
Automao de Sistema de Medio de Gs e...
254
Transcript of Automao de Sistema de Medio de Gs e...

CARVALHO, CRISTIANO DE SOUZA DE
Estudo e Desenvolvimento de um
Sistema Automatizado de Medição de Óleo e
Gás Natural [Rio de Janeiro] 2006
XIV, 240 p. 29,7 cm (COPPE/UFRJ,
M.Sc., Engenharia Mecânica, 2006)
Dissertação - Universidade Federal do
Rio de Janeiro, COPPE
1. Automação
2. Supervisório
3. Computador de Vazão
I. COPPE/UFRJ II. Título (série)
ii

Dedico essa dissertação aos meus pais,
Edilberto e Aurenia.
iii
AGRADECIMENTOS
Agradeço
a Deus, em primeiro lugar;
ao amigo e orientador Professor Max Suell Dutra, pela amizade, dedicação com que
participou deste trabalho, pelos seus conhecimentos passados, pela experiência
profissional e de vida demonstrados durante este trabalho;
ao amigo e co-orientador Professor Luciano Santos Constantin Raptopoulos, pela
importante colaboração durante todo o percurso deste trabalho;
a todos os amigos do Laboratório de Robótica, pela reciprocidade com que foram
trocados os conhecimentos e pelas excelentes amizades que foram formadas por este
convívio;
aos meus pais, meu irmão e minha noiva, pela compreensão nos momentos de minha
ausência dedicados a este trabalho, pelo apoio e incentivo demonstrados em diversos
momentos desta jornada;
ao Departamento de Engenharia Mecânica, Vera, Maysa, Tito, entre outros, que sempre
estiveram nos bastidores apoiando, em diversos planos, este seleto grupo que é o
Labrob.
iv
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (M.Sc.)
ESTUDO E DESENVOLVIMENTO DE UM SISTEMA AUTOMATIZADO DE
MEDIÇÃO DE ÓLEO E GÁS NATURAL
Cristiano de Souza de Carvalho
Março/2006
Orientador: Max Suell Dutra
Programa: Engenharia Mecânica
Este trabalho apresenta um sistema automatizado de medição de gás e óleo cuja
metodologia é baseada na Portaria Conjunta n.º 1 ANP/INMETRO, de 19 de julho de
2000 que estabelece as condições e requisitos mínimos para garantir resultados acurados
e completos. Para este trabalho, foi considerado um sistema para medição de óleo e gás
onde a medição é realizada em linha, ou seja, com medidores de vazão alinhados nas
tubulações, tanto para o gás quanto para o óleo. Outra característica deste sistema de
medição é a calibração do medidor operacional de vazão de óleo com base em
comparações realizadas através de um medidor mestre alinhado em série, cuja
calibração é realizada externamente e é exigido o selo de garantia da Rede Brasileira de
Calibração (RBC). Através do software supervisório é possível realizar calibração do
medidor de vazão de óleo, alinhamento automático e manual de válvulas para a
realização de calibração, teste de poços. Existe, também, a possibilidade de impressão
de relatórios de medição horários e diários de gás e óleo, impressão de relatórios de
calibração e de teste de poços, consultas de logs horários / diários dos computadores de
vazão de gás e óleo para análise de dados como: temperatura, pressão, volume bruto
(gás e óleo), volume corrigido (gás e óleo) e logs de falhas, armazenados em um banco
de dados (Industrial SQL) para realização de auditorias da ANP.
v

Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
STUDY AND DEVELOPMENT OF AN AUTOMATIZED SYSTEM OF OIL AND
NATURAL GAS MEASUREMENT
Cristiano de Souza de Carvalho
March/2006
Advisor: Max Suell Dutra
Department: Mechanical Engineering
This work presents an automatized system of measurement of gas and oil whose
methodology is based on Portaria n.º 1 ANP/INMETRO, of July 19th, 2000, that
establishes the minimum conditions to guarantee accuracy and complete results. In this
work a measurement system of oil and gas was considered, where the measurement is
carried through in line, with measurers lined up in the tubs, in the gas line or oil line.
Another feature is the calibration of the operational measurer of oil flow based on
comparisons carried through with a measuring master lined up in series, whose
calibration is carried through external and is demanded the stamp of guarantee of the
Rede Brasileira de Calibração (RBC). Through supervisory software it is possible to
carry through calibration of the measurer of oil flow, automatic and manual alignment
of valves for the calibration and test of wells. There is the possibility of printing of
hourly and daily reports of measurement of gas and oil, printing of reports of calibration
and test of wells, consultations of hourly and daily logs of the computers of gas flow
and oil flow for analysis of data as: temperature, pressure, gross volume (gas and oil),
corrected volume (gas and oil) and failure logs, stored in a data base (Industrial SQL)
for accomplishment of auditorships of the ANP.
vi
ÍNDICE
1 INTRODUÇÃO.................................................................................................................................1 1.1 DEFINIÇÕES MODERNAS ............................................................................................................1 1.2 ESTE PROJETO............................................................................................................................4 1.3 O ESTADO DA TÉCNICA..............................................................................................................7 1.4 ORGANIZAÇÃO DOS CAPÍTULOS...............................................................................................15
2 DESCRIÇÃO DA PORTARIA Nº 1 ANP/INMETRO................................................................17 2.1 DEFINIÇÃO DA ANP QUANTO À FINALIDADE DOS PONTOS DE MEDIÇÃO.................................18 2.2 UNIDADES DE MEDIDA E CRITÉRIOS PARA MEDIÇÃO...............................................................20
3 INSTRUMENTAÇÃO....................................................................................................................26 3.1 TRANSDUTORES .......................................................................................................................26
3.1.1 Estruturas Básicas de Transdução .....................................................................................26 3.1.1.1 Estrutura em Série ................................................................................................................... 27 3.1.1.2 Estrutura Diferencial ............................................................................................................... 27 3.1.1.3 Estrutura de Razão .................................................................................................................. 29 3.1.1.4 Estrutura de Servo-transdução................................................................................................. 30
3.1.2 Conversão nos Diversos Domínios de Energia ..................................................................31 3.1.3 Tipos de Transdutores ........................................................................................................33
3.2 MEDIÇÃO DE PRESSÃO .............................................................................................................35 3.2.1 Definição ............................................................................................................................35 3.2.2 Unidades de Pressão ..........................................................................................................36 3.2.3 Tipos de Pressão.................................................................................................................36
3.2.3.1 Pressão Manométrica .............................................................................................................. 37 3.2.3.2 Pressão Absoluta ..................................................................................................................... 37 3.2.3.3 Pressão Atmosférica................................................................................................................ 37 3.2.3.4 Pressão Faixa Composta.......................................................................................................... 37 3.2.3.5 Pressão Diferencial.................................................................................................................. 37 3.2.3.6 Pressão Dinâmica ou Cinética................................................................................................. 38 3.2.3.7 Pressão Estática....................................................................................................................... 38 3.2.3.8 Pressão Hidrostática ................................................................................................................ 39 3.2.3.9 Pressão de Vapor..................................................................................................................... 39
3.2.4 Teorema de Stevin ..............................................................................................................39 3.2.5 Princípio de Pascal ............................................................................................................40 3.2.6 Elementos Mecânicos para Medição de Pressão ...............................................................41
3.2.6.1 Elementos Mecânicos para Medição Direta de Pressão .......................................................... 42 3.2.6.1.1 Manômetro de Tubo em “U”................................................................................................... 42 3.2.6.1.2 Manômetro de Tubo Inclinado ................................................................................................ 44 3.2.6.2 Elementos Mecânicos Elásticos de Medição de Pressão ......................................................... 44 3.2.6.2.1 Tubo Bourdon ......................................................................................................................... 45 3.2.6.2.2 Diafragma ............................................................................................................................... 48
3.2.7 Elementos Elétricos para Medição de Pressão ..................................................................49 3.2.7.1 Transmissores Eletrônicos de Pressão Tipo Equilíbrio de Forças ........................................... 49 3.2.7.2 Transmissores Eletrônicos de Pressão Tipo Extensométrico (Strain Gage)............................ 50 3.2.7.2.1 Ponte de Wheatstone ............................................................................................................... 52 3.2.7.3 Transmissores Eletrônicos de Pressão Tipo Capacitivo .......................................................... 53
3.2.8 Características dos Instrumentos Utilizados......................................................................54 3.2.8.1 Exemplo de Instrumentos Utilizados na Medição de Pressão Estática.................................... 55
3.3 MEDIÇÃO DE TEMPERATURA ...................................................................................................55 3.3.1 Definição ............................................................................................................................56 3.3.2 Escalas Térmicas................................................................................................................57 3.3.3 Termômetros de Haste de Vidro .........................................................................................58 3.3.4 Termômetros de Lâminas Bimetálicas................................................................................59 3.3.5 Termômetros de Resistência de Fio Metálico.....................................................................60
3.3.5.1 Materiais da RTD.................................................................................................................... 64 3.3.6 Termistores .........................................................................................................................66 3.3.7 Termopares.........................................................................................................................67
3.3.7.1 Princípios de Funcionamento .................................................................................................. 67
vii
3.3.7.1.1 Efeito Termoelétrico de Seebeck............................................................................................. 68 3.3.7.1.2 Efeito Termoelétrico de Peltier ............................................................................................... 68 3.3.7.1.3 Efeito Termoelétrico de Thomson........................................................................................... 69 3.3.7.2 Classificação dos Termopares Quanto à Construção............................................................... 70 3.3.7.2.1 Classificação dos Termopares Quanto ao Tipo de Isolação .................................................... 70 3.3.7.2.2 Classificação dos Termopares Quanto à Posição da Junta de Medição................................... 71 3.3.7.3 Classificação dos Termopares Quanto ao Tipo de Liga .......................................................... 72 3.3.7.4 Limites de Erro........................................................................................................................ 75
3.3.8 Acessórios...........................................................................................................................76 3.3.8.1 Cabos de Ligação dos Termopares.......................................................................................... 76 3.3.8.1.1 Cabos de Ligação Não Compensados ..................................................................................... 77 3.3.8.1.2 Cabos de Extensão .................................................................................................................. 77 3.3.8.1.3 Cabos de Compensação........................................................................................................... 78
3.3.9 Características dos Instrumentos Utilizados......................................................................78 3.3.9.1 Exemplo de Instrumentos Utilizados na Medição de Temperatura ......................................... 79
3.4 MEDIÇÃO DE VAZÃO................................................................................................................80 3.4.1 Princípios de Medição de Vazão ........................................................................................80
3.4.1.1 Medição de Vazão por Perda de Carga Variável..................................................................... 83 3.4.1.1.1 Medição de Vazão Através do Tubo de Pitot .......................................................................... 84 3.4.1.1.2 Medição de Vazão Através do Annubar.................................................................................. 87 3.4.1.1.3 Medição de Vazão Através do Tubo Venturi .......................................................................... 88 3.4.1.1.3.1 Tipos de Tubo Venturi ....................................................................................................... 89 3.4.1.1.3.2 Dimensões de um Tubo Venturi ........................................................................................ 90 3.4.1.1.3.3 Características do Tubo Venturi......................................................................................... 91 3.4.1.1.4 Medição de Vazão Através do Tubo de Dall........................................................................... 92 3.4.1.1.4.1 Característica do tubo de Dall ............................................................................................ 92
3.4.2 Escoamento de Fluidos em Tubulações..............................................................................93 3.4.2.1 Vazão Ideal ou Real ................................................................................................................ 94 3.4.2.2 Vazão Laminar ou Turbulenta................................................................................................. 94 3.4.2.3 Vazão Compressível ou Incompressível.................................................................................. 99 3.4.2.4 Vazão Homogênea ou Com Mais de Uma Fase .................................................................... 100 3.4.2.4.1 Vasos Separadores ................................................................................................................ 102 3.4.2.5 Vazão em Regime Estável ou Instável .................................................................................. 104 3.4.2.6 Vazão Rotacional ou Irrotacional.......................................................................................... 105 3.4.2.7 Vazão Isentrópica, Adiabática, Isotérmica ............................................................................ 106 3.4.2.8 Vazão de Rayleigh ................................................................................................................ 106 3.4.2.9 Vazão de Stokes .................................................................................................................... 107
3.4.3 Viscosidade do Fluido ......................................................................................................107 4 ARQUITETURA DE AUTOMAÇÃO ........................................................................................109
4.1 REDES DE COMUNICAÇÃO......................................................................................................111 4.1.1 Introdução a Redes...........................................................................................................112
4.1.1.1 Tipos de Servidores:.............................................................................................................. 113 4.1.1.2 Transmissão de Dados........................................................................................................... 114
4.1.2 Modelo OSI.......................................................................................................................115 4.1.2.1 Definição de Redes ............................................................................................................... 115 4.1.2.2 Descrição das Camadas......................................................................................................... 116 4.1.2.2.1 Camada Física ....................................................................................................................... 116 4.1.2.2.2 Camada de Ligação de Dados ............................................................................................... 116 4.1.2.2.3 Camada de Rede.................................................................................................................... 117 4.1.2.2.4 Camada de Transporte........................................................................................................... 117 4.1.2.2.5 Camada de Sessão................................................................................................................. 118 4.1.2.2.6 Camada de Apresentação ...................................................................................................... 118 4.1.2.2.7 Camada de Aplicação............................................................................................................ 118
4.1.3 Modelo TCP/IP.................................................................................................................119 4.1.3.1 Descrição das Camadas......................................................................................................... 119 4.1.3.1.1 Camada de Aplicação............................................................................................................ 120 4.1.3.1.2 Camada de Transporte........................................................................................................... 120 4.1.3.1.3 Camada de Internet ............................................................................................................... 121 4.1.3.1.4 Camada de Interface com a Rede .......................................................................................... 121 4.1.3.2 Endereçamento IP e Classes.................................................................................................. 121 4.1.3.3 Subrede IP e Máscara de Subrede ......................................................................................... 123
4.1.4 Protocolo Modbus ............................................................................................................123 4.1.4.1 Variações de Redes Modbus ................................................................................................. 126 4.1.4.2 Modbus RTU......................................................................................................................... 127 4.1.4.3 Modbus Enron....................................................................................................................... 128
viii
4.1.4.3.1 Protocolos de Comunicação .................................................................................................. 128 4.2 PLC – CONTROLADOR LÓGICO PROGRAMÁVEL.....................................................................132 4.3 CONVERSOR ADAM..............................................................................................................135 4.4 COMPUTADORES DE VAZÃO DE ÓLEO E GÁS .........................................................................138
4.4.1 Computadores de Vazão de Óleo .....................................................................................139 4.4.1.1 Alinhamento de Válvulas ...................................................................................................... 141 4.4.1.2 Programação do FLOBOSS para Alinhamento de Válvulas ................................................. 143 4.4.1.3 Tabela Modbus RTU............................................................................................................. 143 4.4.1.4 Tabela Modbus ENRON ....................................................................................................... 144
4.4.2 Computadores de Vazão de Gás.......................................................................................144 4.4.2.1 Vazão Volumétrica m3/h ....................................................................................................... 146 4.4.2.2 Vazão Mássica (kg/s) ............................................................................................................ 148 4.4.2.3 Correção do Diâmetro do Tubo pela Temperatura ................................................................ 149 4.4.2.4 Correção do Diâmetro do Orifício pela Temperatura ............................................................ 149 4.4.2.5 Relação entre Diâmetro do Orifício e Diâmetro da Tubulação ............................................. 149 4.4.2.6 Fator de Expansão ................................................................................................................. 149 4.4.2.7 Velocidade de Fator de Aproximação ................................................................................... 150 4.4.2.8 Número de Reynolds............................................................................................................. 150 4.4.2.9 Cálculo de Coeficiente de Descarga (Flanged-Tapped) ........................................................ 151 4.4.2.10 Coeficiente de Vazão ............................................................................................................ 152 4.4.2.11 Perda de Pressão.................................................................................................................... 152 4.4.2.12 Conversão de bar g para bar a ............................................................................................... 152 4.4.2.13 Pressão (Downstream) Totalmente Recuperada.................................................................... 152 4.4.2.14 Pressão Estática:.................................................................................................................... 153 4.4.2.15 Correção de Temperatura Medida (Upstream Pressure Tapping)......................................... 153 4.4.2.16 Vazão Mássica (t/h)............................................................................................................... 153 4.4.2.17 Vazão Volumétrica Corrigida (Sm3/h) .................................................................................. 154 4.4.2.18 Vazão Volumétrica Bruta (m3/h) .......................................................................................... 154 4.4.2.19 Energia (GJ/h) ....................................................................................................................... 154 4.4.2.20 Incremento Mássico Total (t) ................................................................................................ 154 4.4.2.21 Volume Corrigido Totalizado (Sm3) ..................................................................................... 155 4.4.2.22 Volume Bruto Totalizado (m3).............................................................................................. 155 4.4.2.23 Energia Totalizada (GJ) ........................................................................................................ 155 4.4.2.24 Compressibilidade Padrão - AGA8....................................................................................... 155 4.4.2.25 Densidade Corrigida Calculada - AGA8 (kg/Sm3)................................................................ 156 4.4.2.26 Compressibilidade nas Condições de Operação - AGA8 ...................................................... 156 4.4.2.27 Densidade Calculada - AGA8 (kg/Sm3) ................................................................................ 157 4.4.2.28 Massa Molar - AGA8............................................................................................................ 157
5 SOFTWARE SUPERVISÓRIO ...................................................................................................158 5.1 DESCRIÇÃO ............................................................................................................................159 5.2 NÍVEIS DE ACESSO .................................................................................................................159 5.3 ARQUITETURA DE TELAS IHM...............................................................................................160 5.4 DESCRIÇÃO OPERACIONAL IHM............................................................................................161
5.4.1 Tela Inicial........................................................................................................................161 5.4.2 Tela Arquitetura Geral de Automação .............................................................................162 5.4.3 Tela Sumário de Alarmes..................................................................................................165 5.4.4 Tela Histórico de Alarmes e Eventos................................................................................166 5.4.5 Tela tendência Histórica ..................................................................................................167 5.4.6 Tela Separador de Teste ...................................................................................................171 5.4.7 Janela Log On do Sistema ................................................................................................174 5.4.8 Janela de Alinhamento de Tramos ...................................................................................175 5.4.9 Janela Medição de Óleo ...................................................................................................177 5.4.10 Janela de Calibração Medidor Operacional ...............................................................180 5.4.11 Janela Processo de Calibração ...................................................................................183 5.4.12 Janela Resultados do Processo de Calibração............................................................184 5.4.13 Janela Relatórios de Calibração .................................................................................185 5.4.14 Janela Set Alarmes.......................................................................................................186 5.4.15 Janela Medição de Gás................................................................................................188 5.4.16 Janela Parâmetros Medidor de Gás ............................................................................188 5.4.17 Janela Parâmetros Gás ...............................................................................................191 5.4.18 Consultas Dados Armazenados no Sistema .................................................................193 5.4.19 Logs Computador de Vazão de Gás.............................................................................194 5.4.20 Logs Computador Vazão de Óleo ................................................................................198
ix
5.4.21 Consultas Calibrações.................................................................................................203 5.4.22 Consultas Históricos Testes Poços ..............................................................................203 5.4.23 Impressão de Relatórios ..............................................................................................204 5.4.24 Impressão Relatórios Gás............................................................................................205 5.4.25 Impressão Relatórios Óleo ..........................................................................................208 5.4.26 Impressão Relatórios Calibração ................................................................................211 5.4.27 Impressão Relatórios Medição ....................................................................................213
6 DISCUSSÕES DOS RESULTADOS, CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS...............................................................................................................................................215 ANEXO ...................................................................................................................................................228 REFERÊNCIAS BIBLIOGRÁFICAS .................................................................................................237
x
ÍNDICE DE FIGURAS
FIGURA 1-1. ARQUITETURA DE AUTOMAÇÃO PROPOSTA. .............................................................................6 FIGURA 1-2. DESENHO ILUSTRATIVO DO SISTEMA DE ÓLEO COMPLETO.......................................................7 FIGURA 1-3. VÁLVULA DE CONTROLE (FABRICANTE COESTER). ..................................................................9 FIGURA 1-4. TRANSMISSORES E INDICADORES DE PRESSÃO ESTÁTICA E TEMPERATURA (FABRICANTE
FISHER ROSEMOUNT). .........................................................................................................................9 FIGURA 1-5. MEDIDOR DE VAZÃO DE ENGRENAGENS OVAIS (FABRICANTE METROVAL). .........................10 FIGURA 1-6. MEDIDOR DE VAZÃO DE EFEITO CORIOLIS (FABRICANTE MICRO MOTION)...........................10 FIGURA 1-7. FILTRO DE ÓLEO NA LINDA DO MEDIDOR DE ENGRENAGENS OVAIS. .....................................11 FIGURA 1-8. TRANSMISSOR E INDICADOR DE FLUXO - FIT (FABRICANTE EMERSON). ................................12 FIGURA 1-9. TRANSMISSOR DE PRESSÃO DIFERENCIAL – SENSOR MULTIVARIÁVEL (MVS) (FABRICANTE
EMERSON). ........................................................................................................................................12 FIGURA 1-10. VÁLVULA PORTA PLACAS (FABRICANTE DANIEL)................................................................13 FIGURA 1-11. PLC GATEWAY (FABRICANTE ALTUS). ..................................................................................13 FIGURA 1-12. CONVERSOR DE PROTOCOLOS ADAM (FABRICANTE ADVANTECH). ....................................14 FIGURA 1-13. INTERFACE HOMEM MÁQUINA - IHM (FABRICANTE ADVANTECH). .....................................15 FIGURA 1-14. ESQUEMA DEMONSTRATIVO DO SISTEMA COMPLETO DE MEDIÇÃO. ....................................15 FIGURA 2-1. EXEMPLO DE PLANTA E OS TIPOS DE MEDIÇÃO. .....................................................................19 FIGURA 2-2. CARACTERÍSTICAS DOS TIPOS DE MEDIÇÃO............................................................................20 FIGURA 3-1. ESTRUTURA EM SÉRIE (RÚBIO, 2000). ....................................................................................27 FIGURA 3-2. ESTRUTURA DIFERENCIAL (RÚBIO, 2000)...............................................................................28 FIGURA 3-3. ESTRUTURA DE RAZÃO (RÚBIO, 2000)....................................................................................29 FIGURA 3-4. ESTRUTURA DE SERVO-TRANSDUTOR (RÚBIO, 2000)..............................................................30 FIGURA 3-5. DEFINIÇÃO DOS TERMOS INVASIVO E INTRUSIVO (RÚBIO, 2000)............................................34 FIGURA 3-6. CONCEITOS E TIPOS DE PRESSÃO. ...........................................................................................36 FIGURA 3-7. APLICAÇÃO DO TEOREMA DE STEVIN. ....................................................................................40 FIGURA 3-8. APLICAÇÃO DO PRINCÍPIO DE PASCAL. ...................................................................................41 FIGURA 3-9. MANÔMETRO DE TUBO EM “U”. .............................................................................................43 FIGURA 3-10. MANÔMETRO DE TUBO INCLINADO. .....................................................................................44 FIGURA 3-11. TRANSDUTORES ELÁSTICOS DE PRESSÃO (DOEBELIN, 1990). ...............................................45 FIGURA 3-12. SENSOR DE PRESSÃO ESPIRAL SIMPLES E DUPLA (MATERIAL TÉCNICO DA BAYER).............47 FIGURA 3-13. TRANSMISSOR ELETRÔNICO DE PRESSÃO TIPO EXTENSOMÉTRICO “STRAIN GAGE”
(MATERIAL TÉCNICO DA BAYER). .....................................................................................................51 FIGURA 3-14. PONTE DE WEATSTONE. ........................................................................................................52 FIGURA 3-15. TRANSMISSOR ELETRÔNICO DE PRESSÃO TIPO CAPACITIVO (MATERIAL TÉCNICO DA
BAYER)..............................................................................................................................................54 FIGURA 3-16. VISÃO COMPARATIVA DAS ESCALAS K, OC E OF....................................................................57 FIGURA 3-17. COEFICIENTE DE DILATAÇÃO................................................................................................59 FIGURA 3-18. SENSORES BIMETÁICOS (DOEBELIN, 1990). ..........................................................................59 FIGURA 3-19. CURVAS DE RESISTÊNCIA X TEMPERATURA..........................................................................61 FIGURA 3-20. REPRESENTAÇÃO DE CONEXÃO A DOIS FIOS DE SENSOR PT 100 (BEGA, 2006). ...................63 FIGURA 3-21. REPRESENTAÇÃO DE CONEXÃO A TRÊS FIOS DE SENSOR PT 100 (BEGA, 2006)....................63 FIGURA 3-22. REPRESENTAÇÃO DE CONEXÃO A QUATRO FIOS DE SENSOR PT 100 (BEGA, 2006). .............64 FIGURA 3-23. COMPARAÇÃO ENTRE A VARIAÇÃO DE RESISTÊNCIA DE TERMISTORES TIPO N.T.C. E
TERMORRESISTÊNCIAS TIPO PT 100 (BEGA, 2006). ...........................................................................67 FIGURA 3-24. EFEITO TERMOELÉTRICO DE SEEBECK. .................................................................................68 FIGURA 3-25. EFEITO TERMOELÉTRICO DE PELTIER....................................................................................69 FIGURA 3-26. TIPOS DE TERMOPARES. ........................................................................................................70 FIGURA 3-27. TIPOS DE TERMOPARES (MATERIAL TÉCNICO DA BAYER). ...................................................70 FIGURA 3-28. JUNTAS DE MEDIÇÃO ATERRADAS........................................................................................71 FIGURA 3-29. JUNTAS DE MEDIÇÃO ISOLADAS. ..........................................................................................71 FIGURA 3-30. JUNTAS DE MEDIÇÃO EXPOSTAS...........................................................................................71 FIGURA 3-31. CURVA DOS TIPOS MAIS COMUNS DE TERMOPAR.................................................................72 FIGURA 3-32. ACESSÓRIOS DO TERMOPAR (MATERIAL TÉCNICO DA BAYER). ...........................................76 FIGURA 3-33. CABOS DE LIGAÇÃO NÃO COMPENSADOS (MATERIAL TÉCNICO DA BAYER)........................77 FIGURA 3-34. CABOS DE EXTENSÃO (MATERIAL TÉCNICO DA BAYER). .....................................................78 FIGURA 3-35. PRINCÍPIOS DE MEDIÇÃO.......................................................................................................82
xi
FIGURA 3-36. VARIAÇÃO DA PRESSÃO NAS PAREDES DA TUBULAÇÃO. ......................................................84 FIGURA 3-37. TUBO DE PITOT. ....................................................................................................................85 FIGURA 3-38. DETERMINAÇÃO DA VELOCIDADE MÉDIA.............................................................................86 FIGURA 3-39. ANNUBAR. ............................................................................................................................87 FIGURA 3-40. DISTRIBUIÇÃO DAS TOMADAS DE FLUIDO PARA ANNUBAR. .................................................88 FIGURA 3-41. PRINCIPAIS PARTES DO TUBO VENTURI. ...............................................................................89 FIGURA 3-42. TUBO VENTURI COM DIFUSOR LONGO..................................................................................89 FIGURA 3-43. TUBO VENTURI COM DIFUSOR CURTO. .................................................................................90 FIGURA 3-47. TUBO VENTURI TIPO RETANGULAR. .....................................................................................90 FIGURA 3-45. DIMENSÕES DO TUBO VENTURI. ...........................................................................................91 FIGURA 3-46. TUBO DE DALL......................................................................................................................92 FIGURA 3-47. TOMADAS DE ALTA E BAIXA PRESSÃO NO TUBO DE DALL. ..................................................93 FIGURA 3-48. VAZÃO IDEAL E VAZÃO REAL...............................................................................................94 FIGURA 3-49. VAZÃO LAMINAR E VAZÃO TURBULENTA. ...........................................................................97 FIGURA 3-50. PERFIL DE REGIME LAMINAR. ...............................................................................................98 FIGURA 3-51. PERFIL DE REGIME TURBULENTO..........................................................................................98 FIGURA 3-52. VAZÃO BIFÁSICA (LIQUIDO/GÁS) EM TUBOS VERTICAIS E HORIZONTAIS (ENDRESS+HAUSER
– FLOW HANDBOOK). .......................................................................................................................102 FIGURA 3-53. SEPARADOR VERTICAL BIFÁSICO. ......................................................................................103 FIGURA 3-54. SEPARADOR VERTICAL TRIFÁSICO......................................................................................104 FIGURA 3-55. VAZÃO ROTACIONAL. .........................................................................................................105 FIGURA 3-56. CONCEITO DE VISCOSIDADE (ENDRESS+HAUSER FLOWTEC AG). ......................................108 FIGURA 4-1. ARQUITETURA DE AUTOMAÇÃO. ..........................................................................................110 FIGURA 4-2. COMPARATIVO OSI X TCP/IP (TORRES, 2005). ....................................................................120 FIGURA 4-3. ESTRUTURA DE PEDIDO E RESPOSTA DO PROTOCOLO MODBUS (MODICOM, 2005)................124 FIGURA 4-4. EXEMPLO DE REDE MODBUS. ................................................................................................125 FIGURA 4-5. ORDEM DOS BITS (RTU) (MODICOM, 2005)..........................................................................128 FIGURA 4-6. MODBEFM (SCAN, 2004). ....................................................................................................130 FIGURA 4-7. JANELA TOPIC DEFINITION (SCAN, 2004)..............................................................................130 FIGURA 4-8. TÓPICOS DIÁRIOS DOS CV`S DE ÓLEO E GÁS (SCAN, 2004)..................................................130 FIGURA 4-9. TÓPICO EVENTO/ALARME DOS CV`S DE ÓLEO E GÁS (SCAN, 2004).....................................131 FIGURA 4-10. TÓPICOS HORÁRIOS DOS CV`S DE ÓLEO E GÁS (SCAN, 2004). ...........................................131 FIGURA 4-11. TÓPICOS DE VALORES INSTANTÂNEOS DOS CV`S DE ÓLEO E GÁS (SCAN, 2004)................131 FIGURA 4-12. ESTRUTURA BÁSICA DE FUNCIONAMENTO DE UM PLC (MATERIAL TÉCNICO DA
UNICONTROL)..................................................................................................................................133 FIGURA 4-13. CONFIGURAÇÃO DAS RELAÇÕES MODBUS (ALTUS, 2004). .................................................134 FIGURA 4-14. CPU DO PLC GATEWAY (ALTUS, 2004)...............................................................................134 FIGURA 4-15. CARTÃO ETHERNET DO PLC GATEWAY (ALTUS, 2004). .......................................................135 FIGURA 4-16. FOTO CONVERSOR ADAM 4570 (ADVANTECH, 2003). ......................................................135 FIGURA 4-17. CONFIGURAÇÃO DA PORTA DE REDE TCP-IP (ADVANTECH, 2003)....................................136 FIGURA 4-18. CONFIGURAÇÃO DA PORTA 1 – RS 485 (ADVANTECH, 2003). ............................................137 FIGURA 4-19. CONFIGURAÇÃO DA PORTA 2 – RS 485 (ADVANTECH, 2003). ............................................137 FIGURA 4-20. CONFIGURAÇÃO DAS DUAS PORTAS – RS 485 NA IHM (ADVANTECH, 2003).....................138 FIGURA 4-21. DESENHO ILUSTRATIVO DO SKID DE MEDIÇÃO DE ÓLEO (MATERIAL TÉCNICO DA IESA)..140FIGURA 4-22. ALINHAMENTO DE VÁLVULAS. ...........................................................................................141 FIGURA 4-23. FORMATO FLOAT.................................................................................................................144 FIGURA 4-24. EXEMPLO DE CALIBRAÇÃO DOS MEDIDORES DE VAZÃO.....................................................145 FIGURA 4-25. FLOBOSS DE GÁS (MANUAL DO FABRICANTE EMERSON). ...............................................146 FIGURA 5-1. TELA INICIAL “SISTEMA DE MEDIÇÃO DE ÓLEO E GÁS”. ......................................................162 FIGURA 5-2. TELA “ARQUITETURA DO SISTEMA”. ....................................................................................163 FIGURA 5-3. TELA “RESUMO DE COMUNICAÇÃO FLOBOSS S600”. ........................................................164 FIGURA 5-4. TELA “RESUMO DE COMUNICAÇÃO FLOBOSS FB-407”. ....................................................164 FIGURA 5-5. TELA “SUMÁRIO DE ALARMES”. ...........................................................................................166 FIGURA 5-6. TELA “HISTÓRICO DE ALARMES E EVENTOS”. ......................................................................167 FIGURA 5-7. TELA “TENDÊNCIA HISTÓRICA”............................................................................................168 FIGURA 5-8. TELA “HISTORICAL TREND SETUP”. .......................................................................................169 FIGURA 5-9. TELA “SEPARADOR DE TESTE”..............................................................................................171 FIGURA 5-10. JANELA “COMANDO DE VÁLVULA”. ...................................................................................173 FIGURA 5-11. JANELA “SELECIONAR POÇO EM TESTE”.............................................................................174 FIGURA 5-12. JANELA “LOG ON”. .............................................................................................................174
xii
FIGURA 5-13. SUB-JANELA “LOG ON”.......................................................................................................174 FIGURA 5-14. JANELA “LOG ON” ADMINISTRADOR LOGADO....................................................................175 FIGURA 5-15. JANELA “TRAMOS DE MEDIÇÃO”. .......................................................................................176 FIGURA 5-16. JANELA “MEDIÇÃO DE ÓLEO”.............................................................................................178 FIGURA 5-17. JANELA “CALIBRAÇÃO MEDIDOR OPERACIONAL”..............................................................181 FIGURA 5-18. JANELA “PROCESSOS DA CALIBRAÇÃO”. ............................................................................184 FIGURA 5-19. JANELA “RESULTADO PROCESSO DE CALIBRAÇÃO”. ..........................................................185 FIGURA 5-20. JANELA “RELATÓRIO DE CALIBRAÇÃO”..............................................................................186 FIGURA 5-21. JANELA “SET LIMITES DE ALARMES”. .................................................................................187 FIGURA 5-22. JANELA “MEDIÇÃO DE GÁS”...............................................................................................188 FIGURA 5-23. JANELA “PARÂMETROS DO MEDIDOR DE GÁS”...................................................................189 FIGURA 5-24. JANELA “PARÂMETROS DA PLACA DE ORIFÍCIO”. ...............................................................190 FIGURA 5-25. JANELA “PARÂMETROS DO MEDIDOR DE GÁS” TROCA EM ANDAMENTO. ..........................191 FIGURA 5-26. JANELA “PARÂMETROS DO GÁS”. .......................................................................................192 FIGURA 5-27. JANELA “LOGS FLOBOSS 407”..........................................................................................195 FIGURA 5-28. JANELA CONSULTA “LOGS FB407”.....................................................................................196 FIGURA 5-29. JANELA “LOGS EVENTOS / ALARMES 407”..........................................................................197 FIGURA 5-30. JANELA “LOGS FLOBOSS S600”. ......................................................................................198 FIGURA 5-31. JANELA “LOGS MEDIÇÃO DE ÓLEO FLOBOSS S600”. .......................................................199 FIGURA 5-32. JANELA “LOGS S600 ESTAÇÃO DE MEDIÇÃO”. ...................................................................201 FIGURA 5-33. JANELA “LOGS EVENTOS / ALARMES S600”........................................................................202 FIGURA 5-34. JANELA “HISTÓRICO TESTE DE POÇOS”. .............................................................................203 FIGURA 5-35. JANELA “RELATÓRIO HORÁRIO”.........................................................................................204 FIGURA 5-36. JANELA “RELATÓRIO DIÁRIO”. ...........................................................................................205 FIGURA 5-37. RELATÓRIO HORÁRIO DE GÁS.............................................................................................206 FIGURA 5-38. RELATÓRIO DIÁRIO DE GÁS. ...............................................................................................207 FIGURA 5-39. RELATÓRIO HORÁRIO DE ÓLEO. .........................................................................................209 FIGURA 5-40. RELATÓRIO DIÁRIO DE ÓLEO..............................................................................................210 FIGURA 5-41. RELATÓRIO DIÁRIO DA ESTAÇÃO. ......................................................................................211 FIGURA 5-42. RELATÓRIO DE CALIBRAÇÃO. .............................................................................................212 FIGURA 5-43. RELATÓRIO DIÁRIO DE MEDIÇÃO DE GÁS E ÓLEO. .............................................................214 FIGURA 6-1. GRÁFICO COMPARATIVO ENTRE LEITURAS MANUAIS E AUTOMÁTICAS. ..............................217 FIGURA 6-2. GRÁFICO COMPARATIVO DE CORREÇÃO DE ÓLEO PELO M. FACTOR. ...................................219 FIGURA 6-3. GRÁFICO COMPARATIVO ENTE VOL. BRUTO CORRIGIDO E NÃO CORRIGIDO........................221 FIGURA 6-4. GRÁFICO COMPARATIVO ENTRE VOL. BRUTO CORRIGIDO E VOLUME LÍQUIDO DE ÓLEO.....223 FIGURA 6-5. GRÁFICO COMPARATIVO ENTRE VOL. INDICADO E VOLUME LÍQUIDO DE ÓLEO...................225 FIGURA 6-6. GRÁFICO COMPARATIVO ENTRE VOL. CORRIGIDO E VOL. NÃO CORRIGIDO DE GÁS. ...........227
xiii
ÍNDICE DE TABELAS
TABELA 2-1. CLASSE DE EXATIDÃO DE MEDIÇÃO DE PETRÓLEO EM LINHA ...............................................19 TABELA 3-1. DOMÍNIO DE ENERGIA LUMINOSA..........................................................................................31 TABELA 3-2. DOMÍNIO DE ENERGIA MECÂNICA..........................................................................................32 TABELA 3-3. DOMÍNIO DE ENERGIA TÉRMICA ............................................................................................32 TABELA 3-4. DOMÍNIO DE ENERGIA MAGNÉTICA .......................................................................................33 TABELA 3-5. DOMÍNIO DE ENERGIA QUÍMICA.............................................................................................33 TABELA 3-6. MATERIAIS E APLICAÇÕES DE TUBO BOURDON .....................................................................46 TABELA 3-7. CARACTERÍSTICAS DOS INSTRUMENTOS DE MEDIÇÃO DE PRESSÃO ESTÁTICA.......................55 TABELA 3-8. ESCALA PRÁTICA INTERNACIONAL DE TEMPERATURA (I.P.T.S.). ..........................................58 TABELA 3-9. COMPARATIVO ENTRE LÍQUIDOS E FAIXAS UTILIZADOS. .......................................................58 TABELA 3-10. LIMITE MÁXIMO DE TEMPERATURA DO TERMOPAR, EM FUNÇÃO DA VARIAÇÃO DA BITOLA
DOS CONDUTORES. ............................................................................................................................73 TABELA 3-11. LIMITES DE ERRO PARA TERMOPARES DE USO INDUSTRIAL.................................................76 TABELA 3-12. CARACTERÍSTICAS DOS INSTRUMENTOS DE MEDIÇÃO DE TEMPERATURA............................79 TABELA 3-13. RELAÇÃO ENTRE RED E N. ....................................................................................................99 TABELA 4-1. DEFINIÇÃO DO ENDEREÇO INTERNET. ..................................................................................122 TABELA 4-2. EXEMPLO DE FRAME DE COMUNICAÇÃO. ..............................................................................125 TABELA 4-3. PRINCIPAIS COMANDOS DO MODBUS....................................................................................126 TABELA 5-1. STATUS DE COMUNICAÇÃO ENTE OS FLOBOSS E A IHM. ....................................................162 TABELA 5-2. VISUALIZAÇÃO DE ALARMES ATIVOS NO SUMÁRIO. .............................................................165 TABELA 5-3. VISUALIZAÇÃO DE ALARMES ATIVOS NO HISTÓRICO............................................................166 TABELA 5-4. STATUS DAS VÁLVULAS MOTORIZADAS.................................................................................172 TABELA 5-5. STATUS DA VÁLVULA MANUAL. ............................................................................................172 TABELA 5-6. STATUS DO MODO DE OPERAÇÃO DAS VÁLVULAS MOTORIZADAS..........................................173 TABELA 5-7. STATUS DE ALARMES DA TELA “SET DE ALARMES”...............................................................187 TABELA 6-1. COMPARATIVO ENTRE VOL. BRUTO (MANUAL E AUTOMÁTICO)...........................................216 TABELA 6-2. COMPARATIVO ENTRE VOL. INDICADO E VOL. BRUTO NÃO CORRIGIDO..............................218 TABELA 6-3. COMPARATIVO ENTRE VOL. BRUTO NÃO CORRIGIDO E VOL. BRUTO CORRIGIDO. ..............220 TABELA 6-4. COMPARATIVO ENTRE VOL. BRUTO CORRIGIDO E VOL. LÍQUIDO DE ÓLEO. ........................222 TABELA 6-5. COMPARATIVO ENTRE VOL. BRUTO CORRIGIDO E VOL. LÍQUIDO DE ÓLEO. ........................224 TABELA 6-6. COMPARATIVO ENTRE VOL. NÃO CORRIGIDO E VOL. CORRIGIDO DE GÁS...........................226
xiv
Capítulo 1
1 Introdução
Em 1997, com a criação da Lei do Petróleo - Lei 9478/97, nasceu um novo
órgão responsável por gerenciar o petróleo no país, a Agência Nacional do Petróleo
(ANP), que assumiu a condição de ser a responsável pelo gerenciamento,
regulamentação e fiscalização das atividades de produção de petróleo no país.
A produção de petróleo e gás natural foi dividida em regiões chamadas de
campos de produção, onde cada campo de produção contabiliza volume de petróleo
produzido que são traduzidos em Royalties. Os pontos de medição fiscal caracterizam
uma mudança de propriedade do óleo, sobre o qual a ANP responde.
O Regulamento Técnico de Medição de Petróleo e Gás Natural estabeleceu as
condições mínimas que devem ser atendidas pelos sistemas de medição aplicáveis a:
produção, transporte, estocagem, importação e exportação de petróleo e gás natural.
Desde então, todo o petróelo e gás natural produzidos têm que ser
contabilizados, baseado em medições de volume/dia, com a utilização de equipamentos
de medição de vazão, temperatura, pressão, BSW (sedimentos + água), devidamente
calibrados e atendendo às condições descritas na Portaria Conjunta n.o 1
ANP/INMETRO de 2000.
A unidade de volume na medição de petróleo e de gás natural é o metro cúbico
(m3), nas condições de referência de 20°C de temperatura e 0,101325 MPa de pressão
(ou uma atmosfera de pressão).
Baseando-se nas informações contidas nesta Portaria, foi estudado e concebido
um sistema automatizado capaz de medir a produção de petróleo e gás natural dentro
das condições mínimas exigidas pela Portaria Conjunta n.o 1 ANP/INMETRO.
1.1 Definições Modernas
Para melhor entendimento do assunto “Sistema Automatizado de Medição de
Óleo e Gás Natural” apresentado neste trabalho, faz-se necessário a descrição de termos
utilizados, onde as fontes de consulta são: o Vocabulário Internacional de Termos
1
Fundamentais e Gerais de Metrologia e o Vocabulário Internacional de Termos de
Metrologia Legal. Abaixo seguem os termos os principais termos utilizados:
• Medição fiscal – Medição do volume de produção fiscalizada efetuada
em um ponto de medição da produção a que se refere o inciso IV do art.
3º do Decreto n.º 2.705, de 03/08/1998, onde se contabilizam os
Royalties de cada região;
• Medição fiscal compartilhada – Medição fiscal dos volumes de produção
de dois ou mais campos, que se misturam antes do ponto de medição;
• Medição operacional – Medição para controle da produção que inclui
medições de petróleo e gás natural para consumo como combustível; do
gás utilizado para elevação artificial, injeção, estocagem, ventilado ou
queimado em tocha; da água produzida, injetada, captada ou descartada;
do petróleo transferido; do gás natural para processamento; do petróleo e
gás natural transportado, estocado, movimentado com transferência de
custódia, importado ou exportado;
• Medição para apropriação – Medição a ser utilizada para determinar os
volumes de produção a serem apropriados a cada campo em um conjunto
de campos com medição compartilhada ou a cada poço em um mesmo
campo;
• Relatório de medição – Documento informando os valores medidos, os
fatores de correção e o volume apurado num período de medição;
• Fator de calibração do medidor – Quociente entre o volume bruto
medido, utilizando um sistema de calibração, e o volume registrado por
um medidor de fluidos durante um teste de calibração do medidor;
• Volume registrado – Variação no registro do totalizador de um medidor
de fluidos, entre o início e o fim de uma medição;
• Volume efetivo – Produto do volume registrado pelo fator de calibração
do medidor;
• Volume efetivo em condições de referência – Volume efetivo corrigido
para as condições de referência de pressão e temperatura;
2
• Volume líquido - Volume de petróleo em condições de referência, uma
vez descontado o volume de água e sedimentos;
• Vazão de teste de poço – Volume total de produção de um poço, durante
um teste, dividido pelo tempo, em horas, de duração do mesmo;
• Potencial de produção do poço – Volume de produção de um poço
durante 24 horas, à vazão de teste;
• Medidor padrão (Mestre) – Medidor utilizado como padrão de
comparação na calibração de outros medidores;
• Teste de longa duração – Testes de poços, realizados durante a fase de
exploração, com a finalidade exclusiva de obtenção de dados e
informações para conhecimento dos reservatórios, com tempo de fluxo
total superior a 72 horas;
• Faixa de medida ou range – É dito range o conjunto de valores
compreendidos dentro dos limites inferior e superior da capacidade de
medida, ou indicação do instrumento;
• Alcance ou span – É a diferença algébrica entre os valores superior e
inferior da faixa de medida ou de indicação;
• Exatidão de medição – É o grau de concordância entre o resultado de
uma medição e o valor verdadeiro do mensurado;
• Repetitividade (repetibilidade) – É o grau de concordância entre os
resultados de medições sucessivas de um mesmo mensurando efetuadas
sob mesmas condições de medição;
• Inceteza de medição – Parâmetro associado ao resultado de uma
medição, que caracteriza a dispersão dos valores que podem ser
fundamentadamente atribuídos a um mensurando;
• Erro de medição – Resultado de uma medição menos o valor verdadeiro
do mensurando;
• Desvio – Valor menos seu valor de referência;
• Erro relativo – Erro da medição dividido por um valor verdadeiro do
objeto da medição;
3
• Erro aleatório – Resultado de uma medição menos a média que resultaria
de um infinito número de medições do mesmo mensurando efetuadas sob
condições de repetitividade;
• Erro sistemático – Média que resultaria de um infinito número de
medições do mesmo mensurando, efetuadas sob condições de
repetitividade, menos o valor verdadeiro do mensurando;
• Fator de correção – Fator numérico pelo qual o resultado não corrigido
de uma medição é multiplicado para compensar um erro sistemático;
• Sistema de medição – Conjunto completo de instrumentos de medição e
outros equipamentos acoplados para executar uma medição específica;
• Condições de referência – Condições de uso prescritas para ensaio de
desempenho de um instrumento de medição ou para intercomparação de
resultados de medição;
• Sensibilidade – Variação da resposta de um instrumento de medição
dividida pela correspondente variação do estímulo;
• Estabilidade – aptidão de um instrumento de medição em conservar
constantes suas características metrológicas ao logo do tempo;
• Padrão de referência – Padrão, geralmente tendo a mais alta qualidade
metrológica disponível em um dado local ou em uma dada organização, a
partir do qual as medições lá executadas são derivadas; e
• Calibração – Conjunto de operações que estabelece, sob condições
especificadas, a relação entre os valores indicados por um instrumento de
medição ou sistema de medição ou valores representados por uma
medida materializada ou um material de referência, e os valores
correspondentes das grandezas estabelecidos por padrões.
1.2 Este Projeto
Na indústria de petróleo e gás natural, as variáveis mais importantes são: a vazão
e o nível, pois são através delas que são possíveis controlar ou contabilizar os volumes
de gás, óelo e água, em transferência de custódia, exportação ou apropriação. Neste
4
trabalho, será abordada, somente, a medição através de vazão, ficando a medição de
nível para um possível trabalho futuro.
Com mesma importânica, as outras variáveis são medidas para fins de
compensação, mudança de volume para massa, estabelecimento de condições padrão de
transferência e segurança da operação. Estas variáveis são:
• Pressão;
• Temperatura;
• Densidade; e
• Viscosidade.
Por exemplo, na medição de óleo, é mandatório a medição da temperatura do
produto para fazer ajustes no valor do volume medido. Na medição de vazão de gases,
as medições das variáveis de pressão e temperatura são fundamentais para compensar a
influência que causam no volume medido. Para medir o gás em calor energético, deve
ser medida também sua composição ou análise cromatográfica. Esta análise poderá ser
realizada através de cromatógrafo em linha ou em laboratório; neste segundo caso, os
dados deverão ser inseridos manualmente no sistema, através de uma interface amigável
no supervisório.
A grande importância de se utilizar um sistema automatizado de medição de gás
e óleo é a confiabilidade nas medições. Entretanto, pode-se afirmar que é importante,
também, a criação de um banco de dados onde se pode realizar a consulta horária e
diária, assim como: logs de alarmes e eventos, calibração de medidor de óleo e a
impressão destes mesmos dados em forma de relatórios.
Para a confecção deste sistema, conhecimentos de diversos assuntos e áreas da
instrumentação, informática e um pouco de eletrônica, são fundamentais. Através de
medições diretas e indiretas serão adiquiridas as vazões instantâneas. Estas vazões serão
lidas pelos computadores de vazão de óleo e gás, comumente chamados de FLOBOSS,
onde através de algoritmos internos como ISO-5167, ISO-4267-2 e AGA8, são
corrigidos os valores medidos de volume através da pressão, temperatura, fator de
liberação de gás no óleo, fator de correção do medidor de óelo (Meter Factor), etc.
Através desta necessidade de estudo e desenvolvimento de um sistema com estas
características, foi elaborada uma arquitetura baseada em dados trafegando
5
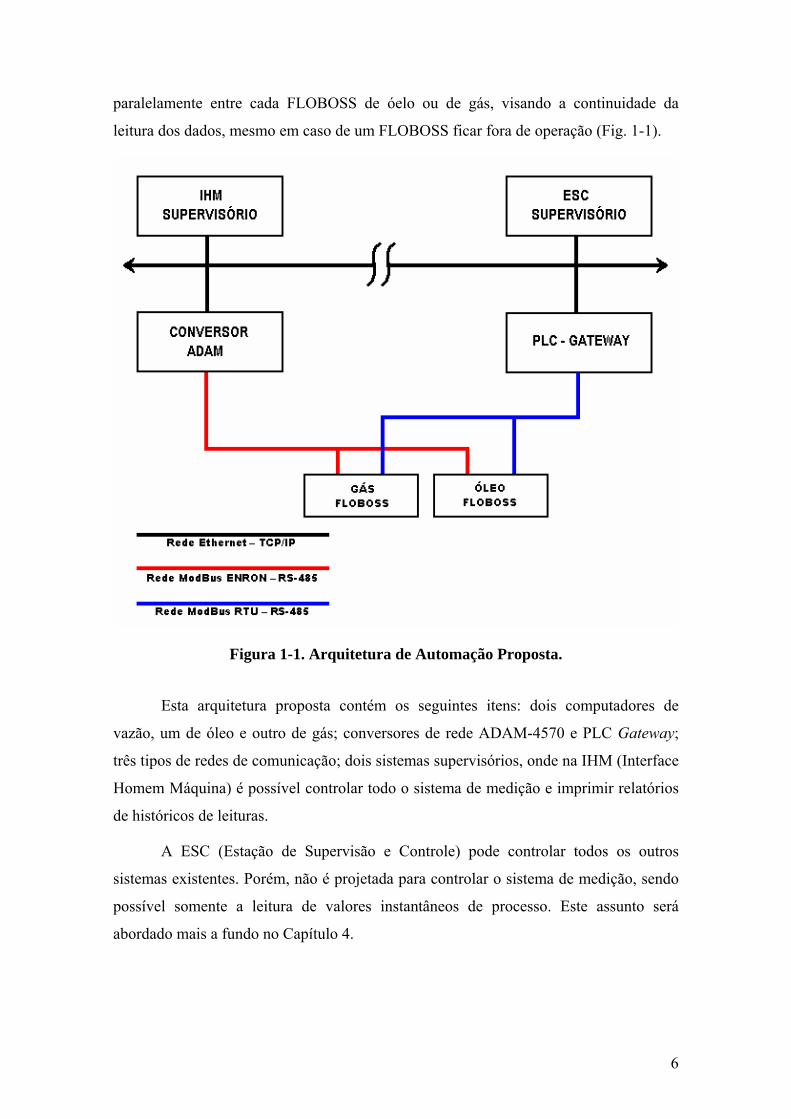
paralelamente entre cada FLOBOSS de óelo ou de gás, visando a continuidade da
leitura dos dados, mesmo em caso de um FLOBOSS ficar fora de operação (Fig. 1-1).
Figura 1-1. Arquitetura de Automação Proposta.
Esta arquitetura proposta contém os seguintes itens: dois computadores de
vazão, um de óleo e outro de gás; conversores de rede ADAM-4570 e PLC Gateway;
três tipos de redes de comunicação; dois sistemas supervisórios, onde na IHM (Interface
Homem Máquina) é possível controlar todo o sistema de medição e imprimir relatórios
de históricos de leituras.
A ESC (Estação de Supervisão e Controle) pode controlar todos os outros
sistemas existentes. Porém, não é projetada para controlar o sistema de medição, sendo
possível somente a leitura de valores instantâneos de processo. Este assunto será
abordado mais a fundo no Capítulo 4.
6
1.3 O Estado da Técnica
Baseando-se em antigos sistemas de medição, onde as medições, sejam elas de
apropriação, fiscal ou operacional, eram feitas utilizando-se equipamentos que não
tinham uma periodicidade de calibração controlada. Quando a calibração ocorria, era
necessário substituir o instrumento por outro já calibrado, onde esta substituição
significava parada de produção. Daí pode-se notar todos os transtornos a que se
submetia a retirada deste equipamento.
As retiradas destes instrumentos tinham que ser programadas para que todas as
medições pudessem ser transferidas para outros caminhos. Durante a transferência, toda
a medição ficava parada, pois o fluxo tinha que ser interrompido e como conseqüência
todos os sistemas a ele ligados tinham que parar de produzir da mesma maneira.
Quando se retirava um instumento de medição de óleo, havia a necessidade de
parar o separador todo e, com isto, parava-se também a medição de gás associada a este
sistema.
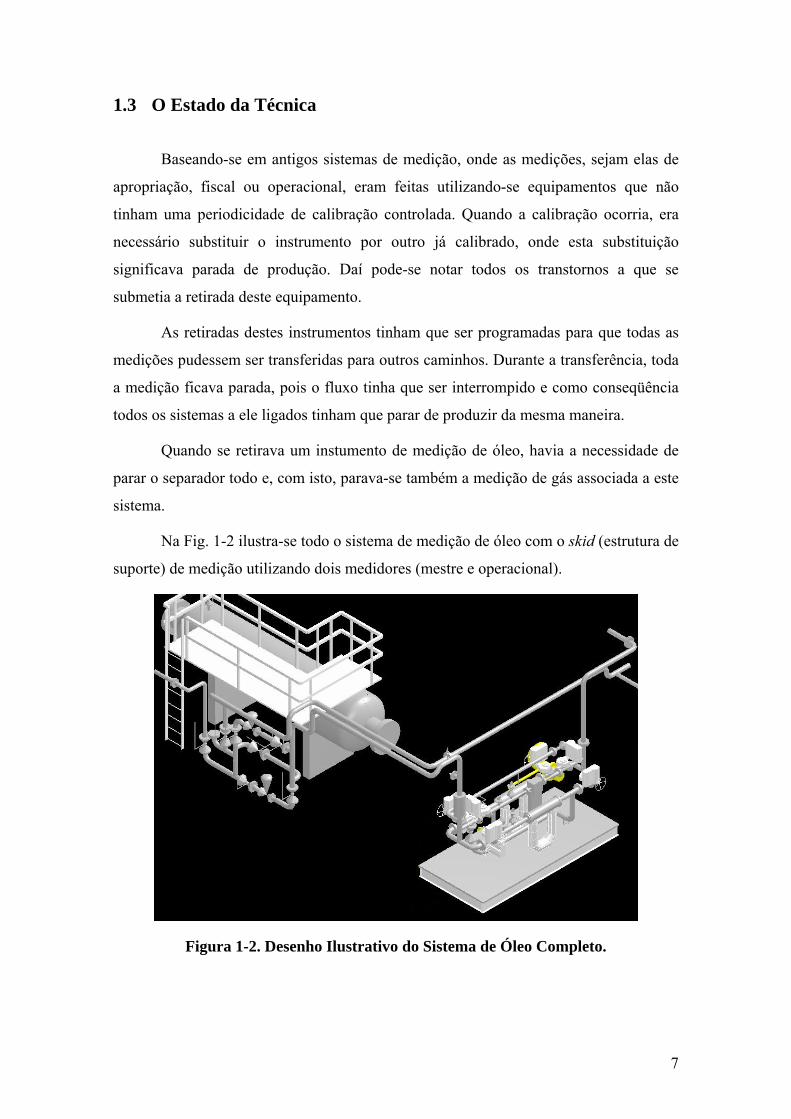
Na Fig. 1-2 ilustra-se todo o sistema de medição de óleo com o skid (estrutura de
suporte) de medição utilizando dois medidores (mestre e operacional).
Figura 1-2. Desenho Ilustrativo do Sistema de Óleo Completo.
7
Antes de se utilizar este sistema automatizado, as leituras horárias e diárias eram
levantadas através da leitura visual de um operador frente ao conversor indicador que,
geralmente fica na sala de controle. Desta forma, a cada hora cheia (uma hora, duas
horas, três horas...), eram anotados os valores de volume e transferidos para uma
planilha de contabilização. Em alguns casos estes dados ficavam gravados em
registradores mecânicos e, da mesma forma, tinham que ser transferidos para a planilha.
No sistema de gás antigo, só havia um medidor em linha do tipo porta placas e
várias placas de orifício, que eram substituídas à medida que eram utilizados poços com
diferentes características de vazão. Desta forma, toda vez que era retirada uma placa de
orifício para sua troca, os dados totalizados daquela hora não condiziam com a
realizade.
No sistema proposto, os dados de pressão diferencial são congelados com seu
último valor lido até que a troca seja finalizada, garantindo as leituras realizadas naque
instante e diminuindo o erro nas totalizações. A quantidade de placas de orifício pôde
ser reduzida, pois com a utilização de dois medidores (extensão de faixa), um com uma
faixa de leitura menor e outro com a faixa completa, sua precisão nas leituras
aumentaram.
Quando a pressão diferencial diminui, o computador de vazão “chaveia” para a
leitura do medidor com menor faixa, onde sua precisão é muito melhor no início da
escala. Um melhor esclarecimento será dado no capítulo 4.4.2.
O alinhamento de cada medidor de óleo pode ser automático ou manual e os
tipos de alinhamento são: medidor operacional, medidor mestre, calibração e
operacional paralelo com mestre. Para cada alinhamento, as válvulas motorizadas
deverão abrir ou fechar de acordo com o alinhamento escolhido. As válvulas utilizadas
neste trabalho são motorizadas com alimentação de 440 Vca e os contatos de sinais são
digitais, ou seja, os I/O são contatos alimentados com 24 volts em corrente contínua. Na
Fig. 1-3 mostra-se a válvula utilizada neste trabalho.
8

Figura 1-3. Válvula de Controle (Fabricante Coester).
Para a correção por temperatura e pressão o computador de vazão utiliza leitura
de sinais de 4 ~ 20 mA que indicam mínimo e máximo da faixa ou range do
instrumento, conforme calibração. Os instrumentos utilizados para tal são de fabricação
da Fisher Rosemount e são demonstrados na Fig. 1-4, sendo chamados de transmissores,
pois lêem os dados dos sensores e os transmitem para os computadores de vazão.
Figura 1-4. Transmissores e Indicadores de Pressão Estática e Temperatura
(Fabricante Fisher Rosemount).
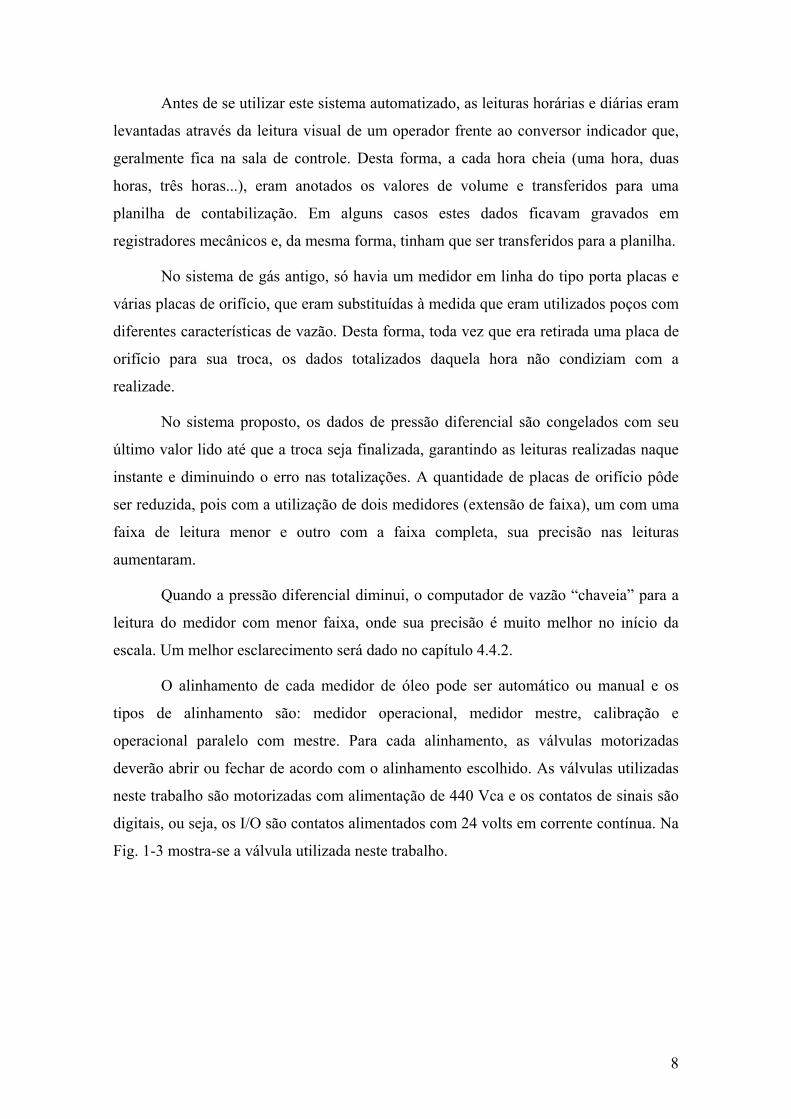
O medidor mestre de vazão de óleo utiliza o princípio de engrenagens ovais e
disponibiliza pulso para medir volume, onde considerando o pulso no tempo, obtém-se a
vazão. Este equipamento mede vazão volumétrica e não necessita de conversor para
tratar o sinal antes de enviá-lo ao computador de vazão. O fabricante deste medidor é
Metroval (Fig. 1-5).
9
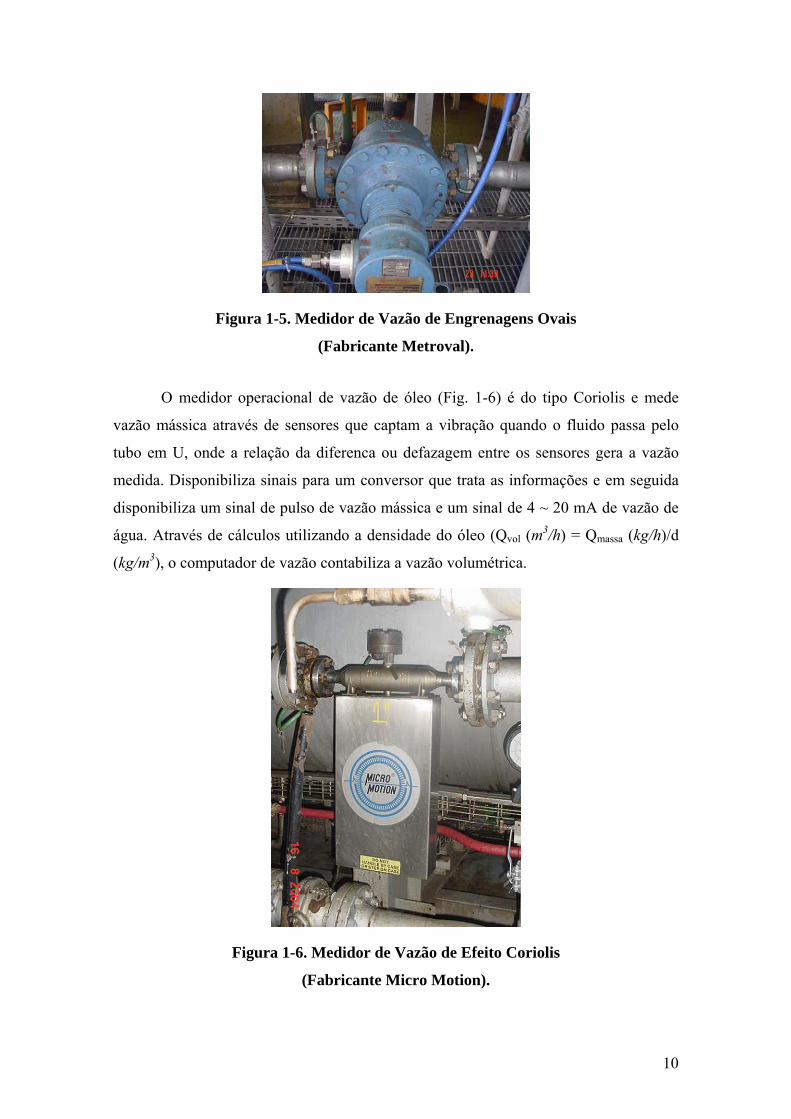
Figura 1-5. Medidor de Vazão de Engrenagens Ovais
(Fabricante Metroval).
O medidor operacional de vazão de óleo (Fig. 1-6) é do tipo Coriolis e mede
vazão mássica através de sensores que captam a vibração quando o fluido passa pelo
tubo em U, onde a relação da diferenca ou defazagem entre os sensores gera a vazão
medida. Disponibiliza sinais para um conversor que trata as informações e em seguida
disponibiliza um sinal de pulso de vazão mássica e um sinal de 4 ~ 20 mA de vazão de
água. Através de cálculos utilizando a densidade do óleo (Qvol (m3/h) = Qmassa (kg/h)/d
(kg/m3), o computador de vazão contabiliza a vazão volumétrica.
Figura 1-6. Medidor de Vazão de Efeito Coriolis
(Fabricante Micro Motion).
10
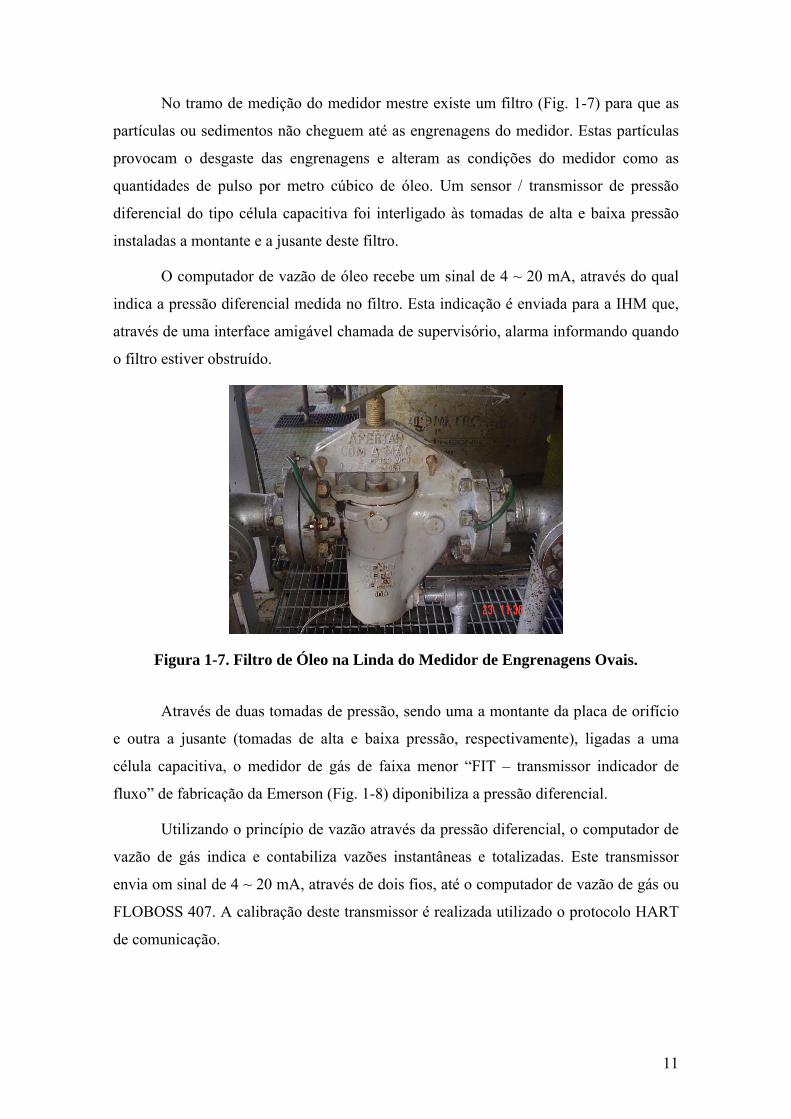
No tramo de medição do medidor mestre existe um filtro (Fig. 1-7) para que as
partículas ou sedimentos não cheguem até as engrenagens do medidor. Estas partículas
provocam o desgaste das engrenagens e alteram as condições do medidor como as
quantidades de pulso por metro cúbico de óleo. Um sensor / transmissor de pressão
diferencial do tipo célula capacitiva foi interligado às tomadas de alta e baixa pressão
instaladas a montante e a jusante deste filtro.
O computador de vazão de óleo recebe um sinal de 4 ~ 20 mA, através do qual
indica a pressão diferencial medida no filtro. Esta indicação é enviada para a IHM que,
através de uma interface amigável chamada de supervisório, alarma informando quando
o filtro estiver obstruído.
Figura 1-7. Filtro de Óleo na Linda do Medidor de Engrenagens Ovais.
Através de duas tomadas de pressão, sendo uma a montante da placa de orifício
e outra a jusante (tomadas de alta e baixa pressão, respectivamente), ligadas a uma
célula capacitiva, o medidor de gás de faixa menor “FIT – transmissor indicador de
fluxo” de fabricação da Emerson (Fig. 1-8) diponibiliza a pressão diferencial.
Utilizando o princípio de vazão através da pressão diferencial, o computador de
vazão de gás indica e contabiliza vazões instantâneas e totalizadas. Este transmissor
envia om sinal de 4 ~ 20 mA, através de dois fios, até o computador de vazão de gás ou
FLOBOSS 407. A calibração deste transmissor é realizada utilizado o protocolo HART
de comunicação.
11
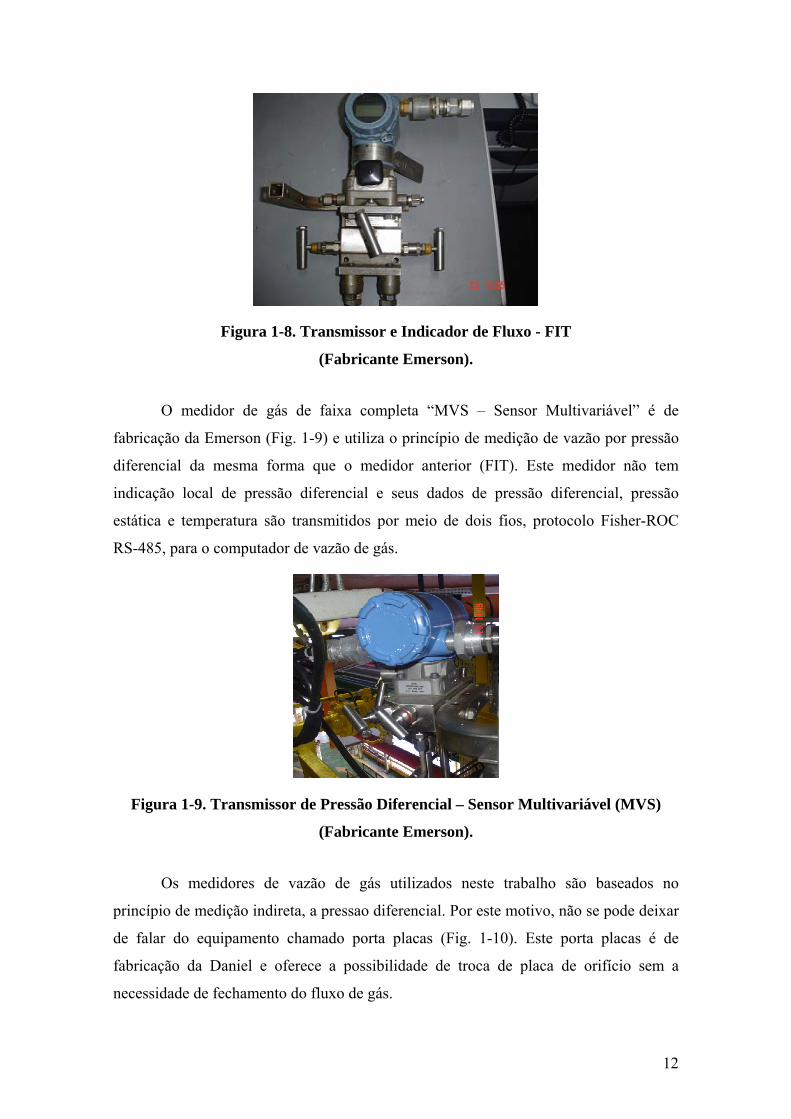
Figura 1-8. Transmissor e Indicador de Fluxo - FIT
(Fabricante Emerson).
O medidor de gás de faixa completa “MVS – Sensor Multivariável” é de
fabricação da Emerson (Fig. 1-9) e utiliza o princípio de medição de vazão por pressão
diferencial da mesma forma que o medidor anterior (FIT). Este medidor não tem
indicação local de pressão diferencial e seus dados de pressão diferencial, pressão
estática e temperatura são transmitidos por meio de dois fios, protocolo Fisher-ROC
RS-485, para o computador de vazão de gás.
Figura 1-9. Transmissor de Pressão Diferencial – Sensor Multivariável (MVS)
(Fabricante Emerson).
Os medidores de vazão de gás utilizados neste trabalho são baseados no
princípio de medição indireta, a pressao diferencial. Por este motivo, não se pode deixar
de falar do equipamento chamado porta placas (Fig. 1-10). Este porta placas é de
fabricação da Daniel e oferece a possibilidade de troca de placa de orifício sem a
necessidade de fechamento do fluxo de gás.
12

Figura 1-10. Válvula Porta Placas (Fabricante Daniel).
Para comunicar as estações de supervisão e controle (ESC) com os FLOBOSS
(computador de vazão) de gás e de óleo é necessária a conversão dos dados, que são
transmitidos em meio físico RS-485 com protocolo Modbus RTU, para meio físico
Ethernet (cabo UTP ou fibra óptica) protocolo TCP/IP. Este equipamento, que faz a
conversão de tipos de redes diferentes, é chamado de Gateway e, neste caso, foi
utilizado um PLC (Fig. 1-11) para realizar esta função. A ESC poderá ler os dados que
chegam até ela através de um driver de comunicação chamado ALTCP-1 da fabricante
ALTUS e, assim, transferí-los para o supervisório. A ESC só poderá visualizar os
dados, não tendo nenhum tipo de controle sobre os instrumentos deste skid de medição.
Somente a IHM (interface homem máquina) terá controle sobre os equipamentos e
instrumentos do skid.
Figura 1-11. PLC Gateway (Fabricante Altus).
13
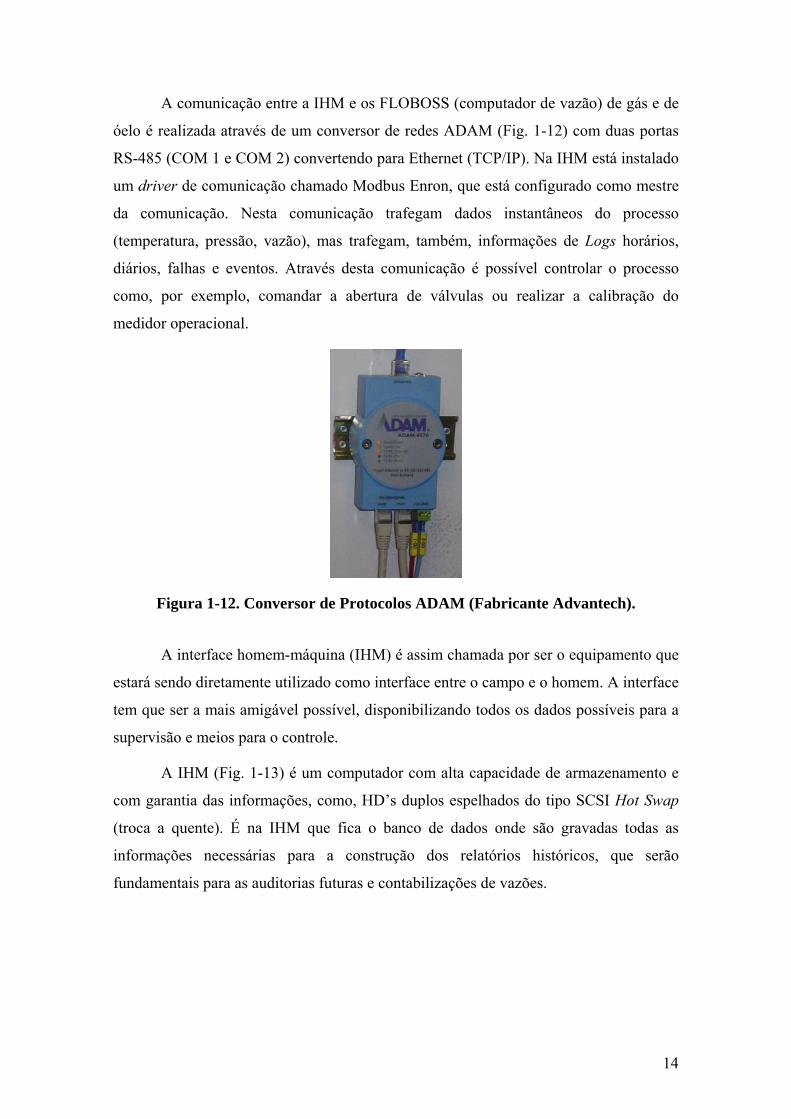
A comunicação entre a IHM e os FLOBOSS (computador de vazão) de gás e de
óelo é realizada através de um conversor de redes ADAM (Fig. 1-12) com duas portas
RS-485 (COM 1 e COM 2) convertendo para Ethernet (TCP/IP). Na IHM está instalado
um driver de comunicação chamado Modbus Enron, que está configurado como mestre
da comunicação. Nesta comunicação trafegam dados instantâneos do processo
(temperatura, pressão, vazão), mas trafegam, também, informações de Logs horários,
diários, falhas e eventos. Através desta comunicação é possível controlar o processo
como, por exemplo, comandar a abertura de válvulas ou realizar a calibração do
medidor operacional.
Figura 1-12. Conversor de Protocolos ADAM (Fabricante Advantech).
A interface homem-máquina (IHM) é assim chamada por ser o equipamento que
estará sendo diretamente utilizado como interface entre o campo e o homem. A interface
tem que ser a mais amigável possível, disponibilizando todos os dados possíveis para a
supervisão e meios para o controle.
A IHM (Fig. 1-13) é um computador com alta capacidade de armazenamento e
com garantia das informações, como, HD’s duplos espelhados do tipo SCSI Hot Swap
(troca a quente). É na IHM que fica o banco de dados onde são gravadas todas as
informações necessárias para a construção dos relatórios históricos, que serão
fundamentais para as auditorias futuras e contabilizações de vazões.
14
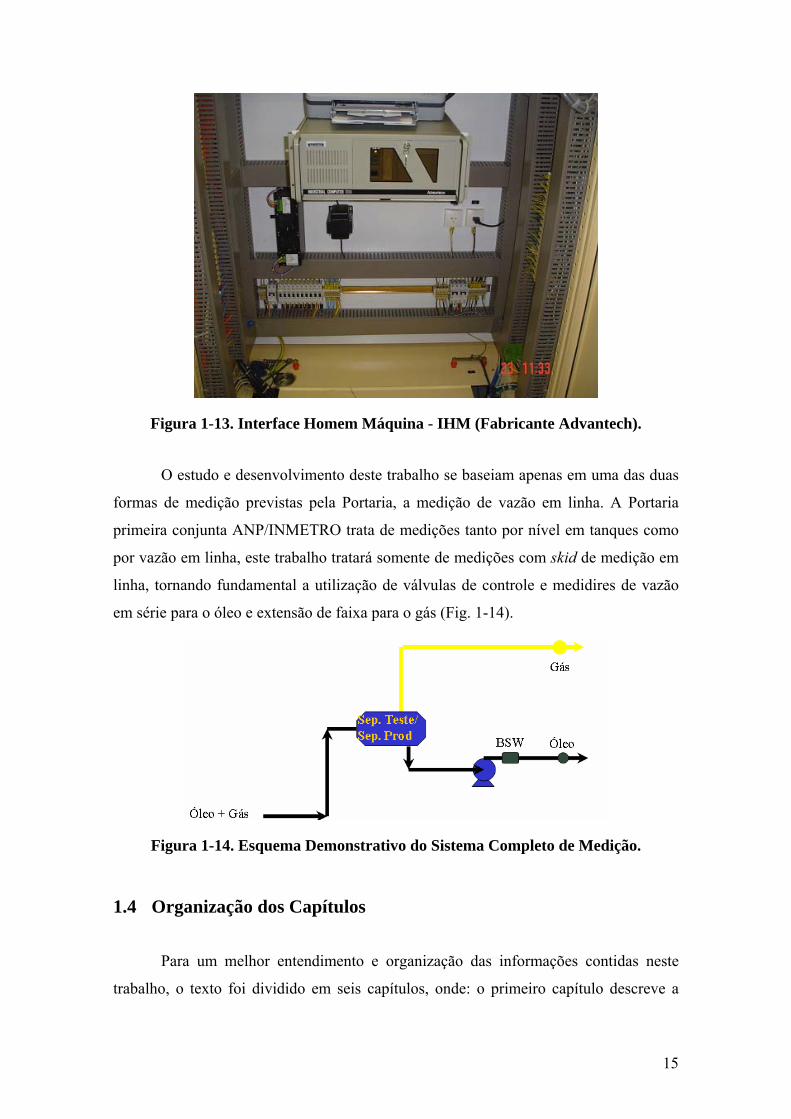
Figura 1-13. Interface Homem Máquina - IHM (Fabricante Advantech).
O estudo e desenvolvimento deste trabalho se baseiam apenas em uma das duas
formas de medição previstas pela Portaria, a medição de vazão em linha. A Portaria
primeira conjunta ANP/INMETRO trata de medições tanto por nível em tanques como
por vazão em linha, este trabalho tratará somente de medições com skid de medição em
linha, tornando fundamental a utilização de válvulas de controle e medidires de vazão
em série para o óleo e extensão de faixa para o gás (Fig. 1-14).
Figura 1-14. Esquema Demonstrativo do Sistema Completo de Medição.
1.4 Organização dos Capítulos
Para um melhor entendimento e organização das informações contidas neste
trabalho, o texto foi dividido em seis capítulos, onde: o primeiro capítulo descreve a
15
toda a introdução do trabalho, algumas definiços importantes e o estado da técnica,
considerando os assuntos abordados neste trabalho; o segundo capítulo descreve as
condições mínimas exigidas pela Portaria primeira conjunta ANP/INMETRO; o terceiro
capítulo trata do assunto instrumentação, onde serão abordados: transdutores, medição
de pressão, medição de temperatura, medição de vazão, válvulas de controle e as
unidades do Sistema Internacional; no capítulo 4, será abordada a arquitetura de
automação utilizada neste trabalho, baseando-se nos seguintes subitens: redes de
comunicação (modelo OSI, o modelo TCP/IP e MODBUS), PLC (Controlador Lógico
Programável), conversor de protocolo ADAM, computadores de vazão (comunicação,
alinhamento de válvulas, normas utilizadas para cálculos de vazão); o capítulo 5
descreve o software supervisório (descrição das telas, impressão e consulta de relatórios
horários e diários de medição) e no capítulo 6 são apresentadas as discussões sobre os
resultados obtidos, conclusões e sugestão para trabalhos futuros.
16
Capítulo 2
2 Descrição da Portaria nº 1 ANP/INMETRO
A ANP (Agência Nacional do Petróleo), criada pela Lei Federal 9478/97 de 06
de agosto de 1997, recebeu como uma de suas atribuições, a responsabilidade de
aplicação da legislação pertinente para distribuição dos recursos arrecadados com as
“Participações Governamentais”.
Lei nº 9.478/97 – Art. 47º - Os Royalties serão pagos mensalmente, em moeda
nacional, a partir da data de início da produção comercial de cada campo, em montante
correspondente a dez por cento da produção de petróleo ou gás natural.
Decreto 2.705/98 – Art. 21º - A participação especial constitui compensação
financeira extraordinária devida pelos concessionários de exploração e produção de
petróleo ou gás natural, nos casos de grande volume de produção ou de grande
rentabilidade e será paga, com relação a cada campo de uma dada área de concessão, a
partir do trimestre em que ocorrer a data de início da respectiva produção.
Lei 9.478/97 – Art. 52º - O pagamento aos proprietários de terra é uma
participação, paga mensalmente, equivalente a um percentual de um por cento da
produção de petróleo ou gás natural realizada nas propriedades regularmente
demarcadas na superfície do campo.
Em 4 de Abril de 2000 é criada a Portaria Conjunta n.o 1 ANP/INMETRO, um
regulamento técnico de medição de gás natural e petróleo, que estabelece as condições
mínimas a serem atendidas pelos sistemas de medição, no âmbito de produção de
petróleo e gás natural, transporte e estocagem de petróleo e gás natural e importação e
exportação de petróleo e gás natural.
Os pontos críticos exigidos pela Portaria são:
• Não é permitido produzir sem medir;
• Só é permitido by-pass desde que haja registro de abertura de lacre;
• Freqüência de calibração;
• Inspeção trianual dos trechos de medição de gás;
• Tipo de medidores: DP, Tu, Mag, Coriolis, Ultra-som;
17
• Transferência de custódia;
• Procedimentos;
• Lacres e selos;
• Inspeção (anual) dos sistemas de medição;
• Auditorias; e
• Medição multifásica.
2.1 Definição da ANP Quanto à Finalidade dos Pontos de Medição
A ANP define os pontos de medição (Fig. 2-1) conforme sua finalidade
(Medição Fiscal, Medição para Apropriação, Medição Operacional), onde cada uma
delas tem suas particularidades como, por exemplo, a classe de exatidão do instrumento
e do sistema (Tab. 2-1):
• Medição Fiscal – Medição do volume de produção fiscalizada efetuada
num ponto de medição da produção a que se refere o inciso IV do art. 3o
do Decreto n. 2.705 de 03/08/1998;
• Medição para Apropriação da Produção – Medição a ser utilizada para
determinar os volumes de produção a serem apropriados a cada campo
em um conjunto de campos com medição compartilhada ou a cada poço
em um mesmo campo (ex.: teste de poços); e
• Medição para Controle Operacional – Medição para controle da
produção.
Obs: Medição fiscal compartilhada é a medição fiscal dos volumes de produção
de dois ou mais campos, que se misturam antes do ponto de medição.
18
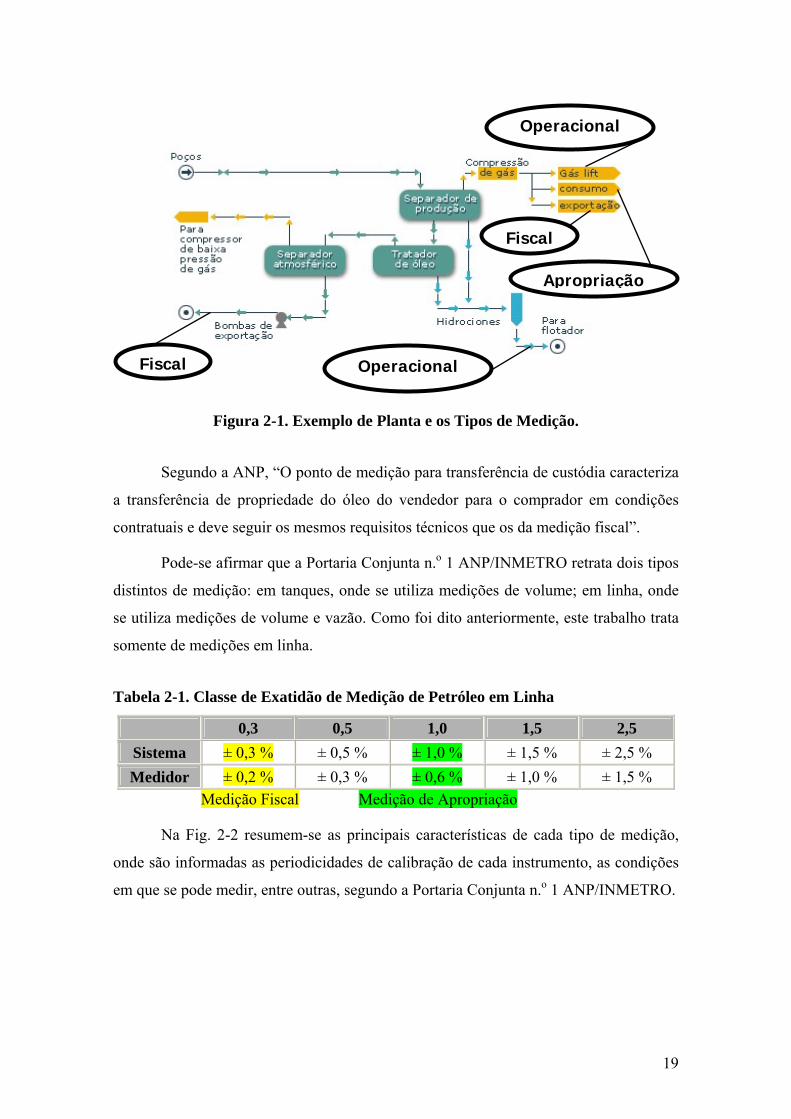
Fiscal
Fiscal
Operacional
Operacional
Apropriação
Figura 2-1. Exemplo de Planta e os Tipos de Medição.
Segundo a ANP, “O ponto de medição para transferência de custódia caracteriza
a transferência de propriedade do óleo do vendedor para o comprador em condições
contratuais e deve seguir os mesmos requisitos técnicos que os da medição fiscal”.
Pode-se afirmar que a Portaria Conjunta n.o 1 ANP/INMETRO retrata dois tipos
distintos de medição: em tanques, onde se utiliza medições de volume; em linha, onde
se utiliza medições de volume e vazão. Como foi dito anteriormente, este trabalho trata
somente de medições em linha.
Tabela 2-1. Classe de Exatidão de Medição de Petróleo em Linha
0,3 0,5 1,0 1,5 2,5 Sistema ± 0,3 % ± 0,5 % ± 1,0 % ± 1,5 % ± 2,5 % Medidor ± 0,2 % ± 0,3 % ± 0,6 % ± 1,0 % ± 1,5 %
Medição Fiscal Medição de Apropriação
Na Fig. 2-2 resumem-se as principais características de cada tipo de medição,
onde são informadas as periodicidades de calibração de cada instrumento, as condições
em que se pode medir, entre outras, segundo a Portaria Conjunta n.o 1 ANP/INMETRO.
19
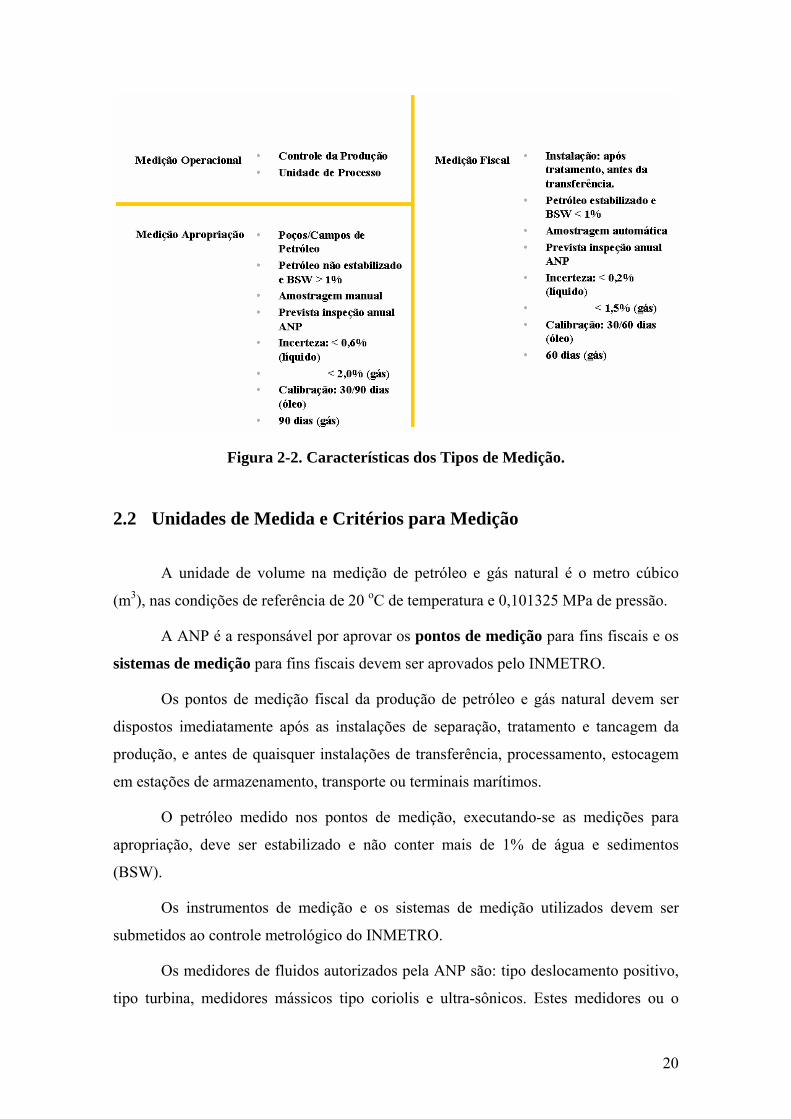
Figura 2-2. Características dos Tipos de Medição.
2.2 Unidades de Medida e Critérios para Medição
A unidade de volume na medição de petróleo e gás natural é o metro cúbico
(m3), nas condições de referência de 20 oC de temperatura e 0,101325 MPa de pressão.
A ANP é a responsável por aprovar os pontos de medição para fins fiscais e os
sistemas de medição para fins fiscais devem ser aprovados pelo INMETRO.
Os pontos de medição fiscal da produção de petróleo e gás natural devem ser
dispostos imediatamente após as instalações de separação, tratamento e tancagem da
produção, e antes de quaisquer instalações de transferência, processamento, estocagem
em estações de armazenamento, transporte ou terminais marítimos.
O petróleo medido nos pontos de medição, executando-se as medições para
apropriação, deve ser estabilizado e não conter mais de 1% de água e sedimentos
(BSW).
Os instrumentos de medição e os sistemas de medição utilizados devem ser
submetidos ao controle metrológico do INMETRO.
Os medidores de fluidos autorizados pela ANP são: tipo deslocamento positivo,
tipo turbina, medidores mássicos tipo coriolis e ultra-sônicos. Estes medidores ou o
20
sistema de medição devem conter totalizadores sem dispositivos de retorno à zero. Caso
haja este dispositivo, faz-se necessário o uso de meios de segurança como sêlos ou
senhas de proteção contra acesso não autorizado.
Os sistemas de medição devem conter medidor de temperatura e pressão estática
para fins de compensação automática.
Os sistemas de medição em linha devem ser projetados de forma a impedirem o
refluxo através dos medidores, protegerem os medidores contra transientes de pressão e
contra pressões de choque.
Os sistemas de medição fiscal de petróleo devem ser projetados, instalados e
calibrados para operar dentro da classe de exatidão 0,3 conforme OIML R117.
A instalação e operação de sistemas de medição de petróleo em linha devem
atender as orientações dos documentos abaixo relacionados:
• Portaria INMETRO n.o 113/97 (medidores mássicos);
• OIML R117;
• ISO 2714 Liquid hydrocarbons – Volumetric Measurement by
Displacement Meter Systems Other Than Dispensing Pumps;
• ISO 2715 Liquid hydrocarbons – Volumetric Measurement by Turbine
Meter Systems Other Than Dispensing Pumps; e
• API – MPMS Chapter 5, Metering; Chapter 5.1, General Consideration
for Measurement by Meters; Chapter 5.4, Accessory Equipment for
Liquid Meters; Chapter 5.5, Fidelity and Security of Flow Measurement
Pulsed – Data Transmission Systems.
As medições devem ser corrigidas pelos seguintes fatores:
a) Dilatação térmica entre a temperatura de referência e a temperatura de
medição conforme as seguintes normas:
• CNP – Resolução n.o 06-70 – Tabelas de Correção de Volume do
Petróleo e Derivados; e
• API – MPMS: Chapter 7.2, Temperature-Dynamic Temperature
Determination.
21
b) Compressibilidade do líquido entre a pressão de referência e a pressão de
medição conforme a seguinte norma:
• API – MPMS: Chapter 11.2.1M, Compressibility Factor for
Hydrocarbons: 638-1074 Kilograms per Cubic Meter Range.
O cálculo dos volumes dos líquidos medidos deve estar de acordo com a norma
ISO-4267-2 Petroleum and Liquid Petroleum Products – Calculation of Oil Quantities
– Part 2: Dynamic Measurement.
Devem ser elaborados relatórios históricos contendo todos os valores medidos,
todos os parâmetros e fatores utilizados e todos os cálculos efetuados para determinação
do volume líquido corrigido de petróleo.
Os medidores fiscais da produção de petróleo em linha devem ser calibrados
com um intervalo de no máximo 60 dias entre calibrações sucessivas. Intervalos
maiores podem ser aprovados pela ANP com base no registro histórico das calibrações.
Caso o Fator de Calibração (K Factor) se repita entre várias calibrações realizadas, este
histórico deverá ser apresentado à ANP para análise e desta forma o intervalo entre as
calibrações poderá aumentar.
Para a instalação e operação de sistemas de calibração de medidores de petróleo
em linha, podem ser utilizados provadores, tanques de prova, medidores padrão ou
outros sistemas previamente aprovados pela ANP, desde que atendam aos documentos
abaixo relacionados:
• ISO 7278-1 Liquid Hydrocarbons – Dynamic Measurement – Proving
Systems for Volumetric Meters – Part 1: General Principles;
• ISO 7278-2 Liquid Hydrocarbons – Dynamic Measurement – Proving
Systems for Volumetric Meters – Part 2: Pipe Provers;
• ISO 7278-3 Liquid Hydrocarbons – Dynamic Measurement – Proving
Systems for Volumetric Meters – Part 3: Pulse Interpolation Techniques;
• ISO/DIS 7278-4 Liquid Hydrocarbons – Dynamic Measurement –
Proving Systems for Volumetric Meters – Part 4: Guide for Operators of
Pipe Provers; e
• API – MPMS Chapter 4, Proving Systems; Chapter 4.1, Introduction,
Second Edition; Chapter 4.3, Small Volume Provers; Chapter 4.4, Tank
22
Provers; Chapter 4.5, Master-Meter Provers; Chapter 4.7, Field-
Standard Test Measures.
O medidor padrão deve ser calibrado com um fluido de massa específica,
viscosidade e temperatura suficientemente próximas às do fluido medido pelo medidor
em operação e com uma vazão igual à vazão usual do medidor em operação, com uma
tolerância de ± 10%, para que o fator de calibração não apresente variação superior a
0,05% entre as condições de calibração do medidor padrão e as condições de calibração
do medidor em operacao.
O medidor padrão deve ser calibrado com intervalo de tempo entre calibrações
sucessivas menor do que 60 dias. Calilbrações menos freqüentes podem ser autorizadas
pela ANP, em função do tempo de operação do medidor padrão e dos resultados
históricos das calibrações.
A calibração dos medidores fiscais em operação deve ser feita utilizando-se o
fluido medido, nas condições usuais de medição, com desvios inferiores a 2% na massa
específica e viscosidade, 5 ºC na temperatura, 10% na pressão e com a vazão usual de
operação com desvio inferior a 10%. Para o cálculo do fator de calibração, do medidor
em operação, devem ser consideradas as seguintes correções do volume medido, quando
pertinete:
a) Variação do volume do calibrador pela ação da pressão dofluido sobre as
paredes do mesmo;
b) Dilatação térmica do líquido de teste; e
c) Variação do volume do líquido de teste com a pressão.
A calibração de um medidor em operação com um medidor padrão consiste na
realização e registro de resultados de testes até registrar três testes sucessivos, nos quais
a diferença máxima entre os fatores de calibração, calculados, seja menor que 0,05%. O
fator de calibração deve ser calculado com base na média aritmética dos três testes.
Deve ser considerada uma falha presumida do medidor fiscal quando a variação do fator
de calibração, em relação ao da calibração imediatamente anterior, for maior que 0,25%
ou quando não for possível obter resultados para determinação do fator de calibração.
As medições de gás natural em linha nos pontos de medição da produção devem
utilizar placas de orifício, turbinas ou medidores tipo ultra-sônico. Os instrumentos de
medição de vazão, pressão diferencial e pressão e temperatura de fluxo devem ser
23
selecionados e operados para que o valor medido esteja na faixa de medição e sua
exatidão seja compatível com aquela necessária para se obter a incerteza especificada
nesta Portaria. Quando esses requisitos não puderem ser atendidos com um único
instrumento, devem ser instalados dois ou mais instrumentos cobrindo a faixa de
medição.
Nas medições de gás natural com placa de orifício devem ser atendidos os
requisitos dos seguintes documentos:
• NBR ISO 5167-1 Medição de Vazão de Fluidos por Meio de
Instrumentos de Pressão – Parte 1: Placas de Orifício, Bocais e Tubos de
Venturi Instalados em Seção Transversal Circular de Condutos Forçados;
• ISO/TR 5168 Measurement of Fluid Flow – Evaluation of Uncertainties;
• ISO/TR 9464 Guidelines for The Use of ISO 5167-1:1991; e
• API – MPMS Chapter 14.2, Compressibility Factors of Natural Gas and
Other Related Hydrocarbon Gases (A.G.A. Report n.o 8); Chapter 14.3,
Part 1, Concentric, Square-Edget Orifice Meters (A.G.A. Report n.o
3)(GPA 8185-90); Chapter 14.3, Part 2, Specification and Installation
Requirements, Reaffirmed May 1996 (ANSI/API 2530); Chapter 14.3,
Part 3, Natural Gas Applications.
Os sistemas de medição fiscal de gás devem ser projetados, calibrados e
operados de forma que a incerteza de medicao seja inferior a 1,5%. Os demais sistemas
de medição devem ter uma incerteza de medição inferior a 3%. Os sistemas de medição
fiscal devem incluir dispositivos para compensação automática das variações de pressão
estática e de temperatura. A compensação deve incluir as variações do coeficiente de
compressibilidade do gás decorrentes das variações de pressão e temperatura.
As variações na composição do gás, registradas durante as análises periódicas,
devem ser compensadas imediatamente após cada nova análise, para as medições
subseqüentes.
Os medidores de gás devem ser calibrados segundo os critérios da norma NBR
ISO 10012-1, com intervalo entre calibrações sucessivas não superior a 60 dias para
medidores fiscais e não superior a 90 dias para outros medidores.
24
As medições para apropriação da produção de petróleo devem cumprir os
requisitos para as medições fiscais, com as seguintes exceções:
• O petróleo pode não ser estabilizado e conter mais de 1% em volume de
água e sedimentos (BSW);
• Os medidores em linha devem ser projetados, operados e calibrados para
se obter uma classe de exatidão 1.0, conforme OIML R 117. Os
medidores devem ser calibrados com intervalos não superiores a 90 dias;
• Na calibração dos medidores em linha, a diferença entre os valores do
fator do medidor, nos diferentes testes, não deve ser superior a 0,4%.
As medições para apropriação da produção de gás devem atender aos requisitos
das medições fiscais de gás, com as seguintes diferenças:
• A incerteza de medição deve ser menor 2%;
• As análises de gás devem ser trimestrais.
Maiores informações com procedimento de teste de poços e medições
operacionais podem ser encontradas na Portaria Conjunta n.o 1 ANP/INMETRO.
25
Capítulo 3
3 Instrumentação
Os processos industriais exigem o controle da fabricação de seus diversos
produtos. A título de exemplo, podem-se citar as indústrias petroquímicas, as de
produtos alimentícios, as indústrias cerâmicas, geradoras de energia, as siderúrgicas, as
têxteis, etc. Nos processos dessas indústrias é absolutamente necessário controlar e
manter algumas grandezas, tais como: a pressão, o nível, a temperatura, o pH, a
condutividade, a viscosidade, a vazão, etc. Os instrumentos de medição e controle
permitem manter e regular tais variáveis de processo em condições melhores que um
indivíduo poderia realizar.
3.1 Transdutores
Transdutor pode ser definido como o dispositivo que converte energia de um
domínio para outro, como exemplo Mecânico - Elétrico. Podem ser encontrados nos
estágios de entrada ou de saída dos sistemas de medida.
Uma melhor definição de transdutores foi dada por Werneck (1996): “Um
transdutor é um sistema que transforma duas formas de energia para fins de medida. Ele
mede uma forma de energia que está relacionada a outra através de uma relação
conhecida.[...] O transdutor é um sistema completo que produz um sinal elétrico de
saída proporcional à grandeza sendo medida. O sensor, por outro lado, é apenas a parte
sensitiva do transdutor”.
3.1.1 Estruturas Básicas de Transdução
Existem diversos tipos de estruturas de transdução, onde podem ser destacadas
as principais:
• Estrutura em Série;
• Estrutura Diferencial;
• Estrutura de Razão; e
26
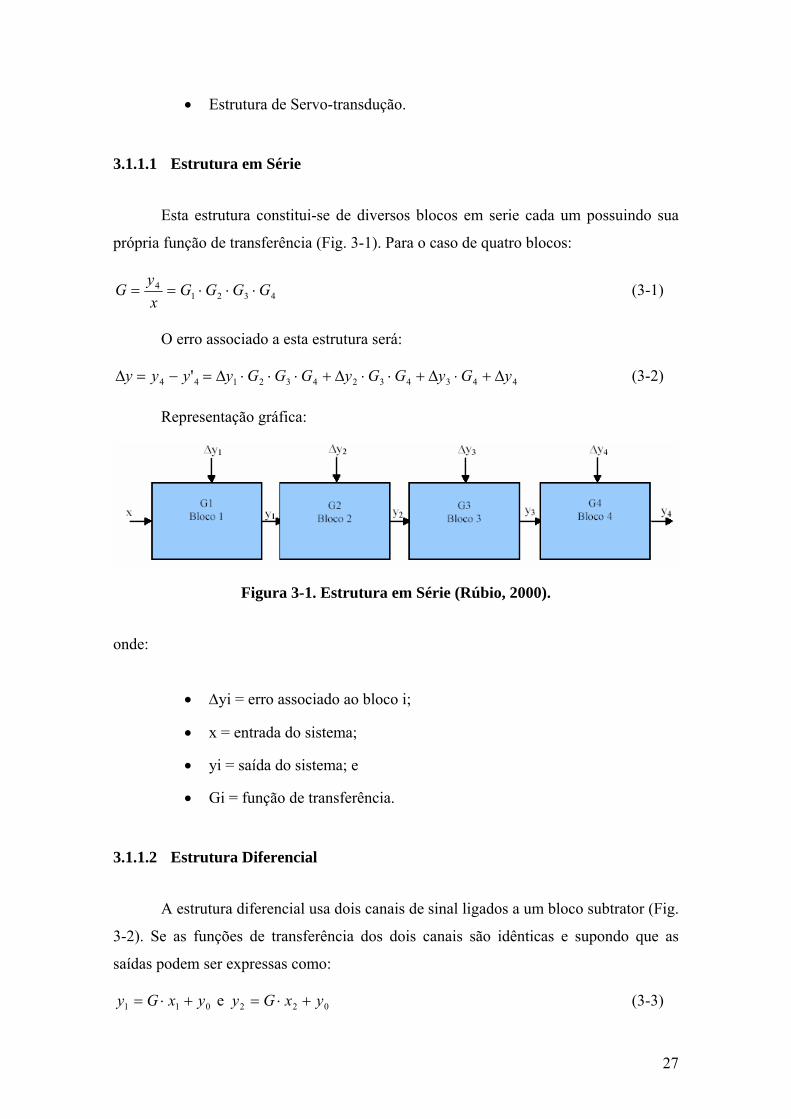
• Estrutura de Servo-transdução.
3.1.1.1 Estrutura em Série
Esta estrutura constitui-se de diversos blocos em serie cada um possuindo sua
própria função de transferência (Fig. 3-1). Para o caso de quatro blocos:
43214 GGGG
xyG ⋅⋅⋅== (3-1)
O erro associado a esta estrutura será:
443432432144 ' yGyGGyGGGyyyy ∆+⋅∆+⋅⋅∆+⋅⋅⋅∆=−=∆ (3-2)
Representação gráfica:
Figura 3-1. Estrutura em Série (Rúbio, 2000).
onde:
• ∆yi = erro associado ao bloco i;
• x = entrada do sistema;
• yi = saída do sistema; e
• Gi = função de transferência.
3.1.1.2 Estrutura Diferencial
A estrutura diferencial usa dois canais de sinal ligados a um bloco subtrator (Fig.
3-2). Se as funções de transferência dos dois canais são idênticas e supondo que as
saídas podem ser expressas como:
011 yxGy +⋅= e (3-3) 022 yxGy +⋅=
27
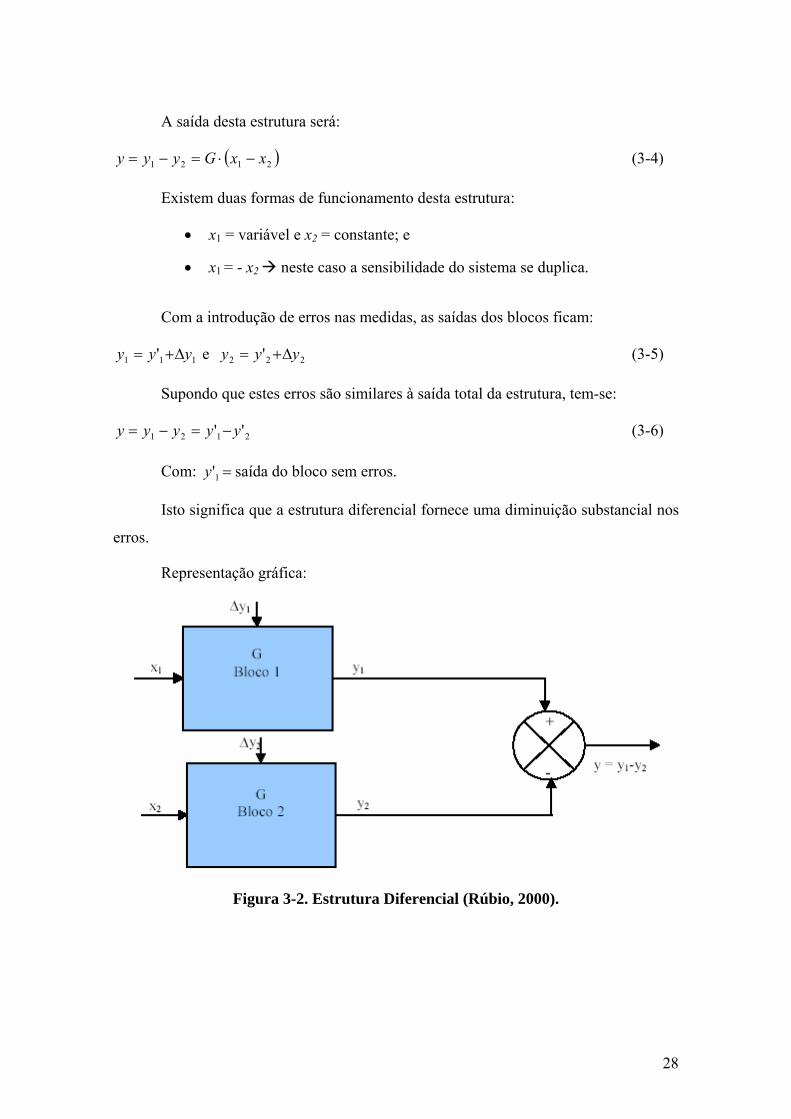
A saída desta estrutura será:
( 2121 xxGyyy −⋅=−= ) (3-4)
Existem duas formas de funcionamento desta estrutura:
• x1 = variável e x2 = constante; e
• x1 = - x2 neste caso a sensibilidade do sistema se duplica.
Com a introdução de erros nas medidas, as saídas dos blocos ficam:
111 ' yyy ∆+= e 222 ' yyy ∆+= (3-5)
Supondo que estes erros são similares à saída total da estrutura, tem-se:
2121 '' yyyyy −=−= (3-6)
Com: saída do bloco sem erros. =1'y
Isto significa que a estrutura diferencial fornece uma diminuição substancial nos
erros.
Representação gráfica:
Figura 3-2. Estrutura Diferencial (Rúbio, 2000).
28
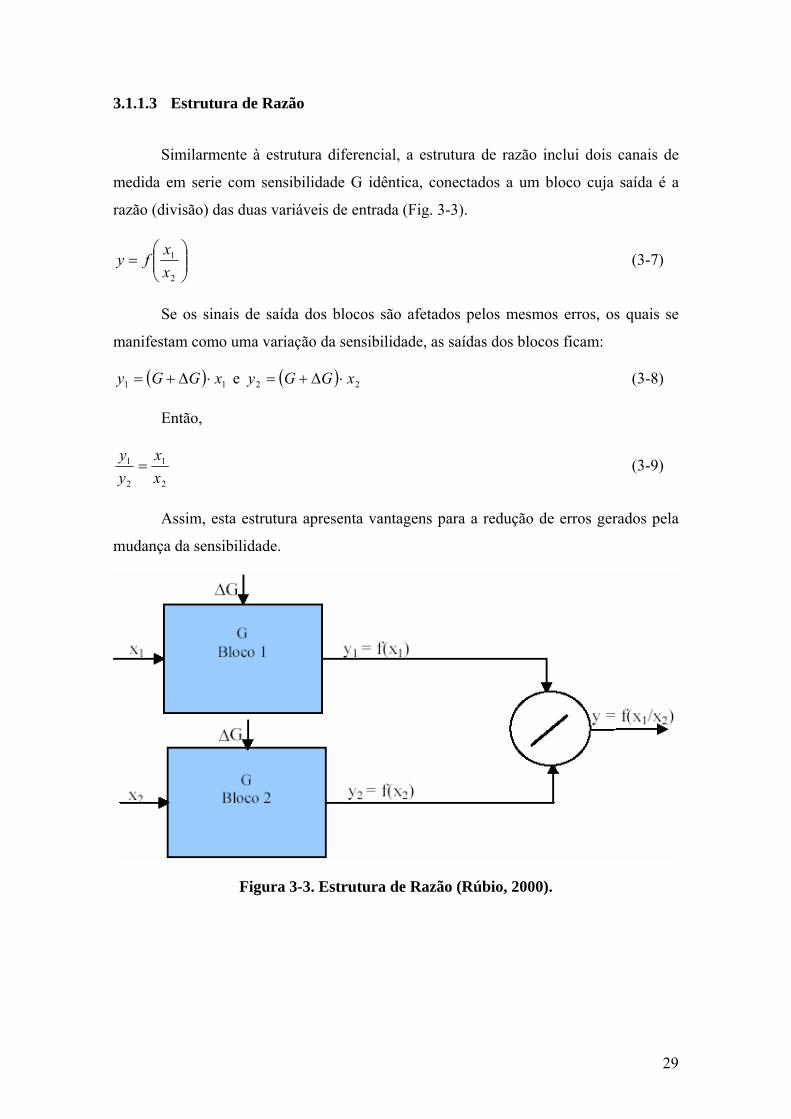
3.1.1.3 Estrutura de Razão
Similarmente à estrutura diferencial, a estrutura de razão inclui dois canais de
medida em serie com sensibilidade G idêntica, conectados a um bloco cuja saída é a
razão (divisão) das duas variáveis de entrada (Fig. 3-3).
⎟⎟⎠
⎞⎜⎜⎝
⎛=
2
1
xx
fy (3-7)
Se os sinais de saída dos blocos são afetados pelos mesmos erros, os quais se
manifestam como uma variação da sensibilidade, as saídas dos blocos ficam:
( ) 11 xGGy ⋅∆+= e ( ) 22 xGGy ⋅∆+= (3-8)
Então,
2
1
2
1
xx
yy
= (3-9)
Assim, esta estrutura apresenta vantagens para a redução de erros gerados pela
mudança da sensibilidade.
Figura 3-3. Estrutura de Razão (Rúbio, 2000).
29
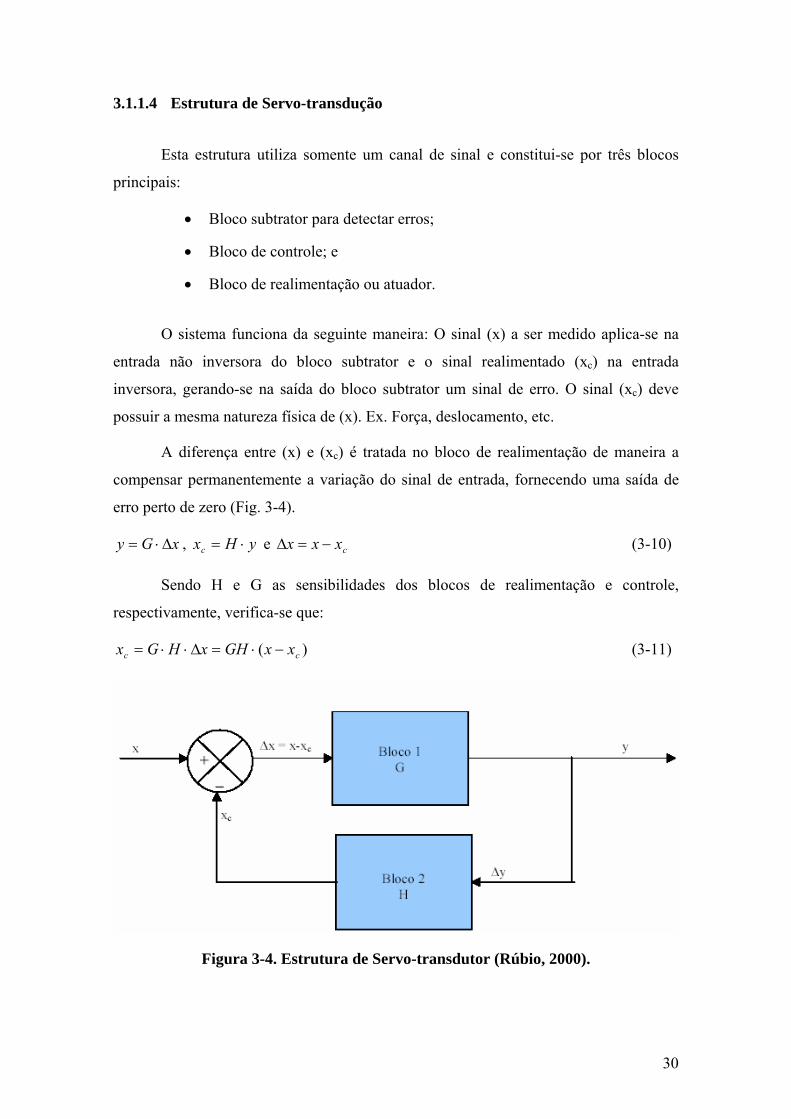
3.1.1.4 Estrutura de Servo-transdução
Esta estrutura utiliza somente um canal de sinal e constitui-se por três blocos
principais:
• Bloco subtrator para detectar erros;
• Bloco de controle; e
• Bloco de realimentação ou atuador.
O sistema funciona da seguinte maneira: O sinal (x) a ser medido aplica-se na
entrada não inversora do bloco subtrator e o sinal realimentado (xc) na entrada
inversora, gerando-se na saída do bloco subtrator um sinal de erro. O sinal (xc) deve
possuir a mesma natureza física de (x). Ex. Força, deslocamento, etc.
A diferença entre (x) e (xc) é tratada no bloco de realimentação de maneira a
compensar permanentemente a variação do sinal de entrada, fornecendo uma saída de
erro perto de zero (Fig. 3-4).
xGy ∆⋅= , yHxc ⋅= e (3-10) cxxx −=∆
Sendo H e G as sensibilidades dos blocos de realimentação e controle,
respectivamente, verifica-se que:
)( cc xxGHxHGx −⋅=∆⋅⋅= (3-11)
Figura 3-4. Estrutura de Servo-transdutor (Rúbio, 2000).
30
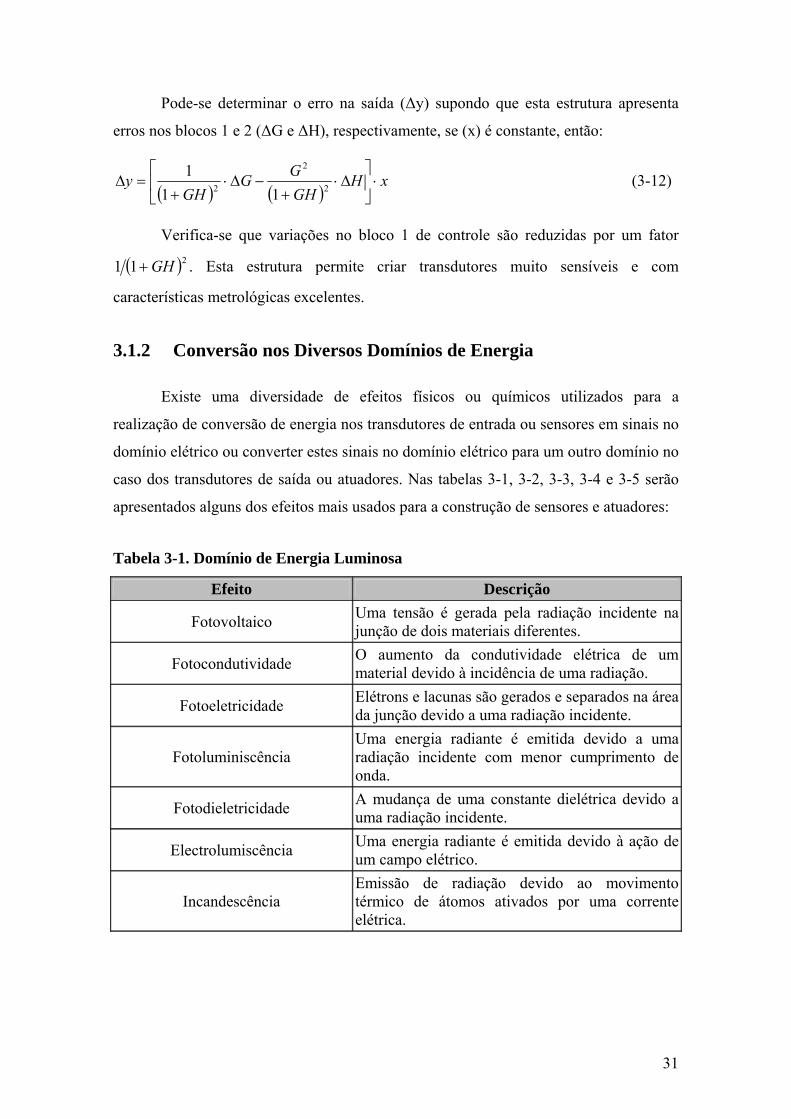
Pode-se determinar o erro na saída (∆y) supondo que esta estrutura apresenta
erros nos blocos 1 e 2 (∆G e ∆H), respectivamente, se (x) é constante, então:
( ) ( )xH
GHGG
GHy ⋅⎥
⎦
⎤⎢⎣
⎡∆⋅
+−∆⋅
+=∆ 2
2
2 111 (3-12)
Verifica-se que variações no bloco 1 de controle são reduzidas por um fator
( )211 GH+ . Esta estrutura permite criar transdutores muito sensíveis e com
características metrológicas excelentes.
3.1.2 Conversão nos Diversos Domínios de Energia
Existe uma diversidade de efeitos físicos ou químicos utilizados para a
realização de conversão de energia nos transdutores de entrada ou sensores em sinais no
domínio elétrico ou converter estes sinais no domínio elétrico para um outro domínio no
caso dos transdutores de saída ou atuadores. Nas tabelas 3-1, 3-2, 3-3, 3-4 e 3-5 serão
apresentados alguns dos efeitos mais usados para a construção de sensores e atuadores:
Tabela 3-1. Domínio de Energia Luminosa
Efeito Descrição
Fotovoltaico Uma tensão é gerada pela radiação incidente na junção de dois materiais diferentes.
Fotocondutividade O aumento da condutividade elétrica de um material devido à incidência de uma radiação.
Fotoeletricidade Elétrons e lacunas são gerados e separados na área da junção devido a uma radiação incidente.
Fotoluminiscência Uma energia radiante é emitida devido a uma radiação incidente com menor cumprimento de onda.
Fotodieletricidade A mudança de uma constante dielétrica devido a uma radiação incidente.
Electrolumiscência Uma energia radiante é emitida devido à ação de um campo elétrico.
Incandescência Emissão de radiação devido ao movimento térmico de átomos ativados por uma corrente elétrica.
31
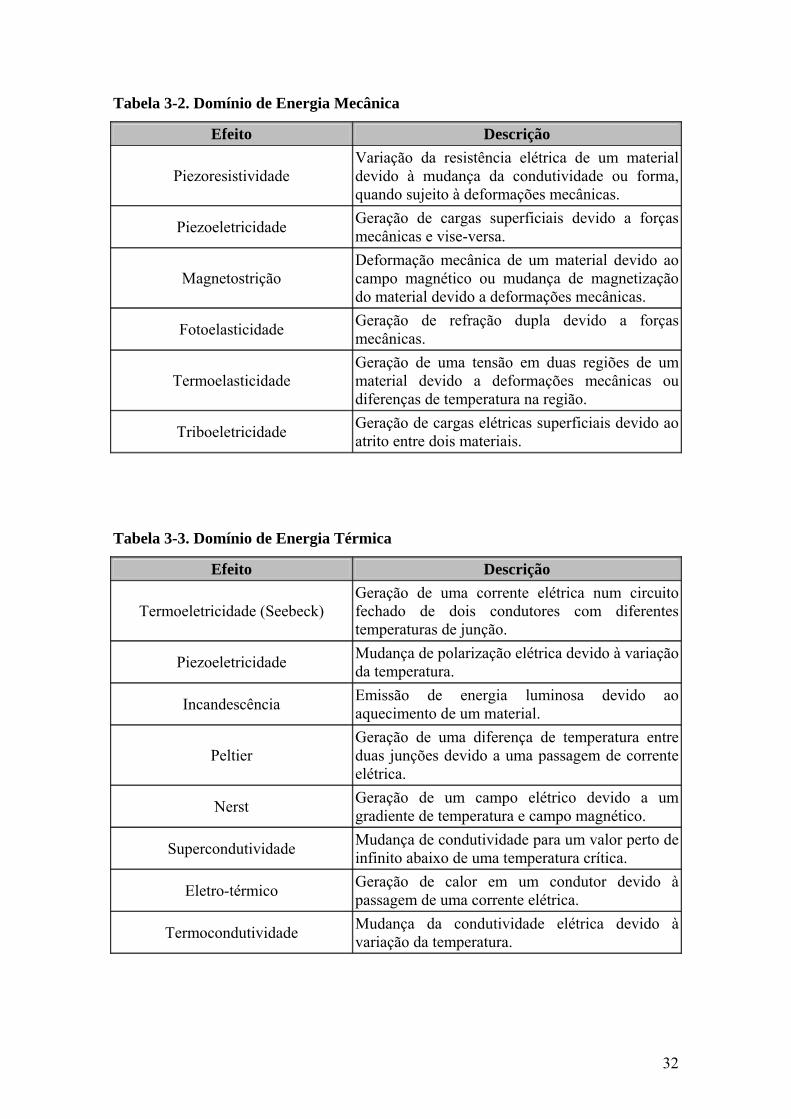
Tabela 3-2. Domínio de Energia Mecânica
Efeito Descrição
Piezoresistividade Variação da resistência elétrica de um material devido à mudança da condutividade ou forma, quando sujeito à deformações mecânicas.
Piezoeletricidade Geração de cargas superficiais devido a forças mecânicas e vise-versa.
Magnetostrição Deformação mecânica de um material devido ao campo magnético ou mudança de magnetização do material devido a deformações mecânicas.
Fotoelasticidade Geração de refração dupla devido a forças mecânicas.
Termoelasticidade Geração de uma tensão em duas regiões de um material devido a deformações mecânicas ou diferenças de temperatura na região.
Triboeletricidade Geração de cargas elétricas superficiais devido ao atrito entre dois materiais.
Tabela 3-3. Domínio de Energia Térmica
Efeito Descrição
Termoeletricidade (Seebeck) Geração de uma corrente elétrica num circuito fechado de dois condutores com diferentes temperaturas de junção.
Piezoeletricidade Mudança de polarização elétrica devido à variação da temperatura.
Incandescência Emissão de energia luminosa devido ao aquecimento de um material.
Peltier Geração de uma diferença de temperatura entre duas junções devido a uma passagem de corrente elétrica.
Nerst Geração de um campo elétrico devido a um gradiente de temperatura e campo magnético.
Supercondutividade Mudança de condutividade para um valor perto de infinito abaixo de uma temperatura crítica.
Eletro-térmico Geração de calor em um condutor devido à passagem de uma corrente elétrica.
Termocondutividade Mudança da condutividade elétrica devido à variação da temperatura.
32
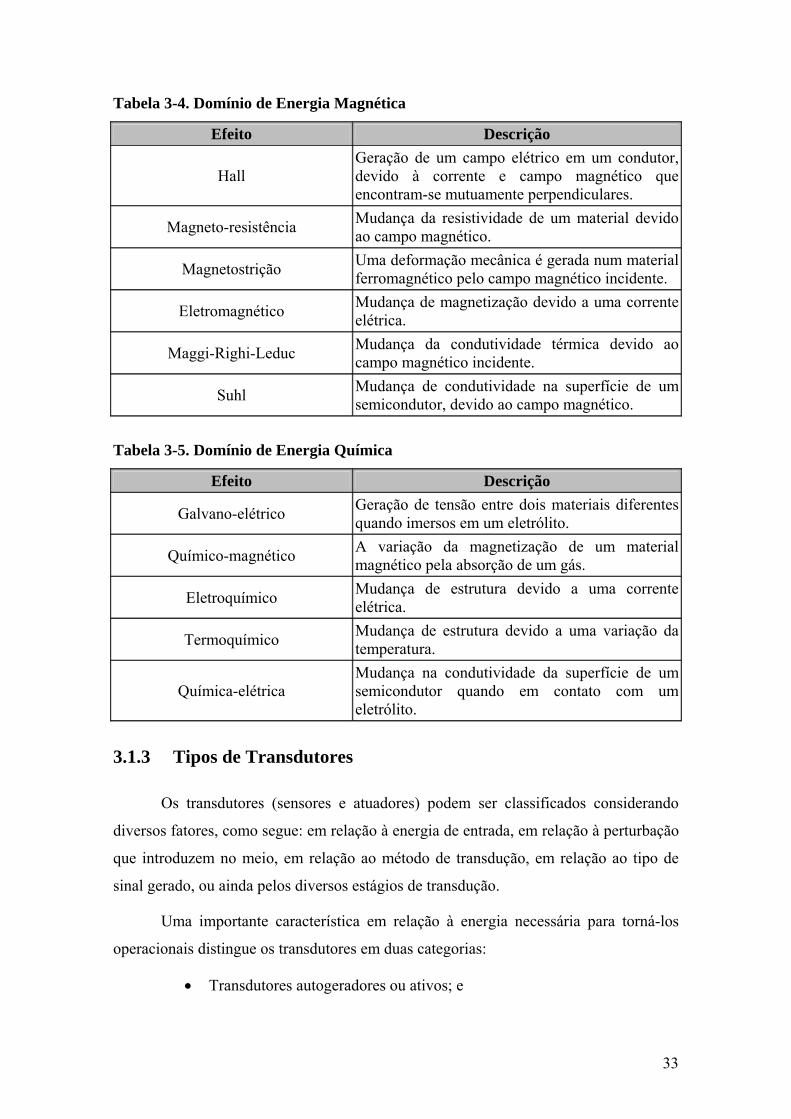
Tabela 3-4. Domínio de Energia Magnética
Efeito Descrição
Hall Geração de um campo elétrico em um condutor, devido à corrente e campo magnético que encontram-se mutuamente perpendiculares.
Magneto-resistência Mudança da resistividade de um material devido ao campo magnético.
Magnetostrição Uma deformação mecânica é gerada num material ferromagnético pelo campo magnético incidente.
Eletromagnético Mudança de magnetização devido a uma corrente elétrica.
Maggi-Righi-Leduc Mudança da condutividade térmica devido ao campo magnético incidente.
Suhl Mudança de condutividade na superfície de um semicondutor, devido ao campo magnético.
Tabela 3-5. Domínio de Energia Química
Efeito Descrição
Galvano-elétrico Geração de tensão entre dois materiais diferentes quando imersos em um eletrólito.
Químico-magnético A variação da magnetização de um material magnético pela absorção de um gás.
Eletroquímico Mudança de estrutura devido a uma corrente elétrica.
Termoquímico Mudança de estrutura devido a uma variação da temperatura.
Química-elétrica Mudança na condutividade da superfície de um semicondutor quando em contato com um eletrólito.
3.1.3 Tipos de Transdutores
Os transdutores (sensores e atuadores) podem ser classificados considerando
diversos fatores, como segue: em relação à energia de entrada, em relação à perturbação
que introduzem no meio, em relação ao método de transdução, em relação ao tipo de
sinal gerado, ou ainda pelos diversos estágios de transdução.
Uma importante característica em relação à energia necessária para torná-los
operacionais distingue os transdutores em duas categorias:
• Transdutores autogeradores ou ativos; e
33
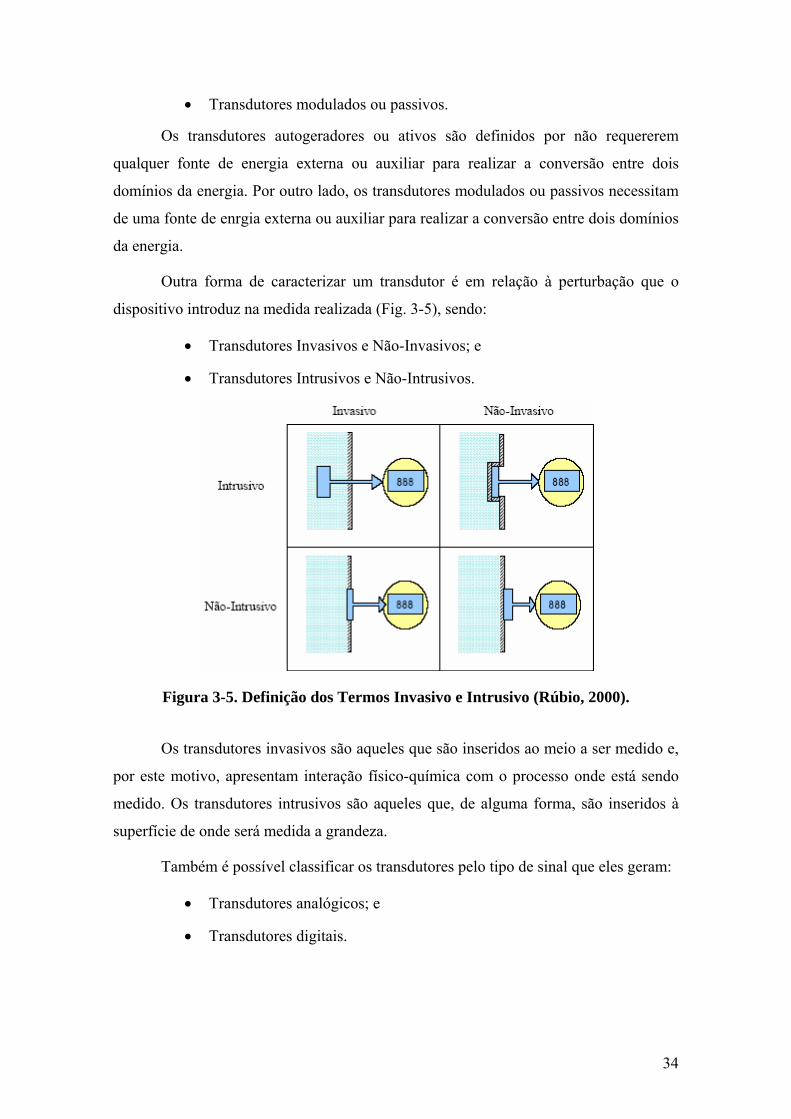
• Transdutores modulados ou passivos.
Os transdutores autogeradores ou ativos são definidos por não requererem
qualquer fonte de energia externa ou auxiliar para realizar a conversão entre dois
domínios da energia. Por outro lado, os transdutores modulados ou passivos necessitam
de uma fonte de enrgia externa ou auxiliar para realizar a conversão entre dois domínios
da energia.
Outra forma de caracterizar um transdutor é em relação à perturbação que o
dispositivo introduz na medida realizada (Fig. 3-5), sendo:
• Transdutores Invasivos e Não-Invasivos; e
• Transdutores Intrusivos e Não-Intrusivos.
Figura 3-5. Definição dos Termos Invasivo e Intrusivo (Rúbio, 2000).
Os transdutores invasivos são aqueles que são inseridos ao meio a ser medido e,
por este motivo, apresentam interação físico-química com o processo onde está sendo
medido. Os transdutores intrusivos são aqueles que, de alguma forma, são inseridos à
superfície de onde será medida a grandeza.
Também é possível classificar os transdutores pelo tipo de sinal que eles geram:
• Transdutores analógicos; e
• Transdutores digitais.
34
3.2 Medição de Pressão
A medição e o controle da pressão são utilizados para atender objetivos, tais
como a proteção de equipamentos, a proteção humana, medição de outra variável
derivada e o controle de processo para obtenção de um determinado produto dentro das
especificações exigidas.
3.2.1 Definição
Pressão é definida como a razão entre a componente normal de uma força e a
área em que ela atua, é a força (F) por unidade de área (A). A pressão exercida em um
elemento de área de um fluido é igual em todas as direções (Falco e Matos).
AFP = (3-13)
A força é expressa em Newton (símbolo N) e é definida como a força que
comunica à massa de um quilograma a aceleração de um metro por segundo
(N = kg · m/s2) na direção da força.
A área é expressa em metro quadrado (símbolo m2) e é definida como a área de
um quadrado cujo lado tem um metro de comprimento.
A pressão é expressa em Pascal (símbolo Pa) e é definida como a pressão
exercida por força de um Newton, uniformemente distribuída sobre uma superfície
plana de um metro quadrado de área, perpendicular à direção da força (Pa = N/m2).
Dimensionalmente é expressa da seguinte forma:
[ ] [ ][ ][ ]12 −−= LTMP , (3-14)
onde:
• [P] é a dimensão de pressão;
• [M] é a dimensão de massa;
• [T] é a dimensão de tempo; e
• [L] é a dimensão de comprimento.
35
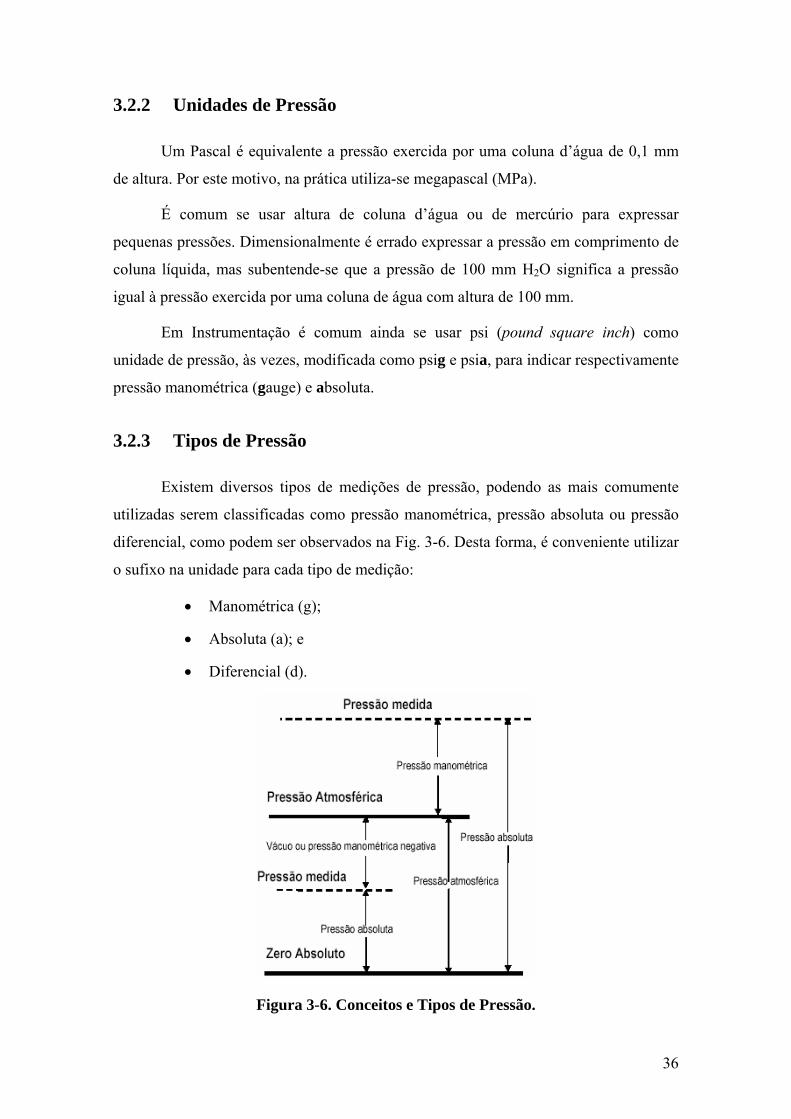
3.2.2 Unidades de Pressão
Um Pascal é equivalente a pressão exercida por uma coluna d’água de 0,1 mm
de altura. Por este motivo, na prática utiliza-se megapascal (MPa).
É comum se usar altura de coluna d’água ou de mercúrio para expressar
pequenas pressões. Dimensionalmente é errado expressar a pressão em comprimento de
coluna líquida, mas subentende-se que a pressão de 100 mm H2O significa a pressão
igual à pressão exercida por uma coluna de água com altura de 100 mm.
Em Instrumentação é comum ainda se usar psi (pound square inch) como
unidade de pressão, às vezes, modificada como psig e psia, para indicar respectivamente
pressão manométrica (gauge) e absoluta.
3.2.3 Tipos de Pressão
Existem diversos tipos de medições de pressão, podendo as mais comumente
utilizadas serem classificadas como pressão manométrica, pressão absoluta ou pressão
diferencial, como podem ser observados na Fig. 3-6. Desta forma, é conveniente utilizar
o sufixo na unidade para cada tipo de medição:
• Manométrica (g);
• Absoluta (a); e
• Diferencial (d).
Figura 3-6. Conceitos e Tipos de Pressão.
36
3.2.3.1 Pressão Manométrica
A pressão manométrica (gauge) é referida a pressão atmosférica. Ela pode
assumir valores positivos (maiores que o da pressão atmosférica) e negativos, também
chamados de vácuo. A maioria dos instrumentos industriais mede a pressão
manométrica.
3.2.3.2 Pressão Absoluta
A pressão absoluta é a pressão total, incluindo a pressão atmosférica e referida
ao zero absoluto. Ela só pode assumir valores positivos. Mesmo quando se necessita do
valor de pressão absoluta, utiliza-se o medidor de pressão manométrica, que é mais
simples e barato, bastando acrescentar o valor de pressão atmosférica ao valor lido ou
transmitido. Só se deve utilizar o medidor de pressão com elemento sensor absoluto
para faixas próximas a pressão atmosférica, como por exemplo, abaixo de 100 kPa.
3.2.3.3 Pressão Atmosférica
A pressão atmosférica é a pressão exercida pelos gases da atmosfera terrestre e
foi a primeira pressão a ser realmente lida.
3.2.3.4 Pressão Faixa Composta
É aquela pressão que contem pressões de vácuo e pressões positivas em sua
faixa de medição, como, por exemplo, a faixa de -200 a 200 mm H2O.
3.2.3.5 Pressão Diferencial
A pressão diferencial e a diferença entre duas pressões, exceto a pressão
atmosférica. O transmissor de pressão diferencial para a medição de vazão e nível é
simultaneamente robusto e sensível, pois deve ser capaz de detectar faixas de pressão
diferencial da ordem de centímetros de coluna d’água e suportar pressão estática
elevada.
37
3.2.3.6 Pressão Dinâmica ou Cinética
É a pressão devida à velocidade de um fluido em movimento em um duto. Ela
atua sobre a superfície de um orifício de pressão, colocado no sentido da corrente do
fluido. Aumenta proporcionalmente ao quadrado da velocidade do fluido.
A resultante pode ser calculada pela seguinte equação:
( )2
2
2 mNVPd ⋅
=ρ , (3-15)
ou,
⎟⎠⎞⎜
⎝⎛⋅
= 2
2
2 mkgf
gVPd γ , (3-16)
onde:
• Pd = pressão dinâmica;
• ρ = massa específica do fluido (kg/m3);
• V = velocidade do fluido (m/s);
• γ = peso específico do fluido (kgf/m3); e
• g = aceleração da gravidade (9,81 m/s2).
3.2.3.7 Pressão Estática
É a sobre pressão ou depressão relativa criada pela atuação de um equipamento
(ventilador, compressor, bomba ou exaustor) ou pela altura da coluna de um líquido.
Caso não haja circulação do fluido, a pressão será a mesma em todos os pontos do duto.
Caso haja circulação, a pressão estática deverá ser medida através de um orifício de
pressão, com eixo perpendicular à corrente do fluido, de forma que a medição não seja
influenciada pela componente dinâmica da circulação.
38
3.2.3.8 Pressão Hidrostática
É a pressão exercida por líquidos no interior de vasos e tanques. Neste caso, a
pressão é normal à superfície que contém o líquido. No mesmo plano horizontal, as
pressões em um líquido são iguais.
3.2.3.9 Pressão de Vapor
Quando há evaporação dentro de um espaço fechado, a pressão parcial criada
pelas moléculas do vapor é chamada de pressão de vapor. A pressão de vapor de um
líquido ou sólido é a pressão em que há equilíbrio vapor-líquido e vapor-sólido.
A pressão de vapor depende da temperatura e aumenta quando a temperatura
aumenta. Esta função entre a pressão de vapor e a temperatura é a base da medição da
temperatura através da medição da pressão de vapor de líquido volátil.
Em se tratando de um gás ideal, o volume decrescerá continuadamente à
proporção que aumenta a pressão, permanecendo, entretanto, a fase gasosa.
Em se tratando de um gás real, à medida que a compressão é executada, três
etapas se sucedem. Na primeira etapa, há um decréscimo de volume acompanhado de
um aumento de pressão. Na segunda etapa, há um decréscimo de volume com a pressão
mantida constante. A explicação para este fato reside em que, ao atingir determinada
pressão, inicia-se o processo de liquefação que, é terminada com toda a substância na
fase líquida. Na terceira etapa, há um ligeiro decréscimo de volume devido à difícil
compressibilidade dos líquidos, com aumento de pressão (Falco e Mattos).
3.2.4 Teorema de Stevin
A diferença de pressão entre dois pontos de um fluido em repouso é igual ao
produto do peso específico do fluido (γ) pela diferença de altura entre dois pontos (h),
ou seja:
hP ⋅= γ (3-17)
Assim, todos os pontos situados na posição h1, em um recipiente, estão
submetidos a uma pressão igual. Pontos situados na posição h2 do mesmo recipiente
39
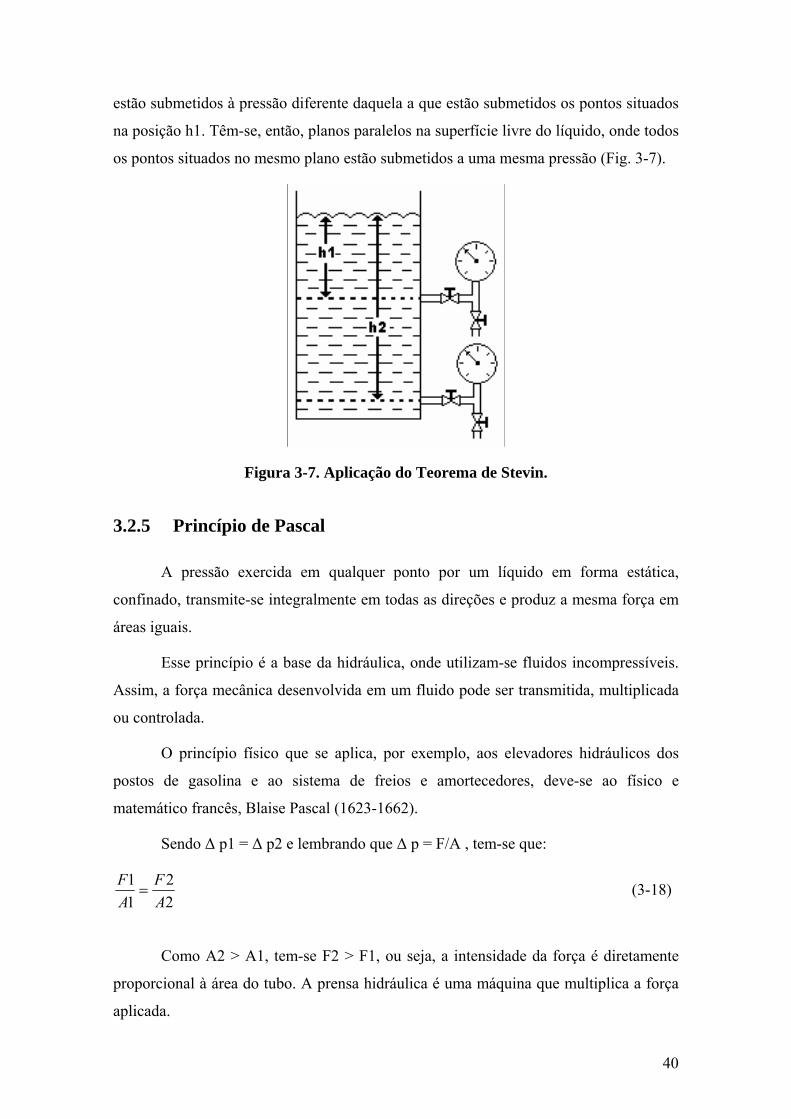
estão submetidos à pressão diferente daquela a que estão submetidos os pontos situados
na posição h1. Têm-se, então, planos paralelos na superfície livre do líquido, onde todos
os pontos situados no mesmo plano estão submetidos a uma mesma pressão (Fig. 3-7).
Figura 3-7. Aplicação do Teorema de Stevin.
3.2.5 Princípio de Pascal
A pressão exercida em qualquer ponto por um líquido em forma estática,
confinado, transmite-se integralmente em todas as direções e produz a mesma força em
áreas iguais.
Esse princípio é a base da hidráulica, onde utilizam-se fluidos incompressíveis.
Assim, a força mecânica desenvolvida em um fluido pode ser transmitida, multiplicada
ou controlada.
O princípio físico que se aplica, por exemplo, aos elevadores hidráulicos dos
postos de gasolina e ao sistema de freios e amortecedores, deve-se ao físico e
matemático francês, Blaise Pascal (1623-1662).
Sendo ∆ p1 = ∆ p2 e lembrando que ∆ p = F/A , tem-se que:
22
11
AF
AF
= (3-18)
Como A2 > A1, tem-se F2 > F1, ou seja, a intensidade da força é diretamente
proporcional à área do tubo. A prensa hidráulica é uma máquina que multiplica a força
aplicada.
40
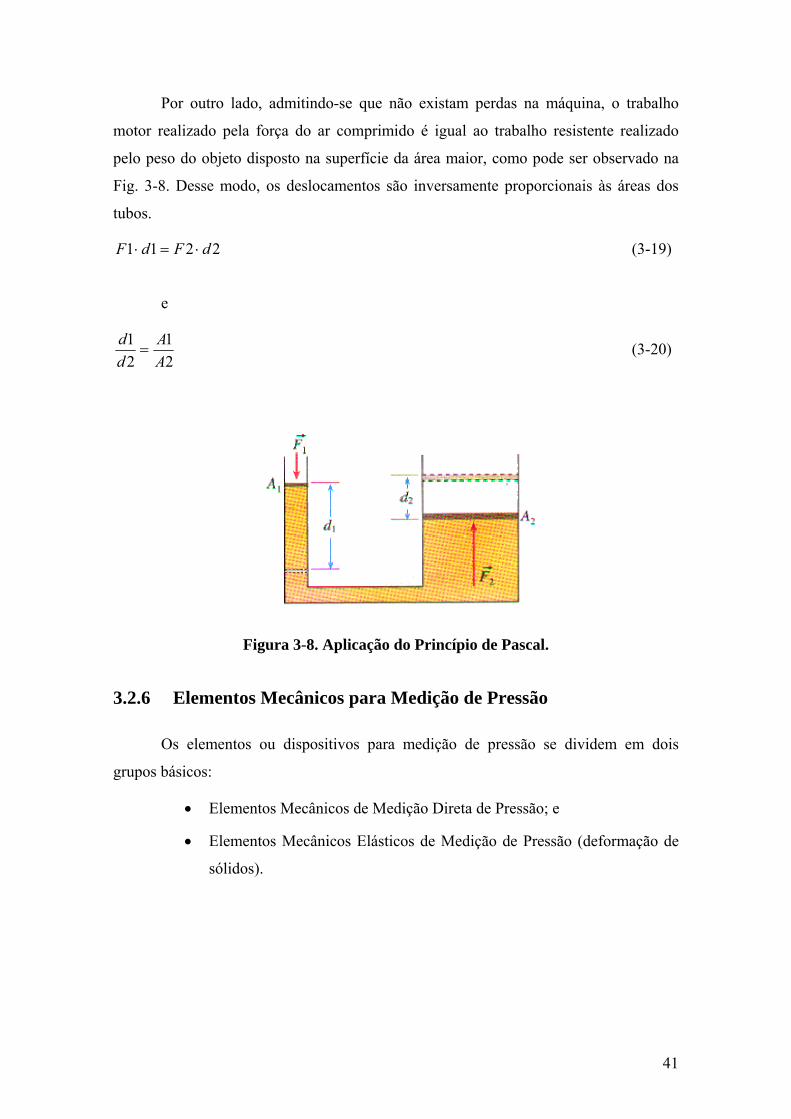
Por outro lado, admitindo-se que não existam perdas na máquina, o trabalho
motor realizado pela força do ar comprimido é igual ao trabalho resistente realizado
pelo peso do objeto disposto na superfície da área maior, como pode ser observado na
Fig. 3-8. Desse modo, os deslocamentos são inversamente proporcionais às áreas dos
tubos.
2211 dFdF ⋅=⋅ (3-19)
e
21
21
AA
dd
= (3-20)
Figura 3-8. Aplicação do Princípio de Pascal.
3.2.6 Elementos Mecânicos para Medição de Pressão
Os elementos ou dispositivos para medição de pressão se dividem em dois
grupos básicos:
• Elementos Mecânicos de Medição Direta de Pressão; e
• Elementos Mecânicos Elásticos de Medição de Pressão (deformação de
sólidos).
41
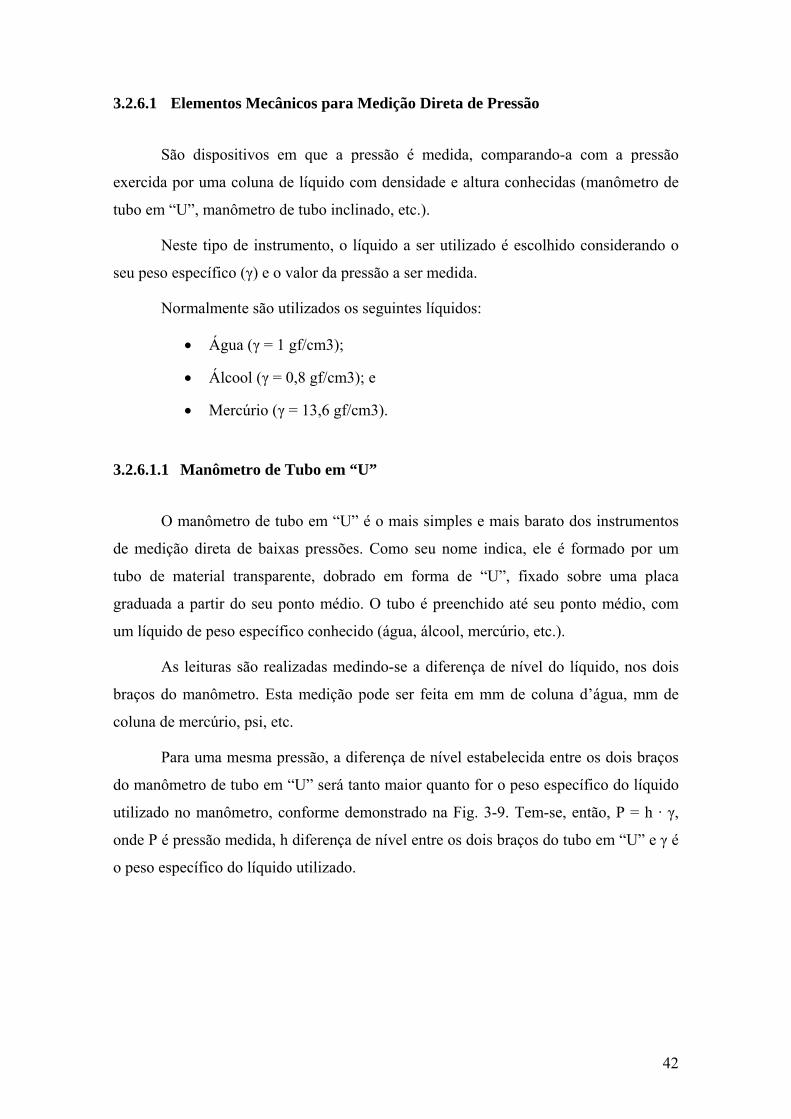
3.2.6.1 Elementos Mecânicos para Medição Direta de Pressão
São dispositivos em que a pressão é medida, comparando-a com a pressão
exercida por uma coluna de líquido com densidade e altura conhecidas (manômetro de
tubo em “U”, manômetro de tubo inclinado, etc.).
Neste tipo de instrumento, o líquido a ser utilizado é escolhido considerando o
seu peso específico (γ) e o valor da pressão a ser medida.
Normalmente são utilizados os seguintes líquidos:
• Água (γ = 1 gf/cm3);
• Álcool (γ = 0,8 gf/cm3); e
• Mercúrio (γ = 13,6 gf/cm3).
3.2.6.1.1 Manômetro de Tubo em “U”
O manômetro de tubo em “U” é o mais simples e mais barato dos instrumentos
de medição direta de baixas pressões. Como seu nome indica, ele é formado por um
tubo de material transparente, dobrado em forma de “U”, fixado sobre uma placa
graduada a partir do seu ponto médio. O tubo é preenchido até seu ponto médio, com
um líquido de peso específico conhecido (água, álcool, mercúrio, etc.).
As leituras são realizadas medindo-se a diferença de nível do líquido, nos dois
braços do manômetro. Esta medição pode ser feita em mm de coluna d’água, mm de
coluna de mercúrio, psi, etc.
Para uma mesma pressão, a diferença de nível estabelecida entre os dois braços
do manômetro de tubo em “U” será tanto maior quanto for o peso específico do líquido
utilizado no manômetro, conforme demonstrado na Fig. 3-9. Tem-se, então, P = h · γ,
onde P é pressão medida, h diferença de nível entre os dois braços do tubo em “U” e γ é
o peso específico do líquido utilizado.
42
Figura 3-9. Manômetro de Tubo em “U”.
Para melhorar a precisão devem ser considerados os seguintes parâmetros:
• A expansão da escala graduada;
• Valor exato do g local;
• Não verticalidade do tubo;
• Dificuldade da leitura do menisco do liquido formado pela capilaridade;
• Densidade do fluido cuja pressão está sendo medida. Isto ainda depende
da temperatura e da pressão. No caso de gases, depende também do
conteúdo da umidade.
Para trabalho de alta precisão, todos estes fatores devem ser considerados.
Tipicamente, para uma coluna d’água:
• Uma diferença de temperatura de 16 oC varia o fator de conversão para
pascal de 0,18%;
• Diferenças devidas à gravidade são cerca de 0,1%; e
• O fator devido à densidade do ar é de 0,12%.
Com tais cuidados, pode-se ter precisão de até 0,01 mm Hg. Quando se usa
coluna d’água para medir pressões diferenciais em altas pressões estáticas (ordem de
100 atmosferas), o erro devido ao desprezo da densidade do ar é da ordem de 10%.
43

3.2.6.1.2 Manômetro de Tubo Inclinado
Os medidores de coluna podem ter outras configurações. Na Fig. 3-10 apresenta-
se um manômetro do tipo tubo inclinado, que possibilita leituras mais precisas de
pequenas diferenças.
A expressão fica, então, ∆p = p1 - p2 = µ g ∆h,
onde:
• ∆p = diferença de pressões (p1 – p2);
• µ = massa específica do líquido da coluna;
• g = aceleração da gravidade e
• ∆h = diferença de altura.
Figura 3-10. Manômetro de Tubo Inclinado.
3.2.6.2 Elementos Mecânicos Elásticos de Medição de Pressão
A pressão é determinada pelo balanço de um sensor contra uma força
desconhecida. Isto pode ser feito por outra pressão (balanço de pressão) ou força
(balanço de força).
Os sensores a balanço de força mais usados são aqueles que requerem
deformação elástica como diafragma, fole, tubo Bourbon, elemento espiral, elemento
helicoidal, que se deformam em função da pressão exercida sobre eles pelo fluido
medido (Fig. 3-11).
Estes dispositivos baseiam seu funcionamento na Lei de Hooke, cujo enunciado
é “Dentro de um limite definido de elasticidade, a deformação provocada em um corpo
sólido é diretamente proporcional ao esforço aplicado sobre ele”.
44
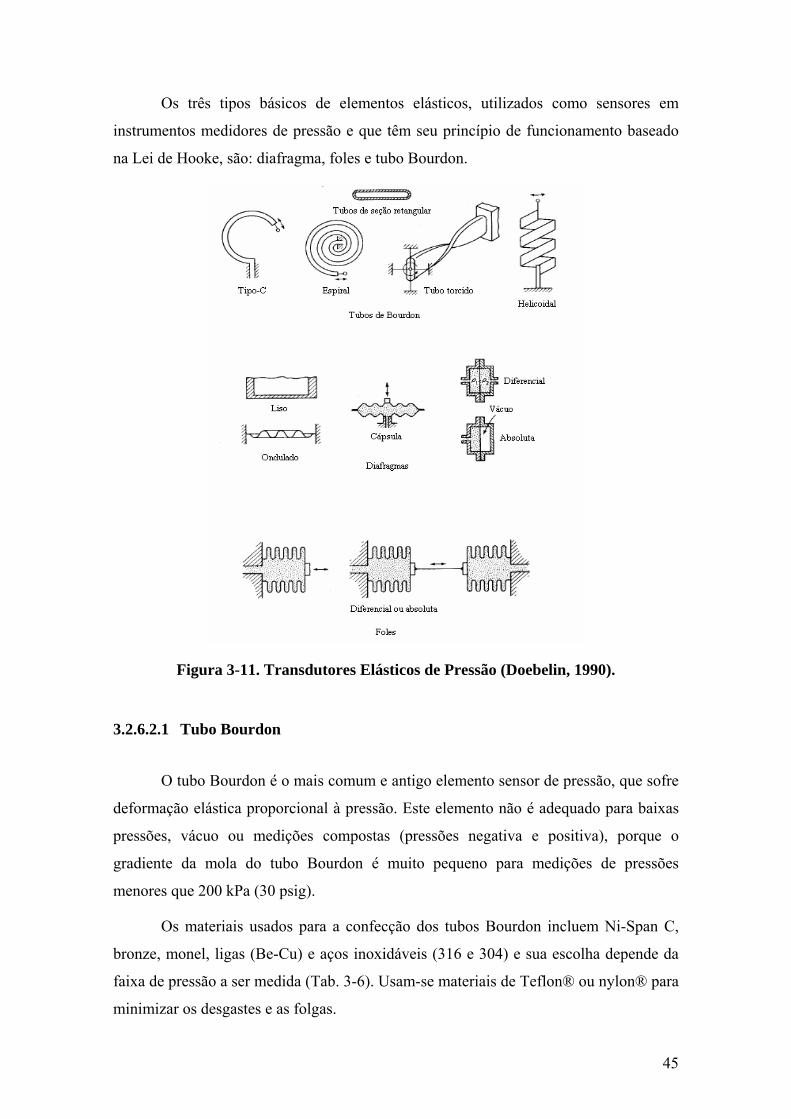
Os três tipos básicos de elementos elásticos, utilizados como sensores em
instrumentos medidores de pressão e que têm seu princípio de funcionamento baseado
na Lei de Hooke, são: diafragma, foles e tubo Bourdon.
Figura 3-11. Transdutores Elásticos de Pressão (Doebelin, 1990).
3.2.6.2.1 Tubo Bourdon
O tubo Bourdon é o mais comum e antigo elemento sensor de pressão, que sofre
deformação elástica proporcional à pressão. Este elemento não é adequado para baixas
pressões, vácuo ou medições compostas (pressões negativa e positiva), porque o
gradiente da mola do tubo Bourdon é muito pequeno para medições de pressões
menores que 200 kPa (30 psig).
Os materiais usados para a confecção dos tubos Bourdon incluem Ni-Span C,
bronze, monel, ligas (Be-Cu) e aços inoxidáveis (316 e 304) e sua escolha depende da
faixa de pressão a ser medida (Tab. 3-6). Usam-se materiais de Teflon® ou nylon® para
minimizar os desgastes e as folgas.
45
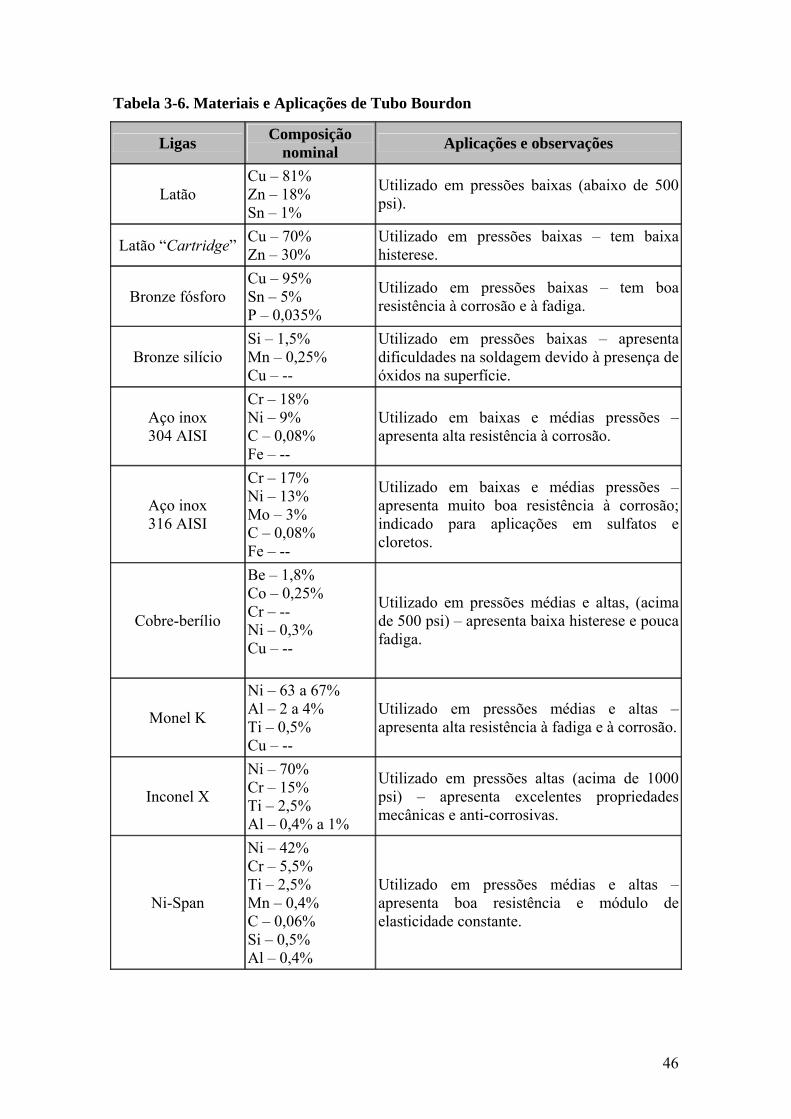
Tabela 3-6. Materiais e Aplicações de Tubo Bourdon
Ligas Composição nominal Aplicações e observações
Latão Cu – 81% Zn – 18% Sn – 1%
Utilizado em pressões baixas (abaixo de 500 psi).
Latão “Cartridge” Cu – 70% Zn – 30%
Utilizado em pressões baixas – tem baixa histerese.
Bronze fósforo Cu – 95% Sn – 5% P – 0,035%
Utilizado em pressões baixas – tem boa resistência à corrosão e à fadiga.
Bronze silício Si – 1,5% Mn – 0,25% Cu – --
Utilizado em pressões baixas – apresenta dificuldades na soldagem devido à presença de óxidos na superfície.
Aço inox 304 AISI
Cr – 18% Ni – 9% C – 0,08% Fe – --
Utilizado em baixas e médias pressões –apresenta alta resistência à corrosão.
Aço inox 316 AISI
Cr – 17% Ni – 13% Mo – 3% C – 0,08% Fe – --
Utilizado em baixas e médias pressões –apresenta muito boa resistência à corrosão; indicado para aplicações em sulfatos e cloretos.
Cobre-berílio
Be – 1,8% Co – 0,25% Cr – -- Ni – 0,3% Cu – --
Utilizado em pressões médias e altas, (acima de 500 psi) – apresenta baixa histerese e pouca fadiga.
Monel K
Ni – 63 a 67% Al – 2 a 4% Ti – 0,5% Cu – --
Utilizado em pressões médias e altas –apresenta alta resistência à fadiga e à corrosão.
Inconel X
Ni – 70% Cr – 15% Ti – 2,5% Al – 0,4% a 1%
Utilizado em pressões altas (acima de 1000 psi) – apresenta excelentes propriedades mecânicas e anti-corrosivas.
Ni-Span
Ni – 42% Cr – 5,5% Ti – 2,5% Mn – 0,4% C – 0,06% Si – 0,5% Al – 0,4%
Utilizado em pressões médias e altas –apresenta boa resistência e módulo de elasticidade constante.
46
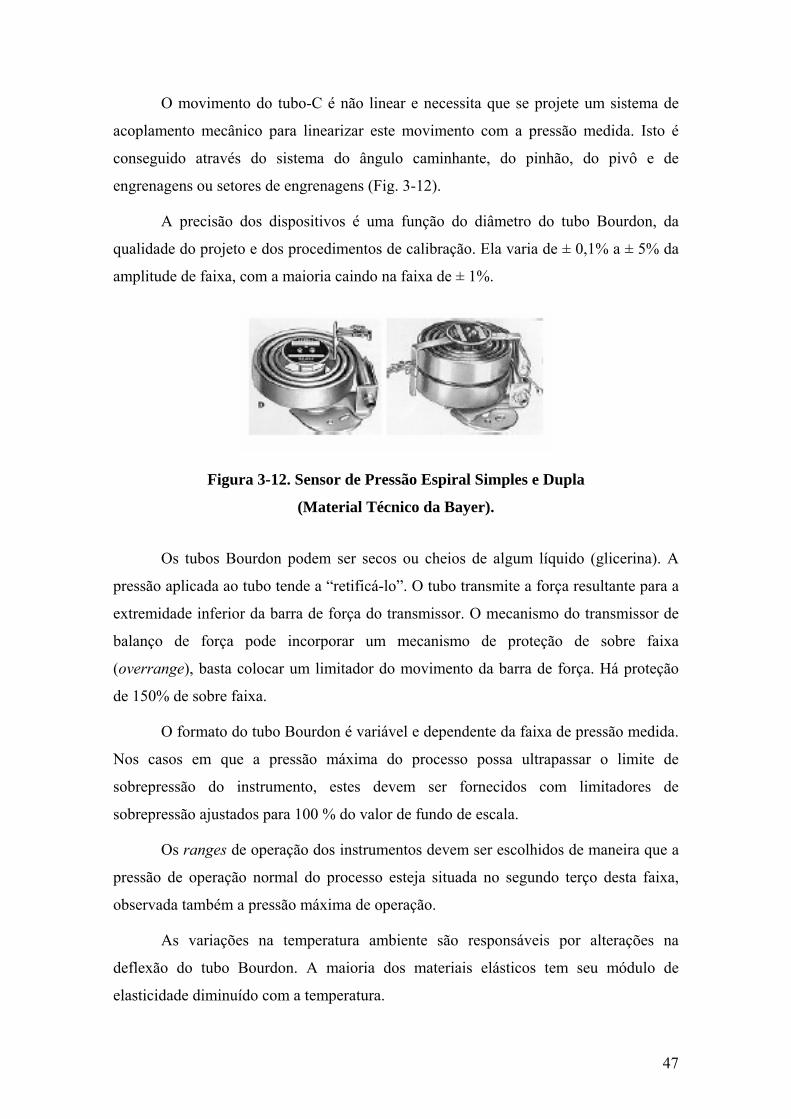
O movimento do tubo-C é não linear e necessita que se projete um sistema de
acoplamento mecânico para linearizar este movimento com a pressão medida. Isto é
conseguido através do sistema do ângulo caminhante, do pinhão, do pivô e de
engrenagens ou setores de engrenagens (Fig. 3-12).
A precisão dos dispositivos é uma função do diâmetro do tubo Bourdon, da
qualidade do projeto e dos procedimentos de calibração. Ela varia de ± 0,1% a ± 5% da
amplitude de faixa, com a maioria caindo na faixa de ± 1%.
Figura 3-12. Sensor de Pressão Espiral Simples e Dupla
(Material Técnico da Bayer).
Os tubos Bourdon podem ser secos ou cheios de algum líquido (glicerina). A
pressão aplicada ao tubo tende a “retificá-lo”. O tubo transmite a força resultante para a
extremidade inferior da barra de força do transmissor. O mecanismo do transmissor de
balanço de força pode incorporar um mecanismo de proteção de sobre faixa
(overrange), basta colocar um limitador do movimento da barra de força. Há proteção
de 150% de sobre faixa.
O formato do tubo Bourdon é variável e dependente da faixa de pressão medida.
Nos casos em que a pressão máxima do processo possa ultrapassar o limite de
sobrepressão do instrumento, estes devem ser fornecidos com limitadores de
sobrepressão ajustados para 100 % do valor de fundo de escala.
Os ranges de operação dos instrumentos devem ser escolhidos de maneira que a
pressão de operação normal do processo esteja situada no segundo terço desta faixa,
observada também a pressão máxima de operação.
As variações na temperatura ambiente são responsáveis por alterações na
deflexão do tubo Bourdon. A maioria dos materiais elásticos tem seu módulo de
elasticidade diminuído com a temperatura.
47
O erro introduzido pela temperatura em um tubo Bourdon é dado por:
PsPTE ⋅⋅= 02,0 , (3-20)
onde:
• E = erro porcentual do Bourdon;
• T = variação de temperatura sofrida pelo Bourdon;
• P = pressão aplicada; e
• Ps = alcance de pressão do Bourdon.
3.2.6.2.2 Diafragma
Os sensores de pressão, cujo funcionamento depende da deflexão de um
diafragma, são usados há mais de um século. Nos últimos anos, os efeitos da histerese
elástica, atrito e desvio foram reduzidos, conseguindo-se precisões de até ± 0,1% da
amplitude de faixa. Novos materiais, com melhores qualidades elásticas, têm sido
usados, tais como ligas de Berílio-Cobre e com pequenos coeficientes térmicos tais
como ligas de Niquel-Span C. Quando se tem dura condição de trabalho, temperaturas
extremas e atmosferas corrosivas, os materiais usados são Incomel® e aço inoxidável
304 e 316.
O diafragma é flexível, liso ou com corrugações concêntricas. É feito de uma
lâmina metálica com dimensões exatas. Às vezes, usam-se dois diafragmas, soldados
juntos pelas extremidades, constituindo uma cápsula.
Fazendo-se o vácuo destas cápsulas, consegue-se a detecção da pressão absoluta.
A sensibilidade da cápsula ou do diafragma aumenta proporcionalmente ao seu
diâmetro. Quanto maior a cápsula ou o diafragma, menores faixas e diferenças de faixa
de pressão podem ser medidas.
Os diafragmas podem ser usados em unidades de transmissão e controle a base
de balanço de movimento e de força.
48
3.2.7 Elementos Elétricos para Medição de Pressão
Os transmissores eletrônicos de pressão utilizam um elemento primário
(mecânico elástico), combinado a um transdutor elétrico, que gera um sinal elétrico
padronizado correspondente à pressão medida.
Os sensores de pressão eletrônicos podem ser de todos os tipos distintos, ativos e
passivos. O sensor ativo é aquele que gera uma militensão sem necessitar de nenhuma
polarização ou alimentação. O sensor eletrônico passivo é aquele que varia a resistência,
capacitância ou indutância em função da pressão aplicada. Ele necessita de uma tensão
de alimentação para funcionar.
O elemento primário mecânico elástico é conectado ao processo e se movimenta
/ deforma / desloca em função da pressão do processo aplicada sobre ele. Este
movimento é enviado ao transdutor elétrico do transmissor através de um sistema
adequado, que o converte em um sinal eletrônico padronizado de saída (4 ~ 20 mA).
Em função de seu princípio de funcionamento, os transmissores eletrônicos de
pressão podem ser classificados nos seguintes tipos:
• Equilíbrio de forças;
• Resistivos;
• Magnéticos;
• Capacitivos;
• Extensométricos; e
• Piezoelétricos.
Os mais utilizados em aplicações industriais para medição de pressão são os
tipos equilíbrio de forças, extensométricos e capacitivos.
3.2.7.1 Transmissores Eletrônicos de Pressão Tipo Equilíbrio de Forças
Este tipo de instrumento funciona de maneira analógica ao transmissor
pneumático. Neste caso, a pressão do processo, aplicada no elemento metálico elástico
(fole), movimenta / deforma-o; este movimento é transmitido à barra de força ou
alavanca transmissora por intermédio da lâmina de articulação. A barra de força ou
49
alavanca transmissora é acoplada ao diafragma de selagem, que também funciona como
seu ponto de apoio (pivô).
Esta força é transmitida ao disco de rearme, através da alavanca de deflexão,
aproximando o disco de rearme do detector. Esta aproximação gera um aumento da
indutância, com um conseqüente aumento no consumo de corrente e um aumento no
sinal de saída do detector é amplificado e retificado na unidade amplificadora,
resultando no sinal de saída do transmissor (4 ~ 20mA). Este sinal também é aplicado
na bobina de realimentação, aumentando a força para equilíbrio do sistema.
Esta força age sobre o braço de rearme, em sentido contrário à variação do sinal
anterior, afastando o disco de rearme do detector; deste modo, o sistema atinge um novo
equilíbrio, com o sinal de saída do transmissor ficando proporcional ao valor da pressão
medida naquele momento.
3.2.7.2 Transmissores Eletrônicos de Pressão Tipo Extensométrico (Strain Gage)
Este tipo de instrumento tem o funcionamento de seu transdutor baseado na
variação de comprimento e diâmetro, e, portanto, na variação da resistência, que ocorre
quando um fio de resistência sofre uma deformação elástica proveniente de uma tensão
mecânica gerada por uma pressão.
Neste tipo de instrumento, a pressão do processo atua no elemento mecânico
elástico (diafragma) que se movimenta / deforma e, em conseqüência, movimenta a
alavanca onde estão instalados os sensores Strain Gage, esticando-os ou comprimindo-
os de acordo com a pressão do processo e a disposição que o fabricante tenha adotado
para sua instalação. Os sensores Strain Gage podem ser colados diretamente na
superfície do elemento elástico cuja deformação deve ser medida, ou podem ser
instalados entre um quadro fixo e uma armadura que se moverá em função das variações
de pressão e atuará deformando os sensores. O Strain Gage colado, além de apresentar
grande estabilidade, é mais preciso e tem boa repetibilidade, por isto, esta é a forma
mais utilizada industrialmente.
Os Strain Gage (Fig. 3-13) fazem parte de uma ponte de Wheatstone (item
3.2.7.2.1), na qual se aplica uma tensão, de forma que a pequena corrente que circula
pelas resistências ocasione uma queda de tensão e a ponte se equilibre para estas
50
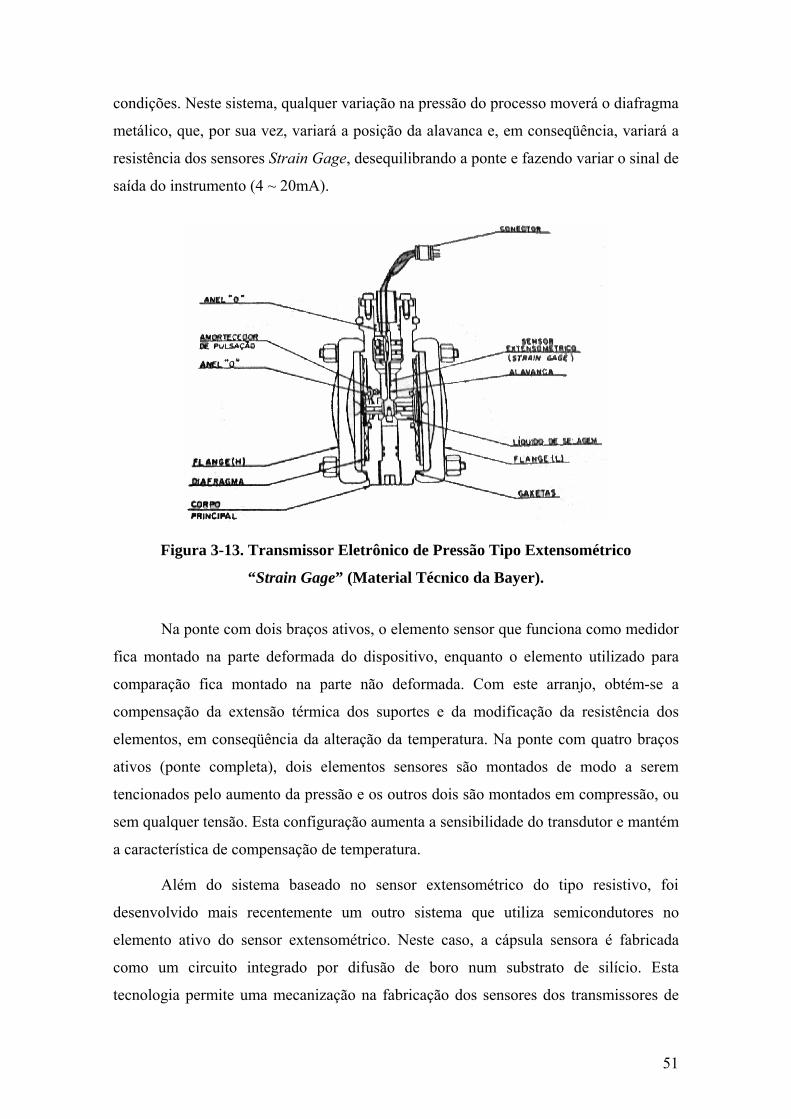
condições. Neste sistema, qualquer variação na pressão do processo moverá o diafragma
metálico, que, por sua vez, variará a posição da alavanca e, em conseqüência, variará a
resistência dos sensores Strain Gage, desequilibrando a ponte e fazendo variar o sinal de
saída do instrumento (4 ~ 20mA).
Figura 3-13. Transmissor Eletrônico de Pressão Tipo Extensométrico
“Strain Gage” (Material Técnico da Bayer).
Na ponte com dois braços ativos, o elemento sensor que funciona como medidor
fica montado na parte deformada do dispositivo, enquanto o elemento utilizado para
comparação fica montado na parte não deformada. Com este arranjo, obtém-se a
compensação da extensão térmica dos suportes e da modificação da resistência dos
elementos, em conseqüência da alteração da temperatura. Na ponte com quatro braços
ativos (ponte completa), dois elementos sensores são montados de modo a serem
tencionados pelo aumento da pressão e os outros dois são montados em compressão, ou
sem qualquer tensão. Esta configuração aumenta a sensibilidade do transdutor e mantém
a característica de compensação de temperatura.
Além do sistema baseado no sensor extensométrico do tipo resistivo, foi
desenvolvido mais recentemente um outro sistema que utiliza semicondutores no
elemento ativo do sensor extensométrico. Neste caso, a cápsula sensora é fabricada
como um circuito integrado por difusão de boro num substrato de silício. Esta
tecnologia permite uma mecanização na fabricação dos sensores dos transmissores de
51

pressão do tipo extensométrico e sua produção em série, dando-lhes maior precisão e
aumentando sua confiabilidade.
3.2.7.2.1 Ponte de Wheatstone
É de longe a estrutura mais popular em instrumentação com elementos
resistivos. Constitui-se por quatro resistores (R1, R2, R3, R4) interligadas como na Fig.
3-14. A tensão de saída deste circuito para excitação de tensão constante fica:
( ) ( )⎟⎟⎠
⎞⎜⎜⎝
⎛+⋅+
−⋅=
4321
4231
RRRRRRRR
VV Po (3-21)
A ponte é dita balanceada quando R1R3 = R2R4.
Figura 3-14. Ponte de Weatstone.
Em instrumentação, uma ou várias resistências podem ser substituídas por
elementos sensores resistivos. Sendo assim, o elemento pode ser descrito como:
⎟⎟⎠
⎞⎜⎜⎝
⎛ ∆+⋅=∆+=
oi
ioiioii R
RRRRR 1 , (3-22)
sendo ∆R1 = a variação de resistência devido ao parâmetro físico e Roi = ao valor inicial
para uma excitação de referência. Para “Strain Gage”:
ii kR ε⋅=∆ , (3-23)
com k = “Gage Factor” e ε = deformação mecânica na direção principal do Gage. Estas
variações são muito pequenas (da ordem de 10-3 Ω), então a saída pode ser aproximada
da seguinte forma:
52

⎟⎟⎠
⎞⎜⎜⎝
⎛ ∆−
∆+
∆−
∆⋅=
4
4
3
3
2
2
1
1
41
RR
RR
RR
RR
VV
P
o , (3-24)
ou seja:
( 43214εεεε −+−⋅=
kVV
P
o ) (3-25)
Esta estrutura permite, combinando as diversas deformações, montar diversos
esquemas de medida:
• se ε1 = ε2 = ε3 = ε4 = ε então a saída da ponte será nula;
• se ε2 = ε3 = ε4 = 0 e ε1 = ε então a saída da ponte será:
( )ε⋅=4k
VV
P
o (3-26)
• se ε1 = -ε2 = ε e ε3 = ε4 = 0 então a saída da ponte será:
( )ε⋅=2k
VV
P
o (3-27)
• se ε1 = -ε2 = ε3 = -ε4 = ε ou seja, estará se medindo uma deformação
produzida por tensão e uma produzida por uma compressão a saída da
ponte será:
( εkVV
P
o = ) (3-28)
Neste caso é possível aumentar a sensibilidade da ponte usando quatro gages
medindo tensão e compressão.
3.2.7.3 Transmissores Eletrônicos de Pressão Tipo Capacitivo
Este tipo de instrumento tem seu funcionamento baseado na variação de
capacitância, que se introduz em um capacitor quando se desloca uma de suas placas em
conseqüência de aplicação de pressão (Fig. 3-15).
53
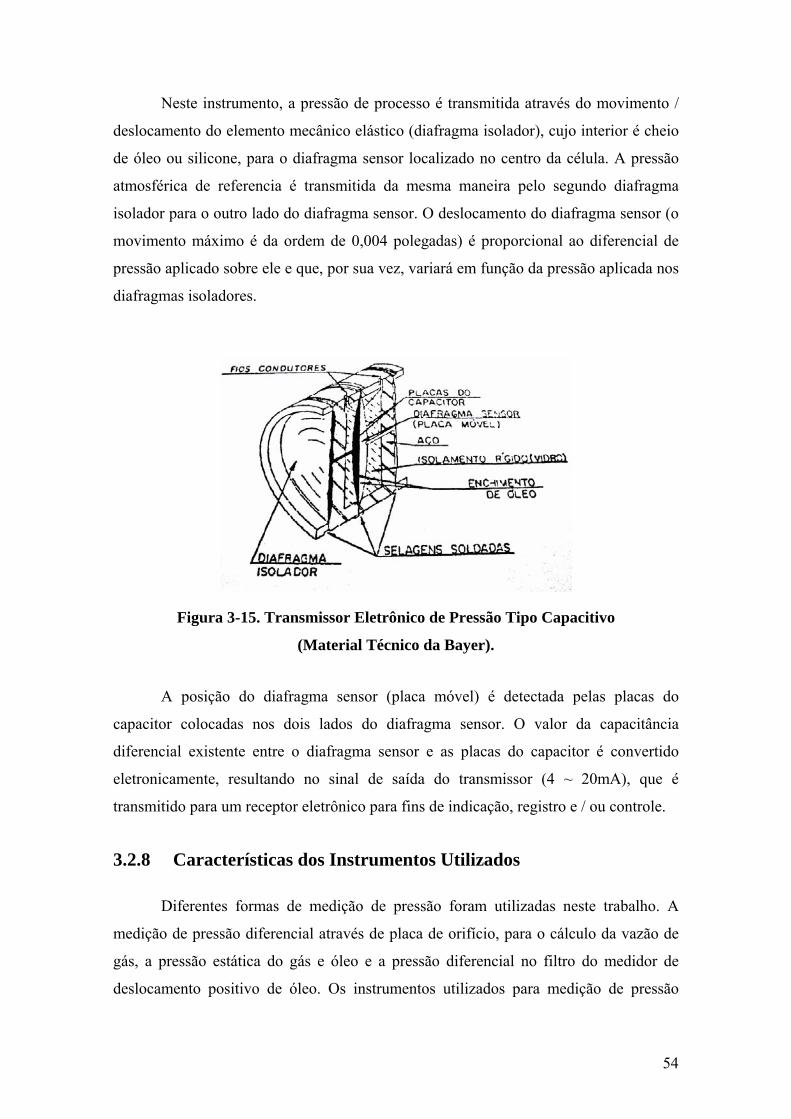
Neste instrumento, a pressão de processo é transmitida através do movimento /
deslocamento do elemento mecânico elástico (diafragma isolador), cujo interior é cheio
de óleo ou silicone, para o diafragma sensor localizado no centro da célula. A pressão
atmosférica de referencia é transmitida da mesma maneira pelo segundo diafragma
isolador para o outro lado do diafragma sensor. O deslocamento do diafragma sensor (o
movimento máximo é da ordem de 0,004 polegadas) é proporcional ao diferencial de
pressão aplicado sobre ele e que, por sua vez, variará em função da pressão aplicada nos
diafragmas isoladores.
Figura 3-15. Transmissor Eletrônico de Pressão Tipo Capacitivo
(Material Técnico da Bayer).
A posição do diafragma sensor (placa móvel) é detectada pelas placas do
capacitor colocadas nos dois lados do diafragma sensor. O valor da capacitância
diferencial existente entre o diafragma sensor e as placas do capacitor é convertido
eletronicamente, resultando no sinal de saída do transmissor (4 ~ 20mA), que é
transmitido para um receptor eletrônico para fins de indicação, registro e / ou controle.
3.2.8 Características dos Instrumentos Utilizados
Diferentes formas de medição de pressão foram utilizadas neste trabalho. A
medição de pressão diferencial através de placa de orifício, para o cálculo da vazão de
gás, a pressão estática do gás e óleo e a pressão diferencial no filtro do medidor de
deslocamento positivo de óleo. Os instrumentos utilizados para medição de pressão
54
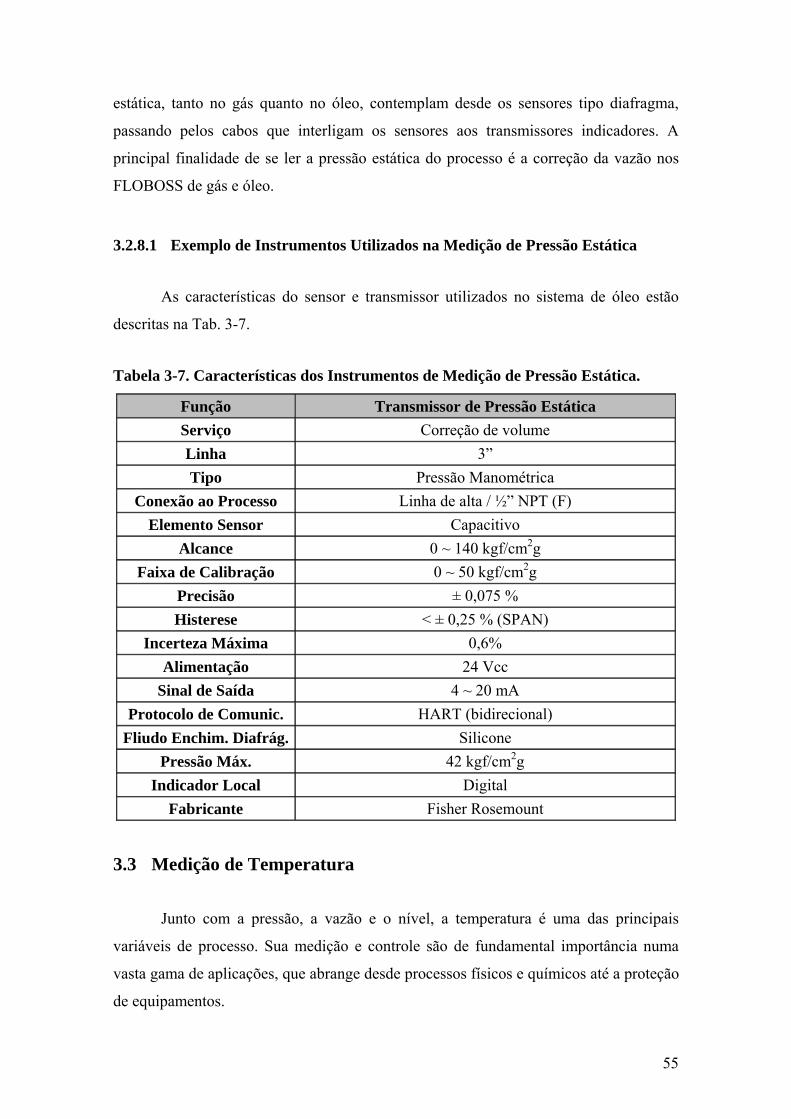
estática, tanto no gás quanto no óleo, contemplam desde os sensores tipo diafragma,
passando pelos cabos que interligam os sensores aos transmissores indicadores. A
principal finalidade de se ler a pressão estática do processo é a correção da vazão nos
FLOBOSS de gás e óleo.
3.2.8.1 Exemplo de Instrumentos Utilizados na Medição de Pressão Estática
As características do sensor e transmissor utilizados no sistema de óleo estão
descritas na Tab. 3-7.
Tabela 3-7. Características dos Instrumentos de Medição de Pressão Estática.
Função Transmissor de Pressão Estática Serviço Correção de volume Linha 3” Tipo Pressão Manométrica
Conexão ao Processo Linha de alta / ½” NPT (F) Elemento Sensor Capacitivo
Alcance 0 ~ 140 kgf/cm2g Faixa de Calibração 0 ~ 50 kgf/cm2g
Precisão ± 0,075 % Histerese < ± 0,25 % (SPAN)
Incerteza Máxima 0,6% Alimentação 24 Vcc
Sinal de Saída 4 ~ 20 mA Protocolo de Comunic. HART (bidirecional)
Fliudo Enchim. Diafrág. Silicone Pressão Máx. 42 kgf/cm2g
Indicador Local Digital Fabricante Fisher Rosemount
3.3 Medição de Temperatura
Junto com a pressão, a vazão e o nível, a temperatura é uma das principais
variáveis de processo. Sua medição e controle são de fundamental importância numa
vasta gama de aplicações, que abrange desde processos físicos e químicos até a proteção
de equipamentos.
55
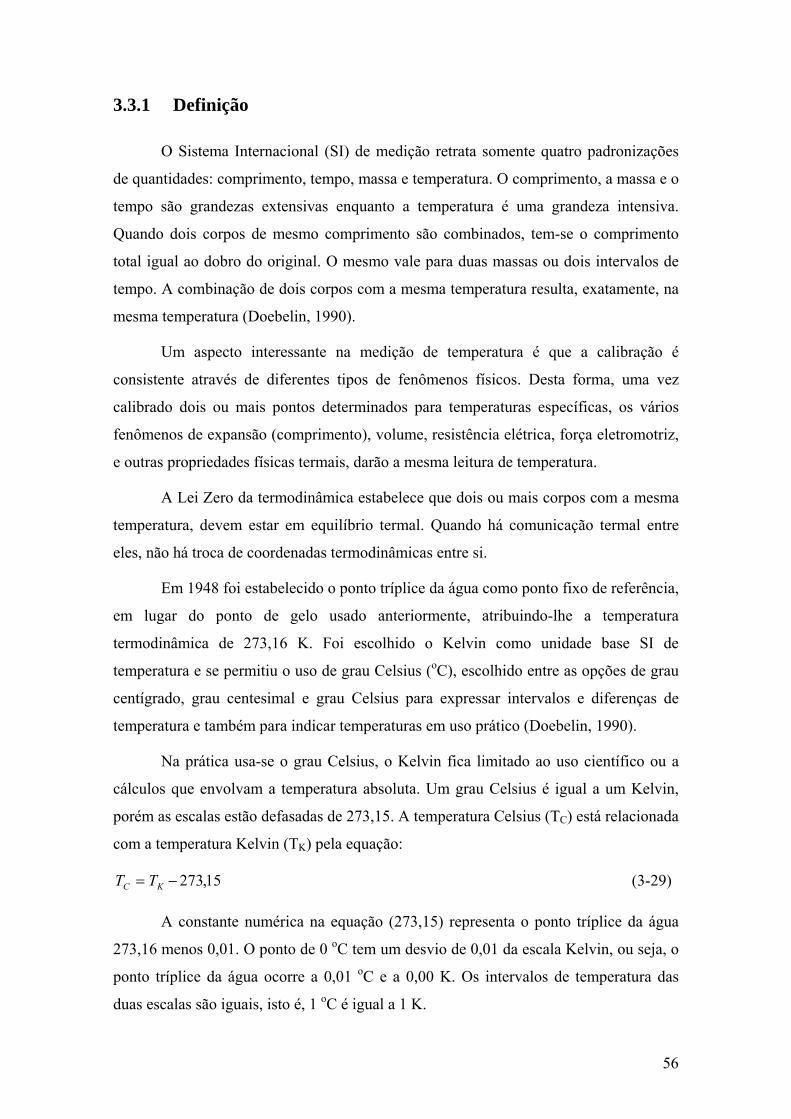
3.3.1 Definição
O Sistema Internacional (SI) de medição retrata somente quatro padronizações
de quantidades: comprimento, tempo, massa e temperatura. O comprimento, a massa e o
tempo são grandezas extensivas enquanto a temperatura é uma grandeza intensiva.
Quando dois corpos de mesmo comprimento são combinados, tem-se o comprimento
total igual ao dobro do original. O mesmo vale para duas massas ou dois intervalos de
tempo. A combinação de dois corpos com a mesma temperatura resulta, exatamente, na
mesma temperatura (Doebelin, 1990).
Um aspecto interessante na medição de temperatura é que a calibração é
consistente através de diferentes tipos de fenômenos físicos. Desta forma, uma vez
calibrado dois ou mais pontos determinados para temperaturas específicas, os vários
fenômenos de expansão (comprimento), volume, resistência elétrica, força eletromotriz,
e outras propriedades físicas termais, darão a mesma leitura de temperatura.
A Lei Zero da termodinâmica estabelece que dois ou mais corpos com a mesma
temperatura, devem estar em equilíbrio termal. Quando há comunicação termal entre
eles, não há troca de coordenadas termodinâmicas entre si.
Em 1948 foi estabelecido o ponto tríplice da água como ponto fixo de referência,
em lugar do ponto de gelo usado anteriormente, atribuindo-lhe a temperatura
termodinâmica de 273,16 K. Foi escolhido o Kelvin como unidade base SI de
temperatura e se permitiu o uso de grau Celsius (oC), escolhido entre as opções de grau
centígrado, grau centesimal e grau Celsius para expressar intervalos e diferenças de
temperatura e também para indicar temperaturas em uso prático (Doebelin, 1990).
Na prática usa-se o grau Celsius, o Kelvin fica limitado ao uso científico ou a
cálculos que envolvam a temperatura absoluta. Um grau Celsius é igual a um Kelvin,
porém as escalas estão defasadas de 273,15. A temperatura Celsius (TC) está relacionada
com a temperatura Kelvin (TK) pela equação:
15,273−= KC TT (3-29)
A constante numérica na equação (273,15) representa o ponto tríplice da água
273,16 menos 0,01. O ponto de 0 oC tem um desvio de 0,01 da escala Kelvin, ou seja, o
ponto tríplice da água ocorre a 0,01 oC e a 0,00 K. Os intervalos de temperatura das
duas escalas são iguais, isto é, 1 oC é igual a 1 K.
56
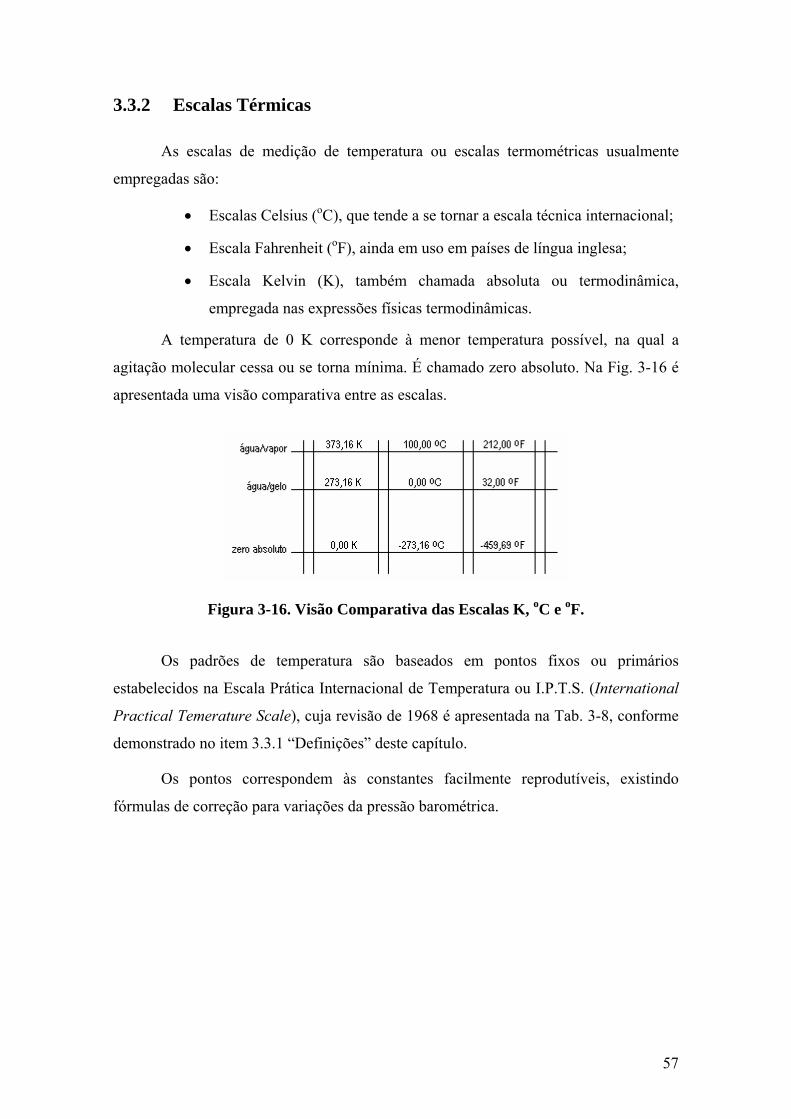
3.3.2 Escalas Térmicas
As escalas de medição de temperatura ou escalas termométricas usualmente
empregadas são:
• Escalas Celsius (oC), que tende a se tornar a escala técnica internacional;
• Escala Fahrenheit (oF), ainda em uso em países de língua inglesa;
• Escala Kelvin (K), também chamada absoluta ou termodinâmica,
empregada nas expressões físicas termodinâmicas.
A temperatura de 0 K corresponde à menor temperatura possível, na qual a
agitação molecular cessa ou se torna mínima. É chamado zero absoluto. Na Fig. 3-16 é
apresentada uma visão comparativa entre as escalas.
Figura 3-16. Visão Comparativa das Escalas K, oC e oF.
Os padrões de temperatura são baseados em pontos fixos ou primários
estabelecidos na Escala Prática Internacional de Temperatura ou I.P.T.S. (International
Practical Temerature Scale), cuja revisão de 1968 é apresentada na Tab. 3-8, conforme
demonstrado no item 3.3.1 “Definições” deste capítulo.
Os pontos correspondem às constantes facilmente reprodutíveis, existindo
fórmulas de correção para variações da pressão barométrica.
57
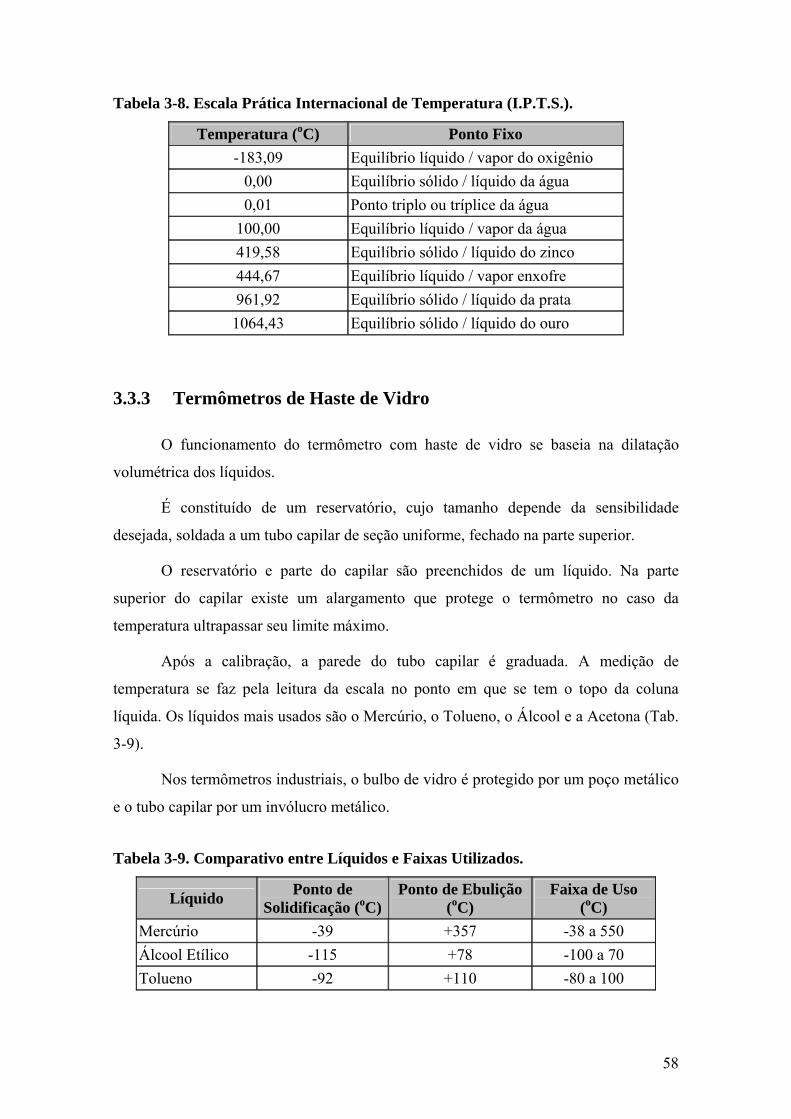
Tabela 3-8. Escala Prática Internacional de Temperatura (I.P.T.S.).
Temperatura (oC) Ponto Fixo -183,09 Equilíbrio líquido / vapor do oxigênio
0,00 Equilíbrio sólido / líquido da água 0,01 Ponto triplo ou tríplice da água
100,00 Equilíbrio líquido / vapor da água 419,58 Equilíbrio sólido / líquido do zinco 444,67 Equilíbrio líquido / vapor enxofre 961,92 Equilíbrio sólido / líquido da prata 1064,43 Equilíbrio sólido / líquido do ouro
3.3.3 Termômetros de Haste de Vidro
O funcionamento do termômetro com haste de vidro se baseia na dilatação
volumétrica dos líquidos.
É constituído de um reservatório, cujo tamanho depende da sensibilidade
desejada, soldada a um tubo capilar de seção uniforme, fechado na parte superior.
O reservatório e parte do capilar são preenchidos de um líquido. Na parte
superior do capilar existe um alargamento que protege o termômetro no caso da
temperatura ultrapassar seu limite máximo.
Após a calibração, a parede do tubo capilar é graduada. A medição de
temperatura se faz pela leitura da escala no ponto em que se tem o topo da coluna
líquida. Os líquidos mais usados são o Mercúrio, o Tolueno, o Álcool e a Acetona (Tab.
3-9).
Nos termômetros industriais, o bulbo de vidro é protegido por um poço metálico
e o tubo capilar por um invólucro metálico.
Tabela 3-9. Comparativo entre Líquidos e Faixas Utilizados.
Líquido Ponto de Solidificação (oC)
Ponto de Ebulição (oC)
Faixa de Uso (oC)
Mercúrio -39 +357 -38 a 550 Álcool Etílico -115 +78 -100 a 70 Tolueno -92 +110 -80 a 100
58
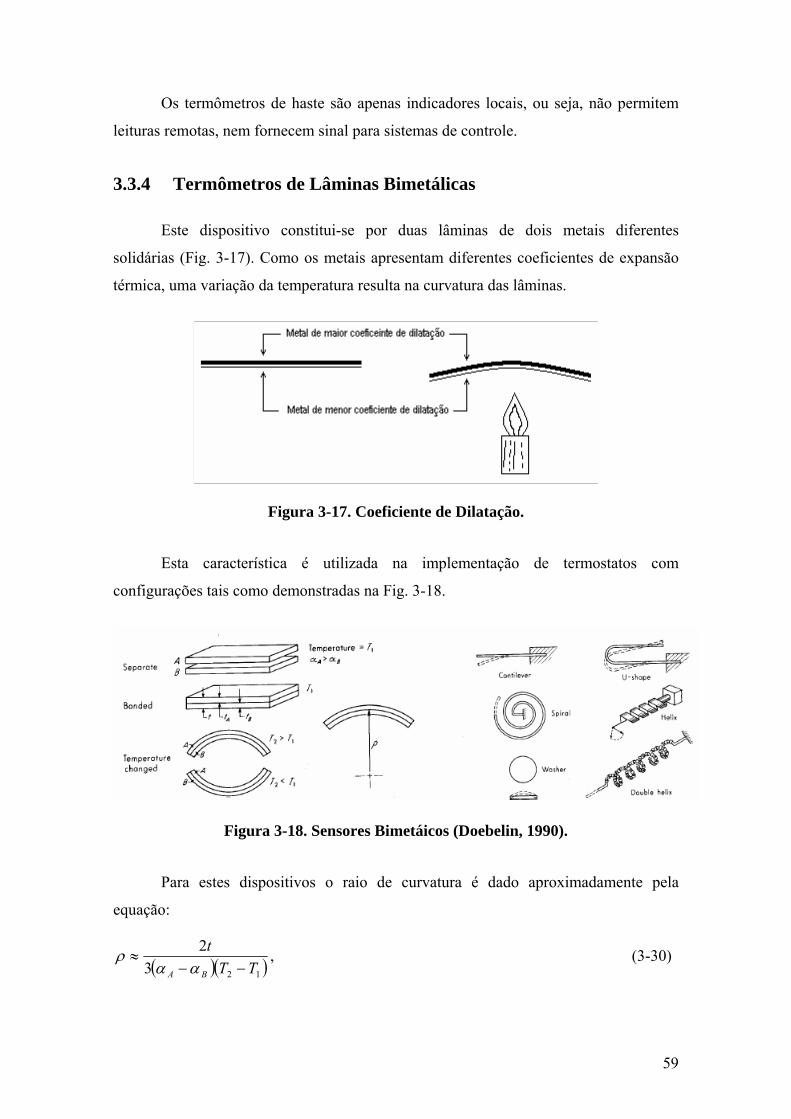
Os termômetros de haste são apenas indicadores locais, ou seja, não permitem
leituras remotas, nem fornecem sinal para sistemas de controle.
3.3.4 Termômetros de Lâminas Bimetálicas
Este dispositivo constitui-se por duas lâminas de dois metais diferentes
solidárias (Fig. 3-17). Como os metais apresentam diferentes coeficientes de expansão
térmica, uma variação da temperatura resulta na curvatura das lâminas.
Figura 3-17. Coeficiente de Dilatação.
Esta característica é utilizada na implementação de termostatos com
configurações tais como demonstradas na Fig. 3-18.
Figura 3-18. Sensores Bimetáicos (Doebelin, 1990).
Para estes dispositivos o raio de curvatura é dado aproximadamente pela
equação:
( )( )1232
TTt
BA −−≈
ααρ , (3-30)
59
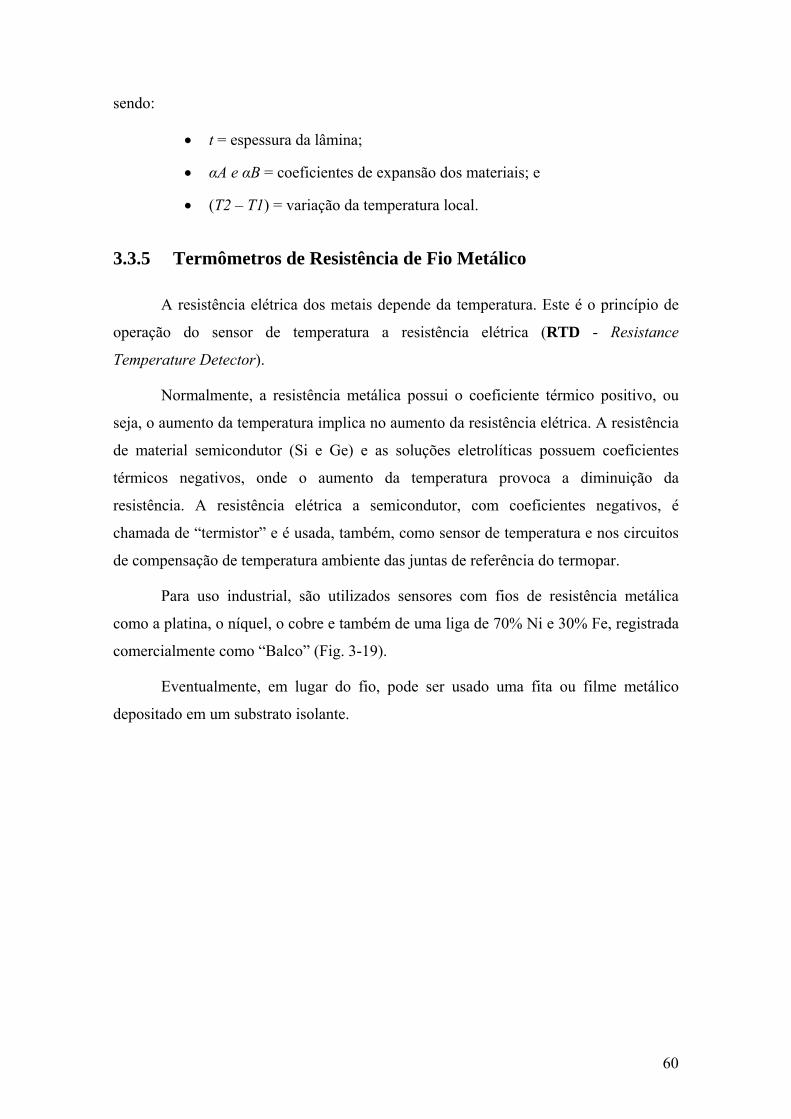
sendo:
• t = espessura da lâmina;
• αA e αB = coeficientes de expansão dos materiais; e
• (T2 – T1) = variação da temperatura local.
3.3.5 Termômetros de Resistência de Fio Metálico
A resistência elétrica dos metais depende da temperatura. Este é o princípio de
operação do sensor de temperatura a resistência elétrica (RTD - Resistance
Temperature Detector).
Normalmente, a resistência metálica possui o coeficiente térmico positivo, ou
seja, o aumento da temperatura implica no aumento da resistência elétrica. A resistência
de material semicondutor (Si e Ge) e as soluções eletrolíticas possuem coeficientes
térmicos negativos, onde o aumento da temperatura provoca a diminuição da
resistência. A resistência elétrica a semicondutor, com coeficientes negativos, é
chamada de “termistor” e é usada, também, como sensor de temperatura e nos circuitos
de compensação de temperatura ambiente das juntas de referência do termopar.
Para uso industrial, são utilizados sensores com fios de resistência metálica
como a platina, o níquel, o cobre e também de uma liga de 70% Ni e 30% Fe, registrada
comercialmente como “Balco” (Fig. 3-19).
Eventualmente, em lugar do fio, pode ser usado uma fita ou filme metálico
depositado em um substrato isolante.
60
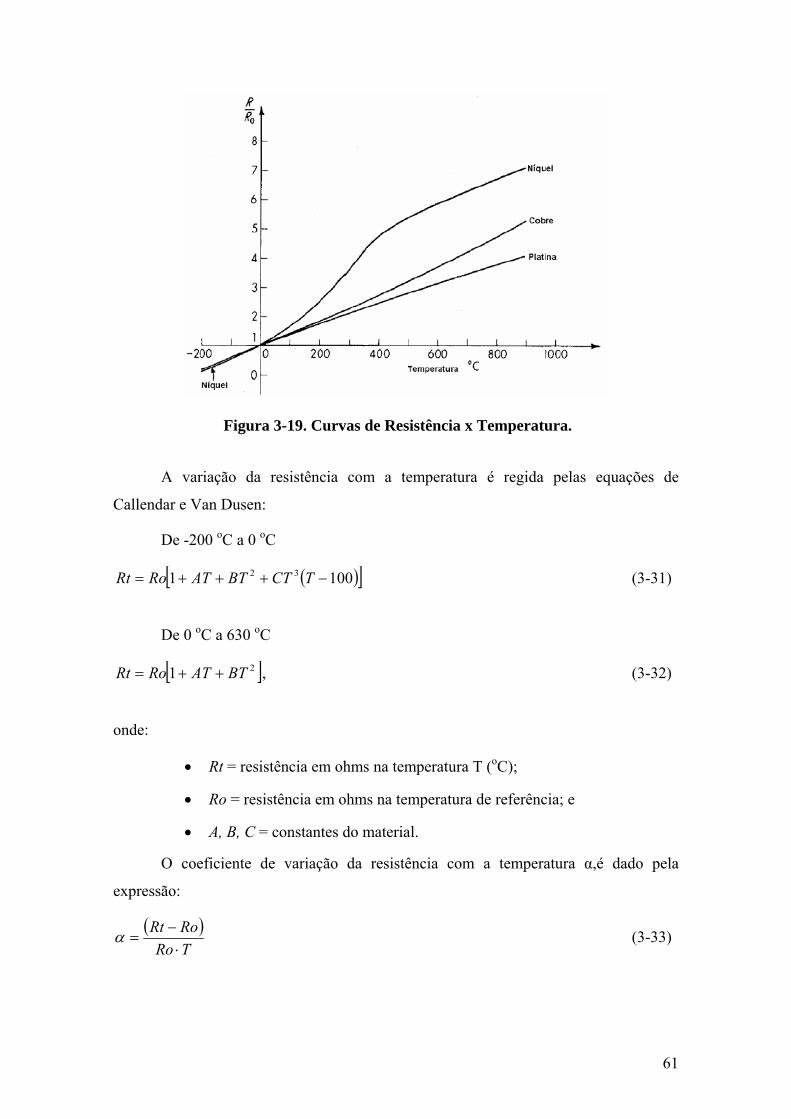
Figura 3-19. Curvas de Resistência x Temperatura.
A variação da resistência com a temperatura é regida pelas equações de
Callendar e Van Dusen:
De -200 oC a 0 oC
( )[ ]1001 32 −+++= TCTBTATRoRt (3-31)
De 0 oC a 630 oC
[ ]21 BTATRoRt ++= , (3-32)
onde:
• Rt = resistência em ohms na temperatura T (oC);
• Ro = resistência em ohms na temperatura de referência; e
• A, B, C = constantes do material.
O coeficiente de variação da resistência com a temperatura α,é dado pela
expressão:
( )TRoRoRt⋅−
=α (3-33)
61
O sensor Pt 100 é assim chamado por possuir elemento de platina e resistência
padronizada de 100 Ω a 0 oC. O Pt 100 é muito empregado na indústria devido à sua
estabilidade, repetitibilidade, precisão e ampla faixa de operação.
Nos sensores Pt 100 de uso industrial, o fio é disposto sobre um suporte isolante
de vidro ou cerâmica e encapsulado com os mesmos materiais, sendo depois
acondicionado em um poço.
A curva do sensor Pt 100 e os limites permissíveis de erro são fixados pela
norma D.I.N. 43760.
Para sensores de classe B:
[ CTMáxErro o005,03,0 +±= ]
]
(3-34)
Para sensores de classe A:
[ CTMáxErro o002,015,0 +±= (3-35)
Exemplo: para um sensor de classe A operando a 380 oC, o erro máximo será:
( )[ ] CCMáxErro oo 91,0380002,015,0 ±=⋅+±= (3-36)
Encontram-se sensores Pt 100 para operar na faixa de -250 oC até 850 oC. Para
aplicações acima de 600 oC, deve ser consultado o fabricante com relação ao erro e à
possível redução da vida útil do sensor.
Como qualquer termorresistor, o sensor Pt 100 trabalha associado a circuitos que
convertem a sua variação de resistência em leitura de temperatura e / ou sinal
padronizado (4 ~ 20 mA, HART, Field-Bus, etc.), além de garantir que a corrente no
sensor seja suficientemente pequena, para que seu auto-aquecimento seja desprezível.
Estes circuitos podem ser de dois, três ou quatro fios.
Nos circuitos de dois fios, o sistema deverá ser calibrado para compensar o
termo Rc1 + Rc2, e esta calibração sofrerá alteração se for alterado o material ou o
comprimento do cabo (Fig. 3-20).
62
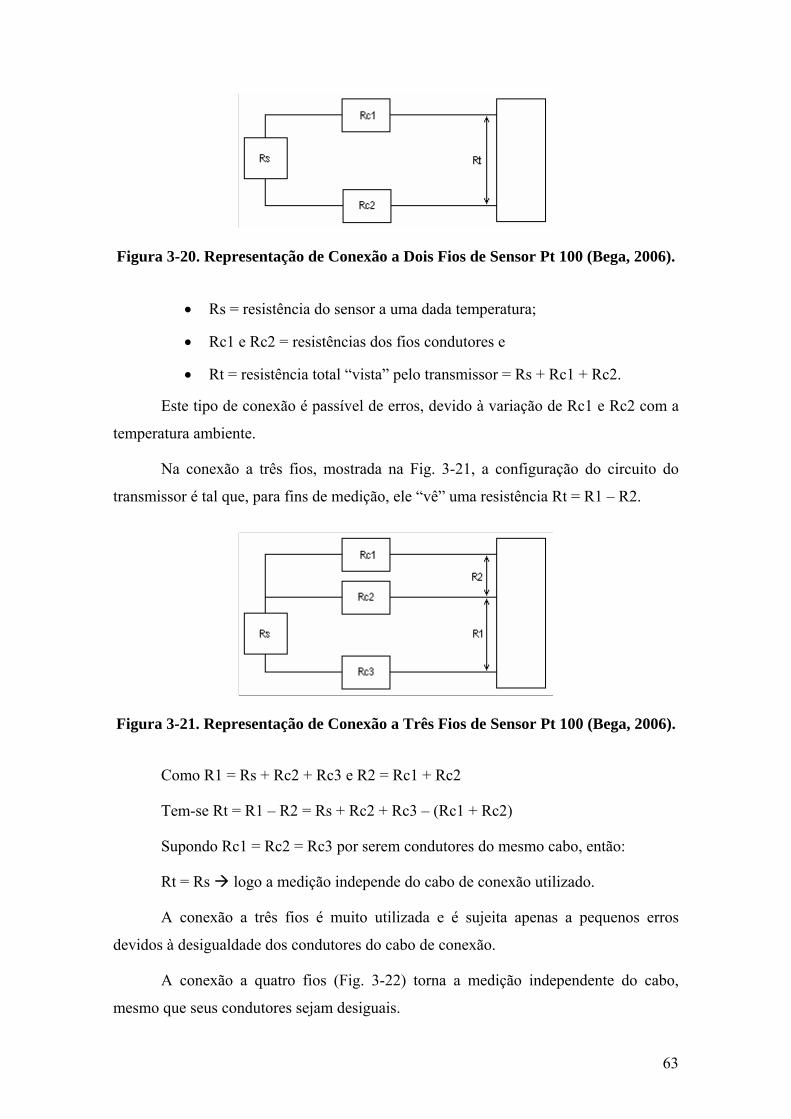
Figura 3-20. Representação de Conexão a Dois Fios de Sensor Pt 100 (Bega, 2006).
• Rs = resistência do sensor a uma dada temperatura;
• Rc1 e Rc2 = resistências dos fios condutores e
• Rt = resistência total “vista” pelo transmissor = Rs + Rc1 + Rc2.
Este tipo de conexão é passível de erros, devido à variação de Rc1 e Rc2 com a
temperatura ambiente.
Na conexão a três fios, mostrada na Fig. 3-21, a configuração do circuito do
transmissor é tal que, para fins de medição, ele “vê” uma resistência Rt = R1 – R2.
Figura 3-21. Representação de Conexão a Três Fios de Sensor Pt 100 (Bega, 2006).
Como R1 = Rs + Rc2 + Rc3 e R2 = Rc1 + Rc2
Tem-se Rt = R1 – R2 = Rs + Rc2 + Rc3 – (Rc1 + Rc2)
Supondo Rc1 = Rc2 = Rc3 por serem condutores do mesmo cabo, então:
Rt = Rs logo a medição independe do cabo de conexão utilizado.
A conexão a três fios é muito utilizada e é sujeita apenas a pequenos erros
devidos à desigualdade dos condutores do cabo de conexão.
A conexão a quatro fios (Fig. 3-22) torna a medição independente do cabo,
mesmo que seus condutores sejam desiguais.
63
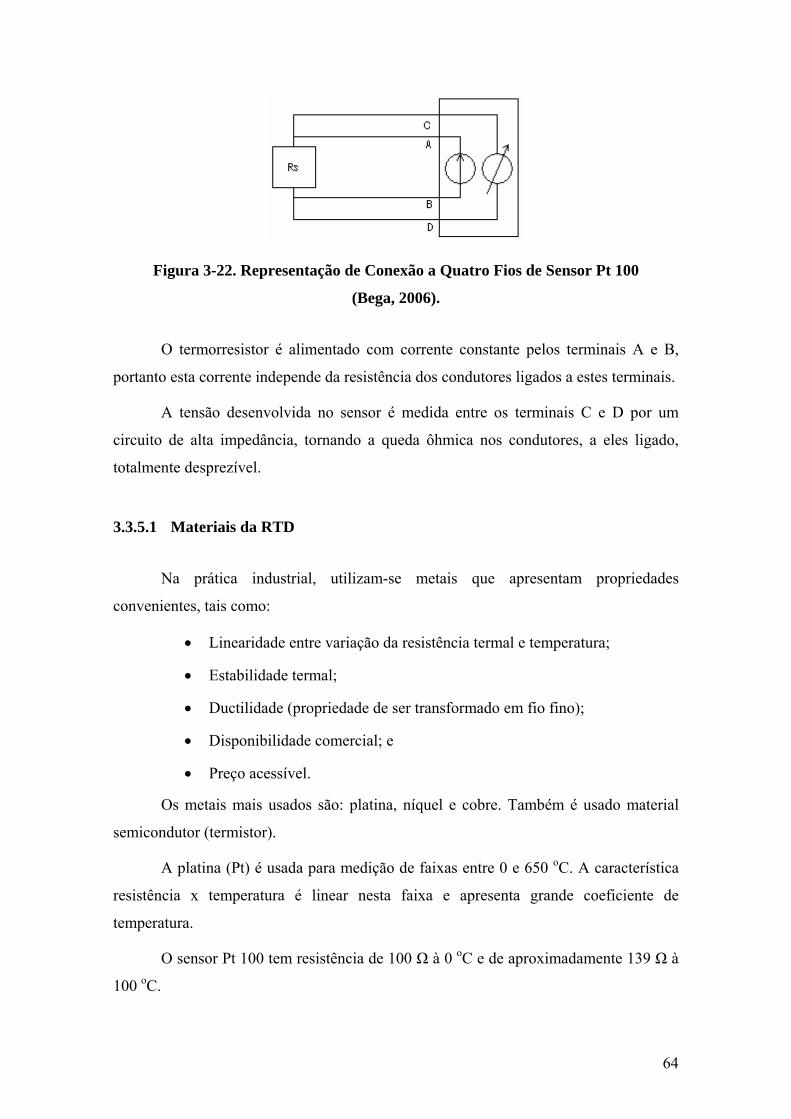
Figura 3-22. Representação de Conexão a Quatro Fios de Sensor Pt 100
(Bega, 2006).
O termorresistor é alimentado com corrente constante pelos terminais A e B,
portanto esta corrente independe da resistência dos condutores ligados a estes terminais.
A tensão desenvolvida no sensor é medida entre os terminais C e D por um
circuito de alta impedância, tornando a queda ôhmica nos condutores, a eles ligado,
totalmente desprezível.
3.3.5.1 Materiais da RTD
Na prática industrial, utilizam-se metais que apresentam propriedades
convenientes, tais como:
• Linearidade entre variação da resistência termal e temperatura;
• Estabilidade termal;
• Ductilidade (propriedade de ser transformado em fio fino);
• Disponibilidade comercial; e
• Preço acessível.
Os metais mais usados são: platina, níquel e cobre. Também é usado material
semicondutor (termistor).
A platina (Pt) é usada para medição de faixas entre 0 e 650 oC. A característica
resistência x temperatura é linear nesta faixa e apresenta grande coeficiente de
temperatura.
O sensor Pt 100 tem resistência de 100 Ω à 0 oC e de aproximadamente 139 Ω à
100 oC.
64
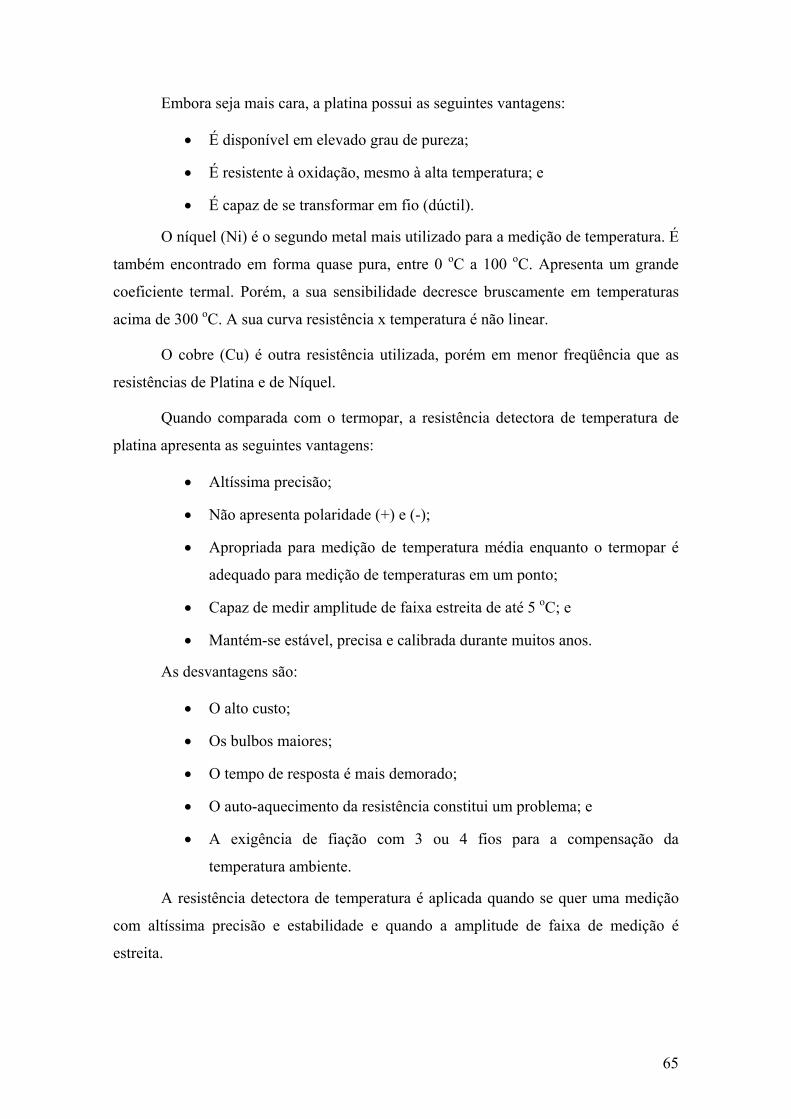
Embora seja mais cara, a platina possui as seguintes vantagens:
• É disponível em elevado grau de pureza;
• É resistente à oxidação, mesmo à alta temperatura; e
• É capaz de se transformar em fio (dúctil).
O níquel (Ni) é o segundo metal mais utilizado para a medição de temperatura. É
também encontrado em forma quase pura, entre 0 oC a 100 oC. Apresenta um grande
coeficiente termal. Porém, a sua sensibilidade decresce bruscamente em temperaturas
acima de 300 oC. A sua curva resistência x temperatura é não linear.
O cobre (Cu) é outra resistência utilizada, porém em menor freqüência que as
resistências de Platina e de Níquel.
Quando comparada com o termopar, a resistência detectora de temperatura de
platina apresenta as seguintes vantagens:
• Altíssima precisão;
• Não apresenta polaridade (+) e (-);
• Apropriada para medição de temperatura média enquanto o termopar é
adequado para medição de temperaturas em um ponto;
• Capaz de medir amplitude de faixa estreita de até 5 oC; e
• Mantém-se estável, precisa e calibrada durante muitos anos.
As desvantagens são:
• O alto custo;
• Os bulbos maiores;
• O tempo de resposta é mais demorado;
• O auto-aquecimento da resistência constitui um problema; e
• A exigência de fiação com 3 ou 4 fios para a compensação da
temperatura ambiente.
A resistência detectora de temperatura é aplicada quando se quer uma medição
com altíssima precisão e estabilidade e quando a amplitude de faixa de medição é
estreita.
65
3.3.6 Termistores
Os termistores são confeccionados com materiais semicondutores, usualmente
óxidos de níquel, manganês, cobalto e outros que apresentam grande variação da
resistência elétrica com a temperatura, numa faixa que se estende aproximadamente de -
100 oC a +300 oC.
Embora sejam semicondutores, não apresentam junções P-N e, portanto, não tem
polaridade.
Apesar de fabricados desde a década de 80, e de sua tecnologia ter evoluído
bastante, persistem alguns problemas de produção, o que torna os termistores de
precisão relativamente caros.
A maioria dos termistores é de coeficiente térmico negativo (N.T.C. – Negative
Thermal Coeficient), significando que a resistência decresce com o aumento da
temperatura. São, também, fabricados os P.T.C., de característica oposta.
Sua grande não linearidade exige o uso de circuitos adequados e normalmente
limita a aplicação a faixas estreitas de temperatura.
A relação entre a resistência e a temperatura é obtida das curvas fornecidas pelos
fabricantes, e segue aproximadamente a relação:
⎟⎠⎞
⎜⎝⎛ −
⋅= ToTeRoR11
β, (3-37)
onde:
• R = resistência na temperatura T (K);
• Ro = resistência na temperaturade referencia T0 (K);
• e = base dos logaritmos neperianos ≈ 2,718; e
• β = constante do material (válida em uma faixa estreita de temperaturas).
As curvas mostradas na Fig. 3-23 permitem uma comparação da variação de
resistência e da linearidade de um Pt 100 com um termistor.
A faixa de temperatura do gráfico é de -100 oC a +300 oC e os valores de
resistência são da ordem de 100 Ω para Pt 100 e de alguns K Ω para o termistor, no caso
um N.T.C.
66
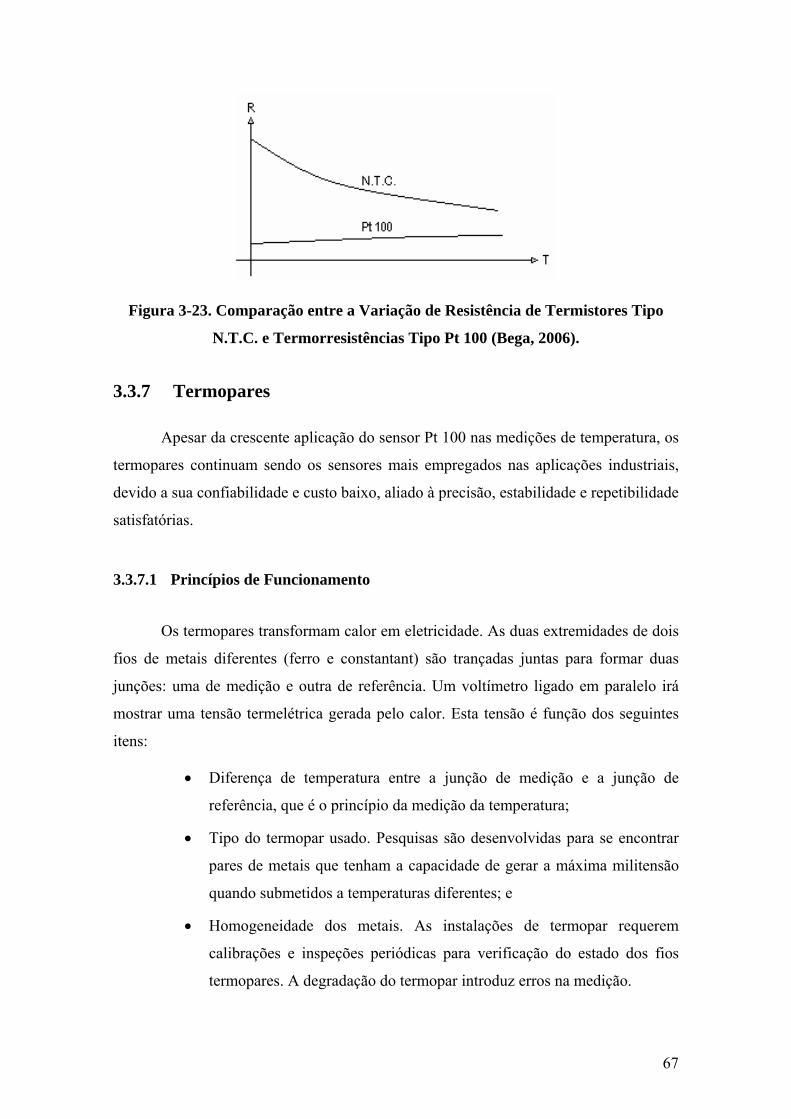
Figura 3-23. Comparação entre a Variação de Resistência de Termistores Tipo
N.T.C. e Termorresistências Tipo Pt 100 (Bega, 2006).
3.3.7 Termopares
Apesar da crescente aplicação do sensor Pt 100 nas medições de temperatura, os
termopares continuam sendo os sensores mais empregados nas aplicações industriais,
devido a sua confiabilidade e custo baixo, aliado à precisão, estabilidade e repetibilidade
satisfatórias.
3.3.7.1 Princípios de Funcionamento
Os termopares transformam calor em eletricidade. As duas extremidades de dois
fios de metais diferentes (ferro e constantant) são trançadas juntas para formar duas
junções: uma de medição e outra de referência. Um voltímetro ligado em paralelo irá
mostrar uma tensão termelétrica gerada pelo calor. Esta tensão é função dos seguintes
itens:
• Diferença de temperatura entre a junção de medição e a junção de
referência, que é o princípio da medição da temperatura;
• Tipo do termopar usado. Pesquisas são desenvolvidas para se encontrar
pares de metais que tenham a capacidade de gerar a máxima militensão
quando submetidos a temperaturas diferentes; e
• Homogeneidade dos metais. As instalações de termopar requerem
calibrações e inspeções periódicas para verificação do estado dos fios
termopares. A degradação do termopar introduz erros na medição.
67
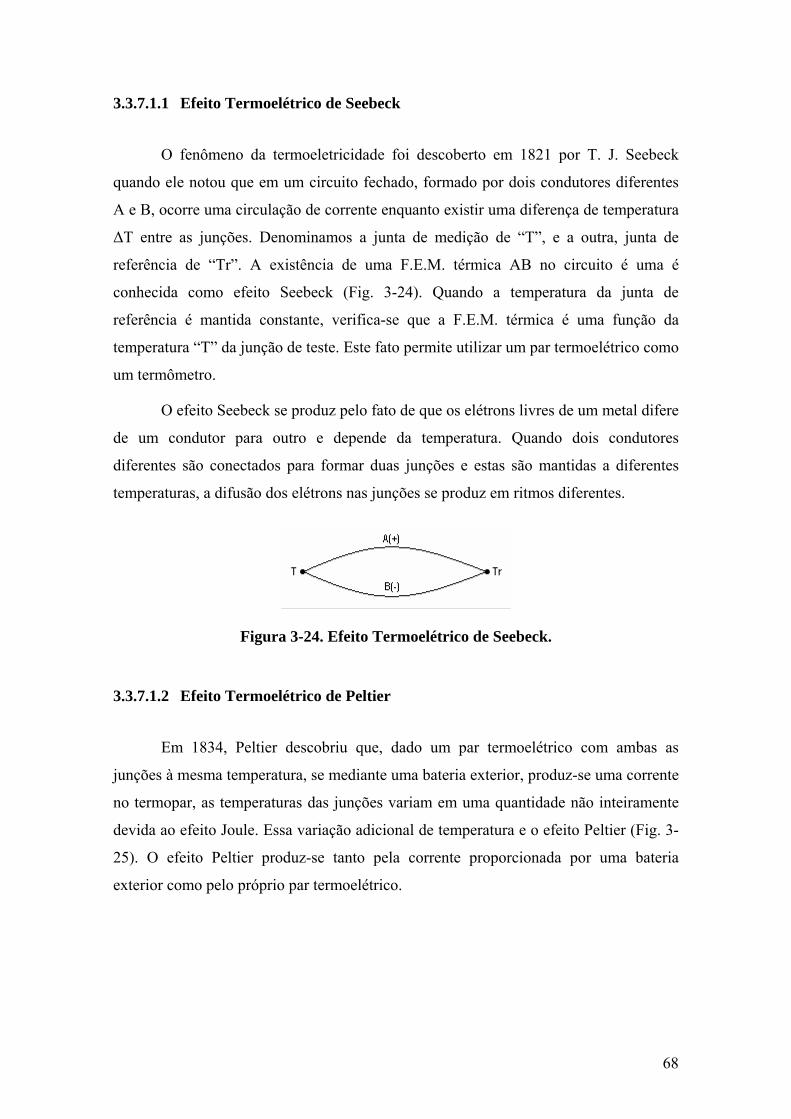
3.3.7.1.1 Efeito Termoelétrico de Seebeck
O fenômeno da termoeletricidade foi descoberto em 1821 por T. J. Seebeck
quando ele notou que em um circuito fechado, formado por dois condutores diferentes
A e B, ocorre uma circulação de corrente enquanto existir uma diferença de temperatura
∆T entre as junções. Denominamos a junta de medição de “T”, e a outra, junta de
referência de “Tr”. A existência de uma F.E.M. térmica AB no circuito é uma é
conhecida como efeito Seebeck (Fig. 3-24). Quando a temperatura da junta de
referência é mantida constante, verifica-se que a F.E.M. térmica é uma função da
temperatura “T” da junção de teste. Este fato permite utilizar um par termoelétrico como
um termômetro.
O efeito Seebeck se produz pelo fato de que os elétrons livres de um metal difere
de um condutor para outro e depende da temperatura. Quando dois condutores
diferentes são conectados para formar duas junções e estas são mantidas a diferentes
temperaturas, a difusão dos elétrons nas junções se produz em ritmos diferentes.
Figura 3-24. Efeito Termoelétrico de Seebeck.
3.3.7.1.2 Efeito Termoelétrico de Peltier
Em 1834, Peltier descobriu que, dado um par termoelétrico com ambas as
junções à mesma temperatura, se mediante uma bateria exterior, produz-se uma corrente
no termopar, as temperaturas das junções variam em uma quantidade não inteiramente
devida ao efeito Joule. Essa variação adicional de temperatura e o efeito Peltier (Fig. 3-
25). O efeito Peltier produz-se tanto pela corrente proporcionada por uma bateria
exterior como pelo próprio par termoelétrico.
68
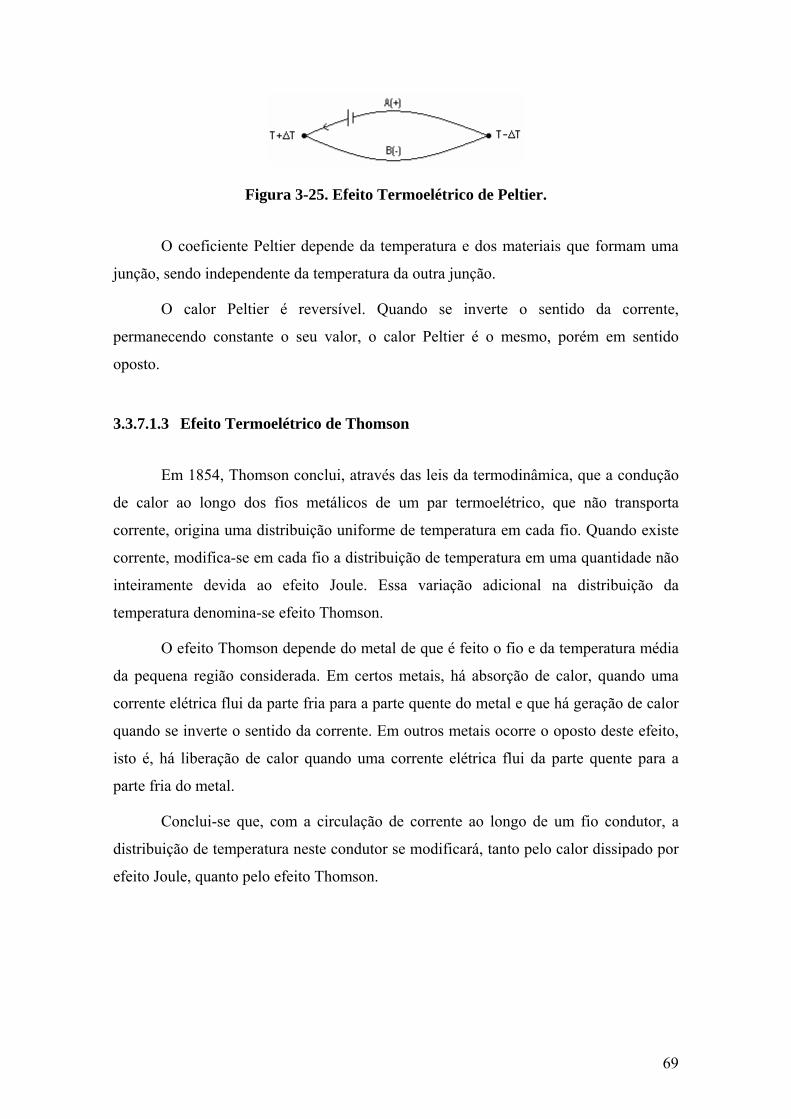
Figura 3-25. Efeito Termoelétrico de Peltier.
O coeficiente Peltier depende da temperatura e dos materiais que formam uma
junção, sendo independente da temperatura da outra junção.
O calor Peltier é reversível. Quando se inverte o sentido da corrente,
permanecendo constante o seu valor, o calor Peltier é o mesmo, porém em sentido
oposto.
3.3.7.1.3 Efeito Termoelétrico de Thomson
Em 1854, Thomson conclui, através das leis da termodinâmica, que a condução
de calor ao longo dos fios metálicos de um par termoelétrico, que não transporta
corrente, origina uma distribuição uniforme de temperatura em cada fio. Quando existe
corrente, modifica-se em cada fio a distribuição de temperatura em uma quantidade não
inteiramente devida ao efeito Joule. Essa variação adicional na distribuição da
temperatura denomina-se efeito Thomson.
O efeito Thomson depende do metal de que é feito o fio e da temperatura média
da pequena região considerada. Em certos metais, há absorção de calor, quando uma
corrente elétrica flui da parte fria para a parte quente do metal e que há geração de calor
quando se inverte o sentido da corrente. Em outros metais ocorre o oposto deste efeito,
isto é, há liberação de calor quando uma corrente elétrica flui da parte quente para a
parte fria do metal.
Conclui-se que, com a circulação de corrente ao longo de um fio condutor, a
distribuição de temperatura neste condutor se modificará, tanto pelo calor dissipado por
efeito Joule, quanto pelo efeito Thomson.
69
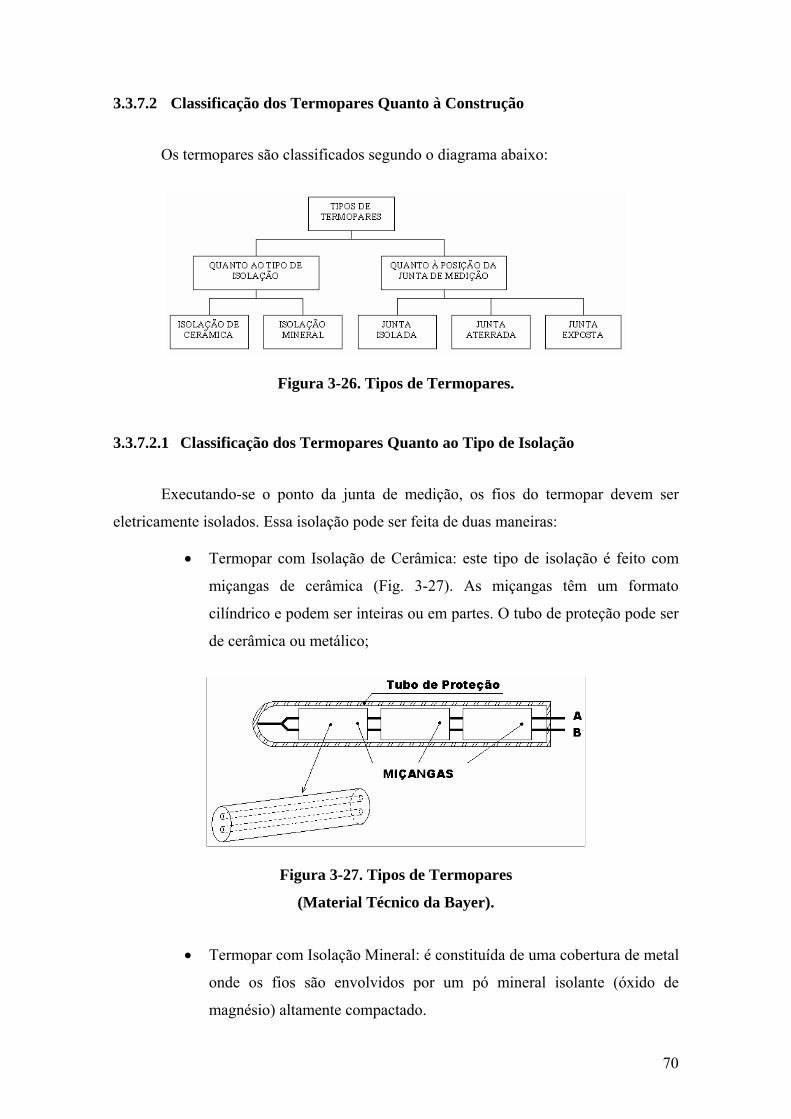
3.3.7.2 Classificação dos Termopares Quanto à Construção
Os termopares são classificados segundo o diagrama abaixo:
Figura 3-26. Tipos de Termopares.
3.3.7.2.1 Classificação dos Termopares Quanto ao Tipo de Isolação
Executando-se o ponto da junta de medição, os fios do termopar devem ser
eletricamente isolados. Essa isolação pode ser feita de duas maneiras:
• Termopar com Isolação de Cerâmica: este tipo de isolação é feito com
miçangas de cerâmica (Fig. 3-27). As miçangas têm um formato
cilíndrico e podem ser inteiras ou em partes. O tubo de proteção pode ser
de cerâmica ou metálico;
Figura 3-27. Tipos de Termopares
(Material Técnico da Bayer).
• Termopar com Isolação Mineral: é constituída de uma cobertura de metal
onde os fios são envolvidos por um pó mineral isolante (óxido de
magnésio) altamente compactado.
70
3.3.7.2.2 Classificação dos Termopares Quanto à Posição da Junta de Medição
Com relação ao posicionamento dentro do tubo de proteção, as juntas de
medição podem ser:
• Juntas de Medição Aterradas: estas juntas são feitas de maneira que
fiquem encostadas (aterradas) ao tubo de proteção (Fig. 3-28).
Figura 3-28. Juntas de Medição Aterradas.
• Juntas de Medição Isoladas: estas juntas são feitas de maneira tal, que a
junta de medição fique separada (isolada) do tubo de proteção (Fig. 3-
29). Em relação às juntas de medição aterrada, esta junção apresenta a
vantagem de não sofrer influência dos sinais elétricos devido ao
aterramento. Em contrapartida, apresentam uma velocidade de resposta
mais lenta.
Figura 3-29. Juntas de Medição Isoladas.
• Juntas de Medição Expostas: este tipo de junção é utilizado na medição
de gases não corrosivos ou contaminantes, onde se deseja o mínimo de
tempo de resposta do sensor (Fig. 3-30).
Figura 3-30. Juntas de Medição Expostas.
71
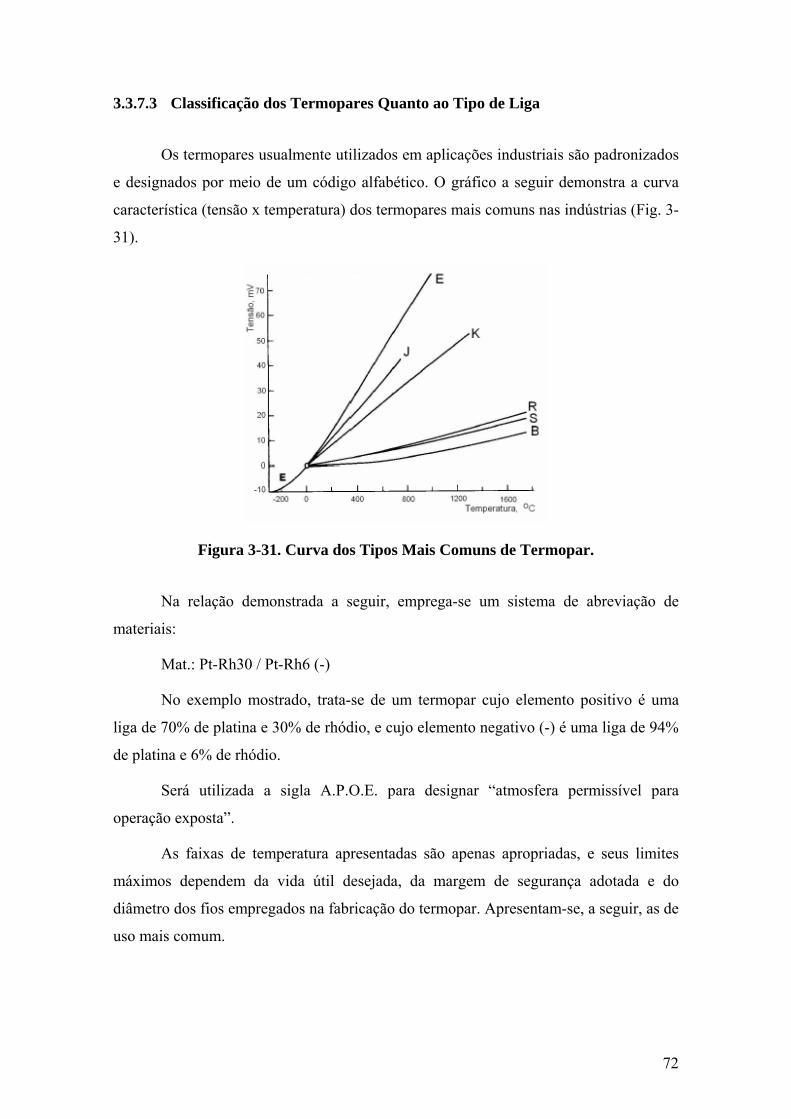
3.3.7.3 Classificação dos Termopares Quanto ao Tipo de Liga
Os termopares usualmente utilizados em aplicações industriais são padronizados
e designados por meio de um código alfabético. O gráfico a seguir demonstra a curva
característica (tensão x temperatura) dos termopares mais comuns nas indústrias (Fig. 3-
31).
Figura 3-31. Curva dos Tipos Mais Comuns de Termopar.
Na relação demonstrada a seguir, emprega-se um sistema de abreviação de
materiais:
Mat.: Pt-Rh30 / Pt-Rh6 (-)
No exemplo mostrado, trata-se de um termopar cujo elemento positivo é uma
liga de 70% de platina e 30% de rhódio, e cujo elemento negativo (-) é uma liga de 94%
de platina e 6% de rhódio.
Será utilizada a sigla A.P.O.E. para designar “atmosfera permissível para
operação exposta”.
As faixas de temperatura apresentadas são apenas apropriadas, e seus limites
máximos dependem da vida útil desejada, da margem de segurança adotada e do
diâmetro dos fios empregados na fabricação do termopar. Apresentam-se, a seguir, as de
uso mais comum.
72
Conforme pode ser observado na Tab. 3-10, o limite máximo de temperatura
recomendado por um fabricante, para termopares do tipo K, varia em função da bitola
dos condutores.
Tabela 3-10. Limite Máximo de Temperatura do Termopar, em Função da
Variação da Bitola dos Condutores.
Bitola 8 A.W.G. Ø = 3,26 mm
14 A.W.G. Ø = 1,63 mm
20 A.W.G. Ø = 0,81 mm
24 A.W.G. Ø = 0,51 mm
Temp. máx. 1260 oC 1090 oC 980 oC 870 oC
• Termopar Tipo B:
Mat.: Pt-Rh30/Pt-Rh6 (-)
Ident.: (-) é mais duro
P.T. média: 1,05 mV/100 oC
Faixa: 600 oC a 1700 oC
A.P.O.E.: inerte ou fracamente oxidante.
Obs.: Menor deriva e maior resistência que os tipos S e R, quando em
altas temperaturas.
• Termopar Tipo E:
Mat.: Cromel (Ni-Cr10)/Constantan (Cu-Ni42) (-)
Ident.: (+) é mais duro
P.T. média: 7,64 mV/100 oC
Faixa: 0 oC a 750 oC
A.P.O.E.: inerte e oxidante.
Obs.: Maior deriva que outros de metais não nobres. Eventualmente
usado abaixo de 0 oC.
• Termopar Tipo J:
Mat.: Fe/Constantan (Cu-Ni42) (-)
Ident.: (+) é magnético (atraído por um imã)
P.T. média: 5,65 mV/100 oC
Faixa: 0 oC a 750 oC
73
A.P.O.E.: inerte ou redutora.
Obs.: Baixo custo.
• Termopar Tipo K:
Mat.: Cromel (Ni-Cr10)/Alumel (Ni95,4-Mn1,8-Si1,6-Al1,2) (-)
Ident.: (-) é levemente magnético
P.T. média: 4,05 mV/100 oC
Faixa: 0 oC a 1200 oC
A.P.O.E.: inerte e oxidante.
Obs.: Mais utilizado na parte superior da faixa. Muito sensível ao SO2 e
ao H2S. Deve ser bem protegido na presença destes gases. Custo
geralmente maior que os dois tipos T e J. Eventualmente usado abaixo de
0 oC.
• Termopar Tipo R:
Mat.: Pt-Rh13/Pt (-)
Ident.: (+) é mais duro
P.T. média: 1,16 mV/100 oC
Faixa: 0 oC a 1500 oC
A.P.O.E.: inerte e oxidante.
Obs.: Fabricado com pequenas dimensões e resposta rápida. Custo maior
que o dos tipos K e N.
• Termopar Tipo S:
Mat.: Pt-Rh10/Pt (-)
P.T. média: 1,04 mV/100 oC
Obs.: Demais características similares ao tipo R. Muito usado em
sensores descartáveis.
• Termopar Tipo T:
Mat.: Cu/Constantan (Cu-Ni42) (-)
Ident.: (+) é mais avermelhado (cor de cobre)
P.T. média: 5,14 mV/100 oC
Faixa: -200 oC a 3500 oC
74
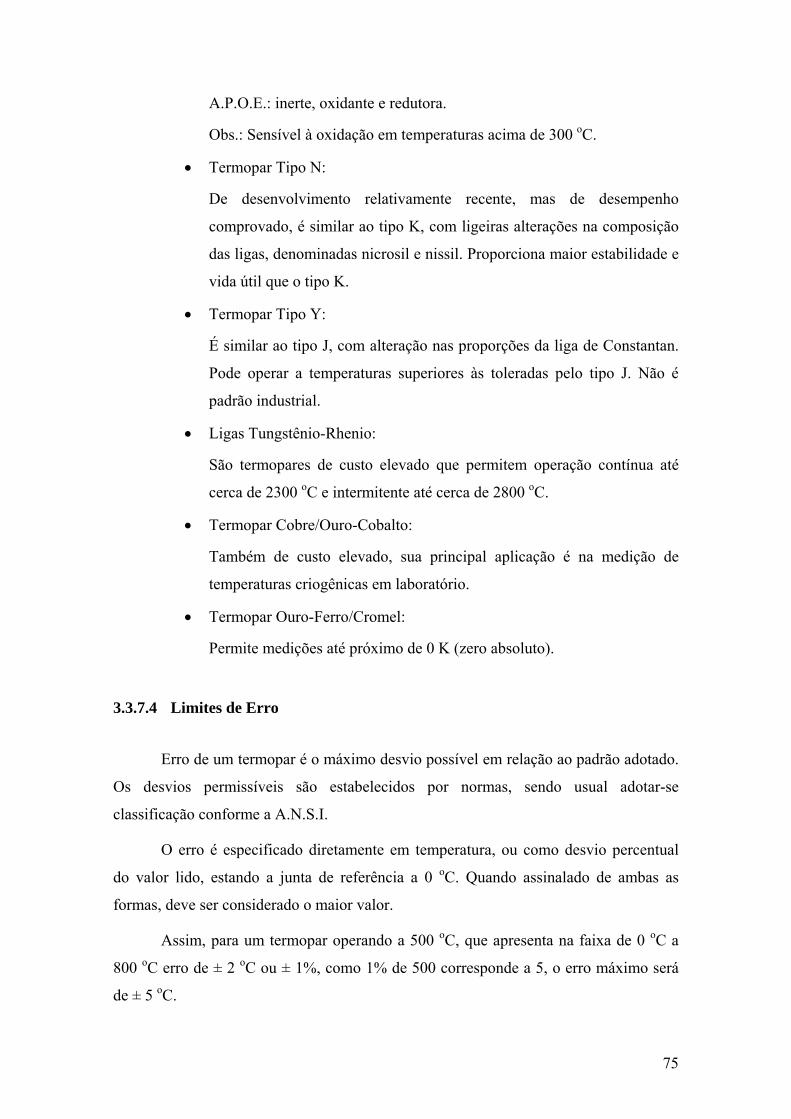
A.P.O.E.: inerte, oxidante e redutora.
Obs.: Sensível à oxidação em temperaturas acima de 300 oC.
• Termopar Tipo N:
De desenvolvimento relativamente recente, mas de desempenho
comprovado, é similar ao tipo K, com ligeiras alterações na composição
das ligas, denominadas nicrosil e nissil. Proporciona maior estabilidade e
vida útil que o tipo K.
• Termopar Tipo Y:
É similar ao tipo J, com alteração nas proporções da liga de Constantan.
Pode operar a temperaturas superiores às toleradas pelo tipo J. Não é
padrão industrial.
• Ligas Tungstênio-Rhenio:
São termopares de custo elevado que permitem operação contínua até
cerca de 2300 oC e intermitente até cerca de 2800 oC.
• Termopar Cobre/Ouro-Cobalto:
Também de custo elevado, sua principal aplicação é na medição de
temperaturas criogênicas em laboratório.
• Termopar Ouro-Ferro/Cromel:
Permite medições até próximo de 0 K (zero absoluto).
3.3.7.4 Limites de Erro
Erro de um termopar é o máximo desvio possível em relação ao padrão adotado.
Os desvios permissíveis são estabelecidos por normas, sendo usual adotar-se
classificação conforme a A.N.S.I.
O erro é especificado diretamente em temperatura, ou como desvio percentual
do valor lido, estando a junta de referência a 0 oC. Quando assinalado de ambas as
formas, deve ser considerado o maior valor.
Assim, para um termopar operando a 500 oC, que apresenta na faixa de 0 oC a
800 oC erro de ± 2 oC ou ± 1%, como 1% de 500 corresponde a 5, o erro máximo será
de ± 5 oC.
75
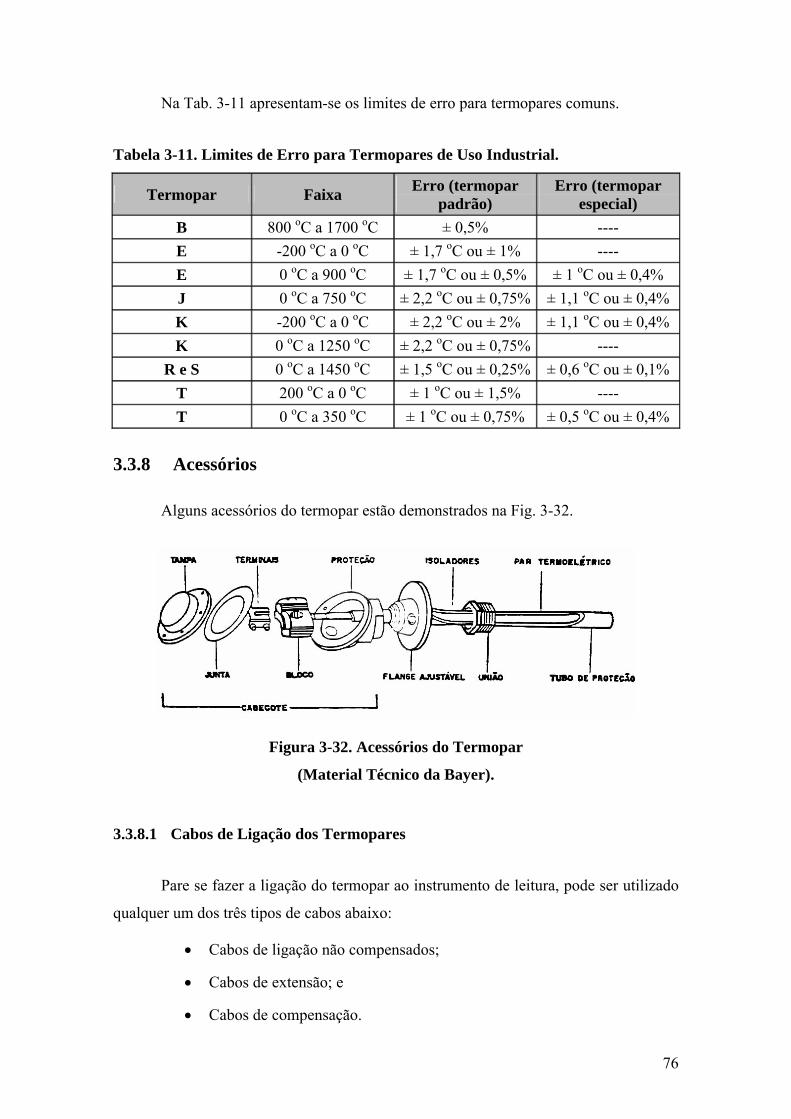
Na Tab. 3-11 apresentam-se os limites de erro para termopares comuns.
Tabela 3-11. Limites de Erro para Termopares de Uso Industrial.
Termopar Faixa Erro (termopar padrão)
Erro (termopar especial)
B 800 oC a 1700 oC ± 0,5% ---- E -200 oC a 0 oC ± 1,7 oC ou ± 1% ---- E 0 oC a 900 oC ± 1,7 oC ou ± 0,5% ± 1 oC ou ± 0,4% J 0 oC a 750 oC ± 2,2 oC ou ± 0,75% ± 1,1 oC ou ± 0,4% K -200 oC a 0 oC ± 2,2 oC ou ± 2% ± 1,1 oC ou ± 0,4% K 0 oC a 1250 oC ± 2,2 oC ou ± 0,75% ----
R e S 0 oC a 1450 oC ± 1,5 oC ou ± 0,25% ± 0,6 oC ou ± 0,1% T 200 oC a 0 oC ± 1 oC ou ± 1,5% ---- T 0 oC a 350 oC ± 1 oC ou ± 0,75% ± 0,5 oC ou ± 0,4%
3.3.8 Acessórios
Alguns acessórios do termopar estão demonstrados na Fig. 3-32.
Figura 3-32. Acessórios do Termopar
(Material Técnico da Bayer).
3.3.8.1 Cabos de Ligação dos Termopares
Pare se fazer a ligação do termopar ao instrumento de leitura, pode ser utilizado
qualquer um dos três tipos de cabos abaixo:
• Cabos de ligação não compensados;
• Cabos de extensão; e
• Cabos de compensação.
76
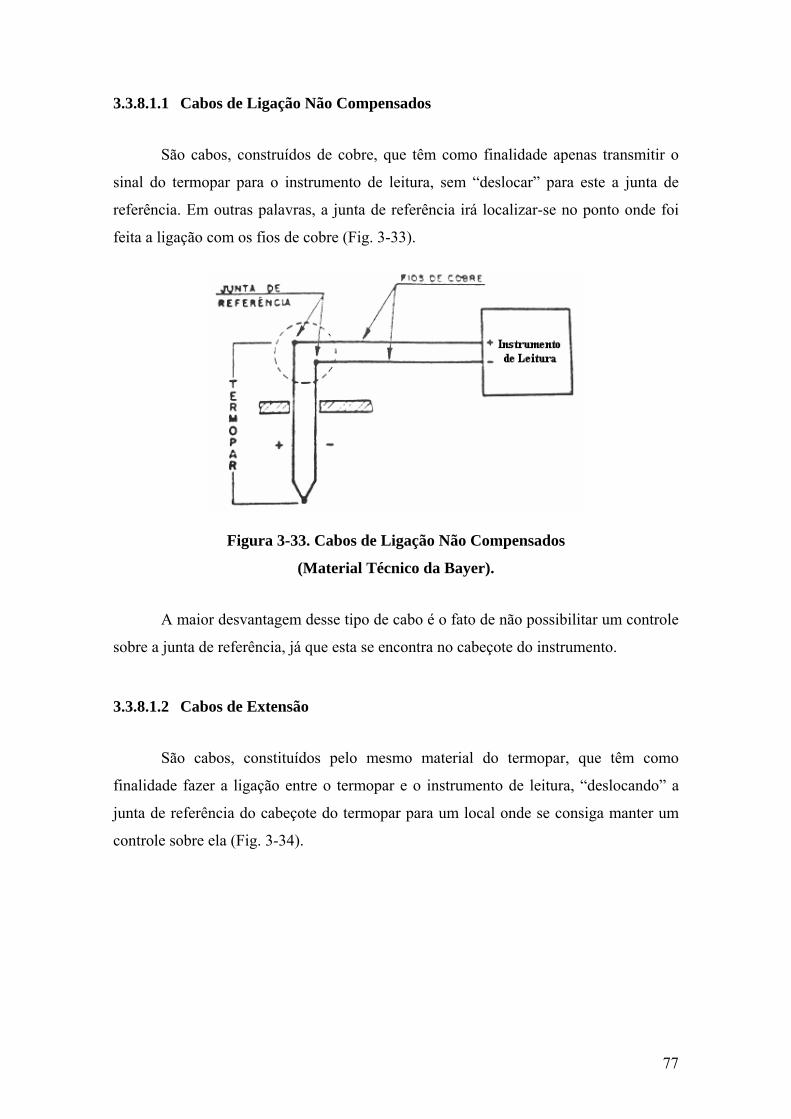
3.3.8.1.1 Cabos de Ligação Não Compensados
São cabos, construídos de cobre, que têm como finalidade apenas transmitir o
sinal do termopar para o instrumento de leitura, sem “deslocar” para este a junta de
referência. Em outras palavras, a junta de referência irá localizar-se no ponto onde foi
feita a ligação com os fios de cobre (Fig. 3-33).
Figura 3-33. Cabos de Ligação Não Compensados
(Material Técnico da Bayer).
A maior desvantagem desse tipo de cabo é o fato de não possibilitar um controle
sobre a junta de referência, já que esta se encontra no cabeçote do instrumento.
3.3.8.1.2 Cabos de Extensão
São cabos, constituídos pelo mesmo material do termopar, que têm como
finalidade fazer a ligação entre o termopar e o instrumento de leitura, “deslocando” a
junta de referência do cabeçote do termopar para um local onde se consiga manter um
controle sobre ela (Fig. 3-34).
77
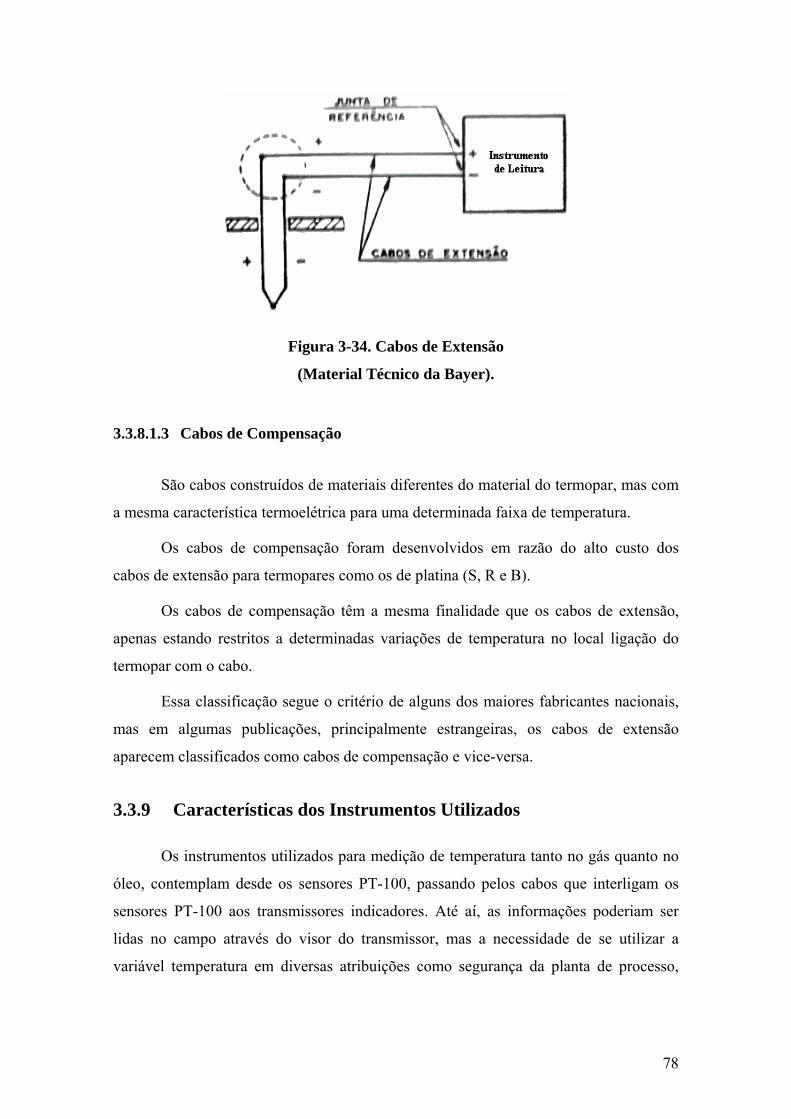
Figura 3-34. Cabos de Extensão
(Material Técnico da Bayer).
3.3.8.1.3 Cabos de Compensação
São cabos construídos de materiais diferentes do material do termopar, mas com
a mesma característica termoelétrica para uma determinada faixa de temperatura.
Os cabos de compensação foram desenvolvidos em razão do alto custo dos
cabos de extensão para termopares como os de platina (S, R e B).
Os cabos de compensação têm a mesma finalidade que os cabos de extensão,
apenas estando restritos a determinadas variações de temperatura no local ligação do
termopar com o cabo.
Essa classificação segue o critério de alguns dos maiores fabricantes nacionais,
mas em algumas publicações, principalmente estrangeiras, os cabos de extensão
aparecem classificados como cabos de compensação e vice-versa.
3.3.9 Características dos Instrumentos Utilizados
Os instrumentos utilizados para medição de temperatura tanto no gás quanto no
óleo, contemplam desde os sensores PT-100, passando pelos cabos que interligam os
sensores PT-100 aos transmissores indicadores. Até aí, as informações poderiam ser
lidas no campo através do visor do transmissor, mas a necessidade de se utilizar a
variável temperatura em diversas atribuições como segurança da planta de processo,
78
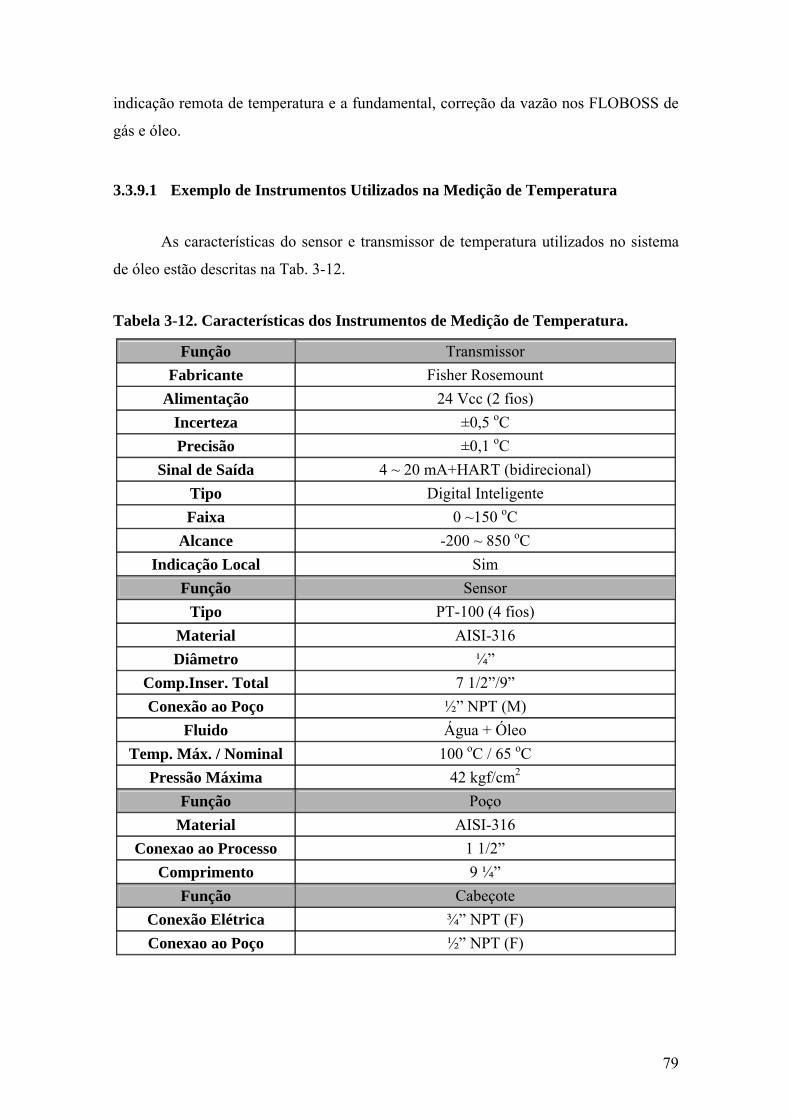
indicação remota de temperatura e a fundamental, correção da vazão nos FLOBOSS de
gás e óleo.
3.3.9.1 Exemplo de Instrumentos Utilizados na Medição de Temperatura
As características do sensor e transmissor de temperatura utilizados no sistema
de óleo estão descritas na Tab. 3-12.
Tabela 3-12. Características dos Instrumentos de Medição de Temperatura.
Função Transmissor Fabricante Fisher Rosemount
Alimentação 24 Vcc (2 fios) Incerteza ±0,5 oC Precisão ±0,1 oC
Sinal de Saída 4 ~ 20 mA+HART (bidirecional) Tipo Digital Inteligente Faixa 0 ~150 oC
Alcance -200 ~ 850 oC Indicação Local Sim
Função Sensor Tipo PT-100 (4 fios)
Material AISI-316 Diâmetro ¼”
Comp.Inser. Total 7 1/2”/9” Conexão ao Poço ½” NPT (M)
Fluido Água + Óleo Temp. Máx. / Nominal 100 oC / 65 oC
Pressão Máxima 42 kgf/cm2
Função Poço Material AISI-316
Conexao ao Processo 1 1/2” Comprimento 9 ¼”
Função Cabeçote Conexão Elétrica ¾” NPT (F) Conexao ao Poço ½” NPT (F)
79
3.4 Medição de Vazão
A medição de vazão é utilizada para fins contábeis e para verificação do
rendimento do processo. É definida como a quantidade de fluido que passa pela seção
de um duto, por unidade de tempo. O fluido pode ser líquido, gás ou vapor.
A quantidade do fluido pode ser medida em volume (vazão volumétrica) ou em
massa (vazão mássica). Quando se trata de vazão volumétrica, especialmente nos casos
de fluidos compressíveis, ainda é necessário especificar se o volume é referido às
condições de temperatura e pressão de operação, ou se é convertido às condições de
referência.
Entre as variáveis mais freqüentemente medidas, a vazão é a que requer os
recursos tecnológicos mais diversos para a realização de medidores e transmissores. A
medição de vazão encontra importantes aplicações no transporte de fluidos (oleodutos,
gasodutos), nos serviços públicos (abastecimento, saneamento) e na indústria em geral,
para controle de relação, bateladas, balanços de massa, contribuindo para a quantidade e
a otimização de controle de processos.
Na medição de vazão, a propagação de erros é rápida porque o cálculo da vazão
depende das quantidades primárias como pressão, densidade, viscosidade, etc.
Na medição de vazão, não há padrões de m3/h ou kg/h. É impossível fornecer a
alguém um “m3/h” como uma materialização de medida para vazão. A transferência de
uma taxa de fluxo em uma cadeia metrológica de um país é, então, muito diferente da
transferência do quilograma ou metro. Por esta razão, quando uma incerteza de 0,5% é
atingida, pode ser considerado como um bom resultado.
3.4.1 Princípios de Medição de Vazão
Vazão ou fluxo é o deslocamento de volume, ou massa, de um fluido, por
unidade de tempo. Assim, matematicamente tem-se:
tVQ = , (3-38)
ou
80
tMW = , (3-39)
onde:
• Q é a vazão volumétrica instantânea;
• W é a vazão mássica instantânea;
• V é o volume do fluido deslocado;
• M é a massa do fluido deslocado; e
• t é o intervalo de tempo.
Diz-se que a vazão é instantânea quando o intervalo de tempo tende a zero.
Outra relação matemática importante envolvendo o conceito de vazão é aquela
que mostra que a vazão instantânea é proporcional à velocidade do fluido e à área da
seção reta da tubulação, onde o fluxo se desloca:
AvQ ⋅= , (3-40)
onde:
• v é a velocidade do fluido; e
• A é a área da seção reta da tubulação.
Há, também, uma relação matemática importante em vazão de fluido, que é a
equação da continuidade de Bernouille.
ghCdQ 22= , (3-41)
onde:
• C é o coeficiente de descarga;
• d é o diâmetro da tubulação;
• h é a pressão diferencial resultante da passagem do fluido; e
• g é a constante de gravidade.
Todas as relações matemáticas apresentadas são importantes, pois raramente se
tem a medição direta de vazão. A medição da vazão é indireta, normalmente feita por
81
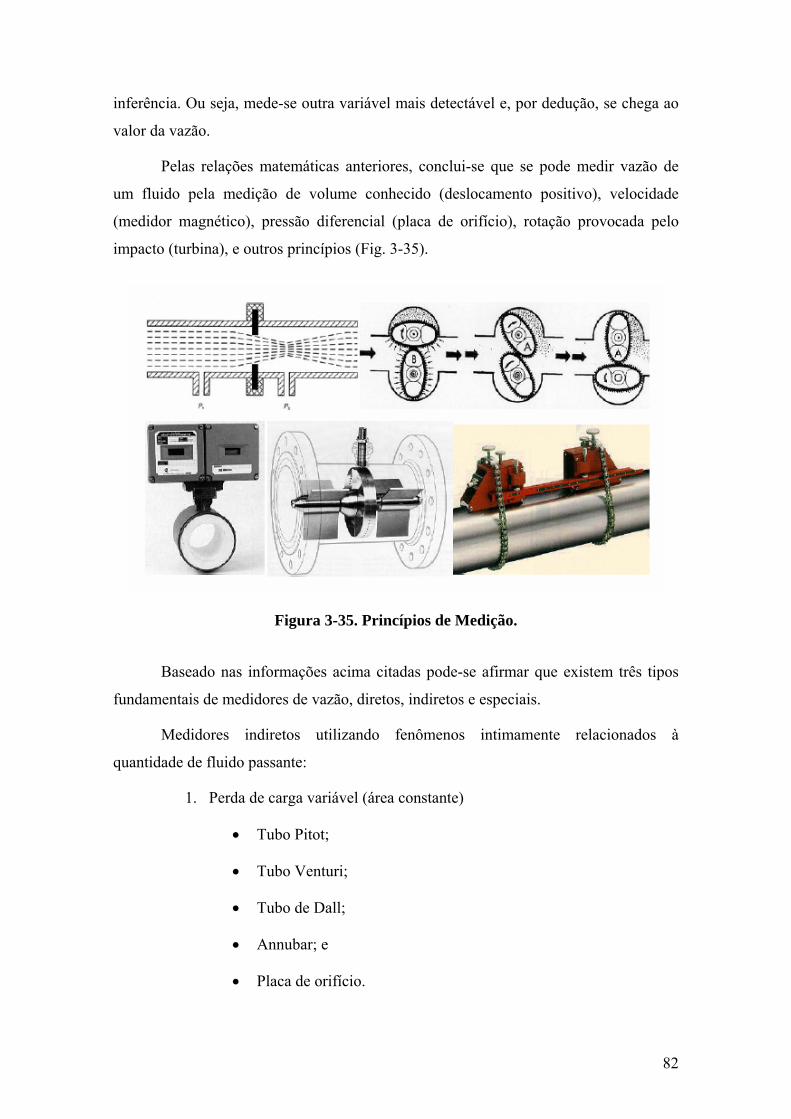
inferência. Ou seja, mede-se outra variável mais detectável e, por dedução, se chega ao
valor da vazão.
Pelas relações matemáticas anteriores, conclui-se que se pode medir vazão de
um fluido pela medição de volume conhecido (deslocamento positivo), velocidade
(medidor magnético), pressão diferencial (placa de orifício), rotação provocada pelo
impacto (turbina), e outros princípios (Fig. 3-35).
Figura 3-35. Princípios de Medição.
Baseado nas informações acima citadas pode-se afirmar que existem três tipos
fundamentais de medidores de vazão, diretos, indiretos e especiais.
Medidores indiretos utilizando fenômenos intimamente relacionados à
quantidade de fluido passante:
1. Perda de carga variável (área constante)
• Tubo Pitot;
• Tubo Venturi;
• Tubo de Dall;
• Annubar; e
• Placa de orifício.
82
2. Área variável (perda de carga constante)
• Rotâmetro.
Medidores diretos de volume do fluido passante:
1. Deslocamento positivo do fluido
• Disco nutante;
• Pistão flutuante; e
• Rodas ovais (engrenagens ovais).
2. Velocidade pelo impacto do fluido
• Tipo hélice; e
• Tipo turbina.
Medidores especiais:
• Eletromagnéticos;
• Vortex;
• Ultra-sônicos;
• Calhas Parshall; e
• Coriolis.
3.4.1.1 Medição de Vazão por Perda de Carga Variável
Considerando-se uma tubulação com um fluido passante, chama-se perda de
carga dessa tubulação a queda de pressão sofrida pelo fluido ao atravessá-la. As causas
da perda de carga são: o atrito entre o fluido e a parede interna do tubo, a mudança de
pressão e velocidade devido a uma curva ou um obstáculo, etc.
Os diversos medidores de perda de carga variável usam diferentes tipos de
obstáculos ao fluxo do líquido, provocando uma queda de pressão (Fig. 3-36).
Relacionando essa perda de pressão com a vazão, determina-se a medição de vazão pela
seguinte equação:
83
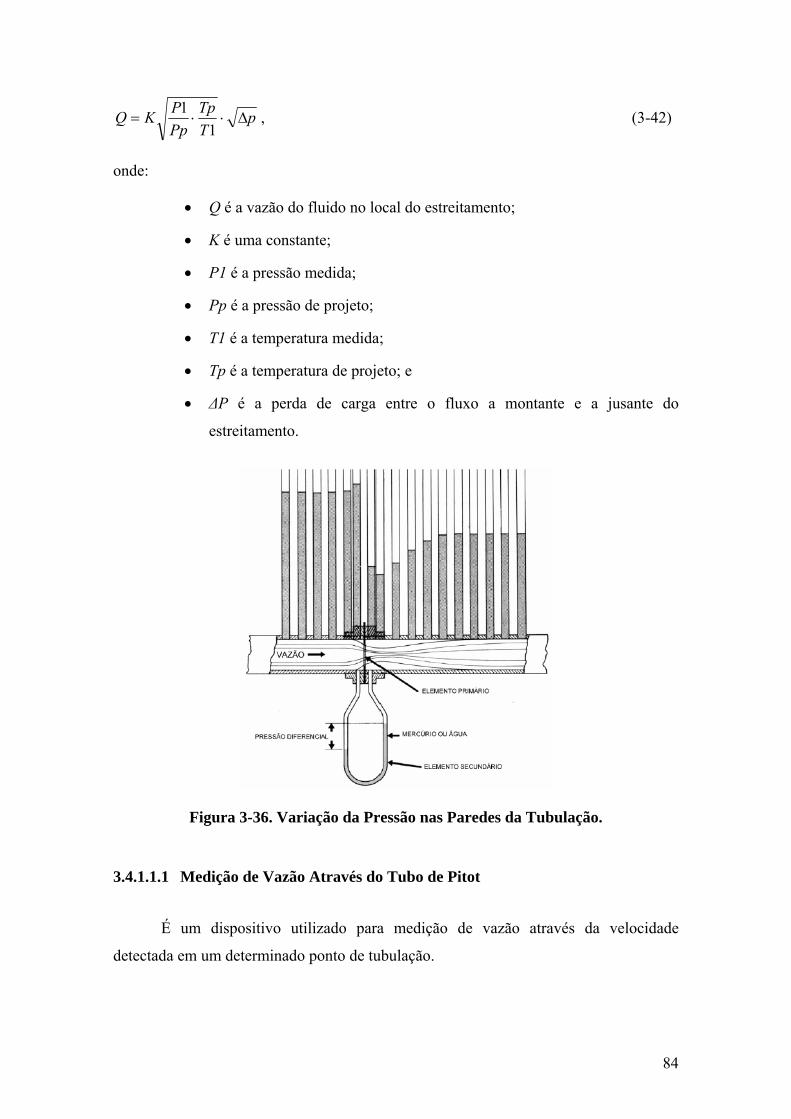
pTTp
PpPKQ ∆⋅⋅=
11 , (3-42)
onde:
• Q é a vazão do fluido no local do estreitamento;
• K é uma constante;
• P1 é a pressão medida;
• Pp é a pressão de projeto;
• T1 é a temperatura medida;
• Tp é a temperatura de projeto; e
• ∆P é a perda de carga entre o fluxo a montante e a jusante do
estreitamento.
Figura 3-36. Variação da Pressão nas Paredes da Tubulação.
3.4.1.1.1 Medição de Vazão Através do Tubo de Pitot
É um dispositivo utilizado para medição de vazão através da velocidade
detectada em um determinado ponto de tubulação.
84

O tubo de Pitot é um tubo com uma abertura em sua extremidade, sendo esta,
colocada na direção da corrente do duto, mas em sentido contrário. A diferença entre a
pressão total e a pressão estática da linha fornecerá a pressão dinâmica a qual é
proporcional ao quadrado da velocidade (Fig. 3-37).
Figura 3-37. Tubo de Pitot.
Utilizando o tubo Pitot, determina-se um diferencial de pressão, que corresponde
à pressão dinâmica e com o valor dessa pressão através da fórmula abaixo, obtém-se a
velocidade de um ponto de medição.
δδ gPDVou
gVPD 22
22 ⋅
== , (3-43)
para fluidos incompressíveis, onde:
• PD = pressão dinâmica em kgf/cm2;
• δ = peso específico do fluido em kgf/m3;
• V = velocidade do fluido em m/s; e
• g = aceleração da gravidade m/s2.
O tubo de Pitot mede apenas a velocidade do ponto de impacto e não a
velocidade média do fluxo. Assim sendo, a indicação da vazão não será correta se o
tubo de impacto não for colocado no ponto onde se encontra a velocidade média do
fluido.
Pesquisadores, concluíram que o valor da velocidade média seria 0,8 da
velocidade máxima do duto.
85
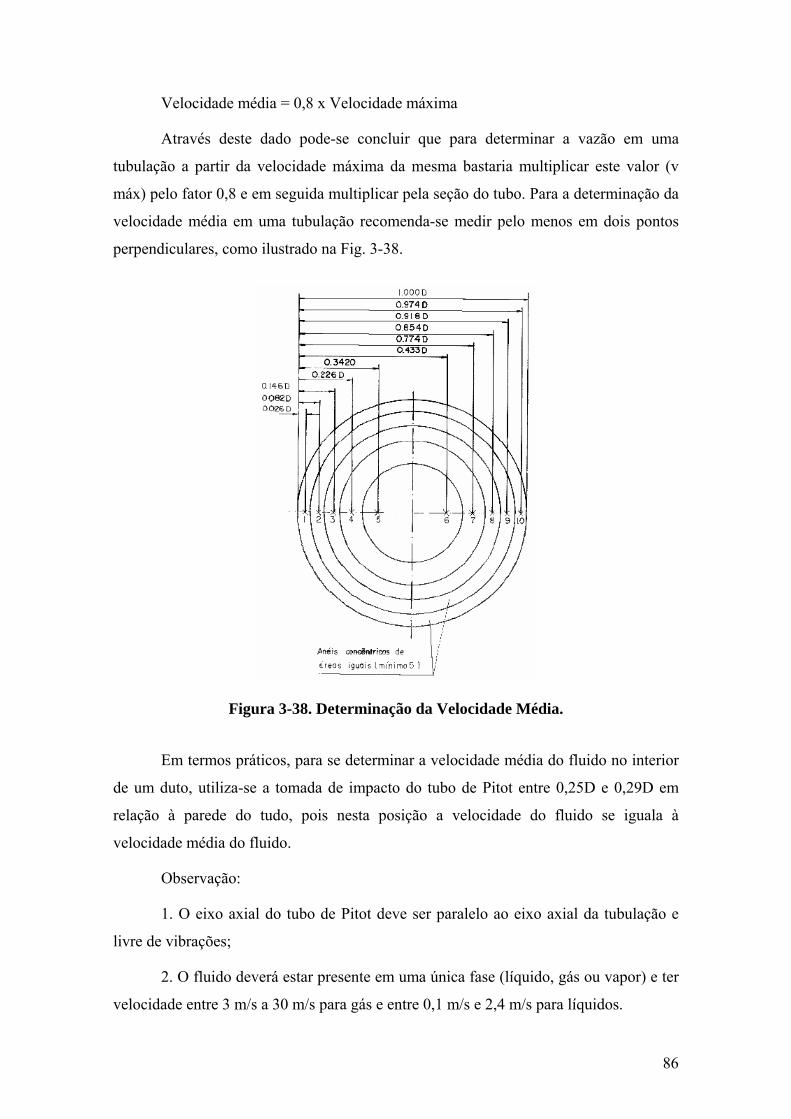
Velocidade média = 0,8 x Velocidade máxima
Através deste dado pode-se concluir que para determinar a vazão em uma
tubulação a partir da velocidade máxima da mesma bastaria multiplicar este valor (v
máx) pelo fator 0,8 e em seguida multiplicar pela seção do tubo. Para a determinação da
velocidade média em uma tubulação recomenda-se medir pelo menos em dois pontos
perpendiculares, como ilustrado na Fig. 3-38.
Figura 3-38. Determinação da Velocidade Média.
Em termos práticos, para se determinar a velocidade média do fluido no interior
de um duto, utiliza-se a tomada de impacto do tubo de Pitot entre 0,25D e 0,29D em
relação à parede do tudo, pois nesta posição a velocidade do fluido se iguala à
velocidade média do fluido.
Observação:
1. O eixo axial do tubo de Pitot deve ser paralelo ao eixo axial da tubulação e
livre de vibrações;
2. O fluido deverá estar presente em uma única fase (líquido, gás ou vapor) e ter
velocidade entre 3 m/s a 30 m/s para gás e entre 0,1 m/s e 2,4 m/s para líquidos.
86
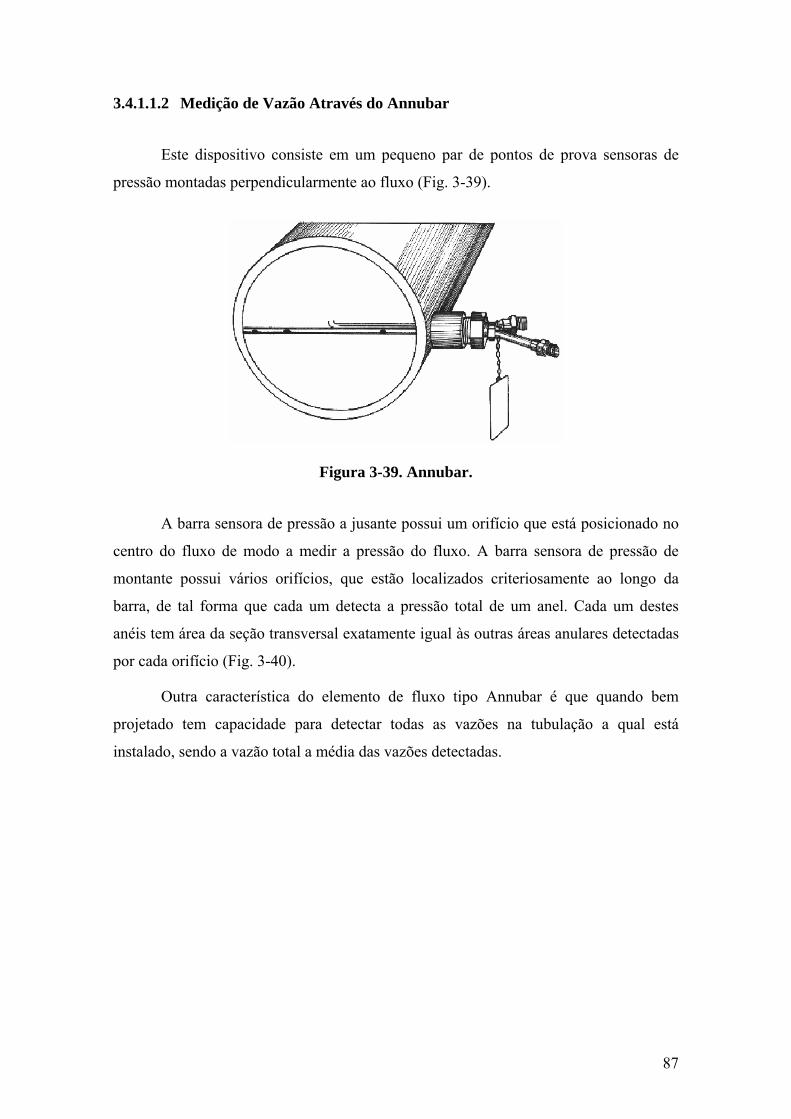
3.4.1.1.2 Medição de Vazão Através do Annubar
Este dispositivo consiste em um pequeno par de pontos de prova sensoras de
pressão montadas perpendicularmente ao fluxo (Fig. 3-39).
Figura 3-39. Annubar.
A barra sensora de pressão a jusante possui um orifício que está posicionado no
centro do fluxo de modo a medir a pressão do fluxo. A barra sensora de pressão de
montante possui vários orifícios, que estão localizados criteriosamente ao longo da
barra, de tal forma que cada um detecta a pressão total de um anel. Cada um destes
anéis tem área da seção transversal exatamente igual às outras áreas anulares detectadas
por cada orifício (Fig. 3-40).
Outra característica do elemento de fluxo tipo Annubar é que quando bem
projetado tem capacidade para detectar todas as vazões na tubulação a qual está
instalado, sendo a vazão total a média das vazões detectadas.
87
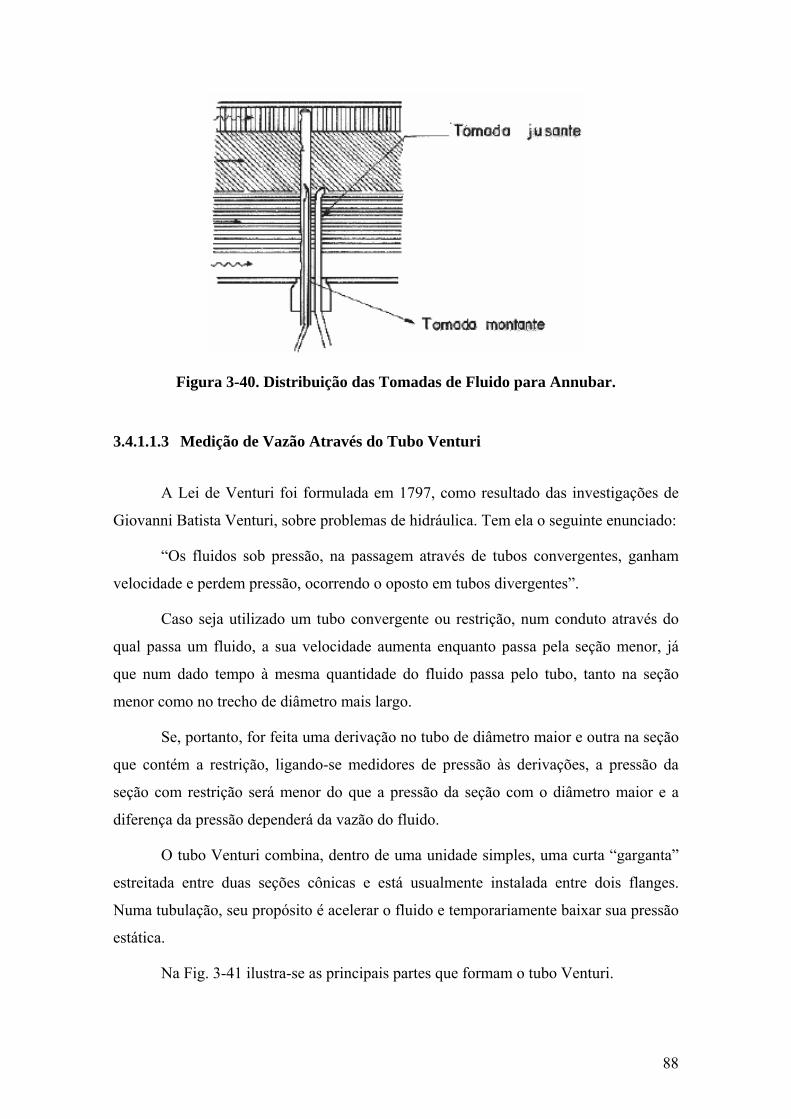
Figura 3-40. Distribuição das Tomadas de Fluido para Annubar.
3.4.1.1.3 Medição de Vazão Através do Tubo Venturi
A Lei de Venturi foi formulada em 1797, como resultado das investigações de
Giovanni Batista Venturi, sobre problemas de hidráulica. Tem ela o seguinte enunciado:
“Os fluidos sob pressão, na passagem através de tubos convergentes, ganham
velocidade e perdem pressão, ocorrendo o oposto em tubos divergentes”.
Caso seja utilizado um tubo convergente ou restrição, num conduto através do
qual passa um fluido, a sua velocidade aumenta enquanto passa pela seção menor, já
que num dado tempo à mesma quantidade do fluido passa pelo tubo, tanto na seção
menor como no trecho de diâmetro mais largo.
Se, portanto, for feita uma derivação no tubo de diâmetro maior e outra na seção
que contém a restrição, ligando-se medidores de pressão às derivações, a pressão da
seção com restrição será menor do que a pressão da seção com o diâmetro maior e a
diferença da pressão dependerá da vazão do fluido.
O tubo Venturi combina, dentro de uma unidade simples, uma curta “garganta”
estreitada entre duas seções cônicas e está usualmente instalada entre dois flanges.
Numa tubulação, seu propósito é acelerar o fluido e temporariamente baixar sua pressão
estática.
Na Fig. 3-41 ilustra-se as principais partes que formam o tubo Venturi.
88
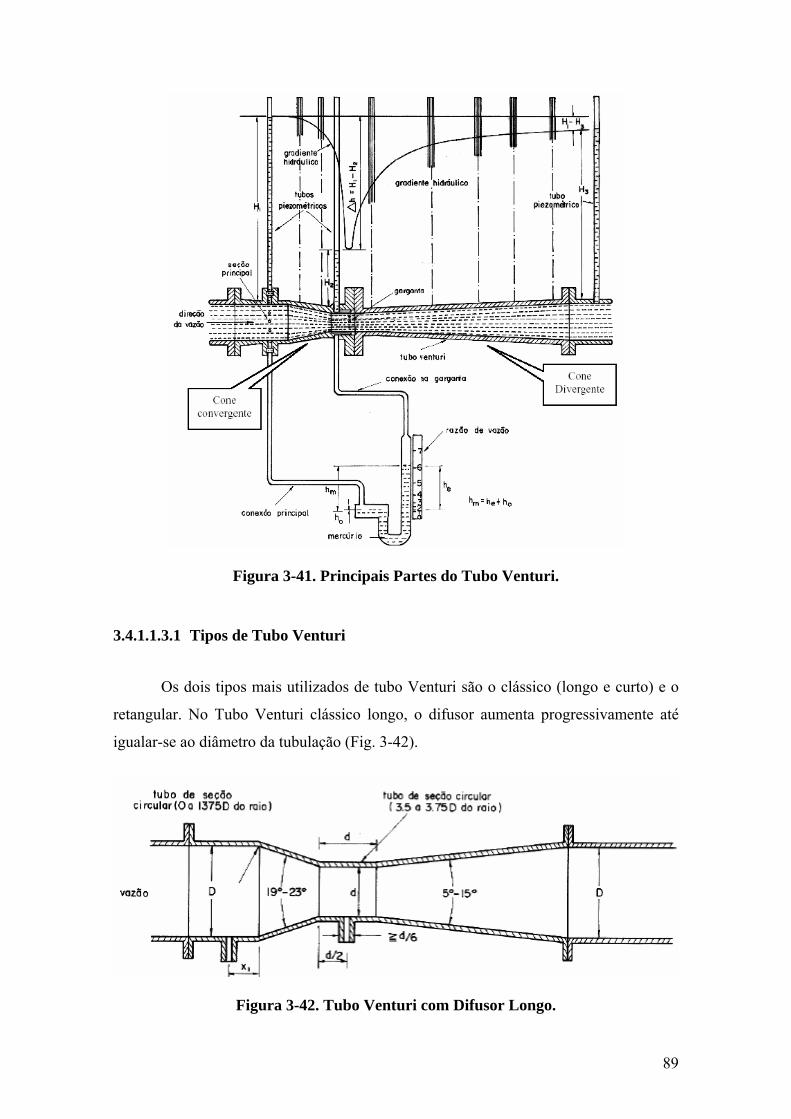
Figura 3-41. Principais Partes do Tubo Venturi.
3.4.1.1.3.1 Tipos de Tubo Venturi
Os dois tipos mais utilizados de tubo Venturi são o clássico (longo e curto) e o
retangular. No Tubo Venturi clássico longo, o difusor aumenta progressivamente até
igualar-se ao diâmetro da tubulação (Fig. 3-42).
Figura 3-42. Tubo Venturi com Difusor Longo.
89
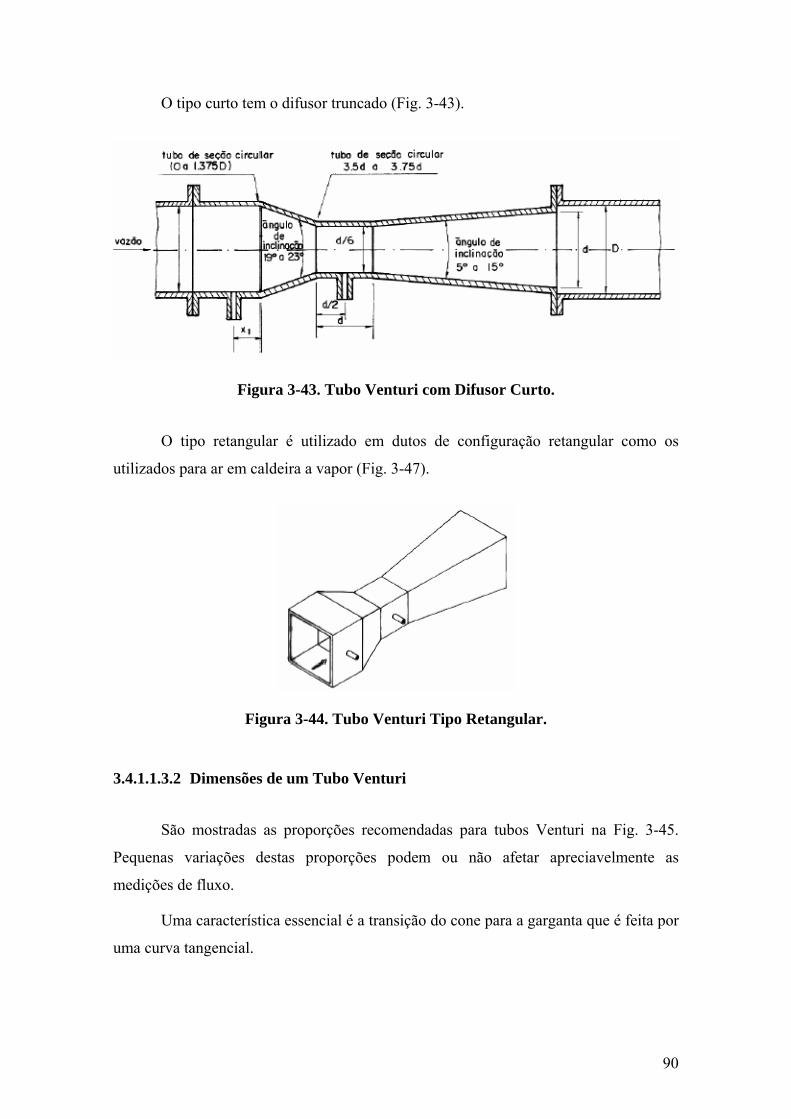
O tipo curto tem o difusor truncado (Fig. 3-43).
Figura 3-43. Tubo Venturi com Difusor Curto.
O tipo retangular é utilizado em dutos de configuração retangular como os
utilizados para ar em caldeira a vapor (Fig. 3-47).
Figura 3-44. Tubo Venturi Tipo Retangular.
3.4.1.1.3.2 Dimensões de um Tubo Venturi
São mostradas as proporções recomendadas para tubos Venturi na Fig. 3-45.
Pequenas variações destas proporções podem ou não afetar apreciavelmente as
medições de fluxo.
Uma característica essencial é a transição do cone para a garganta que é feita por
uma curva tangencial.
90
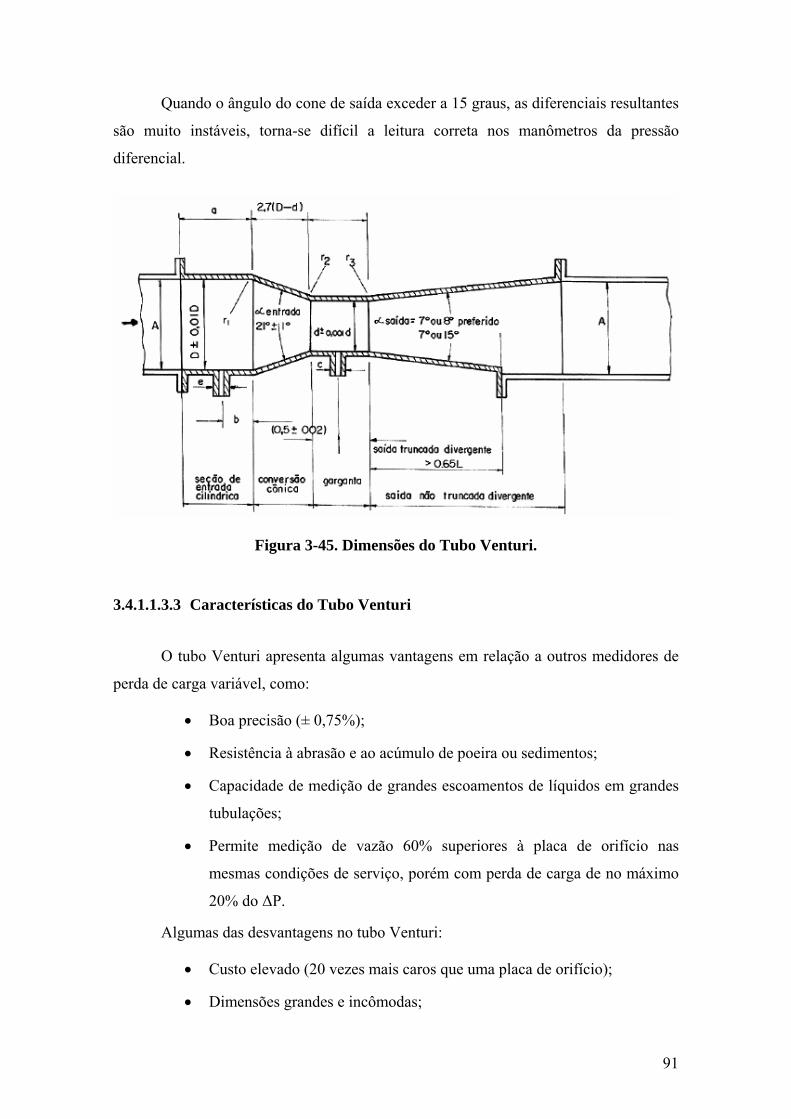
Quando o ângulo do cone de saída exceder a 15 graus, as diferenciais resultantes
são muito instáveis, torna-se difícil a leitura correta nos manômetros da pressão
diferencial.
Figura 3-45. Dimensões do Tubo Venturi.
3.4.1.1.3.3 Características do Tubo Venturi
O tubo Venturi apresenta algumas vantagens em relação a outros medidores de
perda de carga variável, como:
• Boa precisão (± 0,75%);
• Resistência à abrasão e ao acúmulo de poeira ou sedimentos;
• Capacidade de medição de grandes escoamentos de líquidos em grandes
tubulações;
• Permite medição de vazão 60% superiores à placa de orifício nas
mesmas condições de serviço, porém com perda de carga de no máximo
20% do ∆P.
Algumas das desvantagens no tubo Venturi:
• Custo elevado (20 vezes mais caros que uma placa de orifício);
• Dimensões grandes e incômodas;
91
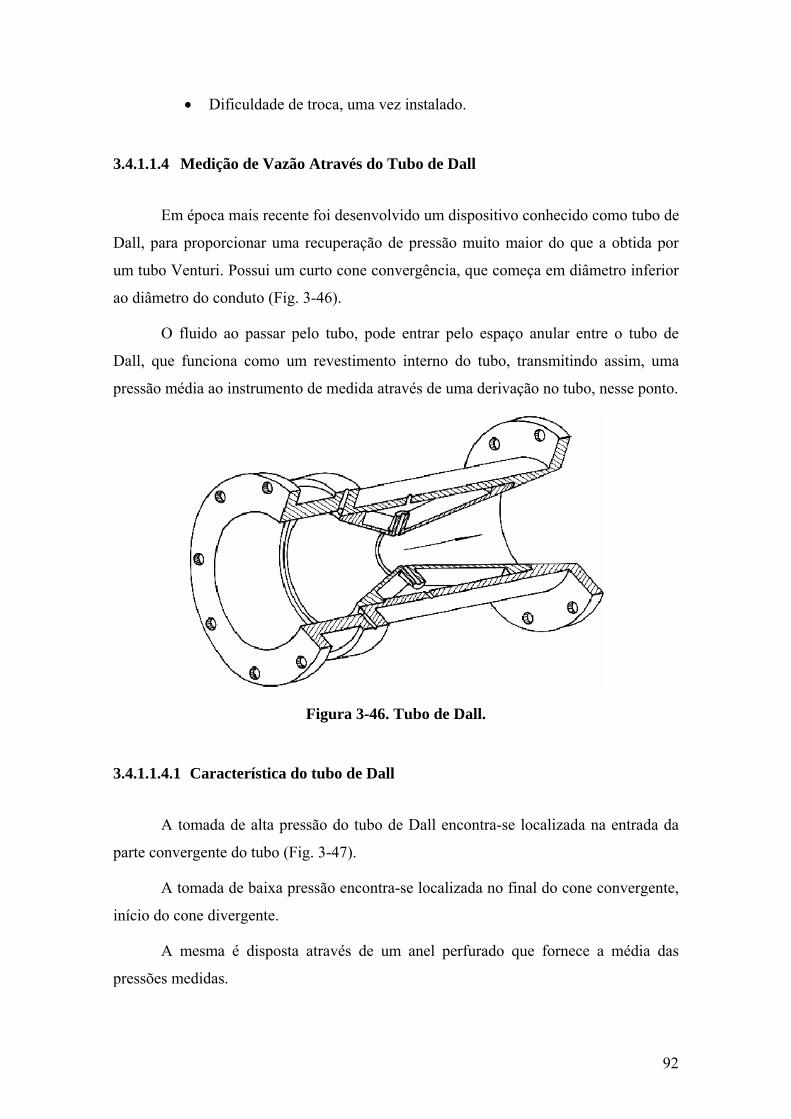
• Dificuldade de troca, uma vez instalado.
3.4.1.1.4 Medição de Vazão Através do Tubo de Dall
Em época mais recente foi desenvolvido um dispositivo conhecido como tubo de
Dall, para proporcionar uma recuperação de pressão muito maior do que a obtida por
um tubo Venturi. Possui um curto cone convergência, que começa em diâmetro inferior
ao diâmetro do conduto (Fig. 3-46).
O fluido ao passar pelo tubo, pode entrar pelo espaço anular entre o tubo de
Dall, que funciona como um revestimento interno do tubo, transmitindo assim, uma
pressão média ao instrumento de medida através de uma derivação no tubo, nesse ponto.
Figura 3-46. Tubo de Dall.
3.4.1.1.4.1 Característica do tubo de Dall
A tomada de alta pressão do tubo de Dall encontra-se localizada na entrada da
parte convergente do tubo (Fig. 3-47).
A tomada de baixa pressão encontra-se localizada no final do cone convergente,
início do cone divergente.
A mesma é disposta através de um anel perfurado que fornece a média das
pressões medidas.
92
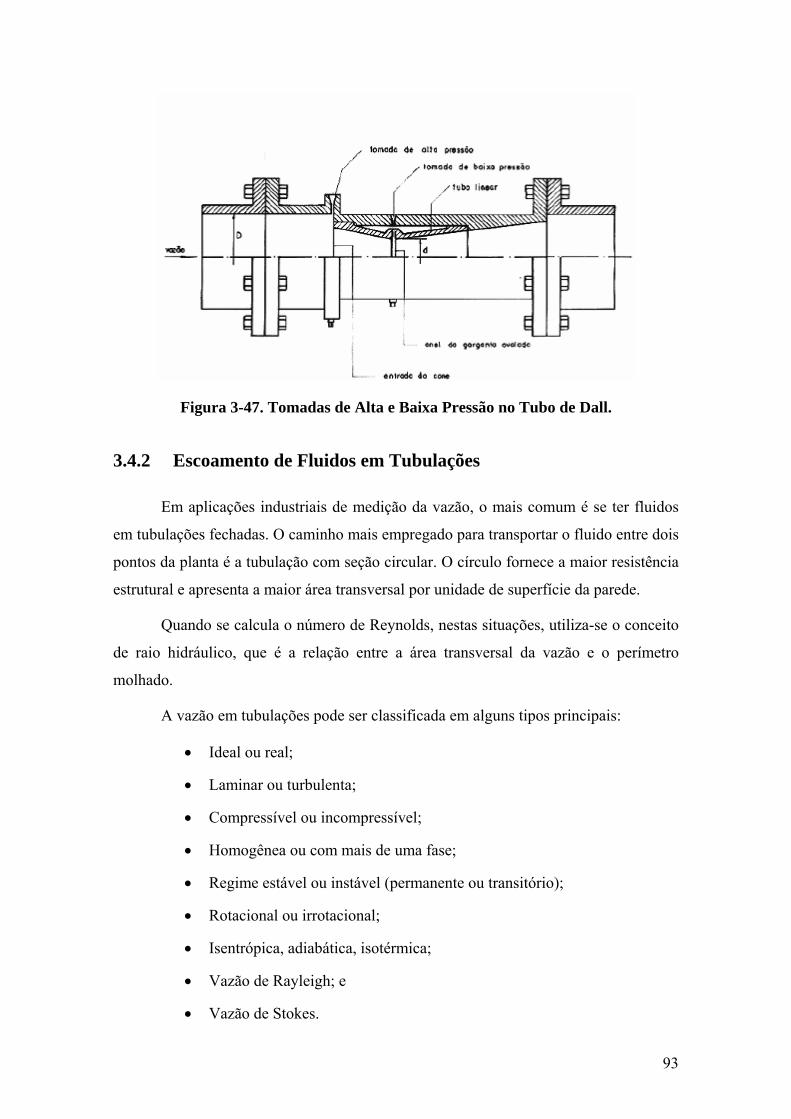
Figura 3-47. Tomadas de Alta e Baixa Pressão no Tubo de Dall.
3.4.2 Escoamento de Fluidos em Tubulações
Em aplicações industriais de medição da vazão, o mais comum é se ter fluidos
em tubulações fechadas. O caminho mais empregado para transportar o fluido entre dois
pontos da planta é a tubulação com seção circular. O círculo fornece a maior resistência
estrutural e apresenta a maior área transversal por unidade de superfície da parede.
Quando se calcula o número de Reynolds, nestas situações, utiliza-se o conceito
de raio hidráulico, que é a relação entre a área transversal da vazão e o perímetro
molhado.
A vazão em tubulações pode ser classificada em alguns tipos principais:
• Ideal ou real;
• Laminar ou turbulenta;
• Compressível ou incompressível;
• Homogênea ou com mais de uma fase;
• Regime estável ou instável (permanente ou transitório);
• Rotacional ou irrotacional;
• Isentrópica, adiabática, isotérmica;
• Vazão de Rayleigh; e
• Vazão de Stokes.
93
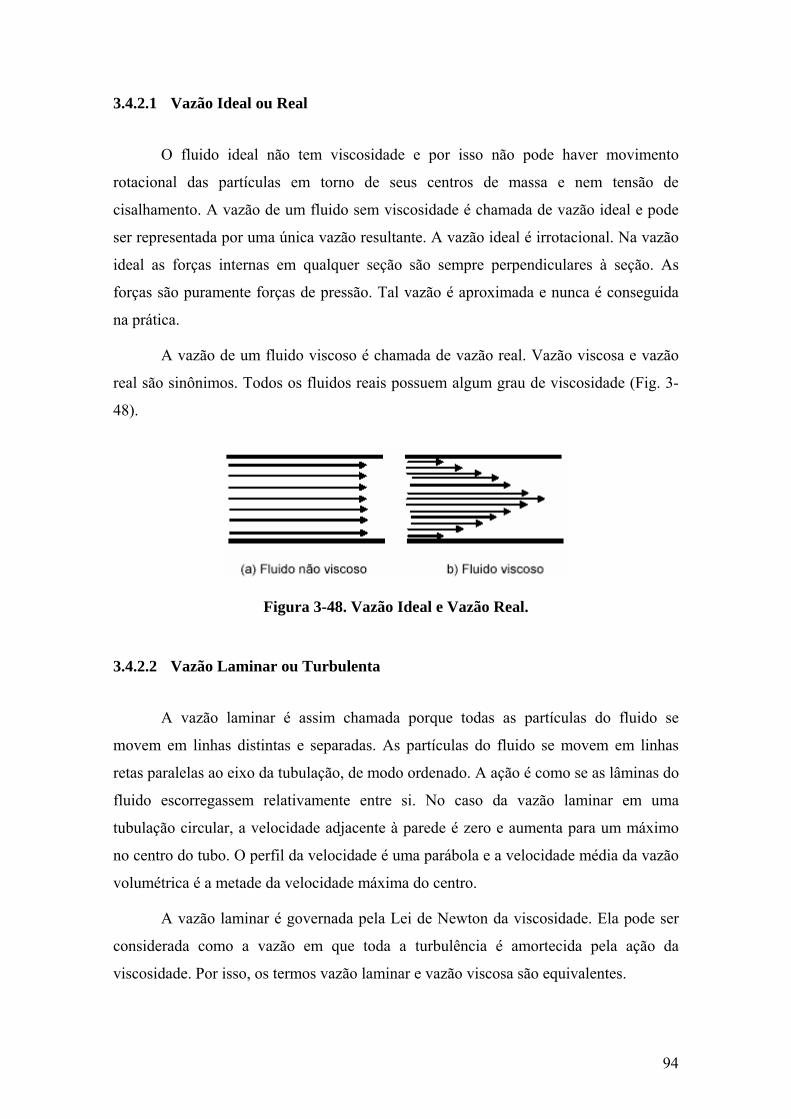
3.4.2.1 Vazão Ideal ou Real
O fluido ideal não tem viscosidade e por isso não pode haver movimento
rotacional das partículas em torno de seus centros de massa e nem tensão de
cisalhamento. A vazão de um fluido sem viscosidade é chamada de vazão ideal e pode
ser representada por uma única vazão resultante. A vazão ideal é irrotacional. Na vazão
ideal as forças internas em qualquer seção são sempre perpendiculares à seção. As
forças são puramente forças de pressão. Tal vazão é aproximada e nunca é conseguida
na prática.
A vazão de um fluido viscoso é chamada de vazão real. Vazão viscosa e vazão
real são sinônimos. Todos os fluidos reais possuem algum grau de viscosidade (Fig. 3-
48).
Figura 3-48. Vazão Ideal e Vazão Real.
3.4.2.2 Vazão Laminar ou Turbulenta
A vazão laminar é assim chamada porque todas as partículas do fluido se
movem em linhas distintas e separadas. As partículas do fluido se movem em linhas
retas paralelas ao eixo da tubulação, de modo ordenado. A ação é como se as lâminas do
fluido escorregassem relativamente entre si. No caso da vazão laminar em uma
tubulação circular, a velocidade adjacente à parede é zero e aumenta para um máximo
no centro do tubo. O perfil da velocidade é uma parábola e a velocidade média da vazão
volumétrica é a metade da velocidade máxima do centro.
A vazão laminar é governada pela Lei de Newton da viscosidade. Ela pode ser
considerada como a vazão em que toda a turbulência é amortecida pela ação da
viscosidade. Por isso, os termos vazão laminar e vazão viscosa são equivalentes.
94
A vazão laminar é caracterizada por um movimento suave e contínuo do fluido,
com pouca deformação. A vazão laminar é conseguida de vários modos:
• Fluido com pequena densidade;
• Movimento em baixa velocidade;
• Pequenos tamanhos dos corpos, como os microrganismos nadando no
mar; e
• Fluido com alta viscosidade, tais como os óleos lubrificantes.
A vazão laminar ocorre para vazões com Re (no de Reynolds) menor que 2000.
Um modo experimental de verificar quando um fluido está em vazão laminar é
introduzir um filamento fino de um líquido colorido na vazão do fluido, através de um
tubo de vidro. As trajetórias de todas as partículas do fluido serão paralelas à parede do
tubo e, portanto, o líquido se move em uma linha reta, como se estivesse dentro de um
tubo fino mergulhado no fluido. Este estado da vazão depende da viscosidade, da
densidade e da velocidade do fluido.
Quando se aumenta a velocidade, a vazão continua laminar até se atingir um
valor crítico, acima do qual o líquido colorido começa a se dispersar e misturar com o
fluido vazante. Neste ponto, as partículas do líquido colorido não são mais paralelas às
paredes do tubo, mas sua velocidade possui componentes transversais. Esta forma de
vazão é chamada de turbulenta. A teoria dos fluidos viscosos lubrificantes em
rolamentos se baseia na análise da vazão laminar. Mesmo em vazões com elevados
números de Reynolds, como no vôo do avião, há regiões de vazão laminar próximas às
superfícies.
Segundo Falco e Mattos, o número de Reynolds pode ser definido como sendo a
relação entre força de inércia e a força devido à viscosidade do fluido. Na realidade, este
número é a variável que permite caracterizar se o escoamento é laminar ou turbulento.
vDVouDV ×
== ReReµρ , (3-44)
onde:
• Re é o número de Reynolds;
• V é a velocidade de escoamento do fluido;
95
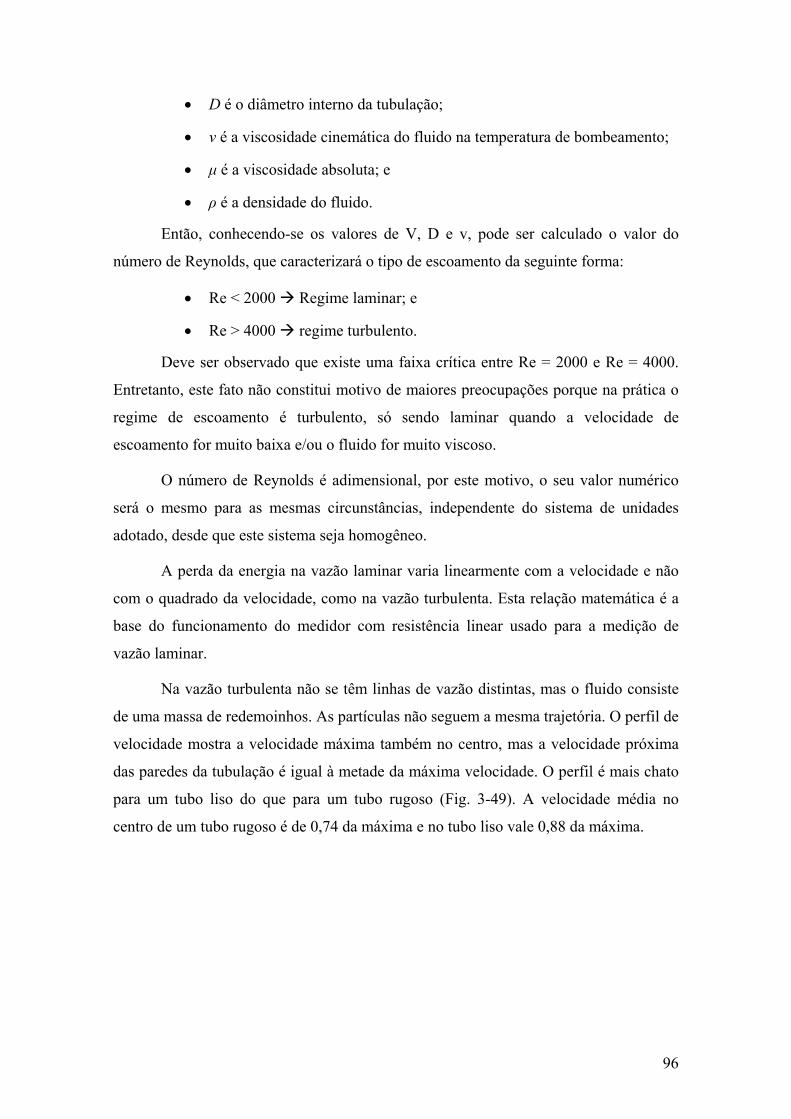
• D é o diâmetro interno da tubulação;
• v é a viscosidade cinemática do fluido na temperatura de bombeamento;
• µ é a viscosidade absoluta; e
• ρ é a densidade do fluido.
Então, conhecendo-se os valores de V, D e v, pode ser calculado o valor do
número de Reynolds, que caracterizará o tipo de escoamento da seguinte forma:
• Re < 2000 Regime laminar; e
• Re > 4000 regime turbulento.
Deve ser observado que existe uma faixa crítica entre Re = 2000 e Re = 4000.
Entretanto, este fato não constitui motivo de maiores preocupações porque na prática o
regime de escoamento é turbulento, só sendo laminar quando a velocidade de
escoamento for muito baixa e/ou o fluido for muito viscoso.
O número de Reynolds é adimensional, por este motivo, o seu valor numérico
será o mesmo para as mesmas circunstâncias, independente do sistema de unidades
adotado, desde que este sistema seja homogêneo.
A perda da energia na vazão laminar varia linearmente com a velocidade e não
com o quadrado da velocidade, como na vazão turbulenta. Esta relação matemática é a
base do funcionamento do medidor com resistência linear usado para a medição de
vazão laminar.
Na vazão turbulenta não se têm linhas de vazão distintas, mas o fluido consiste
de uma massa de redemoinhos. As partículas não seguem a mesma trajetória. O perfil de
velocidade mostra a velocidade máxima também no centro, mas a velocidade próxima
das paredes da tubulação é igual à metade da máxima velocidade. O perfil é mais chato
para um tubo liso do que para um tubo rugoso (Fig. 3-49). A velocidade média no
centro de um tubo rugoso é de 0,74 da máxima e no tubo liso vale 0,88 da máxima.
96
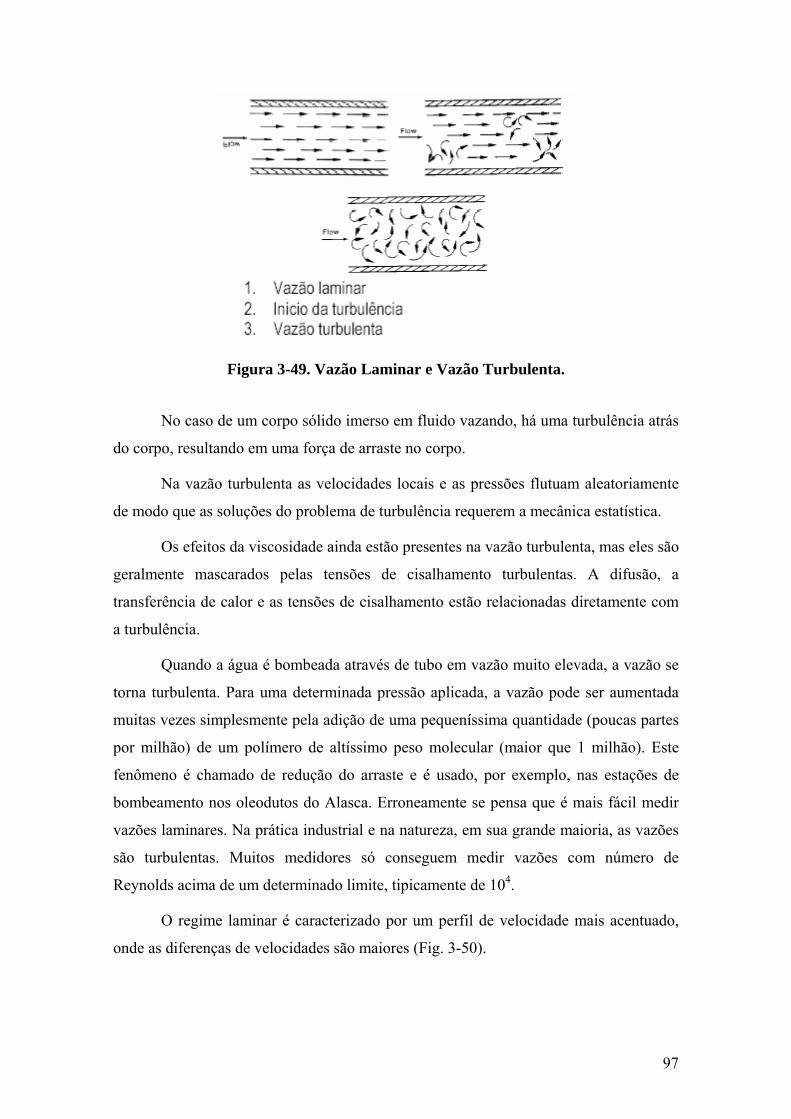
Figura 3-49. Vazão Laminar e Vazão Turbulenta.
No caso de um corpo sólido imerso em fluido vazando, há uma turbulência atrás
do corpo, resultando em uma força de arraste no corpo.
Na vazão turbulenta as velocidades locais e as pressões flutuam aleatoriamente
de modo que as soluções do problema de turbulência requerem a mecânica estatística.
Os efeitos da viscosidade ainda estão presentes na vazão turbulenta, mas eles são
geralmente mascarados pelas tensões de cisalhamento turbulentas. A difusão, a
transferência de calor e as tensões de cisalhamento estão relacionadas diretamente com
a turbulência.
Quando a água é bombeada através de tubo em vazão muito elevada, a vazão se
torna turbulenta. Para uma determinada pressão aplicada, a vazão pode ser aumentada
muitas vezes simplesmente pela adição de uma pequeníssima quantidade (poucas partes
por milhão) de um polímero de altíssimo peso molecular (maior que 1 milhão). Este
fenômeno é chamado de redução do arraste e é usado, por exemplo, nas estações de
bombeamento nos oleodutos do Alasca. Erroneamente se pensa que é mais fácil medir
vazões laminares. Na prática industrial e na natureza, em sua grande maioria, as vazões
são turbulentas. Muitos medidores só conseguem medir vazões com número de
Reynolds acima de um determinado limite, tipicamente de 104.
O regime laminar é caracterizado por um perfil de velocidade mais acentuado,
onde as diferenças de velocidades são maiores (Fig. 3-50).
97
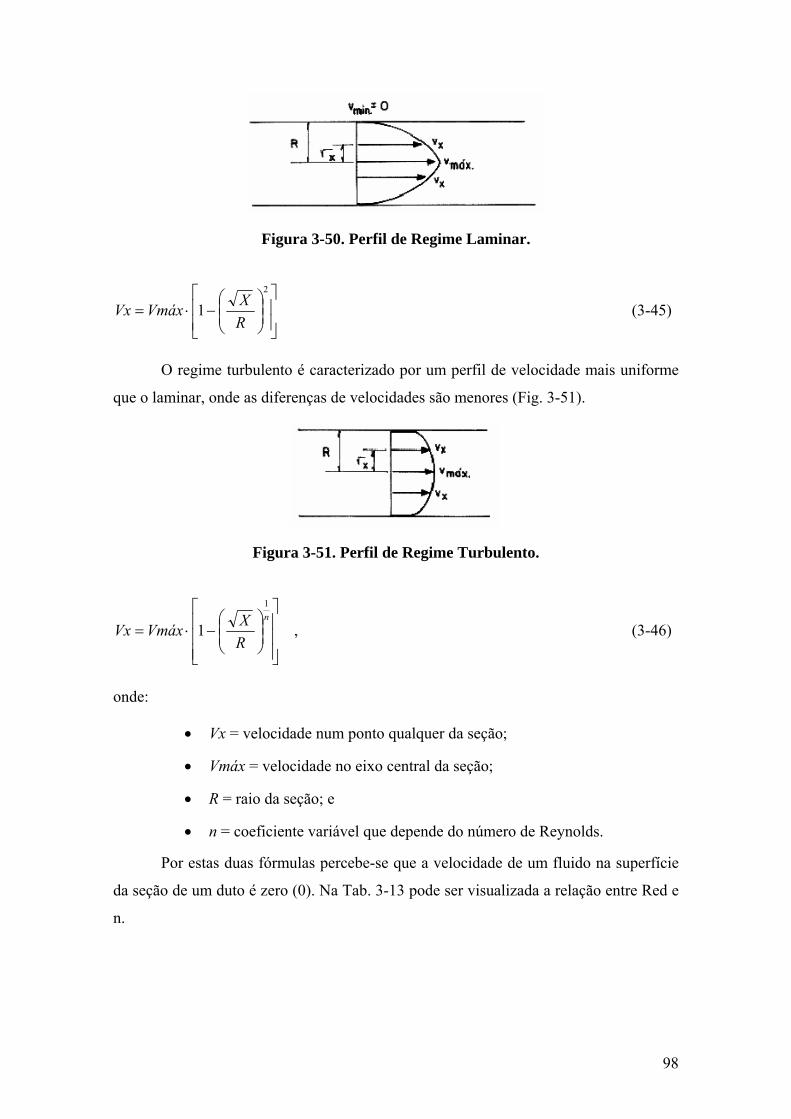
Figura 3-50. Perfil de Regime Laminar.
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−⋅=
2
1RXVmáxVx (3-45)
O regime turbulento é caracterizado por um perfil de velocidade mais uniforme
que o laminar, onde as diferenças de velocidades são menores (Fig. 3-51).
Figura 3-51. Perfil de Regime Turbulento.
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛−⋅=
n
RXVmáxVx
1
1 , (3-46)
onde:
• Vx = velocidade num ponto qualquer da seção;
• Vmáx = velocidade no eixo central da seção;
• R = raio da seção; e
• n = coeficiente variável que depende do número de Reynolds.
Por estas duas fórmulas percebe-se que a velocidade de um fluido na superfície
da seção de um duto é zero (0). Na Tab. 3-13 pode ser visualizada a relação entre Red e
n.
98
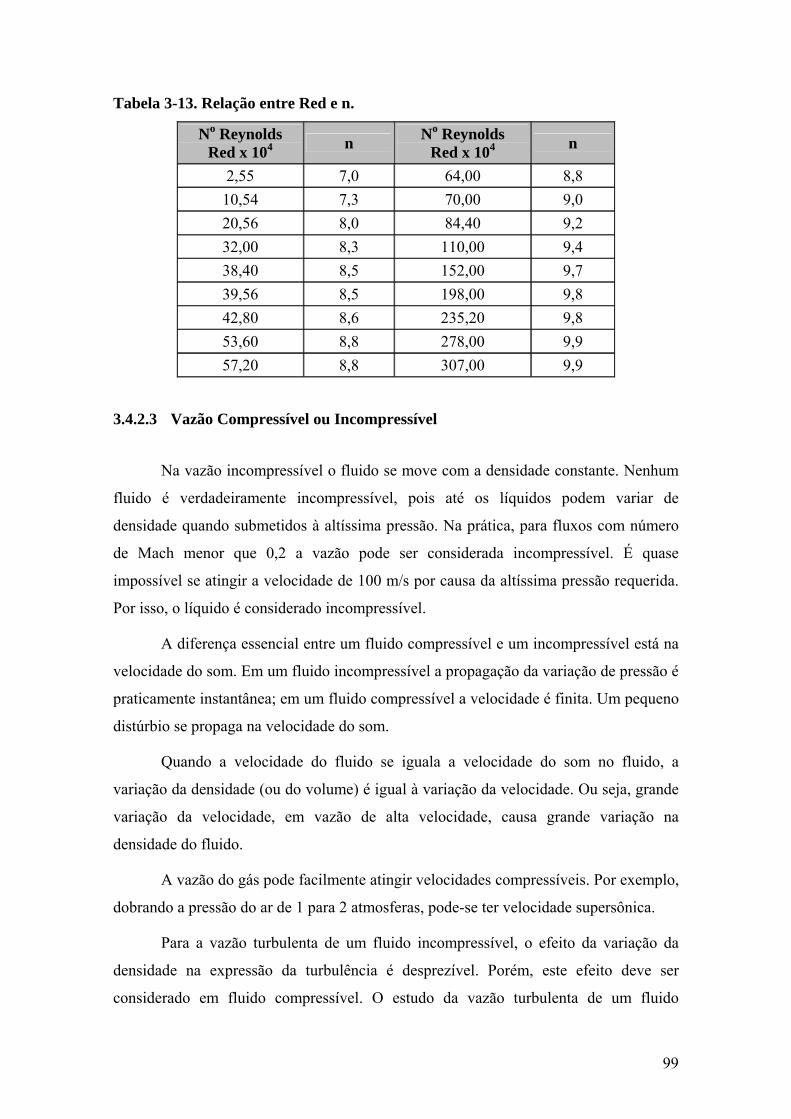
Tabela 3-13. Relação entre Red e n.
No Reynolds Red x 104 n No Reynolds
Red x 104 n
2,55 7,0 64,00 8,8 10,54 7,3 70,00 9,0 20,56 8,0 84,40 9,2 32,00 8,3 110,00 9,4 38,40 8,5 152,00 9,7 39,56 8,5 198,00 9,8 42,80 8,6 235,20 9,8 53,60 8,8 278,00 9,9 57,20 8,8 307,00 9,9
3.4.2.3 Vazão Compressível ou Incompressível
Na vazão incompressível o fluido se move com a densidade constante. Nenhum
fluido é verdadeiramente incompressível, pois até os líquidos podem variar de
densidade quando submetidos à altíssima pressão. Na prática, para fluxos com número
de Mach menor que 0,2 a vazão pode ser considerada incompressível. É quase
impossível se atingir a velocidade de 100 m/s por causa da altíssima pressão requerida.
Por isso, o líquido é considerado incompressível.
A diferença essencial entre um fluido compressível e um incompressível está na
velocidade do som. Em um fluido incompressível a propagação da variação de pressão é
praticamente instantânea; em um fluido compressível a velocidade é finita. Um pequeno
distúrbio se propaga na velocidade do som.
Quando a velocidade do fluido se iguala a velocidade do som no fluido, a
variação da densidade (ou do volume) é igual à variação da velocidade. Ou seja, grande
variação da velocidade, em vazão de alta velocidade, causa grande variação na
densidade do fluido.
A vazão do gás pode facilmente atingir velocidades compressíveis. Por exemplo,
dobrando a pressão do ar de 1 para 2 atmosferas, pode-se ter velocidade supersônica.
Para a vazão turbulenta de um fluido incompressível, o efeito da variação da
densidade na expressão da turbulência é desprezível. Porém, este efeito deve ser
considerado em fluido compressível. O estudo da vazão turbulenta de um fluido
99
compressível requer a correlação das componentes da velocidade, da densidade e da
pressão.
Os gases são compressíveis e as equações básicas da vazão devem considerar as
variações na densidade, provocadas pela pressão e temperatura.
Para os fluidos compressíveis, como os gases e vapores, é necessário adicionar
os termos térmicos à equação de Bernoulli para obter uma equação que considere a
energia total e não apenas a energia mecânica.
A vazão mássica de um fluido compressível em uma tubulação, com uma dada
pressão de entrada, se aproxima de uma determinada vazão limite, que não pode ser
excedida por mais que reduza a pressão da saída.
A máxima velocidade de um fluido compressível em uma tubulação é limitada
pela velocidade de propagação da onda de pressão que se desloca à velocidade do som
no fluido. Como a pressão cai e a velocidade aumenta ao longo da tubulação, com área
da seção transversal constante, a máxima velocidade ocorre na extremidade final da
tubulação. Se a queda da pressão é muito alta, a velocidade da saída atingirá a
velocidade do som. A diminuição adicional da pressão de saída não é sentida a
montante porque a onda de pressão pode se deslocar, no máximo, a velocidade do som.
A queda de pressão adicional, obtida pela diminuição da pressão de saída após se atingir
a máxima descarga ocorre além do fim da tubulação. Esta pressão é perdida em ondas
de choque e turbulências do jato do fluido.
Pode-se mostrar teoricamente que a relação das pressões antes e depois de um
elemento primário de medição de vazão não pode ser menor que um valor crítico.
Quando a pressão através da restrição é igual a esta fração crítica multiplicada pela
pressão antes do elemento, a vazão é máxima e não pode ser aumentada, a não ser que
se aumente a pressão antes do elemento.
A vazão máxima de um fluido compressível depende do expoente isentrópico,
da densidade e da relação das pressões antes e depois do elemento de vazão.
3.4.2.4 Vazão Homogênea ou Com Mais de Uma Fase
Nenhum medidor de vazão pode distinguir entre um líquido puro e um líquido
contendo ar ou gás entranhado. O gás entranhado pode resultar em medição com grande
100
erro, mesmo quando a quantidade de ar for pequena. Quando se tem um medidor de
vazão para medir líquido e há gás em suspensão ou quando se tem um medidor para gás
e há líquido condensado, há erros grosseiros de medição. Para se garantir medições com
pequenos erros, devidos à vazão multifásica, deve-se instalar um eliminador de gás.
O eliminador de gás reduz a velocidade do fluido em uma câmara dando tempo
ao gás para escapar antes de reentrar na tubulação. Quando o gás se acumula, o nível do
líquido cai, baixando uma bóia que abre um “vent” para liberar o gás do eliminador.
Deve-se manter uma pressão de retorno na saída suficientemente grande para garantir
uma vazão de descarga correta do gás.
As vazões com duas fases (Fig. 3-52), líquida e gasosa, ocorrem quando há
instabilidade e turbulência na tubulação e dependem da velocidade do fluido. As vazões
bifásicas mais comuns são:
• Tubo horizontal:
a) Vazão de bolha (bubble flow), quando há bolhas de gás dispersas
através do líquido;
b) Vazão plug, quando há grande bolha de gás na fase líquida;
c) Vazão estratificada (stratified flow), quando há uma camada de
líquido abaixo de uma camada de gás;
d) Vazão ondulada (wavy flow), parecida com a estratificada, porém a
interface gás-líquido é ondulada por causa da alta velocidade da
vazão;
e) Vazão slug, quando há gotas de líquido dispersas no gás; e
f) Vazão anular (annular flow), quando há um filme líquido nas paredes
internas com gás no centro.
• Tubo vertical:
a) Vazão de bolha (bubble flow);
b) Vazão plug ou Slug;
c) Vazão churn;
d) Vazão anular (annular flow); e
e) Vazão anular pequena (wispy-annular flow).
101
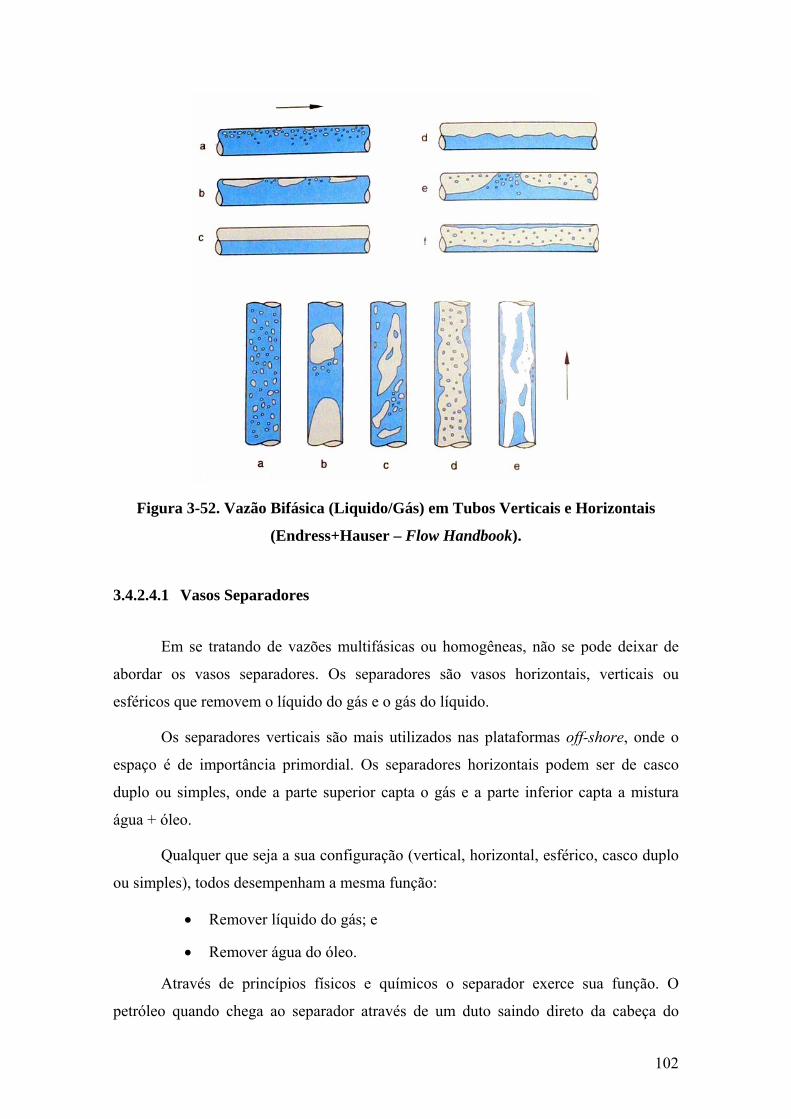
Figura 3-52. Vazão Bifásica (Liquido/Gás) em Tubos Verticais e Horizontais
(Endress+Hauser – Flow Handbook).
3.4.2.4.1 Vasos Separadores
Em se tratando de vazões multifásicas ou homogêneas, não se pode deixar de
abordar os vasos separadores. Os separadores são vasos horizontais, verticais ou
esféricos que removem o líquido do gás e o gás do líquido.
Os separadores verticais são mais utilizados nas plataformas off-shore, onde o
espaço é de importância primordial. Os separadores horizontais podem ser de casco
duplo ou simples, onde a parte superior capta o gás e a parte inferior capta a mistura
água + óleo.
Qualquer que seja a sua configuração (vertical, horizontal, esférico, casco duplo
ou simples), todos desempenham a mesma função:
• Remover líquido do gás; e
• Remover água do óleo.
Através de princípios físicos e químicos o separador exerce sua função. O
petróleo quando chega ao separador através de um duto saindo direto da cabeça do
102
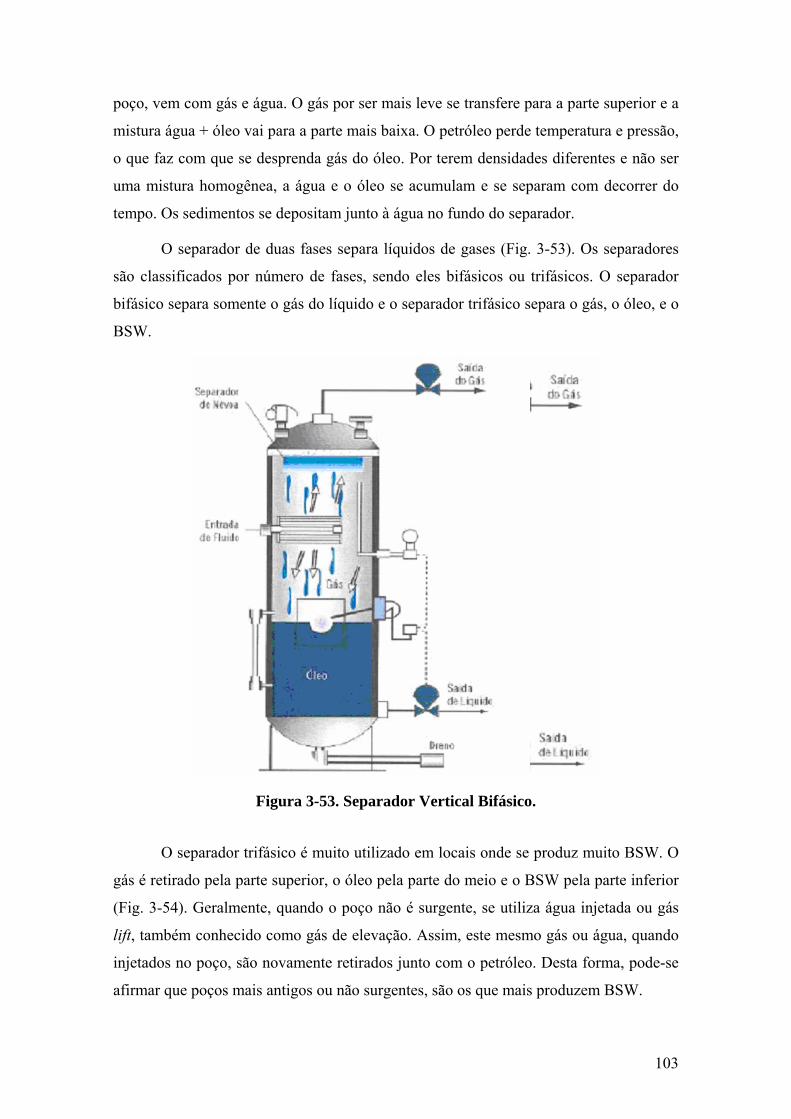
poço, vem com gás e água. O gás por ser mais leve se transfere para a parte superior e a
mistura água + óleo vai para a parte mais baixa. O petróleo perde temperatura e pressão,
o que faz com que se desprenda gás do óleo. Por terem densidades diferentes e não ser
uma mistura homogênea, a água e o óleo se acumulam e se separam com decorrer do
tempo. Os sedimentos se depositam junto à água no fundo do separador.
O separador de duas fases separa líquidos de gases (Fig. 3-53). Os separadores
são classificados por número de fases, sendo eles bifásicos ou trifásicos. O separador
bifásico separa somente o gás do líquido e o separador trifásico separa o gás, o óleo, e o
BSW.
Figura 3-53. Separador Vertical Bifásico.
O separador trifásico é muito utilizado em locais onde se produz muito BSW. O
gás é retirado pela parte superior, o óleo pela parte do meio e o BSW pela parte inferior
(Fig. 3-54). Geralmente, quando o poço não é surgente, se utiliza água injetada ou gás
lift, também conhecido como gás de elevação. Assim, este mesmo gás ou água, quando
injetados no poço, são novamente retirados junto com o petróleo. Desta forma, pode-se
afirmar que poços mais antigos ou não surgentes, são os que mais produzem BSW.
103
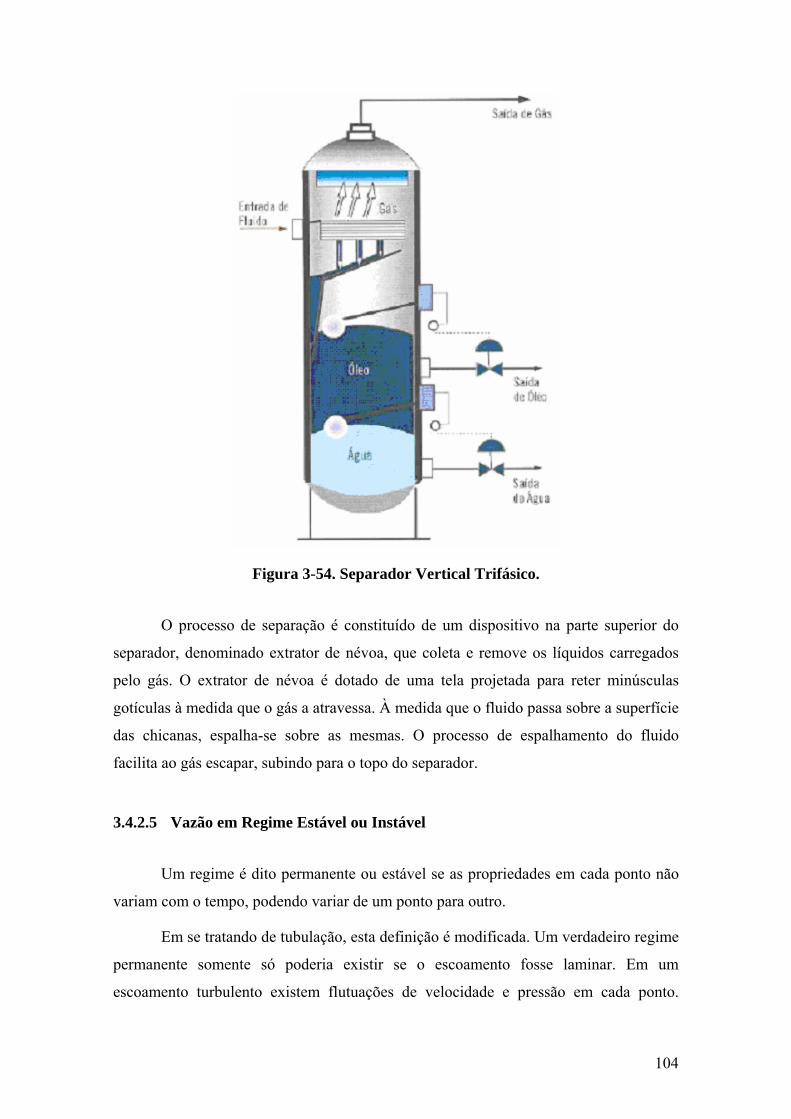
Figura 3-54. Separador Vertical Trifásico.
O processo de separação é constituído de um dispositivo na parte superior do
separador, denominado extrator de névoa, que coleta e remove os líquidos carregados
pelo gás. O extrator de névoa é dotado de uma tela projetada para reter minúsculas
gotículas à medida que o gás a atravessa. À medida que o fluido passa sobre a superfície
das chicanas, espalha-se sobre as mesmas. O processo de espalhamento do fluido
facilita ao gás escapar, subindo para o topo do separador.
3.4.2.5 Vazão em Regime Estável ou Instável
Um regime é dito permanente ou estável se as propriedades em cada ponto não
variam com o tempo, podendo variar de um ponto para outro.
Em se tratando de tubulação, esta definição é modificada. Um verdadeiro regime
permanente somente só poderia existir se o escoamento fosse laminar. Em um
escoamento turbulento existem flutuações de velocidade e pressão em cada ponto.
104
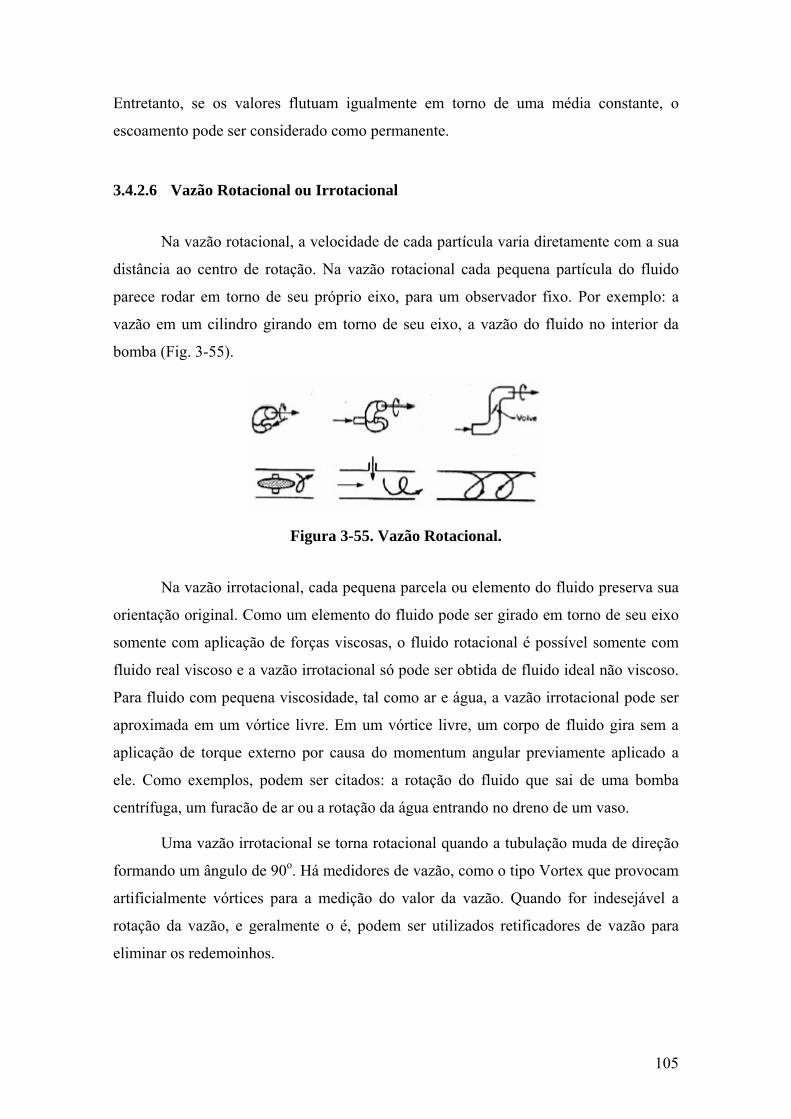
Entretanto, se os valores flutuam igualmente em torno de uma média constante, o
escoamento pode ser considerado como permanente.
3.4.2.6 Vazão Rotacional ou Irrotacional
Na vazão rotacional, a velocidade de cada partícula varia diretamente com a sua
distância ao centro de rotação. Na vazão rotacional cada pequena partícula do fluido
parece rodar em torno de seu próprio eixo, para um observador fixo. Por exemplo: a
vazão em um cilindro girando em torno de seu eixo, a vazão do fluido no interior da
bomba (Fig. 3-55).
Figura 3-55. Vazão Rotacional.
Na vazão irrotacional, cada pequena parcela ou elemento do fluido preserva sua
orientação original. Como um elemento do fluido pode ser girado em torno de seu eixo
somente com aplicação de forças viscosas, o fluido rotacional é possível somente com
fluido real viscoso e a vazão irrotacional só pode ser obtida de fluido ideal não viscoso.
Para fluido com pequena viscosidade, tal como ar e água, a vazão irrotacional pode ser
aproximada em um vórtice livre. Em um vórtice livre, um corpo de fluido gira sem a
aplicação de torque externo por causa do momentum angular previamente aplicado a
ele. Como exemplos, podem ser citados: a rotação do fluido que sai de uma bomba
centrífuga, um furacão de ar ou a rotação da água entrando no dreno de um vaso.
Uma vazão irrotacional se torna rotacional quando a tubulação muda de direção
formando um ângulo de 90o. Há medidores de vazão, como o tipo Vortex que provocam
artificialmente vórtices para a medição do valor da vazão. Quando for indesejável a
rotação da vazão, e geralmente o é, podem ser utilizados retificadores de vazão para
eliminar os redemoinhos.
105
3.4.2.7 Vazão Isentrópica, Adiabática, Isotérmica
A vazão é isentrópica quando não há troca de calor interna e externa, ou seja,
quando é adiabática e não há atrito interno. A vazão isotérmica é aquela que se processa
a temperatura constante. Na vazão adiabática, a transferência de calor é zero.
O conceito de vazão isentrópica é útil para analisar a vazão dentro de duto e fora
de corpo de formato variado, onde é possível prever se tal vazão é de gás perfeito, gás
real, líquido, se é monofásica ou bifásica. Exemplo simples de vazão isentrópica é a
vazão de um fluido através de um bocal, onde o fluido é acelerado por meio do
gradiente de pressão.
A vazão deixa de ser isentrópica quando ocorre algum ou a combinação dos
seguintes eventos:
• Atrito entre o fluido e o tubo;
• Transferência de calor entre o fluido e o tubo;
• Difusão normal à vazão laminar; e
• Reação química na vazão.
Isentrópico significa entropia constante e isotrópico significa um comportamento
simétrico e independente da direção em que é medido.
3.4.2.8 Vazão de Rayleigh
A vazão é considerada adiabática quando não há transferência de calor entre a
vazão e o meio ambiente. O estudo das vazões diabáticas é complicado e por este
motivo são feitas hipóteses para torná-las adiabáticos. Por exemplo:
• A vazão se processa em uma seção de área constante;
• Não há atrito;
• O gás é perfeito e tem calores específicos constantes;
• A composição do gás não varia;
• Não há dispositivos no sistema que entregue ou receba trabalho
mecânico; e
• A vazão é em regime permanente.
106
A vazão que satisfaz estas hipóteses é chamada de vazão de Rayleigh. Ela é
particularmente aplicada no estudo de aquecimento e resfriamento, quando são
relacionadas à pressão, à temperatura, à densidade e ao número de Mach do sistema.
3.4.2.9 Vazão de Stokes
Quando a vazão de um fluido tem velocidade extremamente baixa e o número de
Reynolds correspondente é menor que 1, é chamado de vazão de Stokes. Para vazão
muito pequena, a força de inércia é desprezível.
Uma importante aplicação da vazão de Stokes é na lubrificação. Duas
superfícies paralelas e muito próximas podem deslizar uma sobre a outra com muito
pequena força de atrito, mesmo quando submetidas a grande pressão perpendicular,
desde que seja mantido um filme de vazão viscosa.
3.4.3 Viscosidade do Fluido
É definida como a resistência ao escoamento de um fluido em um duto qualquer,
provocando uma perda de carga adicional que deverá ser considerada na medição da
vazão. Segundo Newton, é a resistência oposta pelas camadas líquidas ao escoamento
recíproco (Mattos e Falco).
A viscosidade de um fluido é uma propriedade inerente ao fluido, que representa
a resistência ao fluxo ou força de atrito contra o movimento do fluido ou de um objeto
movendo-se nele em resposta a uma tensão de cisalhamento. A unidade SI para
viscosidade é N s m-2 ou kg m-1 s-1. A viscosidade é tipicamente expressa em unidades
de poise (P), onde 1 poise (P) equivale a 0,1 kg m-1 s-1.
)()/()(cos 1
2
−=stoCisalhamendeTaxa
cmdinatoCisalhamendeTensãoPoiseidadeVis (3-47)
Supondo o escoamento de um fluido entre duas placas paralelas distanciadas de
uma altura X. A placa superior (A) se desloca com velocidade V e a inferior está fixa
(Fig. 3-56).
107
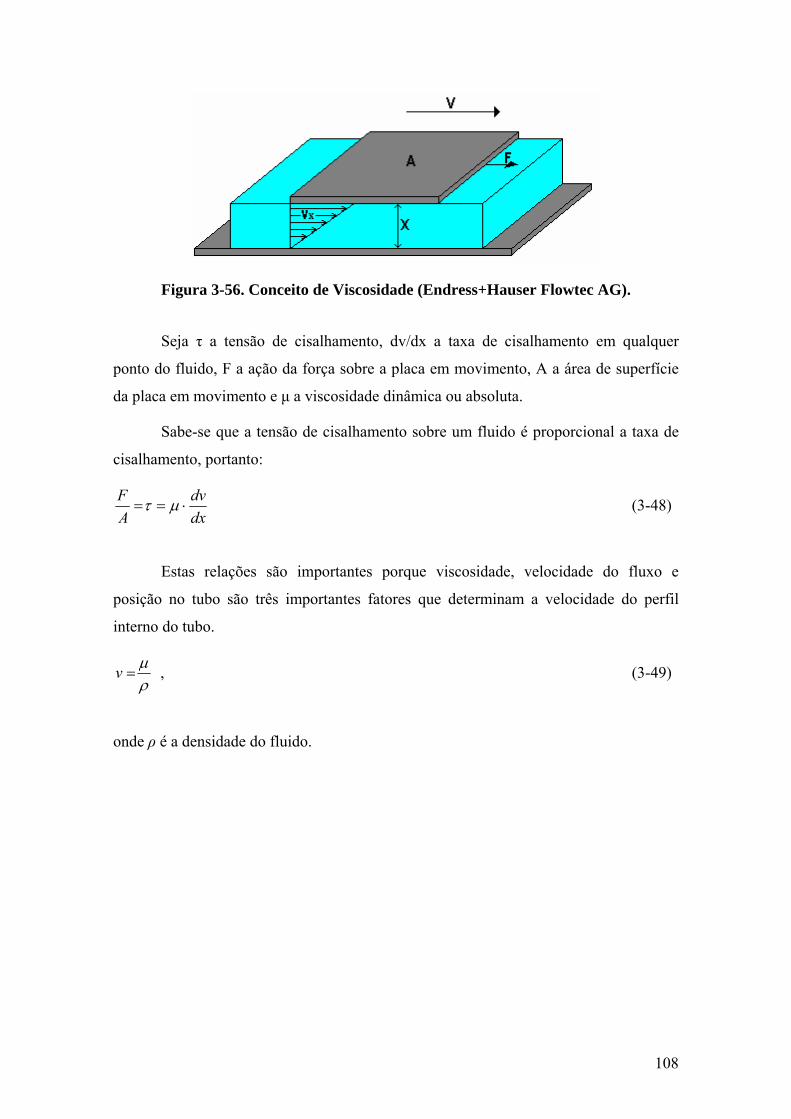
Figura 3-56. Conceito de Viscosidade (Endress+Hauser Flowtec AG).
Seja τ a tensão de cisalhamento, dv/dx a taxa de cisalhamento em qualquer
ponto do fluido, F a ação da força sobre a placa em movimento, A a área de superfície
da placa em movimento e µ a viscosidade dinâmica ou absoluta.
Sabe-se que a tensão de cisalhamento sobre um fluido é proporcional a taxa de
cisalhamento, portanto:
dxdv
AF
⋅== µτ (3-48)
Estas relações são importantes porque viscosidade, velocidade do fluxo e
posição no tubo são três importantes fatores que determinam a velocidade do perfil
interno do tubo.
ρµ
=v , (3-49)
onde ρ é a densidade do fluido.
108
Capítulo 4
4 Arquitetura de Automação
A Arquitetura proposta na Fig. 4-1, apresentada três diferentes protocolos de
comunicação. Modbus RUT, Modbus Enron e TCP/IP.
O protocolo Modbus RTU é muito utilizado em comunicação entre
equipamentos industriais, de mesmo fabricante ou não. Neste caso, estaremos
apresentando um sistema onde os dados trafegam em uma rede Modbus RTU. Em
seguida, os dados são encapsulados em TCP/IP e, a partir daí, trafegam pela rede de
automação, onde roteadores e switchs controlam o tráfego das informações. Os dados
que trafegam nesta rede, somente poderão ser lidos nos supervisórios (InTouch) que
tiverem o driver de comunicação Modbus RTU.
Um PLC Gateway recebe os dados em formato RTU e os converte através de
relações entre as duas redes diferentes (Modbus RTU e TCP/IP) e em seguida
disponibiliza os dados já encapsulados no padrão TCP/IP. O computador de interface
“Supervisório”, que está com o driver Modbus RTU configurado para realizar consultas
ao PLC Gateway, lerá estes dados para em seguida apresentá-los nas telas de processo.
Os dados que trafegam pela rede Modbus Enron serão lidos através de um
conversor de protocolos (ADAM 4570), que nada mais é do que uma extensão de duas
portas de comunicação “COM” do micro IHM (Interface Homem Máquina) em meio
físico RS 485 a dois fios, onde os dados são encapsulados em formato TCP/IP e
disponibilizados na rede TCP/IP de automação. A IHM será a única capaz de ler estes
dados, pois é a única que terá o driver Modbus Enron.
A diferença básica entre RTU e Enron é tão somente um índice ou ponteiro de
apontamento de leitura ou escrita. Em outras palavras, o Modbus Enron pode ser parado
a qualquer instante que quando acionado novamente, saberá exatamente onde parou,
qual foi o último registro lido e retornará a partir dele, enquanto o Modbus RTU não.
Caso seja parado o sistema, o Modbus RTU reiniciará lendo todos os registros
disponíveis novamente, causando um tráfego muito grande na rede e possibilitando o
conflito das informações e a falha de comunicação entre os diversos equipamentos da
109
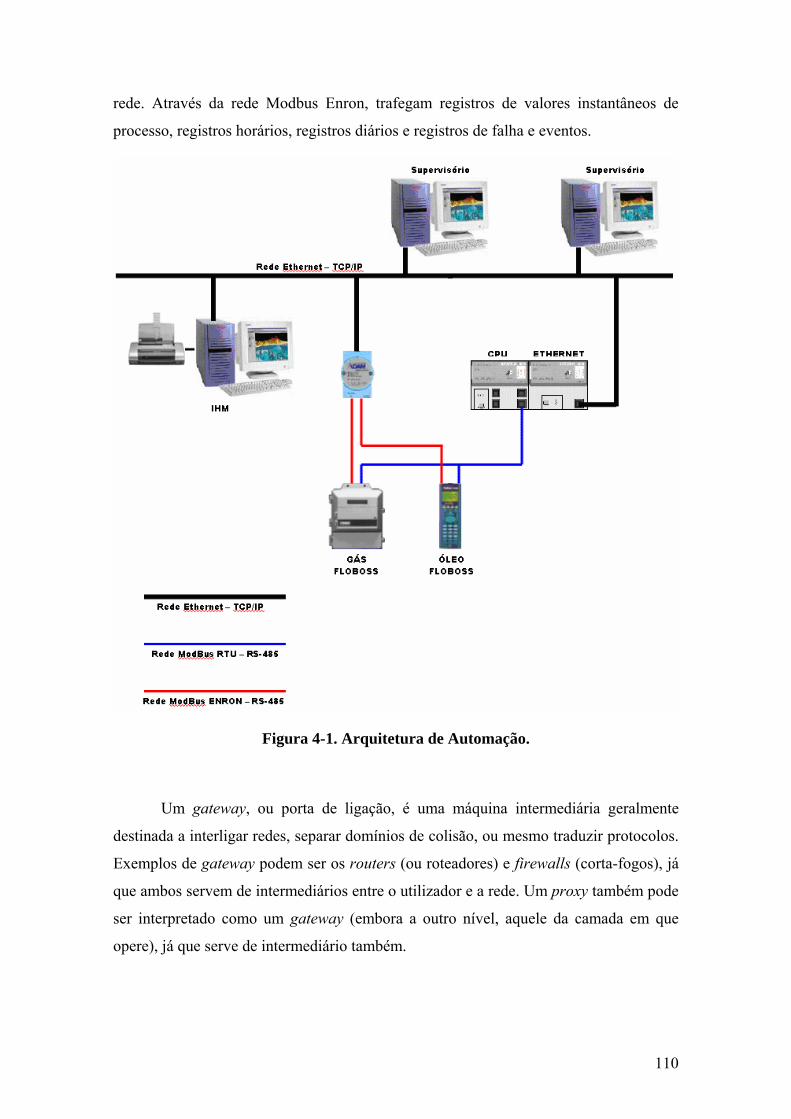
rede. Através da rede Modbus Enron, trafegam registros de valores instantâneos de
processo, registros horários, registros diários e registros de falha e eventos.
Figura 4-1. Arquitetura de Automação.
Um gateway, ou porta de ligação, é uma máquina intermediária geralmente
destinada a interligar redes, separar domínios de colisão, ou mesmo traduzir protocolos.
Exemplos de gateway podem ser os routers (ou roteadores) e firewalls (corta-fogos), já
que ambos servem de intermediários entre o utilizador e a rede. Um proxy também pode
ser interpretado como um gateway (embora a outro nível, aquele da camada em que
opere), já que serve de intermediário também.
110
É importante que o gateway tenha acesso ao exterior por meio de linhas de
transmissão de maior débito, para que não constitua um estrangulamento entre a rede
exterior e a rede local.
Cabe igualmente ao gateway traduzir e adaptar os pacotes originários da rede
local, para que estes possam atingir o destinatário e também traduzir as respostas e
devolvê-las ao par local da comunicação. Assim, é freqüente a utilização de protocolos
de tradução de endereços.
Notadamente, o gateway opera em camadas baixas do Modelo OSI e não pode,
por isso, interpretar os dados entre aplicações (camadas superiores). No entanto, através
do uso de heurísticas e outros métodos de detecção de ataques, o gateway pode
incorporar alguns mecanismos de defesa. Esta funcionalidade pode ser complementada
com um firewall.
Equipamentos envolvidos na Arquitetura de Automação proposta:
• IHM – Estação de operação do sistema de medição para adequação à
ANP;
• FLOBOSS GÁS – Computador de Vazão destinado aos cálculos de
vazão e totalização de gás;
• FLOBOSS ÓLEO – Computador de Vazão destinado aos cálculos de
vazão, totalização de óleo;
• GATEWAY – PLC destinado à coleta das informações operacionais nos
computadores de Vazão para disponibilização e visualização nos
supervisórios; e
• ADAM – Equipamento destinado à concentração de duas portas seriais
remotas, acessadas pela IHM através de rede TCP/IP.
4.1 Redes de Comunicação
Praticamente é impossível pensar em algum sistema, seja de computadores ou de
automatização, sem pensar em redes. Mesmo fora do ambiente explícito de informática,
diariamente se tem contato com sistemas que utilizam redes em maior ou menor grau,
dentre os quais podemos citar caixas eletrônicos de bancos, Internet, compra com
cartões de bancos, etc.
111
As redes de campo atendem pelo nome genérico de Fieldbus ou barramento de
campo e se dividem em 3 tipos diferentes:
Redes de sensores ou Sensorbus - são redes apropriadas para interligar sensores
e atuadores discretos, tais como chaves limites (limit switches), contactores,
desviadores, etc. São exemplos de redes Sensorbus: ASI da Siemens, Seriplex, CAN e
LonWorks.
Redes de dispositivos ou Devicebus - são redes capazes de interligar dispositivos
mais genéricos como PLC’s, outras remotas de aquisição de dados e controle,
conversores AC/DC, relés de medição inteligentes, etc. São exemplos de deres
Devicebus: Profibus-DP, DeviceNet, Interbus-S, SDS, LonWorks, CAN, ControlNet,
ModbusPlus.
Redes de instrumentação ou Fieldbus - São redes concebidas para integrar
instrumentos analógicos no ambiente industrial, como transmissores de vazão, pressão,
temperatura, válvulas de controle, etc. São exemplos de redes Fieldibus: IECSP50-H1,
HART, WorldFIP, Profibus-PA.
4.1.1 Introdução a Redes
As redes de computadores surgiram da necessidade da troca de informações,
onde é possível ter acesso a um dado que está fisicamente localizado distante de
usuário.
A tecnologia de redes existe desde a época dos primeiros computadores,
entretanto novas padronizações e tecnologias permitiram que computadores pudessem
se comunicar melhor a um custo menor.
Além da facilidade de se trocar dados, há ainda a vantagem de compartilhar
periféricos como impressora ou um modem, podendo significar uma redução nos custos
dos equipamentos.
A classificação de redes em categorias pode ser realizada segundo diversos
critérios, onde alguns dos mais comuns são:
• Dimensão ou área geográfica ocupada – redes pessoais, redes locais,
redes metropolitanas, etc;
112
• Capacidade de transferência de informação – redes de baixo débito, redes
de médio débito e redes de alto débito;
• Topologia "a forma da rede" – redes em estrela, redes em anel, etc;
• Meio físicos de suporte ao envio de dados – redes de cobre, redes de
fibra óptica, redes por rádio “wireless”, redes por satélite, etc;
• Ambiente em que se inserem – redes de industriais, redes corporativas,
etc;
• Método de transferência dos dados – redes de “broadcast”, redes de
comutação de pacotes, redes de comutação de circuitos, redes ponto a
ponto, etc; e
• Tecnologia de transmissão – redes “Ethernet”, redes “token-ring”, redes
ATM, etc.
Rede ponto a ponto é o tipo mais simples e não necessita de muita “burocracia”.
Qualquer micro pode ler ou escrever arquivos armazenados em outros micros da rede,
bem como usar periféricos que estejam instalados em outros PCs. Não há o papel de um
micro “servidor” como nas redes cliente/servidor.
Se a rede que estiver sendo planejada tiver mais de 10 micros ou a questão
segurança for importante, então a escolha pela rede cliente / servidor é fundamental.
Com o servidor dedicado a uma só tarefa, se consegue resposta rapida aos pedidos
vindos dos demais micros da rede, não comprometendo o desempenho da rede e
consequentemente do sistema.
4.1.1.1 Tipos de Servidores:
• Servidor de arquivo – é um servidor responsável pelo armazenamento de
arquivos de dados que necessitem de compartilhamento com os usuários
da rede. O programa a ser utilizado para o processamento de um texto,
por exemplo, está sendo executado na máquina do usuário cliente e não
no servidor. Neste servidor não há processamento de informações. O
servidor é responsável apenas por entregar o arquivo solicitado, para
então o arquivo ser processado no cliente;
113
• Servidor de impressão – é um servidor responsável por processar os
pedidos de impressão solicitados pelos micros da rede e enviá-los para as
impressoras disponíveis e configuradas. Como diversos pedidos de
impressão podem ser gerados ao mesmo tempo na rede, o servidor fica
responsável por enviar os dados para as impressoras corretas e na ordem
de chegada ou em outra ordem configurada;
• Servidor de aplicações – é responsável por executar aplicações cliente /
servidor, como por exemplo, um banco de dados. Ao contrário de
servidor de arquivos, que somente armazena arquivos de dados e não os
processa, o servidor de aplicações executa as aplicações e processa os
arquivos de dados. Por exemplo, quando um micro cliente faz uma
consulta em um banco de dados cliente / servidor, essa consulta será
processada no servidor de aplicações e não no micro cliente, o micro
cliente somente mostrará o resultado enviado pelo servidor de aplicações.
Desta forma é possível que vários usuários acessem e manipulem ao
mesmo tempo uma única aplicação, fazendo com que todos os dados
fiquem sincronizados; e
• Servidor de comunicação – usado na comunicação entre redes, como por
exemplo, a Internet. O servidor de comunicação pode ser um micro com
um Cable Modem conectado à Internet banda larga e os outros micros se
conectam a Internet através do servidor de comunicação.
4.1.1.2 Transmissão de Dados
Eletronicamente falando, existem somente três tipos de transmissão de dados:
• Simplex – nesse tipo de transmissão de dados, um dispositivo é o
transmissor (também chamado Tx) e o outro dispositivo é o receptor
(Rx), sendo que esse papel não se inverte. A transmissão de dados
simplex é, portanto, unidirecional;
• Half-duplex – esse tipo de transmissão de dados é bidirecional, mas por
compartilharem um mesmo canal de comunicação, não é possível
transmitir e receber dados ao mesmo tempo; e
114
• Full-duplex – é a verdadeira comunicação bidirecional, onde a
transmissão e o recebimento de dados ocorrem ao mesmo tempo.
Tradicionalmente não é muito usual em redes de computação, sendo
recomendada para dispositivos que necessitem de alto desempenho,
como servidores de arquivos.
4.1.2 Modelo OSI
Ao Final da década de 70 apresentava-se, por um lado, uma perspectiva de
crescimento vertiginoso causado pelo investimento e desenvolvimento que estavam
sendo realizados, mas por outro lado, uma tendência que poderia acarretar uma
profunda crise no setor das comunicações. A heterogeneidade de padrões entre os
fabricantes, praticamente impossibilitava a interconexão entre sistemas de fabricantes
diferentes. Os fabricantes começaram a perseguir alguns objetivos necessários para a
criação de um sistema aberto:
• Interoperabilidade: capacidade que os sistemas abertos possuem de troca
de informações entre si, mesmo que sejam fornecidos por fabricantes
distintos;
• Interconectividade: é a forma através da qual se pode conectar distintos
computadores;
• Portabilidade da aplicação: é a capacidade de um software funcionar em
várias plataformas diferentes; e
• Scalability: capacidade de um software funcionar com um desempenho
aceitável em computadores de capacidades diversas, desde computadores
pessoais até industriais.
4.1.2.1 Definição de Redes
Para facilitar o processo de padronização e obter interconectividade entre
máquinas de diferentes fabricantes, a Organização Internacional de Padronização
aprovou, no início dos anos 80, um modelo de referência para permitir a comunicação
entre máquinas heterogêneas, denominado OSI (Open Systems Interconnection). Esse
115
modelo serve de base para qualquer tipo de rede, seja de curta, média ou longa
distância.
4.1.2.2 Descrição das Camadas
O modelo OSI, então, se define como um conjunto de funções que possibilitam
que máquinas distintas possam se comunicar e trocar informações. Este modelo possui
sete camadas, onde cada camada é responsável por uma determinada função específica.
A comunicação entre sistemas ocorre em nível de camadas, ou seja, a camada de
aplicação do sistema A se comunica com a camada de aplicação do sistema B e assim
por diante até o meio físico, onde ocorre a comunicação física entre os sistemas.
4.1.2.2.1 Camada Física
Esta camada está diretamente ligada ao equipamento de cablagem ou outro canal
de comunicação e é a que comunica diretamente com o controlador da interface de rede.
Preocupa-se, portanto, em permitir uma comunicação bastante simples e viável, na
maioria dos casos com controle de erros básico:
• Move bits através de um meio físico;
• Define as características elétricas e mecânicas do meio, taxa de
transferência dos bits, voltagem, etc;
• Controle de acesso ao meio;
• Controle lógico de enlace;
• Confirmação e retransmissão de quadros; e
• Controle da quantidade e velocidade de transmissão de informações na
rede.
4.1.2.2.2 Camada de Ligação de Dados
Esta camada também se designa por camada de enlace de dados, que:
• Estabelece um protocolo de comunicação entre sistemas diretamente
conectados. O endereçamento é físico, embutido na interface de rede;
116
• Exemplo de protocolos de enlace WAN: PPP, X.25; e
• Funciona em ambientes TCP/IP.
4.1.2.2.3 Camada de Rede
A camada de Rede é responsável pelo endereçamento dos pacotes, convertendo
endereços lógicos em endereços físicos, de forma que os pacotes consigam chegar
corretamente ao destino. Essa camada também determina a rota que os pacotes irão
seguir para atingir o destino, baseada em fatores como condições de tráfego da rede e
prioridades. Essa camada é usada quando a rede possui mais de um segmento e, com
isso, há mais de um caminho para um pacote de dados trafegar da origem ao destino.
Roteamento, encaminhamento, endereçamento, interconexão de redes, tratamento de
erros, controle de congestionamento e seqüência de pacotes são funções desta camada.
Logo a camada de rede:
• Movimenta pacotes a partir de sua fonte original até seu destino através
de um ou mais enlaces; e
• Define como dispositivos de rede descobrem uns aos outros e como os
pacotes são roteados até seu destino final.
4.1.2.2.4 Camada de Transporte
A camada de transporte é responsável por pegar os dados enviados pela camada
de sessão e dividi-los em pacotes que serão transmitidos pela rede, melhor dizendo,
repassados para a camada de rede. No receptor, a camada de transporte é responsável
por pegar os pacotes recebidos da camada de rede e remontar o dado original para
enviá-lo à camada de sessão. Isso inclui controle de fluxo (colocar os pacotes recebidos
em ordem, caso eles tenham sido recebidos fora de ordem) e correção de erros,
tipicamente enviando para o transmissor uma informação de recebimento
(acknowledge), informando que o pacote foi recebido com sucesso.
A camada de transporte separa as camadas de nível de aplicação (camadas 5 a 7)
das camadas de nível físico (camadas de 1 a 3). As camadas de 1 a 3 se preocupam com
a maneira com que os dados serão transmitidos pela rede. Já as camadas de 5 a 7 se
preocupam com os dados contidos nos pacotes de dados, que serão enviados ou
117
recebidos para a aplicação responsável pelos dados. A camada 4 (transporte) faz a
ligação entre esses dois grupos e determina a classe de serviço necessária como
orientação da conexão e com controle de erro e serviço de confirmação.
4.1.2.2.5 Camada de Sessão
A camada de sessão permite que duas aplicações em computadores diferentes
estabeleçam uma sessão de comunicação. Nesta sessão, essas aplicações definem como
será feita a transmissão de dados e coloca marcações nos dados que estão sendo
transmitidos. Se por ventura a rede falhar, os computadores reiniciam a transmissão dos
dados a partir da última marcação recebida pelo computador receptor.
4.1.2.2.6 Camada de Apresentação
Esta camada provê independência nas representações de dados (por exemplo: a
criptografia, ao traduzir os dados do formato do aplicativo para o formato da rede e vice
versa). A camada de apresentação trabalha transformando os dados num formato em
que a camada de aplicação possa aceitar. Esta camada formata e encripta os dados para
serem transmitidos através da rede, evitando problemas de compatibilidade. Às vezes é
chamada de camada de tradução.
Esta camada permite que computadores com arquitetura de hardware e Sistemas
Operacionais diferentes troquem informação.
4.1.2.2.7 Camada de Aplicação
A camada de aplicação faz a interface entre o protocolo de comunicação e o
aplicativo que pediu ou receberá a informação através da rede. Por exemplo, ao solicitar
a recepção de e-mails através do aplicativo de e-mail, este entrará em contato com a
camada de aplicação do protocolo de rede efetuando tal solicitação. Tudo nesta camada
é direcionada aos aplicativos. Telnet e FTP são exemplos de aplicativos de rede que
existem inteiramente na camada de aplicação.
118
4.1.3 Modelo TCP/IP
O modelo TCP/IP é um conjunto de protocolos da Internet, que constitui o
padrão contemporâneo. Os protocolos são regras, ou seja, uma definição de como os
mesmos funcionam, para que possam ser desenvolvidos ou entendidos.
O TCP/IP agrupa os protocolos em várias camadas, que constituem subgrupos.
TCP significa “Transmission Control Protocol” (Protocolo de Controle de
Transmissão) e garante que a integridade de uma determinada informação será mantida
em todo o seu trajeto, da origem ao destino.
A sigla IP significa “Internet Protocol” (Protocolo da Internet) e estabelece que
cada computador em todo o planeta, que queira enviar informações através da Internet,
deve possuir um único endereço, como por exemplo (192.168.2.14).
O endereço IP é fornecido por entidades que controlam todos os endereços IP
distribuídos em todo o planeta. As entidades controladoras de cada país são
subordinadas a uma única entidade mundial. Essa entidade não controla o conteúdo dos
sites na Internet, apenas gerencia os protocolos, dentre eles o TCP/IP.
Uma das vantagens do TCP/IP em relação a outros protocolos existentes é que
ele é roteável, isto é, foi criado pensando em redes grandes e de longa distância, onde
podem haver vários caminhos para o dado atingir o computador receptor.
Segundo Tanembaum (1996), as redes TCP/IP foram desenvolvidas com o
discurso de que poderiam ser usadas sobre qualquer tipo de meio físico, sendo estes de
qualquer tecnologia, apresentando ou não confiabilidade, com alto ou baixo
desempenho. Como o TCP/IP é um protocolo simples, ele tem algumas restrições, como
por exemplo, a falta de garantia no trânsito de pacotes, atrasos, etc.
4.1.3.1 Descrição das Camadas
A arquitetura Internet se baseia em um modelo com quatro camadas (Fig. 4-2),
onde cada uma executa um conjunto bem definido de funções de comunicação. No
modelo em camadas da Internet, não existe uma estruturação formal para cada camada,
conforme ocorre no modelo OSI. A arquitetura Internet procura definir um modelo de
119
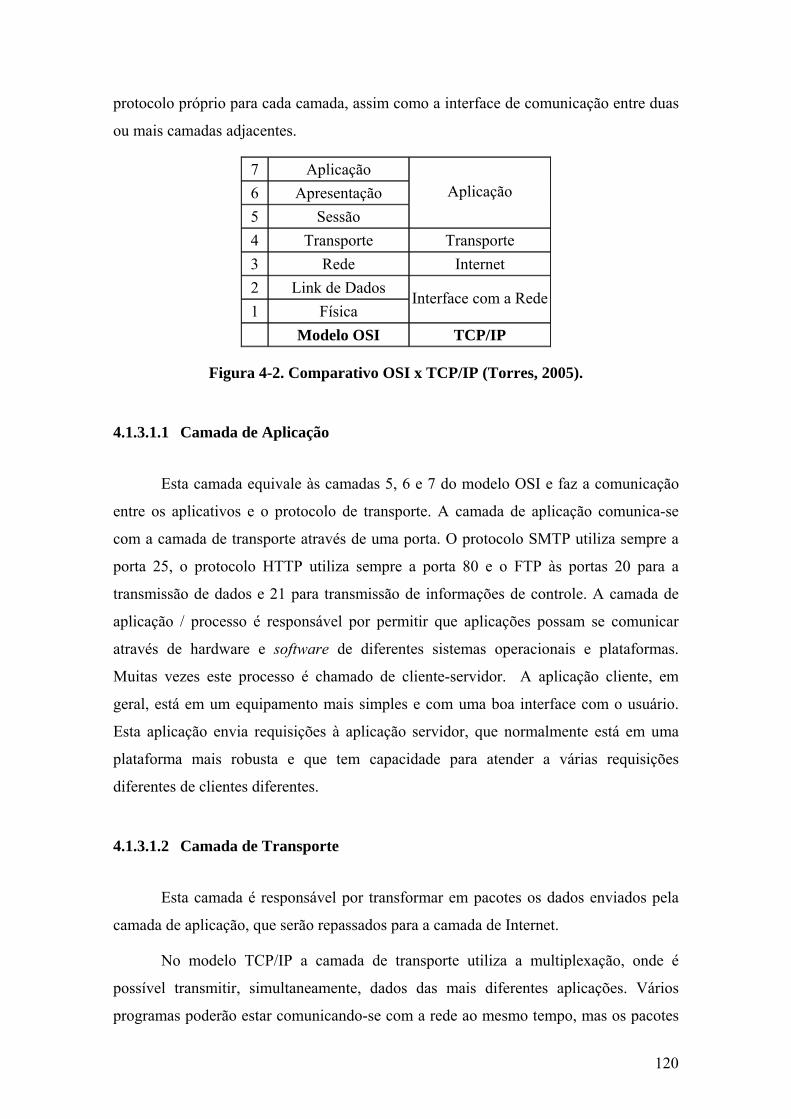
protocolo próprio para cada camada, assim como a interface de comunicação entre duas
ou mais camadas adjacentes.
7 Aplicação 6 Apresentação 5 Sessão
Aplicação
4 Transporte Transporte 3 Rede Internet 2 Link de Dados 1 Física
Interface com a Rede
Modelo OSI TCP/IP
Figura 4-2. Comparativo OSI x TCP/IP (Torres, 2005).
4.1.3.1.1 Camada de Aplicação
Esta camada equivale às camadas 5, 6 e 7 do modelo OSI e faz a comunicação
entre os aplicativos e o protocolo de transporte. A camada de aplicação comunica-se
com a camada de transporte através de uma porta. O protocolo SMTP utiliza sempre a
porta 25, o protocolo HTTP utiliza sempre a porta 80 e o FTP às portas 20 para a
transmissão de dados e 21 para transmissão de informações de controle. A camada de
aplicação / processo é responsável por permitir que aplicações possam se comunicar
através de hardware e software de diferentes sistemas operacionais e plataformas.
Muitas vezes este processo é chamado de cliente-servidor. A aplicação cliente, em
geral, está em um equipamento mais simples e com uma boa interface com o usuário.
Esta aplicação envia requisições à aplicação servidor, que normalmente está em uma
plataforma mais robusta e que tem capacidade para atender a várias requisições
diferentes de clientes diferentes.
4.1.3.1.2 Camada de Transporte
Esta camada é responsável por transformar em pacotes os dados enviados pela
camada de aplicação, que serão repassados para a camada de Internet.
No modelo TCP/IP a camada de transporte utiliza a multiplexação, onde é
possível transmitir, simultaneamente, dados das mais diferentes aplicações. Vários
programas poderão estar comunicando-se com a rede ao mesmo tempo, mas os pacotes
120
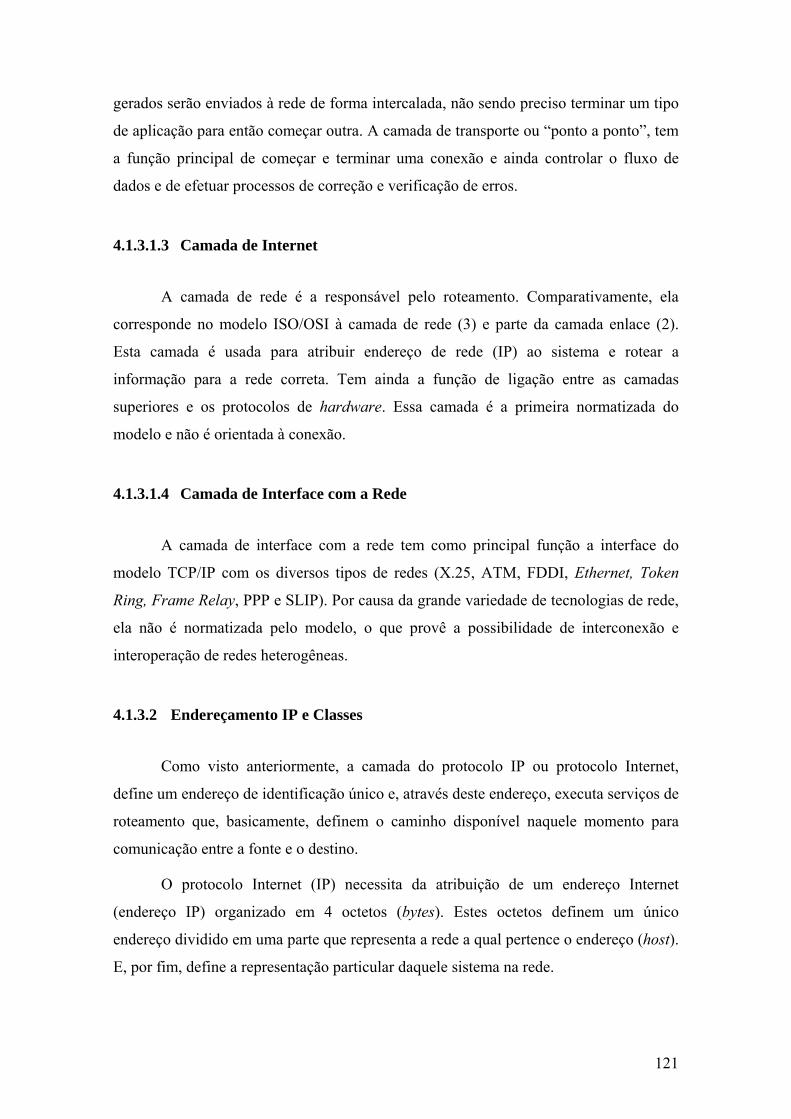
gerados serão enviados à rede de forma intercalada, não sendo preciso terminar um tipo
de aplicação para então começar outra. A camada de transporte ou “ponto a ponto”, tem
a função principal de começar e terminar uma conexão e ainda controlar o fluxo de
dados e de efetuar processos de correção e verificação de erros.
4.1.3.1.3 Camada de Internet
A camada de rede é a responsável pelo roteamento. Comparativamente, ela
corresponde no modelo ISO/OSI à camada de rede (3) e parte da camada enlace (2).
Esta camada é usada para atribuir endereço de rede (IP) ao sistema e rotear a
informação para a rede correta. Tem ainda a função de ligação entre as camadas
superiores e os protocolos de hardware. Essa camada é a primeira normatizada do
modelo e não é orientada à conexão.
4.1.3.1.4 Camada de Interface com a Rede
A camada de interface com a rede tem como principal função a interface do
modelo TCP/IP com os diversos tipos de redes (X.25, ATM, FDDI, Ethernet, Token
Ring, Frame Relay, PPP e SLIP). Por causa da grande variedade de tecnologias de rede,
ela não é normatizada pelo modelo, o que provê a possibilidade de interconexão e
interoperação de redes heterogêneas.
4.1.3.2 Endereçamento IP e Classes
Como visto anteriormente, a camada do protocolo IP ou protocolo Internet,
define um endereço de identificação único e, através deste endereço, executa serviços de
roteamento que, basicamente, definem o caminho disponível naquele momento para
comunicação entre a fonte e o destino.
O protocolo Internet (IP) necessita da atribuição de um endereço Internet
(endereço IP) organizado em 4 octetos (bytes). Estes octetos definem um único
endereço dividido em uma parte que representa a rede a qual pertence o endereço (host).
E, por fim, define a representação particular daquele sistema na rede.
121
Este protocolo recebe os dados da camada superior (transporte) na forma de
segmentos. Ocorre então o processo de fragmentação e os conjuntos de dados passam a
se chamar datagramas. Estes datagramas são, então, codificados para envio à camada
inferior (física) para encaminhamento no meio físico. Usando a parte rede do endereço
ou identificador de rede, pode ser definido qual a melhor rota através de uma tabela de
roteamento mantida e atualizada pelos roteadores.
Na Tab. 4.1 relacionam-se os diversos aspectos relevantes na definição do
endereço Internet: o número de sistemas possíveis, os primeiros bits do primeiro octeto
e os seus possíveis valores. Os demais octetos podem assumir livremente os valores
entre 0 e 255, sempre levando em conta aqueles de significado especial.
Tabela 4-1. Definição do Endereço Internet.
Classe 2n Hosts Bits Iniciais Primeiro Octeto A 24 167.772 0xxx 0-127 B 16 65.536 10xx 128-191 C 8 256 110x 192-223 D - - 1110 224-239 E - - 1111 240-255
Os endereços Classe A são usados para redes muito grandes, normalmente
ligadas a funções educacionais e científicas. Os endereços Classe B são usados em redes
muito grandes, normalmente atribuídos a instituições que possuam um perfil
disseminador de tecnologia e, assim, possam de alguma forma distribuir suas redes entre
instituições e empresas, contribuindo para o desenvolvimento de uma grande rede
mundial. Os endereços Classe C são os mais difundidos, pois permitem redes de 256
IP’s, o que parece ser um número conveniente para gerenciamento e implantação de
sistemas de informação. Os endereços Classe D são reservados para Multicast, sendo
utilizados nas aplicações de videoconferência e multimídia, dentre outras. Por fim, os
endereços Classe E são reservados para experimentação e desenvolvimento.
122
4.1.3.3 Subrede IP e Máscara de Subrede
A criação de subredes a partir de uma rede primária é um procedimento típico na
área de redes. O objetivo desta segmentação é permitir um melhor desempenho da rede
em termos organizacionais, estruturais e funcionais.
A idéia básica é acrescentar alguns bits ao identificador de rede do endereço
Internet. Os endereços permitidos são aqueles formados pelos bits restantes do octeto.
O identificador de redes e subredes, também chamado de máscara de subrede
também, é composta por 4 octetos. A máscara é formada por bits 1 nos campos que
caracterizam o endereço de rede, e bits 0 nos campos relativos ao host.
Vale ressaltar aqui, uma operação simples implementada por todos algoritmos
de roteamento, que é o AND lógico entre a máscara de subrede e o endereço do host. Se
o endereço tiver os mesmos bits 1 da máscara, então este endereço pertence a subrede
em análise e portanto o pacote pode ser enviado através de broadcast na subrede. Se
diferir, então o pacote deve ser enviado ao gateway, pois certamente pertence à outra
subrede.
4.1.4 Protocolo Modbus
Modbus é um protocolo de comunicação de dados utilizado em sistemas de
automação industrial. Criado na década de 1970 pela Modicon. É um dos mais antigos
protocolos utilizados em redes de controladores lógicos programáveis (CLP) para
coletar sinais de instrumentos e comandar atuadores. A Modicon (atualmente parte do
grupo Schneider Electric) colocou as especificações e normas que definem o Modbus
em domínio público. Por esta razão, é utilizado em milhares de equipamentos existentes
e é uma das soluções de rede mais baratas a serem utilizadas em automação industrial.
Modbus é um protocolo pedido/resposta que trabalha através de códigos de
funções especificas. Utilizando este protocolo, pode-se controlar, com um único
microcomputador, até 247 dispositivos. Para isto, cada controlador recebe um endereço
que o identificará no sistema.
Com o endereço e o código da operação a ser feita, é possível transmitir dados
para leitura e escrita nos registradores ou mesmo leitura de estados do dispositivo. A
123
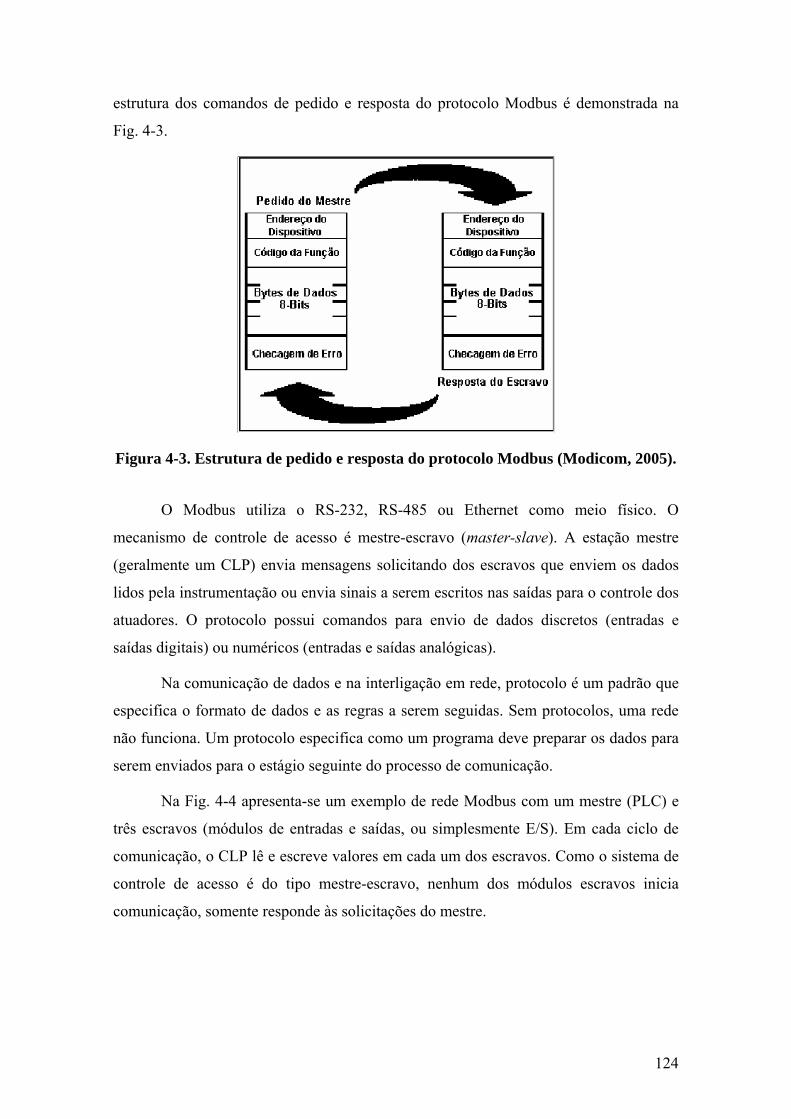
estrutura dos comandos de pedido e resposta do protocolo Modbus é demonstrada na
Fig. 4-3.
Figura 4-3. Estrutura de pedido e resposta do protocolo Modbus (Modicom, 2005).
O Modbus utiliza o RS-232, RS-485 ou Ethernet como meio físico. O
mecanismo de controle de acesso é mestre-escravo (master-slave). A estação mestre
(geralmente um CLP) envia mensagens solicitando dos escravos que enviem os dados
lidos pela instrumentação ou envia sinais a serem escritos nas saídas para o controle dos
atuadores. O protocolo possui comandos para envio de dados discretos (entradas e
saídas digitais) ou numéricos (entradas e saídas analógicas).
Na comunicação de dados e na interligação em rede, protocolo é um padrão que
especifica o formato de dados e as regras a serem seguidas. Sem protocolos, uma rede
não funciona. Um protocolo especifica como um programa deve preparar os dados para
serem enviados para o estágio seguinte do processo de comunicação.
Na Fig. 4-4 apresenta-se um exemplo de rede Modbus com um mestre (PLC) e
três escravos (módulos de entradas e saídas, ou simplesmente E/S). Em cada ciclo de
comunicação, o CLP lê e escreve valores em cada um dos escravos. Como o sistema de
controle de acesso é do tipo mestre-escravo, nenhum dos módulos escravos inicia
comunicação, somente responde às solicitações do mestre.
124
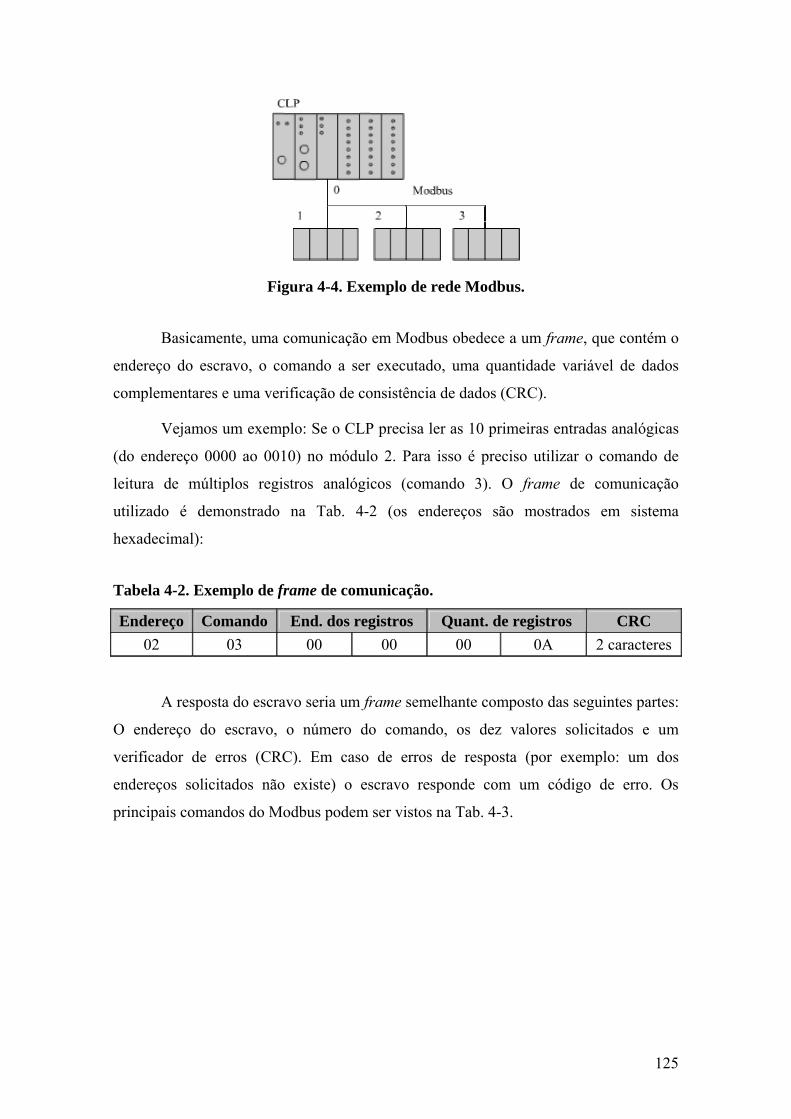
Figura 4-4. Exemplo de rede Modbus.
Basicamente, uma comunicação em Modbus obedece a um frame, que contém o
endereço do escravo, o comando a ser executado, uma quantidade variável de dados
complementares e uma verificação de consistência de dados (CRC).
Vejamos um exemplo: Se o CLP precisa ler as 10 primeiras entradas analógicas
(do endereço 0000 ao 0010) no módulo 2. Para isso é preciso utilizar o comando de
leitura de múltiplos registros analógicos (comando 3). O frame de comunicação
utilizado é demonstrado na Tab. 4-2 (os endereços são mostrados em sistema
hexadecimal):
Tabela 4-2. Exemplo de frame de comunicação.
Endereço Comando End. dos registros Quant. de registros CRC 02 03 00 00 00 0A 2 caracteres
A resposta do escravo seria um frame semelhante composto das seguintes partes:
O endereço do escravo, o número do comando, os dez valores solicitados e um
verificador de erros (CRC). Em caso de erros de resposta (por exemplo: um dos
endereços solicitados não existe) o escravo responde com um código de erro. Os
principais comandos do Modbus podem ser vistos na Tab. 4-3.
125
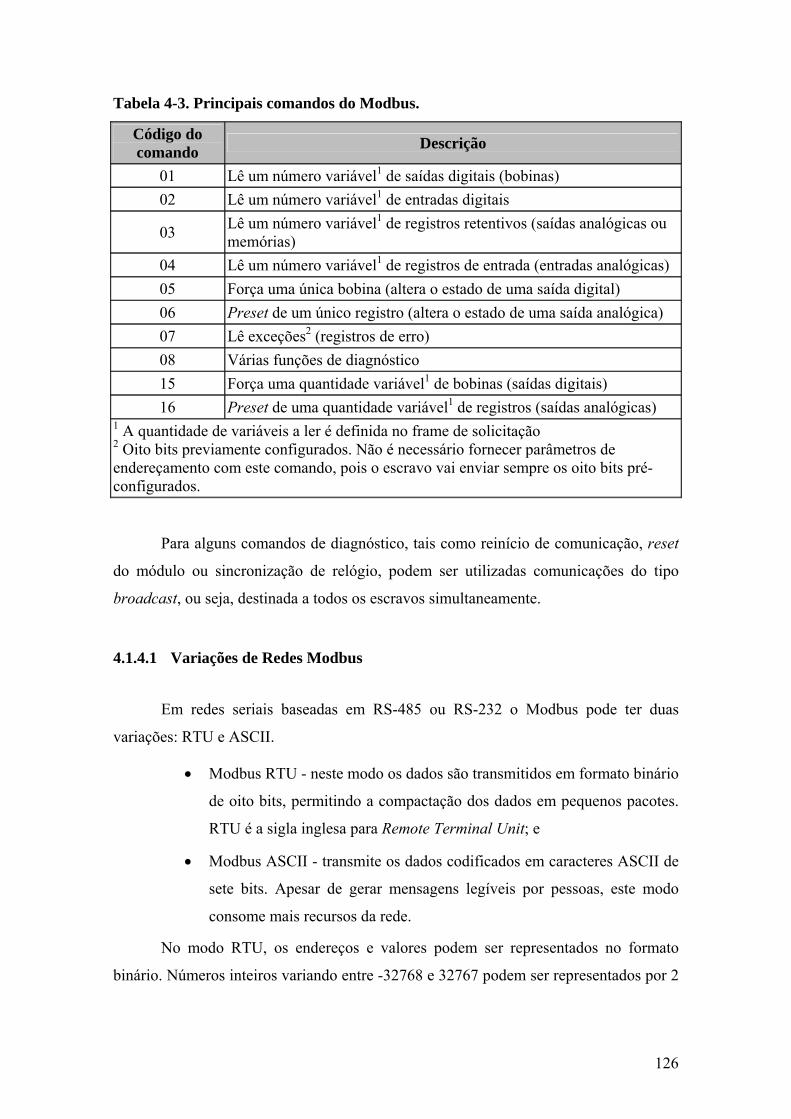
Tabela 4-3. Principais comandos do Modbus.
Código do comando Descrição
01 Lê um número variável1 de saídas digitais (bobinas) 02 Lê um número variável1 de entradas digitais
03 Lê um número variável1 de registros retentivos (saídas analógicas ou memórias)
04 Lê um número variável1 de registros de entrada (entradas analógicas) 05 Força uma única bobina (altera o estado de uma saída digital) 06 Preset de um único registro (altera o estado de uma saída analógica) 07 Lê exceções2 (registros de erro) 08 Várias funções de diagnóstico 15 Força uma quantidade variável1 de bobinas (saídas digitais) 16 Preset de uma quantidade variável1 de registros (saídas analógicas)
1 A quantidade de variáveis a ler é definida no frame de solicitação 2 Oito bits previamente configurados. Não é necessário fornecer parâmetros de endereçamento com este comando, pois o escravo vai enviar sempre os oito bits pré-configurados.
Para alguns comandos de diagnóstico, tais como reinício de comunicação, reset
do módulo ou sincronização de relógio, podem ser utilizadas comunicações do tipo
broadcast, ou seja, destinada a todos os escravos simultaneamente.
4.1.4.1 Variações de Redes Modbus
Em redes seriais baseadas em RS-485 ou RS-232 o Modbus pode ter duas
variações: RTU e ASCII.
• Modbus RTU - neste modo os dados são transmitidos em formato binário
de oito bits, permitindo a compactação dos dados em pequenos pacotes.
RTU é a sigla inglesa para Remote Terminal Unit; e
• Modbus ASCII - transmite os dados codificados em caracteres ASCII de
sete bits. Apesar de gerar mensagens legíveis por pessoas, este modo
consome mais recursos da rede.
No modo RTU, os endereços e valores podem ser representados no formato
binário. Números inteiros variando entre -32768 e 32767 podem ser representados por 2
126
bytes. O mesmo número precisaria de quatro caracteres ASCII para ser representado
(em hexadecimal).
Existe, também, o Modbus/TCP, onde os dados são encapsulados em formato
binário em frames TCP para a utilização do meio físico Ethernet (IEEE 802.3). Quando
o Modbus/TCP é utilizado, as estações utilizam o modelo cliente-servidor.
Outro modelo existente é o Modbus Plus, que possui vários recursos adicionais
de roteamento, diagnóstico, endereçamento e consistência de dados. Esta versão ainda é
mantida sob domínio da Schneider Electric e só pode ser implantada sob licença deste
fabricante e, por este motivo, não faz parte do domínio público.
Baseado no Modbus RTU foi construído o Modbus Enron, onde é acrescentado
um ponteiro de identificação de leitura de registro. Desta forma, foi adicionada a
possibilidade de leitura de registros históricos, onde o driver de comunicação somente
buscará os registros que ainda não foram lidos. Este protocolo é utilizado nos
FLOBOSS de fabricação Daniel / Emerson.
4.1.4.2 Modbus RTU
Para a comunicação do controlador com o computador, este utiliza o protocolo
Modbus RTU trabalhando no sistema mestre-escravo/cliente-servidor. Utilizando um
software com a tecnologia SCADA (Supervisory Control and Data Acquisition – Aquisição de
dados controle e supervisão) é possível desenvolver o controle esperado.
O modo RTU é hexadecimal de oito bits, ou seja, cada campo de oito bits
contém dois caracteres hexadecimais e no campo de checagem de erro são enviados
dois bytes calculados no formato CRC (Cyclical Redundancy Check) de acordo com os
dados enviados.
127
Figura 4-5. Ordem dos bits (RTU) (Modicom, 2005).
4.1.4.3 Modbus Enron
O servidor Modbus Enron é uma aplicação para Microsoft Windows NT 4.0 ou
2000, que funciona como um servidor DDE (Dynamic Data Exchange), FastDDE ou
SuiteLink e permite a outras aplicações Windows, via comunicação serial, acesso aos
dados dos computadores de vazão FLOBOSS 407 e S600.
4.1.4.3.1 Protocolos de Comunicação
DDE significa Troca Dinâmica de Dados e é um protocolo de comunicação feito
pela Microsoft para permitir que aplicações Windows possam trocar dados entre si. O
DDE implementa uma relação cliente-servidor entre duas aplicações que estejam em
execução. A aplicação servidora fornece dados e aceita solicitações de quaisquer outras
aplicações que necessitem de seus dados. As aplicações que solicitam dados são
chamadas de clientes. Algumas aplicações como o InTouch e o Excel podem ser
simultaneamente clientes e servidoras.
O FastDDE permite o “empacotamento” de diversas mensagens DDE numa
única mensagem. Este “empacotamento” melhora a eficiência e o desempenho da
comunicação, já que diminui o número de transações entre cliente e servidor.
O SuiteLink é um protocolo baseado no TCP/IP e foi desenvolvido
especialmente para atender às necessidades da indústria, tais como integridade de dados,
rapidez e facilidade de diagnósticos.
128
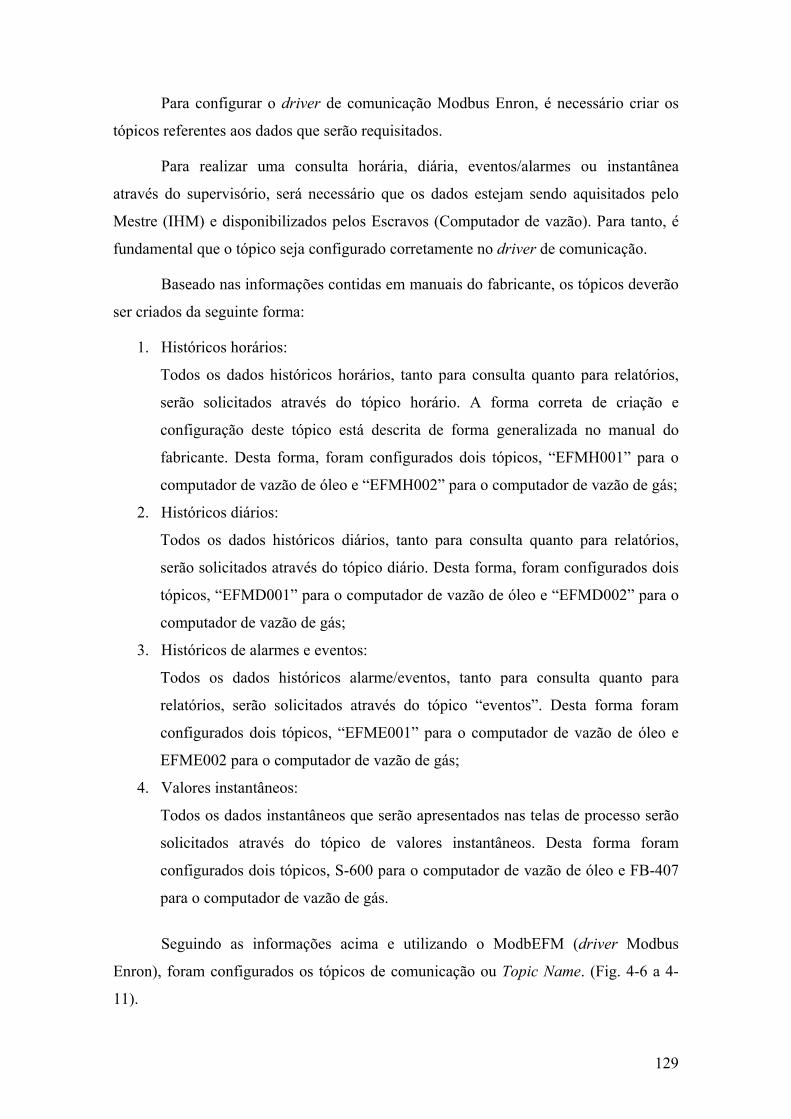
Para configurar o driver de comunicação Modbus Enron, é necessário criar os
tópicos referentes aos dados que serão requisitados.
Para realizar uma consulta horária, diária, eventos/alarmes ou instantânea
através do supervisório, será necessário que os dados estejam sendo aquisitados pelo
Mestre (IHM) e disponibilizados pelos Escravos (Computador de vazão). Para tanto, é
fundamental que o tópico seja configurado corretamente no driver de comunicação.
Baseado nas informações contidas em manuais do fabricante, os tópicos deverão
ser criados da seguinte forma:
1. Históricos horários:
Todos os dados históricos horários, tanto para consulta quanto para relatórios,
serão solicitados através do tópico horário. A forma correta de criação e
configuração deste tópico está descrita de forma generalizada no manual do
fabricante. Desta forma, foram configurados dois tópicos, “EFMH001” para o
computador de vazão de óleo e “EFMH002” para o computador de vazão de gás;
2. Históricos diários:
Todos os dados históricos diários, tanto para consulta quanto para relatórios,
serão solicitados através do tópico diário. Desta forma, foram configurados dois
tópicos, “EFMD001” para o computador de vazão de óleo e “EFMD002” para o
computador de vazão de gás;
3. Históricos de alarmes e eventos:
Todos os dados históricos alarme/eventos, tanto para consulta quanto para
relatórios, serão solicitados através do tópico “eventos”. Desta forma foram
configurados dois tópicos, “EFME001” para o computador de vazão de óleo e
EFME002 para o computador de vazão de gás;
4. Valores instantâneos:
Todos os dados instantâneos que serão apresentados nas telas de processo serão
solicitados através do tópico de valores instantâneos. Desta forma foram
configurados dois tópicos, S-600 para o computador de vazão de óleo e FB-407
para o computador de vazão de gás.
Seguindo as informações acima e utilizando o ModbEFM (driver Modbus
Enron), foram configurados os tópicos de comunicação ou Topic Name. (Fig. 4-6 a 4-
11).
129
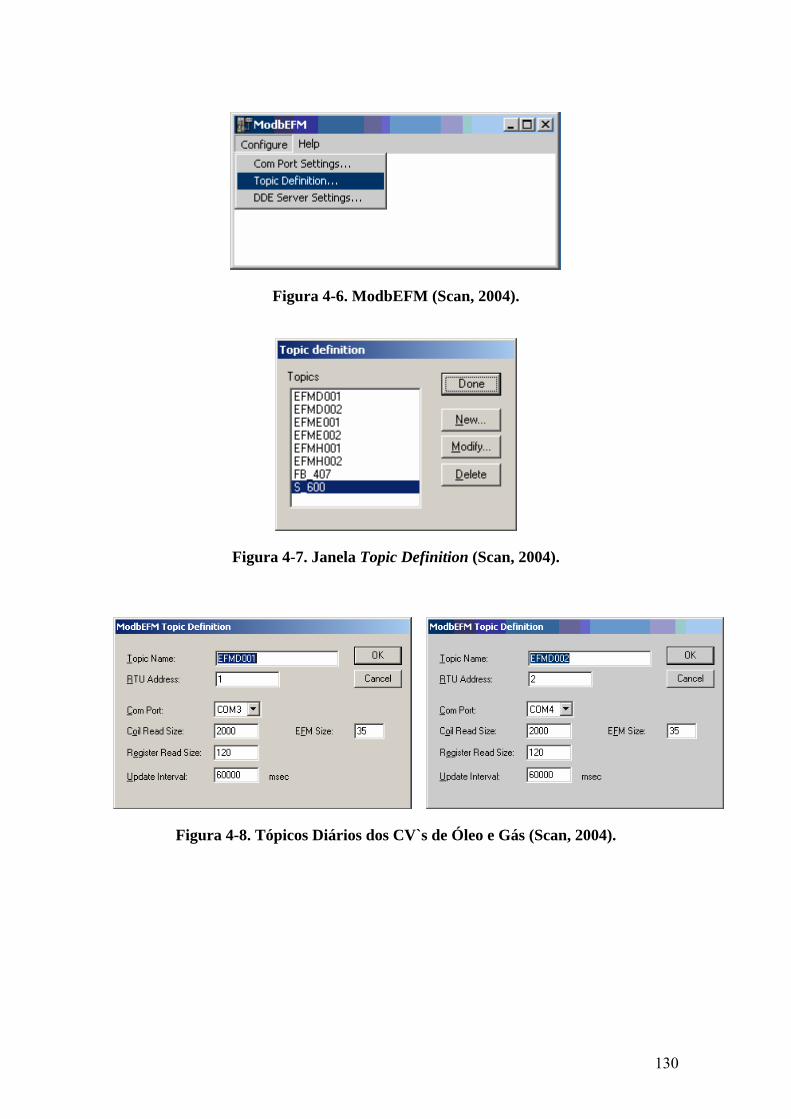
Figura 4-6. ModbEFM (Scan, 2004).
Figura 4-7. Janela Topic Definition (Scan, 2004).
Figura 4-8. Tópicos Diários dos CV`s de Óleo e Gás (Scan, 2004).
130
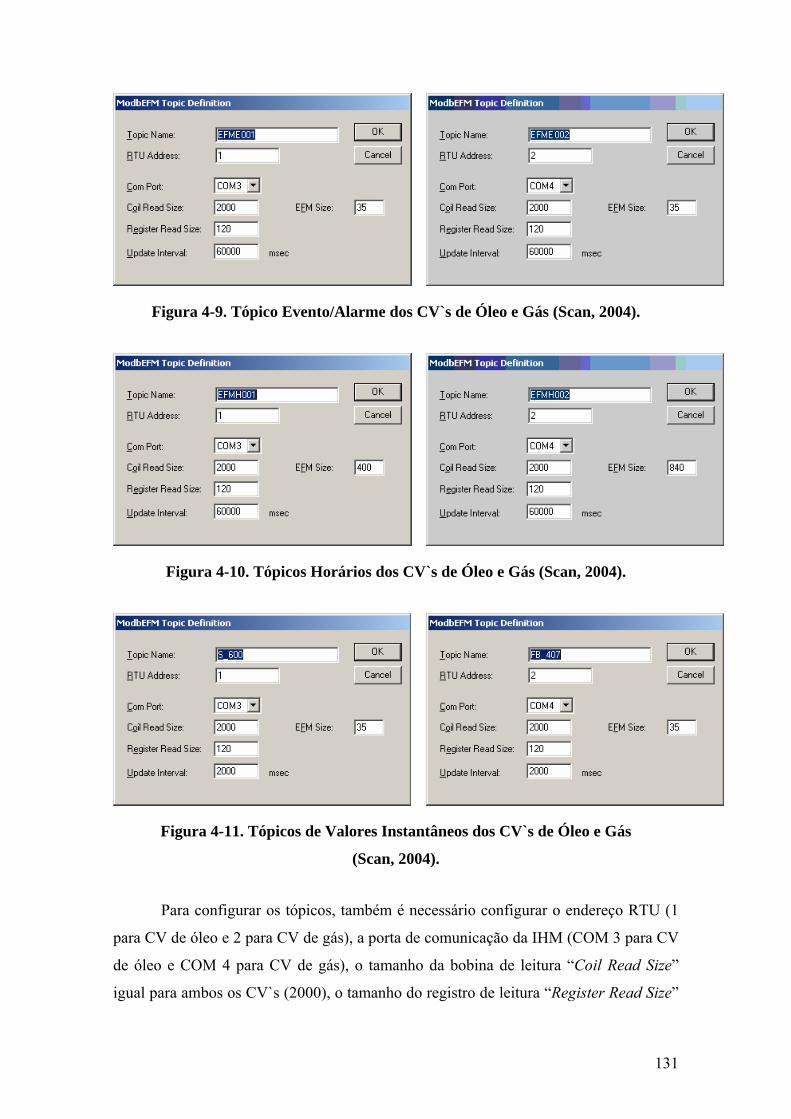
Figura 4-9. Tópico Evento/Alarme dos CV`s de Óleo e Gás (Scan, 2004).
Figura 4-10. Tópicos Horários dos CV`s de Óleo e Gás (Scan, 2004).
Figura 4-11. Tópicos de Valores Instantâneos dos CV`s de Óleo e Gás
(Scan, 2004).
Para configurar os tópicos, também é necessário configurar o endereço RTU (1
para CV de óleo e 2 para CV de gás), a porta de comunicação da IHM (COM 3 para CV
de óleo e COM 4 para CV de gás), o tamanho da bobina de leitura “Coil Read Size”
igual para ambos os CV`s (2000), o tamanho do registro de leitura “Register Read Size”
131
igual para ambos os CV`s (120), o intervalo de atualização ou leitura/escrita “Update
Interval” (2000 mseg ou 2 segundos) para valores instantâneos e (60000 mseg ou 60
segundos) para os demais tópicos.
Ao final de toda a configuração, o driver ModbEFM estará configurado para ler
os dados dos FLOBOSS (Computador de Vazão) de óleo e gás.
4.2 PLC – Controlador Lógico Programável
A história da automação industrial teve seu início com a criação das linhas de
montagem automobilística de Henri Ford, na década de 20. Desde então, sua utilização
se tornou fundamental para a redução de custos, rapidez e qualidade na linha de
produção.
O avanço de automação está ligado, em grande parte, ao avanço da
microeletronica e, conseqüentemente, dos microprocessadores. Os PLC’s (Controlador
Lágico Programável) sugiram na dácada de 60 e substituiram os paineis de controle com
relés. Sempre que fosse necessário realizar alguma alteração na lógica, era necessário
realizar diversas alterações em chicotes de fios e inclusão de diversos relés ou
contactores. Com o advindo do controlador lógico programável, estas alterações se
tornaram realizáveis, basicamente, através de software’s de programação.
Segundo (Natale, 2000), o PLC “É um computador com as mesmas
características conhecidas do computador pessoal, porém, é utilizado em uma
aplicação dedicada [...]”.
A grande vantagem desse dispositivo esta na possibilidade de reprogramação
sem a necessidade de realizar modificações de hardware.
O funcionamento de um PLC corresponde a três etapas distintas, que são:
entradas, processamento e saídas. Essas etapas são ilustradas na Fig. 4-12. Com essa
finalidade o CLP possui uma arquitetura bastante conhecida, baseada em
microcontroladores e microprocessadores.
132
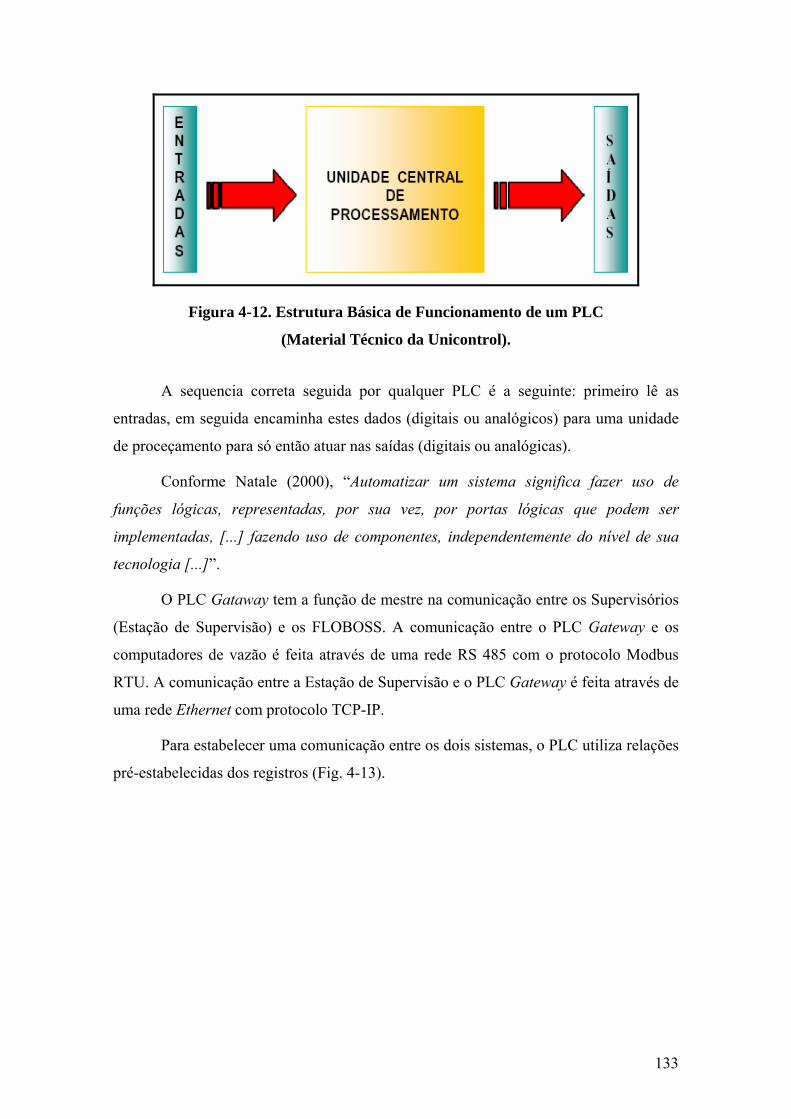
Figura 4-12. Estrutura Básica de Funcionamento de um PLC
(Material Técnico da Unicontrol).
A sequencia correta seguida por qualquer PLC é a seguinte: primeiro lê as
entradas, em seguida encaminha estes dados (digitais ou analógicos) para uma unidade
de proceçamento para só então atuar nas saídas (digitais ou analógicas).
Conforme Natale (2000), “Automatizar um sistema significa fazer uso de
funções lógicas, representadas, por sua vez, por portas lógicas que podem ser
implementadas, [...] fazendo uso de componentes, independentemente do nível de sua
tecnologia [...]”.
O PLC Gataway tem a função de mestre na comunicação entre os Supervisórios
(Estação de Supervisão) e os FLOBOSS. A comunicação entre o PLC Gateway e os
computadores de vazão é feita através de uma rede RS 485 com o protocolo Modbus
RTU. A comunicação entre a Estação de Supervisão e o PLC Gateway é feita através de
uma rede Ethernet com protocolo TCP-IP.
Para estabelecer uma comunicação entre os dois sistemas, o PLC utiliza relações
pré-estabelecidas dos registros (Fig. 4-13).
133
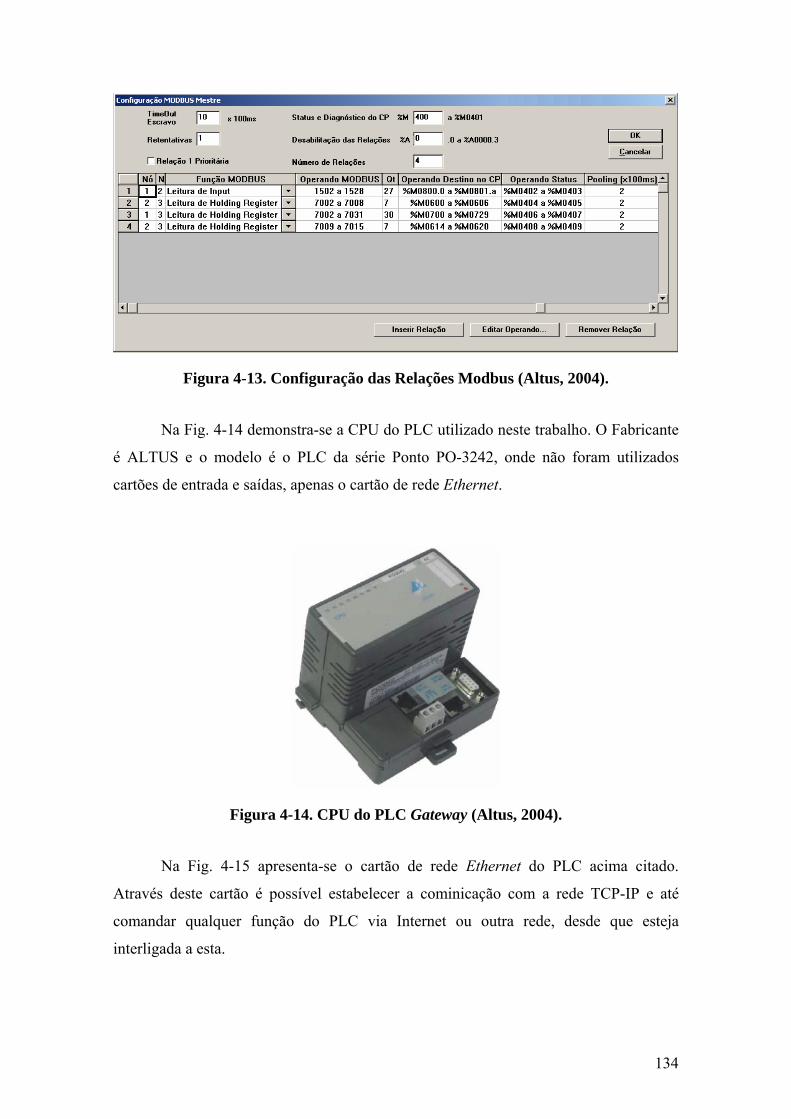
Figura 4-13. Configuração das Relações Modbus (Altus, 2004).
Na Fig. 4-14 demonstra-se a CPU do PLC utilizado neste trabalho. O Fabricante
é ALTUS e o modelo é o PLC da série Ponto PO-3242, onde não foram utilizados
cartões de entrada e saídas, apenas o cartão de rede Ethernet.
Figura 4-14. CPU do PLC Gateway (Altus, 2004).
Na Fig. 4-15 apresenta-se o cartão de rede Ethernet do PLC acima citado.
Através deste cartão é possível estabelecer a cominicação com a rede TCP-IP e até
comandar qualquer função do PLC via Internet ou outra rede, desde que esteja
interligada a esta.
134
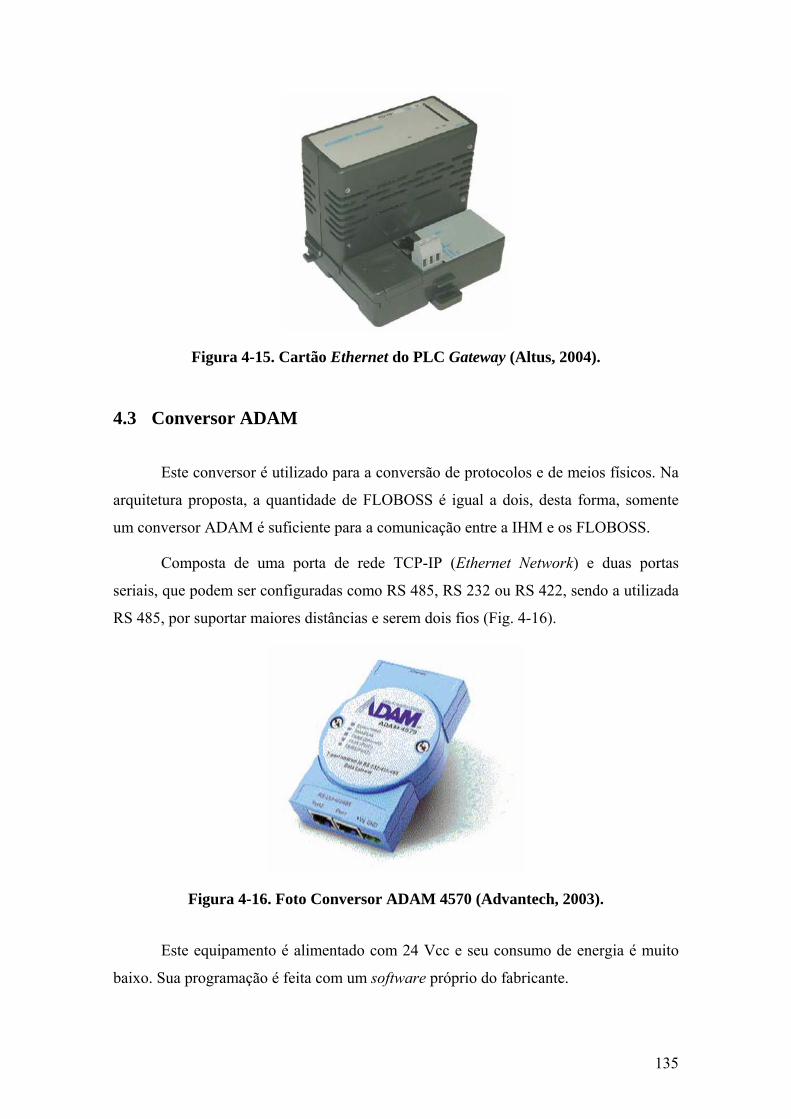
Figura 4-15. Cartão Ethernet do PLC Gateway (Altus, 2004).
4.3 Conversor ADAM
Este conversor é utilizado para a conversão de protocolos e de meios físicos. Na
arquitetura proposta, a quantidade de FLOBOSS é igual a dois, desta forma, somente
um conversor ADAM é suficiente para a comunicação entre a IHM e os FLOBOSS.
Composta de uma porta de rede TCP-IP (Ethernet Network) e duas portas
seriais, que podem ser configuradas como RS 485, RS 232 ou RS 422, sendo a utilizada
RS 485, por suportar maiores distâncias e serem dois fios (Fig. 4-16).
Figura 4-16. Foto Conversor ADAM 4570 (Advantech, 2003).
Este equipamento é alimentado com 24 Vcc e seu consumo de energia é muito
baixo. Sua programação é feita com um software próprio do fabricante.
135
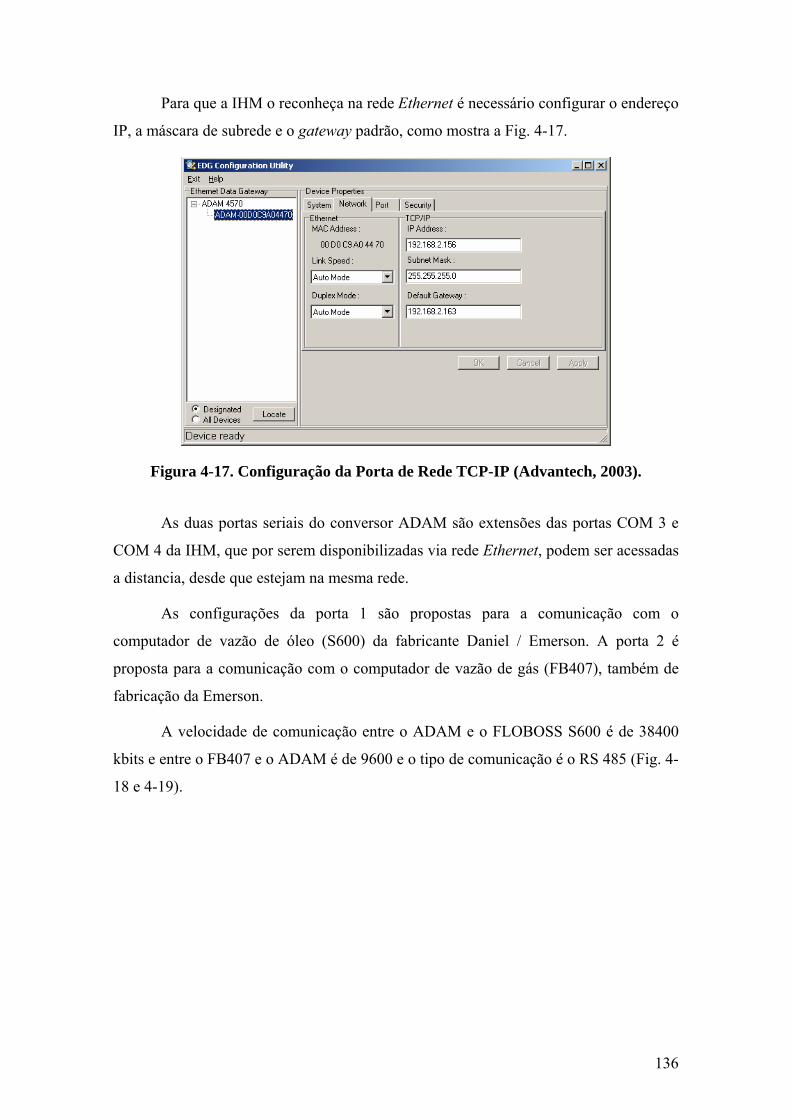
Para que a IHM o reconheça na rede Ethernet é necessário configurar o endereço
IP, a máscara de subrede e o gateway padrão, como mostra a Fig. 4-17.
Figura 4-17. Configuração da Porta de Rede TCP-IP (Advantech, 2003).
As duas portas seriais do conversor ADAM são extensões das portas COM 3 e
COM 4 da IHM, que por serem disponibilizadas via rede Ethernet, podem ser acessadas
a distancia, desde que estejam na mesma rede.
As configurações da porta 1 são propostas para a comunicação com o
computador de vazão de óleo (S600) da fabricante Daniel / Emerson. A porta 2 é
proposta para a comunicação com o computador de vazão de gás (FB407), também de
fabricação da Emerson.
A velocidade de comunicação entre o ADAM e o FLOBOSS S600 é de 38400
kbits e entre o FB407 e o ADAM é de 9600 e o tipo de comunicação é o RS 485 (Fig. 4-
18 e 4-19).
136
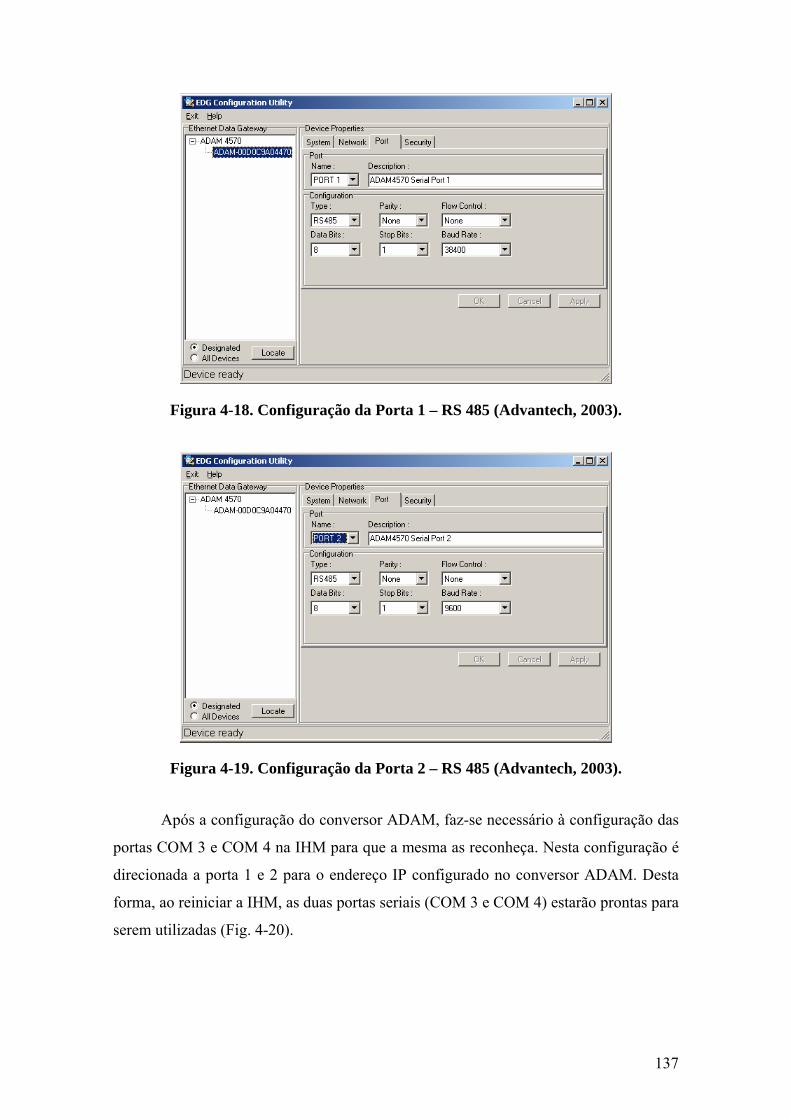
Figura 4-18. Configuração da Porta 1 – RS 485 (Advantech, 2003).
Figura 4-19. Configuração da Porta 2 – RS 485 (Advantech, 2003).
Após a configuração do conversor ADAM, faz-se necessário à configuração das
portas COM 3 e COM 4 na IHM para que a mesma as reconheça. Nesta configuração é
direcionada a porta 1 e 2 para o endereço IP configurado no conversor ADAM. Desta
forma, ao reiniciar a IHM, as duas portas seriais (COM 3 e COM 4) estarão prontas para
serem utilizadas (Fig. 4-20).
137
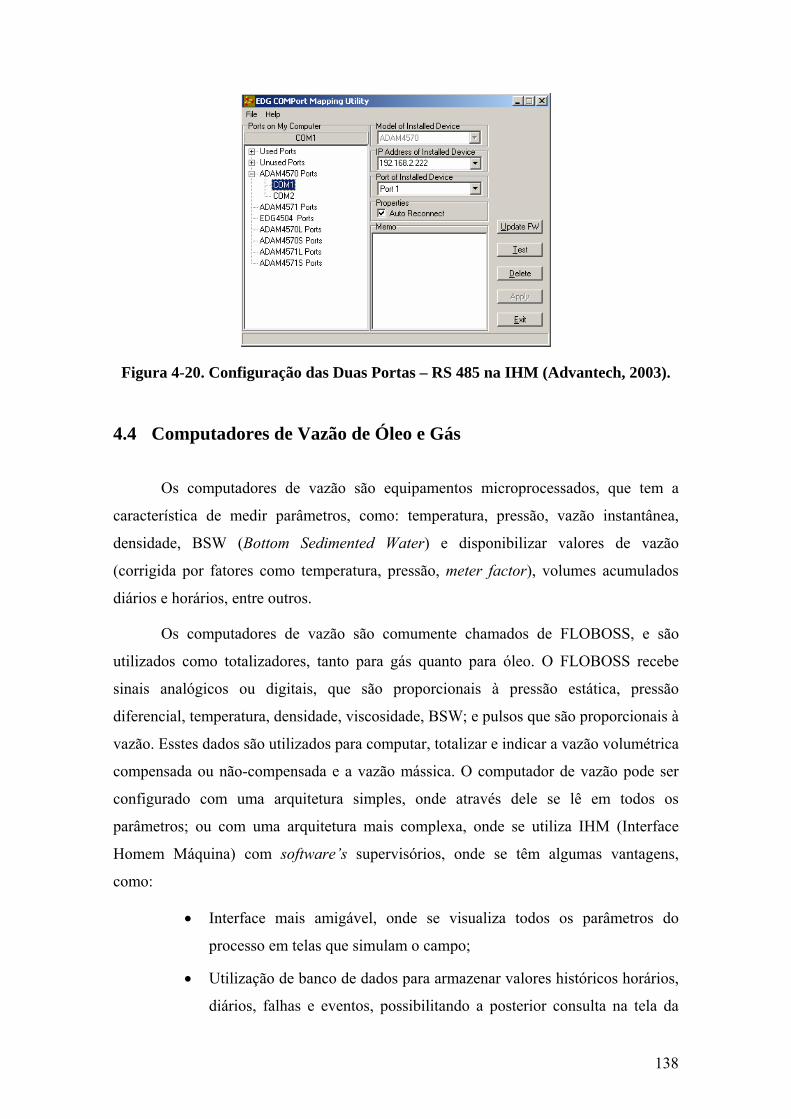
Figura 4-20. Configuração das Duas Portas – RS 485 na IHM (Advantech, 2003).
4.4 Computadores de Vazão de Óleo e Gás
Os computadores de vazão são equipamentos microprocessados, que tem a
característica de medir parâmetros, como: temperatura, pressão, vazão instantânea,
densidade, BSW (Bottom Sedimented Water) e disponibilizar valores de vazão
(corrigida por fatores como temperatura, pressão, meter factor), volumes acumulados
diários e horários, entre outros.
Os computadores de vazão são comumente chamados de FLOBOSS, e são
utilizados como totalizadores, tanto para gás quanto para óleo. O FLOBOSS recebe
sinais analógicos ou digitais, que são proporcionais à pressão estática, pressão
diferencial, temperatura, densidade, viscosidade, BSW; e pulsos que são proporcionais à
vazão. Esstes dados são utilizados para computar, totalizar e indicar a vazão volumétrica
compensada ou não-compensada e a vazão mássica. O computador de vazão pode ser
configurado com uma arquitetura simples, onde através dele se lê em todos os
parâmetros; ou com uma arquitetura mais complexa, onde se utiliza IHM (Interface
Homem Máquina) com software’s supervisórios, onde se têm algumas vantagens,
como:
• Interface mais amigável, onde se visualiza todos os parâmetros do
processo em telas que simulam o campo;
• Utilização de banco de dados para armazenar valores históricos horários,
diários, falhas e eventos, possibilitando a posterior consulta na tela da
138
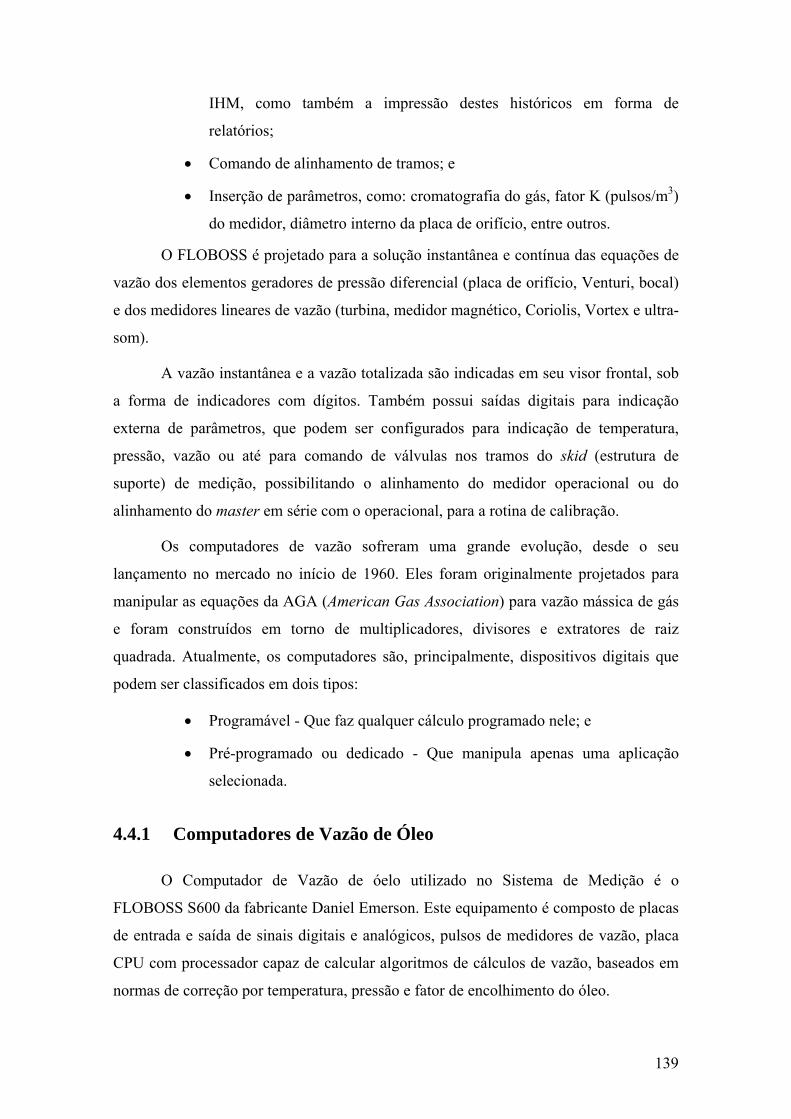
IHM, como também a impressão destes históricos em forma de
relatórios;
• Comando de alinhamento de tramos; e
• Inserção de parâmetros, como: cromatografia do gás, fator K (pulsos/m3)
do medidor, diâmetro interno da placa de orifício, entre outros.
O FLOBOSS é projetado para a solução instantânea e contínua das equações de
vazão dos elementos geradores de pressão diferencial (placa de orifício, Venturi, bocal)
e dos medidores lineares de vazão (turbina, medidor magnético, Coriolis, Vortex e ultra-
som).
A vazão instantânea e a vazão totalizada são indicadas em seu visor frontal, sob
a forma de indicadores com dígitos. Também possui saídas digitais para indicação
externa de parâmetros, que podem ser configurados para indicação de temperatura,
pressão, vazão ou até para comando de válvulas nos tramos do skid (estrutura de
suporte) de medição, possibilitando o alinhamento do medidor operacional ou do
alinhamento do master em série com o operacional, para a rotina de calibração.
Os computadores de vazão sofreram uma grande evolução, desde o seu
lançamento no mercado no início de 1960. Eles foram originalmente projetados para
manipular as equações da AGA (American Gas Association) para vazão mássica de gás
e foram construídos em torno de multiplicadores, divisores e extratores de raiz
quadrada. Atualmente, os computadores são, principalmente, dispositivos digitais que
podem ser classificados em dois tipos:
• Programável - Que faz qualquer cálculo programado nele; e
• Pré-programado ou dedicado - Que manipula apenas uma aplicação
selecionada.
4.4.1 Computadores de Vazão de Óleo
O Computador de Vazão de óelo utilizado no Sistema de Medição é o
FLOBOSS S600 da fabricante Daniel Emerson. Este equipamento é composto de placas
de entrada e saída de sinais digitais e analógicos, pulsos de medidores de vazão, placa
CPU com processador capaz de calcular algoritmos de cálculos de vazão, baseados em
normas de correção por temperatura, pressão e fator de encolhimento do óleo.
139
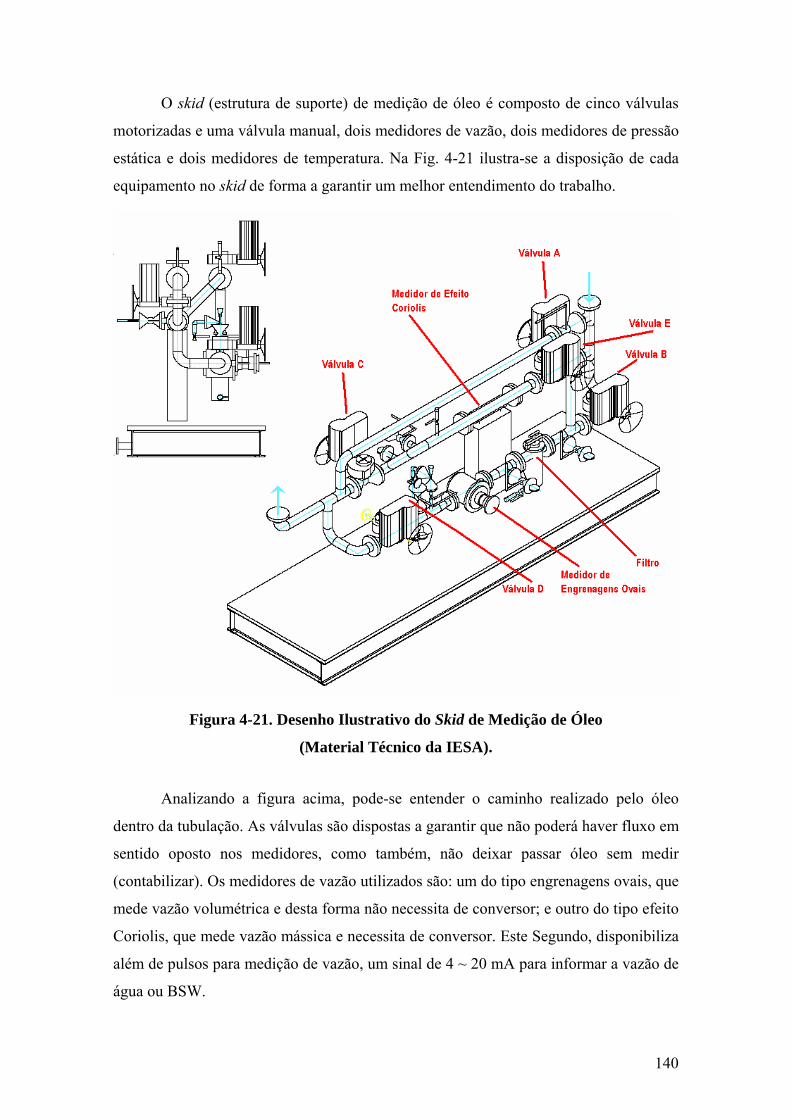
O skid (estrutura de suporte) de medição de óleo é composto de cinco válvulas
motorizadas e uma válvula manual, dois medidores de vazão, dois medidores de pressão
estática e dois medidores de temperatura. Na Fig. 4-21 ilustra-se a disposição de cada
equipamento no skid de forma a garantir um melhor entendimento do trabalho.
Figura 4-21. Desenho Ilustrativo do Skid de Medição de Óleo
(Material Técnico da IESA).
Analizando a figura acima, pode-se entender o caminho realizado pelo óleo
dentro da tubulação. As válvulas são dispostas a garantir que não poderá haver fluxo em
sentido oposto nos medidores, como também, não deixar passar óleo sem medir
(contabilizar). Os medidores de vazão utilizados são: um do tipo engrenagens ovais, que
mede vazão volumétrica e desta forma não necessita de conversor; e outro do tipo efeito
Coriolis, que mede vazão mássica e necessita de conversor. Este Segundo, disponibiliza
além de pulsos para medição de vazão, um sinal de 4 ~ 20 mA para informar a vazão de
água ou BSW.
140
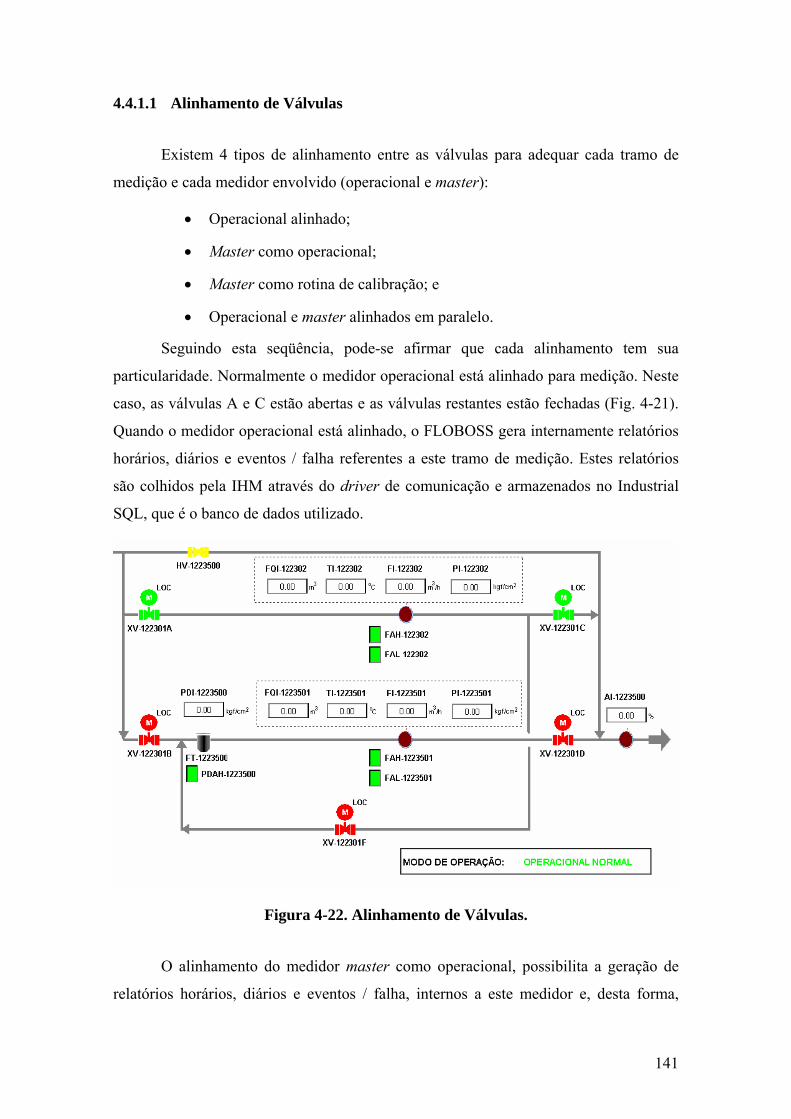
4.4.1.1 Alinhamento de Válvulas
Existem 4 tipos de alinhamento entre as válvulas para adequar cada tramo de
medição e cada medidor envolvido (operacional e master):
• Operacional alinhado;
• Master como operacional;
• Master como rotina de calibração; e
• Operacional e master alinhados em paralelo.
Seguindo esta seqüência, pode-se afirmar que cada alinhamento tem sua
particularidade. Normalmente o medidor operacional está alinhado para medição. Neste
caso, as válvulas A e C estão abertas e as válvulas restantes estão fechadas (Fig. 4-21).
Quando o medidor operacional está alinhado, o FLOBOSS gera internamente relatórios
horários, diários e eventos / falha referentes a este tramo de medição. Estes relatórios
são colhidos pela IHM através do driver de comunicação e armazenados no Industrial
SQL, que é o banco de dados utilizado.
Figura 4-22. Alinhamento de Válvulas.
O alinhamento do medidor master como operacional, possibilita a geração de
relatórios horários, diários e eventos / falha, internos a este medidor e, desta forma,
141
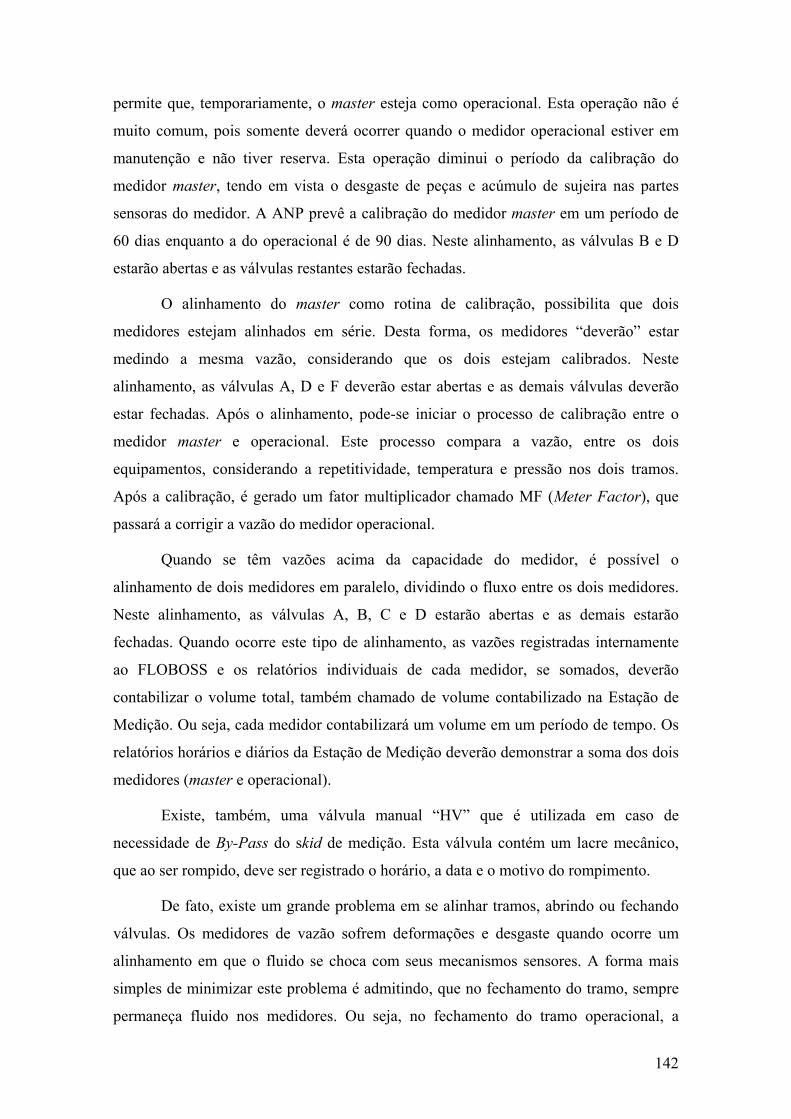
permite que, temporariamente, o master esteja como operacional. Esta operação não é
muito comum, pois somente deverá ocorrer quando o medidor operacional estiver em
manutenção e não tiver reserva. Esta operação diminui o período da calibração do
medidor master, tendo em vista o desgaste de peças e acúmulo de sujeira nas partes
sensoras do medidor. A ANP prevê a calibração do medidor master em um período de
60 dias enquanto a do operacional é de 90 dias. Neste alinhamento, as válvulas B e D
estarão abertas e as válvulas restantes estarão fechadas.
O alinhamento do master como rotina de calibração, possibilita que dois
medidores estejam alinhados em série. Desta forma, os medidores “deverão” estar
medindo a mesma vazão, considerando que os dois estejam calibrados. Neste
alinhamento, as válvulas A, D e F deverão estar abertas e as demais válvulas deverão
estar fechadas. Após o alinhamento, pode-se iniciar o processo de calibração entre o
medidor master e operacional. Este processo compara a vazão, entre os dois
equipamentos, considerando a repetitividade, temperatura e pressão nos dois tramos.
Após a calibração, é gerado um fator multiplicador chamado MF (Meter Factor), que
passará a corrigir a vazão do medidor operacional.
Quando se têm vazões acima da capacidade do medidor, é possível o
alinhamento de dois medidores em paralelo, dividindo o fluxo entre os dois medidores.
Neste alinhamento, as válvulas A, B, C e D estarão abertas e as demais estarão
fechadas. Quando ocorre este tipo de alinhamento, as vazões registradas internamente
ao FLOBOSS e os relatórios individuais de cada medidor, se somados, deverão
contabilizar o volume total, também chamado de volume contabilizado na Estação de
Medição. Ou seja, cada medidor contabilizará um volume em um período de tempo. Os
relatórios horários e diários da Estação de Medição deverão demonstrar a soma dos dois
medidores (master e operacional).
Existe, também, uma válvula manual “HV” que é utilizada em caso de
necessidade de By-Pass do skid de medição. Esta válvula contém um lacre mecânico,
que ao ser rompido, deve ser registrado o horário, a data e o motivo do rompimento.
De fato, existe um grande problema em se alinhar tramos, abrindo ou fechando
válvulas. Os medidores de vazão sofrem deformações e desgaste quando ocorre um
alinhamento em que o fluido se choca com seus mecanismos sensores. A forma mais
simples de minimizar este problema é admitindo, que no fechamento do tramo, sempre
permaneça fluido nos medidores. Ou seja, no fechamento do tramo operacional, a
142
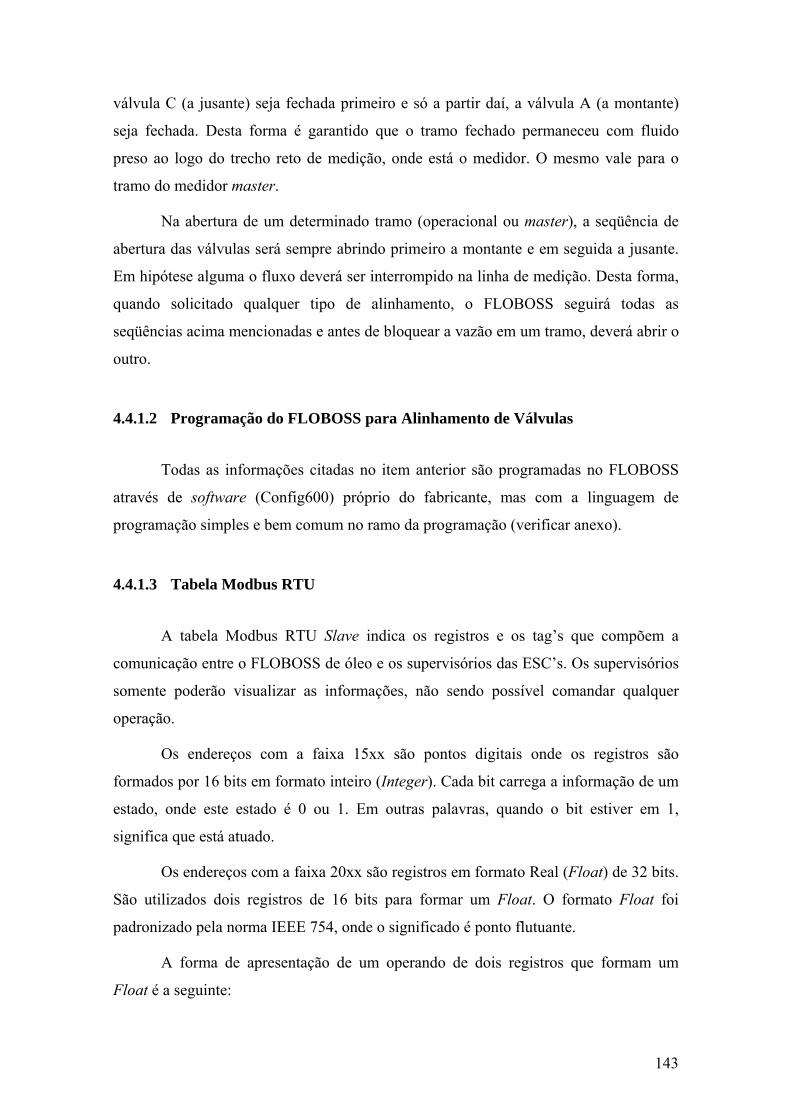
válvula C (a jusante) seja fechada primeiro e só a partir daí, a válvula A (a montante)
seja fechada. Desta forma é garantido que o tramo fechado permaneceu com fluido
preso ao logo do trecho reto de medição, onde está o medidor. O mesmo vale para o
tramo do medidor master.
Na abertura de um determinado tramo (operacional ou master), a seqüência de
abertura das válvulas será sempre abrindo primeiro a montante e em seguida a jusante.
Em hipótese alguma o fluxo deverá ser interrompido na linha de medição. Desta forma,
quando solicitado qualquer tipo de alinhamento, o FLOBOSS seguirá todas as
seqüências acima mencionadas e antes de bloquear a vazão em um tramo, deverá abrir o
outro.
4.4.1.2 Programação do FLOBOSS para Alinhamento de Válvulas
Todas as informações citadas no item anterior são programadas no FLOBOSS
através de software (Config600) próprio do fabricante, mas com a linguagem de
programação simples e bem comum no ramo da programação (verificar anexo).
4.4.1.3 Tabela Modbus RTU
A tabela Modbus RTU Slave indica os registros e os tag’s que compõem a
comunicação entre o FLOBOSS de óleo e os supervisórios das ESC’s. Os supervisórios
somente poderão visualizar as informações, não sendo possível comandar qualquer
operação.
Os endereços com a faixa 15xx são pontos digitais onde os registros são
formados por 16 bits em formato inteiro (Integer). Cada bit carrega a informação de um
estado, onde este estado é 0 ou 1. Em outras palavras, quando o bit estiver em 1,
significa que está atuado.
Os endereços com a faixa 20xx são registros em formato Real (Float) de 32 bits.
São utilizados dois registros de 16 bits para formar um Float. O formato Float foi
padronizado pela norma IEEE 754, onde o significado é ponto flutuante.
A forma de apresentação de um operando de dois registros que formam um
Float é a seguinte:
143
Figura 4-23. Formato Float.
O valor de um operando em formato Float (ponto flutuante) é obtido através da
seguinte expressão:
valor = sinal x 1,mantissa x 2(Expoente -127) (4-6)
4.4.1.4 Tabela Modbus ENRON
A tabela Modbus Enron indica os registros e os tag’s que compõem a
comunicação entre o FLOBOSS de óleo e o supervisório da IHM. O supervisório
poderá visualizar as informações, comandar algum tipo de alinhamento, consultar
hitóricos horários e diários, imprimir relatórios, realizar testes de poços e calibração de
medidor operacional, etc.
Os endereços com a faixa 15xx são pontos digitais onde os registros são
formados por 16 bits em formato inteiro (Integer). Cada bit carrega a informação de um
estado, onde este estado é 0 ou 1. Em outras palavras, quando o bit estiver em 1,
significa que está atuado.
Os endereços com a faixa 79xx são registros em formato Real (Float) de 32 bits.
São utilizados dois registros de 16 bits para formar um Float. O formato Float foi
padronizado pela norma IEEE 754, onde o significado é ponto flutuante.
4.4.2 Computadores de Vazão de Gás
Foram descritos e considerados diversos tipos diretos e indiretos de medição de
vazão de gás no capítulo 3.4. Entretanto, foram utilizados para este trabalho, dois
equipamentos distintos de medição de vazão por pressão diferencial, onde suas tomadas
de pressão alta e baixa foram retiradas à montante e à jusante, respectivamente, da
válvula porta placas, com a utilização de placas de orifício com diâmetros internos
diferentes para cada poço, considerando suas características de vazão (produção). Estes
144
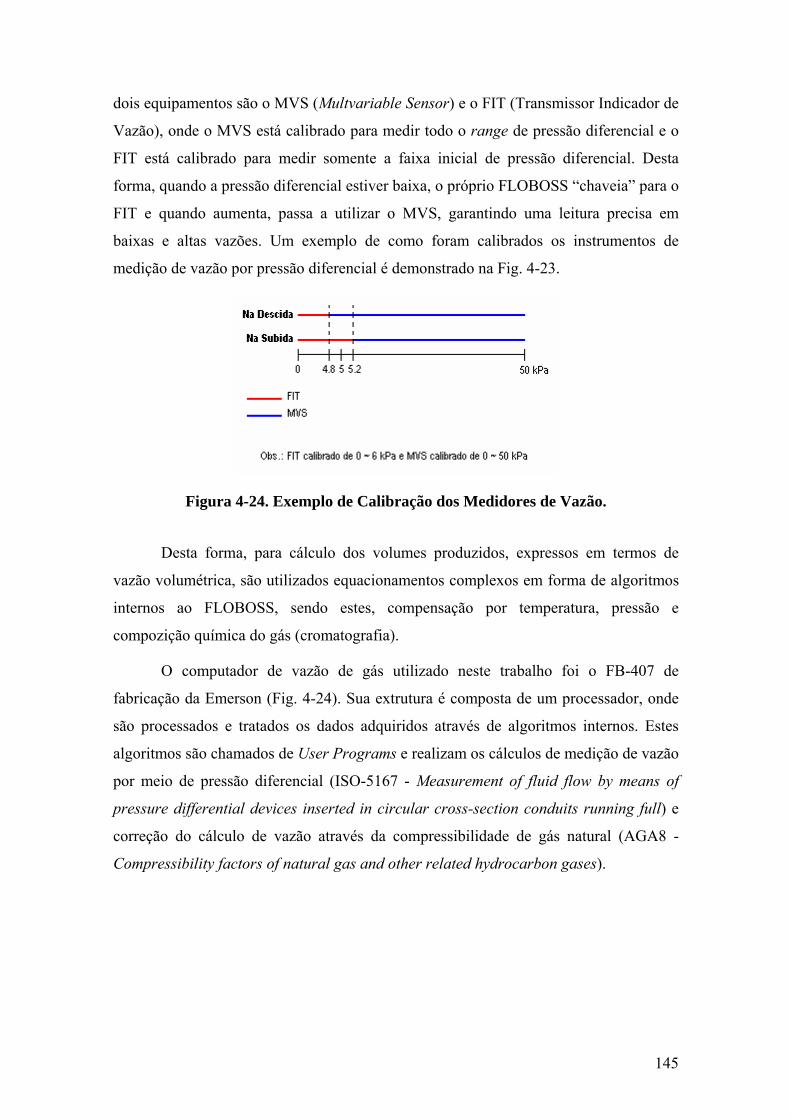
dois equipamentos são o MVS (Multvariable Sensor) e o FIT (Transmissor Indicador de
Vazão), onde o MVS está calibrado para medir todo o range de pressão diferencial e o
FIT está calibrado para medir somente a faixa inicial de pressão diferencial. Desta
forma, quando a pressão diferencial estiver baixa, o próprio FLOBOSS “chaveia” para o
FIT e quando aumenta, passa a utilizar o MVS, garantindo uma leitura precisa em
baixas e altas vazões. Um exemplo de como foram calibrados os instrumentos de
medição de vazão por pressão diferencial é demonstrado na Fig. 4-23.
Figura 4-24. Exemplo de Calibração dos Medidores de Vazão.
Desta forma, para cálculo dos volumes produzidos, expressos em termos de
vazão volumétrica, são utilizados equacionamentos complexos em forma de algoritmos
internos ao FLOBOSS, sendo estes, compensação por temperatura, pressão e
compozição química do gás (cromatografia).
O computador de vazão de gás utilizado neste trabalho foi o FB-407 de
fabricação da Emerson (Fig. 4-24). Sua extrutura é composta de um processador, onde
são processados e tratados os dados adquiridos através de algoritmos internos. Estes
algoritmos são chamados de User Programs e realizam os cálculos de medição de vazão
por meio de pressão diferencial (ISO-5167 - Measurement of fluid flow by means of
pressure differential devices inserted in circular cross-section conduits running full) e
correção do cálculo de vazão através da compressibilidade de gás natural (AGA8 -
Compressibility factors of natural gas and other related hydrocarbon gases).
145
Figura 4-25. FLOBOSS de Gás (Manual do Fabricante Emerson).
4.4.2.1 Vazão Volumétrica m3/h
Em sistemas de medição de gás, a maioria dos medidores de vazão mede o
volume real ou infere o volume real, tomando como referência a vazão volumétrica nas
condições nominais de operação. Quando as condições reais do processo se afastam das
condições nominais de projeto de operação, ocorrem grandes variações no volume real,
resultando em grande incerteza na medição da vazão.
Para determinação do volume produzido, a equação da vazão volumétrica para
escoamento (Nelson, 1998) é:
rPFha
Qvρ
ραε ∆= 12
, (4-7)
onde:
41 βα
−=
c (4-8)
Dd
=β (4-9)
146
4
2da π= (4-10)
• α – Coeficiente de vazão;
• β – Relação entre o diâmetro do orifício e o diâmetro do tubo;
• c – Coeficiente de descarga;
• ε – Fator de expansão do fluido;
• Fh – Fator de correção para furo de dreno ou respiro;
• a – Área do orifício nas condições de operação;
• ρ1 – Massa específica do fluido nas condições de operação;
• ρr – Massa específica do fluido nas condições de referencia (20º C e 1
atm);
• ∆P – Pressão diferencial medida;
• d – Diâmetro do orifício; e
• D – Diâmetro da tubulação.
A densidade absoluta ou massa específica é calculada por:
TZRPM
0
=ρ , (4-11)
onde:
• P – Pressão;
• M – Massa molar;
• Z – Fator de compressibilidade;
• R0 – Constante universal dos gases; e
• T – Temperatura.
O fator simplificado (P/ZT) compensa a variação da pressão e temperatura (que
determinam a densidade), variando das condições nominais de projeto para as reais de
operação e calcula o volume requerido nas condições nominais para provocar o efeito
da mesma vazão nas condições reais. Isto significa, por exemplo, que se P/ZT for 1,10,
o gás nas condições reais é 1,10 mais denso do que o gás nas condições nominais e 10%
147

a mais de gás vaza realmente através do medidor linear com relação ao que está medido,
assumindo as condições nominais de operação. Nas condições nominais de operação, o
fator (P/ZT) é usado para corrigir o volume real antes que as não linearidades sejam
compensadas. Assim, estes fatores são tratados do mesmo modo que a densidade, nas
equações do medidor. Quando a vazão variar não linearmente com a densidade do gás, a
vazão também vai variar não linearmente com o fator P/ZT. Para o sistema com placa
de orifício, portanto, o fator de compensação é a raiz quadrada de P/ZT, pois a vazão
volumétrica é proporcional à raiz quadrada da densidade.
4.4.2.2 Vazão Mássica (kg/s)
Ref: ISO 5167 - 1991/Amd.1 1998(E) Equation 1
International Standard ISO 5167 - 1991(E) utiliza diametro do orifício, d em
metros e pressão diferencial, ∆p em Pascal.
O FLOBOSS Emersor utiliza d em mm e ∆p em mbar:
51
214m 10 x p2 d
4
1C q −
⎥⎥⎦
⎤
⎢⎢⎣
⎡∆
−= ρπε
β, (4-12)
onde:
• qm é a vazão mássica;
• C é o coeficiente de descarga;
• d é o diâmetro interno do orifício da placa;
• ∆p é a pressão diferencial (mbar);
• β é a relação entre o diâmetro interno do orifício e o diâmetro da
tubulação;
• ε1 é o fator de expanssão (upstream);
• π = 3.14159; e
• ρ1 é a densidade do fluido.
148

4.4.2.3 Correção do Diâmetro do Tubo pela Temperatura
(( cD1b t- T 1 D D D ))α+= , (4-13) onde:
• Db é o diâmetro do tubo com correção de temperatura (mm);
• αD é o coeficiente de expansão do tubo (mm/ºC);
• T1 é a temperature medida acima da tomada de pressão (upstream) (ºC);
• tcD é a temperature de correção do tubo (ºC).
4.4.2.4 Correção do Diâmetro do Orifício pela Temperatura
(( cd1db t- T 1 d d ))α+= , (4-14) onde:
• db é o diâmetro do orifício com correção de temperatura (mm);
• αd é o coeficiente de expansão da placa de orifício (mm/ºC);
• T1 é a temperature medida acima da tomada de pressão (upstream) (ºC);
• tcd é a temperature de correção da placa de orifício (ºC).
4.4.2.5 Relação entre Diâmetro do Orifício e Diâmetro da Tubulação
Dd =β , (4-15)
onde:
• d é o diâmetro do orifício (upstream) (mm); e
• D é o diâmetro do tubo (upstream) (mm).
4.4.2.6 Fator de Expansão
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛ ∆+=
1
-34
P10 x p 0.35 0.41 - 1
κβε , (4-16)
149

onde:
• β é a relação entre o diâmetro interno do orifício e o diâmetro da
tubulação;
• ∆p é a pressão diferencial (mbar);
• P1 é a pressão estática (upstream) (bar a); e
• k é o expoente isentrópico.
4.4.2.7 Velocidade de Fator de Aproximação
4-11 Eβ
= , (4-17)
onde:
• β é a relação entre o diâmetro interno do orifício e o diâmetro da
tubulação.
4.4.2.8 Número de Reynolds
Ref: ISO 5167 - 1991/Amd.1 1998(E) Equation 1
International Standard ISO 5167 - 1991(E) utiliza diametro interno da
tubulação, D em metros e Viscosidade dinâmica, µ em Pa.s.
O FLOBOSS Emerson usa D em mm e µ em cP:
1
1D v
D U = Re (4-18)
m/s D q 4 = tubono Velocidade = U 2
m1 ρπ
(4-19)
/s m
= cinemática Velocidade = v 21 ρ
µ (4-20)
então:
150
)10 x ( )10 x (D 10 x D q 4 Re 3-23-
1
-31m
D µπρρ
= (4-21)
D 10 q 4 Re
6m
D µπ= , (4-22)
onde:
• qm é a vazão mássica (kg/s);
• µ é a viscosidade (centi Poise); e
• D é o diâmetro do tubo (upstream) (mm).
4.4.2.9 Cálculo de Coeficiente de Descarga (Flanged-Tapped)
Este cálculo é válido somente para Flange tappings quando D >= 71.12 mm.
1.31.122
4
4L 7-L 10-
3.0
D
63..5
7.0
D
6
82
)0.8M' - 0.031(M' - - 1
0.11A)-(1 ) 0.123e - 0.080e (0.043
Re100.0063A) (0.0188
Re10 0.000521
0.216 - 0.0261 0.5961 C
11
βββ
ββ
ββ
++
⎥⎦
⎤⎢⎣
⎡++⎥
⎦
⎤⎢⎣
⎡+
+=
, (4-23)
onde D < 71.12mm, o seguinte termo é adicionado à equação acima:
⎥⎦⎤
⎢⎣⎡+
25.4D - 2.8 ) - (0.75 0.011 β (4-24)
onde:
• β = Relação entre diâmetro e as condições da linha.
8.0
Re000 19 A
D ⎥⎦⎤
⎢⎣⎡=
β (4-25)
⎥⎦
⎤⎢⎣
⎡=
β - 1L' 2 M' 2
2 (4-26)
D25.4 L' L 2 1 == (4-27)
151

4.4.2.10 Coeficiente de Vazão
CE=α (4-28)
onde:
• C = Coeficiente de descarga; e
• E = Fator de aprocimação da velocidade.
4.4.2.11 Perda de Pressão
p ) (1) - (1 = 20.54
20.54
∆+−−
∆ββββϖ
CC , (4-29)
onde:
• C = Coeficiente de descarga;
• ∆p = Pressão diferencial (mbar); e
• β = Relação entre o diâmetro interno do orifício e o diâmetro da
tubulação.
4.4.2.12 Conversão de bar g para bar a
1.01325P = 1 +P (4-30)
4.4.2.13 Pressão (Downstream) Totalmente Recuperada
( )-3x10-P1 = 3 ϖ∆P , (4-31) onde:
• P1 = Pressão Estática (upstream Tapping), bar a; e
• ∆ϖ = Perda de pressão.
152
4.4.2.14 Pressão Estática:
(Downstream Tapping) (tomada de pressão à jusante da placa de orifício)
( )-3x10-P1=2 pP ∆ , (4-32)
onde:
• P1 = Pressão estática (upstream Tapping), bar a; e
• ∆p = Pressão diferencial.
(Upstream Tapping) (tomada de pressão à montante da placa de orifício)
( )-3x10-P2=1 pP ∆ , (4-33)
onde:
• P2 = Pressão estática (downstream Tapping), bar a; e
• ∆p = Pressão diferencial.
4.4.2.15 Correção de Temperatura Medida (Upstream Pressure Tapping)
273.15 - PP
273.15) + (t = t 3K
1
331 ⎥
⎦
⎤⎢⎣
⎡⎥⎦
⎤⎢⎣
⎡, (4-34)
onde:
• P1 = Pressão estática (upstream Tapping), bar a;
• P3 = Pressão recuperada (downstream), bar a;
• t3 = Temperatura recuperada (downstream), oC; e
• K3 = Coeficiente exponencial de temperature.
4.4.2.16 Vazão Mássica (t/h)
6,3q = q mml ⋅ , (4-35)
153
onde:
• qm = Vazão mássica (kg/s).
4.4.2.17 Vazão Volumétrica Corrigida (Sm3/h)
( )3m1
std 10std
q qv ×=ρ
, (4-36)
onde:
• qm1 = Vazão mássica (t/h); e
• ρ(std) = Densidade corrigida em uso (kg/Sm3).
4.4.2.18 Vazão Volumétrica Bruta (m3/h)
3m1 10q
qv1×=
ρ, (4-37)
onde:
• ρ1 = Densidade medida (upstream) em uso (kg/m3).
4.4.2.19 Energia (GJ/h)
CVqv qe std ×= , (4-38) onde:
• qvstd = Vazão volumétrica corrigida (Sm3/h); e
• CV = Valor calorífico real da mistura (MJ/Sm3).
4.4.2.20 Incremento Mássico Total (t)
001.0t x x q Qm m1 ∆=∆ , (4-39) onde:
• ∆t = Incremento de tempo desde a última totalização.
154
4.4.2.21 Volume Corrigido Totalizado (Sm3)
3
std
m1std 10Q Qv ×
∆=∆
ρ, (4-40)
onde:
• ∆Qm1 = Massa totalizada (t); e
• ρstd = Densidade corrigida em uso (kg/m3).
4.4.2.22 Volume Bruto Totalizado (m3)
3
1
m1std 10Q Qv ×
∆=∆
ρ, (4-41)
onde:
• ρ1 = Densidade medida (upstream) (kg/m3).
4.4.2.23 Energia Totalizada (GJ)
CVQv Qe std ×∆=∆ , (4-42)
onde:
• ∆Qvstd = Volume corrigido totalizado (Sm3); e
• CV = Valor calorífico real da mistura (MJ/Sm3).
4.4.2.24 Compressibilidade Padrão - AGA8
É calculado usando o método detalhado descrito na “American Gas Association
Report, Number 8, Second Edition, de Novembro 1994”. As três variáveis de entrada
são: a composição do gás, a temperatura e a pressão.
)15.273 (T R dPa Z
mstd += , (4-43)
onde:
155

• Zstd = Fator de compressibilidade do gás nas condições da linha;
• Pa = Pressão absoluta (upstream) (bar a);
• R = Constante do gás = 8.314510 (J/mole - K);
• T = Temperatura do gás na linha (ºC); e
• dm = Densidade molar do gás (moles/m3) calculada utilizando a equação
24 da AGA 8.
4.4.2.25 Densidade Corrigida Calculada - AGA8 (kg/Sm3)
Ref. AGA8 - 1994.
(std calc)ρ =
M 1 stdP stdZ R( r stdT + 273.15)
, (4-44)
onde:
• Zstd = Fator de correção de compressibilidade do gás (-);
• P1 std = Pressão absoluta corrigida (bar a);
• R = Constante do gás 8.314510 (J/mole - K);
• Tr std = Temperatura padrão (ºC); e
• M = Mistura da massa molar (g/mol).
4.4.2.26 Compressibilidade nas Condições de Operação - AGA8
)15.273 (T R dPg Z
mf += , (4-45)
onde:
• Zf = Fator de compressibilidade do gás nas condições da linha;
• Pg = Pressão manométrica (upstream) (bar g);
• T = Temperatura do gás na linha (ºC); e
• dm = Densidade molar do gás (moles/m3) calculada utilizando a equação
24 da AGA 8.
156

4.4.2.27 Densidade Calculada - AGA8 (kg/Sm3)
Compressibilidade nas condições padrão e de operação:
A equação usada para compressibilidade é o método primário como descrito na
AGA8. O fator de compressibilidade Z é calculado da composição do gás, da
temperatura e da pressão.
( ) ( )273.15 + T x R x ZPa x Mg = calcρ , (4-46)
onde:
• Z = Fator de compressibilidade so gás (-);
• Pa = Pressão absoluta (bar a);
• R = Constante do gás 8.314510 (J/mole - K);
• T = Temperatura (°C); e
• Mg = Massa molar da mistura (g/mol).
4.4.2.28 Massa Molar - AGA8
∑=
=20
1
*i
ii XMMg , (4-47)
onde:
• Mi = Massa molar de i componentes da tabela 5 da AGA8; e
• Xi = Fração da componente molar.
157
Capítulo 5
5 Software Supervisório
Supervisory Control And Data Aquisition (SCADA) são sistemas de supervisão
de processos industriais. Os primeiros sistemas SCADA, basicamente telemétrico,
permitiam informar periodicamente o estado corrente do processo industrial,
monitorando apenas sinais representativos de medidas e estados de dispositivos através
de um painel de lâmpadas e indicadores, sem que houvesse qualquer interface
aplicacional com o operador.
Com a evolução da tecnologia, os computadores passaram a ter um papel
importante na supervisão dos sistemas por coletar, entre outras coisas, dados do
processo, principalmente dos controladores lógicos programáveis (PLC’s). Estes dados
já podem ser observados remotamente de forma amigável. Sua monitoração e controle
disponibilizam, em tempo útil, o estado atual do sistema através de um conjunto de
previsões, gráficos e relatórios, permitindo a tomada de decisões operacionais, seja ela
automática ou por iniciativa do operador do sistema.
O software supervisório deve ser visto como o conjunto de programas gerados e
configurados no software básico de supervisão, implementando as estratégias de
controle e supervisão com telas gráficas de interface homem-máquina (IHM),
facilitando a visualização do contexto atual, a aquisição e tratamento de dados do
processo e a gerência de relatórios e alarmes. Desta forma, este trabalho aapresenta uma
IHM com supervisório composto de telas que descrevem o processo e disponibilizam
informações como vazão, pressão, temperatura e possibilita comandar qualquer
equipamento no campo. É conveniente afirmar que o software supervisório não é o
programa que se utiliza para montar as telas e sim as telas prontas com link’s que
disponibilizam todas as informações de campo, representando o processo.
Uma forma de entendimento é que antigamente se utilizavam painéis sinópticos,
que continham a planta de processo com LED’s indicadores e outros instrumentos de
visualização. Em caso de modificação da planta de processo, todas as pastilas, LED’s e
instrumentos indicadores eram substituídos e isto gerava um trabalho enorme com prazo
de execução de mesma grandeza. Atualmente, com a utilização de software’s
158
supervisórios, a dinamicidade e facilidade de modificações são itens que proporcionam
velocidade e qualidade nas modificações, sem considerar a redundância de informações
em diversas IHM’s de um mesmo sistema ou planta de processo.
5.1 Descrição
O supervisório desde sistema de medição foi construído utilizando o software
InTouch versão 9.0 Development para a construção das telas, o software ActiveFactory
para as consultas e impressão de relatórios e o software IndustrialSQL utilizado
juntamente com o MS SQL Server, banco de dados da Microsoft.
Utilizando este pacote da fabricante Wonderware, foi possível unir telas de
processo, consultas de históricos horários e diários de gás e óleo e, também, utilizando o
Excel, foi possível a criação de máscaras para relatórios com dados adquiridos no banco
de dados do Industrial SQL baseado no MS SQL Server da Microsoft.
5.2 Níveis de Acesso
O sistema desenvolvido para operação do sistema na IHM está disposto em três
níveis de acesso, sendo eles:
a) Nível OPERADOR:
• Visualização dos dados de processo do sistema de medição;
• Alterar parâmetros relativos à composição do gás;
• Realizar procedimento de troca de placa de orifício;
• Efetuar alinhamento de tramos;
• Efetuar procedimento de teste de poços; e
• Impressão de relatórios.
b) Nível SUPERVISOR:
• Permissões de nível OPERADOR; e
• Efetuar calibração do medidor operacional.
c) Nível ADMINISTRADOR:
• Permissões de nível SUPERVISOR; e
159
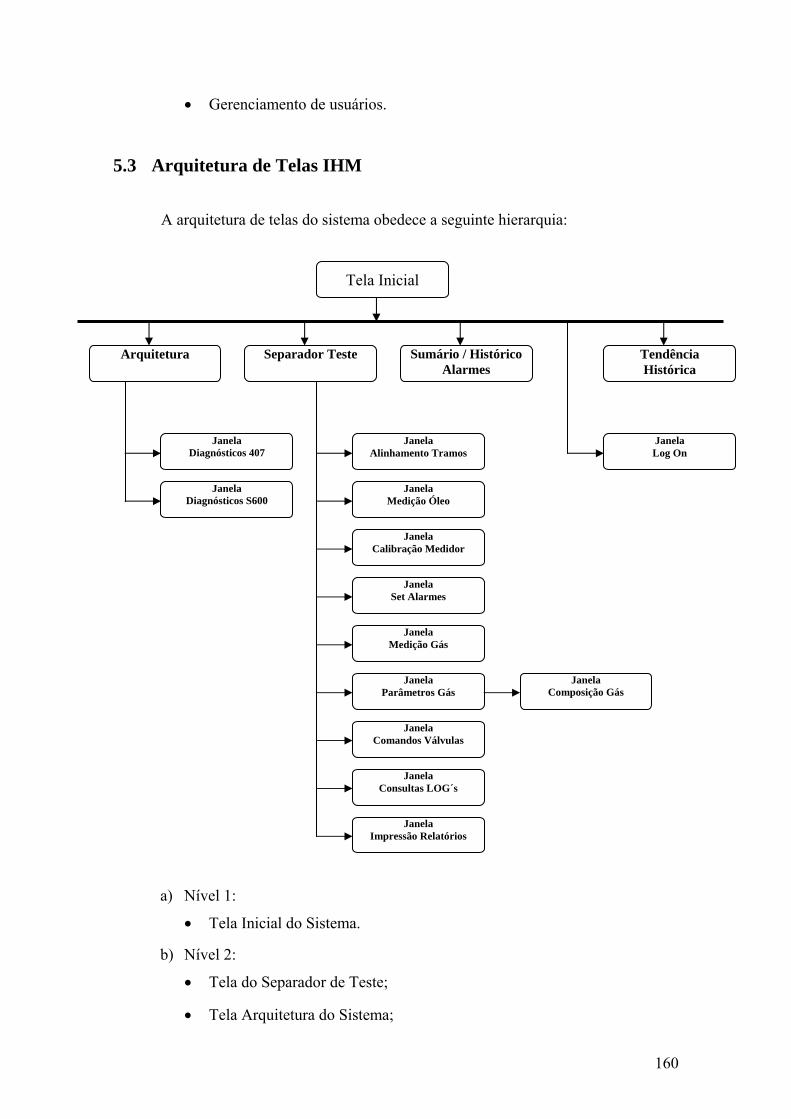
• Gerenciamento de usuários.
5.3 Arquitetura de Telas IHM
A arquitetura de telas do sistema obedece a seguinte hierarquia:
Tela Inicial
Separador Teste Arquitetura Sumário / Histórico Alarmes
Tendência Histórica
Janela Log On
Janela Alinhamento Tramos
Janela Medição Óleo
Janela Calibração Medidor
Janela Set Alarmes
Janela Medição Gás
Janela Parâmetros Gás
Janela Comandos Válvulas
Janela Consultas LOG´s
Janela Impressão Relatórios
Janela Diagnósticos 407
Janela Diagnósticos S600
Janela Composição Gás
a) Nível 1:
• Tela Inicial do Sistema.
b) Nível 2:
• Tela do Separador de Teste;
• Tela Arquitetura do Sistema;
160
• Telas de Sumário e Histórico de Alarmes; e
• Tela Tendência Histórica.
c) Nível 3:
• Janela Logon do Sistema;
• Janelas de Alinhamento de Tramos;
• Janela Medição de Óleo (Teste Poços);
• Janela de Calibração Medidor Operacional;
• Janela Set Alarmes;
• Janela Medição Gás (Teste Poços);
• Janelas Parâmetros Medidor de Gás;
• Janela Composição Gás;
• Janelas Comandos Válvulas em Modo Manual;
• Janelas Consultas Log´s;
• Janelas Impressão Relatórios; e
• Janelas Diagnósticos Computadores Vazão.
5.4 Descrição Operacional IHM
5.4.1 Tela Inicial
A tela inicial demonstra as informações sobre a aplicação e suas possibilidades
de navegação. Estas informações podem ser vistas na Fig. 5-1.
a) Navegação:
• Tela Separador de Teste;
• Tela Arquitetura do Sistema; e
• Telas de Sumário e Histórico de Alarmes.
b) Informações:
• Versão Aplicativo InTouch: Número da versão do aplicativo InTouch
desenvolvida para o sistema;
• Data e Hora da IHM; e
161
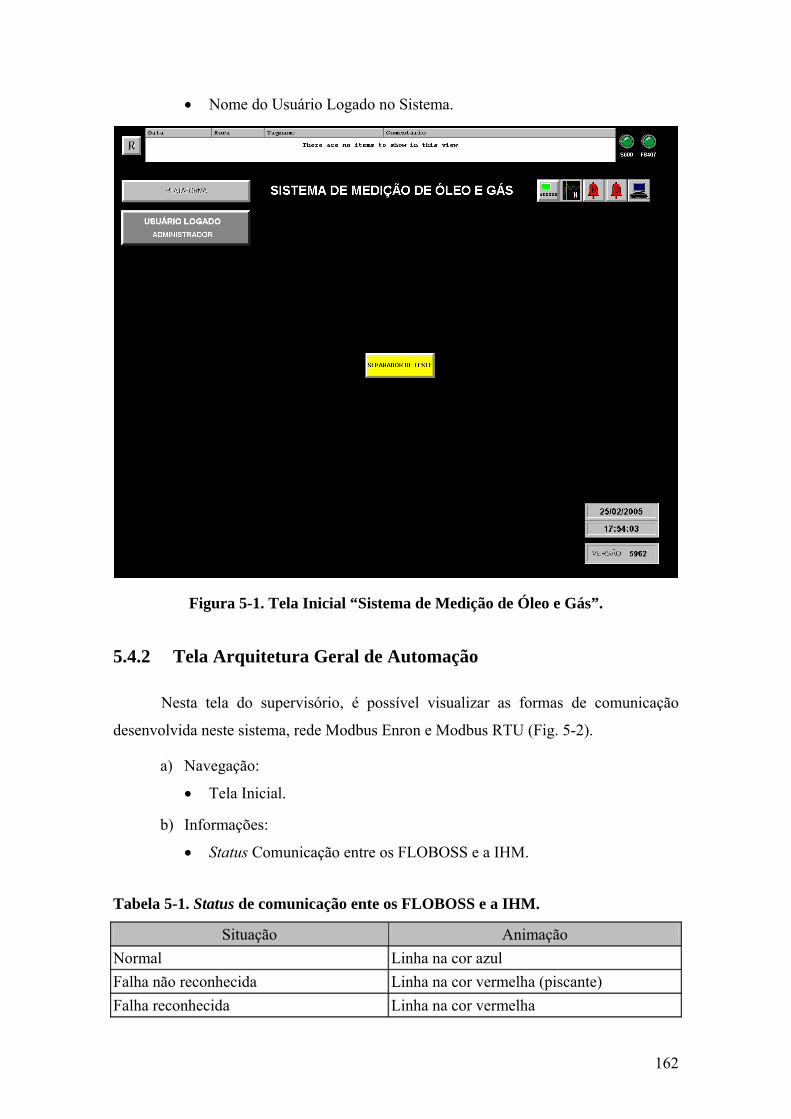
• Nome do Usuário Logado no Sistema.
Figura 5-1. Tela Inicial “Sistema de Medição de Óleo e Gás”.
5.4.2 Tela Arquitetura Geral de Automação
Nesta tela do supervisório, é possível visualizar as formas de comunicação
desenvolvida neste sistema, rede Modbus Enron e Modbus RTU (Fig. 5-2).
a) Navegação:
• Tela Inicial.
b) Informações:
• Status Comunicação entre os FLOBOSS e a IHM.
Tabela 5-1. Status de comunicação ente os FLOBOSS e a IHM.
Situação Animação Normal Linha na cor azul Falha não reconhecida Linha na cor vermelha (piscante) Falha reconhecida Linha na cor vermelha
162
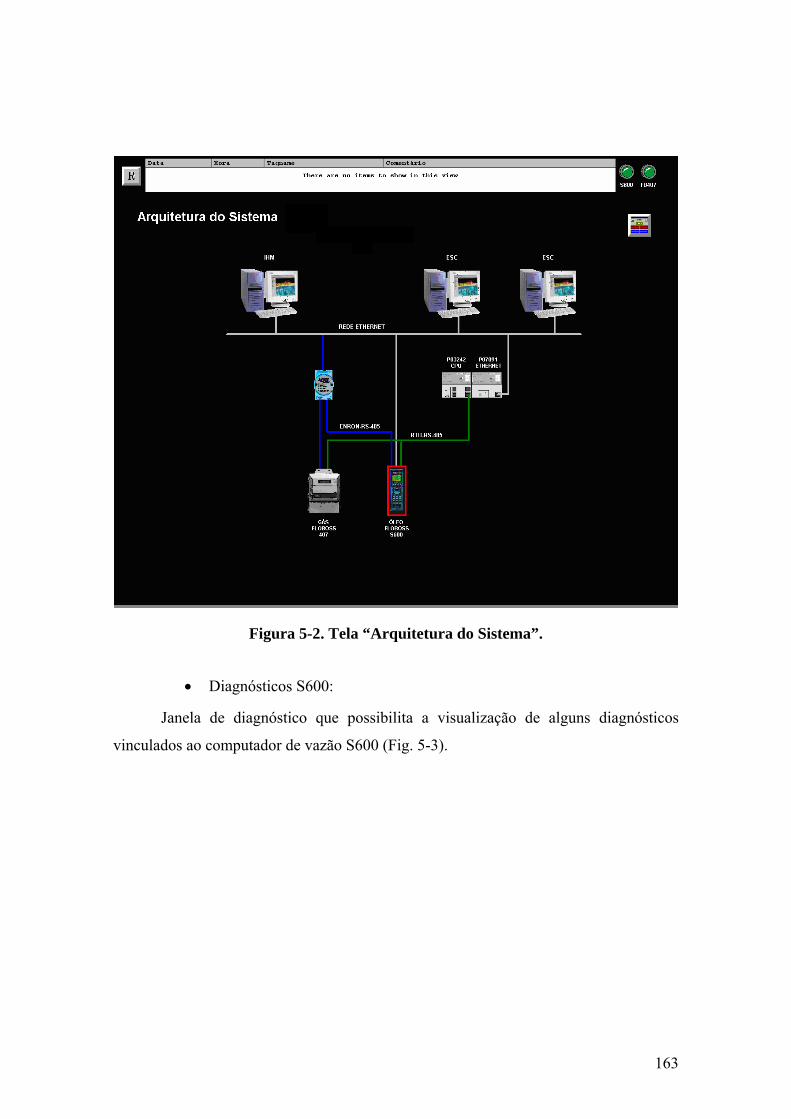
Figura 5-2. Tela “Arquitetura do Sistema”.
• Diagnósticos S600:
Janela de diagnóstico que possibilita a visualização de alguns diagnósticos
vinculados ao computador de vazão S600 (Fig. 5-3).
163
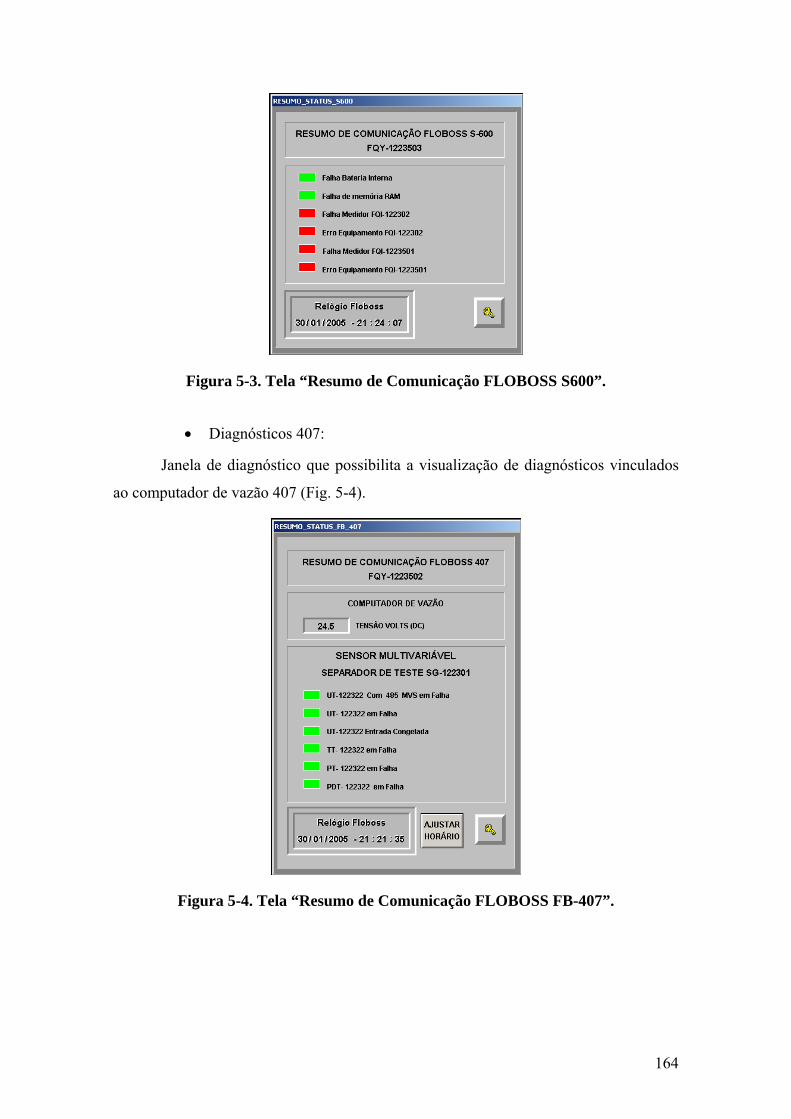
Figura 5-3. Tela “Resumo de Comunicação FLOBOSS S600”.
• Diagnósticos 407:
Janela de diagnóstico que possibilita a visualização de diagnósticos vinculados
ao computador de vazão 407 (Fig. 5-4).
Figura 5-4. Tela “Resumo de Comunicação FLOBOSS FB-407”.
164
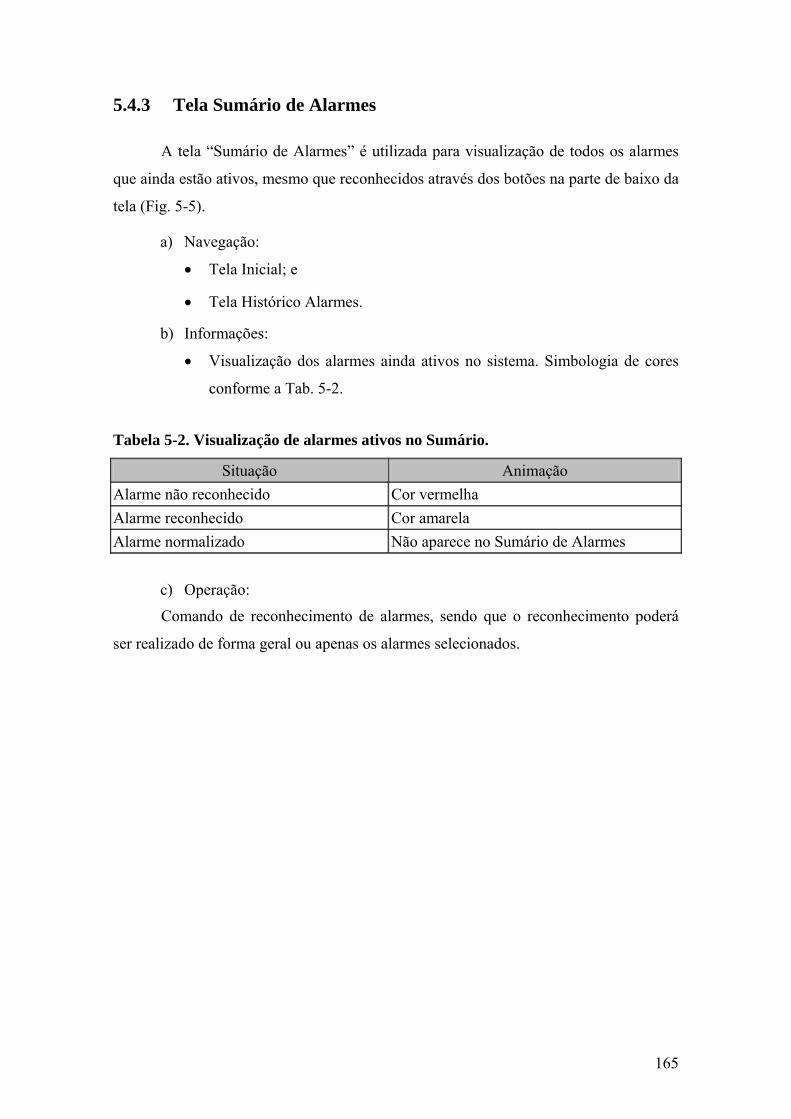
5.4.3 Tela Sumário de Alarmes
A tela “Sumário de Alarmes” é utilizada para visualização de todos os alarmes
que ainda estão ativos, mesmo que reconhecidos através dos botões na parte de baixo da
tela (Fig. 5-5).
a) Navegação:
• Tela Inicial; e
• Tela Histórico Alarmes.
b) Informações:
• Visualização dos alarmes ainda ativos no sistema. Simbologia de cores
conforme a Tab. 5-2.
Tabela 5-2. Visualização de alarmes ativos no Sumário.
Situação Animação Alarme não reconhecido Cor vermelha Alarme reconhecido Cor amarela Alarme normalizado Não aparece no Sumário de Alarmes
c) Operação:
Comando de reconhecimento de alarmes, sendo que o reconhecimento poderá
ser realizado de forma geral ou apenas os alarmes selecionados.
165
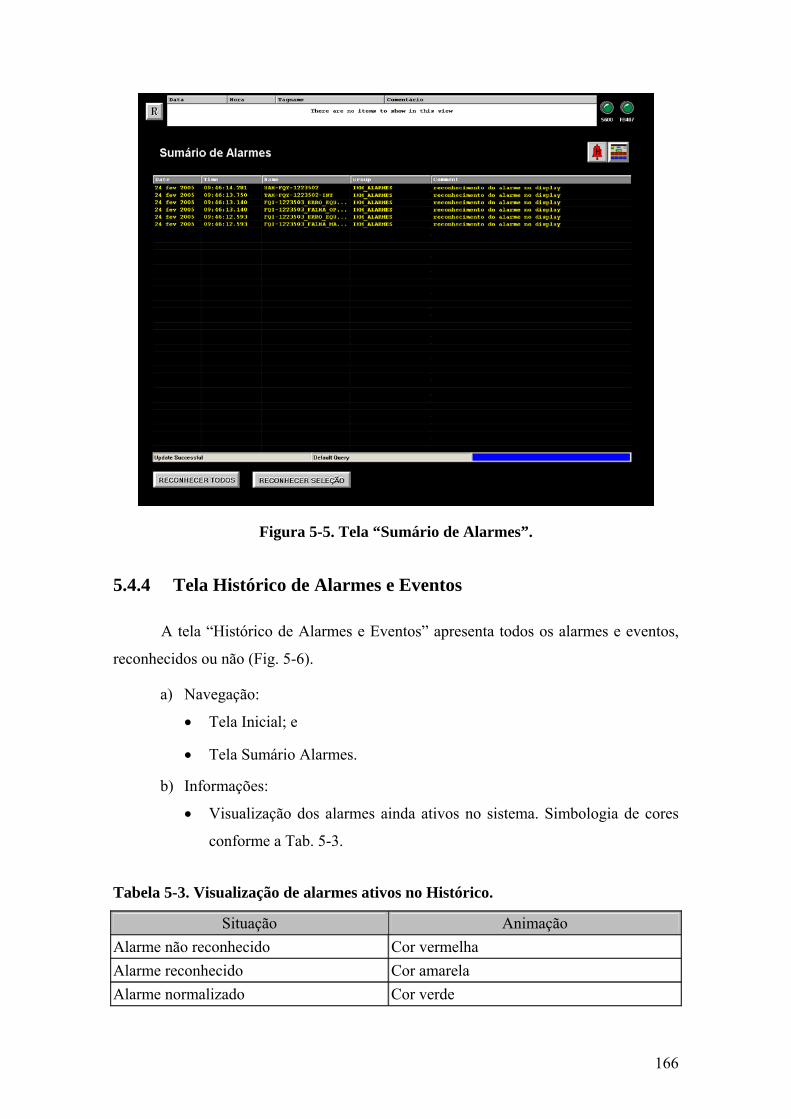
Figura 5-5. Tela “Sumário de Alarmes”.
5.4.4 Tela Histórico de Alarmes e Eventos
A tela “Histórico de Alarmes e Eventos” apresenta todos os alarmes e eventos,
reconhecidos ou não (Fig. 5-6).
a) Navegação:
• Tela Inicial; e
• Tela Sumário Alarmes.
b) Informações:
• Visualização dos alarmes ainda ativos no sistema. Simbologia de cores
conforme a Tab. 5-3.
Tabela 5-3. Visualização de alarmes ativos no Histórico.
Situação Animação Alarme não reconhecido Cor vermelha Alarme reconhecido Cor amarela Alarme normalizado Cor verde
166
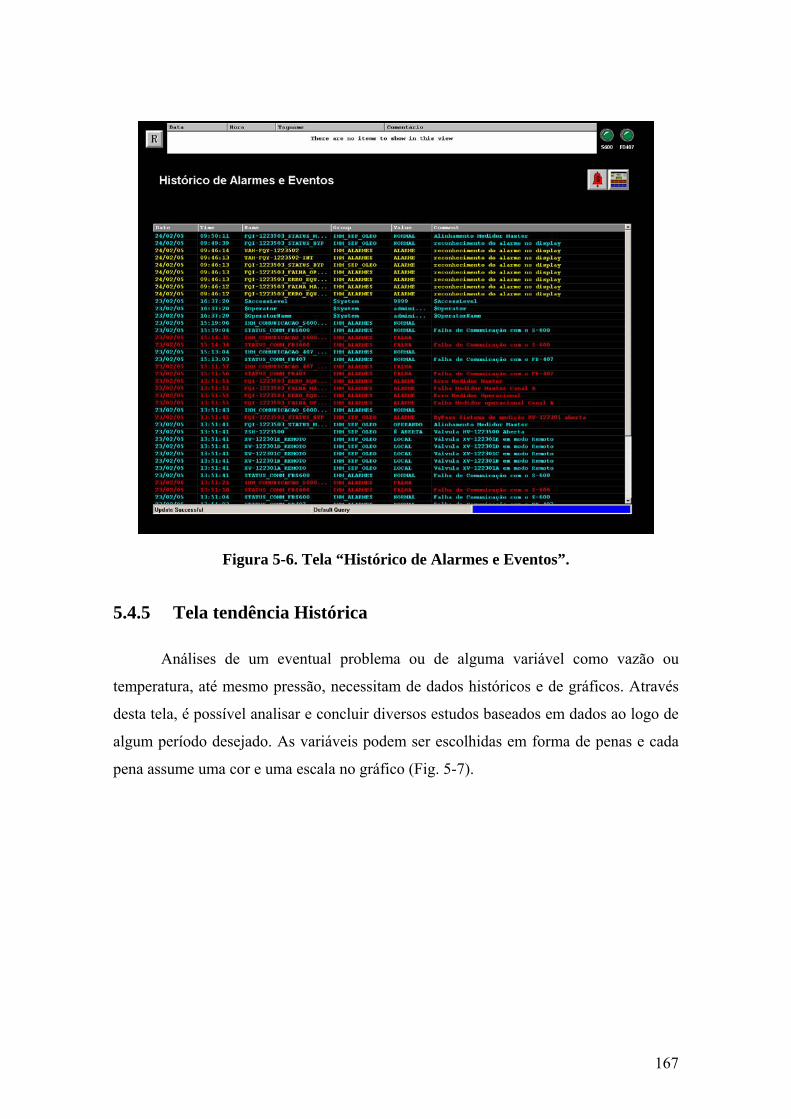
Figura 5-6. Tela “Histórico de Alarmes e Eventos”.
5.4.5 Tela tendência Histórica
Análises de um eventual problema ou de alguma variável como vazão ou
temperatura, até mesmo pressão, necessitam de dados históricos e de gráficos. Através
desta tela, é possível analisar e concluir diversos estudos baseados em dados ao logo de
algum período desejado. As variáveis podem ser escolhidas em forma de penas e cada
pena assume uma cor e uma escala no gráfico (Fig. 5-7).
167
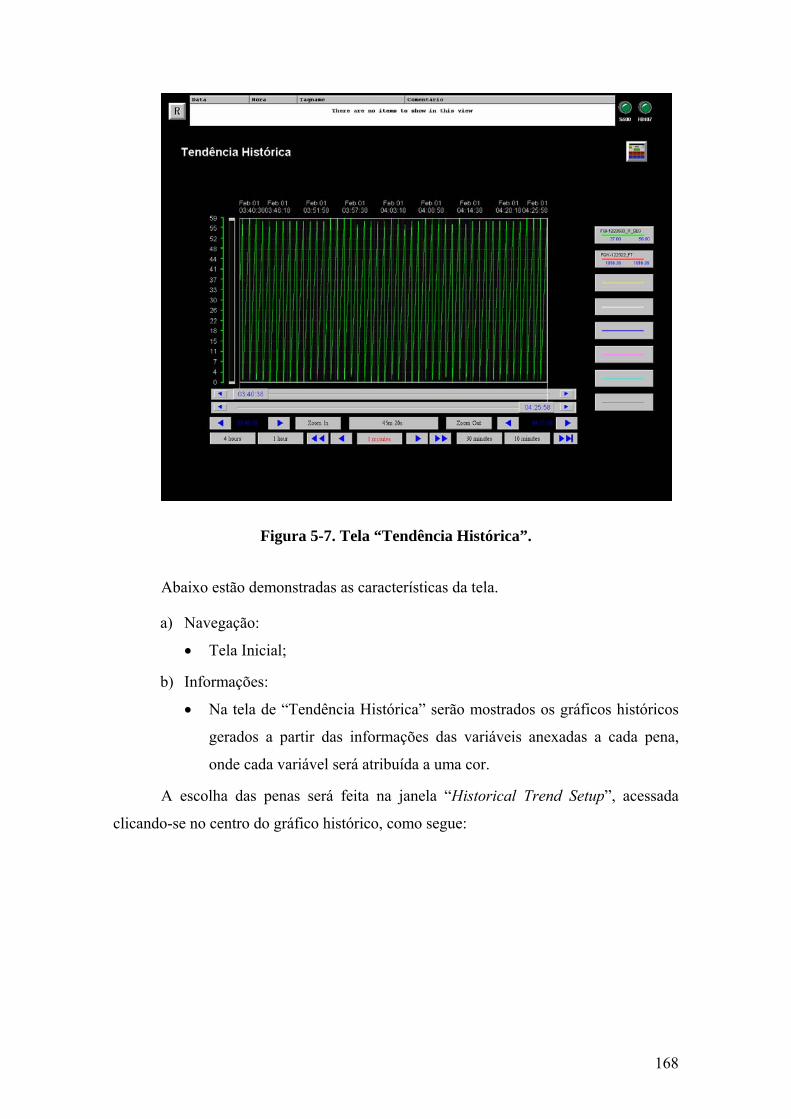
Figura 5-7. Tela “Tendência Histórica”.
Abaixo estão demonstradas as características da tela.
a) Navegação:
• Tela Inicial;
b) Informações:
• Na tela de “Tendência Histórica” serão mostrados os gráficos históricos
gerados a partir das informações das variáveis anexadas a cada pena,
onde cada variável será atribuída a uma cor.
A escolha das penas será feita na janela “Historical Trend Setup”, acessada
clicando-se no centro do gráfico histórico, como segue:
168

Figura 5-8. Tela “Historical Trend Setup”.
Na tela de “Tendência Histórica” a escala de cada variável poderá ser
visualizada ao lado do gráfico, na mesma cor da variável correspondente. Para
visualizar a escala de uma determinada pena, basta clicar no retângulo correspondente à
pena desejada à direita do gráfico.
O zoom vertical poderá ser aplicado tanto pela janela “Historical Trend Setup”,
quanto pela régua situada à esquerda do gráfico, deslizando a barra superior para baixo,
ou então a barra inferior para cima.
O ajuste do período de visualização do gráfico poderá ser realizado tanto pela
janela “Historical Trend Setup”, quanto pelos botões de controle situados abaixo do
gráfico.
1) Período compreendido na janela do gráfico atual;
2) Botões de movimentação para horário inicial do gráfico. A cada comando, o
horário inicial do gráfico será movimentado conforme o tempo descrito no item
12;
3) Botões de movimentação para horário final do gráfico. Mesma funcionalidade do
item 2, prém atribuída ao horário final do gráfico;
169
4) Botão ZOOM IN. A cada comando, o horário inicial será movimentado para
direita e horário final será movimentado para esquerda. A movimentação está
definida pela constante de tempo de movimentação do gráfico, informada no item
12. Como resultado ao comando, tem-se um efeito de ZOOM, desprezando o
intervalo de tempo definido no item 12 tanto no horário inicial do gráfico, quanto
no horário final, ou seja, diminuindo a janela de tempo do gráfico;
5) Botão ZOOM OUT. A cada comando, o horário inicial será movimentado para
esquerda e horário final será movimentado para direita. A movimentação está
definida pela constante de tempo de movimentação do gráfico, informada no item
12. Como resultado ao comando, tem-se um efeito inverso de ZOOM, passando a
mostrar a mais o intervalo de tempo definido no item 12, tanto no horário inicial
do gráfico, quanto no horário final, ou seja, aumentando a janela de tempo do
gráfico;
6) Botões com valores pré-selecionados destinados à definição da constante de tempo
para movimentação do gráfico. A constante de tempo para movimentação do
gráfico está informada no item 12;
7) Botões com valores pré-selecionados destinados à definição da constante de tempo
para movimentação do gráfico. A constante de tempo para movimentação do
gráfico está informada no item 12;
8) Botão para movimentação da janela de tempo do gráfico. A cada comando, o
horário inicial será movimentado para esquerda e o horário final também será
movimentado para esquerda. A movimentação está definida pelo dobro do valor
da constante de tempo de movimentação do gráfico, informada no item 12;
9) Botão para movimentação da janela de tempo do gráfico. A cada comando, o
horário inicial será movimentado para esquerda e o horário final também será
movimentado para esquerda. A movimentação está definida pelo valor da
constante de tempo de movimentação do gráfico, informada no item 12;
10) Botão para movimentação da janela de tempo do gráfico. A cada comando, o
horário inicial será movimentado para direita e o horário final também será
movimentado para direita. A movimentação está definida pelo valor da constante
de tempo de movimentação do gráfico, informada no item 12;
11) Botão para movimentação da janela de tempo do gráfico. A cada comando, o
horário inicial será movimentado para direita e o horário final também será
170
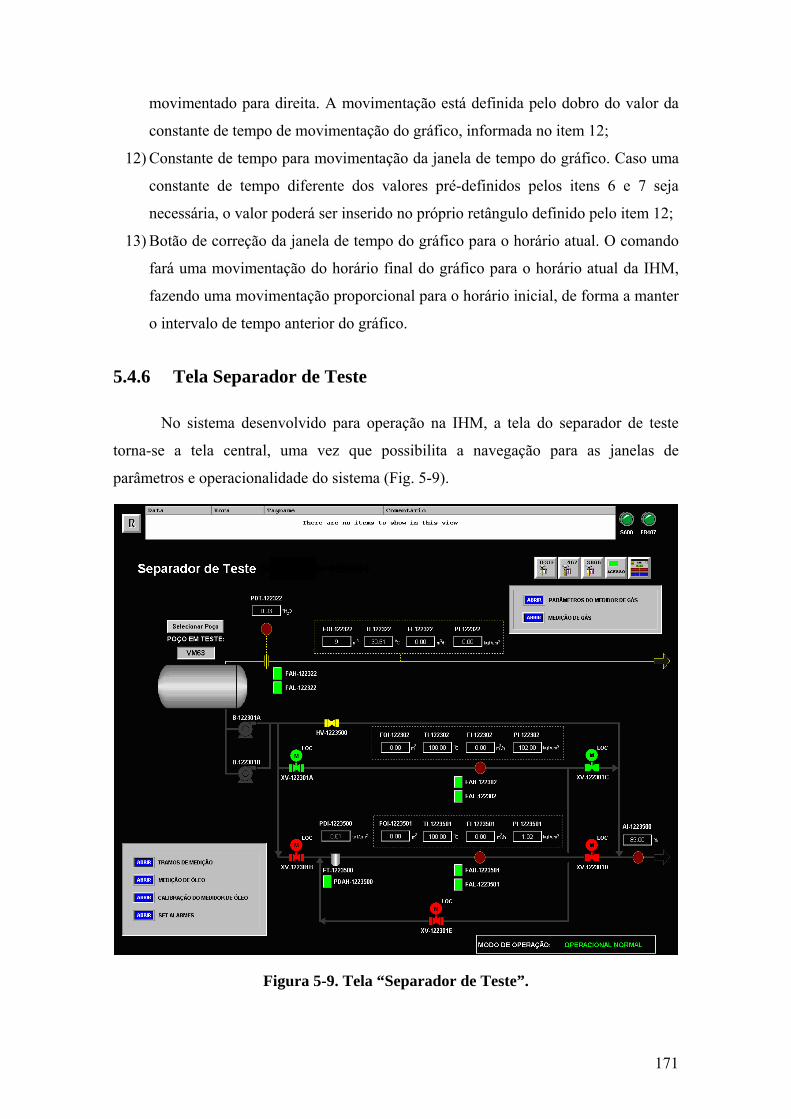
movimentado para direita. A movimentação está definida pelo dobro do valor da
constante de tempo de movimentação do gráfico, informada no item 12;
12) Constante de tempo para movimentação da janela de tempo do gráfico. Caso uma
constante de tempo diferente dos valores pré-definidos pelos itens 6 e 7 seja
necessária, o valor poderá ser inserido no próprio retângulo definido pelo item 12;
13) Botão de correção da janela de tempo do gráfico para o horário atual. O comando
fará uma movimentação do horário final do gráfico para o horário atual da IHM,
fazendo uma movimentação proporcional para o horário inicial, de forma a manter
o intervalo de tempo anterior do gráfico.
5.4.6 Tela Separador de Teste
No sistema desenvolvido para operação na IHM, a tela do separador de teste
torna-se a tela central, uma vez que possibilita a navegação para as janelas de
parâmetros e operacionalidade do sistema (Fig. 5-9).
Figura 5-9. Tela “Separador de Teste”.
171
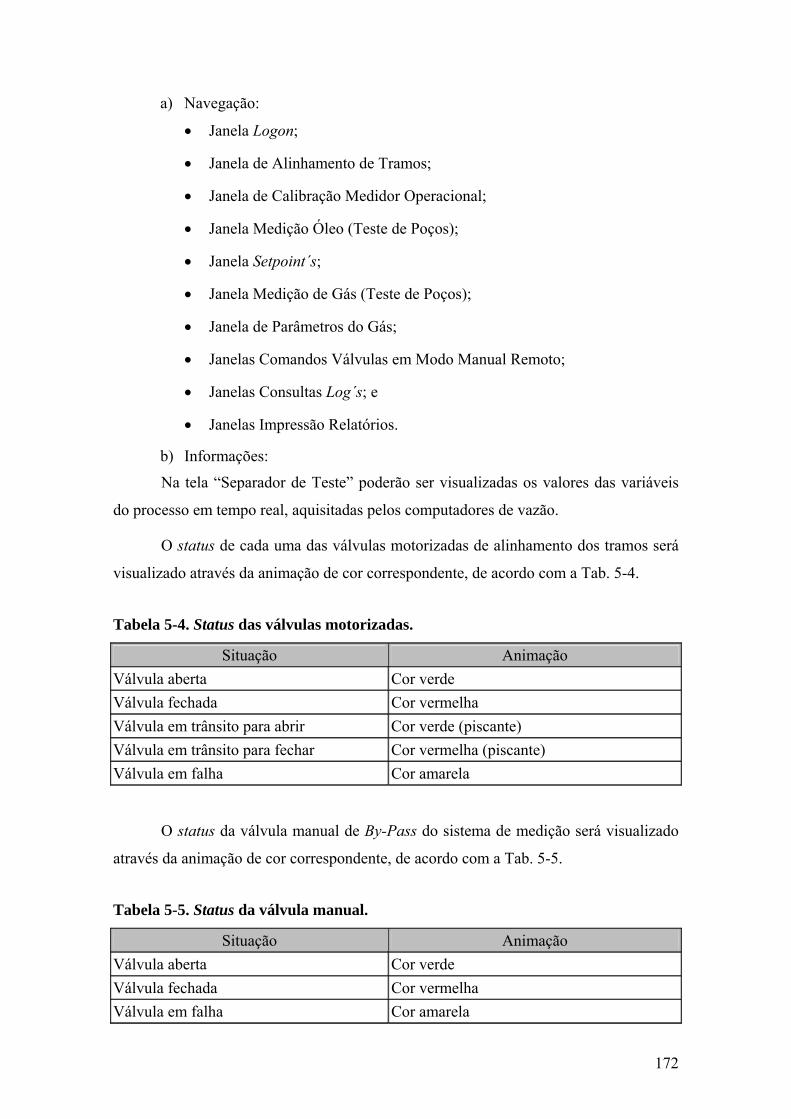
a) Navegação:
• Janela Logon;
• Janela de Alinhamento de Tramos;
• Janela de Calibração Medidor Operacional;
• Janela Medição Óleo (Teste de Poços);
• Janela Setpoint´s;
• Janela Medição de Gás (Teste de Poços);
• Janela de Parâmetros do Gás;
• Janelas Comandos Válvulas em Modo Manual Remoto;
• Janelas Consultas Log´s; e
• Janelas Impressão Relatórios.
b) Informações:
Na tela “Separador de Teste” poderão ser visualizadas os valores das variáveis
do processo em tempo real, aquisitadas pelos computadores de vazão.
O status de cada uma das válvulas motorizadas de alinhamento dos tramos será
visualizado através da animação de cor correspondente, de acordo com a Tab. 5-4.
Tabela 5-4. Status das válvulas motorizadas.
Situação Animação Válvula aberta Cor verde Válvula fechada Cor vermelha Válvula em trânsito para abrir Cor verde (piscante) Válvula em trânsito para fechar Cor vermelha (piscante) Válvula em falha Cor amarela
O status da válvula manual de By-Pass do sistema de medição será visualizado
através da animação de cor correspondente, de acordo com a Tab. 5-5.
Tabela 5-5. Status da válvula manual.
Situação Animação Válvula aberta Cor verde Válvula fechada Cor vermelha Válvula em falha Cor amarela
172
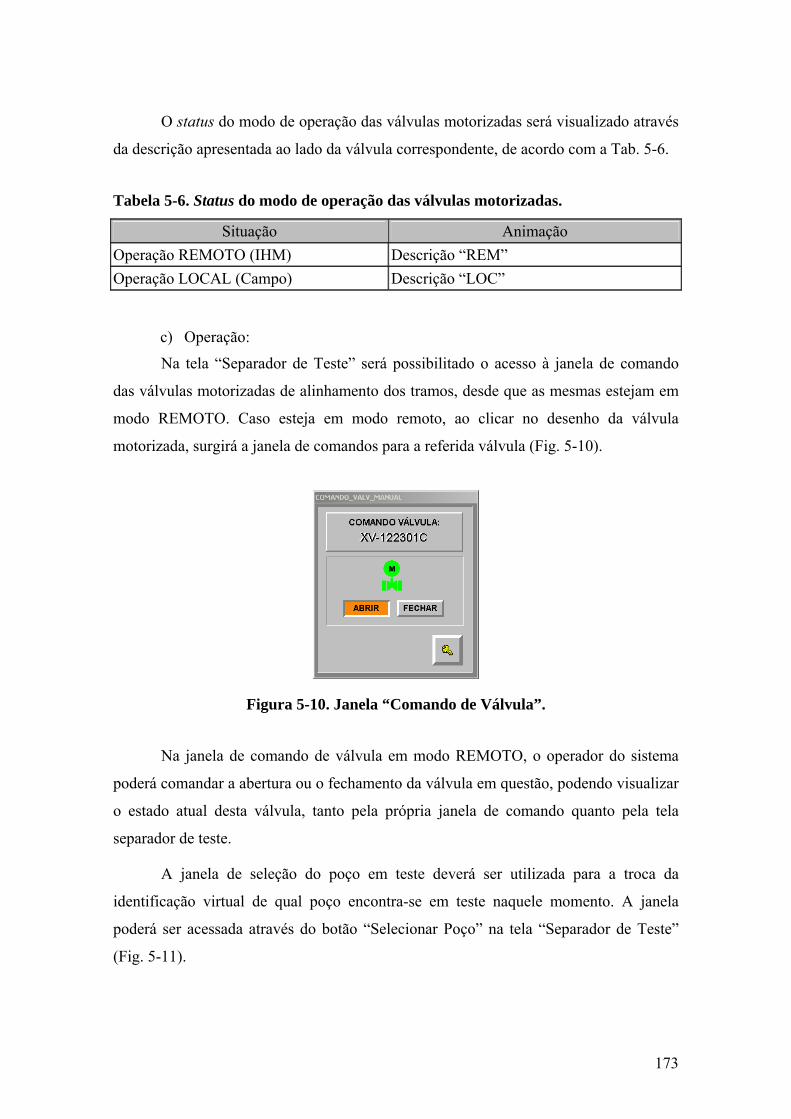
O status do modo de operação das válvulas motorizadas será visualizado através
da descrição apresentada ao lado da válvula correspondente, de acordo com a Tab. 5-6.
Tabela 5-6. Status do modo de operação das válvulas motorizadas.
Situação Animação Operação REMOTO (IHM) Descrição “REM” Operação LOCAL (Campo) Descrição “LOC”
c) Operação:
Na tela “Separador de Teste” será possibilitado o acesso à janela de comando
das válvulas motorizadas de alinhamento dos tramos, desde que as mesmas estejam em
modo REMOTO. Caso esteja em modo remoto, ao clicar no desenho da válvula
motorizada, surgirá a janela de comandos para a referida válvula (Fig. 5-10).
Figura 5-10. Janela “Comando de Válvula”.
Na janela de comando de válvula em modo REMOTO, o operador do sistema
poderá comandar a abertura ou o fechamento da válvula em questão, podendo visualizar
o estado atual desta válvula, tanto pela própria janela de comando quanto pela tela
separador de teste.
A janela de seleção do poço em teste deverá ser utilizada para a troca da
identificação virtual de qual poço encontra-se em teste naquele momento. A janela
poderá ser acessada através do botão “Selecionar Poço” na tela “Separador de Teste”
(Fig. 5-11).
173
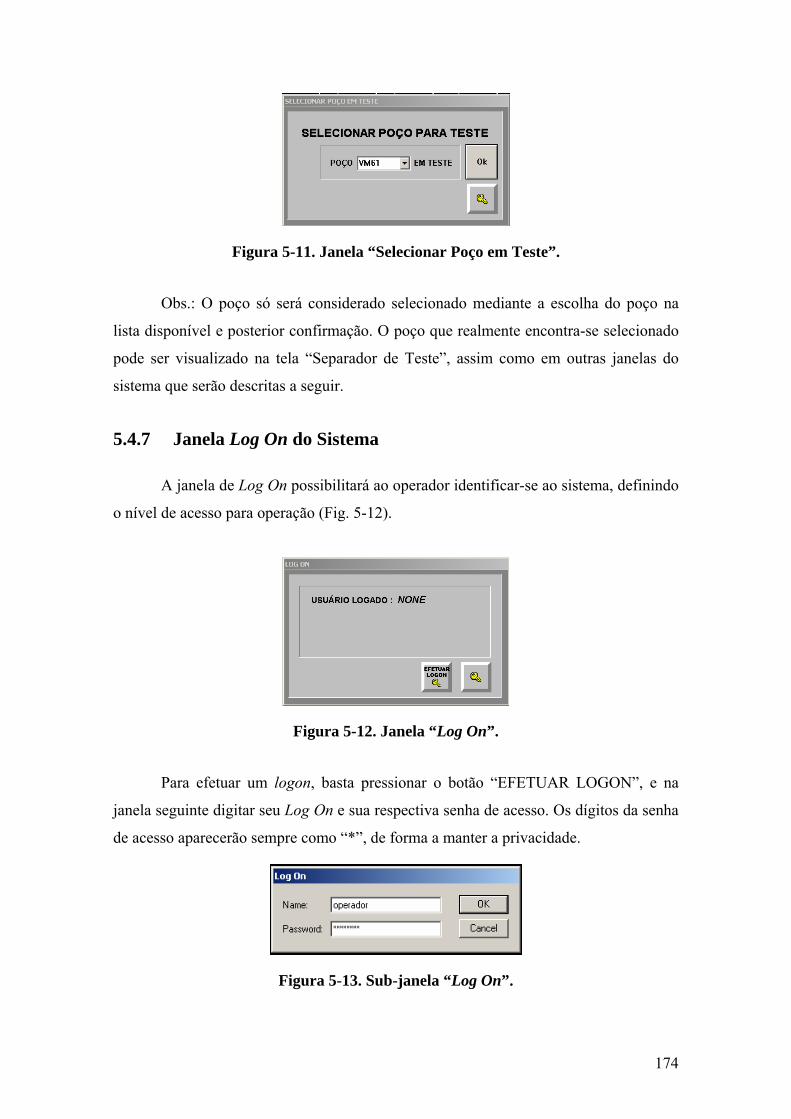
Figura 5-11. Janela “Selecionar Poço em Teste”.
Obs.: O poço só será considerado selecionado mediante a escolha do poço na
lista disponível e posterior confirmação. O poço que realmente encontra-se selecionado
pode ser visualizado na tela “Separador de Teste”, assim como em outras janelas do
sistema que serão descritas a seguir.
5.4.7 Janela Log On do Sistema
A janela de Log On possibilitará ao operador identificar-se ao sistema, definindo
o nível de acesso para operação (Fig. 5-12).
Figura 5-12. Janela “Log On”.
Para efetuar um logon, basta pressionar o botão “EFETUAR LOGON”, e na
janela seguinte digitar seu Log On e sua respectiva senha de acesso. Os dígitos da senha
de acesso aparecerão sempre como “*”, de forma a manter a privacidade.
Figura 5-13. Sub-janela “Log On”.
174
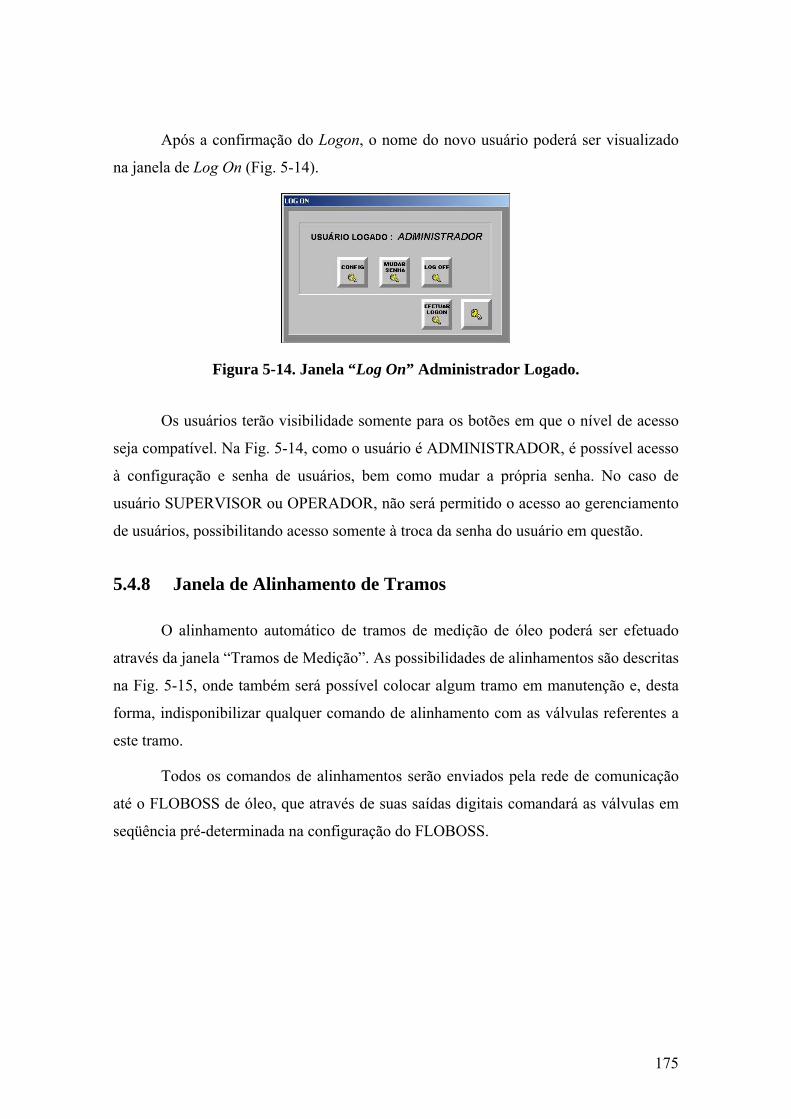
Após a confirmação do Logon, o nome do novo usuário poderá ser visualizado
na janela de Log On (Fig. 5-14).
Figura 5-14. Janela “Log On” Administrador Logado.
Os usuários terão visibilidade somente para os botões em que o nível de acesso
seja compatível. Na Fig. 5-14, como o usuário é ADMINISTRADOR, é possível acesso
à configuração e senha de usuários, bem como mudar a própria senha. No caso de
usuário SUPERVISOR ou OPERADOR, não será permitido o acesso ao gerenciamento
de usuários, possibilitando acesso somente à troca da senha do usuário em questão.
5.4.8 Janela de Alinhamento de Tramos
O alinhamento automático de tramos de medição de óleo poderá ser efetuado
através da janela “Tramos de Medição”. As possibilidades de alinhamentos são descritas
na Fig. 5-15, onde também será possível colocar algum tramo em manutenção e, desta
forma, indisponibilizar qualquer comando de alinhamento com as válvulas referentes a
este tramo.
Todos os comandos de alinhamentos serão enviados pela rede de comunicação
até o FLOBOSS de óleo, que através de suas saídas digitais comandará as válvulas em
seqüência pré-determinada na configuração do FLOBOSS.
175
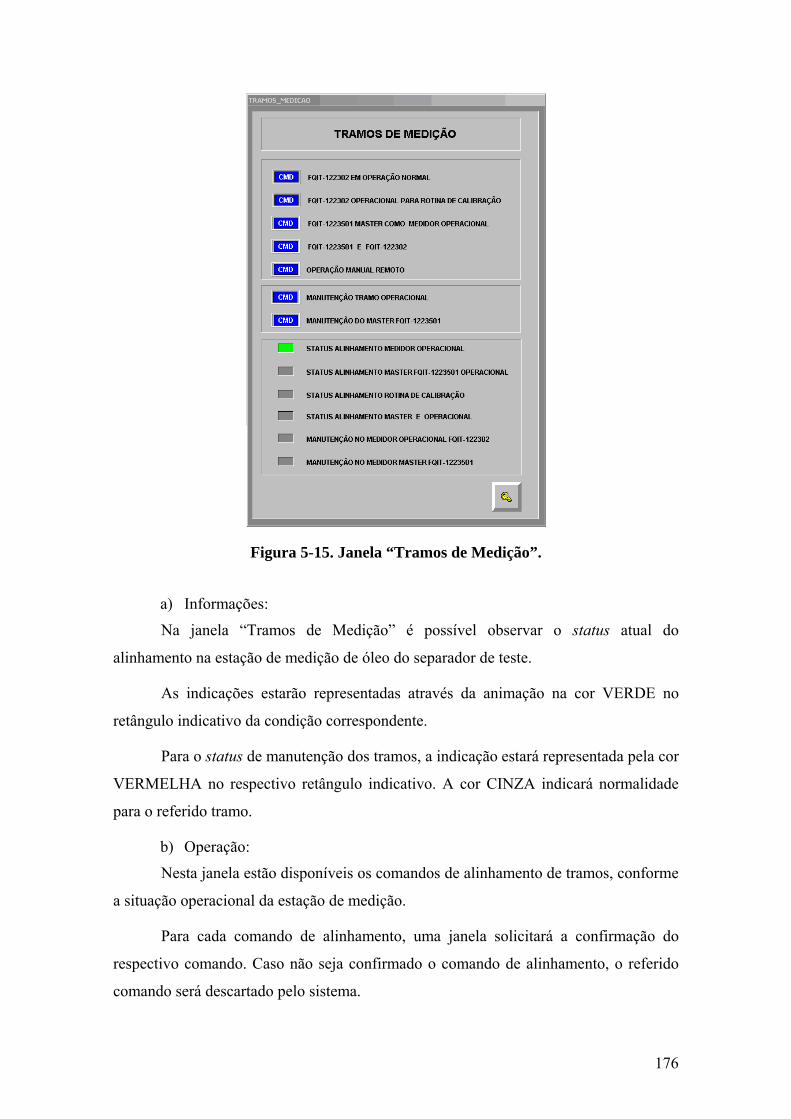
Figura 5-15. Janela “Tramos de Medição”.
a) Informações:
Na janela “Tramos de Medição” é possível observar o status atual do
alinhamento na estação de medição de óleo do separador de teste.
As indicações estarão representadas através da animação na cor VERDE no
retângulo indicativo da condição correspondente.
Para o status de manutenção dos tramos, a indicação estará representada pela cor
VERMELHA no respectivo retângulo indicativo. A cor CINZA indicará normalidade
para o referido tramo.
b) Operação:
Nesta janela estão disponíveis os comandos de alinhamento de tramos, conforme
a situação operacional da estação de medição.
Para cada comando de alinhamento, uma janela solicitará a confirmação do
respectivo comando. Caso não seja confirmado o comando de alinhamento, o referido
comando será descartado pelo sistema.
176
O botão “FQIT-122302 EM OPERAÇÃO NORMAL”, após a confirmação,
enviará o comando de alinhamento ao computador de vazão de óleo, sendo que o S600
fará automaticamente os comandos de abertura e/ou fechamento, de forma que ao final
do alinhamento o medidor operacional estará alinhado na condição normal de operação.
O botão “FQIT-1223501 EM OPERAÇÃO NORMAL”, após a confirmação,
enviará o comando de alinhamento ao computador de vazão de óleo, sendo que o S600
fará automaticamente os comandos de abertura e/ou fechamento, de forma que ao final
do alinhamento o medidor master estará alinhado na condição normal de operação.
O botão “FQIT-122302 OPERACIONAL PARA ROTINA DE
CALIBRAÇÃO”, após a confirmação, enviará o comando de alinhamento ao
computador de vazão de óleo, sendo que o S600 fará automaticamente os comandos de
abertura e/ou fechamento, de forma que ao final do alinhamento o medidor master
estará alinhado em série com o medidor operacional permitindo a execução de rotinas
de calibração.
O botão “FQIT-122501 E FQIT302”, após a confirmação, enviará o comando de
alinhamento ao computador de vazão de óleo, sendo que o S600 fará automaticamente
os comandos de abertura e/ou fechamento, de forma que ao final do alinhamento o
medidor master estará alinhado em paralelo com o medidor operacional permitindo que
a vazão lida em cada medidor seja somada (vazão total).
O comando “Operação Manual Remoto” impedirá que sejam realizados
comandos de alinhamento através da IHM.
O comando de “Manutenção” impedirá que o tramo em situação de manutenção
seja alinhado pela IHM. Ex.: Se o tramo operacional estiver em manutenção, será
impossibilitado o alinhamento operacional, assim como o alinhamento para calibração.
5.4.9 Janela Medição de Óleo
Esta janela mostra os valores instantâneos, os valores atuais (teste atual) e os
valores do último teste e possibilita a realização do alinamento do poço a ser testado e o
comando de início do teste (Fig. 5-16).
177
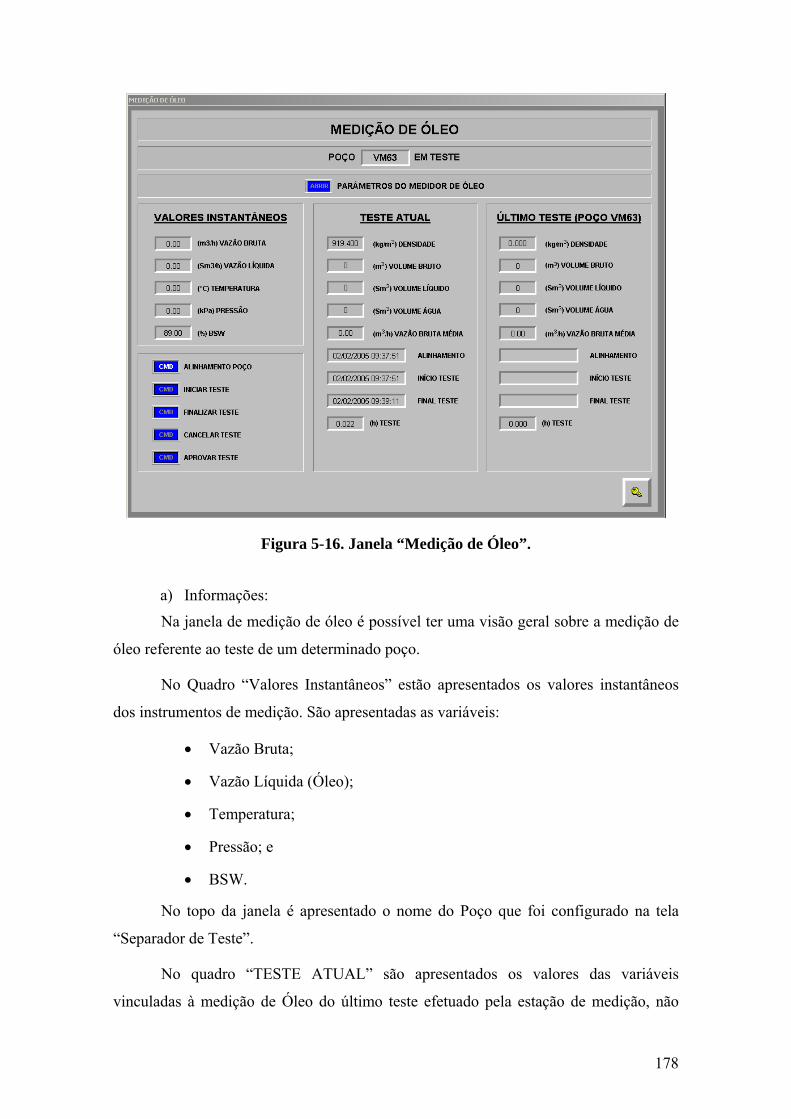
Figura 5-16. Janela “Medição de Óleo”.
a) Informações:
Na janela de medição de óleo é possível ter uma visão geral sobre a medição de
óleo referente ao teste de um determinado poço.
No Quadro “Valores Instantâneos” estão apresentados os valores instantâneos
dos instrumentos de medição. São apresentadas as variáveis:
• Vazão Bruta;
• Vazão Líquida (Óleo);
• Temperatura;
• Pressão; e
• BSW.
No topo da janela é apresentado o nome do Poço que foi configurado na tela
“Separador de Teste”.
No quadro “TESTE ATUAL” são apresentados os valores das variáveis
vinculadas à medição de Óleo do último teste efetuado pela estação de medição, não
178
importando o poço que fora testado na ocasião. Caso um teste de poço esteja em
andamento, as medições neste quadro estarão referenciadas ao teste do poço
configurado e serão atualizadas conforme o andamento do teste.
No quadro “Último Teste (Poço XXXX)” são apresentados os dados referentes
ao último teste realizado para o poço. Estes dados serão atualizados pelos valores
armazenados no banco de dados para o referido poço selecionado.
b) Operação:
Nesta janela estão concentrados os comandos, bem como todas as tarefas
referentes ao teste de poços.
Obs.: É importante que os passos referentes ao teste de poços sejam seguidos,
para que as informações contidas nos relatório de teste de poços e relatório medição
sejam condizentes com a realidade.
Para um início de teste, primeiramente os dados de parametrização do poço
selecionado deverão estar inseridos no sistema.
O comando “Alinhamento Poço” deverá ser efetuado pela equipe de operação da
plataforma, para que o poço seja fisicamente alinhado para o separador de teste na
planta de produção. Ao ser efetuado um comando “Alinhamento Poço”, os valores
contidos no quadro “Teste Atual” serão zerados.
Após o alinhamento, a equipe de operação da plataforma definirá o momento em
que o poço alinhado efetivamente será contabilizado com “Teste de Poço”, baseando-se
na estabilidade do processo de produção.
O comando “Iniciar Teste” fará com que efetivamente os dados coletados do
sistema sejam atribuídos ao poço selecionado.
Um comando “Finalizar Teste” paralisará a coleta de dados do processo,
finalizando o teste do poço selecionado.
Após a finalização do teste, caberá à equipe de operação da plataforma avaliar os
dados obtidos no teste, no quadro “Teste Atual”.
Caso os dados estejam satisfatórios, o teste de poço deverá ser aprovado. Com o
comando de “Aprovar Teste”, os dados do teste atual serão armazenados no banco de
dados atribuindo os valores ao poço selecionado, de forma a possibilitar o resgate dos
dados referentes ao último teste do poço selecionado.
179
Caso os dados encontrados no teste de poço não sejam considerados
satisfatórios, o teste de poço em questão deverá ser cancelado.
A qualquer instante durante um teste de poço, este poderá ser cancelado, sendo
que para um novo início, os procedimentos normais deverão ser executados.
Obs.: mediante um comando “Cancelar Teste”, todos os dados coletados até o
momento referente ao teste atual serão desprezados, não podendo mais ser resgatados
e/ou consultados. Somente os dados aprovados serão armazenados e disponibilizados
para futuras consultas.
5.4.10 Janela de Calibração Medidor Operacional
Após o alinhamento do medidor operacional para uma rotina de calibração,
poderá ser executada a calibração (Fig. 5-17). A Portaria Conjunta n.o 1
ANP/INMETRO obriga a realização deste tipo de calibração em um período máximo de
90 dias, onde será comparado um medidor master com o operacional. O medidor master
é calibrado de 60 em 60 dias por um órgão certificado e com selo da Rede Brasileira de
Calibração (RBC) rastreável.
180
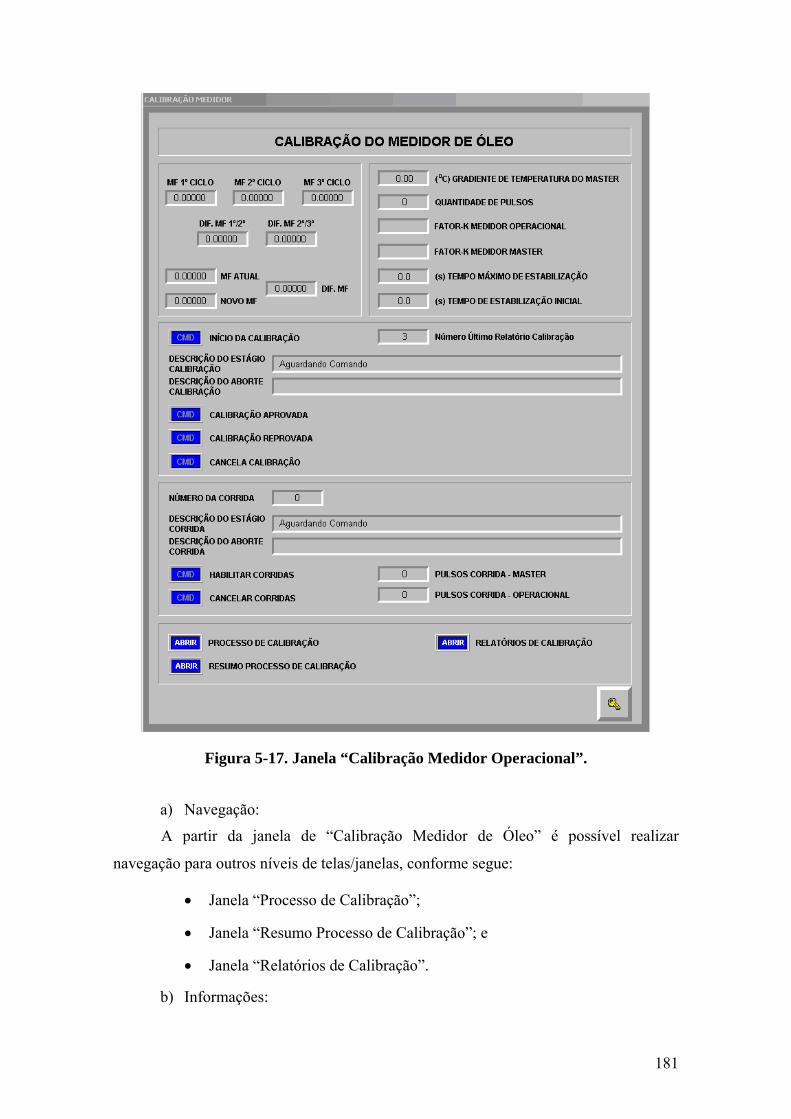
Figura 5-17. Janela “Calibração Medidor Operacional”.
a) Navegação:
A partir da janela de “Calibração Medidor de Óleo” é possível realizar
navegação para outros níveis de telas/janelas, conforme segue:
• Janela “Processo de Calibração”;
• Janela “Resumo Processo de Calibração”; e
• Janela “Relatórios de Calibração”.
b) Informações:
181
Na janela “Calibração Medidor de Óleo” é possível ter acesso aos dados do
processo de calibração do medidor operacional, referente à medição de óleo separador
de teste.
No quadro superior esquerdo, são apresentados os dados “Meter Factor”
referentes ao último processo de calibração efetuado. São apresentadas, também, as
diferenças entre os valores obtidos nas 3 corridas consideradas válidas.
No quadro superior direito são apresentados e disponibilizados para alteração,
alguns parâmetros que serão utilizados na próxima calibração.
Nos quadros “Calibração” e “Corridas” são apresentados o status da calibração e
corrida atual, respectivamente.
c) Operação:
A operação atribuída a esta janela está diretamente vinculada ao processo de
calibração do medidor operacional referente à medição de óleo do separador de teste.
Antes de ser iniciado um processo de calibração, um alinhamento para
calibração deverá ser efetuado na janela “Alinhamento Tramos”.
Uma vez os tramos alinhados em série, de forma a possibilitar uma calibração do
medidor operacional baseado nas informações obtidas no medidor master, um processo
de calibração poderá ser iniciado.
Uma calibração é iniciada através de um comando “Início da Calibração”, bem
como uma posterior confirmação do referido comando.
Após o início da calibração, o computador de vazão de óleo S600 aguardará a
equalização das variáveis de pressão, temperatura e vazão, considerando um percentual
máximo de variação entre os tramos, configurado no S600.
Após a estabilização, automaticamente se dará um processo de aquisição de
pulsos em ambos os medidores, chamando este processo de aquisições de “Corridas”.
Cada corrida terá um número configurado de pulsos contabilizados no medidor
master. Quando o número de pulsos configurado for ultrapassado pelo medidor master,
a referida corrida será terminada.
O número máximo de corridas configurado no S600 é 12. Para fins de
calibração, serão consideradas as 3 primeiras corridas válidas e consecutivas realizadas
no processo de calibração.
182
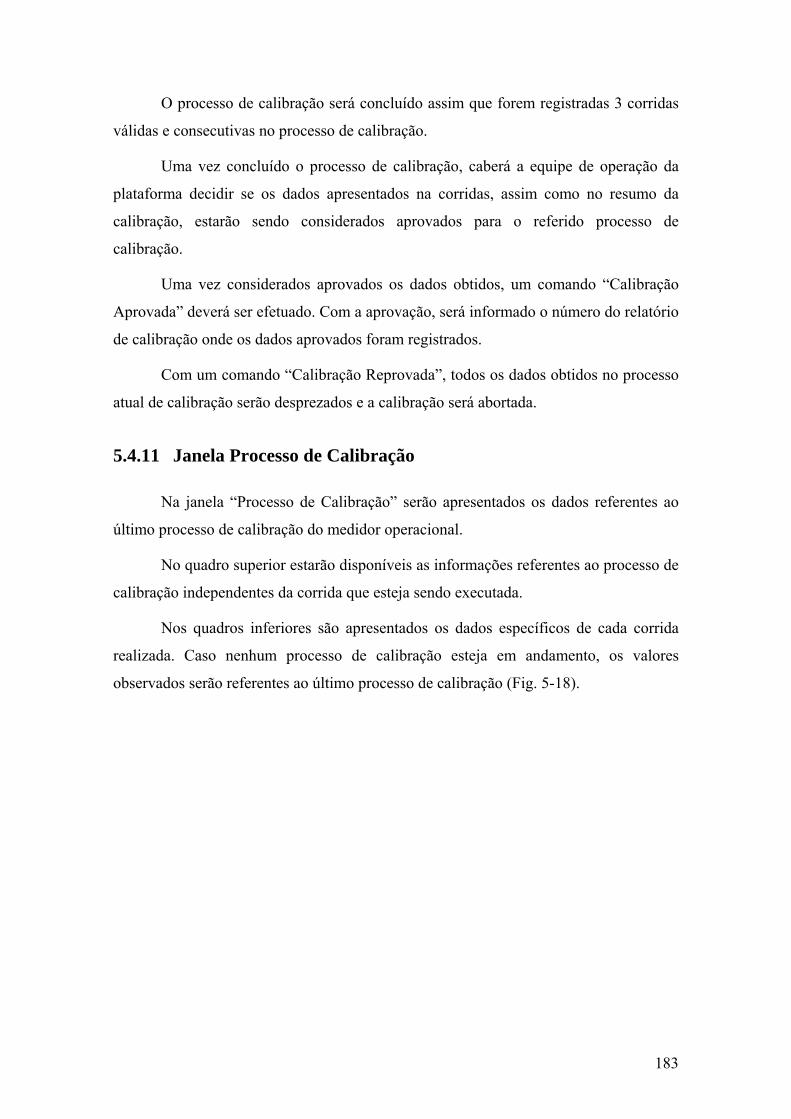
O processo de calibração será concluído assim que forem registradas 3 corridas
válidas e consecutivas no processo de calibração.
Uma vez concluído o processo de calibração, caberá a equipe de operação da
plataforma decidir se os dados apresentados na corridas, assim como no resumo da
calibração, estarão sendo considerados aprovados para o referido processo de
calibração.
Uma vez considerados aprovados os dados obtidos, um comando “Calibração
Aprovada” deverá ser efetuado. Com a aprovação, será informado o número do relatório
de calibração onde os dados aprovados foram registrados.
Com um comando “Calibração Reprovada”, todos os dados obtidos no processo
atual de calibração serão desprezados e a calibração será abortada.
5.4.11 Janela Processo de Calibração
Na janela “Processo de Calibração” serão apresentados os dados referentes ao
último processo de calibração do medidor operacional.
No quadro superior estarão disponíveis as informações referentes ao processo de
calibração independentes da corrida que esteja sendo executada.
Nos quadros inferiores são apresentados os dados específicos de cada corrida
realizada. Caso nenhum processo de calibração esteja em andamento, os valores
observados serão referentes ao último processo de calibração (Fig. 5-18).
183
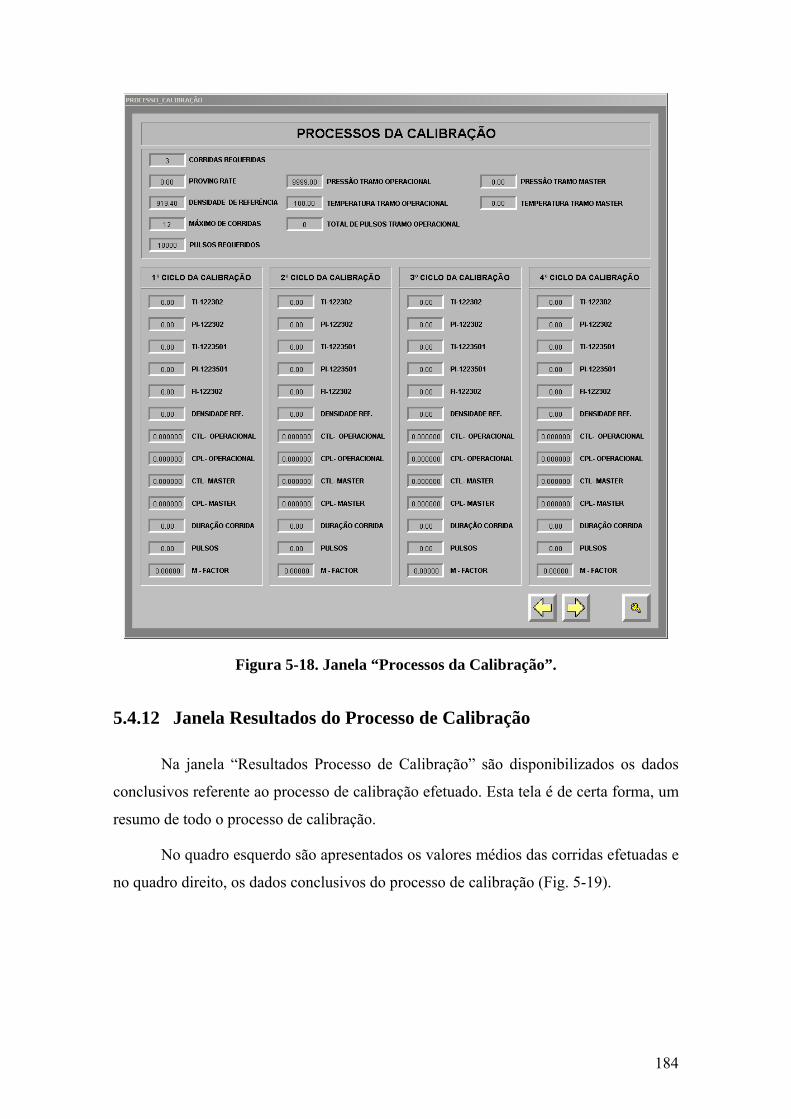
Figura 5-18. Janela “Processos da Calibração”.
5.4.12 Janela Resultados do Processo de Calibração
Na janela “Resultados Processo de Calibração” são disponibilizados os dados
conclusivos referente ao processo de calibração efetuado. Esta tela é de certa forma, um
resumo de todo o processo de calibração.
No quadro esquerdo são apresentados os valores médios das corridas efetuadas e
no quadro direito, os dados conclusivos do processo de calibração (Fig. 5-19).
184
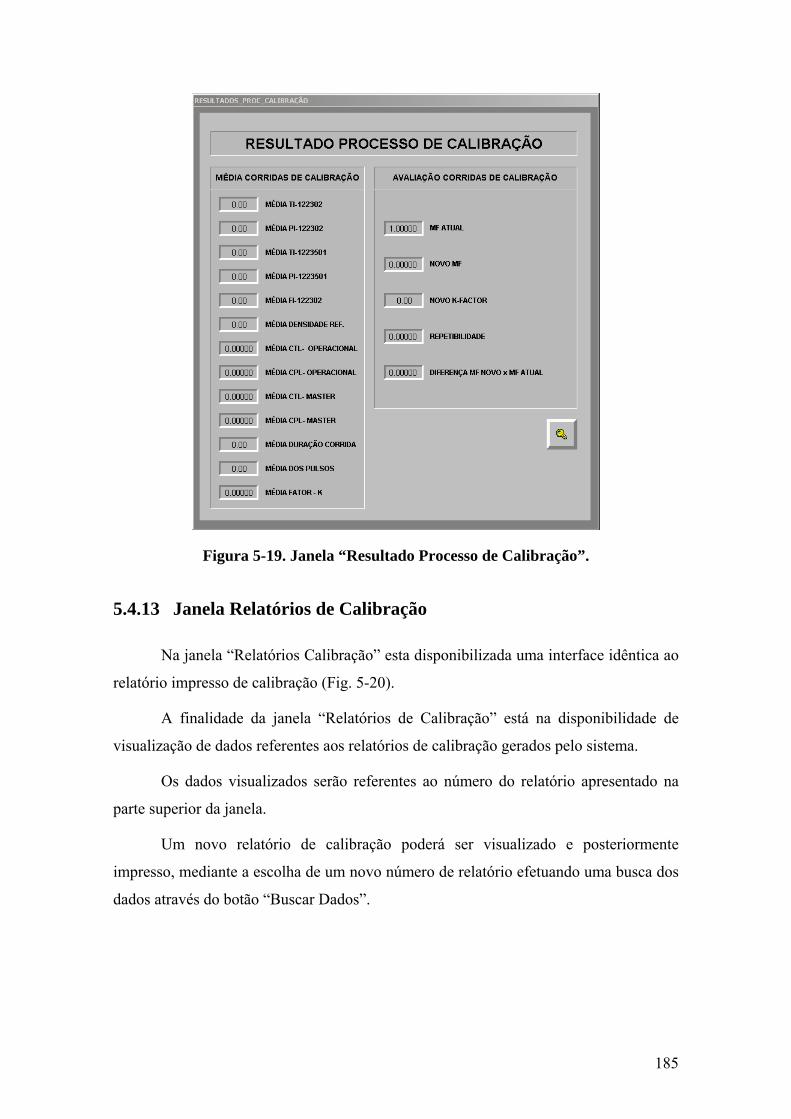
Figura 5-19. Janela “Resultado Processo de Calibração”.
5.4.13 Janela Relatórios de Calibração
Na janela “Relatórios Calibração” esta disponibilizada uma interface idêntica ao
relatório impresso de calibração (Fig. 5-20).
A finalidade da janela “Relatórios de Calibração” está na disponibilidade de
visualização de dados referentes aos relatórios de calibração gerados pelo sistema.
Os dados visualizados serão referentes ao número do relatório apresentado na
parte superior da janela.
Um novo relatório de calibração poderá ser visualizado e posteriormente
impresso, mediante a escolha de um novo número de relatório efetuando uma busca dos
dados através do botão “Buscar Dados”.
185
Figura 5-20. Janela “Relatório de Calibração”.
5.4.14 Janela Set Alarmes
Na janela “Set Alarmes” são visualizados os dados referente às variáveis de
processo adquiridas pelo sistema, tanto pelo computador de vazão de gás, quanto de
computador de vazão de óleo.
Na coluna “RANGE DO INSTRUMENTO”, são apresentados os ranges
configurados para cada uma das variáveis apresentadas. Os ranges apresentados são
configurados nos computadores de vazão de óleo S600 e de gás FB407.
Na coluna “VALOR ATUAL” é apresentado o valor, em tempo real, para cada
variável, assim como a unidade de engenharia.
Obs.: Os dados visualizados em todas as colunas estarão referenciados a unidade
de engenharia da respectiva variável.
Na coluna “SETPOINT ALARMES” são apresentados os valores de Set alarmes
baixo e alto de cada variável.
186
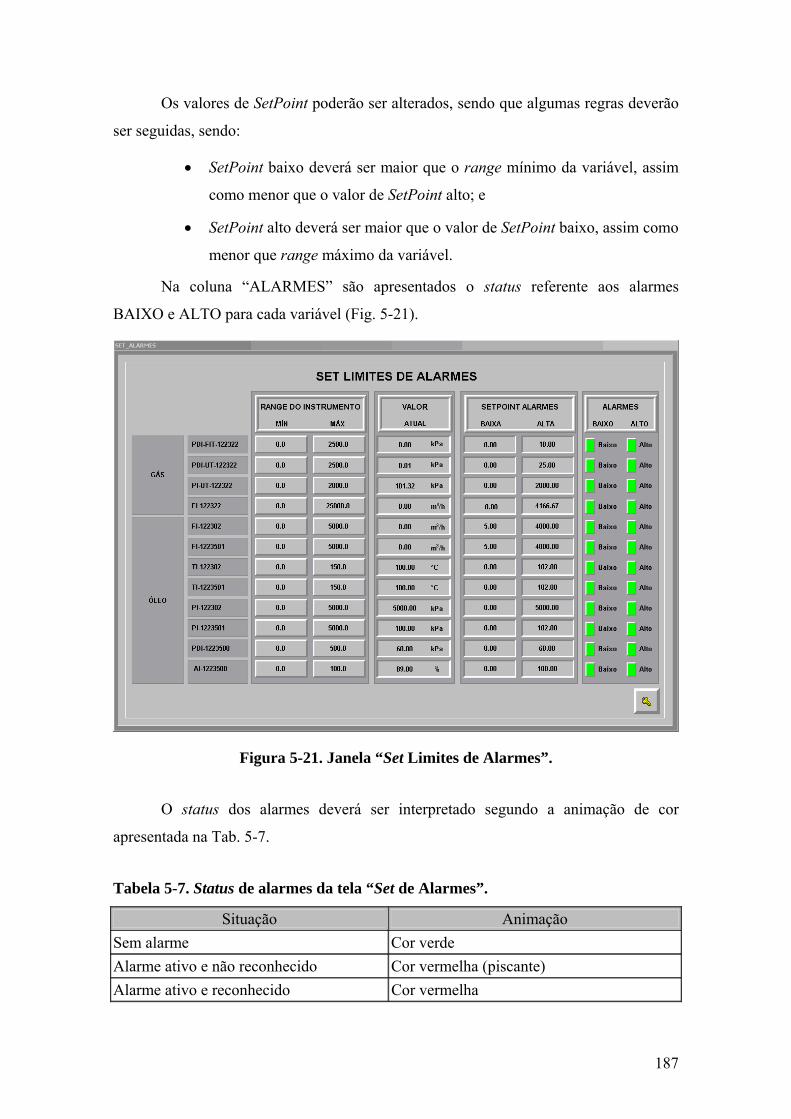
Os valores de SetPoint poderão ser alterados, sendo que algumas regras deverão
ser seguidas, sendo:
• SetPoint baixo deverá ser maior que o range mínimo da variável, assim
como menor que o valor de SetPoint alto; e
• SetPoint alto deverá ser maior que o valor de SetPoint baixo, assim como
menor que range máximo da variável.
Na coluna “ALARMES” são apresentados o status referente aos alarmes
BAIXO e ALTO para cada variável (Fig. 5-21).
Figura 5-21. Janela “Set Limites de Alarmes”.
O status dos alarmes deverá ser interpretado segundo a animação de cor
apresentada na Tab. 5-7.
Tabela 5-7. Status de alarmes da tela “Set de Alarmes”.
Situação Animação Sem alarme Cor verde Alarme ativo e não reconhecido Cor vermelha (piscante) Alarme ativo e reconhecido Cor vermelha
187
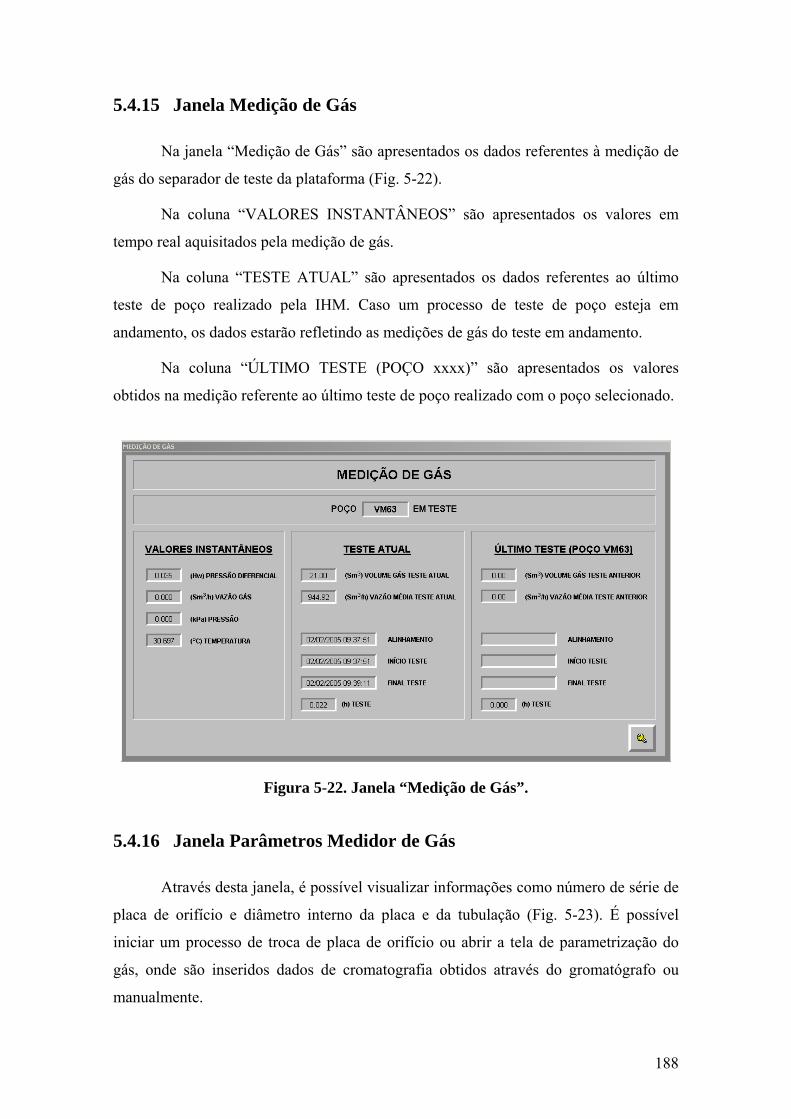
5.4.15 Janela Medição de Gás
Na janela “Medição de Gás” são apresentados os dados referentes à medição de
gás do separador de teste da plataforma (Fig. 5-22).
Na coluna “VALORES INSTANTÂNEOS” são apresentados os valores em
tempo real aquisitados pela medição de gás.
Na coluna “TESTE ATUAL” são apresentados os dados referentes ao último
teste de poço realizado pela IHM. Caso um processo de teste de poço esteja em
andamento, os dados estarão refletindo as medições de gás do teste em andamento.
Na coluna “ÚLTIMO TESTE (POÇO xxxx)” são apresentados os valores
obtidos na medição referente ao último teste de poço realizado com o poço selecionado.
Figura 5-22. Janela “Medição de Gás”.
5.4.16 Janela Parâmetros Medidor de Gás
Através desta janela, é possível visualizar informações como número de série de
placa de orifício e diâmetro interno da placa e da tubulação (Fig. 5-23). É possível
iniciar um processo de troca de placa de orifício ou abrir a tela de parametrização do
gás, onde são inseridos dados de cromatografia obtidos através do gromatógrafo ou
manualmente.
188
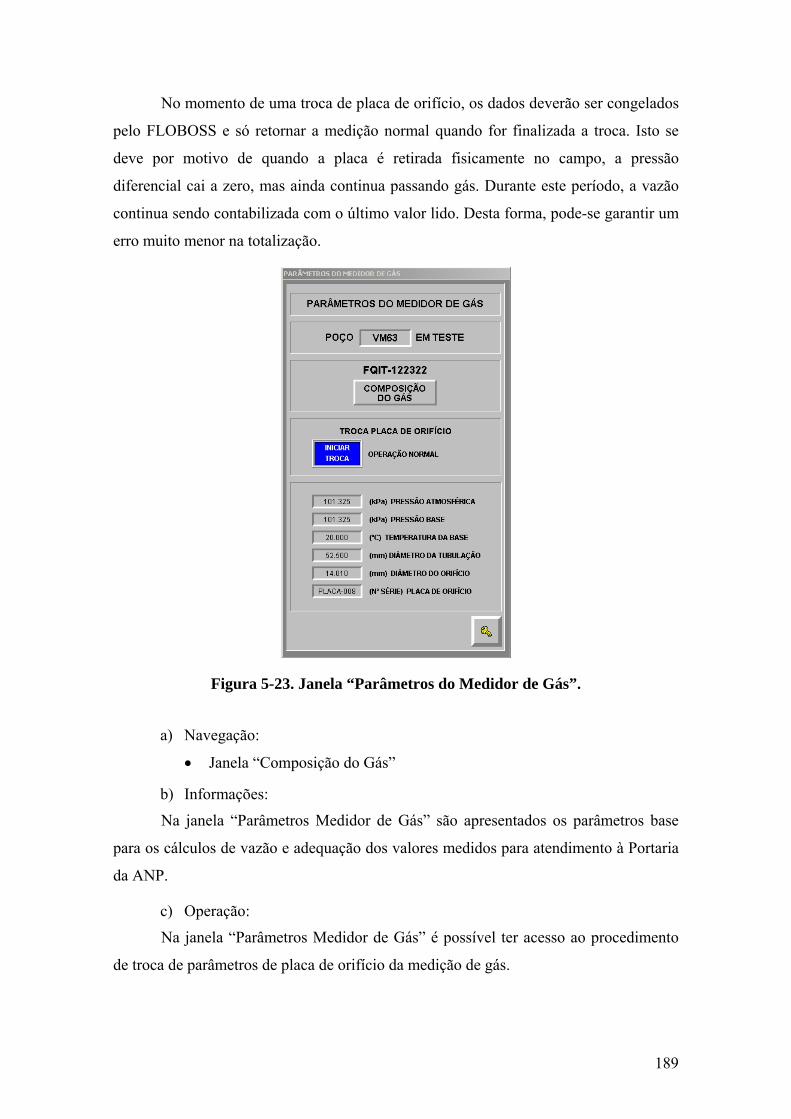
No momento de uma troca de placa de orifício, os dados deverão ser congelados
pelo FLOBOSS e só retornar a medição normal quando for finalizada a troca. Isto se
deve por motivo de quando a placa é retirada fisicamente no campo, a pressão
diferencial cai a zero, mas ainda continua passando gás. Durante este período, a vazão
continua sendo contabilizada com o último valor lido. Desta forma, pode-se garantir um
erro muito menor na totalização.
Figura 5-23. Janela “Parâmetros do Medidor de Gás”.
a) Navegação:
• Janela “Composição do Gás”
b) Informações:
Na janela “Parâmetros Medidor de Gás” são apresentados os parâmetros base
para os cálculos de vazão e adequação dos valores medidos para atendimento à Portaria
da ANP.
c) Operação:
Na janela “Parâmetros Medidor de Gás” é possível ter acesso ao procedimento
de troca de parâmetros de placa de orifício da medição de gás.
189
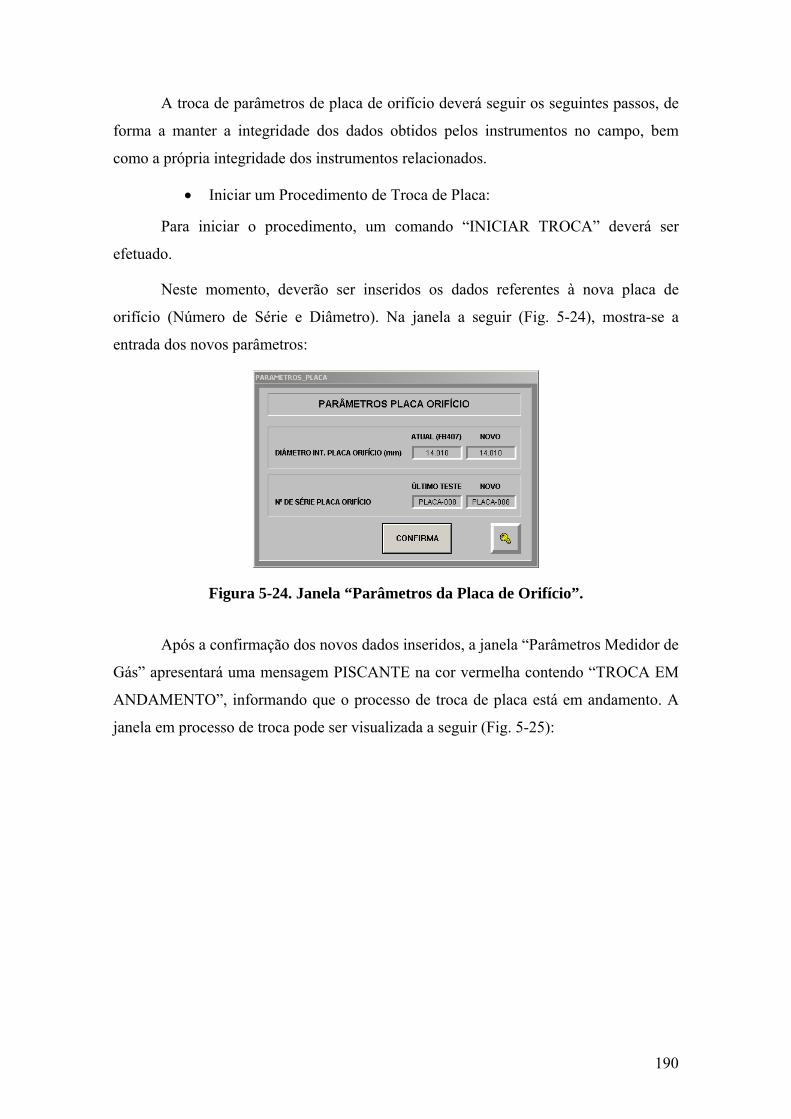
A troca de parâmetros de placa de orifício deverá seguir os seguintes passos, de
forma a manter a integridade dos dados obtidos pelos instrumentos no campo, bem
como a própria integridade dos instrumentos relacionados.
• Iniciar um Procedimento de Troca de Placa:
Para iniciar o procedimento, um comando “INICIAR TROCA” deverá ser
efetuado.
Neste momento, deverão ser inseridos os dados referentes à nova placa de
orifício (Número de Série e Diâmetro). Na janela a seguir (Fig. 5-24), mostra-se a
entrada dos novos parâmetros:
Figura 5-24. Janela “Parâmetros da Placa de Orifício”.
Após a confirmação dos novos dados inseridos, a janela “Parâmetros Medidor de
Gás” apresentará uma mensagem PISCANTE na cor vermelha contendo “TROCA EM
ANDAMENTO”, informando que o processo de troca de placa está em andamento. A
janela em processo de troca pode ser visualizada a seguir (Fig. 5-25):
190
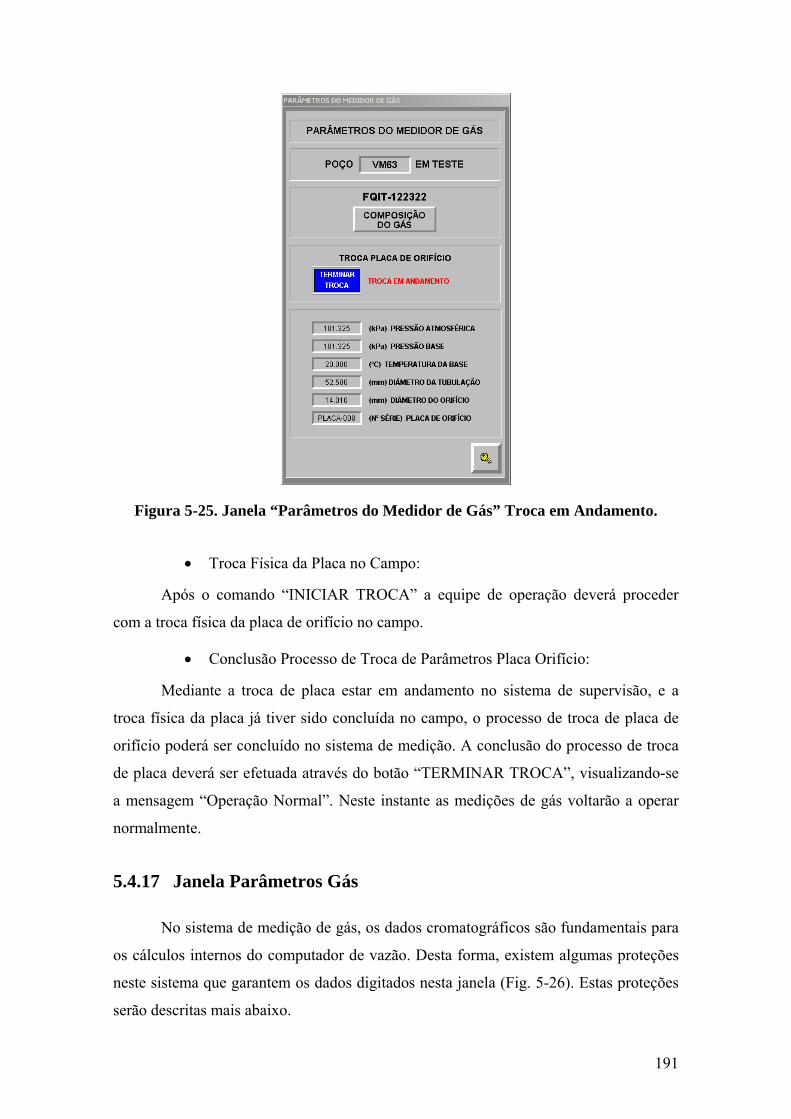
Figura 5-25. Janela “Parâmetros do Medidor de Gás” Troca em Andamento.
• Troca Física da Placa no Campo:
Após o comando “INICIAR TROCA” a equipe de operação deverá proceder
com a troca física da placa de orifício no campo.
• Conclusão Processo de Troca de Parâmetros Placa Orifício:
Mediante a troca de placa estar em andamento no sistema de supervisão, e a
troca física da placa já tiver sido concluída no campo, o processo de troca de placa de
orifício poderá ser concluído no sistema de medição. A conclusão do processo de troca
de placa deverá ser efetuada através do botão “TERMINAR TROCA”, visualizando-se
a mensagem “Operação Normal”. Neste instante as medições de gás voltarão a operar
normalmente.
5.4.17 Janela Parâmetros Gás
No sistema de medição de gás, os dados cromatográficos são fundamentais para
os cálculos internos do computador de vazão. Desta forma, existem algumas proteções
neste sistema que garantem os dados digitados nesta janela (Fig. 5-26). Estas proteções
serão descritas mais abaixo.
191
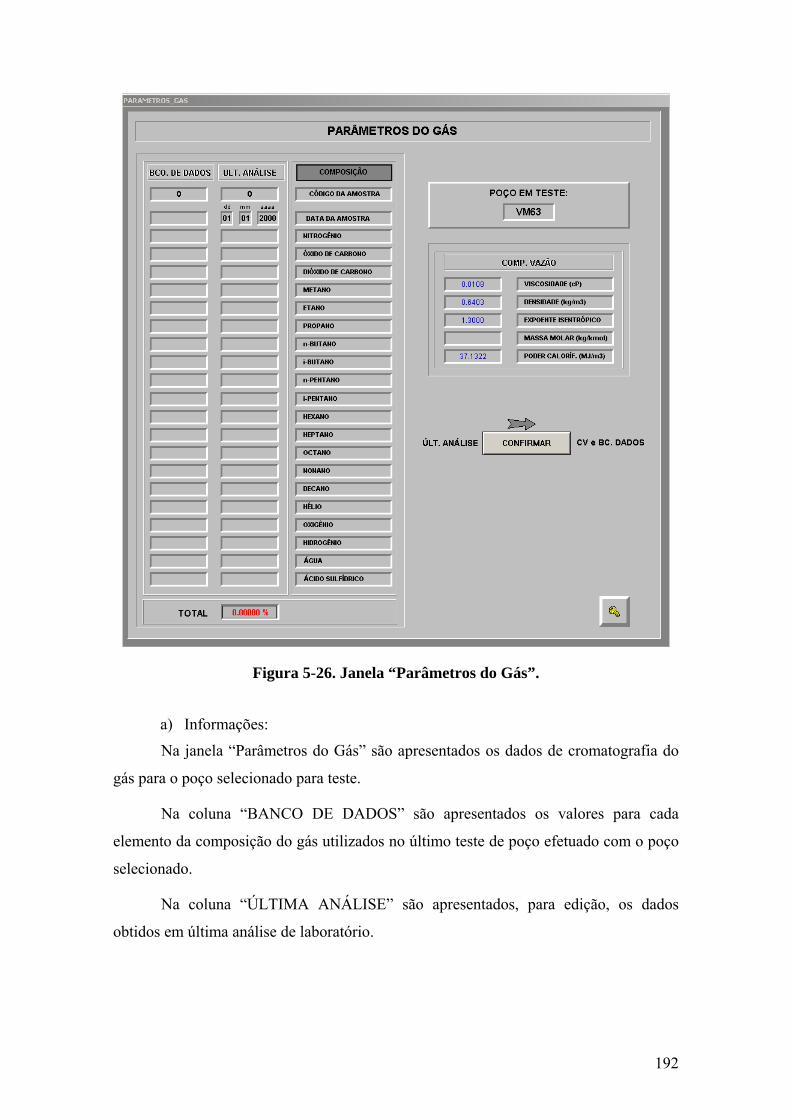
Figura 5-26. Janela “Parâmetros do Gás”.
a) Informações:
Na janela “Parâmetros do Gás” são apresentados os dados de cromatografia do
gás para o poço selecionado para teste.
Na coluna “BANCO DE DADOS” são apresentados os valores para cada
elemento da composição do gás utilizados no último teste de poço efetuado com o poço
selecionado.
Na coluna “ÚLTIMA ANÁLISE” são apresentados, para edição, os dados
obtidos em última análise de laboratório.
192
No momento de abertura da janela “Parâmetros do Gás”, automaticamente os
dados armazenados no banco de dados referentes ao último teste do poço selecionado
serão copiados para as colunas “BANCO DE DADOS” e “ÚLTIMA ANÁLISE”.
Na coluna “COMPUTADOR DE VAZÃO” são visualizados os dados
calculados pelo computador de vazão de gás, considerando os dados de composição do
gás inseridos.
b) Operação:
Na janela “Parâmetros do Gás”, deverão ser inseridos os dados de cromatografia
do gás provenientes de análise de laboratório, referentes ao poço selecionado para teste.
À medida que os novos valores forem sendo inseridos, o sistema alertará ao
operador sempre que o novo valor apresentar uma variação maior que 5% em relação ao
dado utilizado no último teste (coluna BANCO DE DADOS). A informação de variação
excedida será visualizada através da cor vermelha no respectivo valor.
Os novos valores de composição do gás deverão ser obrigatoriamente inseridos
na forma percentual, sendo que as diferenças com relação ao total de 100%
automaticamente serão corrigidas no elemento METANO.
Os novos valores de composição do gás serão enviados para o computador de
vazão de gás, assim como armazenados no banco de dados, mediante um comando
“CONFIRMAR”.
5.4.18 Consultas Dados Armazenados no Sistema
Os Logs gerados pelos computadores de vazão estarão disponíveis para consulta
na IHM.
Os Logs serão adquiridos pela IHM através do driver de comunicação
ModbEFM (Modbus ENRON) de fabricação da SCAN Automação, utilizando a
estampa de tempo do próprio computador de vazão.
As informações de Logs disponibilizadas pelos computadores de vazão serão
armazenadas no IndustrialSQL, permitindo consultas e relatórios respectivos.
O driver ModbEFM verificará automaticamente a existência de informações de
log nos computadores de vazão, sendo que a freqüência de verificação automática será
de 1h, sempre no minuto 5 (Ex. 12:05h, 13:05h...).
193
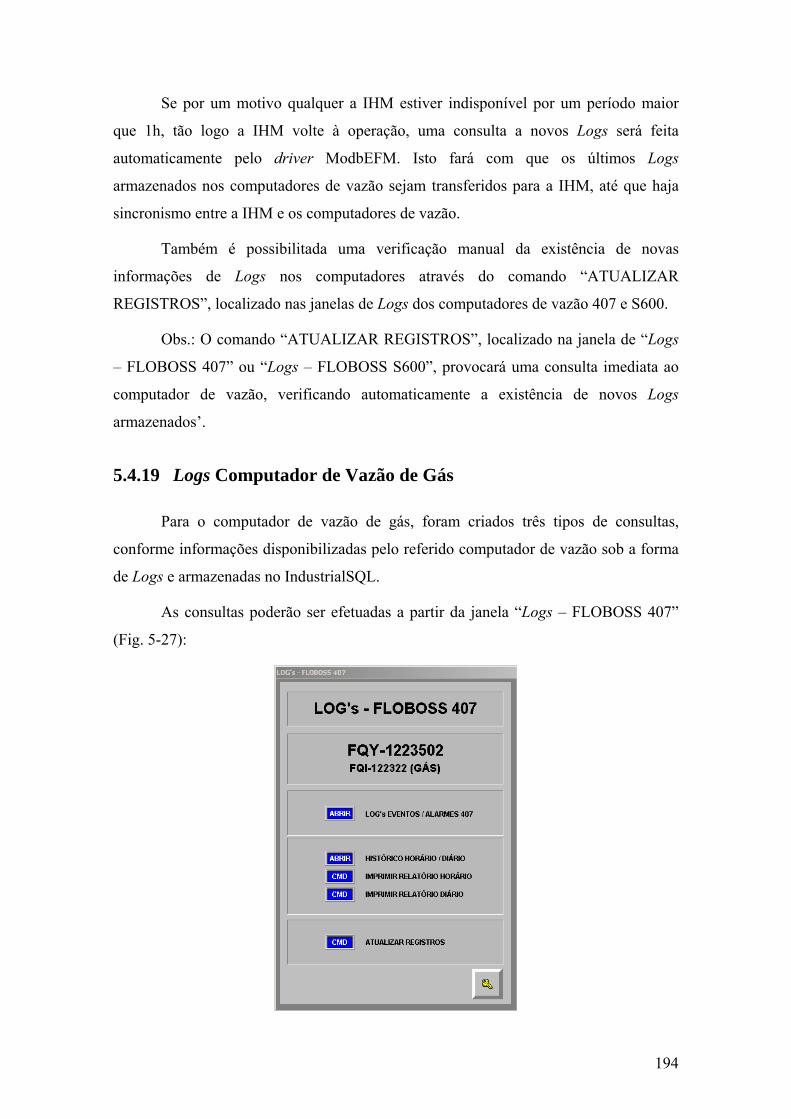
Se por um motivo qualquer a IHM estiver indisponível por um período maior
que 1h, tão logo a IHM volte à operação, uma consulta a novos Logs será feita
automaticamente pelo driver ModbEFM. Isto fará com que os últimos Logs
armazenados nos computadores de vazão sejam transferidos para a IHM, até que haja
sincronismo entre a IHM e os computadores de vazão.
Também é possibilitada uma verificação manual da existência de novas
informações de Logs nos computadores através do comando “ATUALIZAR
REGISTROS”, localizado nas janelas de Logs dos computadores de vazão 407 e S600.
Obs.: O comando “ATUALIZAR REGISTROS”, localizado na janela de “Logs
– FLOBOSS 407” ou “Logs – FLOBOSS S600”, provocará uma consulta imediata ao
computador de vazão, verificando automaticamente a existência de novos Logs
armazenados’.
5.4.19 Logs Computador de Vazão de Gás
Para o computador de vazão de gás, foram criados três tipos de consultas,
conforme informações disponibilizadas pelo referido computador de vazão sob a forma
de Logs e armazenadas no IndustrialSQL.
As consultas poderão ser efetuadas a partir da janela “Logs – FLOBOSS 407”
(Fig. 5-27):
194
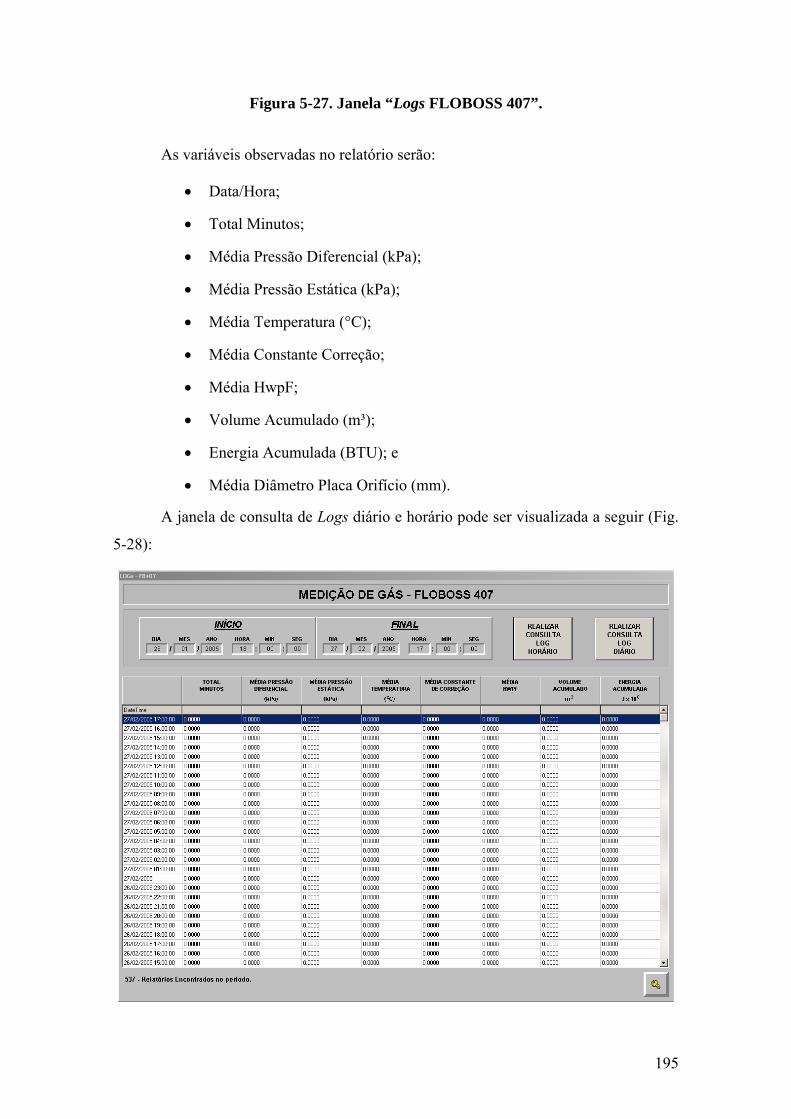
Figura 5-27. Janela “Logs FLOBOSS 407”.
As variáveis observadas no relatório serão:
• Data/Hora;
• Total Minutos;
• Média Pressão Diferencial (kPa);
• Média Pressão Estática (kPa);
• Média Temperatura (°C);
• Média Constante Correção;
• Média HwpF;
• Volume Acumulado (m³);
• Energia Acumulada (BTU); e
• Média Diâmetro Placa Orifício (mm).
A janela de consulta de Logs diário e horário pode ser visualizada a seguir (Fig.
5-28):
195
Figura 5-28. Janela Consulta “Logs FB407”.
As consultas possíveis serão:
a) Log Horário:
Demonstra uma consulta efetuada no IndustrialSQL dos Logs disponibilizadas
pelo computador de vazão de gás sob a forma de relatório horário.
O intervalo da consulta será definido pela data / horário de início e final da
consulta. A consulta no IndustrialSQL será do tipo CÍCLICA, com freqüência de 1h
entre leituras. O intervalo de consulta não tem limite, desde que hajam dados
armazenados no IndustrialSQL.
b) Log Diário:
Demonstra uma consulta efetuada no IndustrialSQL dos Logs disponibilizadas
pelo computador de vazão de gás sob a forma de relatório diário.
O intervalo da consulta será definido pela data de início e final da consulta,
considerando o horário sempre 17:00 da tarde. A consulta no IndustrialSQL será do tipo
CÍCLICA, com freqüência de 24h entre leituras. O intervalo de consulta não tem limite,
desde que hajam dados armazenados no IndustrialSQL.
c) Log Eventos/Alarmes:
Demonstram uma consulta efetuada no IndustrialSQL dos Logs disponibilizadas
pelo computador de vazão de gás sob a forma de eventos / alarmes.
A janela de consulta de Logs alarmes / eventos pode ser visualizada a seguir
(Fig. 5-29):
196
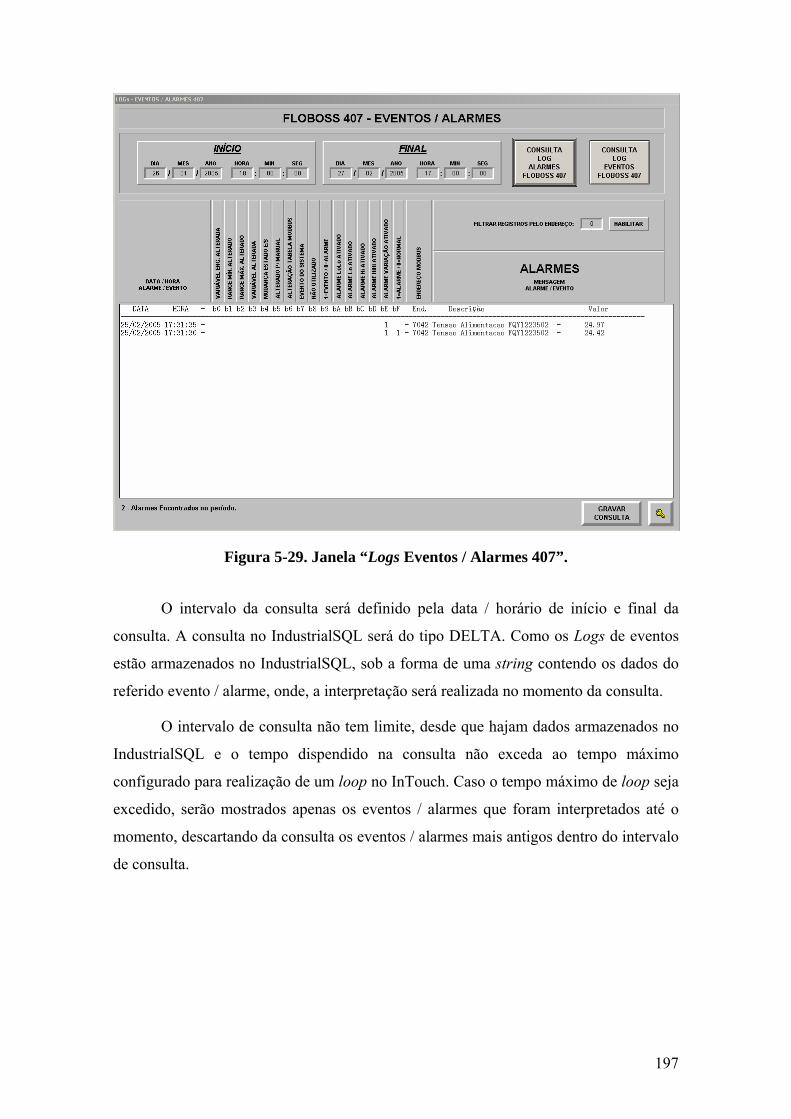
Figura 5-29. Janela “Logs Eventos / Alarmes 407”.
O intervalo da consulta será definido pela data / horário de início e final da
consulta. A consulta no IndustrialSQL será do tipo DELTA. Como os Logs de eventos
estão armazenados no IndustrialSQL, sob a forma de uma string contendo os dados do
referido evento / alarme, onde, a interpretação será realizada no momento da consulta.
O intervalo de consulta não tem limite, desde que hajam dados armazenados no
IndustrialSQL e o tempo dispendido na consulta não exceda ao tempo máximo
configurado para realização de um loop no InTouch. Caso o tempo máximo de loop seja
excedido, serão mostrados apenas os eventos / alarmes que foram interpretados até o
momento, descartando da consulta os eventos / alarmes mais antigos dentro do intervalo
de consulta.
197
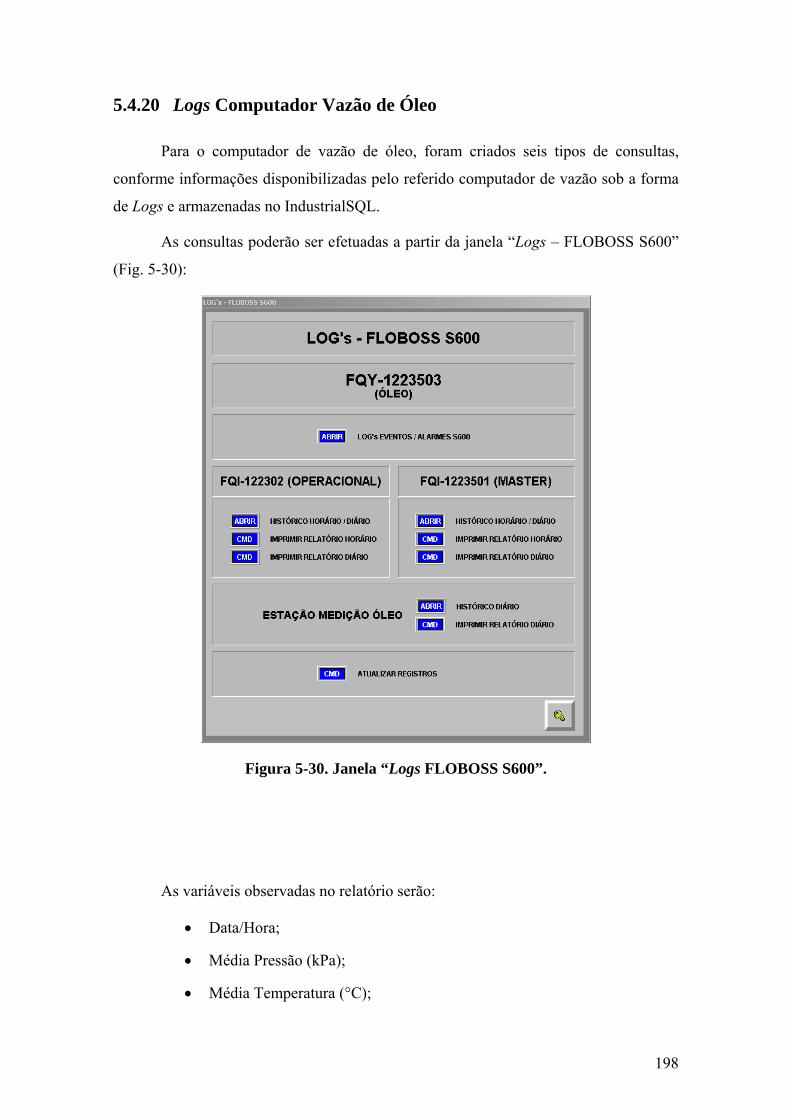
5.4.20 Logs Computador Vazão de Óleo
Para o computador de vazão de óleo, foram criados seis tipos de consultas,
conforme informações disponibilizadas pelo referido computador de vazão sob a forma
de Logs e armazenadas no IndustrialSQL.
As consultas poderão ser efetuadas a partir da janela “Logs – FLOBOSS S600”
(Fig. 5-30):
Figura 5-30. Janela “Logs FLOBOSS S600”.
As variáveis observadas no relatório serão:
• Data/Hora;
• Média Pressão (kPa);
• Média Temperatura (°C);
198
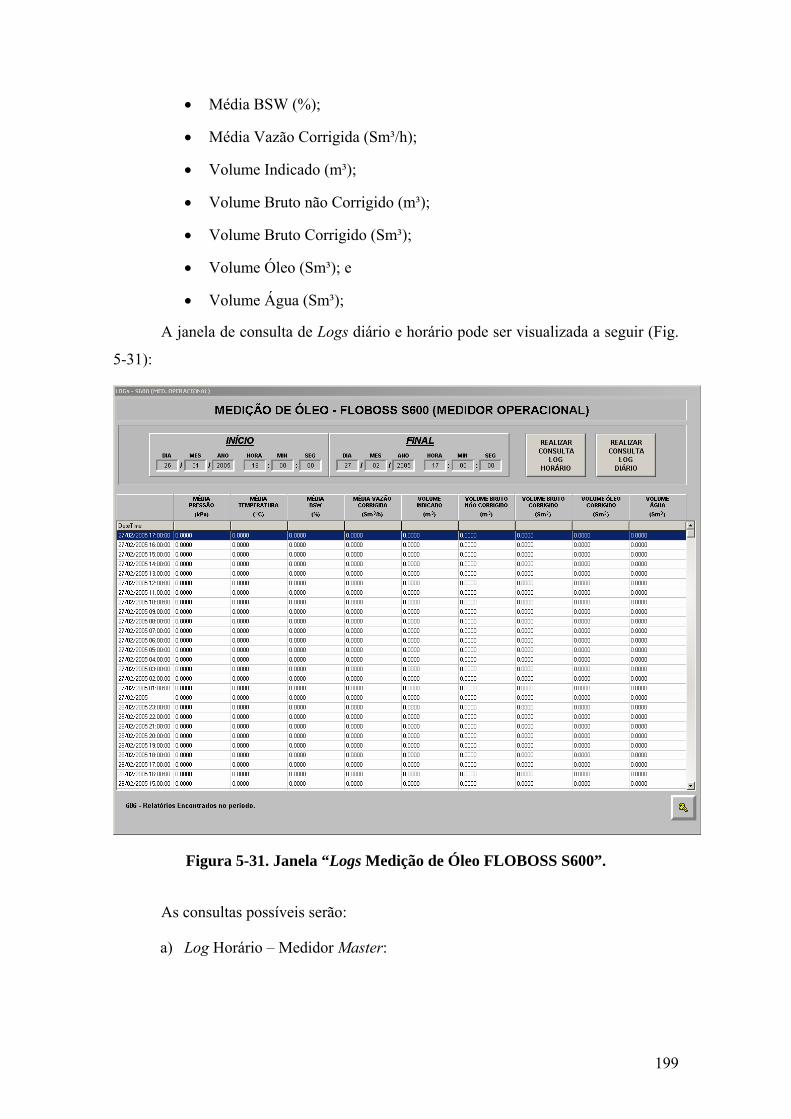
• Média BSW (%);
• Média Vazão Corrigida (Sm³/h);
• Volume Indicado (m³);
• Volume Bruto não Corrigido (m³);
• Volume Bruto Corrigido (Sm³);
• Volume Óleo (Sm³); e
• Volume Água (Sm³);
A janela de consulta de Logs diário e horário pode ser visualizada a seguir (Fig.
5-31):
Figura 5-31. Janela “Logs Medição de Óleo FLOBOSS S600”.
As consultas possíveis serão:
a) Log Horário – Medidor Master:
199
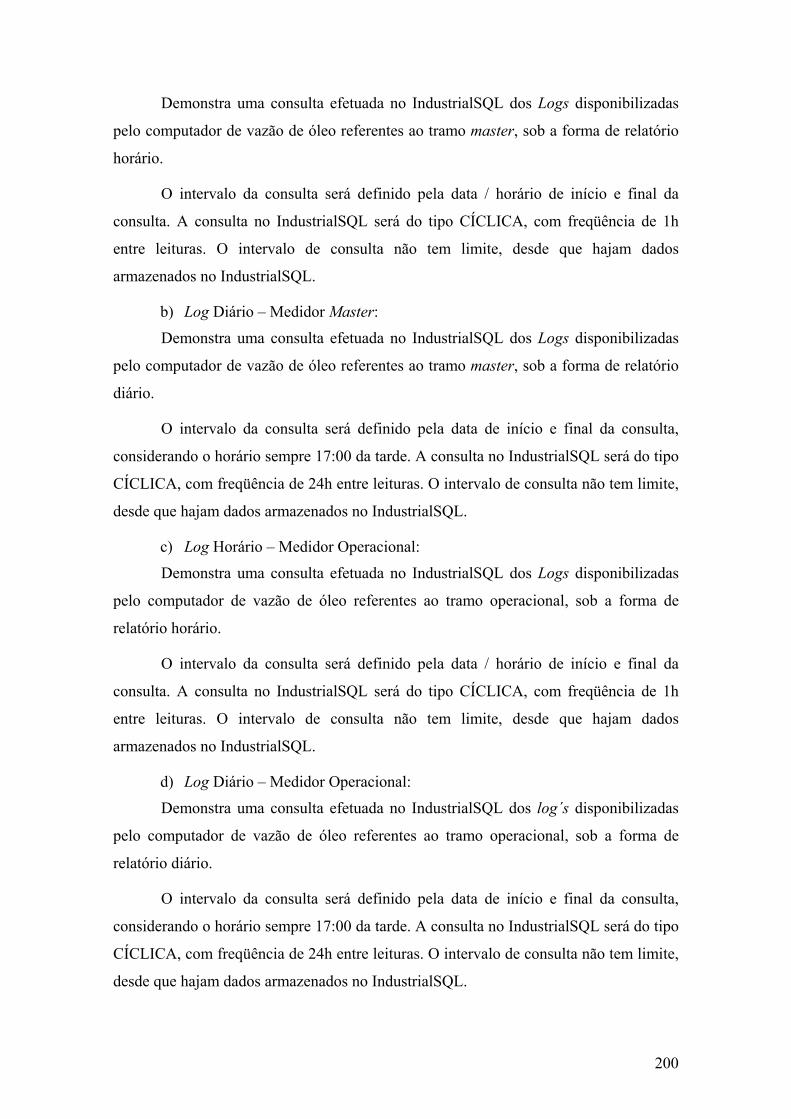
Demonstra uma consulta efetuada no IndustrialSQL dos Logs disponibilizadas
pelo computador de vazão de óleo referentes ao tramo master, sob a forma de relatório
horário.
O intervalo da consulta será definido pela data / horário de início e final da
consulta. A consulta no IndustrialSQL será do tipo CÍCLICA, com freqüência de 1h
entre leituras. O intervalo de consulta não tem limite, desde que hajam dados
armazenados no IndustrialSQL.
b) Log Diário – Medidor Master:
Demonstra uma consulta efetuada no IndustrialSQL dos Logs disponibilizadas
pelo computador de vazão de óleo referentes ao tramo master, sob a forma de relatório
diário.
O intervalo da consulta será definido pela data de início e final da consulta,
considerando o horário sempre 17:00 da tarde. A consulta no IndustrialSQL será do tipo
CÍCLICA, com freqüência de 24h entre leituras. O intervalo de consulta não tem limite,
desde que hajam dados armazenados no IndustrialSQL.
c) Log Horário – Medidor Operacional:
Demonstra uma consulta efetuada no IndustrialSQL dos Logs disponibilizadas
pelo computador de vazão de óleo referentes ao tramo operacional, sob a forma de
relatório horário.
O intervalo da consulta será definido pela data / horário de início e final da
consulta. A consulta no IndustrialSQL será do tipo CÍCLICA, com freqüência de 1h
entre leituras. O intervalo de consulta não tem limite, desde que hajam dados
armazenados no IndustrialSQL.
d) Log Diário – Medidor Operacional:
Demonstra uma consulta efetuada no IndustrialSQL dos log´s disponibilizadas
pelo computador de vazão de óleo referentes ao tramo operacional, sob a forma de
relatório diário.
O intervalo da consulta será definido pela data de início e final da consulta,
considerando o horário sempre 17:00 da tarde. A consulta no IndustrialSQL será do tipo
CÍCLICA, com freqüência de 24h entre leituras. O intervalo de consulta não tem limite,
desde que hajam dados armazenados no IndustrialSQL.
200
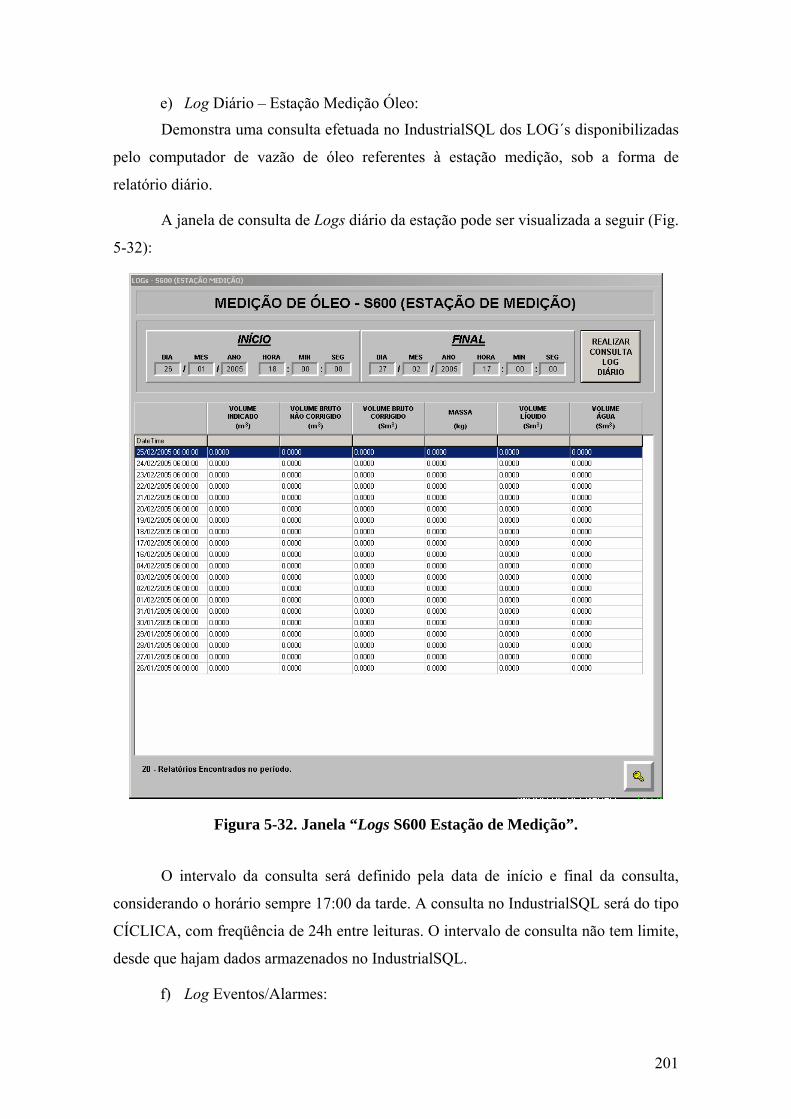
e) Log Diário – Estação Medição Óleo:
Demonstra uma consulta efetuada no IndustrialSQL dos LOG´s disponibilizadas
pelo computador de vazão de óleo referentes à estação medição, sob a forma de
relatório diário.
A janela de consulta de Logs diário da estação pode ser visualizada a seguir (Fig.
5-32):
Figura 5-32. Janela “Logs S600 Estação de Medição”.
O intervalo da consulta será definido pela data de início e final da consulta,
considerando o horário sempre 17:00 da tarde. A consulta no IndustrialSQL será do tipo
CÍCLICA, com freqüência de 24h entre leituras. O intervalo de consulta não tem limite,
desde que hajam dados armazenados no IndustrialSQL.
f) Log Eventos/Alarmes:
201
Demonstram uma consulta efetuada no IndustrialSQL dos Logs disponibilizadas
pelo computador de vazão de óleo, sob a forma de eventos / alarmes.
A janela de consulta de Logs alarmes / eventos pode ser visualizada a seguir
(Fig. 5-33):
Figura 5-33. Janela “Logs Eventos / Alarmes S600”.
O intervalo da consulta será definido pela data / horário de início e final da
consulta. A consulta no IndustrialSQL será do tipo DELTA. Como os Logs de eventos
estão armazenados no IndustrialSQL, sob a forma de uma string contendo os dados do
referido evento / alarme, onde, a interpretação será realizada no momento da consulta.
O intervalo de consulta não tem limite, desde que hajam dados armazenados no
IndustrialSQL e o tempo dispendido na consulta não exceda ao tempo máximo
configurado para realização de um loop no InTouch. Caso o tempo máximo de loop seja
excedido, serão mostrados apenas os eventos / alarmes que foram interpretados até o
momento, descartando da consulta os eventos / alarmes mais antigos dentro do intervalo
de consulta.
202

5.4.21 Consultas Calibrações
Na tela “Relatório de Calibração” poderão ser consultados os dados obtidos em
uma determinada calibração executada.
A consulta se dará através da seleção do número do relatório de calibração em
que se deseja visualizar os dados.
5.4.22 Consultas Históricos Testes Poços
Os dados obtidos na realização de testes de poços serão armazenados no
IndustrialSQL, permitindo consultas aos dados armazenados. A consulta se dará,
definindo-se a data/horário para início e final do intervalo de consulta, selecionando
ainda o poço em que deve ser apresentado o histórico dos testes referidos.
A janela de consulta de histórico de testes de poços pode ser visualizada a seguir
(Fig. 5-34):
Figura 5-34. Janela “Histórico Teste de Poços”.
A consulta de teste de poços apresentará as seguintes variáveis:
203
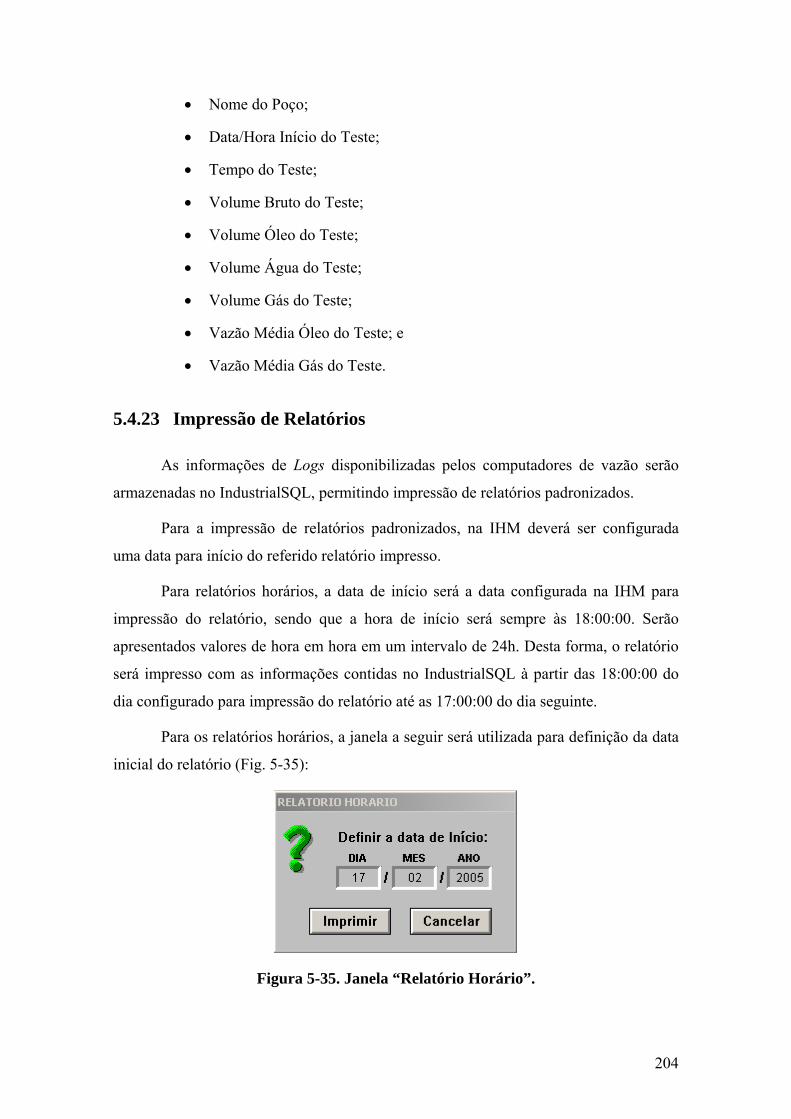
• Nome do Poço;
• Data/Hora Início do Teste;
• Tempo do Teste;
• Volume Bruto do Teste;
• Volume Óleo do Teste;
• Volume Água do Teste;
• Volume Gás do Teste;
• Vazão Média Óleo do Teste; e
• Vazão Média Gás do Teste.
5.4.23 Impressão de Relatórios
As informações de Logs disponibilizadas pelos computadores de vazão serão
armazenadas no IndustrialSQL, permitindo impressão de relatórios padronizados.
Para a impressão de relatórios padronizados, na IHM deverá ser configurada
uma data para início do referido relatório impresso.
Para relatórios horários, a data de início será a data configurada na IHM para
impressão do relatório, sendo que a hora de início será sempre às 18:00:00. Serão
apresentados valores de hora em hora em um intervalo de 24h. Desta forma, o relatório
será impresso com as informações contidas no IndustrialSQL à partir das 18:00:00 do
dia configurado para impressão do relatório até as 17:00:00 do dia seguinte.
Para os relatórios horários, a janela a seguir será utilizada para definição da data
inicial do relatório (Fig. 5-35):
Figura 5-35. Janela “Relatório Horário”.
204
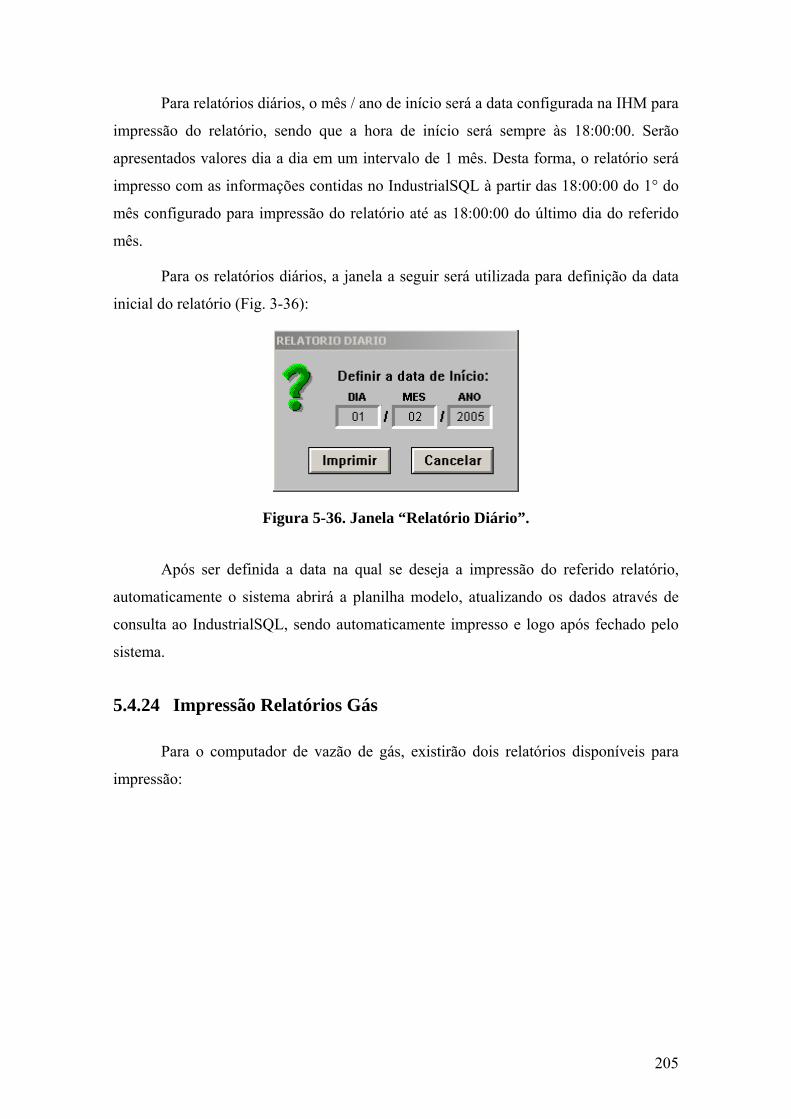
Para relatórios diários, o mês / ano de início será a data configurada na IHM para
impressão do relatório, sendo que a hora de início será sempre às 18:00:00. Serão
apresentados valores dia a dia em um intervalo de 1 mês. Desta forma, o relatório será
impresso com as informações contidas no IndustrialSQL à partir das 18:00:00 do 1° do
mês configurado para impressão do relatório até as 18:00:00 do último dia do referido
mês.
Para os relatórios diários, a janela a seguir será utilizada para definição da data
inicial do relatório (Fig. 3-36):
Figura 5-36. Janela “Relatório Diário”.
Após ser definida a data na qual se deseja a impressão do referido relatório,
automaticamente o sistema abrirá a planilha modelo, atualizando os dados através de
consulta ao IndustrialSQL, sendo automaticamente impresso e logo após fechado pelo
sistema.
5.4.24 Impressão Relatórios Gás
Para o computador de vazão de gás, existirão dois relatórios disponíveis para
impressão:
205
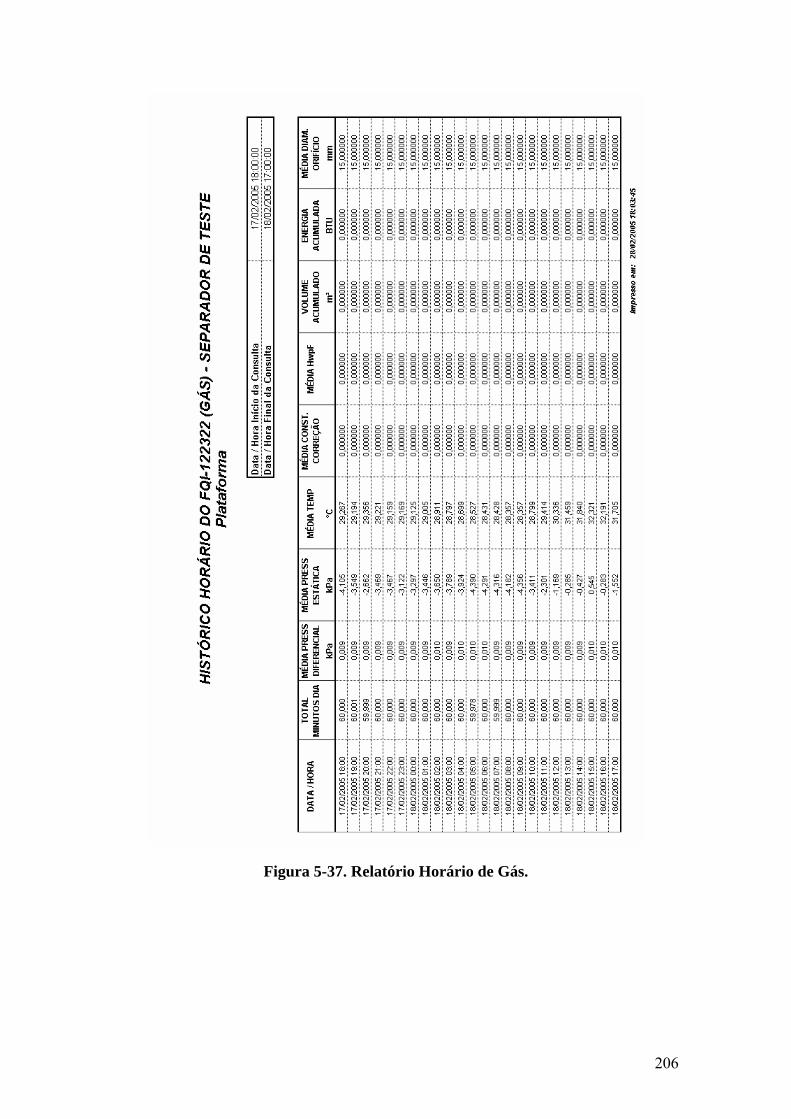
Figura 5-37. Relatório Horário de Gás.
206
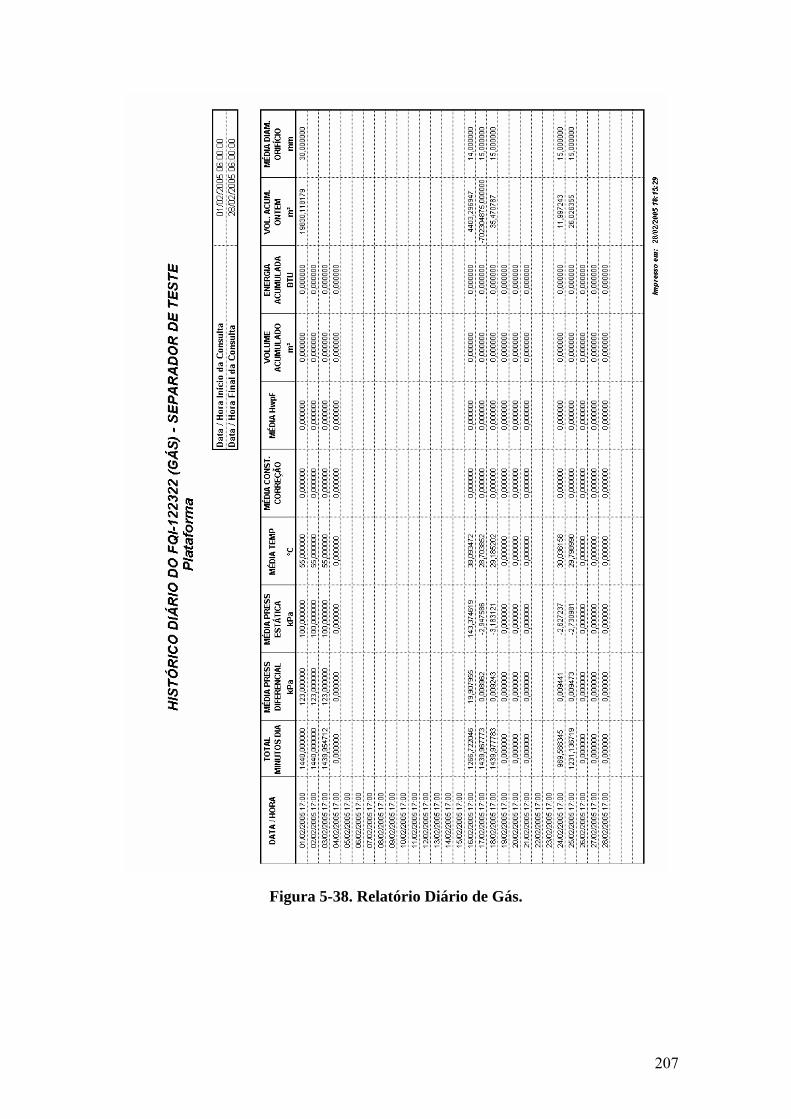
Figura 5-38. Relatório Diário de Gás.
207
5.4.25 Impressão Relatórios Óleo
Para o computador de vazão de óleo, existirão cinco relatórios disponíveis para
impressão:
• Relatório Horário – Medidor Master;
• Relatório Diário – Medidor Master;
• Relatório Horário – Medidor Operacional;
• Relatório Diário – Medidor Operacional; e
• Relatório Diário – Estação Medição.
208
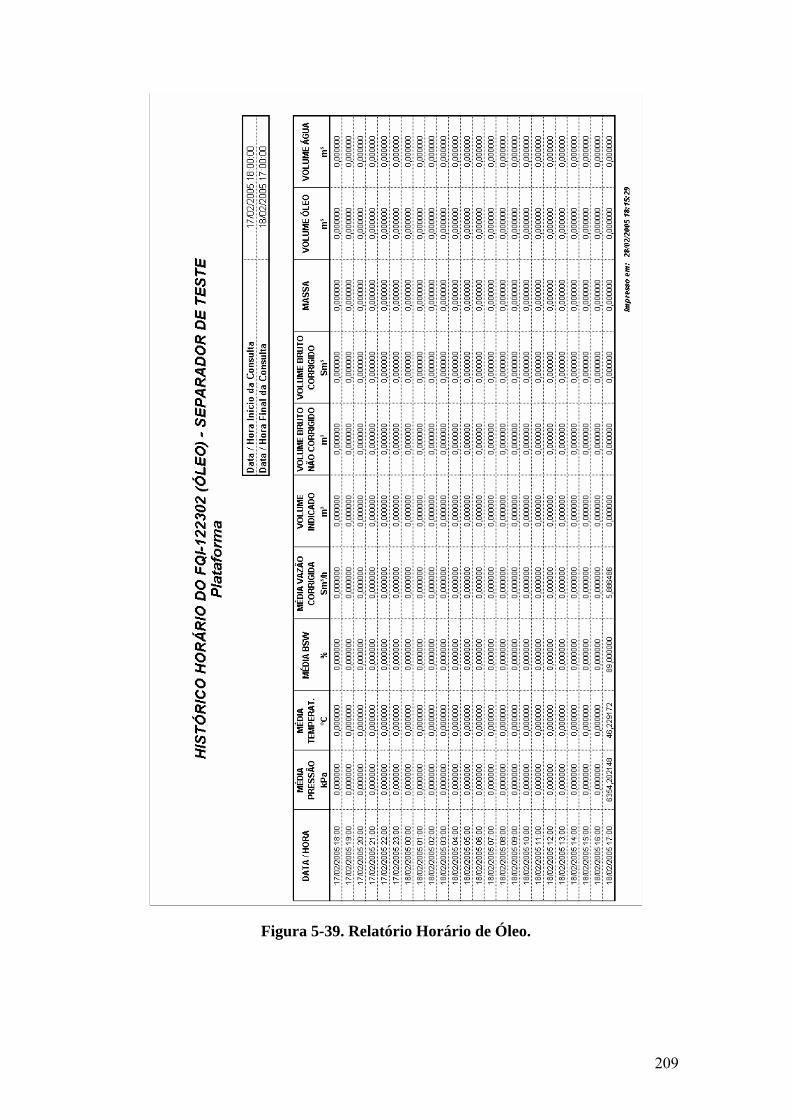
Figura 5-39. Relatório Horário de Óleo.
209
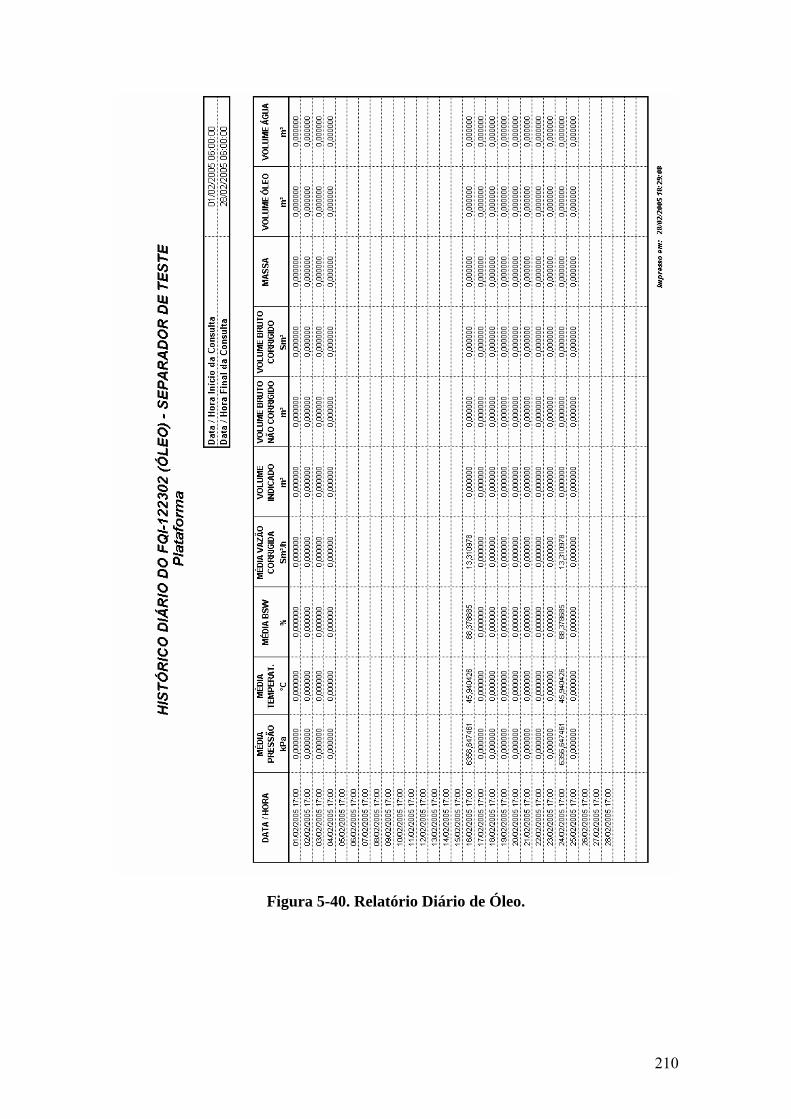
Figura 5-40. Relatório Diário de Óleo.
210
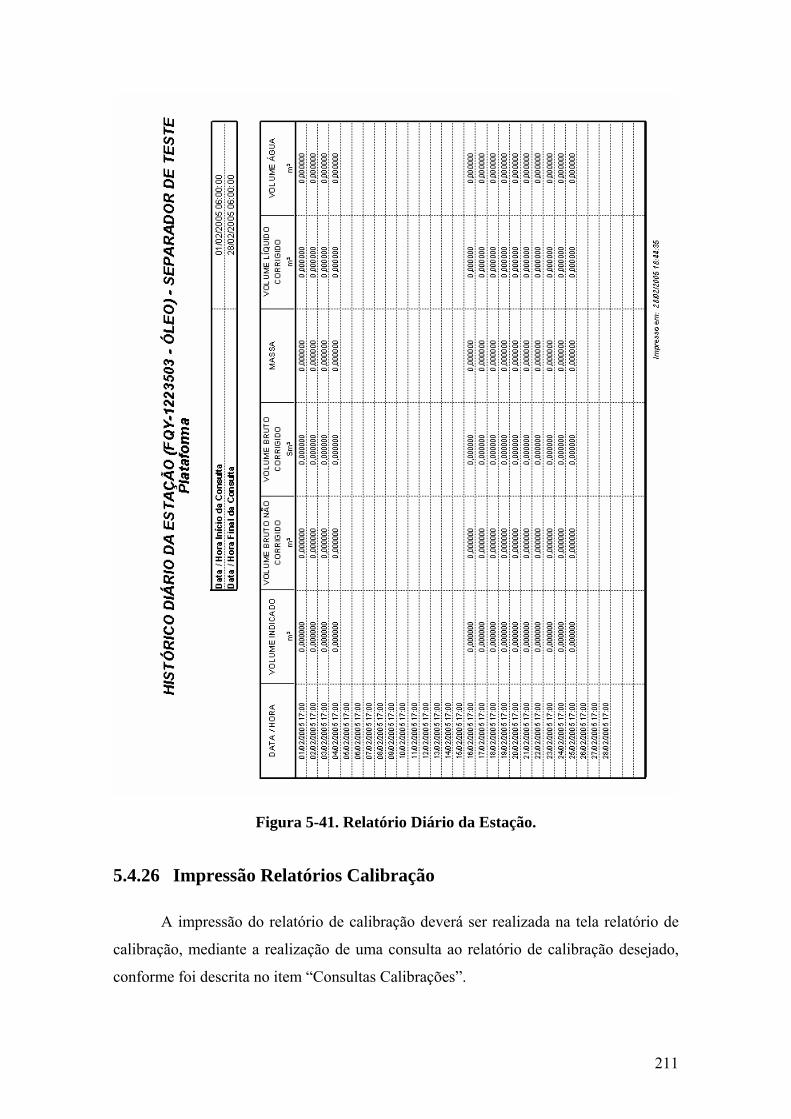
Figura 5-41. Relatório Diário da Estação.
5.4.26 Impressão Relatórios Calibração
A impressão do relatório de calibração deverá ser realizada na tela relatório de
calibração, mediante a realização de uma consulta ao relatório de calibração desejado,
conforme foi descrita no item “Consultas Calibrações”.
211
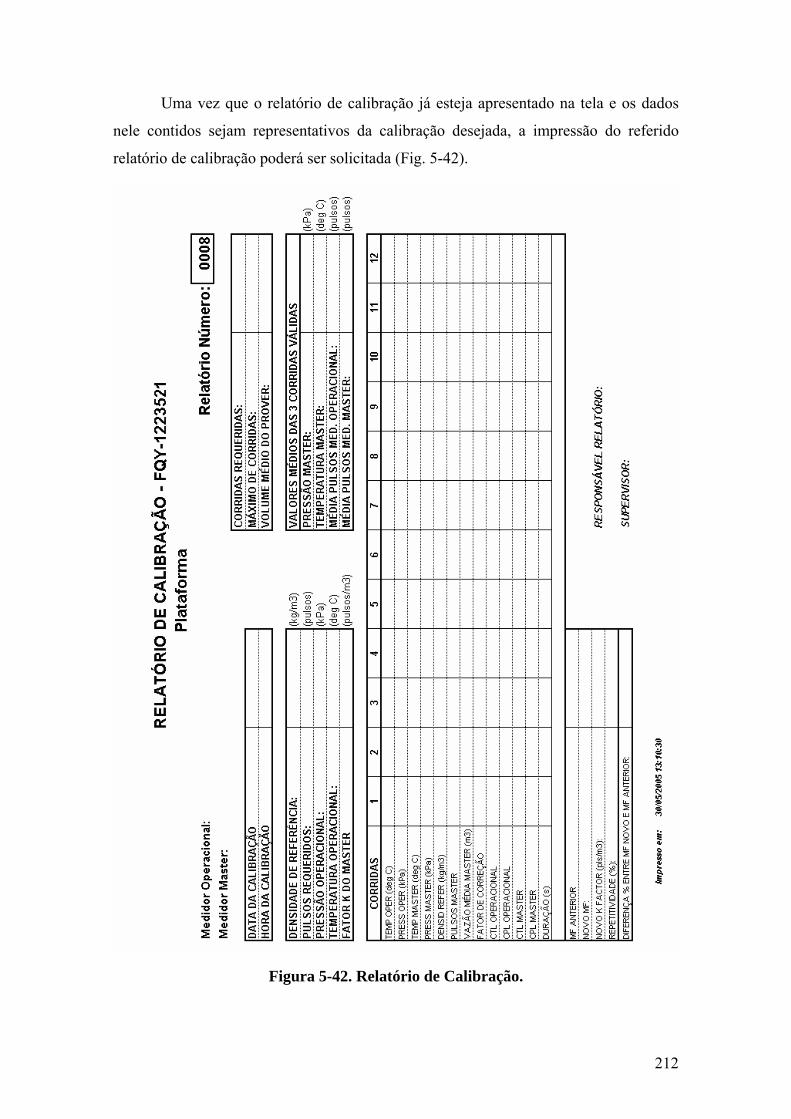
Uma vez que o relatório de calibração já esteja apresentado na tela e os dados
nele contidos sejam representativos da calibração desejada, a impressão do referido
relatório de calibração poderá ser solicitada (Fig. 5-42).
Figura 5-42. Relatório de Calibração.
212
5.4.27 Impressão Relatórios Medição
O relatório de medição basicamente é um relatório resumido, onde apresenta
informações tanto da medição de óleo, quanto da medição de gás. É apresentado em um
intervalo de 24h, sendo a consulta efetuada no IndustrialSQL de forma CÍCLICA. A
data de início deverá ser fornecida através da janela de impressão do referido relatório,
sendo que o respectivo relatório apresentará informações de hora em hora das 18:00:00
do dia inicial da impressão até as 17:00:00 do dia seguinte (Fig. 5-43).
Os dados apresentados no relatório de medição deverão ser:
• Data/Hora;
• Nome do Poço em Teste no Horário correspondente;
• Acumulado Totalizado Bruto de Óleo (m³);
• Volume Bruto Óleo no horário (m³);
• Volume Líquido Óleo no horário (m³);
• Média Temperatura Tramo Operacional (°C);
• Média Pressão Tramo Operacional (kPa);
• Acumulado Totalizado de Gás (m³);
• Média Vazão de Gás (m³/h);
• Média Pressão Diferencial (“H2O);
• Média Temperatura Gás (°C); e
• Média Pressão Gás (kPa).
213
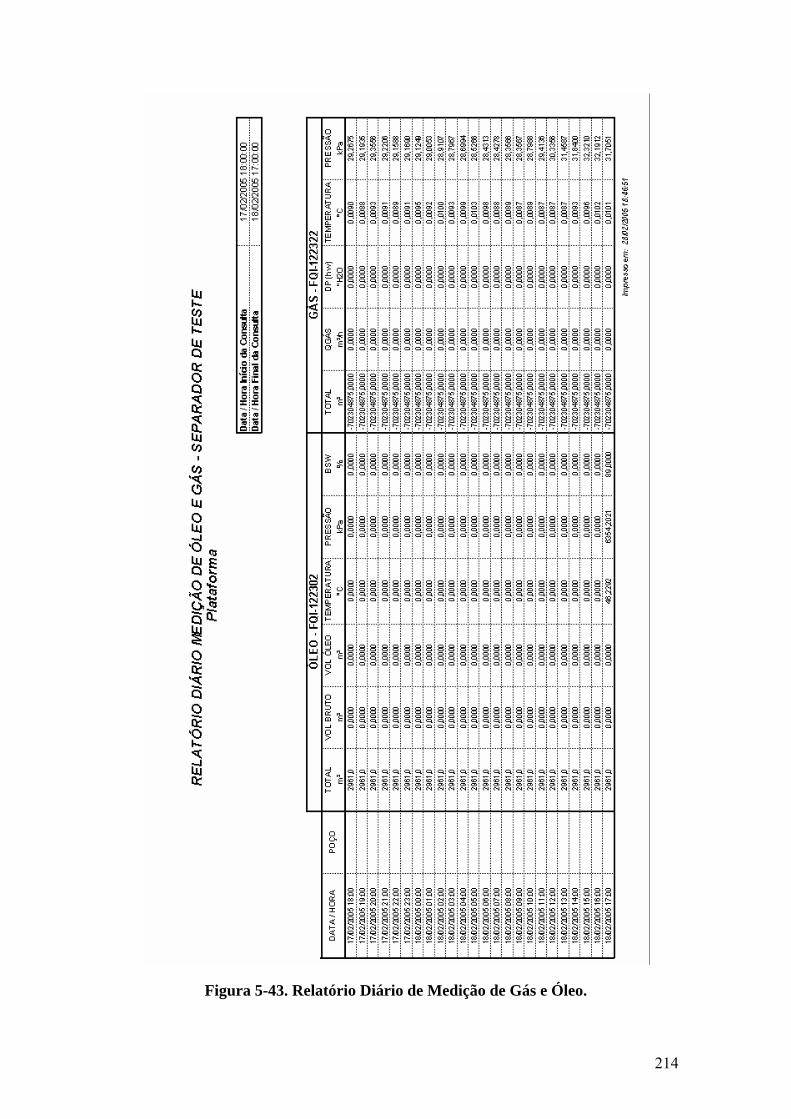
Figura 5-43. Relatório Diário de Medição de Gás e Óleo.
214
Capítulo 6
6 Discussões dos Resultados, Conclusões e Sugestões para
Trabalhos Futuros
Utilizando os dados obtidos com o sistema em funcionamento, pode-se analizar
e concluir as vantagens e desvantagens de se ter um sistema automatizado de medição
de óleo e gás em linha.
Observando a Tab. 6-1, é possível verificar a diferença encontrada nas leituras
horárias do volume bruto de óleo (Óleo + BSW), realizadas automaticamente pelo
FLOBOSS e as realizadas manualmente.
O maior erro entre as totalizações horárias foi encontrado às 23 horas do dia
17/12/2005 e chega a 1,6592%. Esta diferença se dá principalmente pelo fato de que o
FLOBOSS fecha o volume horário exatamente no último segundo antes de virar a hora,
enquanto a leitura manual depende do fator humano, onde o operador do sistema pode
não anotar os valores de volume totalizados no exato momento da virada da hora.
Esta situação se agrava ainda mais quando existem vários sistemas similares
onde deverão ser anotados os valores de volumes acumulados manualmente e ao mesmo
tempo (Fig. 6-1).
215
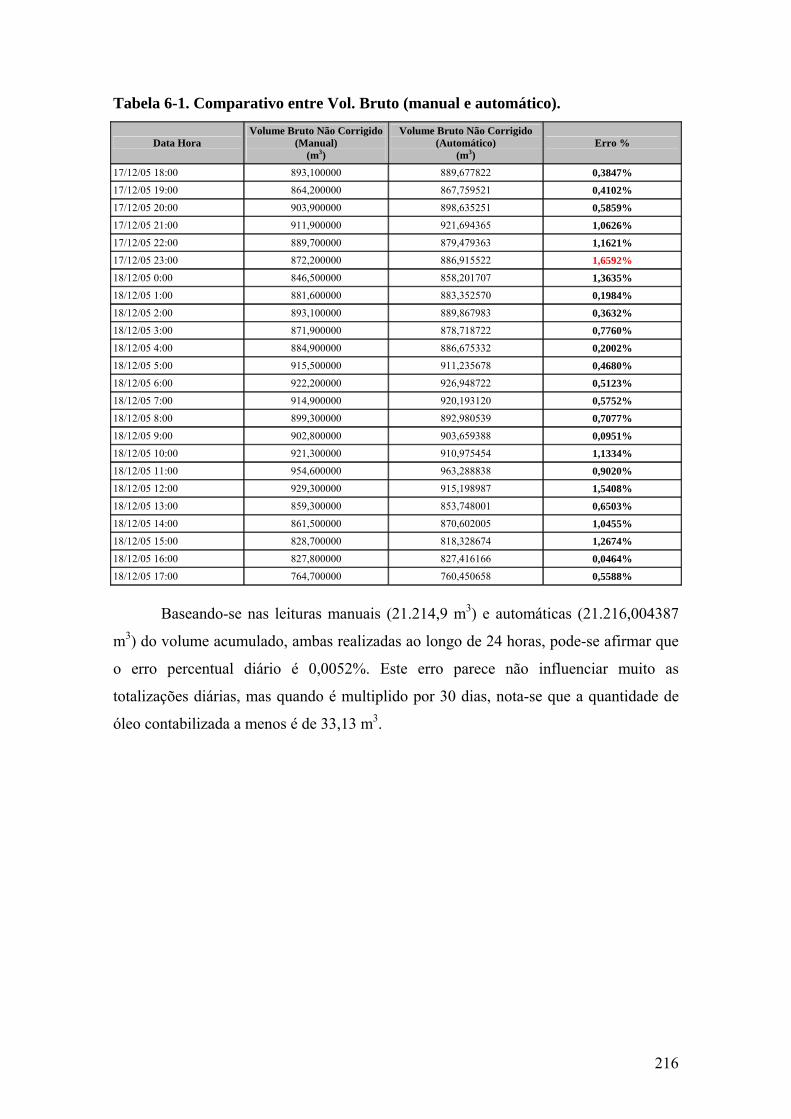
Tabela 6-1. Comparativo entre Vol. Bruto (manual e automático).
Data Hora Volume Bruto Não Corrigido
(Manual) (m3)
Volume Bruto Não Corrigido (Automático)
(m3) Erro %
17/12/05 18:00 893,100000 889,677822 0,3847% 17/12/05 19:00 864,200000 867,759521 0,4102% 17/12/05 20:00 903,900000 898,635251 0,5859% 17/12/05 21:00 911,900000 921,694365 1,0626% 17/12/05 22:00 889,700000 879,479363 1,1621% 17/12/05 23:00 872,200000 886,915522 1,6592% 18/12/05 0:00 846,500000 858,201707 1,3635% 18/12/05 1:00 881,600000 883,352570 0,1984% 18/12/05 2:00 893,100000 889,867983 0,3632% 18/12/05 3:00 871,900000 878,718722 0,7760% 18/12/05 4:00 884,900000 886,675332 0,2002% 18/12/05 5:00 915,500000 911,235678 0,4680% 18/12/05 6:00 922,200000 926,948722 0,5123% 18/12/05 7:00 914,900000 920,193120 0,5752% 18/12/05 8:00 899,300000 892,980539 0,7077% 18/12/05 9:00 902,800000 903,659388 0,0951% 18/12/05 10:00 921,300000 910,975454 1,1334% 18/12/05 11:00 954,600000 963,288838 0,9020% 18/12/05 12:00 929,300000 915,198987 1,5408% 18/12/05 13:00 859,300000 853,748001 0,6503% 18/12/05 14:00 861,500000 870,602005 1,0455% 18/12/05 15:00 828,700000 818,328674 1,2674% 18/12/05 16:00 827,800000 827,416166 0,0464% 18/12/05 17:00 764,700000 760,450658 0,5588%
Baseando-se nas leituras manuais (21.214,9 m3) e automáticas (21.216,004387
m3) do volume acumulado, ambas realizadas ao longo de 24 horas, pode-se afirmar que
o erro percentual diário é 0,0052%. Este erro parece não influenciar muito as
totalizações diárias, mas quando é multiplido por 30 dias, nota-se que a quantidade de
óleo contabilizada a menos é de 33,13 m3.
216
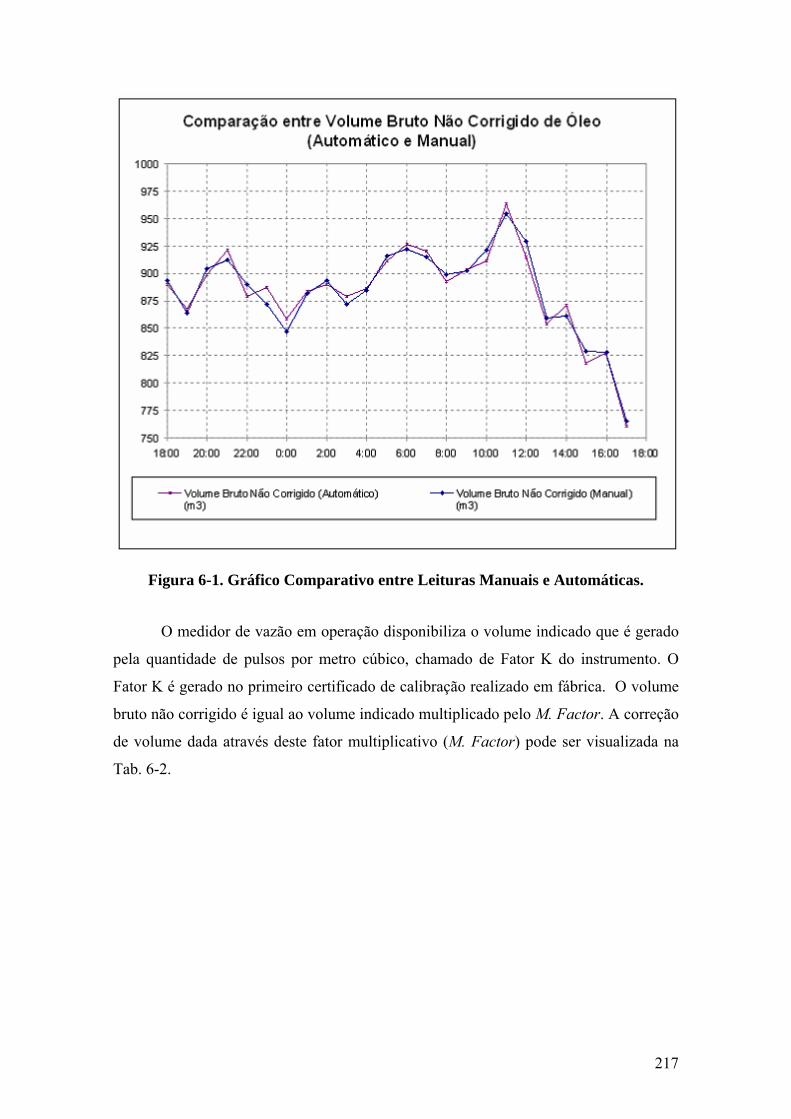
Figura 6-1. Gráfico Comparativo entre Leituras Manuais e Automáticas.
O medidor de vazão em operação disponibiliza o volume indicado que é gerado
pela quantidade de pulsos por metro cúbico, chamado de Fator K do instrumento. O
Fator K é gerado no primeiro certificado de calibração realizado em fábrica. O volume
bruto não corrigido é igual ao volume indicado multiplicado pelo M. Factor. A correção
de volume dada através deste fator multiplicativo (M. Factor) pode ser visualizada na
Tab. 6-2.
217
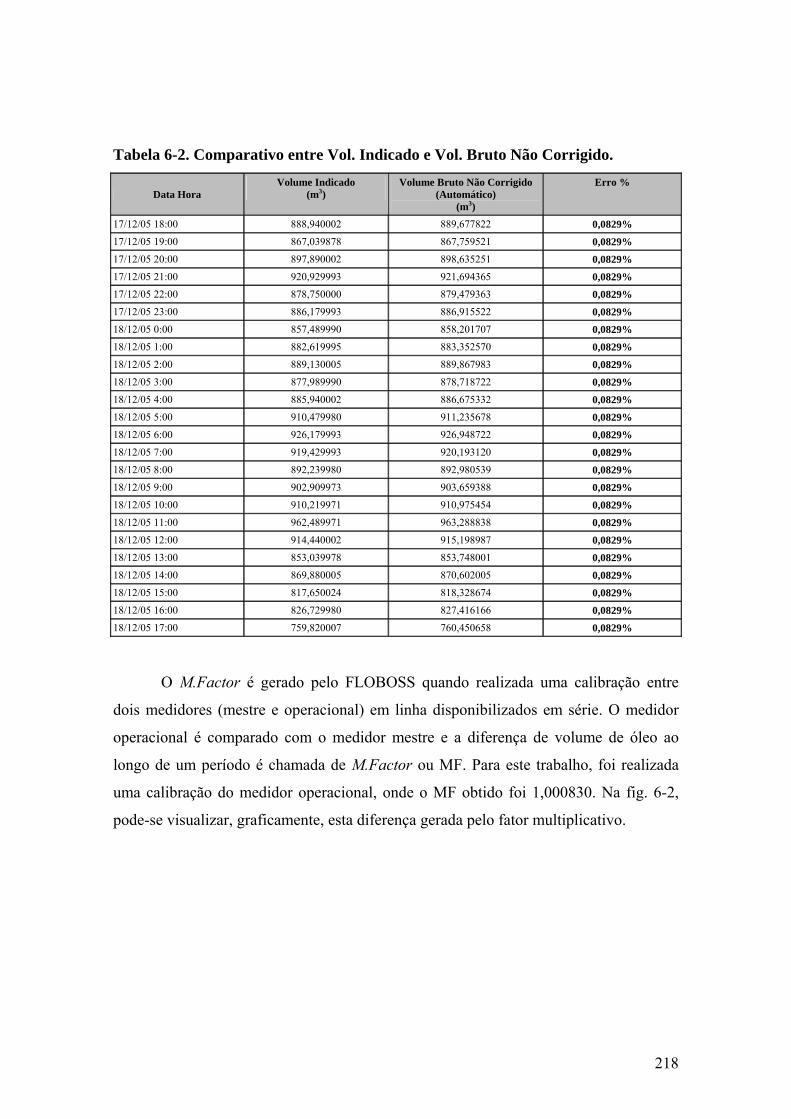
Tabela 6-2. Comparativo entre Vol. Indicado e Vol. Bruto Não Corrigido.
Data Hora Volume Indicado
(m3) Volume Bruto Não Corrigido
(Automático) (m3)
Erro %
17/12/05 18:00 888,940002 889,677822 0,0829% 17/12/05 19:00 867,039878 867,759521 0,0829% 17/12/05 20:00 897,890002 898,635251 0,0829% 17/12/05 21:00 920,929993 921,694365 0,0829% 17/12/05 22:00 878,750000 879,479363 0,0829% 17/12/05 23:00 886,179993 886,915522 0,0829% 18/12/05 0:00 857,489990 858,201707 0,0829% 18/12/05 1:00 882,619995 883,352570 0,0829% 18/12/05 2:00 889,130005 889,867983 0,0829% 18/12/05 3:00 877,989990 878,718722 0,0829% 18/12/05 4:00 885,940002 886,675332 0,0829% 18/12/05 5:00 910,479980 911,235678 0,0829% 18/12/05 6:00 926,179993 926,948722 0,0829% 18/12/05 7:00 919,429993 920,193120 0,0829% 18/12/05 8:00 892,239980 892,980539 0,0829% 18/12/05 9:00 902,909973 903,659388 0,0829% 18/12/05 10:00 910,219971 910,975454 0,0829% 18/12/05 11:00 962,489971 963,288838 0,0829% 18/12/05 12:00 914,440002 915,198987 0,0829% 18/12/05 13:00 853,039978 853,748001 0,0829% 18/12/05 14:00 869,880005 870,602005 0,0829% 18/12/05 15:00 817,650024 818,328674 0,0829% 18/12/05 16:00 826,729980 827,416166 0,0829% 18/12/05 17:00 759,820007 760,450658 0,0829%
O M.Factor é gerado pelo FLOBOSS quando realizada uma calibração entre
dois medidores (mestre e operacional) em linha disponibilizados em série. O medidor
operacional é comparado com o medidor mestre e a diferença de volume de óleo ao
longo de um período é chamada de M.Factor ou MF. Para este trabalho, foi realizada
uma calibração do medidor operacional, onde o MF obtido foi 1,000830. Na fig. 6-2,
pode-se visualizar, graficamente, esta diferença gerada pelo fator multiplicativo.
218
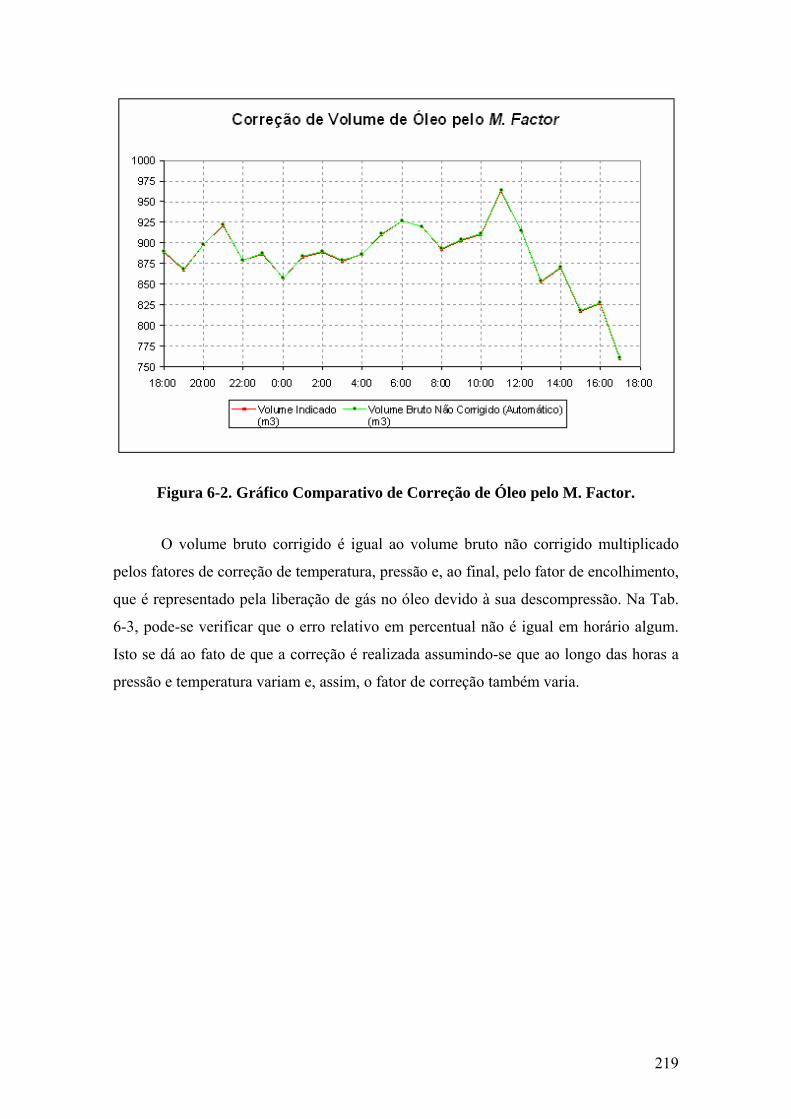
Figura 6-2. Gráfico Comparativo de Correção de Óleo pelo M. Factor.
O volume bruto corrigido é igual ao volume bruto não corrigido multiplicado
pelos fatores de correção de temperatura, pressão e, ao final, pelo fator de encolhimento,
que é representado pela liberação de gás no óleo devido à sua descompressão. Na Tab.
6-3, pode-se verificar que o erro relativo em percentual não é igual em horário algum.
Isto se dá ao fato de que a correção é realizada assumindo-se que ao longo das horas a
pressão e temperatura variam e, assim, o fator de correção também varia.
219
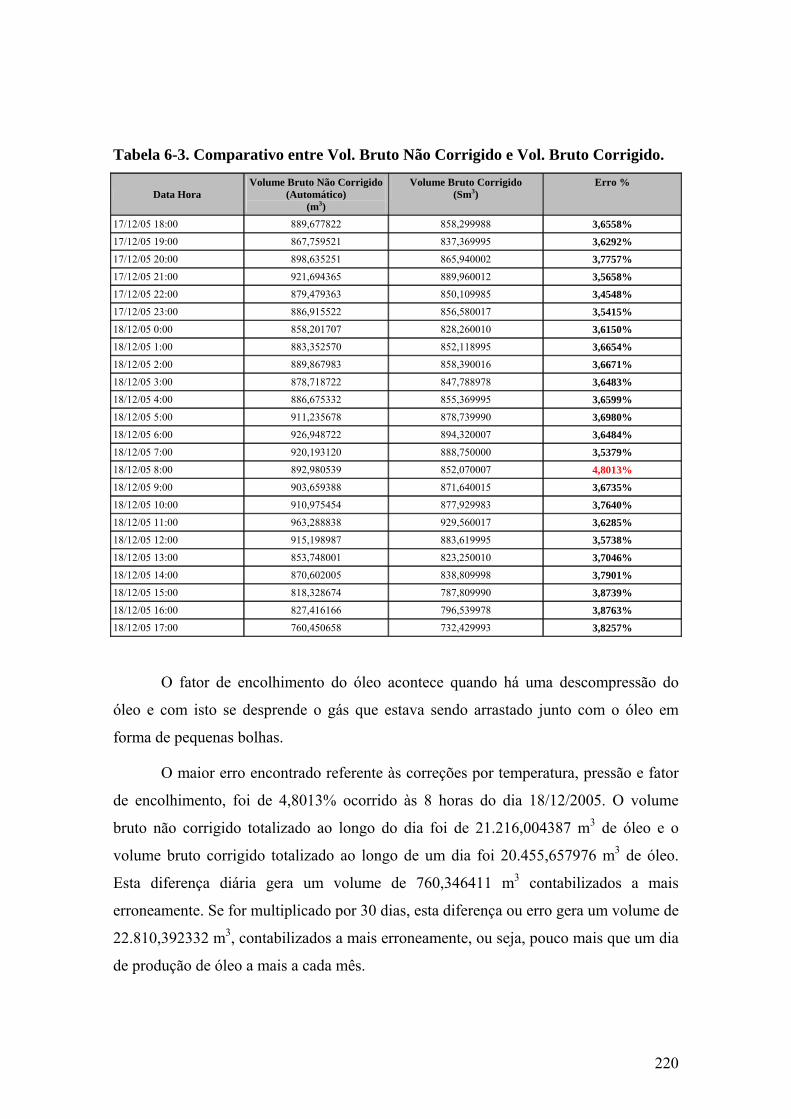
Tabela 6-3. Comparativo entre Vol. Bruto Não Corrigido e Vol. Bruto Corrigido.
Data Hora Volume Bruto Não Corrigido
(Automático) (m3)
Volume Bruto Corrigido (Sm3)
Erro %
17/12/05 18:00 889,677822 858,299988 3,6558% 17/12/05 19:00 867,759521 837,369995 3,6292% 17/12/05 20:00 898,635251 865,940002 3,7757% 17/12/05 21:00 921,694365 889,960012 3,5658% 17/12/05 22:00 879,479363 850,109985 3,4548% 17/12/05 23:00 886,915522 856,580017 3,5415% 18/12/05 0:00 858,201707 828,260010 3,6150% 18/12/05 1:00 883,352570 852,118995 3,6654% 18/12/05 2:00 889,867983 858,390016 3,6671% 18/12/05 3:00 878,718722 847,788978 3,6483% 18/12/05 4:00 886,675332 855,369995 3,6599% 18/12/05 5:00 911,235678 878,739990 3,6980% 18/12/05 6:00 926,948722 894,320007 3,6484% 18/12/05 7:00 920,193120 888,750000 3,5379% 18/12/05 8:00 892,980539 852,070007 4,8013% 18/12/05 9:00 903,659388 871,640015 3,6735% 18/12/05 10:00 910,975454 877,929983 3,7640% 18/12/05 11:00 963,288838 929,560017 3,6285% 18/12/05 12:00 915,198987 883,619995 3,5738% 18/12/05 13:00 853,748001 823,250010 3,7046% 18/12/05 14:00 870,602005 838,809998 3,7901% 18/12/05 15:00 818,328674 787,809990 3,8739% 18/12/05 16:00 827,416166 796,539978 3,8763% 18/12/05 17:00 760,450658 732,429993 3,8257%
O fator de encolhimento do óleo acontece quando há uma descompressão do
óleo e com isto se desprende o gás que estava sendo arrastado junto com o óleo em
forma de pequenas bolhas.
O maior erro encontrado referente às correções por temperatura, pressão e fator
de encolhimento, foi de 4,8013% ocorrido às 8 horas do dia 18/12/2005. O volume
bruto não corrigido totalizado ao longo do dia foi de 21.216,004387 m3 de óleo e o
volume bruto corrigido totalizado ao longo de um dia foi 20.455,657976 m3 de óleo.
Esta diferença diária gera um volume de 760,346411 m3 contabilizados a mais
erroneamente. Se for multiplicado por 30 dias, esta diferença ou erro gera um volume de
22.810,392332 m3, contabilizados a mais erroneamente, ou seja, pouco mais que um dia
de produção de óleo a mais a cada mês.
220
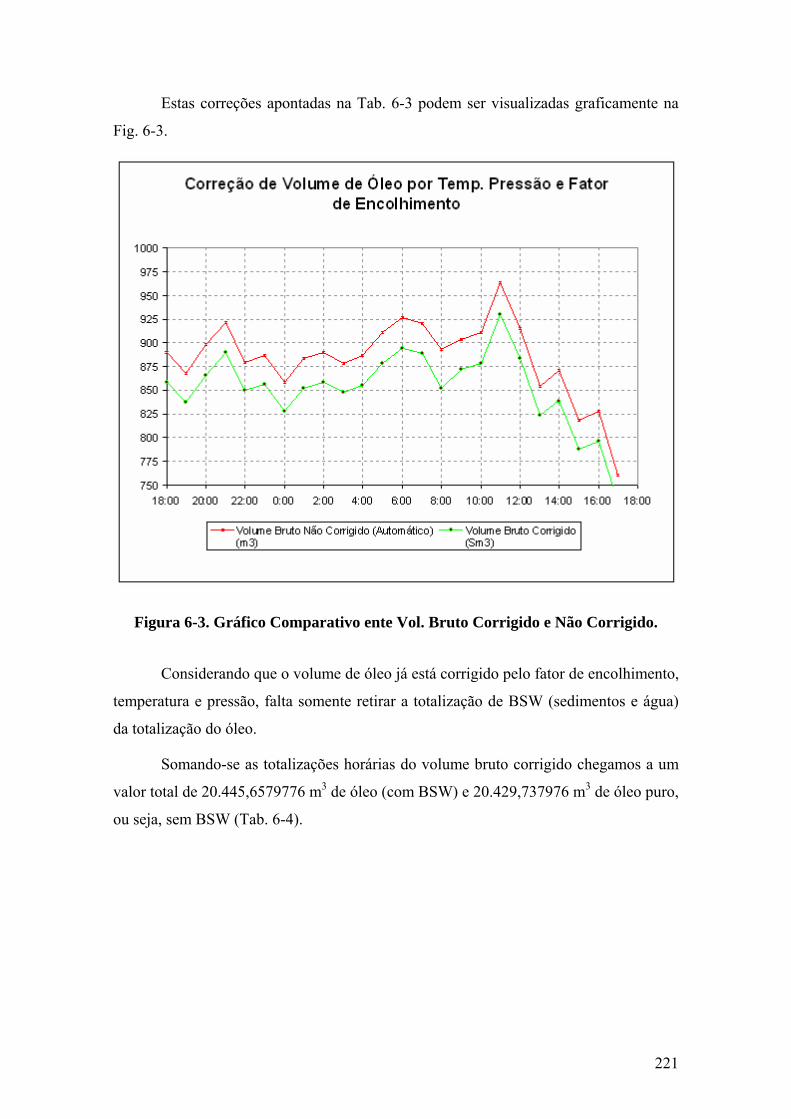
Estas correções apontadas na Tab. 6-3 podem ser visualizadas graficamente na
Fig. 6-3.
Figura 6-3. Gráfico Comparativo ente Vol. Bruto Corrigido e Não Corrigido.
Considerando que o volume de óleo já está corrigido pelo fator de encolhimento,
temperatura e pressão, falta somente retirar a totalização de BSW (sedimentos e água)
da totalização do óleo.
Somando-se as totalizações horárias do volume bruto corrigido chegamos a um
valor total de 20.445,6579776 m3 de óleo (com BSW) e 20.429,737976 m3 de óleo puro,
ou seja, sem BSW (Tab. 6-4).
221
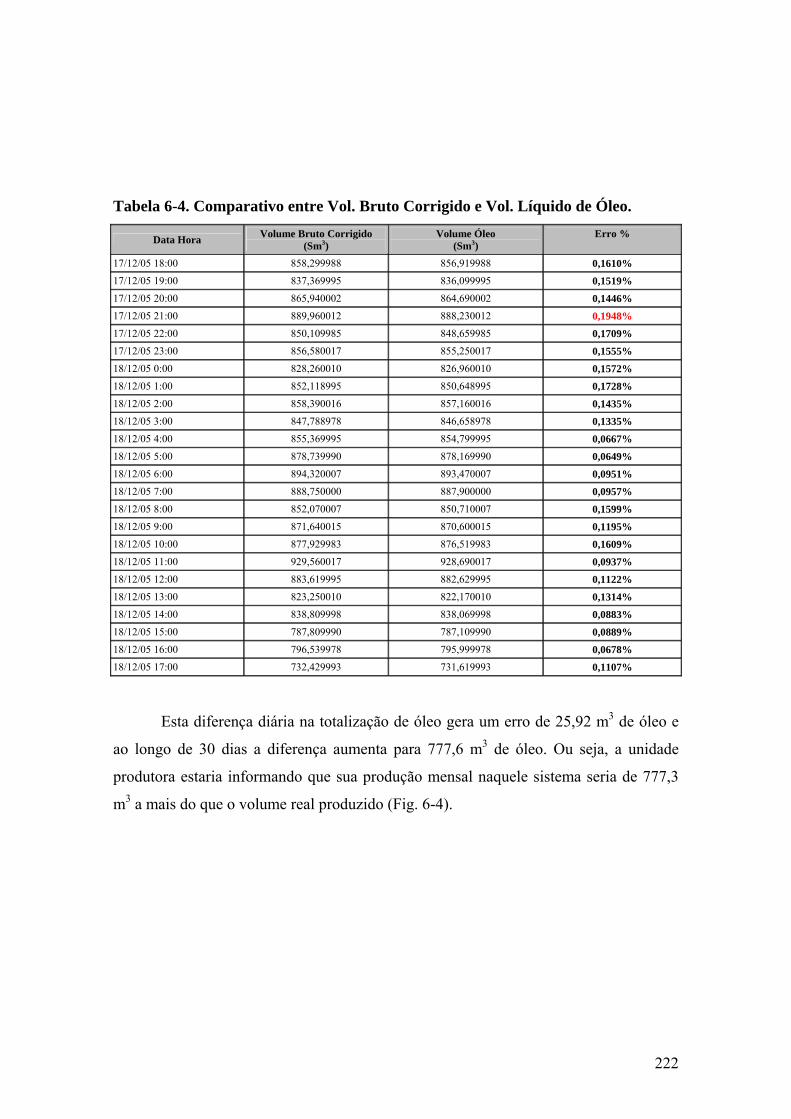
Tabela 6-4. Comparativo entre Vol. Bruto Corrigido e Vol. Líquido de Óleo.
Data Hora Volume Bruto Corrigido (Sm3)
Volume Óleo (Sm3)
Erro %
17/12/05 18:00 858,299988 856,919988 0,1610% 17/12/05 19:00 837,369995 836,099995 0,1519% 17/12/05 20:00 865,940002 864,690002 0,1446% 17/12/05 21:00 889,960012 888,230012 0,1948% 17/12/05 22:00 850,109985 848,659985 0,1709% 17/12/05 23:00 856,580017 855,250017 0,1555% 18/12/05 0:00 828,260010 826,960010 0,1572% 18/12/05 1:00 852,118995 850,648995 0,1728% 18/12/05 2:00 858,390016 857,160016 0,1435% 18/12/05 3:00 847,788978 846,658978 0,1335% 18/12/05 4:00 855,369995 854,799995 0,0667% 18/12/05 5:00 878,739990 878,169990 0,0649% 18/12/05 6:00 894,320007 893,470007 0,0951% 18/12/05 7:00 888,750000 887,900000 0,0957% 18/12/05 8:00 852,070007 850,710007 0,1599% 18/12/05 9:00 871,640015 870,600015 0,1195% 18/12/05 10:00 877,929983 876,519983 0,1609% 18/12/05 11:00 929,560017 928,690017 0,0937% 18/12/05 12:00 883,619995 882,629995 0,1122% 18/12/05 13:00 823,250010 822,170010 0,1314% 18/12/05 14:00 838,809998 838,069998 0,0883% 18/12/05 15:00 787,809990 787,109990 0,0889% 18/12/05 16:00 796,539978 795,999978 0,0678% 18/12/05 17:00 732,429993 731,619993 0,1107%
Esta diferença diária na totalização de óleo gera um erro de 25,92 m3 de óleo e
ao longo de 30 dias a diferença aumenta para 777,6 m3 de óleo. Ou seja, a unidade
produtora estaria informando que sua produção mensal naquele sistema seria de 777,3
m3 a mais do que o volume real produzido (Fig. 6-4).
222
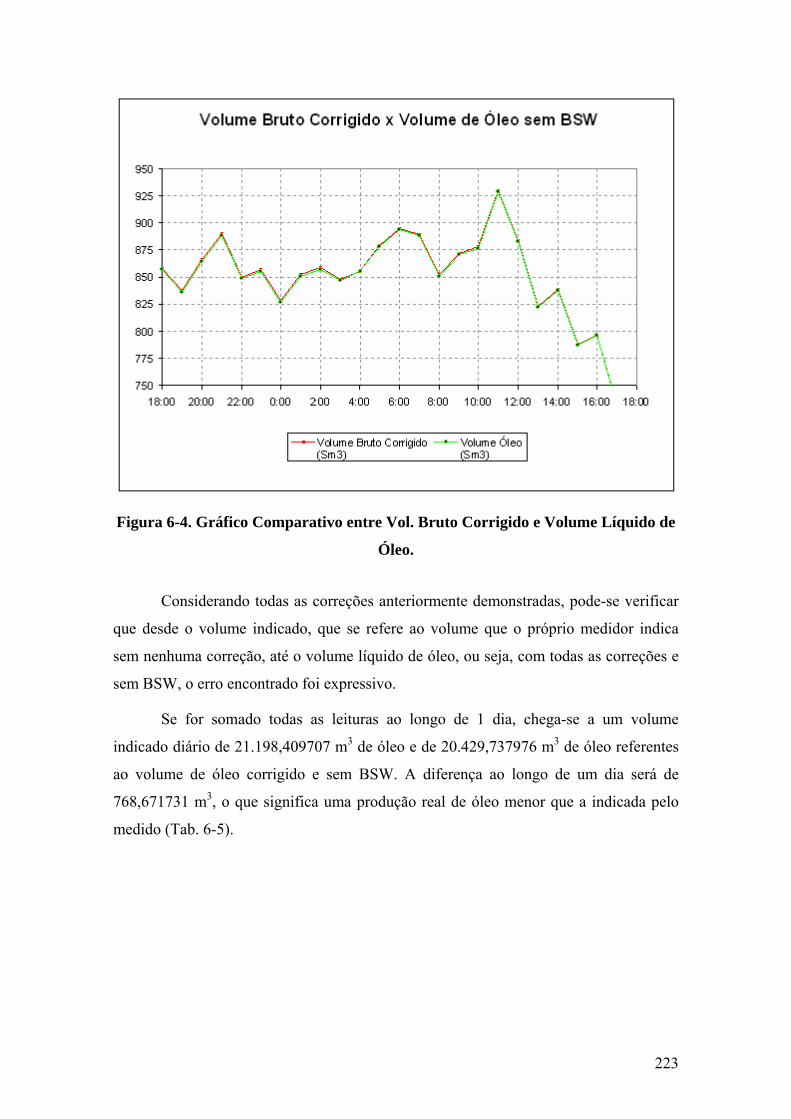
Figura 6-4. Gráfico Comparativo entre Vol. Bruto Corrigido e Volume Líquido de
Óleo.
Considerando todas as correções anteriormente demonstradas, pode-se verificar
que desde o volume indicado, que se refere ao volume que o próprio medidor indica
sem nenhuma correção, até o volume líquido de óleo, ou seja, com todas as correções e
sem BSW, o erro encontrado foi expressivo.
Se for somado todas as leituras ao longo de 1 dia, chega-se a um volume
indicado diário de 21.198,409707 m3 de óleo e de 20.429,737976 m3 de óleo referentes
ao volume de óleo corrigido e sem BSW. A diferença ao longo de um dia será de
768,671731 m3, o que significa uma produção real de óleo menor que a indicada pelo
medido (Tab. 6-5).
223
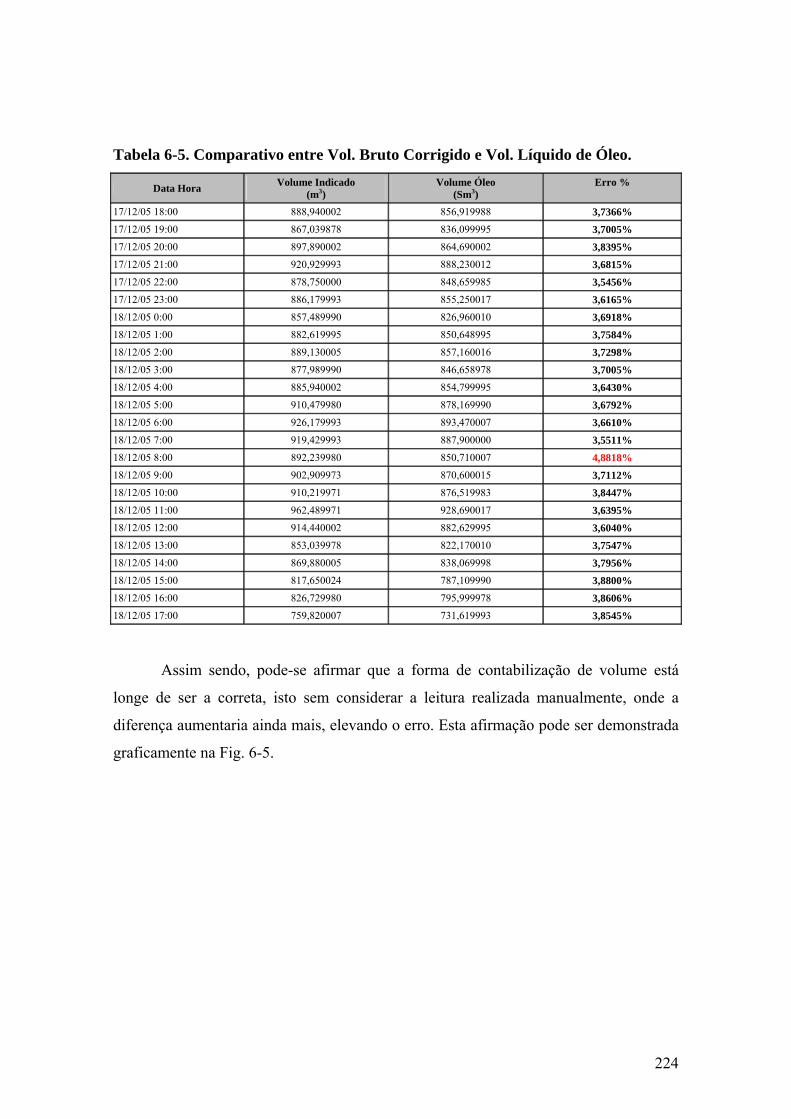
Tabela 6-5. Comparativo entre Vol. Bruto Corrigido e Vol. Líquido de Óleo.
Data Hora Volume Indicado (m3)
Volume Óleo (Sm3)
Erro %
17/12/05 18:00 888,940002 856,919988 3,7366% 17/12/05 19:00 867,039878 836,099995 3,7005% 17/12/05 20:00 897,890002 864,690002 3,8395% 17/12/05 21:00 920,929993 888,230012 3,6815% 17/12/05 22:00 878,750000 848,659985 3,5456% 17/12/05 23:00 886,179993 855,250017 3,6165% 18/12/05 0:00 857,489990 826,960010 3,6918% 18/12/05 1:00 882,619995 850,648995 3,7584% 18/12/05 2:00 889,130005 857,160016 3,7298% 18/12/05 3:00 877,989990 846,658978 3,7005% 18/12/05 4:00 885,940002 854,799995 3,6430% 18/12/05 5:00 910,479980 878,169990 3,6792% 18/12/05 6:00 926,179993 893,470007 3,6610% 18/12/05 7:00 919,429993 887,900000 3,5511% 18/12/05 8:00 892,239980 850,710007 4,8818% 18/12/05 9:00 902,909973 870,600015 3,7112% 18/12/05 10:00 910,219971 876,519983 3,8447% 18/12/05 11:00 962,489971 928,690017 3,6395% 18/12/05 12:00 914,440002 882,629995 3,6040% 18/12/05 13:00 853,039978 822,170010 3,7547% 18/12/05 14:00 869,880005 838,069998 3,7956% 18/12/05 15:00 817,650024 787,109990 3,8800% 18/12/05 16:00 826,729980 795,999978 3,8606% 18/12/05 17:00 759,820007 731,619993 3,8545%
Assim sendo, pode-se afirmar que a forma de contabilização de volume está
longe de ser a correta, isto sem considerar a leitura realizada manualmente, onde a
diferença aumentaria ainda mais, elevando o erro. Esta afirmação pode ser demonstrada
graficamente na Fig. 6-5.
224
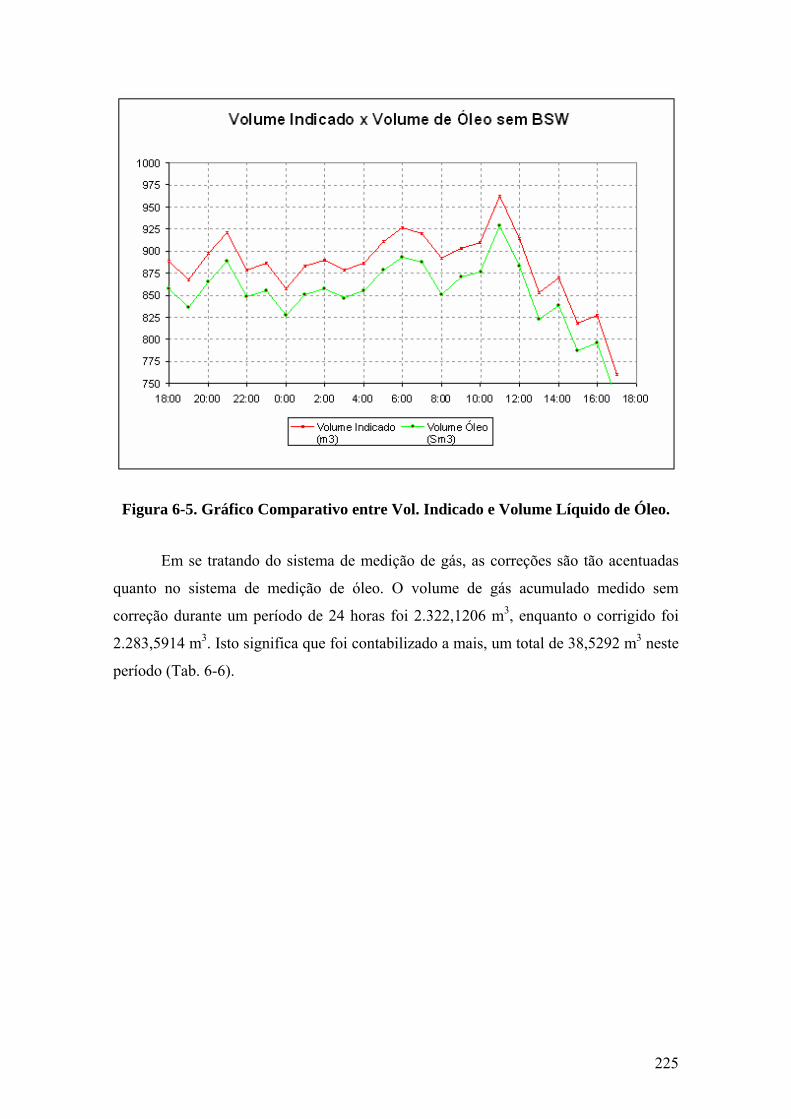
Figura 6-5. Gráfico Comparativo entre Vol. Indicado e Volume Líquido de Óleo.
Em se tratando do sistema de medição de gás, as correções são tão acentuadas
quanto no sistema de medição de óleo. O volume de gás acumulado medido sem
correção durante um período de 24 horas foi 2.322,1206 m3, enquanto o corrigido foi
2.283,5914 m3. Isto significa que foi contabilizado a mais, um total de 38,5292 m3 neste
período (Tab. 6-6).
225
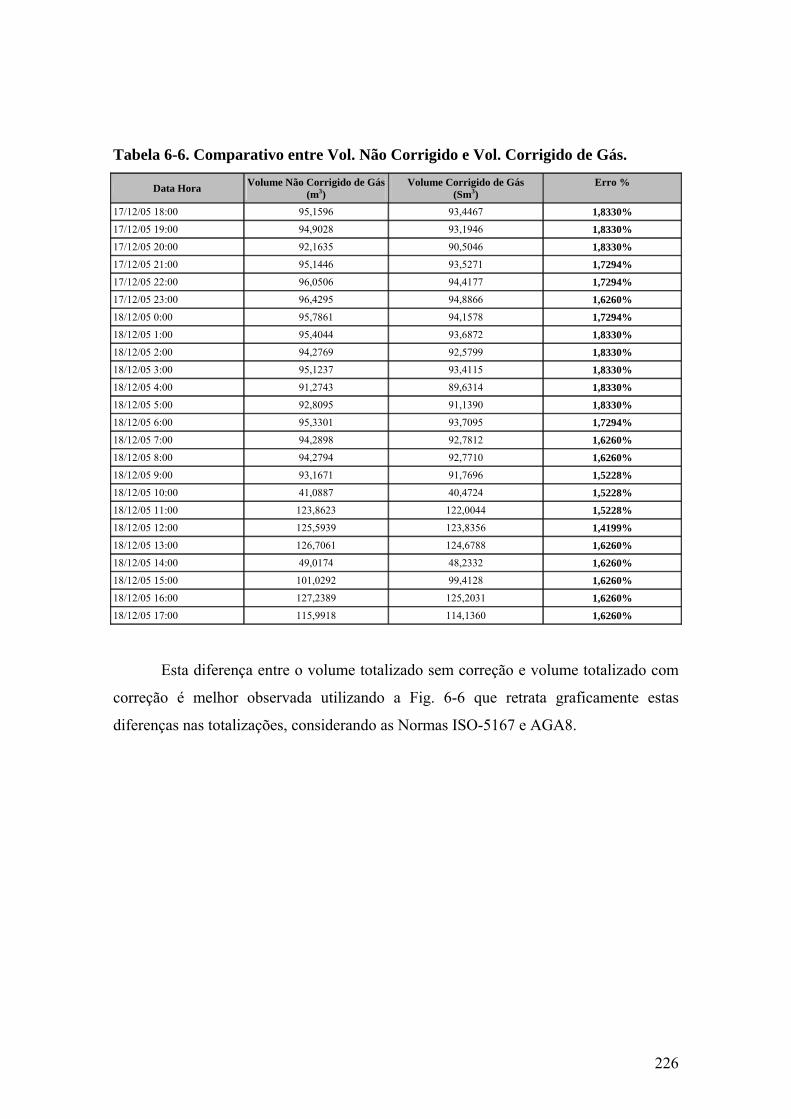
Tabela 6-6. Comparativo entre Vol. Não Corrigido e Vol. Corrigido de Gás.
Data Hora Volume Não Corrigido de Gás(m3)
Volume Corrigido de Gás (Sm3)
Erro %
17/12/05 18:00 95,1596 93,4467 1,8330% 17/12/05 19:00 94,9028 93,1946 1,8330% 17/12/05 20:00 92,1635 90,5046 1,8330% 17/12/05 21:00 95,1446 93,5271 1,7294% 17/12/05 22:00 96,0506 94,4177 1,7294% 17/12/05 23:00 96,4295 94,8866 1,6260% 18/12/05 0:00 95,7861 94,1578 1,7294% 18/12/05 1:00 95,4044 93,6872 1,8330% 18/12/05 2:00 94,2769 92,5799 1,8330% 18/12/05 3:00 95,1237 93,4115 1,8330% 18/12/05 4:00 91,2743 89,6314 1,8330% 18/12/05 5:00 92,8095 91,1390 1,8330% 18/12/05 6:00 95,3301 93,7095 1,7294% 18/12/05 7:00 94,2898 92,7812 1,6260% 18/12/05 8:00 94,2794 92,7710 1,6260% 18/12/05 9:00 93,1671 91,7696 1,5228% 18/12/05 10:00 41,0887 40,4724 1,5228% 18/12/05 11:00 123,8623 122,0044 1,5228% 18/12/05 12:00 125,5939 123,8356 1,4199% 18/12/05 13:00 126,7061 124,6788 1,6260% 18/12/05 14:00 49,0174 48,2332 1,6260% 18/12/05 15:00 101,0292 99,4128 1,6260% 18/12/05 16:00 127,2389 125,2031 1,6260% 18/12/05 17:00 115,9918 114,1360 1,6260%
Esta diferença entre o volume totalizado sem correção e volume totalizado com
correção é melhor observada utilizando a Fig. 6-6 que retrata graficamente estas
diferenças nas totalizações, considerando as Normas ISO-5167 e AGA8.
226
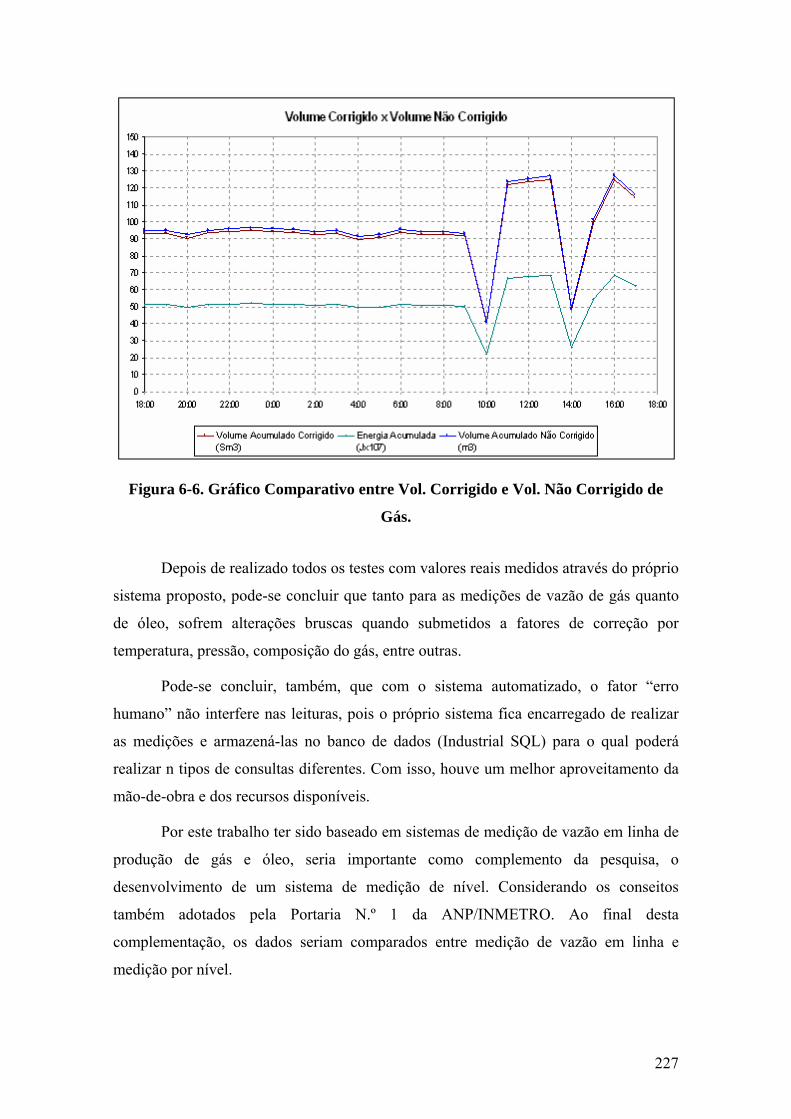
Figura 6-6. Gráfico Comparativo entre Vol. Corrigido e Vol. Não Corrigido de
Gás.
Depois de realizado todos os testes com valores reais medidos através do próprio
sistema proposto, pode-se concluir que tanto para as medições de vazão de gás quanto
de óleo, sofrem alterações bruscas quando submetidos a fatores de correção por
temperatura, pressão, composição do gás, entre outras.
Pode-se concluir, também, que com o sistema automatizado, o fator “erro
humano” não interfere nas leituras, pois o próprio sistema fica encarregado de realizar
as medições e armazená-las no banco de dados (Industrial SQL) para o qual poderá
realizar n tipos de consultas diferentes. Com isso, houve um melhor aproveitamento da
mão-de-obra e dos recursos disponíveis.
Por este trabalho ter sido baseado em sistemas de medição de vazão em linha de
produção de gás e óleo, seria importante como complemento da pesquisa, o
desenvolvimento de um sistema de medição de nível. Considerando os conseitos
também adotados pela Portaria N.º 1 da ANP/INMETRO. Ao final desta
complementação, os dados seriam comparados entre medição de vazão em linha e
medição por nível.
227

Anexo
228
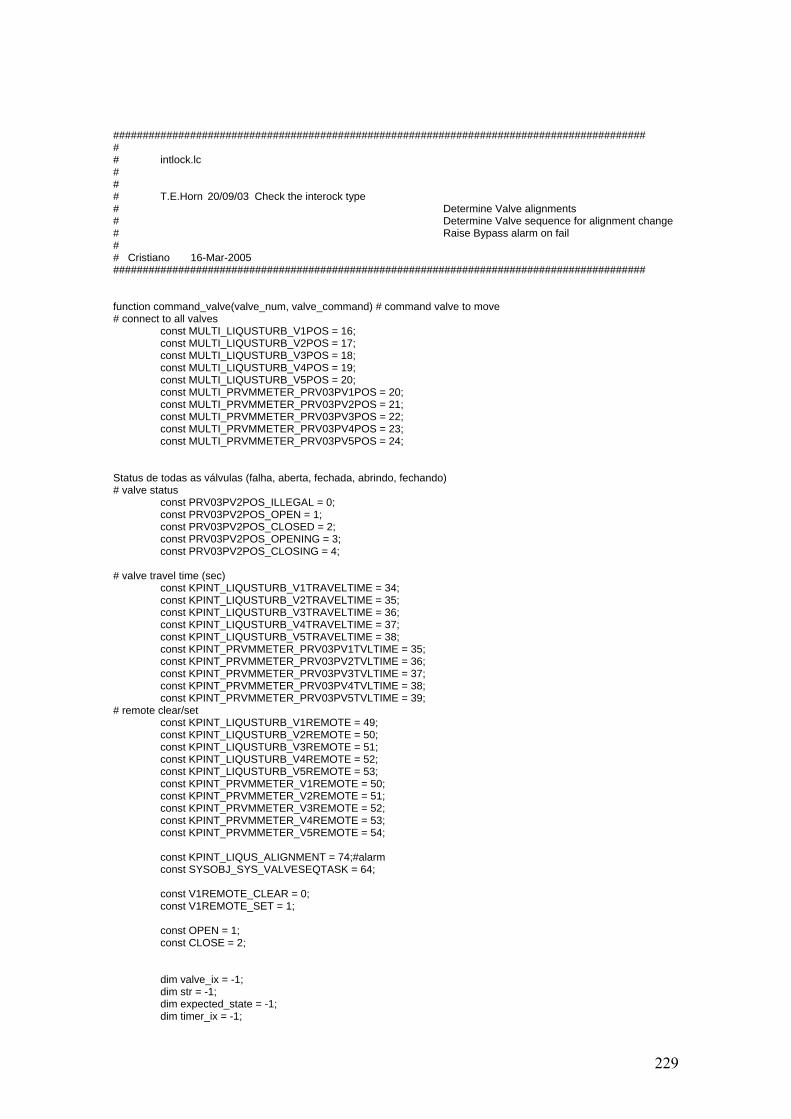
########################################################################################## # # intlock.lc # # # T.E.Horn 20/09/03 Check the interock type # Determine Valve alignments # Determine Valve sequence for alignment change # Raise Bypass alarm on fail # # Cristiano 16-Mar-2005 ########################################################################################## function command_valve(valve_num, valve_command) # command valve to move # connect to all valves const MULTI_LIQUSTURB_V1POS = 16; const MULTI_LIQUSTURB_V2POS = 17; const MULTI_LIQUSTURB_V3POS = 18; const MULTI_LIQUSTURB_V4POS = 19; const MULTI_LIQUSTURB_V5POS = 20; const MULTI_PRVMMETER_PRV03PV1POS = 20; const MULTI_PRVMMETER_PRV03PV2POS = 21; const MULTI_PRVMMETER_PRV03PV3POS = 22; const MULTI_PRVMMETER_PRV03PV4POS = 23; const MULTI_PRVMMETER_PRV03PV5POS = 24; Status de todas as válvulas (falha, aberta, fechada, abrindo, fechando) # valve status const PRV03PV2POS_ILLEGAL = 0; const PRV03PV2POS_OPEN = 1; const PRV03PV2POS_CLOSED = 2; const PRV03PV2POS_OPENING = 3; const PRV03PV2POS_CLOSING = 4; # valve travel time (sec) const KPINT_LIQUSTURB_V1TRAVELTIME = 34; const KPINT_LIQUSTURB_V2TRAVELTIME = 35; const KPINT_LIQUSTURB_V3TRAVELTIME = 36; const KPINT_LIQUSTURB_V4TRAVELTIME = 37; const KPINT_LIQUSTURB_V5TRAVELTIME = 38; const KPINT_PRVMMETER_PRV03PV1TVLTIME = 35; const KPINT_PRVMMETER_PRV03PV2TVLTIME = 36; const KPINT_PRVMMETER_PRV03PV3TVLTIME = 37; const KPINT_PRVMMETER_PRV03PV4TVLTIME = 38; const KPINT_PRVMMETER_PRV03PV5TVLTIME = 39; # remote clear/set const KPINT_LIQUSTURB_V1REMOTE = 49; const KPINT_LIQUSTURB_V2REMOTE = 50; const KPINT_LIQUSTURB_V3REMOTE = 51; const KPINT_LIQUSTURB_V4REMOTE = 52; const KPINT_LIQUSTURB_V5REMOTE = 53; const KPINT_PRVMMETER_V1REMOTE = 50; const KPINT_PRVMMETER_V2REMOTE = 51; const KPINT_PRVMMETER_V3REMOTE = 52; const KPINT_PRVMMETER_V4REMOTE = 53; const KPINT_PRVMMETER_V5REMOTE = 54; const KPINT_LIQUS_ALIGNMENT = 74;#alarm const SYSOBJ_SYS_VALVESEQTASK = 64; const V1REMOTE_CLEAR = 0; const V1REMOTE_SET = 1; const OPEN = 1; const CLOSE = 2; dim valve_ix = -1; dim str = -1; dim expected_state = -1; dim timer_ix = -1;
229
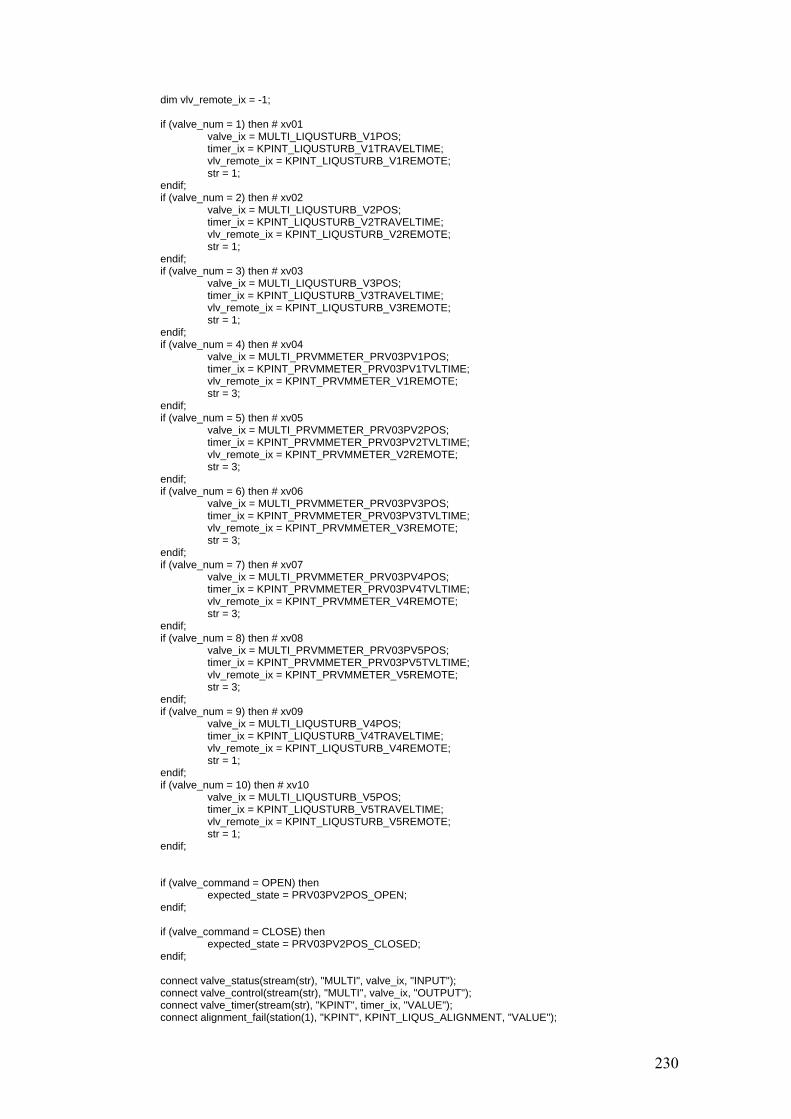
dim vlv_remote_ix = -1; if (valve_num = 1) then # xv01 valve_ix = MULTI_LIQUSTURB_V1POS; timer_ix = KPINT_LIQUSTURB_V1TRAVELTIME; vlv_remote_ix = KPINT_LIQUSTURB_V1REMOTE; str = 1; endif; if (valve_num = 2) then # xv02 valve_ix = MULTI_LIQUSTURB_V2POS; timer_ix = KPINT_LIQUSTURB_V2TRAVELTIME; vlv_remote_ix = KPINT_LIQUSTURB_V2REMOTE; str = 1; endif; if (valve_num = 3) then # xv03 valve_ix = MULTI_LIQUSTURB_V3POS; timer_ix = KPINT_LIQUSTURB_V3TRAVELTIME; vlv_remote_ix = KPINT_LIQUSTURB_V3REMOTE; str = 1; endif; if (valve_num = 4) then # xv04 valve_ix = MULTI_PRVMMETER_PRV03PV1POS; timer_ix = KPINT_PRVMMETER_PRV03PV1TVLTIME; vlv_remote_ix = KPINT_PRVMMETER_V1REMOTE; str = 3; endif; if (valve_num = 5) then # xv05 valve_ix = MULTI_PRVMMETER_PRV03PV2POS; timer_ix = KPINT_PRVMMETER_PRV03PV2TVLTIME; vlv_remote_ix = KPINT_PRVMMETER_V2REMOTE; str = 3; endif; if (valve_num = 6) then # xv06 valve_ix = MULTI_PRVMMETER_PRV03PV3POS; timer_ix = KPINT_PRVMMETER_PRV03PV3TVLTIME; vlv_remote_ix = KPINT_PRVMMETER_V3REMOTE; str = 3; endif; if (valve_num = 7) then # xv07 valve_ix = MULTI_PRVMMETER_PRV03PV4POS; timer_ix = KPINT_PRVMMETER_PRV03PV4TVLTIME; vlv_remote_ix = KPINT_PRVMMETER_V4REMOTE; str = 3; endif; if (valve_num = 8) then # xv08 valve_ix = MULTI_PRVMMETER_PRV03PV5POS; timer_ix = KPINT_PRVMMETER_PRV03PV5TVLTIME; vlv_remote_ix = KPINT_PRVMMETER_V5REMOTE; str = 3; endif; if (valve_num = 9) then # xv09 valve_ix = MULTI_LIQUSTURB_V4POS; timer_ix = KPINT_LIQUSTURB_V4TRAVELTIME; vlv_remote_ix = KPINT_LIQUSTURB_V4REMOTE; str = 1; endif; if (valve_num = 10) then # xv10 valve_ix = MULTI_LIQUSTURB_V5POS; timer_ix = KPINT_LIQUSTURB_V5TRAVELTIME; vlv_remote_ix = KPINT_LIQUSTURB_V5REMOTE; str = 1; endif; if (valve_command = OPEN) then expected_state = PRV03PV2POS_OPEN; endif; if (valve_command = CLOSE) then expected_state = PRV03PV2POS_CLOSED; endif; connect valve_status(stream(str), "MULTI", valve_ix, "INPUT"); connect valve_control(stream(str), "MULTI", valve_ix, "OUTPUT"); connect valve_timer(stream(str), "KPINT", timer_ix, "VALUE"); connect alignment_fail(station(1), "KPINT", KPINT_LIQUS_ALIGNMENT, "VALUE");
230
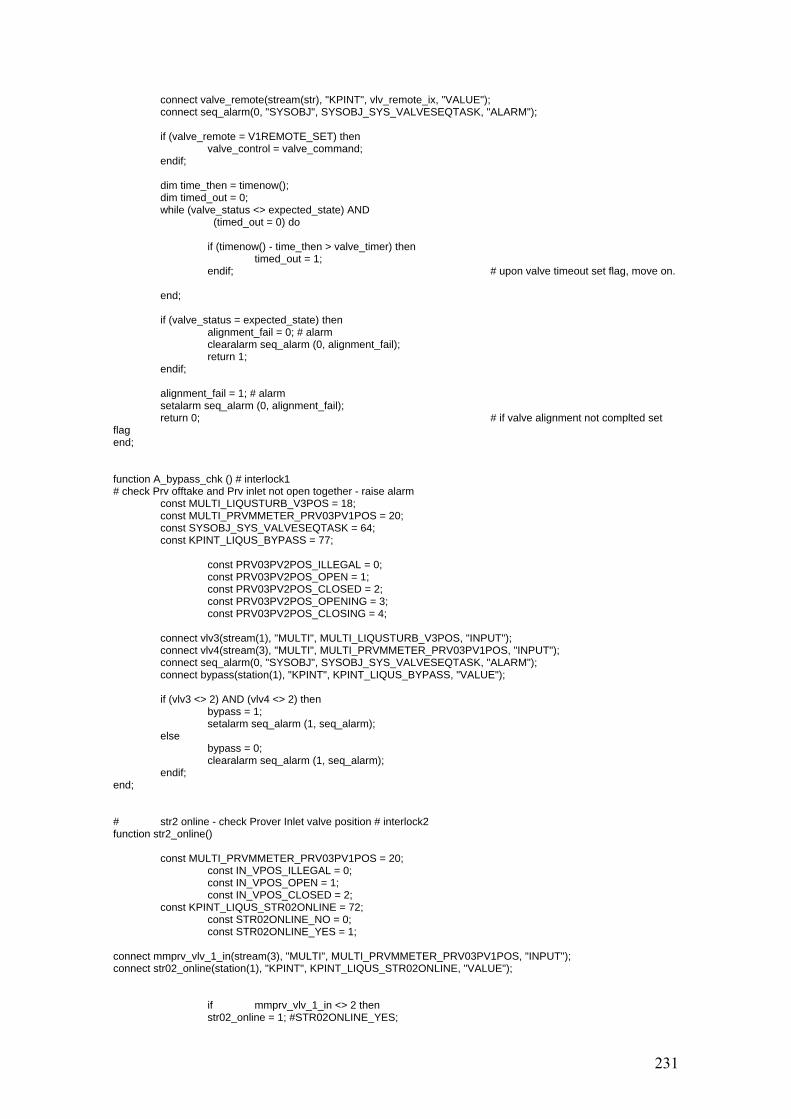
connect valve_remote(stream(str), "KPINT", vlv_remote_ix, "VALUE"); connect seq_alarm(0, "SYSOBJ", SYSOBJ_SYS_VALVESEQTASK, "ALARM"); if (valve_remote = V1REMOTE_SET) then valve_control = valve_command; endif; dim time_then = timenow(); dim timed_out = 0; while (valve_status <> expected_state) AND (timed_out = 0) do if (timenow() - time_then > valve_timer) then timed_out = 1; endif; # upon valve timeout set flag, move on. end; if (valve_status = expected_state) then alignment_fail = 0; # alarm clearalarm seq_alarm (0, alignment_fail); return 1; endif; alignment_fail = 1; # alarm setalarm seq_alarm (0, alignment_fail); return 0; # if valve alignment not complted set flag end; function A_bypass_chk () # interlock1 # check Prv offtake and Prv inlet not open together - raise alarm const MULTI_LIQUSTURB_V3POS = 18; const MULTI_PRVMMETER_PRV03PV1POS = 20; const SYSOBJ_SYS_VALVESEQTASK = 64; const KPINT_LIQUS_BYPASS = 77; const PRV03PV2POS_ILLEGAL = 0; const PRV03PV2POS_OPEN = 1; const PRV03PV2POS_CLOSED = 2; const PRV03PV2POS_OPENING = 3; const PRV03PV2POS_CLOSING = 4; connect vlv3(stream(1), "MULTI", MULTI_LIQUSTURB_V3POS, "INPUT"); connect vlv4(stream(3), "MULTI", MULTI_PRVMMETER_PRV03PV1POS, "INPUT"); connect seq_alarm(0, "SYSOBJ", SYSOBJ_SYS_VALVESEQTASK, "ALARM"); connect bypass(station(1), "KPINT", KPINT_LIQUS_BYPASS, "VALUE"); if (vlv3 <> 2) AND (vlv4 <> 2) then bypass = 1; setalarm seq_alarm (1, seq_alarm); else bypass = 0; clearalarm seq_alarm (1, seq_alarm); endif; end; # str2 online - check Prover Inlet valve position # interlock2 function str2_online() const MULTI_PRVMMETER_PRV03PV1POS = 20; const IN_VPOS_ILLEGAL = 0; const IN_VPOS_OPEN = 1; const IN_VPOS_CLOSED = 2; const KPINT_LIQUS_STR02ONLINE = 72; const STR02ONLINE_NO = 0; const STR02ONLINE_YES = 1; connect mmprv_vlv_1_in(stream(3), "MULTI", MULTI_PRVMMETER_PRV03PV1POS, "INPUT"); connect str02_online(station(1), "KPINT", KPINT_LIQUS_STR02ONLINE, "VALUE"); if mmprv_vlv_1_in <> 2 then str02_online = 1; #STR02ONLINE_YES;
231
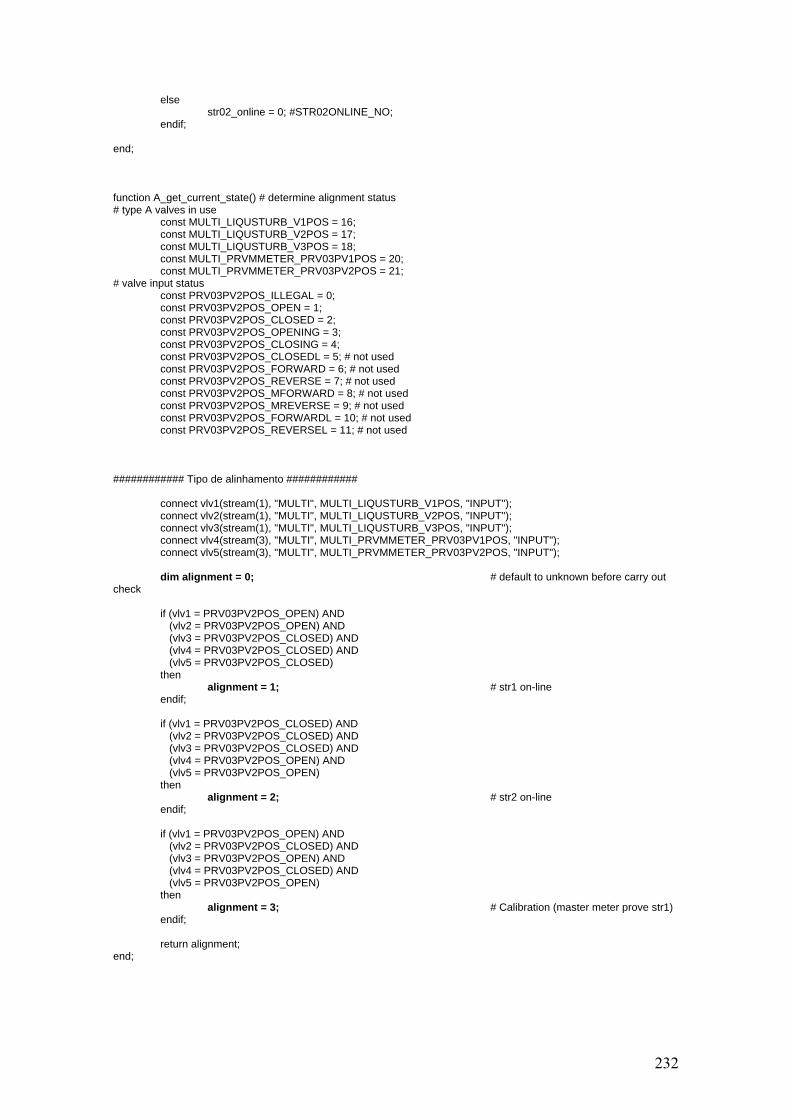
else str02_online = 0; #STR02ONLINE_NO; endif; end; function A_get_current_state() # determine alignment status # type A valves in use const MULTI_LIQUSTURB_V1POS = 16; const MULTI_LIQUSTURB_V2POS = 17; const MULTI_LIQUSTURB_V3POS = 18; const MULTI_PRVMMETER_PRV03PV1POS = 20; const MULTI_PRVMMETER_PRV03PV2POS = 21; # valve input status const PRV03PV2POS_ILLEGAL = 0; const PRV03PV2POS_OPEN = 1; const PRV03PV2POS_CLOSED = 2; const PRV03PV2POS_OPENING = 3; const PRV03PV2POS_CLOSING = 4; const PRV03PV2POS_CLOSEDL = 5; # not used const PRV03PV2POS_FORWARD = 6; # not used const PRV03PV2POS_REVERSE = 7; # not used const PRV03PV2POS_MFORWARD = 8; # not used const PRV03PV2POS_MREVERSE = 9; # not used const PRV03PV2POS_FORWARDL = 10; # not used const PRV03PV2POS_REVERSEL = 11; # not used ############ Tipo de alinhamento ############ connect vlv1(stream(1), "MULTI", MULTI_LIQUSTURB_V1POS, "INPUT"); connect vlv2(stream(1), "MULTI", MULTI_LIQUSTURB_V2POS, "INPUT"); connect vlv3(stream(1), "MULTI", MULTI_LIQUSTURB_V3POS, "INPUT"); connect vlv4(stream(3), "MULTI", MULTI_PRVMMETER_PRV03PV1POS, "INPUT"); connect vlv5(stream(3), "MULTI", MULTI_PRVMMETER_PRV03PV2POS, "INPUT"); dim alignment = 0; # default to unknown before carry out check if (vlv1 = PRV03PV2POS_OPEN) AND (vlv2 = PRV03PV2POS_OPEN) AND (vlv3 = PRV03PV2POS_CLOSED) AND (vlv4 = PRV03PV2POS_CLOSED) AND (vlv5 = PRV03PV2POS_CLOSED) then alignment = 1; # str1 on-line endif; if (vlv1 = PRV03PV2POS_CLOSED) AND (vlv2 = PRV03PV2POS_CLOSED) AND (vlv3 = PRV03PV2POS_CLOSED) AND (vlv4 = PRV03PV2POS_OPEN) AND (vlv5 = PRV03PV2POS_OPEN) then alignment = 2; # str2 on-line endif; if (vlv1 = PRV03PV2POS_OPEN) AND (vlv2 = PRV03PV2POS_CLOSED) AND (vlv3 = PRV03PV2POS_OPEN) AND (vlv4 = PRV03PV2POS_CLOSED) AND (vlv5 = PRV03PV2POS_OPEN) then alignment = 3; # Calibration (master meter prove str1) endif; return alignment; end;
232
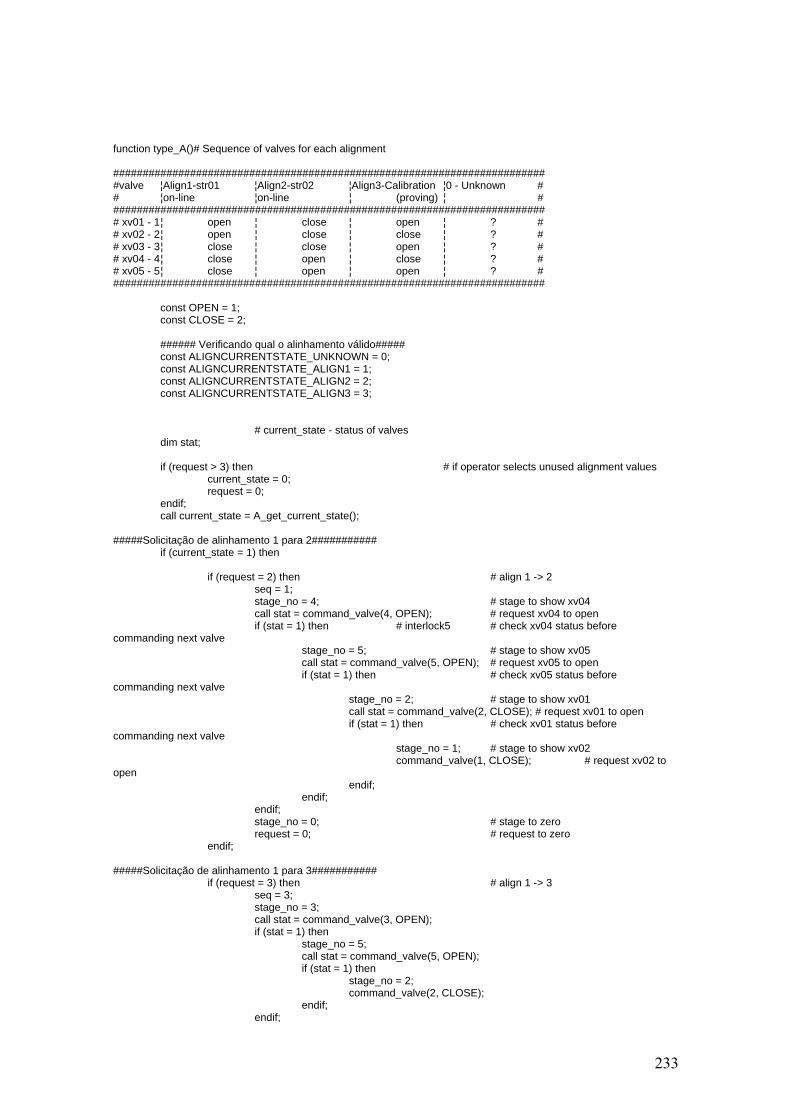
function type_A()# Sequence of valves for each alignment ######################################################################### #valve ¦Align1-str01 ¦Align2-str02 ¦Align3-Calibration ¦0 - Unknown # # ¦on-line ¦on-line ¦ (proving) ¦ # ######################################################################### # xv01 - 1 ¦ open ¦ close ¦ open ¦ ? # # xv02 - 2 ¦ open ¦ close ¦ close ¦ ? # # xv03 - 3 ¦ close ¦ close ¦ open ¦ ? # # xv04 - 4 ¦ close ¦ open ¦ close ¦ ? # # xv05 - 5 ¦ close ¦ open ¦ open ¦ ? # ######################################################################### const OPEN = 1; const CLOSE = 2; ###### Verificando qual o alinhamento válido##### const ALIGNCURRENTSTATE_UNKNOWN = 0; const ALIGNCURRENTSTATE_ALIGN1 = 1; const ALIGNCURRENTSTATE_ALIGN2 = 2; const ALIGNCURRENTSTATE_ALIGN3 = 3; # current_state - status of valves dim stat; if (request > 3) then # if operator selects unused alignment values current_state = 0; request = 0; endif; call current_state = A_get_current_state(); #####Solicitação de alinhamento 1 para 2########### if (current_state = 1) then if (request = 2) then # align 1 -> 2 seq = 1; stage_no = 4; # stage to show xv04 call stat = command_valve(4, OPEN); # request xv04 to open if (stat = 1) then # interlock5 # check xv04 status before commanding next valve stage_no = 5; # stage to show xv05 call stat = command_valve(5, OPEN); # request xv05 to open if (stat = 1) then # check xv05 status before commanding next valve stage_no = 2; # stage to show xv01 call stat = command_valve(2, CLOSE); # request xv01 to open if (stat = 1) then # check xv01 status before commanding next valve stage_no = 1; # stage to show xv02 command_valve(1, CLOSE); # request xv02 to open endif; endif; endif; stage_no = 0; # stage to zero request = 0; # request to zero endif; #####Solicitação de alinhamento 1 para 3########### if (request = 3) then # align 1 -> 3 seq = 3; stage_no = 3; call stat = command_valve(3, OPEN); if (stat = 1) then stage_no = 5; call stat = command_valve(5, OPEN); if (stat = 1) then stage_no = 2; command_valve(2, CLOSE); endif; endif;
233
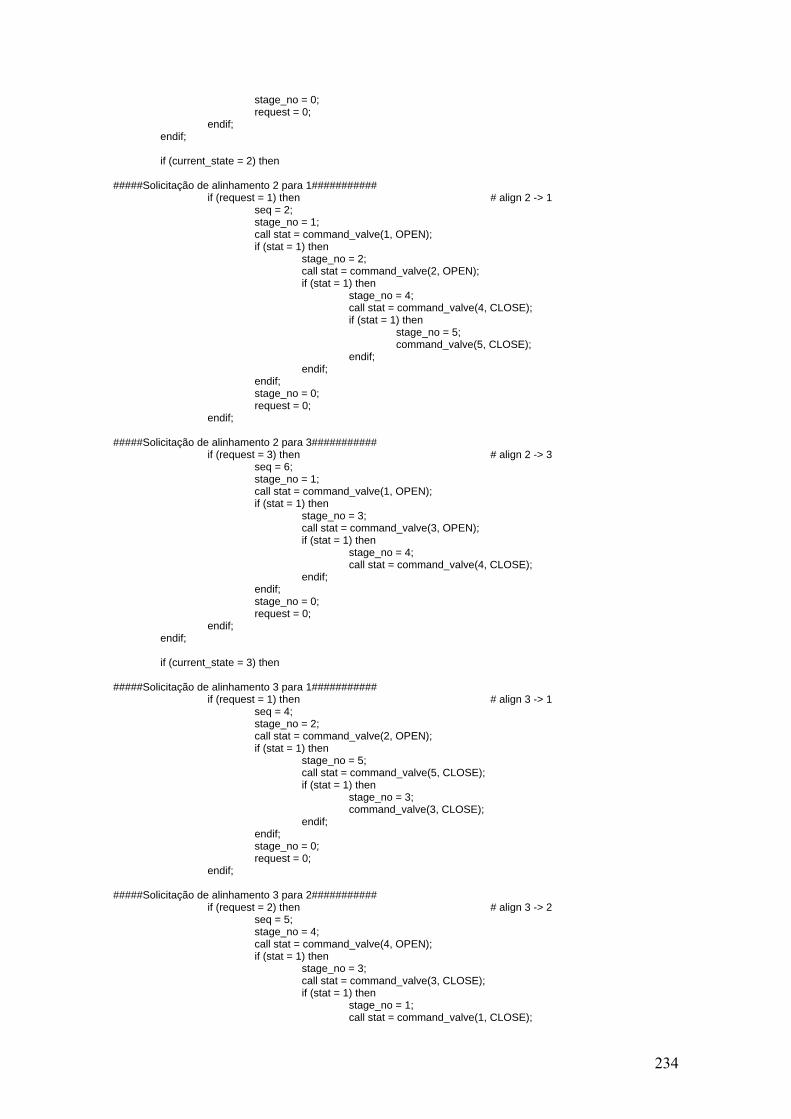
stage_no = 0; request = 0; endif; endif; if (current_state = 2) then #####Solicitação de alinhamento 2 para 1########### if (request = 1) then # align 2 -> 1 seq = 2; stage_no = 1; call stat = command_valve(1, OPEN); if (stat = 1) then stage_no = 2; call stat = command_valve(2, OPEN); if (stat = 1) then stage_no = 4; call stat = command_valve(4, CLOSE); if (stat = 1) then stage_no = 5; command_valve(5, CLOSE); endif; endif; endif; stage_no = 0; request = 0; endif; #####Solicitação de alinhamento 2 para 3########### if (request = 3) then # align 2 -> 3 seq = 6; stage_no = 1; call stat = command_valve(1, OPEN); if (stat = 1) then stage_no = 3; call stat = command_valve(3, OPEN); if (stat = 1) then stage_no = 4; call stat = command_valve(4, CLOSE); endif; endif; stage_no = 0; request = 0; endif; endif; if (current_state = 3) then #####Solicitação de alinhamento 3 para 1########### if (request = 1) then # align 3 -> 1 seq = 4; stage_no = 2; call stat = command_valve(2, OPEN); if (stat = 1) then stage_no = 5; call stat = command_valve(5, CLOSE); if (stat = 1) then stage_no = 3; command_valve(3, CLOSE); endif; endif; stage_no = 0; request = 0; endif; #####Solicitação de alinhamento 3 para 2########### if (request = 2) then # align 3 -> 2 seq = 5; stage_no = 4; call stat = command_valve(4, OPEN); if (stat = 1) then stage_no = 3; call stat = command_valve(3, CLOSE); if (stat = 1) then stage_no = 1; call stat = command_valve(1, CLOSE);
234
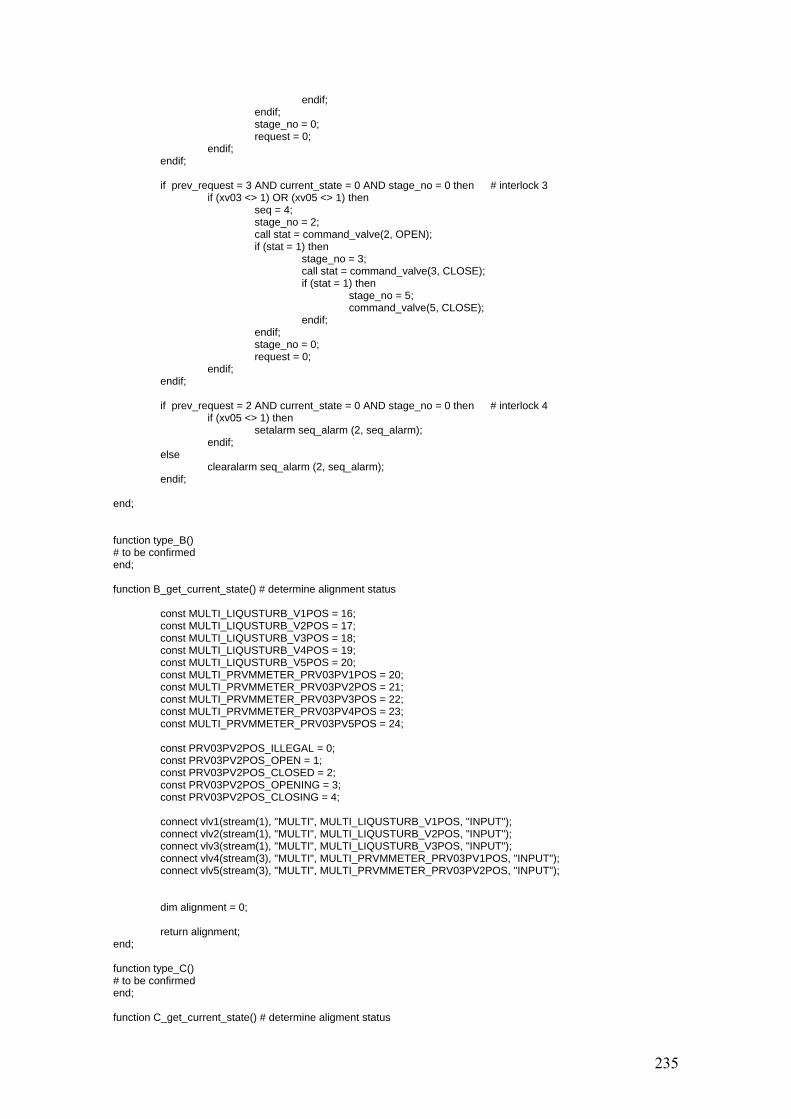
endif; endif; stage_no = 0; request = 0; endif; endif; if prev_request = 3 AND current_state = 0 AND stage_no = 0 then # interlock 3 if (xv03 <> 1) OR (xv05 <> 1) then seq = 4; stage_no = 2; call stat = command_valve(2, OPEN); if (stat = 1) then stage_no = 3; call stat = command_valve(3, CLOSE); if (stat = 1) then stage_no = 5; command_valve(5, CLOSE); endif; endif; stage_no = 0; request = 0; endif; endif; if prev_request = 2 AND current_state = 0 AND stage_no = 0 then # interlock 4 if (xv05 <> 1) then setalarm seq_alarm (2, seq_alarm); endif; else clearalarm seq_alarm (2, seq_alarm); endif; end; function type_B() # to be confirmed end; function B_get_current_state() # determine alignment status const MULTI_LIQUSTURB_V1POS = 16; const MULTI_LIQUSTURB_V2POS = 17; const MULTI_LIQUSTURB_V3POS = 18; const MULTI_LIQUSTURB_V4POS = 19; const MULTI_LIQUSTURB_V5POS = 20; const MULTI_PRVMMETER_PRV03PV1POS = 20; const MULTI_PRVMMETER_PRV03PV2POS = 21; const MULTI_PRVMMETER_PRV03PV3POS = 22; const MULTI_PRVMMETER_PRV03PV4POS = 23; const MULTI_PRVMMETER_PRV03PV5POS = 24; const PRV03PV2POS_ILLEGAL = 0; const PRV03PV2POS_OPEN = 1; const PRV03PV2POS_CLOSED = 2; const PRV03PV2POS_OPENING = 3; const PRV03PV2POS_CLOSING = 4; connect vlv1(stream(1), "MULTI", MULTI_LIQUSTURB_V1POS, "INPUT"); connect vlv2(stream(1), "MULTI", MULTI_LIQUSTURB_V2POS, "INPUT"); connect vlv3(stream(1), "MULTI", MULTI_LIQUSTURB_V3POS, "INPUT"); connect vlv4(stream(3), "MULTI", MULTI_PRVMMETER_PRV03PV1POS, "INPUT"); connect vlv5(stream(3), "MULTI", MULTI_PRVMMETER_PRV03PV2POS, "INPUT"); dim alignment = 0; return alignment; end; function type_C() # to be confirmed end; function C_get_current_state() # determine aligment status
235
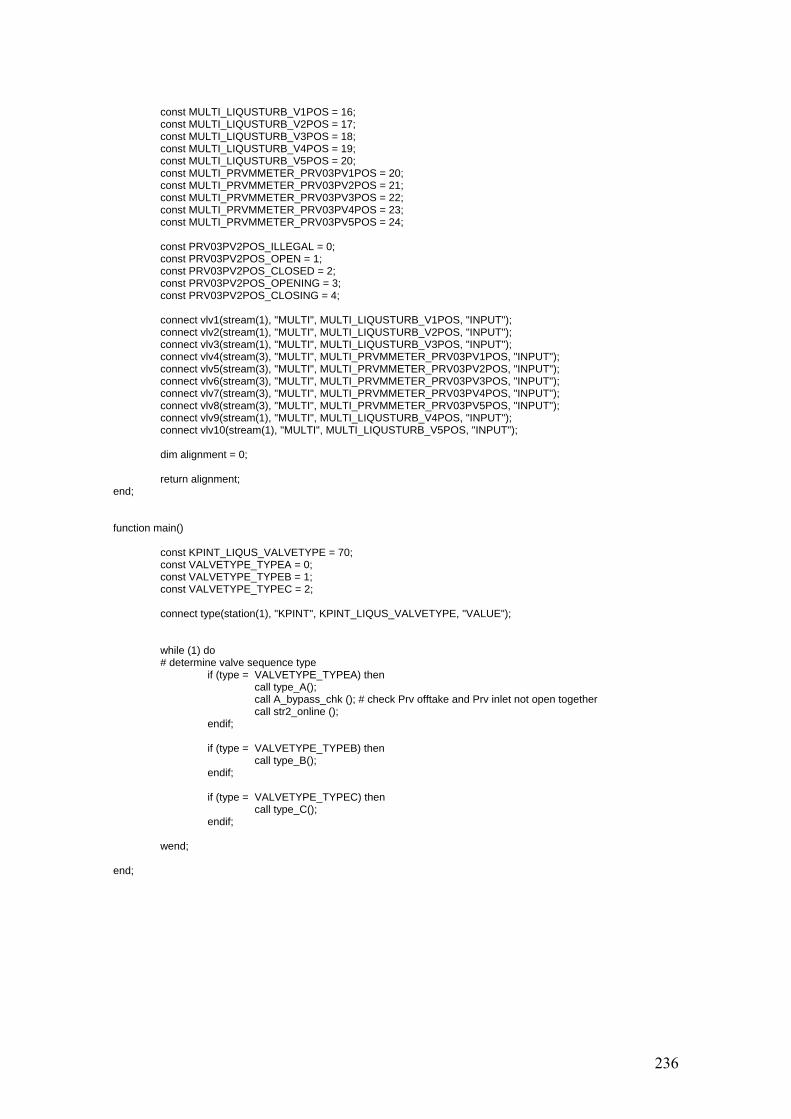
const MULTI_LIQUSTURB_V1POS = 16; const MULTI_LIQUSTURB_V2POS = 17; const MULTI_LIQUSTURB_V3POS = 18; const MULTI_LIQUSTURB_V4POS = 19; const MULTI_LIQUSTURB_V5POS = 20; const MULTI_PRVMMETER_PRV03PV1POS = 20; const MULTI_PRVMMETER_PRV03PV2POS = 21; const MULTI_PRVMMETER_PRV03PV3POS = 22; const MULTI_PRVMMETER_PRV03PV4POS = 23; const MULTI_PRVMMETER_PRV03PV5POS = 24; const PRV03PV2POS_ILLEGAL = 0; const PRV03PV2POS_OPEN = 1; const PRV03PV2POS_CLOSED = 2; const PRV03PV2POS_OPENING = 3; const PRV03PV2POS_CLOSING = 4; connect vlv1(stream(1), "MULTI", MULTI_LIQUSTURB_V1POS, "INPUT"); connect vlv2(stream(1), "MULTI", MULTI_LIQUSTURB_V2POS, "INPUT"); connect vlv3(stream(1), "MULTI", MULTI_LIQUSTURB_V3POS, "INPUT"); connect vlv4(stream(3), "MULTI", MULTI_PRVMMETER_PRV03PV1POS, "INPUT"); connect vlv5(stream(3), "MULTI", MULTI_PRVMMETER_PRV03PV2POS, "INPUT"); connect vlv6(stream(3), "MULTI", MULTI_PRVMMETER_PRV03PV3POS, "INPUT"); connect vlv7(stream(3), "MULTI", MULTI_PRVMMETER_PRV03PV4POS, "INPUT"); connect vlv8(stream(3), "MULTI", MULTI_PRVMMETER_PRV03PV5POS, "INPUT"); connect vlv9(stream(1), "MULTI", MULTI_LIQUSTURB_V4POS, "INPUT"); connect vlv10(stream(1), "MULTI", MULTI_LIQUSTURB_V5POS, "INPUT"); dim alignment = 0; return alignment; end; function main() const KPINT_LIQUS_VALVETYPE = 70; const VALVETYPE_TYPEA = 0; const VALVETYPE_TYPEB = 1; const VALVETYPE_TYPEC = 2; connect type(station(1), "KPINT", KPINT_LIQUS_VALVETYPE, "VALUE"); while (1) do # determine valve sequence type if (type = VALVETYPE_TYPEA) then call type_A(); call A_bypass_chk (); # check Prv offtake and Prv inlet not open together call str2_online (); endif; if (type = VALVETYPE_TYPEB) then call type_B(); endif; if (type = VALVETYPE_TYPEC) then call type_C(); endif; wend; end;
236
Referências Bibliográficas
ADVANTECH, “ADAM-4570 Manual”, EUA, 2000.
AGA Transmission Measurement Commitee Report No. 8, “Compressibility Factors of
Natural Gas and Other Related Hydrocarbon Gases”, American Gas Association,
Second Edition, 1992.
Agencia Nacional do Petróleo ANP. Disponível em: http://www.anp.gov.br/index.asp.
Acesso em: 08 fev. 2005.
API MPMS, Chapter 4, Proving Systems, Section 1, “Introduction”, First Edition, July
1988.
API MPMS, Chapter 4, Proving Systems, Section 2, “Pipe Provers”, First Edition, July
1988.
API MPMS, Chapter 4, Proving Systems, Section 3, “Small Volume Provers”, First
Edition, July 1988.
API MPMS, Chapter 4, Proving Systems, Section 5, “Master-Meter Provers”, First
Edition, July 1988.
API MPMS, Chapter 4, Proving Systems, Section 6, “Pulse Interpolation”, First
Edition, July 1988.
API MPMS, Chapter 4, Proving Systems, Section 7, “Field-Standard Test Measures”,
First Edition, July 1988.
API MPMS, Chapter 5, Metering, Section 1, “General Consideration for Easurement by
Meters”, Third Edition, September 1995.
API MPMS, Chapter 5, Metering, Section 4, “Accessory Equipment for Liquid Meters”,
Third Edition, September 1995.
API MPMS, Chapter 5, Metering, Section 4, “Accessory Equipment for Liquid Meters”,
Third Edition, September 1995.
API MPMS, Chapter 5, Metering, Section 5, “Fidelity and Security of Flow
Measurement Pulsed – Data Transmission Systems”, First Edition, June 1982.
237
BEGA, E.A., “Instrumentação Industrial”, 1ª Edição, Rio de Janeiro, Editora
Interciência, 2003.
BRUNE, O., “Redes Modbus RTU”, 15ª Edição, Rio de Janeiro, Editora Saber, 2005.
Centro Brasileiro de Pesquisas Físicas. Disponível em: http://www.cbpf.br. Acesso em:
12 dez. 2005.
DOEBELIN, E. O., “Measurement Systems”, 5th Edition, Singapore, McGraw-Hill,
2003.
ENDRESS+HAUSER, “Flow Handbook”, 2nd Edition. Sissach, Endress+Hauser
Flowtec AG., 2004.
Enciclopédia Wikipedia. Disponível em http://pt.wikipedia.org. Acesso em: 13 nov.
2005.
IEEE Computer Society, “IEEE Standard for Binary Floating-Point Arithmetic”, IEEE
Std 754, 1985.
INMETRO, “Vocabulário Internacional de Termos de Metrologia Legal”, 4ª Edição,
Rio de Janeiro, 2005.
INMETRO, “Vocabulário Internacional de Termos Fundamentais e Gerais de
Metrologia”, 3ª Edição, Rio de Janeiro, 2003.
Instituto Nacional de Metrologia INMETRO. Disponível em
http://www.inmetro.gov.br/index.asp. Acesso em: 23 jun. 2005.
ISO 2714 Liquid hydrocarbons, “Volumetric Measurement by Displacement Meter
Systems Other Than Dispensing Pumps”, 1st Edition, 1980.
ISO 2715 Liquid hydrocarbons, “Volumetric Measurement by Turbine Meter Systems
Other Than Dispensing Pumps”, 1st Edition, 1981.
ISO 4267-2, “Petroleum and Liquid Petroleum Products -- Calculation of Oil
Quantities -- Part 2: Dynamic Measurement”, International Organization for
Standardization, Switzerland, 1st Edition, 1988.
ISO 5167-1, “Measurement of Fluid Flow by Means of Pressure Diferential Devices –
Part 1: Orifice Plates, Nozzles and Venturi Tubes Inserted in Circular Cross-section
Conduits Running Full”, International Organization for Standardization,
Switzerland, 1st Edition, 1991.
238
ISO 7278-1 Liquid Hydrocarbons – Dynamic Measurement – Proving Systems for
Volumetric Meters – Part 1: General Principles.
ISO 7278-2 Liquid Hydrocarbons – Dynamic Measurement – Proving Systems for
Volumetric Meters – Part 2: Pipe Provers.
ISO 7278-3 Liquid Hydrocarbons – Dynamic Measurement – Proving Systems for
Volumetric Meters – Part 3: Pulse Interpolation Techniques.
ISO/DIS 7278-4 Liquid Hydrocarbons – Dynamic Measurement – Proving Systems for
Volumetric Meters – Part 4: Guide for Operators of Pipe Provers.
M. Nelson, “Manual de Medição de Vazão: através de placas de orifício, bocais e
venturis”, 1ª Edição , Rio de Janeiro, Editora Interciência: Petrobrás, 1998.
MATTOS, E. E. e FALCO, R., “Bombas Industriais”, 2ª Edição, Rio de Janeiro,
Editora Interciência, 1998.
Modicon, Inc., “Industrial Automation Systems”, Modicon Modbus Protocol Reference
Guide, PI-MBUS-300 Rev.J, 1996.
Modicon. Modbus Protocol. Disponível em
http://www.modicon.com/techpubs/toc7.html. Acesso em: 21 nov. 2005.
NATALE, FERDINANDO, “Automação Industrial”, 2ª Edição, São Paulo, Editora
Érica, 2000.
OIML R 117, “Measuring systems for liquids other than water”, 1995.
OIML R 119, “Pipe provers for testing measuring systems for liquids other than water”,
1996.
PANP/INMETRO 1/2000, “Regulamento Técnico de Medição de Petróleo e Gás
Natural”, Agência Nacional do Petróleo / Instituto Nacional de Metrologia
Normalização e Qualidade Industrial – INMETRO, Junho 2000.
Ribeiro, M.A., “Medição de Vazão: Fundamentos e Aplicações”, 5ª Edição, Salvador,
1997.
RUBIO, M. G., “Introdução à Instrumentação em Engenharia”, Instituto de Pesquisas
Tecnológicas, São Paulo, 2000.
Site da Transtronix. Disponível em: http://xtronics.com/reference/viscosity.htm
239
Site de Mecânica dos Fluidos. Disponível em:
http://myspace.eng.br/eng/fluidos/fluido3.asp
TANENBAUM, A. A., “Redes de Computadores”, 4ª Edição, Paraná, Editora Campus,
2003.
THOMAS, J. E. (Org.), “Fundamento de Engenharia de Petróleo”, 2ª Edição, Rio de
Janeiro, Editora Interciência, 2001.
TORRES, G., “Redes de Computadores”, Rio de Janeiro, Axcel Books do Brasil, 2001.
CHOWDHURY, D., “Projetos Avançados de Redes IP”, 1ª Edição, Paraná, Editora
Campus, 2002.
WERNECK, M. M., “Transdutores e interfaces”, 1ª Edição, Rio de Janeiro, LTC –
Livros Técnicos e Científicos Editora S.A.,1996.
240


















