![lojas participantes campanha Compre e Ganhe …...Z Ì } ^ } ] o XE XW X: X v } ] 'h d D > KD Z /K Zd/'K^ K s ^dh Z/K >d ï ì X ð î ô X î ð ð l ì ì ì í r ï ì s X EK^^](https://static.fdocumentos.com/doc/165x107/5f85213bbe33ac5b8d672212/lojas-participantes-campanha-compre-e-ganhe-z-oe-o-xe-xw-x-x-v-.jpg)
CARACTERIZAÇÃO DOS DEFEITOS ENCONTRADOS EM SOLDA · PDF fileQ = K x R x I2 x T...
9
CARACTERIZAÇÃO DOS DEFEITOS ENCONTRADOS EM SOLDA A PONTO UTILIZANDO A TÉCNICA DO ULTRA-SOM, APOIADO À EXAMES METALOGRÁFICOS. Danilo Stocco DaimlerChrysler do Brasil – Av. Alfred Jurzykowski , 562 – São Bernardo do Campo – SP - Brasil [email protected] Roque Gonçalves DaimlerChrysler do Brasil – Av. Alfred Jurzykowski , 562 – São Bernardo do Campo – SP - Brasil [email protected] Resumo: A técnica de ultra-som em soldas a ponto apresenta uma utilização cada vez mais frequente na indústria automobilística, devido à sua alta velocidade, capacidade de automatização, sensível redução dos custos e avaliação automática. Por outro lado, é muito importante para os operadores terem a total compreensão não apenas da parte operacional do equipamento, como ligar ou executar o ensaio, mas também ter a compreensão dos conceitos metalúrgicos envolvidos no equipamento, que determinam a avaliação automática do ponto de solda, ou seja, o que realmente significam os gráficos na tela, e que variáveis estão envolvidas naquele sinal .Pensando nisso, o Centro Tecnológico da Qualidade de Materiais da DaimlerChrysler desenvolveu este trabalho, que consiste em verificar, com o auxílio dos ensaios metalográficos a “tradução” dos gráficos do equipamento de ultra-som, verificando a total eficiência e confiabilidade do teste, além de equalizar a regulagem do equipamento de acordo com processo de soldagem da empresa .Dessa forma, foi possível aos operadores e programadores do equipamento, detectar as prováveis causa de falhas no processo, fazendo uso apenas do método não destrutivo, aumentando consideravelmente o grau de confiabilidade do equipamento, para aproximadamente 95% . Palavra-chave: Ultra-som , solda a ponto 1. Introdução Existem diversas formas de se controlar a qualidade de solda a ponto, dependendo muito da aplicação do ponto de solda em questão. Os métodos mais comuns são os testes de tração ,na Fig (1) e os testes de arrancamento Figs. (2 e 3), que consistem em , após a realização da soldagem, utilizar um calço entre as chapas, e, através de golpes sucessivos com um martelo, por exemplo, provoca-se o cisalhamento das chapas unidas, analisando-se então a região fraturada. Fig 1 Fig 2 Fig 3 Porém, estudos realizados comprovaram que este método é bastante impreciso, pois subtrai uma grande quantidade de informações a respeito do ponto, como por exemplo a espessura da união, e defeitos internos da lentilha de solda, termo metalúrgico que define a zona fundida das chapas soldadas. Apesar disso, este método ainda é utilizado e consagrado no mercado, devido à sua velocidade de ensaio, comparado aos ensaios de tração e os ensaios metalográficos, por exemplo, que são também muito mais caros. Pensando minimizar esse problema, começaram os primeiros estudos no sentido de elaborar um sistema de teste que pudesse substituir os ensaios destrutivos, com maior velocidade, confiabilidade e economia. Nessa linha surgiram as primeiras experiências conhecidas, que datam de 1986, na Alemanha. A técnica escolhida foi a do ultra-som, devido ao fácil manuseio dos equipamentos, e a mobilidade dos mesmos. 2 . Técnica Solda a Ponto 2.1 Efeito Joule Na soldagem a ponto ,as chapas a serem soldadas são pressionadas entre dois eletrodos não consumíveis, cuja área de contato possui perfil adequado para garantir a pressão necessária, o perfeito alinhamento e a condução sem perdas excessivas da corrente elétrica. A passagem da corrente elétrica elevada provoca o intenso aquecimento na área de contato das peças, devido a alta resistência nesta região, pois, pela lei de Joule, 02 a 06 de Junho de 2003 / June 2 to 6 2003 Rio de Janeiro - RJ - Brasil
Transcript of CARACTERIZAÇÃO DOS DEFEITOS ENCONTRADOS EM SOLDA · PDF fileQ = K x R x I2 x T...

CARACTERIZAÇÃO DOS DEFEITOS ENCONTRADOS EM SOLDA APONTO UTILIZANDO A TÉCNICA DO ULTRA-SOM, APOIADO ÀEXAMES METALOGRÁFICOS.
Danilo StoccoDaimlerChrysler do Brasil – Av. Alfred Jurzykowski , 562 – São Bernardo do Campo – SP - [email protected]
Roque GonçalvesDaimlerChrysler do Brasil – Av. Alfred Jurzykowski , 562 – São Bernardo do Campo – SP - [email protected]
Resumo: A técnica de ultra-som em soldas a ponto apresenta uma utilização cada vez mais frequente na indústria automobilística,devido à sua alta velocidade, capacidade de automatização, sensível redução dos custos e avaliação automática. Por outro lado, émuito importante para os operadores terem a total compreensão não apenas da parte operacional do equipamento, como ligar ouexecutar o ensaio, mas também ter a compreensão dos conceitos metalúrgicos envolvidos no equipamento, que determinam aavaliação automática do ponto de solda, ou seja, o que realmente significam os gráficos na tela, e que variáveis estão envolvidasnaquele sinal .Pensando nisso, o Centro Tecnológico da Qualidade de Materiais da DaimlerChrysler desenvolveu este trabalho,que consiste em verificar, com o auxílio dos ensaios metalográficos a “tradução” dos gráficos do equipamento de ultra-som,verificando a total eficiência e confiabilidade do teste, além de equalizar a regulagem do equipamento de acordo com processo desoldagem da empresa .Dessa forma, foi possível aos operadores e programadores do equipamento, detectar as prováveis causa defalhas no processo, fazendo uso apenas do método não destrutivo, aumentando consideravelmente o grau de confiabilidade doequipamento, para aproximadamente 95% .
Palavra-chave: Ultra-som , solda a ponto
1. Introdução
Existem diversas formas de se controlar a qualidade de solda a ponto, dependendo muito da aplicação do ponto desolda em questão. Os métodos mais comuns são os testes de tração ,na Fig (1) e os testes de arrancamento Figs. (2 e 3),que consistem em , após a realização da soldagem, utilizar um calço entre as chapas, e, através de golpes sucessivoscom um martelo, por exemplo, provoca-se o cisalhamento das chapas unidas, analisando-se então a região fraturada.
Fig 1 Fig 2 Fig 3
Porém, estudos realizados comprovaram que este método é bastante impreciso, pois subtrai uma grande quantidadede informações a respeito do ponto, como por exemplo a espessura da união, e defeitos internos da lentilha de solda,termo metalúrgico que define a zona fundida das chapas soldadas. Apesar disso, este método ainda é utilizado econsagrado no mercado, devido à sua velocidade de ensaio, comparado aos ensaios de tração e os ensaiosmetalográficos, por exemplo, que são também muito mais caros.
Pensando minimizar esse problema, começaram os primeiros estudos no sentido de elaborar um sistema de testeque pudesse substituir os ensaios destrutivos, com maior velocidade, confiabilidade e economia.
Nessa linha surgiram as primeiras experiências conhecidas, que datam de 1986, na Alemanha. A técnica escolhidafoi a do ultra-som, devido ao fácil manuseio dos equipamentos, e a mobilidade dos mesmos.
2 . Técnica Solda a Ponto
2.1 Efeito JouleNa soldagem a ponto ,as chapas a serem soldadas são pressionadas entre dois eletrodos não consumíveis, cuja
área de contato possui perfil adequado para garantir a pressão necessária, o perfeito alinhamento e a condução semperdas excessivas da corrente elétrica.
A passagem da corrente elétrica elevada provoca o intenso aquecimento na área de contato das peças, devido a altaresistência nesta região, pois, pela lei de Joule,
02 a 06 de Junho de 2003 / June 2 to 6 2003Rio de Janeiro - RJ - Brasil

Q = K x R x I2 x T
Onde: Q = Calor gerado K = Constante de proporcionalidade R = Resistência elétrica I = Intensidade deCorrente T = Tempo de solda
2.2 Resistências elétricas
Figura 5 .Resistências Elétricas
Observando a figura, temos :R1 e R2 : Resistência elétrica dos próprios eletrodosR3 e R4 : Resistência elétrica que se forma nos contatos peças –eletrodosR5 : Resistência elétrica que se forma no contato entre as chapas (peças)R6 e R7 : Resistência elétrica das próprias chapas (peças).
O valor de R5 deve ser o maior de todos, portanto é nesta região que há maior geração de calor por efeito Joule econsequentemente ocorre a fusão e a formação da lentilha de solda . O valor de R3 e R4 deve ser o mais baixo possível eé fortemente aumentado quando há incrustações de óxidos e tintas. Isto provoca o superaquecimento na região decontato eletrodo – peça produzindo soldas explosivas, fusão do eletrodo e consequentemente introdução deste no pontode solda, podendo provocar fragilização e trincas. As referidas incrustações provocam ainda a aderência do eletrodo àchapa, além do seu amolecimento e desgaste.
2.3 . Formação da Lentilha de Solda
O diâmetro ou forma da lentilha feito por esse processo, depende do diâmetro da superfície de contato do eletrodo(superior ou inferior ), do calor desenvolvido durante o tempo de passagem da corrente elétrica e da pressão aplicada.
De acordo com a espessura das peças a serem soldadas, o diâmetro da lentilha e a pressão aplicada devem sermaiores, para se obter uma resistência mecânica proporcional à seção do corte. As ilustrações mostram a sequência desolda em uma peça.
Pressão Aplicada Aplicação de corrente Início de Fusão
Fim da corrente desolda e início do tempo
de resfriamento
Fim do tempo deresfriamento
Eletrodos recolhidos elentilha formada

Figura 4 . Esquema do processo de soldagem
3. Distribuição de temperaturas e Zonas Metalúrgicas
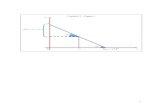
A geração de calor conforme descrito no item 2.2 , produz o perfil de temperatura como mostra a fig (6),onde é possívelobservar uma faixa de temperaturas variando de 200º C a 1490º.
Figura 6 .Distribuição de temperaturas
A intensidade da corrente gera calor nas superfícies de contato das chapas , devido ao aumento da resistência àpassagem da corrente, oferecida pelas superfícies irregulares e oxidadas. O calor desenvolvido é retido nesse ponto esão atingidas temperaturas elevadas, causando a fusão das chapas a serem soldadas. Pode ser observado que atemperatura máxima e o calor ocorrem nas interfaces das chapas e que diminuem rapidamente para os materiais e asinterfaces dos eletrodos, onde há um ligeiro aumento de temperatura.
Com isso será formada uma “lentilha” de solda, termo que utilizaremos a partir de agora para definir a região ondehouve fusão entre as chapas.
De acordo com os diagramas de resfriamento, perceberemos que será formada uma estrutura predominantementebainítica, como veremos no item (5).
3. Ultra – Som
O ultra-som tem larga utilização em todos os ramos de indústria que necessitam assegurar a qualquer custo aqualidade de seus produtos. Com o ultra-som é possível verificar qualidade de soldas, medir espessuras diversas,controlar vasos de pressão, fadiga em asas de aeronaves e centenas de outras aplicações. Um grande exemplo são asindustrias de extração e refino de petróleo, que necessitam constantemente monitorar seus dutos e reservatórios dearmazenamento, para evitar qualquer risco de vazamento. Uma empresa referência desta técnica no Brasil, por exemploé a Petrobrás.
Como todo processo,a técnica de ultra-som convencional apresenta algumas limitações, sendo uma delas aexistência de uma região de grandes turbulências na saída do transdutor, conhecida no meio, como zona morta. Comisso, a medição de pequenas espessuras e a detecção de descontinuidades nas proximidades da superfície sãocomprometidas, inviabilizando totalmente a medição de pontos de solda, onde na maioria das vezes as espessuras estãona faixa de 1 a 3 mm .
Figura 7. Sonograma característico de transdutor convencional
Com esse panorama, o objetivo então passou a ser estabilizar essa região de grandes turbulências, para que osequipamentos pudessem ter estabilidade de medida nessa região. Para isso, seria necessário desenvolver um novotransdutor, assim como um software dedicado e exclusivo para esse controle.
“Zona Morta”

Foi desenvolvido, então, após uma série de estudos, um novo transdutor e um software, e os testes começarama ser realizados.
A grande inovação foi a construção desse novo transdutor, que tem como diferencial a colocação de umacoluna d’água entre o cristal piezoelétrico e a peça a ser testada. Além disso, na face de contato do transdutor foicolocada uma membrana elástica que tem como função se amoldar a forma côncava do ponto de solda, direcionando ofeixe sônico de maneira mais uniforme.
A função da coluna d’água basicamente é eliminar a região de grandes turbulências do som. Com isso,conseguimos efetuar medições de pequenas espessuras a partir da face de contato da membrana elástica.
Figura 8. Transdutor Solda a Ponto
3.1. Interpretação dos Resultados
Os resultados gráficos indicam o tipo de descontinuidade encontrada no ponto de solda em questão, e é fundamentalque os operadores do equipamento tenham total compreensão dos gráficos, e que variáveis estão envolvidas naquelesinal.
As figs. (9,10,11,12, e 13) representam exemplos de gráficos do equipamento de ultra-som, onde o objetivo serádeterminar que tipo de efeito metalúrgico causou o sinal.
Figura 09 .Lentilha em ordem
Figura 10 .Ponto colado

Figura 11 .Lentilha pequena
Figura 12 .Ponto solto
Figura 13 . Ponto Queimado
Atualmente podemos afirmar com certeza que todos os operadores da DaimlerChrysler, por exemplo, conseguemidentificar e segregar os pontos considerados não em ordem, de acordo com o tipo de critério adotado pela empresa.
O grande diferencial está , portanto no fato do operador ter conhecimento do tipo de fenômeno metalúrgico queenvolveu a criação deste sinal , e para isso foi então acionado o Laboratório de Ensaios Não Destrutivos, numa parceriacom o Laboratório Metalográfico do Centro Tecnológico da Qualidade da DaimlerChrysler, para que então pudesse serfeito um trabalho de parceria conforme descrevemos abaixo.
4. Materiais e Métodos
No Laboratório , tanto quanto na prática são utilizadas chapas estampadas, normalmente aço baixo carbono,soldadas por resistência à ponto, em máquinas de solda microprocessadas, utilizando geralmente eletrodos de pontacônica, ligas de Cu (mais utilizadas Cu – Cr – Zr e Cu – Cr ).
Os materiais de ensaio são o ultra-som UPI – 50, fabricante Scanmaster, digital, cabos de fibra óptica e transdutoresespeciais com coluna d’água, frequência de 20 MHz, e diâmetros variados.

Os pontos de solda foram seccionados transversalmente através de corte abrasivo, preparados metalograficamentepor procedimentos usuais e atacados com solução de 98% de volume de álcool e 2% de volume de HNO3 .As amostrasforam analisadas metalograficamente em um microscópio óptico, com até 1000 X de aumento.
O procedimento utilizado foi a pré- programação do equipamento, utilizando padrões internacionais e asinformações das unidades da empresa que já possuíam este equipamento. Após esta programação, os subconjuntossoldados foram ensaiados com o ultra-som, tendo seus relatórios e gráficos salvos e, após devidamente identificados,foram levados ao laboratório metalográfico para posterior corte e análise.
Os resultados do ensaio metalográfico foram preservados para análise e equalização dos parâmetros de soldagem edo equipamento, processo redundante até que o processo se estabilize.
5. Resultados e Discussão
Conforme fig (14) , a estrutura metalúrgica básica de um ponto de solda em ordem consiste em um núcleo deestrutura baínitica, com grãos colunares direcionados preferencialmente no sentido vertical, contornado por uma regiãotermicamente alterada, diminuindo progressivamente para uma estrutura praticamente inalterada junto às superfícies daschapas.
Figura 14 . Seção transversal de em ponto de solda .(1) Material da chapa não afetado pelo calor; (2) Zona deaquecimento acima de 723ºC, material com início de alterações na microestrutura; (3) Recristalização do metal baseencruado; (4) Linha de fusão da lentilha; (5) Zona fundida, cristalização orientada.
Nos items a seguir veremos os resultados metalográficos de cada ponto testado e sua relação com os gráficosmostrados anteriormente.
5.1. Ponto Colado/Ponto Solto
Mostrados nas figs (10) e (12) respectivamente, mostram na tela uma longa sequência de ecos múltiplos. No pontocolado, os ecos múltiplos são de um ponto a princípio em ordem, mas com baixa atenuação do som . já o ponto soltomostra uma longa sequência de ecos, mas com espessura de apenas uma das chapas a serem soldadas. Este efeitoacontece devido às temperaturas no centro das chapas não atingirem a temperatura para a fusão das mesmas, provocadapor uma área de contato do eletrodo com alta resistência à passagem da corrente, ou a falta da mesma. O efeitometalúrgico pode ser observado na fig (15).
Figura 15. Ponto Colado
5.2. Lentilha Pequena/Falha no Ponto
Da fig (11), mostra na tela uma sequência de ecos da espessura do ponto, intercalados por pequenos ecos deespessura de uma única chapa. A disposição dos ecos intermediários é popularmente conhecida como “chapéu deNapoleão”. O efeito metalúrgico pode ser observado nas figs (16) e (17) .

Figura 16. Falha no Ponto de Solda
Figura 17. Lentilha pequena
5.3. Ponto Bom
Na fig (09) , é definido com uma curta sequência de ecos, com boa atenuação de som. A estrutura é mostradaabaixo
Figura 18. Ponto de solda em ordem
5.4 . Ponto de Solda Queimado
Da fig (13) , caracteriza-se como um ponto onde há uma grande região fundida da lentilha de solda, aumentando acapacidade de absorção do som , resultando um gráfico com uma curta sequência de ecos. Uma outra possibilidade é apresença de um gráfico muito semelhante ao de um ponto bom, porém com uma indentação superior a 20% da soma dasespessuras das chapas .
Este foi o foco do estudo, na realidade, pois é um defeito que usualmente não era detectado nos antigos ensaios demartelo e talhadeira, ou até pelos ensaios de tração, ainda utilizados .Devido a sua excessiva corrente ou indentação,durante a sua formação existe o sério risco de este ponto apresentar trincas superficiais.
Figura 19 .Secção transversal de Ponto de Solda Queimado por excessiva indentação

Figura 20. Superfície do ponto de solda apresentando microtrincas
A análise mais preocupante destas trincas fica por conta que, apesar de as mesmas serem relevantes se foremconsideradas sob a ótica do ensaio metalográfico, não são percebidas nos ensaios de tração, muito menos nos ensaios demartelo e talhadeira.
No ultra-som, esta indicação também não aparece, pois estas trincas se localizam paralelas ao feixe sônico, porémpodemos determinar a presença destas trincas de maneira indireta ,utilizando –se das informações que a máquina nosoferece como ponto queimado.
Este é o grande ponto de evolução do ultra-som. Existem diversas vertentes que defendem que a utilização do pontoqueimado normalmente, sob a alegação de que existe a fusão do ponto de solda, o que realmente é verdade.É importanteressaltar que realmente estas trincas não afetariam em um primeiro momento a qualidade do ponto de solda em questão.Por um outro lado, quando estamos falando de um componente veicular, por exemplo, foco do nosso estudo , temos quepensar que estas estruturas soldadas sofrem esforços em múltiplos sentidos, e a o termo fadiga passa a ser fator decisivodurante o projeto, e a posterior fabricação destes componentes.
Assim ,o autor realizou um experimento visando comparar o efeito destas trincas no que diz à respeito da vida emfadiga dos componentes soldados, chegando à conclusão que as trincas relativas ao ponto queimado amortecem a vidado componente em cerca de 40%(vide tab. 1), valor preocupante, considerando que muitos dos pontos de soldaaplicados na estrutura são considerados pontos de segurança do veículo. Estes pontos passariam desapercebidos se nãoutilizarmos a técnica do ultra-som com muito critério.
O experimento foi realizado no Centro de Laboratórios Mecânicos da UNIFEI, utilizando uma máquina MTS deensaios de tração, adaptada com um software de fadiga, e se encontra em fase final de tabulação de dados, sendopossível apenas fornecer dados preliminares (dados atualizados até Março/2002).
Até 20% indentação (Parâmetro A) Mais de 20% indentação (Parâmetro B)Limite de resistência à tração 25000 N 25000 N
Fadiga (0 – 14 KN até ruptura) 24663 ciclos 14871 ciclos
Tabela 1. Resultados experimentais
6. Conclusões
Enfim, com este respectivo trabalho podemos chegar as seguintes conclusões:
- Não basta aos operadores ter apenas um conhecimento na técnica de ultra-som, mas também entender e“enxergar“ a metalurgia do ponto de solda , fazendo com que os gráficos na tela passem a ter um significado maisamplo do que “Bom” ou “Ruim”. Com isso decisões mais rápidas possam ser tomadas em campo, diminuindoconsideravelmente os custos de refugo e retrabalho , ponto fundamental hoje, se considerarmos a velocidade frenéticadas linhas de produção.
- Através do Ultra - Som é possível mapear quase todos as descontinuidades existentes em pontos de solda,mesmo indiretamente (dependendo do nível de treinamento e uniformidade da produção) , onde a confirmação vemsempre de um ensaio metalográfico, como apoio . Por isso, é fundamental na opinião dos autores que, exista, no mínimona fase de implantação da técnica, uma estrutura de apoio aos ensaios , que servirá tanto como suporte técnico, quantotreinamento aos operadores. Com isso é possível certificar e atestar a confiabilidade do equipamento.
- Através do Ensaio de Ultra – Som é possível detectar uma série de descontinuidades que só seriam vistas aomicroscópio, aumentando o grau de confiabilidade do equipamento e se aproximando muito dos dados teóricosfornecidos em tabelas de fabricantes.
Martelo e Talhadeira Metalografia , Tração Ultra-som
Custo / Veículo (US$) 5150 7270 1210Detecção de defeitos (%) 20 99 95
Tabela 2. Valores Médios do mercado Norte – Americano – 1999 – AEI –set 2001
7. Agradecimentos
À DaimlerChrysler do Brasil Ltda, pelo suporte financeiro e autorização para a divulgação do trabalho, ao CentroUnversitário UNIFEI pelo apoio técnico aos ensaios, e em especial aos srs. Rodrigo Magnabosco, Mauro de Souza

Paraíso e a toda equipe de Técnicos e Engenheiros dos Laboratórios de Metalografia e Ensaios Não Destrutivos doCentro Tecnológico da Qualidade de Materiais da DaimlerChrysler.
8. Bibliografia
Alich, F. ; Weber,S ; Wilcke,B ,2000, “Ultraschall – Prüfausicht”, Interne Schulungsunterlagen . DaimlerChrysler AG ; MPV Mess und Prüftechinik Vogt GmbH
Leite, P.,1977, “Ensaios Não Destrutivos”, ABM ,8º EdiçãoWainer, E. ; Brandi,S.; Mello,F., Soldagem,Princípios e Metalurgia.Tomer, A ; 1990, Structure of metals through optical microscopy .ASM internationalASM ; 1972, Metals handbook . Vol. 7 – Atlas of Microestrutures.ASM ;1973, Metals handbook .Vol. 8 – Metallography , Structures and Phase diagrams.
DEFECTS FOUNDED IN SPOTWELD CHARACTERIZATION USINGULTRASOUND TECHNIQUE, SUPPORTED BY METALOGRAPHYTESTS.
Danilo StoccoDaimlerChrysler do Brasil – Av. Alfred Jurzykowski , 562 – São Bernardo do Campo – SP - [email protected]
Roque GonçalvesDaimlerChrysler do Brasil – Av. Alfred Jurzykowski , 562 – São Bernardo do Campo – SP - [email protected]
Abstract: The Spotweld Ultrasound technique presents today a very strong aplication in the automotive industry, due to its high-speed test, automation capability, sensible cost reduction and automatic evaluation. On the other hand, it is very important for theoperators possess the total comprehension, not just about the equipment operation, like turn on and execute the test, but also havethe comprehension of the metalurgical concepts involved in the test, concepts that establish the automatic evaluation of the spotweld,that is, what really means the graphics that appear on screen, and which kind of variables are involved in these signals. Thinkingabout this, the Materials Quality Technology Center of DaimlerChrysler had developed this work, that consists in verify, supportedby metalography tests, the “translation” of the graphics from the ultrasonic equipment, certifing the total eficiency and reliability ofthe test, beyond linearize the equipment´s setup in agreement with the welding process of the company. This way, it becames possibleto the operators and programmers of the equipment detect the probable process imperfection cases, using only nondestructiveinspection, increasing considerably the reliability rank of the equipment to approximately 95%
Keywords: Ultrasound, spotweld
![Manual de Controles Internos - Explora Investimentos ...explorainvest.com.br/pdf/manual-de-controles... · ^ µ u ] } í x /edzk h k k : d/sk x x x x x x x x x x x x x x x x x x x](https://static.fdocumentos.com/doc/165x107/60a4138991e10948ca4df0f9/manual-de-controles-internos-explora-investimentos-u-x-edzk-h.jpg)

![Z E ] } v o ] o ] , } ] o Z ( v ] } - SNS · ze ,z e ^d ^/k>k'/ 1e / 1e / d > ^ x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x](https://static.fdocumentos.com/doc/165x107/5f8d7a233e00c9126636f6a6/z-e-v-o-o-o-z-v-sns-ze-z-e-d-kk-1e-1e-d-.jpg)


![W o v } } µ } d v ] } u ] ( ] µ } W } ( ] ] } v o d v ] E À o D ] }...W> EK K hZ^K d E/ K D /&/ O ^ ^hD Z/K í X:h^d/&/ d/s K : d/sK^ X X X X X X X X X X X X X X X X X X X X X X](https://static.fdocumentos.com/doc/165x107/6048b52f8a2c58011503b629/w-o-v-d-v-u-w-v-o-d-v-e-o-d-w.jpg)
![A Incrível Transformação da Mulher Através da Maternidade · XfT_adYaeX§ TfXd`T`fX b3E hLnCjRh$3LhqCN0 h hDRaN 0 hK2i KQ`7Qb2 K i2`M Mi26 h K ch`R$3aj h\n3hNRL3h h3cc3]hK3h3uUIC,](https://static.fdocumentos.com/doc/165x107/5f23c0c1b7fdbb24a35e5477/a-incrvel-transformao-da-mulher-atravs-da-xftadyaex-tfxdtfx-b3e-hlncjrh3lhqcn0.jpg)


![í X î X í X ï X · /// t K : d/sK ' Z > K ^ Zs/ K K& Zd K } o Z P v ] } } ] v P o ] } ] v ] µ ] } v o ] Ì U } v ] µ ] À v }](https://static.fdocumentos.com/doc/165x107/5e60a2fbe664541bc47bdd86/-x-x-x-x-t-k-dsk-z-k-zs-k-k-zd-k-o-z-p-v-.jpg)
![AULÃ O RACIOCÃ NIO LÃ GICO o-de... · PDF fileYh ^dO ^ Z ^K>s/ ^ Z /K 1E/K >M'/ K W } ( X Z µ > ] u hZ^K^ KDW> dK^ W Z WK>1 / D/>/d Z l^W D W Á Á Á X P ] } v µ } X } u X ð](https://static.fdocumentos.com/doc/165x107/5a71da527f8b9a9d538d30f8/aul-o-racioc-nio-l-gico-227o-depdf-fileyh.jpg)
![DKE^dZ O ^ &/E E /Z...ð X ' } K u v ] X](https://static.fdocumentos.com/doc/165x107/60f96f602a554d709a045c43/-dkedz-o-e-e-z-x-k-u-v-x.jpg)


![ÍNDICE ANÁLISE SETORIAL BOVINOS - GPP · 2020. 11. 16. · v o ] } ] o ze ks/ek î 1e / í x z d z/ k k d z k dhe / > x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x](https://static.fdocumentos.com/doc/165x107/60bc1f3006763933cf3a3600/ndice-anlise-setorial-bovinos-gpp-2020-11-16-v-o-o-ze-ksek-.jpg)


