CARACTERIZAÇÃO EXPERIMENTAL DA MICROUSINAGEM …monografias.poli.ufrj.br › monografias ›...
95
CARACTERIZAÇÃO EXPERIMENTAL DA MICROUSINAGEM POR ABLAÇÃO A LASER Douglas Silva de Vasconcellos Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro Mecânico. Orientadora: Carolina Palma Naveira-Cotta Rio de Janeiro Abril de 2016
Transcript of CARACTERIZAÇÃO EXPERIMENTAL DA MICROUSINAGEM …monografias.poli.ufrj.br › monografias ›...

CARACTERIZAÇÃO EXPERIMENTAL DA MICROUSINAGEM
POR ABLAÇÃO A LASER
Douglas Silva de Vasconcellos
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro Mecânico.
Orientadora: Carolina Palma Naveira-Cotta
Rio de Janeiro
Abril de 2016

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
CARACTERIZAÇÃO EXPERIMENTAL DA MICROUSINAGEM
POR ABLAÇÃO A LASER
Douglas Silva de Vasconcellos
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO DE
ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS
NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO MECÂNICO.
Aprovado por:
RIO DE JANEIRO, RJ - BRASIL
ABRIL DE 2016

ii
Vasconcellos, Douglas Silva de
Caracterização Experimental da Microusinagem por Ablação a
Laser / Douglas Silva de Vasconcellos – Rio de Janeiro: UFRJ/ Escola
Politécnica, 2016.
XV, 79 p.: il.; 29,7cm.
Orientadora: Carolina Palma Naveira-Cotta
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso de
Engenharia Mecânica, 2016.
Referências Bibliográficas: p. 74-76.
1.Microfluidica. 2.Ablação. 3.Laser Nd:YAG. 4.Metais. 5.LTCC.
I. Carolina Palma Naveira-Cotta. II. Universidade Federal do Rio de
Janeiro, Escola Politécnica, Curso de Engenharia Mecânica. III.
Caracterização Experimental da Microusinagem por Ablação a Laser

iii
“Do or do not, there is no try.” Yoda

iv
AGRADECIMENTOS
Não foram apenas os últimos anos que me formaram Engenheiro Mecânico. Essa
formação começou 26 anos atrás. Então, eu gostaria de iniciar os agradecimentos por
quem esteve comigo desde o início.
Agradeço a minha mãe Geisa, que cuidou muito bem de mim e me apoiou durante
todos esses anos. Ao meu irmão Davi, Engenheiro Mecânico que usou da sua experiência
para me orientar sempre que eu passei por qualquer tipo de dúvida durante a faculdade.
Ao meu falecido pai Filipe, que, infelizmente, não teve a chance de estar conosco durante
o meu crescimento, mas que se sentiria muito orgulhoso vendo os dois filhos seguindo
seus passos e se tornando engenheiros. E também a todos os outros familiares.
À professora Carolina Cotta e ao doutor Christopher Tostado por terem me
orientado durante esse projeto, sempre dedicando o tempo necessário quando precisei.
Aos alunos e pesquisadores do LabMEMS, que me fizeram companhia, me
apoiaram e me ajudaram durante todo o tempo que estive trabalhando nesse projeto.
À toda equipe do LASUP, onde trabalhei por um ano, por terem contribuído na
minha preparação como engenheiro.
A todos que já foram integrantes da Equipe Minerva Baja UFRJ, especialmente
Rodrigo, Larissa, Felipe Cristaldi, César, Fred e Matheus Berlandi. Nunca esquecerei dos
dois anos que passei trabalhando lá, no que havia se tornado uma segunda casa, e não
apenas um local de trabalho.
A todos os professores que tive na vida, desde o ensino fundamental até o último
período da graduação.
A todos meus amigos da UFRJ, que estiveram comigo durante esses últimos anos,
ajudando quando podiam e distraindo quando precisava. Um obrigado especial a Raslan,
Sara, Zélia, Pedro, Lucas, Cid e Vinícius.
A todos meus amigos de fora da UFRJ também.
E a todos que passaram pela minha vida e contribuíram de alguma maneira para
que eu chegasse aqui. Todos vocês foram essenciais.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica / UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
CARACTERIZAÇÃO EXPERIMENTAL DA MICROUSINAGEM POR ABLAÇÃO
A LASER
Douglas Silva de Vasconcellos
Abril/2016
Orientadora: Carolina Palma Naveira-Cotta
Curso: Engenharia Mecânica
No estudo de microfluidica, a fabricação de diferentes geometrias, como microcanais e
meios porosos, é necessária para possibilitar diferentes estudos e processos. Uma das
maneiras de fabricar essas geometrias é através da ablação a laser, que faz a remoção do
material através da termodegradação do mesmo devido à irradiação de uma grande
concentração de energia. O laser estudado neste projeto é do tipo Nd:YAG de 532nm de
comprimento de onda, 2W de potência nominal e 10µm de diâmetro no foco. Esse laser
possibilita a usinagem de diferentes metais e materiais cerâmicos. Este trabalho tem como
objetivo caracterizar os parâmetros da ablação, como velocidade de corte, distância fora-
de-foco, número de passes, frequência e potência utilizada, possibilitando, assim,
controlar a qualidade da superfície usinada e a profundidade e a espessura dos
microcanais. Foram testados quatro diferentes metais: cobre, latão, alumínio e aço inox.
Os resultados foram observados atráves de um microscópio 3D Digital - Hirox KH-8700.
Microcanais com espessura mínima de 15µm e profundidade mínima de 5µm foram
fabricados.
Palavras-chave: Microfluidica, Ablação, Laser Nd:YAG, Metais, LTCC.

vi
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
EXPERIMENTAL CHARACTERIZATION OF THE MICROFABRICATION USING
LASER ABLATION
Douglas Silva de Vasconcellos
April/2016
Advisor: Carolina Palma Naveira-Cotta
Course: Mechanical Engineering
In microfluidic, the fabrication of different geometries, like microchannels and porous-
medias, is necessary to allow different studies and processes. One of the ways to fabricate
said geometries is through laser ablation, a process that removes material through its
thermodegradation due to irradiation of a high concentration of energy. The studied laser
in this project was a Nd:YAG type with a wavelength of 532nm, nominal power of 2W
and 10µm of on-focus-diameter. This laser allows the fabrication in different metals and
ceramic materials. This work has the purpose to characterize the ablation's parameters,
such as cutting velocity, out-of-focus distance, number of passes, frequency and utilized
power, making possible to control the ablated surface quality and the depth and width of
the microchannels. Four different metals were tested: copper, brass, aluminum and
stainless steel. The results were observed using a 3D Digital microscope - Hirox KH-
8700. Microchannels with minimum width of 15µm and minimum depth of 5µm were
fabricated.
Key-words: Microfluidic, Ablation, Laser Nd:YAG, Metal, LTCC.

vii
SUMÁRIO
LISTA DE FIGURAS ..................................................................................................... ix
LISTA DE TABELAS .................................................................................................. xiii
LISTA DE SIGLAS ...................................................................................................... xiv
LISTA DE SÍMBOLOS ................................................................................................. xv
1 INTRODUÇÃO ............................................................................................................ 1
1.1 Contextualização .................................................................................................. 1
1.2 Objetivo ................................................................................................................ 4
1.3 Revisão Bibliográfica ........................................................................................... 5
2 PROPRIEDADES DO LASER ND:YAG ................................................................... 8
3 METODOLOGIA ....................................................................................................... 11
3.1 Procedimento experimental ................................................................................ 11
3.1.1 Faceamento das peças ................................................................................... 11
3.1.2 Ablação ......................................................................................................... 12
3.1.3 Limpeza por Ultrassom ................................................................................ 16
3.1.4 Caracterização dos canais ............................................................................. 18
3.2 Perfil do canal ..................................................................................................... 18
3.3 Avaliação da qualidade do canal ........................................................................ 19
3.4 Representação gráfica ......................................................................................... 21
3.5 Frequência do Laser............................................................................................ 21
3.6 Velocidade de Corte ........................................................................................... 23
3.7 Distância focal .................................................................................................... 26
3.8 Potência do Laser................................................................................................ 28
3.9 Número de passes ............................................................................................... 28
3.9.1 Avanço .......................................................................................................... 29
3.9.2 Passe ............................................................................................................. 30
3.9.3 Combinação de deslocamentos ..................................................................... 30

viii
4 TESTES EM METAIS ............................................................................................... 35
4.1 Ablação do Cobre ............................................................................................... 35
4.1.1 Velocidade de corte ...................................................................................... 36
4.1.2 Distância fora-de-foco .................................................................................. 37
4.1.3 Potência do Laser.......................................................................................... 41
4.1.4 Avanço .......................................................................................................... 43
4.1.5 Passes ............................................................................................................ 43
4.2 Latão ................................................................................................................... 47
4.3 Aço Inoxidável ................................................................................................... 50
4.4 Alumínio ............................................................................................................. 52
5 PROCESSO DE FABRICAÇÃO ............................................................................... 55
6 APLICAÇÕES ........................................................................................................... 60
6.1 Microtrocador de calor em Latão ....................................................................... 60
6.2 Corte de fita supercondutora 2G HTS ................................................................ 65
6.3 Corte de cerâmica verde LTCC .......................................................................... 67
7 CONCLUSÕES E SUGESTÕES ............................................................................... 71
7.1 Sugestões de trabalhos futuros ........................................................................... 72
8 REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................... 74
APÊNDICES .................................................................................................................. 77
A. Tabela de resultados para canais com mais de 400µm de profundidade ............ 77
B. Código em Python do programa para adaptação do código G para ser utilizado na
ablação a laser ............................................................................................................. 78

ix
LISTA DE FIGURAS
Figura 1.1: Microdispositivo fabricado em Latão com camada de Estanho. ................... 1
Figura 1.2: Microdispositivo fabricado em Acrílico. ....................................................... 1
Figura 1.3: Microdispositivo feito em UA pelo processo de litografia macia após sua
remoção do molde de acrílico. (Colman, 2015) ............................................................... 2
Figura 1.4: Microfresa de topo de 500µm de diâmetro. (Colman, 2015) ......................... 3
Figura 1.5: Microdispositivo usinado por microfresamento. (Moraes, 2015) .................. 3
Figura 1.6: Microdispositivo usinado por ablação a laser de CO2 já instalado no
experimento. ..................................................................................................................... 4
Figura 1.7: Furos passantes em cobre com laser Nd:YAG de 532nm (Tunna, et al., 2000).
.......................................................................................................................................... 5
Figura 1.8: Microválvula usinada por ablação a Laser (Mai, et al., 2002). ...................... 6
Figura 1.9: Camada de LTCC usinada por ablação a laser (Cunha, 2012). ..................... 6
Figura 1.10: Distância entre poros em PMMA (Pare, et al., 2014). ................................. 7
Figura 1.11: Canais usinados em diferentes meios. Adaptado de (Tangwarodomnukuna,
et al., 2015). ...................................................................................................................... 7
Figura 2.1: Distribuição do campo elétrico em volta do foco de um laser Gaussiano
(Paschotta, 2008). ............................................................................................................. 8
Figura 2.2: Mapa da distribuição da irradiação de um Laser Gaussiano. Adaptado de
(Alda, 2003) ...................................................................................................................... 9
Figura 2.3: Representação do perfil do laser Gaussiano. Adaptada de (LIDARIS, 2016).
........................................................................................................................................ 10
Figura 3.1: Procedimento experimental.......................................................................... 11
Figura 3.2: Microfresadora CNC Minitech Mini-Mill/GX. ........................................... 12
Figura 3.3: Máquina de ablação a laser Alpha Series Oxford Laser Machine ............... 13
Figura 3.4: Foto da parte interna da máquina de ablação a laser Alpha Series Oxford Laser
Machine. ......................................................................................................................... 14
Figura 3.5: Tela ilustrativa do software Cimita .............................................................. 15
Figura 3.6: Sensor para de potência do Laser. ................................................................ 16
Figura 3.7: Máquina de limpeza ultrassom UltraCleaner 800A ..................................... 17
Figura 3.8: Antes e depois da limpeza. ........................................................................... 17
Figura 3.9: Microscópio digital 3D Hirox KH-8700 ...................................................... 18
Figura 3.10: Representação do perfil do canal. .............................................................. 19

x
Figura 3.11: Rugosidade Total. Adaptado de (Olympus, 2016). .................................... 19
Figura 3.12: Modelos feitos em CAD para exemplificar diferentes valores de
Irregularidade.................................................................................................................. 20
Figura 3.13: Gráfico da Potência [W] e Fluência [J/cm²] pela Frequência [Hz]. ........... 22
Figura 3.14: Gráfico do produto entre Potência e Fluência pela Frequência. ................ 22
Figura 3.15: Representação da sobreposição dos pulsos do Laser ao longo da usinagem.
........................................................................................................................................ 23
Figura 3.16: Gráfico teórico da Distância necessária para alcançar a velocidade [µm] pela
Velocidade de Corte [mm/s]. .......................................................................................... 24
Figura 3.17: Imagem das extremidades dos canais para as velocidades: 10, 15, 20 e
25mm/s. .......................................................................................................................... 25
Figura 3.18: Perfis das seções longitudinais das extremidades dos canais para as
velocidades: 10, 15, 20 e 25mm/s................................................................................... 25
Figura 3.19: Representação simplificada da parte interna da máquina. ......................... 26
Figura 3.20: Gráfico da relação entre Raio [µm] do laser e Distância Fora-de-foco [mm].
........................................................................................................................................ 27
Figura 3.21: Gráfico da relação entre Fluência [J/cm²] do laser e Distância Fora-de-foco
[mm]. .............................................................................................................................. 27
Figura 3.22: Gráfico da relação entre Fluência [J/cm²] e Potência [%] ......................... 28
Figura 3.23: Representação do avanço para a estimativa do tamanho da região sobreposta.
........................................................................................................................................ 29
Figura 3.24: Representação de passes contínuos. ........................................................... 30
Figura 3.25: Representação de passes alternados. .......................................................... 31
Figura 3.26: Medições 3D do canal usinado com passes contínuos. .............................. 31
Figura 3.27: Perfil do canal usinado com passes contínuos. Medidas em micrômetros. 32
Figura 3.28: Representação 3D do canal usinado com passes alternados. ..................... 32
Figura 3.29: Perfil do canal usinado com passes alternados. Medidas em micrômetros.
........................................................................................................................................ 33
Figura 3.30: Representação do perfil de um canal feito com múltiplos passes e avanços.
........................................................................................................................................ 33
Figura 4.1: Peça de Cobre utilizada nos testes. Possui as dimensões 34x14x2.75mm. . 36
Figura 4.2: Gráfico da relação entre a Velocidade de Corte [mm/s] com a Profundidade
do canal [µm]. ................................................................................................................. 36

xi
Figura 4.3: Gráfico da relação da Irregularidade do canal pela Velocidade de Corte
[mm/s]. ............................................................................................................................ 37
Figura 4.4: Gráfico da relação entre as Profundidades [µm] dos canais e Distância Fora-
de-foco [mm]. ................................................................................................................. 38
Figura 4.5: Gráfico da relação entre as Larguras da borda superior [µm] dos canais e
Distância Fora-de-foco [mm]. ........................................................................................ 38
Figura 4.6: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-
foco [mm]. ...................................................................................................................... 39
Figura 4.7: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-
foco [mm] para canais feitos com 2 passes. ................................................................... 40
Figura 4.8: Canal apresentando geometria de degrau..................................................... 40
Figura 4.9: Gráfico da relação entre Profundidade [µm] e Potência [%] ....................... 41
Figura 4.10: Gráfico da relação entre Largura da borda superior [µm] e Potência [%] . 42
Figura 4.11: Microdispositivo fabricado na Microfresadora CNC (Junior, et al., 2015).
........................................................................................................................................ 47
Figura 4.12: Peça de Latão utilizada nos testes. Possui as dimensões 40x20x2,1mm. .. 48
Figura 4.13: Gráfico da relação entre as Profundidades [µm] dos canais e Distância Fora-
de-foco [mm] para o Latão. ............................................................................................ 48
Figura 4.14: Gráfico da relação entre as Largura da borda superior [µm] dos canais e
Distância Fora-de-foco [mm] para o Latão. ................................................................... 49
Figura 4.15: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-
foco [mm] para canais feitos com 2 passes para o Latão. .............................................. 49
Figura 4.16: Peça de Aço Inoxidável utilizada nos testes. Possui as dimensões
45x20x3mm. ................................................................................................................... 50
Figura 4.17: Gráfico da relação entre as Profundidades [µm] dos canais e Distância Fora-
de-foco [mm] para o Aço Inoxidável. ............................................................................ 50
Figura 4.18: Gráfico da relação entre as largura da borda superior [µm] dos canais e
Distância Fora-de-foco [mm] para o Aço Inoxidável. .................................................... 51
Figura 4.19: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-
foco [mm] para canais feitos com 2 passes para o Aço Inoxidável. ............................... 51
Figura 4.20: Peça de Alumínio utilizada nos testes. Possui as dimensões 45x20x3mm. 52
Figura 4.21: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-
foco [mm] para canais feitos com 1 passe para o Alumínio. .......................................... 52

xii
Figura 4.22: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-
foco [mm] para canais feitos com 2 passes para o Alumínio. ........................................ 53
Figura 4.23: Gráfico da relação entre as Profundidades [µm] dos canais e Distância Fora-
de-foco [mm] para o Alumínio. ...................................................................................... 54
Figura 5.1: Painel de escolha de Frequência no Cimita. ................................................ 56
Figura 5.2: Painel de controle do Laser no Cimita. ........................................................ 57
Figura 5.3: Posicionamento da peça. .............................................................................. 57
Figura 5.4: Fixação da peça. ........................................................................................... 58
Figura 5.5: Botão de abertura e fechamento do obturador de segurança. ...................... 58
Figura 5.6: Painel de controle do posicionamento do Laser no Cimita. ......................... 59
Figura 6.1: Sistema do microrreator. (Moraes, 2015) .................................................... 60
Figura 6.2: Modelo em CAD do microtrocador de calor. .............................................. 61
Figura 6.3: Peça de latão com estanho antes da ablação. ............................................... 61
Figura 6.4: Representação do Microtrocador de Calor. Dimensões em milímetros....... 62
Figura 6.5: Foto tirada durante o processo de usinagem do microtrocador de calor. ..... 63
Figura 6.6: Microtrocador de calor. ................................................................................ 64
Figura 6.7: Imagem 3D gerada pelo microscópio Hirox KH-8700 da interseção em T do
microcanal. ..................................................................................................................... 64
Figura 6.8: Representação da fita supercondutora 2G HTS. Adaptado de (SuperPower,
2016). .............................................................................................................................. 65
Figura 6.9: Geração de corrente induzida por fitas HTS 2G (Sass, et al., 2015). .......... 65
Figura 6.10: Foto da fita supercondutora 2G HTS SF12050. ......................................... 66
Figura 6.11: Imagem do corte da fita supercondutora gerada pelo microscópio digital
Hirox KH-8700. .............................................................................................................. 67
Figura 6.12: Exemplo da fabricação de uma estrutura básica tridimensional em LTCC
(Matsumoto, et al., 2002). .............................................................................................. 68
Figura 6.13: Diagrama da fabricação de um dispositivo tridimensional completo em
LTCC (Cunha, 2012). ..................................................................................................... 68
Figura 6.14: Fita verde da LTCC de 120µm de espessura. ............................................ 68
Figura 6.15: Corte em "L" na LTCC. Zoom: 50x. ......................................................... 70
Figura 6.16: Corte na LTCC. Zoom: 350x. .................................................................... 70
Figura 7.1: Ablação do cobre através do vidro. .............................................................. 73

xiii
LISTA DE TABELAS
Tabela 3.1: Características da plataforma Aerotech PRO115-200. ................................ 13
Tabela 4.1: Propriedades térmicas dos metais testados (MatWeb, 2016). ..................... 35
Tabela 4.2: Caracterização da geometria dos canais simples. ........................................ 41
Tabela 4.3: Modelo linear da relação entre Profundidade [µm] e Potência [%] ............ 42
Tabela 4.4: Modelo potencial da relação entre Largura da borda superior [µm] e Potência
[%] .................................................................................................................................. 43
Tabela 4.5: Caracterização da geometria de canais usinados com múltiplos passes para
DFF de -0,1mm. ............................................................................................................. 44
Tabela 4.6: Caracterização da geometria de canais usinados com múltiplos passes para
DFF de -0,15mm. ........................................................................................................... 44
Tabela 4.7: Caracterização da geometria de canais usinados com múltiplos passes para
DFF de -0,2mm. ............................................................................................................. 44
Tabela 4.8: Limite de número de passes-duplos para canais com até 100 µm de espessura
de entrada para DFF de -0,1mm. .................................................................................... 45
Tabela 4.9: Limite de número de passes-duplos para canais com até 100 µm de espessura
de entrada para DFF de -0,15mm. .................................................................................. 45
Tabela 4.10: Limite de número de passes-duplos para canais com até 100 µm de espessura
de entrada para DFF de -0,2mm. .................................................................................... 45
Tabela 4.11: Variação da profundidade para canais com espessura de entrada de até
150µm. ............................................................................................................................ 46
Tabela 4.12: Variação da profundidade para canais com espessura de entrada de até
400µm. ............................................................................................................................ 46
Tabela 6.1: Propriedades térmicas do Latão e do Estanho (MatWeb, 2016). ................ 62
Tabela 6.2: Propriedades térmicas da LTCC (MatWeb, 2016). ..................................... 69
Tabela 7.1: Valores de DFFs para os metais testados. ................................................... 71
Tabela A.1: Variação da profundidade para canais com espessura de entrada de até
700µm. ............................................................................................................................ 77

xiv
LISTA DE SIGLAS
LabMEMS Laboratório de Nano e Microfluídica e Microssistemas
PDMS Dimetil polissiloxano
UA Uretana Acrilato
OSTE Off-Stoichiometry Thiol-Enes
PMMA Polimetilmetacrilato
CO2 Dióxido de Carbono
Yb:YAG Ytterbium-Doped Yttrium Aluminium Garnet
Nd:YVO4 Neodymium-Doped Yttrium Orthovanadate
Nd:YAG Neodymium-Doped Yttrium Aluminium Garnet
UFRJ Universidade Federal do Rio de Janeiro
CNC Computer Numerical Control
CAD Computer Aided Design
DFF Distância fora-de-foco
PD Passe-duplo
CAM Computer Aided Manufacturing
HTS High-Temperature Superconductor
LTCC Low-Temperature Co-fired Ceramic
(RE)BCO Rare Earth Barium Copper Oxide Elements
MCM MultiChip Module
PSO Position Synchronized Output

xv
LISTA DE SÍMBOLOS
𝜔 Raio do laser [µm]
𝜔0 Raio do laser no foco [µm]
𝑧 Distância fora-de-foco [mm]
𝑧𝑅 Distância de Rayleigh [mm]
𝜆 Comprimento de onda [nm]
𝐹 Fluência do laser [J/cm²]
𝑃𝑜𝑡 Potência do laser [W]
𝑡𝑃 Tempo de duração do pulso [s]
𝐴 Área de aplicação do pulso [cm²]
𝑓 Frequência do laser [Hz]
𝑊𝑆 Largura da borda superior do canal [µm]
𝑊𝐵 Largura da base do canal [µm]
𝐻 Profundidade média do canal [µm]
𝜃 Ângulo de inclinação do canal [°]
𝐻𝑀𝐴𝑋 Profundidade máxima do canal [µm]
𝑅𝑇 Rugosidade total [µm]
𝑂𝑥 Porcentagem da área sobreposta na direção de corte [%]
𝑂𝑦 Porcentagem da área sobreposta na direção de avanço [%]
𝐷 Diâmetro do laser [µm]
𝑑 Maior comprimento da área sobreposta [µm]
𝑣 Velocidade de corte [mm/s]
𝑎 Avanço [µm]
𝐻𝑎 Profundidade máxima da região afetada pela aceleração [µm]
𝐺𝑎 Grau de Alteração da Profundidade devido à Aceleração

1
1 INTRODUÇÃO
1.1 Contextualização
Microfluídica é a ciência que estuda a dinâmica de uma diminuta quantidade de
fluido - de 10-9 a 10-18 litros, - em microcanais e/ou outras microgeometrias, como meios
porosos e microcavidades, de dimensões inferiores a 1mm. Essa tecnologia possibilita um
estudo de baixo custo e espaço laboratorial utilizado devido à pequena quantidade usada
de amostras e reagentes, curto tempo de análise, condições bem controladas para reações
químicas e alta resolução e sensibilidade na caracterização. A microfluídica é aplicada
em diversos campos, como análise molecular, microeletrônica, meios porosos, processo
de produção de biodiesel e microtrocadores de calor (Whitesides, 2006). As Figuras 1.1
e 1.2 mostram exemplos de microdispositivos fabricados no LabMEMS em latão, com
camada de estanho, e em acrílico, respectivamente.
Figura 1.1: Microdispositivo fabricado em Latão com camada de Estanho.
Figura 1.2: Microdispositivo fabricado em Acrílico.

2
Uma das grandes dificuldades no ramo da microfluídica é a fabricação dos
microssistemas citados anteriormente, devido às diminutas dimensões e grande precisão
requeridas. Atualmente, existem diversas técnicas utilizadas nesta fabricação, sendo as
mais comuns: litografia macia, microfresamento e ablação a laser.
A litografia macia é o processo de moldagem usando materiais elastômeros como
PDMS (Dimetil polissiloxano), UA (Uretana Acrilato), OSTE (Off-Stoichiometry Thiol-
Enes) em um molde de material fotossensível, como acrílico, fabricado por fotolitografia.
Na fotolitografia, o material fotossensível é exposto a uma fonte de luz, podendo essa
fonte ser ultravioleta, raio x, feixe de íons e outras, através de uma máscara óptica, de
modo a transferir a microgeometria contida na máscara ao molde. Atualmente, este é o
método mais comum de fabricação, mas, devido à limitação de materiais onde ele pode
ser aplicado, é necessário o estudo de outros meios (Iliescu, et al., 2012). Na Figura 1.3
há um exemplo de um microdispositivo fabricado em UA após sua remoção do molde de
Acrílico (PMMA).
Figura 1.3: Microdispositivo feito em UA pelo processo de litografia macia após sua remoção do molde de
acrílico. (Colman, 2015)
O microfresamento usa ferramentas de corte rotacionais para a remoção do
material e pode ser usado em polímeros, materiais cerâmicos e metais. Essa técnica deriva
do fresamento tradicional, que tem origem no século XIX. A desvantagem desse método
se dá devido ao alto custo por geometria usinada devido a pequena vida útil e alto preço
das ferramentas (Guckenberger, et al., 2015). Diferentemente do fresamento tradicional,
este processo exige altas rotações da ferramenta devido ao pequeno diâmetro, o que
impossibilita o uso de máquinas de fresamento convencionais que não alcançam essas
velocidades de rotação necessárias. Na Figura 1.4 tem-se a imagem de uma ferramenta
de 500µm de diâmetro e na Figura 1.5, um microdispositivo usinado por microfresamento

3
Figura 1.4: Microfresa de topo de 500µm de diâmetro. (Colman, 2015)
Figura 1.5: Microdispositivo usinado por microfresamento. (Moraes, 2015)
Ablação é a remoção de material via termodegradação e consequente evaporação
do mesmo. Na ablação a laser, essa evaporação ocorre devido à alta concentração de
energia no ponto de aplicação do laser. Existem vários tipos de laser, como de CO2
(Dióxido de Carbono), Yb:YAG (Ytterbium-Doped Yttrium Aluminium Garnet),
Nd:YVO4 (Neodymium-Doped Yttrium Orthovanadate), Nd:YAG (Neodymium-Doped
Yttrium Aluminium Garnet) entre outros, que possuem a diferença principal na faixa de
comprimento de onda.
Dentro dos tipos de laser, ainda há lasers com diferentes valores de potência,
comprimento de onda, diâmetro e duração do pulso. Esses diferentes lasers podem usinar
diferentes materiais com variadas precisões e geometrias. Por exemplo, lasers de CO2
conseguem usinar diferentes tipos de polímeros e materiais cerâmicos como vidro, mas
não possuem concentração de energia suficiente para usinar metais (Pare, et al., 2014).
Enquanto isso, lasers do tipo Nd:YAG possuem uma concentração de energia suficiente

4
para usinar metais e diferentes cerâmicas inorgânicas, mas polímeros e materiais
transparentes, como vidro e quartzo, são transparentes para este comprimento de onda da
luz do laser (Powell, et al., 2004). Na Figura 1.6 têm-se a foto de um microdispositivo
feito por ablação a laser de CO2 já instalado no experimento.
Figura 1.6: Microdispositivo usinado por ablação a laser de CO2 já instalado no experimento.
1.2 Objetivo
A tecnologia de ablação a laser ainda é recente, tendo suas origens nos anos 1960
(Miller, 1993) e só começando a ser aplicada em microfluídica no início do século XXI
(Mai, et al., 2002), ainda estando em fase de desenvolvimento. Devido a diferentes tipos
de laser, a diferentes fatores, como comprimento de onda e potência, de lasers de um
mesmo tipo, e a diferentes materiais que podem ser usinados, ainda não há um estudo
completo para otimizar a ablação para cada laser, como acontece no caso de
microfresamento (Groover, 2010).
O objetivo deste trabalho é de estudar a influência de cada parâmetro de fabricação
controlável durante a ablação, como a velocidade de corte, frequência do laser, potência
utilizada, distância fora-de-foco e número de passes, a fim de controlar a ablação de
diferentes metais e saber previamente a configuração necessária para usinar canais de
geometria proposta. Foram feitos testes experimentais usando cobre, latão, alumínio e aço
inoxidável, com diferentes configurações para observar o comportamento do laser e
permitir o melhor controle da usinagem.

5
1.3 Revisão Bibliográfica
A ablação a laser vem sido estudada para a aplicação na fabricação de
microdispositivos desde o início do século XXI. Tunna, et al. (2000) estudou o
comportamento do uso de lasers Nd:YAG com diferentes comprimentos de onda na
ablação do cobre, concluindo que se alcança a maior taxa de remoção de material com
532nm de comprimento de onda. Na Figura 1.7 pode ser visto as imagens do
microscópico de furos passantes usinados em um substrato de 0,25mm de espessura de
cobre utilizando laser Nd:YAG de 532nm de comprimento de onda com as diferentes
intensidades: (a), (b) 12,37GW/cm²; (c), (d) 9,26GW/cm²; (e), (f) 5,46GW/cm².
Figura 1.7: Furos passantes em cobre com laser Nd:YAG de 532nm (Tunna, et al., 2000).
Mai, et al. (2002) estudou a fabricação de microválvulas em cobre utilizando Laser
Nd:YAG de 12W de potência nominal. Ele alcançou a usinagem de geometrias com cerca
de 300µm de profundidade e rugosidade variando entre 6 e 9µm. Na Figura 1.8, pode-se
ver a ilustração de uma das microválvulas usinadas pela ablação.

6
Figura 1.8: Microválvula usinada por ablação a Laser (Mai, et al., 2002).
Henry, et al. (2004) apresentou critérios de escolha do laser para o processo de
fabricação desejado, buscando um equilíbrio entre produtividade e qualidade. Ele chegou
à conclusão que usar lasers com maior comprimento de onda e duração do pulso pode
aumentar a velocidade do processo em troca de resolução e qualidade da superfície
usinada.
Cunha (2012) mostra a aplicação da ablação a laser Nd:YAG na microfabricação
de microrreatores em material LTCC (Low-Temperature Co-fired Ceramic). Esse
material possibilita a fabricação de geometrias tridimensionais, removendo a necessidade
da selagem. É feita a usinagem de várias camadas finas (aproximadamente 120µm de
espessura) para depois sinterizar essas camadas (em temperatura de cerca de 900°C) com
o objetivo de formar a geometria tridimensional. Uma camada usinada por ablação pode
ser vista na Figura 1.9.
Figura 1.9: Camada de LTCC usinada por ablação a laser (Cunha, 2012).

7
Pare, et al. (2014) fez a caracterização da microusinagem de materiais poliméricos
usando laser de CO2, usinando microdispositivos em PMMA com precisão de 100µm.
Ela fabricou meios porosos, que são dispositivos de geometrias complexas, com distância
entre poros mínima de cerca de 185µm, como visto na Figura 1.10.
Figura 1.10: Distância entre poros em PMMA (Pare, et al., 2014).
Tangwarodomnukuna, et al. (2015) estudou o uso de fluidos para resfriamento
durante a ablação com laser de CO2. Ele mergulhou os substrados de PMMA em Água e
Etanol e comparou os resultados da qualidade da superfície usinada. A ablação em meios
líquidos apresentou uma maior qualidade e menor zona afetada pelo calor, porém a rápida
solidificação do material removido causou obstrução do canal e microrrachaduras. A
Figura 1.11 compara a geometria dos canais feitos nos diferentes meios.
Figura 1.11: Canais usinados em diferentes meios. Adaptado de (Tangwarodomnukuna, et al., 2015).

8
2 PROPRIEDADES DO LASER ND:YAG
Antes de começar a estudar a interação entre o laser e o material usinado, é preciso
entender as propriedades do próprio laser. Lasers do tipo Nd:YAG (Neodymium-Doped
Yttrium Aluminium Garnet) são lasers de estado sólido, isto é, que usam componentes
sólidos como meio ativo, formados de óxido de ítrio e alumínio cristalino e enriquecido
de neodímio, formando a espécie Nd:Y3Al5O12 (Paschotta, 2008). O laser possui um
formato Gaussiano, que é o formato mais comum e desejado dos raios lasers, isso
significa que na distância focal do laser, o diâmetro é mínimo e a concentração de energia
é máxima (Alda, 2003). A Figura 2.1 representa a distribuição do campo elétrico em volta
do foco de um laser Gaussiano para ilustrar a variação do diâmetro e concentração de
energia.
Figura 2.1: Distribuição do campo elétrico em volta do foco de um laser Gaussiano (Paschotta, 2008).
Lasers Gaussianos possuem as propriedades de variação de raio e distribuição de
intensidade simplificadas, facilitando o entendimento de como a concentração de energia
varia com o afastamento da distância focal no sentido de propagação do laser (Alda,
2003). O raio do laser Gaussiano, ao que se afasta do foco, é definido de acordo com a
seguinte equação (Alda, 2003):
𝜔(𝑧) = 𝜔0√1 + (𝑧
𝑧𝑅)
2
2.1
Onde ω0 é o raio do laser no foco e 𝑧𝑅 é a Distância de Rayleigh, que tem o
seguinte valor:
𝑧𝑅 =𝜋𝜔0
2
𝜆 2.2

9
A distância de Rayleigh é a distância a partir do foco, no sentido da propagação
do laser, onde o laser pode propagar sem que os raios sofram uma divergência
significativa (Alda, 2003). O laser utilizado no trabalho possui raio no foco de 5µm e
comprimento de onda de 532nm, logo, a sua distância de Rayleigh é de 0,15mm.
Além do raio do laser, outro fator que deve ser considerável é como a irradiação
se comporta quando se distância do foco na direção do laser (coordenada z) e também
quando se afasta do centro do laser na direção radial (coordenada x). A Figura 2.2 mostra
o mapa da distribuição da irradiação de um laser gaussiano na região do foco. As linhas
brancas representam o diâmetro do laser e o ponto claro corresponde ao nível mais alto
de irradiação.
Figura 2.2: Mapa da distribuição da irradiação de um Laser Gaussiano. Adaptado de (Alda, 2003)
À medida que se aproxima do centro do laser na distância focal, a irradiação
aumenta. Após alcançar a distância de Rayleigh do laser, ela se torna insignificante (Alda,
2003).
Durante a ablação, a quantidade de energia irradiada pela área de aplicação do
laser – a chamada fluência – deve ser grande o bastante para evaporar o material no ponto
de aplicação, mas não grande o suficiente para derreter uma quantidade considerada de
material na zona afetada pelo calor (Henry, et al., 2004).

10
A fluência pode ser calculada seguindo a seguinte equação (LIDARIS, 2016):
𝐹 [𝐽
𝑐𝑚2] =𝑃𝑜𝑡.𝑡𝑝
𝐴 2.3
Sendo 𝑃𝑜𝑡 a potência do laser [W], 𝑡𝑝 o tempo de duração de cada pulso [s] e 𝐴 a
área do pulso [cm²], que, como o laser possui um formato gaussiano, é uma área circular
que varia com o afastamento do laser do foco devido ao aumento de seu diâmetro. Essa
área está ilustrada pela Figura 2.3.
Figura 2.3: Representação do perfil do laser Gaussiano. Adaptada de (LIDARIS, 2016).
O tempo de duração do pulso varia com a frequência utilizada, de acordo com a
equação:
𝑡𝑝 =1
𝑓 2.4
Combinando as equações 2.3 e 2.4, chega-se na equação final que relaciona a
fluência com os parâmetros controláveis do laser:
𝐹 =𝑃𝑜𝑡
𝐴.𝑓 2.5
Através dessa relação, é possível prever que a quantidade de material removido
aumenta com a diminuição da frequência e aumenta com a potência utilizada de maneira
linear.

11
3 METODOLOGIA
O estudo da influência dos parâmetros de ablação foi feito através da fabricação
de microcanais em substratos de diferentes metais. Neste capítulo serão apresentados os
equipamentos utilizados durante o processo de fabricação por ablação, o comportamento
esperado da influência dos parâmetros da ablação e o critério de avaliação dos
microcanais usinados durante os testes. Todos as fabricações e caracterizações dos
microcanais realizadas neste trabalho foram feitos no Laboratório de Nano e
Microfluídica e Microssistemas (LabMEMS) da Universidade Federal do Rio de Janeiro
(UFRJ).
3.1 Procedimento experimental
O procedimento experimental é dividido em três partes: o faceamento das peças
na microfresadora CNC, a ablação dos microcanais e a limpeza das peças por ultrassom.
Essa sequência de procedimento está representada na Figura 3.1 abaixo.
Figura 3.1: Procedimento experimental.
3.1.1 Faceamento das peças
Como a variação da distância fora-de-foco do laser influencia diretamente na
geometria dos microcanais, as peças a serem utilizadas na usinagem a laser precisam ser

12
preparadas por uma operação de faceamento para garantir o paralelismo e ter precisão
nos resultados. A operação de preparo foi realizada na microfresadora CNC (Computer
Numerical Control) Minitech Mini-Mill/GX, utilizando uma fresa de 4 dentes com 3mm
de diâmetro. A microfresadora CNC utilizada é mostrada na Figura 3.2.
Figura 3.2: Microfresadora CNC Minitech Mini-Mill/GX.
3.1.2 Ablação
Para a realização dos experimentos, foi utilizado o equipamento Alpha Series
Oxford Laser Machine, equipado com um Laser Nd:YAG com as seguintes
características:
Diâmetro no foco de 10µm;
Comprimento de onda de 532nm;
Potência nominal máxima de 2W;
Frequência variando entre 10 e 50000Hz.

13
A parte externa da máquina pode ser vista na Figura 3.3 abaixo.
Figura 3.3: Máquina de ablação a laser Alpha Series Oxford Laser Machine
A máquina de ablação inclui uma plataforma Aerotech PRO115-200, que é
separada entre a base XY, que efetua os movimentos nas direções X e Y, e o eixo Z, que
efetua o movimento do laser na direção Z. De acordo com o manual da máquina, a
plataforma possui as seguintes especificações:
Tabela 3.1: Características da plataforma Aerotech PRO115-200.
Eixo X Y Z
Distância de Trabalho [mm] 200 200 100
Resolução [µm] 0,5 0,5 0,5
Repetitividade [µm] ±1 ±1 ±1
Precisão [µm] ±8 ±8 ±8
Velocidade máxima [mm/s] 300 300 100
Aceleração [mm/s²] 1000 1000 1000

14
A parte interna da máquina pode ser vista na Figura 3.4, onde os eixos, a lente do
laser e o exaustor, que tem a função de remover o vapor do material usinado, estão
indicados.
Figura 3.4: Foto da parte interna da máquina de ablação a laser Alpha Series Oxford Laser Machine.
O controle do laser é feito através do software Cimita v4.0.21.0 da Oxford Lasers.
A Figura 3.5 ilustra uma tela de trabalho deste software, que permite o ajuste dos
parâmetros de usinagem:
Frequência do laser: pelo valor em Hertz;
Velocidade de corte: pelo valor em milímetros por segundo;
Distância fora-de-foco: pela posição do eixo Z em milímetros;
Potência utilizada: pela porcentagem da potência máxima.

15
Figura 3.5: Tela ilustrativa do software Cimita

16
O controle da usinagem é todo feito utilizando Código G – mesma linguagem
utilizada em máquinas CNC convencionais – com algumas adaptações para o laser. Essas
adaptações estão noo cabeçalho do programa, onde deve-se adicionar os comandos para
conferir se o obturador de segurança da máquina está aberto
“SAFETYSHUTTER_CHECK” e o comando para definir a porcentagem da potência do
laser utilizada “FARCALL "ATTENUATOR.PGM" s$POWER”, e ao longo do programa,
onde o laser deve ser desligado “BEAMOFF” nas regiões que não devem ser usinadas e
religado “BEAMON” quando voltar às regiões usinadas.
A potência utilizada do laser é medida através de um sensor de resfriamento de ar
capaz de medir até 20W. O sensor está mostrado na Figura 3.6.
Figura 3.6: Sensor para de potência do Laser.
3.1.3 Limpeza por Ultrassom
Após a ablação dos canais na peça, as regiões usinadas e as zonas próximas
apresentam um depósito - que aumenta na proporção do volume total de material
removido durante a ablação, - de material removido que não foi sugado pelo exaustor da
máquina. Assim, a peça deve sofrer um processo de limpeza após a ablação.
O processo escolhido foi a limpeza por ultrassom, utilizando a máquina
UltraCleaner 800A. A peça fica mergulhada em uma solução de água e detergente, a uma
temperatura de 60±6°C, que é fixada pela máquina, por 45 minutos, tempo mínimo

17
necessário para a limpeza da peça, observado em testes. A UltraCleaner 800A é mostrada
na Figura 3.7 e a diferença de uma superfície usinada por ablação antes e depois da
limpeza está representada na Figura 3.8.
Figura 3.7: Máquina de limpeza ultrassom UltraCleaner 800A
Figura 3.8: Antes e depois da limpeza.

18
3.1.4 Caracterização dos canais
As caracterizações dos canais foram feitas utilizando o microscópio digital 3D
Hirox KH-8700 (ilustrado na Figura 3.9), que permite a reconstrução 3D dos canais com
resolução de até 0,1µm na medição das dimensões fabricadas e zoom máximo de até 2500
vezes.
Figura 3.9: Microscópio digital 3D Hirox KH-8700
3.2 Perfil do canal
O formato Gaussiano do laser causa a usinagem de um canal com um perfil
também Gaussiano. As dimensões importantes estão representadas na Figura 3.10 e são
a largura da borda superior (WS), profundidade do canal (H), largura da base (WB) e
ângulo de inclinação (θ). A fim de simplificar os valores das dimensões dos canais, eles
foram aproximados para um trapézio, como representado pela linha tracejada na figura.

19
Figura 3.10: Representação do perfil do canal.
Ao decorrer dos testes, as dimensões medidas foram a largura da borda superior,
baseada na altura da superfície que não sofreu ablação, profundidade e ângulo de
inclinação. A largura da base foi calculada com os valores das medições, seguindo a
equação abaixo.
𝑊𝐵 = 𝑊𝑆 −2𝐻
𝑡𝑔𝜃 3.1
3.3 Avaliação da qualidade do canal
Com a finalidade de avaliar os microcanais usinados via ablação a laser, a
rugosidade total (representada na Figura 3.11) na direção da movimentação do laser será
considerada.
Figura 3.11: Rugosidade Total. Adaptado de (Olympus, 2016).

20
Como os canais variam consideravelmente de profundidade e dificilmente se
consegue um valor absoluto de rugosidade total abaixo de 1µm, o que será utilizado para
dar a avaliação final da qualidade do canal será a razão entre a rugosidade total e a
profundidade média (calculada pela Equação 3.2) do canal, razão que levará o nome de
irregularidade. Por exemplo, um canal de 15µm de profundidade e rugosidade total de
3µm, neste caso apresenta uma irregularidade igual a 0,33 e será considerado um canal
de pior qualidade comparado a um canal de 60µm de profundidade com 6µm de
rugosidade total, que tem uma irregularidade de 0,10.
Para facilitar a visualização da irregularidade, foram feitos os modelos ilustrativos
em CAD na Figura 3.12. Nesta figura pode-se observar quatro valores de irregularidade:
10, 20, 30 e 40%.
Figura 3.12: Modelos feitos em CAD para exemplificar diferentes valores de Irregularidade.
O aumento da irregularidade pode ser causado tanto devido a uma exagerada
irradiação, que causa derretimento da zona afetada pelo calor próxima dos canais, como
devido à uma relação entre frequência e velocidade baixa, fazendo com que a
sobreposição dos pulsos seja muito pequena, deixando espaços submetidos à uma menor
taxa de irradiação ao longo da usinagem. A influência destes parâmetros foi investigada
no presente estudo.

21
3.4 Representação gráfica
A fim de estimar o valor da profundidade média, um trecho de cerca de 1mm do
canal foi medido no microscópio, e, dentro dessa região, foi medida a profundidade
máxima (𝐻𝑀𝐴𝑋) e a rugosidade total (𝑅𝑇). A profundidade média neste trabalho foi
calculada pela equação:
𝐻 = (𝐻𝑀𝐴𝑋 −𝑅𝑇
2) ±
𝑅𝑇
2 3.2
Assim, nos gráficos de profundidade, a metade da rugosidade total será usada
como incerteza.
Para a comparação das larguras de diferentes canais, será usada a largura da borda
superior (como indicada pela Figura 3.10) pela maior facilidade de medição. Através de
repetitividade das medições, a variação da largura da borda superior observada nos canais
simples, isso é, quando não há avanço horizontal, foi de ±2µm. Enquanto para canais de
maiores larguras, foi observado uma variação de entre 5 e 10% da largura.
3.5 Frequência do Laser
A potência utilizada do laser varia com a frequência escolhida. O valor da potência
pode ser medido por um sensor que acompanha a base da máquina (ilustrado na Figura
3.6).
No Capítulo 2, foi mostrado através da Equação 2.5 como a fluência do pulso do
laser se relaciona com a frequência. A partir dos dados de potência e fluência medidos, é
possível traçar o seguinte gráfico apresentado na Figura 3.13. Nesta figura pode-se
observar a variação do valor da potência, medido pelo sensor, e da fluência, calculada
através da Equação 2.5, pela Frequência utilizada. A potência foi medida três vezes para
cada valor de frequência espaçados de 1000Hz, o desvio padrão das medições foi
considerado como incerteza de medida. Essa incerteza foi propagada no cálculo da
fluência.

22
Figura 3.13: Gráfico da Potência [W] e Fluência [J/cm²] pela Frequência [Hz].
O critério de seleção da frequência utilizada foi recomendado pelo fabricante,
através do manual do equipamento, e este parâmetro de decisão é o produto da fluência
pela potência, pois, assim, considera um equilíbrio de alta Potência e Fluência. Esses
produtos resultam na Figura 3.14 a seguir.
Figura 3.14: Gráfico do produto entre Potência e Fluência pela Frequência.
O máximo do gráfico ocorre na região entre 5000 e 8000Hz. Assim, a frequência
utilizada nos testes será de 5000Hz, pois esse também é o valor recomendado pelo
fabricante e usado por Mai, et al. (2002).

23
3.6 Velocidade de Corte
Para frequência constante, a área que sofrerá sobreposição dos raios do laser varia
com a velocidade de corte, influenciando diretamente na quantidade de material
removido. Porém, é preciso encontrar uma ordem de grandeza de velocidades que possam
ser utilizadas. Caso a velocidade seja muito baixa, a área sobreposta se torna muito
elevada, fazendo com que a exposição ao laser das paredes do canal seja muito elevada,
provocando o derretimento. Para velocidades muito altas, a área sobreposta é muito
pequena, fazendo com que a peça não sofra a exposição necessária para que a ablação
ocorra. Para entender melhor o funcionamento da sobreposição dos pulsos, ela está
representada na Figura 3.15 abaixo.
Figura 3.15: Representação da sobreposição dos pulsos do Laser ao longo da usinagem.
Sendo 𝐷 o diâmetro do pulso, 𝑑 o maior comprimento da área sobreposta, 𝑂𝑥 a
porcentagem da área do pulso que é sobreposta no sentido do movimento da ablação e 𝑂𝑦
a porcentagem da área do pulso que é sobreposta no sentido perpendicular do movimento
de ablação, área que será importante na usinagem de canais com múltiplos passes
horizontais e será melhor detalhado na Seção 3.10.
Dessa representação, pode-se chegar nas seguintes equações (Mai, et al., 2002):
𝑂𝑥 = (1 −𝑣
𝐷.𝑓) . 100% 3.3
𝑂𝑦 = (𝑑
𝐷) . 100% 3.4

24
Sendo 𝑣 a Velocidade de Corte e 𝑓 a frequência do laser utilizada.
Mai, et al. (2002) recomenda utilizar valores entre 70 e 90% de sobreposição no
sentido da usinagem.
O outro fator limitante que deve ser considerado é a aceleração da base dos eixos
XY. Durante os momentos de aceleração e desaceleração, a ablação ocorre com variada
velocidade, o que provoca uma variação na profundidade do canal. O comprimento dessa
região afetada é facilmente definido, visto que, de acordo com as informações do
fabricante apresentadas na Tabela 3.1, a aceleração da base é constante e de 1000mm/s².
Pode-se, então, gerar o gráfico teórico apresentado na Figura 3.16 abaixo, que relaciona
a distância necessária para alcançar a velocidade de corte desejada.
Figura 3.16: Gráfico teórico da Distância necessária para alcançar a velocidade [µm] pela Velocidade de Corte
[mm/s].
Ademais, o quanto a região é afetada foi medido para as velocidades 10, 15, 20 e
25mm/s. Quatro microcanais foram usinados em cobre com as diferentes velocidades de
corte e 5000Hz de frequência, DFF de -0,15mm, 100% de potência, 4 passes alternados
(a definição de passes alternados está mais detalhada na Seção 3.9.3) e 5 avanços de
15µm. A imagem em 3D com uma escala de cor para a profundidade dos microcanais
está na Figura 3.17 e os perfis longitudinais das extremidades dos canais estão
representados na Figura 3.18.

25
Figura 3.17: Imagem das extremidades dos canais para as velocidades: 10, 15, 20 e 25mm/s.
Figura 3.18: Perfis das seções longitudinais das extremidades dos canais para as velocidades: 10, 15, 20 e
25mm/s.
Com o intuito de simplificar a representação, a razão entre profundidade máxima
na região afetada pela aceleração (𝐻𝑎) e a profundidade média no restante do canal (𝐻) é
chamada de Grau de Alteração da Profundidade devido à Aceleração (𝐺𝑎) e pode ser
ilustrado pela equação abaixo:
𝐺𝑎 =𝐻𝑎
𝐻 3.5

26
Este grau sofre um notável crescimento com o aumento da velocidade utilizada na
usinagem. Nas velocidades testadas, foram encontrados os seguintes graus:
10mm/s: 1,22;
15mm/s: 1,84;
20mm/s: 2,81;
25mm/s: 3,62.
O conjunto desses resultados em relação à geometria das extremidades dos canais
limitará a velocidade máxima para 15mm/s, visto que o valor de 𝐺𝑎 passa de 2 com
velocidades superiores, chegando a 3,62 em 25mm/s.
3.7 Distância focal
Conforme apresentado no Capítulo 2, o laser irradia uma diferente concentração
de energia e possui diferente diâmetro ao longo da direção da emissão do laser. Sendo
que no ponto focal ele possui a maior concentração de energia e menor diâmetro.
Dá-se o nome de distância fora-de-foco (DFF) para a distância que o laser foi
deslocado do foco. Essa distância pode ser negativa, caso a lente do laser se aproxime da
peça, ou positiva no caso de afastamento. A Figura 3.19 apresenta uma simplificação da
parte interna da máquina para melhor entendimento da DFF.
Figura 3.19: Representação simplificada da parte interna da máquina.

27
Como mostrado no Capítulo 2, a distância de Rayleigh do laser é de 0,15mm,
assim, através da Equação 2.1, fica possível montar um gráfico representando a variação
do raio do laser com a distância fora-de-foco. Este gráfico está apresentado na Figura 3.20
abaixo, tendo a distância de Rayleigh indicada pelas linhas tracejadas.
Figura 3.20: Gráfico da relação entre Raio [µm] do laser e Distância Fora-de-foco [mm].
Com os valores do raio para cada distância fora-de-foco, fica possível gerar o
gráfico teórico que relaciona a variação de fluência com a distância fora-de-foco para
5000Hz. Este gráfico está apresentado na Figura 3.21.
Figura 3.21: Gráfico da relação entre Fluência [J/cm²] do laser e Distância Fora-de-foco [mm].

28
Com esses resultados, é de se esperar que, ao menos dentro da região limitada pela
distância de Rayleigh, a largura do canal tenha um comportamento semelhante à curva da
Figura 3.20 e a profundidade semelhante à curva da Figura 3.21.
3.8 Potência do Laser
Como discutido no Capítulo 2, a Fluência é diretamente proporcional à potência
utilizada, seguindo a Equação 2.5. Para a frequência de 5000Hz, a potência máxima é de
1,14W, mas ela pode ser controlada através da porcentagem de potência utilizada,
resultando no gráfico apresentado na Figura 3.22 abaixo.
Figura 3.22: Gráfico da relação entre Fluência [J/cm²] e Potência [%]
Essa relação linear implica que a relação entre profundidade do canal e potência
também deve ser linear.
3.9 Número de passes
Os parâmetros discutidos até agora possibilitam a ablação de canais com valores
de profundidade e largura limitados pela geometria do laser. Na operação de faceamento
com fresa, são dados vários passes com compensação de profundidade já usinada para
alcançar profundidades superiores ao limite da ferramenta e efetuado avanços no plano
da peça para aumentar a área usinada. Analogamente, os mesmos tipos de deslocamentos
podem ser feitos com o laser. Entretanto, devido ao formato gaussiano do laser, das
paredes dos canais, que podem criar efeitos de reflexão ou de maior absorção dos raios
do laser, e da mudança química que a região usinada sofre devido ao grande aumento da

29
temperatura, o comportamento da usinagem para passes múltiplos não será idêntico ao
que ocorre no primeiro passe.
3.9.1 Avanço
O deslocamento no avanço é na direção perpendicular à direção de corte, assim, a
sobreposição que deve ser considerada é a 𝑂𝑦, que pode ser calculada pela Equação 3.3.
Diferentemente do fresamento, na ablação a laser, uma região que sofre sobreposição
acaba sendo usinada duas vezes, mesmo que não ocorra um deslocamento no Eixo Z para
compensar a profundidade já usinada. No entanto, como o laser possui uma concentração
de energia maior no centro do raio (Alda, 2003), pode-se sobrepor uma parte do canal que
recebe menos da metade da energia do centro. A estimativa do tamanho dessa região foi
feita baseada na geometria do canal e está representada na Figura 3.23 abaixo, sendo 𝑎 o
avanço.
Figura 3.23: Representação do avanço para a estimativa do tamanho da região sobreposta.
Da Figura 3.15, tem-se que:
𝑎 = 𝐷 − 𝑑 3.6
Combinando a Equação 3.4 com a Equação 3.6, pode-se colocar a sobreposição
em função do avanço.

30
𝑂𝑦 = (𝐷−𝑎
𝐷) . 100% 3.7
Conhecendo os valores das dimensões que compõem a geometria do microcanal
(Figura 3.10), o valor do avanço pode ser estimado por:
𝑎 = 𝑊𝑆 −𝐻
𝑡𝑔𝜃 3.8
3.9.2 Passe
Quando a ablação ocorre novamente num canal já usinado, a parede do canal
absorve calor junto com a superfície inferior. Com o aumento do número de passes, a área
da parede vai se tornando maior, aumentando a energia absorvida, até que chega ao ponto
que a energia é tanta que partes da zona afetada pelo calor mais afastadas sofrem
derretimento, obstruindo o canal.
3.9.3 Combinação de deslocamentos
Para a realização da usinagem de superfícies com variadas profundidades e
larguras, é preciso combinar avanços e passes. Durante os testes, foi notado que o perfil
das regiões usinadas com múltiplos passes e avanços muda com os sentidos de corte. Se,
depois de cada passe, o sentido de corte continuar o mesmo, isso é, passes contínuos,
acontece um aumento da profundidade na extremidade final do canal. A fim de ilustrar
os dois tipos de passes, foram feitas as Figuras 3.24 e 3.25 onde os sentidos da
movimentação do laser em dois passes consecutivos são indicados para quando esses
passes são contínuos e quando são alternados, respectivamente.
Figura 3.24: Representação de passes contínuos.

31
Figura 3.25: Representação de passes alternados.
Para ilustrar a diferença causada na geometria do canal entre os tipos de passes,
foram feitos dois testes no cobre com frequência de 5000Hz, velocidade de corte de
15mm/s, distância fora-de-foco de -0,15mm, 100% de potência, 10 avanços de 15µm,
sendo o primeiro fazendo dois passes contínuos e o segundo dois passes alternados. Na
Figura 3.26, é mostrada a imagem em 3D do canal usinado com passes contínuos com
uma escala de cores de profundidade em micrômetros. O perfil desse canal está
apresentado na Figura 3.27.
Figura 3.26: Medições 3D do canal usinado com passes contínuos.

32
Figura 3.27: Perfil do canal usinado com passes contínuos. Medidas em micrômetros.
A mesma representação foi feita para o canal usinado por passes alternados e ela
pode ser vista nas Figuras 3.28 e 3.29, que contêm a imagem em 3D do canal e o perfil,
respectivamente.
Figura 3.28: Representação 3D do canal usinado com passes alternados.

33
Figura 3.29: Perfil do canal usinado com passes alternados. Medidas em micrômetros.
Usando passes alternados, os canais apresentaram uma variação de profundidade
consideravelmente menor ao longo da largura do canal. Com o intuito de manter essa
maior regularidade, o número de passes utilizados deve ser sempre par. Cada dupla de
passes alternados será chamada de passe-duplo (PD) para simplificar as representações.
Dependendo da aplicação do canal, a largura projetada pode ser ou a largura da
borda superior, a largura da base ou o valor médio. Contudo, a relação entre elas pode ser
tirada da geometria do perfil.
Na Figura 3.30, tem-se a representação do perfil de um canal, usinado com
múltiplos passes e avanços, e de cada passe.
Figura 3.30: Representação do perfil de um canal feito com múltiplos passes e avanços.

34
Pela geometria, as equações teóricas para 𝑊𝑆 e 𝑊𝐵 são deduzidas:
𝑊𝑆 = 𝑎(𝑁𝐴 − 1) + 𝑤𝑆 3.9
𝑊𝐵 = 𝑊𝑆 −2𝐻
𝑡𝑎𝑛𝜃 3.10
Onde 𝑤𝑆 é a largura da borda superior para o canal simples feito com os
parâmetros utilizados, 𝑎 o valor do avanço, 𝑁𝐴 o número de avanços, 𝐻 a altura final do
canal e 𝜃 o ângulo de inclinação.
Entretanto, como o laser acaba passando a cada passe na superfície inicial da placa
com diâmetro maior devido ao avanço no sentido do eixo Z, uma pequena área da
superfície em torno do canal sofre ablação, aumentando a largura da borda superior. A
largura da borda superior real poderá ser estimada pelas tabelas no Capítulo 4.

35
4 TESTES EM METAIS
Metais em geral são materiais isotrópicos, isso é, possuem as mesmas
propriedades mecânicas e térmicas em todas as direções. Isso significa que o
comportamento da ablação com a variação de seus parâmetros é semelhante, apesar de
que a quantidade de material removido, isso é, a geometria dos canais, devem ser
diferentes devido às propriedades térmicas de cada metal. A semelhança do
comportamento da ablação possibilitou que o estudo do mesmo fosse feito apenas em um
metal, no caso, o cobre.
Os parâmetros foram, então, adaptados para os outros metais testados devido às
suas diferentes propriedades térmicas. Os outros metais testados foram o latão, aço
inoxidável e alumínio.
Na Tabela 4.1 abaixo, encontra-se as propriedades dos quatro metais utilizados
como corpos de prova neste trabalho.
Tabela 4.1: Propriedades térmicas dos metais testados (MatWeb, 2016).
Metal Cobre Latão Aço Inox. Alumínio
Massa específica [g/cm³] 8,93 8,75 9,01 2,70
Condutividade Térmica [W/m.K] 385 124 16,8 180
Calor Específico [J/g°C] 0,385 0,380 0,478 0,896
Ponto de Fusão [ºC] 1083,2 917 1440 582
Ponto de Ebulição [ºC] 2562 2560 2750 2327
4.1 Ablação do Cobre
Cobre é um dos metais mais comumente utilizados em microdispositivos com
aplicações térmicas, como microdissipadores e microtrocadores de calor, devido a sua
alta condutividade térmica (Lee, et al., 2010).
O substrato utilizado nos testes foi uma peça plana, previamente faceada para
garantir o paralelismo entre as faces, com as dimensões 34x14x2.75mm, como ilustrada
na Figura 4.1 abaixo.

36
Figura 4.1: Peça de Cobre utilizada nos testes. Possui as dimensões 34x14x2.75mm.
4.1.1 Velocidade de corte
Segundo a recomendação de Mai, et.al (2002) para utilização de valores entre 70
e 90% de sobreposição dos pulsos, como comentado na Seção 3.6, utilizou-se neste estudo
com o cobre uma faixa de valores aumentada, entre 50 e 95% de sobreposição. Logo, para
esta faixa de valores, resultou-se em velocidades variando entre 25 e 2,5mm/s. Todavia,
canais usinados com velocidades inferiores a 7,5mm/s, correspondente a 67,5% de
sobreposição, apresentaram irregularidades superiores a 70% e foram descartados.
Testes foram feitos na distância focal do laser com 5000Hz de frequência, 100%
de potência e um passe, com velocidades espaçadas em 0,5mm/s, resultando no gráfico
da relação entre Velocidade de Corte e Profundidade do canal apresentado na Figura 4.2.
Figura 4.2: Gráfico da relação entre a Velocidade de Corte [mm/s] com a Profundidade do canal
[µm].

37
Os resultados apresentados impõem um limite inferior de velocidade de 7,5mm/s.
Eles também trazem uma informação interessante de como a profundidade do canal varia
de maneira exponencial de acordo com a velocidade usada, semelhante ao
comportamento encontrado na ablação por laser de CO2 de PMMA por Pare, et al. (2014).
Como visto na Seção 3.6, a aceleração dos eixos limita a velocidade de corte em
15mm/s.
Para finalizar o entendimento do comportamento da ablação com a variação da
velocidade de corte, é preciso fazer a comparação da qualidade dos canais para os
diferentes valores de velocidade, através da irregularidade. A análise das irregularidades
(parâmetro definido na Seção 3.3) dos canais feitos na distância focal do laser com
5000Hz de frequência, 100% de potência e um passe, com velocidades espaçadas em
0,5mm/s são apresentados na Figura 4.3 abaixo.
Figura 4.3: Gráfico da relação da Irregularidade do canal pela Velocidade de Corte [mm/s].
Nesse campo de velocidade, 15mm/s é a velocidade que atinge a menor
irregularidade do canal, fazendo dela a velocidade ótima para a ablação do cobre.
4.1.2 Distância fora-de-foco
Os testes inicias de variação de DFF foram feitos com 5000Hz de frequência,
velocidade de corte 15mm/s, 100% de potência e um passe, com variadas DFFs espaçadas
de 0,05mm. Como comentado na Seção 3.7, o comportamento da variação de
profundidade, que pode ser visto na Figura 4.4 abaixo, se assemelha ao gráfico de
variação de Fluência com a DFF (Figura 3.21).

38
Figura 4.4: Gráfico da relação entre as Profundidades [µm] dos canais e Distância Fora-de-foco [mm].
Apesar do aumento do raio do laser, a queda da fluência faz com que o laser não
consiga usinar canais com larguras muito elevadas com apenas um passe, deixando os
resultados experimentais afastados do previsto pela Figura 3.20. Isso pode ser observado,
principalmente, com distâncias fora-de-foco muito superiores à distância de Rayleigh.
Foram medidas as larguras de borda superior dos canais usinados com os parâmetros já
citados anteriormente nesta seção e seus resultados estão apresentados na Figura 4.5.
Figura 4.5: Gráfico da relação entre as Larguras da borda superior [µm] dos canais e
Distância Fora-de-foco [mm].
Na região do gráfico dentro da distância de Rayleigh, o comportamento da largura
funciona como esperado, isto é, ocorrendo o aumento da largura com o aumento do
diâmetro do laser, havendo um estreitamento dos canais nas regiões mais próximas da

39
distância focal. Nas regiões mais afastadas, o comportamento é mais difícil de ser previsto
devido a pequenos valores de fluência. Deste modo, será imposta a limitação de ±0,3mm
para a distância fora-de-foco utilizada.
Na região limitada, é necessário avaliar a qualidade dos canais. Foram medidas as
irregularidades dos canais usinados com os parâmetros já citados anteriormente nesta
seção e seus resultados estão apresentados na Figura 4.6.
Figura 4.6: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-foco [mm].
Com a exceção dos valores de DFF de 0, 0,05 e 0,1mm, a irregularidade se
mantém próxima de constante. Isso pode se dar devido aos pequenos valores de
rugosidade, porque, como a rugosidade varia entre 2 e 5µm apenas para esses valores de
DFF, é difícil garantir que perda de precisão durante a geração da imagem em 3D do
microscópio não esteja influenciando nessa diferença. Para diminuir a influência dos erros
de medição, os testes foram repetidos, mantendo os parâmetros, para usinagens com dois
passes alternados e os resultados estão apresentados na Figura 4.7 abaixo.

40
Figura 4.7: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-foco [mm] para
canais feitos com 2 passes.
Na ablação de canais usando dois passes, a irregularidade apresentou uma maior
variação. Os canais de maior qualidade foram de -0,3, -0,2, -0,15 e -0,1mm de DFF.
Porém, canais usinados a partir de -0,25mm apresentaram uma geometria de degrau, que
pode ser visualizada na Figura 4.8. Essa figura apresenta a imagem em 3D com escala de
cor para valores de profundidade do canal usando DFF de -0,3mm, eliminando o uso
dessas configurações.
Figura 4.8: Canal apresentando geometria de degrau.
Os canais usinados com as três distâncias fora-de-foco utilizáveis apresentam
geometrias levemente diferentes. A Tabela 4.2 abaixo mostra os valores que caracterizam
a geometria, discutidos na Seção 3.2:

41
Tabela 4.2: Caracterização da geometria dos canais simples.
DFF [mm] H [µm] WS [µm] WB [µm] θ [°]
-0,1 12,0 ± 1,8 20,0 ± 2,0 6,3 ± 2,0 60,1 ± 4,6
-0,15 12,2 ± 1,2 21,3 ± 2,0 6,8 ± 2,0 59,1 ± 6,6
-0,2 9,9 ± 1,5 24,1 ± 2,0 10,1 ± 2,0 54,7 ± 6,7
A diferença mais notável está nos valores das larguras. Utilizando distância fora-
de-foco de -0,1 mm, é possível usinar canais simples mais finos. Quando o objetivo é
usinar canais com larguras maiores, é vantajoso usar distância de -0,2mm pois diminui o
número de passes necessário, reduzindo o tempo de usinagem. A usinagem de canais de
maiores larguras no cobre será melhor abordada na Seção 4.1.4.
4.1.3 Potência do Laser
Como visto na Seção 3.8, a potência do laser tem uma relação linear com a
fluência, logo, se espera a mesma relação com a quantidade de material removido. Testes
com 5000Hz de frequência, 15mm/s de velocidade, DFFs de -0,1, -0,15 e -0,2mm e 1
passe foram feitos com a potência variando entre 20 e 100% com um intervalo de 5%.
Dos resultados, o gráfico apresentado na Figura 4.9 foi gerado.
Figura 4.9: Gráfico da relação entre Profundidade [µm] e Potência [%]

42
Os resultados foram ajustados para as seguintes retas:
Tabela 4.3: Modelo linear da relação entre Profundidade [µm] e Potência [%]
Distância Fora-de-foco [mm] Modelo linear da Profundidade
-0,1 𝑓(𝑥) = 0.1299𝑥 + 1.105
-0,15 𝑓(𝑥) = 0.1367𝑥 − 0.4573
-0,2 𝑓(𝑥) = 0.1415𝑥 − 1.454
Devido ao simples modelo, reduzir a porcentagem utilizada da potência do laser
é uma maneira fácil de controlar a profundidade dos canais. No entanto, a variação da
largura da borda superior também deve ser considerada. Repetindo os parâmetros de
ablação, as larguras foram medidas para gerar o gráfico apresentado na Figura 4.10.
Figura 4.10: Gráfico da relação entre Largura da borda superior [µm] e Potência [%]
A largura dos canais não sofre uma variação linear como a profundidade, mas sim
potencial. Assim, para valores entre 50 e 100% da potência, a variação não é tão grande
como para valores menores.

43
Tabela 4.4: Modelo potencial da relação entre Largura da borda superior [µm] e Potência [%]
Distância Fora-de-foco [mm] Modelo potencial da Largura da borda
superior
-0,1 𝑓(𝑥) = −102.3𝑥−0.6613 + 27.39
-0,15 𝑓(𝑥) = −2702𝑥−1.798 + 23.03
-0,2 𝑓(𝑥) = −349.4𝑥−0.9196 + 29.91
Em relação à qualidade, como os canais usinados com 100% da potência já
possuem a rugosidade total muito próximas entre 2 e 3µm, ela não varia muito com a
redução da potência, aumentando a irregularidade devido à grande queda de
profundidade. Portanto, para esse caso, a irregularidade não será considerada.
4.1.4 Avanço
Como mostrado na Seção 3.9.1, deve-se calcular o valor do avanço pela geometria
do canal (Equação 3.8). Usando as informações da geometria dos microcanais usinados
em cobre (Tabela 4.2), a região sobreposta medida fica entre 25 e 35% da largura da borda
superior do canal. Isso significa que o avanço fica entre 65 e 75% dessa mesma espessura.
Para as distâncias fora-de-foco testadas - -0,1, -0,15 e -0,2mm, - a largura do topo do
canal está entre 20 e 25µm (Tabela 4.2), então a região de avanço é de 13 a 19µm. O
aumento do avanço resulta em um menor tempo de usinagem, pois reduz o número de
avanços necessários para usinar a desejada largura. A rugosidade dos canais sofreu um
aumento considerável para avanços acima de 15µm, assim, esse valor fica de limite.
4.1.5 Passes
Nos canais simples usinados com as três distâncias fora-de-foco utilizadas, foi
observado que o efeito de obstrução do canal (explicado na Seção 3.9.2) começou a
ocorrer a partir do quinto passe. Nesses testes, foi usado 5000Hz de frequência, 15mm/s
de velocidade de corte e 100% de potência. O valor do avanço vertical utilizado foi de
10µm, para compensar a profundidade de 1 passe.
Nas tabelas a seguir, é interessante comparar o limite de profundidade que se
consegue alcançar para cada DFF utilizada na ablação de microcanais simples. Outra
observação interessante é que com o aumento do número de passes, o ângulo de
inclinação aumenta, chegando mais perto de um canal com paredes perpendiculares.

44
Tabela 4.5: Caracterização da geometria de canais usinados com múltiplos passes para DFF de -0,1mm.
DFF [mm] Passes H [µm] WS [µm] WB [µm] θ [°]
-0,1 2 24,0 ± 1,8 22,1 ± 2,0 11,0 ± 2,0 77,1 ± 2,2
-0,1 3 35,2 ± 1,0 23,8 ± 2,0 13,1 ± 2,0 81,4 ± 1,6
-0,1 4 38,4 ± 11,8 20,2 ± 2,0 9,7 ± 2,0 82,2 ± 1,5
Tabela 4.6: Caracterização da geometria de canais usinados com múltiplos passes para DFF de -0,15mm.
DFF [mm] Passes H [µm] WS [µm] WB [µm] θ [°]
-0,15 2 20,9 ± 1,4 21,7 ± 2,0 13,4 ± 2,0 73,5 ± 3,9
-0,15 3 31,0 ± 2,1 20,6 ± 2,0 12,7 ± 2,0 82,7 ± 0,9
-0,15 4 44,0 ± 2,4 21,7 ± 2,0 9,8 ± 2,0 82,3 ± 1,7
Tabela 4.7: Caracterização da geometria de canais usinados com múltiplos passes para DFF de -0,2mm.
DFF [mm] Passes H [µm] WS [µm] WB [µm] θ [°]
-0,2 2 19,0 ± 1,7 26,4 ± 2,0 13,6 ± 2,0 71,4 ± 5,4
-0,2 3 26,6 ± 1,8 21,8 ± 2,0 13,0 ± 2,0 80,6 ± 1,5
-0,2 4 40,2 ± 1,8 25,2 ± 2,0 13,1 ± 2,0 81,4 ± 1,7
Com o aumento da largura dos canais usando avanços horizontais e mantendo os
parâmetros de ablação (5000Hz de frequência, 15mm/s de velocidade de corte e 100% de
potência), o limite de profundidade alcançada por passes verticais aumenta, visto que com
o distanciamento das paredes, a energia absorvida por elas diminui. Assim, foi feito a
tabela comparando o número de passes-duplos máximo para diferentes quantidades de
avanços. É interessante notar que, como a largura da base superior vai aumentando com
o distanciamento do foco, a distância entre as paredes para um mesmo número de avanços
aumenta, assim, o número de PDs máximo que se consegue alcançar para -0,2mm de DFF
é maior que para as outras duas DFFs testadas. Porém, como a Fluência diminui com o
distanciamento do foco, o número de passes necessário para alcançar uma mesma
profundidade também é maior.

45
Tabela 4.8: Limite de número de passes-duplos para canais com até 100 µm de espessura de entrada para DFF
de -0,1mm.
DFF [mm] NA NPD máx. H [µm] WS [µm] WB [µm] θ [°]
-0,1 3 3 49,2 ± 5,6 43,4 ± 2,1 13,6 ± 2,0 73,2 ± 4,2
-0,1 4 4 58,2 ± 8,5 58,4 ± 2,6 27,7 ± 2,0 75,2 ± 2,8
-0,1 5 7 81,0 ± 5,8 69,2 ± 3,5 18,6 ± 2,0 72,6 ± 5,0
-0,1 6 9 92,9 ± 6,0 86,4 ± 4,3 19,8 ± 2,0 70,3 ± 1,5
Tabela 4.9: Limite de número de passes-duplos para canais com até 100 µm de espessura de entrada para DFF
de -0,15mm.
DFF [mm] NA NPD máx. H [µm] WS [µm] WB [µm] θ [°]
-0,15 3 4 59,4 ± 6,2 43,2 ± 2,2 14,2 ± 2,0 76,3 ± 3,3
-0,15 4 5 69,2 ± 9,2 59,9 ± 3,0 19,2 ± 2,0 73,6 ± 6,0
-0,15 5 7 78,8 ± 14,4 80,4 ± 4,0 29,5 ± 2,0 72,1 ± 4,4
-0,15 6 10 93,9 ± 5,9 100,8 ± 5,0 30,6 ± 2,0 69,5 ± 4,0
Tabela 4.10: Limite de número de passes-duplos para canais com até 100 µm de espessura de entrada para DFF
de -0,2mm.
DFF [mm] NA NPD máx. H [µm] WS [µm] WB [µm] θ [°]
-0,2 3 5 36,2 ± 6,6 68.8 ± 3,6 27,6 ± 2,0 60,3 ± 6,4
-0,2 4 6 46,8 ± 7,4 81,8 ± 4,1 34,7 ± 2,0 63,3 ± 8,1
-0,2 5 7 71,0 ± 7,2 82,9 ± 4,1 20,3 ± 2,0 66,2 ± 10,3
-0,2 6 11 91,8 ± 4,4 103,4 ± 5,2 40,5 ± 2,0 71,1 ± 5,9
Esses resultados impõem o limite de profundidade de 100µm de canais com até
aproximadamente 100µm de largura da borda superior. A tabela também apresenta um
ângulo de inclinação do canal e razão entre profundidade e largura maiores para distância
fora-de-foco de -0,1mm, tornando essa distância mais interessante de se trabalhar.
O limite de número de passes-duplos para canais com larguras da base superior
maiores que 100µm cresceu consideravelmente, atingindo um limite onde não há mais o
aumento da profundidade antes de começar a obstrução do canal devido ao excesso de
energia. No entanto, dependendo do número de avanços, a variação da profundidade com
o número de passes é bem diferente, dificultando, assim, a sua estimativa.

46
Tabela 4.11: Variação da profundidade para canais com espessura de entrada de até 150µm.
DFF [mm] NA NPD H [µm] WS [µm] WB [µm] θ [°]
-0,1 7 15 128,6 ± 17,3 119,7 ± 6,0 48,4 ± 2,4 74,5 ± 4,4
-0,1 7 20 140,8 ± 10,9 120,8 ± 6,0 48,5 ± 2,4 75,6 ± 2,0
-0,1 7 25 160,8 ± 8,0 146,2 ± 7,3 57,6 ± 2,8 74,6 ± 3,7
-0,1 7 30 174,5 ± 4,4 144,1 ± 7,2 57,7 ± 2,8 76,1 ± 3,1
-0,1 7 35 183,1 ± 4,8 147,3 ± 7,3 55,3 ± 2,7 75,9 ± 2,0
-0,1 7 40 191,4 ± 5,0 145,7 ± 7,2 55,0 ± 2,7 76,7 ± 1,8
-0,1 7 45 196,4 ± 4,2 134,3 ± 6,5 44,8 ± 2,2 77,2 ± 1,3
-0,1 7 50 197,2 ± 5,2 146,8 ± 7,3 41,7 ± 2,2 75,1 ± 1,9
Pelas tabelas 4.11 e 4.12 é notável como o crescimento do valor da profundidade
diminui para largura com o aumento do número de passes. O ângulo de inclinação do
canal não sofre uma variação muito expressiva.
Tabela 4.12: Variação da profundidade para canais com espessura de entrada de até 400µm.
DFF [mm] NA NPD H [µm] WE [µm] WS [µm] θ [°]
-0,1 15 15 140,0 ± 5,2 202,0 ± 5,0 29,1 ± 2,9 58,3 ± 4,9
-0,1 15 25 223,6 ± 6,3 263,7 ± 6,6 35,8 ± 3,6 63,0 ± 4,7
-0,1 15 50 284,6 ± 11,0 287,0 ± 7,2 61,6 ± 3,1 68,4 ± 2,2
-0,1 15 75 338,8 ± 16,0 306,5 ± 7,6 35,4 ± 3,5 68,2 ± 3,3
-0,1 15 100 334,0 ± 15,6 299,5 ± 7,5 35,0 ± 3,5 68,4 ± 2,5
-0,1 20 15 162,0 ± 5,3 328,2 ± 8,2 96,2 ± 9.6 54,4 ± 4,0
-0,1 20 25 238,0 ± 10,4 334,1 ± 8,4 29,7 ± 2,9 57,4 ± 6,0
-0,1 20 50 332,2 ± 12,0 365,0 ± 9,1 43,8 ± 4,4 64,2 ± 4,9
-0,1 20 75 391,8 ± 14,0 371,0 ± 9,3 35,2 ± 3,5 66,8 ± 3,5
-0,1 20 100 394,0 ± 14,2 369,9 ± 9,3 38,6 ± 2,0 67,2 ± 3,5
Para canais com larguras a partir de 400µm, a ablação com o laser estudado perde
a sua vantagem pois passa a levar um tempo muito grande de usinagem, devido ao alto
número de avanços e passes, em comparação ao microfresamento que, nessas dimensões,
já passa a usar ferramentas mais baratas e com vida útil maior.
Por exemplo, a usinagem do dispositivo da Figura 4.11, que possui canais com
400µm de profundidade e 400µm de largura, levou cerca de 1 hora e 30 minutos de

47
usinagem na Micro CNC, usando uma fresa de 400µm de diâmetro. Usando o laser
estudado, essa usinagem levaria cerca de 22 horas, porque apesar da velocidade usada ser
na faixa de 15 vezes maior que a velocidade usada na Microfresadora CNC, o número de
passes e avanços necessários para alcançar essa geometria é muito maior. De qualquer
forma, canais com espessuras acima de 400µm foram usinados e os resultados estão
apresentados no Apêndice A.
Figura 4.11: Microdispositivo fabricado na Microfresadora CNC (Junior, et al., 2015).
4.2 Latão
Com o comportamento da ablação caracterizada para o cobre e considerando as
propriedades semelhantes entre os metais, apresentados na Tabela 4.1, seria redundante
refazer todos os testes já feitos com o cobre. Na Seção 4.1.1, foi visto que a velocidade
de corte é limitada pela própria máquina, devido à sua aceleração. A potência do laser
apresentou um comportamento linear em relação à variação da profundidade dos canais
(Seção 4.1.3), o que a torna o melhor parâmetro para controlar a profundidade de
microcanais simples.
O parâmetro que será usado para a adaptação para os metais diferentes de cobre
será, então, a distância fora-de-foco, pois é um parâmetro que controla a fluência, que
independe de limites impostos pela máquina e que, devido à relação não-linear (Figura
3.21) com a fluência, não é o parâmetro ideal para ser variável, como a potência.

48
A peça de latão testada possui as dimensões 40x20x2,1mm e está mostrada na
Figura 4.12 abaixo.
Figura 4.12: Peça de Latão utilizada nos testes. Possui as dimensões 40x20x2,1mm.
Os resultados do comportamento da geometria dos canais com a variação de
distância fora-de-foco para o latão se assemelham muito ao cobre, o que é esperado
devido às suas propriedades térmicas serem semelhantes (Tabela 4.1).
Testes foram feitos com 5000Hz de frequência, 15mm/s de velocidade de corte,
100% de potência e 1 passe. Os resultados de profundidade no canal com a variação de
DFF estão na Figura 4.13 e os de largura da borda superior na Figura 4.14, onde eles
também são comparados aos resultados do Cobre (Figura 4.4).
Figura 4.13: Gráfico da relação entre as Profundidades [µm] dos canais e Distância Fora-de-foco [mm] para o
Latão.

49
Figura 4.14: Gráfico da relação entre as Largura da borda superior [µm] dos canais e Distância Fora-de-foco
[mm] para o Latão.
A região mais regular de variação da largura da borda superior com o diâmetro do
laser está entre -0,2 e 0,4mm.
Para avaliar a qualidade dos canais, foram também usinados canais com dois
passes (mantendo os parâmetros de ablação) e medido suas irregularidades, como feito
na Seção 4.1.2 (resultados apresentados na Figura 4.7). Comparando as irregularidades
apresentadas na Figura 4.15 abaixo, pode-se observar que, para o intervalo entre -0,2 e -
0,05mm, região de valores muito semelhantes encontrados para o Cobre através da Figura
4.7, tem-se uma a melhor qualidade dos canais fabricados.
Figura 4.15: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-foco
[mm] para canais feitos com 2 passes para o Latão.

50
4.3 Aço Inoxidável
As propriedades térmicas do Aço Inoxidável já são mais afastadas do Cobre
(Tabela 4.1), isso implicou num comportamento um pouco diferente em relação à largura
da borda superior dos canais, que apresentou um comportamento mais irregular ao longo
dos valores testados, porém quase que constantes nos valores mais perto do foco (Figura
4.18).
Os testes foram feitos em uma peça de dimensões 40x20x3mm (Figura 4.16) com
5000Hz de frequência, 15mm/s de velocidade de corte, 100% de potência e 1 passe. As
Figuras 4.17 e 4.18 apresentam os resultados de profundidade e largura da base superior,
respectivamente, comparados aos resultados do Cobre.
Figura 4.16: Peça de Aço Inoxidável utilizada nos testes. Possui as dimensões 45x20x3mm.
Figura 4.17: Gráfico da relação entre as Profundidades [µm] dos canais e Distância Fora-de-foco [mm] para o
Aço Inoxidável.

51
Figura 4.18: Gráfico da relação entre as largura da borda superior [µm] dos canais e Distância Fora-de-foco
[mm] para o Aço Inoxidável.
O gráfico da Figura 4.18 apresenta duas faixas de valores para DFF interessantes,
onde a variação da largura da borda superior entre eles é muito baixa. Essas faixas são
entre -0,45 e 0,05mm, onde a média das larguras é de 25,1 ± 2,2µm, e entre 0,1 e 0,55mm,
com uma média de larguras de 20,4 ± 1,2µm.
Como feito para o Cobre e o Latão, para avaliar a irregularidade do canal, os testes
foram repetidos com os mesmos parâmetros de ablação, porém usando dois passes
alternados. Com os resultados, o histograma da Figura 4.19 foi traçado.
Figura 4.19: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-foco [mm]
para canais feitos com 2 passes para o Aço Inoxidável.
O teste de dois passes para comparar a irregularidade mostra que se alcança
melhores qualidades usando DFFs de -0,25 e -0,35mm. Porém, assim como aconteceu no

52
cobre, canais usinados com DFFs menores que -0,2mm apresentaram uma geometria de
degrau. Assim, os melhores resultados ficam para valores de distância fora-de-foco de -
0,15 e -0,2mm, valores muito semelhantes aos do cobre e latão.
4.4 Alumínio
Entre os metais testados, o Alumínio é o que possui a menor temperatura do ponto
de fusão, enquanto possui o ponto de ebulição muito semelhante aos outros metais
(Tabela 4.1). Isso significa que a parte da zona afetada pelo calor do laser que sofre
derretimento é maior, causando maior irregularidade no uso do mesmo valor de fluência.
A peça utilizada possui as dimensões 45x20x3mm (Figura 4.20).
Figura 4.20: Peça de Alumínio utilizada nos testes. Possui as dimensões 45x20x3mm.
Nos testes com apenas um passe e com 5000Hz de frequência, 15mm/s de
velocidade de corte, 100% de potência, canais usinados com DFFs entre 0,15 e 0,3mm
apontaram uma irregularidade superior a 70%, o que implica numa obstrução quase total
do canal. Esses resultados estão apresentados na Figura 4.21.
Figura 4.21: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-foco [mm] para
canais feitos com 1 passe para o Alumínio.

53
Os testes de dois passes (com mesmos parâmetros) exibiram ainda piores
resultados, tendo o campo de DFFs que resultaram em canais obstruídos aumentado para
DFFs entre -0,3 e 0,35mm. Eles podem ser observados na Figura 4.22.
Figura 4.22: Histograma da relação entre a Irregularidade dos canais e Distância Fora-de-foco [mm] para canais
feitos com 2 passes para o Alumínio.
A região testada que não obteve irregularidade alta em nenhum dos dois testes fica
entre DFFs de 0,4 a 0,55mm. Os resultados de profundidade para os testes realizados com
1 passe (parâmetros de ablação já citados anteriormente) dessa região de valores de DFF
estão na Figura 4.23 abaixo.

54
Figura 4.23: Gráfico da relação entre as Profundidades [µm] dos canais e Distância Fora-de-foco [mm] para o
Alumínio.
O interessante, é que mesmo usando valores de DFFs afastados da distância de
Rayleigh, a ablação do alumínio apresentou profundidades superiores aos outros metais
testados, visto que a fluência necessária para usinar o alumínio não é tão alta como dos
outros metais testados, devido à sua baixa massa específica (Tabela 4.1). As larguras da
base superior para esses valores de DFFs se mantém muito próximas, tendo um valor
médio de 21,0 ± 0,7µm.

55
5 PROCESSO DE FABRICAÇÃO
O processo de fabricação utilizado para fazer a ablação a laser é muito semelhante
ao processo utilizando a microfresadora, visto que os dois utilizam código G para o
controle da usinagem. Este processo se divide em seis etapas:
i. Desenho da geometria em um software CAD;
ii. Geração do código G em um software CAM;
iii. Adaptação do código G gerado para a utilização do laser;
iv. Configuração da máquina;
v. Posicionamento e fixação da peça;
vi. Leitura do código pelo software de controle da máquina.
Todos os softwares utilizados nesse processo foram disponibilizados pelo
LabMEMS, sendo SolidWorks para o desenho em CAD e VisualMILL 2012 o software
CAM.
Durante a geração do código G, é necessário considerar que, caso o laser passe
duas vezes em um mesmo ponto, mesmo sem compensar a profundidade do canal fazendo
um deslocamento vertical, a região será usinada mais de uma vez. Assim, para que não
haja irregularidades causadas por pontos usinados um número diferente de vezes que
outros, deve-se escolher um caminho no CAM onde a ferramenta (no caso aqui, o laser)
não passe mais de uma vez no mesmo ponto. No VisualMILL 2012, a função escolhida
para satisfazer essa limitação é Pocketing por Linear Cuts.
Como discutido na Seção 3.9.3, a fim de atingir uma maior qualidade na ablação,
é preciso utilizar passes-duplos alternados, isso é, para cada passe deve gerar um código
G, onde cada código faz um caminho oposto de usinagem. No VisualMILL 2012, o código
de caminho oposto pode ser gerado invertendo o ponto de início da usinagem
selecionando a opção Start at Top.
O código G gerado no VisualMILL 2012 é feito para a utilização no fresamento,
então é preciso adaptá-lo para a utilização na ablação. A fim de automatizar a adaptação,
foi desenvolvido um programa em Python que junta os dois códigos G gerados, CAM1.txt
e CAM2.txt (de caminhos alternados), em um só e faz as adaptações necessárias para a
leitura pela máquina, gerando o código LASER.txt. Essas adaptações estão no cabeçalho
e nos momentos de transição do laser entre regiões que devem ser usinadas e regiões que
não devem.

56
O cabeçalho é substituído pelos comandos que dão nome às variáveis de controle
dos parâmetros de ablação, comandos de checagem de segurança e comandos para o
usuário da máquina poder dar os valores dos parâmetros no início do processo de ablação.
No faceamento por fresamento, para a ferramenta se locomover sem usinar a
superfície, ela sobe até uma distância de segurança configurada pelo operador. No caso
da ablação a laser, não há a necessidade de fazer um deslocamento no eixo Z, visto que o
laser pode ser desligado pelo comando BEAMOFF e religado pelo comando BEAMON.
O programa faz, então, a substituição do código que leva a ferramenta até a altura de
segurança por BEAMOFF e o código que traz a ferramenta de volta para a altura de
usinagem por BEAMON (o código do programa está disponível no Apêndice B).
Após a preparação dos códigos, a máquina deve ser configurada. Após ligar, os
eixos precisam ser ativados. Isso é feito através do botão localizado em Operator Buttons
chamado Enable & Home All Axis, que irá ativar e zerar os três eixos de movimento. A
frequência, então, deve ser digitada no campo indicado e então deve-se clicar em Set,
como mostrado na Figura 5.1 abaixo.
Figura 5.1: Painel de escolha de Frequência no Cimita.
No painel de controle do Laser acima do controle de Frequência, deve-se escolher
99% de corrente do diodo e ligar o mesmo pelo botão ON em Diodes Switch. O diodo
então começa a ser carregado, o que leva cerca de 1 minuto até atingir a corrente
escolhida.
Após o diodo estar devidamente ligado, o obturador de segurança deve ser
acionado pelo botão OPEN em Shutter Switch. Após o laser ser ligado, o painel deve estar
como na Figura 5.2 abaixo.

57
Figura 5.2: Painel de controle do Laser no Cimita.
A base da máquina possui furos rosqueados de 3mm de diâmetro posicionados
precisamente. Esses furos podem ser usados para o posicionamento da peça, via o uso de
parafusos colocados de maneira de formar uma “parede” para garantir o posicionamento
da peça, como na Figura 5.3 abaixo.
Figura 5.3: Posicionamento da peça.
No fresamento, a peça usinada sofre forças horizontais devido ao movimento da
ferramenta, exigindo fixações resistentes. Na ablação a Laser, apenas o movimento da

58
base gera movimentação da peça, tornando possível o uso de fixações mais simples. A
fixação pode ser feita com uma massa de alta plasticidade, fornecida pelo fabricante da
máquina, que possui uma espécie de cola, indicada na Figura 5.4 abaixo.
Figura 5.4: Fixação da peça.
Após a fixação da peça, a porta da máquina deve ser fechada e o obturador de
segurança aberto pelo botão Open externo à máquina, o que também liga o exaustor
(Figura 5.5).
Figura 5.5: Botão de abertura e fechamento do obturador de segurança.

59
O laser, então, deve ser posicionado de forma que fique na origem dos eixos X e
Y, escolhida na geração do código G, em relação à peça. A posição inicial do eixo Z é na
posição de foco da lente da câmera microscópica de visualização. O valor de Z
configurado na máquina é de 48,15mm. É importante saber que a distância focal da lente
da câmera é diferente da distância focal da lente do laser (o valor de Z para a distância
focal do laser em relação à base da máquina é de 48,60mm), mas o programa em Python
já faz essa conversão, por isso o Z deve ser zerado no foco da lente da câmera. A espessura
da peça usinada deve ser descontada desse valor para focar a câmera na peça. Por
exemplo, para focar em uma peça de 3mm de espessura, deve-se deslocar o laser no eixo
Z até o valor 45,15mm. O controle do movimento nos eixos pode ser feito através do
painel apresentado na Figura 5.6 abaixo.
Figura 5.6: Painel de controle do posicionamento do Laser no Cimita.
Após o posicionamento do Laser, o código G adaptado deve ser carregado pelo
botão Load e, para iniciar a ablação, deve-se acionar o botão Start.

60
6 APLICAÇÕES
Tendo um melhor conhecimento do comportamento e do processo da fabricação,
a ablação a laser pode ser aplicada para diferentes processos, dentro e fora da
microfluídica. As aplicações utilizadas foram a fabricação de um microtrocador de calor
em Latão, o corte de fita supercondutora 2G HTS SF12050 e o corte da cerâmica verde
LTCC para a fabricação de microdispositivos em 3D.
6.1 Microtrocador de calor em Latão
A síntese de biodiesel pode ser feita de maneira eficiente, com curto tempo de
residência e baixo custo tanto operacional, como energético, via transesterificação através
de microrreatores. (Xie, et al., 2012)
O sistema do microrreator é formado por três partes: uma tampa, o microrreator e
um microtrocador de calor. A função do microtrocador é de manter a mistura de álcool
etílico e óleo de soja à temperatura de 65°C (Moraes, 2015). A Figura 6.1 abaixo ilustra
o sistema.
Figura 6.1: Sistema do microrreator. (Moraes, 2015)
O microtrocador utiliza a água quente da saída do mesmo para aquecer a mistura
de álcool e óleo no microrreator, facilitando a reação do biodiesel. Ele é usinado em uma
placa de latão de 3mm de espessura com uma fina camada de estanho de 60µm para a
selagem. O modelo em CAD do microtrocador está mostrado na Figura 6.2 abaixo.

61
Figura 6.2: Modelo em CAD do microtrocador de calor.
A peça utilizada possui as dimensões 48x25x3mm, e foi previamente faceada com
uma fresa de 3mm de diâmetro. A entrada e saída de água são furos rosqueados de 3mm
de diâmetro e os outros três furos são passantes de 2,4mm para posicionamento dos
microtrocadores e foram usinados na microfresadora antes do microcanal, visto que o
Laser não consegue fazer furos passantes em peça de latão com 3mm de espessura.
O estanho foi previamente depositado no latão para facilitar o processo de
selagem, esse processo foi mais detalhado por Moraes (2015). A Figura 6.3 apresenta a
peça após toda a preparação feita antes da ablação dos microcanais.
Figura 6.3: Peça de latão com estanho antes da ablação.
O microcanal que se deseja fabricar possui as dimensões de projeto de 250µm de
espessura de entrada e 250µm de profundidade e seu desenho técnico pode ser visto na
Figura 6.4 abaixo.

62
Figura 6.4: Representação do Microtrocador de Calor. Dimensões em milímetros.
Antes do laser alcançar o latão, ele precisa usinar completamente a camada de
estanho, visto que ela tem 60µm, 24% da profundidade total usinada. A Tabela 6.1 abaixo
compara as propriedades dos dois materiais, que, como possuem valores razoavelmente
próximos de massa específica e calor específico, espera-se que as quantidades de material
removido para cada metal sejam semelhantes, não havendo a necessidade de mudança
nos parâmetros de ablação.
Tabela 6.1: Propriedades térmicas do Latão e do Estanho (MatWeb, 2016).
Metal Latão Estanho.
Massa específica [g/cm³] 8,75 7,29
Condutividade Térmica [W/m.K] 124 60,7
Calor Específico [J/g°C] 0,380 0,256
Ponto de Fusão [ºC] 917 232
Ponto de Ebulição [ºC] 2560 2602
Para alcançar esses valores, a ablação usou os parâmetros baseados na Tabela
4.12, visto que na Seção 4.2 foi mostrada que o material removido durante a ablação do
Latão é muito semelhante ao cobre. Os valores são: 5000Hz de frequência do laser,
15mm/s de velocidade de corte, DFF de -0,05mm, potência em 100%, 28 passes-duplos,

63
com avanço horizontal de 15µm e vertical de 10µm. A ablação levou 1 hora e 38 minutos
para ser concluída. A Figura 6.5 abaixo mostra um instante do processo de ablação. O
ponto branco na peça é a posição onde o laser estava passando durante o momento da
foto.
Figura 6.5: Foto tirada durante o processo de usinagem do microtrocador de calor.
Após a ablação, a peça foi colocada no banho ultrassom (apresentado na Seção
3.1) para limpeza. A Figura 6.6 mostra a peça após todo o procedimento de usinagem.

64
Figura 6.6: Microtrocador de calor.
A análise no Microscópio Hirox KH-8700 mostrou, através da medição em 30
pontos ao longo do microcanal, que a usinagem resultou em uma profundidade de 246,7
± 4,0µm e largura da borda superior do canal de 261,9 ± 6,2µm, valores muito próximos
do projetado de 250µm. O ângulo de inclinação do perfil é de 73,4 ± 3,6°, resultando em
uma largura da base de 114,5 ± 6,7µm. A Figura 6.7 apresenta a imagem em 3D da
conexão T do canal, com a escala de cores representando a profundidade.
Figura 6.7: Imagem 3D gerada pelo microscópio Hirox KH-8700 da interseção em T do microcanal.

65
6.2 Corte de fita supercondutora 2G HTS
A fita supercondutora 2G HTS é composta por um substrato de aço inoxidável de
50µm de espessura envolvido por duas camadas de 2µm de prata, uma camada de
cerâmica supercondutora (RE)BCO de 1µm e pequenas camadas buffer de
aproximadamente 0,2µm, totalizando cerca de 55µm de espessura (SuperPower, 2016),
como ilustrada na Figura 6.8 abaixo.
Figura 6.8: Representação da fita supercondutora 2G HTS. Adaptado de (SuperPower, 2016).
Essa fita tem diversas aplicações, como no protótipo de máquinas elétricas
supercondutoras e cabos de transmissão de energia supercondutores.
O corte foi feito visando a utilização no desenvolvimento de um mancal magnético
que utiliza segmentos de fitas cortadas. (Sass, et al., 2015) A Figura 6.9 ilustra o conjunto
de fitas 2G HTS cortadas transversalmente e colocadas lado a lado para gerar o loop de
corrente induzida indicado pela seta vermelha.
Figura 6.9: Geração de corrente induzida por fitas HTS 2G (Sass, et al., 2015).

66
A fita possui 15mm de largura e está mostrada na Figura 6.10 abaixo.
Figura 6.10: Foto da fita supercondutora 2G HTS SF12050.
Foram feitos cortes passantes com diferente número de passes-duplos alternados
na fita. Para que o corte seja feito totalmente, isto é, não havendo a necessidade de partir
manualmente depois de uma grande diminuição de espessura. Os parâmetros de ablação
foram escolhidos baseados em que 90% da espessura da fita é composta de aço
inoxidável, então os resultados encontrados na Seção 4.3 foram utilizados nessa decisão.
Logo, os parâmetros utilizados foram 5000Hz de frequência, 15mm/s de velocidade de
corte, -0,1mm de DFF, 100% de potência e avanço vertical de 10µm.
Essas configurações resultaram em um corte total a partir do uso de 3 passes-
duplos, com uma rugosidade total de 8,3 ± 4,2µm, tirada de 10 medições ao longo da
largura da fita, e espessura de aproximadamente 20µm. O corte foi caracterizado no
Microscópio digital Hirox KH-8700 e está apresentado na Figura 6.11.

67
Figura 6.11: Imagem do corte da fita supercondutora gerada pelo microscópio digital Hirox KH-8700.
6.3 Corte de cerâmica verde LTCC
O material LTCC (Low-Temperature Co-fired Ceramic ou Cerâmica com baixa
temperatura de sinterização) é comumente usado na fabricação de MCM (MultiChip
Module), mas trabalhos recentes vêm estudado o seu uso na fabricação de dispositivos
microfluídicos, como microrreatores para a síntese do biodiesel (Cunha, 2012).
A grande vantagem da utilização de LTCC é a fabricação de dispositivos 3D. A
usinagem das geometrias de cada camada do dispositivo é feita em fitas cerâmicas, que
depois de laminadas e co-sinterizadas, formam uma estrutura tridimensional.
(Matsumoto, et al., 2002)
A Figura 6.12 ilustra o processo de formação de uma estrutura básica
tridimensional em LTCC.

68
Figura 6.12: Exemplo da fabricação de uma estrutura básica tridimensional em LTCC (Matsumoto,
et al., 2002).
A figura 6.13 ilustra a fabricação de um dispositivo tridimensional completo em
LTCC.
Figura 6.13: Diagrama da fabricação de um dispositivo tridimensional completo em LTCC (Cunha,
2012).
A LTCC usada no teste é a GreenTape™ 951 LTCC (DuPont, 2016) com 120µm
de espessura. A foto de um pedaço pode ser visto na Figura 6.14.
Figura 6.14: Fita verde da LTCC de 120µm de espessura.
A fita cerâmica testada possui 120µm de espessura. Semelhante ao teste da fita
supercondutora, foram feitos cortes passantes com número de passes diferentes até que a

69
fita fosse totalmente cortada. A quantidade de material removido da cerâmica é bem
superior quando comparada aos metais, devido às propriedades térmicas que podem ser
vistas na Tabela 6.2 abaixo.
Tabela 6.2: Propriedades térmicas da LTCC (MatWeb, 2016).
Material LTCC
Massa específica [g/cm³] 1,78
Condutividade Térmica [W/m.K] 1,2
Calor Específico [J/g-°C] 0,700
Como o corte sendo feito é passante, a utilização de parâmetros para alcançar uma
alta fluência, diminuindo o número de passes necessários para realizar o corte, é
interessante. Assim, seguindo as informações da Seção 4.1, foi escolhido usar 5000Hz de
frequência, distância focal, 15mm/s de velocidade de corte e 100% de potência. foi
necessário um passe-duplo para atravessar completamente a fita cerâmica.
A caracterização do corte no Hirox KH-8700, utilizando dez medições, retornou
uma largura de 53,1 ± 6,8µm, que, como o corte foi usinado sem avanços, está próximo
de ser a menor largura que se pode cortar esse material, e rugosidade de 9,3 ± 1,4µm. Na
Figura 6.15, pode-se ver o corte com formato de L, com 4mm de comprimento para cada
perna, feito na cerâmica com zoom de 50 vezes. Na Figura 6.16 é apresentada a imagem
do corte com zoom de 350 vezes.

70
Figura 6.15: Corte em "L" na LTCC. Zoom: 50x.
Figura 6.16: Corte na LTCC. Zoom: 350x.

71
7 CONCLUSÕES E SUGESTÕES
O estudo experimental da ablação a laser apresentou resultados muito próximos
dos previstos, com algumas divergências em alguns materiais, como aconteceu com o
comportamento dos valores de largura da borda superior dos canais do aço inoxidável e
dos valores de distância fora-de-foco onde se alcançou os melhores resultados para o
alumínio.
Os resultados permitiram a usinagem de canais com profundidade mínima de
aproximadamente 5µm e largura de 15µm. As profundidades máximas variaram de
acordo com a largura e a razão entre profundidade máxima e largura máxima foi se
mantendo um pouco superior a 1 para canais com até aproximadamente 500µm de
largura. O limite de profundidade alcançado para este laser foi de cerca de 500µm.
Através dos testes, o objetivo do trabalho de possibilitar a escolha dos parâmetros
do laser para alcançar a geometria do canal projetada foi atingido. Porém, também foram
encontradas as limitações impostas pelo laser e pela base responsável pelo movimento
durante a usinagem. Essas limitações estão no valor máximo de velocidade devido à
aceleração da base, causando uma restrição no tempo de usinagem, e no limite de
profundidade de canal alcançado pelo laser de aproximadamente 500µm.
O comportamento da usinagem de acordo com os parâmetros mostrou que a
potência é o melhor parâmetro para controlar a profundidade por passe, pois altera essa
profundidade de maneira linear.
Da alteração da qualidade dos canais devido a diferentes valores de distância fora-
de-foco concluiu-se que na usinagem de materiais diferentes, é importante encontrar os
valores onde essa qualidade seja alta. Para os metais testados, esses intervalos de valores
de DFF podem ser encontrados na Tabela 7.1 abaixo.
Tabela 7.1: Valores de DFFs para os metais testados.
Metal DFFs com baixa irregularidade
Cobre -0,1mm até -0,2mm
Latão -0,05mm até -0,2mm
Aço Inoxidável -0,15mm até -0,2mm
Alumínio 0,4mm até 0,55mm

72
O diâmetro do laser impôs um limite prático à técnica de usinagem. Devido ao seu
baixo valor de 10µm no foco, o tempo de usinagem de geometrias com centenas de
micrômetros acaba sendo muito superior ao tempo utilizando uma microfresadora CNC
com ferramentas de diâmetros próximos ao da largura do canal. Apesar da velocidade
utilizada na ablação a laser ser da ordem de vinte vezes maior que a velocidade da
ferramenta durante o microfresamento, o número de avanços que o laser precisa dar para
alcançar a largura desejada é muito maior. Através das experiências com microusinagem
de microdispositivos no LabMEMS, é notado que o custo por peça do microfresamento
começa a ser muito elevado utilizando ferramentas menores que 400µm. Assim, foi
concluído que o limite prático da ablação a laser seja para canais de até 400µm de
espessura.
7.1 Sugestões de trabalhos futuros
A máquina e o laser utilizados nesse estudo possuem limitações que causam a
redução da qualidade da usinagem, como a aceleração da base (Seção 3.6), e que limitam
o tamanho dos microdispositivos viáveis de serem usinados, como o diâmetro e a potência
do laser utilizado (Seção 4.1.5).
A sugestão para contornar o limite causado pela aceleração é a aquisição de um
PSO (Position Synchronized Output ou Saída de Posição Sincronizada), que varia a
frequência do laser de acordo com a velocidade de corte, mantendo a mesma sobreposição
dos pulsos.
Para a usinagem de microdispositivos maiores, a Alpha Series Oxford Laser
Machine permite a instalação de dois lasers diferentes para substituição de acordo com o
tipo de trabalho que almeja fazer. Seria recomendada a aquisição de um laser Nd:YAG
com potência e diâmetro maiores para a ablação de microcanais maiores.
A aquisição de uma mesa de vácuo facilitaria a fixação (Figura 5.4) das peças na
máquina, tirando a necessidade do uso das massas de alta plasticidade. Como a montagem
da máquina funciona como uma microfresadora CNC, seria possível adaptar uma mesa
de vácuo usada nesse tipo de máquina para a máquina de ablação a laser, porém, uma
mesa feita para microfresadoras CNC poderia causar o problema de aspirar o vapor do
metal removido. A mesa de vácuo vendida pela própria Oxford Lasers, já adaptada para
utilização em processos de ablação a laser, seria ideal.
Pesquisar novas aplicações do laser também é interessante. Uma sugestão é usar
do conhecimento de que o vidro e outros materiais polímeros transparentes são invisíveis

73
para o laser Nd:YAG. Castelo, et al. (2007) já estuda meios de escrever na parte de trás
do vidro através da ablação de uma peça de metal posicionada atrás dele. Essa técnica
pode ser adaptada e estudada para fazer a usinagem de microcanais após a selagem com
a tampa de vidro. Uma tentativa já foi realizada usando os parâmetros de 5000Hz de
frequência, 15mm/s de velocidade de corte, 100% de potência, 15µm de avanço
horizontal, 30 passes com 10µm de avanço vertical (de acordo com os resultados da Seção
4.1). A selagem do latão com o vidro, realizada antes da ablação, foi feita com uma cola
epóxi (POLLY HUBBY – PULVITEC) com um tempo de cura de 2 horas, como
recomendado por Junior, et al. (2015). O resultado da ablação pode ser visto na Figura
7.1, mas seria necessário mais testes e estudos para tornar essa técnica viável.
Figura 7.1: Ablação do cobre através do vidro.

74
8 REFERÊNCIAS BIBLIOGRÁFICAS
Alda, J. 2003. Laser and Gaussian Beam Propagation and Transformation. Encyclopedia
of Optical Engineering. 2003.
Castelo, A., et al. 2007. Laser backwriting process on glass via ablation of metal targets.
Optics Communications. 2007, 273.
Colman, J. 2015. Análise teórico experimental de microsseparadores de partículas. UFRJ
/ COPPE / Departamento de Engenharia Mecânica. 2015.
Cunha, M. R. da. 2012. Desenvolvimento de Microrreatores em Tecnologia LTCC para
produção de Biodiesel. USP / Escola Politécnica / Departamento de Engenharia de
Sistemas Eletrônicos. 2012.
DuPont. 2016. GreenTape™ 951 low temperature co-fired ceramic. DuPont USA |
Global Headquarters. [Online] 2016. [Citado em: 2 de Abril de 2016.]
http://www.dupont.com/products-and-services/electronic-electrical-materials/low-
temperature-co-fire-ceramic-materials/brands/greentape-ceramic-
circuit/products/greentape-951-ltcc-material-system.html.
Groover, M. P. 2010. Fundamentals of Modern Manufacturing: Materials, Processes,
And Systems. s.l. : John Wiley & Sons, 2010.
Guckenberger, D. J., et al. 2015. Micromilling: a method for ultra-rapid prototyping of
plastic microfluidic devices. Lab on a Chip. 2015, Vol. 15.
Henry, M., et al. 2004. Laser Milling – A Practical Industrial Solution for Machining a
Wide Variety of Materials. Nara, Japão : The 5th International Symposium on Laser
Precision Microfabrication, 2004.
Iliescu, C., et al. 2012. A practical guide for the fabrication of microfluidic devices using
glass and silicon. Biomicrofluidics. 2012, Vol. 6.
Junior, J. M. C., et al. 2015. Deisgn, fabrication, and characterization of micro-reactors
for biodiesel synthesis. Minsk, Belarus : 9th Minsk International Seminar “Heat Pipes,
Heat Pumps, Refrigerators, Power Sources”, 2015.
Lee, S. J. J. e Sundararajan, N. 2010. Microfabrication for Microfluidics. Norwood :
Artech House, 2010.
LIDARIS. 2016. Laser Peak Fluence, Intensity and Peak Power - LIDARIS. LIDARIS -
Laser-Induced Damage Testing (LIDT) Service. [Online] 2016. [Citado em: 9 de
Fevereiro de 2016.] http://lidaris.com/glossary-2/fluence/.

75
Mai, T. A. e Nguyen, N. T. 2002. Fabrication of Micropumps with Q-switched Nd:YAG-
Lasers. Singapore : Second International Symposium on Laser Precision
Microfabrication, 2002.
Matsumoto, M. S., et al. 2002. Fabricação de micro-canais 3D usando LTCC. 4°
Simpósio de Iniciação Científica e Tecnológica da FATEC-SP. São Paulo : s.n., 2002.
MatWeb. 2016. Online Materials Information Resource. MatWeb. [Online] 2016.
[Citado em: 4 de Abril de 2016.] http://www.matweb.com.
Miller, J. C. 1993. A brief history of laser ablation. AIP Conf. Proc. 288, 619 (1993).
Knoxville, Tennessee (USA) : American Institute of Physics, 1993.
Moraes, D. B. 2015. Projeto e fabricação de microrreatores para síntese de Biodiesel com
aproveitamento de calor rejeitado. UFRJ / Escola Politécnica / Departamento de
Engenharia Mecânica. 2015.
Olympus. 2016. Olympus IMS. Olympus IMS. [Online] Roughness (2D) parameter |
Olympus IMS, 2016. [Citado em: 31 de Março de 2016.] http://www.olympus-
ims.com/en/knowledge/metrology/roughness/2d_parameter/.
Pare, L., Cotta, C. N. e Tostado, C. 2014. Characterization of Micro-Models of Porous
Media Fabricated Using CO2 Laser Machining. Belém, Pará : ENCIT 2014, 15th
Brazilian Congress of Thermal Sciences and Engineering, 2014.
Paschotta, R. 2008. Article on 'Gaussian beams'. Encyclopedia of Laser Physics and
Technology. 2008.
—. 2008. Article on 'solid-state lasers'. Encyclopedia of Laser Physics and Technology.
2008.
Powell, J. e Kaplan, A. 2004. Laser Cutting: From first principles to the state of the art.
1st Pacific International Conference on Application of Lasers and Optics. Melbourne :
s.n., 2004.
Sass, F., Castro, A. R. de e Sotelo, G. C. 2015. Persistent currents in a magnetic bearing
with coated conductors. 2015, 118.
SuperPower. 2016. 2G HTS Wire | SuperPower. SuperPower. [Online] 2016. [Citado
em: 3 de Março de 2016.] http://www.superpower-inc.com/content/2g-hts-wire.
Tangwarodomnukuna, V. e Chenb, H. 2015. Laser Ablation of PMMA in Air, Water,
and Ethanol. Taylor & Francis. 2015.
Tunna, L., et al. 2000. Micromachining of copper using Nd :YAGlaser radiation at 1064,
532, and 355 nm wavelengths. Optics & Laser Technology. 2000.

76
Whitesides, G. M. 2006. The origins and the future of microfluidics. Nature. 2006, Vol.
442.
Xie, T., Zhang, L. e Xu, N. 2012. Biodiesel synthesis in microreactors. Green Processing
and Synthesis. 2012, Vol. 1, 1.

77
APÊNDICES
A. Tabela de resultados para canais com mais de 400µm de
profundidade
Tabela A.1: Variação da profundidade para canais com espessura de entrada de até 700µm.
DFF [mm] NA NPD H [µm] WS [µm] WB [µm] θ [°]
-0,1 30 15 170,5 ± 7,0 485,8 ± 12,1 271,9 ± 6,8 57,9 ± 4,0
-0,1 30 25 257,4 ± 14,0 501,5 ± 12,5 216,1 ± 5,4 61,0 ± 4,1
-0,1 30 50 367,5 ± 16,4 527,5 ± 13,2 173,7 ± 4,3 64,3 ± 3,4
-0,1 30 75 447,0 ± 11,1 516,7 ± 12,9 101,7 ± 5,0 65,1 ± 3,1
-0,1 30 100 442,6 ± 10,6 522,6 ± 13,0 119,1 ± 6,0 65,5 ± 2,6
-0,1 40 15 82,3 ± 5,1 633,1 ± 15,8 498,4 ± 12,4 50,7 ± 8,4
-0,1 40 25 170,1 ± 4,1 645,5 ± 16,1 400,1 ± 10,0 54,2 ± 10,6
-0,1 40 50 340,4 ± 9,6 672,1 ± 16.8 285,7 ± 7,1 60,4 ± 1,7
-0,1 40 75 406,9 ± 12,1 694,3 ± 17,4 213,0 ± 5,3 59,4 ± 6,6
-0,1 40 100 422,6 ± 11,2 690,0 ± 17,2 174,6 ± 8,7 58,6 ± 5,7

78
B. Código em Python do programa para adaptação do código G para
ser utilizado na ablação a laser
# CODIGO 1 - IDA # f = open("../CAM1.txt", 'r') listaA=f.readlines() a=len(listaA) i=0;j=0;k=0 del listaA[a-1] del listaA[a-2] while i< 5: del listaA[0] i=i+1 while j < len(listaA) and k < len(listaA): if listaA[j] == "G00 Z6.\n": listaA[j] = 'BEAMOFF\nF$FASTMOVE\n' j=j+1 if listaA[k] == "G01 Z0. F100.0\n": listaA[k] = 'BEAMON\nF$SPEED\n' k=k+1 # CODIGO 2 - VOLTA # f = open("../CAM2.txt", 'r') listaB=f.readlines() b=len(listaB) i=0;j=0;k=0;l=0 del listaB[b-1] del listaB[b-2] while i< 5: del listaB[0] i=i+1 while j < len(listaB) and k < len(listaB): if listaB[j] == "G00 Z6.\n": listaB[j] = 'BEAMOFF\nF$FASTMOVE\n' j=j+1 if listaB[k] == "G01 Z0. F100.0\n": listaB[k] = 'BEAMON\nF$SPEED\n' k=k+1 f = open("../LASER.txt", 'w') f.writelines(""";Programa convertido ;LabMEMS ;ESSE CÓDIGO FOI CONVERTIDO A PARTIR DO CÓDIGO GERADO PELO CAM DVAR $PASSES DVAR $FASTMOVE, $SPEED, $PSODIST DVAR $resp DVAR $POWER DVAR $DISTZ, $STEP, $ZEND ;*************************************************************************** BEAMOFF G90 G71 ;ALL UNITS ARE IN MM. SPEED IS IN MM/S MSGCLEAR -1 " " SAFETYSHUTTER_CHECK ;INTERNAL_TRIG_FREQ_CHECK

79
$POWER=100 $FASTMOVE=100 $PASSES=1 $SPEED=15 $DISTZ=-0.1 $STEP=0.01 $POWER=MSGINPUT DF_MSGBOX_OKONLY "POTENCIA DO LASER ;Digite a Potencia do Laser em %;"$POWER $PASSES=MSGINPUT DF_MSGBOX_OKONLY "NUMERO DE PASSES-DUPLOS ;Digite o numero de slices.;"$PASSES $SPEED=MSGINPUT DF_MSGBOX_OKONLY "VELOCIDADE DE CORTE;Digite a velocidade (mm/s).;"$SPEED $DISTZ=MSGINPUT DF_MSGBOX_OKONLY "DISTANCIA FORA-DE-FOCO;Digite a distância fora-de-foco (OOF distance) (mm).;"$DISTZ $STEP=MSGINPUT DF_MSGBOX_OKONLY "AVANCO VERTICAL;Digite a avanço vertical (mm).;"$STEP $ZEND=0.45-$DISTZ FARCALL "ATTENUATOR.PGM" s$POWER MSGDISPLAY 1, "Program started at " "#TS" ;******************************************** G92 X0 Y0 Z0 G01 Z$ZEND G4 F0.25 F$SPEED RPT $PASSES G01 ;G01-Movimento com avanço F """) f.writelines(listaA) f.writelines(""" G91 G01 Z$STEP G90 """) f.writelines(listaB) f.writelines(""" G91 G01 Z$STEP G90 """) f.writelines(""" ENDRPT G4 F0.1 G0 X0 Y0 Z0 F$FASTMOVE G4 F0.01 MSGDISPLAY 2, "{#F3 #F}" "Program finished at " "#TS" M2""") f.close()












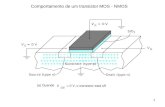
![SiMN 2014 + matrix14 on tour - EMBAP · Web view[Type text][Type text][Type text] SiMN 2014 + matrix14 on tour2º Simpósio Internacional de Música Nova e Computação Musical EXPERIMENTALSTUDIO](https://static.fdocumentos.com/doc/165x107/60ebf1cd7291ba1a963ee2f2/simn-2014-matrix14-on-tour-web-view-type-texttype-texttype-text-simn-2014.jpg)

![[Type text] [Type text] [Type text] de Gestao Rede... · [Type text] [Type text] [Type text] MANUAL DE GESTÃO REDE E-TEC BRASIL E PROFUNCIONÁRIO 05 de Maio de 2016 Brasília –](https://static.fdocumentos.com/doc/165x107/5c5edb4109d3f20b6b8c6676/type-text-type-text-type-text-de-gestao-rede-type-text-type-text.jpg)