AVALIAÇÃO TÉCNICA DA MANUTENÇÃO DO CUBO DE … · HT - Manutenção com Tempo Limite LP –...
118
AVALIAÇÃO TÉCNICA DA MANUTENÇÃO DO CUBO DE HÉLICE DO AVIÃO EMBRAER EMB-120 Danielle Manera Almeida Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro. Orientadora: Anna Carla Monteiro de Araujo Rio de Janeiro Março de 2019
Transcript of AVALIAÇÃO TÉCNICA DA MANUTENÇÃO DO CUBO DE … · HT - Manutenção com Tempo Limite LP –...

AVALIAÇÃO TÉCNICA DA MANUTENÇÃO DO CUBO DE
HÉLICE DO AVIÃO EMBRAER EMB-120
Danielle Manera Almeida
Projeto de Graduação apresentado ao Curso
de Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientadora: Anna Carla Monteiro de Araujo
Rio de Janeiro
Março de 2019

UNIVERSIDADE FEDERAL
DO RIO DE JANEIRO
Departamento de Engenharia Mecânica DEM/POLI/UFRJ
AVALIAÇÃO TÉCNICA DA MANUTENÇÃO DO CUBO DE HÉLICE
DO AVIÃO EMBRAER EMB-120
Danielle Manera Almeida
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO DE
ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS
PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO MECÂNICO.
Aprovado por:
_______________________________________________
Prof. Anna Carla Monteiro de Araujo, DSc (Orientadora)
_______________________________________________
Prof. Flávio de Marco Filho, DSc
_______________________________________________
Prof. Fernando Pereira Duda, DSc
RIO DE JANEIRO, RJ – BRASIL
MARÇO DE 2019

iv
Almeida, Danielle Manera
Avaliação técnica da manutenção do cubo de
hélice do avião Embraer EMB-120 / Danielle Manera
Almeida – Rio de Janeiro: UFRJ / Escola Politécnica, 2019.
XIV, 105 p.: il.; 29,7 cm.
Orientador: Anna Carla Monteiro de Araujo
Projeto de Graduação – UFRJ / POLI / Curso de
Engenharia Mecânica, 2019.
Referências Bibliográficas: p. 89-91
1. Manutenção de componentes aeronáuticos 2.
Manutenção do cubo de hélice 3. Delineamento da
fabricação da bucha de reparo do cubo
I. Araujo, Anna Carla Monteiro de. II. Universidade
Federal do Rio de Janeiro, Escola Politécnica,
Departamento de Engenharia Mecânica. III. Avaliação
técnica da manutenção do cubo de hélice do avião
Embraer EMB-120

v
“Quer você acredite que consiga fazer uma coisa ou não, você está certo.”
(Henry Ford)

vi
AGRADECIMENTOS
Primeiramente, agradeço a Deus, engenheiro perfeito deste universo, por ter me
dado saúde e resiliência ao longo do meu percurso na faculdade e no desenvolvimento
desse projeto.
Aos meus pais, Denise e Marcelo, por terem me dado a vida e por serem os
maiores torcedores do meu sucesso e felicidade. Obrigada por estarem sempre ao
meu lado, me dando toda a estrutura emocional, material e financeira que precisei e
por terem me proporcionado acesso a uma educação de qualidade, o que foi
primordial para eu ingressar na UFRJ.
Aos meus irmãos, Fernanda e Victor, à toda a minha família, às minhas amigas,
aos meus amigos, por todo o amor, carinho e incentivo de sempre.
À minha professora orientadora, Anna Carla, pela ajuda, disponibilidade, atenção
e ensinamentos. Você foi um anjo que apareceu no meu caminho!
A todos os amigos que fiz no CT, principalmente os da engenharia mecânica e
os que conheci na Fluxo Consultoria, por tornarem os momentos mais leves e
engraçados na faculdade, por todos os momentos de estudos e de descontração
juntos, por todas as dúvidas tiradas, materiais e conhecimentos compartilhados, e por
dividirem as angústias e dificuldades que só nós que estamos ali entendemos.
À empresa estudada neste projeto final, a qual tive a oportunidade de estagiar e
aprender muito na prática. A cada colega de trabalho que contribuiu para meu
crescimento profissional e pessoal e me ajudou com as informações necessárias para
o desenvolvimento deste trabalho.
A todos que passaram ou estão na minha vida e que contribuíram de alguma
forma. Cada ajuda, cada preocupação e cada incentivo foram essenciais para minha
motivação. Sem vocês nada disso seria possível.

vii
Resumo do projeto de graduação apresentado ao DEM/UFRJ como parte dos
requisitos necessários para obtenção do grau de Engenheiro Mecânico.
AVALIAÇÃO TÉCNICA DA MANUTENÇÃO DO CUBO DE HÉLICE
DO AVIÃO EMBRAER EMB-120
Danielle Manera Almeida
Setembro/2018
Orientador: Anna Carla Monteiro de Araujo
Curso: Engenharia Mecânica
A manutenção aeronáutica no Brasil se divide em duas atividades: a
manutenção da aeronave como um todo e a manutenção de cada componente da
aeronave. Este estudo está orientado no segundo segmento e elucidará as principais
técnicas e processos de manutenção na aviação. Para aprofundar o estudo, foram
feitas visitas a uma empresa de manutenção de componentes aeronáuticos situada no
Rio de Janeiro e lá foi escolhido um componente específico para se analisar a
manutenção: o cubo de hélice do avião Embraer EMB-120.
É apresentado o processo de manutenção do cubo de hélice, identificando os
principais pontos fracos deste procedimento e realizando uma avaliação de melhoria
técnica.
A avaliação indicou melhorias na fabricação da bucha de reparo para corrigir o
desgaste do cubo de hélice. Três propostas foram feitas: a fabricação da bucha de
reparo do cubo por um processo alternativo; a otimização do processo atual que é feito
através da usinagem de um disco metálico; e a nova fabricação através da fundição do
disco para gerar um anel metálico que será usinado para se produzir a bucha. Para
essas duas últimas propostas, foi feito o delineamento da fabricação.
Palavras-chave: Manutenção, Manutenção de Componentes aeronáuticos,
Delineamento de fabricação, Fundição, Usinagem.

viii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
TECHNICAL EVALUATION OF THE MAINTENANCE OF THE EMBRAER
EMB-120 AIRCRAFT PROPELLER HUB
Danielle Manera Almeida
September/2018
Advisor: Anna Carla Monteiro de Araujo
Course: Mechanical Engineer
Aeronautical maintenance in Brazil is divided into two activities: the maintenance
of the whole aircraft and the maintenance of each component of the aircraft. This study
is focused on the second segment and will elucidate the main aviation maintenance
techniques and processes. In order to deepen the study, visits were made to an
aeronautical components maintenance company located in Rio de Janeiro and a
specific component was chosen to analyze the maintenance: the Embraer EMB-120
aircraft propeller hub.
The process of maintanance of the propeller hub is presented, identifying the
main weaknesses of this procedure and making a technical improvement evaluation.
The evaluation indicated improvements in the manufacture of the repair sleeve is
to correct the wear of the propeller hub. Three proposals were made: the manufacture
of the hub sleeve by an alternative process; the optimization of the current process that
is done by machining a metal disk; and the new fabrication by casting the disk to
generate a metal ring that will be machined to produce the sleeve. For these last two
proposals, the manufacturing design was done.
Keywords: Maintenance, Aeronautical components maintenance, Manufacturing
design, Casting, Machining.

ix
LISTA DE ABREVIATURAS
ANAC – Agência Nacional de Aviação Civil
BS – Boletim de Serviço
CM - Manutenção com Monitoramento das Condições
CMM – Manual da Manutenção do Componente
DA – Diretriz de Aeronavegabilidade
END – Ensaios não-destrutivos
FAA - Administração Federal de Aviação
HT - Manutenção com Tempo Limite
LP – Líquidos Penetrantes
OC - Manutenção com Verificação do Estado
OS – Ordem de Serviço
OTL - Tempo Limite de Funcionamento
PN – Part Number
SLL - Tempo Limite de Vida/Serviço
SLM – Fusão Seletiva a Laser
SN - Número Serial
TBO - Tempo entre Revisões

x
LISTA DE FIGURAS
Figura 2.1 - Torneamento externo
Figura 2.2 - Sangramento frontal (axial)
Figura 2.3 - Sangramento radial
Figura 3.1 - Avião EMB-120 Brasília
Figura 3.2 - Cubo de hélice do avião EMB-120 “Brasília”
Figura 3.3 - Vista explodida do conjunto de hélice e detalhe do hub
Figura 3.4 – Seções principais da empresa
Figura 3.5 - Seções de suporte às seções principais
Figura 3.6 - Componentes esperando devolução
Figura 3.7 - Área de quarentena
Figura 3.8 - Pastas com manuais dos componentes
Figura 3.9 - Seção de Suprimento Técnico
Figura 3.10 - Fases do serviço na empresa
Figura 3.11 – Macro etapas do processo de manutenção do cubo de hélice
Figura 3.12 - Medição do diâmetro do cubo de hélice
Figura 3.13- Desgaste no furo do cubo de hélice
Figura 3.14 - Procedimentos para usinagem do cubo
Figura 3.15 - a) Placa de fixação b) Disco para fixação c) Disco de fixação dentro do
cubo d) Cubo apoiado na placa de fixação
Figura 3.16 - Relógio comparador para medir a centralização do cubo no torno
Figura 3.17 - a) áreas do cubo que não sofrerão o jateamento b) superfícies da bucha
e do furo do cubo após o jateamento
Figura 3.18 - Aquecimento do cubo no forno para encaixe da bucha de reparo
Figura 3.19 - Aplicação de adesivo e colagem da bucha de reparo
Figura 3.20 - Prensa para forçar o encaixe com interferência da bucha de reparo

xi
Figura 3.21 - Ressalto da bucha de reparo fora do cubo
Figura 3.22- Peça inicial e peça final
Figura 3.23 - Peça inicial (esquerda) e sobra de material (direita)
Figura 3.24 - Peça inicial (esquerda) e material que sobra após a usinagem (direita)
Figura 3.25 - Cavaco enrolado na ferramenta
Figura 3.26 - Cavaco encostado na peça durante a usinagem
Figura 4.1 - Dimensões em milímetros da bucha de reparo
Figura 4.2 - Bucha a partir de um disco
Figura 4.3 - Bucha a partir de um anel
Figura 4.4 - Ferramenta T01
Figura 4.5 - Ferramenta T02
Figura 4.6 - Ferramenta T03
Figura 4.7 - Ferramenta T04
Figura 4.8 – Dimensões em milímetros do disco
Figura 4.9 - Composição química da liga de alumínio do disco importado pela empresa
Figura 4.10 - Dimensões em milímetros do anel
Figura 4.11 - Bucha de reparo e área da seção transversal do anel
Figura 4.12 – Simulação do faceamento do anel
Figura 4.13 - Simulação do torneamento interno do anel
Figura 4.14 - Simulação do torneamento externo do anel
Figura 4.15 - Simulação do sangramento radial do anel
Figura 4.16 - Aplicação do fluido de corte no sangramento frontal
Figura 4.17 - Óleo semissintético utilizado pela empresa
Figura 4.18 - Óleo semissintético indicado pro alumínio e suas ligas
Figura 4.19 - Fluido de corte utilizado pela empresa
Figura 4.20 - Fluido de corte indicado para o alumínio e suas ligas

xii
LISTA DE TABELAS
Tabela 4.1 - Etapa de faceamento do disco
Tabela 4.2 - Etapa de torneamento externo do disco (desbaste) - primeira fase
Tabela 4.3 - Etapa de torneamento externo do disco (acabamento) - primeira fase
Tabela 4.4 - Etapa de torneamento externo do disco (desbaste) - segunda fase
Tabela 4.5 - Etapa de torneamento externo do disco (acabamento) - segunda fase
Tabela 4.6 - Etapa de sangramento frontal do disco
Tabela 4.7 - Etapa de sangramento radial do disco
Tabela 4.8 - Liga de alumínio 7075
Tabela 4.9 - Composição da liga e pontos de fusão.
Tabela 4.10 - Etapa de faceamento do anel
Tabela 4.11 - Etapa de torneamento interno do anel (desbaste)
Tabela 4.12 - Etapa de torneamento interno do anel (acabamento)
Tabela 4.13 - Etapa de torneamento externo do anel (desbaste) - primeira fase
Tabela 4.14 - Etapa de torneamento externo do anel (desbaste) - segunda fase
Tabela 4.15 - Etapa de torneamento interno do anel (acabamento)
Tabela 4.16 - Sangramento radial do anel
Tabela 4.17- Comparação dos efeitos da refrigeração superior e inferior no
torneamento
Tabela 4.18 - Parâmetros do processo de fabricação atual na empresa

xiii
ÍNDICE
1. INTRODUÇÃO .............................................................................................................................1
1.1 CONSIDERAÇÕES INICIAIS ..........................................................................................1
1.2 JUSTIFICATIVA E OBJETIVOS DO ESTUDO ...............................................................2
1.3 METODOLOGIA ADOTADA ...........................................................................................3
1.4 ESTRUTURA DO TRABALHO ........................................................................................3
2. REVISÃO BIBLIOGRÁFICA ........................................................................................................5
2.1 MANUTENÇÃO ...............................................................................................................5
2.1.1 MANUTENÇÃO DOS COMPONENTES AERONÁUTICOS ..............................5
2.1.2 A AGÊNCIA NACIONAL DE AVIAÇÃO CIVIL ...................................................8
2.1.3 OS PROFISSIONAIS DE MANUTENÇÃO AERONÁUTICA ............................10
2.1.4 PRINCIPAIS TIPOS DE MANUTENÇÃO .........................................................11
2.1.4.1 MANUTENÇÃO À DEMANDA ..........................................................................11
2.1.4.2 MANUTENÇÃO PREVENTIVA ........................................................................12
2.1.4.3 MANUTENÇÃO PREDITIVA ............................................................................12
2.1.4.4 MANUTENÇÃO SISTEMÁTICA .......................................................................14
2.1.4.5 MANUTENÇÃO CURATIVA .............................................................................14
2.1.5 OS PROCESSOS DE MANUTENÇÃO NA AVIAÇÃO .....................................15
2.1.5.1 HARD TIME ......................................................................................................15
2.1.5.2 ON CONDITION ...............................................................................................17
2.1.5.3 CONDITION MONITORING ............................................................................18
2.2 USINAGEM ...................................................................................................................19
2.2.1 MÁQUINA CNC ................................................................................................19
2.2.2 PROCESSOS ...................................................................................................21
2.2.3 PRINCIPAIS PARÂMETROS ...........................................................................22
2.3 FUNDIÇÃO ....................................................................................................................23
2.4 FUSÃO SELETIVA A LASER ........................................................................................25
xiv
3. ESTUDO DA MANUTENÇÃO DE UM COMPONENTE AERONÁUTICO ................................27
3.1 O CUBO DE HÉLICE DO AVIÃO EMBRAER EMB-120 ...............................................28
3.2 ESTUDO DE CASO DO CUBO DE HÉLICE .................................................................31
3.2.1 A EMPRESA DO ESTUDO DE CASO .............................................................31
3.2.2 PROCEDIMENTOS DE MANUTENÇÃO .........................................................36
3.3 ANÁLISE TÉCNICA SOBRE O PROCESSO ATUAL ...................................................50
3.3.1 PRINCIPAIS PONTOS PARA MELHORIAS NO REPARO .............................50
3.3.2 PROPOSTA DE MUDANÇAS .........................................................................54
4. DELINEAMENTO DA FABRICAÇÃO DA BUCHA DE REPARO ............................................55
4.1 DEFINIÇÃO DA MÁQUINA-FERRAMENTA .................................................................55
4.2 GEOMETRIA DA BUCHA DE REPARO .......................................................................56
4.3 FABRICAÇÃO DA BUCHA DE REPARO......................................................................57
4.3.1 PROCESSOS DE USINAGEM E FERRAMENTAS DE CORTE .....................58
4.4 FABRICAÇÃO A PARTIR DE UM DISCO ....................................................................62
4.4.1 GEOMETRIA DO DISCO .................................................................................62
4.4.2 PARÂMETROS DA USINAGEM ......................................................................63
4.5 FABRICAÇÃO A PARTIR DE UM ANEL .......................................................................68
4.5.1 FUNDIÇÃO DO DISCO PARA FABRICAÇÃO DO ANEL ................................68
4.5.2 GEOMETRIA DO ANEL ...................................................................................71
4.5.3 PARÂMETROS DA USINAGEM ......................................................................71
4.6 TEMPOS DE USINAGEM EM CADA PROCESSO .......................................................78
4.7 FLUIDO DE CORTE ......................................................................................................79
4.8 ANÁLISE DE RESULTADOS ........................................................................................84
5. CONCLUSÃO .............................................................................................................................88
6. REFERÊNCIAS BIBLIOGRÁFICAS ..........................................................................................89
ANEXO .......................................................................................................................................92

1
1. INTRODUÇÃO
1.1 CONSIDERAÇÕES INICIAIS
ALVAREZ [1] define o termo “manutenção” por “toda atividade de assistência
voltada para o atendimento de sistemas funcionais físicos (máquinas, equipamentos e
estruturas) com a finalidade de conservar sua condição funcional dentro dos padrões
prescritos.” Do ponto de vista econômico, a manutenção é um investimento que
qualquer empresa deve fazer para melhorar seus lucros e conservar seu patrimônio.
A manutenção de aeronaves serve para garantir a disponibilidade, a
aeronavegabilidade1 e o desempenho da aeronave, de seus sistemas, subsistemas e
componentes durante toda a sua vida operacional, bem como garantir a confiabilidade
prevista em seu projeto [2].
Na prática, a manutenção é o conjunto de cuidados técnicos para conservação
da aeronave, tais como reparo, limpeza, verificação ou inspeção detalhada das peças
e sistemas em utilização, a fim de substituí-las ou restaurá-las. A manutenção tem a
finalidade de corrigir avarias ou de prevenir ou detectar falhas de material ou
deterioração do desempenho de sistemas ou, simplesmente, o controle do tempo de
vida de peças em utilização. Para isso, cada fabricante define um manual com um
programa preventivo de manutenção que deve ser seguido obrigatoriamente pelo
utilizador.
MACHADO et al. [4] diz que a manutenção aeronáutica pode ser dividida em
duas atividades que, apesar de estarem completamente associadas, possuem
1 Aeronavegabilidade é um termo usado para definir se uma aeronave é capaz de realizar um vôo seguro.
Essa capacidade depende de três aspectos básicos, que são a certificação do projeto da aeronave, a
certificação de fabricação e a manutenção da aeronave. Com isso, a aeronavegabilidade é mantida por
meio de um programa de inspeções, conduzido por um mecânico de manutenção habilitado [3].

2
especificidades que as distinguem. A primeira atividade se refere à manutenção das
aeronaves como um equipamento único, e a segunda atividade se refere à
manutenção dos componentes que servirão como insumos para a primeira.
Este trabalho dará enfoque apenas à manutenção dos componentes das
aeronaves, mais especificamente mostrando o exemplo da manutenção de um
componente, e elucidará a importância da qualidade na manutenção destes para o
perfeito funcionamento da aeronave.
1.2 JUSTIFICATIVA E OBJETIVOS DO ESTUDO
A expansão do setor de transporte aéreo no Brasil exige uma indústria de
serviços de manutenção aeronáutica capaz de atender tal processo expansivo,
garantindo as condições de segurança de voo. Para acompanhar esse crescimento, é
necessário explorar a manutenção aeronáutica sob perspectivas que busquem
melhorar a eficiência técnica do setor [4].
O objetivo geral do trabalho é mostrar como funciona a manutenção de
componentes aeronáuticos, descrevendo os principais processos e técnicas de
manutenção. Já o objetivo principal é estudar a manutenção de um componente
específico - o cubo de hélice do avião EMB-120 - para então revelar os principais
problemas encontrados e propor melhorias no processo de reparo do mesmo,
propondo inclusive a implementação de novas tecnologias.
O estudo se demonstrou bastante viável pelo livre acesso a uma empresa que
realiza a manutenção de componentes aeronáuticos no Rio de Janeiro, o que
possibilitou o acompanhamento dos processos de manutenção. Cada processo segue
as orientações dos manuais dos componentes, que são feitos pelos fabricantes, e que
também foram disponibilizados para livre consulta e referência neste estudo.
3
1.3 METODOLOGIA ADOTADA
Primeiramente, foi feita uma pesquisa exploratória que se baseou em um
levantamento bibliográfico a respeito do tema de manutenção em geral, aprofundando
para o tema de manutenção na aviação. Para explorar na prática este tema, foram
feitas visitas a uma empresa de manutenção de componentes aeronáuticos. Após
todas as observações na empresa, que permitiu o acompanhamento de manutenções
em diversos componentes, foi escolhido um componente para aprofundar o estudo. A
pesquisa também tem um objetivo descritivo, pois busca descrever a manutenção
deste componente, analisar as possíveis melhorias nesse processo e verificar as
relações entre teoria e prática da manutenção. Na análise de melhorias, foram ainda
exploradas algumas propostas de mudança em uma etapa da manutenção do
componente. Com isso, o projeto tomou um rumo para o tema de usinagem. Para a
parte descritiva de usinagem do projeto, foi usado o software Fusion 360º para
modelagem em 3D de peças e para a simulação de usinagem das mesmas.
A pesquisa tem um caráter sobretudo qualitativo, no entanto também um caráter
quantitativo, quando compara o tempo de fabricação de uma peça usada no reparo do
componente escolhido da forma que é feita atualmente e da forma proposta e a
economia de volume de material que acaba sendo desperdiçado após a sugestão de
mudança.
1.4 ESTRUTURA DO TRABALHO
Este trabalho será dividido em seis capítulos.
O capítulo 1 é esta introdução, que inclui algumas considerações iniciais, a
justificativa e objetivos do estudo, além da metodologia usada para o desenvolvimento
do trabalho.
4
O capítulo 2 contém a revisão bibliográfica sobre os principais conceitos e
definições de manutenção e como funciona a manutenção de componentes
aeronáuticos, sobre usinagem, sobre fundição e sobre fusão seletiva a laser, que é um
processo de manufatura aditiva.
O capítulo 3 é composto pelo estudo da manutenção de um componente
aeronáutico, o cubo de hélice (HUB) do avião Embraer EMB-120. Este capítulo mostra
como funciona a empresa que realiza a manutenção do cubo de hélice e explica os
procedimentos da manutenção deste componente, evidenciando os principais pontos
fracos encontrados no processo de reparo. Ainda engloba uma avaliação de melhoria
técnica para esse processo.
O capítulo 4 contém uma proposta para a otimização da fabricação da bucha de
reparo do cubo de hélice. Para isso, sugere dois diferentes delineamentos da
fabricação, um mudando parâmetros do processo atualmente feito, e o outro sugerindo
a fabricação a partir de uma nova peça inicial.
O capítulo 5 é a conclusão do estudo, que resume a análise feita e revela os
resultados das comparações.
Por fim, o capítulo 6 contém as referências bibliográficas usadas para a
realização deste trabalho.
5
2. REVISÃO BIBLIOGRÁFICA
Há quatro principais assuntos que serão abordados no estudo: a manutenção
(com ênfase à manutenção na aviação) e três processos de fabricação, sendo um
através da usinagem, outro através da fundição e outro através da fusão seletiva a
laser. Este capítulo englobará o embasamento teórico para esses assuntos, que serão
descritos ou indicados ao longo do trabalho.
2.1 MANUTENÇÃO NA AVIAÇÃO
2.1.1 MANUTENÇÃO DOS COMPONENTES AERONÁUTICOS
Ao se estabelecer qual será a aplicação da aeronave, definem-se os materiais
utilizados, são traçados os ensaios para certificação, escritos os programas e manuais
de manutenção e os manuais de operação da aeronave. A maioria dos países no
mundo seguem os conceitos de projetos aeronáuticos dos Estados Unidos, além de se
basearem nas normas e regulações da FAA 2 [6].
Todas as aeronaves possuem um plano de manutenção que é feito baseado nas
informações prestadas pelo fabricante para cada componente ou para aeronave como
um todo. Essa manutenção é fiscalizada pela ANAC (Agência Nacional de Aviação
Civil), devendo estar rigorosamente em dia, do contrário, além da suspensão do direito
de voar, é aplicada uma multa ao operador da aeronave. A empresa dona da aeronave
é responsável por fiscalizar o seu plano de manutenção, e quando veem que está
chegando o período que os componentes devem ir para a manutenção ou caso
tenham percebido algum tipo de falha no componente ela procura a empresa de
manutenção.
2 A Administração Federal de Aviação (em inglês: Federal Aviation Administration - FAA) é a entidade
governamental dos Estados Unidos, responsável pelos regulamentos e todos os aspectos da aviação civil
nos Estados Unidos [5].
6
Quando uma aeronave opera em condições climáticas severas, como em
atmosfera salina, tempo frio, atmosfera úmida, atmosfera arenosa ou atmosfera
corrosiva, a manutenção da aeronave ou sistemas é diferente de uma aeronave que
voa em situação de atmosfera normal. Normalmente para esses casos os fabricantes
acrescentam novas operações de manutenção às já existentes [2].
Durante a operação da aeronave é possível que alguma peça venha
apresentando danos recorrentes antes do tempo previsto de substituição da mesma,
isso pode indicar que a peça não está resistindo ao esforço previsto ou que alguma
técnica de manutenção esteja se mostrando ineficaz. É comum para as empresas
operadoras das aeronaves ou para as empresas de manutenção avisar a toda a
comunidade de aviação que problemas desse tipo estejam ocorrendo. Assim, estarão
contribuindo para a preservação da aeronavegabilidade do modelo que operam.
Para a identificação dos problemas, há um sistema mundial de retroalimentação
de informações, chamado “Dificuldades em Serviço”. No Brasil, a ANAC mantém em
seu site um campo para que operadores e mantenedores possam relatar suas
dificuldades, através do acesso ao Sistema Integrado de Informações de Aviação Civil.
Nele poderá relatar o que aconteceu no voo, no solo ou na oficina, bem como qualquer
anormalidade com algum componente. Esse registro será cruzado com outros de
mesmo tipo, por todo o mundo, e, se a ocorrência for reincidente, uma providência
poderá ser decretada pela autoridade aeronáutica que gere o sistema. Esse cruzamento
de informações tenta avaliar a necessidade de alguma intervenção, ou até mesmo um
“recall”. Então, uma Diretriz de Aeronavegabilidade poderá ser publicada pela ANAC,
ou um Boletim de Serviço, emitido pelo fabricante para algum PN ou SN [6].
O PN (Part Number) é um conjunto de números e letras que são gravados na
peça A identificação de uma peça ou componente é feita através desse código. Cada
tipo de peça tem seu próprio PN e embora muitas vezes as peças pareçam ser iguais,
se elas tem PN’s diferentes, há pelo menos alguma característica técnica que as

7
diferem. Além do PN, uma peça ou componente ainda possui o SN (Serial Number),
traduzido como número serial, número de série ou código serial, que também é
composto por uma combinação de números e letras e é único para cada peça
fabricada. O SN é útil na rastreabilidade da peça, uma vez que se um defeito for
encontrado na produção de um determinado lote, o número de série irá identificar
rapidamente quais as unidades que foram afetadas.
A Diretriz de Aeronavegabilidade (DA) é um documento emitido pela
autoridade aeronáutica de cada país após análise de uma condição insegura existente
em um produto aeronáutico que possa se desenvolver em outros produtos do mesmo
projeto. A autoridade emite a DA tornando obrigatórias as correções das
anormalidades constatadas a partir do resultado da análise de algum acidente
investigado ou condição insegura reportada em relatórios de confiabilidade mecânica,
relatórios de dificuldades em serviço e relatórios de interrupção de voo emitidos por
operadores, relatório de defeito ou de condição não aeronavegável reportados por
oficinas de manutenção ou boletins e cartas de serviço editadas por fabricantes.
Portanto, não somente o fabricante, mas as oficinas e operadores têm papel
fundamental na emissão de novas diretrizes, uma vez que, são responsáveis e devem
emitir e enviar à autoridade aeronáutica os relatórios com a descrição dos problemas
encontrados no dia a dia de suas atividades [7].
Boletim de Serviço (BS) é um documento emitido pelo fabricante do produto
aeronáutico (aeronave, motor, equipamento e componente), com o objetivo de corrigir
falha ou mau funcionamento deste produto ou nele introduzir modificações e/ou
aperfeiçoamentos, ou ainda visando à implantação de ação de manutenção ou
manutenção preventiva aditiva àquelas previstas no programa de manutenção básico
do fabricante. Um boletim de serviço somente terá caráter mandatório (obrigatório)
quando a ANAC ou a autoridade aeronáutica do país de origem do produto
aeronáutico emitir uma Diretriz de Aeronavegabilidade ou estabelecer no próprio

8
Boletim de Serviço o seu caráter mandatório, ou quando incorporado por referência
através de outro documento mandatório [7].
2.1.2 A AGÊNCIA NACIONAL DE AVIAÇÃO CIVIL
A Agência Nacional de Aviação Civil (ANAC), uma das agências reguladoras
federais do País, foi criada para regular e fiscalizar as atividades da aviação civil e a
infraestrutura aeronáutica e aeroportuária no Brasil. Instituída em 2005, começou a
atuar em 2006 substituindo o Departamento de Aviação Civil (DAC). É uma autarquia
federal de regime especial e está vinculada ao Ministério dos Transportes, Portos e
Aviação Civil. As ações da ANAC se enquadram nas atividades de certificação,
fiscalização, normatização e representação institucional [8].
Certificação
A certificação serve para atestar que aviões e helicópteros e seus componentes,
oficinas de manutenção, empresas aéreas, escolas e profissionais de aviação do país
possuam um grau de confiança e cumpram os requisitos que foram estabelecidos em
regulamentos internacionais. A certificação da ANAC obedece à Convenção de
Chicago (1944), da qual o Brasil é signatário, e é reconhecida por diversos países com
os quais há acordos internacionais.
Fiscalização
A ANAC fiscaliza o setor de aviação civil no país, a fim de assegurar os níveis
aceitáveis de segurança e a qualidade na prestação dos serviços. Para isso, pratica a
vigilância continuada, que se dá de forma planejada e constante, e acompanha o
desempenho de produtos, empresas, operações, processos e serviços e dos
profissionais certificados. Há também as ações fiscais, onde o foco é identificar e
prevenir infrações aos regulamentos do setor e, em parceria com outros órgãos, a
prática de atos ilegais.

9
Normatização
A ANAC estabelece normas para o funcionamento da aviação civil do Brasil, que
são elaboradas através de estudos e de consultas e audiências públicas. Essas
normas seguem os preceitos de instituições e organizações internacionais de aviação
das quais o Brasil é signatário. Além de criar esses regulamentos técnicos e
econômicos, a ANAC também é responsável por revisar, atualizar e editá-los.
Autorizações e Concessões
Para atuar, as companhias aéreas, empresas de táxi-aéreo ou de serviços
especializados, escolas, oficinas, profissionais da aviação civil e operadores de
aeródromos e aeroportos precisam ser autorizados pela ANAC. De acordo com a
complexidade para o desempenho de cada atividade, a Agência emite autorizações,
permissões, outorgas e concessões a esses entes regulados. O descumprimento de
regras e requisitos pode levar a Agência a suspender ou a cassar as autorizações
concedidas.
Profissionais da Aviação Civil
Há diversas categorias de profissionais responsáveis pelo funcionamento do
transporte aéreo, como exemplos temos os pilotos, comissários de bordo, mecânicos de
manutenção, despachantes operacionais, entre outros. Cabe à ANAC emitir licenças e
certificados de habilitações técnicas para que esses profissionais possam atuar na
aviação civil
Vale ressaltar que não fazem parte do escopo de ação da ANAC duas atividades
importantes dentro do sistema de Aviação Civil [9]:
● O tráfego aéreo, este é de responsabilidade do Departamento de Controle
do Espaço Aéreo (DECEA);
10
● A investigação de acidentes, esta é de responsabilidade do Centro de
Investigação e Prevenção de Acidentes Aeronáuticos (CENIPA).
Ambos os órgãos pertencem à FAB (Força Aérea Brasileira).
2.1.3 OS PROFISSIONAIS DA MANUTENÇÃO AERONÁUTICA
Como mecânico de manutenção aeronáutica, são três as especialidades
possíveis para obter habilitação [10]:
● GMP (Grupo motopropulsor) - Com esta especialidade o interessado estará
habilitado a trabalhar com todos os tipos de motores de aviação geral (convencional ou
a reação), todos os sistemas de hélices e rotores e com todos os sistemas dos grupos
motopropulsores.
● CEL (Célula) - Esta é a especialidade que trabalha com todos os sistemas de
pressurização, ar condicionado, pneumático e sistemas hidráulicos. Também é nesta
habilitação que o interessado poderá trabalhar na estrutura de aviões e helicópteros
em geral, ou seja, a fuselagem da aeronave.
● AVI (Aviônicos) - Esta habilitação permite que o interessado trabalhe em
todos os componentes elétricos e eletrônicos de aeronave, inclusive instrumentos de
navegação, rádio navegação e radiocomunicação, sistemas elétricos e de radar.
Também há os auxiliares de mecânico. Estes, por sua vez, ainda estão em
processo de aprendizado e de retirada da carteira (também chamada de
homologação). O mecânico no início de sua carreira profissional será um auxiliar, que
irá acompanhar os mecânicos na realização dos trabalhos de inspeção, reparo, troca
de componentes e na liberação de aeronaves para retorno ao voo. Após o período de
treinamento, o mecânico auxiliar passará por uma prova prática aplicada por um
Inspetor da ANAC, que irá avaliar sua proficiência no período em que ficou como
auxiliar. Caso venha a ser aprovado, o auxiliar passa a ser um Técnico de Manutenção

11
de Avião/Helicóptero.
2.1.4 PRINCIPAIS TIPOS DE MANUTENÇÃO
Antes de explicar os principais tipos de manutenção é necessário explicar o
conceito de falha. Existem dois tipos de falhas: a concreta e a latente, que são
caracterizadas por ALVAREZ [1] como:
Falha concreta (ou pane): estágio final de todo defeito, que impede a
continuação do funcionamento do equipamento, paralisando o sistema funcional,
parcial ou totalmente.
Falha latente (ou falha incipiente): primeiro estágio ou período de incubação
de toda falha concreta. A característica principal deste defeito é a de que esta
imperfeição estrutural ou funcional nem sempre paralisa a operação do equipamento,
continuando o mesmo a funcionar.
2.1.4.1 MANUTENÇÃO À DEMANDA
É também conhecida como Manutenção Imprevista ou de Emergência.
Para ALVAREZ [1], a Manutenção à Demanda consiste na assistência técnica
dada ao equipamento depois de ocorrida a falha concreta, que impossibilita a
continuidade funcional do sistema e obriga a parada de forma imprevista.
É muito comum ver a terminologia “Manutenção Corretiva” substituindo a
denominação da técnica da Manutenção à Demanda, de Emergência ou Imprevista.
Para ALVAREZ [1] tal termo é incorreto, uma vez que implica num procedimento e não
em uma técnica, pois acredita que uma falha detectada por qualquer técnica de
manutenção deve ser “corrigida” para ser eliminada. Assim, para o procedimento de
manutenção que corrige uma falha, latente ou concreta, será usado o termo
“manutenção corretiva”.

12
KARDEC & NASCIF [11] acreditam que essa manutenção não é só para a
correção de uma falha, mas também pode ser para corrigir um desempenho menor do
que o esperado, e que, nesse caso, essa manutenção não se trata de uma
manutenção de emergência. E ainda definem que quando essa manutenção é para
corrigir a falha concreta, ela se caracteriza como uma manutenção corretiva não
planejada. Já quando é para melhorar o desempenho sem ter havido uma falha
concreta ou para correção de uma falha latente por decisão gerencial ela é dita
manutenção corretiva planejada. Mesmo que a decisão gerencial seja de deixar o
equipamento funcionar até a quebra, essa é uma decisão conhecida e algum
planejamento pode ser feito quando a falha ocorrer. Normalmente a decisão gerencial
se baseia na modificação dos parâmetros de condição observados pela manutenção
preditiva.
2.1.4.2 MANUTENÇÃO PREVENTIVA
Como o próprio nome já diz, essa manutenção é feita de forma a prevenir que
uma falha concreta ocorra. A atuação é feita de forma programada, segundo
inspeções realizadas com frequências pré-fixadas, ou seja, intervalos definidos de
tempo. O intuito dessa manutenção é de detectar falhas latentes e manter um
determinado nível de funcionamento e disponibilidade antes da manifestação de uma
pane, ou seja, evitar paradas por causa de falhas concretas [1].
KARDEC & NASCIF [11] dizem que na aviação a adoção da manutenção
preventiva é imperativa para determinados sistemas ou componentes, pois o fator
segurança é o que mais importa.
2.1.4.3 MANUTENÇÃO PREDITIVA
Esta manutenção consiste na utilização de técnicas adequadas que conduzam à
identificação (predição) do ponto ótimo para execução da manutenção, o ponto
preditivo. A busca desse ponto ótimo para a intervenção é feita através do

13
monitoramento de parâmetros e baseia-se na evolução, ao longo do tempo, dos
sintomas constatados [2].
Baseia-se no acompanhamento, medição, análise e comparação de índices e
parâmetros indicativos do estado e condição do equipamento ou sistema, comparados
com padrões de desempenho ótimos ou de projeto, sendo alguns desses parâmetros:
pressão, temperatura, vibrações, análises químicas, rugosidade, índice de desgaste,
potência, vazão, velocidade, consumo, etc [1].
Seu objetivo principal é monitorar os parâmetros para evitar as falhas concretas,
aproveitando o máximo possível a vida útil total dos componentes ou de um
equipamento até quando o grau de degradação se aproximar ou atingir o limite
previamente estabelecido, sendo necessária, então, a tomada de decisão de
intervenção. Outros objetivos são eliminar desmontagens desnecessárias para
inspeção, aumentar o tempo de disponibilidade dos equipamentos, reduzir o trabalho
de emergência não planejado e impedir o aumento dos danos [12].
Através de técnicas preditivas é feito o monitoramento da condição e, como dito
anteriormente, KARDEC & NASCIF [11] diz que a ação de correção, quando
necessária, caracteriza uma manutenção corretiva planejada.
Os principais métodos de análise e diagnóstico preditivo são:
● análise vibracional;
● análise de lubrificantes;
● ensaios não destrutivos (raios-x, raios gama, ultrassom, partículas magnéticas,
líquidos penetrantes, correntes parasitas, ensaios acústicos);
● termografia;
● ensaio visual;
● teste de vazamentos (leak-test).

14
2.1.4.4 MANUTENÇÃO SISTEMÁTICA
É a assistência técnica dada ao equipamento em função da vida útil física de
seus componentes ou peças, a partir da qual os mesmos devem ser trocados
independente dos seus estados e condições. Desta forma, também ocorre de forma
preventiva, pois evita-se o aparecimento de falhas concretas e, inclusive, de falhas
latentes [1].
2.1.4.5 MANUTENÇÃO CURATIVA
É a assistência técnica dada ao equipamento visando melhorar o projeto original,
com o intuito de aumentar a eficiência, diminuir a incidência de falhas, aumentar o
índice de confiabilidade, melhorar as condições de acesso, de visão e de manutenção
dos elementos, aumentar a vida útil do equipamento e reduzir ao mínimo a
necessidade de manutenção, melhorando também as condições funcionais e
operativas [1].
Para a aviação, essa manutenção consiste em serviços que resolvam uma falha
cuja origem se deu no projeto da aeronave ou sistema. A intervenção possibilita a
solução definitiva de uma pane recorrente ou de uma situação inicialmente identificada
e julgada inadmissível, apesar da prática de outras técnicas de manutenção.
Determinadas falhas detectadas seguidamente em inspeções preventivas ou sanadas
seguidamente em inspeções corretivas podem ser remediadas (curadas) introduzindo-
se uma modificação técnica. Além disso, a manutenção curativa pode ser precedida
e/ou complementada por mudanças no modo de operação do item ou sistema em
questão [13].
As manutenções curativas são mais comuns do que se imagina. Boletins de
Serviços (BS) e Diretrizes de Aeronavegabilidade (DA) são tipos de manutenções
curativas [2].

15
Normalmente o fabricante ou órgão homologador emite o BS ou a DA
informando e determinando ao operador uma intervenção no sentido de tirar a
condição que esteja apresentando risco à operação da aeronave ou simplesmente
para realizar uma melhoria do produto. O operador, em casos especiais, também pode
propor uma melhoria ao produto. Neste caso, fica a critério do fabricante aceitar ou
recusar a observação do operador.
2.1.5 OS PROCESSOS DE MANUTENÇÃO NA AVIAÇÃO
Na aviação é comum usarmos três termos para definirmos o tipo de processo
(método) de manutenção, que é o que define o momento que um determinado
componente deve ser substituído [13]. São eles:
1. “Hard Time” (HT) - Manutenção com Tempo Limite
2. “On-Condition” (OC) - Manutenção com Verificação do Estado
3. “Condition Monitoring” (CM) - Monitoramento das Condições ou do
Comportamento
A principal diferença entre estes métodos é que no Hard Time e no On
Condition, substituem-se o componente antes da manifestação de seu defeito,
enquanto que no Condition Monitoring, substitui-se o componente somente após a
manifestação do defeito.
2.1.5.1 HARD TIME (HT) ou Manutenção com Tempo Limite
Dizer que um componente está sujeito à Manutenção com Tempo Limite,
significa que ele deverá ser retirado do serviço antes de alcançar um determinado
limite. Este limite pode ser em horas de vôo ou de funcionamento, tempo calendárico,
número de ciclos ou outro parâmetro de contagem. O item pode ser limitado apenas
por um parâmetro ou por mais de um parâmetro, como por exemplo: limitado em horas
de funcionamento e tempo calendárico.
16
Os componentes sujeitos ao processo Hard Time podem ser enquadrados em
três tipos de limites:
a) TBO (Time Between Overhauls - Tempo Entre Revisões)
b) SLL (Service Life Limit - Tempo Limite de Vida)
c) OTL (Operating Time Limit - Tempo Limite de Funcionamento)
a) Limite TBO
Após período pré-determinado em operação o componente é removido e sofre
Revisão Geral (Overhaul) em oficina especializada. A finalidade desta intervenção é a
de liberar o componente para um novo período de serviço, de duração equivalente ao
anterior. Depois de revisado o item recupera a prestabilidade inicial.
As intervenções ocorrem a períodos constantes (intervenções programadas).
b) Limite SLL
Após determinado período pré-definido normalmente pelo fabricante (tempo de
vida do componente), o componente é retirado de serviço e é considerado sucata, ou
seja, deve ser substituído obrigatoriamente na manutenção.
c) Limite OTL
O componente deve ser retirado de serviço ao atingir o limite de utilização, que
pode ser número de horas de voo, tempo calendárico ou número de ciclos.
Manutenção por número de horas voadas – Cada componente que sofre
manutenção desse tipo deve ser trocado após determinada quantidade de horas que a
aeronave voou.
Manutenção por calendário – Cada componente que sofre manutenção
17
desse tipo deve ser trocado após determinado período estipulado no calendário
(exemplo: dias, meses, anos) independente da quantidade de horas voadas.
Manutenção por número de ciclos – O controle de componentes por ciclos
de operação é, em alguns casos, complexo de ser efetuado. A contagem para a célula
da aeronave é em função do número de pousos. Sistemas complexos como os
motores têm seus ciclos contabilizados em função do número de partidas do motor.
Para conhecer a contabilidade dos ciclos de operação das aeronaves e seus
componentes, deve-se consultar o manual do fabricante.
É comum a combinação desses limites. As peças além de serem contabilizadas
por horas de funcionamento, normalmente também são contabilizadas por tempo
calendárico ou até mesmo por ciclos. Nesta situação o valor que ocorrer primeiro -
número de horas voadas, tempo estipulado em calendário ou número ciclos - é que
determina a retirada da peça de serviço.
Vale ressaltar que Limite TBO caracteriza a manutenção preventiva, e os
limites SLL e OTL caracterizam a manutenção sistemática.
2.1.5.2 ON-CONDlTION (OC) ou Manutenção com
Verificação do Estado
O componente sofre verificações periódicas a intervalos regulares e pré-
definidos para controlar a evolução de alterações conhecidas e/ou revelar novas
alterações, antes de liberá-Io para um novo período de utilização. É através desse
processo que se verifica o grau de deterioração do componente.
A verificação do estado de um componente é efetuada por procedimentos de
inspeção e de controle não-destrutivos e sempre que possível sem remoção de
componentes, nem ruptura de ligações. Os reparos nestes componentes serão feitos
em função do seu estado.

18
Dois conceitos importantes estão associados à manutenção OC, o de falha
potencial e o de falha funcional.
Pane Potencial (Falha Latente): é uma pane que não impossibilita o item de
executar suas funções ou de trabalhar corretamente, porém ela é o princípio de uma
pane maior que impossibilitará o funcionamento do item (pane funcional).
Pane Funcional (Falha Concreta): é uma pane que faz com que o item deixe
de executar corretamente suas funções.
Esse processo faz parte da manutenção preventiva e preditiva.
2.1.5.3 CONDITION MONITORING (CM) ou Monitoramento
das Condições ou do Comportamento
A manutenção com monitoramento do comportamento significa que a
intervenção no componente ocorrerá somente após a manifestação de seu defeito.
Componentes sujeitos a esse processo de manutenção são reparados ou substituídos
após apresentarem uma falha.
Componentes CM não têm controle preventivo ou sistemático para inspeção ou
revisão geral e são operados até falhar. Nenhuma operação de manutenção é exigida
nos manuais de manutenção para avaliar sua condição, expectativa de vida ou
desgaste. Para os itens CM cuja falha é suscetível de conseqüências na segurança do
vôo, são utilizados os recursos da redundância, que é ter mais de um equipamento do
mesmo tipo, para o caso de falha em um, poder contar com o segundo ou até com um
terceiro, dependendo do equipamento.
Esse processo faz parte da manutenção à demanda.

19
2.2 USINAGEM
Ao longo deste estudo serão abordados assuntos de usinagem, tal como a
tecnologia CNC e alguns processos e parâmetros de usinagem. A teoria necessária
para o entendimento futuro desses assuntos será elucidada adiante.
2.2.1 MÁQUINA CNC
O Comando Numérico Computadorizado (CNC) é um equipamento eletrônico
que recebe informações sobre a forma em que a máquina vai realizar uma operação,
por meio de linguagem própria de comandos numéricos, denominado programa CNC,
e processa essas informações e as transmite ao sistema através de impulsos elétricos.
Os sinais elétricos farão o acionamento de motores que darão à máquina os
movimentos desejados, realizando a operação na sequência programada sem a
necessidade da intervenção de um operador [14].
Algum software de modelagem em 3D é utilizado para criar as especificações da
peça. O desenho da peça é então exportado para o CNC e é transformado em uma
série de valores numéricos para a máquina CNC, que utiliza as informações e move e
opera a ferramenta. Essa é a forma automática da obtenção do programa, no entanto
este também pode ser feito de uma forma manual, através da criação do código.
As máquinas CNC leem códigos com os seguintes comandos [14]:
N - Nº de Sequência
Número da sequência do bloco de programação (número da linha do código)
X,Y,Z
Coordenadas nos eixos de movimento
G - Função Preparatória
Informa ao controlador as características da operação
Tipos de trajetória
20
Tipo de referencial a usar – coordenadas relativas ou absolutas;
Unidades do sistema
T - Número da Ferramenta
Indica o número da ferramenta selecionada para executar a operação
M – Função Auxiliar
Indica à máquina outras funções complementares:
Parada do programa
Sentido de rotação da árvore
Mudança de ferramenta
Ligar e desligar funções e acessórios
F – Velocidade de avanço
Quantifica a velocidade de avanço da ferramenta expressa em [mm/min] ou o
avanço em [mm/rot].
S – Velocidade de Rotação
Quantifica a velocidade de rotação da árvore principal, podendo indicar a
velocidade de corte.
Após a obtenção do programa é necessário efetuar o setup da máquina, que
inclui a definição do ponto-zero da peça, onde deve-se introduzir no CNC quais as
coordenadas do zero da peça relativamente ao ponto zero da máquina. Além disso, é
necessário colocar os dados das ferramentas, como diâmetros e comprimentos, e
identificar os ciclos de desbaste e número de passes [14].
21
2.2.2 PROCESSOS
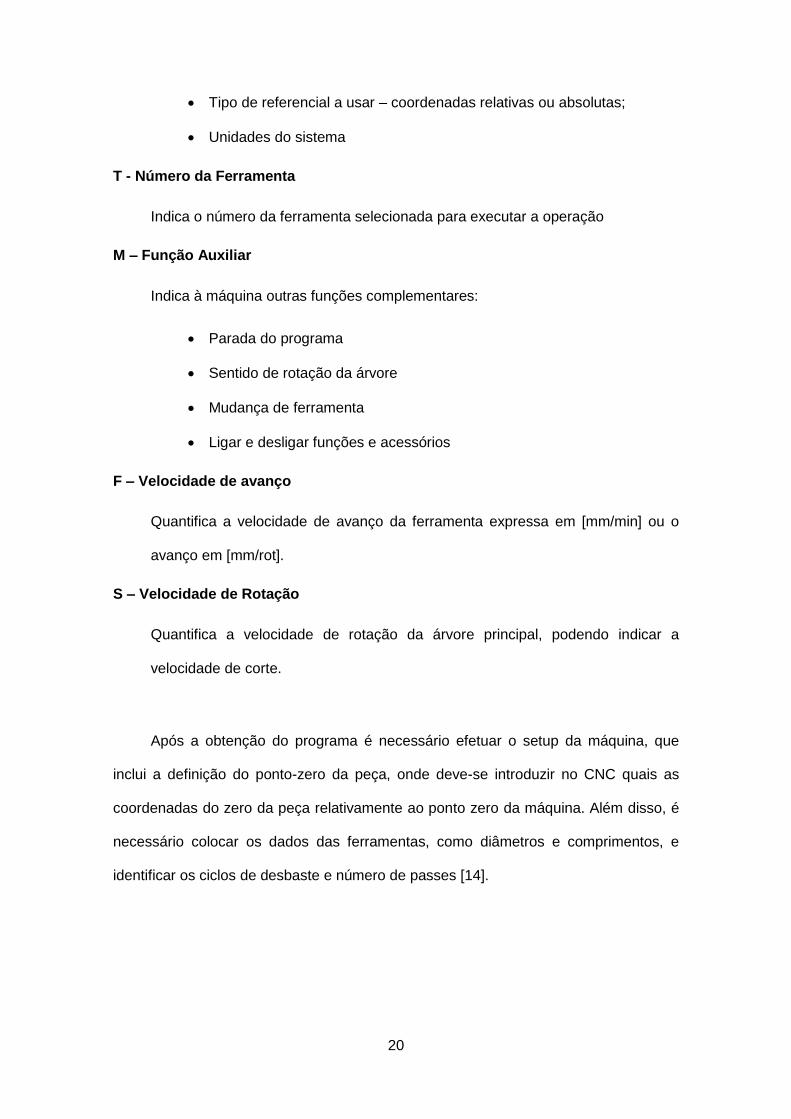
O faceamento é um processo que retira material da face de uma peça, para
melhorar a qualidade da superfície. Já o torneamento externo é um processo que visa
diminuir o diâmetro de uma peça, através de uma profundidade de corte e do
movimento axial da ferramenta, que é chamado de movimento de avanço. Este
processo pode ser visto na figura 2.1. O torneamento interno é semelhante ao
torneamento externo, porém usina o diâmetro interno da peça, aumentando o seu
valor.
Figura 2.1 - Torneamento externo - Retirado de [15]
O processo de sangramento serve para fazer canais em uma peça e usa uma
ferramenta que é chamada de bedame. Podem ser canais frontais, como mostra a
figura 2.2, ou canais radiais, como mostra a figura 2.3, e, neste último, caso a
ferramenta chegue ao centro da peça, esta é cortada (dividida em duas partes).
Quando o comprimento de avanço na direção radial for pequeno, a velocidade
de rotação pode ser mantida constante, caso contrário, se a máquina-ferramenta tem
esta opção, a rotação deve variar mantendo a velocidade de corte constante.

22
Figura 2.2 - Sangramento frontal (axial) - Retirado de [15]
Figura 2.3 - Sangramento radial - Retirado de [15]
2.2.3 PARÂMETROS
Os principais parâmetros da usinagem usados neste estudo são:
● diâmetro inicial e final da peça no processo - [mm]
● comprimento usinado (Lf) - [mm]
● profundidade de corte (ap) - [mm]
● velocidade de corte (Vc) - [m/min]
● avanço por rotação (fn) - [mm/rotação]
● rotação (N) - [RPM]
● velocidade de avanço (Vf) - [mm/min]
● tempo de corte (tc) - [s]

23
A velocidade de rotação (N) é calculada em função da velocidade de corte (Vc) e
do diâmetro da peça (D), como mostra a equação 1.
𝑁 =𝑉𝑐.1000
𝜋𝐷 [RPM] (1)
O avanço (fn) representa o movimento da ferramenta com relação à peça. As
ferramentas que serão usadas têm apenas uma aresta de corte, portanto o número de
dentes da ferramenta (zc) é igual a 1. A velocidade de avanço (Vf) é calculada através
da equação 2.
𝑉𝑓 = 𝑓𝑛. 𝑧𝑐 . 𝑛 [mm/min] (2)
Através da rotação e da velocidade de avanço, podemos calcular o tempo de
corte, como mostra a equação 3.
𝑡𝑐 =𝐿𝑓
𝑉𝑓 [min] (3)
Para passar o tempo para segundos, basta multiplicar o valor por 60.
2.3 FUNDIÇÃO
Existem diversos processos de fundição, no entanto apenas três processos
serão brevemente explicados, pois serão vistos posteriormente neste estudo. Os
processos são os seguintes:
a) Fundição em areia
A fundição em areia ou fundição de molde em areia consiste em vazar o metal
fundido num molde de areia, deixando o metal solidificar e depois quebra-se o molde

24
para remover a peça. A peça deve ser limpa e inspecionada e algumas vezes passa
por tratamento térmico para melhorar suas propriedades. A cavidade no molde de
areia é formada compactando-se areia em volta de um modelo, que é uma cópia
aproximada da peça a ser fundida e então o modelo é removido pela separação do
molde em duas metades. O modelo deve ser feito com dimensões maiores que a peça
original, prevendo que na solidificação há contração do metal. O molde também
contém o sistema de canais e massalotes para o vazamento do metal. Quando a peça
tem partes ocas ou com furos é necessário a utilização de um macho no molde para
preencher o espaço oco ou com furo. A fundição em areia é o processo de fundição
mais utilizado, respondendo pela maioria significativa da tonelagem total de produtos
fundidos. Quase todas as ligas podem ser fundidas em moldes de areia. Tem
capacidade de fundir peças de variados tamanhos [16].
Há outros processos que usam moldes perecíveis, ou seja, moldes que são
desfeito após a fundição. A desvantagem econômica de qualquer um desses
processos é que um molde deve ser feito para cada fundido.
b) Fundição em molde permanente
O processo de fundição em molde permanente usa um molde metálico que é
reutilizado a cada fundição até que este esteja desgastado e haja necessidade de
confeccionar outro molde. Entre as vantagens desse processo, estão o acabamento
superficial e um melhor controle dimensional, além da solidificação mais rápida, pois o
metal fundido entra em contato com o metal do molde que está frio, e isso resulta em
uma superfície mais refinada, o que gera peças com maior resistência mecânica. Esse
processo em geral é utilizado em metais de baixo ponto de fusão, que é o caso da liga
de alumínio em questão [16].
c) Fundição centrífuga
A fundição centrífuga consiste em girar o molde a elevadas velocidades durante
25
o vazamento do metal fundido. A força centrífuga distribui o metal fundido nas regiões
periféricas da cavidade da matriz, e este vai tomando a forma da cavidade, e sua
forma interna fica circular devido às forças radiais simétricas. É um processo utilizado
para fabricação de tubos, buchas e anéis [16].
2.4 FUSÃO SELETIVA A LASER
A fusão seletiva a laser (selective laser melting - SLM), também conhecida
como sinterização direta a laser de metal (direct metal laser sintering - DMLS) ou fusão
a laser em pó (laser powder bed fusion - LPBF), é uma técnica de prototipagem rápida,
impressão 3D ou manufatura aditiva (MA) projetada para usar um laser de alta
densidade de potência para derreter e fundir pós metálicos que estão aglutinados [17].
A SLM pode ser usar uma grande variedade de ligas e produz peças de metal
resistentes e duráveis que funcionam bem como protótipos funcionais ou peças de
produção de uso final.
O processo divide os dados do arquivo CAD3 3D em camadas, geralmente de 20
a 100 micrômetros de espessura, criando uma imagem 2D de cada camada. O arquivo
é carregado em um pacote de software de preparação de arquivos que atribui
parâmetros, valores e suportes físicos que permitem que o arquivo seja interpretado
por diferentes tipos de máquinas de manufatura aditiva [17].
Na SLM, camadas finas de pó de metal fino atomizado são distribuídas
uniformemente usando um mecanismo de revestimento em uma placa, geralmente de
metal, que é presa a uma superfície que se move no eixo vertical. Isso ocorre dentro
3 Desenho assistido por computador (DAC) ou CAD (do inglês: computer aided design) é o nome
genérico de sistemas computacionais (software) utilizados para fazer projetos e desenhos técnicos.

26
de uma câmara contendo uma atmosfera rigidamente controlada de gás inerte, de
argônio ou nitrogênio, por exemplo, com níveis de oxigênio abaixo de 500 partes por
milhão, para prevenir a oxidação do metal. Uma vez distribuída a camada, usa-se um
feixe de laser de alta potência que é focalizado através do uso de espelhos para fazer
a fusão seletiva de cada camada de pó metálico. A energia do laser é intensa o
suficiente para permitir a fusão completa (soldagem) das partículas para formar um
metal sólido. O processo é repetido a cada camada até a peça estar completa.
Independentemente do sistema de materiais utilizado, o processo SLM deixa um
acabamento superficial granuloso devido ao tamanho de partícula de pó, à seqüência
de construção em camadas e ao espalhamento do pó de metal antes da sinterização
pelo mecanismo de distribuição de pó. A remoção e pós-processamento da estrutura
metálica de suporte da peça gerada pode ser um processo demorado e requer o uso
de usinagem. As superfícies geralmente precisam ser polidas para obter um
acabamento espelhado ou extremamente liso.
Há também o polimento a laser, que por meio da fusão de superfícies rasas de
peças produzidas com SLM é capaz de reduzir a aspereza da superfície com o uso de
um raio laser que fornece energia térmica suficiente para causar a fusão dos picos da
superfície. A massa fundida flui para os vales na superfície por tensão superficial,
gravidade e pela pressão do laser, diminuindo assim a aspereza.
27
3. ESTUDO DA MANUTENÇÃO DE UM COMPONENTE
AERONÁUTICO
Foi feito um estudo de caso em uma empresa de manutenção de componentes
aeronáuticos e escolhido um componente do avião Embraer EMB-120 para fazer a
análise da manutenção.
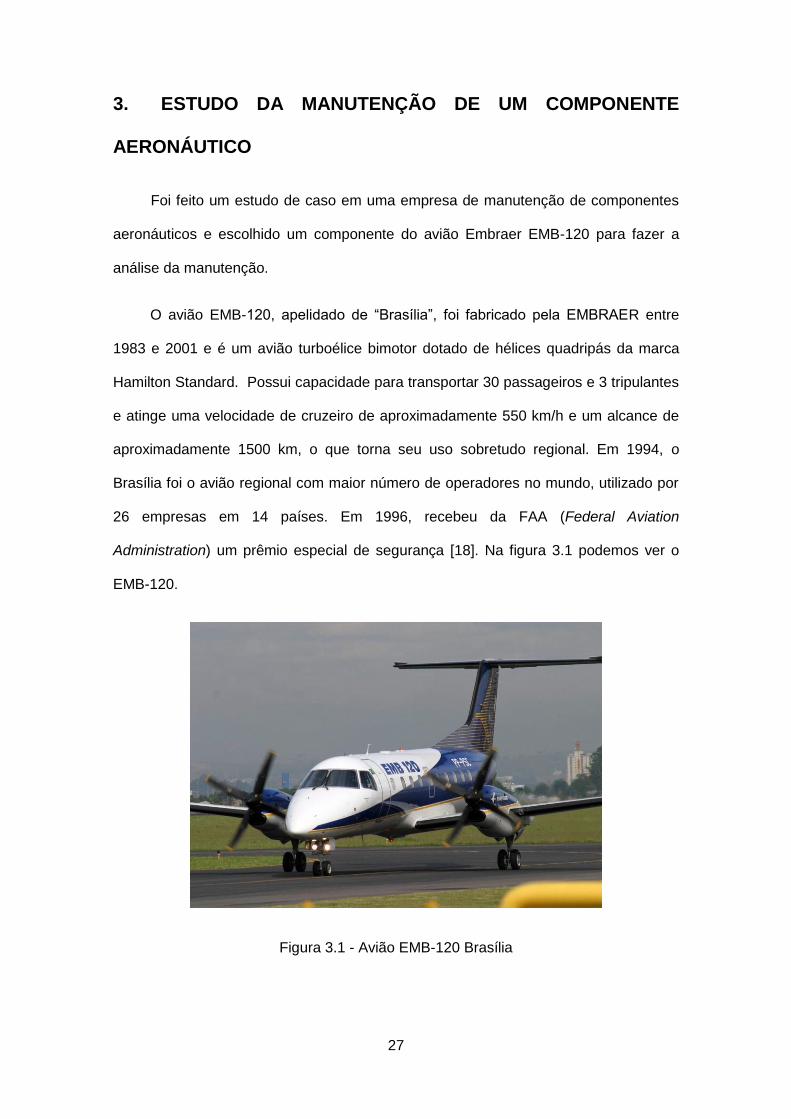
O avião EMB-120, apelidado de “Brasília”, foi fabricado pela EMBRAER entre
1983 e 2001 e é um avião turboélice bimotor dotado de hélices quadripás da marca
Hamilton Standard. Possui capacidade para transportar 30 passageiros e 3 tripulantes
e atinge uma velocidade de cruzeiro de aproximadamente 550 km/h e um alcance de
aproximadamente 1500 km, o que torna seu uso sobretudo regional. Em 1994, o
Brasília foi o avião regional com maior número de operadores no mundo, utilizado por
26 empresas em 14 países. Em 1996, recebeu da FAA (Federal Aviation
Administration) um prêmio especial de segurança [18]. Na figura 3.1 podemos ver o
EMB-120.
Figura 3.1 - Avião EMB-120 Brasília
28
3.1 O CUBO DE HÉLICE DO AVIÃO EMBRAER EMB-120
O estudo será da manutenção do cubo de hélice (também chamado de “hub”,
seu nome na língua inglesa) do EMB-120 que é um componente no qual as pás do
avião são encaixadas, junto com um eixo longitudinal que gira e transmite o
movimento do motor. A hélice é um termo que designa um conjunto de pás com um
mesmo centro. As hélices aeronáuticas convertem o movimento rotativo desse motor
em propulsão. Em projetos maiores, as hélices são ligadas à fonte de potência através
de uma caixa de redução, ao invés de diretamente ao eixo.
São três os tipos de hélices: de passo fixo, de passo ajustável (em solo) ou de
passo variável, do tipo velocidade constante. [19-a] No caso do EMB-120, as hélices
são de passo variável, que é o tipo de hélice mais sofisticado. A hélice de passo
variável ou hélice de passo controlável é um tipo de hélice com pás que podem ser
giradas em torno de seu eixo para alterar seu ângulo com o intuito de melhorar o
desempenho do voo. A característica principal é que a velocidade é mantida
constante. Esse tipo de hélice funciona de forma automática, sendo o seu controle
efetuado pelo governador de hélice, o que evita sobrecarga ao piloto e os riscos de
um ajuste incorreto do passo. O governador é um dispositivo que controla o passo da
hélice e, consequentemente, a rotação [19-b].
As hélices do Brasília são hidromáticas, que dentro da categoria de hélices de
passo controlável, são as que utilizam a pressão do óleo lubrificante do motor para
controlar o passo da hélice. Este sistema é utilizado na maioria dos aviões, desde
monomotores leves até os quadrimotores turboélices (caso do EMB-120). O pistão e o
cilindro hidráulico atuador encontram-se no próprio cubo da hélice [19].
O controle se dá da seguinte maneira: quanto mais óleo no cubo de hélice,
menor é o ângulo e, consequentemente, menor é o passo. Por exemplo, para
aumentar a rotação do motor é necessário mais óleo no cubo da hélice para que o
ângulo das pás sejam diminuídos e assim provocar uma menor resistência ao

29
movimento de rotação e com isso um aumento desta. A medida que o óleo entra para
o cubo, a pressão de óleo cria uma força maior que a força da mola de
embandeiramento4 da hélice e leva as pás para um ângulo menor ao atual, com isso
têm-se o aumento de rotação [20].
Além do movimento de rotação da hélice, o movimento de mudança na
angulação acaba gerando mais desgaste no cubo, podendo provocar vazamento do
óleo que fica em seu interior. Para o controle e o reparo desse desgaste, a
manutenção do cubo de hélice é fundamental para a segurança do voo.
Na figura 3.2 podemos ver o cubo de hélice do EMB-120, ele é feito de alumínio
e é fabricado através da fundição. Possui seis furos, dos quais os quatro maiores
(laterais) são para o encaixe das hélices e os dois menores (superior e inferior) são
para a passagem do eixo de transmissão. A figura 3.3 mostra a vista explodida do
conjunto de hélice estudado.
Figura 3.2 - Cubo de hélice do avião EMB-120 “Brasília”
4 O ângulo de embandeiramento é o ângulo que as pás são posicionadas paralelamente ao escoamento
do ar para reduzir a resistência.. Em inglês o termo usado é "feathering" (de "feather" ou pena) e significa
tornar o avião mais "leve" ou aerodinâmico, oferecendo menos resistência aerodinâmica de modo a poder
planar a uma maior distância [16].

30
Figura 3.3 - Vista explodida do conjunto de hélice e detalhe do hub - Retirado do
manual do fabricante

31
3.2 ESTUDO DE CASO DO CUBO DE HÉLICE
3.2.1 A EMPRESA DO ESTUDO DE CASO
A empresa estudada situa-se no Rio de Janeiro e está há mais de quarenta anos
atuando na revisão e/ou reparo de componentes aeronáuticos, bem como na
coordenação da logística envolvida nesta prática. É uma empresa referência no Brasil
e entre seus clientes estão alguns fabricantes de aeronaves, empresas de aviação do
ramo civil e do ramo militar.
Seus serviços de manutenção são executados com pessoal capacitado e
treinado em equipamentos e instalações específicas que obedecem às condições
impostas pelos fabricantes dos componentes.
Em seu quadro de funcionários, há engenheiros e técnicos e todos eles possuem
Carteira de Mecânico de Manutenção de Aeronaves expedida pela ANAC (Agência
Nacional de Aviação Civil) e são permanentemente reciclados através de cursos
oferecidos pela empresa. Também há os auxiliares de mecânico. Estes, por sua vez,
ainda estão em processo de aprendizado e de retirada da carteira (também chamada
de homologação).
Uma característica importante da empresa estudada é a agilidade na
manutenção dos componentes, que se baseia na capacidade instalada da empresa, da
rede de suprimento, da mão de obra disponível e da experiência logística adquirida. O
estoque é balanceado e permite o atendimento eficiente de revisões e reparos em
condições normais. Além disso, a empresa possui sua própria importação, não
dependendo de forma alguma de terceiros, o que resulta em melhores preços e prazos
de entrega, que são inteiramente repassados aos clientes.
A empresa é composta por oito seções principais, mostradas na figura 3.4, que
são responsáveis pela manutenção direta dos componentes. Os diferentes tipos de

32
componentes que chegam na empresa são destinados a essas seções de acordo com
sua categoria.
Figura 3.4 – Seções principais da empresa
Ainda existem as seções que dão o suporte para essas seções principais, isto é,
que participam de forma colaborativa na manutenção dos componentes e elas podem
ser vistas na figura 3.5.
Figura 3.5 – Seções de suporte às seções principais
Cabe ao Departamento de Engenharia da empresa todo serviço de engenharia,
além da responsabilidade de fiscalizar todas essas seções e elaborar o programa e
implementação de manutenção continuada das ferramentas especiais e equipamentos
dessas seções. Esse departamento também é responsável pelo projeto e certificação
de ferramentas especiais, tradução de manuais, elaboração de fichas de teste, laudos
de equivalência de ferramentas e laudos e desenhos técnicos de engenharia.
Além dessas seções, a empresa possui algumas áreas que a caracterizam por
ser uma empresa de manutenção, que serão expostas a seguir.

33
A RECEX fica na entrada da empresa e recepciona e inspeciona os
componentes que chegam na empresa e é por onde os componentes ficam
armazenados para serem expedidos para voltarem para sua empresa de origem. É
possível ver na figura 3.6 uma estante com alguns componentes para devolução.
Figura 3.6 - Componentes esperando devolução.
Além disso, na RECEX há a área de quarentena (figura 3.7) na empresa, onde
componentes ficam guardados para esperar a aquisição de manual caso necessário,
ou a resolução de alguma pendência de documentação ou até mesmo esperando a
decisão do cliente acerca do que deve ser feito com o componente.

34
Figura 3.7 - Área de quarentena
O Escritório de Metrologia, que guarda os principais instrumentos de medição
e ferramentas que são usados pelas seções e controla o empréstimo destes itens para
cada seção e controla a data que estes devem ser calibrados.
A Biblioteca Técnica, que contém todo o acervo físico e controla todo o acervo
virtual dos manuais dos fabricantes dos componentes, bem como qualquer outro
catálogo ou material de consulta para a realização da manutenção. Os manuais têm
uma numeração, e através da consulta virtual ao sistema da empresa usando o PN do
componente ou o número do CMM (Component Manual Maintenance – Manual da
Manutenção do Componente) acha-se a pasta que o manual está. Na figura 3.8 é
possível ver os manuais nas estantes.

35
Figura 3.8 - Pastas com manuais dos componentes
O Suprimento Técnico é o estoque de materiais (por exemplo: peças, produtos
químicos, algumas ferramentas, parafusos etc) para a manutenção dos componentes
e é controlado pelo chefe de estoque. O chefe de estoque é responsável por organizar
as peças, colocando-as em locais adequados. As peças têm números de identificação
e são colocados em ordem crescente em uma planilha física e virtual e as peças são
distribuídas em caixas, que também são numeradas com uma letra (que identifica o
corredor que ela se encontra) e um número (número que segue a sequência das
caixas na estante do corredor). Na figura 3.9 é possível ver a organização das caixas
em corredores.
Figura 3.9 - Seção de Suprimento Técnico

36
3.2.2 PROCEDIMENTOS DE MANUTENÇÃO
Há três fases do serviço na empresa, mostradas na figura 3.10, e para cada fase
há uma série de procedimentos que devem ser feitos. Os procedimentos e etapas de
cada fase serão descritos a seguir.
Figura 3.10 - Fases do serviço na empresa - Fonte: a autora.
a) A chegada do serviço
A empresa portadora da aeronave envia uma ordem de serviço para a empresa
de manutenção, com o pedido do serviço, que às vezes já é a identificação de uma
pane ou apenas o pedido de revisão do componente. Também é possível que o
serviço seja apenas limpeza de algum componente ou até mesmo a recertificação ou
calibração do mesmo. O Departamento Comercial lida com o primeiro contato com o
cliente, no qual é feito um orçamento para o serviço que foi pedido e todas as
negociações cabíveis.
A ordem de serviço que chega na empresa é recebida pela Recepção e
Expedição (RECEX), área da empresa responsável por receber o componente,
inspecioná-lo e fotografá-lo e que analisa o pedido de serviço e cria uma ordem de
serviço interna, com uma numeração gerada que segue uma ordenação crescente.
Essa numeração é gerada pelo sistema computacional da empresa. A inspeção visual
e arquivamento das fotos de como o componente chegou na empresa é de extrema
importância, uma vez que o cliente pode questionar o estado de como o componente
estava antes da manutenção. É uma forma de precaução e também de possibilitar
uma consulta interna às outras áreas da empresa.

37
A Ordem de Serviço (OS) é um documento que tem a função de emitir
comunicações internas em uma empresa a respeito de um trabalho que precisa ser
efetuado, contendo as informações necessárias para planejar e executar o serviço.
Serve para o controle interno e a organização dos processos de execução do serviço,
A OS tem numeração única e data de processamento, que é a data da chegada do
serviço na empresa, além de incluir os dados do cliente.
Na RECEX também é feito o direcionamento do componente para a seção
adequada a sua manutenção, no caso do HUB, ele é direcionado para a seção de
hélice.
b) A execução do serviço
A manutenção do cubo de hélice é executada por um mecânico, por um auxiliar
de mecânico e por um técnico de usinagem. Todos esses funcionários seguem as
recomendações do fabricante, obedecendo todas as condições de manutenção e
regras de segurança. Os serviços são apoiados e fiscalizados pelo Departamento de
Engenharia.
Antes de começar a realizar o trabalho de manutenção, primeiramente o
mecânico analisa o que precisa ser feito no serviço e como deve ser feito. Para isso,
ele consulta o manual, catálogos, desenhos, folhas de instrução do equipamento em
questão etc.
A manutenção consiste nas seis macro etapas, mostradas na figura 3.11.

38
Figura 3.11 – Macro etapas do processo de manutenção do cubo de hélice
Primeira etapa: Manutenção Preditiva - Ensaio não-destrutivo
Antes do cubo de hélice ser reparado, deve ser determinado se ele está dentro
dos limites do reparo, para isso deve ser realizada uma inspeção com líquido
penetrante na superfície do furo do braço do cubo e realizadas todas as medições
necessárias.
O ensaio por líquidos penetrantes (LP) é um ensaio não-destrutivo (END) e é
considerado um dos melhores métodos de teste para detectar descontinuidades
superficiais de materiais isentos de porosidade. Ele baseia-se no fenômeno da
capilaridade, que é o poder de penetração de um líquido em áreas extremamente

39
pequenas devido a sua baixa tensão superficial. O líquido precisa ter um alto poder de
penetração, pois a sensibilidade do ensaio é extremamente dependente do mesmo.
[21] O ensaio por líquidos penetrantes consiste em fazer penetrar na abertura da
descontinuidade da superfície do material um líquido e após a remoção do excesso de
líquido da superfície, faz- se o líquido retido sair da descontinuidade por meio de um
revelador. A imagem da descontinuidade fica então desenhada sobre a superfície [22].
Pode-se descrever o ensaio em etapas que são a preparação e limpeza da
superfície; a aplicação do penetrante; a espera do tempo de penetração; a remoção do
excesso de penetrante; a aplicação do revelador; a espera do tempo de revelação; a
inspeção;a avaliação dos resultados e a limpeza final pós-ensaio.
De acordo com [22], podem ser facilmente detectadas pelo método de Líquido
Penetrante as descontinuidades em materiais fundidos, trincas de tensão provocada
por processos de têmpera ou revenimento, descontinuidades de fabricação ou de
processo tais como trincas, costuras, dupla laminação e sobreposição de material,
assim como trincas provocadas pelo processo de soldagem ou usinagem, fadiga do
material ou mesmo corrosão sob tensão.
O ensaio por líquidos penetrantes pode revelar trincas extremamente finas, da
ordem de 0,001 mm de abertura [22]. A principal vantagem do método é a sua
simplicidade, pois é de fácil aplicação e interpretação dos resultados. Não há limitação
para o tamanho e forma das peças a ensaiar, nem para o tipo de material. No entanto,
o ensaio por líquidos penetrantes só detecta descontinuidades abertas para a
superfície, já que o penetrante precisa entrar na descontinuidade para ser
posteriormente revelado. Por esta razão, a descontinuidade não deve estar preenchida
com material estranho e a superfície do material não pode ser porosa ou muito rugosa
ou absorvente, porque nesses tipos de superfície não existe possibilidade de remover
totalmente o excesso de penetrante, o que causa mascaramento de resultados. O
penetrante pode ser aplicado por “spray”, por pincelamento, com rolo de pintura ou

40
mergulhando-se as peças em tanques que contenham o líquido.
O revelador deve ser capaz de absorver o penetrante da descontinuidade; servir
como uma base por onde o penetrante se espalhe; deve cobrir a superfície com uma
camada fina e uniforme, evitando confusão com a imagem do defeito; deve ser
facilmente removível; não deve conter elementos prejudiciais ao operador e ao
material que esteja sendo inspecionado. Os reveladores classificam-se em pós secos,
suspensão aquosa de pós, solução aquosa e suspensão de pós em solvente [22].
A iluminação para revelação pode ser com a luz branca, que é a forma
convencional (sua fonte pode ser a luz do sol, lâmpada de filamento ou lâmpada
fluorescente) ou com a luz negra, que tem o comprimento de onda menor do que o
menor comprimento de onda da luz visível e apresenta a propriedade de causar em
certas substâncias o fenômeno da fluorescência. Quando absorve luz negra, o material
fluorescente contido no penetrante tem a propriedade de emitir luz em comprimento de
onda maiores, na região de luz visível. Usam-se filtros para eliminar os comprimentos
de onda desfavoráveis, isto é, os comprimentos da luz visível e da luz ultravioleta. Se o
penetrante for do tipo visível, isto é, com uma cor contrastante com a do revelador, a
inspeção deve ser feita sob boas condições de luminosidade, mas caso o penetrante
seja fluorescente, deve-se inspecionar a área em local escurecido ou sob luz negra
[22].
Para o ensaio no cubo de hélice, o penetrante é aplicado sob forma de spray e
faz-se uso da luz negra para inspeção, pois o líquido penetrante é fluorescente.
A limpeza precisa ser bem feita após o ensaio, para remover todos os resíduos
de produtos que possam prejudicar a etapa posterior de trabalho da peça, que é a
usinagem.
Caso o cubo não tenha sido condenado no END feito com LP, ou seja, não tenha

41
trincas, rachaduras, etc, deve-se medir o diâmetro do furo e a profundidade do dano
encontrado neste. Isso é feito com um micrômetro interno, como mostrado na figura
3.12. O diâmetro máximo do furo é de 6,045 polegadas. Só é permitida uma
profundidade máxima de dano de 0,010 polegada na superfície do furo.
Figura 3.12 - Medição do diâmetro do cubo de hélice
Segunda etapa: Manutenção à Demanda – Usinagem para remoção do
desgaste
Quando o dano exceder esses limites ou estiver causando vazamentos de óleo
deve-se remover todas as indicações de pontuação ou corrosão da circunferência do
braço do cubo, usinando todo o furo. A figura 3.9 mostra um furo do cubo com a
superfície desgastada.
Figura 3.13 - Desgaste no furo do cubo de hélice

42
Quando o diâmetro do furo for menor que 6,045 polegadas e o dano puder ser
removido usinando para 6,045 polegadas ou menos, então basta usinar o diâmetro do
furo do braço do cubo para remover o dano, certificando-se de que remova-se apenas
material suficiente para remoção do dano. Porém, quando o diâmetro do furo for
maior que 6,045 polegadas antes ou após a usinagem para remoção dos danos,
deve-se executar um reparo colocando a bucha de reparo. A bucha de reparo
pode ser fabricada localmente ou adquirida do fabricante do conjunto de hélice. No
caso dessa empresa de manutenção, eles fabricam a bucha.
Através das medições dos diâmetros dos furos, é possível determinar o código
da bucha que será usada no reparo. Os códigos e dimensões podem ser vistos no
ANEXO, na folha de dimensões da bucha de reparo. Os códigos são: código 0, que
representa a utilização de uma primeira bucha; código 5, que já representa que é uma
segunda bucha que está sendo usada no reparo e código 10, que representa a terceira
e última bucha que pode ser inserida no furo do cubo.
Quando o furo do braço tiver sido previamente reparado com uma bucha de
alumínio de código 10, este reparo não pode ser realizado. Se o tamanho do código
não puder ser determinado, deve-se remover o revestimento sem danificar o cubo.
Então mede-se o diâmetro do furo do braço reparado. Se o diâmetro for maior ou igual
a 6.241 polegadas como resultado de reparação, este reparo não pode ser realizado e
o cubo de hélice é retirado de serviço. Essas medidas podem ser consultadas no
ANEXO.
De forma resumida, em cada furo só podem ser feitos 3 reparos com
buchas. Após esse limite, o componente (hub) é descartado.

43
Para a usinagem do cubo de hélice, os três procedimentos mostrados na figura
3.14 são seguidos.
Figura 3.14 – Procedimentos para usinagem do cubo
i. Fixação do cubo no torno
Usa-se uma placa de fixação que irá prender o cubo no torno (figura 3.15-a).
Apóia-se o cubo na placa (figura 3.15-d), coloca-se um disco por dentro do cubo
(figura 3.15-b e 3.15-c), que será fixado com dois parafusos e porcas nos furos laterais
e por uma barra de metal rosqueada que passará no furo central. Essa barra entra
atrás do torno e transpassa o furo central do disco colocado dentro do cubo. Coloca-se
uma porca para segurar essa barra no disco.

44
Figura 3.15: a) Placa de fixação b) Disco para fixação
c) Disco de fixação dentro do cubo d) Cubo apoiado na placa de fixação
ii. Centralização do cubo no torno
Monta-se o cubo no flange de montagem do atuador (onde passa o eixo) ou na
face oposta do furo do braço do cubo que estiver sendo consertado. Localiza-se a
linha central do furo do braço, percorrendo a borda interna do diâmetro cubo com um
relógio comparador, como é possível ver na figura 3.16. A tolerância de excentricidade
é de até 0,001 polegada. Com o cubo preso no torno e centralizado, faz-se a usinagem
das superfícies do diâmetro do braço para preparar o cubo para uma bucha.

45
Figura 3.16 - Relógio comparador para medir a centralização do cubo no torno
iii. Usinagem
Caso seja a primeira bucha a ser colocada no cubo, usina-se o furo do braço
para os requisitos dimensionais do Código 0, que encontra-se no ANEXO. Mede-se e
registra-se o diâmetro após a usinagem para futura referência. Para furos do cubo com
um código 5 ou 10, as medidas devem ser ajustadas para as especificações que
encontram-se também no ANEXO. Se as novas dimensões excederem os requisitos
do Código 10, remove-se o hub de serviço.
Terceira Etapa: Fabricação da bucha de reparo
Para a fabricação da bucha de reparo a empresa de manutenção usa um disco
proveniente de uma barra redonda de 7 polegadas de diâmetro. O disco tem 1,25
polegadas de altura e é usinado para dar origem à geometria final da bucha de reparo,
ele passa por quatro processos: um faceamento para limpeza da superfície, o
torneamento externo para a mudança de diâmetro, um sangramento frontal, para fazer
um canal que sirva para criar a espessura da bucha e um sangramento radial, que irá
cortar a bucha, já pronta, da peça que sobra. Essas etapas serão melhor vistas no
capítulo 4, onde serão desenvolvidos dois delineamentos de fabricação.
É utilizado um torno convencional e usado um avanço de 0,06 mm/rot nas
46
operações que a ferramenta se movimenta axialmente (torneamento externo e
sangramento frontal); um avanço de 0,03 mm/rot nas operações que a ferramenta se
movimenta radialmente (faceamento e sangramento radial); usada a rotação de 315
RPM no faceamento e a rotação de 200 RPM no torneamento e nos sangramentos. Os
demais parâmetros não foram indicados e são usadas quatro ferramentas, uma para o
faceamento, uma para o torneamento, um bedame para o sangramento frontal e outro
bedame para o sangramento radial.
Quarta etapa: Novo ensaio não-destrutivo
Um novo ensaio não destrutivo com líquido penetrante deve ser realizado na(s)
superfície(s) usinada(s) do cubo e da bucha de reparo para se certificar de que não
houve nenhum dano na superfície após a usinagem.
Quinta etapa: Colagem da bucha
Para a preparação da superfície de colagem da bucha de alumínio deve-se
desengordurar o cubo e a bucha usando um produto de limpeza alcalino. Após isso, as
superfícies devem passar pelo processo de jateamento5 com esferas abrasivas para
fazer com que o adesivo tenha mais aderência ao ser colocado nas superfícies. Vale
ressaltar que ambas as superfícies da linha de ligação (bucha e cubo) devem ser
preparadas para colagem usando o mesmo método. Se a preparação da superfície
não for realizada corretamente, o revestimento pode descolar e pode ocorrer
vazamento de óleo do cubo. A figura 3.17-a mostra as áreas do cubo que não sofrerão
5 O jateamento serve basicamente para limpeza, pois tem a função de remover todas as impurezas na
superfície da peça, evitando formação de óxidos para não prejudicar a aderência de revestimentos ou
adesivos. Outras utilidades do jateamento são: acabamento, desrebarbamento, gravação ou decoração.
O jateamento também é utilizado para realizar o shot peening que é uma moderna técnica de tratamento
a frio de superfícies metálicas. É uma espécie de “martelamento” obtido com jato de partículas esféricas,
geralmente de vidro que melhora as qualidades metalúrgicas superficiais no sentido de aumentar as
resistências às fadigas mecânica e térmica, ao superaquecimento, à corrosão entre outras [23].

47
o jateamento sendo cobertas e a figura 3.17-b mostra as duas superfícies (bucha e
furo do cubo) após o jateamento.
Figura 3.17 - a) áreas do cubo que não sofrerão o jateamento b) superfícies da bucha
e do furo do cubo após o jateamento
Para o procedimento de colagem de bucha de reparo deve-se aquecer o cubo no
forno (figura 3.18) durante tempo suficiente para que a temperatura da peça se
estabilize em 195 a 205°F (90,6 a 96ºC) por um mínimo de 15 minutos. É importante
não exceder 225°F (207ºC). A bucha deve estar à temperatura ambiente.
Figura 3.18 - Aquecimento do cubo no forno para encaixe da bucha de reparo

48
Após remover o cubo do forno, deve-se revestir ambas as superfícies de adesão
uniformemente com adesivo e colocar a bucha no furo do cubo até que ela se encaixe
(figura 3.19). Usa-se uma prensa para empurrar a bucha (figura 3.20). A interferência é
de 0,005 até 0,007 polegadas. Por fim, deve-se limpar o excesso de adesivo nas
superfícies circundantes.
Figura 3.19 - Aplicação de adesivo e colagem da bucha de reparo
Figura 3.20 - Prensa para forçar o encaixe com interferência da bucha de reparo
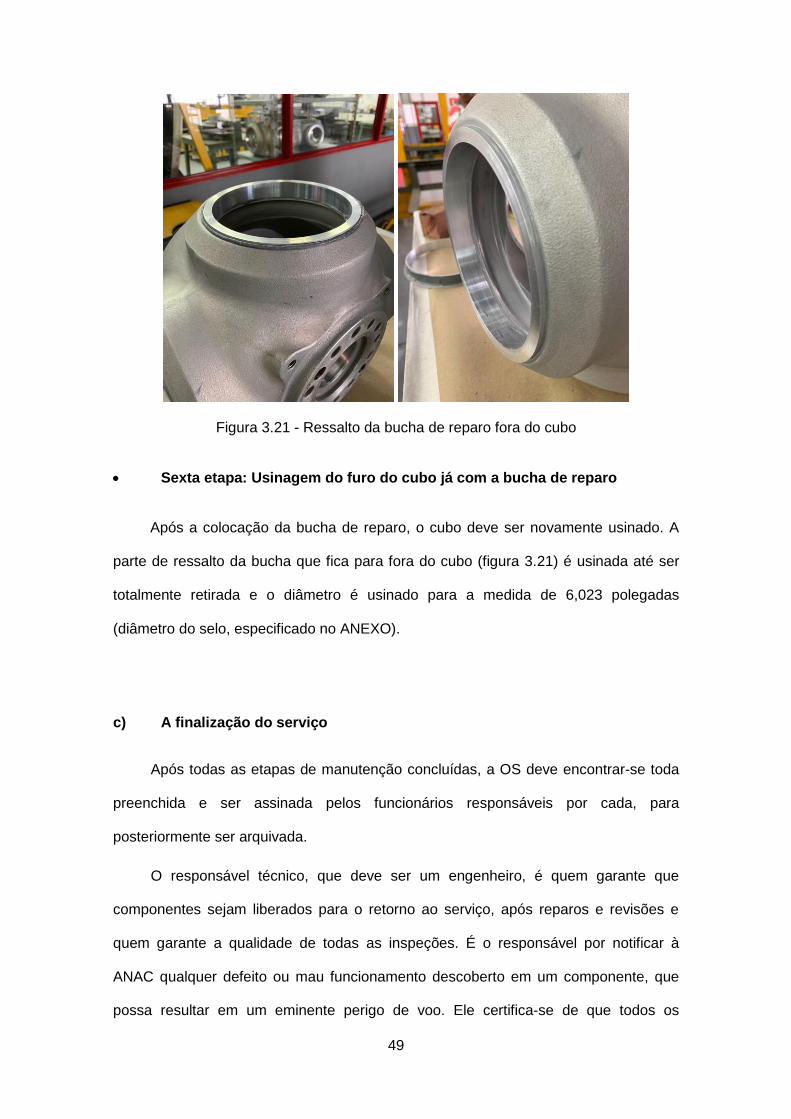
49
Figura 3.21 - Ressalto da bucha de reparo fora do cubo
Sexta etapa: Usinagem do furo do cubo já com a bucha de reparo
Após a colocação da bucha de reparo, o cubo deve ser novamente usinado. A
parte de ressalto da bucha que fica para fora do cubo (figura 3.21) é usinada até ser
totalmente retirada e o diâmetro é usinado para a medida de 6,023 polegadas
(diâmetro do selo, especificado no ANEXO).
c) A finalização do serviço
Após todas as etapas de manutenção concluídas, a OS deve encontrar-se toda
preenchida e ser assinada pelos funcionários responsáveis por cada, para
posteriormente ser arquivada.
O responsável técnico, que deve ser um engenheiro, é quem garante que
componentes sejam liberados para o retorno ao serviço, após reparos e revisões e
quem garante a qualidade de todas as inspeções. É o responsável por notificar à
ANAC qualquer defeito ou mau funcionamento descoberto em um componente, que
possa resultar em um eminente perigo de voo. Ele certifica-se de que todos os

50
estágios do serviço de manutenção, desde a entrada do produto aeronáutico (inspeção
preliminar) até sua saída (inspeção final), quando aplicável, foram realizados com a
devida qualidade, incluindo a utilização de ferramentas e equipamentos adequados,
métodos de inspeção válidos e pessoal qualificado (habilitado e treinado
adequadamente). Um documento é assinado pelo responsável técnico garantindo que
o componente encontra-se devidamente pronto para uso.
3.3 AVALIAÇÃO DE MELHORIA TÉCNICA NO REPARO
DO CUBO
3.3.1 PRINCIPAIS PONTOS PARA MELHORIAS NO REPARO
Durante as observações do reparo do cubo de hélice, foram identificados quatro
principais pontos onde pode-se sugerir melhorias.
a) Tempo de fabricação da bucha
Perde-se muito tempo fabricando a bucha de reparo do cubo de hélice. A
fabricação da bucha acontece na seção de usinagem. Essa seção realiza a usinagem
de diversos componentes que estão em manutenção na empresa, além de fabricar
peças e algumas ferramentas especiais que são usadas em algumas manutenções.
Muitas vezes os componentes ficam aguardando a disponibilidade do técnico de
usinagem para serem reparados enquanto este fica ocupado fabricando a bucha de
reparo do cubo de hélice, o que atrasa o prazo de devolução desses outros
componentes para suas empresas de origem.
b) Desperdício de material
Foi observado um grande desperdício de material que é utilizado para a
fabricação da bucha de reparo. A figura 3.22 mostra a peça inicial que é utilizada (um

51
disco) ao lado da bucha de reparo que é fabricada. Na figura 3.23 é possível ver a
sobra de material ao lado da peça inicial e na figura 3.24 ver a sobra de material que
fica no torno após os processos de usinagem. Este material é feito da liga de alumínio
7075 e é importado e tem um custo relativamente alto. Vale ressaltar, que se o
funcionário que está fabricando a bucha de reparo erra nas medidas e ultrapassa o
limite que pode ser retirado de material, ele desperdiça toda a peça inicial, pois apenas
uma peça faz uma única bucha de reparo.
Figura 3.22 - Peça inicial e peça final
Figura 3.23- Peça inicial (esquerda) e sobra de material (direita)

52
Figura 3.24- Peça inicial (esquerda) e material que sobra após a usinagem
(direita)
c) Ausência do delineamento da fabricação da bucha
Apenas um funcionário na empresa sabe fabricar a bucha de reparo do cubo de
hélice e na ausência deste o serviço fica parado. Além disso, o controle da fabricação
é unicamente feito por este funcionário, que detém a técnica da fabricação e
anotações próprias com as medidas da bucha. Vale ressaltar que não há um
delineamento exato da fabricação. Em uma das visitas à empresa em que o
funcionário responsável por esta fabricação não estava, nenhum outro funcionário da
empresa soube informar como acontecia a fabricação com exatidão e nem explicar
quais parâmetros de usinagem eram usados ou ajudar nos esclarecimentos do
desenho técnico do manual (ANEXO), que parece confuso de se entender.
d) Refrigeração ineficaz da peça e problemas com cavacos
O cavaco produzido na usinagem do alumínio costuma ser longo, devido à
ductilidade deste material. O que pôde ser visto foi que o cavaco estava se enrolando
na ferramenta (figura 3.25) - o que poderia quebrá-la - e encostando na superfície da
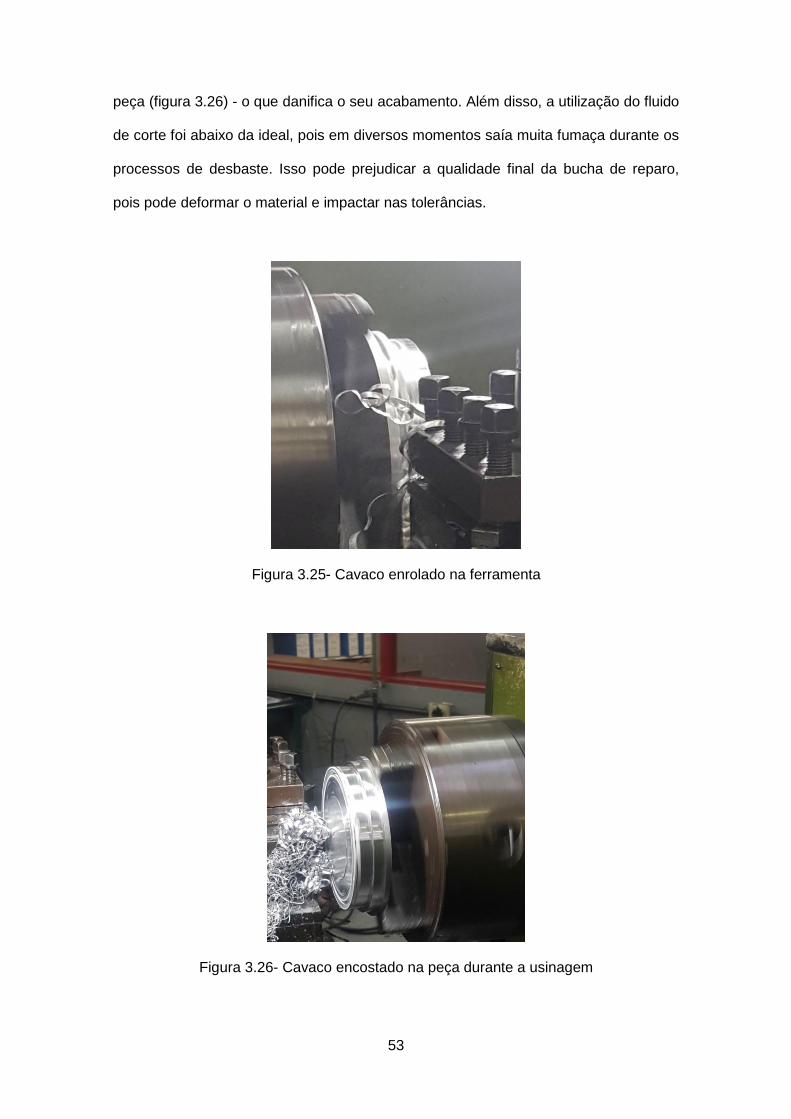
53
peça (figura 3.26) - o que danifica o seu acabamento. Além disso, a utilização do fluido
de corte foi abaixo da ideal, pois em diversos momentos saía muita fumaça durante os
processos de desbaste. Isso pode prejudicar a qualidade final da bucha de reparo,
pois pode deformar o material e impactar nas tolerâncias.
Figura 3.25- Cavaco enrolado na ferramenta
Figura 3.26- Cavaco encostado na peça durante a usinagem
54
3.3.2 PROPOSTA DE MUDANÇAS
Neste estudo são feitas três propostas: uma é alterar o procedimento
geral de fabricação da bucha e as outras duas propostas são de fazer
adaptações no processo atual de fabricação que consiste na usinagem da
bucha.
a) Procedimento geral
Atualmente a bucha de reparo é feita através do processo de usinagem. Uma
nova proposta para a fabricação da bucha é usar a fabricação através da fusão
seletiva a laser (SLM), que como visto no capítulo 2, é uma das tecnologias de
fabricação aditiva e tem se mostrado uma tecnologia emergente de fabricação [24].
Neste tipo de fabricação o material é praticamente todo aproveitado e o trabalho
seria todo feito pela máquina. Apesar da economia de material, um grande
investimento inicial precisa ser feito para a implementação da tecnologia. Um dos
grandes impasses é que esse processo ainda é novo no mercado, então ainda requer
mais pesquisas e certificações e seu custo é elevado.
b) Usinagem da bucha de reparo
Uma proposta é apenas otimizar o processo de usinagem da bucha, que é feita a
partir de um disco de alumínio, fazendo um novo delineamento de fabricação com uma
nova máquina-ferramenta, novos parâmetros de usinagem e novas ferramentas de
corte. Já a outra proposta é fazer um delineamento da fabricação da bucha a partir de
uma nova peça inicial: um anel, que será produzido a partir da fundição do disco de
alumínio. Essas duas últimas propostas serão descritas no capítulo a seguir.
55
4. DELINEAMENTO DA FABRICAÇÃO DA BUCHA DE
REPARO
Na usinagem da bucha de reparo, foi visto que os cavacos ficam emaranhados,
longos e contínuos e ficam em volta da ferramenta e da peça. A fabricante Sandvik
[25] diz que são normalmente gerados pelo baixo avanço e baixa profundidade de
corte. Para solucionar essa questão, é proposto um novo delineamento da fabricação
da bucha a partir do disco, com alteração no avanço e na profundidade de corte, bem
como nas rotações e velocidades. Será feita uma melhor análise da utilização do fluido
de corte e serão definidas outras ferramentas, que necessitam de uma maior
capacidade para quebrar o cavaco.
E além do novo delineamento que otimiza o processo atual, é apresentada uma
nova proposta de fabricação da bucha, com uma nova peça inicial, um anel de
alumínio, que tem intenção de aproveitar mais o material que a bucha é proveniente do
que é aproveitado atualmente na empresa.
4.1 DEFINIÇÃO DA MÁQUINA-FERRAMENTA
A máquina escolhida para fabricação da bucha será um torno de comando
numérico computadorizado (CNC), ao invés do torno convencional que é atualmente
utilizado na empresa de manutenção. A opção de máquina escolhida foi da empresa
FANUC [26] e as principais questões para ter se escolhido o torno CNC são a de
melhoria do tempo de produção e a garantia de repetibilidade da peça, ou seja, a
padronização das etapas e dimensões finais.

56
4.2 GEOMETRIA DA BUCHA DE REPARO
A bucha de reparo do cubo de hélice é feita de uma liga de alumínio, que será
especificada adiante. Esse material é obrigatoriamente o AMS 4124 ou o AMS 4141,
que é definido no manual do fabricante. O desenho da bucha e suas dimensões, que
foram convertidas para milímetros, podem ser vistos na figura 4.1. Para um maior
detalhamento das dimensões da bucha e do furo do cubo de hélice, a página do
manual do fabricante com o desenho técnico encontra-se disponibilizada para consulta
no ANEXO deste trabalho, no entanto, as medidas estão em polegadas.
Figura 4.1 - Dimensões em milímetros da bucha de reparo - Fonte: a autora.

57
4.3 FABRICAÇÃO DA BUCHA DE REPARO
Neste trabalho serão propostas duas maneiras de se fabricar a bucha de reparo.
Uma delas é a partir de um disco, que está representado na figura 4.2, já a outra
opção é a fabricação a partir de um anel, que está representado na figura 4.3. O
detalhamento da geometria dessas duas opções de peças iniciais, serão detalhadas
nos próximos tópicos deste capítulo.
Figura 4.2 - Bucha a partir de um disco - Fonte: a autora.
Figura 4.3 - Bucha a partir de um anel. Fonte: a autora.

58
Ambos os processos de fabricação serão feitos através da usinagem da peça
inicial. A escolha das ferramentas de corte para cada processo de usinagem será
definida no tópico adiante.
4.3.1 PROCESSOS DE USINAGEM E FERRAMENTAS DE
CORTE
Para a escolha das ferramentas e definição dos parâmetros de corte, foram
usados os catálogos da empresa Sandvik-Coromant [15, 27]. Essa empresa fabricante
foi escolhida por ter uma vasta gama de opções de ferramentas e por disponibilizar de
maneira ampla seus catálogos e informações, não só de seleção de ferramentas,
como também muitas informações sobre usinagem e definições técnicas. O fabricante
disponibiliza simulações, em que se escolhe qual o processo de usinagem desejado e
insere-se algumas informações desse processo, que são:
● diâmetro inicial e final da peça no processo - [mm]
● comprimento usinado (Lf) - [mm]
● rugosidade da superfície (Ra) - [µm]
● material da peça
● tipo de máquina utilizada
Como resultado, o site fornece a sugestão das ferramentas e de alguns
parâmetros, que são os seguintes:
● profundidade de corte (ap) - [mm]
● velocidade de corte (Vc) - [m/min]
● avanço por rotação (fn) - [mm/rotação]
Através dos parâmetros definidos anteriormente, são calculados os seguintes
parâmetros, usando-se as fórmulas 1, 2 e 3 que estão no item 2.2.3 deste trabalho.

59
● rotação (N) - [RPM]
● velocidade de avanço (Vf) - [mm/min]
● tempo de corte (tc) - [s]
As ferramentas recebem uma letra que as classificam de acordo com os
materiais que elas usinam. Classificação “P” caracteriza que a ferramenta é para
usinar peças de aço; “M” é para usinar peças de aço inoxidável, “K” é para usinar ferro
fundido, “N” é para usinar alumínio e “S” é para usinar superligas resistentes ao calor e
“H” para usinar metais duros. [28]. No caso das ferramentas selecionadas para os
processos de usinagem da bucha de reparo, elas têm classificação “N”, que é para
usinar materiais não ferrosos. No caso, o alumínio, que é o material da bucha, se
encaixa nessa classificação.
Os processos de usinagem indicados para a fabricação da bucha de reparo a
partir do disco são: faceamento, torneamento externo, torneamento interno,
sangramento frontal e radial. Já para a fabricação a partir do anel, são: faceamento,
torneamento interno, torneamento externo e sangramento radial. Foram escolhidos
quatro ferramentas de acordo com os processos. Elas são detalhadas adiante.
a) Ferramenta para faceamento
Primeiramente, será feito um faceamento da parte frontal de ambas as peças,
para melhorar o acabamento da superfície. Para esse processo, foi escolhida a
ferramenta PRGCR 3235P 12 e a pastilha RCGX 12 04 M0-AL H10 que estão
representadas na figura 4.4. O raio da pastilha (RE) é de 6mm. Para futuras
referências internas, esse conjunto da ferramenta e da pastilha será chamado de
Ferramenta T01 na programação CNC.
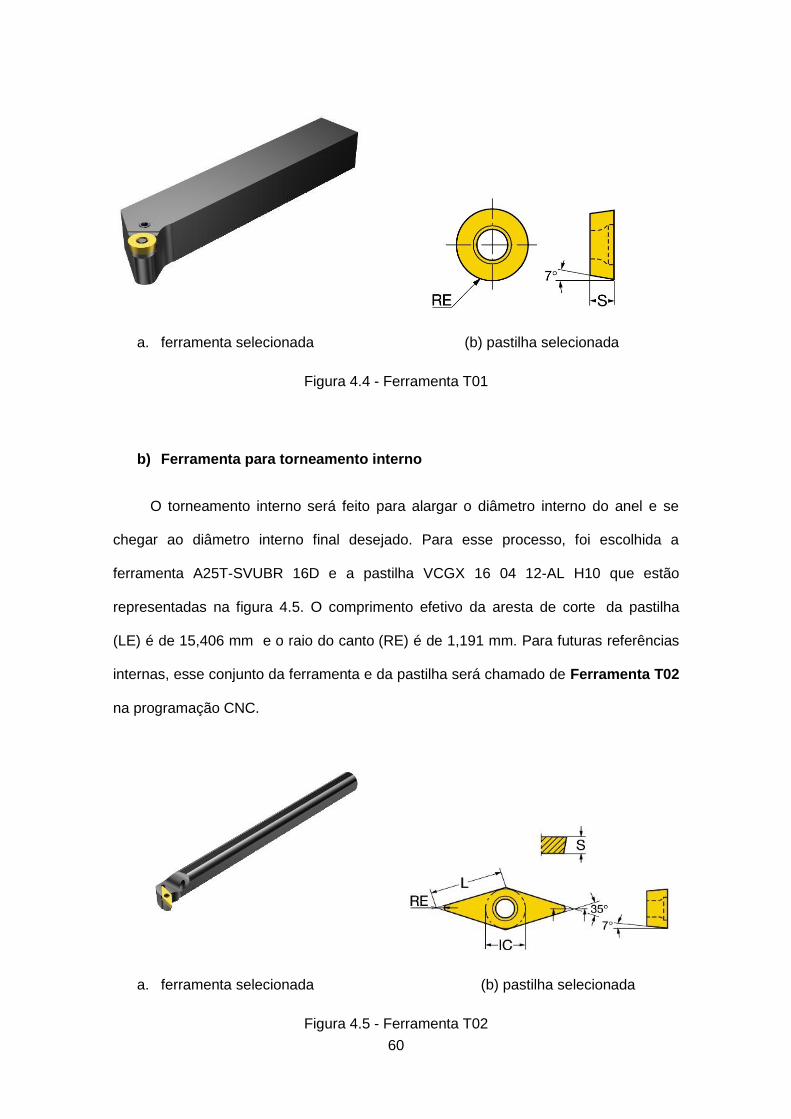
60
a. ferramenta selecionada (b) pastilha selecionada
Figura 4.4 - Ferramenta T01
b) Ferramenta para torneamento interno
O torneamento interno será feito para alargar o diâmetro interno do anel e se
chegar ao diâmetro interno final desejado. Para esse processo, foi escolhida a
ferramenta A25T-SVUBR 16D e a pastilha VCGX 16 04 12-AL H10 que estão
representadas na figura 4.5. O comprimento efetivo da aresta de corte da pastilha
(LE) é de 15,406 mm e o raio do canto (RE) é de 1,191 mm. Para futuras referências
internas, esse conjunto da ferramenta e da pastilha será chamado de Ferramenta T02
na programação CNC.
a. ferramenta selecionada (b) pastilha selecionada
Figura 4.5 - Ferramenta T02

61
c) Ferramenta para torneamento externo
O torneamento externo será feito para diminuir o diâmetro externo das peças e
se chegar ao diâmetro externo desejado. Para esse processo, foi escolhida a
ferramenta STGCR 1212F 11 e a pastilha TCGX 1102 08-AL H10 que estão
representadas na figura 4.6. O comprimento efetivo da aresta de corte da pastilha
(LE) é de 9,94 mm e o raio do canto (RE) é de 0,794 mm. Para futuras referências
internas, esse conjunto da ferramenta e da pastilha será chamado de Ferramenta T03
na programação CNC.
a. ferramenta selecionada (b) pastilha selecionada
Figura 4.6 - Ferramenta T03
d) Ferramenta para sangramento (frontal e radial)
Para o disco, será feito um sangramento frontal (axial) e um radial, já para o anel
será feito apenas o sangramento radial, e para esses processos foi escolhida a
ferramenta QFT-RFG 30C 2525-100B e a pastilha QFT-G-0300-02-GF H10F que
estão representadas na figura 4.7. A largura de corte da pastilha (CW) é 3 mm e
representa a profundidade de corte (ap) e os raios de canto esquerdo (REL) e direito
(RER) são de 0,2 mm. Para futuras referências internas, esse conjunto da ferramenta
e da pastilha será chamado de Ferramenta T04 na programação CNC.

62
a. ferramenta selecionada (b) pastilha selecionada
Figura 4.7 - Ferramenta T04
4.4 FABRICAÇÃO A PARTIR DE UM DISCO
4.4.1 GEOMETRIA DO DISCO
Uma barra redonda com 7 polegadas de diâmetro é cortada para formar discos
com 1,25 polegadas de altura. A modelagem em 3D da peça e suas dimensões (em
milímetros) estão representados na figura 4.8.

63
Figura 4.8 – Dimensões em milímetros do disco. Fonte: a autora.
4.4.2 ETAPAS E PARÂMETROS DA USINAGEM
Fixação
A fixação da peça no torno CNC é realizada através das castanhas posicionadas
externamente e esta fixação servirá para todas as etapas seguintes.
Etapa 1
A primeira etapa será o faceamento, que serve para melhorar o acabamento da
superfície frontal do disco. Os parâmetros definidos e calculados para esta etapa
encontram-se na tabela 4.1. Vale ressaltar que não há necessidade de fazer o
faceamento de toda a superfície frontal, pois a maior parte do centro da peça não será
utilizado.

64
Tabela 4.1 - Etapa de faceamento do disco
Etapa 2
A tabela 4.2 mostra os parâmetros definidos e calculados para a primeira etapa
de torneamento externo do disco, que possui dois passes de desbaste, e que usina o
disco inicialmente com diâmetro de 177,8 mm para um diâmetro de 170,6 mm. Como a
profundidade de corte é de 1,8 mm, são retirados 3,6 mm do diâmetro a cada passe. É
possível notar que no torneamento externo a rotação e, consequentemente, a
velocidade de avanço, mudam a cada passe. Isso ocorre porque o diâmetro é alterado.
Tabela 4.2 - Etapa de torneamento externo do disco (desbaste) - primeira fase

65
Etapa 3
Após o desbaste, a tabela 4.3 mostra que é feito um passe de acabamento com
profundidade de corte de 1 milímetro, fazendo com que o diâmetro final fique em 168,6
milímetros, que é o diâmetro maior da parte superior da bucha de reparo. Em ambos
os processos, optou-se por usar o mesmo avanço e velocidade de corte.
Tabela 4.3 - Etapa de torneamento externo do disco (acabamento) - primeira fase
Etapa 4
A etapa seguinte é um torneamento externo que irá diminuir o diâmetro externo
da peça em 9 mm, indo de um diâmetro de 168,6 até 159,6 mm. A cada passe são
retirados 3 mm do diâmetro (dobro da profundidade de corte). Vale ressaltar que a
tabela 4.4 mostra o diâmetro que a peça se encontra antes de cada passe.

66
Tabela 4.4 - Etapa de torneamento externo do disco (desbaste) - segunda fase
Etapa 5
A tabela 4.5 mostra a etapa de acabamento, onde serão retirados 1,8 mm do
diâmetro anterior, resultando em um diâmetro final de 157, 8 mm. É importante notar
que o comprimento de avanço mudou desde a etapa 3. O novo comprimento é de 0,68
polegadas.
Tabela 4.5 - Etapa de torneamento externo do disco (acabamento) - segunda fase

67
Etapa 6
A seguir, tem-se a etapa de sangramento frontal, também chamado de
sangramento axial, que costuma ser a mais difícil de ser visualizada e compreendida.
Os parâmetros se encontram na tabela 4.6. A ferramenta, chamada de bedame, é
posicionada na parte frontal da peça e abre um canal que tem a largura da própria
ferramenta. Essa largura, para esse processo, é a profundidade de corte. Esse valor
da profundidade de corte é de 3 mm e pode ser visto no catálogo da pastilha escolhida
que está no ANEXO.
Tabela 4.6 - Etapa de sangramento frontal do disco
Para esse processo, a velocidade de corte escolhida é mais baixa e o avanço
tem um valor bem menor do que os dos outros processos de desbaste, pois esse
processo é bastante rigoroso.
O canal será feito até uma distância de 25 mm da face, que é uma distância
maior que o comprimento total da bucha. A ferramenta será posicionada a uma
distância de 75,8 mm, que é metade do diâmetro mostrado na tabela, e a distância é
medida desde o centro da peça, que será o ponto zero da peça na máquina de
comando numérico.

68
Etapa 7
A última etapa é o sangramento radial, que fará o corte da peça final para
separá-la da parte que sobra. Os parâmetros podem ser vistos na tabela 4.7. Nesta
etapa o avanço e a velocidade de corte também são menores. O comprimento de
avanço de 9 mm representa a distância que o bedame entra na peça até encontrar o
canal frontal feito na etapa anterior.
Tabela 4.7 - Etapa de sangramento radial do disco
Após todas essas etapas, a bucha de reparo está pronta.
4.5 FABRICAÇÃO A PARTIR DE UM ANEL
4.5.1 FUNDIÇÃO DO DISCO PARA FABRICAÇÃO DO ANEL
Primeiramente, para se definir como será feito o procedimento de fundição do
disco, é necessário saber qual a composição da liga de alumínio.

69
As ligas de alumínio são divididas em 3 grupos, de acordo com os elementos
principais presentes nas liga [29]. São eles:
1. Cobre, Magnésio e Zinco
2. Silício e Estanho
3. Ferro, Manganês, Níquel, Titânio e Cromo
Figura 4.9 - Composição química da liga de alumínio do disco importado pela empresa
- Fonte: documento cedido pela empresa
A figura 4.9 mostra que o disco pertence ao primeiro grupo, pois as
concentrações de cobre, magnésio e zinco são mais altas que a dos outros elementos.
Essa liga é de difícil fabricação e é a liga mais tenaz6 de todas as ligas de alumínio. O
cobre é o principal constituinte endurecedor e aumenta a resistência à tração da liga,
além de diminuir a contração e melhorar a usinabilidade [29].
As especificações AMS4124 e AMS4141 que são os materiais que o fabricante
permite que sejam usados para fabricar a bucha de reparo são pertencentes à liga de
alumínio 7075, que é mostrada na tabela 4.8 [30].
6 Tenacidade é uma medida de quantidade de energia que um material pode absorver antes de fraturar.

70
Tabela 4.8 - Liga de alumínio 7075 - Adaptado de [30]
Para calcular o ponto de fusão da liga de alumínio, foi feita uma média
ponderada com a porcentagem dos elementos (figura 4.9) e seus respectivos pontos
de fusão, que são mostrados na tabela 4.9. Foi encontrado um valor de 657ºC, o que é
praticamente o valor do ponto de fusão do alumínio (660ºC). Portanto, basta atingir a
temperatura de fusão do alumínio que a liga toda será fundida.
Tabela 4.9 - Composição da liga e pontos de fusão. Fonte: a autora.
Para fundir o disco e fabricar o anel, são indicados três melhores métodos: a
fundição em areia, a fundição em molde permanente e a fundição centrífuga.
Estes métodos foram explicados no item 2.3 deste trabalho. Para selecionar o método
ideal, deve-se fazer um estudo econômico e uma pesquisa de empresas que realizam
o serviço de fundição.

71
4.5.2 GEOMETRIA DO ANEL
O anel é feito através da fundição da barra e é fabricado com as dimensões, em
milímetros, mostradas na figura 4.10.
Figura 4.10 - Dimensões em milímetros do anel - Fonte: a autora.
4.5.3 ETAPAS E PARÂMETROS DA USINAGEM
Foi feita uma simulação da usinagem do anel, inserindo os parâmetros e
informações das ferramentas no software Fusion 360º.
A figura 4.11 mostra a bucha de reparo e a área transversal do anel.

72
Figura 4.11 - Bucha de reparo e área da seção transversal do anel - Fonte: a
autora
5.
Para cada etapa da usinagem foram gerados os códigos da máquina CNC. Os
códigos gerados pelo software para cada etapa serão expostos no ANEXO e mostram
os principais parâmetros adicionados (avanço, velocidade de avanço, rotação e/ou
velocidade de corte) e as funções preparatórias da máquina, bem como as
ferramentas usadas (T01, T02, T03, T04) e suas trajetórias. As letras mostradas
nestes códigos podem ser revistas na teoria da máquina CNC apresentada no item
2.2.1 deste trabalho.
As etapas da usinagem do anel são:
Fixação
O anel terá duas fixações diferentes no torno CNC. A primeira fixação será feita
com as castanhas posicionadas por fora do anel, para que seja feito o faceamento e o
torneamento interno.
Etapa 1
A primeira etapa é o faceamento pode ser vista na figura 4.12, em que a
ferramenta está enconstando na superfície frontal do anel para remover uma camada
de material. Os parâmetros definidos e calculados para esta etapa encontram-se na

73
tabela 4.10.
Figura 4.12 – Simulação do faceamento do anel
Tabela 4.10 - Etapa de faceamento do anel
Etapa 2
A etapa seguinte é o torneamento interno (figura 4.13) que terá um passe de
desbaste com a profundidade de corte de 1 mm e o avanço de 0,25 mm por rotação,
percorrendo toda a superfície interna do anel. Os parâmetros são mostrados na tabela
4.11.

74
Figura 4.13 – Simulação do torneamento interno do anel
Tabela 4.11 - Etapa de torneamento interno do anel (desbaste)
Etapa 3
Após o desbaste é feito o passe de acabamento, onde os parâmetros
encontram-se na tabela 4.12. Nesta etapa foi mantido o avanço e diminuiu-se a
profundidade de corte para 0,8 mm.
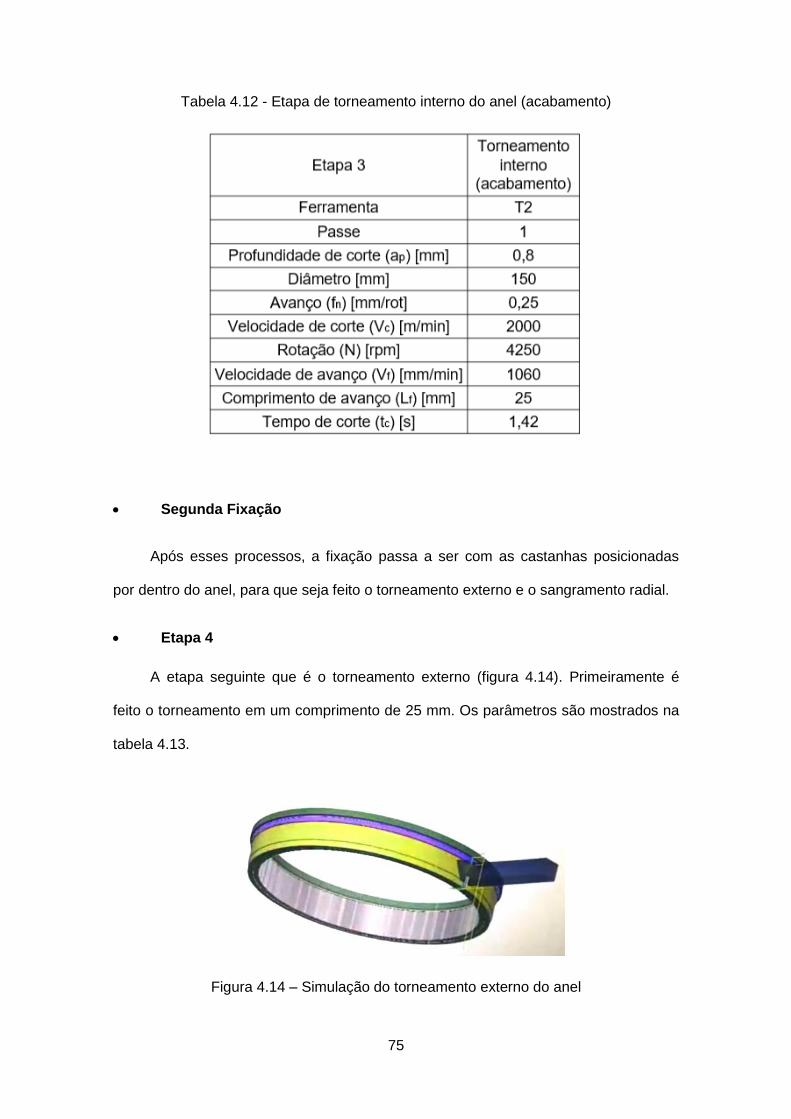
75
Tabela 4.12 - Etapa de torneamento interno do anel (acabamento)
Segunda Fixação
Após esses processos, a fixação passa a ser com as castanhas posicionadas
por dentro do anel, para que seja feito o torneamento externo e o sangramento radial.
Etapa 4
A etapa seguinte que é o torneamento externo (figura 4.14). Primeiramente é
feito o torneamento em um comprimento de 25 mm. Os parâmetros são mostrados na
tabela 4.13.
Figura 4.14 – Simulação do torneamento externo do anel

76
Tabela 4.13 - Etapa de torneamento externo do anel (desbaste) - primeira fase
Etapa 5
Depois a etapa seguinte é o torneamento externo em um comprimento de 0,68
polegadas (17,27 mm), dividida em 3 passes com 1,5 mm de profundidade, mostrados
na tabela 4.14. A cada passe o diâmetro é diminuído em 3 mm (dobro da profundidade
de corte), e a peça fica com um diâmetro final de 159,6 mm.
Tabela 4.14 - Etapa de torneamento externo do anel (desbaste) - segunda fase

77
Etapa 6
Para alcançar o diâmetro de 157,8 mm, mostrado na figura 4.2, que mostra as
dimensões da bucha de reparo, é feito um passe de acabamento, com redução do
avanço e da profundidade de corte, mostrado na tabela 4.15.
Tabela 4.15 - Etapa de torneamento externo do anel (acabamento)
Etapa 7
Após o torneamento, a bucha está praticamente pronta, só precisa ser cortada e
se separar da parte que sobra. Para isso, deve ser feito um sangramento radial,
representado na figura 4.15, onde mostra o bedame fazendo o canal e cortando a
peça. Os parâmetros são mostrados na tabela 4.16.
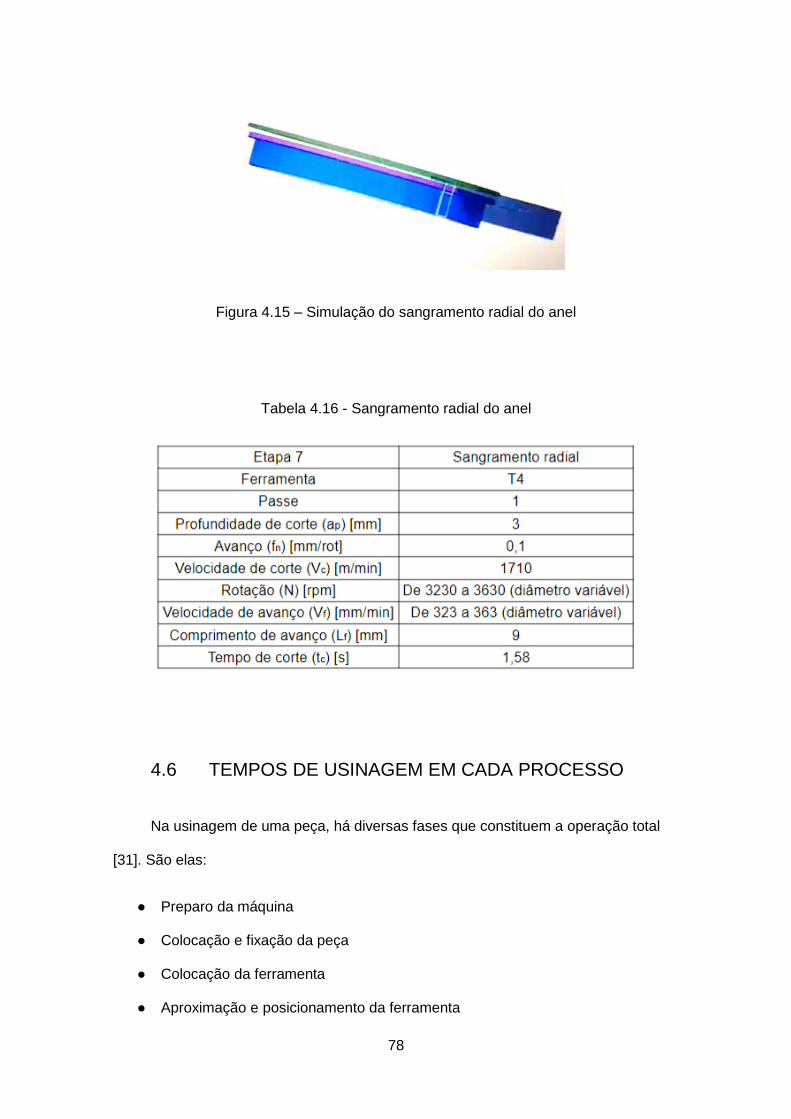
78
Figura 4.15 – Simulação do sangramento radial do anel
Tabela 4.16 - Sangramento radial do anel
4.6 TEMPOS DE USINAGEM EM CADA PROCESSO
Na usinagem de uma peça, há diversas fases que constituem a operação total
[31]. São elas:
● Preparo da máquina
● Colocação e fixação da peça
● Colocação da ferramenta
● Aproximação e posicionamento da ferramenta

79
● Corte
● Afastamento da ferramenta
● Inspeção (se necessário) e retirada da peça
● Remoção da ferramenta para substituição
● Recolocação e ajustagem da nova ferramenta
Cada uma dessas fases demanda certo tempo e a soma total destes tempos
constituem o tempo total da usinagem de uma peça.
De todos os tempos, o mais importante a se avaliar é o tempo de corte. Os
tempos de corte de cada etapa se encontram nas tabelas do item anterior neste
capítulo. Somando-se estes tempos, tempos o tempo total de corte na fabricação da
peça.
Para a fabricação da bucha de reparo a partir do disco, temos um tempo total
de corte de 18 segundos.
Já para a fabricação da bucha de reparo a partir do anel, temos um tempo
total de corte de 12,2 segundos.
Esses tempos extremamente rápidos se dão pelas altas velocidades de corte e
altas rotações. Vale ressaltar que não foram considerados os outros tempos de
usinagem citados acima no intervalo entre cada etapa. E na conclusão deste estudo
será explicitado o tempo de corte do processo atual de fabricação da bucha.
4.7 FLUIDO DE CORTE
A utilização do fluido de corte traz diversas vantagens na usinagem, tais como, a
redução do coeficiente de atrito entre ferramenta e cavaco; a expulsão do cavaco da
região de corte; a refrigeração da ferramenta, da peça e da máquina-ferramenta e um
melhor acabamento superficial na usinagem. Do ponto de vista econômico, gera uma

80
redução do consumo de energia, do custo da ferramenta na operação, pois aumenta
sua vida útil, e também previne corrosão da peça na usinagem [32].
Comparando o alumínio e suas ligas com metais ferrosos, eles são de mais fácil
usinagem, apresentam pressão de corte mais baixas e mais altas velocidades de corte
e avanço, além de possuir uma grande produção de cavaco [32].
O alumínio tem baixa resistência mecânica então o calor gerado na sua
usinagem não é grande para incentivar o desgaste rápido da ferramenta, mas o
alumínio tem um baixo ponto de fusão e um alto coeficiente de dilatação térmica, então
tende a se deformar com o calor gerado na usinagem. Por isso o alumínio deve ser
mantido sempre frio na usinagem, para evitar o aquecimento da peça e a sua
deformação e garantir que suas dimensões sejam controladas adequadamente [32].
Diante deste fato, o fluido de corte deve ter, sobretudo, a função de refrigerar a
peça.
Na empresa que faz a manutenção do cubo de hélice, eles utilizam a
refrigeração em alguns momentos, sobretudo no processo de sangramento que é o
que tem as condições mais severas. A figura 4.16 mostra a aplicação do fluido de
corte no sangramento frontal e é possível perceber que há bastante fumaça gerada, no
entanto eles só colocam o fluido de corte para ajudar na retirada no cavaco quando
vêem que este está ficando muito longo. O fluido deveria ser usado durante todo o
processo, para ajudar no controle da temperatura, e consequentemente, no controle
das dimensões da peça. Nesta etapa eles usam o óleo semissintético que é mostrado
na figura 4.12.

81
Figura 4.16 - Aplicação do fluido de corte no sangramento frontal
Figura 4.17 - Óleo semissintético utilizado pela empresa - Retirado de [33].
Como é possível ver na figura 4.17, o fabricante não indica a utilização deste
óleo semissintéstico em peças alumínio. Foi pesquisado no catálogo do fabricante [33]
e não há explicação do porquê que não deve ser usado em alumínio, no entanto o
catálogo apresenta outras opções de óleos para a usinagem deste material, das quais
a melhor está na figura 4.18 a seguir:

82
Figura 4.18 - Óleo semissintético indicado pro alumínio e suas ligas [33]
DINIZ et al. [31] analisam a usinagem de acordo com o material da peça e
sugerem que o alumínio deve ser usinado a seco ou com óleos inativos sem enxofre.
Analisam ainda o tipo de fluido para as condições de usinagem. Para condições de
usinagem severas (desbaste com alto avanço e profundidade e baixa velocidade de
corte) indicam o uso de óleo puro (quando também há necessidade de lubrificação
além da refrigeração). Para condições mais brandas, indicam o fluido aquoso. Já
FERRARESI [32] indica óleos emulsionáveis inativos ou óleos graxos-minerais inativos
para o torneamento de alumínio e suas ligas.
Para os processos de faceamento e torneamento, a empresa usa o fluido de
corte mostrado na figura 4.19.
Figura 4.19 - Fluido de corte utilizado pela empresa - Retirado de [33]

83
Também há o mesma questão mostrada anteriormente: o fluido não é indicado
para operações em peça de alumínio. Para o alumínio, o fluido ideal seria o Quimatic
2, que também existe na versão “ecológica”, como pode-se ver na figura 4.20
Figura 4.20 - Fluido de corte indicado para o alumínio e suas ligas - Retirado de [33]
Além do tipo de fluido, outros aspectos devem ser levados em consideração, tal
como o tipo de saída de refrigeração (superior, inferior, de precisão, interna externa) e
a pressão de refrigeração. Dentre estes aspectos, será feita apenas uma comparação
entre os métodos de refrigeração superior e inferior, pois nem todas as ferramentas
têm saída de precisão embutida. Não será feita a análise da pressão de refrigeração,
pois é um assunto mais específico e não é o ponto principal da pesquisa.
A tabela 4.17 compara os efeitos da refrigeração superior e da refrigeração
inferior no torneamento. Ambas influem na vida útil da ferramenta, mas apenas a
superior melhora o controle de cavacos.

84
Tabela 4.17 - Comparação dos efeitos da refrigeração superior e inferior no
torneamento - Retirado de [34]
No processo de sangramento, além de analisar se a aplicação do fluido será
superior, inferior, ou de ambos os jeitos, analisa-se ainda se a aplicação será interna
ou externa nos canais. Quando a refrigeração externa é aplicada em cortes e canais, a
quantidade de refrigerante que de fato chega ao canal é muito pequena;
principalmente em canais profundos, portanto, seu efeito é menor. Com a refrigeração
interna de precisão, o jato do refrigerante acessa a aresta de corte mesmo em canais
profundos [35].
Para as operações de faceamento e torneamento externo, as ferramentas T01 e
T03 não apresentam entrada de refrigeração, já no sangramento, a ferramenta T04
possui a entrada do fluido de forma radial e axial concêntrica, e para o torneamento
interno, a ferramenta T02 possui a entrada de forma axial concêntrica. Essas
informações podem ser vistas no ANEXO, nas figuras de cada ferramenta.
4.8 ANÁLISE DE RESULTADOS
Alguns resultados que são esperados com as propostas sugeridas são
analisados em relação às tecnologias usadas, à comparação dos tempos de corte na

85
usinagem, à economia de material e ao custo de implementação das propostas.
● Tecnologias usadas
A fusão seletiva a laser (SLM) ainda possui poucos usuários quando comparada
com métodos convencionais, tais como a usinagem e a fundição de metais,
principalmente pelo seu custo e seu tempo no mercado. O mercados da indústria
aeroespacial têm avaliado a tecnologia da SLM como um processo de fabricação. No
entanto, as barreiras à aceitação são altas e os problemas de conformidade resultam
em longos períodos de certificação e qualificação. Somente após todos os testes e
estas certificações concluídas é que o fabricante incorpora uma nova tecnologia no
manual do componente. Toda manutenção só é feita de acordo com o manual do
fabricante, sem seguir essa regra a manutenção não ocorre da forma correta e o
componente não poderá ser colocado em uso, pois a segurança não é garantida. O
resultado desta proposta ainda precisa ser estudado para ser implementado.
Os dois delineamentos que propõem o uso da máquina CNC, trazem como
vantagens a padronização da fabricação através do uso do mesmo código na
máquina, o aumento da produtividade e diminuição drástica do tempo de produção
(tanto o tempo de corte, quando os tempos para medição da peça, posicionamento e
troca de ferramenta etc). Todas essas vantagens reduzem o tempo de ocupação do
funcionário da usinagem para uma tarefa que não é um reparo em si. No entanto,
entre as desvantagens, tem-se o investimento inicial elevado da compra da máquina; a
necessidade de uma manutenção exigente e especializada, além de precisar de
operadores mais especializados; não elimina completamente os erros humanos e não
tem vantagens tão evidentes para séries pequenas, como é o caso da produção da
bucha de reparo.
Em relação ao uso da fundição, ainda há a necessidade de fazer análise da
microestrutura da peça fundida, para verificação das propriedades mecânicas, pois

86
neste estudo só foi verificado a composição química da liga de alumínio na fundição.
● Tempo de corte
A tabela 4.18 indica a estimativa do tempo de corte na fabricação atual, onde só
se sabe o avanço a rotação e o comprimento de avanço. Com esses dados é possível
calcular a velocidade de avanço e com isso calcular o tempo de corte. Na empresa,
não souberam dizer qual eram as profundidades de cortes nem quantos passes
usavam em cada etapa, uma vez que esses parâmetros mudavam a cada bucha feita.
Para estimar esse valor, foram usadas as mesmas quantidades de passes no novo
delineamento da fabricação a partir do disco. Com isso, foi possível obter os tempos
de cada etapa.
Tabela 4.18 - Parâmetros do processo de fabricação atual na empresa – Fonte: A autora
É possível notar que os tempos estão em minutos nesta tabela, e na nova
proposta encontra-se em segundos. O tempo de corte total estimado é de
aproximadamente 18,7 minutos, o que convertendo dá 1122 segundos. Ao dividirmos
esse valor pelo tempo de fabricação da bucha a partir do disco no novo delineamento
(18 segundos) isso mostra que o processo atual na empresa é 62 vezes mais
lento. Se fossem levados em consideração os outros tempos, essa diferença
aumentaria ainda mais.
Para a fabricação a partir do anel, o tempo de corte do processo atual passaria a

87
ser 92 vezes mais lento que o do processo sugerido.
● Economia de material
O volume do disco de dimensões 7 x 1,25 polegadas é de 787.910,5 mm³.
O volume do anel com altura de 28 mm, e diâmetro externo e interno de,
respectivamente, 172 e 148 mm é de 168.806,4 mm³.
Dividindo o volume do disco pelo volume do anel, temos um valor de 4,66, o que
significa que um disco pode gerar 4 anéis (a sobra de material é o sobressalente que
se perderá no processo de fundição). Um disco fabricava apenas uma bucha e cada
anel representa uma bucha que pode ser feita, então a fundição do disco representa
uma economia de 75% no material (3/4 eram desperdiçados).
O valor de cada disco é de 82 dólares (dado fornecido pela empresa). Deste
valor, 75% é gasto à toa, ou seja, 61,50 dólares por bucha são desperdiçados.
● Custo da implementação
A empresa deve fazer um estudo econômico aprofundado para orçar o valor da
máquina CNC e das novas ferramentas e para orçar o valor da fundição do disco para
produção dos anéis em empresas que realizem esse serviço, ou até mesmo na
empresa exportadora do disco. Com esse estudo econômico aprofundado e as
informações de quantas buchas são feitas na empresa para o reparo do cubo de hélice
em certo tempo, é possível definir o payback para cada caso, que é o tempo que
levará para o investimento se pagar.
88
5. CONCLUSÃO
Neste estudo, foi analisado como é feito o reparo do cubo de hélice do avião
Embraer EMB-120. Uma etapa da manutenção do cubo é a usinagem do furo para
remoção do desgaste e algumas vezes é necessário a colocação de uma bucha de
reparo dentro do furo para restaurar a medida de seu diâmetro, para que esta fique
dentro da faixa dos diâmetros mínimo e máximo. Atualmente a empresa fabrica essa
bucha e na fabricação da bucha de reparo foram identificadas quatro principais
questões que precisavam de melhorias. São elas:
1. Grande tempo de fabricação da bucha e ocupação da máquina que também é
usada para usinar outros componentes.
2. Grande desperdício de material da peça que é usada para fazer a bucha;
3. Não há um delineamento da fabricação e os parâmetros usados nem sempre
são os mesmos, além disso, um único funcionário detém o conhecimento da
fabricação da bucha;
4. Refrigeração ineficaz da peça e da ferramenta durante a usinagem, problemas
com cavacos longos que muitas vezes enrolam na ferramenta e encostam na
peça.
Com o estudo, conclui-se que com os delineamentos feitos há a padronização e
otimização dos processos, bem como melhoria nas questões do cavaco com as
mudanças das ferramentas, dos fluidos de corte, dos avanços e rotações; há a
redução do tempo de corte na usinagem em 62 vezes para a fabricação a partir da
mesma peça inicial (disco) e redução em 92 vezes ao se fabricar a bucha a partir de
uma peça inicial em formato de anel com a introdução da máquina CNC e há uma
economia de 75% do material quando se fabrica a bucha a partir da proposta de usar o
anel como peça inicial a ser usinada.

89
6. REFERÊNCIAS BIBLIOGRÁFICAS
[1] ALVAREZ, Omar Emir, Manual de Manutenção Planejada, 1 ed. João Pessoa, Editora Universitária/UFPb, 1988
[2] Disponível em: <http://mecanicosdeplantao.com.br/site/manutencao-de-aeronaves/> Acesso em: 15 dez 2018
[3] RAMIRES, Aizael Espírito Santo, Confiabilidade na Manutenção de Aeronaves: Ações de Gerenciamento pra Garantia da Aeronavegabilidade. Projeto de Graduação, Universidade do Tuiuti do Paraná, Curitiba, PR, 2008
[4] MACHADO et al, “Manutenção Aeronáutica no Brasil: distribuição geográfica e técnica”, Gest. Prod., São Carlos, v. 22, n. 2, p. 243-253, 2015 [5] ADMINISTRAÇÃO FEDERAL DE AVIAÇÃO. In: WIKIPÉDIA, a enciclopédia livre. Flórida: Wikimedia Foundation, 2016. Disponível em: <https://pt.wikipedia.org/w/index.php?title=Administra%C3%A7%C3%A3o_Federal_de_Avia%C3%A7%C3%A3o&oldid=46871946>. Acesso em: 20 jan 2019.
[6] Disponível em: <https://aeromagazine.uol.com.br/artigo/manutencao-e-aeronavegabilidade_1628.html> Acesso em: 20 Jan 2018
[7] Disponível em: <http://www.aerobyte.com.br/site/index.php/artigos/49-diretrizes-de-aeronavegabilidade> Acesso em: 23 Jan 2019
[8] Disponível em: < http://www.anac.gov.br/A_Anac/instituciona l> Acesso em: 23 Jan 2019
[9] AGÊNCIA NACIONAL DE AVIAÇÃO CIVIL. In: WIKIPÉDIA, a enciclopédia livre. Flórida: Wikimedia Foundation, 2018. Disponível em: <https://pt.wikipedia.org/w/index.php?title=Ag%C3%AAncia_Nacional_de_Avia%C3%A7%C3%A3o_Civil&oldid=53467347> Acesso em: 20 jan 2019.
[10] Disponível em: <http://www.anac.gov.br/assuntos/setor-regulado/profissionais-da-aviacao-civil/profissionais/mecanico-de-manutencao> Acesso em: 10 Dez 2018
[11] KARDEC, Alan, NASCIF, Júlio, Manutenção: Função Estratégica, 3 ed. Rio de Janeiro,
Qualitymark Editora Ltda, 2009.
[12] Disponível em: <https://www.ebah.com.br/content/ABAAABSoMAE/principais-conceitos-
manutencao> Acesso em: 25 Jan 2019
[13] Disponível em: <https://www.ebah.com.br/content/ABAAAAmP8AA/manutencao> Acesso
em: 21 Jan 2019
[14] Disponível em: <http://wiki.ued.ipleiria.pt/wikiEngenharia/index.php/Tecnologia_CNC>
Acesso em: 5 Fev 2019
[15] Disponível em: <https://www.sandvik.coromant.com/pt-
pt/products/pages/tools.aspx#listbyapplication> Acesso em: 28 Fev 2019

90
[16] GROOVER, Mikell P.; tradução Anna Carla Araujo; tradução e revisão técnica André
Ribeiro de Oliveira et al., Introdução aos processos de fabricação, 1 ed. Rio de Janeiro,
LTC, 2014
[17] Wikipedia contributors. Selective laser melting. Wikipedia, The Free Encyclopedia.
February 28, 2019, UTC. Disponível em:
<https://en.wikipedia.org/w/index.php?title=Selective_laser_melting&oldid=885510341> Acesso
em: 6 Jan 2019.
[18] EMBRAER EMB 120. In: WIKIPÉDIA, a enciclopédia livre. Flórida: Wikimedia Foundation,
2018. Disponível em:
<https://pt.wikipedia.org/w/index.php?title=Embraer_EMB_120&oldid=53724059> Acesso em:
30 Nov 2018.
[19-a] HÉLICE (AERONÁUTICA). In: WIKIPÉDIA, a enciclopédia livre. Flórida: Wikimedia
Foundation, 2018. Disponível em:
<https://pt.wikipedia.org/w/index.php?title=H%C3%A9lice_(aeron%C3%A1utica)&oldid=535414
20> Acesso em: 8 Nov 2018.
[19-b] Disponível em :
<https://formacaopiloto.blogspot.com/2014/09/aeronaves-e-motores-capitulo-xiv-helices.html>
Acesso em: 28 Jan 2019
[20] Disponível em: <http://grupomotopropulsor.blogspot.com/2011/08/governador-de-
helice.html> Acesso em: 28 Jan 2019
[21] Disponível em: <http://www.metalchek.com.br/ensaios-nao-destrutivos/liquidos-
penetrantes> Acesso em: 04 Fev 2019
[22] Disponível em: <http://www.infosolda.com.br/biblioteca-digital/livros-senai/ensaios-nao-
destrutivos-e-mecanicos-livros-senai/217-ensaio-nao-destrutivo-liquidos-penetrantes> Acesso
em: 4 Fev 2019
[23] Disponível em:
<http://www.metalica.com.br/pg_dinamica/bin/pg_dinamica.php?id_pag=1188> Acesso em: 7
Jan 2019

91
[24] IMPRESSÃO 3D. In: WIKIPÉDIA, a enciclopédia livre. Flórida: Wikimedia Foundation,
2019. Disponível em:
<https://pt.wikipedia.org/w/index.php?title=Impress%C3%A3o_3D&oldid=53983143>. Acesso
em: 6 Jan 2019.
[25] Disponível em: <https://www.sandvik.coromant.com/pt-pt/knowledge/general-
turning/pages/troubleshooting.aspx> Acesso em: 25 Fev 2019
[26] Disponível em: <https://www.fanucamerica.com/industrial-solutions/manufacturing-
applications/cnc-turning> Acesso em: 01 fev 2019
[27] Disponível em: <https://www.sandvik.coromant.com/pt-pt/products/Pages/toolguide.aspx>
Acesso em: 23 Jan 2019
[28] Disponível em: <https://www.sandvik.coromant.com/pt-
pt/knowledge/materials/pages/workpiece-materials.aspx> Acesso em: 5 mar 2019
[29] Disponível em:
<http://ftp.demec.ufpr.br/disciplinas/TM052/Prof.Sheid/Aula_Aluminio.pdf> Acesso em: 28 fev
2019
[30] Disponível em: <https://www.aircraftmaterials.com/data/aluminium/7075.html> Acesso em:
20 Fev 2019
[31] DINIZ, A.E. et al., Tecnologia da Usinagem dos Materiais, 7 ed. São Paulo, Artlieber
Editora Ltda, 2010
[32] FERRARESI, Dino, Fundamentos da Usinagem dos Metais, 13 ed. São Paulo, Editora
Edgard Blücher Ltda, 1970
[33] Disponível em: <https://www.quimatic.com.br/conteudo/catalogo-online/catalogoGeral.pdf>
Acesso em: 22 Fev 2019
[34] Disponível em: <https://www.sandvik.coromant.com/pt-pt/knowledge/general-
turning/pages/how-to-apply-coolant-and-cutting-fluid-in-turning.aspx> Acesso em: 22 Fev 2019
[35] Disponível em: <https://www.sandvik.coromant.com/pt-pt/knowledge/parting-
grooving/Pages/cutting-fluid-and-coolant.aspx> Acesso em: 25 Fev 2019

92
ANEXO
Medidas da bucha de reparo (sleeve) - página XXX do manual do fabricante

93
Ferramenta T01

94
Ferramenta T02

95
Ferramenta T03

96
Ferramenta T04

97
CÓDIGOS GERADOS NO SOFTWARE FUSION 360º NA SIMULAÇÃO DA
USINAGEM DO ANEL
a. Etapa 1

98
b. Etapa 2

99
c. Etapa 3

100
d. Etapa 4

101
e. Etapa 5
1º passe – Etapa 5

102
2º passe – Etapa 5

103
3º passe – Etapa 5

104
f. Etapa 6

105
g. Etapa 7