
Aula 6 usinagem, fluidos e desgaste
114
Fluido de corte -A utilização de fluidos de corte na usinagem inicia-se em 1890,com a água e a seguir soluções água/soda ou água/sabão (evitar a oxidação - peça e ferramenta). -A água tem alto poder refrigerante, mas um baixo poder lubrificante (além de provocar oxidação). Por isto, outros fluidos de corte foram desenvolvidos. -Nos últimos anos muito tem se discutido sobre o corte a seco ou com mínima quantidade de fluido (MQF)
-
Upload
bruno-guedes -
Category
Technology
-
view
25 -
download
2
Transcript of Aula 6 usinagem, fluidos e desgaste

Fluido de corte
-A utilização de fluidos de corte na usinagem inicia-se em 1890,com a água e a seguir
soluções água/soda ou água/sabão (evitar a oxidação - peça e ferramenta).
-A água tem alto poder refrigerante, mas um baixo poder lubrificante (além de provocar
oxidação). Por isto, outros fluidos de corte foram desenvolvidos.
-Nos últimos anos muito tem se discutido sobre o corte a seco ou com mínima quantidade
de fluido (MQF)

Fluido de corte
- A seleção adequada do fluido de corte deve recair sobre aquele que
possuir composição química e propriedades corretas para lidar com as
adversidades de um processo de corte específico.]
- Deve ser aplicado usando-se um método que permita sua chegada o mais
próximo possível da aresta de corte dentro da interface ferramenta/cavaco,
afim de assegurar que suas funções sejam exercidas adequadamente
Fluido de corte
-Os custos operacionais do fluido de corte podem chegar a 17% dos custos
de fabricação por peça em indústrias metalúrgicas (valor referência: 0,40 R$/
litro).
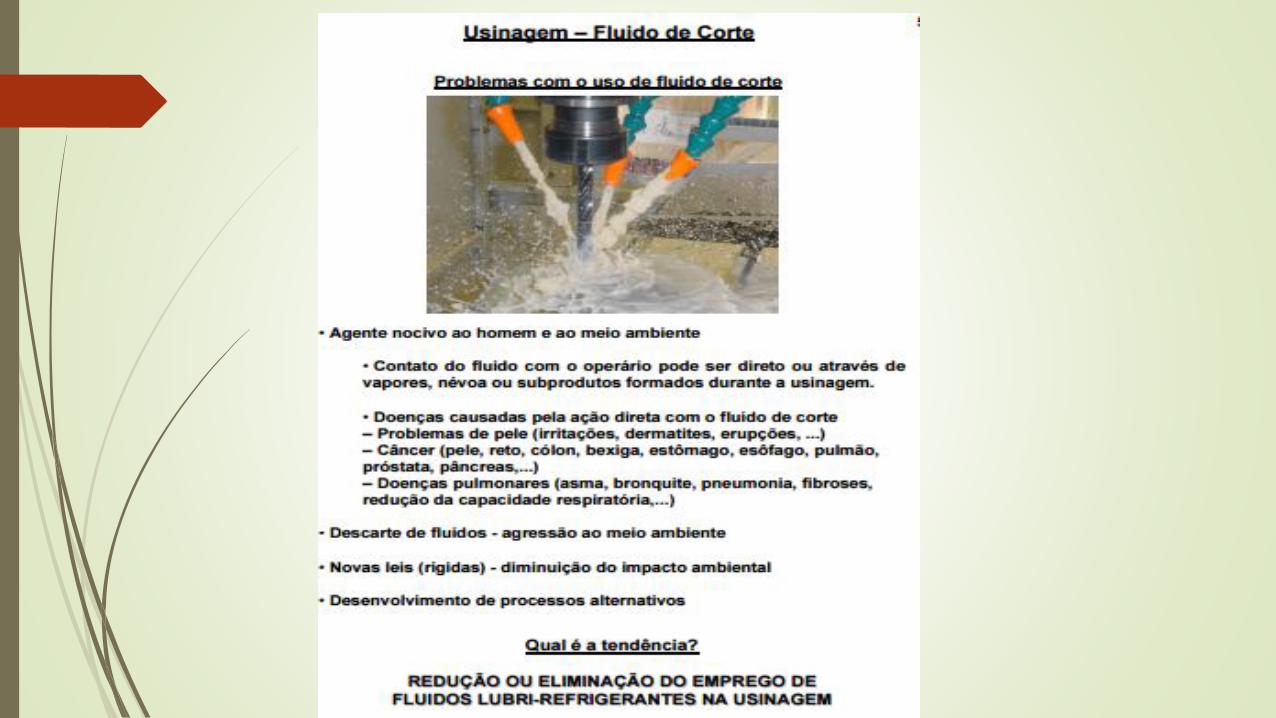
-Os fluidos de corte podem causar danos à saúde se absorvidos ( contato
pela pele, respiração e/ou ingestão) pelo ser humano. As doenças mais
comuns são : dermatites, alergias, perda da capacidade pulmonar, câncer
gastrointestinal e outros tipos de câncer.Os fluidos de corte podem também
afetar o meio ambiente (solo, água e ar).

Funções do fluido de corte:
Principais funções dos fluidos de corte são:
Lubrificação a baixa velocidade de corte;
Refrigeração a altas velocidade de corte;
Remoção dos cavacos da zona de corte;
Proteção da máquina-ferramenta e da peça contra oxidação.


Funções do fluido de corte:
Caráter Funcional:
• Redução do atrito entre ferramenta e cavaco;
• Expulsão dos cavacos gerados (principalmente em furações profundas);
• Refrigeração da ferramenta;
• Refrigeração da peça (redução de danos térmicos, manutenção da
medida, facilidade de manuseio);
• Melhoria do acabamento da superfície usinada (redução do atrito
peça/ferramenta e redução dos danos térmicos);
• Refrigeração da máquina-ferramenta (precisão de posicionamento)
Funções do fluido de corte:
Caráter Econômico:
• Redução do consumo de energia;
• Redução dos custos de ferramenta;
• Diminuição ou eliminação da corrosão na peça.
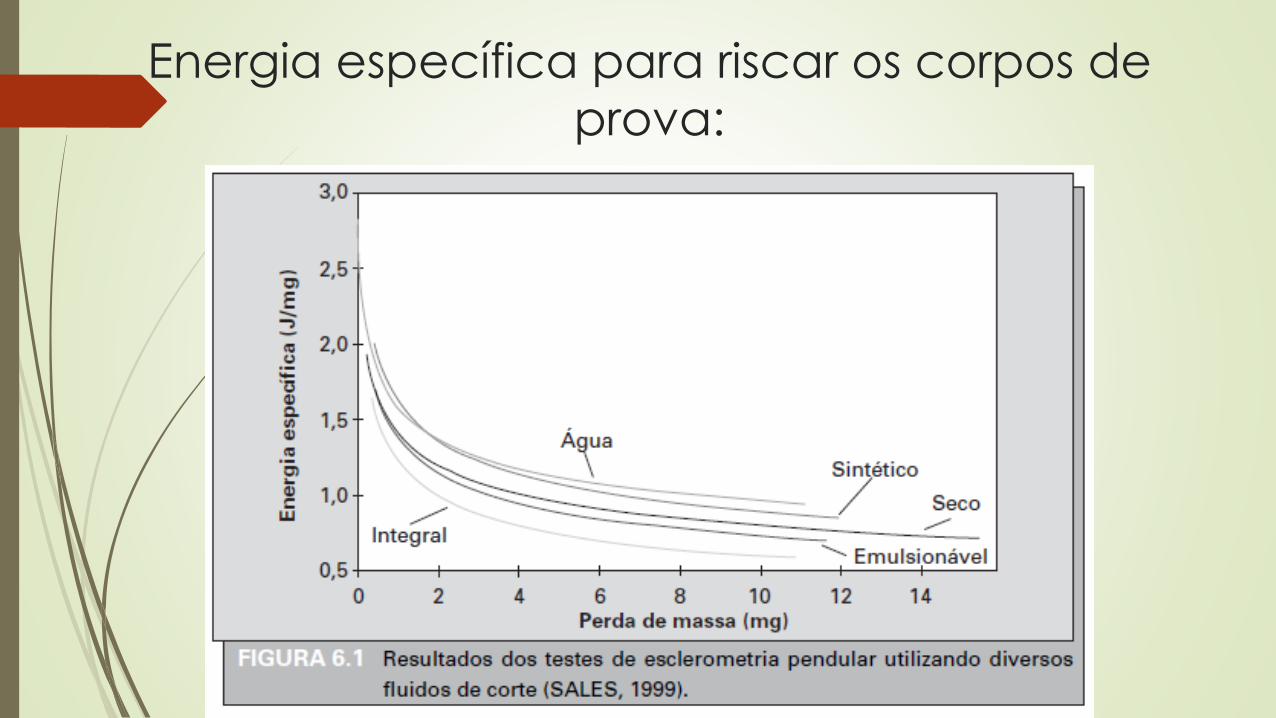
Energia específica para riscar os corpos de
prova:
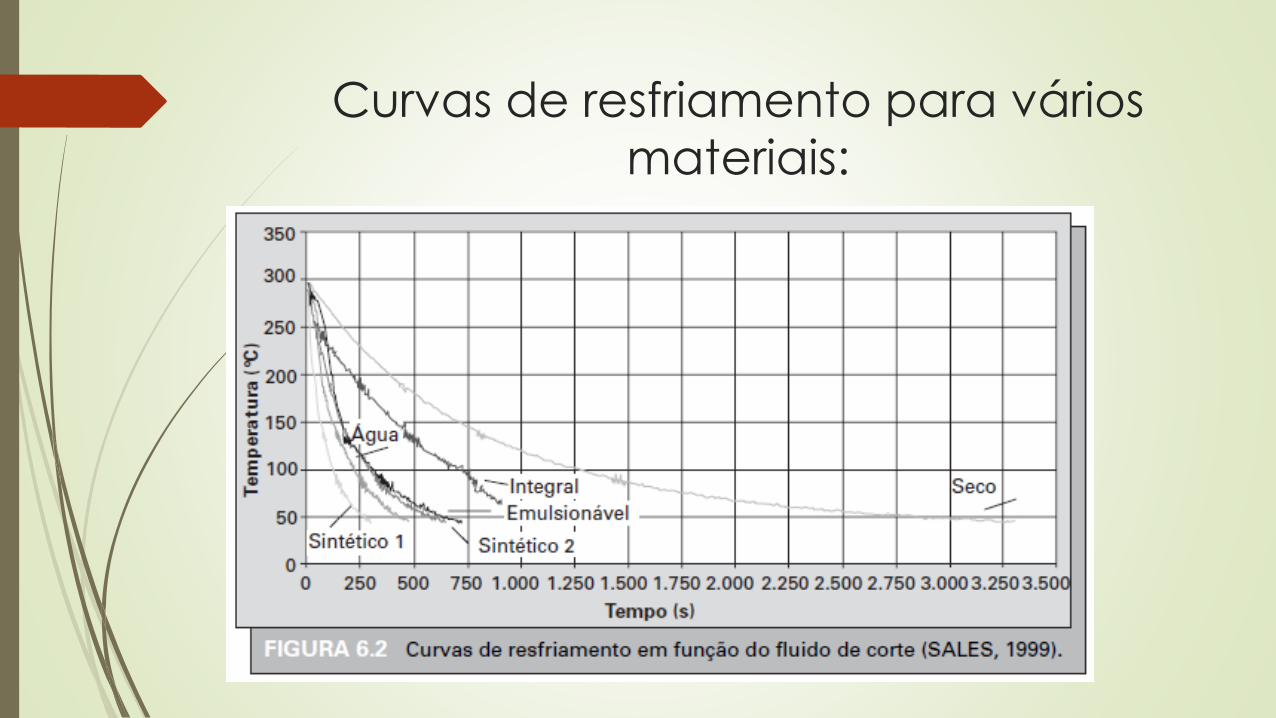
Curvas de resfriamento para vários
materiais:
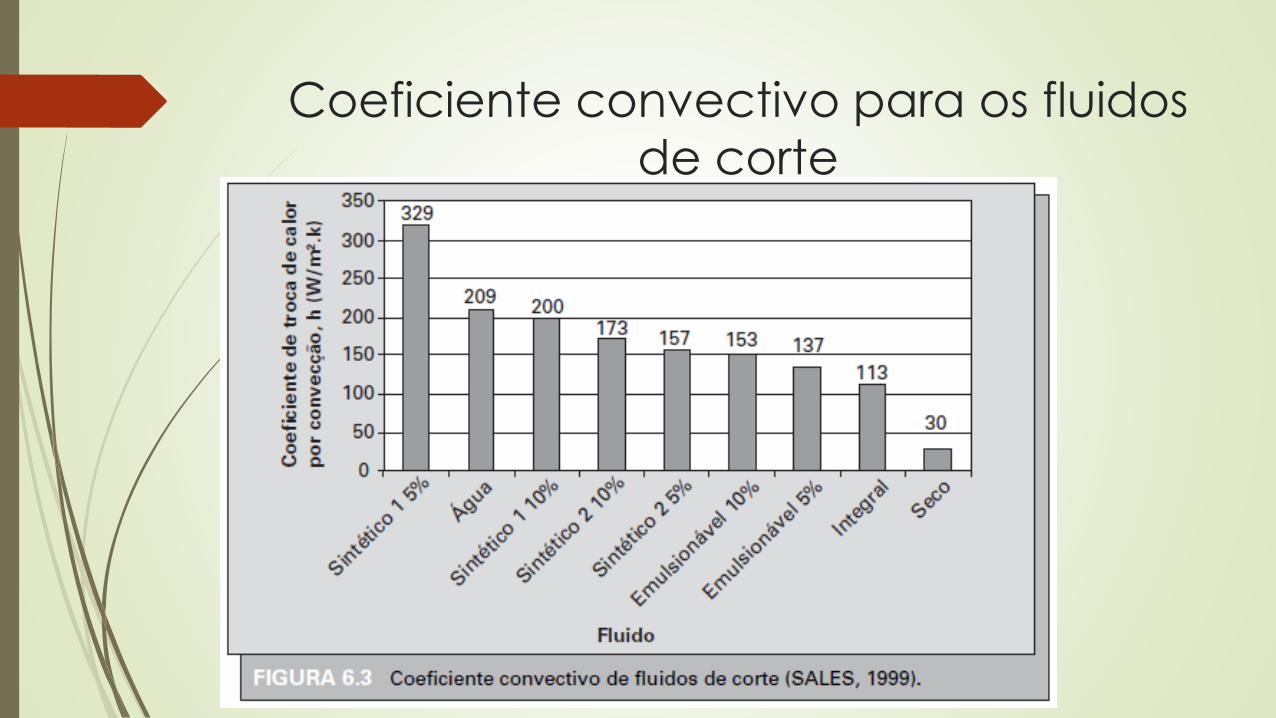
Coeficiente convectivo para os fluidos
de corte

Objetivos
Aumentar a vida da ferramenta
Aumentar a eficiência de remoção de
material
Melhorar o acabamento superficial
Reduzir a força e potência de corte
Qualidades Complementares
Resistência a infectação por bactérias e fungos.
Não ter tendência ao envelhecimento (formação de borras, espumas,
oxidação, perda de estabilidade).
Não afetar a saúde, quer pelo contato direto, quer pelos seus vapores e
névoas.
Facilidade de preparação e manutenção.
Não atacar metais, plásticos, tintas, borrachas, elementos de vedação e
outras peças da máquina.
Não atacar ligantes dos rebolos (na retificação).

Boa transparência, para permitir a observação do processo de
usinagem.
Baixa inflamabilidade.
Não afetar ou poluir o meio ambiente, nem na utilização nem no
descarte.
Não ter cheiro incomodativo.
Poder de remover impurezas.
Boa molhabilidade e resistência a altas pressões.
Boa filtrabilidade.
Não formar espuma.

Classificação dos fluidos de usinagem
I) Fluidos integrais, isentos de água:
Podem ser:
mineral(óleos de petróleo de base parafínica ou naftênica);
sintética(ésteres, diésteres);
vegetal(canola)ou ainda
mistos misturados para dar maior compatibilidade aos aditivos

Classificação dos fluidos de usinagem
I) Fluidos integrais, isentos de água:
Vantagens:
Não são corrosivos
Longa duração se mantido limpos
Aditivos dos fluidos de usinagem e
suas funções
FUNÇÃO DOS ADITIVOS:
Antioxidantes :proteger os fluidos de usinagem frente à ação agressiva da
atmosfera
Emulsionantes: estabilizar a emulsão
Inibidores da corrosão: proteger a peça e a ferramenta
Biocidas: impedir o desenvolvimento de microorganismos no fluido

Aditivos dos fluidos de usinagem e
suas funções
FUNÇÃO DOS ADITIVOS:
Aditivos de extrema pressão: Formar uma capa intermediária entre duas
superfícies metálicas, melhorando a lubrificação e evitando o desgaste
Umectantes ou estabilizantes: Estabilizar o concentrado
Aditivos dos fluidos de usinagem e
suas funções
FUNÇÃO DOS ADITIVOS:
Antiespumantes: Evitar a formação de espuma
Complexantes: Eliminar e prevenir a formação de incrustações
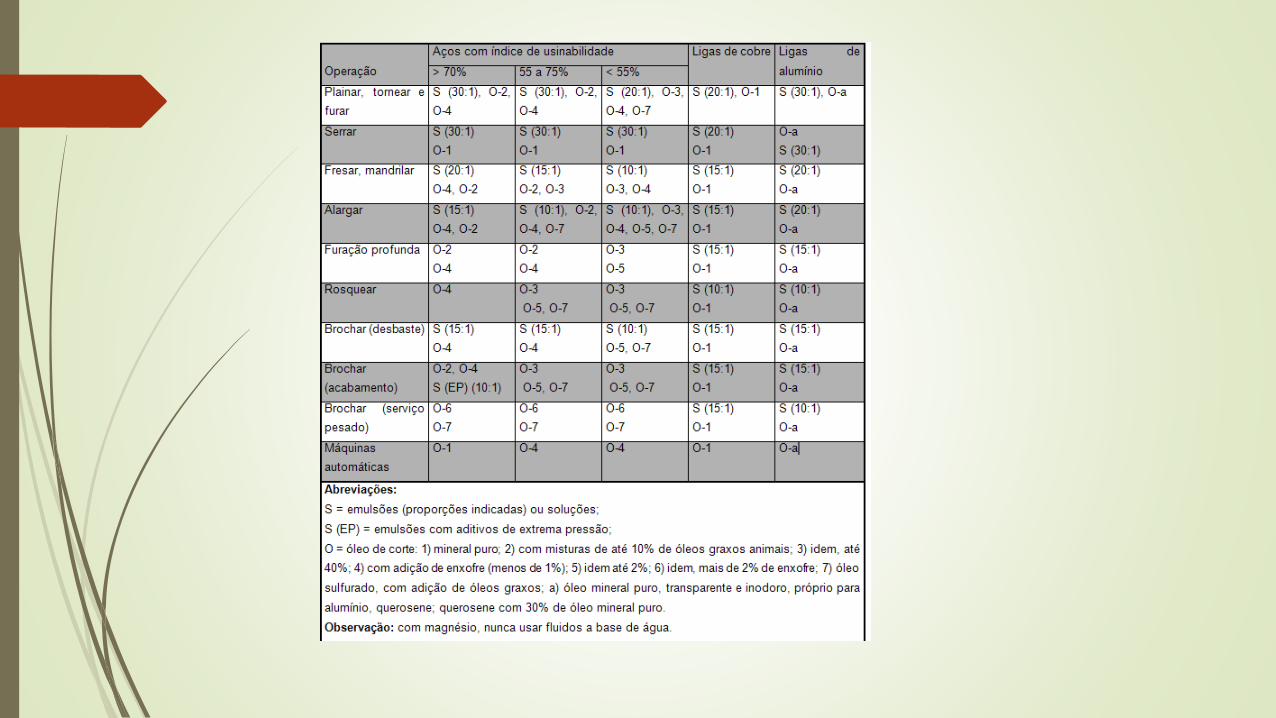
SELEÇÃO DO FLUIDO DE CORTE
Não existe um fluido universal, a escolha do fluidocom determinada composição depende do material aser usinado, do tipo de operação e da ferramentausada.
Os fluidos de corte solúveis e os sintéticos sãoindicados quando a refrigeração for mais importante;
Os óleos minerais e graxos usados juntos ouseparados, puros ou contendo aditivos especiais, sãousados quando a lubrificação for o fator maisdeterminante..
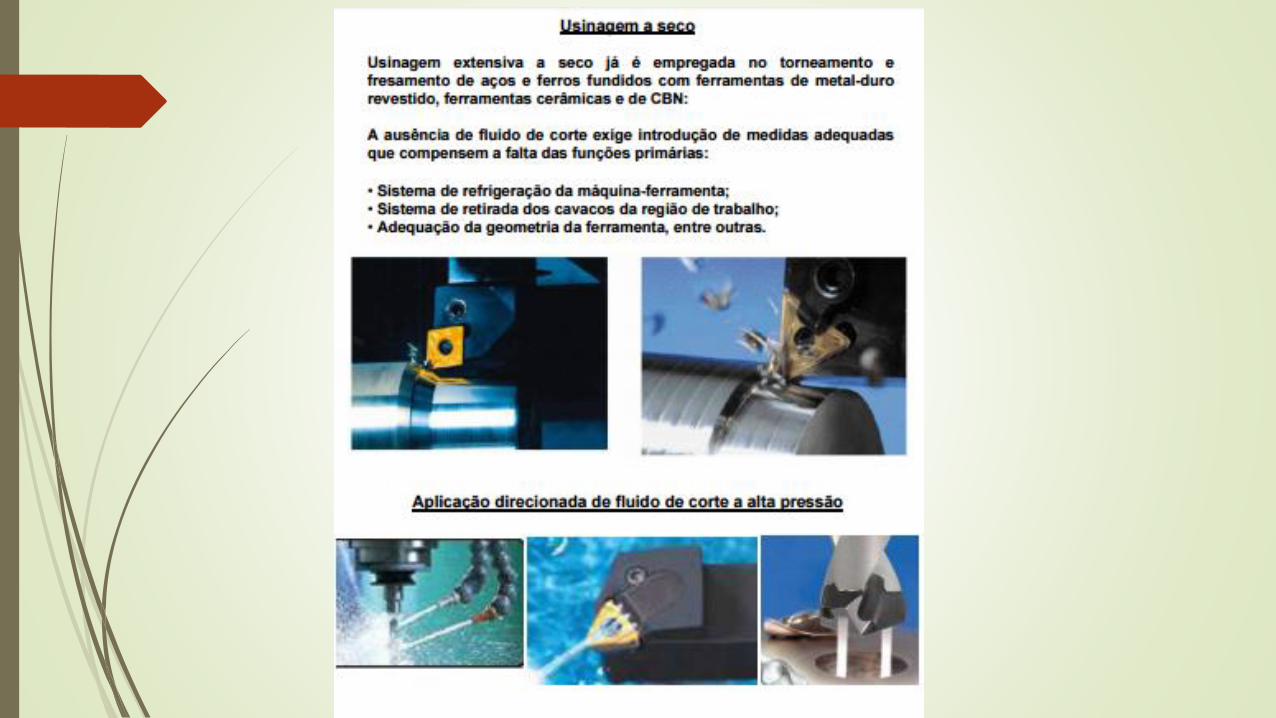

Usinagem a seco
Melhor alternativa para resolver
os problemas causados pelos
fluidos de corte, porém exige
uma adaptação compatível de
todos os fatores influentes neste
processo
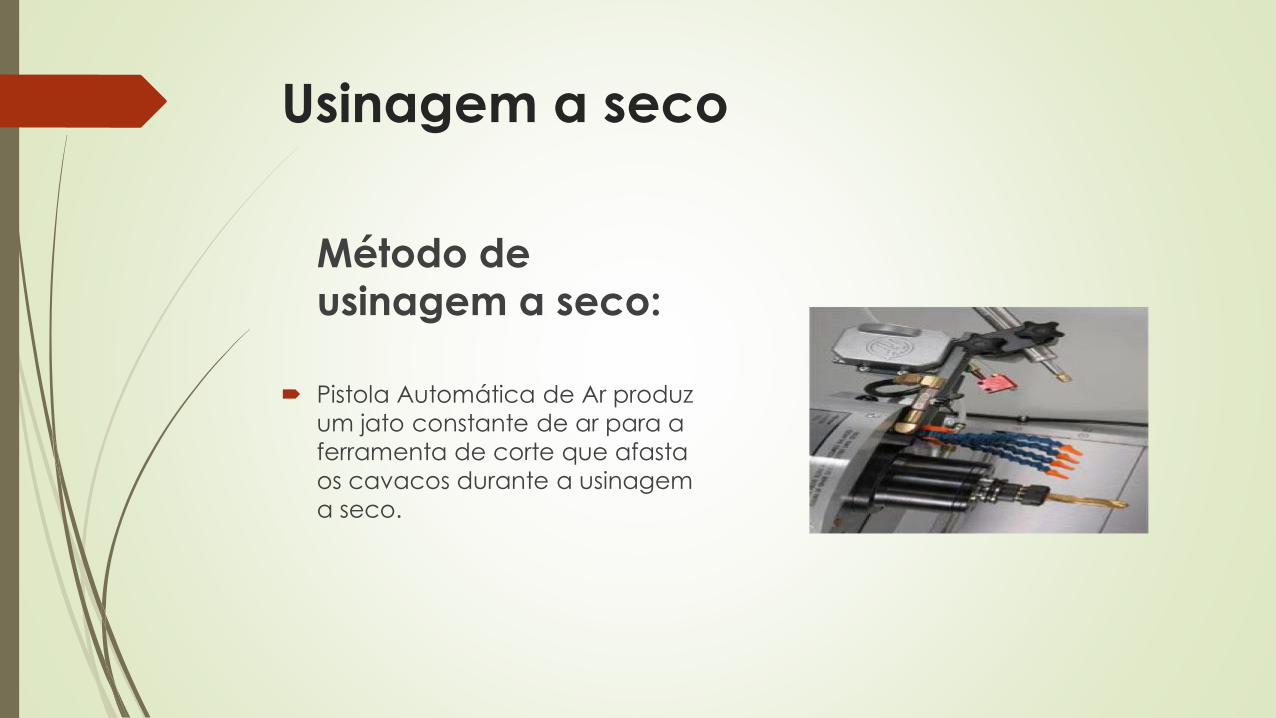
Usinagem a seco
Método de
usinagem a seco:
Pistola Automática de Ar produz
um jato constante de ar para a
ferramenta de corte que afasta
os cavacos durante a usinagem
a seco.

Usinagem a seco
Desvantagens:
Redução da vida útil da ferramenta
Redução de parâmetros de corte
A maior conseqüência dessas desvantagens é uma menor produtividade
Fluidos Integrais Esgotados
Ao serem submetidos a altas temperaturas nas operações de usinagem,
sofrem reações de oxidação e polimerização, formando uma mistura
complexa de compostos orgânicos e outros elementos contaminantes
resultantes do desgaste dos metais.
Fluidos Integrais Esgotados
Contaminantes comuns:
água
restos de aditivos como fenóis, compostos de zinco,
cloro e fósforo, ácidos orgânicos ou inorgânicos
bem como qualquer outro composto que por qualquer
motivo fique misturado com estes óleos
Emulsões e soluções esgotadas
Perda da qualidade é agravada pela presença de microorganismos no fluido que causam uma mudança na sua estrutura química.
Presença de sólidos aumenta ainda mais a proliferação destes microorganismos
Podem ser combatidos com bactericidas e fungicidas

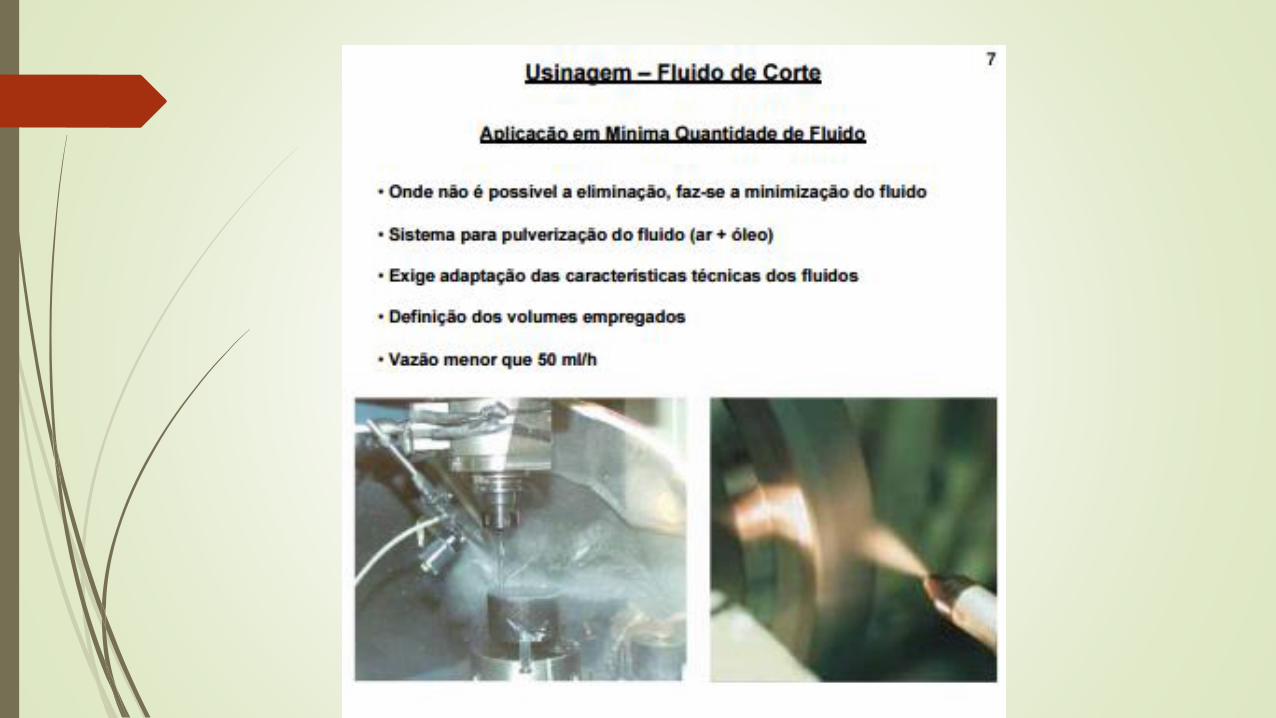
MQF
A MQF ( Mínima Quantidade de
Fluido) seria uma solução
intermediária e a curto prazo,
entre a usinagem a seco e a
usinagem com fluido cortante

MQF
Minimização da quantidade de
fluido
Fluido aplicado em gotas ou
pulverizado com o ar
Direcionado contra áreas de
atrito
MQF
Desvantagens da MQF :
custos adicionais para pressurizar o ar e suportes tecnológicos;
Fumaça de óleo gerados ( apesar de ser menor do que no fluido
cortante).
Principais problemas do uso de fluido
de usinagem
Corrosão de peças e/ou da máquina:A presença de água nas soluções e emulsões pode acelerar um processo de corrosão
Infectação por bactérias:Causa odores ofensivos, manchas nas peças e máquinas, problemas com filtros e clarificadores e redução da vida do fluido de corte
Sujeiras e impurezas:Impurezas podem tanto prejudicar as peças, ferramentas e máquinas quanto reduzir a vida do fluido de corte.

Principais problemas do uso de fluido
de usinagem
Principais problemas do uso de fluido
de usinagem Risco de incêndio:
Fluidos integrais podem entrar em combustão
Ataque à saúde:
Névoas de óleo podem irritar a pele e as vias
respiratórias
Poluição do Meio-Ambiente:
Um litro de óleo pode tornar impróprio para o uso
um milhão de litros de água potável
DICAS TECNOLÓGICAS
Fofo cinzento: são normalmente usinados a seco, porém um óleo emulsionável pode ser útil para ajudar a remover o cavaco que é o tipo de ruptura;
• O alumínio e suas ligas podem ser usinados a seco. Para algumas ligas é necessário o fluido de corte, que pode ser uma emulsão com mistura de óleo mineral e graxo e a maioria das emulsões solúveis. Não requer aditivos EP e o enxofre ataca o metal instantaneamente;
• Magnésio e suas ligas normalmente são usinados secos e a altíssimas velocidades de corte, entretanto, um refrigerante pode ser usado. Emulsões são proibidas, pois a água reage com o cavaco para liberar hidrogênio, que apresenta riscos de ignição. O enxofre ataca o metal;
• O cobre e suas ligas geralmente usam óleos solúveis. O enxofre causa descoloração das peças;
• Devido a altas fragilidades das ferramentas cerâmicas, deve-se tomar cuidado ao aplicar um refrigerante, porque os choques térmicos podem causar trincas superficiais.
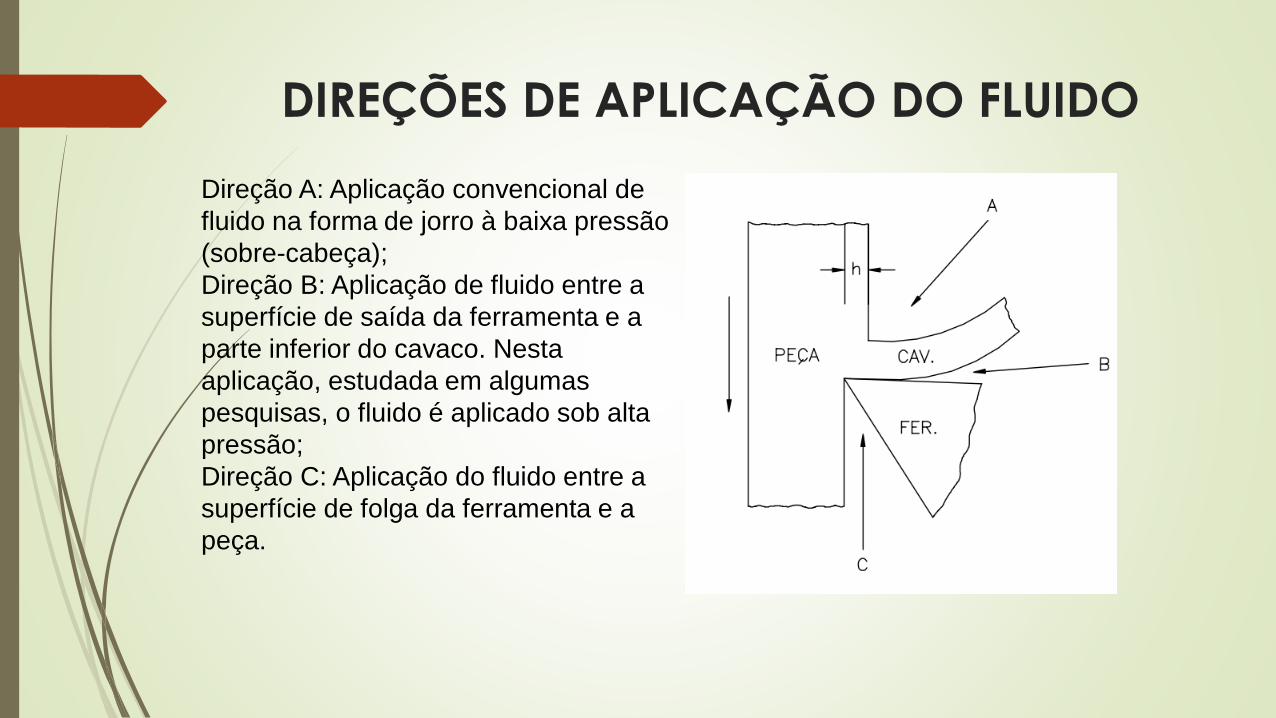
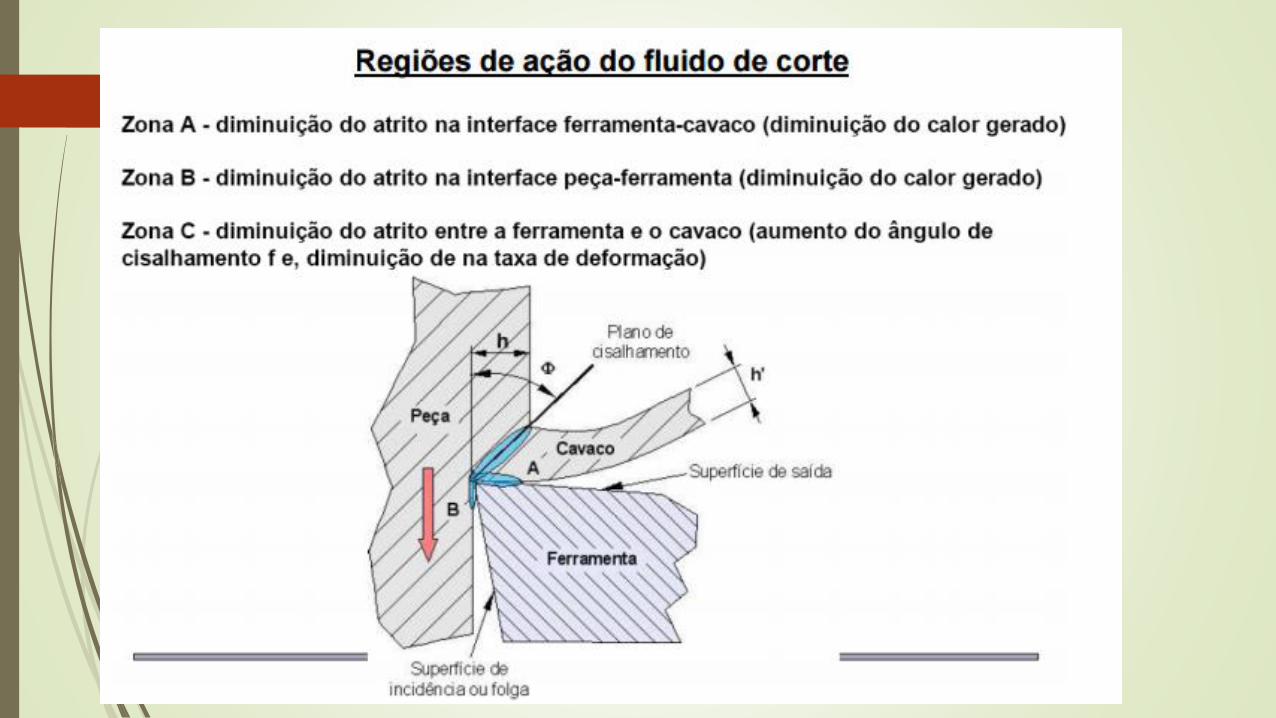
DIREÇÕES DE APLICAÇÃO DO FLUIDO
Direção A: Aplicação convencional de
fluido na forma de jorro à baixa pressão
(sobre-cabeça);
Direção B: Aplicação de fluido entre a
superfície de saída da ferramenta e a
parte inferior do cavaco. Nesta
aplicação, estudada em algumas
pesquisas, o fluido é aplicado sob alta
pressão;
Direção C: Aplicação do fluido entre a
superfície de folga da ferramenta e a
peça.
MÉTODOS DE APLICAÇÃO DOS FLUIDOS DE
CORTE
Jorro de fluido à baixa pressão (torneira à pressão normal);
• Pulverização;
• Sistema à alta pressão.
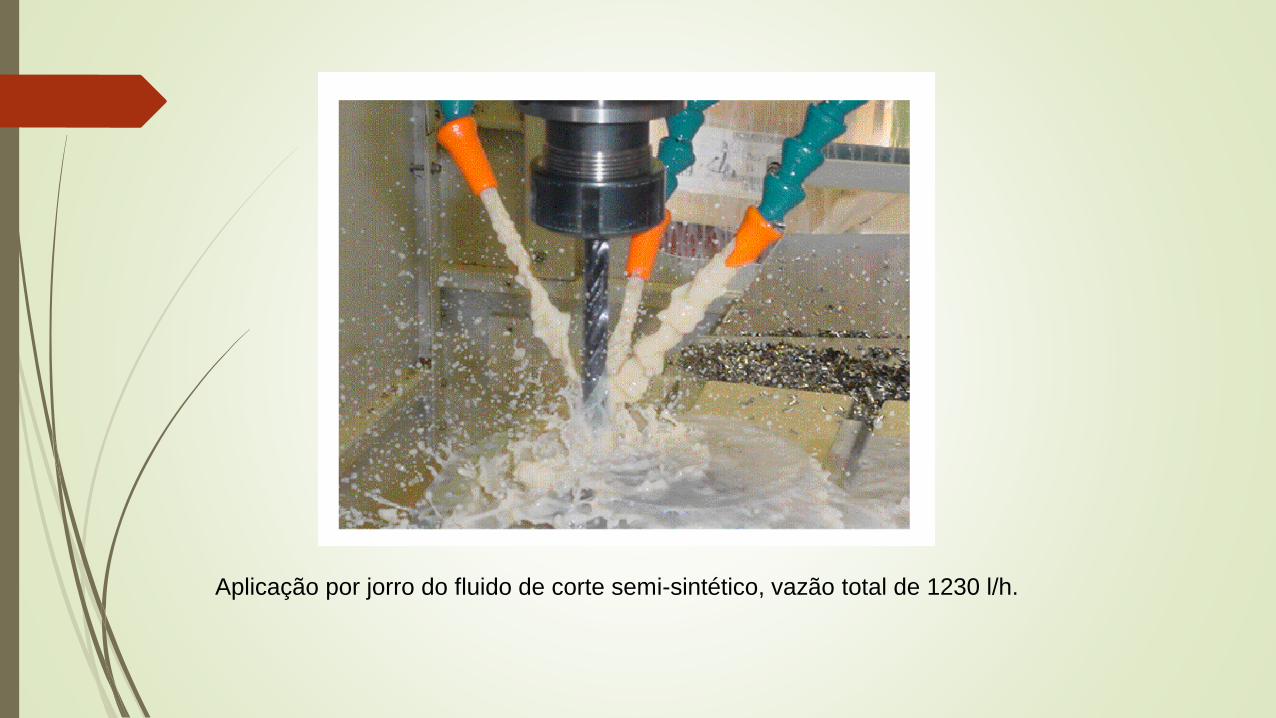
Aplicação por jorro do fluido de corte semi-sintético, vazão total de 1230 l/h.

Sistema de Jato d’água a alta pressão

MQF
A MQF ( Mínima Quantidade de
Fluido) seria uma solução
intermediária e a curto prazo,
entre a usinagem a seco e a
usinagem com fluido cortante

MQF
Minimização da quantidade de
fluido
Fluido aplicado em gotas ou
pulverizado com o ar
Direcionado contra áreas de
atrito
MQF
Desvantagens da MQF :
custos adicionais para pressurizar o ar e suportes tecnológicos;
Fumaça de óleo gerados ( apesar de ser menor do que no fluido
cortante).
AVARIAS E DESGASTES DA FERRAMENTA
Dependendo das grandezas de entrada do
processo de usinagem, a ferramenta sofrerá uma
determinada carga mecânica e térmica. Esta
elevada solicitação da ferramenta conduz aos
chamados desgastes ou avarias. Desgaste é o
fenômeno progressivo nas superfícies da ferramenta
em função da ação de cortar, que muda a forma
e, portanto a geometria original da ferramenta.
AVARIAS E DESGASTES DA FERRAMENTA
Quanto aos desgastes, os mesmos são resultantesde vários mecanismos distintos, dependendo danatureza do material usinado e das condições deusinagem, predominará um ou outro dosmecanismos sobre os demais. Isto depende domaterial da peça e da ferramenta, da operaçãode usinagem, das condições de corte, dageometria da ferramenta e do emprego e daeficiência da aplicação de fluido de corte.
MECANISMOS DE DESGASTE E AVARIA
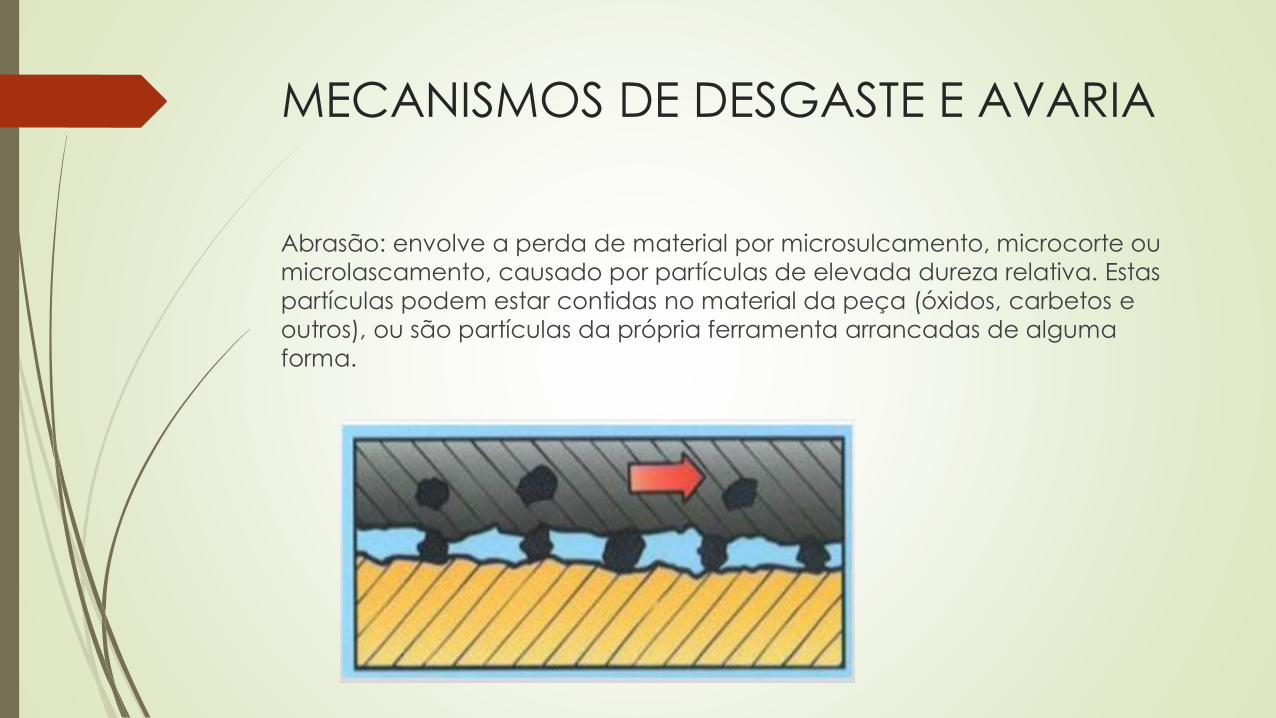
Abrasão: envolve a perda de material por microsulcamento, microcorte ou
microlascamento, causado por partículas de elevada dureza relativa. Estas
partículas podem estar contidas no material da peça (óxidos, carbetos e
outros), ou são partículas da própria ferramenta arrancadas de alguma
forma.

Abrasão Mecânica
A abrasão ( ou atrito) mecânica é uma das principais causas de desgaste da
ferramenta.
•O desgaste gerado pela abrasão é incentivado pela presença de partículas
duras no material da peça e pela temperatura de corte, que reduz a dureza
da ferramenta.
•Assim, quanto maior a dureza a quente da ferramenta, maior sua resistência
ao desgaste abrasivo.
•As vezes, partículas duras arrancadas de outra região da ferramenta por
aderência ou mesmo por abrasão e arrastadas pelo movimento da peça,
causam o desgaste abrasivo em uma área adjacente da ferramenta.
MECANISMOS DE DESGASTE E AVARIA
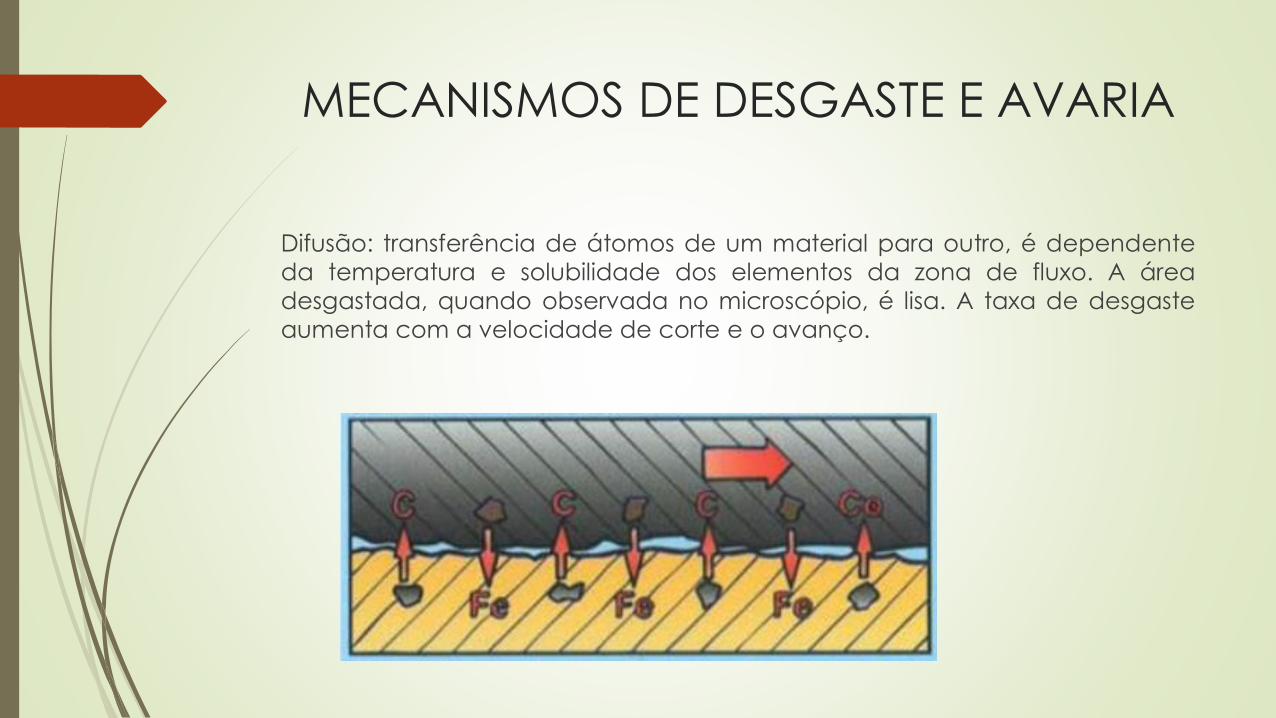
Difusão: transferência de átomos de um material para outro, é dependente
da temperatura e solubilidade dos elementos da zona de fluxo. A área
desgastada, quando observada no microscópio, é lisa. A taxa de desgaste
aumenta com a velocidade de corte e o avanço.
Difusão
A difusão entre ferramenta e cavaco é um fenômeno microscópico ativado
pela temperatura na zona de corte. A difusão no estado sólido consiste na
transferência de átomos de um metal a outro. Depende da temperatura, da
duração do contato e da afinidade físico-química dos dois metais envolvidos
Difusão
A difusão dos átomos de ferro do aço do cavaco para a ferramenta,
principalmente se esta for de metal duro, muda as condições de equilíbrio
entre os elementos constituintes da mesma, levando a uma reação química
entre eles. Estas reações químicas, no caso de metal duro, provocam a
formação de carbonetos complexos (Fe W C26), que são menos resistentes e
são rapidamente removidos por abrasão
MECANISMOS DE DESGASTE E AVARIA
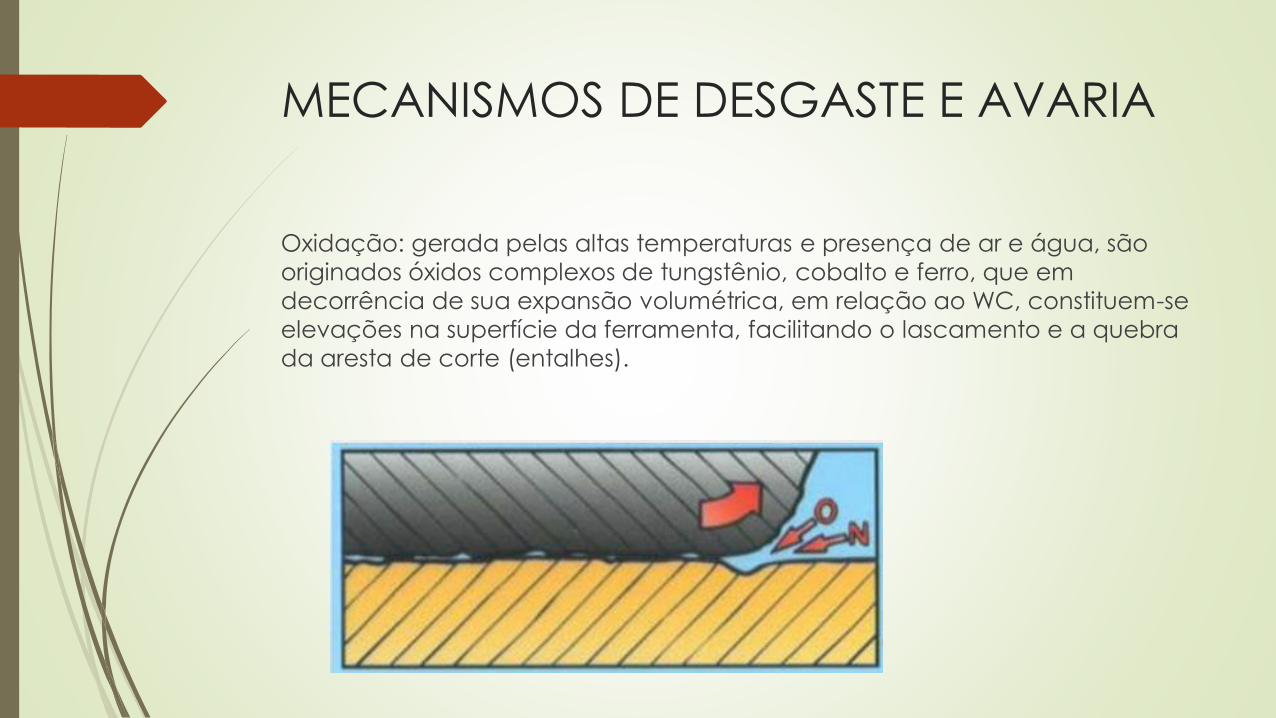
Oxidação: gerada pelas altas temperaturas e presença de ar e água, são
originados óxidos complexos de tungstênio, cobalto e ferro, que em
decorrência de sua expansão volumétrica, em relação ao WC, constituem-se
elevações na superfície da ferramenta, facilitando o lascamento e a quebra
da aresta de corte (entalhes).
MECANISMOS DE DESGASTE E AVARIA
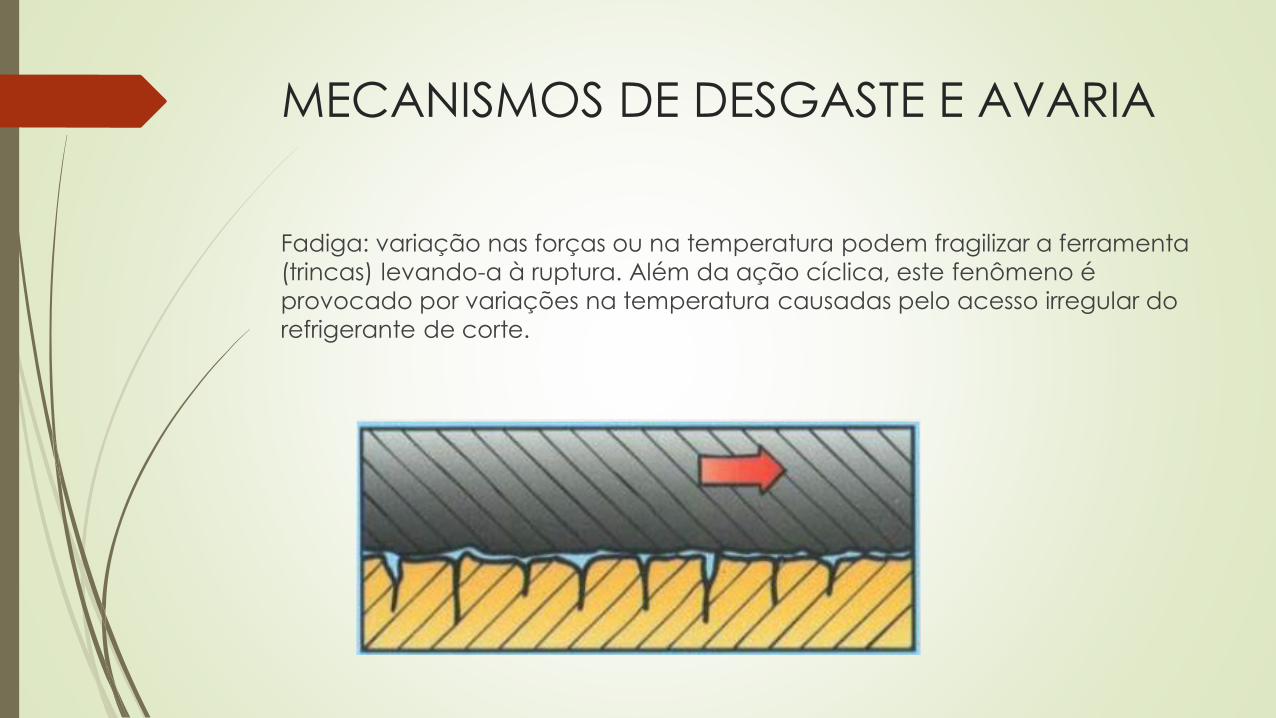
Fadiga: variação nas forças ou na temperatura podem fragilizar a ferramenta
(trincas) levando-a à ruptura. Além da ação cíclica, este fenômeno é
provocado por variações na temperatura causadas pelo acesso irregular do
refrigerante de corte.
MECANISMOS DE DESGASTE E AVARIA
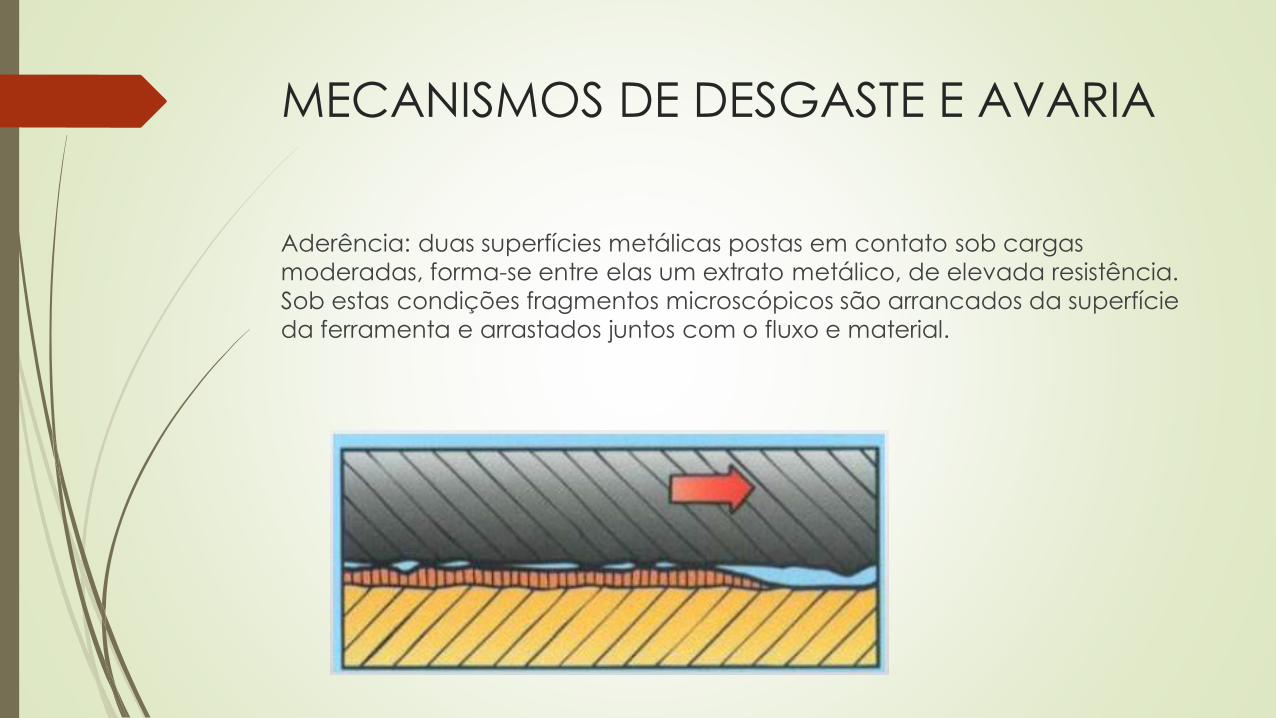
Aderência: duas superfícies metálicas postas em contato sob cargas
moderadas, forma-se entre elas um extrato metálico, de elevada resistência.
Sob estas condições fragmentos microscópicos são arrancados da superfície
da ferramenta e arrastados juntos com o fluxo e material.
Aderência
Também causada pelas baixas temperaturas e baixas velocidades de corte,
forma-se entre elas um extrato metálico que provoca aderência. A resistência
deste extrato é elevada a tal ponto que, na tentativa de separar as
superfícies, ocorre ruptura em um dos metais e não na superfície de contato.
O fenômeno da aderência esta presente na formação da aresta postiça de
corte, mas pode-se ter desgaste por aderência mesmo sem a formação da
aresta postiça.
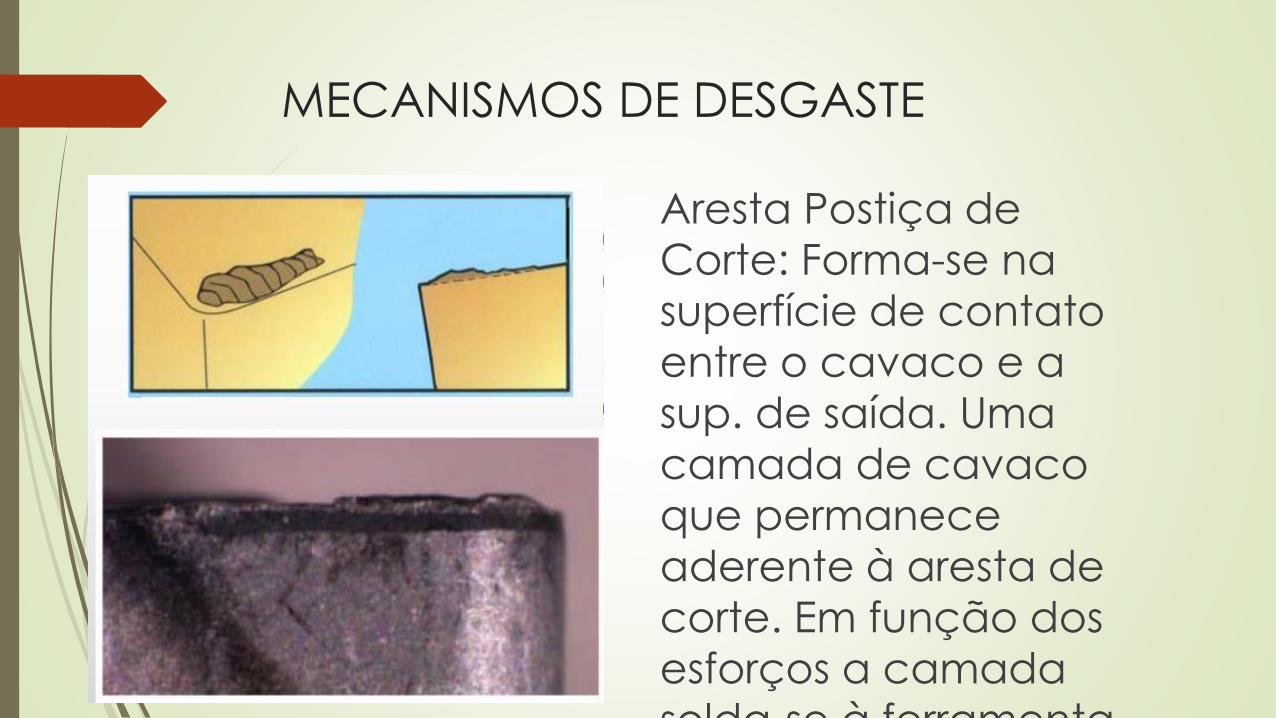
MECANISMOS DE DESGASTE
Aresta Postiça de
Corte: Forma-se na
superfície de contato
entre o cavaco e a
sup. de saída. Uma
camada de cavaco
que permanece
aderente à aresta de
corte. Em função dos
esforços a camada
solda-se à ferramenta,
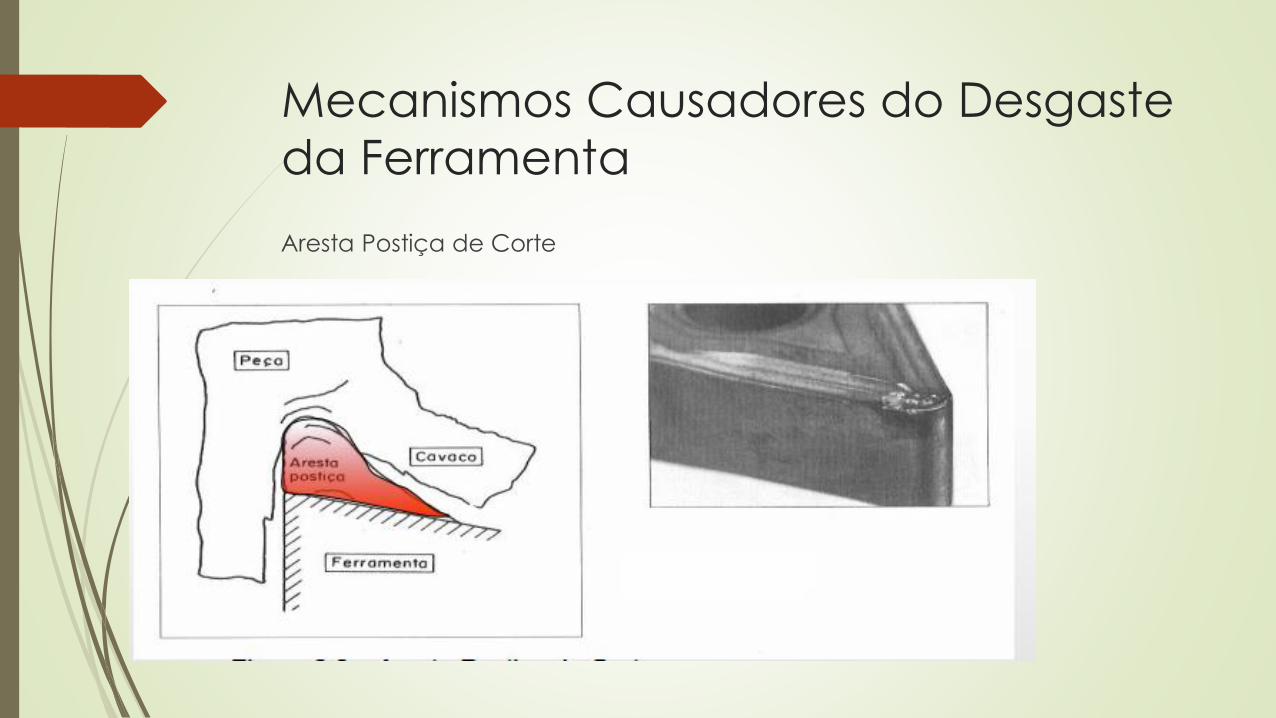
Mecanismos Causadores do Desgaste
da Ferramenta
Aresta Postiça de Corte
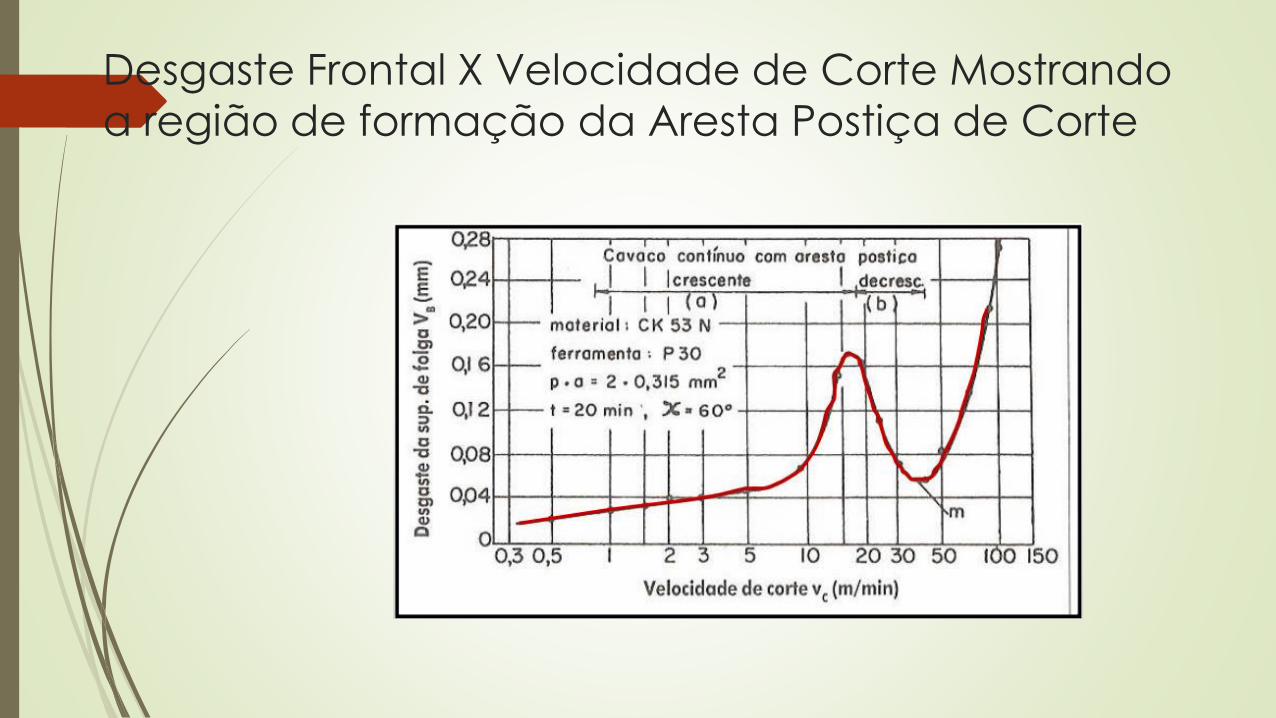
Desgaste Frontal X Velocidade de Corte Mostrando
a região de formação da Aresta Postiça de Corte
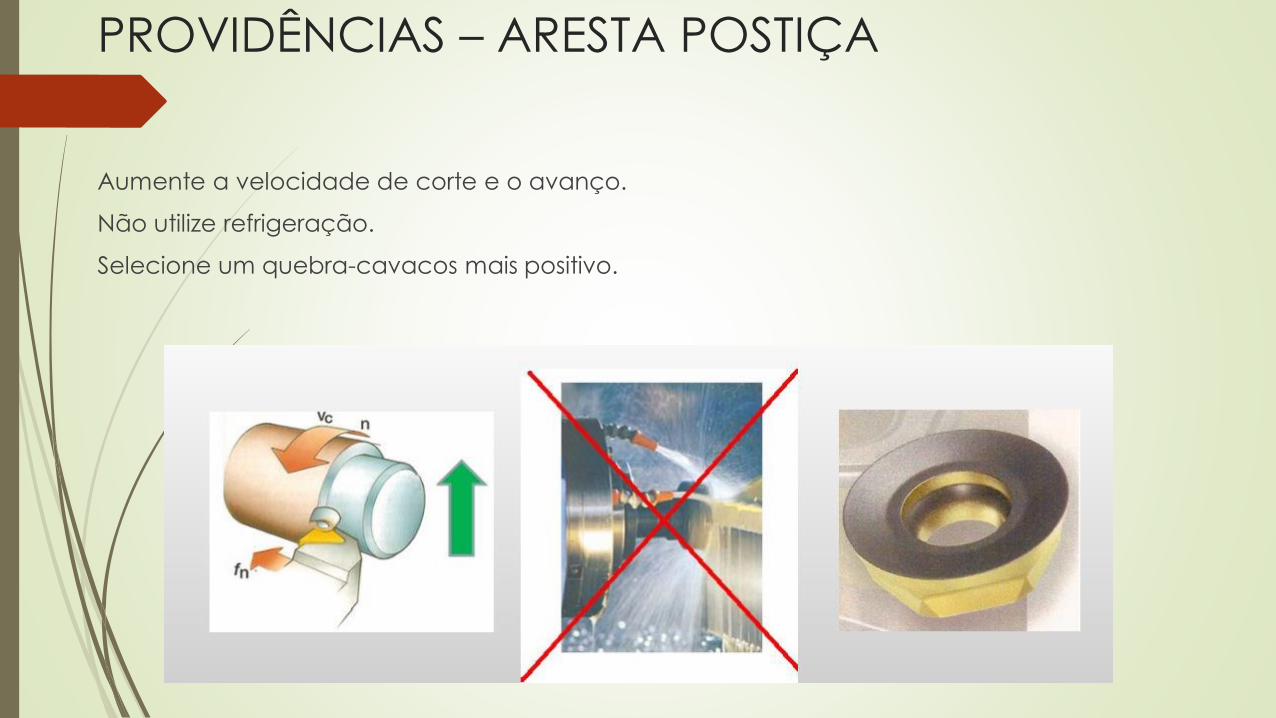
PROVIDÊNCIAS – ARESTA POSTIÇA
Aumente a velocidade de corte e o avanço.
Não utilize refrigeração.
Selecione um quebra-cavacos mais positivo.

DESGASTES DA FERRAMENTA
Desgaste de Flanco ou Largura do desgaste na superfície principal de folga
(VB): é o desenvolvimento de uma zona de desgaste da ferramenta devido à
ação abrasiva existente entre a ferramenta e a superfície nascente gerada
na peça pela usinagem.

Desgaste Frontal ( ou de flanco)
ocorre na superfície de folga da ferramenta, causado pelo contato entre
ferramenta peça. É o tipo de desgaste mais comum. Todo processo de
usinagem causa desgaste frontal
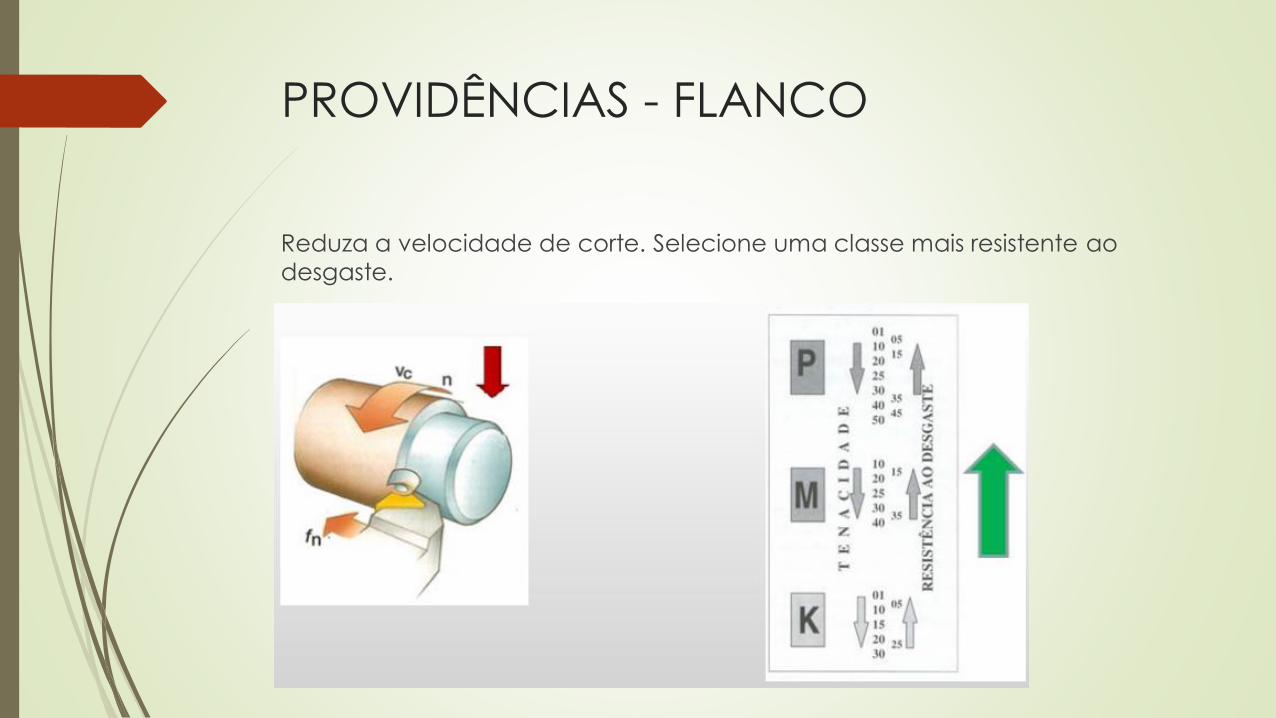
PROVIDÊNCIAS - FLANCO
Reduza a velocidade de corte. Selecione uma classe mais resistente ao
desgaste.

DESGASTES DA FERRAMENTA
Desgaste de Cratera ou Desgaste na superfície de saída da ferramenta (KT) :
a principal causa do desgaste de cratera é a difusão, uma vez que ocorrem
elevadas temperaturas na interface cavaco/sup. de saída, assim sendo o
desgaste aumenta com o aumento das condições de corte (Vc).
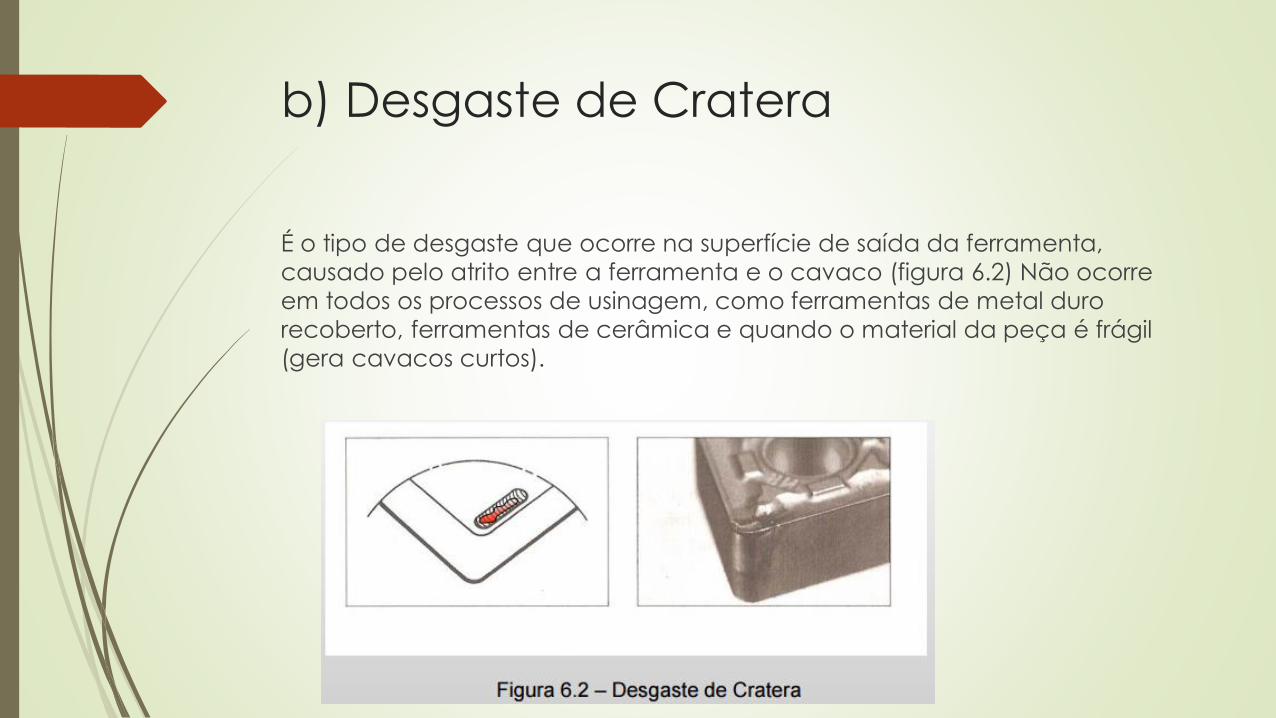
b) Desgaste de Cratera
É o tipo de desgaste que ocorre na superfície de saída da ferramenta,
causado pelo atrito entre a ferramenta e o cavaco (figura 6.2) Não ocorre
em todos os processos de usinagem, como ferramentas de metal duro
recoberto, ferramentas de cerâmica e quando o material da peça é frágil
(gera cavacos curtos).
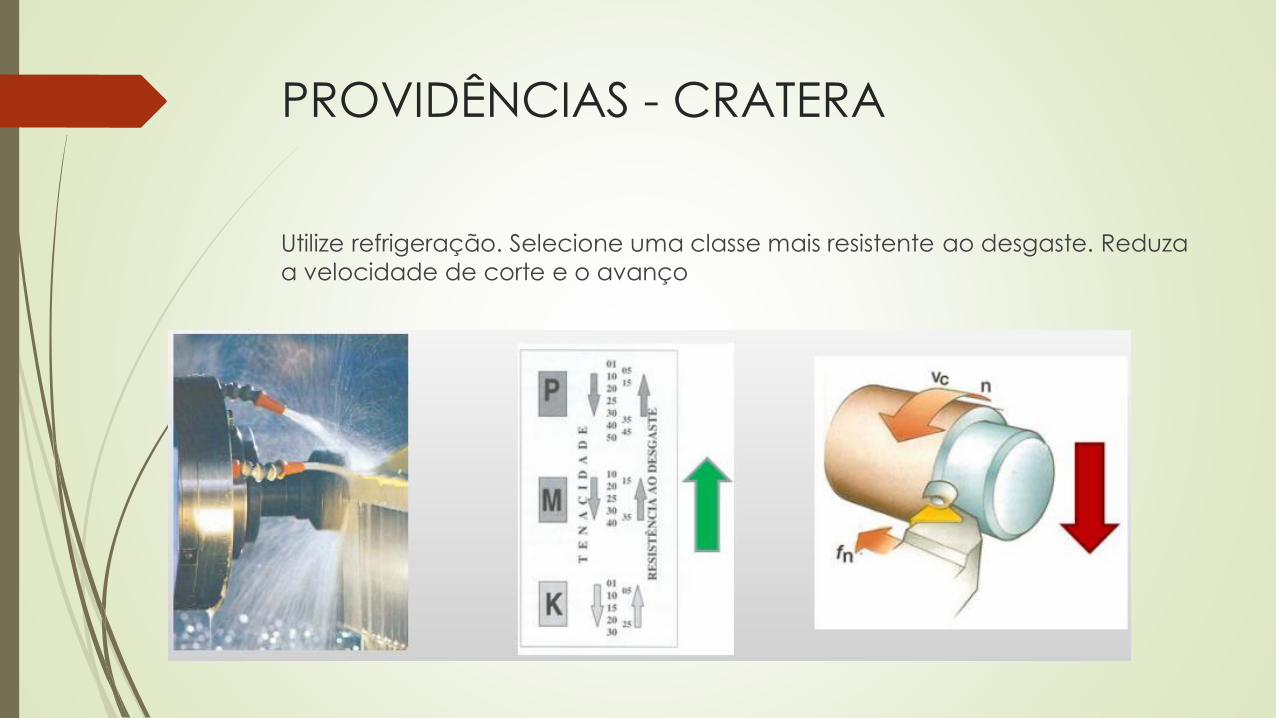
PROVIDÊNCIAS - CRATERA
Utilize refrigeração. Selecione uma classe mais resistente ao desgaste. Reduza
a velocidade de corte e o avanço
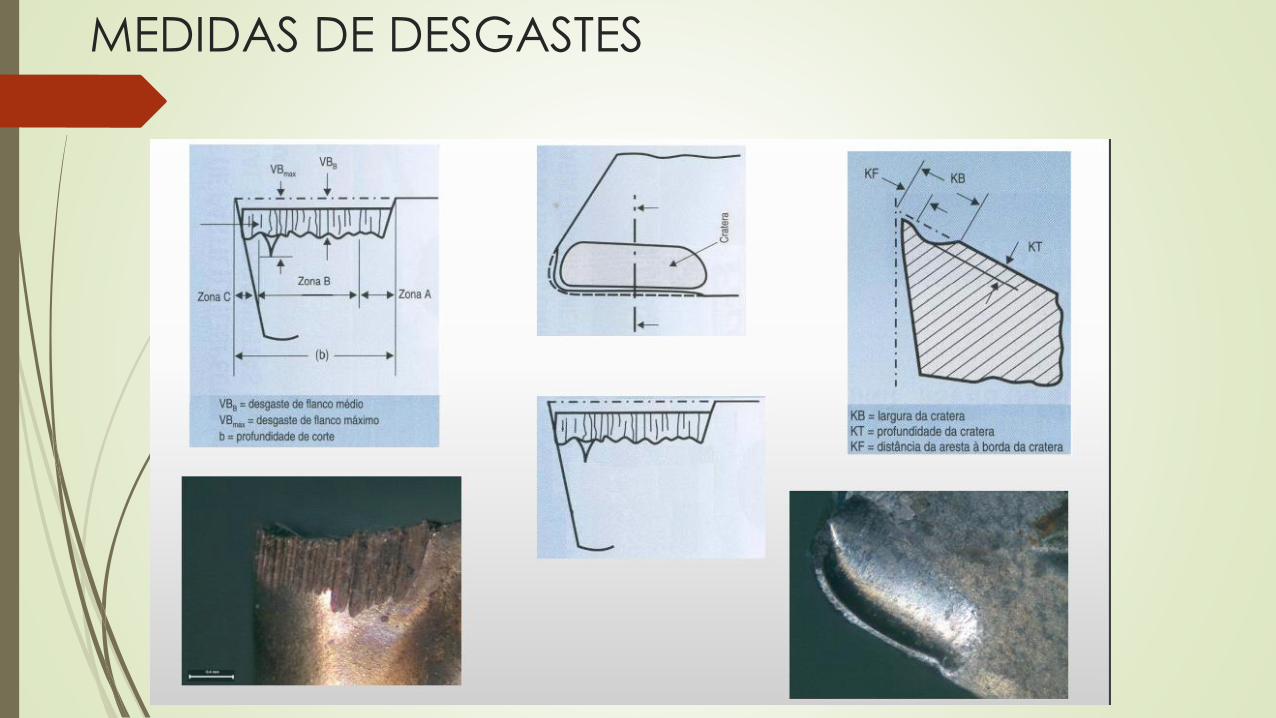
MEDIDAS DE DESGASTES
DESGASTES DA FERRAMENTA
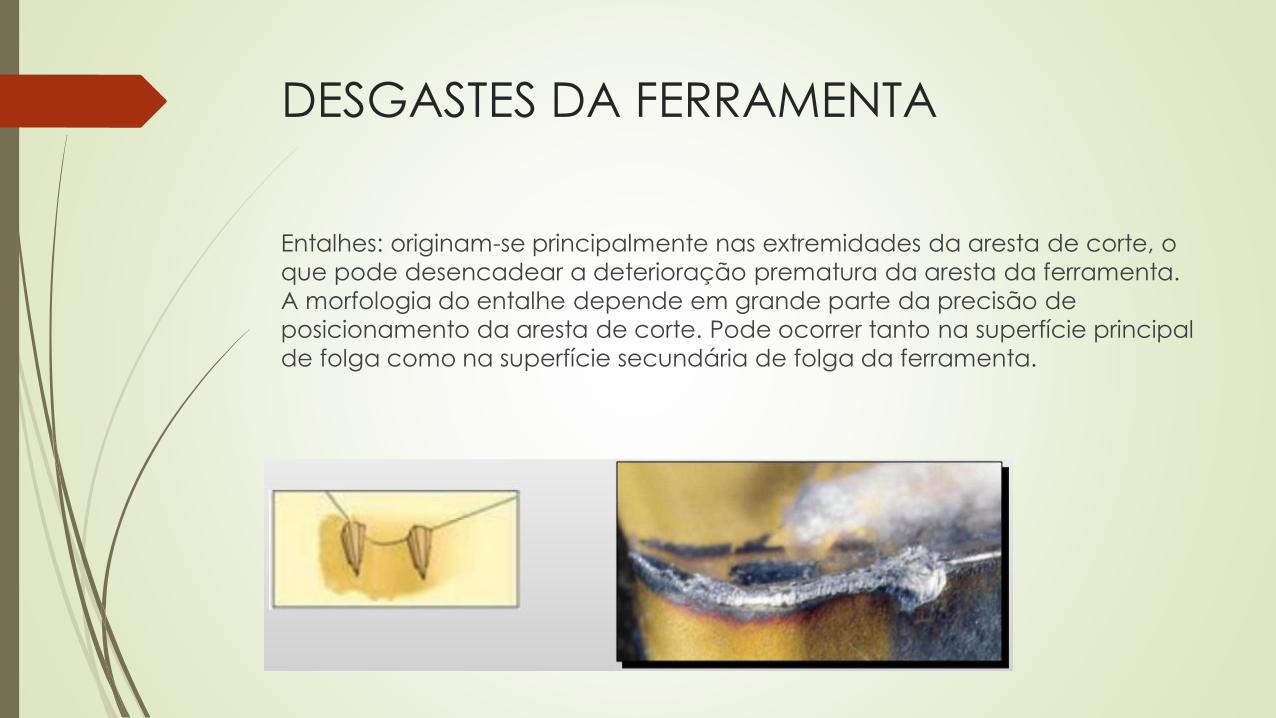
Entalhes: originam-se principalmente nas extremidades da aresta de corte, o
que pode desencadear a deterioração prematura da aresta da ferramenta.
A morfologia do entalhe depende em grande parte da precisão de
posicionamento da aresta de corte. Pode ocorrer tanto na superfície principal
de folga como na superfície secundária de folga da ferramenta.
DESGASTES DA FERRAMENTA
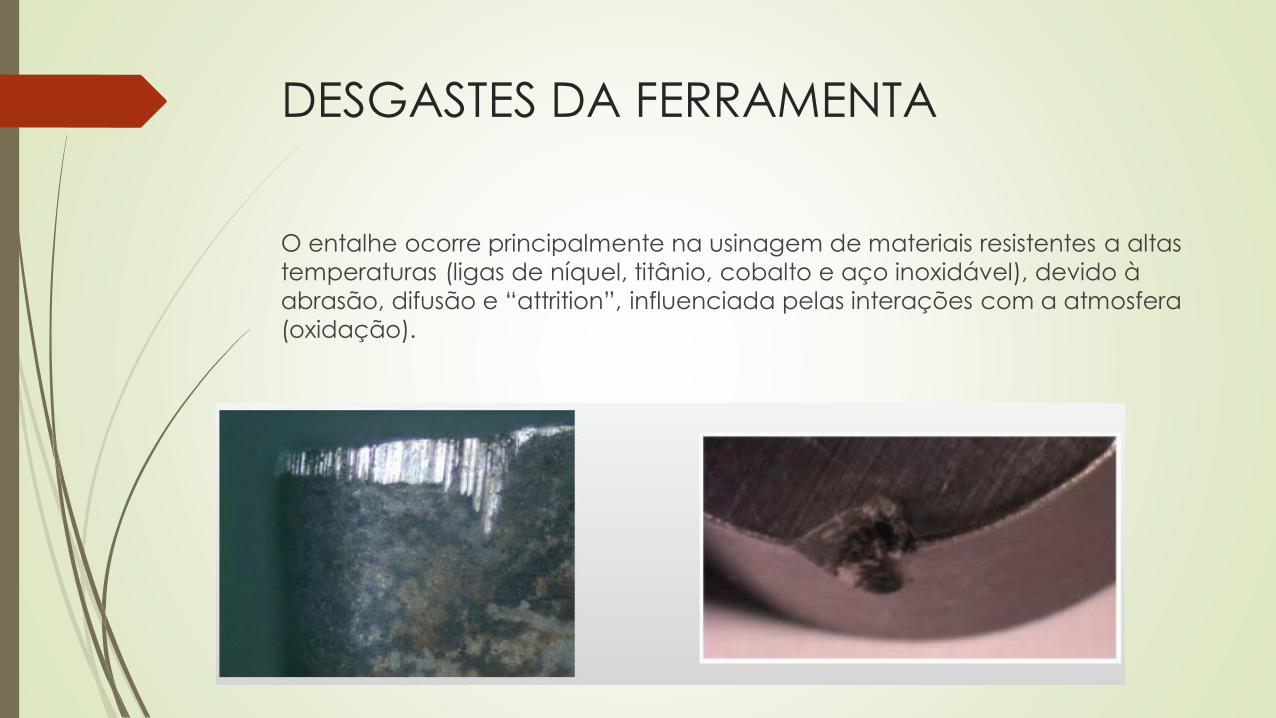
O entalhe ocorre principalmente na usinagem de materiais resistentes a altas
temperaturas (ligas de níquel, titânio, cobalto e aço inoxidável), devido à
abrasão, difusão e “attrition”, influenciada pelas interações com a atmosfera
(oxidação).
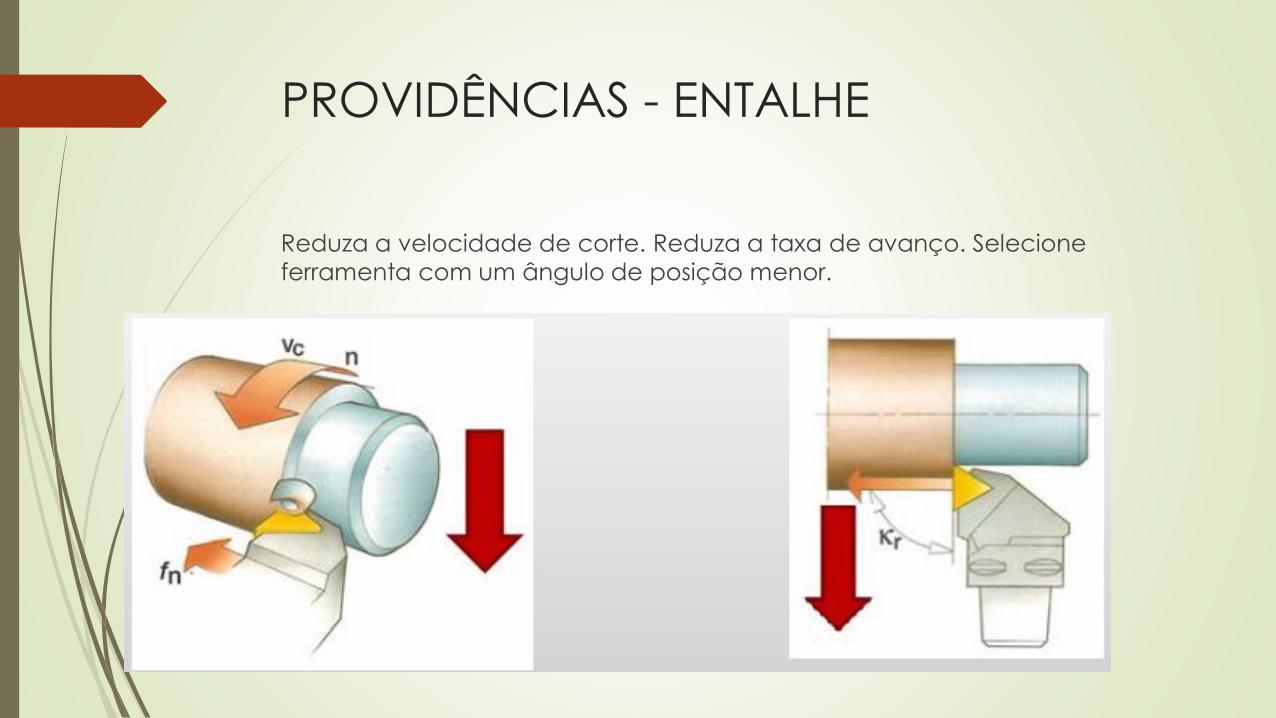
PROVIDÊNCIAS - ENTALHE
Reduza a velocidade de corte. Reduza a taxa de avanço. Selecione
ferramenta com um ângulo de posição menor.
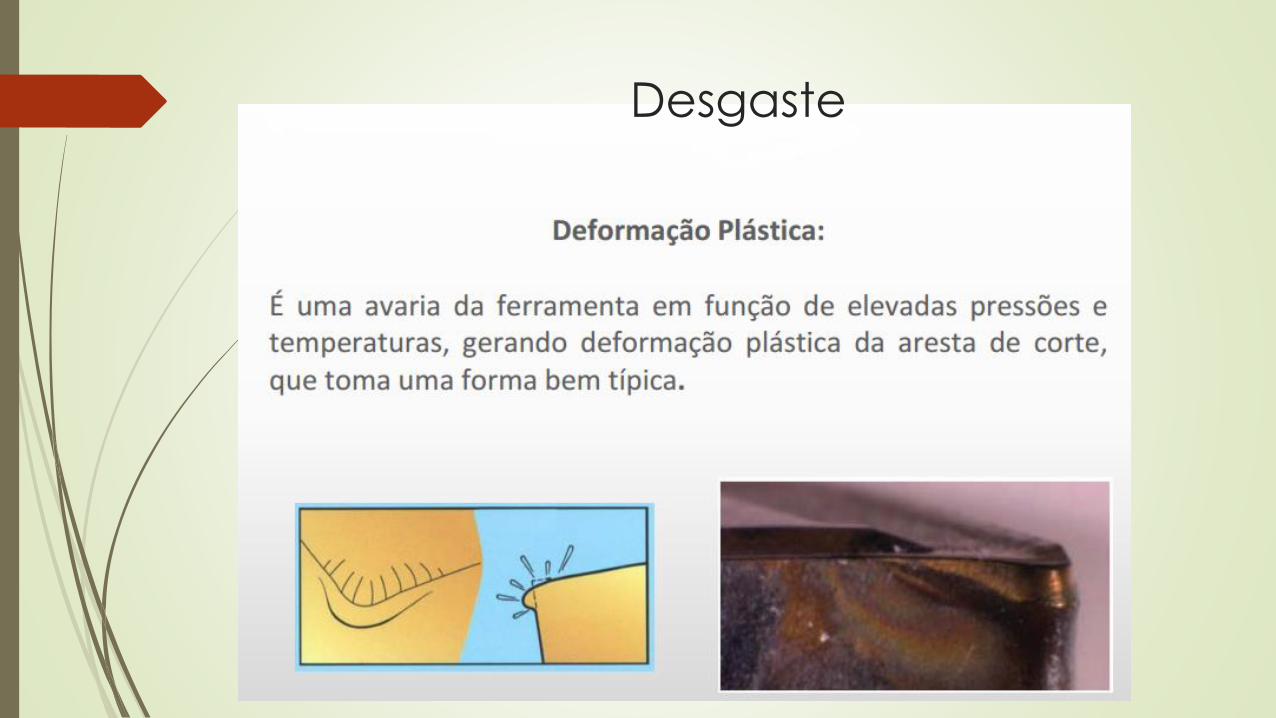
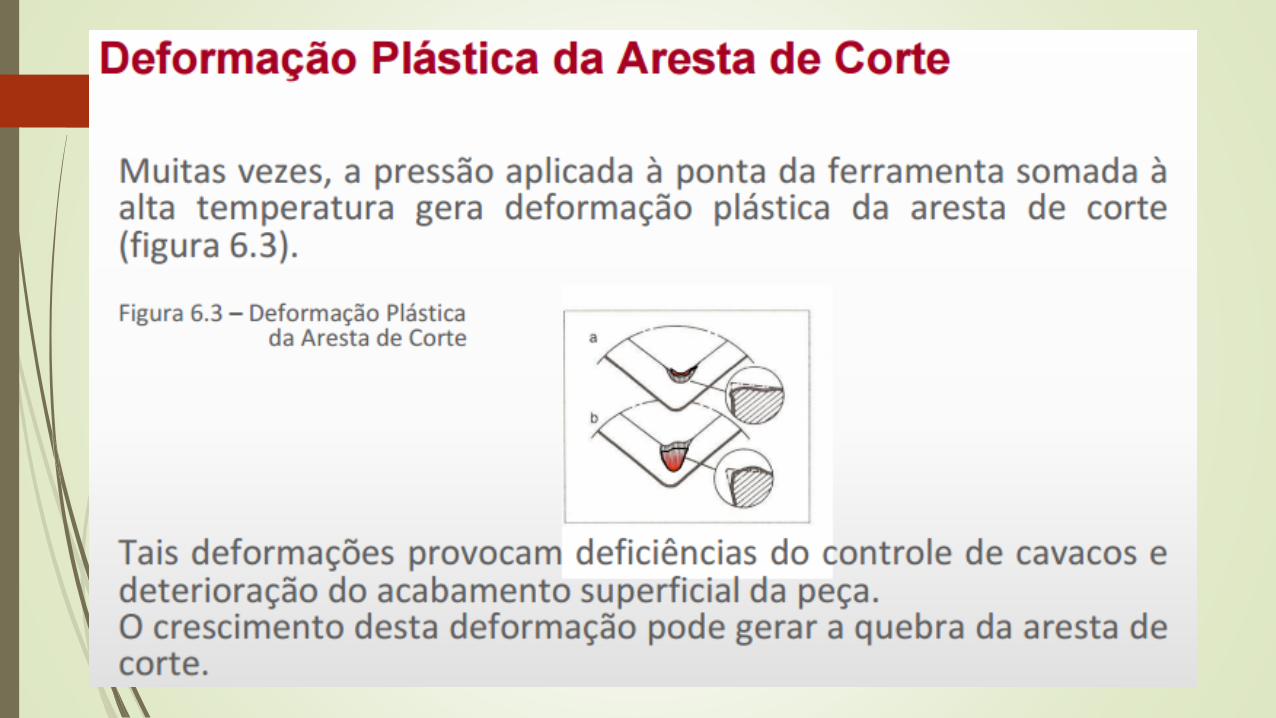
Desgaste


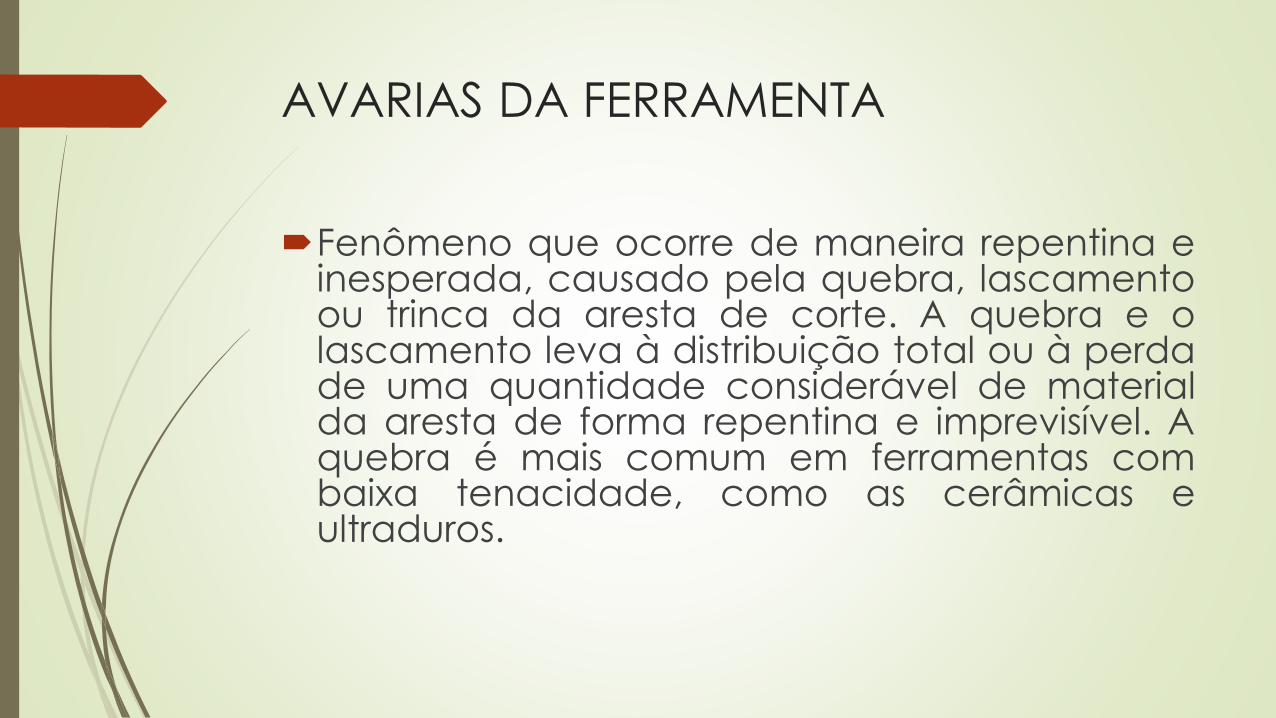
AVARIAS DA FERRAMENTA
Fenômeno que ocorre de maneira repentina einesperada, causado pela quebra, lascamentoou trinca da aresta de corte. A quebra e olascamento leva à distribuição total ou à perdade uma quantidade considerável de materialda aresta de forma repentina e imprevisível. Aquebra é mais comum em ferramentas combaixa tenacidade, como as cerâmicas eultraduros.

AVARIAS DA FERRAMENTA
Quebras: a ruptura da ponta da ferramenta é originada pela ação de elevados esforços de
usinagem. Podem ser causadas pelo uso de material de corte quebradiço, ocorrência de
corte interrompido, parada do corte sem a retirada prévia da ferramenta, além de ε e β
pequenos.
Quebra
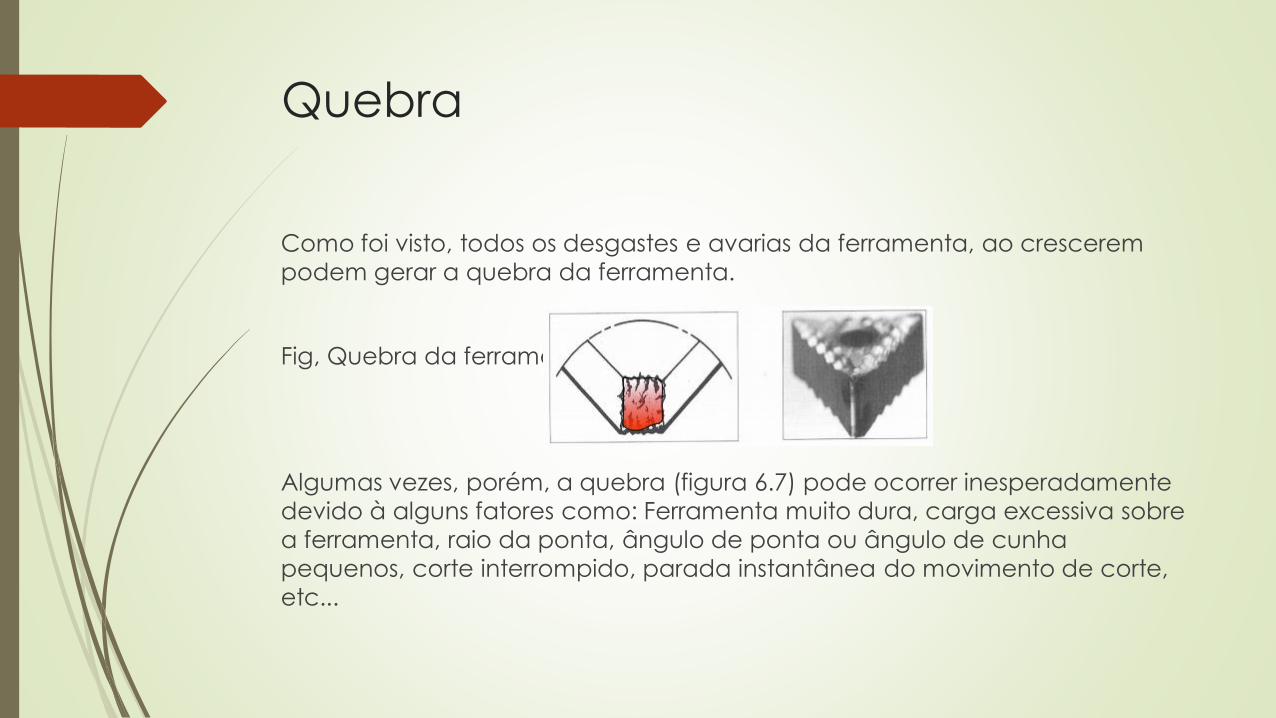
Como foi visto, todos os desgastes e avarias da ferramenta, ao crescerem
podem gerar a quebra da ferramenta.
Fig, Quebra da ferramenta
Algumas vezes, porém, a quebra (figura 6.7) pode ocorrer inesperadamente
devido à alguns fatores como: Ferramenta muito dura, carga excessiva sobre
a ferramenta, raio da ponta, ângulo de ponta ou ângulo de cunha
pequenos, corte interrompido, parada instantânea do movimento de corte,
etc...
Quebra
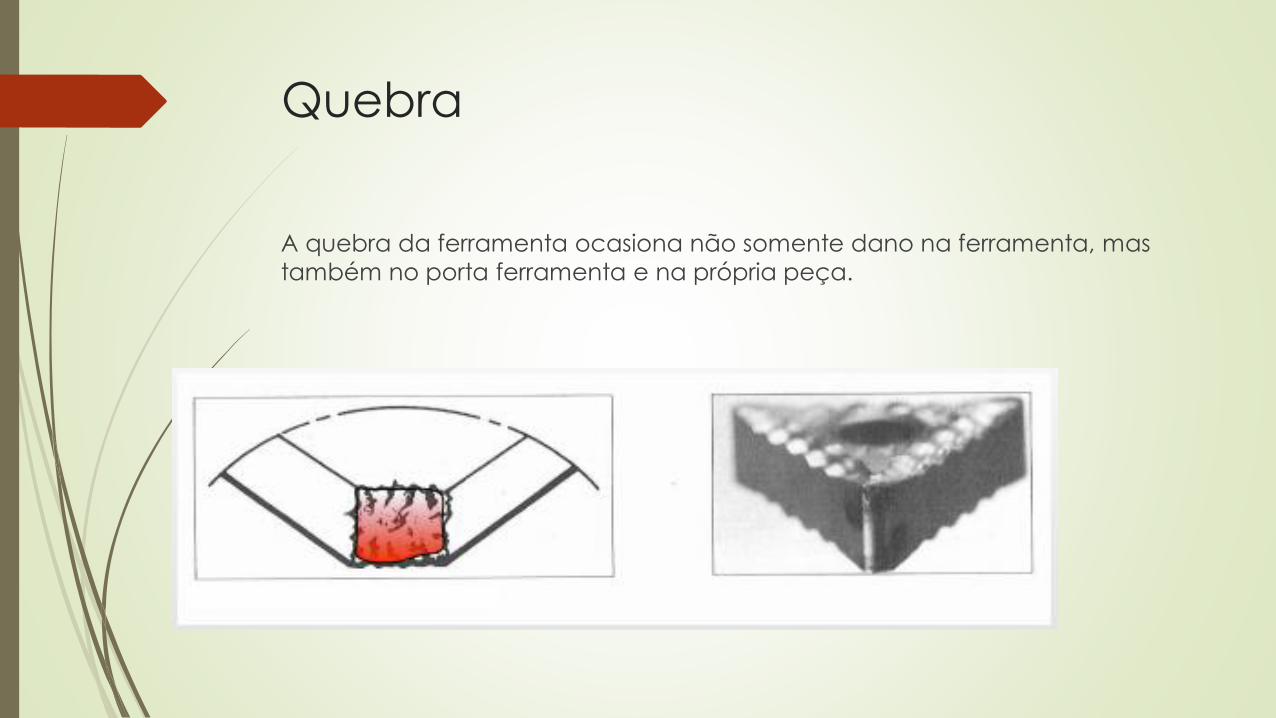
A quebra da ferramenta ocasiona não somente dano na ferramenta, mas
também no porta ferramenta e na própria peça.
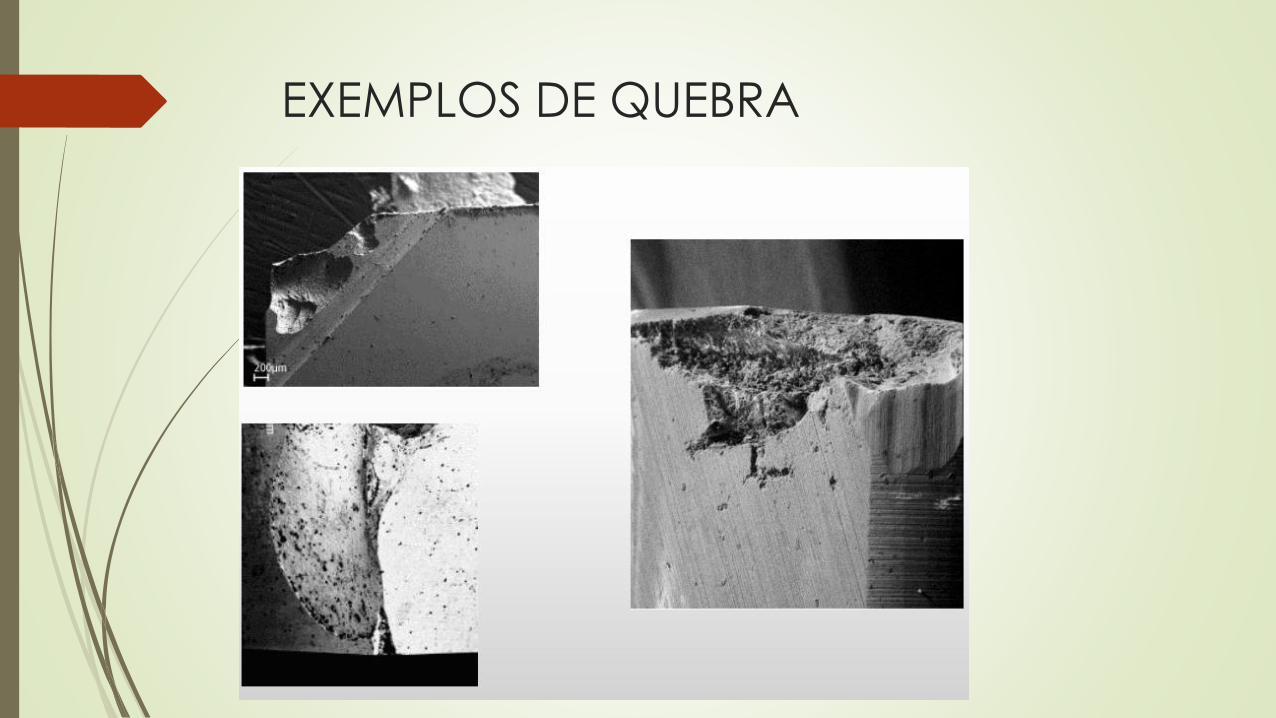
EXEMPLOS DE QUEBRA
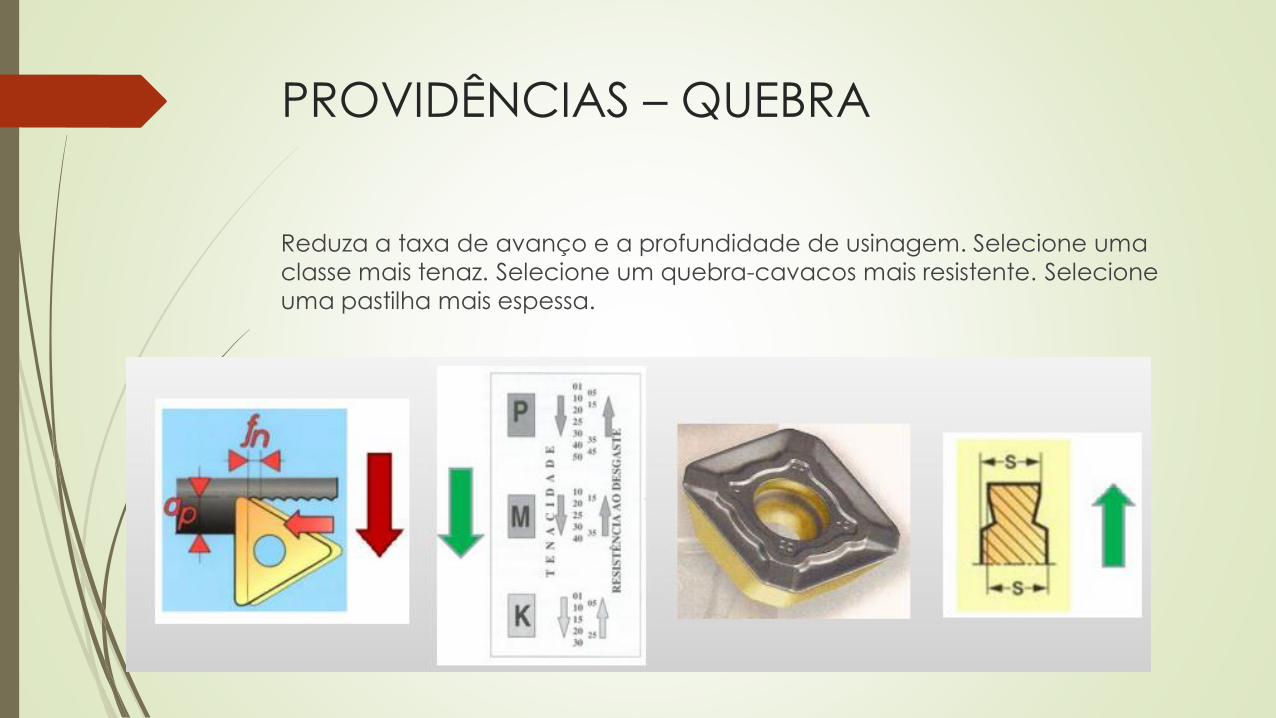
PROVIDÊNCIAS – QUEBRA
Reduza a taxa de avanço e a profundidade de usinagem. Selecione uma
classe mais tenaz. Selecione um quebra-cavacos mais resistente. Selecione
uma pastilha mais espessa.
AVARIAS DA FERRAMENTA
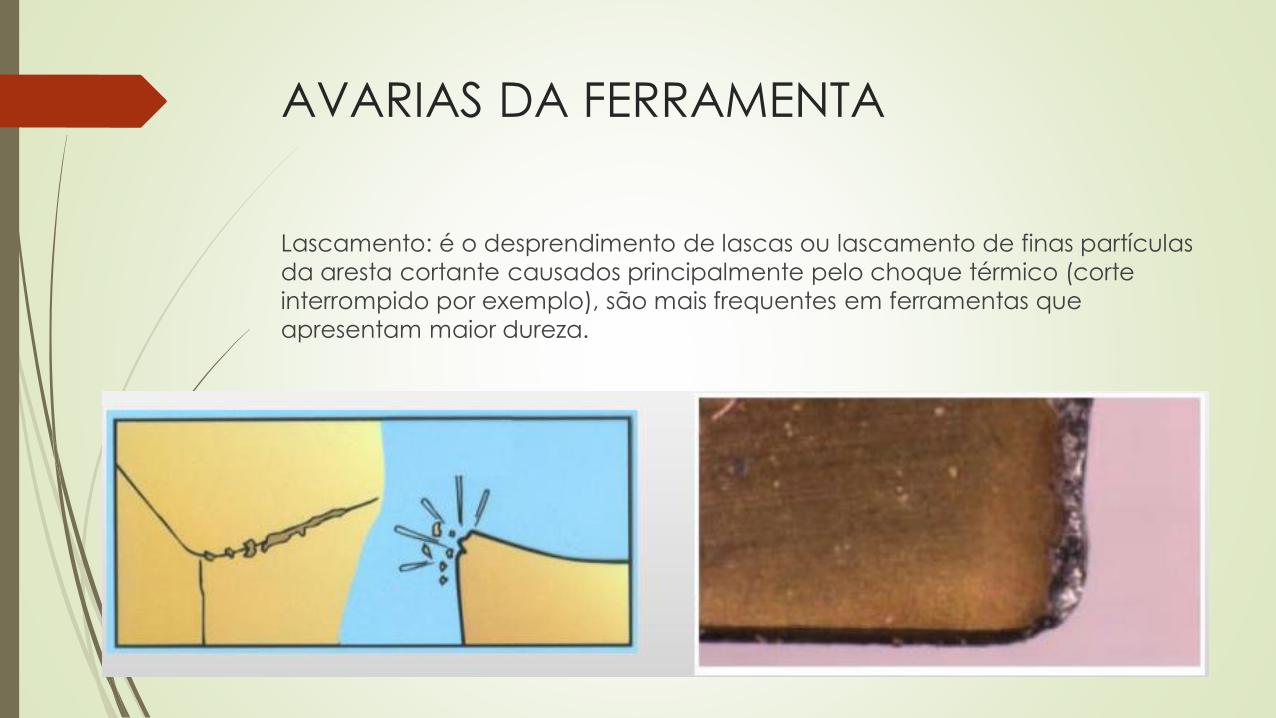
Lascamento: é o desprendimento de lascas ou lascamento de finas partículas
da aresta cortante causados principalmente pelo choque térmico (corte
interrompido por exemplo), são mais frequentes em ferramentas que
apresentam maior dureza.
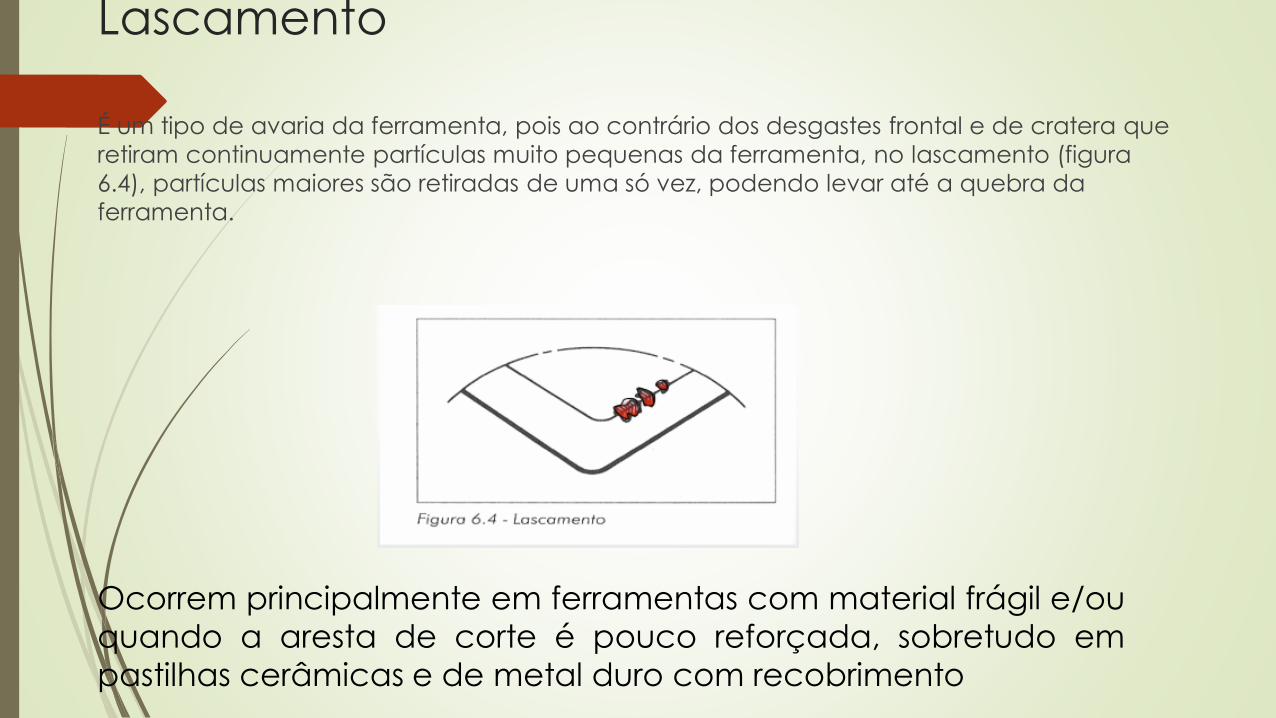
Lascamento
É um tipo de avaria da ferramenta, pois ao contrário dos desgastes frontal e de cratera que
retiram continuamente partículas muito pequenas da ferramenta, no lascamento (figura
6.4), partículas maiores são retiradas de uma só vez, podendo levar até a quebra da
ferramenta.
Ocorrem principalmente em ferramentas com material frágil e/ou
quando a aresta de corte é pouco reforçada, sobretudo em
pastilhas cerâmicas e de metal duro com recobrimento

EXEMPLOS DE LASCAMENTO
Causas do lascamento
Ferramenta pouco resistente devido a:
Ângulo de cunha n ou ângulo de quina r muito pequenos;
Mau acabamento do gume;
Pastilha muito dura ou pouco tenaz para o serviço que está sendo
executado;
Sobresolicitações mecânicas devido a:
Cortes interrompidos ou impactos, especialmente na usinagem de materiais
muito tenazes;
Inclusões duras no material da peça. Estas inclusões provocam lascamentos
parciais, especialmente nos graus mais duros e resistentes ao desgaste de
metal duro e nas cerâmicas. Os aços rápidos são pouco sensíveis a este tipo
de sobresolicitação;
Dimensões excessivas do cavaco;
Vibrações de qualquer origem, principalmente em ferramentas de metal
duro ou cerâmicas.
Sobresolicitações térmicas
resfriamento brusco de pastilhas muito quentes, na afiação
ou na usinagem.

O lascamento pode ser eliminado na
maioria dos casos por: Usar ângulos de incidência adequados;
Empregar ângulos de saída negativos em todos os trabalhos severos com pastilhas de metal duro ou cerâmicas, especialmente em cortes interrompidos, usinagem de fundidos com inclusões duras, peças com cordões de solda, etc;
Emprego de metal duro de grau adequado;
Retificado fino ou polido da face e do flanco da ferramenta;
Na usinagem com fortes impactos devidos a cortes interrompidos ou com grandes avanços, ou de materiais com inclusões de alta dureza, tem-se obtido ótimos resultados com um leve “cegamento” do gume por meio de uma pedra de afiar (“oilstone”). A pedra, segura num ângulo de 30 a 45o, é passada no gume até que se forma um pequeno chanfro com largura igual a aproximadamente 20% do avanço.

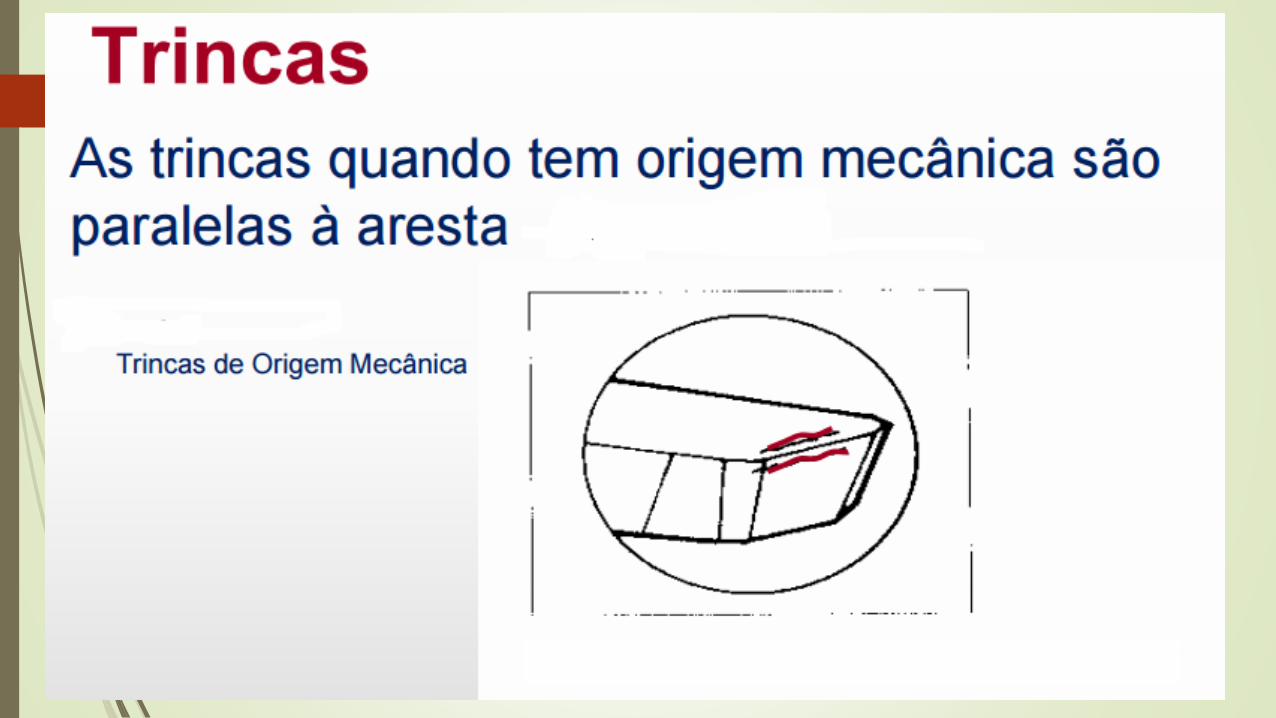
Trincas




Condições econômicas de corte
A velocidade de corte tem grande influência sobre o desgaste e,
consequentemente, sobre a vida da ferramenta de usinagem. Influência
essa mais significativa que o avanço e a profundidade de usinagens, uma
vez que atua fortemente sobre a economia do processo como um todo.
Isso indica que, de maneira geral, para a otimização da produtividade em
um processo de usinagem, deve-se, a princípio, aumentar a profundidade
de usinagem, em seguida, aumentar o avanço e, por último, elevar a
velocidade de corte, mas sempre observando-se a limitação de potência
da máquina e a resistência mecânica da peça e das ferramentas. Como
O avanço está relacionado ao acabamento superficial, seu aumento
também será limitado por esse fator.
CÁLCULO DA VELOCIDADE DE MÁXIMA
PRODUÇÃO (Vmxp)
Um ciclo básico e genérico de usinagem de uma peça, pertencente a um lote de Z peças,
pode ser constituído das seguintes fases:
• Fase a: preparo da máquina-ferramenta para usínagem de um lote de Z peças.
• Fase b: colocação e âxação da peça para usínagem na máquina-ferramenta (carga).
• Fase c: aproximação ou posicionamento da ferramenta para o início do corte.
• Fase d: corte da peça.
• Fase e: afastamento da ferramenta.
• Fase f: soltura e retirada da peça usínada (descarga).

Condições econômicas de corte
Condições de corte
o número de peças usinadas (Zt ) deve ser o número inteiro resultante da
divisão do tempo de vida pelo tempo de corte:
Admitindo-se que ao final do lote haverá uma troca, pode-se escrever que:















![USINAGEM parte 1 junho2016 [Modo de Compatibilidade] · Conformação por Corte ou Usinagem ... USINAGEM Processos Mecânicos de Fabricação Danielle Bond USINAGEM. 3 Danielle Bond](https://static.fdocumentos.com/doc/165x107/5be30e4f09d3f20f518cce9d/usinagem-parte-1-junho2016-modo-de-compatibilidade-conformacao-por-corte.jpg)


