APRIMORAMENTO E AVALIAÇÃO TÉCNICO-ECONÔMICA DO … Marcela e Maria Luiza.pdfconhecimento quando...
82
UNIVERSIDADE FEDERAL FLUMINENSE ESCOLA DE ENGENHARIA DEPARTAMENTO DE ENGENHARIA QUÍMICA E DE PETRÓLEO MARCELA CIANNI GOULART MORI SOARES MARIA LUIZA DE ASSIS MARCOLAN APRIMORAMENTO E AVALIAÇÃO TÉCNICO-ECONÔMICA DO PROCESSO PRODUTIVO DE FORMALINA COM BASE EM SIMULAÇÃO COMPUTACIONAL Niterói 2/2019
Transcript of APRIMORAMENTO E AVALIAÇÃO TÉCNICO-ECONÔMICA DO … Marcela e Maria Luiza.pdfconhecimento quando...
UNIVERSIDADE FEDERAL FLUMINENSE
ESCOLA DE ENGENHARIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA E DE PETRÓLEO
MARCELA CIANNI GOULART MORI SOARES
MARIA LUIZA DE ASSIS MARCOLAN
APRIMORAMENTO E AVALIAÇÃO TÉCNICO-ECONÔMICA DO
PROCESSO PRODUTIVO DE FORMALINA COM BASE EM
SIMULAÇÃO COMPUTACIONAL
Niterói2/2019
MARCELA CIANNI GOULART MORI SOARES
MARIA LUIZA DE ASSIS MARCOLAN
APRIMORAMENTO E AVALIAÇÃO TÉCNICO-ECONÔMICA DO
PROCESSO PRODUTIVO DE FORMALINA COM BASE EM
SIMULAÇÃO COMPUTACIONAL
ORIENTADORES
Prof. Dr. Diego Martinez Prata
M.Sc. Patrick Vaz Mangili
Niterói2/2019
Projeto Final apresentado ao Curso de Graduação em
Engenharia Química, oferecido pelo departamento de
Engenharia Química e de Petróleo da Escola de
Engenharia da Universidade Federal Fluminense,
como requisito parcial para obtenção do Grau de
Bacharel em Engenheira Química.

Ficha catalográfica automática - SDC/BEEGerada com informações fornecidas pelo autor
Bibliotecária responsável: Fabiana Menezes Santos da Silva - CRB7/5274
M321a Marcolan, Maria Luiza de Assis APRIMORAMENTO E AVALIAÇÃO TÉCNICO-ECONÔMICA DO PROCESSOPRODUTIVO DE FORMALINA COM BASE EM SIMULAÇÃO COMPUTACIONAL /Maria Luiza de Assis Marcolan, Marcela Cianni Goulart MoriSoares ; Diego Martinez Prata, orientador ; Patrick VazMangili, coorientador. Niterói, 2019. 81 p. : il.
Trabalho de Conclusão de Curso (Graduação em EngenhariaQuímica)-Universidade Federal Fluminense, Escola deEngenharia, Niterói, 2019.
1. Simulação por computador. 2. Viabilidade econômica. 3.Formaldeído. 4. Reaproveitamento Energético. 5. Produçãointelectual. I. Soares, Marcela Cianni Goulart Mori. II.Prata, Diego Martinez, orientador. III. Mangili, Patrick Vaz,coorientador. IV. Universidade Federal Fluminense. Escola deEngenharia. V. Título.
CDD -


AGRADECIMENTOS
Agradeço primeiro à minha irmã, Giovanna Goulart, que sempre esteve ao meu lado,
me incentivando a buscar todos meus sonhos. Aos meus pais, Sândia Goulart e Marcos Antônio
Mori, que me deram todo amor e apoio necessário para que eu pudesse continuar trilhando meu
caminho. Aos meus avós, Ivo Soares, Maria José Mori e Nilcea Cianni, meus padrinhos, Vânia
Goulart e Ivo Soares Júnior, meus tios e primos, que estão sempre torcendo por mim.
Em segundo lugar, agradeço ao meu avô Lêdo Goulart, que me deixou muito
conhecimento quando ainda em vida e é minha inspiração e porto seguro até hoje.
Gostaria de agradecer, também, aos meus amigos de faculdade, que me acompanharam
em toda essa trajetória, Laura Vieira, Amanda Mendes, Gabriela Poncinelli, Clara Ventorini,
Matheus Vittori, Gabriela Rodrigues, Giulia Brollo e Gabriel Hage. Às minhas amigas de
intercâmbio, Nielly Prestes, Anna Rhaabe e Brígida Alves. Aos meus amigos que estão sempre
comigo, Júlia Mol, Gabriel Lopes, Fabiana Costa, Marina Jardim, Maria Antônia Bastos,
Juliana Schrader, Clara Pimenta, Anna Carolina Minetti, Nathália Potyguara, Felipe Meira,
Bernado Barbosa, Bruna Novaes, Débora Bastos, Fabiana Boquimpani, Marina Barreto, Larissa
Montenegro, Natália Gautreaux, Catherine Colchete, Beatriz Strauss.
Por fim, deixo meu agradecimento especial à minha companheira de projeto, Maria
Luiza Marcolan, aos meus orientadores, M.Sc. Patrick Mangili e Prof. Dr. Diego Martinez
Prata, aos professores e à faculdade, por me proporcionarem absorver tanto conhecimento em
todos esses anos e me formarem Engenheira Química.
“Sonhe com o que você quiser. Vá para onde você queira ir. Seja o que você quiser ser,
porque você possui apenas uma vida. E nela só temos uma chance de fazer aquilo que
queremos. Tenha felicidade bastante para fazê-la doce.
Dificuldades para fazê-la forte. Tristeza para fazê-la humana.
E esperança suficiente para fazê-la feliz.”
Clarice Lispector
Marcela Cianni Goulart Mori Soares
AGRADECIMENTOS
Primeiramente, gostaria de agradecer à minha dupla, Marcela Goulart, e a meus
orientadores, M. Sc. Patrick Mangili e Prof. Dr. Diego Prata, por toda a ajuda e aprendizado
durante o período de desenvolvimento deste trabalho. Agradeço toda a disponibilidade,
paciência e trabalho duro durante estes últimos meses.
Gostaria de agradecer também a meus grandes amigos da UFF, Mariah Britto, Thais
Stilck, Pedro Luchetti e Pedro Junqueira, por todos esses anos maravilhosos que vivemos e
crescemos juntos. Também agradeço a meus amigos da escola Macedo Soares, Barbara Gama,
Carmem Celes, Helena Cândido e Ana Luiza Fernandes por todo o desenvolvimento pessoal
que passamos juntas desde os 12 anos de idade. Vocês foram e são essenciais para todas essas
etapas vividas, e para as futuras também.
Muito obrigada também a meus amigos do intercâmbio, Elisama Macedo e Paula
Ouverney, pela sua amizade e por todos os nossos momentos juntas em Chartres, que me
fizeram crescer muito pessoalmente; Mariana Fonseca, Gustavo Coelho, Felipe Vieira, Bruno
Zanobia e Amanda Dutenhefner, por todo o apoio, conselhos e momentos! Que nossa amizade
seja mantida em qualquer país! Um obrigada também às minhas amigas da Polytech, Marie
Magat, Anouk Piponiot, François Mahé e Leslie Valdez, por toda a troca cultural que
vivenciamos juntos. Obrigado por fazerem parte de uma etapa tão importante da minha vida!
E, finalmente, gostaria de expressar minha gratidão e gratidão à minha família no Brasil:
Ione, Ailton, Thales e Raiga Maria Marcolan, por todo o apoio mural durante todas as etapas
da minha vida e por estarem sempre comigo a qualquer momento e a qualquer distância.
"Mas eu não quero me encontrar com gente louca", observou Alice.
"Você não pode evitar isso", replicou o gato.
"Todos nós aqui somos loucos. Eu sou louco, você é louca".
"Como você sabe que eu sou louca?" indagou Alice.
"Deve ser", disse o gato, "Ou não estaria aqui".
Lewis Carroll – Alice no país das maravilhas
Maria Luiza de Assis Marcolan

RESUMO
Dado o contexto da crescente competição entre as grandes organizações acerca da
satisfação do cliente através do custo-benefício de seus processos oferecidos, obter resultados
mais econômicos para um mesmo processo se torna cada vez mais importante. Tais resultados
podem ser obtidos pela implementação de novas tecnologias e de sua avaliação técnico-
econômica, aliadas a técnicas de simulação computacional. Dessa forma, uma nova abordagem
para o processo de produção de formalina foi apresentada neste trabalho, bem como a análise
de sua viabilidade técnico-econômica. Um sistema de reaproveitamento energético foi
proposto, o que permitiu uma redução de 1,56% de energia, em GJ por ano, do processo
aprimorado em relação ao processo convencional, o que representa uma economia de $9.665,64
por ano. Esse resultado corresponde a uma redução de 1,32% e 1,56% dos custos de capital e
de operação, respectivamente, o que colabora para a relevância da simulação computacional
aplicada à melhoria econômica de processos industriais, bem como para agregar valor ao
processo e melhorar a competitividade do mercado.
Palavras-chave: Aprimoramento de processos, Formalina, Reaproveitamento energético,
Simulação computacional, Viabilidade técnico-econômica.

ABSTRACT
Given the context of growing competition among large organizations concerning
customer satisfaction through the cost-effectiveness of their offered processes, achieving more
profitable results for existing processes becomes increasingly important. Such results can be
obtained through the implementation of new technologies and their technical-economic
evaluation, allied to computer simulation techniques. Thus, a new approach to the formalin
production process was presented in this work, as well as its technical and economic feasibility
analysis. An energy reuse system was proposed, which allowed a 1.56% reduction in energy in
GJ per year from the improved process compared to the conventional process, which represents
$9,665.64 of cost savings per year. The results correspond to a 1.32% and a 1.56% reduction
in the capital and operating costs, respectively, which contributes to the relevance of computer
simulation applied to the economic improvement of industrial processes, as well as to adding
value to the process and increasing market competitiveness.
Keywords: Computer simulation, Energy reuse, Formalin, Process retrofitting, Techno-
economic feasibility.

SUMÁRIO
RESUMO ........................................................................................................................... 05
ABSTRACT ....................................................................................................................... 06
LISTA DE FIGURAS ........................................................................................................ 09
LISTA DE TABELAS........................................................................................................ 10
LISTA DE SIGLAS ........................................................................................................... 11
CAPÍTULO 1 - INTRODUÇÃO ....................................................................................... 14
1.1. CONTEXTO ...................................................................................................... 14
1.2. OBJETIVOS .......................................................................................................... 16
1.3. ESTRUTURA ........................................................................................................ 17
CAPÍTULO 2 – REVISÃO BIBLIOGRÁFICA ............................................................... 19
2.1. O FORMALDEÍDO E SEUS PROCESSOS PRODUTIVOS ............................. 19
2.1.1. Processo Formox ......................................................................................... 21
2.1.2. Processo BASF ........................................................................................... 22
2.1.3. Contribuições científicas ............................................................................. 23
2.2. SIMULAÇÃO DE PROCESSOS ....................................................................... 242.3. REDEFINIÇÃO E APRIMORAMENTO DE PROCESSOS .............................. 26
2.4. MATEMÁTICA FINANCEIRA ........................................................................ 28
2.4.1. Capital de investimento ............................................................................... 29
2.4.2. Capital de operação ..................................................................................... 30
2.4.3. Período de retorno ....................................................................................... 32
2.4.4. Custo total anualizado ................................................................................. 32
CAPÍTULO 3 – DESENVOLVIMENTO DO PROCESSO ............................................. 34
3.1. MODELO TERMODINÂMICO ............................................................................ 34
3.2. CINÉTICA DO PROCESSO .................................................................................. 35
3.3 DESCRIÇÃO DOS PROCESSOS ESTUDADOS ................................................... 36
3.3.1. Processo Convencional ................................................................................ 363.3.2 Processo Aprimorado .................................................................................. 38

3.4. ESTIMATIVA DE CUSTOS ................................................................................. 40
3.4.1. CAPEX ....................................................................................................... 40
3.4.2. OPEX.......................................................................................................... 47
CAPÍTULO 4 - METODOLOGIA .................................................................................... 50
4.1. PROCESSO CONVENCIONAL ........................................................................ 51
4.2. PROCESSO APRIMORADO ............................................................................ 53
4.3. AVALIAÇÃO ECONÔMICA ............................................................................ 54
4.4. HARDWARE E SOFTWARE ........................................................................... 55
CAPÍTULO 5 - RESULTADOS ........................................................................................ 56
5.1. RESULTADOS DAS SIMULAÇÕES ................................................................... 56
5.1.1. Processo Convencional ................................................................................ 56
5.1.2. Processo aprimorado ................................................................................... 63
5.2. RESULTADOS ECONÔMICOS ........................................................................... 68
5.2.3. Processo convencional ................................................................................ 685.2.2. Processo aprimorado ................................................................................... 70
5.2.3. Comparação entre os casos .......................................................................... 73
CAPÍTULO 6 - CONCLUSÃO ......................................................................................... 73
6.1. CONCLUSÃO ....................................................................................................... 73
6.2. PERSPECTIVAS E PROPOSTAS DE TRABALHOS FUTUROS ........................ 74
REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................. 75
LISTA DE FIGURAS
Figura 2.1 - Consumo mundial de formaldeído o ano de 2017 ............................................. 20
Figura 2.2 - Projeção de mercado do formaldeído por indústria, em bilhões de dólares. ....... 20
Figura 3.1 - Fluxograma do processo convencional. ............................................................ 36
Figura 3.2 - Fluxograma do processo proposto. ................................................................... 39
Figura 5.1 - Fluxograma da simulação do processo convencional. ....................................... 57
Figura 5.2 - Perfil de composição da coluna T-801: (a) Fase vapor, (b) Fase líquida............ 60
Figura 5.3 - Perfil de composição da coluna T-802: (a) Fase vapor, (b) Fase líquida............ 61
Figura 5.4 - Fluxograma da simulação do processo aprimorado. .......................................... 63
Figura 5.5 - Diagramas de desempenho: (a) E-807, (b) E-802. ............................................ 65
Figura 5.6 - Contribuições para as despesas do processo convencional: (a) CAPEX, (b)OPEX. ................................................................................................................................. 70
Figura 5.7 - Contribuições para as despesas do processo aprimorado: (a) CAPEX, (b) OPEX. ............................................................................................................................................ 72
LISTA DE TABELAS
Tabela 2.1 - Características físico-químicas do formaldeído. ............................................... 21
Tabela 3.1 - Heurísticas adotadas para as correntes de utilidades. ........................................ 47
Tabela 3.2 - Valores agregados adotados para as correntes de utilidades. ............................. 48
Tabela 4.1 - Descrição das adoções no processo convencional de produção de formalina
(continua)............................................................................................................................. 51
Tabela 4.1 - Descrição das adoções no processo convencional de produção de formalina
(continuação). ...................................................................................................................... 51
Tabela 4.2 – Descrição das adoções no processo aprimorado de produção de formalina
(continua)............................................................................................................................. 53
Tabela 4.2 – Descrição das adoções no processo aprimorado de produção de formalina
(continuação). ...................................................................................................................... 54
Tabela 4.3 - Descrição das adoções para avaliar economicamente os processos em questão. 54
Tabela 5.1 - Comparação das correntes materiais do processo convencional (continua). ...... 57
Tabela 5.1 - Comparação das correntes materiais do processo convencional (continuação). . 58
Tabela 5.1 - Comparação das correntes materiais do processo convencional (continuação). . 59
Tabela 5.2 - Comparação das correntes de energia do processo convencional (continua) ..... 62
Tabela 5.3 - Comparação das correntes de energia do processo aprimorado (continua). ....... 66
Tabela 5.3 - Comparação das correntes de energia do processo aprimorado (continuação). .. 67
Tabela 5.4 - Custos de aquisição por equipamento do processo convencional simulado
(continua)............................................................................................................................. 68
Tabela 5.4 - Custos de aquisição por equipamento do processo convencional simulado
(continuação). ...................................................................................................................... 69
Tabela 5.5 - Gastos de utilidades do processo convencional simulado ................................. 69
Tabela 5.6 - Custos de aquisição por equipamento do processo aprimorado. ........................ 70
Tabela 5.7 - Gastos de utilidades do processo aprimorado. .................................................. 71
Tabela 5.8 - Comparação de gastos entre os processos. ....................................................... 73

LISTA DE SIGLAS
A Fator para material de construção
Área superficial do lado externo do tubo
do trocador de calor
ABNT Agência Brasileira de Normas Técnicas
B Fator para material de construção.
Custo de aquisição do equipamento
CAPEX Capital Expenditure
Custo base
CEPCI Chemical Engineering Plant Cost Index
CW Cooling Water
Diâmetro
Fator de tipo da bomba
Fator de material da bomba
Fator de tipo de motor
Fator de material de construção
Fator de material de construção de
trocadores de calor
FM Fração Molar
Fator de Pressão
Fator de tipo de energia
H Head da bomba
HPS High Pressure Steam
Comprimento
LPS Low Pressure Steam
MPS Medium Pressure Steam
NEO Núcleo de Estudos de Otimização
OPEX Operational Expenditure
P Pressão
P Consumo energético real da bomba
Consumo de energia
Consumo teórico de energia da bomba
Q Vazão volumétrica
Calor trocado
S Fator de tamanho
T Temperatura
TAC Total Annualized Cost
Temperatura de entrada do terminal frio
Temperatura de saída do terminal frio
Temperatura de entrada do terminal
quente
Temperatura de saída do terminal quente
Coeficiente de transferência de calor
global

Produto de Coeficiente de transferência
de calor global e área de troca térmica
UNIQUAC Universal Quasichemical
ΔDiferença de temperatura média
logarítmica
ηP Eficiência fracionária da bomba
ηM Eficiência fracionária do motor
ρ Massa específica do líquido

CAPÍTULO 1
INTRODUÇÃO
1.1. CONTEXTO
As organizações em geral – comerciais e governamentais – executam suas atividades
com base em uma cadeia de processos que se estende desde a compreensão das necessidades
do cliente e pesquisa de mercado, seguindo pela cadeia de produção e pesquisa e
desenvolvimento até a etapa de marketing e vendas. Todas estas etapas podem ser, de fato,
consideradas chave para o sucesso da organização em termos econômicos e de imagem. Dessa
forma, pode-se inferir que a efetividade de uma empresa depende pontualmente em cada etapa
da referida cadeia de processos, os quais são responsáveis pelo produto ou serviço que será
ofertado ao cliente (TORRES JÚNIOR et al., 2012).
Assim, a fim de melhorar ambas a qualidade e a produtividade de seus negócios, as
organizações devem compreender seus processos e buscar o aprimoramento destes de forma a
obter vantagens competitivas no mercado. Essas vantagens podem incluir, entre outros
aspectos, a melhor capacitação de seus profissionais, desenvolvimento de produtos e/ou
serviços mais sustentáveis, definição de objetivos e padronização de procedimentos. Tais
melhorias visam não somente o cumprimento dos padrões de qualidade estabelecidos e o
aumento dos lucros, mas também a conformidade com regulamentações ambientais e de
segurança (SILLA, 2003).
15
A necessidade de buscar técnicas de melhoria e otimização de processos têm, portanto,
introduzido a tendência da utilização de ferramentas computacionais na indústria. Diversas
técnicas como, por exemplo, a modelagem e simulação de processos têm sido empregadas com
o intuito de permitir a execução de cálculos de engenharia e obtenção de parâmetros de processo
de forma rápida e relativamente barata (MANGILI et al., 2018). Isto representa uma vantagem
significativa particularmente quando o profissional deseja projetar equipamentos, estimar
custos de produção e prever possíveis impactos ambientais associados ao processo sob análise.
A simulação computacional é baseada em software utilizados para representar uma
determinada planta química, cujos parâmetros de entrada são previamente especificados pelo
usuário. Ela utiliza um sistema real como parâmetro, sendo possível avaliar, prever e testar as
consequências de uma possível alteração em alguma etapa específica de um processo novo ou
já existente. Isto permite uma otimização processual eficaz e impede que gastos desnecessários
sejam realizados com testes nas próprias instalações (além de garantir a segurança). De fato, a
simulação de processos permite a avaliação prévia – e de forma rápida – dos efeitos resultantes
da aplicação de diversas técnicas de engenharia como, por exemplo, intensificação, redefinição
(“retrofitting”), renovação (“revamping”) e integração, entre outras. Tais estratégias são
usualmente empregadas com o propósito de reduzir a carga energética de plantas industriais e,
assim, reduzir não somente os custos mas também os impactos ecológicos associados. Isto
corresponde a um benefício significativo devido à atual preocupação com o meio ambiente, a
qual tem instigado a elaboração de regulamentações cada vez mais rígidas quanto ao controle
da poluição industrial (p. ex. emissões atmosféricas, geração de resíduos e efluentes, etc.)
(BEZZO et al., 2004; CASAVANT e CÔTÉ, 2004).
Tendo em vista todas as necessidades supracitadas, este trabalho visa realizar uma
análise técnico-econômica de um processo conhecido base de produção de formalina ou
também de sua modificação, uma matéria prima de grande importância para a indústria
farmacêutica, utilizando a simulação computacional. Tal campo industrial foi escolhido devido
não somente à sua importância no âmbito social, mas também ao alto valor agregado associado
aos seus bens de consumo que, com a alta tecnologia e mão-de-obra qualificada envolvidas,
movimentam um mercado competitivo e lucrativo. De fato, segundo Lehnhausen (2017), o
mercado relacionado à indústria farmacêutica movimentou cerca de 965,3 bilhões de euros no
ano de 2014 em termos de receita global. A nível mundial, uma pesquisa do IQVIA Institute
em 2019 não somente apontou que foram gastos cerca de US$1,2 trilhão no mesmo ano em
medicamentos, mas também estimou que estes gastos ultrapassem US$1,5 trilhão em 2023.
16
O maior pólo farmacêutico do mundo é localizado na Europa, que é o maior exportador
e importador desses produtos (EUROSTAT, 2016). Isso pode ser explicado pois uma boa parte
das maiores indústrias farmacêuticas em termos de capital são europeias, tais como a Roche
(suíça), Novartis (suíça), Bayer (alemã), GlaxoSmithKline (inglesa) e Sanofi (francesa). A
exportação total da União Europeia em relação a este tipo de atividade somou 385 bilhões de
euros em 2017. Mesmo assim, a importação também é uma das maiores do mundo, dado que
outras gigantes farmacêuticas são localizadas nos Estados Unidos, como a Johnson &
Johnson’s, Pfizer e Merck (EFPIA, 2019).
O Brasil, por sua vez, ocupa o sétimo lugar no ranking dos líderes mundiais da indústria
farmacêutica em valor de mercado, tendo avançado uma posição com relação aos últimos cinco
anos e sendo esperado alcançar a quinta posição em 2023. Sabendo-se que o Brasil é um país
extenso territorialmente e que conta com uma das maiores populações do mundo em termos de
número de habitantes, o mercado é consideravelmente expressivo a níveis mundiais, mesmo
com problemas de transporte e relativa dificuldade de acesso a muitas de suas áreas (IQVIA,
2019).
1.2. OBJETIVOS
O objetivo desse trabalho é propor melhorias no processo de produção de formalina
apresentado por Turton et al. (2018), desenvolvendo uma discussão acerca da viabilidade
econômica, por meio do uso de simulação computacional.
Subsequentemente, uma análise de viabilidade técnico-econômica será realizada a fim
de comparar os processos original e proposto, cujos parâmetros e condições operacionais serão
obtidos com o auxílio de simulação computacional. Espera-se que o resultado financeiro
referente à planta proposta seja mais favorável devido não somente à integração energética entre
equipamentos, o que afeta diretamente os custos operacionais, mas também a
implementação/modificação de operações unitárias.
17
1.3. ESTRUTURA
Primeiramente, foi realizada uma breve apresentação do conteúdo a ser estudado por
esse trabalho, introduzindo o contexto socio-econômico no qual a indústria está inserida e a
relevância da simulação computacional quanto à avaliação de estratégias de melhoria e cálculos
de engenharia. Além deste capítulo, mais cinco serão apresentados ao longo desse trabalho,
conforme detalhados a seguir.
No segundo capítulo, é realizada uma revisão bibliográfica aprofundada acerca dos
temas abordados nesse trabalho. Serão, portanto, discutidos tópicos como a natureza do produto
(formalina) e suas aplicações no mercado, a importância da simulação de processos para a
indústria e os principais conceitos associados a tal técnica, as definições e alternativas referentes
à readaptação/aprimoramento de fluxogramas de processos e os conceitos relacionados à
matemática financeira aplicada à engenharia.
No terceiro capítulo, será apresentado o desenvolvimento dos processos de formalina,
nomeadamente a tecnologia convencional (proposta por Turton et al., 2018) e a tecnologia
aprimorada proposta (readaptada). Serão apresentadas as principais condições operacionais e
de dimensionamento, bem como os cálculos para a estimativa dos custos de operação e de
aquisição de equipamentos.
No quarto capítulo, a metodologia utilizada para a simulação das duas configurações de
processo para produção de formalina, bem como cálculo dos índices de avaliação econômica,
serão detalhadamente apresentados.
Posteriormente, no quinto capítulo serão apresentados e discutidos os resultados para os
estudos propostos na metodologia.
No sexto capítulo, será apresentada a conclusão do trabalho, assim como sugestões para
trabalhos futuros.
Por fim, as referências bibliográficas consultadas e citadas ao longo desse trabalho serão
apresentadas.
Este Trabalho de Conclusão de Curso foi desenvolvido no Núcleo de Estudos de
Otimização (NEO) do Departamento de Engenharia Química e de Petróleo da Universidade
Federal Fluminense.
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
O propósito deste capítulo é realizar uma introdução aos tópicos a serem discutidos neste
trabalho. Assim, uma revisão bibliográfica será apresentada acerca das características físico-
químicas da formalina, seus processos de produção e aplicações, bem como a relevância da
simulação computacional para a indústria, estratégias/tecnologias de aprimoramento de
processos e matemática econômica.
2.1. O FORMALDEÍDO E SEUS PROCESSOS PRODUTIVOS
O formaldeído é um produto de extrema importância no meio industrial e se destaca por
apresentar algumas vantagens, tais como baixo custo, alta reatividade e grande versatilidade,
sendo utilizado princpalmente para produzir resinas e polímeros, os quais são aplicados em
diversas indústrias (MILLAR e COLLINS, 2013). Mais especificamente, o formaldeído serve
como intermediário para a formação de resinas como ureia-formaldeído (UF), formaldeído de
melamina-ureia (MUF), melamina formaldeído (MF) e fenol formaldeído, aplicadas em
fabricação de painéis à base de madeira, laminados, isolamento em fibra de vidro, entre outros
ítens para construção de casas.
Quanto ao setor automotivo, o formaldeído pode ser usado como fenol formaldeído,
polioximetilenos ou 1,4-butanodiol (1,2-BDO) para produção de lubrificantes, pneus, peças de
motor e pára-choques, enquanto no setor têxtil é utilizado como resinas UF, MF, 1,4-BDO e
tetrahidrofurano. Na área de cosméticos, o formaldeído pode ser usado como conservante
antimicrobiano, impedindo que produtos que contenham alta concentração de surfactantes

20
sejam contaminados (JASS, 1985). Com relação ao setor farmacêutico, ele tem utilização para
aditivos de vacinas e conservantes, a fim de inativar vírus e desintoxicar toxinas bacterianas.
Ainda, pode ter finalidade para biocidas, soluções para embalsamento, produtos químicos para
tinta e remédios, entre outros (HUNT e DALE, 2018).
Por ter aplicação em uma extensa gama industrial, este composto químico é
extensamente produzido no mundo inteiro. A Figura 2.1 ilustra a divisão de seu consumo por
continente. Os países demonstram, em sua maioria, um interesse maior na aplicação em painéis
de madeira, MDI e pentaeritritol. Já o Oriente Médio indica um crescente volume de produção
da resina poliacetal, enquanto o mercado dos Estados Unidos, por sua vez, já está sendo
impulsionado por resinas de UF, resinas de PF e MDI (IHS MARKIT®, 2018).
Figura 2.1 - Consumo mundial de formaldeído o ano de 2017
Fonte: Adaptado de IHS Markit® (2018).
Devido às aplicações supracitadas, a produção de formaldeído é um segmento que vem
crescendo significativamente ao longo dos anos e indicando uma projeção cada vez mais
evidente, podendo alcançar um valor de US$ 36,61 bilhões até 2026 (MAXIMIZE MARKET
RESEARCH PVT. LTD., 2019), conforme demonstrado na Figura 2.2.
Figura 2.2 - Projeção de mercado do formaldeído por indústria, em bilhões de dólares.
Fonte: Adaptado de Maximize Market Research® (2019).
Norte da Ásia
Europa América doNorte
América doSul
Outros
0
1
2
3
4
2017 2018 2019 2020 2021 2022 2023 2024 2025 2026
Construção Farmacêutica Automotiva
21
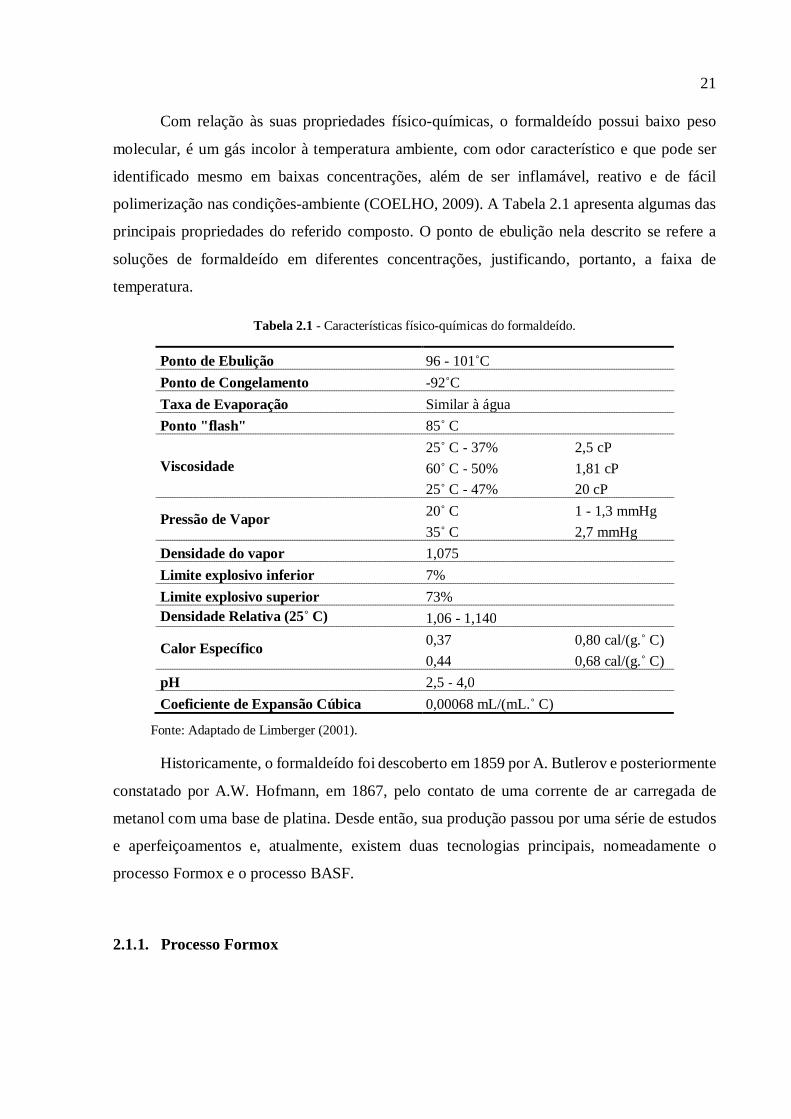
Com relação às suas propriedades físico-químicas, o formaldeído possui baixo peso
molecular, é um gás incolor à temperatura ambiente, com odor característico e que pode ser
identificado mesmo em baixas concentrações, além de ser inflamável, reativo e de fácil
polimerização nas condições-ambiente (COELHO, 2009). A Tabela 2.1 apresenta algumas das
principais propriedades do referido composto. O ponto de ebulição nela descrito se refere a
soluções de formaldeído em diferentes concentrações, justificando, portanto, a faixa de
temperatura.
Tabela 2.1 - Características físico-químicas do formaldeído.
Ponto de Ebulição 96 - 101˚CPonto de Congelamento -92˚CTaxa de Evaporação Similar à águaPonto "flash" 85˚ C
Viscosidade25˚ C - 37% 2,5 cP60˚ C - 50% 1,81 cP25˚ C - 47% 20 cP
Pressão de Vapor 20˚ C 1 - 1,3 mmHg35˚ C 2,7 mmHg
Densidade do vapor 1,075Limite explosivo inferior 7%Limite explosivo superior 73%Densidade Relativa (25˚ C) 1,06 - 1,140
Calor Específico 0,37 0,80 cal/(g.˚ C)0,44 0,68 cal/(g.˚ C)
pH 2,5 - 4,0Coeficiente de Expansão Cúbica 0,00068 mL/(mL.˚ C)
Fonte: Adaptado de Limberger (2001).
Historicamente, o formaldeído foi descoberto em 1859 por A. Butlerov e posteriormente
constatado por A.W. Hofmann, em 1867, pelo contato de uma corrente de ar carregada de
metanol com uma base de platina. Desde então, sua produção passou por uma série de estudos
e aperfeiçoamentos e, atualmente, existem duas tecnologias principais, nomeadamente o
processo Formox e o processo BASF.
2.1.1. Processo Formox

22
Esta tecnologia é caracterizada por uma única reação do metanol com excesso de ar na
presença de um catalisador de óxido de metal (sendo esse vanádio, ferro ou molibdênio),
conforme demonstrado na Equação (2.1). As Equações (2.2) e (2.3) apresentam a ação do
catalisador no meio reacional (REUSS et al., 2000).
CH3OH + ½ O2 → HCOH + H2O (ΔH = -156 kJ/mol) (2.1)
CH3OH(g) + KOX → CH2O(g) + H2O + KRED (2.2)
KRED + ½ O2 → KOX (2.3)
À pressão atmosférica, a faixa de temperatura utilizada é entre 250º C e 400º C. Caso
esta atinja um valor maior ao limite superior, a reação demonstrada na Equação (2.4) é
favorecida e, por consequência, a produção de formaldeído é prejudicada (REUSS et al., 2000).
CH2O + ½ O2 ↔ CO + H2O (2.4)
A conversão no processo Formox, em termos de metanol consumido, pode alcançar 98
a 99%, sendo uma grande vantagem de seu uso. Em contrapartida, o gás residual gerado ao final
se torna um problema ambiental se emitido ao ambiente. Por ser composto, em sua maioria, de
N2, O2 e CO2 e não possuir quantidade significativa de substâncias combustíveis, este é incapaz
de queimar sozinho, necessitando assim de uma alta demanda de custos para contornar essa
situação (REUSS et al., 2000). Outra desvantagem considerável é a vida útil do catalisador de
óxido de metal, que gira em torno de um ano (RELLÁN-PIÑEIRO e LÓPEZ, 2015).
2.1.2. Processo BASF
O processo BASF baseia-se na oxidação parcial, com desidrogenação em ar, com uso
de um catalisador de prata, de acordo com as Equações (2.5), (2.6) e (2.7).
CH3OH ↔ HCOH + H2 (ΔH = 84 kJ/mol) (2.5)
H2 + ½ O2 → H2O (ΔH = -243 kJ/mol) (2.6)
CH3OH + ½ O2 → HCOH + H2O (ΔH = -159 kJ/mol) (2.7)

23
A pressão utilizada também é a atmosférica, porém a temperatura varia de 600º C a 720º
C. Similarmente ao processo Formox, sua conversão encontra-se entre 97 e 98% e depende do
excesso de metanol na corrente de entrada (REUSS et al., 2000).
Apesar da pequena vantagem que o processo Formox apresenta em relação ao BASF
quanto a possuir um alto rendimento, seu custo total ainda é mais alto, sendo um fator de peso
para a decisão de seu uso pelas indústrias. Além disto, o processo BASF apresenta a vantagem
de ter um resultado flexível quanto à concentração da solução resultante (REUSS et al., 2000).
2.1.3. Contribuições científicas
Diversos trabalhos publicados na literatura científica focaram em estudar diferentes
aspectos relacionados à produção de formaldeído. Um deles foi realizado a partir da oxidação
direta do metano com oxigênio. No entanto, este é pouco utilizado por possuir rendimento e
seletividade muito baixos. Foi investigado o uso de NO2 em curto tempo de residência, o que
causou a diminuição da energia de ativação da reação, melhorando a conversão de CH4 e a
produção de formaldeído (ZHANG et al., 2012). Já Polniser et al. (2011) pesquisaram sobre a
influência de catalisadores de pirofosfato de ferro e cobre com oxigênio e dióxido de nitrogênio
como agentes oxidantes, obtendo maior rendimento quando NO2 foi utilizado. No entanto,
embora alguns estudos já tenham tentado desenvolver melhorias, alguns pontos deste método
ainda são muito críticos, como a temperatura e as ligações entre metal do catalisador e o
oxigênio. O aumento da temperatura pode ser benéfico, acelerando a reação, como, também,
pode prejudicar, dando origem ao CO2 a partir da oxidação completa do metano. Já as ligações
formadas pelo catalisador podem auxiliar na sua atividade, porém são capazes de gerar um
decréscimo na seletividade do formaldeído (BAHMANPOUR, HOADLEY e TANKSALE,
2014).
Outros procedimentos para a formação de formaldeído foram motivos de investigação
para alguns autores. A produção a partir da oxidação seletiva do etano com catalisadores de
óxido de molibdênio conseguiu atingir o resultado esperado, sendo a oxidação consecutiva de
etileno o responsável por tal (LOU et al., 2007). A hidrogenação de dióxido de carbono também
alcançou o mesmo objetivo, com o auxílio de catalisadores de PtCu/SiO2 à temperatura
ambiente (LEE et al., 2001). Nakata et al. (2013), por sua vez, produziram formaldeído a partir
da redução eletroquímica de CO2, usando eletrodo de diamante banhado em boro (BDD).

24
Gómez-Ramírez et al. (2013) encontraram 100% de conversão à temperatura ambiente e
seletividade de 11,4% de formaldeído na reação de catálise assistida por plasma entre dióxido
de carbono e etano, com catalisadores de vanádio ou alumina dispersos em BaTiO3. Ainda em
uma outra pesquisa sobre otimização de catalisadores foi constatado que, na desidrogenação de
metanol, materiais como cobre coberto de óxido, zinco e prata possuem maior atividade
catalítica, oferecendo maior seletividade para a reação (LAUSCHE et al., 2012).
Tendo em vista que o composto produzido é altamente comercializado, buscou-se uma
melhor maneira para tal. Já que o mesmo tende a polimerizar à temperatura e pressão ambientes,
a comercialização de formaldeído é realizada na forma de formalina. Esta possui uma
concentração que pode variar de 37% a 50% em peso de formaldeído em água, com acréscimo
de 8% a 15% de metanol, que é utilizado para estabilizar a solução (BAHMANPOUR,
HOADLEY e TANKSALE, 2014).
2.2. SIMULAÇÃO DE PROCESSOS
Aplicada cada vez mais por pesquisadores e engenheiros da área de processos, a
simulação computacional tem se mostrado conveniente para a realização de diversos estudos
direcionados à indústria, principalmente aqueles focados na avaliação técnico-econômica de
projetos, estimativa de impactos ambientais, análise de riscos, projeto de unidades industriais,
etc. Permitindo a simplificação de cálculos antes muito demorados e complexos, ela auxilia
profissionais a avaliarem processos de maneira eficaz e robusta, além de apresentar um custo
relativamente baixo.
As áreas das ciências naturais e engenharia visam o avanço de suas pesquisas em termos
de confiabilidade de dados, tempo alocado para a execução do sistema a ser estudado e maior
facilidade em termos de análise de resultados. Tais parâmetros são característicos em relação
ao uso de técnicas de simulação computacional, o que faz desta um grande sucesso nessas áreas
(DURÁN, 2016). Prever o comportamento de sistemas por meio de modificações de um ou
mais parâmetros existentes é de grande interesse para a tomada de decisões, avaliação de riscos
e até mesmo preparação de procedimentos de segurança. Desta forma, a simulação apresenta
grande relevância aos pesquisadores e engenheiros que fazem uso desses dados, cuja
credibilidade deve ser elevada visto que diversas ações decorrerão com base nos resultados
obtidos (OBERKAMPF, TRUCANO e HIRSCH, 2004).

25
A crescente relevância da utilização da simulação computacional tem aumentado ainda
mais os investimentos nessa área para um maior avanço tecnológico, o que tem agregado ainda
mais em termos de robustez e diversidade em termos de software para seu desenvolvimento e
progresso. Isso contribui para que a utilização de técnicas de simulação seja cada vez mais
difundida na indústria e nos centros de pesquisa, sendo considerada atualmente como uma
estratégia comum e mesmo uma necessidade para o desenvolvimento e análise de processos
(OBERKAMPF, TRUCANO e HIRSCH, 2004; ION, 2010).
A simulação computacional permite que o usuário realize uma reflexão acerca dos
diferentes parâmetros e hipóteses utilizadas durante a análise. Isso é útil para que uma
proposição ou melhoria de um processo seja a mais adequada possível considerando os
interesses econômicos, ambientais e sociais da empresa, levando também em consideração a
disponibilidade de matéria prima, equipamentos e capacidade técnica da equipe a executar o
processo operacionalmente, bem como a tecnologia mais atual vigente. Assim, é possível
realizar uma análise lógica do tipo “e-se” a fim de compreender a dinâmica do sistema,
correlacionando suas diversas variáveis, e avaliar as consequências de mudanças em processos
existentes para qualificar e prever seus efeitos no sistema sem a necessidade de realizar
mudanças no sistema real em estudo (FERREIRA e FAEZIPOUR, 2012).
Tais modificações podem resultar em um melhor reaproveitamento de recursos, redução
dos custos associados, diminuição dos possíveis impactos ambientais relacionados ao processo
em questão, além de eventuais melhorias na qualidade do produto. Ademais, é de extrema
importância que as condições do processo em estudo sejam as mais realistas possíveis, sabendo
que esses valores serão utilizados no sistema e estes devem ser de confiança para poder realizar
uma simulação fidedigna e robusta.
Além disso, essa técnica pode ser utilizada para diversas aplicações específicas, até
mesmo concomitantemente. De fato, vários autores realizaram seus estudos com base na
simulação de processos, dentre os quais pode ser destacado o trabalho de Lladosa et al. (2011),
no qual foram comparadas duas alternativas para a separação de misturas azeotrópicas por meio
de técnicas de destilação. Foi possível realizar uma análise econômica de cada um dos casos
estudados e, então, identificar qual delas é a mais vantajosa economicamente. Souza e Cardoso
(2019), por outro lado, utilizaram técnicas de simulação a fim de estudar, num contexto de
produção de gás offshore, a melhor opção em termos técnicos e econômicos: produção offshore
e tratamento onshore, ou produção e tratamento offshore. Os resultados, mesmo que
26
dependentes do preço do gás no mercado e de sua composição, indicam que a produção e
tratamento offshore é a melhor solução para o caso proposto. Lee (2010) também pôde utilizar
técnicas de simulação para propor métodos de modelização de combustão e gaseificação de
carvão, além de propor melhorias no processo relacionado ao gaseificador de carvão. Buscando
otimizar a produção de biodiesel, Avila et al. (2019) realizaram estudos a fim de simular e
otimizar um reator Fischer-Tropsch multi-tubular de múltiplos leitos, utilizando o software
Scilab para resolver o sistema de equações diferenciais ordinárias dos algoritmos propostos.
A simulação de processos pode ser realizada com o auxílio de diferentes software
computacionais, tais como o Aspen Plus®, Aspen HYSYS®, UniSim® e CHEMCADTM, entre
outros. Neste trabalho, todas as simulações foram realizadas através do software UniSim®
Design Suite R390.1, da empresa Honeywell®, cuja licença foi concedida à Universidade
Federal Fluminense, para fins acadêmicos.
2.3. REDEFINIÇÃO E APRIMORAMENTO DE PROCESSOS
O constante desenvolvimento da sociedade e, consequentemente, das mudanças no
padrão de consumo e das perspectivas de melhor de qualidade de vida da população têm
impulsionado a indústria química a continuar seu desenvolvimento no que tange a manufatura
de novos produtos capazes de satisfazer as expectativas de seus clientes. Dessa forma, a fim de
prosseguir com a evolução do mercado, o desempenho industrial passa a ser uma prioridade,
requerendo constantes melhorias nos processos existentes e mesmo no desenvolvimento de
novos processos que sejam mais viáveis economicamente, tecnicamente possíveis e
sustentáveis.
O projeto de plantas industriais leva em consideração uma vida útil de 10 a 20 anos, mas
geralmente plantas químicas continuam funcionando muito mais do que o tempo de vida útil
planejado. Assim, mesmo que estas tenham sido projetadas de maneira ideal para sua época de
desenvolvimento, a tecnologia sofre constantemente avanços, sobretudo na área industrial, e as
circunstâncias e expectativas em termos econômicos e sociais também mudam e estão, também,
em constante evolução, bem como a legislação ambiental. Isto não se restringe apenas a projetos
anteriormente implementados, mas também a projetos atuais e futuros que eventualmente
estarão sujeitos à mesma obsolescência. Por isso, novas tecnologias estão sendo cada vez mais
implementadas, buscando a adaptação de processos, usando novas matérias primas (e

27
renováveis, quando aplicável) e catalisadores com melhor desempenho, aumentando a
segurança e flexibilidade de processos e atentando para a sua maior viabilidade econômica
assim como a diminuição de seu impacto ambiental (SHARMA e RANGAIAH, 2016).
Visando promover melhorias em plantas químicas existentes, diversas ferramentas
podem ser utilizadas. A otimização de operações é muitas vezes utilizada para tal fim, e ela
consiste em definir e otimizar as condições operacionais, como a vazão, temperatura e pressão,
até um certo ponto que atinja os objetivos estabelecidos em termos de custo operacional,
eficiência energética e emissão de CO2, entre outros. Assim, esta técnica não envolve mudanças
acerca dos equipamentos e de sua configuração na planta. Entretanto, segundo Sharma e
Rangaiah (2016) e Lorenz et al. (2015), muitas vezes os equipamentos possuem restrições
relacionadas ao próprio funcionamento e à tecnologia empregada, além das limitações
vinculadas à configuração do processo na planta.
Para superar tais limitações, o revamping e o retrofitting são técnicas que podem ser
empregadas através da simulação computacional de processos químicos, promovendo
mudanças nos equipamentos e/ou na estrutura existente. O termo em inglês “revamping”
significa renovar, propor mudanças e reestruturar a configuração da planta já existente,
enquanto “retrofitting” significa modernizar, ou seja, propor algum equipamento ou acessório
ainda não existente na composição original da planta. Dessa forma, projetos de retrofitting
propõem a adição de equipamentos, o que significa um relativo investimento para a empresa
detentora da planta, enquanto projetos de revamping são considerados maiores, pois envolvem
uma reconfiguração da planta em termos de escala, organização de processos e complexidade.
Mesmo com essas diferenças, ambos são muitas vezes considerados sinônimos na literatura
relacionado a processos na engenharia química (SHARMA e RANGAIAH, 2016).
Tais técnicas promovem, dessa forma, mais graus de liberdade em termos de variáveis,
resultando então em diversas possibilidades a serem estudadas para propor melhorias no
sistema. Utilizando essas estratégias por meio da simulação computacional, é possível
determinar os efeitos das mudanças propostas na planta, qualificar os produtos das operações
realizadas, analisar o custo de operação e analisar o custo benefício da proposição realizada.
Além disso, elas também podem promover o descongestionamento (conhecido em inglês como
“debottlenecking”) de um determinado ponto do processo de produção. Um “bottleneck”, ou
gargalo de processo, é definido pela APICS Dictionary (2016) como uma etapa do processo na
qual a demanda em relação ao seu produto é maior que a capacidade deste processo, o que pode
28
limitar a taxa da produção. Assim, o debottlenecking consiste em identificar o gargalo e
modificá-lo de forma a aumentar a taxa de produção, sendo que tais modificações podem ser
propostas justamente através das técnicas de retrofitting e revamping. Por conta desses fatores,
utilizá-las pode ser mais vantajoso do que realizar apenas uma otimização de operações
justamente por promover melhorias mais expressivas (CASAVANT e CÔTÉ, 2004;
RANGAIAH, 2016).
O revamping e o retrofitting são altamente difundidos e utilizados em estudos realizados
por diferentes autores, como Da Cunha et al. (2017), que aplicou a estratégia de retrofitting no
processo de obtenção do ácido fórmico, e seus estudos proporam a substituição de um reator e
de uma coluna de destilação por uma coluna de destilação reativa. Uma análise econômica foi
realizada a partir dessas modificações, o que culminou numa economia de 0,023 $/kg de
produto, o que equivale a cerca de 3% do preço do ácido fórmico. Já Kamel et al. (2017)
realizaram um retrofit para a aplicação em uma rede de trocadores de calor, o que levou a uma
considerável diminuição em termos de energia requerida pelo processo e também nos custos de
operação. Jianwei et al. (2011) realizaram estudos de revamping aplicados para a Sinopec, uma
empresa de origem chinesa que trabalha com energia, produtos químicos e derivados do
petróleo. A partir de mudanças na configuração de uma planta de hidrogênio, foi possível
reduzir os custos operacionais da planta em cerca de $9,7 milhões por ano. Além disso, Remesat
(2011) também propôs projetos de revamping, desta vez no processamento de gás natural, no
qual foi capaz de aumentar a produção de etano ainda mais do que esperado, obtendo um tempo
de retorno de investimento (do inglês, payback) de menos de 1 ano e meio.
2.4. MATEMÁTICA FINANCEIRA
Como mencionado nas seções anteriores, uma das grandes aplicações da simulação
computacional é a análise técnico-econômica de processos industriais. Esta atua como um
recurso fundamental a fim de avaliar a viabilidade de projetos, estimando o montante inicial
para investimento em questão, custos operacionais interligados e sua rentabilidade (SEIDER et
al., 2016).
Dessa forma, por meio dessa estratégia, é possível tomar uma decisão de iniciar ou não
um projeto, assim como continuá-lo ou não. Kler, Tyurina e Mednikov (2018) realizaram uma
29
análise técnico-econômica para estudar uma planta combinada de metanol e geração de energia
elétrica, provando que suas proposições são validas em termos de custo-efetividade. Mais
recentemente, Pasini (2019) também utilizou a técnica para comparar duas soluções possíveis
acerca da distribuição de biometano, por liquefação e por injeção. Com base em seus estudos,
foi possível analisar qual de suas proposições era a mais adequada em termos de risco de
investimento e lucro, comparando com o preço de mercado da eletricidade gerada. Além disso,
também foi realizado um trabalho por Mangili et al. (2019), no qual a análise técnico-
econômica de processos foi utilizada a fim de comparar tecnologias para a produção de anidrido
maleico em termos econômicos e desempenho ecológico.
Para poder realizar esse tipo de avaliação, a fim de auxiliar empresários, pesquisadores
e investidores no que tange a escolha de alocar seus recursos financeiros em algum projeto ou
empreendimento, diversos métodos matemáticos têm sido elaborados. Sabendo que, num
contexto econômico mundial, o capital está fortemente submetido a constantes oscilações do
mercado financeiro, é necessário que esses métodos matemáticos desenvolvidos possam levar
em conta também a variável do tempo a fim de realizar análises financeiras. Isso é importante
a fim de propiciar uma visão dos resultados das alocações de recursos ao longo do tempo,
levando em conta as possíveis oscilações do capital investido, podendo assim minimizar os
riscos do investimento. Foi a partir dessa necessidade que surgiu a matemática financeira,
incorporando conceitos de inflação e de juros na análise financeira (GRANDO e SCHNEIDER,
2010).
Assim, torna-se necessária a compreensão de conceitos básicos da matemática
financeira a ser aplicada, com o auxílio de simulação computacional, na realização da análise
técnico-econômica de processos.
2.4.1. Capital de investimento
De acordo com Smith (2016), o capital de investimento – também conhecido como o
acrônimo em inglês CAPEX: “CAPital EXpenditure” – representa todo o montante de capital
necessário para investimento a fim de realizar um projeto. Este pode ser dividido em:
· Investimento dentro dos limites da bateria (do acrônimo em inglês ISBL: “InSide
Battery Limits”): a bateria é definida como o local delimitado geograficamente

30
onde ocorre o processo determinado no projeto. Desta forma, este capital inclui
os equipamentos necessários para realização do processo, assim como os custos
relacionados à a estrutura física desta delimitação. Os custos relacionados aos
equipamentos devem levar em consideração o preço, de acordo com os
fornecedores, e, também, suas respectivas taxas de entrega e de instalação.
· Investimento de utilidades: este capital inclui o equipamento necessário para dar
suporte à bateria, como a geração e distribuição de eletricidade, vapor, água de
processo e/ou de resfriamento, refrigeração, entre outros.
· Investimento fora dos limites da bateria (do acrônimo em inglês OSBL:
“OutSide Battery Limits”): inclui todo o capital investido em termos auxiliares
ao funcionamento do processo mas fora da indústria, como escritórios, médicos,
guardas, sistemas de comunicação, estradas, locais para estocagem de matérias
primas e produtos finalizados, entre outros.
· Capital de giro: é o capital necessário para que a planta possa iniciar suas
operações, como matérias primas e seus custos de transporte, estoques
intermediários e salários para os trabalhadores envolvidos no processo.
O CAPEX pode ser um indicador interessante quando se tem diferentes opções de
plantas químicas a serem escolhidas, afim de avaliar todo o custo inicial de investimento. Estas
devem, claro, ser similares para que uma comparação dos investimentos de capital possa ser
justificada.
2.4.2. Capital de operação
De acordo com Smith (2016), o capital de operação – também conhecido como o
acrônimo em inglês OPEX: “OPeration EXpenditure” – representa todo o montante de capital
necessário para continuar mantendo a planta em operação a partir do início do processo. Isto
inclui:
· Custos diretos:
o Custo das matérias primas: este custo tem uma grande importância no preço
final do produto, pois dependem do tipo de contrato estabelecido com o
31
fornecedor, o desempenho do fornecedor, a sazonalidade para algumas
matérias primas e também a qualidade destas.
o Custo de catalisadores e outros produtos químicos também utilizados na
operação mas que não fazem parte do produto final.
o Custo de operação a partir de utilidades: custos que incluem a eletricidade
necessária, vapor, águas de aquecimento e refrigeração, ar comprimido,
combustível, entre outros.
· Custos indiretos:
o Custos relacionados aos trabalhadores: folha de salário a ser paga, o que
inclui despesas com seguro saúde, alimentação e outras despesas atreladas
aos trabalhadores relacionados ao processo.
o Custos de manutenção: custo necessário para realizar a manutenção
preventiva ou corretiva dos equipamentos e instalações em questão.
o Custo de trabalho: relacionado à configuração do processo (contínua ou em
batelada), assim como sua automação, dificuldade de reprodutibilidade,
capacidade e nível de produção.
o Custos relacionados a outros departamentos: inclui a conexão com os
departamentos de pesquisa e inovação, marketing, vendas, recursos
humanos, TI, entre outros.
o Custos relacionados à propriedade: aluguel de terreno, impostos sobre este
aluguel, seguros, entre outros.
O OPEX permite então avaliar todo o custo necessário para poder continuar as
operações atreladas ao processo e mantê-las funcionado durante um determinado período de
tempo. Tal valor pode ser comparado ao de outras plantas similares, a fim de avaliar
possibilidades de melhorias no processo que poderiam acarretar numa diminuição dos custos
operacionais.
Obter os valores do CAPEX e do OPEX é essencial para a realização de uma análise
técnico-econômica de um processo, pois isto permite uma visualização rápida dos custos
necessários para o desenvolvimento e operação de uma planta. Dessa forma, caso uma escolha
deva ser realizada acerca de diferentes configurações de uma planta ou uma rota de produção a

32
ser implementada nesse processo, será necessário utilizar as estimativas de CAPEX e OPEX,
assim como a estimativa do período de retorno e consequentemente do custo total anualizado
(JUNQUEIRA et al., 2018), que serão discutidos nos próximos tópicos.
2.4.3. Período de retorno
O período de retorno, também conhecido como “payback time” em inglês, pode ser
entendido como o tempo necessário para que o capital obtido através da operação da planta seja
positivo levando em conta o capital de investimento utilizado para o desenvolvimento e
instalação da planta/processo. Em outras palavras, é o tempo decorrido entre a data de início do
projeto até a data na qual o fluxo de caixa passa a ser positivo, conhecido como ponto de
equilíbrio ou “breakeven point”. A partir deste ponto, com o decorrer do tempo o investimento
passa a enfim retornar ao investidor (PETERS et al., 2003; LIZOTE et al., 2014).
Quanto menor for o período de retorno, mais atrativo é o projeto, pois o capital investido
retornará mais rápido ao investidor. Dessa forma, o capital investido fica menos sujeito às
oscilações, pois haverá uma menor quantidade de tempo até o seu retorno. Além disso, com um
retorno mais rápido, os lucros obtidos podem ser alocados em outros projetos em potencial
(SMITH, 2016).
O período de retorno máximo aceitável pode ser determinado pelos investidores em
questão, considerando sua experiência na área, outros projetos potenciais e/ou uma possível
análise de riscos. Tal parâmetro não influencia apenas a atratividade do projeto, mas
principalmente a sua viabilidade, podendo ser um fator eliminatório entre as alternativas
consideradas.
2.4.4. Custo total anualizado
O conceito de custo total anualizado (do acrônimo em inglês TAC: “Total Annualized
Cost”) permite analisar a rentabilidade de um possível investimento. Ele pode ser obtido a partir
da Equação (2.8), ou seja, a partir da soma entre o OPEX e o resultado da divisão do CAPEX
pelo período de retorno (TOWLER e SINNOTT, 2013).

33
CAPEXTAC = + OPEXPeríodo de retorno
(2.8)
O TAC é então utilizado para fins de avaliação técnico-econômica comparativa de
projetos, para orientar os investidores em relação a diferentes opções que tangem mudanças na
configuração da planta, melhoria de processos ou o uso de rotas alternativas de produção.
Dentre alguns estudos presentes na literatura que utilizam o TAC como ferramenta de avaliação
econômica de processos pode-se destacar, por exemplo, o trabalho de Da Silva et al. (2016)
acerca de uma planta de produção de bioetanol lignocelulósico. Os autores compararam os
cenários propostos visando minimizar o TAC e maximizar a concentração de etanol. Zúñiga et
al. (2016), por sua vez, realizaram uma análise econômica da produção de hidrogênio através
do reaproveitamento da matéria prima utilizada para a extração de óleo de Palma, levando em
consideração os custos anuais do processo a capacidade de produção desta matéria prima.
Junqueira et al. (2018) utilizaram estes conceitos para avaliar economicamente seis diferentes
plantas de cumeno. Entretanto, não foi realizada apenas uma análise econômica, mas também
uma análise ambiental.
Isso evidencia que, além da análise do TAC, outros parâmetros podem ser avaliados,
tais como o impacto ambiental do projeto, o risco neste possível investimento, a disponibilidade
de recursos materiais, energéticos e humanos para dar suporte ao desenvolvimento ou às
mudanças relacionadas à operação e também fatores políticos. Fica a critério do investidor quais
são os outros parâmetros a serem levados em consideração para efetivação ou não do
investimento (TOWLER e SINNOTT, 2013).

CAPÍTULO 3
DESENVOLVIMENTO DO PROCESSO
Neste capítulo, serão apresentados os estudos realizados acerca da produção da
formalina, através da análise de dois processos distintos: a tecnologia convencional baseada na
proposição desenvolvida por Turton et al. (2018) e uma alternativa para sua respectiva
melhoria, que consiste em uma técnica de reaproveitamento energético. O objetivo dessa análise
é poder suscitar uma discussão relativa à redução de custos por meio da implementação do
processo alternativo estudado, realizando uma comparação com o original e verificando sua
viabilidade técnico-econômica.
Serão abordadas as principais condições operacionais e de dimensionamento, além do
método e raciocínio utilizados para o desenvolvimento da dada proposição. Também serão
discutidas as equações e cálculos realizados para a estimativa de custos, tais como o CAPEX,
OPEX e TAC.
3.1. MODELO TERMODINÂMICO
O trabalho de Turton et al. (2018) acerca do processo de produção de formalina foi
realizado no software CHEMCAD®, o que permitiu a utilização do modelo termodinâmico
ESDK K-value em suas pesquisas. Entretanto, como no presente trabalho foi utilizado o
software UniSim®, o modelo utilizado pela dita referência não está disponível, sendo
necessária, portanto, a escolha de outros pacotes de propriedades.
O software UniSim® Design Suite R390.1 possui um conjunto de pacotes
termodinâmicos que auxiliam na estimativa de algumas propriedades das substâncias
35
envolvidas em um processo químico. Esses valores são essenciais na simulação de um projeto,
visto que cada detalhe é capaz de alterar em grande escala o resultado (FERREIRA e
MONTEIRO, 2019)
Processos de destilação, como o estudado, requerem que seja levada em consideração a
transferência de massa que ocorre entre as fases ali presentes, influenciando no resultado das
concentrações das soluções. Como a composição é o fator objetivado nos resultados, é de
extrema importância a escolha ideal do modelo termodinâmico, para que sejam capazes de
calculá-los ou estimá-los da maneira mais próxima à realidade (PARANHOS, 2014).
Não sendo possível utilizar o mesmo modelo termodinâmico que o de Turton et al.
(2018) em seus estudos, foram escolhidos outros modelos para melhor representar o processo
da produção de formalina, nomeadamente o UNIQUAC (da sigla em inglês para UNIversal
QUAsiChemical) e o NRTL (da sigla em inglês para Non-Random Two-Liquid). O primeiro foi
utilizado em quase toda a simulação da planta química, enquando o último foi considerado para
as colunas de separação.
A escolha destes modelos termodinâmicos foi realizada a fim de representar da melhor
forma possível o comportamento das misturas em equilíbrio líquido-vapor proposto por Turton
et al (2018), obtendo dados coerentes com estes e possibilitando convergência numérica nos
equipamentos do simulador.
3.2. CINÉTICA DO PROCESSO
De acordo com as pesquisas de Turton et al. (2018) relacionadas ao processo de
produção de formalina, as reações podem ser consideradas como sendo quase instantâneas. Essa
inferência pode ser explicada dada a alta temperatura da reação e grande área do catalisador de
prata utilizado. Dessa forma, a fim de simplificar a simulação, foi utilizado um reator de
conversão considerando que as reações apresentam uma conversão global de 100%, Equações
(2.5) a (2.7) previamente.
36
3.3 DESCRIÇÃO DOS PROCESSOS ESTUDADOS
Nesta seção, serão abordadas as características relativas às plantas simuladas no
software UniSim®, em estado estacionário. Serão então descritas as condições operacionais,
considerações adotadas na simulação dos processos e dimensionamento de equipamentos.
3.3.1. Processo Convencional
Com base nos estudos de Turton et al. (2018), a planta convencional de produção de
formalina é ilustrada na Figura 3.1.
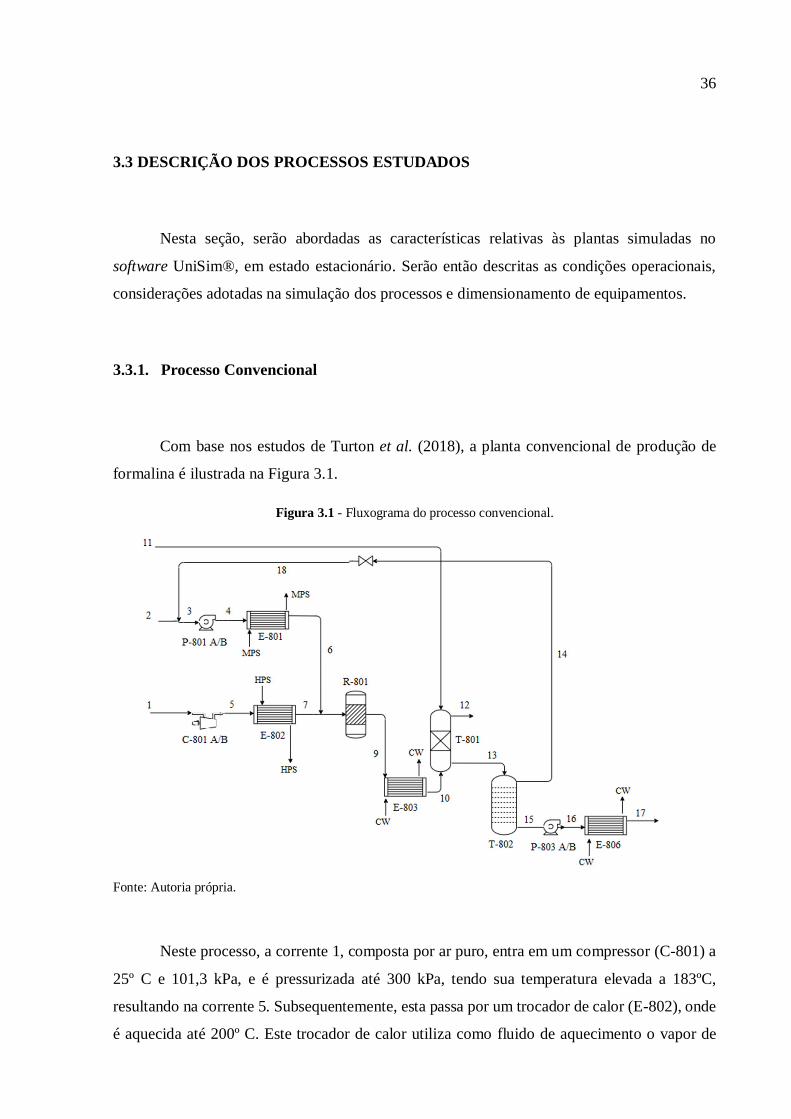
Figura 3.1 - Fluxograma do processo convencional.
Fonte: Autoria própria.
Neste processo, a corrente 1, composta por ar puro, entra em um compressor (C-801) a
25º C e 101,3 kPa, e é pressurizada até 300 kPa, tendo sua temperatura elevada a 183ºC,
resultando na corrente 5. Subsequentemente, esta passa por um trocador de calor (E-802), onde
é aquecida até 200º C. Este trocador de calor utiliza como fluido de aquecimento o vapor de

37
alta pressão (do acrônimo em inglês HPS: “High-Pressure Steam”), que passa a 84.97 kg/h em
contra-corrente ao fluido de processo.
Enquanto isso, uma corrente composta por metanol puro (2), a 30º C e 12 kPa, é
misturada com uma corrente de refluxo de metanol proveniente do processo (a qual se encontra
a 73,4ºC e 120 kPa e contém uma fração molar de 74,7% de metanol e 25,3% de água). A
corrente proveniente dessa mistura (3), a 40,7º C e 101,3 kPa, tem uma vazão de 99,92 kmol/h,
da qual 94,11 kmol/h são de metanol. Esta passa pelas bombas P-801 A/B, que aumentam a
pressão da mesma até 300 kPa antes de ser aquecida de 40,8º C a 150º C em um trocador de
calor do tipo caso e tubo (E-801), cujo fluido de aquecimento é vapor de média pressão (do
acrônimo em inglês MPS: “Medium-Pressure Steam”) a um fluxo de 2904 kg/h. Todo o
metanol ali presente vaporiza, pois a corrente 4 absorve o calor da corrente de MPS que passa
no casco. Assim, a corrente 4 transforma-se na corrente 6, a 150°C e 265 kPa (fração de vapor
= 1), e a corrente de MPS, após a perda de calor latente, condensa.
As correntes 6 e 7 são, então, misturadas, gerando a corrente 8, que sai a uma
temperatura de 171,9º C e pressão de 255 kPa. Ela entra em um reator (R-801), onde ocorrem
as reações descritas pelas Equações (2.5), (2.6) e (2.7), apresentadas no Capítulo 2 deste
trabalho. O produto do reator (corrente 9), a 200° C e 185 kPa, contém 11,31 mol % de metanol,
24,03 mol % de água, 0,054 mol % de oxigênio, 41,46 mol % de nitrogênio, 0,59 mol % de
hidrogênio e 22,54 mol % de formaldeído. Ademais, como as reações ocorridas são fortemente
exotérmicas, o calor gerado deve ser removido rapidamente. Desta forma, a corrente resultante
passa por um trocador de calor (E-803), que a resfria até 100º C por meio da utilização de água
de resfriamento (do acrônimo em inglês CW: “Cooling Water”) a um fluxo de 7899 kg/h, antes
de ser direcionada a uma coluna absorvedora (T-801). Além desta, ocorre a entrada de uma
corrente 11, composta por água deionizada a 30º C e 150 kPa, pelo topo, a qual é responsável
por absorver todo metanol e formaldeído presente na corrente 10, gerando a corrente 13, com
temperatura de 89,9º C e pressão de 150 kPa. Outra corrente, 12, também é resultante, e é
composta por gases leves que saem a 84,6º C e 140 kPa. T-801 consiste em uma coluna recheada
com Berl Saddles, um material de forma regular que se assemelha ao formato de uma sela,
comumente utilizado em processos de destilação.
Em uma próxima etapa, a corrente 13 entra em uma coluna de destilação (T-802) de
condensador total, que possui 31 pratos com 70% de eficiência. Sua razão de refluxo é de 37,34,
sua altura de 19 metros e seu diâmetro de 2,5 metros. A alimentação da corrente 13 é realizada

38
no 18º prato. O destilado (corrente 14) é obtido a 75,5º C e 130 kPa, a 23 kmol/h, sendo
composto por por 74,74 mol % de metanol e 25,26 mol % de água, e recirculado à seção de
alimentação. O produto de fundo (corrente 15), por sua vez, é obtido a 106,6º C e 150 kPa, com
uma composição de 0,5 mol % de metanol, 36 mol % de formaldeído e 63,46 mol % de água.
Este passa, então, pelas bombas centrífugas P-803 A/B, as quais elevam sua pressão até 350
kPa com uma eficiência de 75% (padrão do software), antes de ser resfriado até 35º C por CW
no trocador de calor do tipo casco e tubo E-806. O resfriamento é necessário para não perder a
estabilidade do processo, sabendo que o fluido sai da bomba em seu ponto de bolha. Assim,
esta operação garante a obtenção final do produto em forma líquida.
3.3.2 Processo Aprimorado
A partir da análise do fluxograma apresentado por Turton et al. (2018), é possível
verificar a possibilidade de algumas estratégias de aprimoramento. Por exemplo, verifica-se
que a corrente 4 é aquecida de 40,26° C a 150° C por MPS no trocador de calor E-801. Por
outro lado, a corrente 16 é resfriada de 90,61° C a 35° C por CW, no trocador de calor E-806.
Dada a necessidade de aquecer a corrente 4 e resfriar a corrente 16, pode-se realizar um
reaproveitamento energético dessas correntes, fazendo com que a corrente 16 (quente) ceda
calor à corrente 4 (fria). Entretanto, o calor trocado não é o suficiente para que as correntes
atinjam as temperaturas requeridas pelo processo, sendo necessária a utilização de outros dois
trocadores de calor, conforme elucidado a seguir:
· A corrente 4 é posteriormente aquecida de 70° C até 150° C por MPS;
· A corrente 16 é posteriormente resfriada por CW de 68,58° C até 35° C.
Analogamente, pode-se notar ainda que a corrente 5 é aquecida de 167° C até 200° C
por HPS no trocador de calor E-802, enquanto a corrente 9 é resfriada de 200° C até 149° C por
CW no trocador de calor E-803. Tais correntes também podem ser integradas a fim de se
aproveitar a energia da corrente quente (9). Todavia, como a energia necessária para aquecer a
corrente 5 (0,145 GJ/h) é inferior à energia necessária para resfriar o produto do reator (0,500
GJ/h), é necessário instalar um resfriador extra para absorver o 0,355 GJ/h restante da corrente
9 e reduzir sua temperatura de 185,3° C até 149° C, utilizando-se CW. Além disto, a corrente 5
também não consegue atingir a temperatura de 200ºC apenas com a integração energética, visto
39
que a corrente 9 entra com este valor. É necessário, portanto, a implementação de outro
trocador. Então, as correntes 5 e 9 fazem integração energética por meio do trocador de calor
E-802, onde a primeira entra a 167ºC e sai a 190ºC, enquanto a segunda entra a 200ºC, saindo
a 189,8ºC. Foi considerada uma diferença mínima de 10º C entre as correntes para melhor
aproveitamento energético como realizado comumente na literatura a fim de evitar elevadas
áreas de troca térmica em trocadores de calor. Posteriormente, a corrente 9 é resfriada pelo
trocador E-803 por CW, até atingir a temperatura de 149ºC. Já a corrente 7, que sai do trocador
E-802, é aquecida por meio do equipamento E-808, até 200ºC, por HPS.
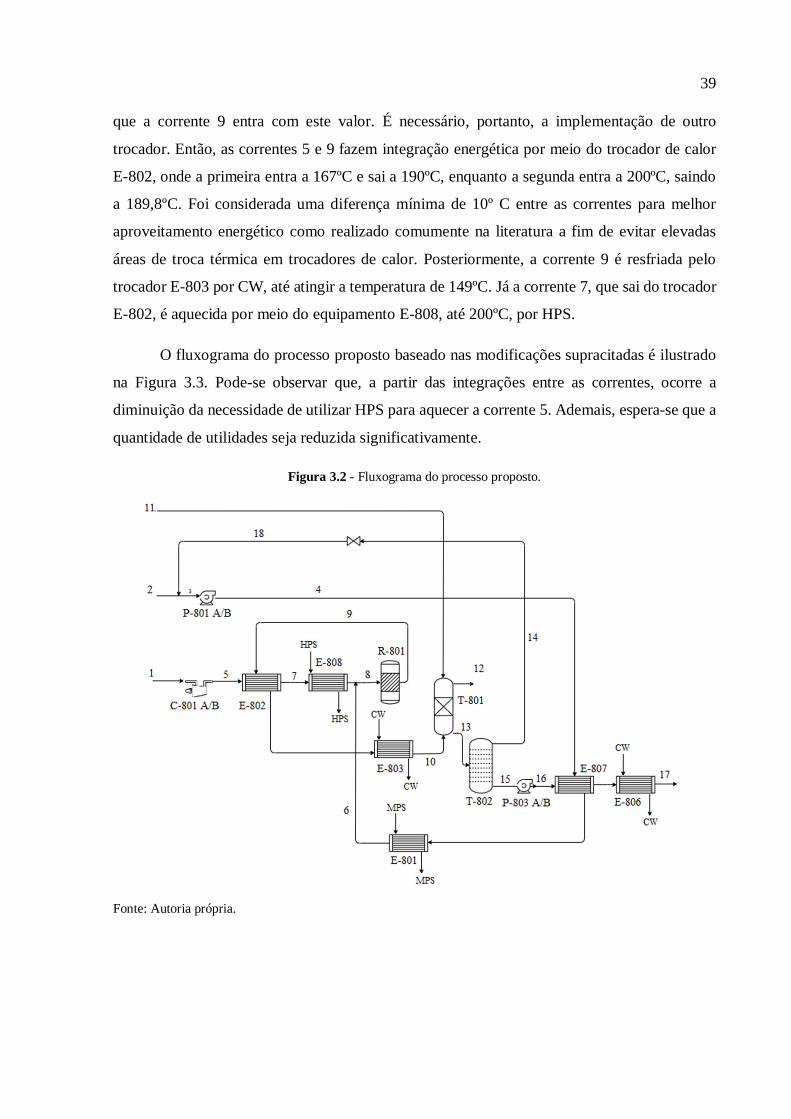
O fluxograma do processo proposto baseado nas modificações supracitadas é ilustrado
na Figura 3.3. Pode-se observar que, a partir das integrações entre as correntes, ocorre a
diminuição da necessidade de utilizar HPS para aquecer a corrente 5. Ademais, espera-se que a
quantidade de utilidades seja reduzida significativamente.
Figura 3.2 - Fluxograma do processo proposto.
Fonte: Autoria própria.
40
3.4. ESTIMATIVA DE CUSTOS
Para estimar os custos dos processos abordados, foi utilizado como base o livro
publicado por Seider et al. (2016), o qual adotou um Índice de Custo de Planta de Engenharia
Química (do acrônimo em inglês CEPCI: “Chemical Engineering Plant Cost Index”) de 616,4,
referente à média do ano de 2018, de acordo com Mangili et. al. (2019).
Este índice é utilizado para atualizar os custos de capital necessários para construir uma
indústria química em um período, considerando variações de cotação como inflação e deflação.
Ele é utilizado de acordo com a Equação (3.1).
= ∗Í
Í(3.1)
Para o cálculo do TAC, custo total anualizado, utiliza-se a Equação (2.8) mencionada
no Capítulo 2, considerando um tempo de retorno dos investimentos (em inglês, payback) de 3
anos (Luyben, 2010).
3.4.1. CAPEX
A seguir serão apresentadas as equações utilizadas para o cálculo do investimento
inicial, separadas por equipamento, com descrição de cada variável e suas respectivas unidades.
3.4.1.1. Bombas
Foi admitido que, para cada bomba representada no fluxograma do processo, uma
bomba extra (reserva) também está presente em arranjo paralelo. Assim, para o cálculo dos
custos, é primeiro necessário calcular o fator de tamanho (S) por meio da Equação (3.2).
= ∗ ( ) , (3.2)
41
Na qual:
· Q = Vazão volumétrica, em galões por minuto (gpm); e
· H = Head da bomba, em ft.
Com o fator de tamanho calculado, é possível estimar o custo base (CBB), em $, por meio
da Equação (3.3), a qual admite um intervalo de S entre 400 e 100.000.
= exp{12,1656− 1,1448 ∗ [ln( )] + 0,0862 ∗ [ln( )] } (3.3)
Então, torna-se possível o cálculo do valor da compra da bomba (CP), sem incluir o
motor elétrico, a partir da Equação (3.4).
= ∗ ∗ (3.4)
Na qual:
· FTB = Fator de tipo da bomba (adimensional);
· FMB = Fator de material da bomba (adimensional).
Para estimar o custo do motor elétrico, são utilizadas as Equações (3.5) a (3.9)
= ∗ = =∗ ∗
33000 ∗ ∗ (3.5)
= −0,316 + 0,24015 ∗ [ln( )]− 0,01199 ∗ [ln( )] (3.6)
= 0,8 + 0,0319 ∗ ln( )− 0,00182 ∗ [ln( )] (3.7)
= exp{5,9332 + 0,16829
∗ ln( ) − 0,110056 ∗ [ln( )] + 0,071413 ∗ [ln( )]
− 0,0063788 ∗ [ln( )] }
(3.8)
= ∗ (3.9)
Nas quais:
· PC – Consumo de energia. Unidade em HP (horse-power).
· PT – Consumo teórico de energia da bomba. Unidade em HP (horse-power).
· PB – Consumo energético real da bomba. Unidade em HP (horse-power).
· ηP – Eficiência fracionária da bomba. Adimensional.

42
· ηM – Eficiência fracionária do motor. Adimensional.
· Q – Vazão do fluxo. Unidade em galões por minuto (gpm).
· H – Head da bomba. Unidade em ft de fluido.
· ρ – Massa específica do líquido. Unidade em lb/gal.
· CPM – Valor de compra do motor. Unidade em dólares.
· FTM – Fator de tipo de motor. Adimensional. Foi escolhido o valor de 1,7,
referente a motores de fechamento à prova de explosões e de 1800 rpm (Seider
et al., 2016).
· CBM – Custo do motor. Unidade em $.
3.4.1.2. Compressores
Para o cálculo do custo do compressor utilizado, aplicam-se as Equações (3.10) e (3.11).
Admitiu-se que, para cada compressor representado no fluxograma do processo, um
outro, reserva, também está presente em arranjo paralelo.
Foi considerado um compressor centrífugo, que admite uma faixa de 200 a 30000 HP
para o consumo de energia, dado que o compressor em questão possui uma potência de 228,4
HP.
= ∗ ∗ (3.10)
= {9,1553 + 0,63 ∗ ln( )} (3.11)
Na qual:
· CA – Custo de aquisição. Unidade em $.
· FD – Fator de tipo de energia. Adimensional. Foi assumido FD = 1 pois o
compressor possui um motor elétrico.
· FMC – Fator de material de construção do compressor. Adimensional. Foi
considerado um valor de 2,5, referente ao material de aço inoxidável (Seider et
al., 2016).
43
· CBC – Custo base do compressor. Unidade em $.
· PCC – Consumo de energia do compressor. Unidade em HP (horse-power).
3.4.1.3. Trocadores de Calor
Para uma estimativa de custo para os trocadores de calor utilizados na planta, foi
considerado que todos são do tipo casco-tubo e possuem cabeça flutuante. As Equações de
(3.12) até (3.15) descrevem os cálculos realizados. Estas também podem ser utilizadas para o
cálculo de refervedores e condensadores, de acordo com Luyben (2010).
= exp{12,031− 0,8709 ∗ ln( ) + 0,09005 ∗ [ln( )] } (3.12)
= ∗ ∗ ∗ (3.13)
= + ( 100) (3.14)
= 0,9803 + 0,018 ∗ 100 + 0,0017 ∗ ( 100) (3.15)
Nos quais:
· CBT – Custo base do trocador de calor. Unidade em $.
· CPT – Valor de compra do trocador de calor. Unidade em $.
· FPT – Fator de pressão do trocador de calor. Adimensional.
· FMT – Fator de material de construção do trocador de calor. Adimensional.
· FL – Fator de correção do comprimento do tubo. Adimensional. Foi considerado
um tubo de 8 ft, o que equivale a um FL de 1,25 (Seider et al., 2016).
· P – Pressão no casco do trocador de calor. Unidade em psig.
· a – Fator para material de construção. Foram considerados trocadores com tubo
de aço inox e casco de aço carbono, segundo Seider et. al. (2016). Logo, para
tais trocadores de calor, a = 1,75.
· b - Fator para material de construção. Foram considerados trocadores com tubo
de aço inox e casco de aço carbono, segundo Seider et. al. (2016). Assim, b =
0,13.

44
· A – Área superficial do lado externo do tubo do trocador de calor. Unidade em
ft2. Esta pode ser obtida através de U, coeficiente de transferência de calor global
em BTU/(°F . ft2 . h) e UA. Foi assumido U = 150 BTU/(°F . ft2 . h), como no
trabalho realizado por Luyben (2008). Também é necessário realizar outros
cálculos, tais como a diferença de temperatura média logarítmica (DTML)
através das Equações (3.16) e (3.17).
ΔT =T − T − T − T
lnT − TT − T
(3.16)
Na qual:
· ΔT – Diferença de temperatura média logarítmica. Unidade em º F;
· T – Temperatura de entrada do terminal quente. Unidade em º F;
· T – Temperatura de saída do terminal quente. Unidade em º F;
· T – Temperatura de entrada do terminal frio. Unidade em º F;
· T – Temperatura de saída do terminal frio. Unidade em º F;
A = U × Δ (3.17)
Na qual:
· A – Área de troca térmica do equipamento. Unidade em ft²;
· – Calor trocado pelo equipamento aquecedor. Unidade em BTU/h.
· U – Coeficiente de transferência de calor global, em BTU/(°F . ft2 . h). Como
explicado, adotou-se o valor de U = 150 BTU/(°F . ft2 . h).
Os trocadores E-803 e E-808 foram considerados bitubulares, pois suas áreas de troca
térmica são muito pequenas, menores que 18,5 ft2 (SEIDER et al., 2016). Para esses dois casos,
a fórmula do custo base é:
= exp{7,2718 + 0,16 ∗ ln( ∗ 10,7639)} (3.18)
O material de construção do casco e dos tubos é aço carbono e aço inox, respectivamente
(similarmente aos outros), o que gera um fator de material FM igual a 2. Logo, o custo total será:
45
= ∗ ∗ (3.19)
Sendo:
· FP - Fator de pressão (igual a 1, pois a pressão é inferior a 20684 kPa).
3.4.1.4. Colunas de Destilação
As Equações de (3.19) até (3.22) auxiliam na estimativa de custo de uma torre de
destilação, com exceção dos pratos. Para o custo total da coluna de destilação, foi considerado
o corpo da coluna com bocais e suportes, de plataformas e escadas e, por último, pratos e
recheios.
= ( ∗ ) + (3.19)
= exp{10,5449− 0,4672 ∗ [ln( )] + 0,05482 ∗ [ln( )] } (3.20)
= 341 ∗ ( ) , ∗ ( ) , (3.21)
= ∗ ( + ) ∗ ( + 0,8 ∗ ) ∗ ∗ (3.22)
Nas quais:
· CPD – Custo do corpo da coluna com o conjunto de escadas. Unidade em dólares.
· FMD – Fator de material de construção do corpo da coluna. Adimensional. Para
a coluna T-802, foi considerado material de aço carbono, portanto, seu fator é
igual a 1.
· CV – Custo do corpo da coluna. Unidade em dólares.
· CPL – Custo do conjunto de escadas e plataformas. Unidade em dólares.
· Di – Diâmetro interno da coluna. Unidade em polegadas.
· L – Comprimento da coluna. Unidade em polegadas.
· W – Massa do corpo da coluna. Unidade em libras.
· tS – Espessura da parede da coluna. Unidade em polegadas.
· ρ – Massa específica do material da coluna. Unidade em lb/in3.
Para o cálculo dos custos dos pratos, foram utilizadas as Equações (3.23) e (3.24).

46
= ∗ ∗ ∗ ∗ (3.23)
= 468 ∗ exp(0,1482 ∗ ) (3.24)
Nas quais:
· CT – Custo dos pratos instalados. Unidade em $.
· NT – Número de pratos instalados. Unidade em pratos.
· FNT – Fator de correção do número de pratos. Adimensional. Em casos do
número de pratos ser maior que 20, este fator é considerado igual a 1, que é o
que se aplica para esse projeto.
· FTT – Fator de tipo de prato. Adimensional. Para pratos tipo válvula foi
utilizado um valor de 1,18, e para pratos tipo peneira foi utilizado 1.
· FTM – Fator de tipo de material de construção do prato. Adimensional. Para
pratos de aço inoxidável 316, na torre T-802, o valor utilizado foi 1,7573.
· CBT – Custo de base por prato. Unidades em $ por prato.
3.4.1.5. Reatores
Para o reator presente no fluxograma de processo, as equações da seção 3.4.1.2 podem
ser utilizadas como simplificação, uma vez que tal equipamento foi custeado como um trocador
de calor, conforme geralmente exercitado na literatura (LUYBEN, 2010).
O reator foi considerado do tipo “kettle” por permitir um volume livre de vapor no casco,
cujos materiais de construção do casco e dos tubos são, respectivamente, aço carbono e aço
inoxidável, conforme considerado para os demais trocadores de calor da planta.
3.4.1.6. Colunas de Absorção
Para o cálculo da coluna absorvedora T-801, foram consideradas as Equações (3.25) e
(3.26).
= ∗ + + ∗ + (3.25)
= ∗ (3.26)

47
Sendo:
· FM – Fator do material de construção. Adimensional. Para a torre T-801, foi
considerado igual a 1, referente ao aço carbono.
· Cv - Custo do corpo da coluna. Unidade em $. Calculado pela Equação (3.20).
· CPL – Custo do conjunto de escadas e plataformas. Unidade em $. Calculado
pela Equação (3.21).
· VP – Volume do recheio em ft3.
· CPK – Custo instalado do recheio. Unidade em $/ft3. Foi considerado igual a
$32/ft3 (Seider, 2016).
· CDR – Custo instalado de distribuidores e redistribuidores de líquidos de alto
desempenho necessários para obter desempenho satisfatório com recheios.
Unidade em $.
· CA – Custo instalado de distribuidores e redistribuidores por área. Considerado
igual a $140/ft2.
· AC – Área da coluna.
3.4.2. OPEX
Para custos operacionais, fez-se o uso de diversas referências que estão relacionadas na
Tabela 3.1.
Tabela 3.1 - Heurísticas adotadas para as correntes de utilidades.
Corrente deutilidade
Parâmetro Dados deEntrada
Dados deSaída
Referência
HPSTemperatura
Pressão254°C
4238 kPa253,7°C4238 kPa Seider et al. (2016)
MPS TemperaturaPressão
185°C1115 kPa
184,7°C1115 kPa Seider et al. (2016)
CW TemperaturaPressão
30°C516 kPa
45°C496 kPa Seider et al. (2016)
Fonte: Autoria própria.

48
Tabela 3.2 - Valores agregados adotados para as correntes de utilidades.
Corrente de utilidade Valor Referência
HPS $9,38/GJ Luyben (2010)
MPS $8,22/GJ Luyben (2010)
CW $1,04/GJ Turton et al. (2018)
BFW $13,91/GJ* Ulrich e Vasudevam (2006)
Eletricidade $16,80/GJ Turton et al. (2018)
MPS crédito (gerado noreator) $12,33/GJ
Flegiel, F., Sharma, S., &Rangaiah, G. P. (2014)
Fonte: Autoria própria.
* O preço do BFW foi calculado a partir da equação fornecida por Ulrich e Vasudevam (2006),considerando uma vazão de 0,001 m3/s (calculada por simulação) e um custo de combustível igual a$4,24/GJ (gás natural, de acordo com The Chemical Company, 2016).
O BFW, que entra no reator para resfriá-lo, se transforma em MPS e pode ser vendido
a um valor de $12,33/GJ, aumentando, ainda, a lucratividade do processo.

CAPÍTULO 4
METODOLOGIA
Neste capítulo, será apresentada a metodologia aplicada neste trabalho a fim de realizar
uma comparação entre os processos de produção discutidos: a tecnologia convencional baseada
na proposição desenvolvida por Turton et al. (2018) e a tecnologia aprimorada fazendo uso de
reaproveitamento energético, apresentada no Capítulo 3.
A simulação computacional desenvolvida para cada uma dessas tecnologias permitiu
realizar uma estimativa acerca dos respectivos custos operacionais e de investimento. Com este
estudo, também foi possível realizar a comparação econômica das plantas discutidas por meio
da estimação do TAC (Custo Total Anualizado).
Dessa forma, o presente trabalho consistiu na realização das seguintes etapas:
· Simulação do processo convencional no software UniSim® com os dados
fornecidos por Turton et al. (2018) para a produção de formalina;
· Ratificação dos desvios relativos ao estudo realizado por Turton et al. (2018),
considerando como 5% a base de desvio máximo;
· Simulação do processo aprimorado com reaproveitamento energético no software
UniSim®, aplicando as devidas alterações necessárias a partir do processo
convencional;
· Avaliação econômica dos processos;
· Comparação entre as duas tecnologias apresentadas.

51
4.1. PROCESSO CONVENCIONAL
A descrição da simulação da tecnologia convencional do processo de produção de
formalina, estudada por Turton et al. (2018), está apresentada na Tabela 4.1.
Tabela 4.1 - Descrição das adoções no processo convencional de produção de formalina (continua).
Descrição
Simulação do processo de produção de formalina pela tecnologia convencional.
Referência base: Turton et al. (2018).
Modelagem: Balanços de massa e energia e equações intrínsecas aos módulos deequipamentos utilizados no UniSim®.
Modificações:
· Os pacotes termodinâmicos utilizados foram o UNIQUAC e o NRTL, em vezdo pacote ESDK K-value utilizado pelo autor, pois o software utilizado nestepresente trabalho não possui este pacote (disponível no CHEMCAD®).
· Para fins de simulação, misturadores (mixers) foram utilizados para realizar asmisturas entre as correntes 3 e 18 e entre as correntes 7 e 6, o que não foirepresentado no fluxograma dos autores de referência.
Condição de operação: Estado estacionário.Especificações utilizadas:
· Bombas e compressores foram admitidos operando com eficiência de 75%(padrão do UniSim®);
· Trocadores de calor foram convergidos admitindo-se que a vazão dosrespectivos fluidos de utilidades são as variáveis a serem estimadas;
· A coluna T-801 foi convergida automaticamente por meio das especificaçõesdas correntes de entrada, utilizando-se o método padrão do software (LegacyInside-Out);
· A coluna T-802 foi convergida especificando-se a razão de refluxo (37,34), avazão de destilado (23,00 kmol/h) e a vazão do produto de fundo (173,9kmol/h), utilizando-se o método numérico padrão modificado do software(Modified Inside-Out);
· Um “cortador” (stream cutter) é utilizado para alterar o modelo termodinâmicoutilizado na coluna T-802 (NRTL) para o utilizado na corrente 15 (UNIQUAC).
Continua.
Tabela 4.1 - Descrição das adoções no processo convencional de produção de formalina (continuação).

52
Descrição
Alimentação: Metanol puro a 30°C, ar puro a 25°C e 101,3 kPa e água deionizada a30° C e 150 kPa.
Restrução: Produzir formalina com as seguintes condições de corrente de produtofinal: 35°C, 315 kPa e vazão de 3897,1 kg/h.
Objetivos:
· Realizar uma comparação entre o processo proposto pelo autor e os resultadosobtidos através da simulação computacional do mesmo.
· Estimar o CAPEX e OPEX para efetuar uma avaliação econômica da tecnologiaproposta pelo autor.
Considerações para os cálculos de CAPEX e OPEX:
· As bombas centrífugas são de aço inoxidável e operam com 75% de eficiênciapadrão do UniSim®). O motor elétrico de cada uma delas, com velocidade derotação de 1800 rpm, foi considerado como sendo do tipo de fechamento àprova de explosões. Além disso, para estimar FT (type factor), foi usada a faixamais baixa de vazão, pois esta estava fora da faixa da literatura de referênciapara esses cálculos (Seider et al., 2016).
· Foi considerado que o compressor é de aço inoxidável e opera com eletricidade(FD = 1) e eficiência adiabática de 75% (padrão do UniSim®).
· Os trocadores de calor foram considerados como sendo do tipo cabeçoteflutuante, possuindo o casco de aço de carbono e os tubos de aço inoxidável, osquais têm um comprimento de 8 ft (2,44m). O coeficiente de transferência decalor global foi considerado como sendo 150 BTU/(°F.ft2.h) (852 W/m2.K).(Luyben, 2010; Seider et al., 2016).
· O corpo da torre absorvedora (T-801) é de aço carbono, contendo pratos do tipo“válvula”, também de aço de carbono, e eficiência de 100%. Já a torre dedestilação (T-802) possui corpo de aço carbono e pratos do tipo “peneira”, deaço inoxidável, com uma eficiência individual de 70% (Turton et al., 2018).
· O reator R-801 foi considerado como sendo um vaso de pressão, cujo materialde construção é aço inoxidável (Seider et al., 2016).

53
4.2. PROCESSO APRIMORADO
A descrição da simulação do processo de produção de formalina com a tecnologia
aprimorada por meio de reaproveitamento energético, proposta neste trabalho, está descrita na
Tabela 4.2.
Tabela 4.2 – Descrição das adoções no processo aprimorado de produção de formalina (continua).
Descrição
Simulação do processo de produção de formalina pela tecnologia aprimorada atravésde reaproveitamento energético.
Referência base: Turton et al. (2018).
Modelagem: Balanços de massa e energia e equações intrínsecas aos módulos deequipamentos utilizados no UniSim®.
Modificações:
· Adição de um trocador de calor do tipo casco e tubo (E-807), utilizando acorrente 16 nos tubos (com o objetivo de resfriá-la) e a corrente 4 no casco (como objetivo de aquecê-la). Um resfriador extra (E-806) e um aquecedor extra (E-801) são utilizados para condicionar as correntes 16 e 4 às temperaturasdesejadas, respectivamente.
· Adição de um trocador de calor do tipo casco e tubo (E-802), utilizando acorrente 9 nos tubos (com o objetivo de resfriá-la) e a corrente 5 no casco (como objetivo de aquecê-la). Um resfriador extra (E-803) é utilizado paracondicionar a corrente 9 à temperatura desejada.
Condição de operação: Estado estacionário.
Alimentação: Metanol puro a 30° C e 120 kPa, ar puro a 25° C e 101,3 kPa e águadeionizada a 30° C e 150 kPa.
Restrições:
· Produzir formalina com as seguintes condições de corrente de produto final:35°C, 315 kPa e vazão de 3897,1 kg/h.
· Não pode ocorrer o cruzamento de temperatura nos novos trocadores de calor.Ademais, no trocador de calor E-807, a corrente 4 deve sair com umatemperatura máxima de aproximadamente 80° C de forma a manter umadiferença mínima de 10° C em relação à corrente 16 que entra (Smith, 2016).
Continua.

54
Tabela 4.2 – Descrição das adoções no processo aprimorado de produção de formalina (continuação).
Descrição
Objetivos:
· Utilizar os resultados da simulação da tecnologia aprimorada fim de compará-los com a tecnologia convencional proposta por Turton et al. (2018).
· Estimar o CAPEX e OPEX para efetuar uma avaliação econômica da tecnologiaaprimorada, e compara-la com análise econômica da tecnologia convencional.
Considerações para os cálculos de CAPEX e OPEX: As considerações para ocálculo do CAPEX e OPEX são as mesmas utilizadas para o processo convencional.
4.3. AVALIAÇÃO ECONÔMICA
A Tabela 4.3 resume os parâmetros utilizados para avaliar economicamente o processo
convencional e o processo aprimorado apresentados neste projeto.
Tabela 4.3 - Descrição das adoções para avaliar economicamente os processos em questão.
Descrição
Avaliação econômica dos processos de produção de formalina.
Base de comparação: Cálculo do Custo Total Anualizado (TAC).
Referências: Diversas, citadas no Capítulo 3.
Parâmetros de avaliação de projeto:
· 8.000 horas de operação por ano (Turton et al., 2018).
· Período de retorno de 3 anos (Luyben, 2010).
Custos de utilidades:
· Eletricidade - $16,80/GJ (Turton et al., 2010).
· Gás natural - $4,24/GJ (The Chemical Company, 2016).
· HPS - $9,83/GJ (Luyben, 2010).
· MPS - $8,22/GJ (Luyben 2010).
· CW - $1,04/GJ (Turton et al., 2010).

55
4.4. HARDWARE E SOFTWARE
A realização deste trabalho foi possível através da utilização:
· Do software simulador de processos UniSim® Design Suite R390.1, da empresa
Honeywell®, para realizar a simulação dos processos industriais apresentados;
· Do editor de planilhas MS Excel® 2016 para a realização dos cálculos de custos e
desenvolvimento de tabelas;
· Do editor de textos MS Word® 2016 para elaborar o texto deste trabalho, utilizando
a formatação sugerida pela Agência Brasileira de Normas Técnicas (ABNT, 2019).
O sistema operacional utilizado foi o Windows® 10.1, possuindo a seguinte
configuração de hardware:
· Processador: Intel® CoreTM i7-6820HQ, CPU @ 2,5 GHz, 2701 mHz
· Disco rígido: 1 TB, 5400 rpm (convencional);
· Memória: 8 GB.

CAPÍTULO 5
RESULTADOS
Este capítulo apresenta os resultados das simulações realizadas no software UniSim®
dos processos convencional e aprimorado para a produção de formalina. Foram analisadas as
composições e fluxos das correntes de massa e energia, a partir das quais foi possível realizar
uma comparação técnico-econômica entre as plantas de produção, que aqui será detalhada.
5.1. RESULTADOS DAS SIMULAÇÕES
5.1.1. Processo Convencional
A partir das informações fornecidas por Turton et al. (2018), foi possível executar a
simulação do processo convencional, cujo fluxograma é ilustrado na Figura 5.1.
Os resultados obtidos estão expostos na Tabela 5.1, comparando as informações
referentes às correntes materiais obtidas pela referência e pela simulação no UniSim®, bem
como os desvios entre os resultados.
Para melhor visualização, as seguintes siglas foram adotadas: T (temperatura, em ° C),
P (pressão, em kPa), Vm (vazão molar do metanol, em kmol/h), Vo (vazão molar do oxigênio,
em kmol/h), Vf (vazão molar do formaldeído, em kmol/h), Va (vazão molar da água, em
kmol/h), Vh (vazão molar do hidrogênio, em kmol/h). A vazão molar de nitrogênio foi omitida
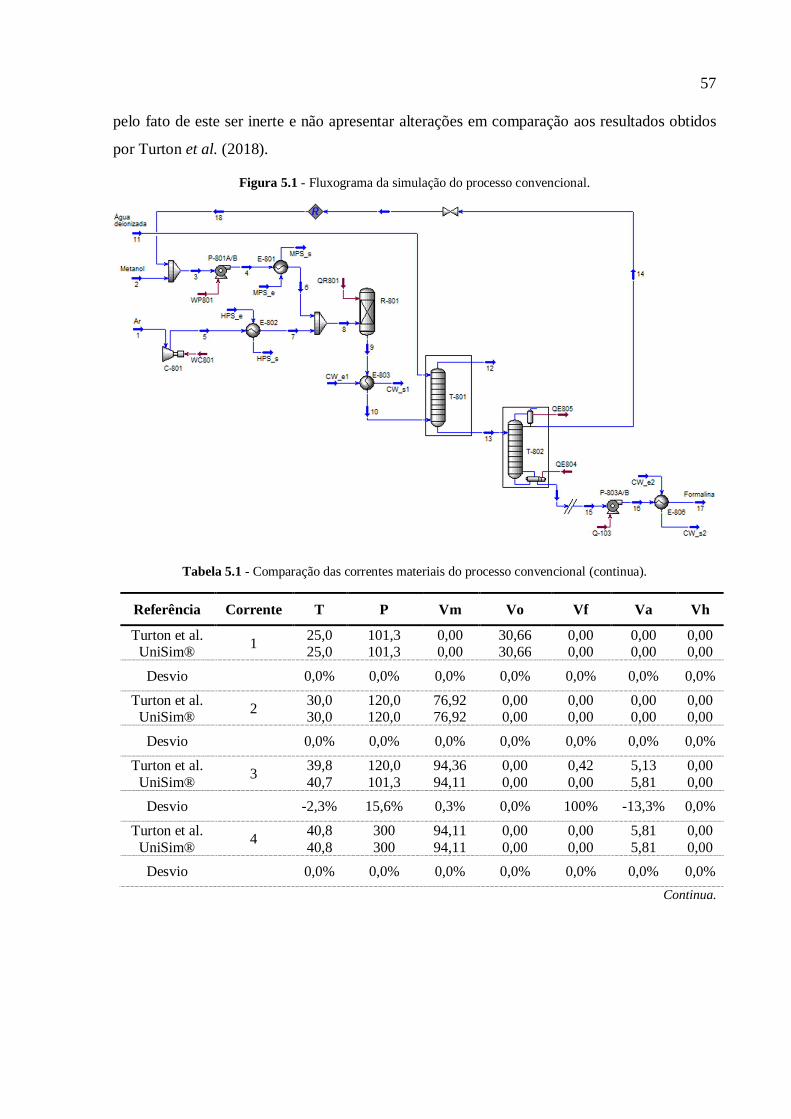
57
pelo fato de este ser inerte e não apresentar alterações em comparação aos resultados obtidos
por Turton et al. (2018).
Figura 5.1 - Fluxograma da simulação do processo convencional.
Tabela 5.1 - Comparação das correntes materiais do processo convencional (continua).
Referência Corrente T P Vm Vo Vf Va Vh
Turton et al.UniSim® 1 25,0
25,0101,3101,3
0,000,00
30,6630,66
0,000,00
0,000,00
0,000,00
Desvio 0,0% 0,0% 0,0% 0,0% 0,0% 0,0% 0,0%Turton et al.
UniSim® 2 30,030,0
120,0120,0
76,9276,92
0,000,00
0,000,00
0,000,00
0,000,00
Desvio 0,0% 0,0% 0,0% 0,0% 0,0% 0,0% 0,0%Turton et al.
UniSim® 3 39,840,7
120,0101,3
94,3694,11
0,000,00
0,420,00
5,135,81
0,000,00
Desvio -2,3% 15,6% 0,3% 0,0% 100% -13,3% 0,0%Turton et al.
UniSim® 4 40,840,8
300300
94,1194,11
0,000,00
0,000,00
5,815,81
0,000,00
Desvio 0,0% 0,0% 0,0% 0,0% 0,0% 0,0% 0,0%Continua.
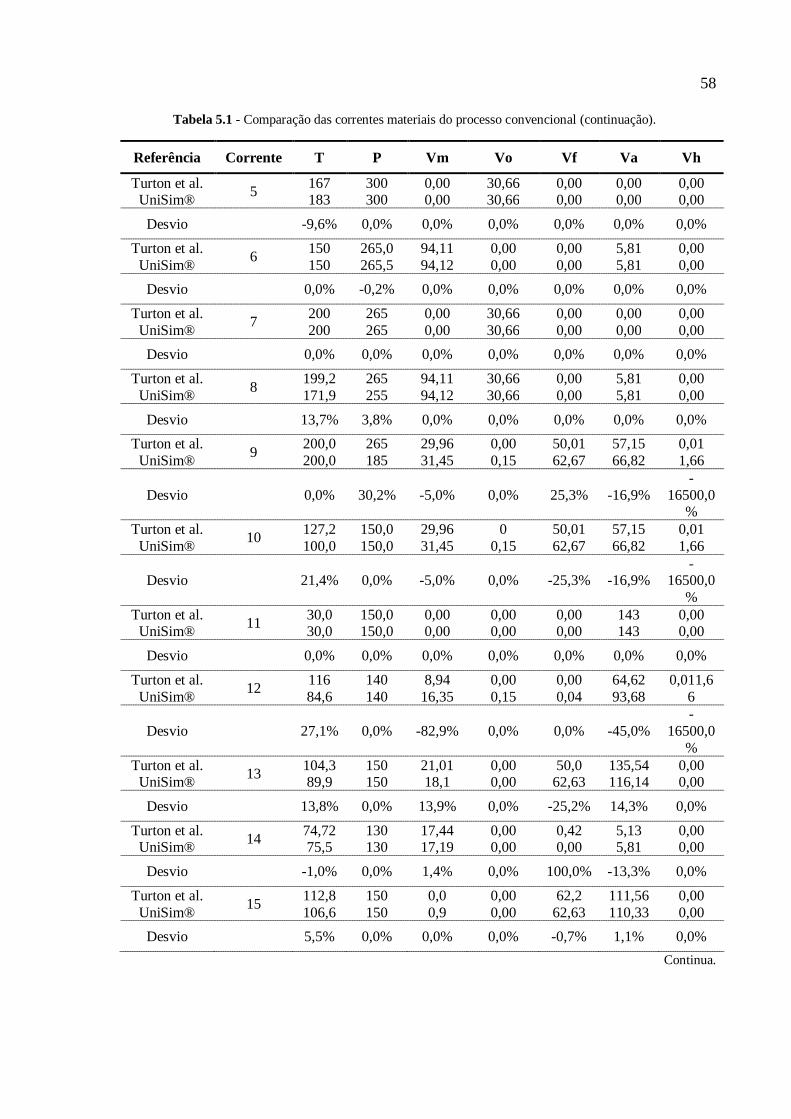
58
Tabela 5.1 - Comparação das correntes materiais do processo convencional (continuação).
Referência Corrente T P Vm Vo Vf Va Vh
Turton et al.UniSim® 5 167
183300300
0,000,00
30,6630,66
0,000,00
0,000,00
0,000,00
Desvio -9,6% 0,0% 0,0% 0,0% 0,0% 0,0% 0,0%Turton et al.
UniSim® 6 150150
265,0265,5
94,1194,12
0,000,00
0,000,00
5,815,81
0,000,00
Desvio 0,0% -0,2% 0,0% 0,0% 0,0% 0,0% 0,0%Turton et al.
UniSim® 7 200200
265265
0,000,00
30,6630,66
0,000,00
0,000,00
0,000,00
Desvio 0,0% 0,0% 0,0% 0,0% 0,0% 0,0% 0,0%Turton et al.
UniSim® 8 199,2171,9
265255
94,1194,12
30,6630,66
0,000,00
5,815,81
0,000,00
Desvio 13,7% 3,8% 0,0% 0,0% 0,0% 0,0% 0,0%Turton et al.
UniSim® 9 200,0200,0
265185
29,9631,45
0,000,15
50,0162,67
57,1566,82
0,011,66
Desvio 0,0% 30,2% -5,0% 0,0% 25,3% -16,9%-
16500,0%
Turton et al.UniSim® 10 127,2
100,0150,0150,0
29,9631,45
00,15
50,0162,67
57,1566,82
0,011,66
Desvio 21,4% 0,0% -5,0% 0,0% -25,3% -16,9%-
16500,0%
Turton et al.UniSim® 11 30,0
30,0150,0150,0
0,000,00
0,000,00
0,000,00
143143
0,000,00
Desvio 0,0% 0,0% 0,0% 0,0% 0,0% 0,0% 0,0%Turton et al.
UniSim® 12 11684,6
140140
8,9416,35
0,000,15
0,000,04
64,6293,68
0,011,66
Desvio 27,1% 0,0% -82,9% 0,0% 0,0% -45,0%-
16500,0%
Turton et al.UniSim® 13 104,3
89,9150150
21,0118,1
0,000,00
50,062,63
135,54116,14
0,000,00
Desvio 13,8% 0,0% 13,9% 0,0% -25,2% 14,3% 0,0%Turton et al.
UniSim® 14 74,7275,5
130130
17,4417,19
0,000,00
0,420,00
5,135,81
0,000,00
Desvio -1,0% 0,0% 1,4% 0,0% 100,0% -13,3% 0,0%Turton et al.
UniSim® 15 112,8106,6
150150
0,00,9
0,000,00
62,262,63
111,56110,33
0,000,00
Desvio 5,5% 0,0% 0,0% 0,0% -0,7% 1,1% 0,0%Continua.
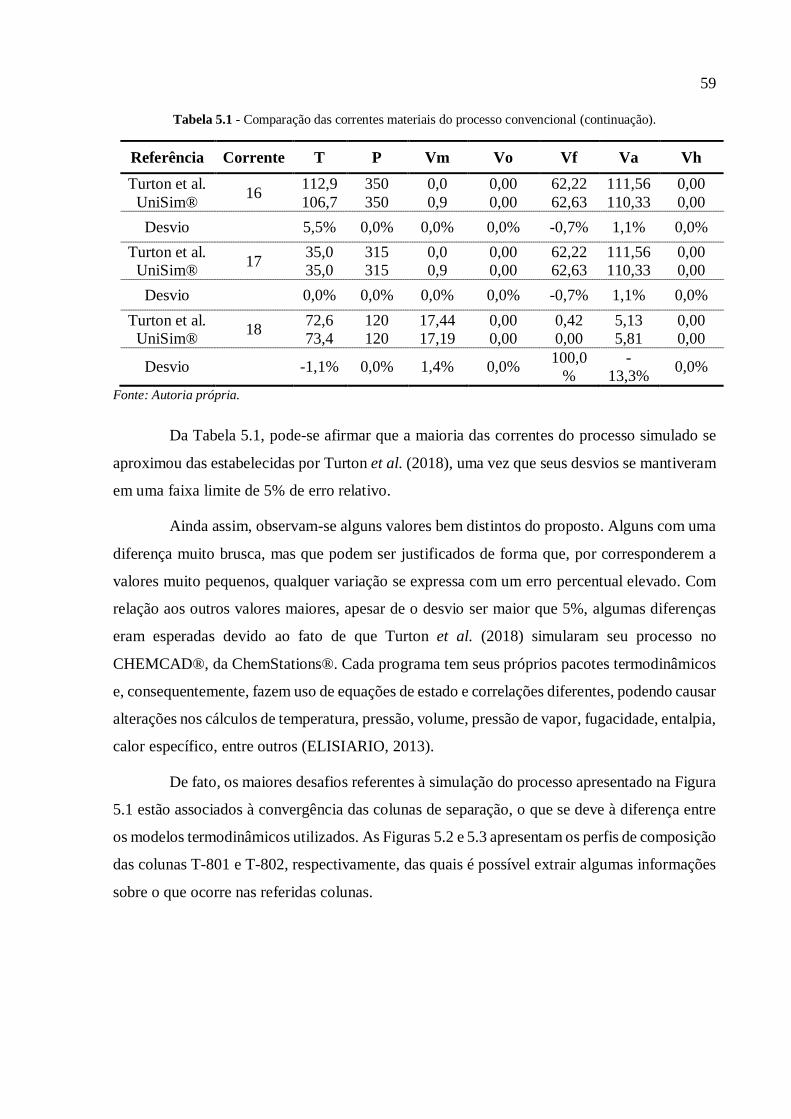
59
Tabela 5.1 - Comparação das correntes materiais do processo convencional (continuação).
Referência Corrente T P Vm Vo Vf Va VhTurton et al.
UniSim® 16 112,9106,7
350350
0,00,9
0,000,00
62,2262,63
111,56110,33
0,000,00
Desvio 5,5% 0,0% 0,0% 0,0% -0,7% 1,1% 0,0%Turton et al.
UniSim® 17 35,035,0
315315
0,00,9
0,000,00
62,2262,63
111,56110,33
0,000,00
Desvio 0,0% 0,0% 0,0% 0,0% -0,7% 1,1% 0,0%Turton et al.
UniSim® 18 72,673,4
120120
17,4417,19
0,000,00
0,420,00
5,135,81
0,000,00
Desvio -1,1% 0,0% 1,4% 0,0% 100,0%
-13,3% 0,0%
Fonte: Autoria própria.
Da Tabela 5.1, pode-se afirmar que a maioria das correntes do processo simulado se
aproximou das estabelecidas por Turton et al. (2018), uma vez que seus desvios se mantiveram
em uma faixa limite de 5% de erro relativo.
Ainda assim, observam-se alguns valores bem distintos do proposto. Alguns com uma
diferença muito brusca, mas que podem ser justificados de forma que, por corresponderem a
valores muito pequenos, qualquer variação se expressa com um erro percentual elevado. Com
relação aos outros valores maiores, apesar de o desvio ser maior que 5%, algumas diferenças
eram esperadas devido ao fato de que Turton et al. (2018) simularam seu processo no
CHEMCAD®, da ChemStations®. Cada programa tem seus próprios pacotes termodinâmicos
e, consequentemente, fazem uso de equações de estado e correlações diferentes, podendo causar
alterações nos cálculos de temperatura, pressão, volume, pressão de vapor, fugacidade, entalpia,
calor específico, entre outros (ELISIARIO, 2013).
De fato, os maiores desafios referentes à simulação do processo apresentado na Figura
5.1 estão associados à convergência das colunas de separação, o que se deve à diferença entre
os modelos termodinâmicos utilizados. As Figuras 5.2 e 5.3 apresentam os perfis de composição
das colunas T-801 e T-802, respectivamente, das quais é possível extrair algumas informações
sobre o que ocorre nas referidas colunas.
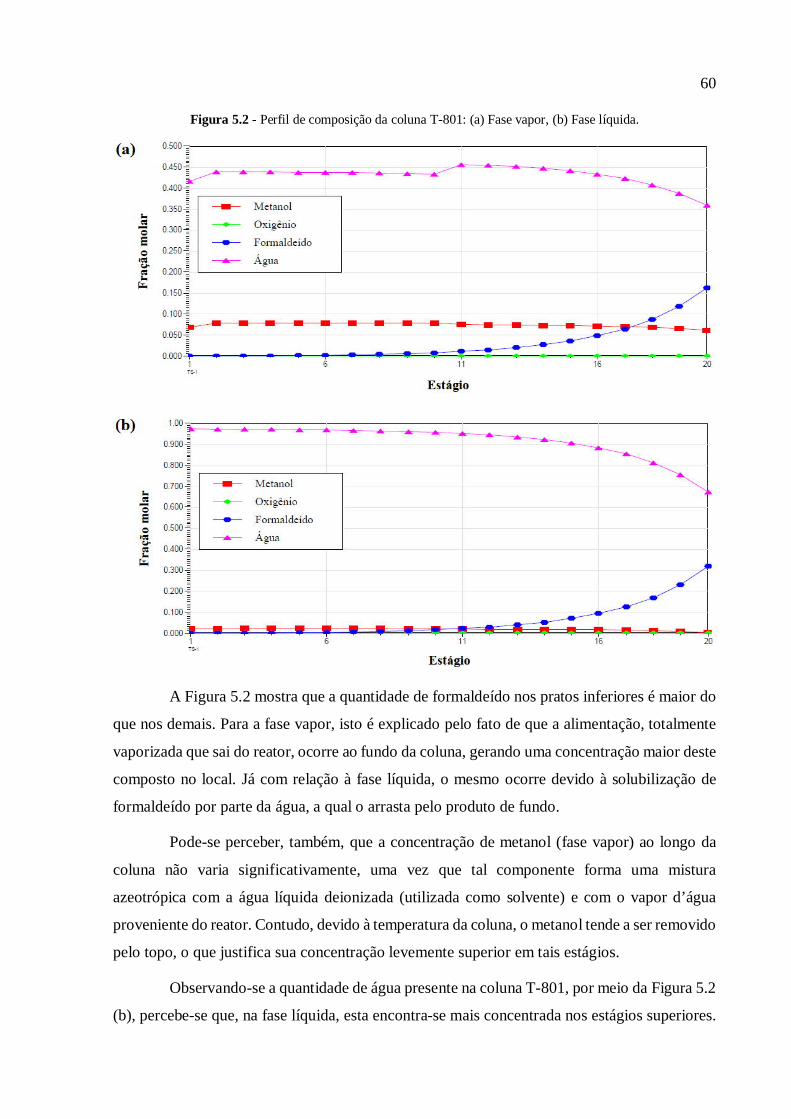
60
Figura 5.2 - Perfil de composição da coluna T-801: (a) Fase vapor, (b) Fase líquida.
A Figura 5.2 mostra que a quantidade de formaldeído nos pratos inferiores é maior do
que nos demais. Para a fase vapor, isto é explicado pelo fato de que a alimentação, totalmente
vaporizada que sai do reator, ocorre ao fundo da coluna, gerando uma concentração maior deste
composto no local. Já com relação à fase líquida, o mesmo ocorre devido à solubilização de
formaldeído por parte da água, a qual o arrasta pelo produto de fundo.
Pode-se perceber, também, que a concentração de metanol (fase vapor) ao longo da
coluna não varia significativamente, uma vez que tal componente forma uma mistura
azeotrópica com a água líquida deionizada (utilizada como solvente) e com o vapor d’água
proveniente do reator. Contudo, devido à temperatura da coluna, o metanol tende a ser removido
pelo topo, o que justifica sua concentração levemente superior em tais estágios.
Observando-se a quantidade de água presente na coluna T-801, por meio da Figura 5.2
(b), percebe-se que, na fase líquida, esta encontra-se mais concentrada nos estágios superiores.

61
Isto ocorre porque a alimentação de água deionizada ocorre no topo do equipamento. Porém,
ao longo da coluna, é perceptível a sua redução, o que pode ser justificado pela presença de
outros componentes, formaldeído e metanol, que ela arrasta.
Figura 5.3 - Perfil de composição da coluna T-802: (a) Fase vapor, (b) Fase líquida.
Já a Figura 5.3 mostra que, na coluna T-802, tanto na fase líquida quanto na vapor, a
quantidade de água é maior nos estágios do topo, sendo reduzida ao longo de tal equipamento
devido ao aumento da concentração de formaldeído. Isto ocorre similarmente à coluna
absorvedora, onde a água carrega o metanol e o formaldeído para o fundo.
Apesar das divergências encontradas, foi possível alcançar resultados próximos aos
desejados quanto ao produto final (corrente 17) e às correntes de energia, tal como apresentado
na Tabela 5.2.
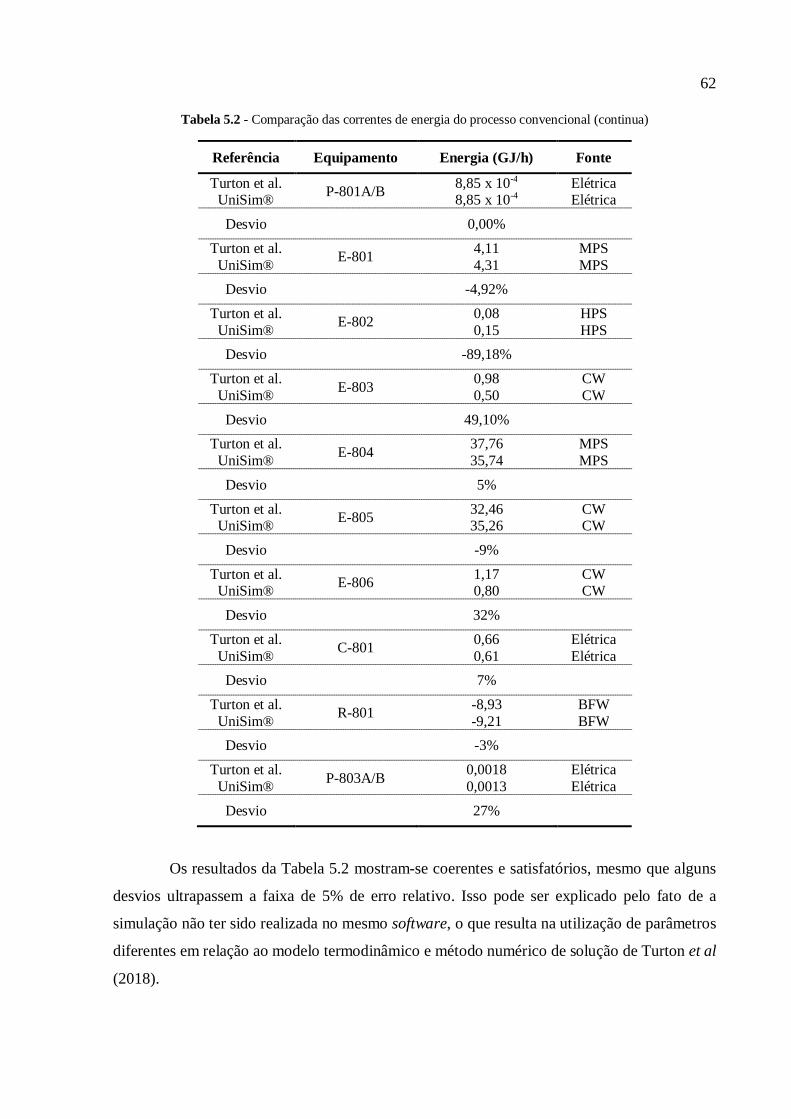
62
Tabela 5.2 - Comparação das correntes de energia do processo convencional (continua)
Referência Equipamento Energia (GJ/h) Fonte
Turton et al.UniSim® P-801A/B 8,85 x 10-4
8,85 x 10-4ElétricaElétrica
Desvio 0,00%Turton et al.
UniSim® E-801 4,114,31
MPSMPS
Desvio -4,92%Turton et al.
UniSim® E-802 0,080,15
HPSHPS
Desvio -89,18%Turton et al.
UniSim® E-803 0,980,50
CWCW
Desvio 49,10%Turton et al.
UniSim® E-804 37,7635,74
MPSMPS
Desvio 5%Turton et al.
UniSim® E-805 32,4635,26
CWCW
Desvio -9%Turton et al.
UniSim® E-806 1,170,80
CWCW
Desvio 32%Turton et al.
UniSim® C-801 0,660,61
ElétricaElétrica
Desvio 7%Turton et al.
UniSim® R-801 -8,93-9,21
BFWBFW
Desvio -3%Turton et al.
UniSim® P-803A/B 0,00180,0013
ElétricaElétrica
Desvio 27%
Os resultados da Tabela 5.2 mostram-se coerentes e satisfatórios, mesmo que alguns
desvios ultrapassem a faixa de 5% de erro relativo. Isso pode ser explicado pelo fato de a
simulação não ter sido realizada no mesmo software, o que resulta na utilização de parâmetros
diferentes em relação ao modelo termodinâmico e método numérico de solução de Turton et al
(2018).
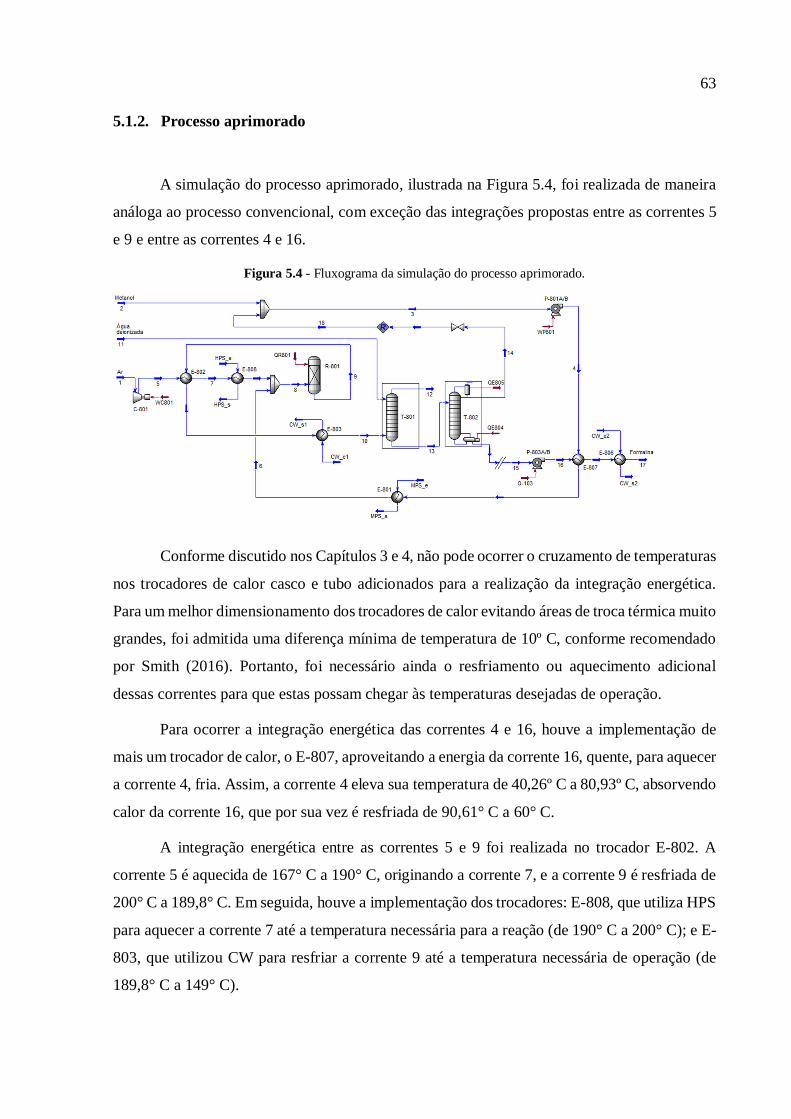
63
5.1.2. Processo aprimorado
A simulação do processo aprimorado, ilustrada na Figura 5.4, foi realizada de maneira
análoga ao processo convencional, com exceção das integrações propostas entre as correntes 5
e 9 e entre as correntes 4 e 16.
Figura 5.4 - Fluxograma da simulação do processo aprimorado.
Conforme discutido nos Capítulos 3 e 4, não pode ocorrer o cruzamento de temperaturas
nos trocadores de calor casco e tubo adicionados para a realização da integração energética.
Para um melhor dimensionamento dos trocadores de calor evitando áreas de troca térmica muito
grandes, foi admitida uma diferença mínima de temperatura de 10º C, conforme recomendado
por Smith (2016). Portanto, foi necessário ainda o resfriamento ou aquecimento adicional
dessas correntes para que estas possam chegar às temperaturas desejadas de operação.
Para ocorrer a integração energética das correntes 4 e 16, houve a implementação de
mais um trocador de calor, o E-807, aproveitando a energia da corrente 16, quente, para aquecer
a corrente 4, fria. Assim, a corrente 4 eleva sua temperatura de 40,26º C a 80,93º C, absorvendo
calor da corrente 16, que por sua vez é resfriada de 90,61° C a 60° C.
A integração energética entre as correntes 5 e 9 foi realizada no trocador E-802. A
corrente 5 é aquecida de 167° C a 190° C, originando a corrente 7, e a corrente 9 é resfriada de
200° C a 189,8° C. Em seguida, houve a implementação dos trocadores: E-808, que utiliza HPS
para aquecer a corrente 7 até a temperatura necessária para a reação (de 190° C a 200° C); e E-
803, que utilizou CW para resfriar a corrente 9 até a temperatura necessária de operação (de
189,8° C a 149° C).

64
A Figura 5.5 apresenta os diagramas de desempenho dos trocadores de calor E-807 e E-
808, a partir da qual pode-se observar a diferença de 10° C entre os terminais quente e frio.
Apesar de possível, caso uma diferença menor tivesse sido adotada (p. ex. 5° C), a área de troca
térmica seria maior, resultando assim em um maior custo de capital para o equipamento
individual. Se, por outro lado, uma diferença maior (p. ex. 15° C, 20° C, etc.) fosse considerada,
o trocador de calor poderia não ser técnico-economicamente eficiente. Evidentemente, uma
avaliação mais complexa poderia ser efetuada a fim de determinar o valor ótimo desta diferença.
Todavia, isto fugiria do escopo deste trabalho, cujo objetivo é propor uma configuração
preliminar aprimorada da planta apresentada por Turton et al. (2018).
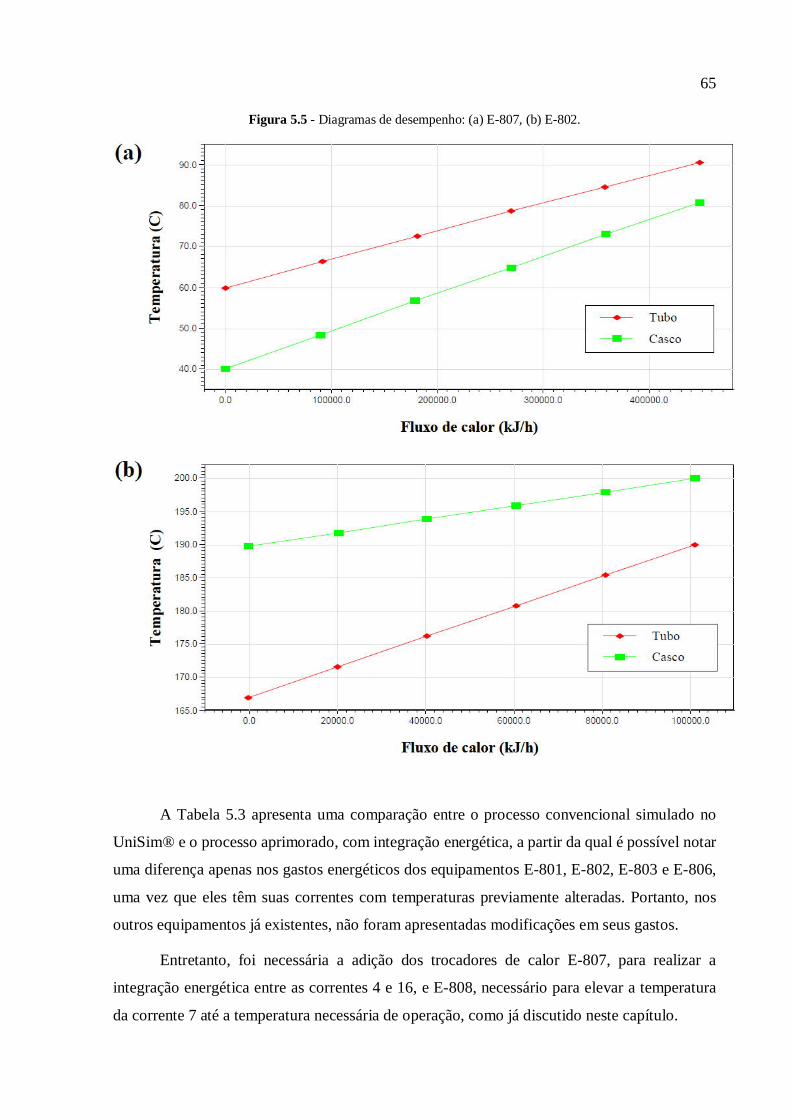
65
Figura 5.5 - Diagramas de desempenho: (a) E-807, (b) E-802.
A Tabela 5.3 apresenta uma comparação entre o processo convencional simulado no
UniSim® e o processo aprimorado, com integração energética, a partir da qual é possível notar
uma diferença apenas nos gastos energéticos dos equipamentos E-801, E-802, E-803 e E-806,
uma vez que eles têm suas correntes com temperaturas previamente alteradas. Portanto, nos
outros equipamentos já existentes, não foram apresentadas modificações em seus gastos.
Entretanto, foi necessária a adição dos trocadores de calor E-807, para realizar a
integração energética entre as correntes 4 e 16, e E-808, necessário para elevar a temperatura
da corrente 7 até a temperatura necessária de operação, como já discutido neste capítulo.
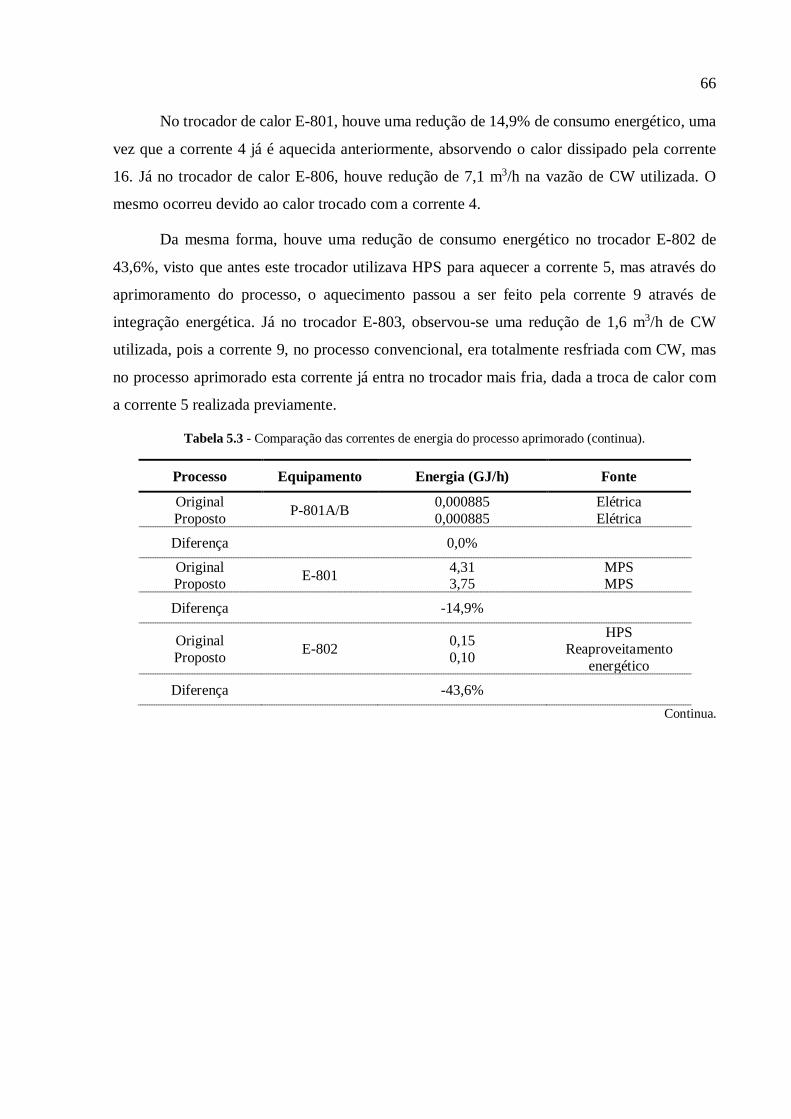
66
No trocador de calor E-801, houve uma redução de 14,9% de consumo energético, uma
vez que a corrente 4 já é aquecida anteriormente, absorvendo o calor dissipado pela corrente
16. Já no trocador de calor E-806, houve redução de 7,1 m3/h na vazão de CW utilizada. O
mesmo ocorreu devido ao calor trocado com a corrente 4.
Da mesma forma, houve uma redução de consumo energético no trocador E-802 de
43,6%, visto que antes este trocador utilizava HPS para aquecer a corrente 5, mas através do
aprimoramento do processo, o aquecimento passou a ser feito pela corrente 9 através de
integração energética. Já no trocador E-803, observou-se uma redução de 1,6 m3/h de CW
utilizada, pois a corrente 9, no processo convencional, era totalmente resfriada com CW, mas
no processo aprimorado esta corrente já entra no trocador mais fria, dada a troca de calor com
a corrente 5 realizada previamente.
Tabela 5.3 - Comparação das correntes de energia do processo aprimorado (continua).
Processo Equipamento Energia (GJ/h) Fonte
OriginalProposto P-801A/B 0,000885
0,000885ElétricaElétrica
Diferença 0,0%OriginalProposto E-801 4,31
3,75MPSMPS
Diferença -14,9%
OriginalProposto E-802 0,15
0,10
HPSReaproveitamento
energéticoDiferença -43,6%
Continua.
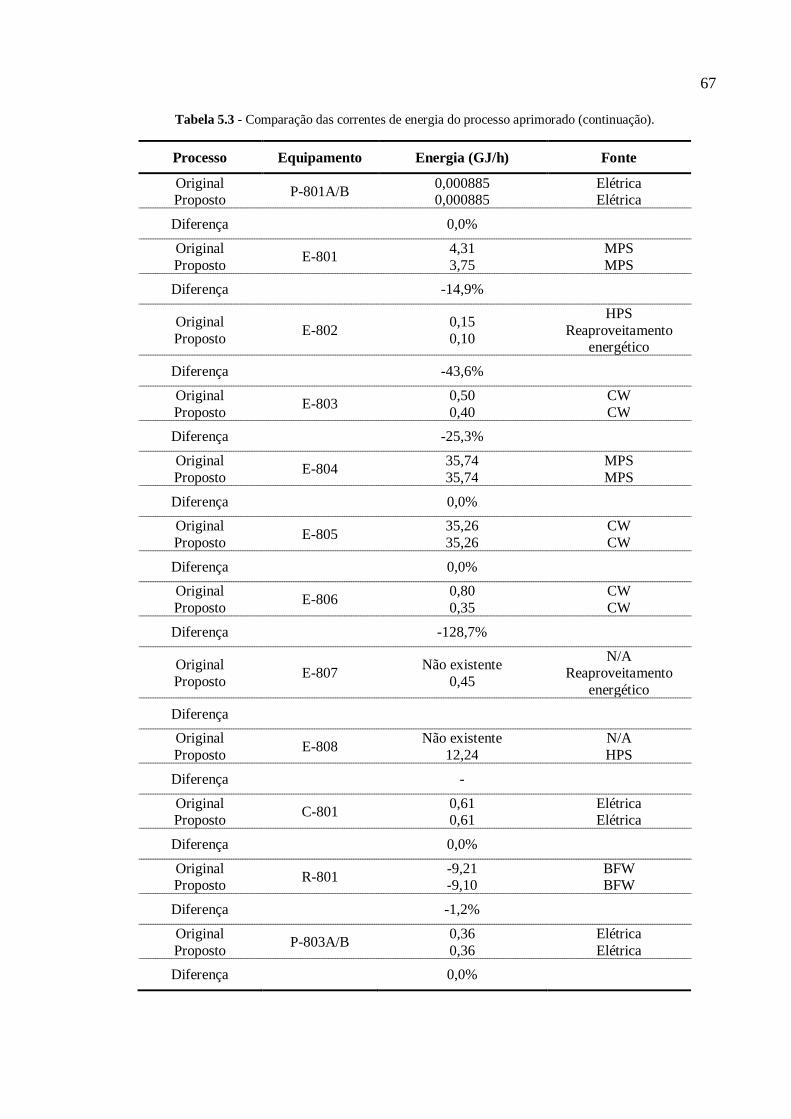
67
Tabela 5.3 - Comparação das correntes de energia do processo aprimorado (continuação).
Processo Equipamento Energia (GJ/h) Fonte
OriginalProposto P-801A/B 0,000885
0,000885ElétricaElétrica
Diferença 0,0%OriginalProposto E-801 4,31
3,75MPSMPS
Diferença -14,9%
OriginalProposto E-802 0,15
0,10
HPSReaproveitamento
energéticoDiferença -43,6%OriginalProposto E-803 0,50
0,40CWCW
Diferença -25,3%OriginalProposto E-804 35,74
35,74MPSMPS
Diferença 0,0%OriginalProposto E-805 35,26
35,26CWCW
Diferença 0,0%OriginalProposto E-806 0,80
0,35CWCW
Diferença -128,7%
OriginalProposto E-807 Não existente
0,45
N/AReaproveitamento
energéticoDiferençaOriginalProposto E-808 Não existente
12,24N/AHPS
Diferença -OriginalProposto C-801 0,61
0,61ElétricaElétrica
Diferença 0,0%OriginalProposto R-801 -9,21
-9,10BFWBFW
Diferença -1,2%OriginalProposto P-803A/B 0,36
0,36ElétricaElétrica
Diferença 0,0%
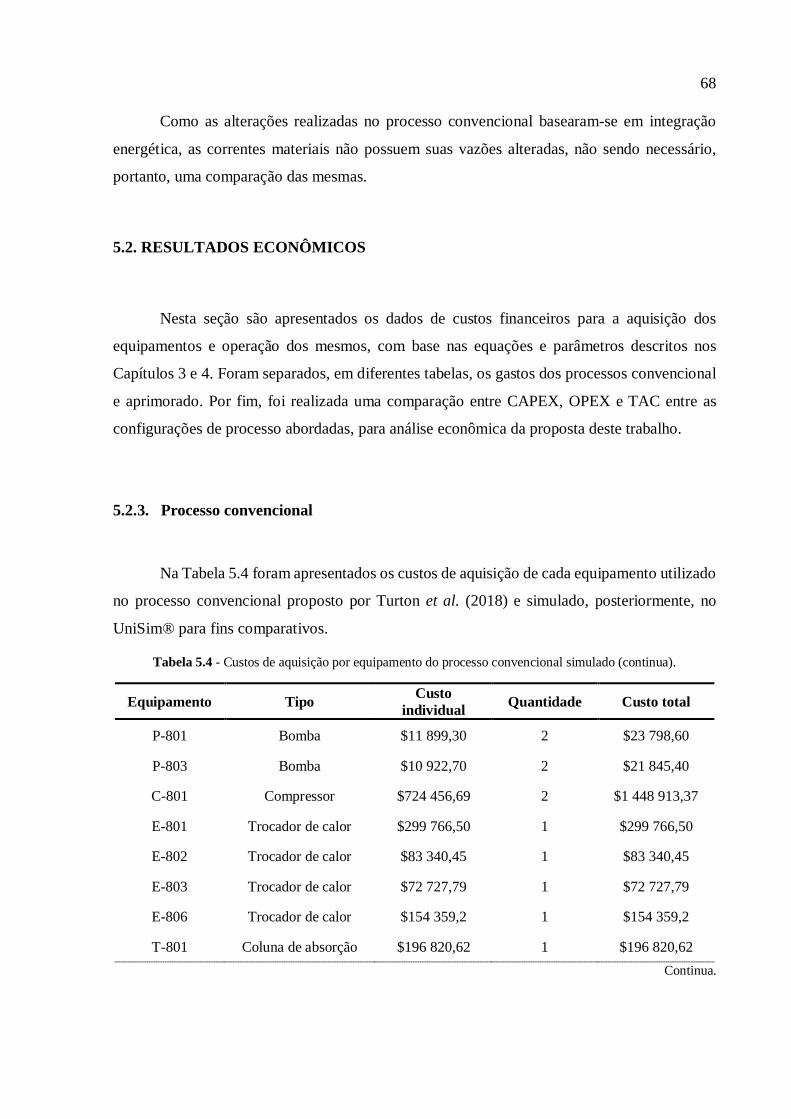
68
Como as alterações realizadas no processo convencional basearam-se em integração
energética, as correntes materiais não possuem suas vazões alteradas, não sendo necessário,
portanto, uma comparação das mesmas.
5.2. RESULTADOS ECONÔMICOS
Nesta seção são apresentados os dados de custos financeiros para a aquisição dos
equipamentos e operação dos mesmos, com base nas equações e parâmetros descritos nos
Capítulos 3 e 4. Foram separados, em diferentes tabelas, os gastos dos processos convencional
e aprimorado. Por fim, foi realizada uma comparação entre CAPEX, OPEX e TAC entre as
configurações de processo abordadas, para análise econômica da proposta deste trabalho.
5.2.3. Processo convencional
Na Tabela 5.4 foram apresentados os custos de aquisição de cada equipamento utilizado
no processo convencional proposto por Turton et al. (2018) e simulado, posteriormente, no
UniSim® para fins comparativos.
Tabela 5.4 - Custos de aquisição por equipamento do processo convencional simulado (continua).
Equipamento Tipo Custoindividual Quantidade Custo total
P-801 Bomba $11 899,30 2 $23 798,60
P-803 Bomba $10 922,70 2 $21 845,40
C-801 Compressor $724 456,69 2 $1 448 913,37
E-801 Trocador de calor $299 766,50 1 $299 766,50
E-802 Trocador de calor $83 340,45 1 $83 340,45
E-803 Trocador de calor $72 727,79 1 $72 727,79
E-806 Trocador de calor $154 359,2 1 $154 359,2
T-801 Coluna de absorção $196 820,62 1 $196 820,62Continua.
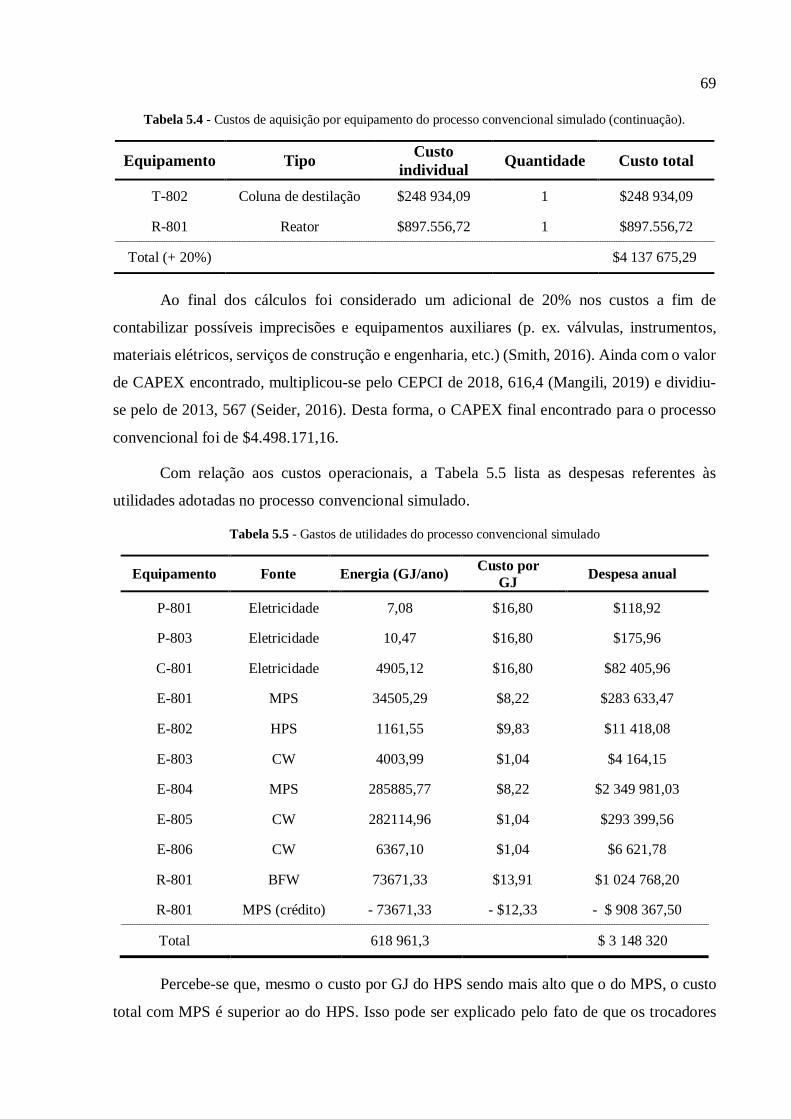
69
Tabela 5.4 - Custos de aquisição por equipamento do processo convencional simulado (continuação).
Equipamento Tipo Custoindividual Quantidade Custo total
T-802 Coluna de destilação $248 934,09 1 $248 934,09
R-801 Reator $897.556,72 1 $897.556,72
Total (+ 20%) $4 137 675,29
Ao final dos cálculos foi considerado um adicional de 20% nos custos a fim de
contabilizar possíveis imprecisões e equipamentos auxiliares (p. ex. válvulas, instrumentos,
materiais elétricos, serviços de construção e engenharia, etc.) (Smith, 2016). Ainda com o valor
de CAPEX encontrado, multiplicou-se pelo CEPCI de 2018, 616,4 (Mangili, 2019) e dividiu-
se pelo de 2013, 567 (Seider, 2016). Desta forma, o CAPEX final encontrado para o processo
convencional foi de $4.498.171,16.
Com relação aos custos operacionais, a Tabela 5.5 lista as despesas referentes às
utilidades adotadas no processo convencional simulado.
Tabela 5.5 - Gastos de utilidades do processo convencional simulado
Equipamento Fonte Energia (GJ/ano) Custo porGJ Despesa anual
P-801 Eletricidade 7,08 $16,80 $118,92
P-803 Eletricidade 10,47 $16,80 $175,96
C-801 Eletricidade 4905,12 $16,80 $82 405,96
E-801 MPS 34505,29 $8,22 $283 633,47
E-802 HPS 1161,55 $9,83 $11 418,08
E-803 CW 4003,99 $1,04 $4 164,15
E-804 MPS 285885,77 $8,22 $2 349 981,03
E-805 CW 282114,96 $1,04 $293 399,56
E-806 CW 6367,10 $1,04 $6 621,78
R-801 BFW 73671,33 $13,91 $1 024 768,20
R-801 MPS (crédito) - 73671,33 - $12,33 - $ 908 367,50
Total 618 961,3 $ 3 148 320
Percebe-se que, mesmo o custo por GJ do HPS sendo mais alto que o do MPS, o custo
total com MPS é superior ao do HPS. Isso pode ser explicado pelo fato de que os trocadores
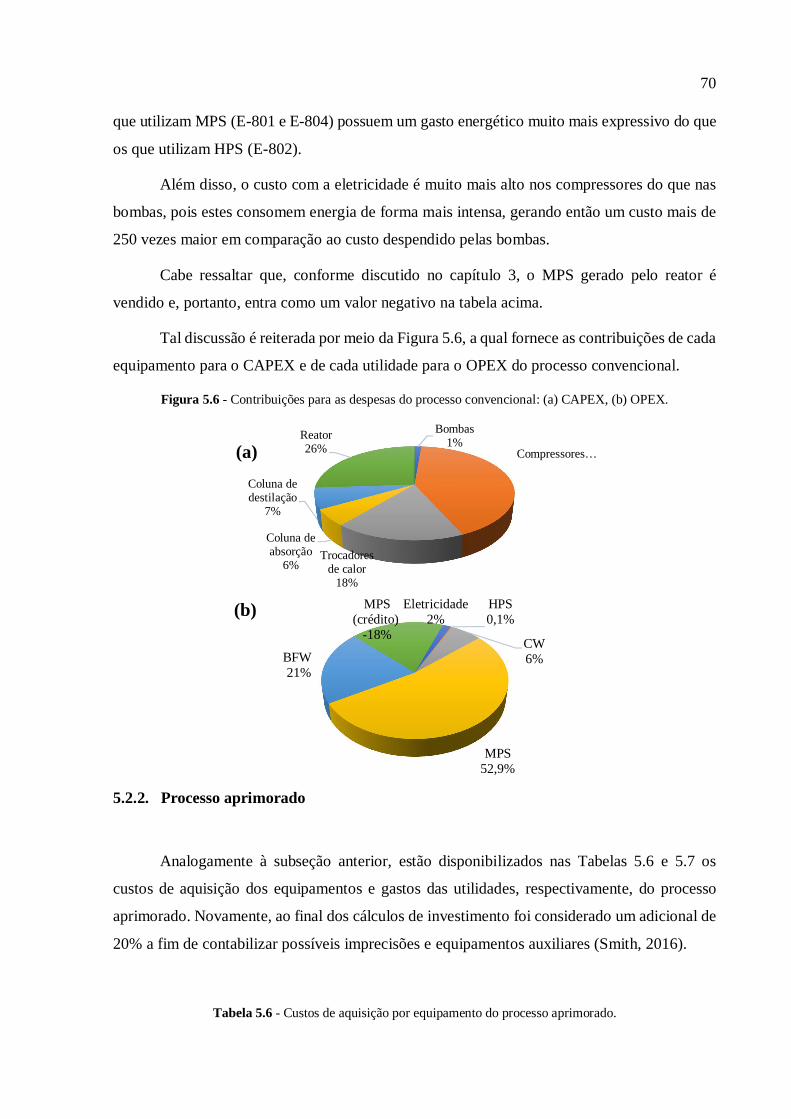
70
que utilizam MPS (E-801 e E-804) possuem um gasto energético muito mais expressivo do que
os que utilizam HPS (E-802).
Além disso, o custo com a eletricidade é muito mais alto nos compressores do que nas
bombas, pois estes consomem energia de forma mais intensa, gerando então um custo mais de
250 vezes maior em comparação ao custo despendido pelas bombas.
Cabe ressaltar que, conforme discutido no capítulo 3, o MPS gerado pelo reator é
vendido e, portanto, entra como um valor negativo na tabela acima.
Tal discussão é reiterada por meio da Figura 5.6, a qual fornece as contribuições de cada
equipamento para o CAPEX e de cada utilidade para o OPEX do processo convencional.
Figura 5.6 - Contribuições para as despesas do processo convencional: (a) CAPEX, (b) OPEX.
5.2.2. Processo aprimorado
Analogamente à subseção anterior, estão disponibilizados nas Tabelas 5.6 e 5.7 os
custos de aquisição dos equipamentos e gastos das utilidades, respectivamente, do processo
aprimorado. Novamente, ao final dos cálculos de investimento foi considerado um adicional de
20% a fim de contabilizar possíveis imprecisões e equipamentos auxiliares (Smith, 2016).
Tabela 5.6 - Custos de aquisição por equipamento do processo aprimorado.
Bombas1%
Compressores…
Trocadoresde calor
18%
Coluna deabsorção
6%
Coluna dedestilação
7%
Reator26%(a)
Eletricidade2%
HPS0,1%
CW6%
MPS52,9%
BFW21%
MPS(crédito)
-18%
(b)
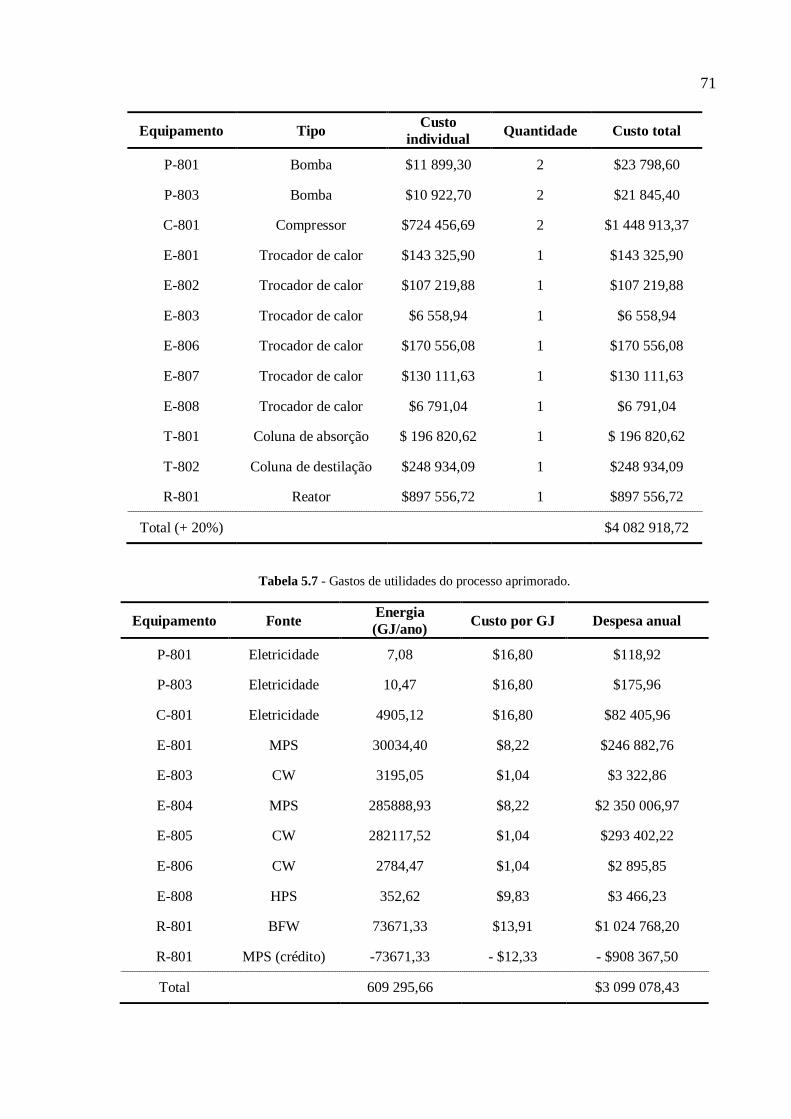
71
Equipamento Tipo Custoindividual Quantidade Custo total
P-801 Bomba $11 899,30 2 $23 798,60
P-803 Bomba $10 922,70 2 $21 845,40
C-801 Compressor $724 456,69 2 $1 448 913,37
E-801 Trocador de calor $143 325,90 1 $143 325,90
E-802 Trocador de calor $107 219,88 1 $107 219,88
E-803 Trocador de calor $6 558,94 1 $6 558,94
E-806 Trocador de calor $170 556,08 1 $170 556,08
E-807 Trocador de calor $130 111,63 1 $130 111,63
E-808 Trocador de calor $6 791,04 1 $6 791,04
T-801 Coluna de absorção $ 196 820,62 1 $ 196 820,62
T-802 Coluna de destilação $248 934,09 1 $248 934,09
R-801 Reator $897 556,72 1 $897 556,72
Total (+ 20%) $4 082 918,72
Tabela 5.7 - Gastos de utilidades do processo aprimorado.
Equipamento Fonte Energia(GJ/ano) Custo por GJ Despesa anual
P-801 Eletricidade 7,08 $16,80 $118,92
P-803 Eletricidade 10,47 $16,80 $175,96
C-801 Eletricidade 4905,12 $16,80 $82 405,96
E-801 MPS 30034,40 $8,22 $246 882,76
E-803 CW 3195,05 $1,04 $3 322,86
E-804 MPS 285888,93 $8,22 $2 350 006,97
E-805 CW 282117,52 $1,04 $293 402,22
E-806 CW 2784,47 $1,04 $2 895,85
E-808 HPS 352,62 $9,83 $3 466,23
R-801 BFW 73671,33 $13,91 $1 024 768,20
R-801 MPS (crédito) -73671,33 - $12,33 - $908 367,50
Total 609 295,66 $3 099 078,43
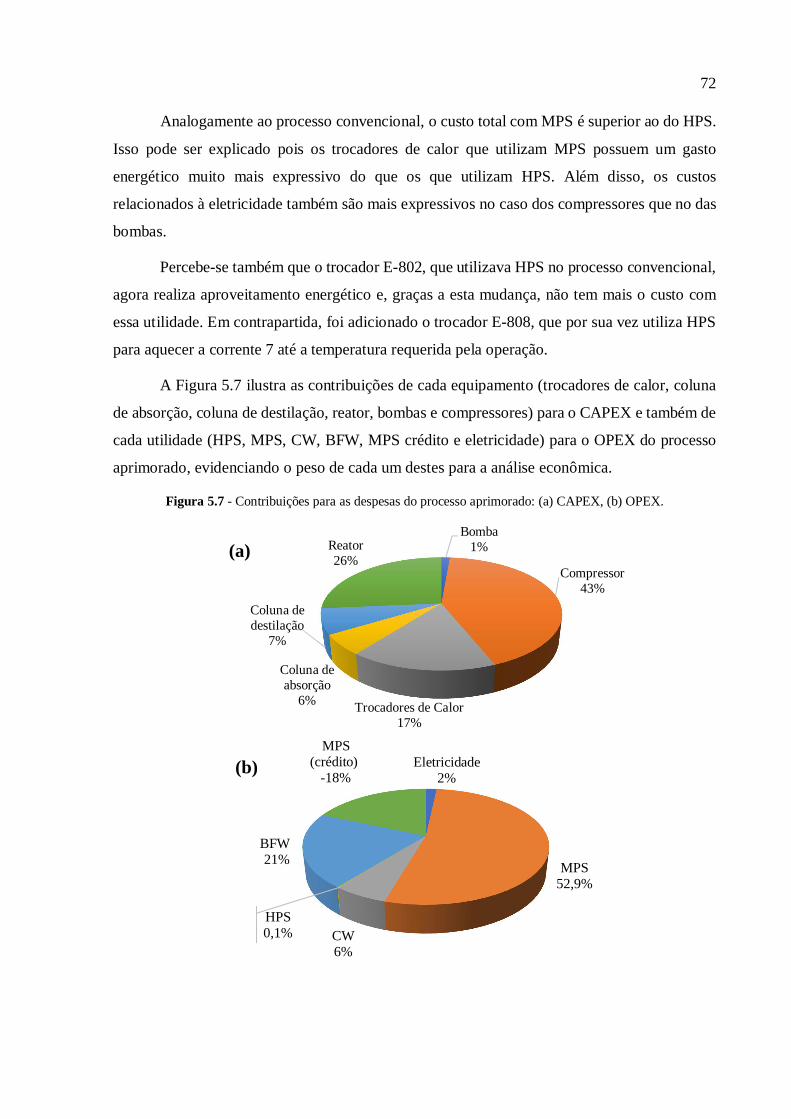
72
Analogamente ao processo convencional, o custo total com MPS é superior ao do HPS.
Isso pode ser explicado pois os trocadores de calor que utilizam MPS possuem um gasto
energético muito mais expressivo do que os que utilizam HPS. Além disso, os custos
relacionados à eletricidade também são mais expressivos no caso dos compressores que no das
bombas.
Percebe-se também que o trocador E-802, que utilizava HPS no processo convencional,
agora realiza aproveitamento energético e, graças a esta mudança, não tem mais o custo com
essa utilidade. Em contrapartida, foi adicionado o trocador E-808, que por sua vez utiliza HPS
para aquecer a corrente 7 até a temperatura requerida pela operação.
A Figura 5.7 ilustra as contribuições de cada equipamento (trocadores de calor, coluna
de absorção, coluna de destilação, reator, bombas e compressores) para o CAPEX e também de
cada utilidade (HPS, MPS, CW, BFW, MPS crédito e eletricidade) para o OPEX do processo
aprimorado, evidenciando o peso de cada um destes para a análise econômica.
Figura 5.7 - Contribuições para as despesas do processo aprimorado: (a) CAPEX, (b) OPEX.
Bomba1%
Compressor43%
Trocadores de Calor17%
Coluna deabsorção
6%
Coluna dedestilação
7%
Reator26%(a)
Eletricidade2%
MPS52,9%
CW6%
HPS0,1%
BFW21%
MPS(crédito)
-18%(b)

73
5.2.3. Comparação entre os casos
Nesta seção é realizada uma comparação entre os processos convencional e aprimorado.
Na Tabela 5.8 estão detalhados os custos de investimento, de operação e anuais, bem como os
gastos energéticos totais, de ambas as plantas químicas. Com isso, foi possível compará-los e
estimar os ganhos percentuais promovidos pela integração energética.
Tabela 5.8 - Comparação de gastos entre os processos.
Despesa Tecnologiaconvencional
Tecnologiaaprimorada
Diferença($)
Diferença(%)
CAPEX ($) $4 137 675,29 $4 082 918,72 $54 756,57 -1,32%
OPEX ($/ano) $3 148 320 $3 099 078,43 $49 241,57 -1,56%
Energia (GJ/ano) 618 961,3 609 295,66 9 665,64 -1,56%
TAC ($/ano) $4 527 545,10 $4 460 051,34 $67 493,76 -1,49%
A tecnologia aprimorada gerou uma redução de 1,32% de CAPEX, o que significa um
gasto reduzido em $54.756,57 para aquisição dos equipamentos, aproximadamente. Embora
tenham sido implementados mais trocadores de calor, foram considerados, no processo
aprimorado, trocadores de calor do tipo bitubulares em vez de casco e tubo, que atendem
demanda do projeto.
Já a redução do OPEX em 1,56%, que foi o objetivo principal do aprimoramento, gerou
resultados positivos, uma vez que este possibilitou uma economia de $49.241,57 ao ano. Isto
foi possível devido à integração energética realizada entre as correntes 4 e 16, e também entre
as correntes 5 e 9, que têm suas temperaturas alteradas pela troca térmica entre elas, não sendo
necessários gastos com CW, HPS ou MPS.
A energia, contabilizada em GJ por ano, teve uma redução de 1,56%, o que implica em
$9.665,64 gastos a menos por ano. Tendo, ainda, em vista a economia gerada pelo OPEX, este
superávit gera impactos ainda mais expressivos nos custos totais da planta.
Todas essas alterações propostas pela planta química aprimorada culminaram em uma
redução de 1,49% de TAC ao ano, o que significa uma redução de $67.493,76 por ano. Isto
reforça a atratividade do projeto aprimorado para produção de formalina a partir de metanol e
água. Além disso, tal resultado mostra a relevância da integração energética e da modernização

74
de processos, permitindo o menor gasto de energia e, consequentemente, menor custo total
anualizado, sendo, então, benéfica no aspecto técnico-econômico.

CAPÍTULO 6
CONCLUSÃO
Neste capítulo é apresentada a conclusão do estudo desenvolvido na realização deste
trabalho. Também são discutidas perspectivas e propostas de projetos futuros envolvendo a
produção de formalina.
6.1. CONCLUSÃO
Com base nos resultados obtidos nesse trabalho, pode-se concluir que as alterações
realizadas com base na planta de produção de formalina estudada por Turton et al. (2018)
consistem numa tecnologia viável economicamente. Isso pode ser evidenciado por meio da
análise do TAC, no qual houve uma redução de 1,49% do processo aprimorado frente ao
processo convencional. Dessa forma, a tecnologia com reaproveitamento energético proposta
neste estudo pode ser uma alternativa economicamente interessante, em comparação com a
tecnologia convencional.
A análise de custos apontou um CAPEX menor para a tecnologia aprimorada comparada
à convencional, sendo reduzido em 1,32%. Em relação ao OPEX, foi possível perceber a
diminuição deste custo em relação ao processo convencional, o que, de fato, acarretará em uma
boa lucratividade ao longo do tempo. O fato de que o processo aprimorado apresenta uma
integração energética faz com que o OPEX seja mais baixo, pois diminui a necessidade do uso
de certos fluidos de resfriamento ou de aquecimento em alguns trocadores de calor, reduzindo,
então, o consumo geral de utilidades do processo.

74
Assim, os resultados dessa pesquisa comprovam a maior atratividade da tecnologia
aprimorada em comparação à tecnologia convencional, podendo ter um impacto econômico
positivo nas indústrias que realizam a produção de formalina. Além disso, foi também possível
endossar a relevância da simulação computacional para a melhoria econômica de processos,
buscando a otimização de operações e fornecendo dados para o suporte à analise técnico-
econômica de plantas industriais.
6.2. PERSPECTIVAS E PROPOSTAS DE TRABALHOS FUTUROS
Espera-se que, com o estudo realizado, este trabalho pode inspirar alunos a elaborarem
novos projetos na área, promovendo a difusão do conhecimento e permitindo a maior motivação
por parte de indústria em utilizar técnicas de simulação para prever custos e realizar análises
técnico-econômicas.
Além disso, diversos estudos podem ser feitos a partir deste trabalho, como:
· Análise ambiental: pode-se realizar a comparação entre as duas tecnologias
discutidas neste estudo levando-se em conta parâmetros ambientais, tais como a
emissão de gás carbônico, emissão de outros materiais particulados nocivos ao
meio ambiente, tratamento de resíduos, geração de efluentes, consumo e reuso
de água, entre outros.
· Análise de controle operacional: pode-se realizar, em conjunto com este
trabalho, uma análise acerca do controle operacional da planta, determinando
diferentes parâmetros como a estabilidade do processo, o melhor
posicionamento de equipamentos e outras alternativas de otimização do
processo.
Finalmente, a realização deste trabalho contribui para a formação do engenheiro
químico, através do desenvolvimento da aplicação de simulação computacional, que engloba
diversos conceitos estudados nos campos de reações químicas e operações unitárias, além de
instigar o pensamento analítico acerca de estudos econômicos.

75
REFERÊNCIAS BIBLIOGRÁFICAS
American Production and Inventory Control Society (APICS). APICS Dictionary. 13rd
edition, 2018.
AVILA, L. M., SANTOS, L., PRATA, D. M., MONTEIRO, L. PAGES C. Diesel conversion
maximization in a FT multi-bed reactor. Latin American applied, pages 149-155, 2019.
BAHMANPOUR, A. M., HOADLEY A., TANKSALE, A. Critical review and exergy
analysis of formaldehyde production processes. Reviews in Chemical Engineering, volume
6, 2014.
BEZZO F., BERNARDI R., CREMONESE G., FINCO M., BAROLO M. Using Process
Simulators for Steady-State and Dynamic Plant Analysis: An Industrial Case Study.
Chemical Engineering Research and Design, volume 82, Issue 4, 499-512, 2004.
CASAVANT, T. E., CÔTÉ, R. PAGES Using chemical process ismulation to design
industrial ecosystems. Journal of Cleaner Production, volume 12, 901-908, 2004.
COELHO M. C. S. D. M. O formaldeído em ambiente laboral: Determinação do ácido
fórmico em urina de trabalhadores de uma fábrica produtora de formaldeído. Porto, 2009.
142 pages. Dissertação (Mestrado em Toxicologia Analítica, Clínica e Forense), Universidade
do Porto, 2009.
DA CUNHA, S., RANGAIAH, G. PAGES, & HIDAJAT, K. Retrofitting via Intensification:
Application to Formic Acid Process. Computer Aided Process Engineering, 2017.
76
DA SILVA, A. R. G., TORRES ORTEGA, C. E., & RONG, B.-G. Techno-economic analysis
of different pretreatment processes for lignocellulosic-based bioethanol production.
Bioresource Technology, volume 218, pages 561–570, 2016.
DURÁN, J. Computer simulations in science and engineering - Concepts - Practices –
Perspectives. Springer Nature Switzerland, 2016.
ELISIARIO A. C. D. Simulação Computacional e Análise Paramétrica de uma Unidade
Industrial de Descarga e Estocagem de Amônia Líquida Pressurizada. 2013.
Eurostat. International trade in goods. 2018
European Federation of Pharmaceutical Industries and Associations (EFPIA). The
Pharmaceutical Industry in Figures. Key Data 2018, 2019.
FERREIRA, S., & FAEZIPOUR, M. Advancing the Development of Systems Engineers
Using Process Simulators. Procedia Computer Science, 8, pages 81–86, 2012.
FERREIRA, S., MONTEIRO, E., BRITO, PAGES, VILARINHO, C. A Holistic Review on
Biomass Gasification Modified Equilibrium Models. Energies, MDPI, Open Access Journal,
volume 12, pages 1-31, 2019.
FLEGIEL, F., SHARMA, S., & RANGAIAH, G. PAGES Development and Multiobjective
Optimization of Improved Cumene Production Processes. Materials and Manufacturing
Processes, volume 30, pages 444–457, 2014.
GÓMEZ-RAMÍREZ, A., RICO, VOLUME J., COTRINO, J., GONZÁLEZ-ELIPE, A. R., &
LAMBERT, R. M. Low Temperature Production of Formaldehyde from Carbon Dioxide
and Ethane by Plasma-Assisted Catalysis in a Ferroelectrically Moderated Dielectric
Barrier Discharge Reactor. ACS Catalysis, volume 4, pages 402–408, 2013.
GRANDO, N. I., & SCHNEIDER, I. J. Matemática financeira: alguns elementos históricos
e contemporâneos. Zetetike, volume 18, 2010.
HUNT. A., DALE, N. Economic valuation in formaldehyde regulation. University of Bath,
2018.
IHS Markit. HIS Markit Reports: Fourth Quarter and Fiscal Year 2017 Reports. 2018
Invensys Operation Management (ION). The Benefits of Using Dynamics Simulation and
Training for Expanding Operator Knowledge and Understanding. 2010.

77
IQVIA Institute. 2018 and Beyond: Outlook and Turning Points. Institute report, 2018.
IQVIA Institute. The global use of medicine in 2019 and outlook to 2023. Institute report,
2019.
JASS, H. E. History and Status of Formaldehyde in the Cosmetics Industry. Advances in
Chemistry, 210, pages 229–236, 1985.
JIANWEI, Z., YUHANG, L., NAN, Z., AND GUY, K. Optimizing and revamping a refinery
hydrogen network. Petroleum Technology Quarterly, 2011.
JUNQUEIRA, PAGES G., MANGILI, PAGES VOLUME, SANTOS, R. O., SANTOS, L. S.,
& PRATA, D. M. Economic and environmental analysis of the cumene production process
using computational simulation. Chemical Engineering and Processing, volume 130, pages
309–325, 2018.
KAMEL D. A., GADALLA M. A., ABDELAZIZ O. Y., LABIBG M. A., ASHOUT F. H.
Temperature driving force (TDF) curves for heat exchanger network retrofit – A case
study and implications. Energy, volume 123, pages 283-295, 2017.
KLER, A. M., TYURINA, E. A., & MEDNIKOV, A. S. A plant for methanol and electricity
production: technical-economic analysis. Energy, volume 165, pages 890-899, 2018.
LAUSCHE, A. C., HUMMELSHØJ, J. S., ABILD-PEDERSEN, F., STUDT, F., &
NØRSKOV, J. K. Application of a new informatics tool in heterogeneous catalysis:
Analysis of methanol dehydrogenation on transition metal catalysts for the production of
anhydrous formaldehyde. Journal of Catalysis, 291, pages 133–137, 2012.
LEE D., KIM D.S, KIM S. W. Selective formation of formaldehyde from carbon dioxide
and hydrogen over PtCu/SiO2. Applied Organometallic Chemistry, volume 15, pages 148-
150, 2001.
LEE, H., CHOI, S., & PAEK, M. Interpretation of coal gasification modeling in commercial
process analysis simulation codes. Journal of Mechanical Science and Technology, volume
24, pages 1515–1521, 2010.
LEHNHAUSEN, A. K. Studies on Competition and Antitrust Issues in the Pharmaceutical
Industry. 1st edition, Gabler Verlag, 2017.
LIMBERGER D. C. H. Processos de Recuperação, Reuso e Destinação do Formol em
Laboratório de Anatomia. Santa Maria, 2001. 99f. Dissertação (Mestrado em Engenharia de

78
Processos) – Programa de Pós-Graduação em Engenharia de Processos, Universidade Federal
de Santa Maria, Santa Maria 2001.
LIZOTE, S.A., ANDRADE, D.A., SILVA, F., PEREIRA, R.S., PEREIRA, W.S. Análise de
investimentos: um estudo aplicado em uma empresa do ramo alimentício. In: XI Simpósio
de excelência em gestão e tecnologia, 2014.
LLADOSA, E., MONTÓN, J. B., & BURGUET, M. Separation of di-n-propyl ether and n-
propyl alcohol by extractive distillation and pressure-swing distillation: Computer
simulation and economic optimization. Chemical Engineering and Processing: Process
Intensification, volume 50, pages 1266-1274, 2011.
LORENZ, H.-M., OTTE, D., STAAK, D., & REPKE, J.-U. Increasing the efficiency of
existing complex downstream processes by plant-wide retrofit. Chemical Engineering
Research and Design, 99, pages 199–207, 2015.
LOU, Y., WANG, H., ZHANG, Q., & WANG, Y. SBA-15-supported molybdenum oxides
as efficient catalysts for selective oxidation of ethane to formaldehyde and acetaldehyde
by oxygen. Journal of Catalysis, volume 247, pages 245–255, 2007.
LUYBEN, W. L. Design and Control of a Fully Heat-Integrated Pressure-Swing
Azeotropic Distillation System. Industrial & Engineering Chemistry Research, volume 47,
pages 2681–2695, 2008.
LUYBEN, W. L. Design and control of the ethyl benzene process. AIChE Journal, volume
57, pages 655–670, 2010.
MANGILI, PAGES VOLUME, JUNQUEIRA, PAGES G., SANTOS, L. S., & PRATA, D. M.
Eco-efficiency and techno-economic analysis for maleic anhydride manufacturing
processes. Clean Technologies and Environmental Policy, volume 21, pages 1073-1090, 2019.
MAXIMIZE MARKET RESEARCH PVT. LTD. Global Formaldehyde Market – Global
Industry Analysis and Forecast (2018-2026) – By Derivatives, Application, End User and
Region. Institute report, 2019.
MILLAR, G. J., & COLLINS, M. Industrial Production of Formaldehyde Using
Polycrystalline Silver Catalyst. Industrial & Engineering Chemistry Research, volume 56,
pages 9247-9265, 2017.

79
NAKATA, K., OZAKI, T., TERASHIMA, C., FUJISHIMA, A., & EINAGA, Y. High-Yield
Electrochemical Production of Formaldehyde from CO2 and Seawater. Angewandte
Chemie International Edition, volume 53, pages 871–874, 2013.
OBERKAMPF, W. L., TRUCANO, T. G., & HIRSCH, C. Verification, validation, and
predictive capability in computational engineering and physics. Applied Mechanics
Reviews, volume 57, pages 345, 2004.
PARANHOS J. F. Método dos Modelos Termodinâmicos Simplificados (MMTS): Uma
abordagem Eficiente para Descrever o Equilíbro Líquido-Vapor. Porto Alegre, 2014. 78f.
Dissertação (Mestrado em Engenharia Química) – Programa de Pós-Graduação em Engenharia
Química, Universidade Federal do Rio Grande do Sul, Porto Alegre 2014.
PASINI, G., BACCIOLI, A., FERRARI, L., ANTONELLI, M., FRIGO, S., & DESIDERI,
U. Biomethane grid injection or biomethane liquefaction: A technical-economic analysis.
Biomass and Bioenergy, volume 127, 105264, 2019.
ZUÑIGA, D. L. PAGES, BARRIOS, E. J. L., PERALTA-RUIZ, Y. Y., GONZALEZ-
DELGADO A. D. Techno-Economic Sensitivity of Bio-Hydrogen Production From Empty
Palm Fruit Bunches under Colombian Conditions. Chemical Engineering Transactions,
volume 52, 2016.
PETERS, M.S., TIMMERHAUS, K.D., WEST, R.E. Plant Design and Economics for
Chemical Engineers. 5 ed. New York: McGraw-Hill, 2003.
REMESAT D. Tray revamp for demethaniser ethane recovery. Petroleum Technology
Quarterly, pages 85-88, 2011.
REUSS, G., DISTELDORF, W., GAMER, A. O., & HILT, A. Formaldehyde. Ullmann’s
Encyclopedia of Industrial Chemistry, volume 15, pages 735-768, 2000.
SEIDER, W.D., LEWIN, D.R., SEADER, J.D., WIDAGDO, S., GANI, R., MING NG, K.
Product and process design principles: synthesis, analysis and evaluation, 4th ed., 2016.
SHARMA, S., & RANGAIAH, G. PAGES Chemical Process Retrofitting and Revamping.
1st edition, pages 97–127, 2016.
SILLA, H. Chemical Process Engineering: Design and Economics. 1st edition, CRC Press,
2003.
80
SMITH, R. Chemical process design and integration. 2 ed. United Kingdom: John Wiley &
Sons, Inc., 2016.
SOUZA, M. M. D., CARDOSO, M. Case study: economic and technical analysis of
retrograde gas processing offshore platforms. Brazilian Journal of Petroleum and Gas,
volume 12 n. 4, pages 229-240, 2019.
THE CEMICAL COMPANY. EPCA Special Edition: Critical raw materials and chemical
markets. The Chemical Company, 2016.
TORRES JÚNIOR, N., DE SOUZA, G. G., DO NASCIMENTO, J. Z. Análise de processos
por meio da simulação computacional: proposta de uma estratégia de ensino na
graduação em administração. Administração: Ensino & pesquisa, volume 13, 2012.
TOWLER, G., SINNOT, R. K. Chemical Engineering Design: Principles, Practice and
Economics of plant and Process Design. 2nd edition, Burlington, MA. Butterworth-
Heinemann, 2013.
TURTON R., BAILIE, R.C., WHITING, W.B., SHAELWITZ, J.A. Analysis, synthesis and
design of chemical processes. Upper Saddle River: Prentice HALL, 5th ed., 2018.
ULRICH, G. D., VASUDEVAN, PAGES T. How to Estimate Utility Costs. Chemical
Engineering, 2006.
ZHANG, J., BURKLÉ-VITZTHUM, VOLUME, & MARQUAIRE, PAGES-M. NO2-
promoted oxidation of methane to formaldehyde at very short residence time. Part I:
Experimental results. Chemical Engineering Journal, volume 189, pages 393–403, 2012.
ZÚÑIGA D. L. PAGES, BARRIOSA E. J. L., PERALTA-RUIZB Y. Y., GONZÁLEZ-
DELGADO A. D. Techno-Economic Sensitivity of Bio-Hydrogen Production from Empty
Palm Fruit Bunches under Colombian Conditions. Chemical Engineering transactions, Vol.
52, 2016.