Automação de Processos Industriais* - Einstein Limeira · Definições Automação Tecnologia...
38
Automação de Processos Industriais* Automação Rígida e Automação Flexível *Moraes, C.C.; Catrucci, P.L. Engenharia de Automação Industrial. Ed. LTC, Rio de Janeiro – RJ, 2001. Black, J.T. O Projeto da Fábrica Com Futuro. Ed. Bookman, Porto Alegre - RS, 1998.
Transcript of Automação de Processos Industriais* - Einstein Limeira · Definições Automação Tecnologia...

Automação de Processos
Industriais*
Automação Rígida e
Automação Flexível
*Moraes, C.C.; Catrucci, P.L. Engenharia de Automação Industrial. Ed. LTC, Rio de Janeiro – RJ, 2001.
Black, J.T. O Projeto da Fábrica Com Futuro. Ed. Bookman, Porto Alegre - RS, 1998.
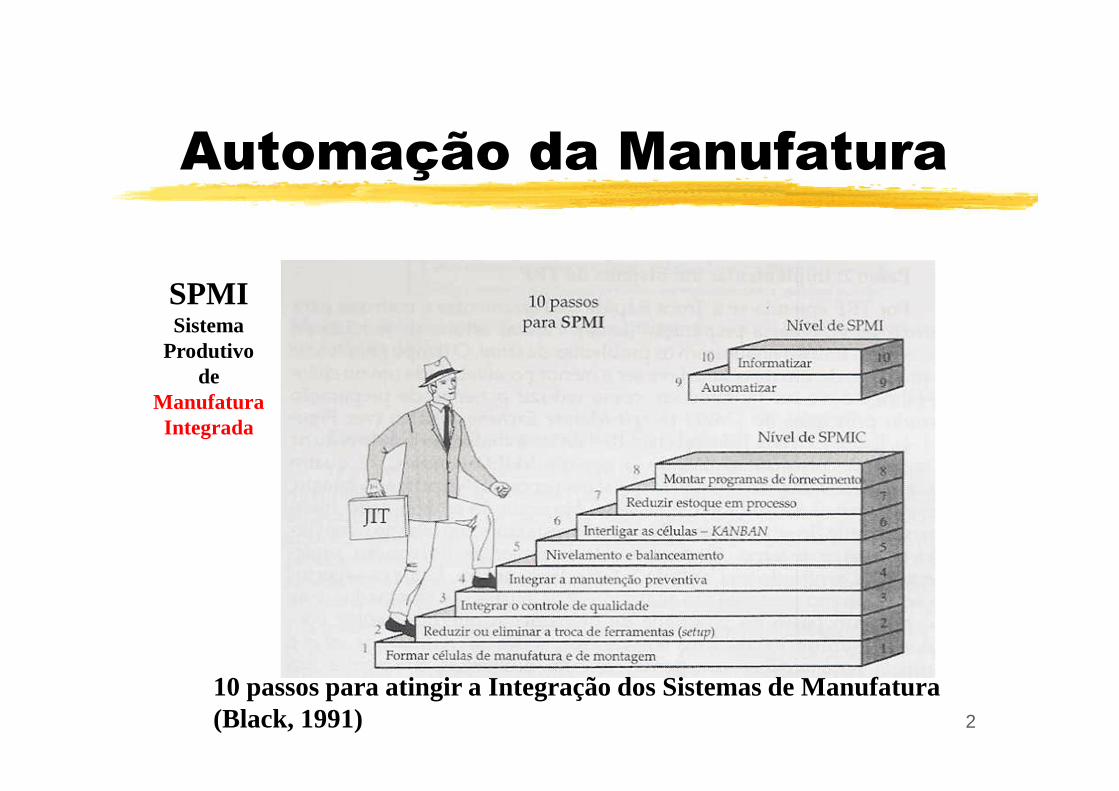
Automação da Manufatura
2
SPMISistema
Produtivo de
Manufatura Integrada
10 passos para atingir a Integração dos Sistemas de Manufatura(Black, 1991)
Definições
�Automação
�Tecnologia relativa à aplicação de sistemas mecânicos, hidráulicos, elétricos, eletrônicos e computadorizados para a operação e controle de um sistema de produção.
�Sistema apoiado nos uso de computadores para a substituição do trabalho humano, com soluções rápidas e econômicas, para atingir objetivos dos sistemas produtivos.
3

�Controle automático da fabricação de um
produto através de sucessivos estágios
�Técnica que se vale de aparelhos e
procedimentos aptos a fazer a produção
sempre menos dependente do trabalho e
da avaliação do homem, de modo a poupar
deste a fadiga mental e intelectual
�Tecnologia distinta da mecanização,
estando centrada na substituição ou
auxílio ao esforço mental humano.
Definições
4

Arquitetura da Automação
Industrial*
Controladores programáveis, comandos, máquinas, motores,
inversores
Controle do processo produtivo
Logística, programação/planejamento,
controle de suprimentos
Gerenciamento dos recursos da empresa,
vendas, finanças, custos
Supervisão e interface homem-
máquina
Nível 1
Nível 2
Nível 3
Nível 4
Nível 5
*Moraes, C.C.; Catrucci, P.L. in: Engenharia de Automação Industrial. Ed. LTC, Rio de Janeiro – RJ, 2001. pág. 17
Pirâmide da Automação
5

Elementos da Automação
Industrial
�Máquinas e sistemas de usinagem
�Máquinas e sistemas de montagem
�Robôs e manipuladores industriais
�Sistemas de estocagem
�Sistemas de inspeção
�Sistemas de controle de informações
�Sistemas de controle de processos e de produção
�Sistemas de apoio à tomada de decisões
�Etc.6

Razões Para a Automação
Industrial
�Repetibilidade e qualidade na produção
�Realização de tarefas impossíveis ou agressivas ao homem
�Rapidez de resposta ao atendimento da produção
�Redução dos custos de produção
�Redução da área de fabricação
�Restabelecimento mais rápido do sistema produtivo
�Possibilidade de introdução de sistemas interligados
7

�A Automação melhora o desempenho
do processo produtivo?
�A Automação Gera desemprego?
�A Automação necessita de altos
investimentos?
�A Automação deve ser o primeiro
passo rumo à modernização
industrial?
Questões Freqüentes no
Processo de Automação
8
Outras Questões Importantes
�Qual é o tipo de sistema automático
mais adequado para ser utilizado?
�Qual é a melhor estratégia de
automação que pode ser adotada?
�Qual é a relação entre o nível de
automação de um sistema produtivo
e seu desempenho?
9
Estratégias de Automação
�Especialização de Operações
�Operações combinadas/simultâneas
�Integração de Operações
�Redução dos tempos de montagem
�Melhoria de movimentação de materiais
�Controle e otimização de processos
�Base de Dados computadorizada para o controle de manufatura 10
Adequação do Uso de
Sistemas Automatizados
�Volume de produtos que serão
atendidos
�Diversidade de itens/componentes
�Ciclo de vida dos produtos
�Possibilidades de padronização
�Flutuações na demanda
11

Riscos do Processo de
Automatização
�Automatizar os problemas
�Fazer o errado mais depressa
�Automatizar o complicado
�Executar com eficiência operações
desnecessárias
�Ser administrador altamente
competente da ineficiência
�Aumentar a produtividade dos erros12

Recomendações Básicas Para
o Processo de Automatização
�Simplificar as atividades
�Eliminar todos os problemas do setor antes de partir para a automação
�Buscar uma solução abrangente�visão do processo produtivo por completo
�objetivar a integração das soluções
�Modularizar os investimentos
�Preparar os recursos humanos para lidar com a automação
�Situação Ideal�re-investir o retorno financeiro nos estágios posteriores de automação 13

Automação Rígida x
Automação Flexível
�Automação rígida�Tipo de automação com configurações de equipamentos específicos para atender a objetivos limitados (Ex.: Linhas Transfer)
14

�Automação flexível (ou programável)
�Tipo de automação com configurações de equipamentos que podem ser alteradas para atender a uma gama maior de objetivos (Ex.: Máquina CNC)
Automação Rígida x
Automação Flexível
15

�Automação Rígida
�Seqüência de Operações definida pela
configuração do equipamento
�Automação Flexível (ou
Programável)
�Seqüência de operações definida por
um programa de instruções.
Automação Rígida x
Automação Flexível
16
Automação Rígida (Fixa)
�Alto custo inicial
�Indicada para produção de volumes elevados
�Realiza operações simples e básicas
�Possibilita a integração e a coordenação de grande número de operações simultâneas
�Qualquer tipo de alteração no processo é difícil de ser implementada
17

Automação Rígida (Fixa)
18

Automação Flexível
(Programável)
�Alto custo inicial
�Capacidade de alterar a seqüência de
operações para produtos diferentes
�Adequada para produção de
pequenas e médias quantidades e
com alta diversificação de produtos
�O sistema pode ser reprogramado
para alterar a seqüência de
operações 19

Elementos de Automação da
Manufatura
Fonte: www.mecanicaonline.com.br
20
Sistemas Flexíveis de
Manufatura (FMS)
�Sistema Automatizado de Manufatura Reprogramável
�Sistemas convencionais de manufatura foram marcados por duas situações distintas:
�Diversificação X Baixo custo, com baixos volumes.
�Elevados volumes X Baixos custos, sem ter, no entanto, diversificação.
�Os Sistemas Flexíveis de Manufatura devem atender a essas duas situações simultaneamente.
21
Sistemas Flexíveis de
Manufatura (FMS)
�Máquinas NC potencialmente independentes
�Sistemas automatizados de carga-descarga e transporte de materiais
�Sistema de controle geral que engloba máquinas e sistemas de transporte
Sistemas Flexíveis de
Manufatura (FMS)
�Situações encontradas nos FMS
�Produção de grande variedade de peças de precisão
�Presença de sistema de controle geral -DNC
�Presença de sistemas de manuseio e transporte de materiais (MHS)
�Existência de uma rede de comunicação envolvendo todos os elementos

Componentes dos FMS
�Máquinas CNC
�Sistemas Automáticos de Armazenamento e Transporte�Veículos Auto-Guiados (automated guided vehicles - AGVs)
�Esteiras transportadoras
�Sistemas automáticos de estocagem (Automated storage and retrieval systems -AS/RS)
�Robôs Industriais
�Sistemas de Controle (Softwares)
�Sistemas de Informação24

Componentes dos FMS
�Outros elementos dos FMS
�Tecnologia CNC para processo
�Sistemas de TRF (troca rápida de ferramentas)
�Dispositivos flexíveis de fixação
�Gerenciamento das operações (Schedulling)

Sistema Flexível de Manufatura
PeçasProdutosAcabados
Carga Descarga
ControleCentral (DNC)
Terminal
CNC CNC
Ferramentas
Esteira
Pallet
26
Sistemas Flexíveis de
Manufatura - Características
�E.T.s Programáveis
�Controle efetuado por uma rede comum (common computer network)
�Combina flexibilidade com eficiência
�Reduz tempos de set-up e de fila
27
Sistemas Flexíveis de
Manufatura (FMS)
�Benefícios encontrados nos FMS
�Redução de custos de produção
�Aumento da velocidade de
resposta às demandas do mercado
�Aumento na flexibilidade
Classificação de Problemas
relacionados aos FMS�Análise estratégica e de viabilidade econômica�Planos de negócios e planejamento estratégico de longo prazo.
�Projeto da Fábrica�Alinhamento com o Planejamento Estratégico a fim de alcançar os objetivos de longo prazo.
�Planejamento de médio prazo�Decisões referentes ao plano de produção e ao horizonte de produção.
�Planejamento dinâmico do Sistema de Produção
29

Problemas dos FMS
� Seleção da peça/produto
�seleção das peças/produtos que serão produzidos no FMS dentro do Planejamento da Produção.
�Devem existir as de processamentos simultâneos e as de processamentos seqüenciados.
� Agrupamento das E.T.s
�Agrupar os equipamentos para atender à TG.
� Programação (carga-máquina)
�alocar as operações e o ferramental às E.T.s.
� Controle
�prover instruções para o controle do FMS e formas de monitorar o seu funcionamento. 30

Tecnologia da Informação
�Sistemas de Informações Gerenciais (SIG)� trabalham com grandes quantidades de dados e informações
�Sistemas de Apoio à Decisão (SAD)�auxiliam no processo de tomada de decisão
�Sistemas Especialistas�Sistemas de decisão baseados em conhecimentos de especialistas
31
Inteligência Artificial
�Redes Neurais� emulações de ações cerebrais
�Algorítimos Genéticos� baseados em capacidades adaptativas naturais
�Fuzzy logic (Lógica nebulosa)� simula a habilidade humana para lidar com ambigüidades e tomar decisões
32

Formas de Comunicação
Avançada
�Electronic data interchange (EDI)
�Internet
�Wireless communications
�Teleconferências
�Códigos de Barras
�Realidade Virtual
�Etc.
33

Tecnologias de Manufatura
�Máquinas NC (Numerical Controlled)� Controladas por fitas perfuradas
�Máquinas CNC (Computer Numerical Controlled)
� Controladas por computador (interno ou externo)
�Controle Numérico Central (Direct numerical control - DNC)
� diversas máquinas NC controladas por um único computador
34
Movimentação e Armazenagem
Automatizadas
�Esteiras
�AGVs (Automated guided vehicle)
�Sistemas de estocagem automática (AS/RS)
�Etc.
35
Robótica
�Manipuladores programáveis
�Seguem caminhos específicos
�Substituem seres humanos em tarefas
� em ambientes hostis
� de longa duração
� em que se necessita consistência e resistência
36

Manufatura Integrada por Computador (Computer Integrated
Manufacturing - CIM)
� Integração entre projeto, manufatura & expedição por meio da technologia da informação e de computadores
� CAD - utiliza software para criar e modificar projetos
� CAM - utiliza a automação programável na manufatura
� CAE - relaciona aspectos functionais do projeto ao CAD
� CAPP - cria Planos de Procasso para o CAM
� GT- classifica e agrupa peças e produtos
37
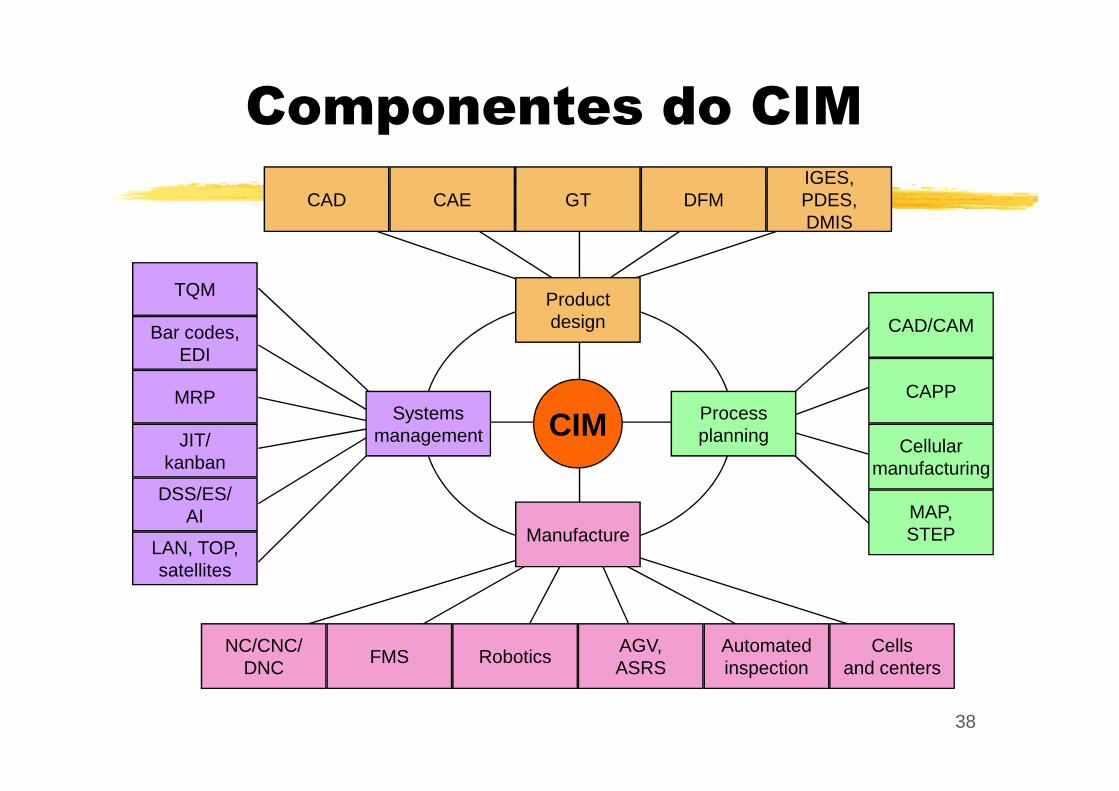
Componentes do CIM
CIM
Productdesign
Manufacture
Processplanning
Systemsmanagement
RoboticsFMSNC/CNC/
DNCCells
and centersAutomatedinspection
AGV,ASRS
JIT/kanban
DSS/ES/AI
LAN, TOP,satellites
TQM
Bar codes,EDI
MRP
GTCAECADIGES,PDES,DMIS
DFM
Cellularmanufacturing
MAP,STEP
CAD/CAM
CAPP
38