assíncronos Controles em motores...Controles em motores assíncronos SIMOTICS Tipo 1L, 1M, 1N, 1P,...
140
www.siemens.com/drives Controles em motores assíncronos SIMOTICS Tipo 1L, 1M, 1N, 1P, 1R, 1S Material de referência Edição 08/2020 Controles em motores assíncronos Esta documentação pertence a Factories NMA, RHF and SEDL
Transcript of assíncronos Controles em motores...Controles em motores assíncronos SIMOTICS Tipo 1L, 1M, 1N, 1P,...

www.siemens.com/drives
Controles em motores assíncronosSIMOTICSTipo 1L, 1M, 1N, 1P, 1R, 1S
Material de referência
Edição 08/2020
Controles em motores assíncronosEsta documentação pertence a
Factories NMA, RHF and SEDL

10.08.2020 14:35V14.00

Controles em motores assíncronos
SIMOTICSTipo 1L, 1M, 1N, 1P, 1R, 1S
Material de referência
Esta documentação pertence aFactories NMA, RHF and SEDL
Edição 08/2020
Introdução 1Gama geral de serviços 2Controlos 3

Informações jurídicasConceito de aviso
Este manual contém avisos que têm que ser observados e respeitados, de modo a garantir a sua segurança e evitar danos materiais. Os avisos relativos à sua segurança pessoal são acompanhados por um triângulo de advertência e os avisos relativos ao perigo de danos materiais são indicados sem triângulo de advertência. Dependendo do nível de perigo, os avisos de advertência são apresentados na sequência abaixo indicada.
PERIGOsignifica que ocorrerá morte ou ferimentos graves, se não forem tomadas as devidas medidas de precaução.
AVISOsignifica que pode ocorrer morte ou ferimentos graves, se não forem tomadas as devidas medidas de precaução.
CUIDADOsignifica que pode ocorrer um ferimento ligeiro, se não forem tomadas as devidas medidas de precaução.
ATENÇÃOsignifica que podem ocorrer danos materiais, se não forem tomadas as devidas medidas de precaução.Sempre que surgirem vários níveis de perigo é utilizado o aviso de advertência referente ao mais alto nível. Se, num aviso de advertência, acompanhado de um triângulo de advertência, for alertado contra ferimentos de pessoas, esse mesmo aviso pode ainda conter advertências contra danos materiais.
Funcionários qualificadosO produto/sistema, ao qual esta documentação se refere, só pode ser manuseado pelo pessoal qualificado para a respectiva definição de tarefas e respeitando a documentação correspondente a esta definição de tarefas, em especial as indicações de segurança e avisos apresentados. Graças à sua formação e experiência, o pessoal qualificado é capaz de reconhecer os riscos do manuseamento destes produtos/sistemas e de evitar possíveis perigos.
Utilização dos produtos Siemens em conformidade com as especificaçõesCumpra os seguintes requisitos:
AVISOOs produtos da Siemens só podem ser utilizados para as aplicações especificadas no catálogo e na respectiva documentação técnica. Se forem utilizados produtos e componentes de outros fornecedores, estes têm de ser recomendados ou autorizados pela Siemens. Para garantir um funcionamento em segurança e correcto dos produtos é essencial proceder correctamente ao transporte, armazenamento, posicionamento, instalação, montagem, colocação em funcionamento, operação e manutenção. Devem ser respeitadas as condições ambiente autorizadas e observadas as indicações nas respectivas documentações.
Marcas registadasTodas as designações assinaladas pelo símbolo ® são marcas registadas da Siemens AG. As restantes designações nesta documentação podem ser marcas, cuja utilização indevida por terceiros pode infringir os direitos dos seus detentores.
Exclusão de responsabilidadesO conteúdo desta documentação foi verificado quanto à conformidade com o hardware e software descrito. Todavia, não é possível excluir potenciais desvios, de modo que não nos responsabilizamos pela total conformidade. Os dados desta documentação são regularmente revistos e as, eventuais, correcções são incluídas nos suplementos.
Siemens AGDigital IndustriesPostfach 48 4890026 NÜRNBERGALEMANHA
N.º de encomenda de documento: 0000000000-000000 08/2020 Reservado o direito a alterações
Copyright © Siemens AG 2020.Todos os direitos reservados

Índice
1 Introdução ............................................................................................................................................. 92 Gama geral de serviços........................................................................................................................ 11
2.1 Capacidade da instalação para os controlos ........................................................................ 132.2 Ensaios que fazem parte do processo de produção ............................................................. 162.3 Controlos de funcionamento com alimentação de rede segundo CEI, IEEE, NEMA ............... 182.4 Controlos de funcionamento com alimentação de rede segundo API 541............................ 212.5 API 541: 4th versus 5th Edition .......................................................................................... 242.6 Controlos de funcionamento com conversor....................................................................... 262.7 Controles em motores com proteção contra explosão ......................................................... 272.7.1 Marcha de aquecimento de carga para todas as classes de protecção contra ignição............ 282.7.2 Controlo individual pneumático ......................................................................................... 282.7.3 Controlos de tipo de máquinas com protecção contra explosão do tipo de protecção
"Protecção do equipamento através de invólucros de sobrepressão interna "p"" ................... 282.7.3.1 Controlo pneumático de tipo.............................................................................................. 282.7.3.2 Controlo da pré-lavagem e da diluição como componente do controlo de tipo .................... 292.8 Controlo de sistema para accionamentos de velocidade variável ......................................... 302.8.1 Controlo de sistema - para segurança e fiabilidade .............................................................. 302.8.2 Controlo de sistema ........................................................................................................... 302.8.3 Controlos em sistemas com protecção contra explosão....................................................... 312.8.4 Âmbito possível de um controlo de sistema ........................................................................ 322.8.5 Controlo dos componentes ................................................................................................ 342.8.6 Importante para o pedido .................................................................................................. 342.8.7 Tempo necessário .............................................................................................................. 35
3 Controlos ............................................................................................................................................. 373.1 Controlo individual ............................................................................................................ 373.1.1 Controlo de resistência da corrente contínua do enrolamento do estator............................. 373.1.2 Teste em vazio ................................................................................................................... 383.1.3 Teste de curto-circuito........................................................................................................ 383.1.4 Conformidade do sentido de rotação e designação dos terminais........................................ 393.1.5 Controlo da tensão suportável............................................................................................ 393.1.6 "Soft Foot Test" conforme API 541 ...................................................................................... 403.1.7 Medição da intensidade de vibração................................................................................... 413.1.8 Medição da intensidade de vibração conforme API 541....................................................... 413.1.9 Medição da intensidade de vibração no "Complete Test" ou no "Rated Rotor Temperature
Vibration Test" ................................................................................................................... 463.1.10 Controlo dos acessórios, elementos integrados e peças de montagem ................................ 473.1.11 Medição da resistência de isolamento ................................................................................ 483.1.12 Medição do índice de polarização....................................................................................... 523.1.13 Medição da tensão do eixo................................................................................................. 543.1.14 Medição do isolamento do mancal conforme API 541 ......................................................... 543.1.15 Medição da abertura de ar ................................................................................................. 55
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 5

3.1.16 Medição Runout com recepção .......................................................................................... 553.1.17 Medição Slow Roll conforme API 541.................................................................................. 563.1.18 Controlo do enrolamento durante a produção do enrolamento ("Surge Comparison
Teste") ............................................................................................................................... 573.1.19 Controlo de alta tensão ...................................................................................................... 583.1.20 Controlo da tensão do isolamento principal durante a produção do enrolamento ................ 593.1.21 Medição de pulso de choque.............................................................................................. 603.1.22 Marcha de aquecimento do mancal ("Bearing temperature rise")......................................... 623.1.23 Inspecção visual do mancal de deslize após os controlos eléctricos ("Bearing Inspection
after Tests") ....................................................................................................................... 633.1.24 Inspecção visual do mancal de deslize após os controlos eléctricos ("Visual Bearing Checks
After Tests") ....................................................................................................................... 633.1.25 Medição da perda por fugas em motores com o tipo de protecção "Protecção do
equipamento através de invólucros de sobrepressão interna "p"" ......................................... 643.1.26 Medição da distribuição da pressão em motores com o tipo de protecção "Protecção do
equipamento através de invólucros de sobrepressão interna "p"" ......................................... 653.1.27 Medição do caudal volúmico e regulação do sistema de sobrepressão................................. 663.1.28 Verificação da estanqueidade em motores arrefecidos a água ............................................. 673.2 Controlos adicionais........................................................................................................... 683.2.1 Controlos mecânicos.......................................................................................................... 683.2.1.1 Controlo de embalamento ("Overspeed test") ..................................................................... 683.2.1.2 Qualidade de calibração dos componentes do motor ("Component Balance") ...................... 693.2.1.3 Verificação da precisão da máquina de calibração ("Residual Unbalance Verification Test")..... 693.2.1.4 Controlo da movimentação livre dos componentes ("Final Assembly Running
Clearances" / "Final rotating assembly clearance data storage") ........................................... 703.2.1.5 Controlo de limpeza ("Inspection for Cleanliness") .............................................................. 703.2.1.6 Inspecção do mancal ANTES dos controlos eléctricos ("Bearing Dimensional & Alignment
Checks Before Tests") ......................................................................................................... 713.2.1.7 Inspecção do mancal APÓS os controlos eléctricos ("Bearing Dimensional & Alignment
Checks After Tests") ........................................................................................................... 733.2.1.8 Registo do espectro de frequência ("Vibration Recording") .................................................. 733.2.1.9 Análise de oscilações ......................................................................................................... 743.2.1.10 Controlo de oscilação com acoplamento do cliente ("Running/Vibration Tests with
Coupling Half") .................................................................................................................. 753.2.1.11 Teste dinâmico de desequilíbrio ("Unbalance Response Test").............................................. 773.2.1.12 Detecção de ressonâncias da caixa do mancal ("Bearing Housing Natural Frequency Tests")..... 783.2.1.13 Inspecção visual................................................................................................................. 803.2.1.14 Medição da espessura da camada....................................................................................... 803.2.1.15 Teste de funcionamento do refrigerador de água ("Heat exchanger performance
verification test TEWAC") .................................................................................................... 813.2.1.16 Teste de vazamento ("Hydrostatic test") .............................................................................. 823.2.2 Controlos eléctricos ........................................................................................................... 823.2.2.1 Controlo das temperaturas limite de peças de motores com protecção contra explosão ....... 823.2.2.2 Marcha de aquecimento de curto-circuito para motores do tipo de protecção "Ex eb"........... 833.2.2.3 Medição do factor de perda "tan δ" em bobinas individuais ................................................. 853.2.2.4 Medição do factor de perda e da capacidade no enrolamento completo ou máquina ........... 863.2.2.5 Medição do factor de perda (tan δ) ("Power Factor Tip-Up Test").......................................... 893.2.2.6 Magnetização do núcleo toroidal ("Stator Core Test") .......................................................... 893.2.2.7 Controlo da tensão transitória em bobinas individuais ("Special Surge Test of Coils") ........... 913.2.2.8 Medição de descarga parcial no enrolamento/na máquina ("Partial discharge test") ............. 933.2.2.9 Registo da curva característica da marcha em vazio e separação das perdas ........................ 963.2.2.10 Registo da curva característica de curto-circuito e perdas de curto-circuito .......................... 98
Índice
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S6 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

3.2.2.11 Registo da curva característica de carga.............................................................................. 993.2.2.12 Registo do binário inicial de arranque e corrente inicial de arranque.................................. 1013.2.2.13 Registo da evolução da corrente e do binário com máquina de carga ................................ 1023.2.2.14 Determinação por cálculo do desempenho a partir das perdas individuais ......................... 1033.2.2.15 Determinação do momento de inércia após o processo de redução da potência ................ 1083.2.2.16 Verificação do isolamento do enrolamento ("Sealed Winding Conformance Test").............. 1093.2.2.17 Verificação do isolamento do enrolamento ....................................................................... 1093.2.3 Controlos de material ("Material Inspection") .................................................................... 1113.2.3.1 Controlo por raios x ("Radiographic Test Parts")................................................................. 1113.2.3.2 Controlo por ultra-sons ("Ultrasonic Test") ........................................................................ 1133.2.3.3 Controlo por partículas magnéticas ("Magnetic Particle Test Parts") ................................... 1153.2.3.4 Controlo por penetração de líquido ("Liquid Penetrant Test Parts") .................................... 1173.2.4 Outros controlos .............................................................................................................. 1183.2.4.1 Reunião de coordenação ("Coordination Meeting") ........................................................... 1183.2.4.2 "Design Review" ............................................................................................................... 1193.2.4.3 Plano de controlo do funcionamento e descrições do controlo seis semanas antes do
controlo eléctrico final ("Submit Test Procedures 6 Weeks Before Tests") ........................... 1193.2.4.4 Pré-inspecção da produção ("Shop Inspection")................................................................. 1213.2.4.5 Comprovativo da precisão da estrutura do teste ("Demonstrate Accuracy of Test
Equipment") .................................................................................................................... 1213.2.4.6 Inspecção do pacote de lâminas do estator com enrolamento antes da impregnação
("Stator Inspection Prior to VPI") ....................................................................................... 1233.2.4.7 Medição de ruído na marcha em vazio ("Sound pressure level test") .................................. 1243.2.4.8 Análise de ruído............................................................................................................... 1253.2.4.9 Teste de funcionamento no conversor do campo de controlo............................................ 1263.2.4.10 Certificados de controlo e certificados de componentes ("Certified data prior to shipment")... 127Índice ................................................................................................................................................. 129
Tabelas
Tabela 2-1 Alimentações.......................................................................................................................... 14Tabela 2-2 Possibilidades de carga............................................................................................................ 14Tabela 3-1 Tensões de controlo DC para tensões de referência do motor para determinar a resistência de
isolamento do enrolamento ................................................................................................... 49Tabela 3-2 Tensões de controlo DC para determinar a resistência de isolamento de acessórios e
agregados .............................................................................................................................. 49Tabela 3-3 Valores mínimos para a resistência de isolamento.................................................................... 50Tabela 3-4 Critérios de controlo conforme IEC 60034-15 .......................................................................... 92Tabela 3-5 Critérios de controlo conforme API 541 5th edition.................................................................. 92Tabela 3-6 Sondas de controlo por ultra-sons ......................................................................................... 113Tabela 3-7 Limites admissíveis em função do diâmetro do eixo ............................................................... 114Tabela 3-8 Limites admissíveis em função do diâmetro do eixo ............................................................... 115
Imagens
Imagem 2-1 Exemplo: Plano geral de uma estrutura do controlo ................................................................. 13Imagem 3-1 Soft Foot Test ......................................................................................................................... 40
Índice
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 7

Imagem 3-2 Pontos de medição da intensidade de oscilação e sentidos de medição para oscilação da caixa do mancal .............................................................................................................................. 41
Imagem 3-3 Sentidos de medição da intensidade de oscilação .................................................................... 42Imagem 3-4 ADRE 408 DSPi........................................................................................................................ 42Imagem 3-5 Valores-limite para a velocidade de oscilação da caixa do mancal ............................................. 44Imagem 3-6 Valores-limite para a oscilação do eixo..................................................................................... 44Imagem 3-7 Valores-limite para a velocidade de oscilação da caixa do mancal ............................................. 45Imagem 3-8 Valores-limite para a oscilação do eixo..................................................................................... 45Imagem 3-9 Esquema de conexões da medição do isolamento.................................................................... 50Imagem 3-10 Medição da resistência de isolamento do enrolamento ............................................................ 50Imagem 3-11 Esquema de conexões para a medição do índice de polarização............................................... 52Imagem 3-12 Medição da tensão do eixo...................................................................................................... 54Imagem 3-13 Exemplo de evolução da tensão .............................................................................................. 58Imagem 3-14 Exemplo: Fotografia de um mancal de deslize ......................................................................... 63Imagem 3-15 Padrão de contacto ................................................................................................................. 64Imagem 3-16 Foto do óleo utilizado ............................................................................................................. 64Imagem 3-17 Exemplo de tiras de medição................................................................................................... 72Imagem 3-18 Exemplo: Espectro de frequência de uma máquina bipolar de 50 Hz ........................................ 74Imagem 3-19 Exemplo: Resultado de medição de um teste dinâmico de desequilíbrio ................................... 78Imagem 3-20 Posicionamento do sensor de medição do lado LA .................................................................. 79Imagem 3-21 Posicionamento do sensor de medição do lado LNA................................................................. 79Imagem 3-22 Definição do factor de perda tan δ........................................................................................... 85Imagem 3-23 Desenho esquemático: Medição do factor de perda de bobinas individuais .............................. 86Imagem 3-24 Definição do factor de perda tan δ........................................................................................... 87Imagem 3-25 Medição do factor de perda em enrolamentos completos ou máquinas .................................... 88Imagem 3-26 Exemplo de uma estrutura do ensaio....................................................................................... 89Imagem 3-27 Estator.................................................................................................................................... 90Imagem 3-28 Exemplo de imagens térmicas ................................................................................................. 91Imagem 3-29 Esquema de conexões base do controlo da tensão transitória .................................................. 92Imagem 3-30 Circuito de medição para a medição da descarga parcial .......................................................... 94Imagem 3-31 Determinação das perdas por fricção a partir da curva característica de marcha em vazio ......... 97Imagem 3-32 Exemplo de curva característica de carga............................................................................... 100Imagem 3-33 Determinação das perdas por fricção a partir da curva característica de marcha em vazio ....... 105Imagem 3-34 Alisamento dos dados das perdas residuais............................................................................ 106Imagem 3-35 Exemplo da rotação de uma curva de redução da potência através do tempo ......................... 108Imagem 3-36 Pulverização do enrolamento ................................................................................................ 110Imagem 3-37 Exemplo de uma indicação de ultra-sons numa imagem A com eco do defeito ①................... 113Imagem 3-38 Exemplo de um certificado de calibração ............................................................................... 123
Índice
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S8 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Introdução 1
Os serviços de controlo do sistema em Nuremberga, Alemanha
O campo de controlo em Ruhstorf, Alemanha
O campo de controlo em Tianjin, Chi‐na
Este documento descreve as condições essenciais para a realização de controlos em motores assíncronos nas fábricas de Nürnberg-Vogelweiherstraße e Ruhstorf e Tianjin O preenchimento destas condições essenciais constitui a base para um funcionamento sem problemas e uma elevada satisfação do cliente.Os controles seguintes em motores assíncronos são descritos:• controlos de rotina, que fazem parte de uma produção normal• Controlos disponíveis por predefinição• controlos associados à produção
NotaSe não for possível satisfazer os desejos do cliente com a gama de ensaios proposta, contacte o seu parceiro comercial da Siemens na casa mãe.
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 9

Introdução
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S10 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Gama geral de serviços 2Um accionamento de velocidade variável pode conter os seguintes componentes:• Motor assíncrono, motor síncrono ou motor PEM com ou sem transmissor de rotações• Conversor de frequências da série SINAMICS• Transformador conversor de corrente• Unidade de arrefecimento em circuito fechado em conversores refrigerados por água• Controlos PLC menores, próximos do accionamentoA fábrica oferece instalações de ensaio adaptadas a este tipo de sistemas.
NotaSe for necessário considerar componentes adicionais para o seu projecto, dirija-se ao seu parceiro comercial.
Gama de serviçosA gama de serviços dos controlos encomendados contém todas as actividades, equipamentos, materiais e meios de consumo necessários o efeito, salvo especificação em contrário. As restantes actividades, prestações de serviços e disponibilizações, como por ex., a utilização de conversores de outros fabricantes devem ser acordadas previamente.Só é possível cumprir uma data definida e o período de teste, bem como os respectivos custos, se forem esclarecidos previamente em detalhe todos os controlos. Devido ao elevado grau de utilização dos dispositivos pode acontecer que não seja possível considerar controlos individuais comunicados com atraso, no caso de o controlo planeado estar em espera. Se tiver recebido requisitos de teste específicos por parte do seu cliente, envie os mesmos o mais cedo possível para a respectiva fábrica com os dados fundamentais necessários.
Equipamento de controloA Siemens assegura a disponibilidade de todos os equipamentos necessários para os controlos e inspecções acordados, inclusive acoplamentos de teste para marchas de carga, etc.Aqui não se incluem acoplamentos do cliente, acoplamentos artificiais ou calibres de acoplamento para extremidades não cilíndricas do veios de accionamento.
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 11

Sequência de uma recepção pelo clienteNormalmente, a recepção pelo cliente é efectuada por esta ordem:1. Estrutura e colocação em funcionamento dos componentes, antes da chegada do cliente2. Kick-Off com apresentação do plano de controlo e definição dos processos individuais para a
recepção3. Realização dos ensaios segundo o plano de controlo4. Discussão dos resultados do teste5. Criação da documentação de controlo para o cliente.
A documentação de controlo é feita em função do volume de ensaio e da realização temporal, antes ou após a partida do cliente.
Componentes disponibilizados pelo clientePara uma realização atempada dos ensaios, os componentes disponibilizados pelo cliente têm de estar disponíveis no tempo certo. A fábrica não tem acesso a componentes não incluídos no âmbito de fornecimento do PD LD. O mesmo também se aplica a componentes que foram encomendados por outros sectores da Siemens. Os dados técnicos para estes componentes são necessários, o mais tardar, oito semanas antes do início da recepção, p. ex.:• Dimensões• Pesos• Necessidades energéticas• Interfaces
Ver tambémCapacidade da instalação para os controlos (Página 13)
Gama geral de serviços
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S12 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

2.1 Capacidade da instalação para os controlosNa tabela seguinte encontram-se reunidos os dados técnicos das instalações de ensaio. Se os seus requisitos forem além da gama de serviços proposta, dirija-se ao seu parceiro comercial. Existem as seguintes possibilidades:• Medições de substituição de carga através de cálculo dos dados de potência esperados• Ensaio da(s) máquina(s) na fábrica em Berlim
Imagem 2-1 Exemplo: Plano geral de uma estrutura do controlo
Possibilidades na fábrica de NürnbergRotação
1/minBinário
NmPotência
kWAltura máx. do eixo
mm0 ... 1500
1500 ... 2100Máx. 31830 0 ... 5000
Máx. 5000710710
0 ... 30003000 ... 4200
Máx. 15915 0 ... 5000Máx. 5000
710710
0 ... 600600 ... 800
Máx. 79577 0 ... 5000Máx. 5000
11001100
0 ... 60006000 ... 8000
Máx. 1591 0 ... 1000Máx. 1000
500500
Gama geral de serviços2.1 Capacidade da instalação para os controlos
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 13

Tabela 2-1 AlimentaçõesTipo Tensão
kVGradação
r%Potência kVA ou kW
Directa 20 Transformador de média tensão 1,73 / 3 / 3,4 / 6
5 / 10 / 13,8±13±13
60006000
Transformador de média tensão 1,73 / 3 / 3,4 / 65 / 10
-9 / +16-9 / +16
36003600
Transformador de baixa tensão Até 0,7 3150Conversor SINAMICS LV 0,7 4500
Possibilidades na fábrica de RuhstorfAltura do eixo / mm Máx. 1000Binário / Nm No máx. 45 000Potência / kW No máx. 4800Frequência / Hz 30 ... 60
Níveis de tensão / V Corrente / A15000 No máx. 22011000 No máx. 3306600 No máx. 5703000 Máx. 10001000 No máx. 3200
Particularidades• Controlo de motores subaquáticos em tanque de água aquecido• Medições de ruídos de carga na sala de medição acústica até aprox. 3 MW ou 16 t do peso da
máquina• Controlos de sistema com componentes de accionamento de todos os fabricantes habituais• Controlo conforme especificação do cliente, em particular, indústria petrolífera e do gás
Possibilidades na fábrica de Tianjin
Tabela 2-2 Possibilidades de cargaAltura máxima do eixo / mm 630Binário / Nm 2 pólos: No máx. 7500
4 ... 16 pólos: No máx. 15000Potência / kW No máx. 2400Frequência / Hz 50
Gama geral de serviços2.1 Capacidade da instalação para os controlos
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S14 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Níveis de tensão / V Corrente / A690 No máx. 200010000 No máx. 1406000 No máx. 2405000 No máx. 2803400 No máx. 3953000 No máx. 4801730 No máx. 800
Técnica de mediçãoCaso solicitado, é entregue uma lista dos instrumentos de medição por ocasião do controlo.
Gama geral de serviços2.1 Capacidade da instalação para os controlos
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 15

2.2 Ensaios que fazem parte do processo de produçãoTransformadoresOs transformadores são submetidos a um controlo individual pelo fabricante do transformador segundo CEI 76/VDE 0532. É verificado o seguinte: • Teste de isolamento• Grupo vetor• Razão de transmissão• Resistências• Teste em vazio• Teste de curto-circuito
ConversorO controlo individual para o conversor abrange o seguinte: • Inspeção visual• Teste de isolamento com alta tensão conforme EN 60146‑1 e EN 50178• Testes funcionais, p. ex. tensões auxiliares, software, firmware• U/fAs opções encomendadas são considerados nos controlos mencionados. Eventualmente, são também realizados testes individuais para determinadas opções.
MotoresO controlo individual para motores de acordo com CEI/EN 60034‑1 abrange o seguinte: • Determinação da resistência do enrolamento no estator• Controlo da resistência de isolamento do enrolamento do estator• Testes em vazio• Teste de curto-circuito• Sequência de fase e sentido de rotação• Controlo de complementos opcionais• Controlo da tensão suportável
NotaNenhuns controlos no conversorNo conversor não é realizado nenhum dos ensaios mencionados para os transformadores e motores. Os certificados de ensaio para os componentes fornecidos por LD são discutidos em Kick-Off com o cliente.
Gama geral de serviços2.2 Ensaios que fazem parte do processo de produção
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S16 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Os conversores e os motores são submetidos a um controlo individual logo no processo de fabricação no âmbito da garantia de qualidade. O controlo individual não é repetido na recepção, desde que o controlo individual não tenha sido explicitamente encomendado.
NotaOs documentos relativos aos controlos são feitos mecanicamente e não possuem, por isso, assinatura.
Gama geral de serviços2.2 Ensaios que fazem parte do processo de produção
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 17

2.3 Controlos de funcionamento com alimentação de rede segundo CEI, IEEE, NEMA
A máquina é sujeita a um controlo de funcionamento abrangente. Para o efeito, no âmbito da capacidade da instalação, a máquina é operada com os dados de medição para este tipo, sendo determinados todos os dados característicos específicos da máquina.O controlo de funcionamento é efectuado segundo CEI/EN 60034‑1/‑29, com base em ANSI/NEMA MG-1 e IEEE 112 métodos A, B, B1 ou E1.Opcionalmente os controlos de funcionamento são efectuados na presença do cliente. Determinados controlos de funcionamento em marcha em vazio possuem um carácter obrigatório e são sempre realizados. A CEI 60034-1 faz a ligação a um controlo individual.
Controlo individualO controlo individual é necessário para controlo da capacidade de funcionamento de uma máquina. Para tal, um motor do mesmo tipo, que foi submetido a vastos controlos de funcionamento ("controlo de tipo"), fornece as variáveis de referência. Existem variáveis de referência para 50 Hz e 60 Hz em determinados níveis de tensão para cada tipo de motor. As variáveis medidas no controlo individual são convertidos para a tensão e frequência das variáveis de referência e comparadas com estas. A máquina é aprovada quando as variáveis de medição convertidas se encontrarem dentro da gama de tolerâncias. No caso de ocorrerem desvios fora da tolerância, a respectiva causa é
Gama geral de serviços2.3 Controlos de funcionamento com alimentação de rede segundo CEI, IEEE, NEMA
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S18 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

apurada mediante uma inspecção especial e, se necessário, eliminada. Os resultados do controlo individual são compilados no respectivo certificado.
Controlo individual Referências abreviadasSem a presença do
clienteNa presença do cli‐
ente• Medição da resistência de isolamento Risol
• Controlo de resistência da corrente contínua do en‐rolamento do estator
• Controlo dos acessórios, elementos integrados e pe‐ças de montagem
• Conformidade do sentido de rotação e designação dos terminais
• Medição da intensidade de vibração 2
• Controlo da marcha em vazio (P0 + I0)• Teste de curto-circuito• Medição da tensão do eixo 3• Controlo da tensão suportável 4, 6
• Medição de pulso de choque 5• Controlo de alta tensão• Controlo da tensão do isolamento principal durante
a produção do enrolamento
F001
F01
1 F00 faz parte do volume de ensaio padrão.2 Não incluído no volume de ensaio mínimo do controlo individual segundo CEI 60034-1, no entanto, é
realizado na mesma.3 Apenas aplicável em motores com mancal não isolado.4 Se o controlo da tensão de resistência já tiver sido realizado, o teste é feito com 80% da tensão de ensaio.5 Apenas em motores com mancais de rolamentos e bocais de medição6 Não disponível em Tianjin
Controlos de funcionamento sob carga (controlo combinado F82 / F83)Os seguintes controlos de funcionamento podem ser encomendados individualmente, ou como controlo combinado com as referências abreviadas F82 (sem a presença do cliente) ou F83 (com a presença do cliente).
Controlos de funcionamento sob carga Referências abreviadasSem a presença do
cliente (F82)
Na presença do cli‐ente (F83)
Marcha de aquecimento de carga F04 F05Registo da curva característica de marcha em vazio e determinação das perdas de ferro e em marcha em vazio (na marcha em vazio)
F14 F15
Registo da curva característica de curto-circuito e deter‐minação das perdas por curto-circuito
F16 F17
Gama geral de serviços2.3 Controlos de funcionamento com alimentação de rede segundo CEI, IEEE, NEMA
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 19

Registo da curva característica de carga F18 F19Determinação por cálculo do desempenho a partir das perdas individuais 7
F20 F21
7 "Determinação por cálculo do desempenho a partir das perdas individuais" (F20/F21) só pode ser encomendada juntamente com a "Marcha de aquecimento de carga" (F04/F05), "Registo da curva caraterística de marcha em vazio e determinação das perdas de ferro e em marcha em vazio" (F14/F15) e o "Registo da curva caraterística de carga (F18/F19)".
Outros controlosOs seguintes controlos podem ainda ser encomendados individualmente.
Controlos de funcionamento Referências abreviadasSem a presença do
clienteNa presença do cli‐
enteMedição do fator de perda "tan δ" em bobinas individu‐ais 10
F22 F23
Medição do factor de perda "tan δ" no enrolamento do estator integrado no campo de controlo
F26 F27 9
Medição de ruído (marcha em vazio) F28 F29Medição do fluxo de ar de refrigeração (marcha em va‐zio) 10
F30 F31
Registo da evolução da corrente e do binário com má‐quina de carga (carga)
F34 F35
Determinação do binário de inércia após o processo de redução da potência
F36 F37
Controlo de embalamento F38 F39Sealed Winding Conformance Test conforme NEMA 10 F42 F43Medição da descarga parcial F46 F47 9
Medição do binário inicial de arranque e corrente inicial de arranque
F52 F53
Medição da resistência de isolamento e do índice de po‐larização
F54 F55
Análise de oscilações (marcha em vazio) 10 F58 F59Controlo da tensão transitória ou alternada em duas bo‐binas individuais 10
F60 F61
Análise de ruído (marcha em vazio) 10 F62 F63Inspeção do mancal de deslize 10 - F67Medição Runout 8 - F71
8 É sempre medido ao longo da produção em máquinas com mancais de deslize com sistemas de medição da oscilação do eixo.
9 Apenas sob consulta na fábrica de Ruhstorf10 Não disponível em Tianjin
Gama geral de serviços2.3 Controlos de funcionamento com alimentação de rede segundo CEI, IEEE, NEMA
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S20 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

2.4 Controlos de funcionamento com alimentação de rede segundo API 541
Opcionalmente a máquina é sujeita a um controlo de funcionamento segundo API 541 abrangente.Os controlos conforme API não estão disponíveis em Tianjin.
Routine Test segundo APIOs controlos que se seguem fazem parte do Routine Test (controlo individual) segundo API. Os controlos podem ser encomendados "Required", "Witnessed" ou "Observed".
Controlos de funcionamento do teste de rotina Referências abreviadasRequi‐
redWitnes‐
sedObser‐
ved• Cálculo da corrente de curto-circuito 1• Controlo de resistência da corrente contínua do enrolamento do es‐
tator• Controlo dos acessórios, elementos integrados e peças de montagem• Conformidade do sentido de rotação e designação dos terminais• Marcha de aquecimento do mancal• Medição da intensidade de vibração após marcha de aquecimento do
mancal 2• Controlo da marcha em vazio (P0 + I0)• Teste de curto-circuito• Medição da tensão do eixo 3• Controlo da tensão suportável do enrolamento do estator 4• Medição da resistência de isolamento e do índice de polarização• Inspecção visual do mancal de deslize após os controlos eléctricos• Medição do isolamento do mancal 5• Medição do entreferro 5• Medição Slow Roll
F100
F101
F102
1 O cálculo é feito na fase de processamento do pedido na criação da documentação eléctrica.2 Nas máquinas com mancais de deslize com sistemas de medição da oscilação do eixo o Runout é
medido durante a produção dos rotores.3 Apenas aplicável em motores com mancais não isolados.4 Com o controlo da tensão suportável já realizado, o teste é feito com 80% da tensão de ensaio.5 Estes controlos fazem parte do processo de garantia de qualidade.
Gama geral de serviços2.4 Controlos de funcionamento com alimentação de rede segundo API 541
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 21

Complete Test conforme API (F154, F155, F156)Os controlos do Complete Test podem ser encomendados individualmente, ou como controlo combinado com as referências abreviadas F154 ("Required"), F155 ("Witnessed") ou F156 ("Observed").
Controlos do Complete Test Referências abreviadasSem a pre‐
sença do cli‐ente
(F154)
Na presença do cliente
(F155, F156)
Registo da curva característica de marcha em vazio e determinação das perdas de ferro e em marcha em vazio
F14 F15
Marcha de aquecimento de carga F04 F05Medição da oscilaçãosob carga 6 - -Registo da curva característica de curto-circuito e determinação das per‐das por curto-circuito
F16 F17
Registo da curva característica de carga sob carga F18 F19Determinação por cálculo do desempenho a partir das perdas individuais segundo CEI 60034-2-1/IEEE 112 7
F20 F21
Registo da evolução da corrente e do binário com máquina de carga sob carga
F34 F35
Medição de ruído segundo CEI em marcha em vazio F28 F296 Valores de aceitação da oscilação apenas a partir da marcha em vazio.7 "Determinação por cálculo do desempenho a partir das perdas individuais" (F20/F21) só pode ser
encomendada juntamente com a "Marcha de aquecimento de carga" (F04/F05), o "Registo da curva característica de marcha em vazio e determinação das perdas de ferro e em marcha em vazio" (F14/F15) e o "Registo da curva característica de carga (F18/F19)".
Controlos ao longo da produção segundo APIOs controlos podem ser encomendados "Required", "Witnessed" ou "Observed".
Controlos ao longo da produção segundo API Referências abreviadasRequi‐
redWitnes‐
sedObser‐
vedSurge Comparison Test F120 F121 F122Component Balance F126 - -Final Balance F129 F130 F131Stator Inspection Prior to VPI F139 F140 F141Final Assembly Running Clearances / Final rotating assembly clearance data storage
F172 - -
Medição Runoutcom recepção - F71 -Special surge test of coils F123 F124 F125Stator Core Test F117 F118 F119Residual Unbalance Verification Test F132 F133 F134Sealed Winding Comformance Test segundo NEMA F142 F143 F144Overspeed Test - - F138
Gama geral de serviços2.4 Controlos de funcionamento com alimentação de rede segundo API 541
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S22 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Bearing Dimensional & Alignment Checks Before Tests F148 F149 F150Bearing Dimensional & Alignment Checks After Tests F160 F1611 F1621
1 Apenas sob consulta na fábrica de Ruhstorf
Outros controlos conforme APIOs outros controlos seguintes podem ser encomendados opcionalmente conforme API.
Controlos de funcionamento Referências abreviadasRequi‐
redWitnes‐
sedObser‐
vedFinal Inspection - F03 -Design Review F103 - -Coordination Meeting - F104 -Lateral Critical Speed Analysis F105 - -Shop inspection F106 - -Submit Test procedures 6 weeks before Tests F107 - -Inspection for Cleanliness F108 F109 F110Heat exchanger performance verification test TEWAC 8 F111 F112 F113Demonstrate Accuracy of Test Equipment F114 F115 F116Running Test with Coupling Half / Vibration Test with Coupling Half em marcha em vazio
F135 F136 F137
Power Factor Tip-Up Test 9 F145 F14611 F14711
Vibration Recording F151 F152 F153Sound pressure level test F157 F158 F159Unbalance Response F166 F167 F168Bearing Housing Natural Frequency Test F169 F170 F171Hydrostatic Test F175 - -Certified data prior to shipment F176 - -All required test and inspection equipment F177 - -Rated Rotor Temperature Vibration Test sob carga 10 F191 F192 F193Controlos do material• Radiographic Test Parts F178 - -• Ultrasonic Test Parts F181 - -• Ultrasonic Inspection of Shaft Forging F184 - -• Magnetic Particle Test Parts F185 F186 F187• Liquid Penetrant Test Parts F188 F189 F190
8 Apenas em conjunto com "Complete Test" e sob as condições do instituto de controlo/campo de controlo
9 Equivalente a F2610 Os testes individuais fazem parte integrante do Complete Test e não precisam de ser encomendados
adicionalmente ao Complete Test.11 Apenas sob consulta na fábrica de Ruhstorf
Gama geral de serviços2.4 Controlos de funcionamento com alimentação de rede segundo API 541
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 23

2.5 API 541: 4th versus 5th EditionOs parágrafos da API 541 distinguem-se nos seus parágrafos entre a 4th e 5th edition.
Controlo API 4th edition API 5th editionRoutine Test 4.3.2 6.3.2Coordination Meeting - 8.2Design Review 6.2.1.4 8.4Torsional Analysis 2.4.6.2.4 4.4.6.2.2Lateral Critical Speed Analysis 2.4.6.2.1 4.4.6.2.1 /
8.6.2bShop Inspection 4.1.1 -Submit Test Procedures 6 Weeks Before Tests 4.3.1.5 6.3.1.4Inspection for Cleanliness 4.2.3.2 / 4.2.3.3 6.2.3.3Observance of Assembly / Dismantling 4.3.1.1 -Demonstrate Accuracy of Test Equipment 4.3.1.14 6.3.1.15Stator Core Test 4.3.4.1 6.3.4.1Surge Comparison Test 4.3.4.2 6.3.4.2Special Surge Test of Coils 4.3.4.2.1 6.3.4.2.1Component Balance 2.4.6.3.1 -Final Balance 4.3.1.6.1 -Residual Unbalance Verification Test 2.4.6.3.6 /
6.2.5.1a4.4.6.3.4
Balance Check with Half Coupling 2.4.6.3.3 -Running Tests with Coupling Half / Vibration Test with Coupling Half 2.4.6.3.3 /
4.3.1.64.4.9.4 / 6.3.1.5
Stator Inspection Prior to VPI 4.3.4.5 6.3.4.5Sealed Winding Conformance Test 4.3.4.4 6.3.4.4Power Factor Tip-Up Test 4.3.4.3 6.3.4.3Partial Discharge test - 6.3.4.6)Bearing Dimensional & Alignment Checks Before Tests 4.3.2.1j 6.3.2.1kVibration Recording 4.3.3.12 -Purchaser supplied vibration monitoring / recording - 6.3.3.7Complete Test 4.3.5.1.1 6.3.5.1.1• Efficiency 4.3.5.1.1a 6.3.5.1.1• Locked Rotor 4.3.5.1.1b 6.3.5.1.1• Heat Run 4.3.5.1.1e 6.3.5.1.1• Sound Pressure Level Test 4.3.5.1.1g 6.3.5.1.1Bearing Dimensional & Alignment Checks After Tests 4.3.2.1k 6.3.2.1lDC High-Potential Test 4.3.5.1.2 6.3.5.1.2Unbalance Response Test 4.3.5.3 6.3.5.3Bearing Housing Natural Frequency Tests 4.3.5.4 6.3.5.4.1Heat exchanger performance verification test TEWAC - 6.3.5.5Overspeed test - 6.3.5.6 / 4.1.5
Gama geral de serviços2.5 API 541: 4th versus 5th Edition
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S24 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Controlo API 4th edition API 5th editionFinal Assembly Running Clearances / Final rotating assembly clea‐rance data storage
4.2.1.1e 6.2.1.1e
Material Inspection 4.2.2 6.2.2• Radiographic Test Parts 4.2.2.2 6.2.2.2• Ultrasonic Test Parts 4.2.2.3 6.2.2.3.2• Ultrasonic Inspection of Shaft Forging 4.2.2.3.1 4.4.5.1.8 /
6.2.3.1• Magnetic Particle Test Parts 4.2.2.4. 6.2.2.4• Liquid Penetrant Test Parts 4.2.2.5. 6.2.2.5• Hydrostatic test - 6.2.2.6Rated Rotor Temperature Vibration Test 4.3.5.2.1 6.3.5.2.1Bearing Inspection After Tests 4.3.2.1i 6.3.2.1jCertified data prior to shipment - 8.6.2aAll required test and inspection equipment - 6.1.4
Gama geral de serviços2.5 API 541: 4th versus 5th Edition
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 25

2.6 Controlos de funcionamento com conversorControlos de funcionamento com conversor * Referências abreviadas
Sem a pre‐sença do cli‐
ente
Na presença do cliente
Controle de funcionamento com conversor do campo de controlo F74 F75Controlos de funcionamento com conversor do cliente - F97
* Não disponível em Tianjin
Ver tambémTeste de funcionamento no conversor do campo de controlo (Página 126)Controlo de sistema para accionamentos de velocidade variável (Página 30)
Gama geral de serviços2.6 Controlos de funcionamento com conversor
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S26 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

2.7 Controles em motores com proteção contra explosão
Os equipamentos eléctricos são utilizados nos mais diversos modelos e potências em áreas com risco de explosão. Os inúmeros modelos de motores implicam, para o controle e homologação, os mais diversos requisitos impostos à proteção contra explosão. Os requisitos fundamentais impostos a equipamentos elétricos são especificados pela série de normas IEC / EN 60034-1. Na série de normas IEC / EN 60079-ff são descritos requisitos adicionais para diversos tipos de proteção.A base para a homologação de acionamentos com proteção contra explosão está na construção mecânica do equipamento. A homologação é redigida em forma de um relatório de controlo mecânico. O relatório de controlo contém resultados de diversos controlos segundo as normas acima, por ex., propriedades do material dos componentes individuais, controlo do tipo de protecção IP, ... . Por norma, o relatório de controlo é aprovado por uma entidade de controlo. Por norma, a recepção encontra-se concluída no momento do controlo de tipo. No capítulo seguinte são tratados exclusivamente os aspectos das medições eléctricas pneumáticas.A classe de protecção contra ignição permite identificar os aspectos da protecção contra explosão que devem ser controlados na máquina. O tipo de proteção se reflete na identificação Ex. • Uma máquina com o tipo de protecção "Segurança aumentada "b"" é testada quanto à
observância da respectiva classe de temperatura. Isto significa que, durante o funcionamento normal da máquina ou em caso de imobilização com rotor bloqueado, em nenhuma peça da máquina podem ser ultrapassadas as temperaturas limite definidas.
• Uma máquina com o tipo de protecção "Segurança aumentada "ec"" é testada quanto à observância da respectiva classe de temperatura. Ao contrário do que sucede com o tipo de protecção "eb" o controlo só é realizado em modo normal.
• Uma máquina com o tipo de protecção "invólucros de sobrepressão interna "p.."" é submetida aos controlos pneumáticos específicos. Através de um ensaio térmico é comprovada a observância da respectiva classe de temperatura fora dos invólucros de sobrepressão interna.
• Uma máquina com o tipo de protecção "invólucro antideflagrante "db"" é testada quanto à observância da respectiva classe de temperatura em modo normal.
Os controlos em motores com proteção contra explosão não estão disponíveis em Tianjin.
Gama geral de serviços2.7 Controles em motores com proteção contra explosão
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 27

2.7.1 Marcha de aquecimento de carga para todas as classes de protecção contra ignição
A marcha de aquecimento de carga é o controlo mais importante para todas as classes de protecção contra ignição. Este controlo consiste em comprovar a classe de temperatura de toda a máquina, verificando-se o cumprimento dos limites máximos de temperatura estabelecidos para o enrolamento, as vedações, a ramificação de cabos e de fios, a temperatura máxima de funcionamento de equipamentos, etc. •
Os motores da zona 1 com os seguintes tipos de protecção são testados obrigatoriamente.– "Protecção do equipamento através de invólucros de sobrepressão interna "p""– "Segurança aumentada "e""– "Invólucro antideflagrante "d""
• Os motores da zona 2 com o seguinte tipo de protecção são testados opcionalmente.– "Segurança aumentada "ec""
2.7.2 Controlo individual pneumáticoOs seguintes controlos fazem parte do controlo individual em motores com o tipo de protecção "Protecção do equipamento através de invólucros de sobrepressão interna "p"".• Medição da perda por fugas em motores com o tipo de protecção "Protecção do equipamento
através de invólucros de sobrepressão interna "p"" (Página 64)• Medição da distribuição da pressão em motores com o tipo de protecção "Protecção do
equipamento através de invólucros de sobrepressão interna "p"" (Página 65)• Medição do caudal volúmico e regulação do sistema de sobrepressão (Página 66)
2.7.3 Controlos de tipo de máquinas com protecção contra explosão do tipo de protecção "Protecção do equipamento através de invólucros de sobrepressão interna "p""
2.7.3.1 Controlo pneumático de tipoPara cada nova concepção eléctrica de motores com o tipo de protecção "Protecção do equipamento através de invólucros de sobrepressão interna "p"" é testado o seguinte:• A fuga é medida com sobrepressão máxima de operação.
Medição da perda por fugas em motores com o tipo de protecção "Protecção do equipamento através de invólucros de sobrepressão interna "p"" (Página 64)
• Durante a pré-lavagem com caudal volúmico definido, a sobrepressão da caixa não deve ser inferior à sobrepressão mínima.
Gama geral de serviços2.7 Controles em motores com proteção contra explosão
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S28 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

• A sobrepressão mínima não deve ser inferior a 50 Pa em nenhum ponto de medição.Medição da distribuição da pressão em motores com o tipo de protecção "Protecção do equipamento através de invólucros de sobrepressão interna "p"" (Página 65)
• Os parâmetros do sistema de sobrepressão devem corresponder ao certificado de exame UE de tipo relativamente aos seguintes dados:– Tempo de lavagem– Volume de lavagem– Pressão diferencial do arranque de lavagem– Sobrepressão máxima e mínima– ...Medição do caudal volúmico e regulação do sistema de sobrepressão (Página 66)
2.7.3.2 Controlo da pré-lavagem e da diluição como componente do controlo de tipoNos motores com o tipo de protecção "Protecção do equipamento através de invólucros de sobrepressão interna "p"" são determinados o débito de lavagem mínimo e o tempo de lavagem mínimo, no âmbito de um controlo de tipo. Estes valores variam em função do formato e do tipo de refrigeração. As concentrações máximas de gás definidas no Anexo A.2 da norma CEI/EN 60079‑2 constituem a base dos critérios de controlo.O controlo da pré-lavagem e da diluição é realizado pela entidade designada, como a Physikalisch-Technischen Bundesanstalt (PTB, Instituto Nacional de Metrologia alemão), por exemplo, de acordo com instruções internas e conforme o Anexo A da norma CEI/EN 60079‑2.
Gama geral de serviços2.7 Controles em motores com proteção contra explosão
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 29

2.8 Controlo de sistema para accionamentos de velocidade variável
2.8.1 Controlo de sistema - para segurança e fiabilidadeNo controlo do sistema são colocados no banco de ensaio os sistemas de accionamento completos. Testados desta forma estes sistemas oferecem o máximo de segurança e fiabilidade na utilização na indústria de processos e de fabrico.As simulações de carga nos campos de controlo do sistema abrangem a interacção de todos os componentes por ex.:• Motores• Conversor• Redutor• Travões• Todos os restantes componentes de accionamentoTambém são feitos os seguintes controlos:• Áreas de operação habituais, por ex.:
– Operação de 4 quadrantes– Travões de resistência e de rede– Monitorização da subtensão e sobretensão– Aquecimento das resistências de travagem
• Situações extremas de funcionamento e avarias, por ex.,– Variação brusca de carga– Redução de carga– Carga de impacto
2.8.2 Controlo de sistemaNa maioria dos casos a base para um controlo de sistema é a marcha de aquecimento de carga. Todos os outros controlos mencionados são suplementos da marcha de aquecimento de carga. Se tiver requisitos diferentes dos do seu cliente, contacte o seu parceiro comercial. O procedimento seguinte é apenas um exemplo, nos casos individuais é definido o procedimento e volume do controlo e sistema em conjunto com o cliente.
Gama geral de serviços2.8 Controlo de sistema para accionamentos de velocidade variável
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S30 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Marcha de aquecimento de carga no controlo de sistema1. Registo dos dados eléctricos do motor frio
– Resistência dos enrolamentos do estator– Resistência de isolamento do enrolamento do estator (opcional)
2. A máquina acoplada à máquina de carga no conversor é operada, se possível, com a velocidade de referência e o binário de referência, até ser atingida a temperatura final, ou seja, a temperatura do motor muda por menos de 2 K dentro de uma hora. Se estiver especificada uma gama de velocidade, é seleccionada a velocidade com a qual se espera o máximo de aquecimento. Durante a medição são registados, por exemplo, os seguintes parâmetros:– Corrente primária, tensão primária, potência primária e factor de potência primária do
transformador (caso existente)– Frequência de saída no conversor– Corrente do motor, tensão do motor– Velocidade do motor– Binário e potência no eixo do motor– Temperatura da caixa do motor (opcional)– Temperatura do enrolamento do motor
A temperatura do enrolamento só é medida se existir o Pt100 do enrolamento.– Temperatura do mancal do motor– Em máquinas com refrigerador de ar/água, equipadas com elementos Pt100 na entrada
e saída de ar, estas temperaturas também são registadas.3. Medição das temperaturas do enrolamento
– É medida a resistência ao calor. – Através de uma medição da resistência no enrolamento do estator é registada a curva de
arrefecimento. A partir desta curva é deduzido o aquecimento médio do motor no momento da desconexão.
2.8.3 Controlos em sistemas com protecção contra explosãoHá diferentes requisitos das normas para sistemas de accionamento que são utilizados em áreas sujeitas a explosão.
"Segurança aumenta‐da"
"Invólucro antidefla‐grante"
"invólucros de sobre‐pressão interna"
"Não igniscível"
EN 60079-0Normas EN 60079-7 EN 60079-1 EN 60079-2 EN 60079-7Controlo de siste‐ma necessário?
Sim Não Não Sim ou cálculo alterna‐tivo
Gama geral de serviços2.8 Controlo de sistema para accionamentos de velocidade variável
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 31

Certificação com conversor individu‐al?
Necessária Não é necessária Não é necessária Necessária
Tipo de certificação Certificado de exame UE de tipo da entidade designada, por ex., PTB Declaração de confor‐midade CE
2.8.4 Âmbito possível de um controlo de sistemaAlguns destes controlos já fazem parte do processo de fabricação e são realizados no âmbito da garantia de qualidade. Estes controlos já não são realizados para a recepção, salvo se forem explicitamente encomendados.Seguem-se os controlos que podem ser encomendados adicionalmente à marcha de aquecimento com carga, para uma recepção do sistema. Deve-se contar com o tempo necessário para as recepções do sistema.
Pontos de carga e determinação do desempenho do sistema1. Marcha de aquecimento de carga2. Em caso de velocidades diferentes são medidos os seguintes parâmetros em cada ponto de
carga:– Corrente primária, tensão primária, potência primária e factor de potência primária do
transformador (se houver)– Frequência de saída no conversor– Corrente do motor, tensão do motor– Velocidade do motor– Binário e potência no eixo do motor
3. A partir destes dados é determinado o desempenho do sistema completo.
Medição de harmónicas1. A medição é efectuada nos bornes de entrada da unidade de potência do conversor, ou, caso
existente, no lado primário do transformador de corrente.NotaOs valores medidos apenas são válidos para as condições de rede no campo de controlo na altura da medição. Os valores não são necessariamente transferíveis para as condições do cliente.
Controlo de alta tensão/isolamentoO controlo de alta tensão/isolamento já constitui parte integrante do controlo individual do motor e conversor. A carga de trabalho para preparação, realização e repetição do controlo do conversor não pode logicamente ser incluída no decurso de tempo do teste do sistema. Não é possível realizar um
Gama geral de serviços2.8 Controlo de sistema para accionamentos de velocidade variável
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S32 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

teste de isolamento adicional no conversor durante o teste do sistema. O controlo de alta tensão no conversor tem de ser encomendado em separado e já é realizado antes da recepção do sistema.
Controlo de funcionamento do sistema de accionamentoNeste controlo é apresentada por tópicos a função do accionamento:• PARAGEM DE EMERGÊNCIA • Teste de sinais individuais de comando à distância seleccionados• Teste de mensagens de falha e aviso individuais seleccionadas• Falha simulada de sistemas auxiliares através da abertura manual de interruptores de
protecção
Inspecção visual• Inspecção visual do conversor e motor• Se necessário, inspecção visual do transformador
Medição de ruído no motor1. O motor é operado sem carga no conversor à velocidade de referência.2. O nível de pressão acústica do ruído da máquina é registado em pontos de medição
definidos. O nível de pressão acústica é determinado ponderado A.
Controlo de oscilação no motor1. O motor é operado sem carga no conversor à velocidade de referência.2. As velocidades de oscilação são medidas nas caixas dos mancais com tensão de referência e
frequência de referência. 3. Nos mancais de deslize é medida, adicionalmente, a oscilação do eixo, se estiverem
montados os sensores de medição correspondentes.
Gama geral de serviços2.8 Controlo de sistema para accionamentos de velocidade variável
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 33

2.8.5 Controlo dos componentesAntes do controlo de sistema (F97), os componentes do sistema são controlados individualmente.
Componente ControlosTransformador(conforme a norma CEI 76/VDE 0532)
• Teste de isolamento (alta tensão aplicada e induzida)• Grupo vector• Razão de transmissão• Resistências• Medições do funcionamento em vazio• Teste de curto-circuito
Conversor • Teste de isolamento com alta tensão conforme EN 60146-1 e EN 50178• Inspecção visual• Controlo de funcionamento (tensões auxiliares, software, firmware)• Controlo U/f
Motor *(conforme a norma CEI 34-1)
• Determinação da resistência do enrolamento no estator• Teste de isolamento do estator• Medições do funcionamento em vazio• Medição de curto-circuito• Sequência de fase• Controlo de complementos opcionais
* Em F74/F75 só é testado o motor.
2.8.6 Importante para o pedidoNo pedido especifique em texto claro que é requerido uma recepção do sistema na presença do cliente ou um encarregado do mesmo.
Exemplo• Definição do sistema a ser controlado, p. ex. recepção do sistema para um motor de alta
tensão e um sistema de accionamento SINAMICS GM 2500 kW, incluindo transformador Para tal são necessários os dados do catálogo de todos os componentes, p. ex. dados para encomenda (=MLFB)
• Âmbito da recepção do sistema, p. ex. marcha de aquecimento de carga e definição dos pontos de carga
Com base nestes dados é elaborado um plano de controlo e enviado ao cliente.
Gama geral de serviços2.8 Controlo de sistema para accionamentos de velocidade variável
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S34 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

2.8.7 Tempo necessárioEstas indicações servem apenas para lhe dar uma ideia do tempo necessário. A duração efectiva depende fortemente da configuração e do volume de ensaio.
Preparação da re‐cepção
Execução Desmontagem do sistema
Prazo da encomen‐da
Baixa tensão 2 ... 3 dias 1 ... 2 dias 1 ... 2 dias Mínimo de quatro meses antes da data de recepçãoMédia tensão 1 ... 2 semanas 2 ... 3 dias 1 ... 3 dias
Gama geral de serviços2.8 Controlo de sistema para accionamentos de velocidade variável
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 35

Gama geral de serviços2.8 Controlo de sistema para accionamentos de velocidade variável
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S36 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Controlos 33.1 Controlo individual
Controlo individual de cada motor segundo CEI 60034-1 Os restantes controlos são realizados no âmbito do controlo de qualidade. A ordem dos controlos descritos em seguida é aleatória e não obrigatória.
3.1.1 Controlo de resistência da corrente contínua do enrolamento do estatorPrincípiosO controlo de resistência da corrente contínua serve para controlar o enrolamento do estator. Caso esteja encomendada uma marcha de aquecimento com carga, o controlo também serve para determinar a temperatura média do enrolamento. É controlado o cumprimento das especificações internas para a resistência da corrente contínua do enrolamento da concepção do enrolamento.
Evolução do controlo1. Com um ohmímetro é medida a resistência de corrente contínua entre duas fases.
Conexão em estrela Ligação em triângulo
2. A medição é repetida para todas as combinações de fases.3. Os valores medidos são normalizados para uma temperatura de referência de 20 °C.
ResultadoNo protocolo de medição são indicadas as resistências de corrente contínua medidas directamente e as normalizadas para 20 °C. Os valores medidos indicados são comparados com os valores predefinidos. O controlo é considerado concluído com êxito se os valores medidos se encontrarem dentro das especificações de tolerância. Os valores medidos e o resultado do controlo são documentados num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 37

3.1.2 Teste em vazioPrincípiosCom a tensão de referência e velocidade de referência são determinadas as perdas em marcha em vazio e a corrente em ralenti.
Evolução do controlo1. É medida a resistência ao frio.2. O motor é operado com a velocidade de referência e a tensão de referência. São
determinadas as perdas em marcha em vazio. No protocolo de controlo são documentados os valores do ponto de medição.
ResultadoAs perdas em vazio no ponto de medição em 100% da tensão de referência são comparadas com as especificações internas de controlo. O controlo é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.1.3 Teste de curto-circuitoPrincípiosO teste de curto-circuito serve para verificar a versão do rotor, o enrolamento do rotor e a simetria da corrente.
Evolução do controlo1. No caso do rotor com bloqueio mecânico, o motor é alimentado com frequência de
referência e tensão variável e é medida a corrente do estator. A tensão no motor (tensão de curto-circuito) varia em altura até a corrente de referência se definir.
2. Alternativamente é invertido o sentido de rotação durante a marcha do motor, no cruzamento zero é medida a corrente do estator.
No protocolo de medição os valores medidos são listados numa tabela.
ResultadoA tensão de curto-circuito é comparada com a especificação interna de controlo e é controlada a simetria da corrente nas diferentes fases. O controlo concluído com sucesso é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S38 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

3.1.4 Conformidade do sentido de rotação e designação dos terminaisPrincípiosA verificação da coincidência da designação dos bornes e do sentido de rotação assegura que o sentido de rotação da máquina devidamente colocada em funcionamento está de acordo com a especificação.
Evolução do controlo1. As designações dos cabos de rede e as designações dos terminais são controladas. Do ponto
de vista do accionamento, o sentido de rotação deve ser definido da seguinte forma:– L1 L2 L3 e U V W Rotação no sentido horário.– L1 L2 L3 em V U W Rotação no sentido anti-horário.
2. O motor é conectado de acordo com a especificação do sentido de rotação. 3. No arranque do motor é verificado o sentido de rotação.
ResultadoO controlo é concluído com êxito se o sentido de rotação estiver em conformidade com a especificação. O controlo é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.1.5 Controlo da tensão suportávelPrincípiosCom o controlo da tensão suportável, o isolamento do enrolamento dos componentes activos sob tensão, como p. ex. enrolamentos de fase individuais, sensores de temperatura, aquecimento de imobilização, é verificado em relação ao potencial de terra e entre si.
Evolução do controlo1. A tensão de ensaio é aplicada entre os próprios enrolamentos de fase e entre enrolamento
de fase e potencial de terra. A duração do controlo da tensão suportável é de 1 min. No relatório de medição é indicada a altura da tensão suportável nas respectivas peças do motor controladas.
ResultadoO controlo concluído com êxito é atestado no relatório de medição. O valores do controlo são documentados num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 39

3.1.6 "Soft Foot Test" conforme API 541Princípios• API 4th edition 4.3.1.15• API 5th edition 6.3.1.16O motor tem de ser bem fixo numa grelha de controlo sem qualquer tensão para todos os controlos de oscilação (oscilações dos eixos e da caixa). O teste só é possível em motores do modelo IM B3 e é efectuado com o motor parado.Com o chamado "Soft Foot Test" é determinado se o motor está instalado de acordo com os requisitos para a medição de oscilações.
Evolução do controlo1. A máquina é posicionada na grelha de controlo. 2. Com o calibrador é verificado quantas bases são necessárias para que todos os pés da
máquina fiquem montados de forma nivelada. As diferenças medidas entre os pés da máquina são compensadas com chapas de base.
3. A máquina é fixada com todos os pés à grelha de controlo. A fixação é feita próxima do respectivo pé. Os elementos de fixação são colocados o mais horizontalmente possível e em um pouco mais do que a metade da largura ou da profundidade do pé na superfície do mesmo.
4. A fixação é solta individualmente em cada pé. Desta forma é medido o grau de tensionamento restante da máquina. O tensionamento não pode exceder um valor-limite. O resultado é documentado internamente.
Imagem 3-1 Soft Foot Test
ResultadoA máquina é instalada de acordo com os requisitos segundo "Soft Foot".
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S40 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

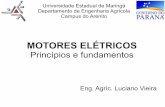
3.1.7 Medição da intensidade de vibraçãoPrincípiosA medição da intensidade de vibração é realizada segundo CEI/EN 60034-14.É necessário observar os valores limite definidos para a intensidade de oscilação, para evitar danos devido a oscilações fortes em partes da instalação e no próprio motor.
Evolução do controloApós a adaptação dos mancais é medida a vibração com tensão e frequência de referência, em sentido horizontal, vertical e axial, na caixa do mancal dos lados LA e LNA.
Pontos de medição Lado LA Lado LNAHorizontal ① ④Vertical ② ⑤Axial ③ ⑥+ 45° ⑦ ⑨- 45° ⑧ ⑩
Imagem 3-2 Pontos de medição da intensidade de oscilação e sentidos de medição para oscilação da caixa do mancal
Nos mancais de deslize, é medida adicionalmente a oscilação do eixo nos pontos de medição ⑦ a ⑩, se estiverem montados os sensores de medição correspondentes.
ResultadoOs resultados da medição da intensidade de vibração são comparados com as especificações da CEI/EN 60034-14 e documentados num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2, juntamente com as condições de funcionamento.
3.1.8 Medição da intensidade de vibração conforme API 541Princípios• API 4th edition: 4.3.3.2• API 5th edition: 6.3.3.4
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 41

Os valores-limite de oscilação segundo API 541 aplicam-se apenas a máquinas, cujos mancais se encontrem a uma temperatura constante. Por isso, antes de cada medição da oscilação é realizada uma marcha de aquecimento do mancal (Página 62).A oscilação da caixa do mancal é medida no sentido horizontal, vertical e axial nas caixas de mancais de rolamentos e de deslize. Em motores com mancais de deslize são medidas as oscilações do eixo no sentido radial com sensor de corrente parasita sem contacto, se forem executados ou preparados sensores de medição. Se não existir qualquer sensor de medição para a oscilação do eixo, é medida apenas a oscilação da caixa do mancal.
Pontos de medição Lado LA Lado LNAHorizontal ① ④Vertical ② ⑤Axial ③ ⑥+ 45° ⑦ ⑨- 45° ⑧ ⑩Oscilação da caixa do mancal em mancais de rolamentos ①...⑥, oscilação do eixo em mancais de deslize ⑦ até ⑩
Imagem 3-3 Sentidos de medição da intensidade de oscilação
Meios de controloOs sensores de vibrações e conversores de sinais de medição montados no motor são utilizados se forem compatíveis com o equipamento do campo de controlo. Em alternativa são utilizados sensores próprios do campo de controlo. Os sensores do campo de controlo cumprem os requisitos de exactidão da API 670.As oscilações são registadas e analisadas com um sistema de registo de dados. O sistema de registo de dados satisfaz todos os critérios da API 541 4th edition 4.3.3.7 ou 5th edition 6.3.3.7.Por exemplo, é usado o "Dynamic Signal Processing Instrument" ADRE 408 DSPi com a plataforma de Software "Sxp".
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S42 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Imagem 3-4 ADRE 408 DSPiApós consulta, o cliente pode utilizar os seus próprios instrumentos de medição para o registo de dados. Os seguintes temas foram previamente acordados com o cliente:• Lista de todos os meios de medição utilizados• Lista de todas as medições que devem ser efectuadas com a técnica de medição do cliente.
Isto permite calcular o tempo necessário.• A técnica de medição tem de estar de acordo com os requisitos de segurança aplicáveis
localmente; p. ex., os cabos de medição têm de ser suficientemente compridos para que a medição possa ser efectuada fora da área de perigo.
• A técnica de medição tem de ser compatível com a estrutura do controlo.NotaO registo para tal tem de ser feito, pelo menos, quatro semanas antes do início do controlo.
Evolução do controlo1. É efectuada uma marcha de aquecimento do mancal.2. São registadas as oscilações radiais e axiais, tensão, frequência e temperaturas do mancal. A
duração da medição é de, pelo menos, 15 minutos.
ResultadoO valor máximo das variáveis de oscilação medido durante a marcha de teste do motor é comparado com o valor-limite. O controlo é considerado concluído com êxito se os valores-limite não forem ultrapassados. Os resultados são apresentados sob a forma de um gráfico de tendência. Como documentação do resultado do controlo é criado um certificado 3.1 ou, em controlos de recepção com a presença do cliente, um certificado 3.2.
Oscilação da caixa do mancalPara rotações a partir de 1000 rpm o valor limite para a oscilação da caixa do mancal é de 2,54 mm/s (0-p).
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 43

Imagem 3-5 Valores-limite para a velocidade de oscilação da caixa do mancal
Oscilação do eixoNas velocidades até 5300 rpm o valor limite para a oscilação do eixo situa-se a 38,1 µm (p-p).
Imagem 3-6 Valores-limite para a oscilação do eixo
ResultadoO valor máximo das variáveis de oscilação medido durante a marcha de teste do motor é comparado com o valor-limite. O controlo é considerado concluído com êxito se os valores-limite não forem ultrapassados. Os resultados são apresentados sob a forma de um gráfico de tendência. Como documentação do resultado do controlo é criado um certificado 3.1 ou, em controlos de recepção com a presença do cliente, um certificado 3.2.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S44 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Oscilação da caixa do mancalPara rotações a partir de 1000 rpm o valor limite para a oscilação da caixa do mancal é de 2,54 mm/s (0-p). Os valores limite para outras velocidades são calculados segundo a fórmula seguinte:
Imagem 3-7 Valores-limite para a velocidade de oscilação da caixa do mancal
Oscilação do eixoNas velocidades até 5300 rpm o valor limite para a oscilação do eixo situa-se a 38,1 µm (p-p). Os valores limite para outras velocidades são calculados segundo a fórmula seguinte:
Imagem 3-8 Valores-limite para a oscilação do eixo
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 45

3.1.9 Medição da intensidade de vibração no "Complete Test" ou no "Rated Rotor Temperature Vibration Test"
Princípios• API 4th edition: 4.3.5.2.1• API 5th edition: 6.3.5.2.1A medição da intensidade de vibração faz parte do "Complete Test" e corresponde ao "Rated Rotor Temperature Vibration Test" segundo API (Página 41).Para a adaptação da altura do eixo do motor à máquina de carga, o motor é colocado em blocos de aço. Esta instalação não corresponde à instalação "Soft Foot". O acoplamento do motor com a máquina de carga pode causar alterações do comportamento de oscilação. Isto é provocado, sobretudo, pelos componentes necessários ao acoplamento, p. ex.:• Acoplamento de ensaio• Acoplamento multi-disco em motores bipolares ou um eixo articulado em motores com
quatro ou mais pólos• Redutor e máquina de cargaEstas oscilações adicionais são específicas do campo de controlo e, sob as condições do cliente, assumem outra forma e altura.Consoante o equipamento do campo de controlo e gama de potência podem ocorrer desvios em relação à especificação da API. Estes desvios são comunicados antes ao cliente e ajustados.
Evolução do controlo1. É efectuada uma marcha de aquecimento de carga.2. A máquina é imobilizada.3. A máquina é rapidamente desacoplada e o acoplamento de ensaio é retirado.4. A máquina é instalada de forma rígida segundo "Soft Foot Test".5. As oscilações da caixa do mancal e as oscilações relativas do eixo são medidas na marcha em
vazio com tensão de referência e frequência de referência.
ResultadoApenas são utilizados para a análise da medição os valores de oscilação que são medidos segundo o ponto 5.Os valores medidos e o resultado do controlo são documentados num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S46 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

ATENÇÃOOscilação totalSegundo API 4th edition 4.3.3.9 são medidas as oscilações do motor durante toda marcha de aquecimento com carga:• Imagem Valores-limite para a velocidade de oscilação da caixa do mancal (Página 44) • Imagem Valores-limite para a oscilação do eixo (Página 44)A oscilação total, como soma destas porcentagens de oscilação, pode exceder as especificações da API 541 .
Ver tambémMedição da intensidade de vibração conforme API 541 (Página 41)
ATENÇÃOOscilação totalSegundo API 5th edition 6.3.3.1.1.e são medidas as oscilações do motor durante toda marcha de aquecimento com carga:• Imagem Valores-limite para a velocidade de oscilação da caixa do mancal (Página 45) • Imagem Valores-limite para a oscilação do eixo (Página 45)A oscilação total, como soma destas porcentagens de oscilação, pode exceder as especificações da API 541 .
Ver tambémMedição da intensidade de vibração conforme API 541 (Página 41)
3.1.10 Controlo dos acessórios, elementos integrados e peças de montagemPrincípiosO funcionamento dos acessórios e dos elementos integrados e peças de montagem é verificado e assegurado.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 47

Evolução do controlo1. Nos sensores de temperatura integrados em enrolamentos e nos aquecimentos de
imobilização são medidas a resistência e a temperatura. Depois disso, é determinada a resistência de isolamento segundo a tabela (Página 50). O controlo da tensão em relação ao potencial de terra é feito com 1500 V~.
2. Nos sensores de temperatura de mancal e de ar são medidas a resistência e a resistência do isolamento.
3. Se necessário, os restantes acessórios são controlados de acordo com o respectivo manual do utilizador.
ResultadoO controlo é considerado concluído com êxito se os acessórios, os elementos integrados e peças de montagem estiverem em conformidade com as especificações. O controlo é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver tambémMedição da resistência de isolamento (Página 48)
3.1.11 Medição da resistência de isolamentoPrincípiosEssencialmente, os controlos regem-se pelas recomendações da IEEE 43-2013. Durante a montagem da máquina, o controlo é feito nos componentes ou na máquina completa no âmbito do controlo individual ou de tipo e durante o ciclo de vida do produto no âmbito do controlo diagnóstico do estado do isolamento.É verificado o estado do isolamento do enrolamento e dos elementos integrados ou peças de montagem com isolamento eléctrico em relação à terra. Se necessário, o estado do isolamento é verificado em relação a outro e são assegurados os requisitos mínimos definidos. Deste modo, são comprovados a execução e funcionamento perfeitos do isolamento do enrolamento contra a massa.A resistência de isolamento é medida no enrolamento do estator ou na máquina completa. Nesse caso, é medida a resistência do isolamento do enrolamento em relação à terra ou de enrolamentos de fase e elementos do enrolamento entre si. O tamanho da resistência de isolamento é uma medida para a capacidade de isolamento de peças sob tensão em relação à massa ou entre si.A medição da resistência de isolamento permite tirar as seguintes conclusões:• Cumprimento dos processos de produção segundo as especificações, p. ex. endurecimento
de impregnação de resina sintética• Registo da humidade, teor de humidade do isolamento
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S48 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

• Sujidade com capacidade condutiva nas superfícies, p. ex. percursos de fuga• Alterações condicionadas pelo envelhecimento, p. ex. trackingOs resultados da medição são influenciados pelos seguintes factores:• Tamanho da máquina relativamente ao enrolamento do estator• Estrutura e design do isolamento• Materiais utilizadosA tabela que se segue mostra os componentes isolados de uma máquina e os controlos e tensões de medição a aplicar preferencialmente para esse efeito. As tensões de medição podem variar ligeiramente nas fábricas.
Tabela 3-1 Tensões de controlo DC para tensões de referência do motor para determinar a resistência de isolamento do enrolamento
Tensão estipulada UB do motor em V Tensão de ensaio CC em VIEEE 43 API 541 4 th API 5 th
UB < 1000 500 1000 5001000 ≤ UB ≤ 2299 500 ... 1000
10002300 ≤ UB ≤ 2500 25002501 ≤ UB ≤ 3999 1000 ... 2500
25004000 ≤ UB ≤ 5000 50005001 ≤ UB ≤ 12000 2500 ... 5000
5000UB > 12000 5000 ... 10 000
Tabela 3-2 Tensões de controlo DC para determinar a resistência de isolamento de acessórios e agregados
Componente isolada Tensões de ensaio CC em VSensor de temperatura do enrolamento 500 ... 1000 Aquecimento em imobilização para terra / para enrolamento UN bis 1000 V
500
Mancais isolados 100 ... 250Outros componentes isolados 500
É medida a resistência do isolamento do enrolamento em relação ao potencial de terra. Se o ponto de estrela estiver acessível ou aberto, é também medida a resistência de isolamento dos enrolamentos de fase ou elementos do enrolamento entre si.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 49

Imagem 3-9 Esquema de conexões da medição do isolamento
Imagem 3-10 Medição da resistência de isolamento do enrolamentoPara os enrolamentos e componentes integrados e de montagem, são determinadas as resistências mínimas de isolamento para enrolamentos novos e envelhecidos pelo funcionamento de acordo com a seguinte tabela.
Tabela 3-3 Valores mínimos para a resistência de isolamentoComponente isolada Valores mínimos para máquinas envelhe‐
cidas pelo funcionamento em MΩValores mínimos para má‐
quinas novas em MΩ IEEE 43-2000 Siemens/Large Drives
40 °C 25 °C 25 °C 40 °C 25 °CEnrolamento do estator UN < 1000 V * 5 20 20 25 100Enrolamento do estator UN ≥ 1000 V 100 300 300 500 1500Sensor de temperatura do enrolamento em re‐lação à terra
- - 500 - 2500
Aquecimento de imobilização em relação à terra - - 1 - 5Aquecimento de imobilização em relação ao en‐rolamento UN a 1000 V
- - 20 - 100
Mancais isolados - - 1 - 1Outros componentes isolados - - 100 - 500
* Valores para todo o enrolamento em relação à terra. Na medição de meadas individuais são válidos os valores mínimos duplicados
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S50 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Os valores mínimos para a resistência de isolamento de isolamentos/enrolamentos novos são válidos para as tensões de medição indicadas na tabela. Os valores mínimos são válidos para as seguintes condições:• Temperatura de medição de 25 °C ±5 °C ou 40 °C ±5 °C• Humidade relativa do ar até 70%Em caso de temperaturas de medição e de objecto divergentes, os valores medidos são convertidos para uma temperatura de referência preferencial de 40 °C conforme as seguintes equações da IEEE 43.
RC = KT · RT RC Resistência de isolamento convertida para a temperatura de re‐ferência de 40 °C
KT Coeficiente de temperaturaRT Resistência de isolamento medida com temperatura de medição/
objecto TO coeficiente de temperatura KT é calculada da seguinte forma:
KT = 0,5 (40-T)/10 40 Temperatura de referência10 Reduzir para metade/duplicar a resistência de isolamento com
10 KT Temperatura de medição/objecto
Meios de controloA medição é efectuada com um medidor de isolamento ou com uma fonte de corrente contínua altamente estável e microamperímetro.
Evolução do controloO controlo é realizado antes da primeira ligação da máquina. A resistência de isolamento é preferencialmente determinada pelas tensões indicadas na tabela acima. Em máquinas grandes, os enrolamentos de fase são preferencialmente medidos individualmente. Uma condição para tal é que haja um ponto de estrela acessível e aberto.1. A medição é feita entre o enrolamento e a terra. Os outros enrolamentos, sensores de
temperatura do enrolamento incorporados e, eventualmente, outros componentes integrados e de montagem são ligados à terra.
2. São utilizadas as tensões de medição de acordo com a tabela acima ou a especificação aplicável. – Os valores são lidos após 1 min no controlo de tipo. – No controlo individual, o controlo termina depois de atingidos os valores mínimos.
3. Depois de concluída a medição é efectuada a descarga dos enrolamentos.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 51

ResultadoPara os enrolamentos e componentes integrados e de montagem, são determinadas as resistências mínimas de isolamento de acordo com a tabela acima. O controlo é considerado concluído com êxito se estes valores forem atingidos. Devido a uma humidade do ar ou uma temperatura mais elevadas podem resultar resistências de isolamento inferiores.O controlo é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.1.12 Medição do índice de polarizaçãoPrincípiosA medição é feita, preferencialmente, segundo as recomendações da IEEE 43-2013 (ver Tabela 3-3 Valores mínimos para a resistência de isolamento (Página 50)) ou segundo os requisitos da especificação aplicável.O índice de polarização (PI) identifica os processos de polarização dependentes do tempo no isolamento. O índice de polarização é formado com base no decurso de tempo da resistência de isolamento ou das correntes de isolamento. O índice de polarização revela o teor de humidade e o grau de sujidade do isolamento do enrolamento.
Imagem 3-11 Esquema de conexões para a medição do índice de polarização
Meios de controlo• Medidor de isolamento com uma fonte de corrente contínua altamente estável e um
microamperímetro• Medidor de isolamento com determinação automática integrada do índice de polarização
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S52 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Evolução do controlo para o enrolamento1. Assim como na medição da resistência de isolamento, o dispositivo de medição é conectado
entre o enrolamento ou elemento do enrolamento/enrolamento de fase a medir e a terra (pacote de lâminas, caixa, eixo em enrolamentos do rotor).
2. Na determinação automática do PI, a medição é feita no modo "índice de polarização". A tensão de medição necessária é definida de acordo com Tabela 3-3 Valores mínimos para a resistência de isolamento (Página 50) ou com a especificação aplicável.
3. O índice de polarização é calculado a partir da relação da resistência de isolamento medida após 10 min a 1 min ou da relação invertida das correntes. Em aparelhos com determinação automática, o índice de polarização é indicado automaticamente após 10 min de tempo de medição.
ResultadoOs valores medidos têm de corresponder, pelo menos, aos requisitos da primeira linha da Tabela 3-3 Valores mínimos para a resistência de isolamento (Página 50). No caso de valore de PI mais baixos, os dados de diagnóstico totais do enrolamento influenciam a avaliação e as medidas eventualmente necessárias.Os valores medidos são avaliados com a seguinte tabela.
R(10 min)/R(1 min) Avaliação≥2 • Isolamento em bom estado<2 • Resistência de isolamento >5 GΩ → aprovado no controlo (API 4th Edition/
IEEE 43)• Resistência de isolamento >100 GΩ → aprovado no controlo (API 5th Edition)
Os valores medidos e o resultado do controlo são documentados num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver tambémMedição da resistência de isolamento (Página 48)Segundo API, o índice de polarização é medido antes e depois do controlo de alta tensão.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 53

3.1.13 Medição da tensão do eixoPrincípiosA tensão do eixo é medida. A tensão demasiado elevada do eixo pode causar uma descarga disruptiva da película de graxa ou película de óleo nos mancais. Como consequência podem ocorrer correntes circulares que podem danificar os mancais.
Nota• Segundo a CEI, a tensão do eixo só é medida quando não se encontra isolado nenhum
mancal.• Segundo a API a tensão do eixo também é medida se os mancais possuírem isolamento.
Evolução do controlo1. A medição é efectuada entre as extremidades do eixo.
Imagem 3-12 Medição da tensão do eixo
ResultadoSe os valores-limite forem ultrapassados conforme o plano de controlo, então é isolado um mancal (lado NDE).Os valores medidos e o resultado do controlo são documentados num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.1.14 Medição do isolamento do mancal conforme API 541PrincípiosA tensão demasiado elevada do eixo pode causar uma descarga disruptiva da película de graxa ou película de óleo nos mancais. Como consequência podem ocorrer correntes circulares que podem danificar os mancais. A medição da resistência de isolamento do mancal verifica se o isolamento eléctrico é suficiente para evitar uma corrente circular.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S54 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Meios de controloÉ utilizado um dispositivo de medição da resistência do isolamento como meio de controlo.
Evolução do controloA produção realiza a medição internamente.• Nos mancais de rolamentos é medida a resistência de isolamento na caixa, com uma tensão
de ensaio de, por exemplo, 100 V ou 250 V. A medição é feita após a montagem do mancal isolado antes da fixação da placa do mancal.
• Nos mancais de deslize a resistência de isolamento é medida após a montagem dos sensores de oscilação do eixo.
ResultadoO controlo é concluído com êxito se a resistência do isolamento do mancal medida for, no mínimo, de 1 MΩ. O resultado do controlo é documentado internamente. Não é possível uma recepção pelo cliente deste controlo.
3.1.15 Medição da abertura de arPrincípiosCom a verificação da abertura de ar controla-se se as especificações eléctricas e mecânicas foram cumpridas na construção.
NotaNeste controlo é realizada uma medição indirecta: A abertura de ar é calculada a partir da diferença do diâmetro do estator interno medido e do diâmetro do rotor externo medido.
CálculoO cálculo é efectuado e documentado pela produção.
ResultadoO cálculo é documentado internamente. A pedido do cliente (encomenda opcional) é criado um protocolo. Não é possível uma recepção pelo cliente deste controlo.
3.1.16 Medição Runout com recepçãoPrincípiosNesta medição são determinados os Runout mecânicos e eléctricos do rotor completo segundo API 4.3.3.1.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 55

O "Runout" é a totalidade de heterogeneidades metalúrgicas na superfície do eixo, magnetismo residual local e ovalização mecânica de um eixo, que não são criadas devido a oscilações. A medição do Runout só é possível em motores, construídos para uma medição sem contacto da oscilação do eixo. O valor Runout é medido em µm.
Evolução da medição Runout1. Os Runout mecânicos e eléctricos são registados e documentados no banco de calibração
nos chamados prismas em V com uma sonda sem contacto e um comparador no meio da pista de medição sobre o eixo, durante uma rotação completa (360°). Em cada pista de medição são medidos os seguintes valores:– O Runout mecânico é medido com uma sonda.– O Runout total é a soma do runout mecânico e eléctrico e é medido com um sensor de
corrente parasita. 2. A medição é repetida quando os valores inicial e final das séries de medição não são iguais.
ResultadoNas superfícies de medição para a monitorização da oscilação radial o valor Runout eléctrico e mecânico combinado não pode ultrapassar os seguintes valores:• Os valores especificados em CEI 60034-14• Segundo API 541 25% do valor pico a pico máximo permitido da oscilação do eixo.
Ver tambémMedição da intensidade de vibração conforme API 541 (Página 41)
3.1.17 Medição Slow Roll conforme API 541PrincípiosA medição Slow Roll na máquina completa serve como medição de comparação para a medição runout do rotor. O resultado permite uma avaliação quantitativa da oscilação do eixo total durante o funcionamento. Apenas são verificadas máquinas com mancal de deslize e com sensores para a medição da oscilação do eixo.
Evolução do controlo1. Na máquina completa é medida a oscilação do eixo durante a saída sem tensão, com rotor
fixado axialmente, na gama de velocidade entre 300 rpm e 200 rpm.
ResultadoO valor máximo dos valores da oscilação do eixo é de 30% do valor pico a pico máximo permitido da oscilação do eixo.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S56 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Os valores medidos e o resultado do controlo são documentados num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver tambémMedição da intensidade de vibração conforme API 541 (Página 41)
3.1.18 Controlo do enrolamento durante a produção do enrolamento ("Surge Comparison Teste")
Princípios• API 4th edition: 4.3.4.2 • API 5th edition: 6.3.4.2O controlo do enrolamento corresponde ao teste de comparação de bobinas segundo API ("Surge Comparison Test"). O controlo garante que as bobinas utilizadas para o enrolamento apresentam a resistência eléctrica necessária entre os enrolamentos ou camadas.O controlo do enrolamento e de camadas é feito com tensão transitória ou de impulso. Através da tensão sob a forma de impulsos com um tempo de subida na área <1 µs, gerado por uma descarga do condensador, é gerada uma queda de tensão através da bobina controlada com a impedância da bobina. A distribuição da tensão nos enrolamentos dentro da bobina é quase linear. A tensão do enrolamento ou de camadas surge aproximadamente da tensão de impulso aplicada através da bobina dividida pela quantidade de enrolamentos/camadas da bobina.O controlo também pode ser realizado em enrolamentos completos. Devido à distribuição de tensão não uniforme e do maior esforço para a detecção e localização de erros, este controlo é principalmente aplicado durante a produção de enrolamentos a fio e no diagnóstico do enrolamento na assistência técnica.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 57

Evolução do controloO controlo é feito após a montagem das bobinas no pacote de lâminas antes da comutação para as bobinas individuais. 1. Uma extremidade da bobina é colocada na tensão transitória e a outra extremidade no
potencial de terra do gerador de ondas de choque. Normalmente, o pacote de lâminas permanece sem ligação à terra, para reduzir a tensão no isolamento principal das bobinas.
2. Consoante o aparelho de teste utilizado, são controladas comparativamente duas bobinas em simultâneo ou é registado numa bobina um processo de referência da tensão e memorizado como base de comparação para as outras bobinas a controlar.
3. Todas as bobinas do enrolamento são controladas com a tensão predefinida. Cada bobina é controlada com, pelo menos, cinco impulsos de tensão. A amplitude da tensão depende do tipo de máquina (design das bobinas) e consta do plano de controlo de acordo com os dados relevantes do enrolamento.
Imagem 3-13 Exemplo de evolução da tensãoEm caso de divergências na amplitude ou frequência do sinal de referência ou dos dois sinais entre si na área de tolerância, a causa é eliminada. Dependendo da forma como se manifesta o erro podem ser necessários controlos adicionais. O erro é eliminado ou a bobina em questão é substituída.
ResultadoO controlo é concluído com êxito se os progressos de tensão forem coincidentes na área de tolerância, ou seja, se não houver divergências significativas em relação ao sinal de referência ou entre si. A realização do controlo com sucesso é atestada num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.1.19 Controlo de alta tensãoPrincípiosNo âmbito do controlo individual é realizado o controlo de alta tensão segundo IEC 60034-1 com 2 · UN + 1000 V~ 50 Hz para 1 min. O enrolamento é controlado em relação à terra e, se possível, também são controlados os enrolamentos de fase entre si.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S58 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

O controlo assegura a resistência eléctrica mínima do isolamento do enrolamento contra terra (caixa, pacote de lâminas) e, eventualmente, das fases do enrolamento entre si. Este controlo também é chamado de "Controlo de tensão alternada suportável".
Evolução do controlo1. A tensão de ensaio é aplicada com tensões de referência de > 1 kV entre o enrolamento e a
massa e, se possível, também entre as fases do enrolamento. A tensão de ensaio tem de ter frequência de rede e ser o mais sinusoidal possível.
2. A tensão de ensaio é mantida por 1 min. Nesse momento não pode haver nenhuma descarga disruptiva.
O novo controlo da máquina/do enrolamento, p. ex. no âmbito do controlo de tipo ou de recepção, é realizado apenas com 80% da tensão de ensaio, de acordo com a norma.Em máquinas com tensões de referência de >6 kV pode ser realizado, alternativamente, um controlo de tensão contínua com 1,7 vezes o valor efectivo da tensão alternada de controlo, se não estiver disponível nenhum dispositivo de controlo de tensão alternada potente.
ResultadoO valor da tensão de ensaio é registado no certificado de controlo individual ou certificado de recepção. O controlo é sempre bem-sucedido, uma vez que são separados os enrolamentos com defeito. A realização do controlo com sucesso é atestada num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.1.20 Controlo da tensão do isolamento principal durante a produção do enrolamento
PrincípiosApós a montagem das bobinas no pacote de lâminas e antes da impregnação dos enrolamentos é testado o isolamento do enrolamento em relação ao potencial de terra (pacote de lâminas). Se possível, também é verificado o isolamento entre as fases do enrolamento com alta tensão. Dessa forma, garante-se uma versão sem defeito do isolamento principal das bobinas.
Meios de controloFonte de alta tensão com capacidade de carga para o tamanho do enrolamento a controlar
Evolução do controlo1. As bobinas são interligadas, todas ou por fase. Consoante a altura da produção, isto é
realizado pelo circuito do enrolamento.2. A alta tensão é aplicada nas bobinas/no enrolamento e o pacote de lâminas é ligado à terra.
Para o controlo entre os enrolamentos de fase, os enrolamentos de fase não controlados são ligados ao potencial de terra (pacote de lâminas).
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 59

3. A tensão aumenta de zero para o valor predefinido e é mantida, pelo menos, por 1 min. A altura da tensão de ensaio orienta-se pelo sistema de isolamento utilizado e é determinada internamente.
4. O enrolamento é curto-circuitado, ligado à terra e descarregado.
ResultadoO controlo é concluído com êxito se não ocorrer nenhuma descarga disruptiva nem nenhuma subida significativa da corrente dentro do tempo de verificação. Em caso de erro, a bobina em questão é localizada e substituída ou novamente isolada. O resultado do controlo é documentado internamente.
3.1.21 Medição de pulso de choquePrincípiosDevido à rugosidade ou danos na superfície da faixa rolante e corpo rolante é gerado um ruído da estrutura tipo choque durante o deslize dos corpos rolantes na pista. O ruído da estrutura difunde-se no material adjacente e é registado por um sensor de aceleração (sensor SPM). O sensor SPM converte os choques em impulsos eléctricos, cuja amplitude é proporcional à velocidade de choque. São medidas as seguintes variáveis: • Valor de atenuação dBcSV: O ruído, portanto, muitos impulsos pequenos, fornecem
informações sobre a espessura do filme de lubrificante na zona de carga. Uma subida da tendência aponta para uma redução da espessura do filme de lubrificante na zona de carga.
• Valor máximo dBmSV: O impulso máximo medido durante o tempo de medição. Estes impulsos são gerados em caso de danos maiores ou irregularidades da pista ou corpos rolantes.
DB significa decibel, c significa Carpet, m significa máximo, SV significa "Shock Value" (não normalizada). Uma única medição não permite fazer uma afirmação fiável sobre o estado do mancal de rolamentos. Para tal, são necessários vários valores de medição registados em intervalos durante o período de funcionamento. A tendência destes valores de medição fornece informações sobre a alteração do estado do mancal de rolamento e da lubrificação e sobre a vida útil remanescente. Para os pulsos de choque não normalizados foram determinados valores empíricos. Estes valores empíricos são considerados como critério de recepção para a medição de pulso de choque.A medição de pulso de choque no controlo individual pode ser usada para outro gráfico de tendência do cliente, se os valores medidos para dBSV forem normalizados.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S60 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

O valor inicial dBi depende de Vmín e do diâmetro do eixo. dBN é a unidade para a medição normalizada.
Meios de controloTestados de impulsos de choque, por ex., T2000 de SPM Instrument
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 61

Evolução do controlo1. A máquina é instalada conforme o seu modelo, e desacoplada, é operada em marcha em
vazio com a tensão e frequência de referência. 2. O sensor SPM é fixado numa espiga SPM montado no motor. A medição é iniciada. 3. Os valores dBcSV e dBmSV são medidos e documentados.
ResultadoOs valores medidos indicados são comparados com os valores predefinidos. O controlo é considerado concluído com êxito se os valores medidos se encontrarem abaixo das especificações de valor-limite. Os valores medidos e o resultado do controlo são documentados num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.1.22 Marcha de aquecimento do mancal ("Bearing temperature rise")Princípios• API 4th edition: 4.3.2.1h• API 5th edition: 6.3.2.1hA marcha de aquecimento do mancal serve como elemento de prova de que os mancais não apresentam fugas de óleo, ruídos estranhos, aumentos das oscilações ou aumentos excessivos da temperatura no modo de marcha em vazio. A marcha de aquecimento do mancal é o ponto de partida para quase todos os controlos de oscilação segundo API.À exceção do "Unbalance Response Tests" a marcha de aquecimento do mancal é realizada antes do início de todas as outras medições de oscilação em marcha em vazio descritas no API. Antes da marcha de aquecimento do mancal o motor é instalado sobre uma fundação maciça segundo "Soft Feet", uma vez que as oscilações são medidas após o fim da marcha de aquecimento do mancal.
Evolução do controlo1. A máquina é instalada de forma rígida segundo "Soft Foot Test".2. A máquina é operada em marcha em vazio até à estabilização da temperatura do mancal e
depois por mais uma hora a uma temperatura constante do mancal. "Temperatura constante do mancal" significa uma alteração máxima de temperatura de 1 K/30 min.
3. Durante a medição são registadas continuamente as seguintes temperaturas:– Temperatura do mancal do lado LA e lado LNA– Temperatura da caixa– Temperatura ambiente– Outros sensores de temperatura integrados e montados– Apenas em mancais de deslize: Temperatura do óleo com temperatura de entrada e de
saída do óleo como temperatura de referência
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S62 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

ResultadoO valores de medição são documentados num certificado 3.1 ou, caso tenha sido solicitada uma recepção pelo cliente, num certificado 3.2.
3.1.23 Inspecção visual do mancal de deslize após os controlos eléctricos ("Bearing Inspection after Tests")
PrincípiosNa inspecção visual do mancal após os controlos eléctricos são verificados através de um controlo visual os seguintes componentes do mancal de deslize quanto à existência de danos, tais como, pontos de pressão, estrias de entrada, deslocamentos do material, etc.:
Evolução do controloApós os controlos eléctricos e após o arrefecimento dos mancais de deslize são testados visualmente na produção os componentes seguintes. • Carcaças do mancal desmontadas• Pontos de apoio do eixo incluindo os ombros do mancal• Vedações do mancal
ResultadoO protocolo contém fotografias das superfícies de deslizamento das carcaças do mancal e pontos de apoio do eixo. O resultado do controlo é documentado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Imagem 3-14 Exemplo: Fotografia de um mancal de deslize
3.1.24 Inspecção visual do mancal de deslize após os controlos eléctricos ("Visual Bearing Checks After Tests")
Princípios• API 4th edition: 4.3.2.1i • API 5th edition: 6.3.2.1j
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 63

Na inspecção visual do mancal é verificado adicionalmente se o padrão de contacto está em pelo menos 80 % da possível superfície de contacto do rotor na carcaça do mancal.A marca de contacto é documentada.
Imagem 3-15 Padrão de contactoConsoante a fábrica, o relatório contém, adicionalmente, fotografias do óleo utilizado durante os controlos eléctricos.
Imagem 3-16 Foto do óleo utilizado
3.1.25 Medição da perda por fugas em motores com o tipo de protecção "Protecção do equipamento através de invólucros de sobrepressão interna "p""
PrincípiosO controlo é efectuado segundo a IEC / EN 60079-2 e a documentação técnica do sistema de sobrepressão.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S64 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

A estanqueidade da máquina é verificada com ar comprimido e as perdas por fuga são medidas.
Meios de controlo• Manómetro• Medidor de ar comprimido• Termómetro
Evolução do controloO controlo é realizado de forma igual para todos os sistemas de sobrepressão, independentemente do fabricante.1. Através de um acesso na caixa do motor é colocada uma ligação de ar comprimido com
contador de ar comprimido.2. O manómetro é ligado à caixa do motor.3. O sistema de sobrepressão é fechado. Isto permite evitar as fugas devido ao sistema de
sobrepressão.4. A pressão é aumentada para a pressão de funcionamento e mantida.
A medição é feita com a velocidade máxima e na imobilização do motor.Após atingir a pressão de operação é inspeccionada a máquina quanto a fugas.– Acusticamente, devido à ocorrência de silvos– Visualmente, através de pulverizadores ou aparelhos de formação de névoa– Sensorialmente, através de uma corrente de ar frio na pele, p. ex., nas costas da mão– Se possível, os pontos não estanques detectados são vedados. A quantidade de ar que entra é medida num período de tempo definido.
5. A partir de ambas as medições é calculada a relação entre imobilização/operação. 6. Opcionalmente, é medida novamente a fuga em imobilização no controlo de saída, após a
pintura.O último valor medido é multiplicado pela relação calculada entre imobilização/operação, para determinar a fuga final em funcionamento. Este valor é indicado na placa de características do motor.
ResultadoÉ criado um protocolo de controlo interno.
3.1.26 Medição da distribuição da pressão em motores com o tipo de protecção "Protecção do equipamento através de invólucros de sobrepressão interna "p""
PrincípiosSegundo a IEC / EN 60079-2, a sobrepressão mínima permitida de 50 mbar no interior do motor não pode ser inferior ao valor limite. Esta medição permite determinar a sobrepressão mínima no ponto de monitorização.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 65

Meios de controlo• Manómetro• Contador de ar comprimido ou instrumento de medição do caudal volúmico• Termómetro
Evolução do controlo1. São colocados sensores de pressão em pontos de medição predefinidos do motor. Estes
pontos de medição variam de acordo com as versões da máquina e encontram-se, p. ex., na placa do mancal do lado DE ou NDE, na montagem do refrigerador, na caixa de bornes, etc.
2. A medição é feita nos seguintes estados de operação e a pressão nos pontos de medição individuais é documentada:– Em funcionamento a partir da rede
- Motor com velocidade de referência sem ligação de ar comprimido - Motor com velocidade de referência ou velocidade máxima e pressão de funcionamento (opcional)
– No controlo de motores alimentados por conversor- Em cada um uma série de medições com os limites máximo e mínimo de velocidade
Dado que as pressões são medidas por um valor arbitrário entre a pressão mínima e máxima, os resultados são ajustados para cima ou para baixo em função da sobrepressão mínima no ponto de monitorização. Os valores de medição são convertidos em valores de pressão relativos. A pressão de referência é o valor de pressão no exterior da caixa do motor. No caso de motores refrigerados a ar com capa de refrigerador, a pressão de referência corresponde à pressão dinâmica existente nas tubagens do refrigerador.
ResultadoO resultado do controlo é documentado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.1.27 Medição do caudal volúmico e regulação do sistema de sobrepressãoPrincípiosO controlo é efectuado segundo a IEC / EN 60079-2 e a documentação técnica do sistema de sobrepressão.É controlado o caudal volúmico do sistema de sobrepressão. Tem de haver o caudal volúmico mínimo necessário de gás de protecção de ignição, para assegurar o funcionamento seguro.
Meios de controlo• Manómetro• Contador de ar comprimido ou instrumento de medição do caudal volúmico• Termómetro
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S66 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Evolução do controlo1. O manómetro é ligado à caixa do motor, através do sistema de sobrepressão, para
documentar a pressão interior na caixa durante a lavagem. 2. O sistema de sobrepressão está operacional e ligado à alimentação de ar comprimido.3. Se a alimentação de ar comprimido estiver activa, o processo de lavagem inicia-se. O tempo
de lavagem é regulado para 5 min ou para um valor empírico.4. Através da válvula do ar de lavagem no sistema de sobrepressão é aumentada a quantidade
do ar de lavagem até ser atingida a quantidade do ar de lavagem necessária na saída do ar de lavagem. A corrente de lavagem é ajustada para uma quantidade de lavagem específica para o tipo de motor.
5. A corrente de lavagem é determinada na válvula de saída do sistema de sobrepressão. Para tal é montado um tubo com um diâmetro interior definido por cima da saída do ar de lavagem. O instrumento de medição é afinado para o diâmetro interior. A corrente de lavagem é consultada no aparelho e documentada.
6. Alternativamente, a corrente de lavagem é consultada na válvula de entrada do sistema de sobrepressão no contador de ar comprimido. A corrente de lavagem é aumentada pelas perdas de fuga medidas e documentada.
7. Consoante o sistema de sobrepressão são testados ou ajustados os parâmetros de funcionamento necessários.
ResultadoO controlo é positivo quando a pressão interna na caixa não descer para um valor abaixo da sobrepressão mínima determinada, durante o tempo total de lavagem.O resultado do controlo é documentado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver tambémMedição da perda por fugas em motores com o tipo de protecção "Protecção do equipamento através de invólucros de sobrepressão interna "p"" (Página 64)
3.1.28 Verificação da estanqueidade em motores arrefecidos a águaA estanqueidade da refrigeração a água é controlada ao longo da produção e atestada num certificado 3.1. Nos motores para a utilização naval estes controlo representa um ponto de paragem (holdpoint) com a presença do cliente. Neste caso, é emitido um certificado um 3.2.
Controlos3.1 Controlo individual
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 67

3.2 Controlos adicionais
Seguem-se descrições dos controlos que podem ser encomendados adicionalmente para um motor assíncrono.
3.2.1 Controlos mecânicos
3.2.1.1 Controlo de embalamento ("Overspeed test")Princípios• API 5th edition 6.3.5.6, 4.1.5• Segundo a CEI 60034-1 não é necessário o controlo de embalamento. No entanto, o controlo
de embalamento é realizado caso acordado. À excepção dos motores com possibilidade de comutação dos pólos, a CEI 60034-1 determina como velocidade de embalamento 120% da velocidade operacional segura máxima para os motores de indução trifásicos com rotor de gaiola.
O controlo de embalamento serve como elemento de prova da resistência mecânica do rotor. Neste controlo são analisadas as oscilações da caixa do mancal e dos eixos. O aumento dos valores de oscilação pode ser sinal de possíveis deformações do rotor, após o embalamento.Em simultâneo, a marcha a uma rotação mais elevada por força centrífuga permite atingir colocação de todas as peças do rotor como enrolamento, chapas, peças de montagem, etc.Por princípio, os motores estão equipados para uma instalação rígida segundo EN 60034-14. Algumas versões requerem uma instalação em elementos de borracha. No âmbito das recepções pelo cliente é determinada a velocidade de embalamento com base na velocidade de referência.
NotaPor motivos de segurança, em algumas versões especiais de motor o controlo de embalamento apenas pode ser observado numa sala adjacente através de uma câmara de vídeo.
Evolução do controlo1. O motor é instalado de forma rígida ou em elementos de borracha. 2. O motor é colocado na velocidade de referência.
Os valores de oscilação são registados. Em motores com mancais de deslize são monitorizadas, para além das oscilações da caixa do mancal, também as oscilações do eixo, se tal estiver tecnicamente previsto.
3. O motor é colocado na velocidade de embalamento. O controlo de embalamento é realizado em marcha em vazio e demora 2 min.
4. O motor é colocado novamente na velocidade de referência.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S68 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

5. Conforme IEC: Os valores de oscilação são medidos.6. Conforme API: O desequilíbrio residual do rotor (1x componente) é calculado de forma
vectorial antes e depois do controlo de embalamento. A alteração deste componente não pode ultrapassar 10 % dos valores limite de oscilação predefinidos.Para determinar a alteração do vector 1x são calculados valores médios da 1x amplitude e do valor da fase.
ResultadoO controlo de embalamento é concluído com êxito se não for medido um aumento não permitido dos valores de oscilação. Quando os valores ou as alterações vectoriais dos valores ultrapassam os valores limite de oscilação, o cliente tem de acordar com o fabricante a continuação do procedimento.A velocidade de embalamento e a duração do controlo de embalamento são registadas na certidão de controlo. O controlo é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.2.1.2 Qualidade de calibração dos componentes do motor ("Component Balance")PrincípiosAPI 4th edition: 2.4.6.3.1a Graças ao design optimizado do rotor dos motores bipolares supercríticos, é permitido o equilíbrio a velocidades inferiores à velocidade de referência em dois níveis ("equilíbrio rígido"). Por isso, é realizado o "equilíbrio rígido" em vez da especificação segundo API, que especifica o equilíbrio em três níveis à velocidade de referência.Os componentes para os motores são comprados já calibrados. Não está disponível um protocolo de calibração destes componentes.
3.2.1.3 Verificação da precisão da máquina de calibração ("Residual Unbalance Verification Test")
Princípios• API 4th edition: 2.4.6.3.6 / 6.2.5.1a • API 5th edition: 4.4.6.3.4 A precisão da máquina de calibração é verificada em relação a um determinado rotor. O controlo é efectuado após a calibração normal do rotor para a respectiva qualidade de calibração (G = 0,63). No rotor calibrado são criados desequilíbrios específicos através de pesos de controlo definidos. A precisão da máquina de calibração é analisada em função dos resultados de medição do rotor objectivamente desajustado.
Meios de controloMáquina de calibração segundo DIN ISO 1940-1
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 69

Evolução do controlo1. O peso de desequilíbrio é colocado consecutivamente nos lados LA e LNA, a 0°, 60°, 120°,
180°, 240°, 300° e 0°. Assim, são feitos, no total, sete cursos de calibração em cada lado.2. Para cada posição do peso de desequilíbrio é efectuado um curso de calibração.
Para cada posição/ grau angular do peso de desequilíbrio são dadas as amplitudes e ângulo de fase do desequilíbrio, sendo calculado a partir daí o desequilíbrio resultante. O desequilíbrio resultante é comparado com o desequilíbrio residual máximo admissível.
ResultadoQuando o desequilíbrio resultante é menor ou igual ao desequilíbrio residual máximo permitido, significa que o controlo foi concluído com êxito. O controlo concluído com sucesso é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver tambémMedição da intensidade de vibração conforme API 541 (Página 41)
3.2.1.4 Controlo da movimentação livre dos componentes ("Final Assembly Running Clearances" / "Final rotating assembly clearance data storage")
Princípios• API 4th edition: 4.2.1.1e • API 5th edition: 6.2.1.1e Para um funcionamento conforme com as especificações, o controlo assegura que os componentes rotativos tenham uma distância suficiente em relação aos componentes não rotativos. O controlo é realizado no âmbito da montagem e é composto por várias partes:• Abertura de ar• Distância entre ventiladores dos eixos e paredes condutas de ar (quando estão predefinidos
ventiladores dos eixos) • Em mancais de deslize: folga geométrica axial• Em mancais de deslize e quando especificado: Folga do mancalO controlo é sempre interno, sem a presença do cliente e não é documentado expressamente, salvo solicitação em contrário.
3.2.1.5 Controlo de limpeza ("Inspection for Cleanliness")Princípios• API 4th edition: 4.2.3.2 / 4.2.3.3• API 5th edition: 6.2.3.3
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S70 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

É controlada a limpeza das entradas e saídas de óleo nos mancais de deslize. Isto permite evitar a formação de danos nos mancais de deslize devido a impurezas.
Evolução do controlo1. O controlo de limpeza é efectuado imediatamente antes da montagem.2. Os tubos de conexão de óleo e instrumentação são controlados, segundo o critério do
inspector, em dois a seis pontos, quanto à visualização e percepção de corpos estranhos, como calcário, ferrugem, limalhas metálicas, areia, etc.
ResultadoO controlo é concluído com êxito se não existirem impurezas. Para o controlo na presença do cliente é criado um certificado 3.2.
3.2.1.6 Inspecção do mancal ANTES dos controlos eléctricos ("Bearing Dimensional & Alignment Checks Before Tests")
Princípios• API 4th edition: 4.3.2.1j• API 5th edition: 6.3.2.1k Através da inspecção visual do mancal de deslize ou da medição da geometria é comprovada a capacidade de funcionamento antes dos controlos eléctricos.
Meios de controloConsoante a fábrica, são utilizados meios de controlo diferentes, por ex., os seguintes:• Cordameter• Máquina de medição 3D• Tiras de medição para medição de fendas• Câmara fotográfica• ...
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 71

Evolução do controlo1. É determinada a medida média da folga do mancal entre o eixo e a carcaça do mancal.
– Os diâmetros dos pontos de apoio do eixo são medidos durante a produção do rotor.– Os diâmetros dos orifícios das carcaças do mancal são medidos durante a montagem. A
medição é feita sem a presença do cliente.– A medida média da folga do mancal é calculada como metade da diferença entre o
diâmetro do orifício da carcaça do mancal e o diâmetro do ponto de apoio do eixo. Todos os valores são documentados internamente, a medida média da folga do mancal calculada é registada no protocolo de controlo.
2. É determinada a medida da folga entre a carcaça do mancal e a caixa do mancal.Para determinar a medida da folga são utilizadas tiras de medição especiais. A selecção das tiras de medição depende da medida da folga.– As tiras de medição são colocadas na parte superior da carcaça superior do mancal
respectivamente nas duas chanfraduras.– É montada a parte superior da caixa do mancal. Desta forma, as tiras de medição são
comprimidas entre a carcaça superior e a parte superior da caixa do mancal.– Depois de removida a parte superior da caixa, as tiras de medição comprimidas são
comparadas com a respectiva escala. A tira adequada indica a medida da folga existente.
Imagem 3-17 Exemplo de tiras de medição3. As medidas da folga dos mancais LA e LNA são documentadas internamente. Os valores
medidos a as fotografias do resultado de medição são transferidos para o relatório de controlo.
ResultadoO resultado do controlo é documentado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S72 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

3.2.1.7 Inspecção do mancal APÓS os controlos eléctricos ("Bearing Dimensional & Alignment Checks After Tests")
Princípios• API 4th edition: 4.3.2.1k• API 5th edition: 6.3.2.1l A medição da geometria do mancal de deslize atesta a capacidade de funcionamento após os controlos eléctricos.
Evolução do controloOs mancais de deslize são controlados após os controlos eléctricos e após o arrefecimento dos mancais de deslize.1. Para determinar a medida média da folga do mancal é utilizada a metade da diferença entre
o diâmetro do orifício da carcaça do mancal e o diâmetro do ponto de apoio do eixo. Os diâmetros dos pontos de apoio no eixo são aceites da medição anterior.
2. Os diâmetros dos orifícios das carcaças do mancal são medidos. A medição é feita sem a presença do cliente.
3. É calculada a medida média da folga do mancal.
ResultadoTodos os valores são documentados internamente, a medida média da folga do mancal calculada é registada no protocolo de controlo. O resultado do controlo é documentado num certificado 3.1.
Ver tambémInspecção visual do mancal de deslize após os controlos eléctricos ("Bearing Inspection after Tests") (Página 63)
3.2.1.8 Registo do espectro de frequência ("Vibration Recording")Princípios• API 4th edition: 4.3.3.12• API 5th edition: -Durante a marcha da máquina à velocidade operacional máxima e com uma temperatura estável do mancal, as amplitudes de oscilação com outras frequências são consideradas a frequência de rotações. Esta área situa-se entre 25% da frequência de rotações e quatro vezes a frequência de rede. Aqui pode consultar os valores limite segundo API 4th edition:• Imagem 3-5 Valores-limite para a velocidade de oscilação da caixa do mancal (Página 44)• Imagem 3-6 Valores-limite para a oscilação do eixo (Página 44)
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 73

Evolução do controlo1. A máquina é instalada de forma rígida segundo "Soft Foot Test".2. É efectuada uma marcha de aquecimento do mancal.3. A máquina é operada em marcha em vazio com frequência e tensão de referência. É
registado um espectro de frequência na faixa dos 25% da frequência de rotações até quatro vezes a frequência de rede.
Imagem 3-18 Exemplo: Espectro de frequência de uma máquina bipolar de 50 Hz
ResultadoQuando especificado, é fornecido ao cliente um conjunto de dados electrónicos da análise da oscilação.
Ver tambémMarcha de aquecimento do mancal ("Bearing temperature rise") (Página 62)Medição da intensidade de vibração conforme API 541 (Página 41)
3.2.1.9 Análise de oscilaçõesPrincípiosIEC / EN 60034-14Uma análise da oscilação revela o comportamento de oscilação da máquina em toda a gama de ajuste de velocidades.A partir dos valores de oscilação registados pode p. ex. ser detectado um batimento num motor bipolar. Também pode ser determinada a frequência de ressonância a partir da tentativa de arranque e saída, bem como o estado de equilíbrio do rotor montado. É criado um espectro de frequência que representa oscilações na faixa entre 0 e 1000 Hz.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S74 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Meios de controloSistema de análise de oscilações, por ex., ADRE 408 DSPi / Sxp ou comparáveis
CálculosEm máquinas que apresentem um comportamento de batimento é calculada a variável de oscilação xeff de acordo com a seguinte relação:
Evolução do controloTodos os valores medidos são registados continuamente. Para a análise de oscilações durante o funcionamento com conversores é seleccionado o ponto de funcionamento, indicado na placa de características como ponto de medição.1. Arranque: Consoante o modelo, o motor é acelerado por meio de um conversor até uma faixa
de 1,05 a 1,2 vezes a velocidade de referência, com uma magnetização constante.2. Medição da oscilação em marcha em vazio com tensão de referência e frequência de
referencia ao longo de um período de 15 min. Se for apresentado um comportamento de batimento, é aplicada a fórmula acima mencionada.A medição é representada como gráfico de tendência, com a indicação do valor de oscilação total, do componente 1X e 2X ao longo do tempo. Além disso, é gerado um espectro FFT na faixa entre 0 e 1000 Hz a partir dos dados de medição.
3. Saída sem tensão a partir de 1,05 até 1,2 vezes a velocidade de referência.As medições 1 e 3 são representadas como valor de oscilação total, componente 1X e 2X através da velocidade do motor ("diagrama de BODE").
ResultadoOs valores medidos são comparados com os valores predefinidos e indicados no certificado de teste. Como documentação do resultado do controlo é criado um certificado 3.1 ou, em controlos de recepção com a presença do cliente, um certificado 3.2.
3.2.1.10 Controlo de oscilação com acoplamento do cliente ("Running/Vibration Tests with Coupling Half")
Princípios• API 4th edition: 2.4.6.3.3 / 4.3.1.6.2 • API 5th edition: 4.4.9.4 / 6.3.1.5
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 75

O comportamento de oscilação da máquina é determinado com o acoplamento do cliente.
NotaAcoplamentoO cliente tem de disponibilizar atempadamente o acoplamento ou um acoplamento equivalente, caso contrário, não é possível efectuar o controlo.A qualidade do acoplamento é da responsabilidade do cliente.
Evolução do controlo1. A máquina é instalada de forma rígida segundo "Soft Foot Test".2. Nas máquinas com mancal de deslize é montada a fixação axial. Isto é necessário pois o rotor
deixa de ser mantido no centro magnético axial devido à redução da tensão.3. É efectuada uma marcha de aquecimento do mancal até que o mesmo alcance uma
temperatura constante. A seguir, continuará a funcionar durante mais uma hora a uma temperatura constante.
4. Medição da oscilação em marcha em vazio com frequência de referência e 25% da tensão de referência.– São medidas as oscilações da caixa do mancal e do eixo filtradas 1x.– Para determinar o valor médio são registados cinco valores de 1x amplitude e do valor das
fases para o protocolo de medição.5. Após a imobilização do motor é montado o acoplamento do cliente.6. É efectuada uma marcha de aquecimento do mancal até que o mesmo alcance uma
temperatura constante. A seguir, continuará a funcionar durante mais uma hora a uma temperatura constante.
7. A medição da oscilação é repetida com 25 % da tensão de referência.– São medidas as oscilações da caixa do mancal e do eixo filtradas 1x.– Para determinar o valor médio são registados cinco valores de 1x amplitude e do valor das
fases para o protocolo de medição.– A alteração vectorial do valor da oscilação entre os controlos com ou sem acoplamento é
exibida no protocolo de medição. 8. A medição da oscilação é repetida na marcha em vazio, com frequência e tensão de
referência. As oscilações são registadas como conjunto completo de dados de medição com todos os sensores de medição.Para além da oscilação total, é documentada no protocolo de medição a amplitude com o respectivo ângulo de fase para 1x e 2x a percentagem.
São documentados os valores de oscilação com e sem o acoplamento do cliente.
ResultadoQuando os valores ou as alterações vectoriais dos valores ultrapassam os valores-limite de oscilação, o cliente tem de acordar com o fabricante o procedimento seguinte a ser efectuado.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S76 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

O controlo é documentado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver também"Soft Foot Test" conforme API 541 (Página 40)
3.2.1.11 Teste dinâmico de desequilíbrio ("Unbalance Response Test")Princípios• API 4th edition: 4.3.5.3• API 5th edition: 6.3.5.3 A API 541 descreve o "Unbalance Response Test" e determina os valores-limite para as oscilações do eixo. O teste dinâmico de desequilíbrio ("Unbalance Response Test") comprova que todas velocidades de rotação críticas de flexão estão, pelo menos, 15% afastadas da velocidade de referência ou da gama de ajuste das velocidades permitida e que o rotor não desenvolve oscilações excessivamente elevadas, se ultrapassar a velocidade crítica de flexão. O teste dinâmico de desequilíbrio serve também para a localização da primeira velocidade de rotação crítica de flexão. A posição da velocidade de rotação crítica de flexão também é influenciada pelo peso do acoplamento. Por isso, a verificação é feita com o acoplamento do cliente, se este se encontrar disponível.Só podem ser controlados motores de mancais de deslize, que tenham os níveis de equilíbrio acessíveis Por isso, não é possível o controlo de motores com invólucros de sobrepressão.
Evolução do controlo1. A máquina é instalada de forma rígida segundo "Soft Foot Test".2. Os conhecidos pesos de desequilíbrio são colocados nos discos de equilíbrio do sistema nos
lados LA e LNA em fase uns em relação aos outros.3. O motor é levado a 120 % da rotação de referência em marcha em vazio e funciona de seguida
sem corrente.4. Após cada saída, os pesos de desequilíbrio são deslocados 90°. A medição é repetida para
90°, 180° e 270°.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 77

ResultadoO controlo é concluído com êxito se os valores-limite para a faixa de ± 15% da velocidade de referência e os valores-limite para a faixa restante forem respeitados.
Imagem 3-19 Exemplo: Resultado de medição de um teste dinâmico de desequilíbrioO controlo concluído com sucesso é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver tambémMedição da intensidade de vibração conforme API 541 (Página 41)
3.2.1.12 Detecção de ressonâncias da caixa do mancal ("Bearing Housing Natural Frequency Tests")
Princípios• API 4th edition: 4.3.5.4• API 5th edition: 6.3.5.4.1Os componentes do motor como a caixa do mancal, rotor, caixa do motor, etc. formam, em conjunto, um sistema vibratório com diferentes frequências de ressonância - dependendo do componente considerado como a caixa do mancal, caixa do motor etc. As camadas da frequência de ressonância dos componentes desacoplados entre si encontram-se em frequências diferentes das das máquinas montadas. Por isso, as frequências de ressonância destes componentes são determinadas numa máquina completamente montada - aqui apenas a frequência de ressonância da caixa do mancal.Segundo a API 541 4.3.1.4, um motor sem caixas de bornes é uma máquina completamente montada.Os estímulos mais importantes para as oscilações da caixa do mancal de um motor são a frequência de rotações do rotor e, especialmente em máquinas bipolares, a frequência de rede dupla. Se uma destas frequências de excitação coincidir com a frequência de ressonância da caixa do mancal em estado montado, ocorrem aumentos excessivos das oscilações na caixa do mancal. Através deste ensaio é demonstrado em que frequência se encontra a ressonância da caixa do mancal montada no motor.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S78 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Evolução do controlo1. A máquina é instalada de forma rígida segundo "Soft Foot Test".2. Motores com mancal de deslize: O rotor tem de rodar lentamente, para o deslocar para um
estado definido. Para tal, o motor é operado na gama de velocidade de 200 a 300 rpm.3. Motores com mancal de rolamentos: A rotação do rotor não é necessária. 4. A caixa do mancal é colocada em oscilação no sentido a medir (horizontal, vertical, axial) por
uma pancada com martelo. A oscilação é registada, analisada e a frequência de ressonância é determinada.
Imagem 3-20 Posicionamento do sensor de medição do lado LA
Imagem 3-21 Posicionamento do sensor de medição do lado LNAOs valores medidos são apresentados num gráfico para a faixa de frequência de 0 até 400% da frequência de rede. Se for determinada uma ressonância da caixa do mancal que coincida com a frequência de rotações do rotor ou a frequência dupla de rede, são definidas medidas de resolução após acordo com o cliente.
ResultadoO controlo concluído com sucesso é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver também"Soft Foot Test" conforme API 541 (Página 40)Medição Runout com recepção (Página 55)
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 79

3.2.1.13 Inspecção visualPrincípiosA inspecção visual comprova a conformidade com os requisitos da encomenda.
Evolução do controloA inspecção visual com o cliente ou com o receptor ocorre no motor com a pintura concluída e todas as placas aplicadas antes da embalagem.A inspecção visual contém os passos seguintes: • Avaliação externa do motor.• Explicação da instrumentação com base na documentação eléctrica/mecânica e no desenho
de dimensões.• As dimensões externas podem ser verificadas pelo cliente ou receptor.• São tiradas fotografias digitais elucidativas.
Nota• A abertura das caixas de bornes e caixas de bornes auxiliares não está prevista.• Não é feita uma transferência e discussão de protocolos de controlo.• O motor já está eventualmente montado numa palete de transporte.• O dispositivo de suporte do rotor pode já estar montado, ou seja, a superfície do eixo não
está visível.
ResultadoÉ criado um protocolo de medição da espessura das camadas. O resultado do controlo é documentado num certificado 3.2.
3.2.1.14 Medição da espessura da camadaPrincípiosA medição é efectuada segundo DIN EN ISO 2064. A medição da espessura da camada serve para comprovar a espessura da camada de tinta acordada e ocorre sem a presença do cliente. Caso encomendado, cada camada individual é medida e documentada.
Meios de controloO aparelho de medição da espessura da camada seca, indicado para bases ferríticas e não ferríticas. O dispositivo de medição trabalha segundo os seguintes processos: • Processo magnético segundo DIN EN ISO 2178• Processo de corrente parasita segundo DIN EN ISO 2360
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S80 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Evolução do controloA espessura da camada de verniz aplicada é medida cinco vezes em pontos de medição definidos na máquina. É calculado o valor médio da espessura da camada.Nem todos os pontos de medição mencionados em seguida existem ou podem existir em todos os motores.1. Caixa (em cima); no arrefecimento das nervuras: Canal condutor2. Caixa (de lado)3. Pé ou flange4. Tampa da caixa de bornes5. Cobertura do ventilador ou cobertura de entrada do ar6. Placa do mancal7. Tampa do mancal de rolamentos ou caixa do mancal de deslize8. Lado inferior do acessório de ligação da caixa9. Tecto do acessório de ligação da caixa10.Parede frontal do acessório de ligação da caixa do lado LA, em IM V1 do lado LNA11.Lateral do acessório de ligação da caixa12.Tecto de protecção (em cima)13.No protocolo de medição da espessura da camada são indicados os pontos de medição e
introduzidas as espessuras das camadas medidas com os seus valores médios.
ResultadoO resultado do controlo é documentado num certificado 3.1.
3.2.1.15 Teste de funcionamento do refrigerador de água ("Heat exchanger performance verification test TEWAC")
Bases• API 6.3.3.5Verifica se o refrigerador de água TEWAC é suficiente para resfriar o ar no motor. Um resfriamento insuficiente reduz o desempenho do motor. TEWAC significa “Totally Enclosed Water to Air Cooled”.O controlo só pode ser realizado sob as condições do instituo de controlo/campo de controlo, relativamente à alimentação da água de refrigeração.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 81

Evolução do controlo1. Conectar a fonte de fornecimento de água de resfriamento.2. Configurar, na fonte de abastecimento de água, temperatura e pressão da água de
resfriamento, se possível.3. É efectuado um ciclo de aquecimento de carga.
ResultadoO exame é passado, se durante pelo menos 30 min não ocorrerem fugas ou vazamentos e a dissipação de calor especificada for respeitada. O resultado do controlo é documentado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.2.1.16 Teste de vazamento ("Hydrostatic test")A resistência à pressão do refrigerador de ar-água é confirmada por um certificado 3.1 do fabricante do refrigerador. O refrigerador de ar-água pode ser testado e documentado também debaixo d'água com o meio de teste: ar.
3.2.2 Controlos eléctricos
3.2.2.1 Controlo das temperaturas limite de peças de motores com protecção contra explosão
Princípios• IEC / EN 60079-0; -1; -2; -7• PTB Regras de controlo, volume 3: "Controlo e certificação conforme a directiva 2014/34/UE
para accionamentos com protecção contra explosão".As temperaturas limite dos diversos materiais e componentes utilizados na máquina são controladas em função das respectivas características térmicas. Se necessário, o teste é efectuado conforme as classes de temperatura predefinidas. Não é permitido ultrapassar os valores limite.
Meios de controlo• Elementos térmicos ou sensores de resistência• Termómetro portátil
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S82 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Evolução do controlo1. É efectuada uma marcha de aquecimento de carga.2. Os valores da temperatura são documentados nos pontos de medição definidos, conforme
a IEC / EN 60079-0 e conforme as regras de controlo da PTB.3. Todos os valores de medição são extrapolados para a temperatura ambiente máxima e
valores de referência e comparados com os valores limite da IEC / EN 60079-0, os valores limite não podem ser ultrapassados.
Ponto de medição conforme classe de temperatura
Temperatura máxima da superfície
T1 450 °CT2 300 °CT3 200 °CT4 135 °CT5 100 °CT6 85 °C
Ponto de medição Temperatura máxima da superfícieOperação normal, sem in‐
terrupçõesSobrecarga/avaria
Introdução de cabos ② 70 °C>70 °C ①
80 °C>80 °C①
Ramificação de fios ② 80 °C>80 °C①
95 °C>95 °C①
Vedações, peças da caixa não metálicas De acordo com a documentação de certificação① Com sinal de indicação conforme IEC / EN 60079-0 para cabo resistente a calor ou introdução de
cabos com indicação da temperatura② No caso de utilização de cabos ou introduções de cabos com resistência reduzida da temperatura
são devidamente reduzidos os valores limite da tabela
ResultadoO resultado do controlo é documentado num certificado 3.1 ou, em controlos de recepção com a presença do cliente, num certificado 3.2.
3.2.2.2 Marcha de aquecimento de curto-circuito para motores do tipo de protecção "Ex eb"Princípios• IEC / EN 60079-7 • PTB Regras de controlo, volume 3: "Controlo e certificação conforme a directiva 2014/34/UE
para accionamentos com protecção contra explosão".As máquinas do tipo de protecção "Ex eb" são indicadas para a utilização na zona 1 estando, assim, atribuídas à categoria 2. A categoria 2 prevê que seja fornecida uma protecção mesmo em avarias de funcionamento habituais (rotor bloqueado).
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 83

Para a segurança contra explosões, como caso de avaria crítico, supõe-se que a máquina atingiu o seu aquecimento de funcionamento contínuo, após um funcionamento de referência de várias horas, com condições de refrigeração desfavoráveis, e que o rotor fica bloqueado na sequência de uma avaria. Para tal, são analisados os resultados do funcionamento contínuo e do aquecimento por curto-circuito e determinado o tempo tE.Desde que possível. o controlo de aquecimento por curto-circuito é realizado com a tensão de referência. A duração do ensaio é definida com base no tamanho e tipo da máquina.
NotaO controlo é realizado apenas no âmbito de um controlo de tipo e não pode ser encomendada.
Meios de controlo• Dispositivo de alimentação: Transformador com alimentação com frequência de referência• Dispositivo de travagem a fundo para rotores, p. ex., banco de ensaio do binário inicial de
arranque• Dispositivo de medição da temperatura• Aparelho registador rápido
Evolução do controloO controlo de aquecimento por curto-circuito é realizado, pelo menos, duas vezes: Em várias posições do rotor ou em ambos os sentidos de rotação.1. Conforme as especificações da entidade designada, por ex., o serviço de metrologia da
Alemanha, o rotor é equipado com elementos térmicos. Os valores da temperatura medidos são registados durante o controlo com um registador de temperatura.
2. É medida a resistência ao frio do enrolamento.3. O motor é ligado. Os valores eléctricos são documentados:
– 5 segundos após ligar– Pouco tempo antes de desligar
4. Após desligar a máquina é medida a resistência ao calor do enrolamento. Isto permite determinar o excesso de temperatura média de enrolamento alcançada durante o controlo de aquecimento por curto-circuito.
5. Juntamente com os resultados das outras marchas de aquecimento com carga é determinado o tempo tE.
Todos os resultados de medição formam a base para certificação numa entidade designada.
ResultadoA medição é documentada internamente.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S84 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

3.2.2.3 Medição do factor de perda "tan δ" em bobinas individuaisPrincípiosAs perdas dieléctricas no isolamento principal (peça ranhurada da bobina contra terra) são determinadas em bobinas individuais.As bobinas são fabricadas pelos mesmos processos de fabrico e dos mesmos lotes de material que o enrolamento da máquina. A impregnação é feita em modelos ranhurados, cujas medidas da ranhura correspondem às ranhuras do pacote de lâminas e no mesmo processo de impregnação que o próprio enrolamento.
Imagem 3-22 Definição do factor de perda tan δO factor de perda é definido como a relação entre corrente activa e corrente reactiva: tan δ = IW / IB
Na medição em bobinas individuais podem ser consideravelmente eliminados os efeitos das extremidades e do controlo de potencial óhmico por eléctrodos de blindagem e pode ser avaliado apenas o estado do isolamento das ranhuras.
Meios de controloPara a medição do factor de perda são utilizados a clássica ponte de medição Schering ou sistemas de medição electrónicos. O circuito de medição para o sistema de medição electrónico e um objecto de controlo com eléctrodos de blindagem (feixe da bobina ou barra) é mostrado no seguinte esquema de princípio. Para mais informações consulte a CEI 60034-27-3.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 85

Imagem 3-23 Desenho esquemático: Medição do factor de perda de bobinas individuais
Evolução do controlo1. Nas bobinas, os dois feixes da bobina (feixe superior ou inferior) são medidos e avaliados em
separado.O controlo é feito com tensão alternada de 50 Hz com um incremento de ΔU = 0,2 UN iniciando-se em 0,2 UN até 1,2 UN.
2. Alternativamente, com os sistemas de medição electrónicos, é possível realizar uma medição contínua com respectiva análise em passos de 0,2 UN.
3. A partir do factor de perda medido, são gerados os valores característicos definidos na tabela.
Valores característicos Fórmula Valor-limiteValor inicial com 0,2 UN tan δ0,2 20 · 10-3
Subida máxima por 0,2 UN Δtan δmáx/0,2 UN 5 · 10-3
Subida inicial média entre 0,6 UN e 0,2 UN
tan δ0,6 – tan δ0,2 5 · 10-3
ResultadoOs valores característicos têm de corresponder, pelo menos, aos requisitos da CEI 60034-27-3 ou da especificação aplicável.
3.2.2.4 Medição do factor de perda e da capacidade no enrolamento completo ou máquinaPrincípiosO controlo corresponde ao "Power Factor Tip-Up Test" segundo API. No enrolamento completo ou máquina são determinadas as perdas dieléctricas no isolamento principal (enrolamento contra terra) de enrolamentos de alta tensão.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S86 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Imagem 3-24 Definição do factor de perda tan δO factor de perda é definido como a relação entre corrente activa e corrente reactiva: tan δ = IW / IB
A medição do factor de perda é uma medição sumária, ou seja, são registadas todas as perdas dieléctricas totais incluindo as perdas das extremidades e do controlo de potencial óhmico (dispositivo antieflúvio das extremidades). O efeito das extremidades e do controlo de potencial diminui com o aumento do comprimento do pacote de lâminas.As perdas totais são compostas da seguinte forma:• Perdas de potência no dieléctrico, essencialmente, dependentes da tensão• Perdas de potência na superfície (controlo de potencial (dispositivo antieflúvio das
extremidades), sujidade). As perdas do controlo de potencial aumentam com o aumento da tensão.
• Perdas associadas a descargas parciais em cavidades ou juntas. Estas perdas são dependentes da tensão.
Estas perdas podem dar indicações sobre o estado do isolamento completo.
Meios de controloOs métodos de medição e requisitos do isolamento do enrolamento de máquinas eléctricas rotativas estão descritos nas normas DIN NE 50209, CEI 60894 e IEC 60034-27-3.A medição é feita com as pontes de medição Schering clássicas ou com sistemas de medição electrónicos. Alternativamente, são aplicados circuitos de medição de objectos controlados ligados à terra (máquina no campo de controlo). Para descrições detalhadas consulte a CEI 60034-27-3.O esquema de princípio seguinte mostra a medição do factor de perda no exemplo da medição com ponte Schering e máquina ligada à terra.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 87

① Tensão de ensaio② Condensador normal③ Ponte de medição
Imagem 3-25 Medição do factor de perda em enrolamentos completos ou máquinas
Evolução da medição• Ponto de estrela acessível e aberto: Os valores dos factores de capacidade e de perda,
dependentes da tensão, são medidos de 0,2 UN até 1,2 UN em passos de 0,2 UN:– No enrolamento total U+V+W– Opcionalmente nas fases individuais U, V, W
• Nesse caso, a caixa da máquina e os enrolamentos de fase não medidos são ligados à terra.• Com o ponto de estrela fechado, todo o enrolamento é medido em relação à caixa (terra).
ResultadoPara além do próprio dieléctrico, o factor de perda também é determinado pelo tamanho da máquina e pelas características de design, como a versão concreta do controlo de potencial. Nas normas não são indicados quaisquer valores-limite para os valores característicos do factor de perda de enrolamentos. Se for requerida uma medição do factor de perda no enrolamento, os resultados são informativos. Servem p. ex. como referência para medições posteriores no âmbito do diagnóstico dieléctrico do enrolamento.
NotaOs valores-limite requerem um acordo mútuo com o cliente para o caso individual.
São indicados a evolução do factor de perda na tensão de 0,2 a 1,2 UN e os valores característicos definidos a partir daqui.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S88 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

3.2.2.5 Medição do factor de perda (tan δ) ("Power Factor Tip-Up Test")Princípios• API 4th edition: 4.3.4.3• API 5th edition: 6.3.4.3A medição do factor de perda corresponde ao controlo "Medição do factor de perda e da capacidade no enrolamento completo ou máquina (Página 86)".A realização do controlo com sucesso é atestada num certificado 3.1.
3.2.2.6 Magnetização do núcleo toroidal ("Stator Core Test")Princípios• API 4th edition: 4.3.4.1 • API 5th edition: 6.3.4.1 No controlo "magnetização do núcleo toroidal" são analisadas amostras de material fechadas, em forma de anel, culatras ou estatores não enrolados ou enrolados de máquinas eléctricas, em que é excitado um campo magnético no sentido tangencial. De seguida estas peças são designadas como "culatra". Defeitos nos isolamentos do pacote de lâminas provocados pelas correntes parasitas, que provocam um aumento excessivo da temperatura da lâmina, os chamados "hotspots". Os hotspots podem provocar erros na bobina. No controlo é registada, opcionalmente, a curva característica de magnetização B = f(H) ou as perdas específicas de ferro vFE = f(B). Através da magnetização do pacote de lâminas do estator é possível controlar o isolamento das lâminas umas contra as outras, num volume reduzido. São detectados os erros que causam um aquecimento local não permitido do pacote de lâminas do estator.
f Frequência de excitação w1 Número de enrolamentos de excitaçãoU1 Tensão de excitação w2 Número de enrolamentos de mediçãoU2 Tensão de medição Pw Potência efectivaI1 Corrente de excitação BJ Indução máxima da culatra① Wattímetro 7KB 4306 Os valores I, U2, Pw, cos φ são indicados no wattímetro.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 89

Imagem 3-26 Exemplo de uma estrutura do ensaioO teste é feito aplicando uma indução definida no pacote de lâminas, colocando as bobinas como o enrolamento de um transformador.
Imagem 3-27 Estator
Evolução do controlo1. Os cabos para o enrolamento de excitação especificado com o número de enrolamentos w1
são dispostos no trajecto mais curto à volta do pacote de lâminas. Os cabos também podem enlaçar a caixa. Os enrolamentos são distribuídos o mais uniformemente possível na área. O enrolamento de medição com o número de enrolamento w2 é colocado à volta da culatra do pacote de lâminas do estator, numa ranhura e entre o pacote de lâminas e a placa de pressão. O enrolamento é disposto na parte posterior do pacote de lâminas e o resto do cabo cablado.
2. A tensão nas bobinas de controlo é aumentada, até que o núcleo toroidal esteja magnetizado quase para a indução nominal. Isto faz aquecer o pacote de lâminas do estator.
3. Durante o tempo de medição de 30 min o enrolamento térmico é monitorizado continuamente com uma câmara de imagem térmica.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S90 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

4. Em diversas alturas são registadas imagens térmicas dos pontos quentes, para documentar o enrolamento térmico.
Imagem 3-28 Exemplo de imagens térmicas5. É registada opcionalmente uma curva característica de magnetização para determinar as
perdas específicas de ferro, com uma magnetização crescente estável do núcleo toroidal.
ResultadoAtravés da comparação com outras máquinas é possível identificar e, se necessário, analisar diferenças. O controlo concluído com sucesso é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.2.2.7 Controlo da tensão transitória em bobinas individuais ("Special Surge Test of Coils")Princípios• API 4th edition: 4.3.4.2.1• API 5th edition: 6.3.4.2.1 • IEC 60034-15A resistência à tensão de impulsos do isolamento do enrolamento/camadas e do isolamento principal é comprovado através de duas bobinas individuais fabricadas separadamente. As bobinas são fabricadas pelos mesmos processos de fabrico e dos mesmos lotes de material que o enrolamento da máquina. A impregnação é feita em modelos ranhurados, cujas medidas da ranhura correspondem às ranhuras do pacote de lâminas e pelo mesmo processo de impregnação que o próprio enrolamento.O controlo da tensão transitória é feito em dois circuitos de controlo diferentes:• Controlo do isolamento principal (= área da ranhura e controlo de potencial)• Controlo do isolamento do enrolamento ou dos mancais (= isolamento entre os condutores)
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 91

Imagem 3-29 Esquema de conexões base do controlo da tensão transitóriaPor norma, são aplicados os requisitos e critérios segundo a norma IEC 60034-15. Os requisitos para além desses, p. ex. das especificações do cliente, requerem um acordo individual.
Tabela 3-4 Critérios de controlo conforme IEC 60034-15Controlo Amplitude Tempo de subida Tempo até ao meio va‐
lorNúmero de im‐
pulsosIsolamento principal Ûmain = 4 · UN + 5 kV 1,2 µs ±30 % 50 µs ±20 % 5Isolamento do enro‐lamento/dos man‐cais
Ûcoil = 0,65 · Ûmain 0,2 ±0,1 µs até UP = 35 kV0,2 +0,3/-0,1 µs a partir de
UP > 35 kV
- 5
Os valores dependem da impedância das bobinas e do circuito de controlo e situam-se normalmente entre 5 e 10 µs.
Tabela 3-5 Critérios de controlo conforme API 541 5th editionControlo Amplitude/
Tensão de controloTempo de subida Tempo até meio valor
da cauda da ondaNúmero de im‐
pulsosMedição da descar‐ga parcial apenas em bobinas com protec‐ção de efeito coroa
√3 · UN n.i. n.i. n.i.
Isolamento principal 5,0 pu 1,2 µs 50 µs 3Isolamento do enro‐lamento
2,0 pu / 3,5 pu 0,1 ... 0,2 µs * n.i. No mínimo, 1 impulso por
minTeste de ruptura do isolamento do enro‐lamento
Aumento da tensão em passos de 5 kV
0,1 ... 0,2 µs n.i. 1
* este valor depende da bobina e pode variar dos valores aqui mencionadosSegundo a IEEE 522 6.2 pu (per unit) é calculado da seguinte forma:
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S92 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Evolução do controlo1. A partir de aprox. 50% da amplitude da tensão de controlo a aplicar, a tensão aumenta em
níveis de aprox. 3 kV até à tensão transitória suportável requerida. Por cada nível de tensão são aplicados três choques de sobretensão.
2. Na tensão de resistência a picos são aplicados, pelo menos, os picos de tensão conforme a respectiva tabela.
3. Nos controlos conforme API 5th edition ou, opcionalmente, conforme IEC 60034-15 a tensão de controlo é aumentada, passo a passo, a seguir ao teste do isolamento principal, até ser ultrapassada a resistência do isolamento principal ou a resistência a descargas disruptivas da distância ("Breakdown Test").
ResultadoNo caso das tensões transitórias suportáveis, não pode ocorrer nenhuma descarga disruptiva do isolamento do isolamento principal ou do enrolamento. Durante o teste é protocolado cada valor de tensão transitória. A forma da curva é representada graficamente, para assegurar a detecção de erros em caso de desvios na forma da curva com um aumento de tensão. O controlo concluído com sucesso é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2. Contém os resultados do controlo e a representação das formas da curva de tensão.
3.2.2.8 Medição de descarga parcial no enrolamento/na máquina ("Partial discharge test")Princípios• API 5th edition: 6.3.4.6• A medição é feita conforme a norma IEC 60034-27-1Com a medição de descarga parcial podem ser registadas descargas eléctricas em cavidades ou juntas (inclusões de gás) no interior do isolamento ou nas superfícies-limite p. ex. nas superfícies do isolamento. Ao contrário da medição do factor de perda de efeito integrante, a medição da descarga parcial possui um carácter de diferenciação. Isto permite detectar eventuais pontos fracos localmente limitados no isolamento.São medidas as cargas aparentes de impulsos individuais q numa gama de frequências de banda larga, dependente da altura da tensão alternada aplicada. Para os valores registados são importantes, entre outras, a tensão de geração de descarga parcial, a carga máxima de impulsos com tensão de fase UN/ √3 (tensão de serviço do enrolamento em relação à terra) e com tensão de referência UN. Além disso, podem ser medidas a distribuição de fases, a frequência e a polaridade das descargas. Isso dá outras indicações sobre a origem e o significado das descargas. Em combinação com as restantes medições de diagnóstico e, preferencialmente, através de observações de tendência, é possível avaliar o estado do isolamento.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 93

Imagem 3-30 Circuito de medição para a medição da descarga parcial• Sistema de medição de banda larga da descarga parcial conforme os requisitos impostos por
CEI 60270• Fonte de tensão regulável
Evolução da medição1. As descargas parciais são medidas tanto com tensão de ensaio ascendente como com
descendente, entre 0 e UN, opcionalmente até 1,2 UN. 2. Todas as ocorrências de descarga parcial são guardadas conforme as fases, tempo, amplitude
e polaridade e analisadas com a ajuda do software utilizado. 3. Resultados essenciais:
– Cargas aparentes de impulsos individuais dependentes da tensão (curvas Q(U))– Modelo de descarga parcial (amplitudes conforme as fases e frequência das descargas
parciais)– Distribuição da frequência em função das amplitudes das descargas parciais
4. A medição é registada, na medida do possível, para o enrolamento total U+V+W. Opcionalmente são registadas, adicionalmente, as fases U, V, W. Se o ponto de estrela estiver acessível, são registados adicionalmente os valores para X, Y, Z e X+Y+Z.
5. Os valores característicos das descargas parciais são representados e documentados.
ResultadoActualmente não existem valores-limite nas normas. Os requisitos das especificações do cliente requerem um acordo individual. Os resultados podem servir como referência para o diagnóstico posterior do estado do enrolamento. Para a comparabilidade dos resultados de medição, são condições prévias uma técnica de medição com parâmetros essenciais idênticos e um circuito de medição definido.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S94 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

O controlo concluído com sucesso é atestado num certificado 3.1.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 95

3.2.2.9 Registo da curva característica da marcha em vazio e separação das perdasPrincípiosA curva característica de marcha em vazio serve para determinar as perdas de ferro e por fricção do motor.A curva característica de marcha em vazio é registada após a estabilização das perdas em marcha em vazio. As perdas em marcha em vazio são consideradas estabilizadas pelo seguinte: • Se a velocidade da marcha em vazio registada durante a medição na máquina fria se alterar
no máximo 3% em duas medições sucessivas com 30 min de intervalo.• Se o controlo da marcha em vazio for realizado imediatamente após o controlo de carga.
Evolução do controloMedição da curva característica de marcha em vazio1. É medida a resistência do enrolamento do motor frio.2. As variáveis U0, I0, P0 são medidas por ordem decrescente, com uma frequência constante
para oito valores de tensão na faixa de 110% a 30% UN.3. A curva característica de marcha em vazio é gerada através da aplicação de Pk e I0 por U0².As perdas constantes Pk são perdas em marcha em vazio eliminadas em torno das perdas do enrolamento em marcha em vazio (PS0) com resistência do enrolamento da máquina fria (R) e corrente em ralenti (I0). Pk = P0 - PS0
Ps0 = 1,5 · I0² · RAs perdas constantes são uma soma das perdas por fricção e ventilação (Pfw) e das perdas de ferro (Pfe).
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S96 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Separar as perdas 1. As perdas por fricção Pfw são determinadas por extrapolação do gráfico Pk para a tensão 0 V,
a partir da curva característica de marcha em vazio.
Imagem 3-31 Determinação das perdas por fricção a partir da curva característica de marcha em vazio
2. As perdas de ferro Pfe = P0 – PS0 – Pfw no ponto nominal são determinadas pela tensão Ui reduzida pela queda de tensão óhmica no enrolamento primário, a partir da curva característica de marcha em vazio.
ResultadoOs resultados do controlo são atestados num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 97

3.2.2.10 Registo da curva característica de curto-circuito e perdas de curto-circuitoPrincípiosO registo da curva característica de curto-circuito serve para verificar o modelo do rotor, do enrolamento do rotor e da simetria da corrente.
Evolução do controlo1. No caso do rotor com bloqueio mecânico, o motor é alimentado com frequência de
referência e tensão variável. A tensão (tensão de curto-circuito) varia em altura até os valores predefinidos para as correntes do estator se definirem.
2. Por norma, são registados três pontos de medição com 50%, 100% e 160% da corrente de referência.A tensão de curto-circuito é comparada com a especificação interna de controlo e é controlada a simetria da corrente nas diferentes fases.Os resultados da curva característica de curto-circuito fornecem informações adicionais sobre o binário e corrente de aperto.
ResultadoNo protocolo de medição os valores medidos são listados numa tabela. O controlo concluído com sucesso é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver tambémTeste de curto-circuito (Página 38)
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S98 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

3.2.2.11 Registo da curva característica de cargaPrincípiosA curva característica de carga é necessária para a determinação das perdas dependentes da carga. Ela transmite os dados característicos da máquina em diferentes estados de carga. Com base na curva característica de carga (diagrama de funcionamento) podem ser tiradas conclusões sobre os pontos de funcionamento num momento posterior do funcionamento.É registada uma curva característica de carga expressiva com o motor quente após a marcha de aquecimento de carga. Se a curva característica de carga (opção F18/F19) sem marcha de aquecimento de carga (opção F04/F05) tiver sido encomendada, é registada com o motor frio.
Evolução do controloO controlo é realizado com o motor quente se tiver sido encomendada a opção da marcha de aquecimento de carga (opção F04/F05). Se marcha de aquecimento de carga não tiver sido encomendada, é registada a característica de carga no motor frio. A medição começa com o ponto de carga mais elevado e termina com o mais baixo. Para cada ponto de carga são registados os parâmetros U, I, P1, R, n, f, T. 1. A resistência é medida antes do registo do primeiro ponto de carga. Esta resistência é
utilizada para todos os pontos de carga.2. A máquina é sujeita a carga na faixa entre 25% e 150% PN em seis pontos de carga.
– Na faixa entre 25% e 100% PN são registados quatro pontos de carga distribuídos uniformemente.
– A 110% e a 125% PN são registados dois pontos de carga. Segundo a norma, a resistência R é medida antes do ponto de carga mais elevado e depois do ponto de carga mais baixo. • Como resistência para 100% PN e pontos de carga mais acima aplica-se válido, que foi
determinado antes do ponto de carga mais alto. • Como resistência para pontos de carga abaixo de 100% PN deve ser válido o valor que foi
determinado em dependência linear da carga com utilização da resistência antes do ponto de carga mais elevado e depois do ponto de carga mais baixo a 25% PN.
Normalmente, a realização do controlo de carga é tão rápida (<5 min) que o efeito da reduzida alteração de temperatura que se dá durante o registo da curva característica de carga desempenha um papel secundário sobre a resistência. O motivo para a reduzida alteração de temperatura reside na grande constante de tempo térmica do motor. Isso aplica-se a todos os motores SIMOTICS HV ou SIMOTICS TN.Por isso, divergindo da norma mas em benefício do cliente, é utilizada para todos os pontos de carga a resistência medida antes do ponto de carga mais elevado.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 99

ResultadoA partir dos valores medidos, é gerada a característica de carga com indicação de cos φ, I e n. O resultado é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Imagem 3-32 Exemplo de curva característica de carga
Ver tambémDeterminação por cálculo do desempenho a partir das perdas individuais (Página 103)
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S100 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

3.2.2.12 Registo do binário inicial de arranque e corrente inicial de arranquePrincípiosCom o controlo da corrente inicial de arranque e do binário inicial de arranque verifica-se se o comportamento de arranque do motor está de acordo com a especificação.
NotaAlternativamente à sequência do controlo aqui descrita os valores também podem ser determinados a partir da determinação da curva característica de curto-circuito.
Evolução do controlo1. O motor é acoplado à máquina de carga e a um eixo de medição do binário e é alimentado
com 50/60 Hz e tensão de referência. 2. A máquina de carga é regulada para a velocidade de rotação zero, de forma a que, através do
eixo de medição do binário, seja medido o binário inicial de arranque gerado pelo motor. Adicionalmente, é medida a corrente inicial de arranque no cabo de alimentação do estator.Os valores médios de três pontos de medição dão o binário inicial de arranque ou a corrente inicial de arranque com tensão de referência.
3. Se o motor não puder ser verificado com tensão de referência, então é registada uma série de medição para corrente e binário com a máxima tensão parcial possível e outros níveis de tensão mais baixos. A corrente inicial de arranque e o binário inicial de arranque são depois extrapolados para a tensão de referência.
ResultadoNo protocolo de medição são exibidos os parâmetros medidos e o binário inicial de arranque e a corrente inicial de arranque calculados a partir daí. Se a corrente inicial de arranque e o binário inicial de arranque estiverem dentro da tolerância da especificação, significa que o controlo foi concluído com êxito. O controlo concluído com sucesso é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver tambémRegisto da evolução da corrente e do binário com máquina de carga (Página 102)
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 101

3.2.2.13 Registo da evolução da corrente e do binário com máquina de cargaPrincípiosEste controlo revela o comportamento de arranque da máquina. Através da comparação da curva característica do motor com a curva característica do binário resistente esperado é determinado o binário de aceleração (binário excessivo). O binário excessivo é definido como o binário do motor e o binário resistente da máquina de trabalho. Deste modo, também é verificado se o arranque de todo o conjunto da máquina ocorre em perfeitas condições.
Evolução do controlo1. O motor é acoplado à máquina de carga e a um eixo de medição do binário e é alimentado
com 50/60 Hz e tensão de referência. 2. A máquina de carga é regulada para diferentes pontos de velocidade de rotação entre zero
e rotação síncrona. Para os pontos de velocidade de rotação correspondentes são medidos o binário gerado pelo motor e a corrente no cabo do estator. Todos os pontos de medição em conjunto formam a curva característica de arranque.
Se por motivos inerentes à instalação não for possível controlar o motor à tensão de referência, então será registada a característica de arranque com a máxima tensão parcial possível e, em seguida, extrapolada para a tensão de referência. Uma condição prévia para tal é o controlo do binário inicial de arranque à mesma tensão parcial com conversão para a tensão de referência.No protocolo de medição os parâmetros medidos são exibidos e convertidos para a tensão de referência. Corrente e binário são registados num diagrama através da velocidade de rotação. O valor medido máximo no decurso do binário corresponde ao binário de desengate, o valor medido mais baixo do binário mínimo durante o arranque.
Alternativa: Sequência do controlo conforme IEEE 112A característica de binário-rotações é a relação entre as rotações e binário do motor, na área das rotações 0 até às rotações síncronas. A partir do gráfico são determinados dados sobre o binário de aperto e o binário de desengate do motor. A curva de binário-rotações é determinada a partir da alteração das rotações, uma vez que o binário da alteração disponível é proporcional às rotações.
ResultadoO controlo foi concluído com êxito se o binário mínimo durante o arranque e o binário de desengate estiverem dentro da tolerância da especificação. O controlo concluído com sucesso é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver tambémRegisto do binário inicial de arranque e corrente inicial de arranque (Página 101)
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S102 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

3.2.2.14 Determinação por cálculo do desempenho a partir das perdas individuaisPrincípiosA realização é feita em conformidade com as seguintes normas:• CEI 60034-2-1: Processo de perda individual• IEEE 112: Método B (PLL medido) ou método E1 (PLL aceite)
NotaOpções de encomendaAs seguintes opções são necessárias para a determinação por cálculo do desempenho a partir das perdas individuais e têm de ser encomendadas adicionalmente para F20/F21: • Marcha de aquecimento de carga (F04/F05) • Registo da curva característica de marcha em vazio e determinação das perdas de ferro e em
marcha em vazio (F14/F15)• Registo da curva característica de carga (F18/F19)
NotaO texto que se segue contém caracteres de fórmula e citações da CEI 60034-2-1. A definição dos caracteres da fórmula podem ser consultados nesta norma. Para que haja uma correspondência lógica, esta descrição aplica-se também aos métodos B e E1 da IEEE 112.
Evolução do controlo1. É medida a resistência do enrolamento do motor frio.2. É efectuada uma marcha de aquecimento de carga. No fim da marcha de aquecimento de
carga são registados os seguintes parâmetros:PN, IN, UN, s, f, θc, θN, RN
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 103

3. É registada a característica de carga da máquina quente. A medição começa com o ponto de carga mais elevado e termina com o mais baixo. Para cada ponto de carga são registados os parâmetros U, I, P1, R, n, f, T. – A resistência é medida antes do registo do primeiro ponto de carga. Esta resistência é
utilizada para todos os pontos de carga.– A máquina é sujeita a carga na faixa entre 25% e 150% PN em seis pontos de carga.
- Na faixa entre 25% e 100% PN são registados quatro pontos de carga distribuídos uniformemente.- A 110% e a 125% PN são registados dois pontos de carga.
Segundo a norma, a resistência R é medida antes do ponto de carga mais elevado e depois do ponto de carga mais baixo. – Como resistência para 100% PN e pontos de carga mais elevados é válido o valor que foi
determinado antes do ponto de carga mais elevado.– Como resistência para pontos de carga abaixo de 100% PN é válido o valor que foi
determinado em dependência linear da carga com utilização da resistência antes do ponto de carga mais elevado e depois do ponto de carga mais baixo a 25% PN. Normalmente, a realização do controlo de carga é rápida (<5 min). A reduzida alteração de temperatura, que se gera durante o registo da curva característica de carga, desempenha um papel secundário sobre a resistência. A reduzida alteração de temperatura é condicionada pela grande constante de tempo térmica dos motores SIMOTICS HV e SIMOTICS TN.
4. O motor é desacoplado da máquina de carga.5. É registada a curva característica de marcha em vazio da máquina quente.
– As variáveis U0, I0, P0 são medidas por ordem decrescente, com uma frequência constante para oito valores de tensão na faixa de 110% a 30% UN.
– A curva característica de marcha em vazio é gerada através da aplicação de Pk e I0 por U0². As perdas constantes Pk são descritas em seguida.
6. É calculado o desempenho.
Calculo do desempenhoO desempenho é definido da seguinte forma: η = P2 / P1
A diferença P1 - P2 é a potência dissipada total Pt. A potência dissipada Pt é composta por perdas individuais: Pt = Pk + Ps + Pr + PLL
Neste caso são perdas constantes (Pk), perdas do enrolamento do estator dependentes da carga (Ps), perdas do enrolamento do rotor (Pr), perdas adicionais (PLL).
Perdas constantes Pk
As perdas constantes Pk são perdas em marcha em vazio eliminadas pelas perdas do enrolamento em marcha em vazio (PS0), com resistência do enrolamento da máquina fria (R) e corrente em marcha em vazio (I0): Pk = P0 - PS0
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S104 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Ps0 = 1,5 · I0² · RPk é uma soma das perdas por fricção e ventilação (Pfw) e das perdas de ferro (Pfe).• As perdas por fricção Pfw são determinadas por extrapolação do gráfico Pk para a tensão 0 V
a partir da curva característica de marcha em vazio.
Imagem 3-33 Determinação das perdas por fricção a partir da curva característica de marcha em vazio
• As perdas de ferro no ponto de carga pretendido são determinadas pela tensão Ui reduzida pela queda de tensão óhmica no enrolamento primário, a partir da curva característica de marcha em vazio: Pfe = P0 - Ps0 - Pfw
Perdas do enrolamento do estator dependentes da carga Ps
As perdas do enrolamento do estator não corrigidas para a temperatura de referência do meio de refrigeração são determinadas para cada ponto de carga com os valores pertencentes ao ponto de carga concreto para a corrente I e a resistência do enrolamento R. Ps = 1,5 · I² · RPara cada ponto de carga, é considerada a temperatura do meio de refrigeração com o factor kθ: Ps,θ = Ps · kθ
kθ = (235 + θw + 25 - θc) / (235 + θw)
Perdas do enrolamento do rotor Pr
As perdas do enrolamento do rotor Pr não corrigidas para a temperatura de referência do meio de refrigeração são determinadas para cada ponto de carga: Pr = (P1 - Ps - Pfe) · sCom a seguinte relação é feita a correcção para a temperatura de referência do meio de refrigeração: Pr,θ = (P1 - Ps,θ - Pfe) · sθ
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 105

Nesse caso, sθ = s · kθ corresponde ao deslizamento corrigido para a temperatura de referência 25 °C.
Perdas adicionais dependentes da carga - PLL medidasAs perdas residuais PLr são determinadas conforme a seguinte equação para cada ponto de carga da característica de carga: PLr = P1 – P2 - PS,θ - Pr,θ - Pfe – Pfw
P2 = 2π · T · nAtravés do quadrado do respectivo binário são registadas as perdas residuais. Através dos pontos determinados é aplicada uma função de aproximação: PLr = A · T2 + BDe um deslocamento paralelo desta função –B na origem das coordenadas resulta a função para determinação das perdas adicionais dependentes da carga para cada ponto de carga com o binário M. PLL = A · T2
Valores medidosA Inclinação
Imagem 3-34 Alisamento dos dados das perdas residuaisO coeficiente de correlação como grau da relação linear entre as perdas residuais dos respectivos pontos de carga tem de ter o seguinte valor:
CEI 60034-2-1 ≥0,95IEEE 112 método B ≥0,9
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S106 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Perdas adicionais dependentes da carga - PLL aceitesAs perdas adicionais dependentes da carga PLL podem ser aceites. Segundo CEI 60034-2-1, as perdas adicionais resultam, em função da potência de referência do motor, das seguintes equações:• Para 1 kW < P2 < 10 000 kW é PLL = P1 · [0,025 - 0,005 log 10 (P2/1 kW)]• Para P2 ≥ 10 000 kW é PLL = P1 · 0,005• Segundo IEEE 112, método E1, estão reunidas na tabela seguinte as perdas adicionais, em
função da potência de referência do motor:
Potência de referência do motor [kW] Perdas adicionais aceites [%]1 ... 90 1,891 ... 375 1,5376 ... 1850 1,21851 e superior 0,9
ResultadoO resultado é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 107

3.2.2.15 Determinação do momento de inércia após o processo de redução da potênciaPrincípiosO momento de inércia é necessário para o cálculo de processos dinâmicos, p. ex.:• Comportamento de arranque• Oscilações do binário • Momentos de impacto de uma máquina ou de um conjunto da máquina.Durante o controlo com o processo de redução da potência, a rotação é medida através do tempo.
Evolução do controlo1. A máquina é ligada através do aumento da frequência ou através de uma máquina de
accionamento acoplada até atingir aprox. 110 % da rotação de referência, sendo em seguida desligada.
2. Na redução de potência a rotação é registada através do tempo.
Imagem 3-35 Exemplo da rotação de uma curva de redução da potência através do tempoO binário de inércia resulta da diferenciação da rotação e das perdas em relação à rotação. As perdas retardantes são determinadas separadamente para as rotações a levar em consideração, geralmente para uma rotação de marcha em vazio de n0.
J = Binário de inérciaPR (n0) = Perdas por fricção com velocidade de funcionamento em vazion0 = Velocidade de funcionamento em vazio
Na redução de potência com uma máquina de accionamento acoplada é determinado o binário de inércia do motor, sendo deduzido o binário de inércia da máquina de accionamento.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S108 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

ResultadoO controlo é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Ver tambémRegisto da curva característica da marcha em vazio e separação das perdas (Página 96)
3.2.2.16 Verificação do isolamento do enrolamento ("Sealed Winding Conformance Test")Princípios• API 4th edition: 4.3.4.4• API 5th edition: 6.3.4.4A verificação do isolamento do enrolamento corresponde à "Verificação do isolamento do enrolamento (Página 109)" em seguida descrita.
3.2.2.17 Verificação do isolamento do enrolamentoPrincípiosA robustez do isolamento do enrolamento no que diz respeito à humidade e água assegura um funcionamento seguro da máquina com as devidas condições ambientais. A estanqueidade do isolamento é comprovada através da contaminação do enrolamento com água sem pressão, segundo NEMA MG1‑2003, parte 20.18.2. Devido ao seu tamanho, os pacotes de lâminas do estator com enrolamento são pulverizados com água e não completamente submersos em água.
Meios de controlo• Dispositivo de medição da resistência de isolamento (tensão de controlo 500 V)• Aparelho de teste de alta tensão (CA, 50 Hz)
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 109

Evolução do controlo1. A resistência de isolamento do enrolamento é medida com uma tensão de 500 V. A
resistência de isolamento não pode ser inferior a 1500 MΩ.2. O enrolamento, em especial as cabeças do enrolamento, é pulverizado com água durante
30 min. A água está ajustada para uma tensão superficial de 31 x 103 mN/m.
Imagem 3-36 Pulverização do enrolamento3. Imediatamente em seguida, é medida a resistência de isolamento durante 10 min com uma
tensão de 500 V. A resistência mínima de isolamento em MΩ tem de atingir 5 · UN + 5 (UN em kV).
4. O enrolamento ainda molhado é sujeito a um controlo da tensão CA com 1,15 · UN durante 1 min.
5. A resistência de isolamento é medida novamente durante 1 min. A resistência mínima de isolamento em MΩ é também de 5 · UN + 5.
6. Antes de o pacote de lâminas do estator com enrolamento continuar a ser utilizado, é limpo e seco.
ResultadoO controlo foi concluído com êxito se a resistência de isolamento atingir os valores mínimos e a tensão de ensaio CA se mantiver durante 1 min na duração do controlo.Todos os resultados de controlo são registados num certificado de controlo. O controlo concluído com sucesso é atestado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S110 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

3.2.3 Controlos de material ("Material Inspection")
Princípios• API 4th edition: 4.2.2• API 5th edition: 6.2.2O objectivo do controlo do material é a detecção de defeitos no material, tais como, cavidades, fissuras, poros, inclusões, etc. e a documentação da qualidade do material. Os controlos do material estão associados à produção ou fazem parte do controlo de entrada de mercadoria.Os controlos do material são efectuados nas peças já completamente processadas após o último tratamento térmico decisivo para as propriedades do material. Habitualmente o eixo também é controlado, ou p. ex., as costuras de solda do eixo principal. O pessoal que efectua os controlos está certificado segundo EN 473 pelo menos no nível 1, o supervisor do controlo pelo menos no nível 2.
Ver tambémControlo por raios x ("Radiographic Test Parts") (Página 111)Controlo por ultra-sons ("Ultrasonic Test") (Página 113)Controlo por partículas magnéticas ("Magnetic Particle Test Parts") (Página 115)Controlo por penetração de líquido ("Liquid Penetrant Test Parts") (Página 117)
3.2.3.1 Controlo por raios x ("Radiographic Test Parts")Princípios• API 4th edition: 4.2.2.2• API 5th edition: 6.2.2.2• ISO 5579 ou EN 444 na classe de controlo B. Para o controlo por irradiação de peças fundidas
aplica-se EN 12681. Os limites permitidos são especificadas no desenho ou no plano de controlo. O controlo por raios X serve para detectar erros internos não permitidos no componente. O controlo é efectuado após o último tratamento térmico decisivo para as propriedades do material. As superfícies dos componentes a testar têm de estar isentas de corpos estranhos.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 111

O número e a dimensão dos erros permitidos dentro dos respectivos limites permitidos a observar, também designados "níveis de qualidade" ou "classes de qualidade" estão descritos como segue:• Peças fundidas:
– ASTM E 446 para aço vazado– ASTM E 155 para peças fundidas de alumínio e magnésio
• Construções soldadas:– ISO 6520-1 para classificação das irregularidades– ISO 5817 para grupos de avaliação das irregularidades
• Peças forjadas: Com base em ASTM E 446
Meios de controloPodem ser usados ainda os seguintes meios de controlo:• Aparelho de raios X Isovolt 320 da empresa Seifert. Classe de tensão 320 kV, corrente máx.
dos tubos 13 mA, mancha focal 2 mm2
• Ânodos em barra para microfocalização XWT‑225‑RAC da empresa X-RAY WorX GmbH classe de tensão 225 kV, corrente máx. dos tubos 1 mA, mancha focal < 6 µm
• Filmes radiológicos das classes de filme C3 ou C4 segundo a EN 584‑1 com películas reforçadas a chumbo, ou seja, películas frontal e posterior, cada uma com 0,02 mm de chumbo.A qualidade de imagem das radiografias exigida é comprovada com indicadores de qualidade de imagem segundo a EN 462‑1 até ‑5. Na faixa avaliável, o escurecimento do filme é para a classe de controlo A ≥ 2,0 e para a classe de controlo B ≥ 2,3.
Evolução do controlo1. Cada filme é claramente identificado através de números em chumbo.2. Se necessário, a posição do filme no componente é adicionado ao relatório de controlo como
plano de localização do filme, de forma a permitir uma reconstrução precisa das imagens gravadas.– As zonas de sobreposição são identificadas com a colocação de pontos de chumbo.– Depois de efectuada a reparação as radiografias são identificadas adicionalmente com "R".
3. Os componentes são radiografados.
ResultadoCaso solicitado, é criado um relatório de controlo segundo EN 444 para cada controlo efectuado.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S112 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

3.2.3.2 Controlo por ultra-sons ("Ultrasonic Test")
Princípios• API 4th edition: 4.2.2.3• API 5th edition: 6.2.2.3.2O controlo por ultra-sons serve para detectar erros internos não permitidos no componente.Para todos os controlos por ultra-sons é utilizado um meio de acoplamento adequado. O ajuste da distância e da sensibilidade, assim como o processo de controlo são efectuados com o mesmo meio de acoplamento. O ajuste da distância e da sensibilidade é efectuado segundo EN 583‑2. As indicações de registo obrigatório têm de alcançar 20% da altura do ecrã.
Imagem 3-37 Exemplo de uma indicação de ultra-sons numa imagem A com eco do defeito ①Meios de controloO controlo é efectuado com equipamento de controlo segundo EN 12668‑1 até 3.A selecção das sondas de controlo depende do material e diâmetro da peça do eixo em bruto. São utilizadas as seguintes sondas de controlo por ultra-sons:
Tabela 3-6 Sondas de controlo por ultra-sonsSonda de controlo Ângulo Frequência Diâmetro do transdutorSonda de controlo vertical 0° 2 MHz 10 mm ou 24 mmSonda de controlo vertical 0° 4 MHz 10 mm ou 24 mmSonda de controlo vertical com emissor e receptor (sonda de controlo SE)
0° 2 MHz 10 mm ou 24 mm
ResultadoPara cada controlo por ultra-sons em seguida descrito é criado um relatório de controlo de acordo com a EN 583‑1.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 113

Controlo por ultra-sons de peças de eixo em bruto laminadas ou forjadasPrincípiosO controlo por ultra-sons é realizado segundo as normas EN 10308 e EN 10228‑3. O controlo é efectuado na peça em bruto do eixo, após o último tratamento térmico decisivo para as propriedades do material. A superfície da peça do eixo em bruto tem de estar isenta de escórias do laminador, a qualidade da superfície tem de corresponder à classe de qualidade 3 segundo EN 10228‑3.Para o ajuste da sensibilidade é aplicado o método AVG na peça de controlo. Desta forma, AVG significa: A = distância, V = ganho G = tamanho do reflector equivalente.Para tal, são utilizados os diagramas AVG existentes para as respectivas sondas de controlo. Um diagrama AVG exibe as amplitudes de eco dos chamados reflectores de discos circulares de diferentes diâmetros e de um reflector grande e plano (parede posterior) como função da distância.
Evolução do controloO controlo é efectuado com um processo impulso-eco numa técnica de contacto manual. Para tal, a velocidade de apalpação não ultrapassa os 150 mm/s.É controlado 100% da superfície do revestimento, onde as vias de controlo se sobrepõem a pelo menos 10% do diâmetro efectivo da sonda de controlo. Apenas na apalpação de 180° é explorada adicionalmente a mesma área de controlo com uma sonda de controlo SE de forma a captar áreas próximas da superfície.O limite de registo corresponde ao limite admissível. Os limites admissíveis aplicam-se para heterogeneidades individuais em forma de ponto e acumulações de heterogeneidades. Não são permitidas heterogeneidades com expansão.
Tabela 3-7 Limites admissíveis em função do diâmetro do eixoDiâmetro do eixo Limite admissível≤ 150 mm Orifício de fundo plano FBB = 2 mm> 150 mm Orifício de fundo plano FBB = 3 mm
Controlo por ultra-sons de produtos soldadosPrincípiosO controlo por ultra-sons de ligações soldadas é efectuado segundo a ISO 17640. A classe de controlo é seleccionada de acordo com o grupo de avaliação especificado no desenho ou no plano de controlo, a segundo ISO 5817.
Evolução do controloO controlo é efectuado com um processo impulso-eco numa técnica de contacto manual. Para tal, a velocidade de apalpação não ultrapassa os 150 mm/s.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S114 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Os limites admissíveis segundo ISO 11666 têm de ser respeitados.
Tabela 3-8 Limites admissíveis em função do diâmetro do eixoDiâmetro do eixo Limite admissível≤ 150 mm Orifício de fundo plano FBB = 2 mm> 150 mm Orifício de fundo plano FBB = 3 mm
Controlo por ultra-sons de peças fundidasPrincípiosO controlo por ultra-sons de peças fundidas é efectuado de acordo com as seguintes normas:• EN 12680‑1 para peças de aço vazado para aplicação geral• EN 12680‑2 para peças de aço vazado para componentes sujeitos a altas exigências• EN 12680‑3 para peças fundidas em ferro fundido de grafite esferoidalAs classes de qualidade a respeitar são especificadas no desenho ou no plano de controlo.
Evolução do controlo1. O controlo é realizado com um processo impulso-eco numa técnica de contacto manual. Para
tal, a velocidade de apalpação não ultrapassa os 150 mm/s.Os respectivos limites de registo e admissível segundo EN 10228‑3 têm de ser respeitados.
3.2.3.3 Controlo por partículas magnéticas ("Magnetic Particle Test Parts")Princípios• API 4th edition: 4.2.2.4• API 5th edition: 6.2.2.4O controlo por partículas magnéticas é efectuado segundo ISO 9934‑1 até 3. Ao controlo por partículas magnéticas em peças de ferro e aço fundido ferromagnético se aplica a EN 1369. O controlo permite detectar heterogeneidades no material. Para comprovar as heterogeneidades em todas as direcções é utilizada a magnetização combinada. São testados os pontos de carga polidos de caixas fundidas.
NotaCamadas não ferromagnéticas até 50 µm, como camadas de tinta intactas e perfeitamente planas não influenciam a sensibilidade da prova. No caso de camadas mais espessas a sensibilidade da prova é comprovada.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 115

O número e a dimensão dos erros de material permitidos dentro dos respectivos limites permitidos a observar, também designados "níveis de qualidade" ou "classes de qualidade" estão descritos como segue:• Peças forjadas: EN 10228‑1 • Construções soldadas: ISO 23278 • Peças fundidas: Com base em EN 10228‑1
Tipo Danos Classe de qualidadeI Divisões de material 1II Encolhimento 2III Inclusões 2IV Escamações e abaulamentos 1V Porosidade 1VI Pontos de solda 1
Meios de controloOs meios de controlo utilizados satisfazem os requisitos segundo a ISO 99342. O meio de controlo é uma suspensão de partículas fluorescentes num líquido portador.
Evolução do controloNo início do controlo é verificado todo o sistema de controlo.1. A superfície é limpa.2. O meio de controlo é introduzido antes e durante a magnetização do componente. A
introdução é cessada antes do desligamento da magnetização.3. O resultado é avaliado. Os requisitos de observação satisfazem os requisitos impostos pela
ISO 3059. Todas as indicações, que não possam ser claramente identificadas como indicações fictícias, são classificadas e registadas segundo os requisitos da norma do produto:– Tipo linha: O comprimento é maior do que a tripla largura– Redondo: O comprimento é igual ou menor do que a tripla largura
4. Quando acordado, o objecto de controlo é desmagnetizado após o controlo assim que a intensidade do campo residual acordada for alcançada. As peças são limpas e recebem uma protecção contra corrosão.
ResultadoOs limites permitidos estão especificadas no desenho ou no plano de controlo. Caso encomendado, é criado um relatório de controlo segundo ISO 9934‑1 para cada controlo efectuado.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S116 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

3.2.3.4 Controlo por penetração de líquido ("Liquid Penetrant Test Parts")Princípios• API 4th edition: 4.2.2.5• API 5th edition: 6.2.2.5• ISO 3452‑2 até ‑6 e EN 571‑1O controlo por penetração de líquido serve para detectar erros exteriores não permitidos na superfície do componente, como p. ex., eixos maciços e principais. O controlo é efectuado nas peças já completamente processadas acabadas, após o último tratamento térmico decisivo para as propriedades do material. As superfícies têm de indicar um estado correspondente à finalidade do controlo. Têm de estar isentas de escória do laminador, salpicos de solda ou outras sujidades soltas. Não são permitidas estrias, costuras, ou semelhantes, que comprometam o resultado do controlo.O número e a dimensão das indicações permitidasdentro dos respectivos limites permitidos a observar, também designados "níveis de qualidade" ou "classes de qualidade" estão descritos como segue:• Peças forjadas: EN 10228‑3• Peças fundidas: EN 1371‑1• Construções soldadas: ISO 23277
Meios de controlo• Sistema dos meios de controlo II A d conforme EN 571-1 1• Como revelador é usado um pó de grão muito fino (giz) suspenso em solvente. Através da
acção capilar das próprias cavidades, o revelador extrai o agente de penetração que permanece nas fissuras ou cavidades. Este processo é designado como formação de uma indicação de erro, forma abreviada "Indicação".
Evolução do controlo1. A superfície de controlo é limpa. Esta tem de estar seca, limpa e isenta de óleo, gordura e
outras sujidades.2. O agente de penetração é aplicado por pulverização, pincelagem ou imersão. A temperatura
das superfícies de controlo situa-se entre os 5 °C e 50 °C.A duração da penetração é de 30 min. Durante este período é necessário ter atenção para que o agente de penetração não seque.
3. O agente de penetração é removido lavando com água, pulverizando ou limpando com um pano. Não é permitido aplicar um jacto muito forte. É possível utilizar água quente desde que a sua temperatura não ultrapasse os 50 °C.
4. As superfícies de controlo são secas imediatamente após a limpeza intermédia.5. O revelador é pulverizado uniformemente imediatamente após a secagem. Para tal, as
superfícies devem encontra-se o mais vertical possível; devem ficar cobertas com revelador.O tempo de desenvolvimento corresponde à duração de penetração de 30 min. Em casos excepcionais o tempo de desenvolvimento também pode ser prolongado.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 117

6. Após a aplicação ou após a secagem do revelador é avaliado o resultado. A apreciação das indicações decisiva para a avaliação das mesmas é efectuada depois de decorrido o tempo de desenvolvimento.
7. A peça controlada é limpa após a última apreciação, por existir a possibilidade de resíduos do meio de controlo poderem comprometer a sua utilização posterior.
ResultadoOs limites permitidos estão especificadas no desenho ou no plano de controlo. Para cada controlo efectuado é criado um relatório de controlo de acordo com EN 571‑1.
3.2.4 Outros controlos
3.2.4.1 Reunião de coordenação ("Coordination Meeting")
Princípios• API 5th edition 8.2Na reunião de coordenação ("Coordination Meeting") é discutida e verificada a execução de todos os componentes relacionados com a encomenda, com base nos dados de encomenda confirmados. A data marcada representa um ponto de referência para o início da produção.
Condições essenciais• A ordem de fabrico tem que ter dado entrada. • O esclarecimento dos detalhes técnicos tem que estar concluído. Só depois pode ser
agendada uma reunião de coordenação.O círculo de participantes está limitado às seguintes pessoas:• Cliente da Siemens, representante da região e, se necessário, representante de outros
parceiros da cadeia de fornecedores (representante de "Engineering, Procurement and Construction" (EPC), Third party, cliente final)
• Sistemas internos de engenharia Siemens• Fabricante do sistema do conversor
SequênciaPodem ser discutidos os temas seguintes:• Encomenda da região na fábrica, pessoa de contacto na fábrica, âmbitos de
responsabilidades, competências, documentos e peças de outros fornecedores, vias de comunicação
• Dados contratuais necessários e fichas técnicas conforme API 541• Dados de fabrico: Número de encomenda da região, número de encomenda da fábrica,
número de encomenda do motor (MLFB), se necessário, número TAG do motor
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S118 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

• Listas de peças sobressalentes com os respectivos números de encomenda, lista de recomendação de peças sobressalentes → Manual
• Comentários e desvios sobre API 541 e projecto• Curva característica do momento de rotações e inércias de peças rotativas → Documentação
eléctrica• Agendamentos para a comunicação de dados relativamente à sequência de produção,
controlo e envio• Cronograma da produção, caso tenha sido encomendada uma das opções B43, B44 ou B45• Manual de gestão de qualidade, certificação ISO 9001• Condições de serviço e respectivas restrições do motor → Documentação eléctrica e
mecânica• Instrumentação, elementos de controlo e outras interfaces do motor → Explicações sobre o
desenho cotado da máquina• Âmbito de aplicação, desempenho, parâmetros de funcionamento, fluxograma das
tubagens e instrumentos para sistemas auxiliares → Explicações sobre o desenho cotado da máquina
• Identificação de componentes que requerem um design review. Eventualmente, a esta altura, apenas estão disponíveis determinadas informações, por ex., desenho dos eixos, desenho cotado do motor, explicações sobre o desenho cotado da máquina, indicações sobre posição, geometria
• Inspecção, sequências de controlo e respectivos critérios de aceitação• Outros aspectos técnicos. A base consiste na documentação eléctrica e mecânica ou no
manual da máquina e na descrição do controlo.
3.2.4.2 "Design Review"Princípios• API 4th edition: 6.2.1.4• API 5th edition: 8.4Com base nos dados para encomenda confirmados, é realizada, após o processo de engenharia eléctrico e mecânico, uma "Design Review" em que é verificada a versão de novos componentes relativos à encomenda.
3.2.4.3 Plano de controlo do funcionamento e descrições do controlo seis semanas antes do controlo eléctrico final ("Submit Test Procedures 6 Weeks Before Tests")
Princípios• API 4th edition: 4.3.1.5• API 5th edition: 6.3.1.4Se forem realizados controlos, seis semanas antes do controlo eléctrico final o cliente recebe uma descrição específica da encomenda dos controlos, que são realizados obrigatória e opcionalmente para este motor, bem como um plano de controlo do funcionamento.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 119

Lista dos documentos e informaçõesOs documentos em seguida referidos só serão entregues se fizerem parte integrante do contrato ou tiverem sido explicitamente encomendados.1. Tipo de controlo (eléctrico ou mecânico)2. Sequência dos controlos3. Plano temporal da sequência dos controlos4. Valores acordados contratualmente:
– Aquecimento– Oscilações– Velocidades de rotação críticas– Desempenho– Ruído
5. Valores de alarme e de desligamento6. Para motores alimentados pelo conversor:
– Frequência base com a qual é efectuado o teste– Percentagem de harmónicas
7. Lista dos meios de medição utilizados
NotaInformações por parte do clienteAlguns conteúdos dependem de informações que o cliente tem de fornecer, como p. ex., um desenho do acoplamento para a análise lateral. A descrição do ensaio só pode ser comunicada por completo quando todos os conteúdos estiverem disponíveis.
NotaOs formulários do protocolo de teste vazios não serão fornecidos previamente.
Documentos complementares• Lista dos instrumentos de medição de controlo e processos de calibração como documento
separadoO cliente recebe uma lista com o dispositivo de medição, tipo e fabricante, indicações adicionais relativas ao momento da próxima calibração e número de registo.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S120 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Encomendável adicionalmenteAdicionalmente, e consoante a encomenda, o cliente recebe o seguinte:• Cálculos dinâmicos do rotor
Para estes cálculos é necessário que o cliente forneça atempadamente um desenho do acoplamento.
• Desenhos e listas de peças para peças sobressalentes (opção B38)Uma recomendação de peças sobressalentes só é fornecida se tiver sido explicitamente encomendada.
• Certificados de calibração para instrumentos de medição na máquina.Todas as folhas de dados, certidões de controlo ou protocolos de calibração existentes são enviadas ao cliente, se estiverem disponíveis neste momento. O manual do utilizador ou a colecção de certificados que é criada após a entrega, contém todos os documentos. Se entretanto forem necessárias informações, estas serão acordadas com o cliente.
3.2.4.4 Pré-inspecção da produção ("Shop Inspection")Princípios• API 4th edition: 4.1.1• API 5th edition: -Através da "pré-inspecção da produção" o cliente tem a possibilidade de ter uma visão geral das áreas de produção mais importantes.
NotaA pré-inspecção não tem o carácter de um "Witness Test" ou de um ponto de paragem. O cliente não pode exigir uma paragem da produção a partir da pré-inspecção. Caso o cliente deseje que sejam consideradas indicações relevantes do contrato ou complementos, estes serão verificados quanto à sua conversibilidade. Por fim, o cliente será informado sobre o resultado desta verificação.
SequênciaAssim que os detalhes técnicos da encomenda estiverem esclarecidos, o cliente é convidado para uma pré-inspecção geral das áreas "sala de enrolamento, montagem e instituto de controlo do sistema ou campo de controlo". Outras áreas de produção não estão incluídas no âmbito da pré-inspecção.
3.2.4.5 Comprovativo da precisão da estrutura do teste ("Demonstrate Accuracy of Test Equipment")
Princípios• API 4th edition: 4.3.1.14• API 5th edition: 6.3.1.15
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 121

O cliente recebe um comprovativo completo da precisão da estrutura de teste juntamente com os certificados de calibração.
Certificado de calibração Em cada certificado de calibração é descrito o objecto alvo da calibração e o processo de calibração assim como as incertezas de medição e condições ambientais.
Processo de calibração O processo de calibração é documentado através das seguintes indicações:• Gama de medição• Condição• Valor nominal• Valor real• Desvios permitidos• Incerteza de medição• Avaliação da medição
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S122 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Imagem 3-38 Exemplo de um certificado de calibração
3.2.4.6 Inspecção do pacote de lâminas do estator com enrolamento antes da impregnação ("Stator Inspection Prior to VPI")
Princípios• API 4th edition: 4.3.4.5• API 5th edition: 6.3.4.5
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 123

Antes da impregnação é controlado visualmente se o enrolamento totalmente inserido no pacote de lâminas do estator e comutado está em bom estado.
ResultadoAdicionalmente, o certificado pode conter os dados e resultados do controlo preliminar, como controlo visual, controlo dimensional e controlo eléctrico. O resultado do controlo é documentado num certificado 3.1 ou, caso tenha sido encomendada uma recepção pelo cliente, num certificado 3.2.
3.2.4.7 Medição de ruído na marcha em vazio ("Sound pressure level test")PrincípiosA medição de ruído é realizada com base em ANSI/NEMA MG-1 Parte 9 segundo ISO 3744 e ISO 1680, se não existirem outras exigências por parte do cliente. A medição é efectuada de acordo com a classe de precisão 2.A medição comprova que são observados valores limite eventualmente existentes.
NotaValores-limiteOs valores-limite do respectivo catálogo servem como valores de referência para a avaliação da medição do ruído. Na ocorrência de sons individuais estranhos, como sons magnéticos, sons de sirene, etc., é possível efectuar adicionalmente uma análise de ruído.
Além disso, pode ser necessário, por exemplo, devido a modificações nos motores, controlar o efeito da alteração no comportamento de ruídos. A medição de ruído é efectuada nos seguintes casos: • Por desejo do cliente ou do receptor• No caso de novos desenvolvimentos no âmbito do ensaio de tipoPara apurar as origens dos ruídos, sobretudo, na ocorrência de sons individuais, podem ser realizadas análises de frequência adicionais.
Meios de controlo• Sistemas de medição de acordo com ISO 3744, com base na CEI 61672-1:2002 classe 1 com
calibração válida.• À frente do microfone é utilizado uma chamada «protecção contra o vento" de espuma. Desta
forma é evitado que o ruído da corrente de ar falsifique o resultado da medição.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S124 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Evolução da mediçãoA medição de ruído é efectuada na marcha em vazio com tensão e frequência de referência. Neste caso, o estado térmico da máquina não é relevante. O nível de pressão acústica é determinado ponderado A.1. O nível de pressão acústica do ruído da máquina é registado em cada ponto de medição. 2. Cada nível de pressão acústica medido é corrigido através da subtracção dos factores de
correcção K1 (ruído estranho) e K2 (efeito de retorno do espaço).Os ruídos também podem ser medidos numa sala de medição acústica. Neste caso, não é necessária a correcção de ruídos estranhos.
3. É determinada a média dos níveis de pressão acústica, resultando daqui o nível de pressão acústica da superfície de medição.
4. O nível de potência acústica LWA resulta da seguinte relação:LWA = + 10 log (S/1m2)LWA = Nível de potência acústica ponderado A
= Nível de pressão acústica das superfícies de medição ponderado AS = Superfícies de medição em m2
ResultadoO protocolo de medição contém os seguintes dados:• Dimensões do motor• Posição e número de pontos de medição de acordo com as dimensões do motor• Condições de medição, como p. ex., técnica de medição utilizada e, se necessário, ruído
estranho• Valores de correcção• Nível de pressão acústica das superfícies de medição• Nível de potência acústica das superfícies de medição
3.2.4.8 Análise de ruídoPrincípiosA pedido do cliente ou na ocorrência de sons individuais estranhos, como sons magnéticos, sons de sirene, etc., é possível efectuar adicionalmente uma análise de ruído.A análise de ruído também é efectuada quando é necessário um espectro de um terço de banda do ruído da máquina. Com a ajuda de um espectro de um terço ou de oitava é possível, p. ex., aplicar medidas activas ou passivas para a redução do ruído.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 125

Evolução do controlo1. Os espectros de oitava e de um terço de oitava são registados no caminho de medição 1. O
número de pontos de medição depende do tamanho da máquina e da característica de radiação. Quando o espectro de frequência é registado em apenas um ponto de medição, então é seleccionado um ponto em que predomina o nível de pressão acústica médio.
2. Consoante o equipamento no campo de controlo podem ser medidos, adicionalmente, ruídos estranhos.– Quando o ruído estranho, em toda a faixa de frequência média do terço de oitava,
tem >15 dB de distância para os valores medidos ponderados A, o ruído estranho é medido em apenas um ponto de medição representativo; K1 = 0 dB.
– Quando o ruído estranho, em toda a faixa de frequência média do terço de banda tem <15 dB de distância em relação aos valores medidos ponderados A, o ruído estranho é medido para cada ponto de medição.
ResultadoConsoante a fábrica, os resultados são apresentados de forma diferente:• Em Ruhstorf o relatório contém os níveis de pressão acústica medidos da superfície de
medição no espectro da oitava foitava em forma de gráfico. • Em Nürnberg o relatório contém os níveis de pressão e de potência acústica das superfícies
de medição medidos no espectro de um terço de banda fterço de banda em forma de tabela e gráfico.
Como documentação do resultado do controlo é criado um certificado 3.1 ou, em controlos de recepção com a presença do cliente, um certificado 3.2.
Ver tambémMedição de ruído na marcha em vazio ("Sound pressure level test") (Página 124)
3.2.4.9 Teste de funcionamento no conversor do campo de controloNeste ensaio o motor é testado em conjunto com o conversor próprio do campo de controlo.• Motores de alta tensão no SINAMICS Perfect Harmony GH180• Motores de baixa tensão no SINAMICS S120
Âmbito base do controlo de funcionamento1. Medição da resistência ao frio do enrolamento do estator (Página 37)2. Controlo de aquecimento no ponto de referência3. Medição da resistência ao calor do enrolamento do estator4. Controlo de carga (Página 99) em quatro pontos de trabalho (velocidade, binário)
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S126 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Pontos de carga1. Marcha de aquecimento de carga2. Em caso de velocidades diferentes são medidos os seguintes parâmetros em cada ponto de
carga:– Frequência de saída no conversor– Corrente do motor, tensão do motor– Velocidade do motor– Binário e potência no eixo do motor
Controlo de alta tensão do motorUm controlo de alta tensão do motor já faz parte do controlo individual, mas pode ser novamente repetido na sequência do controlo.
Inspecção visual• Controlo visual do motor
Medição de ruído no motor A medição de ruído só é realizada com a opção F28/F29 ou F62/F63.1. O motor é operado sem carga no conversor à velocidade de referência.2. O nível de pressão acústica do ruído da máquina é registado em pontos de medição
definidos. O nível de pressão acústica é determinado ponderado A.
Controlo de oscilação no motor1. O motor é operado sem carga no conversor à velocidade de referência.2. As velocidades de oscilação são medidas nas caixas dos mancais com tensão de referência e
frequência de referência. 3. Nos mancais de deslize é medida, adicionalmente, a oscilação do eixo, se estiverem
montados os sensores de medição correspondentes.
Ver tambémControlo dos componentes (Página 34)Tempo necessário (Página 35)
3.2.4.10 Certificados de controlo e certificados de componentes ("Certified data prior to shipment")
Princípio• API 5th edition 8.6.2a
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 127

Após conclusão da produção e controlo do motor o fabricante disponibiliza todos os certificados acordados ("Certified data prior to shipment"). Consoante a directiva de arquivo, cada documento é arquivado durante um determinado período de tempo. Em relação a requisitos especiais impostos à embalagem e envio pode ser agendada uma reunião à parte, para discutir e acordar os detalhes.
Controlos3.2 Controlos adicionais
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S128 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Índice
AAnálise de oscilações, 74Análise de ruído, 125API 2.4.6.3.3, 75API 2.4.6.3.6, 69API 4.1.1, 121API 4.1.5, 68API 4.2.1.1e, 70API 4.2.2, 111API 4.2.2.2, 111API 4.2.2.5, 117API 4.2.3.2, 70API 4.2.3.3, 70API 4.3.1.14, 121API 4.3.1.5, 119API 4.3.2.1h, 62API 4.3.2.1j, 71API 4.3.2.1k, 73API 4.3.3.12, 73API 4.3.3.2, 41API 4.3.4.2, 57API 4.3.4.2.1, 91API 4.3.4.5, 123API 4.3.5.4, 78API 4.4.6.3.4, 69API 4.4.9.4, 75API 4th edition, 24API 5th edition, 24API 6.2.1.1e, 70API 6.2.1.4, 119API 6.2.2, 111API 6.2.2.2, 111API 6.2.3.3, 70API 6.2.5.1a, 69API 6.3.1.15, 121API 6.3.1.16, 40API 6.3.1.4, 119API 6.3.1.5, 75API 6.3.2.1h, 62API 6.3.2.1k, 71API 6.3.2.1l, 73API 6.3.3.4, 41API 6.3.3.5, 81API 6.3.4.1, 89API 6.3.4.2, 57API 6.3.4.2.1, 91API 6.3.4.3, 89
API 6.3.4.4, 109API 6.3.4.5, 123API 6.3.4.6, 93API 6.3.5.3, 77API 6.3.5.4.1, 78API 6.3.5.6, 68API 8.2, 118API 8.4, 119API 2.4.6.3.1a, 69API 4.2.2.3, 113API 4.2.2.4, 115API 4.2.2.5, 117API 4.3.1.15, 40API 4.3.1.6.2, 75API 4.3.2.1i, 63API 4.3.3.1, 55API 4.3.4.1, 89API 4.3.4.3, 89API 4.3.4.4, 109API 4.3.5.2.1, 46API 4.3.5.3, 77API 6.2.2.3.2, 113API 6.2.2.4, 115API 6.2.2.5, 117API 6.3.2.1j, 63API 6.3.5.2.1, 46API 8.6.2a, 128
BB29, 80Bearing Dimensional & Alignment Checks Before Tests, 71Bearing Dimensional & Alingnment Checks After Tests, 73Bearing Housing Natural Frequency Tests, 78Bearing Inspection After Tests, 63Bearing temperature rise, 62
CCertificados de controlo e certificados de componentes, 127Certified data prior to shipment, 128Component Balance, 69Componentes disponibilizados pelo cliente, 12Comprovativo da precisão da estrutura do teste, 122Controle de funcionamento conforme API 541, 21
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 129

Controlo combinado Complete Test, 22Controlo combinado F82 / F83, 19Controlo da movimentação livre dos componentes, 70Controlo da pré-lavagem e da diluição, 29Controlo da tensão transitória em bobinas individuais, 91Controlo das temperaturas limite de peças de motores com protecção contra explosão, 82Controlo de alta tensão, 32Controlo de embalamento, 68Controlo de funcionamento do sistema de accionamento, 33Controlo de funcionamento segundo CEI, 18Controlo de limpeza, 71Controlo de oscilação, 33Controlo de oscilação com acoplamento do cliente, 76Controlo de sistema, 30Controlo de tipo, 29Controlo individual, 18, 37
Conformidade do sentido de rotação e designação dos terminais, 39Controlo da tensão do isolamento principal durante a produção do enrolamento, 59Controlo da tensão suportável, 39Controlo de alta tensão, 58Controlo de resistência da corrente contínua do enrolamento do estator, 37Controlo do enrolamento durante a produção do mesmo, 57Controlo dos acessórios, elementos integrados e peças de montagem, 47Conversor, 16Inspecção visual do mancal de deslize após os controlos eléctricos, 63, 64Marcha de aquecimento do mancal, 62Medição da abertura de ar, 55Medição da distribuição da pressão em motores com o tipo de protecção "Protecção do equipamento através de invólucros de sobrepressão interna", 65Medição da excentricidade com recepção, 55Medição da intensidade de vibração, 41Medição da intensidade de vibração conforme API 541, 42Medição da intensidade de vibração no "Complete Test", 46Medição da resistência de isolamento, 48Medição da tensão do eixo, 54Medição de perdas por fuga em motores do tipo de protecção Ex p, 65
Medição de pulso de choque, 60Medição do caudal volúmico e regulação do sistema de sobrepressão, 66Medição do índice de polarização, 52Medição do isolamento do mancal conforme API, 54Medição Slow Roll segundo API, 56Motor, 16Soft Foot Test, 40Teste de curto-circuito, 38Teste em vazio, 38Transformador, 16Verificação da estanqueidade em motores arrefecidos a água, 67
Controlo individual pneumático, 28Controlo pneumático de tipo, 28Controlo por partículas magnéticas, 115Controlo por penetração de líquido, 117Controlo por raios X, 111Controlo por ultra-sons, 113
de peças em bruto do eixo laminadas ou forjadas, 114de peças fundidas, 115de produtos soldados, 114
Controlos do material, 111Coordination Meeting, 118
DDemonstrate Accuracy of Test Equipment, 122Design Review, 119Detecção de ressonâncias da caixa do mancal, 78Determinação do binário de inércia após o processo de redução da potência, 108Determinação por cálculo do desempenho a partir das perdas individuais, 103
FF03, 80F04, 82F05, 82F100, 40F103, 119F104, 118F106, 121F107, 119F108, 71F109, 71F110, 71F111, 81
Índice
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S130 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

F112, 81F113, 81F114, 122F115, 122F116, 122F117, 89F118, 89F119, 89F120, 57F121, 57F122, 57F123, 91F124, 91F125, 91F126, 69F132, 69F133, 69F134, 69F135, 76F136, 76F137, 76F138, 68F139, 124F14, 96F140, 124F141, 124F142, 109F143, 109F144, 109F145, 86, 89F148, 71F149, 71F15, 96F150, 71F151, 73F152, 73F153, 73F154, 22, 46, 98, 101, 102, 103, 124F155, 22, 46, 98, 101, 102, 103, 124F156, 22, 46, 98, 101, 102, 103, 124F157, 124F158, 124F159, 124F16, 98F160, 73F166, 77F167, 77F168, 77F169, 78F17, 98F170, 78F171, 78
F172, 70F176, 128F178, 111F18, 99F181, 111, 113, 114, 115F184, 111, 113, 114, 115F185, 111, 115F186, 111, 115F187, 111, 115F188, 111, 117F189, 111, 117F19, 99F190, 111, 117F191, 46F192, 46F193, 46F20, 103F21, 103F22, 85F23, 85F26, 86F28, 124F29, 124F34, 102F35, 102F36, 108F37, 108F38, 68F39, 68F42, 109F43, 109F46, 93F52, 101F53, 101F54, 52F55, 52F58, 74F59, 74F60, 91F61, 91F62, 125F63, 125F67, 63, 64F71, 55F74, 26, 99, 126F75, 26, 99, 126F82, 98, 103F83, 98, 103F92, 98, 103F93, 98, 103F97, 26Final Assembly Running Clearances, 70
Índice
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 131

HHeat exchanger performance verification test TEWAC, 81Hydrostatic test, 82
IÍndice de polarização, 53Inspecção do mancal antes dos controlos eléctricos, 71Inspecção do pacote de lâminas do estator com enrolamento antes da impregnação, 124Inspecção dos mancais de deslize após os controlos eléctricos, 73Inspecção visual, 33, 80Inspection for Cleanliness, 71
LLiquid Penetrant Test, 117
MMagnetic Particle Test Parts, 115Magnetização do núcleo toroidal, 89Marcha de aquecimento de carga, 28, 30Marcha de aquecimento de curto-circuito para motores do tipo de protecção Ex eb, 83Material Inspection, 111Medição da espessura da camada, 80Medição de descarga parcial no enrolamento/na máquina, 93Medição de harmónicas, 32Medição de ruído, 33Medição de ruído em marcha em vazio, 124Medição do factor de perda, 89Medição do factor de perda e da capacidade no enrolamento completo ou máquina, 86Medição do factor de perda tan δ em bobinas individuais, 85
OOverspeed test, 68
PPartial discharge test, 93Plano de controlo do funcionamento e descrições do controlo seis semanas antes do controlo eléctrico final, 119Pontos de carga e determinação do desempenho do sistema, 32Power Factor Tip-Up Test, 86, 89Pré-inspecção da produção, 121
QQualidade de calibração dos componentes do motor, 69
RRadiographic Test, 111Recepção do sistema, 34Recepção pelo cliente, 12Registo da curva característica da marcha em vazio e separação das perdas, 96Registo da curva característica de carga, 99Registo da curva característica de curto-circuito e perdas de curto-circuito, 98Registo da evolução da corrente e do binário com máquina de carga, 102Registo do binário e corrente inicial de arranque, 101Registo do espectro de frequência, 73Residual Unbalance Verification Test, 69Reunião de coordenação (Coordination Meeting), 118Running/Vibration Tests with Coupling Half, 76
SSealed Winding Conformance Test, 109Shop Inspection, 121Sound pressure level test, 124Special Surge Test of Coils, 91Stator Core Test, 89Stator Inspection Prior to VPI, 124Submit Test Procedures 6 Weeks Before Tests, 119
TTeste de funcionamento do refrigerador de água, 81
Índice
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S132 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL

Teste de funcionamento no conversor do campo de controlo, 126Teste de isolamento, 32Teste de pulverização, 109Teste de vazamento, 82Teste dinâmico de desequilíbrio, 77
UU85, 80Ultrasonic Test Parts, 113Unbalance Response Test, 77
VVerificação da precisão da máquina de calibração, 69Verificação do isolamento do enrolamento, 109Vibration Recording, 73Visual Bearing Checks After Tests, 63
Índice
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SMaterial de referência Rev.202008101435 Factories NMA, RHF and SEDL 133

Índice
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1S134 Material de referência Rev.202008101435 Factories NMA, RHF and SEDL


0000000000 000000 01 PT 03
*000000000000000001PT03* 000000000000000001PT03
Further Informationwww.siemens.com/drivesSiemens AGDigital IndustriesPostfach 48 4890026 NÜRNBERGALEMANHA

Digital Industries
Siemens AG, DI MC CBMF MF-NMA LDA EN, Postfach 47 43, 90025 Nürnberg
Siemens S.p.A.LAURA NOVA
IT-20126 Milano
Departamento DI MC CBMF MF-NMA LDA ENTelefone +49 (911) 433-6422Fax +49 (911) 433-6921E-mail [email protected]
mNossa referência 0000000000000000Data 10.08.2020
Documentação para 1L, 1M, 1N, 1P, 1R, 1SVosso número de encomenda - 001000
AL: N ECCN: N UL: DEStWanr (CD): 85234045, StWanr (Print): 49011000
Exmos. Senhores,
Agradecemos a sua encomendam relativamente à qual enviamos a documentação.
Com os melhores cumprimentos
*000000000000000001PT03*


Rótulo para pasta 50 mm (120 g/m2)
SIMOTICS1L, 1M, 1N, 1P, 1R, 1S
Factories NMA, RHF and SEDL
Controles em motores assíncronos
Rótulo para pasta 145 mm (120 g/m2)
SIMOTICS 1L, 1M, 1N, 1P, 1R, 1SFactories NMA, RHF and SEDL Controles em motores assíncronos