0,40 a 0,80
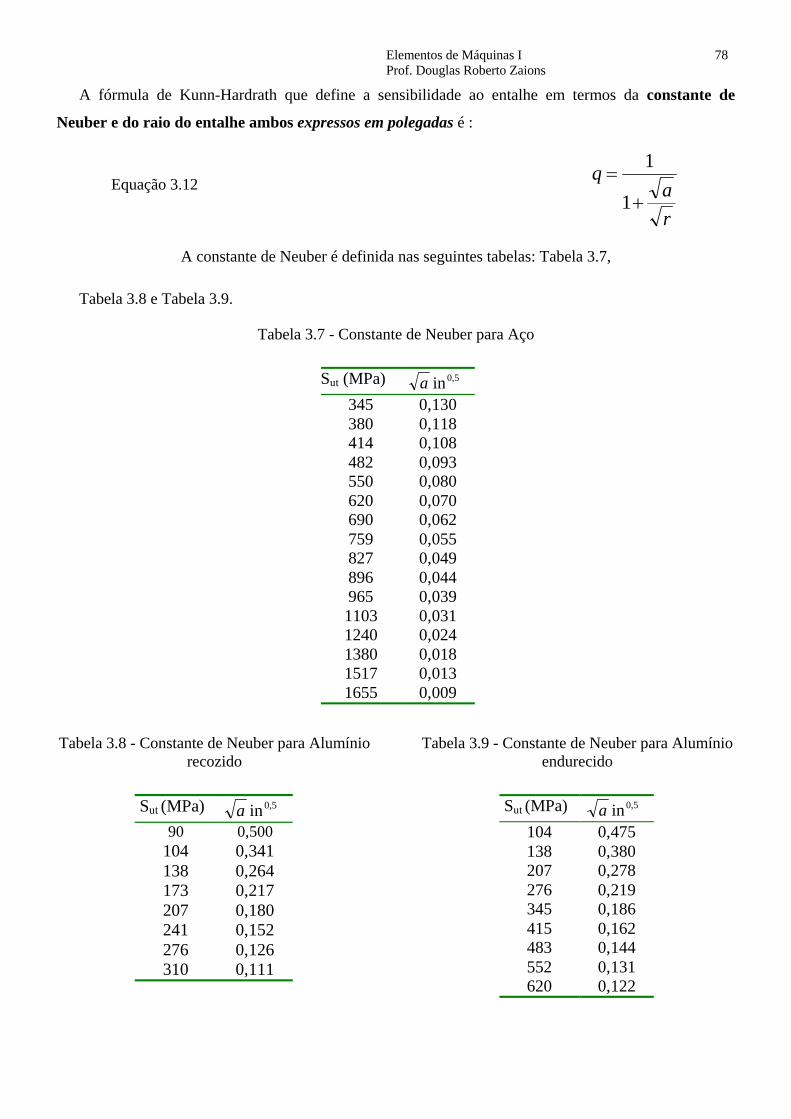
Elementos de Máquinas I 78 Prof. Douglas Roberto Zaions
A fórmula de Kunn-Hardrath que define a sensibilidade ao entalhe em termos da constante de
Neuber e do raio do entalhe ambos expressos em polegadas é :
Equação 3.12
ra
q+
=1
1
A constante de Neuber é definida nas seguintes tabelas: Tabela 3.7,
Tabela 3.8 e Tabela 3.9.
Tabela 3.7 - Constante de Neuber para Aço
Sut (MPa) 0,5in a 345 0,130 380 0,118 414 0,108 482 0,093 550 0,080 620 0,070 690 0,062 759 0,055 827 0,049 896 0,044 965 0,039 1103 0,031 1240 0,024 1380 0,018 1517 0,013 1655 0,009
Tabela 3.8 - Constante de Neuber para Alumínio recozido
Sut (MPa) 0,5in a 90 0,500
104 0,341 138 0,264 173 0,217 207 0,180 241 0,152 276 0,126 310 0,111
Tabela 3.9 - Constante de Neuber para Alumínio endurecido
Sut (MPa) 0,5in a 104 0,475 138 0,380 207 0,278 276 0,219 345 0,186 415 0,162 483 0,144 552 0,131 620 0,122
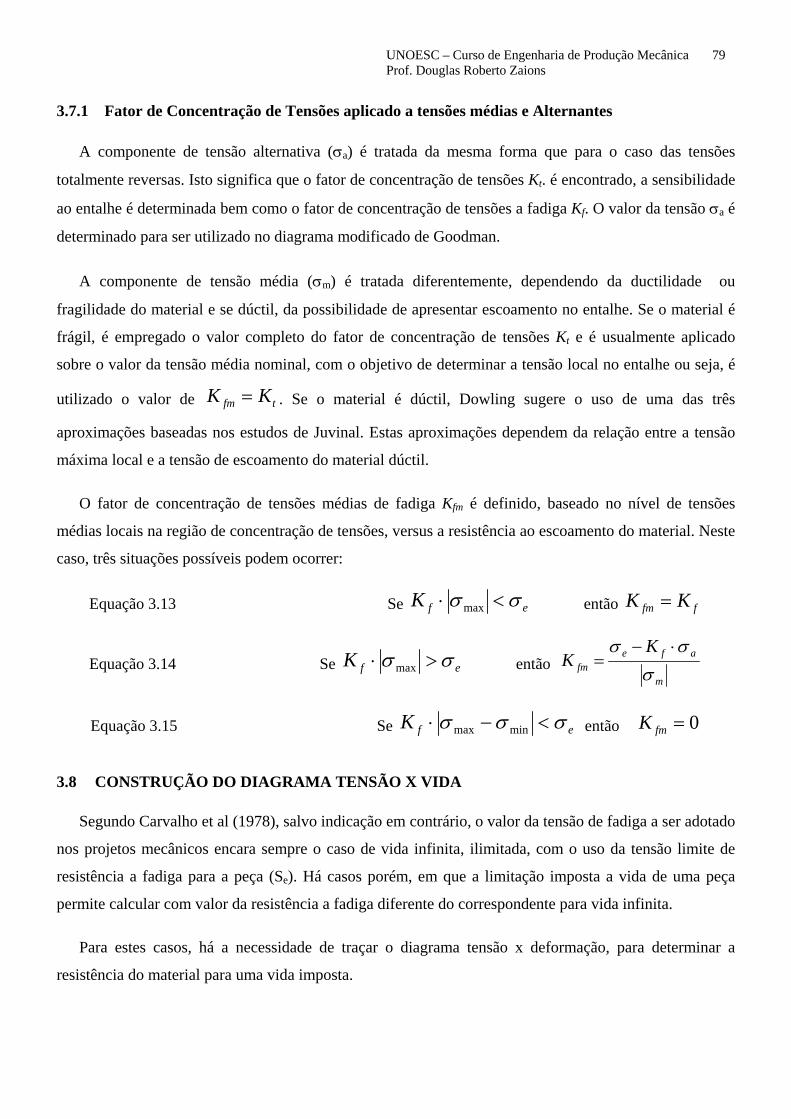
UNOESC – Curso de Engenharia de Produção Mecânica 79 Prof. Douglas Roberto Zaions
3.7.1 Fator de Concentração de Tensões aplicado a tensões médias e Alternantes
A componente de tensão alternativa (σa) é tratada da mesma forma que para o caso das tensões
totalmente reversas. Isto significa que o fator de concentração de tensões Kt. é encontrado, a sensibilidade
ao entalhe é determinada bem como o fator de concentração de tensões a fadiga Kf. O valor da tensão σa é
determinado para ser utilizado no diagrama modificado de Goodman.
A componente de tensão média (σm) é tratada diferentemente, dependendo da ductilidade ou
fragilidade do material e se dúctil, da possibilidade de apresentar escoamento no entalhe. Se o material é
frágil, é empregado o valor completo do fator de concentração de tensões Kt e é usualmente aplicado
sobre o valor da tensão média nominal, com o objetivo de determinar a tensão local no entalhe ou seja, é
utilizado o valor de tfm KK = . Se o material é dúctil, Dowling sugere o uso de uma das três
aproximações baseadas nos estudos de Juvinal. Estas aproximações dependem da relação entre a tensão
máxima local e a tensão de escoamento do material dúctil.
O fator de concentração de tensões médias de fadiga Kfm é definido, baseado no nível de tensões
médias locais na região de concentração de tensões, versus a resistência ao escoamento do material. Neste
caso, três situações possíveis podem ocorrer:
Equação 3.13 Se efK σσ <⋅ max então ffm KK =
Equação 3.14 Se efK σσ >⋅ max então m
afefm
KK
σσσ ⋅−
=
Equação 3.15 Se efK σσσ <−⋅ minmax então 0=fmK
3.8 CONSTRUÇÃO DO DIAGRAMA TENSÃO X VIDA
Segundo Carvalho et al (1978), salvo indicação em contrário, o valor da tensão de fadiga a ser adotado
nos projetos mecânicos encara sempre o caso de vida infinita, ilimitada, com o uso da tensão limite de
resistência a fadiga para a peça (Se). Há casos porém, em que a limitação imposta a vida de uma peça
permite calcular com valor da resistência a fadiga diferente do correspondente para vida infinita.
Para estes casos, há a necessidade de traçar o diagrama tensão x deformação, para determinar a
resistência do material para uma vida imposta.
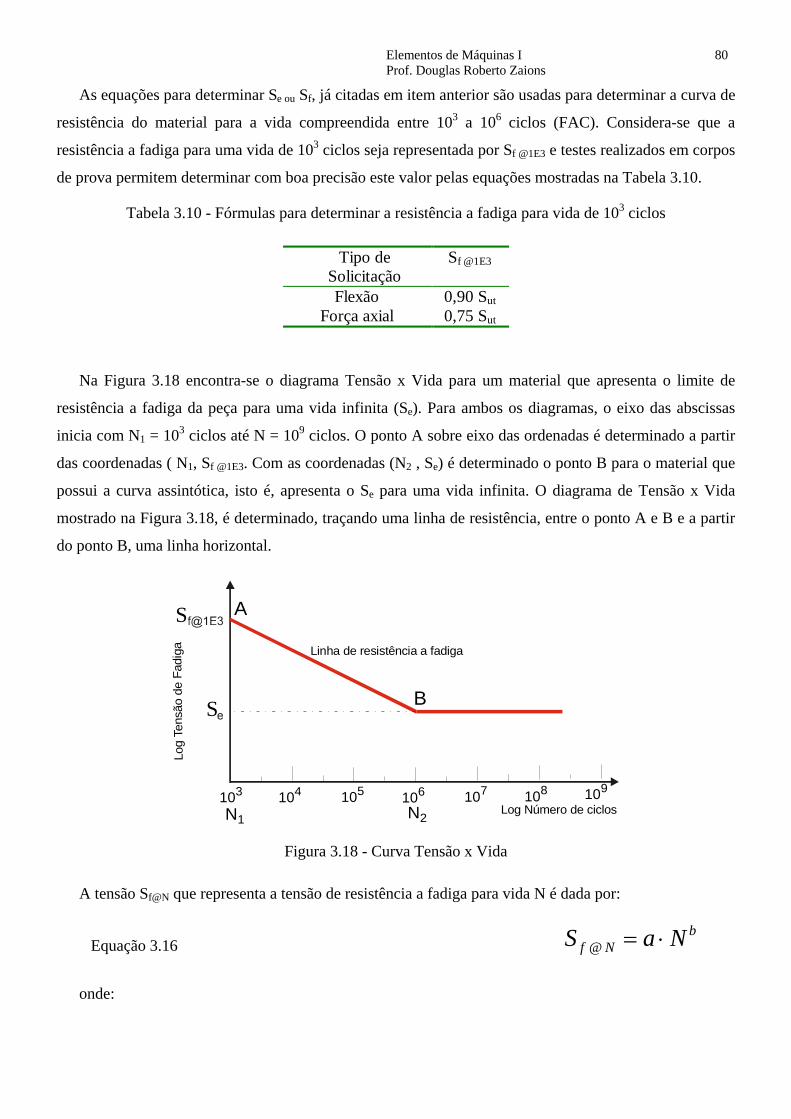
Elementos de Máquinas I 80 Prof. Douglas Roberto Zaions
As equações para determinar Se ou Sf, já citadas em item anterior são usadas para determinar a curva de
resistência do material para a vida compreendida entre 103 a 106 ciclos (FAC). Considera-se que a
resistência a fadiga para uma vida de 103 ciclos seja representada por Sf @1E3 e testes realizados em corpos
de prova permitem determinar com boa precisão este valor pelas equações mostradas na Tabela 3.10.
Tabela 3.10 - Fórmulas para determinar a resistência a fadiga para vida de 103 ciclos
Tipo de Solicitação
Sf @1E3
Flexão 0,90 Sut Força axial 0,75 Sut
Na Figura 3.18 encontra-se o diagrama Tensão x Vida para um material que apresenta o limite de
resistência a fadiga da peça para uma vida infinita (Se). Para ambos os diagramas, o eixo das abscissas
inicia com N1 = 103 ciclos até N = 109 ciclos. O ponto A sobre eixo das ordenadas é determinado a partir
das coordenadas ( N1, Sf @1E3. Com as coordenadas (N2 , Se) é determinado o ponto B para o material que
possui a curva assintótica, isto é, apresenta o Se para uma vida infinita. O diagrama de Tensão x Vida
mostrado na Figura 3.18, é determinado, traçando uma linha de resistência, entre o ponto A e B e a partir
do ponto B, uma linha horizontal.
S
S
10 10 10 10 10 10 103 4 5 6 7 8 9
Log
Tens
ão d
e Fa
diga
Log Número de ciclos
A
B
Linha de resistência a fadiga
N N1 2
Figura 3.18 - Curva Tensão x Vida
A tensão Sf@N que representa a tensão de resistência a fadiga para vida N é dada por:
Equação 3.16 b
Nf NaS ⋅=@
onde:
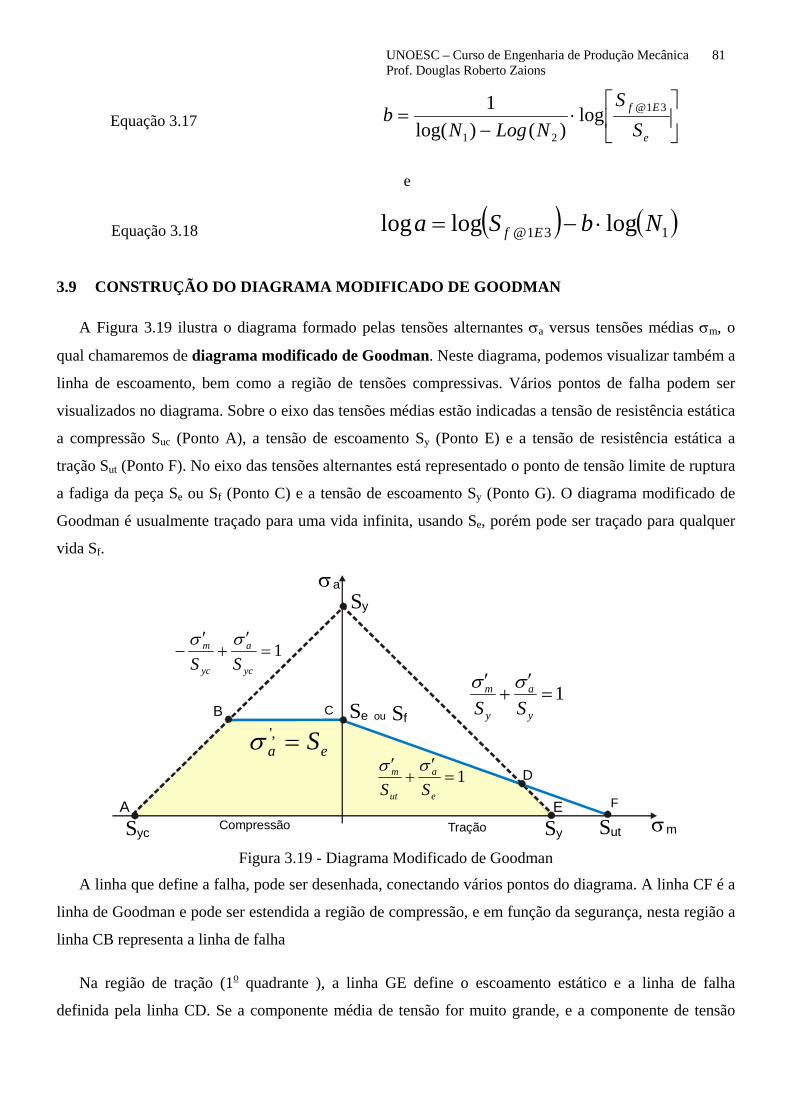
UNOESC – Curso de Engenharia de Produção Mecânica 81 Prof. Douglas Roberto Zaions
Equação 3.17 ⎥⎦
⎤⎢⎣
⎡⋅
−=
e
Ef
SS
NLogNb 31@
21
log)()log(
1
e
Equação 3.18 ( ) ( )131@ logloglog NbSa Ef ⋅−=
3.9 CONSTRUÇÃO DO DIAGRAMA MODIFICADO DE GOODMAN
A Figura 3.19 ilustra o diagrama formado pelas tensões alternantes σa versus tensões médias σm, o
qual chamaremos de diagrama modificado de Goodman. Neste diagrama, podemos visualizar também a
linha de escoamento, bem como a região de tensões compressivas. Vários pontos de falha podem ser
visualizados no diagrama. Sobre o eixo das tensões médias estão indicadas a tensão de resistência estática
a compressão Suc (Ponto A), a tensão de escoamento Sy (Ponto E) e a tensão de resistência estática a
tração Sut (Ponto F). No eixo das tensões alternantes está representado o ponto de tensão limite de ruptura
a fadiga da peça Se ou Sf (Ponto C) e a tensão de escoamento Sy (Ponto G). O diagrama modificado de
Goodman é usualmente traçado para uma vida infinita, usando Se, porém pode ser traçado para qualquer
vida Sf.
S
S
S S
S S
σ
σ
TraçãoCompressão y
y
yc ut
e f
m
a
A
B C
D
E F
ou
1=′
+′
y
a
y
m
SSσσ
1=′
+′
e
a
ut
m
SSσσ
1=′
+′
−yc
a
yc
m
SSσσ
ea S=,'σ
Figura 3.19 - Diagrama Modificado de Goodman
A linha que define a falha, pode ser desenhada, conectando vários pontos do diagrama. A linha CF é a
linha de Goodman e pode ser estendida a região de compressão, e em função da segurança, nesta região a
linha CB representa a linha de falha
Na região de tração (1o quadrante ), a linha GE define o escoamento estático e a linha de falha
definida pela linha CD. Se a componente média de tensão for muito grande, e a componente de tensão
Elementos de Máquinas I 82 Prof. Douglas Roberto Zaions
alternante muito pequena, sua combinação poderá definir um ponto na região DEF que estará seguro em
relação a linha modificada de Goodman, porém escoará no primeiro ciclo de aplicação da carga. Por este
motivo a linha de falha será definida por ABCDEA. Qualquer combinação de tensões médias e
alternantes situadas dentro deste envelope estarão seguras, e pontos fora estarão sujeitos a falha.
Para determinar o fator de segurança, para qualquer estado de tensão flutuante, necessita-se definir as
expressões que determinam o envelope de falhas, conforme mostrado na figura acima. A linha AG, define
o escoamento a compressão e sua expressão é:
Equação 3.19 1=′
+′
−yc
a
yc
m
SSσσ
A linha BC define a falha com relação as tensões compressivas médias:
Equação 3.20 faea SS =′=′ σσ ou
A linha CF define a falha por fadiga com tensões médias de tração e é representada pela expressão
matemática:
Equação 3.21 1=′
+′
e
a
ut
m
SSσσ
A linha GE define tensões de escoamento e é representada por:
Equação 3.22 1=′
+′
y
a
y
m
SSσσ
Todas estas equações estão indicadas na Figura 3.19.
3.10 TEORIAS DE FALHA DINÂMICA
Conforme indicado na Figura 3.20 as teorias de falhas que podem ser aplicadas no projeto de peças
sujeitas a cargas dinâmicas são basicamente a critério de Gerber, o critério modificado de Goodman e
o critério de Soderberg. Muitas vezes, utiliza-se como critério de falha, a linha ABD de modo a limitar a
falha por escoamento da peça.
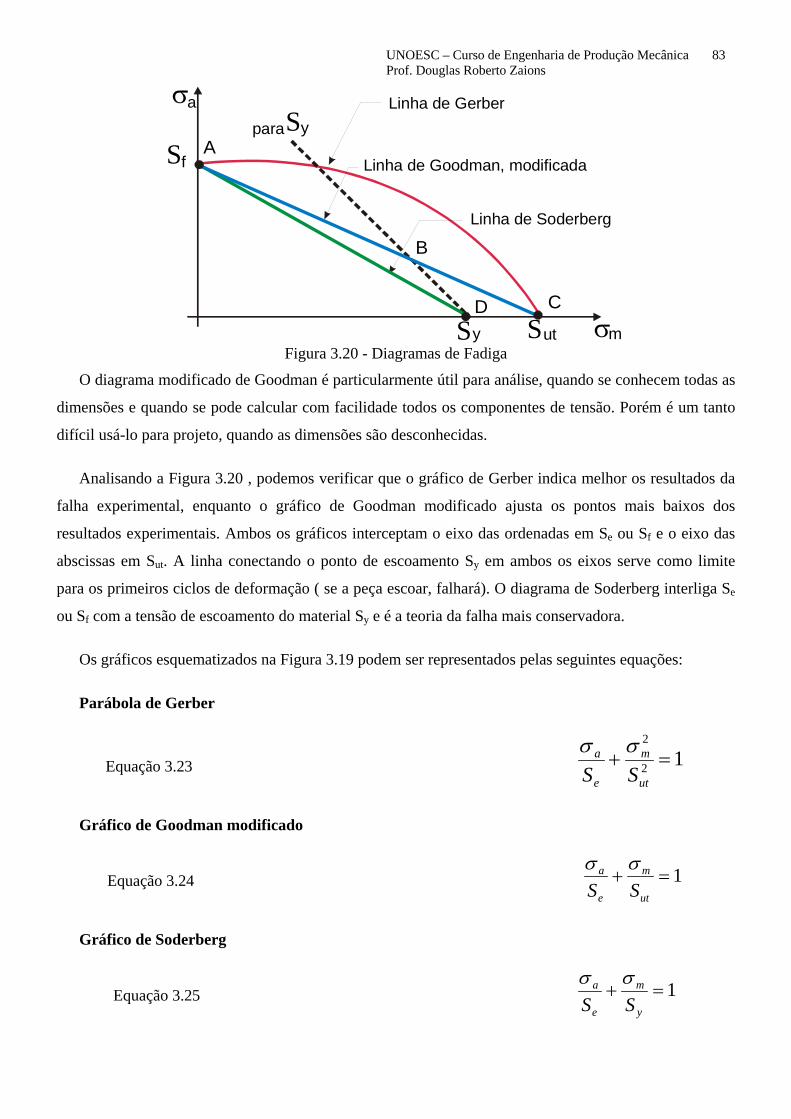
UNOESC – Curso de Engenharia de Produção Mecânica 83 Prof. Douglas Roberto Zaions
SS σ
σS
Spara
uty
a
m
y
f
Linha de Gerber
Linha de Soderberg
Linha de Goodman, modificadaA
B
CD
Figura 3.20 - Diagramas de Fadiga
O diagrama modificado de Goodman é particularmente útil para análise, quando se conhecem todas as
dimensões e quando se pode calcular com facilidade todos os componentes de tensão. Porém é um tanto
difícil usá-lo para projeto, quando as dimensões são desconhecidas.
Analisando a Figura 3.20 , podemos verificar que o gráfico de Gerber indica melhor os resultados da
falha experimental, enquanto o gráfico de Goodman modificado ajusta os pontos mais baixos dos
resultados experimentais. Ambos os gráficos interceptam o eixo das ordenadas em Se ou Sf e o eixo das
abscissas em Sut. A linha conectando o ponto de escoamento Sy em ambos os eixos serve como limite
para os primeiros ciclos de deformação ( se a peça escoar, falhará). O diagrama de Soderberg interliga Se
ou Sf com a tensão de escoamento do material Sy e é a teoria da falha mais conservadora.
Os gráficos esquematizados na Figura 3.19 podem ser representados pelas seguintes equações:
Parábola de Gerber
Equação 3.23 12
2
=+ut
m
e
a
SSσσ
Gráfico de Goodman modificado
Equação 3.24 1=+ut
m
e
a
SSσσ
Gráfico de Soderberg
Equação 3.25 1=+y
m
e
a
SSσσ
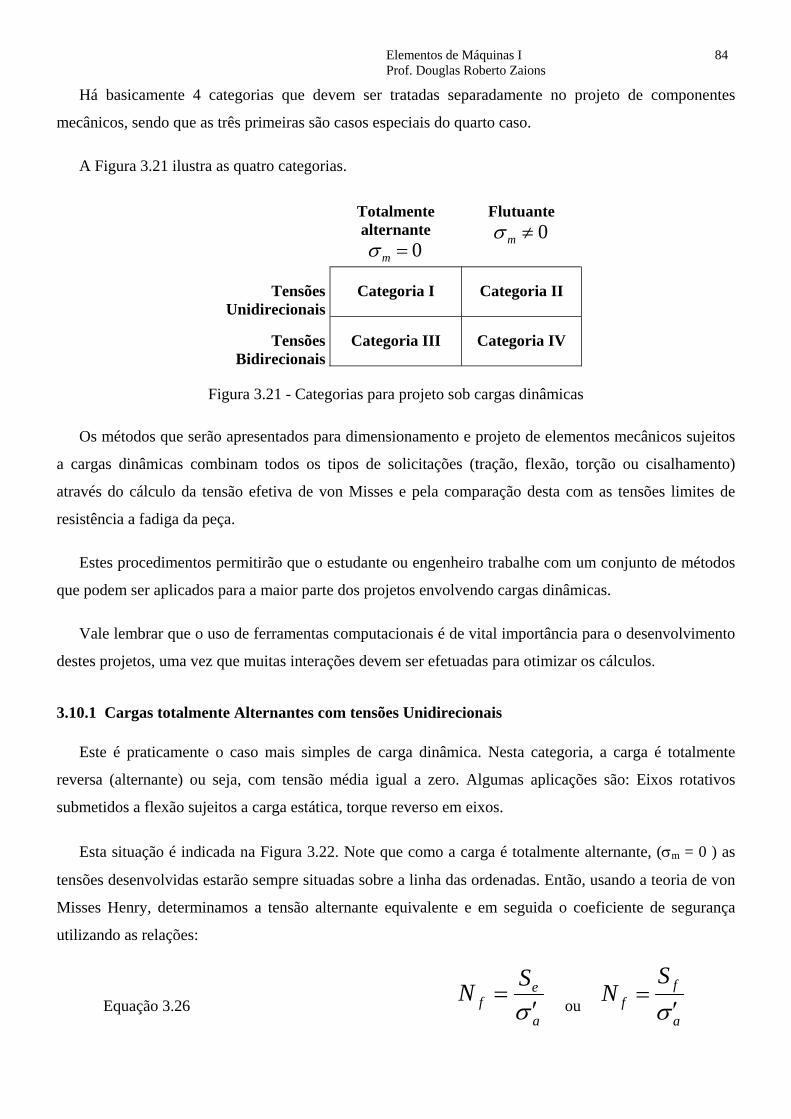
Elementos de Máquinas I 84 Prof. Douglas Roberto Zaions
Há basicamente 4 categorias que devem ser tratadas separadamente no projeto de componentes
mecânicos, sendo que as três primeiras são casos especiais do quarto caso.
A Figura 3.21 ilustra as quatro categorias.
Totalmente alternante
0=mσ
Flutuante 0≠mσ
Tensões Unidirecionais
Categoria I
Categoria II
Tensões Bidirecionais
Categoria III
Categoria IV
Figura 3.21 - Categorias para projeto sob cargas dinâmicas
Os métodos que serão apresentados para dimensionamento e projeto de elementos mecânicos sujeitos
a cargas dinâmicas combinam todos os tipos de solicitações (tração, flexão, torção ou cisalhamento)
através do cálculo da tensão efetiva de von Misses e pela comparação desta com as tensões limites de
resistência a fadiga da peça.
Estes procedimentos permitirão que o estudante ou engenheiro trabalhe com um conjunto de métodos
que podem ser aplicados para a maior parte dos projetos envolvendo cargas dinâmicas.
Vale lembrar que o uso de ferramentas computacionais é de vital importância para o desenvolvimento
destes projetos, uma vez que muitas interações devem ser efetuadas para otimizar os cálculos.
3.10.1 Cargas totalmente Alternantes com tensões Unidirecionais
Este é praticamente o caso mais simples de carga dinâmica. Nesta categoria, a carga é totalmente
reversa (alternante) ou seja, com tensão média igual a zero. Algumas aplicações são: Eixos rotativos
submetidos a flexão sujeitos a carga estática, torque reverso em eixos.
Esta situação é indicada na Figura 3.22. Note que como a carga é totalmente alternante, (σm = 0 ) as
tensões desenvolvidas estarão sempre situadas sobre a linha das ordenadas. Então, usando a teoria de von
Misses Henry, determinamos a tensão alternante equivalente e em seguida o coeficiente de segurança
utilizando as relações:
Equação 3.26 a
ef
SNσ ′
= ou a
ff
SN
σ ′=
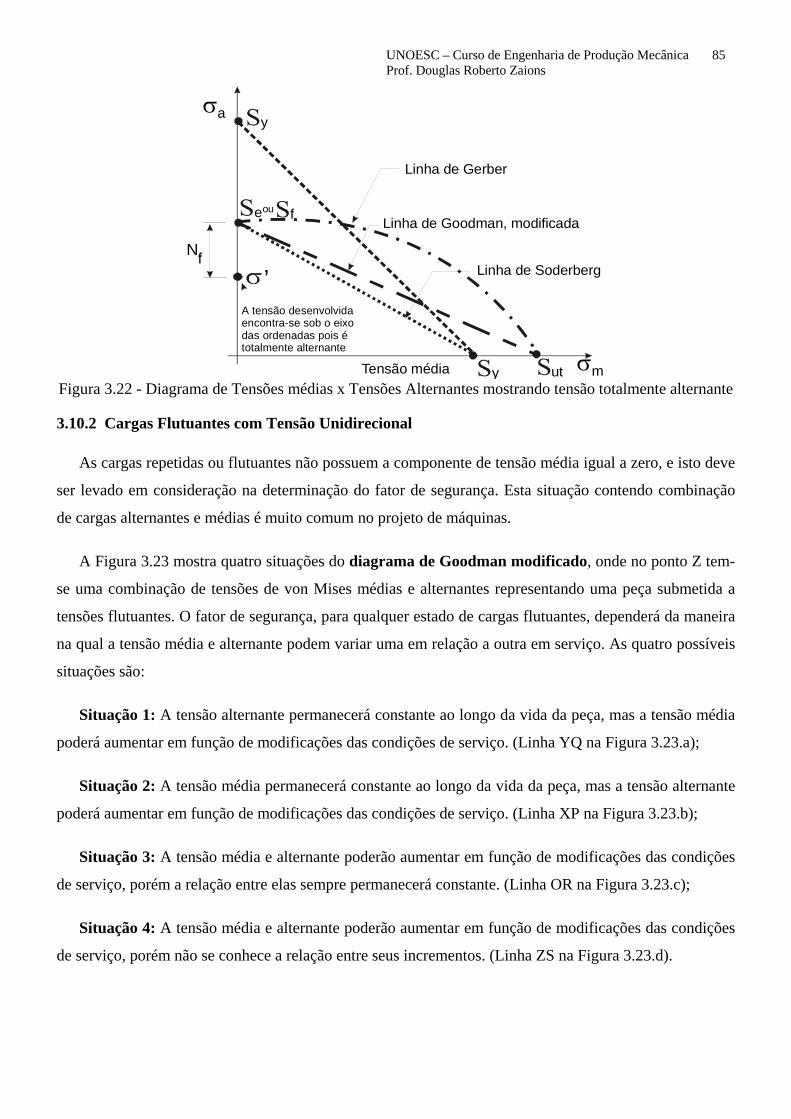
UNOESC – Curso de Engenharia de Produção Mecânica 85 Prof. Douglas Roberto Zaions
e
y ut
y
f
σ
σ
Tensão média m
a
Linha de Gerber
Linha de Soderberg
Linha de Goodman, modificadaou
A tensão desenvolvidaencontra-se sob o eixo das ordenadas pois étotalmente alternante
’Nf
Figura 3.22 - Diagrama de Tensões médias x Tensões Alternantes mostrando tensão totalmente alternante
3.10.2 Cargas Flutuantes com Tensão Unidirecional
As cargas repetidas ou flutuantes não possuem a componente de tensão média igual a zero, e isto deve
ser levado em consideração na determinação do fator de segurança. Esta situação contendo combinação
de cargas alternantes e médias é muito comum no projeto de máquinas.
A Figura 3.23 mostra quatro situações do diagrama de Goodman modificado, onde no ponto Z tem-
se uma combinação de tensões de von Mises médias e alternantes representando uma peça submetida a
tensões flutuantes. O fator de segurança, para qualquer estado de cargas flutuantes, dependerá da maneira
na qual a tensão média e alternante podem variar uma em relação a outra em serviço. As quatro possíveis
situações são:
Situação 1: A tensão alternante permanecerá constante ao longo da vida da peça, mas a tensão média
poderá aumentar em função de modificações das condições de serviço. (Linha YQ na Figura 3.23.a);
Situação 2: A tensão média permanecerá constante ao longo da vida da peça, mas a tensão alternante
poderá aumentar em função de modificações das condições de serviço. (Linha XP na Figura 3.23.b);
Situação 3: A tensão média e alternante poderão aumentar em função de modificações das condições
de serviço, porém a relação entre elas sempre permanecerá constante. (Linha OR na Figura 3.23.c);
Situação 4: A tensão média e alternante poderão aumentar em função de modificações das condições
de serviço, porém não se conhece a relação entre seus incrementos. (Linha ZS na Figura 3.23.d).
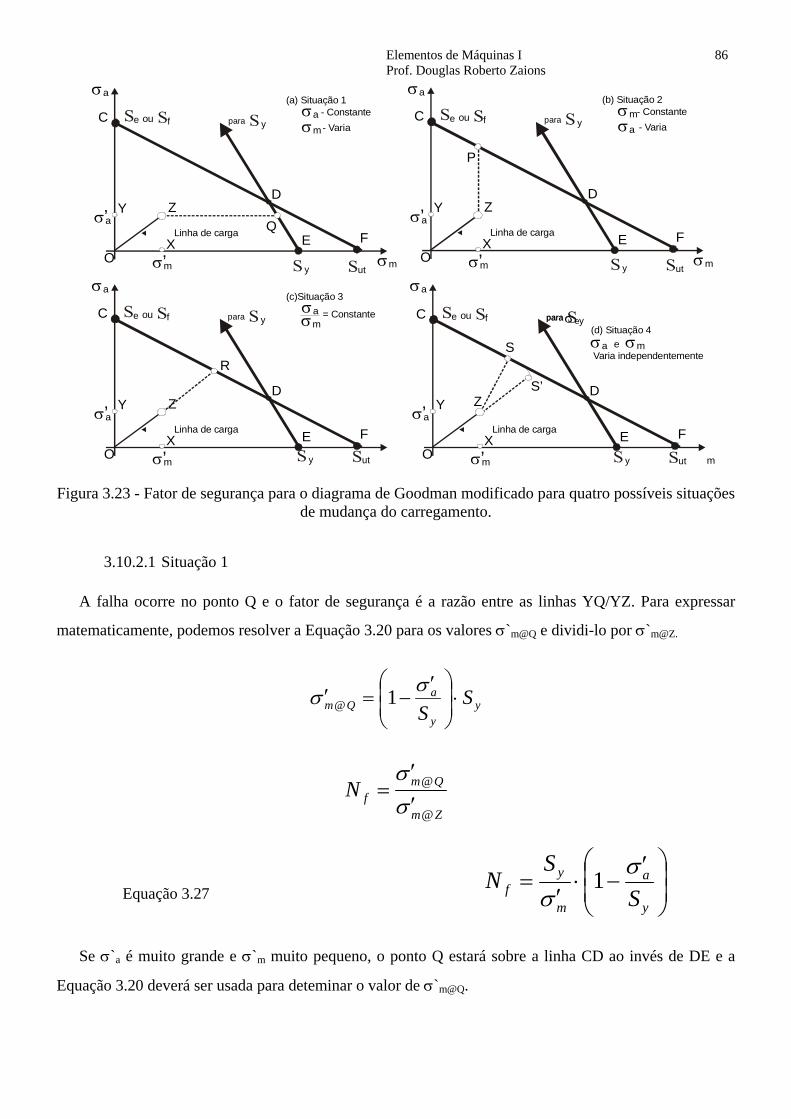
Elementos de Máquinas I 86 Prof. Douglas Roberto Zaions
y ut
y uty ut
y utσ σ
σ
σσ
σσ
σ
σ
σσ
σσ
σ
σ
σσ
σ
σ
σσ
σ
σ
ypara
ypara
ypara
ypara para
m
m
m
a
aa
a
a
a
a
mm
m
m
a
m
mm
m
a
aa
a
e
,
,,
,
,
,,
,
O
OO
O
e fouC
e fouC
e fouC
e fouC
D
DD
D
E
EE
EF
FF
F
Z
ZZ
Z
X
XX
X
Y
YY
YQ
S
S’R
P
Linha de carga
Linha de cargaLinha de carga
Linha de carga
(a) Situação 1
(d) Situação 4
(c)Situação 3
(b) Situação 2- Constante
e
= Constante
- Constante- Varia
Varia independentemente
- Varia
Figura 3.23 - Fator de segurança para o diagrama de Goodman modificado para quatro possíveis situações de mudança do carregamento.
3.10.2.1 Situação 1
A falha ocorre no ponto Q e o fator de segurança é a razão entre as linhas YQ/YZ. Para expressar
matematicamente, podemos resolver a Equação 3.20 para os valores σ`m@Q e dividi-lo por σ`m@Z.
yy
aQm S
S⋅⎟
⎟⎠
⎞⎜⎜⎝
⎛ ′−=′ σσ 1@
Zm
QmfN
@
@
σσ
′′
=
Equação 3.27 ⎟⎟⎠
⎞⎜⎜⎝
⎛ ′−⋅
′=
y
a
m
yf S
SN σ
σ1
Se σ`a é muito grande e σ`m muito pequeno, o ponto Q estará sobre a linha CD ao invés de DE e a
Equação 3.20 deverá ser usada para deteminar o valor de σ`m@Q.

UNOESC – Curso de Engenharia de Produção Mecânica 87 Prof. Douglas Roberto Zaions
3.10.2.2 Situação 2
A falha ocorre no ponto P e o fator de segurança é a razão entre as linhas XP/XZ. Para expressar
matematicamente, podemos resolver a Equação 3.20 para os valores σ`a@P e dividi-lo por σ`a@Z.
fut
mPm S
S⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛ ′−=′ σσ 1@
Za
PafN
@
@
σσ
′′
=
Equação 3.28 ⎟⎟⎠
⎞⎜⎜⎝
⎛ ′−⋅
′=
ut
m
a
ff S
SN σ
σ1
Se σ`m é muito grande e σ`a muito pequeno, o ponto P estará sobre a linha DE ao invés de CD e a
Equação 3.20 deverá ser usada para determinar o valor de σ`a@P.
3.10.2.3 Situação 3
A falha ocorre no ponto R e o fator de segurança e a razão entre as linhas OR/OZ ou por uma relação
de triângulos entre Zm
Rm
@
@
σσ
′
′ ou
Za
Ra
@
@
σσ
′
′. Para expressar matematicamente, podemos resolver a Equação
3.20 e a equação da linha OR simultaneamente para o valor de σ`m@R e dividi-l0 por σ`m@Z.
Da Equação 3.20 fut
RmRa S
S⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛ ′−=′ @
@ 1σ
σ
Da linha OR: Rmm
aRm
Zm
ZaRa @@
@
@@ σ
σσσ
σσ
σ ′⋅⎟⎟⎠
⎞⎜⎜⎝
⎛′′
=′⋅⎟⎟⎠
⎞⎜⎜⎝
⎛
′
′=′
A solução simultânea das duas equações acima resulta:
ut
f
m
a
fRm
SS
S
+′′
=′
σσ
σ @

Elementos de Máquinas I 88 Prof. Douglas Roberto Zaions
Com algumas manipulações, chega-se a seguinte equação:
Zm
RmfN
@
@
σσ
′
′=
Equação 3.29 fmuta
utff SS
SSN
⋅′+⋅′⋅
=σσ
Há também a possibilidade do ponto R encontrar-se com a linha DE ao invés de CD e para este caso, a
Equação 3.21 deve ser substituída pela Equação 3.20 na solução acima.
3.10.2.4 Situação 4
Neste caso, a relação entre a tensão alternante e média é totalmente randômica e desconhecida. O
ponto S pode ser tomado em favor da segurança para estimar o possível ponto de falha. A linha ZS é
normal a CD de modo que pode ser resolvida simultaneamente com a equação da linha CD para encontrar
as coordenadas do ponto S e o comprimento ZS que são:
( )22
2
@utf
mutaffutSm SS
SSSS+
′⋅+′⋅−⋅=′
σσσ
( ) fSmrt
FPSa S+′⋅−=′ @@ σ
σσσ
( ) ( )2@
2@ SaaSmmZS σσσσ ′−′+′−′=
Para estabilizar a razão para o fator de segurança, girando o ponto S sobre ponto Z até tornar-se
coincidente com a linha OZR no ponto S. O fator de segurança é a razão OS'/OZ.
( ) ( )22maOZ σσ ′+′=
OZZSOZN f
+=
UNOESC – Curso de Engenharia de Produção Mecânica 89 Prof. Douglas Roberto Zaions
Equação 3.30 ( ) ( ) ( ) ( )
( ) ( )22
2@
2@
22
ma
SaaSmmmafN
σσ
σσσσσσ
′+′
′−′+′−′+′+′=
Há a possibilidade do ponto S cair sobre a linha DE ao invés de CD que neste caso, deve-se substituir
a Equação 3.21 pela Equação 3.20 na solução acima.
A situação 4 é mais conservadora que a situação 3. A mesma aproximação pode ser realizada para o
lado esquerdo do diagrama de Goodman Modificado.
3.10.3 Projetando para tensões multiaxiais na fadiga
É comum encontrar nas máquinas elementos mecânicos submetidos a cargas combinadas que criam
simultaneamente tensões dinâmicas (variantes no tempo) biaxiais ou triaxiais no mesmo ponto. Um
exemplo comum é um eixo submetido a um momento fletor estático e torque. Há muitas combinações
possíveis com o carregamento. O torque pode ser constante, totalmente alternante ou flutuante. Se o
torque não é constante, ele pode ainda ser síncrono, assíncrono em fase ou fora de fase com o momento
fletor. Estes fatores complicam o cálculo da tensão. No capítulo anterior (Solicitações estáticas) estudou-
se o caso de combinação de tensões sujeitas a carregamentos estáticos e então utilizou-se a tensão de von
Mises que pode ser usada para predizer a falha no caso de carregamentos estáticos. Técnicas similares
existem para manipular tensões combinadas em carregamentos dinâmicos.
Nos limitaremos nossas discussões para algumas poucas aproximações que são úteis para os
propósitos dos projetos e que fornecem resultados aproximados mas conservativos na maior parte das
situações de projetos de máquinas.
3.10.4 Cargas totalmente alternantes com tensões multiaxiais
Informações experimentais desenvolvidas para tensões biaixiais simples, indicam que para cargas
totalmente reversas, materiais dúcteis e estado de tensões biaxiais simples, a teoria da energia de distorção
é aplicada se a tensão de von Mises é calculada para a componente alternante usando a Equação 3.31 para
o caso bi-dimensional.
Equação 3.31 2221
21 aaaaa σσσσσ +⋅−=′
A Equação 3.32 é utilizada para o caso tri-dimensional.
Elementos de Máquinas I 90 Prof. Douglas Roberto Zaions
Equação 3.32 aaaaaaaaaa 31322123
22
21 σσσσσσσσσσ ⋅−⋅−⋅−++=′
Então, a tensão alternante efetiva σ`a pode ser usada para determinar o fator de segurança:
Equação 3.33 a
ff
SN
σ ′=
Onde Sf é a tensão de resistência a fadiga da peça para uma vida N e σ`a é a tensão alternante de von
Mises.
3.10.5 Cargas Flutuantes com Tensões multiaxiais
Método de Sines: Sines desenvolveu um modelo para tensões flutuantes e multiaxiais no qual cria
uma tensão equivalente média como uma tensão equivalente alternante a partir das componentes de
tensão aplicadas. A tensão equivalente de Sines é de fato, a tensão alternante de Von Mises como definida
na equação acima. Entretanto, apresentaremos numa forma alternante que usa as tensões aplicadas
diretamente ao invés das tensões principais.
Para um estado biaxial:
Equação 3.34 222 3
aaaaa xyyxyxa τσσσσσ +⋅−+=′
Equação 3.35 mm yxm σσσ +=′
Para um estado triaxial
Equação 3.36
( ) ( ) ( ) ( )2
6 222222aaaaaaaaa zxyzxyxzzyyx
a
τττσσσσσσσ
++⋅+−+−+−=′
Equação 3.37 mmm zyxm σσσσ ++=′
As equações acima permitem determinar as tensões locais, acrescidas pelo fator de concentração de
tensão aplicado a cargas dinâmicas. As duas tensões equivalentes σ`m e σ`a são usadas no diagrama
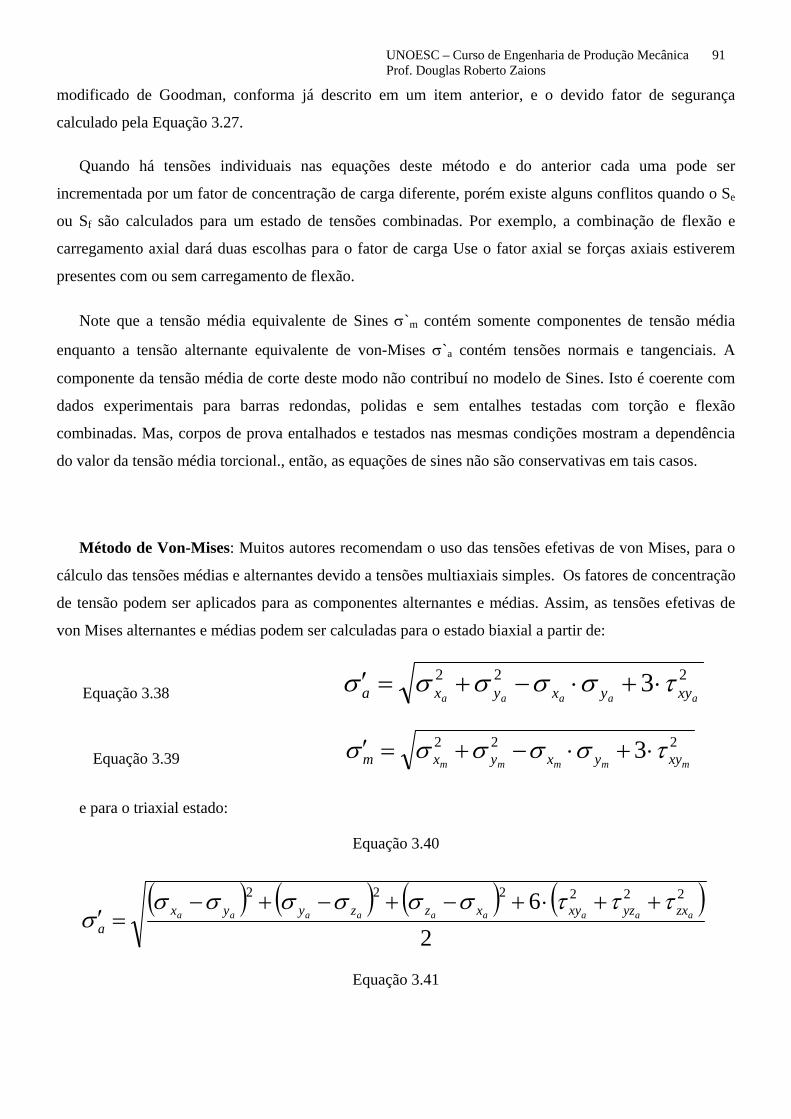
UNOESC – Curso de Engenharia de Produção Mecânica 91 Prof. Douglas Roberto Zaions
modificado de Goodman, conforma já descrito em um item anterior, e o devido fator de segurança
calculado pela Equação 3.27.
Quando há tensões individuais nas equações deste método e do anterior cada uma pode ser
incrementada por um fator de concentração de carga diferente, porém existe alguns conflitos quando o Se
ou Sf são calculados para um estado de tensões combinadas. Por exemplo, a combinação de flexão e
carregamento axial dará duas escolhas para o fator de carga Use o fator axial se forças axiais estiverem
presentes com ou sem carregamento de flexão.
Note que a tensão média equivalente de Sines σ`m contém somente componentes de tensão média
enquanto a tensão alternante equivalente de von-Mises σ`a contém tensões normais e tangenciais. A
componente da tensão média de corte deste modo não contribuí no modelo de Sines. Isto é coerente com
dados experimentais para barras redondas, polidas e sem entalhes testadas com torção e flexão
combinadas. Mas, corpos de prova entalhados e testados nas mesmas condições mostram a dependência
do valor da tensão média torcional., então, as equações de sines não são conservativas em tais casos.
Método de Von-Mises: Muitos autores recomendam o uso das tensões efetivas de von Mises, para o
cálculo das tensões médias e alternantes devido a tensões multiaxiais simples. Os fatores de concentração
de tensão podem ser aplicados para as componentes alternantes e médias. Assim, as tensões efetivas de
von Mises alternantes e médias podem ser calculadas para o estado biaxial a partir de:
Equação 3.38 222 3
aaaaa xyyxyxa τσσσσσ ⋅+⋅−+=′
Equação 3.39 222 3
mmmmm xyyxyxm τσσσσσ ⋅+⋅−+=′
e para o triaxial estado:
Equação 3.40
( ) ( ) ( ) ( )2
6 222222aaaaaaaaa zxyzxyxzzyyx
a
τττσσσσσσσ
++⋅+−+−+−=′
Equação 3.41

Elementos de Máquinas I 92 Prof. Douglas Roberto Zaions
( ) ( ) ( ) ( )2
6 222222mmmmmmmmm zxyzxyxzzyyx
m
τττσσσσσσσ
++⋅+−+−+−=′
As tensões efetivas médias e alternantes de von Mises são então usadas no diagrama de Goodman para
determinar o fator de segurança usando a apropriada equação para isto. Esta aproximação é mais
conservadora que a de Sines e mais apropriada para situações envolvendo concentração de tensões
devido a entalhes.
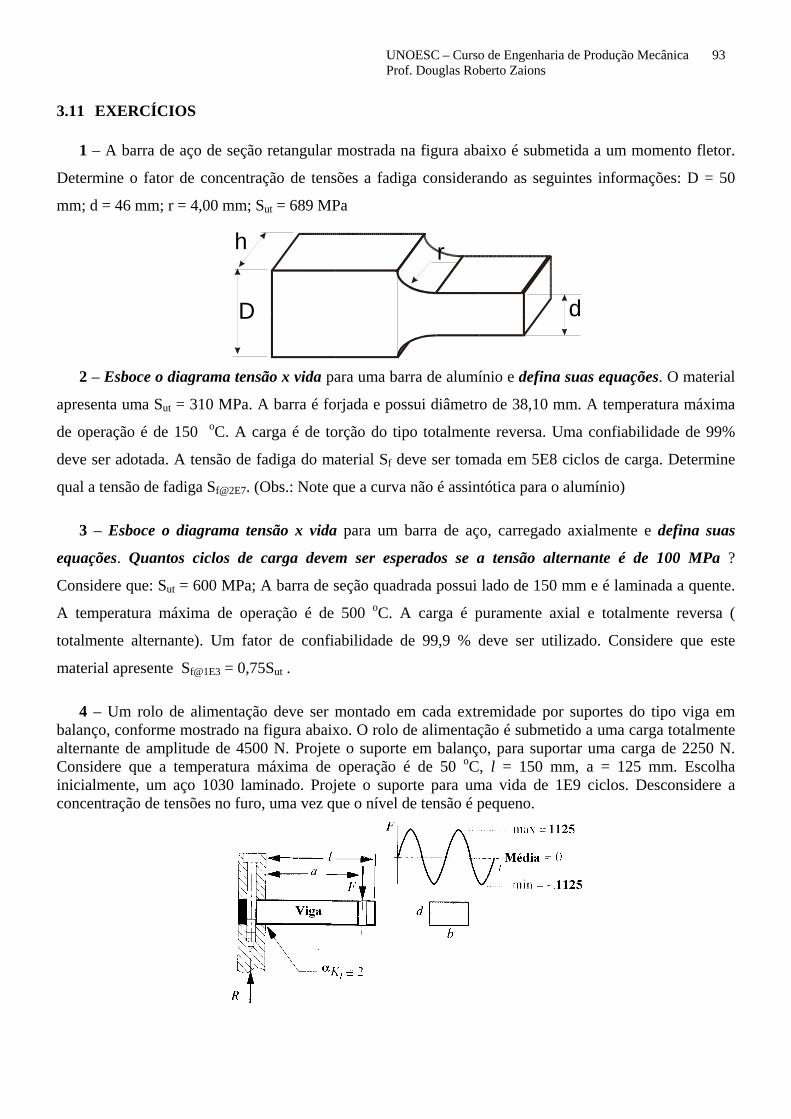
UNOESC – Curso de Engenharia de Produção Mecânica 93 Prof. Douglas Roberto Zaions
3.11 EXERCÍCIOS
1 – A barra de aço de seção retangular mostrada na figura abaixo é submetida a um momento fletor.
Determine o fator de concentração de tensões a fadiga considerando as seguintes informações: D = 50
mm; d = 46 mm; r = 4,00 mm; Sut = 689 MPa
D d
h r
2 – Esboce o diagrama tensão x vida para uma barra de alumínio e defina suas equações. O material
apresenta uma Sut = 310 MPa. A barra é forjada e possui diâmetro de 38,10 mm. A temperatura máxima
de operação é de 150 oC. A carga é de torção do tipo totalmente reversa. Uma confiabilidade de 99%
deve ser adotada. A tensão de fadiga do material Sf deve ser tomada em 5E8 ciclos de carga. Determine
qual a tensão de fadiga Sf@2E7. (Obs.: Note que a curva não é assintótica para o alumínio)
3 – Esboce o diagrama tensão x vida para um barra de aço, carregado axialmente e defina suas
equações. Quantos ciclos de carga devem ser esperados se a tensão alternante é de 100 MPa ?
Considere que: Sut = 600 MPa; A barra de seção quadrada possui lado de 150 mm e é laminada a quente.
A temperatura máxima de operação é de 500 oC. A carga é puramente axial e totalmente reversa (
totalmente alternante). Um fator de confiabilidade de 99,9 % deve ser utilizado. Considere que este
material apresente Sf@1E3 = 0,75Sut .
4 – Um rolo de alimentação deve ser montado em cada extremidade por suportes do tipo viga em balanço, conforme mostrado na figura abaixo. O rolo de alimentação é submetido a uma carga totalmente alternante de amplitude de 4500 N. Projete o suporte em balanço, para suportar uma carga de 2250 N. Considere que a temperatura máxima de operação é de 50 oC, l = 150 mm, a = 125 mm. Escolha inicialmente, um aço 1030 laminado. Projete o suporte para uma vida de 1E9 ciclos. Desconsidere a concentração de tensões no furo, uma vez que o nível de tensão é pequeno.
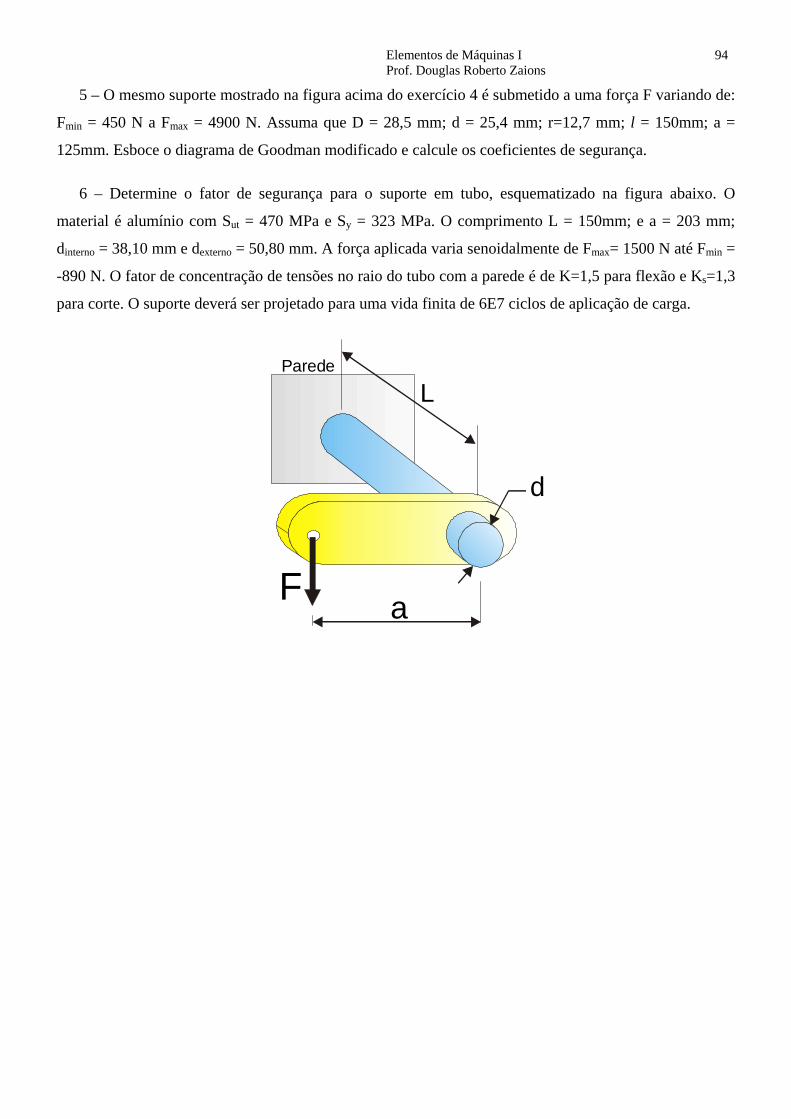
Elementos de Máquinas I 94 Prof. Douglas Roberto Zaions
5 – O mesmo suporte mostrado na figura acima do exercício 4 é submetido a uma força F variando de:
Fmin = 450 N a Fmax = 4900 N. Assuma que D = 28,5 mm; d = 25,4 mm; r=12,7 mm; l = 150mm; a =
125mm. Esboce o diagrama de Goodman modificado e calcule os coeficientes de segurança.
6 – Determine o fator de segurança para o suporte em tubo, esquematizado na figura abaixo. O
material é alumínio com Sut = 470 MPa e Sy = 323 MPa. O comprimento L = 150mm; e a = 203 mm;
dinterno = 38,10 mm e dexterno = 50,80 mm. A força aplicada varia senoidalmente de Fmax= 1500 N até Fmin =
-890 N. O fator de concentração de tensões no raio do tubo com a parede é de K=1,5 para flexão e Ks=1,3
para corte. O suporte deverá ser projetado para uma vida finita de 6E7 ciclos de aplicação de carga.
L
a
d
F
Parede
UNOESC – Curso de Engenharia de Produção Mecânica 95 Prof. Douglas Roberto Zaions
4 EIXOS E ÁRVORES
4.1 INTRODUÇÃO
O cálculo de eixos e árvores é básico no projeto de máquinas. Nele se utiliza a maioria, se não todos
os fundamentos adquiridos desde a resistência dos materiais. No estágio atual, já deve-se ter algum grau
de maturidade que permita a aplicação destes fundamentos, através de um exame mais acurado das
condições de projeto desejada para o eixo ou árvore.
4.2 DEFINIÇÕES
A ABNT - Associação Brasileira de Normas Técnicas, através da TB-11, define eixo e árvore das
seguintes maneiras:
Eixo - Peça fixa ou móvel, em torno da qual gira uma outra, trabalhando apenas a flexão.
Árvore - Peça geralmente alongada, que permite a transmissão de potência por torção.
Pelas definições, fica claro que árvores podem ser submetidas a esforços de flexão, tração,
compressão e torção, atuando em combinação ou individualmente. Quando tais elementos atuam de
maneira combinada, deve-se considerar além das cargas, os efeitos de outros fatores, como fadiga e
choque.
No projeto de eixos ou árvores, quando a deflexão linear ou torcional, deve ser mantida dentro de
certos limites, deve-se dimensiona-los com base na deflexão permitida, antes mesmo de se analisarem as
tensões. Isto, porque, se um eixo ou árvore for rígido o suficiente para fazer com que a deflexão seja
pequena, provavelmente as tensões desenvolvidas estarão dentro dos limites da tolerabilidade. Isto, não
quer dizer, que não se faça necessário fazer a verificação das mesmas.
Para reduzir momentos fletores, sempre que possível, os elementos de transmissão, como
engrenagens, polias, volantes, manivelas, rodas dentadas e outros elementos, devem ser localizados
próximos a mancais.
Elementos de Máquinas I 96 Prof. Douglas Roberto Zaions
4.3 MATERIAIS PARA CONSTRUÇÃO DE EIXOS
Para minimizar as deformações, usam-se os aços como material para construção de eixos devido ao
seu elevado módulo de elasticidade. Utilizam-se os ferros fundidos cinzentos e nodular principalmente
quando se tem engrenagens polias ou outros elementos de máquinas integralmente fundidos ao eixo.
Bronze ou aços inoxidáveis são muitas vezes empregados em ambientes corrosivos ou ambientes
marítimos. Quando o eixo trabalhar em um mancal de deslizamento a dureza é um fator importante a ser
considerado. Mancais de rolamento não necessitam de eixos endurecidos.
Muitos eixos de máquinas são confeccionados a partir de aços de baixo até médio teor de carbono,
laminados a frio ou a quente. Aços ligas são utilizados quando há a necessidade de alta resistência. Aços
laminados a frio são freqüentemente mais utilizados para pequenos eixos (menores que 75 mm de
diâmetro) e aços laminados a quente para dimensões maiores. Aços de mesma liga quando laminados a
frio apresentam maior resistência quando comparados aos laminados a quente devido ao trabalho a frio,
porém apresentam tensões de tração residuais que podem provocar deformações (empenamento). A
usinagem de alojamentos para chavetas e entalhes, aliviam as tensões residuais e podem provocar a
deformação do eixo. Barras laminadas a quente devem ser usinadas com o objetivo de remover as
camadas carbonizadas. Já as barras laminadas a frio podem ser usinadas somente onde há necessidade de
reduzir o tamanho, como por exemplo na região de colocação de rolamentos, engrenagens, etc...
Segundo Carvalho (1978), os aços mais empregados para construção de eixos são os seguintes:
ABNT 1015, 1020, 1025, 1030, 1040, 1045, 2340, 2345, 3115, 3120, 3135, 3140, 4023, 4140, 4340,
4615, 4620, 5140. A seleção dependerá sempre das condições de serviço, custo, usinabilidade e
características especiais por ventura exigidas.
4.4 TENSÕES EM EIXOS E ÁRVORES
Uma árvore pode estar sujeita a momentos fletores, momentos torçores e forças axiais, aplicadas
individualmente ou combinadas. Além do mais estes carregamentos podem apresentar componentes
médias e alternantes.
As maiores tensões fletoras alternantes e médias ocorrem na superfície externa do eixo e podem ser
encontradas a partir das seguintes expressões:
Equação 4.1 I
cMK a
fa⋅
⋅=σ
Equação 4.2 I
cMK m
fmm⋅
⋅=σ
UNOESC – Curso de Engenharia de Produção Mecânica 97 Prof. Douglas Roberto Zaions
Onde: Kf – Fator de concentração de tensões de fadiga (componente alternante); Kfm– Fator de concentração de tensões de fadiga (componente média); Ma,m – Momento fletor alternante ou médio [N.m]; σa,m - Tensão alternante ou média [MPa]; d - Diâmetro do eixo[m]; I - Momento de Inércia[m4];
Considerando que 2dc = e
64
4dI ⋅=
π , obtemos:
Equação 4.3 3
32dM
K afa ⋅
⋅⋅=
πσ
Equação 4.4 3
32dMK m
fmm ⋅⋅
⋅=π
σ
As tensões de corte alternantes e médias devido ao efeito do momento torçor, são encontradas a partir
das seguintes expressões:
Equação 4.5 JrTK a
fsa⋅
⋅=τ e JrTK m
fsmm⋅
⋅=τ
Onde: Kfs – Fator de concentração de tensões de fadiga (componente alternante); Kfsm – Fator de concentração de tensões de fadiga (componente média); Ta,m – Momento torçor alternante ou médio [N.m]; τa,m - Tensão alternante ou média [MPa]; d - Diâmetro do eixo[m]; J - Momento de inércia polar[m4];
Considerando que 2dr = e
32
4dJ ⋅=
π , obtemos:
Equação 4.6 3
16dT
K afsa ⋅
⋅⋅=π
τ e 3
16dT
K mfsmm ⋅
⋅⋅=
πτ
Se há cargas axiais “Faxial” aplicadas ao eixo, as tensões podem ser determinadas a partir das
expressões:
Equação 4.7 AFK axial
fmaxialm ⋅= σ
ou
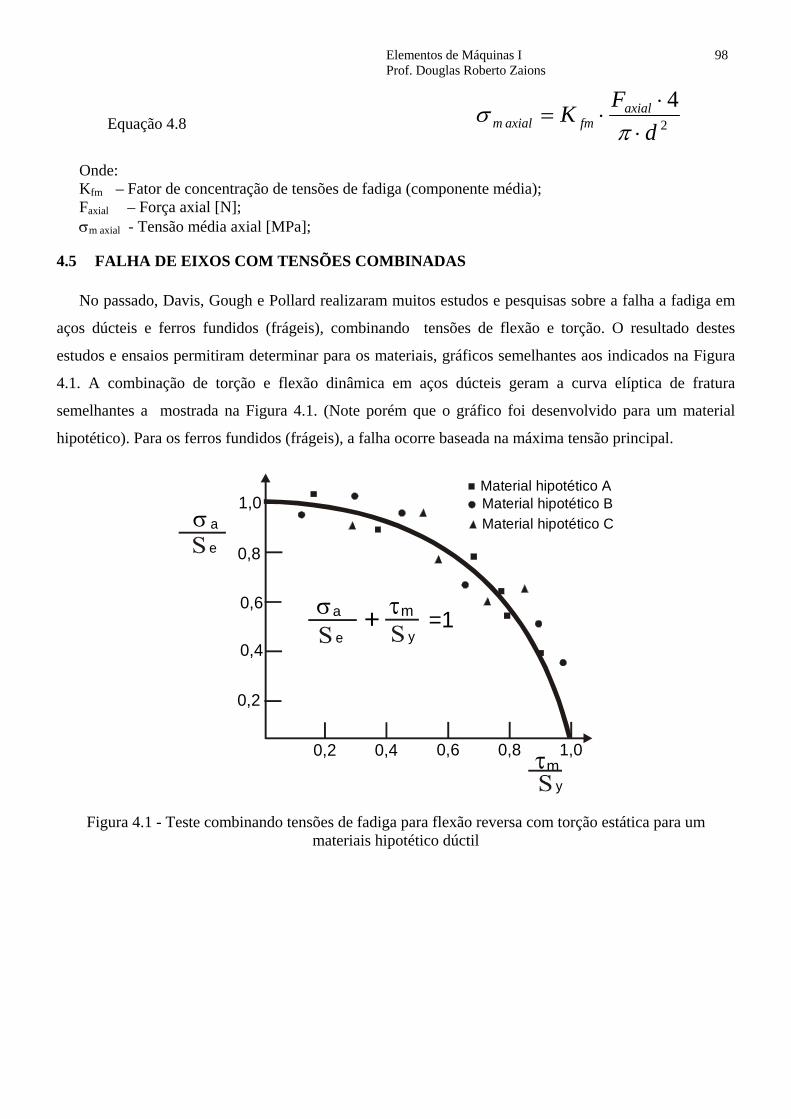
Elementos de Máquinas I 98 Prof. Douglas Roberto Zaions
Equação 4.8 2 4
dFK axial
fmaxialm ⋅⋅
⋅=π
σ
Onde: Kfm – Fator de concentração de tensões de fadiga (componente média); Faxial – Força axial [N]; σm axial - Tensão média axial [MPa];
4.5 FALHA DE EIXOS COM TENSÕES COMBINADAS
No passado, Davis, Gough e Pollard realizaram muitos estudos e pesquisas sobre a falha a fadiga em
aços dúcteis e ferros fundidos (frágeis), combinando tensões de flexão e torção. O resultado destes
estudos e ensaios permitiram determinar para os materiais, gráficos semelhantes aos indicados na Figura
4.1. A combinação de torção e flexão dinâmica em aços dúcteis geram a curva elíptica de fratura
semelhantes a mostrada na Figura 4.1. (Note porém que o gráfico foi desenvolvido para um material
hipotético). Para os ferros fundidos (frágeis), a falha ocorre baseada na máxima tensão principal.
e
e
y
y
τ
τ
σ
σ
Material hipotético AMaterial hipotético BMaterial hipotético C
m
m
a
a
0,2
0,2
0,4
0,4
0,6
0,6
0,8
0,8
1,0
1,0
+ =1
Figura 4.1 - Teste combinando tensões de fadiga para flexão reversa com torção estática para um materiais hipotético dúctil
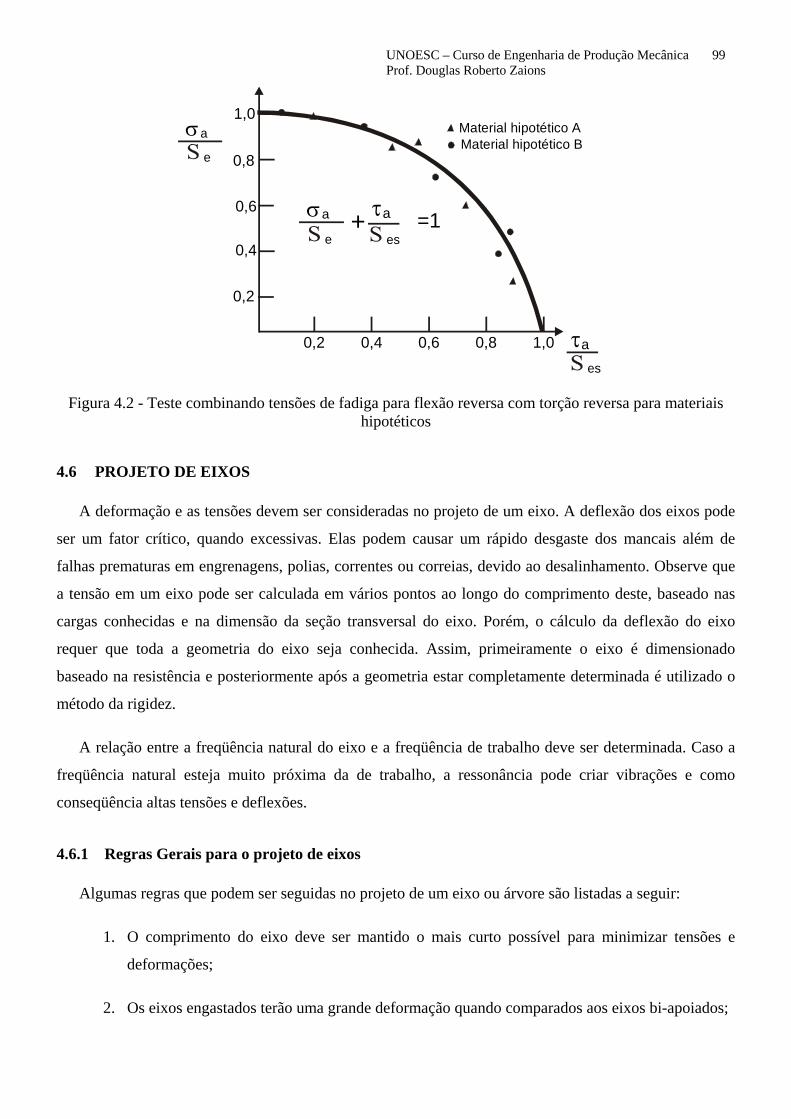
UNOESC – Curso de Engenharia de Produção Mecânica 99 Prof. Douglas Roberto Zaions
e
e
es
es
τ
τ
σ
σ
Material hipotético AMaterial hipotético B
a
a
a
a
0,2
0,2
0,4
0,4
0,6
0,6
0,8
0,8
1,0
1,0
+ =1
Figura 4.2 - Teste combinando tensões de fadiga para flexão reversa com torção reversa para materiais hipotéticos
4.6 PROJETO DE EIXOS
A deformação e as tensões devem ser consideradas no projeto de um eixo. A deflexão dos eixos pode
ser um fator crítico, quando excessivas. Elas podem causar um rápido desgaste dos mancais além de
falhas prematuras em engrenagens, polias, correntes ou correias, devido ao desalinhamento. Observe que
a tensão em um eixo pode ser calculada em vários pontos ao longo do comprimento deste, baseado nas
cargas conhecidas e na dimensão da seção transversal do eixo. Porém, o cálculo da deflexão do eixo
requer que toda a geometria do eixo seja conhecida. Assim, primeiramente o eixo é dimensionado
baseado na resistência e posteriormente após a geometria estar completamente determinada é utilizado o
método da rigidez.
A relação entre a freqüência natural do eixo e a freqüência de trabalho deve ser determinada. Caso a
freqüência natural esteja muito próxima da de trabalho, a ressonância pode criar vibrações e como
conseqüência altas tensões e deflexões.
4.6.1 Regras Gerais para o projeto de eixos
Algumas regras que podem ser seguidas no projeto de um eixo ou árvore são listadas a seguir:
1. O comprimento do eixo deve ser mantido o mais curto possível para minimizar tensões e
deformações;
2. Os eixos engastados terão uma grande deformação quando comparados aos eixos bi-apoiados;
Elementos de Máquinas I 100 Prof. Douglas Roberto Zaions
3. Eixos vazados possuem melhor relação entre rigidez e massa e como conseqüência maior
freqüência natural quando comparados com eixos de mesma rigidez porém maciços. Porém, o
custo de fabricação será maior;
4. Se possível, tente localizar as regiões de alta concentração de tensões distante dos locais onde
o momento fletor é elevado;
5. Minimize o efeito da concentração de tensões utilizando raios de concordância;
6. Utilize aços de baixo teor de carbono se o fator principal é minimizar a deflexão. Observe
porém que o material escolhido tenha uma rigidez igual ou superior ao dos materiais mais
caros (aços ligas);
7. A deflexão dos eixos com engrenagens não deve exceder 0,12 mm e a inclinação entre o eixo
das engrenagens não deve ser superior a 0,03o;
8. A deflexão do eixo sobre mancais de deslizamento deve ser inferior a espessura da película do
óleo lubrificante;
9. A deflexão angular deve ser inferior a 0,04o sobre os rolamentos não auto-compensadores;
10. A primeira freqüência natural do eixo, deve ser no mínimo três vezes superior a freqüência de
excitação esperada em serviço e preferencialmente muito mais. Embora muito difícil de
realizar em sistemas mecânicos, um fator de 10x ou mais é preferível.
4.6.2 Projeto de Árvores combinando Flexão alternante e Torção Constante
Este caso é derivado do caso geral de flexão flutuante com torção flutuante, porém como não há a
componente de torção alternante, este caso é considerado como de fadiga multiaxial simples.
Para esta combinação de tensões, a ANSI/ASME através da norma B106.1M-1985 estabeleceu
equações que permitem dimensionar um eixo quando submetido a flexão reversa ( Componente de tensão
média nula) e torque constante (componente de tensão alternante nula). Esta norma assume que as
tensões estão a um nível inferior a da tensão de resistência ao escoamento torcional. Esta norma utiliza a
equação da curva elíptica elaborada a partir da resistência a fadiga por torção no eixo das tensões
alternantes e a tensão de resistência a tração no eixo das tensões médias. Esta curva caracteriza a falha do
material quando submetida a cargas combinadas de flexão e torção. A tensão de escoamento a tração é
substituída pela tensão de escoamento torcional usando a relação de Von Misses( στ ⋅= 577,0 ). A
equação da ASME para eixos é derivada a partir da equação da elipse indicada abaixo:

UNOESC – Curso de Engenharia de Produção Mecânica 101 Prof. Douglas Roberto Zaions
Equação 4.9 122
=⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛
ys
m
e
a
SSτσ
na qual se introduzirmos o fator de segurança N teremos:
Equação 4.10 122
=⎟⎟⎠
⎞⎜⎜⎝
⎛⋅+⎟⎟
⎠
⎞⎜⎜⎝
⎛⋅
ys
m
e
a
SN
SN
τσ
Utilizando a relação de Von Misses
Equação 4.11 yys SS ⋅= 577,0 ou 3y
ys
SS =
e substituindo-as na equação acima chegamos a seguinte expressão:
Equação 4.12 13
22
=⎟⎟⎠
⎞⎜⎜⎝
⎛ ⋅⋅+⎟⎟
⎠
⎞⎜⎜⎝
⎛⋅
y
m
e
a
SN
SN
τσ
substituindo as expressões de σa e τm chegamos a seguinte expressão:
Equação 4.13 1316322
3
2
3 =⎥⎥⎦
⎤
⎢⎢⎣
⎡ ⋅⋅⎟
⎠⎞
⎜⎝⎛
⋅⋅
⋅+⎥⎦
⎤⎢⎣
⎡⋅⎟
⎠⎞
⎜⎝⎛
⋅⋅
⋅y
fsme
f SN
dTmK
SN
dMaK
ππ
que pode ser rearanjada em função de “d”, obtendo:
Equação 4.14
31
21
22
4332
⎪⎪⎭
⎪⎪⎬
⎫
⎪⎪⎩
⎪⎪⎨
⎧
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛ ⋅⋅+⎟⎟
⎠
⎞⎜⎜⎝
⎛ ⋅⋅=
y
fsm
e
f
STmK
SMaKNd
π
A notação utilizada pela norma ANSI/ASME diferencia-se um pouco da apresentada nesta apostila. A
norma ASME B106.1M-1985 utiliza o fator de concentração de tensões a fadiga Kf, porém assume que o
fator de concentração de tensões cisalhantes médias é igual a 1, resultando neste caso na seguinte
expressão:
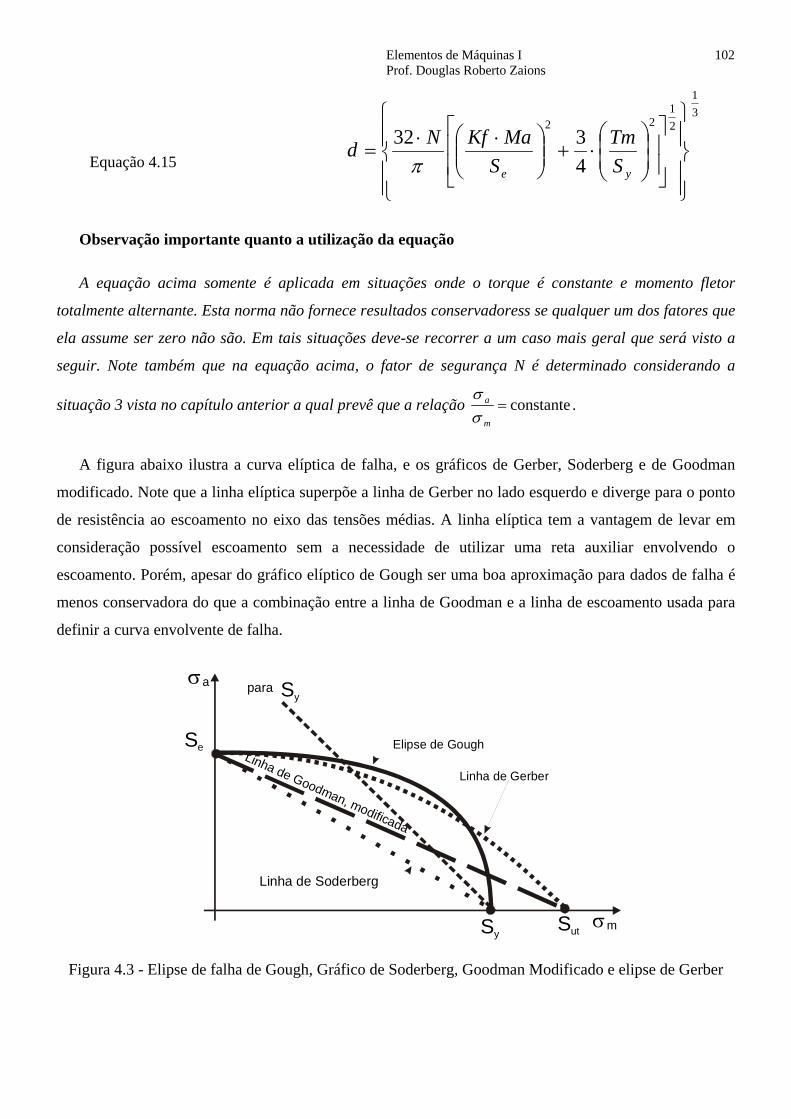
Elementos de Máquinas I 102 Prof. Douglas Roberto Zaions
Equação 4.15
31
21
22
4332
⎪⎪⎭
⎪⎪⎬
⎫
⎪⎪⎩
⎪⎪⎨
⎧
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅+⎟⎟
⎠
⎞⎜⎜⎝
⎛ ⋅⋅=
ye STm
SMaKfNd
π
Observação importante quanto a utilização da equação
A equação acima somente é aplicada em situações onde o torque é constante e momento fletor
totalmente alternante. Esta norma não fornece resultados conservadoress se qualquer um dos fatores que
ela assume ser zero não são. Em tais situações deve-se recorrer a um caso mais geral que será visto a
seguir. Note também que na equação acima, o fator de segurança N é determinado considerando a
situação 3 vista no capítulo anterior a qual prevê que a relação constante=m
a
σσ
.
A figura abaixo ilustra a curva elíptica de falha, e os gráficos de Gerber, Soderberg e de Goodman
modificado. Note que a linha elíptica superpõe a linha de Gerber no lado esquerdo e diverge para o ponto
de resistência ao escoamento no eixo das tensões médias. A linha elíptica tem a vantagem de levar em
consideração possível escoamento sem a necessidade de utilizar uma reta auxiliar envolvendo o
escoamento. Porém, apesar do gráfico elíptico de Gough ser uma boa aproximação para dados de falha é
menos conservadora do que a combinação entre a linha de Goodman e a linha de escoamento usada para
definir a curva envolvente de falha.
σ
σ
paraa
m
Linha de Gerber
Elipse de Gough
Linha de Soderberg
Linha de Goodman, modificada
Sy
Sy
Se
Sut
Figura 4.3 - Elipse de falha de Gough, Gráfico de Soderberg, Goodman Modificado e elipse de Gerber
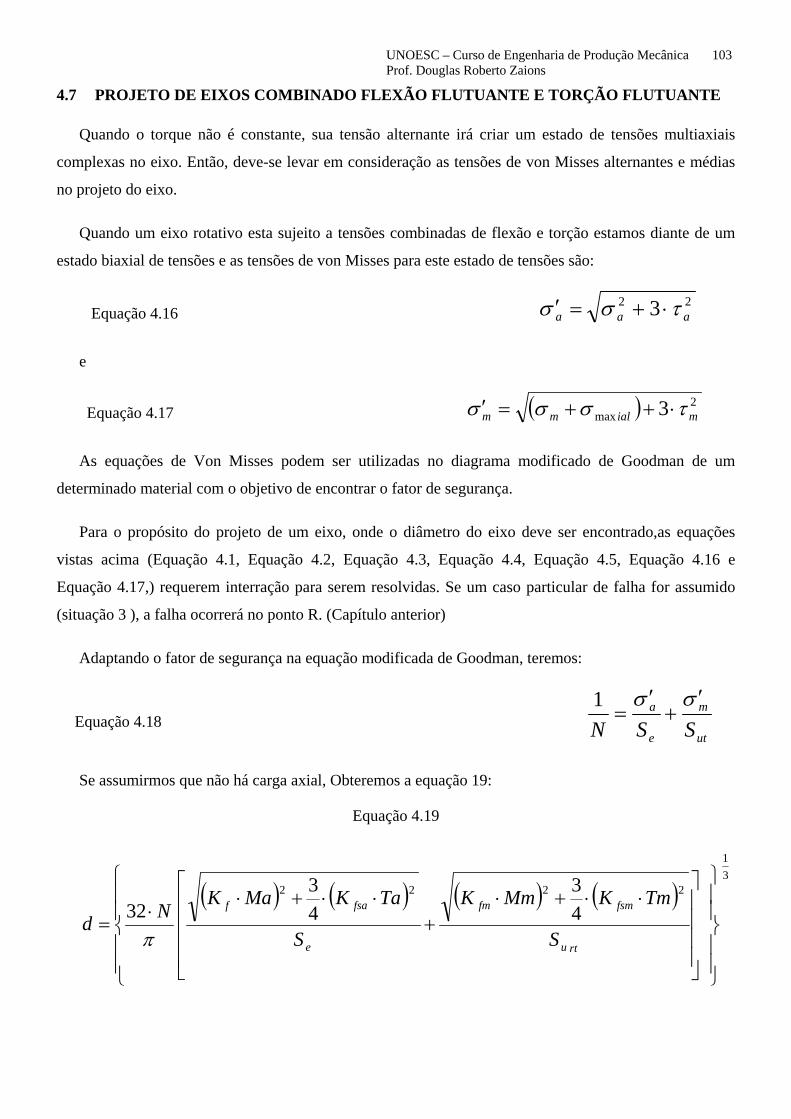
UNOESC – Curso de Engenharia de Produção Mecânica 103 Prof. Douglas Roberto Zaions
4.7 PROJETO DE EIXOS COMBINADO FLEXÃO FLUTUANTE E TORÇÃO FLUTUANTE
Quando o torque não é constante, sua tensão alternante irá criar um estado de tensões multiaxiais
complexas no eixo. Então, deve-se levar em consideração as tensões de von Misses alternantes e médias
no projeto do eixo.
Quando um eixo rotativo esta sujeito a tensões combinadas de flexão e torção estamos diante de um
estado biaxial de tensões e as tensões de von Misses para este estado de tensões são:
Equação 4.16 22 3 aaa τσσ ⋅+=′
e
Equação 4.17 ( ) 2max 3 mialmm τσσσ ⋅++=′
As equações de Von Misses podem ser utilizadas no diagrama modificado de Goodman de um
determinado material com o objetivo de encontrar o fator de segurança.
Para o propósito do projeto de um eixo, onde o diâmetro do eixo deve ser encontrado,as equações
vistas acima (Equação 4.1, Equação 4.2, Equação 4.3, Equação 4.4, Equação 4.5, Equação 4.16 e
Equação 4.17,) requerem interração para serem resolvidas. Se um caso particular de falha for assumido
(situação 3 ), a falha ocorrerá no ponto R. (Capítulo anterior)
Adaptando o fator de segurança na equação modificada de Goodman, teremos:
Equação 4.18 ut
m
e
a
SSNσσ ′
+′
=1
Se assumirmos que não há carga axial, Obteremos a equação 19:
Equação 4.19
( ) ( ) ( ) ( )31
2222
43
43
32
⎪⎪
⎭
⎪⎪
⎬
⎫
⎪⎪
⎩
⎪⎪
⎨
⎧
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡⋅⋅+⋅
+⋅⋅+⋅
⋅=
rtu
fsmfm
e
fsaf
S
TmKMmK
S
TaKMaKNd
π
Elementos de Máquinas I 104 Prof. Douglas Roberto Zaions
Que pode ser usada como equação para projeto de eixos para qualquer combinação de cargas
torcionais e fletoras, considerando força axial zero e razão entre a tensão alternate e média constante no
tempo (situação 3).
Carvalho (1978) sugere que 5,225,1 <N≤ .
4.8 VELOCIDADE CRÍTICA DE EIXOS E ÁRVORE
Segundo Hall (1961), todos os eixos ou árvores mesmo na ausência de cargas externas, defletem
durante a rotação. A deflexão depende da rigidez da peça, de seus suportes, das massas próprias e dos
elementos anexados, do equilíbrio de massas em relação ao eixo de rotação e do amortecimento do
sistema. A deflexão, considerada como função da velocidade, passa por valores máximos nas velocidades
críticas. Para qualquer árvore há uma infinidade de velocidades críticas, mas apenas a primeira e talvez a
segunda são de interesses do engenheiro.
Qualquer sistema contendo elementos que armazenam energia, terão um conjunto de freqüências na
qual o sistema irá oscilar com grandes amplitudes. Qualquer massa em movimento armazena energia
cinética e qualquer mola armazena energia potencial. Todos os elementos mecânicos são confeccionados
com materiais elásticos e também podem ser tratados como molas. Além do mais, todos estes elementos
possuem massas em movimento que irão armazenar energia cinética. Quando um sistema dinâmico vibra,
a transferência de energia potencial para cinética e vice versa ocorre constantemente e repetitivamente no
sistema. O mesmo acontece com os eixos que giram com certa velocidade angular e defletem-se quando
submetidos a cargas fletoras e torçoras.
Se qualquer eixo ou árvore for submetido a uma carga variante no tempo, irá vibrar. Igualmente se o
eixo sofrer um impacto por meio de um martelo, irá vibrar em sua freqüência natural. A isto dá-se o nome
de vibrações livres. Se o sistema possui amortecimento a vibração irá cessar. Se uma carga variante no
tempo for aplicada, como por exemplo uma onda senoidal, o eixo vibrará na freqüência de excitação. Se a
freqüência de excitação coincidir com a freqüência natural, o sistema responderá com uma freqüência de
elevada amplitude. O elemento está então em ressonância.
Um sistema formado por várias regiões com acumulo de massa e molas contém infinito número de
freqüências naturais, equivalentes ao número de graus de liberdade do sistema.
A freqüência natural pode ser determinada em diferentes unidades utilizando as equações abaixo:
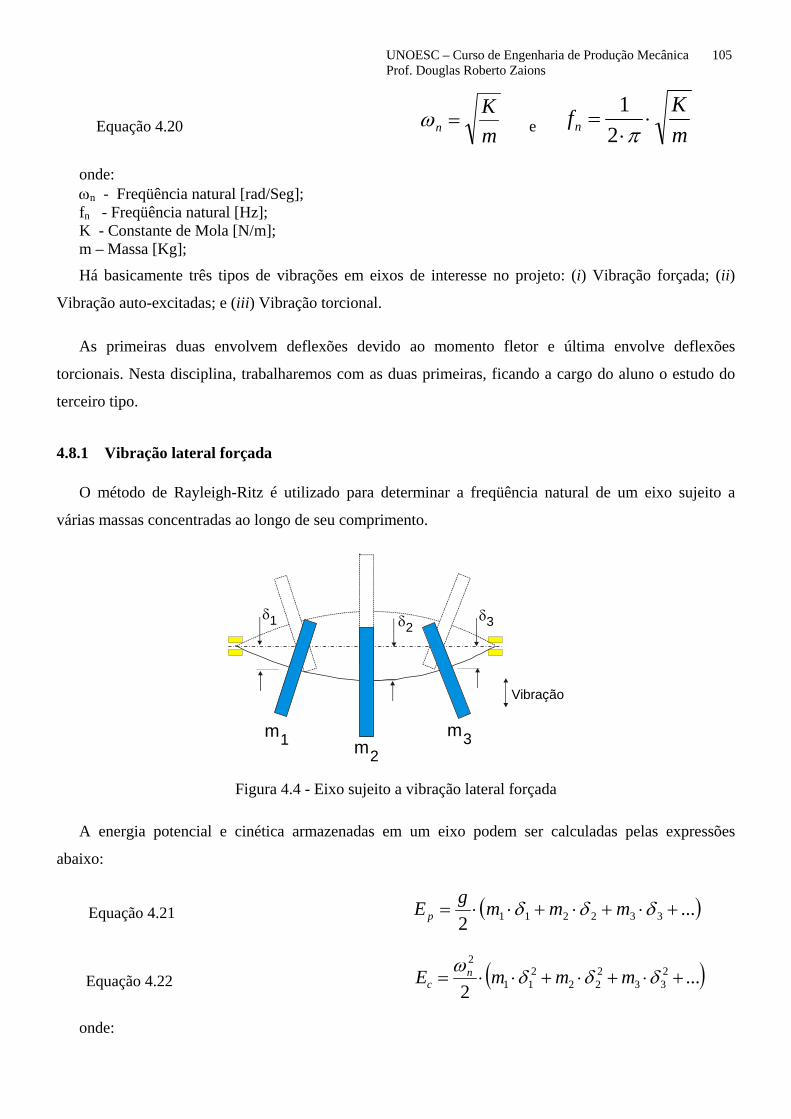
UNOESC – Curso de Engenharia de Produção Mecânica 105 Prof. Douglas Roberto Zaions
Equação 4.20 mK
n =ω e mKfn ⋅
⋅=
π21
onde: ωn - Freqüência natural [rad/Seg]; fn - Freqüência natural [Hz]; K - Constante de Mola [N/m]; m – Massa [Kg];
Há basicamente três tipos de vibrações em eixos de interesse no projeto: (i) Vibração forçada; (ii)
Vibração auto-excitadas; e (iii) Vibração torcional.
As primeiras duas envolvem deflexões devido ao momento fletor e última envolve deflexões
torcionais. Nesta disciplina, trabalharemos com as duas primeiras, ficando a cargo do aluno o estudo do
terceiro tipo.
4.8.1 Vibração lateral forçada
O método de Rayleigh-Ritz é utilizado para determinar a freqüência natural de um eixo sujeito a
várias massas concentradas ao longo de seu comprimento.
mm
m1
1 2 3
23
δ δ δ
Vibração
Figura 4.4 - Eixo sujeito a vibração lateral forçada
A energia potencial e cinética armazenadas em um eixo podem ser calculadas pelas expressões
abaixo:
Equação 4.21 ( )...2 332211 +⋅+⋅+⋅⋅= δδδ mmmgE p
Equação 4.22 ( )...2
233
222
211
2
+⋅+⋅+⋅⋅= δδδω mmmE nc
onde:
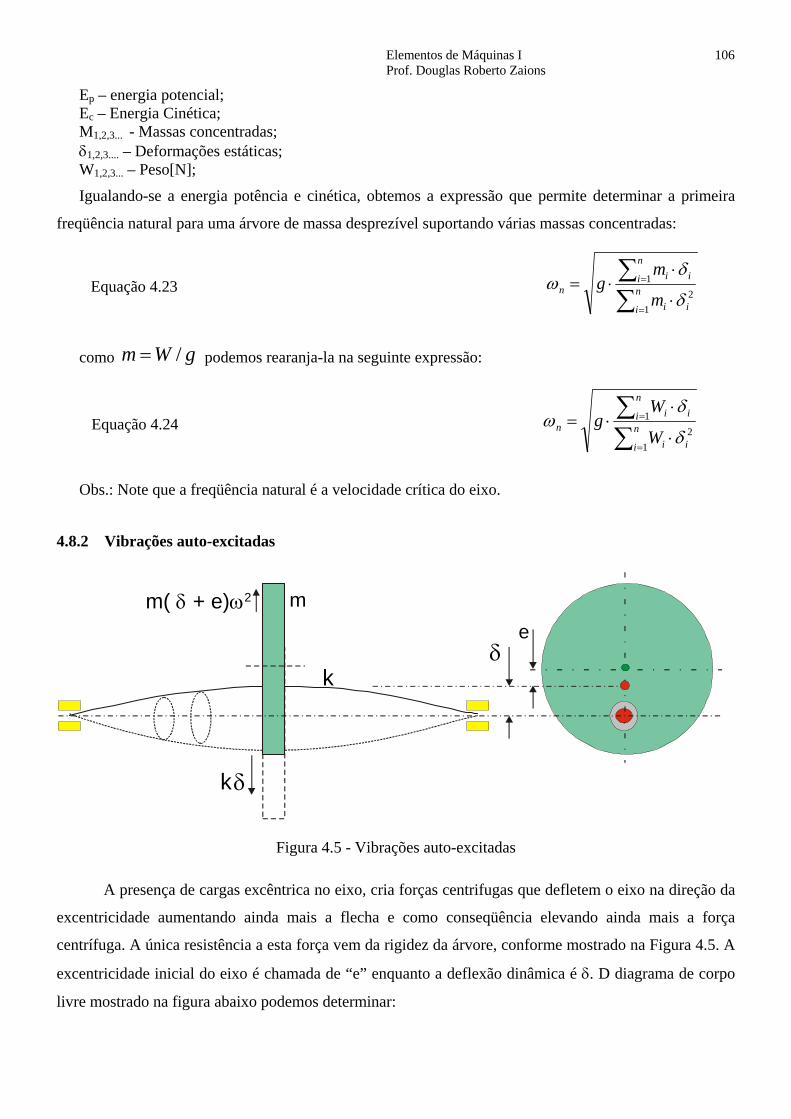
Elementos de Máquinas I 106 Prof. Douglas Roberto Zaions
Ep – energia potencial; Ec – Energia Cinética; M1,2,3... - Massas concentradas; δ1,2,3.... – Deformações estáticas; W1,2,3... – Peso[N];
Igualando-se a energia potência e cinética, obtemos a expressão que permite determinar a primeira
freqüência natural para uma árvore de massa desprezível suportando várias massas concentradas:
Equação 4.23 ∑∑
=
=
⋅
⋅⋅= n
i ii
n
i iin
m
mg
12
1
δ
δω
como gWm /= podemos rearanja-la na seguinte expressão:
Equação 4.24 ∑∑
=
=
⋅
⋅⋅= n
i ii
n
i iin
W
Wg
12
1
δ
δω
Obs.: Note que a freqüência natural é a velocidade crítica do eixo.
4.8.2 Vibrações auto-excitadas
δ
m2
δ
e
k
k
m( + e)δ ω
Figura 4.5 - Vibrações auto-excitadas
A presença de cargas excêntrica no eixo, cria forças centrifugas que defletem o eixo na direção da
excentricidade aumentando ainda mais a flecha e como conseqüência elevando ainda mais a força
centrífuga. A única resistência a esta força vem da rigidez da árvore, conforme mostrado na Figura 4.5. A
excentricidade inicial do eixo é chamada de “e” enquanto a deflexão dinâmica é δ. D diagrama de corpo
livre mostrado na figura abaixo podemos determinar:

UNOESC – Curso de Engenharia de Produção Mecânica 107 Prof. Douglas Roberto Zaions
Equação 4.25 ( ) 2ωδδ ⋅+⋅=⋅ emK
Equação 4.26 2
2
ω
ωδ−⎟
⎠⎞
⎜⎝⎛
⋅=
mKe
A deflexão dinâmica no eixo devido a força centrífuga provoca um giro do CG ao redor do eixo de
giração. Quando mK
=2ω , ∞=δ o eixo entrará em ressonância, isto é, a deflexão do eixo será muito
grande.
A freqüência natural pode ser determinada a partir do método de Rayleigh-Ritz.
A constante de mola do eixo pode ser determinada pela relação 3LCIEK
⋅⋅
= onde C é uma constante
que depende do tipo viga e mancais.
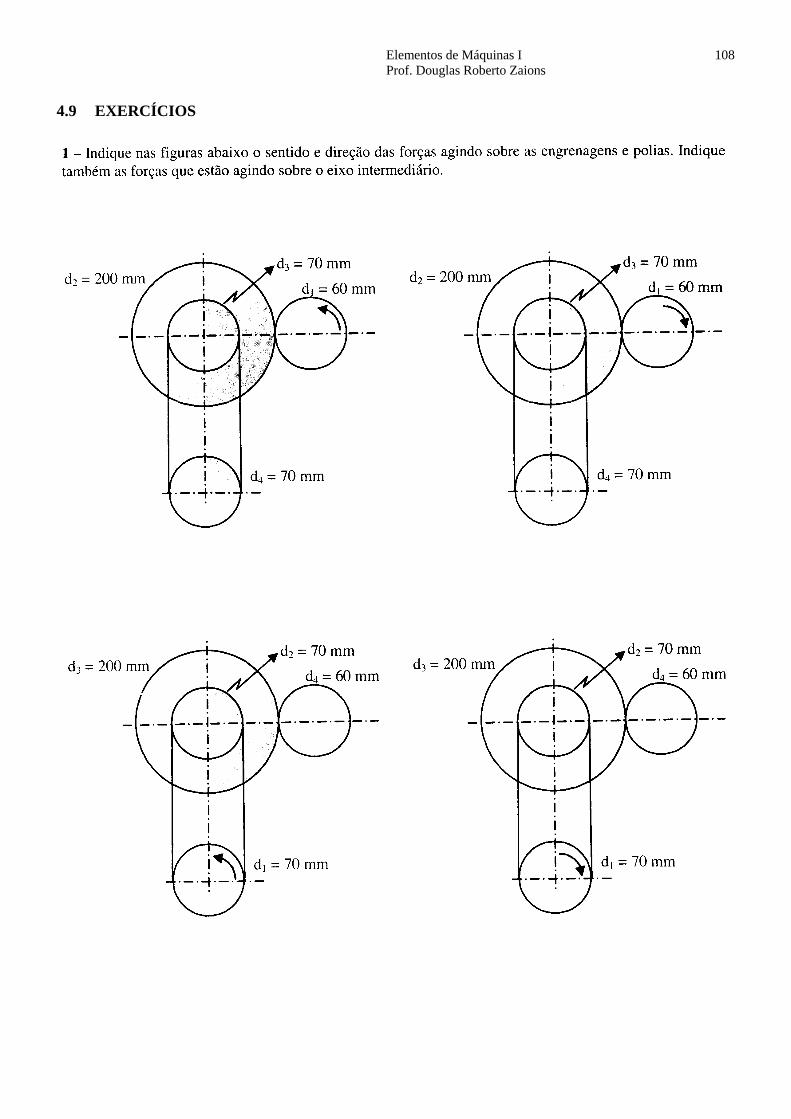
Elementos de Máquinas I 108 Prof. Douglas Roberto Zaions
4.9 EXERCÍCIOS
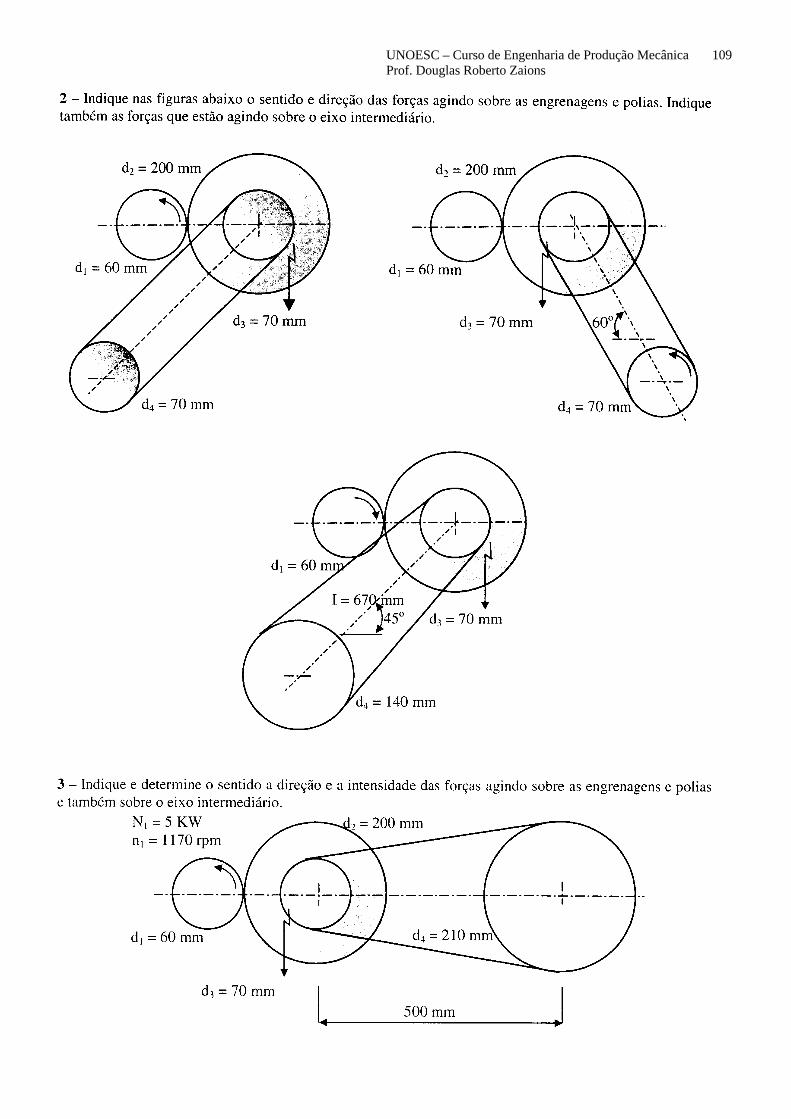
UNOESC – Curso de Engenharia de Produção Mecânica 109 Prof. Douglas Roberto Zaions
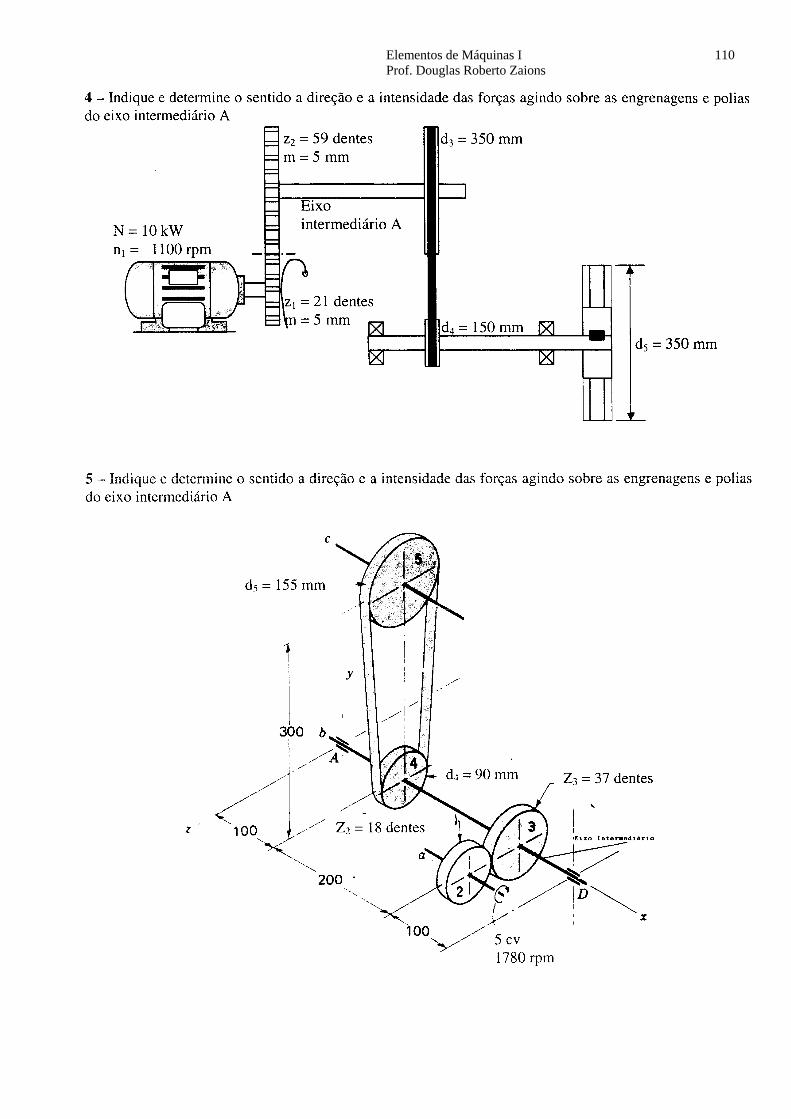
Elementos de Máquinas I 110 Prof. Douglas Roberto Zaions
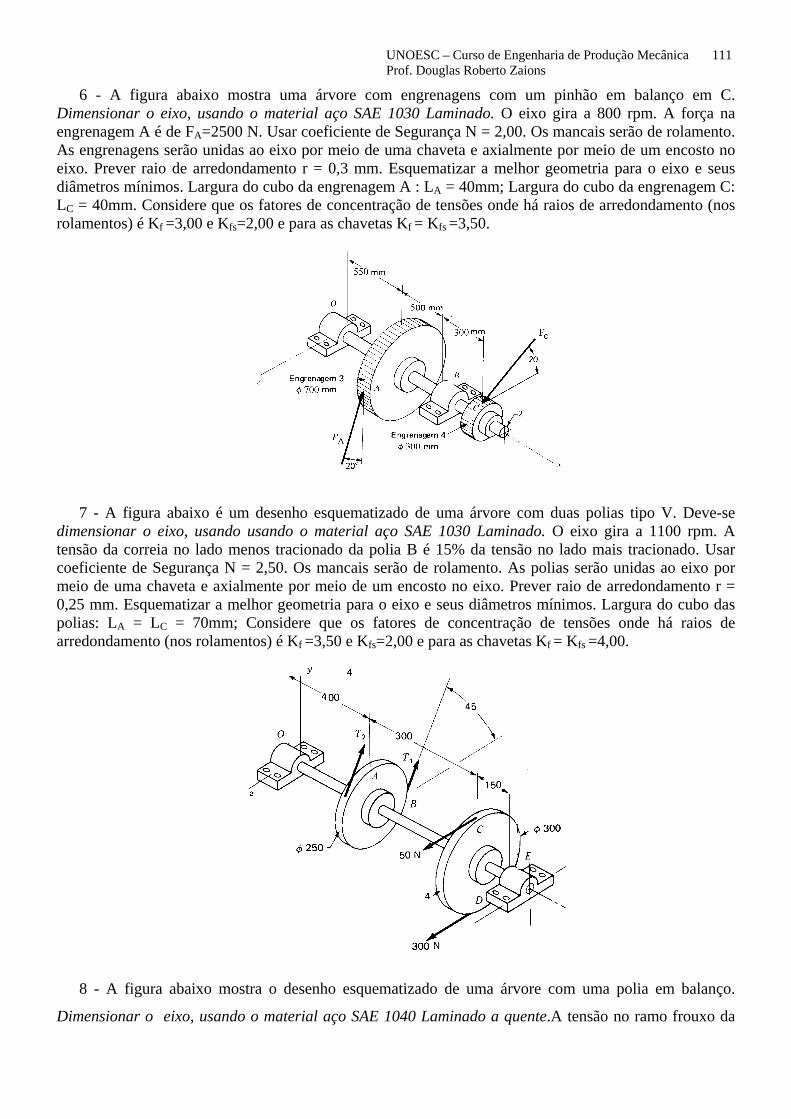
UNOESC – Curso de Engenharia de Produção Mecânica 111 Prof. Douglas Roberto Zaions
6 - A figura abaixo mostra uma árvore com engrenagens com um pinhão em balanço em C. Dimensionar o eixo, usando o material aço SAE 1030 Laminado. O eixo gira a 800 rpm. A força na engrenagem A é de FA=2500 N. Usar coeficiente de Segurança N = 2,00. Os mancais serão de rolamento. As engrenagens serão unidas ao eixo por meio de uma chaveta e axialmente por meio de um encosto no eixo. Prever raio de arredondamento r = 0,3 mm. Esquematizar a melhor geometria para o eixo e seus diâmetros mínimos. Largura do cubo da engrenagem A : LA = 40mm; Largura do cubo da engrenagem C: LC = 40mm. Considere que os fatores de concentração de tensões onde há raios de arredondamento (nos rolamentos) é Kf =3,00 e Kfs=2,00 e para as chavetas Kf = Kfs =3,50.
7 - A figura abaixo é um desenho esquematizado de uma árvore com duas polias tipo V. Deve-se dimensionar o eixo, usando usando o material aço SAE 1030 Laminado. O eixo gira a 1100 rpm. A tensão da correia no lado menos tracionado da polia B é 15% da tensão no lado mais tracionado. Usar coeficiente de Segurança N = 2,50. Os mancais serão de rolamento. As polias serão unidas ao eixo por meio de uma chaveta e axialmente por meio de um encosto no eixo. Prever raio de arredondamento r = 0,25 mm. Esquematizar a melhor geometria para o eixo e seus diâmetros mínimos. Largura do cubo das polias: LA = LC = 70mm; Considere que os fatores de concentração de tensões onde há raios de arredondamento (nos rolamentos) é Kf =3,50 e Kfs=2,00 e para as chavetas Kf = Kfs =4,00.
8 - A figura abaixo mostra o desenho esquematizado de uma árvore com uma polia em balanço.
Dimensionar o eixo, usando o material aço SAE 1040 Laminado a quente.A tensão no ramo frouxo da
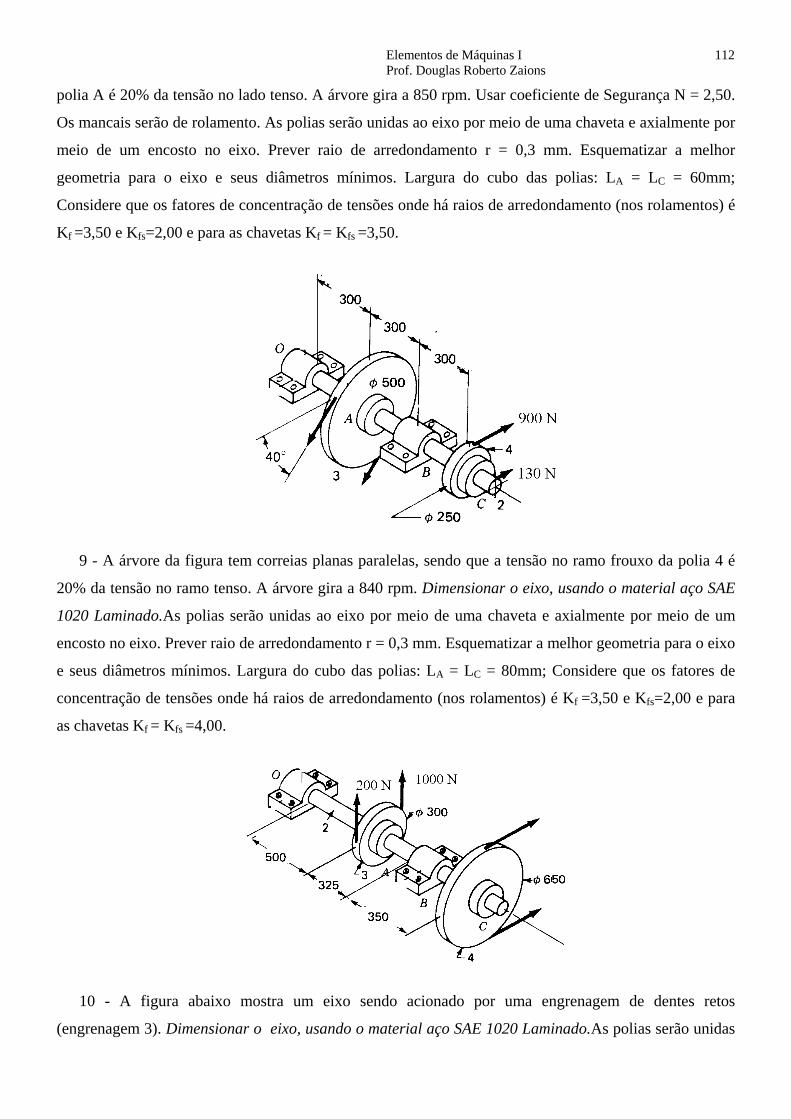
Elementos de Máquinas I 112 Prof. Douglas Roberto Zaions
polia A é 20% da tensão no lado tenso. A árvore gira a 850 rpm. Usar coeficiente de Segurança N = 2,50.
Os mancais serão de rolamento. As polias serão unidas ao eixo por meio de uma chaveta e axialmente por
meio de um encosto no eixo. Prever raio de arredondamento r = 0,3 mm. Esquematizar a melhor
geometria para o eixo e seus diâmetros mínimos. Largura do cubo das polias: LA = LC = 60mm;
Considere que os fatores de concentração de tensões onde há raios de arredondamento (nos rolamentos) é
Kf =3,50 e Kfs=2,00 e para as chavetas Kf = Kfs =3,50.
9 - A árvore da figura tem correias planas paralelas, sendo que a tensão no ramo frouxo da polia 4 é
20% da tensão no ramo tenso. A árvore gira a 840 rpm. Dimensionar o eixo, usando o material aço SAE
1020 Laminado.As polias serão unidas ao eixo por meio de uma chaveta e axialmente por meio de um
encosto no eixo. Prever raio de arredondamento r = 0,3 mm. Esquematizar a melhor geometria para o eixo
e seus diâmetros mínimos. Largura do cubo das polias: LA = LC = 80mm; Considere que os fatores de
concentração de tensões onde há raios de arredondamento (nos rolamentos) é Kf =3,50 e Kfs=2,00 e para
as chavetas Kf = Kfs =4,00.
10 - A figura abaixo mostra um eixo sendo acionado por uma engrenagem de dentes retos
(engrenagem 3). Dimensionar o eixo, usando o material aço SAE 1020 Laminado.As polias serão unidas
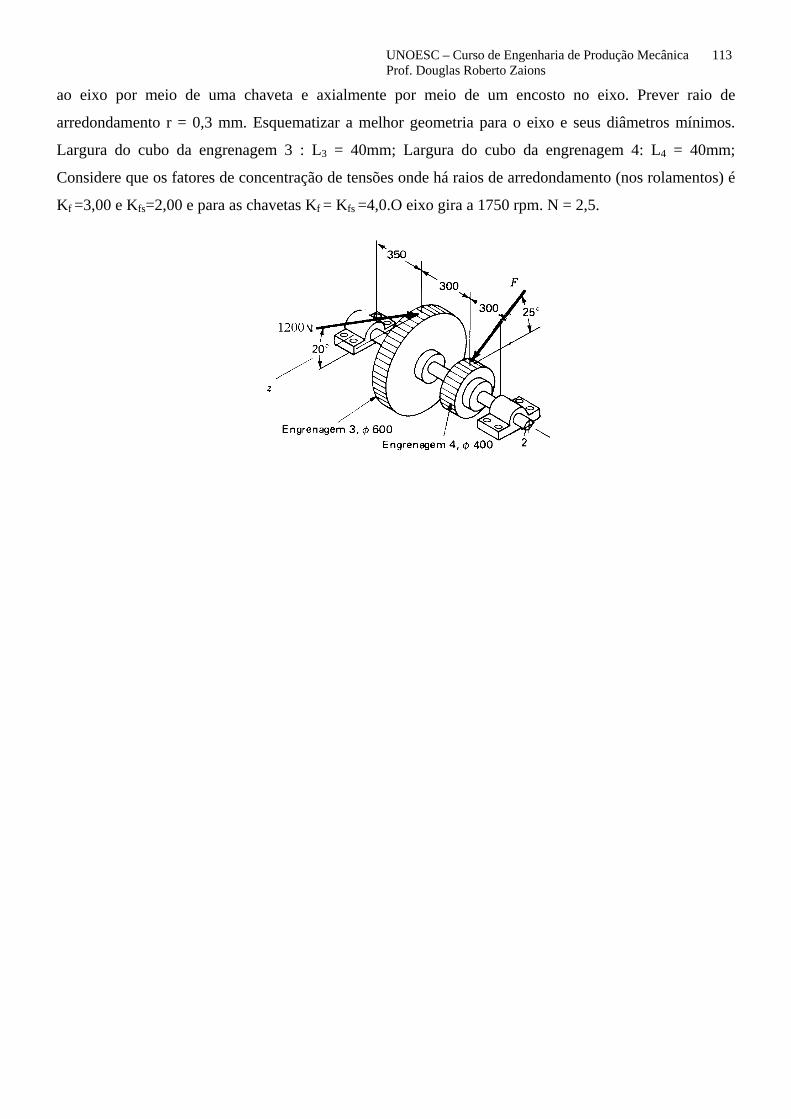
UNOESC – Curso de Engenharia de Produção Mecânica 113 Prof. Douglas Roberto Zaions
ao eixo por meio de uma chaveta e axialmente por meio de um encosto no eixo. Prever raio de
arredondamento r = 0,3 mm. Esquematizar a melhor geometria para o eixo e seus diâmetros mínimos.
Largura do cubo da engrenagem 3 : L3 = 40mm; Largura do cubo da engrenagem 4: L4 = 40mm;
Considere que os fatores de concentração de tensões onde há raios de arredondamento (nos rolamentos) é
Kf =3,00 e Kfs=2,00 e para as chavetas Kf = Kfs =4,0.O eixo gira a 1750 rpm. N = 2,5.
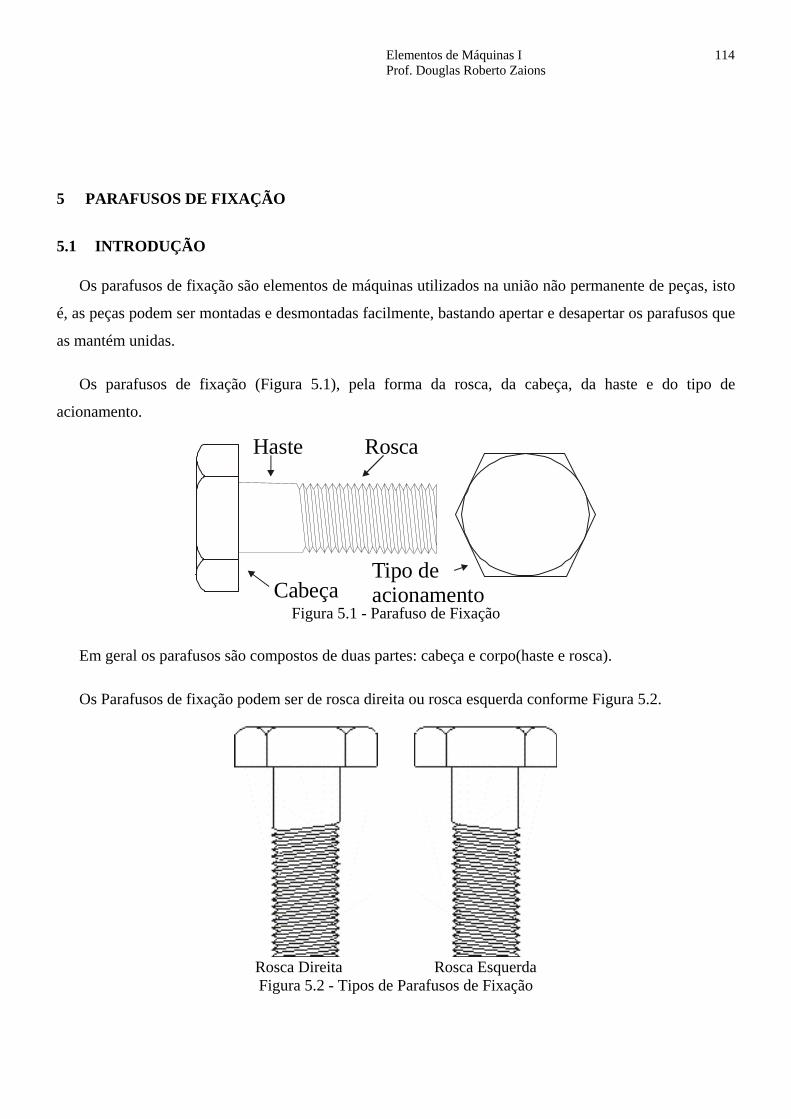
Elementos de Máquinas I 114 Prof. Douglas Roberto Zaions
5 PARAFUSOS DE FIXAÇÃO
5.1 INTRODUÇÃO
Os parafusos de fixação são elementos de máquinas utilizados na união não permanente de peças, isto
é, as peças podem ser montadas e desmontadas facilmente, bastando apertar e desapertar os parafusos que
as mantém unidas.
Os parafusos de fixação (Figura 5.1), pela forma da rosca, da cabeça, da haste e do tipo de
acionamento.
Cabeça
Haste Rosca
Tipo deacionamento
Figura 5.1 - Parafuso de Fixação
Em geral os parafusos são compostos de duas partes: cabeça e corpo(haste e rosca).
Os Parafusos de fixação podem ser de rosca direita ou rosca esquerda conforme Figura 5.2.
Rosca Direita Rosca Esquerda Figura 5.2 - Tipos de Parafusos de Fixação
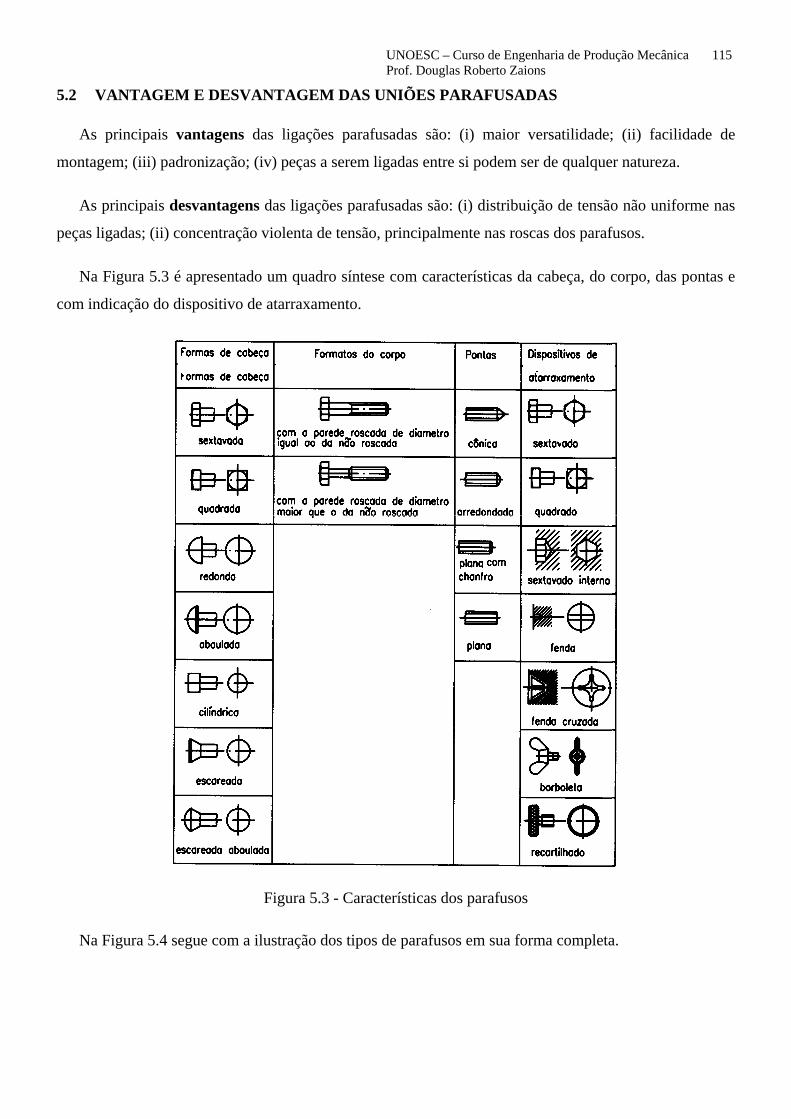
UNOESC – Curso de Engenharia de Produção Mecânica 115 Prof. Douglas Roberto Zaions
5.2 VANTAGEM E DESVANTAGEM DAS UNIÕES PARAFUSADAS
As principais vantagens das ligações parafusadas são: (i) maior versatilidade; (ii) facilidade de
montagem; (iii) padronização; (iv) peças a serem ligadas entre si podem ser de qualquer natureza.
As principais desvantagens das ligações parafusadas são: (i) distribuição de tensão não uniforme nas
peças ligadas; (ii) concentração violenta de tensão, principalmente nas roscas dos parafusos.
Na Figura 5.3 é apresentado um quadro síntese com características da cabeça, do corpo, das pontas e
com indicação do dispositivo de atarraxamento.
Figura 5.3 - Características dos parafusos
Na Figura 5.4 segue com a ilustração dos tipos de parafusos em sua forma completa.
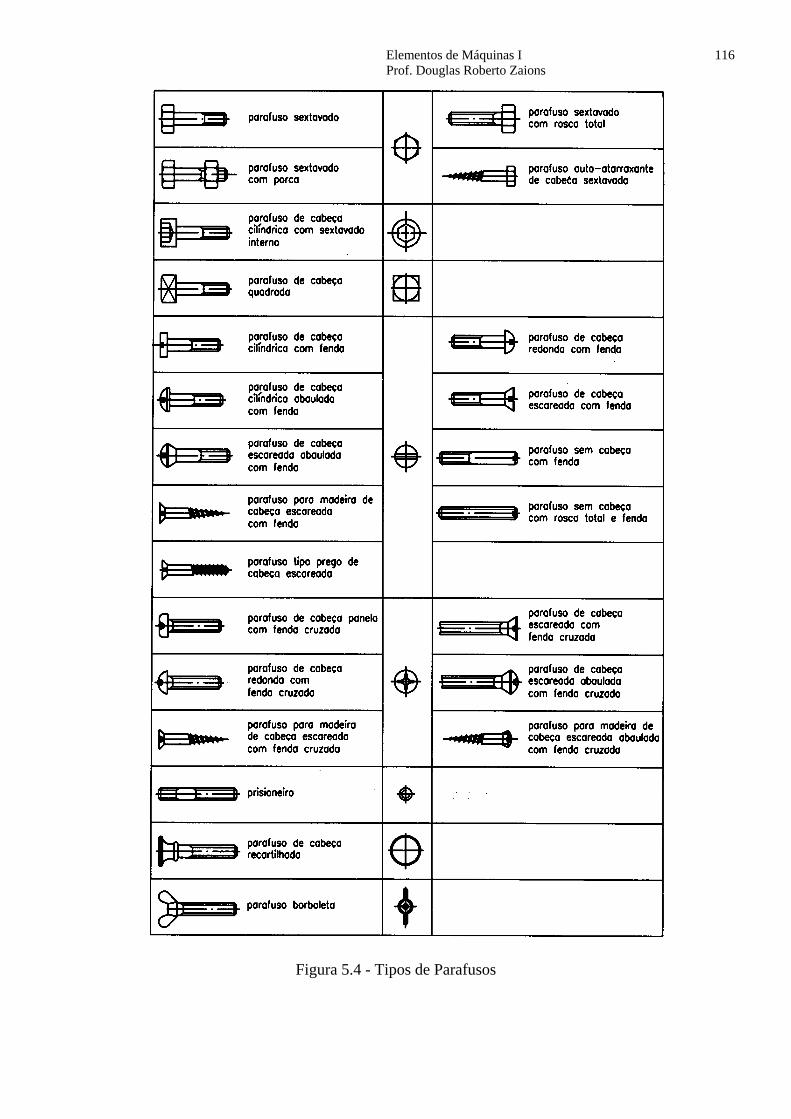
Elementos de Máquinas I 116 Prof. Douglas Roberto Zaions
Figura 5.4 - Tipos de Parafusos
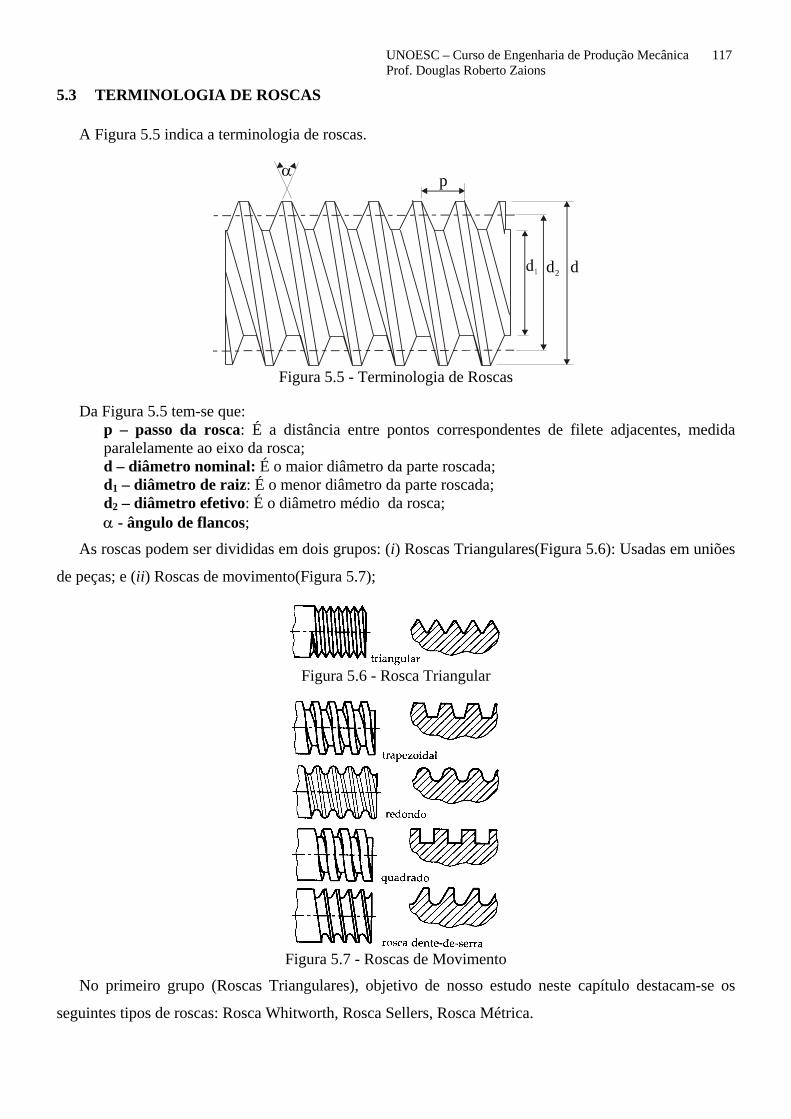
UNOESC – Curso de Engenharia de Produção Mecânica 117 Prof. Douglas Roberto Zaions
5.3 TERMINOLOGIA DE ROSCAS
A Figura 5.5 indica a terminologia de roscas.
α p
dd2
Figura 5.5 - Terminologia de Roscas
Da Figura 5.5 tem-se que: p – passo da rosca: É a distância entre pontos correspondentes de filete adjacentes, medida paralelamente ao eixo da rosca; d – diâmetro nominal: É o maior diâmetro da parte roscada; d1 – diâmetro de raiz: É o menor diâmetro da parte roscada; d2 – diâmetro efetivo: É o diâmetro médio da rosca; α - ângulo de flancos;
As roscas podem ser divididas em dois grupos: (i) Roscas Triangulares(Figura 5.6): Usadas em uniões
de peças; e (ii) Roscas de movimento(Figura 5.7);
Figura 5.6 - Rosca Triangular
Figura 5.7 - Roscas de Movimento
No primeiro grupo (Roscas Triangulares), objetivo de nosso estudo neste capítulo destacam-se os
seguintes tipos de roscas: Rosca Whitworth, Rosca Sellers, Rosca Métrica.
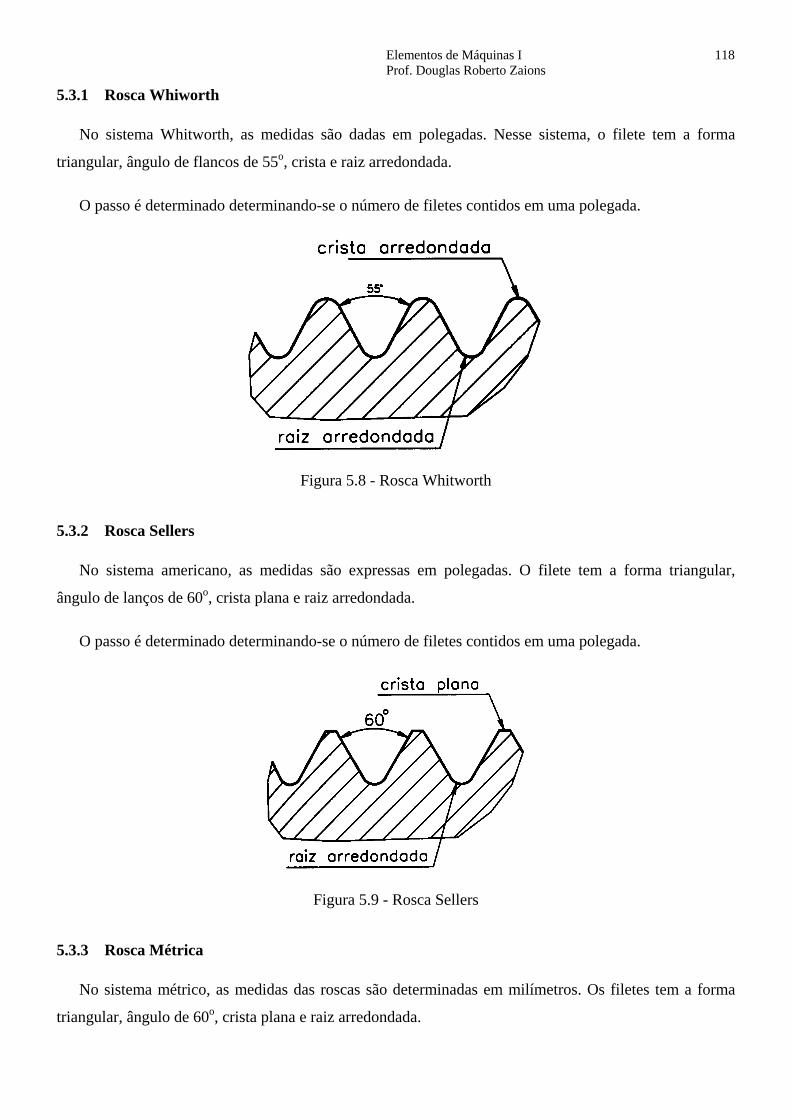
Elementos de Máquinas I 118 Prof. Douglas Roberto Zaions
5.3.1 Rosca Whiworth
No sistema Whitworth, as medidas são dadas em polegadas. Nesse sistema, o filete tem a forma
triangular, ângulo de flancos de 55o, crista e raiz arredondada.
O passo é determinado determinando-se o número de filetes contidos em uma polegada.
Figura 5.8 - Rosca Whitworth
5.3.2 Rosca Sellers
No sistema americano, as medidas são expressas em polegadas. O filete tem a forma triangular,
ângulo de lanços de 60o, crista plana e raiz arredondada.
O passo é determinado determinando-se o número de filetes contidos em uma polegada.
Figura 5.9 - Rosca Sellers
5.3.3 Rosca Métrica
No sistema métrico, as medidas das roscas são determinadas em milímetros. Os filetes tem a forma
triangular, ângulo de 60o, crista plana e raiz arredondada.
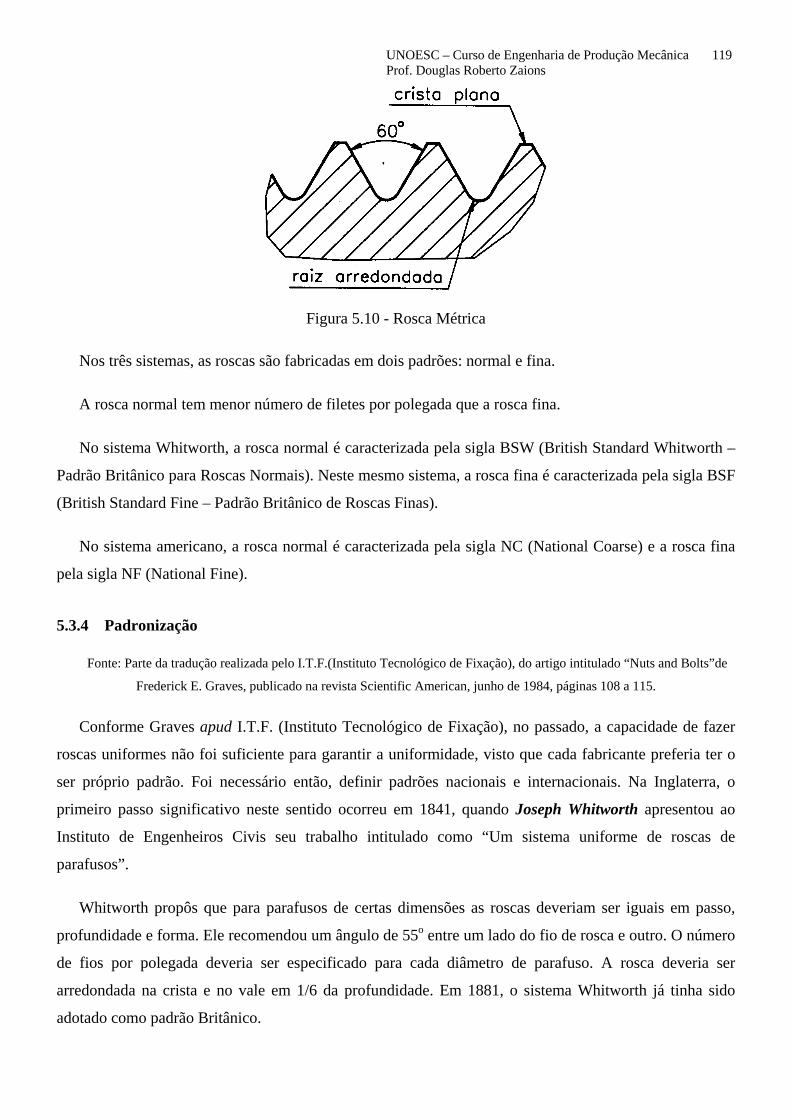
UNOESC – Curso de Engenharia de Produção Mecânica 119 Prof. Douglas Roberto Zaions
Figura 5.10 - Rosca Métrica
Nos três sistemas, as roscas são fabricadas em dois padrões: normal e fina.
A rosca normal tem menor número de filetes por polegada que a rosca fina.
No sistema Whitworth, a rosca normal é caracterizada pela sigla BSW (British Standard Whitworth –
Padrão Britânico para Roscas Normais). Neste mesmo sistema, a rosca fina é caracterizada pela sigla BSF
(British Standard Fine – Padrão Britânico de Roscas Finas).
No sistema americano, a rosca normal é caracterizada pela sigla NC (National Coarse) e a rosca fina
pela sigla NF (National Fine).
5.3.4 Padronização
Fonte: Parte da tradução realizada pelo I.T.F.(Instituto Tecnológico de Fixação), do artigo intitulado “Nuts and Bolts”de
Frederick E. Graves, publicado na revista Scientific American, junho de 1984, páginas 108 a 115.
Conforme Graves apud I.T.F. (Instituto Tecnológico de Fixação), no passado, a capacidade de fazer
roscas uniformes não foi suficiente para garantir a uniformidade, visto que cada fabricante preferia ter o
ser próprio padrão. Foi necessário então, definir padrões nacionais e internacionais. Na Inglaterra, o
primeiro passo significativo neste sentido ocorreu em 1841, quando Joseph Whitworth apresentou ao
Instituto de Engenheiros Civis seu trabalho intitulado como “Um sistema uniforme de roscas de
parafusos”.
Whitworth propôs que para parafusos de certas dimensões as roscas deveriam ser iguais em passo,
profundidade e forma. Ele recomendou um ângulo de 55o entre um lado do fio de rosca e outro. O número
de fios por polegada deveria ser especificado para cada diâmetro de parafuso. A rosca deveria ser
arredondada na crista e no vale em 1/6 da profundidade. Em 1881, o sistema Whitworth já tinha sido
adotado como padrão Britânico.
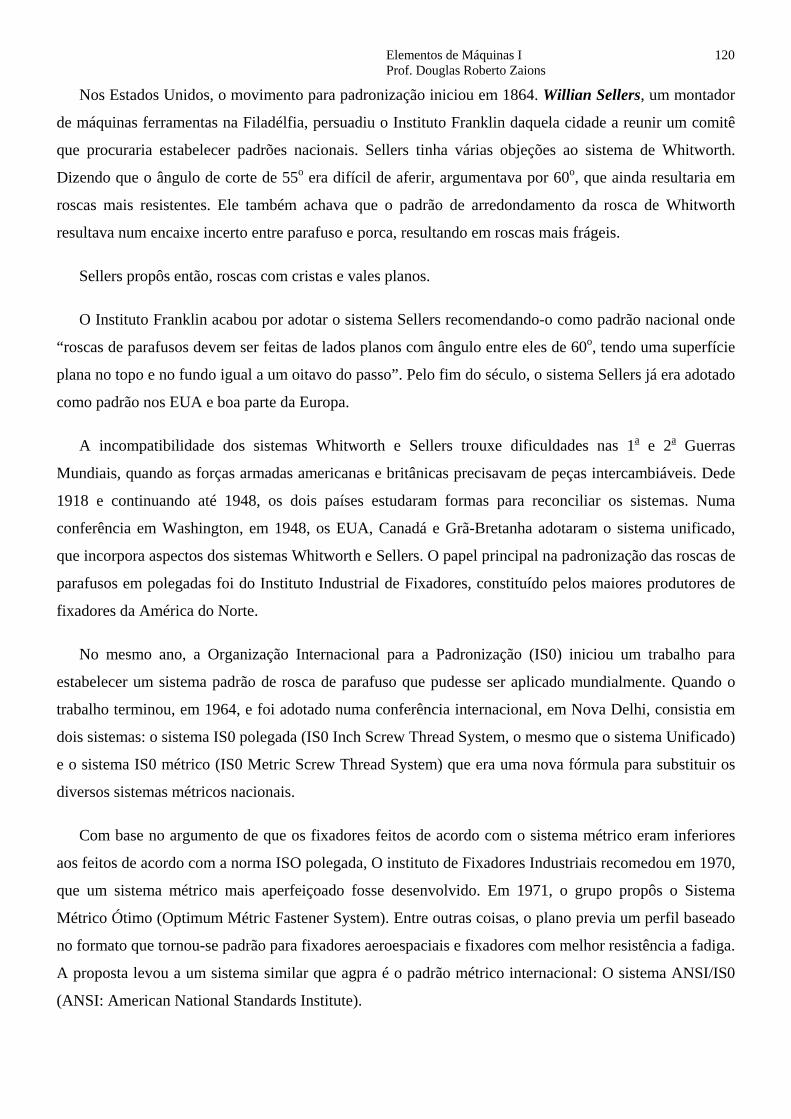
Elementos de Máquinas I 120 Prof. Douglas Roberto Zaions
Nos Estados Unidos, o movimento para padronização iniciou em 1864. Willian Sellers, um montador
de máquinas ferramentas na Filadélfia, persuadiu o Instituto Franklin daquela cidade a reunir um comitê
que procuraria estabelecer padrões nacionais. Sellers tinha várias objeções ao sistema de Whitworth.
Dizendo que o ângulo de corte de 55o era difícil de aferir, argumentava por 60o, que ainda resultaria em
roscas mais resistentes. Ele também achava que o padrão de arredondamento da rosca de Whitworth
resultava num encaixe incerto entre parafuso e porca, resultando em roscas mais frágeis.
Sellers propôs então, roscas com cristas e vales planos.
O Instituto Franklin acabou por adotar o sistema Sellers recomendando-o como padrão nacional onde
“roscas de parafusos devem ser feitas de lados planos com ângulo entre eles de 60o, tendo uma superfície
plana no topo e no fundo igual a um oitavo do passo”. Pelo fim do século, o sistema Sellers já era adotado
como padrão nos EUA e boa parte da Europa.
A incompatibilidade dos sistemas Whitworth e Sellers trouxe dificuldades nas 1a e 2a Guerras
Mundiais, quando as forças armadas americanas e britânicas precisavam de peças intercambiáveis. Dede
1918 e continuando até 1948, os dois países estudaram formas para reconciliar os sistemas. Numa
conferência em Washington, em 1948, os EUA, Canadá e Grã-Bretanha adotaram o sistema unificado,
que incorpora aspectos dos sistemas Whitworth e Sellers. O papel principal na padronização das roscas de
parafusos em polegadas foi do Instituto Industrial de Fixadores, constituído pelos maiores produtores de
fixadores da América do Norte.
No mesmo ano, a Organização Internacional para a Padronização (IS0) iniciou um trabalho para
estabelecer um sistema padrão de rosca de parafuso que pudesse ser aplicado mundialmente. Quando o
trabalho terminou, em 1964, e foi adotado numa conferência internacional, em Nova Delhi, consistia em
dois sistemas: o sistema IS0 polegada (IS0 Inch Screw Thread System, o mesmo que o sistema Unificado)
e o sistema IS0 métrico (IS0 Metric Screw Thread System) que era uma nova fórmula para substituir os
diversos sistemas métricos nacionais.
Com base no argumento de que os fixadores feitos de acordo com o sistema métrico eram inferiores
aos feitos de acordo com a norma ISO polegada, O instituto de Fixadores Industriais recomedou em 1970,
que um sistema métrico mais aperfeiçoado fosse desenvolvido. Em 1971, o grupo propôs o Sistema
Métrico Ótimo (Optimum Métric Fastener System). Entre outras coisas, o plano previa um perfil baseado
no formato que tornou-se padrão para fixadores aeroespaciais e fixadores com melhor resistência a fadiga.
A proposta levou a um sistema similar que agpra é o padrão métrico internacional: O sistema ANSI/IS0
(ANSI: American National Standards Institute).
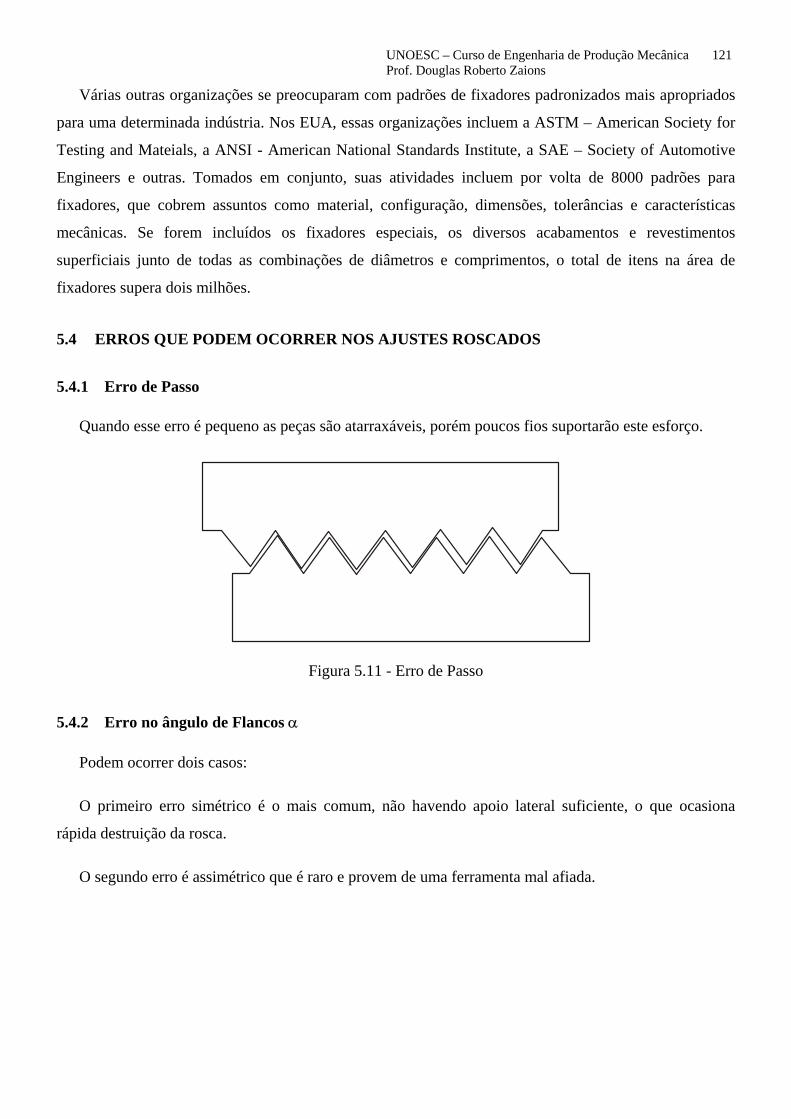
UNOESC – Curso de Engenharia de Produção Mecânica 121 Prof. Douglas Roberto Zaions
Várias outras organizações se preocuparam com padrões de fixadores padronizados mais apropriados
para uma determinada indústria. Nos EUA, essas organizações incluem a ASTM – American Society for
Testing and Mateials, a ANSI - American National Standards Institute, a SAE – Society of Automotive
Engineers e outras. Tomados em conjunto, suas atividades incluem por volta de 8000 padrões para
fixadores, que cobrem assuntos como material, configuração, dimensões, tolerâncias e características
mecânicas. Se forem incluídos os fixadores especiais, os diversos acabamentos e revestimentos
superficiais junto de todas as combinações de diâmetros e comprimentos, o total de itens na área de
fixadores supera dois milhões.
5.4 ERROS QUE PODEM OCORRER NOS AJUSTES ROSCADOS
5.4.1 Erro de Passo
Quando esse erro é pequeno as peças são atarraxáveis, porém poucos fios suportarão este esforço.
Figura 5.11 - Erro de Passo
5.4.2 Erro no ângulo de Flancos α
Podem ocorrer dois casos:
O primeiro erro simétrico é o mais comum, não havendo apoio lateral suficiente, o que ocasiona
rápida destruição da rosca.
O segundo erro é assimétrico que é raro e provem de uma ferramenta mal afiada.
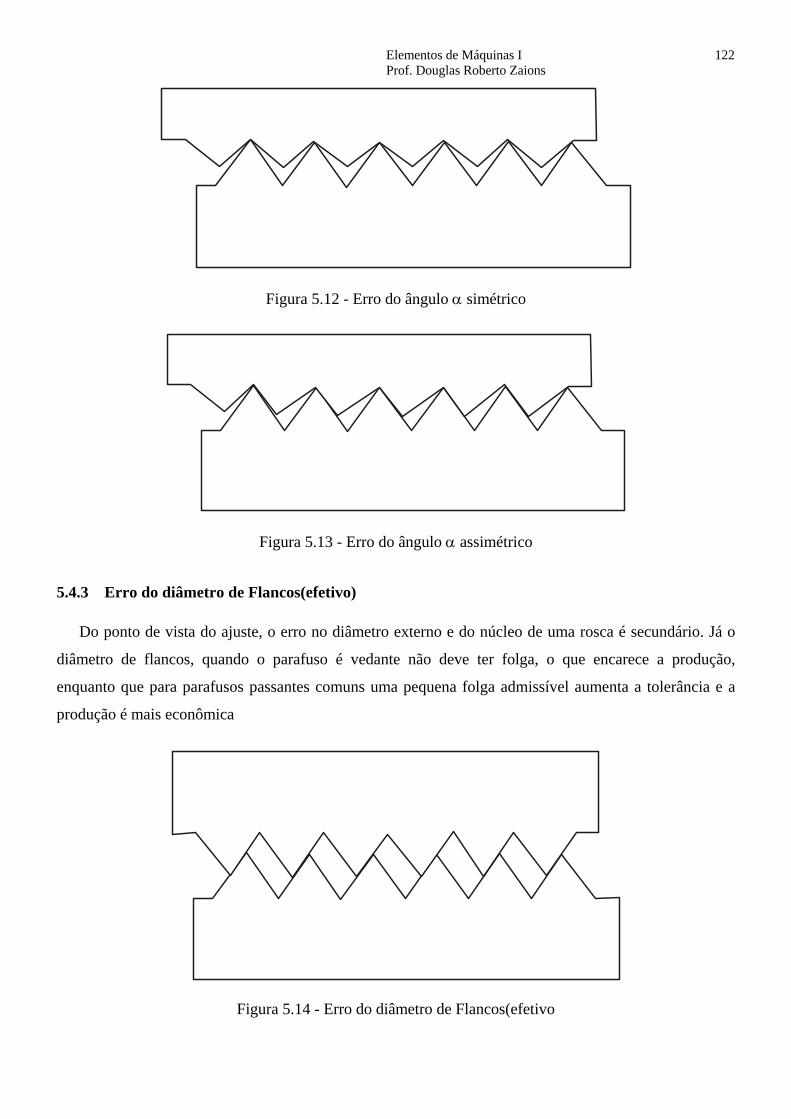
Elementos de Máquinas I 122 Prof. Douglas Roberto Zaions
Figura 5.12 - Erro do ângulo α simétrico
Figura 5.13 - Erro do ângulo α assimétrico
5.4.3 Erro do diâmetro de Flancos(efetivo)
Do ponto de vista do ajuste, o erro no diâmetro externo e do núcleo de uma rosca é secundário. Já o
diâmetro de flancos, quando o parafuso é vedante não deve ter folga, o que encarece a produção,
enquanto que para parafusos passantes comuns uma pequena folga admissível aumenta a tolerância e a
produção é mais econômica
Figura 5.14 - Erro do diâmetro de Flancos(efetivo
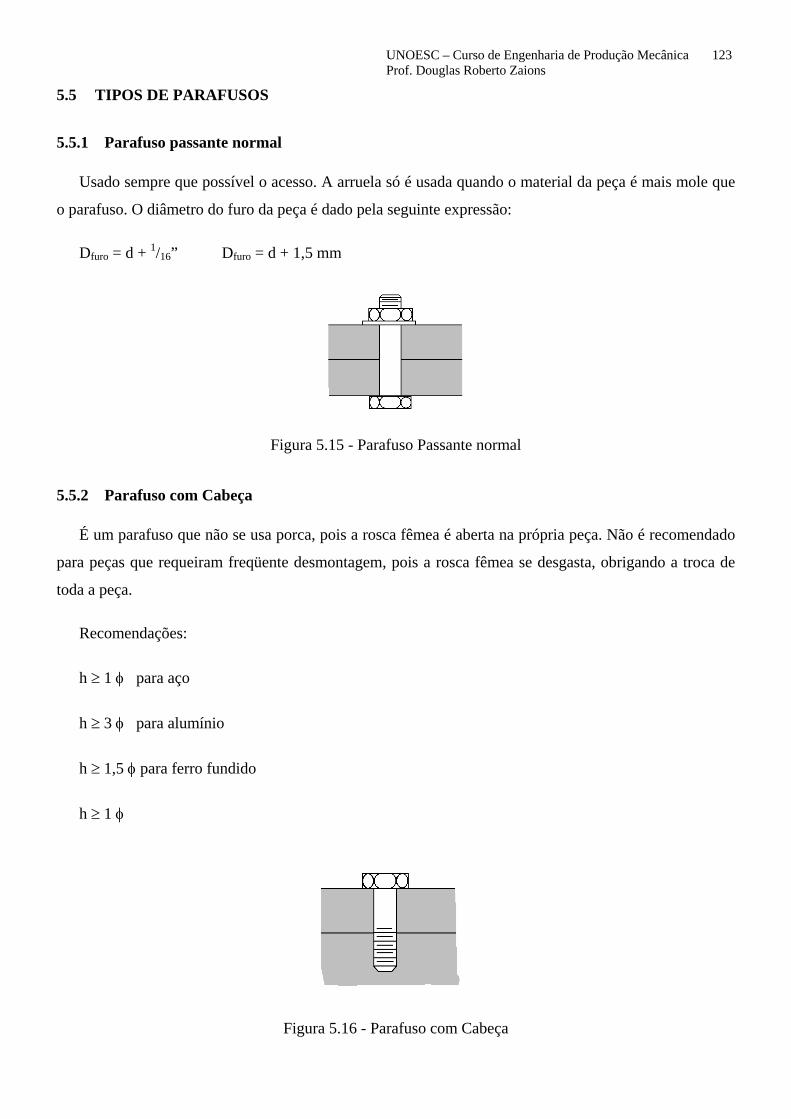
UNOESC – Curso de Engenharia de Produção Mecânica 123 Prof. Douglas Roberto Zaions
5.5 TIPOS DE PARAFUSOS
5.5.1 Parafuso passante normal
Usado sempre que possível o acesso. A arruela só é usada quando o material da peça é mais mole que
o parafuso. O diâmetro do furo da peça é dado pela seguinte expressão:
Dfuro = d + 1/16” Dfuro = d + 1,5 mm
Figura 5.15 - Parafuso Passante normal
5.5.2 Parafuso com Cabeça
É um parafuso que não se usa porca, pois a rosca fêmea é aberta na própria peça. Não é recomendado
para peças que requeiram freqüente desmontagem, pois a rosca fêmea se desgasta, obrigando a troca de
toda a peça.
Recomendações:
h ≥ 1 φ para aço
h ≥ 3 φ para alumínio
h ≥ 1,5 φ para ferro fundido
h ≥ 1 φ
Figura 5.16 - Parafuso com Cabeça
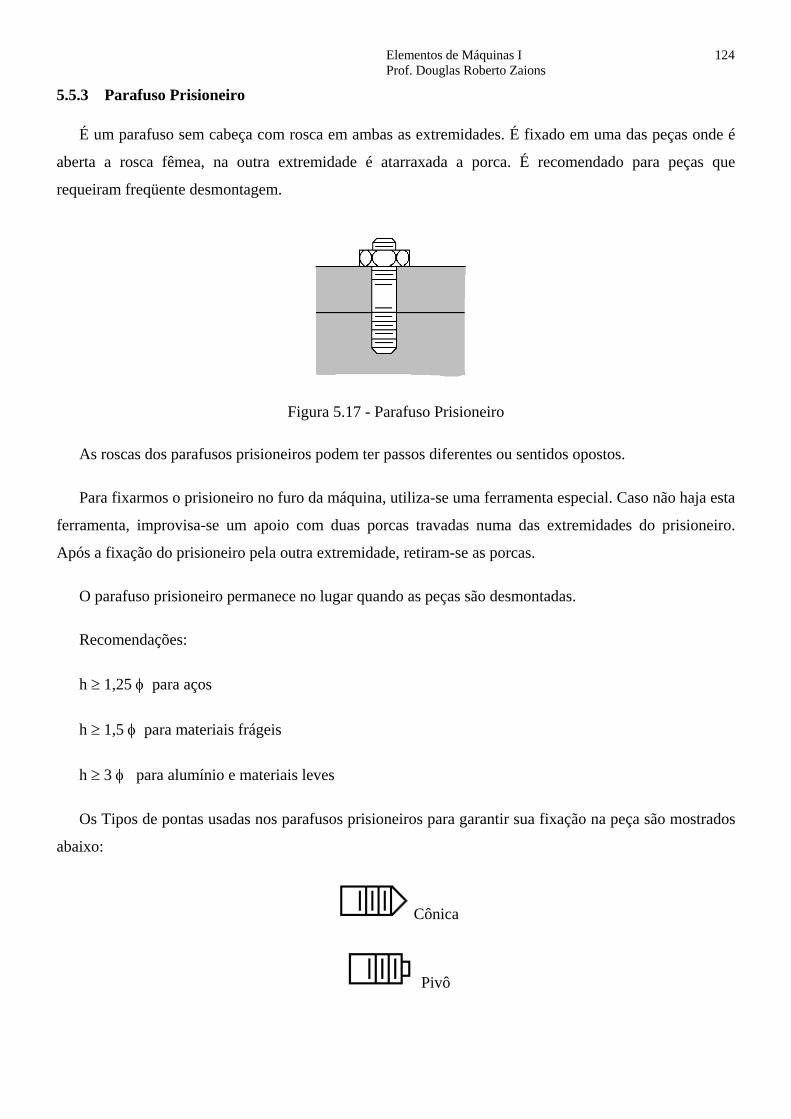
Elementos de Máquinas I 124 Prof. Douglas Roberto Zaions
5.5.3 Parafuso Prisioneiro
É um parafuso sem cabeça com rosca em ambas as extremidades. É fixado em uma das peças onde é
aberta a rosca fêmea, na outra extremidade é atarraxada a porca. É recomendado para peças que
requeiram freqüente desmontagem.
Figura 5.17 - Parafuso Prisioneiro
As roscas dos parafusos prisioneiros podem ter passos diferentes ou sentidos opostos.
Para fixarmos o prisioneiro no furo da máquina, utiliza-se uma ferramenta especial. Caso não haja esta
ferramenta, improvisa-se um apoio com duas porcas travadas numa das extremidades do prisioneiro.
Após a fixação do prisioneiro pela outra extremidade, retiram-se as porcas.
O parafuso prisioneiro permanece no lugar quando as peças são desmontadas.
Recomendações:
h ≥ 1,25 φ para aços
h ≥ 1,5 φ para materiais frágeis
h ≥ 3 φ para alumínio e materiais leves
Os Tipos de pontas usadas nos parafusos prisioneiros para garantir sua fixação na peça são mostrados
abaixo:
Cônica
Pivô
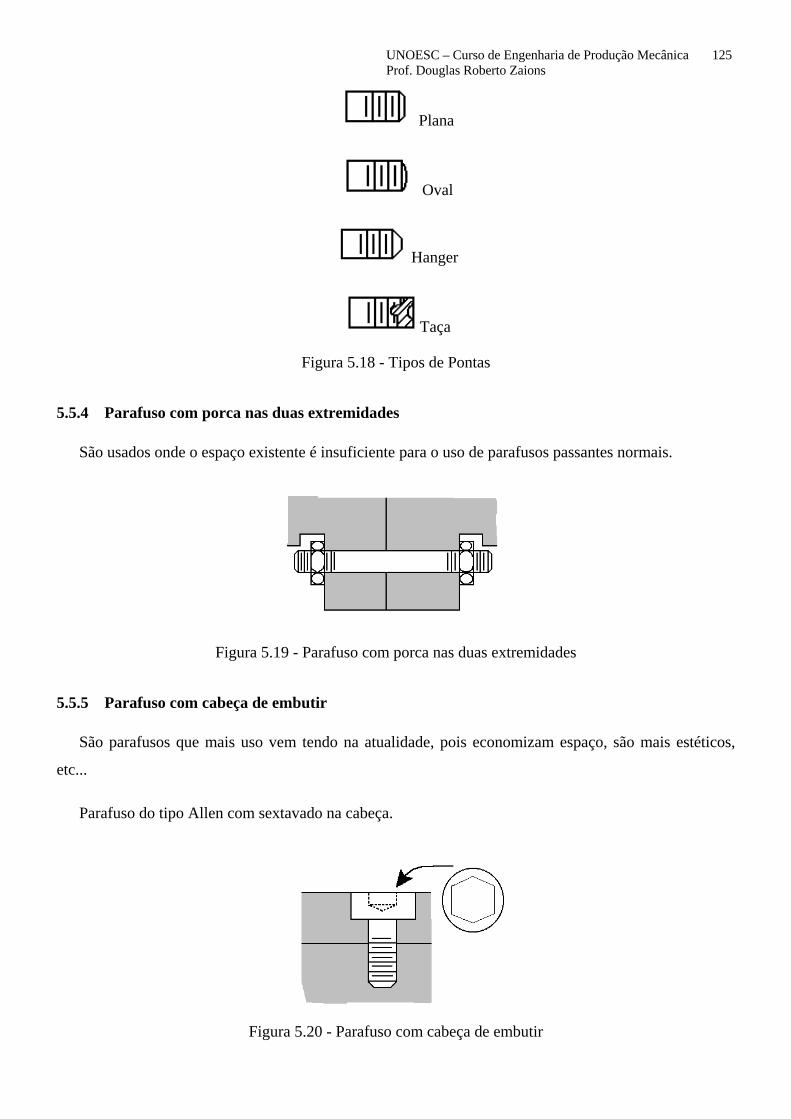
UNOESC – Curso de Engenharia de Produção Mecânica 125 Prof. Douglas Roberto Zaions
Plana
Oval
Hanger
Taça
Figura 5.18 - Tipos de Pontas
5.5.4 Parafuso com porca nas duas extremidades
São usados onde o espaço existente é insuficiente para o uso de parafusos passantes normais.
Figura 5.19 - Parafuso com porca nas duas extremidades
5.5.5 Parafuso com cabeça de embutir
São parafusos que mais uso vem tendo na atualidade, pois economizam espaço, são mais estéticos,
etc...
Parafuso do tipo Allen com sextavado na cabeça.
Figura 5.20 - Parafuso com cabeça de embutir
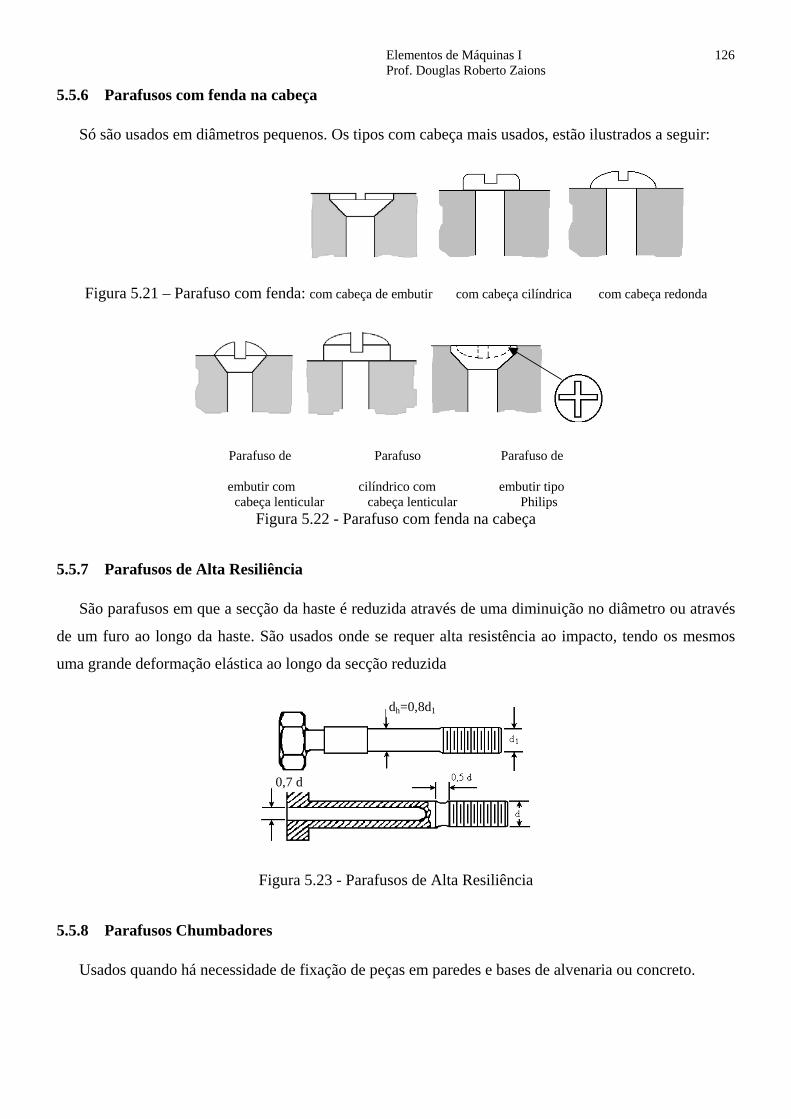
Elementos de Máquinas I 126 Prof. Douglas Roberto Zaions
5.5.6 Parafusos com fenda na cabeça
Só são usados em diâmetros pequenos. Os tipos com cabeça mais usados, estão ilustrados a seguir:
Figura 5.21 – Parafuso com fenda: com cabeça de embutir com cabeça cilíndrica com cabeça redonda
Parafuso de Parafuso Parafuso de
embutir com cilíndrico com embutir tipo cabeça lenticular cabeça lenticular Philips
Figura 5.22 - Parafuso com fenda na cabeça
5.5.7 Parafusos de Alta Resiliência
São parafusos em que a secção da haste é reduzida através de uma diminuição no diâmetro ou através
de um furo ao longo da haste. São usados onde se requer alta resistência ao impacto, tendo os mesmos
uma grande deformação elástica ao longo da secção reduzida
0,7 d
dh=0,8d1
Figura 5.23 - Parafusos de Alta Resiliência
5.5.8 Parafusos Chumbadores
Usados quando há necessidade de fixação de peças em paredes e bases de alvenaria ou concreto.
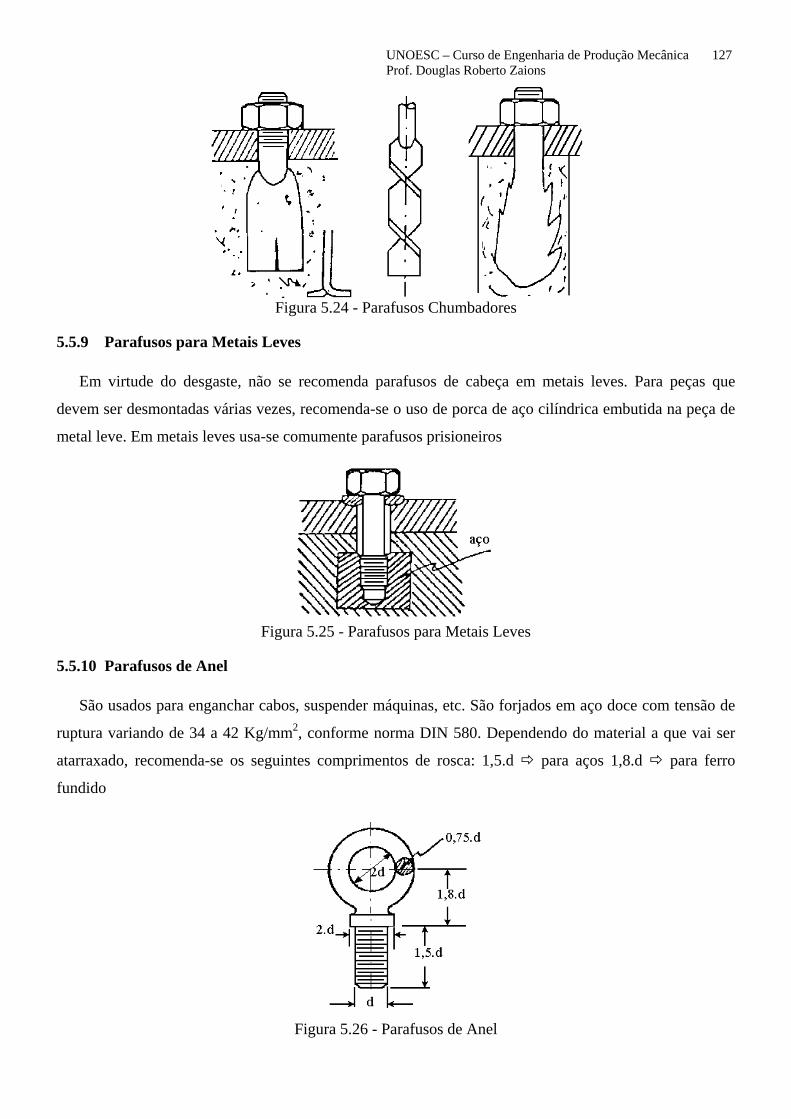
UNOESC – Curso de Engenharia de Produção Mecânica 127 Prof. Douglas Roberto Zaions
Figura 5.24 - Parafusos Chumbadores
5.5.9 Parafusos para Metais Leves
Em virtude do desgaste, não se recomenda parafusos de cabeça em metais leves. Para peças que
devem ser desmontadas várias vezes, recomenda-se o uso de porca de aço cilíndrica embutida na peça de
metal leve. Em metais leves usa-se comumente parafusos prisioneiros
Figura 5.25 - Parafusos para Metais Leves
5.5.10 Parafusos de Anel
São usados para enganchar cabos, suspender máquinas, etc. São forjados em aço doce com tensão de
ruptura variando de 34 a 42 Kg/mm2, conforme norma DIN 580. Dependendo do material a que vai ser
atarraxado, recomenda-se os seguintes comprimentos de rosca: 1,5.d para aços 1,8.d para ferro
fundido
Figura 5.26 - Parafusos de Anel
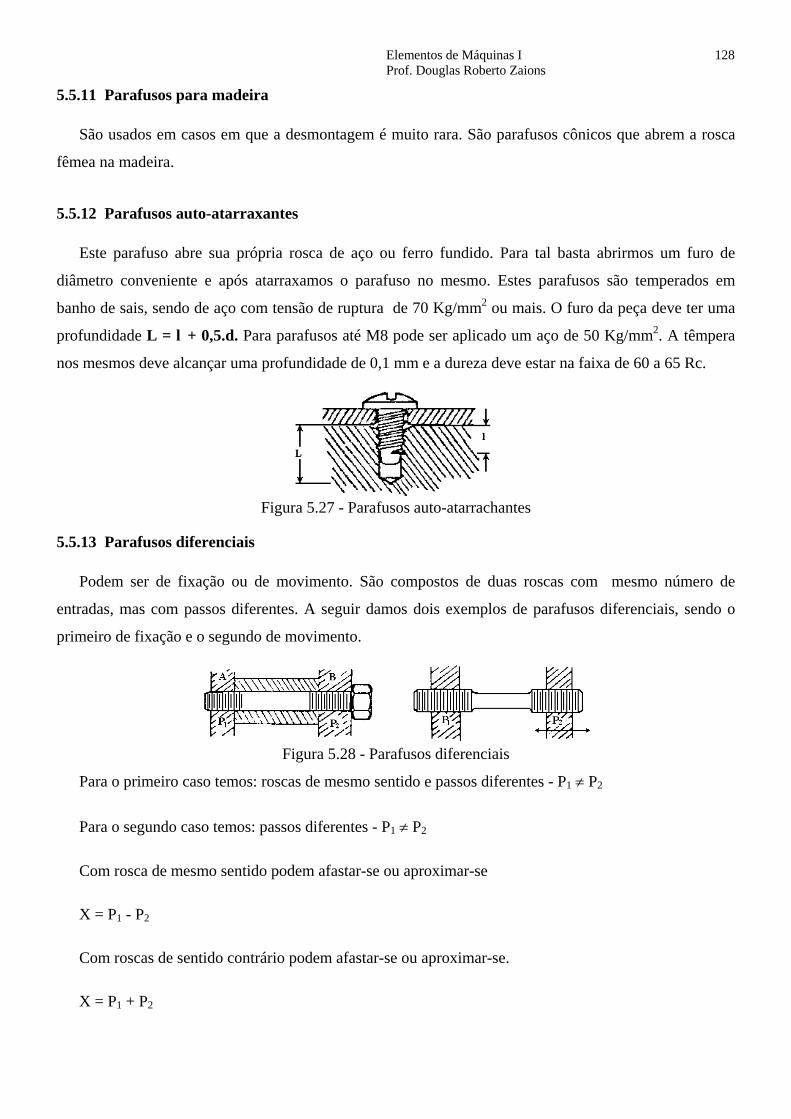
Elementos de Máquinas I 128 Prof. Douglas Roberto Zaions
5.5.11 Parafusos para madeira
São usados em casos em que a desmontagem é muito rara. São parafusos cônicos que abrem a rosca
fêmea na madeira.
5.5.12 Parafusos auto-atarraxantes
Este parafuso abre sua própria rosca de aço ou ferro fundido. Para tal basta abrirmos um furo de
diâmetro conveniente e após atarraxamos o parafuso no mesmo. Estes parafusos são temperados em
banho de sais, sendo de aço com tensão de ruptura de 70 Kg/mm2 ou mais. O furo da peça deve ter uma
profundidade L = l + 0,5.d. Para parafusos até M8 pode ser aplicado um aço de 50 Kg/mm2. A têmpera
nos mesmos deve alcançar uma profundidade de 0,1 mm e a dureza deve estar na faixa de 60 a 65 Rc.
Figura 5.27 - Parafusos auto-atarrachantes
5.5.13 Parafusos diferenciais
Podem ser de fixação ou de movimento. São compostos de duas roscas com mesmo número de
entradas, mas com passos diferentes. A seguir damos dois exemplos de parafusos diferenciais, sendo o
primeiro de fixação e o segundo de movimento.
Figura 5.28 - Parafusos diferenciais
Para o primeiro caso temos: roscas de mesmo sentido e passos diferentes - P1 ≠ P2
Para o segundo caso temos: passos diferentes - P1 ≠ P2
Com rosca de mesmo sentido podem afastar-se ou aproximar-se
X = P1 - P2
Com roscas de sentido contrário podem afastar-se ou aproximar-se.
X = P1 + P2
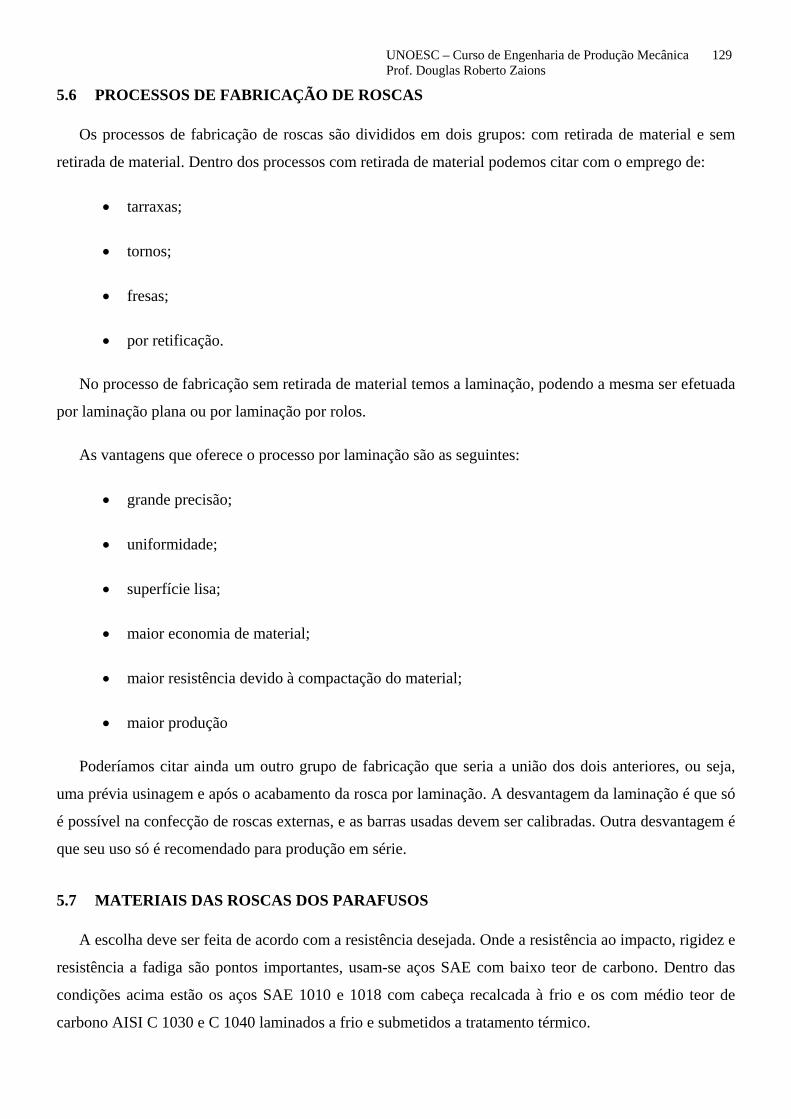
UNOESC – Curso de Engenharia de Produção Mecânica 129 Prof. Douglas Roberto Zaions
5.6 PROCESSOS DE FABRICAÇÃO DE ROSCAS
Os processos de fabricação de roscas são divididos em dois grupos: com retirada de material e sem
retirada de material. Dentro dos processos com retirada de material podemos citar com o emprego de:
• tarraxas;
• tornos;
• fresas;
• por retificação.
No processo de fabricação sem retirada de material temos a laminação, podendo a mesma ser efetuada
por laminação plana ou por laminação por rolos.
As vantagens que oferece o processo por laminação são as seguintes:
• grande precisão;
• uniformidade;
• superfície lisa;
• maior economia de material;
• maior resistência devido à compactação do material;
• maior produção
Poderíamos citar ainda um outro grupo de fabricação que seria a união dos dois anteriores, ou seja,
uma prévia usinagem e após o acabamento da rosca por laminação. A desvantagem da laminação é que só
é possível na confecção de roscas externas, e as barras usadas devem ser calibradas. Outra desvantagem é
que seu uso só é recomendado para produção em série.
5.7 MATERIAIS DAS ROSCAS DOS PARAFUSOS
A escolha deve ser feita de acordo com a resistência desejada. Onde a resistência ao impacto, rigidez e
resistência a fadiga são pontos importantes, usam-se aços SAE com baixo teor de carbono. Dentro das
condições acima estão os aços SAE 1010 e 1018 com cabeça recalcada à frio e os com médio teor de
carbono AISI C 1030 e C 1040 laminados a frio e submetidos a tratamento térmico.
Elementos de Máquinas I 130 Prof. Douglas Roberto Zaions
Parafusos baratos são obtidos a partir de aço SAE 1025 com cabeça recalcada à quente.
Parafusos sem grande responsabilidade são obtidos de aços liga com 0,3 a 0,4 % C como os do tipo
SAE 8600, 8100, 4100.
Parafusos obtidos com torno automático deve-se usar aço de fácil corte, tais como SAE 1112, 1113,
1117, 1137, que dão um cavaco curto.
Parafusos de material não ferroso, tal como o MONEL, oferece alta resistência a corrosão, ao calor e a
ácidos. Na eletrotécnica são usados em grande quantidade os parafusos de cobre. Quando usamos
parafusos de alumínio, os mesmos devem ser superdimensionados devido à fragilidade do mesmo.
5.8 RESISTÊNCIA DOS PARAFUSOS DE FIXAÇÃO
Os parafusos de Fixação devem ser dimensionados a partir de sua resistência de prova ou carga de
prova definida por especificações SAE, ASTM e IS0. Estas organizações definem graus ou classes de
resistência onde são especificados materiais, tratamento térmico, resistência de prova mínima para os
parafusos e porcas. Conforme Shigley (1984), a resistência de prova é a tensão correspondente à carga de
prova referente à área à tração. Norton (1997) define a resistência de prova como a tensão na qual o
parafuso começa a ter uma deformação permanente.
Na 0, verifica-se a resistência dos parafusos para vários graus de resistência da série métrica.
Na 0, pode-se verificar a resistência dos parafusos para várias classes de resistência conforme
recomendações da SAE.
A 0, mostra a resistência para várias classes de resistência conforme recomendações da norma ASTM.
As marcas na cabeça dos parafusos é ilustrado para vários graus e classes de resistência na Figura
5.29, Figura 5.30 e Figura 5.31
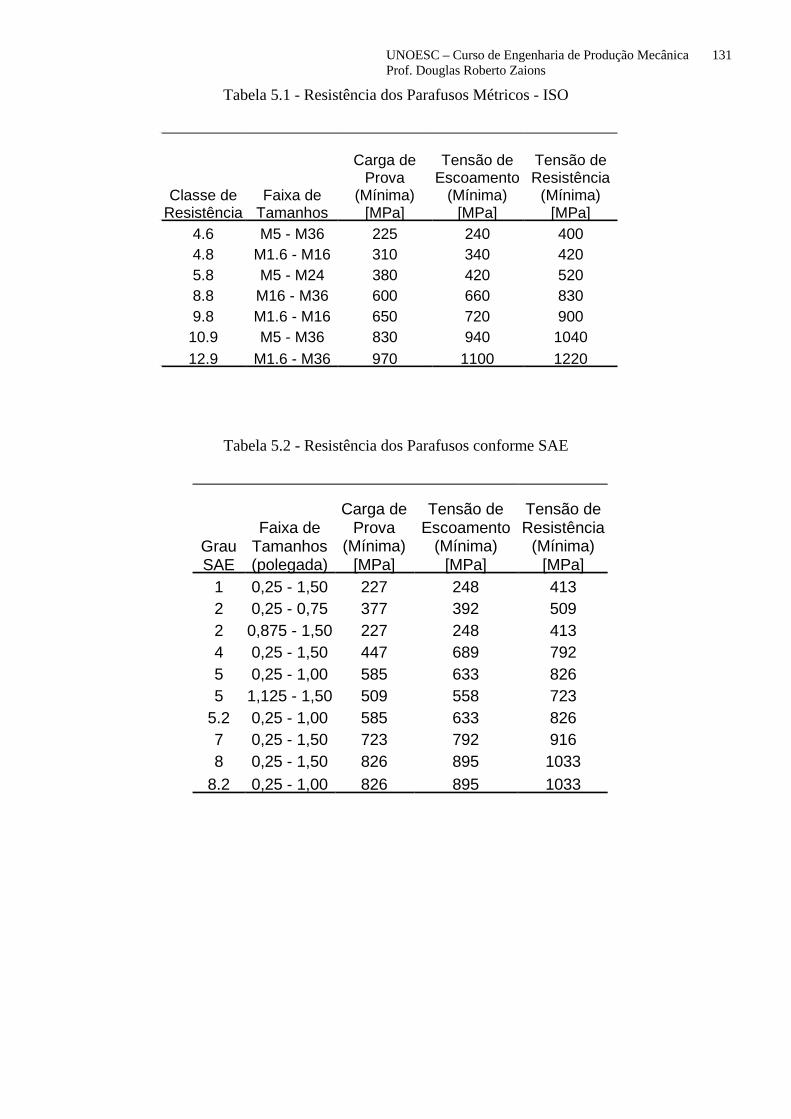
UNOESC – Curso de Engenharia de Produção Mecânica 131 Prof. Douglas Roberto Zaions
Tabela 5.1 - Resistência dos Parafusos Métricos - ISO
Classe de Resistência
Faixa de Tamanhos
Carga de Prova
(Mínima) [MPa]
Tensão de Escoamento
(Mínima) [MPa]
Tensão de Resistência
(Mínima) [MPa]
4.6 M5 - M36 225 240 400 4.8 M1.6 - M16 310 340 420 5.8 M5 - M24 380 420 520 8.8 M16 - M36 600 660 830 9.8 M1.6 - M16 650 720 900 10.9 M5 - M36 830 940 1040 12.9 M1.6 - M36 970 1100 1220
Tabela 5.2 - Resistência dos Parafusos conforme SAE
Grau SAE
Faixa de Tamanhos (polegada)
Carga de Prova
(Mínima) [MPa]
Tensão de Escoamento
(Mínima) [MPa]
Tensão de Resistência
(Mínima) [MPa]
1 0,25 - 1,50 227 248 413 2 0,25 - 0,75 377 392 509 2 0,875 - 1,50 227 248 413 4 0,25 - 1,50 447 689 792 5 0,25 - 1,00 585 633 826 5 1,125 - 1,50 509 558 723
5.2 0,25 - 1,00 585 633 826 7 0,25 - 1,50 723 792 916 8 0,25 - 1,50 826 895 1033
8.2 0,25 - 1,00 826 895 1033
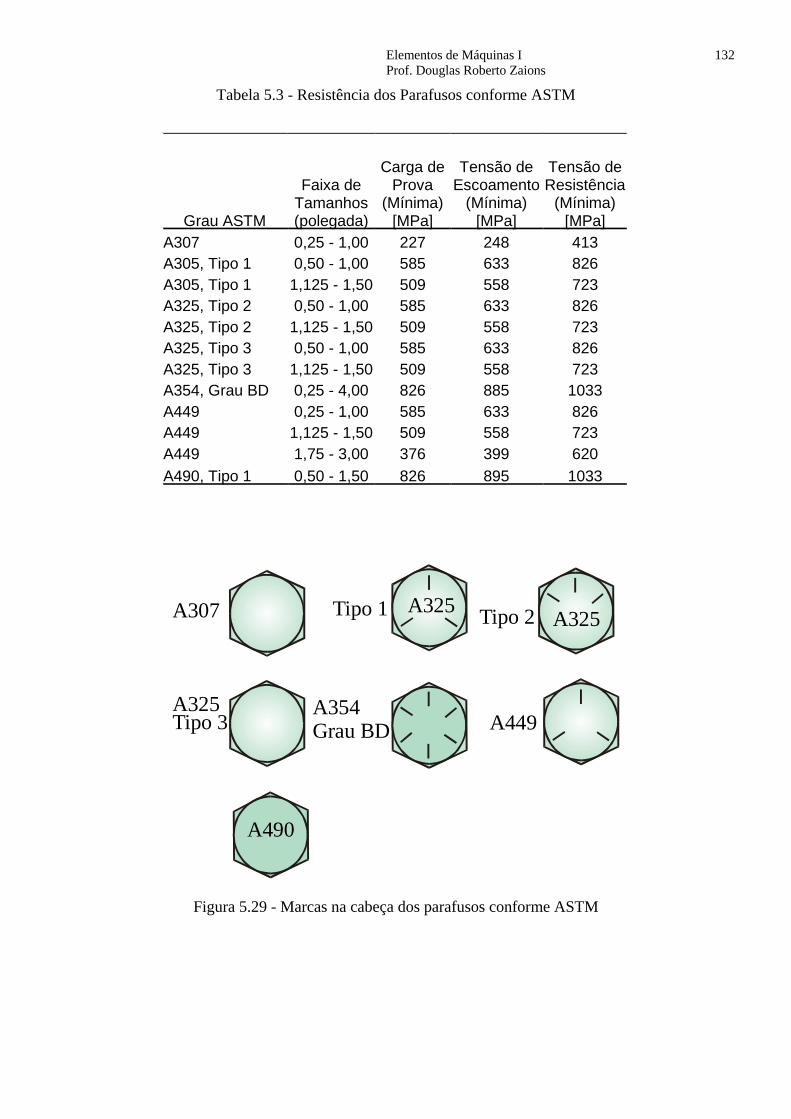
Elementos de Máquinas I 132 Prof. Douglas Roberto Zaions
Tabela 5.3 - Resistência dos Parafusos conforme ASTM
Grau ASTM
Faixa de Tamanhos (polegada)
Carga de Prova
(Mínima) [MPa]
Tensão de Escoamento
(Mínima) [MPa]
Tensão de Resistência
(Mínima) [MPa]
A307 0,25 - 1,00 227 248 413 A305, Tipo 1 0,50 - 1,00 585 633 826 A305, Tipo 1 1,125 - 1,50 509 558 723 A325, Tipo 2 0,50 - 1,00 585 633 826 A325, Tipo 2 1,125 - 1,50 509 558 723 A325, Tipo 3 0,50 - 1,00 585 633 826 A325, Tipo 3 1,125 - 1,50 509 558 723 A354, Grau BD 0,25 - 4,00 826 885 1033 A449 0,25 - 1,00 585 633 826 A449 1,125 - 1,50 509 558 723 A449 1,75 - 3,00 376 399 620 A490, Tipo 1 0,50 - 1,50 826 895 1033
A325A307
A449A354Grau BD
A325
A325
A490
Tipo 1 Tipo 2
Tipo 3
Figura 5.29 - Marcas na cabeça dos parafusos conforme ASTM
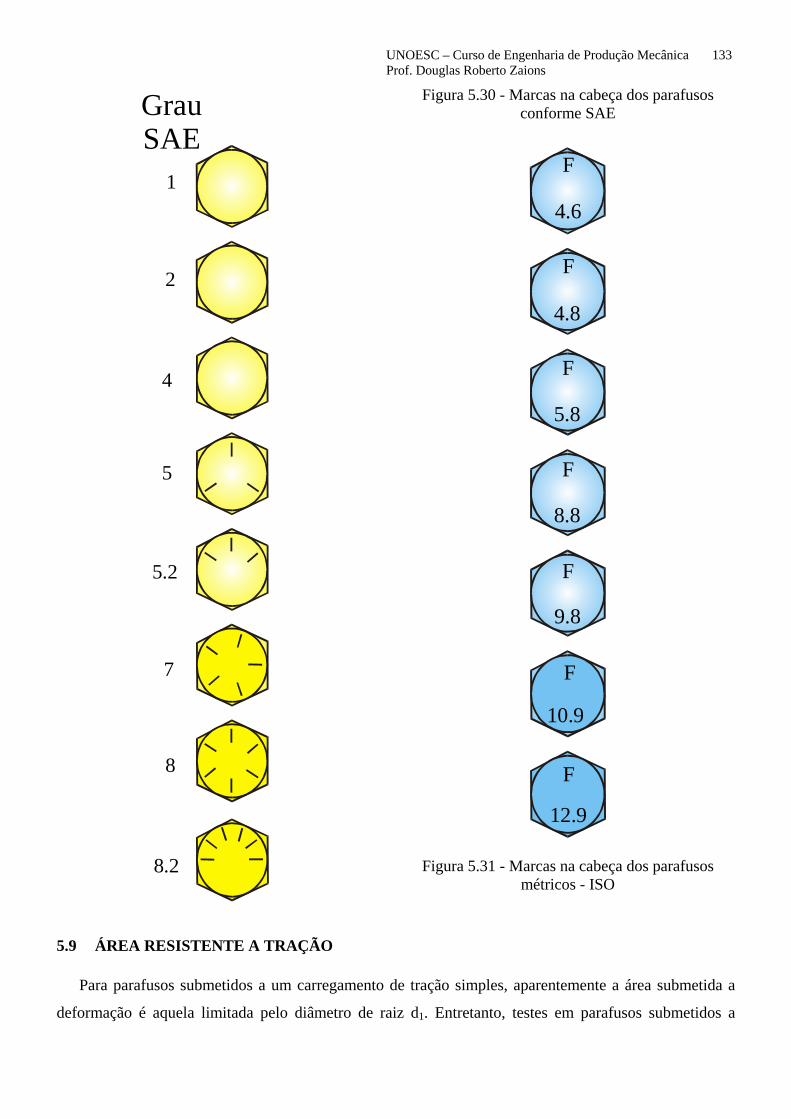
UNOESC – Curso de Engenharia de Produção Mecânica 133 Prof. Douglas Roberto Zaions
GrauSAE
1
2
4
5
5.2
7
8
8.2
Figura 5.30 - Marcas na cabeça dos parafusos conforme SAE
4.6
4.8
5.8
8.8
9.8
10.9
12.9
F
F
F
F
F
F
F
Figura 5.31 - Marcas na cabeça dos parafusos métricos - ISO
5.9 ÁREA RESISTENTE A TRAÇÃO
Para parafusos submetidos a um carregamento de tração simples, aparentemente a área submetida a
deformação é aquela limitada pelo diâmetro de raiz d1. Entretanto, testes em parafusos submetidos a
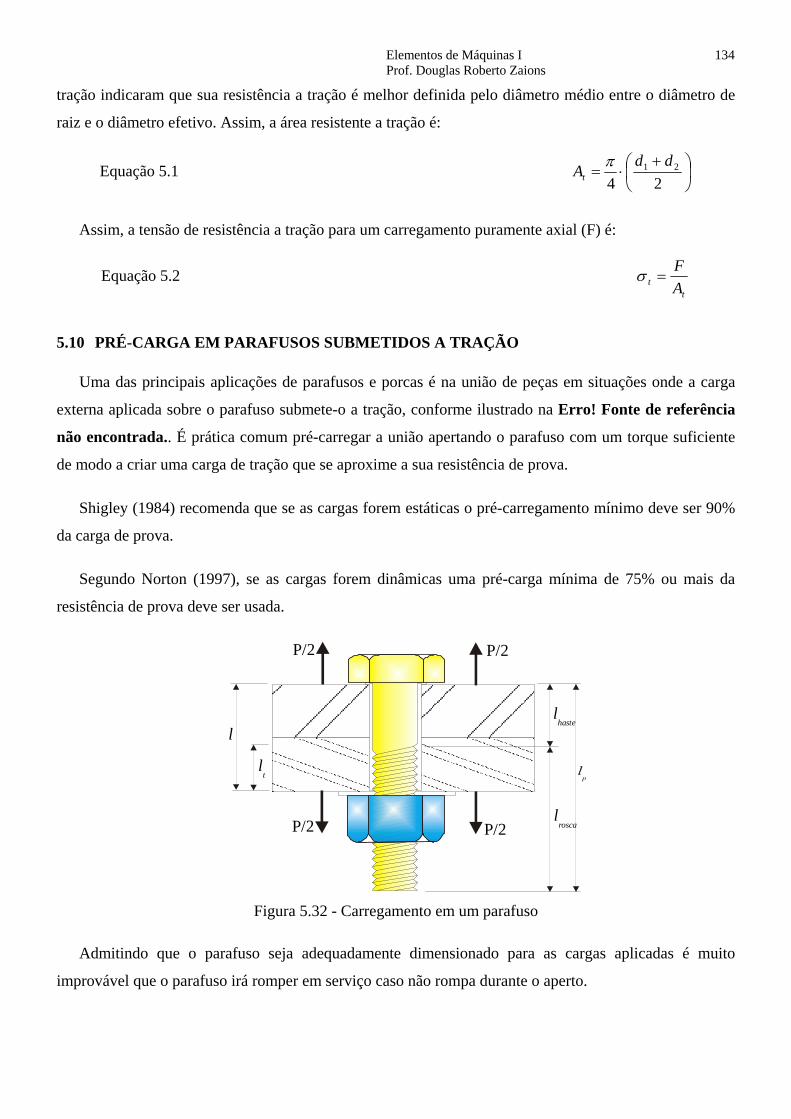
Elementos de Máquinas I 134 Prof. Douglas Roberto Zaions
tração indicaram que sua resistência a tração é melhor definida pelo diâmetro médio entre o diâmetro de
raiz e o diâmetro efetivo. Assim, a área resistente a tração é:
Equação 5.1 ⎟⎠⎞
⎜⎝⎛ +
⋅=24
21 ddAtπ
Assim, a tensão de resistência a tração para um carregamento puramente axial (F) é:
Equação 5.2 t
t AF
=σ
5.10 PRÉ-CARGA EM PARAFUSOS SUBMETIDOS A TRAÇÃO
Uma das principais aplicações de parafusos e porcas é na união de peças em situações onde a carga
externa aplicada sobre o parafuso submete-o a tração, conforme ilustrado na Erro! Fonte de referência
não encontrada.. É prática comum pré-carregar a união apertando o parafuso com um torque suficiente
de modo a criar uma carga de tração que se aproxime a sua resistência de prova.
Shigley (1984) recomenda que se as cargas forem estáticas o pré-carregamento mínimo deve ser 90%
da carga de prova.
Segundo Norton (1997), se as cargas forem dinâmicas uma pré-carga mínima de 75% ou mais da
resistência de prova deve ser usada.
P/2
P/2P/2
l
lt
lhaste
lroscaP/2
Figura 5.32 - Carregamento em um parafuso
Admitindo que o parafuso seja adequadamente dimensionado para as cargas aplicadas é muito
improvável que o parafuso irá romper em serviço caso não rompa durante o aperto.
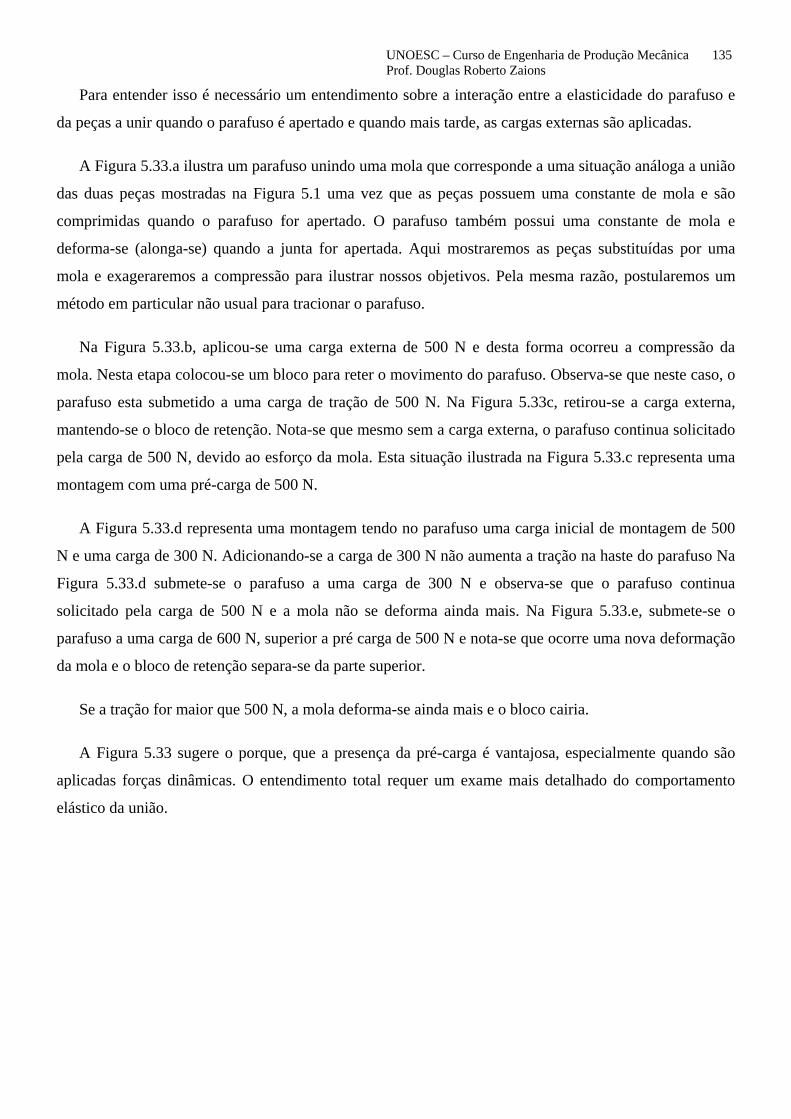
UNOESC – Curso de Engenharia de Produção Mecânica 135 Prof. Douglas Roberto Zaions
Para entender isso é necessário um entendimento sobre a interação entre a elasticidade do parafuso e
da peças a unir quando o parafuso é apertado e quando mais tarde, as cargas externas são aplicadas.
A Figura 5.33.a ilustra um parafuso unindo uma mola que corresponde a uma situação análoga a união
das duas peças mostradas na Figura 5.1 uma vez que as peças possuem uma constante de mola e são
comprimidas quando o parafuso for apertado. O parafuso também possui uma constante de mola e
deforma-se (alonga-se) quando a junta for apertada. Aqui mostraremos as peças substituídas por uma
mola e exageraremos a compressão para ilustrar nossos objetivos. Pela mesma razão, postularemos um
método em particular não usual para tracionar o parafuso.
Na Figura 5.33.b, aplicou-se uma carga externa de 500 N e desta forma ocorreu a compressão da
mola. Nesta etapa colocou-se um bloco para reter o movimento do parafuso. Observa-se que neste caso, o
parafuso esta submetido a uma carga de tração de 500 N. Na Figura 5.33c, retirou-se a carga externa,
mantendo-se o bloco de retenção. Nota-se que mesmo sem a carga externa, o parafuso continua solicitado
pela carga de 500 N, devido ao esforço da mola. Esta situação ilustrada na Figura 5.33.c representa uma
montagem com uma pré-carga de 500 N.
A Figura 5.33.d representa uma montagem tendo no parafuso uma carga inicial de montagem de 500
N e uma carga de 300 N. Adicionando-se a carga de 300 N não aumenta a tração na haste do parafuso Na
Figura 5.33.d submete-se o parafuso a uma carga de 300 N e observa-se que o parafuso continua
solicitado pela carga de 500 N e a mola não se deforma ainda mais. Na Figura 5.33.e, submete-se o
parafuso a uma carga de 600 N, superior a pré carga de 500 N e nota-se que ocorre uma nova deformação
da mola e o bloco de retenção separa-se da parte superior.
Se a tração for maior que 500 N, a mola deforma-se ainda mais e o bloco cairia.
A Figura 5.33 sugere o porque, que a presença da pré-carga é vantajosa, especialmente quando são
aplicadas forças dinâmicas. O entendimento total requer um exame mais detalhado do comportamento
elástico da união.
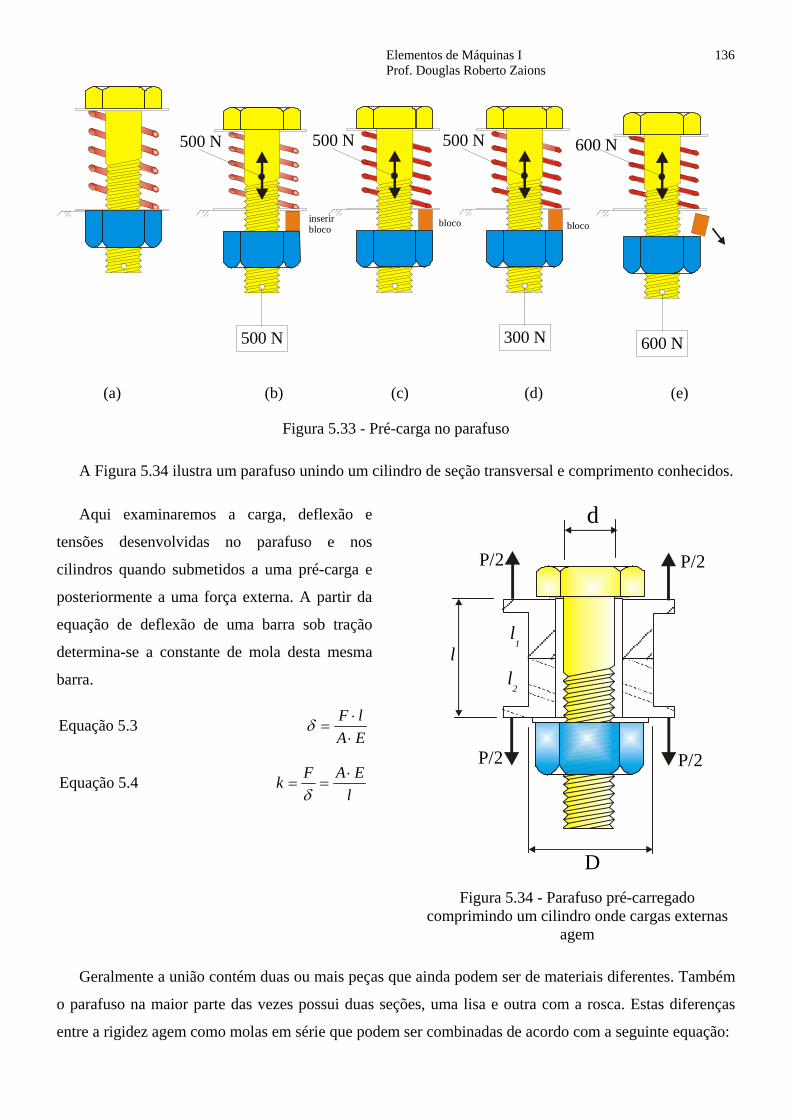
Elementos de Máquinas I 136 Prof. Douglas Roberto Zaions
500 N 300 N 600 N
500 N 500 N 600 N500 N
inserirbloco bloco bloco
(a) (b) (c) (d) (e)
Figura 5.33 - Pré-carga no parafuso
A Figura 5.34 ilustra um parafuso unindo um cilindro de seção transversal e comprimento conhecidos.
Aqui examinaremos a carga, deflexão e
tensões desenvolvidas no parafuso e nos
cilindros quando submetidos a uma pré-carga e
posteriormente a uma força externa. A partir da
equação de deflexão de uma barra sob tração
determina-se a constante de mola desta mesma
barra.
Equação 5.3 EAlF
⋅⋅
=δ
Equação 5.4 lEAFk ⋅
==δ
P/2
P/2P/2
ll
1
l2
P/2
D
d
Figura 5.34 - Parafuso pré-carregado comprimindo um cilindro onde cargas externas
agem
Geralmente a união contém duas ou mais peças que ainda podem ser de materiais diferentes. Também
o parafuso na maior parte das vezes possui duas seções, uma lisa e outra com a rosca. Estas diferenças
entre a rigidez agem como molas em série que podem ser combinadas de acordo com a seguinte equação:
UNOESC – Curso de Engenharia de Produção Mecânica 137 Prof. Douglas Roberto Zaions
Equação 5.5 ntotal kkkkk
11111
321
⋅⋅⋅+++=
Para um parafuso de seção circular e diâmetro d carregado axialmente, a constante de mola é:
Equação 5.6 phaste
haste
pt
t
phaste
t
pt
t
s EAl
EAl
EAll
EAl
k ⋅+
⋅=
⋅−
+⋅
=1
onde:
Ahaste – Área transversal da haste do parafuso;
At – Área de tração da seção roscada do parafuso;
lhaste – Comprimento da parte não roscada do parafuso;
lt – Comprimento da parte roscada do parafuso submetido a tração;
l – Comprimento total do parafuso;
Para os cilindros mostrados na figura ignorando as flanges, a constante elástica das peças pode ser
calculada a partir da equação abaixo:
Equação 5.7 22
2
11
11EA
lEA
lk mmm ⋅
+⋅
=
Considerando que Am é a área efetiva das peças unidas e Def o diâmetro efetivo destas áreas. Assim,
podemos reescrever a equação acima em termos de Def:
Equação 5.8 2
21
2
12
1
1 441ED
lED
lk efefm ⋅⋅
⋅+
⋅⋅⋅
=ππ
Se os Materiais de ambas as peças forem iguais, a constante elástica é:
Equação 5.9 lEA
k mmm
⋅=
Onde:
Am – Área efetiva das peças;
Se Am pode ser definida por um cilindro sólido com diâmetro Def, a equação pode ser rescrita como:
Equação 5.10 l
EADk mmef
m ⋅
⋅⋅=
4
2π
5.11 PRÉ-CARGA EM PARAFUSOS SUBMETIDOS A CARGAS ESTÁTICAS
A Figura 5.35 ilustra o comportamento da carga e deflexão do parafuso e dos materiais unidos em
uma união parafusada. A deflexão inicial δ para parafuso e material são tomadas como zero. A linha
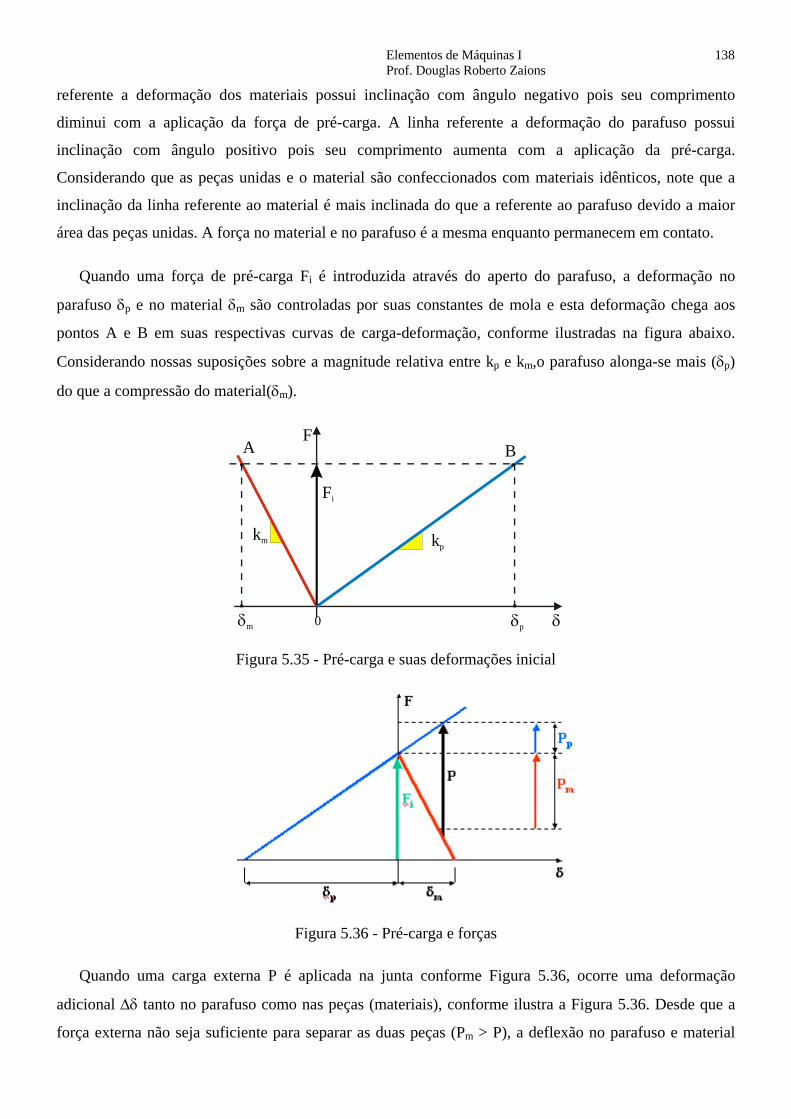
Elementos de Máquinas I 138 Prof. Douglas Roberto Zaions
referente a deformação dos materiais possui inclinação com ângulo negativo pois seu comprimento
diminui com a aplicação da força de pré-carga. A linha referente a deformação do parafuso possui
inclinação com ângulo positivo pois seu comprimento aumenta com a aplicação da pré-carga.
Considerando que as peças unidas e o material são confeccionados com materiais idênticos, note que a
inclinação da linha referente ao material é mais inclinada do que a referente ao parafuso devido a maior
área das peças unidas. A força no material e no parafuso é a mesma enquanto permanecem em contato.
Quando uma força de pré-carga Fi é introduzida através do aperto do parafuso, a deformação no
parafuso δp e no material δm são controladas por suas constantes de mola e esta deformação chega aos
pontos A e B em suas respectivas curvas de carga-deformação, conforme ilustradas na figura abaixo.
Considerando nossas suposições sobre a magnitude relativa entre kp e km,o parafuso alonga-se mais (δp)
do que a compressão do material(δm).
A
Fi
FB
kpkm
0δm δp δ
Figura 5.35 - Pré-carga e suas deformações inicial
Figura 5.36 - Pré-carga e forças
Quando uma carga externa P é aplicada na junta conforme Figura 5.36, ocorre uma deformação
adicional ∆δ tanto no parafuso como nas peças (materiais), conforme ilustra a Figura 5.36. Desde que a
força externa não seja suficiente para separar as duas peças (Pm > P), a deflexão no parafuso e material

UNOESC – Curso de Engenharia de Produção Mecânica 139 Prof. Douglas Roberto Zaions
são as mesmas. A deflexão adicional ∆δ criou uma nova situação de carregamentos no parafuso e peças,
conforme ilustrado na Figura 5.36. A carga nos materiais é reduzida de Pm e move-se para baixo da linha
de rigidez, para o ponto D submetida a uma nova força Fm. A carga no parafuso é aumentada de Pp e
move-se para cima da linha de rigidez, para o ponto C o qual encontra-se submetido a uma nova força Fp.
Observe que a carga externa aplicada P é dividida em duas componentes, uma Pm absorvida pelo material
e outra Pp absorvida pelo parafuso.
Assim,
Equação 5.11 pm PPP +=
A nova carga aplicada ao material é:
Equação 5.12 mim PFF −=
A nova carga aplicada ao parafuso é:
Equação 5.13 pip PFF +=
Observe que aconteceu é resultado da força de pré-carga Fi. Note que se as constante de rigidez do
parafuso e material mantiverem-se como ilustrado na figura acima, o material suportará a maior parte da
carga aplicada e o parafuso apenas uma pequena parcela desta. Essa conclusão é parte da explicação de
uma frase muito conhecida na Engenharia: “Se o parafuso não falhou ao ser montado, possivelmente não
falhará em serviço”.
Note entretanto que se a carga aplicada P é muito grande de modo que a componente Pm exceda a pré-
carga Fi, a junta irá se separar e o parafuso suportará toda a carga aplicada P. O material não suportará
mais parte da carga. Esta é uma forte razão para recomendar a pré-carga como um valor percentual da
carga de prova (resistência de prova) do parafuso. Para beneficiar-se da absorção do esforço pelas peças,
a pré-carga deve ser elevada.
As informações ilustradas na Figura 5.35 e Figura 5.36 podem ser resumidas nas linhas a seguir.
A deflexão ∆δ devido a força aplicada P é:
Equação 5.14 m
m
p
p
kP
kP
==∆δ
ou
Elementos de Máquinas I 140 Prof. Douglas Roberto Zaions
Equação 5.15 mm
pp P
kk
P ⋅=
Substituindo a Erro! Fonte de referência não encontrada. obtemos
Equação 5.16 Pkk
kP
pm
pp ⋅
+=
ou
Equação 5.17 PCPp ⋅=
onde:
Equação 5.18 pm
p
kkk
C+
=
O termo C é chamado de constante de rigidez da junta ou simplesmente constante da junta. Observe
que C <1 e se kp é menor que km, C será uma pequena fração.
Da mesma forma,
Equação 5.19 Pkk
kP
mp
mm ⋅
+=
Equação 5.20 ( ) PCPm ⋅−= 1
Estas expressões para Pp e Pm podem ser substituídas nas equações Equação 5.12 e Equação 5.13 para
obter as expressões para as cargas no parafuso e material em função da força aplicada P:
Equação 5.21 ( ) PCFF im ⋅−−= 1
Equação 5.22 PCFF ip ⋅+=
A Equação 5.22 acima pode ser resolvida para a pré-carga Fi para qualquer combinação de carga
aplicada P e a máxima carga possível (carga de prova) no parafuso, considerando que a constante de
rigidez da junta seja conhecida.
A carga P0 necessária para separar a junta pode ser encontrada a partir da Equação 5.21 tendendo Fm a
zero.
Equação 5.23 C
FP i
−=
10
UNOESC – Curso de Engenharia de Produção Mecânica 141 Prof. Douglas Roberto Zaions
O fator de segurança contra o afastamento das juntas pode ser encontrado através da seguinte
expressão:
Equação 5.24 )1( CP
FPP
N ioseparacao −⋅
==
5.12 PRÉ-CARGA EM PARAFUSOS SUBMETIDOS A CARGAS DINÂMICAS
O pré-carregamento deve ser maior para as juntas carregadas dinamicamente do que para as
estaticamente carregadas. Considere novamente a união ilustrada na Figura 5.34 porém admita que a
carga P é função do tempo variando entre um valor mínimo Pmin e Pmax ambos valores positivos. Uma
situação muito comum é o carregamento flutuante com Pmin=0 tal como em parafusos de vasos de pressão
onde a pressão varia de 0 a um valor máximo.
A Figura 5.37 ilustra o diagrama de carga e deformação de uma montagem parafusada sujeita a uma
força flutuante. Quando a carga flutuante assume valor zero, o diagrama é idêntico ao da Figura 5.36 isto
é, há somente a força de pré-carga Fi. Quando a carga chega ao seu valor máximo, o diagrama fica como
aquele mostrado na Figura 5.36. Pmax é dividido entre o parafuso e a peça da mesma forma que em cargas
estáticas. O parafuso suportará apenas parte da carga flutuante devido a presença da pré-carga e isto fará
com que o material absorva grande parte da carga. Esta drástica redução da carga sobre o parafuso faz
com que a carga alternante sobre ele seja reduzida.
As forças alternantes e médias agindo sobre o parafuso são:
Equação 5.25 2
ipa
FFF
−=
Equação 5.26 2
ipm
FFF
+=
Onde:
Fa – Força alternante;
Fm – Força média;
Fp – Força no parafuso, encontrada a partir da Equação 5.25 e Equação 5.26;
Assim, as tensões médias e alternantes no parafuso são encontradas a partir da expressão:
Equação 5.27 t
afa A
FK ⋅=σ e
t
mfmm A
FK ⋅=σ
Onde:
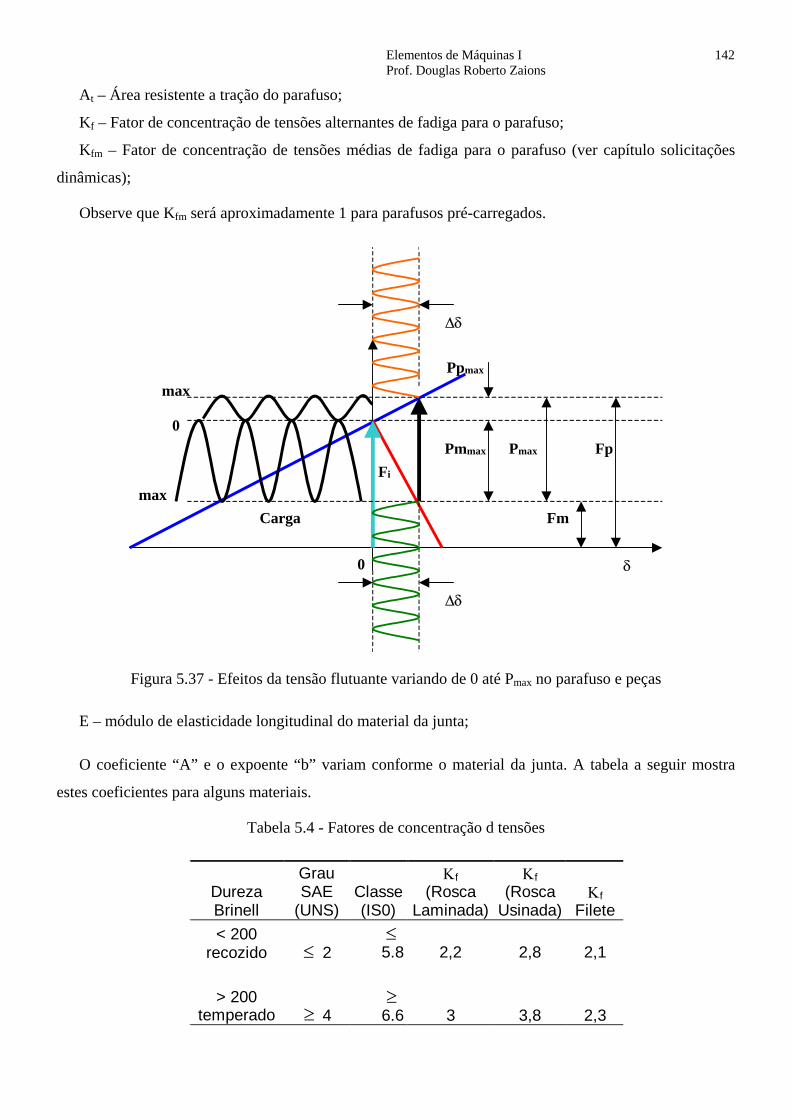
Elementos de Máquinas I 142 Prof. Douglas Roberto Zaions
At – Área resistente a tração do parafuso;
Kf – Fator de concentração de tensões alternantes de fadiga para o parafuso;
Kfm – Fator de concentração de tensões médias de fadiga para o parafuso (ver capítulo solicitações
dinâmicas);
Observe que Kfm será aproximadamente 1 para parafusos pré-carregados.
Fi
Pmax Pmmax
Ppmax
Fm
Fp
Carga
max
max
0
∆δ
δ
∆δ
0
Figura 5.37 - Efeitos da tensão flutuante variando de 0 até Pmax no parafuso e peças
E – módulo de elasticidade longitudinal do material da junta;
O coeficiente “A” e o expoente “b” variam conforme o material da junta. A tabela a seguir mostra
estes coeficientes para alguns materiais.
Tabela 5.4 - Fatores de concentração d tensões
Dureza Brinell
Grau SAE
(UNS) Classe (IS0)
Κf (Rosca
Laminada)
Κf (Rosca
Usinada) Κf
Filete < 200
recozido ≤ 2 ≤
5.8 2,2 2,8 2,1
> 200 temperado ≥ 4
≥ 6.6 3 3,8 2,3
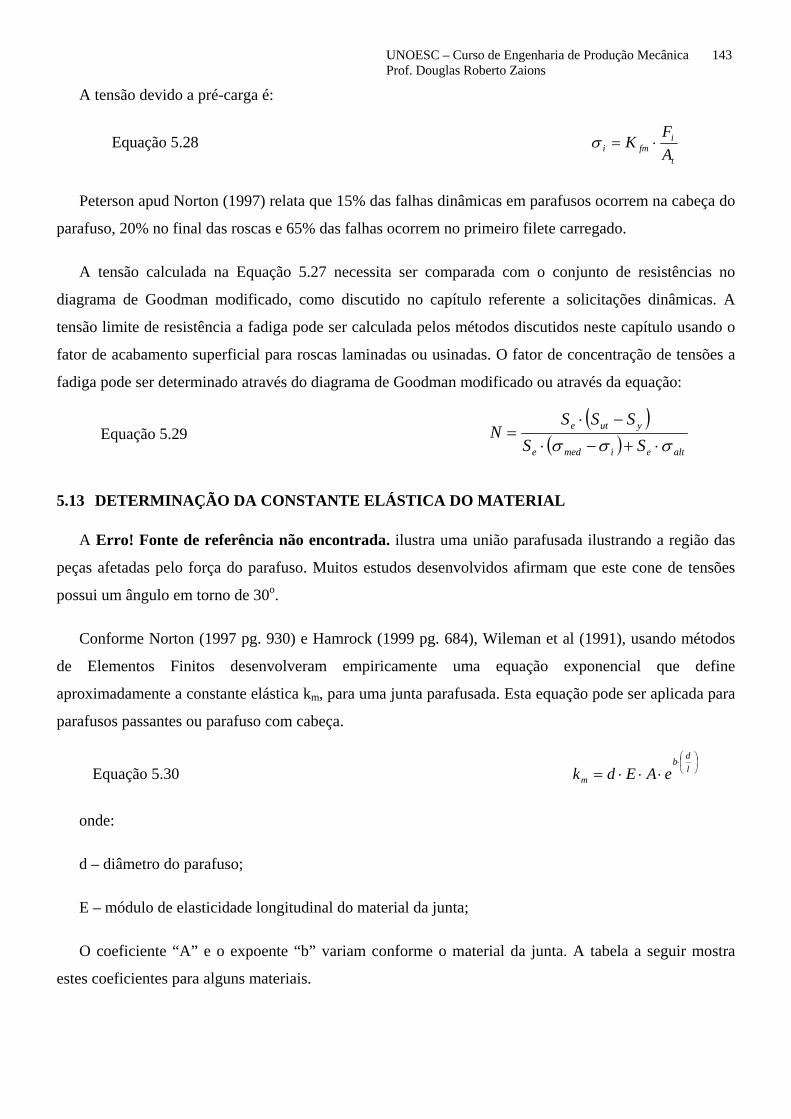
UNOESC – Curso de Engenharia de Produção Mecânica 143 Prof. Douglas Roberto Zaions
A tensão devido a pré-carga é:
Equação 5.28 t
ifmi A
FK ⋅=σ
Peterson apud Norton (1997) relata que 15% das falhas dinâmicas em parafusos ocorrem na cabeça do
parafuso, 20% no final das roscas e 65% das falhas ocorrem no primeiro filete carregado.
A tensão calculada na Equação 5.27 necessita ser comparada com o conjunto de resistências no
diagrama de Goodman modificado, como discutido no capítulo referente a solicitações dinâmicas. A
tensão limite de resistência a fadiga pode ser calculada pelos métodos discutidos neste capítulo usando o
fator de acabamento superficial para roscas laminadas ou usinadas. O fator de concentração de tensões a
fadiga pode ser determinado através do diagrama de Goodman modificado ou através da equação:
Equação 5.29 ( )
( ) alteimede
yute
SSSSS
Nσσσ ⋅+−⋅
−⋅=
5.13 DETERMINAÇÃO DA CONSTANTE ELÁSTICA DO MATERIAL
A Erro! Fonte de referência não encontrada. ilustra uma união parafusada ilustrando a região das
peças afetadas pelo força do parafuso. Muitos estudos desenvolvidos afirmam que este cone de tensões
possui um ângulo em torno de 30o.
Conforme Norton (1997 pg. 930) e Hamrock (1999 pg. 684), Wileman et al (1991), usando métodos
de Elementos Finitos desenvolveram empiricamente uma equação exponencial que define
aproximadamente a constante elástica km, para uma junta parafusada. Esta equação pode ser aplicada para
parafusos passantes ou parafuso com cabeça.
Equação 5.30 ⎟⎠⎞
⎜⎝⎛⋅
⋅⋅⋅= ldb
m eAEdk
onde:
d – diâmetro do parafuso;
E – módulo de elasticidade longitudinal do material da junta;
O coeficiente “A” e o expoente “b” variam conforme o material da junta. A tabela a seguir mostra
estes coeficientes para alguns materiais.
Elementos de Máquinas I 144 Prof. Douglas Roberto Zaions
l l
dd
d3
d3
d2
d2
φ φ
Figura 5.38 - Estimativa de km devido a compressão originada pelo aperto do parafuso
5.14 TORQUE DE APERTO
Material E [GPa] ν A b Aço 206,8 0,291 0,78715 0,62873
Alumínio 71 0,334 0,7967 0,63816Cobre 118,6 0,326 0,796568 0,63553
Ferro Fundido Cinzento 100 0,211 0,77871 0,61616
Hamrock (1999 pg. 684) e Schigley (1989 pg.340) afirmam que Shigley e Mischke (1989) chegaram a
seguinte expressão para determinar a constante de rigidez para as peças em uma união parafusada:
Equação 5.31 ( ) ( )( ) ( )⎥⎦
⎤⎢⎣
⎡−⋅⋅+⋅+⋅+⋅⋅−⋅+⋅
⋅⋅⋅=
ddddlddddl
dEkm
5,1)5,1(tan5,1)5,1(tanln2
tan
φφ
φπ
A pré-carga como já vimos é um dos mais importantes fatores no projeto de uma ligação parafusada.
Desta maneira, necessitamos algum meio para controlar a pré-carga no parafuso. Um método preciso
requer que as extremidades do parafuso estejam disponíveis para que com auxílio de um micrômetro sua
deformação possa ser medida. O micrômetro pode ser substituído por um medidor eletrônico de
deslocamento.
Um método mais conveniente porém menos preciso mede e controla o torque aplicado no parafuso ou
a porca. Este método segundo Norton (1997) apresenta um erro em torno de 30% no valor da pré-carga
real. Se for tomado grande cuidado na hora do aperto e a rosca for lubrificada este erro pode ser reduzido.
UNOESC – Curso de Engenharia de Produção Mecânica 145 Prof. Douglas Roberto Zaions
O torque necessário para desenvolver uma pré-carga Fi pode ser calculado através da expressão:
Equação 5.32 ( )( )
( )ciii
dFdFT µλµααλµ
⋅⋅+
⋅+⋅−⋅+
⋅⋅≅25,11
tancoscostan
2
Equação 5.33 dKFT iii ⋅⋅≅
onde:
µ - Coeficiente d atrito na rosca (µ = 0,15);
µc - Coeficiente d atrito na cabeça(µc = 0,15);
λ - ângulo de hélice;
α - ângulo de flancos;
Ki – Coeficiente de torque;
Ki pode ser determinado por:
Equação 5.34 ( )( ) ciK µ
λµααλµ
⋅+⋅−⋅+
⋅≅ 625,0tancoscostan5,0
Em parafuso lubrificados, o torque necessário pode ser calculado através da expressão:
Equação 5.35 dFT ii ⋅⋅= 21,0
5.15 SEGURANÇA CONTRA AFROUXAMENTO
5.15.1 Segurança de força
5.15.1.1 Anéis de pressão
São elementos intermediários destinados a aumentar o molejamento total do parafuso. Ensaios
recentes demonstraram que arroelas e anéis de pressão diminuem a resistência à fadiga das ligações
parafusadas, em virtudes de ferimentos que as quais causam as superfícies
Figura 5.39 - Anéis de Pressão
5.15.1.2 Arruelas de pressão
São como mostra a figura ao lado, podendo as ranhuras ser internas ou externas
Elementos de Máquinas I 146 Prof. Douglas Roberto Zaions
Figura 5.40 - Arruelas de pressão
5.15.1.3 Molas de pressão
São usadas quando não é dado aperto a um parafuso e o mesmo deve permanecer na posição, como
exemplo citamos o parafuso de regulagem de combustível nos carburadores.
Figura 5.41 - Molas de pressão
5.15.1.4 Contra porca
É uma porca adicional que é atarraxada contra a porca normal. A carga em quase sua totalidade é
suportada pela porca externa. Devem ter espessuras diferentes, sendo a interior de menor espessura, mas
para que não haja engano na montagem é recomendado o uso de duas porcas na mesma espessura.
Figura 5.42 - Contra Porca
5.15.1.5 Contra porca Pall
Tema mesma finalidade da anterior, ou seja, segurança contra o afrouxamento, e pesa 1 \ 9 da porca
normal. É feita de aço de mola ou de bronze fosforoso estampado com dureza de 37 RC. É fixada ao
parafuso por um único filete através da combinação de pressão radial e axial.
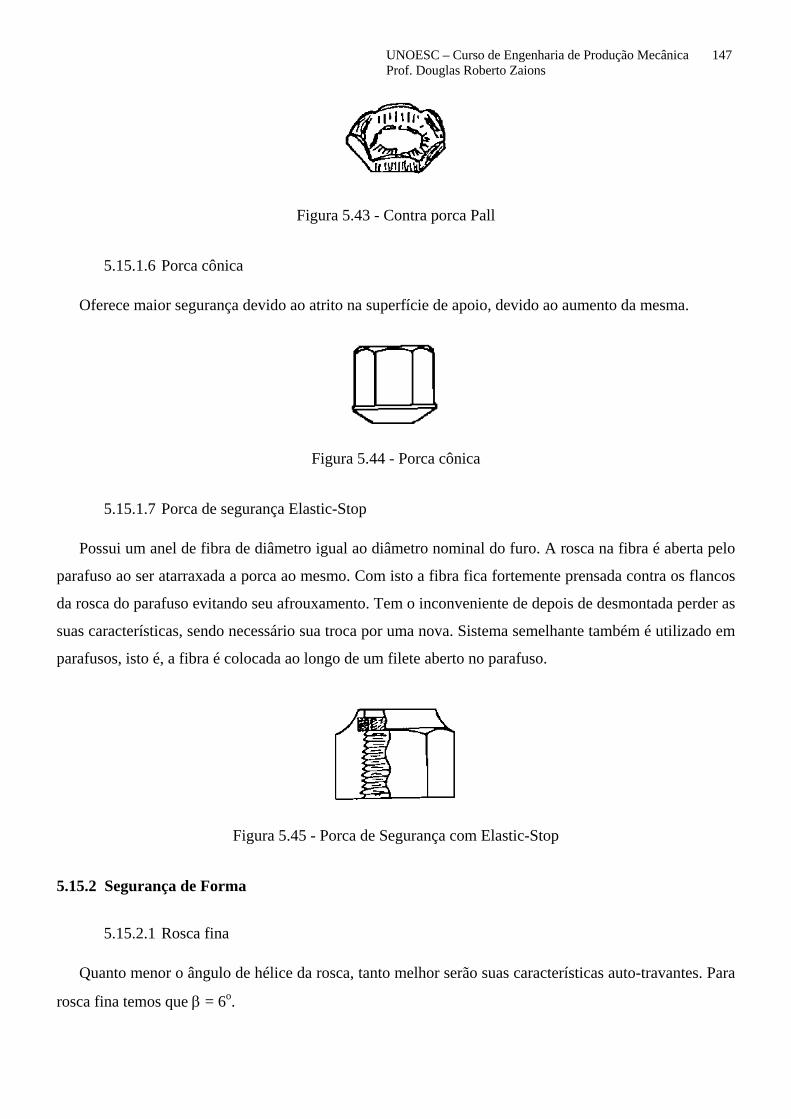
UNOESC – Curso de Engenharia de Produção Mecânica 147 Prof. Douglas Roberto Zaions
Figura 5.43 - Contra porca Pall
5.15.1.6 Porca cônica
Oferece maior segurança devido ao atrito na superfície de apoio, devido ao aumento da mesma.
Figura 5.44 - Porca cônica
5.15.1.7 Porca de segurança Elastic-Stop
Possui um anel de fibra de diâmetro igual ao diâmetro nominal do furo. A rosca na fibra é aberta pelo
parafuso ao ser atarraxada a porca ao mesmo. Com isto a fibra fica fortemente prensada contra os flancos
da rosca do parafuso evitando seu afrouxamento. Tem o inconveniente de depois de desmontada perder as
suas características, sendo necessário sua troca por uma nova. Sistema semelhante também é utilizado em
parafusos, isto é, a fibra é colocada ao longo de um filete aberto no parafuso.
Figura 5.45 - Porca de Segurança com Elastic-Stop
5.15.2 Segurança de Forma
5.15.2.1 Rosca fina
Quanto menor o ângulo de hélice da rosca, tanto melhor serão suas características auto-travantes. Para
rosca fina temos que β = 6o.
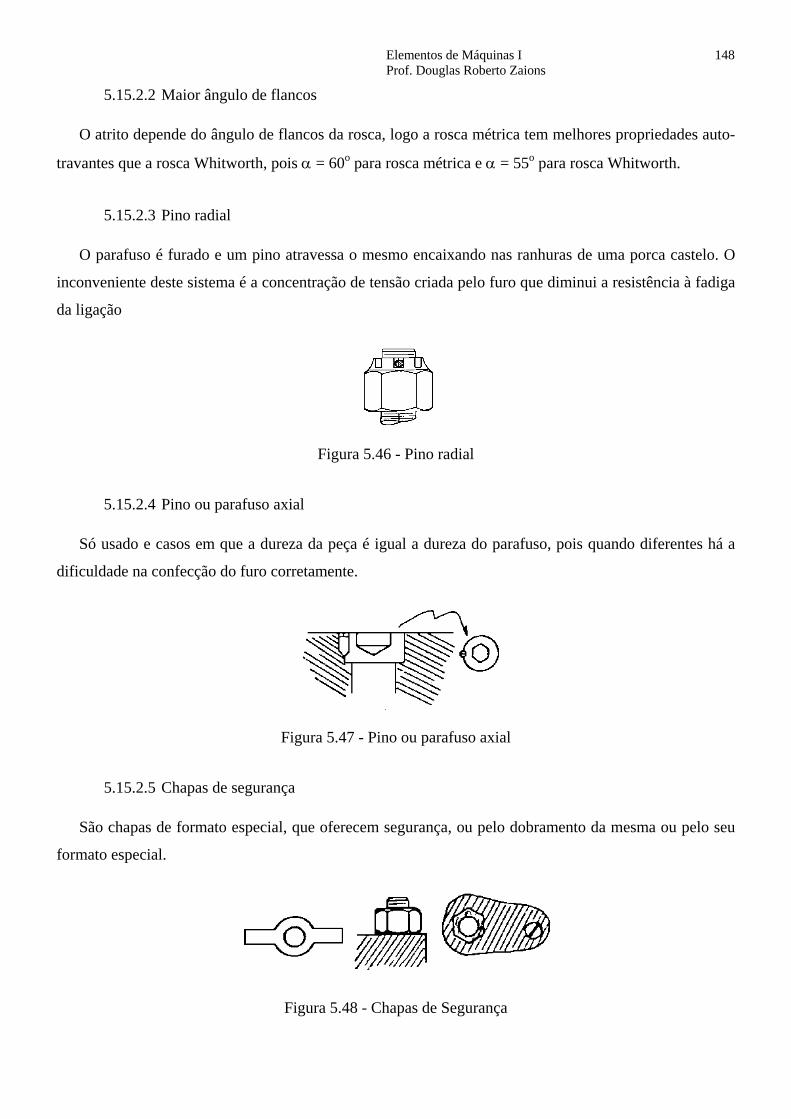
Elementos de Máquinas I 148 Prof. Douglas Roberto Zaions
5.15.2.2 Maior ângulo de flancos
O atrito depende do ângulo de flancos da rosca, logo a rosca métrica tem melhores propriedades auto-
travantes que a rosca Whitworth, pois α = 60o para rosca métrica e α = 55o para rosca Whitworth.
5.15.2.3 Pino radial
O parafuso é furado e um pino atravessa o mesmo encaixando nas ranhuras de uma porca castelo. O
inconveniente deste sistema é a concentração de tensão criada pelo furo que diminui a resistência à fadiga
da ligação
Figura 5.46 - Pino radial
5.15.2.4 Pino ou parafuso axial
Só usado e casos em que a dureza da peça é igual a dureza do parafuso, pois quando diferentes há a
dificuldade na confecção do furo corretamente.
Figura 5.47 - Pino ou parafuso axial
5.15.2.5 Chapas de segurança
São chapas de formato especial, que oferecem segurança, ou pelo dobramento da mesma ou pelo seu
formato especial.
Figura 5.48 - Chapas de Segurança
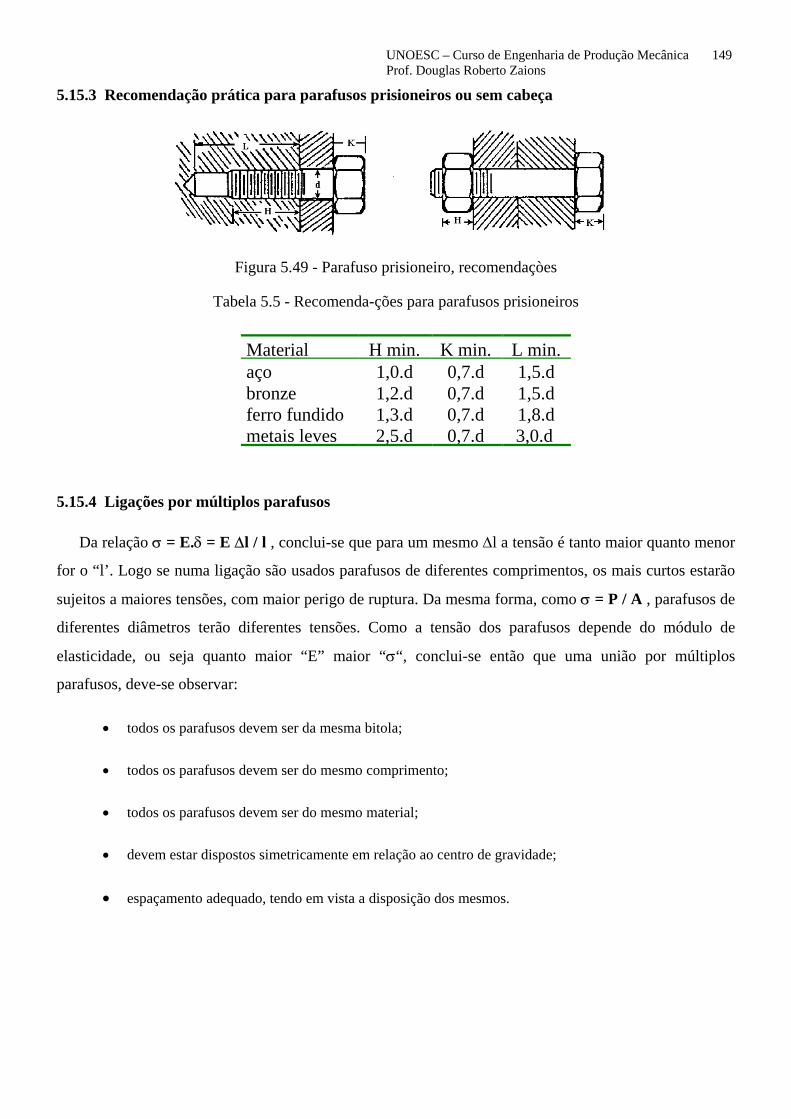
UNOESC – Curso de Engenharia de Produção Mecânica 149 Prof. Douglas Roberto Zaions
5.15.3 Recomendação prática para parafusos prisioneiros ou sem cabeça
Figura 5.49 - Parafuso prisioneiro, recomendaçòes
Tabela 5.5 - Recomenda-ções para parafusos prisioneiros
Material H min. K min. L min. aço 1,0.d 0,7.d 1,5.d bronze 1,2.d 0,7.d 1,5.d ferro fundido 1,3.d 0,7.d 1,8.d metais leves 2,5.d 0,7.d 3,0.d
5.15.4 Ligações por múltiplos parafusos
Da relação σ = E.δ = E ∆l / l , conclui-se que para um mesmo ∆l a tensão é tanto maior quanto menor
for o “l’. Logo se numa ligação são usados parafusos de diferentes comprimentos, os mais curtos estarão
sujeitos a maiores tensões, com maior perigo de ruptura. Da mesma forma, como σ = P / A , parafusos de
diferentes diâmetros terão diferentes tensões. Como a tensão dos parafusos depende do módulo de
elasticidade, ou seja quanto maior “E” maior “σ“, conclui-se então que uma união por múltiplos
parafusos, deve-se observar:
• todos os parafusos devem ser da mesma bitola;
• todos os parafusos devem ser do mesmo comprimento;
• todos os parafusos devem ser do mesmo material;
• devem estar dispostos simetricamente em relação ao centro de gravidade;
• espaçamento adequado, tendo em vista a disposição dos mesmos.

Elementos de Máquinas I 150 Prof. Douglas Roberto Zaions
Figura 5.50 - Espassamento adequado em ligações parafusadas
Espmax. ≤ 6.d
Espmin. = (3,26.d + 1,5) mm
a = (1,63.d + 1,5) mm
b = (3,50.d + 3,0) mm para chave comum
b = ( 2.d + 6,5)mm chave tubular
5.16 AUMENTO DA RESISTÊNCIA À FADIGA EM LIGAÇÕES PARAFUSADAS
5.16.1 Alívio do primeiro filete carregado
Pode-se obter através da abertura de um furo cônico na porca, antes de ser aberta a rosca. Outra
maneira seria os entalhes nas porcas, já vistos. Destes entalhes derivou-se a porca de tração, que é vista
abaixo. Esta porca, em virtude da elasticidade da parte cônica, dá uma melhor distribuição de carga nos
filetes. Outra maneira de se obter uma melhor distribuição de carga é com a chamada rosca “solt”, que vai
esquematizada abaixo.
Figura 5.51 - Alívio do primeiro filete carregado
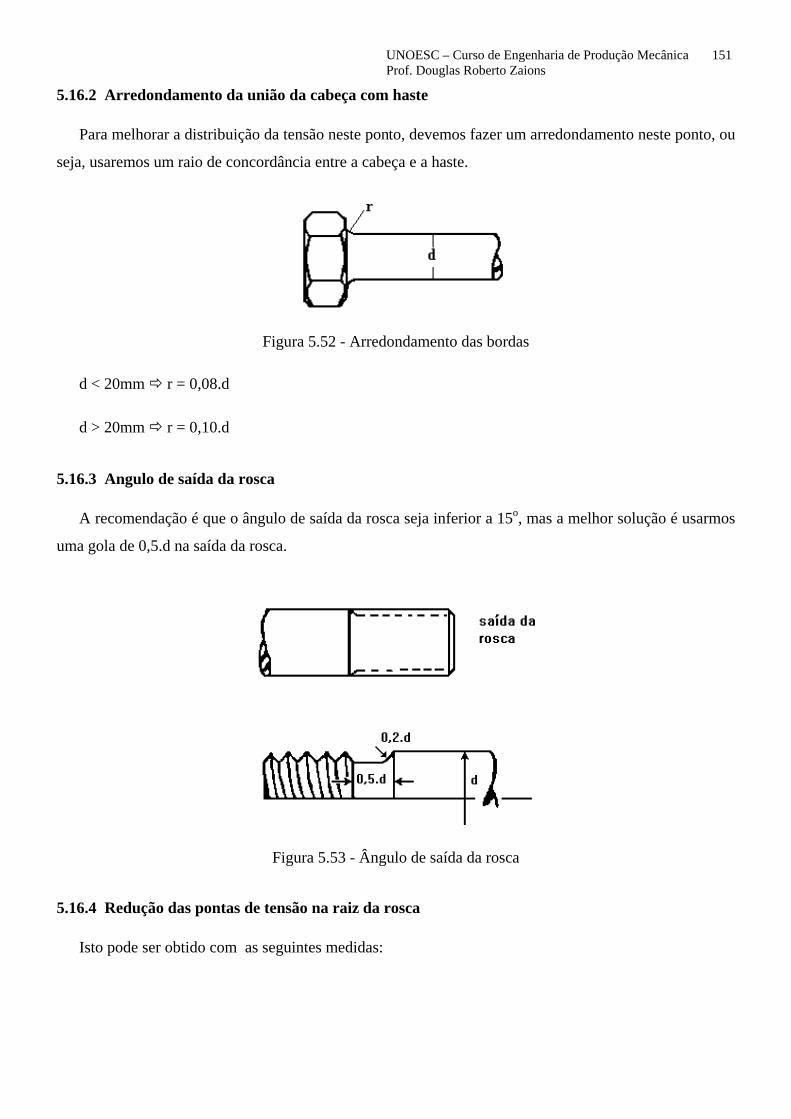
UNOESC – Curso de Engenharia de Produção Mecânica 151 Prof. Douglas Roberto Zaions
5.16.2 Arredondamento da união da cabeça com haste
Para melhorar a distribuição da tensão neste ponto, devemos fazer um arredondamento neste ponto, ou
seja, usaremos um raio de concordância entre a cabeça e a haste.
Figura 5.52 - Arredondamento das bordas
d < 20mm r = 0,08.d
d > 20mm r = 0,10.d
5.16.3 Angulo de saída da rosca
A recomendação é que o ângulo de saída da rosca seja inferior a 15o, mas a melhor solução é usarmos
uma gola de 0,5.d na saída da rosca.
Figura 5.53 - Ângulo de saída da rosca
5.16.4 Redução das pontas de tensão na raiz da rosca
Isto pode ser obtido com as seguintes medidas:
Elementos de Máquinas I 152 Prof. Douglas Roberto Zaions
5.16.5 laminação da rosca;
Pode ser obtido por: (i) pela retificação da rosca dom posterior compactação da raiz da rosca; e (ii)
com execução da rosca com aço de nitretação, que é normalizado. Com posterior nitretação, conseguimos
um notável aumento na resistência a fadiga. Nitretação excessiva não é recomendada, a camada nitretada
deve ser de aproximadamente 0,2mm.
5.16.6 Comprimento livre da rosca
Aumentando-se o comprimento livre da rosca, teremos parafusos mais elásticos, semelhantes a
parafusos de alta resiliência, pois diminuímos o diâmetro da haste.
5.16.7 Passo
Rosca de menor passo tem geralmente maior resistência à fadiga.
5.16.8 Acabamento superficial
Com um bom acabamento diminuímos o perigo de pequenos entalhes, e com isto estamos aumentando
a resistência dinâmica.
5.16.9 Fator de mola
Quanto menor o fator de mola, maior a resistência do parafuso ao impacto e a fadiga, pois aumenta a
sua elasticidade.
5.16.10Pré-carga
Com pré-carga elevada diminuímos o impacto que a tolerância da rosca pode ocasionar. Além disto
com o aumento da pré-carga, diminuímos a carga alternante que atuará no parafuso, já que aumentamos a
carga fixa.
5.16.11Número de parafusos
Ensaios demonstram que um maior número de parafusos é mais conveniente que poucos parafusos
grandes.
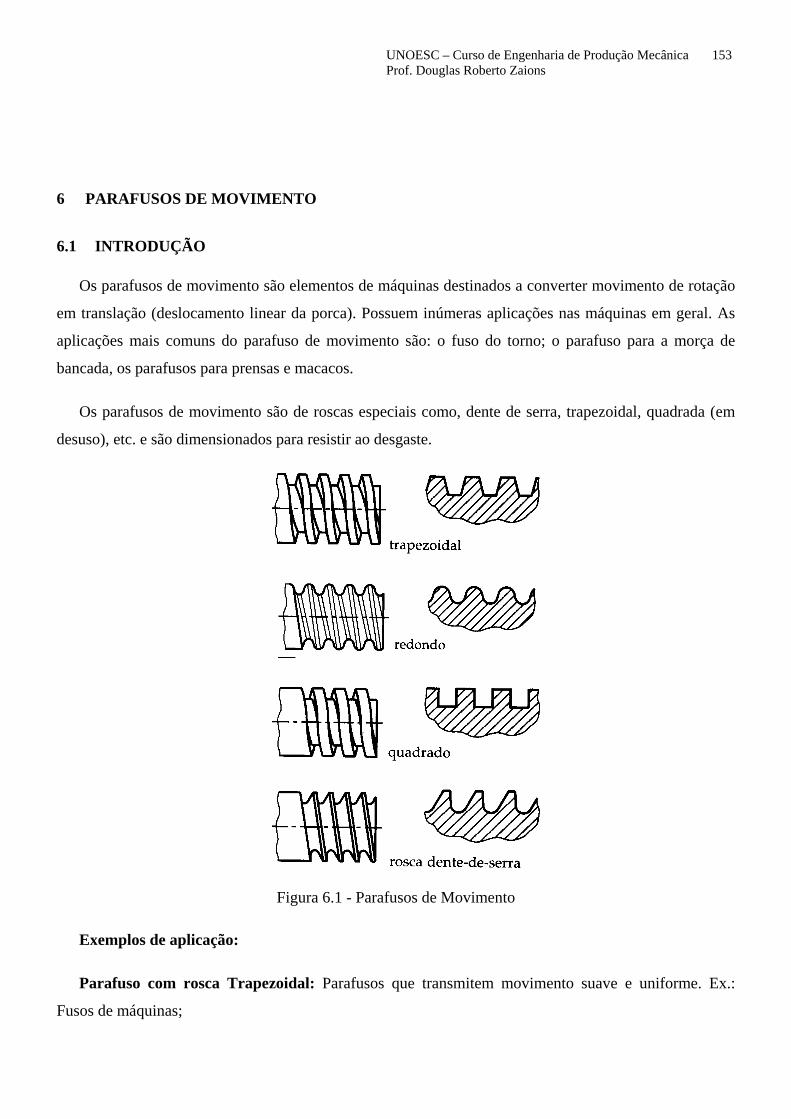
UNOESC – Curso de Engenharia de Produção Mecânica 153 Prof. Douglas Roberto Zaions
6 PARAFUSOS DE MOVIMENTO
6.1 INTRODUÇÃO
Os parafusos de movimento são elementos de máquinas destinados a converter movimento de rotação
em translação (deslocamento linear da porca). Possuem inúmeras aplicações nas máquinas em geral. As
aplicações mais comuns do parafuso de movimento são: o fuso do torno; o parafuso para a morça de
bancada, os parafusos para prensas e macacos.
Os parafusos de movimento são de roscas especiais como, dente de serra, trapezoidal, quadrada (em
desuso), etc. e são dimensionados para resistir ao desgaste.
Figura 6.1 - Parafusos de Movimento
Exemplos de aplicação:
Parafuso com rosca Trapezoidal: Parafusos que transmitem movimento suave e uniforme. Ex.:
Fusos de máquinas;
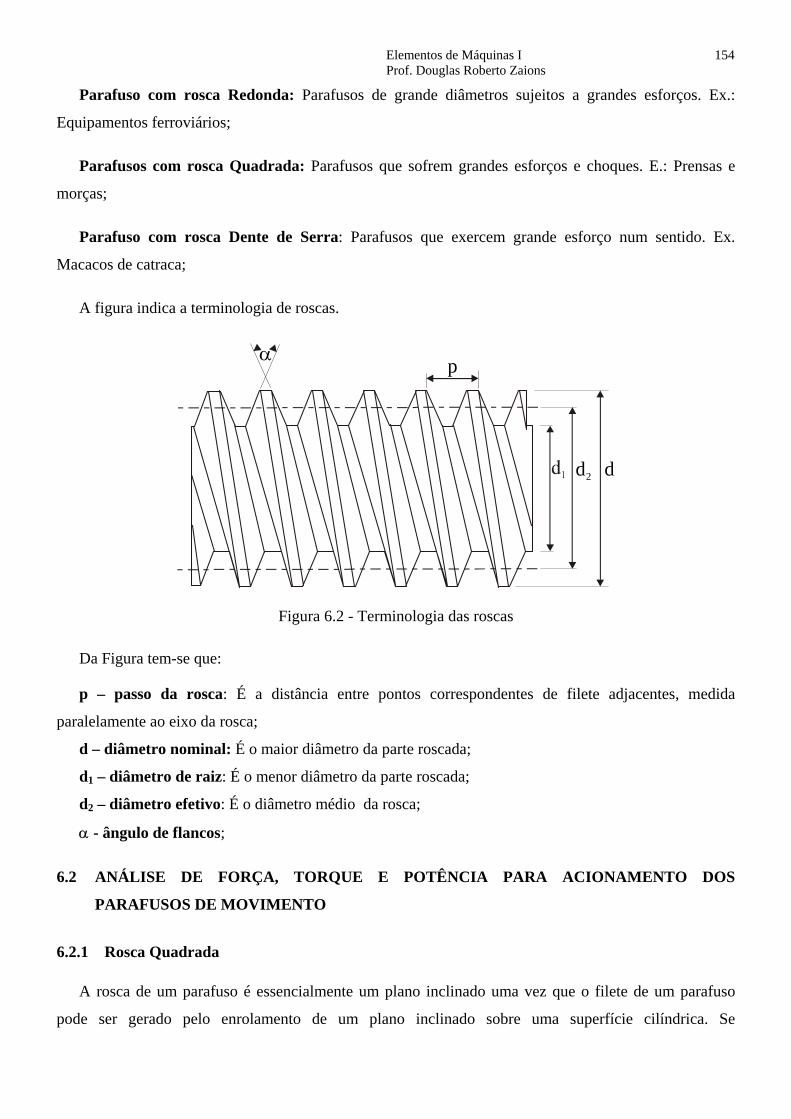
Elementos de Máquinas I 154 Prof. Douglas Roberto Zaions
Parafuso com rosca Redonda: Parafusos de grande diâmetros sujeitos a grandes esforços. Ex.:
Equipamentos ferroviários;
Parafusos com rosca Quadrada: Parafusos que sofrem grandes esforços e choques. E.: Prensas e
morças;
Parafuso com rosca Dente de Serra: Parafusos que exercem grande esforço num sentido. Ex.
Macacos de catraca;
A figura indica a terminologia de roscas.
α p
dd2
Figura 6.2 - Terminologia das roscas
Da Figura tem-se que:
p – passo da rosca: É a distância entre pontos correspondentes de filete adjacentes, medida
paralelamente ao eixo da rosca;
d – diâmetro nominal: É o maior diâmetro da parte roscada;
d1 – diâmetro de raiz: É o menor diâmetro da parte roscada;
d2 – diâmetro efetivo: É o diâmetro médio da rosca;
α - ângulo de flancos;
6.2 ANÁLISE DE FORÇA, TORQUE E POTÊNCIA PARA ACIONAMENTO DOS
PARAFUSOS DE MOVIMENTO
6.2.1 Rosca Quadrada
A rosca de um parafuso é essencialmente um plano inclinado uma vez que o filete de um parafuso
pode ser gerado pelo enrolamento de um plano inclinado sobre uma superfície cilíndrica. Se
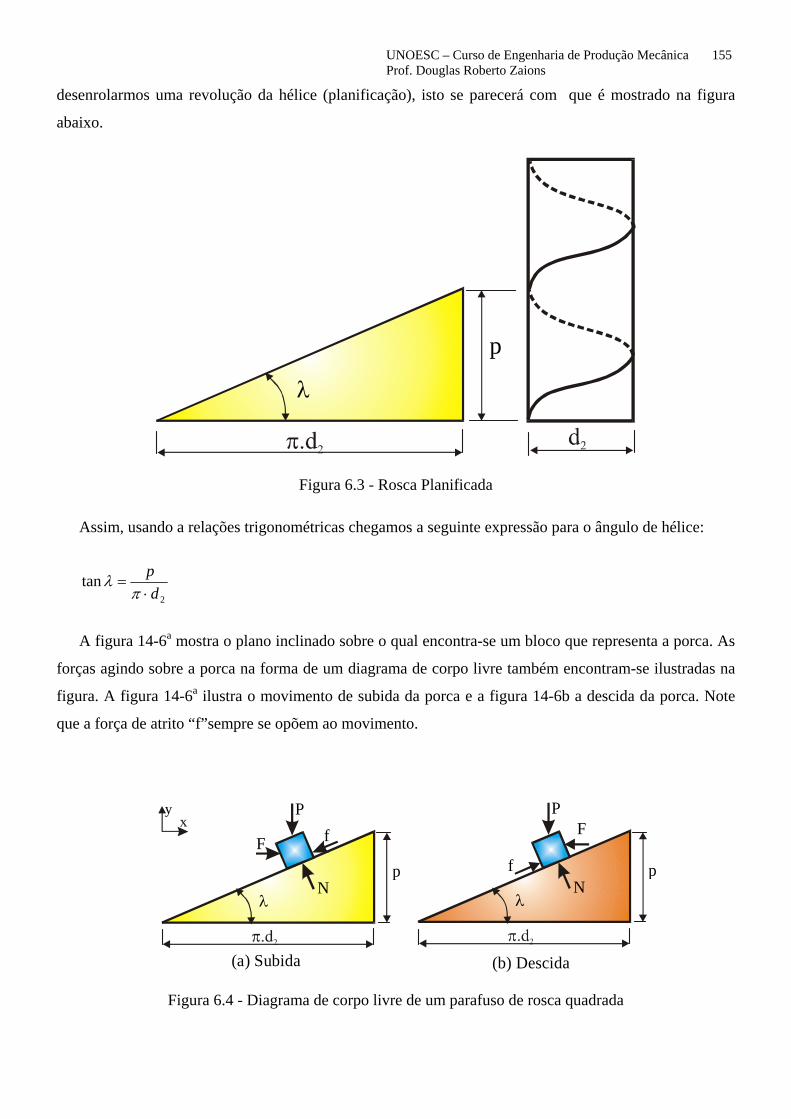
UNOESC – Curso de Engenharia de Produção Mecânica 155 Prof. Douglas Roberto Zaions
desenrolarmos uma revolução da hélice (planificação), isto se parecerá com que é mostrado na figura
abaixo.
p
λ
Figura 6.3 - Rosca Planificada
Assim, usando a relações trigonométricas chegamos a seguinte expressão para o ângulo de hélice:
2
tand
p⋅
=π
λ
A figura 14-6a mostra o plano inclinado sobre o qual encontra-se um bloco que representa a porca. As
forças agindo sobre a porca na forma de um diagrama de corpo livre também encontram-se ilustradas na
figura. A figura 14-6a ilustra o movimento de subida da porca e a figura 14-6b a descida da porca. Note
que a força de atrito “f”sempre se opõem ao movimento.
p p
λ λ
P P
FF
N N
f
f
y
(a) Subida (b) Descida
Figura 6.4 - Diagrama de corpo livre de um parafuso de rosca quadrada

Elementos de Máquinas I 156 Prof. Douglas Roberto Zaions
Para o caso da subida da carga, figura 16a, a soma das forças em nas direções x e y é:
∑ = 0xF
0cos =⋅−⋅− λλ senNfF
como Nf ⋅= µ teremos:
0cos =⋅−⋅⋅− λλµ senNNF
( )λλµ senNF +⋅⋅= cos
∑ = 0yF
0cos =−⋅−⋅ PsenfN λλ
0cos =−⋅⋅−⋅ PsenNN λµλ
( )λµλ senPN⋅−
=cos
Onde:
µ - Coeficiente de atrito entre parafuso e porca;
Combinando as equações, podemos determinar uma expressão para F:
( )( )λµλ
λλµsensenPF⋅−+⋅
⋅=cos
cos
O torque necessário para erguer a carga é:
22dFTrs ⋅=
( )( )λµλ
λλµsensendP
Trs ⋅−+⋅
⋅⋅
=cos
cos2
2
Algumas vezes, é mais conveninte expressar a expressão acima em termos do passo “p”. Assim,
teremos:

UNOESC – Curso de Engenharia de Produção Mecânica 157 Prof. Douglas Roberto Zaions
( )( )pd
pddPTrs ⋅−⋅
+⋅⋅⋅
⋅=
µππµ
2
22
2
O torque necessário para vencer o atrito nos mancais é:
2mancal
mmd
PT ⋅⋅= µ
onde:
µm – Atrito no mancal;
dmancal - Diâmetro médio do mancal;
Assim, o torque total é:
mrsp TTT +=
( )( ) 22 2
22 mancalmps
dP
pdpddP
T ⋅⋅+⋅−⋅+⋅⋅
⋅⋅
= µµπ
πµ
A mesma análise pode ser feita para o caso do abaixamento da carga, resultando na seguinte
expressão:
( )( ) 22 2
22 mancalmpd
dP
pdpddPT ⋅⋅+⋅+⋅−⋅⋅
⋅⋅
= µµπ
πµ
6.2.2 Rosca trapezoidal ou ACME
Nas roscas trapezoidal ou ACME, o ângulo de flancos “α”, acrescenta um outro fator nas equações do
torque. A força normal entre o parafuso e porca é projetada em dois planos. Assim, a equação do torque
para roscas trapezoidais é:
( )( ) 2cos
cos2 2
22 mancalmps
dP
pdpddPT ⋅⋅+
⋅+⋅⋅⋅−⋅⋅
⋅⋅
= µµαπ
απµ
e
( )( ) 2cos
cos2 2
22 mancalmpd
dP
pdpddPT ⋅⋅+
⋅+⋅⋅⋅−⋅⋅
⋅⋅
= µµαπ
απµ

Elementos de Máquinas I 158 Prof. Douglas Roberto Zaions
O coeficiente de atrito em uma rosca lubrificada corresponde a aproximadamente: µ = 0,15± 0,05.
6.3 CONDIÇÃO DE AUTO-TRAVAMENTO DA ROSCA
O auto-travamento da rosca ocorre quando refiramos a carga F e o parafuso não movimenta-se. Esta
situação é muito comum em macacos de veículos. Após erguer o carro, o peso do mesmo não pode
movimentar o parafuso.
Conforme Norton (1997), a condição de auto-travamento pode ser facilmente determinada caso seja
conhecido coeficiente de atrito entre parafuso e porca.
O auto-travamento em um parafuso ocorre se:
απ
µ cos2
⋅⋅
≥d
p
ou
αλµ costan ⋅≥
no caso de uma rosca quadrada teremos cosα=1 de modo que a expressão acima transforma-se em:
λµ tan≥
6.4 EFICIÊNCIA DO PARAFUSO
Segundo Norton (1997 pg. 902), a eficiência de um parafuso pode ser determinada a partir da
expressão:
λµαλµα
cotcostancos⋅+⋅−
=e
Observe que quando λ = 0 a eficiência torna-se zero pois nenhum trabalho será executado.
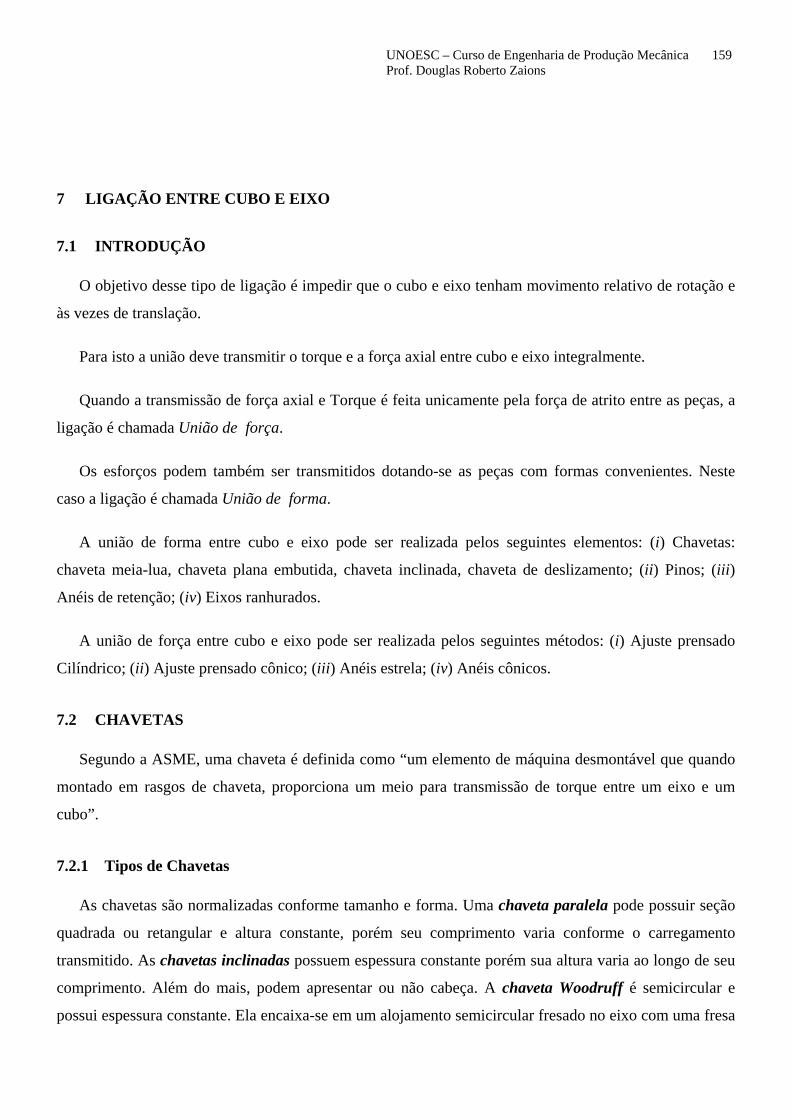
UNOESC – Curso de Engenharia de Produção Mecânica 159 Prof. Douglas Roberto Zaions
7 LIGAÇÃO ENTRE CUBO E EIXO
7.1 INTRODUÇÃO
O objetivo desse tipo de ligação é impedir que o cubo e eixo tenham movimento relativo de rotação e
às vezes de translação.
Para isto a união deve transmitir o torque e a força axial entre cubo e eixo integralmente.
Quando a transmissão de força axial e Torque é feita unicamente pela força de atrito entre as peças, a
ligação é chamada União de força.
Os esforços podem também ser transmitidos dotando-se as peças com formas convenientes. Neste
caso a ligação é chamada União de forma.
A união de forma entre cubo e eixo pode ser realizada pelos seguintes elementos: (i) Chavetas:
chaveta meia-lua, chaveta plana embutida, chaveta inclinada, chaveta de deslizamento; (ii) Pinos; (iii)
Anéis de retenção; (iv) Eixos ranhurados.
A união de força entre cubo e eixo pode ser realizada pelos seguintes métodos: (i) Ajuste prensado
Cilíndrico; (ii) Ajuste prensado cônico; (iii) Anéis estrela; (iv) Anéis cônicos.
7.2 CHAVETAS
Segundo a ASME, uma chaveta é definida como “um elemento de máquina desmontável que quando
montado em rasgos de chaveta, proporciona um meio para transmissão de torque entre um eixo e um
cubo”.
7.2.1 Tipos de Chavetas
As chavetas são normalizadas conforme tamanho e forma. Uma chaveta paralela pode possuir seção
quadrada ou retangular e altura constante, porém seu comprimento varia conforme o carregamento
transmitido. As chavetas inclinadas possuem espessura constante porém sua altura varia ao longo de seu
comprimento. Além do mais, podem apresentar ou não cabeça. A chaveta Woodruff é semicircular e
possui espessura constante. Ela encaixa-se em um alojamento semicircular fresado no eixo com uma fresa
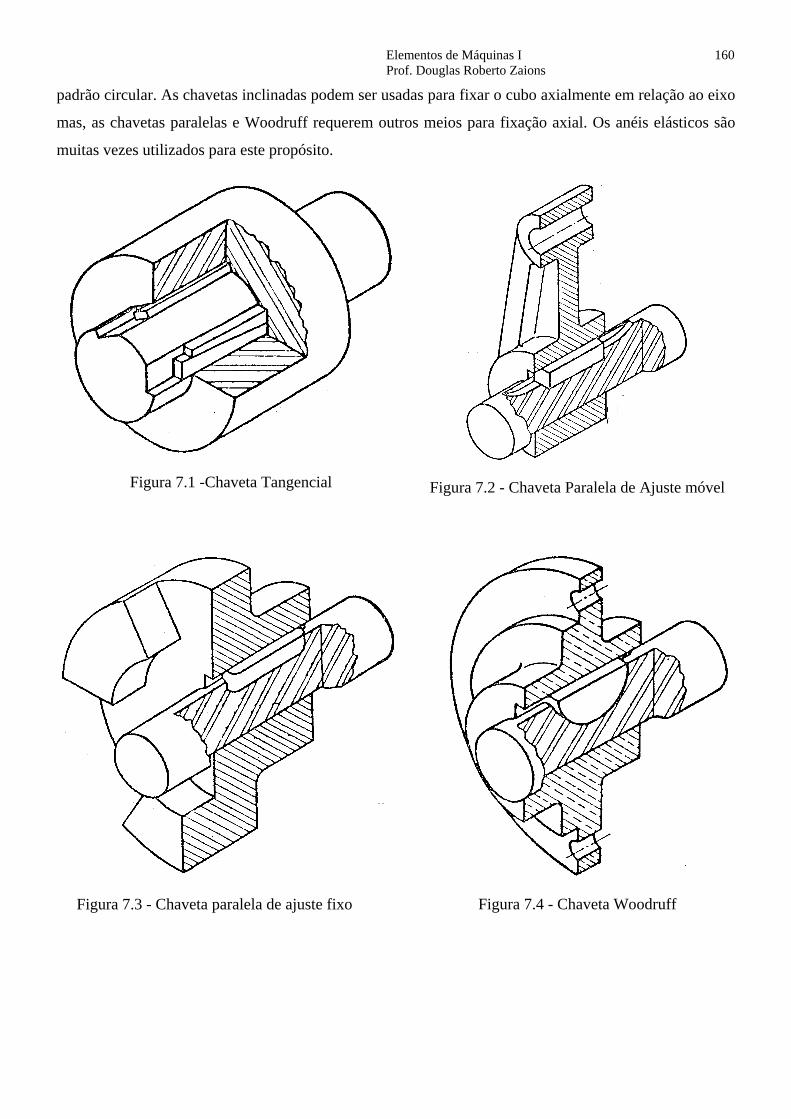
Elementos de Máquinas I 160 Prof. Douglas Roberto Zaions
padrão circular. As chavetas inclinadas podem ser usadas para fixar o cubo axialmente em relação ao eixo
mas, as chavetas paralelas e Woodruff requerem outros meios para fixação axial. Os anéis elásticos são
muitas vezes utilizados para este propósito.
Figura 7.1 -Chaveta Tangencial
Figura 7.2 - Chaveta Paralela de Ajuste móvel
Figura 7.3 - Chaveta paralela de ajuste fixo
Figura 7.4 - Chaveta Woodruff
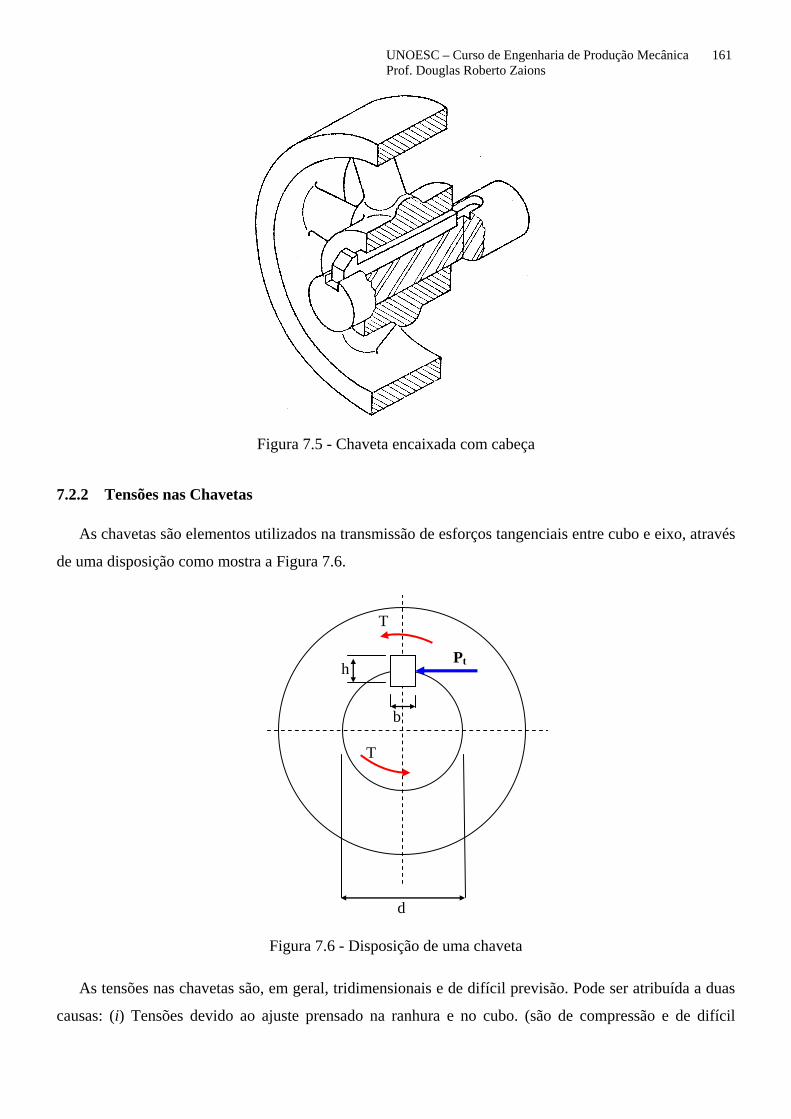
UNOESC – Curso de Engenharia de Produção Mecânica 161 Prof. Douglas Roberto Zaions
Figura 7.5 - Chaveta encaixada com cabeça
7.2.2 Tensões nas Chavetas
As chavetas são elementos utilizados na transmissão de esforços tangenciais entre cubo e eixo, através
de uma disposição como mostra a Figura 7.6.
h
b
d
Pt
T
T
Figura 7.6 - Disposição de uma chaveta
As tensões nas chavetas são, em geral, tridimensionais e de difícil previsão. Pode ser atribuída a duas
causas: (i) Tensões devido ao ajuste prensado na ranhura e no cubo. (são de compressão e de difícil
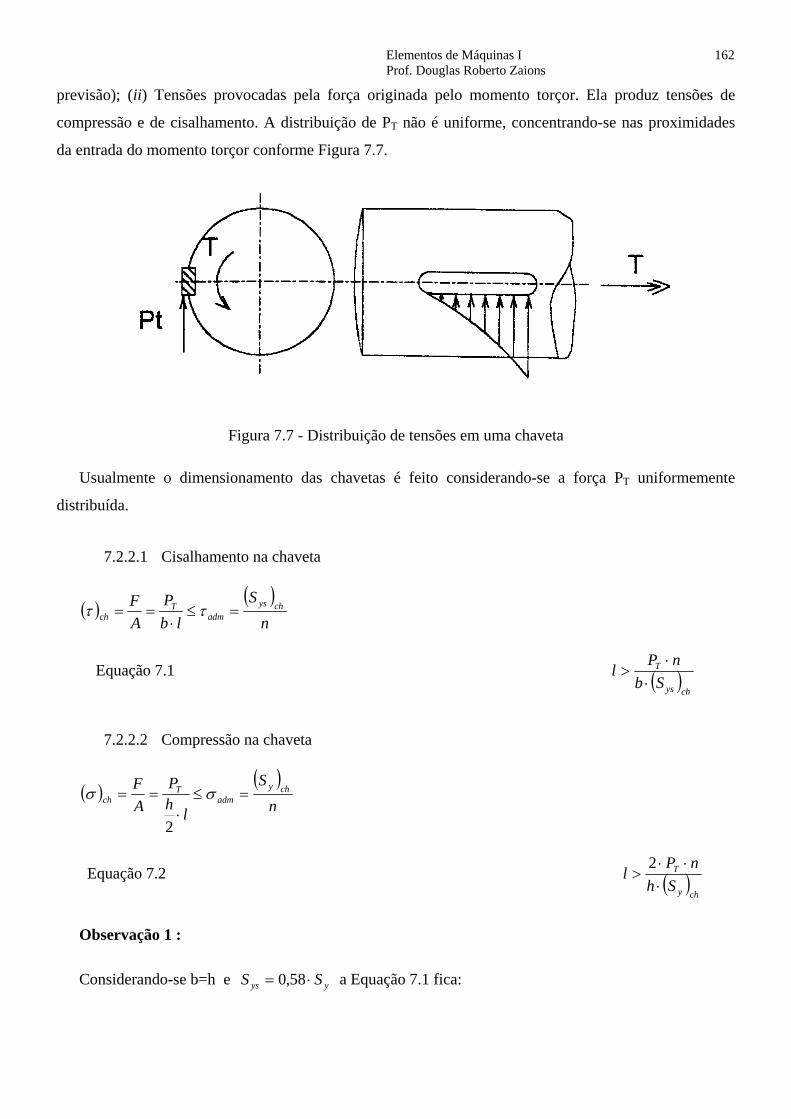
Elementos de Máquinas I 162 Prof. Douglas Roberto Zaions
previsão); (ii) Tensões provocadas pela força originada pelo momento torçor. Ela produz tensões de
compressão e de cisalhamento. A distribuição de PT não é uniforme, concentrando-se nas proximidades
da entrada do momento torçor conforme Figura 7.7.
Figura 7.7 - Distribuição de tensões em uma chaveta
Usualmente o dimensionamento das chavetas é feito considerando-se a força PT uniformemente
distribuída.
7.2.2.1 Cisalhamento na chaveta
( )( )
nS
lbP
AF chys
admT
ch =≤⋅
== ττ
Equação 7.1 ( )chys
T
SbnPl
⋅⋅
>
7.2.2.2 Compressão na chaveta
( )( )
nS
lhP
AF chy
admT
ch =≤⋅
== σσ
2
Equação 7.2 ( )chy
T
ShnP
l⋅
⋅⋅>
2
Observação 1 :
Considerando-se b=h e yys SS ⋅= 58,0 a Equação 7.1 fica:

UNOESC – Curso de Engenharia de Produção Mecânica 163 Prof. Douglas Roberto Zaions
( )[ ]chy
T
ShnP
l⋅⋅⋅
>58,0
Equação 7.3 ( )chy
T
ShnP
l⋅
⋅⋅>
72,1
Comparando (Equação 7.3) e (Equação 7.2), verifica-se que o comprimento necessário para resistir
a tensão de compressão é maior, devendo, portanto, servir de critério para o dimensionamento.
Observação 2 : Na prática normalmente b>h, o que reforça ainda mais a observação 1.
7.2.2.3 Compressão no Eixo
( )( )
nS
lhP
AF ey
admT
e =≤⋅
== σσ
2
Equação 7.4 ( )ey
T
ShnP
l⋅
⋅⋅>
2
7.2.2.4 Compressão no Cubo
( )( )
nS
lhP
AF cy
admT
c =≤⋅
== σσ
2
Equação 7.5 ( )cy
T
ShnPl
⋅⋅⋅
>2
7.2.2.5 Dimensionamento
Analisando as expressões (Equação 7.2), (Equação 7.4) e (Equação 7.5) levando em consideração que
o eixo e a chaveta são constituídos de aço de médio carbono e que por isso, usualmente:
( ) ( ) e cychy SS > ( ) ( )
cyey SS >
conclui-se que o dimensionamento é feito por (e)
Quando o material do cubo é frágil, Sy deve ser substituído por Sut
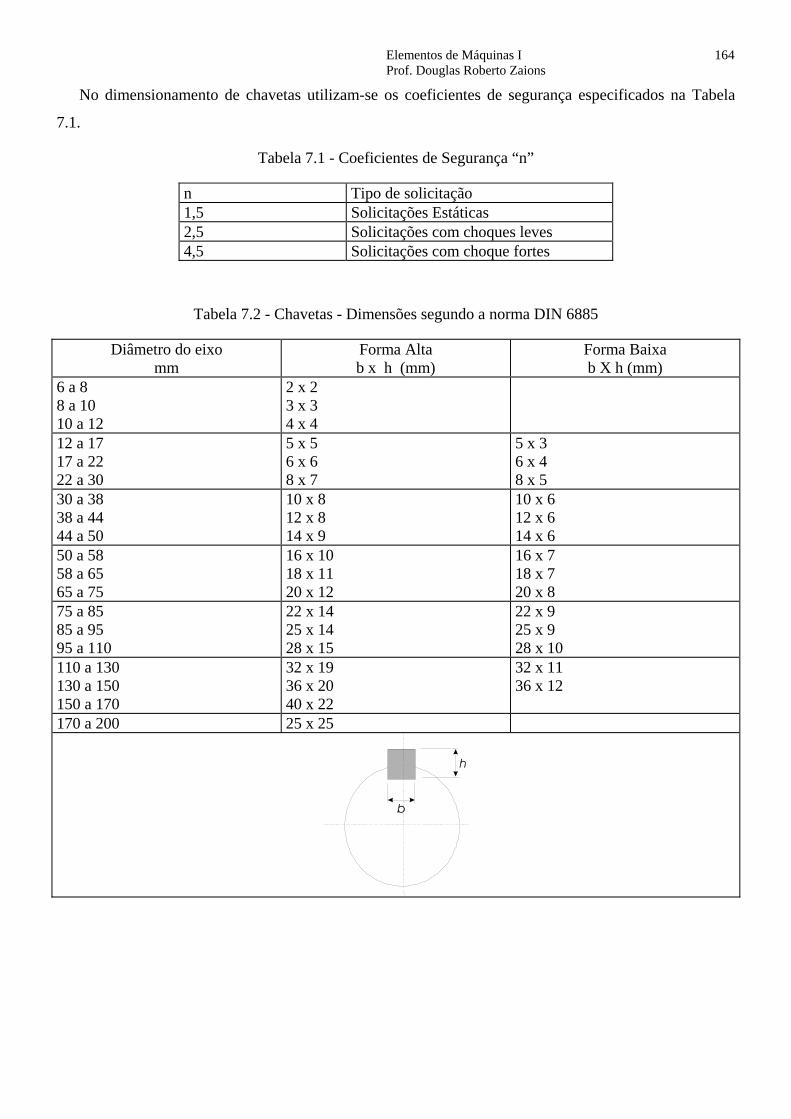
Elementos de Máquinas I 164 Prof. Douglas Roberto Zaions
No dimensionamento de chavetas utilizam-se os coeficientes de segurança especificados na Tabela
7.1.
Tabela 7.1 - Coeficientes de Segurança “n”
n Tipo de solicitação 1,5 Solicitações Estáticas 2,5 Solicitações com choques leves 4,5 Solicitações com choque fortes
Tabela 7.2 - Chavetas - Dimensões segundo a norma DIN 6885
Diâmetro do eixo mm
Forma Alta b x h (mm)
Forma Baixa b X h (mm)
6 a 8 8 a 10 10 a 12
2 x 2 3 x 3 4 x 4
12 a 17 17 a 22 22 a 30
5 x 5 6 x 6 8 x 7
5 x 3 6 x 4 8 x 5
30 a 38 38 a 44 44 a 50
10 x 8 12 x 8 14 x 9
10 x 6 12 x 6 14 x 6
50 a 58 58 a 65 65 a 75
16 x 10 18 x 11 20 x 12
16 x 7 18 x 7 20 x 8
75 a 85 85 a 95 95 a 110
22 x 14 25 x 14 28 x 15
22 x 9 25 x 9 28 x 10
110 a 130 130 a 150 150 a 170
32 x 19 36 x 20 40 x 22
32 x 11 36 x 12
170 a 200 25 x 25
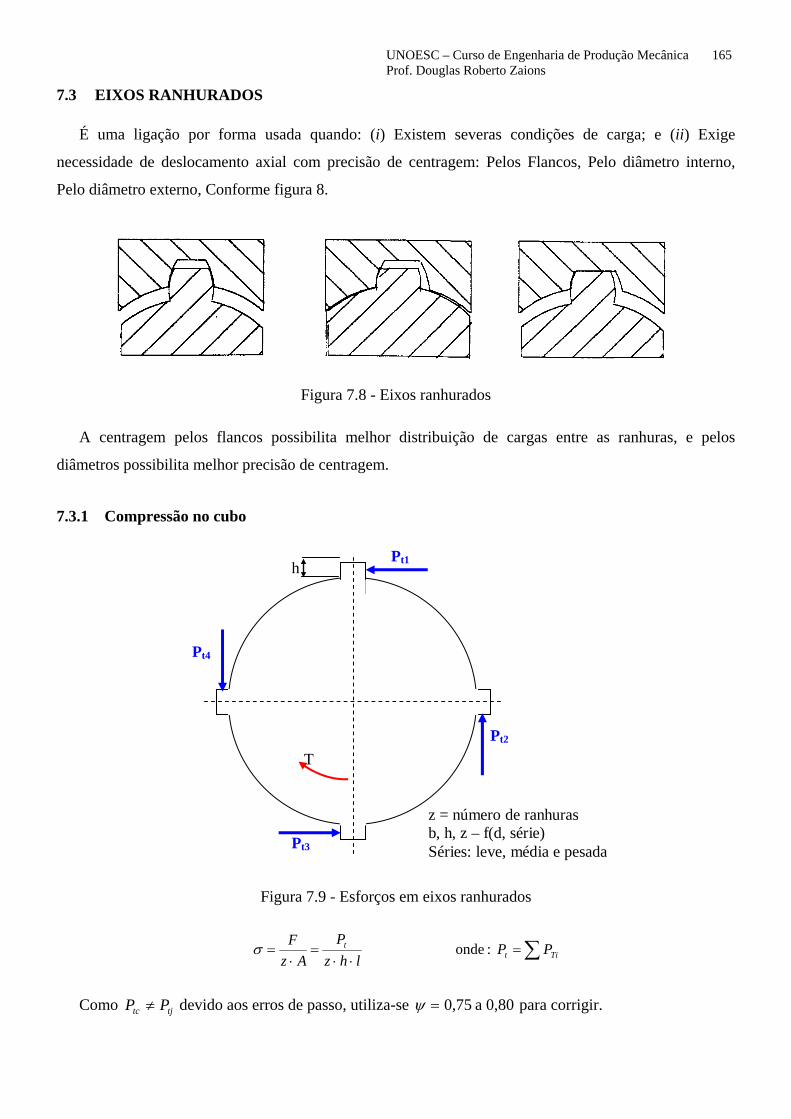
UNOESC – Curso de Engenharia de Produção Mecânica 165 Prof. Douglas Roberto Zaions
7.3 EIXOS RANHURADOS
É uma ligação por forma usada quando: (i) Existem severas condições de carga; e (ii) Exige
necessidade de deslocamento axial com precisão de centragem: Pelos Flancos, Pelo diâmetro interno,
Pelo diâmetro externo, Conforme figura 8.
Figura 7.8 - Eixos ranhurados
A centragem pelos flancos possibilita melhor distribuição de cargas entre as ranhuras, e pelos
diâmetros possibilita melhor precisão de centragem.
7.3.1 Compressão no cubo
h
Pt1
T Pt2
Pt3
Pt4
z = número de ranhuras b, h, z – f(d, série) Séries: leve, média e pesada
Figura 7.9 - Esforços em eixos ranhurados
∑=⋅⋅=
⋅= Tit
t PPlhz
PAz
F :onde σ
Como tjtc PP ≠ devido aos erros de passo, utiliza-se ψ = 0 75, a 0,80 para corrigir.
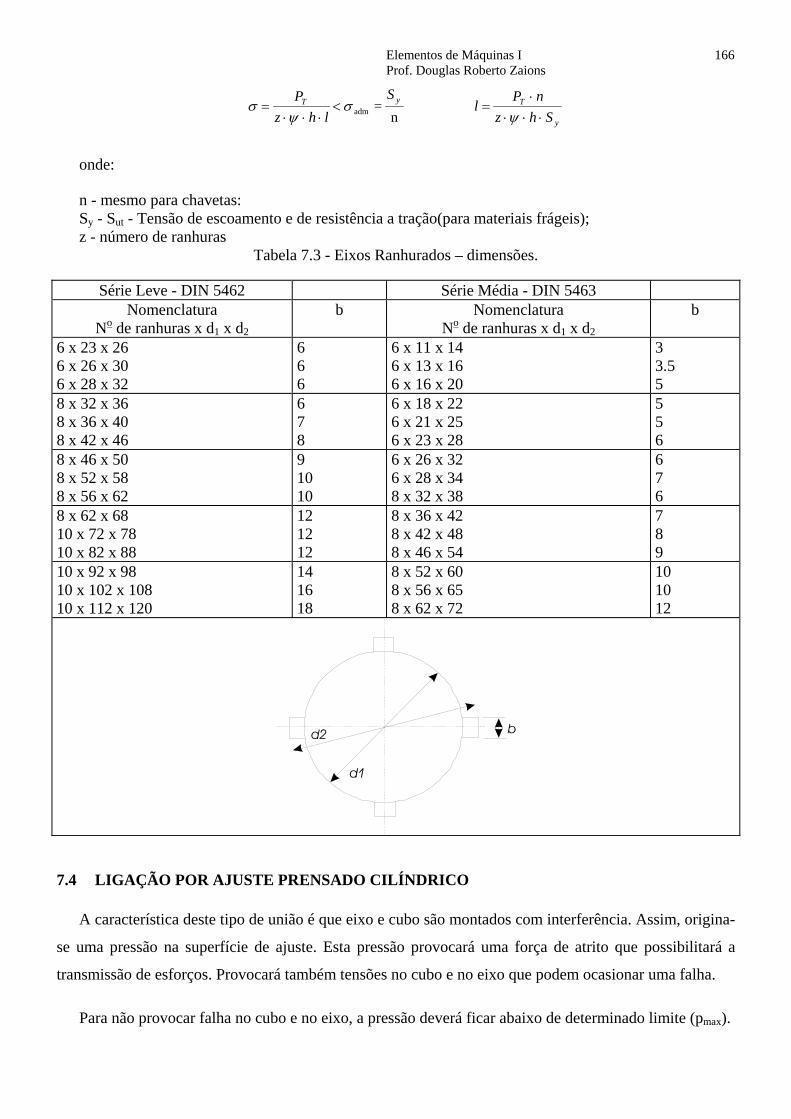
Elementos de Máquinas I 166 Prof. Douglas Roberto Zaions
n
= admy
TyT
ShznP
lS
lhzP
⋅⋅⋅⋅
=<⋅⋅⋅
=ψ
σψ
σ
onde:
n - mesmo para chavetas: Sy - Sut - Tensão de escoamento e de resistência a tração(para materiais frágeis); z - número de ranhuras
Tabela 7.3 - Eixos Ranhurados – dimensões.
Série Leve - DIN 5462 Série Média - DIN 5463 Nomenclatura
No de ranhuras x d1 x d2 b Nomenclatura
No de ranhuras x d1 x d2 b
6 x 23 x 26 6 x 26 x 30 6 x 28 x 32
6 6 6
6 x 11 x 14 6 x 13 x 16 6 x 16 x 20
3 3.5 5
8 x 32 x 36 8 x 36 x 40 8 x 42 x 46
6 7 8
6 x 18 x 22 6 x 21 x 25 6 x 23 x 28
5 5 6
8 x 46 x 50 8 x 52 x 58 8 x 56 x 62
9 10 10
6 x 26 x 32 6 x 28 x 34 8 x 32 x 38
6 7 6
8 x 62 x 68 10 x 72 x 78 10 x 82 x 88
12 12 12
8 x 36 x 42 8 x 42 x 48 8 x 46 x 54
7 8 9
10 x 92 x 98 10 x 102 x 108 10 x 112 x 120
14 16 18
8 x 52 x 60 8 x 56 x 65 8 x 62 x 72
10 10 12
7.4 LIGAÇÃO POR AJUSTE PRENSADO CILÍNDRICO
A característica deste tipo de união é que eixo e cubo são montados com interferência. Assim, origina-
se uma pressão na superfície de ajuste. Esta pressão provocará uma força de atrito que possibilitará a
transmissão de esforços. Provocará também tensões no cubo e no eixo que podem ocasionar uma falha.
Para não provocar falha no cubo e no eixo, a pressão deverá ficar abaixo de determinado limite (pmax).
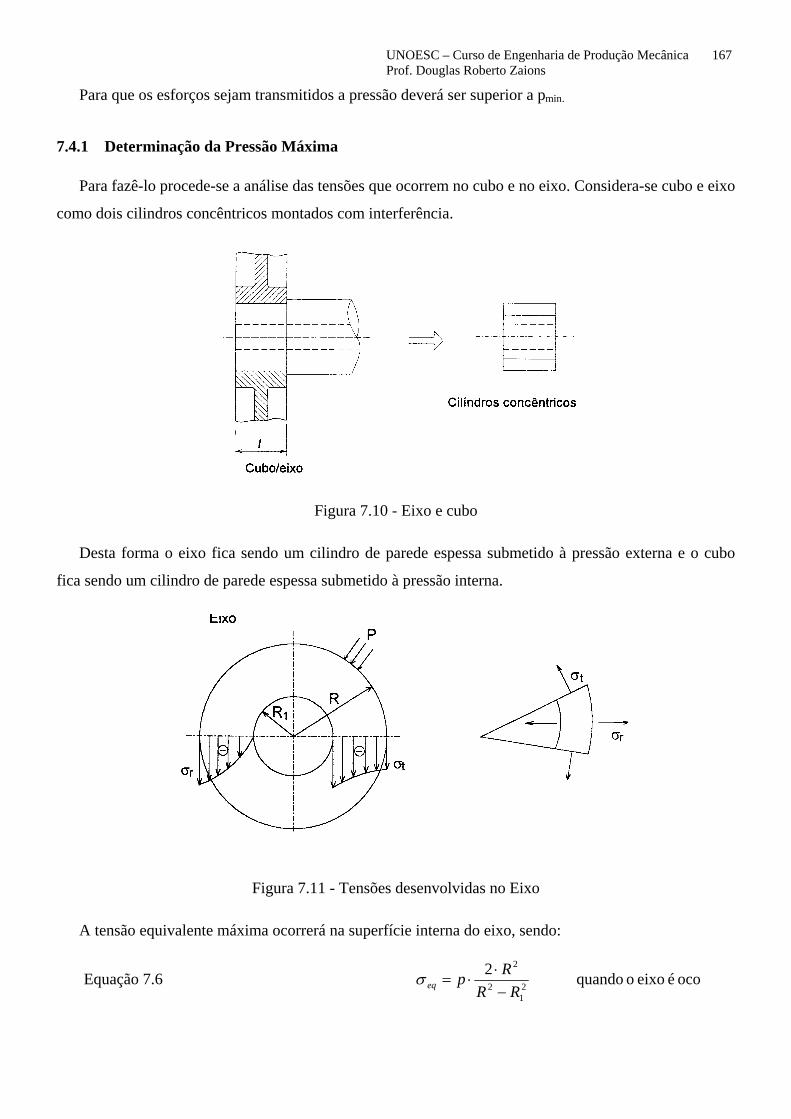
UNOESC – Curso de Engenharia de Produção Mecânica 167 Prof. Douglas Roberto Zaions
Para que os esforços sejam transmitidos a pressão deverá ser superior a pmin.
7.4.1 Determinação da Pressão Máxima
Para fazê-lo procede-se a análise das tensões que ocorrem no cubo e no eixo. Considera-se cubo e eixo
como dois cilindros concêntricos montados com interferência.
Figura 7.10 - Eixo e cubo
Desta forma o eixo fica sendo um cilindro de parede espessa submetido à pressão externa e o cubo
fica sendo um cilindro de parede espessa submetido à pressão interna.
Figura 7.11 - Tensões desenvolvidas no Eixo
A tensão equivalente máxima ocorrerá na superfície interna do eixo, sendo:
Equação 7.6 oco é eixo o quando 22
12
2
RRRpeq −⋅
⋅=σ

Elementos de Máquinas I 168 Prof. Douglas Roberto Zaions
Equação 7.7 maciço é eixo o quando peq =σ
Figura 7.12 - Tensões desenvolvidas no Cubo
A tensão equivalente máxima ocorre na superfície interna do cilindro, sendo:
Equação 7.8 2
222
22
RRR
peq−⋅
⋅=σ
Para possibilitar montagens e desmontagens subsequentes sem que se alterem as característica de
ligação, costuma-se utilizar na prática os ajustes prensados elásticos, nos quais a máxima tensão que
ocorre fica abaixo do limite de elasticidade do material (0,9 Sy).
Assim:
7.4.1.1 Pressão Máxima para eixo vasado (oco)
2
21
2
21
2
2
45,0
9,02
RRR
Sp
SRR
Rp
y
yeq
−⋅⋅≤
⋅≤−⋅
⋅=σ
Equação 7.9 2
21
2
45,0R
RRSp ymáx−
⋅⋅=
7.4.1.2 Pressão Máxima para eixo maciço
Equação 7.10 ymáx Sp ⋅= 90,0

UNOESC – Curso de Engenharia de Produção Mecânica 169 Prof. Douglas Roberto Zaions
7.4.1.3 Pressão máxima para o cubo
Equação 7.11 22
22245,0R
RRSp ymáx
−⋅⋅=
Observações: (i) Para a ligação, o valor máximo da pressão será o menor dos valores encontrados; (ii)
No caso de materiais frágeis substituir Sy e Sut e (iii) Determinação da Pressão Mínima
Seja o caso geral em que a ligação é submetida a um momento torçor (T) e a uma força axial (Pa).
Figura 7.13 - Esforços na união entre cubo e eixo
As forças atuantes na superfície de ajuste do eixo estão mostradas na figura acima, onde:
PTD
TDT = =⋅
2
2
Figura 7.14 - Força tangencial no ajuste prensado
A força de atrito p A el⋅ ⋅ µ se oporá à força Pa e para que não haja escorregamento na direção axial:

Elementos de Máquinas I 170 Prof. Douglas Roberto Zaions
P p A
pP
A
pP
D l
a el
a
el
a
el
≤ ⋅ ⋅
≥⋅
⋅ ⋅
≥⋅ ⋅ ⋅
µ
µπ
π µ
onde: A = D l
Considerando-se ainda um coeficiente de segurança contra o escorregamento nd:
Equação 7.12 el
a
lDndP
pµπ ⋅⋅⋅
⋅≥min
A força de atrito p A et⋅ ⋅ µ opõe-se à força Pt. Para que não haja escorregamento na direção tangencial.
nd doConsideran
2
2 e lD=A :onde
2et
tet
t
ett
lDTp
DTP
AP
p
ApP
µπ
πµ
µ
⋅⋅⋅⋅
≥
⋅=⋅⋅
⋅≥
⋅⋅≤
Equação 7.13 22min
etlDndTpµπ ⋅⋅⋅
⋅⋅≥
Para que não haja escorregamento na direção axial nem na direção tangencial a ligação deverá ter uma
pressão mínima entre as superfícies de ajuste igual ao maior dos valores em (7) e (8).
Costuma-se utilizar valores de nd= 1,3 a 1,8.
7.4.1.4 Sobremedida Efetiva (∆d)
Considerando o conjunto cubo-eixo como dois cilindros de parede espessa montados com
interferência, e que eles tenham circularidade perfeita e mesmo comprimento, pode-se desenvolver uma
relação entre a Sobremedida efetiva ∆d entre os dois cilindros e a pressão “p” que atua na superfície de
ajuste.
Equação 7.14 ( ) DKKpd ⋅+⋅=∆ 21
onde:
p - pressão; D - Diâmetro da superfície de ajuste K1 - Constante elástica do eixo
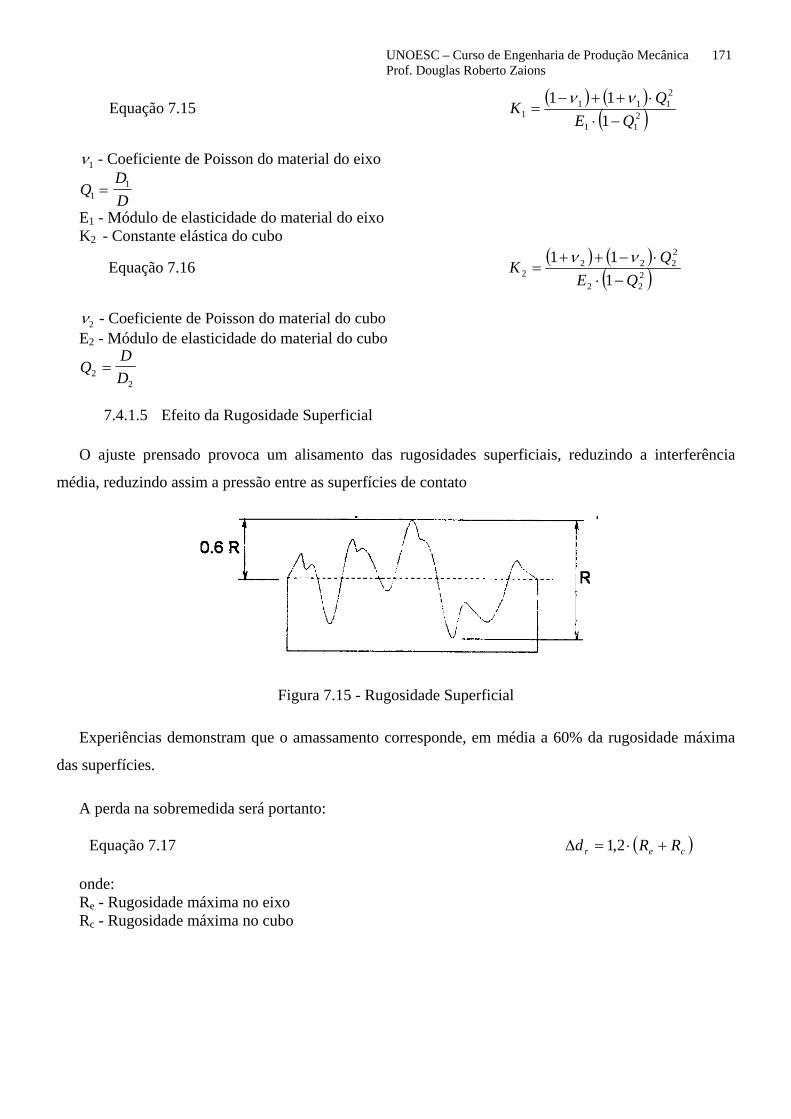
UNOESC – Curso de Engenharia de Produção Mecânica 171 Prof. Douglas Roberto Zaions
Equação 7.15 ( ) ( )
( ) 111
211
2111
1 QEQK
−⋅⋅++−
=νν
ν1 - Coeficiente de Poisson do material do eixo
QDD1
1=
E1 - Módulo de elasticidade do material do eixo K2 - Constante elástica do cubo
Equação 7.16 ( ) ( )
( )222
2222
2 111
QEQK
−⋅⋅−++
=νν
ν2 - Coeficiente de Poisson do material do cubo E2 - Módulo de elasticidade do material do cubo
QDD2
2=
7.4.1.5 Efeito da Rugosidade Superficial
O ajuste prensado provoca um alisamento das rugosidades superficiais, reduzindo a interferência
média, reduzindo assim a pressão entre as superfícies de contato
Figura 7.15 - Rugosidade Superficial
Experiências demonstram que o amassamento corresponde, em média a 60% da rugosidade máxima
das superfícies.
A perda na sobremedida será portanto:
Equação 7.17 ( ) 2,1 cer RRd +⋅=∆
onde: Re - Rugosidade máxima no eixo Rc - Rugosidade máxima no cubo
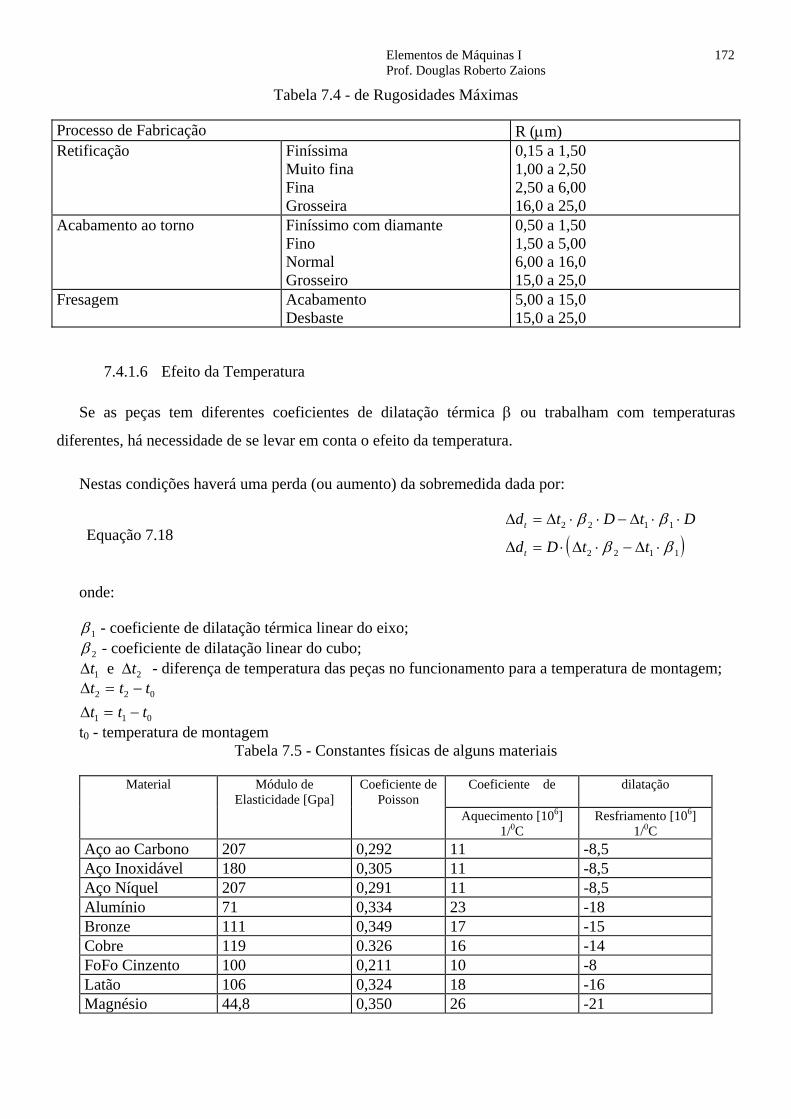
Elementos de Máquinas I 172 Prof. Douglas Roberto Zaions
Tabela 7.4 - de Rugosidades Máximas
Processo de Fabricação R (µm) Retificação Finíssima
Muito fina Fina Grosseira
0,15 a 1,50 1,00 a 2,50 2,50 a 6,00 16,0 a 25,0
Acabamento ao torno Finíssimo com diamante Fino Normal Grosseiro
0,50 a 1,50 1,50 a 5,00 6,00 a 16,0 15,0 a 25,0
Fresagem Acabamento Desbaste
5,00 a 15,0 15,0 a 25,0
7.4.1.6 Efeito da Temperatura
Se as peças tem diferentes coeficientes de dilatação térmica β ou trabalham com temperaturas
diferentes, há necessidade de se levar em conta o efeito da temperatura.
Nestas condições haverá uma perda (ou aumento) da sobremedida dada por:
Equação 7.18 ( )∆ ∆ ∆
∆ ∆ ∆
d t D t D
d D t tt
t
= ⋅ ⋅ − ⋅ ⋅
= ⋅ ⋅ − ⋅2 2 1 1
2 2 1 1
β β
β β
onde:
β1 - coeficiente de dilatação térmica linear do eixo; β 2 - coeficiente de dilatação linear do cubo; ∆ ∆t t1 2 e - diferença de temperatura das peças no funcionamento para a temperatura de montagem; ∆∆
t t tt t t
2 2 0
1 1 0
= −= −
t0 - temperatura de montagem Tabela 7.5 - Constantes físicas de alguns materiais
Material Módulo de Elasticidade [Gpa]
Coeficiente de Poisson
Coeficiente de dilatação
Aquecimento [106] 1/0C
Resfriamento [106] 1/0C
Aço ao Carbono 207 0,292 11 -8,5 Aço Inoxidável 180 0,305 11 -8,5 Aço Níquel 207 0,291 11 -8,5 Alumínio 71 0,334 23 -18 Bronze 111 0,349 17 -15 Cobre 119 0.326 16 -14 FoFo Cinzento 100 0,211 10 -8 Latão 106 0,324 18 -16 Magnésio 44,8 0,350 26 -21
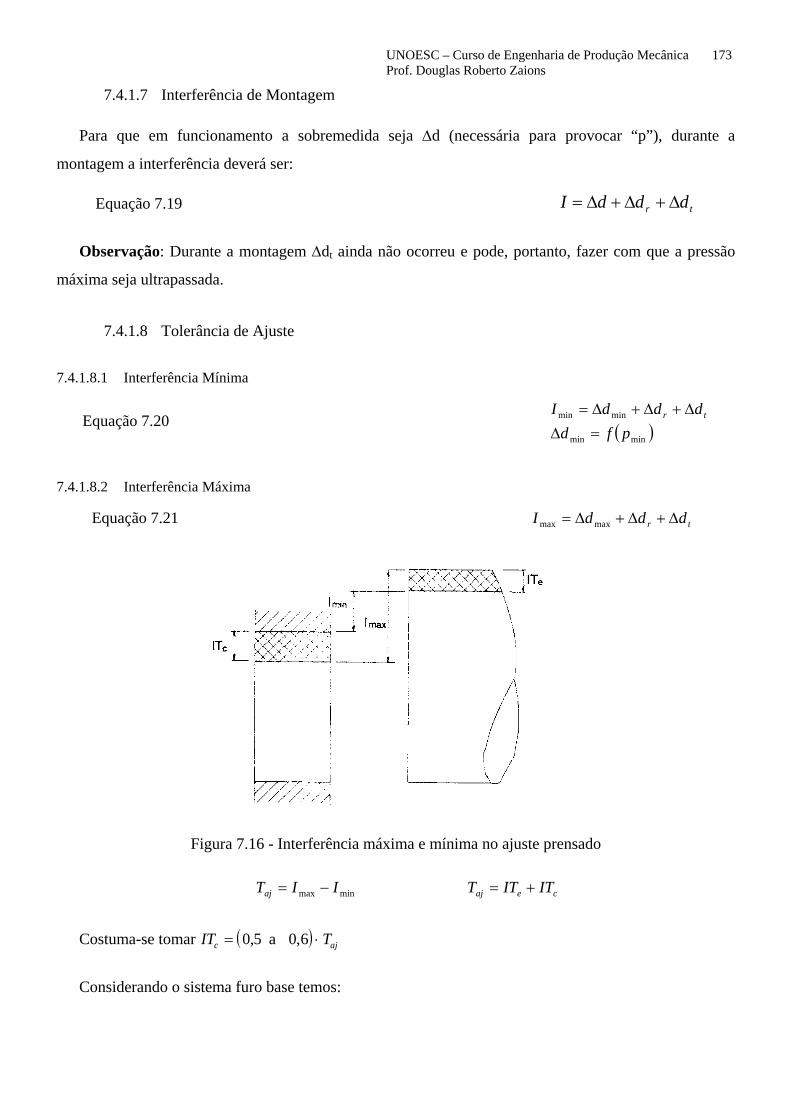
UNOESC – Curso de Engenharia de Produção Mecânica 173 Prof. Douglas Roberto Zaions
7.4.1.7 Interferência de Montagem
Para que em funcionamento a sobremedida seja ∆d (necessária para provocar “p”), durante a
montagem a interferência deverá ser:
Equação 7.19 tr dddI ∆+∆+∆=
Observação: Durante a montagem ∆dt ainda não ocorreu e pode, portanto, fazer com que a pressão
máxima seja ultrapassada.
7.4.1.8 Tolerância de Ajuste
7.4.1.8.1 Interferência Mínima
Equação 7.20 ( )minmin
minmin
pfddddI tr
=∆∆+∆+∆=
7.4.1.8.2 Interferência Máxima
Equação 7.21 maxmax tr dddI ∆+∆+∆=
Figura 7.16 - Interferência máxima e mínima no ajuste prensado
minmax IITaj −= ceaj ITITT +=
Costuma-se tomar ( )IT Tc aj= ⋅0 5 0 6, , a
Considerando o sistema furo base temos:
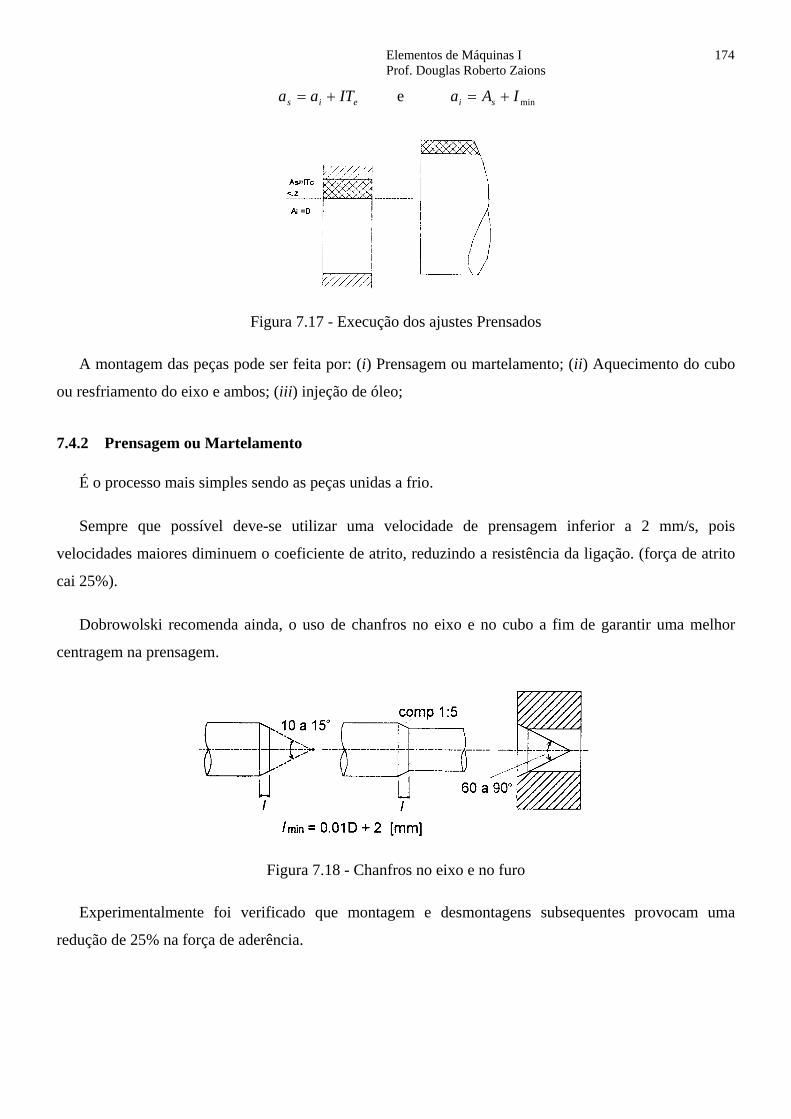
Elementos de Máquinas I 174 Prof. Douglas Roberto Zaions
eis ITaa += e minIAa si +=
Figura 7.17 - Execução dos ajustes Prensados
A montagem das peças pode ser feita por: (i) Prensagem ou martelamento; (ii) Aquecimento do cubo
ou resfriamento do eixo e ambos; (iii) injeção de óleo;
7.4.2 Prensagem ou Martelamento
É o processo mais simples sendo as peças unidas a frio.
Sempre que possível deve-se utilizar uma velocidade de prensagem inferior a 2 mm/s, pois
velocidades maiores diminuem o coeficiente de atrito, reduzindo a resistência da ligação. (força de atrito
cai 25%).
Dobrowolski recomenda ainda, o uso de chanfros no eixo e no cubo a fim de garantir uma melhor
centragem na prensagem.
Figura 7.18 - Chanfros no eixo e no furo
Experimentalmente foi verificado que montagem e desmontagens subsequentes provocam uma
redução de 25% na força de aderência.
UNOESC – Curso de Engenharia de Produção Mecânica 175 Prof. Douglas Roberto Zaions
Verificou-se também que a força de atrito atinge seu valor máximo somente algum tempo após a
montagem, razão pela qual esse tipo de ajuste deve ser carregado após algum tempo depois da montagem
(aproximadamente 2 dias).
A força de montagem é obtida em função do coeficiente de atrito de montagem (µm).
Equação 7.22 mm ApP µ⋅⋅=
Para que não haja dificuldade de montagem de qualquer par de peças deve-se considerar:
p pmax=
7.4.3 Ajuste Prensado por Aquecimento/Esfriamento
7.4.3.1 Aquecimento da peça externa
Neste caso a peça externa é aquecida até uma temperatura suficientemente elevada para permitir uma
fácil montagem sobre a peça interna.
A temperatura de aquecimento poderá ser calculada pela expressão:
Equação 7.23 otDI
t +⋅+
=2
max2 β
δ
onde: Imax - Interferência máxima; D - Diâmetro nominal; to - Temperatura de montagem; β2 - Coeficiente de dilatação térmica do cubo; δ - Folga adicional, correspondente à folga mínima de um ajuste tipo H/f.
O aquecimento com chama aberta produz, nas superfícies uma capa de óxido que aumenta em muito o
coeficiente de atrito, dificultando, entretanto, a desmontagem das peças.
Utiliza-se também o banho de óleo (óleo mineral t= 356oC), ou aquecimento em fornos elétricos à gás.
O ajuste por aquecimento pressupõe cubos não temperados, pois um aquecimento exagerado poderia
destrui-lo.
7.4.3.2 Esfriamento da Peça Interna
A temperatura a que a peça interna deve ser resfriada é dada por:
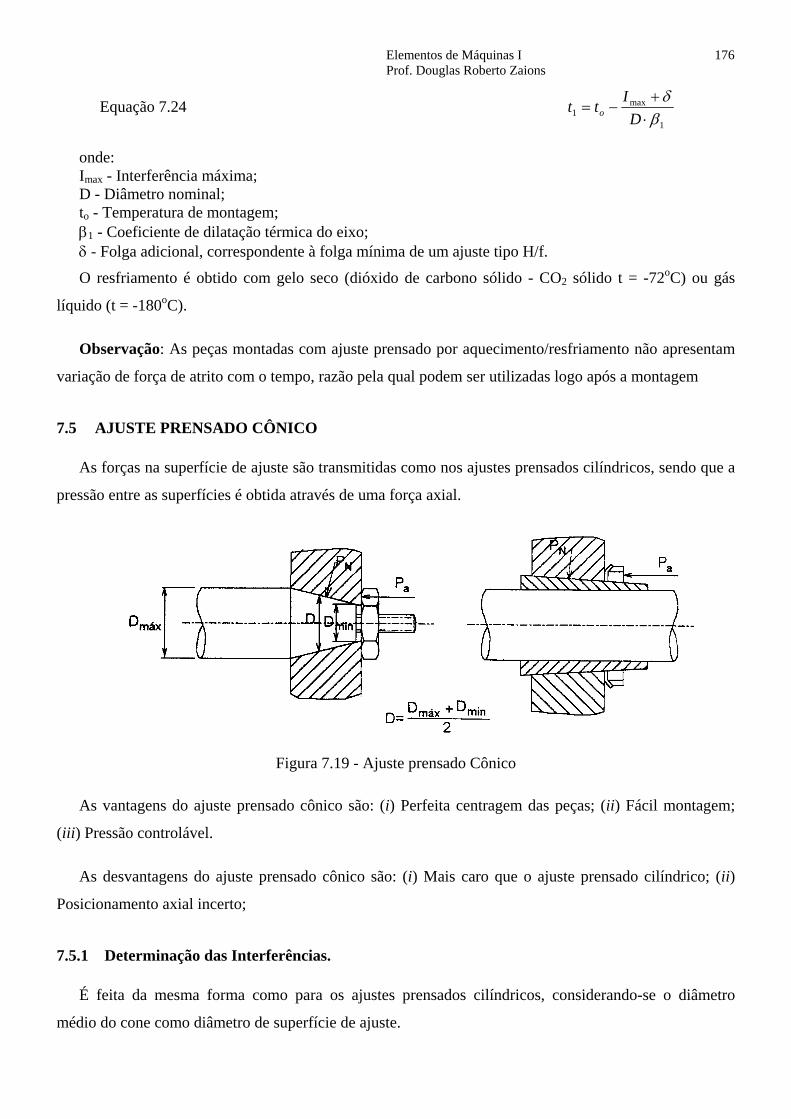
Elementos de Máquinas I 176 Prof. Douglas Roberto Zaions
Equação 7.24 1
max1 β
δ⋅+
−=D
Itt o
onde: Imax - Interferência máxima; D - Diâmetro nominal; to - Temperatura de montagem; β1 - Coeficiente de dilatação térmica do eixo; δ - Folga adicional, correspondente à folga mínima de um ajuste tipo H/f.
O resfriamento é obtido com gelo seco (dióxido de carbono sólido - CO2 sólido t = -72oC) ou gás
líquido (t = -180oC).
Observação: As peças montadas com ajuste prensado por aquecimento/resfriamento não apresentam
variação de força de atrito com o tempo, razão pela qual podem ser utilizadas logo após a montagem
7.5 AJUSTE PRENSADO CÔNICO
As forças na superfície de ajuste são transmitidas como nos ajustes prensados cilíndricos, sendo que a
pressão entre as superfícies é obtida através de uma força axial.
Figura 7.19 - Ajuste prensado Cônico
As vantagens do ajuste prensado cônico são: (i) Perfeita centragem das peças; (ii) Fácil montagem;
(iii) Pressão controlável.
As desvantagens do ajuste prensado cônico são: (i) Mais caro que o ajuste prensado cilíndrico; (ii)
Posicionamento axial incerto;
7.5.1 Determinação das Interferências.
É feita da mesma forma como para os ajustes prensados cilíndricos, considerando-se o diâmetro
médio do cone como diâmetro de superfície de ajuste.
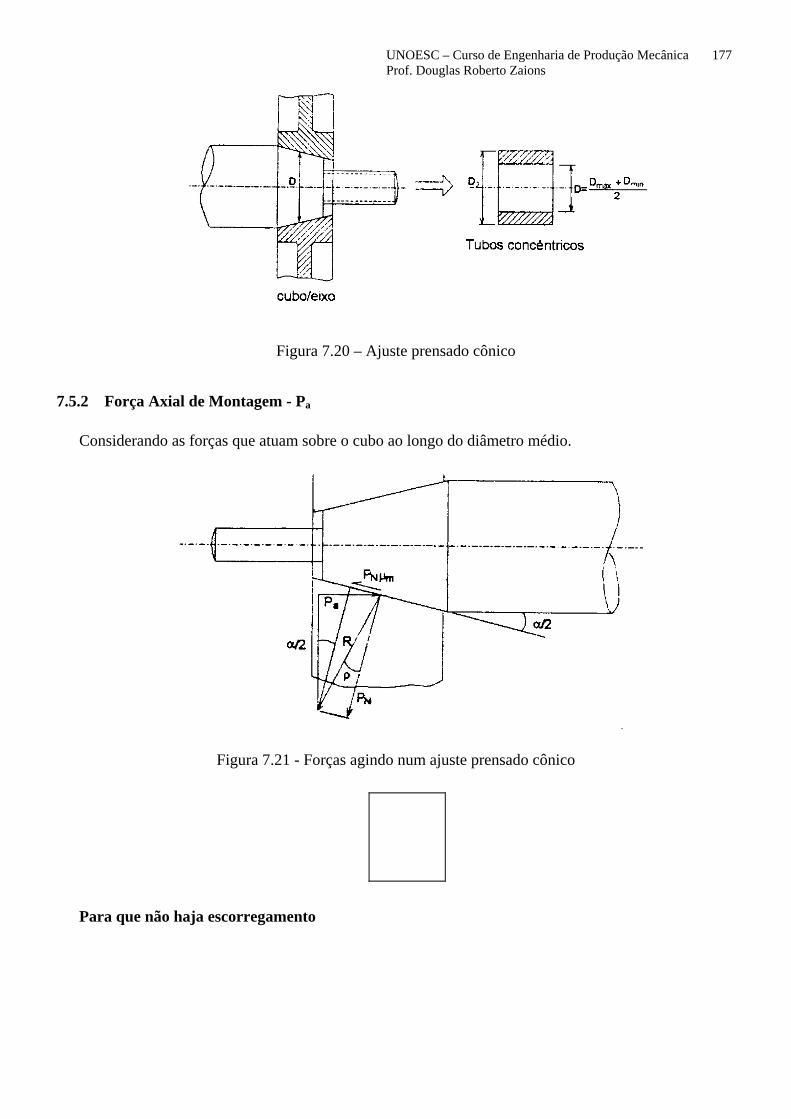
UNOESC – Curso de Engenharia de Produção Mecânica 177 Prof. Douglas Roberto Zaions
Figura 7.20 – Ajuste prensado cônico
7.5.2 Força Axial de Montagem - Pa
Considerando as forças que atuam sobre o cubo ao longo do diâmetro médio.
Figura 7.21 - Forças agindo num ajuste prensado cônico
Para que não haja escorregamento

Elementos de Máquinas I 178 Prof. Douglas Roberto Zaions
Figura 7.22 - Forças agindo no ajuste
P P
PT
D
N et t
t
⋅ =
=⋅
µ
2
Da Figura:
P R
P R
a
a
= ⋅ +⎛⎝⎜
⎞⎠⎟
= ⋅ ⋅ + ⋅⎛⎝⎜
⎞⎠⎟
sen
sen cos sen cos
αρ
αρ ρ
α2
2 2
Substituindo R
PP
PP
aN
at
et
m
= ⋅ ⋅ + ⋅⎛⎝⎜
⎞⎠⎟
= ⋅ + ⋅⎛⎝⎜
⎞⎠⎟
= =
cossen cos sen cos
sen tan cos
sencos
tan
ρα
ρ ρα
µα
ρα
ρρ
ρ µ
2 2
2 2
Resulta:
PT
Daet
m=⋅⋅
⋅ + ⋅⎛⎝⎜
⎞⎠⎟
22 2µα
µα
sen cos
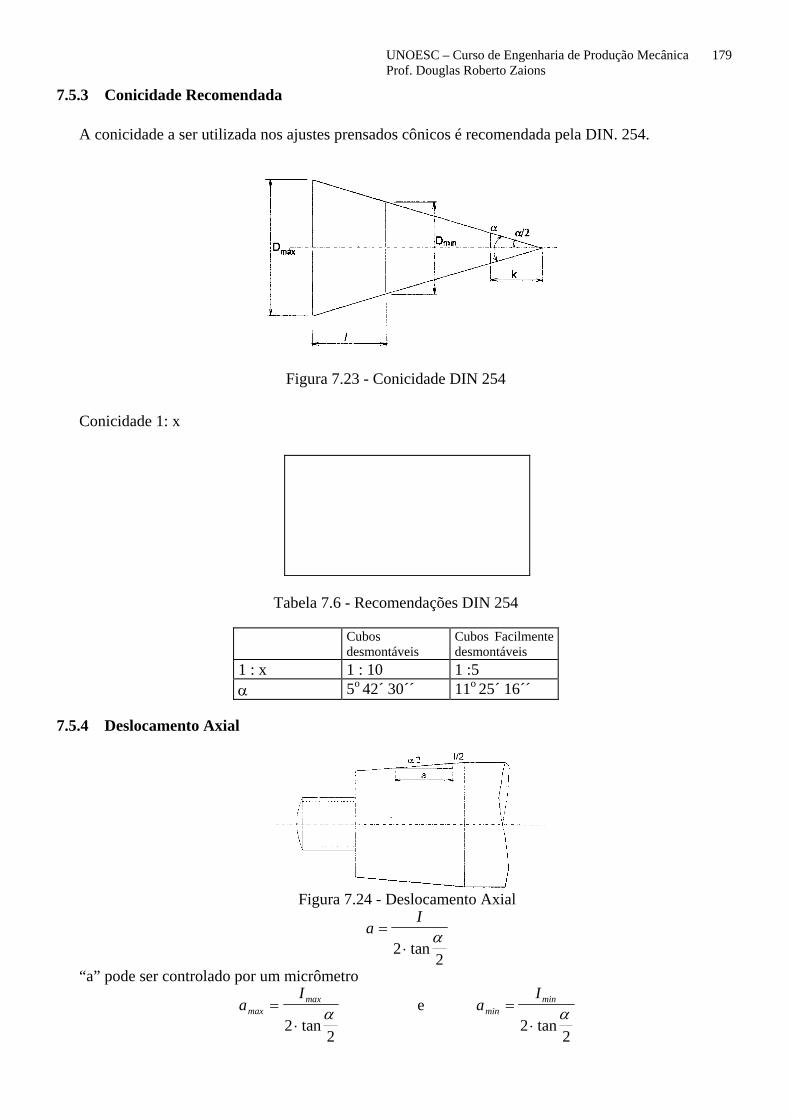
UNOESC – Curso de Engenharia de Produção Mecânica 179 Prof. Douglas Roberto Zaions
7.5.3 Conicidade Recomendada
A conicidade a ser utilizada nos ajustes prensados cônicos é recomendada pela DIN. 254.
Figura 7.23 - Conicidade DIN 254
Conicidade 1: x
Tabela 7.6 - Recomendações DIN 254
Cubos desmontáveis
Cubos Facilmente desmontáveis
1 : x 1 : 10 1 :5 α 5o 42´ 30´´ 11o 25´ 16´´
7.5.4 Deslocamento Axial
Figura 7.24 - Deslocamento Axial
aI
=⋅2
2tan
α
“a” pode ser controlado por um micrômetro
aI
aI
maxmax
minmin=
⋅=
⋅22
22
tan tanα α e
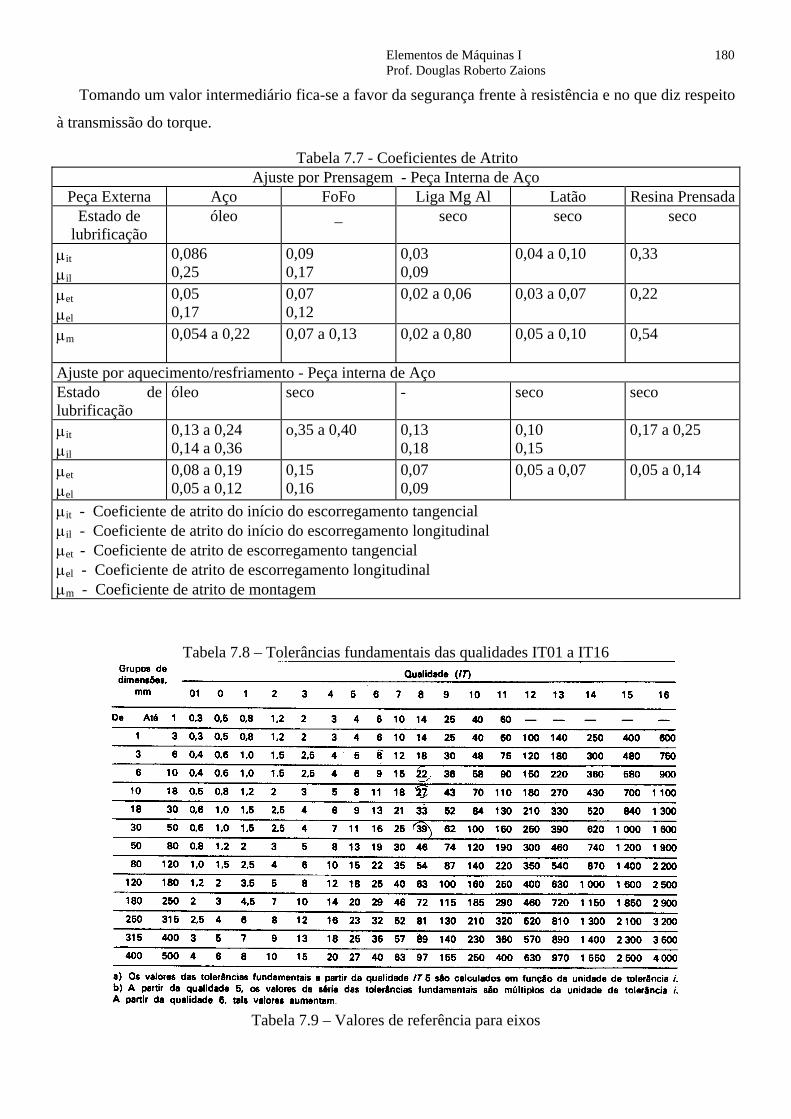
Elementos de Máquinas I 180 Prof. Douglas Roberto Zaions
Tomando um valor intermediário fica-se a favor da segurança frente à resistência e no que diz respeito
à transmissão do torque.
Tabela 7.7 - Coeficientes de Atrito Ajuste por Prensagem - Peça Interna de Aço
Peça Externa Aço FoFo Liga Mg Al Latão Resina PrensadaEstado de
lubrificação óleo _ seco seco seco
µit
µil 0,086 0,25
0,09 0,17
0,03 0,09
0,04 a 0,10 0,33
µet
µel 0,05 0,17
0,07 0,12
0,02 a 0,06 0,03 a 0,07 0,22
µm
0,054 a 0,22 0,07 a 0,13 0,02 a 0,80 0,05 a 0,10 0,54
Ajuste por aquecimento/resfriamento - Peça interna de Aço Estado de lubrificação
óleo seco - seco seco
µit
µil 0,13 a 0,24 0,14 a 0,36
o,35 a 0,40 0,13 0,18
0,10 0,15
0,17 a 0,25
µet
µel 0,08 a 0,19 0,05 a 0,12
0,15 0,16
0,07 0,09
0,05 a 0,07 0,05 a 0,14
µit - Coeficiente de atrito do início do escorregamento tangencial
µil - Coeficiente de atrito do início do escorregamento longitudinal µet - Coeficiente de atrito de escorregamento tangencial µel - Coeficiente de atrito de escorregamento longitudinal µm - Coeficiente de atrito de montagem
Tabela 7.8 – Tolerâncias fundamentais das qualidades IT01 a IT16
Tabela 7.9 – Valores de referência para eixos
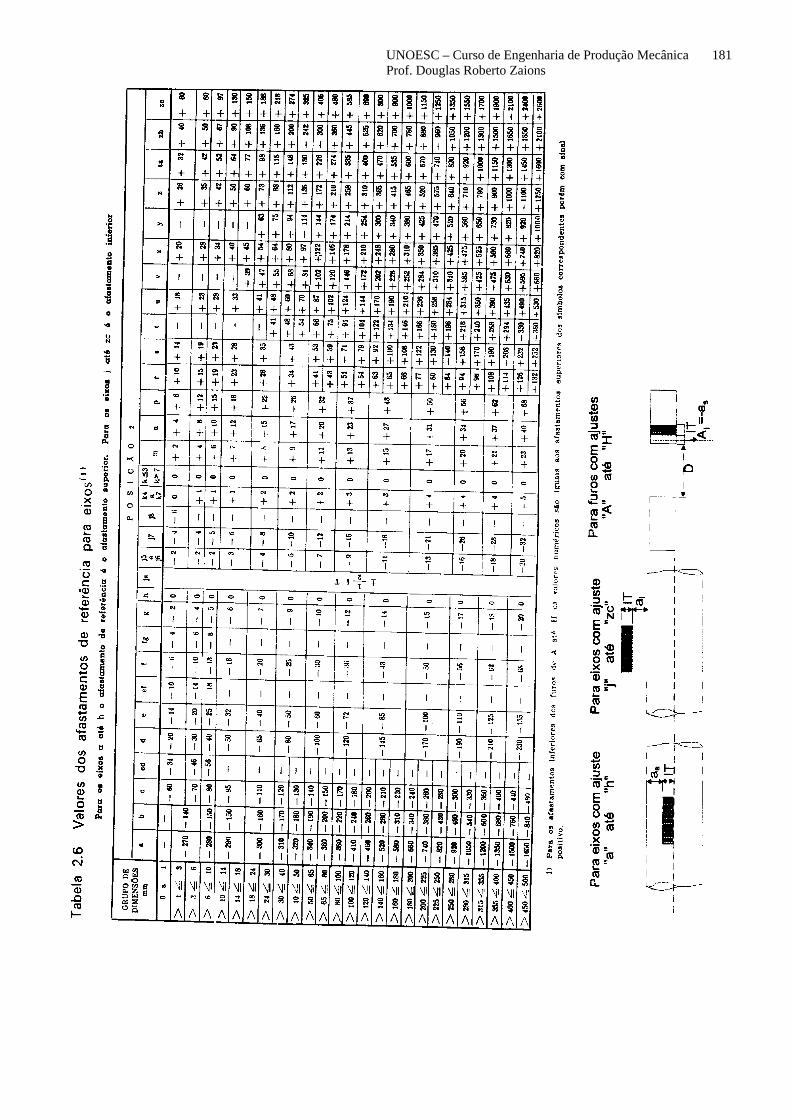
UNOESC – Curso de Engenharia de Produção Mecânica 181 Prof. Douglas Roberto Zaions
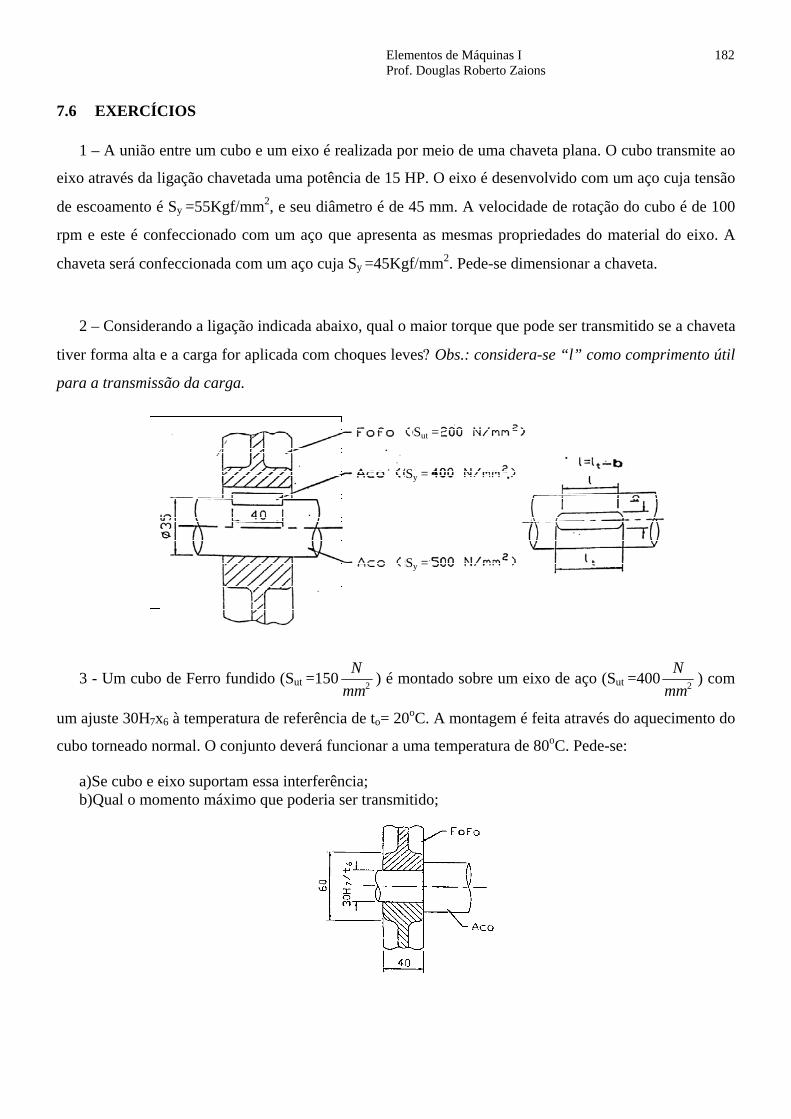
Elementos de Máquinas I 182 Prof. Douglas Roberto Zaions
7.6 EXERCÍCIOS
1 – A união entre um cubo e um eixo é realizada por meio de uma chaveta plana. O cubo transmite ao
eixo através da ligação chavetada uma potência de 15 HP. O eixo é desenvolvido com um aço cuja tensão
de escoamento é Sy =55Kgf/mm2, e seu diâmetro é de 45 mm. A velocidade de rotação do cubo é de 100
rpm e este é confeccionado com um aço que apresenta as mesmas propriedades do material do eixo. A
chaveta será confeccionada com um aço cuja Sy =45Kgf/mm2. Pede-se dimensionar a chaveta.
2 – Considerando a ligação indicada abaixo, qual o maior torque que pode ser transmitido se a chaveta
tiver forma alta e a carga for aplicada com choques leves? Obs.: considera-se “l” como comprimento útil
para a transmissão da carga.
Sy =
Sy =
Sut =
3 - Um cubo de Ferro fundido (Sut =150 Nmm2 ) é montado sobre um eixo de aço (Sut =400 N
mm2 ) com
um ajuste 30H7x6 à temperatura de referência de to= 20oC. A montagem é feita através do aquecimento do
cubo torneado normal. O conjunto deverá funcionar a uma temperatura de 80oC. Pede-se:
a)Se cubo e eixo suportam essa interferência; b)Qual o momento máximo que poderia ser transmitido;
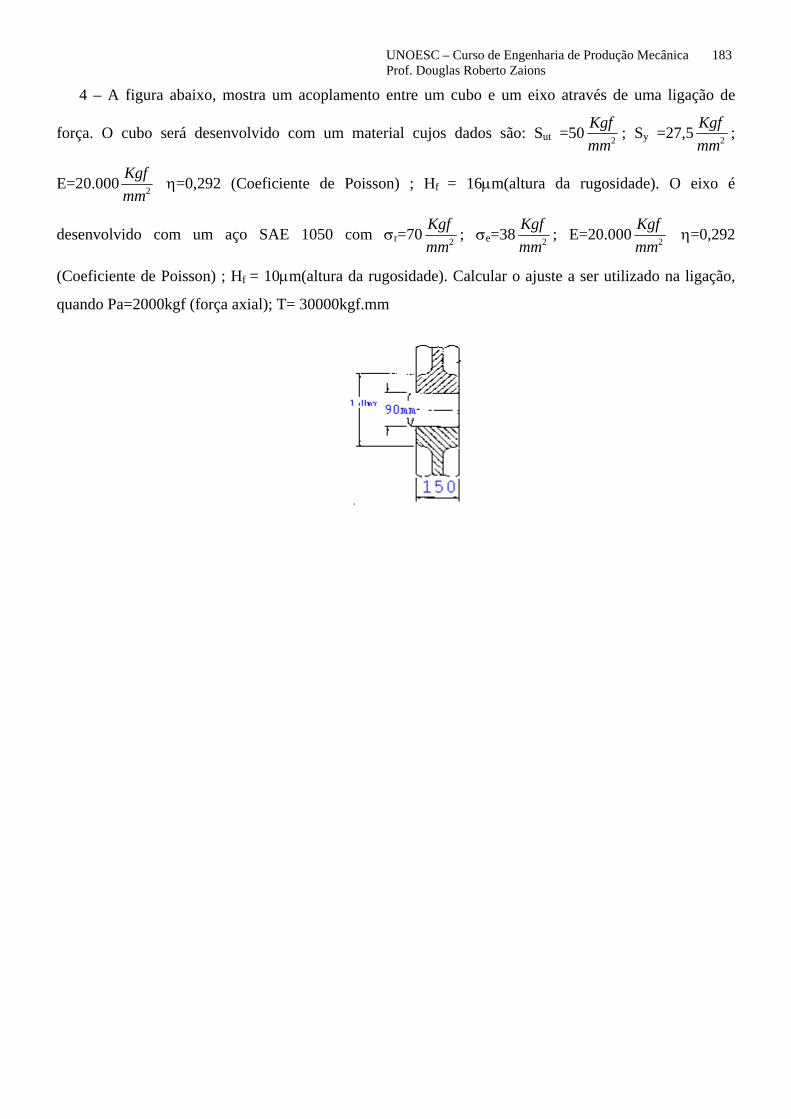
UNOESC – Curso de Engenharia de Produção Mecânica 183 Prof. Douglas Roberto Zaions
4 – A figura abaixo, mostra um acoplamento entre um cubo e um eixo através de uma ligação de
força. O cubo será desenvolvido com um material cujos dados são: Sut =50 Kgfmm2 ; Sy =27,5 Kgf
mm2 ;
E=20.000 Kgfmm2 η=0,292 (Coeficiente de Poisson) ; Hf = 16µm(altura da rugosidade). O eixo é
desenvolvido com um aço SAE 1050 com σr=70 Kgfmm2 ; σe=38 Kgf
mm2 ; E=20.000 Kgfmm2 η=0,292
(Coeficiente de Poisson) ; Hf = 10µm(altura da rugosidade). Calcular o ajuste a ser utilizado na ligação,
quando Pa=2000kgf (força axial); T= 30000kgf.mm
Elementos de Máquinas I 184 Prof. Douglas Roberto Zaions
8 LUBRIFICAÇÃO INDUSTRIAL
Com o desenvolvimento industrial, o custo de reposição de equipamentos e a manutenção industrial,
necessária para manter os mesmos dentro de níveis aceitáveis de produção e qualidade esta muito
elevado, portanto, cada vez mais, o cuidado com a lubrificação vem preocupando os engenheiros
industriais.
Para se obter um bom resultado em lubrificação, muitos fatores devem ser levados em consideração,
desde a substância usada, a qualidade, a quantidade, o período de relubrificação, o método de aplicação e
muitos outros.
8.1 LUBRIFICAÇÃO
A lubrificação consiste na redução do atrito mediante a aplicação de um lubrificante.
O atrito pode manifestar-se de duas formas: como atrito de deslizamento e como atrito de rolamento.
O atrito de rolamento é bem menor que o atrito de deslizamento.
As principais funções dos lubrificantes, nas suas aplicações industriais, podem ser resumidas a seguir:
(i) Controle do atrito: Transformando o atrito sólido em atrito fluido, reduzindo assim a perda de
energia; (ii) Controle do desgaste: Reduzir ao mínimo o contato entre as superfícies, origem do desgaste;
(iii) Controle de temperatura: Absorvendo o calor gerado pelo contato de superfícies; (iv) Controle da
corrosão: Evitando que a ação de ácidos destrua os metais; (v) Amortecimento de choques:
Amortecendo o choque entre os dentes das engrenagens; e (vi) Vedação: Impedindo a saída de
lubrificantes e a entrada de partículas estranhas (função das graxas) e a entrada de outros fluidos ou gases
(função dos óleos nos cilindros de motores e compressores).
8.1.1 Tipos de Lubrificação
Segundo Shigley (1994), existem cinco formas distintas de lubrificação: (i) Lubrificação
hidrodinâmica; (ii) Lubrificação hidrostática; (iii) Lubrificação elastohidrodinâmica; (iv) Lubrificação
limite; e (v) Lubrificação de filme sólido;
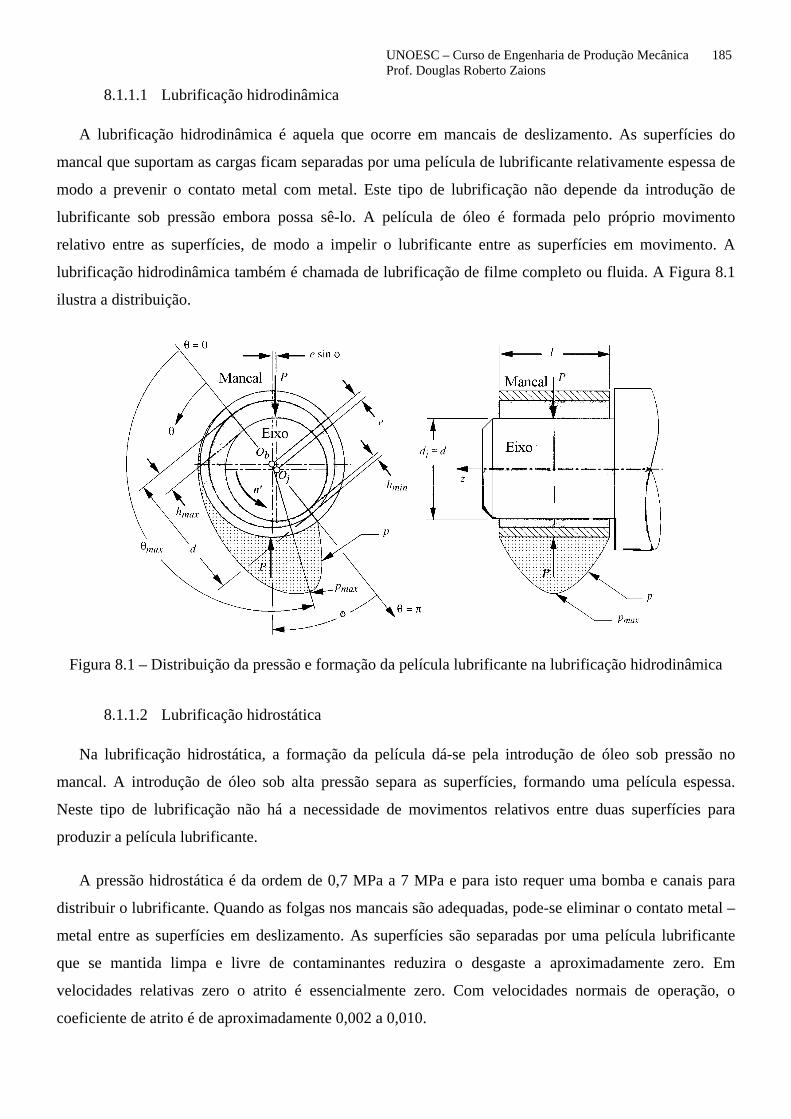
UNOESC – Curso de Engenharia de Produção Mecânica 185 Prof. Douglas Roberto Zaions
8.1.1.1 Lubrificação hidrodinâmica
A lubrificação hidrodinâmica é aquela que ocorre em mancais de deslizamento. As superfícies do
mancal que suportam as cargas ficam separadas por uma película de lubrificante relativamente espessa de
modo a prevenir o contato metal com metal. Este tipo de lubrificação não depende da introdução de
lubrificante sob pressão embora possa sê-lo. A película de óleo é formada pelo próprio movimento
relativo entre as superfícies, de modo a impelir o lubrificante entre as superfícies em movimento. A
lubrificação hidrodinâmica também é chamada de lubrificação de filme completo ou fluida. A Figura 8.1
ilustra a distribuição.
Figura 8.1 – Distribuição da pressão e formação da película lubrificante na lubrificação hidrodinâmica
8.1.1.2 Lubrificação hidrostática
Na lubrificação hidrostática, a formação da película dá-se pela introdução de óleo sob pressão no
mancal. A introdução de óleo sob alta pressão separa as superfícies, formando uma película espessa.
Neste tipo de lubrificação não há a necessidade de movimentos relativos entre duas superfícies para
produzir a película lubrificante.
A pressão hidrostática é da ordem de 0,7 MPa a 7 MPa e para isto requer uma bomba e canais para
distribuir o lubrificante. Quando as folgas nos mancais são adequadas, pode-se eliminar o contato metal –
metal entre as superfícies em deslizamento. As superfícies são separadas por uma película lubrificante
que se mantida limpa e livre de contaminantes reduzira o desgaste a aproximadamente zero. Em
velocidades relativas zero o atrito é essencialmente zero. Com velocidades normais de operação, o
coeficiente de atrito é de aproximadamente 0,002 a 0,010.
Elementos de Máquinas I 186 Prof. Douglas Roberto Zaions
8.1.1.3 Lubrificação elastohidrodinâmica
A lubrificação elastohidrodinâmica é o fenômeno que ocorre quando o lubrificante é introduzido entre
superfícies que estão em contato de rolamento, tais como as engrenagens ou mancais de rolamento.
Segundo Norton (1997), a lubrificação elastohidrodinâmica é mais difícil de formar um filme
completo pois as superfícies não são conformes e tendem a expelir o lubrificante ao invés de permitir a
sua entrada. A baixas velocidades, estas juntas estarão submetidas a uma lubrificação limite e grandes de
desgastes irão ocorrer, resultando em possíveis arranhamentos e cortes.
Em velocidades maiores, a carga deforma as superfícies em contato (conforme teoria de Hertz) e cria
uma zona de contato plana o suficiente para promover a lubrificação hidrodinâmica com película espessa.
Este fenômeno é conhecido como lubrificação elastohidrodinâmica e depende da deformação elástica das
superfícies e da alta pressão (700 a 3500 MPa) geradas na zona de contato. A alta pressão eleva a
viscosidade do óleo lubrificante Já nos mancais de deslizamento, a pressão atinge valores da ordem de 6
Mpa não se beneficiando do fenômeno do aumento da viscosidade.
Os dentes de uma engrenagem, podem operar tanto com a lubrificação limite como com a lubrificação
hidrodinâmica ou a combinação de ambas. No inicio e fim de operação, ocorre a lubrificação limite e se
muito prolongado irá causar desgaste acentuado. As superfícies de contato de uma came e seguidor,
podem também esta sujeitas aos três tipos de lubrificação, mas, geralmente ocorre a lubrificação limite
em pequenos raios de curvatura da came. Nos mancais de rolamento podem também ocorrer os três tipos
de lubrificação.
O parâmetro mais importante que determina em qual situação ocorrerá a lubrificação de filme
completo em superfícies não conformes é a relação entre a espessura da película lubrificante e a
rugosidade média Rq das superfícies. A rugosidade média Rq deve ser da ordem de ½ a 1/3 da espessura
da película lubrificante, para garantir uma lubrificação de filme completo. A espessura da película
lubrificante em uma lubrificação elastohidrodinâmica é da ordem de 1µm. Sob cargas muito elevadas ou
baixas velocidades, a espessura do filme sujeito a uma lubrificação elastohidrodinâmica tornar-se-á muito
pequena para separas as rugosidades superficiais e uma lubrificação limite irá ocorrer. Os fatores que tem
maior importância na criação da lubrificação elastohidrodinâmica de filme espesso são o aumento da
velocidade, aumento da viscosidade do lubrificante e aumento do raio de curvatura de contato. Já a
redução da carga unitária ou da rigidez do material tem efeitos menores.
UNOESC – Curso de Engenharia de Produção Mecânica 187 Prof. Douglas Roberto Zaions
8.1.1.4 Lubrificação limite
A lubrificação limite pode ocorrer quando há uma área superficial pequena, uma queda na velocidade
do movimento da superfície, uma redução na quantidade do lubrificante fornecida ao mancal, um
aumento da carga do mancal ou um aumento da temperatura do lubrificante, resultando num decréscimo
da viscosidade. Estes fatores impedem a formação de uma película espessa necessária à lubrificação com
filme completo e com isso, as maiores asperezas das superfícies são separadas apenas por uma película de
espessura molecular. Isso é chamado de lubrificação limite. A mudança da lubrificação hidrodinâmica
para a limite não é realizada de maneira súbita ou abrupta. É provável que ocorra primeiro uma mistura
dos dois tipos de lubrificação hidrodinâmica e limite e, como as superfícies se movem muito próximas
uma da outra, o tipo de lubrificação limite será a predominante.
A lubrificação limite é a condição menos desejada com relação as lubrificações já vistas
anteriormente. Muitas vezes este tipo de lubrificação ocorre em engrenagens, cames e mancais de
rolamento.
8.1.1.5 Lubrificação de filme sólido
Quando os mancais devem operar a temperaturas extremas, deve-se usar uma película de lubrificante
sólido tal como grafite ou o bissulfeto de molibdênio. Estes materiais são usados pois apresentam baixa
resistência ao cisalhamento. Quando adicionados entre as superfícies criam uma camada de fosfato,
óxidos ou sulfitos. O grafite ou o MoS2 são geralmente encontram-se na forma de pós e podem ser
carregados para a interface, ligando-os com graxas minerais. Estes lubrificantes secos possuem a
vantagem de terem baixo coeficiente de atrito e como já mencionado, alta resistência a temperaturas
extremas, sendo que esta fica limitada pela escolha adequada da liga (graxa). A cobertura de fosfato ou
óxidos são depositadas quimicamente. Estas coberturas são finas e tendem a desgastar-se num curto
período de tempo. Os aditivos EP (extrema pressão) em alguns óleos promovem a renovação contínua do
sulfito ou de outras coberturas químicas.
8.2 SUBSTÂNCIAS LUBRIFICANTES
A ação do lubrificante no ponto de atrito ocorre através da lubrificação. A utilização do lubrificante
correto é uma condição importante para uma perfeita lubrificação.
Qualquer substância não abrasiva pode ser usada como lubrificante, e podem ser classificadas
conforme seu estado em: (i) Gasosos; (ii) Líquidos; (iii) Pastosos; e (iv) Sólidos;
Elementos de Máquinas I 188 Prof. Douglas Roberto Zaions
Destes, apenas os gasosos não têm relevância pois os gastos construtivos para sua utilização são muito
elevados.
Além de reduzir o atrito e o desgaste, os lubrificantes também devem: (i) Dissipar calor; (ii) Proteger
superfícies; (iii) Conduzir eletricidade; (iv) Proteger de materiais estranhos; (v) Remover partículas de
desgaste;
Para desempenhar estas funções, os lubrificantes apresentam diferentes comportamentos.
8.2.1 Lubrificantes líquidos
São os mais usados pois ao penetrarem entre as partes por ação hidráulica, as mantém separadas e
atuam como removedores de calor. Assim, os lubrificantes líquidos são utilizados para: (i) Dissipar calor;
(ii) Proteger superfícies; (iii) Conduzir eletricidade; (iv) Remover partículas de desgaste;
Os lubrificantes líquidos podem ser: (i) óleos minerais; (ii) óleos graxos (orgânicos; e (iii) óleos
compostos e óleos sintéticos.
Os óleos graxos são pouco apropriados como lubrificantes. Sua função lubrificante é em geral, boa,
porém a estabilidade a temperatura e à oxidação é deficiente.
8.2.2 Lubrificantes Pastosos
As graxas, pastas e ceras lubrificantes pertencem ao grupo dos lubrificantes pastosos.
São lubrificantes para: (i) Proteger as superfícies; (ii) Conduzir eletricidade; (iii) Repelir
substâncias estranhas
As Ceras lubrificantes são obtidas a partir de hidrocarbonetos de elevado peso molecular. São usadas
preferencialmente na lubrificação parcial ou limite a baixas velocidades de deslizamento.
As Graxas lubrificantes tem como base um óleo e sua estrutura pastosa é obtida através de um
espessante. A utilização das graxas lubrificantes é correta tanto na lubrificação elastohidrodinâmica como
em lubrificação parcial ou limite.
As Pastas lubrificantes contém um elevado percentual de lubrificantes sólidos. São usados em regime
de lubrificação parcial e limite, especialmente em ajustes com folgas, deslizes ou com interferência.
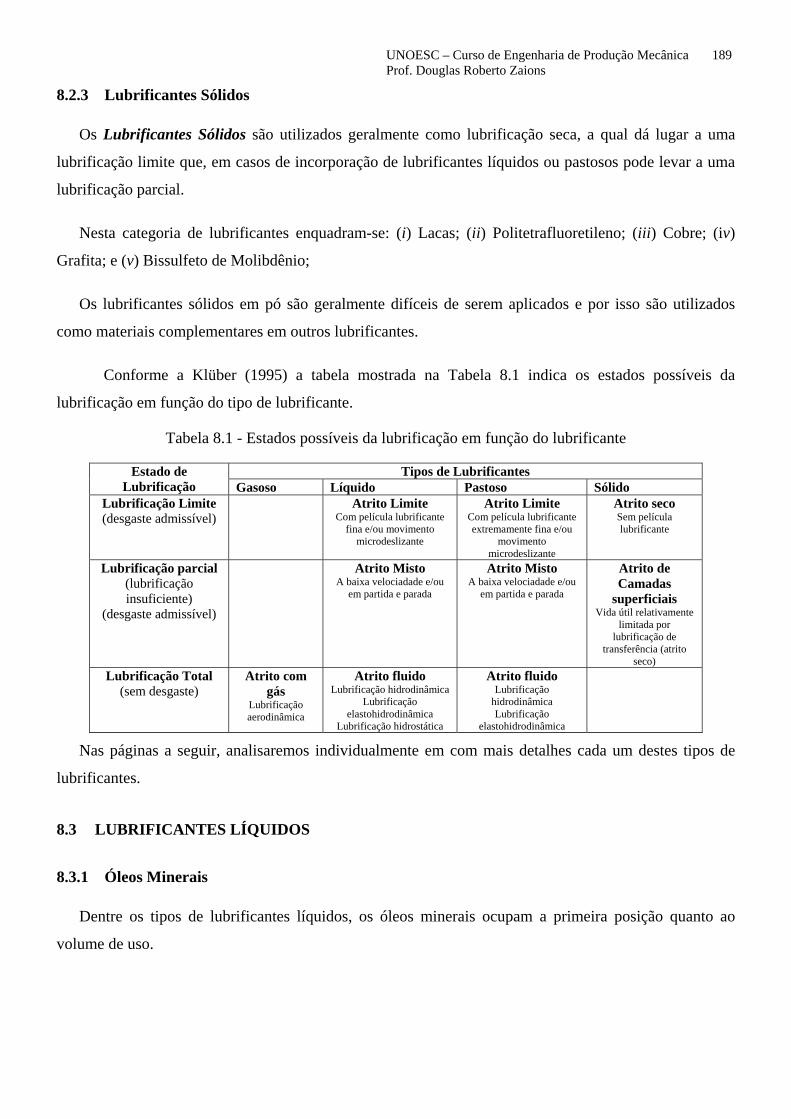
UNOESC – Curso de Engenharia de Produção Mecânica 189 Prof. Douglas Roberto Zaions
8.2.3 Lubrificantes Sólidos
Os Lubrificantes Sólidos são utilizados geralmente como lubrificação seca, a qual dá lugar a uma
lubrificação limite que, em casos de incorporação de lubrificantes líquidos ou pastosos pode levar a uma
lubrificação parcial.
Nesta categoria de lubrificantes enquadram-se: (i) Lacas; (ii) Politetrafluoretileno; (iii) Cobre; (iv)
Grafita; e (v) Bissulfeto de Molibdênio;
Os lubrificantes sólidos em pó são geralmente difíceis de serem aplicados e por isso são utilizados
como materiais complementares em outros lubrificantes.
Conforme a Klüber (1995) a tabela mostrada na Tabela 8.1 indica os estados possíveis da
lubrificação em função do tipo de lubrificante.
Tabela 8.1 - Estados possíveis da lubrificação em função do lubrificante
Estado de Lubrificação
Tipos de Lubrificantes Gasoso Líquido Pastoso Sólido
Lubrificação Limite (desgaste admissível)
Atrito Limite Com película lubrificante
fina e/ou movimento microdeslizante
Atrito Limite Com película lubrificante extremamente fina e/ou
movimento microdeslizante
Atrito seco Sem película lubrificante
Lubrificação parcial (lubrificação insuficiente)
(desgaste admissível)
Atrito Misto A baixa velociadade e/ou
em partida e parada
Atrito Misto A baixa velociadade e/ou
em partida e parada
Atrito de Camadas
superficiais Vida útil relativamente
limitada por lubrificação de
transferência (atrito seco)
Lubrificação Total (sem desgaste)
Atrito com gás
Lubrificação aerodinâmica
Atrito fluido Lubrificação hidrodinâmica
Lubrificação elastohidrodinâmica
Lubrificação hidrostática
Atrito fluido Lubrificação
hidrodinâmica Lubrificação
elastohidrodinâmica
Nas páginas a seguir, analisaremos individualmente em com mais detalhes cada um destes tipos de
lubrificantes.
8.3 LUBRIFICANTES LÍQUIDOS
8.3.1 Óleos Minerais
Dentre os tipos de lubrificantes líquidos, os óleos minerais ocupam a primeira posição quanto ao
volume de uso.
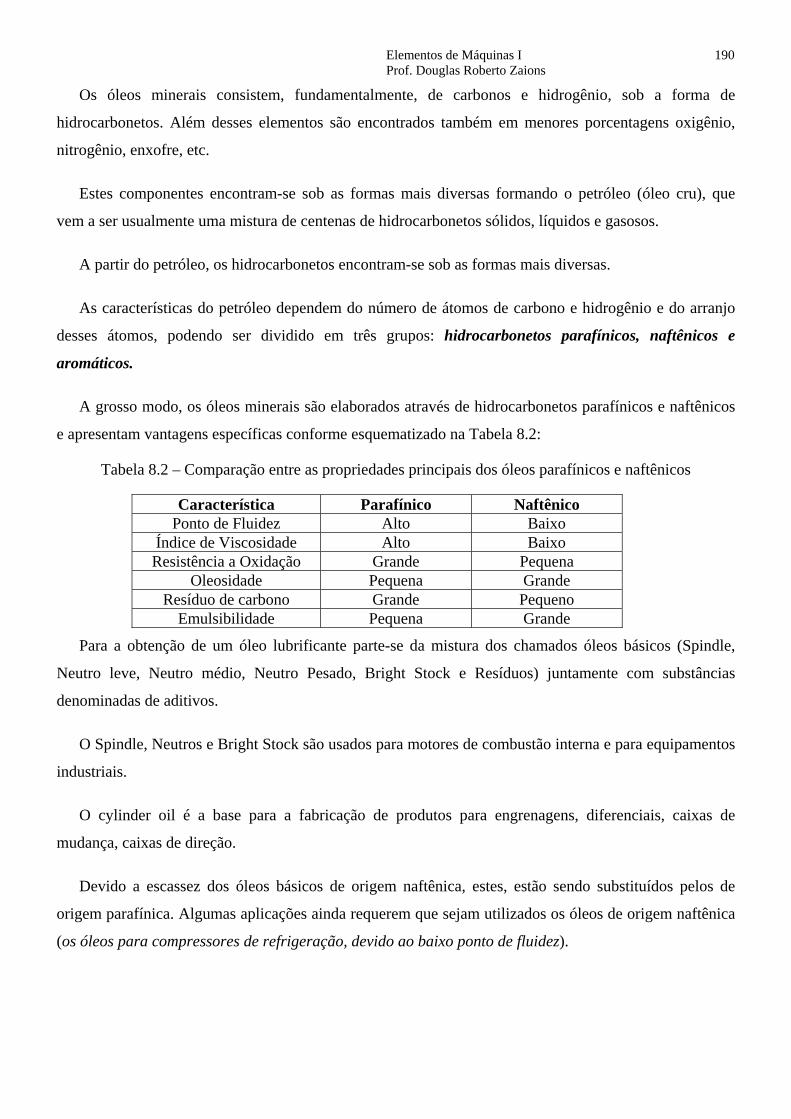
Elementos de Máquinas I 190 Prof. Douglas Roberto Zaions
Os óleos minerais consistem, fundamentalmente, de carbonos e hidrogênio, sob a forma de
hidrocarbonetos. Além desses elementos são encontrados também em menores porcentagens oxigênio,
nitrogênio, enxofre, etc.
Estes componentes encontram-se sob as formas mais diversas formando o petróleo (óleo cru), que
vem a ser usualmente uma mistura de centenas de hidrocarbonetos sólidos, líquidos e gasosos.
A partir do petróleo, os hidrocarbonetos encontram-se sob as formas mais diversas.
As características do petróleo dependem do número de átomos de carbono e hidrogênio e do arranjo
desses átomos, podendo ser dividido em três grupos: hidrocarbonetos parafínicos, naftênicos e
aromáticos.
A grosso modo, os óleos minerais são elaborados através de hidrocarbonetos parafínicos e naftênicos
e apresentam vantagens específicas conforme esquematizado na Tabela 8.2:
Tabela 8.2 – Comparação entre as propriedades principais dos óleos parafínicos e naftênicos
Característica Parafínico Naftênico Ponto de Fluidez Alto Baixo
Índice de Viscosidade Alto Baixo Resistência a Oxidação Grande Pequena
Oleosidade Pequena Grande Resíduo de carbono Grande Pequeno
Emulsibilidade Pequena Grande
Para a obtenção de um óleo lubrificante parte-se da mistura dos chamados óleos básicos (Spindle,
Neutro leve, Neutro médio, Neutro Pesado, Bright Stock e Resíduos) juntamente com substâncias
denominadas de aditivos.
O Spindle, Neutros e Bright Stock são usados para motores de combustão interna e para equipamentos
industriais.
O cylinder oil é a base para a fabricação de produtos para engrenagens, diferenciais, caixas de
mudança, caixas de direção.
Devido a escassez dos óleos básicos de origem naftênica, estes, estão sendo substituídos pelos de
origem parafínica. Algumas aplicações ainda requerem que sejam utilizados os óleos de origem naftênica
(os óleos para compressores de refrigeração, devido ao baixo ponto de fluidez).
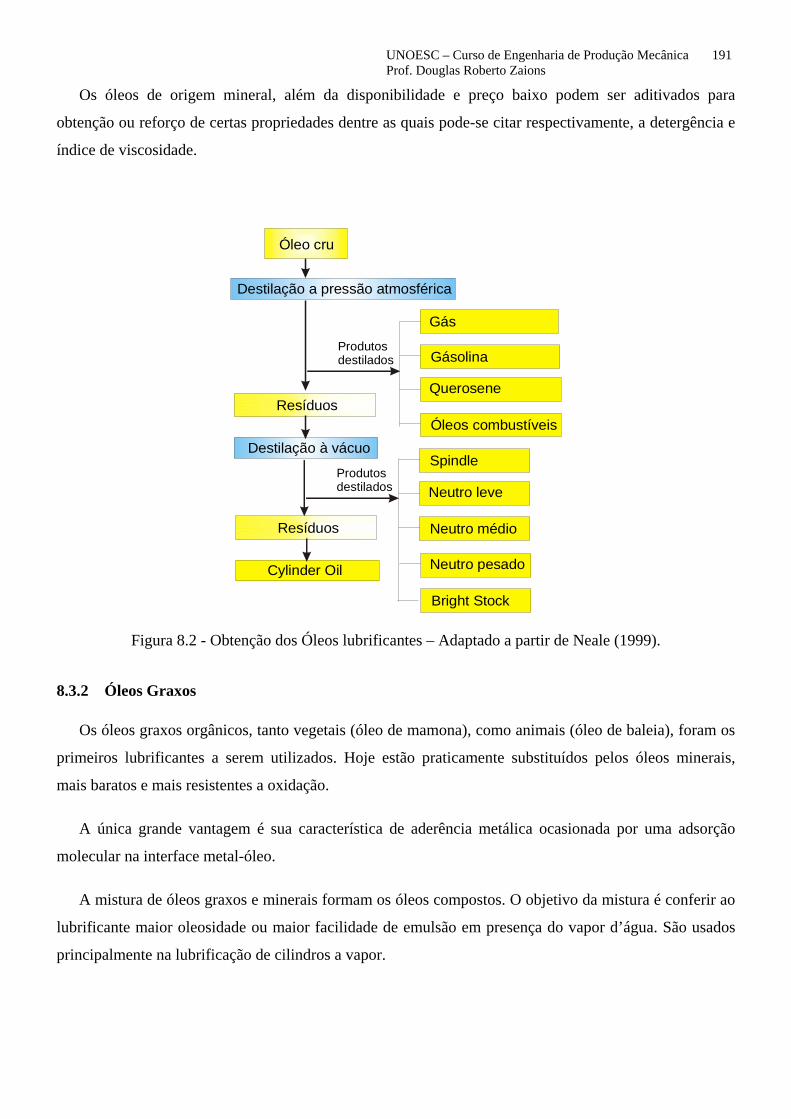
UNOESC – Curso de Engenharia de Produção Mecânica 191 Prof. Douglas Roberto Zaions
Os óleos de origem mineral, além da disponibilidade e preço baixo podem ser aditivados para
obtenção ou reforço de certas propriedades dentre as quais pode-se citar respectivamente, a detergência e
índice de viscosidade.
Óleo cru
Gás
Gásolina
Resíduos
Resíduos
Querosene
Óleos combustíveis
Destilação a pressão atmosférica
Destilação à vácuo
Cylinder Oil
Produtos destilados
Produtos destilados
Spindle
Neutro leve
Neutro pesado
Neutro médio
Bright Stock
Figura 8.2 - Obtenção dos Óleos lubrificantes – Adaptado a partir de Neale (1999).
8.3.2 Óleos Graxos
Os óleos graxos orgânicos, tanto vegetais (óleo de mamona), como animais (óleo de baleia), foram os
primeiros lubrificantes a serem utilizados. Hoje estão praticamente substituídos pelos óleos minerais,
mais baratos e mais resistentes a oxidação.
A única grande vantagem é sua característica de aderência metálica ocasionada por uma adsorção
molecular na interface metal-óleo.
A mistura de óleos graxos e minerais formam os óleos compostos. O objetivo da mistura é conferir ao
lubrificante maior oleosidade ou maior facilidade de emulsão em presença do vapor d’água. São usados
principalmente na lubrificação de cilindros a vapor.
Elementos de Máquinas I 192 Prof. Douglas Roberto Zaions
8.3.3 Óleos Sintéticos
Com a necessidade de produtos que suportem condições mais adversas, houve o desenvolvimento de
óleos sintéticos, obtidos por síntese química.
Ao contrário de óleos e graxas baseados em petróleo, os sintéticos não são baseados em óleos
minerais obtidos por destilação do petróleo. São compostos feitos por reações químicas, alguns baseados
em derivados do petróleo, como etileno, outros em carvão, materiais naturais ou xisto.
Conforme Runge (1989), os fluidos sintéticos apresentam quatro propriedades principais: (i) alto
índice de viscosidade; (ii) baixo ponto de fluidez; (iii) baixa volatilidade e alto ponto de fulgor; e (iv)
baixa toxidez.
Além destas, apresentam ainda as seguintes vantagens: (i) boa capacidade de suportar cargas; (ii) alta
estabilidade térmica; e (iii) inércia química;
Alguns benefícios que podem ser obtidos com a utilização de óleos sintéticos em máquinas industriais
são: (i) fácil partida da máquina; (ii) menor cisalhamento e menor perda de viscosidade; (iii) menor
formação de gomas e depósitos; (iv) capacidade de lubrificar sob condições em que os lubrificantes
convencionais falham; (v) menores riscos de saúde e segurança; (vi) menor risco de incêndio; (vii) maior
longa vida útil do lubrificante; (viii) menos manutenção; (ix) menor consumo; (x) menores paradas
forçadas das máquinas; e (xi) maior eficiência;
Atualmente, o uso dos óleos sintéticos podem concentrar-se nos seguintes grupos principais: (i)
ésteres de ácidos básicos; (ii) ésteres de organo-fosfatos; (iii) ésteres de silicatos; (iv) silicones; e (v)
compostos de ésteres de poliglicol.
Os Ésteres de Ácidos Básicos apresentam as seguintes características: (i) Possuem melhor relação
viscosidade-temperatura ; (ii) Não são corrosivos a metais; e (iii) Acentuado efeito solvente sobre
borrachas, vernizes e plásticos;
Os Ésteres de Organo-Fosfatos apresentam as seguintes características: (i) tem um poder lubrificante
muito alto e não são inflamáveis como os óleos de petróleo; (ii) Possuem baixa volatilidade; (iii) Melhor
relação viscosidade-temperatura que os óleos de petróleo; (iv) Boa resistência a oxidação; (v) Sua
estabilidade só é satisfatória a temperaturas inferiores a 1500C; e (vi) seu uso se dá principalmente como
fluido hidráulico onde a resistência ao calor é importante e como lubrificantes de baixa temperatura;
Os Ésteres de Silicatos apresentam as seguintes características: (i) possuem uma relação viscosidade-
temperatura que os colocam entre os melhores sintéticos; (ii) são pouco voláteis e em temperaturas
UNOESC – Curso de Engenharia de Produção Mecânica 193 Prof. Douglas Roberto Zaions
superiores a 200oC formam depósitos abrasivos pois em presença de água se decompõem formando gel e
sílica abrasiva; (iii) São usados como fluídos de transferência de calor, fluidos hidráulicos e como
constituintes de graxas especiais de baixa volatilidade.
Os Silicone apresentam as seguintes características: (i) o termo silicone é empregado para designar
fluidos que são polímeros de metil-siloxano, polímeros de fenil-siloxano ou polímeros de metil-fenil-
siloxano; (ii) possui uma relação viscosidade-temperatura superior a qualquer óleo até aqui descrito; (iii)
sua volatilidade é muito baixa; (iv) possui alta resistência a oxidação e seu ponto fraco é o custo; (v) Seu
poder de lubrificação, em situações normais é similar a dos óleos de petróleo e seu comportamento sob
cargas pesadas varia enormemente em função dos metais das peças a lubrificar; (vi) tem bom
comportamento para munhões (eixos) de aço contra mancais de zinco, bronze, nylon, cromo ou cádmio; e
(vi) em altas temperaturas, a pesar de sua boa resistência a oxidação, há a formação de gel.
Os Compostos de Ésteres de Poliglicol apresentam as seguintes características: (i) são usados como
lubrificantes e como fluidos hidráulicos especiais; (ii) tem uma excelente relação viscosidade-temperatura
e superam os óleos minerais em baixa volatilidade, estabilidade térmica, resistência a inflamação e poder
lubrificante; (iii) sua característica menos estável é a resistência a oxidação, mas pode ser melhorada
através da utilização de aditivos; e (iv) dos óleos sintéticos são os que tem preço mais acessível e são
usados na lubrificação de compressores, de engrenagens e como base para graxas de baixa temperatura.
8.3.4 Pastas Lubrificantes
As pastas lubrificantes contém um óleo base (mineral ou sintético), aditivo e lubrificante sólidos.
Conforme sua composição as pastas lubrificantes são resistentes a água, vapor d’água e apresentam
boas propriedades anticorrosivas.
As pastas lubrificantes são indicadas para temperaturas de até 1200 oC.
Podem ser classificadas segundo: (ii) tipo de lubrificante sólido (bissulfeto de molibdênio, grafita,
metais, politetrafluoretileno (PTFE) e outros materiais plásticos); (ii) do óleo base (Óleo mineral ou
sintético e suas misturas); (iii) do campo de aplicação (pasta de lubrificação e montagem, pasta para altas
temperaturas, pasta condutora de eletricidades); e (iv) propriedades específicas (Cor, comportamento a
altas pressões, etc.).
Conforme o tipo de pasta, o óleo lubrificante base e o lubrificante sólido devem cumprir seguintes
funções:
Elementos de Máquinas I 194 Prof. Douglas Roberto Zaions
• Pasta de lubrificação e montagem: O lubrificante sólido deve melhorar o comportamento
lubrificante do óleo base;
• Pastas para altas temperaturas: O óleo tem a função de distribuir o lubrificante sólido no
ponto de atrito. A uma temperatura superior a 160/200 oC o óleo base se evapora sem deixar
resíduos, de maneira que se forma uma película lubrificante uniforme sobre o ponto de atrito.
Este filme sustentará e assegurará uma boa lubrificação.
• Pastas condutoras: Os componentes dos lubrificantes sólidos presentes nas pastas condutoras
de calor e eletricidade minimizam o efeito isolante do óleo base. As pastas condutoras devem
conter um certa quantidade de lubrificantes sólidos na forma de pós.
• Pastas para parafusos: Asseguram uma montagem precisa;
• Pastas para parafusos submetidos a elevadas temperaturas: O resíduo seco formado depois
da evaporação do óleo base, deve estar finamente dividido para evitar a soldagem da porca
com o parafuso.
8.3.5 Ceras Lubrificantes
As ceras lubrificantes compõem-se de uma combinação de hidrocarbonetos sintéticos de elevado peso
molecular e de aditivos.
O comportamento típico das ceras lubrificantes é que a partir de uma certa temperatura, sua
consistência passa a ser fluida. O ponto de fusão depende dos componentes da cera. Sua estrutura é
reversível.
A vantagem das ceras lubrificantes e suas emulsões em comparação com os lubrificantes
convencionais é o seu rendimento lubrificante junto com o comportamento anticorrosivo. Além de
proporcionarem películas lubrificantes e protetoras relativamente secas abaixo do seu ponto de fusão.
A desvantagem das ceras é sua reduzida capacidade para retirada de calor, exceto as emulsões de cera
lubrificante desde que a água se evapore. Abaixo do ponto de fusão, também deve-se levar em conta a
possibilidade de falta de fluência do caso da relubrificação.
O alto rendimento das ceras lubrificantes repercute-se em algumas características típicas tais como: (i)
aderência; (ii) afinidade metálica; (iii) polaridade; (iv) proteção anticorrosiva; (v) propriedades
lubrificantes; (vi) proteção antidesgaste; (vii) película cerosa seca.
UNOESC – Curso de Engenharia de Produção Mecânica 195 Prof. Douglas Roberto Zaions
Graças a estas propriedades, as ceras podem ser utilizadas em regimes de atrito limite ou misto. Neste
contexto, a película seca e o recobrimento ceroso e seco podem dar outra vantagem que é a redução da
aderência de pós ou impurezas. A película lubrificante cerosa seca permite uma lubrificação quase seca.
Quando desenvolve-se o calor devido ao atrito, este provoca a fusão da cera e esta se distribui-se
novamente sob os pontos a lubrificar. Ao contrário, a película permanece seca, como cera, à temperaturas
inferiores ao ponto de fusão e nas zonas laterais.
As ceras lubrificante e as emulsões de ceras são de especial interesse para uma série de elementos e
componentes de máquinas tais como: (i) juntas; (ii) pontos deslizantes; (iii) interruptores; (iv) parafusos;
(v) cabos; (vi) molas; (vii) Correntes.
O rendimento obtido com os pares deslizantes como ligas de alumínio, ligas ferrosas e ligas de
cobre/ligas ferrosas são muito satisfatórios.
Além do mais, as ceras lubrificantes são apropriadas para outros materiais metálicos, inclusive com
elastômeros, plásticos e madeiras.
8.4 PROPRIEDADES DOS LUBRIFICANTES
8.4.1 Propriedades Físicas
As principais propriedades físicas dos lubrificantes são: (i) Densidade; (ii) Densidade API; (iii) Ponto
de Mínima Fluidez / Ponto de Congelamento; (iv) Ponto de Fulgor / Ponto de Combustão; (v)
Viscosidade; (vi) Índice de Viscosidade; (vii) Cor; (viii) Resíduo de Carvão Conradson;
8.4.1.1 Densidade
É uma relação entre a massa "m" de um líquido e o seu volume unitário "v", a uma determinada
temperatura (por exemplo, 15ºC ou 20ºC).
vm
=ρ
Onde: ρ = densidade
Elementos de Máquinas I 196 Prof. Douglas Roberto Zaions
8.4.1.2 Densidade API
Trata-se de uma escala expressa em graus e dada por números inteiros. A escala é dada pela equação
ºAPI = 141,5 / densidade a 60/60ºF - 131,5, onde a densidade a 60/60ºF representa um número que é
obtido da relação entre a massa do produto e igual massa de água, ambas a 60ºF.
8.4.1.3 Ponto de Mínima Fluidez / Ponto de Congelamento
Ponto de mínima fluidez é a menor temperatura em que o óleo lubrificante ainda flui. No teste, resfria-
se a amostra de óleo dentro de um tubo e, a cada decréscimo de 3ºC na temperatura, observa-se a
existência ou não de movimento da superfície do óleo dentro do tubo. Se após (5) segundos não houver
movimentação, nessa temperatura teremos atingido o ponto de congelamento, e a uma temperatura de 3ºC
acima desta estará a temperatura do ponto de mínima fluidez.
Por exemplo, se determinado óleo apresentar um ponto de congelamento de -10ºC, seu ponto de
mínima fluidez será -7ºC.
8.4.1.4 Ponto de fulgor / Ponto de combustão
O ponto de fulgor é a temperatura em que os gases evaporados do óleo, na presença de uma chama, dá
origem a um "flash", ou seja, há inflamação sem haver combustão.
O ponto de combustão é a temperatura em que toda a superfície do óleo entra em combustão
completa, por pelo menos cinco segundos.
Estes ensaios são feitos em um aparelho conhecido como CLEVELAND (vaso aberto).
O óleo é colocado até o nível indicado na cuba e aquecido lentamente (10ºF por minuto), passando-se
a cada 5ºF de aumento de temperatura uma chama padrão de gás sobre o óleo, até atingir o ponto de
fulgor, quando a temperatura do termômetro é registrada.
8.4.1.5 Viscosidade
A viscosidade é a medida da resistência oferecida por qualquer fluído (líquido ou gás) ao movimento
ou ao escoamento. É a propriedade principal de um lubrificante, pois está diretamente relacionada com a
capacidade de suportar cargas, ou seja, quanto mais viscoso for o óleo, maior será carga suportada. A
viscosidade é a conseqüência do atrito interno de um fluído, isto é, da resistência que um fluído oferece
ao movimento, daí a sua grande influência na perda de potência e na intensidade de calor produzido nos
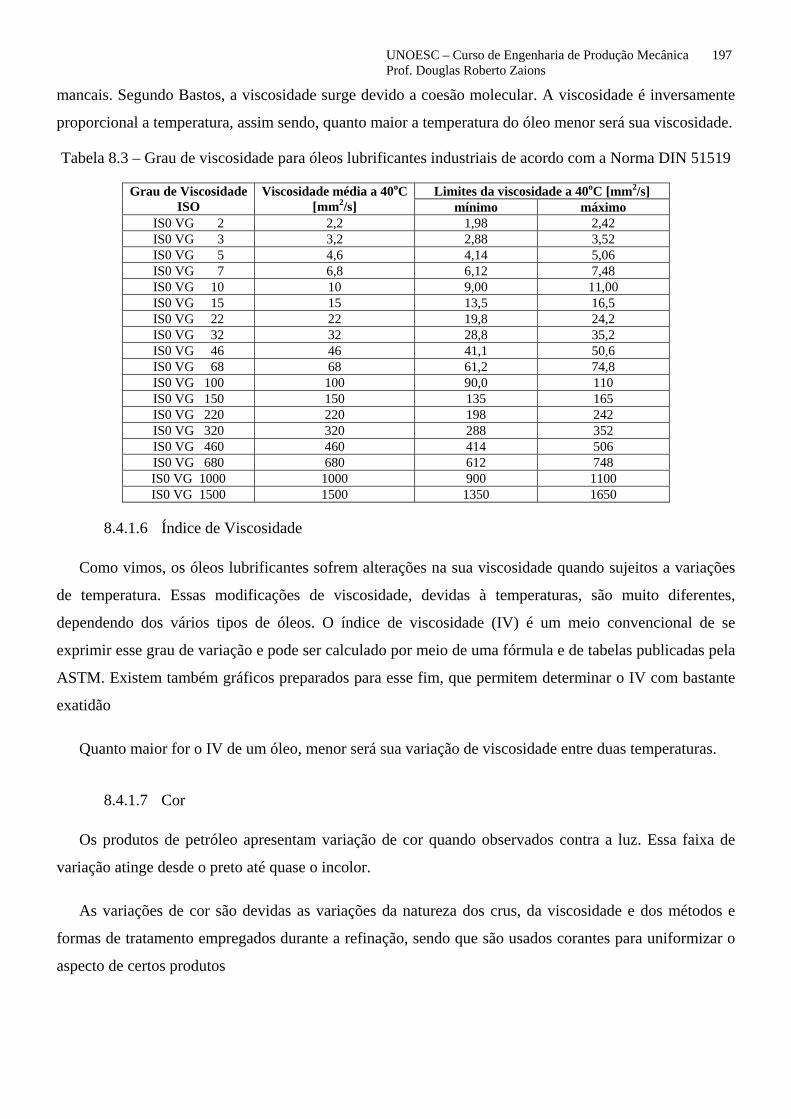
UNOESC – Curso de Engenharia de Produção Mecânica 197 Prof. Douglas Roberto Zaions
mancais. Segundo Bastos, a viscosidade surge devido a coesão molecular. A viscosidade é inversamente
proporcional a temperatura, assim sendo, quanto maior a temperatura do óleo menor será sua viscosidade.
Tabela 8.3 – Grau de viscosidade para óleos lubrificantes industriais de acordo com a Norma DIN 51519
Grau de Viscosidade ISO
Viscosidade média a 40oC[mm2/s]
Limites da viscosidade a 40oC [mm2/s] mínimo máximo
IS0 VG 2 2,2 1,98 2,42 IS0 VG 3 3,2 2,88 3,52 IS0 VG 5 4,6 4,14 5,06 IS0 VG 7 6,8 6,12 7,48 IS0 VG 10 10 9,00 11,00 IS0 VG 15 15 13,5 16,5 IS0 VG 22 22 19,8 24,2 IS0 VG 32 32 28,8 35,2 IS0 VG 46 46 41,1 50,6 IS0 VG 68 68 61,2 74,8 IS0 VG 100 100 90,0 110 IS0 VG 150 150 135 165 IS0 VG 220 220 198 242 IS0 VG 320 320 288 352 IS0 VG 460 460 414 506 IS0 VG 680 680 612 748 IS0 VG 1000 1000 900 1100 IS0 VG 1500 1500 1350 1650
8.4.1.6 Índice de Viscosidade
Como vimos, os óleos lubrificantes sofrem alterações na sua viscosidade quando sujeitos a variações
de temperatura. Essas modificações de viscosidade, devidas à temperaturas, são muito diferentes,
dependendo dos vários tipos de óleos. O índice de viscosidade (IV) é um meio convencional de se
exprimir esse grau de variação e pode ser calculado por meio de uma fórmula e de tabelas publicadas pela
ASTM. Existem também gráficos preparados para esse fim, que permitem determinar o IV com bastante
exatidão
Quanto maior for o IV de um óleo, menor será sua variação de viscosidade entre duas temperaturas.
8.4.1.7 Cor
Os produtos de petróleo apresentam variação de cor quando observados contra a luz. Essa faixa de
variação atinge desde o preto até quase o incolor.
As variações de cor são devidas as variações da natureza dos crus, da viscosidade e dos métodos e
formas de tratamento empregados durante a refinação, sendo que são usados corantes para uniformizar o
aspecto de certos produtos
Elementos de Máquinas I 198 Prof. Douglas Roberto Zaions
No colorímetro da ASTM, temos vidros com oito cores diferentes, desde o mais claro (nº 1) até o mais
escuro (nº 8), abrangendo desde o claro até o vermelho carregado. Cor mais escura observa-se usando
uma diluição de 15% de óleo em 85% de querosene, e ao resultado se acrescenta a palavra diluído.
Antigamente a cor clara indicava um óleo de baixa viscosidade. Atualmente, consegue-se óleos de alta
viscosidade e bem claros.
Óleos de origem parafínica - refletem luz de cor verde fluorescente.
Óleos de origem naftênica - refletem luz azulada.
Pode-se imitar essas cores com a adição de aditivos, o que vem mostrar a não influência da cor no
desempenho do lubrificante.
8.4.1.8 Resíduo de Carvão Conradson
Ensaio destinado a verificar a porcentagem de resíduo carbonoso de um óleo, quando submetido à
evaporação por altas temperaturas, na ausência de oxigênio.
8.4.2 Propriedades Químicas
As principais propriedades químicas dos lubrificantes são: (i) Número de Neutralização; (ii) Cinzas
Sulfatadas; (iii) Número de saponificação; e (iv) Oxidação;
8.4.2.1 Número de Neutralização (NN)
O número de neutralização (NN) é genericamente definido como sendo a quantidade de base, expressa
em miligramas de hidróxido de potássio, ou a quantidade de ácido, expressa em equivalentes miligramas
de hidróxido de potássio, necessária para neutralizar os constituintes de caráter ácido ou básico contidos
em um grama de uma amostra de óleo.
Número de Acidez Total (TAN) é a quantidade de base, expressa em miligramas de hidróxido de
potássio, necessária para neutralizar todos os componentes ácidos presentes em um grama de amostra.
Número de Acidez Forte, Mineral ou Inorgânica (SAN) é a quantidade de base, expressa em
miligramas de hidróxido de potássio, necessária para neutralizar ácidos fortes presentes em um grama de
amostra.
UNOESC – Curso de Engenharia de Produção Mecânica 199 Prof. Douglas Roberto Zaions
Número de Alcalinidade Total (TBN) é a quantidade de ácido, expressa em equivalentes miligramas
de hidróxido de potássio, necessária para neutralizar todos os componentes básicos presentes em um
grama de amostra.
Número de Alcalinidade Forte, Mineral ou Inorgânica (SBN) é a quantidade de ácido, expressa em
equivalentes miligramas de hidróxido de potássio, necessária para neutralizar as bases fortes presentes em
um grama de amostra
8.4.2.2 Cinzas Sulfatadas
O conteúdo de cinzas sulfatadas de um óleo lubrificante inclui todos os materiais não combustíveis
presentes. As cinzas são determinadas pela queima completa de uma amostra de óleo e consistem de
todos os compostos metálicos existentes no óleo - aditivos e desgaste tratados com ácido sulfúrico e
convertidos à sulfatos, expressos em porcentagem. Óleos minerais puros não deixam cinzas sulfatadas.
8.4.2.3 Número de Saponificação
De acordo com a ASTM, o número de saponificação é um índice, que identifica a quantidade de
gordura ou de óleo graxo presente em um óleo mineral novo. Realiza-se o ensaio medindo o peso, em mg,
de KOH necessário para saponificar um grama de óleo.
Também serve para verificar uma eventual contaminação de óleo com graxa.
8.4.2.4 Oxidação
Existem várias provas de laboratório para determinar a resistência à oxidação dos óleos lubrificantes,
que é uma característica primordial em qualidade e desempenho.
8.4.3 Propriedades Práticas
As principais características práticas dos lubrificantes são: (i) Adesividade; (ii) Resistência a
Formação de espuma; (iii) Proteção contra a ferrugem e corrosão; (iv) Resistência a extrema pressão (v)
Oleaginosidade ou poder lubrificante; e (vi) Detergência – Dispersância;
8.4.3.1 Adesividade
O óleo deve possuir adesividade intrínseca, que dá as finas películas de óleo a propriedade de
permanecerem aderidas ao metal, apesar da ação raspadora originada pelo movimento.
Elementos de Máquinas I 200 Prof. Douglas Roberto Zaions
8.4.3.2 Resistência a Formação de Espuma
Como sabemos, a espuma é formada pelo ar ou gás retido dentro de um líquido. Certos aditivos
antiespumantes agem sobre bolhas, enfraquecendo-as e provocando o seu rompimento - o ar é liberado. A
ação é muito parecida com a de furar uma bexiga (balão de festa).
8.4.3.3 Proteção contra a Ferrugem e Corrosão
É a propriedade que os óleos minerais possuem de proteger as partes metálicas contra a oxidação
causada pela umidade. Certos aditivos melhoram essa característica, revestindo completamente as
superfícies metálicas, formando uma película que as protegem do contato com a água.
8.4.3.4 Resistência a Extrema Pressão (EP)
Propriedade de proteger superfícies em contato, sob pressões tão elevadas que provocam um
rompimento da película de óleo.
Nessas condições, as partes em contato provocam a elevação da temperatura, ocorrendo a solda. A
zona de soldagem, desprendendo-se, atinge as superfícies próximas, raiando-as e escoriando-as.
8.4.3.5 Características de extrema pressão é sinônimo de evitar solda.
Os aditivos EP trabalham combinando-se com o metal das superfícies atritantes e formando uma capa
superficial que evita a soldagem.
A eficiência dessa ação protetora depende da quantidade e da atividade dos produtos químicos usados
e nas condições de carga e velocidade.
Os aditivos são a base de enxofre, fósforo, chumbo* e cloro, puros ou combinados.
8.4.3.6 Oleaginosidade ou Poder lubrificante
Propriedade que distingue dois óleos ou substâncias de mesma viscosidade (por exemplo, melado e
óleo).
Não se tem uma explicação razoável para se saber como o coeficiente de atrito varia com a
temperatura em óleos de mesma viscosidade, mas tem-se tentado algumas: (i) a espessura da película
residual em contato com as superfícies atritantes são diferentes; (ii) a viscosidade aumenta com a pressão;
(iii) as propriedades adesivas dos óleos são distintas.
UNOESC – Curso de Engenharia de Produção Mecânica 201 Prof. Douglas Roberto Zaions
Por definição, a oleaginosidade se refere unicamente às propriedades redutoras do atrito interno dos
óleos que trabalham com película parcial, caso que ocorre em serviços severos, tais como em motores
diesel de alta rotação e cargas elevadas e nas paredes dos mancais.
8.4.3.7 Detergência - Dispersância
Os detergentes são compostos que auxiliam a manter limpas as superfícies metálicas, minimizando a
formação de borras e lacas de qualquer natureza, por meio de reações ou processos de solução. Não
significa propriamente uma enérgica ação de limpeza, mas reduções na tendência de se formarem
depósitos.
A dispersância ou dispersividade designa a propriedade dos óleos lubrificantes de poderem manter em
suspensão, finamente dividas, quaisquer impurezas formadas no interior dos sistema (ou que nele
penetrem), até o momento de serem eliminadas por ocasião da troca ou purificação do lubrificante.
8.4.4 Propriedades específicas das Graxas Lubrificantes
As graxas tem características mensuráveis, tais como: (i) Consistência; (ii) Ponto de gota; (iii)
Viscosidade aparente; (iv) Oxidação (v) Separação do óleo; (vi) Resistência ao trabalho; (vii) Lavagem
por água; e (viii) Cor
8.4.4.1 Consistência
A consistência de uma graxa é determinada através da medida, em décimos de milímetro, da
penetração de um cone padronizado na mesma. O teste é realizado com a amostra de graxa a 25ºC; após 5
segundos do disparo do cone, faz-se a leitura diretamente no aparelho. Através do valor obtido, entra-se
em uma tabela que nos permite obter o grau de consistência da graxa.
Quanto menor a variação de consistência, melhor será o desempenho da graxa no uso prático.
A classificação NLGI (National Lubricating Grease Institute) arbitrou números que correspondem a
diferentes faixas de penetração.
No Brasil onde a temperatura ambiente não atinge extremos muito rigorosos, é mais empregada a
graxa NLGI 2. Em locais onde a temperatura é mais elevada emprega-se NLGI 3, e onde a temperatura e
mais baixa, a NLGI 1.
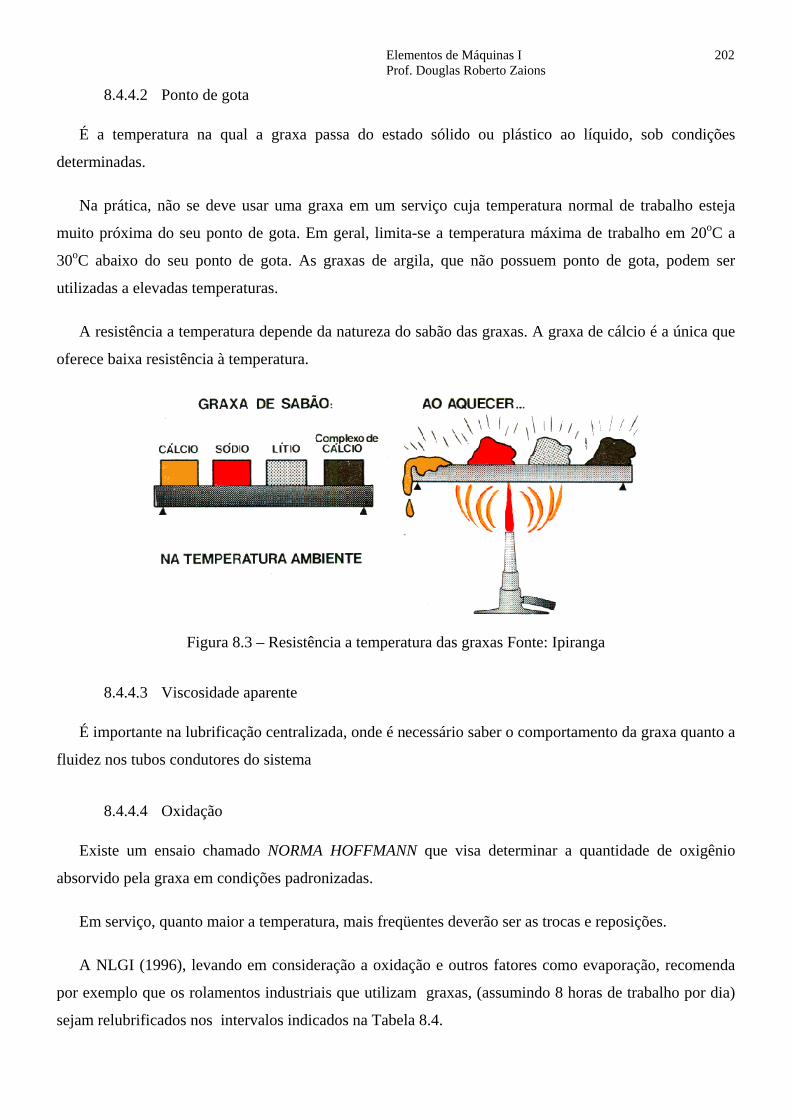
Elementos de Máquinas I 202 Prof. Douglas Roberto Zaions
8.4.4.2 Ponto de gota
É a temperatura na qual a graxa passa do estado sólido ou plástico ao líquido, sob condições
determinadas.
Na prática, não se deve usar uma graxa em um serviço cuja temperatura normal de trabalho esteja
muito próxima do seu ponto de gota. Em geral, limita-se a temperatura máxima de trabalho em 20oC a
30oC abaixo do seu ponto de gota. As graxas de argila, que não possuem ponto de gota, podem ser
utilizadas a elevadas temperaturas.
A resistência a temperatura depende da natureza do sabão das graxas. A graxa de cálcio é a única que
oferece baixa resistência à temperatura.
Figura 8.3 – Resistência a temperatura das graxas Fonte: Ipiranga
8.4.4.3 Viscosidade aparente
É importante na lubrificação centralizada, onde é necessário saber o comportamento da graxa quanto a
fluidez nos tubos condutores do sistema
8.4.4.4 Oxidação
Existe um ensaio chamado NORMA HOFFMANN que visa determinar a quantidade de oxigênio
absorvido pela graxa em condições padronizadas.
Em serviço, quanto maior a temperatura, mais freqüentes deverão ser as trocas e reposições.
A NLGI (1996), levando em consideração a oxidação e outros fatores como evaporação, recomenda
por exemplo que os rolamentos industriais que utilizam graxas, (assumindo 8 horas de trabalho por dia)
sejam relubrificados nos intervalos indicados na Tabela 8.4.
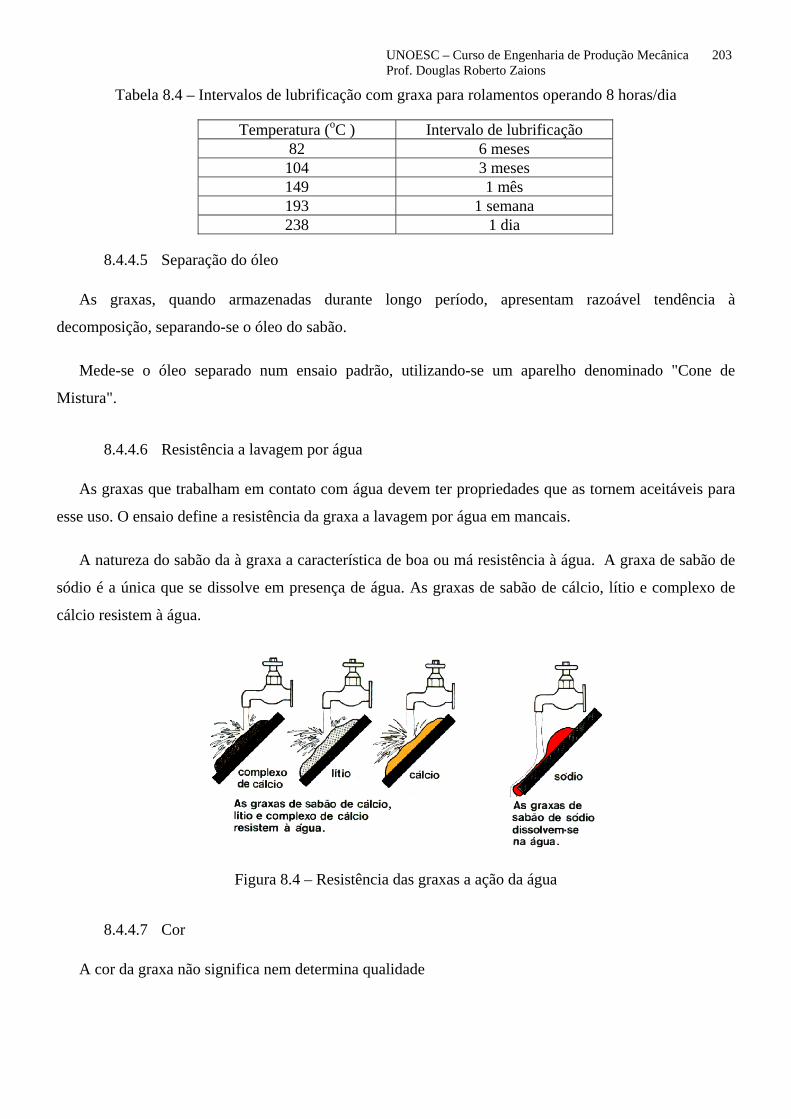
UNOESC – Curso de Engenharia de Produção Mecânica 203 Prof. Douglas Roberto Zaions
Tabela 8.4 – Intervalos de lubrificação com graxa para rolamentos operando 8 horas/dia
Temperatura (oC ) Intervalo de lubrificação 82 6 meses 104 3 meses 149 1 mês 193 1 semana 238 1 dia
8.4.4.5 Separação do óleo
As graxas, quando armazenadas durante longo período, apresentam razoável tendência à
decomposição, separando-se o óleo do sabão.
Mede-se o óleo separado num ensaio padrão, utilizando-se um aparelho denominado "Cone de
Mistura".
8.4.4.6 Resistência a lavagem por água
As graxas que trabalham em contato com água devem ter propriedades que as tornem aceitáveis para
esse uso. O ensaio define a resistência da graxa a lavagem por água em mancais.
A natureza do sabão da à graxa a característica de boa ou má resistência à água. A graxa de sabão de
sódio é a única que se dissolve em presença de água. As graxas de sabão de cálcio, lítio e complexo de
cálcio resistem à água.
Figura 8.4 – Resistência das graxas a ação da água
8.4.4.7 Cor
A cor da graxa não significa nem determina qualidade
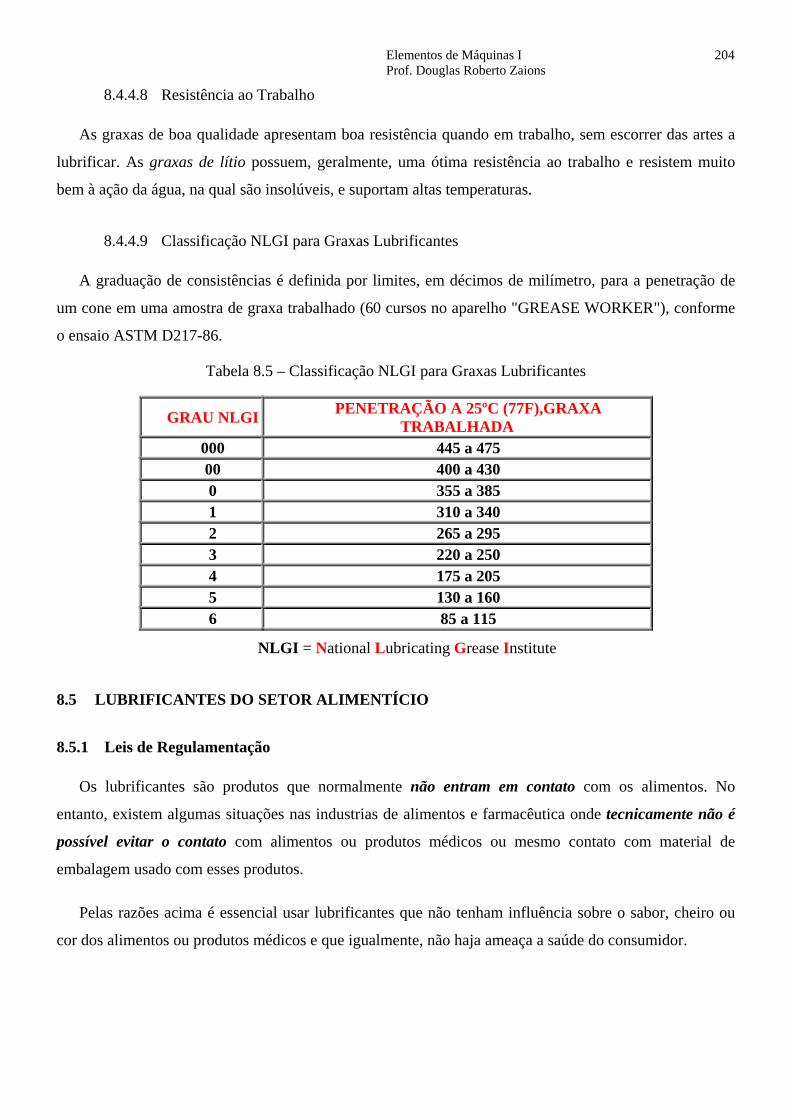
Elementos de Máquinas I 204 Prof. Douglas Roberto Zaions
8.4.4.8 Resistência ao Trabalho
As graxas de boa qualidade apresentam boa resistência quando em trabalho, sem escorrer das artes a
lubrificar. As graxas de lítio possuem, geralmente, uma ótima resistência ao trabalho e resistem muito
bem à ação da água, na qual são insolúveis, e suportam altas temperaturas.
8.4.4.9 Classificação NLGI para Graxas Lubrificantes
A graduação de consistências é definida por limites, em décimos de milímetro, para a penetração de
um cone em uma amostra de graxa trabalhado (60 cursos no aparelho "GREASE WORKER"), conforme
o ensaio ASTM D217-86.
Tabela 8.5 – Classificação NLGI para Graxas Lubrificantes
GRAU NLGI PENETRAÇÃO A 25ºC (77F),GRAXA TRABALHADA
000 445 a 475 00 400 a 430 0 355 a 385 1 310 a 340 2 265 a 295 3 220 a 250 4 175 a 205 5 130 a 160 6 85 a 115
NLGI = National Lubricating Grease Institute
8.5 LUBRIFICANTES DO SETOR ALIMENTÍCIO
8.5.1 Leis de Regulamentação
Os lubrificantes são produtos que normalmente não entram em contato com os alimentos. No
entanto, existem algumas situações nas industrias de alimentos e farmacêutica onde tecnicamente não é
possível evitar o contato com alimentos ou produtos médicos ou mesmo contato com material de
embalagem usado com esses produtos.
Pelas razões acima é essencial usar lubrificantes que não tenham influência sobre o sabor, cheiro ou
cor dos alimentos ou produtos médicos e que igualmente, não haja ameaça a saúde do consumidor.
UNOESC – Curso de Engenharia de Produção Mecânica 205 Prof. Douglas Roberto Zaions
Os lubrificantes do setor alimentício, devido a sua utilização particular, devem cumprir ainda com
alguns requisitos adicionais. Para que sejam reconhecidos como lubrificantes do setor alimentício devem
reunir as condições necessárias para tal, como:
• Ser legalmente autorizados para o contato com produtos alimentícios
• Inócuos para a saúde Insípidos
• Inodoros
• Autorizados internacionalmente;
Quando um lubrificante atende a estas exigências, no caso de haver um eventual contato com o
produto alimentício durante a sua fabricação, envase ou embalagem, estará assegurada a qualidade
perante o consumidor, tal como se exige: Alimentos e bebidas com sabor original para se consumir e
desfrutar sem restrições.
A indústria de alimentação e bebidas é bastante diversificada, e nela se apresentam diferentes
condições de trabalho para o lubrificante. Assim, em uma grande panificação se exigem dos lubrificantes
requisitos distintos dos exigidos em um laticínio ou em uma destilaria, onde são fabricados e envasados
produtos de alta graduação alcoólica. Por outro lado, além das características básicas dos lubrificantes,
conforme o campo de aplicação, são exigidas na indústria alimentícia outras características adicionais: (i)
resistência aos alimentos preparados; (ii) resistência a produtos químicos resistência a água; (iii)
neutralidade a materiais plásticos neutralidade a borrachas; (iv) resistência a vapores; e (v) capacidade de
dissolução do açúcar
Existem claramente algumas diferenças entre os lubrificantes industriais e os lubrificantes do setor
alimentício, principalmente em sua composição, conforme especificado na Figura 8.5.
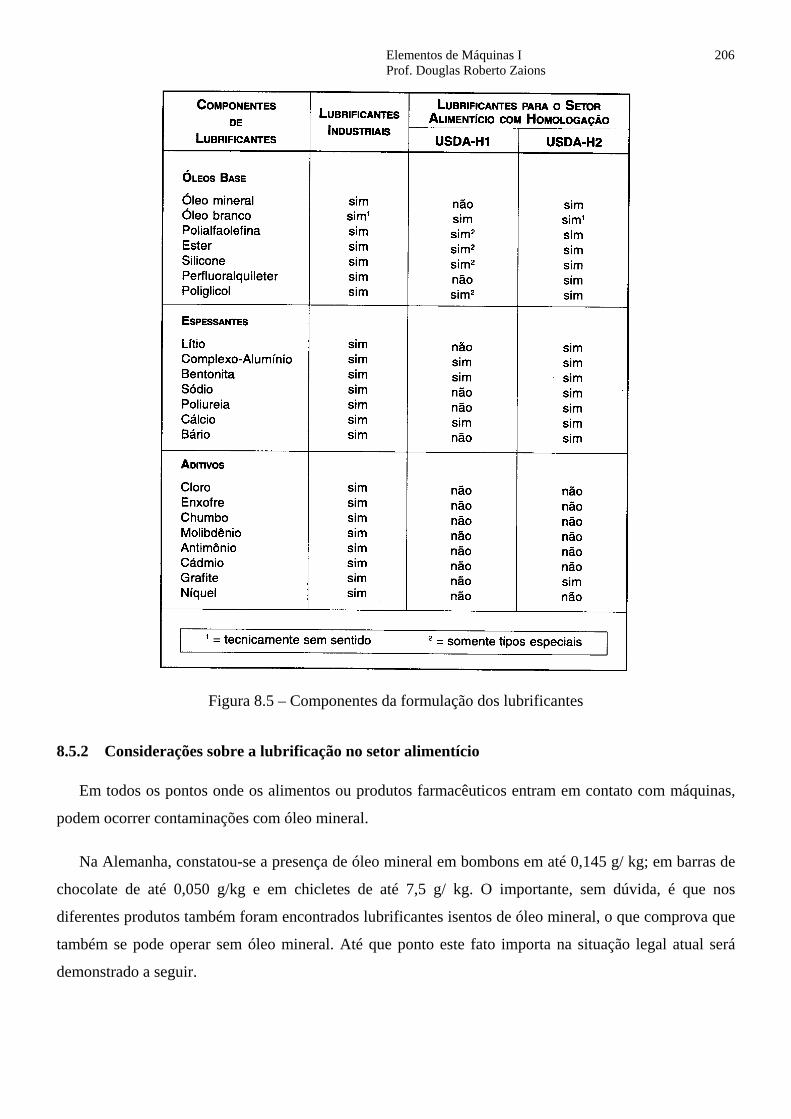
Elementos de Máquinas I 206 Prof. Douglas Roberto Zaions
Figura 8.5 – Componentes da formulação dos lubrificantes
8.5.2 Considerações sobre a lubrificação no setor alimentício
Em todos os pontos onde os alimentos ou produtos farmacêuticos entram em contato com máquinas,
podem ocorrer contaminações com óleo mineral.
Na Alemanha, constatou-se a presença de óleo mineral em bombons em até 0,145 g/ kg; em barras de
chocolate de até 0,050 g/kg e em chicletes de até 7,5 g/ kg. O importante, sem dúvida, é que nos
diferentes produtos também foram encontrados lubrificantes isentos de óleo mineral, o que comprova que
também se pode operar sem óleo mineral. Até que ponto este fato importa na situação legal atual será
demonstrado a seguir.
UNOESC – Curso de Engenharia de Produção Mecânica 207 Prof. Douglas Roberto Zaions
Na Alemanha cumpre-se a Lei sobre Alimentos e Produtos de Consumo (LMBG), a qual define os
alimentos, aditivos e artigos de consumo.
Segundo esta Lei, são alimentos todos os materiais nutritivos e estimulantes destinados para comer,
beber ou mastigar e diz ainda que os alimentos são materiais destinados ao consumo humano. Se
adicionam aditivos aos alimentos para melhorar o sabor, o aspecto, a durabilidade, etc., os quais, segundo
a LMBG destinam-se a influenciar o seu estado e obter determinadas propriedades ou efeitos.
A definição legal de alimentos e aditivos especifica claramente que os lubrificantes do setor
alimentício, ainda que por sua composição e estado poderiam ser ingeridos, não são alimentos ou
aditivos, já que os lubrificantes não se destinam ao consumo humano.
Artigos de consumo são aqueles que durante sua fabricação, manuseio ou transporte têm um contato
técnico inevitável com os alimentos e exercem influência sobre estes.
Segundo a Lei LMBG os lubrificantes do setor alimentício só podem ser classificados no grupo de
artigos de consumo. Na Áustria segue-se a Lei de Alimentos de 1975 (LMG 1975). Esta lei define os
alimentos de forma parecida a Lei LMBG e ainda define produtos de consumo como materiais
destinados para comer, beber ou mastigar pelo homem, sem que prevaleça a função nutritiva ou
estimulante. Pode-se citar, entre outros, produtos para emagrecimento, algumas pastilhas contra a tosse,
produtos contra o fumo e determinados pós efervescentes.
Em contrapartida, os aditivos são definidos como na Lei LMBG. A Lei LMG 1975 define ainda
artigos para uso, e define como tais: frascos, aparelhos, invólucros, revestimentos ou fechamentos
destinados a manipulação de alimentos, produtos de consumo, aditivos e produtos cosméticos. Assim, a
lei austríaca sobre alimentos não faz menção a lubrificantes nem sobre suas homologações. Como os
lubrificantes são imprescindíveis na fabricação industrial de alimentos, a seguinte afirmação representa
uma dimensão particular:
O conceito de "Fabricação" não deve limitar-se a elaboração definitiva dos alimentos, e sim englobar
todo o processo de produção, de forma que a incorporação de material nocivo à saúde na preparação de
um alimento deve ser considerada como ato prejudicial. Com a entrada da Áustria no Mercado Comum
Europeu, também terá validade a Lei da CE neste país.
A Comunidade Européia aprovou recentemente normas gerais de higiene para o tratamento de
alimentos que afetam todos os escalões do circuito do setor alimentício (fabricação, elaboração,
embalagem, armazenagem, distribuição, transporte, venda ao consumidor).
Elementos de Máquinas I 208 Prof. Douglas Roberto Zaions
As empresas alimentícias devem determinar os pontos críticos do processo para a segurança de seus
alimentos. Devem atentar para que se estabeleçam, realizem, cumpram e controlem as medidas de
segurança adequadas, conforme princípios incluídos na confecção do sistema HACCP Além disso, as
máquinas e instalações devem estar construídas, acondicionadas e/ou conservadas de forma que o risco de
contaminação do alimento seja o mínimo possível.
No Projeto de Normas CEN/TC 153 H N 108 E parte 2, estão definidas as exigências de higiene para
as máquinas de alimentação.
Por exigências de higiene entende-se: todas as precauções e medidas necessárias na produção,
manipulação, fabricação, embalagem, armazenagem, transporte, distribuição, assim como a venda
ao consumidor; que garantam um produto inofensivo e saudável. Além disso se prescreve que, em
caso de contato com alimentos só se pode utilizar "lubrificantes homologados".
Os Estados Unidos tem os dispositivos e regulamentações mais rigorosos do mundo no campo da
alimentação.
Os lubrificantes que se utilizam no setor alimentício são regidos por disposições e medidas da Food
and Drug Administration (FDA) e pelo United States Department of Agriculture (USDA).
Ao USDA cabe somente a regulamentação dos setores de pescado, carne, aves e ovos, mas, devido a
sua importância, serve também como orientação geral para o resto dos setores alimentícios e para a
indústria farmacêutica. Os Estados Unidos da América é o único país do mundo que especifica
lubrificantes e que outorga homologações que são reconhecidas mundialmente. As homologações de
lubrificantes são efetuadas pelo USDA conforme USDA-H1 ou USDA-H2.
No caso de Food Grade Lubricants estão os lubrificantes USDA-H1, ou seja, lubrificantes que
podem ser utilizados na indústria alimentícia nos casos em que possa ocorrer um contato eventual com
os alimentos, tecnicamente inevitável.
Os lubrificantes do setor alimentício só devem conter componentes que estejam incluídos na lista
positiva da FDA.
Paralelamente se definem os limites máximos dos componentes nas formulações de lubrificantes. De
um lado no lubrificante propriamente dito, e de outro lado no alimento. O limite máximo não deve
ultrapassar 0,01 g/kg de óleo mineral ou produtos sintéticos nos alimentos.
UNOESC – Curso de Engenharia de Produção Mecânica 209 Prof. Douglas Roberto Zaions
Os níveis de contaminação encontrados nos bombons e barras de chocolate, mostram-se portanto
graves.
Os limites máximos conforme regulamentações USDA são ultrapassados em 5 vezes nas barras de
chocolate, 15 vezes nos bombons e 750 vezes nos chicletes.
Lubrificantes USDA-H2 são aqueles apropriados para utilização em geral na indústria
alimentícia.
Em princípio deve-se excluir a possibilidade de contato com alimentos quando se utiliza estes
lubrificantes.
A homologação pode ocorrer se o produto está isento dos componentes que figuram na lista negativa
do USDA.
No Brasil já está em vigor a Lei n° 8078/90 do Código de Defesa do Consumidor e a Portaria n°
1428/93 do Ministério da Saúde, que dispõem sobre a proteção à vida, saúde e segurança do consumidor
contra os riscos provocados por práticas no fornecimento de produtos e serviços considerados perigosos
ou nocivos.
No setor alimentício, no que diz respeito à segurança, qualidade e inocuidade dos alimentos, os
resultados são obtidos através do sistema de "boas práticas de fabricação". Este sistema apresenta
procedimentos, recomendações e cuidados que se deve ter ao elaborar um alimento, desde a colheita até o
consumo final. Otimizado pelo "Análise de Perigos e Pontos Críticos de Controle" (APPCC) garantem a
garantia da qualidade. De acordo com a Portaria n° 1428/93 as empresas que processam e prestam
serviços no setor alimentício, além do serviço de vigilância sanitária, já adotaram, em caráter obrigatório,
desde agosto de 1995, o sistema APPCC. Esta Portaria define os objetivos, abrangências,
responsabilidades e critérios de avaliação para os padrões de identidade e qualidade (PIQ).
Cabe a cada empresa designar um responsável técnico para desenvolver e aplicar o APPCC, ficando
para os órgãos federais a função de auditar e avaliar a implantação.
Tendo em vista que muitos componentes, habitualmente usados nos lubrificantes industriais, não
podem ser utilizados na formulação de lubrificantes para o setor alimentício, a química representa uma
grande importância. Deve-se escolher e utilizar componentes que possibilitem bons rendimentos quando
se trata de lubrificantes para o setor alimentício.
A Figura 8.6 ilustra as leis e regulamentações para a indústria alimentícia para alguns países.
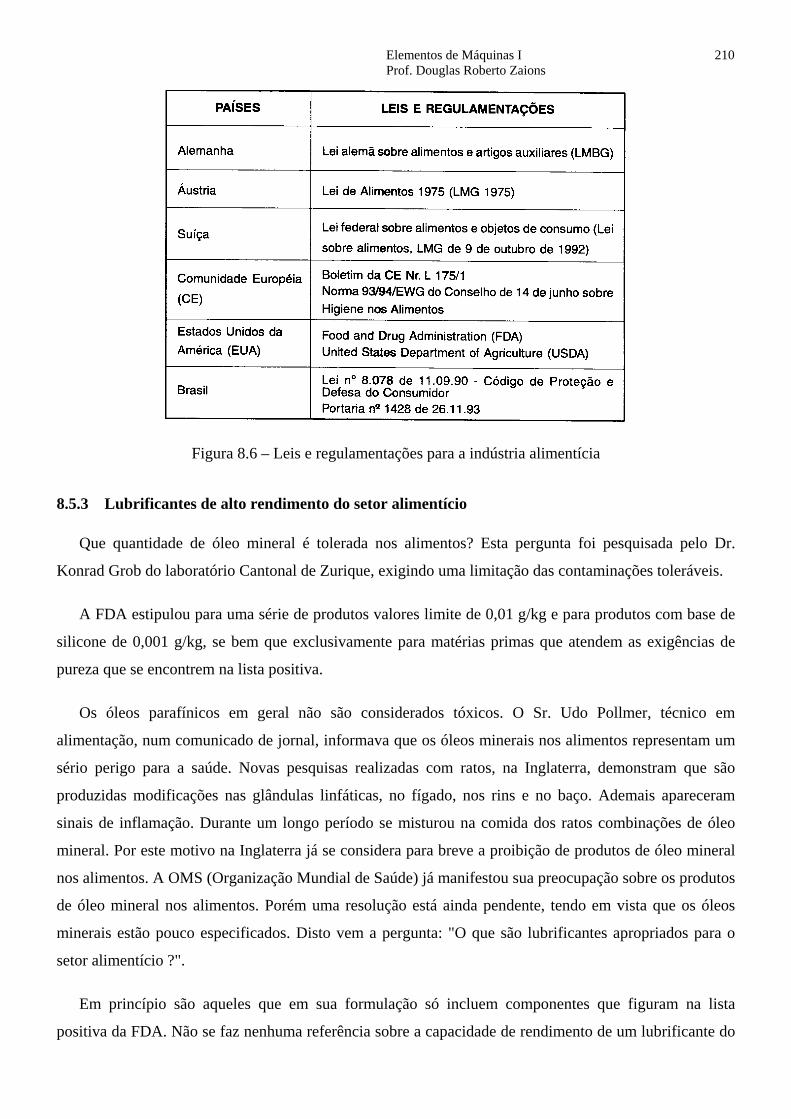
Elementos de Máquinas I 210 Prof. Douglas Roberto Zaions
Figura 8.6 – Leis e regulamentações para a indústria alimentícia
8.5.3 Lubrificantes de alto rendimento do setor alimentício
Que quantidade de óleo mineral é tolerada nos alimentos? Esta pergunta foi pesquisada pelo Dr.
Konrad Grob do laboratório Cantonal de Zurique, exigindo uma limitação das contaminações toleráveis.
A FDA estipulou para uma série de produtos valores limite de 0,01 g/kg e para produtos com base de
silicone de 0,001 g/kg, se bem que exclusivamente para matérias primas que atendem as exigências de
pureza que se encontrem na lista positiva.
Os óleos parafínicos em geral não são considerados tóxicos. O Sr. Udo Pollmer, técnico em
alimentação, num comunicado de jornal, informava que os óleos minerais nos alimentos representam um
sério perigo para a saúde. Novas pesquisas realizadas com ratos, na Inglaterra, demonstram que são
produzidas modificações nas glândulas linfáticas, no fígado, nos rins e no baço. Ademais apareceram
sinais de inflamação. Durante um longo período se misturou na comida dos ratos combinações de óleo
mineral. Por este motivo na Inglaterra já se considera para breve a proibição de produtos de óleo mineral
nos alimentos. A OMS (Organização Mundial de Saúde) já manifestou sua preocupação sobre os produtos
de óleo mineral nos alimentos. Porém uma resolução está ainda pendente, tendo em vista que os óleos
minerais estão pouco especificados. Disto vem a pergunta: "O que são lubrificantes apropriados para o
setor alimentício ?".
Em princípio são aqueles que em sua formulação só incluem componentes que figuram na lista
positiva da FDA. Não se faz nenhuma referência sobre a capacidade de rendimento de um lubrificante do
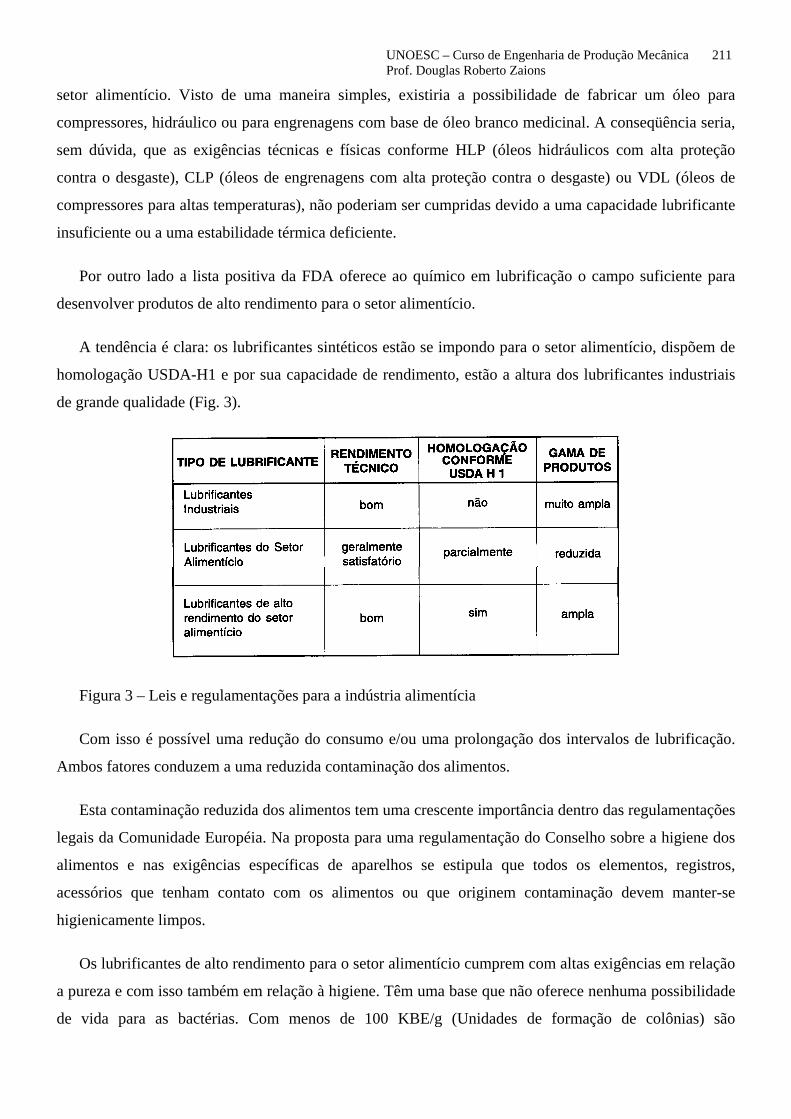
UNOESC – Curso de Engenharia de Produção Mecânica 211 Prof. Douglas Roberto Zaions
setor alimentício. Visto de uma maneira simples, existiria a possibilidade de fabricar um óleo para
compressores, hidráulico ou para engrenagens com base de óleo branco medicinal. A conseqüência seria,
sem dúvida, que as exigências técnicas e físicas conforme HLP (óleos hidráulicos com alta proteção
contra o desgaste), CLP (óleos de engrenagens com alta proteção contra o desgaste) ou VDL (óleos de
compressores para altas temperaturas), não poderiam ser cumpridas devido a uma capacidade lubrificante
insuficiente ou a uma estabilidade térmica deficiente.
Por outro lado a lista positiva da FDA oferece ao químico em lubrificação o campo suficiente para
desenvolver produtos de alto rendimento para o setor alimentício.
A tendência é clara: os lubrificantes sintéticos estão se impondo para o setor alimentício, dispõem de
homologação USDA-H1 e por sua capacidade de rendimento, estão a altura dos lubrificantes industriais
de grande qualidade (Fig. 3).
Figura 3 – Leis e regulamentações para a indústria alimentícia
Com isso é possível uma redução do consumo e/ou uma prolongação dos intervalos de lubrificação.
Ambos fatores conduzem a uma reduzida contaminação dos alimentos.
Esta contaminação reduzida dos alimentos tem uma crescente importância dentro das regulamentações
legais da Comunidade Européia. Na proposta para uma regulamentação do Conselho sobre a higiene dos
alimentos e nas exigências específicas de aparelhos se estipula que todos os elementos, registros,
acessórios que tenham contato com os alimentos ou que originem contaminação devem manter-se
higienicamente limpos.
Os lubrificantes de alto rendimento para o setor alimentício cumprem com altas exigências em relação
a pureza e com isso também em relação à higiene. Têm uma base que não oferece nenhuma possibilidade
de vida para as bactérias. Com menos de 100 KBE/g (Unidades de formação de colônias) são
Elementos de Máquinas I 212 Prof. Douglas Roberto Zaions
extremamente pobres em germes (bactérias, levedura, fungos), sendo portanto 1000 vezes mais pobres em
germes do que o permitido para os alimentos.
8.5.4 Qualidade através de GMP e HACCP
Os países membros da Comunidade Européia recomendam aos empresários da indústria alimentícia
que, para o cumprimento das normas gerais de higiene nos alimentos e utilização de documentações
existentes sobre uma boa prática de higiene standard européia, tomem como base a Norma EN 29000
(DIN ISO 9000 até 9004).
A qualidade e asseguramento da qualidade não podem ser compradas. Devem ser construídas,
desenvolvidas e cuidadas continuamente.
A qualidade é obrigação de todos os colaboradores de uma empresa, e deve entusiasmar e
proporcionar satisfação.
Deve-se levar em conta que a qualidade é uma condição para se obter mais oportunidades no mercado.
GMP (Good Manufacturing Praxis) e HACCP (Harzard Analysis and Critical Control Point), ou seja:
a fabricação cuidadosa e a análise de riscos dos pontos críticos de controle têm um papel decisivo. Ambos
constituem partes do Sistema de Qualidade e podem ser aplicados com êxito na lubrificação.
As dez condições GMP mais importantes são:
1. Instruções por escrito de funcionamento e limpeza
2. Pessoal adequadamente instruído
3. Pessoal eficiente em gerenciamento e supervisão
4. Serviços técnicos de manutenção adequados
5. Máquinas e instalações com correta manutenção
6. Matérias primas corretas
7. Material de embalagem correto
8. Almoxarifado apropriado
9. Instalações de transporte adequadas
10. Programas de emergência para retornos
11. Ao menos as primeiras seis condições são relevantes para a lubrificação.
As especificações de lubrificantes para pontos de atrito, assim como dos intervalos de lubrificação
correspondentes, devem constar por escrito nas instruções de funcionamento e manipulação.
UNOESC – Curso de Engenharia de Produção Mecânica 213 Prof. Douglas Roberto Zaions
O pessoal deve ser selecionado de forma que possa manejar corretamente os lubrificantes.
Deve entender o porquê da escolha de um lubrificante para cada ponto de atrito e como aplicar
corretamente o lubrificante.
A Diretoria e o pessoal de supervisão têm a tarefa de reduzir a contaminação de alimentos por
lubrificantes, através da utilização de lubrificantes de alto rendimento para o setor alimentício. É
totalmente válido escolher unicamente tais lubrificantes homologados, reduzindo consumo com o apoio
dos serviços de manutenção e assim otimizar as quantidades e os intervalos de lubrificação.
As máquinas e instalações com uma boa manutenção funcionarão com total segurança ao estarem
submetidas a uma lubrificação esmerada e limpa. Os lubrificantes de alto rendimento do setor alimentício
homologados com certificação, constituem uma base importante para um correto processo de fabricação.
O conceito HACCP ajuda a otimizar a segurança dos alimentos, reduzindo a probabilidade de
contaminação.
Este objetivo se alcança graças à identificação dos riscos e perigos existentes para os alimentos. A
segurança do alimento é uma exigência "intocável". Durante a fabricação podem aparecer riscos e perigos
químicos ou físicos não reconhecíveis visualmente, os quais constituem verdadeiras ameaças para a
fabricação e o afã de obter novos e excelentes alimentos.
O conceito HACCP trata, em primeiro lugar, da identificação de riscos (Harzards). Um risco
identificado deve ser avaliado em sua probabilidade e seu alcance (Análisis Harzard). Esta análise de
risco compreende os (higienicamente) pontos de periculosidade na fabricação.
Finalmente, deve-se determinar os Pontos Críticos de Controle (Critical Control Points) nos quais
devem se controlar os riscos identificados.
Um CCP pode ser um lugar, uma prática, um procedimento ou um processo para poder realizar o
controle em um ou vários aspectos. Seu objetivo é reduzir os riscos identificados. Deve-se diferenciar
claramente se o risco se controla (CCP 1 ) ou se reduz, ou ainda o controle total não pode se assegurar
(CCP 2). Para o CCP deve-se definir os valores limite e/ou as tolerâncias física, química ou
biologicamente permitidas, de maneira que demonstrem que os riscos estejam controlados. Deve-se
definir e realizar um procedimento para que cada CCP possa ser supervisionado sistematicamente.
Elementos de Máquinas I 214 Prof. Douglas Roberto Zaions
Se a supervisão mostra que um CCP está descontrolado, deverão ser realizadas correções de imediato
e estabelecer procedimentos de supervisão complementares. Além disso, a revisão e confirmação dos
procedimentos de supervisão servem para reconhecer que o conceito HACCP realmente funciona.
8.6 ORGANIZAÇÃO DA LUBRIFICAÇÃO
Com o desenvolvimento industrial, e a utilização de tecnologia mais moderna, criou-se a necessidade
de uso de lubrificantes com características especiais, concorrendo para uma transformação na tarefa de
lubrificar. Nos equipamentos de produção automatizada, faz-se necessário lubrificar corretamente, e isso
significa planejar e programar a lubrificação.
Além desses fatores deve-se considerar a brusca elevação do preço dos lubrificantes, fazendo com que
se aproveite ao máximo as características físico-químicas dos mesmos.
Uma lubrificação correta é o somatório de seis fatores: (i) tipo certo; (ii) qualidade certa; (iii)
quantidade certa; (iv) aplicação certa; (v) local certo; e (vi) período certo.
A coordenação desses fatores mediante um adequado controle é o que se denomina “Organização da
manutenção” que para se obter o máximo rendimento, deve obedecer aos seguintes princípios
fundamentais:
a) Sistema simples e de fácil entendimento pela equipe de lubrificação; b) Menor número de tipos de lubrificantes c) Sistemática correta de armazenagem, manuseio e distribuição dos lubrificantes; d) Controle dos serviços de lubrificação e estabelecimento das responsabilidades pela sua
execução; e) Controle de consumo de lubrificantes; f) Racionalização de mão de obra da equipe de lubrificação; g) Codificação e identificação dos lubrificantes.
8.6.1 Fase da Implantação
As etapas a serem seguidas para a implantação da organização dos serviços da lubrificação são: (i)
Levantamento; (ii) Planejamento; e (iii) Controle.
8.6.1.1 Levantamento
A elaboração da organização, exige levantamento de todos os pontos de lubrificação. Os dados
colhidos em cada máquina deverão constar em ficha adequada, contendo o nome do equipamento,
número do inventário, localização, partes a lubrificar, número de pontos, capacidade dos depósitos,
métodos de aplicação, freqüência de aplicação, períodos de troca, serviços a serem executados,
lubrificantes recomendados e respectivos códigos, e o tipo de acionamento e suas características.
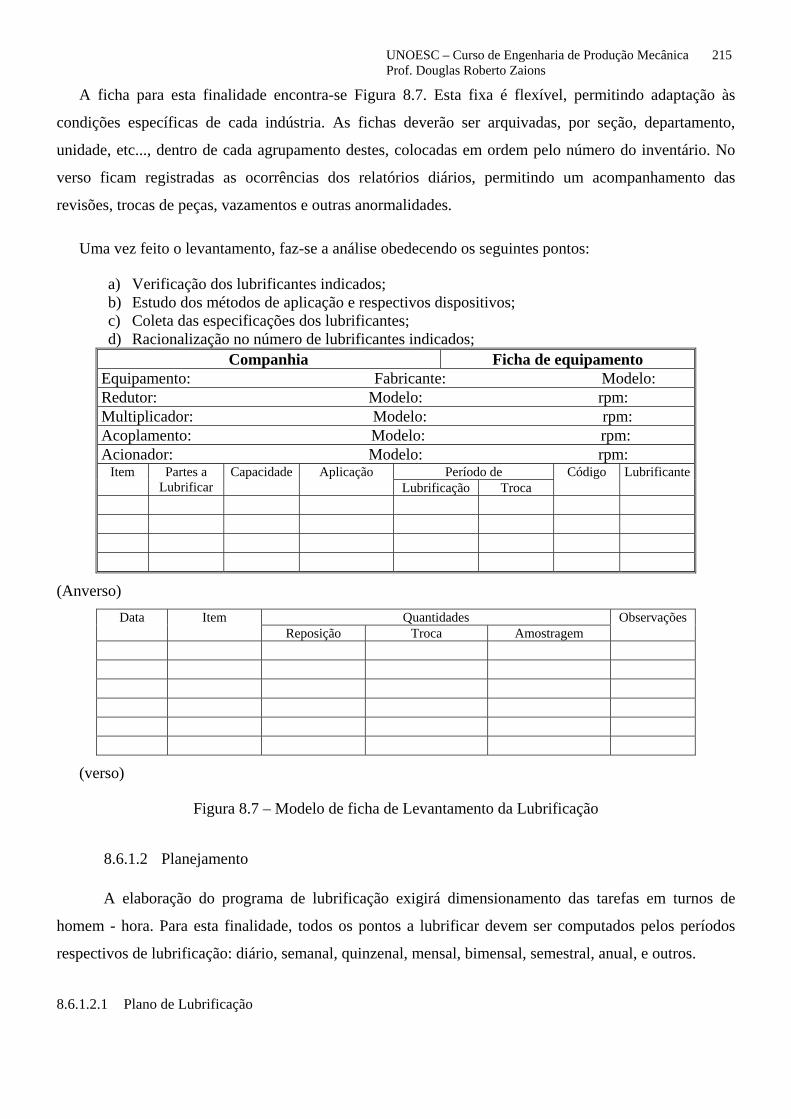
UNOESC – Curso de Engenharia de Produção Mecânica 215 Prof. Douglas Roberto Zaions
A ficha para esta finalidade encontra-se Figura 8.7. Esta fixa é flexível, permitindo adaptação às
condições específicas de cada indústria. As fichas deverão ser arquivadas, por seção, departamento,
unidade, etc..., dentro de cada agrupamento destes, colocadas em ordem pelo número do inventário. No
verso ficam registradas as ocorrências dos relatórios diários, permitindo um acompanhamento das
revisões, trocas de peças, vazamentos e outras anormalidades.
Uma vez feito o levantamento, faz-se a análise obedecendo os seguintes pontos:
a) Verificação dos lubrificantes indicados; b) Estudo dos métodos de aplicação e respectivos dispositivos; c) Coleta das especificações dos lubrificantes; d) Racionalização no número de lubrificantes indicados;
Companhia Ficha de equipamento Equipamento: Fabricante: Modelo: Redutor: Modelo: rpm: Multiplicador: Modelo: rpm: Acoplamento: Modelo: rpm: Acionador: Modelo: rpm:
Item Partes a Lubrificar
Capacidade Aplicação Período de Código LubrificanteLubrificação Troca
(Anverso) Data Item Quantidades Observações
Reposição Troca Amostragem
(verso)
Figura 8.7 – Modelo de ficha de Levantamento da Lubrificação
8.6.1.2 Planejamento
A elaboração do programa de lubrificação exigirá dimensionamento das tarefas em turnos de
homem - hora. Para esta finalidade, todos os pontos a lubrificar devem ser computados pelos períodos
respectivos de lubrificação: diário, semanal, quinzenal, mensal, bimensal, semestral, anual, e outros.
8.6.1.2.1 Plano de Lubrificação
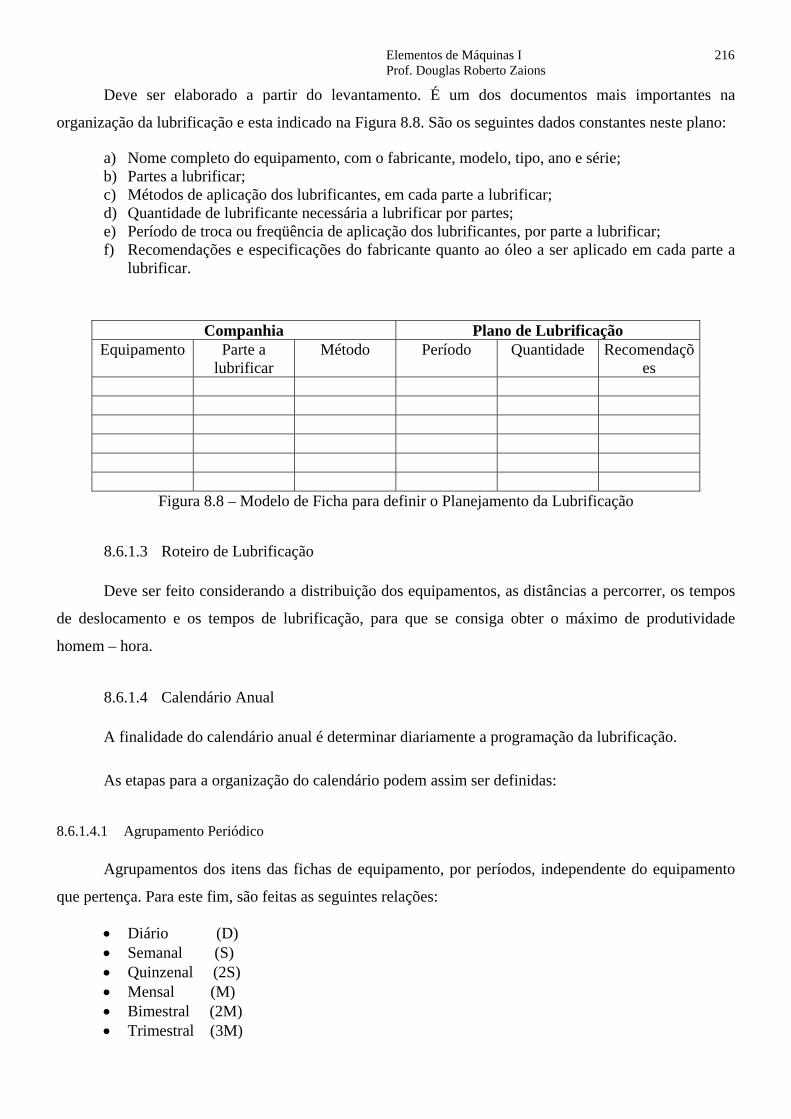
Elementos de Máquinas I 216 Prof. Douglas Roberto Zaions
Deve ser elaborado a partir do levantamento. É um dos documentos mais importantes na
organização da lubrificação e esta indicado na Figura 8.8. São os seguintes dados constantes neste plano:
a) Nome completo do equipamento, com o fabricante, modelo, tipo, ano e série; b) Partes a lubrificar; c) Métodos de aplicação dos lubrificantes, em cada parte a lubrificar; d) Quantidade de lubrificante necessária a lubrificar por partes; e) Período de troca ou freqüência de aplicação dos lubrificantes, por parte a lubrificar; f) Recomendações e especificações do fabricante quanto ao óleo a ser aplicado em cada parte a
lubrificar.
Companhia Plano de Lubrificação Equipamento Parte a
lubrificar Método Período Quantidade Recomendaçõ
es
Figura 8.8 – Modelo de Ficha para definir o Planejamento da Lubrificação
8.6.1.3 Roteiro de Lubrificação
Deve ser feito considerando a distribuição dos equipamentos, as distâncias a percorrer, os tempos
de deslocamento e os tempos de lubrificação, para que se consiga obter o máximo de produtividade
homem – hora.
8.6.1.4 Calendário Anual
A finalidade do calendário anual é determinar diariamente a programação da lubrificação.
As etapas para a organização do calendário podem assim ser definidas:
8.6.1.4.1 Agrupamento Periódico
Agrupamentos dos itens das fichas de equipamento, por períodos, independente do equipamento
que pertença. Para este fim, são feitas as seguintes relações:
• Diário (D) • Semanal (S) • Quinzenal (2S) • Mensal (M) • Bimestral (2M) • Trimestral (3M)
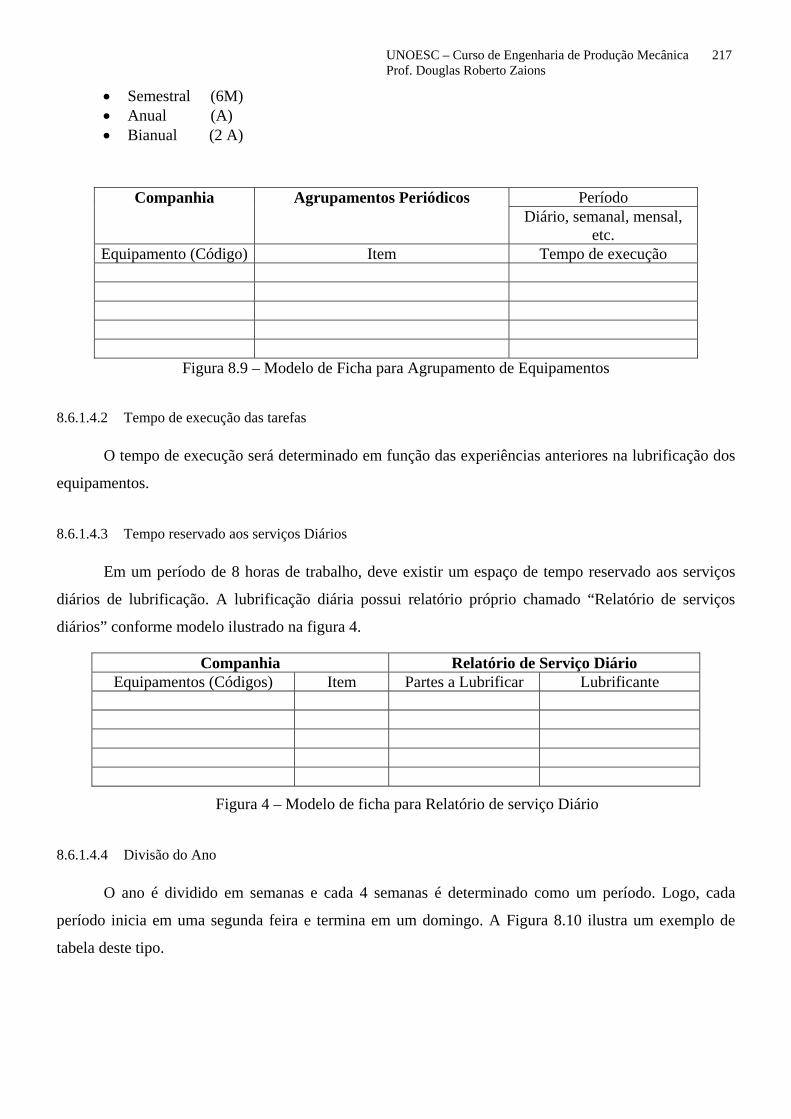
UNOESC – Curso de Engenharia de Produção Mecânica 217 Prof. Douglas Roberto Zaions
• Semestral (6M) • Anual (A) • Bianual (2 A)
Companhia Agrupamentos Periódicos Período Diário, semanal, mensal,
etc. Equipamento (Código) Item Tempo de execução
Figura 8.9 – Modelo de Ficha para Agrupamento de Equipamentos
8.6.1.4.2 Tempo de execução das tarefas
O tempo de execução será determinado em função das experiências anteriores na lubrificação dos
equipamentos.
8.6.1.4.3 Tempo reservado aos serviços Diários
Em um período de 8 horas de trabalho, deve existir um espaço de tempo reservado aos serviços
diários de lubrificação. A lubrificação diária possui relatório próprio chamado “Relatório de serviços
diários” conforme modelo ilustrado na figura 4.
Companhia Relatório de Serviço Diário Equipamentos (Códigos) Item Partes a Lubrificar Lubrificante
Figura 4 – Modelo de ficha para Relatório de serviço Diário
8.6.1.4.4 Divisão do Ano
O ano é dividido em semanas e cada 4 semanas é determinado como um período. Logo, cada
período inicia em uma segunda feira e termina em um domingo. A Figura 8.10 ilustra um exemplo de
tabela deste tipo.
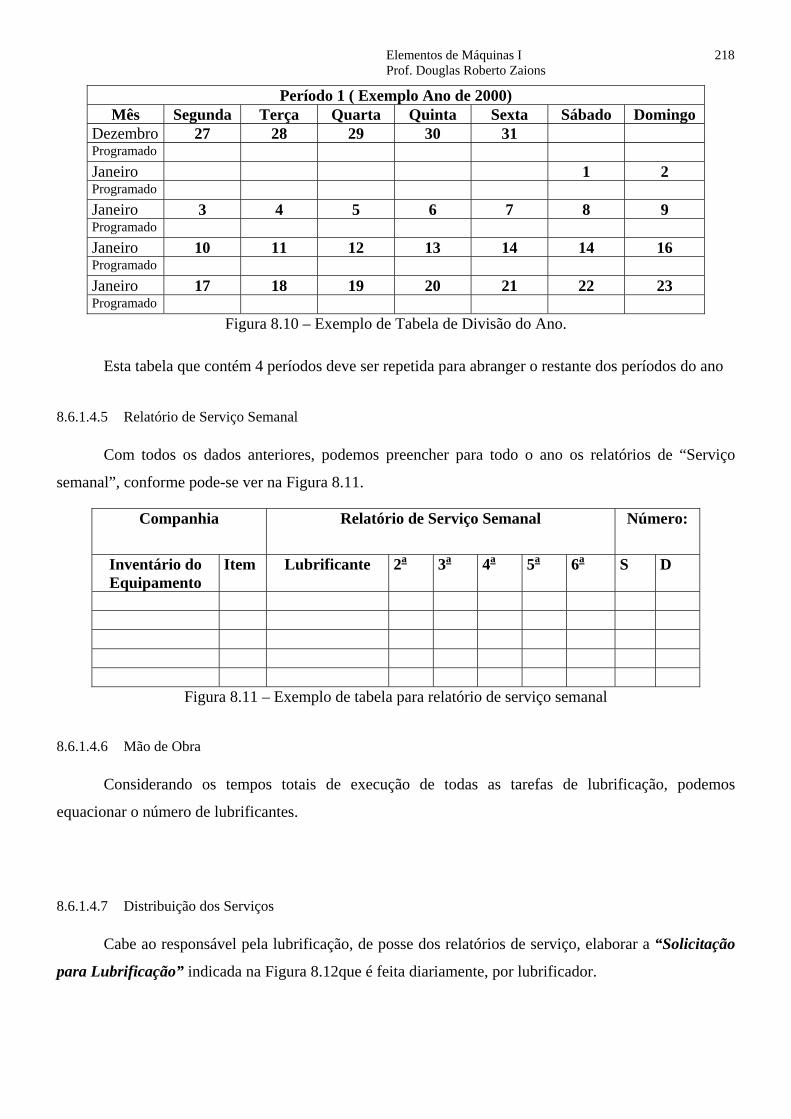
Elementos de Máquinas I 218 Prof. Douglas Roberto Zaions
Período 1 ( Exemplo Ano de 2000) Mês Segunda Terça Quarta Quinta Sexta Sábado Domingo
Dezembro 27 28 29 30 31 Programado Janeiro 1 2 Programado Janeiro 3 4 5 6 7 8 9 Programado Janeiro 10 11 12 13 14 14 16 Programado Janeiro 17 18 19 20 21 22 23 Programado
Figura 8.10 – Exemplo de Tabela de Divisão do Ano.
Esta tabela que contém 4 períodos deve ser repetida para abranger o restante dos períodos do ano
8.6.1.4.5 Relatório de Serviço Semanal
Com todos os dados anteriores, podemos preencher para todo o ano os relatórios de “Serviço
semanal”, conforme pode-se ver na Figura 8.11.
Companhia Relatório de Serviço Semanal Número:
Inventário do Equipamento
Item Lubrificante 2a 3a 4a 5a 6a S D
Figura 8.11 – Exemplo de tabela para relatório de serviço semanal
8.6.1.4.6 Mão de Obra
Considerando os tempos totais de execução de todas as tarefas de lubrificação, podemos
equacionar o número de lubrificantes.
8.6.1.4.7 Distribuição dos Serviços
Cabe ao responsável pela lubrificação, de posse dos relatórios de serviço, elaborar a “Solicitação
para Lubrificação” indicada na Figura 8.12que é feita diariamente, por lubrificador.
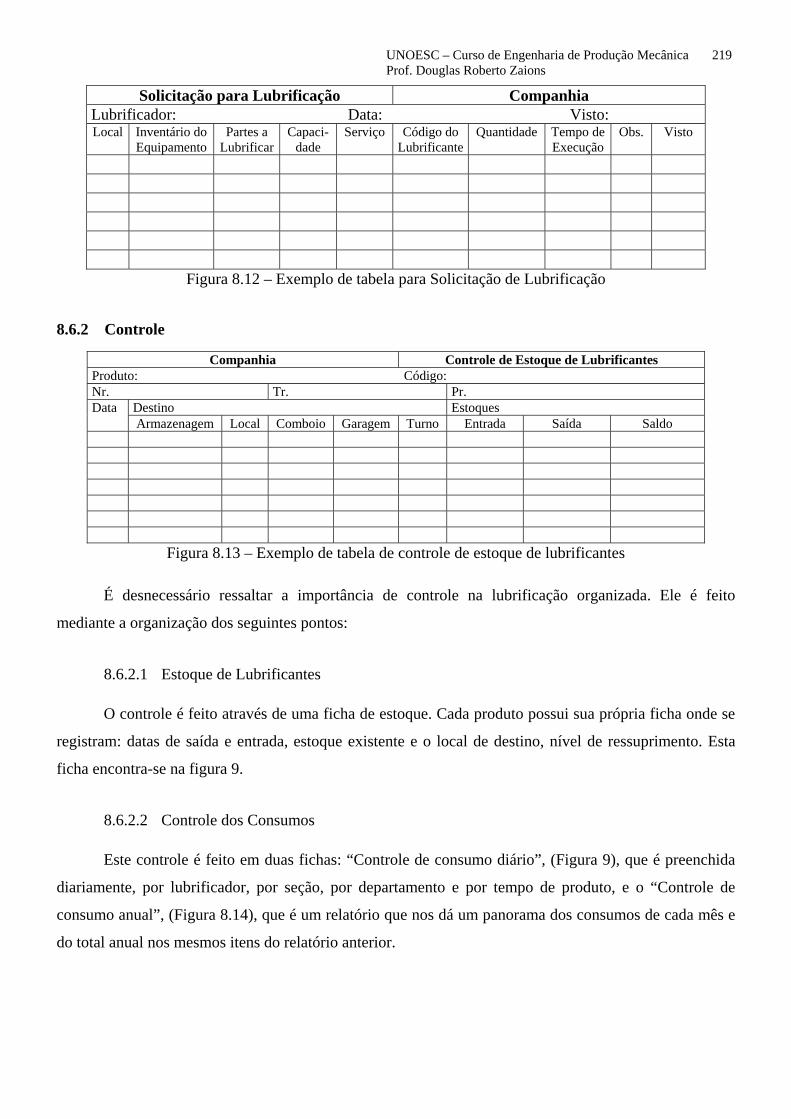
UNOESC – Curso de Engenharia de Produção Mecânica 219 Prof. Douglas Roberto Zaions
Solicitação para Lubrificação Companhia Lubrificador: Data: Visto: Local Inventário do
Equipamento Partes a
Lubrificar Capaci-
dade Serviço Código do
LubrificanteQuantidade Tempo de
Execução Obs. Visto
Figura 8.12 – Exemplo de tabela para Solicitação de Lubrificação
8.6.2 Controle
Companhia Controle de Estoque de Lubrificantes Produto: Código: Nr. Tr. Pr. Data Destino Estoques
Armazenagem Local Comboio Garagem Turno Entrada Saída Saldo
Figura 8.13 – Exemplo de tabela de controle de estoque de lubrificantes
É desnecessário ressaltar a importância de controle na lubrificação organizada. Ele é feito
mediante a organização dos seguintes pontos:
8.6.2.1 Estoque de Lubrificantes
O controle é feito através de uma ficha de estoque. Cada produto possui sua própria ficha onde se
registram: datas de saída e entrada, estoque existente e o local de destino, nível de ressuprimento. Esta
ficha encontra-se na figura 9.
8.6.2.2 Controle dos Consumos
Este controle é feito em duas fichas: “Controle de consumo diário”, (Figura 9), que é preenchida
diariamente, por lubrificador, por seção, por departamento e por tempo de produto, e o “Controle de
consumo anual”, (Figura 8.14), que é um relatório que nos dá um panorama dos consumos de cada mês e
do total anual nos mesmos itens do relatório anterior.
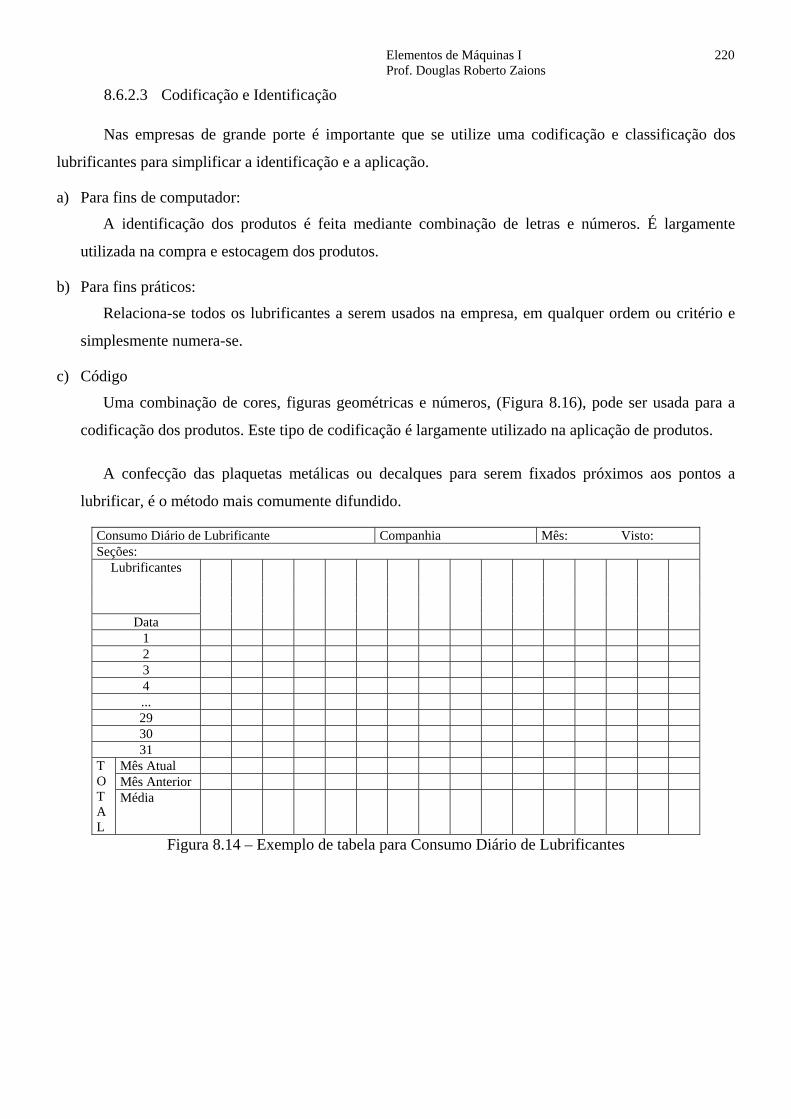
Elementos de Máquinas I 220 Prof. Douglas Roberto Zaions
8.6.2.3 Codificação e Identificação
Nas empresas de grande porte é importante que se utilize uma codificação e classificação dos
lubrificantes para simplificar a identificação e a aplicação.
a) Para fins de computador:
A identificação dos produtos é feita mediante combinação de letras e números. É largamente
utilizada na compra e estocagem dos produtos.
b) Para fins práticos:
Relaciona-se todos os lubrificantes a serem usados na empresa, em qualquer ordem ou critério e
simplesmente numera-se.
c) Código
Uma combinação de cores, figuras geométricas e números, (Figura 8.16), pode ser usada para a
codificação dos produtos. Este tipo de codificação é largamente utilizado na aplicação de produtos.
A confecção das plaquetas metálicas ou decalques para serem fixados próximos aos pontos a
lubrificar, é o método mais comumente difundido.
Consumo Diário de Lubrificante Companhia Mês: Visto: Seções:
Lubrificantes
Data 1 2 3 4 ... 29 30 31
TOTAL
Mês Atual Mês Anterior Média
Figura 8.14 – Exemplo de tabela para Consumo Diário de Lubrificantes
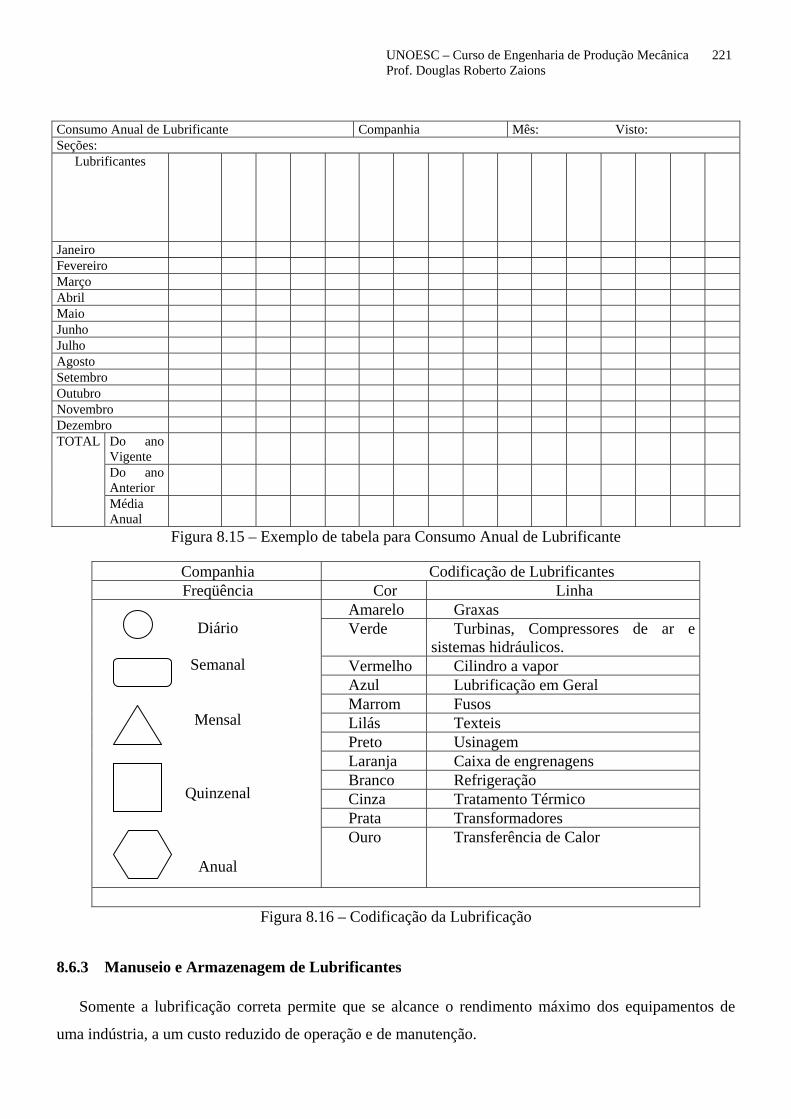
UNOESC – Curso de Engenharia de Produção Mecânica 221 Prof. Douglas Roberto Zaions
Consumo Anual de Lubrificante Companhia Mês: Visto: Seções:
Lubrificantes
Janeiro Fevereiro Março Abril Maio Junho Julho Agosto Setembro Outubro Novembro Dezembro TOTAL Do ano
Vigente
Do ano Anterior
Média Anual
Figura 8.15 – Exemplo de tabela para Consumo Anual de Lubrificante
Companhia Codificação de Lubrificantes Freqüência Cor Linha
Diário
Semanal
Mensal
Quinzenal
Anual
Amarelo Graxas Verde Turbinas, Compressores de ar e
sistemas hidráulicos. Vermelho Cilindro a vapor Azul Lubrificação em Geral Marrom Fusos Lilás Texteis Preto Usinagem Laranja Caixa de engrenagens Branco Refrigeração Cinza Tratamento Térmico Prata Transformadores Ouro Transferência de Calor
Figura 8.16 – Codificação da Lubrificação
8.6.3 Manuseio e Armazenagem de Lubrificantes
Somente a lubrificação correta permite que se alcance o rendimento máximo dos equipamentos de
uma indústria, a um custo reduzido de operação e de manutenção.
Elementos de Máquinas I 222 Prof. Douglas Roberto Zaions
Portanto, o emprego correto dos lubrificantes contribuirão para: (i) Reduzir o consumo de força de
atrito; (ii) Aumentar a eficiência mecânica dos equipamentos; (iii) Evitar paradas fora da programação;
(iv) Economizar na substituição de peças e de lubrificação.
A eficiência na lubrificação, decorre em grande parte, do cuidado com que são manipulados e
armazenados os lubrificantes. Na verdade o cuidado deve inicia no recebimento.
8.6.3.1 Recebimento
O descarregamento do caminhão deve ser realizado com a utilização de planos inclinados, que podem
ser:
Plano inclinado: Pode ser composto po dois caibros de madeira, que apoiados na borda da carroceria e
no chão, servirão como trilhos por onde o tambor pode rolar. Devem ficar a 7 cm pela parte interna dos
frisos dos tambores.
Talhas: São equipamentos simples, manuais, que com suportes adequados, descarregam os tambores
com segurança.
Empilhadeiras: Dependendo da quantidade de trabalho diário, estes equipamentos podem estar
adaptados com garras especiais que seguram com firmeza e segurança os tambores, servindo além de
elemento de descarga, também para o transporte, já que são motorizadas.
8.6.3.2 Transporte
No transporte de vasilhames de lubrificação, cuidados especiais devem ser tomados para não danificar
os recipientes e não apagar os nomes ou códigos de identificação do lubrificante no tambor.
Aqui também, mesmo nas pequenas empresas, podem ser usados desde os métodos mais simples de
transporte como rolagem do tambor sob o solo, até métodos mais sofisticados como empilhadeiras, talhas
suspensas em trilhos etc...
8.6.3.3 Armazenagem
Na armazenagem dos lubrificantes, uma série de cuidados devem ser tomados para garantir a
qualidade e eficiência do lubrificante.
A seguir relacionaremos os cuidados mais importantes a serem seguidos:
UNOESC – Curso de Engenharia de Produção Mecânica 223 Prof. Douglas Roberto Zaions
LOCAL: A armazenagem dos recipientes deve ser e recinto fechado, mas quando este propósito não
for satisfeito outras soluções mais simples, mas não tão eficientes, podem ser tomadas. Pode-se adotar
uma simples cobertura, ou uma lona de proteção. De qualquer maneira, o local escolhido deve satisfazer
também outras condições, tais como ficar longe de pontos de geração de calor, como caldeiras, o local
deve ser limpo e arejado.
POSICÃO: A posição mais correta de armazenagem é com o tonel na horizontal, e para otimizar o
espaço utiliza-se o emplilhamento. Para a armazenagem em pilhas pode-se adotar o sistema em
“Racks”(estante de ferro para empilhamento de tambores) ou “Pallets”(estrados de madeira), que
facilitam a armazenagem e propiciam boa segurança nas pilhas. Os estrados de madeira tem a vantagem
de serem totalmente desmontáveis e não agirem como catalizadores no desenvolvimento de oxidação dos
tambores. Um cuidado a tomar é a colocação de calços que tornarão a pilha estável. Em qualquer dos
casos os bujões devem ficar na horizontal e abaixo do nível do lubrificante. Os tonéis inferiores também
deverão ficar sob um estrado para evitar o contato com o solo. Nos casos em que os tambores tiverem que
ficar em pé, deverão ficar em posição inclinada. Também os bujões devem ficar em uma linha mais ou
menos horizontal, esta providência evitará que caso haja depósito de água na parte superior do tambor, a
mesma seja sugada para o interior do tambor devido a diferença de temperatura da noite e do dia.
Alguns lembretes importantes são colocados a seguir e se seguidos poderão garantir a eficiência do
sistema de armazenagem e transporte de lubrificantes:
• Sempre certifique-se que estejam limpos os recipientes de lubrificantes destinados ao uso
dentro da fábrica;
• Sempre certifique-se que o óleo é distribuído corretamente;
• Sempre mantenha limpo o chão do almoxarifado de lubrificantes;
• Sempre coloque tambores e latas sobre ripas de madeira;
• Sempre estabilize as pilhas de tambores deitados, por meio de calços de madeira.
• Nunca deixe acumular água em volta dos bujões dos tambores;
• Nunca deixe que os tambores fiquem sujeitos a extremos de calor e frio;
• Nunca deixe no chão estopas ou panos sujos de óleo;
• Nunca deixe que as marcas dos tambores se tornem ilegíveis;
• Nunca espalhe areia no chão;
• Nunca deixe aberto os recipientes de graxas, ou outro lubrificante qualquer.
Elementos de Máquinas I 224 Prof. Douglas Roberto Zaions
8.6.4 Reciclagem dos Óleos Usados
A partir da crise do petróleo e do aumento do consumo de lubrificantes, ficou evidenciada a
necessidade do reaproveitamento dos óleos usados. Por um lado, o aumento do custo e por outro a
poluição desencadeada pela colocação destes produtos em mananciais, córregos, etc. Outro fato
comprovado, é que a reutilização de um óleo fica condicionada ao grau e tipo de contaminação por
impurezas ocasionadas durante o uso, já que, o óleo lubrificante por si só não se desgasta, senão em uma
pequena parcela.
Os contaminantes mais comuns são: produtos leves, compostos solúveis e compostos insolúveis.
Dentre os produtos leves, os mais comuns são: água, gasolina e diesel.
Dentre os produtos solúveis, são compostos oxidados e aditivos previamente incorporados.
Os produtos insolúveis são: hidracarbonetos oxidados, partículas sólidas e óxidos metálicos.
A reciclagem vem a ser o tratamento adequado do óleo usado, mediante processos específicos,
permitindo assim a reutilização do mesmo.
Dependendo do processo utilizado, a reciclagem pode ser dividida em três categorias: processos
físicos, químicos e complexos.
O melhor produto é obtido através de processos complexos, que vem a ser a utilização de processos
físicos e químicos. Entre os procedimentos utilizados para a obtenção de óleos possíveis de
reaproveitamento, temos:
8.6.4.1 Centrifugação e/ou Filtragem
É um procedimento mais simples, podendo ser realizado na própria empresa. Utilizam-se apenas de
processos físicos, o que resulta em um produto melhor mas sem as qualidades iniciais.
8.6.4.2 Recuperação
É um procedimento um pouco mais sofisticado, que através de filtração usando argilas de carvão
ativado, diluições e abaixamento de temperatura retira as impurezas do seio do lubrificante. Utilizando-se,
como o anterior, apenas processos físicos, os produtos obtidos serão melhores que anterior, mas sem
recuperar as qualidades iniciais do mesmo.
UNOESC – Curso de Engenharia de Produção Mecânica 225 Prof. Douglas Roberto Zaions
8.6.4.3 Refino ou Regeneração
É um processo de recuperação complexo, já que se utiliza de processos físicos e químicos. É baseado
na retirada de todos os contaminantes e aditivos incorporados ao óleo durante sua fabricação e utilização.
O produto obtido é um óleo base, isento de qualquer impureza ou contaminante que é utilizado na
obtenção dos óleos lubrificantes.
Elementos de Máquinas I 226 Prof. Douglas Roberto Zaions
9 MANCAIS DE DESLIZAMENTO
Os mancais de deslizamento são componentes de máquinas, destinados a assegurar movimento
rotativos ou lineares entre duas superfícies, com baixo nível de atrito. O elemento suportante, é
comumente chamado de casquilho ou guia e o elemento suportado de munhão, colar de encosto ou
deslizador. Em função da direção da força, dividem-se em:
1. Mancais axiais;
2. Mancais radiais.
Também podemos encontrar os mancais deslizantes ou de guia, que tem a função de guiar um
movimento segundo uma trajetória retilínea. Após estas definições iniciais, a velha pergunta certamente
ocorrerá. Qual o melhor mancal, Deslizamento ou Rolamento? Pode-se hoje em dia dizer que cada um
dos dois tipos tem suas características particulares, e que nenhum deles satisfaz a todas as exigências.
Há casos em que apenas mancais de deslizamento podem ser usados, outros, em que somente
rolamentos constituem uma boa solução, e, finalmente, aqueles que qualquer dos tipos oferecem soluções
satisfatórias.
Nos mancais de deslizamento, a área de lubrificação, relativamente grande, amortece mais facilmente
vibrações e choques. Além disso, o ruído é muitas vezes menor e são menos sensíveis a choques e poeira.
Podem ser desenvolvidos inteiriços ou bipartidos, e, em qualquer dos casos são de construção simples e
fabricação fácil, sendo os de grandes diâmetros, consideravelmente mais baratos que os de rolamento.
Exigem também menor diâmetro de montagem e apresentam grande flexibilidade construtiva.
A maioria dos mancais, devem trabalhar a partir da formação da película de lubrificante, que
dependendo do sistema adotado, apresentará um atrito de partida sensivelmente mais elevado que em
funcionamento normal. Acima de tudo, o atrito de escorregamento requer e consome muito mais
lubrificante, exigindo portanto, maiores cuidados na circulação do lubrificante e de manutenção.
Consequentemente, prefere-se os mancais de deslizamento, quando:
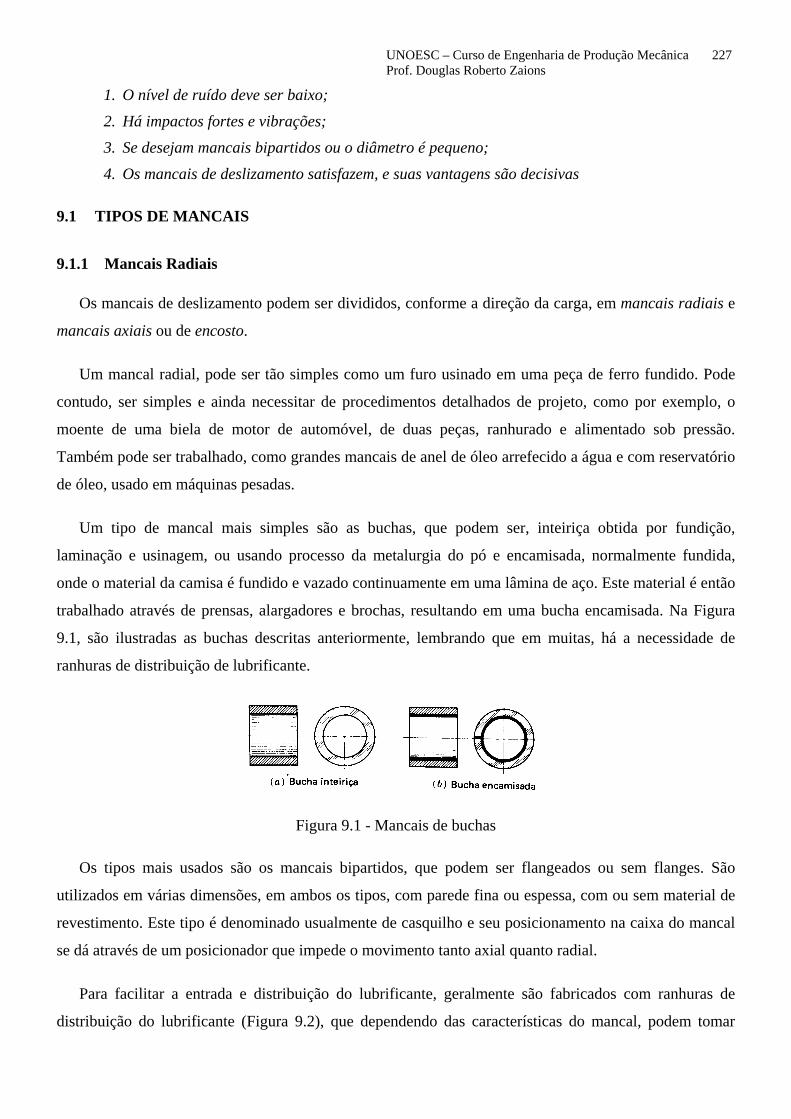
UNOESC – Curso de Engenharia de Produção Mecânica 227 Prof. Douglas Roberto Zaions
1. O nível de ruído deve ser baixo;
2. Há impactos fortes e vibrações;
3. Se desejam mancais bipartidos ou o diâmetro é pequeno;
4. Os mancais de deslizamento satisfazem, e suas vantagens são decisivas
9.1 TIPOS DE MANCAIS
9.1.1 Mancais Radiais
Os mancais de deslizamento podem ser divididos, conforme a direção da carga, em mancais radiais e
mancais axiais ou de encosto.
Um mancal radial, pode ser tão simples como um furo usinado em uma peça de ferro fundido. Pode
contudo, ser simples e ainda necessitar de procedimentos detalhados de projeto, como por exemplo, o
moente de uma biela de motor de automóvel, de duas peças, ranhurado e alimentado sob pressão.
Também pode ser trabalhado, como grandes mancais de anel de óleo arrefecido a água e com reservatório
de óleo, usado em máquinas pesadas.
Um tipo de mancal mais simples são as buchas, que podem ser, inteiriça obtida por fundição,
laminação e usinagem, ou usando processo da metalurgia do pó e encamisada, normalmente fundida,
onde o material da camisa é fundido e vazado continuamente em uma lâmina de aço. Este material é então
trabalhado através de prensas, alargadores e brochas, resultando em uma bucha encamisada. Na Figura
9.1, são ilustradas as buchas descritas anteriormente, lembrando que em muitas, há a necessidade de
ranhuras de distribuição de lubrificante.
Figura 9.1 - Mancais de buchas
Os tipos mais usados são os mancais bipartidos, que podem ser flangeados ou sem flanges. São
utilizados em várias dimensões, em ambos os tipos, com parede fina ou espessa, com ou sem material de
revestimento. Este tipo é denominado usualmente de casquilho e seu posicionamento na caixa do mancal
se dá através de um posicionador que impede o movimento tanto axial quanto radial.
Para facilitar a entrada e distribuição do lubrificante, geralmente são fabricados com ranhuras de
distribuição do lubrificante (Figura 9.2), que dependendo das características do mancal, podem tomar
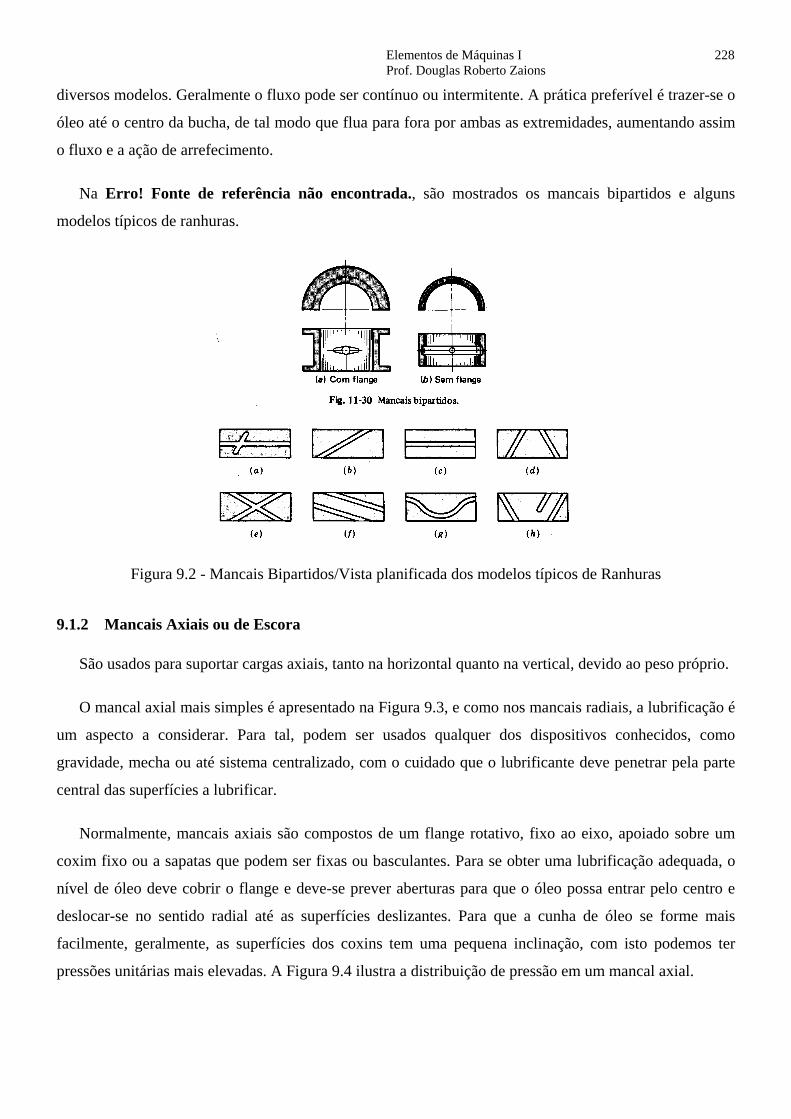
Elementos de Máquinas I 228 Prof. Douglas Roberto Zaions
diversos modelos. Geralmente o fluxo pode ser contínuo ou intermitente. A prática preferível é trazer-se o
óleo até o centro da bucha, de tal modo que flua para fora por ambas as extremidades, aumentando assim
o fluxo e a ação de arrefecimento.
Na Erro! Fonte de referência não encontrada., são mostrados os mancais bipartidos e alguns
modelos típicos de ranhuras.
Figura 9.2 - Mancais Bipartidos/Vista planificada dos modelos típicos de Ranhuras
9.1.2 Mancais Axiais ou de Escora
São usados para suportar cargas axiais, tanto na horizontal quanto na vertical, devido ao peso próprio.
O mancal axial mais simples é apresentado na Figura 9.3, e como nos mancais radiais, a lubrificação é
um aspecto a considerar. Para tal, podem ser usados qualquer dos dispositivos conhecidos, como
gravidade, mecha ou até sistema centralizado, com o cuidado que o lubrificante deve penetrar pela parte
central das superfícies a lubrificar.
Normalmente, mancais axiais são compostos de um flange rotativo, fixo ao eixo, apoiado sobre um
coxim fixo ou a sapatas que podem ser fixas ou basculantes. Para se obter uma lubrificação adequada, o
nível de óleo deve cobrir o flange e deve-se prever aberturas para que o óleo possa entrar pelo centro e
deslocar-se no sentido radial até as superfícies deslizantes. Para que a cunha de óleo se forme mais
facilmente, geralmente, as superfícies dos coxins tem uma pequena inclinação, com isto podemos ter
pressões unitárias mais elevadas. A Figura 9.4 ilustra a distribuição de pressão em um mancal axial.
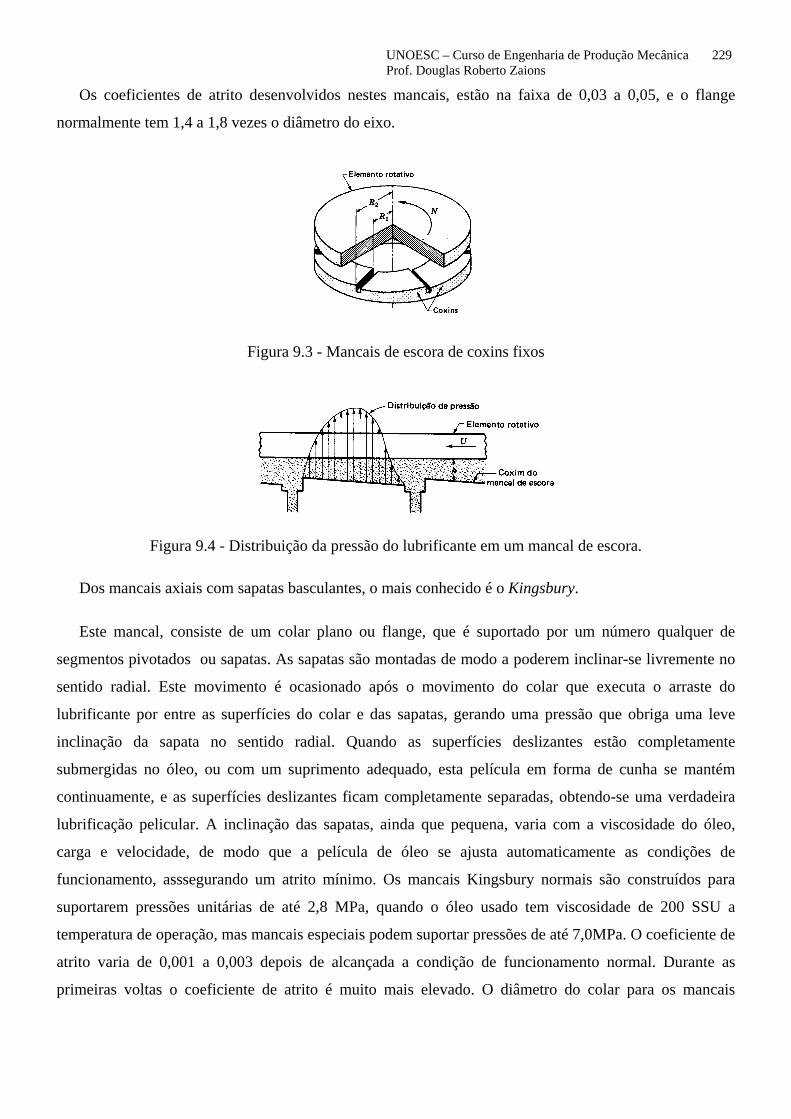
UNOESC – Curso de Engenharia de Produção Mecânica 229 Prof. Douglas Roberto Zaions
Os coeficientes de atrito desenvolvidos nestes mancais, estão na faixa de 0,03 a 0,05, e o flange
normalmente tem 1,4 a 1,8 vezes o diâmetro do eixo.
Figura 9.3 - Mancais de escora de coxins fixos
Figura 9.4 - Distribuição da pressão do lubrificante em um mancal de escora.
Dos mancais axiais com sapatas basculantes, o mais conhecido é o Kingsbury.
Este mancal, consiste de um colar plano ou flange, que é suportado por um número qualquer de
segmentos pivotados ou sapatas. As sapatas são montadas de modo a poderem inclinar-se livremente no
sentido radial. Este movimento é ocasionado após o movimento do colar que executa o arraste do
lubrificante por entre as superfícies do colar e das sapatas, gerando uma pressão que obriga uma leve
inclinação da sapata no sentido radial. Quando as superfícies deslizantes estão completamente
submergidas no óleo, ou com um suprimento adequado, esta película em forma de cunha se mantém
continuamente, e as superfícies deslizantes ficam completamente separadas, obtendo-se uma verdadeira
lubrificação pelicular. A inclinação das sapatas, ainda que pequena, varia com a viscosidade do óleo,
carga e velocidade, de modo que a película de óleo se ajusta automaticamente as condições de
funcionamento, asssegurando um atrito mínimo. Os mancais Kingsbury normais são construídos para
suportarem pressões unitárias de até 2,8 MPa, quando o óleo usado tem viscosidade de 200 SSU a
temperatura de operação, mas mancais especiais podem suportar pressões de até 7,0MPa. O coeficiente de
atrito varia de 0,001 a 0,003 depois de alcançada a condição de funcionamento normal. Durante as
primeiras voltas o coeficiente de atrito é muito mais elevado. O diâmetro do colar para os mancais

Elementos de Máquinas I 230 Prof. Douglas Roberto Zaions
Kingsbury, vale aproximadamente 2,5 vezes o diâmetro do eixo. A área de apoio pode chegar a
aproximadamente 85% da área do mancal.
9.2 COEFICIENTE DE ATRITO
O fenômeno do atrito em um mancal, foi primeiramente explicado por Petroff, admitindo que o
munhão e o casquilho fossem concêntricos. A importância desse estudo está nos grupos de parâmetros
adimensionais definidos, e no coeficiente de atrito considerado muito bom, mesmo quando o munhão não
é concêntrico ao mancal.
Os estudos de Petroff foram baseados em uma árvore vertical, girando em um casquilho suportando
uma carga muito pequena, e a folga “c” completamente cheia de óleo, com fuga desprezível, onde “r” é o
raio da árvore, “c”a folga radial, “L” o comprimento, sendo todas as dimensões em metros. Se a árvore
gira a “n”rps(rotação por segundo), sua velocidade tangencial v 2 r n= ⋅ ⋅ ⋅π em m/s. Como a tensão
cisalhamento no lubrificante, tem-se:
Figura 9.5 - Mancal dos estudos de Petrof
τπ
= ⋅ =⋅ ⋅ ⋅ ⋅
zVh
2 r z nc
onde a folga radial “c” substitui a distância h, espessura da camada do lubrificante, já que são
concêntricos. A força necessária para cisalhar a película de óleo, é dada pela tensão vezes a área, e o
torque, será:
( )T A= ⋅ ⋅ =⋅ ⋅ ⋅ ⋅
⋅ ⋅ ⋅ ⋅ ⋅⋅ ⋅ ⋅ ⋅ ⋅
τπ
ππ
rr z nc r L r =
r z n Lc32
24 2
Chamando de P a força no mancal, em N(Newton), a força por área projetada, pressão é, em Pa.
pP
= ⋅2 r.L
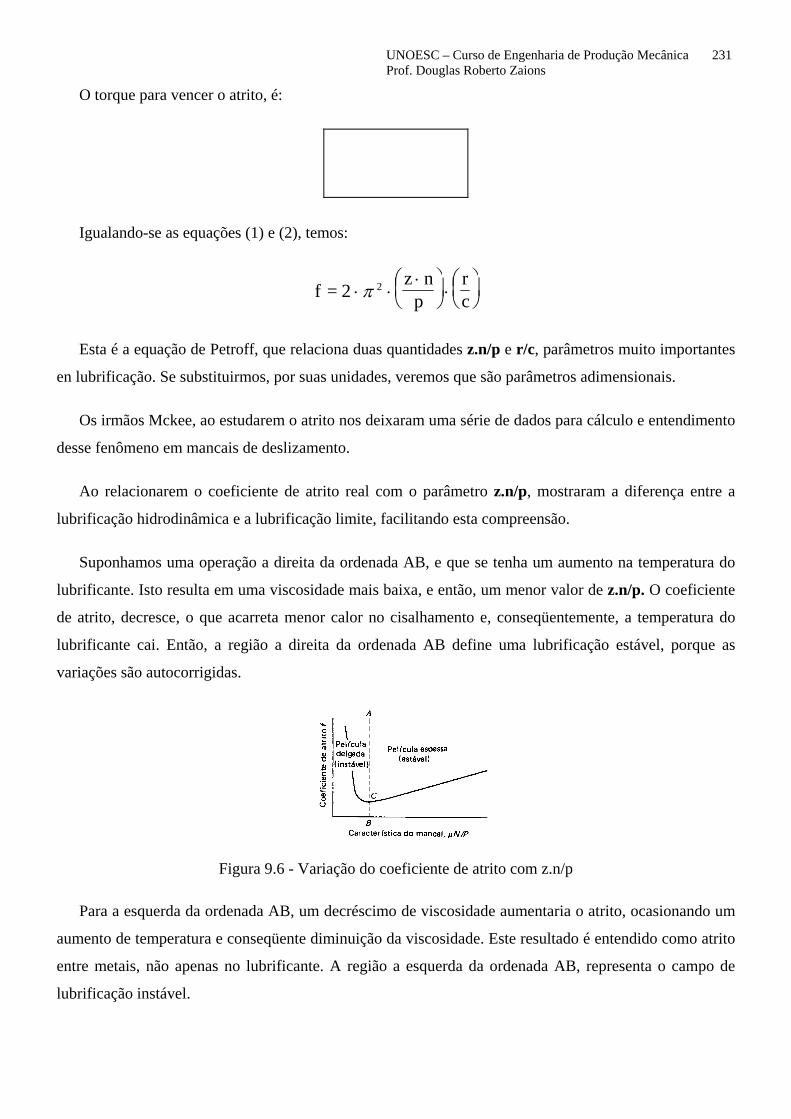
UNOESC – Curso de Engenharia de Produção Mecânica 231 Prof. Douglas Roberto Zaions
O torque para vencer o atrito, é:
Igualando-se as equações (1) e (2), temos:
f = 2z n
prc⋅ ⋅
⋅⎛⎝⎜ ⎞
⎠⎟ ⋅⎛⎝⎜ ⎞⎠⎟π 2
Esta é a equação de Petroff, que relaciona duas quantidades z.n/p e r/c, parâmetros muito importantes
en lubrificação. Se substituirmos, por suas unidades, veremos que são parâmetros adimensionais.
Os irmãos Mckee, ao estudarem o atrito nos deixaram uma série de dados para cálculo e entendimento
desse fenômeno em mancais de deslizamento.
Ao relacionarem o coeficiente de atrito real com o parâmetro z.n/p, mostraram a diferença entre a
lubrificação hidrodinâmica e a lubrificação limite, facilitando esta compreensão.
Suponhamos uma operação a direita da ordenada AB, e que se tenha um aumento na temperatura do
lubrificante. Isto resulta em uma viscosidade mais baixa, e então, um menor valor de z.n/p. O coeficiente
de atrito, decresce, o que acarreta menor calor no cisalhamento e, conseqüentemente, a temperatura do
lubrificante cai. Então, a região a direita da ordenada AB define uma lubrificação estável, porque as
variações são autocorrigidas.
Figura 9.6 - Variação do coeficiente de atrito com z.n/p
Para a esquerda da ordenada AB, um decréscimo de viscosidade aumentaria o atrito, ocasionando um
aumento de temperatura e conseqüente diminuição da viscosidade. Este resultado é entendido como atrito
entre metais, não apenas no lubrificante. A região a esquerda da ordenada AB, representa o campo de
lubrificação instável.

Elementos de Máquinas I 232 Prof. Douglas Roberto Zaions
É também útil ver, que uma pequena viscosidade, e portanto, um pequeno valor de z.n/p , significa
que a película lubrificante é muito delgada, e haverá maior possibilidade de contato metal/metal. Portanto,
o ponto C, representa, provavelmente, o início do contato metal com metal, quando z.n/p torna-se menor.
Para prevenir, o mancal deve operar com valores de z.n/p pelo menos três vezes o valor crítico, para
casos normais e até 15 vezes, para mancais sujeitos a grandes flutuações de carga e forte impacto.
Em uma série de ensaios em pequenos mancais, Mckee chegou a seguinte equação que define o
coeficiente de atrito:
f =8,671011 ⋅
⋅⎛⎝⎜ ⎞
⎠⎟ ⋅⎛⎝⎜ ⎞
⎠⎟ +
z np
dc k
onde:
z - Viscosidade [Pa.s];
n - rotação [rps];
p - Pressão [Pa].
Figura 9.7 - Valores de K
9.3 MECÂNISMO DE FORMAÇÃO DA PELÍCULA
Passamos agora a examinar a formação do filme de lubrificante em um mancal radial sujeito a uma
lubrificação hidrodinâmica. A formação e principalmente a manutenção de uma película de óleo é
sempre desejada, mas nem sempre possível. As vezes, o conhecimento acerca da formação da película
pode ajudar no projeto de um mancal.
Um mancal e munhão, com jogo exagerado, é ilustrado na Figura 9.8, para facilitar o entendimento.
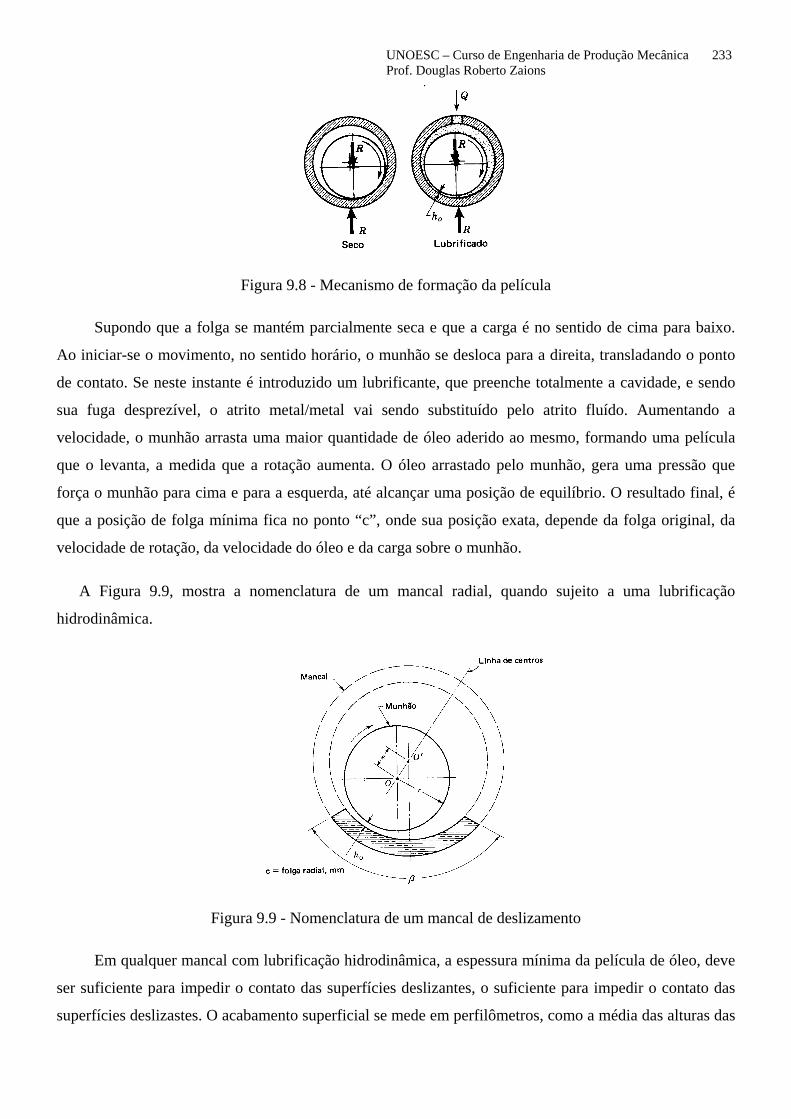
UNOESC – Curso de Engenharia de Produção Mecânica 233 Prof. Douglas Roberto Zaions
Figura 9.8 - Mecanismo de formação da película
Supondo que a folga se mantém parcialmente seca e que a carga é no sentido de cima para baixo.
Ao iniciar-se o movimento, no sentido horário, o munhão se desloca para a direita, transladando o ponto
de contato. Se neste instante é introduzido um lubrificante, que preenche totalmente a cavidade, e sendo
sua fuga desprezível, o atrito metal/metal vai sendo substituído pelo atrito fluído. Aumentando a
velocidade, o munhão arrasta uma maior quantidade de óleo aderido ao mesmo, formando uma película
que o levanta, a medida que a rotação aumenta. O óleo arrastado pelo munhão, gera uma pressão que
força o munhão para cima e para a esquerda, até alcançar uma posição de equilíbrio. O resultado final, é
que a posição de folga mínima fica no ponto “c”, onde sua posição exata, depende da folga original, da
velocidade de rotação, da velocidade do óleo e da carga sobre o munhão.
A Figura 9.9, mostra a nomenclatura de um mancal radial, quando sujeito a uma lubrificação
hidrodinâmica.
Figura 9.9 - Nomenclatura de um mancal de deslizamento
Em qualquer mancal com lubrificação hidrodinâmica, a espessura mínima da película de óleo, deve
ser suficiente para impedir o contato das superfícies deslizantes, o suficiente para impedir o contato das
superfícies deslizastes. O acabamento superficial se mede em perfilômetros, como a média das alturas das
Elementos de Máquinas I 234 Prof. Douglas Roberto Zaions
cristas e vales, em micrômetros. Um micrômetro, é igual a 0,001mm, e é designado por um. Como a
altura das das cristas pode ser de três a cinco vezes a rugosidade média, para assegurar uma película
segura, esta deve ser, pelo menos igual a soma das cristas do munhão e do casquilho. Assim procedendo,
a espessura mínima da película de óleo, deve ser no mínimo a 2x2x5 = 20 vezes a rugosidade média em
micrômetros
O significado do acabamento superficial, deve-se ao fato, que este é que determina a espessura
mínima de óleo. Quanto mais rugosa é a superfície, mais espessa será a película, o que significa maiores
coeficientes de atrito, maior potência consumida e maior aquecimento. A experiência indica que a
espessura da película de óleo deve ser pelo menos 19 µm, para mancais comuns de metal branco ou
babite, tais como os usados em pequenos motores elétricos de média velocidade. Pode-se reduzir para
2,5µm, para mancais de bronze finamente acabados, tais como os usados em motores de avião e
automóveis. Para grandes eixos de aço de ventiladores, turbogeradores e máquinas similares, a espessura
mínima da película lubrificante pode ser de 75 a 125µm.
A localização da menor espessura de lubrificante, depende da posição do centro do eixo durante o
funcionamento. Esta por sua vez, depende da pressão, da folga, da viscosidade do lubrificante, da rotação
e do ângulo, medido entre a linha de carga inicial e o inicio da formação da cunha do óleo. O inicio da
cunha de óleo corresponde a posição onde a pressão do óleo é igual a pressão de entrada deste no mancal,
que em muitas vezes coincide com as ranhuras de distribuição de lubrificante. O ângulo, pode ser tomado
como 600 para um mancal completo de 3600, se não existe nenhuma ranhura dentro dos 600 a partir do
eixo de carga. A teoria hidrodinâmica da lubrificação, indica que o centro do eixo se move seguindo um
arco semicircular de diâmetro c/2. A relação entre a excentricidade ¨e¨ do munhão e a folga radial, se
chama de relação de excentricidade Ce.
Ce = =eC2
cosφ
onde: e = C C2
e⋅
A espessura mínima de lubrificante, é:
( )h = C e C Ce2
12
− = − ⋅ e Ce = − ⋅1 2 hC
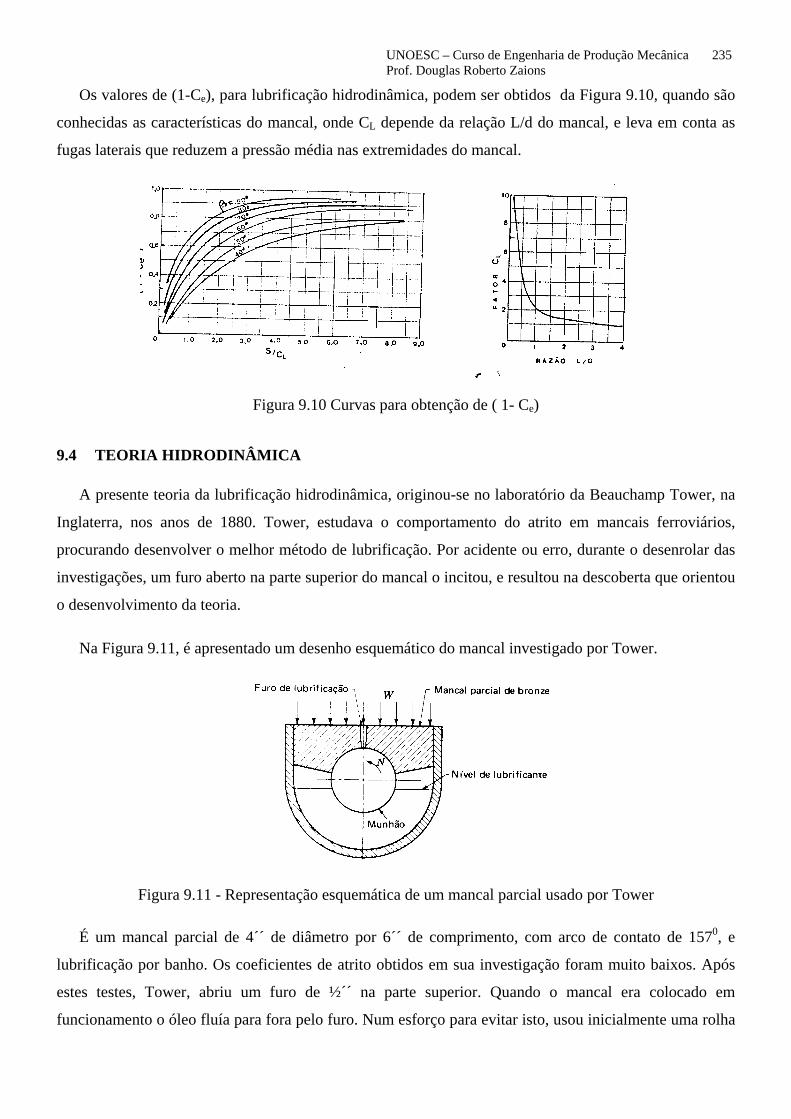
UNOESC – Curso de Engenharia de Produção Mecânica 235 Prof. Douglas Roberto Zaions
Os valores de (1-Ce), para lubrificação hidrodinâmica, podem ser obtidos da Figura 9.10, quando são
conhecidas as características do mancal, onde CL depende da relação L/d do mancal, e leva em conta as
fugas laterais que reduzem a pressão média nas extremidades do mancal.
Figura 9.10 Curvas para obtenção de ( 1- Ce)
9.4 TEORIA HIDRODINÂMICA
A presente teoria da lubrificação hidrodinâmica, originou-se no laboratório da Beauchamp Tower, na
Inglaterra, nos anos de 1880. Tower, estudava o comportamento do atrito em mancais ferroviários,
procurando desenvolver o melhor método de lubrificação. Por acidente ou erro, durante o desenrolar das
investigações, um furo aberto na parte superior do mancal o incitou, e resultou na descoberta que orientou
o desenvolvimento da teoria.
Na Figura 9.11, é apresentado um desenho esquemático do mancal investigado por Tower.
Figura 9.11 - Representação esquemática de um mancal parcial usado por Tower
É um mancal parcial de 4´´ de diâmetro por 6´´ de comprimento, com arco de contato de 1570, e
lubrificação por banho. Os coeficientes de atrito obtidos em sua investigação foram muito baixos. Após
estes testes, Tower, abriu um furo de ½´´ na parte superior. Quando o mancal era colocado em
funcionamento o óleo fluía para fora pelo furo. Num esforço para evitar isto, usou inicialmente uma rolha
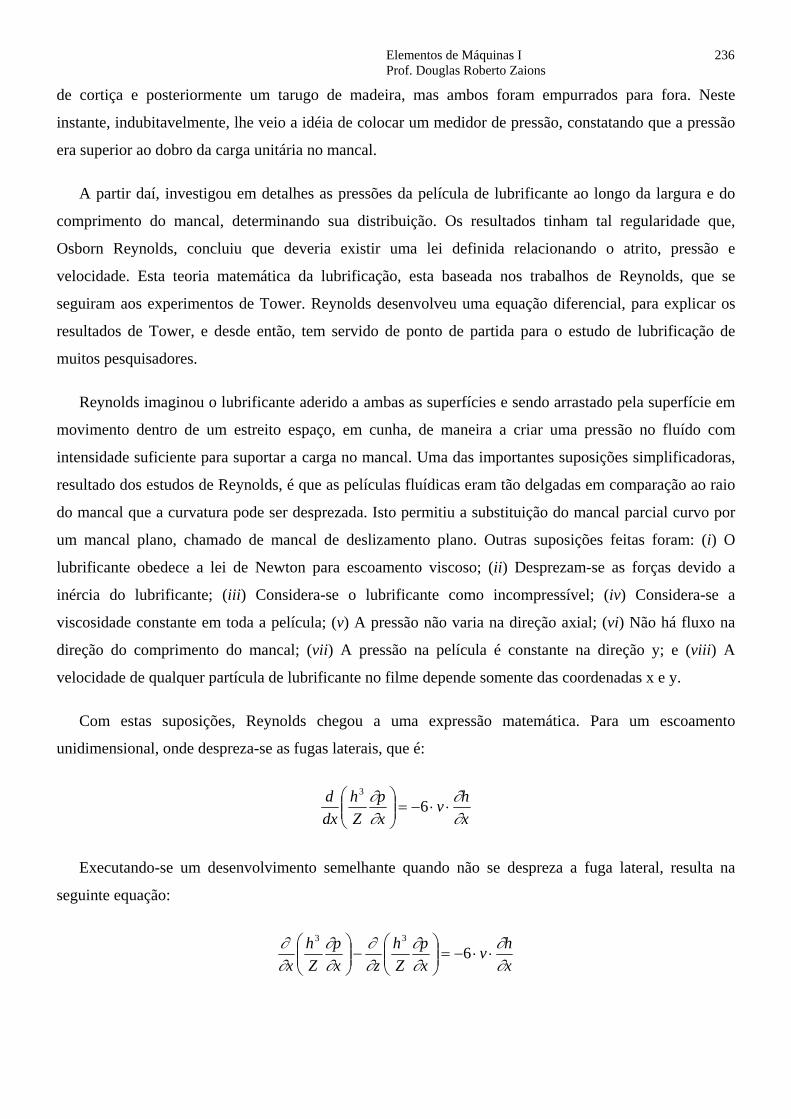
Elementos de Máquinas I 236 Prof. Douglas Roberto Zaions
de cortiça e posteriormente um tarugo de madeira, mas ambos foram empurrados para fora. Neste
instante, indubitavelmente, lhe veio a idéia de colocar um medidor de pressão, constatando que a pressão
era superior ao dobro da carga unitária no mancal.
A partir daí, investigou em detalhes as pressões da película de lubrificante ao longo da largura e do
comprimento do mancal, determinando sua distribuição. Os resultados tinham tal regularidade que,
Osborn Reynolds, concluiu que deveria existir uma lei definida relacionando o atrito, pressão e
velocidade. Esta teoria matemática da lubrificação, esta baseada nos trabalhos de Reynolds, que se
seguiram aos experimentos de Tower. Reynolds desenvolveu uma equação diferencial, para explicar os
resultados de Tower, e desde então, tem servido de ponto de partida para o estudo de lubrificação de
muitos pesquisadores.
Reynolds imaginou o lubrificante aderido a ambas as superfícies e sendo arrastado pela superfície em
movimento dentro de um estreito espaço, em cunha, de maneira a criar uma pressão no fluído com
intensidade suficiente para suportar a carga no mancal. Uma das importantes suposições simplificadoras,
resultado dos estudos de Reynolds, é que as películas fluídicas eram tão delgadas em comparação ao raio
do mancal que a curvatura pode ser desprezada. Isto permitiu a substituição do mancal parcial curvo por
um mancal plano, chamado de mancal de deslizamento plano. Outras suposições feitas foram: (i) O
lubrificante obedece a lei de Newton para escoamento viscoso; (ii) Desprezam-se as forças devido a
inércia do lubrificante; (iii) Considera-se o lubrificante como incompressível; (iv) Considera-se a
viscosidade constante em toda a película; (v) A pressão não varia na direção axial; (vi) Não há fluxo na
direção do comprimento do mancal; (vii) A pressão na película é constante na direção y; e (viii) A
velocidade de qualquer partícula de lubrificante no filme depende somente das coordenadas x e y.
Com estas suposições, Reynolds chegou a uma expressão matemática. Para um escoamento
unidimensional, onde despreza-se as fugas laterais, que é:
xhv
xp
Zh
dxd
∂∂
∂∂
⋅⋅−=⎟⎟⎠
⎞⎜⎜⎝
⎛6
3
Executando-se um desenvolvimento semelhante quando não se despreza a fuga lateral, resulta na
seguinte equação:
xhv
xp
Zh
zxp
Zh
x ∂∂
∂∂
∂∂
∂∂
∂∂
⋅⋅−=⎟⎟⎠
⎞⎜⎜⎝
⎛−⎟⎟
⎠
⎞⎜⎜⎝
⎛6
33
UNOESC – Curso de Engenharia de Produção Mecânica 237 Prof. Douglas Roberto Zaions
Não há uma solução geral. Tem-se obtido soluções aproximadas, usando-se analogia elétrica,
somatório matemático, método de relaxação e métodos numéricos e gráficos. A solução mais importante,
deve-se a Sommerfeld, e pode ser expressa da seguinte maneira:
2
⎟⎠⎞
⎜⎝⎛⎟⎟⎠
⎞⎜⎜⎝
⎛ ⋅=⋅
cr
pnZf
Cr φ
onde φ, indica uma relação funcional. Sommerfeld, determinou esta relação para meios mancais e
mancais completos, admitindo não haver fuga lateral.
9.5 MÓDULO DO MANCAL
Na análise de mancais de deslizamento, as variáveis que aparecem, podem ser divididas em dois
grupos. No primeiro grupo, estão aquelas cujos valores são dados, ou estão sob o controle do projetista,
que são: (i) Viscosidade (Z); (ii) Carga por unidade de área projetada do mancal [p]; (iii) Velocidade
angular,[n][rad/s]; e (iv) Dimensões do mancal, r, c, e L.
Destas variáveis, o projetista não tem controle sobre a velocidade, já que é especificada pela exigência
de projeto. As vezes a viscosidade é especificada inicialmente, como por exemplo, quando provem de um
reservatório central usado para diversos equipamentos. As variáveis restantes, e algumas vezes a
viscosidade, podem ser controladas pelo projetista, e são portanto, as decisões. Em outras palavras,
quando estas variáveis estão definidas, o projeto está completo.
No segundo grupo, estão as variáveis dependentes. O projetista não pode controlá-las, exceto
indiretamente, variando uma ou mais do primeiro grupo. Estas são: (i) Coeficiente de atrito, f; (ii)
Variação de temperatura, ∆ t; (iii) Fluxo de óleo, φ; (iv) Espessura mínima da película de lubrificante, h.
Pode-se considerar este grupo como fatores de projeto, porque é necessário marcar com segurança as
limitações dos seus valores. Estas limitações, são especificadas pelas características dos mancais,
portanto, é definir limites satisfatórios para o segundo grupo de variáveis e então decidir sobre os valores
do primeiro grupo, de modo que as limitações não sejam excedidas.
Raymond e Boyd citados por Shigley foram os primeiros a tentarem estabelecer estas relações, que são
encontradas em suas publicações através de gráficos e tabelas detalhadas.
Sommerfeld, analisando a solução proposta, concluiu que a relação f.r/c, é constante para mancais
iguais ou semelhantes, ficando a equação com a seguinte estrutura:

Elementos de Máquinas I 238 Prof. Douglas Roberto Zaions
sZ n
prc=
⋅ ⎛⎝⎜ ⎞⎠⎟
2
onde:
S - Módulo do mancal ou número de Sommerfeld; Z - Viscosidade absoluta do lubrificante [Pa.s]; n - Velocidade relativa entre árvore e mancal [rps]; p - Carga por unidade de área projetada [Pa]; r - raio do munhão [mm]; c - folga radial [mm].
O torque devido ao atrito no mancal, é:
T f p r= ⋅ ⋅
onde:
T - Torque [N.m]; f - Coeficiente de atrito; p - carga no mancal[N]; r - raio do munhão[m].
E a potência consumida no mancal, é:
N T w= ⋅
onde:
N - Potência[W]; T - Torque [N.m]; w - Velocidade angular [rad/s].
Raymondi e Boyd, usaram a seguinte equação, Q
r c n L⋅ ⋅ ⋅ a qual chamaram de variável de fluxo, que
relaciona “S”e nos permite determinar a quantidade de lubrificante “Q”, que é bombeada dentro do
espaço convergente, pela rotação da árvore. Estes dados são encontrados em gráficos, e os valores são
válidos para alimentação à pressão atmosférica e mancais sem ranhuras. Assim, o fluxo aumentará se a
pressão de admissão for acima da atmosférica. Da quantidade “Q”fornecida ao mancal, perder-se-á uma
quantidade “Qs”pelas extremidades, que é a fuga lateral. Pode-se calcular a fuga lateral apartir da relação
Qs/Q nos gráficos específicos.
Da mesma maneira, para a determinação da pressão máxima, utiliza-se gráficos, obtém-se a relação
entre essa pressão e a pressão ambiente. Caso a pressão de admissão for superior a atmosférica, este valor
deve ser acrescido.

UNOESC – Curso de Engenharia de Produção Mecânica 239 Prof. Douglas Roberto Zaions
Também a posição da película, pode ser encontrada através de um gráfico. Este dado será importante
para a localização das ranhuras de distribuição de lubrificante.
9.6 CONSIDERAÇÕES SOBRE A TEMPERATURA
A potência perdida nos mancais se converte em calor, que deve ser dissipado por condução,
convecção e radiação e levado para fora do mancal, em parte pelo fluxo de óleo. É muito difícil calcular o
fluxo de calor com alguma precisão. Para simplificar, far-se-a a hipótese de que o fluxo de óleo retira
todo o calor gerado.
Para tanto, inicialmente definir-se-á as seguintes variáveis:
J - Equivalente mecânico do calor 4,19 J/cal; C - Calor específico do lubrificante, sendo 428 cal/Kgf.0C; γ - peso por unidade de volume do lubrificante, a uma densidade média de γ= 8600 Kgf/m3. ∆Tc - Acréscimo de temperatura 0C; X = (r/c).f - variável de atrito; Y = Q/r.c.n.L - variável de fluxo.
O calor gerado, é:
H =⋅ ⋅ ⋅ ⋅
=⋅ ⋅
=⋅ ⋅ ⋅ ⋅ ⋅f p d L v
Jf P v
J2 f P r n
Jπ
Substituindo-se f por X(c/r), vem:
( )H =
2 P n cJ X
⋅ ⋅ ⋅ ⋅⋅
π
Admitindo-se que o fluxo de óleo “Q”retira todo o calor, o acréscimo de temperatura do óleo, será:
∆T Hc = ⋅ ⋅γ C Q
Substituindo Q por (r.c.n.L).Y, obtem-se:
( )∆TH
c r C n L Yc = ⋅ ⋅ ⋅ ⋅ ⋅ ⋅γ
Multiplicando-se e dividindo-se ambos os membros da equação por “p”pressão, sabendo-se que
p=P/2.r.L, e substituindo o valor de H, tem-se:

Elementos de Máquinas I 240 Prof. Douglas Roberto Zaions
∆T4 p
c =⋅ ⋅⋅ ⋅ ⋅πγJ C
XY
Considerando-se agora as condições médias de lubrificação e substituindo os valores de J, e C, tem-se:
∆T
rc f
c = ⋅ ⋅
⎛⎝⎜ ⎞⎠⎟ ⋅
⋅ ⋅ ⋅
8 30, p Qr c n L
onde ∆T está em graus Celcius.
Como uma parte do óleo flui pelas laterais do mancal, antes que o filme hidrodinâmico esteja
terminado e considerando que a temperatura do fluxo lateral é a média das temperaturas de admissão e
saída, o acréscimo de temperatura do fluxo lateral, será ∆Tc/2. Isto significa que o calor gerado aumenta a
temperatura do fluxo Q - Qs, de uma quantidade ∆Tc e o fluxo Qs de uma quantidade ∆Tc/2.
Consequentemente:
H TC Q Tc
cs= ⋅ ⋅ ⋅ +
⋅ ⋅ ⋅γ
γC (Q - Qs) ∆
∆2
e, portanto:
∆TH
C QQQ
cs
=⋅ ⋅ ⋅ −
⎛⎝⎜ ⎞
⎠⎟
⎛⎝⎜
⎞⎠⎟γ 1 0 5,
=⋅ fcr
E finalmente, levando em consideração a fuga do lubrificante pelas laterais do mancal, o acréscimo de
temperatura no óleo será:
∆TpQQ
rc f
Qr c n L
cs
=⋅
−⎛⎝⎜ ⎞
⎠⎟⎛
⎝⎜
⎞⎠⎟⋅
⎛⎝⎜ ⎞⎠⎟ ⋅
⋅ ⋅ ⋅
8 30
1 0 5
,
,
onde: p - pressão, [Mpa];
Quando a ação hidrodinâmica gera muito calor e o fluxo normal de lubrificante é insuficiente para
retirá-lo, deve-se fornecer sob pressão, um suprimento adicional. Para maior efeito de arrefecimento, uma

UNOESC – Curso de Engenharia de Produção Mecânica 241 Prof. Douglas Roberto Zaions
prática comum, é usar uma ranhura circunferencial no centro do mancal, com o furo de admissão
localizado no lado oposto a zona carregada do mancal.
Nestes casos, o acréscimo de temperatura no óleo, pode ser obtido pela equação:
∆Tec 2=
⋅+ ⋅
⋅
⎛⎝⎜⎞⎠⎟⋅
⎛⎝⎜
⎞⎠⎟ ⋅ ⋅
⋅978 10
1 1 5
62
4,
rc
f s P
p rs
onde:
ps - Pressão de entrada do lubrificante [Kpa]; p - carga no mancal[KN]; r - raio do mancal [mm]; Ce - relação de excentricidade.
9.7 EQUILÍBRIO TÉRMICO
Já foi discutido o caso, em que o lubrificante retira todo o calor gerado. Agora serão abordados os
mancais em que o lubrificante é armazenado na própria caixa do mancal. Estes mancais encontram muitas
aplicações na maquinaria industrial, são chamados de mancais de pedestal ou caixas de cossinetes e são
usados em ventiladores, compressores de ar, bombas, motores e semelhantes. O problema é analisar a
capacidade de dissipação de calor da caixa, com o calor gerado no próprio mancal.
O calor dissipado pela caixa, pode ser expresso pela equação:
( )ac TTACH −⋅⋅=
onde:
H - calor dissipado [Joules por hora]; C - capacidade de dissipação de calor[J/hora.m2.0C]; A - Área superficial da caixa [m2]; Tc- Temperatura superficial da caixa [0C]; Ta- Temperatura ambiente [0C];
O coeficiente C, depende do material, do formato e aspereza superficial da caixa, da diferença de
temperatura entre a caixa e o ambiente e da velocidade do ar. O resultado obtido por esta equação, é

Elementos de Máquinas I 242 Prof. Douglas Roberto Zaions
aproximado, quando houver necessidade de resultados mais precisos, recomenda-se a experimentação.
Com estas limitações, pode-se tomar os seguintes valores (Tabela 9.1).
Tabela 9.1 - Valores para C
C=40.830 J/hora.m2.0C Ambiente com ar calmo C=55.120 J/hora.m2.0C Projetos comuns
C=120.450 J/hora.m2.0C Ar com velocidade
Da mesma maneira, pode-se encontrar uma expressão semelhante para a diferença de temperatura
entre a película de óleo e a caixa. Convém, lembrar, que esta transferência depende do fluxo de óleo, e
conseqüentemente, do sistema de lubrificação. Assim:
( )T T n T Tm c c a− = ⋅ −
onde:
Tm - temperatura média da película (oC); n - Constante que depende do sistema de lubrificação( ver Tabela 9.2)
Substituindo (Tc-Ta), na equação, teremos:
( )HC An
T Tm a=⋅+
⋅ −1
Como no início de um cálculo, não se conhece a temperatura da película, achar a temperatura de
equilíbrio é um processo de tentativas, que começa com uma temperatura estimada para a película e
finaliza com a verificação.
Tabela 9.2 - Valores de n Sistema de Lubrificação Condição n
Lubrificação por anel Ar em movimento 1,0 - 2,0 Lubrificação por anel Ar tranqüilo 0,5 - 1,0 Banho de óleo Ar em movimento 0,5 - 1,0 Banho de óleo Ar tranqüilo 0,2 - 0,4
9.8 MATERIAIS
Quando um mancal atinge as condições de lubrificação pelicular, os materiais usados tem pouca
influência sobre a perda de potência e o desgaste. Com lubrificação imperfeita e durante os períodos de
arranque e parada, contudo, as superfícies se põem em contato, e os materiais devem para tanto, serem
selecionados para suportar estas condições. No entanto, os dois requisitos, principais e conflitantes, para
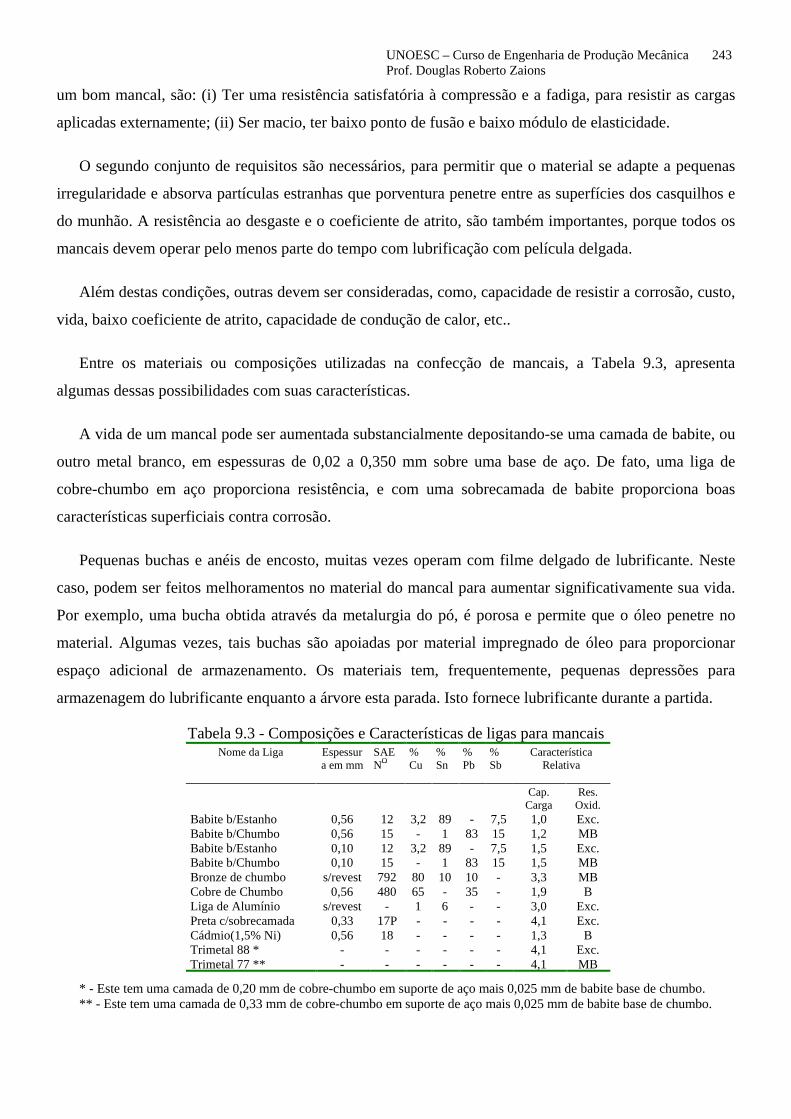
UNOESC – Curso de Engenharia de Produção Mecânica 243 Prof. Douglas Roberto Zaions
um bom mancal, são: (i) Ter uma resistência satisfatória à compressão e a fadiga, para resistir as cargas
aplicadas externamente; (ii) Ser macio, ter baixo ponto de fusão e baixo módulo de elasticidade.
O segundo conjunto de requisitos são necessários, para permitir que o material se adapte a pequenas
irregularidade e absorva partículas estranhas que porventura penetre entre as superfícies dos casquilhos e
do munhão. A resistência ao desgaste e o coeficiente de atrito, são também importantes, porque todos os
mancais devem operar pelo menos parte do tempo com lubrificação com película delgada.
Além destas condições, outras devem ser consideradas, como, capacidade de resistir a corrosão, custo,
vida, baixo coeficiente de atrito, capacidade de condução de calor, etc..
Entre os materiais ou composições utilizadas na confecção de mancais, a Tabela 9.3, apresenta
algumas dessas possibilidades com suas características.
A vida de um mancal pode ser aumentada substancialmente depositando-se uma camada de babite, ou
outro metal branco, em espessuras de 0,02 a 0,350 mm sobre uma base de aço. De fato, uma liga de
cobre-chumbo em aço proporciona resistência, e com uma sobrecamada de babite proporciona boas
características superficiais contra corrosão.
Pequenas buchas e anéis de encosto, muitas vezes operam com filme delgado de lubrificante. Neste
caso, podem ser feitos melhoramentos no material do mancal para aumentar significativamente sua vida.
Por exemplo, uma bucha obtida através da metalurgia do pó, é porosa e permite que o óleo penetre no
material. Algumas vezes, tais buchas são apoiadas por material impregnado de óleo para proporcionar
espaço adicional de armazenamento. Os materiais tem, frequentemente, pequenas depressões para
armazenagem do lubrificante enquanto a árvore esta parada. Isto fornece lubrificante durante a partida.
Tabela 9.3 - Composições e Características de ligas para mancais Nome da Liga Espessur
a em mmSAE NO
% Cu
% Sn
% Pb
% Sb
Característica Relativa
Cap.
Carga Res.
Oxid. Babite b/Estanho 0,56 12 3,2 89 - 7,5 1,0 Exc. Babite b/Chumbo 0,56 15 - 1 83 15 1,2 MB Babite b/Estanho 0,10 12 3,2 89 - 7,5 1,5 Exc. Babite b/Chumbo 0,10 15 - 1 83 15 1,5 MB Bronze de chumbo s/revest 792 80 10 10 - 3,3 MB Cobre de Chumbo 0,56 480 65 - 35 - 1,9 B Liga de Alumínio s/revest - 1 6 - - 3,0 Exc. Preta c/sobrecamada 0,33 17P - - - - 4,1 Exc. Cádmio(1,5% Ni) 0,56 18 - - - - 1,3 B Trimetal 88 * - - - - - - 4,1 Exc. Trimetal 77 ** - - - - - - 4,1 MB
* - Este tem uma camada de 0,20 mm de cobre-chumbo em suporte de aço mais 0,025 mm de babite base de chumbo. ** - Este tem uma camada de 0,33 mm de cobre-chumbo em suporte de aço mais 0,025 mm de babite base de chumbo.
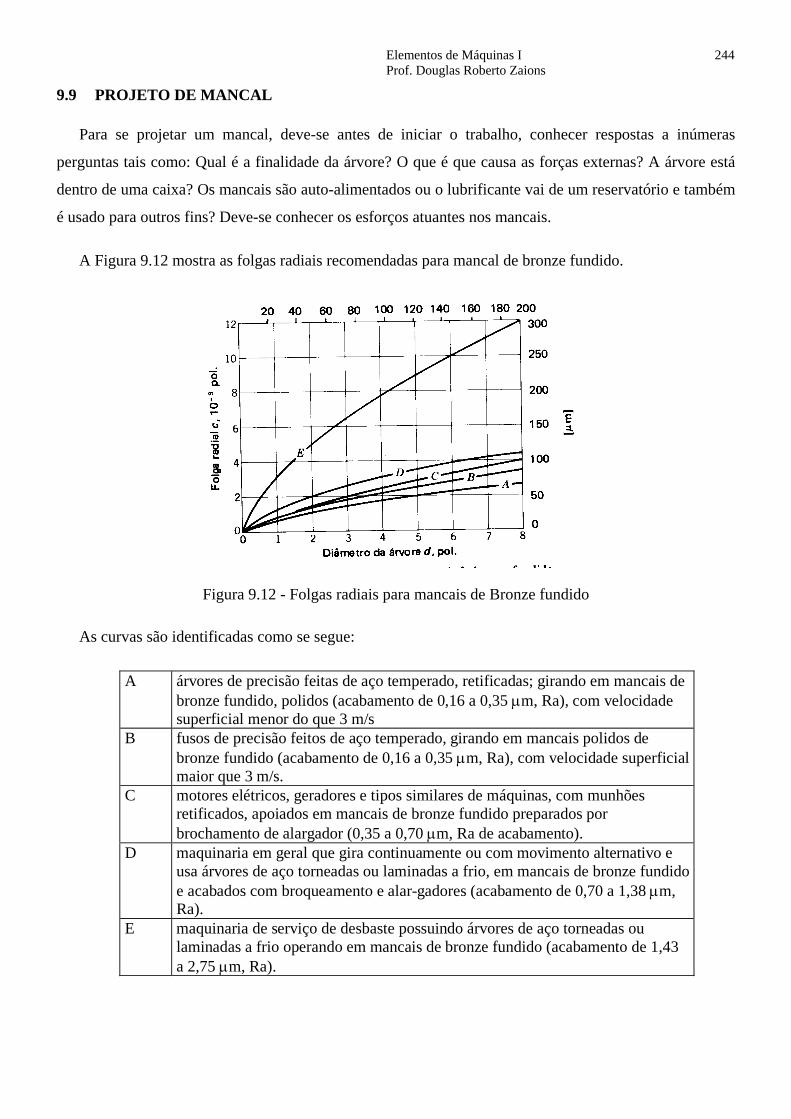
Elementos de Máquinas I 244 Prof. Douglas Roberto Zaions
9.9 PROJETO DE MANCAL
Para se projetar um mancal, deve-se antes de iniciar o trabalho, conhecer respostas a inúmeras
perguntas tais como: Qual é a finalidade da árvore? O que é que causa as forças externas? A árvore está
dentro de uma caixa? Os mancais são auto-alimentados ou o lubrificante vai de um reservatório e também
é usado para outros fins? Deve-se conhecer os esforços atuantes nos mancais.
A Figura 9.12 mostra as folgas radiais recomendadas para mancal de bronze fundido.
Figura 9.12 - Folgas radiais para mancais de Bronze fundido
As curvas são identificadas como se segue:
A árvores de precisão feitas de aço temperado, retificadas; girando em mancais de bronze fundido, polidos (acabamento de 0,16 a 0,35 µm, Ra), com velocidade superficial menor do que 3 m/s
B fusos de precisão feitos de aço temperado, girando em mancais polidos de bronze fundido (acabamento de 0,16 a 0,35 µm, Ra), com velocidade superficial maior que 3 m/s.
C motores elétricos, geradores e tipos similares de máquinas, com munhões retificados, apoiados em mancais de bronze fundido preparados por brochamento de alargador (0,35 a 0,70 µm, Ra de acabamento).
D maquinaria em geral que gira continuamente ou com movimento alternativo e usa árvores de aço torneadas ou laminadas a frio, em mancais de bronze fundido e acabados com broqueamento e alar-gadores (acabamento de 0,70 a 1,38 µm, Ra).
E maquinaria de serviço de desbaste possuindo árvores de aço torneadas ou laminadas a frio operando em mancais de bronze fundido (acabamento de 1,43 a 2,75 µm, Ra).
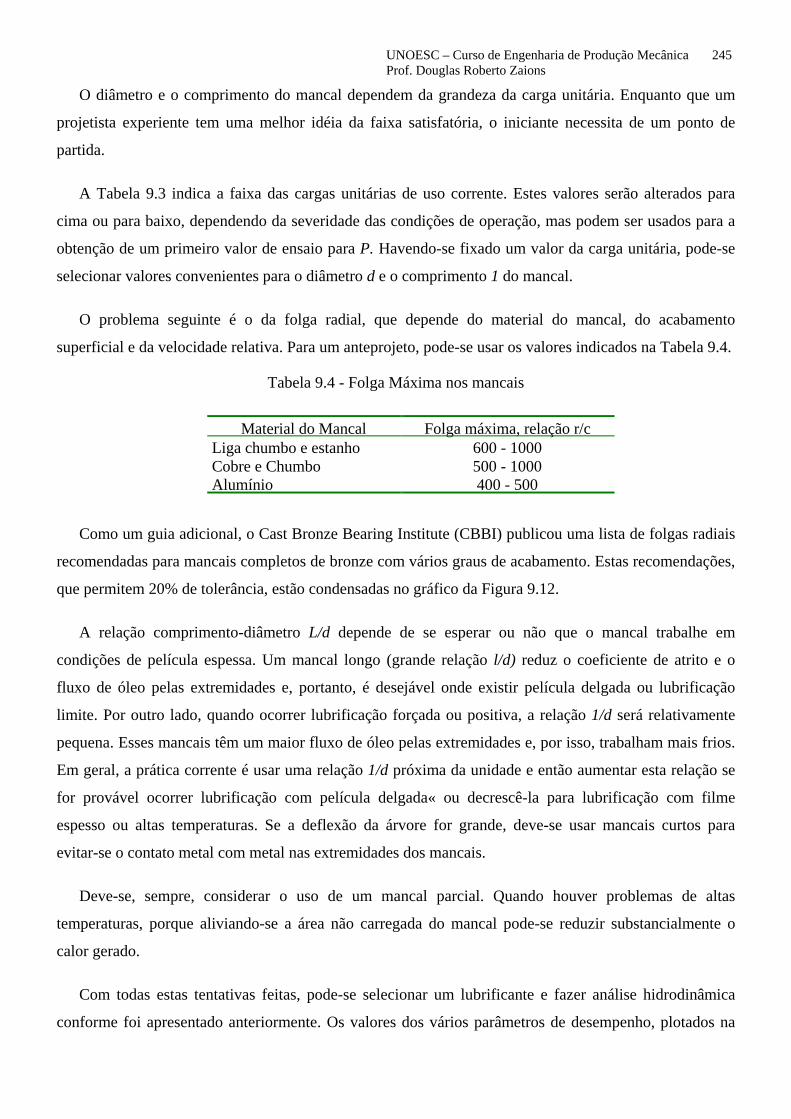
UNOESC – Curso de Engenharia de Produção Mecânica 245 Prof. Douglas Roberto Zaions
O diâmetro e o comprimento do mancal dependem da grandeza da carga unitária. Enquanto que um
projetista experiente tem uma melhor idéia da faixa satisfatória, o iniciante necessita de um ponto de
partida.
A Tabela 9.3 indica a faixa das cargas unitárias de uso corrente. Estes valores serão alterados para
cima ou para baixo, dependendo da severidade das condições de operação, mas podem ser usados para a
obtenção de um primeiro valor de ensaio para P. Havendo-se fixado um valor da carga unitária, pode-se
selecionar valores convenientes para o diâmetro d e o comprimento 1 do mancal.
O problema seguinte é o da folga radial, que depende do material do mancal, do acabamento
superficial e da velocidade relativa. Para um anteprojeto, pode-se usar os valores indicados na Tabela 9.4.
Tabela 9.4 - Folga Máxima nos mancais
Material do Mancal Folga máxima, relação r/c Liga chumbo e estanho 600 - 1000 Cobre e Chumbo 500 - 1000 Alumínio 400 - 500
Como um guia adicional, o Cast Bronze Bearing Institute (CBBI) publicou uma lista de folgas radiais
recomendadas para mancais completos de bronze com vários graus de acabamento. Estas recomendações,
que permitem 20% de tolerância, estão condensadas no gráfico da Figura 9.12.
A relação comprimento-diâmetro L/d depende de se esperar ou não que o mancal trabalhe em
condições de película espessa. Um mancal longo (grande relação l/d) reduz o coeficiente de atrito e o
fluxo de óleo pelas extremidades e, portanto, é desejável onde existir película delgada ou lubrificação
limite. Por outro lado, quando ocorrer lubrificação forçada ou positiva, a relação 1/d será relativamente
pequena. Esses mancais têm um maior fluxo de óleo pelas extremidades e, por isso, trabalham mais frios.
Em geral, a prática corrente é usar uma relação 1/d próxima da unidade e então aumentar esta relação se
for provável ocorrer lubrificação com película delgada« ou decrescê-la para lubrificação com filme
espesso ou altas temperaturas. Se a deflexão da árvore for grande, deve-se usar mancais curtos para
evitar-se o contato metal com metal nas extremidades dos mancais.
Deve-se, sempre, considerar o uso de um mancal parcial. Quando houver problemas de altas
temperaturas, porque aliviando-se a área não carregada do mancal pode-se reduzir substancialmente o
calor gerado.
Com todas estas tentativas feitas, pode-se selecionar um lubrificante e fazer análise hidrodinâmica
conforme foi apresentado anteriormente. Os valores dos vários parâmetros de desempenho, plotados na
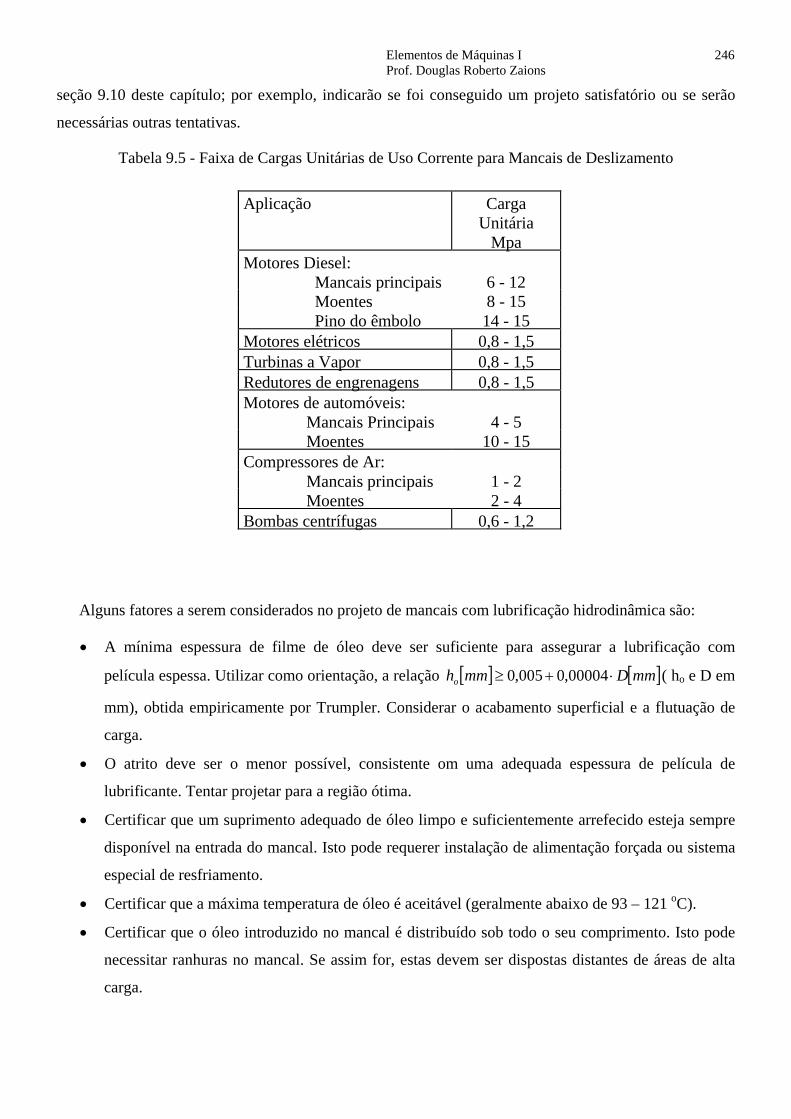
Elementos de Máquinas I 246 Prof. Douglas Roberto Zaions
seção 9.10 deste capítulo; por exemplo, indicarão se foi conseguido um projeto satisfatório ou se serão
necessárias outras tentativas.
Tabela 9.5 - Faixa de Cargas Unitárias de Uso Corrente para Mancais de Deslizamento
Aplicação Carga Unitária
Mpa Motores Diesel: Mancais principais 6 - 12 Moentes 8 - 15 Pino do êmbolo 14 - 15 Motores elétricos 0,8 - 1,5 Turbinas a Vapor 0,8 - 1,5 Redutores de engrenagens 0,8 - 1,5 Motores de automóveis: Mancais Principais 4 - 5 Moentes 10 - 15 Compressores de Ar: Mancais principais 1 - 2 Moentes 2 - 4 Bombas centrífugas 0,6 - 1,2
Alguns fatores a serem considerados no projeto de mancais com lubrificação hidrodinâmica são:
• A mínima espessura de filme de óleo deve ser suficiente para assegurar a lubrificação com
película espessa. Utilizar como orientação, a relação [ ] [ ]mmDmmho ⋅+≥ 00004,0005,0 ( ho e D em
mm), obtida empiricamente por Trumpler. Considerar o acabamento superficial e a flutuação de
carga.
• O atrito deve ser o menor possível, consistente om uma adequada espessura de película de
lubrificante. Tentar projetar para a região ótima.
• Certificar que um suprimento adequado de óleo limpo e suficientemente arrefecido esteja sempre
disponível na entrada do mancal. Isto pode requerer instalação de alimentação forçada ou sistema
especial de resfriamento.
• Certificar que a máxima temperatura de óleo é aceitável (geralmente abaixo de 93 – 121 oC).
• Certificar que o óleo introduzido no mancal é distribuído sob todo o seu comprimento. Isto pode
necessitar ranhuras no mancal. Se assim for, estas devem ser dispostas distantes de áreas de alta
carga.
UNOESC – Curso de Engenharia de Produção Mecânica 247 Prof. Douglas Roberto Zaions
• Selecionar um material apropriado que proporcione uma resistência suficiente nas temperaturas de
operação, suficiente conformabilidade e capacidade de absorção de impurezas, e adequada
resistência a corrosão.
• Checar o projeto do eixo com relação ao desalinhamento e deflexão. Se estes estão em excesso,
mesmo um mancal devidamente projetado terá problemas.
• Checar as cargas no mancal e os intervalos de tempo durante a partida e a parada. As pressões nos
mancais durante estes períodos devem preferencialmente ser abaixo de 2 MPa . Se extensos
períodos de tempo de baixa velocidade de operação são envolvidos, os requisitos para uma
lubrificação com película delgada devem ser considerados.
• Certificar que o projeto é satisfatório para todas as combinações razoavelmente antecipadas de
folga e viscosidade de óleo. A folga operacional será influenciada pela expansão térmica e pelo
eventual desgaste. A temperatura do óleo e assim a viscosidade são influenciados pelos fatores
térmicos (temperatura do ambiente, circulação do ar, etc) e pelas possíveis mudanças no óleo com
o tempo. Além disso, o usuário pode empregar um óleo com graduação menor ou maior que o
especificado.
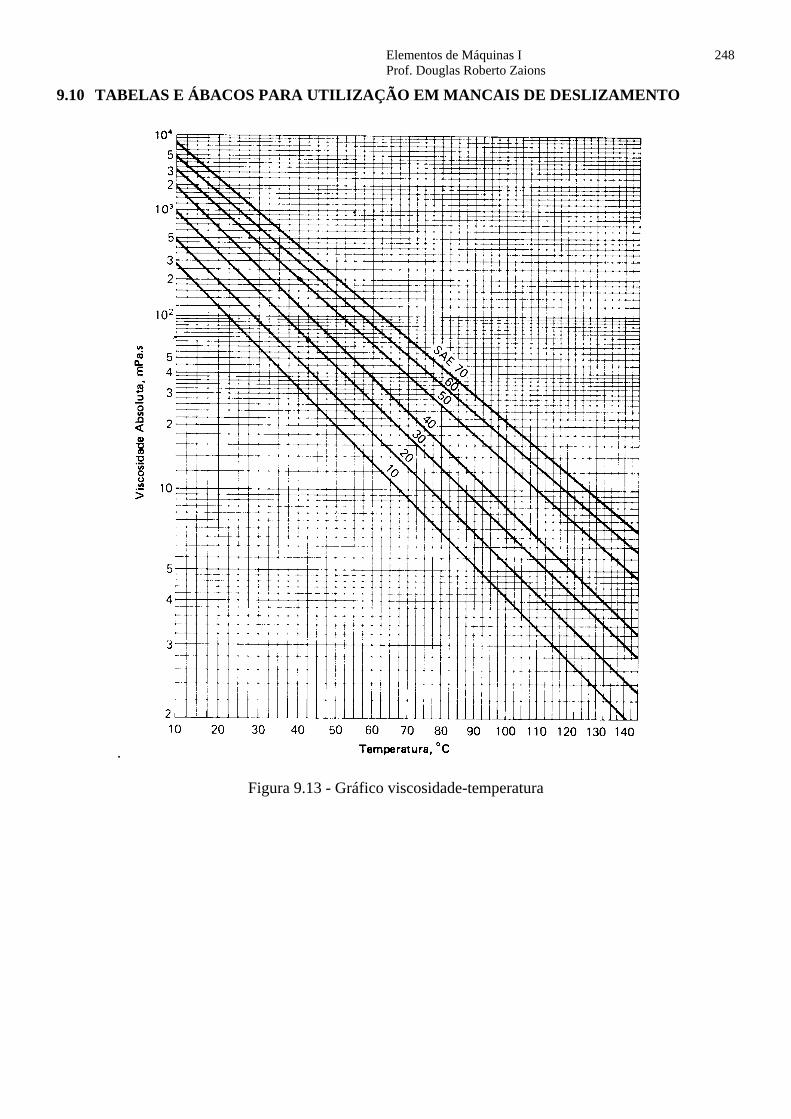
Elementos de Máquinas I 248 Prof. Douglas Roberto Zaions
9.10 TABELAS E ÁBACOS PARA UTILIZAÇÃO EM MANCAIS DE DESLIZAMENTO
.
Figura 9.13 - Gráfico viscosidade-temperatura
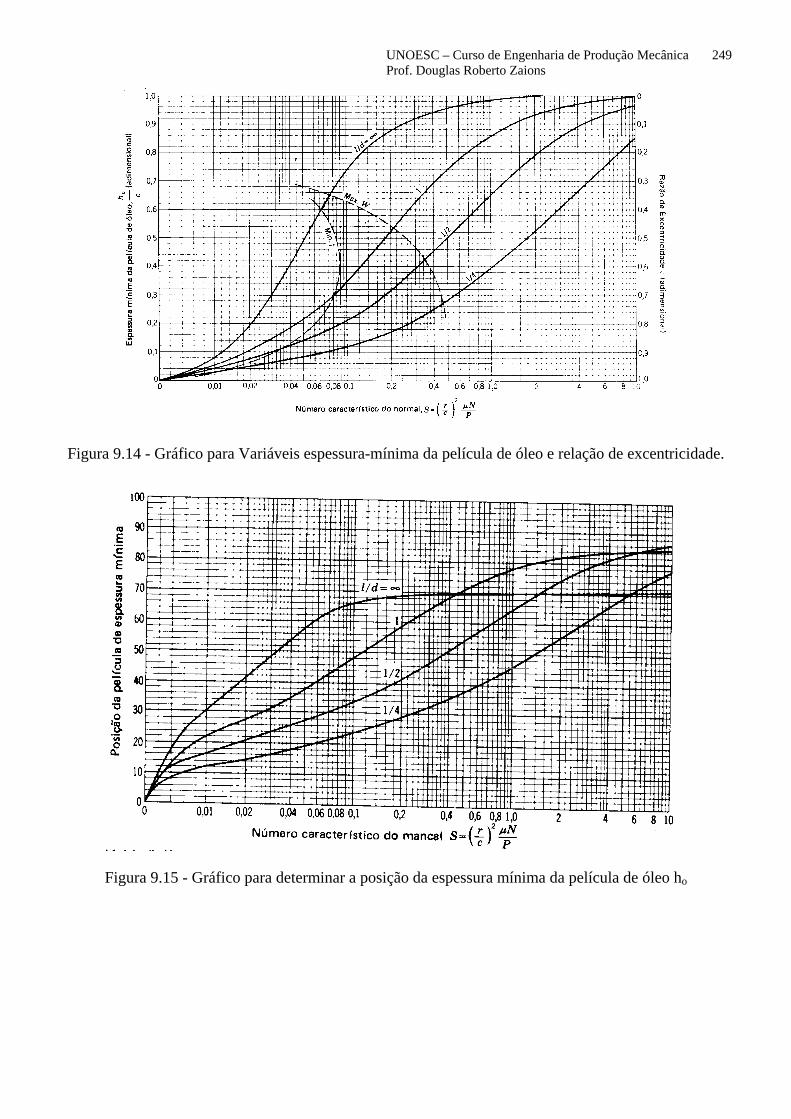
UNOESC – Curso de Engenharia de Produção Mecânica 249 Prof. Douglas Roberto Zaions
Figura 9.14 - Gráfico para Variáveis espessura-mínima da película de óleo e relação de excentricidade.
Figura 9.15 - Gráfico para determinar a posição da espessura mínima da película de óleo ho
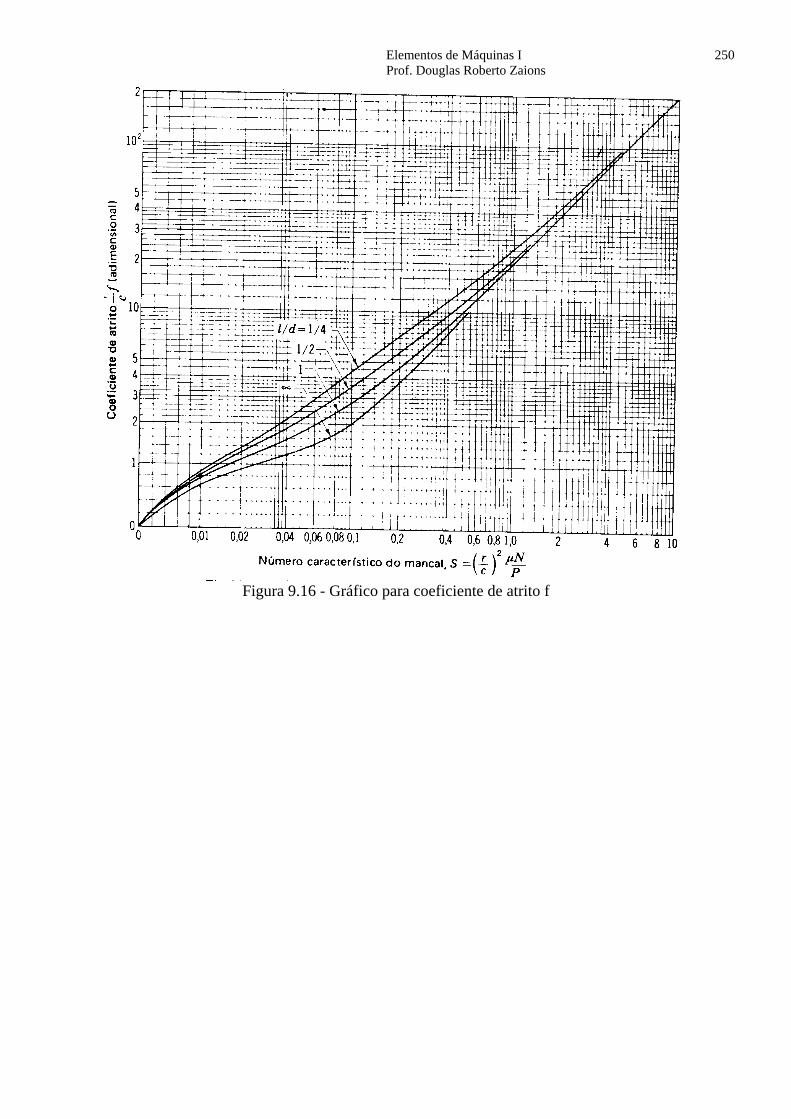
Elementos de Máquinas I 250 Prof. Douglas Roberto Zaions
Figura 9.16 - Gráfico para coeficiente de atrito f
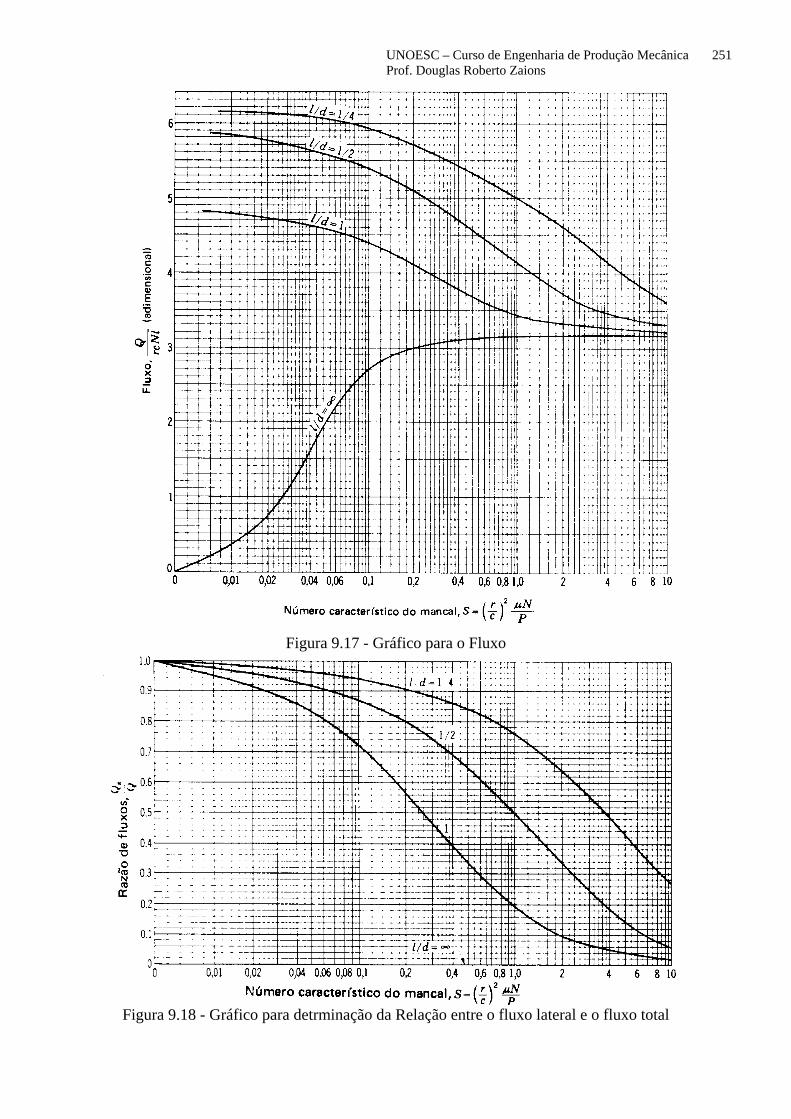
UNOESC – Curso de Engenharia de Produção Mecânica 251 Prof. Douglas Roberto Zaions
Figura 9.17 - Gráfico para o Fluxo
Figura 9.18 - Gráfico para detrminação da Relação entre o fluxo lateral e o fluxo total
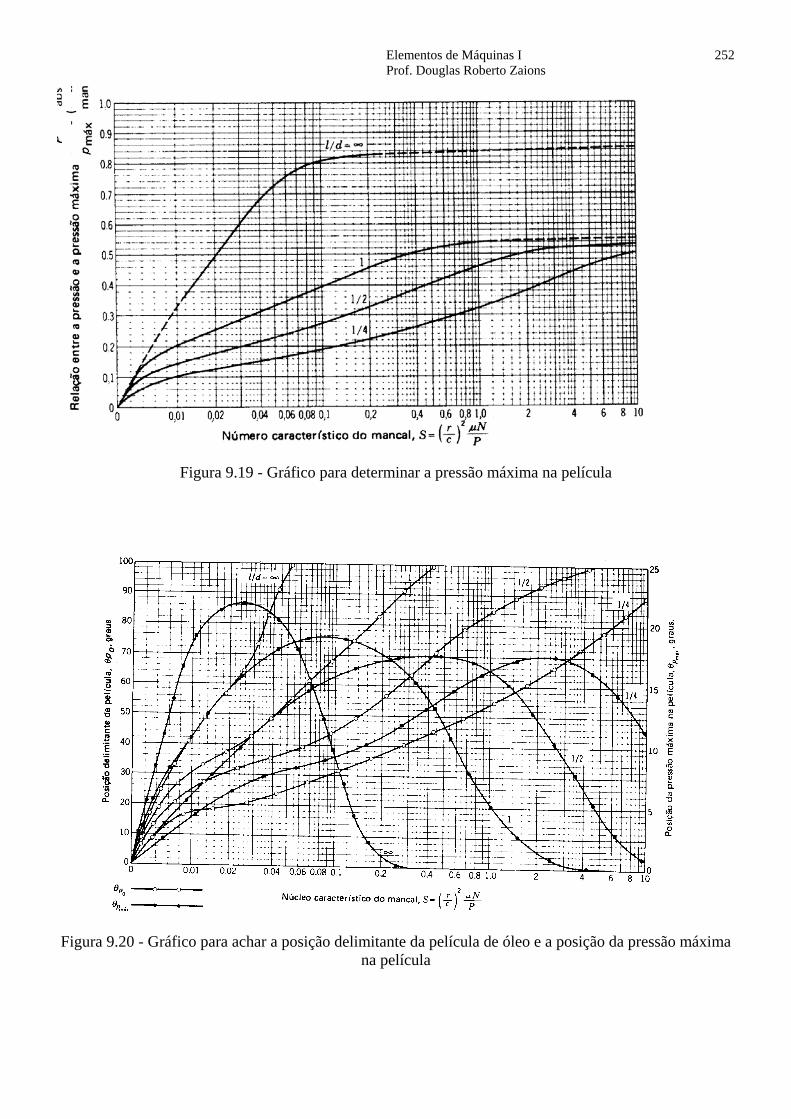
Elementos de Máquinas I 252 Prof. Douglas Roberto Zaions
Figura 9.19 - Gráfico para determinar a pressão máxima na película
Figura 9.20 - Gráfico para achar a posição delimitante da película de óleo e a posição da pressão máxima na película
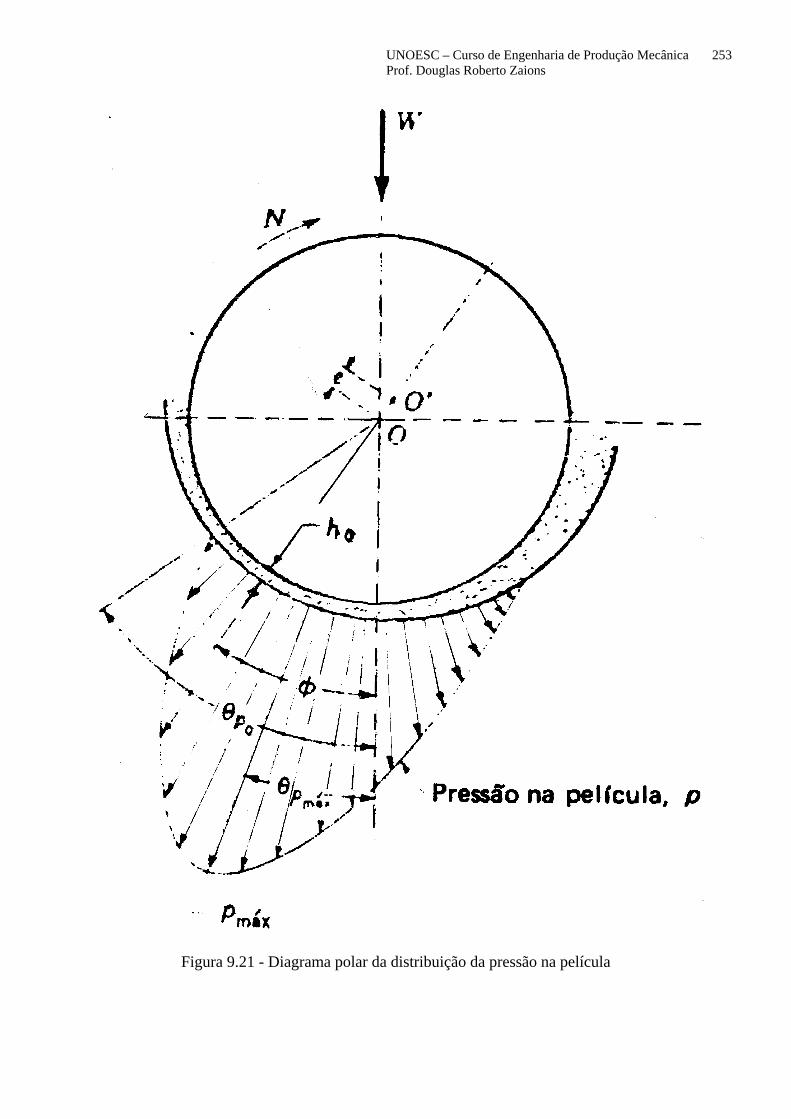
UNOESC – Curso de Engenharia de Produção Mecânica 253 Prof. Douglas Roberto Zaions
Figura 9.21 - Diagrama polar da distribuição da pressão na película
Elementos de Máquinas I 254 Prof. Douglas Roberto Zaions
9.11 EXERCÍCIOS
1 – Um mancal de deslizamento com 60 mm de diâmetro e 60 mm de comprimento é lubrificado com
óleo SAE 30 na temperatura de admissão de 40 oC. O mancal suporta uma carga radial de 4 kN e a árvore
possui uma velocidade de 1120 rpm. A folga radial é de 45 µm. Determine:
1. O coeficiente de atrito;
2. O acréscimo de temperatura e a temperatura mínima da película de óleo;
3. A grandeza e a localização da espessura mínima da película de óleo;
4. O fluxo pelas extremidades e o fluxo total;
5. A pressão máxima da película de óleo e sua localização;
6. A posição em que termina a película de óleo.
2 – Um mancal com munhão de 75 mm de diâmetro e usando um óleo com viscosidade de 0,07Pa.s,
gira a 300 rpm e da bons resultados em operação com pressão unitária de 1,4 MPa. A folga diametral é de
0,10 mm. Determinar a pressão unitária quando trabalhar a 500 rpm.
3 – Um mancal radial completo tem 50 mm de diâmetro e 50 de comprimento. A carga no mancal é de
3 kN e a árvore gira a 1200 rpm. Empregando uma folga radial de 0,25 mm e lubrificante com
viscosidade média de 137,5 mPa.s, calcular a perda de potência por atrito.
4 – Um mancal de 75 mm de diâmetro e 75 mm de comprimento, suporta uma árvore que gira a 400
rpm e está submetido a uma carga radial de 2,7 kN. O mancal é lubrificado com óleo de motor extra leve
que flui para o centro do mancal a uma temperatura de 70 oC. A folga radial é de 0,035 mm. Calcule a
perda de calor, o fluxo de óleo pelas extremidades, o fluxo total, a espessura mínima de óleo e o
acréscimo de temperatura.
5 – Um mancal de deslizamento tem 20 mm de comprimento e 40 mm de diâmetro. A folga radial é
de 0,04 mm e usa um lubrificante SAE 20 que possui z = 18 mPa.s na temperatura de trabalho de 60 oC.
O mancal suporta uma carga de 1,5 kN. Calcular o calor gerado nas velocidades de 1000, 2000, 3000 e
4000 rpm. Construa um gráfico do resultado.
6 – Um mancal de 40 mm de comprimento e 40 mm de diâmetro tem uma relação r/c=1000. A
velocidade da árvore é de 1200 rpm e a carga é de 2,5 KN. O lubrificante utilizado no mancal é um óleo
SAE 40 na temperatura de admissão de 38 oC com z=140mPa.s.
a) Determine a espessura mínima da película de óleo e a temperatura de saída do óleo;
b) Determine a grandeza e a localização da pressão máxima na película de lubrificante.
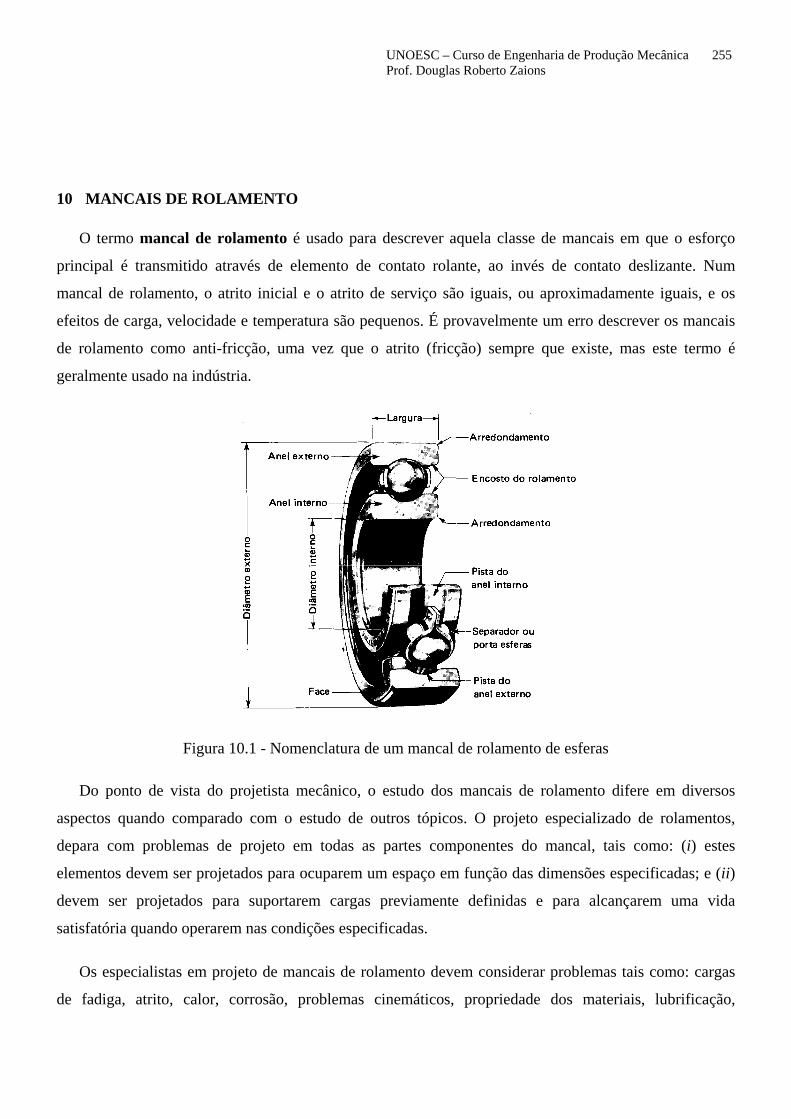
UNOESC – Curso de Engenharia de Produção Mecânica 255 Prof. Douglas Roberto Zaions
10 MANCAIS DE ROLAMENTO
O termo mancal de rolamento é usado para descrever aquela classe de mancais em que o esforço
principal é transmitido através de elemento de contato rolante, ao invés de contato deslizante. Num
mancal de rolamento, o atrito inicial e o atrito de serviço são iguais, ou aproximadamente iguais, e os
efeitos de carga, velocidade e temperatura são pequenos. É provavelmente um erro descrever os mancais
de rolamento como anti-fricção, uma vez que o atrito (fricção) sempre que existe, mas este termo é
geralmente usado na indústria.
Figura 10.1 - Nomenclatura de um mancal de rolamento de esferas
Do ponto de vista do projetista mecânico, o estudo dos mancais de rolamento difere em diversos
aspectos quando comparado com o estudo de outros tópicos. O projeto especializado de rolamentos,
depara com problemas de projeto em todas as partes componentes do mancal, tais como: (i) estes
elementos devem ser projetados para ocuparem um espaço em função das dimensões especificadas; e (ii)
devem ser projetados para suportarem cargas previamente definidas e para alcançarem uma vida
satisfatória quando operarem nas condições especificadas.
Os especialistas em projeto de mancais de rolamento devem considerar problemas tais como: cargas
de fadiga, atrito, calor, corrosão, problemas cinemáticos, propriedade dos materiais, lubrificação,
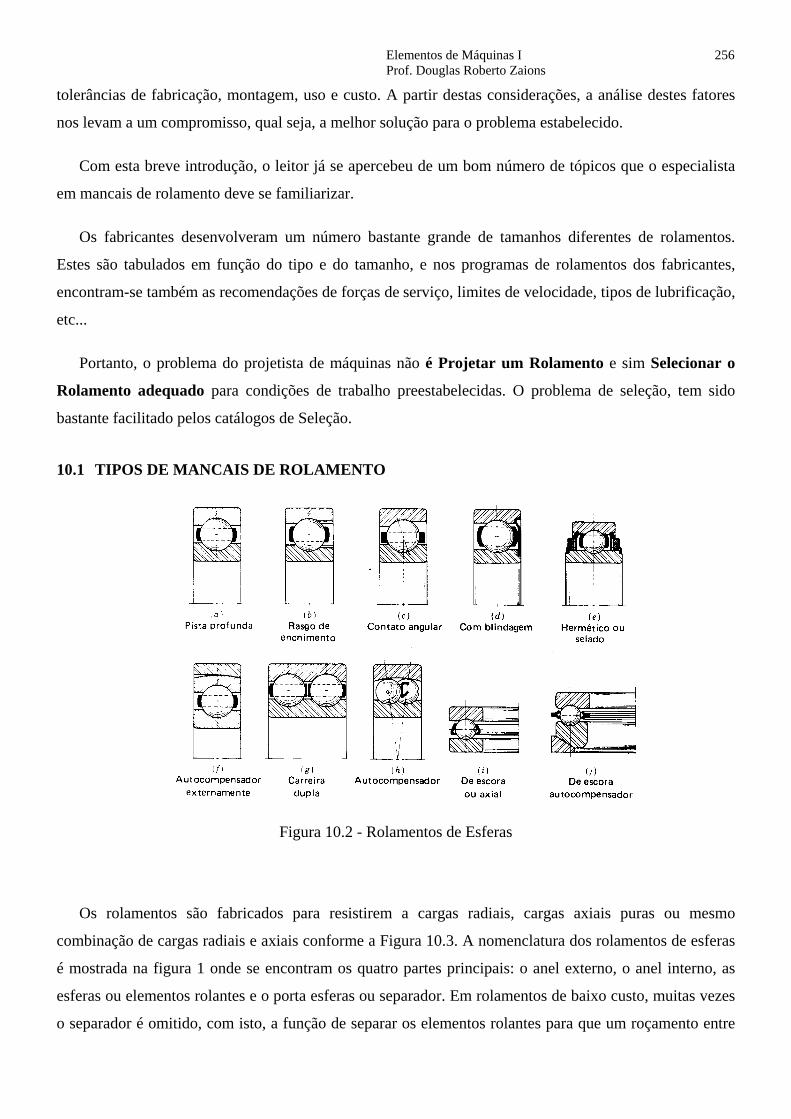
Elementos de Máquinas I 256 Prof. Douglas Roberto Zaions
tolerâncias de fabricação, montagem, uso e custo. A partir destas considerações, a análise destes fatores
nos levam a um compromisso, qual seja, a melhor solução para o problema estabelecido.
Com esta breve introdução, o leitor já se apercebeu de um bom número de tópicos que o especialista
em mancais de rolamento deve se familiarizar.
Os fabricantes desenvolveram um número bastante grande de tamanhos diferentes de rolamentos.
Estes são tabulados em função do tipo e do tamanho, e nos programas de rolamentos dos fabricantes,
encontram-se também as recomendações de forças de serviço, limites de velocidade, tipos de lubrificação,
etc...
Portanto, o problema do projetista de máquinas não é Projetar um Rolamento e sim Selecionar o
Rolamento adequado para condições de trabalho preestabelecidas. O problema de seleção, tem sido
bastante facilitado pelos catálogos de Seleção.
10.1 TIPOS DE MANCAIS DE ROLAMENTO
Figura 10.2 - Rolamentos de Esferas
Os rolamentos são fabricados para resistirem a cargas radiais, cargas axiais puras ou mesmo
combinação de cargas radiais e axiais conforme a Figura 10.3. A nomenclatura dos rolamentos de esferas
é mostrada na figura 1 onde se encontram os quatro partes principais: o anel externo, o anel interno, as
esferas ou elementos rolantes e o porta esferas ou separador. Em rolamentos de baixo custo, muitas vezes
o separador é omitido, com isto, a função de separar os elementos rolantes para que um roçamento entre
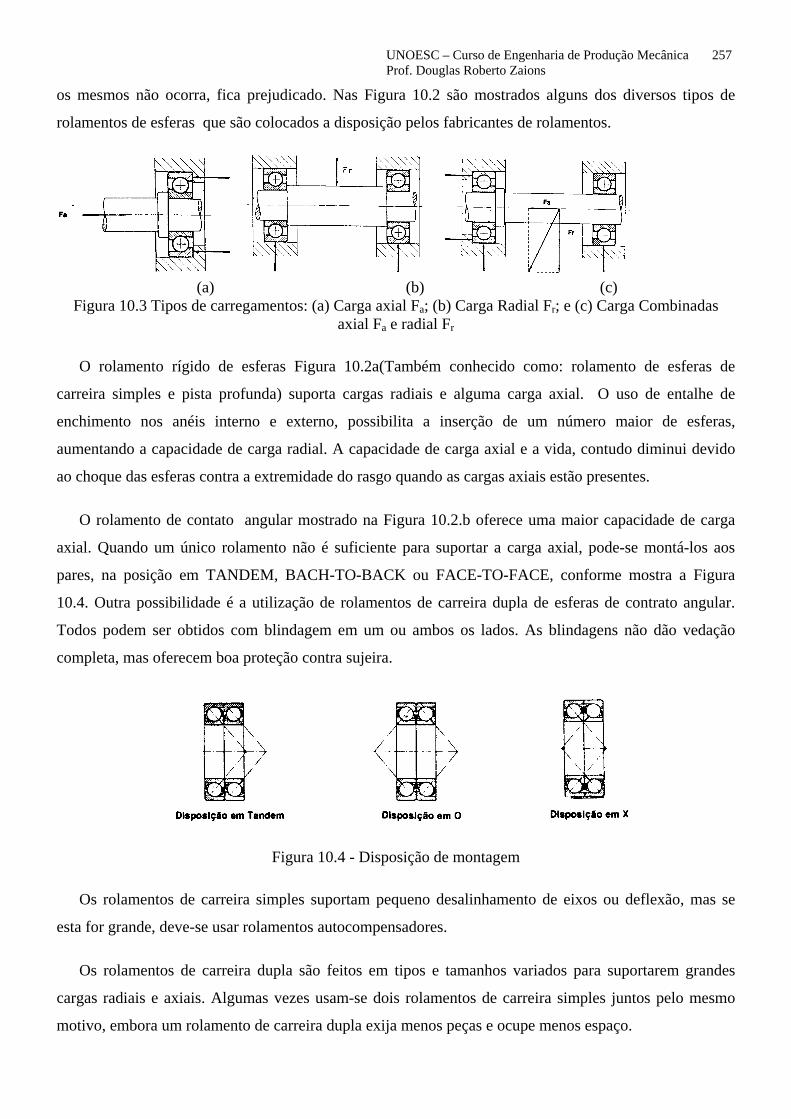
UNOESC – Curso de Engenharia de Produção Mecânica 257 Prof. Douglas Roberto Zaions
os mesmos não ocorra, fica prejudicado. Nas Figura 10.2 são mostrados alguns dos diversos tipos de
rolamentos de esferas que são colocados a disposição pelos fabricantes de rolamentos.
(a) (b) (c)
Figura 10.3 Tipos de carregamentos: (a) Carga axial Fa; (b) Carga Radial Fr; e (c) Carga Combinadas axial Fa e radial Fr
O rolamento rígido de esferas Figura 10.2a(Também conhecido como: rolamento de esferas de
carreira simples e pista profunda) suporta cargas radiais e alguma carga axial. O uso de entalhe de
enchimento nos anéis interno e externo, possibilita a inserção de um número maior de esferas,
aumentando a capacidade de carga radial. A capacidade de carga axial e a vida, contudo diminui devido
ao choque das esferas contra a extremidade do rasgo quando as cargas axiais estão presentes.
O rolamento de contato angular mostrado na Figura 10.2.b oferece uma maior capacidade de carga
axial. Quando um único rolamento não é suficiente para suportar a carga axial, pode-se montá-los aos
pares, na posição em TANDEM, BACH-TO-BACK ou FACE-TO-FACE, conforme mostra a Figura
10.4. Outra possibilidade é a utilização de rolamentos de carreira dupla de esferas de contrato angular.
Todos podem ser obtidos com blindagem em um ou ambos os lados. As blindagens não dão vedação
completa, mas oferecem boa proteção contra sujeira.
Figura 10.4 - Disposição de montagem
Os rolamentos de carreira simples suportam pequeno desalinhamento de eixos ou deflexão, mas se
esta for grande, deve-se usar rolamentos autocompensadores.
Os rolamentos de carreira dupla são feitos em tipos e tamanhos variados para suportarem grandes
cargas radiais e axiais. Algumas vezes usam-se dois rolamentos de carreira simples juntos pelo mesmo
motivo, embora um rolamento de carreira dupla exija menos peças e ocupe menos espaço.
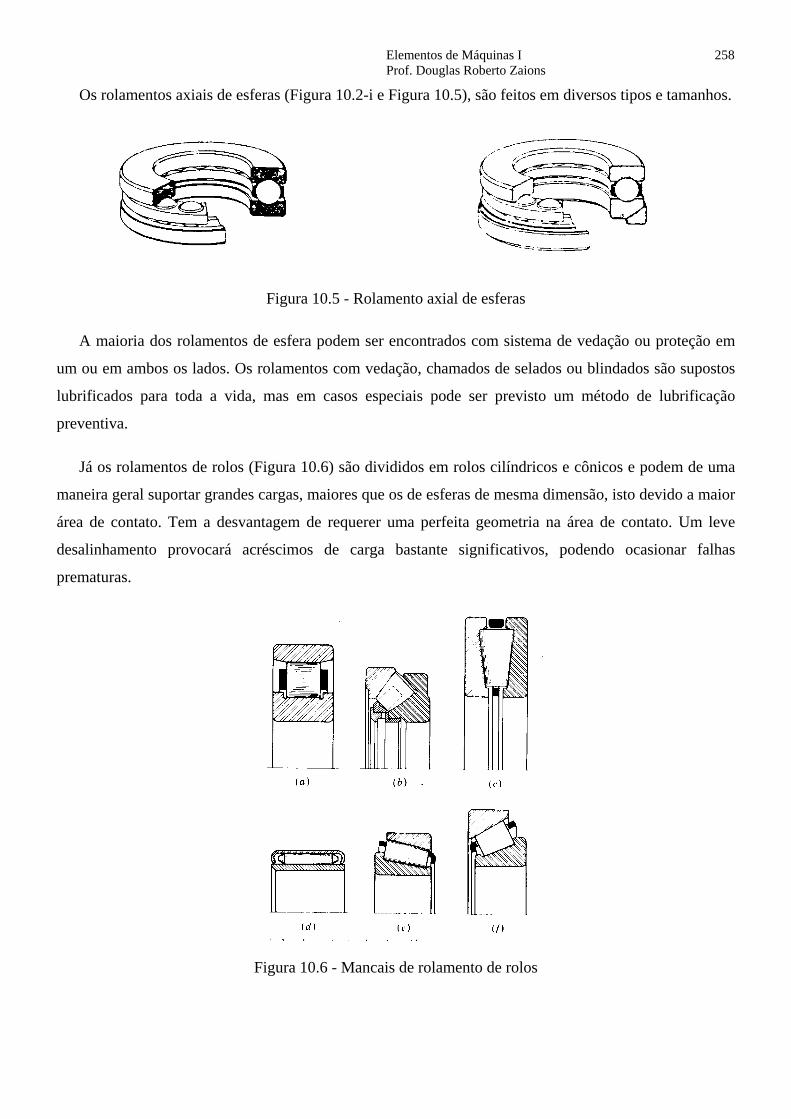
Elementos de Máquinas I 258 Prof. Douglas Roberto Zaions
Os rolamentos axiais de esferas (Figura 10.2-i e Figura 10.5), são feitos em diversos tipos e tamanhos.
Figura 10.5 - Rolamento axial de esferas
A maioria dos rolamentos de esfera podem ser encontrados com sistema de vedação ou proteção em
um ou em ambos os lados. Os rolamentos com vedação, chamados de selados ou blindados são supostos
lubrificados para toda a vida, mas em casos especiais pode ser previsto um método de lubrificação
preventiva.
Já os rolamentos de rolos (Figura 10.6) são divididos em rolos cilíndricos e cônicos e podem de uma
maneira geral suportar grandes cargas, maiores que os de esferas de mesma dimensão, isto devido a maior
área de contato. Tem a desvantagem de requerer uma perfeita geometria na área de contato. Um leve
desalinhamento provocará acréscimos de carga bastante significativos, podendo ocasionar falhas
prematuras.
Figura 10.6 - Mancais de rolamento de rolos
UNOESC – Curso de Engenharia de Produção Mecânica 259 Prof. Douglas Roberto Zaions
O rolamento axial de rolos esféricos (Figura 10.6-b) é útil onde ocorrem grandes cargas e
desalinhamento. Os elementos esféricos têm a vantagem de aumentar sua área de contato com o aumento
da carga aplicada.
Os rolamentos de agulhas (Figura 10.6-d) são muito úteis quando o espaço radial é limitado. Suportam
elevadas cargas quando se utilizam os separadores, mas podem ser encontrados sem separadores. São
fornecidos com ou sem pista.
Os rolamentos e rolos cônicos ( Figura 10.6-e,f) combinam as vantagens dos rolamentos de esferas e
de rolos cilíndricos, uma vez que podem suportar tanto cargas radiais, como axiais, ou qualquer
combinação de ambas. Além disso, tem a capacidade de suportar elevadas cargas como os rolamentos de
rolos cilíndricos. O rolamento de rolos é projetado de modo que todos os elementos na superfície do
rolamento e nas pistas interceptam-se num só ponto no eixo do mancal.
Os rolamentos aqui descritos, representam uma pequena parcela daqueles que nos são colocadas a
disposição para seleção. Mancais especiais também são desenvolvidos para classes de máquinas
especiais. Além destes, existem ainda buchas de esferas que permitem além do rolamento o deslizamento.
10.2 ATRITO NOS MANCAIS DE ROLAMENTO
A velocidade máxima que um mancal de rolamento pode atingir, depende sobretudo do acréscimo de
temperatura, que por sua vez esta relacionado com o atrito interno do mesmo, consequentemente a
velocidade máxima de operação é função do atrito.
A causa exata do atrito interno dos rolamentos não é perfeitamente conhecida, mas há uma série de
fatores que contribuem para o seu aparecimento. Bowden e Tabor, afirmam que para um mancal de
rolamento livre, o atrito não provem do rolamento interfacial, e consequentemente o filme de lubrificante
não reduz a resistência ao rolamento, mas atenua as causas do desgaste. Eles atribuem a maior resistência
ao rolamento a Histerese do material ( o material se deforma e não volta ao estado normal antes de
ocorrer a outra deformação), ou perdas do material em contato. Provavelmente a maior fonte de atrito nos
rolamentos, provem, não das perdas por histerese, mas do movimento entre as esferas ou rolos e o
separador.
Na

Elementos de Máquinas I 260 Prof. Douglas Roberto Zaions
Tabela 10.1 encontram-se coeficientes de atrito para diferentes tipos de rolamentos.
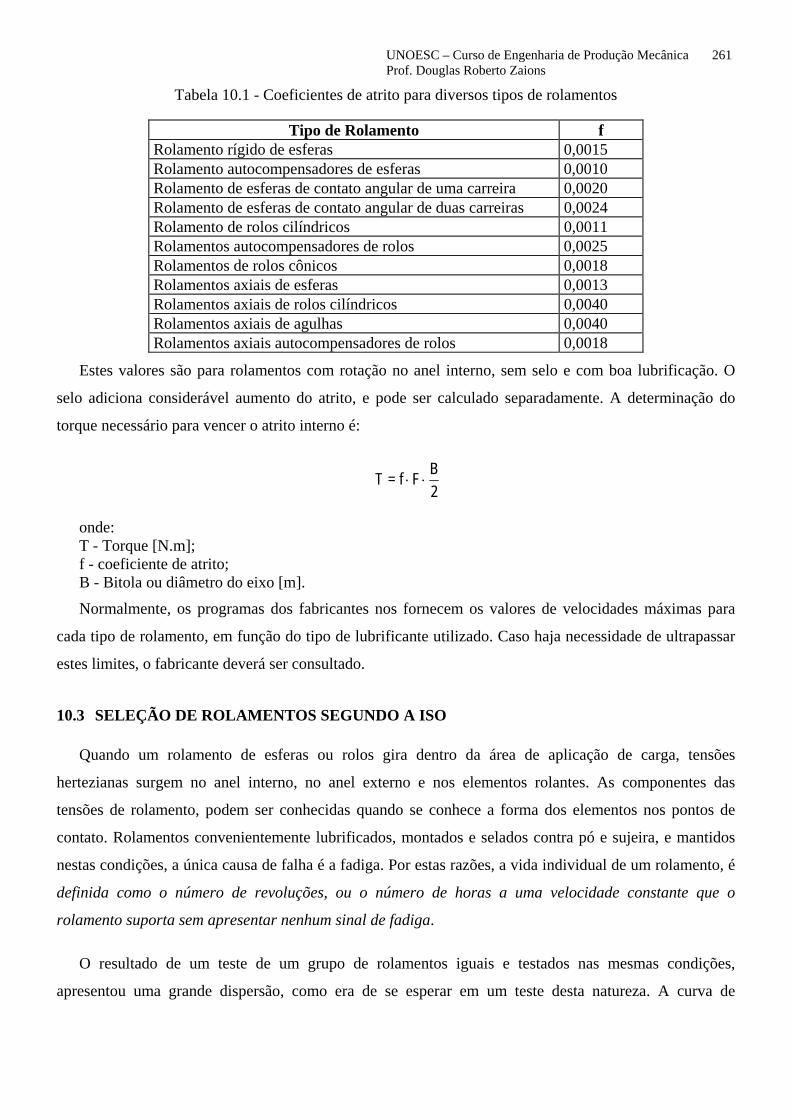
UNOESC – Curso de Engenharia de Produção Mecânica 261 Prof. Douglas Roberto Zaions
Tabela 10.1 - Coeficientes de atrito para diversos tipos de rolamentos
Tipo de Rolamento f Rolamento rígido de esferas 0,0015 Rolamento autocompensadores de esferas 0,0010 Rolamento de esferas de contato angular de uma carreira 0,0020 Rolamento de esferas de contato angular de duas carreiras 0,0024 Rolamento de rolos cilíndricos 0,0011 Rolamentos autocompensadores de rolos 0,0025 Rolamentos de rolos cônicos 0,0018 Rolamentos axiais de esferas 0,0013 Rolamentos axiais de rolos cilíndricos 0,0040 Rolamentos axiais de agulhas 0,0040 Rolamentos axiais autocompensadores de rolos 0,0018
Estes valores são para rolamentos com rotação no anel interno, sem selo e com boa lubrificação. O
selo adiciona considerável aumento do atrito, e pode ser calculado separadamente. A determinação do
torque necessário para vencer o atrito interno é:
T = f F B2
⋅ ⋅
onde: T - Torque [N.m]; f - coeficiente de atrito; B - Bitola ou diâmetro do eixo [m].
Normalmente, os programas dos fabricantes nos fornecem os valores de velocidades máximas para
cada tipo de rolamento, em função do tipo de lubrificante utilizado. Caso haja necessidade de ultrapassar
estes limites, o fabricante deverá ser consultado.
10.3 SELEÇÃO DE ROLAMENTOS SEGUNDO A ISO
Quando um rolamento de esferas ou rolos gira dentro da área de aplicação de carga, tensões
hertezianas surgem no anel interno, no anel externo e nos elementos rolantes. As componentes das
tensões de rolamento, podem ser conhecidas quando se conhece a forma dos elementos nos pontos de
contato. Rolamentos convenientemente lubrificados, montados e selados contra pó e sujeira, e mantidos
nestas condições, a única causa de falha é a fadiga. Por estas razões, a vida individual de um rolamento, é
definida como o número de revoluções, ou o número de horas a uma velocidade constante que o
rolamento suporta sem apresentar nenhum sinal de fadiga.
O resultado de um teste de um grupo de rolamentos iguais e testados nas mesmas condições,
apresentou uma grande dispersão, como era de se esperar em um teste desta natureza. A curva de

Elementos de Máquinas I 262 Prof. Douglas Roberto Zaions
dispersão da vida de um grupo de rolamentos típicos, é Usada para definir a Vida Estimada e a Vida
Mediana.
Figura 10.7 - Curva Típica da expectativa de vida de um mancal
A Vida estimada ou vida de rateio ou LB10 ou L10 de um grupo de rolamentos aparentemente iguais, é
o número de revoluções ou horas a uma velocidade constante que 90% do grupo deve completar ou
exceder antes que a primeira evidência de fadiga se manifeste. A vida média de um grupo de rolamentos
aparentemente iguais, é o número de revoluções ou de horas girando a uma velocidade constante, que
50% do grupo atinge ou ultrapassa antes que o primeiro sinal de fadiga se desenvolva. É importante notar
que a definição de vida estimada, definida inicialmente pelos fabricantes, é adotada e reconhecida pela
ISO e outras instituições ligadas a normalização, mas alguns fabricantes tem métodos próprios ou podem
utilizar até a vida média como referência para seus produtos. Portanto, o projetista antes de aplicar o
método, deverá conhecer o sistema adotado pelo fabricante. Como referência, vale lembrar que a vida
média é igual a aproximadamente cinco vezes a vida estimada.
Atualmente, os fabricantes de rolamento, usam aços de mesma composição química, submetem-os aos
mesmos tratamentos térmicos, portanto, rolamentos de fabricantes diferentes de mesma qualidade devem
possuir a mesma vida.
Uma vez que, a tensão de contato resulta da carga aplicada, poder-se-ia esperar que dois rolamentos
iguais tivessem vidas proporcionais às cargas aplicadas aos mesmos. Tal não ocorre, pois dois rolamentos
sob diferentes cargas F1 e F2 tem vida L1 e L2, segundo a relação:
LL
1
2
=⎛
⎝⎜
⎞
⎠⎟
FF
2
1
3
O expoente 3 é aceito para rolamentos de esferas, e para rolamentos de rolos deve ser 10/3.

UNOESC – Curso de Engenharia de Produção Mecânica 263 Prof. Douglas Roberto Zaions
A AFBMA (Anti-Friction Bearing Manufatures Association), estabeleceu uma carga de rateio para
rolamentos, suportar para uma vida de 1 milhão de ciclos de aplicação de carga no anel interno, a qual foi
referida pela ISO. O rateio é baseado no fato, que há uma grande diversidade de velocidades e serviços a
serem prestados pelos rolamentos. Por exemplo: no automóvel a vida é baseada no número de revoluções
que nas cargas de rateio com qualquer outra condição de funcionamento. Portanto, se substituirmos F2 por
“C” e L2 pela unidade, isto é um milhão de ciclos de aplicação de carga, a vida do rolamento sujeito a
uma carga F, será:
L CF
p
= ⎛⎝⎜
⎞⎠⎟
ou C L Fp= ⋅1
onde: L - vida nominal, em milhões de revoluções; C - Carga básica de rateio ou capacidade dinâmica específica ou capacidade dinâmica básica [N]; P - Carga radial dinâmica equivalente atuante sobre o rolamento [N]; p = 3 para rolamentos de esferas; p = 10/3 para rolamentos de rolos.
Em alguns casos, quando houver a necessidade de considerar com mais detalhes a influência de outros
fatores na vida do rolamento, a ISO estabeleceu a seguinte fórmula de ajuste da vida calculada:
L a a a La = ⋅ ⋅ ⋅1 2 3
onde: La - Vida ajustada; a1 -Fator de ajuste de confiabilidade; a2 - Fator de ajuste de vida, para material; a3 - fator de ajuste de vida, para condições de funcionamento.
No cálculo da vida ajustada, pressupõe-se que todas as condições possam ser perfeitamente
conhecidas com exatidão, desde condições de funcionamento, cargas sobre os rolamentos, considerando
composições e até flexões do eixo.
O fator de confiabilidade a1 pode ser obtido da

Elementos de Máquinas I 264 Prof. Douglas Roberto Zaions
Tabela 10.2, para valores de confiabilidade superiores a 90%.
Para simplificar os cálculos, os fatores a2 e a3 são agrupados em um único fator a23, que pode ser
encontrado apartir da relação entre a Viscosidade do lubrificante na temperatura de trabalho real e a
viscosidade do lubrificante na temperatura de trabalho ideal, através do Figura 10.8.
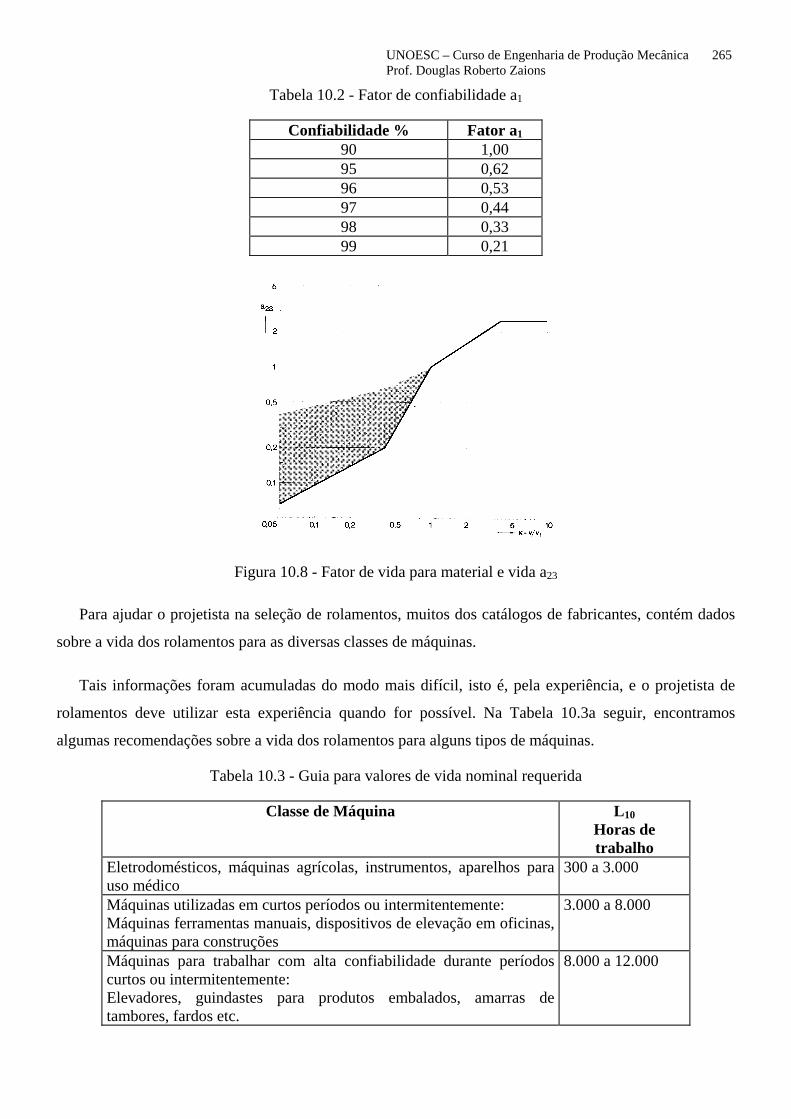
UNOESC – Curso de Engenharia de Produção Mecânica 265 Prof. Douglas Roberto Zaions
Tabela 10.2 - Fator de confiabilidade a1
Confiabilidade % Fator a1 90 1,00 95 0,62 96 0,53 97 0,44 98 0,33 99 0,21
Figura 10.8 - Fator de vida para material e vida a23
Para ajudar o projetista na seleção de rolamentos, muitos dos catálogos de fabricantes, contém dados
sobre a vida dos rolamentos para as diversas classes de máquinas.
Tais informações foram acumuladas do modo mais difícil, isto é, pela experiência, e o projetista de
rolamentos deve utilizar esta experiência quando for possível. Na Tabela 10.3a seguir, encontramos
algumas recomendações sobre a vida dos rolamentos para alguns tipos de máquinas.
Tabela 10.3 - Guia para valores de vida nominal requerida
Classe de Máquina L10 Horas de trabalho
Eletrodomésticos, máquinas agrícolas, instrumentos, aparelhos para uso médico
300 a 3.000
Máquinas utilizadas em curtos períodos ou intermitentemente: Máquinas ferramentas manuais, dispositivos de elevação em oficinas, máquinas para construções
3.000 a 8.000
Máquinas para trabalhar com alta confiabilidade durante períodos curtos ou intermitentemente: Elevadores, guindastes para produtos embalados, amarras de tambores, fardos etc.
8.000 a 12.000
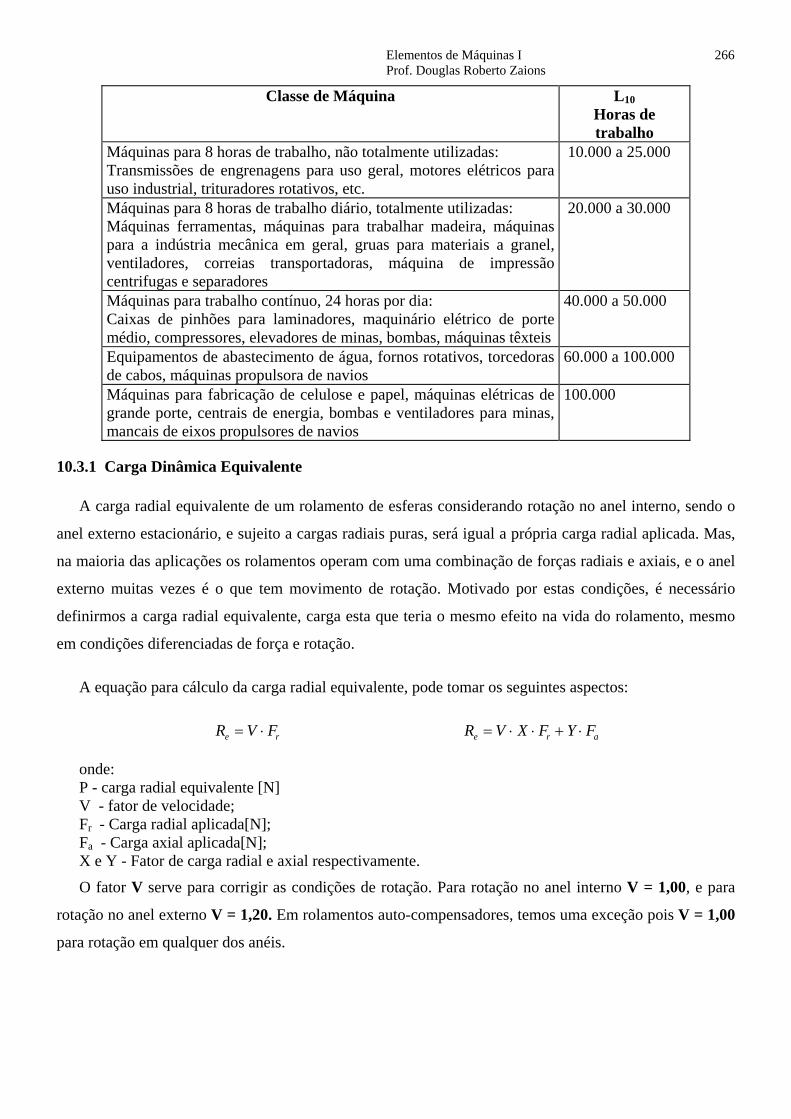
Elementos de Máquinas I 266 Prof. Douglas Roberto Zaions
Classe de Máquina L10 Horas de trabalho
Máquinas para 8 horas de trabalho, não totalmente utilizadas: Transmissões de engrenagens para uso geral, motores elétricos para uso industrial, trituradores rotativos, etc.
10.000 a 25.000
Máquinas para 8 horas de trabalho diário, totalmente utilizadas: Máquinas ferramentas, máquinas para trabalhar madeira, máquinas para a indústria mecânica em geral, gruas para materiais a granel, ventiladores, correias transportadoras, máquina de impressão centrifugas e separadores
20.000 a 30.000
Máquinas para trabalho contínuo, 24 horas por dia: Caixas de pinhões para laminadores, maquinário elétrico de porte médio, compressores, elevadores de minas, bombas, máquinas têxteis
40.000 a 50.000
Equipamentos de abastecimento de água, fornos rotativos, torcedoras de cabos, máquinas propulsora de navios
60.000 a 100.000
Máquinas para fabricação de celulose e papel, máquinas elétricas de grande porte, centrais de energia, bombas e ventiladores para minas, mancais de eixos propulsores de navios
100.000
10.3.1 Carga Dinâmica Equivalente
A carga radial equivalente de um rolamento de esferas considerando rotação no anel interno, sendo o
anel externo estacionário, e sujeito a cargas radiais puras, será igual a própria carga radial aplicada. Mas,
na maioria das aplicações os rolamentos operam com uma combinação de forças radiais e axiais, e o anel
externo muitas vezes é o que tem movimento de rotação. Motivado por estas condições, é necessário
definirmos a carga radial equivalente, carga esta que teria o mesmo efeito na vida do rolamento, mesmo
em condições diferenciadas de força e rotação.
A equação para cálculo da carga radial equivalente, pode tomar os seguintes aspectos:
R V Fe r= ⋅ R V X F Y Fe r a= ⋅ ⋅ + ⋅
onde: P - carga radial equivalente [N] V - fator de velocidade; Fr - Carga radial aplicada[N]; Fa - Carga axial aplicada[N]; X e Y - Fator de carga radial e axial respectivamente.
O fator V serve para corrigir as condições de rotação. Para rotação no anel interno V = 1,00, e para
rotação no anel externo V = 1,20. Em rolamentos auto-compensadores, temos uma exceção pois V = 1,00
para rotação em qualquer dos anéis.
UNOESC – Curso de Engenharia de Produção Mecânica 267 Prof. Douglas Roberto Zaions
Os fatores X e Y da equação, dependem sobretudo, da forma do rolamento, folga interna e da relação
entre carga axial e radial aplicada sobre o mesmo, FF
a
r
. Para rolamentos radiais de esferas de uma carreira,
uma carga axial pode adicional não influirá na carga radial equivalente, até que sua intensidade chegue a
ser tal que a relação FF
a
r
exceda um valor especificado e. Maiores informações, e valores para cada um
dos casos, podem ser obtidos nos programas dos fabricantes(catálogos).
10.4 SELEÇÃO DO TAMANHO DO ROLAMENTO UTILIZANDO-SE A CAPACIDADE DE
CARGA ESTÁTICA
Conforme a SKF, o tamanho do rolamento deve ser escolhido utilizando-se como critério a
capacidade de carga estática Co em vez do critério de vida nominal do rolamento quando uma das
seguintes condições ocorre:
• rolamento é estacionário (movimentos pouco freqüentes) e é submetido a cargas de choque
intermitentes ou contínuas;
• rolamento oscila ou realiza movimentos de alinhamento sob carga;
• rolamento gira sob carga a baixas rotações e requer uma pequena vida (a equação de vida neste
caso, para uma dada carga equivalente P, resultaria num pequeno valor de C, de maneira que o
rolamento selecionado, segundo este critério, seria submetido a uma considerável sobrecarga
em serviço);
• rolamento gira e, além das cargas normais de operação, deve também suportar grandes cargas
de choque as quais atuam durante uma fração de revolução.
Em todos estes casos, a carga permissível para o rolamento não é determinada pela fadiga do material,
mas pela deformação permanente provocada pela carga no contato pista/corpo rolante. Cargas atuando em
um rolamento estacionário ou em um rolamento que oscila lentamente, assim como cargas de choque que
atuam somente em uma fração de revolução, produzem áreas deformadas nos corpos rolantes e
endentações nas pistas. As endentações podem estar irregularmente espaçadas ao redor da pista, ou
estarem igualmente espaçadas na distância entre os corpos rolantes. Se a carga atua durante várias
revoluções do rolamento a deformação será igualmente distribuída aolongo de toda pista. As deformações
permanentes no rolamento podem levar à vibração do rolamento, operação com ruído e aumento do atrito;
também é possível que ocorra um aumento da folga interna, ou os ajustes determinados podem se
modificar.
Elementos de Máquinas I 268 Prof. Douglas Roberto Zaions
A extensão dessas mudanças, que podem ser prejudiciais ao desempenho do rolamento, depende das
exigências estabelecidas numa aplicação em particular. Por esse motivo deve-se assegurar que as
deformações permanentes não ocorram, ou ocorram numa extensão muito pequena, através da seleção de
um rolamento com uma capacidade de carga estática suficientemente alta, se uma das seguintes
exigências deva ser satisfeita:
• giro silencioso (p. ex., para motores elétricos)
• giro sem vibração (p. ex., para máquinas ferramentas)
• torque de atrito constante (p. ex., para equipamentos de medição e aparelhos de teste)
• baixo torque de partida sob carga (p. ex., para guindastes).
Quando da seleção do rolamento, segundo o critério da capacidade de carga estática, um dado fator So,
o qual representa a relação entre a capacidade de carga estática Co e a carga estática equivalente Po, é
utilizado para o cálculo da capacidade de carga estática requerida.
10.4.1 Carga estática equivalente
A carga que tiver componentes radial e axial deverá ser convertida em uma carga estática equivalente.
A carga estática equivalente é definida como uma carga (radial para rolamentos radiais e axial para
rolamentos axiais) que, se aplicada no rolamento, produziria a mesma deformação que seria originada
pelas cargas reais. É calculada por meio da seguinte fórmula geral
aro FYFXP ⋅+⋅= 00
onde Po = carga estática equivalente [N] Fr = carga radial real [N] Fa = carga axial real, [N] Xo = fator de carga radial Yo = fator de carga axial
Quando calcular Po, deve-se utilizar a máxima carga que pode ocorrer, suas componentes radial e
axial inseridas na equação acima. Se uma carga estática atua em diferentes direções em um rolamento, a
magnitude dessas componentes mudará. Em tais casos, devem-se adotar as componentes de carga que
resultam no maior valor de carga estática equivalente.
OBS.: Toda informação e dados necessários para o cálculo de carga estática equivalente serão
encontrados no texto que precede cada seção de produtos e nas próprias tabelas correspondentes.
UNOESC – Curso de Engenharia de Produção Mecânica 269 Prof. Douglas Roberto Zaions
10.4.2 Capacidade de carga estática requerida
A capacidade de carga estática Co, requerida para um rolamento, pode ser determinada por meio da
fórmula:
oo PSC ⋅= 0
onde: Co = capacidade de carga estática [N] Po = carga estática equivalente [N] So = fator de segurança estática
Valores de referência baseados na experiência são fornecidos na tabela 9 para o fator de segurança
estático So para rolamentos de esferas e de rolos para diversos tipos de funcionamento e requisitos de giro
silencioso.
Em temperaturas elevadas a dureza do material do rolamento diminui. As informações necessárias
sobre a influência e a redução da dureza na capacidade de carga estática poderão ser fornecidas, mediante
solicitação.
Checando a capacidade de carga estática Para rolamentos dinamicamente carregados os quais podem
ser selecionados pela vida nominal é aconselhável que, onde a carga estática equivalente for conhecida,
verificar se a capacidade de carga estática é adequada utilizando:
00 P
CS o=
Tabela 10.4 – Fator de segurança estático
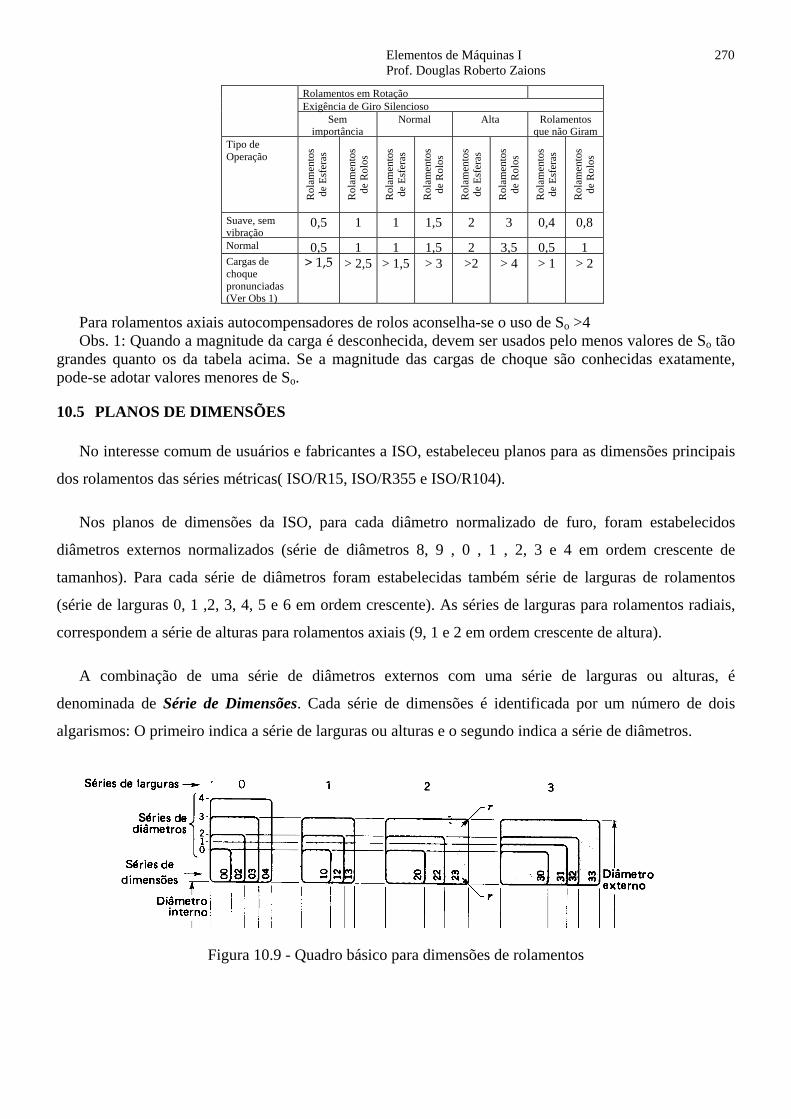
Elementos de Máquinas I 270 Prof. Douglas Roberto Zaions
Rolamentos em Rotação Exigência de Giro Silencioso
Sem importância
Normal Alta Rolamentos que não Giram
Tipo de Operação
Rol
amen
tos
de E
sfer
as
Rol
amen
tos
de R
olos
Rol
amen
tos
de E
sfer
as
Rol
amen
tos
de R
olos
Rol
amen
tos
de E
sfer
as
Rol
amen
tos
de R
olos
Rol
amen
tos
de E
sfer
as
Rol
amen
tos
de R
olos
Suave, sem vibração
0,5 1 1 1,5 2 3 0,4 0,8
Normal 0,5 1 1 1,5 2 3,5 0,5 1 Cargas de choque pronunciadas (Ver Obs 1)
> 1,5 > 2,5 > 1,5 > 3 >2 > 4 > 1 > 2
Para rolamentos axiais autocompensadores de rolos aconselha-se o uso de So >4 Obs. 1: Quando a magnitude da carga é desconhecida, devem ser usados pelo menos valores de So tão
grandes quanto os da tabela acima. Se a magnitude das cargas de choque são conhecidas exatamente, pode-se adotar valores menores de So.
10.5 PLANOS DE DIMENSÕES
No interesse comum de usuários e fabricantes a ISO, estabeleceu planos para as dimensões principais
dos rolamentos das séries métricas( ISO/R15, ISO/R355 e ISO/R104).
Nos planos de dimensões da ISO, para cada diâmetro normalizado de furo, foram estabelecidos
diâmetros externos normalizados (série de diâmetros 8, 9 , 0 , 1 , 2, 3 e 4 em ordem crescente de
tamanhos). Para cada série de diâmetros foram estabelecidas também série de larguras de rolamentos
(série de larguras 0, 1 ,2, 3, 4, 5 e 6 em ordem crescente). As séries de larguras para rolamentos radiais,
correspondem a série de alturas para rolamentos axiais (9, 1 e 2 em ordem crescente de altura).
A combinação de uma série de diâmetros externos com uma série de larguras ou alturas, é
denominada de Série de Dimensões. Cada série de dimensões é identificada por um número de dois
algarismos: O primeiro indica a série de larguras ou alturas e o segundo indica a série de diâmetros.
Figura 10.9 - Quadro básico para dimensões de rolamentos
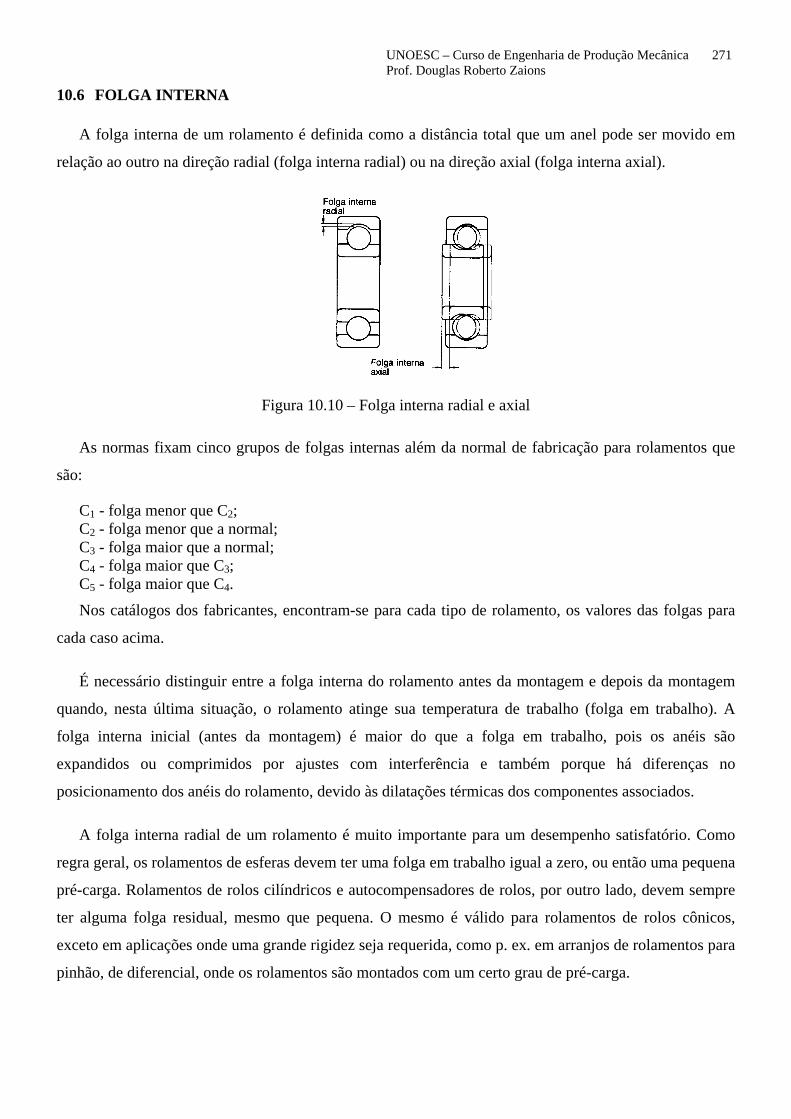
UNOESC – Curso de Engenharia de Produção Mecânica 271 Prof. Douglas Roberto Zaions
10.6 FOLGA INTERNA
A folga interna de um rolamento é definida como a distância total que um anel pode ser movido em
relação ao outro na direção radial (folga interna radial) ou na direção axial (folga interna axial).
Figura 10.10 – Folga interna radial e axial
As normas fixam cinco grupos de folgas internas além da normal de fabricação para rolamentos que
são:
C1 - folga menor que C2; C2 - folga menor que a normal; C3 - folga maior que a normal; C4 - folga maior que C3; C5 - folga maior que C4.
Nos catálogos dos fabricantes, encontram-se para cada tipo de rolamento, os valores das folgas para
cada caso acima.
É necessário distinguir entre a folga interna do rolamento antes da montagem e depois da montagem
quando, nesta última situação, o rolamento atinge sua temperatura de trabalho (folga em trabalho). A
folga interna inicial (antes da montagem) é maior do que a folga em trabalho, pois os anéis são
expandidos ou comprimidos por ajustes com interferência e também porque há diferenças no
posicionamento dos anéis do rolamento, devido às dilatações térmicas dos componentes associados.
A folga interna radial de um rolamento é muito importante para um desempenho satisfatório. Como
regra geral, os rolamentos de esferas devem ter uma folga em trabalho igual a zero, ou então uma pequena
pré-carga. Rolamentos de rolos cilíndricos e autocompensadores de rolos, por outro lado, devem sempre
ter alguma folga residual, mesmo que pequena. O mesmo é válido para rolamentos de rolos cônicos,
exceto em aplicações onde uma grande rigidez seja requerida, como p. ex. em arranjos de rolamentos para
pinhão, de diferencial, onde os rolamentos são montados com um certo grau de pré-carga.
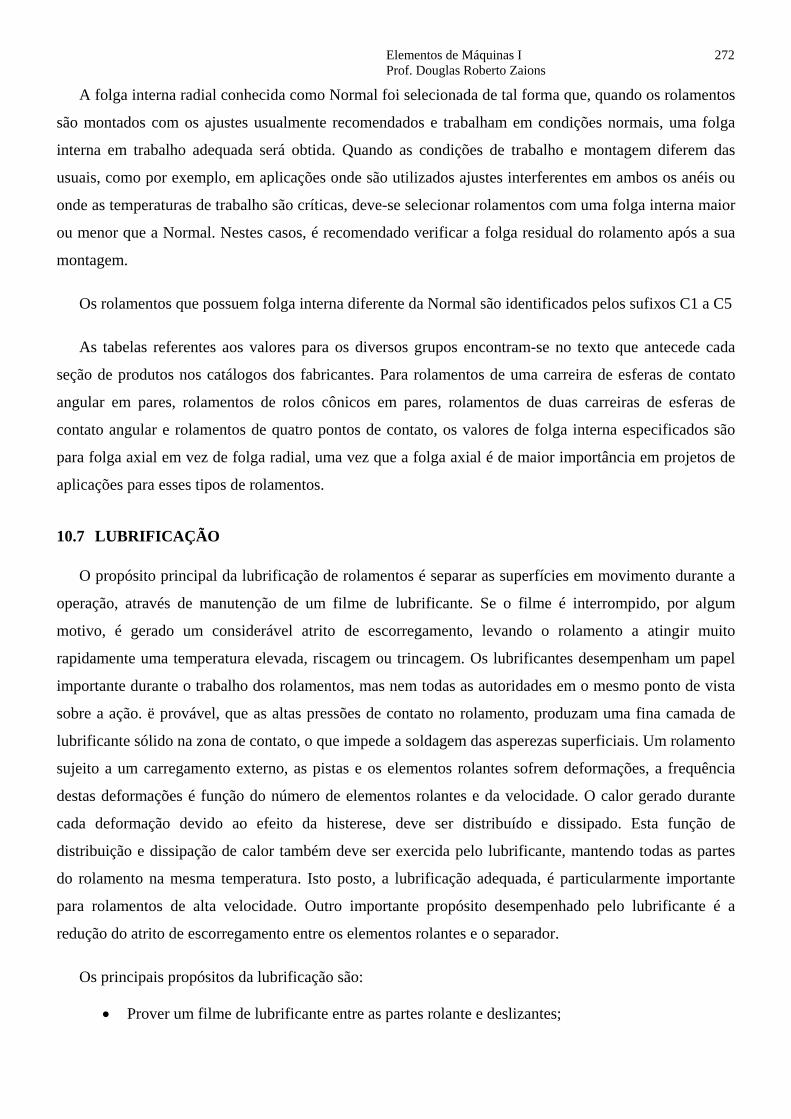
Elementos de Máquinas I 272 Prof. Douglas Roberto Zaions
A folga interna radial conhecida como Normal foi selecionada de tal forma que, quando os rolamentos
são montados com os ajustes usualmente recomendados e trabalham em condições normais, uma folga
interna em trabalho adequada será obtida. Quando as condições de trabalho e montagem diferem das
usuais, como por exemplo, em aplicações onde são utilizados ajustes interferentes em ambos os anéis ou
onde as temperaturas de trabalho são críticas, deve-se selecionar rolamentos com uma folga interna maior
ou menor que a Normal. Nestes casos, é recomendado verificar a folga residual do rolamento após a sua
montagem.
Os rolamentos que possuem folga interna diferente da Normal são identificados pelos sufixos C1 a C5
As tabelas referentes aos valores para os diversos grupos encontram-se no texto que antecede cada
seção de produtos nos catálogos dos fabricantes. Para rolamentos de uma carreira de esferas de contato
angular em pares, rolamentos de rolos cônicos em pares, rolamentos de duas carreiras de esferas de
contato angular e rolamentos de quatro pontos de contato, os valores de folga interna especificados são
para folga axial em vez de folga radial, uma vez que a folga axial é de maior importância em projetos de
aplicações para esses tipos de rolamentos.
10.7 LUBRIFICAÇÃO
O propósito principal da lubrificação de rolamentos é separar as superfícies em movimento durante a
operação, através de manutenção de um filme de lubrificante. Se o filme é interrompido, por algum
motivo, é gerado um considerável atrito de escorregamento, levando o rolamento a atingir muito
rapidamente uma temperatura elevada, riscagem ou trincagem. Os lubrificantes desempenham um papel
importante durante o trabalho dos rolamentos, mas nem todas as autoridades em o mesmo ponto de vista
sobre a ação. ë provável, que as altas pressões de contato no rolamento, produzam uma fina camada de
lubrificante sólido na zona de contato, o que impede a soldagem das asperezas superficiais. Um rolamento
sujeito a um carregamento externo, as pistas e os elementos rolantes sofrem deformações, a frequência
destas deformações é função do número de elementos rolantes e da velocidade. O calor gerado durante
cada deformação devido ao efeito da histerese, deve ser distribuído e dissipado. Esta função de
distribuição e dissipação de calor também deve ser exercida pelo lubrificante, mantendo todas as partes
do rolamento na mesma temperatura. Isto posto, a lubrificação adequada, é particularmente importante
para rolamentos de alta velocidade. Outro importante propósito desempenhado pelo lubrificante é a
redução do atrito de escorregamento entre os elementos rolantes e o separador.
Os principais propósitos da lubrificação são:
• Prover um filme de lubrificante entre as partes rolante e deslizantes;
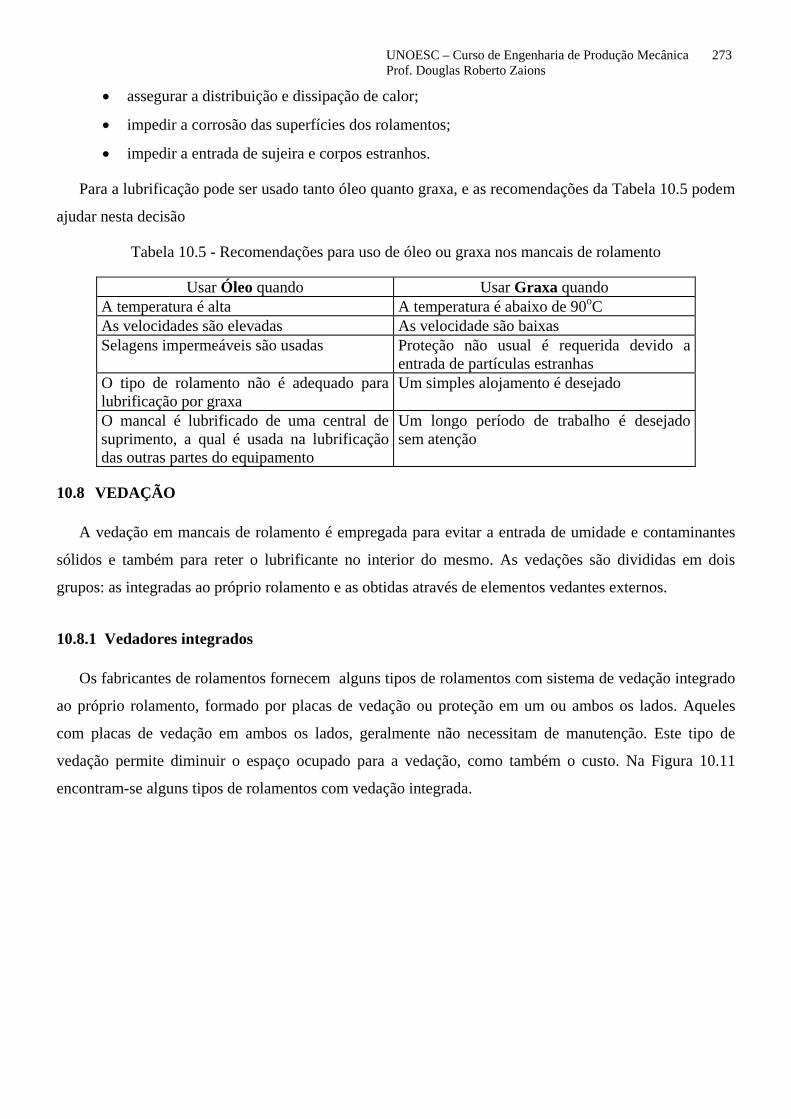
UNOESC – Curso de Engenharia de Produção Mecânica 273 Prof. Douglas Roberto Zaions
• assegurar a distribuição e dissipação de calor;
• impedir a corrosão das superfícies dos rolamentos;
• impedir a entrada de sujeira e corpos estranhos.
Para a lubrificação pode ser usado tanto óleo quanto graxa, e as recomendações da Tabela 10.5 podem
ajudar nesta decisão
Tabela 10.5 - Recomendações para uso de óleo ou graxa nos mancais de rolamento
Usar Óleo quando Usar Graxa quando A temperatura é alta A temperatura é abaixo de 90oC As velocidades são elevadas As velocidade são baixas Selagens impermeáveis são usadas Proteção não usual é requerida devido a
entrada de partículas estranhas O tipo de rolamento não é adequado para lubrificação por graxa
Um simples alojamento é desejado
O mancal é lubrificado de uma central de suprimento, a qual é usada na lubrificação das outras partes do equipamento
Um longo período de trabalho é desejado sem atenção
10.8 VEDAÇÃO
A vedação em mancais de rolamento é empregada para evitar a entrada de umidade e contaminantes
sólidos e também para reter o lubrificante no interior do mesmo. As vedações são divididas em dois
grupos: as integradas ao próprio rolamento e as obtidas através de elementos vedantes externos.
10.8.1 Vedadores integrados
Os fabricantes de rolamentos fornecem alguns tipos de rolamentos com sistema de vedação integrado
ao próprio rolamento, formado por placas de vedação ou proteção em um ou ambos os lados. Aqueles
com placas de vedação em ambos os lados, geralmente não necessitam de manutenção. Este tipo de
vedação permite diminuir o espaço ocupado para a vedação, como também o custo. Na Figura 10.11
encontram-se alguns tipos de rolamentos com vedação integrada.
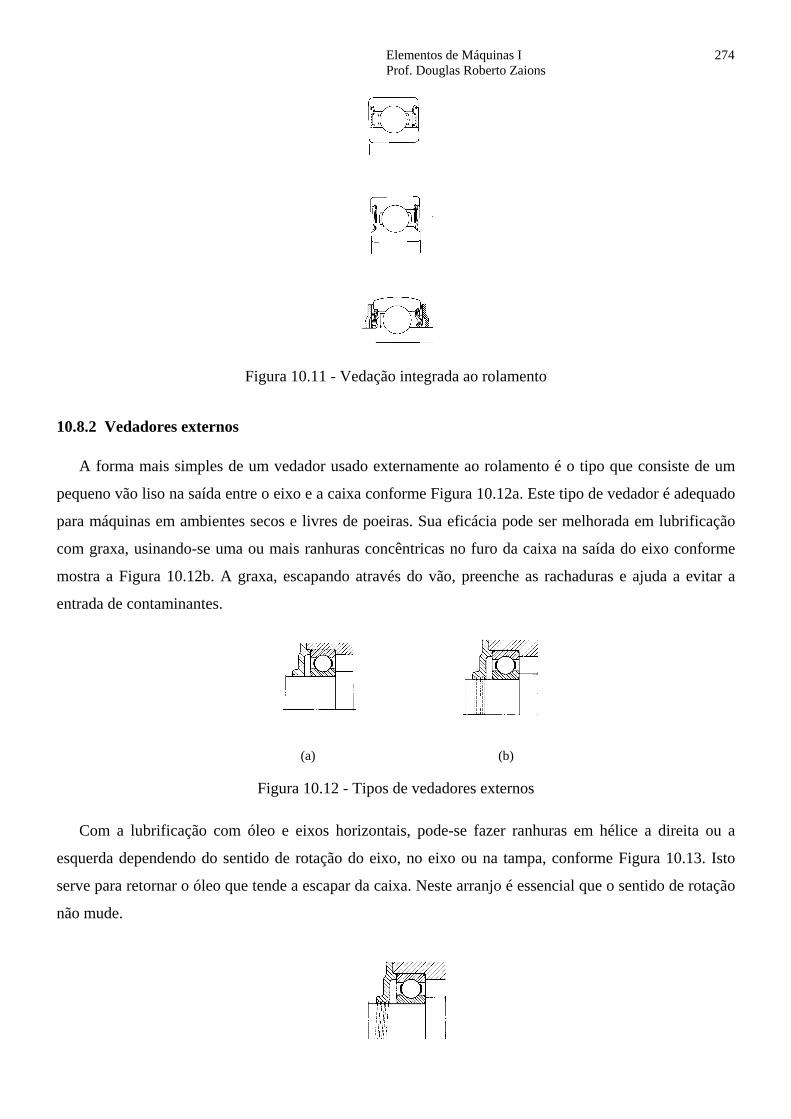
Elementos de Máquinas I 274 Prof. Douglas Roberto Zaions
Figura 10.11 - Vedação integrada ao rolamento
10.8.2 Vedadores externos
A forma mais simples de um vedador usado externamente ao rolamento é o tipo que consiste de um
pequeno vão liso na saída entre o eixo e a caixa conforme Figura 10.12a. Este tipo de vedador é adequado
para máquinas em ambientes secos e livres de poeiras. Sua eficácia pode ser melhorada em lubrificação
com graxa, usinando-se uma ou mais ranhuras concêntricas no furo da caixa na saída do eixo conforme
mostra a Figura 10.12b. A graxa, escapando através do vão, preenche as rachaduras e ajuda a evitar a
entrada de contaminantes.
(a) (b)
Figura 10.12 - Tipos de vedadores externos
Com a lubrificação com óleo e eixos horizontais, pode-se fazer ranhuras em hélice a direita ou a
esquerda dependendo do sentido de rotação do eixo, no eixo ou na tampa, conforme Figura 10.13. Isto
serve para retornar o óleo que tende a escapar da caixa. Neste arranjo é essencial que o sentido de rotação
não mude.
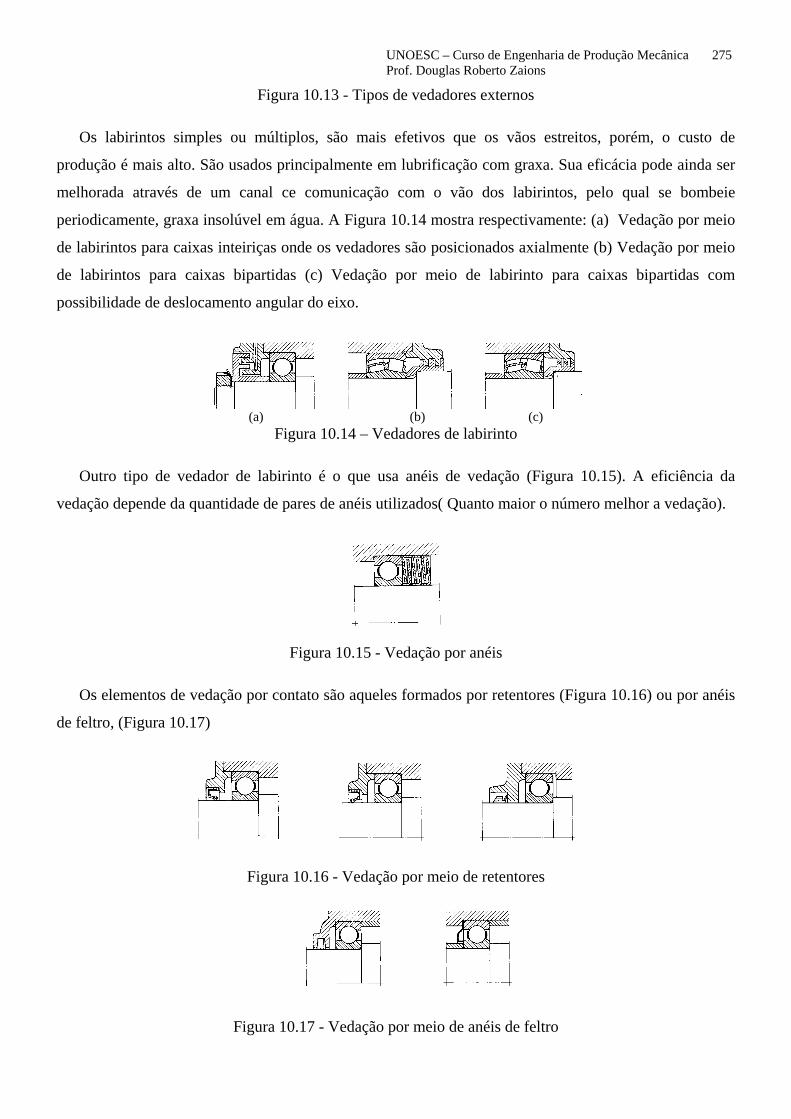
UNOESC – Curso de Engenharia de Produção Mecânica 275 Prof. Douglas Roberto Zaions
Figura 10.13 - Tipos de vedadores externos
Os labirintos simples ou múltiplos, são mais efetivos que os vãos estreitos, porém, o custo de
produção é mais alto. São usados principalmente em lubrificação com graxa. Sua eficácia pode ainda ser
melhorada através de um canal ce comunicação com o vão dos labirintos, pelo qual se bombeie
periodicamente, graxa insolúvel em água. A Figura 10.14 mostra respectivamente: (a) Vedação por meio
de labirintos para caixas inteiriças onde os vedadores são posicionados axialmente (b) Vedação por meio
de labirintos para caixas bipartidas (c) Vedação por meio de labirinto para caixas bipartidas com
possibilidade de deslocamento angular do eixo.
(a) (b) (c)
Figura 10.14 – Vedadores de labirinto
Outro tipo de vedador de labirinto é o que usa anéis de vedação (Figura 10.15). A eficiência da
vedação depende da quantidade de pares de anéis utilizados( Quanto maior o número melhor a vedação).
Figura 10.15 - Vedação por anéis
Os elementos de vedação por contato são aqueles formados por retentores (Figura 10.16) ou por anéis
de feltro, (Figura 10.17)
Figura 10.16 - Vedação por meio de retentores
Figura 10.17 - Vedação por meio de anéis de feltro
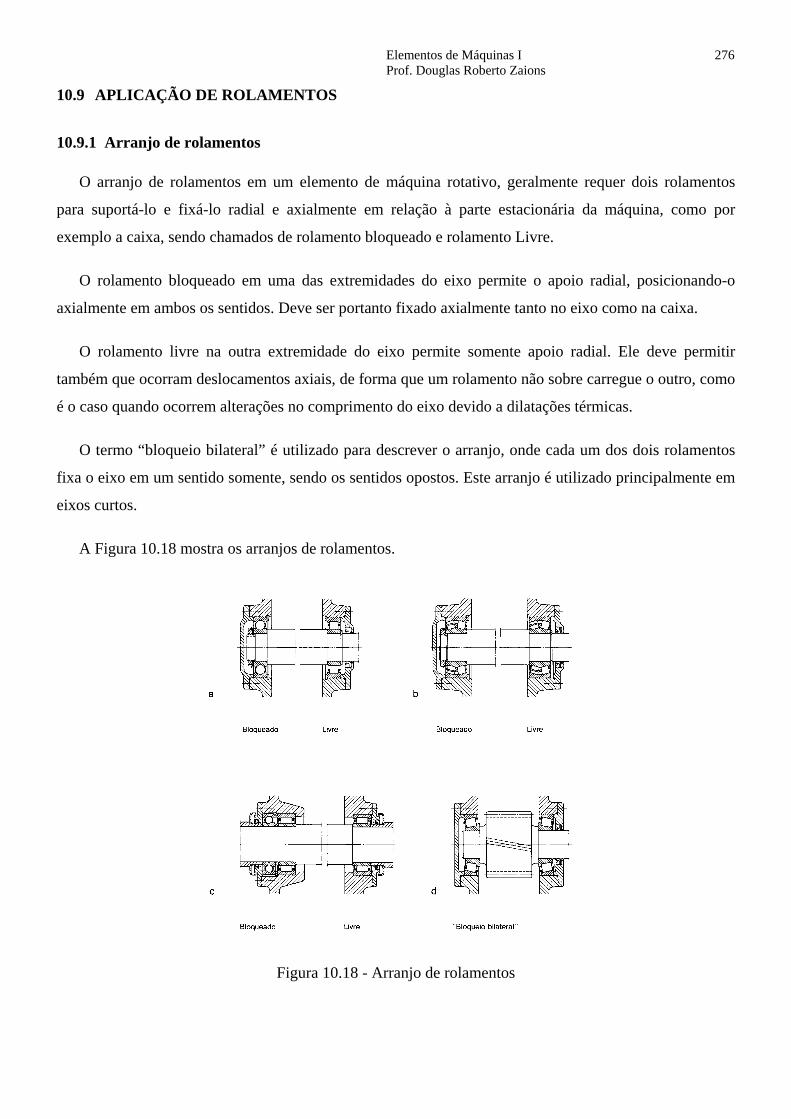
Elementos de Máquinas I 276 Prof. Douglas Roberto Zaions
10.9 APLICAÇÃO DE ROLAMENTOS
10.9.1 Arranjo de rolamentos
O arranjo de rolamentos em um elemento de máquina rotativo, geralmente requer dois rolamentos
para suportá-lo e fixá-lo radial e axialmente em relação à parte estacionária da máquina, como por
exemplo a caixa, sendo chamados de rolamento bloqueado e rolamento Livre.
O rolamento bloqueado em uma das extremidades do eixo permite o apoio radial, posicionando-o
axialmente em ambos os sentidos. Deve ser portanto fixado axialmente tanto no eixo como na caixa.
O rolamento livre na outra extremidade do eixo permite somente apoio radial. Ele deve permitir
também que ocorram deslocamentos axiais, de forma que um rolamento não sobre carregue o outro, como
é o caso quando ocorrem alterações no comprimento do eixo devido a dilatações térmicas.
O termo “bloqueio bilateral” é utilizado para descrever o arranjo, onde cada um dos dois rolamentos
fixa o eixo em um sentido somente, sendo os sentidos opostos. Este arranjo é utilizado principalmente em
eixos curtos.
A Figura 10.18 mostra os arranjos de rolamentos.
Figura 10.18 - Arranjo de rolamentos
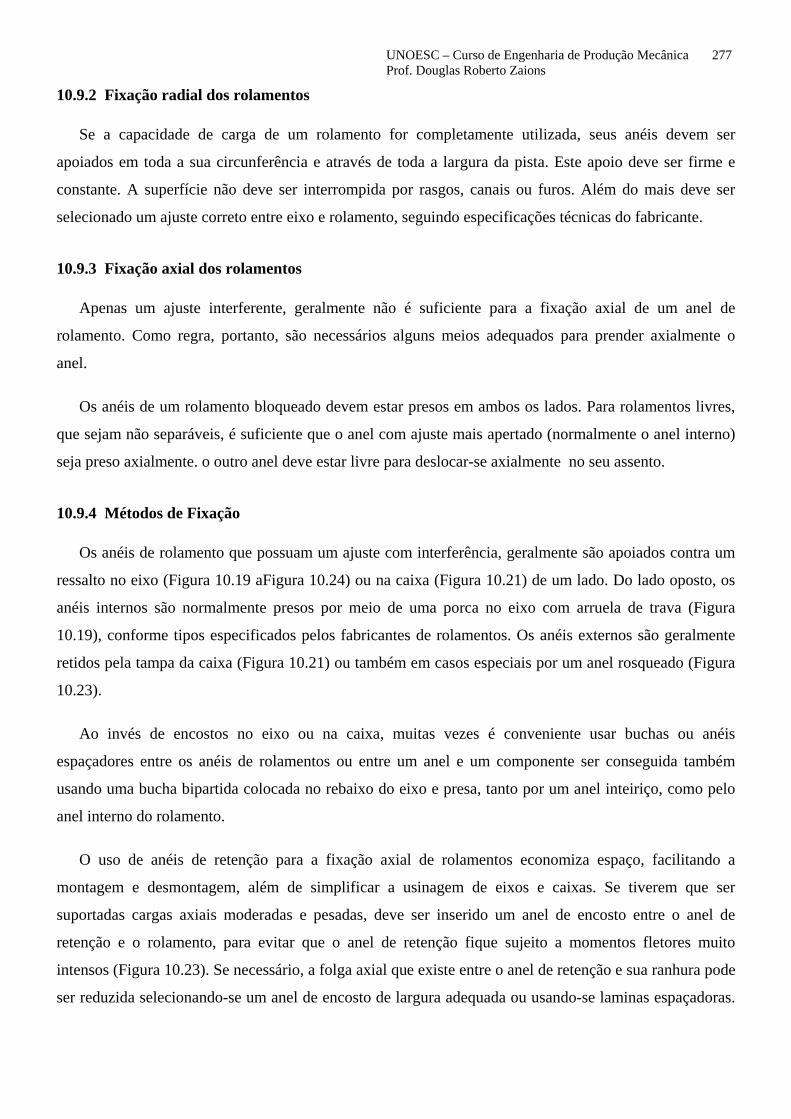
UNOESC – Curso de Engenharia de Produção Mecânica 277 Prof. Douglas Roberto Zaions
10.9.2 Fixação radial dos rolamentos
Se a capacidade de carga de um rolamento for completamente utilizada, seus anéis devem ser
apoiados em toda a sua circunferência e através de toda a largura da pista. Este apoio deve ser firme e
constante. A superfície não deve ser interrompida por rasgos, canais ou furos. Além do mais deve ser
selecionado um ajuste correto entre eixo e rolamento, seguindo especificações técnicas do fabricante.
10.9.3 Fixação axial dos rolamentos
Apenas um ajuste interferente, geralmente não é suficiente para a fixação axial de um anel de
rolamento. Como regra, portanto, são necessários alguns meios adequados para prender axialmente o
anel.
Os anéis de um rolamento bloqueado devem estar presos em ambos os lados. Para rolamentos livres,
que sejam não separáveis, é suficiente que o anel com ajuste mais apertado (normalmente o anel interno)
seja preso axialmente. o outro anel deve estar livre para deslocar-se axialmente no seu assento.
10.9.4 Métodos de Fixação
Os anéis de rolamento que possuam um ajuste com interferência, geralmente são apoiados contra um
ressalto no eixo (Figura 10.19 aFigura 10.24) ou na caixa (Figura 10.21) de um lado. Do lado oposto, os
anéis internos são normalmente presos por meio de uma porca no eixo com arruela de trava (Figura
10.19), conforme tipos especificados pelos fabricantes de rolamentos. Os anéis externos são geralmente
retidos pela tampa da caixa (Figura 10.21) ou também em casos especiais por um anel rosqueado (Figura
10.23).
Ao invés de encostos no eixo ou na caixa, muitas vezes é conveniente usar buchas ou anéis
espaçadores entre os anéis de rolamentos ou entre um anel e um componente ser conseguida também
usando uma bucha bipartida colocada no rebaixo do eixo e presa, tanto por um anel inteiriço, como pelo
anel interno do rolamento.
O uso de anéis de retenção para a fixação axial de rolamentos economiza espaço, facilitando a
montagem e desmontagem, além de simplificar a usinagem de eixos e caixas. Se tiverem que ser
suportadas cargas axiais moderadas e pesadas, deve ser inserido um anel de encosto entre o anel de
retenção e o rolamento, para evitar que o anel de retenção fique sujeito a momentos fletores muito
intensos (Figura 10.23). Se necessário, a folga axial que existe entre o anel de retenção e sua ranhura pode
ser reduzida selecionando-se um anel de encosto de largura adequada ou usando-se laminas espaçadoras.
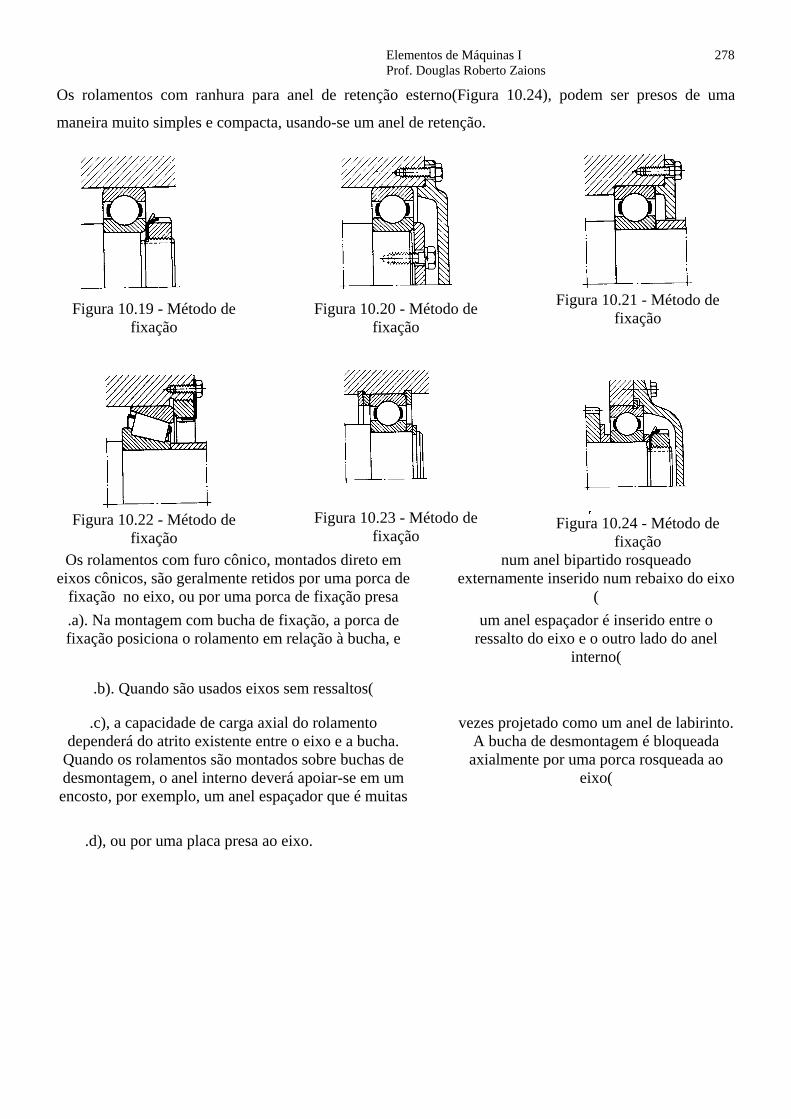
Elementos de Máquinas I 278 Prof. Douglas Roberto Zaions
Os rolamentos com ranhura para anel de retenção esterno(Figura 10.24), podem ser presos de uma
maneira muito simples e compacta, usando-se um anel de retenção.
Figura 10.19 - Método de
fixação
Figura 10.20 - Método de
fixação
Figura 10.21 - Método de
fixação
Figura 10.22 - Método de
fixação
Figura 10.23 - Método de
fixação
Figura 10.24 - Método de
fixação Os rolamentos com furo cônico, montados direto em
eixos cônicos, são geralmente retidos por uma porca de fixação no eixo, ou por uma porca de fixação presa
num anel bipartido rosqueado externamente inserido num rebaixo do eixo
(.a). Na montagem com bucha de fixação, a porca de fixação posiciona o rolamento em relação à bucha, e
um anel espaçador é inserido entre o ressalto do eixo e o outro lado do anel
interno(
.b). Quando são usados eixos sem ressaltos(
.c), a capacidade de carga axial do rolamento dependerá do atrito existente entre o eixo e a bucha.
Quando os rolamentos são montados sobre buchas de desmontagem, o anel interno deverá apoiar-se em um encosto, por exemplo, um anel espaçador que é muitas
vezes projetado como um anel de labirinto. A bucha de desmontagem é bloqueada axialmente por uma porca rosqueada ao
eixo(
.d), ou por uma placa presa ao eixo.
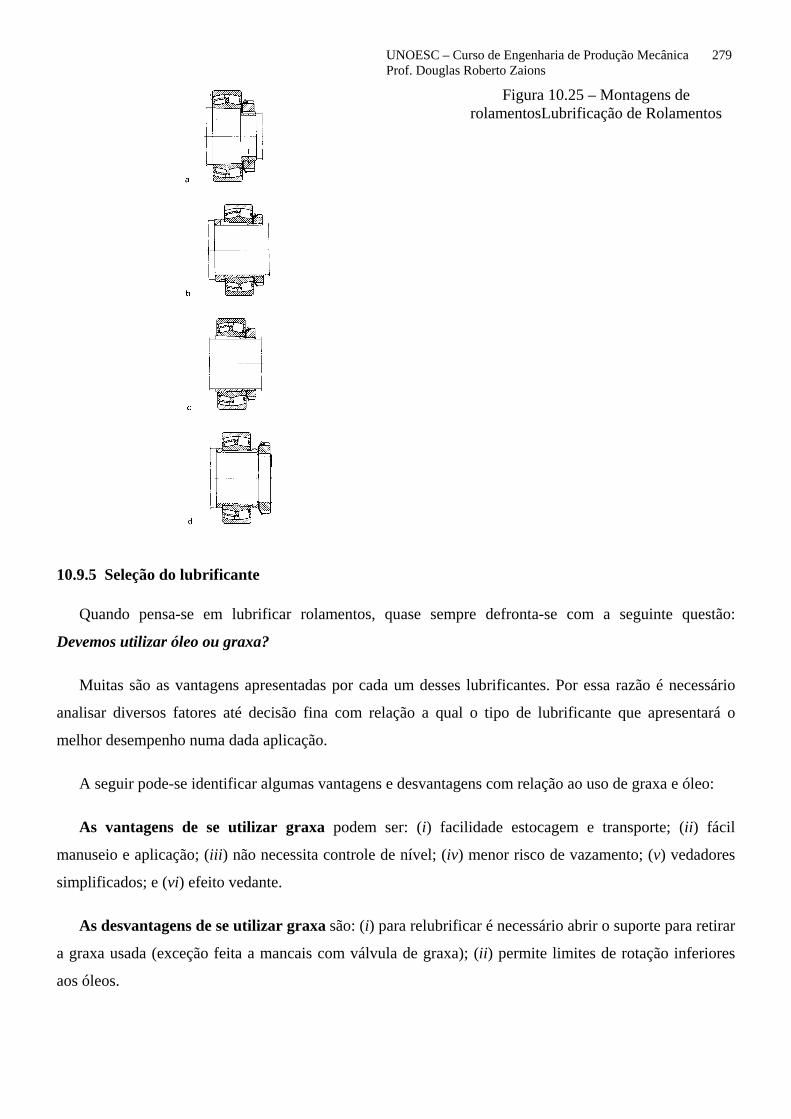
UNOESC – Curso de Engenharia de Produção Mecânica 279 Prof. Douglas Roberto Zaions
Figura 10.25 – Montagens de rolamentosLubrificação de Rolamentos
10.9.5 Seleção do lubrificante
Quando pensa-se em lubrificar rolamentos, quase sempre defronta-se com a seguinte questão:
Devemos utilizar óleo ou graxa?
Muitas são as vantagens apresentadas por cada um desses lubrificantes. Por essa razão é necessário
analisar diversos fatores até decisão fina com relação a qual o tipo de lubrificante que apresentará o
melhor desempenho numa dada aplicação.
A seguir pode-se identificar algumas vantagens e desvantagens com relação ao uso de graxa e óleo:
As vantagens de se utilizar graxa podem ser: (i) facilidade estocagem e transporte; (ii) fácil
manuseio e aplicação; (iii) não necessita controle de nível; (iv) menor risco de vazamento; (v) vedadores
simplificados; e (vi) efeito vedante.
As desvantagens de se utilizar graxa são: (i) para relubrificar é necessário abrir o suporte para retirar
a graxa usada (exceção feita a mancais com válvula de graxa); (ii) permite limites de rotação inferiores
aos óleos.
Elementos de Máquinas I 280 Prof. Douglas Roberto Zaions
As vantagens de se utilizar óleo são: (i) permite limites de rotação maiores do que os da graxa; (ii)
permite diversos métodos de lubrificação de acordo com o equipamento; (iii) quando em circulação,
refrigera o rolamento. (iv) fácil troca: um bujão de dreno e outro de relubrificação; e (v) lubrificação
conjunta dos rolamentos com engrenagens ou outros elementos mecânicos.
As desvantagens de se utilizar óleo são: (i) as desvantagens da lubrificação a óleo, seriam os pontos
destacados como vantagens para graxa, ao contrário; (ii) exemplo típico de utilização vantajosa de óleo
são as caixas de câmbio de automóveis: chegado 0 período da troca basta retirar um bujão para drenar
todo lubrificante usado, e outro para repô-lo. Caso fosse utilizada a graxa, teríamos que desmontar e lavar
o câmbio a cada troca; e (iii) máquinas de papel são um exemplo típico de lubrificação com óleo
centralizada: dezenas de mancais são lubrificados por circulação de óleo através de tubulações, desde um
reservatório central. Modernamente usam-se também sistemas centralizados para lubrificação com graxa,
porém esta, ao contrário do óleo, não é reaproveitada após passar pelo rolamento.
10.9.6 Lubrificação com Graxa
10.9.6.1 Características das graxas
A graxa nada mais é do que uma massa esponjosa de sabão impregnada de óleo. Quando essa massa é
espremida entre as pistas e os corpos rolantes do rolamento, uma pequena quantidade de óleo é liberada,
lubrificando as superfícies em movimento.
Há um grande número de graxas, disponíveis no mercado, que são adequadas para lubrificação de
rolamentos. A maioria delas consiste de óleo mineral engrossado com sabão metálico. Para condições de
trabalho especiais, há outros tipos de graxas, como, por exemplo, óleos engrossados com argilas ou
graxas contendo diésteres sintéticos ou óleos de silicone.
De uma graxa para rolamentos requer-se não somente que ela lubrifique, a fim de evitar o desgaste
ocasionado pelo atrito entre as várias partes dos rolamentos, mas também que proteja o rolamento contra
o meio ambiente a fim de evitar a ação de agentes danosos como, por exemplo, gases, água e partículas
estranhas que causariam desgaste ou corrosão no rolamento.
Há uma considerável diferença entre as características dos tipos de graxas, as quais são determinadas
pelo tipo de sabão e aditivos usados e influenciadas pelas condições de trabalho. Por conseguinte, é
importante selecionar a graxa adequada para as condições existentes de trabalho.
UNOESC – Curso de Engenharia de Produção Mecânica 281 Prof. Douglas Roberto Zaions
10.9.6.2 Poder lubrificante
Geralmente pode-se afirmar que todas as graxas devem oferecer uma boa lubrificação, se forem
observadas as recomendações concernentes aos limites de utilização. Temos que assinalar que as graxas
de cálcio não têm tanta resistência à oxidação quanto as graxas à base de lítio e por isto estas últimas
permitem maiores intervalos de relubrificação. As graxas de silicone não têm poder lubrificante tão
elevado quanto as graxas de óleo mineral. Entretanto, têm uma boa resistência à temperatura e por essa
razão são usadas em rolamentos que trabalham muito aquecidos, se a rotação for baixa e a carga for
moderada.
10.9.6.3 Intervalos de temperatura
As faixas de temperatura indicadas nas tabelas de lubrificantes, valem para temperatura constante de
operação. Em alguns casos, uma temperatura mais alta, de curta duração, pode ser permitida. O limite
superior para a temperatura está, em regra, consideravelmente abaixo do ponto de gota. Para as graxas de
cálcio, a temperatura máxima permitida é baixa, porque a água com a qual são estabilizadas pode
facilmente evaporar advindo uma decomposição do sabão metálico.
Existe atualmente a graxa de cálcio denominada "de sabão complexo de cálcio", a qual não é
estabilizada com água, e, consequentemente, pode ser usadas a temperaturas mais altas. É característico
deste tipo de graxa, tolerar lubrificação excessiva.
O efeito de frenagem do lubrificante nos corpos rolantes a temperatura extremamente baixa, é de certa
importância. É importante, especialmente se a carga no rolamento for baixa, selecionar graxas para as
quais o limite inferior de temperatura seja ligeiramente abaixo da temperatura de trabalho.
Alta temperatura destrói a graxa. Por isso, se a temperatura de trabalho está próxima ao limite
superior, intervalos de relubrificação mais curtos do que o normal devem ser usados.
10.9.6.4 Penetração (Consistência)
A penetração é a medida da consistência da graxa. A consistência é indicada de conformidade com a
escala NLGI (National Lubricating Grease Institute). Em regra, o grau 2 da consistência (penetração 265-
295, conforme ASTM) é adequado para rolamentos. Graxas com o grau de consistência 3 (penetração
220-250 conforme ASTM), são ligeiramente mais duras, sendo usadas, por exemplo para rolamentos
vibrando fortemente, onde uma graxa mole seria sacudida e submetida a um trabalho demasiadamente
severo. A Tabela 10.6 fornece a consistência das graxas para aplicação em rolametnos.
Elementos de Máquinas I 282 Prof. Douglas Roberto Zaions
10.9.6.5 Estabilidade mecânica
Uma graxa tem boa estabilidade se, quando submetida a batimento a alteração de sua consistência for
pequena. Então ela tem a habilidade de permanecer mais ou menos inalterada nos lados dos rolamentos
em rotação, e assim oferece uma boa proteção.
Tabela 10.6 – Consistência e Condições de trabalho
Entretanto há muito poucas graxas que tem boa estabilidade mecânica. A maioria das graxas de lítio
tendem a se tornar moles se submetidas a forte batimento, por exemplo, se a velocidade for alta e a caixa
estiver com mais graxa do que seria recomendável. Portanto, o espaço na caixa do rolamento para este
tipo de graxa deve ser normalmente preenchido até o máximo de 1/3; ao contrário de 1/2 para outros tipos
comuns de graxas. Durante os últimos anos entretanto, foi criado um novo tipo de graxa de lítio com uma
estabilidade muito boa. Também o novo tipo de graxa à base de cálcio, chamada graxa de complexo de
cálcio, tem uma boa estabilidade e tolera excesso de Lubrificação.
10.9.6.6 Habilidade preventiva contra ferrugem
Para "rolamentos molhados", ou seja, rolamentos nos quais considerável quantidade de água pode
penetrar, recomendamos preliminarmente graxas de cálcio com aditivo de sabão de chumbo. Essas graxas
aderem fortemente à superfície dos metais e assim a água é impedida de entrar em contato com o
rolamento.
Para "rolamentos úmidos", ou seja, rolamentos nos quais somente penetra uma pequena quantidade de
água, como, por exemplo, umidade proveniente de condensação em conseqüência de mudanças de
temperatura, recomendamos graxas de lítio com o aditivo preventivo contra a ferrugem. A maioria dos
aditivos contra a ferrugem consiste em nitrito de sódio, o qual é solúvel na água. Ultimamente, porém,
também aditivos de prevenção contra ferrugem insolúveis na água têm sido desenvolvidos.
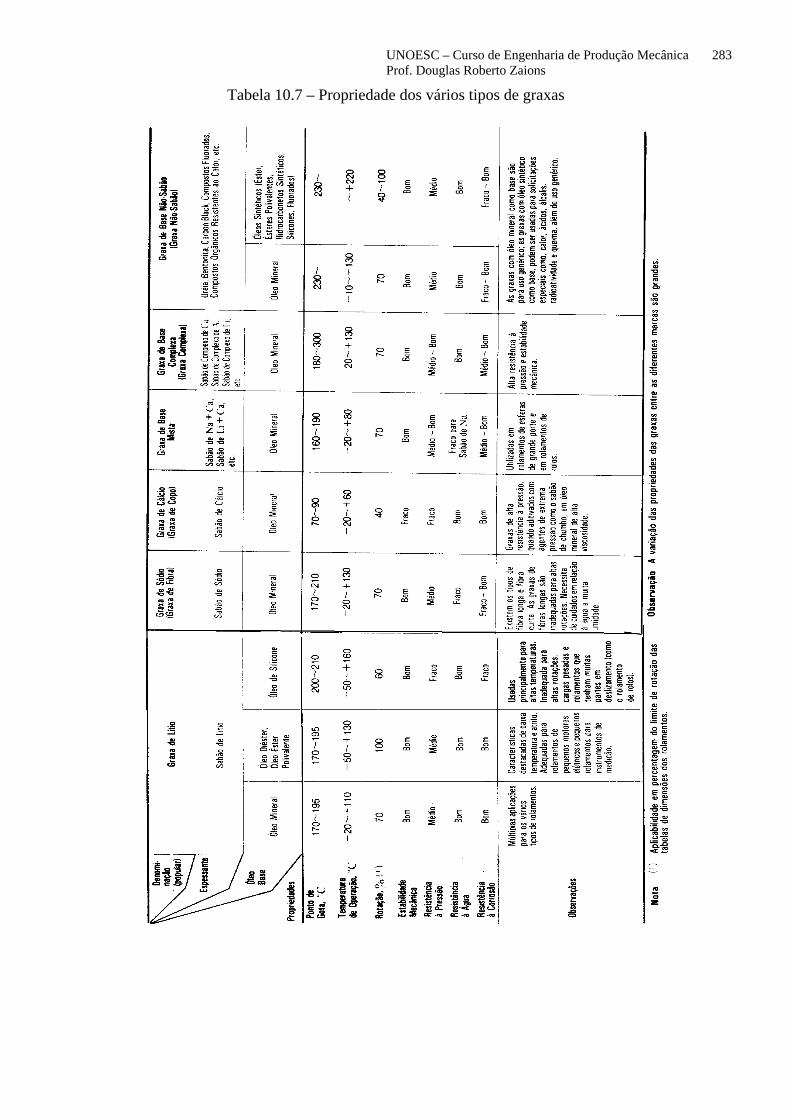
UNOESC – Curso de Engenharia de Produção Mecânica 283 Prof. Douglas Roberto Zaions
Tabela 10.7 – Propriedade dos vários tipos de graxas
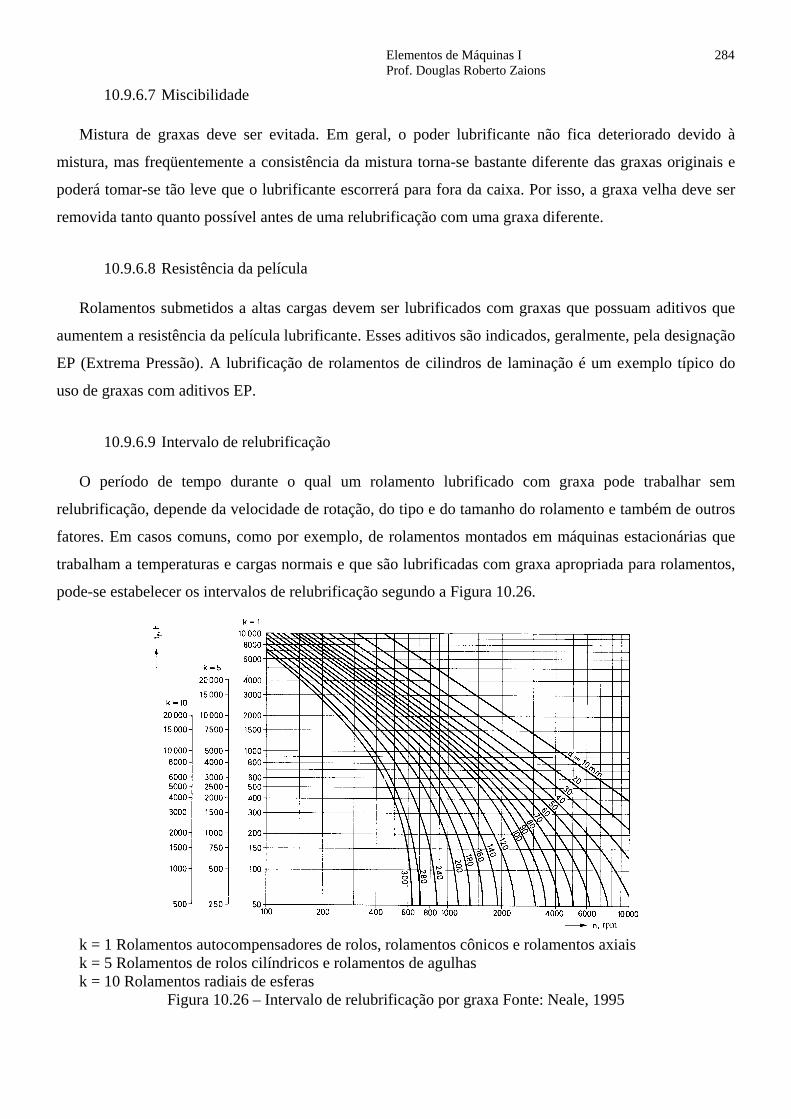
Elementos de Máquinas I 284 Prof. Douglas Roberto Zaions
10.9.6.7 Miscibilidade
Mistura de graxas deve ser evitada. Em geral, o poder lubrificante não fica deteriorado devido à
mistura, mas freqüentemente a consistência da mistura torna-se bastante diferente das graxas originais e
poderá tomar-se tão leve que o lubrificante escorrerá para fora da caixa. Por isso, a graxa velha deve ser
removida tanto quanto possível antes de uma relubrificação com uma graxa diferente.
10.9.6.8 Resistência da película
Rolamentos submetidos a altas cargas devem ser lubrificados com graxas que possuam aditivos que
aumentem a resistência da película lubrificante. Esses aditivos são indicados, geralmente, pela designação
EP (Extrema Pressão). A lubrificação de rolamentos de cilindros de laminação é um exemplo típico do
uso de graxas com aditivos EP.
10.9.6.9 Intervalo de relubrificação
O período de tempo durante o qual um rolamento lubrificado com graxa pode trabalhar sem
relubrificação, depende da velocidade de rotação, do tipo e do tamanho do rolamento e também de outros
fatores. Em casos comuns, como por exemplo, de rolamentos montados em máquinas estacionárias que
trabalham a temperaturas e cargas normais e que são lubrificadas com graxa apropriada para rolamentos,
pode-se estabelecer os intervalos de relubrificação segundo a Figura 10.26.
k = 1 Rolamentos autocompensadores de rolos, rolamentos cônicos e rolamentos axiais k = 5 Rolamentos de rolos cilíndricos e rolamentos de agulhas k = 10 Rolamentos radiais de esferas
Figura 10.26 – Intervalo de relubrificação por graxa Fonte: Neale, 1995
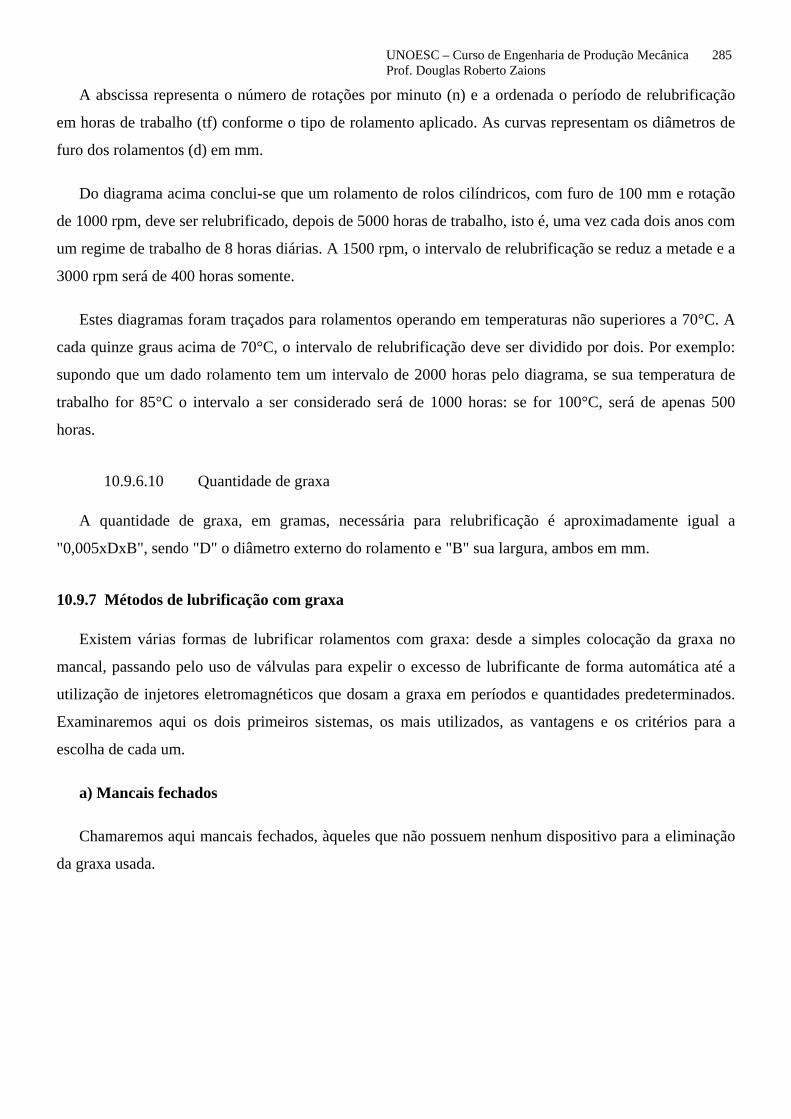
UNOESC – Curso de Engenharia de Produção Mecânica 285 Prof. Douglas Roberto Zaions
A abscissa representa o número de rotações por minuto (n) e a ordenada o período de relubrificação
em horas de trabalho (tf) conforme o tipo de rolamento aplicado. As curvas representam os diâmetros de
furo dos rolamentos (d) em mm.
Do diagrama acima conclui-se que um rolamento de rolos cilíndricos, com furo de 100 mm e rotação
de 1000 rpm, deve ser relubrificado, depois de 5000 horas de trabalho, isto é, uma vez cada dois anos com
um regime de trabalho de 8 horas diárias. A 1500 rpm, o intervalo de relubrificação se reduz a metade e a
3000 rpm será de 400 horas somente.
Estes diagramas foram traçados para rolamentos operando em temperaturas não superiores a 70°C. A
cada quinze graus acima de 70°C, o intervalo de relubrificação deve ser dividido por dois. Por exemplo:
supondo que um dado rolamento tem um intervalo de 2000 horas pelo diagrama, se sua temperatura de
trabalho for 85°C o intervalo a ser considerado será de 1000 horas: se for 100°C, será de apenas 500
horas.
10.9.6.10 Quantidade de graxa
A quantidade de graxa, em gramas, necessária para relubrificação é aproximadamente igual a
"0,005xDxB", sendo "D" o diâmetro externo do rolamento e "B" sua largura, ambos em mm.
10.9.7 Métodos de lubrificação com graxa
Existem várias formas de lubrificar rolamentos com graxa: desde a simples colocação da graxa no
mancal, passando pelo uso de válvulas para expelir o excesso de lubrificante de forma automática até a
utilização de injetores eletromagnéticos que dosam a graxa em períodos e quantidades predeterminados.
Examinaremos aqui os dois primeiros sistemas, os mais utilizados, as vantagens e os critérios para a
escolha de cada um.
a) Mancais fechados
Chamaremos aqui mancais fechados, àqueles que não possuem nenhum dispositivo para a eliminação
da graxa usada.
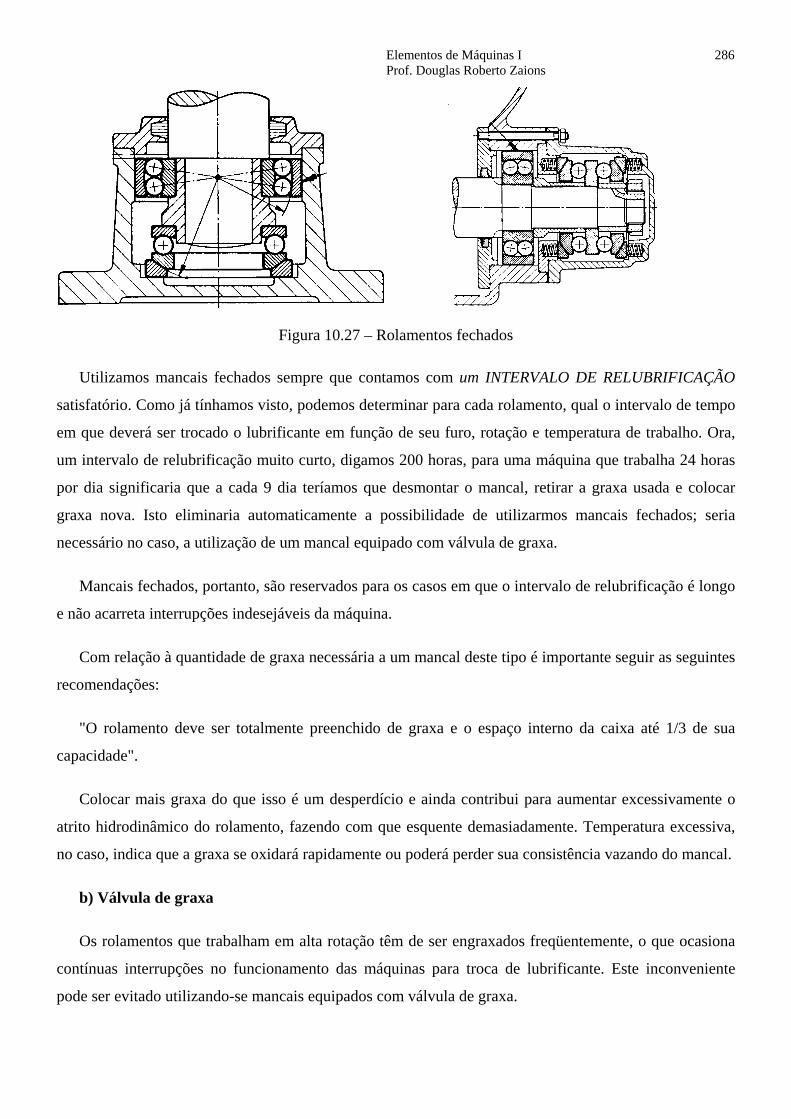
Elementos de Máquinas I 286 Prof. Douglas Roberto Zaions
Figura 10.27 – Rolamentos fechados
Utilizamos mancais fechados sempre que contamos com um INTERVALO DE RELUBRIFICAÇÃO
satisfatório. Como já tínhamos visto, podemos determinar para cada rolamento, qual o intervalo de tempo
em que deverá ser trocado o lubrificante em função de seu furo, rotação e temperatura de trabalho. Ora,
um intervalo de relubrificação muito curto, digamos 200 horas, para uma máquina que trabalha 24 horas
por dia significaria que a cada 9 dia teríamos que desmontar o mancal, retirar a graxa usada e colocar
graxa nova. Isto eliminaria automaticamente a possibilidade de utilizarmos mancais fechados; seria
necessário no caso, a utilização de um mancal equipado com válvula de graxa.
Mancais fechados, portanto, são reservados para os casos em que o intervalo de relubrificação é longo
e não acarreta interrupções indesejáveis da máquina.
Com relação à quantidade de graxa necessária a um mancal deste tipo é importante seguir as seguintes
recomendações:
"O rolamento deve ser totalmente preenchido de graxa e o espaço interno da caixa até 1/3 de sua
capacidade".
Colocar mais graxa do que isso é um desperdício e ainda contribui para aumentar excessivamente o
atrito hidrodinâmico do rolamento, fazendo com que esquente demasiadamente. Temperatura excessiva,
no caso, indica que a graxa se oxidará rapidamente ou poderá perder sua consistência vazando do mancal.
b) Válvula de graxa
Os rolamentos que trabalham em alta rotação têm de ser engraxados freqüentemente, o que ocasiona
contínuas interrupções no funcionamento das máquinas para troca de lubrificante. Este inconveniente
pode ser evitado utilizando-se mancais equipados com válvula de graxa.
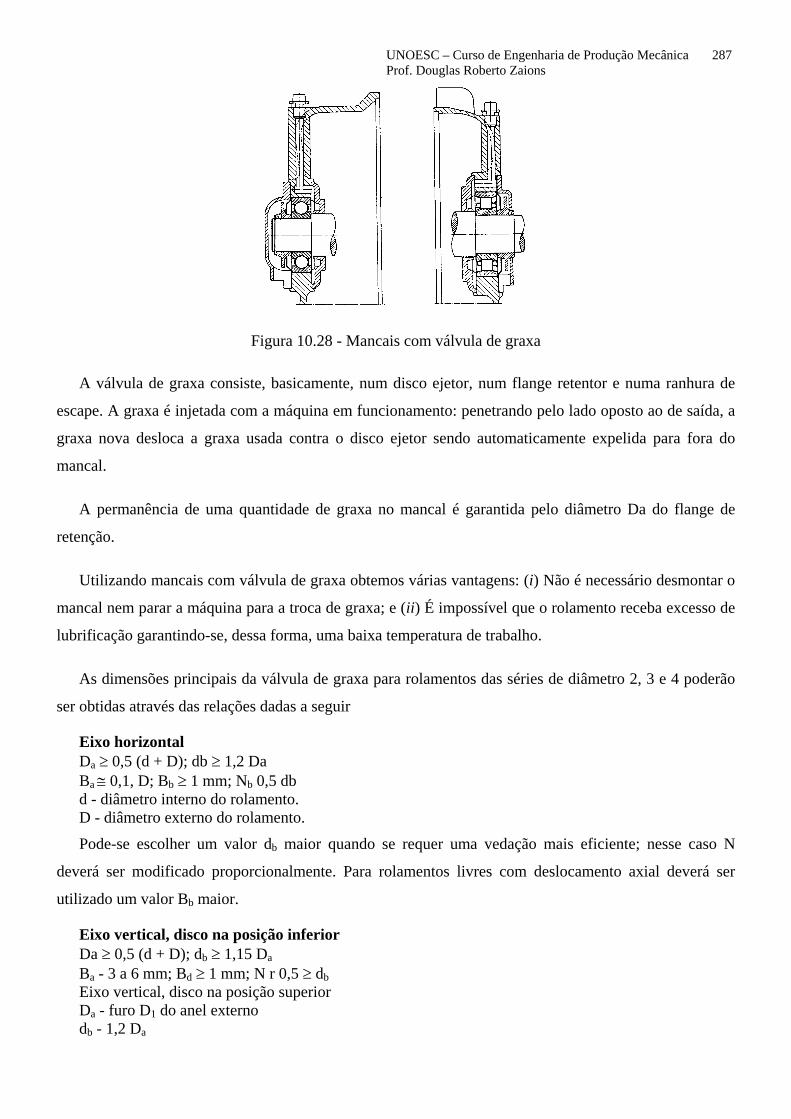
UNOESC – Curso de Engenharia de Produção Mecânica 287 Prof. Douglas Roberto Zaions
Figura 10.28 - Mancais com válvula de graxa
A válvula de graxa consiste, basicamente, num disco ejetor, num flange retentor e numa ranhura de
escape. A graxa é injetada com a máquina em funcionamento: penetrando pelo lado oposto ao de saída, a
graxa nova desloca a graxa usada contra o disco ejetor sendo automaticamente expelida para fora do
mancal.
A permanência de uma quantidade de graxa no mancal é garantida pelo diâmetro Da do flange de
retenção.
Utilizando mancais com válvula de graxa obtemos várias vantagens: (i) Não é necessário desmontar o
mancal nem parar a máquina para a troca de graxa; e (ii) É impossível que o rolamento receba excesso de
lubrificação garantindo-se, dessa forma, uma baixa temperatura de trabalho.
As dimensões principais da válvula de graxa para rolamentos das séries de diâmetro 2, 3 e 4 poderão
ser obtidas através das relações dadas a seguir
Eixo horizontal Da ≥ 0,5 (d + D); db ≥ 1,2 Da Ba ≅ 0,1, D; Bb ≥ 1 mm; Nb 0,5 db d - diâmetro interno do rolamento. D - diâmetro externo do rolamento.
Pode-se escolher um valor db maior quando se requer uma vedação mais eficiente; nesse caso N
deverá ser modificado proporcionalmente. Para rolamentos livres com deslocamento axial deverá ser
utilizado um valor Bb maior.
Eixo vertical, disco na posição inferior Da ≥ 0,5 (d + D); db ≥ 1,15 Da Ba - 3 a 6 mm; Bd ≥ 1 mm; N r 0,5 ≥ db Eixo vertical, disco na posição superior Da - furo D1 do anel externo db - 1,2 Da
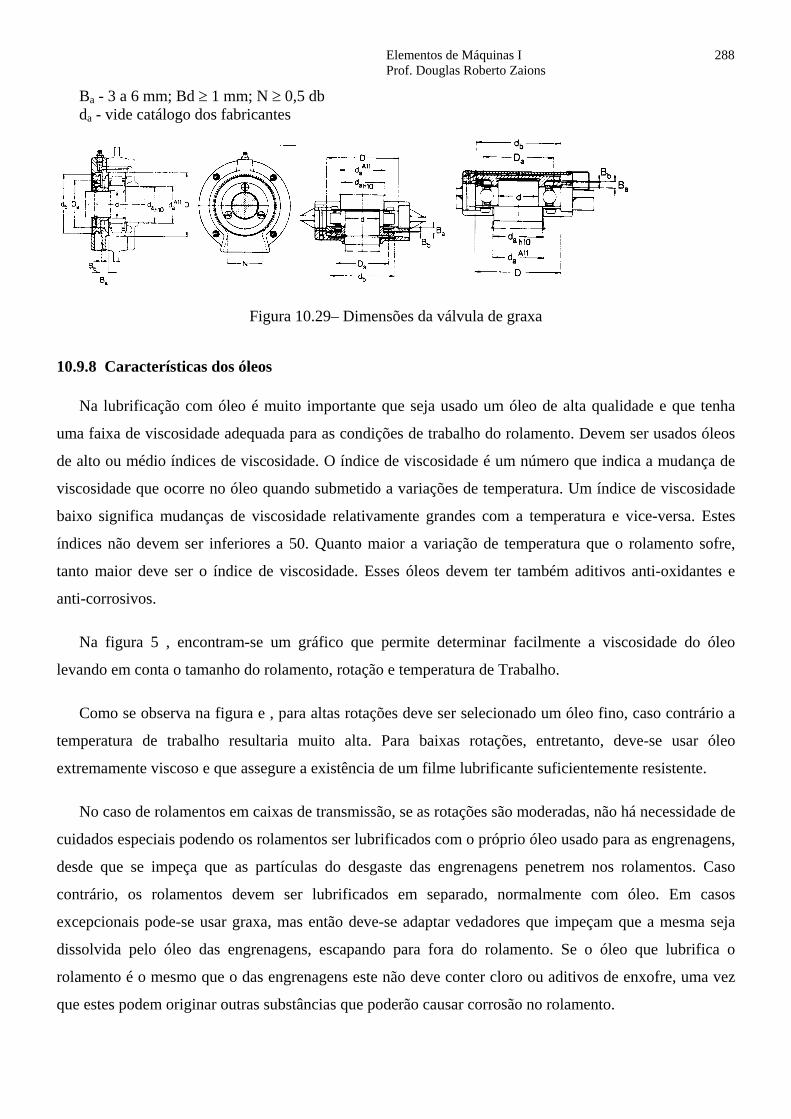
Elementos de Máquinas I 288 Prof. Douglas Roberto Zaions
Ba - 3 a 6 mm; Bd ≥ 1 mm; N ≥ 0,5 db da - vide catálogo dos fabricantes
Figura 10.29– Dimensões da válvula de graxa
10.9.8 Características dos óleos
Na lubrificação com óleo é muito importante que seja usado um óleo de alta qualidade e que tenha
uma faixa de viscosidade adequada para as condições de trabalho do rolamento. Devem ser usados óleos
de alto ou médio índices de viscosidade. O índice de viscosidade é um número que indica a mudança de
viscosidade que ocorre no óleo quando submetido a variações de temperatura. Um índice de viscosidade
baixo significa mudanças de viscosidade relativamente grandes com a temperatura e vice-versa. Estes
índices não devem ser inferiores a 50. Quanto maior a variação de temperatura que o rolamento sofre,
tanto maior deve ser o índice de viscosidade. Esses óleos devem ter também aditivos anti-oxidantes e
anti-corrosivos.
Na figura 5 , encontram-se um gráfico que permite determinar facilmente a viscosidade do óleo
levando em conta o tamanho do rolamento, rotação e temperatura de Trabalho.
Como se observa na figura e , para altas rotações deve ser selecionado um óleo fino, caso contrário a
temperatura de trabalho resultaria muito alta. Para baixas rotações, entretanto, deve-se usar óleo
extremamente viscoso e que assegure a existência de um filme lubrificante suficientemente resistente.
No caso de rolamentos em caixas de transmissão, se as rotações são moderadas, não há necessidade de
cuidados especiais podendo os rolamentos ser lubrificados com o próprio óleo usado para as engrenagens,
desde que se impeça que as partículas do desgaste das engrenagens penetrem nos rolamentos. Caso
contrário, os rolamentos devem ser lubrificados em separado, normalmente com óleo. Em casos
excepcionais pode-se usar graxa, mas então deve-se adaptar vedadores que impeçam que a mesma seja
dissolvida pelo óleo das engrenagens, escapando para fora do rolamento. Se o óleo que lubrifica o
rolamento é o mesmo que o das engrenagens este não deve conter cloro ou aditivos de enxofre, uma vez
que estes podem originar outras substâncias que poderão causar corrosão no rolamento.
UNOESC – Curso de Engenharia de Produção Mecânica 289 Prof. Douglas Roberto Zaions
10.9.8.1 Intervalos de relubrificação
A quantidade de óleo em um banho pode diminuir com o tempo devido a vazamentos ou evaporação,
devendo em tal caso adicionar-se mais óleo ao banho de tempos em tempos. Isso pode ser controlado
através de indicadores de nível adaptados em comunicação com o banho. Depois de um certo período,
porém, o óleo absorve uma série de impurezas como umidade condensada, partículas de desgaste, poeira,
etc., tornando-se impróprio para a lubrificação. Um dos fatores que mais contribuem para a diminuição
das propriedades lubrificantes do óleo é a sua oxidação pelo ar atmosférico, formando o que usualmente
se chama de borra.
A velocidade de oxidação de um óleo depende muito da temperatura. Existe, portanto, um intervalo de
tempo após o qual o óleo deve ser totalmente substituído.
Esses intervalos são em geral determinados pela experiência prática em cada caso. De uma forma
geral, porém, podemos estabelecer as seguintes recomendações:
Se a temperatura for inferior a 60°C e o risco de contaminação por poeira ou umidade é pequeno, um
intervalo de relubrificação de um ano pode ser usado.
Se as condições de trabalho são mais severas, a troca deve ser mais freqüente: a 100°C a troca deve
ser feita ao fim de cada três meses e a 120° a cada mês.
Se a temperatura de trabalho ultrapassar esse limite, deverá ser previsto um sistema de refrigeração
do óleo.
10.9.8.2 Seleção do óleo
A viscosidade é uma das propriedades mais importantes de um óleo, e diminui à medida que a
temperatura aumenta. Para que um filme de óleo suficientemente espesso possa existir entre os contatos
dos corpos rolantes e pistas, a sua viscosidade não deve cair abaixo de um valor mínimo na temperatura
de trabalho. A viscosidade cinemática ν1, requerida para a temperatura de trabalho para garantir boa
lubrificação, pode ser determinada na figura 2, para um óleo mineral. Quando a temperatura de trabalho é
conhecida por experiência ou pode ser determinada de outra forma, a viscosidade correspondente à
temperatura de referência de 40 °C, normalizada internacionalmente, ou à outras temperaturas de teste
(p.ex. 20 ou 50 °C) pode ser obtida do diagrama da figura 5 (baseado num índice de viscosidade 85).
Certos tipos de rolamentos p.ex. autocompensadores de rolos, de rolos cônicos e axiais
autocompensadores de rolos, normalmente possuem temperaturas de trabalho mais altas que as de outros
rolamentos, p.ex. rígidos de esferas e de rolos cilíndricos, sob condições de operação comparáveis.
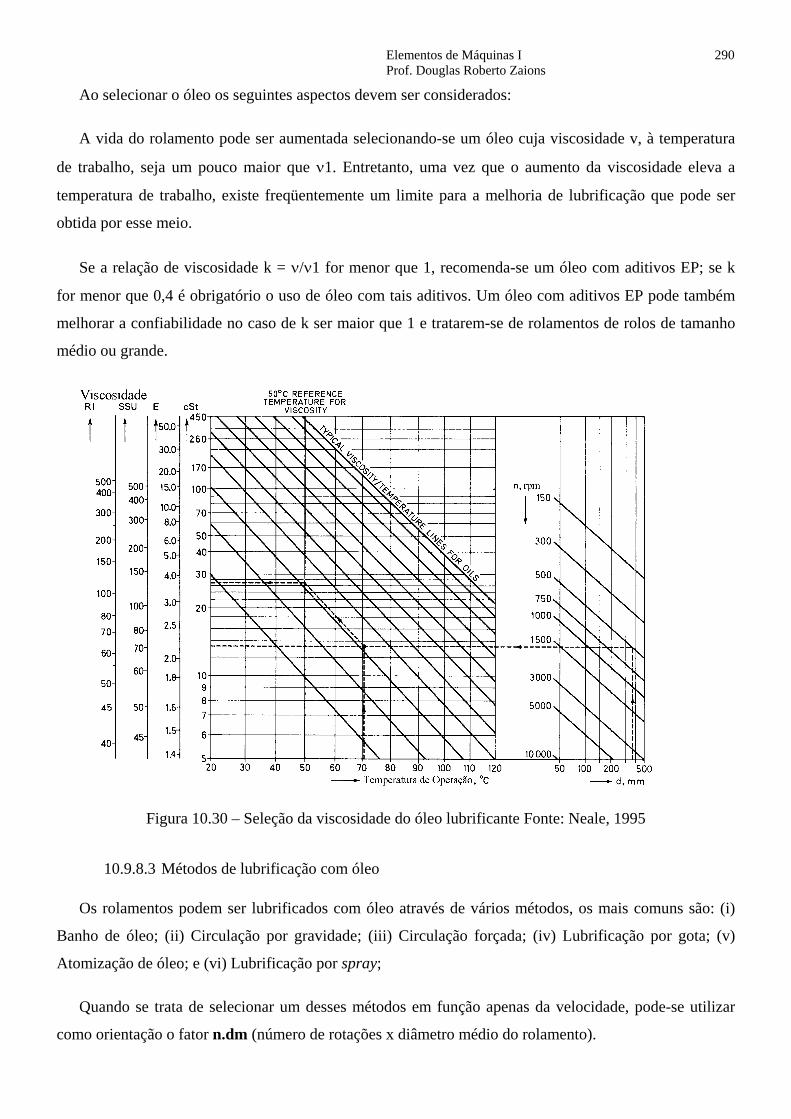
Elementos de Máquinas I 290 Prof. Douglas Roberto Zaions
Ao selecionar o óleo os seguintes aspectos devem ser considerados:
A vida do rolamento pode ser aumentada selecionando-se um óleo cuja viscosidade v, à temperatura
de trabalho, seja um pouco maior que ν1. Entretanto, uma vez que o aumento da viscosidade eleva a
temperatura de trabalho, existe freqüentemente um limite para a melhoria de lubrificação que pode ser
obtida por esse meio.
Se a relação de viscosidade k = ν/ν1 for menor que 1, recomenda-se um óleo com aditivos EP; se k
for menor que 0,4 é obrigatório o uso de óleo com tais aditivos. Um óleo com aditivos EP pode também
melhorar a confiabilidade no caso de k ser maior que 1 e tratarem-se de rolamentos de rolos de tamanho
médio ou grande.
Figura 10.30 – Seleção da viscosidade do óleo lubrificante Fonte: Neale, 1995
10.9.8.3 Métodos de lubrificação com óleo
Os rolamentos podem ser lubrificados com óleo através de vários métodos, os mais comuns são: (i)
Banho de óleo; (ii) Circulação por gravidade; (iii) Circulação forçada; (iv) Lubrificação por gota; (v)
Atomização de óleo; e (vi) Lubrificação por spray;
Quando se trata de selecionar um desses métodos em função apenas da velocidade, pode-se utilizar
como orientação o fator n.dm (número de rotações x diâmetro médio do rolamento).
UNOESC – Curso de Engenharia de Produção Mecânica 291 Prof. Douglas Roberto Zaions
O diâmetro médio dm é obtido pela fórmula: dm = (d + D) x 0,5
onde: d = diâmetro do furo; D= diâmetro externo.
No quadro abaixo, são indicados os valores máximos ndm que, da experiência prática, têm
comprovado bons resultados em temperaturas e aplicações normais.
Tabela 10.8 – Fator n dm
Sistema de Lubrificação Fator n.dm < Banho em óleo 100.000
Circulação por Gravidade 400.000 Circulação Forçada 750.000
Gota 500.000 Atomização 1.000.000
Spray 1.300.000
10.9.8.4 Banho de Óleo
O banho de óleo é um método de lubrificação bastante simples e adequado para rolamentos
trabalhando a baixas rotações. O reservatório do óleo do mancal deve ser amplamente dimensionado. O
nível estático de óleo não deve ultrapassar o centro do corpo rolante situado na posição mais baixa do
rolamento um nível alto pode dar lugar a vazamentos, formação de espuma e aquecimento por excesso de
lubrificante.
Existem casos em que o nível de óleo pode ser mais baixo, obtendo-se assim menores temperaturas de
funcionamento. Isto porém, só pode ser determinado por teste, e se deve garantir sempre que os corpos
rolantes tenham um certo contato com o banho.
Durante os primeiros períodos de operação de rolamentos lubrificados por banho de óleo comum a
outros elementos de máquina, por exemplo engrenagens, é conveniente trocar o óleo após os 10-15
primeiros minutos de operação. Outras trocas de óleo podem ser necessárias após algumas horas de uso,
caso o óleo ainda se apresente sujo. Se o óleo for encontrado limpo e livre de partículas metálicas,
normalmente não serão necessárias novas trocas de óleo, a não ser as especificadas nos períodos de
relubrificação.
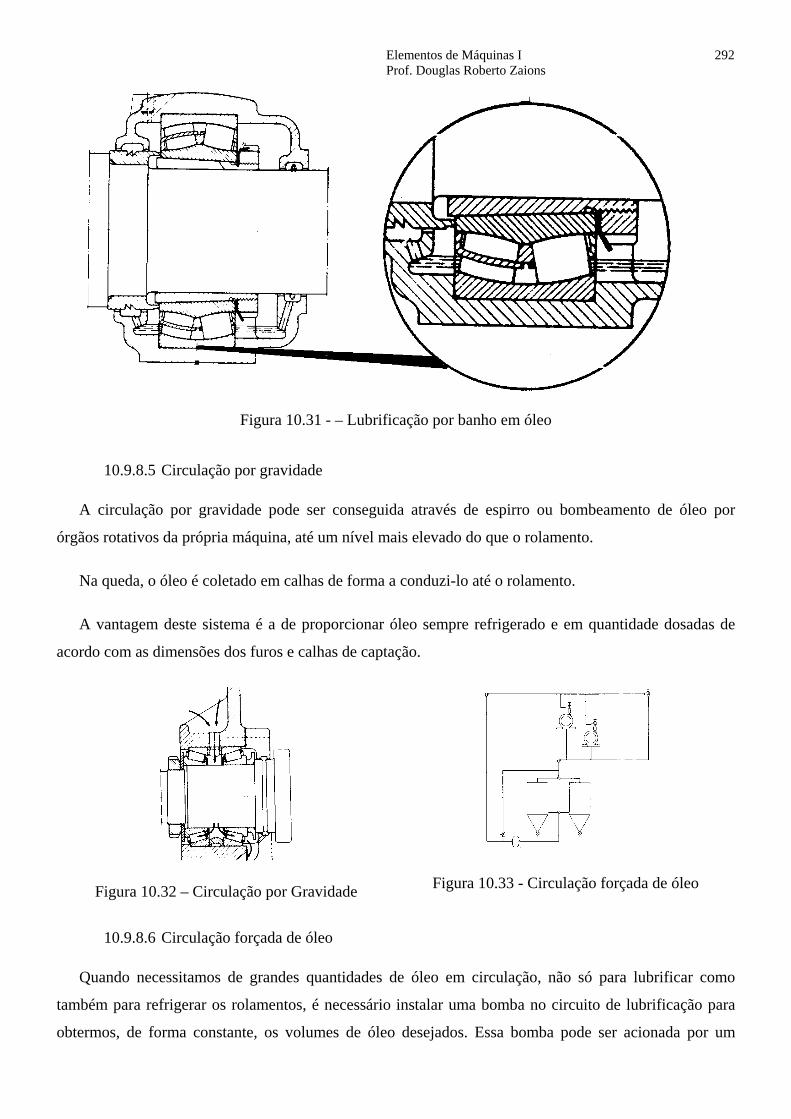
Elementos de Máquinas I 292 Prof. Douglas Roberto Zaions
Figura 10.31 - – Lubrificação por banho em óleo
10.9.8.5 Circulação por gravidade
A circulação por gravidade pode ser conseguida através de espirro ou bombeamento de óleo por
órgãos rotativos da própria máquina, até um nível mais elevado do que o rolamento.
Na queda, o óleo é coletado em calhas de forma a conduzi-lo até o rolamento.
A vantagem deste sistema é a de proporcionar óleo sempre refrigerado e em quantidade dosadas de
acordo com as dimensões dos furos e calhas de captação.
Figura 10.32 – Circulação por Gravidade
Figura 10.33 - Circulação forçada de óleo
10.9.8.6 Circulação forçada de óleo
Quando necessitamos de grandes quantidades de óleo em circulação, não só para lubrificar como
também para refrigerar os rolamentos, é necessário instalar uma bomba no circuito de lubrificação para
obtermos, de forma constante, os volumes de óleo desejados. Essa bomba pode ser acionada por um
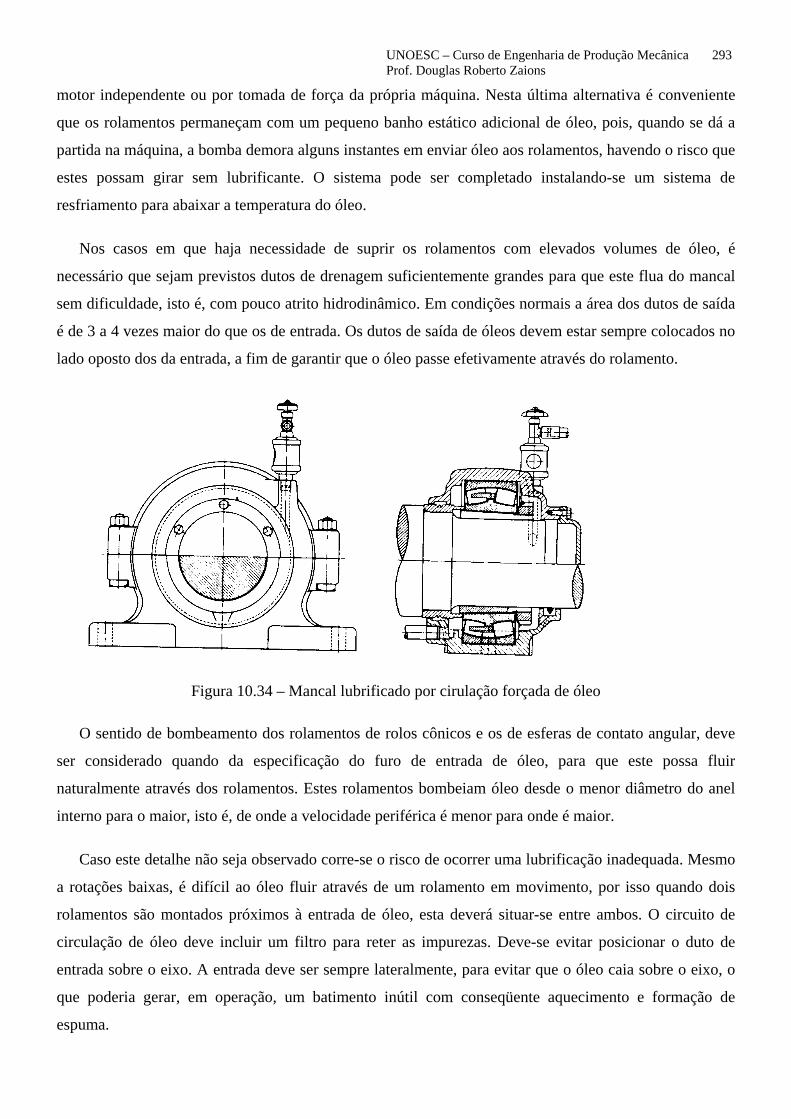
UNOESC – Curso de Engenharia de Produção Mecânica 293 Prof. Douglas Roberto Zaions
motor independente ou por tomada de força da própria máquina. Nesta última alternativa é conveniente
que os rolamentos permaneçam com um pequeno banho estático adicional de óleo, pois, quando se dá a
partida na máquina, a bomba demora alguns instantes em enviar óleo aos rolamentos, havendo o risco que
estes possam girar sem lubrificante. O sistema pode ser completado instalando-se um sistema de
resfriamento para abaixar a temperatura do óleo.
Nos casos em que haja necessidade de suprir os rolamentos com elevados volumes de óleo, é
necessário que sejam previstos dutos de drenagem suficientemente grandes para que este flua do mancal
sem dificuldade, isto é, com pouco atrito hidrodinâmico. Em condições normais a área dos dutos de saída
é de 3 a 4 vezes maior do que os de entrada. Os dutos de saída de óleos devem estar sempre colocados no
lado oposto dos da entrada, a fim de garantir que o óleo passe efetivamente através do rolamento.
Figura 10.34 – Mancal lubrificado por cirulação forçada de óleo
O sentido de bombeamento dos rolamentos de rolos cônicos e os de esferas de contato angular, deve
ser considerado quando da especificação do furo de entrada de óleo, para que este possa fluir
naturalmente através dos rolamentos. Estes rolamentos bombeiam óleo desde o menor diâmetro do anel
interno para o maior, isto é, de onde a velocidade periférica é menor para onde é maior.
Caso este detalhe não seja observado corre-se o risco de ocorrer uma lubrificação inadequada. Mesmo
a rotações baixas, é difícil ao óleo fluir através de um rolamento em movimento, por isso quando dois
rolamentos são montados próximos à entrada de óleo, esta deverá situar-se entre ambos. O circuito de
circulação de óleo deve incluir um filtro para reter as impurezas. Deve-se evitar posicionar o duto de
entrada sobre o eixo. A entrada deve ser sempre lateralmente, para evitar que o óleo caia sobre o eixo, o
que poderia gerar, em operação, um batimento inútil com conseqüente aquecimento e formação de
espuma.
Elementos de Máquinas I 294 Prof. Douglas Roberto Zaions
10.9.8.7 Lubriticação por gota
Neste método, o óleo é levado ao rolamento a intervalos determinados; gota a gota. A quantidade de
óleo pode ser na realidade bastante pequena para que as perdas por atrito em altas velocidades sejam
também pequenas, entretanto não é garantido que o óleo penetre dentro do rolamento em altas rotações.
Este método não é muito difundido face ao baixo fator n.dm que oferece. Na maioria dos casos, dá-se
preferência ao sistema de atomização de óleo que tem o fator n.dm sensivelmente superior.
10.9.8.8 Atomização de óleo
Apresenta vantagens excepcionais quando utilizado em equipamentos de alta rotação:o óleo pode ser
dosado em pequenas quantidades e, consequentemente, atrito hidrodinâmico pode ser substancialmente
reduzido. A um menor atrito hidrodinâmico corresponde uma temperatura de trabalho mais baixa. Em
matéria de equipamentos de precisão, uma temperatura baixa de trabalho é garantia de que os
componentes da máquina não sofrerão grandes deformações e, portanto, suas características de precisão
de giro não serão afetadas.
1 - Válvula de fechamento 2 - Atomizador de óle 3 - Válvula de controle 4 - Tubulação principal 5 - Caixa distribuidora 6 - Conexão 7 - Niple de condensação 8 - Tubulação secundária 9 - Conexão 10- Niple de pulverização
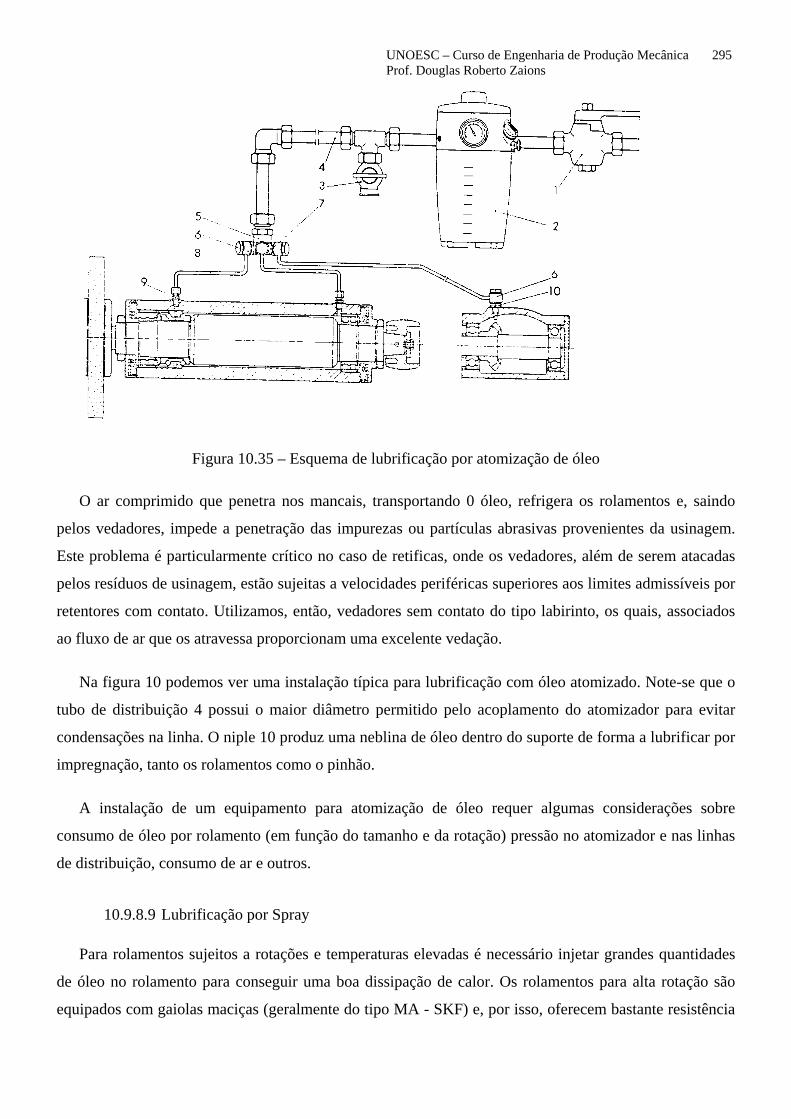
UNOESC – Curso de Engenharia de Produção Mecânica 295 Prof. Douglas Roberto Zaions
Figura 10.35 – Esquema de lubrificação por atomização de óleo
O ar comprimido que penetra nos mancais, transportando 0 óleo, refrigera os rolamentos e, saindo
pelos vedadores, impede a penetração das impurezas ou partículas abrasivas provenientes da usinagem.
Este problema é particularmente crítico no caso de retificas, onde os vedadores, além de serem atacadas
pelos resíduos de usinagem, estão sujeitas a velocidades periféricas superiores aos limites admissíveis por
retentores com contato. Utilizamos, então, vedadores sem contato do tipo labirinto, os quais, associados
ao fluxo de ar que os atravessa proporcionam uma excelente vedação.
Na figura 10 podemos ver uma instalação típica para lubrificação com óleo atomizado. Note-se que o
tubo de distribuição 4 possui o maior diâmetro permitido pelo acoplamento do atomizador para evitar
condensações na linha. O niple 10 produz uma neblina de óleo dentro do suporte de forma a lubrificar por
impregnação, tanto os rolamentos como o pinhão.
A instalação de um equipamento para atomização de óleo requer algumas considerações sobre
consumo de óleo por rolamento (em função do tamanho e da rotação) pressão no atomizador e nas linhas
de distribuição, consumo de ar e outros.
10.9.8.9 Lubrificação por Spray
Para rolamentos sujeitos a rotações e temperaturas elevadas é necessário injetar grandes quantidades
de óleo no rolamento para conseguir uma boa dissipação de calor. Os rolamentos para alta rotação são
equipados com gaiolas maciças (geralmente do tipo MA - SKF) e, por isso, oferecem bastante resistência
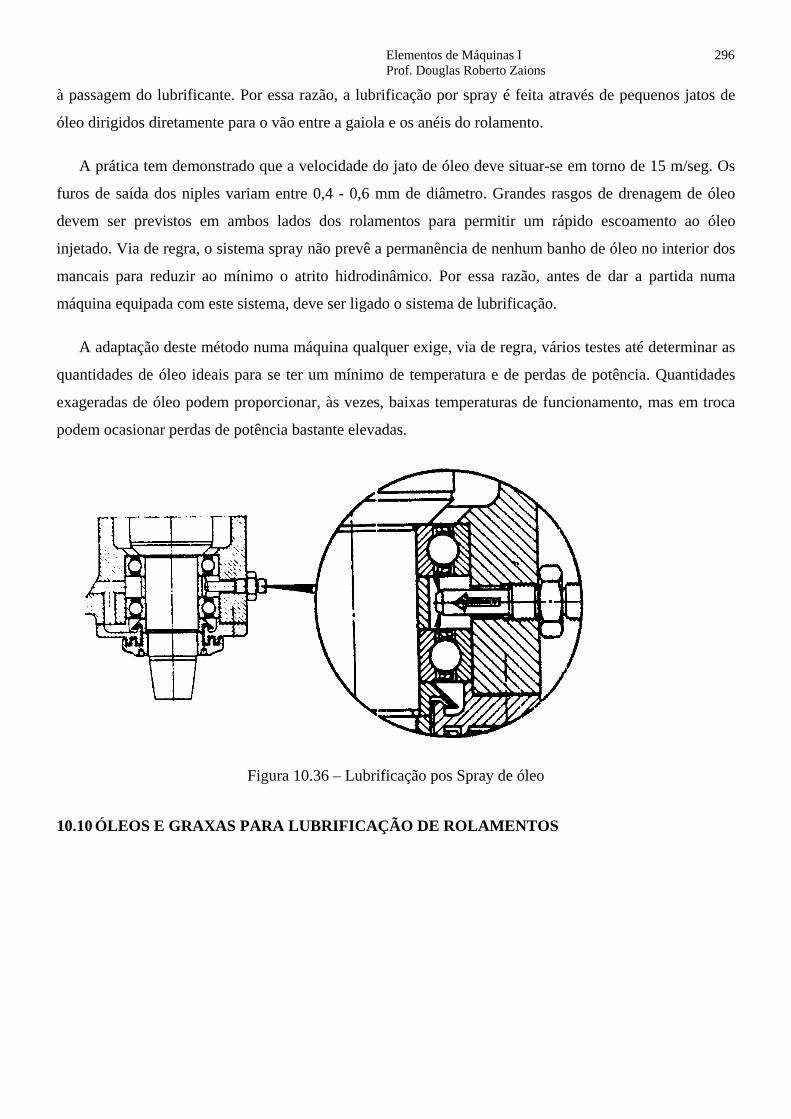
Elementos de Máquinas I 296 Prof. Douglas Roberto Zaions
à passagem do lubrificante. Por essa razão, a lubrificação por spray é feita através de pequenos jatos de
óleo dirigidos diretamente para o vão entre a gaiola e os anéis do rolamento.
A prática tem demonstrado que a velocidade do jato de óleo deve situar-se em torno de 15 m/seg. Os
furos de saída dos niples variam entre 0,4 - 0,6 mm de diâmetro. Grandes rasgos de drenagem de óleo
devem ser previstos em ambos lados dos rolamentos para permitir um rápido escoamento ao óleo
injetado. Via de regra, o sistema spray não prevê a permanência de nenhum banho de óleo no interior dos
mancais para reduzir ao mínimo o atrito hidrodinâmico. Por essa razão, antes de dar a partida numa
máquina equipada com este sistema, deve ser ligado o sistema de lubrificação.
A adaptação deste método numa máquina qualquer exige, via de regra, vários testes até determinar as
quantidades de óleo ideais para se ter um mínimo de temperatura e de perdas de potência. Quantidades
exageradas de óleo podem proporcionar, às vezes, baixas temperaturas de funcionamento, mas em troca
podem ocasionar perdas de potência bastante elevadas.
Figura 10.36 – Lubrificação pos Spray de óleo
10.10 ÓLEOS E GRAXAS PARA LUBRIFICAÇÃO DE ROLAMENTOS
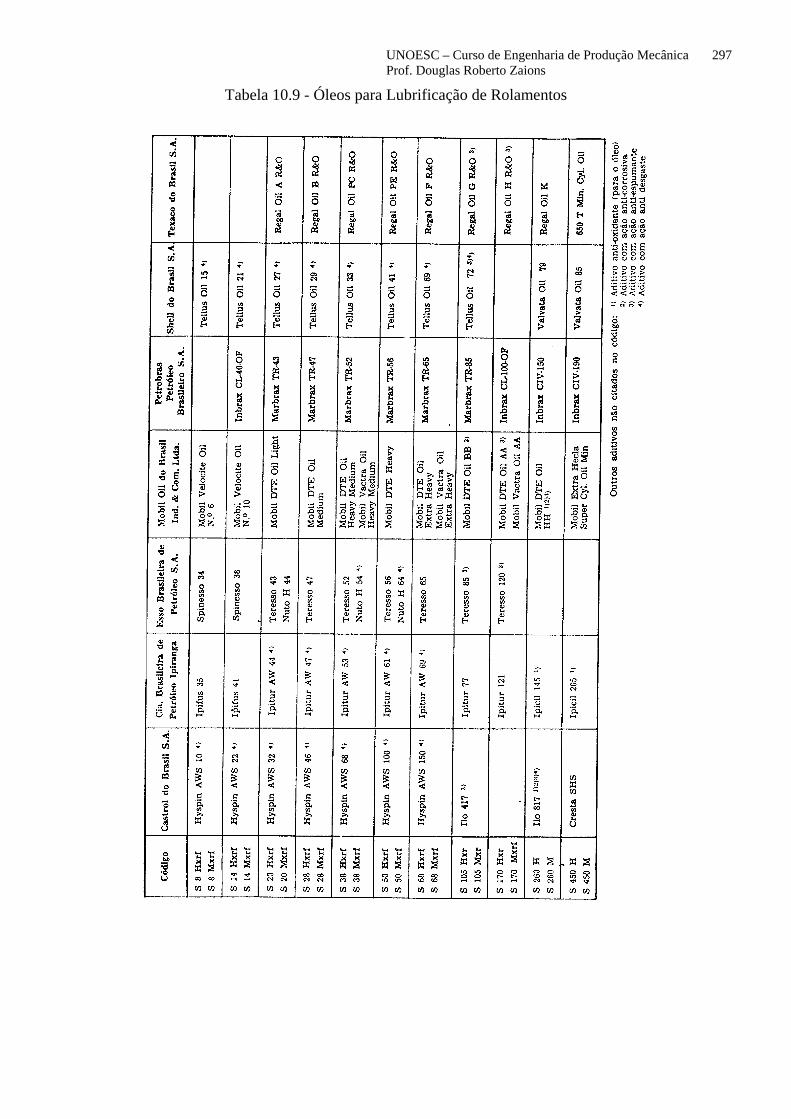
UNOESC – Curso de Engenharia de Produção Mecânica 297 Prof. Douglas Roberto Zaions
Tabela 10.9 - Óleos para Lubrificação de Rolamentos
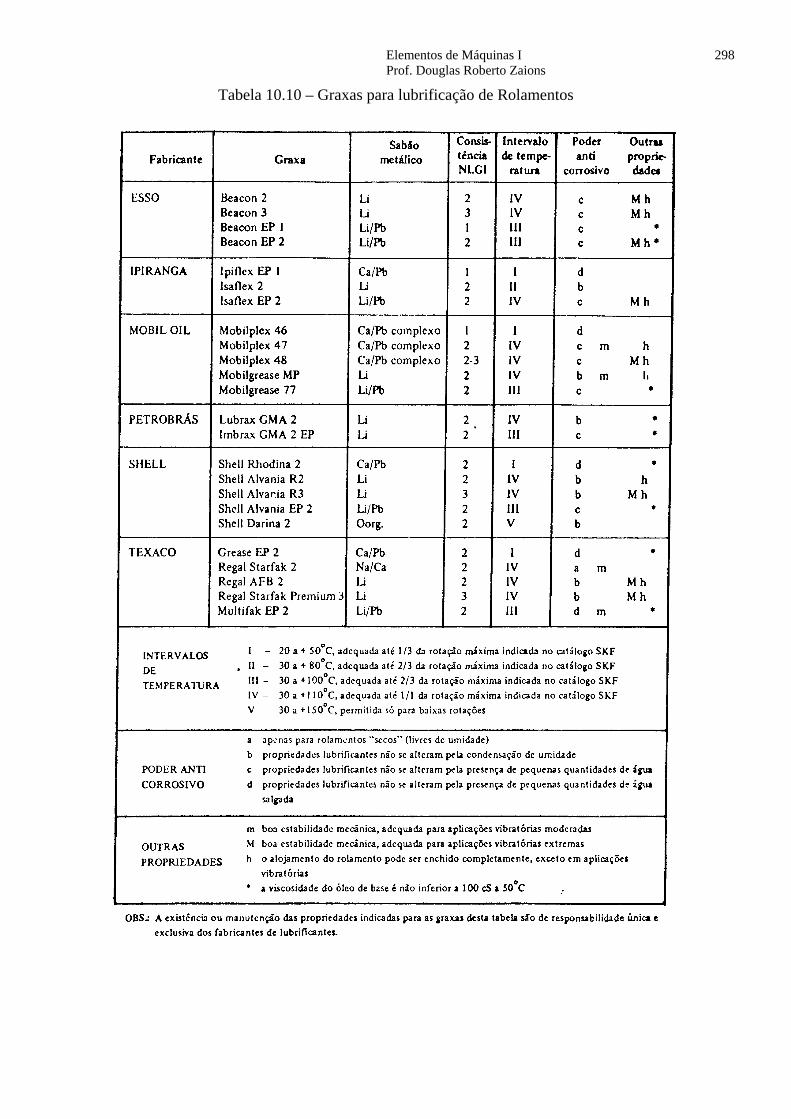
Elementos de Máquinas I 298 Prof. Douglas Roberto Zaions
Tabela 10.10 – Graxas para lubrificação de Rolamentos
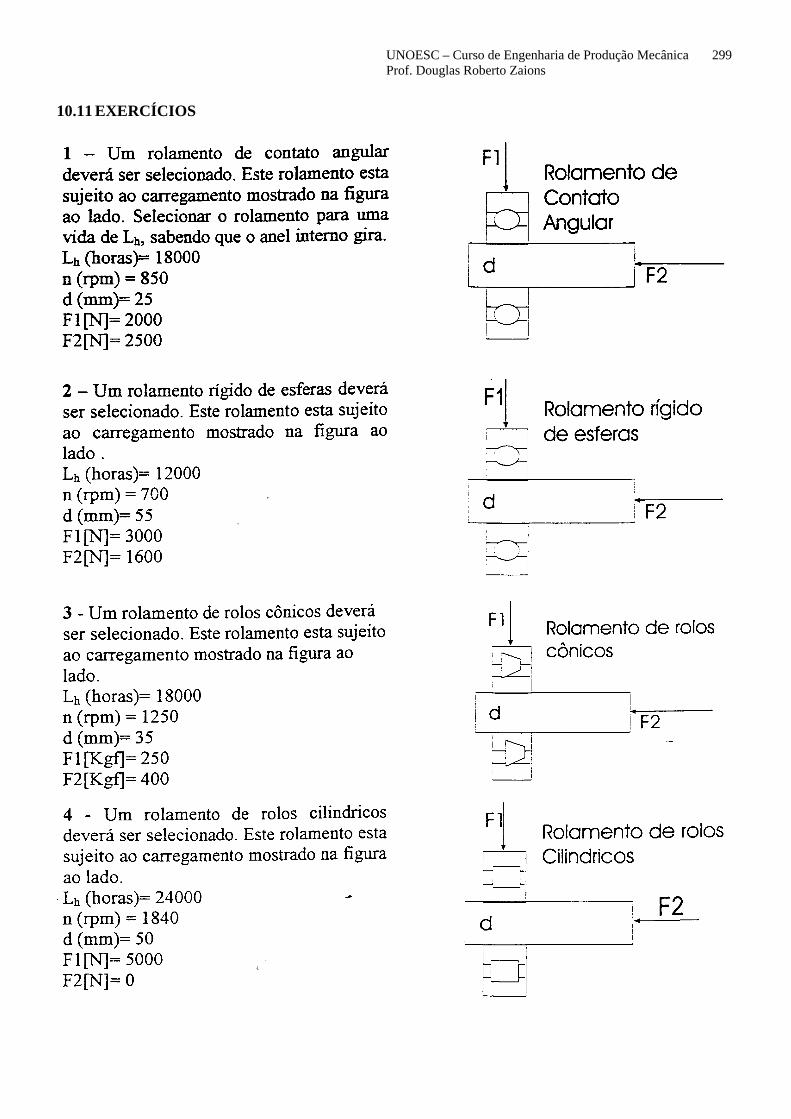
UNOESC – Curso de Engenharia de Produção Mecânica 299 Prof. Douglas Roberto Zaions
10.11 EXERCÍCIOS