
AUMENTO DA EFICIÊNCIA DE UMA RETÍFICA DE CILINDROS …vanzolini.org.br/download/TCC_2008.pdf ·...
97
ANDRÉ MAURÍCIO ZAGO HENRIQUE MONTEIRO DA SILVA NETO MARCUS VINÍCIUS DA PAIXÃO BERGAMO DE OLIVEIRA THIAGO PAPPALARDO AUMENTO DA EFICIÊNCIA DE UMA RETÍFICA DE CILINDROS DE LAMINAÇÃO UTILIZANDO A METODOLOGIA LEAN SIX SIGMA São Paulo 2008
-
Upload
truongnhan -
Category
Documents
-
view
215 -
download
0
Transcript of AUMENTO DA EFICIÊNCIA DE UMA RETÍFICA DE CILINDROS …vanzolini.org.br/download/TCC_2008.pdf ·...

ANDRÉ MAURÍCIO ZAGO
HENRIQUE MONTEIRO DA SILVA NETO
MARCUS VINÍCIUS DA PAIXÃO BERGAMO DE OLIVEIRA
THIAGO PAPPALARDO
AUMENTO DA EFICIÊNCIA DE UMA RETÍFICA DE
CILINDROS DE LAMINAÇÃO UTILIZANDO A
METODOLOGIA LEAN SIX SIGMA
São Paulo
2008

ANDRÉ MAURÍCIO ZAGO
HENRIQUE MONTEIRO DA SILVA NETO
MARCUS VINÍCIUS DA PAIXÃO BERGAMO DE OLIVEIRA
THIAGO PAPPALARDO
AUMENTO DA EFICIÊNCIA DE UMA RETÍFICA DE
CILINDROS DE LAMINAÇÃO UTILIZANDO A
METODOLOGIA LEAN SIX SIGMA
Monografia de Conclusão do CEAI - Curso de
Especialização em Administração Industrial da Escola
Politécnica da Universidade de São Paulo
Orientador: Prof. Dr. Reinaldo Pacheco
São Paulo
2008
3º Quadrimestre

AGRADECIMENTOS
Agradecemos primeiramente a Deus que nos deu saúde para realizar todas as
atividades necessárias para a conclusão do trabalho.
Também a todas as nossas famílias que sempre nos amparam e nos dão forças para
prosseguir dia a dia.
Não poderíamos nos esquecer de todos os nossos amigos, professores e colegas de
curso que nos ajudaram, não só nesse trabalho, mas sim na conclusão de todas as outras
disciplinas que foram de extrema importância para a realização do projeto e que nos serão
úteis pelo resto de nossas vidas.
RESUMO
A implantação de metodologias e ferramentas para a melhoria da qualidade e
da produtividade em empresas industriais tem crescido na medida em que estas procuram
viabilizar a obtenção de produtos cada vez melhores e mais baratos, além de superar as
expectativas de seus clientes.
Este projeto visa analisar a eficácia da metodologia lean six sigma, voltada
para melhoria de um processo de retífica de cilindros de laminação. A melhoria tem foco
no aumento da eficiência, ou seja, o número de cilindros retificados por dia por essa
máquina, para que haja a diminuição, consequentemente, das paradas dos
laminadores (clientes internos) por falta desses cilindros.
Os resultados obtidos evidenciam que, por meio das mudanças propostas
e comprovadas por essa metodologia diante deste estudo de caso, é possível
maximizar a produção, reduzir perdas, melhorar o tempo de processo e diminuir set up's,
diminuindo o custo com re-trabalho e aumentando o faturamento da unidade de negócio.

SUMÁRIO
LISTA DE FIGURAS
LISTA DE TABELAS
LISTA DE SIGLAS
1. INTRODUÇÃO 1
1.1. A EMPRESA 2
1.2. APRESENTAÇÃO DO PROBLEMA 4
1.3. OBJETIVO DO TRABALHO 5
1.4. RELEVÂNCIA DO TEMA 6
1.5. ESTRUTURA DO TRABALHO 6
2. FUNDAMENTAÇÃO TEÓRICA 7
2.1. DEFINIÇÃO 9
2.2. MEDIÇÃO 16
2.2.1. MAPA DE PROCESSO 17
2.2.2. DIAGRAMA ESPINHA DE PEIXE 20
2.2.3. MATRIZ CAUSA E EFEITO 21
2.2.4. MATRIZ ESFORÇO E IMPACTO 21
2.3. ANÁLISE 25
2.3.1. FTA 26
2.3.2. FMEA 27
2.3.3. ANÁLISE DE REGRESSÃO 30
2.3.4. TESTE CHI-QUADRADO 34
2.4. MELHORIA 35
2.4.1. 5W2H 36
2.4.2. DOE 37
2.4.3. DELINEAMENTO COM UM ÚNICO FATOR 39
2.4.4. DELINEAMENTO FATORIAL COMPLETO 41

2.4.5. SET UP RÁPIDO 46
2.4.6. 5S 49
2.4.6.1. SEIRI 49
2.4.6.2. SEITON 49
2.4.6.3. SEISO 50
2.4.6.4. SEIKETSU 50
2.4.6.5. SHITSUKE 50
2.4.7. OPERAÇÃO PADRÃO 51
2.4.8. LOCAL FÍSICO COM FLUXO RACIONALIZADO 53
2.4.9. CÉLULAS DE OPERAÇÃO 54
2.4.10. EVENTO KAIZEN 54
2.5. CONTROLE 55
2.5.1. POKAYOKE 55
2.5.2. PADRONIZAÇÃO DE PROCESSOS 56
2.5.3. PROCEDIMENTOS 57
2.5.4. CONTROLE ESTATÍSTICO DE PROCESSO (CEP) 58
3. COLETA DE DADOS E DISCUÇÃO DOS RESULTADOS 61
3.1. DEFINIÇÃO 61
3.2. MEDIÇÃO 65
3.3. ANÁLISE 71
3.4. MELHORIA 74
3.5. CONTROLE 75
4. CONCLUSÕES 76
ANEXO 01 79
ANEXO 02 84
5. REFERÊNCIAS BIBLIOGRÁFICAS 85
LISTA DE FIGURAS
01- Histórico de cilindros retificados por dia em média no mês.
02 - Fonte: Gestão Votorantim
03 - Esquema de processo com as entradas e saídas
04 - SIPOC
05 - Fonte: Apostila LSS – Primeira Semana - Grupo Seta
06 - Fonte: Apostila LSS – Primeira Semana - Grupo Seta
07 - Fonte: Apostila LSS – Primeira Semana - Grupo Seta
08 - Fonte: Apostila LSS – Primeira Semana - Grupo Seta
09 - Fonte: Apostila LSS – Primeira Semana - Grupo Seta
10 - Diagrama Espinha de peixe
11 - Matriz Esforço X Impacto
12 - Curva Normal
13 - Fórmula para encontrar o nível sigma
14 - Fórmula para encontrar o nível sigma (ZST)
15 - Mapa de análise estatística
16 - Exemplo de formulário FTA
17 - Fonte: WestonIson, gerente de controle da qualidade e de sistemas de confiabilidade da
General EletricCo. Reproduzida com permissão da editora, “How to Gainthe Competitive Edge:
Improving Product Quality Through Continous Feedback’, por Robert E. Cole,
ManagemetReview, outubro de 1983.
18 - Diagrama de correlação
19 - Fórmula para cálculo do (r)
20 - Exemplo de correlação positiva
21 - Exemplo de correlação negativa
22 - Exemplo de correlação nula
23 - Coeficiente de determinação

24 - Obtenção da relação chi-quadrado
25 - Modelo de experimento
26 - Modelo Normal de Distribuição dos Resíduos
27 - Verificação de Pontos Extremos
28 - Verificação de Problemas de Dispersão
29 - Gráficos dos Efeitos Principais
30 - Gráficos das Interações
31 - Gráficos de Análise de Resíduos
32 - Padrões “Funil” e “Borboleta”
33 - Formato do experimento
34 - Gráfico de Pareto
35 - Papel de Probabilidade Normal
36 - Flexibilidade de Produção
37 - Gráfico de Lote Econômico
38 - Aumento da Capacidade Produtiva
39 - Atividades de Set up
40 - Histórico de cilindros retificados por dia em média no mês
41 - Box Plot do histórico de dados do problema - MINITAB
42 - Análise de normalidade- MINITAB
43 - Dados básicos- MINITAB
44 - Box Plot - MINITAB
45 - Capabilidade inicial - MINITAB
46 - Mapa do processo
47 - Diagrama espinha de peixe - MINITAB
48 - Matriz Esforço X Impacto
49 - Mapa de análise estatística
50 - Análise estatística do x10

51 - Análise estatística do x14
52 - Análise estatística do x17
53 - Carta CEP do projeto

LISTA DE TABELAS
01 - Fonte: “ A máquina que mudou o mundo” - womack, Jones & Roos – 1992 –
Ed.Campus
02 - Matriz de severidade
03 - Matriz de ocorrência
04 - Matriz de detecção
05 - Ferramentas X forma e objetivo
06 - Ferramentas X forma e objetivo
07 - Equipe do projeto
08 - Ganho financeiro projetado
09 - Dados coletados de x10
10 - Dados coletados de x14
11 - Dados coletados de x17
12 - Controle das ações
LISTA DE SIGLAS
ANOVA - Análise de Variância
CBA – Companhia Brasileira de Alumínio
CPQ - Crítico para a Qualidade
CTQ - Critical to Quality
DMAIC - Definir – Medir – Analisar – Implementar – Controlar
DPMO - Defeitos por Milhão de Oportunidades
DOE - Delineamento de experimentos
EBITDA - Earnings Before Interest, Taxes, Depreciation and amortization
FMEA - Failure Mode and Effect Analysis
FTA – Fault Tree Analysis
LIE - Limite inferior de especificação
LSE - Limite superior de especificação
LCL - Lower Control Limit
MRN – Mineração Rio do Norte
PDCA - Plan – Do – Check – Action
SIPOC - Suppliers – Input – Process – Output – Customer
SMED - Single minute exchange of dies
UCL - Upper Control Limit
UHE – Usina Hidrelétrica
WIP - Working in process
ZLT - Long Term
ZST - Short term
5E2H – (who, what, when, where, why, how and how much)
1. INTRODUÇÃO
Hoje em dia, com a globalização, as pressões externas sofridas pelas organizações por
produtos cada vez mais competitivos, levam as empresas a uma busca incessante por redução
de custos, aumento da eficiência das máquinas e processos e aumento da venda de seus
produtos.
Alinhado com essa filosofia, a CBA está constantemente ampliando os seus mercados
de produtos laminados visando o aumento de sua receita com processos cada vez mais
enxutos e eficientes, sempre com o comprometimento ambiental e social, tornando o seu
negócio rentável a seus acionistas.
Diante disso, houve uma expansão da área industrial para possibilitar a fabricação de
laminados largos. Isto possibilitou a abertura de novos mercados sedentos por esse tipo de
material que é mais rentável e econômico para o consumidor.
Contudo, a expectativa de venda desses produtos para os próximos anos é
extremamente animadora, tendo muitos novos clientes em desenvolvimento, como por
exemplo, a industria automobilística. Assim, o planejamento da produção para o próximo ano,
prevê o aumento da produção desses laminadores e também, consequentemente, das máquinas
que prestam suporte a elas.
Com isso, alguns trabalhos dos diversos green belts existentes na fábrica foram
direcionados para essa área no intuito de aumentar a capacidade e a eficiência dessas
máquinas. Assim, será possível atender a demanda esperada para os próximos anos sem que
haja grandes investimentos e incremento de custos ao produto final, tirando a sua atratividade.
Para uma melhor compreensão da empresa (CBA) para a qual o estudo deste trabalho
está direcionado, na próxima seção será apresentado um breve histórico da mesma. Em
seguida a apresentação detalhada do problema e o objetivo a ser alcançado.
1

1.1. A Empresa
A inauguração da Companhia Brasileira de Alumínio, CBA, é marco da implantação
da primeira indústria de alumínio do Brasil. Em 4 de junho de 1955, a Empresa iniciou suas
operações produzindo apenas 4 mil toneladas/ano e completou seu cinqüentenário com a
marca de 400 mil toneladas/ano e um crescimento médio de 10% ao ano.
Com a construção da Fábrica, em Alumínio, SP, iniciou-se o novo ciclo do
desenvolvimento da metalurgia no País. A exploração da bauxita, matéria-prima usada na
produção do alumínio, já havia sido iniciada em 1931 na região de Poços de Caldas, MG, e a
partir de então os investimentos não pararam. O projeto foi financiado em 90% pela
Votorantim que, em 1946, passou a ter o controle acionário da empresa.
A cidade de Alumínio, antiga Rodovalho, era ainda um núcleo urbano do então bairro
de Mairinque quando foi escolhida estrategicamente para a construção da Fábrica da CBA. A
75 quilômetros de São Paulo e ao mesmo tempo próximo ao Porto de Santos, todo o processo
industrial foi planejado para que o minério fosse transportado por estrada de ferro.
Antigamente uma vila operária, a cidade de Alumínio é hoje um município de 15 mil
habitantes que concentra a maior indústria integrada de alumínio do mundo, onde é feito
desde o processamento da bauxita até a fabricação dos produtos fundidos e transformados.
Desde a inauguração de sua Fábrica, em Alumínio, SP, em 1955, a Companhia
Brasileira de Alumínio trilha uma trajetória de sucesso, marcada pelo pioneirismo, inovações
tecnológicas e responsabilidade sócio-ambiental. Apresentando, ao longo desses 51 anos, um
crescimento médio anual de 10%, é a segunda maior produtora brasileira do metal, com 470
mil toneladas/ano de alumínio primário. A Companhia se prepara agora para um novo
processo de expansão, que lhe permitirá alcançar a marca de 550 mil toneladas/ano, em 2009.
Posicionada entre as maiores empresas mundiais do setor, é a maior planta do mundo
a operar de forma totalmente verticalizada, realizando, num mesmo local, desde o
processamento da bauxita até a fabricação de produtos (lingotes, tarugos, vergalhões, placas,
bobinas, chapas, folhas, perfis, telhas e cabos). Seus produtos são sinônimo de qualidade nos
2
mercados nacional e internacional. Todos possuem, desde 1997, o certificado internacional de
qualidade ISO 9001.
Além de ter uma forte atuação no mercado interno nos segmentos de construção civil,
fios e cabos para transmissão de energia elétrica, embalagens, bens de consumo e transportes,
a CBA destina cerca de 50% de sua produção para o mercado externo, principalmente Europa,
Oriente Médio e Estados Unidos. Só na Europa, a Companhia detém 13% do mercado de
folhas para consumo doméstico.
Dentre os diferenciais da CBA está a autogeração de energia elétrica, um dos
principais e mais caros insumos empregados na fabricação de alumínio. Enquanto ela produz,
no mínimo, 60% da energia elétrica que consome, por meio de suas 18 usinas hidrelétricas, a
média mundial do setor é de 28%. Outro destaque é a auto-suficiência em bauxita, minério a
partir do qual o alumínio é produzido, extraída de suas Unidades de Mineração em Itamarati
de Minas e Poços de Caldas, ambos em Minas Gerais. Ainda há a Unidade de Mineração de
Miraí que está em construção. Seu funcionamento está previsto para o final de 2008.
Com 6,5 mil funcionários, a CBA mantém uma ampla rede de distribuição de seus
produtos, que conta com 13 filiais instaladas pelo Brasil, um Escritório de Vendas, localizado
em Fortaleza, CE, e um Terminal Marítimo no Porto de Santos.
O Brasil é dono da terceira maior reserva mundial de bauxita e até o final da década de
70, a CBA só contava com jazidas do minério na região de Poços de Caldas. O grande
empenho estratégico em pesquisar reservas do minério pelo País fez com que a Companhia
adquirisse uma participação de 10% na Mineração Rio do Norte (MRN). Hoje, tem
participação também em reservas no sudeste do Pará, na região de Paragominas e possui uma
jazida de bauxita nos municípios de Cataguases e Itamarati de Minas, MG. Em 2008 será
iniciada a exploração da jazida de Miraí, também no sudeste mineiro, que terá capacidade de
produção de três milhões de toneladas de bauxita.
A transformação da bauxita é feita por um processo de eletrólise e o consumo de
energia elétrica corresponde a um terço de todos os custos de produção. Em 1954, a CBA
3

iniciou a construção da primeira Usina Hidrelétrica, a UHE França, e desde então os
investimentos em energia não pararam.
Nesses 51 anos, a Empresa soube também crescer no mercado interno e externo. Com
escritórios de distribuição em todo o Brasil, a CBA está presente em 14 cidades de dez
estados brasileiros com 260 funcionários e 60 representantes comerciais. Suas filiais operam
com 13 mil clientes e comercializam um terço do faturamento da CBA.
As práticas de gestão adotadas atualmente garantem o reinvestimento de seus lucros
para melhoria da qualidade de seus produtos, no aprimoramento dos processos e no
incremento da produtividade.
1.2. Apresentação do Problema
Com a necessidade do aumento da produção de chapas e folhas de alumínio largo para
os próximos anos para atender a demanda dos mercados interno e externo, identificada no
planejamento estratégico da empresa, faz-se necessário o aumento da quantidade de cilindros
retificados para os laminadores de chapas e folhas da Laminação larga.
Com o aumento da produção, há a necessidade de um número maior de cilindros
disponíveis para a utilização, pois o desgaste e os defeitos superficiais dos cilindros causados
pelo excesso de uso, impossibilitam ou dificultam o atingimento da qualidade superficial
desses produtos exigida pelos clientes.
Contudo, a quantidade média de cilindros retificados por dia na máquina responsável
por abastecer os laminadores da Laminação larga, a retífica Herkules II, não atende as
necessidades dos clientes internos. Portanto, o aumento da quantidade de cilindros retificados
por dia dessa máquina, faz-se necessário diante da quantidade requerida pelos usuários para o
próximo ano. O intuito é diminuir as horas pardas desses laminadores por falta de cilindros
retificados, o quê dificulta o atingimento das metas da produção.
4

1.3. Objetivos do Trabalho
Diante do cenário exposto na apresentação do problema, define-se como o objetivo
central do trabalho estudar e demonstrar as ferramentas da metodologia de resolução de
problema lean six sigma com o intuito de aumentar a eficiência da retífica Herkules II para
atender as necessidades dos clientes internos
● Eficiência = [ Cilindros retificados por dia / Cilindros requeridos pelos clientes
internos por dia]
Atualmente a média de cilindros retificados por dia no mês é de 7,9 [cilindros / dia] e,
segundo a produção, será necessário 10 [cilindros / dia] para atendê-los sem que haja paradas
de máquina por falta de cilindros retificados.
Então, o trabalho terá como objetivo definir ações de melhoria que levem o aumento
da quantidade de cilindros retificados por dia utilizando a metodologia lean six sigma.
Figura 01 – Histórico de cilindros retificados por dia em média no mês
08/07 09/07 ou/07 11/07 12/07 01/08 02/08 03/08 04/08 05/08 06/08 07/08 08/08
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
5,5
6
6,5
7
7,5
8
8,5
9
CILINDROS RETIFICADOS / DIA (MÉDIA)
MESES
QU
AN
TID
AD
ES
5
1.4. Relevância do Tema
O método lean six sigma reúne um conjunto de ferramentas estatísticas que
possibilitam identificar as principais causas de um determinado problema ou melhoria, sua
relevância, intensidade e, principalmente, direciona a sua tomada de decisão para as ações que
mais impactarão de forma positiva no seu trabalho.
Portanto, a busca pela melhoria na eficiência da retífica Herkules II pode ser estudada
utilizando esse método, ou seja, podemos utilizar as ferramentas estatísticas para buscarmos o
nosso objetivo que é o aumento do número de cilindros retificados por dia, sem aumento de
efetivo ou autos investimentos em nova máquinas, ou seja, sem aumento de custos.
1.5. Estrutura do Trabalho
O trabalho está divido em quatro partes, cujos conteúdos de cada uma delas pode ser
resumido da seguinte maneira: Na INTRODUÇÃO está relatada a natureza do problema, o
histórico da organização onde o trabalho será implementado e, principalmente, o objetivo e o
método utilizado para a obtenção do mesmo. Na FUNDAMENTAÇÃO TEÓRICA serão
apresentadas as principais ferramentas utilizadas no método escolhido para a resolução do
problema (lean six sigma), bem como toda sua base teórica e, se necessário, outras
fundamentações que auxiliem no desenrolar do trabalho. Na próxima etapa, COLETA DE
DADOS e DISCUSÃO DOS RESULTADOS , serão coletados e apresentados todos os dados
necessários para o andamento do trabalho e, em seguida, os conceitos das ferramentas serão
aplicados e analisados. Na mesma etapa do trabalho, com base nas informações levantadas
com auxílio da metodologia aplicada, serão implantados planos de ação e de controle para
obtenção e permanência do resultado. Por fim, a CONCLUSÃO, onde serão sintetizadas as
considerações finais sobre a contribuição da metodologia lean six sigma no aumento da
eficiência da retífica Herkules II e seus benefícios para o processo.
6

2. FUNDAMENTAÇÃO TEÓRICA
A metodologia seis sigma foi criada pela Motorola Co. (Estados Unidos) em conjunto
com empresas técnicas de consultoria em meados da década de oitenta e foi fortemente
apoiada pelo então chairman Bob Galvin.
A metologia focava a redução de defeitos na manufatura, o que impactaria
positivamente nos custos das áreas. Trouxe consigo a ruptura de paradigmas clássicos de
qualidade, em que 99% de qualidade era sinônimo do melhor processo existente.
A utilização de ferramentas clássicas da qualidade, utilização de métodos
quantitativos e estatísticos para definição e análise de um problema e o forte vínculo ao
retorno financeiro para a organização (US$ 16 bilhões documentados como benefícios do
programa na empresa) foram as principais característica que seduziram os executivos a
aceitarem a implementação do programa.
Na década de noventa houve a explosão da metodologia ao redor do mundo,
chegando, em fim, com força ao Brasil. Grande parcela desse boom do seis sigma deve-se a
sua implantação na GE – General Eletric pelo então CEO Jack Welch, considerado por
muitos o maior executivo do século XX.
Na GE, a metodologia foi aplicada em todas as áreas de negócios da organização, o
que provou que a utilização da metodologia em áreas transacionais também deveria ser
considerada, pois trazia excelentes resultados. O foco então passou para a gestão do negócio e
não mais para a gestão de rotinas ou melhorias específicas.
No início do ano 2000 houve a grande evolução e dinamização do seis sigma em
diversas empresas e em diversos segmentos, como por exemplo: Maior utilização em
serviços, como hospitais (ex. Hospital das Clínicas/SP), empresas de telecomunicações (ex.
Telefônica e Telemar), instituições governamentais (ex. INPE e Forças Armadas Norte
Americanas), bancos (ex. Bank of Boston, Bank of America, Citigroup ), entre outras.
7

A partir desse momento observa-se que o uso do seis sigma passa, definitivamente, a
ser integrado ao sistema de gestão das empresas, alinhado à estratégia organizacional,
valorizando os profissionais com conhecimento e habilidade em gestão de projetos.
A metodologia seis sigma é baseada na utilização da ferramenta DEMAIC que é a
sigla para as palavras Define, Measure, Analyse, Improve and Control ou, em português,
Definição, Medição, Análise, Melhoria e Controle.
A fase de Definição tem como principal característica definir qual processo será
melhorado; A Medição, define com qual frequência os defeitos ocorrem; Na Análise, avalia-
se quando e onde ocorrem os defeitos; Na Melhoria, como podemos corrigir o processo e no
Controle, como podemos manter o processo correto.
O conceito de lean manufacturing (ou manufatura enxuta), surgiu na industria
automobilística, considera como “indústria das indústrias”, que alterou radicalmente nossa
forma de produzir bens por duas vezes neste século:
1. Ford e Sloan: Da produção artesanal para a produção em massa.
2. Toyoda e Ohno: Da produção em massa para a produção enxuta.
ARTESANAL “EM MASSA” ENXUTA
PRODUÇÃO UMA PEÇA POR VEZ “EM MASSA” SOMENTE QUANDO O
CLIENTE SOLICITAR
VOLUME DE PRODUÇÃO BAIXO VOLUME FOCO NO VOLUME DE
PRODUÇÃO
POSSIBILITA ALTO
VOLUME DE PRODUÇÃO
SE EXISTIR DEMANDA
FERRAMENTAS SIMPLES E FLEXÍVEIS MÁQUINAS CARAS E
POUCO VERSÁTEIS
RIGHT SIZED TOOLS
QUALIDADE O QUE PUDER SER
FEITO
BOM O SUFICIENTE BUSCA CONSTANTE PELA
PERFEIÇÃO
CLIENTE/MERCADO PRODUTO DEFINIDO
PELO CLIENTE
PRODUZ UMA OPÇÃO
PADRÃO PARA O
MERCADO
PRODUZ DIVERSAS
OPÇÕES DEPRODUTOS
PARA ECOLHA
FUNCIONÁRIO ALTAMENTE
ESPECIALIZADO
SEMI QUALIFICADO EM
TRABALHO MONÓTONO
QUALIFICADO E
MULTIFUNCIONAL
CUSTO ALTÍSSIMO BAIXO MAIS BAIXO AINDA
Tabela 01 - Fonte: “ A máquina que mudou o mundo” - womack, Jones & Roos – 1992 – Ed.
Campus
8

A produção enxuta é um sistema de produção que combina as vantagens das
produções Artesanal e “Em massa”, evitando os altos custos da primeira e a rigidez da
segunda.
Para obter as vantagens da manufatura Enxuta, basicamente é necessário atuar em
atividades que não agregam valor, ou seja, eliminar desperdícios para gerar fluxo.
Após a apresentação dos conceitos de lean fica, fica claro o relacionamento entre as
duas metodologias (lean e seis sigma) : As ferramentas que são contidas nas duas
metodologias podem, e devem, ser combinadas, para uma melhor análise do processo e a
consequente proposta de soluções mais efetivas.
DEMAIC ou seis sigma (Forte utilização de conceitos estatísticos e compromisso
com apuração financeira dos ganhos) mais Lean Manufacturing (Pensamento de mudanças
rápidas no processo, simplificando e reduzindo ciclos de tempo e geração de defeitos) é igual
a Lean Six Sigma ou Lean Seis Sigma.
2.1. DEFINIÇÃO
A letra D da sigla DEMAIC refere-se a etapa de definição do projeto. Essa etapa tem
como características principais, a identificação de bons projetos e também a definição do
contrato e escopo do projeto.
A lista de potenciais projetos deve sair da necessidade real da empresa em melhorar o
nível atual de seus processos. Esta lista normalmente é oriunda do desdobramento das
métricas e objetivos das áreas, da análise do mapa de cadeia de valor dos processos e/ou da
avaliação do impacto de iniciativas sobre o EBTIDA da companhia.
As principais características que definem um bom candidato a projeto Lean Six Sigma
são:
● O escopo do projeto permite que seja terminado no período de quatro a seis meses.
● A execução do projeto tem um impacto significativo para a organização
(preferencialmente financeiro).
9
● Solução e/ou implementação de difícil execução e/ou não óbvios para a organização.
● Se possível, relacionados às atividades do dia a dia (Gestão de rotina) ou fazem parte
dos objetivos definidos para a função naquele ano.
● Ter um defeito claramente definido, com uma métrica relacionada a ele.
● Potenciais ações a serem implementadas dentro das possibilidades e alinhadas com a
visão estratégica da organização.
● As pessoas a serem envolvidas devem estar dispostas e convencidas a negociarem
parte de seu tempo para ajudar no projeto.
EBTIDA é a sigla em inglês para earnings before interest, taxes, depreciation and
amortization que traduzindo literalmente para o português significa: Lucros antes de juros,
impostos, depreciação e amortização (LAJIDA).
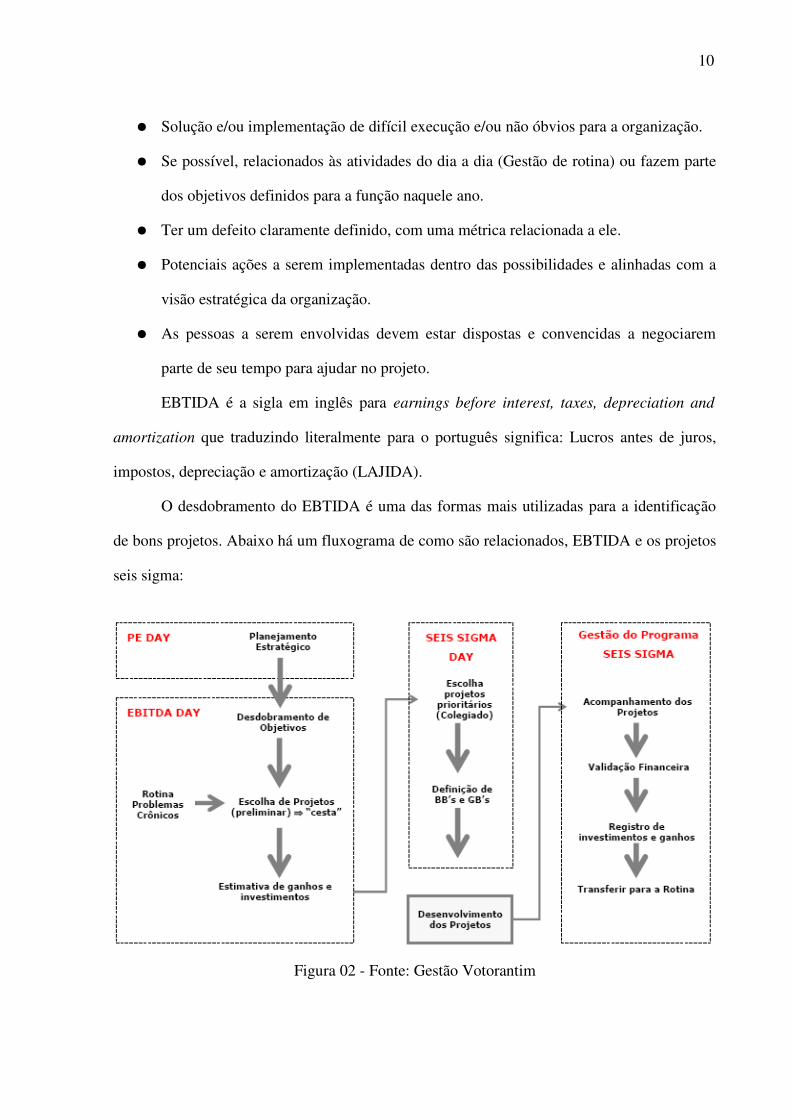
O desdobramento do EBTIDA é uma das formas mais utilizadas para a identificação
de bons projetos. Abaixo há um fluxograma de como são relacionados, EBTIDA e os projetos
seis sigma:
Figura 02 - Fonte: Gestão Votorantim
10

Outra ferramenta que é utilizada para a escolha de projetos é o desdobramento de
metas e objetivos. O desdobramento de metas e objetivos alinha todos os níveis da
organização com as prioridades da empresa.
O nível estratégico recebe as métricas financeiras ou prioridades dos acionistas,
transforma-as em métricas estratégicas e fazem o desdobramento para o nível tático e
operacional da organização.
O nível tático ou de supervisão recebe as métricas estratégicas faz a coordenação e
gerenciamento das atividades para que sejam alcançados os objetivos propostos.
O nível operacional recebe as informações através do nível de supervisão e executa as
atividades que serão necessárias para o cumprimento dos objetivos dos acionistas.
Em algumas organizações existem iniciativas dentro do sistema de gestão que podem
substituir o desdobramento de métricas como:
● Balanced Scorecard (BSC)
● Planejamento estratégico com estabelecimento de metas
● Orçamento matricial
● Mapa estratégico do negócio
Uma outra forma possível de fazer a definição do projeto é através da elaboração e
análise do mapa da cadeia de valor (MVC).
Cadeia de valor refere-se a todas as atividades que a organização deve fazer para
projetar, autorizar, produzir e entregar seus produtos e serviços aos clientes.
A cadeia de valor tem três partes principais:
1- Fluxo de materiais: da recepção de seus fornecedores à entrega a seus clientes.
2- Transformação: de matéria-prima em produtos acabados.
3- Fluxo de informações: da suporte e direciona tanto o fluxo de materiais como a
transformação de matérias-primas em produtos acabados.
11

O fluxo de valor dentro da cadeia de valor é toda ação, que agrega valor ou não,
necessária para produzir um produto desde a extração da matéria-prima até o consumidor
final.
Para criar eficientemente um mapa da cadeia de Valor para os processos de
manufatura ou processos de negócio de uma organização, deve focar nas seguintes áreas:
1- Fluxo de Informações: do pedido de uma ordem de compras ou de produção,
através do caminho dos processos de engenharia, controle da produção, produção, embarque e
contabilidade.
2- Atividades de Produção: que são as atividades físicas que os empregados devem
executar para produzir um produto ou entregar um serviço.
3- Fluxo de Materiais: o movimento físico de materiais, do recebimento através da
produção, ao embarque ou entrega do produto acabado ou serviço.
4- Valor ao Cliente: que é um aspecto de um produto ou serviço, pelo qual o Cliente
está disposto a pagar. (Algumas vezes referido como Valor Adicionado).
5 - Sistema Empurrado (push system): onde materiais são automaticamente movidos
de uma operação para a próxima, independente se são ou não necessários.
6- Sistema Puxado (pull system): onde materiais são movidos de uma operação para a
próxima, sob a requisição desta.
7- Qualquer desperdício envolvido nos processos de negócios ou de manufatura.
8- Takt time: tempo de trabalho disponível total por dia (ou turno), dividido pela
demanda requisitada pelo Cliente por dia (ou turno).
9- Lead time (tempo de fabricação e entrega): tempo que demora para completar uma
atividade do início ao final.
Para criar o mapa da cadeia de valor sugere-se que sejam seguidos os seguintes
passos:
A- Disponibilizar papel, lápis, borracha e cronômetros para a coleta de dados.
12

B- Selecionar um produto ou serviço para mapear. Fazer uma rápida visita (tour) ao
mapa de Valor para verificar os fluxos completos (“topo a topo”) de material e informação,
garantindo que foram identificados todos os componentes dos fluxos.
C- Identificar um Cliente representativo do produto ou serviço que esteja em
avaliação. Uma vez identificado o Cliente típico, consiga dados de quantidades de uma ordem
(pedido) típico, freqüências de entregas e números das variações (variabilidade) do produto
ou serviço. Essas informações vão ajudar a estabelecer o takttakt timetime para o Cliente e produto
(ou serviço).
D- Iniciar o mapeamento da cadeia de Valor, começando com os requisitos do Cliente
e indo através das principais atividades da produção. O resultado é um estado real do mapa da
cadeia de Valor.
E- Criar uma carta de Lead Time (tempo de fabricação e entrega) na parte inferior do
mapa da cadeia de Valor, mostrando os Lead Times da produção que agregam e que não
agregam valor.
F- Revisar o mapa com todos os empregados que trabalham na cadeia de Valor que foi
elaborada, para garantir que não estão faltando atividades, informações ou materiais.
A segunda característica principal da etapa de definição é a elaboração do escopo e do
contrato do projeto.
Um dos fatores freqüentemente analisados como causa de insucesso ou atrasos em
projetos Lean Seis Sigma é a (má) definição do Y , y e x’s do processo estudado. Isto ocorre
diversas vezes devido à complexidade do processo, bem como ao escopo tomado para
melhoria.
13

Ilustrativamente, ocorre o seguinte:
Figura 03– Esquema de processo com as entradas e saídas
O projeto deve ter um escopo reduzido, ou seja, apresentar um número de y ou Y
(saída do processo, ou seja, a métrica ou objetivo do projeto) razoável para que o projeto seja
concluído dentro do prazo. O excesso de saídas pode levar a desperdício de esforços que não
agregarão valor considerável ao cliente.
A ferramenta mais utilizada para a definição do escopo é o SIPOC que é a sigla
formada pelas palavras em inglês Supplier, Input, process, Output, Client.
Figura 04 – SIPOC
onde,
- Fornecedor: Para quem a ação proporciona a entrada do processo?
14
- Entrada: Entrada/Informação/Material necessário para realizar a ação.
- Etapas do Processo: Atividades principais de um processo específico. Deve conter
uma palavra de ação (verbo). Exemplo: Entrar, verificar, organizar.
- Saída: Resultado do seu processo.
- Cliente: O que é crítico para o cliente externo?
Após a definição do escopo, elabora-se o contrato do projeto. Um bom contrato deve
apresentar, basicamente, três partes:
Parte I: Inicia-se o contrato com um pequeno cabeçalho indicando o título do projeto, o
líder, o patrocinador e o nome da unidade da organização se for necessário. Em seguida faz-se a
descrição do problema a ser solucionado ou do aprimoramento a ser buscado, em vista de
alguma oportunidade vislumbrada pela empresa. A descrição deve ser feita de modo claro, sem
ambiguidades, expressa em termos mensuráveis explicando o que a empresa está perdendo e/ou
o que pode ganhar e, por fim, estar livre de expressões que possam indicar causas ou culpados
para o problema.
O próximo passo é a elaboração do histórico do problema, onde traz-se índices (internos
e/ou externos) que mostrem dados preliminares do tamanho do problema a ser estudado no
projeto. Após a descrição e o histórico, define-se a meta e o KPI, onde na definição da meta
coloca-se o objetivo gerencial (associado ao problema ou oportunidade), valor e prazo, e no KPI
descreve-se o indicador chave do processo a ser estudado.
Parte II: Nessa etapa do contrato define-se o que será contemplado, o que não será e a
equipe do projeto. Utiliza-se as nomenclaturas Inclui/Exclui e Restrições/Suposições. É nesse
momento que a equipe do projeto definirá o que será considerado e o que não será, evitando
assim imprevistos que atrapalhem o andamento do trabalho.
A equipe que fará parte dos trabalhos também é declarada nessa etapa do contrato. Para a
formação da equipe utiliza-se a ferramenta matriz ARMI que tem o seguinte significado:
A- Aprovador: Pessoa responsável por prover recursos e aprovações durante o projeto. É
o champion, MBB e o comitê seis sigma.
15
R– Recurso: Pessoa responsável por prover recursos no projeto. Participa com atividades
esporádicas e é chamado pelo líder (GB e/ou BB) quando necessário.
M– Membro: Pessoa que participa ativamente do projeto, em reuniões, tomadas de
decisões, análises e etc. Seu tempo está mais dedicado ao projeto que o recurso.
I– Informado: Pessoa que não participa intensamente do projeto, mas que pode ser
influenciada ou afetada pelas ações tomadas no projeto.
Parte III: Os requisitos do cliente são identificados e explicitados nessa fase. É uma
forma de se colocar os CTQ's (critical to quality) dos clientes e pode-se tomar essas informações
do desdobramento de metas ou SIPOC. Descreve-se também nessa fase, a contribuição do
projeto para o negócio, ou seja, coloca-se como a organização se beneficiará com o projeto seis
sigma. Nessa parte vale a pena descrever os benefícios e colocar um pouco do racional para se
chegar no valor final. Se os ganhos forem qualitativos, colocá-os e descreve-os também.
Finalizando o contrato, coloca-se o impacto financeiro anualizado, anexando o racional/
memorial de cálculo para validação pela controladoria da empresa, bem como todas as
aprovações formalizadas (garante que o gestor e o patrocinador estão alinhados com as
iniciativas e idéias colocadas.
2.2. MEDIÇÃO
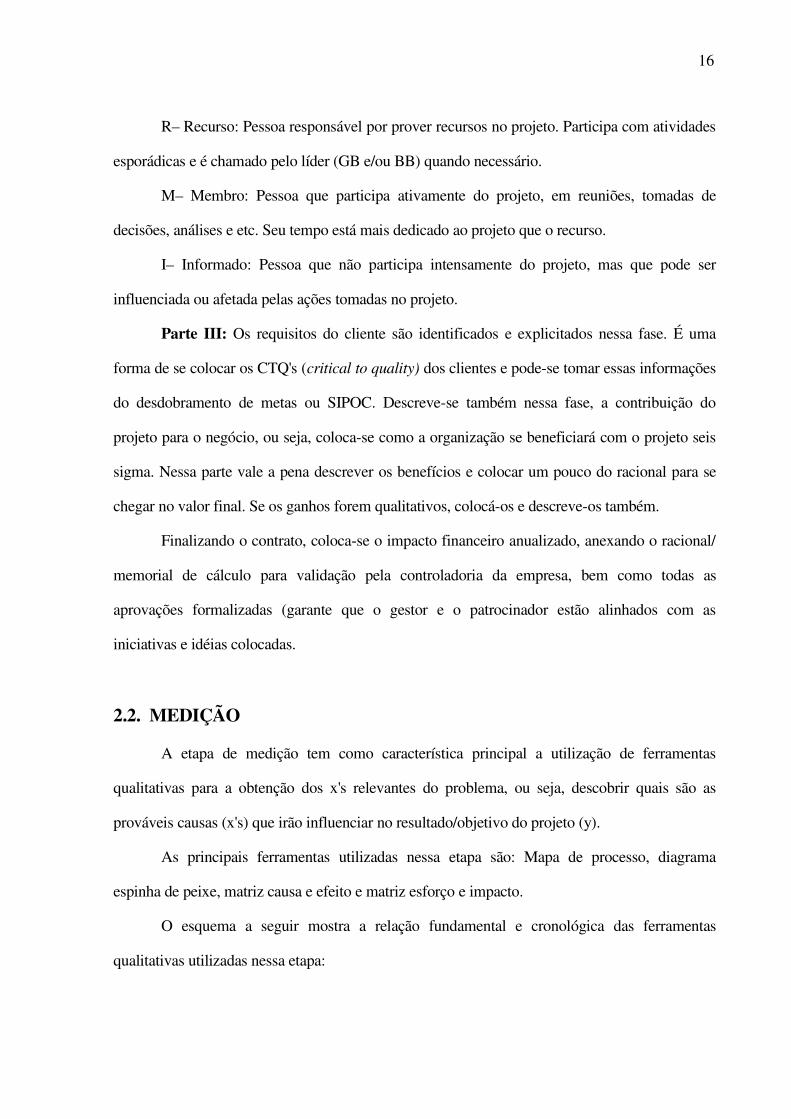
A etapa de medição tem como característica principal a utilização de ferramentas
qualitativas para a obtenção dos x's relevantes do problema, ou seja, descobrir quais são as
prováveis causas (x's) que irão influenciar no resultado/objetivo do projeto (y).
As principais ferramentas utilizadas nessa etapa são: Mapa de processo, diagrama
espinha de peixe, matriz causa e efeito e matriz esforço e impacto.
O esquema a seguir mostra a relação fundamental e cronológica das ferramentas
qualitativas utilizadas nessa etapa:
16
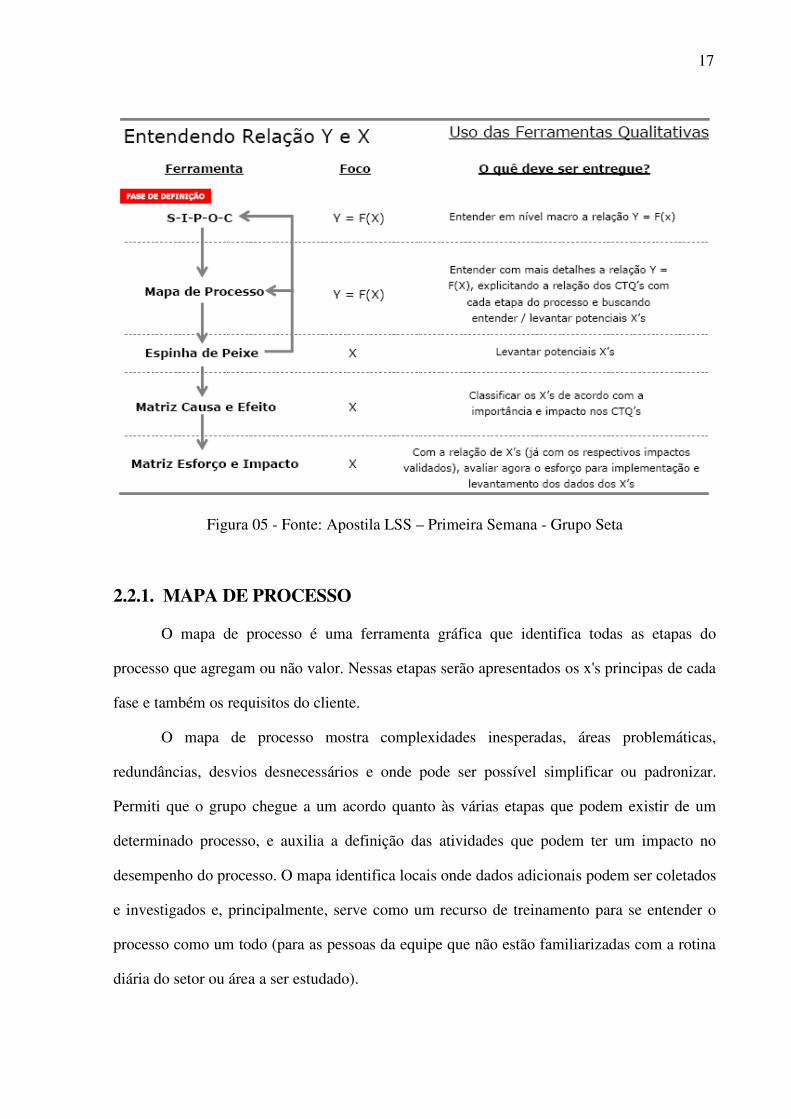
Figura 05 - Fonte: Apostila LSS – Primeira Semana - Grupo Seta
2.2.1. MAPA DE PROCESSO
O mapa de processo é uma ferramenta gráfica que identifica todas as etapas do
processo que agregam ou não valor. Nessas etapas serão apresentados os x's principas de cada
fase e também os requisitos do cliente.
O mapa de processo mostra complexidades inesperadas, áreas problemáticas,
redundâncias, desvios desnecessários e onde pode ser possível simplificar ou padronizar.
Permiti que o grupo chegue a um acordo quanto às várias etapas que podem existir de um
determinado processo, e auxilia a definição das atividades que podem ter um impacto no
desempenho do processo. O mapa identifica locais onde dados adicionais podem ser coletados
e investigados e, principalmente, serve como um recurso de treinamento para se entender o
processo como um todo (para as pessoas da equipe que não estão familiarizadas com a rotina
diária do setor ou área a ser estudado).
17
As quatro figuras abaixo irão mostrar um exemplo de confecção de um mapa de
processo:
Figura 06 - Fonte: Apostila LSS – Primeira Semana - Grupo Seta
18

Figura 07 - Fonte: Apostila LSS – Primeira Semana - Grupo Seta
Figura 08 - Fonte: Apostila LSS – Primeira Semana - Grupo Seta
19

Figura 09- Fonte: Apostila LSS – Primeira Semana - Grupo Seta
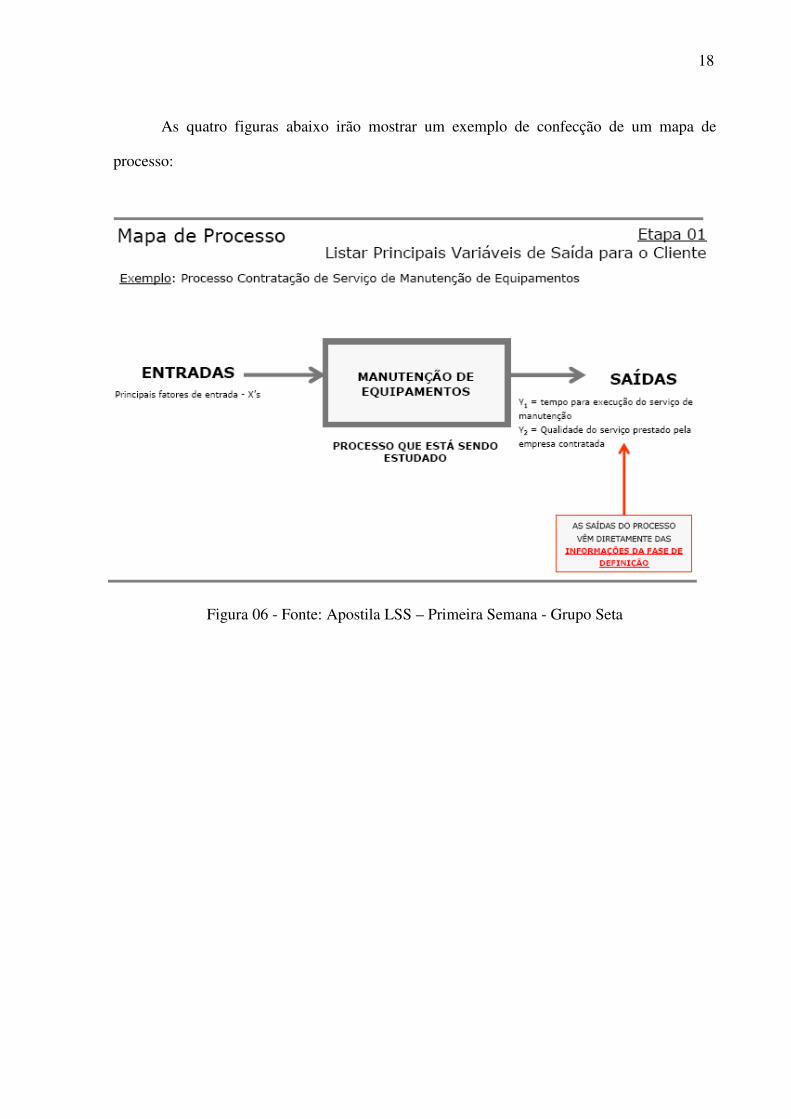
2.2.2. DIAGRAMA ESPINHA DE PEIXE
O objetivo do diagrama espinha de peixe é providenciar a visualização de todas as
possíveis causas de um problema específico, através das principais entradas do processo.
Segue abaixo um exemplo de montgem de um diagrama:
20
Figura 10 – Diagrama Espinha de peixe
As divisões segundo as categorias não precisa ser obrigatoriamente como descrito
acima, mas sim de uma forma que leve a equipe a definir da melhor forma possível as
entradas que podem causar o problema estudado.
2.2.3. MATRIZ CAUSA E EFEITO
A matriz Causa e Efeito é utilizada para priorizar as entradas do processo de acordo
com o impacto de cada uma das saídas ou requerimentos do cliente.
Recomenda-se, inclusive, que sejam tomadas as informações (principais entradas –
x's) levantadas inicialmente no SIPOC, Mpa de Processo e Diagrama Espinha de Peixe para
desenvolvimento da ferramenta.
2.2.4. MATRIZ ESFORÇO E IMPACTO
A Matriz Causa e Efeito pode ser complementada pela Matriz Esforço X Impacto,
onde o grupo avaliará para cada entrada, quais são aquelas que vale à pena começarmos a
tomar ações para reduzir os defeitos no proecsso, coletarmos os dados para as análises e
empreender recursos (tempo, dinheiro, pessoas e etc) para estudar o fator.
21

Segue abaixo um exemplo de uma Matriz de Esforço X Impacto:
Figura 11 – Matriz Esforço X Impacto
Antes de passarmos para a terceira etapa do DEMAIC, a Análise, vamos conceituar o
que são dados contínuos, distribuição normal, dados discretos e capabilidade de processo:
Dados discretos, conhecidos também como atributos, são os resultados da utilização
dos instrumentos de medição “passa não passa”, ou da inspeção de defeitos visuais, problemas
visuais, peças faltando, ou de decisões passar/falhar ou sim/não. Entre dois pontos quaisquer
há finitas possibilidades de outros pontos.
Dados contínuos, conhecidos também como variáveis, são os resultados da real
medição de uma carcterística tal como a impedância de uma bobina de motor, força de tração
do aço, diâmetro de um tubo, peso de uma pessoa, tempo para executar uma tarefa, etc. Entre
dois pontos quaisquer há infinitas possibilidades de outros pontos. Para dados contínuos são
utilizados os gráficos: Histograma, medidas de posição e dispersão.
A maioria dos dados variáveis na natureza e no ambiente de trabalho têm distribuições
de probabilidade que se assemelham a um sino . Esta distribuição chama-se distribuição
normal e em todos os projetos onde estivermos tratando com uma distribuição de dados
22
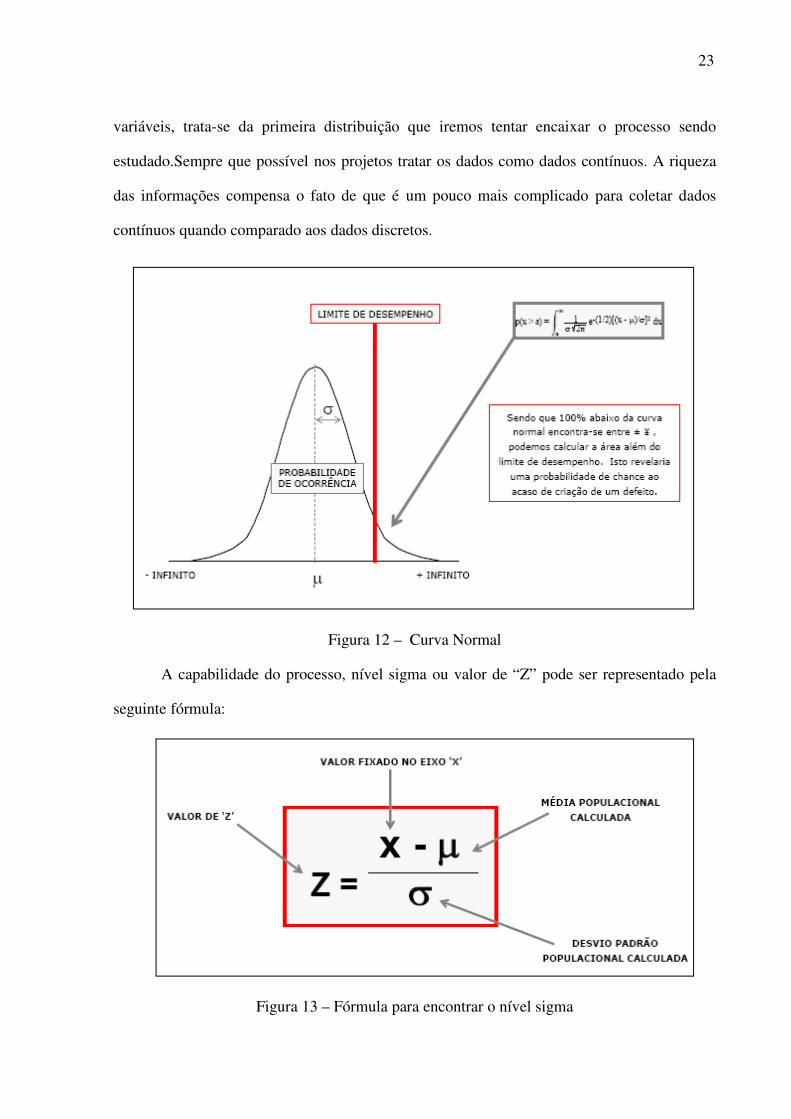
variáveis, trata-se da primeira distribuição que iremos tentar encaixar o processo sendo
estudado.Sempre que possível nos projetos tratar os dados como dados contínuos. A riqueza
das informações compensa o fato de que é um pouco mais complicado para coletar dados
contínuos quando comparado aos dados discretos.
Figura 12 – Curva Normal
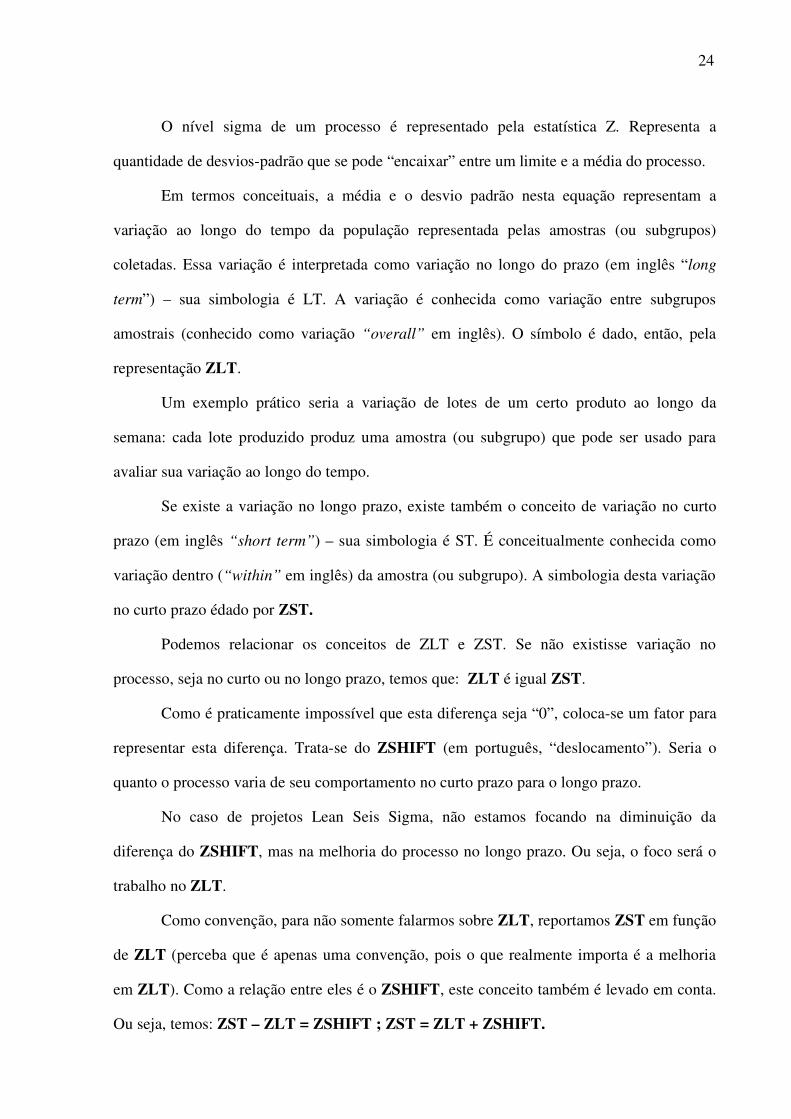
A capabilidade do processo, nível sigma ou valor de “Z” pode ser representado pela
seguinte fórmula:
Figura 13 – Fórmula para encontrar o nível sigma
23
O nível sigma de um processo é representado pela estatística Z. Representa a
quantidade de desvios-padrão que se pode “encaixar” entre um limite e a média do processo.
Em termos conceituais, a média e o desvio padrão nesta equação representam a
variação ao longo do tempo da população representada pelas amostras (ou subgrupos)
coletadas. Essa variação é interpretada como variação no longo do prazo (em inglês “long
term”) – sua simbologia é LT. A variação é conhecida como variação entre subgrupos
amostrais (conhecido como variação “overall” em inglês). O símbolo é dado, então, pela
representação ZLT.
Um exemplo prático seria a variação de lotes de um certo produto ao longo da
semana: cada lote produzido produz uma amostra (ou subgrupo) que pode ser usado para
avaliar sua variação ao longo do tempo.
Se existe a variação no longo prazo, existe também o conceito de variação no curto
prazo (em inglês “short term”) – sua simbologia é ST. É conceitualmente conhecida como
variação dentro (“within” em inglês) da amostra (ou subgrupo). A simbologia desta variação
no curto prazo édado por ZST.
Podemos relacionar os conceitos de ZLT e ZST. Se não existisse variação no
processo, seja no curto ou no longo prazo, temos que: ZLT é igual ZST.
Como é praticamente impossível que esta diferença seja “0”, coloca-se um fator para
representar esta diferença. Trata-se do ZSHIFT (em português, “deslocamento”). Seria o
quanto o processo varia de seu comportamento no curto prazo para o longo prazo.
No caso de projetos Lean Seis Sigma, não estamos focando na diminuição da
diferença do ZSHIFT, mas na melhoria do processo no longo prazo. Ou seja, o foco será o
trabalho no ZLT.
Como convenção, para não somente falarmos sobre ZLT, reportamos ZST em função
de ZLT (perceba que é apenas uma convenção, pois o que realmente importa é a melhoria
em ZLT). Como a relação entre eles é o ZSHIFT, este conceito também é levado em conta.
Ou seja, temos: ZST – ZLT = ZSHIFT ; ZST = ZLT + ZSHIFT.
24
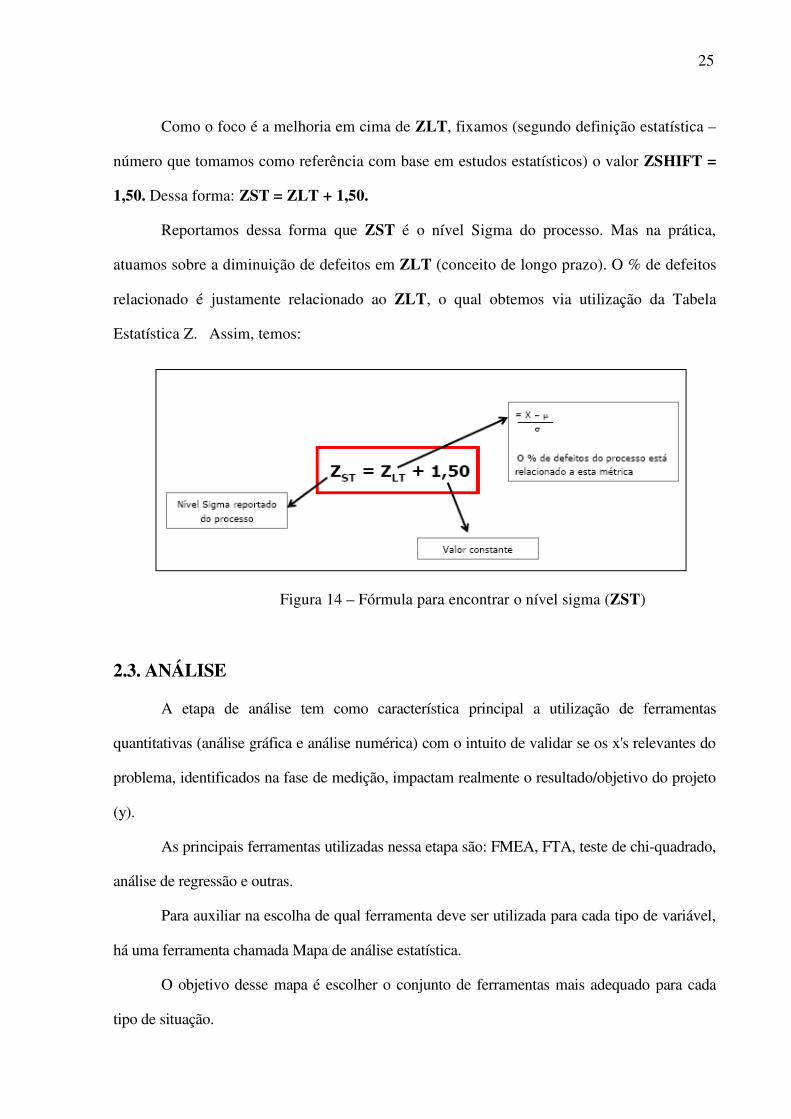
Como o foco é a melhoria em cima de ZLT, fixamos (segundo definição estatística –
número que tomamos como referência com base em estudos estatísticos) o valor ZSHIFT =
1,50. Dessa forma: ZST = ZLT + 1,50.
Reportamos dessa forma que ZST é o nível Sigma do processo. Mas na prática,
atuamos sobre a diminuição de defeitos em ZLT (conceito de longo prazo). O % de defeitos
relacionado é justamente relacionado ao ZLT, o qual obtemos via utilização da Tabela
Estatística Z. Assim, temos:
Figura 14 – Fórmula para encontrar o nível sigma (ZST)
2.3. ANÁLISE
A etapa de análise tem como característica principal a utilização de ferramentas
quantitativas (análise gráfica e análise numérica) com o intuito de validar se os x's relevantes do
problema, identificados na fase de medição, impactam realmente o resultado/objetivo do projeto
(y).
As principais ferramentas utilizadas nessa etapa são: FMEA, FTA, teste de chi-quadrado,
análise de regressão e outras.
Para auxiliar na escolha de qual ferramenta deve ser utilizada para cada tipo de variável,
há uma ferramenta chamada Mapa de análise estatística.
O objetivo desse mapa é escolher o conjunto de ferramentas mais adequado para cada
tipo de situação.
25
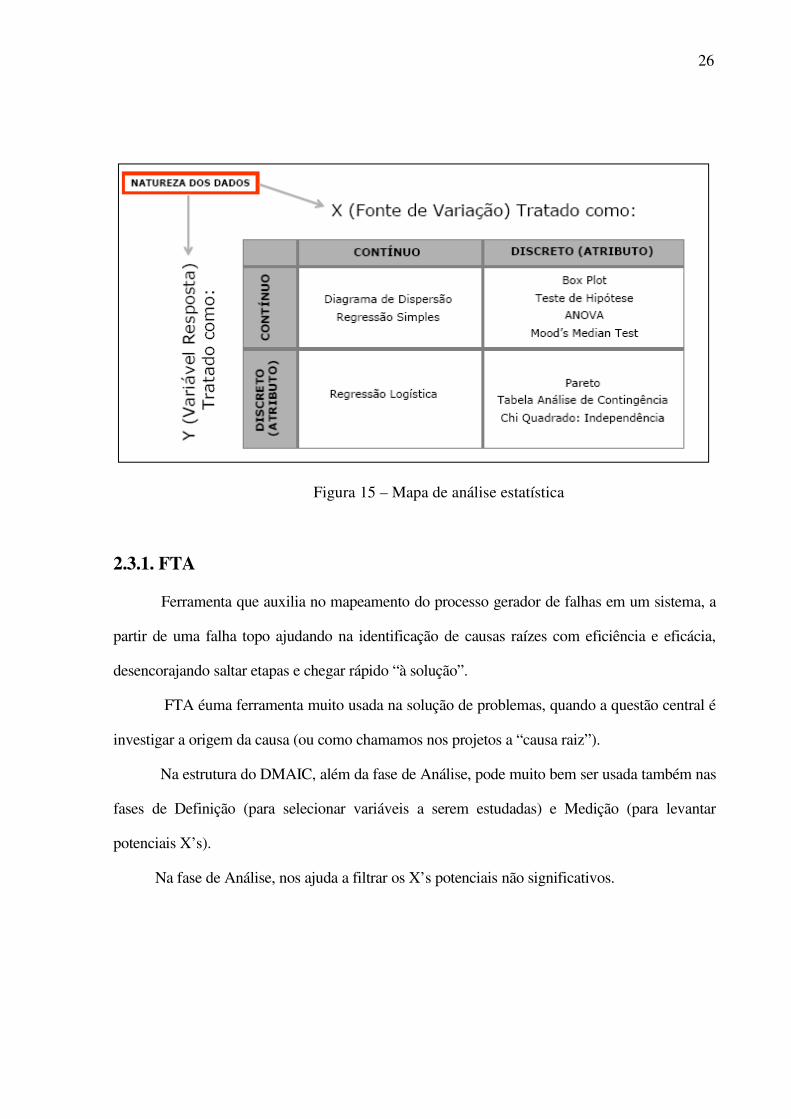
Figura 15 – Mapa de análise estatística
2.3.1. FTA
Ferramenta que auxilia no mapeamento do processo gerador de falhas em um sistema, a
partir de uma falha topo ajudando na identificação de causas raízes com eficiência e eficácia,
desencorajando saltar etapas e chegar rápido “à solução”.
FTA éuma ferramenta muito usada na solução de problemas, quando a questão central é
investigar a origem da causa (ou como chamamos nos projetos a “causa raiz”).
Na estrutura do DMAIC, além da fase de Análise, pode muito bem ser usada também nas
fases de Definição (para selecionar variáveis a serem estudadas) e Medição (para levantar
potenciais X’s).
Na fase de Análise, nos ajuda a filtrar os X’s potenciais não significativos.
26
Figura 16 – Exemplo de formulário FTA
2.3.2. FMEA
O FMEA surgiu na década de 1960 inicialmente na indústria aeroespacial, nesta época
era praticamente proibido os custos com atrasos, retrabalhos, erros, entre outros, dentro deste
contexto foi gerada uma ferramenta (FMEA) que tinha por objetivo mapear todos riscos
inerentes a um projeto assim como pontuar sua criticidade.
Para se ter uma idéia de como erros no processo podem afetar toda uma cadeia, utilizemos um
estudo feito pela General Electric (GE): os custos dos erros vão se agravando toda vez que um
produto ou componente dámais um passo na cadeia de produção. Um erro que custo $ 0,003 se
detectado no fornecedor custará $ 300 - cem mil vezes mais -se não for descoberto até o produto
chegar às mãos do cliente.
27
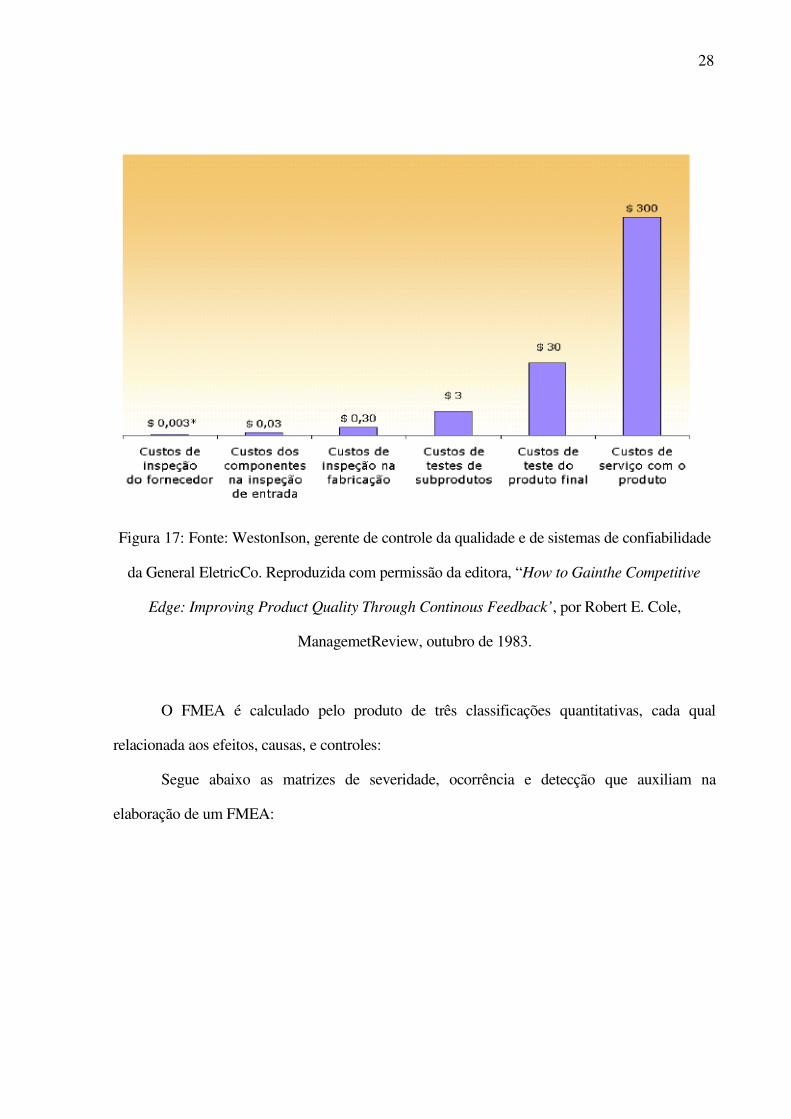
Figura 17: Fonte: WestonIson, gerente de controle da qualidade e de sistemas de confiabilidade
da General EletricCo. Reproduzida com permissão da editora, “How to Gainthe Competitive
Edge: Improving Product Quality Through Continous Feedback’, por Robert E. Cole,
ManagemetReview, outubro de 1983.
O FMEA é calculado pelo produto de três classificações quantitativas, cada qual
relacionada aos efeitos, causas, e controles:
Segue abaixo as matrizes de severidade, ocorrência e detecção que auxiliam na
elaboração de um FMEA:
28

Tabela 02 – Matriz de severidade
Tabela 03 – Matriz de ocorrência
29

Tabela 04 – Matriz de detecção
Através destas matrizes pode-se definir qual o processo que demanda maior atenção dos
gerentes e principais responsáveis evitando assim o gasto excessivo de recursos em uma função
que não trará resultados aparentes a curto prazo.
2.3.3. ANÁLISE DE REGRESSÃO
Na análise de regressão, analisa-se se há correlação entre dois (ou mais) variáveis
apresentam tendência conjunta, ou seja, avalia-se se os x's estudados possuem
correlação/influência no y requerido.
Podemos observar esta tendência através de um diagrama de correlação.
30

Figura 18 – Diagrama de correlação
Para se calcula o coeficiente de correlação (r) pode-se utilizar a fórmula:
Figura 19 – Fórmula para cálculo do (r)
O coeficiente de correlação linear mede quão próximos estão os pontos de uma reta.
31
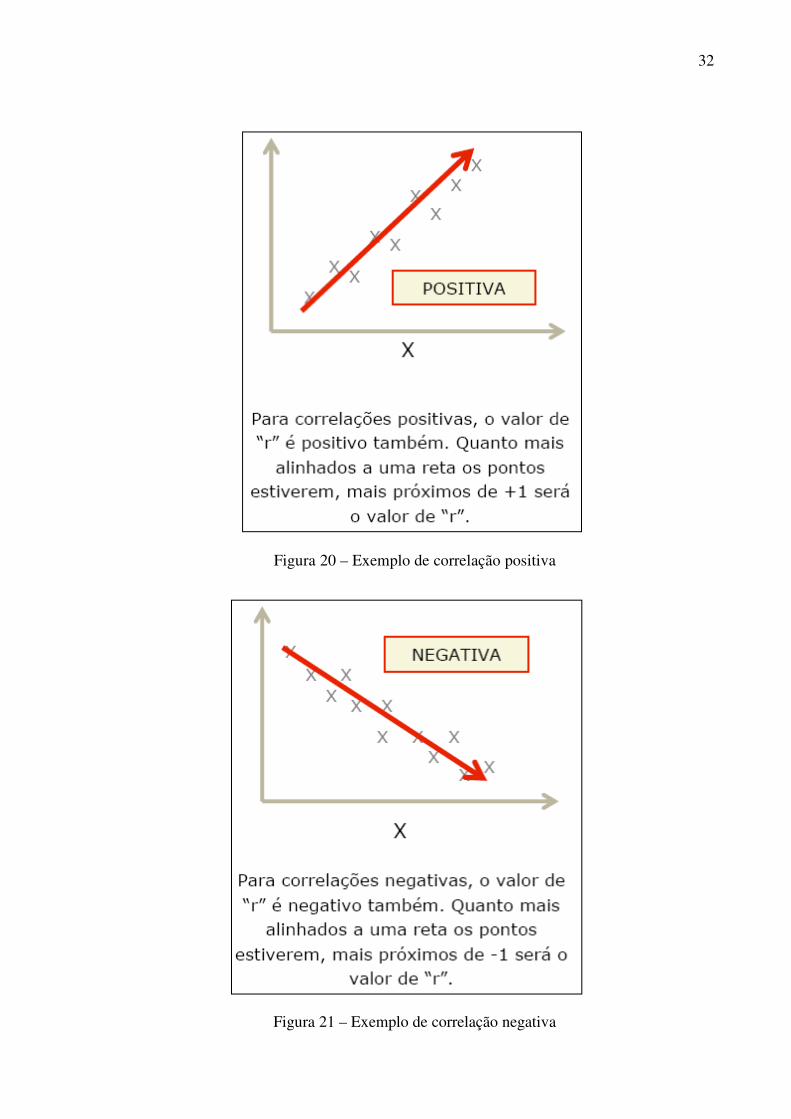
Figura 20 – Exemplo de correlação positiva
Figura 21 – Exemplo de correlação negativa
32
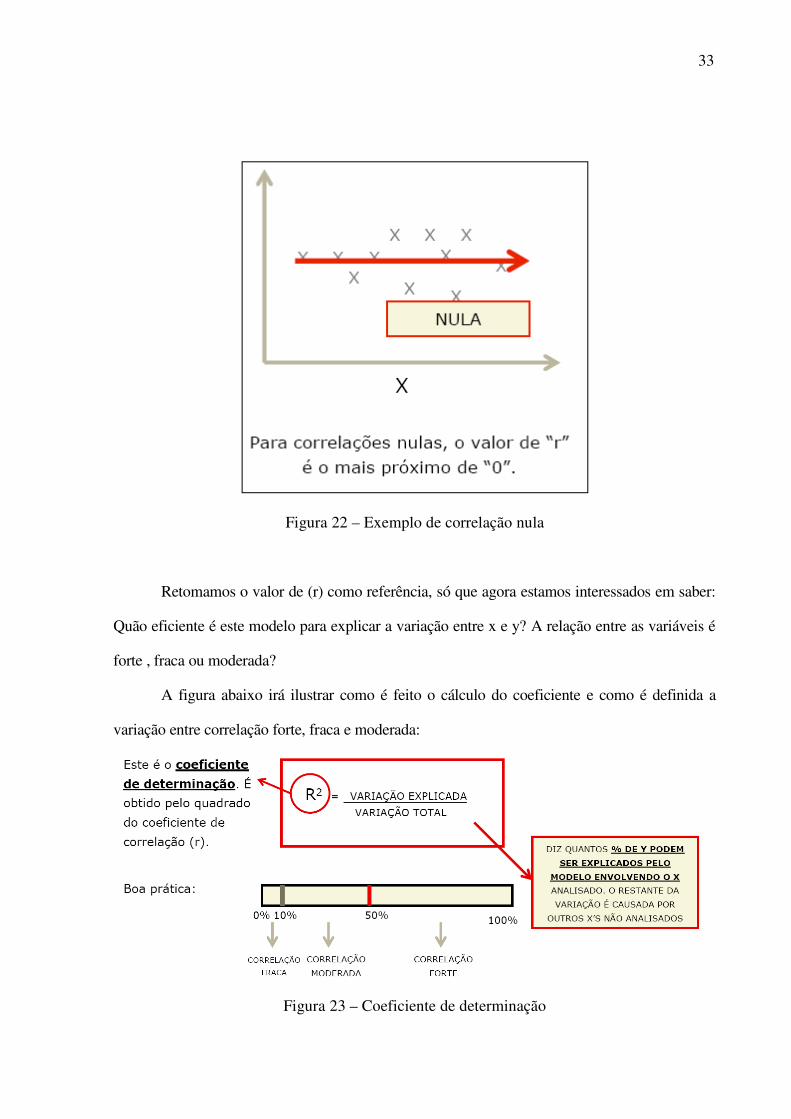
Figura 22 – Exemplo de correlação nula
Retomamos o valor de (r) como referência, só que agora estamos interessados em saber:
Quão eficiente é este modelo para explicar a variação entre x e y? A relação entre as variáveis é
forte , fraca ou moderada?
A figura abaixo irá ilustrar como é feito o cálculo do coeficiente e como é definida a
variação entre correlação forte, fraca e moderada:
Figura 23 – Coeficiente de determinação
33

2.3.4. TESTE CHI-QUADRADO
Segundo o site wikipédia (http://pt.wikipedia.org/wiki/Chi-quadrado), o coeficiente Chi-
Quadrado (ler qui-quadrado), ou chi quadrado, normalmente escrito como χ² é um valor da
dispersão para duas variáveis de escala nominal, usado em alguns testes estatísticos. Ele diz-nos
em que medida é que os valores observados se desviam do valor esperado, caso as duas variáveis
não estivessem correlacionadas.
Quanto maior o chi-quadrado, mais significante é a relação entre a variável dependente e
a variável independente.
A Distribuição Chi-quadrado com k graus de liberdade é a distribuição gama com
parâmetros (k/2, 1/2).
Quanto maior o número de casos (n) ou o número de linhas ou colunas da tabela de
contingência, maior será o Chi-quadrado. Por isso não faz sentido comparar o Chi-quadrado de
duas relações entre variáveis. Para o efeito existem outros coeficientes, entre os quais o
coeficiente de contingência.
A distribuição Chi-quadrado pode ser simulada a partir da distribuição normal. Por
definição, se forem k distribuições normais padronizadas (ou seja, média 0 e
desvio padrão 1) independentes, então a soma de seus quadrados é uma distribuição Chi-
quadrado com k graus de liberdade:
Um corolário imediato da definição é que a soma de duas Chi-quadrado independentes
também é uma Chi-quadrado:
Segundo SETA GERENCIAMENTO o chi quadrado pode ser obtido pela relação:
34

Figura 24 – Obtenção da relação chi-quadrado
Quando o valor de Chi-Quadrado é baixo, significa que as diferenças encontradas são
pequenas. Da mesma forma, valores altos indicam a existência de dependência entre elas.
2.4. MELHORIA
Nesta fase o documento mais importante que deve elaborado é plano de ação, ou seja,
serão elaborados planos de ação para todos os x's que foram identificados como relevantes ao
objetivo a ser atingido.
Algumas ferramenta bastante simples e também muito útil que podem ser utilizadas
nessa fase são: O 5W2H, DOE, Set Up rápido, 5S, operação padrão, local físico com fluxo
racionalizado, células de operação, Kaizen e outras.
35
2.4.1. 5W2H
A medida que os processos tornam-se mais complexos e menos definidos, fica bem
mais difícil identificar a função a ser satisfeita, bem como as causas que dão origem aos
efeitos sentidos. A utilização da ferramenta 5W2H é um chek-list muito útil para enfrentar
essas situações.
Após o reconhecimento das causas dos problemas, procede-se a implantação do plano
de ação para combatê-las. O que significa definir as mudanças possíveis a curto, médio e
longo prazo com a finalidade de melhoria no processo.
5W2H é um método que consiste em fazer questionamentos sobre o processo a fim de
esgotar todos os assuntos relacionados a ele;
A Sigla 5W2H provém do inglês e o Chek-list consiste em se fazer perguntas de modo
a explorar exaustivamente o tema em questão.
1. What --> QUE
2. Who --> QUEM
3. Where --> ONDE
4. Why --> POR QUE
5. When --> QUANDO
6. How --> COMO
7. How Much --> QUANTO CUSTA
Uma vez executadas as ações de Melhoria, deve-se realizar o novo cálculo da
capacidade σ e do ppm do processo e observar se houve uma melhoria significativa.
Espera-se no mínimo, 50% de redução do ppm.
36

Eventuais benefícios econômicos(“Savings”) também podem ser validados neste
momento do projeto para ver se estão de acordo com o que havia sido estabelecido durante a
fase de Definição do Projeto.
2.4.2. DOE
São testes conduzidos de forma estruturada, em que fatores são modificados de modo
a avaliar seu impacto e influência em uma certa variável resposta. Fatores são as variáveis
independentes controladas no experimento. Resposta é a variável dependente no experimento,
que será utilizada para avaliação da influência dos fatores. Trata-se da avaliação da conhecida
função y = f (x1, x2, x3, ..., xn).
Figura 25 – Modelo de experimento
O objetivo é determinar:
● quais variáveis têm maior influência sobre a resposta (Y), como ajustar as variáveis
controladas (X) de modo que a resposta (Y) atinja um valor desejado
● como ajustar as variáveis controladas (X) de modo que a resposta (Y) apresenta
mínima variação
● como ajustar as variáveis controladas (X) de modo que os efeitos das variáveis não
controladas (Z) sobre a resposta (Y) sejam mínimos.
Etapas para delinear experimentos:
1) Definição do problema
2) Escolha dos fatores e níveis
3) Seleção da variável resposta
37
4) Escolha do tipo de experimento
5) Execução do experimento
6) Análise dos dados
7) Conclusão e ação
Pode-se atribuir códigos aos fatores e níveis avaliados. Para avaliar o efeito de cada
fator sobre a resposta, é necessário fazer com que cada combinação seja avaliada, através de
tabelas cruzadas e de contrastes.
Estratégia de experimentação:
● Um único fator: baixa velocidade de obtenção de dados; não é possível avaliar
eventuais interações.
● Vários fatores ao mesmo tempo (sem planejamento): impossível saber qual é o fator
mais importante; não permite avaliar as interações.
● Diversos fatores, alterando um por vez: gera-se uma quantidade enorme de dados;
utiliza-se parcialmente os dados gerados.
● Vários fatores ao mesmo tempo (com planejamento): obtém-se uma grande
quantidade de possibilidades de configurações diferentes de experimentos, que,
contudo, permitem uma avaliação mais precisa sobre quais são os fatores mais
importantes e as interações possivelmente existentes.
Em todo processo de experimentação, sempre existe um erro (chamado de erro
experimental). Este erro tem várias origens: variação do sistema de medição, variação do
analista, variação do material de teste, variação das condições de teste e etc. Quando são feitas
repetições de um experimento, é possível calcular qual é a magnitude deste erro e,
conseqüentemente, pode-se avaliar melhor a influência (ou efeito) de um determinado fator.
Para executar experimentos eficientes, deve-se controlar e manter nos menores níveis
possíveis os valores do erro experimental.
Também são necessários réplica e repetição dos experimentos. Réplica é a
combinação dos níveis dos fatores, chamado de tratamento, em unidades experimentais
38
diferentes. Repetição é a execução de um certo tratamento mais de uma vez, sobre a mesma
unidade experimental. Ou seja, que se possa realizar mais de uma vez a construção e execução
da mesma condição experimental.
Outros pontos importantes são as técnicas de aleatorização e blocos. Aleatorização
assegura que os tratamentos sejam atribuídos ao acaso, sem influência de condições externas
àquelas controladas no experimento. Os blocos aumentam a precisão do experimento quando
uma porção do total avaliado é mais homogêneo que o total das condições experimentais
avaliadas.
2.4.3. DELINEAMENTO COM UM ÚNICO FATOR
Há situações em que se deseja avaliar o efeito de um único fator em 2 ou mais níveis
sobre uma certa variável resposta. Neste caso a tabela de contrastes tem um único fator com
níveis diferentes.
Etapas de Trabalho:
1) Montar a tabela de contrastes (com as possíveis combinações para o
experimento)
2) Aleatorizar a seqüência das experiências
3) Realizar a coleta de dados das experiências
4) Analisar os resultados mediante a Análise de Variâncias (ANOVA), que
identifica se há diferenças significativas entre as médias de diferentes subgrupos.
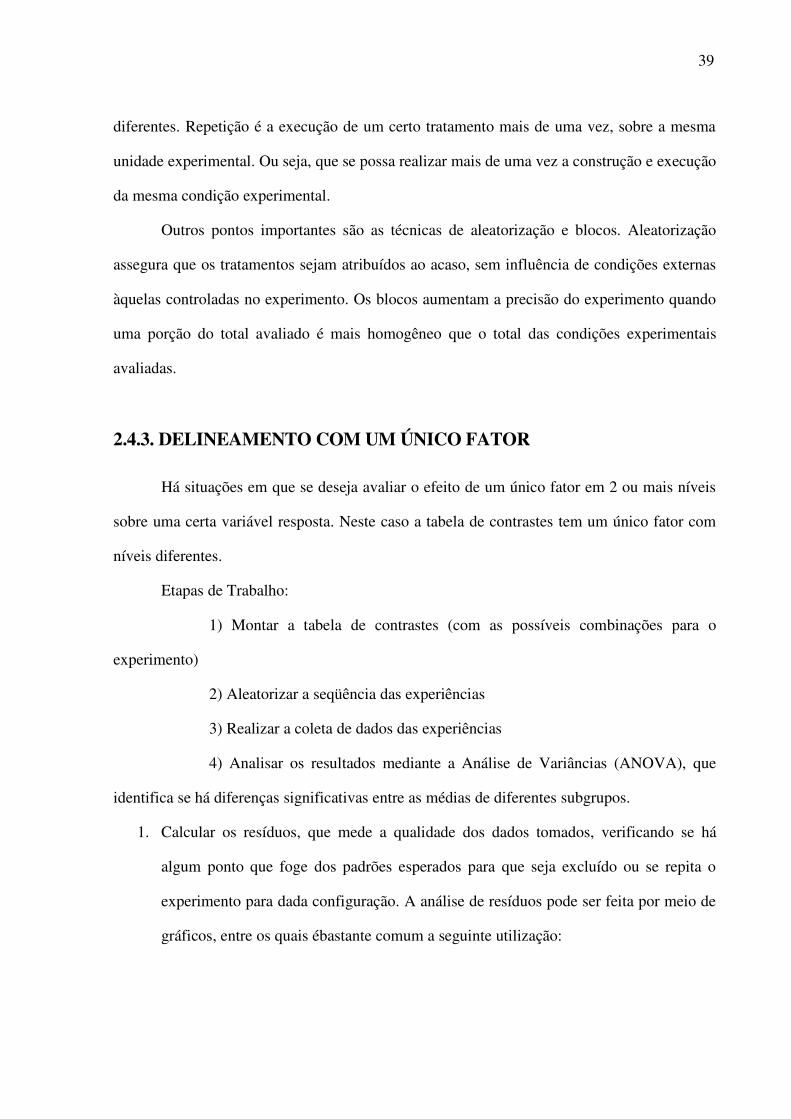
1. Calcular os resíduos, que mede a qualidade dos dados tomados, verificando se há
algum ponto que foge dos padrões esperados para que seja excluído ou se repita o
experimento para dada configuração. A análise de resíduos pode ser feita por meio de
gráficos, entre os quais ébastante comum a seguinte utilização:
39

Ferramenta Forma e Objetivo
Papel de probabilidade Os resíduos são ordenados e marcados no PPN.
Normal Desvios da normalidade indicam inadequação do modelo
proposto, o que pode indicar presença de pontos atípicos
Gráfico de controle Constrói-se um gráfico IMR com os resíduos para avaliar
aleatoriedade e eventuais presenças de pontos extremos.
Gráfico de resíduos v. Grupo É um gráfico cartesiano dos grupos pelos respectivos
resíduos, verificando se há problemas de dispersão.
Tabela 05 – Ferramentas X forma e objetivo
Figura 26 – Modelo Normal de Distribuição dos Resíduos
Figura 27 – Verificação de Pontos Extremos
40
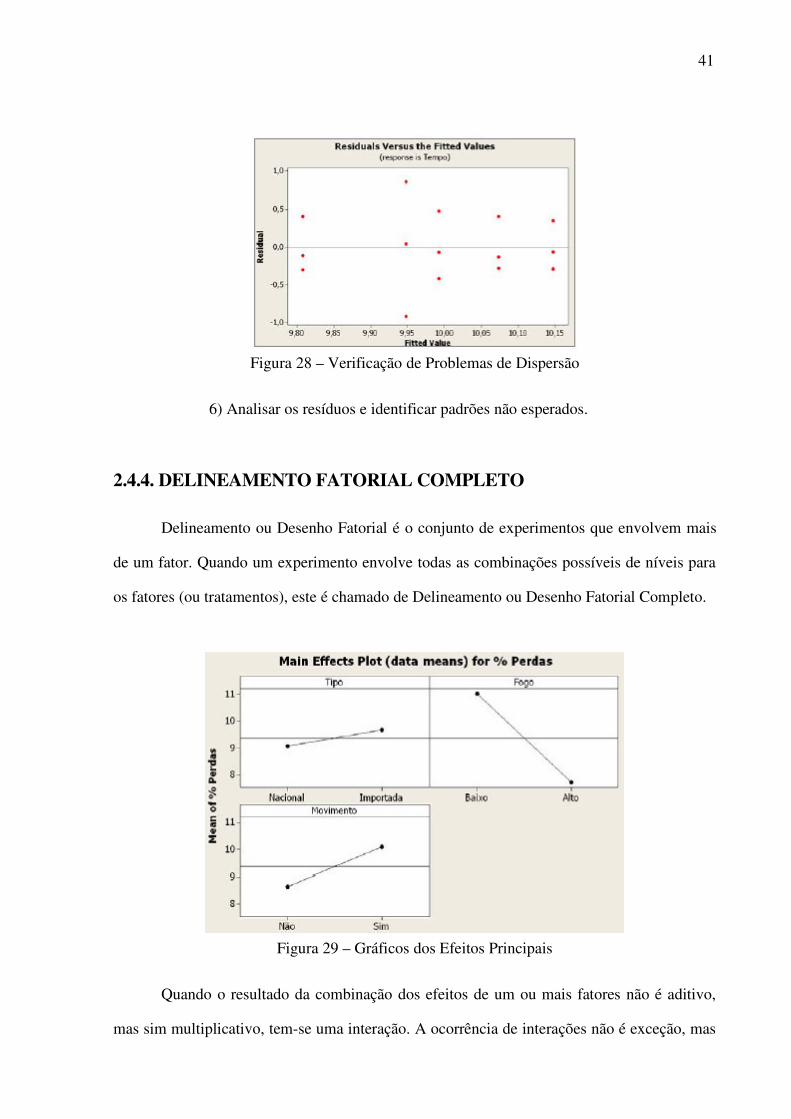
Figura 28 – Verificação de Problemas de Dispersão
6) Analisar os resíduos e identificar padrões não esperados.
2.4.4. DELINEAMENTO FATORIAL COMPLETO
Delineamento ou Desenho Fatorial é o conjunto de experimentos que envolvem mais
de um fator. Quando um experimento envolve todas as combinações possíveis de níveis para
os fatores (ou tratamentos), este é chamado de Delineamento ou Desenho Fatorial Completo.
Figura 29 – Gráficos dos Efeitos Principais
Quando o resultado da combinação dos efeitos de um ou mais fatores não é aditivo,
mas sim multiplicativo, tem-se uma interação. A ocorrência de interações não é exceção, mas
41
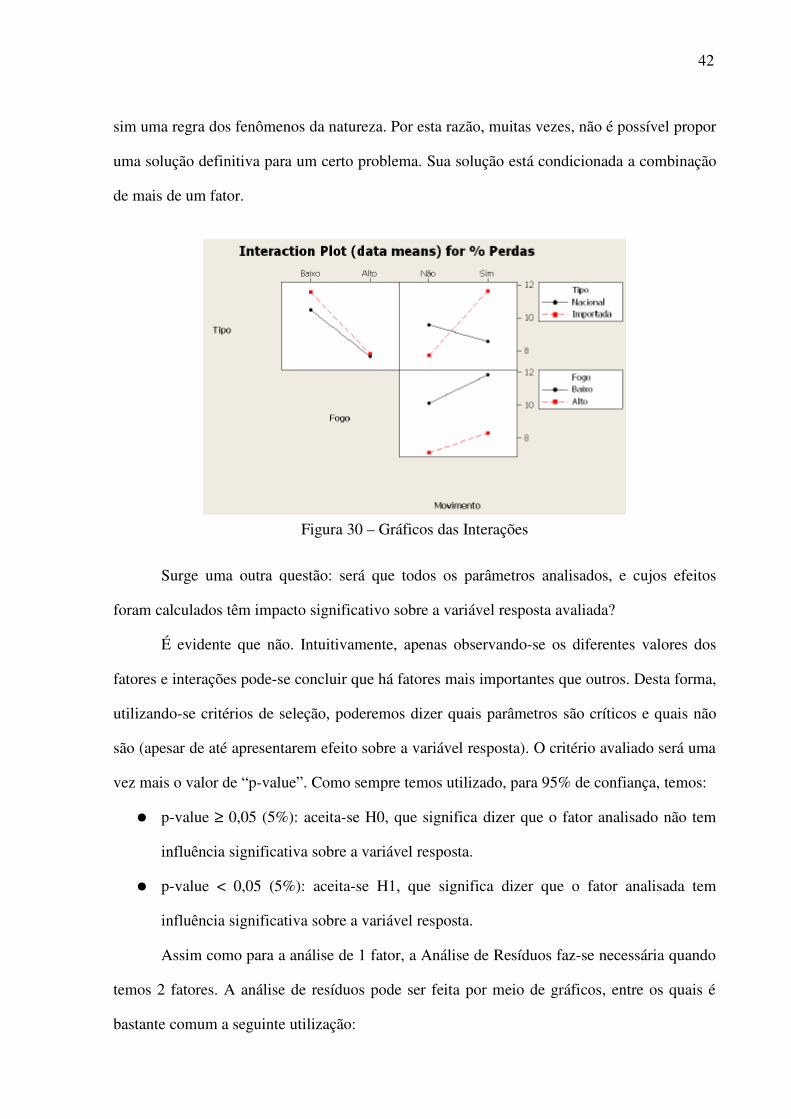
sim uma regra dos fenômenos da natureza. Por esta razão, muitas vezes, não é possível propor
uma solução definitiva para um certo problema. Sua solução está condicionada a combinação
de mais de um fator.
Figura 30 – Gráficos das Interações
Surge uma outra questão: será que todos os parâmetros analisados, e cujos efeitos
foram calculados têm impacto significativo sobre a variável resposta avaliada?
É evidente que não. Intuitivamente, apenas observando-se os diferentes valores dos
fatores e interações pode-se concluir que há fatores mais importantes que outros. Desta forma,
utilizando-se critérios de seleção, poderemos dizer quais parâmetros são críticos e quais não
são (apesar de até apresentarem efeito sobre a variável resposta). O critério avaliado será uma
vez mais o valor de “p-value”. Como sempre temos utilizado, para 95% de confiança, temos:
● p-value ≥ 0,05 (5%): aceita-se H0, que significa dizer que o fator analisado não tem
influência significativa sobre a variável resposta.
● p-value < 0,05 (5%): aceita-se H1, que significa dizer que o fator analisada tem
influência significativa sobre a variável resposta.
Assim como para a análise de 1 fator, a Análise de Resíduos faz-se necessária quando
temos 2 fatores. A análise de resíduos pode ser feita por meio de gráficos, entre os quais é
bastante comum a seguinte utilização:
42

Ferramenta Forma e Objetivo
Papel de probabilidade Os resíduos são ordenados e marcados no PPN.
Normal e Histograma Desvios da normalidade indicam inadequação do
modelo proposto, o que pode indicar presença de pontos
atípicos
Gráfico de resíduos v. y-chapéu Constrói-se um gráfico dos resíduos em função y-
chapéu (média global) para avaliar eventuais presenças
de pontos extremos.
Gráfico linear de resíduos É um gráfico para verificar problemas com não-
aleatoriedade.
Tabela 06 – Ferramentas X forma e objetivo
Figura 31 – Gráficos de Análise de Resíduos
A análise é prejudicada (não conclusiva) quando se tem poucos pontos disponíveis.
Caso algum resíduo v. padrão encontre-se fora da região de -3 a +3, trata-se de um dado
suspeito. Pontos no gráfico linear indicando não aleatoriedade revelam problemas com os
resíduos. Padrões estranhos, como “funil” ou “borboleta” também indicam problemas com os
resíduos.
43

Figura 32 – Padrões “Funil” e “Borboleta”
Com os efeitos e interações avaliados, bem como se houve algum erro experimental
elevado (validação dos resíduos), pode-se agora encontrar um modelo que explique como a
variável resposta Y se comporta em função dos fatores e interações estudados. Trata-se do
modelo de previsão. Para o caso de um experimento 22, o modelo de previsão apresenta o
seguinte formato:
Figura 33 – Formato do experimento
Somente entram no modelo os efeitos estatisticamente significativos (p-value <0,05).
Quando há interações estatisticamente significativas, os fatores principais que as compõem
também devem entrar na equação.
A idéia pode ser estendida para qualquer quantidade (k) de fatores. Além dos
experimentos 2k, há especialistas que defendem a utilização de mais níveis na análise (3, 4, 5,
...), obtendo maior quantidade de detalhes sobre a resposta analisada. O ponto negativo neste
caso é o aumento da complexidade dos experimentos, já que envolvem uma maior quantidade
de condições experimentais. Isto acarreta maiores custos, mais tempo para realização dos
testes e etc.
44

Para a realização de experimentos sem repetições ou réplicas, não é possível calcular
os efeitos e interações significativas através do método ANOVA. Assim sendo, podemos
utilizar o Gráfico de Pareto (avaliação da linha de Lenghts) ou o Papel de Probabilidade
Normal para avaliação destes itens críticos.
Figura 34 – Gráfico de Pareto
Figura 35 – Papel de Probabilidade Normal
Há muitas situações em que se sabe antecipadamente que certos fatores incontroláveis
vão afetar os resultados do experimento. Para tratar os resultados nesta situação, recorre-se
45

aos blocos como forma de eliminar a influência das diferenças apontadas e entender com
maior precisão quais são os fatores estatisticamente significativos.
Através dos resultados gerados pelas análises dos itens críticos, é possível gerar um
modelo ótimo para o processo. É o chamado otimizador de processos. Basicamente, são
tomados os itens críticos e seus níveis, e colocados em uma equação, que dado um certo valor
referencial para a variável resposta, encontra as melhores condições para os fatores
levantados.
2.4.5. SET UP RÁPIDO
O set up rápido foi desenvolvido por Shigeo Shingo e plaicado pela primeira vez na
Toyota. É também conhecido por troca rápida de ferramentas (Single Minute Exchange of
Dies – SMED). A meta é realizar o setup da máquina em um tempo cuja duração seja somente
um dígito (ou seja, menor que 10 minutos). Possibilita a diversificação da produção para
atender a demanda e flexibilidade para produção de pequenos lotes.
Devem-se seguir as seguintes etapas:
● Analisar a preparação da máquina e separar em atividades internas e externas (folha de
observação de tempos de setup).
● Converter as operações de preparação internas em externas.
● Melhorar as operações de preparação da máquina no geral.
● Fazer piloto e documentar.
A mentalidade é voltada à produção de grandes quantidades sem se preocupar com a
flexibilidade. O setup não é encarado como uma atividade rotineira e sim como uma atividade
especial que deve ser feita por especialistas. Alguns possíveis problemas nas operações de
setup são: longos tempos de ajustes para suprir deficiência do ferramental, falta de
programação, componentes perdidos ou esquecidos, falta de método de execução, falta de
habilidade com operação, acesso difícil à área de trabalho.
46

Figura 36 – Flexibilidade de Produção
O tempo da peça é reduzido com o tamanho do lote de produção, ou seja, sem se
reduzir o tempo de setup não se consegue flexibilizar a produção e diminuir estoques. Uma
produção em grandes lotes reduz os custos associados ao longo setup, mas aumenta os custos
para aumentar os estoques, portanto deve-se determinar um lote econômico.
Figura 37 – Gráfico de Lote Econômico
A redução do lote econômico reduz os inventários em processo (especialmente em
células compartilhadas), a variabilidade de produtos e procedimentos padronizados e os
desperdícios.
Outro benefício do setup rápido é o aumento da capacidade de produção para atender a
demanda, gerada pelo tempo extra que seria gasto na preparação para produção.
47

Figura 38 – Aumento da Capacidade Produtiva
O set up interno (main-line) é executado com o processo parado (limpezas, consertos,
etc), enquanto que o setup externo (off-line) é feito com o processo em execução (busca de
peças, etc).
Figura 39 – Atividades de Set up
As técnicas de melhorias associadas ao setup rápido são: utilização de procedimento
padrão de setup, utilização de check list, verificação das condições de funcionamento dos
componentes e ferramentas a serem utilizadas no setup (armazenagem e identificação clara
dos componentes, kits de ferramentas, limpeza de componentes) e melhoria no transporte dos
instrumentos e ferramentas (reduzir distância e esforço).
Para reduzir os tempos de setup faz-se necessário padronizar funções e medidas,
eliminar ajustes (mas onde eles forem necessários tem que ser feitos com base numérica,
nunca por sentimento), utilizar fixadores rápidos.
Para se fazer um piloto, deve sempre se certificar que a primeira peça inspecionada
seja uma peça boa, e não uma que sabidamente será refugada. Realizar testes através do setup
piloto de acordo com o procedimento definido.
48

A documentação deve seguir as seguintes regras:
● Criar um procedimento, descrevendo com todos os detalhes a nova forma de setup.
● Treinar todos os operadores envolvidos no novo procedimento de setup.
● Fazer uma lista com todos os componentes e atividades que fazem parte do setup
(checklist).
● Fazer um desenho de todas as ferramentas e componentes que são utilizados
(checktable).
2.4.6. 5S
A boa organização ajuda a eliminar acidentes e prejuízos nos processos do dia-a-dia,
eliminar tempo desperdiçados nos movimentos e ciclos, apontar coisas erradas apenas
observando-as, criar mais espaço útil, melhorar relações inter-pessoais e promover harmonia
no local de trabalho. 5S vem de 5 palavras japonesas que significam:
2.4.6.1. SEIRI
Seiri: Organização, seleção, utilização.
Definir os itens necessários, que serão separados, e desnecessários, que serão
eliminados. Os itens necessários serão identificados e será definido quanto, como e onde
colocá-los, e os locais definidos para cada elemento serão registrados. Guardar os elementos
de uso freqüente em locais de fácil acesso, enquanto que os elementos de pouco uso serão
colocados em locais onde não atrapalhem as funções diárias do local.
2.4.6.2. SEITON
Seiton: Ordenar, consertar.
O senso de ordem, manutenção de itens necessários sobre controle e localização visual
permitem rápida localização do objeto quando necessário, substituição imediata de objetos em
49

uso, codificação de objetos, ferramentas, moldes, etc., distinção entre tipos de objetos (código
de cores). Utilizam-se meios visuais para guardar objetos (quadros, gavetas, etc), e, no padrão
da operação, indica-se o local para guardar os objetos.
2.4.6.3. SEISO
Seiso: Limpeza, padronização.
Manter as coisas que são sempre utilizadas limpas e ter cuidado preventivo em relação
à geração de pó, sujeiras, contaminações ou vazamentos. O local de trabalho requer mais que
uma limpeza superficial, portanto a limpeza deve ser considerada uma atividade de tempo de
operação, e durante essa limpeza deverão ser inspecionados o estado do local e as condições
dos equipamentos. Para facilitar a limpeza é mais fácil não sujar.
2.4.6.4. SEIKETSU
Seiketsu: higiene.
Manter os cuidados com higiene e asseio das pessoas e do ambiente de trabalho. Para
o bom andamento das atividades, recomenda-se a padronização dos costumes e hábitos de
higiene a serem empregados.
2.4.6.5. SHITSUKE
Shitsuke: disciplina.
A disciplina forma bons hábitos, mas deve-se fazer o que foi estabelecido, com
comunicação e feedback. Assim aumentam o espírito de equipe, a confiança nos dados e
procedimentos e eliminam-se os atos inseguros.
50

2.4.7. OPERAÇÃO PADRÃO
Segundo SETA DESENVOLVIMENTO GERENCIAL (2008), em uma organização
que aplica Lean Seis Sigma, uma combinação de trabalho é a mistura de pessoas, processos,
materiais e tecnologia que se juntam para permitir completar um processo de trabalho. O
termo operação padrão refere-se à melhor combinação de trabalho que uma organização pode
reunir.
Quando uma empresa aplica todo seu conhecimento dos princípios de Lean Seis
Sigma para um processo de trabalho particular, para torná-la a mais eficiente possível, obtém-
se uma Operação Padrão. Os empregados usam esse processo documentado como um guia
para aplicar consistentemente nas atividades que devem desempenhar nos seus processos de
trabalho, e esses servem como base para todos os treinamentos, medição de performance e
atividades de melhoria da organização (SETA DESENVOLVIMENTO GERENCIAL, 2008).
O processo de elaboração de Operação Padrão envolve oito etapas. Grande parte do
trabalho envolve obter informações de como os processos de trabalho da organização
deveriam ser feitos. Essas etapas envolvem (SETA DESENVOLVIMENTO GERENCIAL,
2008):
1. Formar equipes de melhoria;
2. Calcular o takt time;
3. Determinar tempo de ciclo;
4. Determinar a seqüência do trabalho;
5. Determinar a quantidade padrão de trabalho em processo (WIP –Working in
Process);
6. Preparar o diagrama de fluxo de trabalho padrão;
7. Preparar a tabela de operações padrão;
8. Melhorar continuamente as operações padrão.
Segundo SETA DESENVOLVIMENTO GERENCIAL (2008), deve-se proceder em
cada uma das etapas da seguinte forma:
51
1. Formar equipes de melhoria: a abordagem por equipes multifuncionais é
recomendada sempre, pois é necessário envolver todos os empregados e pessoas da linha de
frente no trabalho.
2. Determinar o takt time: é o tempo necessário para se realizar uma atividade,
ou um ciclo.
3. Determinar o tempo de ciclo: o tempo de ciclo pode ser ou não igual ao takt
time. Montar uma tabela de capacidade do processo é uma ferramenta muito útil para obter
informações sobre a seqüência de operações que executam um processo de trabalho e o tempo
necessário para completar cada operação. Em última análise, a tabela de capacidade do
processo pode ajudar na determinação da capacidade da máquina e do operador.
A tabela de capacidade do processo deve ser completada antes de fazer mudanças, tais como
mover equipamentos, alterar seqüência de operações ou mudar a posição dos empregados e/ou
responsabilidades no trabalho.
4. Determinar a seqüência do trabalho: a seqüência de trabalho é a ordem em
que as tarefas do processo são executadas. Indica aos empregados qual é a ordem correta de
executar suas atividades.
O gráfico de combinação de operações padrão permite à equipe estudar a seqüência de
trabalho para todos os processos da organização. Neste gráfico, cada tarefa é listada
seqüencialmente e dividida em tempos de operação manual, automático, esperado e
deslocamento (caminhada).
O tempo de espera não é incluído na tabela de capacidade do processo, porque o
tempo parado do trabalhador não tem impacto nas atividades automáticas ou na capacidade do
processo. Entretanto, o tempo de espera é incluído no gráfico de combinação de operações
padrão, para identificar tempo parado que o operador poderia estar executando outras
atividades, tais como set up externo, manuseio de materiais ou inspeção. O objetivo é eliminar
todo tempo parado do operador.
52
5. Determinar a quantidade padrão de trabalho em processo (WIP): a
quantidade padrão de trabalho em processo (WIP) é o mínimo de inventário de trabalho em
processo que deve ser mantido entre processos de trabalho. Sem o conhecimento dessa
quantidade de trabalho em processo, é impossível sincronizar as operações de trabalho. Para
tanto, é necessário que se tente manter a menor quantidade possível, garantir que a quantidade
definida é adequada para suportar as atividades de provas de erros e de garantia de qualidade,
garantir que a quantidade definida é adequada para que todos os empregados possam
manusear com facilidade e segurança as peças e materiais entre as operações de trabalho.
6. Preparar um diagrama de fluxo de trabalho padrão: o diagrama de fluxo de
trabalho apresenta o layout real dos equipamentos e movimentos de materiais e trabalhadores
durante o processo de trabalho. As informações do diagrama de fluxo de trabalho completam
as informações das tabelas anteriormente estudadas.
7. Preparar a tabela de operações padrão: essa tabela deve conter as
informações obtidas da tabela de capacidade do processo e do gráfico de combinação de
operações padrão.
8. Melhorar continuamente as operações padrão: é necessário treinar todos os
empregados impactados pelas mudanças no processo de trabalho, após completar a tabela de
operações padrão. Não será surpresa se, durante o treinamento, os empregados descobrirem
oportunidades potenciais de melhorias ainda maiores. É através da melhoria contínua das
Operações Padrão que a organização pode, sistematicamente, eliminar desperdícios e reduzir
custos.
Realiza-se também a análise crítica periódica das Operações Padrão da organização,
para assegurar que todos os empregados estão obedecendo as mesmas.
2.4.8. LOCAL FÍSICO COM FLUXO RACIONALIZADO
Conforme SETA DESENVOLVIMENTO GERENCIAL (2008), o projeto do local
físico deve enfocar a simplificação dos processos, a minimização de movimentos
53
desnecessários, a aplicação de conceitos de células de produção e armazenamento. As
características do local físico determinam as condições dos movimentos de materiais, ou seja,
ajuda a evidenciar a desorganização dos fluxos.
Os arranjos físicos podem ser encontrados de quatro maneiras (SETA
DESENVOLVIMENTO GERENCIAL, 2008):
1. Processo ou funcional: os recursos estão organizados segundo sua função.
2. Posição ou de posição fixa: todos os recursos vão até o cliente. O cliente fica
fixo, aguardando a prestação dos serviços e disponibilização dos produtos.
3. Produto ou linear: os recursos estão organizados segundo uma seqüência de
operações para prover um fluxo rápido e eficiente para os clientes. O serviço costuma ser
repetitivo e padronizado.
4. Celular: todos os recursos estão juntos para que o produto ou serviço tenha
um fluxo contínuo, como uma linha de montagem.
2.4.9. CÉLULAS DE OPERAÇÃO
Segundo SETA DESENVOLVIMENTO GERENCIAL (2008), os benefícios de se
obter uma célula de operação são a racionalização dos projetos e processos, ter maior
flexibilidade que o local físico por produto ou serviço, a simplificação da preparação e
controle da operação, a redução do tempo total de produção, a redução dos movimentos de
itens, a redução de itens em processo, a confiabilidade dos prazos de entrega, o
desenvolvimento de flexibilidade de mão de obra e a promoção do trabalho em grupo.
2.4.10. EVENTO KAIZEN
Segundo SLACK (1997), Kaizen significa melhoramento, e mais, sugere,
melhoramento na vida pessoal, na vida doméstica, na vida social e na vida de trabalho.
Quando aplicada ao local de trabalho, a filosofia Kaizen está associada a melhoramentos
54

contínuos que envolvem todo mundo igualmente – administradores e trabalhadores. Esse
melhoramento deve se dar constantemente, ainda que se caminhe em passos curtos.
Conforme SETA DESENVOLVIMENTO GERENCIAL (2008), é certamente uma das
ferramentas mais poderosas na Filosofia Lean. A origem da palavra Kaizen é descrita
atualmente como vindo do chinês. O conceito de mudança ou kai é combinado com o
conceito de melhor zen gerando o Kaizen, ou seja, mudança para melhor. Na área industrial
trata-se de um evento de 4-5 dias onde são tomadas ações no processo dentro do mesmo
período e o impacto visual das mudanças é importantíssimo para que sejam percebidas por
todos. Já na área administrativa faz-se uma adaptação onde o foco maior não é o impacto
visual das mudanças, mas sim as ações para “desburocratização” do processo e simplificação
das atividades. Tornar o processo mais simples e, conseqüentemente, menos sujeito a erros é o
foco desta atividade.
2.5. CONTROLE
Nesta etapa, a finalidade é verificar se as ações implementadas realmente eliminaram a
raiz do problema. Verifica-se assim se a medida da solução encontrada foi atingida.
Os acompanhamentos podem ser executados de várias formas: Auditorias, pequisas,
acompanhamento de indicadores relacionados ao problema, acompanhamento do desempenho
de dispositivos à prova de erros, acompanhamento de cartas de controle de processo entre
outros.
2.5.1. POKAYOKE
Os pokayokes são dispositivos, métodos e/ou sistemas que tem como função evitar
erros. Foram idealizados por Shigeo Shingo na Toyota como forma de proteger o processo de
produção, tendo em vista, que erros não observados podem originar produtos defeituosos
(TSOU & CHEN, 2004).
55

Shingo (1986) propõe, originalmente, duas funções poka-yoke: a primeira, conhecida
como função de controle, alerta para a existência do erro, parando a produção para sua
correção através dos métodos de controle e alerta. A segunda, chamada função de detecção,
controla a produção com base em parâmetros estabelecidos, detectando irregularidade, através
dos métodos de posicionamento, contato, contagem e comparação.
Seria altamente recomendável que um Green Belt ou um Black Belt, uma vez tendo
conseguido identificar os poucos “X’s”vitais de um projeto, consiga desenvolver Dispositivos
à Prova de Erros para todos eles . Desta forma estaria garantida a manutenção da capabilidade
do processo (SETA DESENVOLVIMENTO GERENCIAL, 2008).
Porém, nem sempre isto é possível, ocasionando que outras formas de Controle devam
ser definidas, exigindo vigilância e atenção constante dos operadores.
De acordo com SETA DESENVOLVIMENTO GERENCIAL (2008), ao final do
Projeto Lean Seis Sigma deve ser elaborado um documento para os “donos do processo”
dizendo quais são os poucos “X’s” vitais que devem ser controlados e como eles devem ser
controlados (inclusive com a periodicidade deste controle estabelecida), estes documentos
denominam-se planos de controle. A elaboração de dispositivos à prova de erros é um
exercício de criatividade, onde o que se espera é tornar o controle dos poucos “X’s” vitais
automático, fazendo com que a probabilidade de um operador cometer um erro que vai gerar
um defeito seja quase nula.
2.5.2. PADRONIZAÇÃO DE PROCESSOS
Conforme SETA DESENVOLVIMENTO GERENCIAL (2008), a padronização de
processos é geralmente feita mediante a determinação dos 5W’s e 2H’s, ou seja, quem é o
responsável pela execução e registros, quais as atividades, como são executadas, onde são
executadas, quando são executadas, porque são executadas e quanto custará. As etapas a
serem seguidas são:
56

1. Revisar o organograma: estabelecem quais são as atividades a serem
executadas e sua seqüência.
2. Redigir um procedimento: é o documento que estabelece as
responsabilidades e detalha a forma de execução das atividades.
3. Criar um plano de controle: determinam quais X’s vitais serão controlados e
como.
4. Treinar os envolvidos: prover capacitação na forma de como operar e
controlar.
5. Acompanhar o desempenho do processo: base periódica e contínua.
2.5.3. PROCEDIMENTOS
Segundo SETA DESENVOLVIMENTO GERENCIAL (2008), o procedimento deve
ser a descrição de um processo. Diz como o processo deve ser executado, por isso, deve ser
redigido de forma clara, completa e concisa, evitando palavras difíceis, deve conter uma série
de ordens, ações, e não histórias, deve ser aprovado formalmente pelo dono do processo, deve
ter um formato amigável para quem o utiliza e deve ser de tamanho compatível.
Os procedimentos devem apresentar uma estrutura conforme segue (SETA
DESENVOLVIMENTO GERENCIAL, 2008):
1. Objetivo: uma breve descrição sobre o que o processo deve alcançar.
2. Alcance ou escopo: identificação das atividades e produtos cobertos pelos
procedimentos.
3. Responsabilidades: identifica quem é o responsável por várias atividades
definidas no documento.
4. Procedimento: descreve etapa por etapa como deve ser feito, quando, onde e
por quem.
5. Documentos relacionados: faz referência de outros documentos envolvidos.
6. Registros: lista de registros feitos durante a execução.
57
2.5.4. CONTROLE ESTATÍSTICO DO PROCESSO (CEP)
De acordo com SETA DESENVOLVIMENTO GERENCIAL (2008), deve-se
controlar e melhorar os processos de negócio provendo informações importantes e acuradas
sobre as prioridades para cada pessoa envolvida na implementação da solução. As
informações dos sistemas de controle de processos servem de base para a equipe tomar
importantes decisões baseadas em dados, tais como, ter uma visão geral dos sistemas de
controle de processos, ter visão geral de como construir os sistemas de controle de processos
orientar sobre a documentação de processos, prover uma ferramenta para padronização e
replicação, comunicar as prioridades de processo e padrões de performance, definir as
medições para avaliar a performance de processo, descrever os requerimentos para a coleta de
dados, acompanhar a performance do processo e os esforços da melhoria versus os objetivos e
ser um meio de comunicação e melhoria de processos.
De acordo com SHEWART (1931) apud IRWIN (1965), o operário é perfeitamente
capaz de compreender, observar e controlar o que esta sendo produzido, por isso, foram
desenvolvidas técnicas para tal. Foram introduzidos, por exemplo, os conceitos de controle
estatístico de processos e de ciclo de melhorias contínuas. Ao executar sua atividade, o
operário inicia o processamento e deve observar as variações. Se essas variações forem
estatisticamente aleatórias, o processo está sob controle, e essa variação é devida as causas
comuns. Se apresentarem, porém, um viés sistemático, existe alguma causa especial que
provoca a variação, a qual pode ser identificada e eliminada. Causas comuns são as que fazem
parte da natureza do processo, sendo responsáveis pela variabilidade natural do processo
(GRAÇA, 1996). Causas especiais, por sua vez, são as causas específicas, acidentais e
imprevisíveis que geralmente afetam uma determinada operação da máquina, operador ou
período de tempo (GRAÇA, 1996).
O uso das cartas de controle oferece diversas vantagens como ferramenta de controle
da qualidade: são relativamente simples de serem elaboradas, podendo ficar a cargo do
próprio operador de um equipamento ou executor de um serviço; permitem um ajuste
58
contínuo do processo, mantendo-o sob controle; oferecem uma visão gráfica do andamento do
processo e permitem avaliar a sua capacidade. Além disso, o seu custo é geralmente inferior
ao de uma inspeção por amostragem executada no produto acabado (IRWIN, 1965).
Infelizmente, segundo GRANT & LEAVENWORTH (1972), a maioria das inspeções
dentro de uma fábrica de manufaturados costuma usar atributos para classificar seus produtos.
Essa classificação trás apenas dois resultados: aceito ou rejeitado (o que irá gerar refugo e
retrabalho). Geralmente, essas medições são realizadas via inspeção visual, calibradores
passa-não-passa, painéis de testes, dentre outros métodos (PALADINI, 1995). Segundo a
classificação de OWEN (1989), este é um sistema de controle dito detectivo, e seu maior
objetivo é definir se um determinado produto ou lote, já produzido, deve ou não ser aceito. O
mesmo autor também classifica os sistemas de controle como preventivos, os quais são um
conjunto de atividades de controle das condições do processo, visando evitar que sejam
produzidos produtos defeituosos. Para esse sistema, uma das técnicas mais utilizadas é o CEP.
Segundo SETA DESENVOLVIMENTO GERENCIAL (2008), um gráfico de
controle é um conjunto de pontos (amostras) ordenados, no tempo, que são interpretados em
função de linhas horizontais, chamadas de LSC (limite superior de controle) e LIC (limite
inferior de controle).
Os gráficos de controle possuem três objetivos básicos:
● Verificar se o processo estudado é estatisticamente estável, ou seja, se não há
presença de causas especiais de variação,
● Verificar se o processo estudado permanece estável, indicando quando é
necessário atuar sobre o mesmo,
● Permitir o aprimoramento do processo, mediante a redução da variabilidade.
De acordo com SETA DESENVOLVIMENTO GERENCIAL (2008), a teoria
estatística desenvolvida por Shewhart, para o cálculo dos limites de controle baseia-se na
idéia de que, sendo o processo estudado estável, então uma estatística qualquer calculada a
partir dos dados fornecidos pelas amostras terá uma probabilidade próxima a um de estar no
59

intervalo de mais ou menos três desvios-padrões, a partir da média populacional. Quando um
valor observado cair fora deste intervalo, assume-se que a hipótese de estabilidade do
processo não mais é válida, indicando a presença de uma causa especial de variação. Na
prática, como não se conhece nem o valor da média nem o do desvio-padrão da população,
torna-se necessário substituí-los por estatísticas fornecidas pelas amostras.
No cálculo dos limites de controle e obtenção de amostras, as seguintes regras devem
ser obedecidas (SETA DESENVOLVIMENTO GERENCIAL, 2008):
● O desvio padrão utilizado deve ser sempre estimado com base na variação
dentro da amostra,
● Os gráficos sempre utilizam limites de controle localizados à distância de três
desvios padrões da linha média,
● Os dados devem ser obtidos e organizados em amostras (ou subgrupos)
segundo algum critério racional, visando permitir a obtenção das respostas
necessárias,
● O conhecimento obtido através dos gráficos de controle deve ser empregado
para modificar as ações, conforme adequado.
Na construção de gráficos de controle, certos passos devem ser seguidos, de modo a
permitir a sua correta análise. Estas são as etapas (SETA DESENVOLVIMENTO
GERENCIAL, 2008):
● Coletar dados durante um certo período de tempo, até que todos os tipos de
variação que se deseja observar sejam coletados,
● Calcular as estatísticas que resumem a informação contida nos dados (médias,
amplitudes, desvios padrões, proporções, número de defeitos, etc),
● Calcular os limites de controle com base nas estatísticas,
● Marcar os pontos nos gráficos de controle e uni-los para facilitar a visualização
ao longo do processo,
● Marcar os limites de controle,
60

● Analisar os gráficos de controle quanto à presença de causas especiais
(tendências, ciclos, estratificação e etc),
● Quando for detectada a presença de causas especiais, buscar identificar,
eliminar e prevenir a sua repetição.
3. COLETA DE DADOS E DISCUÇÃO DOS RESULTADOS
Após o desdobramento de metas aplicado em cima do planejamento estratégico
organizacional, chegou-se a conclusão que: Há a necessidade da elaboração de um projeto
baseado na oportunidade de redução das paradas dos laminadores de chapas e folhas da
laminação larga por motivo relacionado com a falta de cilindros retificados. O aumento da
quantidade de cilindros retificados por dia, na retífica responsável por tal serviço, faz-se
necessário diante do aumento do número de cilindros usados nos laminadores dessa planta,
principalmente com a entrada em operação de um novo laminador no mês de Agosto de 2008.
Então, iniciou-se um projeto baseado na metodologia lean six sigma para que fosse
possível identificar os principais problemas e, consequentemente, as soluções mais viáveis
visando o aumento do rendimento dessa retífica.
3.1. DEFINIÇÃO
Após a identificação da necessidade do projeto, elaborou-se o seu contrato conforme a
metodologia seis sigma:
● Título: Aumentar a quantidade de cilindros retificados por dia na retífica Herkules II.
● Área: Laminação.
● Processo: Retífica de cilindros.
● Patrocinador: Engenheiro Chefe da Laminação de Chapas.
● Líder do projeto: Engenheiro da Retifica de Cilindros.
61
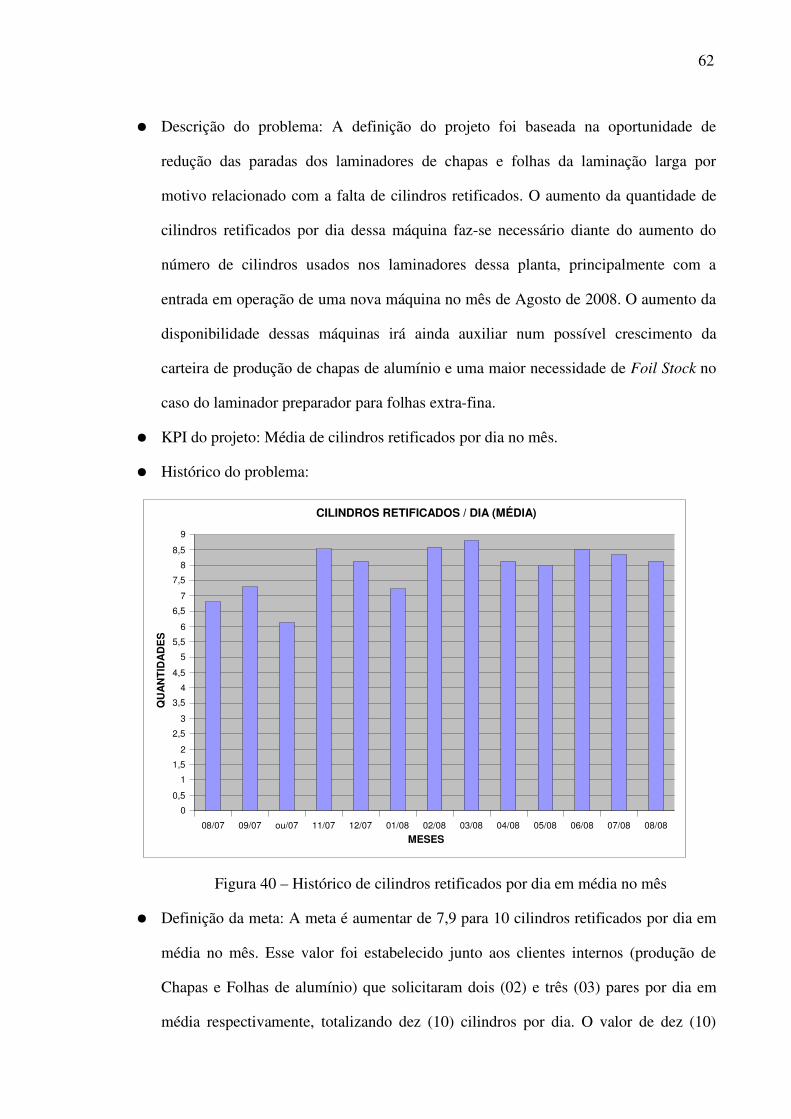
● Descrição do problema: A definição do projeto foi baseada na oportunidade de
redução das paradas dos laminadores de chapas e folhas da laminação larga por
motivo relacionado com a falta de cilindros retificados. O aumento da quantidade de
cilindros retificados por dia dessa máquina faz-se necessário diante do aumento do
número de cilindros usados nos laminadores dessa planta, principalmente com a
entrada em operação de uma nova máquina no mês de Agosto de 2008. O aumento da
disponibilidade dessas máquinas irá ainda auxiliar num possível crescimento da
carteira de produção de chapas de alumínio e uma maior necessidade de Foil Stock no
caso do laminador preparador para folhas extra-fina.
● KPI do projeto: Média de cilindros retificados por dia no mês.
● Histórico do problema:
Figura 40 – Histórico de cilindros retificados por dia em média no mês
● Definição da meta: A meta é aumentar de 7,9 para 10 cilindros retificados por dia em
média no mês. Esse valor foi estabelecido junto aos clientes internos (produção de
Chapas e Folhas de alumínio) que solicitaram dois (02) e três (03) pares por dia em
média respectivamente, totalizando dez (10) cilindros por dia. O valor de dez (10)
08/07 09/07 ou/07 11/07 12/07 01/08 02/08 03/08 04/08 05/08 06/08 07/08 08/08
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
5,5
6
6,5
7
7,5
8
8,5
9
CILINDROS RETIFICADOS / DIA (MÉDIA)
MESES
QU
AN
TID
AD
ES
62
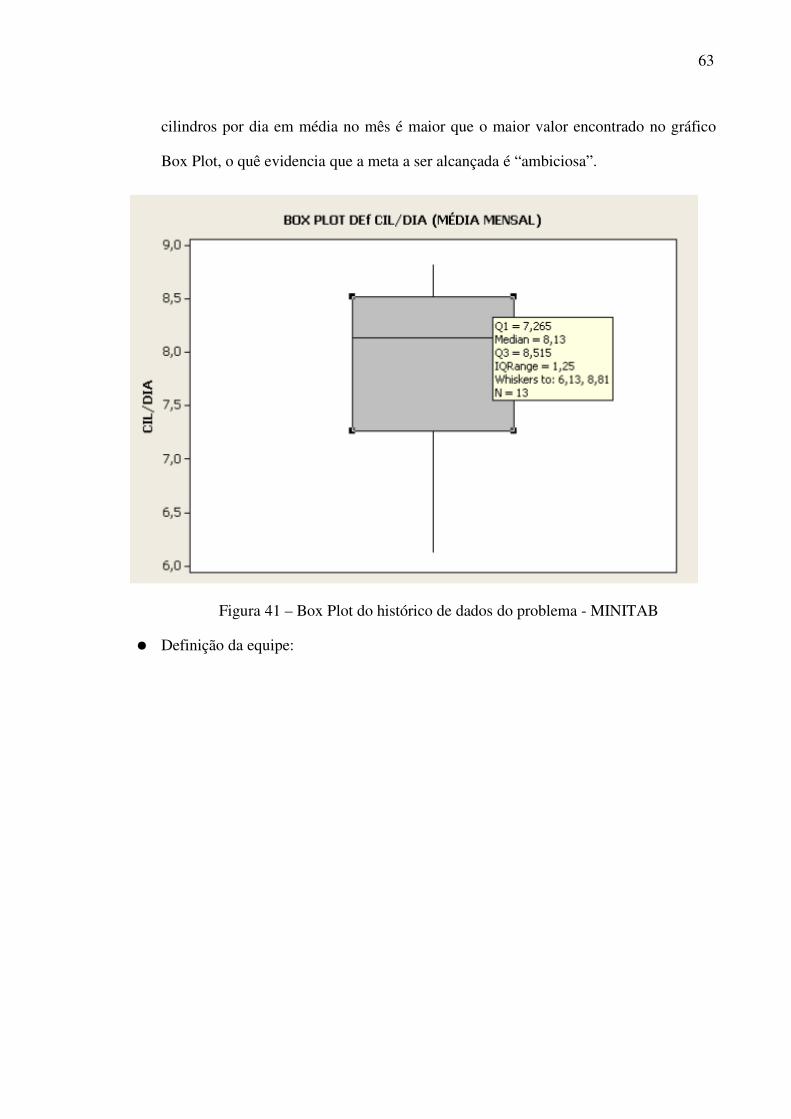
cilindros por dia em média no mês é maior que o maior valor encontrado no gráfico
Box Plot, o quê evidencia que a meta a ser alcançada é “ambiciosa”.
Figura 41 – Box Plot do histórico de dados do problema - MINITAB
● Definição da equipe:
63

Tabela 07 – Equipe do projeto
● Requisitos do cliente: Ter disponível para pronta utilização o número de pares de
cilindros por dia acordado, dentro dos parâmetros especificados de rugosidade,
bombeio e tolerâncias geométricas, diminuindo a indisponibilidade desses
laminadores por falta de cilindro retificado, respeitando o meio ambiente e a
integridade física dos colaboradores.
Finalizando a fase de definição do projeto, foi feito o cálculo de ganho financeiro
projetado ao final do trabalho. Para que seja respeitada a confidencialidade, os dados
mostrados abaixo não são reais, apenas a formulação:
64

Tabela 08 – Ganho financeiro projetado
3.2. MEDIÇÃO
Finalizado a etapa de definição, iniciou-se a fase de medição do problema. O primeiro
passo a ser dado foi a elaboração da estatística descritiva, que consiste em determinar se os
dados do problema são normais, determinar os dados básicos como média, desvio padrão,
variância e outros, elaborar o Box Plot e, por fim, a capabilidade inicial do processo.
HORAS PARADAS POR FALTA DE CILINDRO RETIFICADO
MÁQUINA 01/08 02/08 03/08 04/08 05/08 06/08 07/08 08/08 Média
1 16 34 8 13 17 12 21 9 16
2 12 23 3 9 12 14 6 9 11
MÁQUINA 1
MENSAL ANUAL
PRODUTIVIDADE MÉDIA(t/h) 20
PARADAS POR FALTA DE CILINDRO RETIFICADO - ANTES (h) 16
PARADAS POR FALTA DE CILINDRO RETIFICADO - DEPOIS (h) 0
GANHO(h) 16 195
GANHO(T) 325 3900
PREÇO MÉDIO DA TONELADA (R$/t) 10
GANHO - D (R$) 3.250 39.000
MÁQUINA 2
MENSAL ANUAL
PRODUTIVIDADE MÉDIA(t/h) 10
PARADAS POR FALTA DE CILINDRO RETIFICADO - ANTES (h) 11
PARADAS POR FALTA DE CILINDRO RETIFICADO - DEPOIS (h) 0
GANHO(h) 11 132
GANHO(T) 110 1320
PREÇO MÉDIO DA TONELADA (R$/t) 9
GANHO - D (R$) 990 11.880
GANHO TOTAL 4.240 50.880
65

Figura 42 – Análise de normalidade- MINITAB
Figura 43 – Dados básicos- MINITAB
66
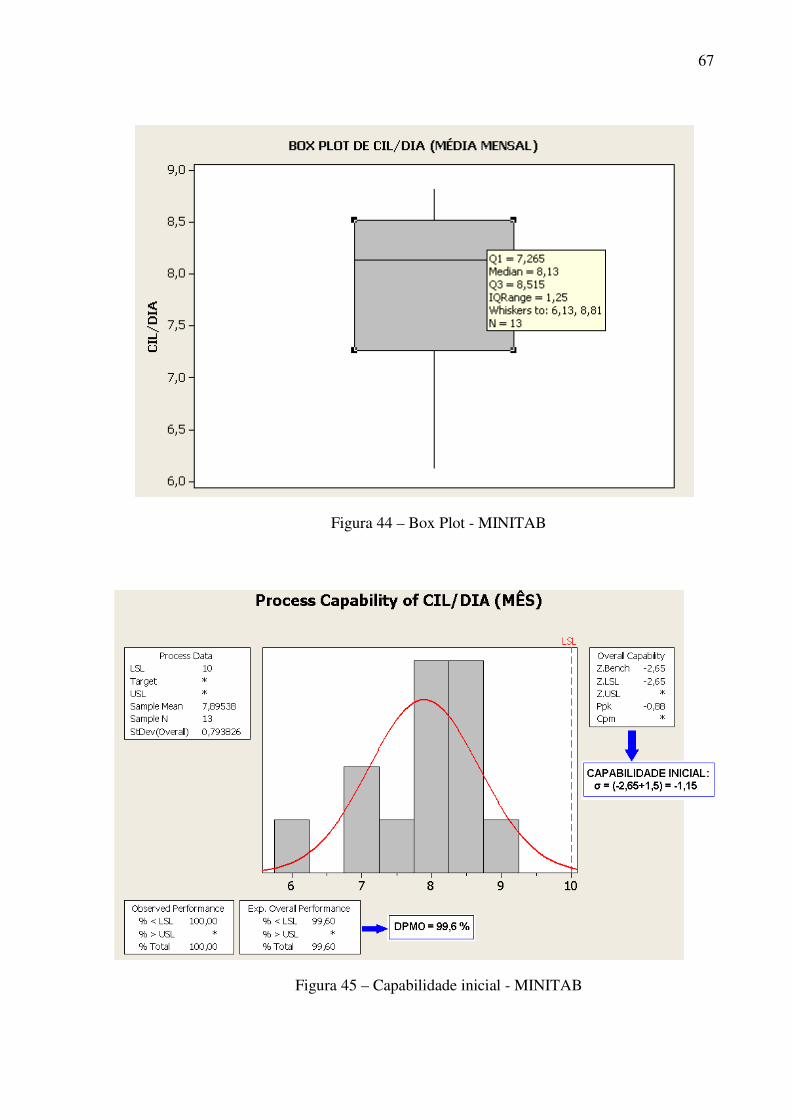
Figura 44 – Box Plot - MINITAB
Figura 45 – Capabilidade inicial - MINITAB
67

Após a confirmação da normalidade dos dados e da obtenção das outras informações
da estatística descritiva, elaborou-se o mapa de processo levantando as primeiras variáveis
que podem influenciar no processo (x's).
Figura 46 – Mapa do processo
INÍCIO
ABASTECIMENTO DE CILINDROS
A SEREM RETIFICADOS
VERIFICAÇÃO DA PROGRAMAÇÃO
E PREPARAÇÃO DA MÁQUINA
PROCESSO DE RETÍFICA DOS
CILINDROS
TRANSPORTE DOS CILINDROS
PARA A ÁREA DE MONTAGEM
FIM
68

Depois de feito o mapa e de identificado os primeiros x's do processo, elaborou-se um
diagrama de espinha de peixe contendo os x's coletados na etapa anterior somado a outros
identificados pela equipe através de um brainstorming.
Figura 47 – Diagrama espinha de peixe - MINITAB
Para encerrar a etapa de medição, com todas as possíveis causas já levantadas, definiu-
se e priorizou-se os x's que seriam “atacados”. Para isso, utilizou-se da matriz de priorização e
de Esforço X Impacto (sugeridas na metodologia).
69

Figura 48 – Matriz Esforço X Impacto
Os itens que são alocados no quadrante ALTO ESFORÇO X ALTO IMPACTO
devem ser desconsiderados em um primeiro instante. Assim, o x9 foi excluído do trabalho e
só voltará caso não se atinja o objetivo esperado utilizando os outros.
Os itens que estão no BAIXO IMPACTO X BAIXO ESFORÇO, x5/x11/x15/x16/x19
/x21, são itens de solução fáceis, chamados “ver e agir”, portanto não precisam passar pela
fase de análise. Serão tomadas ações imediatas para os mesmos (ações relatadas na fase de
melhoria).
Já os itens que estão no ALTO IMPACTO X BAIXO ESFORÇO, x10/x14/x17,
precisarão passar pela fase de análise, pois os mesmos apresentarão maior complexidade
devido ao alto retorno que eles darão.
70

3.3. ANÁLISE
Finalizado a etapa de medição, identificou-se os x's que possuem ALTO IMPACTO X
BAIXO ESFORÇO. O próximo passo a ser dado para a continuação do trabalho foi a coleta
de dados de x10, x14 e x17.
Tabela 09 – Dados coletados de x10
Tabela 10 – Dados coletados de x14
Tabela 11 – Dados coletados de x17
71
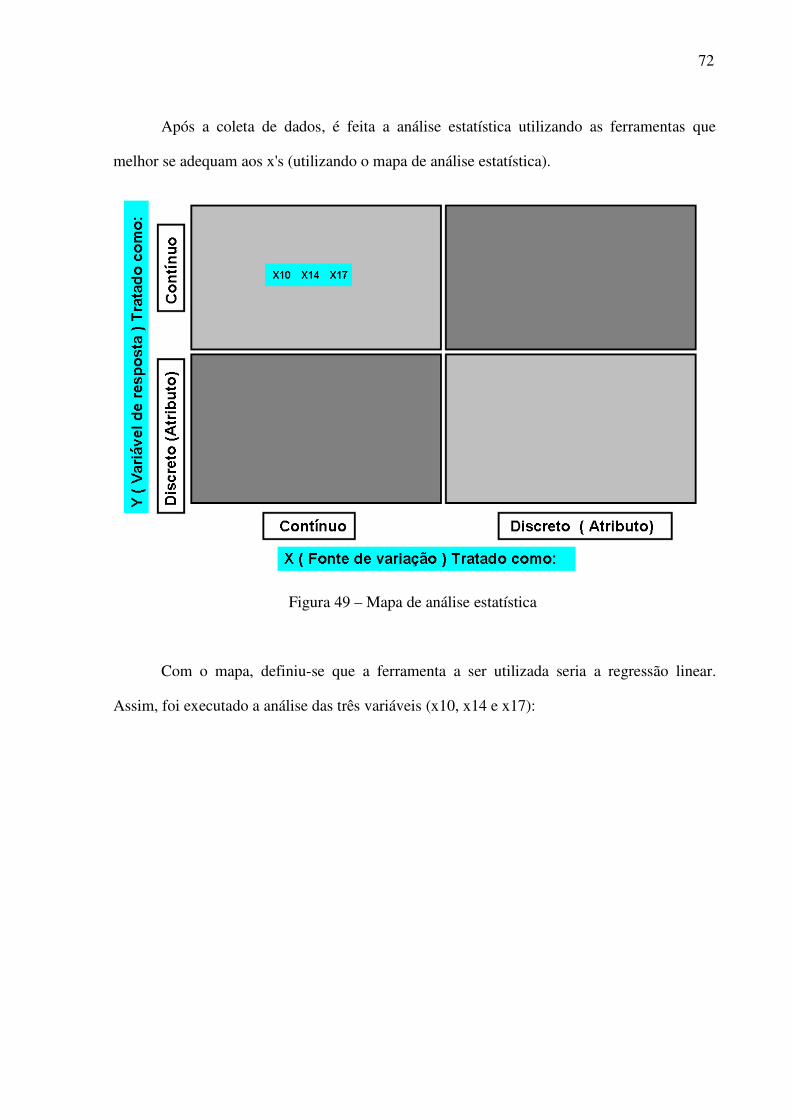
Após a coleta de dados, é feita a análise estatística utilizando as ferramentas que
melhor se adequam aos x's (utilizando o mapa de análise estatística).
Figura 49 – Mapa de análise estatística
Com o mapa, definiu-se que a ferramenta a ser utilizada seria a regressão linear.
Assim, foi executado a análise das três variáveis (x10, x14 e x17):
72
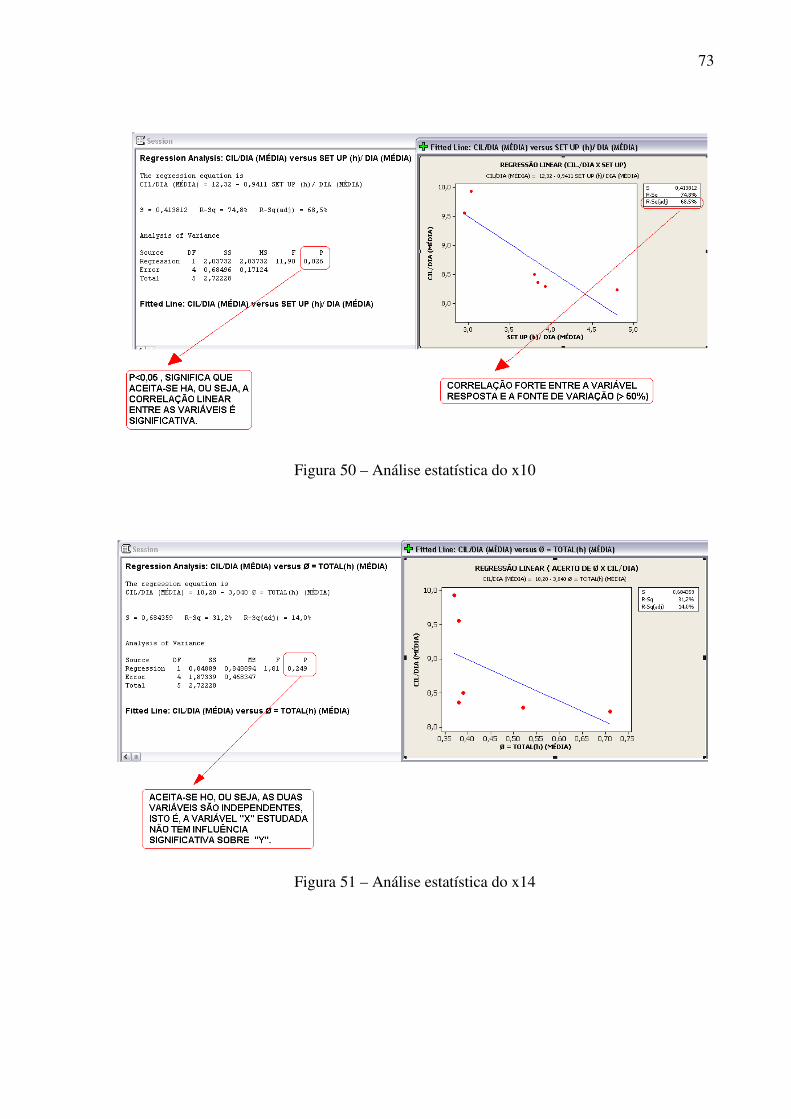
Figura 50 – Análise estatística do x10
Figura 51 – Análise estatística do x14
73

Figura 52 – Análise estatística do x17
Após a análise estatística concluiu-se que só seriam estudados os x10 e x17, pois o
x14 não apresentou correlação entre as variáveis.
3.4. MELHORIA
Depois de listados e analisados todos os x's que teriam influência no processo, foram
tomadas todas as ações que a equipe julgou pertinente para resolver ou melhorar as atividades
relacionadas a elas.
Primeiramente foram traçados os planos de ação para os x's que tinham solução ver e
agir, ou seja, BAIXO IMPACTO X BAIXO ESFORÇO (x5, x11, x15, x16, x19 e x21). Vide
ANEXO 01.
Em seguida foi feito FMEA e plano de ação para os dois x's de ALTO IMPACTO X
BAIXO ESFORÇO (x10 e x17) que foram analisados pela ferramenta regressão linear dando
correlação existente. Vide ANEXO 02.
74
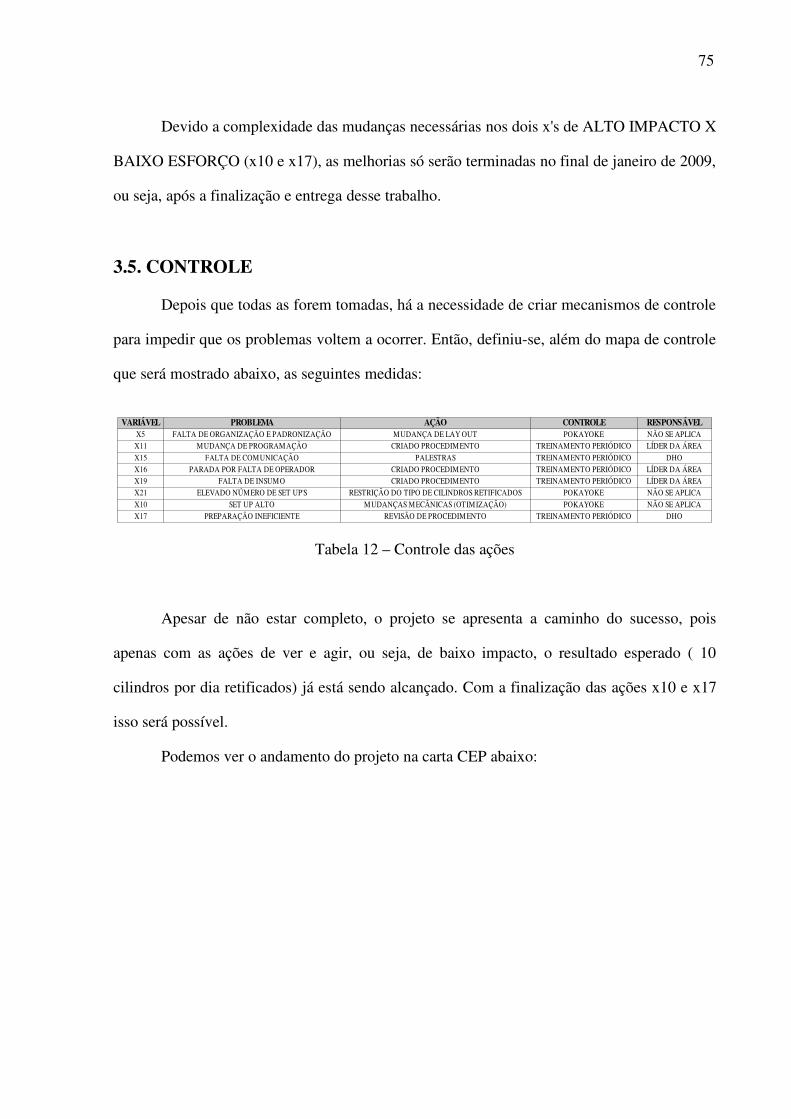
Devido a complexidade das mudanças necessárias nos dois x's de ALTO IMPACTO X
BAIXO ESFORÇO (x10 e x17), as melhorias só serão terminadas no final de janeiro de 2009,
ou seja, após a finalização e entrega desse trabalho.
3.5. CONTROLE
Depois que todas as forem tomadas, há a necessidade de criar mecanismos de controle
para impedir que os problemas voltem a ocorrer. Então, definiu-se, além do mapa de controle
que será mostrado abaixo, as seguintes medidas:
Tabela 12 – Controle das ações
Apesar de não estar completo, o projeto se apresenta a caminho do sucesso, pois
apenas com as ações de ver e agir, ou seja, de baixo impacto, o resultado esperado ( 10
cilindros por dia retificados) já está sendo alcançado. Com a finalização das ações x10 e x17
isso será possível.
Podemos ver o andamento do projeto na carta CEP abaixo:
VARIÁVEL PROBLEMA AÇÃO CONTROLE RESPONSÁVELX5 FALTA DE ORGANIZAÇÃO E PADRONIZAÇÃO MUDANÇA DE LAY OUT POKAYOKE NÃO SE APLICAX11 MUDANÇA DE PROGRAMAÇÃO CRIADO PROCEDIMENTO TREINAMENTO PERIÓDICO LÍDER DA ÁREA
X15 FALTA DE COMUNICAÇÃO PALESTRAS TREINAMENTO PERIÓDICO DHOX16 PARADA POR FALTA DE OPERADOR CRIADO PROCEDIMENTO TREINAMENTO PERIÓDICO LÍDER DA ÁREAX19 FALTA DE INSUMO CRIADO PROCEDIMENTO TREINAMENTO PERIÓDICO LÍDER DA ÁREAX21 ELEVADO NÚMERO DE SET UP'S RESTRIÇÃO DO TIPO DE CILINDROS RETIFICADOS POKAYOKE NÃO SE APLICA
X10 SET UP ALTO MUDANÇAS MECÂNICAS (OTIMIZAÇÃO) POKAYOKE NÃO SE APLICAX17 PREPARAÇÃO INEFICIENTE REVISÃO DE PROCEDIM ENTO TREINAMENTO PERIÓDICO DHO
75
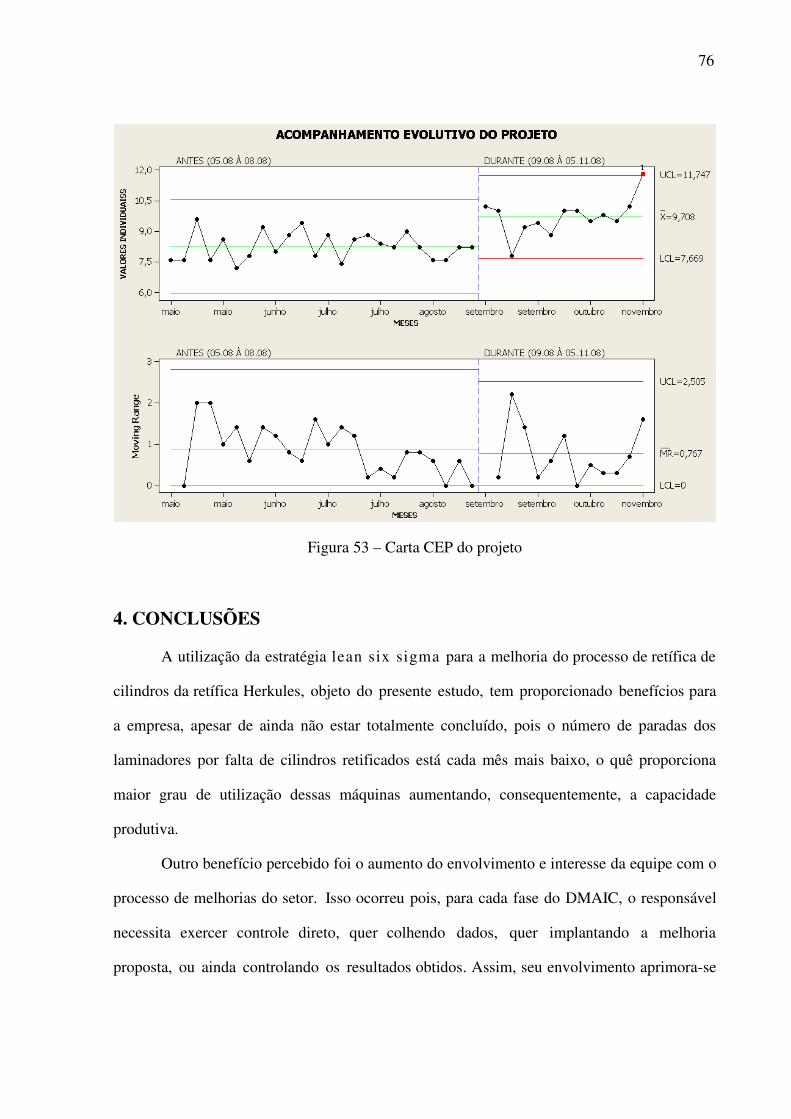
Figura 53 – Carta CEP do projeto
4. CONCLUSÕES
A utilização da estratégia lean six sigma para a melhoria do processo de retífica de
cilindros da retífica Herkules, objeto do presente estudo, tem proporcionado benefícios para
a empresa, apesar de ainda não estar totalmente concluído, pois o número de paradas dos
laminadores por falta de cilindros retificados está cada mês mais baixo, o quê proporciona
maior grau de utilização dessas máquinas aumentando, consequentemente, a capacidade
produtiva.
Outro benefício percebido foi o aumento do envolvimento e interesse da equipe com o
processo de melhorias do setor. Isso ocorreu pois, para cada fase do DMAIC, o responsável
necessita exercer controle direto, quer colhendo dados, quer implantando a melhoria
proposta, ou ainda controlando os resultados obtidos. Assim, seu envolvimento aprimora-se
76

e, no decorrer do tempo, passa a compreender o processo e a possibilidade de atuar sobre o
mesmo.
A verificação de que existe uma relação direta entre os resultados da aplicação do Seis
Sigma e os indicadores de desempenho possibilita a identificação dos fatores que
podem auxiliar no melhor direcionamento dos resultados dos negócios. Ainda, facilita a
concentração do processo de medição e do acompanhamento nos pontos corretos de
oportunidade de melhoria, já que a escassez de recursos não permite medir tudo
simultaneamente.
Por outro lado, com a análise dos resultados da implantação do Seis Sigma por
meio de um conjunto de indicadores de fácil compreensão, as pessoas envolvidas no
processo puderam perceber de forma simples sua atuação e os efeitos da intervenção nos
pontos de oportunidade de melhoria, favorecendo, assim, a obtenção de resultados
positivos. Desse modo, a forma visual de apresentação dos resultados, característica
das ferramentas estatísticas utilizadas na estratégia, também facilita esta percepção.
A implantação do modelo lean six sigma nesse setor já resultou em alterações
significativas logo no período inicial, pois as ações foram tomadas rapidamente e,
principalmente, com a colaboração e consenso de toda equipe envolvida, ou seja, pessoas
ligadas diretamente ao processo.
É preciso ressaltar ainda que todas essas melhorias acarretaram no
aumento da satisfação dos colaboradores, pois eles participaram ativamente do
processo de planejamento e implantações de todas as ações de melhorias. Os
nossos clientes internos também estão satisfeitos, já que o grau de utilização de
suas máquinas tem aumentado consideravelmente graças a diminuição de
paradas devido a falta de cilindros para o seu trabalho.
Esse trabalho poderá ser estendido para todas as outras retíficas da fábrica, pois essas
máquinas possuem as mesmas características e também muitos problemas semelhantes. Isso
77

trará ainda mais resultados positivos à organização valorizando ainda mais a ferramenta Lean
six sigma.
A implantação da estratégia Seis Sigma vem sendo efetivada em toda a
companhia, há diversos projetos em diversas áreas que estão trazendo grande benefício a
organização. Essa metodologia não está sendo implantada apenas em nossa planta, mas sim
em todas as empresas do grupo.
Dentro desse contexto, considerando todas as áreas e unidades de negócios, a
implantação de projetos de melhoria de qualquer porte é incentivada com base na visão de
que os ganhos pequenos ou parciais somados proporcionam resultados significativos
para a empresa, assim como possibilitam a manutenção do foco em negócios voltados à sua
melhoria contínua.
Para concluir este trabalho, deve-se considerar que o mesmo permitiu a avaliação
dos resultados obtidos e o seu impacto na implantação de um sistema/metodologia
que proporciona, por meio de acompanhamento e análise de indicadores de desempenho,
melhoria em processos com a utilização de poucos recursos (cada vez mais escaços nas
organizações).
78

ANEXO 01
79
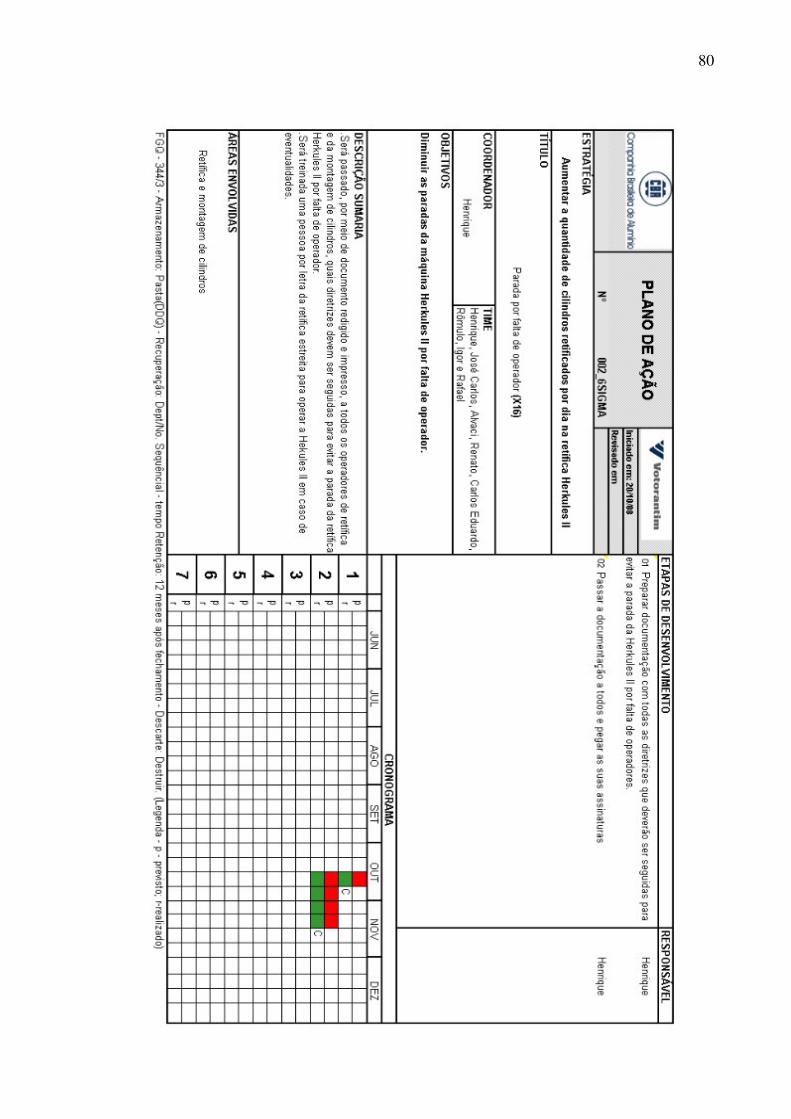
80
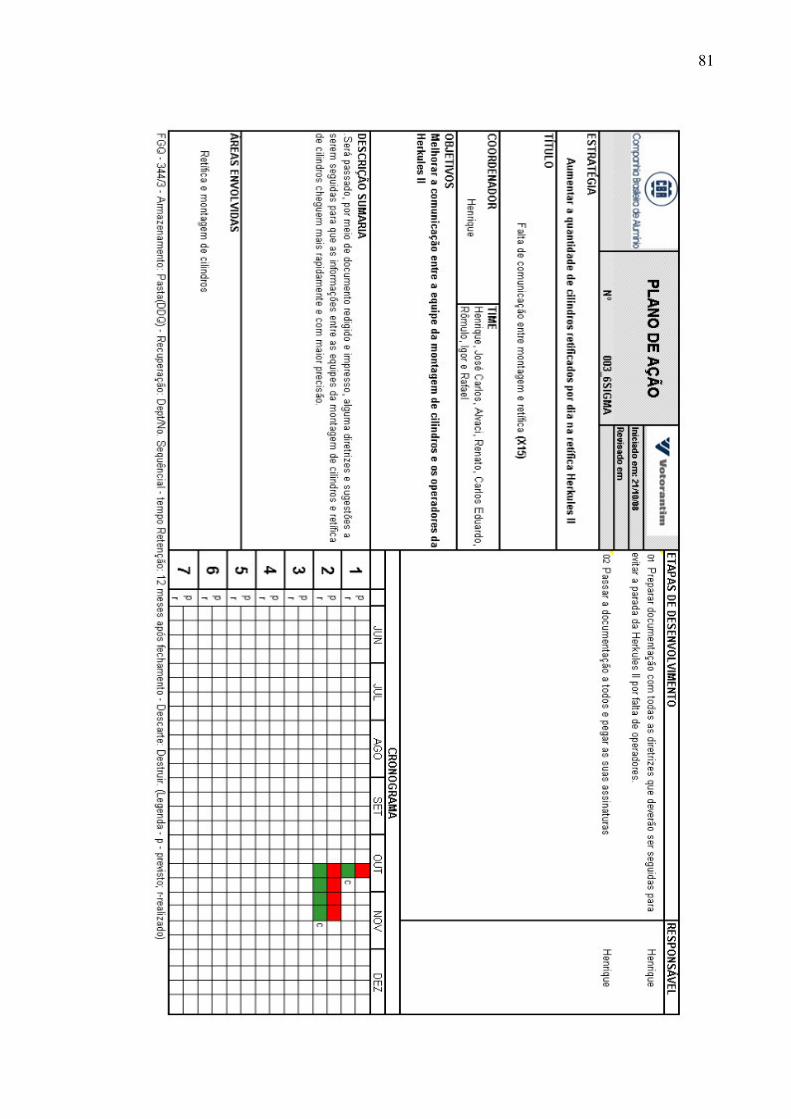
81
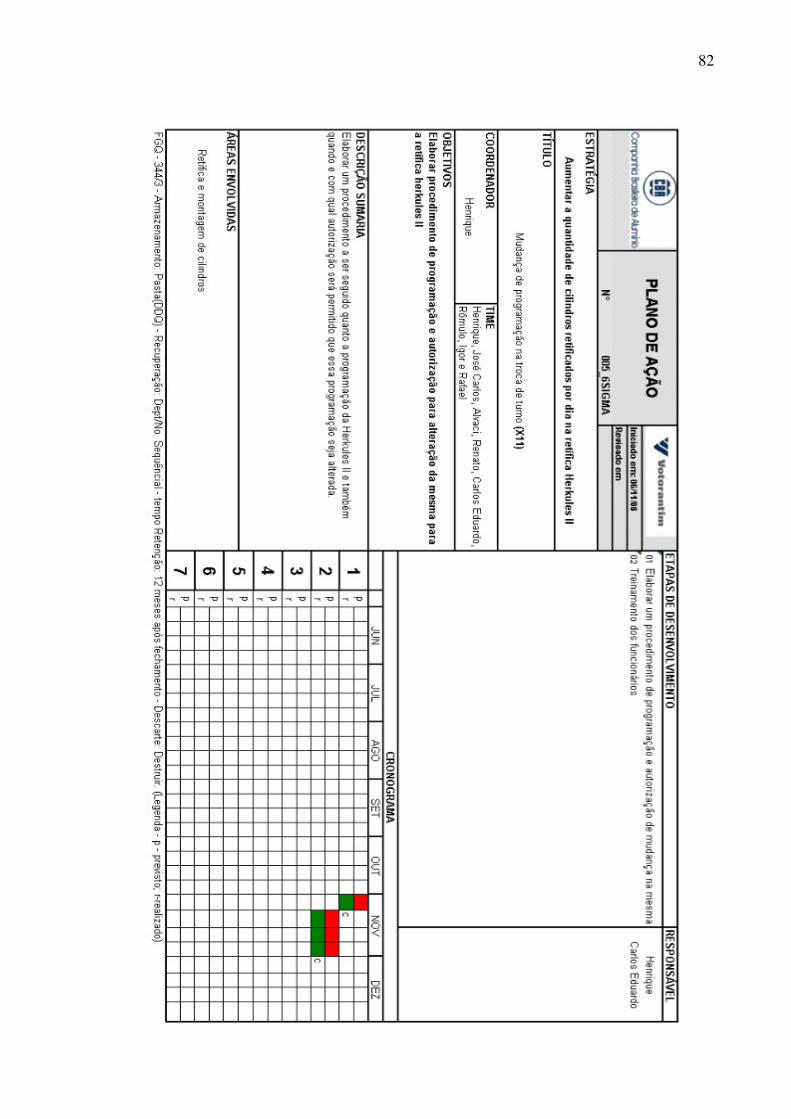
82

83
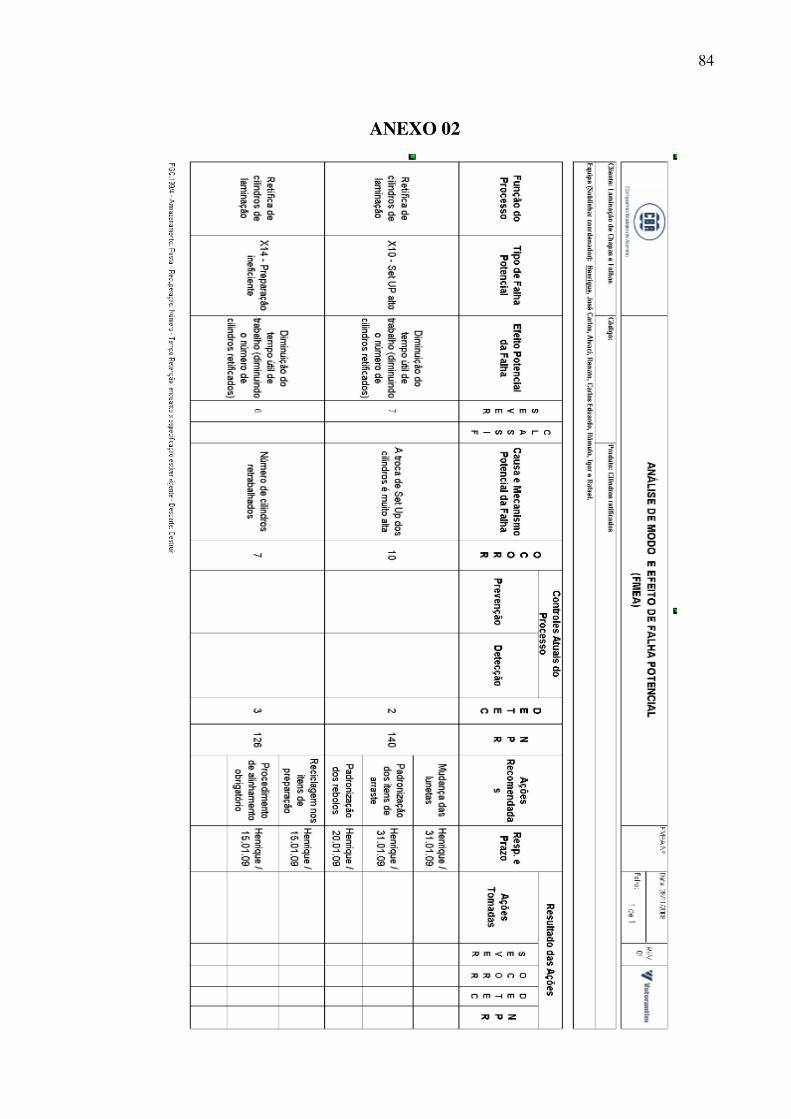
ANEXO 02
84

5. REFERÊNCIAS BIBLIOGRÁFICAS
BALESTRASSI, Pedro P. O Sistema de Medição. In: ROTONDARO, Roberto
G.(Org). Seis Sigma: Estratégia Gerencial para Melhoria de Processos, Produtos e
Serviços. São Paulo: Editora Atlas, 2002. p. 81-134.
BRAZ, Moacyr A.. Ferramentas e Gráficos Básicos. In. ROTONDARO, Roberto
G.(Org). Seis Sigma: Estratégia Gerencial para Melhoria de Processos, Produtos e Serviços.
São Paulo: Editora Atlas, 2002. p. 135-163.
CAMPOS, Marco S.. Desvendando o Minitab. 1ª. ed. Rio de Janeiro: Qualitymark,
2003.
CARVALHO, Marly M. Selecionando Projetos Seis Sigma. In. ROTONDARO,
Roberto G.(Org) Seis Sigma: Estratégia Gerencial para Melhoria de Processos,
Produtos e Serviços. São Paulo: Editora Atlas, 2002. p. 49-79.
ROTONDARO, Roberto G.(Org) Seis Sigma: Estratégia Gerencial para a Melhoria
de Processos, Produtos e Serviços. São Paulo: Editora Atlas, 2002. p. 235-363.
ROTONDARO, Roberto G. Método Básico: Uma visão Geral. In: ROTONDARO,
Roberto G.(Org) Seis Sigma: Estratégia Gerencial para a Melhoria de Processos,
Produtos e Serviços. São Paulo: Editora Atlas, 2002. p. 23-48. p. 49-79.
GRAÇA, J. C. (1996) – O CEP acaba com as variações? Revista Controle da
Qualidade. Editora Banas. São Paulo, pg. 84-85.
85

GRANT, E. L. & LEAVENWORTH (1972) – Statistical Quality Control. Mc Graw –
Hill. New York.
IRWIN, R. D. (1965) – Quality Control and Industrial Statistics. Library of Congress.
Homewood, Illinois.
OWEN, M. (1989) – Statistic Procees Control and Continuous Improviment. IFS
Publication. USA.
PALADINI, E. P. (1995) – Gestão da Qualidade no Processo. Editora Atlas. São
Paulo.
RIBEIRO, J. L. & CATEN, C. T. (1998) – Controle Estatístico do Processo. Apostila
do Curso de Pós-Graduação em Engenharia de Produção. Editora da UFRGS. Porto Alegre.
SCHISSATTI, M.L. (1998) – Uma metodologia de implantação de cartas de Shewarth
para o controle de processos. Florianópolis. Dissertação (Mestrado em Engenharia de
Produção). UFSC.
SLACK et al. (1997) – Administração da Produção. Editora Atlas. São Paulo.
SHINGO, Shigeo. Zero Quality Control: Source inspection and the poka-yoke
system. Oregon: Productivity Press, 1986.
TSOU, J. C.; CHEN, J. M.. Dynamic Model for a Defective Production System
with Poka-Yoke. Journal of Operational Research Society, vol. 56, p. 799-803,
2005.
86

















