CELESTINO P.H.M. - PRODUÇÃO DE BLOCOS DE CONCRETO EM OBRA COM UTILIZAÇÃO DE RESÍDUO CIMENTÍCIO...
212
UNIVERSIDADE FEDERAL DE GOIÁS ESCOLA DE ENGENHARIA CIVIL PROGRAMA DE PÓS-GRADUAÇÃO EM GEOTECNIA, ESTRUTURAS E CONSTRUÇÃO CIVIL PRODUÇÃO DE BLOCOS DE CONCRETO EM OBRA COM UTILIZAÇÃO DE RESÍDUO CIMENTÍCIO COMO AGREGADO PEDRO HENRIQUE MONTEIRO CELESTINO D0066C13 GOIÂNIA 2013
-
Upload
pedro-henrique-monteiro-celestino -
Category
Documents
-
view
128 -
download
2
description
Dissertação de mestrado defendida em 2013. Autor fez pesquisa em canteiro de obra sobre a reutilização de resíduos cimentícios como agregado na produção de blocos de concreto para vedação.
Transcript of CELESTINO P.H.M. - PRODUÇÃO DE BLOCOS DE CONCRETO EM OBRA COM UTILIZAÇÃO DE RESÍDUO CIMENTÍCIO...
UNIVERSIDADE FEDERAL DE GOIÁS
ESCOLA DE ENGENHARIA CIVIL
PROGRAMA DE PÓS-GRADUAÇÃO EM GEOTECNIA,
ESTRUTURAS E CONSTRUÇÃO CIVIL
PRODUÇÃO DE BLOCOS DE CONCRETO EM OBRA COM UTILIZAÇÃO DE RESÍDUO
CIMENTÍCIO COMO AGREGADO
PEDRO HENRIQUE MONTEIRO CELESTINO
D0066C13 GOIÂNIA
2013

PEDRO HENRIQUE MONTEIRO CELESTINO
PRODUÇÃO DE BLOCOS DE CONCRETO EM OBRA COM UTILIZAÇÃO DE RESÍDUO
CIMENTÍCIO COMO AGREGADO
Dissertação apresentada ao Programa de Pós-Graduação em Geotecnia, Estruturas e Construção Civil da Universidade Federal de Goiás para obtenção do título de Mestre em Engenharia Civil.
Área de Concentração: Construção Civil
Orientadores: Profª. Drª. Helena Carasek
Prof. Dr. Oswaldo Cascudo
D0066C13 GOIÂNIA
2013



Aos meus pais, Walter e Ana, minha irmã
Marina e minha amada Fernanda...

AGRADECIMENTOS
A Deus, que esteve ao meu lado, protegendo-me e guiando-me em todos os momentos da
minha vida.
À Professora Helena Carasek e ao Professor Oswaldo Cascudo pelos conhecimentos
transmitidos e as horas de dedicação e empenho na orientação desta pesquisa. Obrigado
pela confiança em meu trabalho.
Aos Engenheiros Civis Ricardo Mortari Faria, Ivo Corrêa Faria e Wesley de Andrade Galvão,
pela abertura das portas da empresa permitindo a execução do trabalho proposto e por
abraçar a causa visando à aplicação de uma idéia sustentável dentro do canteiro de obra.
Ao mestre-de-obras Miguel e ao então estagiário e futuro engenheiro Paulo Victor Sbroggio,
pela ajuda com a logística dentro do canteiro na produção dos blocos utilizados nesta
pesquisa. À Pontal Engenharia Construtora e Incorporadora Ltda., pelo suporte financeiro e
por todos aqueles de sua equipe que ajudaram direta ou indiretamente no desenvolvimento
deste trabalho.
Ao Geólogo Carlos Campos, Engenheiro Civil Denilson Pereira da Rocha e toda a equipe do
Laboratório Carlos Campos, pela ajuda na execução de ensaios laboratoriais e
disponibilização de espaço físico, equipamentos e materiais, aos quais, sem estes, não seria
possível viabilizar a presente pesquisa.
À CAPES (Coordenadoria de Aperfeiçoamento de Pessoa de Ensino Superior) pelo suporte
financeiro na forma de bolsa de pesquisa.
Aos meus colegas do mestrado, em especial aos companheiros de jornada: Murillo Batista,
José Henrique e Mário Henrique, ao apoio nos momentos de dificuldades e dúvidas.
À toda minha família, em especial aos meus pais, Walter e Ana, por todo o amor e pela
incansável batalha na educação dos filhos, à minha querida irmã Marina pelo apoio,
companheirismo e amizade ao longo destes 25 anos e à minha amada e companheira
Fernanda pelo estímulo, compreensão e paciência... Obrigado.
Pedro Henrique
P. H. M. CELESTINO
RESUMO
O crescente aumento da população urbana gera demanda por moradias e por infra-
estrutura, que, por sua vez, aquecem o mercado da Indústria da Construção Civil. Tal
indústria, semelhante a qualquer outra produtora de bens de consumo, produz significativo
volume de resíduos que serão descartados no final dos seus ciclos de produção, fator este a
ser considerado ao se almejar uma produção sustentável. Portanto, devido à maior
preocupação da sociedade em se produzir sem afetar o curso normal da natureza, o objetivo
principal desta dissertação é avaliar a incorporação dos resíduos de cimentícios (RC),
gerados dentro do canteiro de obra, na produção de blocos de concreto de vedação. Desta
forma, Resíduos de Concreto provenientes da quebra de blocos de concreto, para
modulação das alvenarias, e restos de argamassa utilizadas no serviço de reboco, gerados
dentro do próprio canteiro de obra de uma edificação de múltiplos pavimentos foram
utilizados na presente pesquisa como matéria-prima na produção de um agregado misto. O
agregado produzido é constituído de uma parcela predominantemente miúda e alguns grãos
com dimensões de agregado graúdo, que posteriormente foram utilizados em diferentes
níveis de substituição (30%, 40%, 50%, 60%, 70%, 80%, 90% e 100%) em relação ao
agregado miúdo natural (areia artificial), na produção de blocos de concreto de vedação
(Classe D fbk ≥ 2,0 MPa). O resíduo cimentício foi beneficiado dentro do próprio canteiro de
obra e foi utilizado em dois traços avaliados neste trabalho, o primeiro com utilização de
areia artificial, agregado reciclado e pedrisco e o segundo com utilização exclusiva de areia
artificial e agregado reciclado. Características dos blocos referência (aqueles produzidos
somente com agregados naturais) foram mensuradas e a partir destes parâmetros pode-se
dar prosseguimento ao programa experimental desenvolvido em laboratório com a produção
de corpos de prova cilíndricos. A partir dos resultados do traço que obteve as melhores
características (1:18 proporção cimento : agregados), produziu-se blocos de concreto,
prosseguindo-se com a avaliação de diferentes tipos de cura (ambiente; cura com lona; cura
com lona em ambiente úmido), a fim de se obter blocos com resistências maiores em idades
mais jovens. Os resultados da produção de blocos que passaram pelo processo de cura
com lona se mostraram satisfatórios, o que comprovou a boa qualidade do agregado
reciclado que é produzido no canteiro e a eficácia do processo de cura.
Palavras-chave: bloco de concreto, agregado reciclado; resíduos de concreto; resíduos
cimentícios.

P. H. M. CELESTINO
ABSTRACT
The growing urban population generates demand for housing and infrastructure, which in
turn heat the market Construction Industry. This industry, like any other producer of
consumer goods, produces significant volume of waste to be disposed at the end of their
production cycles, a factor to be considered to be long for sustainable production. So due to
greater concern in society occur without affecting the normal course of nature, this work aims
at assessing the incorporation of waste concrete (RC), generated within the construction site,
in the production of concrete blocks sealing . Concrete waste from breaking concrete blocks,
for modulation of masonry, mortar and debris used in the service of plaster, generated within
the construction site of a building multiple floors were used in this study as a raw material in
the production of an aggregate mixed with a portion mainly and some tiny grains with
dimensions of coarse aggregate, which were later used in different levels of substitution
(30%, 40%, 50%, 60%, 70%, 80%, 90% and 100%) compared to aggregate (sand artificial)
in the production of concrete sealing (Class D fbk ≥ 2.0 MPa). The residue was benefited
concrete inside the construction site and was used in two traits evaluated in this study, the
first to use artificial sand, gravel and recycled aggregate and the second with exclusive use
of artificial sand and recycled aggregate. Were evaluated the characteristics of the concrete
block produced without the use of residue (reference block) and from these parameters it is
possible to proceed to the experimental program developed in the laboratory with the
production of cylindrical specimens. From the results of the trace that got the best features
(1:18 ratio cement: aggregate), was produced concrete blocks, continuing with the evaluation
of different types of healing (environment; healing with canvas; healing with canvas humid
environment) in order to obtain blocks with higher strengths at younger ages. The results of
the production of blocks that have passed through the healing process were satisfactory with
canvas, which proved the good quality of the recycled aggregate that is produced in the bed
and effectiveness of the curing process.
Keywords: concrete block; recycled aggregate; concrete waste; cementitious waste.

P. H. M. CELESTINO
LISTA DE FIGURAS
CAPÍTULO 2
Figura 2.1 – Argamasseira e moinho para reaproveitamento de RCD: (a) Masseira-moinha;
(b) produção de argamassa com agregados reciclados em obra. ...................... 33
Figura 2.2 – Esquema da planta de uma usina de reciclagem de RCD ..................................... 35
Figura 2.3 – Usina de reciclagem de Belo Horizonte: (a) Visão geral da planta de produção
de agregados; (b) Britador.................................................................................. 38
Figura 2.4 – Casas construídas utilizando-se blocos de agregados reciclados: (a) Fundação
em radier; (b) e (c) Elevação de alvenaria; (d) e (f) Vista interna; (e) Reboco .... 47
Figura 2.5 – Artefatos de cimento produzidos na fábrica de São Carlos: (a) Blocos; (b) Meio-
bloco; (c) Canaletas ........................................................................................... 47
Figura 2.6 – Sequência de produção de blocos de concreto em uma vibro-prensa................... 53
Figura 2.7 – Sequência de produção de blocos em uma fábrica de artefatos de cimento: (a)
Silo de estocagem de agregados; (b) Correia transportadora de agregados;
(c) Misturador; (d) Transporte do concreto fresco; (e) Vibro-compressão dos
blocos; (f) Desforma dos blocos; (g) Bloco; (h) Blocos sendo encaminhados
para gaiola de cura; (i) Gaiola de cura ............................................................. 54
Figura 2.8 – Correlação entre tipo de vibro-prensagem e resistência à compressão ................ 55
Figura 2.9 – Curva do menor volume de vazios para determinação de proporção entre
agregados .......................................................................................................... 59
Figura 2.10 – Esquema do ensaio para determinação da coesão das misturas ........................ 64
CAPÍTULO 3
Figura 3.1 – Fluxograma da metodologia desenvolvida na pesquisa ........................................ 73
Figura 3.2 – Vista geral da edificação cuja produção de blocos no canteiro de obra foi objeto
de estudo da pesquisa. ...................................................................................... 77
Figura 3.3 – Fluxograma do programa experimental de moldagem .......................................... 80
Figura 3.4 – Fluxograma do estudo das condições de cura em blocos. .................................... 81
Figura 3.5 – Curva granulométrica dos agregados utilizados na pesquisa ................................ 84
Figura 3.6 – Separação de todo material utilizado no programa experimental laboratorial: (a)
agregado miúdo; (b) agregado graúdo; (c) agregado reciclado; (d) cimento....... 86
Figura 3.7 – Agregados utilizados na pesquisa: (a) agregado miúdo; (b) agregado graúdo;
(c) agregado reciclado. ....................................................................................... 87
Figura 3.8 – Determinação da massa dos blocos recém-moldados: (a) Blocos antes da
pesagem; (b) Conjunto blocos e prancha de madeira sendo pesados................ 88
Figura 3.9 – Blocos imersos em água por 24 horas: (a) tanque 1; (b) tanque 2. ....................... 89
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como Agregado
P. H. M. CELESTINO
Figura 3.10 – Bloco de concreto na condição saturado superfície seca antes do início do
ensaio: (a) secagem da superfície do bloco; (b) bloco preparado para imersão. 89
Figura 3.11 – Determinação do volume: (a) Recipiente preenchido com água e dotado de
extravasor para imersão dos blocos de concreto; (b) Balde posicionado abaixo
da caixa preenchida com água para medir volume de água deslocado. ............. 89
Figura 3.12 – Determinação do volume: (a) Bloco de concreto imerso em água; (b) Coleta da
água deslocada para determinação do volume. ................................................. 90
Figura 3.13 – Equipamentos utilizados na moldagem dos CPs cilíndricos. ............................... 91
Figura 3.14 – Sequência de moldagem dos CPs cilíndricos (Adaptado de: FRASSON JR.,
2000). ................................................................................................................. 92
Figura 3.15 – Moldagem: (a) Equipamentos utilizados no preparo do concreto seco; (b)
Corpo de prova recém-moldado. ........................................................................ 93
Figura 3.16 – Esquema do equipamento a ser utilizado no ensaio de coesão do concreto no
estado fresco...................................................................................................... 93
Figura 3.17 – Ensaio de coesão sendo executado no laboratório: (a) CPs sob ação de
carregamento uniforme; (b) CPs esmagados ao final do ensaio......................... 94
Figura 3.18 – Determinação da densidade ótima de moldagem: (a) Equipamentos utilizados
na moldagem e pesagem do concreto; (b) CPs após moldagem dispostos
para cura ao ambiente. ...................................................................................... 96
Figura 3.19 – Determinação da umidade ótima de moldagem: (a) Equipamentos utilizados
na moldagem; (b) CPs após moldagem dispostos para cura ao ambiente. ........ 97
Figura 3.20 – Variação do teor de resíduo no Traço B: (a) e (b) CPs após moldagem
dispostos para cura ao ambiente........................................................................ 98
Figura 3.21 – Blocos de concreto produzidos com Traço C: (a) blocos com processo de cura
por aspersão manual de água; (b) blocos com cura ao ambiente (lado
esquerdo da gaiola).......................................................................................... 100
Figura 3.22 – Blocos de concreto produzidos com Traço C com processo de cura envolto em
lona. ................................................................................................................. 101
Figura 3.23 – Gaiola de cura com blocos e seus elementos. .................................................. 103
Figura 3.24 – Vista Frontal e Lateral da gaiola de cura com dimensões aproximadas em
centímetros. ..................................................................................................... 103
Figura 3.25 – Vista Superior da gaiola de cura com dimensões aproximadas em centímetros.104
Figura 3.26 – Esquema do processo de cura em gaiola envolta com lona. ............................. 104
Figura 3.27 – Esquema do processo de cura em gaiola envolta com lona e bandeja com
lâmina d’água. .................................................................................................. 105
Figura 3.28 – Esquema do processo de cura ao ambiente. .................................................... 105
Figura 3.29 – Blocos posicionado nas gaiolas de cura: (a) blocos preparados para o
processo de cura com lona; (b) blocos preparada para o processo de cura ao
ambiente. ......................................................................................................... 106

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como Agregado
P. H. M. CELESTINO
Figura 3.30 – Blocos preparados para o processo de cura com lona e presença de bandeja
com lâmina d’água. .......................................................................................... 106
Figura 3.31 – Início do processo de cura para as cinco séries produzidas: (a) cura com lona;
(b) cura ao ambiente; (c) cura com lona e presença de bandeja com lâmina
d’água. ............................................................................................................. 107
Figura 3.32 – Prensa hidráulica: (a) posicionamento do bloco; (b) ensaio sendo realizado. .... 108
Figura 3.33 – Preparação dos blocos para o ensaio de determinação da resistência à
compressão: (a) blocos sendo secados em estuda. (b) blocos capeados com
nata de cimento prontos para serem ensaiados. .............................................. 109
Figura 3.34 – Determinação da resistência à compressão para os CPs cilíndricos: (a) ensaio
sendo executado; (b) CP após finalização do ensaio. ...................................... 109
Figura 3.35 – Determinação da massa m2: (a) tanques de imersão dos blocos; (b) blocos
submersos em água por um período de 24 horas. ........................................... 111
Figura 3.36 – Determinação da massa m2: (a) drenagem dos blocos em tela por 60
segundos; (b) remoção da água superficial com pano seco. ............................ 111
Figura 3.37 – Pesagem do bloco para determinação da massa m2. ........................................ 111
Figura 3.38 – Esquema do aparato utilizado para determinação da massa aparente. ............ 112
Figura 3.39 – Determinação da massa aparente: (a) aparato utilizado para determinação da
massa aparente; (b) bloco submerso em água para determinação da massa
aparente. .......................................................................................................... 113
Figura 3.40 – Determinação de massa da amostra de concreto fresco. .................................. 115
CAPÍTULO 4
Figura 4.1 – Layout da etapa de recebimento e separação de materiais (desenho sem
escala). ............................................................................................................ 123
Figura 4.2 – Baia de estocagem de agregados: (a) pedrisco; (b) areia artificial. ..................... 124
Figura 4.3 – Furos na laje para passagem de agregados até a gaveta de pesagem da
balança: (a) areia artificial; (b) barra de aço para facilitar condução do material
à balança. ........................................................................................................ 124
Figura 4.4 – Baia de estocagem de resíduo: (a) escada para condução até o nível +1,70 m;
(b) detalhe do duto vertical de descarte de resíduo. ......................................... 124
Figura 4.5 – Agregado reciclado: (a) britadores de mandíbula; (b) baia de estocagem de
agregado reciclado, detalhe ao fundo para passagem de agregado reciclado
para o nível -1,50 m. ........................................................................................ 125
Figura 4.6 – Layout da etapa de preparo do concreto seco para produção dos blocos. .......... 125
Figura 4.7 – Pesagem dos agregados: (a) Furo para passagem de agregado direcionando o
agregado até a gaveta de pesagem da balança; (b) balança acoplada à
gaveta. ............................................................................................................. 126
Figura 4.8 – Misturador de eixo vertical: (a) detalhe para alavanca da portinhola de
passagem do concreto até a máquina de bloco; (b) homogeneização do
concreto. .......................................................................................................... 126
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como Agregado
P. H. M. CELESTINO
Figura 4.9 – Nível -1,50 m: (a) estocagem de agregado reciclado; (b) passagem do nível
0,00 para o nível -1,50 m.................................................................................. 126
Figura 4.10 – Nível -1,50 m (balança e misturador) e nível -3,00 m (cura, estoque e máquina
vibro-prensa). ................................................................................................... 127
Figura 4.11 – Layout da etapa de preparo do concreto seco para produção dos blocos. ........ 128
Figura 4.12 – Máquina de vibro-compressão: (a) vista lateral; (b) detalhe para a passagem
de concreto até a gaveta alimentadora............................................................. 128
Figura 4.13 – Produção dos blocos: (a) moldagem dos blocos na vibro-prensa; (b) carrinho
para retirada das pranchas de madeira. ........................................................... 129
Figura 4.14 – Área de cura ao ambiente: (a) gaiolas de cura; (b) processo de cura sendo
realizado. ......................................................................................................... 129
Figura 4.15 – Estoque de blocos prontos para utilização no nível -3,00 m. ............................. 129
Figura 4.16 – Envio de bloco ao estoque: (a) paletização de blocos endurecidos; (b) palete
com primeira fiada ordenada. ........................................................................... 130
Figura 4.17 – Estoque de blocos prontos nos paletes para serem levados aos pavimentos. .. 130
Figura 4.18 – Relação entre a densidade de moldagem e a resistência à compressão (Traço
A - Referência). ................................................................................................ 134
Figura 4.19 – Resistência à compressão em função da umidade de moldagem do Traço B. .. 136
Figura 4.20 – Resistência à compressão em função da umidade de moldagem do Traço C. .. 137
Figura 4.21 – Resistência à compressão em função do teor de substituição de areia artificial
por agregado reciclado no Traço B. ................................................................. 138
Figura 4.22 – Resistência à compressão em função da variação da quantidade de cimento
empregada no Traço C. ................................................................................... 140
Figura 4.23 – Resistência à compressão média, com desvio padrão para os blocos
produzidos com Traço C (1:18), ensaiados aos 7 dias. As linhas tracejadas
definem os grupos. ........................................................................................... 144
Figura 4.24 – Resistência à compressão média, com desvio padrão para os blocos
produzidos com Traço C (1:18), ensaiados aos 28 dias. As linhas tracejadas
definem os grupos. ........................................................................................... 145
Figura 4.25 – Resistência à compressão média, com desvio padrão para os blocos
produzidos com Traço C (1:18), ensaiados aos 28 dias. Separação dos
grupos pela comparação múltipla de médias.................................................... 149
Figura 4.26 – Resistência à compressão média, com desvio padrão para os blocos
produzidos com Traço C (1:18), ensaiados aos 28 dias. Separação dos
grupos pela comparação múltipla de médias.................................................... 152
Figura 4.27 – Variação de comprimento dos blocos avaliados no ensaio de determinação da
retração por secagem. ..................................................................................... 153

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como Agregado
P. H. M. CELESTINO
CAPÍTULO 5
Figura 5.1 – Areia artificial sendo estocada sem proteção contra intempéries. ....................... 155
Figura 5.2 – Piso pavimentado por onde transitam os carrinhos depressões que devem ser
corrigidas. ........................................................................................................ 156
Figura 5.3 – Esquema simplificado da implantação do processo de cura com lona nas
gaiolas de cura. ................................................................................................ 157
Figura 5.4 – Esquema simplificado da implantação do processo de cura com lona nas
gaiolas de cura. ................................................................................................ 157
Figura 5.5 – Exemplo de escova giratória que pode ser instalada no final do processo de
moldagem (Foto do autor). ............................................................................... 158
Figura 5.6 – Alguns blocos produzidos no item 3.5.2 apresentaram fissuras nas paredes
centrais devido ao desgaste das formas. ......................................................... 159
Figura 5.7 – Empilhamento dos blocos antes da paletização. O empilhamento deve ser feito
em pilhas baixas. ............................................................................................. 159
P. H. M. CELESTINO
LISTA DE TABELAS
CAPÍTULO 2
Tabela 2.1 – Operações e equipamentos empregados nas principais usinas de reciclagem
de RCD do Brasil ............................................................................................... 36
Tabela 2.2 – Recomendações para utilização de agregados reciclados em concreto ............... 43
Tabela 2.3 – Aplicações de agregados reciclados como matéria-prima .................................... 45
Tabela 2.4 – Recomendações para agregados destinados a concretos secos ......................... 51
Tabela 2.5 – Traço sugerido para cada classe de resistência aos 28 dias ................................ 58
Tabela 2.6 – Valores de knt.s em função do controle de produção da fábrica ............................ 60
Tabela 2.7 – Sugestões de faixas granulométricas recomendadas para a produção de
blocos................................................................................................................. 62
CAPÍTULO 3
Tabela 3.1 – Check-list utilizado para coleta de dados relativos ao processo de produção de
blocos de concreto. ............................................................................................ 74
Tabela 3.2 – Traços utilizados na pesquisa de acordo com a relação cimento:agregado (em
massa). .............................................................................................................. 78
Tabela 3.3 – Composição granulométrica do agregado miúdo.................................................. 82
Tabela 3.4 – Composição granulométrica do agregado graúdo. ............................................... 83
Tabela 3.5 – Composição granulométrica do agregado reciclado. ............................................ 84
Tabela 3.6 – Características químicas, físicas e mecânicas do cimento utilizado na pesquisa. 85
Tabela 3.7 – Caracterização do aditivo. .................................................................................... 86
Tabela 3.8 – Proporções cimento:agregado (em massa) utilizadas como variáveis no Traço
C. ....................................................................................................................... 98
CAPÍTULO 4
Tabela 4.1 – Resultados de caracterização dos blocos sem resíduos produzidos em obra,
utilizando o cimento CP II Z – 32. ..................................................................... 119
Tabela 4.2 – Materiais empregados na produção dos blocos de concreto. ............................. 119
Tabela 4.3 – Traços empregados na produção dos blocos de concreto. ................................. 120
Tabela 4.4 – Equipamento e equipe para produção dos blocos de concreto .......................... 120
Tabela 4.5 – Produção dos blocos de concreto ...................................................................... 121
Tabela 4.6 – Outras informações referentes à produção dos blocos de concreto. .................. 122
Tabela 4.7 – Características dos agregados utilizados na pesquisa. ...................................... 131
Tabela 4.8 – Resultados de caracterização dos blocos de referência. .................................... 133
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como Agregado
P. H. M. CELESTINO
Tabela 4.9 – Resultados de caracterização dos blocos produzidos com Traço C 1:18. .......... 141
Tabela 4.10 – Teste ANOVA para os blocos ensaiados aos 7 dias de idade. ......................... 143
Tabela 4.11 – Teste ANOVA para os blocos ensaiados aos 28 dias de idade. ....................... 143
Tabela 4.12 – Resultados de caracterização dos 5 lotes de blocos produzidos. ..................... 147
Tabela 4.13 – Teste ANOVA para os cinco lotes de blocos ensaiados aos 7 dias de idade. ... 148
Tabela 4.14 – Teste ANOVA para os cinco lotes de blocos ensaiados aos 28 dias de idade. . 149
Tabela 4.15 – Teste ANOVA para os blocos com processo de cura em gaiola com lona, aos
7 dias de idade. ................................................................................................ 150
Tabela 4.16 – Teste ANOVA para os blocos com processo de cura em gaiola com lona, aos
28 dias de idade. .............................................................................................. 151
Tabela 4.17 – Retração por secagem dos blocos produzidos com Traço C (1:18), gaiola de
cura com lona e presença de bandeja com lâmina d’água. .............................. 153
APÊNDICE A
Tabela A.1.1 – Massa dos blocos referência no estado fresco................................................ 172
Tabela A.1.2 – Volume dos blocos referência. ........................................................................ 172
Tabela A.2.1 – Umidade da amostra de concreto fresco utilizada na produção dos blocos de
referência. ........................................................................................................ 173
Tabela A.2.2 – Coesão do concreto fresco utilizado na produção dos blocos de referência. .. 173
Tabela A.3.1 – Resultados individuais de resistência à compressão dos blocos de referência
(Traço A). ......................................................................................................... 174
Tabela A.4.1 – Resultados individuais da análise dimensional dos blocos de referência
(Traço A). ......................................................................................................... 174
Tabela A.5.1 – Resultados individuais da absorção de água dos blocos de referência (Traço
A). .................................................................................................................... 175
Tabela A.6.1 – Resultados individuais da área líquida dos blocos de referência (Traço A). .... 175
APÊNDICE B
Tabela B.1.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade. ..... 177
Tabela B.1.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade. ... 177
Tabela B.1.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de
idade. ............................................................................................................... 178
Tabela B.1.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de
idade. ............................................................................................................... 178
Tabela B.1.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.179
Tabela B.1.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de
idade. ............................................................................................................... 179
Tabela B.1.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade. ......... 180
Tabela B.1.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade. ....... 180
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como Agregado
P. H. M. CELESTINO
Tabela B.2.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade. ..... 181
Tabela B.2.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade. ... 181
Tabela B.2.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de
idade. ............................................................................................................... 182
Tabela B.2.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de
idade. ............................................................................................................... 182
Tabela B.2.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.183
Tabela B.2.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de
idade. ............................................................................................................... 183
Tabela B.2.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade. ......... 184
Tabela B.2.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade. ....... 184
Tabela B.3.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade. ..... 185
Tabela B.3.2 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de
idade. ............................................................................................................... 185
Tabela B.3.3 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.186
Tabela B.3.4 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade. ......... 186
APÊNDICE C
Tabela C.1.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade. ..... 188
Tabela C.1.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade. ... 188
Tabela C.1.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de
idade. ............................................................................................................... 189
Tabela C.1.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de
idade. ............................................................................................................... 189
Tabela C.1.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.190
Tabela C.1.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de
idade. ............................................................................................................... 190
Tabela C.1.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade. ........ 191
Tabela C.1.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade. ...... 191
Tabela C.2.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade. ..... 192
Tabela C.2.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade. ... 192
Tabela C.2.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de
idade. ............................................................................................................... 193
Tabela C.2.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de
idade. ............................................................................................................... 193
Tabela C.2.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.194
Tabela C.2.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de
idade. ............................................................................................................... 194

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como Agregado
P. H. M. CELESTINO
Tabela C.2.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade. ........ 195
Tabela C.2.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade. ...... 195
Tabela C.3.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade. ..... 196
Tabela C.3.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade. ... 196
Tabela C.3.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de
idade. ............................................................................................................... 197
Tabela C.3.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de
idade. ............................................................................................................... 197
Tabela C.3.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.198
Tabela C.3.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de
idade. ............................................................................................................... 198
Tabela C.3.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade. ........ 199
Tabela C.3.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade. ...... 199
Tabela C.4.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade. ..... 200
Tabela C.4.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade. ... 200
Tabela C.4.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de
idade. ............................................................................................................... 201
Tabela C.4.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de
idade. ............................................................................................................... 201
Tabela C.4.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.202
Tabela C.4.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de
idade. ............................................................................................................... 202
Tabela C.4.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade. ........ 203
Tabela C.4.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade. ...... 203
Tabela C.5.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade. ..... 204
Tabela C.5.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade. ... 204
Tabela C.5.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de
idade. ............................................................................................................... 205
Tabela C.5.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de
idade. ............................................................................................................... 205
Tabela C.5.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.206
Tabela C.5.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de
idade. ............................................................................................................... 206
Tabela C.5.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade. ........ 207
Tabela C.5.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade. ...... 207
APÊNDICE D
Tabela D.1.1 – Custo de aquisição dos insumos para a construtora. ...................................... 209

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como Agregado
P. H. M. CELESTINO
Tabela D.1.2 – Composição do custo dos insumos dado o traço utilizado na produção. ........ 210
Tabela D.1.3 – Composição do custo dos insumos para o Traço B e Traço B com utilização
de 100% de agregado reciclado. ...................................................................... 211
P. H. M. CELESTINO
SUMÁRIO
CAPÍTULO 1 INTRODUÇÃO ................................................................................................... 20
1.1. JUSTIFICATIVA .................................................................................................. 25
1.2. OBJETIVOS ........................................................................................................ 26
1.3. METODOLOGIA ADOTADA E DELIMITAÇÃO DA PESQUISA ......................... 27
1.4. ESTRUTURA DO TRABALHO ........................................................................... 27
CAPÍTULO 2 REVISÃO BIBLIOGRÁFICA............................................................................... 29
2.1. RESÍDUOS DE CONSTRUÇÃO E DEMOLIÇÃO (RCD) ..................................... 30
2.2. HISTÓRICO COM RELAÇÃO AOS RCD ............................................................ 32
2.3. PROCESSAMENTO DE RCD ............................................................................. 33
2.4. GESTÃO DOS RCD E LEGISLAÇÃO VIGENTE NO BRASIL ............................ 38
2.5. AGREGADOS RECICLADOS ............................................................................. 41
2.6. APLICAÇÕES PARA OS AGREGADOS RECICLADOS .................................... 44
2.7. BLOCOS DE CONCRETO .................................................................................. 48
2.7.1. Histórico ............................................................................................................. 48
2.7.2. Classificação ...................................................................................................... 49
2.7.3. Materiais utilizados na dosagem de concreto para blocos ............................ 50
2.7.4. Fabricação de blocos de concreto ................................................................... 52
2.7.5. Metodologias de dosagem ................................................................................ 55
2.7.5.1. Método da Besser Company ............................................................................... 56
2.7.5.2. Método de dosagem da ABCP............................................................................. 58
2.7.5.3. Método de dosagem do IPT/ EPUSP ................................................................... 59
2.7.5.4. Método de dosagem proposto pela Columbia ...................................................... 61
2.7.5.5. Metodologia de dosagem proposta por Frasson Júnior (2000) ............................ 63
2.8. FABRICAÇÃO DE BLOCOS DE CONCRETO COM UTILIZAÇÃO DE AGREGADOS RECICLADOS ............................................................................. 65
CAPÍTULO 3 METODOLOGIA ................................................................................................. 73
3.1. CARACTERIZAÇÃO da empresa e DO CANTEIRO DE OBRA ........................ 74
3.2. VARIÁVEIS ......................................................................................................... 77
3.3. MATERIAIS ......................................................................................................... 81
3.4. ESTUDO DE DOSAGEM .................................................................................... 87
3.4.1. Determinação da densidade de moldagem dos blocos com o concreto referência ............................................................................................................ 87
3.4.2. Moldagem ........................................................................................................... 90
3.4.3. Determinação da coesão do concreto de referência....................................... 93
3.4.4. Determinação da densidade ótima de moldagem ........................................... 94
3.4.5. Determinação da umidade ótima de moldagem .............................................. 96
3.4.6. Variação do teor de resíduo no Traço B .......................................................... 97

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como Agregado
P. H. M. CELESTINO
3.4.7. Variação do teor de cimento no Traço C.......................................................... 98
3.5. ESTUDO DAS CONDIÇÕES DE CURA EM BLOCOS ....................................... 99
3.5.1. Avaliação do tipo de cura em escala reduzida ................................................ 99
3.5.2. Avaliação do tipo de cura em escala real ...................................................... 101
3.6. MÉTODOS ........................................................................................................ 107
3.6.1. Procedimentos utilizados nos ensaios de compressão axial ...................... 108
3.6.1.1. Ensaio de compressão axial para blocos de concreto ....................................... 108
3.6.1.2. Ensaio de compressão axial para corpos de prova cilíndricos ........................... 109
3.6.2. Procedimentos utilizados nos ensaios de determinação da absorção de água e área líquida .......................................................................................... 110
3.6.3. Procedimentos utilizados no ensaio de determinação da retração por secagem ............................................................................................................ 113
3.6.4. Procedimentos utilizados no ensaio de determinação da umidade da massa de concreto .......................................................................................... 114
3.7. ANÁLISE ESTATÍSTICA DOS PROCESSOS DE CURA .................................. 116
CAPÍTULO 4 RESULTADOS E DISCUSSÃO ......................................................................... 117
4.1. SITUAÇÃO INICIAL DE PRODUÇÃO NO CANTEIRO ..................................... 118
4.1.1. Processo produtivo ......................................................................................... 122
4.1.1.1. Recebimento e separação dos materiais ........................................................... 122
4.1.1.2. Produção da massa de concreto ....................................................................... 125
4.1.1.3. Produção dos blocos de concreto ...................................................................... 127
4.2. CONSIDERAÇÕES SOBRE A CARACTERIZAÇÃO DOS AGREGADOS ....... 130
4.3. BLOCO DE REFERÊNCIA ................................................................................ 131
4.3.1. Concreto fresco coletado na obra .................................................................. 131
4.3.2. Caracterização dos blocos ............................................................................. 132
4.4. ESTUDO DE DOSAGEM EM CORPOS DE PROVA CILÍNDRICOS ................. 133
4.4.1. Densidade ótima de moldagem ...................................................................... 133
4.4.2. Umidade ótima de moldagem ......................................................................... 135
4.4.3. Variação do teor de resíduo no Traço B ........................................................ 138
4.4.4. Variação do teor de cimento no Traço C........................................................ 139
4.5. RESULTADOS DO ESTUDO DAS CONDIÇÕES DE CURA EM BLOCOS ...... 141
4.5.1. Processo de cura em escala reduzida ........................................................... 141
4.5.1.1. Coeficiente de previsão de resistência ............................................................... 145
4.5.2. Processo de cura em escala real .................................................................... 146
4.5.2.1. Retração por secagem ...................................................................................... 153
CAPÍTULO 5 RECOMENDAÇÕES PARA MELHORIA NO PROCESSO PRODUTIVO EM OBRA ................................................................................................................ 155
CAPÍTULO 6 CONSIDERAÇÕES FINAIS .............................................................................. 160
6.1. CONCLUSÕES ................................................................................................. 160
6.2. CONSIDERAÇÕES SOBRE A METODOLOGIA ADOTADA ............................ 162

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como Agregado
P. H. M. CELESTINO
6.3. SUGESTÕES PARA FUTURAS PESQUISAS .................................................. 163
REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................................... 165
APÊNDICE A.......................................................................................................................... 171
APÊNDICE B.......................................................................................................................... 176
APÊNDICE C.......................................................................................................................... 186
APÊNDICE D.......................................................................................................................... 208

P. H. M. CELESTINO Capítulo 1
CAPÍTULO 1
INTRODUÇÃO
Com o crescente aumento populacional das áreas urbanas nas últimas décadas, as cidades
se tornaram grandes pólos geradores de resíduos. Segundo o último censo demográfico
realizado pelo Instituto Brasileiro de Geografia e Estatística (IBGE, 2010) a população
urbana brasileira é aproximadamente cinco vezes maior do que a população rural. Tal
aumento populacional nos aglomerados urbanos gera grande demanda por moradias e
infra-estrutura que, por sua vez, colabora com o crescimento da indústria da construção civil,
produtora de bens de consumo duráveis, grande consumidora de recursos naturais e grande
geradora de resíduos (BUTTLER, 2007; ZANUTTO; SERRA; PALIARI, 2010).
A geração de resíduos é inevitável dentro de qualquer processo de transformação da
matéria, seja esta em maior ou menor escala, dependendo única e exclusivamente do
processo em questão e da tecnologia de processamento aplicada. A indústria da construção
civil é uma das colaboradoras para a grande quantidade de resíduos sólidos descartados no
final de seus processos construtivos, sendo que estes resíduos são comumente
denominados de Resíduos de Construção e Demolição (RCD). Segundo Carneiro et al
(20011 apud MOTTA e FERNANDES, 2003), a quantidade de RCD gerado em municípios
brasileiros como Rio de Janeiro e Belo Horizonte pode variar entre 54% e 70% do total de
resíduos sólidos urbanos gerados neste mesmo município. Em concordância com os
autores citados anteriormente, Buttler (2007) relata que este quantitativo está por volta de
60%.
Há grande dificuldade dentro do setor da construção civil para se fazer um correto
gerenciamento dos recursos disponíveis, sendo que tal fato reflete de maneira negativa nos
índices de perdas deste mesmo setor. Tais falhas no gerenciamento, em conjunto com a
baixa produtividade de operários, as perdas de tempo de fluxo de materiais e pessoas
dentro dos canteiros e a notória perda de materiais convergem para um índice de
desperdício de até 30% nos processos construtivos (ZORDAN, 1997).
1 CARNEIRO, A. P.; QUADROS, B. E.; OLIVEIRA, A. M.; BRUM, I. A.; SAMPAIO, T. S.; ALBERTE, E.
P.; COSTA, D. B. Características do Entulho e do Agregado Reciclado. Capítulo V do livro: Reciclagem de entulho para a produção de materiais de construção – Edição CEF (2001).
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 22
P. H. M. CELESTINO Capítulo 1
Uma busca eficaz na melhoria destes problemas seria um amplo investimento em novas
tecnologias e em pesquisas visando o desenvolvimento de programas de gestão da
qualidade, que possam gerar retornos econômicos benéficos, pela melhoria do produto final
produzido, aumento da produtividade e redução do desperdício, consequentemente
refletindo em uma menor geração de resíduos. Além de todas as vantagens citadas
anteriormente, também se pode vislumbrar um retorno ecológico, o que pode ser utilizado
como instrumento de publicidade e marketing vislumbrando a imagem da empresa
ecologicamente correta (ARAÚJO; CARASEK; CASCUDO, 2010).
O crescimento da população e os progressos da indústria e da urbanização contribuem para
o aumento da geração de resíduos. Deve-se lembrar de que o desenvolvimento no setor da
construção civil ocasiona aumento da energia e da matéria-prima consumida, elevando a
geração de resíduos, o que provoca impacto ao meio ambiente. Dessa forma, os
desperdícios de materiais nas construções não se baseiam somente na geração de resíduos
sólidos, mas também na não reutilização e a não reciclagem de seus resíduos no processo
de construção, desperdiçando assim as potencialidades desses materiais (BARDELLA et al.,
2007).
Visando uma melhor gestão para os resíduos gerados pela indústria da construção, as
esferas públicas também vêm demonstrando preocupação com tal temática, sendo esta
responsável pela criação de resoluções e leis que abrangem a questão dos RCD, como a
Resolução no 307 do CONAMA (BRASIL, 2002) e a Lei Federal no 12.305 (BRASIL, 2010).
O corpo acadêmico e o corpo técnico das empresas construtoras envolvidos com a temática
começam a dar seus primeiros passos diante a regularização de alguns aspectos
envolvendo os RCD, como pode ser evidenciado pela criação de normas técnicas que
entraram em vigor desde 2004, sendo estas as NBR 15112 a NBR 15116 (ABNT, 2004),
tratando do gerenciamento e reaproveitamento destes resíduos. Estas ações visam
melhorar o gerenciamento dos resíduos provenientes das atividades de construção e
demolição, impondo regras para a deposição final dos resíduos e reduzindo a quantidade de
áreas de deposição irregular denominadas popularmente de “bota-fora”. A partir da
Resolução no 307 do CONAMA, publicada em 5 de Julho de 2002, o Brasil se posicionou em
vanguarda quando comparado a outros países da América Latina, salientando-se que não
existiam propostas semelhantes para os outros países deste mesmo continente (LOTURCO,
2004).
As normas técnicas servem de parâmetro balizador, dando respaldo técnico, para aqueles
que querem fazer utilização de resíduos reciclados, produzindo produtos com qualidades
finais semelhantes àqueles produzidos utilizando-se insumos naturais. As NBRs 15112 a

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 23
P. H. M. CELESTINO Capítulo 1
15114, publicadas no ano de 2004, apresentam diretrizes para o projeto, implantação e
operação de áreas de transbordo, triagem e aterros de resíduos de construção civil e
volumosos2. As outras duas normas citadas anteriormente, NBR 15115 e NBR 15116,
ambas também publicadas no ano de 2004, estabelecem procedimentos para a utilização
correta dos resíduos reciclados, mais especificamente para a execução de camadas de
pavimentação, aplicação em pavimentação e preparo de concretos que não tenham função
estrutural.
Os resíduos de construção e demolição são compostos geralmente por concreto, tijolos e
telhas cerâmicas, areia, pedras, madeira, plásticos, papelão, papel e metais. O entulho
formado por resíduos cimentícios é a parte constituinte dos RCD de maior expressão
(POON; KOU; LAM, 2002; PINTO, 1999). Como se pode perceber a constituição dos RCD é
bastante heterogênea, tal fator dificulta o seu reaproveitamento e reciclagem quando não é
adotado um plano de gestão conciso, onde os mesmos sejam previamente segregados por
categorias dentro do próprio canteiro. Tendo em vista os fatores citados, autores como
Buttler (2007), Poon, Kou e Lam (2002) sugerem que seja mais fácil a utilização de
Resíduos de Concreto para a fabricação de agregados reciclados de boa qualidade, devido
ao fato de que os RC são mais homogêneos, quando comparados aos RCD, o que facilita
os processos de reciclagem deste tipo de resíduo.
Buttler (2007) cita algumas das principais fontes geradoras de resíduos de concreto, sendo
elas: fábricas de pré-moldados e blocos, usinas produtoras de concreto pré-misturado e
pavimentos rodoviários. O RC é vislumbrado como material de grande potencialidade para
reciclagem, devido ao seu menor grau de contaminação com outros materiais, o que facilita
os processos de segregação, triagem, processamento, determinação das propriedades
físicas e mecânicas deste material. Devido a esta alta potencialidade de reaproveitamento
os RC foram alvo de estudos de vários autores como Ajdukiewicz e Kliszczewicz (2002)3,
Barra e Vázquez (1996)4, De Vries (1993)5, Hansen e Narud (1983)6, Katz (2002),
2 Resíduos volumosos segundo a NBR 15112 (2004) são aqueles constituídos basicamente por
material volumoso não removido pela coleta pública municipal, como móveis e equipamentos domésticos inutilizados, grandes embalagens e peças de madeira, podas e outros assemelhados, não provenientes de processos industriais. 3 AJDUKIEWICZ, A.; KLISZCZEWICZ. Influence of recycled aggregates on mechanical properties of
HS/HPC. Cement and Concrete Compsites, v. 24, p. 269-279, 2002. 4 BARRA, M.; VAZQUEZ, E. The influence of retained moisture in aggregates from recycling on the
properties of new hardened concrete. Waste Management, v. 16, n. 3, p. 113-117, 1996. 5 DE VRIES, P. Concrete recycled: crushed concrete as aggregate. Concrete, p. 9-13, maio – jun.
1993. 6 HANSEN, T.; NARUD, H. Strength of recycled concrete made from crushed concrete coarse
aggregate. Concrete International – Design and Construction, v. 5, n. 1, p. 79-83, jan. 1983.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 24
P. H. M. CELESTINO Capítulo 1
Soroushian e Tavakoli (1996)7, Gonçalves (2001 apud BUTTLER, 2007) e Buttler (2003),
que analisarem as propriedades dos agregados reciclados e de concretos produzidos a
partir da utilização destes agregados.
Com base na literatura encontrada é possível evidenciar várias alternativas para o emprego
destes agregados reciclados no ciclo da construção civil. Pinto (1999) relata sobre a
utilização de “masseiras-moinho” dentro do próprio canteiro de obra, para reciclagem de
resíduos na produção de argamassas. Baldan et al. (2009) cita a utilização de resíduos da
construção como matéria-prima de Usinas de Reciclagem de Resíduos da Construção na
produção de agregados, que posteriormente podem ser utilizados em diversas aplicações,
tais como base e sub-base de pavimentações asfálticas, controle de erosões, concretos não
estruturais, enchimento de fundações e aterro de vias de acesso.
Outra utilização que começa ser amplamente difundida para os agregados reciclados é a
produção de artefatos de concreto, como blocos de vedação e estrutural, pisos
intertravados, canaletas, guias, bancos de concreto dentre outros. Como o objetivo deste
trabalho é a avaliação da utilização de agregados reciclados na produção de unidades de
alvenaria tem-se como referência na literatura trabalhos desenvolvidos por Pimienta e
Delmotte (19988 apud BUTTLER, 2007); Fonseca (2002); Souza et al. (2002); Poon, Kou e
Lam (2002); Albuquerque (2005); Farias et al. (2005); Ribeiro (2005); Patto e Oliveira (20069
apud BUTTLER, 2007); Soutsos (2004); Soutsos (2011) e Buttler (2007) que analisaram as
propriedades físicas e mecânicas destas unidades. Dos autores citados somente Poon, Kou
e Lam (2002) e Buttler (2007) focaram suas pesquisas na utilização exclusiva de RC na
produção dos agregados reciclados que foram utilizados na produção dos blocos de
concreto.
Diante do exposto pode-se vislumbrar uma alternativa mais sustentável para a destinação
adequada dos resíduos provenientes da indústria da construção, assim como discutido
pelos pesquisadores Rao, Jha e Misra (2007), que discorrem sobre como está sendo
7 SOROUSHIAN, P.; TAVAKOLI, M. Strengths of recycled aggregate concrete made using fiel-
demolished concrete as aggregate. Journal of American Concrete Institute Proceedings, v. 93, n. 2, p. 182-190, 1996. 8 PIMIENTA, P.; DELMOTTE, P.; TRAN, T.; COLOMBARD-PROUT, M. Recycled aggregate used for
making building blocks. In: INTERNATIONAL SYMPOSIUM: “SUSTAINABLE CONSTRUCTION: USE OF RECYCLED CONCRETE AGGREGATE”, 1998, Londres. Proceedings… Grã Bretanha: Thomas Telford, 1998, p. 297-307. 9 PATTO, A. L.; OLIVEIRA, M. J. E. Produção de blocos de concreto com agregado reciclado e
minimização de impactos ambientais. In: SEMINÁRIO DE DESENVOLVIMENTO SUSTENTÁVEL E A RECICLAGEM NA CONSTRUÇÃO CIVIL, 7., 2006, São Paulo. Anais... São Paulo: Comitê Técnico CT-206 Meio Ambiente (IBRACON), 2006.
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 25
P. H. M. CELESTINO Capítulo 1
realizada a gestão destes resíduos em vários países no mundo expondo alternativas para a
destinação do RCD.
1.1. JUSTIFICATIVA
As construções estão cada vez mais presentes na realidade dos brasileiros, sejam elas para
suprir a falta de moradias ou para levar infra-estrutura até a população, contudo a visão
sustentável da sociedade está cada vez mais aguçada, o que acaba pressionando as
esferas públicas na criação de legislações ambientais cada vez mais rigorosas, impactando
na maneira com que as pessoas tratam os seus resíduos de uma maneira geral. A partir do
momento em que as legislações taxarem valores para que se faça a deposição deste tipo de
resíduo em aterros públicos, o setor da construção civil irá encontrar mais um grande
empecilho no descarte do seu resíduo, fazendo com que todos tenham uma segunda opção
na destinação deste material, sendo que o reaproveitamento ou a reciclagem passará ser
mais viável, do ponto de vista econômico, do que o simples descarte em aterro.
Além destes fatores também é conhecido que os aterros públicos urbanos das cidades
brasileiras têm capacidade finita de absorção de resíduos, sendo que em alguns municípios
brasileiros, como no caso da cidade de Belo Horizonte – MG, houve casos de esgotamento
de aterros (ZORDAN, 1997), o que acaba forçando os envolvidos na cadeia construtiva a
pensarem em outra destinação para o grande volume de resíduos gerados em suas obras.
A alta potencialidade de reutilização e de reciclagem do RCD é outro fator a ser considerado
quando se discute sobre o seu descarte, sendo que este material pode ser utilizado na
produção de produtos de boa qualidade mesmo em plantas simples de reciclagem, como
aquelas que são instaladas dentro do próprio canteiro de obra, para se fazer o
reaproveitamento dos resíduos gerados in loco, o que dispensa gastos com transporte de
materiais.
Os membros técnicos envolvidos na busca pelo reaproveitamento e/ou reciclagem dos
resíduos gerados pela Indústria da Construção, devem vislumbrar o RCD como uma
matéria-prima de alto valor comercial, podendo esta dar origem a agregados reciclados com
boas características físicas e mecânicas. Para isto, devem-se conhecer as características
tanto do RCD que deu origem aos agregados reciclados, como dos agregados prontos para
serem comercializados ou a serem utilizados na fabricação de novas peças de concreto.
Para tal feito, pesquisas como a relativa na presente dissertação devem comprovar a
viabilidade técnica da utilização destes materiais como matérias-primas dentro do ciclo da
construção civil.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 26
P. H. M. CELESTINO Capítulo 1
Outro fator de relevância é o fato de que as jazidas de agregados naturais são finitas, sendo
estas passíveis de esgotamento se seus recursos não forem utilizados com certa cautela,
portanto será apresentada uma alternativa para que seja feita a reinserção do RCD dentro
da cadeia produtiva da Indústria da Construção Civil, de modo a estudar a viabilidade
técnica da incorporação de agregados reciclados de resíduos cimentícios no traço de
concreto a ser utilizado na fabricação de blocos de concreto de vedação.
Considerando-se a problemática envolvida neste tema, tem-se aqui uma justificativa para a
necessidade do desenvolvimento deste estudo.
1.2. OBJETIVOS
A presente pesquisa tem como objetivo geral estudar e aprimorar o processo de produção,
em canteiro de obra, de blocos de concreto para alvenaria de vedação utilizando-se
agregados reciclados provenientes de resíduos cimentícios (RC), a partir do estudo de
dosagem realizado com corpos de prova cilíndricos (CPs).
São objetivos específicos desta pesquisa:
Comparar as características de resistência à compressão, absorção de água e
análise visual dos blocos produzidos exclusivamente com agregados naturais (bloco
referência) com os blocos produzidos a partir dos agregados reciclados;
Otimizar o proporcionamento das misturas de concreto, para fabricação de blocos
com utilização de agregados reciclados, tendo em vista a maior incorporação destes
agregados e a redução do consumo de cimento, sem que haja perda de qualidade
nas características exigíveis do bloco e proporcionando redução de custo nos
materiais empregados na produção do concreto;
Obter um valor de coeficiente de previsão de resistência entre os resultados dos
ensaios de compressão axial realizados em corpos de prova cilíndricos (CPs),
obtidos nos estudos de dosagem, com aqueles realizados nos blocos de concreto,
visando à previsão da resistência dos blocos a partir daquelas encontradas para os
CPs, levando-se em consideração o equipamento de produção de blocos existente
na obra e as condições de moldagem dos CPs no laboratório;
Avaliar o efeito de diferentes procedimentos de cura das unidades de alvenaria
quanto a sua resistência à compressão.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 27
P. H. M. CELESTINO Capítulo 1
Propor melhorias no processo produtivo dos blocos de concreto dentro do canteiro
de obra, tais como: layout de produção, cuidados com os materiais, padronização
das dimensões dos blocos e estocagem;
Assim, pretende-se apresentar uma utilização alternativa para os RC, ao invés do seu
simples descarte nos aterros públicos, agregando valor comercial a um produto que antes
era tido como um problema decorrente das atividades de construção.
1.3. METODOLOGIA ADOTADA E DELIMITAÇÃO DA PESQUISA
A abordagem metodológica da dissertação ficou dividida em duas grandes partes, sendo a
primeira constituída pelo estudo de caso da produção de blocos de concreto com utilização
de agregados reciclados dentro do canteiro de obra de uma edificação habitacional de
múltiplos pavimentos e a segunda parte da pesquisa caracterizou-se por um amplo trabalho
experimental, realizado em laboratório e dentro do próprio canteiro da obra, com a produção
de blocos e CPs cilíndricos.
Na etapa laboratorial foram realizadas as caracterizações dos materiais utilizados na
pesquisa, dos blocos referência e dos blocos produzidos com agregado reciclado antes da
intervenção do pesquisador. Após realizadas as caracterizações dos blocos referência,
iniciou-se o programa experimental de moldagem laboratorial de CPs cilíndricos, com a
avaliação de variáveis distintas para os três traços de concreto estudados.
A avaliação das unidades de alvenaria a partir dos resultados obtidos na pesquisa baseou-
se na resistência à compressão, sendo caracterizadas outras propriedades a fim de se ter
respaldo nas explicações de comportamentos não esperados, não sendo objetivo desta
pesquisa a avaliação das perdas e gargalos do processo de fabricação dos blocos.
Foram avaliados somente blocos de vedação produzidos em obra, ou seja, a repetibilidade
da pesquisa fica atrelada às condições únicas do canteiro, da máquina de vibro-prensa, dos
materiais utilizados (resíduos cimentícios), da temperatura e umidade relativa da região e da
produção de bloco dentro do próprio canteiro de obra.
1.4. ESTRUTURA DO TRABALHO
A estrutura da dissertação é apresentada a seguir de acordo com a ordem dos capítulos que
fazem parte do corpo do texto:

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 28
P. H. M. CELESTINO Capítulo 1
No Capítulo 2, é apresentada a revisão bibliográfica do trabalho que abrange alguns
aspectos relacionados à reciclagem de resíduos cimentícios e quais são as principais
diferenças destes resíduos com os resíduos de construção e demolição; como está sendo
executada no Brasil e no mundo a gestão destes resíduos; as Leis e normativas vigentes
dentro do território nacional; breve histórico com relação aos resíduos; processamento dos
resíduos; aplicação para os agregados reciclados e suas características; blocos de concreto,
abrangendo seu histórico, classificação, materiais utilizados na dosagem de concreto para
blocos, fabricação, metodologias de dosagem e por fim a fabricação de blocos com
utilização de agregados reciclados.
No Capítulo 3, é apresentada a metodologia utilizada na pesquisa, com a caracterização dos
materiais utilizados; os métodos adotados para avaliação dos blocos e CPs; avaliação das
características da massa de concreto no estado fresco; a densidade de moldagem dos
blocos na máquina de vibro-compressão; finalmente os traços utilizados na pesquisa.
No Capítulo 4, foram apresentados os resultados encontrados a partir das moldagens em
laboratório (CPs cilíndricos) e dos blocos produzidos no canteiro de obra com o traço
desenvolvido. Fez-se inicialmente uma análise da situação inicial do processo de produção
de blocos no canteiro; prosseguindo-se com a caracterização dos materiais empregados;
determinação da densidade média de moldagem dos blocos; características do bloco
referência; coesão da massa de concreto; resultados dos CPs cilíndricos, subdivididos nas
suas três etapas e finalmente a variação do tipo de cura nos blocos produzidos na situação
real dentro do canteiro de obra e análise de variância para comprovação dos resultados
obtidos.
No Capítulo 5, são apresentadas algumas recomendações a fim de se aplicar melhorias no
processo produtivo executado inicialmente no canteiro de obra.
No Capítulo 6, são apresentadas as considerações finais do trabalho, contendo as
conclusões; considerações sobre a metodologia adotada; recomendações para a produção
de blocos em obra; e finalmente algumas sugestões para futuras pesquisas.
Nos Apêndices são apresentadas as tabelas com quantitativos de materiais utilizados nas
distintas etapas da pesquisa.
Nos Apêndices e nos Anexos estão os laudos e resultados de ensaios de caracterização
dos materiais e blocos de concreto.

P. H. M. CELESTINO Capítulo 2
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
Pode-se notar que a quantidade de resíduos gerados no setor da construção civil é grande,
sendo os RCD responsáveis por 54% a 70% do total de resíduos sólidos gerados na maioria
dos municípios brasileiros (HALMEMAN, SOUZA e CASARIN, 2009), sendo que este
número tende a crescer seguindo a tendência de crescimento do mercado, com isso devem-
se buscar formas economicamente e tecnicamente viáveis para o correto destino dos
resíduos gerados, sendo apresentada neste capítulo uma revisão bibliográfica acerca desta
temática.
A utilização destes resíduos na fabricação de agregados reciclados é uma das formas que
os envolvidos no ciclo de produção da construção vêm adotando como possibilidade para
destinação final dos Resíduos de Construção e Demolição (RCD). Na revisão bibliográfica
que se segue discorre-se sobre os RCD de maneira geral e suas propriedades, bem como
de sua utilização como matéria-prima na produção de blocos de concreto, sendo que será
abordado primeiramente, de forma mais ampla a título de contextualização, os RCD,
seguindo-se com o enfoque para os RC, sendo este último o resíduo foco utilizado neste
trabalho e classificado como um tipo específico de RCD.
Também é contemplado nesta revisão um breve histórico sobre os blocos de concreto, suas
classificações e as etapas necessárias para fabricação destes. Ao final discorre-se sobre as
principais metodologias de dosagem de concretos secos e sobre as pesquisas
desenvolvidas acerca da produção de blocos com utilização de agregados reciclados.
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 30
P. H. M. CELESTINO Capítulo 2
2.1. RESÍDUOS DE CONSTRUÇÃO E DEMOLIÇÃO (RCD)
Há diversas definições para este tipo de resíduo sólido, porém todas elas tratam do mesmo
material. Segundo a Resolução no 307 do CONAMA (BRASIL, 2002) os RCD:
“são os provenientes de construções reformas, reparos e demolições de obras de
construção civil, e os resultantes da preparação e da escavação de terrenos, tais
como: tijolos, blocos cerâmicos, concreto em geral, solos, rochas, metais, resinas,
colas, tintas, madeiras e compensados, forros, argamassa, gesso, telhas, pavimento
asfáltico, vidros, plásticos, tubulações, fiação elétrica etc., comumente chamados de
entulhos de obras, caliça ou metralha”.
Esta Resolução utiliza a mesma classificação para resíduos de construção civil utilizada pela
NBR 15114 (ABNT, 2004), que divide os resíduos em quatro classes distintas, sendo elas:
Resíduos do tipo Classe A: resíduos reutilizáveis ou recicláveis como agregados, tais como:
a) de construção, demolição, reformas e reparos de pavimentação e de outras obras de
infra-estrutura, inclusive solos provenientes de terraplanagem;
b) de construção, demolição, reformas e reparos de edificações: componentes cerâmicos
(tijolos, blocos, telhas, placas de revestimento etc.), argamassa e concreto;
c) de processo de fabricação e/ou demolição de peças pré-moldadas em concreto (blocos,
tubos, meios-fios etc.) produzidas nos canteiros de obras.
Resíduos do tipo Classe B: recicláveis para outras destinações, tais como plásticos, papel,
papelão, metais, vidros, madeiras e outros.
Resíduos do tipo Classe C: resíduos para os quais não foram desenvolvidas tecnologias ou
aplicações economicamente viáveis que permitam a sua reciclagem/recuperação.
Resíduos do tipo Classe D: resíduos perigosos oriundos do processo de construção, tais
como tintas, solventes, óleos e outros, ou aqueles contaminados oriundos de demolições,
reformas e reparos de clínicas radiológicas, instalações industriais e outros.
A Lei Federal no 12.305 (BRASIL, 2010) classifica os resíduos sólidos quanto à sua origem,
definindo os resíduos da construção civil como sendo aqueles resíduos gerados nas
construções, reformas, reparos e demolições de obras de construção civil, incluídos os
resultantes da preparação e escavação de terrenos de obras civis.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 31
P. H. M. CELESTINO Capítulo 2
Além das classificações realizadas pela legislação nacional, têm-se também aquelas
classificações adotadas por autores que estudam a temática envolvendo os RCD.
Segundo Pinto (1999), a abreviatura RCD referente aos Resíduos de Construção e
Demolição é uma adaptação dos termos utilizados em trabalhos de publicação internacional
“C&D debris” ou “C&D waste” que se referem ao termo “Construction and Demolition
Debris/Waste”, sendo estes definidos pelo autor como “restos ou aparas dos diversos
materiais utilizados ou oriundos da construção e demolição de edificações ou ambientes
urbanos”.
Baldan et al. (2009), no entanto, denominam este tipo de resíduo como Resíduos de
Construção Civil (RCC) e definem que estes podem ser compostos basicamente por
concretos, argamassas, rochas, blocos, tijolos e cerâmicas, solos, areais, argila, asfalto,
metais ferrosos, madeiras dentre outros materiais.
Por sua vez, Santos (2007) não cria uma definição específica para os RCD, dizendo que tal
definição gera discordâncias entre diversos autores. O autor discorre sobre as diversas
definições já relatadas na literatura para este tipo de resíduo como as definições dadas pela
Resolução no 307 do CONAMA (BRASIL, 2002) e pela normativa técnica da NBR 10004
(ABNT, 2004).
Relatando sobre a dificuldade da aplicação dos agregados reciclados, tendo como matéria-
prima os RCD, Angulo (2000) diz que estes têm grande variabilidade em suas composições
sendo formados por argamassas, concretos, materiais cerâmicos, gesso, asfalto, madeira
dentre outros.
A Biocycle (199010 apud ZORDAN, 1997) define os Resíduos de Construção e Demolição
(RCD) como:
“Resíduos de construção e demolição são resíduos sólidos não contaminados,
provenientes da construção, reforma, reparos e demolição de estruturas e estradas,
e resíduos sólidos não contaminados de vegetação, resultantes da limpeza e
escavação de solos. Como resíduos, incluem-se, mas não limitam-se, blocos,
concreto e outros materiais de alvenaria, solo, rocha, madeira, forros, argamassa,
gesso, encanamentos, telhas, pavimento asfáltico, vidros, plásticos que não
camuflem outros resíduos, fiação elétrica e equipamentos que não contenham
líquidos perigosos e metais que estiverem num dos itens acima.”
10
BIOCYLE. Opportunities for recycling C & D debris. v. 31, n. 7, jul. p. 56-58, 1990.
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 32
P. H. M. CELESTINO Capítulo 2
Buttler (2007) inicia sua classificação fazendo uma diferenciação entre os resíduos de
concreto e os resíduos de construção e demolição, sendo que o foco deste trabalho é o
mesmo do trabalho feito pelo autor: a utilização de resíduos de concreto para a fabricação
de blocos de concreto de vedação. De acordo com Buttler (2003) os resíduos de concreto
são aqueles provenientes de demolições de estruturas de concreto, de usinas de fabricação
de concreto, fábricas de peças pré-moldadas e pavimentos de concreto.
2.2. HISTÓRICO COM RELAÇÃO AOS RCD
A idéia de reciclar RCD provém do século I a.C., quando os romanos não provinham de
materiais vulcânicos para empregar em suas construções, faziam uso de tijolos, telhas ou
cerâmicas moídas como agregado para se misturar com a cal produzindo argamassas de
pozolana e cal (RODRIGUES et al., 2000; SCHULZ e HENDRICKS, 199211 apud LEITE,
2001). Já Devenny e Khalaf (199912 apud LEITE, 2001) fazem referência aos primeiros
relatos da utilização de blocos de concreto na produção de novos concretos, na Alemanha
em meados de 1860. A utilização em ampla escala destes materiais, na Alemanha, se deu
no fim da Segunda Guerra Mundial, dando-se uma destinação adequada ao acúmulo de
resíduos produzidos pela destruição das edificações. Segundo Leite (2001), os resíduos
produzidos no pós-guerra também foram utilizados em algumas cidades da Inglaterra, sendo
que a partir deste marco vários trabalhos foram desenvolvidos comprovando o potencial
destes resíduos como matéria-prima na produção de agregados para a construção.
De acordo com Leite (2001), o primeiro estudo nacional realizado para comprovar a eficácia
na utilização de RCD foi feito pelo arquiteto Tarcísio de Paula Pinto no ano de 1986 (PINTO,
1986)13, sendo que na sequência pode-se citar, dentre outros, estudos feitos por Silveira
(1993), Zordan (1997), Latterza (1998) e Lima (1999). Juntamente com o desenvolvimento
destes estudos pode-se evidenciar a utilização empírica no canteiro de obras de “masseiras-
moinho” a partir dos anos 1980, como equipamentos para reciclagem de pequenos volumes
de RCD gerados dentro do próprio canteiro, utilizando o agregado reciclado como parte
constituinte de novas argamassas, como pode ser visto na Figura 2.1 (ZORDAN, 1997).
11
SCHULZ, R. R.; HENDRICKS, Ch. F. Recycling of mansory rubble. In: HANSEN, T. C. Recycling of demolished concrete mansory. London: Chapman & Hall, 1992. Part Two, p. 161-255. (RILEM TC Report 6). 12
DEVENY, A.; KHALAF, F. M. The use of crushed brick as coarse aggregate in concrete. Mansory International, v.12, n. 3, p. 81-84, 1999. 13
PINTO, T. P. Utilização de resíduos de construção. Estudo do uso em argamassas. São Carlos, 1986. 140 p. Dissertação (Mestrado) – Departamento de Arquitetura e Planejamento da Universidade de São Carlos – Universidade de São Paulo. 1986.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 33
P. H. M. CELESTINO Capítulo 2
Figura 2.1 – Argamasseira e moinho para reaproveitamento de RCD: (a) Masseira-moinha; (b) produção de
argamassa com agregados reciclados em obra (Fonte: http://www.anvi.com.br – Acessado em: 25/07/2012).
A experiência brasileira com a reciclagem de grandes volumes é mais recente, sendo
iniciada no ano de 1991, com a inauguração da primeira usina de reciclagem de entulho do
Hemisfério Sul, localizada na cidade de São Paulo (ZORDAN, 1997). A partir desta, várias
outras usinas foram inauguradas ao longo de todo o território nacional, sendo que o seu
sucesso ou fracasso sempre estava ligado ao correto planejamento da logística envolvendo
o entulho gerado na cidade.
2.3. PROCESSAMENTO DE RCD
No Brasil usinas de reciclagem de RCD são as mesmas usinas que reciclam o RC, tendo
em vista que não existem em território nacional usinas específicas para a reciclagem
somente de resíduos cimentícios, por tal motivo nesta revisão bibliográfica o processamento
dos RC será visto de maneira abrangente, englobando todo o resíduo proveniente das
atividades de construção que são beneficiados dentro de uma usina de reciclagem.
Podem-se ver inúmeros casos de processamento dos RCD em usinas de reciclagem, tanto
em outros países como no território nacional. O processamento destes resíduos é algo
benéfico para a sociedade e o meio ambiente, pois tudo aquilo que antes era tido como um
problema para o município pode se converter em uma nova fonte de renda, sem citar os
benefícios ecológicos, onde todo aquele material deixará de sucumbir a capacidade de
absorção dos aterros públicos urbanos, sendo este último o destino final de grande parte do
RCD gerado nos municípios brasileiros.
Há distintas aplicações para o RCD reciclado, bem como diferenças nos seus processos de
segregação, triagem e reciclagem. A escolha do maquinário a ser empregado no pátio da
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 34
P. H. M. CELESTINO Capítulo 2
usina de reciclagem irá ocorrer em função do volume a ser reciclado e do tipo de agregado
que será produzido. Alguns autores como Latterza (1998), Lima (1999), Leite (2001), Angulo
(2005) e Baldan et al. (2009) discorrem sobre as fases inerentes do processamento dos
RCD, bem como dos aparelhos comumente utilizados.
Na Figura 2.2 é esquematizado o funcionamento de uma usina de reciclagem de RCD,
mostrando os principais equipamentos utilizados no processamento do resíduo. Baldan et al.
(2009) descriminam em etapas as principais atividades a serem realizadas dentro de uma
usina de reciclagem de resíduos sólidos, sendo elas:
Recepção e análise visual dos resíduos recebidos;
Disposição em áreas para triagem;
Triagem e retirada de contaminantes dos resíduos;
Manejo, estocagem e expedição de rejeitos; alimentação do núcleo de reciclagem;
Processamento dos resíduos do tipo Classe A (pré-classificação, britagem,
peneiração, rebritagem e transporte);
Retirada dos contaminantes após a britagem (impurezas metálico ferrosas e outras);
Estocagem de agregado reciclado e expedição.
Por sua vez, Angulo (2005) separa as atividades de processamento de RCD em quatro
operações unitárias de tratamento de minérios, sendo elas: redução de tamanho,
separação, concentração e auxiliares.
Segundo este autor a redução de tamanho, ou também denominada de cominuição, é uma
atividade de custo elevado por demandar grande quantidade de energia e a necessidade de
se utilizar equipamentos robustos que sofrerão certo desgaste. Esta operação é dividida em
moagem ou britagem, podendo ser realizada com britadores de impacto ou de mandíbulas
em estágio único ou duplo.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 35
P. H. M. CELESTINO Capítulo 2
Figura 2.2 – Esquema da planta de uma usina de reciclagem de RCD (Fonte: http://reciclagemdeentulho.net.br –
Acessado em: 20/03/2012).
1. Alimentador vibratório;
2. Transportador de correia (retirada de material fino);
3. Pilha de material fino;
4. Britador;
5. Correia radial (distribuição do material);
6. Material vermelho;
7. Peneira vibratória;
8. Saída de agregados cinzas de diferentes granulometrias;
9. Pilhas finais de agregados cinza (provenientes de resíduos cimentícios).
Na segunda operação citada por Angulo (2005), a separação por tamanho, são utilizados
equipamentos como peneiras ou classificadores, sendo estes de funcionamento hidráulico
ou pneumático. O peneiramento geralmente é realizado por via seca, podendo também ser
feito a úmido garantindo assim uma separação mais eficiente entre a fração fina e a fração
graúda. Já os classificadores podem ser do tipo pneumáticos gerando uma corrente
ascendente de ar para separação de partículas leves como plásticos e papéis, ou
hidráulicos para separação de partículas finas.
A concentração é a terceira operação citada por Angulo (2005), tendo como finalidade
aumentar a concentração útil do mineral de interesse, removendo contaminantes. Para as
usinas de reciclagem de RCD a concentração pode ser realizada de acordo com as
seguintes etapas:
Descarte de carregamentos da fração não mineral do RCD;
Classificação do RCD mineral (resíduo de tijolos, concreto, mistos etc.);
Catação da fração não-mineral do RCD;
Separação magnética dos metais presentes no RCD;
Concentração gravítica dos agregados de RCD (concentração por densidade);
Por fim, Angulo (2005) cita as operações auxiliares, sendo estas aquelas necessárias para
se promover o transporte do material dentro da usina de reciclagem por meio das correias

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 36
P. H. M. CELESTINO Capítulo 2
transportadoras, além da secagem e homogeneização por meio de pilhas. Na Tabela 2.1
pode-se observar as operações unitárias realizadas e os equipamentos empregados nas
principais usinas de reciclagem de RCD no Brasil.
Tabela 2.1 – Operações e equipamentos empregados nas principais usinas de reciclagem de RCD do Brasil,
tabela do autor com informações de Angulo (2005) e Prefeitura de Belo Horizonte (2011).
Usina Equipamento de
redução Equipamento de
classificação Operação de concentração
Operações auxiliares
Santo André – SP
Britador de impacto (10 t/h)
Peneira # 12,7 mm
Catação Transportadores
de correia
São Paulo – SP Britador de
impacto (100 t/h) Peneiras # 40; 20
e 4,8 mm
Catação e Separação magnética
Transportadores de correia
Vinhedo – SP Britador de mandíbulas
(8 t/h)
Peneiras # 12,7; 9,5 e 4,8 mm
Catação
Transportadores de correia e
Abatedores de poeira
Londrina – PR Britador de impacto
Peneira # 4,8 mm Catação Transportadores
de correia
Belo Horizonte (Pampulha) – MG Britador de
impacto (30 t/h) Peneiras Catação
Transportadores de correia e
Abatedores de poeira
Belo Horizonte (Estoril) – MG
Britador de impacto (25 t/h)
Não detectado Catação Transportadores
de correia
Ribeirão Preto - SP Britador de
impacto (30 t/h) Não detectado
Catação e Separação magnética
Transportadores de correia e
Abatedores de poeira
Latterza (1998) divide os equipamentos necessários para se colocar em funcionamento uma
usina de reciclagem em dois grupos, os de grande porte e os de pequeno porte. O autor
subdivide o equipamento de britagem de grande porte nas seguintes partes:
Alimentador vibratório: responsável por receber o entulho que é despejado pela pá
carregadeira;
Britador propriamente dito: pode ser de impacto ou de mandíbulas;
Calha vibratória: faz a captação do produto do britador e alimenta o transportador de
correia;
Transportador de correia: conduz o material até a área de estocagem;

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 37
P. H. M. CELESTINO Capítulo 2
Nebulizador: protege a saída dos agregados evitando assim a formação de nuvens
de poeira;
Eletroimã: instalado acima do transportador de correia, responsável pela retirada de
contaminantes ferrosos do agregado.
Para os equipamentos de pequeno porte, Latterza (1998) cita a utilização das masseiras-
moinho. Estes equipamentos promovem o reaproveitamento do entulho dentro do próprio
canteiro de obras, produzindo argamassas e diminuindo a quantidade de resíduos gerados.
O autor faz referência ao estudo desenvolvido por Levy (199714 apud LATTERZA, 1998), em
que as propriedades das argamassas produzidas com estes equipamentos foram avaliadas,
comprovando a viabilidade técnica de sua produção, obtendo-se incremento nas
propriedades mecânicas destas argamassas, juntamente com a economia de 30% no
consumo de cimento utilizado.
Leite (2001) discorre sobre os processos de separação de resíduos dentro de uma usina de
reciclagem, além de fazer uma classificação dos distintos tipos de britadores, ressaltando
que este equipamento é determinante em relação às propriedades dos agregados obtidos.
O autor separa os britadores em quatro tipos distintos, sendo que Lima (1999) faz a mesma
classificação para os três primeiros tipos. A seguir será exposta a classificação feita por
Leite (2001) com as principais propriedades agregadas pelo autor a cada tipo de
equipamento.
Britadores de impacto: o material é britado pelo choque de martelos maciços, pode
processar peças robustas muitas vezes dispensando uma segunda britagem devido
à quantidade de finos gerados. Baixa emissão de ruído;
Britadores de mandíbula: o material é esmagado por mandíbulas, sendo que estas
não reduzem muito o seu tamanho, por tal motivo estes são utilizados como
britadores primários produzindo agregados graúdos. Alta emissão de ruído;
Moinhos de martelo: também conhecidos como moinhos rotativos ou britadores de
cilindros, não são largamente utilizados por produzirem somente material fino;
Cones de britagem: equipamento utilizado prioritariamente na britagem secundária,
processando materiais com diâmetro máximo de 200 mm, dando origem a uma
14
LEVY, S. M. Reciclagem do entulho de construção civil, para utilização como agregado de argamassas e concretos. São Paulo, 1997. Dissertação (Mestrado) – Escola Politécnica da Universidade de São Paulo. 1997.
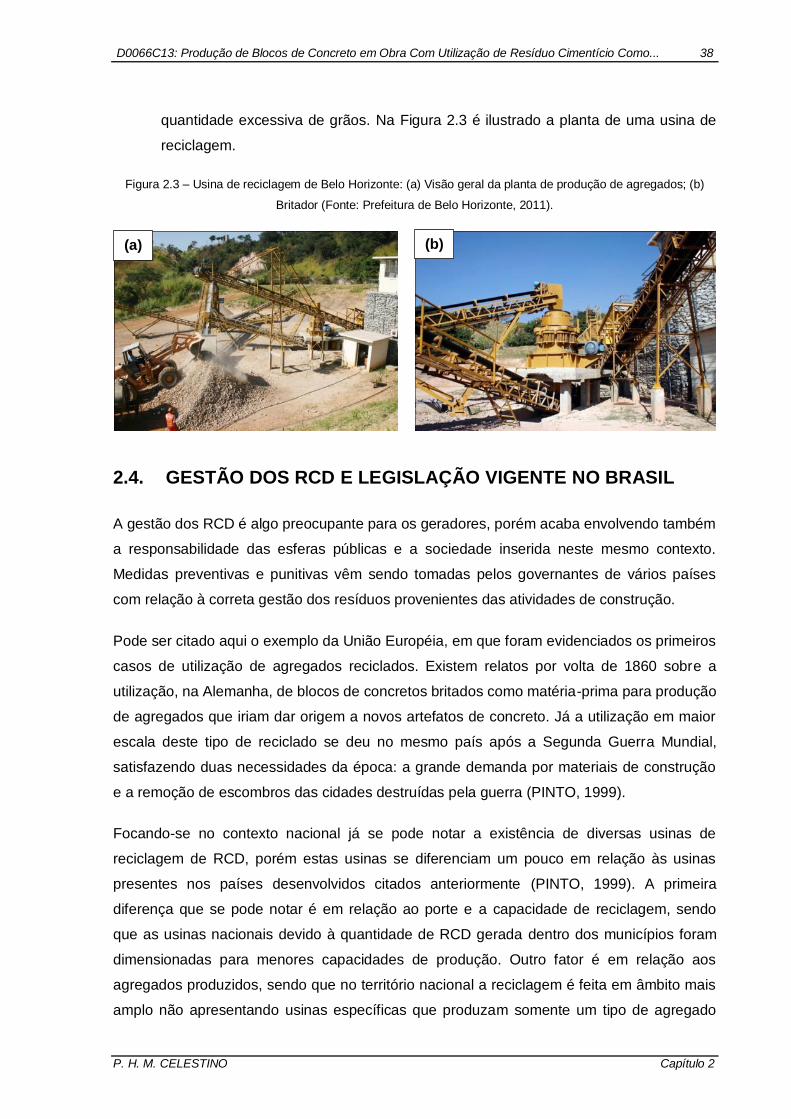
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 38
P. H. M. CELESTINO Capítulo 2
quantidade excessiva de grãos. Na Figura 2.3 é ilustrado a planta de uma usina de
reciclagem.
Figura 2.3 – Usina de reciclagem de Belo Horizonte: (a) Visão geral da planta de produção de agregados; (b)
Britador (Fonte: Prefeitura de Belo Horizonte, 2011).
2.4. GESTÃO DOS RCD E LEGISLAÇÃO VIGENTE NO BRASIL
A gestão dos RCD é algo preocupante para os geradores, porém acaba envolvendo também
a responsabilidade das esferas públicas e a sociedade inserida neste mesmo contexto.
Medidas preventivas e punitivas vêm sendo tomadas pelos governantes de vários países
com relação à correta gestão dos resíduos provenientes das atividades de construção.
Pode ser citado aqui o exemplo da União Européia, em que foram evidenciados os primeiros
casos de utilização de agregados reciclados. Existem relatos por volta de 1860 sobre a
utilização, na Alemanha, de blocos de concretos britados como matéria-prima para produção
de agregados que iriam dar origem a novos artefatos de concreto. Já a utilização em maior
escala deste tipo de reciclado se deu no mesmo país após a Segunda Guerra Mundial,
satisfazendo duas necessidades da época: a grande demanda por materiais de construção
e a remoção de escombros das cidades destruídas pela guerra (PINTO, 1999).
Focando-se no contexto nacional já se pode notar a existência de diversas usinas de
reciclagem de RCD, porém estas usinas se diferenciam um pouco em relação às usinas
presentes nos países desenvolvidos citados anteriormente (PINTO, 1999). A primeira
diferença que se pode notar é em relação ao porte e a capacidade de reciclagem, sendo
que as usinas nacionais devido à quantidade de RCD gerada dentro dos municípios foram
dimensionadas para menores capacidades de produção. Outro fator é em relação aos
agregados produzidos, sendo que no território nacional a reciclagem é feita em âmbito mais
amplo não apresentando usinas específicas que produzam somente um tipo de agregado
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 39
P. H. M. CELESTINO Capítulo 2
reciclado proveniente sempre da mesma matéria-prima segregada, ou seja, usinas que
trabalhem especificamente com resíduos cimentícios produzindo o então desejado agregado
reciclado “cinza”.
Apesar de se ter exemplos bem sucedidos, as primeiras experiências, como a Usina de
Reciclagem de Entulho de Itatinga, instalada na zona sul de São Paulo, no bairro de Santo
Amaro, demonstra como a falta de planejamento estratégico pode afetar diretamente na
produção, por falta de matéria-prima. De acordo com Zordan (1997) a Usina de Itatinga foi
inaugurada em novembro de 1991, sendo a primeira usina de reciclagem de RCD do
Hemisfério Sul. Apesar de ser pioneira, não foram feitos estudos prévios de planejamento
para implantação desta usina, o que provocou a sua desativação por uma temporada e ao
retornar suas atividades normais, esta opera em ociosidade processando apenas 50% de
sua capacidade total que é de 1000 ton/dia. A falta de matéria-prima é o fator básico que faz
com que a usina seja ociosa. Sua localização dificulta o transporte de entulho até seu pátio,
porque esta é localizada na periferia da cidade, sendo que não existe um sistema de coleta
com postos de deposição temporários nas regiões mais centrais.
Outro exemplo citado por Zordan (1997) é o programa de reciclagem implementado pela
prefeitura de Belo Horizonte em Minas Gerais. Neste programa a prefeitura realizou um
planejamento adequado, utilizando como dados balizadores de projeto o diagnóstico feito
sobre os pontos de deposição clandestinos de RCD, concluindo-se que a cidade
necessitaria de quatro usinas de reciclagem e 17 pontos de recepção intermediários destes
resíduos. A primeira das quatro usinas que seriam instaladas iniciou suas operações em
dezembro de 1995 com processamento de 100 toneladas diárias em 1997. Atualmente
existem três usinas em operação na cidade, a Usina de Pampulha, Estoril e da BR-040
(PREFEITURA DE BELO HORIZONTE, 2011). Segundo o portal eletrônico da prefeitura de
Belo Horizonte as usinas são instaladas em terrenos públicos localizados estrategicamente
com uma área mínima de 6000 m².
Mais um exemplo bem sucedido de implantação de usina de reciclagem de RCD é relatado
por Baldan et al. (2009), que realizam um estudo na Usina de Reciclagem de Resíduos de
Construção Civil de São Carlos, São Paulo. A prefeitura de São Carlos, além de instalar a
usina para reciclagem do RCD, também fez a instalação de uma fábrica de artefatos de
concreto que são produzidos com o agregado reciclado pela usina. Tal usina tem
capacidade diária de processamento de 160 toneladas de entulho, o que fica bem próximo
ao entulho total gerado pelo município que é de 250 toneladas diárias (PREFEITURA DE
SÃO CARLOS, 2011). Além dos benefícios ambientais e econômicos a usina também traz
benefícios sociais, pois a mão-de-obra empregada na usina e na fábrica de artefatos de

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 40
P. H. M. CELESTINO Capítulo 2
concreto é contemplada por reeducandos da penitenciária da cidade de Itirapina que dista
20 quilômetros de São Carlos (BALDAN et al., 2009).
No Brasil já existem em vigor leis federais, municipais e resoluções que tratam sobre a
gestão dos resíduos de construção e demolição. A Resolução nº 307 (BRASIL, 2002) foi
criada pelo Conselho Nacional do Meio Ambiente (CONAMA), que é um órgão ligado
diretamente ao Ministério do Meio Ambiente.
A Resolução nº 307 estabelece diretrizes, critérios e procedimentos para a gestão dos
resíduos da construção civil. A resolução em si não é uma lei, mas exige em nível federal,
estadual e municipal a criação de leis que regulamentem suas prerrogativas. Segundo
Buttler (2007), esta resolução foi uma das primeiras medidas em âmbito federal com a
missão de disciplinar a destinação dos RCD, sendo que o fato de sua existência já coloca o
Brasil em posição de vanguarda quando comparado com outros países da América Latina,
pois, segundo Loturco (2004), não existiam propostas como esta até a data de sua matéria.
A resolução estabelece obrigações para várias esferas, como a criação dos Planos
Integrados de Gerenciamento de Resíduos da Construção Civil para os municípios e Distrito
Federal, sendo que estes planos são divididos em: Programa Municipal de Gerenciamento
de Resíduos da Construção Civil e Projetos de Gerenciamento de Resíduos da Construção
Civil, sendo o primeiro de responsabilidade municipal e o segundo de responsabilidade
privada.
A Lei Federal nº 12.305 (BRASIL, 2010) institui a Política Nacional de Resíduos Sólidos,
dispondo sobre diretrizes relativas à gestão integrada e ao gerenciamento de resíduos
sólidos, incluindo os perigosos, as responsabilidades dos geradores e do poder público e
aos instrumentos econômicos aplicáveis. Portanto, em nível federal já existe a lei que
regulamenta a Resolução nº 307. Entretanto, todos os Estados, Municípios e Distrito Federal
devem criar suas leis próprias e adequadas às realidades regionais. No caso do município
de Goiânia, onde foi desenvolvido este trabalho, existe um projeto de lei municipal referente
à gestão de resíduos da construção, que está em fase de aprovação junto à câmara
municipal. A morosidade na aprovação de leis ambientais por parte das autoridades públicas
goianas toma contornos históricos, já que o Código Ambiental, idealizado e por vezes
repensado, tem mais de uma década e ainda não foi aprovado.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 41
P. H. M. CELESTINO Capítulo 2
2.5. AGREGADOS RECICLADOS
Agregados reciclados são aqueles agregados provenientes de processos de fabricação, que
ao invés de utilizarem como matéria-prima a rocha sã de jazidas naturais, utilizam os
resíduos de construção e demolição ou os resíduos cimentícios, previamente separados e
classificados, como matéria-prima para alimentar os britadores das usinas de reciclagem,
produzindo assim agregados de diferentes granulometrias.
Segundo Lima (1999), os agregados reciclados se diferem dos agregados naturais
principalmente pelo fato de apresentarem maior variação em suas propriedades, sendo
estas influenciadas diretamente pelo resíduo processado, os equipamentos utilizados em
seu processamento, teor de impurezas aderidas e granulometria. De acordo com o autor as
principais diferenças com relação aos agregados naturais são a maior absorção de água,
composição mais heterogênea e menor resistência mecânica.
Como as propriedades dos agregados reciclados irão variar nas mesmas proporções como
as propriedades dos resíduos que deram origem a estes agregados, é pertinente se fazer
uma análise qualitativa dos materiais que fazem parte dos resíduos utilizados como matéria-
prima, para se obter um parâmetro da qualidade final dos agregados produzidos. Com base
nisto, Pinto (1999) faz uma classificação dos principais materiais constituintes de amostras
de resíduos coletadas em diferentes localidades, evidenciando não somente o tipo de
resíduo gerado, mas também a cultura local de desperdício de materiais, esta sendo
atrelada às técnicas executivas de cada localidade. Ainda segundo Pinto (1999), no Brasil
existem grandes perdas de materiais cerâmicos e de argamassas, enquanto em outros
países como Bélgica e Canadá as parcelas referentes às perdas de argamassas são
desprezíveis.
Em seu trabalho, Levy (2001) destaca a importância de se estudar as características dos
agregados de maneira isolada, devido ao fato de que este normalmente representa 75% do
volume dos concretos produzidos e suas características quanto à forma e textura de seus
grãos podem ser fatores determinantes na viabilidade técnica e econômica de sua
utilização. O autor na tentativa de caracterizar estes agregados os separa em quatro classes
distintas, subdividindo-as de acordo com as propriedades consideradas mais relevantes em
sua análise, sendo elas:
Quanto à origem:
Agregados provenientes de resíduos de alvenaria;
Agregados provenientes de resíduos cimentícios;

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 42
P. H. M. CELESTINO Capítulo 2
Agregados provenientes de resíduos compostos.
Quanto à forma e textura:
Forma;
Textura;
Influência sobre a demanda de água de amassamento.
Quanto à granulometria:
Curva granulométrica ideal.
Quanto à reação álcali-agregado:
Reatividade potencial de agregados para concreto;
Fundamentos da reação;
Fatores que influenciam a reação;
Inibidores da reação.
De acordo com Angulo (2004), os agregados reciclados devem ser utilizados
prioritariamente em aplicações de alto valor, o que corresponderia a utilizá-los na fabricação
de novos concretos ou fabricação de artefatos pré-moldados de concreto, em detrimento de
sua utilização em aplicações secundárias como bases e sub-bases de pavimentos, fazendo
com que tal produto seja visualizado no meio da construção civil como um produto de boa
qualidade, o que facilitaria o crescimento dos índices de reciclagem de resíduos da
construção, pois o produto produzido passaria a ser bem aceito pelo mercado consumidor.
Angulo (2005) faz uma vasta busca pela bibliografia disponível traçando recomendações na
utilização dos agregados reciclados e relatando as principais dificuldades na aplicação de
normas técnicas em usinas de reciclagem. Na Tabela 2.2 é mostrado as principais
recomendações para a utilização de agregados reciclados na produção de concretos,
levantadas pelo autor de acordo com Hansen (1992)15, a recomendação 27 da RILEM
(1994)16, Hendriks (2000)17 e Lima (199918 apud ANGULO, 2005).
Fonseca (2002) também discorre sobre as propriedades e características dos agregados
reciclados, concluindo que a grande variedade dos resíduos utilizados em sua produção faz
15
HANSEN, T. C. Rilem report 6 – recycling of demolished concrete and mansonry. London: E& FN SPON/Chapman & Hall, 1992. 305p. 16
RILEM RECOMMENDATION. Specification for concrete with recycled aggregates. Materials and Structures, n.27, p.557-559, 1994. 17
HENDRIKS, C. F. The building cycle. Holanda: Aeneas, 2000. 231p. 18
LIMA, J. A. R. Proposição de diretrizes para a produção e normalização de resíduo de construção reciclado e de suas aplicações em argamassas e concretos. 1999. 204p. Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo. São Carlos, 1999.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 43
P. H. M. CELESTINO Capítulo 2
com que a qualidade final destes seja inferior, quando comparados aos agregados naturais.
O autor ainda recomenda que a utilização destes agregados, sem a caracterização e
conhecimento de suas propriedades, seja feito somente para concretos sem função
estrutural, tendo como exemplos: blocos de concreto com fins de vedação, em obras de
pavimentação, guias e sarjetas, regularização de ruas de terra, obras de drenagem,
execução de contrapisos, contenção de encostas dentre outras.
Tabela 2.2 – Recomendações para utilização de agregados reciclados em concreto, adaptada de Angulo (2005).
Exigências BSCJ19
Holanda RILEM LIMA
Max fck (MPa) 18 nd nd 50 a 60 16 a 20 16 12
Natureza do agr.
Concreto Concreto Alvenaria Concreto Alvenaria Concreto Alvenaria
Aplicação
Fundações edifícios
comerciais térreos
Sem restrição Sem restrição
Contrapiso bases vergas blocos
Contrapiso bases vergas blocos
Massa específica >
(kg/m3)
2.200 2.100 nd 2.000 1.500 nd nd
Absorção < (% em massa)
7 nd nd 10 20 7 12
Passante peneira
#0,075 mm < (% em massa)
1 0,1 2 2 3 nd nd
Pode-se perceber que os autores estão de acordo com relação à maior heterogeneidade
dos agregados reciclados quando comparados aos agregados naturais. Foi mostrado que
estes podem ser utilizados para produção de concretos com fins estruturais, tomando-se
alguns cuidados na sua utilização como a caracterização de suas propriedades físicas e
mecânicas garantindo assim maior durabilidade ao concreto produzido. Para produção de
peças de concreto sem função estrutural, está comprovado que a utilização dos agregados
reciclados é benéfica, tanto para a imagem do setor da construção civil como para o meio
ambiente, tendo uma indústria que promove a correta gestão dos seus resíduos gerados e
poupando de maneira significativa as jazidas naturais de agregados.
19
Building Contractors Society of Japan.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 44
P. H. M. CELESTINO Capítulo 2
2.6. APLICAÇÕES PARA OS AGREGADOS RECICLADOS
Na literatura se podem encontrar vários exemplos de aplicações dos agregados reciclados
tanto em pesquisas como em aplicações práticas ao redor do mundo e também em território
nacional. O objetivo deste item é mostrar ao leitor os exemplos de aplicações de agregados
reciclados como matéria-prima na construção.
Um dos exemplos de aplicação de agregados reciclados para pavimentação é citado por
Mehta e Monteiro (1994), que discorrem sobre o caso de uma das rodovias do estado de
Michigan nos Estados Unidos, onde o resíduo proveniente de sua recuperação foi utilizado
como matéria-prima para o processamento de agregado reciclado que posteriormente foi
empregado na própria obra de recuperação desta mesma rodovia, recuperando 44,6 km de
rodovia danificada.
Apesar do exemplo citado anteriormente ter sido positivo na aplicação dos agregados
reciclados, Levy (2001) cita um caso não tão bem sucedido desta aplicação, onde pode-se
perceber problemas graves em duas pontes construídas na Bélgica, devido a reações álcali-
agregado, resultando na demolição destas obras. Neste mesmo estudo o autor relata que a
partir de 1988 a Comunidade Européia concebeu várias obras empregando agregados
reciclados, sendo algumas delas destacadas na Tabela 2.3.
Uma das obras citadas pelo autor que comprova de maneira efetiva, tanto pela quantidade
empregada quanto pela dimensão da obra em si, a viabilidade técnica do emprego de
agregados reciclados é a obra da Eclusa de Berendrecht na Bélgica, onde foi produzido
650.000 m3 de concreto com a utilização de 80.000 m3 de agregados reciclados na
construção das paredes da eclusa. O resíduo que deu origem aos agregados reciclados
utilizados é proveniente da demolição das antigas paredes da eclusa de Zandvliet. Foi
comprovada a viabilidade técnica pela confecção de concretos com resistência à
compressão de até 35 MPa, porém para se conseguir tal feito foram realizados estudos
determinando-se a caracterização detalhada dos resíduos, otimizou-se a instalação para o
processamento do entulho e se desenvolveu sistemas de controle da qualidade do material
processado.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 45
P. H. M. CELESTINO Capítulo 2
Tabela 2.3 – Aplicações de agregados reciclados como matéria-prima, adaptada de Levy (2001).
País Obra Volume de concreto
(m3)
Local de aplicação Ano
Holanda20
Viaduto da rodovia RW-32 (próximo a Meppel)
500 Muretas laterais 1988
Eclusa da hidrovia Haandrick próximo a Almelo
2.000 Laje submersa 1988
Interligação entre barragem e eclusa em Nieuw Statenzijl
3.000 Laje submersa 1989
2o viaduto na rodovia RW-32
(próximo a Meppel) 11.000 (20-
80%) Todos os componentes da
estrutura 1990
Delftse Zoom Housing Project Construção de unidades
habitacionais de médio padrão com substituição de 100% do agregado natural por reciclado
272 unidades
habitacionais
Painéis pré-moldados de concreto
Agregado utilizado com granulometria entre 4-16 mm
1997-1998
Inglaterra
Edifício do meio ambiente do BRE
1.500
Concreto usinado com agregados reciclados
Fundações: fck = 25 MPa
Lajes e pilares: fck = 35 MPa
1996
Piso de alta resistência do Lab.de Cardinton BRE,
substituição em massa de 20% de agregados reciclados
500 Atingiu-se fc = 60 MPa aos
91 dias, similar a um concreto natural
1996
Centro de operações de água 4.000 Aplicado em toda estrutura 1999-2000
Bélgica Eclusa de Berendrecht 650.000 e
80.000 agr. reciclados
Construção das paredes da eclusa com fck = 35 MPa e retração por secagem < 150
μm/m
1987-1988
Em publicação editada por Vyncke (2000), foram apontadas algumas diretrizes que devem
ser utilizadas de maneira a ajudar os governantes a melhorarem a gestão dos RCD, como
por exemplo, restringir a deposição em aterros, promover a segregação dento do próprio
canteiro com intuito de futura reciclagem daquele material, desenvolver sistemas de
reciclagem, desenvolver programas de treinamento e de pesquisa sobre a temática, dentre
outros.
Krezel e Mcmanus (200021 apud BUTTLER, 2007), com o objetivo de combater a poluição
sonora, produziram barreiras de concreto com utilização de agregados reciclados, obtendo
20 COLENBRANDER, W; Rijkswaterstaat Demonstration Projects The Netherlands 1988-1992, Use of recycled materials as aggregates in the construction industry- v2 publ. 3 e 4. Bruxelas ETN Recycling in construction, Março Setembro 2000.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 46
P. H. M. CELESTINO Capítulo 2
bom desempenho acústico. Foram empregados 1000 toneladas de agregados graúdos
reciclados.
No Brasil Baldan et al. (2009) mostram o caso da utilização de agregados reciclados na
produção de artefatos pré-moldados de concreto na fábrica de artefatos pré-moldados que
funciona em conjunto com a usina de reciclagem de entulho na cidade de São Carlos, onde
são produzidos blocos de vedação, pisos intertravados, canaletas, guias e bancos de
concreto.
Zordan (1997) também cita o caso das usinas de reciclagem da cidade de Belo Horizonte,
que recebem o entulho gerado nas construções espalhadas pela cidade e processam este
entulho produzindo agregados de diferentes granulometrias. De acordo com Buttler (2007)
os agregados cinzas, produzidos pelas usinas, são utilizados por uma cooperativa de ex-
moradores de rua para se fabricar blocos de vedação não-estruturais, produzindo 30.000
blocos por mês, sendo estes comercializados a R$0,80 (19 cm x 19 cm x 39 cm), R$0,65
(14 cm x 19 cm x 39 cm) e R$0,50 (9 cm x 19 cm x 39 cm).
Citando mais um exemplo de iniciativa pública tem-se o caso da prefeitura de São Paulo,
que em 2003 construiu um alojamento empregando 4000 blocos de concreto produzidos
com agregados reciclados, sendo que após um prazo de cinco anos foi constatado que o
comportamento destes elementos de alvenaria se demonstrava satisfatório quando
comparados aos elementos convencionais (COELHO, 200122 apud BUTTLER, 2007).
Jadovski (2005) relata sobre sua visita realizada na usina de reciclagem de entulho que
opera na cidade de Piracicaba, São Paulo. Recebe-se no pátio da usina cerca de 120 m3/dia
de RCD, sendo estes processados por britador primário de mandíbulas com capacidade de
25 t/h e britador secundário de martelos. A usina opera em um terreno de 10.000 m2 em
conjunto com uma fábrica de blocos de concreto, que tem produção diária de 2.000 blocos.
Segundo o autor a usina produz quatro tipos de agregados, sendo eles com os seus
respectivos custos de produção23: bica corrida (R$17,11 por m3), brita 1 (R$21,77 por m3),
pedrisco (R$24,88 por m3) e areia (R$19,44 por m3), sendo que o valor para venda destes
materiais na região onde foi desenvolvido este trabalho seria de R$62,00 por m³ para a
brita 1, R$62,00 por m³ para o pedrisco e R$50 por m³ para a areia.
21
KREZEL, Z. A.; MCMANUS, K. J. Recycling demolition waste to fight noise pollution. In: ANNUAL AUSTRALIAN ENVIRONMENTAL ENGINEERING RESEARCH EVENT, 4., Proceedings... Australia: Victor Harbos, Nov. 2000. 22
COELHO, P. E. Reciclagem de entulho: o melhor ainda está por vir. Revista Limpeza Pública. ABLP – Associação Brasileira de Limpeza Pública, v. 51, 1999. 23
Valores corrigidos para o ano de 2013 utilizando-se o Indíce Nacional da Construção / FGV, sendo este de 55,54%, acumulado entre os anos de dez/2005 a dez/2012 (Fonte: Câmara Brasileira da Indústria da Construção - http://www.cbic.org.br/ - Acessado em: 02/04/2013).

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 47
P. H. M. CELESTINO Capítulo 2
Buttler (2007), assim como Baldan et al. (2009), também citam o caso da usina de
reciclagem da cidade de São Carlos, que opera em conjunto com a fábrica de artefatos de
cimento, produzindo blocos de vedação para o projeto Moradia Solidária. O projeto faz
previsão para construção de 224 unidades habitacionais, cada uma com 54 m2 utilizando-se
1800 blocos em sua construção. A construção das unidades pode ser vista na Figura 2.4.
Figura 2.4 – Casas construídas utilizando-se blocos de agregados reciclados: (a) Fundação em radier; (b) e (c)
Elevação de alvenaria; (d) e (f) Vista interna; (e) Reboco (Fonte: BUTTLER, 2007).
Ainda segundo Buttler (2007) na fábrica de artefatos de cimento de São Carlos são
produzidos 3.100 blocos geralmente com dimensões de 14 cm x 19 cm x 29, meio-blocos de
14 cm x 19 cm x 14 cm e canaletas, aplicando uma taxa de substituição de
aproximadamente 70% de agregados reciclados em relação ao total de agregados da
mistura, alcançando-se resistências médias à compressão aos 28 dias de 3 MPa a 4 MPa.
Os blocos são ilustrados na Figura 2.5.
Figura 2.5 – Artefatos de cimento produzidos na fábrica de São Carlos: (a) Blocos; (b) Meio-bloco; (c) Canaletas
(Fonte: BUTTLER, 2007).
(a) (b) (c)
(d) (e) (f)
(a) (b) (c)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 48
P. H. M. CELESTINO Capítulo 2
Buttler (2007) também cita exemplos de aplicações de reciclados pelas construtoras. Um
dos casos é o da Racional Engenharia (2003)24, que aplicou resíduos gerados na demolição
de um edifício no Rio de Janeiro para a fabricação de blocos que posteriormente seriam
utilizados na execução de moradias populares. Outro caso seria o da Construtora Setin que
processou o entulho gerado na remoção de 40.000 m2 de um piso de concreto com 40 cm
de espessura, produzindo blocos com resistência à compressão e absorção de água que
atenderam aos limites especificados por norma, sendo que estas unidades de vedação
foram utilizadas na obra de um condomínio de alto padrão de 346 casas.
Pelas experiências relatadas de aplicação de agregados reciclados na produção de novos
concretos ou na produção de artefatos de cimento, comprava-se a viabilidade técnica da
aplicação destes, desde que se delimite o seu campo de aplicação e conheça as
características físicas e mecânicas destes agregados. Desta maneira pode-se garantir uma
correta aplicação para os agregados provenientes de processos de reciclagem de entulho,
evitando utilizações deletérias como no caso relatado por Levy (2001) das duas pontes
demolidas na Bélgica decorrente de reações álcali-agregado.
2.7. BLOCOS DE CONCRETO
Blocos de concreto são elementos pré-moldados, obtidos a partir de uma mistura de
consistência seca de agregados, cimento e água, podendo-se ou não utilizar a incorporação
de aditivos que facilitem a moldagem das unidades. Esta mistura após moldada e
compactada irá ganhar resistência ao longo do tempo, finalizando-se em um produto que
possibilita a racionalização e otimização das etapas construtivas de elevação de alvenaria
(MEDEIROS; SABBATINI, 1993).
2.7.1. Histórico
Em seu boletim técnico Medeiros e Sabbatini (1993) fizeram um breve histórico com relação
à indústria de blocos de concreto. O autor relata que primeiro equipamento desenvolvido
para a produção de blocos de concreto foi fabricado por Harmon S. Palmers no ano de 1882
(LEFER25, 1976 apud MEDEIROS; SABBATINI, 1993). Por volta desta mesma época Jesse
Besser, das empresas Besser Company, incentivou o avanço dos blocos de concreto dentro
do mercado norte-americano, fabricando as primeiras máquinas semi-automáticas para
produção destas unidades, o que levou sua empresa a ser uma das maiores do mercado.
24
RACIONAL ENGENHARIA. Projeto reciclar é construir um futuro melhor. São Paulo, 2003. (Relatório técnico, DCO-009/24). 25
LEFER, H. What’s new on the old block. Progressive Architecture, v.12, p.82-88, 1976.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 49
P. H. M. CELESTINO Capítulo 2
Ainda segundo Medeiros e Sabbatini (1993), os blocos de concreto passaram a ser um dos
componentes mais utilizados dentro da indústria da construção civil, desde sua criação a
mais de cem anos atrás. Os blocos de concreto foram inseridos no mercado nacional na
década de 50 quando a primeira máquina de produção foi importada dos Estados Unidos26.
De acordo com Buttler (2007), a primeira fábrica nacional de blocos de concreto para
alvenaria estrutural, foi instalada na cidade de São Paulo no ano de 1966, porém a
consolidação deste produto dentro do mercado brasileiro só veio acontecer na década de
70, através da divulgação das primeiras obras executadas com blocos estruturais.
2.7.2. Classificação
A Associação Brasileira de Normas Técnicas (ABNT) distingue os blocos de concreto em
duas categorias, sendo os blocos vazados de concreto simples para alvenaria sem função
estrutural e aqueles com função estrutural, ambos definidos pela NBR 6136 (ABNT, 2007).
Os parâmetros utilizados pela norma supracitada para separar as classes de blocos são a
função estrutural dos mesmos, seu local de aplicação na edificação e sua resistência
característica, sendo classificados como:
Classe A: blocos com função estrutural, para uso em elementos de alvenaria acima
ou abaixo do nível do solo com resistência característica fbk ≥ 6,0 MPa;
Classe B: blocos com função estrutural, para uso em elementos de alvenaria acima
do nível do solo com resistência característica fbk ≥ 4,0 MPa;
Classe C: blocos com função estrutural, para uso em elementos de alvenaria acima
do nível do solo com resistência característica fbk ≥ 3,0 MPa;
Classe D: blocos sem função estrutural, para uso em elementos de alvenaria acima
do nível do solo com resistência característica fbk ≥ 2,0 MPa.
Outro parâmetro de grande relevância abordado pela NBR 6136 (ABNT, 2007) é o valor
máximo de absorção de água , sendo este fixado para todas as classes em ≤ 10,0% quando
da utilização de agregados normais e ≤ 13,0% (média) ou ≤ 16,0% (individual) quando da
utilização de agregados leves, sendo este último o valor a ser considerado para blocos com
agregados reciclados. O valor máximo para retração é facultativo e fica fixado em ≤ 0,065%.
26
MEDEIROS, J. S. et al. Alvenaria estrutural de blocos de concreto. São Paulo, EPUSP, 1989. / Seminário apresentado à Disciplina Alvenaria Estrutural, Departamento de Construção Civil. 1989.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 50
P. H. M. CELESTINO Capítulo 2
2.7.3. Materiais utilizados na dosagem de concreto para blocos
Ribeiro (2005) faz uma classificação dos principais materiais utilizados na fabricação de
blocos de concreto, sendo estes os mesmos utilizados na confecção de concreto estrutural
convencional, tomando-se algumas medidas balizadoras na determinação da dosagem.
Portanto têm-se os aglomerantes (cimento hidráulico), agregados graúdos, agregados
miúdos, água e na maioria das vezes os fabricantes fazem utilização de aditivos redutores
de água e/ou plastificantes para melhorar as condições de moldagem e desfôrma dos
blocos. Há casos da utilização de pigmentos inorgânicos para a fabricação de blocos
decorativos, incrementando somente coloração diferenciada ao produto final.
Cimento
De acordo com as especificações da NBR 6136 (ABNT, 2007) todos os tipos de cimento
Portland podem ser utilizados como aglomerantes na dosagem de concreto para fabricação
de blocos, sendo que independente do tipo de cimento adotado este deve atender as
recomendações das seguintes normas: NBR 5732 (ABNT, 1991), NBR 5733 (ABNT, 1991),
NBR 5735 (ABNT, 1991), NBR 5736 (ABNT, 1991) ou NBR 11578 (ABNT, 1991). Apesar da
NBR 6136 (ABNT, 2007) não fazer restrições quanto ao tipo de cimento a ser utilizado na
fabricação de blocos de concreto, a grande maioria dos fabricantes utilizam o cimento
Portland CP V – ARI (alta resistência inicial) devido ao rápido ciclo de moldagem, desfôrma,
cura e estocagem das unidades de alvenaria.
Agregados
Devem ter suas características conhecidas, de maneira que estas não intefiram
negativamente nos processos de fabricação dos blocos, tendo em vista que são as
características dos agregados que determinam as relações de aderência destes com a
pasta de cimento. Não se faz restrições para a utilização dos agregados, devendo-se
somente lembrar que estes devem estar livres de substâncias deletérias como: torrões de
argila, materiais friáveis, materiais pulverulentos e substâncias orgânicas, segundo as
recomendações da NBR 7211 (ABNT, 2009). Na Tabela 2.4 tem-se um resumo das
características recomendadas.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 51
P. H. M. CELESTINO Capítulo 2
Tabela 2.4 – Recomendações para agregados destinados a concretos secos, adaptada de Sousa (2001)
Características Tolerâncias
Agregado miúdo Agregado graúdo
Granulometria
Atender uma das faixas granulométricas da NBR NM 248
Atender à faixa granulométrica da NBR NM 248
Módulo de finura variar mais que 0,2 para materiais de mesma origem
Dmax ser menor ou igual à metade da espessura do molde da prensa
Torrões de argila 1,5% NBR 7218 1,0%
Impurezas orgânicas
300 ppm NBR NM 49 -
Material pulverulento
5,0% NBR NM 46 1,0%
Água
A NBR 6136 (ABNT, 2007) somente especifica que a água de amassamento utilizada na
mistura deve ser limpa e isenta de produtos nocivos à hidratação dos compostos do
cimento.
Com relação à quantidade de água a ser utilizada na fabricação de concretos secos, sabe-
se que ao contrário do que se tem para concretos plásticos, a relação água / cimento para
este tipo de concreto deve ser máxima, desde que seja garantido a trabalhabilidade de
mistura, definindo-se tal trabalhabilidade como aquela ideal para que seja executada a
moldagem, desforma, transporte e alocação para cura dos blocos.
Segundo Kokubo, Cabrera e Ueno (199627 apud RIBEIRO, 2005) a quantidade de água a
ser utilizada na produção de concretos secos deve variar entre 4% a 7% da massa de
materiais secos, o que pode corresponder na maioria dos casos em quantidades de água
entre 110 l/m³ a 130 l/m³ de concreto.
Aditivos
Os aditivos mais utilizados na dosagem de concretos para blocos são os aditivos redutores
de água e/ou plastificantes. Estes agregam maior trabalhabilidade na mistura e reduz a
quantidade necessária de água de amassamento, o que irá garantir resultados satisfatórios
no ganho de resistência do concreto e na aparência superficial dos blocos em estado seco,
promovendo também bom desempenho no processamento dos blocos, principalmente nas
etapas de moldagem e desmoldagem no equipamento de vibro-prensagem. A NBR 6136
27
KOKUBO, K.; CABRERA, J. G.; UENO, A. Compaction properties of roller compacted concrete. Cement & Concrete Composites. P. 109-117, 1996.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 52
P. H. M. CELESTINO Capítulo 2
(2007) não faz restrições quanto à utilização de aditivos, contando que estes estejam de
acordo com a NBR 11768 (2011) e não promovam a deterioração do concreto.
2.7.4. Fabricação de blocos de concreto
Na produção de blocos de concreto se utilizam os equipamentos de vibro-prensagem. Nas
etapas de moldagem os equipamentos submetem o concreto à vibração e prensagem da
massa de concreto dentro das fôrmas. De acordo com Sousa (2001) a vibração é
responsável pelo preenchimento e adensamento da mistura nos moldes e a prensagem irá
determinar as características de adensamento do bloco e controlar a sua altura no molde.
No Brasil existe um grande número de fábricas que produzem blocos de concreto, porém a
maioria delas não possui controle rigoroso sobre o seu processo produtivo. No estado de
Goiás existem somente quatro fábricas que possuem o selo de qualidade da Associação
Brasileira de Cimento Portland (ABCP, 2011). Frasson Júnior (2000) propõe uma
metodologia de dosagem para concretos de consistência seca que consiste exclusivamente
em moldagem de corpos de prova, eliminando-se a exaustiva e trabalhosa verificação com
testes reais realizados na fábrica, método este que ajudaria no controle de qualidade das
fábricas.
Medeiros e Sabbatini (1993) descrevem a sequência de produção dos blocos de concreto
dentro de uma fábrica, sendo estas apresentadas a seguir na Figura 2.6.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 53
P. H. M. CELESTINO Capítulo 2
Figura 2.6 – Sequência de produção de blocos de concreto em uma vibro-prensa (Fonte: SOUSA, 2001).
Preenchimento da gaveta alimentadora da vibro-prensa, com a mistura de concreto
de consistência seca;
A gaveta direciona a massa de concreto para preenchimento dos moldes metálicos,
ocorrendo vibração para melhor preenchimento do molde;
Prensagem dos blocos, também acompanhada de vibração até atingir a altura
determinada dos blocos;
Desfôrma dos blocos com ascensão dos moldes metálicos. Os blocos permanecem
nos palets;
O palete com os blocos produzido avançam enquanto um novo palet vazio é
posicionado abaixo dos moldes metálicos;
Posicionamento dos moldes metálicos para um novo ciclo de produção.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 54
P. H. M. CELESTINO Capítulo 2
Na Figura 2.7 é ilustrada a sequência de produção de blocos de concreto em uma fábrica de
artefatos cimentícios visitada pelo autor.
Figura 2.7 – Sequência de produção de blocos em uma fábrica de artefatos de cimento: (a) Silo de estocagem de
agregados; (b) Correia transportadora de agregados; (c) Misturador; (d) Transporte do concreto fresco; (e) Vibro-
compressão dos blocos; (f) Desforma dos blocos; (g) Bloco; (h) Blocos sendo encaminhados para gaiola de cura;
(i) Gaiola de cura (Fotos do autor).
De acordo com Frasson Júnior (2000), a qualidade dos equipamentos utilizados e do
processo produtivo adotado são elementos fundamentais para se alcançar as características
desejadas para os blocos fabricados, tendo em vista que equipamentos que possam
promover maiores cargas no momento de vibro-prensagem irão produzir blocos mais
compactos e densos, refletindo diretamente na resistência à compressão e permeabilidades
das unidades.
Albuquerque (2005, apud BUTTLER, 2007) faz uma comparação entre diferentes tipos de
vibro-prensagem e correlaciona qual é o seu efeito referente à resistência à compressão dos
blocos. Na Figura 2.8 é ilustrado os resultados alcançados pelo autor.
(a) (b) (c)
(d) (e) (f)
(g) (h) (i)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 55
P. H. M. CELESTINO Capítulo 2
Figura 2.8 – Correlação entre tipo de vibro-prensagem e resistência à compressão (Fonte: BUTTLER, 2007).
Segundo Sousa (2001), os mecanismos de vibração de cada equipamento são responsáveis
diretamente pelas características finais das unidades de concreto. Para o autor os principais
parâmetros relacionados à vibração que influenciam no processo são a direção de vibração,
amplitude, velocidade, aceleração e o tempo de adensamento. O autor continua fazendo
uma classificação sucinta das diferentes direções em que um equipamento de vibro-
prensagem pode ser classificado, relatando ainda que a freqüência de vibração considerada
ideal é de 50 Hz.
2.7.5. Metodologias de dosagem
Primeiramente para se dosar concretos de consistência seca, deve-se proceder com a
formulação de uma composição ideal entre os agregados (BUTTLER, 2007). Tal
procedimento é baseado na busca por uma mistura que apresente o menor volume de
vazios possíveis, gerando uma mistura compacta que trará bons resultados perante aos
ensaios de resistência à compressão. Segundo Frasson Júnior (2000) quanto maior a
umidade da mistura, para dada quantidade de cimento empregada, maiores serão as
resistências devido à maior plasticidade da mistura, porém deve-se tomar cuidado com altos
valores de umidade, pois tal fator pode dificultar no momento da desfôrma, sendo que uma
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 56
P. H. M. CELESTINO Capítulo 2
faixa ideal de umidade para os concretos de consistência seca ficaria em torno de 6,0% a
8,0%.
De uma forma geral as metodologias de dosagem para concretos de consistência seca se
baseiam em ajustes na relação entre agregados graúdos e miúdos ou ajustando a relação a
uma curva granulométrica pré-determinada, sempre objetivando a obtenção do menor
volume de vazios. Frasson Júnior (2000) ainda cita que as metodologias de dosagem
existentes são ineficientes e despendem de muito tempo e trabalho para se fazer
procedimentos experimentais de dosagem dentro da própria fábrica.
Neste item serão apresentadas as principais metodologias de dosagem de concretos de
consistência seca, encontradas na literatura, utilizadas na fabricação de blocos de concreto.
2.7.5.1. Método da Besser Company
Jesse Besser foi o fundador das empresas Besser Company, pioneira na fabricação de
máquinas automáticas para produção de blocos de concreto. Tal empresa recomenda uma
metodologia de dosagem desenvolvida por Pfeiffenberger (198528 apud BUTTLER, 2007),
que se baseia no ajuste do traço pela granulometria final da mistura, focando-se no seu
módulo de finura. Segundo Buttler (2007) esta metodologia de dosagem foi muito utilizada
pela empresa Encol, onde inicialmente se pré-estabelece uma proporção de 40% de
pedrisco e 60% de areia média, em massa, prosseguindo-se com a variação desta
proporção de acordo com a análise granulométrica dos materiais. Após tal
proporcionamento se persistir deficiência na granulometria desejada, ou seja, falta de finos
na mistura, pode-se introduzir um terceiro material, como a areia fina, na tentativa de ajustar
o módulo de finura, que segundo a metodologia deve estar entre 3,60 e 3,75. Abaixo são
explicitadas as equações para obtenção das porcentagens necessárias de cada material
para se fazer o proporcionamento entre os materiais utilizados:
(
) ( ) (2.1)
em que:
X = porcentagem de agregado miúdo
Y = porcentagem de agregado graúdo
A = M.F. do agregado graúdo
28
PFEIFFENBERGER, L. E. Aggregate graduations used for various products formed on the block machine. Besser Block, Alpena, Set./Out. 1985. P. 3 – 5.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 57
P. H. M. CELESTINO Capítulo 2
B = M.F. do agregado combinado (graúdo + miúdo)
C = Módulo de finura do agregado miúdo
Frasson Júnior (2000) cita que o proporcionamento entre os agregados constituintes da
mistura deve resultar em uma mistura final que tenham curvas granulométricas que se
encaixem nas curvas propostas por Pfeiffenberger (1985), variando de acordo com o tipo de
bloco que se pretende produzir: bloco com densidade normal; bloco leve; bloco leve de
textura lisa ou bloco de densidade mediana. Após a determinação da proporção entre os
agregados se procede com a confecção de um traço referência a ser utilizado no próprio
equipamento de vibro-prensagem, sendo que este traço irá depender da resistência
desejada para os blocos, sendo sugerido valores próximos aos apresentados na Tabela 2.5.
O autor ainda cita o trabalho de Medeiros e Sabbatini (1993)29 que elaborou um
procedimento de dosagem baseado neste método idealizado por Pfeiffenberger (1985),
porém mais adequado a realidade dos equipamentos nacionais.
Com relação à água de amassamento a ser utilizada na mistura, recomenda-se a utilização
de 6,0% a 7,5% de água, sendo que o valor final a ser utilizado será definido no próprio
momento da fabricação dos blocos, quando forem feitos testes com os traços de referência.
Frasson Júnior (200?b) comenta que este método se apresenta sob uma forma simples,
necessitando-se basicamente das curvas granulométricas dos materiais a serem
utilizados. Porém fixar um parâmetro em curvas pré-definidas é algo de difícil
reprodutibilidade, pois exige agregados de granulometrias específicas. Além disso, por não
levar em consideração a contribuição do cimento como material fino participante na mistura
e nem o formato dos grãos, podendo estes se apresentarem como graúdos lamelares ou
miúdos irregulares, a utilização deste método pode resultar em concretos ásperos, que irão
dificultar os processos de moldagem das peças, com provável textura superficial não atende
aos padrões exigidos.
29
MEDEIROS, J. S. Alvenaria estrutural não armada de blocos de concreto: produção de componentes e parâmetros de projeto. São Paulo, 1993. Dissertação (Mestrado) – Escola Politécnica da Universidade de São Paulo.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 58
P. H. M. CELESTINO Capítulo 2
Tabela 2.5 – Traço sugerido para cada classe de resistência aos 28 dias. Fonte: Medeiros e Sabbatini (1993
apud FRASSON JR., 2000).
Resistência à compressão média
4,5 MPa 6,0 MPa 8,0 MPa 9,0 MPa
Traço seco (cimento:agregados) 1:9 a 1:12 1:8 a 1:10 1:7 a 1:9 1:6 a 1:8
2.7.5.2. Método de dosagem da ABCP
A Associação Brasileira de Cimento Portland (ABCP) publicou em 1995 um boletim técnico
com o seguinte título: Produção de blocos de concreto para alvenaria - prática
recomendada. Neste boletim, de autoria de Ferreira Júnior (199530 apud BUTTLER, 2007), o
autor descreve práticas para a produção de blocos de concreto, propondo uma metodologia
de dosagem para os concretos secos.
A metodologia baseia-se no proporcionamento entre agregados de granulometria grosseira
e agregados miúdos, buscando uma mistura que resulte em uma maior compacidade, ou
seja, um menor volume de vazios para um volume fixo dado. Para chegar a valores de
menor quantidade de vazios, o autor propõe que se faça a secagem dos agregados e
posteriormente a homogeneização da mistura, acomodando a mesma em um recipiente de
volume conhecido, seguindo-se com a pesagem de todo o sistema, sendo que o
proporcionamento que obtiver maior massa será aquele que apresenta maior compacidade,
sendo este o ideal para fabricação dos blocos.
Se após o proporcionamento entre os dois materiais citados anteriormente ainda houver a
necessidade de se trabalhar com um terceiro material de granulometria mais fina, o autor
recomenda que seja feito primeiramente todo o procedimento com os agregados graúdos e
miúdos, procedendo-se por último com o proporcionamento do material mais fino com a
mistura previamente dosada. Após a pesagem de distintas proporções entre os agregados
pode-se encontrar uma curva similar a da Figura 2.9, correlacionando-se o volume de vazios
com a porcentagem de cada material utilizado na mistura.
Com a finalização das etapas de proporcionamento entre os agregados, procede-se com os
testes no equipamento de vibro-prensagem, para determinação do proporcionamento entre
agregados e cimento, sendo recomendado pelo autor traços variando entre 1:6 a 1:15,
dependentes da classe de resistência que se pretende obter.
30
FERREIRA JÚNIOR, S. Produção de blocos de concreto para alvenaria: prática recomendada. ABCP – Boletim Técnico 107/95. São Paulo, 1995.
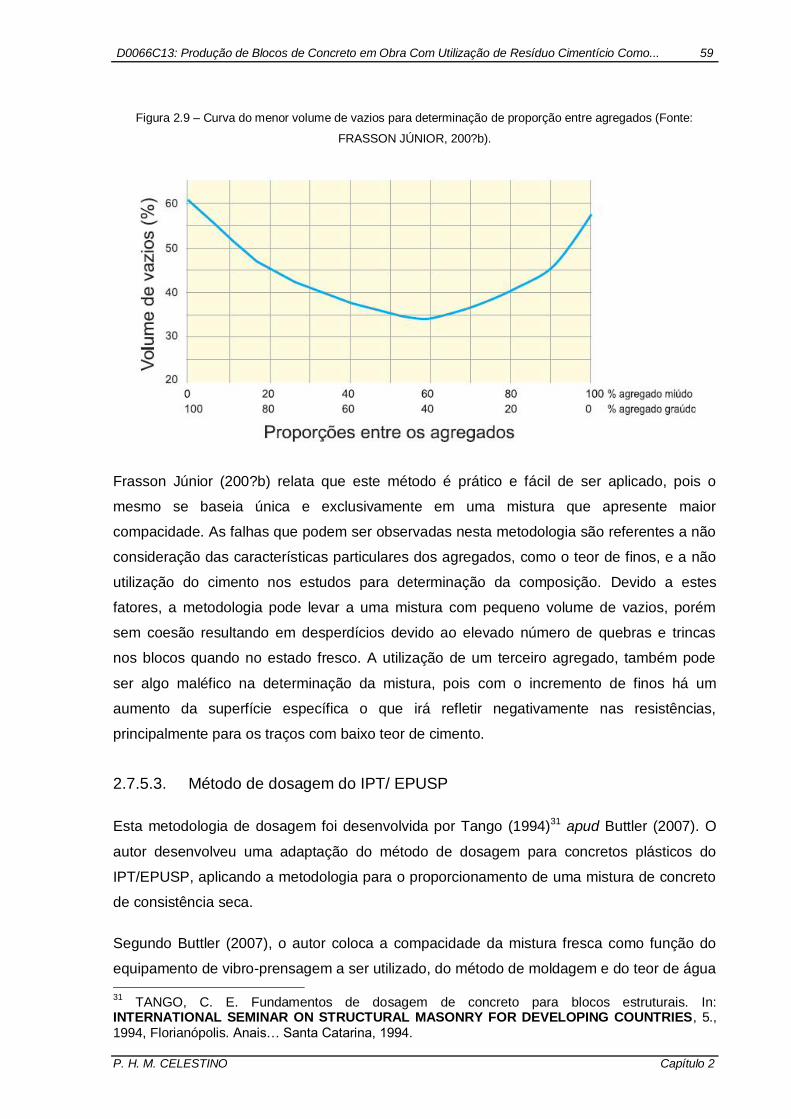
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 59
P. H. M. CELESTINO Capítulo 2
Figura 2.9 – Curva do menor volume de vazios para determinação de proporção entre agregados (Fonte:
FRASSON JÚNIOR, 200?b).
Frasson Júnior (200?b) relata que este método é prático e fácil de ser aplicado, pois o
mesmo se baseia única e exclusivamente em uma mistura que apresente maior
compacidade. As falhas que podem ser observadas nesta metodologia são referentes a não
consideração das características particulares dos agregados, como o teor de finos, e a não
utilização do cimento nos estudos para determinação da composição. Devido a estes
fatores, a metodologia pode levar a uma mistura com pequeno volume de vazios, porém
sem coesão resultando em desperdícios devido ao elevado número de quebras e trincas
nos blocos quando no estado fresco. A utilização de um terceiro agregado, também pode
ser algo maléfico na determinação da mistura, pois com o incremento de finos há um
aumento da superfície específica o que irá refletir negativamente nas resistências,
principalmente para os traços com baixo teor de cimento.
2.7.5.3. Método de dosagem do IPT/ EPUSP
Esta metodologia de dosagem foi desenvolvida por Tango (1994)31 apud Buttler (2007). O
autor desenvolveu uma adaptação do método de dosagem para concretos plásticos do
IPT/EPUSP, aplicando a metodologia para o proporcionamento de uma mistura de concreto
de consistência seca.
Segundo Buttler (2007), o autor coloca a compacidade da mistura fresca como função do
equipamento de vibro-prensagem a ser utilizado, do método de moldagem e do teor de água
31
TANGO, C. E. Fundamentos de dosagem de concreto para blocos estruturais. In: INTERNATIONAL SEMINAR ON STRUCTURAL MASONRY FOR DEVELOPING COUNTRIES, 5., 1994, Florianópolis. Anais… Santa Catarina, 1994.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 60
P. H. M. CELESTINO Capítulo 2
/ materiais secos, afirmando que para dado traço de concreto existe um teor ótimo de
umidade que irá resultar em uma mistura de maior compacidade. Basicamente o método se
subdivide em seis etapas principais (FRASSON JÚNIOR, 200?b; RIBEIRO, 2005;
BUTTLER, 2007), sendo elas:
1. Primeiramente é realizado um ajuste dos agregados que irão compor a mistura, sendo
recomendada a utilização de agregados com diâmetro máximo inferior que a metade do
menor vazio entre as paredes das fôrmas;
2. Determinar a resistência média de dosagem a partir da resistência média característica.
Para tal determinação o autor sugere a seguinte expressão:
(2.2)
em que:
fbd,j = resistência média visada ou resistência de dosagem na idade de “j” dias;
fbk,j = resistência característica requerida na idade de “j” dias;
knt.s = desviao padrão da produção, dado pela Tabela 2.6.
Tabela 2.6 – Valores de knt.s em função do controle de produção da fábrica, adaptada de Tango (1994 apud
BUTTLER, 2007) e Frasson Júnior (200?b)
Controle da produção knt.s para cada classe de fbk (MPa)
>10 MPa 9 MPa 8 MPa 7 MPa 6 MPa 4,5 MPa
Rigoroso* 3,5 3,2 2,8 2,4 2,1 1,6
Razoável** 4,5 4,2 3,8 3,4 3,1 2,6
*materiais proporcionados em massa
**materiais proporcionados em volume, com exceção do cimento
3. Determinação da estimativa dos teores de agregado / cimento (m). Sugere-se definir pelo
menos três traços de referência (rico, médio e pobre), cuidando-se para que a resistência
média de dosagem na idade de interesse fique dentro das resistências obtidas com estes
três traços.
4. Determinação da umidade ótima (Hot) da mistura e da proporção de argamassa, de
maneira a produzir blocos com bom aspecto superficial, massa unitária elevada e concreto
com boa trabalhabilidade. A quantidade de água de amassamento a ser utilizada deve ser
máxima, de maneira que as peças não se esboroem e não muito elevada, evitando-se
dificuldade na desforma;

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 61
P. H. M. CELESTINO Capítulo 2
5. Confecção das misturas experimentais tomando-se como base os dados obtidos nos
passos anteriores e posterior moldagem dos blocos com estas misturas para realização de
ensaios de resistência à compressão;
6. Com base nas informações obtidas com os resultados dos ensaios à compressão, traça-
se o diagrama de dosagem para determinação dos traços a partir das resistências
características.
Frasson Júnior (2000) tece alguns comentários sobre esta metodologia de dosagem,
deixando claro que esta é bastante criteriosa em seus métodos, principalmente pela fixação
de uma umidade ótima e pelo controle de massa dos blocos. O que o autor considera falho
dentro desta metodologia é o fato de não se considerar a energia de adensamento dos
blocos, sendo esta dependente do tipo de maquinário a ser utilizado na fabricação, pois ao
se ignorar tal fator pode-se levar a desgastes excessivos dos equipamentos e perda da
produtividade devido ao aumento no tempo do ciclo de produção.
2.7.5.4. Método de dosagem proposto pela Columbia
A Columbia é uma fabricante norte-americana de equipamentos de vibro-compressão, seu
método de dosagem foi baseado nos estudos de Wilk e Grant (1948)32 e Menzel (1934)33. O
que diferencia esta metodologia das citadas anteriormente é que nesta se percebe uma
preocupação com as características dos agregados e como estas características irão
influenciar no processo de produção e em propriedades dos blocos no estado seco, como a
resistência à compressão, textura e porosidade (FRASSON JÚNIOR, 200?b; RIBEIRO,
2005; BUTTLER, 2007).
Como a metodologia foca seus esforços nas características dos agregados, são delimitados
alguns pontos para a utilização destes, sendo eles enumerados abaixo:
É sugerido que a mistura entre os agregados graúdos e miúdos tenha 100% do seu material
passante na peneira de malha 9,5 mm, com 20% a 30% da mistura ficando retida na peneira
de malha 4,8 mm;
Possuir uma quantidade mínima de finos entre 12% a 15% em volume passante na peneira
de malha 0,3 mm, em relação à mistura total, incluindo o cimento;
32
WILK, B.; GRANT, W. Proportioning concrete for product plants. Rock Products. Fevereiro, 1948, p. 172-176. 33
MENZEL, C. A. Test of the fire resistance and strength of walls as concrete mansory units. Portland Cement Association, 1934.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 62
P. H. M. CELESTINO Capítulo 2
Dependendo do formato dos agregados graúdos e do tipo de areia utilizado na mistura os
valores mencionados anteriormente podem variar entre 18% a 20%;
A fixação de porcentagens de quantidade de material fino a ser utilizado garante a coesão
da mistura, sendo explicitado que esta também deve apresentar boa trabalhabilidade.
Todavia porcentagens de finos menores do que os valores indicados podem levar a
resultados indesejados como, alta porosidade dos blocos, alta absorção e alta
permeabilidade diminuindo também a estabilidade do bloco no seu estado fresco, o que
pode prejudicar na etapa de transporte até o local de cura. Para teores de finos maiores do
que os recomendados pode-se prejudicar a resistência à compressão dos blocos. Com base
nestes fatores são sugeridas as percentagens apresentadas na Tabela 2.7 para agregados
miúdos a serem utilizados na produção de blocos com diferentes texturas superficiais.
Tabela 2.7 – Sugestões de faixas granulométricas recomendadas para a produção de blocos, os dados contidos
na tabela são provenientes dos trabalhos de Buttler (2007) e Frasson Júnior (200?b)
Peneira (mm) Porcentagem retida acumulada (%)
Textura fina Textura média Textura grossa
9,5 0 0 0
4,8 21 25 30
2,4 36 40 50
1,2 51 55 67
0,6 66 70 81
0,3 82 85 91
0,15 94 95 98
M.F. 3,50 3,70 4,17
Com relação ao proporcionamento de agregados, deve-se tomar certo cuidado quando se
procede com a dosagem de concretos que utilizam agregados reciclados, pois a substituição
dos agregados naturais pelos reciclados deve ser feita prioritariamente em volume, devido
ao fato de que os agregados reciclados apresentam de maneira geral menor massa
específica, o que poderia acarretar em um maior volume de argamassa do que o desejado
se tal substituição fosse feita em massa, o que resultaria em maiores consumos de água e
cimento para produzir concretos de mesma consistência e resistência à compressão quando
comparados ao concreto de referência (LEITE, 2001).
Determinado a composição a ser utilizada para os agregados miúdos, parte-se para a
realização de testes no próprio equipamento de vibro-prensagem, com misturas que tenham
teores de agregados graúdos variando entre 25% a 55%, do total de agregados, e

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 63
P. H. M. CELESTINO Capítulo 2
proporções de cimento / agregados totais variando entre 1:6, 1:7, 1:8, 1:9, 1:10 e 1:11. Os
ajustes nos equipamentos de vibro-prensagem devem ser feitos com a produção de alguns
traços determinados nos passos anteriores.
2.7.5.5. Metodologia de dosagem proposta por Frasson Júnior (2000)
Frasson Júnior (2000) propôs em seu trabalho uma metodologia de dosagem que se baseia
única e exclusivamente em testes laboratoriais para determinação de uma composição entre
os materiais a serem utilizados nos concretos para produção de blocos. O que diferencia
sua metodologia das outras citadas anteriormente e a coloca em posição de destaque é o
fato de que esta dispensa testes em escala real, o que gera uma enorme economia de
tempo, esforço de trabalho e materiais.
O autor avaliou misturas e proporções de concretos secos que fossem mais adequadas para
a produção de blocos, para tal foram utilizados corpos de prova cilíndricos com dimensão de
5 cm x 10 cm, obtendo-se valores de resistência à compressão, coesão da mistura e
avaliação visual da textura superficial.
Primeiramente o autor parte para a escolha e proporcionamento dos agregados,
recomendando que se faça utilização de material passante na peneira 9,5 mm e retidos na
peneira 4,8 mm como agregado graúdo, e o agregado miúdo a ser utilizado ou o
proporcionamento entre estes agregados devem apresentar módulo de finura entre 2,20 e
2,80 e porcentagem passante na peneira 0,3 mm de 25% a 35%. Com relação ao
proporcionamento entre os dois agregados, recomenda-se utilizar entre 20% a 40% de
agregados graúdos em relação ao total de agregados. Segundo Frasson Júnior (2000) o
proporcionamento mais adequado entre os agregados é aquele que irá resultar em um
mistura com boa textura superficial e boa coesão, contendo a maior quantidade de agregado
graúdo possível e com massa específica de moldagem de aproximadamente 2,10 kg/dm3,
valor comumente encontrado nos equipamento de vibro-prensagem usais do mercado.
Após realizado o proporcionamento entre os agregados, o autor recomenda a moldagem de
CPs de 5 cm x 10 cm de traço médio em volume com relação cimento / agregados de 1:9.
Os materiais devem ser pesados antes e após a moldagem para garantir que a massa
específica do CP fique em torno de 2,10 kg/dm3, sendo que a umidade também deve ser
controlada de maneira qualitativa, onde a umidade ótima será aquela quando o CP
apresentar sua textura superficial levemente umedecida após a desforma, utilizando valores
de umidade em torno de 5,5% a 8,0%.
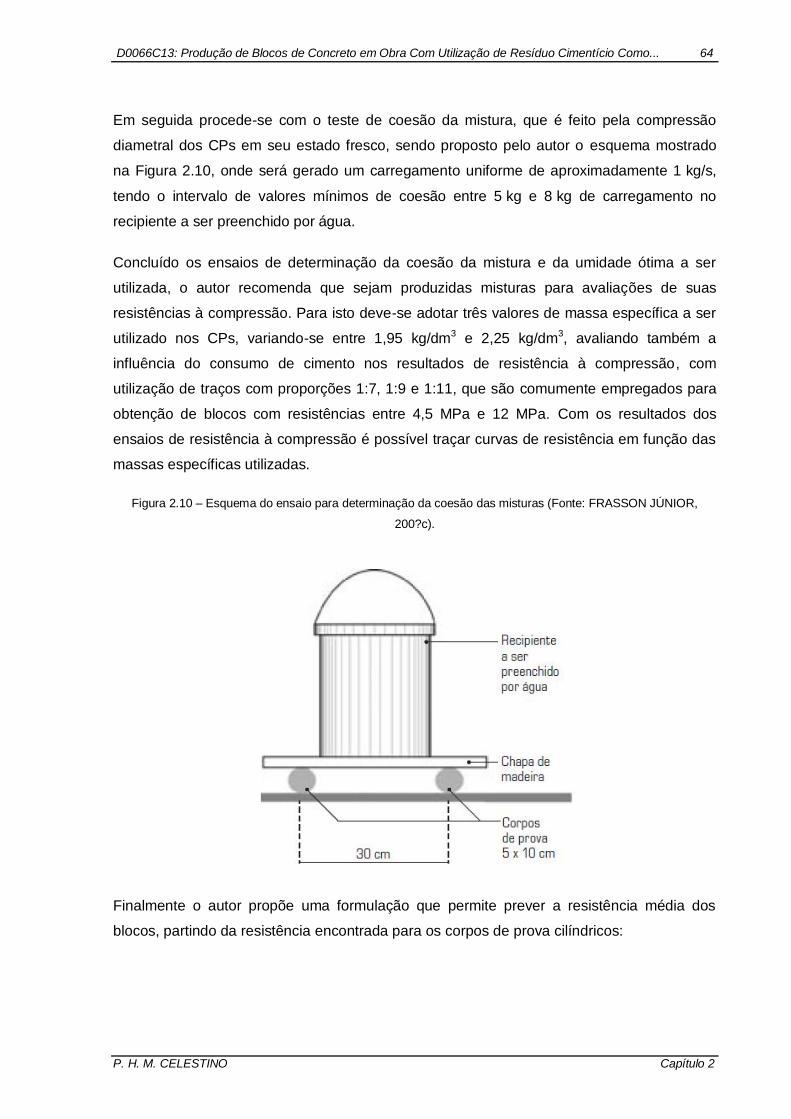
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 64
P. H. M. CELESTINO Capítulo 2
Em seguida procede-se com o teste de coesão da mistura, que é feito pela compressão
diametral dos CPs em seu estado fresco, sendo proposto pelo autor o esquema mostrado
na Figura 2.10, onde será gerado um carregamento uniforme de aproximadamente 1 kg/s,
tendo o intervalo de valores mínimos de coesão entre 5 kg e 8 kg de carregamento no
recipiente a ser preenchido por água.
Concluído os ensaios de determinação da coesão da mistura e da umidade ótima a ser
utilizada, o autor recomenda que sejam produzidas misturas para avaliações de suas
resistências à compressão. Para isto deve-se adotar três valores de massa específica a ser
utilizado nos CPs, variando-se entre 1,95 kg/dm3 e 2,25 kg/dm3, avaliando também a
influência do consumo de cimento nos resultados de resistência à compressão, com
utilização de traços com proporções 1:7, 1:9 e 1:11, que são comumente empregados para
obtenção de blocos com resistências entre 4,5 MPa e 12 MPa. Com os resultados dos
ensaios de resistência à compressão é possível traçar curvas de resistência em função das
massas específicas utilizadas.
Figura 2.10 – Esquema do ensaio para determinação da coesão das misturas (Fonte: FRASSON JÚNIOR,
200?c).
Finalmente o autor propõe uma formulação que permite prever a resistência média dos
blocos, partindo da resistência encontrada para os corpos de prova cilíndricos:

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 65
P. H. M. CELESTINO Capítulo 2
(2.3)
em que:
Fbm = resistência dos blocos a serem moldados;
fcp = resistência média dos CPs cilíndricos de 5 cm x 10 cm;
Aliq = área líquida dos blocos;
Abrut = área bruta dos blocos
2.8. FABRICAÇÃO DE BLOCOS DE CONCRETO COM UTILIZAÇÃO
DE AGREGADOS RECICLADOS
A fabricação de blocos de concreto com a utilização de agregados reciclados é realizada
utilizando-se os mesmos equipamentos citados na fabricação de blocos de concreto e a
dosagem de materiais pode ser feita a partir das mesmas metodologias utilizadas para
blocos de concreto convencionais, a única diferença será na origem dos materiais utilizados,
pois os agregados reciclados a partir de RCD ou RC farão parte do concreto que dará
origem às unidades de vedação.
Abaixo serão enumeradas algumas pesquisas realizadas por distintos autores, avaliando-se
a incorporação dos agregados reciclados nos concretos para fabricação de blocos. A
utilização deste tipo de agregado é algo benéfico tanto do ponto de vista ambiental, como do
ponto de vista econômico (JADOVSKI, 2005), além de se fazer jus à imagem da engenharia
civil, que fica sendo bem vista por estar se preocupando com o reaproveitamento dos
resíduos gerados em suas atividades construtivas.
Porém como visto no exemplo citado por Levy (2001), sobre duas pontes construídas com
utilização de concreto fabricados com agregados reciclados, não se pode fazer utilização
deste tipo de agregado para fins estruturais sem um conhecimento prévio de suas
características e propriedades.
Poon, Kou e Lam (2002) avaliaram em seu estudo a incorporação de agregados reciclados,
provenientes principalmente de resíduos cimentícios, na mistura para produção de blocos de
vedação e blocos para pavimentação. Os autores utilizaram resíduos provenientes de dois
aterros públicos da cidade de Hong Kong para fabricação dos agregados reciclados
utilizados em sua pesquisa.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 66
P. H. M. CELESTINO Capítulo 2
Após a caracterização dos agregados reciclados, evidenciando para cada agregado as
porcentagens dos tipos de materiais que os constituíam, os autores produziram traços de
referência utilizando agregados naturais na proporção de 35% de agregados miúdos e 65%
de agregados graúdos, e traços utilizando os agregados reciclados na proporção de 45% de
agregados miúdos e 55% de agregados graúdos, subdividindo tais traços em três séries:
blocos para alvenaria com resistência à compressão de 7 MPa; blocos para pavimentação
de trânsito intenso, sem utilização de cinza volante com resistência à compressão de 49
MPa; e finalmente blocos para pavimentação de locais sem trânsito intenso, com utilização
de cinza volante com resistência à compressão de 30 MPa.
Foram moldados corpos de prova cúbicos com dimensões de 225 x 105 x 75 mm para a
realização dos ensaios de resistência à compressão. Também foram produzidos blocos de
pavimentação na fábrica de artefatos de concreto, para verificação da viabilidade de
produção do traço desenvolvido na própria indústria.
Como conclusão os autores notaram que para níveis de substituição entre 25% a 50% a
incorporação de agregados reciclados tem pequeno efeito nos resultados de resistência à
compressão, porém para níveis mais altos de substituição a resistência a compressão
começa a ficar comprometida, em relação aos resultados esperados, porém ainda
demonstra valores altos de ruptura. Já para a resistência à flexão, seus valores aumentam
de acordo com o aumento da porcentagem de substituição de agregados reciclados.
Também foram obtidos resultados satisfatórios para os ensaios de retração por secagem em
todos os níveis de substituição.
Araújo, Carasek e Cascudo (2010) desenvolveram estudo avaliando a incorporação de
resíduos das indústrias de artefatos de cimento em substituição ao agregado miúdo
convencional para produção de blocos estruturais de concreto com resistência característica
de 6 MPa. Foram produzidos concretos com inserção de agregado reciclado em substituição
do agregado miúdo em níveis de substituição variando entre 15% e 40%, em intervalos de
5%, com o intuito de se determinar o teor ótimo de substituição. No estudo, os autores
seguiram a mesma metodologia de dosagem adotada nesta pesquisa (FRASSON JR.,
2000), confeccionando um total de 126 corpos de prova que foram ensaiados quanto à sua
resistência à compressão. Foram utilizados resíduos cimentícios de distintas indústrias de
pré-moldados. Como conclusão os autores puderam observar, nos ensaios de ruptura dos
corpos de prova, um acréscimo de resistência de aproximadamente 16% em relação ao
traço referência, tendo como teor ótimo de substituição o valor de 25%. Nesta pesquisa não
foram produzidos blocos com os traços desenvolvidos.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 67
P. H. M. CELESTINO Capítulo 2
Dando continuidade à pesquisa iniciada por Araújo, Carasek e Cascudo (2010), os autores
Celestino, Araújo e Carasek (2012) produziram unidades de alvenaria com os traços
desenvolvidos na primeira pesquisa citada, variando-se também a quantidade de água de
amassamento e avaliando o quanto isto impactaria na resistência à compressão dos blocos.
Os blocos foram moldados com o mesmo traço desenvolvido anteriormente alcançando
bons resultados de resistência à compressão. Outro fator também avaliado pelos os autores
foi o aumento do teor de substituição de agregado natural por agregado reciclado, elevando
os valores até um total de 60%, o que resultou em concretos com resistências à compressão
satisfatórias, acima dos 6 MPa esperados inicialmente.
Buttler (2007) também estudou a incorporação de agregados reciclados, provenientes de
resíduos de concreto, para produção de blocos de concreto. Primeiramente o autor produziu
seus agregados tendo como matéria-prima diferentes tipos de resíduos cimentícios,
prosseguindo-se como uma vasta caracterização destes agregados e selecionando-se
aqueles que se apresentaram mais homogêneos para utilização na próxima etapa da
pesquisa, que se baseou na produção de corpos de prova cilíndricos, com traços de
referências e traços utilizando-se os agregados reciclados selecionados na etapa anterior.
O autor avaliou várias propriedades físicas e mecânicas dos corpos de prova cilíndricos (5
cm x 10 cm), prosseguindo-se para a próxima etapa aonde seriam utilizadas as dosagens
que obtiveram os melhores resultados, perante as diversas análises de variância estudadas
pelo autor. As dosagens que apresentaram os melhores resultados foram utilizadas na
produção de 1600 blocos com dimensões de 140 mm x 190 mm x 290 mm, para as três
seguintes classes de resistência: 4,5 MPa; 8,0 MPa e 12,0 MPa aos 28 dias de idade.
Prosseguindo-se com a pesquisa foram feitas as seguintes avaliações físicas e mecânicas
dos blocos: análise dimensional; absorção de água e área líquida; massa específica e índice
de vazios; taxa de absorção inicial (IRA); absorção capilar; resistência à compressão;
resistência à tração indireta; módulo de deformação; retração por secagem. Além dos testes
com os blocos o autor avaliou o desempenho de mini-paredes de três fiadas com dimensões
de 60 cm x 60 cm, ensaiando-as pela resistência à compressão e módulo de deformação.
Foram também avaliadas as mesmas propriedades para prismas de três blocos.
As principais conclusões foram que os blocos produzidos com agregados reciclados em
todos os níveis de substituição cumpriram com os requisitos normativos mínimos referentes
às propriedades físicas e mecânicas exigidas, com exceção daqueles blocos produzidos
com utilização de agregados reciclados miúdos, pois a utilização da fração miúda leva a
maiores índices de retração por secagem e dificuldades na moldagem devido à necessidade
de maior quantidade de água de amassamento. A retração por secagem dos blocos

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 68
P. H. M. CELESTINO Capítulo 2
reciclados encontrada foi maior do que para os blocos produzidos com agregados naturais,
porém a magnitude deste fenômeno foi compatível com as recomendações normativas.
Para o estudo de viabilidade econômica feita pelo autor, todas as hipóteses adotadas
comprovaram a eficácia na utilização de agregados reciclados.
Ribeiro (2005) trabalhou com a utilização de resíduos proveniente de pistas experimentais
de Concreto Compactado com Rolo (CCR), produzidas em ELETROBRAS / FURNAS, na
fabricação de blocos de concreto com e sem função estrutural em classes de resistência de
2,5; 6,0; 8,0 e 10,0 MPa. A autora selecionou pistas experimentais de CCR, procedendo-se
com a britagem destas, para produção de agregados reciclados graúdos (passante na
peneira #9,5 mm e retido na peneira #4,75 mm) e miúdos (passante na peneira #4,5 mm),
realizando ensaios para caracterizações físicas, mecânicas, químicas e ambientais destes
agregados reciclados, concluindo-se que estes possuem características satisfatórias em
relação aos ensaios realizados, alertando somente para os cuidados a serem tomados na
correção da quantidade de água de amassamento a ser utilizada, devido à maior absorção
dos agregados reciclados.
Após confecção dos blocos com utilização de agregados reciclados e executados os
ensaios pertinentes, a autora concluiu que houve uma tendência de decréscimo na
resistência à compressão dos blocos, em decorrência do aumento do teor de substituição.
Para os teores de substituição de 25%, 50%, 75% e 100% houveram valores médios de
decréscimo de 18%, 34%, 34% e 46% respectivamente, sendo que a autora utiliza como
explicação para tal decréscimo o fato de que os agregados reciclados possuem elevada
porosidade e textura mais rugosa, fator este que melhora a zona de transição devido ao
maior intertravamento mecânico do agregado com a matriz cimentícia, porém estes
agregados possuem microfissuras internas, advindas do seu processo de beneficiamento, o
que o torna por sua vez a parcela mais fraca do conjunto pasta e agregados, influenciando
diretamente na resistência à compressão dos blocos. Em seu trabalho somente os blocos
com classe de resistência de 2,5 MPa obtiveram resultados satisfatórios para níveis de
substituição de entre 25% e 75%.
Pimienta et al. (199834 apud BUTTLER, 2007) trabalharam com a produção de blocos de
concreto, utilizando como matéria-prima o RCD. Em seu trabalho os autores avaliaram
propriedades como resistência à compressão, massa específica, variação dimensional,
34 PIMIENTA, P.; DELMOTTE, P.; TRAN, T.; COLOMBARD-PROUT, M. Recycled aggregate used for
making building blocks. In: INTERNATIONAL SYMPOSIUM: “SUSTAINABLE CONSTRUCTION: USE OF RECYCLED CONCRETE AGGREGATE”, 1998, Londres. Proceedings… Grã Bretanha: Thomas Telford, 1998, p. 297-307.
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 69
P. H. M. CELESTINO Capítulo 2
absorção capilar e resistência à compressão de mini-paredes. Como conclusões citaram
que a utilização dos agregados reciclados é uma alternativa viável na produção de blocos de
concreto, desde que seja estabelecido como padrão o aumento do consumo de cimento em
torno de 10% a mais do que a quantidade utilizada na produção de blocos convencionais.
Também utilizando o RCD como matéria-prima na produção de agregados, Fonseca (2002)
produziu blocos com função estrutural e avaliou suas propriedades físicas e mecânicas. Em
sua pesquisa o autor utilizou agregado miúdo natural e agregado graúdo provenientes de
RCD depositados na usina de reciclagem de Ribeirão Preto em São Paulo. Paralelamente à
produção dos blocos o pesquisador avaliou a natureza da composição dos resíduos de
RCD, concluindo que estes são compostos de 40,6% de argamassa, 12,5% de concreto,
3,5% de cerâmica polida, 22,2% de cerâmica, 20,3% de brita e 0,8% de outros materiais.
Após moldagem dos blocos e avaliadas as suas propriedades, o autor concluiu que apesar
dos agregados reciclados apresentarem alta absorção de água os valores de absorção
ficaram próximos a 8,5%, ou seja, abaixo do que é recomendado na NBR 12118 (1991),
sendo que o processo de cura úmida utilizado foi extremamente importante ao impedir a
rápida perda de água dos blocos, favorecendo assim a hidratação dos compostos do
cimento o que refletiu diretamente em níveis de resistência à compressão aos 7 dias de
idade das amostras muito próximos àqueles encontrados quando as amostras foram
ensaiadas com 28 dias.
Farias et al. (2005 apud BUTTLER, 2007) publicaram seu artigo relatando o trabalho
realizado com blocos de concreto e prismas, utilizando os RCD como fonte de matéria-
prima. O RCD utilizado foi proveniente da demolição de uma residência e por tal motivo era
composto prioritariamente por materiais cerâmicos contendo uma pequena parcela de
argamassa e concreto.
Na produção dos seus blocos os autores utilizaram cinco tipos distintos de traços, sendo
eles: 1:6; 1:7; 1:8; 1:10,6 e 1:13, utilizando como matéria-prima ambas as frações miúdas e
graúdas dos agregados reciclados, procedendo-se com a pré-saturação dos agregados,
devido a sua elevada absorção de água. Todos os blocos obtiverem valores de absorção de
água superior a 12%, sendo que somente os blocos produzidos com traço 1:6 alcançaram
resistências à compressão superiores a 3,0 MPa, porém para as outras unidades os valores
encontrados para este ensaio ficou entre 1,5 MPa e 2,8 MPa.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 70
P. H. M. CELESTINO Capítulo 2
Patto e Oliveira (200635 apud BUTTLER, 2007) também produziram unidades de alvenaria a
partir de componentes reciclados, estes advindos de RC de obras civis. Foram encontrados
valores de resistência à compressão em torno de 3,25 MPa, porém a absorção de água dos
blocos ficou acima do recomendado pelas normas vigentes, sendo encontrado pelos autores
valores como 16,2%.
Outros autores que trabalharam com blocos de concreto utilizando agregados provenientes
de RCD foram Sousa et al. (2002). Empregaram inicialmente corpos de prova 10 x 20 cm,
adensados em mesa vibratória, para definição das dosagens da mistura do concreto,
prosseguindo com a produção de blocos de concreto de 9 cm x 19 cm x 39 cm. Foram
avaliados parâmetros como a umidade de moldagem, massa específica, absorção de água
e resistência à compressão dos blocos.
Como conclusões, os autores encontraram para os CPs, que nas misturas com 30% de
substituição do agregado natural pelo agregado reciclado de RCD, os resultados não
obtiveram grandes alterações quando comparados aos resultados encontrados para os CPs
de referência, produzidos somente com agregados naturais. Em relação à avaliação
realizada para os blocos, pode-se observar que para as séries com utilização de fração
graúda e miúda, com níveis de substituição de 30% e 50% de agregado natural por
agregado reciclado, os resultados de absorção e resistência à compressão ficaram abaixo
daqueles recomendados na NBR 6136 (2007). Entretanto, para as séries que utilizaram
somente a fração graúda reciclada, para um nível de substituição de 40% em relação ao
total de agregados, os resultados encontrados foram satisfatórios, atendendo as
recomendações da NBR 6136 (2007). Por fim os autores comprovam a potencialidade da
utilização de agregados reciclados, alertando para a utilização da fração miúda (< 2,4 mm),
sendo esta responsável por resultados indesejados.
Soutsos et al. (2005) reproduziram em laboratório o processo de fabricação de blocos de
concreto realizado nas fábricas, utilizando uma prensa pneumática modificada. O agregado
reciclado utilizado em sua pesquisa foi proveniente de resíduos de alvenaria cerâmica. Os
autores concluíram em seu trabalho que se os níveis de substituição da fração miúda e
graúda em relação ao total de agregados forem maiores que 20% e se for objetivo da
produção, manter a resistência à compressão dos blocos produzidos, o consumo de cimento
por m3 deve ser elevado, o que irá refletir diretamente no custo de produção dos blocos.
Para níveis de substituição de ambas as frações em até 20%, não foram encontradas
35
PATTO, A. L.; OLIVEIRA, M. J. E. Produção de blocos de concreto com agregado reciclado e minimização de impactos ambientais. In: SEMINÁRIO DE DESENVOLVIMENTO SUSTENTÁVEL E A RECICLAGEM NA CONSTRUÇÃO CIVIL, 7., 2006, São Paulo. Anais... São Paulo: Comitê Técnico CT-206 Meio Ambiente (IBRACON), 2006.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 71
P. H. M. CELESTINO Capítulo 2
diferenças significativas entre os blocos produzidos com agregados reciclados e os
produzidos com agregados naturais.
Em outro trabalho mais recente, Soutsos, Tang e Millard (2011) investigaram a adição de
agregados reciclados na produção de concretos secos para moldagem de blocos de
concreto, tendo como objetivo inicial a determinação dos níveis de substituição em que as
características mecânicas dos blocos produzidos não fossem afetadas, sem proceder com
maior adição de quantidade de cimento na mistura.
Os autores utilizaram dois tipos de agregados: os reciclados a partir de concreto (chamado
de RCA), sendo estes provenientes dos resíduos da demolição das fundações de uma
edificação com estrutura de concreto armado de múltiplos pavimentos; e os agregados
reciclados a partir de resíduos de alvenaria (chamado de RMA), obtidos da demolição de
casas cujas paredes internas foram prioritariamente executadas com blocos de concreto e
as alvenarias externas executadas com tijolos cerâmicos. Para garantir que os blocos
produzidos em laboratório sejam compactados da mesma maneira que é executada na
planta da fábrica, foi utilizado uma furadeira de impacto de vibro-compressão e foram
observadas as texturas do CPs e mantida a densidade alvo de 2050 kg/m³, sendo esta a
mesma proporcionado pela máquina de vibro-compressão e cada séria de traço foi iniciada
com a utilização de 100 kg/m³ de cimento.
Para este estudo os autores comprovaram em uma comparação que os diferentes
procedimentos de cura adotados por eles, afetaram ligeiramente nos resultados de
compressão. Concluíram também que utilizando os agregados RCA é possível chegar a
níveis de substituição de 60% da porção graúda e 20% da porção miúda dos agregados
naturais, sem detrimentos consideráveis na resistência à compressão dos blocos, sendo que
para a utilização dos agregados RMA os níveis de substituição devem ficar na casa dos
20% para ambas as frações. Outra descoberta importante é que o nível de contaminação
dos agregados RCA por agregados do tipo RMA deve ser limitada em 10% para não afetar
as propriedades mecânicas dos blocos. Ficou comprovado que se pode produzir blocos de
concreto utilizando agregados reciclados sem a adição de maior quantidade de cimento na
mistura.
Pode-se concluir a partir da literatura que os autores estão em concordância sobre alguns
fatores: a utilização de agregados reciclados para produção de blocos de concreto é algo
tecnicamente viável, desde que sejam conhecidas previamente as propriedades dos
agregados; utilizando-se agregados provenientes de RC, podem-se produzir blocos de
concreto com níveis de substituição variando entre 25% e 50% sem prejuízo nas

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 72
P. H. M. CELESTINO Capítulo 2
propriedades físicas e mecânicas dos blocos, porém quando os agregados utilizados são
provenientes de RCD, deve-se fazer uma correta caracterização do resíduo e dos
agregados produzidos, sendo que os níveis de substituição para este tipo de agregado
sempre será menor do que para os agregados provenientes de RC; de maneira geral os
blocos produzidos com agregados reciclados tendem a terem maiores taxas de absorção de
água e maior retração por secagem quando comparados aos blocos produzidos com
agregados naturais, devido à maior porosidade dos agregados reciclados.

P. H. M. CELESTINO Capítulo 3
CAPÍTULO 3
METODOLOGIA
A metodologia desta pesquisa foi elaborada com o objetivo de avaliar o processo de
produção de blocos de concreto de vedação, com dimensões de 12 cm x 19 cm x 39 cm, no
canteiro de obra de uma edificação habitacional de múltiplos pavimentos, visando aprimorar
o processo produtivo como um todo. A pesquisa está dividida em duas grandes partes,
sendo a primeira destas constituída pelo estudo e análise do processo de produção dos
blocos de concreto em obra e a segunda parte corresponde à pesquisa experimental
realizada visando à melhoria da qualidade dos blocos de concreto.
A segunda parte do trabalho, correspondente à pesquisa experimental, esta subdividida em
outras duas partes, sendo estas: 1) a otimização do traço, desenvolvida no laboratório com
a produção de corpos de prova cilíndricos, e 2) a avaliação de blocos (referência e blocos
com agregados reciclados) produzidos em canteiro de obra. Abaixo na Figura 3.1 é ilustrado
o fluxograma da metodologia adotada.
Figura 3.1 – Fluxograma da metodologia desenvolvida na pesquisa.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 74
P. H. M. CELESTINO Capítulo 3
Iniciou-se a pesquisa experimental a partir da análise do bloco de referência, determinando-
se as características destes e de seu processo de moldagem. A partir das informações
obtidas, têm-se então parâmetros para o início do estudo de dosagem laboratorial
executado com CPs cilíndricos.
No estudo realizado com os CPs cilíndricos, objetivou-se a determinação de um traço ótimo,
com desempenho aprimorado, prosseguindo-se com a produção de blocos de concreto, com
o traço determinado. Ao final do estudo de dosagem laboratorial executou-se a avaliação da
influência de distintos processos de cura no ganho de resistência dos blocos produzidos. A
produção de blocos foi executada somente para o traço referência e para o traço ótimo,
portanto não foram moldados blocos de concreto para todas as séries moldadas no estudo
de dosagem com CPs.
3.1. CARACTERIZAÇÃO DA EMPRESA E DO CANTEIRO DE OBRA
A primeira parte da metodologia desenvolvida teve como objetivo fazer uma análise global
do processo de produção dos blocos de concreto na obra. Para isto, inicialmente, foi
realizada uma reunião, dentro do próprio canteiro de obra, com a presença do pesquisador e
seus orientadores e do engenheiro responsável pela execução da edificação, a fim de se
coletar informações inerentes ao processo produtivo dos blocos, no qual a construtora
objetivava implementar melhorias.
Foram feitas visitas à obra para preenchimento de um check-list dos serviços inerentes ao
processo produtivo dos blocos de concreto, também sendo coletadas informações a partir
de entrevistas feitas com o engenheiro da obra, mestre de obra, encarregado e operários
envolvidos no processo. Na Tabela 3.1 são apresentados os itens que foram verificados
nesta avaliação.
Tabela 3.1 – Check-list utilizado para coleta de dados relativos ao processo de produção de blocos de concreto.
Quanto aos Materiais
Tipo de Cimento (tipo/marca)
Brita / areia (tipo/fornecedores)
Agregado reciclado substitui graúdo, miúdo ou ambos?
Volume de agregado reciclado produzido / mês
Volume de resíduo gerado
Resíduo (material predominante)
Água e Aditivos

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 75
P. H. M. CELESTINO Capítulo 3
Quanto ao Traço do Concreto
Para blocos convencionais
Para blocos com resíduo
Controle de umidade (materiais / mistura)
Dosado em massa ou volume
Quanto aos Equipamentos e Equipe
Máquina de vibro-compressão, tipo (pneumático, mecânico, hidráulico)
Marca / modelo
Produção (hora / dia)
Tempo preenchimento dos moldes?
Tempo de vibração / prensagem
Limpeza da superfície?
Operários (máquina / processo)
Produção da mistura (betoneira / misturador)
Dosagem (quais equipamentos)
Treinamento de pessoal (qual?)
Britador tipo (marca / modelo)
Características gerais da produção de blocos de concreto
Dificuldades enfrentadas no processo produtivo
Problemas evidenciados nos blocos
Como se apresenta a textura superficial (+ aberta/fechada)
Há problemas com moldagem e/ou desforma? (coesão)
Produção dos blocos está próxima do local de cura?
Via de acesso produção-cura está regularizada? Pavimentado?
Quanto ao Processo de cura
Quando inicia?
Como é feito?
Tempo de cura
Como armazena para a cura?
Como armazena após a cura?
Tempo para utilizar os blocos
Outras informações
Quanto produz e quanto compra de blocos?
Quais as dimensões dos blocos produzidos? (meio blocos, blocos de amarração?)
Tem projeto de alvenaria de vedação? Ver modulação
A empresa na qual foi desenvolvida a presente pesquisa atua no seguimento de
incorporação e construção de edificações residenciais. Atuante no mercado da construção
civil desde 1986 a empresa preza pela qualidade dos serviços executados. A partir do ano

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 76
P. H. M. CELESTINO Capítulo 3
de 2007 a construtora implantou um sistema integrado de gestão (SIG), sempre
comprometida com a sustentabilidade, sendo a primeira construtora do Brasil a possuir
cinco certificações, sendo estas: NBR ISO 9001 – Sistema de Gestão da Qualidade; PBQP-
H Nível A – Programa Brasileiro da Qualidade e Produtividade do Habitat; NBR 16001 –
Sistema de Gestão de Responsabilidade Social; OHSAS 18001 – Sistema da Gestão da
Saúde e Segurança do Trabalho e NBR ISO 14001 – Sistema de Gestão Ambiental. Deve-
se salientar que a empresa demandou a pesquisa desenvolvida nesta dissertação, sendo
parte comprometida e interessada nos resultados obtidos.
A pesquisa foi desenvolvida no canteiro de obra de uma edificação habitacional com 28
pavimentos tipo, com área total edificada de 21125 m², cujo início da obra se deu no mês de
Dezembro de 2011 com previsão de término para Dezembro de 2013 (Figura 3.2). A
edificação possui aproximadamente 9.000 m² de áreas comuns, incluindo nesta somatória a
área das garagens de cada unidade residencial. Cada pavimento tipo possui oito unidades
habitacionais, sendo oferecidas quatro opções de layouts para os clientes. A medição de
água, energia e gás é feita de maneira individualizada, sendo que o aquecimento da água é
misto, contando com dois sistemas: solar e gás.
Com relação aos sistemas construtivos adotados na edificação, tem-se: estrutura
convencional de concreto armado, com utilização de concretos de resistências variando-se
entre 25 MPa e 40 MPa, com lajes maciças e fundação do tipo tubulão. As vedações são
em blocos de concreto.
No canteiro de obra é realizada a produção de parte dos blocos utilizados na elevação de
alvenarias da edificação, pois a equipe de produção não consegue suprir toda a demanda
de blocos necessária, por este motivo faz-se necessário comprar parte dos blocos de um
fabricante local de artefatos pré-moldados de concreto, não sendo este alvo de estudos na
pesquisa.
Para melhor entendimento do leitor sobre o layout de produção dos blocos no canteiro de
obra, o autor dividiu toda a área em cinco níveis distintos, sendo estes: o nível de
recebimento e estocagem de materiais, produção do agregado reciclado, produção do
concreto, produção dos blocos pela máquina de vibro-compressão e, finalmente, o nível de
cura e estocagem dos blocos.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 77
P. H. M. CELESTINO Capítulo 3
Figura 3.2 – Vista geral da edificação cuja produção de blocos no canteiro de obra foi objeto de estudo da
pesquisa.
3.2. VARIÁVEIS
Para atingir os objetivos desta pesquisa foram arbitradas as variáveis descritas a seguir.
Traço – foram estudados três traços distintos previamente já utilizados no canteiro
de obra a fim de se avaliar as variáveis descritas a seguir para cada um destes.
Os traços avaliados na pesquisa já eram utilizados no canteiro de obra de maneira empírica,
sendo que a partir destes foram inseridas as variáveis de estudo da pesquisa com o intuito
de se alcançar traços otimizados em relação ao proporcionamento de materiais e a
quantidade de cimento utilizada. Denominaram-se os Traços A (referência), B e C, sendo
apresentado na Tabela 3.2 o proporcionamento de materiais de cada traço. Para o Traço B
a pesquisa baseou-se na elevação do nível de substituição do agregado natural pelo
agregado reciclado, sem que fossem alteradas as proporções cimento:agregados e a
proporção de agregado graúdo (pedrisco). Com relação ao Traço C avaliou-se a alteração
do proporcionamento da relação cimento:agregados, acrescentando maior quantidade de
agregado reciclado no traço dosado.
Resumidamente a pesquisa se desenvolveu mantendo-se a proporção cimento:agregados
para o Traço B em 1:18, substituindo a areia artificial por agregado reciclado em níveis de

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 78
P. H. M. CELESTINO Capítulo 3
substituição de 30%, 40%, 50%, 60%, 70%, 80%, 90% e 100%. Para o Traço C foi alterada
a proporção cimento:agregados, acrescentando maior quantidade de agregado reciclado e
mantendo-se a proporção de areia artificial, colocando proporções de agregado reciclado
que variaram de 3,75 a 11, de uma em uma unidade, resultando em traços de 1:13,75 a
1:21.
Tabela 3.2 – Traços utilizados na pesquisa de acordo com a relação cimento:agregado (em massa).
MATERIAL PROPORCIONAMENTO DE MATERIAL
TRAÇO A TRAÇO B TRAÇO C
Cimento 1 1 1
Areia artificial 11,5 0 a 8 10
Agregado reciclado - 3,5 a 11,5 3,75 a 11
Pedrisco 6,5 6,5 -
Relação cimento:agregados
1:18 1:18 1:13,75 a 1:21
Densidade de moldagem – variável estudada com o intuito de se determinar a
densidade ótima de moldagem dos blocos a partir de características qualitativas do
processo de moldagem de corpos de prova cilíndricos e quantitativas com os
resultados de resistência à compressão dos CPs ensaiados.
A densidade de moldagem de blocos de concreto é uma característica intrínseca ao
processo de produção, ligada diretamente ao porte e capacidade de prensagem da máquina
vibro-prensa, que influi diretamente na resistência à compressão das unidades moldadas.
Segundo Frasson Jr. (2000), quanto mais denso os blocos moldados melhores serão seus
resultados de resistência à compressão. Vale ressaltar-se que na produção de blocos de
concreto é ideal encontrar valores de densidade de moldagem que resultem em boas
resistências à compressão, porém evitando-se densidades muito elevadas que podem
resultar em desgastes excessivos dos equipamentos de moldagem e perda da produtividade
devido ao maior tempo necessário para cada ciclo de produção.
Umidade da massa de concreto – variou-se a umidade da massa de concreto
utilizado na produção dos blocos a fim de se obter uma curva de resistência
diretamente ligada à porcentagem de umidade total da massa de concreto, desta
maneira sendo possível determinar-se a umidade ótima de moldagem para cada
traço avaliado.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 79
P. H. M. CELESTINO Capítulo 3
A umidade da massa de concreto no momento da vibro-compressão dos blocos de alvenaria
é algo a ser levado em consideração, sabendo-se que para distintos materiais empregados
na composição do traço de concreto existem diferentes umidades ótimas de moldagem. Na
produção de blocos a umidade do concreto deve ser a maior possível, o que irá garantir
maior plasticidade à mistura refletindo positivamente na resistência à compressão, porém
altos valores de umidade devem ser evitados por causarem dificuldades na desforma das
unidades de alvenaria (FRASSON JR., 2000).
Teor de incorporação de resíduo – na pesquisa também foi avaliado o teor de
incorporação de agregado reciclado em substituição ao agregado natural.
Foi objetivo desta dissertação a avaliação da incorporação de níveis mais elevados de
agregado reciclado do que aqueles praticados usualmente no canteiro de obra, porém
cuidando-se para que as características de qualidade exigidas dos blocos fossem mantidas.
Variação da quantidade de cimento – a quantidade de cimento utilizada em um
dos traços estudados foi variada em distintas proporções, com o objetivo de avaliar
qual proporcionamento de materiais refletiriam em bons resultados com utilização da
menor quantidade de cimento possível.
A quantidade de cimento empregada nos traços de concreto para produção de blocos influi
diretamente na resistência à compressão destes, sendo que quanto menor a quantidade de
cimento a ser utilizada, menores são os valores de resistência à compressão esperados,
porém este proporcionamento deve ser estudado e balanceado a fim de se encontrar um
valor mínimo a ser utilizado que garanta as características exigíveis, pois a utilização em
maior quantidade do que aquela necessária deste material impacta nos custos dos materiais
utilizados na produção.
Tipo de cura – o tipo de cura foi a última variável analisada nesta pesquisa,
objetivando a comprovação de que se pode alcançar resistências maiores em idades
mais jovens, o que reflete nos períodos do ciclo de produção dos blocos dentro do
canteiro, possibilitando a utilização dos blocos em poucos dias após a produção
eliminando um dos gargalos na produção, devido ao reduzido espaço no canteiro.
A cura tem o objetivo de impedir a perda precoce de umidade e de controlar a temperatura
do concreto durante um período suficiente para que alcance um nível de resistência
desejado, minimizando os problemas causados pela retração e melhorando as
características da microestrutura do concreto.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 80
P. H. M. CELESTINO Capítulo 3
Os fluxogramas apresentados nas Figuras 3.3 e 3.4 detalham as variáveis estudadas no
programa experimental.
Figura 3.3 – Fluxograma do programa experimental de moldagem.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 81
P. H. M. CELESTINO Capítulo 3
Figura 3.4 – Fluxograma do estudo das condições de cura em blocos.
3.3. MATERIAIS
No programa experimental deste trabalho foram utilizados os mesmos materiais utilizados
na fabricação de blocos de concreto dentro do canteiro de obra. As amostras dos agregados
foram levadas para o laboratório para a execução de ensaios de determinação da
composição granulométrica, segundo a NBR NM 248 (ABNT, 2003). A fim de se utilizar
agregados com as mesmas características ao longo de todo o programa experimental,
separou-se todo o material a ser utilizado no início da pesquisa, sendo estes:
Agregado miúdo: areia artificial produzida a partir de processos de britagem de rocha
sã de micaxisto, de único tipo e procedência, adquirida na região cuja caracterização
é apresentada na Tabela 3.3 e sua curva granulométrica na Figura 3.5.
Agregado graúdo: pedrisco composto por material passante na peneira de malha
9,5 mm e retido na peneira de malha 4,8 mm, de único tipo e procedência, adquirido
na região cuja caracterização é apresentada na Tabela 3.4 e curva granulométrica
na Figura 3.5.
Agregado reciclado: Proveniente de Resíduos Cimentícios da quebra de blocos de
concreto e restos de argamassa, gerados dentro do próprio canteiro de obra. Os

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 82
P. H. M. CELESTINO Capítulo 3
resíduos foram britados no canteiro, dando origem a um agregado miúdo. Foi
possível perceber que mesmo com a segregação manual feita por um operário para
separação de materiais contaminantes como madeira, plásticos e metais, ainda
assim existe a presença de pequena quantidade de impurezas no agregado
reciclado. Na britagem do agregado reciclado foi utilizado britador de mandíbula. A
caracterização deste agregado é apresentada na Tabela 3.5 e sua curva
granulométrica na Figura 3.5.
Tabela 3.3 – Composição granulométrica do agregado miúdo.
AREIA ARTIFICIAL
Peneira (mm) Massa
Retida (g) Massa
Retida (g)
Massa Retida (g) -
Média
Porcentagens retidas (%)
Simples Acumulada
9,5 0,0 0,0 0,0 0% 0%
6,3 0,0 0,0 0,0 0% 0%
4,8 6,4 8,7 7,6 2% 2%
2,4 81,4 84,6 83,0 26% 28%
1,2 75,2 72,6 73,9 23% 51%
0,6 48,1 46,8 47,5 15% 66%
0,3 37,8 35,3 36,6 11% 78%
0,15 37,2 35,2 36,2 11% 89%
FUNDO 35,6 33,8 34,7 11% 100%
TOTAL 321,7 317,0 319,4 100% -
MÓDULO DE FINURA: 3,12
Dimensão máxima característica (NBR 7211): 4,80 mm
Massa específica (NBR NM 52):
2,82 g/cm³
Materiais pulverulentos (NBR NM 46):
4,50 %
Absorção de água (NBR NM 30):
1,00 %

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 83
P. H. M. CELESTINO Capítulo 3
Tabela 3.4 – Composição granulométrica do agregado graúdo.
PEDRISCO
Peneira (mm) Massa
Retida (g) Massa
Retida (g)
Massa Retida (g) -
Média
Porcentagens retidas (%)
Simples Acumulada
9,5 0,0 0,0 0,0 0% 0%
6,3 15,7 12,0 13,9 4% 4%
4,8 61,3 52,0 56,7 17% 22%
2,4 163,1 176,7 169,9 52% 73%
1,2 47,1 53,3 50,2 15% 89%
0,6 11,2 13,1 12,2 4% 92%
0,3 4,9 6,0 5,5 2% 94%
0,15 4,4 4,4 4,4 1% 95%
FUNDO 12,8 17,6 15,2 5% 100%
TOTAL 320,5 335,1 327,8 100% -
MÓDULO DE FINURA: 4.63
Dimensão máxima característica (NBR 7211): 6,30 mm
Massa específica (NBR NM 52):
2,80 g/cm³
Materiais pulverulentos (NBR NM 46):
3,40 %
Absorção de água (NBR NM 30):
2,10 %

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 84
P. H. M. CELESTINO Capítulo 3
Tabela 3.5 – Composição granulométrica do agregado reciclado.
AGREGADO RECICLADO DE RESÍDUOS CIMENTÍCIOS
Peneira (mm) Massa
Retida (g) Massa
Retida (g)
Massa Retida (g) -
Média
Porcentagens retidas (%)
Simples Acumulada
9,5 0,0 0,0 0,0 0% 0%
6,3 0,0 0,0 0,0 0% 0%
4,8 28,1 36,6 32,4 10% 10%
2,4 77,1 78,0 77,6 25% 35%
1,2 62,2 63,4 62,8 20% 55%
0,6 44,2 40,3 42,3 14% 69%
0,3 41,7 35,3 38,5 12% 81%
0,15 34,5 29,4 32,0 10% 92%
FUNDO 28,4 24,0 26,2 8% 100%
TOTAL 316,2 307,0 311,6 100% -
MÓDULO DE FINURA: 3.41
Dimensão máxima característica (NBR 7211): 4,80 mm
Massa específica (NBR NM 52):
2,70 g/cm³
Materiais pulverulentos (NBR NM 46):
6,50 %
Absorção de água (NBR NM 30):
4,50 %
Figura 3.5 – Curva granulométrica dos agregados utilizados na pesquisa.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
9,56,34,82,41,20,60,30,15FUNDO
AREIA ARTIFICIAL
PEDRISCO
"AGR. RECICLADO"

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 85
P. H. M. CELESTINO Capítulo 3
Cimento Portland: o cimento escolhido para a pesquisa foi de único tipo, corrente no
mercado regional – cimento Portland CP V-ARI, cuja caracterização foi fornecida
pelo fabricante e está apresenta na Tabela 3.6.
Tabela 3.6 – Características químicas, físicas e mecânicas do cimento utilizado na pesquisa.
ENSAIOS QUÍMICOS
ENSAIOS METODOLOGIA UN. RESULTADO EXIGÊNCIAS
Resíduo Insolúvel - RI ABNT NM 15/04 % --- ≤ 1,0
Perda ao Fogo - PF ABNT NM 18/04 % 2,50 ≤ 4,5
Óxido de Magnésio - MgO ABNT NM 21/04 % 1,38 ≤ 6,5
Trióxido de Enxofre – SO3 ABNT NM 16/09 % 2,89 ≤ 4,5
Anidrido Carbônico – CO2 ABNT NM 20/09 % --- ≤ 3,0
ENSAIOS FÍSICOS
ENSAIOS METODOLOGIA UN. RESULTADO EXIGÊNCIAS
Área específica (Blaine) ABNT NM 76/98 cm² / g 4.276 ≥ 3.000
Massa específica ABNT NM 23/01 g / cm³ 3,12 não aplicável
Resíduo na peneira #200 ABNT NBR 11579/91
% 0,18 ≤ 6,0
Resíduo na peneira #325 ABNT NBR 11826/93
% 1,70 não aplicável
Água de consistência normal ABNT NM 43/03 % 30,0 não aplicável
Início de pega ABNT NM 65/03 minutos 90 ≥ 60
Fim de pega ABNT NM 65/03 minutos 140 ≤ 600
Expansibilidade à quente ABNT NBR 11582/91
mm 0,00 ≤ 5,0
ENSAIOS MECÂNICOS
ENSAIOS Unidade. DESVIO
PAD. RESULTADO EXIGÊNCIAS
Resistência à compressão – 1 dia MPa --- 28,6 14,0
Resistência à compressão – 3 dias MPa --- 42,8 24,0
Resistência à compressão – 7 dias MPa --- 49,9 34,0
Resistência à compressão – 28 dias
MPa --- 57,7 n. aplicável

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 86
P. H. M. CELESTINO Capítulo 3
Aditivo: na pesquisa foi utilizado aditivo do tipo plastificante / desmoldante visando
promover melhor compactação dos blocos e maior facilidade na moldagem e
desforma das unidades, o que reflete em maior vida útil para a máquina de vibro-
compressão. Na Tabela 3.7 é apresentada as principais características do aditivo,
sendo estas fornecidas pelo fabricante.
Tabela 3.7 – Caracterização do aditivo.
ADITIVO PLASTIFICANTE / DESMOLDANTE
APARÊNCIA VISCOSIDADE DENSIDADE CONCENTRAÇÃO pH
Líquido 40 OC: 3,20 – 4,00 1,00 – 1,01 g/cm³ 20 a 100 g/L 9,0 a 10,50
As Figuras 3.6 e 3.7 ilustram a separação dos agregados utilizados na pesquisa e os
detalhes do aspecto visual de cada um dos agregados.
Figura 3.6 – Separação de todo material utilizado no programa experimental laboratorial: (a) agregado miúdo;
(b) agregado graúdo; (c) agregado reciclado; (d) cimento.
(a)
(b)
(c)
(d)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 87
P. H. M. CELESTINO Capítulo 3
Figura 3.7 – Agregados utilizados na pesquisa: (a) agregado miúdo; (b) agregado graúdo; (c) agregado
reciclado.
3.4. ESTUDO DE DOSAGEM
O estudo de dosagem da presente pesquisa ficou dividido em duas grandes partes, sendo a
primeira destas desenvolvida no canteiro de obra e a outra parte desenvolvida em
laboratório. Ambas as partes do estudo de dosagem se complementaram, sendo
necessários estudos preliminares realizados em obra, possibilitando assim o início de todo o
programa experimental. Após caracterizados as condições de moldagem da máquina vibro-
prensa e ensaiados os blocos referência, pode-se iniciar a parte experimental laboratorial de
moldagem de corpos de prova cilíndricos segundo metodologia desenvolvida por Frasson Jr.
(2000), sendo moldado um total de 136 corpos de prova (CPs) cilíndricos.
3.4.1. Determinação da densidade de moldagem dos blocos com o concreto
referência
Para se proceder com a moldagem dos corpos de prova, fez-se necessário conhecer a
densidade média de moldagem dos blocos de concreto produzidos na máquina de vibro-
compressão (FRASSON JR., 2000). A densidade de moldagem é uma característica única
de cada modelo de máquina de bloco e ao se determinar esta densidade é possível
reproduzi-la na moldagem dos corpos de prova cilíndricos, garantindo uma analogia entre
CP e bloco de concreto. Como o molde metálico a ser utilizado na moldagem dos CPs tem
volume fixo, para se determinar a densidade de moldagem basta saber qual o valor da
densidade que se deseja moldar o CP e pesar os materiais antes do início do processo de
moldagem, garantindo que todo aquele material previamente pesado ocupe o volume final
do CP que possuí 5 cm de diâmetro e 10 cm de altura.
(a) (b) (c)
escala: 10mm

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 88
P. H. M. CELESTINO Capítulo 3
A fim de se determinar a densidade de moldagem média dos blocos produzidos pela
máquina de vibro-compressão da MC Máquinas modelo MCH-01, necessitou-se determinar
o peso médio dos blocos recém-moldados e seu volume médio. A pesagem dos blocos
ocorreu logo após a moldagem, pesando-se todo o conjunto, prancha de madeira e os
quatro blocos moldados, encontrando o peso médio de cada bloco após se descontar o
peso da prancha de madeira. Para a pesagem dos blocos foi utilizada uma balança da
marca Lucastec, carga máxima de 500 kg, mínima de 2 kg e precisão de 100 g. As
medições foram realizadas com blocos produzidos com o Traço A (traço referência), com
dimensões de 12 cm x 19 cm x 39 cm.
O ensaio de determinação do volume dos blocos consistiu em mantê-los submersos em
água por 24 horas, para se alcançar a condição saturado superfície seca, prosseguindo-se
com a imersão das unidades de bloco dentro de um recipiente preenchido com água e
dotado de um extravasor, determinando-se o volume de água deslocado devido à imersão
do bloco de concreto dentro do recipiente. As Figuras 3.8 a 3.12 ilustram a sequência do
ensaio sendo executado. A fim de se considerar o valor médio de densidade de moldagem
dos blocos, foram executadas 10 medições de volume e massa das unidades,
considerando-se, para efeito de cálculo, a temperatura da água em 25 oC (δágua = 0,997
kg/dm³).
Figura 3.8 – Determinação da massa dos blocos recém-moldados: (a) Blocos antes da pesagem; (b) Conjunto
blocos e prancha de madeira sendo pesados.
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 89
P. H. M. CELESTINO Capítulo 3
Figura 3.9 – Blocos imersos em água por 24 horas: (a) tanque 1; (b) tanque 2.
Figura 3.10 – Bloco de concreto na condição saturado superfície seca antes do início do ensaio: (a) secagem da
superfície do bloco; (b) bloco preparado para imersão.
Figura 3.11 – Determinação do volume: (a) Recipiente preenchido com água e dotado de extravasor para
imersão dos blocos de concreto; (b) Balde posicionado abaixo da caixa preenchida com água para medir volume
de água deslocado.
(a) (b)
(a) (b)
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 90
P. H. M. CELESTINO Capítulo 3
Figura 3.12 – Determinação do volume: (a) Bloco de concreto imerso em água; (b) Coleta da água deslocada
para determinação do volume.
3.4.2. Moldagem
A moldagem dos corpos de prova cilíndricos (CPs) seguiu a metodologia proposta por
Frasson Jr. (2000). Para se proceder com a moldagem dos CPs de 5 cm de diâmetro e
10 cm de altura, foram utilizados moldes tripartidos com dimensões de 50 mm de diâmetro
interno e 130 mm de altura. Os CPs foram produzidos com concreto “seco” e por este
motivo foram retirados das formas logo após sua moldagem, procedimento este que foi
facilitado pelo molde tripartido.
Primeiramente determina-se a massa de concreto que será moldada no CP cilíndrico, pois
desta maneira é possível garantir a densidade específica de moldagem. A altura do molde
metálico é de 130 mm, permitindo-se assim que a massa de concreto seja compactada
dentro deste sem grandes dificuldades, lembrando-se que em estado solto o volume do
concreto seco a ser moldado é maior do que a altura final de 100 mm do CP. Na Figura 3.13
podem ser observados os equipamentos utilizados na moldagem.
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 91
P. H. M. CELESTINO Capítulo 3
Figura 3.13 – Equipamentos utilizados na moldagem dos CPs cilíndricos.
1 – Martelo de borracha utilizado para compactação do acabamento final da altura do CP;
2 – Base superior e inferior a serem rosqueadas nas paredes laterais do molde;
3 – Paredes laterais do molde abertas em suas três partes;
4 – Molde metálico fechado;
5 – Molde de CP produzido para facilitar o fechamento do molde metálico;
6 – “Picolé de technyl” utilizado para compactação final do CP;
7 – Soquete metálico para compactação das quatro camadas do CP;
8 – Funil metálico utilizado para acomodar a massa de concreto dentro do molda.
O procedimento de moldagem dos CPs foi semelhante àquele utilizado na moldagem de
CPs de argamassa. As misturas foram proporcionadas de acordo com cada traço estudado
e pesadas em balança da Marca Scala, modelo 20, com precisão de 1 g.
As misturas de concreto eram homogeneizadas em misturador mecânico (Pavitest) com as
mesmas características exigidas pela norma NBR 7215 (ABNT, 1997). O valor da massa a
ser compactada dentro de cada corpo de prova era definido de acordo com a massa
específica determinada para os blocos (item 3.4.1), para que os CPs tivessem
1
2 3
4 5 6 7
8

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 92
P. H. M. CELESTINO Capítulo 3
características de moldagem semelhantes àquelas encontradas nos blocos produzidos na
máquina de vibro-compressão.
Após homogeneização da massa de concreto, esta era subdividida em quatro partes iguais
que eram adensadas separadamente dentro do molde cilíndrico em quatro camadas, sendo
compactadas com soquete metálico aplicando-se 20 golpes em cada camada. A força
aplicada em cada camada foi distribuída igualmente a fim de se ter um CP com altura final
de 103 mm, onde o acabamento final da altura era executado com um “picolé de technyl”
que tem curso de penetração dentro do molde metálico de 30 mm, aplicando-se de 10 a 15
golpes com o martelo de borracha até se alcançar a altura final do CP de 100 mm.
Após a finalização da moldagem as partes superior e inferior do molde eram desenroscadas,
permitindo a abertura das três peças laterais das paredes do molde. Na figura 3.14 ilustra-se
a sequência de moldagem utilizada na pesquisa e na Figura 3.15 os equipamentos
utilizados no processo de moldagem.
Para determinação da resistência média de cada série estudada eram moldados quatro
CPs, sendo que o valor da resistência adotada era aquele obtido a partir da média aritmética
simples dos valores de cada corpo de prova, excluindo-se aqueles valores que se
apresentavam como espúrios a partir do Teste de Grubbs e Teste de Dixon aplicados para
cada grupo de valores.
Figura 3.14 – Sequência de moldagem dos CPs cilíndricos (Adaptado de: FRASSON JR., 2000).
1 – Compactação da primeira camada aplicando-se 20 golpes com soquete metálico;
2 – Compactação da segunda camada aplicando-se 20 golpes com soquete metálico;

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 93
P. H. M. CELESTINO Capítulo 3
3 – Compactação da terceira camada aplicando-se 20 golpes com soquete metálico;
4 – Compactação da quarta aplicando-se 20 golpes com soquete metálico;
5 – Aplicação de golpes com martelo de borracha para compactação dos últimos 3 mm;
6 – Desforma dos corpos de prova.
Figura 3.15 – Moldagem: (a) Equipamentos utilizados no preparo do concreto seco; (b) Corpo de prova recém-
moldado.
3.4.3. Determinação da coesão do concreto de referência
A determinação da coesão da mistura de concreto seco no estado fresco não seguiu
metodologia normalizada. Trata-se de um ensaio que representa quantitativamente testes
realizados de maneira qualitativa com a finalidade de se determinar as características
reológicas do concreto. Este ensaio foi proposto por Frasson Jr. (2000) em sua dissertação
de mestrado, a fim de se obter dados referentes à coesão da massa, baseando-se na
compressão diametral de CPs cilíndricos recém-moldados. Na Figura 3.16 ilustra-se um
esquema do ensaio realizado, enquanto que na Figura 3.17 é possível visualizar o ensaio
sendo executado.
Figura 3.16 – Esquema do equipamento a ser utilizado no ensaio de coesão do concreto no estado fresco.
(a) (b)
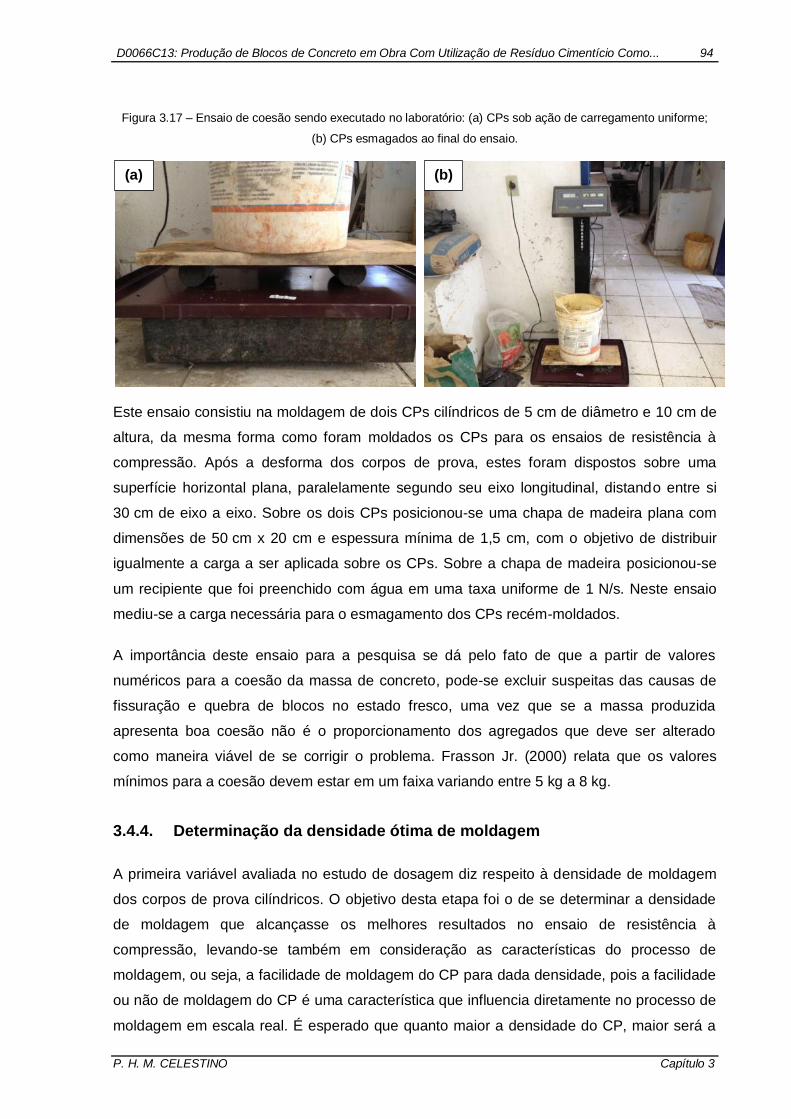
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 94
P. H. M. CELESTINO Capítulo 3
Figura 3.17 – Ensaio de coesão sendo executado no laboratório: (a) CPs sob ação de carregamento uniforme;
(b) CPs esmagados ao final do ensaio.
Este ensaio consistiu na moldagem de dois CPs cilíndricos de 5 cm de diâmetro e 10 cm de
altura, da mesma forma como foram moldados os CPs para os ensaios de resistência à
compressão. Após a desforma dos corpos de prova, estes foram dispostos sobre uma
superfície horizontal plana, paralelamente segundo seu eixo longitudinal, distando entre si
30 cm de eixo a eixo. Sobre os dois CPs posicionou-se uma chapa de madeira plana com
dimensões de 50 cm x 20 cm e espessura mínima de 1,5 cm, com o objetivo de distribuir
igualmente a carga a ser aplicada sobre os CPs. Sobre a chapa de madeira posicionou-se
um recipiente que foi preenchido com água em uma taxa uniforme de 1 N/s. Neste ensaio
mediu-se a carga necessária para o esmagamento dos CPs recém-moldados.
A importância deste ensaio para a pesquisa se dá pelo fato de que a partir de valores
numéricos para a coesão da massa de concreto, pode-se excluir suspeitas das causas de
fissuração e quebra de blocos no estado fresco, uma vez que se a massa produzida
apresenta boa coesão não é o proporcionamento dos agregados que deve ser alterado
como maneira viável de se corrigir o problema. Frasson Jr. (2000) relata que os valores
mínimos para a coesão devem estar em um faixa variando entre 5 kg a 8 kg.
3.4.4. Determinação da densidade ótima de moldagem
A primeira variável avaliada no estudo de dosagem diz respeito à densidade de moldagem
dos corpos de prova cilíndricos. O objetivo desta etapa foi o de se determinar a densidade
de moldagem que alcançasse os melhores resultados no ensaio de resistência à
compressão, levando-se também em consideração as características do processo de
moldagem, ou seja, a facilidade de moldagem do CP para dada densidade, pois a facilidade
ou não de moldagem do CP é uma característica que influencia diretamente no processo de
moldagem em escala real. É esperado que quanto maior a densidade do CP, maior será a
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 95
P. H. M. CELESTINO Capítulo 3
sua resistência à compressão (FRASSON JR., 2000), porém deve-se evitar densidades
elevadas, pois estas irão impactar no tempo de ciclo de produção dos blocos e no desgaste
pré-maturo da máquina vibro-prensa.
Para determinar o valor médio de resistência dos CPs cilíndricos, executou-se o
procedimento de moldagem de acordo com a metodologia de moldagem descrita no item
3.4.2, seguindo as recomendações de Frasson Jr. (2000), moldando-se 4 corpos de prova
para cada densidade avaliada. Nesta etapa foram avaliadas três densidades de moldagem,
sendo estas: densidade média, aquela determinada a partir dos resultados do procedimento
descrito no item 3.4.1, onde se encontrou a densidade de moldagem dos blocos com o
concreto referência; densidade alta, sendo este valor aquele utilizado na densidade média
acrescido de 0,10 kg/dm³; e densidade baixa, sendo este valor aquele utilizado na
densidade média subtraído de 0,10 kg/dm³.
Os CPs moldados nesta etapa foram produzidos com concreto referência (Traço A), sendo
este o mesmo utilizado na produção dos blocos ensaiados para determinação da densidade
de moldagem da máquina vibro-prensa. Foram produzidos um total de 12 corpos de prova,
sendo quatro CPs para cada série avaliada (M1S1; M1S2 e M1S3).
Nesta etapa o procedimento de cura utilizado para os CPs foi o mesmo utilizado no canteiro
de obra nos blocos que foram ensaiados para determinação da densidade de moldagem
(item 3.4.1), ou seja, cura ambiente sendo que o ensaio de resistência à compressão foi
realizado aos 28 dias de idade. O objetivo de se executar o mesmo procedimento de cura e
ensaiar estes CPs com a mesma idade dos ensaios realizados nos blocos do item 3.4.1, foi
que desta maneira seria possível se determinar uma correlação entre os resultados dos
blocos e dos CPs. Na Figura 3.18 é ilustrado a moldagem dos CPs desta etapa. A equação
3.1 representa a determinação do Coeficiente de Previsão de Resistência entre CPs e
blocos.
(3.1)
em que:
CPfb = coeficiente de previsão de resistência entre CPs e blocos de concreto;
fc CPs = valor médio da resistência a compressão obtida no corpo de prova cilíndrico;
fb = valor médio da resistência à compressão obtida no bloco de concreto.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 96
P. H. M. CELESTINO Capítulo 3
Figura 3.18 – Determinação da densidade ótima de moldagem: (a) Equipamentos utilizados na moldagem e
pesagem do concreto; (b) CPs após moldagem dispostos para cura ao ambiente.
3.4.5. Determinação da umidade ótima de moldagem
Após determinada a Densidade Ótima de Moldagem segundo metodologia descrita no item
3.4.4, procedeu-se com a moldagem de CPs para determinação da umidade ótima de
moldagem. Nesta etapa foram avaliados o Traço B e Traço C, originalmente utilizados em
obra, sem nenhuma modificação em seus proporcionamentos, determinando-se como ponto
de partida a faixa de umidade tida como ótima proposta por Frasson Jr. (2000) que está
entre 5,5% e 8,0%.
Nesta etapa as variáveis foram separadas de acordo com o traço avaliado. Para o Traço B
foram avaliadas umidades de moldagem variando-se entre 6% e 8%, em intervalos de 0,5%.
Já para o Traço C as umidades variaram entre 6% e 9,5%, em intervalos de 0,5%. Devido
ao fato do agregado reciclado possuir uma maior quantidade de finos, conforme ensaio de
caracterização realizado no item 3.3, este demanda maior quantidade de água no momento
da mistura do concreto, por este motivo a umidade do Traço C (que não tem em sua
composição o pedrisco – agregado graúdo) foi variada até o valor de 9,5%. Nesta etapa
foram moldados 4 CPs para cada umidade de moldagem, resultando no total de 52 CPs
moldados (séries M2S1 a M2S13). Na Figura 3.19 é ilustrado o processo de moldagem
desta etapa da pesquisa.
Nesta etapa também foram avaliadas características qualitativas da massa de concreto
utilizada e do processo de moldagem dos CPs. As características avaliadas na moldagem
foram às seguintes:
Facilidade ou não se de se moldar com as mãos uma esfera utilizando-se a massa
de concreto seco, sem que esta se desmanche com facilidade ou suje
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 97
P. H. M. CELESTINO Capítulo 3
demasiadamente a superfície da mão – “teste da pelota” (TANGO, 199436 apud
BUTTLER, 2007);
A superfície dos moldes metálicos devem se apresentar levemente umedecidas após
a desmoldagem dos CPs (FRASSON JR., 2000);
Facilidade ou não para se executar a moldagem dos corpos de prova a partir do
número de golpes dados com o martelo de borracha, máximo de 15 golpes para
altura de 10 cm (FRASSON JR., 2000).
Figura 3.19 – Determinação da umidade ótima de moldagem: (a) Equipamentos utilizados na moldagem; (b) CPs
após moldagem dispostos para cura ao ambiente.
3.4.6. Variação do teor de resíduo no Traço B
Após determinadas a densidade ótima de moldagem e a umidade ótima de moldagem para
cada traço, o estudo de dosagem teve seu prosseguimento com a avaliação da variação de
distintos níveis de substituição do agregado reciclado pelo agregado miúdo no Traço B.
Foram avaliados níveis de substituição do agregado reciclado pelo agregado miúdo (areia
artificial) entre 30% e 100%, em intervalos de 10% (séries M3S1 a M3S8). O ponto de
partida do nível de substituição ficou determinado em 30%, pois este era o valor já utilizado
em obra empiricamente.
Na moldagem dos CPs desta etapa foram utilizadas as informações resultantes da
execução da metodologia descrita em 3.4.4 e 3.4.5. Assim como na etapa descrita em 3.4.5,
foram moldados 4 CPs para cada variável avaliada, resultando no total de 32 CPs moldados
nesta etapa. Na Figura 3.20 é ilustrado a moldagem realizada nesta etapa.
36
TANGO, C. E. Fundamentos de dosagem de concreto para blocos estruturais. In: INTERNATIONAL SEMINAR ON STRUCTURAL MASONRY FOR DEVELOPING COUNTRIES, 5., 1994, Florianópolis. Anais… Santa Catarina, 1994.
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 98
P. H. M. CELESTINO Capítulo 3
Figura 3.20 – Variação do teor de resíduo no Traço B: (a) e (b) CPs após moldagem dispostos para cura ao
ambiente.
3.4.7. Variação do teor de cimento no Traço C
Após determinadas a densidade ótima de moldagem e a umidade ótima de moldagem para
cada traço, o estudo de dosagem teve seu prosseguimento com a avaliação da variação do
teor de cimento no Traço C. Nesta etapa utilizou-se como ponto de partida o Traço C com o
proporcionamento utilizado empiricamente em obra, sendo este 1:13,75
(cimento:agregados), elevando-se a proporção cimento:agregados em intervalos de uma
unidade até o valor de 1:21, sendo que para se executar esta variação fixou-se a quantidade
de agregado miúdo em 10 unidades, elevando-se a proporção do agregado reciclado
sempre em uma unidade. A partir destas definições foram avaliadas as seguintes
proporções de materiais no Traço C: 1:13,75; 1:15; 1:16; 1:17; 1:18; 1:19; 1:20; 1:21. Foram
moldados um total de 32 CPs cilíndricos nesta etapa do estudo de dosagem. A Tabela 3.8
apresenta as proporções de materiais avaliadas e a nomenclatura utilizada para cada traço
(séries M3S9 a M3S16).
Tabela 3.8 – Proporções cimento:agregado (em massa) utilizadas como variáveis no Traço C.
MATERIAL PROPORCIONAMENTO DE MATERIAL
1:13,75 1:15 1:16 1:17 1:18 1:19 1:20 1:21
Cimento 1 1 1 1 1 1 1 1
Areia artificial 10 10 10 10 10 10 10 10
Agregado reciclado 3,75 5 6 7 8 9 10 11
SÉRIE M3S9 M3S10 M3S11 M3S12 M3S13 M3S14 M3S15 M3S16
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 99
P. H. M. CELESTINO Capítulo 3
3.5. ESTUDO DAS CONDIÇÕES DE CURA EM BLOCOS
Após conclusão do estudo de dosagem, realizado com a moldagem de corpos de prova
cilíndricos, a pesquisa avançou com a produção de blocos de concreto, dentro do canteiro
de obra, com a utilização do traço que obteve os melhores resultados, com relação aos
ensaios de resistência à compressão, no estudo de dosagem. Nesta etapa da pesquisa
objetivou-se avaliar as características dos blocos de concreto produzidos com o
Traço Ótimo, resultante do estudo de dosagem, sendo possível correlacionar os resultados
obtidos para os corpos de prova com aqueles obtidos para os blocos de concreto, validando-
se o processo de moldagem manual dos CPs.
Outro objetivo desta fase da pesquisa foi a avaliação do efeito da cura dos blocos de
concreto nos resultados dos ensaios de resistência à compressão. Para isto, a presente
etapa ficou subdividida em outras duas, sendo a primeira àquela definida pela produção de
blocos e avaliação de três distintos tipos de cura em escala reduzida e a segunda com a
produção de blocos, utilizando-se o mesmo traço, com a avaliação de outros três tipos de
cura em escala real de produção do canteiro.
3.5.1. Avaliação do tipo de cura em escala reduzida
Nesta etapa foram produzidos três lotes de blocos de concreto com a utilização do Traço C
Ótimo. Cada lote teve o seu processo de cura executado de maneira distinta, sendo estas:
cura úmida por aspersão manual de água, utilizando-se brocha; cura ao ambiente; e cura
com lona, envolvendo-se os blocos em lona juntamente com a prancha de madeira, ou seja,
foram envolvidos de quatro em quatro unidades.
No início das avaliações para execução desta etapa da pesquisa, pensou-se em controlar a
umidade dos agregados utilizados no proporcionamento do concreto, porém a partir de
observações feitas na rotina do canteiro de obra e das dificuldades encontradas na tentativa
de determinação da umidade dos agregados in loco, optou-se por se executar este controle
da mesma maneira na qual estava sendo executado antes do início da pesquisa, sendo
utilizado o tato do operador do misturador de concreto, assim como foram produzidos os
blocos referência com Traço A. A fim de se garantir homogeneidade na produção do
concreto, os mesmos testes qualitativos realizados com a massa de concreto produzida no
estudo de dosagem dos CPs cilíndricos foram executados nesta etapa com o concreto
produzido em obra.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 100
P. H. M. CELESTINO Capítulo 3
Além dos blocos de vedação, também foram produzidos 8 CPs com o mesmo concreto
produzido na obra, objetivando-se comprovar a aplicabilidade do coeficiente de previsão de
resistência entre CPs e blocos, correlação esta proposta no item 3.4.4. Os CPs foram
produzidos com a mesma densidade média determinada no item 3.4.1 e ensaiados com
idades de 7 e 28 dias, sendo estas as mesmas idades de realização de ensaios nos blocos.
Foram executados ensaios de determinação da umidade e absorção, área líquida, análise
dimensional e resistência à compressão, segundo a NBR 12118 (ABNT, 2011). Cada série
produzida recebeu uma nomenclatura específica, assim como no estudo de dosagem.
Foram produzidas quantidades determinadas de blocos para cada série, sendo estas:
Processo de cura com aspersão de água – 20 blocos;
Processo de cura ao ambiente – 20 blocos;
Processo de cura envolto em lona – 10 blocos;
Processo de cura ao ambiente – 8 CPs cilíndricos.
Para as séries de cura com aspersão de água e cura ao ambiente foram produzidos 20
blocos, para realização de ensaios de determinação da resistência à compressão e
absorção de água nas idades de 7 e 28 dias, porém para a série de cura envolto em lona
produziu-se blocos para serem ensaiados somente com 7 dias de idade, devido ao fato de
que esta é mais representativa no ciclo de produção de blocos executado no canteiro de
obra. As Figuras 3.21 e 3.22 ilustram os blocos produzidos e os seus distintos processos de
cura.
Figura 3.21 – Blocos de concreto produzidos com Traço C: (a) blocos com processo de cura por aspersão
manual de água; (b) blocos com cura ao ambiente (lado esquerdo da gaiola).
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 101
P. H. M. CELESTINO Capítulo 3
Figura 3.22 – Blocos de concreto produzidos com Traço C com processo de cura envolto em lona.
3.5.2. Avaliação do tipo de cura em escala real
Deu-se continuidade na pesquisa com a produção de uma maior quantidade de blocos de
concreto, variando-se nesta etapa somente o tipo de cura a ser empregado em cinco lotes
de blocos distintos. Foram executados três processos de cura, todos em escala real
posicionando os blocos nas gaiolas de cura utilizadas no canteiro, sendo estes: cura ao
ambiente, cura em gaiola envolta com lona plástica e cura em gaiola envolta com lona
plástica com presença de bandeja com lâmina d’água, sendo esta última realizada na
tentativa de aumentar a umidade dentro do microambiente criado com a lona.
Uma das condições fixas nos três processos de cura executados foi o posicionamento dos
blocos na gaiola de cura. Uma segunda avaliação realizada nesta etapa foi a influência do
posicionamento dos blocos em prateleiras próximas ao solo (prateleira baixa) e prateleiras
mais altas dentro da gaiola de cura, sendo que esta avaliação somente foi feita para o
processo de cura com lona.
Os blocos de concreto desta etapa foram produzidos com o mesmo Traço Ótimo utilizado
na produção dos blocos do item 3.5.1. Foram produzidos blocos para execução de ensaios
de determinação da umidade e absorção, área líquida, análise dimensional, resistência à
compressão e retração por secagem segundo a NBR 12118 (ABNT, 2011), para as idades
de 7 dias e 28 dias.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 102
P. H. M. CELESTINO Capítulo 3
Na etapa descrita no item 3.5.1 a cura com lona realizada nos blocos foi executada com o
envolvimento das pranchas de madeira em lonas plásticas, porém este procedimento foi
adotado a fim de se ter um parâmetro inicial de avaliação, sendo que este não representa
fielmente o que seria realizado no canteiro de obra, pois a lona teria que estar envolvendo
toda a gaiola de cura, o que implica em um ambiente de cura um pouco diferenciado
daquele avaliado no item 3.5.1. Com o objetivo de se reproduzir com maior fidelidade o
procedimento que poderia ser adotado na produção dos blocos em obra, foram realizados
três distintos tipos de processos de cura, utilizando-se as gaiolas de cura utilizadas
rotineiramente no processo de produção.
Nesta etapa da pesquisa foram produzidos 5 lotes de blocos de concreto, ou seja, 5 séries,
sendo que cada série produzida recebeu uma nomenclatura específica, assim como no item
3.5.1, produzindo-se uma quantidade determinada de blocos para cada série, sendo estas:
Processo de cura em gaiola envolta com lona (MB5S1) – 20 blocos;
Processo de cura em gaiola envolta com lona, blocos da prateleira alta – 20 blocos
(MB5S2);
Processo de cura em gaiola envolta com lona, blocos da prateleira baixa – 20 blocos
(MB5S3);
Processo de cura em gaiola envolta com lona e bandeja com lâmina d’água (3 blocos
foram ensaiados quanto à retração por secagem - MB5S4) – 23 blocos;
Processo de cura ao ambiente (MB5S5) – 20 blocos.
A fim de se facilitar o entendimento na Figura 3.23 é ilustrado a gaiola de cura com os seus
elementos.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 103
P. H. M. CELESTINO Capítulo 3
Figura 3.23 – Gaiola de cura com blocos e seus elementos.
As Figuras 3.24 e 3.25 ilustram as três vistas da gaiola de cura com suas dimensões
aproximadas em centímetros. Observe que existem 5 prateleiras para disposição dos
blocos.
Figura 3.24 – Vista Frontal e Lateral da gaiola de cura com dimensões aproximadas em centímetros.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 104
P. H. M. CELESTINO Capítulo 3
Figura 3.25 – Vista Superior da gaiola de cura com dimensões aproximadas em centímetros.
Para cada série avaliada foram produzidos 10 blocos por idade a ser ensaiada, sendo que
7 blocos eram destinados aos ensaios de resistência à compressão e 3 blocos para
determinação da umidade, absorção, área líquida e análise dimensional. Somente na série
MB5S4 (cura em gaiola envolta com lona e bandeja com lâmina d’água) foram produzidos
3 blocos a mais do que nas demais séries, pois estes foram os blocos destinados ao ensaio
de determinação da retração por secagem. As Figuras 3.26, 3.27 e 3.28 ilustram o esquema
de posicionamento dos blocos para os distintos processos de cura executados.
Figura 3.26 – Esquema do processo de cura em gaiola envolta com lona.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 105
P. H. M. CELESTINO Capítulo 3
Figura 3.27 – Esquema do processo de cura em gaiola envolta com lona e bandeja com lâmina d’água.
Figura 3.28 – Esquema do processo de cura ao ambiente.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 106
P. H. M. CELESTINO Capítulo 3
No período em foram produzidos os blocos de concreto a temperatura média estava em
33 oC e a umidade relativa do ambiente em 30%. As Figuras 3.29, 3.30 e 3.31 apresentam
os blocos frescos após a moldagem posicionados nas gaiolas de cura.
Figura 3.29 – Blocos posicionado nas gaiolas de cura: (a) blocos preparados para o processo de cura com lona;
(b) blocos preparada para o processo de cura ao ambiente.
Figura 3.30 – Blocos preparados para o processo de cura com lona e presença de bandeja com lâmina d’água.
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 107
P. H. M. CELESTINO Capítulo 3
Figura 3.31 – Início do processo de cura para as cinco séries produzidas: (a) cura com lona; (b) cura ao
ambiente; (c) cura com lona e presença de bandeja com lâmina d’água.
3.6. MÉTODOS
Os corpos de prova cilíndricos e os blocos de concreto produzidos foram avaliados em
relação aos seus resultados frente ao ensaio de compressão axial. A avaliação dos blocos
foi feita a partir dos resultados obtidos nos ensaios de resistência à compressão, também
sendo determinadas outras propriedades com o intuito de caracterizar de maneira mais
abrangente os blocos de concreto. Para isto, foram realizados ensaios de determinação da
umidade, absorção, área líquida, análise dimensional e retração por secagem.
Os ensaios executados na pesquisa foram realizados em três laboratórios distintos, sendo
estes: Laboratório de Materiais de Construção da Escola de Engenharia Civil da
Universidade Federal de Goiás, Laboratório Carlos Campos (Goiânia – GO) e Laboratório de
Concreto do Grupo Falcão Bauer (São Paulo – SP).
(a)
(b)
(c)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 108
P. H. M. CELESTINO Capítulo 3
3.6.1. Procedimentos utilizados nos ensaios de compressão axial
Os ensaios de compressão axial para determinação da resistência à compressão foram
realizados no Laboratório Carlos Campos, sendo atendidas todas as exigências
preconizadas na norma NBR 12118 (ABNT, 2011).
3.6.1.1. Ensaio de compressão axial para blocos de concreto
Os procedimentos para o ensaio de resistência à compressão dos blocos seguiram as
recomendações da norma NBR 12118 (ABNT, 2011). Cuidados como o correto capeamento
dos blocos, umidade das amostras e a planicidade dos pratos da prensa foram tomados,
evitando-se assim que estes fatores viessem a interferir nos resultados encontrados. A
prensa utilizada nos ensaios é apresentada na Figura 3.32.
Figura 3.32 – Prensa hidráulica: (a) posicionamento do bloco; (b) ensaio sendo realizado.
O capeamento dos blocos foi executado com nata de cimento, sendo executado sobre
bancadas de granito para garantir a planicidade do capeamento. Outro cuidado que foi
levado em consideração foi a umidade dos blocos no momento dos ensaios, pois segundo a
NBR 12118 (ABNT, 2011) o teor de umidade relativa média deve atender à condição de (35
± 10)%, devido ao surgimento de pressões hidrostáticas de origem secundária em
carregamentos axiais, o que invalidaria os resultados. Para que os blocos não
apresentassem teores de umidade altos, todas as unidades foram secas em estufa durante
um período de 24 h antes da realização do ensaio. A secagem dos blocos em estufa e os
blocos capeados são apresentados na Figura 3.33.
(a) (b)
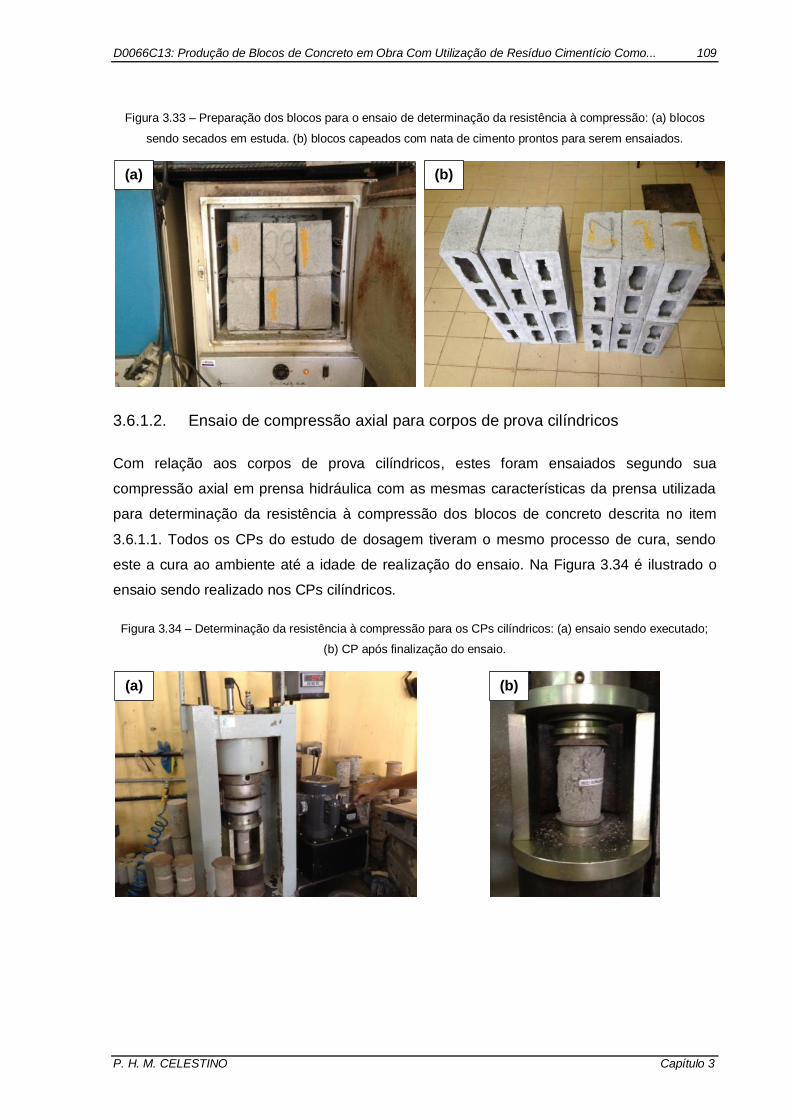
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 109
P. H. M. CELESTINO Capítulo 3
Figura 3.33 – Preparação dos blocos para o ensaio de determinação da resistência à compressão: (a) blocos
sendo secados em estuda. (b) blocos capeados com nata de cimento prontos para serem ensaiados.
3.6.1.2. Ensaio de compressão axial para corpos de prova cilíndricos
Com relação aos corpos de prova cilíndricos, estes foram ensaiados segundo sua
compressão axial em prensa hidráulica com as mesmas características da prensa utilizada
para determinação da resistência à compressão dos blocos de concreto descrita no item
3.6.1.1. Todos os CPs do estudo de dosagem tiveram o mesmo processo de cura, sendo
este a cura ao ambiente até a idade de realização do ensaio. Na Figura 3.34 é ilustrado o
ensaio sendo realizado nos CPs cilíndricos.
Figura 3.34 – Determinação da resistência à compressão para os CPs cilíndricos: (a) ensaio sendo executado;
(b) CP após finalização do ensaio.
(a) (b)
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 110
P. H. M. CELESTINO Capítulo 3
3.6.2. Procedimentos utilizados nos ensaios de determinação da absorção de
água e área líquida
Os ensaios de determinação da absorção de água e área líquida foram realizados no
Laboratório Carlos Campos, sendo atendidas todas as exigências preconizadas na norma
NBR 12118 (ABNT, 2011).
Para determinação da massa dos blocos foi utilizada balança da marca Scala com precisão
de 1 g, sendo que está mesma balança foi acoplada a um aparato a fim de se determinar a
massa da amostra imersa em água, ou seja, massa determinada por uma balança
hidrostática. Outro equipamento utilizado neste ensaio foi estufa com capacidade de elevar
a temperatura dos blocos a 110oC com variação de ±5oC.
Ao serem recebidas as amostras, estas permanecem no ambiente do laboratório por um
período de 24 horas, sendo então anotada a massa dos blocos como m3. Após determinada
a massa m3 os blocos são levados à estufa com temperatura de 110oC e mantidos nesta
condição por um período de 24 horas, sendo anotada sua massa e o bloco devolvido à
estufa em um prazo máximo de 10 minutos permanecendo por mais 2 horas em estufa. Este
procedimento é repetido até que em duas determinações sucessivas não se registre para a
amostra diferença de massa superior a 0,5% em relação ao valor anterior, anotando-se
então a massa seca m1.
Ao se concluir a determinação da massa m1, os blocos são resfriados ao ar até a
temperatura ambiente, prosseguindo-se com sua imersão em água à temperatura de (23 ±
5)oC e mantendo submersos por um período de 24 horas. Após o período determinado os
blocos são drenados sobre uma tela, durante 60 segundos, sendo removida a água
superficial com um pano seco, anotando-se então sua massa e mergulhando a amostra
novamente em água até que em duas determinações sucessivas não se registre para a
amostra diferença de massa superior a 0,5% em relação ao valor anterior, anotando-se
então a massa seca m2. Na Figura 3.35 é ilustrado a imersão dos blocos em água e na
Figura 3.36 a drenagem destes antes da pesagem em condição saturado superfície seca.
Na Figura 3.37 é ilustrado a pesagem do bloco.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 111
P. H. M. CELESTINO Capítulo 3
Figura 3.35 – Determinação da massa m2: (a) tanques de imersão dos blocos; (b) blocos submersos em água por
um período de 24 horas.
Figura 3.36 – Determinação da massa m2: (a) drenagem dos blocos em tela por 60 segundos; (b) remoção da
água superficial com pano seco.
Figura 3.37 – Pesagem do bloco para determinação da massa m2.
Para se proceder com a determinação da área líquida dos blocos fez-se necessário a
determinação das dimensões das amostras, sendo anotados os valores das médias de pelo
(a) (b)
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 112
P. H. M. CELESTINO Capítulo 3
menos três determinações executadas em pontos distintos na face. A massa aparente é
determinada utilizando-se uma balança hidrostática, anotando-se a massa do bloco quando
imerso em água à temperatura (23 ± 5)oC, sendo anotada como massa aparente m4. Na
Figura 3.38 é apresentado o esquema do aparato utilizado para determinação da massa do
bloco imerso em água e Figura 3.39 ilustra o ensaio sendo realizado. A absorção e a área
líquida determinadas no ensaio são calculadas com as seguintes equações:
(3.2)
em que:
a = é a absorção total, expressa em porcentagem (%);
m1 = massa do bloco seco em estufa, expressa em gramas (g);
m2 = massa do bloco saturado, expressa em gramas (g).
(3.3)
em que:
Aliq = é a área líquida, expressa em milímetros quadrados (mm²);
m2 = massa do bloco saturado, expressa em gramas (g).
m4 = massa aparente do bloco, expressa em gramas (g);
h = altura média do bloco, expressa em milímetros (mm);
ᵞ = massa específica da água utilizada no ensaio, expressa em gramas por cm cúbico (g/cm³).
Figura 3.38 – Esquema do aparato utilizado para determinação da massa aparente.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 113
P. H. M. CELESTINO Capítulo 3
Figura 3.39 – Determinação da massa aparente: (a) aparato utilizado para determinação da massa aparente;
(b) bloco submerso em água para determinação da massa aparente.
3.6.3. Procedimentos utilizados no ensaio de determinação da retração por
secagem
O ensaio de determinação da retração por secagem foi realizado no Laboratório de
Concreto do Grupo Falcão Bauer, sendo atendidas todas as exigências preconizadas na
norma NBR 12118 (ABNT, 2011). Foram enviados ao laboratório três blocos produzidos de
acordo com o item 3.5.2 que passaram pelo procedimento de cura em gaiola envolta com
lona e presença de bandeja com lâmina d’água. Os ensaios foram realizados com a
utilização de somente 2 blocos de concreto, devido ao fato de um bloco ter se danificado no
transporte até o laboratório.
Inicialmente foram coladas às paredes dos blocos, próximas aos eixos das duas faces
longitudinais externas, bases de medida com uma barra de referência. Dando-se
prosseguimento ao ensaio o procedimento de medida foi executado da seguinte maneira:
a) Os blocos foram imersos em água com temperatura (23 ± 1)oC por um período de 48
horas;
b) Ajustou-se o relógio comparador com a barra de referência padronizada obtendo-se
desta maneira a leitura inicial na saturação com o bloco posicionado no tanque de
água;
c) Determinou-se a massa do bloco saturado com superfície seca, assim como descrito
no item 3.6.2;
d) Após retirados do tanque com água, os blocos foram mantidos por um período de
48 horas em ambiente com temperatura de (24 ± 8)oC e umidade relativa do ar
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 114
P. H. M. CELESTINO Capítulo 3
inferior a 80%, prosseguindo-se com a secagem em estufa, com temperatura
uniforme de (50 ± 1)oC e umidade relativa do ar controlada de (17 ± 3)%. Após cinco
dias de secagem, incluindo-se as 48 horas em que ficaram armazenados ao ar, os
blocos foram removidos da estufa e resfriados até a temperatura de (23 ± 1)oC,
utilizando-se câmara de resfriamento sem que houvesse ganho de umidade. Após o
resfriamento determinou-se a leitura do comprimento e massa do bloco e
comprimento da barra de referência padronizada;
e) Após os procedimentos descritos anteriormente, os blocos foram retornados à estufa
para um segundo ciclo de secagem, por um período de 48 horas sendo este o
mesmo período adotado nos ciclos de secagem que se seguiram, sendo precedido
de outro ciclo de resfriamento e imersão dos blocos em tanque com água;
f) Os períodos de 48 horas de secagem na estufa, seguidos de determinações do
comprimento e massa após imersão em água foram executados repetidamente até
se atingir condição de equilíbrio, com variação média do comprimento menor ou igual
a 0,002% e a perda de massa em 48 horas de secagem menor ou igual a 0,2%,
quando comparada a última determinação, em um período de 6 dias ou mais.
A retração por secagem é calculada pela seguinte expressão:
(
) (3.4)
em que:
S = é a retração linear por secagem, expressa em porcentagem (%);
L = é a variação média da dimensão do bloco entre a condição saturada e o ponto de
constância de massa ou de comprimento, expressa em milímetros (mm);
G = é o comprimento médio das bases de medida do bloco, expresso em milímetros (mm).
3.6.4. Procedimentos utilizados no ensaio de determinação da umidade da
massa de concreto
O ensaio de determinação da umidade da massa de concreto fresco foi realizado no
Laboratório de Materiais de Construção da Escola de Engenharia da Universidade Federal
de Goiás.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 115
P. H. M. CELESTINO Capítulo 3
Para determinação da massa da amostra de concreto foi utilizada balança da marca Bel
com precisão de 0,1 g. Outro equipamento utilizado neste ensaio foi estufa com capacidade
de elevar a temperatura da amostra a 105oC com variação de ±5oC.
O procedimento realizado é de simples execução e foi feito com uma amostra do concreto
seco dosado em obra. A amostra em questão foi levada ao laboratório dentro de um
recipiente plástico, para que desta maneira fossem mantidas as características reais da
homogeneização do concreto em obra. Deve-se salientar que a obra onde foi produzido o
concreto está localizada próximo ao laboratório no qual foi executado o ensaio, distando
cerca de 500 m, devido a este fator o tempo de transporte não poderia ser responsável por
alterações nos resultados obtidos.
Primeiramente procedeu-se com a determinação de massa da amostra em seu estado
úmido (Figura 3.40), prosseguindo-se com a secagem desta em estufa por um período de
24 horas em temperatura de (105 ± 5)oC e posterior determinação da massa seca da
amostra. A determinação da umidade do concreto foi calculada utilizando-se a equação
abaixo:
(
) (3.5)
em que:
w = é a umidade da amostra de concreto, expressa em porcentagem (%);
mu = é a massa úmida da amostra de concreto, expressa em gramas (g);
ms = é a massa seca da amostra de concreto, expressa em gramas (g).
Figura 3.40 – Determinação de massa da amostra de concreto fresco.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 116
P. H. M. CELESTINO Capítulo 3
3.7. ANÁLISE ESTATÍSTICA DOS PROCESSOS DE CURA
Nesta pesquisa foi adotada a comparação múltipla de médias e a análise de variância
ANOVA (análise de grupos com níveis fixos) como teste estatístico. Nos testes realizados
foram comparados isoladamente os distintos processos de cura aos quais os blocos
produzidos com Traço C na proporção ótima foram submetidos.
O teste ANOVA proporciona a avaliação da influência das variáveis, que neste caso é o tipo
do processo de cura aplicado a cada conjunto de blocos, sendo que o proporcionamento de
materiais (traço), umidade de moldagem e processo de fabricação foram os mesmos para
os blocos ensaiados com 7 e 28 dias. O resultado obtido no teste ANOVA permite afirmar se
as variáveis analisadas possuem ou não influência dentro do estudo que foi realizado.
Neste tipo de análise estatística dois valores são gerados nos resultados finais, sendo eles o
F e o Fcrítico. O valor de F é calculado a partir dos valores de variáveis presentes no
estudo, sendo que o valor de Fcrítico é uma variável dependente do nível de significância
adotado para o estudo, sendo utilizado neste caso o valor de 5%. Após calculado o valor de
F, a partir dos dados de resistência à compressão de cada grupo, este deve ser comparado
com o valor de Fcrítico, sendo que se F > Fcrítico, é possível afirmar que o parâmetro
avaliado influi significativamente no processo em questão, porém se F < Fcrítico pode-se
afirmar que o parâmetro avaliado não influi significativamente no processo. Quanto maior a
diferença entre os valores de F e Fcrítico, maior será a influência do parâmetro avaliado,
neste caso o tipo de cura.

P. H. M. CELESTINO Capítulo 4
CAPÍTULO 4
RESULTADOS E DISCUSSÃO
Neste capítulo estão apresentados os resultados e as discussões relativas às informações
coletadas no canteiro de obras, com relação ao processo de produção de blocos de
concreto em obra, bem como os resultados dos ensaios realizados no programa
experimental.
Inicialmente são discutidos os resultados das informações coletadas no levantamento inicial
do layout de produção dentro do canteiro de obra, assim como a caracterização do bloco
referência, já produzido em obra antes do início da pesquisa.
Em seguida é apresentado o estudo de dosagem dos blocos moldados no programa
experimental desenvolvido em laboratório, realizado por meio de corpos de prova cilíndricos.
Por último, são apresentados os resultados dos ensaios de compressão axial, absorção de
água e retração por secagem dos blocos produzidos a partir do traço otimizado no programa
experimental laboratorial, bem como as análises estatísticas referentes aos resultados
obtidos com os distintos processos de cura avaliados.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 118
P. H. M. CELESTINO Capítulo 4
4.1. SITUAÇÃO INICIAL DE PRODUÇÃO NO CANTEIRO
Na primeira visita realizada no canteiro pode-se observar alguns aspectos iniciais com
relação à estocagem dos agregados reciclados que não estava sendo executada da
maneira mais adequada, tendo em vista que estes eram estocados em baias ao ar livre o
que permitia a molhagem dos agregados nos períodos chuvosos. Uma das primeiras
melhorias vislumbradas foi a proposição de uma cobertura nesta área, pois mesmo sem
controle de umidade na produção do concreto dos blocos, isto evitaria que a massa de
concreto fosse produzida com umidade excessiva, o que poderia acarretar em perdas na
desforma e transporte das peças.
Inicialmente, utilizava-se na produção dos blocos o cimento CP II Z-32, o que não é ideal
para a produção de artefatos pré-moldados de concreto, pois as unidades são utilizadas
com poucos dias de idade. Por esta razão, sugeriu-se à equipe de produção que fosse
utilizado o cimento CP V-ARI, cimento este que proporciona um ganho de resistência inicial
mais rápido e que pode contribuir com a melhoria do processo produtivo, reduzindo as
quebras e fissuração dos blocos de concreto no seu manuseio nas primeiras idades. A partir
desta intervenção iniciou-se a pesquisa em laboratório; desta forma, neste trabalho não
foram avaliados traços com a utilização de CP II Z-32 como aglomerante.
Foram entregues pelo engenheiro responsável pela obra os resultados de ensaios de
caracterização dos blocos que foram produzidos com cimento CP II Z-32, sendo estes
apresentados na Tabela 4.1. Os blocos foram ensaiados aos 14 dias de idade e atendiam à
norma NBR 6136 (ABNT, 2007) quanto às especificações de resistência à compressão,
porém não atendiam aos requisitos de aspecto visual, por não apresentar arestas vivas
como recomenda a norma.
Apesar da largura preconizada na norma NBR 6136 (ABNT, 2007) para os blocos de Classe
D ser de 11,5 cm, os blocos produzidos no canteiro, que foram objeto de estudo deste
trabalho, possuem dimensão de 12 cm X 19 cm X 39 cm. A opção, pelos engenheiros da
empresa, por utilizar blocos de 12 cm teve como objetivo reduzir custos com serviços de
requadração no reboco, pois as vigas de concreto armado possuem esta mesma largura da
base. Partindo-se deste pressuposto, os blocos não irão atender aos requisitos da norma
quanto à análise dimensional, porém se forem observados as dimensões medidas das
larguras dos blocos é possível concluir que estes seguem os padrões de tolerância exigidos
pela norma (± 2 mm para largura e ± 3 mm para altura e comprimento).

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 119
P. H. M. CELESTINO Capítulo 4
Tabela 4.1 – Resultados de caracterização dos blocos sem resíduos produzidos em obra, utilizando o cimento
CP II Z – 32.
No CP
Carga de ruptura (N)
Resistência à compressão (MPa) fbk,est
1 fbk
2
Individual Média
1 166300 3,5
3,4 1,9 2,1
2 167500 3,5
3 150500 3,2
4 238200 5,0
5 125400 2,7
6 114400 2,4
onde:
fbk,est1 – resistência à compressão característica estimada da amostra expressa em MPa;
fbk2 – resistência característica à compressão expressa em MPa.
Visando aglutinar todas as informações coletadas a partir de observações da rotina dos
operários no canteiro e de informações fornecidas pelos profissionais envolvidos, foi
produzido um check-list que é apresentado a seguir, nas Tabelas 4.2 a 4.6.
Tabela 4.2 – Materiais empregados na produção dos blocos de concreto.
Materiais
Cimento (tipo/marca) No início da produção utilizava-se: CP II – Z
Ao decorrer da pesquisa passou a utilizar: CP V- ARI da marca Nacional
Brita / areia (tipo/fornecedores)
Agregado graúdo: Pedrisco / Fornecedor: Pedreira Araguaia (Micaxisto)
Agregado miúdo: Areia artificial / Fornecedor: Pedreira Britenge
Agregado reciclado substitui graúdo, miúdo ou ambos?
Substitui agregado miúdo em proporções que giram em torno de 30% de substituição
Volume de agregado reciclado produzido / mês
Recicla todo o resíduo de blocos e argamassa gerado no canteiro
Volume de resíduo gerado Entre 22 a 23 m³/mês
Resíduo (material predominante)
Argamassa de assentamento e pedaços blocos de concreto
Água Da concessionária - Saneago
Aditivos Aditivo plastificante e desmoldante – Metal Desmold 114 (Metal Chemical)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 120
P. H. M. CELESTINO Capítulo 4
Tabela 4.3 – Traços empregados na produção dos blocos de concreto.
Traço
Para blocos convencionais
Traço A: 1 : 11,5 : 6,5 = 1 : 18 (cimento:agregados)
20 kg de cimento CP-V ARI (Marca: Cimento Nacional)
230 kg de areia artificial
130 kg de pedrisco
50 mL de aditivo (Aditivo plastificante: Metal Desmold 114 – Metal Chemical)
Para blocos com resíduo
São utilizados dois traços:
Traço B: 1 : 8 : 3,5 : 6,5 = 1:18 (cimento:agregados)
20 kg de cimento CP-V ARI (Marca: Cimento Nacional)
160 kg de areia artificial
70 kg de agregado reciclado
130 kg de pedrisco
50 mL de aditivo (Aditivo plastificante: Metal Desmold 114 – Metal Chemical)
Traço C: 1 : 10 : 3,75 = 1 : 13,75 (cimento:agregados sem pedrisco)
20 kg de cimento CP-V ARI (Marca: Cimento Nacional)
200 kg de areia artificial
75 kg de agregado reciclado
50 mL de aditivo (Aditivo plastificante: Metal Desmold 114 – Metal Chemical)
Controle de umidade (materiais / mistura)
Não há nenhum tipo de controle de umidade dos materiais e nem da mistura
Dosado em massa ou volume
Dosagem feita em massa para a areia artificial e para o pedrisco
Dosagem feita em volume para o agregado reciclado e cimento
Tabela 4.4 – Equipamento e equipe para produção dos blocos de concreto
Equipamento e Equipe
Máquina de vibro-compressão, tipo (pneumático, mecânico, hidráulico)
Máquina do tipo semi-automática hidráulica
Marca / modelo MC Máquinas – MCH-01
Produção (hora / dia) A produção pode variar de acordo com a disponibilidade de operários, porém como produção média pode se considerar o valor de 2000 blocos por dia.
O equipamento tem capacidade para produção diária de 5000 peças.
Tempo preenchimento dos moldes?
Aproximadamente 6 segundos
Tempo de vibração / prensagem
Aproximadamente 3 segundos
Limpeza da superfície? Não é realizado o arrasamento da parte superior dos blocos

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 121
P. H. M. CELESTINO Capítulo 4
Operários (máquina / processo)
Estão envolvidos 8 operários em todo o processo, sendo:
- 1 operário no fornecimento de materiais para dosagem;
- 1 operário no britador;
- 1 operário no misturador;
- 1 operário na máquina de vibro-compressão;
- 2 operários no carrinho que retira os blocos da máquina;
- 2 operários empilhando os blocos nas gaiolas.
Produção da mistura (betoneira / misturador)
Misturador de eixo vertical com motor tipo Motorredutor da marca Geremia - Modelo: GC75/3R
RED: 1 x 40,76 - Pe: 25 CV - MC Máquinas
Dosagem (quais equipamentos)
Balança adaptada no alimentador do misturador – Balança da marca Lucastec com carga máxima de 500 kg e carga mínima de 2 kg e precisão de 50 g
Balde com volume fixo para o agregado reciclado
Metade de um saco de cimento de 40 kg cortado manualmente pelo operário
Treinamento de pessoal (qual?)
Fabricante das máquinas treinou os operários no canteiro
Britador tipo (marca / modelo)
Britador de martelos - MC Máquinas
Obs.: não possui controle rigoroso da granulometria produzida, porém produz predominantemente agregado fino com algumas partículas de agregado graúdo.
Tabela 4.5 – Produção dos blocos de concreto
Características gerais
Dificuldades enfrentadas no processo produtivo
- Escassez de espaço no canteiro de obras, por tal motivo necessita fazer a cura em gaiolas verticais, o que gera a necessidade de mais 2 (dois) operários para empilhar os blocos;
- Nível de instrução dos operários;
- Manutenção dos equipamentos e tempo de fluxo na troca das matrizes.
Problemas evidenciados nos blocos
- Quebra excessiva logo após a desforma;
- Dificuldade de se fazer controle da umidade;
- Dificuldade de controle dimensional das peças (padronizar altura);
- Fissura vertical nas paredes da largura do bloco evidenciadas em diversas unidades.
Como se apresenta a textura superficial (+ aberta/fechada)
Um pouco porosa (mais aberta)
Há problemas com moldagem e/ou desforma? (coesão)
Há problemas na desforma, quebra excessiva de blocos. Deve-se investigar se a coesão da mistura se encontra satisfatória.
Produção dos blocos está próxima do local de cura?
Sim, ao lado
Via de acesso produção-cura está regularizada? Pavimentado?
Sim, está regularizada com concreto desempenado, porém há presenças de depressões e desníveis no piso.
Processo de cura

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 122
P. H. M. CELESTINO Capítulo 4
Quando inicia? Inicia-se logo após a desforma
Como é feito? Cura ao ar livre, abaixo de uma cobertura de telhas metálicas.
Tempo de cura - 24h a 48h de cura, prosseguindo-se para a paletização;
- 48h a 72h para que os blocos estejam no local de assentamento;
- Mínimo de 72h para que os blocos sejam utilizados.
Como armazena para a cura?
Em gaiolas verticais
Como armazena após a cura?
Paletes de madeira
Tempo para utilizar os blocos Mínimo de 72h
Tabela 4.6 – Outras informações referentes à produção dos blocos de concreto.
Outras informações
Quanto produz e quanto compra de blocos?
No início da pesquisa produzia-se 900 blocos/dia e comprava-se 1100 blocos/dia
Ao longo da investigação, em alguns dias foram produzidos uma média de 2000 blocos/dia
Quais as dimensões dos blocos produzidos? (meio blocos, blocos de amarração?)
- Bloco 12 x 19 x 39 cm (peso de ±12 a 13 kg saturado) 1 traço produz de 21 a 26 blocos;
- Bloco 9 x 19 x 39 cm (peso de ±10 kg no estado fresco) 1 traço produz 32 blocos;
- Dois tipos de blocos de canto – 12 x 19 x 20 cm
- Consumo por laje: 3.900 unidades de 9 x 19 x 39 cm
3.400 unidades de 12 x 19 x 39 cm
Tem projeto de alvenaria de vedação? Ver modulação
Existe projeto que auxilia na modulação de fiadas e aberturas como janelas e portas.
4.1.1. Processo produtivo
O processo produtivo executado no canteiro de obras é dividido em etapas que serão
descritas a seguir. Para cada etapa foi feito um esquema do layout do canteiro de produção
visando melhor entendimento do leitor.
4.1.1.1. Recebimento e separação dos materiais
O recebimento da areia artificial e do pedrisco é feito pelo portão de descarga localizado
entre as ruas apresentadas como X e Y, onde o caminhão entra no canteiro e descarrega os
materiais em duas baias de estoque de agregados que estão no mesmo nível da rua
(considerado neste trabalho como nível zero). Depois que o material é depositado em suas
baias um operário fica encarregado de lançar manualmente este material para baias
menores que ficam na laje do piso mezanino com nível aproximado de +1,50 m, onde estão
localizados furos na laje que encaminham os agregados diretamente para a gaveta de
pesagem da balança. O recebimento de cimento é feito neste mesmo local, sendo estocado

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 123
P. H. M. CELESTINO Capítulo 4
em almoxarifado que está no nível zero e é conduzido manualmente até o nível do
misturador (-1,50 m).
Todo o resíduo de blocos de concreto e argamassas produzido nos pavimentos da obra é
previamente umedecido, para redução da poeira, e lançado em um duto vertical que
descarrega este material na baia de estocagem de resíduos, sendo que, com o acúmulo
deste material, formam-se pilhas de aproximadamente 1,70 m de altura. Dentro da baia de
estocagem de resíduos um operário fica encarregado de separar resíduos que não sejam de
origem cimentícia (pedaços de plásticos, arames, pregos e pedaços de madeira) que, por
ventura, tenham sido descartados juntamente com os restos de bloco e de argamassa (os
operários que trabalham nos pavimentos também são orientados a fazer esta separação
antes de descartar o material).
Após a classificação manual do material, o mesmo operário da baia de estocagem dos
resíduos coloca este material no triturador, que está no nível zero, produzindo o agregado
reciclado que fica depositado na baia de estocagem de agregado reciclado, local onde estão
instalados os britadores. Por sua vez, o agregado reciclado é direcionado até uma
passagem que vai para uma pequena baia no nível do misturador (nível -1,50 m). Na Figura
4.1 é apresentado o layout do recebimento e separação de materiais e os dutos de
passagem destes até o nível do misturador, para melhor ilustrar também são mostradas as
Figuras 4.2 a 4.5.
Figura 4.1 – Layout da etapa de recebimento e separação de materiais (desenho sem escala).

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 124
P. H. M. CELESTINO Capítulo 4
Figura 4.2 – Baia de estocagem de agregados: (a) pedrisco; (b) areia artificial.
Figura 4.3 – Furos na laje para passagem de agregados até a gaveta de pesagem da balança: (a) areia artificial;
(b) barra de aço para facilitar condução do material à balança.
Figura 4.4 – Baia de estocagem de resíduo: (a) escada para condução até o nível +1,70 m; (b) detalhe do duto
vertical de descarte de resíduo.
(a) (b)
(a) (b)
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 125
P. H. M. CELESTINO Capítulo 4
Figura 4.5 – Agregado reciclado: (a) britadores de mandíbula; (b) baia de estocagem de agregado reciclado,
detalhe ao fundo para passagem de agregado reciclado para o nível -1,50 m.
4.1.1.2. Produção da massa de concreto
O pedrisco e a areia artificial que foram separados na etapa anterior seguem para a gaveta
de pesagem da balança, caindo por gravidade do nível +1,50 m para o nível -1,50 m. O
agregado reciclado produzido pelos britadores é depositado, também por gravidade, em
uma pequena baia que fica no nível do misturador (nível -1,50 m), onde este tem seu
volume medido em baldes de volume fixo e despejado dentro do misturador (o peso do
balde completamente cheio com agregado reciclado foi previamente determinado). No
misturador trabalham de um a dois operários, dependendo da frequência de necessidade de
concreto na máquina vibro-prensa. Na Figura 4.6 é apresentado o layout do nível do
misturador e balança, para melhor ilustrar também são apresentadas as Figuras 4.7 a 4.10.
Figura 4.6 – Layout da etapa de preparo do concreto seco para produção dos blocos.
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 126
P. H. M. CELESTINO Capítulo 4
Figura 4.7 – Pesagem dos agregados: (a) Furo para passagem de agregado direcionando o agregado até a
gaveta de pesagem da balança; (b) balança acoplada à gaveta.
Figura 4.8 – Misturador de eixo vertical: (a) detalhe para alavanca da portinhola de passagem do concreto até a
máquina de bloco; (b) homogeneização do concreto.
Figura 4.9 – Nível -1,50 m: (a) estocagem de agregado reciclado; (b) passagem do nível 0,00 para o nível
-1,50 m.
(a) (b)
(a) (b)
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 127
P. H. M. CELESTINO Capítulo 4
Figura 4.10 – Nível -1,50 m (balança e misturador) e nível -3,00 m (cura, estoque e máquina vibro-prensa).
4.1.1.3. Produção dos blocos de concreto
Após o preparo da massa de concreto seco no misturador, esta é encaminhada para a
gaveta alimentadora da máquina de vibro-compressão, que está localizada no nível -3,00 m.
A gaveta alimentadora faz o preenchimento dos moldes com vibração aproximada de 6
segundos da matriz, depois de preenchidos os moldes são vibro-prensados por mais 3
segundos até a altura pré-determinada dos blocos. No processo de moldagem são
produzidos 4 blocos com as dimensões de 12 x 19 x 39 cm, 6 blocos de 9 x 19 x 39 cm e 4
blocos de canto em cada ciclo da máquina.
Ao final do processo de moldagem os blocos estão dispostos sobre uma pequena prancha
de madeira que é retirada do corpo da máquina por um operário com o auxílio de um
carrinho com garras, sendo encaminhados às gaiolas verticais de cura. Os blocos
permanecem de 24 h a 48 h nas gaiolas passando pelo processo de cura ao ambiente. Após
as 48 h os blocos são empilhados e posteriormente paletizados e no prazo de 48 h a 72 h os
blocos já estão no pavimento onde serão utilizados como elemento de vedação. Cada gaiola
vertical tem capacidade para 12 pranchas de madeira, podendo acomodar de 48 a 72 blocos
dependendo do seu tipo. Em cada palete são transportados 40 blocos. Na Figura 4.11 é
apresentado o layout do nível da máquina de vibro-compressão e das gaiolas de cura, para
melhor ilustrar também são mostradas as Figuras 4.12 a 4.17.
Nível -1,50 m
Nível -3,00 m

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 128
P. H. M. CELESTINO Capítulo 4
Figura 4.11 – Layout da etapa de preparo do concreto seco para produção dos blocos.
Figura 4.12 – Máquina de vibro-compressão: (a) vista lateral; (b) detalhe para a passagem de concreto até a
gaveta alimentadora.
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 129
P. H. M. CELESTINO Capítulo 4
Figura 4.13 – Produção dos blocos: (a) moldagem dos blocos na vibro-prensa; (b) carrinho para retirada das
pranchas de madeira.
Figura 4.14 – Área de cura ao ambiente: (a) gaiolas de cura; (b) processo de cura sendo realizado.
Figura 4.15 – Estoque de blocos prontos para utilização no nível -3,00 m.
(a) (b)
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 130
P. H. M. CELESTINO Capítulo 4
Figura 4.16 – Envio de bloco ao estoque: (a) paletização de blocos endurecidos; (b) palete com primeira fiada
ordenada.
Figura 4.17 – Estoque de blocos prontos nos paletes para serem levados aos pavimentos.
4.2. CONSIDERAÇÕES SOBRE A CARACTERIZAÇÃO DOS
AGREGADOS
A partir dos dados apresentados no item 3.3 desta pesquisa, foi possível compor a
Tabela 4.7 onde são apresentados os resultados das dimensões máximas características,
massa específica, material pulverulento e absorção de água para cada agregado utilizado
no estudo de dosagem, a fim de se comparar os resultados de cada material.
(a) (b)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 131
P. H. M. CELESTINO Capítulo 4
Tabela 4.7 – Características dos agregados utilizados na pesquisa.
Dimensão máx. Característica
(mm)
Massa específica
(g/cm³)
Material pulverulento (%)
Absorção de água (%)
Areia Artificial 4,80 2,82 4,5 1,0
Pedrisco 6,30 2,80 3,4 2,1
Agregado Reciclado 4,8 2,70 6,5 4,5
Pode-se observar que o agregado reciclado utilizado na pesquisa tem comportamento
similar, quanto à absorção de água, daqueles encontrados nas literaturas (3,7% a 8,7% -
LIMA, 1999; 4,19% a 7,60% - POON; KOU; LAM, 2002; 3,48% a 4,45% - BUTTLER, 2007),
onde os autores citam que este possui a característica de apresentar maior absorção de
água, muitas vezes pela maior quantidade de finos presentes em sua composição.
4.3. BLOCO DE REFERÊNCIA
Foram separados blocos produzidos no item 3.4.1 para a execução de ensaios de
determinação do teor de absorção de água, área líquida, análise dimensional e resistência à
compressão, segundo a NBR 12118 (ABNT, 2011), com a idade de 28 dias. No momento da
produção dos blocos, uma amostra de concreto fresco foi coletada para determinação da
umidade de moldagem, esta sendo realizada em laboratório.
4.3.1. Concreto fresco coletado na obra
A amostra de concreto fresco coletada na moldagem dos blocos referência (Traço A) foi
levada ao Laboratório de Materiais de Construção da Escola de Engenharia Civil da
Universidade Federal de Goiás dentro de um recipiente plástico, com o intuito de não haver
perda de umidade em seu transporte.
Umidade
O valor de umidade determinada para o concreto fresco foi de 6,0%, sendo este valor
comumente adotado como umidade ótima na produção de blocos de concreto sem utilização
de agregados reciclados (FRASSON JR., 2000). Os valores individuais para determinação
da umidade da massa de concreto fresco estão apresentados no apêndice A desta
dissertação.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 132
P. H. M. CELESTINO Capítulo 4
Coesão
A fim de se obter informações quantitativas da coesão do concreto produzido com o
Traço A, utilizado na fabricação dos blocos de referência, moldaram-se quatro CPs com a
amostra de concreto coletada no canteiro de obra e procedeu-se com o ensaio proposto por
Frasson Jr. (2000) e descrito no item 3.4.3. Os valores individuais para determinação da
coesão da massa de concreto fresco estão apresentados no apêndice A desta dissertação.
Foram executadas duas leituras neste ensaio; na primeira delas os CPs recém-moldados
foram esmagados com carga de 8,18 kg e na segunda 8,72 kg. Os resultados comprovaram
a boa coesão da massa que deveria apresentar resultados mínimos variando entre os
valores de 5 kg a 8 kg (FRASSON JR., 2000). Este resultado descarta as suspeitas feitas no
levantamento inicial de produção no canteiro de falta de coesão da mistura para o
surgimento de fissuras verticais nas paredes dos blocos e perdas com a quebra destes no
transporte entre a máquina de vibro-compressão e as gaiolas de cura.
4.3.2. Caracterização dos blocos
A metodologia descrita no item 3.4.1 foi utilizada na determinação da densidade de
moldagem dos blocos referência. A massa média (Mmédia) dos blocos de referência foi de
9.792 g e o volume médio (Vmédio) de 4.437 mL, resultando em uma densidade média de
moldagem da máquina de vibro-compressão de 2,2 kg/dm³. Os resultados individuais da
determinação da densidade média de moldagem estão apresentados no Apêndice A desta
dissertação. A densidade média de moldagem dos blocos determinada está dentro da faixa
prevista por Frasson Jr. (2000) para as máquinas de vibro-compressão, o que garante que a
máquina utilizada na produção das unidades de alvenaria utiliza energia de adensamento
suficiente para a produção.
Os resultados de caracterização dos blocos de referência, segundo os ensaios da
NBR 12118 (ABNT, 2011), aos 28 dias de idade estão apresentados na Tabela 4.8. Os
resultados individuais estão apresentados no Apêndice A desta dissertação.
Os blocos atenderam aos requisitos da norma quanto à absorção de água, sendo que o
valor médio de absorção foi de 8,6% e a norma especifica que este valor seja menor ou
igual a 10%. Também foram atendidos aos requisitos de análise visual e análise
dimensional, sendo que para a análise dimensional pode-se observar que os blocos
seguem os padrões de tolerância exigidos pela norma NBR 6136 (ABNT, 2007) (± 2 mm
para largura e ± 3 mm para altura e comprimento).

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 133
P. H. M. CELESTINO Capítulo 4
Tabela 4.8 – Resultados de caracterização dos blocos de referência.
CARACTERIZAÇÃO DOS BLOCOS DE REFERÊNCIA
PROPRIEDADE VALOR NBR 6136 (ABNT, 2007)
Resistência à compressão média (MPa) 2,8 Atende aos requisitos
Resistência característica à compressão (MPa) 2,3 Atende aos requisitos (≥2 MPa)
Absorção média (%) 8,6 Atende aos requisitos (≤10,0%)
Umidade média (%) 11,4 -
Área líquida média (mm²) 23818,5 -
Análise visual - Atende ao item 4.3.2
A partir dos resultados obtidos pode-se observar que os blocos de referência atenderam a
todos os requisitos da norma NBR 6136 (ABNT, 2007), sendo que o único problema
detectado foram as fissuras verticais e as quebras de blocos advindos do transporte destes
em seu estado fresco até as gaiolas de cura.
4.4. ESTUDO DE DOSAGEM EM CORPOS DE PROVA
CILÍNDRICOS
Serão apresentados aqui os resultados obtidos no estudo de dosagem descrito no item 3.4.
Mais especificamente, trata-se dos resultados do estudo de dosagem laboratorial, sendo
este desenvolvido em quatro etapas, descritas anteriormente nos itens 3.4.4, 3.4.5, 3.4.6 e
3.4.7 da metodologia.
4.4.1. Densidade ótima de moldagem
Nesta etapa o traço de referência (Traço A), produzido para a fabricação dos blocos de
referência, foi reproduzido em laboratório seguindo-se a mesma proporção de materiais
utilizada em obra e a mesma umidade de moldagem (6%), sendo que a única variável
avaliada na moldagem foi a densidade de cada corpo de prova produzido. Na Figura 4.18 é
apresentado o gráfico com os resultados dos ensaios.
Os CPs tem diâmetro de 5 cm e altura de 10 cm, ou seja, seu volume é fixo com 0,196 dm³.
Para garantir as densidades requeridas de moldagem o material foi previamente pesado,
obtendo-se a seguinte quantidade de material para cada série:
Densidade baixa - M1RS1 – 1ª moldagem e série 1 – 2,10 kg/dm³: 0,412 kg de
material para cada CP;

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 134
P. H. M. CELESTINO Capítulo 4
Densidade média - M1RS2 – 1ª moldagem e série 2 – 2,20 kg/dm³: 0,432 kg de
material para cada CP;
Densidade alta - M1RS3 – 1ª moldagem e série 3 – 2,30 kg/dm³: 0,452 kg de
material para cada CP;
Figura 4.18 – Relação entre a densidade de moldagem e a resistência à compressão (Traço A - Referência).
Observa-se que a resistência à compressão dos corpos de prova aos 28 dias de idade
apresentou uma boa correlação (R2 = 0,99) com a densidade de moldagem.
A partir dos dados desta etapa pode-se verificar, conforme esperado, que quanto mais
denso os blocos moldados melhores serão seus resultados de resistência à compressão
(FRASSON JR., 2000).
Na moldagem da série M1RS3 (densidade alta) com densidade de 2,3 kg/dm³ observou-se
certa dificuldade em se executar o acabamento da altura final do CP, porém para a série
M1RS1 (densidade baixa) moldada com densidade de 2,1 kg/dm³ faltou material para o
acabamento da altura final do CP. Para a série M1RS2 (densidade média) moldada com
densidade de 2,2 kg/dm³ foi possível realizar o acabamento da altura final do CP com 3 a 5
golpes do martelo de borracha no “picolé de technyl”, concluindo-se que a densidade ótima
de moldagem estaria entre os valores de 2,2 kg/dm³ a 2,3 kg/dm³.
Vale ressaltar que na produção de blocos de concreto é ideal encontrar valores de
densidade de moldagem que resultem em boas resistências à compressão, porém evitando-
se densidades muito elevadas que podem resultar em desgastes excessivos dos
3,33
4,15
5,35
y = 10,055x - 17,845 R² = 0,9878
0,00
1,00
2,00
3,00
4,00
5,00
6,00
2,05 2,10 2,15 2,20 2,25 2,30 2,35
Resis
tên
cia
à c
om
pre
ssão
(M
Pa)
Densidade de moldagem (kg/dm³)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 135
P. H. M. CELESTINO Capítulo 4
equipamentos e perda da produtividade devido ao aumento do ciclo de produção
(FRASSON JR., 2000).
Considerando-se que a moldagem dos blocos de referência seguiu o padrão da densidade
média de moldagem determinada no item 4.3, é possível fazer uma correlação dos
resultados obtidos na moldagem M1RS2 (densidade média) com o valor da resistência
média obtida nos blocos, determinando assim um coeficiente de previsão de resistência
entre CPs e blocos de concreto. Vale ressaltar que o objetivo de se obter um coeficiente de
previsão de resistência entre CPs e Blocos é válido para que se possa fazer uma previsão
das resistências que serão alcançadas nos ensaios realizados com blocos de concreto a
partir das resistências determinadas nos ensaios dos CPs cilíndricos. Na equação 4.1 é
ilustrado a determinação do coeficiente de previsão de resistência de acordo com a equação
apresentada no item 3.4.4 da metodologia.
(4.1)
Tendo em vista que os valores utilizados para encontrar o coeficiente de previsão de
resistência entre CPs e blocos são valores médios, deve-se colocar este entre uma faixa de
valores para que se possa ter segurança ao se utilizar um traço que tenha garantido bons
resultados para os CPs na produção de blocos. Levando-se as questões apresentadas em
consideração é possível dizer que o CPfb estará em uma faixa entre 1,5 a 2,0 para os traços
estudados.
4.4.2. Umidade ótima de moldagem
Na segunda etapa do programa experimental, a moldagem dos CPs foi realizada com a
densidade média de 2,25 kg/dm³, sendo este o valor intermediário entre as séries 2 e 3 da
moldagem executada no item 4.5.1. O valor inicial de partida para variação dos teores de
umidade foi de 6%, correspondente à umidade determinada no concreto produzido no
canteiro de obra e utilizado na produção do bloco de referência, sendo este valor
apresentado no item 4.4.1.
A partir das características qualitativas observadas chegou-se a conclusão que para o traço
dosado com utilização de agregados reciclados, areia artificial e pedrisco (Traço B) a
umidade ótima de moldagem seria de 7% e para o traço dosado com utilização
exclusivamente de agregado reciclado e areia artificial (Traço C) esta estaria entre valores

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 136
P. H. M. CELESTINO Capítulo 4
de 8,0% a 8,5%, pois as duas umidades apresentaram boas características tanto na massa
de concreto como no processo produtivo de moldagem.
No momento da produção dos CPs observou-se que a moldagem de ambos os traços,
B e C, na umidade de 6% foi de difícil execução, sendo que não foi possível finalizar o
acabamento dos CPs com até 15 golpes do martelo de borracha. Foram executadas
tentativas de se moldar o CP com a altura final de 10 cm, para isto foram aplicados mais
golpes (de 20 a 25 golpes) nestes corpos de prova o que acabou resultando em maiores
compacidades destes CPs, fator este que explica os CPs com 6% de umidade
apresentarem resultados de valores de resistência à compressão mais elevados.
Assim, os valores destes CPs com 6% de umidade devem ser desconsiderados na análise,
pois a moldagem de blocos com estas características na massa de concreto fica
inviabilizada devido ao alto grau de esforço mecânico que seria necessário no momento da
moldagem, por este motivo estes valores assim como o valor da umidade de 7,5% na
moldagem do Traço C foram considerados como espúrios e retirados da representação dos
gráficos. As Figuras 4.19 e 4.20 apresentam os gráficos com os resultados de resistência à
compressão para os traços B e C.
Figura 4.19 – Resistência à compressão em função da umidade de moldagem do Traço B.
4,63
4,91
4,56
4,62
4,50
4,55
4,60
4,65
4,70
4,75
4,80
4,85
4,90
4,95
6,00% 6,50% 7,00% 7,50% 8,00% 8,50%
Resis
tên
cia
à c
om
pre
ssão
(M
Pa)
Umidade (%)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 137
P. H. M. CELESTINO Capítulo 4
Figura 4.20 – Resistência à compressão em função da umidade de moldagem do Traço C.
A partir dos gráficos, conclui-se que as informações qualitativas observadas na massa de
concreto e no processo produtivo, fornecem bons parâmetros para avaliação da umidade
ótima de moldagem, já que os maiores valores de resistência à compressão foram
encontrados para umidades de moldagem próximas àquelas tidas como ótimas na avaliação
qualitativa. Portanto, como conclusão da segunda etapa de moldagem tem-se que:
A umidade ótima para o Traço B é de 7%;
A umidade ótima para o Traço C é de 8% a 8,5%.
Os valores de umidade da massa de concreto no momento da moldagem determinados
como ótimo para os traços avaliados encontram-se dentro da faixa de valores de umidade
apresentados por autores que estudaram traços de concreto seco para produção de blocos
de concreto, podendo ser citado aqui: Frasson Jr. (2000) – umidades entre 5,5% e 8,0%;
Araújo, Carasek e Cascudo (2010) – umidade ótima do traço avaliado com agregado
reciclado ficou em 10%; Ribeiro (2005) – segundo método da Besser Company a mistura de
concreto deve possuir cerca de 6% a 7,5% de umidade, para agregados convencionais;
Sousa (2001) – em sua avaliação a umidade das misturas sem utilização de agregado
reciclado ficou em torno de 5,5% a 6%, entretanto aquelas que utilizavam agregado
reciclado ficaram entre 7,5% a 11%.
5,65
5,72
6,07 6,11
5,91
5,57
y = -2179,9x2 + 350,55x - 8,0112 R² = 0,8793
5,50
5,60
5,70
5,80
5,90
6,00
6,10
6,20
6,00% 6,50% 7,00% 7,50% 8,00% 8,50% 9,00% 9,50%
Resis
tên
cia
à c
om
pre
ssão
(M
Pa)
Umidade (%)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 138
P. H. M. CELESTINO Capítulo 4
4.4.3. Variação do teor de resíduo no Traço B
Nesta etapa os CPs foram moldados com densidade de 2,20 kg/dm³ devido às dificuldades
enfrentadas na produção de alguns CPs da etapa correspondente à determinação da
umidade ótima. A umidade de moldagem utilizada foi àquela determinada na etapa descrita
no item 3.4.5, cujo resultado está apresentado em 4.4.2, ou seja, 7% para o Traço B.
Na Figura 4.21 é ilustrado o gráfico das resistências à compressão obtidas para o Traço B,
variando-se o teor de substituição da areia artificial por agregado reciclado.
Figura 4.2137
– Resistência à compressão em função do teor de substituição de areia artificial por agregado
reciclado no Traço B.
No gráfico da Figura 4.21 pode-se observar que os valores de resistência à compressão dos
CPs moldados com o Traço B não seguiram uma linha de tendência natural esperada, que
seria do decréscimo da resistência com o aumento do teor de substituição de agregados
reciclados (ARAÚJO; CARASEK; CASCUDO, 2010; RIBEIRO, 2005). No entanto, não se
pode esquecer a natureza do agregado reciclado empregado nesta pesquisa, que é de
natureza cimentícia e não cerâmica.
Observa-se que o agregado reciclado interfere positivamente na resistência dos CPs, fator
já comprovado em outras pesquisas devido à alta qualidade do resíduo cimentício ao se
37
Para os níveis de substituição em 50% e 90% não foram apresentados os resultados de resistência à compressão no gráfico ilustrado, pois estes foram tidos como espúrio do ponto de vista da engenharia, sendo que as resistências determinadas foram respectivamente 4,35 MPa e 4,33 MPa.
4,42 4,47
4,83
4,65
5,01
4,95
y = 0,8394x + 4,1898 R² = 0,7735
4,30
4,40
4,50
4,60
4,70
4,80
4,90
5,00
30% 40% 50% 60% 70% 80% 90% 100%
Resis
tên
cia
à c
om
pre
ssão
(M
Pa)
Porcentagem de substituição de areia artificial por agregado reciclado (%)

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 139
P. H. M. CELESTINO Capítulo 4
utilizar este como matéria-prima na produção de agregados reciclados (POON; KOU; LAM,
2002; BUTTLER, 2007).
A variação encontrada nos valores médios dos resultados é tida como normal, sendo que os
valores máximos e mínimos de resistência encontrados variaram entre si somente 15%, o
que é aceitável tendo em vista que o processo de moldagem e compactação dos CPs é feito
manualmente, o que abre possibilidades para variações no processo produtivo (FRASSON
JR., 2000).
O agregado reciclado utilizado na pesquisa demonstra boa qualidade influenciando
positivamente na resistência à compressão dos CPs moldados, fator este que pode ser
explicado devido à mesma natureza do material utilizado como agregado reciclado (cimento
e agregado), o que pode ajudar na incorporação de parte de cimento ainda não hidratado,
elevando-se, mesmo que em pequena quantidade, a relação cimento:agregados da mistura.
Outro fator que deve ser observado é a maior quantidade de finos presentes no agregado
reciclado (item 4.2), o que pode contribuir para um efeito fíler na moldagem dos blocos,
elevando-se sua compacidade.
Com esta moldagem pode-se concluir que mesmo utilizando 100% de agregado reciclado
na composição do Traço B, em substituição a areia artificial, é possível obter valores de
resistência à compressão satisfatórios, que estariam entre 3,30 MPa a 2,47 MPa para os
blocos de concreto produzidos com o mesmo proporcionamento de materiais (levando-se
em consideração a variação do valor do coeficiente de previsão de resistência determinado
no item 4.5.1 que estaria entre 1,5 a 2,0).
Fazendo-se um cálculo da redução de custo dos materiais empregados na produção dos
blocos, observou-se que ao se proceder com a substituição de 100% do agregado reciclado
em relação à areia artificial o custo de produção dos blocos com o Traço B seria reduzido
em 14,30%. O cálculo utilizado para determinar da redução de custo está apresentado no
Apêndice D desta dissertação.
4.4.4. Variação do teor de cimento no Traço C
Na última etapa do estudo de dosagem laboratorial, a moldagem dos CPs foi executada com
as mesmas características dos CPs moldados em 4.5.3, ou seja, densidade de moldagem
de 2,20 kg/dm³, porém para o Traço C a umidade ótima é de 8%, determinada em 4.5.2.
Na Figura 4.22 é ilustrado as resistências à compressão obtidas para o Traço C, variando-se
a quantidade de cimento utilizada na composição do concreto.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 140
P. H. M. CELESTINO Capítulo 4
Figura 4.22 – Resistência à compressão em função da variação da quantidade de cimento empregada no
Traço C.
Na análise dos resultados do gráfico apresentado na Figura 4.22 pode-se concluir que
quanto maior a proporção cimento:agregados, ou seja, quanto menor a quantidade de
cimento empregada no Traço C, menores foram os valores de resistência obtidos nos
ensaios, o que era esperado. A partir dos dados encontrados pode-se afirmar que a
produção de blocos de concreto com Traço C na proporção 1:18 iria garantir bons
resultados perante os ensaios de determinação da resistência à compressão, levando-se em
consideração o valor mais alto do coeficiente de previsão de resistência determinado no
item 4.5.1, ou seja, selecionando o traço mais econômico que apresentará resultados
satisfatórios com certa margem de segurança. Desta maneira objetivou-se na próxima etapa
da pesquisa a produção de blocos com o Traço C na proporção 1:18.
Calculando-se a redução de custo dos materiais empregados na produção dos blocos,
observou-se que ao se proceder com o aumento da proporção cimento:agregados para o
Traço C, incluindo maior parte de agregado reciclado no traço, o custo de produção dos
blocos seria reduzido em 18,60%. O cálculo utilizado para determinar da redução de custo
está apresentado no Apêndice D desta dissertação.
6,41
5,88 5,78
5,25 5,17
3,96
3,58
3,09
y = -0,4683x + 13,071 R² = 0,9508
3,00
3,40
3,80
4,20
4,60
5,00
5,40
5,80
6,20
6,60
13 14 15 16 17 18 19 20 21
Resis
tên
cia
à c
om
pre
ssão
(M
Pa)
Relação agregado / cimento

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 141
P. H. M. CELESTINO Capítulo 4
4.5. RESULTADOS DO ESTUDO DAS CONDIÇÕES DE CURA EM
BLOCOS
Neste item serão apresentados os resultados obtidos nas duas etapas realizadas para
avaliação do processo de cura executado no canteiro de obra com blocos produzidos
in loco. Na primeira etapa foi realizado um estudo em escala reduzida, sendo que a partir
dos resultados obtidos propõe-se um esquema real do processo de cura desenvolvido em
canteiro, a fim de obter-se resultados condizentes com a realidade de produção dos blocos.
4.5.1. Processo de cura em escala reduzida
De acordo com o que foi descrito no item 3.5.1, foram produzidos CPs cilíndricos com o
mesmo concreto utilizado na produção dos blocos desta etapa, por este motivo a umidade
de moldagem foi determinada em laboratório, sendo esta de 9%, valor 1% acima da
umidade determinada como ótima no item 4.5.2, porém não sendo prejudicial na garantia de
bons resultados nos blocos produzidos (ARAÚJO; CARASEK; CASCUDO, 2010; RIBEIRO,
2005; SOUSA, 2001; FRASSON JR., 2000). Na Tabela 4.9 é apresentado os resultados de
absorção e resistência à compressão características e médias determinadas para cada lote
de blocos, sendo apresentados os valores individuais dos ensaios no Apêndice B desta
dissertação.
Tabela 4.9 – Resultados de caracterização dos blocos produzidos com Traço C 1:18.
CARACTERIZAÇÃO DOS BLOCOS POR TIPO DE CURA
TIPO DE CURA
SÉRIE IDADE (dias)
ABSORÇÃO MÉDIA (%)
ATENDE NBR 6136
(≤13%)
fbk (MPa)
*fbmed (MPa)
ANÁLISE VISUAL – ATENDE NBR
6136
Cura úmida
MB1S1 7 13% SIM 1,8 2,0 SIM
28 12% SIM 1,7 2,4 SIM
Cura ao ambiente
MB1S2 7 14% NÃO 1,5 1,9 SIM
28 13% SIM 1,6 1,9 SIM
Cura com lona
MB1S3 7 13% SIM 2,2 2,7 SIM
*fbmed = resistência à compressão média em MPa, para cada lote de seis blocos ensaiados.
Observam-se que os valores considerados como tolerância da norma NBR 6136 (ABNT,
2007) para absorção média dos blocos é de 13%, ou seja, blocos de concreto produzidos
com agregados leves, sendo que, apesar dos blocos com cura ao ambiente apresentarem
valores médios de absorção de 14% para a idade de 7 dias, os valores individuais não

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 142
P. H. M. CELESTINO Capítulo 4
ultrapassaram os 16% preconizados na norma, ademais, aos 28 dias a absorção cai a um
limite aceitável para todos os blocos ensaiados. Todos os blocos atenderam a NBR 6136
(ABNT, 2007) quanto à análise visual.
A partir dos valores obtidos nos ensaios de resistência à compressão para os três lotes de
blocos, conclui-se que a cura por aspersão de água não obteve resultados satisfatórios em
relação à cura realizada ao ambiente que justificasse sua execução, pois com este tipo de
cura o que deve ser respeitado é a não interrupção da molhagem dos blocos, a fim de não
permitir que estes percam umidade para o ambiente (BUTTLER, 2007), porém para a
realidade do clima em que a produção dos blocos é executada a perda de umidade dos
blocos acontece rapidamente, inclusive no período noturno, quando não há operários para
executar a aspersão de água. A cura com lona promoveu um ambiente de maior umidade e
temperatura, fatores que refletiram positivamente na resistência à compressão destes, o que
justificaria a aplicação deste processo de cura nos blocos produzidos.
Foi possível observar que não houve acréscimo na resistência dos blocos que foram
submetidos ao processo de cura ao ambiente da idade de 7 dias para a idade de 28 dias,
fator este que pode ser explicado pelo clima local, pois na data em que se executou a
moldagem dos blocos o clima se encontrava quente e com baixa umidade, o que
proporciona a secagem rápida das unidades de alvenaria resultando em pouca água para se
permitir a plena hidratação do cimento. Segundo Neville (1997) e Mehta e Monteiro (1994), a
hidratação plena do cimento somente é conseguida se os capilares do concreto estiverem
preenchidos com água e quando a pressão de saturação for suficientemente alta, portanto
se não houver água disponível no sistema para a correta hidratação das partículas de
cimento o acréscimo de resistência em maiores idades fica prejudicado.
Os resultados individuais de resistência à compressão foram submetidos a uma análise
estatística de variância (ANOVA), sendo apresentados os resultados da análise nas Tabelas
4.10 e 4.11.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 143
P. H. M. CELESTINO Capítulo 4
Tabela 4.10 – Teste ANOVA para os blocos ensaiados aos 7 dias de idade.
RESUMO
Grupo Contagem Soma Média Variância
CU 6 11,958 1,993 0,024
CA 6 11,465 1,910 0,040
CL 6 16,033 2,672 0,101
ANOVA
Fonte da variação SQ gl MQ F valor-P F crítico
Entre grupos 2,094 2 1,047 18,922 7,91E-
05 3,682
Dentro dos grupos 0,830 15 0,055
Total 2,925 17
em que:
CU = cura úmida;
CA = cura ao ambiente;
CL = cura envolto com lona
Tabela 4.11 – Teste ANOVA para os blocos ensaiados aos 28 dias de idade.
RESUMO
Grupo Contagem Soma Média Variância
CU 6 13,857 2,309 0,146
CA 6 10,977 1,829 0,028
ANOVA
Fonte da variação SQ gl MQ F valor-P F crítico
Entre grupos 0,691 1 0,691 7,881 0,018 4,964
Dentro dos grupos 0,877 10 0,087
Total 1,568 11
em que:
CU = cura úmida;
CA = cura ao ambiente;
CL = cura envolto com lona
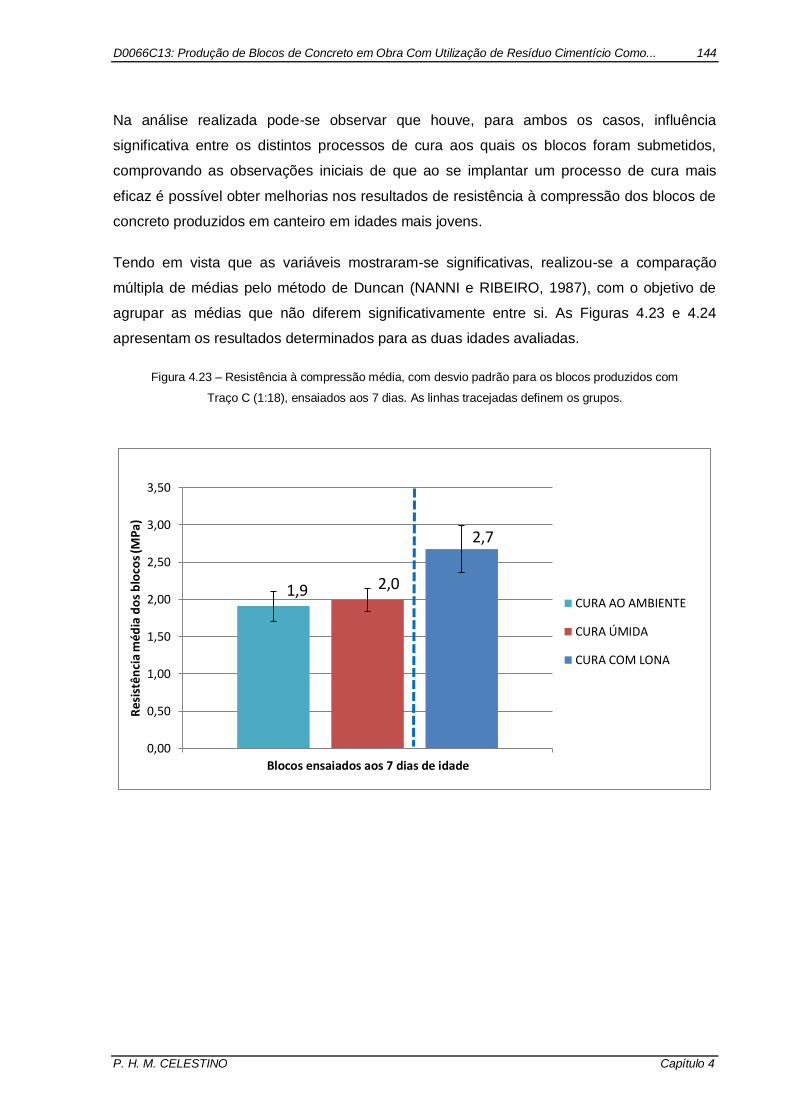
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 144
P. H. M. CELESTINO Capítulo 4
Na análise realizada pode-se observar que houve, para ambos os casos, influência
significativa entre os distintos processos de cura aos quais os blocos foram submetidos,
comprovando as observações iniciais de que ao se implantar um processo de cura mais
eficaz é possível obter melhorias nos resultados de resistência à compressão dos blocos de
concreto produzidos em canteiro em idades mais jovens.
Tendo em vista que as variáveis mostraram-se significativas, realizou-se a comparação
múltipla de médias pelo método de Duncan (NANNI e RIBEIRO, 1987), com o objetivo de
agrupar as médias que não diferem significativamente entre si. As Figuras 4.23 e 4.24
apresentam os resultados determinados para as duas idades avaliadas.
Figura 4.23 – Resistência à compressão média, com desvio padrão para os blocos produzidos com
Traço C (1:18), ensaiados aos 7 dias. As linhas tracejadas definem os grupos.
1,9 2,0
2,7
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
Blocos ensaiados aos 7 dias de idade
Res
istê
nci
a m
édia
do
s b
loco
s (M
Pa)
CURA AO AMBIENTE
CURA ÚMIDA
CURA COM LONA

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 145
P. H. M. CELESTINO Capítulo 4
Figura 4.24 – Resistência à compressão média, com desvio padrão para os blocos produzidos com
Traço C (1:18), ensaiados aos 28 dias. As linhas tracejadas definem os grupos.
Observa-se que para a idade de 7 dias os melhores resultados de resistência à compressão
foram dos blocos que passaram pelo processo de cura envolto com lona, sendo que para a
idade de 28 dias a cura úmida por aspersão manual de água também se demonstrou mais
eficaz do que a cura ao ambiente, comprovando as observações de que ao se proceder com
um processo de cura mais eficaz melhora-se as características mecânicas dos blocos de
concreto.
4.5.1.1. Coeficiente de previsão de resistência
Os CPs produzidos nesta etapa de moldagem foram curados ao ambiente, portanto a
correlação destes somente é válida com os blocos cujo processo de cura executado foi a
cura ao ambiente. A resistência média à compressão dos CPs ensaiados com 7 dias foi de
4,01 MPa e os blocos produzidos e curados na mesma condição obtiveram resistência à
compressão de 1,91 MPa o que indica ser válido a aplicação do coeficiente de previsão de
resistência encontrado anteriormente, pois neste caso tem-se para a equação 4.2:
(4.2)
1,9
2,4
0,00
0,50
1,00
1,50
2,00
2,50
3,00
Blocos ensaiados aos 28 dias de idade
Re
sist
ên
cia
mé
dia
do
s b
loco
s (M
Pa)
CURA AO AMBIENTE
CURA ÚMIDA

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 146
P. H. M. CELESTINO Capítulo 4
Para os CPs ensaiados com 28 dias a resistência média à compressão encontrada foi de
3,80 MPa e para os blocos que se correlacionam com estes encontrou-se resistência média
de 1,83 MPa, comprovando mais uma vez ser válida a aplicação do coeficiente de previsão
de resistência. A equação 4.3 ilustra a determinação do coeficiente de previsão de
resistência de acordo com a equação apresentada no item 3.4.4 da metodologia.
(4.3)
4.5.2. Processo de cura em escala real
A partir dos resultados determinados no item 4.5.1, pode-se concluir que o processo de cura
dos blocos tem influência significativa em suas características no estado endurecido. Nesta
etapa da pesquisa serão apresentados os resultados dos blocos que foram submetidos ao
processo de cura em escala real na obra.
Na Tabela 4.12 são apresentados os resultados de absorção e resistência à compressão
característica e média determinada para cada lote de blocos, sendo apresentados os
valores individuais dos ensaios realizados no Apêndice C desta dissertação. Vale ressaltar
que os valores considerados como tolerância da norma NBR 6136 (ABNT, 2007) para
absorção média dos blocos é de 13%, ou seja, blocos de concreto produzidos com
agregados leves, sendo que, apesar do processo de cura com lona e lâmina d’água e cura
ao ambiente apresentarem valores médios de absorção de 14% para a idade de 7 dias, os
valores individuais não ultrapassaram os 16% preconizados na norma e caíram abaixo de
13% na idade de 28 dias. Todos os blocos atenderam a NBR 6136 (ABNT, 2007) quanto à
análise visual.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 147
P. H. M. CELESTINO Capítulo 4
Tabela 4.12 – Resultados de caracterização dos 5 lotes de blocos produzidos.
CARACTERIZAÇÃO DOS BLOCOS POR TIPO DE CURA
LOTE SÉRIE IDADE (dias)
ABSORÇÃO MÉDIA (%)
ATENDE NBR 6136
(≤13%)
fbk
(MPa) ≥2 MPa
*fbmed (MPa)
ANÁLISE VISUAL –
ATENDE NBR 6136
Cura com lona
MB2S1 7 12 SIM 2,5 3,1 SIM
28 11 SIM 2,0 2,7 SIM
Cura com lona -
prateleira alta
MB2S2
7 13 SIM 2,3 3,0 SIM
28 11 SIM 2,9 3,4 SIM
Cura com lona -
prateleira baixa
MB2S3
7 13 SIM 2,0 2,9 SIM
28 11 SIM 2,5 3,1 SIM
Cura com lona e lâmina d’água
MB2S4
7 14 NÃO 1,8 2,5 SIM
28 12 SIM 1,7 2,6 SIM
Cura ao ambiente
MB2S5 7 14 NÃO 2,0 2,6 SIM
28 12 SIM 1,2 2,1 SIM
*fbmed = resistência à compressão média em MPa, para cada lote de seis blocos ensaiados.
Nesta etapa de produção de blocos pode-se observar que todos os lotes de blocos
produzidos obtiveram resistências médias acima dos 2 MPa esperados, o que, mais uma
vez, comprova a boa qualidade do agregado reciclado utilizado no traço e a confiabilidade
em se utilizar o Traço C (1:18) na linha de produção do canteiro de obra.
A partir dos valores obtidos nos ensaios de resistência à compressão para os cinco lotes
avaliados, conclui-se que a cura com lona executada em escala real obteve os melhores
resultados quando comparados aos outros processos de cura, independentemente da
posição onde os blocos se encontravam dentro da gaiola de cura. Esperou-se que o
processo de cura com lona contendo bandeja com lâmina d’água dentro do ambiente de
cura resultasse nos valores mais altos de resistência à compressão, o que não aconteceu
de acordo com os resultados apresentados. A execução deste processo de cura é viável,
porém não justifica aplicá-la no canteiro de obra, pois este processo não agregou valor ao
bloco produzido.
Novamente comprovou-se que os processos de cura com lona são mais eficazes do que a
simples cura ao ambiente, pois desta maneira permitiu-se a criação de um ambiente de cura

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 148
P. H. M. CELESTINO Capítulo 4
com maior umidade e temperatura, quando comparado ao ambiente externo à gaiola,
permitindo assim que os blocos permaneçam com umidade em seu interior favorecendo a
hidratação dos compósitos do cimento, o que resulta em resistências à compressão mais
elevadas (BUTTLER, 2007).
Os resultados individuais de resistência à compressão, para as idades de 7 dias e 28 dias,
foram submetidos a uma análise estatística de variância (ANOVA), sendo apresentados os
resultados da análise nas Tabelas 4.13 e 4.14.
A partir dos valores das resistências à compressão de cada lote de bloco produzido
calculou-se o valor de F, concluindo-se que para a idade de 7 dias os diferentes tipos de
cura executados não influenciaram significativamente no processo de produção. No entanto,
para a idade de 28 dias observou-se que o processo de cura influenciou significativamente
no processo de produção dos blocos.
Tabela 4.13 – Teste ANOVA para os cinco lotes de blocos ensaiados aos 7 dias de idade.
RESUMO
Grupo Contagem Soma Média Variância
CL 6 17,583 2,930 0,202
CLA 6 14,531 2,422 0,128
CA 6 15,555 2,593 0,126
ANOVA
Fonte da variação SQ gl MQ F valor-P F crítico
Entre grupos 0,804 2 0,402 2,647 0,104 3,682
Dentro dos grupos 2,278 15 0,152
Total 3,082 17

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 149
P. H. M. CELESTINO Capítulo 4
Tabela 4.14 – Teste ANOVA para os cinco lotes de blocos ensaiados aos 28 dias de idade.
RESUMO
Grupo Contagem Soma Média Variância
CL 6 20,088 3,348 0,185
CLA 6 15,070 2,512 0,173
CA 6 12,598 2,100 0,193
ANOVA
Fonte da variação SQ gl MQ F valor-P F crítico
Entre grupos 4,854 2 2,427 13,227 0,0005 3,682
Dentro dos grupos 2,753 15 0,184
Total 7,607 17
em que:
CL = cura em gaiola envolta com lona;
CLA = cura em gaiola envolta com lona e presença de bandeja com lâmina d’água;
CA = cura ao ambiente.
A partir da análise de variância observou-se, para a idade de 28 dias, que os processos de
cura executados mostraram-se significativos, portanto realizou-se a comparação múltipla de
médias pelo método de Duncan (NANNI e RIBEIRO, 1987), com o objetivo de agrupar as
médias que não diferem significativamente entre si. Na Figura 4.25 é apresentado os
resultados determinados.
Figura 4.25 – Resistência à compressão média, com desvio padrão para os blocos produzidos com
Traço C (1:18), ensaiados aos 28 dias. Separação dos grupos pela comparação múltipla de médias.
2,1
2,6
3,4
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
Blocos ensaiados aos 28 dias de idade
Res
istê
nci
a m
éd
ia d
os
blo
cos
(MP
a)
CURA AO AMBIENTE
CURA COM LONA E ÁGUA
CURA COM LONA
GRUPO 2
GRUPO 1

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 150
P. H. M. CELESTINO Capítulo 4
No agrupamento das médias realizado para o tipo de processo de cura nos quais foram
submetidos os blocos de concreto, observa-se a existência de três grupos distintos, no que
diz respeito aos seus efeitos na resistência à compressão. Este resultado vem comprovar a
importância deste fator na produção dos blocos de concreto.
Na região onde foram produzidos os blocos o clima entre os meses de Abril a Outubro
usualmente são caraterizados pela alta temperatura e baixa umidade relativa do ar, fatores
estes que combinados proporcionam perda rápida de umidade dos blocos recém-moldados,
restringindo a quantidade de água disponível para hidratação dos compósitos do cimento.
Ao se executar o processo cura em gaiola envolta com lona plástica, cria-se um microclima
com elevada temperatura, devido às reações de hidratação do cimento que são
características por liberarem calor ao ambiente, e de elevada umidade, pois a água
superficial existente nos blocos que estaria sendo evaporada para o ambiente externo fica
enclausurada dentro do microclima da gaiola com lona, fatores que ao serem combinados
refletem positivamente na resistência à compressão dos blocos, pois desta maneira garante-
se a adequada hidratação dos compósitos do cimento.
Com o objetivo de se avaliar a significância do posicionamento dos blocos dentro da gaiola
de cura com lona, foi feita análise variância de fator único entre os três processos de cura
dentro da gaiola com lona, sendo estes: 1) gaiola com lona, prateleira intermediária; 2)
gaiola com lona, prateleira alta e 3) gaiola com lona, prateleira baixa. Os resultados estão
apresentados nas Tabelas 4.15 e 4.16.
Tabela 4.15 – Teste ANOVA para os blocos com processo de cura em gaiola com lona, aos 7 dias de idade.
RESUMO
Grupo Contagem Soma Média Variância
CL - PI 6 18,147 3,024 0,351
CL – PA 6 17,583 2,930 0,202
CL – PB 6 16,861 2,810 0,178
ANOVA
Fonte da variação SQ gl MQ F valor-P F crítico
Entre grupos 0,138 2 0,069 0,284 0,757 3,682
Dentro dos grupos 3,657 15 0,244
Total 3,795 17

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 151
P. H. M. CELESTINO Capítulo 4
Tabela 4.16 – Teste ANOVA para os blocos com processo de cura em gaiola com lona, aos 28 dias de idade.
RESUMO
Grupo Contagem Soma Média Variância
CL - PI 6 15,629 2,605 0,161
CL – PA 6 20,088 3,348 0,185
CL – PB 6 18,351 3,059 0,135
ANOVA
Fonte da variação SQ gl MQ F valor-P F crítico
Entre grupos 1,683 2 0,842 5,246 0,019 3,682
Dentro dos grupos 2,407 15 0,160
Total 4,090 17
em que:
CL – PI = cura em gaiola envolta com lona, prateleira intermediária;
CL – PA = cura em gaiola envolta com lona, prateleira alta;
CL – PB = cura em gaiola envolta com lona, prateleira alta;
Pode-se observar a partir dos resultados da análise de variância feita entre os lotes de
blocos com processo de cura com lona, o mesmo que pode ser observado na análise feita
ao se analisar todos os processo de cura em conjunto, sendo que para a idade de 7 dias o
posicionamento dos blocos nas prateleiras de cura intermediária, alta ou baixa não
influenciaram significativamente no processo de produção, porém para a idade de 28 dias o
posicionamento teve influência no processo de produção.
A partir da análise de variância observou-se, para a idade de 28 dias, que o posicionamento
em prateleiras distintas dentro da gaiola de cura com lona mostrou-se significativo, portanto
realizou-se a comparação múltipla de médias pelo método de Duncan (NANNI e RIBEIRO,
1987), com o objetivo de agrupar as médias que não diferem significativamente entre si. Na
Figura 4.26 é apresentado os resultados determinados.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 152
P. H. M. CELESTINO Capítulo 4
Figura 4.26 – Resistência à compressão média, com desvio padrão para os blocos produzidos com
Traço C (1:18), ensaiados aos 28 dias. Separação dos grupos pela comparação múltipla de médias.
No agrupamento das médias realizado para o posicionamento dos blocos de concreto em
prateleiras distintas dentro da gaiola de cura com lona, observa-se a existência de dois
grupos, logo, as diferentes posições em que os blocos podem estar dentro da gaiola de cura
com lona são estatisticamente diferentes, no que diz respeito aos seus efeitos na resistência
à compressão.
Dentro do microclima da gaiola de cura envolta com lona, observa-se que nos pontos mais
altos a temperatura é mais elevada do que nos pontos mais baixos, isto ocorre por um efeito
físico de ascensão da massa de ar quente pelo fato desta ser menos densa do que a massa
de ar frio, o que explicaria a diferença encontrada nas resistências médias dos blocos de
concreto que foram posicionado em distintos níveis dentro da gaiola de cura. Os blocos
posicionados em locais de temperatura mais elevada estariam sofrendo efeitos semelhantes
àqueles realizados nos processos de cura térmica, o que aceleraria as reações de
hidratação do cimento, refletindo em resistências à compressão mais elevadas em idades
mais jovens, fator desejado no processo de produção devido ao rápido ciclo de utilização
dos blocos dentro do canteiro.
2,7
3,1
3,4
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
Blocos ensaiados aos 28 dias de idade
Re
sist
ên
cia
méd
ia d
os
blo
cos
(MP
a)
CURA COM LONA - PI
CURA COM LONA - PB
CURA COM LONA - PA
GUPO 2
GRUPO 1
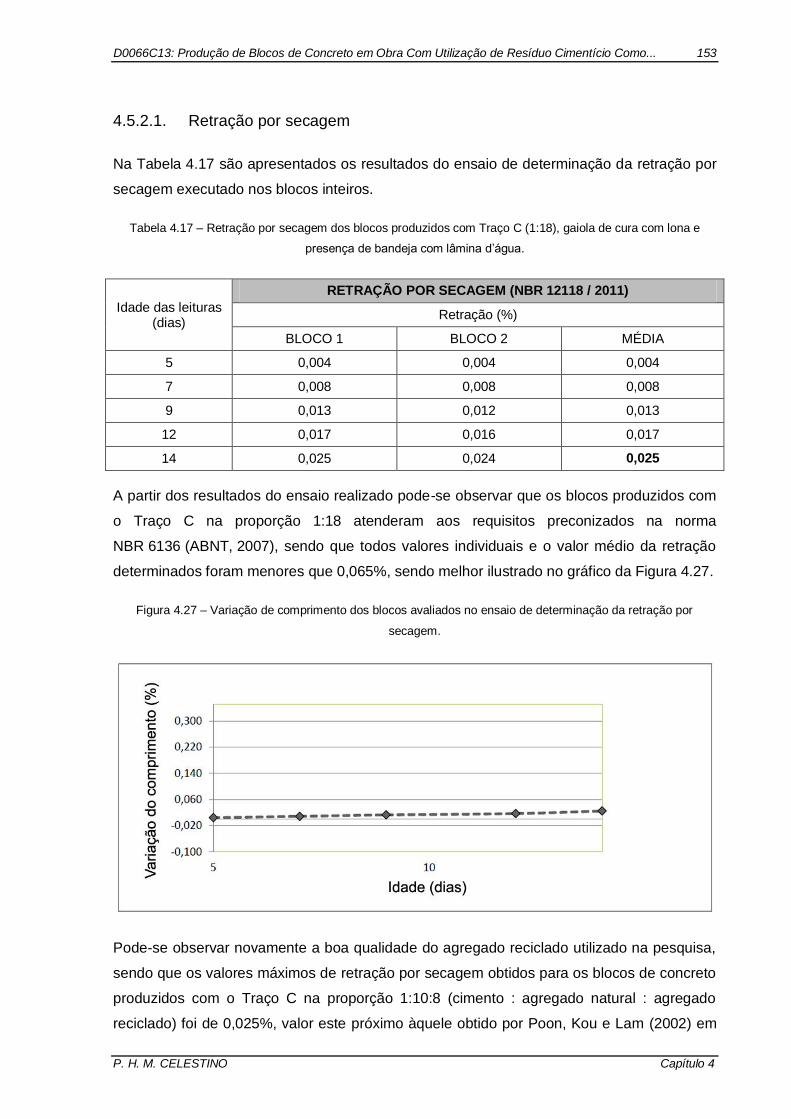
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 153
P. H. M. CELESTINO Capítulo 4
4.5.2.1. Retração por secagem
Na Tabela 4.17 são apresentados os resultados do ensaio de determinação da retração por
secagem executado nos blocos inteiros.
Tabela 4.17 – Retração por secagem dos blocos produzidos com Traço C (1:18), gaiola de cura com lona e
presença de bandeja com lâmina d’água.
Idade das leituras (dias)
RETRAÇÃO POR SECAGEM (NBR 12118 / 2011)
Retração (%)
BLOCO 1 BLOCO 2 MÉDIA
5 0,004 0,004 0,004
7 0,008 0,008 0,008
9 0,013 0,012 0,013
12 0,017 0,016 0,017
14 0,025 0,024 0,025
A partir dos resultados do ensaio realizado pode-se observar que os blocos produzidos com
o Traço C na proporção 1:18 atenderam aos requisitos preconizados na norma
NBR 6136 (ABNT, 2007), sendo que todos valores individuais e o valor médio da retração
determinados foram menores que 0,065%, sendo melhor ilustrado no gráfico da Figura 4.27.
Figura 4.27 – Variação de comprimento dos blocos avaliados no ensaio de determinação da retração por
secagem.
Pode-se observar novamente a boa qualidade do agregado reciclado utilizado na pesquisa,
sendo que os valores máximos de retração por secagem obtidos para os blocos de concreto
produzidos com o Traço C na proporção 1:10:8 (cimento : agregado natural : agregado
reciclado) foi de 0,025%, valor este próximo àquele obtido por Poon, Kou e Lam (2002) em

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 154
P. H. M. CELESTINO Capítulo 4
seu bloco de referência, sendo que o valor da retração por secagem para os blocos
produzidos com agregado reciclado foram de 0,036% e 0,037%, ambos para substituições
de 100% do agregado natural pelo agregado reciclado, sendo que os dois resultados estão
ligados aos dois tipos de agregado reciclado utilizado em sua pesquisa.
Buttler (2007) também determinou valores de retração por secagem para blocos de concreto
com utilização de agregados reciclados proveniente de resíduos cimentícios, ele encontrou
valores de 0,025% e entre 0,030% e 0,040% respectivamente para blocos sem (referência)
e com agregados reciclados.
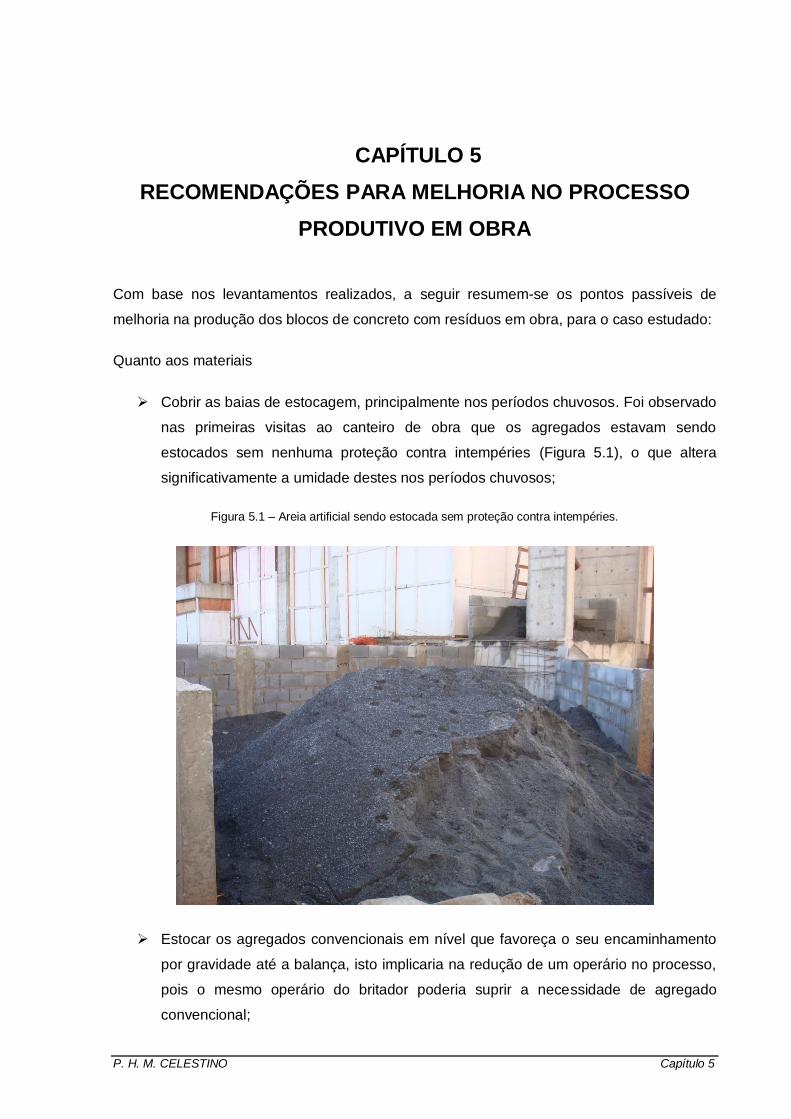
P. H. M. CELESTINO Capítulo 5
CAPÍTULO 5
RECOMENDAÇÕES PARA MELHORIA NO PROCESSO
PRODUTIVO EM OBRA
Com base nos levantamentos realizados, a seguir resumem-se os pontos passíveis de
melhoria na produção dos blocos de concreto com resíduos em obra, para o caso estudado:
Quanto aos materiais
Cobrir as baias de estocagem, principalmente nos períodos chuvosos. Foi observado
nas primeiras visitas ao canteiro de obra que os agregados estavam sendo
estocados sem nenhuma proteção contra intempéries (Figura 5.1), o que altera
significativamente a umidade destes nos períodos chuvosos;
Figura 5.1 – Areia artificial sendo estocada sem proteção contra intempéries.
Estocar os agregados convencionais em nível que favoreça o seu encaminhamento
por gravidade até a balança, isto implicaria na redução de um operário no processo,
pois o mesmo operário do britador poderia suprir a necessidade de agregado
convencional;
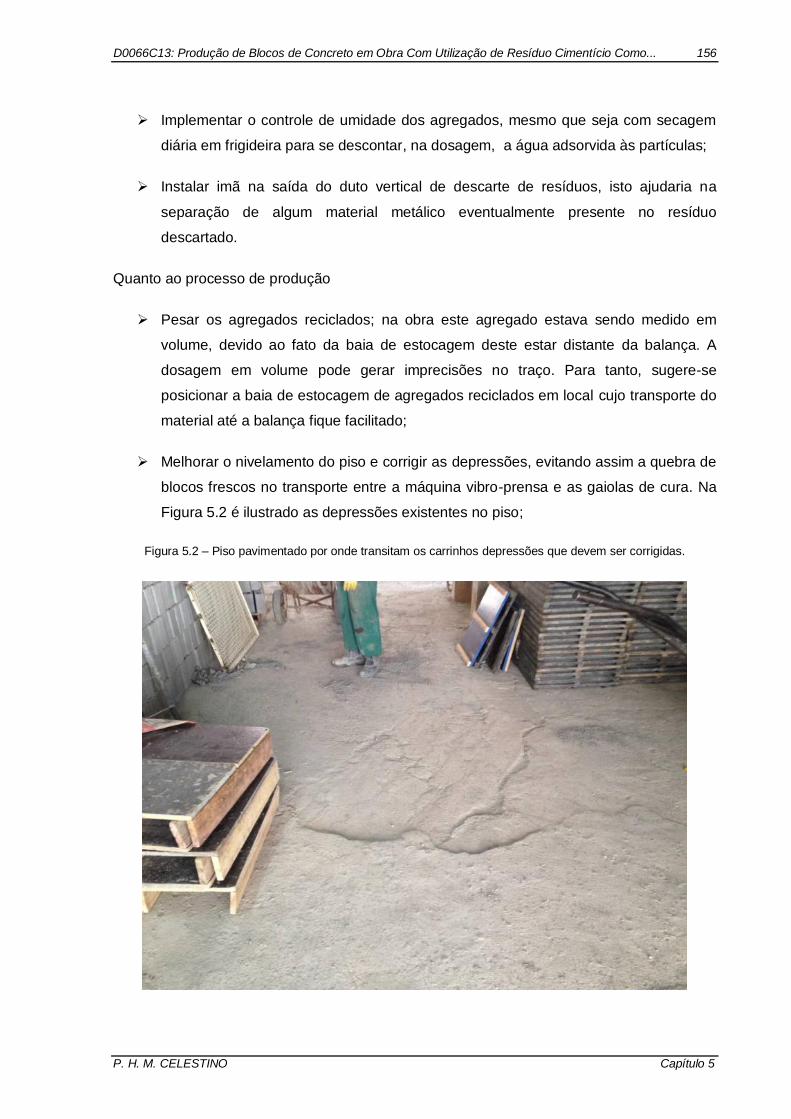
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 156
P. H. M. CELESTINO Capítulo 5
Implementar o controle de umidade dos agregados, mesmo que seja com secagem
diária em frigideira para se descontar, na dosagem, a água adsorvida às partículas;
Instalar imã na saída do duto vertical de descarte de resíduos, isto ajudaria na
separação de algum material metálico eventualmente presente no resíduo
descartado.
Quanto ao processo de produção
Pesar os agregados reciclados; na obra este agregado estava sendo medido em
volume, devido ao fato da baia de estocagem deste estar distante da balança. A
dosagem em volume pode gerar imprecisões no traço. Para tanto, sugere-se
posicionar a baia de estocagem de agregados reciclados em local cujo transporte do
material até a balança fique facilitado;
Melhorar o nivelamento do piso e corrigir as depressões, evitando assim a quebra de
blocos frescos no transporte entre a máquina vibro-prensa e as gaiolas de cura. Na
Figura 5.2 é ilustrado as depressões existentes no piso;
Figura 5.2 – Piso pavimentado por onde transitam os carrinhos depressões que devem ser corrigidas.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 157
P. H. M. CELESTINO Capítulo 5
Colocar rodinhas nas bases das gaiolas verticais de cura dos blocos, o que facilitaria
na mudança de posição destas na área de estocagem de blocos frescos;
Implantar o processo de cura com lona nos blocos para garantir que estes estejam
com resistência mais elevada no momento da paletização e transporte até os
pavimentos, isto contribuirá para a redução de quebras de blocos, reduzindo
desperdícios e retrabalhos. Nas Figuras 5.3 e 5.4 é apresentado um procedimento
de fácil execução no canteiro de obra;
Figura 5.3 – Esquema simplificado da implantação do processo de cura com lona nas gaiolas de cura.
Figura 5.4 – Esquema simplificado da implantação do processo de cura com lona nas gaiolas de cura.
Padronizar os procedimentos inerentes da produção dos blocos de concreto, tais
como: aferir a balança de pesagem dos agregados no início das atividades diárias;

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 158
P. H. M. CELESTINO Capítulo 5
manutenções periódicas nos equipamentos de moldagem; dosar e homogeneizar os
agregados e aglomerantes sempre em mesma ordem; medir a quantidade de água
de amassamento utilizada na dosagem dos traços;
Posicionar os comandos dos equipamentos necessários para o preparo do concreto
somente em um local, evitando perdas de tempo de fluxo devido ao deslocamento do
operário para pesar agregados, colocar água na mistura, ligar e desligar o misturador
e, por fim, abrir a passagem do concreto para a gaveta alimentadora;
Verificar a possibilidade de instalar uma escova tracionada na saída da prensa de
modo a realizar a regularização da superfície dos blocos, retirando as rebarbas.
Como atualmente não é feito nada, uma solução simples seria dar acabamento na
parte superior com um sarrafo de madeira. Na Figura 5.5 é ilustrado um exemplo de
escova giratória que pode ser instalada no final do processo de moldagem;
Figura 5.5 – Exemplo de escova giratória que pode ser instalada no final do processo de moldagem (Foto do
autor).
Fazer no mínimo aferições semestrais das dimensões das formas da máquina de
bloco, evitando-se assim a produção de blocos com formas desgastadas o que pode
refletir em diferenças dimensionais nas espessuras das paredes dos blocos. Como
pode ser observado na Figura 5.6 alguns blocos produzidos para avaliação do tipo
de processo de cura em escala real apresentavam redução de seção nas paredes

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 159
P. H. M. CELESTINO Capítulo 5
centrais, o que pode refletir-se negativamente na resistência mecânica das unidades
de alvenaria;
Figura 5.6 – Alguns blocos produzidos no item 3.5.2 apresentaram fissuras nas paredes centrais devido ao
desgaste das formas.
No empilhamento de blocos prontos estavam sendo utilizadas pilhas de até 2 metros
de altura (Figura 5.7). Devido a baixa resistência inicial dos blocos (empilhados após
um prazo máximo de 2 dias depois de produzidos) estas pilhas devem ter no máximo
1 m de altura (5 blocos de altura), visando evitar quebras de blocos recém
fabricados. Ademais os blocos devem ser armazenados em local coberto, protegidos
da chuva, e de preferência, próximos ao local de transporte vertical. O terreno onde
estão estocados os blocos deve estar totalmente nivelado, para evitar sobrecargas
nos blocos inferiores, provocando fissuras e quebras.
Figura 5.7 – Empilhamento dos blocos antes da paletização. O empilhamento deve ser feito em pilhas baixas.

P. H. M. CELESTINO Capítulo 6
CAPÍTULO 6
CONSIDERAÇÕES FINAIS
6.1. CONCLUSÕES
A produção de blocos de concreto com utilização de concretos produzidos em obra é um
processo fabril que possui diversas variáveis, portanto deve-se almejar a fixação de
parâmetros passíveis de padronização a fim de se alcançar um produto final com qualidade
superior. O presente trabalho teve como objetivo avaliar e aprimorar o processo de
produção de blocos de concreto com utilização de agregados reciclados provenientes de
resíduos cimentícios (RC) dentro do canteiro de obra de uma edificação de múltiplos
pavimentos. A partir do trabalho desenvolvido, foram obtidas as seguintes conclusões:
A produção em obra de blocos de concreto com agregados reciclados dos próprios
blocos e de outros materiais cimentícios utilizados no canteiro mostrou-se viável,
sendo esta uma alternativa sustentável para o reaproveitamento dos resíduos
gerados em obra. A utilização de blocos de concreto para execução das alvenarias
de vedação da edificação é outro fator importante observado dentro do canteiro de
obra, devido à geração de menor quantidade de resíduo e a qualidade superior do
agregado reciclado produzido, quando comparado ao agregado reciclado
proveniente de resíduos de blocos cerâmicos;
É possível a obtenção de blocos com características e propriedades adequadas
substituindo os agregados de rochas naturais britadas (areia artificial e pedrisco) por
agregados reciclados. Os resultados comprovam que os blocos produzidos com a
utilização de agregados reciclados atendem aos requisitos normativos quanto à
absorção de água, resistência à compressão, análise visual e retração por secagem;
No traço com utilização de areia artificial, pedrisco e agregado reciclado (Traço B) foi
feita a substituição de 100% da areia artificial pelo agregado reciclado, obtendo-se
um ganho na resistência à compressão de 12%, que pode ser explicado pela
utilização de um agregado de mesma origem, incorporando parte de cimento ainda
não hidratado, bem como pelo efeito fíler que propiciou maior compacidade ao
concreto, devido à maior quantidade de finos presentes no agregado reciclado. Para
o Traço B a inserção de maior parcela de agregado reciclado em seu

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 161
P. H. M. CELESTINO Capítulo 6
proporcionamento resultou em redução de custo de 14,30% na produção dos blocos
de concreto em relação ao traço de referência;
Para o traço com utilização exclusiva de areia artificial e agregado reciclado
(Traço C), elevou-se a proporção cimento:agregados de 1:13,75 para 1:18 (elevação
de 31% da parcela de agregados) com decréscimo da resistência à compressão de
somente 19% e ainda garantindo-se o atendimento aos requisitos normativos. A
alteração da relação cimento:agregados para o Traço C proporcionou redução de
custo de 18,60% na produção das unidades de alvenarias quando comparado ao
traço de referência;
A partir do estudo de dosagem desenvolvido foi possível obter um coeficiente de
previsão de resistência entre os resultados dos ensaios de compressão axial
realizados em corpos de prova cilíndricos com aqueles realizados nos blocos de
concreto, chegando-se a uma faixa de valores variando entre 1,5 e 2,0, levando-se
em consideração os equipamentos de produção de blocos utilizado no canteiro de
obra e as condições de moldagem dos CPs no laboratório;
Quanto ao processo de cura, comprovou-se estatisticamente que a cura em gaiola
com lona plástica proporcionou melhoria de até 59% nos resultados dos ensaios de
resistência à compressão, em relação à cura ao ambiente. A melhoria observada
pode ser explicada devido à elevação da temperatura e umidade dentro do
microclima da gaiola com lona, proporcionando um ambiente favorável para as
reações de hidratação do cimento, o que propicia ganho de resistência nas idades
mais jovens, sendo este ponto de suma relevância para o processo produtivo de
blocos de concreto e para a sua rápida utilização na obra. A cura por aspersão de
água não obteve resultados satisfatórios em relação à cura ao ambiente, devido à
perda rápida de água para o ambiente que ocorre no clima local. A cura em gaiola
com lona e presença de bandeja com lâmina d’água também não demonstrou
resultados que justificassem sua aplicação, salientando-se que os resultados
determinados para os blocos que tiveram este tipo de processo de cura não foram
melhores do que aqueles que tiveram o processo de cura em gaiola com lona.
Em relação ao layout de produção dos blocos de concreto, observou-se que a
simples alteração do local de produção do agregado reciclado iria propiciar seu
descarregamento por gravidade na bandeja de pesagem da balança, o que implicaria
em maior precisão na dosagem dos materiais para produção do concreto seco.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 162
P. H. M. CELESTINO Capítulo 6
6.2. CONSIDERAÇÕES SOBRE A METODOLOGIA ADOTADA
No presente trabalho, a moldagem dos corpos de prova (CPs) seguiu a metodologia
proposta por Frasson Jr. (2000), sendo que o objetivo principal ao se adotar tal metodologia
foi que esta dispensa testes em escala real, o que gera uma enorme economia de tempo ao
longo do estudo laboratorial, além de menor esforço de trabalho, menor quantidade de
materiais e menor custo. A estratégia de dosagem adotada se demonstrou satisfatória para
o estudo desenvolvido, possibilitando a avaliação de diversas variáveis, o que não seria
possível se fossem realizados testes em escala real de produção.
A moldagem dos CPs cilíndricos foi executada manualmente, o que exigiu certa
sensibilidade do operador, buscando-se distribuir de maneira equilibrada a força entre as
camadas de moldagem e aplicar esforços semelhantes entre distintos CPs a fim de se obter
espécimes com características similares, sendo possível observar ganho de experiência do
operador da moldagem, ao longo do estudo de dosagem, devido à redução do coeficiente
de variação dos resultados.
No início do plano de moldagem o autor cogitou viabilizar um aparato no qual fosse possível
executar a compactação mecanizada dos CPs, com o intuito de fixar a energia de
compactação entre as camadas, porém conclui-se que o processo de fabricação envolve
distintas variáveis (controle da qualidade dos agregados, controle da produção do concreto,
tempo de vibro-compressão da máquina semi-automática, que é determinado pelo operador)
fatores estes que refletem diretamente na correlação dos resultados obtidos entre os CPs e
o daqueles obtidos a partir dos blocos, portanto ao se proceder com a moldagem manual
dos CPs, garantindo somente padronização entre os espécimes moldados, observou-se ser
satisfatória a moldagem manual dos CPs cilíndricos, desde que a pessoa responsável pela
moldagem seja a mesma do início ao fim da pesquisa. A metodologia adotada foi
considerada satisfatória, pois em diversas correlações feitas entre CPs e blocos de concreto
o fator de previsão de resistência ficou em torno de 2,0, comprovando desta maneira que a
moldagem manual executada em laboratório, assim como a moldagem mecanizada da
máquina de vibro-compressão se correlacionam.
Outro fator que se pode observar a partir do processo de produção dos blocos é que a
sensibilidade do operador no momento da produção do concreto seco não pode ser
descartada, sendo que, mesmo sem a utilização de controle da umidade da mistura
produzida em obra observou-se que a umidade ótima determinada de maneira quantitativa
em laboratório estava coincidindo com aquela determinada de maneira qualitativa em obra a
partir de testes sensoriais no tato da massa de concreto fresca.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 163
P. H. M. CELESTINO Capítulo 6
6.3. SUGESTÕES PARA FUTURAS PESQUISAS
A produção de blocos de concreto e a dosagem de concretos secos são processos que
envolvem muitas variáveis, principalmente quando realizados em obra e não executados
dentro da planta industrial, sendo este o caso desta pesquisa. A falta de controle ao longo
do processo de produção dos blocos dentro do canteiro de obra é um desafio para àqueles
que desejam implementar a produção das unidades de alvenaria que serão utilizadas na
edificação, dentro do próprio canteiro. Avaliando-se o processo de produção como um
processo global, onde cada etapa influencia diretamente nas etapas que se seguem,
sugere-se para os futuros trabalhos:
Implementação de metodologia de fácil execução para controlar a umidade dos
agregados e da massa de concreto no momento da produção dos blocos, algo que
possa ser facilmente utilizado pelos operários após breve treinamento dentro do
próprio canteiro de obra;
Avaliação da resistência de aderência de revestimentos de argamassa aplicados
sobre os blocos produzidos com agregados reciclados, levando-se em consideração
a utilização e a não utilização de chapisco;
Avaliação econômica detalhada do processo de produção dos blocos de referência e
dos blocos com agregados reciclados, considerando-se os custos do processo de
reciclagem e o benefício econômico devido ao menor descarte de material, sendo
possível desta maneira avaliar o ganho econômico no processo de produção;
Desenvolvimento de estudos da composição granulométrica dos agregados
reciclados visando compor curvas granulométricas que possam influenciar
positivamente nas propriedades do concreto seco;
Avaliação da influência do teor de material fino presente nos agregados reciclados e
na areia artificial nas propriedades dos blocos de concreto;
Avaliação da durabilidade dos blocos de concreto produzidos com agregados
reciclados;
Correlacionar blocos de concreto produzidos com máquinas de vibro-compressão
distintas, avaliando-se assim a energia de compactação utilizada no momento da
moldagem;

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 164
P. H. M. CELESTINO Capítulo 6
Avaliação de perdas e gargalos no processo de produção de blocos de concreto
dentro do canteiro de obra.

P. H. M. CELESTINO Referências Bibliográficas
REFERÊNCIAS BIBLIOGRÁFICAS
ALBUQUERQUE, S. M. Estudo para uso de agregado de resíduos de construção e demolição em blocos de concreto para alvenaria. 2005. 104f. Dissertação (Mestrado em
Habitação: Planejamento e Tecnologia) – Instituto de Pesquisas Tecnológicas do Estado de São Paulo, São Paulo, 2005.
ANGULO, S. C. Variabilidade de agregados graúdos de resíduos de construção e demolição reciclados. 2000. 155 p. Dissertação (Mestrado) – Escola Politécnica da
Universidade de São Paulo, São Paulo, 2000.
ANGULO, S. C.; JOHN, V. M.; ULSEN, C.; KAHNM H. Caracterização de agregados de resíduos de construção e demolição reciclados separados por líquidos densos. ENCONTRO NACIONAL DE TECNOLOGIA DO AMBIENTE CONSTRUÍDO, 10., 2004, São Paulo. Anais... São Paulo: ANTAC, 2004.
ANGULO, S. C. Caracterização de agregados de resíduos de construção e demolição reciclados e a influência de suas características no comportamento mecânico de concretos. 2005. 167f. Tese (Doutorado) – Escola Politécnica da Universidade de São Paulo, São Paulo, 2005.
ARAÚJO, A. M.; CARASEK, H.; CASCUDO, O. Dosagem de concreto para blocos contendo resíduo da indústria de artefatos de cimento. XIII Encontro Nacional de Tecnologia do Ambiente Construído (ENTAC). Canela, RS, 2010.
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND – ABCP: Fabricante de Blocos com Selo da Qualidade ABCP. Portal eletrônico. Acessado em: 30 de Setembro de 2011.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 15112: Resíduos da
construção civil e resíduos volumosos – Áreas de transbordo e triagem – Diretrizes para projeto, implantação e operação. Rio de Janeiro, 2004.
______. NBR 5732: Cimento Portland comum. Rio de Janeiro, 1991.
______. NBR 5733: Cimento Portland de alta resistência inicial. Rio de Janeiro, 1991.
______. NBR 5735: Cimento Portland de alto-forno. Rio de Janeiro, 1991.
______. NBR 5736: Cimento Portland pozolânico. Rio de Janeiro, 1991
______. NBR 6136: Blocos vazados de concreto simples para alvenaria estrutural. Rio de
Janeiro, 2007.
______. NBR 7211: Agregado para concreto. Rio de Janeiro, 2009.
______. NBR 7215: Cimento Portland – Determinação da resistência à compressão. Rio de
Janeiro, 1997.
______. NBR 7218: Agregados – Determinação do teor de argila em torrões e materiais
friáveis. Rio de Janeiro, 2010.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 166
P. H. M. CELESTINO Referências Bibliográficas
______. NBR 11578: Cimento Portland composto. Rio de Janeiro, 1991.
______. NBR 11768: Aditivos químicos para concreto de cimento Portland. Rio de Janeiro,
2011.
______. NBR 12118: Blocos vazados de concreto simples para alvenaria – Métodos de
ensaio. Rio de Janeiro, 2011.
______. NBR 15113: Resíduos sólidos da construção civil e resíduos inertes – Aterros –
Diretrizes para projeto, implantação e operação. Rio de Janeiro, 2004.
______. NBR 15114: Resíduos da construção civil – Áreas de reciclagem – Diretrizes para
projeto, implantação e operação. Rio de Janeiro, 2004.
______. NBR 15115: Agregados reciclados de resíduos sólidos da construção civil – Execução de camadas de pavimentação – Procedimentos. Rio de Janeiro, 2004.
______. NBR 15116: Agregados reciclados de resíduos sólidos da construção civil –
Utilização em pavimentação e preparo de concreto sem função estrutural – Requisitos. Rio de Janeiro, 2004.
______. NBR NM 30: Agregado miúdo – Determinação da absorção de água. Rio de
Janeiro, 2001.
______. NBR NM 45: Agregados – Determinação da massa unitária e do volume de vazios. Rio de Janeiro, 2006.
______. NBR NM 46: Agregados – Determinação do material fino que passa através da
peneira 75 μm, por lavagem. Rio de Janeiro, 2003.
______. NBR NM 49: Agregado fino – Determinação de impurezas orgânicas. Rio de
Janeiro, 2001.
______. NBR NM 51: Agregado graúdo – Ensaio de abrasão “Los Ángeles”. Rio de Janeiro,
2001.
______. NBR NM 52: Agregado miúdo – Determinação da massa específica e massa
específica aparente. Rio de Janeiro, 2009.
______. NBR NM 53: Agregado graúdo – Determinação de massa específica, massa específica aparente e absorção de água. Rio de Janeiro, 2003.
______. NBR NM 248: Agregados – Determinação da composição granulométrica. Rio de
Janeiro, 2003.
BALDAN, V. J., GACHET, B. L. A., RIBEIRO, L. C. L. J., JACINTHO, A. E. P. G. A., LINTZ, R. C. C. Produção de blocos com resíduos da construção civil utilizando mão de obra de cooperativas de reciclagem e reeducando. Encontro Nacional Sobre Aproveitamento de Resíduos na Construção (ENARC). Feira de Santana, BA, 2009.
BARDELLA, P. S.; BARBOSA, D.C.; PEREIRA, V. M.; CAMARINI, G. Resíduos da Construção Civil. V Simpósio Brasileiro de Gestão e Economia da Construção (SIBRAGEC 2007), Campinas: 2007.
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 167
P. H. M. CELESTINO Referências Bibliográficas
BRASIL: LEI no 12.305 DE 02 DE AGOSTO DE 2010. Política Nacional de Resíduos
Sólidos (PNRS). Presidência da República, Casa Civil. Distrito Federal. Brasil. 2010.
BRASIL. Ministério do Meio Ambiente. Conselho Nacional do Meio Ambiente – CONAMA. Resolução no 307, de 05 de julho de 2002. Estabelece diretrizes, critérios e procedimentos para a gestão dos resíduos da construção civil. Diário Oficial da República Federativa do Brasil, Brasília, DF, no 136, 17 de julho de 2002. Seção 1, p. 95-96. Disponível em: <http://www.in.gov.br/visualiza/index.jsp?data=17/07/2002&jornal=1&pagina=95&totalArquivos=104>. Acesso em: 14 setembro de 2011.
BUTTLER, A. M. Concreto com agregados graúdos reciclados de concreto – Influência da idade de reciclagem nas propriedades dos agregados e concretos reciclados. 2003. 199p. Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2003.
BUTTLER, A. M. Uso de agregados reciclados de concreto em blocos de alvenaria estrutural. São Carlos, 2007. 499 p. Tese (Doutorado) – Escola de Engenharia de São Carlos da Universidade de São Paulo.
FARIAS, R. S.; LIMA, I. B.; VIEIRA, G. L.; BARBOSA, A. S.; GOMES, P. C. Análise das propriedades de resistência à compressão e módulo de elasticidade em prismas de blocos de concreto produzidos com agregados reciclados de resíduos de construção e demolição. In: CONGRESSO BRASILEIRO DO CONCRETO, 47., 2005, Olinda. Anais...
Pernambuco: IBRACON, 2005. p. 139-152. CD-ROM.
FONSECA, F. B. Desempenho estrutural de paredes de alvenaria de blocos de concreto de agregados reciclados de rejeitos de construção e demolição. 2002. 140f.
Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2002.
FRASSON JÚNIOR, A. Proposta de metodologia de dosagem e controle do processo produtivo de blocos de concreto para alvenaria estrutural. 2000. 146f. Dissertação
(Mestrado) – Departamento de Engenharia Civil, Universidade Federal de Santa Catarina, Florianópolis, 2000.
FRASSON JÚNIOR, A. Alvenaria Estrutural. Caderno Técnico Alvenaria Estrutural CT10. Revista Prisma, São Paulo, n. ?, p. 31-38, 200?b
FRASSON JÚNIOR, A. Alvenaria Estrutural. Caderno Técnico Alvenaria Estrutural CT11. Revista Prisma, São Paulo, n. ?, p. 31-38, 200?c.
GONÇALVES, R. D. Agregados reciclados de resíduo de concreto – um novo material para dosagens estruturais. 2001. 147p. Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2001.
HALMEMAN, M. C. R.; SOUZA, P. C.; CASARIN, A. N. Caracterização dos resíduos de construção e demolição na unidade de recebimento de resíduos sólidos no município de Campo Mourão – PR. VII Encontro Tecnológico da Engenharia Civil e Arquitetura (ENTECA). Maringá: UEM, 2009.
INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA. Tabela 1.13 – População residente, por situação do domicílio e localização da área, segunda as Grandes Regiões, as Unidades da Federação e o sexo. Sinopse do Censo Demográfico 2010.
IBGE, Brasil. 2010.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 168
P. H. M. CELESTINO Referências Bibliográficas
JADOVSKI, I. Diretrizes técnicas e econômicas para usinas de reciclagem de resíduos de construção e demolição. 2005. 178p. Dissertação (Mestrado Profissionalizante em
Engenharia) – Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2005.
KATZ, A. Properties of concrete made with recycled aggregate from partially hydrated old concrete. Cement and Concrete Research, v. 33, p. 703-711, 2002.
LATTERZA, L. M. Concreto com agregado graúdo proveniente da reciclagem de resíduos de construção e demolição: um novo material para fabricação de painéis leves de vedação. São Carlos, 1998. 116 p. Dissertação (Mestrado) – Escola de
Engenharia de São Carlos, Universidade de São Paulo. 1998.
LEITE, M. B. Avaliação de propriedades mecânicas de concretos produzidos com agregados reciclados de resíduos de construção e demolição. Porto Alegre, 2001. 270 p. Tese (Doutorado) – Universidade Federal do Rio Grande do Sul, Porto Alegre, 2001.
LEVY, S. M. Contribuição ao estudo da durabilidade de concretos, produzidos com resíduos de concreto e alvenaria. São Paulo, 2001. 194 p. Tese (Doutorado) – Escola Politécnica da Universidade de São Paulo. 2001.
LIMA, J. A. R. Proposição de diretrizes para produção e normalização de resíduo de construção reciclado e de suas aplicações em argamassas e concretos. São Carlos, 1999. 246 p. Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo.
LOTURCO, B. A nova lei do lixo. Revista Téchne, São Paulo, n. 82, p. 52-55, Janeiro de 2004.
MEDEIROS, J. S.; SABBATINI, F. H. Alvenaria estrutural não armada de blocos de concreto: Produção de componentes e parâmetros de projeto. Boletim Técnico da
Escola Politécnica da Universidade de São Paulo. Departamento de Engenharia de Construção Civil, São Paulo. 20p. 1993.
MEHTA, P. K.; MONTEIRO, P. J. M. Concreto: estrutura, propriedades e materiais. São
Paulo: Pini, 1994.
MOTTA, L. M. G.; FERNANDES, C. Utilização de resíduo sólido da construção civil em pavimentação urbana. In: 12a RPU, 2003, Aracaju – SE. Reunião de Pavimentação
Urbana, 2003. CD-ROM.
NANNI, L. F.; RIBEIRO, J. L. Planejamento e avaliação de experimentos. Porto Alegre,
UFRGS, 1987.
NEVILLE, A. M. Propriedades do Concreto. 2 ed. São Paulo: Pini, 1997, 828p.
PINTO, T. P. Metodologia para a gestão diferenciada de resíduos sólidos da construção urbana. São Paulo, 1999. 218p. Tese (Doutorado) – Escola Politécnica da
Universidade de São Paulo. Departamento de Engenharia de Construção Civil.
POON, C. S.; KOU, S. C.; LAM, L. Use of recycled aggregates in molded concrete bricks and blocks. The Hong Kong Polytechnic University, Hong Kong, China. Construction and Building Materials v. 16, n.5 p. 281-289, Julho de 2002.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 169
P. H. M. CELESTINO Referências Bibliográficas
POON, C. S.; SHUI, Z. H.; LAM, L.; KOU, S. C. Influence of moisture states of natural and recycled aggregates on the slump and compressive strength of concrete. Cement and Concrete Research, v. 34, p. 31-36, 2004.
PREFEITURA DE BELO HORIZONTE. Portal eletrônico da Superintendência de Limpeza Urbana. Acessado em Abril de 2011. Disponível em:
http://portalpbh.pbh.gov.br/pbh/ecp/comunidade.do?evento=portlet&pIdPlc=ecpTaxonomiaMenuPortal&app=slu&tax=16510&lang=pt_br&pg=5600&taxp=0&
PREFEITURA DE SÃO CARLOS. Portal eletrônico da PROHAB. Acessado em Abril de
2011. Disponível em: http://www.saocarlos.sp.gov.br/index.php/usina-de-reciclagem/apresentacao-usina-de-reciclagem.html
RAO, A., JHA, K. N., MISRA, S. Use of aggregates from recycled construction and demolition waste in concrete. Kanpur and Delhi, India. Resources, Conservation and Recycling 50, 2007.
RIBEIRO, J. S. Avaliação do desempenho de blocos de concreto para alvenaria com e sem função estrutural produzidos com resíduos de concreto compactado com rolo.
2005. 180 p. Dissertação (Mestrado) – Universidade Federal de Goiás, Goiânia, 2005.
RODRIGUES, A. W. B.; BRASILEIRO, M. I.; OLIVEIRA, D. F.; PATRICIO, S. M. R.; BEZERRA, R. L.; NEVES, G. A.; SILVA, M. C. Utilização de resíduos da construção civil para produção de blocos com função estrutural – Parte II. Anais do 44
o Congresso
Brasileiro de Cerâmica. São Pedro, SP. 2000.
SANTOS, E. C. G. Aplicação de resíduos de construção e demolição reciclados (RCD-R) em estruturas de solo reforçado. 2007. 168 p. Dissertação (Mestrado) - Escola de Engenharia de São Carlos da Universidade de São Paulo, São Carlos, 2007.
SILVEIRA, G. T. R. Metodologia de caracterização dos resíduos sólidos como base para uma gestão ambiental. Estudo de caso: Entulhos de Construção em Campinas.
Campinas, 1993. 169 p. Dissertação (Mestrado). Faculdade de Engenharia Civil, Universidade Estadual de Campinas. 1993.
SOUSA, J. G. G. Contribuição ao estudo da relação entre propriedades e proporcionamento de blocos de concreto – aplicação ao uso de entulho como agregado reciclado. 2001. 120p. Dissertação (Mestrado) – Departamento de Engenharia Civil e Ambiental, Universidade de Brasília, Brasília, 2001.
SOUZA, J. G.; BAUER, E.; SPOSTO, R. M. Blocos de concreto produzidos com agregados provenientes da reciclagem de resíduos gerados pela construção civil. In:
ENCONTRO NACIONAL DE TECNOLOGIA DO AMBIENTE CONSTRUÍDO, 9. 2002, Foz do Iguaçu. Anais... Paraná: ANTAC, 2002.
SOUTSOS, M. N.; JONES, N.; MILLARD, S. G.; BUNGEY, J. H.; TICKELL, R. G.; GRADWELL, J. Precast concrete building blocks made with aggregates derived from construction and demolition waste. In: INTERNATIONAL RILEM CONFERENCE ON THE USE OF RECYCLED MATERIALS IN BUILDINGS AND STRUCTURES, 2004, Barcelona. Proceedings… França: Elsevier publications, 2004.
SOUTSOS, M. N.; TANG, K.; MILLARD, S. G. Concrete building blocks made with recycled demolition aggregate. Concrete and Building Materials, v. 25, p. 726-735. 2011.

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 170
P. H. M. CELESTINO Referências Bibliográficas
VYNCKE, J. Management of Construction and Demolition Waste. Use of recycled materials as aggregates in the construction industry. v.2 publ. 3 e 4. Bruxelas ETN
Recycling in construction, Março Setembro 2000.
ZANUTTO, T. D., SERRA, S. M. B., PALIARI, J. C. Diagnóstico quanto à implantação da resolução CONAMA no307 na cidade de São Carlos. XIII Encontro Nacional de Tecnologia do Ambiente Construído (ENTAC). Canela, RS, 2010.
ZORDAN, S. E. A utilização do entulho como agregado, na confecção do concreto. Campinas, 1997. 156 p. Dissertação (Mestrado) – Faculdade de Engenharia Civil da Universidade Estadual de Campinas, Campinas, 1997.

APÊNDICE A
Caracterização dos blocos de referência

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 172
P. H. M. CELESTINO Apêndice A
A.1 DENSIDADE DE MOLDAGEM DOS BLOCOS REFERÊNCIA
Tabela A.1.1 – Massa dos blocos referência no estado fresco.
Tabela A.1.2 – Volume dos blocos referência.
DETERMINAÇÃO DO VOLUME DOS BLOCOS
Amostra Massa Balde (g) Massa Total (g) Vol. (cm³ou mL)
1 740 4920 4198
2 790 5240 4469
3 760 5260 4520
4 760 5300 4560
5 760 5300 4560
6 760 5200 4459
7 760 5020 4279
8 770 5210 4459
9 780 5160 4399
10 780 5230 4469
Volume médio dos blocos (mL) = 4437
MASSA DOS BLOCOS RECÉM-MOLDADOS
Amostra Massa 4 blocos + prancha (g) Massa prancha de madeira (g) Massa de cada bloco (g)
1 45000 5900 9775
2 45000 6000 9750
3 45100 5700 9850
4 46600 6300 10075
5 44300 6100 9550
6 44100 5800 9575
7 44700 5700 9750
8 45100 5500 9900
9 45900 5900 10000
10 44700 5900 9700
Massa médio prancha (g) = 5.880,00 -
Massa médio 4 blocos (g) = 45.050,00 -
Massa médio bloco (g) = 9.793,00 9.792,50

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 173
P. H. M. CELESTINO Apêndice A
A partir dos valores médios do volume e da massa dos blocos determina-se a densidade
média de moldagem da máquina de vibro-compressão a partir da seguinte equação:
(A.1)
Dmédia ≈ 2,2 kg/dm³
em que:
Dmédia – densidade média de moldagem da máquina de blocos;
Mmédio – massa média dos blocos determinado a partir de 10 medições;
Vmédio – volume médio dos blocos determinados a partir de 10 medições.
A.2 CONCRETO FRESCO COLETADO NA OBRA
Tabela A.2.1 – Umidade da amostra de concreto fresco utilizada na produção dos blocos de referência.
UMIDADE (TRAÇO A)
Amostra Massa do
recipiente (g) Massa úmida (m1)
(g) Massa seca (m2)
(g)
1 521,1 1521,1 1460,8
Umidade = 6,0%
Tabela A.2.2 – Coesão do concreto fresco utilizado na produção dos blocos de referência.
ENSAIO DE COESÃO
Ensaio Massa do aparato (g) Rompimento (g)
1 1640 8180,00
2 1640 8720,00

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 174
P. H. M. CELESTINO Apêndice A
A.3 RESISTÊNCIA À COMPRESSÃO
Tabela A.3.1 – Resultados individuais de resistência à compressão dos blocos de referência (Traço A).
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011)
BLOCO N
o
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 9335 46527 118600 2,5
2,8 2,4 2,3 2,3
2 9446 46730 122700 2,6
3 9426 46730 128700 2,8
4 9620 47392 133400 2,8
5 9588 46730 134300 2,9
6 9714 47037 141200 3,0
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89
A.4 ANÁLISE DIMENSIONAL
Tabela A.4.1 – Resultados individuais da análise dimensional dos blocos de referência (Traço A).
ANÁLISE DIMENSIONAL (NBR 12118 / 2011)
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 119 120 119 119 188 190 190 189 391 392 392 392
2 120 119 119 119 189 190 190 190 392 391 392 392
3 120 122 122 121 192 192 191 192 391 391 390 391
4 121 120 120 120 190 190 192 191 391 391 391 391
5 119 120 119 119 191 191 191 191 391 392 392 392
6 119 119 120 119 189 190 192 190 390 390 390 390

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 175
P. H. M. CELESTINO Apêndice A
A.5 ABSORÇÃO DE ÁGUA
Tabela A.5.1 – Resultados individuais da absorção de água dos blocos de referência (Traço A).
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011)
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 9532 9426 9426 9426 10206 10206 10206 13,6 8,3
2 9035 8955 8955 8955 9791 9791 9791 9,6 9,2
3 9537 9451 9451 9451 10230 10230 10230 11,0 8,2
Média 11,4 8,3
Temperatura da estufa (oC)
24h +2h +2h
105 105 105
A.6 ÁREA LÍQUIDA
Tabela A.6.1 – Resultados individuais da área líquida dos blocos de referência (Traço A).
ÁREA LÍQUIDA (NBR 12118 / 2011)
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 191 191 191 191 5635 24001,5
2 190 190 190 190 5337 23510,3
3 190 191 192 191 5670 23943,8
Média 23818,5
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³

APÊNDICE B
Caracterização dos blocos produzidos para avaliação do tipo de processo de cura em escala reduzida

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 177
P. H. M. CELESTINO Apêndice B
B.1 CURA ÚMIDA POR ASPERSÃO DE ÁGUA – LOTE 1
Tabela B.1.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 7 DIAS
BLOCO N
o
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8689 46884 87700 1,9
2,0 1,8 1,7 1,8
2 8797 46800 89900 1,9
3 8778 46800 92000 2,0
4 8497 46800 92400 2,0
5 8798 46800 101700 2,2
6 8806 46800 106800 2,3
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89
Tabela B.1.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 28 DIAS
BLOCO No
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8578 46800 87300 1,9
2,4 1,5 1,7 1,7
2 8613 46800 89900 1,9
3 8785 46800 108700 2,3
4 8614 46800 118500 2,5
5 8681 46800 127100 2,7
6 9198 46800 129600 2,8
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 178
P. H. M. CELESTINO Apêndice B
Tabela B.1.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 120 120 192 193 193 193 391 391 390 391
2 120 120 120 120 193 193 194 193 390 390 390 390
3 120 120 120 120 193 194 193 193 390 390 390 390
4 120 120 120 120 193 193 194 193 390 390 390 390
5 120 120 120 120 194 194 194 194 390 390 390 390
6 120 120 120 120 194 194 194 194 390 390 390 390
Tabela B.1.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 120 120 192 192 193 192 390 390 390 390
2 120 120 120 120 193 193 193 193 390 390 390 390
3 120 120 120 120 193 193 193 193 390 390 390 390
4 120 120 120 120 193 193 193 193 390 390 390 390
5 120 120 120 120 193 194 194 194 390 390 390 390
6 120 120 120 120 194 195 195 195 390 390 390 390
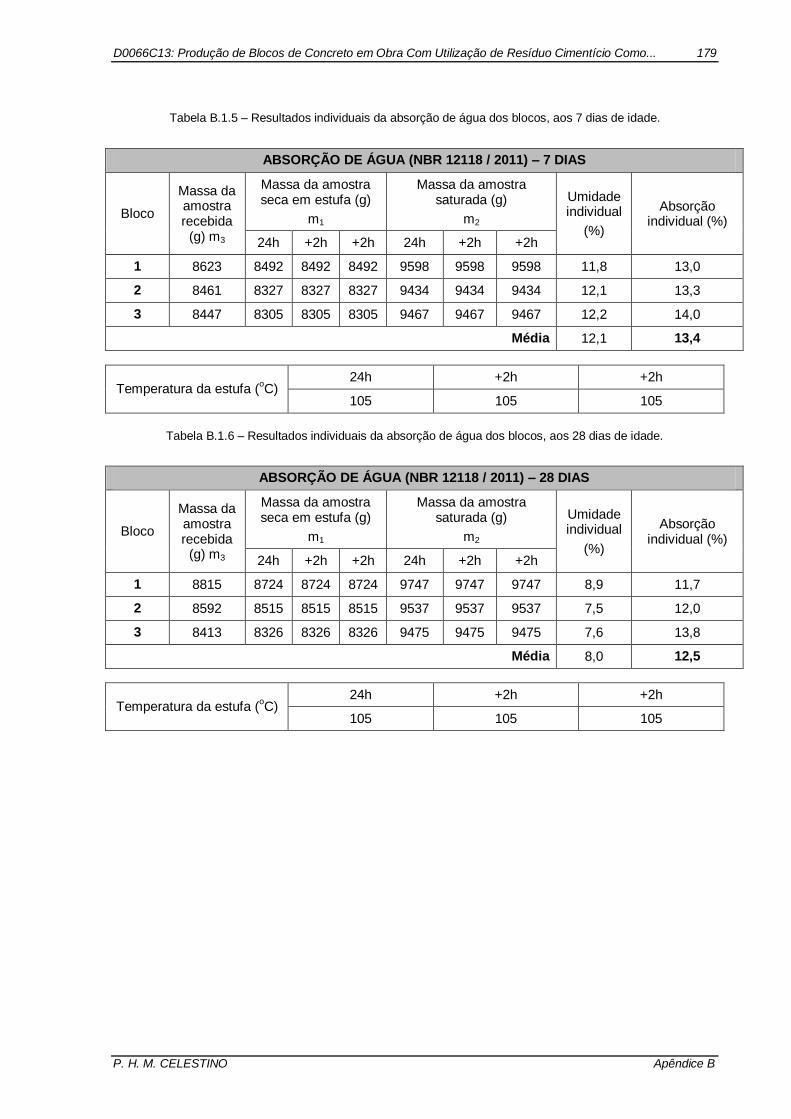
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 179
P. H. M. CELESTINO Apêndice B
Tabela B.1.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 7 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8623 8492 8492 8492 9598 9598 9598 11,8 13,0
2 8461 8327 8327 8327 9434 9434 9434 12,1 13,3
3 8447 8305 8305 8305 9467 9467 9467 12,2 14,0
Média 12,1 13,4
Temperatura da estufa (oC)
24h +2h +2h
105 105 105
Tabela B.1.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 28 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8815 8724 8724 8724 9747 9747 9747 8,9 11,7
2 8592 8515 8515 8515 9537 9537 9537 7,5 12,0
3 8413 8326 8326 8326 9475 9475 9475 7,6 13,8
Média 8,0 12,5
Temperatura da estufa (oC)
24h +2h +2h
105 105 105

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 180
P. H. M. CELESTINO Apêndice B
Tabela B.1.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 7 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 192 193 193 193 5049 23658,0
2 192 192 192 192 4962 23338,3
3 192 193 193 193 4936 23564,4
Média 23520,3
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³
Tabela B.1.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 28 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 194 195 196 195 5159 23575,4
2 193 193 193 193 5023 23435,5
3 192 192 193 192 4899 23839,7
Média 23616,8
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 181
P. H. M. CELESTINO Apêndice B
B.2 CURA AO AMBIENTE – LOTE 2
Tabela B.2.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 7 DIAS
BLOCO N
o
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8611 46800 79100 1,7
1,9 1,5 1,5 1,5
2 8505 46800 80500 1,7
3 8483 46800 90500 1,9
4 8495 46800 95600 2,0
5 8703 46800 99800 2,1
6 8617 46800 101500 2,2
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89
Tabela B.2.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 28 DIAS
BLOCO N
o
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (Mpa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8379 46800 76900 1,6
1,9 1,6 1,5 1,6
2 8264 46800 80800 1,7
3 8486 46800 82700 1,8
4 8559 46800 93200 2,0
5 8549 46800 95000 2,0
6 8514 46800 95100 2,0
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 182
P. H. M. CELESTINO Apêndice B
Tabela B.2.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 120 120 193 193 193 193 390 390 390 390
2 120 120 120 120 193 194 194 194 390 390 390 390
3 120 120 120 120 193 193 193 193 390 390 390 390
4 120 120 120 120 193 193 193 193 390 390 390 390
5 120 120 120 120 193 193 194 193 390 390 390 390
6 120 120 120 120 192 193 193 193 390 390 390 390
Tabela B.2.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 120 120 194 194 194 194 390 390 390 390
2 120 120 120 120 195 195 195 195 390 390 390 390
3 120 120 120 120 195 195 195 195 390 390 390 390
4 120 120 120 120 193 193 193 193 390 390 390 390
5 120 120 120 120 194 195 195 195 390 390 390 390
6 120 120 120 120 195 195 194 195 390 390 390 390

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 183
P. H. M. CELESTINO Apêndice B
Tabela B.2.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 7 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8600 8296 8296 8296 9405 9405 9405 27,4 13,4
2 8500 8120 8120 8120 9317 9317 9317 31,7 14,7
3 8629 8268 8268 8268 9443 9443 9443 30,7 14,2
Média 30,0 14,1
Temperatura da estufa (oC)
24h +2h +2h
105 105 105
Tabela B.2.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 28 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8743 8610 8610 8610 9610 9610 9610 13,3 11,6
2 8296 8168 8168 8168 9292 9292 9292 11,4 13,8
3 8342 8220 8220 8220 9355 9355 9355 10,7 13,8
Média 11,8 13,1
Temperatura da estufa (oC)
24h +2h +2h
105 105 105

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 184
P. H. M. CELESTINO Apêndice B
Tabela B.2.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 7 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 193 193 194 193 4884 23431,3
2 194 195 195 195 4825 23121,6
3 192 192 192 192 4943 23484,5
Média 23345,8
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³
Tabela B.2.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 28 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 193 193 193 193 5048 23684,7
2 193 194 194 194 4768 23406,5
3 193 193 193 193 4784 23731,4
Média 23607,5
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 185
P. H. M. CELESTINO Apêndice B
B.3 CURA COM LONA – LOTE 3
Tabela B.3.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 7 DIAS
BLOCO N
o
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (Mpa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8937 46800 104700 2,2
2,7 2,2 2,0 2,2
2 9148 46800 118800 2,5
3 9320 46917 122300 2,6
4 9093 46800 132200 2,8
5 9320 46917 142700 3,0
6 9283 46800 144000 3,1
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89
Tabela B.3.2 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 120 120 193 193 192 193 390 390 390 390
2 120 120 120 120 194 193 192 193 390 390 390 390
3 120 120 120 120 194 194 194 194 390 390 390 390
4 120 120 120 120 193 193 193 193 390 390 390 390
5 120 120 120 120 193 193 193 193 390 390 390 390
6 120 120 120 120 194 193 192 193 390 390 390 390

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 186
P. H. M. CELESTINO Apêndice B
Tabela B.3.3 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 7 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8832 8324 8324 8324 9437 9437 9437 45,6 13,4
2 9065 8501 8501 8501 9633 9633 9633 49,8 13,3
3 9023 8449 8449 8449 9520 9520 9520 53,6 12,7
Média 49,7 13,1
Temperatura da estufa (oC)
24h +2h +2h
105 105 105
Tabela B.3.4 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 7 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 193 194 194 194 4897 23489,3
2 194 194 194 194 5002 23919,0
3 193 193 193 193 5005 23440,7
Média 23616,3
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³

APÊNDICE C
Caracterização dos blocos produzidos para avaliação do tipo de processo de cura em escala real

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 188
P. H. M. CELESTINO Apêndice C
C.1 CURA EM GAIOLA ENVOLTA COM LONA - LOTE 1
Tabela C.1.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 7 DIAS
BLOCO N
o
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8857 47001 120400 2,6
3,1 2,5 2,2 2,5
2 9153 46800 19500 3,6
3 8874 46836 121700 2,6
4 8753 46683 116900 2,5
5 9048 46836 156300 3,3
6 9307 47073 182400 3,9
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89
Tabela C.1.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 28 DIAS
BLOCO No
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8647 46800 108700 2,3
2,7 1,9 2,0 2,0
2 8690 46800 120000 2,6
3 8881 46800 138400 3,0
4 8526 46527 101300 2,2
5 8933 46800 153700 3,3
6 8380 46410 121900 2,6
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 189
P. H. M. CELESTINO Apêndice C
Tabela C.1.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 120 120 193 192 192 192 390 391 391 391
2 120 120 120 120 193 192 192 192 389 390 391 390
3 120 120 120 120 193 193 193 193 390 390 391 390
4 120 120 120 120 191 191 192 191 390 390 390 390
5 120 120 120 120 194 194 194 194 391 390 390 390
6 120 121 121 121 192 192 192 192 390 390 390 390
Tabela C.1.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 120 120 195 192 192 193 390 390 390 390
2 120 120 120 120 195 195 193 194 390 390 390 390
3 120 120 120 120 192 192 192 192 390 390 390 390
4 120 120 120 120 192 193 193 193 390 390 390 390
5 120 120 120 120 195 195 195 195 390 390 390 390
6 119 119 119 119 190 190 190 190 390 390 390 390

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 190
P. H. M. CELESTINO Apêndice C
Tabela C.1.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 7 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8826 8371 8371 8371 9487 9487 9487 40,8 13,3
2 8840 8409 8409 8409 9397 9397 9397 43,6 11,7
3 9035 8591 8591 8591 9629 9629 9629 42,8 12,1
Média 42,4 12,4
Temperatura da estufa (oC)
24h +2h +2h
105 105 105
Tabela C.1.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 28 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8912 8742 8742 8742 9693 9693 9693 17,9 10,9
2 8458 8321 8321 8321 9324 9324 9324 13,7 12,1
3 8728 8564 8564 8564 9534 9534 9534 16,9 11,3
Média 16,1 11,4
Temperatura da estufa (oC)
24h +2h +2h
105 105 105

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 191
P. H. M. CELESTINO Apêndice C
Tabela C.1.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 7 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 193 193 194 193 4850 24032,5
2 193 192 192 192 4795 230975,2
3 194 193 193 193 4983 24079,2
Média 24029,0
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³
Tabela C.1.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 28 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 191 192 192 192 4996 24577,4
2 194 194 194 194 4712 23842,3
3 192 192 192 192 4843 24503,4
Média 24307,7
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 192
P. H. M. CELESTINO Apêndice C
C.2 CURA EM GAIOLA ENVOLTA COM LONA, PRATELEIRA ALTA - LOTE 2
Tabela C.2.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 7 DIAS
BLOCO N
o
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8809 46493 123200 2,6
3,0 2,3 2,1 2,3
2 9161 46886 162300 3,5
3 9294 46683 125700 2,7
4 8850 46800 146900 3,1
5 9041 46917 166000 3,5
6 8902 46884 114500 2,4
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89
Tabela C.2.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 28 DIAS
BLOCO No
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8468 46527 134200 2,9
3,4 2,9 2,6 2,9
2 8860 46800 176700 3,8
3 8856 46410 172500 3,7
4 8683 46800 143300 3,1
5 8716 46683 145800 3,1
6 9204 46493 18200 3,9
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 193
P. H. M. CELESTINO Apêndice C
Tabela C.2.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 119 119 119 119 192 193 193 193 390 391 391 391
2 120 120 120 120 193 192 193 193 391 392 392 392
3 119 120 120 120 193 192 192 192 390 390 391 390
4 120 120 120 120 192 192 193 192 390 390 390 390
5 120 120 120 120 193 193 193 193 391 390 390 390
6 120 121 121 121 192 193 193 193 390 391 391 391
Tabela C.2.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 119 119 119 193 193 193 193 390 390 390 390
2 120 120 120 120 190 190 192 191 390 390 390 390
3 119 119 119 119 193 193 193 193 390 390 390 390
4 120 120 120 120 192 191 191 191 390 390 390 390
5 120 120 120 120 190 192 192 191 390 390 390 390
6 119 119 119 119 190 190 191 190 390 391 391 391

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 194
P. H. M. CELESTINO Apêndice C
Tabela C.2.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 7 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8959 8497 8497 8497 9568 9568 9568 43,1 12,6
2 8941 8458 8458 8458 9558 9558 9558 43,9 13,0
3 8885 8418 8418 8418 9497 9497 9497 43,3 12,8
Média 43,4 12,8
Temperatura da estufa (oC)
24h +2h +2h
105 105 105
Tabela C.2.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 28 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8910 8771 8771 8771 9713 9713 9713 14,8 10,7
2 8619 8487 8487 8487 9480 9480 9480 13,3 11,7
3 8645 8524 8524 8524 9486 9486 9486 12,6 11,3
Média 13,5 11,2
Temperatura da estufa (oC)
24h +2h +2h
105 105 105

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 195
P. H. M. CELESTINO Apêndice C
Tabela C.2.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 7 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 193 194 194 194 4895 24177,4
2 192 192 193 192 4860 24475,3
3 192 193 193 193 4922 23793,3
Média 24148,7
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³
Tabela C.2.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 28 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 191 192 193 192 5025 24487,7
2 192 192 193 192 4836 24215,8
3 195 194 193 194 4864 23894,0
Média 24199,2
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 196
P. H. M. CELESTINO Apêndice C
C.3 CURA EM GAIOLA ENVOLTA COM LONA, PRATELEIRA BAIXA- LOTE 3
Tabela C.3.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 7 DIAS
BLOCO N
o
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 9058 47004 138500 2,9
2,9 1,8 2,0 2,0
2 9123 47230 153700 3,3
3 8853 47463 105400 2,2
4 9125 47157 140600 3,0
5 9182 47194 154600 3,3
6 8999 46800 116100 2,5
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89
Tabela C.3.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 28 DIAS
BLOCO No
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8715 46800 125400 2,7
3,1 2,5 2,4 2,5
2 8677 46800 159000 3,4
3 9070 46800 172700 3,7
4 8625 46410 139300 3,0
5 8770 46800 131700 2,8
6 8733 46800 146200 3,1
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 197
P. H. M. CELESTINO Apêndice C
Tabela C.3.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 120 120 192 193 193 193 391 392 392 392
2 120 121 121 121 192 193 194 194 391 391 392 391
3 121 122 122 122 194 194 194 194 390 390 390 390
4 120 120 120 120 193 193 193 193 390 391 391 391
5 121 121 120 121 193 193 193 193 391 391 391 391
6 120 120 120 120 191 191 192 191 390 390 390 390
Tabela C.3.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 120 120 191 191 192 191 390 390 390 390
2 120 120 120 120 193 193 193 193 390 390 390 390
3 120 120 120 120 193 192 192 192 390 390 390 390
4 119 119 119 119 193 193 193 193 390 390 390 390
5 120 120 120 120 190 192 192 191 390 390 390 390
6 120 120 120 120 193 193 193 193 390 390 390 390
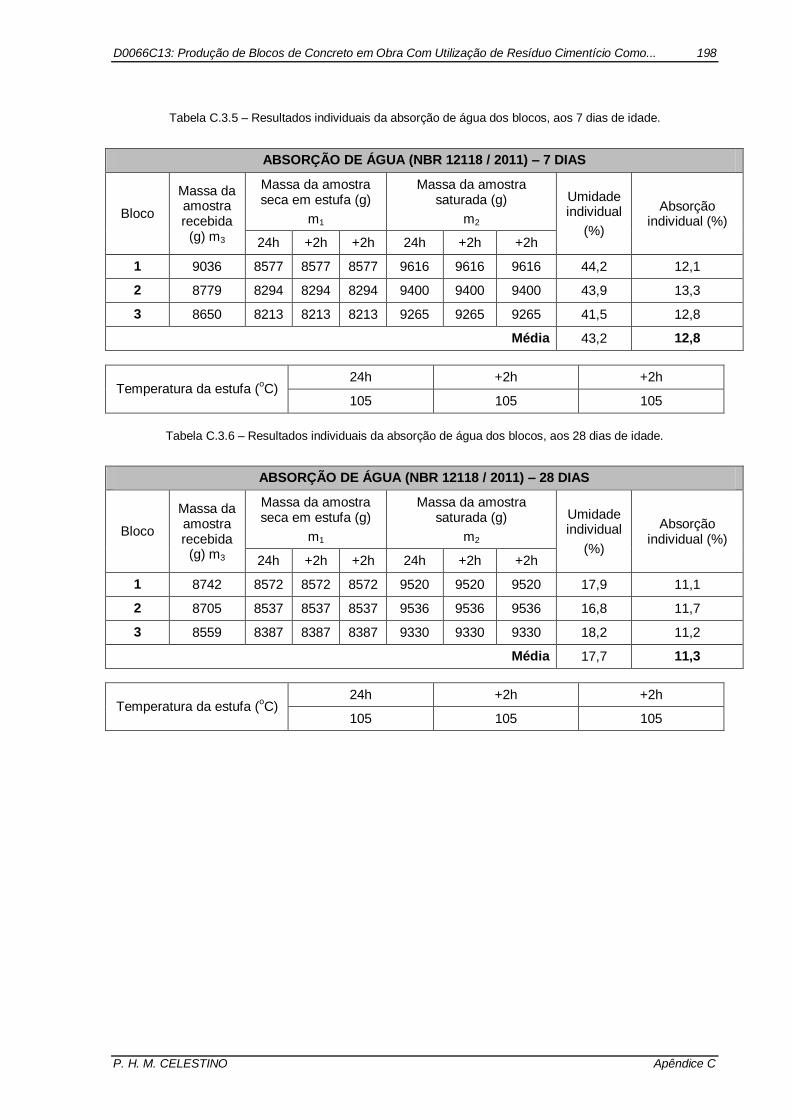
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 198
P. H. M. CELESTINO Apêndice C
Tabela C.3.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 7 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 9036 8577 8577 8577 9616 9616 9616 44,2 12,1
2 8779 8294 8294 8294 9400 9400 9400 43,9 13,3
3 8650 8213 8213 8213 9265 9265 9265 41,5 12,8
Média 43,2 12,8
Temperatura da estufa (oC)
24h +2h +2h
105 105 105
Tabela C.3.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 28 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8742 8572 8572 8572 9520 9520 9520 17,9 11,1
2 8705 8537 8537 8537 9536 9536 9536 16,8 11,7
3 8559 8387 8387 8387 9330 9330 9330 18,2 11,2
Média 17,7 11,3
Temperatura da estufa (oC)
24h +2h +2h
105 105 105

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 199
P. H. M. CELESTINO Apêndice C
Tabela C.3.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 7 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 192 192 192 192 4979 24199,4
2 192 192 192 192 4728 24382,1
3 192 192 192 192 4796 23282,3
Média 23954,6
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³
Tabela C.3.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 28 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 190 192 192 191 4910 24164,2
2 194 194 194 194 4883 24054,3
3 192 192 191 192 4725 24096,0
Média 24104,8
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 200
P. H. M. CELESTINO Apêndice C
C.4 CURA EM GAIOLA ENVOLTA COM LONA E BANDEJA D’ÁGUA - LOTE 4
Tabela C.4.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 7 DIAS
BLOCO N
o
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8947 46953 130500 2,8
2,5 1,6 1,8 1,8
2 8944 47073 117800 2,5
3 8915 46884 98500 2,1
4 8719 47157 94100 2,0
5 8667 46800 117600 2,5
6 9067 47311 138200 2,9
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89
Tabela C.4.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 28 DIAS
BLOCO No
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8737 46730 123100 2,6
2,6 1,6 1,7 1,7
2 8725 46800 145800 3,1
3 8861 46884 133000 2,8
4 8525 46800 108400 2,3
5 8671 46800 120200 2,6
6 8243 46800 88500 1,9
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 201
P. H. M. CELESTINO Apêndice C
Tabela C.4.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 121 120 192 192 193 192 390 390 391 390
2 120 121 121 121 192 193 193 193 389 390 390 390
3 120 120 120 120 191 192 194 192 390 391 391 391
4 120 121 121 121 193 193 192 193 390 391 391 391
5 120 120 120 120 192 192 192 192 390 390 390 390
6 121 121 121 121 191 192 193 192 391 391 391 391
Tabela C.4.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 119 119 120 119 190 190 191 190 391 392 392 392
2 120 120 120 120 190 190 192 191 390 390 390 390
3 120 120 120 120 195 193 193 194 390 391 391 391
4 120 120 120 120 190 190 190 190 390 390 390 390
5 120 120 120 120 190 192 192 191 390 390 390 390
6 119 119 119 119 190 191 191 191 390 390 390 390

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 202
P. H. M. CELESTINO Apêndice C
Tabela C.4.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 7 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 9095 8565 8565 8565 9672 9672 9672 47,9 12,9
2 8611 8132 8132 8132 9272 9272 9272 42,0 14,0
3 8713 8208 8208 8208 9396 9396 9396 42,5 14,5
Média 44,1 13,8
Temperatura da estufa (oC)
24h +2h +2h
105 105 105
Tabela C.4.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 28 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8444 8308 8308 8308 9350 9350 9350 13,1 12,5
2 8631 8497 8497 8497 9530 9530 9530 13,0 12,2
3 8664 8489 8489 8489 9577 9577 9577 16,1 12,8
Média 14,0 12,5
Temperatura da estufa (oC)
24h +2h +2h
105 105 105

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 203
P. H. M. CELESTINO Apêndice C
Tabela C.4.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 7 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 193 193 192 193 4966 24474,6
2 193 194 194 194 4685 23732,5
3 193 193 193 193 4750 24120,8
Média 24109,3
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³
Tabela C.4.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 28 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 194 194 194 194 4746 23801,0
2 191 192 192 192 4852 24477,9
3 191 192 193 192 4903 24414,6
Média 24231,2
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 204
P. H. M. CELESTINO Apêndice C
C.5 CURA AO AMBIENTE - LOTE 5
Tabela C.5.1 – Resultados individuais de resistência à compressão, aos 7 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 7 DIAS
BLOCO N
o
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8927 47001 126900 2,7
2,6 1,7 2,0 2,0
2 9109 47194 145400 3,1
3 9058 47001 138300 2,9
4 8643 47073 105300 2,2
5 8844 47073 127200 2,7
6 8781 46764 102600 2,2
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89
Tabela C.5.2 – Resultados individuais de resistência à compressão, aos 28 dias de idade.
RESISTÊNCIA À COMPRESSÃO (NBR 12118 / 2011) – 28 DIAS
BLOCO N
o
MASSA (g)
ÁREA MÉDIA (mm²)
CARGA MÁXIMA DE RUPTURA
(N)
RESISTÊNCIA A COMPRESSÃO (MPa)
Individual Média fbk,est fb1 x Ψ6 fbk
1 8479 46800 90100 1,9
2,1 1,0 1,2 1,2
2 8662 46800 111600 2,4
3 8723 46800 114700 2,5
4 8603 46800 117200 2,5
5 8689 46800 105100 2,2
6 8203 46800 62300 1,3
( )
onde: i=n/2 ou i=n+1/2 (se n for ímpar)
n = número de blocos da amostra
fb1 = menor valor; fbn = maior valor
NBR 6136 - item 6.5.1 fbk,est < (fb1 x Ψ6), então fbk = (fb1 x Ψ6); ou fbk = fbk,est Valor Ψ6 = 0,89

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 205
P. H. M. CELESTINO Apêndice C
Tabela C.5.3 – Resultados individuais da análise dimensional dos blocos, aos 7 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 120 120 192 193 193 193 390 391 391 391
2 120 121 121 121 191 192 193 192 391 391 391 391
3 120 120 121 120 192 193 193 193 390 391 391 391
4 120 121 121 121 193 193 193 193 390 390 390 390
5 121 121 120 121 192 193 194 193 391 390 390 390
6 120 120 120 120 192 193 193 193 389 390 390 390
Tabela C.5.4 – Resultados individuais da análise dimensional dos blocos, aos 28 dias de idade.
ANÁLISE DIMENSIONAL (NBR 12118 / 2011) – 7 DIAS
Bloco
Dimensões (mm)
Largura Altura Comprimento
1 2 3 Média 1 2 3 Média 1 2 3 Média
1 120 120 120 120 193 193 193 193 390 390 390 390
2 120 120 120 120 193 193 193 193 390 390 390 390
3 120 120 120 120 191 191 191 191 390 390 390 390
4 120 120 120 120 190 190 191 190 390 390 390 390
5 120 120 120 120 190 191 191 191 390 390 390 390
6 120 120 120 120 192 192 192 192 390 390 390 390
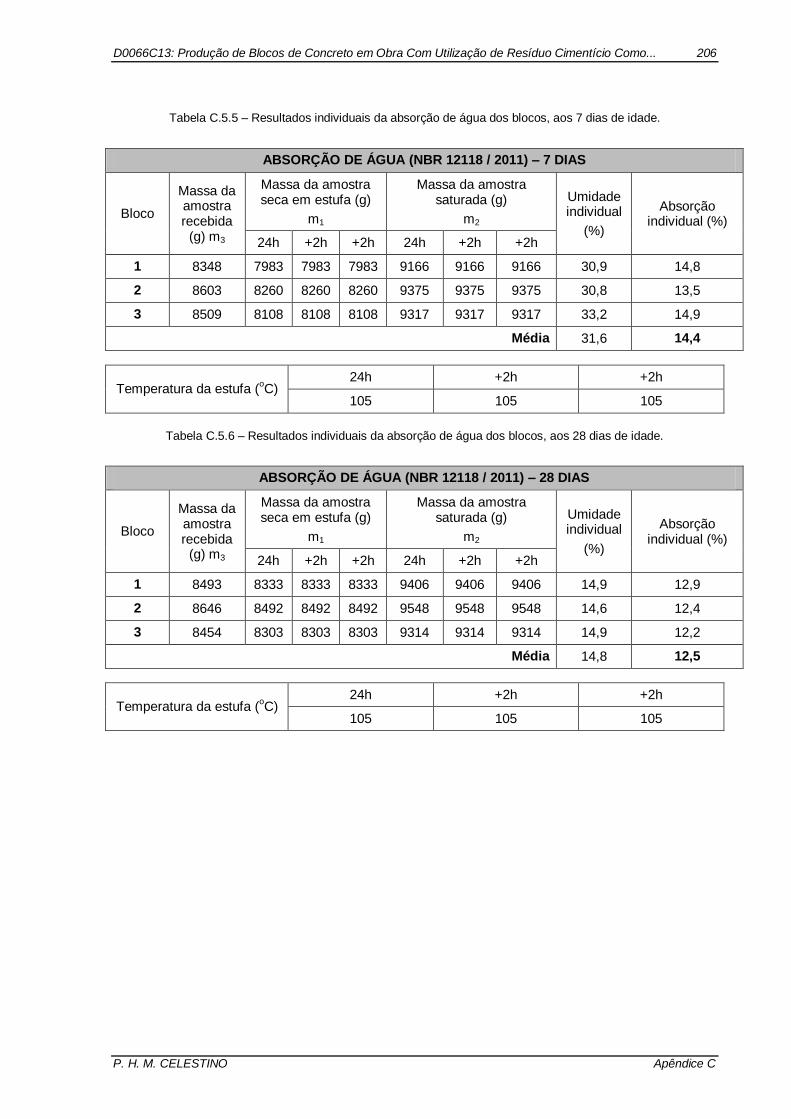
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 206
P. H. M. CELESTINO Apêndice C
Tabela C.5.5 – Resultados individuais da absorção de água dos blocos, aos 7 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 7 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8348 7983 7983 7983 9166 9166 9166 30,9 14,8
2 8603 8260 8260 8260 9375 9375 9375 30,8 13,5
3 8509 8108 8108 8108 9317 9317 9317 33,2 14,9
Média 31,6 14,4
Temperatura da estufa (oC)
24h +2h +2h
105 105 105
Tabela C.5.6 – Resultados individuais da absorção de água dos blocos, aos 28 dias de idade.
ABSORÇÃO DE ÁGUA (NBR 12118 / 2011) – 28 DIAS
Bloco
Massa da amostra recebida
(g) m3
Massa da amostra seca em estufa (g)
m1
Massa da amostra saturada (g)
m2
Umidade individual
(%)
Absorção individual (%)
24h +2h +2h 24h +2h +2h
1 8493 8333 8333 8333 9406 9406 9406 14,9 12,9
2 8646 8492 8492 8492 9548 9548 9548 14,6 12,4
3 8454 8303 8303 8303 9314 9314 9314 14,9 12,2
Média 14,8 12,5
Temperatura da estufa (oC)
24h +2h +2h
105 105 105

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 207
P. H. M. CELESTINO Apêndice C
Tabela C.5.7 – Resultados individuais da área líquida dos blocos, aos 7 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 7 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 193 193 193 193 4657 23409,5
2 194 194 193 194 4806 23639,4
3 194 194 193 194 4723 23768,7
Média 23605,9
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³
Tabela C.5.8 – Resultados individuais da área líquida dos blocos, aos 28 dias de idade.
ÁREA LÍQUIDA (NBR 12118 / 2011) – 28 DIAS
Bloco Altura dos blocos (mm) Massa
aparente da amostra m4
Área líquida individual (mm²) Altura 1 Altura 2 Altura 3 Altura média
1 191 191 191 191 4816 24101,3
2 194 193 193 193 4890 24163,2
3 190 190 190 190 4773 23969,5
Média 24078,0
Temperatura da água = 25oC
ᵞ = massa específica da água utilizada no ensaio = 0,99671 g/cm³

APÊNDICE D
Composição do custo dos blocos de concreto

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 209
P. H. M. CELESTINO Apêndice D
D.1 COMPOSIÇÃO DE CUSTO DE PRODUÇÃO DOS BLOCOS DE CONCRETO EM
RELAÇÃO AOS MATERIAIS UTILIZADOS NOS TRAÇOS
Considerando-se que os custos de manutenção dos equipamentos, energia, água, aditivo e
o custo dos operários na produção dos blocos são fixos, independentemente do traço
produzido, tem-se que a única variável, que irá refletir no preço da unidade de alvenaria,
relacionada diretamente ao traço são os insumos e suas quantidades aplicadas à dosagem
realizada. Dadas às considerações feitas o autor prosseguiu com a composição simples de
custo dos insumos para cada traço estudado, determinando o valor dos materiais aplicados
na produção de cada bloco de concreto, considerando-se que para cada Traço Referência
(Traço A) com 760 kg totais de materiais é possível produzir 32 blocos de concreto
(quantitativo observado in loco). A Tabela D.1.1 apresenta o custo de aquisição dos
materiais para a construtora e a Tabela D.1.2 a composição do custo dos insumos para
cada bloco de concreto produzido.
Tabela D.1.1 – Custo de aquisição dos insumos para a construtora.
PREÇO DE INSUMOS
MATERIAL UNIDADE VALOR DENSIDADE VALOR P/ 1KG
CIMENTO Saco 40kg R$ 16,40 - - R$ 0,4100
AREIA ARTIFICIAL m³ R$ 56,00 2,82 g/cm³ R$ 0,0199
PEDRISCO m³ R$ 56,00 2,80 g/cm³ R$ 0,0200
AG. RECICLADO m³ R$ 20,00 2,70 g/cm³ R$ 0,0062

D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 210
P. H. M. CELESTINO Apêndice D
Tabela D.1.2 – Composição do custo dos insumos dado o traço utilizado na produção.
MATERIAL
PROPORCIONAMENTO DE MATERIAL
TRAÇO A TRAÇO B TRAÇO C TRAÇO C
ÓTIMO
Cimento 1 1 1 1
Areia artificial 11,5 8 10 10
Agregado reciclado - 3,5 3,75 8
Pedrisco 6,5 6,5 - -
Relação cimento :
agregados 1:18 1:18 1:13,75 1:18
PRODUÇÃO - DOSAGEM DE MATERIAIS
CIMENTO (KG) 40 R$ 16,40 40 R$ 16,40 40 R$ 16,40 40 R$ 16,40
AREIA ARTIFICIAL (KG)
460 R$ 9,13 320 R$ 6,35 400 R$ 7,94 400 R$ 7,94
AGREGADO RECICLADO (KG)
0 - 140 R$ 1,04 150 R$ 1,11 320 R$ 2,37
PEDRISCO (KG) 260 R$ 5,20 260 R$ 5,20 0 - 0 -
ÁGUA (KG) 0 - 0
0
0
TOTAL MAT. SECOS =
760
760
590
760
VALOR POR BLOCO =
R$ 0,96
R$ 0,91
R$ 1,02
R$ 0,83
Observe que para o Traço B executou-se a substituição de 100% da areia artificial pelo
agregado reciclado no item 4.4.3 desta dissertação, sendo avaliado o custo do Traço B com
utilização exclusiva de agregado reciclado e pedrisco, determinando-se desta maneira um
custo unitário de R$0,78 para cada bloco de concreto produzido, valor este que quando
comparado ao Traço B original (R$0,91 / bloco) representa redução de custo na ordem de
14,30%. A Tabela D.1.3 apresenta a composição do custo dos insumos para cada bloco de
concreto produzido para os Traços B e B com utilização de 100% de agregado reciclado.
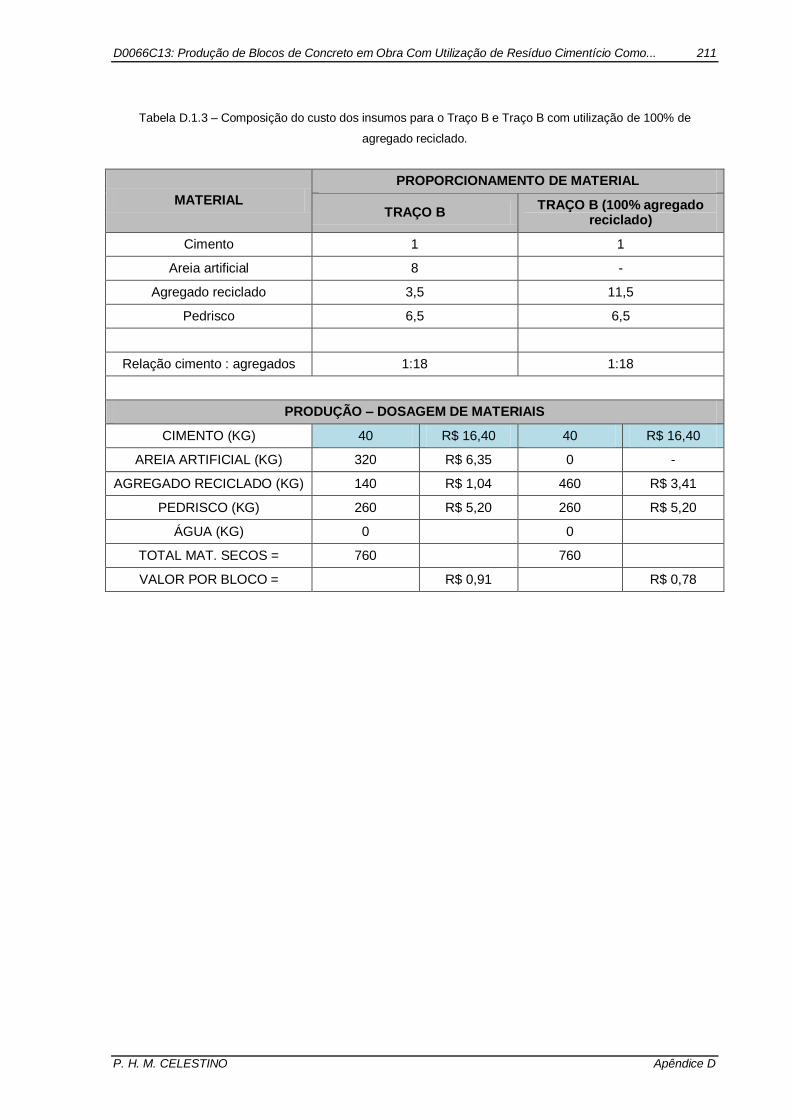
D0066C13: Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como... 211
P. H. M. CELESTINO Apêndice D
Tabela D.1.3 – Composição do custo dos insumos para o Traço B e Traço B com utilização de 100% de
agregado reciclado.
MATERIAL
PROPORCIONAMENTO DE MATERIAL
TRAÇO B TRAÇO B (100% agregado
reciclado)
Cimento 1 1
Areia artificial 8 -
Agregado reciclado 3,5 11,5
Pedrisco 6,5 6,5
Relação cimento : agregados 1:18 1:18
PRODUÇÃO – DOSAGEM DE MATERIAIS
CIMENTO (KG) 40 R$ 16,40 40 R$ 16,40
AREIA ARTIFICIAL (KG) 320 R$ 6,35 0 -
AGREGADO RECICLADO (KG) 140 R$ 1,04 460 R$ 3,41
PEDRISCO (KG) 260 R$ 5,20 260 R$ 5,20
ÁGUA (KG) 0 0
TOTAL MAT. SECOS = 760 760
VALOR POR BLOCO = R$ 0,91 R$ 0,78


















