CAPÍTULO 9 - Unicamphermini/Robotica/livro/cap.9.pdf · 2003-11-10 · CAPÍTULO 9 MONTAGEM...
20
cap9.docITOI Page 1 15/12/00 CAPÍTULO 9 MONTAGEM Ricardo Manfredi Naveiro 9.1 - INTRODUÇÃO Os processos de montagem respondem por cerca de 50 até 70% dos custos de mão-de-obra de um produto. Trata-se, portanto, do processo que envolve o maior contigente de pessoas em uma indústria de manufatura e o responsável pela maior parcela do custo total de fabricação. Nos últimos anos vem sendo empreendidos esforços para reduzir os custos de montagem através da utilização da automação; entretanto, a maioria das operações de montagem continua sendo feita com praticamente as mesmas ferramentas utilizadas no passado. Os ciclos de trabalho de montagem são em sua maioria curtos: 1,5 minutos para 42% dos postos de trabalho e menos de 30 segundos para 26% dos postos de trabalho, o que acarreta muitas operações repetidas e lesões por esforço repetido são comuns de ocorrer entre os trabalhadores. Os distúrbios osteomoleculares relacionados ao trabalho - determinados atualmente como DORT - representam 70% do total de atendimentos de trabalhadores, o que acarretou uma mudança recente na legislação brasileira (1998) que passou a classificá-la como acidente de trabalho. O percentual da força de trabalho industrial envolvida em tarefas de montagem é enorme. O quadro a seguir mostra dados de empresas européias referentes ao final da década de 80. TABELA 9.1 – Custo de montagem na indústria. Indústria % do custo de montagem em relação ao custo total de manufatura Máquinas-ferramenta 55,0 Equipamentos agrícolas 20,1 Eletrodomésticos 32,0 Veiculos automotores 45,6 Esses dados mudaram bastante na década de 90 em função da eletronificação dos produtos, o que resultou em produtos com menor número de componentes e por conseguinte com um menor número de operações de montagem, porém de qualquer forma as operações de montagem ainda respondem pela maior parcela do custo de mão-de-obra de fabricação. No Japão a indústria eletro-eletrônica é a que mais utiliza robôs para operações de montagem. 9.2 - MÉTODOS E SISTEMAS DE MONTAGEM Os vários métodos de montagem podem ser grupados em três categorias: montagem manual, montagem mecanizada e montagem robotizada. A escolha do método de montagem para um novo produto vai depender de uma série de fatores como: • ciclo de vida previsto para o produto; • custo e disponibilidade de mão-de-obra; • volume de produção; • variedade dos produtos; • tamanho do lote; • flexibilidade.
Transcript of CAPÍTULO 9 - Unicamphermini/Robotica/livro/cap.9.pdf · 2003-11-10 · CAPÍTULO 9 MONTAGEM...

cap9.docITOI Page 1 15/12/00
CAPÍTULO 9
MONTAGEM
Ricardo Manfredi Naveiro
9.1 - INTRODUÇÃO
Os processos de montagem respondem por cerca de 50 até 70% dos custos de mão-de-obra de umproduto. Trata-se, portanto, do processo que envolve o maior contigente de pessoas em uma indústria demanufatura e o responsável pela maior parcela do custo total de fabricação. Nos últimos anos vem sendoempreendidos esforços para reduzir os custos de montagem através da utilização da automação; entretanto, amaioria das operações de montagem continua sendo feita com praticamente as mesmas ferramentas utilizadasno passado. Os ciclos de trabalho de montagem são em sua maioria curtos: 1,5 minutos para 42% dos postos detrabalho e menos de 30 segundos para 26% dos postos de trabalho, o que acarreta muitas operações repetidase lesões por esforço repetido são comuns de ocorrer entre os trabalhadores. Os distúrbios osteomolecularesrelacionados ao trabalho - determinados atualmente como DORT - representam 70% do total de atendimentos detrabalhadores, o que acarretou uma mudança recente na legislação brasileira (1998) que passou a classificá-lacomo acidente de trabalho.
O percentual da força de trabalho industrial envolvida em tarefas de montagem é enorme. O quadro a seguirmostra dados de empresas européias referentes ao final da década de 80.
TABELA 9.1 – Custo de montagem na indústria.
Indústria % do custo de montagem em relação ao custototal de manufatura
Máquinas-ferramenta 55,0Equipamentos agrícolas 20,1Eletrodomésticos 32,0Veiculos automotores 45,6
Esses dados mudaram bastante na década de 90 em função da eletronificação dos produtos, o que resultouem produtos com menor número de componentes e por conseguinte com um menor número de operações demontagem, porém de qualquer forma as operações de montagem ainda respondem pela maior parcela do custode mão-de-obra de fabricação. No Japão a indústria eletro-eletrônica é a que mais utiliza robôs para operaçõesde montagem.
9.2 - MÉTODOS E SISTEMAS DE MONTAGEM
Os vários métodos de montagem podem ser grupados em três categorias: montagem manual, montagemmecanizada e montagem robotizada. A escolha do método de montagem para um novo produto vai depender deuma série de fatores como:
• ciclo de vida previsto para o produto;
• custo e disponibilidade de mão-de-obra;
• volume de produção;
• variedade dos produtos;
• tamanho do lote;
• flexibilidade.

cap9.docITOI Page 2 15/12/00
9.2.1 - Montagem manual e robotizada
A montagem manual utiliza ferramentas de baixo custo e dispositivos de armazenagem de peças também debaixo custo. Ela é empregada quando se quer flexibilidade alta associada a uma grande variedade de produtos;seus custos permanecem relativamente constantes e independentes do volume de produção.
A montagem mecanizada se aplica aos casos onde se tem grandes volumes de produção e baixa variedade.São equipamentos especialmente projetados para montar um determinado produto, consistindo de cabeçotes demontagem associados a equipamentos periféricos de alimentação e orientação. São portanto equipamentos deautomação rígida com ciclos fixos de operação de custo relativamente alto sem possibilidade de reconversãopara outros produtos.
A montagem robotizada se aplica a situações intermediárias onde se tem lotes médios de produção evariedade média de produtos.
A figura 9.1 mostra o campo de aplicação de cada tipo de sistema.
Figura 9.1 - Classificação de Sistemas de Montagem (LOTTER,1986).
Na prática o que se encontra é uma combinação desses métodos, como por exemplo um posto demontagem manual associado a um equipamento automático para orientação das peças ou uma linha demontagem robotizada associada a postos de trabalho manuais, como ocorre na indústria automobilística.
Para a escolha de um sistema de montagem devem ser considerados três fatores preliminarmente: o volumede produção, o número de peças e tempo de retorno do investimento.
Os gráficos a seguir servem como diretriz para tomada de decisão. Há dois grupos de gráficos: o primeiropara produtos com um único modelo e o segundo para produtos com vários modelos, cada um deles usando umsubconjunto do número total de peças disponíveis. Por exemplo, se considerarmos um produto com váriosmodelos que apresenta 70 peças na sua versão mais completa e que contém 40 peças na sua versão standard.Nesse caso, NT o número total de peças disponíveis é de 70 enquanto NA o número total de peças aplicadas éde 40. O segundo gráfico mostrado na figura 9.2 é indicado para produtos que apresentem relação NT/NA igual à1.5.

cap9.docITOI Page 3 15/12/00
(2a)
(2b)
Figuras 9.2a e 9.2b - Gráficos de escolha do sistema de montagem (BOOTHROYD, 1991).
9.2.1.1 - Operações de montagemAs operações de montagem podem ser subdivididas em uma série de etapas encadeadas, tais como
posicionamento, transporte, etc. de tal forma que, para cada tipo de operação, pode ser desenvolvido umequipamento específico. As prinicipais operações de montagem são as seguintes:
50505050
2222222222 555555555555555555555555 101010101010101010101010101010101010101010101010 202020202020202020202020202020202020202020202020 NANANANANANANANANANANANANANANANANANANANANANANANA 505050505050505050505050505050505050505050505050
100100100100100100100100100100100100100100100100100100100100100100100100
500500500500500500500500500500500500500500500500500500500500500500500500
100010001000100010001000100010001000100010001000100010001000100010001000100010001000100010001000
VAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVA
500050005000500050005000500050005000500050005000500050005000500050005000500050005000500050005000
Montagem manual em bancada
Multi-estação com robôs
Estação simples com dois braços de robô
Estação simples com um braço de robô
Propósito especial de transferência livre
Propósito especial de posicionamento
Produto com somente um estilo(NT/NA = 1)
VA
N
= volume médio de produção anual em milhares. Númerode montagens de todos os estilos produzidos durante o períodode restituição do equipamento.
A
NT
= número de peças na montagem . Número médio das peçasou sub-montagens para ser montado em um sistema de montagem.
= número total de peças. Número total das peças ou sub-montagens das quais podem ser montados vários estilos.
50505050
2222222222 555555555555555555555555 101010101010101010101010101010101010101010101010 202020202020202020202020202020202020202020202020 NANANANANANANANANANANANANANANANANANANANANANANANA 505050505050505050505050505050505050505050505050
100100100100100100100100100100100100100100100100100100100100100100100100
500500500500500500500500500500500500500500500500500500500500500500500500
100010001000100010001000100010001000100010001000100010001000100010001000100010001000100010001000
VAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVA
500050005000500050005000500050005000500050005000500050005000500050005000500050005000500050005000
Período de retorno = 4 substituições/ano
50505050
2222222222 555555555555555555555555 101010101010101010101010101010101010101010101010 202020202020202020202020202020202020202020202020 NANANANANANANANANANANANANANANANANANANANANANANANA 505050505050505050505050505050505050505050505050
100100100100100100100100100100100100100100100100100100100100100100100100
500500500500500500500500500500500500500500500500500500500500500500500500
100010001000100010001000100010001000100010001000100010001000100010001000100010001000100010001000
VAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVA
500050005000500050005000500050005000500050005000500050005000500050005000500050005000500050005000
Período de retorno = 8 substituições/ano
Período de retorno = 6 substituições/ano
50505050
2222222222 555555555555555555555555 101010101010101010101010101010101010101010101010 202020202020202020202020202020202020202020202020 NANANANANANANANANANANANANANANANANANANANANANANANA 505050505050505050505050505050505050505050505050
100100100100100100100100100100100100100100100100100100100100100100100100
500500500500500500500500500500500500500500500500500500500500500500500500
100010001000100010001000100010001000100010001000100010001000100010001000100010001000100010001000
VAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVA
500050005000500050005000500050005000500050005000500050005000500050005000500050005000500050005000
2222222222 555555555555555555555555 101010101010101010101010101010101010101010101010 202020202020202020202020202020202020202020202020 NANANANANANANANANANANANANANANANANANANANANANANANA
Montagem manual em bancada
Multi-estação com robôs
Estação simples com dois braços de robô
Estação simples com um braço de robô
Propósito especial de transferência livre
Propósito especial de posicionamento
Produto com somente um estilo(NT/NA = 1.5)
VA
N
= volume médio de produção anual em milhares. Númerode montagens de todos os estilos produzidos durante o períodode restituição do equipamento.
A
NT
= número de peças na montagem. Número médio das peçasou sub-montagens para ser montado em um sistema de montagem.
= número total de peças. Número total das peças ou sub-montagens das quais podem ser montados vários estilos.
Período de retorno = 8 substituições/ano
50505050
505050505050505050505050505050505050505050505050
100100100100100100100100100100100100100100100100100100100100100100100100
500500500500500500500500500500500500500500500500500500500500500500500500
100010001000100010001000100010001000100010001000100010001000100010001000100010001000100010001000
VAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVA
500050005000500050005000500050005000500050005000500050005000500050005000500050005000500050005000
50505050
2222222222 555555555555555555555555 101010101010101010101010101010101010101010101010 202020202020202020202020202020202020202020202020 NANANANANANANANANANANANANANANANANANANANANANANANA 505050505050505050505050505050505050505050505050
100100100100100100100100100100100100100100100100100100100100100100100100
500500500500500500500500500500500500500500500500500500500500500500500500
100010001000100010001000100010001000100010001000100010001000100010001000100010001000100010001000
VAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVAVA
500050005000500050005000500050005000500050005000500050005000500050005000500050005000500050005000
Período de retorno = 8 substituições/ano
Período de retorno = 4 substituições/ano Período de retorno = 6 substituições/ano
cap9.docITOI Page 4 15/12/00
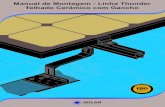
ArmazenagemProcesso pelo qual os componentes são armazenados antes ou depois de serem dirigidos, compostos e
verificados (conferidos).
Caixa – armazenagem de componentes sem orientação.
Magazine – armazenagem de componentes com orientação.
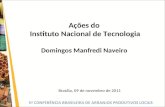
PosicionamentoProcesso que tem o objetivo de orientar o componente em relação a
outro.
Alinhamento – posicionamento do componente emum ou mais direções axiais em relação a base.Inserção - recolocação do componente em relaçãoao componente básico que resulta na posição final.
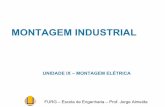
TransporteProcesso que tem o objetivo de mover e orientar componentes de acordo com a demanda dos processos de
composição e verificação
Movimentação – recolocação constante ouindexada dentro do sistema de montagem. Se estaoperação for realizada por um operador ou robôhaverá três fases: reconhecer, agarrar e mover.
Separação - divisão de um único fluxo decomponentes em muitos fluxos.
Conjunção – união de dois ou mais fluxos decomponentes.
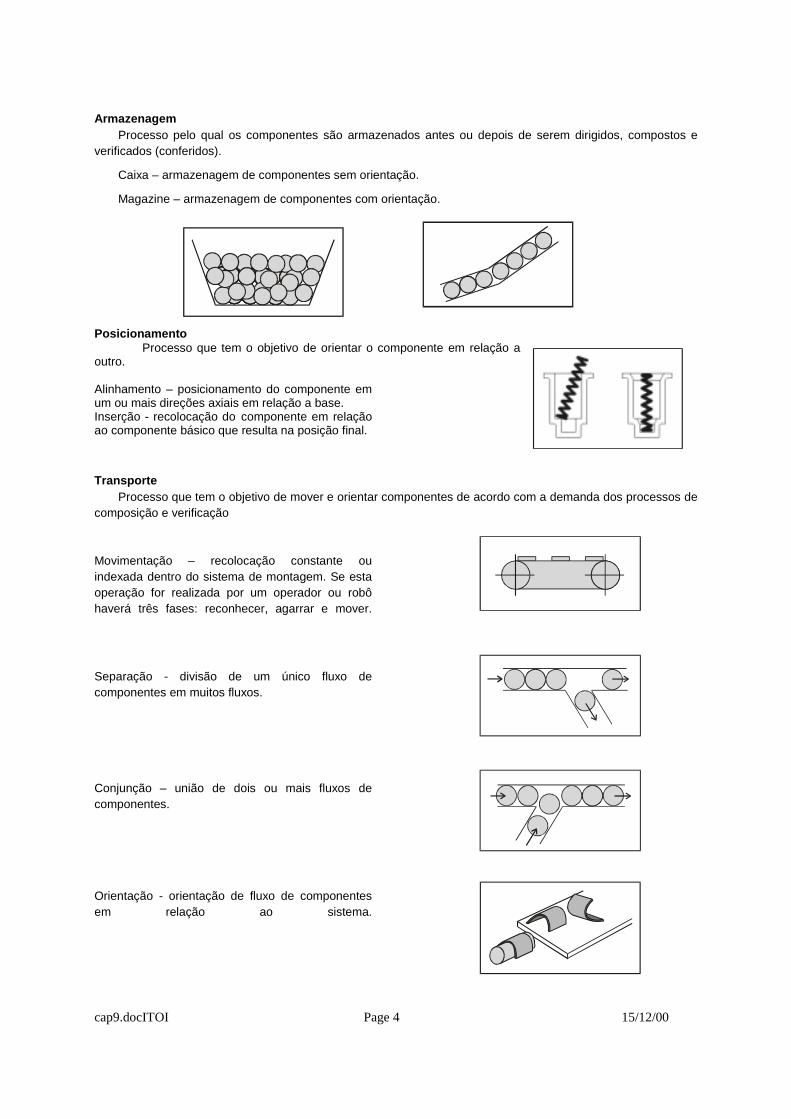
Orientação - orientação de fluxo de componentesem relação ao sistema.

cap9.docITOI Page 5 15/12/00
Rotação - orientação de componentes dentro dofluxo em relação ao sistema.
Alocação - liberar determinado número decomponentes do fluxo para o sistema.
Inserção/extração - posicionamento do componentena ferramenta, remoção de componente.
9.2.2 - Sistemas robotizados
Os sistemas de montagem programada possuem os seguintes componentes:
• Estações de Trabalho• Robôs• Efetuadores• Alimentadores• Orientadores• Mecanismos de Transferência• Sensores
Estações de Trabalho
A função de uma estação de trabalho é prover um lugar estável e bem definido para a implementação dastarefas de montagem e de inspeção. Seus componentes principais são: subestrutura da estação, a mesa deferramentas ou plataforma e dispositivos de localização para interligação com outros equipamentos. Dependendoda configuração do sistema, um ou todos estes componentes podem ser suprimidos da estação.
A maior parte dos problemas associados às estações de trabalho estão relacionados às funções que sãodadas aos componentes da estação. Freqüentemente, deve ser deixado espaço para dezenas de caboselétricos, linhas de sinais e de alimentação, ar comprimido, linhas de gás , hidráulicas e de vácuo. E, na maiorparte das vezes, essas linhas estão dispostas no chão e são conectadas a estação aleatoriamente, porquedurante a fase de projeto não foi dada muita atenção a isso. Portanto, deve-se levar em conta o posicionamentodas linhas durante o projeto não só pelo fator estético, que reflete a qualidade do equipamento, mas tambémaumenta sua manutenabilidade.
Outra variação deste conceito é a linha de montagem multiestação com um robô de transferência.Novamente, quando o volume de um produto ou um grupo de submontagens não está disponível, uma estaçãode trabalho pode ser usada para cada tarefa, mas somente um robô é usado para realizar toda a montagem e astarefas de inspeção. O robô é movido de estação em estação para produzir montagens como a programação detarefas requer. Nesse caso, mecanismos de localização e de preempção devem ser assegurados ao robô deforma que ele possa ser alinhado e preso para a estação de trabalho específica. Colocar o robô sobre rodasfacilita a transferência do robô para as diferentes estações de trabalho.

cap9.docITOI Page 6 15/12/00
Os sistemas de montagem robôtizada compreendem um sistema de controle, um ou mais robôs paramanipulação e inserção e equipamentos periféricos utilizados na armazenagem, alimentação e orientação daspeças a serem montadas. Os robôs do tipo SCARA são os mais encontrados em operações de montagem.
As principais configurações de sistemas robotizados de montagem são os seguintes:
Célula de montagem: unidade independente envolvendo um ou mais robôs e equipamentos periféricos ondeum produto completo é montado. Esse arranjo é caracterizado por ciclos de montagem relativamente longos eum número considerável de peças a serem montadas. A ilustração mostra uma célula de montagem compostade um robô e alguns equipamentos periféricos (Figura 9.3).
Figura 9.3 - Exemplo de uma céluda de montagem (BOOTHROYD & DEWHURST, 1991).
Linha robotizada de montagem: configuração de várias estações robotizadas instaladas em série. Esse arranjose caracteriza por ciclos curtos de operação, um número limitado de peças montadas por estação e um sistemade transporte dos subconjuntos entre as estações. A figura abaixo mostra o exemplo de uma linha robotizadacomposta de duas estações de montagem.
Figura 9.4 - Exemplo de uma linha robotizada de montagem (BOOTHROYD & DEWHURST, 1991).

cap9.docITOI Page 7 15/12/00
Levantamentos junto à indústria européia a respeito do uso de montagem robotizada indicam o seguinte:
• setor automobilístico concentra o maior número de aplicações seguido do setor eletro-eletrônico.• número médio de peças singulares por produto é 10• 80% das peças pesam menos que 4 kg.• 70% das peças tem dimensões internas a um cubo com 100 mm de lado.• tempo de ciclo é de 12 a 60 segundos nas linhas de montagem e de 20 s a 3 min nas células de
montagem.
9.2.2.1. - RobôsAtualmente, o uso de robôs e tecnologia robótica em aplicações de montagem é pequeno se comparado ao
número total de robôs em aplicações industriais. Embora os trabalhos teóricos tenham apontado as vantagensdo uso da robótica na área de montagem e também trabalhos experimentais tenham provado muito da teoria,esses esforços ainda não foram suficientes para acelerar o uso dessas tecnologias. Mas como os robôs, bemcomo sua tecnologia vem amadurecendo, e um número cada vez maior de instalações industriais estãoprovando o que a teoria e os experimentos já haviam demonstrado, ou seja, que robôs em montagem sãoeconomicamente vantajosos, confiáveis e excelentes ferramentas para o aumento da produtividade.
De uma forma geral, o sucesso destas e de futuras aplicações dependem do robô selecionado para osistema e de seu desempenho. A seleção do robô certo para uma aplicação específica vem se tornando difícil acada momento devido a grande variedade de equipamentos nesta área. Além disso, sem experiência anterior naárea, é difícil para designers de sistemas de montagem escolherem e avaliarem os aspectos relevantes a seremlevados em conta na longa lista de dados que acompanham as especificações de cada robô. Para facilitar,destacamos uma lista dos principais parâmetros a serem levados em conta na seleção de robôs para montagem:
Espaço de Trabalho
Este talvez seja o mais importante parâmetro que influi na seleção do robô para um sistema de montagemprogramável. Ele representa o espaço necessário para acomodar o robô e os demais equipamentos necessáriosàs tarefas de montagem, bem como o envoltório de alcance do robô.
Repetibilidade
Como a montagem, mesmo em pequenos lotes, é uma repetição das mesmas operações, é importante queo dispositivo na extremidade do braço retorne ao ponto desejado dentro da faixa de tolerância do produto. Umrobô com um grau medíocre de repetibilidade de 0.10mm (carga máxima, extensão máxima, velocidademáxima) tem capacidade de desempenhar a maioria das operações de montagem.
Precisão
Semelhante a repetibilidade, porém dependente da precisão do conjunto a ser montado.
Carga
Na maior parte das aplicações em montagem, a capacidade de um robô de levantar carga deve estar nafaixa de até 4 Kg. Se ocasionalmente uma peça mais pesada estiver envolvida na tarefa de montagem, um novodispositivo deve ser desenvolvido para ajudar na montagem das peças antes de se pensar em adotar um robôcom maior capacidade de levantar cargas.
Velocidade
Para otimizar o ciclo de montagem, a distância percorrida pelo braço do robô deve ser a menor possível. Istopode ser feito posicionando os pontos de pega das peças próximos ao ponto de montagem, entre 500mm.Usualmente, os pontos de pega são posicionados mais próximos ao ponto de montagem do que 500mm, e aaceleração/desaceleração está perto de 0,3g, ao invés de 0,5g. O que demonstra que existe pouca vantagem emespecificar um robô com velocidade de deslocamento acima da faixa de 0,6m/s.

cap9.docITOI Page 8 15/12/00
Grau de Liberdade
A tarefa de montagem especificada a ser desempenhada na estação ou centro de montagem praticamentedefine o número de graus de liberdade e o tipo de exigido do robô. É uma boa prática especificar um númeromínimo de eixos, bem como o número de movimentos de cada eixo necessários às tarefas de montagem.Geralmente, em operações simples de montagem (uma direção de montagem) recomenda-se o uso de robôs dotipo SCARA. Dependendo da complexidade do produto deve-se optar pelo uso de robôs com 4 eixos ouantropomórfico.
O que deve ser lembrado ao se especificar os graus de liberdade para um robô é que ele estará em umsistema programável de montagem e como tal, deve satisfazer ao maior número possível de requisitos. Uma vez
o robô incluído no sistema, adicionar graus de liberdade torna-se uma tarefa difícil.
ControleAo se identificar os parâmetros anteriores do robô, o controle basicamente está definido. Os dispositivos de
controle presentes em robôs atualmente possuem tantos recursos que torna-se difícil utilizar as funções decontrole disponíveis para obter uma vantagem maior do sistema. As preocupações existem não no sentido docontrole propriamente dito, mas no método para integrar o sistema de controle aos outros equipamentos.
FundaçõesPara robôs com a base integrada, as fundações são as comuns utilizadas na indústria. A frequência natural
de vibração de um robô é de 3 a 8 Hz e, durante a operação, são gerados harmônicos dessa frequência. Emalguns casos é necessáriode construir uma base sólida para fixar o robô e, se isso for mal feito, gera-seinstabilidade na operação do robô o que resulta em alteração do tempo de montagem. Além do mais, o excessode vibração diminui a vida útil do equipamento e a precisão da montagem.
9.2.2.2 - Equipamentos auxiliares
EfetuadoresPara se desenvolver efetuadores para a tarefa de montagem, deve-se considerar 3 aspectos importantes:
1) determinar o efeito das peças do produto2) avaliar as tarefas a serem desempenhadas3) definir o ambiente em que o efetuador será usado.
Em qualquer estação de montagem (manual, dedicada ou programável) para executar uma tarefa demontagem, a peça do produto a ser montado deve ser transferida da armazenagem para o ponto de montagem.Cada transferência leva tempo significativo, portanto, a redução desse tempo de transferência irá reduzir o tempototal de montagem.
Para um sistema de montagem programável, onde uma quantidade de peças é manipulada em cadaestação, a única forma de se reduzir o tempo de transferência é manipular todas as peças do produto na estaçãocom um efetuador.
A aplicação de efetuadores multipropósito traz algumas vantagens:
• elimina o tempo de troca de ferramentas e também o trabalho de design associado ao trocador deferramentas
• reduz ou elimina o tempo individual de transferência.
A desvantagem deste tipo de efetuador é que ele é mais difícil de desenvolver, e também mais complexo emsua operação. Porém, na maioria dos casos, as vantagens do uso do efetuador multipropósito superam as suasdesvantagens. A figura 9.5 mostra um exemplo de efetuador multipropósito.

cap9.docITOI Page 9 15/12/00
Figura 9.5 - Efetuador multipropósito (SHIMOKAWA, JURGENS, FUJIMOTO, 1997).
Alimentadores
As funções dos alimentadores no sistema de montagem programável é prover, separar, orientar eapresentar as peças individuais para o mecanismo de montagem do sistema. Em adição aos freqüentementeusados alimentadores vibratórios, foram desenvolvidos alguns dispositivos tais como elevadores, silos ebandejas centrífugas.
A limitação comum a todos esses dispositivos, está no fato deles alimentarem apenas uma determinadapeça do produto. Isto significa que toda vez que o sistema de montagem necessita ser reprogramado paramontar outro estilo de produto, dentro da mesma família de produtos, deve-se trocar por um outro alimentador ouutilizar alimentadores programáveis.
Alguns dos alimentadores vibratórios são baseados na já conhecida bandeja vibratória, porém incorporandonovos componentes, tais como reconhecimento ótico para determinar o tipo e a orientação das peças doproduto.
Finalmente, a seleção de um alimentador depende basicamente da geometria das peças do produto, domaterial de que são feitas, e do número de peças necessárias por unidade de tempo.
Alimentadores vibratórios
Os alimentadores vibratórios são os mais versáteis de todos os dispositivos de alimentação para pequenaspeças. Sua função é alimentar uma montagem orientando as peças. As peças depositadas na tigela doalimentador são movimentadas através da vibração e seguem a trajetória dos trilhos interiores através de umhelicóide (figura 9.6).
Algumas forças atuam no alimentador vibratório: a freqüência da vibração, a aceleração nos trilhos, o ângulodo trilho, o ângulo de vibração e o coeficiente de atrito.

cap9.docITOI Page 10 15/12/00
Figura 9.6 - Exemplos de alimentadores vibratórios.
Alimentadores não-vibratórios
Normalmente estes são só satisfatórios para alimentar certos tipos básicos de peças para as quais podemser obtidos bons resultados. Seu funcionamento ocorre através da rotação do próprio depósito alimentador, oude elementos internos giratórios que direcionam as peças para a calha de escoamento do alimentador paramontagem (figura 9.7).
No alimentador não-vibratório é necessário que todas as peças apresentadas à máquina estejam na mesmaorientação para garantir a montagem correta. Um ponto que deve ser considerado é que a saída de peças doalimentador é sempre restringida pela máquina que é alimentada.

cap9.docITOI Page 11 15/12/00
Figura 9.7 - Exemplos de alimentadores não vibratórios (BOOTHROYD, 1992).
cap9.docITOI Page 12 15/12/00
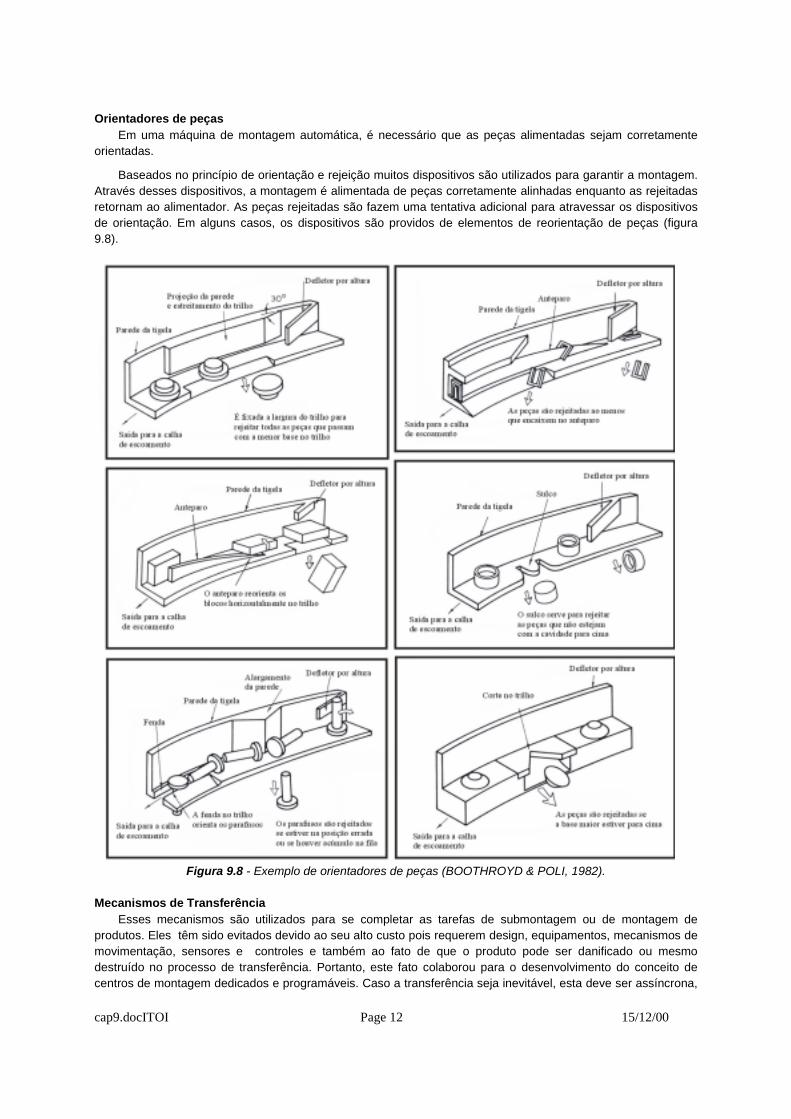
Orientadores de peçasEm uma máquina de montagem automática, é necessário que as peças alimentadas sejam corretamente
orientadas.
Baseados no princípio de orientação e rejeição muitos dispositivos são utilizados para garantir a montagem.Através desses dispositivos, a montagem é alimentada de peças corretamente alinhadas enquanto as rejeitadasretornam ao alimentador. As peças rejeitadas são fazem uma tentativa adicional para atravessar os dispositivosde orientação. Em alguns casos, os dispositivos são providos de elementos de reorientação de peças (figura9.8).
Figura 9.8 - Exemplo de orientadores de peças (BOOTHROYD & POLI, 1982).
Mecanismos de TransferênciaEsses mecanismos são utilizados para se completar as tarefas de submontagem ou de montagem de
produtos. Eles têm sido evitados devido ao seu alto custo pois requerem design, equipamentos, mecanismos demovimentação, sensores e controles e também ao fato de que o produto pode ser danificado ou mesmodestruído no processo de transferência. Portanto, este fato colaborou para o desenvolvimento do conceito decentros de montagem dedicados e programáveis. Caso a transferência seja inevitável, esta deve ser assíncrona,

cap9.docITOI Page 13 15/12/00
tendo como função principal a armazenagem de produtos caso uma estação esteja com problemas, de forma amanter o fluxo até que o problema seja corrigido.
SensoresAs tarefas de reconhecimento, orientação, inspeção das peças do produto, presença ou ausência de uma
peça, e demais funções sensoriais são plenamente desempenhadas quando se trata de uma montagem manual.Porém, o quadro é outro em se tratando de montagem automática. A qualidade e eficiência de um sistemadepende muito dos sensores que são colocados estrategicamente no sistema de montagem. A importância daaplicação de sensores pode ser avaliada na tabela abaixo onde são ilustrados algumas operações utilizandoum braço pneumático :
TABELA 9.2 - Funções sensoriais típicas em montagem robotizada.Operação Função SensorialAbertura do Efetuador Detectar aberturaBraço se move ao ponto de pega Detectar presença do braçoPegar uma peça do produto Detectar presença da peça
Detectar fechamento do efetuadorDetectar presença da peça no efetuador
Braço se move ao ponto de pega Detectar a presença do BraçoEfetuador se abre Detectar efetuador se abrindoBraço se move para posição inicial (home) Detectar presença da peça na montagem
Além disso, os sensores enviam respostas a intervalos regulares de forma que o processo de montagempossa seguir da forma planejada e qualquer interrupção ou desvio possa ser detectado a tempo.
As aplicações de sensores para sistemas programáveis de montagem usando braços de robôs servo-direcionados são bem simples. Muitas das funções sensoriais de hardware podem ser substituídas por sinais deentrada e saída do sistema que são incorporados ao software de operação.
9.2.3 - Exemplo
A figura 9.9 ilustra uma estação de montagem robotizada, com um robô com quatro graus de liberdade. Atarefa de montagem requer seis tipos de ferramentas. As 17 peças são alimentadas pela gravidade de 12alimentadores (essas 17 peças incluem 3 parafusos que possuem três longas chaves, alimentadas junto àcarcaça frontal).
A montagem é feita em dois diferentes gabaritos, um para a montagem principal e outro para asubmontagem. O robô é operado por um computador que orienta as quatro juntas para os pontos de paradadesignados. A principal característica deste robô é o seu mecanismo de pega que confere a inserção das peçassem danos (figura 9.9).

cap9.docITOI Page 14 15/12/00
Figura 9.9 - Layout de uma estação de trabalho robotizada (NEVINS & WHITNEY, 1978).
Figura 9.10 - Visão explodida do alternador (NEVINS & WHITNEY, 1978).
A figura acima mostra a sequência na qual as 17 peças do alternador são montadas pela estãorobotizada. Identifica também as ferramentas que desempenham cada tarefa. Uma árvore do produto foielaborada para simplificar o entendimento da montagem do alternador (figura 9.11).

cap9.docITOI Page 15 15/12/00
Figura 9.11 - Árvore do produto.
9.3 - PROJETO ORIENTADO À MONTAGEM
Existem certos princípios que são utilizados pelos projetistas para se obter um produto com custo mínimo.São práticas consagradas de projeto, conhecimento prático e experimental do projetista acumulado ao longo dotempo de seu exercício profissional. Esse tipo de conhecimento é denominado conhecimento tácito e é o maisdifícil de ser formalizado, uma vez que muitas vezes representa a experiência coletiva de uma equipe de trabalhoou a prática consagrada de uma empresa.
Alguns desses princípios consagrados de projeto estão assinalados a seguir:
• Simplicidade: significa que o produto deve ter o menor número de peças possível, o menor número depeças complexas possível, a menor quantidade de ajustes finos possível e as peças devem ter a menorseqüência de fabricação possível.
• Padronização: devem ser usados materiais padronizados, preferencialmente no estado em que sãoadquiridos no mercado de forma a se obter vantagens comparativas no processamento.
• Modularização: utilização de subconjuntos compartilhados entre os produtos do portfolio de produtossempre que possível. Essa prática traz economias de escala na produção e no pós-venda.
• Relaxamento de tolerâncias: o afrouxamento das tolerâncias nos ajustes onde elas foram malespecificadas evita a utilização de equipamentos especiais de fabricação e de medição o que barateia aprodução.
• Adequação ao nível de produção: o projeto deve estar adequado ao nível de produção do produto, umavez que determinados detalhes definidos no projeto estão associados a determinados processos defabricação.
Além desses princípios gerais de projeto, existem regras específicas que conduzem a um produto melhorprojetado segundo critérios de custo e de adequação aos processos de fabricação. As principais regrasapontadas em vários manuais de projeto orientado à fabricação são as seguintes:
• Redução do número de peças.
• Projetar para operações de fabricação de baixo custo.
• Cotar os desenhos das peças orientando a cotagem aos processos de fabricação.

cap9.docITOI Page 16 15/12/00
• Projetar para operações que utilizem ferramental padronizado e de uso geral.
• Projetar visando redução do peso das peças.
• Projetar as peças de forma a que sua fabricação possa ser feita sem alterar a sua fixação na máquina.
Conforme registrado nos “princípios gerais” e nas “regras” a obtenção de um produto com o menor númerode peças possível é um dos principais fatores para se alcançar um bom projeto. A redução do número de peçasem um produto pode ser realizada pela eliminação de um componente individual que cumpria uma funçãoredundante na estrutura do produto, ou pela combinação de várias peças integrando num único componente asfunções que eram realizadas pelos diversos componentes individuais. O projeto de peças multifuncionaistambém deve ser praticado, uma vez que elas contribuem para a padronização e para a redução do número decomponentes. A diminuição do número de peças deve no entanto assegurar que o produto tenha as peçasbásicas necessárias para constituir a montagem, pois cada produto possui um número mínimo de peçasnecessárias para ser funcional e ter a forma desejada.
O exercício intelectual de antecipar a situação que vai ocorrer na montagem do produto que ainda não estáinteiramente materializado é um exemplo típico de aplicação do conhecimento tácito do projetista para construir oconhecimento sobre este objeto (produto) ainda ausente. Esse exercício vem sendo praticado há bastantetempo, porém somente a partir da década de 70, o conjunto de conhecimentos que produz uma melhor eficiênciado processo de montagem tomou corpo, tendo inclusive sido introduzido como recomendações nas normasinglesas e alemãs a partir da década de 80. Data dessa época também a introdução desses conhecimentos nasempresas que passaram a treinar todo o seu pessoal técnico nos métodos de “Design for Manufacture” dentrodos quais se encaixa o projeto orientado à montagem.
O têrmo “Design for Assembly” foi cunhado nessa mesma época a partir dos estudos desenvolvidos porBOOTHROYD & DEWHURST (1992) inicialmente na Universidade de Massachussets e mais tarde naUniversidade de Rhode Island. A principal contribuição do trabalho desses professores foi o desenvolvimento deum método que permite a mensuração do mérito de montagem de um produto através de critérios objetivosfacilmente reproduzíveis dentro de uma equipe de projeto.
Resultados de casos de empresas que aplicaram DFA são relatados em Huang e mostram que a reduçãodo número de peças em algumas empresas chegou a 80%, ficando a média em torno de 56% de redução(HUANG, 1996).
Os métodos de DFA foram desenvolvidos para produtos de pequeno porte tais como aqueles submetidos amontagem manual em bancadas de montagem e são aplicados analisando o produto completo. Os documentosprincipais em cima dos quais se faz a análise do mérito de montagem são os desenhos de conjunto,preferencialmente do tipo vista explodida e as estruturas de produto tais como árvores de produto ou listas dematerial indexadas.
Os principais parâmetros que interferem no processo de montagem manual são os seguintes:
• Possibilidades de manipulação.
• Necessidade de orientação.
• Direções e sentidos de montagem.
• Dificuldades de inserção.
• Necessidade de ferramentas especiais para manipulação.
• Visibilidade na inserção.
• Operações preparatórias.
A partir desses parâmetros foram construídas tabelas que têm como chave de entrada o tamanho, aespessura da peça e a sua dificuldade de pegar e manipular (BOOTHROYD & DEWHURST, 1991). As tabelasforam organizadas de tal forma que o resultado da avaliação de cada peça forneça a sua contribuição no tempototal de montagem. A partir daí se tem um quadro onde irão aparecer quais os componentes que estãocontribuindo com a maior parcela para o tempo total de montagem e por conseguinte para o custo. Em seguida,é feito o cálculo do grau de eficiência da montagem do produto em análise e, a partir daí é de responsabilidadedo projetista gerar alternativas de projeto que eliminem ou minimizem os efeitos dos componentes críticos.

cap9.docITOI Page 17 15/12/00
O exemplo abaixo mostra o caso de um conjunto de embolo pneumático que teve redução de seis peçasoriginalmente para quatro peças (figuras 12 e 13). Pode-se notar que o principal partido adotado no redesenhodo produto foi a eliminação dos elementos de ligação e a integração de funções.
Figura 9.12 - Embolo pneumático Figura 9.13 - Redesenho do produto.
9.3.1 - Recomendações de Montagem
No desenvolvimento de um projeto de um produto orientado à montagem o projetista deve visualizar atotalização de suas peças e como elas serão reunidas, e assim considerar as alternativas de projeto que facilitemsua montagem.
Existem várias recomendações citadas por diversos autores que visam orientar o produto para umamontagem simplificada. Essas regras se diferenciam para cada sistema de montagem, direcionadas às suascaracterísticas, porém, as regras indicadas para a montagem manual podem ser utilizadas pelos outros tipos demontagem uma vez que são abrangentes.
9.3.2 - Recomendações Gerais
Se um produto possui menos número de peças normalmente gastará menos tempo para ser montado, eassim, o custo total dele também será menor. Por isso, uma das principais questões relativas ao projetoorientado à montagem é a necessidade da existência das peças e de operações, e devem ser levadas emconsideração questões como: forma, material e movimento dentro do sistema.
A redução de peças pode ser realizada pela eliminação de um elemento individual ou a combinação devárias peças gerando uma única. Sendo assim, uma peça ou operação só não deve ser substituída se ascaracterísticas funcionais do projeto forem comprometidas e deve-se assegurar que o produto tenha peçasbásicas satisfatórias para constituir a montagem, pois cada produto possui um número mínimo de peçasnecessárias para ser funcional e ter a forma desejada.
Vários autores como Boothroyd recomendam que sejam eliminadas as fixações, os prendedores, oscondutores, conectores e ajustes, projetando peças principais com características integrais, projetando peçasmultifuncionais e eliminando algumas características ou funções dos produtos que não adicionam valores no uso.
Com a eliminação de peças e redução do número de diferentes tipos na produção aumentam-se osbenefícios, incluindo a diminuição do custo de material, redução do custo de fixação e aperfeiçoamento daqualidade do produto.
Uma montagem complexa pode ser construída de várias sub-montagens que podem ser reduzidassubstancialmente, se as mesmas forem modulares, possuindo acesso mais fácil para a colocação das peças eajustes. A modulação das peças além de trazer benefícios na montagem do produto oferece uma grandecontribuição para seu transporte (figura 9.14).

cap9.docITOI Page 18 15/12/00
Figura 9.14 - Recomendação para a modulação (ANDREANSEN, 1983).
O peso das peças deve ser levado em consideração, uma vez que, o montador seja obrigado a suportar apeça por um longo período de tempo para inseri-la, ou quando esse peso resulta na necessidade de umaferramenta específica de transporte.
Algumas regras são relacionadas a forma que as peças possuem. A forma da peça por sí só, poderá auxiliaruma boa orientação da montagem.
A simetria é uma característica indicada, sempre que possível, para que o tempo de manipulação e inserçãoseja reduzido, pois, quanto mais simétrica uma peça é, mais fácil ela pode ser orientada durante a manipulaçãona montagem. Também é indicado que se as características funcionais não podem ser feitas claramentesimétricas, então uma característica não funcional claramente visível deveria ser definir a orientação afim defacilitar a inserção da peça e se não puder ser simétrica a indicação é que deve-se assegurar que ela sejatotalmente assimétrica, para que não haja dúvida durante a inserção.
Algumas superfícies vão definir um componente sua forma. O componente que tem uma ou mais funções(suporte, transferência de forças, direção) pode ser transferí-las para as superfícies funcionais, e o uso dessassuperfícies e de superfícies livres, que são obtidas através da remoção e adição de materiais podem mudar aforma e induzir a orientação da montagem.
O alinhamento das peças é essencial para a seqüência correta de manipulação e inserção. Sendo assim, oprojeto deve minimizar a necessidade de reorientação das peças e assegurar que a peça da base possa serlocalizada prontamente em uma posição satisfatória em plano horizontal mantendo sempre a orientação da sub-montagem constante ao longo da sucessão de montagem.

cap9.docITOI Page 19 15/12/00
Para facilitar essa orientação as peças podem ser direcionadas facilmente se possuírem estabilidade para asua manipulação, inserção e apertos, por isso, devem ser auto-alinhadas e auto-direcionadas e devem estarlocalizadas corretamente na montagem antes de serem liberadas (figura 9.15).
Figura 9.15 - Recomendação para alinhamento e simetria e para peças com conectores, elementos de ajuste(BRALLA, 1988).
Algumas regras consideram os aspectos gerais durante montagem, que podem prejudicar ou até impedirque ela ocorra adequadamente.
O acesso inadequado e falta de visibilidade das peças poderá aumentar o tempo de operação por isso énecessário garantir: a altura para mãos, e para as ferramentas, que a visão do operador de montagem em cadaoperação não seja restrita, acessibilidade direta para toda sub-montagem.
A liberação de altura para mãos no projeto evita situações que possam resultar na tendência das peças paraprender e dificultar a operação durante a inserção (figura 9.16).
Figura 9.16 - Recomendação para o acesso das mãos (BOOTHROYD, 1991).
cap9.docITOI Page 20 15/12/00
O projeto deve prever situações onde uma peça possa ser instalada em uma orientação que não permita amontagem incorreta do produto, provendo obstruções, fazendo o cruzamento de características assimétricas ese no caso de duas peças serem montadas incorretamente então deve-se fazer com que a montagemsubseqüente seja impossível.
9.3.3 - Recomendações para Montagem Robotizada
As recomendações para a montagem automática podem ser incorporadas à montagem robotizada emrelação ao manuseio e a orientação e reorientação das peças, mas o projeto para a montagem robotizada deveconsiderar as características específicas dos robôs como o uso de um ou dois braços, as pinças e osalimentadores.
Para a linha de montagem com robô, ou sistema de estação simples com um braço, é essencial garantir queas peças que não fixas imediatamente na inserção sejam auto-direcionadas, pois uma peça instável não podeser montada por um único braço de robô, e assim, é requerida uma fixação especial que deve ser ativada pelocontrolador de robô. Com um sistema de estação única de dois braços, um braço pode, em princípio, seguraruma peça enquanto o outro continua a montagem firmando-a no processo.
O projeto deve determinar peças que possam ser apanhadas e inseridas pelos seguradores do robô, poisuma causa principal de ineficiências com máquinas de montagem de robô surge da necessidade porprendedores ou pelas mudanças de ferramenta. Até mesmo com um prendedor rápido ou sistemas de mudançade ferramenta, cada mudança para um prendedor especial é aproximadamente igual a duas operações demontagem como ocorre com o uso de prendedores de parafuso, que resulta na necessidade por mudança deferramenta desde que o pulso do robô não possa girar mais de uma revolução.
Se a montagem apresenta o uso de alimentadores automáticos, então deve ser garantido que elas possamser orientadas usando ferramentas simples e que na sua orientação possam ser seguras e inseridas sem amanipulação dos seguradores.
9.4 REFERÊNCIAS
ANDREASEN, M. M., KAHLER, S., LUND, T., Design for Assembly, IFS (Publications) Ltd., U.K., 1983.
BOOTHROYD, G., DEWHURST, P., Assembly Automation and Product Design, Marcel Dekker, Inc., New York,1992.
BOOTHROYD, G., DEWHURST, P., Design for Assembly, Peton/IPC, Amherst, 1991.
BOOTHROYD, G., DEWHURST, P.: "Making It Simple – Design for Assembly", Mechanical Engineering, v. 110,pp. 28-31, Fev. 1988.
BOOTHROYD, G., DEWHURST, P., Product Design for Assembly Handbook, Wakefield, RI, 1991.
BRALLA, JAMES G., Handbook of Product Design for Manufacturing, McGraw-Hill Inc., New York, 1988.
LOTTER, B., L´automazione del Montaggio – Elettrotecnica e Meccanica di Precisione, Tecniche Nuove, Milano,1992.
SHIMOKAWA K., JURGENS U., FUJIMOTO T., Transforming Automobile Assembly, New York, 1997.
TRUCKS, H. E., Designing for Economical Production, Society of Manufacturing Engineers PublicationsDevelopment Department Marketing Division, Michigan, 1987.
ULLMAN, DAVID G., The Mechanical Design Process, McGraw-Hill International Editions, 1992.