capitulo 11
11
1 11 - PROCESSO DE FUNDIÇÃO EM MOLDE DE CASCA (SHELL MOLDING) 11.1 Introdução: Durante a Segunda Guerra Mundial foi patenteado na Alemanha um novo procedimento de fabricação de molde. Conhecido como Processo Croning, ou Processo C, em virtude de seu inventor J. Croning. Este processo é mais conhecido como Shell Molding, ou traduzindo, processo em molde de casca. Este processo utiliza materiais secos como areia seca e resina sintética, termofraguável (endurece pela ação do calor), a base de fenol e formaldeído, ou base de uréia e formaldeído, resina que serve para aglomerar a areia de modo que forme um casco rígido. Primeiramente é preparada a mistura de resina e areia num misturador adequado. Após, a mistura é vertida sobre um modelo previamente aquecido, fabricado de metal onde ocorre a formação de uma casca resistente. O molde é colocado imediatamente numa estufa de aquecimento, para completar o endurecimento da resina sintética. Finalmente é separada a casca do modelo ficando a mesma pronta para sua utilização. Desta forma são obtidos rapidamente moldes em forma de casca com espessura de 3 a 10 mm. Igualmente aos processos convencionais, os moldes são feitos em duas ou mais seções de separação horizontal ou vertical. As seções geralmente são unidas com uma substância adesiva e ou grampos, de modo a deixar o molde pronto para o vazamento do metal líquido figura 11.1. O processo Shell Molding é usado para a fundição de grandes quantidades de peças com uma faixa de peso desde umas poucas gramas até aproximadamente 200 kg por peça em metais ferrosos e não ferrosos. Fig. 11.1 Passos em moldagem de casca: (1) o modelo metálico aquecido é colocado e fixado sobre uma caixa que contém areia misturada com resina termofraguável; (2) a caixa é invertida, ocorrendo à precipitação da mistura de areia e resina sobre o modelo aquecido, provocando até um determinado nível da mistura um endurecimento parcial na superfície do modelo, formando uma casca resistente; (3) a caixa é reposicionada e o resto da mistura que não endureceu volta para o fundo da mesma; (4) o modelo e a casca são aquecidos por alguns minutos em uma estufa para completar o endurecimento; (5) o molde de casca é extraído do modelo; (6) as duas metades do molde de casca, são unidas e colocadas em uma caixa metálica e para evitar o rompimento da casca ela é escorada com granalha de fofo, ficando pronta para o vazamento; (7) após a fundição a peça é removida.
-
Upload
marcos-abbas -
Category
Documents
-
view
5 -
download
0
Transcript of capitulo 11
1
11 - PROCESSO DE FUNDIÇÃO EM MOLDE DE CASCA (SHELL MOLDING)
11.1 Introdução: Durante a Segunda Guerra Mundial foi patenteado na Alemanha um novo
procedimento de fabricação de molde. Conhecido como Processo Croning, ou Processo C, em virtude de seu inventor J. Croning. Este processo é mais conhecido como Shell Molding, ou traduzindo, processo em molde de casca.
Este processo utiliza materiais secos como areia seca e resina sintética, termofraguável (endurece pela ação do calor), a base de fenol e formaldeído, ou base de uréia e formaldeído, resina que serve para aglomerar a areia de modo que forme um casco rígido.
Primeiramente é preparada a mistura de resina e areia num misturador adequado. Após, a mistura é vertida sobre um modelo previamente aquecido, fabricado de metal onde ocorre a formação de uma casca resistente. O molde é colocado imediatamente numa estufa de aquecimento, para completar o endurecimento da resina sintética. Finalmente é separada a casca do modelo ficando a mesma pronta para sua utilização.
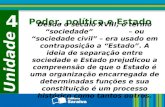
Desta forma são obtidos rapidamente moldes em forma de casca com espessura de 3 a 10 mm. Igualmente aos processos convencionais, os moldes são feitos em duas ou mais seções de separação horizontal ou vertical. As seções geralmente são unidas com uma substância adesiva e ou grampos, de modo a deixar o molde pronto para o vazamento do metal líquido figura 11.1.
O processo Shell Molding é usado para a fundição de grandes quantidades de peças com uma faixa de peso desde umas poucas gramas até aproximadamente 200 kg por peça em metais ferrosos e não ferrosos.
Fig. 11.1 Passos em moldagem de casca: (1) o modelo metálico aquecido é colocado e fixado sobre uma caixa que contém areia misturada com resina termofraguável; (2) a caixa é invertida, ocorrendo à precipitação da mistura de areia e resina sobre o modelo aquecido, provocando até um determinado nível da mistura um endurecimento parcial na superfície do modelo, formando uma casca resistente; (3) a caixa é reposicionada e o resto da mistura que não endureceu volta para o fundo da mesma; (4) o modelo e a casca são aquecidos por alguns minutos em uma estufa para completar o endurecimento; (5) o molde de casca é extraído do modelo; (6) as duas metades do molde de casca, são unidas e colocadas em uma caixa metálica e para evitar o rompimento da casca ela é escorada com granalha de fofo, ficando pronta para o vazamento; (7) após a fundição a peça é removida.

2
11.2 Elementos Principais do Processo:
Para a preparação deste tipo de molde são necessários cinco elementos principais: • Areia. • Resina sintética. • Uma substância que permita desprender o molde do modelo. • Um líquido para eliminar o pó provocado pelas partículas finas de resina e areia. • Uma placa com modelo.
Características dos elementos principais:
Areia:
Nem todas as areias utilizadas para a fabricação de moldes convencionais, podem ser utilizadas neste processo. Neste caso é utilizada uma areia mais fina que a necessária para o processo em areia verde; a mesma deve ser seca, livre de argila e de substância orgânicas. É importante que tenha um alto porcentual de sílica, para assegurar sua qualidade refratária (98% ou mais).
O número de finura da areia, que da os melhores resultados devem ser de AFS 90 a AFS 160 (tamanho de grão final médio de 0,1 a 0,15 mm). Vale como regra geral que quanto mais fina a areia utilizada, tanto melhor será o acabamento da peça fundida.
A permeabilidade do molde, que é indispensável para eliminar os gases produzidos durante o vazamento é obtida pelo agregado de resina. Como a areia fina reduz a permeabilidade do molde, é preciso acrescentar um maior percentual de resina à mistura. Para fundir metais de alto ponto de fusão deverá utilizar-se uma areia mais grossa para assegurar a ventilação do molde e adicionar um pequeno percentual de zircônio para melhorar consideravelmente a qualidade de areia.
Resina:
É utilizada uma resina sintética termofraguável, em pó, preparada em base de uréia, ou de fenol e de formaldeído. Esta resina deve possuir a propriedade de primeiro fundir e logo após endurecer. Atualmente são mais utilizadas as resinas fenólicas, em função do seu comportamento e custo. Estes tipos de resina têm como característica importante, o endurecimento sob a ação do calor de forma irreversível (não amolecem mais).
O pó de resina deve ser uniforme e capaz de reproduzir as partes do modelo, mesmo as mais complexas. Do tamanho das partículas de pó depende a resistência à flexão do molde de casca; quanto mais fino for o pó, tanto mais resistente será o molde. Um pó de boa qualidade deve estar composto de partículas cujo diâmetro final médio seja de 10 a 24 micra.
A mistura da areia e resina é efetuada na seguinte proporção: para cada 100 kg de areia é adicionada de 3 a 10 kg de resina. O percentual exato depende, do tipo de resina utilizada (geralmente de 6 a 7% de resina é suficiente).

3
Substância para o desprendimento do molde:
Esta substância é muito importante no processo. Sem ela, a separação da casca endurecida do molde de metal seria impossível. Para alcançar este objetivo, foram testados vários materiais, tais como cera, borracha, silicone, etc.
Atualmente são utilizados silicones, pois são os que apresentam os melhores resultados para essa finalidade. Suportam temperaturas elevadas, não carbonizam, sendo também mais econômicos pois o mesmo é aplicado em quantidades muito pequenas.
Existem várias soluções a base de silicones no mercado. Um material conhecido comercialmente como emulsão DC7 é muito apropriado para esta função. A aplicação aos modelos pode ser feita: por imersão, por pulverização ou com uma escova. Líquido para a eliminação do pó:
Durante a preparação da mistura de areia fina e resina pulverizada, e produzido um pó devido às partículas finas da resina. Este fenômeno é indesejável e prejudicial à saúde dos operários. Para eliminá-lo é agregado à mistura areia-resina uma pequena quantidade de alguma substância que reduza a segregação da resina sem modificar as outras propriedades físicas ou químicas da mistura.
Normalmente é utilizado algum óleo mineral leve, querosene, parafina ou outro líquido da mesma espécie. O mesmo é adicionado na proporção de 0,05% a 0,2% por peso da mistura. Placa com modelo:
A placa com modelo, é submetida durante o processo a temperaturas na faixa de 200 a 750ºC. Portanto a mesma deve ser de ferro fundido cinzento, liga de aço doce, ou de uma liga de Cu-Ni. Para uma produção em série pequena, são utilizadas freqüentemente placas-modelo fabricadas de alumínio.
Os metais mencionados, possuem uma resistência abrasiva suficiente e uma capacidade elevada para suportar temperaturas altas, não sofrendo modificações em suas dimensões durante o procedimento de fabricação do molde.
A placa de base e o modelo, devem ser construídos do mesmo metal para evitar distorções durante o processo devido aos diferentes coeficientes de dilatação. No entanto, os canais de vazamento, admissão, etc. podem ser construídos de outros metais.
Fig. 11.2 Cilindro de moto fundido pelo sistema de molde em casca utilizando um modelo bipartido.
Os principais componentes da moldagem em casca (ver figura 11.2) são: placa com modelo; canal de descida (sprue); montantes (canais de subida ou ventilação) (risers); canais de distribuição (runners); canais de entrada ou de ataque (gates); pinos ejetores; borda para uma tira de casca (sand strip or rim).

4
11.3 Preparação da mistura areia-resina:
A preparação da mistura de areia fina e de resina pulverizada é feita observando as proporções exatas de cada material de acordo com o indicado pelo fabricante de resina. Após é agregado o liquido que evita o levantamento de pó.
Devido à existência de uma diferença considerável entre os tamanhos das partículas de areia e resina, é utilizado um equipamento misturador, figura 11.3 que ao mesmo tempo atua como moinho. Um equipamento de baixa velocidade proporciona melhores resultados.
O tempo necessário para preparar a mistura no moinho-misturador é de aproximadamente 15 minutos. Se este tempo for ultrapassado, pode produzir-se calor o qual aumentaria o tamanho das partÍculas da resina, diminuindo: a resistência do molde de casca; e a qualidade do acabamento superficial.
Fig.11.3 Moinho-misturador de areia e resina sintética
Fig. 11.4 Três tipos de sistemas para transferir a mistura do moinho-misturador para a máquina de Shell molding.

5
11.4 Procedimento Geral para a fabricação de moldes de casca:
Diferentes tipos de máquinas de múltiplas operações e graus de automação são utilizadas na produção de molde de casca, mas todas são construídas para permitir um controle do tempo e do ciclo de temperatura.
Independente do tipo de máquina utilizado ou de grau de automação se tem cinco
passos básicos para a produção de moldes (Fig. 11.1):
1) A mistura de areia e resina é colocada sobre o modelo aquecido (entre 200 e 300ºC) nos sistemas de caixa basculante ou de molde soprado. No sistema de caixa basculante a quantidade de mistura é consideravelmente maior do que a necessária para formar a casca (6 a 8 vezes o utilizado). A resina adjacente ao modelo se funde provocando a aderência da mistura ao modelo (deve ficar em contato de 5 a 15 segundos). A quantidade da mistura aderida é chamada de revestimento e portanto a operação é chamada de ciclo de revestimento.
2) Quando é obtida a espessura de casca desejada (de 3 a 10 mm), o modelo é invertido 180º permitindo que o excesso de mistura areia-resina caia de volta dentro do recipiente da caixa.
3) Enquanto o modelo ainda está aquecido, o revestimento (agora chamado de casca), tem sua cura (endurecimento) finalizada em uma estufa (entre 250 e 750ºC).
4) Depois de completar o ciclo de cura (endurecimento), a casca é extraída (ejetada) do modelo.
5) No final da operação, são colocados machos (quando necessário) e as duas metades de casca são unidas com cola e grampos e colocados em uma caixa suporte. O molde então está pronto para o vazamento.
11.5 Tipos de aquecimento do modelo:
As máquinas de moldagem em casca, estão equipadas para o aquecimento da placa-modelo, que pode ser feito das seguintes formas:
a) Eletricamente: com elementos em tira ou tubular, fixados na parte inferior da placa (Fig. 11.5 a e b); com elementos tipo cartucho dentro da placa modelo para o canal de descida e montantes (Fig. 11.5 c).
Fig. 11.5 Três tipos de elementos elétricos para o aquecimento do modelo na moldagem em casca.
6
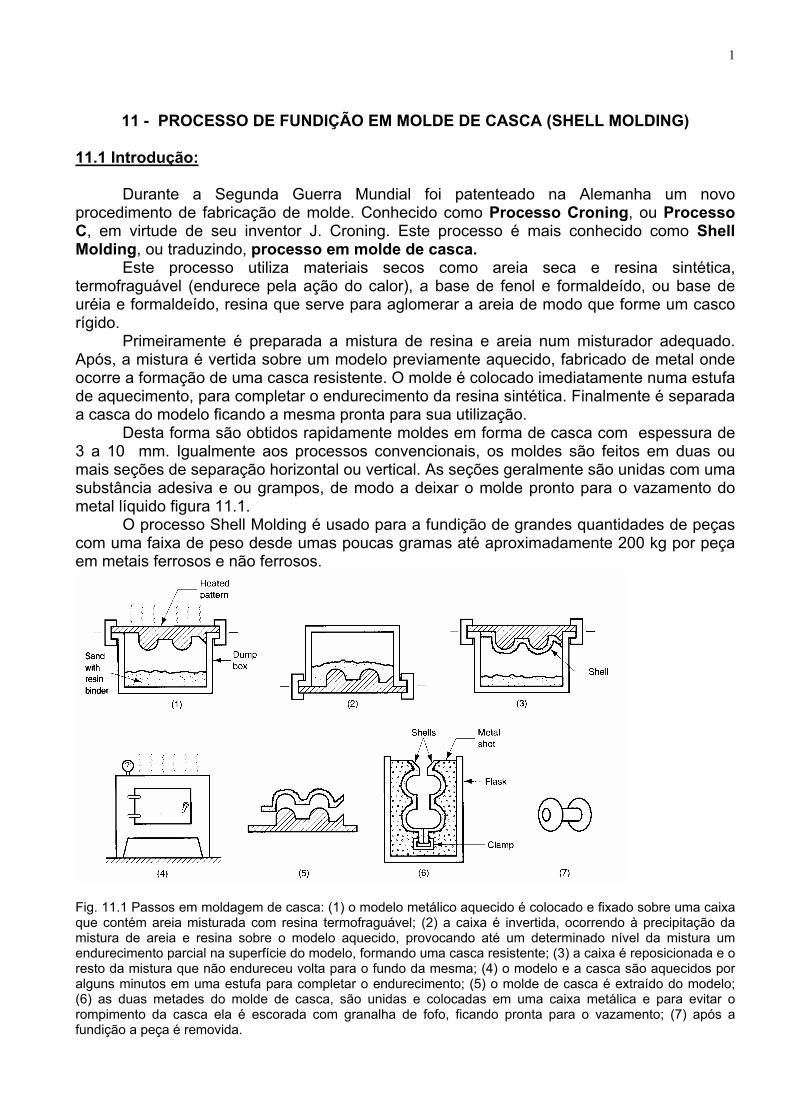
b) Por chama, com gás combustível: com um conjunto de bicos de gás em bifurcação (Fig. 11.6 a); com um conjunto de bicos de gás na forma retangular (Fig. 11.6 b); com um conjunto de bicos de gás em uma caixa (Fig. 11.6 c); com um tarugo de cobre ou bronze aquecido com chama para canal de descida e montantes (Fig. 11.6 d).
Fig. 11.6 Quatro tipos aquecimento por chama com gás combustível para a placa modelo da moldagem em casca.
11.6 Equipamentos para a obtenção de molde de casca:
Existem dois sistemas de equipamentos para a fabricação de moldes de casca, o mais comum é o de caixa basculante (dump-box) e o de molde soprado (mold blowing).
a) Sistema de caixa basculante: (dump-box) é muito mais utilizado do que o
sistema de molde soprado (mold blowing). O sistema de caixa basculante apresenta as seguintes vantagens em relação ao sistema de molde soprado:
• Simplicidade de operação; • Baixo custo das ferramentas; • Menor desperdício da mistura areia – resina • Melhor controle sobre a rigidez do molde. • Mínima quantidade de segregação produzida por aditivos tais como óxido
de ferro, carboneto de cálcio, dióxido de manganês que são misturados na areia.
Existem vários tipos de máquinas de caixa basculante, desde equipamentos que
produzem moldes de (350x460)mm. até os que produzem moldes de (660x2000)mm. As figuras 11.7, 11.8 e 11.9, mostram três tipos de máquinas de caixa basculante
que variam no que diz respeito a suas caixas que contém a mistura areia – resina:
7
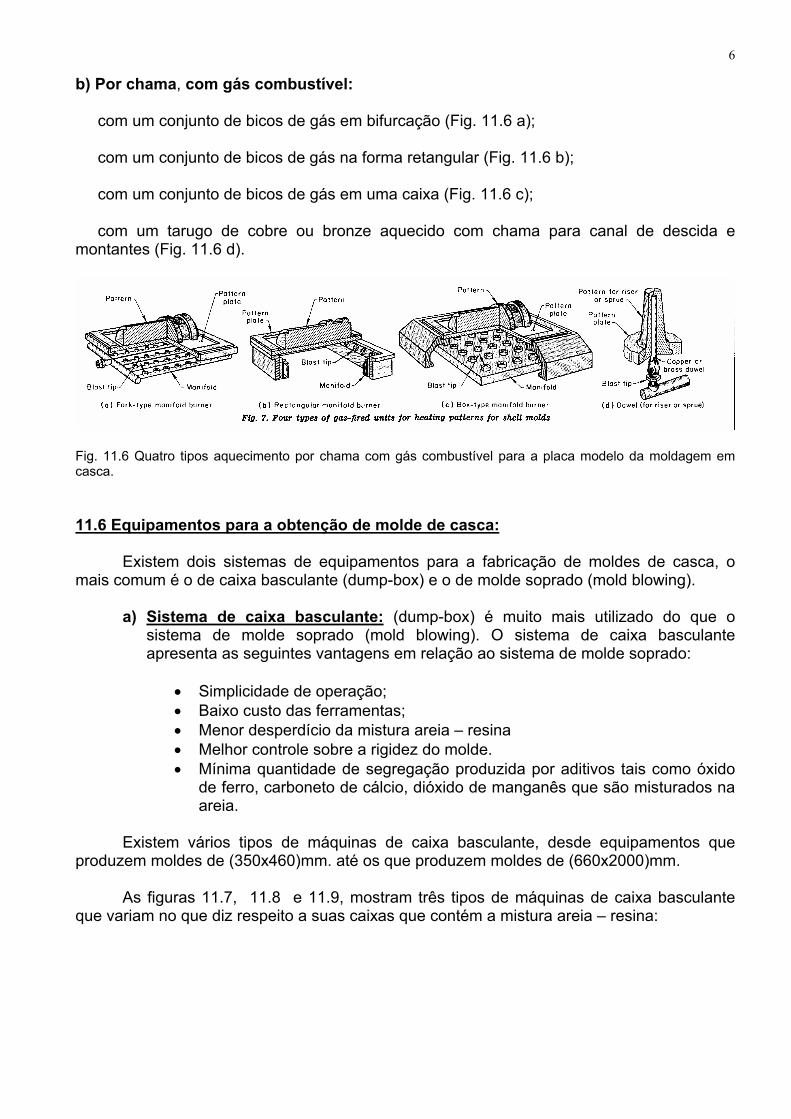
A máquina básica, na qual o modelo é colocado no suporte e o conjunto caixa e
placa – modelo tem rotação de 180º para que a mistura entre em contato com o modelo. A principal desvantagem deste sistema é o aparecimento porosidades ou vazios não
preenchidos pela mistura areia – resina, em função da direção e da baixa velocidade do movimento da mistura. A baixa velocidade de reversão, provoca um descascamento da mistura (peelblack).
Fig.11.7 Máquina básica
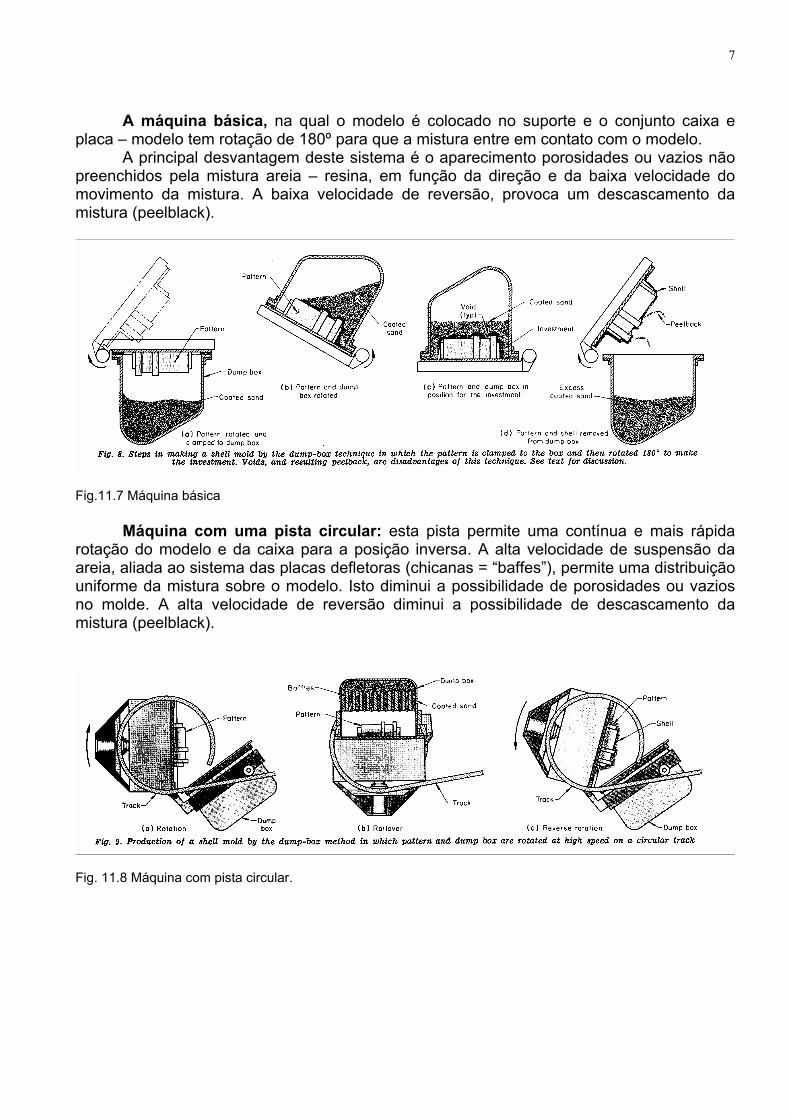
Máquina com uma pista circular: esta pista permite uma contínua e mais rápida rotação do modelo e da caixa para a posição inversa. A alta velocidade de suspensão da areia, aliada ao sistema das placas defletoras (chicanas = “baffes”), permite uma distribuição uniforme da mistura sobre o modelo. Isto diminui a possibilidade de porosidades ou vazios no molde. A alta velocidade de reversão diminui a possibilidade de descascamento da mistura (peelblack).
Fig. 11.8 Máquina com pista circular.
8
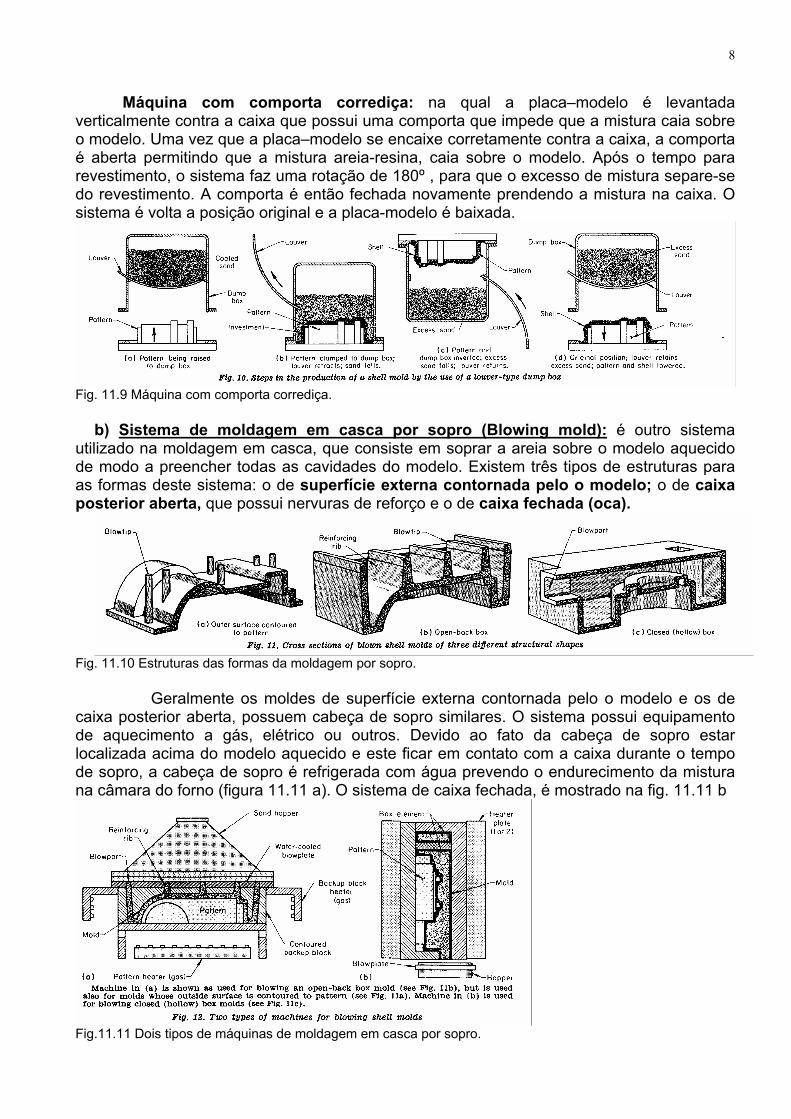
Máquina com comporta corrediça: na qual a placa–modelo é levantada
verticalmente contra a caixa que possui uma comporta que impede que a mistura caia sobre o modelo. Uma vez que a placa–modelo se encaixe corretamente contra a caixa, a comporta é aberta permitindo que a mistura areia-resina, caia sobre o modelo. Após o tempo para revestimento, o sistema faz uma rotação de 180º , para que o excesso de mistura separe-se do revestimento. A comporta é então fechada novamente prendendo a mistura na caixa. O sistema é volta a posição original e a placa-modelo é baixada.
Fig. 11.9 Máquina com comporta corrediça.
b) Sistema de moldagem em casca por sopro (Blowing mold): é outro sistema utilizado na moldagem em casca, que consiste em soprar a areia sobre o modelo aquecido de modo a preencher todas as cavidades do modelo. Existem três tipos de estruturas para as formas deste sistema: o de superfície externa contornada pelo o modelo; o de caixa posterior aberta, que possui nervuras de reforço e o de caixa fechada (oca).
Fig. 11.10 Estruturas das formas da moldagem por sopro. Geralmente os moldes de superfície externa contornada pelo o modelo e os de caixa posterior aberta, possuem cabeça de sopro similares. O sistema possui equipamento de aquecimento a gás, elétrico ou outros. Devido ao fato da cabeça de sopro estar localizada acima do modelo aquecido e este ficar em contato com a caixa durante o tempo de sopro, a cabeça de sopro é refrigerada com água prevendo o endurecimento da mistura na câmara do forno (figura 11.11 a). O sistema de caixa fechada, é mostrado na fig. 11.11 b
Fig.11.11 Dois tipos de máquinas de moldagem em casca por sopro.
9
Vantagens do processo moldagem em casca por sopro: • Pode atingir grande precisão dimensional (comparado com o processo convencional de
areia verde) o que reduz as operações de usinagem e acabamento. As tolerâncias de usinagem variam de 1,0 a 1,5 mm.
• Apresentam excelentes níveis de acabamento superficial. • Requer menor quantidade de areia. • Podem ser fundidas peças de geometria complexa. Desvantagens do processo moldagem em casca por sopro: • O tamanho e peso são limitados. • Alto custo dos modelos. • Alto custo da resina aglomerante. • Os fatores de contração são variáveis o que ocasionam dimensões variáveis das peças. • São necessários muitos equipamentos para a fabricação do molde, principalmente no
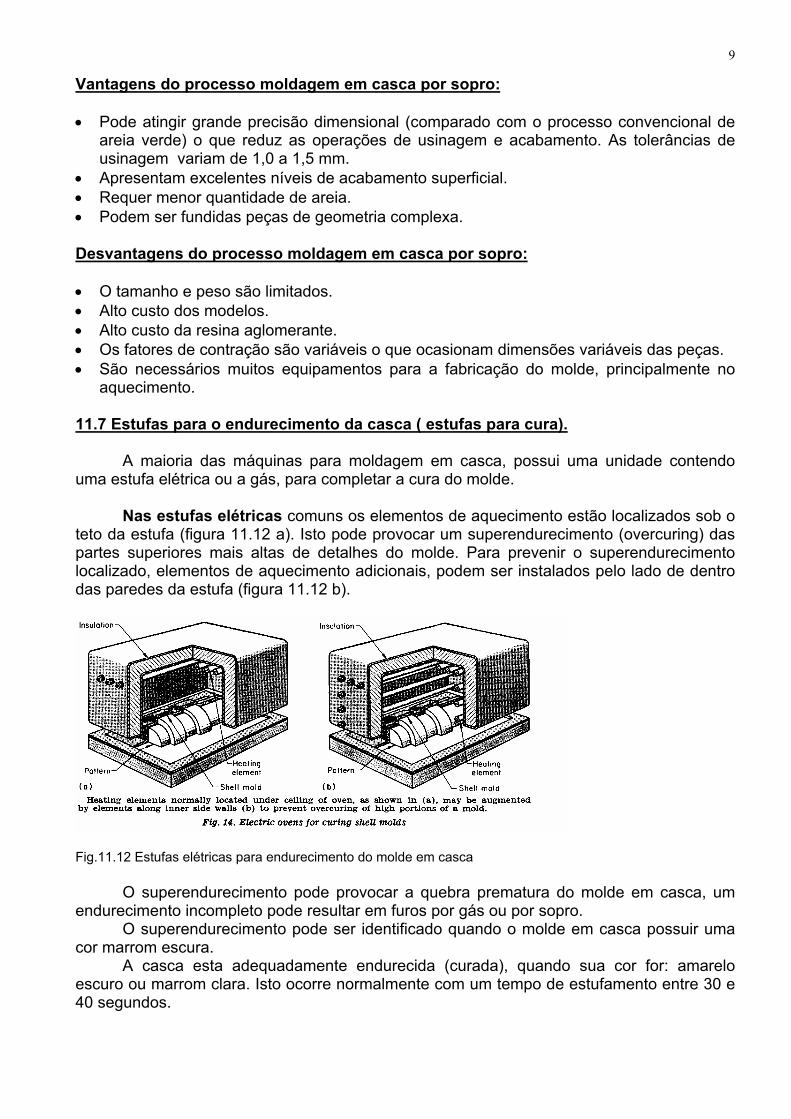
aquecimento. 11.7 Estufas para o endurecimento da casca ( estufas para cura). A maioria das máquinas para moldagem em casca, possui uma unidade contendo uma estufa elétrica ou a gás, para completar a cura do molde. Nas estufas elétricas comuns os elementos de aquecimento estão localizados sob o teto da estufa (figura 11.12 a). Isto pode provocar um superendurecimento (overcuring) das partes superiores mais altas de detalhes do molde. Para prevenir o superendurecimento localizado, elementos de aquecimento adicionais, podem ser instalados pelo lado de dentro das paredes da estufa (figura 11.12 b).
Fig.11.12 Estufas elétricas para endurecimento do molde em casca O superendurecimento pode provocar a quebra prematura do molde em casca, um endurecimento incompleto pode resultar em furos por gás ou por sopro.
O superendurecimento pode ser identificado quando o molde em casca possuir uma cor marrom escura. A casca esta adequadamente endurecida (curada), quando sua cor for: amarelo escuro ou marrom clara. Isto ocorre normalmente com um tempo de estufamento entre 30 e 40 segundos.

10
A maioria das estufas a gás, são projetadas com um conjunto de bicos queimadores
de gás montados em uma placa (figura 11.13 a), existem também estufas com um conjunto de bicos queimadores de gás em bifurcação. Em ambos os casos o gás é queimado e aquece diretamente sobre o molde em casca. Se o modelo possuir cavidades ou detalhes, montantes ou canal de descida maior do que 230 mm. uma estufa, com um conjunto de bicos queimadores de gás, montados em uma placa, é preferida pois os bicos queimadores podem ser trocados por outros mais longos, para direcionar o aquecimento dentro da cavidade ou ao redor da mesma (figura 11.13 b).
Fig. 11.13 Estufas a gás para endurecimento do molde em casca 11.8 Aplicabilidade
A fundição em molde de casca é utilizada na produção seriada de peças que variam em peso desde dezenas de gramas até aproximadamente 200 kg, tanto em ligas ferrosas ou de metais não ferrosos.
As principais vantagens que o processo oferece, quando comparado com moldagem em areia verde, são os seguintes:
1. Excelente acabamento superficial; 2. Tolerâncias dimensionais mais estreitas; 3. Melhor e mais consistente reprodução do modelo; 4. Maior facilidade de obtenção de peças com seções delgadas; 5. Peças fundidas mais detalhadas; 6. Alguns tipos de machos podem ser feitos como parte do molde; 7. A limpeza das peças fica simplificada; 8. Os moldes podem ser estocados por longo tempo; 9. É utilizada apenas uma fração da quantidade de areia usual;
10. O processo pode ser automatizado até um grau muito elevado; 11. O processo não necessita de operários com longa prática.
Em contrapartida, as limitações e desvantagens que o processo de fundição em
molde de casca apresenta, são: 1. Limitação do peso máximo ou dimensão da peça a ser fundida; 2. Elevado custo de modelos, os quais devem ser usinados em metal; 3. Elevado custo da resina aglomerante; 4. Pouca flexibilidade com relação à alimentação e montantes. Os canais e
montantes devem ser incorporados, ao menos em parte, no modelo para moldagem em casca;
5. As contrações variam de acordo com a prática de fundição; 6. Há necessidade de mais equipamentos e acessórios para controle.
11
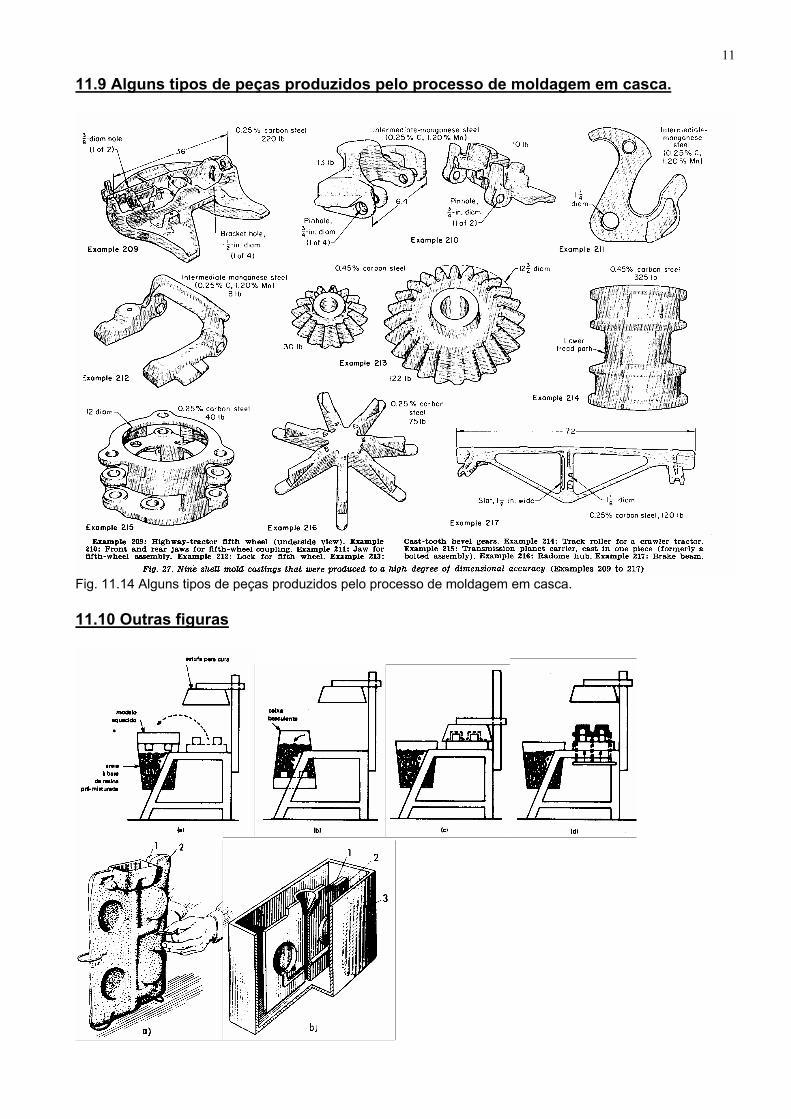
11.9 Alguns tipos de peças produzidos pelo processo de moldagem em casca.
Fig. 11.14 Alguns tipos de peças produzidos pelo processo de moldagem em casca. 11.10 Outras figuras